/





























































































































































































































































































































































































































































































































































































































































Текст
СПРАВОЧНИК
Справочник
несрте-
переравотчика
Под редакцией
Г. А. Ластовкина, Е. Д. Радченко,
М. Г. Рудина
ЛЕНИНГРАД
„ХИМИЯ"
ЛЕНИНГРАДСКОЕ
ОТДЕЛЕНИЕ
1986
СГ17.4-
C74I
УДК 665.6 (083)
Рецензент докт. техн, наук проф 3. И. Сюняев
УДК 665.6(0.83)
С741 Справочник нефтепереработчика: Справочник/Под
ред. Г. А. Ластовкина, Е. Д. Радченко и М. Г. Ру-
дина.— Л.: Химия, 1986. — 648 с., ил.
Содержит сведения о методах поиска и извлечения сырья из недр,
динамике добычи и переработки нефти и газа, свойствах наиболее рас*
пространенных нефтей, методах анализа нефти н нефтепродуктов.
Подробно охарактеризованы современные технологические процессы
переработки нефти, оборудование, общезаводское хозяйство, товарные
нефтепродукты. Имеются данные об охране среды, технике безопасности
н экономике производства.
Предназначен для инженерно-технических работников пред-
приятий химической, нефтехимической, нефтеперерабатывающей про-
мышленности. Будет полезен преподавателям и студентам учебных
заведений соответствующих специальностей.
Табл* 274. Ил. 213. Библиогр. список 183 назв.
с 2803020300—122
050 (01)—86
6П7.43
к - Г‘~
/ \
СПРАВОЧНОЕ ИЗДАНИЕ
справочник нефтепереработчика
Редакторы Н. Р. Либерман, С. Л. Томарченко
Технический редактор Минеева Н. А.
Корректор Л. С. Александрова
ИБ № 1625
Сдано в набор 31.03.86. Подписано в печать 05.11.86. М-33937. Формат 60х901/ц.
Бумага тип. № 2. Гарнитура литературная. Печать высокая. Усл. печ. л. 40,5.
Усл. кр.-отт. 40,5 Уч,-нзд.л. 46,42. Изд, № 2310. Тираж 10 000 экз. Зак. 70.
Цена 2 р. 80 к.
Ордена «Знак Почета» издательство «Химия», Ленинградское отделение. 191186,
г. Ленинград, Д-186, Невский пр., 28.
Ленинградская типография № 6 ордена Трудового Красного Знамени Ленинградского
объединения «Техническая книга» им. Евгении Соколовой Союзполиграфпрома при
Государственном комитете СССР по делам издательств, полиграфии и книжной торговли.
193144, г. Ленинград, ул, Моисеенко, 10.
© Издательство «Химия», 1986
ПРЕДИСЛОВИЕ
Нефть и газ — это основные источники энергии в современ-
ном мире. На топливах, полученных из них, работают двигатели
сухопутного, воздушного и водного транспорта, тепловые элек-
тростанции. Нефть и газ перерабатывают в химическое сырье
для производства пластических масс, синтетических каучуков,
искусственных волокон. В настоящее время насчитывается около
100 различных процессов первичной и вторичной переработки
нефти, реализованных в промышленности. Намечается внедрение
новых, весьма перспективных разработок, направленных на
улучшение качества продукции и совершенствование технологии.
Специалисты химической, нефтехимической и нефтеперераба-
тывающей промышленности остро нуждаются в справочной ли-
тературе, однако эта потребность удовлетворяется сейчас далеко
не в полной мере. Изданный в 1980 г. «Краткий справочник не-
фтепереработчика» решал локальные задачи и был предназна-
чен в первую очередь для производственного персонала. Амери-
канский справочник под редакцией Блэнда и Дэвидсона (Petro-
leum Processing Handbook, McGraw-Hill Book Company, 1967)
в значительной степени устарел и к тому же не отражает состоя-
ния и перспектив развития нефтепереработки в СССР.
Авторы настоящей книги поставили перед собой задачу дать
в сжатом виде информацию по широкому кругу вопросов, свя-
занных с переработкой нефти.
В справочник включены сведения о методах поиска и извле-
чения из земных недр нефтяного и газового сырья,, динамике до-
бычи и переработки нефти и газа, свойствах наиболее распростра-
ненных отечественных и мировых нефтей, методах анализа нефти
и нефтепродуктов.
В книге подробно освещены современные технологические
процессы переработки нефти, причем авторы стремились изла-
гать материал по единой схеме (теоретические основы процесса,
сырье и продукция, катализаторы, технологическая схема и
материальный баланс, расходные показатели). Специальные главы
1*
3
посв.ящены выбору оборудования, охране окружающей среды от
загрязнения выбросами НПЗ, технике безопасности. В справоч-
нике рассматриваются проблемы, связанные с повседневной экс-
плуатацией нефтеперерабатывающих заводов, дается характе-
ристика многогранного общезаводского хозяйства современного
НПЗ и технико-экономическая оценка эффективности производ-
ства. В конце разделов или глав приводятся важнейшие литера-
турные источники, как правило, монографического и справочного
характера.
Из терминов и названий химических веществ предпочтение
отдавалось наиболее употребительным на практике. В справоч-
нике использована Международная система единиц (СИ), однако
в отдельных случаях сделаны отступления — главным образом,
это касается эмпирических формул и зависимостей.
К работе над справочником были привлечены сотрудники ве-
дущих научно-исследовательских, проектных и учебных инсти-
тутов, разрабатывающих основные технологические процессы
и оборудование для нефтеперерабатывающей и химической про-
мышленности. Так, сотрудниками БашНИИ НП подготовлены раз-
делы по первичной перегонке нефти, термическим процессам и
производству битумов, ВНИИ НП—по производству масел,
гидрокрекингу и качеству товарных нефтепродуктов, НПО «Лен-
нефтехим» — по каталитическому риформингу, изомеризации,
производству ароматических углеводородов, общезаводскому хо-
зяйству, ГрозНИИ — по каталитическому крекингу и алкили-
рованию. Глава «Оборудование нефтеперерабатывающих произ-
водств» написана в основном сотрудниками ВНИИнефтемаша —
головного института в этой области.
Приведенные в справочнике данные относятся в соответствии
с ГОСТ 8.310—78 к категории информационных.
Глава 1 ОБЩИЕ СВЕДЕНИЯ О НЕФТИ.
МЕТОДЫ АНАЛИЗА НЕФТИ И
НЕФТЕПРОДУКТОВ
1.1. ПРОИСХОЖДЕНИЕ И УСЛОВИЯ ЗАЛЕГАНИЯ НЕФТИ
Существуют теории неорганического и органического проис-
хождения нефти. Большая часть геологических и геохимических
наблюдений, накопленных в мировой науке о нефти, подтверж-
дают теорию органического (биогенного) происхождения нефти.
Вследствие своей подвижности нефть и газ способны мигри-
ровать в толще пород. Миграция происходит под воздействием
различных факторов: перемещения с водой, растворения жидких
веществ нефти в газах, фильтрации по порам и трещинам, диффу-
зии и др.
В результате движения по пористым пластам и при вертикаль-
ной миграции под влиянием гравитационного и тектонического
факторов нефть и газ скапливаются в таких участках пористых
горных пород, откуда дальнейшая миграция невозможна или
затруднена, — в ловушках. Различают три типа ловушек; замк-
нутые, полузамкнутые и незамкнутые.
Скопления нефти и газа в ловушках имеют объем от несколь-
ких кубических миллиметров до десятков миллиардов кубиче-
ских метров. Если масса нефти и газа в ловушке составляет не-
сколько тысяч тонн и более, то такое скопление называется за-
лежью. Залежи располагаются на глубине до 6—7 км, однако на
глубине 4—5 км нефтяные залежи обычно сменяются газовыми и
газоконденсатными. Наибольшее число залежей нефти обнару-
жено на глубине 1,0—3,0 км. В составе месторождения нефти,
т. е. такого ее скопления, которое по количеству, качеству и ус-
ловиям залегания пригодно для промышленного использования,
обычно имеется одна или несколько залежей.
1.2. ЗАПАСЫ НЕФТИ И ГАЗА.
ОСНОВНЫЕ НЕФТЕГАЗОНОСНЫЕ РАЙОНЫ
Мировые разведанные запасы нефти оцениваются в 90—
95 млрд, т, а прогнозные — в 250—270 млрд, т (по оценкам ряда
авторов, прогнозные запасы превышают 500 млрд. т). Наиболее
5
ТАБЛИЦА 1.1. Основные отечественные нефтяные месторождения
Нефтегазо- носный район (регион) Месторождения Нефтегазо- носный район (регион) Месторождения
Урал и По- волжье Западная Си- бирь Коми АССР Арланское Бавлинское Бугурусланское Жирновское Каменноложское Кулешовское Краснокамское Мухановское Новоелховское Ромашкинское Серноводское Туймазинское Чекмагушское Шкаповское Варьеганское Губкинское Мегионское Самотлорское Северо-Соснинское Сургутское Тепловское Усть-Балыкское Шаимское Джъерское Западно-Тэбукское Коми АССР Белоруссия и Прибалтика Украина Северный Кав- каз Азербайджан Казахстан Средняя Азия о. Сахалин Усинское Ярегское Красноборское Оташковичское Речиикое Шюпарпйскос Гнединцевское Дол и нс кое Леляковское Прилукское Малгобекское Новодмитриевсков Озексуатское Балаханское Бузовнинское Нефтяные Камни Сангачалы-море Жетыбайское Каражанбас Узеньское Котур-Тепинское Небитдагское Шурчинское Охинское Эхабинское
ТАБЛИЦА 1.2. Основные зарубежные нефтяные месторождения
Страна Месторождение Начальные извлекаемые запасы, млрд, т
Саудовская Аравия Гавар 10,1
Кувейт Бурган 9,9
Венесуэла Боливар 4,4
Саудовская Аравия Сафания-Хафджи 4.1
Ирак Румайла 2,7
Иран Ахваз 2,4
Ирак Киркук 2 2
Ира.т Марун 2,2
Гачсаран 2,1
Ага-Джари 1,9
Абхайк 1,7
Мексика Чиконтепек 1,6
Саудовская Аравия Манифа 1,5
Венесуэла Лагупильяс 1,5
США Прадхо-Бей 1,4
Алжир Хасси-Мессауд 1,4
Иран Ферейдун-Марджин 1,4
Биби-Хакиме 1,2
6
Продолжение табл. 1.2
Страна Месторожденне Начальные навлекаемые запасы млрд, т
Саудовская Аравия Хурайс I.2
Катиф 1.2
Объединенные Арабские Эмираты Бу-Хаса 1.2
Мексика Бермудес 1.1
Ливия Сарир 1,1
Иран Раудатайн 1,0
Индонезия Минас 0,9
Саудовская Аравп' Шуайба 0,9
США Ист-Тексас 0,8
ТАБЛИЦА 1.3. Динамика объемов добычи нефти, млн. т
Регион, страна 1940 1950 I960 1970 1980 1983
Северная Америка
Канада 1,2 4,0 26,2 62,9 70,3 76,8
Мексика 6,0 9,9 13,5 21,4 96,4 147,3
США Центральная и Южная Америка 184,6 269,3 351,3 479,6 426,7 480,1
Аргентина 2,8 з.в 8,6 19,1 24,2 24,9
Бразилия 0 0 4,0 8,0 9,1 16,9
Венесуэла 25,2 74,6 141,7 184,7 107,9 95,3
Тринидад и Тобаго 3,0 2,8 5,8 7,0 10,5 8,2
Эквадор Западная Европа 0,3 0,4 0,4 0,2 И,1 12,1
Великобритания 0 0 0,1 0,1 80,6 114,9
Норвегия Африка 0 0 0 0 26,3 30,5
Алжир 0 0 9,1 51,2 50 6 30,7
Египет 0,9 2,2 3,1 16,3 29,7 36,3
Ливия 0 0 0 165,2 88,9 53,3
Нигерия Ближний и Средний Восток 0 0 0,9 53,9 102,4 61,0
Абу-Даби 0 0 0 34,6 67,2 37,5
Дубай 0 0 0 0 17.4 16,8
Иран 9,0 53,1 Е3,2 165,8 73,0 122,9
Ирак 3,0 6,8 50,0 77,1 131,3 46,8
Кувейт 0 17,1 81,1 136,2 68,8 53,4
Катар 0 1,7 8,7 18,0 23,5 13,0
Нейтральная зона 0 0 6,8 24,9 26,9 15,6
Оман 0 0 0 16,6 14,1 18,6
Саудовская Аравия 0,7 27,2 12,1 176,7 479,5 249,2
7
Продолжение табл 1.3
Регион, страна 1940 1950 i960 1970 1980 1983
Дальний Восток, Юго-Восточная Азия
Австралия 0 0 0 8,7 18,9 ,9,6
Индонезия 8,4 6,6 20,5 42,5 78,5 64,0
КНР 0 0,2 5,0 24,9 105,9 105,8
ТАБЛИЦА 1.4. Основные газовые месторождения
Страна Местор ожде н и. е
СССР Уренгойское Ямбургское Медвежье Харасавейское- Оренбургское Заполярное Даулетабад Астраханское Вуктыльское Шатлык Шебелинское Газли
Иран Парс
США Нидерланды Алжир Канган Панхандл-Хьюготон Слохтерен Хасси-Рмель
ТАБЛИЦА 1.5. Динамика добычи природного газа в основных газодобывающих
странах, млрд, м3
Страна 1938 I960 1968 1980 1983
США 66,8 359,7 547,6 558,5 472,6
Канада 0,9 14,5 52,2 73,4 67,0
Мексика 1,1 9,7 16,3 13,9 —
Нидерланды 0 0,4 14,0 93,4 74,4
Италия 0 6,4 10,4 13,5 14.0
Франция 0 4,4 8,6 7,8 9.4
Венесуэла 0 4,6 7,8 18,0 —
ФРГ 0 0,6 6,3 20,7 17.5
8
крупные месторождения нефти расположены в арабских странах
Ближнего и Среднего Востока, Иране, Индонезии, Северной и
Южной Америке. На территории СССР месторождения нефти
имеются в Западной Сибири, районах Поволжья, Урала, Север-
ного Кавказа, Коми АССР.
В табл. 1.1 и 1.2 приводится перечень отечественных и зару-
бежных нефтяных месторождений.
Промышленная добыча нефти из земных недр началась в
XIX веке. Особенно быстрыми темпами она росла в 1950—75 гг.,
однако затем темпы роста заметно снизились. Динамика объемов
нефтедобычи представлена в табл. 1.3. СССР занимает первое
место в мире по объему добычи нефти.
Разведанные мировые запасы природного газа превышают
60 трлн, м3, а прогнозные оцениваются в 200 трлн. м3. Перечень
крупнейших месторождений газа приводится в табл. 1.4. Еже-
годная добыча газа во всем мире превышает 1,5 трлн. м3. Данные
о динамике добычи природного газа в основных газодобывающих
странах содержатся в табл. 1.5. Советский Союз занимает первое
место в мире по объему добычи природного газа.
1.3. РАЗВЕДКА НЕФТИ
Поиски нефти осуществляются сочетанием геологических,
геофизических и геохимических методов.
Геологический метод заключается в изучении структуры оса-
дочных пород с помощью геологической съемки и бурения. По
результатам бурения составляют структурные карты, на которых
отмечают состав и возраст горных пород, особенности рельефа
пластов. Затем бурят поисковые скважины для обнаружения
нефтегазовых ловушек. После нахождения залежей приступают
к разведочному бурению, с тем чтобы установить размеры место-
рождения и запасы нефти или газа.
Геофизические методы основаны на измерении с помощью спе-
циальных приборов таких явлений и параметров, как гравиметри-
ческие и магнитные аномалии, электропроводимость пород, осо-
бенности распространения сейсмических колебаний, возникаю-
щих при искусственных взрывах. Ведущим методом при поисках
ловушек для нефти и газа является сейсморазведка.
К геохимическим методам поиска нефти и газа относятся газо-
вая съемка и газовый каротаж. При газовой съемке отбирают
пробы газа (подпочвенного воздуха) или породы с глубин от 2—3 м
до 10—50 м и извлекают из этих проб метан, этан, пропан и дру-
гие углеводороды. По результатам анализа выявляют «газовые
аномалии», являющиеся признаком возможного наличия в толще
пород нефтяного или газового месторождения. Газовый каро-
таж — метод, основанный на систематическом определении газо-
образных и легких жидких углеводородов в буровом растворе
или керне.
9
Процесс геологоразведочных работ на нефть и газ в СССР
делится на три этапа: региональный, поисковый, разведочный.
На региональном этапе оцениваются перспективы нефтегазо-
носности и прогнозные ресурсы региона; путем бурения опорных
и параметрических скважин и геофизических работ определяются
районы проведения поисковых работ.
В ходе поискового этапа осуществляются детальные геофизи-
ческие исследования и выявляются локальные объекты для бу-
рения. Затем проводится бурение поисковых скважин. В резуль-
тате поискового этапа устанавливается факт наличия месторожде-
ния и предварительно оцениваются запасы.
Главная цель разведочного этапа — обозначить (оконтурить)
залежи, определить мощность и нефтегазонасыщенность пластов
и горизонтов. После завершения разведочного этапа подсчиты-
ваются промышленные запасы нефти, разрабатываются рекомен-
дации о вводе месторождения в эксплуатацию.
1.4. ДОБЫЧА НЕФТИ
Основной способ промышленной добычи нефти — извлечение
ее из земных недр с помощью буровых скважин.
1.4.1. Бурение
В 1859 г. в США, а в 1864 г. в России были пробурены пер-
вые нефтяные скважины. В зависимости от характера действия
бурового инструмента на породу различают ударное и вращатель-
ное бурение.
Бурение промышленных нефтяных и газовых скважин произ-
водится с помощью стационарных установок, оснащенных буро-
выми станками (рис. 1.1). Первоначально в скважину вводят
одну бурильную трубу, по мере углубления скважины привин-
чивают все новые и новые трубы. Каждая имеет длину 6—10 м
и снабжена на обоих концах нарезкой.
Для удаления разбуренной породы скважина промывается
глинистым или специальным раствором, который закачивается
насосом внутрь колонны бурильных труб. Раствор проходит по
трубам вниз, выходит через отверстие в долоте к забою, а затем
поднимается между стенками скважины и бурильными трубами,
вынося на поверхность мелкие обломки разрушенных пород.
Время от времени колонну бурильных труб поднимают, чтобы
сменить изношенное долото.
По характеру воздействия на породу различают долота ска-
лывающего или режущего действия и шарошечные долота дробя-
щего действия. Для бурения в твердых породах применяют трех-
шарошечные долота.
Основной недостаток вращательного бурения — необходи-
мость вращать всю колонну бурильных труб вместе с долотом.
10
1.8.1. Плотность
Плотность нефтей колеблется от 0,820 до 0,900, хотя известны
нефти с более высокой плотностью: ярегская (0,945); серновод-
ская (0,916); мексиканская нефть месторождения Какалино
(0,972); кубинская месторождения Харуко (0,977); венесуэльская
месторождения Боскан (0,991). В нашей стране и за рубежом
добываются также нефти, содержащие много светлых нефтепро-
дуктов и характеризующиеся низкой плотностью: кулсаринская
(0,783); марковская (0,775); американская месторождения Хидли
(0,775).
1,8.2. Вязкость
Для характеристики нефтей и нефтепродуктов применяются
показатели динамической, кинематической и условной вязкости.
Вязкость зависит от химического и фракционного состава. Кине-
матическая вязкость * при 20 °C для большинства нефтей (v20)
колеблется от 4 до 40 мм2/с, хотя существуют и более вязкие
нефти: мартышинская (v20 = 105,7 мм2/с), ярегская (v20 —
= 786,3 мм2/с), а из зарубежных — венесуэльские Бачекеро и
Лагунильяс (г38 = 200 мм2/с), мексиканская Наранхос (v38 =
= 178 мм2/с) и др. В тех случаях, когда нефть и нефтепродукты
образуют дисперсные системы, течение жидкости перестает быть
пропорциональным приложенной нагрузке, т. е. не подчиняется
закону Ньютона. Вязкость таких систем носит название структур-
ной. Для разрушения структуры требуется определенное усилие,
которое называется пределом упругости.
1.8.3. Молекулярная масса
Молекулярная масса нефти и нефтепродуктов зависит от со-
отношения отдельных углеводородов и фракций. Средняя моле-
кулярная масса' большинства нефтей равна 200—300. Исключе-
ние составляет уже упоминавшаяся ярегская нефть (М = 452),
танатарская в Эмбенском районе (М — 384), айяунская в Запад-
ной Сибири (М = 470).
1.Э. КЛАССИФИКАЦИЯ НЕФТЕЙ
Нефти разных месторождений отличаются друг от друга по
физическим и химическим свойствам. Поскольку именно свойства
нефти определяют направление и условия ее переработки, влияют-
* Далее всюду, кроме особо оговоренных случаев — вязкость.
25
Более эффективен способ, основанный на применении забойных
двигателей. Колонна бурильных труб остается неподвижной,
а вращается с помощью двигателя только долото. Основная труд-
ность при внедрении этого метода заключалась в создании такого
двигателя, который мог бы работать на большой глубине и имел бы
малые размеры. Предъявленным требованиям отвечает созданная
советскими учеными и специалистами конструкция забойного;
гидравлического двигателя—турбобура (рис. 1.2).
Получили распространение также забойные буровые машины
с погружным электродвигателем — электробуры. Электробур при-
соединяется к низу бурильной колонны и передает вращение бу-
ровому долоту.
1.4.2. Извлечение нефти из земных недр
Современная технология добычи нефти включает три этапа:
1) движение нефти по пласту к скважинам вследствие разности
давлений в пласте и на забое скважины (разработка месторожде-
ния); 2) движение нефти от забоя скважин до их устья на поверх-
ности (эксплуатация скважин); 3) сбор нефти и сопровождающих
ее газа и воды на поверхности, отделение газа и воды от нефти,
возврат воды в пласт, сбор попутного газа.
Для того чтобы обеспечить перемещение нефти в пласте к за-
бою эксплуатационной скважины, в настоящее время, как пра-
вило, в пласт нагнетают воду. Для небольших залежей приме-
няется законтурное, а для средних и крупных — внутриконтур-
ное заводнение. При внутриконтурном заводнении на террито-
рии залежи через три—пять рядов эксплуатационных скважин
располагают нагнетательные скважины для подачи в пласт воды.
Увеличением соотношения между числом нагнетательных и экс-
плуатационных скважин, а также повышением давления воды
можно интенсифицировать воздействие на пласт.
Методы искусственного заводнения позволяют повысить от-
дачу пласта с 30—35% до 40—45%. Дальнейшего увеличения
нефтеотдачи добиваются с помощью новых методов воздействия
на пласт: 1) прогревом призабойной зоны скважины специальными
нагревателями, закачкой в пласт горячего газа или воды, созда-
нием движущегося внутрипластового очага горения; 2) закач-
кой в пласт смешивающихся с нефтью агентов-растворителей
(пропана, высших спиртов, жирного углеводородного газа),
серной и соляной кислоты и поверхностно-активных веществ.
Движение нефти от забоя скважины до устья производится
как за счет естественного фонтанирования, так и с помощью ме-
ханизированных способов. При естественном фонтанировании
нефть изливается на поверхность под давлением пластовой энер-
гии. Фонтанная добыча применяется на первом этапе эксплуата-
ции скважины; по мере снижения пластового давления фонтани-
рование ослабляется, и скважину переводят на механизирован-
ную добычу.
К механизированным способам добычи нефти относятся газ-
лифтный и глубиннонасосный. При газлифтном методе в сква-
жину нагнетают компрессорами углеводородный газ, который,
смешиваясь с нефтью, способствует ее подъему на поверхность.
При глубиннонасосном методе используются погружаемые в сква-
жину штанговые, электроцентробежные или винтовые насосы.
В СССР 69% всех эксплуатируемых скважин составляют штан-
говые глубиннонасосные, 15%—фонтанные, 12%—скважины
с погружными электронасосами, 4 % — скважины газлифтного
типа.
1.4.3. Сбор и подготовка нефти на промыслах
Нефть, извлекаемая из скважин, содержит пластовую воду
с растворенными солями, газы органического (от СН4 до С4Н10)
и неорганического (H2S, СО2) происхождения, механические при-
меси (песок, глина, известняк). Перед транспортировкой потреби-
телям от нефти отделяют газы, механические примеси, основную
часть воды и солей.
На отечественных нефтепромыслах эксплуатируются различ-
ные системы промыслового сбора и транспортирования сырой
нефти, отличающиеся условиями перемещения нефти, схемой
подготовки нефти. На смену негерметизированным схемам, экс-
плуатация которых была связана с потерями газа и легких фрак-
ций, пришли различные герметизированные высоконапорные
системы. На рис. 1.3 изображена одна из таких систем, характер-
ная для большого месторождения.
Сырая нефть под собственным давлением поступает на группо-
вые замерные установки 1, где происходит измерение количества
нефти. Затем нефть перемещается на дожимную насосную стан-
цию 3, в составе которой имеются сепараторы первой ступени для
отделения газа от нефти. Газ поступает на газоперерабатываю-
щий завод 7, а нефть — на установку подготовки нефти (УПН).
На УПН проводятся вторая и третья ступени сепарации газа от
Рис. 1.3, Схема герметизированного сбора нефти:
/ — групповые замерные установки; 2 — сборный коллектор нефти» газа и воды; 3
дожимная насосная станция; 4 газопровод; 5 установка подготовки нефти; 6 —
насосы; 7 газоперерабатывающий завод; 8 —• автоматизированная установка оценке
качества и количества нефти «Рубин»; 9 ~ товарные резервуары подготовленной нефти;
10 ** магистральный нефтепровод; // установка очистки воды; 12 =» водоводы; 13 **
кустовая насосная станция; 14 =* нагнетательные скважины»
13
нефти, обезвоживание и обессоливание нефти. Вода очищается
на установке 11 и закачивается в пласт через нагнетательные
скважины 14. Обезвоженная и обессоленная нефть через водо-
воды 12 и автоматизированную установку «Рубин» 8, предназна-
ченную для оценки качества и количества нефти, направляется
в товарные резервуары 9.
1.5. ТРАНСПОРТ НЕФТИ
На предприятия по переработке нефть подается трубопровод-
ным, водным (танкеры, баржи) и железнодорожным (цистерны)
транспортом.
Наиболее экономична транспортировка нефти по трубопрово-
дам — себестоимость перекачки нефти в 2—3 раза ниже, чем стои-
мость перевозки по железной дороге. Сеть магистральных нефте-
проводов связывает нефтедобывающие районы Урала и Поволжья,
Западной Сибири, Казахстана, Коми АССР с нефтеперерабаты-
вающими заводами.
Средняя дальность перекачки нефти в нашей стране состав-
ляет около 1500 км. Нефть транспортируется по трубопроводам
диаметром 300—1200 мм, причем более. 40% от общей протяжен-
ности приходится на долю нефтепроводов диаметром 800—1200 мм.
По длине магистральных нефтепроводов размещается сеть про-
межуточных перекачивающих станций, оснащенных насосами
производительностью 1250—12500 м3/ч, развивающими давление
на выходе до 6,4 МПа.
Магистральные нефтепроводы и нефтепроводы-отводы, по ко-
торым нефть поступает на территорию нефтеперерабатывающих
заводов, заканчиваются приемосдаточными пунктами, на кото-
рых располагаются фильтры и счетчики для учета поступающей
нефти.
Для предотвращения коррозионного разрушения нефтепрово-
дов и защиты от блуждающих токов применяют антикоррозион-
ную изоляцию и электрохимические методы защиты. При пере-
качке высоковязкой и высокозастывающей нефти сооружают
станции подогрева, совмещая, где это возможно, с перекачиваю-
щими станциями.
1.6. переработка нефти
Нефть является источником получения всех видов жидкого
топлива — бензина, керосина, дизельного и котельного (мазут)
топлив, из нефти вырабатывают смазочные и специальные масла,
нефтяной кокс, битумы, консистентные (пластичные) смазки,
нефтехимическое сырье — индивидуальные алканы (парафиновые
углеводороды), алкены (олефины) и арены (ароматические угле-
водороды), жидкий и твердый парафин. Из нефтехимического
сырья в свою очередь производят широкую гамму ценных продук-
14
Т АБЛ И ЦА 1.6. Объем переработки нефти и количество нефтеперерабатывающих
заводов в различных странах мира на 1982 г.
Страна Мощность по пере- работке нефти, млн. т/год 1 Число 1 НПЗ Страна Мощность по пере- работке нефти, млн. т/год Число НПЗ
США 928,3 273 Аргентина 33,6 12
Япония 278,0 46 Виргинские 31,8 1
Италия 198,7 32 острова
Франция 163,4 22 Кувейт 30,9 5
ФРГ 145,8 19 Румыния 30,7 8
Великобритания 123,2 17 Индия 27,7 9
Канада 109,2 35 Саудовская Ара- 24,2 3
КНР 90,1 >27 ВИЯ
Нидерланды 84,8 8 Швеция 23,4 6
Испания 75,3 10 Тринидад 22,7 2
Мексика 73,0 10 Чехословакия 22,7 7
Бразилия 69,8 13 Сингапур 21,9 5
Иран 68,2 14 Греция 21,2 4
Венесуэла 65,7 8 ЮАР 21,0 4
Бельгия 51,4 8 Польша 19 2 8
Южная Корея 37,5 6 Турция 18,2 4
Австралия 36,8 И Португалия 18,1 3
тов, применяющихся (и промышленности, сельском хозяйстве,
медицине, быту: пластические массы, синтетические каучуки
и смолы, синтетические волокна и моющие средства, "белковсй
.витаминные концентраты,' индивидуальные кислородсодержащие
соединения — спирты, альдегиды, кетоны, кислоты.
Производство нефтепродуктов и нефтехимического сырья из
нефти организовано на нефтеперерабатывающих заводах (НПЗ).
НПЗ сооружены в большинстве промышленно развитых стран
мира. В табл. 1.6 приведены сведения об объеме переработки нефти
и числе нефтеперерабатывающих заводов в ведущих странах мира.
Переработка нефти на НПЗ осуществляется с помощью раз-
личных технологических процессов, которые могут быть условно
разделены на следующие группы:
1) первичная переработка (обессоливание и обезвоживание,
атмосферная и атмосферно-вакуумная перегонка нефти, вторич-
ная перегонка бензинов, дизельных и масляных фракций);
2) термические процессы (термический крекинг, висбрекинг,
коксование, пиролиз);
3) термокаталитические процессы (каталитические крекинг и
риформинг, гидроочистка, гидрокрекинг, селектоформинг);
4) процессы переработки нефтяных газов (алкилирование,
полимеризация, изомеризация);
5) процессы производства масел и парафинов (деасфальти-
зация, депарафинизация, селективная очистка, адсорбционная
и гидрогенизационная доочистка);
15
6) процессы производства битумов, пластичных смазок, при-
садок, нефтяных кислот, сырья для получения технического угле-
рода;
7) процессы производства ароматических углеводородов (эк-
стракция, гидродеалкилирование, деалформинг, диспропорцио-
нирование).
Описание различных технологических процессов переработки
нефти приведено в главе 2.
В зависимости от ассортимента получаемой продукции, соче-
тания технологических производств, характера схемы переработки
нефтеперерабатывающие заводы делят на топливные, топливно-
масляные, заводы с нефтехимическими производствами. Принято
характеризовать заводы по величине отбора светлых нефтепро-
дуктов и глубине переработки нефти. Величину отбора светлых С
определяют по формуле:
С = (Б + К + Д + А + ЖП + СГ + Р)/Н
где Б, К, Д, А, ЖП, СГ, Р — количество получаемых на НПЗ
соответственно бензинов (автомобильных и авиационных), керо-
синов, дизельных топлив, ароматических углеводородов, жидких
парафинов, сжиженных газов, растворителей, тыс.т/год; Н —
мощность, тыс. т/год.
Глубину переработки нефти Г рассчитывают по выражению:
г = (НП — ТМ — П)/Н
где НП, ТМ — количества вырабатываемых на НПЗ товарных
нефтепродуктов (без топочного мазута) и топочного мазута соот-
ветственно; П — безвозвратные потери, тыс. т/год; Н — мощ-
ность НПЗ, тыс. т/год.
На рис. 1.4—1.6 изображены три схемы потоков современных
НПЗ. Заводы с неглубокой переработкой нефти по топливному
варианту (рис. 1.4) до недавнего времени строились в тех районах,
где отсутствуют другие источники органического топлива (уголь,
природный газ), а для снабжения энергетических установок ис-
пользуется остаток от перегонки нефти — мазут. Из нефти вы-
деляют изначально содержащиеся в ней светлые дистиллятные
фракции, которые затем облагораживают с применением вторич-
ных процессов — каталитического риформинга, изомеризации,
гидроочистки. В схеме завода предусмотрено также получение
жидкого парафина — сырья для биохимических производств и
битума.
В соответствии с решениями Партии и Правительства о более
полном использовании нефтяного сырья, углублении переработки
нефти на заводах с неглубокой переработкой в настоящее время
осуществляется строительство производств, позволяющих за счет
термокаталитической переработки мазута увеличить выход свет-
лых нефтепродуктов.
16
Рис. 1,4. Схема потоков НПЗ топливного профиля с неглубокой переработкой нефти.
ояишю!1
Пример завода с глубокой переработкой нефти по топливному
варианту приведен на рис. 1.5. Помимо установок первичной
перегонки и облагораживания светлых дистиллятов в состав
завода включены установки гидрокрекинга, каталитического кре-
кинга и коксования. На базе легких непредельных углеводород-
ных фракций, полученных каталитическим крекингом и коксо-
ванием, может быть организовано производство высокооктановых
компонентов автомобильного бензина — алкилата или метил-
mpem-бутилового эфира (МТБЭ).
Производство масел из нефтей Урала, Поволжья и Западной
Сибири включает (рис. 1.6) деасфальтизацию гудрона, селектив*
ную очистку узких масляных дистиллятов и деасфальтизата, де-
парафинизацию рафинатов селективной очистки, гидроочистку
или контактную очистку депарафинированного масла, смешение
очищенных остаточных и дистиллятных компонентов друг с дру-
гом и с композициями присадок.
i . 17
В топливо
Рис. 1.5. Схема потоков НПЗ топливного профиля с глубокой переработкой нефти.
I —легкий бензин; //—легкий гайзоль;///—тяжелый бензин; IV — фр.>350 °C; V — фр. 280—420 °C; VI — фр. > 420 °C; V//— легкий алкилат-
VIII —тяжелый алкилат.
Рис. 1.6. Схема потоков НПЗ топливно-масляного профиля.
ТАБЛИЦА 1.7. Товарный баланр НПЗ при работе по различным вариантам
Компоненты Топливный вариант Топливно- масляный вариант (рис. 1 6)
<з неглу- бокой перера- боткой (рис. 1.4) 4 ГЛубоКОЙ перера- боткой (рис. 1.5)
Поступило, % на нефть
Нефть обессоленная 100,00 100,00 100,0
Вода на производство водорода — 1,55 —
Присадки к маслам — — 0,50
Всего 100,00 101,55 100,50
Получено, % на нефть
Автомобильный бензин ' 15,25 22,65 15,19
Керосин гидроочищенный 9,72 9,72 9,72
Дизельное топливо
летнее 15,46 25,35 21,26
зимнее 7,06 7,06 —
Бензол 0,57 0,57 0,57
Толуол 0,58 0,58 0,58
Сольвент 0,14 0,14 0,14
Сжиженные газы 1,58 - 2,56 1,58
в том числе
пропан (0,66) (0,80) (0 66)
изобутан (0,49) (0,60) (0,49)
н-бутан (0,43) (0,42) (0,43)
пропан-пропиленовая фракция — (0,60) —
пропан и бутан-пентаны алки- — (0,14) —
лирования
Изопентан для нефтехимии 0,40 0,60 0,40
Парафин жидкий 0,41 0.41 —
Кокс нефтяной —- 2,40 —
Битумы дорожные и строительные 5,76 5,76 5,76
Сырье для производства технического — 0,95 —
углерода
Котельное топливо . 40,08 15,59 37,33
Смазочные масла — — 3,86
Парафины твердые и церезин — — 0,88
Сера элементарная 0,14 0,63 0,14
Топливный газ . 2,05 3,10 2,19
Диоксид углерода — 1,80 —
Отходы и потери 0,80 1,88 0,90
Всего 100,00 101,55 100,50
В табл. 1.7 приведены товарные балансы нефтеперерабатываю-
щих заводов с различными схемами переработки нефти.
Продукты переработки нефти используются также в качестве
сырья для разнообразных производств нефтехимического синтеза.
Нефтехимические производства в некоторых случаях сооружаются
в составе НПЗ. Создаются также самостоятельные нефтехимиче-
ские заводы, которые получают сырье с НПЗ по железной дороге,
автотранспортом или по трубопроводам.
20
Основные виды нефтехимического сырья: сжиженные газы,
бензиновая и керосино-газойлевая фракции, направляемые на
пиролиз; индивидуальные алканы, вырабатываемые на газо-
фракционирующих установках предельных газов; пропан-про-
пиленовая, бутан-бутиленовая и пентан-амиленовая фракции,
получаемые с газофракционирующих установок непредельных
газов; ароматические углеводороды (бензол, толуол, ксилолы);
жидкие и твердые парафины.
1.7. ХИМИЧЕСКИЙ СОСТАВ НЕФТИ
1.7.1. Фракционный состав
Нефти различных месторождений заметно различаются по
фракционному составу — содержанию легких, средних и тяже-
лых дистиллятов. Большинство нефтей содержит 15—25% бен-
зиновых фракций, выкипающих до 180 °C, 45—55% фракций,
перегоняющихся до 300—350 °C. Существуют легкие нефти, в ко-
торых больше низкокипящих фракций — так, в леляковской
(Украинская ССР) и новодмитриевской (Северный Кавказ) неф-
тях свыше 63% фракций, выкипающих до 350 °C, а в нефти место-
рождения Серия (Индонезия) их содержание достигает 77%.
Добываются также очень тяжелые нефти, в основном состоящие
из фракций, выкипающих выше 200 °C. Например, в нефти Ярег-
ского месторождения (Коми АССР), добываемой шахтным спосо-
бом, отсутствуют фракции, выкипающие до 180 °C, а выход фрак-
ции 180—350 °C составляет всего 18,8%.
Принято также характеризовать нефти по содержанию в них
светлых нефтепродуктов. Существуют различные методы опреде-
ления потенциала суммы светлых нефтепродуктов, предложенные
ВНИИ НП и БашНИИ НП.
1.7.2. Элементный состав
Основные химические элементы, входящие в состав нефти —
углерод (82—87%), водород (11—14%), сера (0,1—7,0%), азот
(0,001 —1,8%), кислород (0,05—1,0%). В незначительных коли-
чествах нефти содержат галогены — хлор, иод; металлы — вольф-
рам, никель, железо, натрий, калий, медь. От других горючих
ископаемых — угля, торфа, сланцев — нефть отличается более
высоким содержанием углерода и водорода:
Углерод Водород
Нефть
ромашкинская ........ 85,1 13,0
сураханская.................... 86,7 12,5
Долинская..................... 84,4 14,5
Сланцы прибалтийские.......... 76,6 9,2
Торф сухой ..................... 57,7 6,1
Уголь
каменный ....................... 81,3 5,2
бурый . ....................... 74,8 5,1
21
1.7.3. Углеводородный состав
Основным компонентом нефти являются углеводороды — ал-
каны, циклоалканы, арены. Алкенов в сырых нефтях, как пра-
вило, не содержится, хотя они и были в незначительных коли-
чествах обнаружены в пенсильванских и отдельных бакинских
нефтях. Соотношение между группами углеводородов придает
нефтям различные свойства и оказывает большое влияние на выбор
метода переработки нефти и свойства получаемых продуктов.
Общее содержание алканов (парафинов) в нефтях равно 30—
35%, однако в некоторых нефтях может достигать 40—50%.
ТАБЛИЦА 1.8. Углеводородный состав бензиновых и керосиновых фракций
отечественных нефтей
Наименование нефти Содержание во фракциях, %
бензиновой (н. к. —200 °C) керосиновой <200 — 300 °C)
пара- фины наф- тены аромати- ческие углево- дороды пара- фины наф- тены аромати- ческие углево- дороды
Урал w Поволжье Жирновская Е0 39 11
Каменноложская 66 22 12 45 37 18
Осинская 65 22 13 47 22 31
Покровская 67 24 9 46 36 18
Ромашкинская 61 29 10 — — —
Украина и Белоруссия Долинская 42 32 26 56 20 24
Леляковская 53 27 20 37 36 27
Речицкая 65 22 13 59 21 20
Коми АССР Западно-Тэбу-кская 62 28 10 47 34 19
Ярегская — — — 8 71 21
Казахстан и Средняя Азия Жетыбайская 66 27 7 69 22 9
Котур-тепинская 43 46 И 41 42 17
Мартышинская 23 73 4 24 62 14
Западная Сибирь Мегионская 63 23 14 42 36 22
Самотлорская 63 27 10 48 29 23
Устъ-балыкская 69 24 7 55 22 23
Шаимская 56 36 8 48 33 19
Азербайджан и Северный Кавказ Малгобекск^я 59 28 13 54 27 19
Нефтяные Камни 46 50 4 22 65 13
Озексуатская 56 31 13 67 16 14
Ставропольская 65 23 12 73 13 14
Троицко-Анастасиевская 19 75 6 22 53 25
22
Из советских нефтей более всего богаты алканами нефти, добы-
ваемые на полуострове Мангышлак, а также грозненская парафи-
нистая и озексуатская. С повышением средней молекулярной
массы фракций нефти содержание алканов в них уменьшается.
В бензиновой и средних дистиллятных фракциях содержатся
жидкие алканы СБ—С15, а в тяжелых фракциях и остатке — твер-
дые с числом углеродных атомов 16 и выше. В составе алканов
нефти наиболее широко представлены соединения нормального
строения и монометилзамещенные с различным положением ме-
тильной группы в цепи.
Циклоалканы (циклопарафины, нафтены) содержатся во всех
нефтях и входят в состав всех фракций. В среднем в нефтях раз-
личных типов от 25 до 75% циклоалканов. К нефтям, богатым
циклоалканами, относятся бакинские и эмбенские нефти, амери-
канские нефти Галф-Коста. Простейшие циклоалканы — цикло-
пропан и циклобутан — в нефтях не обнаружены. Моноциклн-
ческие циклоалканы — гомологи циклопентана и циклогек-
сана — входят в состав бензиновой и керосиновой фракций;
в высококипящих фракциях содержатся углеводороды е двумя,
тремя и четырьмя циклами. Обнаружены в нефти также угле-
водороды, представляющие собой комбинацию пяти- и шести-
членных циклов.
Арены (ароматические углеводороды) содержатся в нефтях,
как правило, в меньшем количестве, чем алканы и циклоалканы.
Общее содержание аренов в нефтях равно 10—20% и только в особо
ароматизированных нефтях, например чусовской, может дости-
гать 35%. В бензиновой фракции арены представлены бензолом
и его гомологами, керосиновые содержат наряду с гомологами
бензола производные нафталина. В тяжелых фракциях арены
представлены в основном гомологами нафталина и антрацена.
Циклоалканоарены (нафтено-ароматические углеводороды).
В отдельную группу выделяют достаточно широко представлен-
ные в нефти, особенно в высших фракциях, гибридные углеводо-
роды — циклоалканоарены. В молекуле этих углеводородов со-
держатся циклоалкановые и ареновые циклы.
В табл. 1.8 представлены данные о содержании различных
групп углеводородов в бензиновых и керосиновых фракциях
отечественных нефтей.
1.7.4. Неуглеводородные соединения
Кислородсодержащие соединения представлены кислотами,
фенолами, кетонами и эфирами. Они сосредоточены в высококипя-
щих фракциях. Нефтяные кислоты в основном представлены цик-
лопентан- и циклогексанкарбоновыми нафтеновыми кислотами;
обнаружены также алифатические кислоты с числом углеродных
атомов 20—21. Содержание нефтяных кислот составляет 0,01 —
0,4%, а в бакинских и эмбенских нефтях достигает 0,8—1,7%.
Фенолы в нефти содержатся в количестве 0,01—0,05%.
21
Азотистые соединения подразделяют на основные и нейтраль-
ные. Азотистые основания представляют собой гетероциклические
соединения с атомом азота в одном из колец; нейтральные соеди-
нения — гомологи пиррола, индола и карбазола. В нефтях об-
наружено до 3% азотистых соединений.
Сернистые соединения содержатся практически во всех добы-
ваемых в настоящее время нефтях; 70—90% их концентрируется
в остатках — мазуте и гудроне. Сернистые соединения в нефти
представлены меркаптанами (тиоспиртами), алифатическими суль-
фидами (тиоалканами), моноциклическими сульфидами, производ-
ными тиофена, полициклическими сернистыми соединениями.
1.7.5. Высокомолекулярные соединения
Высококипящие фракции нефти наряду с индивидуальными
углеводородами в значительном количестве содержат гетероор-
ганические соединения, в состав которых одновременно входят
углерод, водород, кислород, сера, азот и металлы. Эти соедине-
ния объединяют в группу смолисто-асфальтеновых веществ. По
отношению к различным растворителям их подразделяют на че-
тыре группы: 1) нейтральные смолы, растворимые в легком бен-
зине (петролейном эфире), пентане; 2) асфальтены, нераствори-
мые в петролейном эфире, но растворимые в горячем бензоле;
3) карбены, растворимые только в пиридине и сероуглероде;
4) карбоиды — вещества, практически ни в чем не растворимые.
Ниже приводится содержание асфальтенов и смол в некоторых
отечественных нефтях:
Асфальтены Смолы
Сураханская (Баку) ............ 0 4,0
Майкопская .................... 0,4 4,0
Котур-тепинская (Туркм. ССР) 0,7 6,4
Речицкая (БССР)............. 0,1 7,0
Самотлорская (Зап. Сибирь) ... 1,4 10,0
Туймазинская (Баш. АССР) . . . 3,9 10,9
Ромашкинская (Тат. АССР)- . . . 4,2 11,6
Долинская (УССР)............ 0,6 14,3
Усть-балыкская (Зап. Сибирь) . . 2,6 15,4
Арланская (Баш. АССР) .... 5,8 16,6
Узеньская (Мангышлак)....... 0,2 17,5
1.8. ФИЗИЧЕСКИЕ СВОЙСТВА НЕФТИ И НЕФТЕПРОДУКТОВ
Нефть и нефтепродукты характеризуют показателями сле-
дующих физических свойств: плотность, вязкость, молекулярная
масса, температуры застывания, помутнения, кристаллизации,
вспышки, воспламенения и самовоспламенения, показатель пре-
ломления. Для характеристики нефтяных дисперсных систем
служат показатели структурно-механической прочности и агре-
гативной устойчивости.
24
Рис. 1,1. Установки для добычи нефти:
а — с применением штанговых глубинных на-
сосов (/ — всасывающий клапан; 2 — нагнета-
тельный клапан; 3 — насосные штанги; 4 —
тройник; 5 — сальник; 6 — балансир; 7> 8 —
кривошнпношатунный механизм; 9 — двигатель);
б — с применением погружного электронасоса
(/ — электродвигатель; 2 — протектор; 3 — сит-
чатый фильтр; 4 — погружной насос; 5 — ка-
бель; 6 — направляющий ролик; 7 — кабельный
барабан; 8 трансформатор; 9 «— станция управ-
ления).
б
6
рис. 1.2. ТурбобУР,
ТАБЛИЦА 1.9. Технологическая классификация нефтей
Класс Содержание серы, % Тип Седер- жание фракций до 350 “С, % Группа Потенциальное содержание базовых масел, %
в нефти в бензине (к. к — 1S0 °C) в реактивном I топливе (120— 240 *С) в дизельном топливе (240— 350 °C) на нефть на мазут: выше 350 °C
1 <0.50 <0,10 <0,10 <0,20 1 >55,0 1 2 >25,0 15,0-24,9 >45,0 45,0
2 0,51—2,00 <0,10 <0,25 <1,00 2 45,0—54,9 3 15,0—24,9 30 — 44,9
3 >2,00 >0,10 >0,25 >1,00 3 <45,0 4 <15,0 <30,0
на качество получаемых нефтепродуктов; оказалось целесообраз-
ным разработать классификацию нефтей, которая отражала бы
их химическую природу и определяла бы возможные направле-
ния переработки.
Существуют различные научные классификации. В СССР
с 1 января 1981 г. действует технологическая классификация
нефтей по ОСТ 38.01197—?.О (табл. 1.9). Нефти подразделяют
на классы по содержанию серы в нефти, бензине, реактивном и
дизельном топливе; типы по выходу фракций до 350 °C; группы
по потенциальному содержанию базовых масел; подгруппы по
индексу вязкости базовых масел; виды по содержанию твердых
алканов — парафинов в нефти.
Малосернистая нефть содержит не более 0,5% серы, при этом
в бензиновой и реактивно-топливной фракциях — не более 0,1%;
в дизельной — не более 0,2%. Для отнесения нефти к малосер-
нистой должны быть выполнены все упомянутые требования.
Соответствующие требования установлены для сернистой и вы-
сокосернистой нефтей.
По выходу светлых фракций, перегоняющихся до 350 °C,
нефти делятся на три типа, а по суммарному содержанию дистил-
лятных и остаточных базовых масел — на четыре группы. В за-
висимости от значения индекса вязкости базовых масел разли-
чают четыре подгруппы.
К малопарафинистым относятся те нефти, в которых содер-
жится не более 1,5% парафинов и из которых можно получить
без депарафинизации реактивное топливо, зимнее дизельное топ-
ливо с пределами перегонки 240—350 °C и температурой засты-
вания не выше —45 °C, индустриальные базовые масла. Если
26
Под- группа Индекс ВЯЗКОСТИ базовых масел Вид Содержание парафинов в нефти, % Депарафинизация
не требуется требуется
1 2 >95 90 — 95 1 <1,50 Для получения ре- активного и ди- зельного топлив, дистиллятных ба- зовых масел —
3 85 — 89,9 2 1,51—6.00 Для получения ре- активного и ди- зельного летнего топлив Для получения дязель> ного зимнего топлива и дистиллятных базо- вых масел
4 <85 3 >6,00 81 - Для получения реак- тивного и дизельного топлив, дистиллятных базовых масел
в нефти содержится 1,5—6,0% парафинов и из нее можно без
депарафинизации получить реактивное топливо и летнее дизель-
ное топливо с пределами кипения 240—350 °C и температурой за-
стывания не выше —10 °C, то нефть относят к парафинистым.
Высокопарафинистые нефти содержат более 6% парафина. Из
них даже летнее дизельное топливо можно получить только после
депарафинизации.
1.10, МЕТОДЫ ОЦЕНКИ КАЧЕСТВА НЕФТЕЙ
Для оценки качества нефтей применяется комплекс методов.
Состоявшаяся в 1980 г. IV Всесоюзная конференция по расшире-
нию и уточнению программы исследования нефтей приняла в ка-
честве обязательных для всех организаций, исследующих новые
нефти, три программы:
основную программу № 1, по которой следует исследовать
нефти новых месторождений или новых горизонтов на действую-
щих месторождениях, имеющих большое промышленное значе-
ние, или уникальные по своему составу;
сокращенную программу № 2, по которой исследуются нефти
новых малодебитных месторождений, а также проводятся кон-
трольные исследования нефтей, добываемых на старых пло-
щадях;
короткую программу № 3, предназначенную для исследова-
ния нефтей из разведочных скважин.
В табл. 1.10 приводится перечень требований, выдвигаемых
при исследовании нефтей по программе № 1.
27
1.11, СВОЙСТВА НЕФТЕЙ И ДИСТИЛЛЯТОВ
Общая характеристика наиболее распространенных отечест-
венных нефтей приведена в табл. 1.11, а зарубежных — в
табл. 1.13. В табл. 1.12 содержатся сведения о качестве светлых
дистиллятов, полученных из отечественных нефтей, а в табл.
1.14 — данные о фракциях, используемых в качестве сырья про-
цессов глубокой переработки нефти — вакуумных дистиллятов
(сырье установок каталитического крекинга и гидрокрекинга)
и гудронов (сырье установок коксования и висбрекинга).
1.12 МЕТОДЫ АНАЛИЗА НЕФТЕЙ И НЕФТЕПРОДУКТОВ
Технический анализ в нефтеперерабатывающей промышлен-
ности преследует следующие цели:
1) осуществить производственно-технологическую оценку ис-
ходного сырья предприятия и отдельных цехов завода — сырой
нефти, углеводородных газов, дистиллятных и остаточных про-
дуктов;
2) охарактеризовать товарные продукты с учетом специфи-
ческих особенностей их назначения и применения;
3) определить состав и свойства катализаторов и адсорбен-
тов, реагентов, технической воды, ряда вспомогательных мате-
риалов.
В техническом анализе нефти и нефтепродуктов применяются
различные методы исследования:
1) физические — определение плотности, вязкости, темпера-
тур плавления, замерзания, кипения, теплоты сгорания, глубины
проникания иглы, растяжимости и др.;
2) химические, использующие приемы качественного и коли-
чественного анализа;
3) физико-химические — спектроскопия, калориметрия, реф-
рактометрия, газовая и жидкостная хроматография;
4) специальные методы испытаний, моделирующие условия,
в которых работает тот или иной нефтепродукт.
Методы анализа нефти и нефтепродуктов регламентируются
государственными стандартами СССР и техническими условиями
министерств и ведомств. Ниже приведены сведения об общих
методах анализа нефти и нефтепродуктов (табл. 1.15), топлив
(табл. 1.16), нефтяных масел (табл. 1.17), твердых нефтепродук-
тов (табл. 1.18), газов (табл. 1.19).
28
ТАБЛИЦА 1.10. Перечень методов оценки качества нефтей
Номер и наименование этапа исследования Определяемые показатели гост*
1. Анализ образца нефти Содержание низкокипящих углево- дородов Давление насыщенных паров при 38 и 50 °C Температура вспышки (в открытом и закрытом тигле) 13379—67 1756—52 6356—75, 4333—48
2. Физико-химическая характеристика нефти Плотность р|° Плотность при различных темпера- турах Молекулярная масса Вязкость при температуре от 0 до 50 °C (через каждые 10 °C) Температура застывания Кислотное число Коксуемость Зольность Содержание смол силикагелевых асфальтенов парафина (и его температура плав- ления) серы азота воды механических примесей солей нафтеновых кислот и фенолов ванадия и никеля Элементный состав Фракционный состав 3900—47 3900—47 33—66 20287—74 5985—79 19932—74 1461—75 11858—66 11858—66 1437— 75 2477—65 6370—59 21534—76 2177—66
3. Однократное испаре- ние нефти (ОИ) Зависимость выхода паровой (отгон) и жидкой (остаток) фаз ОИ от тем- пературы — не менее четырех точек в интервале 200—350 °C при атмо- сферном давлении —
4. Физико-химическая характеристика отгонов и остатков Плотность р(° отгонов и остатков Молекулярная масса отгонов Вязкость остатков при 50 и 100 °C Температура застывания остатков Коксуемость остатков Фракционный состав отгонов и остат- ков 3900—47 6258—52, 33—66 20287—74 19932—74 2117—66, 10120—71
5. Перегонка нефти в АРН-2 Построение кривых ИТК (отбирают- ся 3 %-ные по объему фракции или фракции через каждые 10 °C) 11011—64
29
Продолжение табл. 1.10
Номер и наименование этапа исследования Определяемые показатели гост *
6. Физико-химическая характеристика узких фракций нефти с целью построения кривых по- казателей ее качества Плотность Р4° Показатель преломления п-Д Молекулярная масса Вязкость при 20, 50 и 100 °C Температура застывания вспышки (в открытом тигле) Коксуемость Содержание азота серы общей » меркаптановой 3900—47 33-66 20287—74 4333-48 19932—74 1437—75 17323—71
7. Перегонка нефти в АРН-2 Получение узких (через 10—20 СС) фракций для компаундирования и установления потенциального выхода дистиллята 11011—64
8. Компаундирование и определение выхода раз- личных дистиллятов Потенциальный выход дистиллятов, перечисленных в пп. 9.1—9.8
9. Физико-химическая характеристика дистил- лятов Для каждого из перечисленных в пп. 9.1 — 9.8 дистиллятов и остатков определяются следующие показатели:
9.1. Бензиновые дистил- ляты Плотность р;" Кислотность Содержание общей серы Фракционный состав Октановое число в чистом виде и с 0,41 г ТЭС на 1 кг топлива Проводится испытание на медной пластинке 3900—47 5985—79 19121 — 73 2177—66 511 — 8: 6321—69
9.2. Сырье для каталити- ческого риформинга Плотность pj" Содержание серы азота Фракционный состав 3900—47 19121—73 2177—66
9.3. Легкие керосино- вые дистилляты Плотность pj° Вязкость при 20 и —40 °C Температура вспышки начала кристаллизации Кислотность ' Содержание серы общей в том числе меркаптановой ароматических углеводородов Фракционный состав Иодное число Теплота сгорания низшая Высота некоптящего пламени 3900—47 33—66 6356—75 5066—56 5985—79 19121—73 17323—71 6994—74 2177—66 2070—82 11065—75
30
Продолжение табл. 1.10
Номер и наименование этапа исследования Определяемые показатели гост*
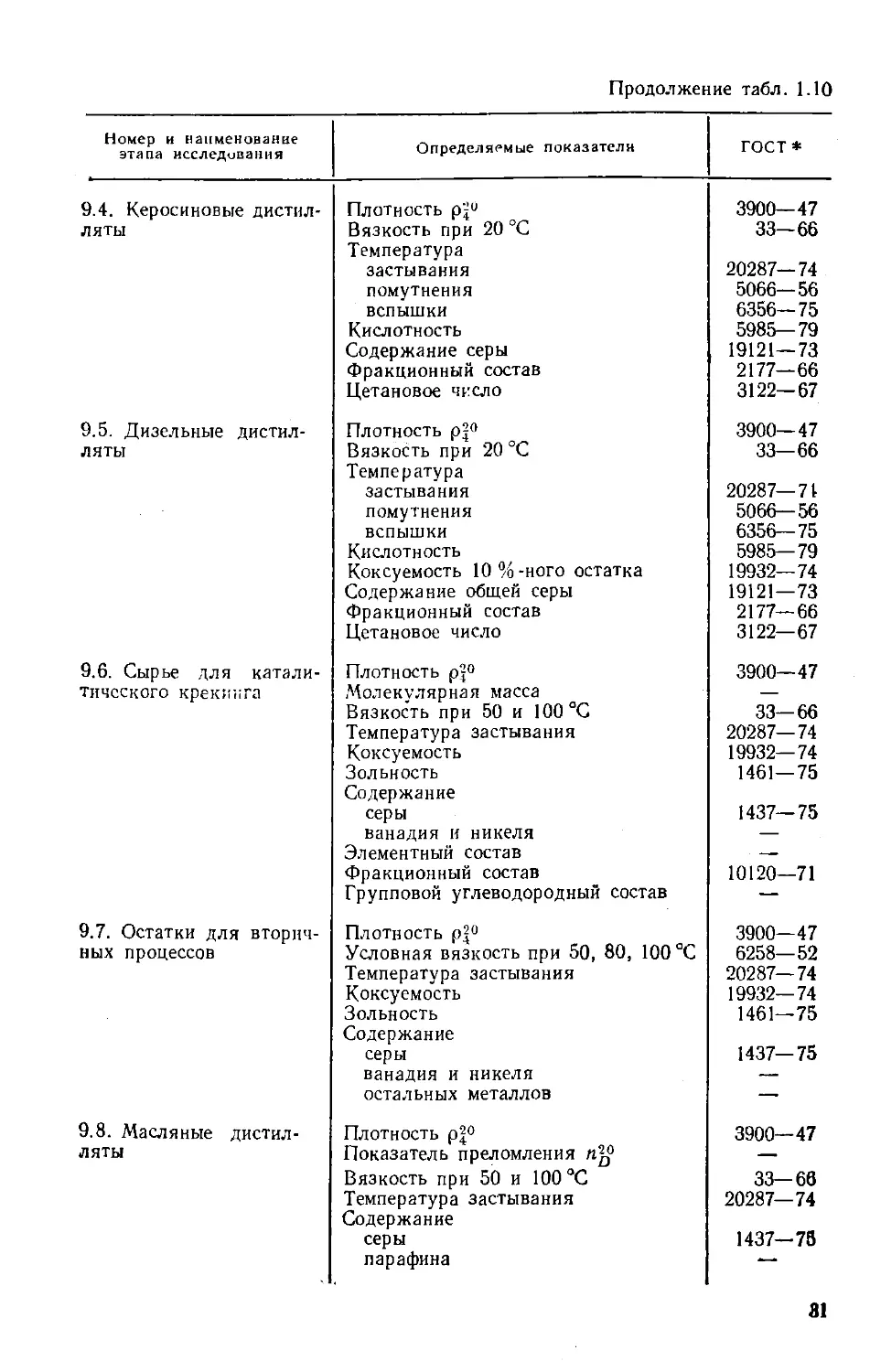
9.4. Керосиновые дистнл- Плотность Pj° 3900—47
литы Вязкость при 20 °C Температура 33—66
застывания 20287—74
помутнения 5066—56
вспышки 6356—75
Кислотность 5985—79
Содержание серы 19121—73
Фракционный состав 2177—66
Цетановое число 3122—67
9.5. Дизельные дистил- Плотность 3900—47
ляты Вязкость при 20 °C Температура 33—66
застывания 20287—71
помутнения 5066—56
вспышки 6356—75
Кислотность 5985—79
Коксуемость 10 %-ного остатка 19932—74
Содержание общей серы 19121—73
Фракционный состав 2177—66
Цетановое число 3122—67
9.6. Сырье для катали- Плотность 3900—47
тичсского крекинга Молекулярная масса —
Вязкость при 50 и 100 °C 33—66
Температура застывания 20287—74
Коксуемость 19932—74
Зольность Содержание 1461—75
серы 1437—75
ванадия и никеля —
Элементный состав . —
Фракционный состав 10120—71
Групповой углеводородный состав —
9.7. Остатки для вторич- Плотность р^° 3900—47
ных процессов Условная вязкость при 50, 80, 100 °C 6258—52
Температура застывания 20287—74
Коксуемость 19932— 74
Зольность Содержание 1461—75
серы 1437—75
ванадия и никеля —-
остальных металлов —
9.8. Масляные дистил- Плотность р£° 3900—47
ляты Показатель преломления —
Вязкость при 50 и 100 °C 33—66
Температура застывания Содержание 20287— 74
серы 1437—70
парафина —
31
Продолжение табл. 1.10
Номер и наименование ?тапа исследования Определяемые показатели ГОСТ *
10. Определение суммар- ного потенциального со- держания светлых нефте- продуктов в нефти Потенциальное содержание отдель- ных светлых нефтепродуктов и их суммы по вариантам бензин—реак- тивное топливо—дизельное летнее— мазут, бензин—дизельное зимнее— дизельное летнее—мазут, бензин— ди- зельное летнее—мазут Характеристика всех нефтепродуктов по основным нормам ГОСТ См.**
11. Карбамидная депара- финизация фракций ди- Получение образцов жидкого пара- фина —
зельного топлива 12. Физико-химическая характеристика продук- тов депарафинизации Получение образцов денормализата
12.1. Жидкий парафгн Плотность pj° Показатель преломления п-£ Температура застывания Содержание серы ароматических углеводородов Чистота я-парафинов Углеводородный состав я-парафинов 3900—47 20287—74 1437—75 19121—75
12.2. Денормалнзат Плотность pj° Вязкость при 20 и 50 JC Температура застывания помутнения Содержание серы н-парафпнов Дизельный индекс Анилиновая точка 3900—47 33-66 20287— 74 5066—56 1437—75 12329—66
13. Получение остатков разной глубины отбора от нефти Компаундирование остатка от пере- гонки по п. 5 или п. 7 с фракциями, полученными при той же перегонке, и установление выхода остатка раз- ной глубины отбора от 200 JC и выше
14. Физико-химическая Плотность pj° 3900—47
характеристика остатков разной глубины отбора от нефти 3 * Условная вязкость при 50, 80 и 100 °C Температура застывания вспышки размягчения по кольцу и шару (по КиШ) Коксуемость Содержание серы Глубина проникания иглы (пенетра- ция) Растяжимость (дуктильность) 6258—52 20287—74 4333-48 11506—73 19932—74 1437—75 11501—73 11505—.5
32
Продолжение табл. 1.10
Номер и наименование этапа исследования Определяемые показатели ГОСТ *
15. Установление выхода и качества котельных Выход котельных топлив различных марок —
топлив Качество котельных топлив различ- ных марок —
16. Установление воз- можности получения би- тума Расчет по формуле БашНИИ НП (А + С) — 2,577 > 0 —
17. Определение выхода Выход кокса от остатка —
кокса и дистиллятов при Выход дистиллята коксования —
коксовании остатков Материальный баланс коксования —
18. Установление потен- Выход суммы базовых масел 11244—76
циального содержания и Плотность 3900—47
основных свойств базо- Показатель преломления п-Д —
вых дистиллятных и Вязкость при 50 и 100 °C 33—66
остаточных масел Содержание серы Температура застывания 1437—75 20287—74
19. Установление потен- циального содержания и основных свойств базовых масел в остатке выше 350 °C То же, что в п. 18 То же
20. Перегонка нефти в АРН-2 Получение фракций для определения углеводородного состава 11011—64
21. Определение углево- дородного состава бензи- новых фракций Индивидуальный углеводородный со- став бензиновых фракций —
22. Определение группо- вого углеводородного со- става фракций, выкипа- ющих до 200 °C В каждой фракции определяется со- держание парафиновых углеводоро- дов (в том числе нормального строе- ния), нафтеновых и ароматических углеводородов
23. Определение группо- вого углеводородного со- става фракций — сырья каталитического рифор- минга То же, что в п. 22
24. Определение группо- вого углеводородного со- става фракций, выкипа- ющих выше 200 °C В каждой фракции определяется со- держание парафино-нафтеновых угле- водородов, отдельных групп арома- тических углеводородов, парафино- вых и нафтеновых углеводородов, а также структурно-групповой состав по методу п—d—М
25. Определение шифра нефти Шифр нефти ТУ 38 01197—80
* Если ГОСТ не указан, определение производится по методикам, предложен-
ным научно-исследовательскими институтами (ВНИИ НП, ГрозНИИ, БашНИИ НП)
или по литературным данным.
** Разработаны несколько методов определения в нефтях потенциала суммы
светлых нефтепродуктов в зависимости от их ассортимента и соотношения-, эксперимен-
тально-расчетным метод ВНИИ НП, экспериментально-расчетный метод БашНИИ НП,
экспериментально-расчетный экспресс-метод БашНИИ НП.
а* Перечисленные показатели отбираются для каждого из остатков.
2 Зак. 70 33
ТАБЛИЦА 1.11. Физико-химические свойства отечественных нефтей
Нефть Плот- ность Р'-О Вязкость прн 20 °C. мм2/с Температура. еС Давление насыщенных паров прн 38 °C, кПа/мм рт. ст.
засты- вания (с обра- боткой) ВСПЫД1КИ (в за- крытом тигле)
Урал и Поволжье
Арланская 0,8918 39,7 — 34 — 13 —
Бавлинская 0,8830 25,8 — 48 40 53/400
Жирновская 0,8567 17,7 — 6 — 22 —
Каменноложская 0,8110 4,7 — 47 <-35 47/357
Кулешовская 0,8240 4,0 — 14 —44 —
Мухановская 0,8462 13,3 — 27 <—35 19/139
Ромашкинская 0,8620 14,2 — 42 —38 58/436
Серноводская 0,9160 — -35 -36 —
Туймазинская 0,8560 1,9 — 29 — 20 —
Шкаповская 0,8624 13,8 — 24 <—17 —
Украина
Гнединцевская 0,8307 4,0 — 25 -13 105/790
Долинская 0,8476 — 20 -12 15/110
Леляковская 0,8045 3,2 -15 -55 111/830
Прилукская 0,8254 22,1 — 2 — 18 37/280
Белоруссия и Прибалтика
Красноборская 0,8298 8,9 — 21 — 21 18/138
Осташковичская 0,8252 13,7 — 10 — 26/193
Речицкая 0,8393 18,4 — 34 <—35 41/307
Коми АССР
Западно-тэбукская 0,8490 13,8 — 14 <—35 35/264
Усинская 0,8369 — 3 <—35 48/362
Ярегская 0,9449 .86,3 * — 10 108 —
Средняя Азия
Котур-тепинская 0,8580 62,9 — 4 — —/94
Шурчинская 0,8715 14,5 — 10 <—6 3/23
Казахстан
Жетыбайская 0,8492 15,5 3* 31 ** 15 —.
Мартышинская 0,8881 105,7 — 38 22 —
Узеньская 0,8590 21,73* 32 ** 0 —
Западная Сибирь
Мегионская 0,8560 7,1 — 35 — 22 17/125
Самотлорская 0,8426 6,1 <—33 <—34 37/279
Усть-балыкская 0,8704 25,1 — 20 — 30 13/99
Шаимская 0,8269 6,8 —2 —35 43/321
34
Парафины Содержание, % Коксу- емость, % Золь- ность, % Выход фрак- ций, %
содер- жание, % темпера- тура плавле- ния, °C серы азота смол серно- кислотных асфальтенов До 200 °C До 350
3,40 52 3,04 0,33 76 5,8 6 70 0,010 18,7 42,8
4,10 51 2,80 0,25 38 6,1 6,70 0,011 19,2 42,4
1,7—5,1 50—60 0,26 8 0,20 2,00 — 8,6 50,8
4,05 55 0,63 0,09 12 0 1,10 0 33,9 61,9
4,0 52 0,91 0,07 15 0,7 — — 35,0 63,6
6,9 50 1,18 0,12 28,0 2,2 3,61 — 26,0 54,0
5,10 50 1,61 0,17 34 4,0 5,30 — 24,0 49,0
3,4 47 3,07 0,19 70 5,7 — 15,8 36,5
4,10 53 1,44 0,14 39 3,4 4,40 0,005 26,4 53,4
4,10 55 1,60 0,12 24 3,3 5,10 — 25,7 52,3
2,0 51 0,47 0 07 18,0 0,99 1,50 0,006 32,1 57,4
10,0 52 0,20 0,18 18,0 0,64 2,05 1,60 28,6 53,2
2,3 49 0,70 0,09 9,0 0,94 1,30 0,003 35,2 63,2
10,0 52 0,41 0,06 13 0 0,15 1,10 0,07 24,0 51,1
6,2 53 0,20 0,06 20,0 2,5 3,53 0,005 30,4 57,4
6,2 50 0,28 0,04 20,0 0,40 1,84 0,004 30,4 59,3
9,5 49 0,32 0,09 18,0 0,11 2,60 0,07 27,9 53,7
3,7 53 0,70 0,17 28,0 1,5 3,71 0,029 26,0 50,0
10,8 50 0,61 0,1С 22,0 0,68 2,21 Отсут- ствие 25,4 52,2
1,4 50 1,И 0,37 >50 3,7 8,44 — 0,4 18,8
6,4 56 0,27 0,14 28,0 0,7 2,76 - 18,2 47,0
4,0 50 1,88 — 36,0 4,0 4,40 0,088 17,5 58,5
23,4 60 0,10 0,11 1,7 2,26 0,045 16,4 41,2
0,8 0,36 0,08 18,0 1,2 2,25 0,009 4,2 36,5
21,0 62 0,12 0,16 — 1,1 3,48 0,126 11,5 33,4
2,28 52 1,10 0,15 21 1,П 2,20 0,027 27,2 59,0
2,3 50 0,12 14,0 1,4 1,94 0,010 30,6 58,2
2,3 56 1,53 0,19 44,0 2,3 5,01 0,027 19,3 42,8
2,9 55 0,46 0,10 14,0 0,8 2,08 0,062 32,0 58,8
2*
35
Нефть Плот- ность Р2О Вязкость при 20 °C, мм2/с Температура, °C Давление насыщенных паров при 38 °C, кПа/мм рт. ст.
засты- вания (с обра- боткой) ВСПЫШКИ (в за- крытом тигле)
о. Сахалин Эхабинская 0,8695 7,7 <—30 — 35 7/50
Азербайджан
Балаханская масляная 0,8760 20,5 — 50 2
Нефтяные Камни Сангачалы-море 0,8870 0,8799 29,8 53,2 <—20 18 — 3 0
Северный Кавкав
Малгобекская 0,8463 7,7 3 —22 —
Ново-Дмитриевская 0,8271 5,2 3 <—30 •34/258
Озексуатская 0,8230 6,3 20 0 —
Троицко-анастасиевская 0,9067 37,8 -54 28 —
• При 40 °C. *• Без обработки. а* При 50 °C.
ТАБЛИЦА 1.12. Характеристика дистиллятов, полученных из отечественных
нефтей
Нефть Прямогонный бензин (н. к. —180 °C) Сырье каталитического риформинга (85—180 °C)
Содер- жание серы, % Октановое число Плот- ность р20 Углеводородный состав, %
в чистом виде с 0,6 гТЭС/кг ароматиче- ских угле- водородов нафтенов I парафинов
Урал и Поволжье Арланская 0,120 40 56 0,7462 7,4 19,1 73,5
/Кирновская 0,10 48,3 56,0 0,758 11 35 54
Камснноложская 0,052 43,8 60,1 0,7525 12 26 62
Мухановская 0,069 38 — 0,7589 12 10 78
Осинская 0,25 46,2 54,4 0,7547 14 22 64
Рсмашкинская 0,032 48 —— 0,7571 14 29 57
Т сймазинская 0,026 44,6 61,0 0,7490 13,8 24,0 62,2
Шкаповская 0,027 48,4 63 0,7516 11 22,9 66,1
Украина
ЛелякоЕСкая 0,05 48 62 0,7680 15 31 54
Белоруссия
Речицкая 0,02 50,8 63,3 0,7572 15 23 62
Коми АССР
Усипская следы 38,6 51,5 0,7490 10 16 74
Средняя Азия
Котур-тепинская 0,045 57 — 0,7670 10 48 42
36
Продолжение табл. I ll
П арафины . Содержание, % Коксу- емость, % Золь- ность, % Выход фрак- ций, %
содер- жание, % темпера- тура плавле- ния, °C 3 о. «3 н о т я смол серно- кислотных асфальтенов ДО 200 аС До 350 °C
3,1 49 0,34 и,25 19,0 0,9 2,06 0,004 27,2 60,4
0,7 51 0,19 0,09 16 0,01 1,23 0,005 18,1 50,4
1,0 52 0,20 0,16 24 0,10 2,23 — 20,0 48,4
7,2 52 0,25 0,15 22 1,06 1,72 — 15,0 46,0
7,0 52 0,20 0,13 16 1,35 2,21 0,014 30,9 59,5
4,4 53 0,22 0,08 23 1,13 1,40 0,0’6 34,4 63,1
17,5 52 0,09 0,12 — 0,38 0,77 0,04 242 58.1
1,0 — 0,22 0,11 18 0,81 1,88 0,026 8,2 48,3
Продолжение табл. 1.12
Нефть Прямогонный сеизин (п. к—180 °C) Сырье каталического риформинга (85—180 °C)
Содер- жание серы, % Октановое число Плот- ность ₽г Углеводородный состав,
в чистом виде с 0.6 гТЭС/кг ароматиче- ских угле- водородов нафтенов : парафинов |
Казахстан
Жетыбайская 0,005 37,5 61,5 ** 0,7462 8 30 62
Прорвинская Западная Сибирь 0,11 72 79 0,7780 38 27 35
Самотлорская 0,029 52,5 64,7 0,7558 12 29 59
Усть-балыкская 0,025 39,6 54,5 0,7470 11,5 24,5 64
Шаимская о. Сахалин 0,040 47,8 64,2 0,7480 9 37 54
Эхабинская Северный Кавказ 0,025 67,2 78,7 0,7865 i7 57 26
Малгобекская 0,004 49,6 67,9 ** 0,7578 13 29 58
Озексуатская следы 41,4 64,4 ** 0,7551 13. 24 63
Троицко-анастасиев- ская 0,036 57,6 70,5 0,7628 И 42 47
Хадыженская 0,011 64,2 75,4 0,7715 12 47 41
37
Продолжение табл 1.12
Нефть Легкий керосиновый дистиллят
Темпера- тура от- бора, °C Плот- ность рм Вязкость при 20 °C, мма/с Темпера- тура, °C Содержание, %
X <ч я я X 5 ч 2 - я л н X {J вспышки (в закрытом тигле) ароматиче- ских угле- водородов серы
Урал и Поволжье
Арланская 120— 220 0,7752 1,26 — 60 34 12,0 0,35
Жирновская 120—240 0,8006 1,78 —60 28 8,0 0,05
Камен ноложская 120—240 0,7783 1,26 —6J 28 15,8 0,25
Мухановская 120— 230 0,778 1 32 —61 28 — 0,085
Осинская 120—230 0,7866 1,30 — 60 28 18,0 0,65
Ромашкинская 120—230 0,7795 1,27 — 60 32 19,0 0,13
Туймазинская 120—225 0,775 1,25 — 60 33 14,5 0,14
Шкаповская 120—230 0,779 1,25 — 60 31 16,8 0,13
Украина Леляковская 120—240 0,792 1.28 — 63 30 18,2 0,085
Белоруссия
Речицкая 120—230 0,777 1,28 — 60 34 19,0 0,05
Коми АССР
Усинская 120—230 0,7715 1,26 — 54 28 9,1 0,12
Средняя Азия
Котур-тепинская 120—240 0,7897 1,50 — 60 30 15,0 0,09
Казахстан
Жетыбайская 120—215 0,7587 1,20 — 60 31 6,0 0,008
Прорвинская — — — — — — —
Западная Сибирь
Самотлорская 120—240 0,7917 1,43 — 60 34 22,1 0,05
Усть-балыкская 120—230 0,7756 1,32 — 60 28 11,0 0,06
Шаимская 120—230 0,7822 1,41 — 60 29 12,5 0,06
о. Сахалин
Эхабинская 120—240 0,8235 1,36 <—60 37 25 0,03
Северный Кавказ
Малгобекская 110—240 0,7845 1,28 —61 37 15,9 0,006
Озексуатская 120—210 0,775 1,22 — 60 30 17,0 следы
Троицко-анастасиев- 120—240 0,8156 1,74 <—60 38 10,2 0,061
ская
Хадыже некая 120—240 0,8094 1,43 <—60 36 23,0 с,04
38
Продолжение табл. 1.12
Нефть Дизельная фракция
Темпе- ратура отбора, °C Цета- новое число Вязкость при 20 °C, мм*/о Температура, °C Содер- жание серы. %
засты- вания вспыш- ки
Урал и Поволжье Арланская 220—350 50 5 55 — 17 97 2,51
Жирновекая 240—350 55 7,81 —18 101 0,14
Каменноложская 200—350 55 4,40 —18 94 0,42
Му-ановская 240—350 57,3 * 7,09 —15 126 1,08
Осинская 230—350 50 7,32 —12 115 2,40
Ромашкинская 230—350 57,0 * 6,20 —17 117 1,22
Туймазинская 225—350 51 5,95 —17 ИЗ 1,15
Шкаповская 240—350 56 6.95 —12 122 1,36
Украина Леляковская 180—350 49 6,73 —26 114 0,18
Белоруссия Речицкая 200—350 57 5,15 — 12 86 0,16
Коми АССР Усинска я 230—350 67,4 * 5,80 —7 —— 0.39
Средняя Азия Котур-тепинская 230—350 59 7,46 — 11 112 0,17
Казахстан Жетыбайская 180—350 57 4,07 — 11 84 0,031
Прорвинская 235—350 52 6 30 —20 111 0.57
Западная Сибирь Самотлорская 200—350 51 4 80 —23 105 0,57
УстГь-балыкская 200—350 58 5,28 —17 85 0,59
Шаимская 230—350 >59 6,00 —13 125 0 14
о. Сахалин Эхабинская 240—350 44 6,50 —20 101 0,23
Северный Кавказ Малгобекская 200—355 56 5,36 —16 103 0,065
Озексуатская 210—310 65 4,09 — 10 102 0,010
Троицко-анастасиев- 240—350 45 7 12 <—60 115 0,121
ская Хадыженская 240—350 55 6,10 —27 127 о,и
* Дизельный индекс.
** Содержание ТЭС 0,82 г/кг.
39
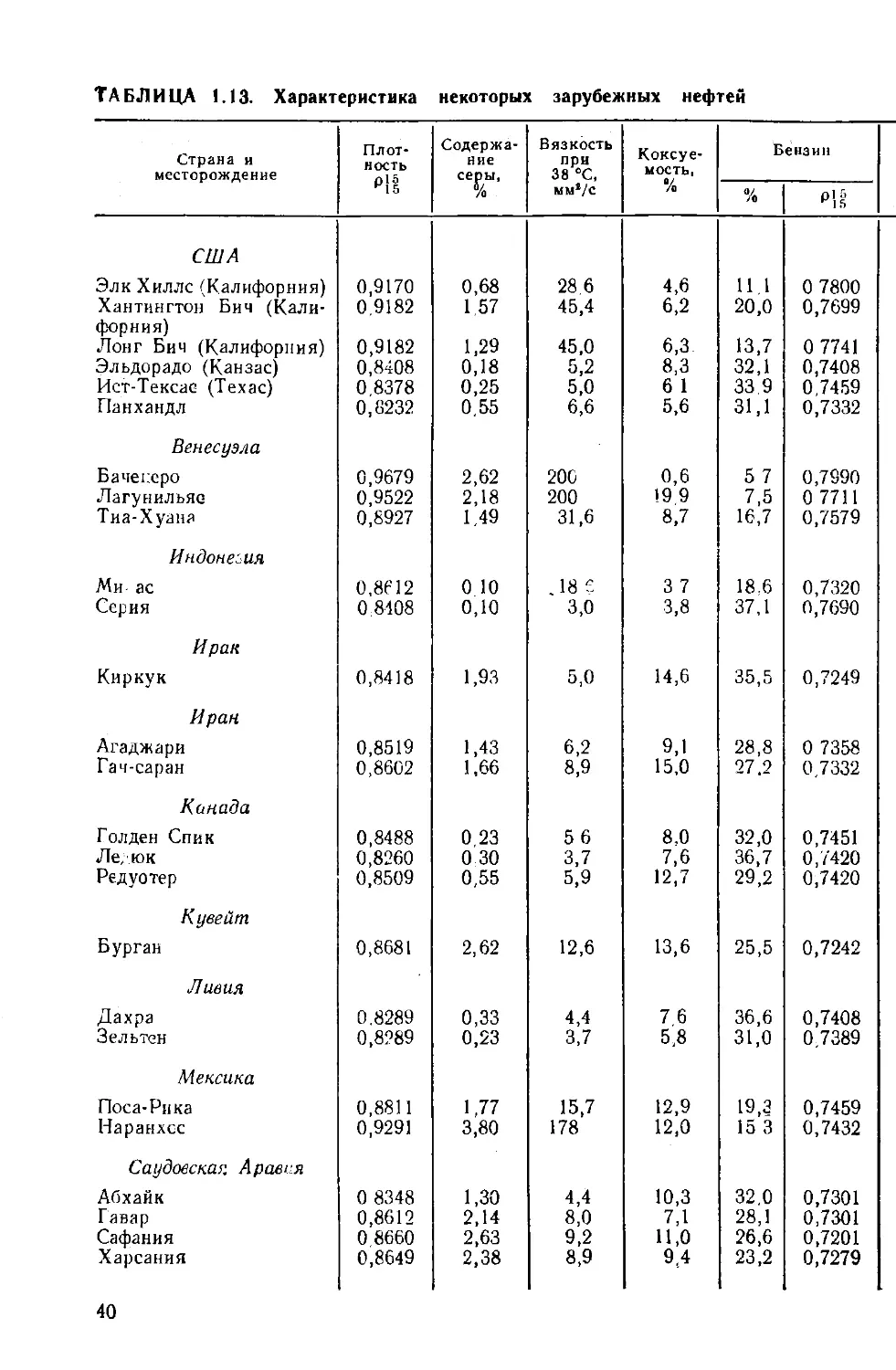
ТАБЛИЦА 1.13. Характеристика некоторых зарубежных нефтей
Страна и месторождение Плот- ность 015 Р15 Содержа- ние се^ы, Вязкость прн 38 °C, мм®/с К оксуе- мость, % Бензин
% p,is
США Элк Хиллс (Калифорния) 0,9170 0,68 28 6 4,6 11 1 0 7800
Хантингтон Бич (Кали- 0 9182 1.57 45,4 6,2 20,0 0,7699
форния) Лонг Бич (Калифорния) 0,9182 1,29 45,0 6,3 13,7 0 7741
Эльдорадо (Канзас) 0,8408 0,18 5,2 8,3 32,1 0,7408
Ист-Тексас (Техас) 0,8378 0,25 5,0 6 1 33 9 0,7459
Панхандл 0,8232 0.55 6,6 5,6 31,1 0,7332
Венесуэла Баченеро 0,9679 2,62 200 0,6 5 7 0,7990
Лагунильяс 0,9522 2,18 200 19 9 7,5 0 7711
Тиа-Хуана 0,8927 1.49 31,6 8,7 16,7 0,7579
Индонезия Ми- ас 0,8612 0 10 .18 6 3 7 18.6 0,7320
Серия 0.8408 0,10 3,0 3,8 37,1 0,7690
Ирак Киркук 0,8418 1,93 5,0 14,6 35,5 0,7249
Иран Агаджари 0,8519 1,43 6,2 9,1 28,8 0 7358
Гач-саран 0,8602 1,66 8,9 15,0 27.2 0.7332
Канада Голден Спик 0,8488 0 23 5 6 8.0 32,0 0,7451
Ле; юк 0,8260 0 30 3,7 7,6 36,7 0,7420
Редуотер 0,8509 0,55 5,9 12,7 29,2 0,7420
Кувейт Бурган 0,8681 2,62 12,6 13,6 25,5 0,7242
Ливия Дахра 0.8289 0,33 4,4 7 6 36,6 0,7408
Зельтен 0,8289 0,23 3,7 5,8 31,0 0.7389
Мексика Поса-Рика 0,8811 1,77 15,7 12,9 19,3 0,7459
Наранхсс 0,9291 3,80 178 12,0 15 3 0,7432
Саудовская Аравия Абхайк 0 8348 1,30 4,4 10,3 32.0 0,7301
Гавар 0,8612 2,14 8,0 7,1 28,1 0,7301
Сафания 0 8660 2,63 9,2 11,0 26,6 0,7201
Харсания 0,8649 2,38 8,9 9.4 23,2 0,7279
40
Керосин Атмосферный газойль Масляный дистиллят Остаток
% ИЙ % ₽|1 % ₽!й % Р1Й
28,7 0,8670 22,0 0,9236 37,4 0,9930
— — 18,6 0,8581 17,9 0,9176 43,1 1,0151
4,6 0 8251 17-9 0,8540 24,1 0,9071 38,7 1,0093
13,3 0,8090 16,6 0,8448 17,8 0,8833 19,5 0,9799
5,0 0.8118 17,7 0,8388 20,3 0,8762 22,2 0,9567
8,7 0,8081 13,6 0,8328 16,1 0,8560 27,2 0,9340
13,0 0,8708 14,7 0,9285 65,0 1,0158
16,3 0,8612 23,8 0,9176 51,0 1,0180
3,8 0,8128 15,9 0,8509 15,2 0,8950 44,1 0,9861
14,7 0 8072 10,8 0 8348 18,1 37,3 0,9522
— — 39,9 0,8612 15,5 0,8927 7,4 0,9902
9,8 0,8040 14,9 0,8418 16,3 0,8871 23,3 0,9972
10,2 0,8100 14,6 0,8519 15,2 0 8939 28,9 0,9792
8,3 0,8142 13.0 0,8509 15,2 0,8933 32,1 0,9993
4,6 0,8198 19 5 0,8448 17 3 0,8844 25,9 0,9613
10,2 0,8179 14,0 0,8478 162 0,8816 19,9 0,9509
4.3 0,8142 18,6 0,8438 16,5 0,8855 28,1 0,9772
8,2 0,8031 13,9 0,8468 15,1 0,8967 34,8 1,0000
12,2 0,8090 16,7 0,8408 14,7 0,8816 18,6 0,9652
10,9 0,8081 6,3 0,8260 26,0 0,8713 22,3 0,9490
9,2 0,8179 14,6 0 8458 17,6 0,8860 39,3 0,9672
7,4 0,8109 11,9 0,8529 15,5 0,9047 49,9 1,0328
10,5 0,8049 14,9 0,8428 16,5 0,8849 24,0 0,9639
9,5 0,8072 13,2 0,8488 16,0 0,8967 30,9 0,9958
9,5 0,7999 14,1 0,8448 14,8 0,8939 33,6 1,0050
8,7 0,8022 15,1 0,8468 14,8 0,8956 34,3 0,9888
41
ТАБЛИЦА 1.14. Характеристика фракций, используемых в качестве сырья
процессов глубокой переработки отечественных нефтей
Вакуумный дистиллят Остаток
3 Содержа- * >> X 3
Наименование с та ние, /0 о. «з я -.о О'- и о
нефти л та х СО X
а Q. 6 О- s О щ Q.
2 та о о. х « X та
ф°’’ ₽t . ° к Эх С х h S я та Н я О серы <5 О о 2 S о X После ций д< ры, °C Темпер в а н и я, Коксус £ О. 0)
Урал и Поволжье Арланская 350—450 29 3,71 14 450 37 14,4 4,47
Жирнсвская 350—450 20 0,03 0,34 — 450 56 5,0 0 56
Мухановская 350—450 27 — 1,50 — 450 30 — 2,50
Осинская 350—460 22 — 2,81 — 450 27 15 1 3,50
Туймазинская 350-500 33 2,05 — 500 50 >15 3,10
Шкаповская 350—500 34 2.01 19 500 43 19,4 3,32
Яринская 350-500 32 0,09 0,75 7 450 20 9,6 1.40
Украина
Леляковская 350—500 22 0 29 0 64 5 500 38 9,30 1,31
Белоруссия
Рспщкая 350 -475 35 0,917 0,26 5 475 34 11,7 0,75
Коми АССР
Усинская 350—490 34 0,С97 0,71 8 490 37 12,4 1,30
Средняя Азия Котур-тепинская 350—490 34 0,09 0,28 9 490 37 12,9 0.61
Казахстан
Жетыбайская 350—500 4! 0,05 0,14 — 490 46 6,3 0,18
Прорвннская 350—490 20 0,069 1,53 8 490 50 20,9 3,50
Западная Сибирь Самотлорская 350—500 20 0,09 1,64 8 500 28 12,5 2 35
Усть-балы кс кая 350—500 26 0,064 1,66 10 500 16 13,0 3,12
Шапмская 350—480 17 0,01 0,62 7 480 32 11,13 1,25
о. Сахалин
Эхабинская 350—500 20 0 18 0,47 11 500 45 13,5 0,90
Северный Кавказ Малгобекская 350—500 30 0,05 0,27 4 500 45 11,9 0,90
Ставропольекая 350—500 38 0,06 0,12 — 500 40 7,0 0,31
Т роицко-анастаси- 350—500 19 0,07 0 30 8 500 37 И,2 0,67
евская
Хадыженская 350-500 29 0,08 0,25 8 500 39 11,6 0,64
42
ТАБЛИЦА 1.15. Общие методы анализа нефти и нефтепродуктов
Показатель Анализируемый продукт Метод анализа гост
Антикоррозион- ные свойства Масла смазочные Определение коррозии стального стержня, погру- женного в смесь масла и дистиллированной воды или масла и раствора неор- ганических солей 19199—73
Ароматические уг- леводороды, со- держание Нефтепродукты светлые Обработка продукта 98,5— 99 %-ной серной кисло- той, реагирующей с не- предельными и ароматиче- скими углеводородами; оп- ределение содержания аро- матических углеводородов по разности суммарного содержания прореагиро- вавших с H2SO4 углеводо- родов и содержания непре- дельных углеводородов 6994—74
Асфальто-смоли- стые вещества, со- держание Нефть и нефте- продукты Выделение асфальтенов гептаном или петролейным эфиром; отделение асфаль- тенов фильтрованием; ад- сорбция смол из раствора силикагелем; десорбция смол спиртово-бензольной смесью 11858—66
Бромное число Нефтепродукты светлые Растворение нефтепро- дукта в кислом смешанном растворителе (уксусная и серная кислоты, четырех- хлористый углерод, мети- ловый спирт, хлорид рту- ти), электрометрическое титрование бромид-бромат- ным раствором 8997—59
Влажность Нефть и нефте- продукты Определение количества воды, находящейся в дис- пергированном состоянии, с помощью влагомера. Ме- тод основан на зависимо- сти диэлектрической про- ницаемости эмульсии от количества воды в ней 14203—69
Вода, содержание Нефтепродукты Отгонка воды из смеси нефтепродукта с раствори- телем БР-1 2477—65
Водорастворимые кислоты и щело- чи, содержание Нефтепродукты Извлечение водораствори- мых кислот и щелочей из нефтепродуктов водой или водным раствором спирта; определение pH водной вы- тяжки 6307—75
43
Продолжение табл. 1.15
Показатель Анализируемый продукт Метод анализа гост
Воспламенения пределы Газы горючие Нахождение максималь- ной и минимальной кон- центраций испытуемого га- за в смесях с воздухом, способных воспламеняться от источника зажигания и распространять пламя на весь объем смеси 13919—68
Вязкость динами- ческая Нефтепродукты При помощи автоматиче- ского капиллярного виско- зиметра АК.В-4 7163-63
Вязкость кинема- Нефтепродукты Измерение времени нсте- 33-82
тическая чения определенного объ- ема испытуемой жидкости под влиянием силы тяже- сти с помощью вискози- метров различных типов t
Вязкость услов- ная Нефтепродукты При помощи вискозиме- тров типа ВУ 6258—52
Вязкость эффек- Пластичные При помощи пластовиско- 9127—59
тивная смазки зиметра 11ВР-1
Давление насы- щенных паров Масла и смазки Регистрация с помощью дифференциального мано- метра давления насыщен- ных паров испытуемого продукта, помещенного в специальный прибор 15823—70
Нефтепродукты Определение производится в специальном приборе, погруженном в водяную баню с температурой 38+ ±0,3 °C 1756—52
Зольность Нефть и нефте- продукты Сжигание продукта и про- каливание твердого остат- ка до постоянной массы 1461—75
Иодное число и Нефтепродукты Обработка продукта спир- 2070—82
содержание не- предельных угле- водородов светлые товым раствором иода, от- титровывание свободного иода раствором тиосульфата натрия; определение иод- ного числа в г иода, при- соединяющегося к 100 г нефтепродукта. Массовая доля непредельных угле- водородов определяется по иодному числу и средней молекулярной массе испы- туемого нефтепродукта
44
Продолжение табл. 1.15
Показатель Анализируемый продукт Метод анализа ГОСТ
Кислотность и ки- слотное число (см. также Щелочное, кислотное числа, кислотность) Нефтепродукты Извлечение из продукта кислых соединений 85%- ным раствором этилового спирта при нагревании с последующим титрованием их 0,05 н. спиртовым рас- твором едкого кали в при- сутствии индикатора 5985—79
Коксуемость Нефтепродукты 1. Сжигание продукта в специальном аппарате и определение массы коксо- вого остатка 2. Сжигание продукта на приборе ЛКН-70 и опре- деление массы коксового остатка 19932—74 8852—74
Механические примеси, содер- жание Нефть, нефте- продукты и при- садки Растворение продуктов в бензине или бензоле, филь- трование раствора, взве- шивание осадка 6370—83
Нефтепродукты светлые Фильтрование продукта через мембранный (нитро- целлюлозный) фильтр,взве- шивание осадка 10577—78
Непредельные углеводороды, со- держание Нефтепродукты светлые См. Иодное число и со- держание непредельных углеводородов
Плотность Нефтепродукты С помощью ареометра (неф- теденсиметра), гидроста- тических весов или пик- нометра 3900—4
Сера, содержание Нефтепродукты и присадки Сжигание продукта в тигле со смесью оксида марган- ца (IV) и безводного кар- боната натрия,растворение образовавшихся сульфатов в воде, определение со- держания серы в растворе объемным хроматным ме- тодом 1431—64
Нефтепродукты 1. Сжигание продукта в калориметрической бомбе с последующим определе- нием сульфат-ионов в смы- ве бомбы раствором хло- рида бария 3877—49
45
Продолжение табл. 1.15
Показатель Анализируемый продукт Метод анализа гост
Сера, содержание Нефтепродукты 2. Сжигание продукта в лампе в чистом виде или после разбавления раство- рителем с последующим поглощением образовав- шегося сернистого анги- дрида раствором карбо- ната натрия и титрованием раствором соляной кислоты 19121—73
Нефтепродукты темные Ускоренный метод: сжи- гание продукта в струе воздуха;улавливание окси- дов серы раствором пер- оксида водорода с серной кислотой; титрование рас- твором едкого натра 1437-75
Температура вспышки Нефтепродукты Нагревание продукта в за- крытом тигле и фиксация температуры вспышки от пламени зажигательного устройства 6356—75
Масла и темные нефтепродукты Нагревание продукта в от- крытом тигле и фиксация температуры вспышки от пламени газовой горелки или лампы Бартеля 4333—48
Температура застывания Нефтепроду кты Нагревание продукта и по- следующее его охлаждение с заданной скоростью до температуры, при которой образец остается неподвиж- ным 20287—74
Температура каплепадения Нефтепродукты Фиксация температуры, при которой от специаль- ной чашечки, прикреплен- ной к термометру, отры- вается первая капля, или температуры, при которой эта капля касается дна пробирки 6793—74
Температура плавления Нефтепродукты Фиксация температуры, при которой закристалли- зовывается основная масса продукта, предварительно расплавленного, а затем помещенного в специаль- ный прибор («прибор Жу- кова») 4255-75
46
Продолжение табл. 1.15
Показатель Анализируемый продукт Метод анализа гост
Температура самовоспламене- ния паров в воз- духе Нефтепродукты Нагревание продукта в колбе и фиксация темпе- ратуры появления пламени в колбе 13920—68
Температура те- кучести Нефтепродукты жидкие Нагревание продукта и по- следующее его охлаждение с заданной скоростью до самой низкой температуры, при которой наблюдается текучесть образца 25262—82
Теплота сгорания удельная Нефтепродукты Сжигание продукта в ка- лориметрической бомбе в среде сжатого кислорода и определение теплоты, вы- делившейся при сгорании нефтепродукта и при обра- зовании и растворении в воде серной и азотной ки- слот 21261—75
Углеводороды Ci—Св, содержа- ние Нефть Разделение углеводоро- дов Cj—Св, входящих в со- став нефти, методом гадо- жидкостной хроматогра- фии с последующей их регистрацией детектором по теплопроводности 13379—82
Фракционный со- став Нефтепродукты 1. Последовательное испа- рение при атмосферном да- влении и постоянной ско- рости повышения темпера- туры малых количеств ис- пытуемого продукта из ча- шечки (метод Папок, Зу- севой, Данилина) 2. Перегонка продукта в стандартных условиях 8674—58 2177—82
Цвет Нефтепродукты светлые Визуальное сравнение цве- та нефтепродукта с цве- том светофильтра цвето- вой шкалы калориметра КНС-1 2667-82
Щелочное, кислот- ное числа, кислот- ность Нефтепродукты и присадки Потенциометрическое ти- трование продукта, раство- ренного в неводном рас- творителе, раствором едко- го кали или соляной ки- слоты 11362—76
47
ТАБЛИЦА 1.16. Методы анализа топлив
Показатель Анализируемый продукт Метод анализа гост
Бромипые и хло- ристые выносите- Л1.!, содержание Бензины этили- рованные Отщепление брома или хло- ра спиртовым раствором щелочи при нагревании и количественное их опре- деление потенциометриче- ским титрованием раство- ром нитрата серебра 6073—75
Вода, содержание Топливо мотор- ное Взаимодействие гидрида кальция с водой, содержа- щейся в топливе; измере- ние объема выделившегося при этом водорода; расчет содержания воды по объ- ему водорода 8287-57
п-Гидроксидифе- ниламин («пара- оксидифенил- аминь) содержа- ние Бензины авиаци- онные Извлечение n-гидро’ сиди- фениламина из испытуе- мого бензина раствором соляной' кислоты, добав- ление к вытяжке перокси- да водорода, колориметри- рование полученного рас- твора 7423—55
Давление насы- щенных паров Топливо мотор- ное Для определения приме- няется специальный при- бор устанавливаемый в ванне с температурой 38 °C (способ Валявского—Бу- дарова) 6668—53
Индукционный период, длитель- ность Бензины Определение времени, в течение которою бензин находящийся п среде ки- слорода под давлением 0,7 МПа при 100 °C, прак- тически не подвергается окислению 4039—48
Испытание на медной пластинке Топливо для дви- гателей Фиксирование изменения (или отсутствия изменения) цвета медной пластинки, выдержанной в испытуе- мом топливе в стандартных условиях 6321—69
Кислород раство- ренный, содержа- ние Топливо для дви- гателей Выделение из топлива рас- творенных газов в среде инертного газа о последу- ющим определением кисло- рода на хроматографе 22566—77
48
Продолжение табл. 1.16
Показатель Анализируемый продукт Метод анализа гост
Коррозионная ак- тивность Топлива дизель- ные Оценка производится по изменению массы медной пластинки, находящейся в топливе при высокой температуре 20449—75
Коррозионная ак- тивность в усло- виях конденсации воды Топливо ;ля двигателей Оценка производится по потере массы металличе- ской пластинки, находя- щейся в течение 4 ч в топ- ливе, насыщенном водой, которая конденсируется на пластинке 18597—73
Коррозио пая ак- тивность при по- вышенных темпе- ратурах Топливо для ре- активных двига- телей Оценка производится по изменению массы металли- ческой пластинки и по количеству отложений, об- разовавшихся на поверх- ности пластинки, находя- щейся в топливе в течение 25 ч при определенной температуре 18598—73
Люминометрнче- ское число Топливо для ре- активных двига- телей Определение производит- ся на приборе ПЛЧТ-69 по температурам газов в ка- мере сгорания при сжи- гании опытного и эталон- ного топлив 17750—72
Мыла нафтеновых кислот, содержа- ние Топливо для ре- активных двига- телей Фильтрование испытуе- мого топлива через мем- бранный фильтр; гидролиз мыл содержащихся в по- лученном осадке; фикси- рование окраски водного раствора в присутствии фенолфталеина 21103—75
Нафталиновые углеводороды, со- держание Топливо для ре- активных двига- телей Измерение УФ поглоще- ния (оптической плотно- сти) топлива на волне 285 мм относительно изо- октана; вычисление содер- жания нафталиновых угле- водородов по среднему зна- чению коэффициентов по- глощения индивидуальных нафталиновых углеводо- родов 17749—72
Окраски интен- сивность Бензины автомо- бильные и авиа- ционные Определение и сравнение оптических плотностей ис- пытуемого и контрольного бензинов 20924—75
49
Продолжение табл. 1.16
Показатель Анализируемый продукт Метод анализа гост
Октановое число Топливо для дви- гателей Сравнение детонационной стойкости испытуемого и эталонного топлив; испы- тание проводится на одно- цилиндровой установке УИТ-65 или аналогичной:
исследователь- ский метод определения частота вращения дви- гателя 10±0,1 с*1, т. е. 600+6 об/мин; угол опережения зажи- гания 13° до верхней мертвой точки 8226—82
моторный метод определения частота вращения дви- гателя 15±0,15 с"1, т. е. 900±9 об/мин; интенсив- ность детонации дости- гается изменением сте- пени сжатия 511—82
Паровые пробки, Бензины автомо- Испытание бензинов на ла- 22055—76
склонность к об- разованию бильные бораторной установке с по- следующей оценкой склон- ности к образованию па- ровых пробок по величине фазового соотношения пар—жидкость при задан- ных температурах нагрева
Потери от испа- Бензины автомо- Продувка определенного 6369—75
рения бильные и авиа- ционные объема бензина десятикрат- ным объемом воздуха при 20 °C и определение потерь массы бензина
Свинец, содержа- ние Бензины Разложение алкильных со- единений свинца соляной кислотой и комплексоно- метрическое оттитровыва- ние свинца 13210—72
Сера меркаптано- Топливо для дви- Содержание меркаптано- 17323—71
вая и сероводо- родная гателей вой серы рассчитывается по объему азотнокислого аммиаката серебра, израс- ходованного на потенцио- метрическое титрование топлива, не содержащего сероводорода; содержание сероводородной серы — по разности объемов азотноки- слого аммиаката серебра, израсходованных на титро- вание до и после удаления сероводорода
60
Продолжение табл. 1.16
Показатель Анализируемый продукт Метод анализа гост
Смолы фактиче- ские, содержание Топливо мотор- ное 1. Выпаривание моторного топлива под струей воз- духа в определенных стан- дартных условиях 2. Определение проводится в специальном приборе при стандартных условиях на- грева (способ Бударова) 1567—83 8489—58
Сортность на бо- гатой смеси Бензины авиаци- онные Определение производится на установке ИТ9-1 с ци- линдром рабочим объемом 652 мм3 при частоте враще- ния 1800±45 об/мин; сте- пени сжатия 7,0; углеопе- режения зажигания, рав- ном 45±1°до верхней мерт- вой точки 3338—68
Стабильности пе- риод Бензины авиаци- онные Окисление бензина кисло- родом воздуха при НО °C под давлением насыщен- ных паров и определение времени от начала окисле- ния до начала разложения ТЭС и помутнения бензина 6667—75
Стабильность тер- мическая Топливо для дви- гателей Топливо для ре- активных двига- телей Оценка производится по количеству осадка, обра- зующегося при окислении топлива в приборе ЛСАРТ при 150 °C в течение 4 ч Оценка производится по количеству осадка раство- римых смол, образующих- ся при окислении топлива в приборе типа ТСРТ-2 при 150 °C в течение 5 ч 9144—79 11802—66
Стабильность тер- моокислительная Топливо для ре- активных двига- телей Оценка склонности топ- лива к образованию нерас- творимых продуктов оки- сления под действием вы- соких температур в усло- виях однократной прокач- ки через трубчатый подо- греватель с контрольным фильтром 17751—79
51
Продолжение табл. 1.16
Показатель .Анализируемый продукт Метод анализа гост
Стабильность хи- мическая Бензины автомо- бильные и авиа- ционные Окисление бензина кисло- родом воздуха при 110 °C в течение 6 ч под давле- нием, создаваемым насы- щенными парами испытуе- мого бензина; определение суммарного количества продуктов окисления 22054—76
Температура по- мутнения и нача- ла кристаллиза- ции Топлива мотор- ные Определение в стандарт- ных условиях температур, при которых; 1) топливо в условиях испытания на- чинает мутнеть; 2) в топ- ливе невооруженным гла- зом обнаруживаются кри- сталлы 5066—56
Температура фильтруемости предельная Топливо дизель- ное Постепенное охлаждение испытуемого топлива, про- сасывание его через фильтр и пипетку при постоянном вакууме (остаточное давле- ние 1961 Па); фиксация температуры через 1 °C до предельной, при которой топливо перестает прохо- дить через фильтр 22254—76
Теплота сгорания удельная низшая Топливо для ре- активных двига- телей Определение плотности и анилиновой точки испы- туемого топлива; вычисле- ние по их значениям низ- шей удельной теплоты сго- рания 11065—75
Фильтруемости коэффициент Топливо для дви- гателей Определяется изменение пропускной способности фильтра при последова- тельном пропускании через него определенных коли- честв топлива 19006—73
Цетановое число Топливо дизель- ное Испытание проводится на . одноцилиндровой установ- ке типа ИТ9-ЗМ, ИТ9-3 1 или ИТД-69 с рабочим объ- емом цилиндра двигателя 652 мл и переменной сте- пенью сжатия 3122—67
52
ТАБЛИЦА 1.17, Методы анализа нефтяных масел
Показатель Анализируемый продукт Метод анализа гост
Антиокислитель- ные свойства Масла моторные Проведение испытания на одноцилиндровой установ- ке И КМ в течение 40 ч с последующей оценкой антиокислительных свойств по изменению вязкости масла 20457—75
Вода, содержание Масла нефтяные 1. Нагревание масла до 150 °C и наблюдение за его поведением (качествен- ный анализ) 1547—74
2. Взаимодействие гидрида кальция с растворенной водой; измерение объема выделившегося при этом газа; вычисление объема водорода, соответствующе- го окончанию реакции, расчет содержания воды по объему водорода 7822—75
Вязкость загу- щенных масел А1асла нефтяные Оценка производится по уменьшению вязкости ма- сла после прокачки в за- данных условиях через ше- стеренчатый насос установ- ки ОСВ-1 10497—63
Вязкость при низ- кой температуре Масла смазочные С помощью капиллярного и ротационного вискози- метров при температуре от 0 до —60 °C 1929—51
Горючее, содер- жание Масла автомо- бильные и авиа- ционные Отгон горючего от испы- туемого масла и сбор его в градуированном прием- нике-ловушке 2478—74
Давление паров Масла ные вакуум- Давлением паров испытуе- мого масла при опреде- ленной температуре и оста- точном давлении отклоня- ется на некоторый угол вертикально подвешенный диск; отклонение диска компенсируется наклоном тенсиометра 19678—74
Деэмульсации чи- сло Масла нефтяные Определение времени, в течение которого масло от- деляется от воды после эмульгирования в специ- альных условиях 12068—66
53
Продолжение табл. 1,17
Показатель Анализируемый продукт Метод анализа гост
Испаряемость Масла для авиа- ционных газо- турбинных дви- гателей Определение потери мас- сы масла в чашечках, вы- держанных при заданной температуре в течение определенного времени 20354—74
Качества оценка Масла вакуум- ные Оценка производится по п редель ному остаточ ному давлению, достигнутому в вакуумной системе при откачке диффузионным на- сосом, работающим на ис- пытуемом масле 19686—74
Коррозионное воз- Масла н при- 1. Определение потери мае- 20502—75
действие на ме- таллы садки сы свинцовой пластины, подвергшейся периоди- ческому воздействию испы- туемого масла и воздуха в приборе ДК-НАМИ 2. Выдерживание метал- лической пластинки в ис- пытуемом продукте при повышенной температуре; фиксация изменения внеш- него вида пластинки 2917—76
Коррозионные свойства и оки- сляемость Масла моторные Испытание проводится в условиях циркуляции на специальной лаборатор- ной установке ПЗЗ, ими- тирующей условия работы масел в системе смазки двигателя 13300—67
Крезол, содержа- Масла селектив- См. Фенол и крезол, со-
ние ной очистки держание
Моторные свой- ства и термооки- слительная ста- бильность Масла смазочные Нагревание тонкого слоя масла на металлической поверхности; испарение легколетучих веществ, со- держащихся в масле и об- разующихся при его раз- ложении; разделение остат- ка на рабочую фракцию и лак; определение термо- окислительной стабильно- сти (время — в минутах, — в течение которого масло при заданной температуре 1 превращается в остаток, состоящий из 50% рабочей фракции и 50% лака) 23175—78
54
Продолжение табл. 1.17
Показатель Анализируемый продукт Метод анализа гост
Моющие свойства Масла моторные Испытание проводится на одноцилиндровых установ- ках:
1) УИМ-6-НАТИ в тече- ние 120 ч; оценка произ- водится по суммарной за- грязненности поршня и подвижности поршневых колец 21490—76
2) ИМ-1 в течение 96 ч; оценка производится по степени загрязненности поршневой группы 20303—74
Моющие и проти- воизносные свой* ства Масла моторные Испытание проводится на свободно-поршневом ди- зель-компрессоре типа ДК-2 с последующей оценкой подвижности поршневых колец, степени загрязнен- ности дизельных поршней и износа поршневых колец 20992—75
Моющий циал потен* Масла смазочные с присадками Окисление масла в тол- стом слое при температуре выше 220 °C в присутствии эталонного вещества; отде- ление осадка путем филь- трации; оценка осадка (спо- соб Папок и Зусевой) 10734—64
Натровая проба Масла нефтяные Воздействие раствора ед- кого натра на масло при подогреве с последующим отделением щелочной вы- тяжки, подкисление и опре- деление степени помутне- ния по оптической плот- ности 19296—73
Окисляемость Масла моторные См. Коррозионные свой- ства и окисляемость
Омыления ЧИСЛО Масла нефтяные Растворение масла в спир- тово-толуольном растворе; кипячение раствора со спир- товым раствором щелочи, оттитровывание непрореа- гировавшей щелочи рас- твором соляной кислоты 17362—71
55
Продолжение табл. 1.17
Показатель Анализируемый продукт Метод анализа гост
Осадки нераство- римые, содержа- ние Масла моторные отработанные Растворение масла в рас- творителе, содержащем коагулянт; центрифугиро- вание полученного раство- ра; определение массы вы- делившегося осадка 20684—75
Отложения Масла моторные Испытание масла на одно- цилиндровой карбюратор- ной установке НАМИ-1М в течение 120 ч с после- дующей оценкой:
высокотемпера- турные нагаро- и лакоотложе- ний на поршне 20991—75
низкотемпера- турные низкотемпературных от- ложений в роторе цен- трифуги 20994—75
Потери от испаре- ния Масла смазочные Пропускание воздуха че- рез массу испытуемого ма- сла в стандартных усло- виях с последующим опре- делением потерь масла 10306—75
Противоизнссные свойства Масла моторные См. Моющие и протпвоиз- носные свойства
Смолы, содержа- ние Масла нефтяные Адсорбция смол на сили- кагеле из бензольного рас- твора испытуемого продук- та с последующей десорб- цией их ацетоном; отгонка или выпаривание ацетона из раствора и доведение смол до постоянной массы 15886—70
Стабильность по индукционному периоду осадкооб- разования Масла моторные с присадками Окисление масла в при- боре ДК-НАМИ при 200 °C с последующим определе- нием осадка и вязкости окисленного масла 11063—77
Стабильность про- тив окисления Масла нефтяные Окисление масла в при- боре ВТИ под воздействи- ем кислорода при повы- шенной температуре в при- сутствии катализатора с последующим определе- нием кислотного числа, со- держания летучих низко- молекулярных кислот, осадка 981—75
!5б1
Продолжение табл. 1.17
Показатель Анализируемый продукт Метод анализа гост
Стабильность про- тив окисления Масла энергети- ческие Окисление масла в спе- циальном приборе в ста- тических условиях с после- дующим определением ки- слотного числа, содержа- ния водорастворимых ки- слот, осадка (метод ОРГРЭС) 11257—65
Масла Пропускание воздуха или кислорода через испытуе- мое масло в присутствии катализатора или без него при повышенных темпера- турах ; определение физико- химических показателей масла (кислотное число, число омыления, вязкость, коксуемость, содержание смол) до и после окисле- ния 18136—72
Стабильность тер- моокислительная Масла смазочные См. Моторные свойства и термоокислительная ста- бильность
Фенол и крезол, содержание Масла селектив- ной очистки Обработка испытуемого масла раствором едкого натра, отделение щелоч- ного раствора фенолята (крезолята) калия; доба- вление л-нитродиазобен- золхлорида; колориметри- рование полученного окра- шенного раствора 1057—67
фурфурол, содер- жание Масла селектив- ной очистки Изменение окраски пробы раствора масла в петро- лейном эфире или бензине при действии на него ани- лингидрохлорида или ани- линацетата 1520—42
Чистоты степень Масла смазочные и присадки Растворение испытуемого масла или присадки в бен- зине Бр-1, фильтрование раствора через мембранные (нитроцеллюлозные) филь- тры; определение степени чистоты по числу филь- траций и массе осадков, задерживаемых фильтра- ми 12275—66
57
ТАБЛИЦА 1.18. Методы анализа твердых нефтепродуктов
Показатель Метод анализа гост
Водорастворимые соеди- Битумы нефтяные Перевод в водную вытяжку водорас- 11510—65
нения, содержание Вязкость условная творимых соединений битума и опре- деление их массы после выпаривания воды Измерение времени, в течение кото- 11503-74
Глубина проникания рого определенное количество битума протекает через калиброванное отвер- стие вискозиметра при заданной тем- пературе Измерение глубины, на которую по- 11501—78
ИГЛЫ Зольность гружается игла пенетрометра в испы- туемый образец битума при заданных нагрузках, температуре и времени Сжигание битума и прокаливание 11512—65
Изменение массы после твердого остатка до постоянной массы Измерение массы битума, изменив- 18180—72
прогрева Кислоты водораствори- шейся вследствие испа'рения летучих компонентов или окисления воздухом Качественное определение кислотно- 11511—65
мые и щелочи, содержа- ние Парафины, содержание сти или щелочности водной вытяжки, содержащей водорастворимые соеди- нения битума Осаждение петролейным эфиром ас- 17789—72
Разжижителя испаривше- фальтенов из растворенного в бензоле битума; адсорбция смолистых веществ оксидом алюминия; выделение пара- финов из десорбированной фракции вымораживанием Определение количества испаривше- 11504—73
гося количество Растворимость гося разжижителя при нагреве жид- ких битумов в стандартных условиях Определение растворимости битума 20739—75
Растяжимость в органическом растворителе — бен- золе, хлороформе или трихлорэтилене Определение максимальной длины, на 11505-75
Сцепление с мрамором и которую может растянуться без раз- рыва битум, залитый в специальную форму, раздвигаемую с постоянной скоростью при заданной температуре 1. Определение способности вязкого 11508—74
песком битума удерживаться на предвари- тельно покрытой им поверхности пе- ска или мрамора при воздействии воды 2. Определение способности жидкого или вязкого битума сцепляться с по- верхностью песка или мрамора в при- сутствии воды
58
Продолжение табл. 1.18
Показатель Метод анализа ГОСТ
Температура размягчения (по кольцу и шару) Определение температуры, при ко- торой битум, находящийся в кольце заданных размеров в условиях испы- тания размягчится и, перемещаясь под действием стального шарика, коснется контрольного диска аппарата 11506—73
Температура хрупкости Охлаждение и периодический изгиб образца битума с определением тем- пературы, при которой появляются трещины или образец ломается Парафины 11507—78
Ароматические углеводо- роды, содержание Определение температур взаимного растворения равных объемов анилина и парафина до и после удаления из него ароматических углеводородов методом сульфирования (применяется для определения содержания арома- тических углеводородов более 2%) 10245—62
Комплексообразующие углеводороды, содержа- ние Обработка парафина кристаллическим карбамидом в растворе петролейного эфира при наличии активатора с по- следующим определением массы обра- зовавшегося комплекса 15095—69
Масло, содержание 1. Растворение парафина в метил- этилкетоне; охлаждение раствора до —32 °C; выделение кристаллов пара- фина; отделение под давлением филь- трата; выпаривание растворителя; взвешивание остатка (масла) 2. Растворение парафина в ацетон- бензольной смеси или метилэтилкето- не; охлаждение до —20 °C; выделение кристаллов парафина; отделение под вакуумом фильтрата; отгонка рас- творителя; взвешивание остатка (ма- сла) 9090—81
Фракционный состав Перегонка парафинов под вакуумом; определение температуры начала и конца кипения; установление про- центного выхода дистиллята при за- данной температуре 10120—71
Цвет Визуальное сравнение цвета опреде- ленного объема расплавленного пара- фина с цветом стандартных свето- фильтров цветовой шкалы колори- метра КНС-2 25337—82
5?
ТАБЛИЦА 1.19. Методы анализа углеводородных газов
Показатель Анализируемый продукт Метод анализа ГОСТ
Воббе число Газы горючие природные См. Теплота сгорания, относительная плотность, число Воббе
Водяные пары, со- Газы горючие Количественная сорбция 20060—83
держание природные водяных паров пентокси- дом фосфора из потока анализируемого газа
Запаха интенсив- Газ для комму- Оценка интенсивности 22387.5—77
ность наль но-бытового потребления запаха газовоздушной смеси, создаваемой в ком- нате-камере или с по- мощью одориметра (про- изводится группой ис- пытателен)
Кислород, содер- Газ для комму- Поглощение кислорода 22387.3—77
жание наль но-бытового потребления раствором пирогаллола А из газа, предваритель- но освобожденного от кислотных компонентов; определение количества поглощенного кислорода
Компонентный со- Газы горючие Определение произво- 5439—76
став природные и ис- кусственные дится на газоанализаторе типа ГХЛ; определяют- ся: сумма кислотных га- зов (СО,, SO2, Н23идр.); сумма непредельных уг- леводородов; О2; СО; Н2; сумма предельных углеводородов и Н2 23781—83
Газы горючие природные Хроматографическое раз- деление компонентов при- родного газа сочетанием парожидкостной и газо- адсор'бционной хромато- графии и газохромато- графического детектиро- вания разделенных ком- понентов смеси; опреде- ляется содержание Н,, Не, N2, О,, СО,, СН„ С2НЙ, С3Нв, изо-С,Н10, Н-С4Н10, изо_СдН,2, н-С5Н12, суммы углево- дородов С6 и выше
Газ сухой Хроматография газа с ис- пользованием детектора по теплопроводности; уг- леводороды Ci—С5, СО2, и Н2 разделяют методом газожидкостной хрома- тографии; Н2, О2, n2, СО, СН4 — газоадсорб- ционной 14920—79
60
Продолжение табл. 1.19
Показатель Анализируемый продукт Метод анализа гост
Плотность относи- тельная Газы горючие природные См. Теплота сгорания, относительная плот- ность, число Воббе
Сера общая, держание со- Газы углеводо- родные сжижен- ные Сжигание пробы в токе воздуха; последующее ацидометрическое или нефелометрическое опре- деление образовавшейся серной кислоты 22986—78
Сероводород, держание со- Газы нефтепере- работки Химическое взаимодей- ствие сероводорода с аце- татом свинца, нанесен- ным на силикагель. Об- разующийся сульфид свинца дает черное окра- шивание слоя силикаге- ля, высота которого за- висит от содержания се- роводорода в анализи- руемом газе 11382—76
Газ для комму- нально-бытового потребления Поглощение сероводоро- да из газа раствором аце- тата кадмия; последу- ющее йодометрическое определение сульфида кадмия в поглотитель- ном растворе 22387.2—77
Сероводород меркаптановая ра, содержание и се- Газы горючие природные Поглощение сероводоро- да из газа подкисленным раствором хлорида калия и меркаптанов — щелоч- ным раствором хлорида кадмия с последующим йодометрическим опре- делением образовавших- ся сульфида и меркап- тида кадмия в поглоти- тельных растворах 17556-81
Газы углеводо- родные сжижен- ные Последовательное погло- щение сероводорода и меркаптанов водными растворами карбоната на- трия и едкого натра; последующее потенцио- метрическое титрование образующихся сульфи- дов и меркаптидов на- трия нитратом диаммин- серебра 22985—78
61
Продолжение табл. 1.19
Показатель Анализируемый продукт Метод анализа гост
Смола и пыль, со- держание Газ для комму- нально-бытового потребления Осаждение смолы и пы- ли из газа на фильтре; установление массы оса- жденных веществ взве- шиванием 22387.4—77
Теплота сгорания удельная Газы горючие природные Сжигание в калориме- трической бомбе в среде сжатого кислорода опре- деленного объема газа и определение количе- ства теплоты, выделив- шейся при сгорании га- за, а также при обра- зовании и растворении в воде азотной и серной кислот 10062—75
Газ для комму- нально-бытового потребления Непрерывное сжигание в калориметре замерен- ного объема газа; изме- рение выделившейся теп- лоты, поглощаемой не- прерывно протекающим потоком воды 22387.1—77
Теплота сгорания, относительная плотность, число Воббе Газы горючие природные Теплота сгорания газа вычисляется по компо- нентному составу и теп- лоте сгорания отдельных компонентов; относи- тельная плотность вы- числяется по компонент- ному составу и плотно- сти отдельных компонен- тов; число Воббе пред- ставляет собой отноше- ние теплоты сгорания и корня квадратного из плотности 22667—82
Точка росы угле- водородов Газы горючие природные Конденсация углеводо- родов непрерывного по- тока газа на охлаждае- мой зеркальной поверх- ности и измерение тем- пературы начала конден- сации при условии рав- ных давлений над охла- ждаемой зеркальной по- верхностью и в точке отбора газа 20061—74
62
ЛИТЕРАТУРА
Большая Советская Энциклопедия, т. 17, с. 547—548.
Газовые и газоконденсатные месторождения: Справочник. М.: Недра, 1983.
Государственные стандарты Союза ССР. Нефтепродукты. Методы испытаний.
4.1 и 2. М.: Издательство стандартов, 1977.
Государственные стандарты Союза ССР. Нефтепродукты. Масла и смазки.
Нефтепродукты промышленного и бытового потребления. Методы испытаний.
М.: Издательство стандартов, 1977.
Наметкин С. С. Химия нефти. М.: Изд-во АН СССР, 1955.
Нефти СССР: Справочник в 4-х т. М.: Химия. Т. I. Нефти северных районов
Европейской части СССР и Урала, 1971; т. II. Нефти Среднего и Нижнего
Поволжья, 1972; Т. III. Нефти Кавказа и западных районов Европейской
части СССР. 1972; Т. IV. Нефти Средней Азии, Казахстана, Сибири и о. Са-
халин. 1974.
Нефтяник. 1985 № 7, с. 31.
Рудин М. Г., Смирнов Г. Ф. Проектирование нефтеперерабатывающих и нефте-
химических заводов. Л.: Химия, 1984.
Селицкий А. Г Геолого-экономические показатели освоения крупных нефтя-
ных месторождений за рубежом: Справочное пособие. М.: Недра, 1984.
Химия нефти и газа/Под ред. В. А. Проскурякова и А. Е. Драбкина. Л.:
Химия, 1981.
Глава 2 ПРОЦЕССЫ ПЕРЕРАБОТКИ НЕФТИ
2.1. ПЕРВИЧНАЯ ПЕРЕГОНКА НЕФТИ
2.1.1. Общие положения
2.1.1.1. Назначение процесса и типы установок
В технологии нефтепереработки к первичной перегонке отно-
сят процессы атмосферной перегонки нефти и вакуумной пере-
гонки мазута. Их назначение состоит в разделении нефти на фрак-
ции для последующей переработки или использования как то-
варных нефтепродуктов.
Эти процессы осуществляют соответственно на так называе-
мых атмосферных трубчатых (АТ) и вакуумных трубчатых (ВТ)
или атмосферно-вакуумных трубчатых (АВТ) установках.
На установках АТ осуществляют неглубокую перегонку нефти
с получением бензиновых, керосиновых, дизельных фракций и
мазута. Установки ВТ предназначены для углубления переработки
нефти. Получаемые на них из мазута газойлевые, масляные
фракции и гудрон используют в качестве сырья процессов вто-
ричной переработки нефти с целью производства топлив, смазоч-
ных масел, кокса, битумов и других нефтепродуктов.
В зависимости от направления использования фракций уста-
новки первичной перегонки нефти принято именовать топлив-
ными, масляными или топливно-масляными и соответственно
этому — варианты переработки нефти.
Принципиальные схемы установок первичной перегонки нефти
показаны на рис. 2.1.
2.1.1.2. Теоретические основы
В основе технологии первичной перегонки нефти лежит пере-
гонка — процесс физического разделения нефти на составные
части, именуемые фракциями. Перегонка осуществляется различ-
ными способами частичного выкипания нефти, отбора и конден-
сации образовавшихся паров, обогащенных легколетучими ком-
понентами, в качестве дистиллятных фракций. По способу про-
ведения процесса перегонка делится на простую и сложную.
Простая перегонка
Простая перегонка осуществляется путем постепенного, одно-
кратного и многократного испарения жидких смесей.
64
Рис. 2.1. Принципиальные схемы установок первичной перегонки нефти: АТ (а), ВТ
топливная (б), ВТ масляная (в), АВТ топливно-масляная (г):
1 — теплообменник; — трубчатая печь; 3 — холодильник, конденсатор-холодильник;
4 — атмосферная колонна; 5 — отгонная колонна; 6 — газосепаратор; 7 — вакуумная
колонна;
/ — нефть: // — легкий бензин; III — углеводородный газ; IV — тяжелый бензин;
V — водяной пар; VI — керосин; VII — легкое дизельное топливо; VII! — тяжелое
дизельное топливо; IX — мазут; X — неконденсируемые газы и водяной пар в вакуум-
создающую систему; XI — широкая масляная фракция (вакуумный газойль); XII — гуд-
рон; XIII — маловязкая масляная фракция; XIV средневязкая масляная фракция;
XV — вязкая масляная фракция.
3 Зак. 70
65
Рис. 2.2. Схемы простой перегонки:
а — постепенная; б — однократная; в — двукратная;
] — куб; 2 — кипятильник; 3 — конденсатор; 4 — приемник; 5 — сепаратор;
I — сырье; II — отгон; III — остаток; IV — отгон второй ступени; V — остаток второй
ступени.
Перегонка с постепенным испарением (рис. 2.2, а) состоит
в постепенном непрерывном нагревании жидкой смеси в кубе 1
от начальной до конечной температуры при непрерывном отводе
образующихся паров, конденсации их в аппарате 3 и сборе в при-
емнике 4 целиком или выводе из него периодически отдельными
фракциями.
Этот способ перегонки нефти и нефтепродуктов преимущест-
венно применяют в лабораторной практике при определении фрак-
ционного состава по ГОСТ 2177—82 на стандартном аппарате
периодического действия; анализ дает возможность судить о
технической ценности нефти и эксплуатацнонных свойствах нефте-
продукта.
Перегонка однократным (равновесным) испарением
(рис. 2.2, б). Исходную жидкую смесь непрерывно подают в ки-
пятильник 2, где она нагревается до определенной конечной тем-
пературы при фиксированном давлении; образовавшиеся и до-
стигшие состояния равновесия паровая и жидкая фазы одно-
кратно разделяются в адиабатическом сепараторе 5. Паровая
фаза, пройдя конденсатор 3, поступает в приемник 4, откуда не-
прерывно отводится в качестве дистиллята (отгона). С низа сепа-
ратора 5 непрерывно отводится жидкая фаза — остаток.
Отношение количества образовавшихся паров при однократ-
ном испарении к количеству исходной смеси называют долей от-
гона.
Перегонка с однократным испарением обеспечивает большую
долю отгона, чем с постепенным при одинаковых температуре и
давлении. Это важное преимущество используют в практике пере-
гонки нефти для достижения максимального испарения при ог-
раниченной температуре нагрева вследствие разложения (кре-
кинга) отдельных компонентов нефти.
Многократное испарение заключается в последовательном
повторении процесса однократного испарения при более высоких
температурах (или низких давлениях) по отношению к остатку,
66
полученному от предыдущего однократного испарения жидкой
смеси. На рис. 2.2, в показана схема двукратной перегонки.
Остаток однократного испарения первой ступени после нагрева
до более высокой температуры поступает в сепаратор второй сту-
пени, с верхней части которого отбирают отгон второй ступени,
а с нижней — остаток второй ступени.
Способы перегонки с однократным и многократным испаре-
нием имеют наибольшее значение в осуществлении промышлен-
ной переработки нефти на установках непрерывного действия.
Так, примером процесса однократного испарения является изме-
нение фазового состояния (доли отгона) нефти при нагреве в ре-
генеративных теплообменниках и в змеевике трубчатой печи с по-
следующим отделением паровой от жидкой фазы в секции пита-
ния ректификационной колонны.
Простая перегонка, особенно вариант с однократным испаре-
нием, не дает четкого разделения смеси на составляющие компо-
ненты. Для повышения четкости разделения перегонку ведут
с дефлегмацией или с ректификацией.
Сложная перегонка
Перегонка с дефлегмацией основана на частичной конденсации
образующихся при перегонке паров и возврате конденсата
(флегмы) навстречу потоку пара. Благодаря этому однократному
и одностороннему массообмену между встречными потоками пара
и жидкости уходящие из системы пары дополнительно обогаща-
ются нпзкокипящими компонентами, так как при частичной кон-
денсации из них преимущественно выделяются высококипящие
составные части.
Дефлегмацию осуществляют в специальных по конструкции
поверхностных конденсаторах воздушного или водяного охлаж-
дения, размещаемых над перегонным кубом.
Перегонка с ректификацией дает более высокую четкость раз-
деления смесей по сравнению с перегонкой с дефлегмацией. Ос-
новой процесса ректификации является многократный двусторон-
ний массообмен между движущимися противотоком парами и
жидкостью перегоняемой смеси. Этот процесс осуществляют в рек-
тификационных колоннах. Для обеспечения более тесного со-
прикосновения между встречными потоками пара и жидкости
ректификационные колонны оборудованы контактными устрой-
ствами — тарелками или насадкой. От числа таких контактов
и от количества флегмы (орошения), стекающей навстречу парам,
в основном зависит четкость разделения компонентов смеси.
Современная промышленная технология первичной перегонки
нефти основана на процессах одно- и многократной перегонки
с последующей ректификацией образовавшихся паровой и жид-
кой фаз. Перегонку с дефлегмацией и периодическую ректифика-
цию, так же как перегонку с постепенным испарением, применяют
в лабораторной практике.
3*
67
Перегонка с водяным паром и в вакууме
Нефтяные смеси термически нестойкие. Среди входящих в их
состав компонентов менее стойки к нагреву сернистые и асфаль-
тосмолистые соединения. Парафиновые углеводороды термически
менее стойки, чем нафтеновые. Последние при нагреве легче раз-
лагаются, чем ароматические. Термическая стабильность нефтя-
ных смесей зависит в основном от температуры нагрева и вре-
мени ее воздействия. Порог термической стабильности для не-
прерывной перегонки выше, чем для периодической. На прак-
тике нефть и полученные из нее продукты (мазут, масляные фрак-
ции) можно без заметного разложения нагревать до следующих
температур, °C:
Перегонка
непрерывная периодиче-
на промышлен- екая лабора-
ных уста- торная
повках
Малосернпстая высокопарафшшстая п мало-
смолистая нефть ..........................
мазут ..................................
Сернистая парафинистая смолистая нефть . . .
мазут для получения
топливных фракции ........................
масляных фракций......................
широкая масляная фракция................
Высокосернистая парафинистая высокосмоли-
стая нефть ...............................
мазут ..................................
370—380
420—425
375—385
400—410
390—400
350—360
370—380
390—400
350—360
330—340
320—330
Разложение при перегонке ухудшает эксплуатационные свой-
ства нефтепродуктов: понижает их вязкость, температуру вспышки,
стабильность к окислению. В целях уменьшения разложения
ограничивают время пребывания нефтяных остатков при высо-
ких температурах. Рекомендуемое время пребывания мазута
в нижней части атмосферной колонны не более 5 мин, гудрона
..в низу вакуумной колонны —2—5 мин.
' Когда температура кипения нефтяной смеси при атмосферном
: давлении превышает температуру ее термического разложения,
при перегонке применяют вакуум и водяной пар. Вакуум пони-
жает температуру кипения. Действие водяного пара аналогично
действию вакуума: понижая парциальное давление компонентов
смеси, он вызывает кипение ее при меньшей температуре. Водя-
ной пар используют как при атмосферной, так и при вакуумной
перегонке. При ректификации его применяют для отпаривания
низкокипящих фракций от мазута и гудрона, из топливных и
масляных фракций. Сочетание вакуума с водяным паром при
перегонке нефтяных остатков обеспечивает глубокий отбор мас-
ляных фракций (до 530—580 °C).
Однако действие водяного пара как отпаривающего агента
1 ограничено. Поскольку теплота на испарение отнимается от пере-
/ гоняемой жидкости, то по мере увеличения расхода водяного
\ 68
пара температура ее и, следовательно, давление насыщенных
паров понижаются. Отпарка постепенно снижается, так как дав-
ление насыщенных паров жидкости сравнивается с парциаль-
ным давлением нефтяных паров. Наиболее эффективным является/
расход водяного пара в пределах 2—3% на сырье отгонной ко-i
лонны при числе теоретических ступеней контакта 3—4. В этих/,
условиях количество отпариваемых из мазута низкокипящих
компонентов достигает 14—23%. При перегонке с водяным паром /
количество отпариваемых фракций можно рассчитать по уравне- ;
нию:
где 6П и Z — количество нефтяных паров и водяного пара; 18 .
и Ми — молекулярная масса водяных и нефтяных паров; П — 1
общее давление в системе; Р„ — давление насыщенных паров
нефтепродукта при температуре перегонки.
Температура водяного пара должна быть не ниже температуры f
перегоняемого нефтепродукта, чтобы избежать его обводнения. >
Обычно применяют пар с температурой 380—420 °C, давлением
0,2—0,3 МПа.
Технология перегонки с водяным паром имеет свои преиму-
щества. Наряду с понижением парциального давления нефтя-
ных паров, водяной пар интенсивно перемешивает кипящую жид-
кость, предотвращая возможные местные перегревы ее, увеличи-
вает поверхность испарения за счет образования пузырей и струй.
Водяной пар применяют также для интенсификации нагрева
нефтяных остатков в трубчатых печах при вакуумной перегонке.
При этом добиваются большей степени испарения нефтепродукта,
предотвращения закоксовывания труб. Расход острого пара
в этом случае принимают 0,3—0,5% на сырье.
В некоторых случаях отпарку легкокипящих фракций для
повышения температуры вспышки керосина и дизельного топлива
осуществляют не водяным паром, а однократным испарением.
Этим предотвращают образование стойких водных эмульсий в топ-
ливах, удаление которых связано с длительным отстоем.
2.1.1.3. Сырье
Сырьем установок первичной перегонки служат нефть и га-
зовый конденсат.
Нефти по своему составу и свойствам различаются весьма
значительно. Сведения о технической и товарной характеристи-
ках нефтей СССР содержатся в специально выпускаемых справоч-
никах.
В СССР нефти принято оценивать по технологическим призна-
кам как сырье для получения топлива для двигателей, масел.
В 1967 г. была введена технологическая классификация нефтей
69
(ГОСТ 912—66), с 1981 г. действует технологическая индекса-
ция нефтей (ОСТ 38.01197—80) — см. гл. 1.
Физико-химические свойства нефтей и составляющих их фрак-
ций оказывают влияние на выбор ассортимента и технологию
получения нефтепродуктов. При определении направления пере-
работки нефти стремятся по возможности максимально полезно
использовать индивидуальные природные особенности их химиче-
ского состава.
Так, переработку нефтей малосернистых высокопарафини-
стых (мангышлакской) и высокосернистых парафинистых (ар-
ланской) осуществляют по топливному варианту с одновремен-
ным получением фракций бензина, керосина, дизельного топлива,
вакуумного газойля и гудрона. При этом керосиновую фракцию
из малосернистой парафинистой нефти используют как раство-
ритель (уайт-спирит); дизельное топливо и вакуумный газойль
подвергают депарафинизации для получения соответственно
жидких и твердых парафинов; из гудрона получают сернистый
электродный кокс. Фракции из высокосернистых нефтей — керо-
синовую, дизельную, вакуумный газойль — подвергают гидро-
обессериванию для получения соответственно товарных реак-
тивного и дизельного топлив, сырья каталитического крекинга.
Гудрон используют в производстве остаточных и окисленных
битумов, подвергают висбрекингу для получения котельного
топлива.
Для производства смазочных масел используют нефти с вы-
соким выходом и качеством масляных фракций. Их перераба-
тывают по топливно-масляному варианту.
2.1.1.4. Продукты первичной перегонки нефти
При первичной перегонке нефти получают широкий ассорти-
мент фракций и нефтепродуктов *, различающихся по темпера-
турным границам кипения, углеводородному и химическому со-
ставу, вязкости, температурам вспышки, застывания и другим
свойствам, связанным с областью их применения и использова-
ния.
Углеводородный газ — состоит преимущественно из пропана
и бутанов, которые в растворенном виде содержатся в поступаю-
щих на переработку нефтях. В зависимости от технологии первич-
ной перегонки нефти пропан-бутановую фракцию получают
в сжиженном или газообразном состоянии. Ее используют в ка-
честве сырья газофракционирующих установок с целью произ-
водства индивидуальных углеводородов, бытового топлива, ком-
понента автомобильного бензина.
* Фракцию именуют нефтепродуктом, если свойства ее отвечают нормам
стандарта, техническим условиям на товарный продукт, не требуя дополнитель-
ного передела.
70
Бензиновая фракция 28—180 °C преимущественно подвергается
вторичной перегонке (четкой ректификации) для получения уз-
ких фракций (28—62, 62—85, 85—105, 105—140, 85—140, 85—
180 °C), служащих сырьем процессов изомеризации, каталити-
ческого риформинга с целью производства индивидуальных аро-
матических углеводородов (бензола, толуола, ксилолов), высоко-
октановых компонентов автомобильных и авиационных бензи-
нов; применяется в качестве сырья пиролиза при получении эти-
лена, реже — как компонент товарных бензинов.
Керосиновая фракция 120—230 (240) °C используется как
топливо для реактивных двигателей, при необходимости подвер-
гается демеркаптанизации, гидроочистке; фракцию 150—280 или
150—315 °C из малосернистых нефтей используют как освети-
тельные керосины, фракцию 140—200 °C—как растворитель
(уайт-спирит) для лакокрасочной промышленности.
Дизельная фракция 140—320 (340) °C используется в качестве
дизельного топлива зимнего, фракция 180—360 (380) °C — в ка-
честве летнего. При получении из сернистых и высокосер-
нистых нефтей требуется предварительное обессеривание фрак-
ций. Фракции 200—320 °C и 200—340 °C из высоко- и парафи-
новых нефтей используют как сырье для получения жидких
парафинов депарафинизацией.
Мазут — остаток атмосферной перегонки нефти — приме-
няется как котельное топливо, его компонент или в качестве
сырья установок вакуумной перегонки, а также термического,
каталитического крекинга и гидрокрекинга.
Широкая масляная фракция 350—500 и 350—540 (580) °C —
вакуумный газойль — используется в качестве сырья каталити-
ческого крекинга и гидрокрекинга.
Узкие масляные фракции 320 (350)—400, 350—420, 400—450,
420—490, 450—500 °C используют как сырье установок произ-
водства минеральных масел различного назначения и твердых
парафинов.
Гудрон — остаток вакуумной перегонки мазута — подвер-
гают деасфальтизации, коксованию с целью углубления пере-
работки нефти, используют в производстве битума, остаточных
базовых масел.
2.1.2. Выбор технологической схемы и режима
Выбор технологической схемы и режима перегонки зависит
от качества нефти.
Перегонку нефтей с небольшим количеством растворенных
газов (0,5—1,2% по С4 включительно), относительно невысоким
содержанием бензина (12—15% фракций до 180 °C) и выходом
фракций до 350 °C не более 45% (нефти типа 3 — мангышлак-
ская, усть-балыкская, арланская) выгодно осуществлять на уста-
новках (блоках) АТ по схеме с однократным испарением и после-
71
дующим фракционированием образовавшихся паровой и жидкой
фаз в сложной ректификационной колонне.
Для перегонки легких нефтей (типов 1 и 2 — Самотлорская,
шаимская, туймазинская) с высоким выходом фракций до 350 °C
(50—65%), повышенным содержанием растворенных газов (1,5—
2,2%) и бензиновых фракций (20—30%) целесообразно применять
установки АТ двукратного испарения. Предпочтительной яв-
ляется схема с предварительной ректификационной колонной
частичного отбензинивания нефти и последующей перегонкой
остатка в сложной атмосферной колонне. В первой колонне из
нефти отбирают большую часть газа и низкокипящих бензиновых
фракций. Чтобы более полно сконденсировать их, поддерживают
повышенное давление (Рабс = 0,35-?0,5 МПа). Благодаря этому
становится возможным понизить давление в атмосферной ко-
лонне до Рабс 0,14-н0,16 /МПа и тем самым реализовать усло-
вия перегонки (температуру питания и расход водяного пара
в отгонную часть атмосферной колонны), обеспечивающие высо-
кий отбор от потенциала в нефти суммы светлых нефтепродук-
тов.
За счет сообщаемого нефти тепла в регенеративных теплообмен-
никах в колонне частичного отбензинивания отбирают 50—60%
от потенциала бензина. Стремиться к большему отбору бензина
за счет дополнительного подвода тепла в низ колонны или подачи
водяного пара не следует, так как это повышает затраты на пере-
гонку. Кроме того, состав сырья атмосферной колонны на-
столько утяжеляется, что требуется чрезмерно высокая темпе-
ратура питания, которая оказывается выше максимально допу-
стимой.
Схема перегонки нефти с колонной предварительного частич-
ного отбензинивания и основной сложной ректификационной
колонной получила наибольшее применение в отечественной
нефтепереработке. Она обладает достаточной гибкостью и уни-
версальностью и оказалась полезной в св'язи с массовым перево-
дом установок АТ и АВТ, запроектированных для перегонки
ромашкинской нефти (тип 2), на перегонку более легких нефтей
(тип 1) Западной Сибири.
Разновидностью перегонки нефти с двукратным испарением
является схема с предварительным испарителем и сложной атмо-
сферной колонной. Пары из испарителя и остаток после нагрева
в печи направляются в атмосферную колонну. Основные достоин-
ства такой схемы заключаются в некотором сокращении затрат
на перегонку за счет снижения гидравлического сопротивления
змеевика печи и уменьшения металлоемкости колонн и конденса-
торов. Схема применима для перегонки нефтей со средним уров-
нем содержания растворенного газа (около 1%) и бензина (18—
20%), в практике отечественной нефтепереработки встречается
редко.
72
2.1.3. Комбинированная установка ЭЛОУ-АВТ
двукратного испарения нефти
Атмосферная перегонка нефти на таких установках осуществ-
ляется в одной колонне. Предпочтительным сырьем для них
являются нефти с относительно невысоким содержанием бензи-
новых фракций и .растворенных газообразных углеводородов.
Пример установки такого типа — ЭЛОУ-АВТ-7 со вторичной
перегонкой бензина, запроектированная ВНИПИНефть по тех-
нологическому регламенту БашНИИ НП. Установка предназна-
чена для обессоливания и перегонки 6—7 млн. т в год смеси неф-
тей. На установке вырабатывается следующий ассортимент фрак-
ций: С,—С4 — сжиженный газ; С5 — 90 °C — компонент авто-
мобильного бензина; 90—140 °C — сырье каталитического ри-
форминга для производства высокооктанового компонента авто-
мобильного бензина; 140—250 °C — авиационное турбинное топ-
ливо; 250—320 °C — легкий компонент дизельного топлива для
скоростных двигателей; 320—380 °C — тяжелый компонент ди-
зельного топлива для скоростных двигателей (подвергается ги-
дроочистке); 380—530 °C — сырье каталитического крекинга;
гудрон — сырье висбрекинга, для производства битумов.
Принципиальная технологическая схема установки представ-
лена на рис. 2.3. Нефть, нагретая в регенеративных теплообмен-
никах 2, поступает четырьмя параллельными потоками в электро-
дегидраторы 3. Обессоливание проводится в две ступени с приме-
нением деэмульгатора. Соленая вода из электродегидраторов вто-
рой ступени вторично используется для промывки нефти на пер-
вой ступени. Кроме того, в качестве промывочной воды на второй
ступени используют водные конденсаты, образующиеся от при-
менения пара в процессе атмосферно-вакуумной перегонки. Это
сократило количество загрязненных стоков, сбрасываемых с уста-
новки.
Обессоленная нефть насосом прокачивается через группу реге-
неративных теплообменников 2 и после нагрева двенадцатью
параллельными потоками в трубчатой печи 4 поступает на пере-
гонку в атмосферную колонну 5. Расчетная температура пи-
тания колонны 362 °C обеспечивает массовую долю отгона
нефти на уровне суммарного отбора дистиллятных фракций —
54,3%.
Отводимые с верха колонны пары бензина конденсируются
в две ступени. На первой обеспечивается более низкое содержа-
ние газообразных углеводородов в составе орошения, чем в дистил-
ляте. Несконденсированная газовая и жидкая фазы бензина сов-
местно дополнительно охлаждаются и поступают в сырьевую
емкость 9 дебутанизатора 10. В случае переработки нефти с по-
вышенным содержанием газа (С2—С4) — 2%, против 1,1% в про-
ектном сырье — часть стабильного бензина подается в качестве
абсорбента в поток бензина после сепаратора 8. При этом для
73
Рис. 2.3. Комбинированная установка ЭЛОУ-АВТ двукратного испарения нефти:
1 — насос; 2 — теплообменник, кипятильник; 3 — электродегидратор; 4 — трубчатая
печь; 5 — атмосферная колонна; 6 — отпарная колонна; 7 — конденсатор, холодильник;
8 — газосепаратор; 9 — емкость; 10 — дебутанизатор бензина; 11 — колонна вторичной
перегонки бензина; 12 — вакуумная колонна; 13 — пароэжекторный вакуумный насос;
14 — отстойник;
1 — нефть; 11 — бензин; 111 — стабильный бензин; IV — сухой газ; V — сжиженная
фракция С2—С4; VI — фракция С5 — 90 °C; VII — фракция 90— 140 °C; VIII — фрак-
ция 1 50 — 250 °C; IX — фракция 250 — 320 °C; X — фракция 320 — 380 °C; XI — водяной
пар; XII — мазут; XIII — легкий вакуумный газойль; XIV — фракция 380 —530 °C;
XV — затемненная фракция; XVI — гудрон; XVII — газы разложения; XV11I — не-
фтепродукт; XIX — водный конденсат.
полного растворения газа расход абсорбента составляет 14%
на загрузку дебутанизатора.
Из атмосферной колонны 5 через отпарные колонны 6 одно-
временно отбирают три боковых погона: фракцию 140—250 °C
и два компонента дизельного топлива — фракцию 250—320 °C
и фракцию 320—380 °C. Соотношение компонентов дизельного
топлива подобрано так, чтобы балансовая смесь фракции 250—
320 СС с фракцией 320—380 °C, прошедшей гидроочистку, при пере-
гонке по методу ASTM D86 выкипала до 360 СС на 90% (по
объему) и содержала до 1% серы (требования стандарта). Остат-
ком атмосферной колонны является мазут. В низ атмосферной
колонны и отпарных колонн 6 подается перегретый водяной пар.
Отбор суммы светлых равен 95% от содержания в нефти фрак-
ций до 380 °C.
Физическая стабилизация бензина проводится в дебутаниза-
торе 10. Отбор сжиженного газа составляет 94,5% от потенциала.
Стабильный бензин содержит 0,5% бутана и 0,0005% сероводо-
рода. Он выдерживает испытание на медной пластинке, не тре-
буя защелачивания.
Вторичной перегонке в колонне 11 подвергается примерно 62%
стабильного бензина, что связано с ограниченной потребностью
74
4
во фракции 90—140 °C, получаемой с низа этой колонны, с верха
колонны 11 отбирают фракцию С5—90 °C.
Мазут после нагрева в печи 4 поступает на перегонку в ва-
куумную колонну 12. Верхним боковым погоном из вакуумной
колонны отводится легкий вакуумный газойль, средним — фрак-
ция 380—530 °C и нижним — затемненная фракция. Остатком
колонны является гудрон. В змеевик вакуумной печи и в низ
колонны подается водяной пар. Через верх вакуумной колонны 12
отводятся несконденсированный газ, водяные пары и пары неф-
тяных фракций. После конденсации и охлаждения в газосепара-
торе 8 конденсат отделяется от газа и несконденсированных водя-
ных паров. Смесь последних отсасывается трехступенчатым паро-
эжекторным вакуумным насосом 13. Газы разложения поступают
на сжигание (утилизацию) в вакуумную печь 4. Смесь водного
конденсата и нефтяных фракций из вакуумсоздающей системы
поступает на разделение в отстойник 14. Ловушечный нефтепро-
дукт откачивается в легкий вакуумный газойль, конденсат —
на ЭЛОУ.
В вакуумной колонне перегоняется 2,3 млн. т мазута в год
(74% от получаемого в атмосферной колонне). При этом обеспе-
чивается выработка 1 млн. т фракции 380—530 °C, требующейся
для полной загрузки имеющейся установки каталитического кре-
кинга.
2.1.4. Комбинированная установка ЭЛОУ-АВТ
трехкратного испарения нефти
В СССР наибольшее распространение получили комбинирован-
ные установки первичной перегонки трехкратного испарения
нефти.
Технологическая схема (рис. 2.4) следующая. Сырая нефть
тремя параллельными потоками нагревается в теплообменниках 1
и далее пятью параллельными потоками последовательно прохо-
дит электродегидраторы 2 первой и второй ступени обессолива-
ния. На прием сырьевого насоса в нефть вводят деэмульгатор и
содо-щелочной раствор. На входе в электродегидраторы нефть
смешивают с водой (используют также технологические водяные
конденсаторы от атмосферно-вакуумной перегонки нефти). Обес-
соленная и обезвоженная нефть дополнительно нагревается в теп-
лообменниках 1 и поступает на разделение в колонну частичного
отбензинивания 3. Уходящие сверху этой колонны углеводород-
ный газ и легкий бензин конденсируют и охлаждают последова-
тельно в аппаратах воздушного и водяного охлаждения 4 и на-
правляют в емкость 5. Часть конденсата возвращается на верх
колонны в качестве острого орошения. Газ и бензин раздельно
перетекают в сырьевую емкость 5 дебутанизатора. Отбензиненная
нефть с низа колонны 3 нагревается в змеевиках печи 6. Нагре-
тая отбензиненная нефть после печи делится на два потока: пер-
75
Рис. 2.4. Комбинированная установка ЭЛОУ-АВТ трехкратного испарения нефти:
/ — теплообменник; 2 — электродегпдратор; 3 — колонна частичного отбензинивания
нефти; 4 — конденсатор, хо-юднлышк; 5 — емкость; 6, 9, 15 — трубчатые печи; 7 —
атмосферная колонна; 8 — отпарная колонна; 10 — вакуумная колонна; 11 — трехсту-
пенчатый пароэжекторный вакуумный насос; 12 — газосепаратор; 13 — отстойник,*
14 — дебутанизатор бензина; 15—19 — колонны вторичной перегонки бензина; 20 —
кипятильник,'
/ — нефть; 11 — деэмульгатор; III — содо-щелочной раствор; /V — оборотная вода;
V — соленая вода; VI — легкий бензин и газ; VII —отбензиненная нефть; VIII — тя-
желый бензин; IX — фракция 180 — 220 °C; А' — фракция 220—280 °C; XI — фракция
280 — 350 °C; XII — водяной пар; XIII — мазут; XIV — газы разложения; А V — неф-
тепродукт; XV/ — водный конденсат; XVII — легкий вакуумный газойль; XVII! —
широкая масляная фракция; XIX — затемненная фракция; XX — гудрон; XX/ — не-
стабильный бензин; XXII — сжиженная фракция Сг—С<; XXIII — углеводородный газ;
XX / V — фракция С4 — -02 °C; X X V — фракция 62—105 °C; XXVI — фракция 62 —
85 °C; XX VII — фракция 85—105 °C; XX VI// — фракция 105—140 °C; XXIX — фрак-
ция 140—180 СС.
вый поступает в низ колонны 3 в качестве горячей струп, второй —
в качестве сырья в атмосферную колонну 7. Смесь паров тяжелого
бензина и водяных из атмосферной колонны конденсируется и ох-
лаждается, последовательно пройдя аппараты воздушного и во-
дяного охлаждения. Конденсат собирается в емкости 5, из ко-
торой часть тяжелого бензина возвращается на верх атмосфер-
ной колонны в качестве холодного орошения. Балансовый избы-
ток его откачивается в сырьевую емкость 5 дебутанизатора 14,
где он смешивается с углеводородным газом и легким бензином.
В смеси бензинов газ полностью растворяется. С тарелок Т-8,
Т-16—18 и Т-28—30 атмосферной колонны отбирают три боковых
погона: фракции 180—220, 220—280. 280—350 СС. Каждая фрак-
ция поступает в свою отпарную колонну 8. В нижнюю часть от-
парных колони 8 и атмосферной 7 подают перегретый водяной
пар для отпарки легкокипящих фракций.
76
Кроме острого орошения, атмосферная колонна имеет два
циркуляционных орошения, которыми отводится теплота ниже
тарелок отбора фракций 180—230 и 230—280 °C.
С низа атмосферной колонны отбирают мазут, который прока-
чивают шестью параллельными потоками через змеевик печи 9
в вакуумную колонну 10.
Верхним боковым погоном вакуумной колонны отбирают фрак-
цию легкого вакуумного газойля. Часть его после охлаждения
возвращается на верх колонны в качестве верхнего циркуляцион-
ного орошения.
Вторым боковым погоном из вакуумной колонны отбирают
широкую масляную фракцию. Часть ее в виде горячего орошения
насосом возвращают на нижерасположенную тарелку, часть после
охлаждения подают в вакуумную колонну как среднее циркуля-
ционное орошение.
С нижней тарелки укрепляющей части вакуумной колонны
имеется возможность отбора затемненной фракции при необхо-
димости утяжеления гудрона. Часть ее может возвращаться в ва-
куумную колонну как нижнее циркуляционное орошение, часть —
в состав загрузки вакуумной печи 9.
С низа вакуумной колонны отбирают гудрон. Часть его после
охлаждения в теплообменнике может возвращаться в низ этой
колонны, чтобы понизить температуру остатка до 320—330 °C
для предотвращения разложения. В низ вакуумной колонны И
и в змеевик печи 10 подают водяной пар.
Смесь нефтяных и водяных паров, газы разложения с верха
вакуумной колонны поступают в вакуумсоздающую систему.
В конденсаторе 4 и газосепараторе 12 она разделяется на газо-
вую и жидкую фазы. Газы отсасываются трехступенчатым паро-
эжекторным вакуумным насосом И. Конденсаты из вакуумсоз-
дающей системы поступают в отстойник 13 для отделения нефте-
продукта от водного конденсата.
Нестабильный бензин, предварительно нагретый в теплообмен-
нике, поступает на физическую стабилизацию в дебутаниза-
тор 14. С верха этой колонны отбирают фракцию С2—С4, которая
проходит конденсатор-холодильник и поступает в емкость 5.
Часть ее возвращают на верх дебутанизатора в качестве острого
орошения, балансовым избытком является сжиженный углеводо-
родный газ. Подвод тепла в низ дебутанизатора осуществляется
циркулирующим через змеевик печи 15 остатком этой колонны.
Дебутанизированный бензин подвергают вторичной пере-
гонке для получения узких фракций, используемых в качестве
сырья каталитического риформинга. В колонне 16 из него отби-
рают фракцию С5 — 105 °C. Пары этой фракции, отводимые сверху
колонны, конденсируют в аппарате воздушного охлаждения.
Часть конденсата используют в качестве острого орошения ко-
лонны 16, избытком загружают колонну 18. Имеется возмож-
ность часть сырья в колонну 18 подать в парах. С верха колонны 18
77
отбирают фракцию С5 — 62 °C, с нижней части — 62—105 °C.
Пары фракции С5 — 62 °C конденсируют и охлаждают в аппарате
воздушного охлаждения. Часть фракции С5 — 62 °C возвращают
в качестве острого орошения на верх колонны 18, избыток после
дополнительного охлаждения откачивают с установки. Остаток
колонны 18 — фракция 62—105 °C — может выводиться с уста-
новки как целевая либо при необходимости частично или пол-
ностью загружаться в колонну 19 для разделения на фракции
62—85 °C (бензольную) и 85—105 °C (толуольную).
Остаток колонны 16 — фракцию 105—180 °C — направляют
на разделение в колонну 17, с верха которой получают фракцию
105—140 °C, а с низа — 140—180 °C.
Необходимую для проведения процесса ректификации теплоту
подводят в низ колонн 16, 17 и 18 соответствующим остатком,
циркулирующим через змеевик печи 15. Теплота в низ колонны 19
подводится через кипятильник 20.
Технологический режим работы установки приводится ниже.
Электродегидратор (поз. 2 на рис. 2.4)
I ступень II ступень
Температура нефти, °C................ ' 135 125
Давление абс., МПа ................. 1,2 1,1
Расход воды, % на нефть ............ 5,0 3,0
Колонна частичного отбет-инисания нефти
(поз. 3 па рис. 2.4)
Температура, °C
питания........................................... 205
верха колонны................................... 155
низа колонны ................................... 240
в емкости орошения............................... 70
Давление абс., МПа ............................... 0,5
Кратность острого орошения, кг/кг................. 0,6: 1
Атмосферная колонна (поз. 7 на рис. 2.4)
Температура, °C
питания........................................... 365
верха колонны..................................... 146
вывода фракции 180—230 °C ........................ 196
вывода первого циркуляционного орошения .... 216
вывода фракции 230—280 °C ........................ 246
вывода второго циркуляционного орошения . . . 260
вывода фракции 280—360 °C ........................ 312
низа колонны ..................................... 342
в емкости орошения................................ 60
Давление абс., МПа
на верху колонны ................................ 0,25
в емкости орошения............................... 0,20
Кратность острого орошения, кг/кг.................. 1,4 : 1
Расход водяного пара, %, на фракцию
180—230 °C ...................................... 2
230—280 °C .................................. I
280—360 °C .................................... 0,5
выше 360 °C (мазут) ......................... 2,5
78
Вакуумная колонна (поз. 10 на рис. 2.4)
Температура, °C
питания........................................... 395
верха колонны.................................... 125
вывода легкого вакуумного газойля................ 195
вывода широкой масляной фракции.................. 260
вывода затемненной фракции....................... 300
низа колонны .................................... 352
Давление на верху колонны (абс.), кПа............... 8,0
Дебутанизатор бензина (поз. 14 на рис. 2.4)
Температура, °C
питания............................................ 145
верха колонны.................................... 75
низа колонны .................................... 190
в емкости орошения................................ 55
Кратность орошения, кг/кг........................... 3,5 : 1
Давление абс., МПа
на верху колонны ............................ . 1,1
в емкости орошения.............................. 1,05
Колонны вторичной перегонки бензина
ПОЗ. 16 поз. 17 поз. 18 поз. 19
Температура, °C
питания 154 150 117 111
верха колонны 134 132 82 96
низа колонны 202 173 135 127
в емкости орошения . . . 97 110 60 80
Кратность орошения, кг/кг 1,3 : 1 2,4 : 1 4 : 1 2,2 : 1
Давление абс., МПа
на верху колонны . . . 0,45 0,13 0,35 0,20
в емкости орошения , . . 0,42 0,10 0,32 0,17
Технологическое оборудование. Характеристика ректифика-
ционных колонн представлена в табл. 2.1.
Мощность установок. В СССР распространены установки еди-
ничной мощности 6—8 млн. т в год. Производительность отдель-
ных установок за счет реконструкции достигла 9—9,5 млн. т
нефти в год.
Материальный баланс:
Атмосферно-вакуумная перегонка обессоленной нефти
Поступило, %
Нефть.......................................... 100
Получено, % на нефть
Фракция С2— 180 °C......................... 19,13
Фракция 180—220°С............................. 7,37
Фракция 220—280 °C.......................... 11,0
Фракция 280—350 °C.......................... 10,5
Легкий вакуумный газойль..................... 1,2
Широкая масляная фракция ..................... 22
Гудрон ..................................... 28,8
79
Дебутанизация и вторичная перегонка бензина
Поступило
Фракция С2 — 180 °C....
Получено
Газ углеводородный С,—С4 . .
Сжиженная фракция углево-
дородов С,—С4 .........
Фракция С5— 62°С.......
Фракция 62—105 °C......
Фракция 105—140 С . . . .
Фракция 140—180 °C . . . .
Содержание Отбор от
На нефть, целевых ком- потенциала
% понентов. в нефти,
% %
19,13 100 90,1
0,23 100
1,13 100 92,5
2,67 93,7 93
6,28 92,2 93,8
4,6 i 90,9 89,2
4,21 95,2 95,2
Расходные показатели на 1 т перерабатываемой нефти: топ-
ливо жидкое 33,4 кг; электроэнергия 10,4 кВт-ч; вода оборот-
ная 4,3 м3; водяной пар (1,0 МПа) со стороны 1,1 кг, собствен-
ной выработки — 48 кг.
ТАБЛИЦА 2.1. Характеристика ректификационных колонн
Аппарат Диаметр, м Число тарелок Расстоя- ние между тарел- кам R, ММ Тип таре- лок **
найменонакие ПОЗИЦИЯ на рис. 2.4
Колонна частичного отбен- винизания нефти 3 5 24 600
укрепляющая часть 12 600 КП-2
отгонная часть 10 600 КП 4
Атмосферная колонна 7
верхняя часть 5 15 700 КП-2
средняя часть 7 23 700 КП-2
нижняя часть 7 5 700 КП-2
Отгонная колонна 8 2 по 10 600 КП-2
Дебутанизатор бензина 14
верхняя часть 2,8 21 600 КП-2
нижняя часть 3,6 19 6,Э0 КП-4
Колонны вторичной пере- 16 3,6 60 600 КП-2
гонки бензина 17 4,0 60 600 КП-2
18 3,6 60 600 КП-2
19 2,8 60 600 КП-2
Вакуумная колонна
верхняя часть 6,4 4 600 КП-2
средняя часть 9 10 900 КГ-2, СО-2
нижняя часть 4,5 4 600 СО-2
* Конструкция разработана ВНИИнефтемашем.
** Обозначения: КП-2 и КП-4 — клапанная прямоточная двухпоточная и четы-
рехпоточная; СО-2 — ситчатая с отбойником двухпоточная,
80
ЛИТЕРАТУРА
Александров И. А. Перегонка и ректификация в нефтепереработке. М.: Хи-
мия, 1981.
Багиров И. Т. Современные установки первичной переработки нефти. М/. Хи-
мия, 1974.
Гуревич И. Л. Технология переработки нефти и газа. Ч. I. М.: Химия, 1972.
Исследование сернистых нефтей и нефтепродуктов и проблемы их ректифика-
ции: Труды БашНИИ НП. Вып. XIX. М.: ЦНИИТЭнефтехи.м, 1980.
Коротков П. И., Исаев Б. Н., Тетерук В. Г. Первичная переработка нефти
на высокопроизводительных атмосферно-вакуумных установках. М.: Хи-
мия, 1975.
Перегонка и ректификация сернистых нефтей и нефтепродуктов: Труды Баш-
НИИ НП. Вып. XIV. Уфа, 1975.
Тезисы докладов Всесоюзного совещания по теории и практике ректификации
нефтяных смесей. Уфа, 1975.
2.2. ТЕРМИЧЕСКИЕ ПРОЦЕССЫ
2.2.1. Термический крекинг. Висбрекинг
(Назначение — получение дополнительного количества свет-
лых нефтепродуктов, термогазойля — сырья для производства
сажи, дистиллятного крекинг-остатка для производства кокса
«игольчатой» структуры, а также снижение вязкости котельного
топлива. Известно несколько вариантов процесса: крекинг в ре-
акционном змеевике без выделения зоны крекинга в отдельную
секцию, крекинг с сокинг-секцией, крекинг с выносной реак-
ционной камерой с уровнем жидкой фазы и без него, повторный
крекинг дистиллятных продуктов в отдельной печи или в смеси
с исходным сырьем, крекинг с дополнительной разгонкой крекинг-
остатка под вакуумом. Особую разновидность термического кре-
кинга представляет собой висбрекинг (легкий крекинг) — про-
цесс, предназначенный для превращения гудрона в котельное
топливо с низкими вязкостью и температурой застывания.
Теоретические основы. Термокрекинг и коксование являются
процессами превращения нефтяного сырья под действием высоких
температур в газообразные, жидкие и твердые продукты. Коли-
чественный и качественный состав конечных продуктов опреде-
ляется свойствами исходного сырья, температурой процесса,
давлением в зоне реакции, агрегатным состоянием реакционной
массы, временем пребывания сырья в реакционной зоне. Пре-
образование компонентов исходного сырья происходит в резуль-
тате последовательно-параллельных реакций, протекающих глав-
ным образом по радикально-цепному механизму. Ход реакций
в термодинамическом отношении вполне закономерен, так как
обусловлен переходом нефтяного сырья с большим запасом сво-
бодной энергии в низкомолекулярные газообразные и среднемо-
лекулярные дистиллятные фракции и в кокс, имеющие меньший
запас свободной энергии.
В термодеструктивных процессах важны два обстоятельства,
чаще всего находящиеся в противоречии друг к другу: первое —
81
предотвращение закоксовывания реакционного змеевика печи,
второе — обеспечение высокой эффективности использования обо-
рудования, например объема коксовых камер.
При крекинге нефтяных остатков протекает одновременно
множество реакций, в которых участвует огромное число инди-
видуальных углеводородов, причем индивидуальный состав
сырья и продуктов практически не может быть определен. Поэ-
тому обычно объединяют подобные вещества по технологическому
признаку или по групповому химическому составу, с тем чтобы
получить ограниченное число реагирующих компонентов и ре-
акций.
При «технологической группировке» индивидуальными веще-
ствами считали: газ, бензиновую фракцию, крекинг-остаток,
кокс и т. д.
Одним из недостатков этого метода является то, что при оп-
ределении доли непревращенного сырья в исходное сырье вклю-
чаются углеводороды, претерпевшие изменения в результате
крекинга, имеющие те же пределы кипения, что и исходное сырье.
В дальнейшем при записи реакций отказались от мольных
единиц смесей (бензин, керосин и т. д.) из-за приближенного
определения молекулярной массы и перешли к более точным удель-
ным единицам массы. Метод «технологических группировок»
был использован при описании процесса термического крекинга.
Была принята следующая схема процесса термического кре-
кинга:
А—>Б—>Г
Д
где А — сырье; Б — бензин; Г — газ; Д — крекинг-остаток и
кокс.
Скорость отдельных стадий процесса (при условии, что все
стадии процесса мономолекулярны) была выражена уравнениями
d (х + 2)/dx = k (а — [(« + z) + </]}
dyldx = kl{a— [(х + z) у]}
dz/dx — 1ггх
где a — число молей исходного вещества А; х, г и у — число
молей вещества А, превращенных в бензин и крекинг-остаток и
кокс соответственно; k — константа скорости превращения ве-
щества А в бензин и газ, a kv — в крекинг-остаток и кокс; —
константа скорости превращения бензина в газ; т — время.
Из этих уравнений было найдено:
« + «1
х+у + г= а [1-е-<*+***]
82
Время, соответствующее максимальному выходу бензина:
Диаке = [In (k + kl) — ln £Д/(* + kl — kJ
При измерении времени пребывания продуктов в зоне кре-
кинга с помощью изотопов данный метод позволяет более точно
рассчитать кинетику процесса термического крекинга.
Другим возможным методом обобщения реагирующих веществ
для описания процесса является объединение по групповому
химическому составу.
По сравнению с методом технологических группировок он
требует значительно большего объема химических анализов и
применяется для глубокого исследования процесса термического
крекинга. Этот прием оказался весьма плодотворным при описа-
нии процесса крекинга нефтяных остатков в печах установок за-
медленного коксования, термического крекинга и висбрекинга.
Для описания термодеструктивных процессов применяют
также систему регрессионных уравнений, показывающих зависи-
мость свойств и выхода продуктов крекинга от параметров про-
цесса. При составлении уравнений используют статистические
методы пассивного эксперимента. Полученная модель полезна
для анализа и оптимизации процесса крекинга нефтепродуктов.
Важнейшими параметрами, влияющими на процесс крекинга,
являются температура, давление, время пребывания в зоне вы-
соких температур. С увеличением температуры нагрева сырья
скорость крекинга увеличивается по экспоненциальной зависи-
мости:
k = A e~E/RT
где k — константа скорости реакции крекинга; А — фактор
частоты; Т — абсолютная температура, К; Е— энергия актива-
ции, Дж/моль; R — газовая постоянная, Дж/моль.
В узком интервале изменения параметров температура и время
пребывания в зоне высоких температур взаимозаменяемы, т. е.
для сохранения одинаковой глубины разложения сырья при по-
вышении температуры необходимо сокращение времени пребы-
вания. В этом случае изменение параметра достигается умень-
шением длины змеевика, увеличением массовой скорости потока
путем повышения подачи своего щ-трь.п| рщщркупятя турбули-
затора и т. д.
Важное значение имеет абсолютная величина температуры
в зоне реакции. При высоких температурах возрастает термоди-
намическая вероятность реакций разложения и, наоборот, при
пониженных температурах — реакций синтеза. Умеренные тем-
пературы крекинга способствуют реакциям уплотнения. Чтобы
ув£личить выход продуктов разложения (газ, бензин) и снизить
выход продуктов уплотнения (крекинг-остаток, кокс) следует
поддерживать в реакционной зоне по возможности высокую тем-
пературу при соответствующей небольшой продолжительности
83
процесса, а в процессе коксования, где целевым продуктом яв-
ляется кокс, благоприятны умеренные температуры.
Давление определяет как фазовое состояние реакционной
системы, так и направление и скорость реакций. -Лавленнр при
крекинге дистиллятного сырья должно обеспечить жидкое _аг-
регатное состояние крекируемого вещества, так как крекинг
в жидкой фазе обеспечивает наиболее высокие коэффициенты
теплопередачи, отсутствие местных перегревов, минимальное
коксообразование, возможность вести процесс в малогабаритных
аппаратах, минимальный расход топлива и в конечном счете эф-
фективность процесса. При крекинге тяжелого остаточного сырья
сырье и продукты находятся в смешаннофазном состоянии: Д£М
выше температура и чем ниже давление, тем больше доля газовой
фазы, выше скорость потока в трубах реакционного змеевика и
меньше опасность коксоотложений. В процессе висбрекинга роль
давления невелика — повышенное давление лишь немного уве-
личивает пропускную способность установки.
Повышенное давление увеличивает концентрацию реагирую-
щих частиц в паровой фазе, что способствует протеканию бимо-
лекулярных реакций полимеризации, алкилирования, гидриро-
вания. С увеличением давления углеводороды, имеющие крити-
ческую температуру ниже телшератлцну процссса, переходят в жид-
кую фазу и в зависимости от химического состава оказывают раз-
личное действие на процесс коксообразования.
Разбавление реакционной массы термостойкими ароматиче-
скими углеводородами повышает пороговую концентрацию ас-
фальтенов, тем самым замедляется начало коксообразования;
напротив, преобладание в конденсате олефиновых и парафино-
нафтеновых структур усиливает коксообразование, так как при
этом снижается агрегативная устойчивость жидкой фазы.
Таким образом, основные факторы крекинга сложным образом
влияют на направление и скорость реакций, обусловливая в ко-
нечном итоге заданную глубину превращения сырья. Глубина
превращения сырья за проход змеерика печи ограничивается до-
пустимым закоксовыванием труТГзмеевпка. Этот показатель
иногда"связыв'ают с содержанием карбоидов в продуктах разло-
жения, с выходом бензина, с возможностью расслаивания жид-
кой части продукта на две фазы, которая определяется физико-
химической механикой нефтяных дисперсных систем.
Сырье. Сырьем установок являются мазуты, гудроны, ас-
фальты, экстракты, тяжелые газойли каталитического крекинга,
нефтяные остатки с очистных сооружений.
Продукция. Газ — содержит сероводород, непредельные и
предельные углеводороды, направляется для дальнейшей перера-
ботки на ГФУ. Бензин — имеет октановое число 54—70 (м. м.),
содержит много непредельных углеводородов, после гидроочистки
и риформирования применяется как компонент высокооктановых
бензинов. При использовании бензинов крекинга малосернистых
84
Рис. 2.5. Двухпечная схема крекинг-установки с выносной реакционной камерой:
] — печь тяжелого сырья (печь легкого крекинга); 2 — печь легкого сырья (тяжелого
крекинга); 3 — выносная реакционная камера; 4 — испаритель высокого давления;
5, // — конденсаторы-холодильники; 6. 13 — холодильники; 7 — газосепаратор вы-
сокого давления; 8 — ректификационная колонна; 9 — испаритель низкого давления;
10 — газосепаратор низкого давления; 12 — теплообменник; 14 — 20 — насосы;
1 — сырье; II — вода; III — крекинг-остаток; IV — газойль; V — газ; VI — бензин.
остатков в, качестве компонента автомобильного бензина с целью
предотвращения осмоления к ним добавляют ингибиторы окис-
ления. Газойлевые фракции — используются в производстве тех-
нического углерода (сажи), как компонент котельного топлива,
а после гидроочистки —для приготовления дизельных и газо-
турбинных топлив. Крекинг-остаток — направляется на уста-
новки замедленного коксования для производства кокса, приме-
няется как компонент котельного топлива.
Технологическая схема. Схема установки термического кре-
кинга зависит от назначения процесса, применяемого сырья,
потребности в тех или иных видах продукции. Наиболее широко
распространена схема установки, приведенная на рис. 2.5. Она
применяется для крекинга нефтяных остатков как при «мягком»
режиме висбрекинга, так и «жестком» режиме крекинга, для
крекинга дистиллятного сырья при получении высокоароматизи-
рованного термогазойля —сырья для производства сажи.
Сырье (гудрон) подают насосом 14 через теплообменники 12
в нижнюю часть ректификационной колонны 8 и одновременно
в верхнюю часть испарителя низкого давления 9. Из 9 сырье,
разбавленное тяжелыми газойлевыми фракциями, направляют
в низ колонны 8. Объединенный поток сырья и рециркулята на-
сосом 18 из 8 прокачивают через печь тяжелого сырья 1 в верх-
нюю часть выносной реакционной камеры 3. Газойлевые фракции,
собранные на «глухой» тарелке колонны <8, насосом 19 подают
через печь глубокого крекинга 2 также в верхнюю часть 3. От
поступающих из 3 продуктов крекинга в испарителе высокого
85
давления 4 отделяется крекинг-остаток, который самотеком
перетекает в испаритель низкого давления 9. В 9 из крекинг-
остатка выделяются пары газойлевых фракций. Тяжелую часть
этих паров конденсируют и возвращают в смеси с сырьем на кре-
кинг, а легкую часть выводят с установки через верх 9. Поток
паров из испарителя 4 поступает на разделение в колонну 8.
С верха 8 уходят газы и пары бензина, которые охлаждаются
в конденсаторе-холодильнике 5, доохлаждаются в холодильнике 6
и разделяются в газосепараторе 7. Газ направляют на ГФУ,
а бензин подают на стабилизацию. Отгон стабилизации также
поступает на ГФУ.
При крекинге дистиллятного сырья приведенную типовую
схему несколько изменяют: сырье (тяжелый газойль каталити-
ческого крекинга, экстракт) единым потоком направляют в низ
колонны 8. С верха испарителя 9 отбирают керосиновую фрак-
цию, а с «глухой» тарелки 9 — термогазойль (в качестве боко-
вого погона).
Технологический режим установки двупечного крекинга:
Температу- Давление,
ра, °C МПа
Печь (поз. 1 на рис. 2.5)
на входе........................... 400—410 4,0—5,5
на выходе........................ 450—490 2,2—2,7
Печь (поз. 2)
на входе........................... 380—390 4,0—4,5
на выходе........................ 540—545 2,2—2,8
Реакционная камера (поз. 3)....... 470—500 1,5—2,5
Испаритель высокого давления (поз. 4) 0,8—1,2
верх............................. 415—430
низ ............................. 410—420
Ректификационная колонна (поз. 8) 0,8—1,2
верх............................ 190-210
аккумулятор сырья ............... 275—320
низ ............................. 380—410
Испаритель низкого давления (поз. 9) 0,15—0,35
верх............................. 190—195
аккумулятор сырья ............... 290—310
низ .............................. 380-410
При крекинге дистиллятного сырья технологический режим
ужесточают: температуру в печи 1 повышают до 495—500 °C,
а в печи 2 — до 550 °C, давление в испарителе 9 снижают до
0,1 МПа.
Оборудование. К основному оборудованию установки терми-
ческого крекинга (рис. 2.5) относятся трубчатые печи тяже-
лого 1 и легкого 2 сырья, выносная реакционная камера 3, ис-
паритель высокого давления 4, ректификационная колонна 8,
испаритель низкого давления 9, стабилизатор (на рисунке не
показан).
Трубчатые печи. На действующих установках термического
крекинга применяют радиантно-конвекционные двухскатные труб-
86
Рис. 2.6. Двухкамерная трубчатая печь с наклонным сводом:
J — форсунки; 2 — потолочные экраны; 3 — подвеска свода; 4,7 — конвекционная
секция; 5 — гляделки; 6 — трубная подвеска; 8 — предохранительное окно; 9 — подо-
вые экраны; J0 — площадка для обслуживания форсунок.
чатые печи шатрового типа (рис. 2.6). Они имеют две камеры
радиации (топочных камеры), в которых по периметру потолка
и пода находится однорядный экран, и одну камеру конвекции,
в которой помещен змеевик. В камере радиации сжигается топ-
ливо, и расположенные там трубы (экран) воспринимают теп-
лоту преимущественно через излучение. Из отходящих дымовых
газов теплота передается главным образом путем конвекции —
при непосредственном контакте дымовых газов с трубами конвек-
ционной камеры.
Печь тяжелого сырья (поз. / на рис. 2.5) имеет два потока
продукта, а печь легкого сырья 2, как правило, один. Сырье по-
следовательно проходит через конвекционные и радиантные
трубы.
В радиантной камере печи 1 в подовом экране расположено 26
труб (диаметром 127x10 мм), в потолочном — 30 труб. В кон-
векционной камере размещены 84 трубы. Общая поверхность на-
грева 902 м2. Радиантная камера печи 1 оборудована 18 форсун-
ками, которые могут сжигать жидкое или газообразное топливо.
В камере радиации печи 2 в Подовом экране находятся 18 труб,
в потолочном — 22 трубы (диаметром 102x10 мм). В камере кон-
векции расположены 42 трубы. Общая поверхность нагрева
449 м2.
Модернизация действующих печей направлена на увеличение
площади экранирования за счет увеличения диаметра труб
(152x12 мм) и применения спиралевидного змеевика. Спирале-
видный змеевик образуется с помощью дополнительных труб,
проходящих вертикально по торцевым сторонам печи и соединяю-
щих попеременно трубы потолочного и подового экрана. Таким
образом на некоторых установках площадь тепловоспринимаю-
щей поверхности была увеличена в печи 1 до 1400 м2, в печи 2
87
Pre. 2 гТитификацнонная коленна:
штуцеры: > — для выхода паров, 2 — для продувки, 3 — для выхода орошения к насосу,
4 и 5 — для выхода продукта, 6 — для ввода холодного потока, прекращающего реак-
цию; 7 — для ввода продуктов из реакционной камеры; 10 — для ввода охладителя;
11 — кля подачи легкого сырья к горячему насосу; 13 — для подачи тяжелого сырья
к горячему насосу; 14, 27 — для регулятора уровня; 18 — для выхода сырья, 20 —
для входа паров; 22 — для предохранительного клапана; 23 — д,ля входа орошения;
25 — для ввода сырья мазута; 26 — для ввода пара; 8 — соединительная труба; 9 — пе-
реливная труба; 12 — фильтр; 15 — цилиндрическая опора; 16 — нижнее днище; 17 —
корпус; 19 — ректификационная тарелка желобчатого типа; 21 — каскадные тарелки;
24 — люк.
Рис. 2.8. Испаритель низкого давления:
1 — регулятор; 2 — пробоотборник; 3 — термопары; 4 — манометр; 5 — предохрани-
тельный клапан; 6 — воздушник; 7 — люки; 8 — колпачковые тарелки; 9 — каскадные
тарелки; 10 — шлемовая труба; 11 — персточная труба.
1 — мазут; /I — обогащенный мазут в колонну; 1/1 — крекинг-остаток; IV — ороше-
ние; V — пары.
до 550 м2. Для понижения давления загрузки на входе в печь 2
на некоторых НПЗ реакционный змеевик разделяют на два по-
тока.
Реакционная камера 3 предназначена для углубления кре-
кинга сырья за счет дополнительного увеличения времени пре-
бывания продуктов разложения, выходящих из печи, и запаса
энергии, принятого потоком в печи. Относительно большое время
пребывания продуктов в реакционной камере позволяет понизить
температуру нагрева сырья в змеевике печи, сохранив неизмен-
ной заданную глубину крекинга. Тем самым уменьшается опас-
88
ность закоксовывания труб и увеличивается межремонтный про-
бег установки.
Ректификационная колонна (рис. 2.7) представляет собой вер-
тикальный цилиндрический аппарат со сферическими днищами,
сваренный из углеродистой стали и облицованный изнутри до
высоты 17,4 м легированной сталью. Колонна имеет двойное
питание: в нижнюю часть ее поступают продукты крекинга в виде
парогазовой смеси из испарителя высокого давления и исходное
сырье — мазут, гудрон. Для осмотра, чистки и ремонта тарелок
по высоте колонны расположено семь люков. Снаружи колонна
имеет теплоизоляцию и облицовку.
Испаритель низкого давления (рис. 2.8) представляет собой
аппарат колонного типа, снабженный тарелками. Диаметр ап-
парата 2030 мм, высота 19170 мм. Для защиты от коррозии вну-
тренняя поверхность испарителя облицована продольными по-
лосками из легированной стали. Аппарат разделен внутренней
сферической перегородкой на две части — нижнюю и верхнюю
(аккумуляторную). В перегородке имеется одна сливная (пере-
точная) труба диаметром 300 мм и шлемовая труба для прохода
паров из нижней части аппарата в аккумулятор. Диаметр паро-
вой трубы 350 мм, высота 4200 мм.
Внутри испарителя смонтировано семь каскадных тарелок
и восемь колпачковых, причем в нижней части аппарата нахо-
дятся четыре каскадные тарелки.
Мощность установок. В эксплуатации находятся установки
термического крекинга и висбрекинга мощностью 600—
1500 тыс.т/год по сырью. За рубежом действуют установки тер-
мического крекинга мощностью 350—1800 тыс. т/год и висбре-
кинга 500—2000 тыс. т/год.
Материальный баланс. До настоящего времени отсутствуют
строгие теоретические зависимости, по которым можно было бы
определить точный материальный баланс процесса термического
крекинга. Однако удовлетворительную сходимость дают эмпири-
ческие уравнения, которые, однако, не учитывают возможность
регулирования фазовых переходов, определяемых физико-хими-
ческой механикой нефтяных дисперсных систем.
Выход продуктов иногда устанавливают по разности содер-
жания водорода в сырье и крекинг-остатке:
115 <[НС] — [Нл]- . 92,2- Б
3,09 + ([Нс] — [Но|) ’ U 0,95
Г=-- 1,4 + 0,1685
где Б и О — соответственно выход (объемный) бензина с к. к,
204 °C (вместе с бутановой фракцией) и крекинг-остатка, %;
Г — выход (массовый) дебутанизированного газа, %; [Нс ] и
[Но]—соответственно содержание водорода в исходном сырье
и крекинг-остатке, %.
Эти уравнения применимы почти для всех видов сырья и процес-
сов в интервале давлений 1,4—7,0 МПа и температур 425—540 °C.
89
Более просты формулы расчета материального баланса по
разности плотностей остатка и сырья. Массовый выход бензина
из остаточного сырья:
Бо = 30 + 320р2/3 — 347рс
из дистиллятного сырья:
Бд = 57 -]- 247р0 — ЗООрд
При этом выход газа рекомендуется определять по формуле:
Г/Б = 0,2
При выходе газойлевых фракций равном х% материальный
баланс установки легкого крекинга определяется по следующим
уравнениям:
Бх = Бо — хБл
Бо = 33 + 320р; 3 - 347рс
Бя = 57 + 247р0 — ЗООрд
Гх = 0,2Бх
О,. = 100 — х— 1,25х
где Бх, Гх и Ох — соответственно массовый выход бензина с к. к.
205 СС, газа без С4 и крекинг-остатка (в % на остаточное сырье)
при выходе д'°о газойлевых фракций.
Для определения выхода и качества продуктов двухпечного
термического крекинга в зависимости от плотности сырья и его
происхождения (прямогонное, газойли каталитического крекинга
и газойли термического крекинга) могут быть использованы за-
висимости, представленные на рис. 2.9. Эти данные можно при-
менять в том случае, если крекинг проводится с рециркуляцией
газойля и при условии его полного превращения в газ, бензин
с температурой 50?'6-ного выкипания 99 °C и крекинг-остаток
с плотностью 1,0291. Для корректировки и пересчета найденных
данных предлагаются дополнительные зависимости.
При крекинге дистиллятного сырья предложено выход бен-
зина определять по уравнению реакции первого порядка:
где Б — объемный выход недебутанизированного бензина, %;
т — продолжительность пребывания в расчете на сырье, которое
находится в жидкофазном состоянии, с; k — константа скорости
реакции первого порядка, с-1. Константа скорости реакции уста-
навливается по температуре и виду сырья (рис. 2.10).
При висбрекинге утяжеленных гудронов выход и качество
продуктов определяют в зависимости от содержания нераство-
римых в я-пентане веществ (асфальтенов) в исходном сырье.
Эти зависимости представлены в виде таблицы 2.2.
90
Плотность сырья
Рис. 2.9. Выходы бензина, циркулирующего котель-
ного топлива и сухого газа при термическом крекинге:
а — прямогонного сырья (газойлей, полумазутов, мазу-
тов и т. д.); б — циркулирующих газойлей каталитиче-
ского крекинга; в — газойлей термического крекинга;
1 — неДебутаннзированный бензин (температура выки-
пания 50 % равна 99 °C) — объемный выход; 2 — цирку-
лирующее котельное топливо (плотность 1,0291)—объем-
ный выход; 3 — сухой газ — массовый выход.
в
Рис. 2.10. Константы скорости реакции термического
крекинга (в предположении первого порядка):
/ — прямогонные газойли; 2 — легкий газойль плотно-
стью 0,8448; 3 — крекинг-газойль.
Плотность сырья
Продолжительность пребывания гудрона в зоне реакции для
достижения заданной глубины превращения рекомендуется оп-
ределять по видоизмененному уравнению реакции первого по-
рядка:
где О — минимально возможный выход остатка с н. к. 482 °C,
% — по табл. 2.2; — константа скорости реакции первого
порядка с-1 — по рис. 2.11.
ТАБЛИЦА 2.2. Выход (объемный) продуктов при висбрекинге гудрона'
Продукты Выход (в %) при содержании асфальтенов в гудроне
4 % 12% 20% 28%
Сухой газ * 2,0 1,6 1,4 1,1
Бутановая фракций 1,5 1,3 1,1 1,0
Пентановая фракция 0,7 0 6 0,5 0,4
Бензин дедебутан изированнын с к. к. 204 °C 15 12 11 8.5
Остаток с н к. 204 °C 87 89 91 92
Фракция 204—343 °C 17 14 13 И
Фракция 343—482 °C 32 27 24 21
Остаток с н к. 482 °C 36 47 54 60
'* Для сухого газа указан выход по массе.
91
Типичный материальный баланс установки двухпечного кре-
кинга с выносной реакционной камерой:
Термический Виерре-
крекинг
КИНГ
Поступило, %
Мазут (выше 350°C, ромашкинской
нефти) .......................
Гудрон (выше 460 °C, арланской неф-
ти) ..........................
Газойль каталитического крекинга . .
Всего. . .
100 — —
— — 100
— 100 —
100 100
Получено, %
Углеводородный газ 3,5 10,7 2,3
Головка стабилизации 3,6 2,3 3,0
Бензин 19,7 23,0 6,7
Керосино-газойлевая фракция . . 5,3 28,5 —
Крекинг-остаток 67,9 35,5 88,0
Всего. . . 100,0 100,0 100,0
Расходные показатели установки
носной реакционной камерой на 1 т
двухпечного крекинга с вы-
сырья:
Пар водяной, ГДж..........................
Электроэнергия, кВт-ч ....................
Вода, м3..................................
Топливо. кг ..............................
Дистил-
лятное Г>дрин
сырье
0,12 0,08
11,6 8,6
15,3 8,4
33,3 25,3
Сравнение отечественных и зарубежных установок. Техноло-
гические схемы, технологический режим и расходные показа-
тели типовых отечественных и зарубежных установок термо-
крекинга и висбрекинга не имеют существенных различий. Всюду
для увеличения степени превращения сырья и отбора термо-
газойля применяют крекинг рециркулирующих газойлей в от-
дельных печах и вакуумную перегонку крекинг-остатка. На за-
рубежных установках висбрекинга газойлевые фракции не до-
бавляют к исходному сырью перед его
термообработкой в печи. За рубежом
действует и строится ряд установок
висбрекинга с реакционной камерой, где
в отличие от отечественных установок
предусматривается вос.ходящий поток и
специальная насадка для устранения за-
стойных зон. Такая схема обеспечивает
заметную экономию капитальных
(10—15%) и эксплуатационных (30%)
затрат.
Рис. 2.11. Константа скорости реакции, протекаю-
щей при висбрекинге (в предположении первого поряд-
ка).
Температура на 8ы*о-
де из печи,°C
92
2.2.2. Коксование
Назначение — производство кокса, дистиллятных продуктов
(бензина, газойлей) из тяжелых углеводородных остатков. Су-
ществует несколько модификаций процесса: периодическое коксо-
вание в кубах, замедленное коксование в необогреваемых каме-
рах, коксование в псевдоожиженном слое порошкообразного
кокса. Здесь рассматривается замедленное коксование.
Теоретические основы. Коксование представляет собой одну
из разновидностей термических процессов, и для него характерны
те же химические превращения, которые происходят при терми-
ческом крекинге (см. раздел 2.2.1). Аналогично влияют на про-
цесс такие факторы, как температура, давление, продолжитель-
ность пребывания в реакционной зоне. При коксовании важное
место приобретают вопросы получения кокса с заданными пока-
зателями, которые решаются путем подготовки сырья и подбора
условий коксования с учетом принципов физико-химической ме-
ханики нефтяных дисперсных систем.
Сырье. Сырьем установок коксования являются остатки пере-
гонки нефти — мазуты, гудроны, производства масел — ас-
фальты, экстракты, термокаталитических процессов — кре-
кинг-остатки, тяжелая смола пиролиза, тяжелый газойль катали-
тического крекинга (табл. 2.3). За рубежом, кроме того, исполь-
зуют каменноугольные и нефтяные пеки, гильсонит, тяжелую
нефть и др. Основные требования к качеству сырья определяются
назначением процесса и типом установки; в частности, для уста-
новок замедленного коксования при производстве электрод-
ного кокса содержание компонентов подбирается так, чтобы
обеспечить, во-первых, получение кокса заданного качества
(ГОСТ 22898—78), во-вторых, достаточную агрегативную устой-
чивость, позволяющую нагреть сырье до заданной температуры
в змеевике печи; в-третьих, повышенную коксуемость для увели-
чения производительности единицы объема реактора по коксу.
Значения показателей качества сырья устанавливают экс-
периментально, исходя из сырьевых ресурсов конкретного за-
вода .
Продукция. Нефтяной кокс — применяется в производстве
анодов и графитированных электродов, используемых для элек-
тролитического получения алюминия, стали, магния, хлора и
т. д., в производстве карбидов, в ядерной энергетике, в авиацион-
ной и ракетной технике, в электро- и радиотехнике, в металлур-
гической промышленности, в производстве цветных металлов
в качестве восстановителя и сульфидсодержащего материала.
Характеристика коксов приведена в табл. 4.49, 4.50.
Газ — по составу близок к газу термического крекинга. Газ
направляют на ГФУ или используют в качестве топлива. При
коксовании сернистых остатков газ коксования предварительно
очищают от сероводорода.
93
ТАБЛИЦА 2.3. Характеристика некоторых видов сырья для коксования
Сырье Плот- ность, кг/м3 Выход, % на нефть Вязкость условная, 0
при 80 °C при 100 -°C
Гудрон грозненских нефтей 977 27
Крекинг-остаток грозненских нефтей 940 28 4,8 2,82
Гудрон волгоградских нефтей жирновской 956 — 28 10
коробковской 960 — 30 11
Экстракт селективной очистки масел вол- 960 — 5,0 2,8
гоградскнх нефтей Крекинг-остаток от переработки дистил- 950 — 2,7 1,5
лятных фракций волгоградских нефтей Тяжелый газойль каталитического кре- 910 — —
книга туймазинской нефти Смола пиролиза 1125 2,9 1,7
Гудрон туймазинской нефти 993 33 29 И
Крекинг-остаток туймазинской нефти 1020 24 30 И ?
Гудрон арланской нефти 1014 43 95 26
ТАБЛИЦА 2.4. Качество бензинов, получаемых замедленным коксованием
Показатели Сырье
Смесь ферганских и туркменских нефтей (1 !) Крекинг- остаток нефти Гудрон котур- тепн н- ской нефти
гуд- рон смеси гуд- рона и ас- фальта смесь гудрона, асфальта, экстракта (55, 30 и 15 %) сернистой прилукской
60 и 40 % 40 и 60 %
Плотность, кг;м3 Фракционный состав, СС 723 725 728 729 760 750 747
н. к. 40 43 37 42 67 52 41
10% 77 75 77 81 ПО 90 83
50% 111 115 119 118 145 126 138
90% 150 146 158 152 180 165 184
К. к. 179 173 188 172 199 202 197
Содержание серы, % 0,15 0,18 0,20 0,17 0,49 0,25 0,23
Иодное число, г 12/100 г 105 107 110 107 107 — —
Октановое число (м, ы.) 69 69 67 — 61 61 61
94
Коксуе- мость, % Содер- жание серы, Групповой химический состав, % Фракционный состав по Богда- нову; выкипает, %
масла смолы асфаль- тены нераст- воримые в бензоле До 350 °C До 500 °C
7,5 0,5 58,1 35,0 6,3 2 32
9,0 0,4 74 21 5 — 18 64
8,2 0,63 81 7 17 1,3 1 23
8,4 0 95 80,8 17,5 1,7 1 22
4.2 0,9 88,6 11,2 0,2 — 5 63
6,2 0,64 86,3 8,5 5,0 0,2 9 66
2,8 2,0 9,0 2,5 0,5 — 18,5 —
18,1 0.5 82 9,8 7,1 1,04 51 90
15 7 24 64,2 24,7 10,0 — 9 47
22 3,3 70,1 14,5 14,0 0,9 12 50
16 4,4 46 42 11 — 6 40
Качество легкого газойля,
получаемого замедленным
ТАБЛИЦА 2.5.
коксованием
Показатели Сырье
Гудрон и асфальт ферганских и турк- менских нефтей Крекинг-остаток нефти Гудрон котур- тепнп- ской нефти
серни- стой прилук- ской
Плотность, кг/м3 847 881 862 867
Фракционный состав, °C н. к. 186 208 200 163
10% 221 234 — 206
50% 272 283 297 257
90% 329 — — 307
К к. 340 356 — 347
Содержание серы, % 0,381 2,2 0,5 0,12
Температура, °C вспышки в закрытом тигле 50 79 59 60
застывания —2 —7 3 12
Коксуе.лость, % 0,03 0,08 0 08 0,05
95
Рис. 2.12. Модернизированная установка замедленного коксования:
/ — коксовые камеры; 2 — переключающие краны; 3, 7, 23, 26, 28, 35 — конденса-
торы воздушного охлаждения; 4, 17, 29 — теплообменники; 5, 11, 13— 16, 21, 30,
33 — насосы; 6 — ректификационная колонна; 8, 19, 22, 27 — холодильники; 9, 20 —
газосепараторы; 10 — отпарные колонны; 12, 34 — емкости; 18 — стабилизационная ко-
лонна; 24, 25 — кипятильники; 31, 32 — печи; 36 — фильтр; 37 —скруббер.
I — сырье; II — газ; III — бензин; IV — тяжелый газойль; V — легкий газойль;
VI — кокс; VII — водяной конденсат; VIII — турбулизатор; IX — химически очи-
щенная вода; X — пар; XI — антипепная присадка; XII — вода в отстойниках; XIII —
тяжелые нефтепродукты; XIV — водяной пар.
Бензин — отличается повышенным содержанием непредель-
ных углеводородов (табл. 2.4), имеет низкую химическую стабиль-
ность, после гидроочистки и риформирования его применяют
как компонент бензина.
Легкий газойль (фр. 160—350 °C) — используется в качестве
компонента дизельного, печного, газотурбинного топлива непо-
средственно или после гидроочистки (табл. 2.5).
Тяжелый газойль (фр. >350 °C)—добавляют в котельное
топливо или подвергают термическому крекингу для получения
сажевого сырья и дистиллятного крекинг-остатка (табл. 2.6)
последний применяют для производства кокса «игольчатой»
структуры.
Технологическая схема (рис. 2.12). Сырье коксования центро-
бежными насосами 33 двумя параллельными потоками последо-
вательно прокачивается через теплообменники 4 и змеевики пе-
чей 31 и оттуда поступает в ректификационную колонну 6 на
каскадные тарелки. Контактируя с парами и газами, поступаю-
щими в колонну 6 из камер с температурой 425 °C, сырье нагре-
вается до 400 °C. Сконденсированные высококипящие продукты
коксования (рециркулят) в смеси с сырьем образуют сырье кок-
совых камер (вторичное сырье). С низа колонны вторичное сырье
направляется на прием печных насосов 30. Каждый из этих на-
сосов прокачивает сырье через змеевики трубчатых печей 32,
где оно нагревается до 510 °C, а затем поступает в соответствую-
щие камеры 1, которые работают попарно.
Для получения кокса с низким содержанием летучих веществ
и высокой механической прочностью в камеры подают дополни-
96
ТАБЛИЦА 2.6. Качество тяжелого газойля, получаемого замедленным
коксованием
Показатели Сырье
Гудрон и асфальт ферганских н туркменских нефтей Крекинг-остаток нефти Гудроя котур- тепнн- ской нефти
серни- стой прилук- ской
Плотность, кг/м? 890 955 900 903
Начало кипения, °C Отгоняется, % 310 212 230 287
до 300 °C 3 20 34
» 350 °C 13 6 55 36
» 400 °C -19 — 49
» 450 °C — 81 — 66
» 500 °C 96 91 — 86
» 525 °C — 94
Зольность, % Содержание сери, % от 0.6-10”s до 4,5-10-s 1,6-10-? —
0,35 2,66 60—70 — —
Температура °C
вспышки в закрытом тигле 50—70 120 72
застывания 25 36 17 18
Коксуемость, % 1,0 12 —- —
Вязкость условная при 80 °C ° 1,4 1,8
теплоносителем
служат
тельное количество теплоты, причем
пары тяжелого газойля. Тяжелый газойль из нижней отпарной
колонны 10 насосом 16 прокачивают через змеевики печей 31,
где он нагревается до 515—520 °C, и через переключающие краны
после смешения со вторичным сырьем направляют в коксовые
камеры.
Чтобы предотвратить попадание вспененной коксующейся
массы в ректификационную колонну и приемную линию печных
насосов, в конце цикла коксования в камеру подают антипенную
присадку СКТН-1.
С верха колонны 6 газ, пары бензина и водяные пары через
конденсатор воздушного охлаждения 7, водяной холодильник 8
с температурой 40 °C отводят для разделения в газосепаратор 9.
Воду из нижней части газосепаратора выводят в емкость 12,
откуда насосом 14 подают как турбулизатор потоков печей 31
и 32, предварительно нагрев ее в теплообменнике 29 до 150 °C
горячим легким газойлем. Из нижней части колонны 6 парооб-
разные продукты коксования поступают в ее верхнюю часть,
оборудованную тринадцатью тарелками с S-образными элемен-
тами и двадцатью клапанными. С первой и третьей S-образных
тарелок колонны 6 выводят тяжелый газойль в нижнюю отпар-
ную колонну 10 с шестью тарелками с S-образными элементами,
с четырнадцатой—шестнадцатой клапанных тарелок колонны 6
4 Зак. 70 97
выводят легкий газойль в верхнюю отпарную колонну 10 с ше-
стью клапанными тарелками. Нижняя часть колонны 6 обору-
дуется четырьмя каскадными тарелками.
Избыточную теплоту колонны 6 снимают промежуточным цир-
куляционным орошением, имеющим температуру 265 °C, которое
забирают с десятой тарелки насосом 5, прокачивают через тепло-
обменник 4, где оно отдает теплоту сырью, охлаждают до 100 °C
в конденсаторе воздушного охлаждения 3 и возвращают обратно
в колонну на тринадцатую тарелку.
Легкий газойль из верхней отпарной колонны 10 насосом 13
прокачивают через теплообменник 29 для нагрева турбулизатора,
затем через конденсатор воздушного охлаждения 28 и водяной
холодильник 27 и выводят с установки.
Балансовое количество тяжелого газойля из нижней отпар-
ной колонны 10 насосом 15 прокачивают через теплообменник 17
и кипятильник 24 для нагрева низа стабилизатора 18, а также
(с температурой 250 °C) через кипятильник 25, где из деаэриро-
ванной химически очищенной воды вырабатывается водяной пар
давлением 1,0—1,4 МПа. После охлаждения в конденсаторе воз-
душного охлаждения 26 до 90 °C тяжелый газойль выводят с уста-
новки.
Жирный газ из газосепаратора 9 выводят с установки. Неста-
бильный бензин насосом 11 подают в качестве острого орошения
в колонну 6, а балансовое количество направляется через тепло-
обменник 17, где бензин нагревается тяжелым газойлем до 150 °C,
в стабилизационную колонну 18. Там при давлении 0,6 МПа
происходит дебутанизация бензина. Пары с верха колонны 18
поступают в холодильник 19, оттуда парожидкостная смесь идет
в газосепаратор 20, где разделяется на газ стабилизации и реф-
люкс (орошение). Газ стабилизации совместно с жирным газом
из газосепаратора 9 выводится с установки. Рефлюкс из газо-
сепаратора 20 насосом 21 подают на орошение колонны 18. Ста-
бильный бензин из колонны 18 под собственным давлением про-
ходит кипятильник 24, конденсатор воздушного охлаждения 23,
холодильник 22 и отводится с установки.
Для улучшения стабильности бензина при его хранении в тру-
бопровод на выходе бензина с установки подают антиокислитель
ионол.
Перед выгрузкой кокса камеры охлаждают вначале до 400 °C
водяным паром. Пары направляют в колонну 6. Затем камеры
пропаривают, и пары через конденсатор воздушного охлажде-
ния 35 поступают в емкость 34, где накапливаются тяжелые
парафиновые углеводороды. После этого кокс в камерах доох-
лаждают водой, образующиеся при этом пары подают в водяной
смеситель (скруббер) 37.
Перед выгрузкой кокса воду из камер дренируют в специаль-
ный сборник воды. Камеры освобождают от кокса гидравличе-
ским способом (гидровыгрузка). Воду от гидровыгрузки кокса
98
очищают в фильтр-отстойниках 36 для повторного использова-
ния.
Технологический режим. Температуры на выходе из реакцион-
ных змеевиков и давление в коксовых камерах см. в табл. 2.9.
Оборудование установок замедленного коксования разделяют
на три группы.
1. Технологическое оборудование, с помощью которого про-
водится процесс коксования. К этой группе относятся трубча-
тые печи, коксовые камеры, колонная аппаратура, насосы, за-
порная и переключающая арматура, теплообменники, конденса-
торы и др.
2. Оборудование для гидравлической выгрузки кокса из ка-
мер. Сюда входят гидрорезаки, водяные насосы высокого давле-
ния, штанги, вертлюги, роторы, гибкие резиновые рукава, ле-
бедки, вышки, а также отстойные сооружения для сбора, очистки
и возврата воды при замкнутом цикле водопотребления.
3. Оборудование для обработки и транспортирования кокса.
Эта группа включает мостовые и козловые грейферные краны,
питатели, дробилки, конвейеры, грохоты, бункеры, 'склады
и др.
Оборудование первой группы широко применяется на нефте-
перерабатывающих заводах, оборудование второй и третьей
группы является специальным, характерным для установок за-
медленного коксования.
Печи. На действующих установках замедленного коксования
применяют радиантно-конвекционные трубчатые печи шатро-
вого типа (см. раздел 2.2.1, рис. 2.6), а также типа ГС для термо-
обработки вторичного сырья и типа ГН для нагрева сырья и
теплоносителя.
Узкокамерные печи ГС и ГН имеют верхний отвод дымовых
газов; ГС — вертикально-факельного сжигания топлива с одной
камерой радиации; ГН — обьемно-настильного сжигания топ-
лива с двумя камерами радиации. Камера конвекции у печей
обоих типов расположена над камерой радиации. На установ-
ках замедленного коксования применяют вариант этого типа пе-
чей — с двухпоточной конвекционной камерой, разделенной по-
перечной металлической перегородкой.
Техническая характеристика печей ГН и ГС приведена
в главе 3.
Коксовые камеры — основной реакционный агрегат установок
замедленного коксования. Эндотермический процесс коксования
протекает в камерах за счет аккумулированной энергии, которую
вторичное сырье поглощает в трубчатой печи. Камеры работают
периодически, при этом циклическое изменение температуры со-
ставляет около 500 СС.
Конструктивно коксовая камера представляет собой сварной
цилиндрический вертикально установленный пустотелый сосуд
с верхним и нижним днищами. На различных установках камеры
4* 99
Рис. 2.13. Коксовая камера установки типа 21-10/ЗМ:
1 — корпус; 2, 5 — горловины; 3 и 4 — полушаровое и кониче-
ское днища; 6 — фундаментное кольцо; 7 — опорное кольцо; 8 —•
лапы; 9 — опора;
/ — сырье; II — пары.
имеют разные размеры и изготовлены из раз-
ных материалов. Техническая характеристика
коксовых камер приведена в табл. 2.7.
Коксовая камера установки замедленного
коксования типа 21-10/ЗМ показана на рис. 2.13.
Верхняя горловина 2 предназначена для ввода
гидрорезака, а нижняя 5 — для выхода кокса
и воды при гидровыгрузке. Корпус, днища,
горловина и штуцеры изготовлены из двухслой-
ной стали. Опора 9 представляет собой кониче-
скую обечайку высотой 2 м, приваренную по пери-
метру горизонтальным швом к нижнему днищу. Снизу к обечайке
приварено опорное кольцо 7, которое, в свою очередь, опирается
на фундаментное кольцо. Для крепления к фундаменту опора
камеры имеет лапы 8, выполненные в виде столиков. В верхней
пластине столиков имеется отверстие, а в опорном кольце —
вырез овальной формы, предназначенный для прохода фунда-
ментного болта. Вырез расположен своей длинной осью по на-
правлению радиуса кольца. Снаружи камера покрыта слоем изо-
ляции толщиной 250 мм.
Установки замедленного коксования типа 21-10/300 и 21-10/600
оборудованы камерами диаметром 4,6 м, а установки типа 21-10 —
диаметром 5 м. Особенность конструкции камеры установки
типа 21-10/6 — корпус из нержавеющей стали марки Х18Н10Т,
допускающей температуру нагрева 525 °C при рабочем давлении
наверху 0,6 МПа. На расстоянии 1300 мм от верха цилиндриче-
ского корпуса расположены три штуцера Ду 50/25 для подачи
с помощью форсунок антипенной присадки.
На действующих установках замедленного коксования реак-
торный блок включает от двух до четырех камер. Для предотвра-
щения выноса пены из реакционной камеры предусмотрен кон-
троль за максимальной высотой заполнения камер коксом с по-
мощью радиоактивных сигнализаторов уровня. По этой же при-
чине высота заполнения камер равна 14—17 м, что составляет
55—65% от реакционного объема камеры.
Ректификационная колонна предназначена для разделения про-
дуктов коксования, поступающих из коксовых камер, на отдель-
ные фракции: газ, бензин, легкий и тяжелый газойль. Кроме
того, в колонне проводят нагрев исходного сырья и его разбав-
ление газойлевыми фракциями путем прямого контакта с горя-
чими продуктами из коксовых камер.
Колонна (рис. 2.14) представляет собой сварной цилиндри-
ческий вертикально установленный аппарат переменного сече-
ния с Коническим переходом. Диаметр корпуса в широкой части
100
ТАБЛИЦА 2.7. Техническая характеристика коксовых камер
Показатели Установка
21-10 повторного применения 21-10/300 и 22-10/600 21-10/ЗМ 21-10/6
Число камер на уста- 3 2 и 4 4 4
новке
Корпус
Внутренний диаметр, мм Давление, МПа 5000 4600 5500 5500
рабочее (верха) 0,18 0,4 0,4 0,6
гидроиспытания 0,6 0,9 0,9 0,9
Температура, °C 475 475 475 525
Высота цилиндрической 18,2 18,4 18,8 18,8
части
Общая высота камеры, м 26,3 27,2 27,2 27,6
Марка стали 15К+ЭИ496 20К+ЭИ496 16ГС+0Х13 Х18Н10Т
Толщина стенки, мм 20—26 24—30 26—32 24—28
Толщина плакирующего 2 3—4 3,5-4 —
слоя, мм
Верхнее днище
Тип Полушаровое
Радиус R, м 2,5 2,3 2,75
Марка стали 15К4-ЭИ496 20К+ЭИ496 16ГС10Х13 Х18Н10Т
Толщина стенки, мм 20 24 24 —
Верхний люк
Диаметр, мм 600 450 и 600 700 450
Марка стали фланца 20К 20 К 16ГС Х18Н10Т
Толщина фланца, мм 60 56 70 48
Марка стали крышки 15К+ЭИ496 20К+ЭИ496 16ГС+0Х13 Х18Н10Т
Толщина крышки, мм 20 40 50 30
Нижнее днище
Тип К о н и ч е с к о е
Диаметр (верх/низ), мм 5000/1600 4600/1600 5500/1400 5500/1400
Высота (без горловины), 2,9 4,1 3,9 4,3
м
Марка стали 15К+ЭИ496 20К+ЭИ496 16ГС+0Х13 Х18Н10Т
Толщина стенки, мм 26 30 32 28
Нижняя горловина
Диаметр, мм 1600 1600 1400 1400
Высота, мм 900 250 600 600
Марка стали фланца 20 К 20 К 16ГС Х18Н10Т
Толщина фланца, мм 85 60 60 90
Марка стали крышки 15К+ЭИ496 Х5М Х5М Х18Н10Т
Толщина крышки, мм 100 83 85 75
101
vr
Рис. 2.14. Ректификационная колонна установки 21-10/6:
1 — штуцер Для предохранительного клапана; 2 — люк;
3 — штуцер для регулятора уровня;
I — сырье; 11 — пары из коксовых камер; 111 — оста-
ток; IV — пусковой газойль; V — легкий газойль; VI —
пары; VII — орошение; VIII — пары легкого газойля;
IX — верхнее циркуляционное орошение; X — фракция
тяжелого газойля; XI — пары тяжелого газойля.
4,5 м, в узкой 2,6 м. Широкая часть
корпуса биметаллическая (стали 16ГС и
0X13), переходная и узкая части — из
стали 16ГС. Толщина стенки корпуса
в верхней части 20 мм, в нижней — 32 мм.
Верхнее эллиптическое днище изготов-
лено из стали 16ГС (толщина стенки
20 мм), нижнее полушаровое — из сталей
16ГС и 0X13 (толщина стенки 26 мм).
Внутри колонны имеется 37 тарелок.
Четыре каскадные тарелки, на которых
первичное сырье контактирует с парами,
выходящими из коксовых камер, распо-
ложены в испарительной части аппарата.
Над верхней каскадной тарелкой уста-
новлен распределитель для равномерного
распределения первичного сырья. Преду-
смотрен ввод сырья также под нижнюю
каскадную тарелку. Над каскадными та-
релками в широкой части аппарата распо-
ложены 13 тарелок с S-образными элемен-
тами. Из них нижние девять тарелок
двухпоточные, остальные — четырехпо-
точные.
В узкой части колонны расположено
20 прямоточных однопоточных клапанных
тарелок. Клапанные тарелки рассчитывают так, чтобы при не-
большой производительности по парам работали только легкие
клапаны, а при значительной — все клапаны. Клапанные тарелки
обеспечивают работу в сравнительно широком диапазоне нагру-
зок по потоку паров и жидкости. Недостаток их — возмож-
ность засорения или закоксовывания.
Мощность установок. Мощность отечественных установок за-
медленного коксования составляет 300—600 тыс. т/год по сырью,
по коксу 100—240 тыс. т/год или 300—800 т/сутки. В перспективе
мощность по сырью составит 1,5 млн. т/год, по коксу — около
1000 т/сутки.
За рубежом имеются установки мощностью по коксу 2500—
2900 т/сутки, намечено строительство установки мощностью
3140 т/сутки.
Материальный баланс. Для определения выхода продуктов
замедленного коксования могут быть рекомендованы эмпириче-
102
ские уравнения, полученные на основании обобщения опыта
эксплуатации промышленных установок.
Выход кокса и газа (пропана и более легких углеводородов)
можно определить по формулам;
КГ = 5,5 + 1,766
К =2,0 + 1,666
где КГ — выход кокса и газа при замедленном коксовании, %;
К — выход кокса, %; k — коксуемость сырья по Конрадсону, %.
Эти уравнения дают удовлетворительные результаты для сырья
с коксуемостью до 30%.
По опыту работы отечественных установок замедленного кок-
сования выведено уравнение для определения выхода кокса
в зависимости от коксуемости сырья:
К =-- 1,56
(где k находится в пределах 14—20%).
При понижении коксуемости до 14% коэффициент пропорцио-
нальности в формуле повышается до '1,8, а при 10% он равен 2.
При коксовании асфальтенов коэффициент пропорциональности
в формуле наименьший. В этом случае выход кокса равен коксуе-
мости сырья по Конрадсону.
Предложено уравнение для определения выхода кокса из тя-
желых остаточных продуктов в зависимости от группового хими-
ческого состава сырья:
А’ - 6.04 0,1 (8,68 [А] 4- 9,22 [С] + 9,8 [MJ) 60
где |А I, [С], (М ] — содержание асфальтенов, смол и масел
в остатке, доли от единицы; k0 — коксуемость остатка, %.
При сопоставлении фактических данных с расчетными для
остатков с коксуемостью 5—20% отклонение не превышает 1,5%.
Выход бензина (40—205 °C) при замедленном коксовании пря-
могонных остатков плотностью 0,960—1,000 и при получении
керосино-газойлевой фракции с к. к. 500 °C рекомендуется
определять по формуле:
Б =-. /(Ро — 0,940)/0,00019
где р0 — плотность исходного сырья — остатка — при 20 °C.
Для определения объемного выхода керосино-газойлевых
фракций с к. к. 510 °C и коксуемостью не более 0,3% предложено
следующее уравнение:
КГФ = 100
248/р0 + 202 — £
212/рЬГф 169
где КГФ — выход керосино-газойлевой фракции с к. к. 510 °C, %;
ро — плотность остатка — сырья коксования при 15 °C: рКГф —
плотность получаемой керосино-газойлевой фракции при 15 °C;
Б — выход бензина с к. к. 204 °C и давлением насыщенного
пара 517 мм рт. ст., %.
103
ТАБЛИЦА 2.8. Выход продуктов прн замедленном коксовании
Сырьё Выход сырья, % на нефть ПЛОТНОСТЬ, кг/ма Качество сырья
коксуе- мость, % ВЯЗКОСТЬ условная прн 100 СС, с
Мазут 46 950 9 5,2
Полугудрон 40 965 13 60
Гудрон 33 990 16 90
Крекинг-остаток 28 1012 20 7,3
Крекинг-остаток утяжелен- ный 27 1024 23 8,5
Из формулы видно, что предельное количество бензина можно
получить при полной рециркуляции керосино-газойлевых фрак-
ций, т. е. при крекинге до кокса.
Материальный баланс коксования различных тяжелых неф-
тяных остатков приводится в табл. 2.8.
ТАБЛИЦА 2.9. Показатели работы отечественных и зарубежных установок
замедленного коксования
СССР США
Остаток нефтей
Показатели гудрон котур- тепин- ской крекинг- остаток западно- сибир- ской калифор- нийской мидкон- тинент- ской смола термы че- скогэ крекинга
Характеристика сырья
Плотность Содержание серы, % Коксуемость, % 0,9540 0,51 8.0 1,040 2,4 21,0 0,9861 1,6 9,6 0,9840 0,38 11,3 1,083 0,56 8,6
Выход, %
Газ Бензин Легкий газойль Тяжелый газойль Кокс 9,1 10,4 24,7 37,8 18,0 5,0 3,0 29,2 27,8 35,0 12,0 15,7 35,2 15,5 21,6 6,5 16,0 56,5 21,0 18 1 0 9 21,1 59,9
Всего 100,0 100,0 100,0 100,0 100,0
Рабочие условия
Температура на выходе из реакционных змеевиков, 487 505 496 488 502
Давление в камерах, МПа 0,18 0,4 0,41 0,2 0,34
104
коксования Выход продукта, % на сырье
Разгонка по Богданову: перегоняется, % газ и потери бензин коксовый дистиллят коке
при 300 °C при 350 °C при 400 СС при 500 °C
10 21 9,5 7,5 68 15
8,5 13 16 46 10 0 12,0 56 22
1,5 5 15 36 11,0 16,0 49 24
8,0 13 23 56 13,2 6,8 49 31
5,0 11 25 45 11,0 7,0 47 35
Расходные показатели установок замедленного коксования
различных типов (в расчете на 1 т сырья):
21-10/300
Пар, ГДж..................... 0,4—1,2
Электроэнергия, кВт-ч . . . 15—20
Вода, оборотная, м3.......... 10—14
Топливо, кг.................. 45—60
Установка
21-10/9 21-10/5К
3,8 2,5
88,5 35,0
4,5 14,0
41,0 60
Сравнение показателей отечественных и зарубежных установок.
Показатели работы отечественных и зарубежных установок кок-
сования примерно одинаковы — см. табл. 2.9.
ЛИТЕРАТУРА
Бендеров Д. И., Походенко Н. Т., Брондз Б. И. Процесс замедленного коксо-
вания в необогреваемых камерах. М.: Химия, 1976.
Варфоломеев Д. Ф., Фрязинов В. В., Валявин Г. Г. Висбрекинг нефтяных остат-
ков. М.: ЦНИИТЭНефтехим, 1982.
Волошин Н. Д., Гимаев Р. Н., Давыдов Г. Ф. Термический крекинг нефтяных
остатков и дистиллятов. Уфа: Уфимский нефтяной институт, 1982.
Гуреев А. А., Сюняев 3. И. Интенсификация некоторых процессов переработки
нефтяного сырья на базе принципов физико-химической механики. М.:
ЦНИИТЭНефтехим, 1984.
Жоров Ю. М. Расчеты и исследования химических процессов нефтепереработки.
М.: «Химия», 1973, с. 182.
Змиевский П. К., Вассерман Л. К., Подлесная Н. К. Технологические методы
увеличения межремонтного пробега нефтеперерабатывающих установок
и их экономическая эффективность. М.: ЦНИИТЭНефтехим, 1971.
Змиевский П. К., Тимофеев А. А. Промышленная переработка мангышлакской
нефти. М.: ЦНИИТЭНефтехим, 1969.
Красюков А. Ф. Нефтяной кокс. М.: Химия, 1966.
Маеарил Р. 3. Образование углерода при термических превращениях индивиду-
альных углеводородов и нефтепродуктов. М.: Химия, 1973.
Маеарил Р. 3. Теоретические основы химических процессов переработки нефти.
М.: Химия, 1976.
105
Нагиев М. Ф. Исследование в области переработки нефтяных остатков и хи-
мического использования ее продуктов. Баку: Изд-во АН АзССР, 1957.
Обрядчиков С. Н. Технология нефти. Ч. 2, М.—Л: Гостолтехиздат, 1952.
Орочко Д. И. Теоретические основы ведения синтезов жидких топлив, М.: Гос-
топтехиздат, 1951.
Саханен А. И. Переработка нефти. М.—Л.: Гостоптехиздат, 1947.
Смидович Е. В. Технология переработки нефти и газа. Ч. 2. М.: Химия, 1980.
Судовиков А. Д. Установка термического крекинга. М.: Химия, 1977.
Сюняев 3. И. Замедленное коксование нефтяных остатков. М : Химия, 1967.
Сюняев 3. И. Нефтяной углерод. М.: Химия, 1980.
Сюняев 3. И. Производство, облагораживание и применение нефтяного кокса.
М.: Химия, 1973.
Сюняев 3. И. Фазовые превращения и их влияние на процессы производства
нефтяного кокса М.: ЦНИИТЭнефтехим, 1975.
Сюняев 3. И. Физико-химическая механика нефтяных дисперсных систем. М.
МИНХ и ГП. 1981.
Сюняев 3. И., Гимаев Р. Н. Коксование нефтяных остатков. М.: ЦНИИТЭ-
нефтехим, 1968.
Тиличеев М. Д. Химия крекинга. М.—Л.: Гостоптехиздат, 1941.
Фрост А. В. Труды по кинетике и катализу. М.: Изд-во АН СССР, 1956.
2.3. ТЕРМОКАТАЛИТИЧЕСКИЕ ПРОЦЕССЫ
2.3.1. Каталитический крекинг
Назначение. Каталитический крекинг — процесс каталитиче-
ского деструктивного превращения разнообразных нефтяных
фракций в моторные топлива, сырье для нефтехимии и алкили-
рования, производства технического углерода и кокса.
Теоретические основы. В условиях каталитического крекинга
(температура 450—550 СС, давление 0,1—0,3 МПа, катализатор)
протекает большое число реакций, среди которых определяющее
влияние на результаты процесса оказывают реакции разрыва
углерод-углеродной связи, перераспределения водорода, арома-
тизации, изомеризации, разрыва и перегруппировки углеводо-
родных колец, конденсации, полимеризации и коксообразова-
ния.
Тепловые эффекты указанных реакций различаются по вели-
чине и знаку. В большинстве случаев реакции эндотермичны,
но некоторые (перераспределение водорода, полимеризация, цик-
лизация, конденсация и т. д.) протекают с экзотермическим эф-
фектом. Интенсивность протекания тех или других реакций оп-
ределяет результирующий эндотермический тепловой эффект кре-
кинга, который может изменяться от 100 до 400 кДж/кг сырья.
Механизм большинства реакций каталитического крекинга
наиболее удовлетворительно объясняется в рамках карбкатион-
ной теории, согласно которой активными промежуточными ча-
стицами являются карбкатионы. Последние образуются при
гетеролитическом разрыве связей в молекуле углеводорода под
воздействием катализатора или при присоединении к углеводо-
роду электрондефицитных кислотных групп катализатора.
106
Например, парафиновые углеводороды!
+ L (R+) —> [С„Н2п+1]+ + LH (RH)
нон карбенневый
Г И । ц+________. 'ГН 1+ I k[^n^2n+ll+ 4“ ^2
Чп2п+2ТП ------->|<-ПП2П+3] “ rf U J+-4-CL
1--*4v-jmn2m+il п2 (n-m)+2
ион карбенневый
Олефиновые углеводороды:
CnH2„ + L (R+)--► [CnHen-d* + LH (RH)
карбкатион олефиновый
СпЩп 4~ Н+-—> |СПН2п+1]+
Нафтеновые углеводороды при взаимодействии с протоном
(Н+), кислотами Льюиса (L) или карбкатионами (R+) подвер-
гаются разрыву связи С—С или С—Н с образованием соответ-
ственно карбениевых или олефиновых ионов. Для ароматиче-
ских углеводородов наблюдается преимущественно присоедине-
ние протона к ароматическому ядру. Боковая углеводородная
цепь циклических углеводородов при достаточной длине может
образовать карбкатионы аналогично алифатическим углеводо-
родам.
Карбкатион, образующийся при взаимодействии углеводорода
с кислотными центрами катализатора, претерпевает быстрые даль-
нейшие превращения, подвергаясь Р-отщеплению с разрывом
связи С—С, изомеризации, Н-переносу, элиминированию протона,
циклизации, алкилированию, полимеризации.
Последовательное превращение карбкатиона продолжается
до достижения наиболее стабильной структуры. Высокой стабиль-
ностью обладают карбкатионы с зарядом у третичного атома уг-
лерода (I), с аллильной (II) и ароматической (III) структурой'.
R2
R1—С—R3.
+
(I)
2 Н 3
R\ R3
)с-с-с<
R'---X--- R
(И)
R
(ш)
Стабильность карбкатионов определяет степень их участия
в дальнейших реакциях. Например, высокая стабильность тре-
тичных карбениевых ионов обусловливает высокий выход изо-
парафиновых углеводородов. Реакция перераспределения водо-
рода (Н-переноса) наряду с расщеплением и изомеризацией в зна-
чительной мере определяет качество продуктов крекинга.
В схематическом виде основные направления превращения
углеводородов при крекинге выглядят следующим образом:
I—-олефин парафин
Парафин ------------------- —-олефины + Н2
I—-изопарафин
I—-олефины
Нафтен---------------------—-циклогексан + олефин
I—-ароматические углеводороды
107
Олефин
олефины
парафины + диены
парафины или нафтены + ароматические
углеводороды
—►полимеры, кокс
—«-олефин, + ароматический углеводород
Алкилароматический —►парафин + алкилароматический
углеводород ------------- углеводород с боковой олефиновой цепью
—►изомеры алкилароматического углеводо-
рода
—►продукты конденсации, кокс
Нафтен + олефин _____-______►ароматический углеводород + парафин
Ароматический►продукты конденсации, кокс
углеводород + олефин
Реакционная способность углеводородов по отношению к раз-
рыву связи С—С убывает в такой последовательности: алифати-
ческие и циклоолефиновые > ароматические с числом атомов
углерода в алкильной группе более 3 > нафтеновые и изопара-
финовые > нафтено-ароматические > н-парафиновые > полиме-
тилбензолы > моноалкилбензолы с числом атомов углерода 8
и менее > ариловые кольца.
Для крекинга нефтяных фракций практически невозможно
описать все химические реакции, и поэтому ограничиваются рас-
смотрением схем, учитывающих основные направления и резуль-
тирующий эффект крекинга с использованием различной группи-
ровки реагирующих веществ, например
где Пт, Нт, Ат, Ат — соответственно парафины, нафтены, аро-
матические и алифатические заместители алкилароматических
углеводородов в тяжелом газойле (выше 340 °C); Пл, Нл, Ал,
Ал — то же для фракции 220—340 °C; Б — бензиновая фракция
С5 — 220 °C; Г — углеводороды С,—С4; К — кокс.
Процесс образования при крекинге низкокипящих по сравне-
нию с сырьем продуктов является последовательно-параллель-
ным, но преимущественно протекает последовательный разрыв
связей С—С.
Несмотря на сложность реакций каталитического крекинга,
кинетика превращения индивидуальны углеводородов во мно-
гих случаях описывается уравнением первого порядка вида
*эф = von In (1 — X) — (п — 1) А
где АЭф — эффективная константа скорости реакции, моль/(с« г);
о0— скорость подачи жидкого сырья, моль/(с<г); п — число
108
молей продуктов, образующихся на 1 моль сырья; X — конвер-
сия сырья, мольные доли.
Кинетика крекинга нефтяных фракций на цеолитсодержащих
катализаторах зачастую описывается уравнением вида
^эф = »о/(1 — X)
Более точное описание кинетики каталитического крекинга
нефтяных фракций достигается при использовании уравнений,
учитывающих дезактивацию катализатора в ходе реакции.
Скорость крекинга и выход продуктов существенно меняются
в зависимости от качества сырья, свойств катализатора и пол-
ноты его регенерации, технологического режима, конструктив-
ных особенностей реакционных аппаратов.
Для каталитического крекинга характерно постоянство вы-
хода продуктов при заданной конверсии сырья независимо от
сочетаний значений массовой скорости подачи сырья и крат-
ности циркуляции катализатора, при которых она была достиг-
нута, если нет ограничений по мощности регенератора и десор-
бера. Поэтому в качестве определяющих параметров технологи-
ческого режима крекинга рассматривают конверсию сырья, пар-
циальное давление паров сырья, температуру реакции, время
контакта катализатора с сырьем для лифт-реактора, полноту ре-
генерации катализатора. В свою очередь на промышленных
установках эти параметры связаны с производительностью по
сырью и температурой его предварительного подогрева, темпера-
турой регенерации, расходом водяного пара, подаваемого на сме-
шение с сырьем в реактор, и другими параметрами.
С ростом конверсии сырья выход легкого газойля, а затем
и бензина проходит через максимум. Выход газа и кокса непре-
рывно возрастает. Снижение парциального давления паров сырья
в реакторе за счет увеличения подачи водяного пара обусловли-
вает снижение выхода бензина и газа при некотором росте выхода
легкого газойля.
Влияние температуры крекинга при постоянной конверсии
сырья, поддерживаемой путем варьирования массовой скорости
подачи сырья и кратности циркуляции катализатора, на выход
продуктов и состав бензина и газа показано на рис. 2.15.
Высокая активность цеолитсодержащих катализаторов в со-
четании с их быстрой дезактивацией в ходе реакции обусловила
создание прямоточных лифт-реакторов с восходящим потоком газо-
катализаторной смеси. Для лифт-реактора массовая скорость
подачи сырья является условным показателем и физический
смысл имеет время контакта катализатора с сырьем. При этом
время контакта катализатора с сырьем в лифт-реакторе снижается
до 4—8 с против 180—190 с в реакторе с псевдоожиженным слоем.
В ряде вариантов крекинга для формирования качества конеч-
ных продуктов и некоторого изменения их соотношения в жела-
тельном направлении на выходе из прямоточного лифт-реактора
109
Температура, ° С
Рис. 2.15. Влияние температуры крекинга на распределение продуктов и углеводородный
состав получаемого бензина.
Сырье — тяжелый вакуумный дистиллят; катализатор цеолитсодержащий,. промышлен-
ный; оборудование — лифт-реактор; конверсия 78 %.
организуется дополнительная зона крекинга в форсированном
или в ступенчато-противоточном кипящем слое. При этом условия
осуществления крекинга подбираются таким образом, чтобы обес-
печить минимальное образование кокса. Для неолитсодержащих
катализаторов высокие результаты крекинга обеспечиваются при
содержании кокса не более 0,8—1,0%.
Полнота регенерации катализатора, т. е. содержание в нем
остаточного кокса, определяется исходной закоксованностью' и
условиями регенерации. Наиболее полная реализация всех свойств
цеолитсодержащнх катализаторов осуществляется при содер-
жании остаточного кокса менее 0,05—0,10%, что достигается пу-
тем поддержания высокой температуры регенерации (650—700 °C),
повышенных давлений в регенераторе, полным окислением ок-
сида углерода в диоксид, специальным подбором конструкции
регенератора.
Коксообразование является одной из основных причин дез-
активации катализатора. Образующийся при крекинге нефтяных
фракций в результате различных реакций кокс обычно подраз-
деляют на «каталитический», «дегидрогенизационный», «хемо-
сорбционный» и «десорбируемый». Соотношение указанных ком-
понентов в суммарном коксе определяется многими факторами,
но в среднем находится соответственно в пределах 45—65, 15—30,
10—20 и 5—10% отн.
ПО
Являясь нежелательным продуктом крекинга, кокс тем не
менее в определенных количествах необходим для поддержания
теплового баланса в системе, так как его окисление в регенераторе
протекает с выделением теплоты. При регенерации катализатора
имеют место следующие реакции окисления компонентов кокса
с выделением теплоты (МДж/кг):
С + 0,5 О2--> СО + 10,269 4- 10,314
С + О,-->СО2 + 33,927 4- 34,069
СО + 0,5 О2-> СО2 + 23,658 4- 23,755
Н2 + 0,5 О2 —> Н2О + 1210,043 4- 1210,252
S + О2--> SO2 + 9,132 4- 9,222
Теплота, выделяющаяся при регенерации катализатора, ком-
пенсирует поглощение энергии в процессе крекинга в случае со-
ответствующего подбора циркуляции катализатора и темпера-
туры предварительного подогрева сырья.
Сырье. Основным сырьем каталитического крекинга являются
вакуумные дистилляты различных нефтей, содержащие (по объему)
5—10% фракций, выкипающих до 350 °C, и имеющие конец ки-
пения 500—540 °C. В ряде случаев в сырье крекинга вовлекаются
более легкие прямогонные фракции, керосино-газойлевые фрак-
ции термических процессов и коксования, рафинаты процессов
деасфальтизации мазутов и гудронов, полупродукты масляного
производства, мазуты нефтей с невысоким содержанием метал-
лов. На ряде специально сконструированных установок крекинга
за рубежом в качестве сырья используются мазуты различных
нефтей.
Важнейшими характеристиками сырья, влияющими на пока-
затели каталитического крекинга, являются фракционный со-
став, характеристический фактор, групповой углеводородный со-
став, содержание смол и асфальтенов, сернистых и азотистых
соединений, металлов, коксуемость.
При крекинге на цеолитсодержащих катализаторах с высокой
активностью влияние фракционного состава сырья при равных
прочих характеристиках не очень значительно. Обычно по мере
облегчения сырья имеет место рост выхода углеводородов С3—С4
и бензина при снижении выхода водорода и кокса. Вовле-
чение остаточных фракций до определенного их содержания
[14—15% (об.) 1 в вакуумный дистиллят повышает октановое
число бензина и его выход в расчете на нефть. Ограничивающими
факторами по концу кипения сырья крекинга являются содержа-
ние смол, асфальтенов, металлов и коксуемость.
Характеристический фактор К применяется для классифика-
ции нефтей и нефтяных фракций по химическому составу. Для
парафиновых углеводородов среднее значение К ~ 13, для нафте-
новых «11,5, для ароматических «10,5. Использование сырья
с более высокими К приводит к улучшению показателей крекинга.
111
ТАБЛИЦА 2.10. Влияние группового углеводородного состава сырья
на выход продуктов крекинга
Катализатор ЦСК, температура 538 ®С.
Продукты Выход продуктов, % из сырь я по объему),
парафино- вою нафтенового ароматиче- ского
Углеводороды С\—С2+Н2* 2,6 3,2 3,4
Пропан 3,3 2,4 2,0
Пропилен 8,7 6,1 5,5
Изобутан 8,0 7,3 5,9
я-Бутан 2,5 1,9 1,4
Бутилены 12,0 9,8 9,5
Бензин С5 — 221 °C 73,0 70,0 54,2
Легкий газойль 5,0 10,0 20,0
Тяжелый газойль 2,0 5,0 10,0
Кокс * 4,8 5,4 6,3
* Приведен выход по массе.
Групповой углеводородный состав сырья оказывает существен-
ное влияние на результаты крекинга. В большинстве вакуумных
дистиллятов, используемых в промышленности, содержание пара-
финовых углеводородов находится в пределах 15—30%, нафте-
новых 20—30%, ароматических 15—60%. Влияние группо-
вого углеводородного сырья на выход продуктов крекинга пока-
зано в табл. 2.10.
Такие свойства сырья, как содержание смол, асфальтенов и
коксуемость, большей частью определяют образование дополни-
тельного кокса на катализаторе. Обычно в сырье крекинга огра-
ничивают содержание сернокислотных смол на уровне 8—10%
(об.), коксуемость — не более 0,3—0,5% (масс.). Если регенера-
тор имеет запас мощности по массе сжигаемого кокса, то может
быть использовано сырье с коксуемостью до 2—3%. На установ-
ках, предназначенных для крекинга мазута и имеющих специаль-
ные системы для отвода теплоты из регенератора, допускается
коксуемость сырья до 5%.
Металлы, сернистые и азотистые соединения, содержащиеся
в сырье преимущественно влияют на активность и селективность
применяемых катализаторов. Во всех случаях рост содержания
металлов выше 1—2 мг/кг приводит к ухудшению показателей
крекинга, если не используются специально разработанные ката-
лизаторы и приемы осуществления процесса. В последнем случае
максимально допустимое содержание металлов в сырье крекинга
не более 10 мг/кг.
Сера в сырье крекинга не только отрицательно воздействует
на катализатор, но и переходит частично — до 40—60% (отн.) —
112
в продукты и существенно ухудшает их качество. Среднее распре-
деление серы в продуктах, % (отн.) в расчете на серу в сырье
крекинга: сероводород 20—50, бензин 2—5, фр. 195 ° — к. к.
30—60, кокс 5—10.
Продукция. Качество продуктов каталитического крекинга
изменяется в весьма широких пределах в зависимости от типа
сырья, характеристик катализатора, технологического режима
и т. д. Углеводородный газ крекинга обычно содержит 10—25%
углеводородов Ct—С,, 25—35% углеводородов Са, 30—50% бу-
танов и бутенов, 10—20% фракций С5 и направляется на газо-
фракционирование. После разделения сухой газ используется
в качестве топливного газа, пропан-пропиленовая и бутан-бу-
тиленовая фракции (ППФ и ББФ) — в качестве сырья для ал-
килирования и нефтехимии, фракции С5 и выше возвращаются
в состав бензиновой фракции. Содержание пропилена в ППФ
может достигать 70—80%, бутиленов в ББФ — 45—55%, изо-
бутана в ББФ — 40—60%. Содержание н-бутана в ББФ крекинга
невелико и находится в пределах 10—20%
Бензиновая фракция на отечественных установках крекинга
производится с к. к. 195 °C, на зарубежных — 204 и 220 °C.
Применяется как базовый компонент автомобильного бензина и
в среднем имеет следующие характеристики:
Плотность р^°........0,72—0,77
Содержание серы, % . . 0,01—0,2
Октановое число в чи-
стом виде
и. м........... 87—95
м. м............... 78—85
Углеводородный состав,
%
ароматические .... 25—40
непредельные .... 15—30
нафтеновые.......... 2—10
парафиновые 35—60
Фракции, выкипающие выше 195 °C, разделяются на фракции
195—350 °C и остаток выше 350 °C при работе по топливному ва-
рианту или на фракции 195—270 °C; 270—420° и остаток выше
420 °C при работе по нефтехимическому варианту. Фракция 195—
270 °C применяется как флотоагент, фракция 195—350 °C — как
компонент дизельных топлив или сырья для получения специаль-
ных топлив, фракция 270—420 °C — как сырье для производства
технического углерода, фракции выше 350 °C и выше 420 °C —
как компонент котельного топлива или сырья для получения
высококачественного кокса.
Характеристики соответствующих фракций колеблются в за-
висимости от условий крекинга, типа сырья и катализатора. Наб-
людаемый в практике интервал значений показателей свойств
газойлевых фракций дан в табл. 2.11.
Катализаторы. Современные катализаторы крекинга пред-
ставляют собой сложные системы, состоящие из 10—25 % цео-
лита Y в редкоземельной или декатионированной формах, равно-
мерно распределенного в 75—90% аморфного алюмосиликата,
и сформованные в виде микросфер со средним размером частиц
60—65 мкм или шариков диаметром 3—4 мм. Активным компо-
113
ТАБЛИЦА 2.11. Характеристика газойлевых фракций каталитического
крекинга
Показатели Фракция, °C
195 — 270 195-350 270 — 420 выше 420
Плотность p'j11 0,86—0,95 0,86—0,97 0,96—0,99 1,00—1,10
Температура застыва- От —40 От —20 От 0 до —5 10—25
ния, °C до —65 до —50
Цетановое число — 20—35 —
Иодное число, г 12/100 г 10—20 5—10 3-5 —
Содержание ароматиче- ских, % 60—80 50—75 — —
Коксуемость, % — — 0,05—0,10 5—10
нентом в катализаторах является цеолит. Аморфная матрица
обеспечивает оптимальный предел активности, стабилизирующее
действие на цеолит, оптимальную пористую структуру для диф-
фузии реакционной смеси при крекинге и регенерации, отвод теп-
лоты от цеолитного компонента, необходимую форму, размеры и
прочность частиц. Среди различных обменных форм цеолита Y
наиболее высокой активностью и стабильностью обладают цео-
литы в редкоземельной обменной форме,'и поэтому они приме-
няются в подавляющем большинстве промышленных цеолитсо-
держащих катализаторов крекинга.
Общее производство катализаторов крекинга в мире в 1982 г.
составляло около 300 тыс. т/год, причем более 80% составляют
микросферические. Применение шариковых катализаторов огра-
ничено и непрерывно уменьшается вследствие преимущественного
развития систем крекинга с циркулирующим микросферическим
катализатором. Наиболее крупными зарубежными производи-
телями цеолитсодержащнх катализаторов являются фирмы
Grace, Engelgardt, Mobil, Filtrol, Akzo, Crossfield, Catalystics.
Основными характеристиками катализаторов крекинга яв-
ляются химический состав, насыпная плотность, пористая струк-
тура, стабильная активность, фракционный состав и прочность.
Испытание отечественных микросферических катализаторов осу-
ществляют по ОСТ 38.01161—78, зарубежных — по стандартам
ASTM или фирм-разработчиков. Лучшие микросферические ката-
лизаторы характеризуются следующими свойствами:
Содержание, %
оксида алюминия . . 35—40
оксидов редкоземель-
ных элементов .... 2—4
оксида натрия .... 0,3—0,4
Насыпная плотность,
г/см3.................. 0,8—0,9
Стабильная активность*,
%...................... 55-60
Микроактивность по
ASTM .................
Прочность на износ, %
Гранулометрический со-
став, %
фр. до 20 мкм . . .
40 мкм
100 мкм . . .
75—80
> 94-96
<2—3
15—25
>97—98
* После 6-часовой обработки в атмосфере водяного пара при 775 °C в кр£
книге стандартного сырья при массовой скорости подачи сырья 20 ч--. ,
114
Разработаны специальные модификации катализаторов и про-
моторов, позволяющие осуществлять в регенераторе окисление
оксида углерода в диоксид, улавливание оксидов серы из дымо-
вых газов регенерации и последующее их восстановление в серо-
водород в зоне крекинга, повышать на 3—4 пункта октановое
число (и. м.). У катализаторов последних модификаций резко
выросла способность сохранять каталитические свойства при
осаждении больших количеств металлов из сырья. Так, на обыч-
ных промышленных цеолитсодержащих катализаторах при сум-
марном содержании никеля и ванадия 0,5% конверсия сырья сни-
жается более чем в 2 раза, резко ухудшается селективность кре-
кин1 а, повышается выход кокса, сухого газа и водорода. На спе-
циально приготовленных цеолитсодержащих катализаторах
в этих же условиях конверсия сырья практически не снижается,
селективность изменяется незначительно.
Технологическая схема. В промышленности процесс осуще-
ствляют в системах с непрерывно циркулирующим катализатором,
который последовательно проходит через зоны каталитического
крекинга сырья, десорбции адсорбированных углеводородов,
окислительной регенерации.
Установки каталитического крекинга имеют однотипную тех-
нологическую схему и различаются в основном принципом ра-
боты и конструктивным оформлением реактора регенераторного
блока. В отечественной промышленности действуют установки
43-102 и 43-102РРС с циркулирующим шариковым катализато-
ром, установки 1А/1М, ГК-3, 43-103 и Г-43-107 с циркулирую-
щим микросферическим катализатором. Установки первого типа
в настоящее время практически не строятся. Основное развитие
в отечественной промышленности в перспективе получат комби-
нированная установка каталитического крекинга Г-43-107 и ее
модификации.
Реакторно-регенераторный блок с циркулирующим микро-
сферическим катализатором имеет многочисленные варианты кон-
структивного оформления. Основные из них:
1) параллельное разновысотное расположение реактора и
регенератора с напорным транспортом катализатора (установки
1А/1М и Г-43-107);
2) параллельное равновысотное расположение реактора и реге-
нератора с транспортом катализатора в LJ-образных катализаторо-
проводах по принципу сообщающихся сосудов (установка 43-103);
3) соосное расположение реактора и регенератора с напор-
ным транспортом катализатора (установки ГК-3).
Реактор современной конструкции представляет собой прямо-
точный лифт-реактор постоянного или переменного сечения,
заканчивающийся отбойными пластинами, разделительными цик-
лонами, зоной форсированного кипящего слоя (или же зона ки-
пящего слоя секционирована горизонтальными непровальными
решетками).
115
Рис. 2.16. Комбинированная установка Г-43-107:
1 — гидроочистка сырья; 2 — каталитический крекинг и ректификация; 3 — абсорб-
ция и газофракционирование; 4 — утилизация теплоты; 5 — электрофильтры;
7 — вакуумный дистиллят; II — водород; Ill — углеводородный газ; IV — водород-
содержащий газ; V — бензин гидроочистки; VI — компонент дизельного топлива; VII—
сырье каталитического крекинга; VIII — сухой газ; IX — ППФ; X — ББФ; XI — ком-
понент автобензина, нестабильный бензин; XII — фр. 195 —270 °C; XIII — фр. 270—»
420 °C; XIV — фр. выше 420 °C; XV — дымовые газы регенерации.
Подробная характеристика реакторов установок каталитиче-
ского крекинга приводится в гл. 3.
Применяемые в промышленности регенераторы выполняют
с общим псевдоожиженным слоем катализатора, с секциониро-
ванием регенерационного пространства горизонтальными про-
вальными или беспровальными решетками, вертикальными пере-
городками.
Блок-схема установки Г-43-107 с предварительной гидро-
очисткой сырья приведена на рис. 2.16. Сырье (вакуумный дис-
тиллят сернистых нефтей) подвергается в секции 1 гидроочистке
на алюмокобальтмолибденовом катализаторе. После отделения
бензиновой и дизельной фракций гидроочищенное сырье подается
на каталитический крекинг в секцию 2. Продукты крекинга под-
вергаются ректификации с получением жирного газа, нестабиль-
ного бензина, фракций 195—270°, 270—420°, выше 420 °C. Жир-
ный газ и нестабильный бензин направляются в секцию 3 на аб-
сорбцию и газофракционирование, где получаются стабильный
бензин, ББФ, ППФ, сухой газ и сероводород, абсорбированный
моноэтаноламином из жирного и водородсодержащего газов.
Дымовые газы регенерации поступают в секцию 4 для утилиза-
ции теплоты, затем в электрофильтры 5 для улавливания катали-
заторной пыли и потом в дымовую трубу.
Технологическая схема секции крекинга и ректификации
установки Г-43-107 представлена на рис. 2.17. Гидроочищенное
сырье после предварительного нагрева в теплообменниках и
печи смешивается с рециркулятом, водяным паром и вводится
в узел смешения 1 прямоточного лифт-реактора 2. Контактируя
116
X
Рис. 2.17. Секция каталитического крекинга и ректификации установки Г-43-1071
/ — узел смешения; 2 — прямоточный лифт-реактор; 3 — зона форсированного кипящего
слоя; 4 н 5 — отстойная н отпарная зона реактора; 6 — регенератор; 7 — отстойная
зона регенератора; 8 — воздушный компрессор; 9 — топка „од давлением; 10 — ко-
лонна ректификации продуктов крекинга; 11 и 12 — отпарные колонны; 13 и 14 —
воздушный н водяной холодильники; 15 — газосепаратор; 16 — аккумулятор; 17 — цент-
робежный компрессор;
1 — сырье из секции гидроочистки; 1! — пар; Ill — рециркулят; IV — фр. 195—*
270 °C; V — фр. 270 — 420 °C; VI — фр. выше 420 °C; VII и /X — нестабильный бензин
н жирный газ на абсорбцию и газофракционированне; VIII водный конденсат; X ~
Дымовые газы па утилизацию; XI — воздух.
с горячим регенерированным цеолитсодержащим катализатором,
сырье испаряется, подвергается крекингу в прямоточном лифт-
реакторе и далее поступает в зону форсированного кипящего
слоя 3, предназначенную для формирования качества продуктов.
Газокатализаторная смесь поступает в отстойную зону реак-
тора 4, где основная масса катализатора отделяется от нефтя-
ных паров. Последние с небольшой долей захваченного потоком
катализатора проходят двухступенчатые внутренние циклоны
и, отделившись от катализаторной пыли, поступают в ректифи-
кационную колонну 10 на разделение.
Закоксованный катализатор из отстойной зоны реактора и
спускных стояков циклона проходит десорбер 5 и по верхнему
наклонному катализаторопроводу поступает в зону кипящего
слоя регенератора 6, где происходит выжиг кокса в режиме
практически полного окисления оксида углерода в диоксид. Ре-
генерированный катализатор по нижнему наклонному катализа-
торопроводу стекает в узел смешения прямоточного лифт-реак-
тора. Воздух на регенерацию нагнетается воздуходувкой. При
необходимости воздух может нагреваться в топке под давле-
нием 9. Дымовые газы регенерации проходят отстойную зону ре-
генератора 7 и через двухступенчатые внутренние циклоны на-
правляются на утилизацию теплоты (поз. 4 на рис. 2.17).
Ректификационная колонна 10 разделяет катализат на необ-
ходимые целевые и промежуточные продукты. В колонне для
117
регулирования температуры и отвода избыточной теплоты пре-
дусмотрено циркуляционное орошение (на рисунке не показано).
В нижней (отмывочно-сепарационной) части пары и нефтепро-
дукты отмываются от остаточной катализаторной пыли и проис-
ходит частичная конденсация фракции, выкипающей выше 420 °C.
Тяжелые фракции катализата вместе с отстоявшейся катализа-
торной пылью подаются на смешение с сырьем или через распыли-
тельные форсунки в верх десорбера.
В верхней части отстойной зоны колонны отбирается фрак-
ция выше 420 °C, которая после охлаждения выводится с уста-
новки. Боковыми потоками через отпарные колонны И и 12
выводятся фракции 195—270° и 270—420 °C. С верха колонны вы-
водится смесь паров, жирного газа, бензина и воды, которая
проходит конденсаторы-холодильники 13, водяной холодиль-
ник 14 и поступает в газосепаратор 15. Там она разделяется на
жирный газ, бензин и водный конденсат. Жирный газ через ак-
кумулятор 16 подается на вход компрессоров жирного газа 17
и после компримирования и охлаждения направляется в сек-
цию 3. Нестабильный бензин из газосепаратора 15 также по-
дается в секцию 3. Водный конденсат после очистки от сернистых
и азотистых соединений выводится с установки.
Технологический режим и показатели крекинга. Современные
знания о процессе каталитического крекинга позволяют путем
направленного подбора технологического режима обеспечить для
заданного качества сырья и катализатора максимальное обра-
зование целевых продуктов при минимуме побочных.
Ниже приводятся данные по технологическому режиму работы
установок типа Г-43-107 и 43-102:
Катализатор.................... .
Температура, °C
сырья............................
в реакторе ......................
в регенераторе ..................
Давление, МПа
в реакторе ......................
в регенераторе ..................
Кратность циркуляции катализатора,
т/т сырья...........................
Коэффициент рециркуляции ...
Время контакта катализатора с сырь-
ем, с .............................
Содержание кокса на катализаторе,
%
на выходе из реактора ...........
на выходе из регенератора . . . .
Расход пара, % на сырье
в сырье . .......................
на десорбцию.....................
Г-43-107
43-102
Цеолитсодержащий
[икросфе- рический шариковый
80—380 250—380
500—530 450—4'30
630—670 590—650
0,2—0,3 0,07—0.08
0,24-0,34 0,01—0,03
4—7 1,8—2,5
1,0—1,2 1.0—1,2
4—6 1200—2400
0,8—1,0 1,5—3,0
0,05—0,10 0,10—0,60
0,8—1,2 1—2
2,5—3,5 2,5—3,5
118
Мощность установок. Действующие в нашей стране установки
каталитического крекинга типа 43-102 с циркулирующим шарико-
вым катализатором имеют проектную мощность 250 тыс. т в год
по сырью, фактическая мощность достигает 350 тыс. т в год. Име-
ются проекты их реконструкции с повышением мощности до
640 тыс. т в год. Зарубежные установки с шариковым катали-
затором имеют мощность по сырью 100—1300 тыс. т в год.
Мощность отечественных установок с циркулирующим микро-
сферическим катализатором существенно выше: для установок
1А/1М и ГК-3 750 тыс. т в год, 43-103—1200 тыс. т в год. Разра-
ботаны проекты увеличения мощности установок 1А/1М и ГК-3
с применением цеолитсодержащего катализатора — до 1000—
1200 тыс. т в год. Современная установка каталитического кре-
кинга с предварительной гидроочисткой Г-43-107 имеет мощ-
ность 2000 тыс. т в год по сырью гидроочистки. Разработана и
реализована в промышленности аналогичная установка мощностью
1500 тыс. т в год по сырью гидроочистки.
За рубежом мощность установок каталитического крекинга
с циркулирующим микросферическим катализатором составляет
500—3000 тыс. т в год по сырью. Созданы и действуют также не-
сколько установок по каталитическому крекингу мазута на ми-
кросферическо?л цеолитсодержащем катализаторе мощностью
800—2500 тыс. т в год по сырью.
Материальный баланс каталитического крекинга при опти-
мальном технологическом режиме определяется многими факто-
рами: качеством сырья, свойствами катализатора, типом уста-
новки, конструктивным оформлением реакционных аппаратов
и т. д.
В табл. 2.12 приводятся балансы установок каталитического
крекинга различного типа в нашей стране и за рубежом.
ТАБЛИЦА 2.12. Материальные балансы установок каталитического крекинга
различного типа
Сырье —• вакуумный дистиллят сернистой нефти (для установки 43-107 — гидро-
очищенный). Катализатор цеолитсодержащий.
Продукты Выход продуктов, %, на установках
43-102 1 А/1М и гк-з Г-43-107 зарубежных
Сухой газ 1,5—2,0 3,4—3,6 2,9—3,1 4,5—5,0
ППФ 2,0—3,5 4,5—5,5 5,0—6,0 6-8
ББФ 4,5—6,0 8—10 10—12 12—14
Бензин С5 — 195 иС * 35—38 38—40 46—48 48—50
Легкий газойль (195— 23—27 20—25 18—23 12—18
350 °C) Тяжелый газойль 20—24 14—16 8—10 8—10
(>350 °C) Кокс 2,5—3,5 4-6 3,5—4,5 4—6
-• Для зарубежных установок фракция Св — 221 °C.
119
Расходные показатели на 1 т сырья для отечественных и зару-
бежных установок с цеолитсодержащим катализатором:
Установки
43-102 * 1А/1М и ГК-3 * Г-43-107 зарубежные
Пар водяной, ГДж Электроэнергия, 0,28—0,32 0,4—0,5 0,5—0,75 ** 0,28—0,60**
кВтч 18-22 50—60 90—95 29—44
Топливо, кг .... 30—40 20—30 18-22 20-25
Вода, оборотная, м3 10—12 14—17 4—5 0,95—1,43
Катализатор, кг . . 2,0—2,2 1,6—2,2 0,4—0,6 0,3—0,5
* Приведены средние данные.
** Потребность покрывается за счет собственней выработки. Избыток пара в ко-
личестве 0,3 —0,6 ГДж/т сырья выдается на сторону.
ЛИТЕРАТУРА
Катализ в нефтехимической- и нефтеперерабатывающей промышленности. Кн. 2/
Под ред. П. Эммета, М.: Гостоптехиздат, 1961.
Крекинг нефтяных фракций на цеолитсодержащих катализаторах/Под ред.
С. Н. Хаджиева. М.: Химия, 1982.
Прокопюк С. Г., Масагутов Р. М. Промышленные установки каталитического
крекинга. М.: Химия, 1974.
Смидович Е. В. Технология переработки нефти и'газа. 4.2. М.: Химия, 1980.
Суханов В. П. Каталитические процессы в нефтепереработке. М.: Химия, 1979.
Топчиева К. В., Хо Ши Тхоанг. Активность и физико-химические свойства
высококремнистых цеолитов и цеолитсодержащих катализаторов. М.: Изд-во
МГУ, 1976.
2.3.2. Каталитический риформинг
Назначение. Процесс каталитического риформинга предназна-
чен для повышения детонационной стойкости бензинов и полу-
чения ароматических углеводородов, главным образом бензола,
толуола и ксилолов.
Важное значение имеет побочный продукт процесса — водо-
родсодержащий газ, который широко используют в процессах
гидроочистки нефтяных дистиллятов.
Теоретические основы. Процесс каталитического риформинга,
осуществляемый под давлением водорода, включает три основ-
ных типа реакций, которым подвергаются углеводороды: аромати-
зацию, изомеризацию и гидрокрекинг. Наиболее важную роль
играют реакции, ведущие к образованию ароматических углево-
дородов.
Схема реакций риформинга приведена на рис. 2.18. Реакции,
записанные параллельно оси абсцисс, протекают на кислотных
центрах, а параллельно оси ординат — на металлических. Схема
достаточно хорошо выражает ход бифункциональных реакций
риформинга, однако в ней не учтена в достаточной мере возмож-
ность протекания всех стадий одной и той же реакции на метал-
лической, либо кислотной функции катализатора. Так, реакция
120
Изогексаны
Циклогексан Метилциклопентан **
«-Гексан
Изогексены
Циклогексен * Метилциклопентен
Циклогексадиен Метилциклопентадиен
Бензол
Кислотные центры
Рис. 2.18. Схема реакций риформинга.
ароматизации парафиновых углеводородов может протекать не
только по бифункциональному механизму, но монофункцио-
нально — на платине. Реакция гидрогенолиза, ведущая к обра-
зованию низкомолекулярных парафинов (в особенности метана)
из более высокомолекулярных, также катализируется металлом.
Должны быть приняты во внимание также реакции изомериза-
ции и гидродеалкилирования ароматических углеводородов, ко-
торые ведут к изменению их состава.
С точки зрения технологии процесса важное значение имеют
реакции, вызывающие образование на поверхности катализатора
углеродсодержащих отложений — кокса. Закоксовывание ката-
лизаторов риформинга является основной причиной снижения
их активности и селективности.
Относительные скорости и тепловые эффекты реакций рифор-
минга приведены в табл. 2.13. С наибольшей скоростью проте-
кают реакции дегидрирования шестичленных нафтенов в арома-
тические углеводороды, что приводит к быстрому установлению
равновесия. Достаточно велики скорости изомеризации пяти-
членных нафтенов в шестичленные, а также парафиновых угле-
водородов.
К числу наиболее медленно протекающих относятся реакции
ароматизации парафиновых углеводородов. Поскольку превра-
щение парафиновых углеводородов в ароматические дает наиболь-
ший эффект повышения октанового числа бензина, совершенство-
вание процесса каталитического риформинга связано с реше-
нием проблемы повышения скорости и селективности этих реак-
ций.
Скорости реакций риформинга сильно зависят от содержа-
ния каталитических ядов, поступающих главным образом с сырьем.
Сернистые соединения, превращающиеся в условиях рифор-
минга в сероводород, подавляют протекающие на платине реак-
121
ТАБЛИЦА 2.13. Относительные скорости и тепловые эффекты реакций
каталитического риформинга
Тип реакции
Относительная
скорость
Са С,
100
10
10
5
3
1
120
13
13
3
4
АН.
кДж/моль
+221
—4,6
— 15,6
—43,9
—56,4
(на моль Н2)
-1-260
ции дегидрирования и гидрирования. При небольших дозиров-
ках и относительно непродолжительном воздействии отравление
серой обратимо. При длительном воздействии сернистых соеди-
нений происходит закоксовывание катализатора, и для восста-
новления его активности требуется окислительная регенерация.
(Следует отметить, что дозированная обработка платинорение-
вых и платиноиридиевых катализаторов сернистыми соедине-
ниями в пусковой период является необходимым элементом тех-
нологии риформинга и используется для подавления реакций
гидрогенолиза.)
Соединения азота, переходящие в условиях риформинга в ам-
миак, подавляют кислотные функции катализатора, что приводит
к снижению скоростей реакций изомеризации, гидрокрекинга
и дегидроциклизации парафинов, дегидроизомеризации нафте-
нов ряда циклопентана. Конечный результат отравления ката-
лизатора соединениями азота — снижение выхода и концентра-
ции ароматических углеводородов, снижение октанового числа
бензина риформинга. Отравление азотистыми соединениями об-
ратимо.
Соединения хлора, вода или кислородные соединения (спирты)
используются для регулирования кислотной функции катализа-
тора. При чрезмерной нерегулируемой подаче указанных соеди-
122
нений нарушается баланс кислотной и металлической функций
катализатора, хлор и вода в этих условиях являются каталити-
ческими ядами. Чрезмерная подача соединений хлора приводит
к развитию реакций гидрокрекинга и образованию кокса на ката-
лизаторе. Вода подавляет кислотную функцию катализатора, сни-
жая скорость реакций ароматизации, и способствует выносу
хлора из катализатора.
Металлорганические соединения свинца, меди, мышьяка, по-
падающие с сырьем, гидрируются до металлов, которые, отла-
гаясь на поверхности катализатора, отравляют металлические
центры, что приводит к подавлению реакций дегидрирования и
гидрирования и к закоксовыванию катализатора. Отравление
металлами необратимо, катализатор требует замены.
Сильным каталитическим ядом для платины является оксид
углерода. Технологические газы, используемые в пусковых опе-
рациях (водород, азот), не должны содержать оксида и диоксида
углерода.
Сырье и продукция. Основным сырьем установок каталитиче-
ского риформинга являются прямогонные бензиновые фрак-
ции, содержащие парафиновые, нафтеновые и ароматические уг-
леводороды Сн—С1Э. В сырье риформинга могут вовлекаться после
глубокой очистки бензины вторичных процессов — термического
крекинга и коксования, бензины — отгоны с установок гидро-
очистки керосинов и дизельных топлив, бензины гидрокрекинга
и каталитического крекинга В качестве перспективного сырья
рассматриваются бензины гидрогенизации углей и сланцев, а
также бензины, получаемые из синтез-газа. При производстве
высокооктановых компонентов бензина используются фракции,
выкипающие в пределах 85—180 °C, при производстве аромати-
ческих углеводородов Св—Сч — различные фракции, отбираемые
в пределах от 65—70 до 140—150 °C.
Требования к сырью и гидрогеннзату приводятся ниже:
Фракционный состав (объемный), С (по
ГОСТ 2177—66)
и. к.......................................... Не ниже 85
10 %.......................................... » » юо
50%......................................... 120—130
90 %.......................................... Не выше 160
к к........................................... » » 180
Содержание
непредельных углеводородов, %, не более. . . 0,5
примесей, мг/кг, не более
сера * 1
азот ............................................. 1
хлор.............................................. 1
микропримесей, мг/т, не более
свинец .......................................... 20
мышьяк.......................................... 1
медь .......................................... 25
* Допустимое содержание серы при работе на катализаторе АП-56
20 мг/кг, на АП-64 — 5^10 мг/кг.
123
ТАБЛИЦА 2.14. Влияние состава сырья на показатели риформинга
на катализаторе К.Р-106
Давление 1,5 МПа.
Нефти: I — киркукская; II — ромашкинская; III — ухтинская; IV Самотлор-
ская; V — нижневартовская; VI — смесь шаимской и грозненской.
Показатели Нефть
I II ill IV V VI
Сырье Плотность, кг/м3 744 742 742 751 753 746
Фракционный состав (объемный), °C 10% 115 109 102 115 112 103
50% 133 128 124 131 130 116
90% 160 155 158 158 166 153
Углеводородный состав, % ароматические 14 12 9 13 11 11
нафтеновые 20 28 31 28 35 38
парафиновые 66 60 60 59 54 51
Выход, % Катализат 84,0 86,3 86,8 87,0 88,0 90,5
Водород 1,9 2,2 2,4 2,1 2,3 2,5
Катализат Содержание ароматических углево- 69 67 68 68 68 67
дородов, % м. м. 85,6 85,0 85,0 85,0 84,6 84,7
и. м. 95,0 95,0 95,0 95,0 95,2 95,4
На показатели риформинга большое влияние оказывают угле-
водородный и фракционный состав сырья. Выход катализата
и водорода, стабильность работы катализатора возрастают при
увеличении содержания в сырье нафтеновых и ароматических угле-
водородов (табл. 2.14). Наличие в сырье балластных фракций —
углеводородов С5> изогексанов, а в случае производства компо-
нента бензина и фракции углеводородов Сс в целом — снижает
выход бензина и водорода (табл. 2.15).
При переработке широких бензиновых фракций с получе-
нием компонента автобензина получают катализаты с октановым
числом 75—88 (м. м.), 80—100 (и. м.) с содержанием ароматиче-
ских углеводородов 40—75%. Катализаты имеют более широкий
фракционный состав, чем сырье, из которого они получены.
В легких фракциях катализатов преобладают парафиновые угле-
водороды, в тяжелых — ароматические: октановое число легких
фракций (н. к. — 50% об.) на 15—20 пунктов ниже, чем тяжелых
(50% об. — к. к.). При риформинге бензольной фракции содер-
жание ароматических углеводородов в катализате обычно не пре-
124
ТАБЛИЦА 2.15. Влияние состава сырья на показатели риформинга
на катализаторе КР-104
Давление 1,5 МПа, температура 475 *С.
Показатели Фракции, °C
до 85 85-105 105-120 120-140 140-180
Сырье
Плотность, кг/м3 Фракционный состав (объем- ный), °C 696 722 735 751 751
10% 54 94 112 126 148
50% 68 95 113 128 150
90% Углеводородный состав, % 75 97 116 131 159
ароматические 8 9 12 16 14
нафтеновые 29 33 29 30 25
парафиновые 63 58 59 54 61
Октановое число (м. м.) Выход, % 69 51 — 44 27
Катализат 86,4 86,5 87,5 89,8 88,4
Водород Катализат 1.3 2,2 2,3 2,2 2,3
Содержание ароматических уг- леводородов, % Октановое число 37 57 62 66 69
м. м. 76 79 83 84 86
и. м. 78 88 93 94 97
вышает 30%, а при риформинге бензол-толуольной оно достигает
40—50%.
Водородсодержащий газ риформинга (ВСГ) содержит (по
объему) 60—90% водорода и углеводороды С]—СБ. На установ-
ках со стационарным слоем катализатора концентрация водо-
рода к концу реакционного цикла понижается. Переменный
состав ВСГ в большинстве случаев не препятствует его исполь-
зованию в процессах гидроочистки бензинов и дизельных топлив.
При необходимости состав ВСГ может быть стабилизирован
(88—90% Н2 и 10—12% СН4) путем абсорбционной очистки при
давлении 4—5 МПа и температуре от —10 до +10 °C; в качестве
абсорбента используется катализат риформинга.
При стабилизации катализатов получают сухой газ (Н2, CH4j
СаНв) и фракцию С3—С4, которая либо передается на ГФУ, либо
отгружается непосредственно с установок риформинга как сжи-
женный газ для коммунально-бытового потребления. Из катали-
затов риформинга получают индивидуальные ароматические угле-
водороды (бензол, толуол, о- и n-ксилол, этилбензол, псевдо-
кумол) и смешанные ароматические растворители — легкий соль-
125
ТАБЛИЦА 2.16. Объем использования катализаторов различных
модификаций по годам, %
Катали- заторы 1965 1970 1975 1980 1983
АП-56 100 89 32 14 10
АП 64 — 11 66 52 47
Серии КР — — 2 34 43
вент (С8) и тяжелый сольвент (Сг—С10). Деароматизованная часть
катализатов — рафинаты — используется как компонент бен-
зина, как сырье пиролиза, а также для получения легких парафи-
новых растворителей.
Катализаторы. В настоящее время в СССР вырабатываются
в промышленности и применяются на установках риформинга
три типа катализаторов (табл. „2.16): монометаллические
(АП-56 и АП-64), биметаллические и полиметаллические (катали-
заторы серии КР).
Неизменными компонентами катализаторов риформинга яв-
ляются платина, носитель (оксид алюминия) и галоген в качестве
кислотного промотора. В полиметаллические катализаторы вводят
дополнительно некоторые другие металлы, которые выполняют
роль модификаторов (промоторов).
Содержание платины в полиметаллических катализаторах
в 1,5—1,7 раза ниже, чем в монометаллических. В состав АП-56
в качестве кислотного промотора входит фтор, вносимый в оксид
алюминия на стадии его приготовления; остальные катализаторы
промотирозаны хлором (табл. 2.17).
ТАБЛИЦА 2.17. Характеристика отечественных катализаторов риформинга
Для всех катализаторов насыпная плотность 0,63 — 0,64 кг/л; средний коэффициент
прочности 0,97 — 1,05 кг/мм; удельная поверхность не менее 200 м3/г; объем пор 0,65 сма/г;
длина экструдатов 5 — 6 мм, диаметр 1,8 мм (сорт М) или 2,8 мм (сорт К)-
Тип катализатора
Показатели СМ •«t СР ОО О
-н
С < с < * CU & cL о. * а. X О. *
Содержание, % платины 0,55 0,62 0,60 0,36 0,36 0,36 0,36 0,36
фтора хлора 0,32 0,70 0,75 1,35 1,20 1,35 1,35 1,35
Число металлических — — 1 1 2 2 2
промоторов Потери при прокалива- нии, % не более 7 7 4 4 4 4 4 4
126
Преимущества полиметаллических катализаторов заключа-
ются в более высокой стабильности:
Марка катализатора АП 64 КР-102 КР-1О4, КР-108
КР-110
Относительная ста-
бильность ............ 1 2 3 4
сто позволяет снизить рабочее давление процесса и тем са-
мым увеличить его селективность при одновременном увеличении
продолжительности работы.
Сроки службы катализаторов зависят от условий эксплуата-
ции, для полиметаллических катализаторов серии КР они дости-
гают 6—7 лет. Вместе с тем реализация преимуществ полиметал-
лических катализаторов требует более тщательной подготовки
сырья: очистки от серы, азота и других ядов, осушки от следов
влаги, правильного выбора фракционного состава. Большое зна-
чение имеет поддержание оптимальных концентраций хлора в ка-
тализаторе и влаги в зоне реакции.
Особое значение имеет эффективное проведение регенерации
катализатора. Регенерация осущестгляется выжигом кокса с по-
следующим окислительным хлорированием катализатора. Та-
кой метод позволяет полностью восстановить активность и селек-
тивность катализатора до уровня свежего.
Технологические схемы. Все виды сырья до подачи на рифор-
минг подвергаются гидрогенизационной обработке на алюмо-
кобальтмолибденовых или алюмоникельмолибденовых катализа-
торах для очистки от серы, азота и других примесей, а в случае
использования бензинов вторичных процессов — и для насыще-
ния непредельных углеводородов. Гидрогенизат отпаривают для
исчерпывающего удаления влаги, сероводорода, аммиака, хлор-
водорода. Технологическая схема блока гидроочистки приведена
на рис. 2.19.
Перед началом сырьевого цикла непосредственно на установке
риформинга проводят восстановление катализатора водород-
содержащим газом риформинга
тым с соседней уста-
новки.
Наибольшее распро-
странение получили уста-
новки риформинга со
Рис. 2.19. Блок гидроочистки:
/ — сырьевой насос; 2 — компрес-
сор; 3 — теплообменник; 4 — печь;
5 — реактор; 6 — кипятильник
отпарной колонны; 7 — отпар-
ная колонна; 8 — холодильник;
9 — сепаратор;
/ — сырье; II — свежий водород-
содержащий газ; III — стабильный
гидрогенизат; IV — сброс водород-
содержащего газа; V — углеводо-
родный газ отпарки.
накопленным заранее или взя-
127
стационарным слоем катализатора, где условия процесса вы-
браны таким образом, чтобы обеспечить длительность сырье-
вого, межрегенерационного цикла 0,5—1 год и более. Окис-
лительная регенерация катализатора производится одновременно
во всех реакторах. Общая длительность простоев установок по-
добного типа 20—40 суток в год, включая регенерацию катализа-
тора и ремонт оборудования. Технологическая схема установки
приведена на рис. 2.20. Счищенное и осушенное на блоке гидро-
очистки сырье смешивается с циркулирующим водородсодер-
жащим газом, подогревается в теплообменнике 3 и печи 4 и по-
ступает в реактор первой ступени. На блоке риформинга имеется
три—четыре адиабатических реактора и соответствующее число
печей (или секций многокамерной печи) для межступенчатого
перегрева продуктов реакции. По выходе из последнего реактора
газопродуктовая смесь охлаждается до 20—40 °C и после сепара-
ции водородсодержащего газа основная часть поступает на прием
циркуляционного компрессора 2, а избыток выводится на блок
предварительной гидроочистки бензина или передается иным
потребителям. Катализат с растворенными углеводородными га-
зами подается на стабилизацию 9 (секция включает от одной до
четырех колонн), где продукты реакции разделяются на катали-
зат с заданным давлением паров, сжиженный газ и сухой углево-
дородный газ. На установках имеется также оборудование для
промотирования катализатора хлором в циклах реакции и реге-
нерации и для регулирования влажности в системе риформинга.
Установки со стационарным слоем катализатора рассчитаны
на рабочее давление 4,0—1,5 МПа (табл. 2.18). При снижении
рабочего давления с одновременным повышением глубины пре-
вращения сырья более экономичны установки с непрерывной
регенерацией катализатора. Принципиальная схема реакторного
блока такой установки приведена на рис. 2.21. Четыре реактора
Рис. 2.20. Установка риформинга со стационарным слоем катализатора:
/ — сырьевой насос; 2 — компрессор; 3 — теплообменник; 4 — многокамерная печь
риформинга; 5 — реакторы; 6 — воздушный холодильник; 7 — водяной холодильник;
8 — сепаратор; 9 — стабилизационная колонна; 10 — адсорбер для осушки циркуля*
ционного газа;
1 — сырье; У/ — водородсодержащий газ; III — стабильный катализат; IV углево*
дородный газ.
128
5 Зак. 70
ТАБЛИЦА 2.18. Характеристика установок риформинга
Тип установки Мощ- ность, тыс. т Реакторы Тил компрессора * Параметры режима (проект) Катализа- торы — по проекту (факт.) Октано- вое число бензина Вырабатываемые ароматические уг- леводороды *
н О Г О s S з* С С н давле- ние, МПа объемная скорость, ч-1 кратность циркуляции, м3/ма сырья максималь- ная темпе- ратура, сС
м. м. и. м.
год
Л-35-5 300 3 Акс п 4,0 1,5 1500 520 АП-56 75
Л-35-11/300 300 3—4 Акс п 4,0 1,5 1500—1800 520 (АП-64, КР) АП-56 78
ЛГ-35-11/300 300 3 Акс ц 4,0 1,5 1500 520 (АП-64, КР) АП-56 78
ЛГ-35-11/300-95 300 3 Акс ц 3,5 1,5 1800 530 (АП-64, КР) АП-64 85 95
л-зь-11/60(5 600 3 Акс п 3,5—4,0 1,5 1500 525 АП-56 80
ЛЧ-35-11/600 600 3 Рад ц 3,5 1,2—1,5 1800 530 (АП-64, КР) АП-64 (КР) АП-64 (КР) 85 95
J1-35-11/1 000 (J 1 К- бу) 1000 3 Рад ц 3,5 1,2—1,5 1800 530 85 95 БТК
ЛЧ-ЗЬ-11/ ЮНО 1000 3 Рад ц 1,5 1,5 1100—1200 530 КР 85 95
ЛФ-35-11/1000 (КПА) 1000 4 Рад Ц 0,9 1,8—1,9 800—900 543 R-30, R-32 100 БК
Л-35-6 300 3 Акс П 2,0 1,5 1200 525 АП-56 — БТК
Л-35-8/300Б 300 3 Рад п 2,0 1,5 1600 535 (АП-64, КР) АП-64 (КР) БТ
ЛГ-35-8/300Б 300 3 Рад Ц 2,0 1,5 1600 535 АП-64 (КР) БТ
Л-35-12/300 300 4 Акс п 2,0 1,5 1200 525 АП-56 ' - БТ
Л-35-13/300 300 3 Акс п 3,0 1,5 1500 535 (АП-64) АП-64 — — ТК
* Принятые сокращения: Акс. — аксиальный; Б бензол; К—ксилолы; КПАкомплекс производства ароматических углеводородов*'
П » поршневой; Рад — радиальный; Т — толуол; Ц — центробежный. ' F ’
Рис. 2.21. Схема циркуляции катализатора установки ри-
форминга с непрерывной регенерацией:
1 — реакторы; 2 — разгрузочное устройство; 3 — затвор-
ный бункер; 4 — питатель; 5 — бункер закоксованного ка-
тализатора; 6 — регенератор; 7 — бункер отрегенерировак-
ного катализатора;
1 — пневмотранспорт закоксованного катализатора; I! —•
пневмотранспорт отрегенерированного катализатора; III —>
подача транспортного газа.
риформинга расположены друг над другом
и связаны между собой системами переточ-
ных труб малого диаметра. Шариковый
катализатор диаметром 1,6 мм свободно пе-
ретекает из реактора в реактор под дей-
ствием силы тяжести. Из реактора четвер-
той ступени через систему затворов с ша-
ровыми клапанами катализатор поступает
в питатель пневмотранспорта и азотом по-
дается в бункер-накопитель узла регенерации.
Регенератор представляет собой аппарате ра-
диальным потоком реакционных газов, разде-
леный на три технологические зоны; в верхней при мольном
содержании кислорода менее 1 % производится выжиг кокса,
в средней при содержании кислорода 10—20% и подаче хлор-
органических соединений — окислительное хлорирование ката-
лизатора, в нижней зоне катализатор дополнительно прокаливают
в токе сухого воздуха. Разобщение зон — гидравлическое. Ката-
лизатор проходит все зоны под действием силы тяжести. Из ре-
генератора через систему затворов катализатор поступает в пита-
тель пневмотранспорта и водородсодержащим газом подается
в бункер-накопитель, расположенный над реактором риформинга
первой ступени. Процесс регенерации автоматизирован и управ-
ляется ЭВМ.
Характеристика эксплуатируемых в СССР установок рифор-
минга с непрерывной регенерацией катализатора (ЛФ-35-! 1/1000)
приведена в табл. 2.18.
В состав большинства установок риформинга, конечной про-
дукцией которых являются ароматические углеводороды (уста-
новки 35-6, 35-8, 35-12, 35-13) входят блоки жидкостной экстрак-
ции. При проведении процесса риформинга в особо жестких
условиях суммарные ксилолы могут быть выделены из катализа-
тов четкой ректификацией. На комплексах производства аромати-
ческих углеводородов (КПА), головным процессом которых яв-
ляется риформинг с непрерывной регенерацией катализатора,
суммарные ксилолы выделяют последним способом. КПА вклю-
чают также процессы переработки ароматических углеводородов
С?—Св (см. схему — рис. 2.22) и их конечной продукцией явля-
ются бензол, о- и п-ксилол.
Для получения высококачественных ароматических углево-
дородов необходимо удалять осмоляющиеся непредельные угле-
130
Рис. 2.22. Схема комплекса производства ароматических углеводородов:
П — парафиновые углеводороды; А =*• ароматические углеводороды; ВСГ « водородсо*
держащий i аз.
131
водороды, снижающие качество целевых продуктов. На установ-
ках типа 35-6, 35-8 эти соединения селективно гидрируют на алю-
моплатиновых катализаторах АП-10, АП-15 при 150—200 СС,
на КПА для той же цели используют адсорбционную очистку
на глинах.
Технологический режим. Основные технологические параметры
риформинга — объемная скорость подачи сырья, давление, крат-
ность циркуляции водородсодержащего газа, максимальная тем-
пература процесса, а для установок с движущимся слоем катали-
затора — производительность узла регенерации, выбираются при
проектировании установок. Объемная скорость подачи сырья со-
ставляет 1,5—2 ч-1. Частные объемные скорости по ступеням ре-
акции, число ступеней (обычно в пределах 3—5) выбираются
с учетом качества сырья и требований к качеству катализата.
Для современных установок характерно неравномерное распреде-
ление катализатора по реакторам. Для трехреакторного блока
распределение катализатора составляет от 1 : 2 • 4 до 1-3 = 7,
для четырехреакторного она может быть, например, 1 : 1,5 2.5 : 5.
Снижение скорости подачи сырья приводит к уменьшению се-
лективности процесса, понижению выхода катализата и водо-
рода, повышению выхода углеводородного газа, снижению кон-
центрации водорода в циркуляционном газе. Снижение рабочего
давления риформинга повышает селективность процесса
(рис. 2.23), способствуя реакциям ароматизации и подавляя ги-
дрокрекинг. Однако при снижении давления увеличивается ско-
рость дезактивации катализатора за счет накопления на нем кокса
(рис. 2.24, а). Первые промышленные установки каталитического
риформинга были рассчитаны на рабочее давление 3,5—4 МПа.
Применение стабильных полиметаллических катализаторов поз-
волило снизить давление до 1,5—2 МПа на вновь проектируемых
установках с неподвижным слоем катализатора и до 0,7—1,2 МПа
на установках с движущимся катализатором. На действующих
установках риформинга замена алюмоплатиновых катализаторов
на полиметаллические позволяет снизить рабочее давление с 3,0—
3,5 до 2,0—2,5 МПа при переработке широких бензиновых фрак-
ций и с 2,0 до 1,5 МПа при переработке узких фракций (62—
105 °C, 105—140 сС).
Мольное отношение водород : сырье определяет концентра-
цию углеводородов в реакционном объеме. Заданное мольное от-
ношение М поддерживается за счет возврата в зону реакции водо-
родсодержащего газа, являющегося продуктом риформинга.
Кратность циркуляции водородсодержащего газа примерно равна
200 М.
Чем выше мольное отношение водород : сырье, тем меньше
скорость образования кокса на катализаторе, продолжительнее
межрегенерационньш цикл (рис. 2.24, б). Однако увеличение моль-
ного отношения связано со значительными энергозатратами, ро-
стом гидравлического сопротивления и объема аппаратов и трубо-
132
a
Рис. 2,23. Влияние давления Р на выход катализата с октановым числом 96 и во-
дорода и на содержание водорода в циркуляционном газе.
Рис. 2.24. Зависимость скорости дезактивации катализатора и от давления Р и медь*
ного отношения водород : сырье М.
Цифры на кривых октановое число катализата.
проводов. Выбор этого параметра (см. табл. 2.18) производится
с учетом стабильности используемого катализатора, свойств сырья
и продуктов, заданной длительности межрегенерационного цикла.
При использовании полиметаллических катализаторов на
установках со стационарным слоем мольное отношение водород :
: сырье, равное 5—6, обеспечивает длительность межрегенера-
ционного цикла до 12 месяцев. На установках с движущимся
катализатором мольное отношение поддерживается на уровне
4—5 и при интенсификации узла регенерации катализатора
может быть снижено до 3.
Температура на входе в реакторы риформинга устанавли-
вается в начале реакционного цикла на уровне, обеспечивающем
заданное качество катализата — октановое число или концентра-
цию ароматических углеводородов. Обычно начальная темпера-
тура лежит в пределах 480—500 °C и лишь при работе в очень же-
стких условиях составляет 510 °C. По мере закоксовывания ката-
лизатора температуру на входе в реакторы повышают, поддер-
живая постоянное качество катализата, причем средний за меж-
регенерационный цикл темп подъема температуры лежит обычно
в пределах 0,5—2 град/мес. Максимальная температура рифор-
минга равна 520—543 °C (табл. 2.18).
133
На установках с движущимся слоем катализатора темпера-
тура на входе в реакторы регулируется при изменении объемной
скорости подачи сырья и заданного октанового числа.
Процесс риформинга в целом эндотермичен; суммарный пере-
пад температуры в реакторах составляет от 50—70 °C на установ-
ках, работающих под давлением 2,5—3,5 МПа, до 160—200 °C
на установках, работающих под давлением 0,8—1 ЛШа. Перепад
температуры в первой ступени, где в основном протекают реак-
ции дегидрирования нафтенов, составляет 50—70% суммарного
перепада. В последней ступени риформинга вследствие развития
реакций гидрокрекинга температурный перепад минимален а
в некоторых случаях, на установках высокого давления или при
переработке сырья со значительным содержанием легких фракций,
температура на выходе из реактора может на 2—10 °C превышать
температуру на входе.
Устойчивая работа катализаторов риформинга, кислотным
промотором которых является хлор, возможна лишь при доста-
точном его содержании в катализаторе и низкой влажности в си-
стеме риформинга. Объемное содержание влаги в циркулирую-
щем газе поддер ; ивается обычно на уровне 10—30 млн*1 (0,001 —
0,003%). Хлорирование и дехлорирование носителя катализа-
тора — у-оксида алюминия является равновесным процессом:
содержание хлора в катализаторе зависит от мольного отношения
водяные пары : хлороводород в газовой фазе:
Н..О : HCI........ 20 50 100
Содержание в катализаторе, % 0,9—1,0 0,7—0,8 0,5—0,6
Потери хлора катализатором при окислительной регенерации
восполняются в процессе оксихлорирования, когда за 2—10 ч
при 500—520 °C может быть подан хлор в количестве 0,5—1,5%
от массы катализатора.
Потери хлора при пусковых операциях (сушка и восстановле-
ние катализатора, начало сырьевого цикла) могут быть воспол-
нены за несколько часов подачей 0,1—0,3% хлора от массы ката-
лизатора в поток сырья или водородсодержащего газа при тем-
пературе 350—450 °C. Для поддержания оптимальной концен-
трации хлора в катализаторе в сырьевом цикле хлор может пода-
ваться периодически или непрерывно с дозировкой 1—5 мг/кг
сырья. При непрерывной подаче одновременно с хлором дози-
руется небольшое количество воды, с тем, чтобы мольное отно-
шение Н2О : НС1 в зоне реакции было на уровне 10—20. Хлор
подается в виде хлорорганических соединений (СС14, С2Н4С12),
которые в восстановительной среде превращаются в НС1, а в окис-
лительной в смесь НС1 и С12.
Мощность установок по сырью составляет 0,3—1,0 млн. т/год
(табл. 2.18).
Материальный баланс. Как видно из табл. 2.19, на установках
со стационарным слоем катализатора при снижении рабочего
134
ТАБЛИЦА 2.19. Выход продуктов на различных установках риформинга
Показатели Производство компонента бензина Производ- ство арома- тических углево- дородов
Л-35-1 1/1000 ЛЧ-35-1 1/1000 ЛФ-35-1 1/1000 ЛГ-35-8/300 КПА
Сырьевая фракция, °C Октановое число бензина (и. м.) Рабочее давление, МПа Мощность по сырью, млн. т/год Выход продуктов, % катализат рефлюкс С3—С4 углеводородный газ водородсодержащий газ в том числе водород потери 62—180 90 3,0 1,0 77,5 5,4 10,6 4,5 0,8 2,0 85—180 95 3,0 1,0 74,4 5,6 11,6 6,4 1,0 2,0 85—180 95 1,5 1,0 84,9 1,0 6,5 7,1 (1,9) 0,5 85—180 100 0,8 1,0 83,5 3,2 0,8 12,5 (2,8) 62—105 2,0 0,3 76,7 * 13,2 * 2,8 4,5 (1,1) 2,8 85—140 0,8 1,0 83,5 2,3 1,2 13,0 (2,8)
* Катализат депентаяизирован, рефлюкс включает углеводороды Са — С8.
давления с 3,0 до 1,5 МПа выход катализата с октановым числом
95 увеличился с 74,4 до 84,9% а выход водорода с 1,0 до 1,9%.
На установке с непрерывной регенерацией катализатора при
давлении 0,8 МПа выход катализата с октановым числом 100
достигает 83,5, а выход водорода 2,8%.
Представляют интерес данные по выходу ароматических угле-
водородов при риформировании узких фракций (в % на сырье
риформинга):
ЛГ-35-8/300 КПА. ЛФ-35-11/1000
Бензол 8,4 14,1
Толуол 17,9 —
Суммарные ксилолы 3,1 —
о- Ксилол — 18,6
п- Ксилол — 18,6
Всего. . . 29,4 51,3
Товарные ароматические углеводороды на установке
ЛГ-35-8/300 получают путем экстракции; схема производства
ароматических углеводородов на КПА приведена на рис. 2.22.
Расходные показатели на 1 т сырья: пар водяной 0,6—0,8 ГДж;
вода оборотная 3—10 м3; электроэнергия 20—30 кВт-ч; топливо
80—100 кг. Суммарные энергетические затраты процесса состав-
ляют 0,14—0,18 т у. т. на 1 т сырья.
135
ЛИТЕРАТУРА
Гейтс Б., Кетцер Дж., Шуйт Г. Химия каталитических процессов. М.: Мир.
1981.
Жарков Б. Б., Шапиро Р. Н., Шипикин. В В. — В кн.: Справочник нефтехи-
мика, Т. 2/Под ред. С. К. Огородникова. Л.: Химия, 1978. с. 134—173.
Маслянский Г. Н., Шапиро Р. И. Каталитический риформинг бензинов. Хи-
мия и технология. Л.: Химия, 1985.
Сулимов А. Д. Каталитический риформинг бензинов. М.: Химия, 1973.
2.3.3. Гидроочистка дистиллятных фракций
Назначение. Улучшение качества дистиллятов путем удаления
серы, азота, кислорода, смолистых соединений, непредельных
соединений в среде водорода на катализаторах. При этом осуще-
ствляется ряд параллельных и последовательных реакций ката-
литического гидрогенолиза сераорганических и азотистых соеди-
нений, гидрирования ароматических и олефиновых углеводоро-
дов, гидроизомеризации, гидрокрекинга и др.
Процесс гидроочистки повышает стабильность топлив, сни-
жает коррозионную активность, улучшает цвет и запах.
Теоретические основы. Основными реакциями при гидроочи-
стке являются:
1) гидрогенолиз сернистых соединений (меркаптанов, сульфи-
дов, дисульфидов, тиофенов):
RSH + Н2-->RH + H2S
R.,S + 2Нг-> 2RH + H2S
НС = CH\
| S-|-4H2->C4H10+H2S
HC = CHZ
2) гидрогенолиз азотсодержащих соединений;
RNH + 4H2--> RH + NH3
3) удаление кислородсодержащих соединений;
ROH 4- H2—> RH + H2O
4) гидрирование ненасыщенных соединений:
Спн2п -]- н2 —> спн2п+2
5) гидрирование ароматических связей:
00—00
6) гидрокрекинг
^-iqH22 4" н2- >2С5Н12
Основные реакции гидроочистки идут с выделением тепла.
В процессе гидроочистки на катализаторе происходит отло-
жение кокса в результате уплотнения ароматических углеводо-
136
родов, конденсации непредельных соединений с ароматическими
и полимеризации непредельных углеводородов.
Скорость протекания реакций гидроочистки моторных топлив
зависит от химической природы и физических свойств сырья,
типа катализатора, парциального давления водорода, объемной
скорости подачи сырья, температуры и других факторов. Она
является сложной функцией каждого из этих параметров, которые
к тому же взаимосвязаны, поэтому оценить влияние на процесс
каждого из них в отдельности практически невозможно. Однако
можно выявить, какие факторы наиболее важны и как их следует
изменять для достижения оптимальных результатов.
Для всех видов сырья степень обессеривания возрастает с по-
вышением температуры, но до известных пределов. Каждый вид
сырья имеет свой максимум температуры, после которого ско-
рость реакций разложения и насыщения непредельных углеводо-
родов увеличивается быстрее, чем скорость реакции гидрирова-
ния сернистых соединений. Избирательность действия катализа-
тора по отношению к сернистым соединениям замедляется, воз-
растает выход газа, легких продуктов, расход водорода. Увели-
чивается коксообразование. Вследствие этого для каждого вида
сырья и катализатора существует стой оптимальный интервал
температур.
Объемная скорость подачи сырья также в значительной сте-
пени влияет на процесс. Оптимальное ее значение для каждого
вида сырья определяется опытным путем.
При росте общего давления процесса растет парциальное дав-
ление водорода. Повышение парциального давления ускоряет
реакции гидрирования, уменьшает возможность отложения кокса
на катализаторе. Однако заметное влияние парциального давле-
ния водорода на глубину обессеривания наблюдается лишь в оп-
ределенном интервале.
Важным фактором является кратность циркуляции. С эконо-
мической точки зрения заданное соотношение целесообразно
поддерживать циркуляцией водородсодержащего газа. Для каж-
дого вида сырья имеется свой оптимум кратности циркуляции,
после которого эффективность гидроочистки снижается и увели-
чивается скорость реакций разложения и насыщения непредель-
ных углеводородов по сравнению со скоростью реакции гидри-
рования сернистых соединений. Это в свою очередь ведет к умень-
шению избирательного действия катализатора по отношению
к сере, и скорость обессеривания замедляется.
Сырье и продукция. Основные показатели качества прямогон-
ного сырья и гидроочищенных продуктов, получаемых при гидро-
очистке бензиновых, керосиновых, дизельных фракций и вакуум-
ного газойля, приведены в табл. 2.20.
Катализаторы. В промышленности для процесса гидроочистки
широко применяются алюмокобальт- или алюмоникельмолибде-
новые катализаторы. Состав катализаторов оказывает существен-
137
ТАБЛИЦА 2.20. Качество прямогонного сырья и гидроочищенных продуктов
Go Показатели Л«' ° к: 1Г (62- 05 < 3 11 н А?.) Тяжелый бензин (85— 180 СС) Керосиновая фракция (140 — 24 0 °C)
СЫ рьС продукт сырье продукт сырье продукт
Плотность, кг/м3 Содержание, % сер ы азота Бромное число, г В г»/ICO г Модное число, г 12/100 г Содержание фактических смол, мг/100 мл Температура вспышки, °C Температура застывания, °C Коксуемость, % Октановое число (м. м.) Цетановое число Содержание металлов (Ni4- V), млн-1 700 (3< и)- IO"4 0,1 3 — 38 40 — 45 7 00 1.2- 10— 2 1 0-i 0.01 — 33 40-13 745 0,05 — 0,08 (3-!- 5). 1 О”4 0,48 — 34 35 745 5-10-5 2-I О-5 0,02 — 34 35 785 0,1—0,46 0,3 —2,2 2 — 10 28 — 30 От —60 до * —62 От 778 0,15-0,2 0,5 28 — 30 —60 до —64
Показатели Дизельна (230 - I фракция 350 °C) Вакуумный Дистиллят (350 — 520 °C) IV масляный погон (45U — 500 °C)
сырье продукт сырье продукт сырье продукт
Плотность, кг/м3 Содержание, % серы азота Бромное число, г Вг2/100 г Иодное число, г 12/100 г Содержание фактических смол, мг/100 мл Температура вспышки, °C Температура застывания, °C Коксуемость, % Октановое число (м. м.) Цетановое число Содержание металлов (NI-J- V), млн-1 850 1,32 2—4 <10 90 От _9 до — 0,1 52 15 1 эт CI СЧ ‘О 2 1 1 1 1 “ю 1 I S 1 w i.-> О ‘ ~ с-1 6 “ 1 о' б <920 1,6 0,2—0,25 27 0,2 —0,3 <1,0 0,885 — 0,25- 0,05- До До -0,910 -0,2 -0,06 34 0,2 0,91—0,93 1,5 —1,6 30 — 32 0,10 — 0,13 0,91 —0,92 0,2 — 0,25 28 —
Температура начала кристаллизации.
ное влияние на избирательность реакций. Каждый вид сырья тре-
бует применения катализаторов определенного типа. Катализа-
торы готовятся на основе оксидов или сульфидов металлов VI
и VIII групп (никель, кобальт, молибден, хром, вольфрам) на
оксиде алюминия с другими добавками. В последнее время ши-
рокое распространение получили катализаторы на цеолитной ос-
нове.
Промышленные катализаторы обладают весьма высокой изби-
рательностью. В присутствии алюмокобальтмолибденового ката-
лизатора реакции разрыва связей С—С или насыщения аромати-
ческих колец практически не протекают. Однако этот катализатор
высокоактивен в реакциях разрыва связей С—S и обладает вы-
сокой термической стойкостью. Он достаточно активен в реакциях
насыщения непредельных соединений, разрыва связей С—N
С—О и практически пригоден для гидроочистки любых нефтяных*
фракций.
Алюмоникельмолнбденовый катализатор значительно более
активен в реакциях насыщения ароматических углеводородов и
гидрирования азотистых соединений и менее активен в реакциях
насыщения непредельных соединений.
Все катализаторы гидроочистки довольно устойчивы к отрав-
лению. Несколько снижает активность катализатора присутствие
оксида углерода. При гидроочистке остаточных фракций актив-
ность катализатора может резко падать вследствие отложения
в его порах металлов и металлоорганических соединений, содер-
жащихся в сырье.
Большое значение для активности катализаторов гидрогени-
зационных процессов имеют их структурные свойства (удельная
поверхность, объем и размер пор).
Во внутренних порах катализатора происходит диффузия
сорбирующихся и реагирующих компонентов, причем большая
часть активных центров катализаторов расположена внутри пор.
Реакции гидрирования протекают как на поверхности катали-
затора, так и внутри его пор.
Большое значение в создании структуры катализатора имеет
способ его приготовления. Алюмоникель- и алюмокобальтмолиб-
деновые катализаторы выпускаются по одной и той же техноло-
гии в виде гранул неправильной цилиндрической формы.
В процессе гидроочистки катализатор теряет активность. Для
ее восстановления катализатор подвергают регенерации окисли-
тельным выжигом кокса с его поверхности. В зависимости от со-
става катализатора избирают газовоздушный или паровоздушный
способ регенерации. Цеолитсодержащие катализаторы нельзя
подвергать паровоздушной регенерации.
Газовоздушная регенерация обычно проводится смесью инерт-
ного газа с воздухом при температуре до 530 °C. Дымовые газы
промываются водой в скруббере-промывателе и нейтрализуются
содовым или щелочным раствором. Максимально допустимое ко-
139
личество теплоносителя определяется особенностями тех-
нологической схемы и гидравлическим сопротивлением си-
стемы .
Паровоздушная регенерация проводится смесью, нагретой
в печи до температуры начала выжига кокса. Смесь поступает
в реактор, где происходит послойный выжиг кокса, после чего
газы сбрасываются в дымовую трубу.
Характеристика основных отечественных катализаторов, при-
меняемых при гидроочистке дистиллятных фракций, приводится
в табл. 2.21.
Технологические схемы. Технологические схемы установок
гидроочистки, как правило, включают блоки: реакторный, ста-
билизации, очистки газов от сероводорода, компрессорную.
Блоки установок, перерабатывающих различное сырье, имеют
свои особенности. Схемы установок различаются вариантом по-
дачи водородсодержащего газа (с циркуляцией или «на проток»),
схемой узла стабилизации (с обычной отпаркой при низком дав-
лении с помощью печи или рибойлера; с поддувом водяного пара
или нагретого водородсодержащего газа при повышенном давле-
нии; с дополнительной разгонкой под вакуумом), вариантом ре-
генерации раствора моноэтанола ми на (непосредственно на уста-
новке гидроочистки или централизованно — в общезаводском
узле), способом регенерации катализатора (газовоздушный или
паровоздушный).
На установках гидроочистки керосина, дизельного топлива,
вакуумного дистиллята применяется только циркуляционная
схема подачи водородсодержащего газа. На блоках предваритель-
ной гидроочистки бензина—сырья риформинга применяются схемы
как с циркуляционной подачей водородсодержащего газа, так и
«на проток». Каждая из схем имеет свои преимущества.
В схеме с циркуляцией в реакторе легко поддерживается по-
стоянное соотношение водород: сырье; для увеличения межреге-
нерационного периода работы катализатора можно повышать
это соотношение в рекомендуемых пределах. Наличие на установке
циркуляционного компрессора дает возможность проводить газо-
воздушную регенерацию.
Схема «на проток» предусматривает жесткую связь каталити-
ческого риформинга с гидроочисткой. При применении этой схемы
весь избыточный газ риформинга проходит через блок гидро-
очистки. Схема удобна в эксплуатации, более проста по аппара-
турному оформлению, но жесткая связь гидроочистки с рифор-
мингом отражается на режиме и гибкости регулирования про-
цесса ги д р ооч и ст к и.
Выбор схемы обусловливается качеством гидроочищаемого
сырья. Обычно схема с циркуляцией водородсодержащего газа
используется при обессеривании бензиновых фракций с повышен-
ным (>0,1%) содержанием сернистых соединений и непредель-
ных углеводородов. Схема «на проток» применяется для гидро-
140
ТАБЛИЦА 2.21. Характеристика отечественных катализаторов
гидроочистки дистиллятных фракций
Показатели АНМС (по ТУ 38-101-192-77) А КМ (по ТУ 38-101-194 — 77) ГО-30-70 (по ТУ 38-101-800—82)
Очищаемое сырье Насыпная плотность, кг/л Содержание. % оксид кобальта (II) оксид никеля (II) триоксид молибдена диоксид кремния оксид натрия, не более оксид железа (III), не более Относительная актив- ность по обессериванию, % не менее Бензиновые, керосиновые, дизельные фракции 0,64-0,74 4,0 12,0 5,0—7,0 0,08 0,16 95 Бензиновые, керосиновые дизельные фракции 0,64—0,74 4,0 12,0 5,0-7,0 0,08 0,16 95 Бензиновые фракции 0,75 4,0—5,0 17,0—19,0 0,1 0,25
Показатели ГО-117 (по ТУ 38-101-696 — 77) TS-168 (по ТУ 38-32-19 — 81) ГКД-202 (по ТУ 38-101-805 — 80) ГК-35 (по ТУ 38-101-752—81)
Очищаемое сырье Насыпная плотность, кг/л Содержание, % оксид кобальта (II) оксид никеля (II) триоксид молибдена диоксид кремния оксид натрия, не более оксид железа (III), не более Относительная актив- ность по обессериванию, % не менее Вакуумный дистиллят 0,75 7,0 21,0 0,08 0,16 Вакуумный дистиллят дизельные фракции 0,72 3,5 14,5 Дизельные фракции 0,80 0,4 5,0 13,0 0,4 92 Дизельные фракции 0,80—0,95 7,0—8,5 18,0—19,5 0,4 85
141
Рис. 2.25. Установка гидроочистки дизельного топлива с циркуляцией водородсодер-
жащего газа:
1 — трубчатая печь; 2 — реактор; 3 — теплообменники; 4 — воздушный холодильник;
5 — горячий сепаратор; 6 — теплообменники для получения пара; 7 — холодильники;
8 — холодный сепаратор; 9 — стабилизационная колонна; 10 — сепараторы; 11 — на-
сосы; 1: — колонна для отдува сероводорода из бензина; 13 — абсорберы; 14 — тер-
моспфс.'шый рибойлер; 15 — отгонная колонна; 16 — дегазатор; 17 — центробежный
ком ирсссор;
7 — сырье; II — водородсодержащий газ; 7/7 — углеводородный газ (или отдуваемый
нодородсодержащий газ); IV — бензин-отгон; V — очищенное дизельное топливо; VI —
сероводород; VII — углеводородный газ с установки; VIII — углеводородный газ к
печам.
обессеривания прямогонных фракций с содержанием сернистых
соединений <0,1%.
Различие в применяемых схемах стабилизации диктуется ви-
дом гпдроочищаемого сырья, ресурсами водородсодержащего
газа и пара на НПЗ.
На рис. 2.25 приводится технологическая схема установки
гидроочистки дизельного топлива с циркуляцией водородсодер-
жащего газа. Циркуляционный газ смешивается с сырьем, смесь
нагревается в сырьевых теплообменниках потоком стабильного
топлива, поступающего из нижней части стабилизационной ко-
лонны 9, а затем потоком газопродуктовой смеси догревается
в печи 1 до температуры реакции и направляется в реактор 2,
заполненный катализатором. После реактора газопродуктовая
смесь, отдав свое тепло газосырьевой смеси, поступает в горячий
сепаратор 5, где происходит разделение парогазовой смеси и ги-
дрогеиизата. Парогазовая смесь, уходящая из горячего сепара-
тора, отдает свое тепло на нагрев гидрогенизата, выходящего из
холодного сепаратора 8, на получение пара и после доохлажде-
ния в воздушном и водяном холодильниках поступает в холод-
ный сепаратор. Там выделяется циркулирующий водородсодер-
жшщй газ.
Гпдрогенизаты холодного и горячего сепаратора смешиваются
и направляются на стабилизацию, циркулирующий водородсо-
держащий газ подвергается очистке от сероводорода и возвра-
щается в цикл на прием циркуляционных компрессоров.
142
Рис. 2.26. Установка гидроочистки
бензиновой фракции «на протокэ:
) — трубчатая печь; 2 — реактор; 3 —
теплообменники; 4 — горячий сепара-
тор; 5 — холодильники; 6 — рибой-
дер; 7 — отпарная колонна; 8 — бен-
зиновый сепаратор; 9 — холодный се-
паратор; 10 — насосы;
/ — сырье; II — свежий водородсодер-
жащий газ; III — углеводородный газ;
IV — водородсодержащнй газ; V —
очищенный бензин.
Для поддержания концентрации водорода производится под-
питка свежим водородом, а часть циркуляционного газа отду-
вается в колонне 12. Отдуваемый газ после подогрева поступает
в стабилизационную колонну 9 с целью снижения парциального
давления паров нефтепродуктов. В стабилизационной колонне
из очищаемого продукта удаляются углеводородные газы, от-
гон, вода.
Выходящее из нижней части колонны стабильное топливо
охлаждается в теплообменниках, воздушном холодильнике и
выводится с установки. Отбираемые с верха колонны углеводо-
родные газы, отгон, вода после охлаждения поступают в сепара-
тор стабилизационной колонны, где происходит их разделение.
Углеводородный газ после очистки от сероводорода используется
в качестве топлива для печи установки.
Часть отгона используется для орошения колонны стабили-
зации. Балансовое количество отгона после очистки его от серо-
водорода выводится с установки.
На рис. 2.26 приводится технологическая схема установки гид-
роочистки бензиновой фракции, работающей по схеме «на проток».
Водородсодержащий газ подается на смешение с сырьем непо-
средственно с установок риформинга. Смесь нагревается в сырье-
вых теплообменниках 3 потоком газопродуктовой смеси, догре-
вается в печи 1 до температуры реакции и направляется в реак-
тор 2, заполненный катализатором.
Газопродуктовая смесь из реактора направляется в трубное
пространство теплообменников отпарной колонны 7 для тепло-
обмена с нижним продуктом колонны, затем охлаждается в тепло-
обменниках реакторного блока и поступает в горячий сепаратор 4,
где происходит разделение гидрогенизата и водородсодержащего
газа. Водородсодержащий газ охлаждается в водяном холодиль-
нике 6, в холодном сепараторе 9 отделяется от гидрогенизата и
с давлением 3,5—4,0 МПа выводится в общезаводскую сеть во-
дородсодержащего газа.
Гидрогенизаты холодного и горячего сепараторов смеши-
ваются, нагреваются в теплообменнике за счет теплоты горячего
потока из отпарной колонны и вводятся в отпарную колонну,
где из гидрогенизатов выделяются углеводородные газы и вода.
Очищенный продукт охлаждается в теплообменниках, холодиль-
нике и направляется в качестве сырья на установку каталитиче-
ского риформинга.
143
Для поддержания температурного режима отпарной колонны
часть очищенного бензина циркулирует через термосифонный
рибойлер 6, обогреваемый газопродуктовым потоком реактор-
ного блока.
Отбираемые с верха колонны углеводородные газы и частично
пары бензина, охлаждаются в холодильнике-конденсаторе, а
затем поступают в сепаратор отпарной колонны. Бензин из сепа-
ратора подается на орошение колонны, а углеводородные газы
используются как топливо для трубчатой печи.
Технологический режим. Основные параметры процесса гидро-
очистки бензиновых, керосиновых, дизельных фракций, а также
вакуумных дистиллятов и масляного вакуумного погона приве-
дены в табл. 2.22.
Технологическое оборудование. По аппаратурному оформлению
различные установки гидроочистки моторных топлив принци-
пиально не отличаются друг от друга. Технологические схемы
установок гидроочистки включают реакторы, компрессоры для
циркуляционного газа, насосы, холодильники, емкости, печи.
Реакторы представляют собой цилиндрические аппараты,
заполненные катализатором, различающиеся материальным
оформлением и направлением ввода сырья (аксиальное или ра-
диальное). Реакторы процесса гидроочистки в настоящее время
изготовляются, как правило, с корпусом из двуслойной стали
.марки 12ХЛА + 0Х18Н10Т без внутренней футеровки. На оте-
чественных НПЗ находятся в эксплуатации первые установки
гидроочистки с реакторами, корпуса которых покрыты внутрен-
ней торкретбетонной футеровкой.
Теплообменная аппаратура. На действующих установках ги-
дроочистки используют в основном кожухотрубчатые теплообмен-
ные аппараты с плавающей головкой. Наиболее эффективны ко-
жухотрубчатые теплообменники с компенсатором на плавающей
головке, так как в них обеспечивается строгий противоток и
хорошая компенсация теплового расширения трубок относительно
корпуса аппарата. Длина трубок в трубном пучке составляет
G000 и 5000 мм. Для конечного охлаждения потоков первоначально
использовались водяные холодильники типа «труба в трубе»,
кожухотрубчатые. В настоящее время на всех строящихся и
проектируемых установках применяется воздушное охлаждение
основных потоков с водяным доохлаждением. Эксплуатируемые
установки гидроочистки с водяным охлаждением дооборудуются
аппаратами воздушного охлаждения.
Компрессоры применяются для циркуляции водородсодержа-
щего газа в цикле реакции; циркуляции инертного газа в цикле
газовоздушной регенерации; в качестве дожимных для повыше-
ния давления свежего водородсодержащего газа. В настоящее
время на установках гидроочистки применяются два типа ком-
прессоров — поршневые (в основном на оппозитной основе) и
центробежные.
144
ТАБЛИЦА 2.22. Технологический режим процесса гидроочистки дистиллятных фракций
Показатели Бензиновые фракции Керосиновая фракция (140—240 °C) Дизельная фракци я (230 — 350 °C) Вакуумный дистиллят (350 — 520 °C) IV масляный погон
62 — 105 СС 85—180 °C
Парциальное давление водо- рода в реакторе, МПа 1,72—2,62 1,0—3,0 1,5—2,2 1,8—2,0 4,0 >3,5
Температура на входе в реак- тор, °C
в начале цикла 370 370 300 350 370—375 370—380
в конце цикла 380 380 400 420 410—400 390—410
Содержание (объемное) водо- рода в циркуляционном газе, % 75 75 65—75 >75 >75 >75
Объемная скорость подачи сырья, Ч'1 2,5—7 2,5—7,0 10,0 4,5—5,0 До 1,2 1,0
Кратность циркуляции 100%-ного водорода, м3/м3 сырья 90—200 80—200 180—250 180—300 >500 >1000
Тип катализатора АКМ, АНМС, ГО-30-70 АКМ, АНМС, ГО-30-70 АКМ, АНМС АКН, АНМС или TS-168 ГКД-202 ГО-117, Г5-168Ш ГК-35
Рекомендуемый срок службы катализатора, годы До 5 До 5 До 5 До 5 До 2,5 2
в том числе до первой реге- нерации, мес. 18—24 18—24 24 18 10 9
Мощность установок. На нефтеперерабатывающих заводах
страны эксплуатируются установки по гидроочистке прямогон-
ных бензиновых, керосиновых, дизельных фракций, вакуум-
ного дистиллята, компонентов смазочных масел. Мощность уста-
новок по перерабатываемому сырью колеблется от 300 до
2000 тыс. т/год. Мощность установок для гидроочистки бензина
составляет 300—1000 тыс. т-'год, керосина — 600—2000 тыс. т/год,
дизельного топлива — 1200—2000 тыс. т/год, компонентов сма-
зочных масел 300—600 тыс. т/год, вакуумного дистиллята 600—
2000 тыс. т/год.
Материальный баланс. Ниже приводится материальный ба-
ланс установок гидроочистки бензина (I), керосина (II), дизель-
ного топлива (III) и вакуумного дистиллята —сырья каталити-
ческого крекинга (IV):
Взято, Сыоье % I . 100,00 11 100,00 III 100,00 IV 100,00
Водород 100%-ньш на реакцию . . . . 0,15* 0,25 0,40 0,65
Всего. . . 100,15 100,25 100,40 100,65
Получено, % Гидроочищенное топливо 99,00 97,90 96,90 £6,75
Л и "Др ч к и я а гЬпЯк'ПРа — — — 9,2
Отгон — 1,10 1,3 1,3
Углеводородный газ 0,65 0,65 0,60 1,5
Сероводород — 0.20 1,2 1,5
Потери 0,5 0,4 0,4 0,4
Всего. . . 100,15 100,25 100,40 100,65
* Общий расход с учетом потерь на растворение.
Расходные показатели. Ниже приводятся данные по расходу
энергоресурсов и реагентов на установках гидроочистки бен-
зина (I), работающих по схеме «на проток» с горячей сепарацией
и стабилизатором с термосифонным рибойлером; гидроочистки
керосина (II) с циркуляцией водородсодержащего газа, холодной
сепарацией и стабилизацией с помощью горячей струи; гидро-
очистки дизельного топлива (III) с циркуляцией водородсодер-
жащего газа, холодной сепарацией, отпаркой в стабилизацион-
ной колонне с помощью водяного пара, гидроочистки вакуум-
ного дистиллята (IV):
I II 111 IV
Пар, кг . . 8,0 35,2 31,5 33,9
Электроэнергия, МДж . . 16,9 61,4 38,0 65,0
Охлаждающая вода (Д/ = 20 °C), м3 . . . . 4,0 1,3 0,47 1,1
Мазут, кг . . 16,7 — 6,8 10,3
Газ, м3 — 10,5 2,1 4,21
Моноэтаноламин, кг — 0,025 0,027 0,05
Катализатор, кг . . 0,014 0,004 0,0086 0,02
146
ЛИТЕРАТУРА
Аспель Н. Б., Демкина Г. Г. Гидроочистка моторных топлив. Л.: Химия, 1977.
Лаетовкин Г. А., Аспель И. Б., Лурье Е. И. и др. Обобщение опыта проек-
тирования и освоения установок гидрочистки дизельного топлива. М.:
ЦНИИТЭНефтехим, 1977.
Орочко Д. И., Сулимов А. Д., Осипов Л. Н. Гидрогенизационные процессы в не-
фтепереработке. М.: Химия, 1971.
2.3.4. Гидрокрекинг
Назначение. Процесс гидрокрекинга предназначен для полу-
чения светлых нефтепродуктов — бензина, керосина, дизель-
ного топлива, а также сжиженных газов С3—С4 при переработке
под давлением водорода нефтяного сырья, имеющего молекуляр-
ную массу более высокую, чем получаемые целевые продукты.
Теоретические основы. В основе процессов гидрокрекинга
лежат следующие реакции:
1) гидрогенолиз гетероорганических соединений серы, кисло-
рода, азота;
2) гидрирование ароматических углеводородов;
3) раскрытие нафтеновых колец;
4) деалкилирование циклических структур;
5) расщепление парафинов и алкильных цепей;
6) изомеризация образующихся осколков;
7) насыщение водородом разорванных связей.
Превращения носят последовательно-параллельный характер.
Последовательность превращений обусловлена природой соеди-
нений, молекулярной массой, энергией разрываемых связей,
каталитической активностью системы, условиями процесса, т. е.
термодинамическими и кинетическими закономерностями.
Гидрогенолиз серу-, азот- и кислородсодержащих соединений
завершается образованием сероводорода, воды и аммиака и соот-
ветствующего углеводорода.
Гидрирование ароматических углеводородов осуществляется
последовательным насыщением ароматических колец с возмож-
ным сопутствующим разрывом образующихся нафтеновых колец
и деалкилированием.
Раскрытие нафтеновых колец осуществляется последовательно
с отрывом алкильных радикалов.
Разрыв высокомолекулярных парафиновых структур осуществ-
ляется преимущественно в средней части с наименьшей энергией
связи С—С.
Реакции полимеризации и конденсации с образованием кокса,
сильно заторможены.
Большая часть реакций на кислотных катализаторах про-
текает по карбкатионному механизму.
В результате в продуктах практически не содержится низко-
молекулярных углеводородов-—метана и этана.
147
Голоядерные или содержащие радикалы Сх и С2 ароматические
углеводороды не подвергаются расщеплению без предваритель-
ного гидрирования и способны образовывать кокс.
Азотистые соединения, особенно основного характера, смолы
и асфальтены являются ядами для кислотных катализаторов.
С повышением кислотности катализаторов реакции расщеп-
ления преобладают над реакциями гидрирования. С понижением
кислотности катализаторов наблюдается обратная картина.
Характер распределения продуктов по фракционному составу
в принятых условиях гидрокрекинга в зависимости от глубины
расщепления сырья в основном определяется типом катализатора
и практически не зависит от сочетания технологических пара-
метров (давление, температура, объемная скорость подачи сырья
и т. д.). Преобладают два типа распределения: один —в случае
применения окисноалюминиевых и аморфных силикатных ката-
лизаторов, второй — цеолитсодержащнх. Для первой группы ка-
тализаторов характерен преимущественно последовательный ход
превращений с большим выходом первого промежуточного про-
дукта, для второй — параллельные реакции расщепления с низ-
ким выходом среднедистиллятных фракций и преимущественным
образованием бензиновых фракций.
Большая часть реакций гидрокрекинга имеет положительный
порядок, и их скорость падает по мере снижения концентрации
реагирующего вещества.
В условиях гидрокрекинга исходное сырье по мере расщеп-
ления изменяет свой углеводородный состав. В зависимости от
роли реакций гидрирования—дегидрирования его реакционная
способность может как возрастать, так и падать.
Скорость отложения кокса на катализаторах возрастает с по-
вышением их кислотности, увеличением размера частиц, повыше-
нием содержания в сырье ароматических углеводородов (особенно
полициклических), азотистых соединений, смол, асфальтенов,
снижением давления водорода и др.
Максимальный выход целевых продуктов обеспечивается под-
бором соответствующего катализатора и ограничением глубины
превращения сырья с направлением непревращенного остатка
на рециркуляцию.
Эффективность превращения рециркулирующего остатка в це-
левые продукты определяется его реакционной способностью,
которая не должна быть ниже реакционной способности исход-
ного сырья.
Проведение процесса в реакторе идеального вытеснения обес-
печивает наибольший выход целевых продуктов.
Для процессов гидрокрекинга характерно наличие трех фаз,
от полноты их контакта между собой зависит эффективность про-
цесса .
С увеличением диаметра реактора снижается порозность слоя
катализатора, нивелируется отрицательное влияние стенок,
148
улучшается распределение газа и жидкости. Для эффективного
ведения процесса диаметр аппарата должен превышать 100 диа-
метров частиц катализатора.
Полнота контакта фаз зависит от нагрузки сечения катализа-
тора по жидкой фазе. Растекание жидкости в слое катализатора
зависит от многих факторов, но определяющим является поверх-
ностное натяжение. В свою очередь, установившаяся плотность
орошения является оптимальной величиной, при которой все
частицы катализатора одинаково смачиваются жидкой фазой.
При этом в промышленном реакторе практически отсутствует раз-
ница температур в поперечном сечении слоя.
При меньшей плотности орошения отмечается неполное сма-
чивание частиц, при большей — «захлебывание» слоя и возникно-
вение радиального движения жидкости. В процессе гидрокре-
кинга установившаяся плотность орошения составляет 12—18 м3/ч
на 1 м2 сечения слоя.
Для процессов гидрокрекинга используют реакторы с несколь-
кими адиабатическими слоями катализатора. Диаметр реактора
рассчитывают, исходя из установившейся плотности орошения
по жидкой фазе.
Высоту каждого слоя катализатора выбирают из расчета до-
пустимого градиента температуры, который не должен превышать
20 °C во избежание «теплового взрыва» и сокращения срока службы
катализатора.
Сырье и продукция. В качестве основного сырья гидрокрекинга
используется дистиллятный продукт вакуумной перегонки ма-
зута — остатка атмосферной перегонки нефти. Ниже приведены
основные характеристики типичного вакуумного дистиллята сер-
нистой западно-сибирской нефти:
Плотность при 20 °C, кг/м3.............................902
Фракционный состав (объемный), °C......................
н. к................................................... 300
10 % 373
50 % 422
96 % 499
Коксуемость, % .........................................0,15
Содержание, %
серы................................................... 1,8
азота ............................................... 0,1
Групповой углеводородный состав, %
парафино-нафтеновые углеводороды................. 43,8
ароматические углеводороды .......................... 54,0
в том числе
мопоциклические.....................................20,2
бициклические.......................................20,2
полициклические.....................................13,3
смолы.................................................. 2,2
В отдельных случаях на гидрокрекинг направляют средне-
дистиллятные фракции и тяжелый бензин с целью получения лег-
кокипящих углеводородов С3—С,.
149
Водород на гидрокрекинг направляется со специализирован-
ных установок конверсии природного или нефтезаводских газов
с водяным паром либо после газификации нефтяных остатков.
Недостающее количество водорода поступает с установок рифор-
минга бензиновых фракций и производства этилена.
Как правило, водородсодержащий газ содержит (по объему)
более 95% водорода. Примесями являются азот, метан, оксиды
углерода (наличие последних нежелательно).
Основными продуктами гидрокрекинга являются бензиновые,
керосиновые и дизельные фракции; в отдельных случаях — сжи-
женные газы С3—С4 и очищенные остаточные фракции — исход-
ное сырье для пиролиза, каталитического крекинга, производ-
ства смазочных масел. Побочными продуктами являются серо-
водород и углеводороды С4—С2.
Дальнейшая переработка сероводорода осуществляется на
установках производства серы или серной кислоты, углеводород-
ные газы Ст—С, используются в качестве сырья для производства
водорода или как топливо, сжиженные газы С3—С4 находят как
техническое, так и бытовое применение. Легкий бензин с окта-
новым числом до 85 (и.м. и м.м.) является высококачественным
компонентом товарного автомобильного бензина.
Тяжелый бензин отличается высоким содержанием нафтено-
вых углеводородов и используется в качестве компонента сырья
риформинга, обеспечивая получение автомобильного бензина
с улучшенными антидетонационпыми характеристиками.
Керосиновые фракции отвечают требованиям на современные
и перспективные реактивные топлива с повышенной плотностью,
умеренным содержанием ароматических углеводородов, хоро-
шими показателями по термической стабильности и низкотемпера-
турным свойствам.
В процессе гидрокрекинга может быть получен весь ассорти-
мент дизельных топлив от арктических до летних утяжеленных
сортов. Дизельные топлива отличаются практическим отсутствием
непредельных, сернистых и азотистых соединений и низким со-
держанием ароматических углеводородов, что обеспечивает им
высокие эксплуатационные показатели.
Характеристики бензиновых, керосиновых и дизельных фрак-
ций приведены в табл. 2.23 и 2.24.
Глубокоочищенпая фракция 350—500 °C может быть исполь-
зована как сырье для пиролиза; ее применение позволяет высво-
бодить из производства этилена фракции бензина и дизельного
топлива.
Остаточные фракции гидрокрекинга практически не содер-
жат би- и полициклических углеводородов и могут быть успешно
использованы для получения масел с высоким индексом вязкости
без применения стадии селективной очистки.
Катализаторы. В современных процессах гидрокрекинга наи-
большее распространение получили бифункциональные катализа-
150
ТАБЛИЦА 2.23. Характеристика бензиновых фракций гидрокрекинга
Показатели С, - 85 °C 85—165 °C
Плотность при 20 °C, кг/м3 660—670 740—750
Октановое число
м. м. 81—83 53—57
и. м. 83—84 54—58
Содержание микропримесей, г/т
сера 1—4 30—80
азот 1—2 2—8
Углеводородный состав, %
парафиновые 61—63 44—50
в т. ч. изопарафины 40—42 30-33
нафтеновые 36—38 46—48
ароматические 0,5—1,0 3—10
ТАБЛИЦА 2.24. Качество топлив гидрокрекинга
Показатели Реактивные топлива Дизельные топлива
ТПП 1 тип 2 дз Дл
Пределы кипения, °C 165—270 135—270 165—330 165—360
Содержание ароматиче- ских углеводородов, % Температура, °C 8—22 18—22 20—25 J -25—30
начала кристаллизации От —50 до —65 От —55 до —60 — —
помутнения — — От —35 до —40 От —10 до —15
застывания — — От —45 до —50 От —15 до —25
Плотность при 20 °C, кг/м3 800—810 775—7S0 820—835 845—855
Содержание серы, % Вязкость мм2/с 0,01—0,05 0,01—0,05 0,03—0,08 0,05—0,10
при 20 С 1,5—2,0 1,3—1,8 3,5—5,0 4,5—6,0
» 40 °C 10—16 8—14 —
Цетановое число — — 47—49 50—52
Теплота сгорания, МДж/кг 42—43 43,1—43,5 — —
Иодное число, г 12/100 г 0,03—0,6 0,4—0,8 — —
Содержание фактических смол, мг/ЮО мл — — 2—5 2—7
торы, содержащие в качестве гидрирующих компонентов ме-
таллы VI и VIII групп, чаще в виде оксидов и сульфидов молиб-
дена, никеля, кобальта, ванадия, реже — платины, палладия,
рения. Основой катализаторов являются оксид алюминия или
алюмосиликаты. Аморфные алюмосиликаты используются в слу-
чае производства среднедистиллятных топлив, цеолитсодержа-
щие — при получении бензина.
151
ТАБЛИЦА 2.25. Характеристика катализаторов гидрокрекинга
и гидрооблагораживания сырья
Показатели I стадия И стадия
1 2 1 2 3
Состав, %
оксид никеля 7 32 10 10 9
триоксид молибдена 21 60 18 18 20
алюмосиликат — — 28 36 —
цеолит — — — — 19
оксид алюминия 72 8 44 36 52
Насыпная плотность, г/см3 0,9 1,1 0,9 0,9 0,8
Прочность, кг/мм 1,2 1,5 2,4 1,5 2,2
Удельная поверхность, м2/г 150 77 190 190 240
Удельный объем пор, см’/г 0,36 0,24 0,34 0,40 0,38
Средний радиус пор, А 60 61 38 42 35
Характеристики отдельных расщепляющих катализаторов
(II стадия) приведены в табл. 2.25. С целью снижения диффузион-
ных эффектов большинство катализаторов выпускается в виде
экструдатов или мелкосферическими с размером частиц 1—2 мм.
Для повышения скорости процесса и защиты расщепляющих
катализаторов от воздействия ядов, содержащихся в сырье, ис-
пользуют на предварительной стадии гидрокрекинга гидрирую-
щие катализаторы, отличающиеся высокой активностью в реак-
циях гидрогенолиза гетероорганических соединений и гидриро-
вания полициклических ароматических углеводородов. Характе-
ристики отдельных катализаторов гидрооблагораживания сырья
гидрокрекинга (I стадия) даны в табл. 2.25.
Технологические схемы. В зависимости от состава исходного
сырья, назначения процесса, применяемых катализаторов и ин-
женерных решений технологические схемы гидрокрекинга могут
быть разделены на три основных категории:
1) одноступенчатая одностадийная;
2) одноступенчатая двухстадийная;
3) двухступенчатая.
С разработкой эффективных аморфных и цеолитсодержащих
а л юмосиликатникельмолибденовых катализаторов, устойчивых
к действию каталитических ядов, двухступенчатые схемы были
заменены на одноступенчатые. При этом в случае производства
среднедистиллятных продуктов (в основном, дизельного топлива)
и сырья для пиролиза применяется одностадийная схема (про-
цессы Эйч-Си Юнион фирмы UOP, гидрокрекинг фирмы Linde AG,
гидрокрекинг фирмы BASF и Французского института нефти,
гидрокрекинг фирмы British Petroleum International, изокрекинг
фирмы Shevron Research, гидрокрекинг институтов ВНИИ НИ —
ВНИПИНефть).
152
Рис. 2.27. Одноступенчатая установка одностадийного гидрокрекинга!
1 — реактор; 2 — сырьевая печь; 3 — компрессор добавочного водорода; 4 — цирку^
ляционный компрессор; 5 — воздушный холодильник; 6 м 7 — газожидкостные сеп^*
раторы высокого и низкого давления; 8 — стабилизационная колонна; 9 — фракциони*
рующая колонна; 10 — колонна вторичной перегонки бензина;
I — сырье; II — добавочный водород1, III —вода-, IV —кислые стоки*, V —
газ на очистку; VI — сжиженный нефтяной газ; VII — легкий бензин; VIII — тяжелый
бензин; IX — лигроин; X — керосин; XI — газойль; XII остаток.
На рис. 2.27 показана типовая технологическая схема одно-
стадийного варианта процесса. Смесь свежего сырья, рецирку-
лирующего остатка, циркулирующего и свежего водорода нагре-
вается до температуры реакции и подается в реактор.ПТродукты,
выходящие из реактора, отдают тепло сырьевой смеси и посту-
пают в сепаратор высокого давления, где отделяется циркули-
рующий газ, возвращаемый в реактор. Жидкие продукты, поки-
дающие сепаратор высокого давления, проходят последовательно
сепаратор низкого давления, колонну дебутанизации и поступают
в ректификационную колонну, где они разделяются на компо-
ненты.
Двухстадийная схема используется для получения более
широкого ассортимента продуктов: сжиженного газа, бензина,
реактивного топлива, дизельного топлива и др. (процессы юни-
крекинг фирмы Union Oil of California, гидрокрекинг фирмы
Houdry-Gulf, хайкрекинг фирмы Exxson Research and Engineer-
ing, гидрокрекинг фирмы BASE и Французского института не-
фти, гидрокрекинг институтов ВНИИ НП и ВНИПИНефть).
В двухстадийном варианте процесса (рис. 2.28) нагретое
сырье и циркулирующий водородсодержащий газ смешивают
и пропускают через реактор первой стадии для очистки от серы,
азота и частично от ароматических углеводородов, после чего
газосырьевая смесь вместе с рециркулирующим остатком и до-
бавочным количеством водорода поступает во второй реактор для
контакта с катализатором гидрокрекинга. Продукты, выходящие
из второго реактора, отдают тепло сырьевой смеси и поступают
в сепаратор высокого давления. Последующее движение продук-
тов реакции не отличается от предшествующей схемы.
153
Рис. 2.28. Одноступенчатая установка двухстадийного гидрокрекинга:
J — печь; 2 и 3 — первый и второй реакторы; 4 — газожидкостные сепараторы;
I — сырье; II —добавочный водород; III—циркулирующий водород; /V —газ па ГФУ;
V — легкий бензин; VI— тяжелый бензин; VII —среднедистиллятное топливо; VIII —
рециркулирующий остаток.
Технологический режим. Большинство промышленных уста-
новок гидрокрекинга работает под давлением 15—17 МПа с цир-
куляцией водородсодержащего газа, объемное содержание водо-
рода в котором находится в пределах 80—85%. В отдельных слу-
чаях, например при производстве масел, давление поддерживается
на уровне 20—25 МПа.
Советскими (ВНИИ НП) и румынскими (Исследовательский
и проектный институт но переработке нефти, г. Плоешти) уче-
ными разработай вариант процесса по безостаточной переработке
вакуумного дистиллята в дизельные топлива, в том числе низко-
за стыкающие, при общем давлении 10 МПа.
В последние годы получает распространение одностадийный
процесс легкого гидрокрекинга вакуумного дистиллята при дав-
лении 5—7 МПа с целью получения дизельного топлива и мало-
сернистого сырья для каталитического крекинга (процессы Фран-
цузского института нефти, фирм UOP — США, Chyoda — Япо-
ния, ВНИИ НП — СССР).
Кратность циркуляции водородсодержащего газа по отноше-
нию к перерабатываемому сырью принимается, в зависимости
от назначения процесса, в пределах 800—2000 м3/м3 (указан
объем газа при нормальных условиях).
Характерным интервалом температур для процесса является
360—440 °C с постепенным повышением от нижней границы к верх-
ней по мере отработки катализатора.
Объемная скорость подачи сырья зависит от качества сырья,
применяемого катализатора, давления процесса и получаемых
продуктов. При безостаточной переработке вакуумного дистил-
лята в моторные топлива она оставляет 0,2—0,5 ч"1, при ведении
процесса в режиме легкого гидрокрекинга—до 1 ч-1.
Окислительная регенерация катализатора проводится, как
правило, без его выгрузки в токе инертного газа при давле-
нии 3—5 МПа, температуре 480—520 °C.
154
Осернение катализатора выполняется при температуре 150—
350 °C, давлении 2—5 МПа в потоке циркулирующего водород-
содержащего газа, содержащего (по объему) 0,5 — 5,0 % H2S,
либо с помощью сераорганических соединений (меркаптаны,
сульфиды, дисульфиды), а также легкими сернистыми нефте-
продуктами .
Технологическое оборудование. Оборудование установок гид-
рокрекинга аналогично оборудованию установок гидроочистки
нефтяного сырья. Различия имеются в реакторном блоке и обус-
ловлены необходимостью работы при более высоком давлении.
Реакторы гидрокрекинга имеют диаметр до 4 м, высоту до
30 м и массу до 500. т. Корпус обычно в многослойном горячем
исполнении, рулонированный либо собранный из отдельных обе-
чаек. В отдельных случаях применяются монолитные аппараты
с внутренним плакирующим покрытием из нержавеющей стали
для предотвращения сероводородной коррозии.
Внутреннее пространство реактора разделено колосниковыми
решетками на несколько секций, куда загружается катализатор.
Над каждым слоем катализатора размещается контактно-
распределительное устройство для смешения реагирующего по-
тока с холодным водородсодержащим газом, его охлаждения и
последующего равномерного распределения.
Газосырьевая смесь поступает в реактор через верхний шту-
цер, распределяется над слоем катализатора и движется последо-
вательно через все секции. Продукты реакции выводятся через
нижний штуцер.
В верхней части реактора необходимо предусматривать филь-
трующее устройство для улавливания продуктов коррозии и ме-
ханических примесей во избежание роста перепада давления и
засорения слоя катализатора.
Мощность установок. Единичная мощность однопоточного реак-
торного блока находится в пределах 300—1000 тыс. т/год по пере-
рабатываемому исходному сырью. Мощности отечественных двух-
поточных установок гидрокрекинга типа 68-2К и 68-ЗК состав-
ляют 1 млн. т/год по сырью и до 2 млн. т/год по суммарной сырье-
вой загрузке с учетом переработки непревращенного остатка.
Производительность зарубежных установок находится на таком же
уровне.
Материальный баланс. В табл. 2.26 представлен типичный
материальный баланс процесса гидрокрекинга при безостаточ-
ной переработке вакуумного дистиллята в моторные топлива и
другие ценные нефтепродукты.
Гибкость процесса позволяет путем изменения температур-
ного режима, производительности по исходному сырью и рецир-
кулирующему остатку получать в широком интервале выходы
тех или иных продуктов.
Сравнительные показатели по выходу продуктов гидрокре-
кинга приведены в табл. 2.27.
155
ТАБЛИЦА 2.26. Материальный баланс гидрокрекинга вакуумного дистиллята
Давление 15—17 МПа.
Показатели Целевые продукты
бензин средн не дистилляты сырье для пиролиза
Поступило, %
Вакуумный дистиллят 100,00 100,00 100,00 100,00
Водород (на реакцию) 2,72 2,24 2,20 1,73
Всего 102,72 102,24 102,20 101,73
Получено, %
Аммиак 0,14 0,14 0,14 0,14
Сероводород 2,23 2,23 2,23 2,23
Газы Cj—С2 0,47 0,33 0,31 0,24
Газы С-,—С4 6,93 3,00 2,93 0,88
Легкий бензин 14,0 5,89 6,20 2,70
Тяжелый бензин 51,05 24,25 20,46 9,80
Керосин * 10,77 25,64 39,93 26,19
Газойль 17,13 40,76 — —*
Остаток для пиролиза — — „ 30,00 60,00
Всего 102,72 102,24 102,20 101,73
Конец кипения 265 °C.
ТАБЛИЦА 2.27. Показатели процессов гидрокрекинга на отечественных
и зарубежных установках
Показатели Юнибон (UOP) 68-2К (ВНИИ НП, ВНИПИНефть Юникре- кинг (Union Oil) 68-ЗК (ВНИИ НП, ВНИПИНефть)
Число стадий 1 1 2 2
Давление, МПа 17 15 17 15
Температура, °C Выход, % 410—440 400—440 360—420 360—420
реактивного топ- лива * 63,7 68,0
типа 1 57,9—61,9 62,0
типа 2 72,8—72,9 — — 70,0
дизельного топли- ва (ДЗ) 72,9-73,1 71,0 72,2
* Характеристику топлив см. в табл. 2.24.
156
ТАБЛИЦА 2.28. Показатели процессов легкого гидрокрекинга
Показатели ВНИИ ни UOP
Односта- дийный Двухста- дийный
Давление, МПа 5 5 До 7
Температура, °C
I стадия 420-450 350—380 441—468
II стадия — 380—420 —
Поступило, %
Сырье 100 100 —
Водород 0,9 1,1 —
Всего 100,9 101,1 —
Получено, %
Сероводород + аммиак 1,6 1,6 —
Углеводородные газы 2,5 2,4 —
Бензин 1,8 1,5 2,0
Летнее дизельное топливо 34,2 43,4 24,7 *
Сырье для каталитического крекинга 59,8 51,2 69,2
Потери 1,0 1,0 —
Всего 100,9 101,1
* Фракция 166 — 343 =С.
Технологические параметры и материальные балансы различ-
ных вариантов легкого гидрокрекинга представлены в табл. 2.28.
Расходные показатели. Процессы гидрокрекинга, особенно при
высоком давлении, являются энергоемкими и требуют значитель-
ных капитальных затрат:
Удельные капиталовложения, долл/м3 суточной
мощности........................................ 8 200—16 300
Удельные энергетические затраты и расходы на
1 м3 сырья
электроэнергия, кВт-ч......................... 40—70
топливо, МДж ................................. 660—1 320
охлаждающая вода, м3.......................... 2—7
пар низкого давления, кг...................... 2—18
катализатор, долл............................. 0,25—0,82
Начальная загрузка катализатора, долл/мэ суточ-
ной мощности.................................... 1 000—1 300
Однако возможность получения светлых нефтепродуктов в коли-
честве до 100% по объему перерабатываемого сырья ставит гидро-
крекинге ряд перспективных процессов углубленной переработки
нефти.
157
ЛИТЕРАТУРА
Гидрогенизационные процессы получения моторных топлив: Сб. трудов ВНИИ
НП. Вып. 28. М.: ЦНИИТЭНефтехим, 1978.
Гуреев А. А., Жаров Ю. М., Смидович Е. В. Производство высокооктановых
бензинов. М.: Химия, 1981
Кзлечиц И. В., Неудачина В. И. Химия процессов гидрокрекинга. М.: ЦНИИТЭ-
Нефтехим, 1970.
Нефть, газ и нефтехимия за рубежом, 1980, № 9, с. 67—89; 1982, № 9, с. 95—
108.
Орочко Д. И., Сулимов А. Д., Осипов Л. И. Гидрогенизационные процессы в не-
фтепепеработке. М.: Химия, 1971.
Химия и переработка углеводородов, 1978, № 9, с, 24—45,
2.4. ПЕРЕРАБОТКА НЕФТЯНЫХ ГАЗОВ
2.4,1. Газофракционирование
Процесс предназначен для получения индивидуальных лег-
ких углеводородов или углеводородных фракций высокой чистоты
из нефтезаводских газов. Газофракционирующие установки (ГФУ)
подразделяются по типу перерабатываемого сырья на ГФУ пре-
дельных и непредельных газов. Установки состоят из следующих
блоков:
1) выделение углеводородов С3 и выше из газообразного сырья
кондеьс.'.ционно-коинре'зо.’/гну.ыл! и зи абсор'бщгонпым методом
2) деэтанизация сырья;
3) ректификация жидких углеводородов;
4) очистка сырья и готовой продукции.
Сырье и продукция. Источником углеводородных газов на
нефтеперерабатывающих заводах являются газы, растворенные
в нефти и выделяющиеся при первичной перегонке на установ-
ках АТ и АВТ, и газы, получающиеся в процессе деструктивной
переработки нефти. В зависимости от состава различают предель-
ные и непредельные газы. Предельные газы состоят из углеводо-
родов метанового ряда; получаются они на установках АТ и АВТ,
каталитического риформинга и гидрокрекинга. Некоторое коли-
чество предельных газов образуется также на установках вторич-
ной перегонки бензинов, гидроочистки дистиллятов. Непредель-
ные газы содержат углеводороды метанового и этиленового ряда,
а также некоторое количество диенов; вырабатываются они на уста-
новках термического и каталитического крекинга, пиролиза и
коксования. Предельные и непредельные газы, как правило, пере-
рабатывают раздельно. Характерный состав сырья ГФУ приведен
в табл. 2.29.
На ГФУ предельных газов выделяются узкие углеводородные
фракции:
а) этановая — применяется как сырье пиролиза, а также
в качестве хладагента на установках депарафинизации масел,
выделения /г-ксилола и др.;
158
ТАБЛИЦА 2.29. Состав углеводородных газов различных процессов
переработки нефти, %
Термиче- ский Коксование Каталитический крекинг
Компоненты крекинг мазута под да- влением замед- ленное в кипя- щем слое бензи- новый (обыч- ный) режим газовый (жесткий) режим
н2 + со2 сн4 с2н4 С2Н6 С3н6 CSH8 изо-С4Н8 к-С4Н8 изо-С4Н10 н- С4Н10 С4н6 Сумма непредельных Выход газа, % на сырье 0,2 16,0 2,5 17,0 9,0 21,5 4,5 9,8 5,0 14,5 25,8 7 0,4 32,5 4,5 21,5 4,0 15,0 2,2 4,4 7,0 8,5 15,1 7 1,5 26,5 12,5 20,0 12,5 11,0 5,0 5,0 0,7 4,6 0,7 35,7 12 2,5 11,0 6,0 8,0 22,0 12,5 6,0 14,0 14,0 4,0 48,0 17 1,о 9,5 4,0 5,0 24,0 9,5 10,5 15,0 16,5 4,0 1,0 53,5 30
Кимциненты Пиролиз бензино- Каталитический риформинг Гидро- крекинг Гидро-
сырья при 750 °C обычный режим жесткий режим тяжелого газойля дизельных фракций
н2 + со2 сн4 с2н4 С2Нв с3н6 С3н8 изо-С4Н8 н-С4Н8 изо-С4Н10 н-С4Н10 С4Н8 Сумма непредельных Выход газа, % на сырье 16,0 34,4 29,3 5,0 10,5 0,2 1,3 1,2 0,5 1,5 43,8 77 8,5 5,0 9,5 38,0 19,0 20,0 12 5,5 12,5 24,5 32,0 11,0 14,5 23 27,0 21,0 41,0 | и,о 1,8 34,0 24,5 20,5 } 21,0 0,8
б) пропановая — используется как сырье пиролиза, бытовой
сжиженный газ, хладагент для производственных установок;
в) изобутановая — является сырьем установок алкилирова-
ния и производства синтетического каучука;
г) бутановая —используется для получения бутадиена-1,3,
как бытовой сжиженный газ, добавляется к автомобильным бен-
зинам для повышения давления паров;
д) изопентановая —служит сырьем для производства изо-
пренового каучука, компонентом высокооктановых бензинов;
159
2 X 4 5 е '
IV
Рис. 2.29. Газофракционирующая установка конденсационно-компрессионного типа:
1 — 6, 14, 15 — конденсаторы-холодильники; 7 — 12 — емкости; 13, 16, 17 — сепараторы;
18 — компрессор; 19 — 24 — колонны;
1 — газ установок АТ и АВТ; 11 — головка стабилизации АТ и АВТ; ill — головка
стабилизации каталитического риформинга; IV — пропановая фракция; V — изобу-
тановая фракция; VI — бутановая фракция; VII — изопентановая фракция; VIII
пентановая фракция; IX — фракция Св и выше; X — сухой газ; XI — аммиак.
е) пентановая — является сырьем для процессов изомериза-
ции, пиролиза, получения амиловых спиртов.
На ГФУ непредельных газов выделяются следующие фракции:
а) пропан-пропиленовая — используется в качестве сырья
процессов полимеризации и алкилирования, сырья нефтехимиче-
ских производств;
б) бутан-бутиленовая — применяется в качестве сырья про-
цессов алкилирования, для производства метилэтилкетона, поли-
изобутилена и полибутилена, синтетического каучука и др.
Технологическая схема. В качестве примера приводится тех-
нологическая схема ГФУ предельных газов, на которой для выде-
ления целевых компонентов из газового сырья используется кон-
денсационно-компрессионный метод (рис. 2.29).
Качество выделяемых фракций должно соответствовать тех-
ническим условиям, которые приведены в табл. 2.30—2.37.
На установку поступает газ прямой перегонки, который че-
рез сепаратор 13 подается на сжатие компрессором 18. Сжатый
и нагретый при этом газ охлаждается и конденсируется в водя-
ном 14 и аммиачном 15 конденсаторах-холодильниках. После
каждой ступени конденсации газожидкостная смесь в сепара-
торах 16 и 17 разделяется на газ и жидкость. Газовые конден-
саты из 13, 16 и 17 смешиваются с головными фракциями стабили-
зации установок первичной перегонки и каталитического рифор-
минга и подаются на блок ректификации.
В блоке ректификации в колонне 19 из сырья отделяются ме-
тан и этан. Дистиллятный продукт колонны — метан и этан
с примесью пропана — частично конденсируется в аммиачном
конденсаторе-холодильнике 1, при этом жидкая фаза используется
в качестве орошения, а газовая выводится с установки. Кубо-
вый продукт колонны 19 — деэтанизированная фракция —
160
ТАБЛИЦА 2.30. Этановая фракция (по ТУ 38.101489—79)
Показатели Норма по маркам
высшая А Б
Углеводородный состав, %
метан, не более 2,0 2,0 20,0
этан, не менее 96,0 95,0 . 60,0
пропан, не более 2,0 3,0 Не норми- руется
сумма углеводородов С4 и выше, не более Отсутствие 2,0
Содержание примесей, %, не более 0,02
диоксида углерода Не нормируется
сероводорода 0,002 0,002 0,002
ТАБЛИЦА 2.31. Пропановая фракция (по ТУ 38.101490—79)
Показатели Норма по маркам
высшая А В
Углеводородный состав, %
сумма углеводородов С4 и С2. не более 1,5 2,0 4,0
сумма углеводородов С3, не менее 97,0 96,0 90,0
в том числе пропилена, не более 0,2 0,2 10,0
сумма углеводородов С4, не более 2,5 3,0 10,0
сумма углеводородов С3 и выше, не более Содержание примесей, % Отс. Отс. 1,0
сероводорода, не более » 0,003 0,003
свободной воды Отсутствие
щелочи Отсутствие
ТАБЛИЦА 2.32. Изобутановая фракция (по ТУ 38.101492—79)
Показатели Норма по маркам
высшая А Б в
Углеводородный состав, % пропан, не более 1,3 1,5 4,5 8,0
изобутан, не менее 98,0 97,0 90,0 70,0
сумма бутиленов, не более 0,5 0,5 0,5 1 Не нор-
н-бутан, не более 0,7 2,0 6,0 | мируется
сумма углеводородов С5 и- выше, не Отсутствие 0,5 1,о
более Содержание примесей, % сероводорода и меркаптановой серы, 0,005 0,005 0,005 0,01
не более свободной воды щелочи От Отс :утстви( утстви 3
6 Зак. 70
161
ТАБЛИЦА 2.33. Бутановая фракция (по ТУ 38.101497—79)
Показатели Норма по маркам
высшая А Б В
Углеводородный состав, %
пропан, не более о,1 0,5 1,0 1,0
изобутан, не более 0,9 1,5 4,0 Не нор-
мируется
сумма бутиленов, не более 0,5 1,0 1,0 2,0
н-бутан, не менее 98,6 97,5 94,0 88,0
сумма углеводородов С5 и выше, не 0,4 0,5 2,0 5,0
более
Содержание примесей, %
сероводорода и меркаптановой серы, 0,005 0,005 0,01 0,01
не более
свободной воды Отсутствие
щелочи Отсутствие
ТАБЛИЦА 2.34. Изопентановая фракция (по ТУ 38.101494—79)
Показатели Норма по маркам
А Б
Углеводородный состав. % сумма углеводородов С2—С4, не более 1,5 6,0
изопентан, не менее 97,5 80,0
н-пентан, не более 2,5 18,0
сумма углеводородов Св и выше, не более 0,3 1,0
сумма непредельных углеводородов, не более 0,5 1,0
Содержание примесей, % сернистых соединений в пересчете на серу, не более 0,003 0,01
щелочи Отсутствие
свободной воды и механических примесей Отсутствие
ТАБЛИЦА 2.35. Пентановая фракция (по ТУ 38.101493—79)
Показатели Норма по маркам
аысшая А Б
Углеводородный состав, % сумма углеводородов С4, не более н-пентан, не менее изопентан, не более 0,2 96,5 2,5 1,0 95,0 Не нор\ 2,0 82,0 ируется
сумма углеводородов С6 и выше, не более 1,5 2,0 6,0
сумма непредельных углеводородов, не более Содержание примесей, % 0,3 0,5 1,0
сернистых соединений в пересчете на серу, не более щелочи свободной воды и механических примесей 0,01 0,01 Отсутстви Отсутстви 0,01
162
ТАБЛИЦА 2.36. Пропан-пропиленовая фракция (по ТУ 38.101491—79)
Показатели Норма по маркам
высшая А Б
Углеводородный состав, % сумма углеводородов С2, не более 3,5 4,0 6,0
сумма углеводородов С3, не менее 91,0 90,0 86,0
в том числе пропилена, не менее 42,0 40,0 25,0
сумма углеводородов С4, не более 6,0 6,0 8,0
сумма углеводородов С6 и выше, не более Отсутствие 1,0
Содержание примесей, % 0,001 0,002 Отсутстви Отсутстви 0,02 е е
сероводорода, не более свободной воды щелочи
ТАБЛИЦА 2.37. Бутан-бутиленовая фракция (по ТУ 38.101498—79)
Показатели Норма по маркам
высшая А Б
Углеводородный состав, % сумма углеводородов С-, не более сум:,1а бутиленов, не менее сумма углеводородов Сг, и выше, не более бутадиен-1,3 Содержание примесей, % сероводорода и меркаптановой серы, не более свободной воды щелочи 0,5 40,0 1,0 Не Определ 0,015 зщ 35,0 3,0 нормирует ение обяз 0,02 Отсутстви Отсутстви 5.0 25,0 6,0 ся. пельно 0,02 е е
поступает в депропанизатор 20, где разделяется на пропановуюфрак-
цию и смесь углеводородов С4 и выше. Пропановая фракция под-
вергается очистке от сернистых соединений и выводится с уста-
новки, а кубовый продукт колонны 20 направляется на дальней-
шую расфракционировку в дебутанизатор 21. Там в виде дистил-
лятного продукта выделяется смесь бутана и изобутана, которая
направляется в колонну 22 для разделения на изобутан и н-бу-
тан. Кубовый продукт 21 — легкий дебутанизированный бен-
зин — подается в депентанизатор 23, где в виде дистиллятного
продукта выделяется смесь пентанов, а в виде кубового — Св
и выше. Смесь пентанов в колонне 24 разделяется на w-пентан и
изопентан.
Схема ГФУ для переработки непредельных газов приведена
на рис. 2.30. Газ с установки каталитического крекинга поступает
на очистку моноэтаноламином в абсорбер 2. Очищенный газ сжи-
мается компрессором 6 до 1,4 МПа, охлаждается и подается во
6* 163
Рис. 2.30. Газофракционирующая установка абсорбционно-ректификационного типа:
1, 3, 5, 7 — сепараторы; 2 — абсорбер; 4 — колонна очистки МЭА от сероводорода;
6 — компрессор; 8 — фракционирующий абсорбер; 9 — стабилизатор; 10 — блок очист-
ки; 11 — пропановая колонна; 12 — бутановая колонна.
I — газ с установки каталитического крекинга; II — свежий раствор МЭА; 111 — серо-
водород; 1 V — сухой газ; V — нестабильный бензин; VI — бутан-бутиленовая фракция;
VII — стабильный бензин; VIII — пропан-пропиленовая фракция.
фракционирующий абсорбер 8, под 22-ю тарелку. На эту же та-
релку подается конденсат компрессии. В абсорбер вводится также
нестабильный бензин, являющийся основным абсорбентом. Фрак-
ционирующий абсорбер 8 представляет собой комбинированную ко-
лонну, в верхней части которой происходит абсорбция, т. е. из-
влечение из газа целевых компонентов, а в нижней — регенера-
ция абсорбента за счет подводимого тепла. С верха абсорбера 8
уходит сухой газ, содержащий углеводороды Ст—С2, а с низа
вместе с абсорбентом выводятся углеводороды С3—С4. Для до-
абсорбции унесенных с сухим газом бензиновых фракций в верх-
нюю часть 8 подается стабильный бензин. Температура в абсорб-
ционной части поддерживается промежуточным охлаждением аб-
сорбента. Насыщенный и деэтанизированный абсорбент из 8
подается в стабилизатор 9, верхним продуктом которого является
головка стабилизации, а нижним — стабильный бензин. Го-
ловка стабилизации поступает на блок очистки 10, где очищается
от сернистых соединений раствором моноэтаноламина (МЭА)
и щелочью. Затем из очищенной головки в пропановой колонне 11
выделяется пропан-пропиленовая фракция. Кубовый продукт
колонны 11 в бутановой колонну 12 разделяется на бутан-бути-
леновую фракцию и остаток, который объединяется со стабиль-
ным бензином. В колонне 4 производится очистка моноэтанол-
амина от сероводорода.
Существуют и другие схемы фракционирования газов. На
рис. 2.31 приведены характерные схемы ГФУ, отличающиеся
последовательностью отбора целевых фракций, числом ректифи-
кационных колонн (от 6 до 10) и числом тарелок в колоннах, раз-
деляющих близкие по составу смеси. Общее число тарелок на
установке во всех колоннах составляет 390—720, а число таре-
лок в изобутановой и изопентановой колоннах колеблется от 97
до 180. Оптимальной является схема а. Относительные приведен-
ные затраты приведенных схем таковы: а— 100%; б— 108%;
164
Сг — I иэо-С4
W-C4
а Сг с.—— । мо-С.
С»
Рис. 2.31. Технологические схемы установок газофракционирования на различных
НПЗ:
а — ЦГФУ Нижнекамского НХК (общее число тарелок =390); б — ЦГФУ Новокуй-
бышевского НХК (Л/ = 546); в — ЦГФУ Киришского НПЗ (Л/ = 582); г — ЦГФУ I
Новокуйбышевского НХК (А/ = 650); д —’ АГФУ Ново-Горьковского НПЗ (N = 626)}
е — ЦГФУ II Омского НХК (.V = 690).
в—127%; г—131%; д—133%\е—135%. Для типового сырья оп-
тимальная последовательность выделения целевых фракций из
смеси С2—С6 и выше следующая: депропанизация с последующей
деэтанизацией пропана, дебутанизация и депентанизация.
Применение двухколонных систем с рециркуляцией потоков
в экономическом отношении не оправдано. Опыт эксплуатации
ЦГФУ показывает, что высокое и стабильное качество продуктов
может быть получено в одной колонне при работе без рециркуля-
ции потоков.
Распределение затрат на выделение отдельных фракций иллю-
стрируют приведенные ниже данные:
165
Эксплуатационные
расходы, % . . . .
Капитальные вложе-
ния (на ректификаци-
онное оборудование),
С, О, Выделяемые фракции са изо-С4, н-С4 изо-<^, н-С9
5—12 15-20 15—25 7—12 20—30 15—20
2-8 7—10 10-16 5—10 25—35 25—35
Известно, что затраты при ректификации определяются глав-
ным образом флегмовым числом и числом тарелок в колонне.
Для близкокипящих компонентов с малой относительной лету-
честью эти параметры особенно велики. Поэтому затраты
на разделение фракций изо-С4 — w-C4 и изо-С5 — и-С5 составляют
существенную часть общих затрат на газофракционирование.
Технологический режим:
Ректификационные колоны (на рис. 2.29)
19..............................
20..............................
21..............................
22..............................
23..............................
24..............................
Нагнетательная линия компрессора 18
Температура низа, СС Температура верха, аС Давление, МПа
110—115 25—30 2,6—2,8
145—155 62—68 1,2-1,4
110—115 58—65 2,0—2,2
80—85 65—70 1.0-1,2
120—125 75—80 0,3—0,4
95—100 78—85 0,35—0,45
— — 1,4
Мощность установок. Мощность ГФУ составляет 200—
1000 тыс. т/год.
Материальный баланс при переработке предельных и непре-
дельных газов:
Предельные Непредельные
Поступило, %
Газ и головка стабилизации АТ и АВТ .... 72,5 —
Головка стабилизации каталитического рифор-
минга ......................................... 27,5 —
Газ и головка стабилизации термического кре-
кинга .......................................... — 25,5
Газ и головка стабилизации коксования .... — 28,5
Газ и головка стабилизации каталитического
крекинга ....................................... — 46,0
Всего. . . 100,0 100,0
Получено, %
Сухой газ.................................. 4,8 [ 30,5
Пропановая фракция ............................ 24,5 —
Пропан-пропиленовая фракция..................... — 25,5
Изобутановая фракция........................... 14,6 —
Бутановая фракция.............................. 36,8 —
Бутан-бутиленовая фракция....................... — 37,5
С5 и выше ..................................... 19,3 6,5
Всего. . . 100,0 100,2
Расходные показатели для ГФУ предельных газов (на 1 т
сырья): пар — 2,9 кДж; электроэнергия — 85 кВт-ч; вода обо-
ротная — 9 м3; аммиак — 0,04 кг.
166
ЛИТЕРАТУРА
Александров И. А. Перегонка и ректификация в нефтепереработке. М.: Химия,
1981.
Вольфсон И. С., Теляков Э. Ш. — Хим. и технол. топлив и масел, 1978, № 1,
с. 7—10.
Дронин А. П., Пугач И. А. Технология разделения углеводородных газов.
М.: Химия, 1975.
Полякова А. И. и др. Разделение углеводородных газов на нефтеперерабатыва-
ющих и газоперерабатывающих заводах-. М.: ЦНИИТЭНефтехим, 1974.
Эрих В. Н., РасинаМ. Г., Рудин М.Г. Химия и технология нефти и газа.
Л.: Химия, 1985.
2.4.2. Сернокислотное алкилирование
Назначение процесса — производство высокооктанового ком-
понента бензинов каталитическим алкилированием изобутана
бутиленами и пропиленом в присутствии серной кислоты. В про-
мышленности процесс осуществляют в реакторах различных
типов с непрерывным перемешиванием эмульсии кислота—угле-
водороды.
Теоретические основы. Процесс протекает с выделением тепла.
Расчетный тепловой эффект реакции алкилирования изобутана
составляет 125—135 кДж/моль прореагировавших олефинов;
фактический тепловой эффект (с учетом побочных реакций) ра-
вен 85—90 кДж/моль. В условиях процесса имеют место реакции
алкилирования изобутана олефинами, олигомеризации олефи-
нов, расщепления продуктов олигомеризации, перераспределе-
ния водорода, образования и разложения алкилсульфатов. В ре-
зультате этих реакций, протекающих большей частью по карб-
катионному механизму, в продуктах образуется пять основных
групп углеводородов: триметилпентаны, диметилгексаны, лег-
кая фракция (С4—С6), тяжелая фракция (С9 и выше), растворен-
ные в кислоте высокомолекулярные углеводороды (полимеры).
Названные углеводороды получаются из общих для каждой
группы одного пли нескольких промежуточных веществ. Уста-
новлено, что в продуктах алкилирования содержится 17 изопара-
финовых углеводородов С5—С8 и 18—20 изопарафиновых углево-
дородов С9 и выше. Наиболее важные химические стадии про-
цесса алкилирования изобутана бутиленами следующие.
1. Образование тргт-бутилкарбкатионов:
изо-С4Н3 + Н+---> /пре//(-С4Нд
R+ -l u3j-C4H10--> RH+ mpem-C4HJ
олигомерн ые растворенный
катионы в кислоте
олигомер
СНз СН3
R+ + н-С4Н3 *=> RCHCHCH3 ч=> RCH2CCH3 R+ + ггзо-С4Н8
бутен-2 +
изо-С4Н8 -|- Н+-> mpem-C4HJ
167
Считается, что /иргт-бутилкарбкатион из бутена-1 образуется
аналогичным образом после предварительного превращения в бу-
тен-2 путем изомеризации или образования и разложения втор-
бутилсульфата.
2. Образование триметилпентанов:
+ ».с;н. Г
[?™ ™еНТ"“Н" ]* + № _ п,™пентаны + R+
растворенный
в кислоте
олигомер
Меньшее значение имеет образование триметилпентанов за
счет отрыва гидрид-иона от изобутана:
[катионы + “зо-СдНю триметилпентаны + mpem-CJtf
3. Образование олигомерных катионов:
uao-CJ 4- н-САНа :*=> uso-Ct,
бутен-2
ИЗО-С12 "Н ^-С4Н3 ^~=>. W.30-C16 И Т. Д.
бутен 2
Сочетание реакции расщепления олигомерных ионов и при-
соединения гидрид-ионов обусловливает появление в продуктах
диметилгексанов, легкой и тяжелой фракции.
Растворимые в кислоте углеводороды также образуются из
олигомерных ионов в результате перераспределения водорода и
циклизации. Они играют важную роль в механизме алкилирова-
ния, участвуя в переносе водорода от изобутана к карбкатионам
и повышая растворимость изобутана в кислоте.
Результаты алкилирования в значительной мере определяются
физическими факторами, так как лимитирующей стадией про-
цесса является скорость транспортирования реагирующих ве-
ществ к поверхности раздела фаз, где протекают основные хими-
ческие реакции. Скорость транспортирования реагирующих ве-
ществ зависит от интенсивности перемешива-ния эмульсии кис-
лота—углеводороды, соотношения изобутан : олефины на входе
в реактор и времени их пребывания в реакционной зоне, концен-
трации химически инертных соединений в углеводородной фазе,
объемного соотношения кислотной и углеводородной фаз. Ка-
чество применяемого сырья, состав кислоты и температура ре-
акции оказывают существенное влияние как на скорость транспор-
тирования, так и на скорость химических превращений.
Сырье и продукция. Сырьем установок алкилирования яв-
ляются изобутан, бутан-бутиленовая и пропан-пропиленовая
фракции, получаемые преимущественно в процессах каталити-
168
ческого и термического крекинга. Отношение изобутан : олефины
в суммарном сырье должно быть не менее (1,1 Оч-1,15) : 1.
При алкилировании изобутана чистым пропиленом ухуд-
шается качество алкилата и резко возрастает расход серной кис-
лоты. Поэтому пропан-пропиленовую фракцию перерабатывают
в смеси с бутан-бутиленовой в соотношении, обеспечивающем
содержание пропилена менее 50% от суммы олефинов С3 и С4.
Этилен, диены, углеводороды С5 и выше, органические соедине-
ния серы, вода — нежелательные примеси в сырье алкилиро-
вания. В промышленности концентрация 1 т серной кислоты сни-
жается с 98,5 до 90% при контактировании соответственно
с 0,067—0,105 м® этилена, 0,111—0,247 м3 диенов, 17—67 кг орга-
нических соединений серы (в расчете на чистую серу), 62—100 кг
воды. Это соответствует росту расхода серной кислоты в среднем
от 10 до 30 кг/т алкилбензина при концентрации нежелатель-
ных примесей в сырье на уровне 0,1%. Повышение концентрации
инертных углеводородов (пропан, я-бутан) в сырье приводит
к снижению скорости транспортирования реагирующих веществ,
и поэтому их содержание необходимо максимально снижать.
Продукция: легкий и тяжелый алкилаты, пропан, я-бутан,
изобутан (при избыточном содержании в исходном сырье). Ха-
рактеристика легкого алкилата (к. к. — 185 °C), используемого
как высокооктановый компонент бензинов: плотность 690—
720 кг/м3, 50% (об.) выкипает при температуре не выше 105 9С,
давление насыщенных паров при 38 °C не более 350 мм рт. ст.,
октановое число без ТЭС 91—95 (м. м.), иодное число менее 1,0,
содержание фактических смол менее 2,0. Тяжелый алкилат, вы-
кипающий в интервале 185—310 °C, с плотностью 790—810 кг/м3
применяется в качестве растворителя для различных целей, ком-
понента дизельного топлива.
Сжиженные газы — изобутан, я-бутан, пропан с характери-
стиками, соответствующими техническим условиям, — исполь-
зуются как сырье для нефтехимии, бытовой газ, компонент бен-
зинов (углеводороды С4).
Катализатор — серная кислота с концентрацией от 98,5—
99,5 до 86—88% по моногидрату. В свежей кислоте не допус-
кается содержание свободного SO3. По мере накопления в кислоте
растворимых углеводородов и воды ее каталитические свойства
изменяются. Лучшие показатели алкилирования достигаются
при содержании в кислоте 2—3% растворимых углеводородов.
Уменьшение концентрации кислоты ниже 86—88% обусловливает
резкое ухудшение показателей процесса. Отработанная серная
кислота на современных установках направляется на регенера-
цию методом высокотемпературного термического расщепления.
Результаты алкилирования могут быть улучшены за счет добавки
к кислоте специальных промоторов, которые изменяют поверх-
ностное натяжение на границе раздела фаз или способствуют ми-
целлообразованию в серной кислоте.
169
Рис. 2.32. Установка сернокислотного алкилирования:
1 — блок подготовки сырья; 2 — контактор алкилирования; 3 — отстойник кислоты;
4 — сепаратор; 5 — компрессор; 6 — емкость для газоконденсата; 7, а, 9 — ректифи-
кационные колонны; 10 — узел очистки алкил продуктов от эфиров серной кислоты;
1 — сырье; II — свежая кислота; ill — отработанная кислота на блок регенерации;
IV — легкий алкилат; V — тяжелый алкилат; VI — изобутан; VII — «-бутан;
VIII — пропан.
Технологическая схема установки включает блоки подготовки
сырья, реакторный, ректификационный и регенерации отработан-
ной серной кислоты. На блоке подготовки сырья осуществляется
смешение и усреднение потоков сырья, осушка, удаление сер-
нистых и диеновых углеводородов. Технологическая схема ре-
акторного и фракционирующего блоков дана на рис. 2.32. В про-
мышленности помимо представленного на рисунке горизонталь-
ного контактора с охлаждением продуктами реакции приме-
няется каскадный контактор с внутренним охлаждением за счет
испарения изобутана и более легких углеводородов непосред-
ственно в зоне реакции и вертикальный контактор с охлажде-
нием через трубный пучок аммиаком или пропаном.
Режим работы контактора: давление 0,35—0,60 МПа, темпера-
тура 5—15 СС, объемная скорость подачи олефинов 0,3—0,5 ч-\
отношение изобутан : олефины на входе в реактор (5ч-10) 1,
частота вращения мешалки 400—500 об/мин, продолжительность
контактирования сырья с серной кислотой 300—1200 с, объемное
отношение кислота : углеводороды (1,14-1,5) 1, концентрация
серной кислоты 88—99,5% по моногидрату, содержание изобу-
тана в циркулирующем потоке 65—85%.
170
Мощность установок. В СССР эксплуатируются установки
сернокислотного алкилирования мощностью 90—100 тыс. т в год
по сырью. Осуществляется их реконструкция с повышением мощ-
ности в 1,6—1,8 раза путем внедрения горизонтальных контакто-
ров КСГ-2 мощностью 40—45 тыс. т алкилата в год, высокопроиз-
водительных газовых углеводородных компрессоров, совершен-
ствования подготовки сырья и т. д. Разработаны и строятся со-
временные установки мощностью 200—220 тыс. тонн в год по
сырью.
Материальный баланс алкилирования определяется составом
применяемого сырья. В оптимальных условиях выход алкилата
составляет 200—220% от содержания олефинов С3 и С4 в сырье.
Ниже приводится материальный баланс переработки бутан-
бутиленовой и смеси бутан-бутиленовой и пропан-пропиленовой
фракций:
Поступило, % П о л у ч е н о, %
ББФ ББФ+ППФ ББФ ББФ+ППФ
Пропан 4,6 6,8 4,1 6,3
Пропилен 2,1 19,7 — —
Изобутан 38,8 49,5 11,7 2,1
Бутилены 22,6 19,8 — —
н- Бутан 25,6 4,2 26,9 4,5
sc5 Легкий алкилат (н. к. 3,6 53,3 83,1
195 °C)
Тяжелый алкилат (вы- ше 195 °C) 3,0 3,0
Потери — — 1,0 1,0
Всего. . . 100 100 100 100
Расходные показатели на 1 т алкилбензина современных уста-
новок сернокислотного алкилирования:
Установки
отечествен- ные зарубежные
Пар, ГДж . . 5-6 3—4
Электроэнергия, кВт-ч . . 16,0 17,5
Вода оборотная, м3 140 • 116-
Серная кислота (98,5 %-ная), кг . . . . 100-115 . 50—100
Щелочь (100%-ная), кг . . 2,5 2,4—3,1
ЛИТЕРАТУРА
Алкилирование. Исследование и промышленное оформление процесса/Под
ред. Л. Ф. Олбрайта и А. Р. Голдсби. М.: Химия, 1982.
Алкилирование изопарафиновых и ароматических углеводородов: Труды Гроз-
НИИ. Вып. 35. М.: ЦНИИТЭНефтехим, 1980.
Дорогочинский А. 3., Лютер А. В., Вольпова Е. Г. Сернокислотное алкилиро-
вание изопарафинов олефинами. М.: Химия, 1970.
Производство высокооктановых бензинов (алкилирование и каталитический
крекинг): Труды ГрозНИИ. Вып. 30. Грозный, 1976.
Смидович Е. В. Технология переработки нефти и газа. Ч. II. М.: Химия, 1980.
Суханов В. П, Каталитические процессы в нефтепереработке, М.: Химия, 1979.
171
2.4.3. Фтористоводородное алкилирование
Назначение процесса — получение высокооктановых пара-
финовых углеводородов сильно разветвленного строения алкили-
рованием изобутана олефинами.
Сырье и продукция. Изобутан можно алкилировать пропиле-
ном, бутиленами, амиленами и даже более высококипящими оле-
финами. В типичном случае для алкилирования используют оле-
финовые фракции, образующиеся на установках каталитического
крекинга. Ниже охарактеризованы качество сырья, а также выход
и качество алкилата:
Олефиновое сырье
ББФ ББФ-}-ЯПФ ББФ-f-
+ ППФ + С6
Состав (объемный) жидкого сырья, %
Пропилен 0,8 17,2 6,8
Пропан 1,5 7,1 4,8
Бутилены 47,6 21,6 26,5
Изобутан 36,6 48,8 44,8
«Бутан 11,2 4,8 4,6
Амилены — — 3,4
Изопентан 2,2 0,5 7,3
Более тяжелые 0,1 — 1,8
Выход алкилата
Выход алкилата, м2/м3 щенного сырья .... превра- 1,790 1,763 1,798
Расход изобутана, м3/м 3 сырья 1,160 1,246 1,213
Свойства стабильного алкилата
Плотность pj5;[l Давление насыщенных паров, . . 0,7019 . . 207 0,6984 233 0,6970 388
Фракционный состав (разгонка ASTM), °C 10 % ПО . . 85 77 74
50 % . . 104 102 99
70 % . . 107 105 103
90 % 113 123 121
К. К . . 187 191 193
Октановое число (и. м.), в чистом виде 96,0 93,5 94,0
Катализатор. В качестве катализатора процесса используется
безводный фтористый водород. За счет накопления в катализа-
торном слое тяжелых полимерных продуктов и воды концентра-
ция фтористого водорода снижается. Активность катализатора
оптимальна, если в нем содержится не более 1,5% воды и не более
12% органических разбавителей. Концентрация фтористого во-
дорода не ниже 87 % поддерживается путем отбора части катализа-
тора на регенерацию. Расход фтористого водорода составляет
менее 0,14 кг/м3 алкилата.
172
Рис. 2.33. Установка фтористово-
дородного алкилирования:
1 — реактор; 2 — отстойник; 3 —
главная фракционирующая колон-
на; 4 — лечь; 5 — колонна отпарки
фтористого водорода;
/ — олефиновое сырье; // — изо-
бутан; I/I — циркулирующий изо-
бутан; IV — в колонну регенера-
ции фтористого водорода; V —
свежий фтористый водород; VI —
алкилат; VII — н-бутан; VIII —
пропан.
Технологическая схема. Важнейшие особенности процесса
иллюстрируются рис. 2.33. Осушенная жидкая смесь олефинов
с изобутаном после смешения с дополнительным циркулирую-
щим изобутаном поступает в реактор 1, где интенсивно переме-
шивается с фтористоводородным катализатором. Выходящий из
реактора поток поступает в отстойник 2. Кислотную фазу (фто-
ристый водород), образующуюся в отстойнике, возвращают как
циркулирующий поток в реактор; небольшую часть ее направ-
ляют на регенерацию. Углеводородная фаза из отстойника 2
поступает в главную фракционирующую колонну 3, в которой
разделяется на пропан, циркулирующий изобутан и алкилат.
Стабилизация целевого алкилата с удалением н-бутана в виде
бокового погона может осуществляться в колонне 3 или в допол-
нительно устанавливаемой бутановой колонне. Незначительные
количества растворенного фтористого водорода выделяются из
товарного пропана в небольшой отпарной колонне 5. Все товар-
ные продукты подвергаются щелочной очистке.
Мощность установок. В настоящее время в мире имеется
более 140 действующих, строящихся и проектируемых установок
фтористоводородного алкилирования мощностью по алкилату
от 50 до 540 тыс. т в год. В СССР фтористоводородный алкилат
не производится.
ЛИТЕРАТУРА
Hydrocarbon Processing, 1968, № 6, рр. 135—138; 1978, № 9, рр. 71—72.
Petrochem. and Petrol. Ref.: Chem, Eng. Progr. Symposium Ser., 1961, v. 51,
№ 34, pp. 39-41.
2.4.4. Полимеризация
Процессы полимеризации пропилен- и бутиленсодержащих .
фракций, извлекать из которых чистые олефины нецелесообразно,
предназначены для получения низкомолекулярных полимеров,
используемых для производства моторных топлив и нефтехими-
ческого сырья.
173
Теоретические основы. Процессы основаны на образовании
димеров, тримеров и полимеров олефинов по реакции типа
2С4Н8 —> С8Н16 + 82 кДж/мсль
Относительные скорости полимеризации пропилена, бутена-1
и изобутилена равны соответственно 1, 2 и 10. Образующиеся
продукты обычно имеют высокую степень разветвления и двойную
связь в «-положении.
Сырье и продукция. Сырьем процессов полимеризации являются
пропан-пропнленовая и бутан-бутиленовая фракции (ППФ и
ББФ) каталитического крекинга, содержащие 30—37% олефинов,
или пиролиза — с более высокой концентрацией олефинов
С3—С4. При производстве полимербензина его октановое число
в зависимости от состава сырья и селективности процессов со-
ставляет 82—97 (м.м.). Продукты полимеризации ППФ, глав-
ным образом изогексены, имеют октановое число 81—84 (м. м.)
и до 94—97 (и. м.). Сополимеры пропилена и бутилена обладают
худшими октановыми характеристиками, чем октены, имеющие
октановые числа до 100 (и. м.) и 85 (м. м.).
В связи с тенденцией использования бутиленов для произ-
водства метил-щре.'П-бутилового эфира, алкилата или втор-бути-
лового спирта возрастает роль процессов получения высокоокта-
новых компоненюв бензина из ППФ.
Недостатком полимербензинов является низкая химическая
стабильность.
При производстве сырья для нефтехимии продукцией являются
тримеры или тетрамеры пропилена или олигомеры С8. Побочной
продукцией процессов являются отработанные фракции сжи-
женных газов С3—С4, а также фракция дизельного топлива.
Катализаторы. Катализаторами процессов полимеризации слу-
жат кислоты, обычно нанесенная фосфорная кислота (Р2О5 на
кизельгуре). Активность фосфорнокислотного катализатора (до
57—64% Р..О5) определяется содержанием воды в сырье (до
0,035—0,040%) и температурой процесса. Избыток воды приводит
к уплотнению катализатора и увеличению перепада давления
в реакторах. С целью его уменьшения и облегчения выгрузки
отработанного катализатора в качестве носителя может быть ис-
пользован кварц или силикагель. Эффективность работы катали-
заторов определяется также присутствием в сырье соединений
серы, азота, кислорода, а также бутадиена-1,3 и гомологов ацети-
лена, образующих полимерные и смолистые соединения.
Твердые нанесенные катализаторы используются на отечест-
венных установках полимеризации в процессе селектопол.
В процессах олигомеризации фирмы Bayer и в процессе ди-
мерсол используются растворы катализаторов (до 1% на сырье
реактора, которые отделяются от продуктов для последующей ре-
циркуляции либо нейтрализуются.
174
Рис. 2.34. Установка полимеризации ББФ каталитического крекинга на фосфорноки-
слотном катализаторе:
1 — реактор; 2 — колонна-дебутанизатор; 3 — колонна разделения продуктов;
/ — ББФ (сырье); // — отработанная ББФ; /// — конденсат; IV — продукты ре*
акции; V — легкий полимердистиллят; VI — тяжелый полимерднстиллят.
in
Рис. 2.35. Установка селектопол:
/ — реактор; 2 — колонна; 3 — стабилизационная колонна;
/ — ББФ (сырье); // — продукт реактора; /// — холодная неконвертированная фрак-
ция С4; IV — сжиженный газ; V — полимербензин.
Технологические схемы. Полимеризация на фосфорнокислот-
ных катализаторах. Получившие распространение в СССР и за
рубежом процессы полимеризации олефинов С3—С4 на фосфорно-
кислых катализаторах, осуществляют при температуре 190—
230 °C, давлении 1,7—8,0 МПа, с объемной скоростью подачи
сырья 0,5—10 ч-1. Срок службы катализатора до 1 года. Принци-
пиальная схема процесса приведена на рис. 2.34.
В связи с выделением теплоты реакции (80—120 кДж/моль)
катализатор обычно помещают в кожухотрубный аппарат, ох-
лаждаемый кипящей водой. При необходимости повысить степень
извлечения олефинов часть отработанной ББФ может рециркули-
роваться. В случае использования «-бутиленов для нефтехимиче-
ских целей возможно осуществлять полимеризацию главным об-
разом изобутилена.
Селективная полимеризация изобутилена в смеси бутиленов.
Процесс селектопол разработан Французским институтом нефти
(рис. 2.35). Регулирование температуры в реакторе с несколь-
кими слоями катализатора осуществляется рециклом холодной
неконвертированной фракции С4.
Процесс имеет две модификации — изопол и гидропол. От-
личительной особенностью этих модификаций является заключи-
тельная стадия гидроизомеризации бутена-1 в бутен-2 с целью
улучшения качества сырья установки алкилирования (изопол)
или гидрирование всех продуктов, в том числе и бутиленов, перед
направлением последних на пиролиз. Ниже охарактеризованы
выход и качество продуктов:
Селек-
топол
и изопол Гидропол
Выход, % на изобутилен сырья..................... 99 99
Плотность, т/м3 ............................... 0,754 0,742
Температура начала кипения, °C ............. 80 75
Температура выкипания 90 % продукта, °C . . 190 187
Октановое число
и. м.......................................... 100 99,5
м. м........................................... 85 89,5
178
Рис. 2.36. Установка олигомеризации бутиленов фирмы Bayer:
I — реакторный блок; 2 — блок подготовки катализатора; 3 — центрифуга; 4 — подо-
греватель; 5 — колонна разделения продуктов;
1 — ББФ (сырье); II — рецикл катализатора; III — свежий катализатор; IV — кон-
центрат катализатора; V — потери катализатора; VI — отработанная ББФ; VII — оли-
гомеры (продукт).
Олигомеризация изобутилена. Фирмой Bayer (ФРГ) реализо-
ван процесс олигомеризации 99% изобутилена, содержащегося
в ББФ, в присутствии гомогенного катализатора (1% на сырье)
при температуре около 100 СС и давлении 2,0 МПа (рис. 2.36).
Основным продуктом является диизобутилен с примесью со-
димера «-бутиленов. Суммарный выход олигомеров 110—120%
на изобутилен сырья (с рециркуляцией «-бутиленов). Октановое
число диизобутилена составляет 100 (и.-м.) и 89 (м. м.), а после
гидрирования соответственно 99 и 101.
Непревращенные «-бутилены могут быть направлены на произ-
водство e/нор-бутилового спирта с октановым числом свыше
100 (и. м.), а также ряда нефтехимических продуктов.
Катализатор процесса (1% на сырье) рециркулируется после
центрифугирования продукта и позволяет использовать оборудо-
вание из углеродистой стали. Расход катализатора около 0,01 %
на сырье установки.
Димеризация пропилена. За рубежом получил распростране-
ние процесс димеризации пропилена или смеси олефинов С3—С4
димерсол (рис. 2.37), также разработанный Французским инсти-
тутом нефти. Сырье процесса — ППФ с содержанием диенов и
ацетиленов до 0,003%, воды 0,0005% и серы — 0,001%. Продукты
димеризации — главным образом изогексены, имеющие октано-
вое число 95—96 (и. м.) и 81 (м. м.), хорошую испаряемость и
давление паров для компаундирования высокооктановых бензи-
нов. Октановое число смешения компонента 105 (и. м.).
Процесс осуществляется в жидкой фазе при невысоком давле-
нии и умеренной температуре введением в реактор небольшого
количества каталитического комплекса, разрушаемого при вы-
ходе из реактора аммиачной водой. Катализатор не регенерируется.
После отделения катализатора продукты разделяются ректифика-
цией на целевой компонент и отработанную ППФ.
Процесс димеризации пропилена гексол на гетерогенном
твердом катализаторе в продукт, содержащий до 80% гексенов,
с октановым числом (и. м.) 95—96 рекламирует фирма UOP
(США). Процесс может осуществляться на установках получе-
176
ния полимербензина без существенной реконструкции при бо-
лее низком давлении.
Опытно-промышленную проверку получил процесс димери-
зации «-бутиленов октол, разработанный совместно фирмами
UOP и Hills AG (ФРГ) для получения пластификаторов.
Мощность установок. В СССР и за рубежом эксплуатируются
установки полимеризации на фосфорнокислотных катализаторах
мощностью от 50 до 350 тыс. т в год. Мощность установки олиго-
меризации бутиленов фирмы Bayer 100 тыс. т в год. Процесо
димерсол реализован на рубежом на установках мощностью по
сырью до 120 тыс. т в год.
Материальный баланс процессов полимеризации:
Сырье (100 %) Полиме- ризация (СССР) ППФ Димерсол (Франция) и гексол (США) ППФ Полиме- ризация (СССР) ББФ Олигоме- ризация (ФРГ) ББФ Селек- ТОПОЛ (Фран- ция) ББФ
Продукты, % Легкий полимер—ди- стиллят (/. 1Ш < 185—205 °C) . . (35 % пропи- лена) 31 («75 % пропилена) 65 (кат. крекинга) 33 (50 % изобути- лена) 32-34 (50 % изобу- тилена) 49
Тяжелый полимер— дистиллят (/кип > > 200 °C) 4 3 22—25
Отработанная фрак- ция углеводородов Сз—С4 65 35 64 41-46 51
Расходные показатели Электроэнергия, кВт-ч на 1 т продукта: Полимери- Димерсол < зация 30 7,2 Олигомери- зация 28 Селектопол 22
Пар, (1,0 МПа), т . . 0,9 0,2 0,3 0,6
Вода охлажд., т • > • 55 35 69 42
Лучшие технико-экономические показатели на единицу про-
дукции имеют процессы полимеризации, в которых перерабаты-
вается сырье с высоким содержанием олефинов. Наименее энерго-
Рис. 2.37. Установка димерсол:
/ — реактор: 2 — холодильник; 3 — сепа-
ратор; 4 — колонна разделения продуктов;
I — ППФ (сырье); II — катализатор;
III — свежая щелочь; IV — отработанная
щелочь; V — отработанная ППФ; VI —
димеры (продукт).
177
емки жидкофазные процессы полимеризации. При сравнении по-
казателей не учитывались затраты на гидрирование продуктов
при необходимости получения стабильных моторных топлив.
ЛИТЕРАТУРА
Письлшн И. И., Аншелес В. Р. — В кн.: Справочник нефтехимика. Т. 2/Под
ред. С. К- Огородникова. Л.: Химия, 1978, с. 319—328.
Суханов В. П. Каталитические процессы в нефтепереработке. М.: Химия, 1979,
с. 309—313.
Дсрд Д. Дж. и др. Нефть, газ и нефтехимия за рубежом. 1985, № 5, с.
103—105.
Fridlander R. Н. et al. Hydrocarbon Processing, 1986. v. 65, № 2, p. 31—33.
Scharje G. Hydrocarbon Processing, 1973, v. 52, № 4, p. 171 —173.
Hydrocarbon Processing, 1982, v. 61, Ns 9, p. 175.
2.4.5. Изомеризация парафиновых углеводородов
2.4.5.1. Общие положения
Назначение. Сырье и продукция. Процесс изомеризации пара-
финовых углеводородов предназначен для повышения октано-
вого числа пентан-гексановых фракций бензинов, выкипающих
до 70 СС, и получения индивидуальных изопарафиновых углево-
дородов — изобутана и изопентана — из н-бутана и н-пентана
с целью увеличения ресурсов сырья при синтезе изопренового
каучука. Кроме того, изобутан используется как исходное сырье
для процесса алкилирования и для получения изобутилена при
синтезе МТБЭ, изопентаны и изогексаны — как компоненты авто-
мобильного бензина.
Теоретические основы. Реакции изомеризации парафиновых
углеводородов являются равновесными, происходят без измене-
ния объема, поэтому термодинамическое равновесие зависит только
от температуры: низкие температуры благоприятствуют образо-
ванию изопарафиновых углеводородов и получению смесей угле-
водородов с высокими октановыми числами.
Изомеризация протекает с небольшим экзотермическим эф-
фектом — от 2 до 20 кДж/моль; теплота изомеризации мало из-
меняется с температурой. При расчете равновесных составов по
значениям констант равновесия необходимо учитывать, что на
практике при протекании реакции изомеризации не всегда обра-
зуются все теоретически возможные изомеры. Например, в про-
дуктах изомеризации н-пентана на всех катализаторах из трех
теоретически возможных изомеров были обнаружены только
н-пентан и изопентан; 2,2-диметилпропан не был обнаружен.
Изомеризация парафиновых углеводородов сопровождается
побочными реакциями крекинга и диспропорционирования; для
подавления этих реакций и поддержания активности катализа-
тора на постоянном уровне процесс проводится при давлениях
водорода 2,0—4,0 МПа и циркуляции водородсодержащего газа.
Кинетика и механизм реакции зависят от типа катализатора й
условий проведения реакции.
178
Количественной оценкой кинетических параметров реакцион-
ной способности углеводородов является константа скорости ре-
акции превращения парафинового углеводорода в изомерный угле-
водород или смесь изомеров. Изучение путей этих превращений
и состава промежуточных продуктов связано с изучением меха-
низма реакции.
Реакция изомеризации парафиновых углеводородов на катали-
заторах, содержащих металлы VIII группы, может происходить
(в зависимости от кислотности носителя) следующим образом.
1. На катализаторах с сильной кислотностью носителя изо-
меризация происходит на кислотных центрах, роль металла сво-
дится к ограничению образования кокса и предохранению от дез-
активации кислотных центров. Примером может служить изо-
меризация парафиновых углеводородов на алюмоплатиновом ката-
лизаторе, промотированном хлором:
СН3
к.-н. I
СН3СН2СН2СН3 ±=>СН3ССН3
+
сн3 сн3
I к I
СН3ССН3 + сн3сн2сн2сн3 «=> сн3снсн3 + СН3СНСН2СН3
+ +
где К — кислотные центры.
2. На катализаторах с очень низкой кислотностью носителя
изомеризация происходит на металлических центрах и механизм
реакции зависит от размера кристаллитов металла.
3. На бифункциональных катализаторах механизм реакции
может быть описан следующей схемой:
м,—н2
СН3СН2СН2СН2СН3 СН3СН=СНСН2СН3
Цк,+Н*
сн3
I к
СН3ССН.,СН3 л=* СН3СН2СНСН2СН3
+ +
Пк,-н.
сн3 сн3
I М, +н2 I
СН3С=СНСН3 <=* СН3СНСН2СН3
где М — металлические центры, К — кислотные.
Катализаторы. Современные промышленные катализаторы изо-
меризации парафиновых углеводородов являются каталитиче-
скими бифункциональными системами металл—носитель.
В качестве металлического компонента катализатора исполь-
зуются платина или палладий, в качестве носителя — фторирован-
ный или хлорированный оксид алюминия, аморфные или крнстал-
ческие алюмосиликаты (декатионированные формы фожазита
179
типа Y, содержащие редкоземельные элементы, и морденит в де-
катионированной форме), внесенные в матрицу оксида алюминия.
Механизм действия и условия работы катализатора в реакции
изомеризации зависят от природы носителя и способа его промо-
тировання. Алюмоплатиновые катализаторы, промотированные
фтором, позволяют осуществить процесс изомеризации при 360—
420 °C и называются высокотемпературными; металл-цеолитные
катализаторы используются при 230—380 °C (в зависимости от
типа применяемого цеолита) и названы среднетемпературными.
Алюмоплатиновые катализаторы, промотированные хлором, при-
меняют при 100—200 СС; такие катализаторы считаются низко-
температурными. Использовавшийся ранее в качестве катализа-
тора безводный хлорид алюминия, промотированный хлороводо-
родом, в настоящее время утратил свое значение.
В последнее время в качестве катализаторов изомеризации
рассматриваются каталитические системы — фториды металлов V
и VI групп периодической системы элементов, промотированные
фтороводородом; на этих катализаторах реакция изомеризации
протекает при 20—50 СС, но они не получили еще промышленного
применения.
Наибольшее распространение в промышленности получили
низко- и высокотемпературные процессы изомеризации парафи-
новых углеводородов С4—Сй на основе алюмоплатиновых катали-
заторов, промотированных хлором и фтором.
2.4.5.2. Изомеризация н-бутана (процесс бутамер)
Низкотемпературная изомеризация н-бутана на алюмопла-
тиновых хлорированных катализаторах проводится в газовой
фазе при давлении водорода на неподвижном слое катализатора
при температурах 150—220 °C, при этом обеспечивается выход
изобутана «за проход» свыше 50%. Высокая селективность ката-
лизатора сводит побочные реакции до минимума, выход продук-
тов реакции, содержащих бутаны, достигает 97%, соответственно
низок расход водорода. Отсутствие побочных реакций обеспечи-
вает малую величину коксообразования, допускает поддержа-
ние низкого мольного отношения водород : сырье без отрица-
тельного влияния на продолжительность работы катализатора.
Технологическая схема. Процесс с рециркуляцией непрореаги-
ровавшего н-бутана осуществляется по схеме, представленной
на рис. 2.38.
Смесь свежего сырья и продуктов реакции после стабилиза-
ции поступает в колонну деизобутанизации 1, где выделяется про-
дукт нужной степени чистоты. н-Бутан смешивается с циркули-
рующим водородсодержащим газом, нагревается в печи 4 до тем-
пературы реакции и поступает в реактор 3. Продукты реакции
охлаждаются и направляются в сепаратор высокого давления 6;
газ из сепаратора вместе с небольшими количествами свежего
180
IV
Рис. 2.38. Установка изомеризации «-бутана:
1 — колонна деизобутанизации; 2 —• колонна стабилизации; 3 — реактор; 4 — печь|
5 — циркуляционный компрессор; 6 — газожидкостные сепараторы;
I — сырьё; // — водород; III — газ в топливную сеть; IV ~ изобутан.
водорода поступает в реактор 3. Жидкие продукты реакции на-
правляются из сепаратора в стабилизационную колонну 2, от-
куда небольшие количества растворенных газообразных продук-
тов — водород, этан и пропан — поступают сверху в топливную
сеть. Кубовый продукт колонны стабилизации соединяется со
свежим сырьем на входе в изобутановую колонну 1. К сырью,
поступающему в реактор, добавляются небольшие количества
хлороргзпичЕского сосДнНсНия для поддержания активности ня
постоянном уровне и возмещения потерь хлороводорода с голов-
нон фракцией колонны стабилизации. Основная часть оборудо-
вания выполнена из углеродистой стали.
Существует 16 промышленных установок изомеризации «-бу-
тана типа бутамер фирмы UOP, мощностью 240—1430 м3/сутки,
пять из них входят в состав установок фтористоводородного ал-
килирования.
Сравнение показателей отечественных и зарубежных установок
низкотемпературной изомеризации н-бутана:
UOP British Petroleum НПО «Лен- иефтехим»
Катализатор 1-4 Платина на НИП-74
Добавление промотора (хлорорга- ническое соединение) Да хлорированном А120з Да Да
Условия процесса температура, °C Нет данных 150—200 180-220
давление, МПа До 3,8 До 3,8
Объемная скорость подачи сырья, ч’1 1—3 1—3 1-2
Мольное отношение водород: угле- водород Нет данных 0,1-0,5 1,0
Выход изобутана, % «за проход» . Равновесие До 56 50
на превращенное сырье .... До 100 97 96,5
Срок службы катализатора, мес. Более 12 24 24
181
2.4.5.3. Изомеризация пентан-гексановой фракции
(процессы пенекс, хайзомер и др.)
Назначение—получение высокооктановых компонентов авто-
мобильного бензина.
Технологические схемы. Процесс фирмы British Petroleum.
Сырье — пентановая, гексановая и пентан-гексановая фракции —
подвергается гидроочистке от сернистых соединений и осушке до
менее 0,0001%.
Процесс проводится в среде водорода в газовой фазе, осталь-
ные условия см. в табл. 2.38.
Технологическая схема приведена на рис. 2.39. Подготовлен-
ное путем гидроочистки сырье смешивают с водородом, нагре-
вают в печи 1 и направляют в реактор 2, где происходит насы-
щение ароматических и непредельных углеводородов и изомериза-
ция w-парафиновых углеводородов. Продукты реакции, охлаж-
денные в теплообменнике, направляют в реактор 3, в котором изо-
меризация завершается при более низкой температуре, что благо-
приятно с точки зрения термодинамического равновесия. Про-
дукты реакции снова охлаждают, и в сепараторе высокого давле-
ния 4 отделяют жидкий продукт от циркулирующего газа.
Газ из сепаратора 4 возвращают в реактор 2. Жидкий продукт
поступает в стабилизационную колонну 6. Кубовый поток из
колонны 6 подают на защелачивание раствором соды, после чего
получают готовый продукт.
ТАБЛИЦА 2.38. Сравнительная характеристика процессов изомеризации
пентан-гексановой фракции
Показатели Процесс British Petroleum Пенекс (UOP) Хайзомер (Shell) ТИП (Union Carbide)
Катализатор Pt— т]-А12О3—Cl Pt— у-А12О3— А1С13 Платина на цеолите
Непрерывное добавление хлорорганического соеди- нения Да Да Нет Нет
Окислительная регенера- ция катализатора Условия процесса Да Нет данных Да Да
температура, "'С 90—160 120—205 230—290 230—290
давление, МПа 2,7 2,1—7,0 1,4—3,5 1,4—3,5
объемная скорость подачи сырья, ч'1 2,0 2,0 1—3 1—3
мольное отношение водо- род : сырье 1,5 Нет данных 1—4 1 — 4
Выход С+, % 99,0 Нет данных 97,4 96,8
Октановое число продукта (и. м.) в чистом виде 83,8 83,8 82,1 90,7
182
Рис. 2.39. Установка изомеризации пентан-гексановой фракции фирмы British Petro-
leum:
/ — печь; 2 и <3 — реакторы; 4 — газожидкостной сепаратор; 5 — водородный коып«
рессор; 6 — стабилизационная колонна; 7 «= воздушные холодильники;
1 — сырье; И — добавка хлорорганического соединения; III добавочный водород»
содержащий газ; IV — линия углеводородов; V продукт.
Рис. 2.40. Установка изомеризации пентан-гексановой фракции с рециклом м-пен-
тана фирмы (JOP:
1 — изопентановая колонна; 2 — реактор; 3 ~ осушители сырья; 4 колонна ста^»*
лизации; 5 — пентановая колонна; б газожидкостной сепаратор; 7 циркуляцией
ный компрессор;
I — сырье; 11 — изопентан; III ~ пентан; IV ~ добавочный водород; V — легкие угле,
водороды; VI пентан и гексан; VII — циркулирующий водород; VIII гексаны)
У X =~ продукт.
Катализатор алюмоплатиновый, промотированный хлором,
отличается высокой активностью, избирательностью, продолжи-
тельность рабочего цикла до 2 лет; хлорируется в реакторе уста-
новки изомеризации, может быть регенерирован, полностью вос-
станавливая первоначальную активность. Для поддержания по-
стоянного уровня активности и селективности катализатора и
восполнения потерь хлороводорода в сырье добавляют небольшие
количества хлорорганических соединений; при этом наблюдается
незначительная коррозия аппаратуры (0,0013 мм/год). Промышлен-
ные установки изготавливают из углеродистой стали.
Всего работает десять промышленных установок изомериза-
ции этого типа.
Процесс пенекс фирмы UOP. В качестве сырья используются
прямогонные фракции, содержащие парафиновые углеводороды С5
и С6. Процесс предусматривает гидроочистку и осушку сырья.
В процессе применяются специально приготовленные платину-
содержащие катализаторы 1-3 (6 промышленных установок)
и 1-4 (11 установок). Катализатор производится фирмой UOP
и поставляется на установку готовым, в активированном состоя-
нии в специальных контейнерах, обеспечивающих загрузку ката-
лизатора в реакторы без соприкосновения с атмосферной влагой.
Условия проведения процесса см. в табл. 2.38.
Технологическая схема процесса (вариант с рециркуляцией
н-пентана) приведена на рис. 2.40. Сырье после гидроочистки
и осушки подается в колонну 1, где выделяется изопентан;
к-пентан и гексаны выводят из куба колонны 1, осушают, подогре-
вают и направляют в реактор 2, куда поступает также циркули-
рующий водородсодержащий газ. Промотор, представляющий со-
бой хлорорганическое соединение, в количестве десятитысячных
183
долей процента непрерывно добавляется с сырьем и превращается
на катализаторе в хлороводород. Поток из реактора охлаждается
и направляется в сепаратор высокого давления 6.
Жидкий продукт из сепаратора 6 стабилизируется в колонне 4,
при этом удаляются легкие углеводороды С\—С4, образующиеся
в результате гидрокрекинга и содержащиеся в водороде подпитки.
Хлороводород, который содержится в газах стабилизации, ней-
трализуется в скруббере щелочной промывкой. Циркулирующий
водородсодержащий газ из сепаратора 6 возвращается в реактор 2.
Для компенсации расхода водорода на реакции гидрокрекинга
и потери осуществляют подпитку системы сухим водородсодержа-
щим газом. После отделения пентана в колонне 5 получают гото-
вый продукт — смесь изопентана (головной погон колонны 1)
и изомеров гексана. Изомеризация фракции С5—Со с октановым
числом 69 позволяет получить продукт с октановыми числами:
83—84 (и. м.) в чистом виде без рециркуляции н-пентана и
н-гексана, 86 — с рециркуляцией н-пентана и 89—с рециркуля-
цией пентана и гексана.
Из-за отсутствия влаги в реакционной системе коррозии уста-
новки не наблюдается, это позволяет изготавливать оборудование
из углеродистой стали.
Процесс хайзомер фирмы Shell — изомеризация прямогонных
бензиновых фракций С5—С6 с целью улучшения их октановой ха-
рактеристики; при переработке сырья с октановым числом 73,2
получают продукт с октановым числом 82,1 (и. м.) в чистом виде.
Катализатор бифункциональный, входят благородный металл
и цеолитсодержащий носитель с низким содержанием натрия.
Процесс проводится в газовой фазе на неподвижном слое ката-
лизатора. Остальные условия приведены в табл. 2.38.
Сырье подвергается гидроочистке до содержания серы 0,001%.
Катализатор малочувствителен к отравлению водой, допускается
содержание воды в сырье до 0,003%, содержание бензола нес-
сколько процентов, 2—4% углеводородов С7 и до 15% нафтеновых
углеводородов. Сырье после гидроочистки смешивается с водо-
родом, проходит теплообменник, печь, где нагревается до нужной
температуры, и поступает в реактор; после охлаждения и отде-
ления водорода в сепараторе, жидкий продукт поступает на ста-
билизацию. Процесс может быть совмещен с процессом каталити-
ческого риформинга, что приводит к снижению капитальных и
эксплуатационных расходов. Большая экономия может быть до-
стигнута при реконструкции установок гидроочистки и рифор-
минга под процесс хайзомер.
Система ТИП фирмы Union Carbide представляет собой ком-
бинацию процессов хайзомер и изосив.
Изосив (фирма Union Carbide) — процесс выделения на моле-
кулярных ситах из изомеризата процесса хайзомер «-парафино-
вых углеводородов, которые возвращаются в процесс изомериза-
ции. Октановое число продукта может достигать 90 (и. м.) в чи-
184
Рис. 2.41. Установка ТИП:
7 — подогреватели; 2 — секция разделения цзо- и н-па-
рафинов на цеолитах; 3 — реактор изо.меризаиин; 4 —
холодильник; 5 — секция разделения десорбента и про-
дуктов реакции; 6 — колонна стабилизации;
7 и II — сырье; Ill — газы стабилизации; IV — изоме-
ризат.
стом виде. На рис. 2.41 показана принци-
пиальная блочная схема установки ТИП.
Процесс происходит в среде водород-
содержащего газа, остальные условия
приведены в табл. 2.38.
Процесс ТИП может осуществляться
по двум вариантам:
с максимальным выходом или с максимальным октановым числом
целевого продукта. При работе по первому варианту сырье (по-
ток /) смешивается с продуктом изомеризации и поступает на ад-
сорбцию нормальных парафиновых углеводородов в блок 2,
откуда неадсорбированные углеводороды направляют в стабили-
зационную колонну 6\ адсорбированные углеводороды при работе
блока 2 в режиме десорбции вытесняются из цеолита и поступают
в реактор изомеризации 3. Продукты изомеризации в смеси с де-
сорбентом охлаждаются и направляются в узел сепарации 5,
откуда углеводороды поступают в узел адсорбции. Вариант ра-
боты с максимальным выходом целевого продукта предпочтите-
лен для сырья, содержащего много гептанов и бензол или более
60% пентанов.
При работе по варианту с максимальным октановым числом
сырье (поток II) сразу поступает на изомеризацию, что приводит
к гидрокрекингу части гексанов и гептанов.
В настоящее время имеются шесть промышленных установок
хайзомер и ТИП.
Расходные показатели:
Процесс British Petro- leum Пенекс (UOP) Хайзо- мер (Shell) тип (Union Carbide)
Мощность установки по сырью, тыс. т/год Капиталовложения, включая катализа- 235 300 270 270
тор, тыс. долл.* Удельные капиталовложения на 1 т 1778 4300 2880 6480
сырья, долл/т Удельные энергетические затраты на 1 м3 сырья * * 7,56 14,3 10,66 24,0
электроэнергия, кВт-ч 8,17 ‘ 10,6 11,9 19,54
топливо, МДж 63,7 917,6 331 350
пар, т 0,104 0,086 0,128
вода, м3 — — — —.
водород, м3 — — . 13,1 17,8
* Без капиталовложений в установку гидроочистки.
*-•- Без гидроочистки сырья для установки изомеризации.
185
ОктаноЬое число изомеризата
(и.м.) ё чистом Виде
Рис. 2.42. Стоимость производства изо-
меризатов с различными октановыми чис-
лами.
Данные по установкам изо-
меризации пентан-гексановой
фракции относятся к варианту
проведения процесса по схеме
за «проход» с получением изо-
меризата с октановыми числами
82,1—84,6 (и. м.) в чистом виде,
за исключением процесса ТИП, который осуществляется с выде-
лением н-пентана и н-гексана из изомеризата с помощью моле-
кулярных сит, что приводит к повышению октанового числа
изомеризата до 90,7. При переходе от процесса хайзомер к про-
цессу ТИП увеличение октанового числа достигается за счет воз-
растания капиталовложений в 2,2 раза и удельных энергетиче-
ских затрат приблизительно в 1,5—2,0 раза.
Данные фирмы UOP (рис. 2.42) также указывают на увеличе-
ние удельных капиталовложений и энергетических затрат при
повышении октанового числа с 83 до 93 (и. м.) в чистом виде.
2.4.5.4. Отечественные процессы изомеризации
Назначение. Сырье и продукция. Развитие процесса изоме-
ризации в Советском Союзе имеет свои особенности. Изомериза-
ция углеводородов С4—С3 направлена на увеличение ресурсов
сырья для производства изопренового каучука. Изомеризация
прямогонных бензиновых фракций, выкипающих до 62 СС, исполь-
зуется для получения компонентов смешения высокооктановых
автомобильных бензинов.
На основании разработанной в НПО «Леннефтехим» техноло-
гии процесса спроектированы многотоннажные установки, ко-
торые работают в Советском Союзе и странах СЭВ. Гипрокаучу-
ком выполнены проекты установок изомеризации н-пентана, наз-
начение которых—получение изопентана для производства изо-
пренового каучука и растворителя для полимеризации изопрена.
Проектирование установок изомеризации бензиновой фрак-
ции н. к. — 62 С осуществлено Ленгипронефтехимом. Целевыми
продуктами являются изокомпоненты с октановыми числами 85
и 89 (и. м.) в чистом виде. Они используются для производства
бензина АИ-93 без применения тетраэтилсвинца.
В качестве исходного сырья на установках, входящих в состав
заводов СК, используется пентановая фракция, выделенная на
ЦГФУ; на установках в составе НПЗ — бензиновая фракция
н. к. — 62 °C, полученная на установках АВТ и вторичной пере-
гонки. В качестве водорода подпитки используются электро-
литический водород и водородсодержащий газ с установок ката-
литического риформинга. Процесс изомеризации н-пентана осу-
186
ществляется в реакторе со стационарным слоем катализатора
в паровой фазе при давлении и циркуляции водородсодержащего
газа. Выход изопентана «за проход» составляет в среднем 50—
53%. Достижение полного превращения «-пентана в изопентан
осуществляется путем рециркуляции непревращенного н-пентана.
Катализатор. Процесс изомеризации осуществляется на ката-
лизаторе ИП-62, который изготавливается на ПО «Ангарскнефте-
оргсинтез» по регламенту НПО «Леннефтехим». Катализатор
ИП-62 — платинированный у-А12О3, промотированный фто-
ром, характеристика его приведена ниже:
Содержание платины, % . . . 0,55
Насыпная плотность, кг/л . . 0,65
Коэффициент прочности, кг/мм 0,97
Размер таблеток, мм:
диаметр.................... 2,8
длина...................... 5,0
Свежезагруженный в реактор катализатор ИП-62 подвергается
последовательной термообработке азотом и водородом с целью
удаления воды и разложения сернистой платины. Предусмотрена
возможность окислительной регенерации катализатора; на ката-
лизаторе одновременно с процессом изомеризации протекают ре-
акции обессеривания н-пентана и изопентана с образованием
сероводорода, который частично удаляется при отдувке цирку-
лирующего газа и при стабилизации катализата.
Схема установки изомеризации пентановой фракции приве-
дена на рис. 2.43. Пентановая фракция с ЦГФУ поступает в ко-
Рис. 2.43. Установка изомеризации пентановой фракции*.
Ректификационные колонны: К-1 — пентановая, К-2 — азеотропной осушки сырья,
К‘3 — бутановая, Л-4 —изопентановая; Л-5 — отпарная;
1 — реактор; 2 — трубчатая печь; 3 — теплообменники: 4 — конденсатор; 5 — сепа-
ратор; 6 — сборник высокого давления; 7 — сборники низкого давления; 8t 9 — комп-*
рессоры; 10 — адсорбер-осушитель; 11 — дефлегматор; 12 — водяные холодильники;
13 — флорентийский сосуд;
I — н-пентановая фракция; II — рецикл н-пентановой фракции; III — гексановая
фракция; IV — в ХЗК; V — фракция Cj—С<; VI — изопентановая фракция, VII — све-
жий водород.
187
Бпок ректификации
Рис. 2.44. Установка изомеризации фракции н. к. — 62 °C:
Ректификационные колонны: К-1 — изопентановая, К-2 — пентановая, К-3 — бута*
новая, К-4 ~ нзогексановая, К-5 — адсорбер-осушитель, К-7 — колонна стабилизации,
К-% — абсорбер;
1 — реактор; 2 — трубчатая печь; 3 — паровой нагреватель; 4 — теплообменник; 5 —
воздушный холодильник; 6 — водяной холодильник; 7 — компрессор;
I — СЫрЬе, II — libuilcHldHoHHM ф^АКцНЯ, I 1 I — С: V j ii И иВ а Я фраКЦИЯ; IV — СВНЖИЦ
водородсодержаш.ий газ; V — изогексановая фракция; VI — гексановая фракция; VII—1
жирный газ; VIII — абсорбент; IX — пентановая фракция; А — циркуляционный газ;
XI — стабильный изомеризат.
лонну К-1, предназначенную для удаления из нее углеводородов,
выкипающих выше н-пентана. В случае необходимости в эту же
колонну может поступать рецикл н-пентана. На изомеризацию
в реактор 1 поступает смесь осушенного в колонне азеотропной
осушки сырья К-2 и рециклового н-пентана, которая вместе с цир-
кулирующим водородсодержащим газом подогревается в тепло-
обменнике до 300° и в трубчатой печи 2 — до 500 °C. Реакция изо-
меризации н-пентана осуществляется в реакторе 1, заполненном
катализатором ИП-62. Отделение газа от жидких продуктов про-
исходит в две стадии: при давлении 3,0 и 1,0 МПа в сепараторах 5.
Газ сепарации высокого давления поступает в линию циркули-
рующего водородсодержащего газа, газ сепарации низкого дав-
ления сбрасывается в топливную сеть. Жидкие продукты реакции
разделяются в последовательно работающих колоннах К-3 и
К-4 на фракцию углеводородов С4, изопентан и н-пентан, послед-
ний направляется в К-1 или непосредственно в реактор.
Схема установки изомеризации бензиновой фракции ЛИ-150-В
приведена на рис. 2.44. Характерной особенностью установки
ЛИ-150-В является разделение ее на два самостоятельных блока
(ректификации и изомеризации), что позволяет использовать при
необходимости каждый из них самостоятельно. В отличие от уста-
188
новки изомеризации пентановой фракции здесь использована одно-
поточная схема реакторного и ректификационного блоков, что
значительно упростило схему и сократило площадь установки.
В состав блока ректификации входят четыре колонны; выбор схемы
ректификации обусловлен возможностью изменения углеводо-
родного состава сырья при переработке различных нефтей, а также
различными условиями работы установок атмосферной' перегонки
и вторичной ректификации бензиновых фракций. В блоке ректи-
фикации производится выделение товарных продуктов из смеси
исходной фракции н. к. — 62 °C и стабильного изомеризата;
изопентана (в колонне К-1), изогексанов (в колонне К-4); н-пен-
тан, направляемый на изомеризацию, выделяется в колонне К-2.
Технологический режим и другие характеристики процесса.
Ниже приводятся усредненные параметры и показатели установок
изомеризации пентановой фракции (I) и бензиновой фракции
н. к. — 62 °C (II);
I п
Условия процесса
температура, °C 360-430 360—440
объемная скорость подачи сырья, ч*1 2,0—2,3 1,6—2,0
давление, МПа 3,2—3,6 2,8—3,0
мольное отношение водород : сырье . . (2-3) : 1 (24-3) : 1
Выход изопентана, %
на пцопущенный н-печтяи . 49—52,8 48—53
на превращенный н-пентан 96,5 97,0
Срок службы катализатора, мес. . . . 13—46 14—40
Качество целевых продуктов, %
содержание изопентана 96,5—99,6 93—99
содержание изогексанов — 92,2—98,9
Октановое число изокомпонента (и. м.)
в чистом виде
изопентана — 89,5
нзогексанов — 78—80,5
По сравнению с проектными данными в процессе эксплуатации
установок улучшены следующие показатели процесса изомериза-
ции н-пентана: увеличена конверсия н-пентана с 49,5 до 53%,
увеличена объемная скорость подачи сырья с 1,0 до 2,0 ч-1, уве-
личен срок службы катализатора с 6 до 46 и более месяцев. Полу-
ченные в промышленных условиях показатели позволили увели-
чить мощности установок изомеризации в 1,5—2 раза при исполь-
зовании существующего оборудования реакторного блока.
Показатели работы установок изомеризации бензиновой фрак-
ции н. к. — 62 °C также указывают на высокую эффективность
работы катализатора ИП-62.
Для повышения эффективности работы установки ЛИ-150-В
и получения большего количества изопентана можно использо-
вать изогексановую колонну для выделения изопентановой фрак-
ции, что позволяет увеличить выработку изопентана на 20%,
повысить качество пентановой фракции (сырья блока изомериза-
189
ции) за счет снижения содержания в ней изопентана до 4—5%,
интенсифицировать работу блока ректификации, а изогексановую
фракцию (остаток ректификации пентановой колонны) направ-
лять в автомобильный бензин А-72.
Расходные показатели по установкам изомеризации н-пентана
и фракции н. к. — 62° на 1 т изокомпонента: топливо 0,024 т. у. т.;
электроэнергия 80 кВт-ч; пар 6,4 МДж; вода оборотная 48 м3.
ЛИТЕРАТУРА
Бурсиан Н. Р. — Технология изомеризации парафиновых углеводородов. Л.:
Химия, 1985.
Бурсиан И. Р.— В кн.: Справочник нефтехимика. Т.2/Под ред.. С. К. Огород-
никова. Л.: Химия, 1978, с. 68—98.
Бурсиан Н. Р., Боруцкий П. И., Волнухина И. К- и др. Каталитические пре-
вращения парафиновых углеводородов. Л.: ВНИИНефтехим, 1976, с. 82—
100.
Жаров Ю. М. Изомеризация углеводородов. М.: Химия, 1983, с. 213—229.
2.4.6. Получение метил-/яре/п-бутилового эфира
Метил-т/гет-бутиловый эфир (МТБЭ). является высокоокта-
новым кислородсодержащим компонентом автомобильного бен-
зина. По сравнению с другими компонентами он имеет ряд преи-
муществ: температура кипения, которая находится в пределах,
соответствующих интервалу минимальной детонационной стой-
кости бензина, плохая растворимость в воде, полное смешение
с любыми углеводородами, низкая плотность. Добавка МТБЭ
в бензин обеспечивает большую полноту сгорания и не требует
изменений в конструкции двигателя. Однако основное преиму-
щество МТБЭ — обеспечение резкого повышения октанового
числа бензина как по исследовательскому, так и моторному ме-
тодам (рис. 2.45), особенно головной фракции до 100 °C, имеющей
большое значение при разгоне автомобиля. Октановое число сме-
шения по исследовательскому методу составляет 117 пунктов,
по моторному —-101.
В бензин МТБЭ добавляют в количестве 5—15%. Использо-
вание МТБЭ обеспечивает экономию прямогонного бензина, со-
1,8—1,9 т/т МТБЭ, и позволяет снизить октано-
вое число применяемого риформата с 98—99
(и. м.) до 84—91 и, следовательно, проводить
риформинг в более мягких условиях, что уде-
шевляет его.
Ряд фирм предлагает использовать процесс
получения МТБЭ с целью последующего его
Рис. 2.45. Повышение октанового числа бензинов при введе*
Содержание МТБЭ нин МТБЭ:
(объемное) °/ 1 н 2 — октановое число бензина (м. м. и и. м. соответствен*
v /<3 но); 3 октановое число головной фракции до 100 ?С (и, м.).
ответствующую
190
V
Рис. 2.46. Установка получения МТБЭ;
! — подогреватель; 2 — реакторный блок; 3 — бутиленовая колонна; 4 “ метанольная
колонна;
1 — метанол; II — фракция С4; III — вода; IV — пар; V — отработанная фракция С4;
VI — товарный МТБЭ; VII — МТБЭ, полученный при более низкой конверсии изобу-
тилена; VIII — смесь МТБЭ н С4, полученная при более низкой конверсии изобутилена.
селективного разложения в изобутилен высокой степени чистоты,
используемый в нефтехимических производствах.
Теоретические основы. Процесс получения МТБЭ основан на
реакции конденсации метанола и изобутилена:
СН2 СНЭ
II I
СН3ОН + С — СН3<=* СНз-О-С —сн3
I I
СН3 СНз
Побочные продукты образуются в незначительном количестве
за счет реакции олигомеризации изобутилена:
СНз СНз
2СН2 = С ► СНз — С — СН2 — С = СН2
I ' I I
СНз СНз СНз
и дегидратации спирта:
2ROH—>R — OR4-H2O
Сырье и продукция. Сырьем для производства МТБЭ являются
метанол и изобутилен. Источником изобутилена могут быть
С4-фракции каталитического крекинга или пиролиза. Конечный
продукт содержит 97—99% основного вещества.
Катализаторы. Иониты в БО3Н-форме.
Технологическая схема. Технологические схемы процесса по-
лучения МТБЭ достаточно близки, существующие отличия не
носят принципиального характера. Наибольшее распростране-
ние получили процессы фирм Chemische Werke Hills (ФРГ)и5пап1«
progetti-ANIC (Италия).
На рис. 2.46 представлена схема процесса получения МТБЭ
фирмы Chemische Werke Hills. Бутиленовая фракция, рецирку-
лирующий и свежий метанол после нагрева до 85—100 °C по
191
даются в первую половину реакторного блока, где основная часть
изобутилена превращается в МТБЭ. Остаток изобутилена превра-
щается в МТБЭ при более низкой температуре во втором реакторе
типа шахтной печи. При переработке пиролизной фракции С4
(50% изобутилена) получается продукт, содержащий 60% МТБЭ.
Чистый МТБЭ выделяют перегонкой. При получении МТБЭ
чистотой более 98% конверсия изобутилена должна быть не
менее 95% . Первая ректификационная колонна предназначена для
выделения непревращенной бутиленовой фракции (бутен-1- и
бутен-2), а вторая — для рецикла метанола и получения товар-
ного МТБЭ.
Мощность установок. В мире действует более 17 промыш-
ленных установок мощностью от 30 до 280 тыс. т/год, общая их
мощность составляет примерно 1,6 млн.т МТБЭ. Примерно такое же
количество установок строится и проектируется.
Расходные показатели. Процесс характеризуется высокими
технико-экономическими показателями. В зависимости от кон-
версии изобутилена и чистоты выделяемого МТБЭ расходные по-
казатели несколько различаются в основном по расходу электро-
энергии и пара. Например, фирма Snamprogetti-ANIC на уста-
новке мощностью 100 тыс. т/год на производство 1 т МТБЭ рас-
ходует: метанола 370 кг; бутилена (50% изобутилена) 1280—
1359 кг; оборотной воды 32—42 м3; пара 450—720 кг; электро-
энергии 10—13 кВт-ч; катализатора на 0,3 долл.
2.5. ОЧИСТКА СВЕТЛЫХ НЕФТЕПРОДУКТОВ (ТОПЛИВ)
Для очистки светлых нефтепродуктов кроме гидрокаталити-
ческих применяются экстракционные и химические процессы.
Из экстракционных процессов наиболее распространен процесс
фурфурольной очистки газойлей, из химических — каталитиче-
ская демеркаптанизация, вытеснившая на большинстве заводов
кислотно-щелочную очистку топлив.
2.5.1. Фурфурольная очистка газойлей
Назначение—удаление из газойлей полициклических аромати-
ческих углеводородов и смолистых соединений.
Сырье и продукция. Сырье — прямогонные и крекинг-газойли.
Целевые продукты — очищенные газойли (рафинаты), направ-
ляемые в дальнейшем на каталитическую или гидрокаталитиче-
скую переработку (крекинг, гидрокрекинг). Побочный продукт
(экстракт) используется в качестве компонента печного топлива.
Растворитель — фурфурол, аналогичный применяемому для
очистки масляного сырья.
Технологическая схема процесса в принципе не отличается от
схемы процесса фурфурольной очистки масел; установки состоят
из тех же основных секций (см. рис. 2.59).
192
Технологический режим. Очистка топлив требует значительно
меньшей кратности растворитель : сырье, чем очистка масел.
Так, при очистке фурфуролом топлив значения кратности раство-
ритель : сырье следующие:
Циркулирующий крекинг-газойль, возвращаемый на установку
каталитического крекинга......................................... 0,25 : 1
Крекинг-газойль для производства высококачественного дизель-
ного или печного топлива.......................................... 0,4 :1
Прямогонные газойли для производства топлив или сырья для
каталитического крекинга ......................................... 0,8 : 1
Мощности установок фурфурольной очистки газойлей различны
в зависимости от их назначения, однако в связи с низкой кратно-
стью растворитель : сырье могут значительно превышать макси-
мальные единичные мощности установок фурфурольной очистки
масел, достигающие 500—600 тыс. т/год по сырью.
Выход рафината зависит от кратности растворитель : сырье
и в связи с низкими ее значениями достигает 80% и более.
Расходные показатели процесса ниже, чем при фурфурольной
очистке масляного сырья. Это снижение пропорционально сни-
жению кратности растворитель : сырье.
2.5.2. Каталитическая демеркаптанизация
Назначение — снижение коррозионной агрессивности топлив
путем перевода меркаптанов в дисульфиды с последующим их
полным или частичным удалением.
Теоретические основы. Меркаптаны переводят в дисульфиды
путем каталитического окисления в щелочной среде. Процесс
осуществляется на основе реакций
RSH + NaOH---► RSNa + Н2О
2RSNa + i/2O2 + Н2О-► RSSR + 2NaOH
Процесс может осуществляться как с использованием раствора
катализатора (процесс мерокс), так и на стационарном слое ката-
лизатора (процесс бендер). Ниже приводится описание процесса
мерокс — более распространенного.
Сырье и продукты. Сырье — сжиженные газы (пропан, бутан),
бензиновые, керосиновые и дизельные фракции. Ниже приведены
данные по снижению содержания меркаптанов после демеркап-
танизации различного исходного сырья по методу мерокс:
Содержание меркап-
танов, г/т
Сжиженный газ.................
Бензин термического крекинга
Бензин каталитического крекинга
Керосин.......................
в сырье в целевом
продукте
1500 5
2000 5
200 5
100 Отрицательная
докторская проба
Катализаторы. Катализаторами процесса являются хелатные
соединения металлов VI группы в растворе едкого натра.
7 Зак. 70
193
Рис. 2.47. Установка мерокс:
/ — колонна промывки; 2 — экстрактор; 3 — жидкостный сепаратор щелочи; 4, 7 *=•
реакторы; 5 — газожидкостный сепаратор воздуха; 6 — жидкостный сепаратор низко-
молекулярных дисульфидов; 8 — жидкостный сепаратор очищенного продукта;
1 — сырье; II — воздух; III — регенерированный раствор «мерокс»; IV — избыточный
воздух; V — дисульфиды; VI — циркулирующий раствор «мерокс»; VII — свежая ще-
лочь; VIII — очищенный продукт с установки.
Технологическая схема процесса представлена на рис. 2.47.
Сырье промывается раствором щелочи в колонне 1 для удаления
сероводорода и органических кислот с целью продления срока
службы катализатора, после чего поступает в экстрактор 2,
где из него раствором катализатора «мерокс» экстрагируются
низкомолекулярные меркаптаны. Раствор «мерокс» из экстрак-
тора 2 подается в реактор 4, где происходит каталитическое окис-
ление меркаптанов в дисульфиды кислородом воздуха с одновре-
менной регенерацией катализатора. Смесь из реактора 4 прохо-
дит сепараторы 5 и 6 для отделения избытка воздуха и дисульфи-
дов, после чего регенерированный раствор «мерокс» возвращается
в реактор 2. Очищенное от низкомолекулярных меркаптанов
сырье поступает из сепаратора щелочи 3 в реактор 7 для перевода
в дисульфиды высокомолекулярных меркаптанов, не подверг-
шихся экстракции в экстракторе 2 и окислению в реакторе 4.
В реакторе 7 сырье взаимодействует с воздухом и дополнительным
количеством раствора «мерокс». Смесь из реактора 7 поступает
в сепаратор 8, где разделяются очищенный продукт и циркули-
рующий раствор «мерокс». Остающиеся в очищенных топливах
высокомолекулярные дисульфиды не ухудшают их эксплуатацион-
ных свойств.
Для очистки низкомолекулярных фракций, не содержащих
высокомолекулярных меркаптанов, используется упрощенный
(экстракционный) вариант процесса, где стадия дополнительной
окислительной демеркаптанизации в реакторе 7 исключена.
Мощность установок..Эксплуатируются установки мерокс мощ-
ностью до 6 млн. т/год.
Расходные показатели на 1 т сырья: электроэнергия 2 —
4 кВт.ч; вода (химически очищенная) 0,2—0,5 м3; катализатор
0,5—1 г; щелочь (в расчете на 100%-ную) 0,04—0,06 кг.
Потери в процессе очистки не превышают 0,5%.
194
2.6. ПРОИЗВОДСТВО МАСЕЛ
2.6.1. Технологическая схема
Технология производства масел состоит из трех основных эта-
пов: 1) получение масляных фракций; 2) выработка из масляных
фракций базовых масел-компонентов; 3) смешение (компаунди-
рование) масел-компонентов и, при необходимости, введение
в базовые масла соответствующих присадок с целью получения
товарных масел.
Получение масляных фракций осуществляется разгонкой нефти
на установках атмосферно-вакуумной перегонки (АВТ) или ма-
зута на установках вакуумной перегонки (ВТ). При этом полу-
чаются несколько вакуумных масляных дистиллятов различной
вязкости и остаток вакуумной перегонки — гудрон.
Для производства масел используются нефти, различающиеся
содержанием парафина, сернистых и асфальтосмолистых веществ,
а также потенциальным содержанием масел и их качеством.
В настоящее время наиболее массовым сырьем для производства
масел являются смеси сернистых парафинистых нефтей, к числу
которых относятся смеси западно-сибирских (самотлорская, сос-
нинская, усть-балыкская и др.) и волго-уральских (туймазинская,
ромашкинская) нефтей. Свойства масляных фракций ряда нефтей,
из которых вырабатывается большая часть масел в СССР, приве-
дены в табл. 2.39, данные по потенциальному содержанию в них
масел — в табл. 2.40.
Технология производства базовых масел включает в себя ряд
процессов; назначение каждого из них — удаление из сырья
групп углеводородов и соединений, присутствие которых в масле
нежелательно (асфальтосмолистых соединений, полициклических
ароматических углеводородов с низким индексом вязкости, твер-
дых парафиновых углеводородов). К числу этих процессов отно-
сятся:
1. Очистка сырья: экстракционная (селективными раствори-
телями), гидрогенизационная (гидрокрекинг, гидроизомериза-
ция), адсорбционная, сернокислотная (кислотно-щелочная или
кислотно-контактная).
2. Депарафинизация очищенного сырья — с использованием
растворителей или гидрокаталитическая.
3. Доочистка депарафинированных масел — контактная (от-
беливающей землей) или гидрогенизационная.
При переработке остаточного сырья — гудрона перед пода-
чей сырья на селективную или гидрогенизационную очистку осу-
ществляется его деасфальтизация пропаном. На некоторых пред-
приятиях при переработке остаточного сырья используется про-
цесс дуосол-очистки, сочетающий функции процессов деасфальти-
зации и селективной очистки.
В настоящее время основной объем базовых масел произво-
дится с использованием экстракционных процессов: пропановой
7*
195
— ТАБЛИЦА 2.39. Выход и основные свойства масляных фракций отечественных нефтей
о-----------------------------------------------------------------------------------------------------------------------.
Показатели Нефти
волго- градская (жирнов- ская) ферган- ские перм- ские гу Й ма- зин- ск а я ромаш- кин- ская мангыш- лак- ская усть- балык- ская Само- тлор- ская смесь укра- инских Санга- чалы- море (Баку) смесь ставро- поль- ских
Маловязкие дистилляты
Пределы отбора, °C 330 — 400 300 — 400 300 — 400 300 — 400 300 — 400 300 — 400 320 — 400 340 — 400 320 — 350 350 — 420
Выход на нефть. % 16,2 14,0 18,0 15-17 15 — 17 16,3 13,3 12.0 6,6 15,3
Вязкость при 50 °C, мм2/с 8,0 7,3 7,3 7,4 7,2 6,0 7,7 8,0 8,3 7,3
Температура плавления, °C 7,5 16 15 14 13 23 10 8 23 32
Содержание серы, % — — 0,72 1,6 1,7 0,1 1,4 1,1 0,6 0,09
Дистилляты средней вязкости
Пределы отбора, °C 400 — 480 400 — 450 400 — 500 400 — 450 400 — 450 400 — 450 400 — 450 400 — 450 350 — 500 350 — 420 420 — 500
Выход на нефть, % Вязкость при 100 °C, мм2/с 16,0 9,0 7,6 8,0 8,4 10,0 7,0 8,7 26,2 7,4 13,8
6,5 5,6 5,4 6.0 6,3 5,1 5,5 5,2 5,9 4,1 5.7
Температура плавления, °C 29 — 31 37 32 34 34 37 27 23 38 17 44
Содержание серы, % Вязкие дистилляты Пределы отбора, °C Выход на нефть, % Вязкость при 100 °C, мм!/с Температура плавления, °C Содержание серы, % 0,45 0,29 450 — 490 8,0 8,9 43 0,38 0,82 450 — 500 7,2 9,1 40 0,90 1,6 450 — 500 6,0 9,4 39 1,8 1,9 450 — 490 6,6 9,9 39 2.0 0,4 450 — 480 6,7 7,1 50 0,57 1,6 450 — 490 6,3 7,8 31 1.9 1,35 450 — 480 4,8 8,9 30 1.55 1,0 420 — 500 22,9 6,7 30 0,14
Гудроны
Начало кипения, °C 480 490 500 500 490 480 490 480 500 500 500
Выход на нефть, % 23,5 28,5 17,9 27,0 30,0 36,3 35,7 18,2 16,5 21,0 15,0
Вязкость условная при 100 °C 12—14 13 — 26 13-15 80 90 38 39 23 7 22 6.8
Коксуемость, % 8 — 9 15 — 16 — 1 2 16 — 18 11,6 17 — 20 11 8 Н 7
Содержание серы, % 1,3 — 1,4 2,6 3,0 0,73 3,07 2,Ь8 е—• 0,31
ТАБЛИЦА 2.40. Потенциальное содержание масел в нефтях различных
месторождений
Нефти Содержание масел, % на нефть
дистиллятных оста- точных всего
мало- вязких средней вязко- сти вязких
Волгоградские 9,1 12,4 * 6,2 27,7
Ферганские 7,1 5,4 4,2 6,0 23,7
Пермские 8,9 4,8 3,4 3,8 20,9
Туймазинская 7,2 4,0 2,9 3,7 17,8
Ромашки некая 7,2 3,1 3,3 3,7 17,3
Мангышлакская 6,3 4,8 2,8 8,0 21,9
Западносибирские усть-балыкская 7,2 4,3 3,5 8,1 23,1
Самотлорская 5,5 3,8 1,8 3,2 14,3
Сангачалы-море (Баку) — —. 15,1 * 6,0 21,1
Ставропольская —— 13,4 ♦* 5,8 19,2
Смесь украинских — 14,9 ** 3,1 18,0
* Смесь масел средней вязкости и вязкого.
♦♦ Широкий дистиллят средней вязкости.
деасфальтизации, селективной очистки фенолом или фурфуролом,
депарафинизации в кетонсодержащем растворителе. Для доочистки
депарафинированных масел на современных маслоблоках приме-
няется процесс гидроочистки. Типовая схема производства масел
представлена на рис. 2.48. По этой схеме на переработку посту-
пают два-три масляных дистиллята и гудрон. Поскольку хими-
ческий состав масляных фракций из нефтей различной природы
различен, существенно отличаются и оптимальные условия про-
ведения экстракционных процессов их переработки.
Как указывалось, в настоящее время большинством масло-
блоков перерабатываются фракции из смеси западносибирских
или волго-уральских нефтей. Основные свойства типичных про-
мышленных фракций, из этих нефтей представлены в табл. 2.41.
Выработка некоторых масел малотоннажного и специализи-
рованного ассортимента на старых заводах осуществляется
с использованием процессов сернокислотной очистки. Сырьем
при этом служат фракции из уникальных малосернистых мало-
парафинистых нефтей (некоторых бакинских, эмбенских, троицко-
анастасиевской Краснодарского края). В связи с падением до-
бычи этих нефтей и рядом недостатков процессов сернокислотной
очистки (описаны в разделе 2.6.4.3) они повсеместно заменяются
экстракционными и гидрогенизационными процессами.
Гидрогенизационные процессы (гидрокрекинг, гидроизомери-
зация, гидрокаталитическая депарафинизация) играют все боль-
шую роль в современном производстве масел, что обусловлено
преимуществами этих процессов (описаны в разделе 2.6.3) перед
s кстр акционными.
197
Масла-компоненты на компаундирование
Рнс. 2.48. Современная технологическая схема производства базовых масел:
М * маловязкий продукт; С средней вязкости; В — вязкий; О >— остаточный.
ТАБЛИЦА 2.41. Основные свойства промышленных фракций
из западносибирских и волго-уральских нефтей
Показатели Дистилляты Гудрон
маловязкий средней вязкости вязкий
Вязкость кинематическая, мм2/с
при 100 °C — — 7—9 —
при 50 °C 8—13 15—27 — —
условная при 80 °C, с Пределы выкипания, °C — — 25-40
начало 300—310 320—350 345—370 420—470
конец 425—450 450—460 500—510 —
Содержание фракций, выки- пающих до 500 СС, % — — 12—18
2.6.2. Экстракционные процессы производства масел
2.6.2.1. Общие положения
Назначение экстракционных процессов — деасфальтизации, се-
лективной очистки, депарафинизации — выделение из перераба-
тываемого сырья асфальтов, экстрактов, парафинов и церези-
нов. Сырье (смесь углеводородов и злементорганических соедине-
ний, содержащих серу, азот, кислород, металлы) разделяется на
группы компонентов при помощи растворителя- растворимая
часть образует фазу экстрактного раствора, нерастворимая —
фазу рафинатного раствора. Целевой продукт может переходить
как в рафинатную (селективная очистка), так и в экстрактную
(деасфальтизация, депарафинизация) фазы. В производстве масел
применяются различные типы экстракционных процессов- эк-
стракция неполярными (деасфальтизация) и полярными (селек-
тивная очистка) растворителями, экстрактивная кристаллиза-
ция с использованием полярных и неполярных растворителей
(депарафинизация).
2.6.2.2. Процессы деасфальтизации остаточного масляного сырья
В производстве масел применяются следующие процессы де-
асфальтизации-
1) деасфальтизация пропаном в одну или две ступени;
2) очистка парными растворителями (дуосол-очистка), где
деасфальтизация пропаном сочетается с селективной очисткой
смесью фенола с крезолом (селекто).
Деасфальтизация пропаном
Назначение. Деасфальтизация остаточного сырья — гудрона —
предназначена для удаления асфальтосмолистых веществ и поли-
циклических ароматических углеводородов с целью подготовки
199
ТАБЛИЦА 2.42. Свойства деасфальтизатов одноступенчатой
деасфальтизации, полученных на опытных установках
Нефти Вязкость при 100 °C, мм2/с Коксуе- мость, % Температура, СС Содержание серы, %
плавле- ния ВСПЫШКИ
Волгоградские 22—25 0,8—1,2 43—45 270 0,4—0,5
Ферганские 21—23 0,9—1,1 52-53 265 0,3—0,4
Пермские 21—22 1,0—1,1 45—47 300 0,6
Туймазинская 20—23 0,9—1,2 48 270 1,8-2,0
Ромашкинская 21—23 1,0—1,2 52 270 2,3
Усть-балыкская 21 1,1 49 260 1,8
Самотлорская 20—21 1,0 44 280 1,7
Мангышлакская 18—19 0,65 65 255 0,2
сырья к очистке и депарафинизации. В результате деасфальти-
зации значительно снижаются коксуемость, вязкость, плотность,
показатель преломления, содержание никеля и ванадия.
Теоретические основы. Особенностью гудрона является нали-
чие большого количества тяжелых асфальтосмолистых веществ,
плохо растворимых в полярных растворителях. Поэтому для их
удаления используются неполярные растворители — сжиженные
легкие углеводороды ряда метана, способные коагулировать ас-
фальтосмолистые вещества (в первую очередь асфальтены). Од-
новременно происходит избирательная экстракция углеводоро-
дов. По растворимости в легких неполярных растворителях угле-
водороды выстраиваются в следующий ряд; нафтено-парафино-
вые > моноциклические ароматические с длинными боковыми
алифатическими цепями > полициклические ароматические с ко-
роткими боковыми алифатическими цепями.
Таким образом, в процессе деасфальтизации происходят одно-
временно два процесса; коагуляция и осаждение асфальтосмоли-
стых веществ (уходящих с асфальтом) и экстракция углеводоро-
дов (уходящих в деасфальтизат). При этом с ростом молекулярной
массы растворителей растет их растворяющая способность и
уменьшается селективность.
Из возможных растворителей по сочетанию селективности и
растворяющей способности ближе всего к оптимальному стоит
пропан, что и обусловило его доминирующее применение.
Сырье и продукция. Сырьем процесса является гудрон — оста-
ток вакуумной перегонки мазута. Свойства гудронов ряда нефтей
приведены в табл. 2.39, 2.41.
Продукцией являются деасфальтизаты, используемые для вы-
работки остаточных масел (табл. 2.42, 2.43), и асфальты, служа-
щие сырьем для производства битумов или компонентами котель-
ного топлива. В зависимости от вида сырья и условий деасфаль-
тизации температура размягчения (по методу КиШ) асфальтов,
получаемых на отечественных установках деасфальтизации, со-
200
ТАБЛИЦА 2.43, Свойства деасфальтизатов двухступенчатой
Деасфальтизаций, вырабатываемых из типового сырья на промышленных
установках
В числителе приведены показатели для деасфальтизата первой ступени, в знаме-
нателе — для второй.
Показатели Нефти
сернистые западносибирские малосернистые туркмен о-узбек- ские
Вязкость при 100 °C, мм2/с 18—20 28—35 • 20-22 30—40*
Коксуемость, % 0,8—1,0 1,5—1,7 0,7—0,8 1,5-1,7 '
ставляет от 27—30 до 39—45 °C. При использовании двухступен-
чатой схемы деасфальтизации и применении в качестве сырья утя-
желенных гудронов (выкипающих выше 500 °C) этот показатель
может быть повышен до 50—64 °C.
Растворители. На большинстве промышленных установок
деасфальтизации применяется пропан 95—96 %-ной чистоты. Со-
держание в пропане более 2—3% метана или этана ведет к сниже-
нию отбора деасфальтизата, повышает давление в экстракцион-
ной колонне и системе ршенерации. Присутствие бутана и более
тяжелых углеводородов ведет к увеличению выхода деасфальти-
зата, но одновременно ухудшается его качество (возрастают кок-
суемость и вязкость, ухудшается цвет). Особенно нежелательно
наличие в пропане олефинов (пропилена, бутиленов), снижаю-
щих его селективность, вследствие чего резко возрастает содержа-
ние смол и полициклических ароматических углеводородов в де-
асфальтизате.
В последние годы в связи с внедрением в производство масел
процессов гидрокрекинга, снижающих вязкость перерабатывае-
мого сырья, возникла необходимость в получении деасфальти-
затов повышенной вязкости — 30 мм2/с и более при 100 °C. Для
получения таких деасфальтизатов применяют растворитель с по-
вышенной растворяющей способностью — пропан, содержащий
до 15% бутана или изобутана (последний предпочтительнее в силу
более высокой селективности).
Свойства растворителей деасфальтизации представлены
в табл. 2.44.
Технологическая схема (рис. 2.49). При одноступенчатой
деасфальтизации гудрон через подогреватель 1 подается в верх-
нюю часть экстракционной колонны 3. Сжиженный пропан из
емкости 16 через подогреватель 2 подается в нижнюю часть ко-
лонны 3. С верха колонны 3 выводится раствор деасфальтизата,
проходит через испарители пропана 4, где отгоняется основная
часть пропана. Деасфальтизат из испарителей, содержащий до
201
ТАБЛИЦА 2.44. Характеристика растворителей деасфальтизации
Показатели Пропан Бутан Изобутан
Молекулярная масса 44 58 58
Плотность при 20 °C, кг/м3 501 579 557
Температура кипения, °C —42,1 —0,5 — Н,7
Температура критическая, °C 96,8 152,0 133,7
Давление критическое, МПа 4,26 3,49 3,70
Теплота испарения, кДж/кг 426,2 385,6 366,3
Теплоемкость, кДж/(кг-К) * 2,2-50 2,270 2,17-25
* Верхний индекс — температура, °C.
6% пропана, поступает в отпарную колонну 6, из верхней части
которой уходят пары пропана и воды, а из нижней — деасфаль-
тизат, который после охлаждения откачивается с установки.
Раствор асфальта с низа колонны 3 подается в печь 7, после
нагревания в которой поступает в испаритель 8, а затем в отпар-
ную колонну 10, с низа которой отпаренный асфальт откачивается
с установки.
Пары пропана из испарителей 4 и 8' через отбойники 5 и 9
поступают в конденсатор-холодильник
15, а затем в емкость жид-
кого пропана 16. Пары
пропана и воды из отпар-
ных колонн 6 и 10 посту-
пают в конденсатор смеше-
ния 11, где охлаждаются
Рис. 2.49. Установка одноступенчатой деасфальтизации гудрона пропаном:
1, 2, 14, 15 — теплообменная аппаратура; 3 — экстракционная колонна; 4, 8 — ис-
парители пропана; 5,9 — отбойники пропана; 6 10 — отпарные колонны; 7 — печь;
11 — конденсатор смешения; 12 — колонна защелачинания паров пропана; 13 — про-
пановый компрессор; 16 — емкость жидкого пропана;
/ — сырье; II — пропан; III — водяной пар; IV — вода; V — деасфальтнзат; VI —
асфальт; VII — раствор щелочи.
Рис. 2.50. Блок экстракции установки двухступенчатой деасфальтизации гудрона про-
паном*.
1 и 2 — экстракторы 1-й и 2-й ступени;
I — сырье (гудрон); II — пропан; III — раствор деасфальтизата 1-й ступени; IV —
раствор асфальта J-й ступени; V — раствор деасфальтизата 2-й ступени; VI — раствор
асфальта 2-й ступени.
202
водой, после чего пары пропана идут в колонну защелачивания 12
для очистки от сероводорода, вызывающего коррозию аппара-
туры. Система защелачивания необходима при переработке сер-
нистых нефтей. Наиболее интенсивной сероводородной коррозии
подвергаются зоны, где имеется газообразный пропан с примесью
сероводорода. Пары пропана из колонны 12 сжимаются компрес-
сором 13, конденсируются в конденсаторе-холодильнике 14 и
поступают в емкость жидкого пропана 16.
Кроме перечисленных аппаратов, на установке имеются ко-
лонна защелачивания жидкого пропана и колонна-дебутанизатор,
предназначенная для отгона пропана от более тяжелых углево-
дородов.
Поскольку при деасфальтизации в одну ступень в асфальте
остается значительное количество высоковязких масляных ком-
понентов, примерно на 10% имеющихся в мире установок деас-
фальтизации экстракция осуществляется в две ступени (рис. 2.50).
Получаемый при этом дополнительно деасфальтизат 2-й сту-
пени идет на производство высоковязких остаточных масел —
брайтстоков.
По основным техническим решениям установки деасфальти-
зации в две ступени аналогичны одноступенчатым, но имеют не
две, а три раздельные системы регенерации: деасфальтизатов
1-й и 2-й ступеней и асфальта 2-й ступени.
На некоторых современных установках деасфальтизации при-
меняется схема регенерации раствора деасфальтизата с исполь-
зованием огненного нагрева (рис. 2.51). Раствор деасфальтизата
из экстракционной колонны 10 поступает в испаритель 2, обогре-
ваемый паром, а затем в испарительную колонну 4. Испарение
в колонне 4 осуществляется за счет горячей струи, создаваемой
рециркуляцией деасфальтизата через змеевики печи 5. Из колон-
ны 4 деасфальтизат идет в отпарную колонну 6, после чего отка-
чивается с установки.
Технологический режим. Протекание процесса деасфаль-
тизации определяют следующие факторы: температурный ре-
жим экстракции; кратность растворитель : сырье; характер
сырья.
Температурный режим. Особенностью процесса деасфальти-
зации остаточного сырья пропаном является то, что с ростом тем-
пературы экстракции выше 50 °C выход деасфальтизата умень-
шается, а качество его улучшается: снижается коксуемость, улуч-
шается цвет (рис. 2.52, а). Обычно процесс деасфальтизации ведут
в интервале температур 50—85 °C (до 90 °C).
Кратность пропан : сырье. Влиянием двух одновременно про-
текающих процессов: осаждения асфальтосмолистых веществ и
экстракции желательных групп углеводородов обусловлено на-
личие такого значения кратности пропан : сырье, при котором
наилучшему качеству деасфальтизата соответствует его минималь-
ный выход (рис. 2.52, б).
203
Рис. 2.51. Модернизированная установка деасфальтизации гудрона пропаном:
J — емкости пропана; 2 — испаритель; 3 — компрессор; 4 — испарительная колонна
деасфальтизата; 5 — печн; 6 — отпарная колонна деасфальтизата; 7 — отбойник; 8 —
отпарная колонна асфальта; 9 — испарительная колонна асфальта; 10 — экстракцион-
ная колонна;
/ — пропан; 7/ — сырье; 77/ — водяной пар; IV — деасфальтизат; V — асфальт; VI —
конденсат.
При меньшей кратности пропан действует в основном как оса-
дитель (коагулятор) асфальтосмолистых веществ. Его селектив-
ность и растворяющая способность в этом случае симбатны.
При большей кратности пропан проявляет свойства, присущие
растворителю селективной очистки. Его селективность и раство-
ряющая способность антибатны.
С ростом температуры экстракции пропан также во все боль-
шей степени проявляет свойства селективного растворителя, в ре-
зультате при 90 °C и выше зависимость качества деасфальтизата
от кратности пропан : сырье приобретает монотонный характер,
Температура процесса
Кратность пропан:
сырье
Рис. 2.52. Характер основных закономерностей процесса деасфальтизации гудрона
пропаном.
204
Рис. 2.53. Влияние кратности пропан : сы-
рье на качество деасфальтизатов, получае-
мых из гудрона западносибирских нефтей
при различных температурах деасфальти-
зации.
без четко выраженного мини-
мума (рис. 2.53). Селективность
и растворяющая способность
пропана в этом случае антибатны
во всем диапазоне кратностей.
Характер сырья. Как видно
из табл. 2.39, гудроны из раз-
личных нефтей различаются по
физико-химическим свойствам,
что, в свою очередь, говорит о
Кратность пропан: сырье
(по объему)
существенных различиях в их
химическом составе. Условия деасфальтизации гудронов из различ-
ных нефтей подбираются опытным путем. Чем выше содержание ас-
фальтосмолистых веществ в гудроне, тем при более низкой крат-
ности пропан сырье получается деасфальтизат требуемого ка-
чества (с коксуемостью около 1%). Например, для гудронов из
сернистых западносибирских нефтей оптимальная кратность про-
пан : сырье равна (4,54-5,5) j 1 по объему, для гудронов из мало-
сернистых туркмено-узбекских нефтей — 7 1 1. поскольку в гуд-
ронах из западносибирских нефтей содержание асфальтосмолистых
веществ в 1,25—1,3 раза выше.
Режимы деасфальтизации типичных видов отечественного
сырья даны в табл. 2.45.
При отсутствии опытных данных выход деасфальтизата в за-
висимости от качества сырья можно приближенно рассчитать по
формуле Бондаренко:
У = 94 — 4Л + 0.1 (X— 10)2
где Y — выход (в %) деасфальтизата с коксуемостью 1,1—1,2%;
X — коксуемость сырья (X = 44-18%).
Мощность установок. Эксплуатируются установки, мощность
которых по сырью достигает (в зависимости от перерабатываемого
сырья) 460—640 тыс. т/год. *
Материальный баланс процесса двухступенчатой деасфальти-
зации:
Гудроны из нефтей
западно- туркмено-
сибир- узбек-
ских ских
1-я ступень
Поступило, % на сырье
Гудрон ................................. 100 100
Пропан . ............................... 500 700
Всего. . . 600 800
205
Получено, %
Раствор деасфальтизата 1-й ст............... 433 650
в том числе
деасфальтизат (целевой продукт) .... 33 40
пропан ................................. 400 610
Раствор асфальта 1-й ст.
в том числе
асфальт................................. 67 60
пропан................................ 100 90
Всего. . . 600 800
2-я ступень
Поступило, %
Раствор асфальта 1-й ст.................. 167 150
в том числе
асфальт ............................... 67 60
пропан............................... 100 90
Пропан .................................. 200 150
Всего. , . 367 300
Получено, %
Раствор деасфальтизата 2-й ст. 217 161
в том числе
деасфальтизат (целевой продукт).......... 8 6
пропан............................... 209 155
Раствор асфальта 2-й ст.................. 150 145
в том числе
асфальт ............................... 59 57
пропан................................ 91 88
Всего... 367 300
Расходные показатели процесса деасфальтизации, так же как
и других процессов, определяются степенью совершенства тех-
нологической схемы установки, основного и вспомогательного
оборудования, качеством перерабатываемого сырья. Расходные
показатели на переработку 1 т сырья находятся в следующих
пределах: топливо 15—25 кг; пар 1,7—3,4 ГДж; электроэнер-
гия 5—20 кВт - ч; вода 10—25 м3; пропан 3—6 кг; щелочь 0,03—
0,05 кг.
206
ТАБЛИЦА 2.45. Типовой технологический режим деасфальтизации
гудронов из различных нефтей
Сырье — гудроны из нефтей
£ <□ а
хо СО я ” х -«с “ « о S
Показатели о S о 6 к о -урал туйм. ро ой) И X ы <5 у 2 « о и 2 X 3 ч я
S ° о S S.'g сч
Е S S. S Ч s О X л Ч s л с S ° в С х в “
со О a u и с uS
Число ступеней деас- фальтизации 2 2 1 1 1 1
1-я ступень
Кратность пропан : сырье (по объему) Температура в экстрак- ционной колонне, °C 5 : 1 7 : 1 5 : 1 7 : 1 8 : 1 5 : 1
верх 78—82 77—79 79—82 78—80 75—77 73—75
низ 58—63 62—66 55—61 61—63 57—59 62—64
2-я ступень
Кратность пропан : сырье (по объему) * 3 : 1 2,5 : 1
Температура в экстрак- ционной колонне, °C
верх 63-65 70-72
низ 50—52 53—60
* Кратность дана на сырье 2-й ступени, которым является асфальт, полученный
на 1-Й ступени деасфальтизации.
Очистка парными растворителями (дуосол-очистка)
Назначение. Процесс сочетает функции деасфальтизации и
селективной очистки, предназначен для удаления из гудронов
асфальтосмолистых веществ и низкоиндексных полициклических
ароматических углеводородов.
Теоретические основы. В процессе используются два взаимно
малорастворимых растворителя: неполярный (пропан), служащий
для деасфальтизации гудрона, и полярный (селекто — смесь фе-
нола и крезола), служащий для селективной очистки деасфальти-
зата от низкоиндексных полициклических ароматических углево-
дородов. Механизм процесса дуосол-очистки сочетает особенности
механизмов деасфальтизации и селективной очистки. Особенностью
дуосол-очистки является то, что деасфальтизат подвергается се-
лективной очистке растворенным в пропане, поэтому для селек-
тивной очистки необходимо использовать растворитель с повы-
шенной растворяющей способностью — именно поэтому к фенолу
добавляется крезол.
207
Сырье и продукция. Сырье —гудроны пониженной вязкости
из нефтей нафтенового основания;
Гудроны из нефтей
ВОЛГО- „
гпадския эмбенскин
Выход, % на нефть ...................... 19 25
Плотность при 20 °C, кг/м3................ 938 932
Вязкость при 100 °C, мм?/с................ 53,3 43,6
Коксуемость, % ............................ 7,1 6,68
Целевой продукт — рафинат, идущий на депарафинизацию
и доочистку с целью получения остаточного масла. Побочные про-
дукты — экстракт и асфальт или их смесь:
Рафинат Экстракт Асфальт
(из гудрона волгоградских нефтей)
Плотность при 20 °C, кг/м3 ......... 882—886 1010—1016 —
Вязкость при 100 °C, мм2/с.......... 19,5—20,1 — —
Коксуемость, % ..................... 0,25—0,27 13,5—15 18,5—20,5
Температура размягчения по КиШ, °C. . — — 65—85
Области применения экстракта и асфальта дуосол-очистки
аналогичны областям применения этих продуктов, получаемых
при деасфальтизации и селективной оч'истке.
Растворители — пропан (табл. 2.44), фенол и крезол (табл. 2.47).
Технологическая схема. При работе по схеме с предваритель-
ной деасфальтизацией в качестве побочных продуктов выводятся
асфальт и экстракт, без нее — их смесь. Первая схема более совре-
менная; ее применение позволяет улучшить показатели процесса
и вовлекать в переработку гудроны с более высоким содержанием
асфальтосмолистых веществ. Ниже приводится ее описание.
Установка состоит из следующих секций; предварительной де-
асфальтизации, экстракции, регенерации растворителей из ра-
финатного, экстрактного и асфальтового растворов.
В процессе деасфальтизации и экстракции (рис. 2.54) гудрон
смешивается с пропаном и поступает в деасфальтизатор 1 — го-
Рис. 2,54. Секции деасфальтизации и экстракции установки дуосол-очистки:
J — деасфальтизатор; 2 — смесители; 3 — отстойники;
1 — сырье; II — пропан; Ill — селекто; IV — раствор деасфальтизата; V — раствор
асфальта; VI рафинатный раствор; VII — экстрактный раствор.
208
ризонтальный смеситель-отстойник. Раствор асфальта из деас-
фальтизатора выводится на регенерацию. На некоторых установ-
ках деасфальтизация осуществляется в две ступени в последова-
тельно соединенных деасфальтизаторах. Перед подачей на 2-ю
ступень в раствор асфальта 1-й ступени добавляют свежую пор-
цию пропана. Для повышения полноты извлечения полицикличе-
ских ароматических углеводородов и смол из рафината может осу-
ществляться рециркуляция части рафинатного раствора на деас-
фальтизацию. В этом случае рафинатный раствор подается вместе
с пропаном.
Раствор деасфальтизата или смесь растворов деасфальтизатов
1-й и 2-й ступеней подвергается многоступенчатой экстракции се-
лекто в батарее из пяти—семи горизонтальных смесителей-от-
стойников. Движение очищаемого продукта организовано таким
образом, что в каждый смеситель 2 самотеком поступает рафинат-
ный раствор из предыдущего отстойника 3 и насосом подается
экстрактный раствор с последующей ступени. В последний по
ходу очищаемого продукта смеситель-отстойник подается свежий
растворитель — селекто, с этой ступени рафинатный раствор
выводится на регенерацию. Экстрактный раствор выводится на
регенерацию из первой ступени по ходу очищаемого деасфальти-
зата.
Регенерация растворителей из каждого раствор.? —
та, рафината и экстракта — осуществляется в четыре ступени
(рис. 2.55). На первой ступени, в колоннах 3, 18, 24, отгоняется
пропан, на последующих ступенях, в колоннах 4, 7, 9, 20, 21,
22, 25, 26, 28, — селекто. Отогнанная фенолокрезольная смесь
после конденсации и охлаждения через отстойник 11 подается
в колонну осушки 13. С низа колонны 13 обезвоженный селекто
выводится в емкость сухого растворителя, а с верха уходит азео-
тропная смесь селекто и воды. После конденсации и охлаждения
азеотропная смесь попадает в отстойник 16, где расслаивается.
Верхний слой— вода, содержащая 6—9% растворителя, — про-
мывается пропаном, извлекающим селекто, а затем используется
для получения водяного пара. Нижний слой, состоящий из 90%
растворителя и 10% воды, служит орошением колонны 13.
Технологический режим. Ниже приведена качественная зави-
симость показателей процесса дуосол-очистки от его технологи-
ческих параметров (плюс означает увеличение параметра с ростом
показателя, минус — уменьшение):
Темпе- Кратность Концентрация
ратура к сырью в селекто
пропана селекто фенола воды
Выход рафината .... + — + +
Вязкость — + — + +
ИВ масла ..... + — + — —
Цвет рафината .... ... — — —- + +
209
Рис. 2.55. Секция регенерации установки дуосол-очисткн:
1, л, 79, 23, 27 — печи; 2, 5, 6, 10, 12, 14, 15, 17 — теплообменная аппаратура; 3, 18,
24 — колонны отгона пропана; 4, 7, 9, 20, 21, 22, 25, 26, 28 — колонны отгона се-
лекто; 11, 16 — отстойники селекто от воды; 13 — колонна осушки селекто;
I — рафинатный раствор; // — экстрактный раствор; /// — рафинат; IV — экстракт;
V — пропан; VI — селекто; VII — водяной пар; VIII — вода на очистку от селекто;
IX — раствор асфальта; X — асфальт.
Условия дуосол-очистки гудрона
из волгоградских нефтей:
Схема очистки
с предвари- тельной деасфальтиза- зацней без предвари- тельной деас- фальтизации
Кратность (по массе) пропан : сырье 3,3 : 1 3,3 : 1
селекто : сырье 3 : 1 3,5 : 1
Содержание крезола в селекто, % 49—51 49-51
Температура, °C в деасфальтизаторе 56—58 —
в экстракторах ........ 49—53 49—53
Давление, МПа деасфальтизации 2,8—3,5 —
экстракции 2,1—2,3 2,1—2,3
Выход рафината, % 58,5—59 58—58,5
210
Мощность установок. Наиболее мощные установки дуосол-
очистки имеют производительность по сырью до 600 тыс. т/год.
Материальный баланс процесса дуосол-очистки без предвари-
тельной деасфальтизации гудрона из волгоградских нефтей!
Поступило, % на сырье
Гудрон............................... 100
Пропан............................... 336
Селекто.............................. 352
Всего. . . 788
Получено, %
Раствор рафината..................... 383
в том числе
рафинат (целевой продукт)......... 58
пропан............................. 250
селекто........................... 75
Раствор экстракта и асфальта 405
в том числе
экстракт + асфальт................ 42
пропан............................ 86
селекто............................ 277
Всего. . . 788
Расходные показатели процесса дуосол-очистки в расчете на
1 т сырья находятся в следующих пределах: пропан 3—7 кг;
фенол 0,5—2 кг; крезол 1,5—3 кг; топливо 89—102 кг; пар 0,35—
1,1 ГДж; электроэнергия 50—64 кВт-ч; вода 81—105 м3.
2.6.2.3. Процессы селективной очистка
Назначение — улучшение химического состава масляных ди-
стиллятов и деасфальтизатов цутем экстракции полициклических
ароматических углеводородов и смолистых соединений полярными
растворителями.
Теоретические основы. Очистка основана на способности поляр-
ных растворителей преимущественно растворять полицикличе-
ские ароматические углеводороды и смолистые соединения, на-
личие которых в масле нежелательно. Основную роль в процес-
сах селективной очистки играют силы Ван-дер-Ваальса (ориента-
ционные, индукционные, дисперсионные), обеспечивающие взаимо-
действие полярных молекул растворителя с полярными или по-
ляризуемыми молекулами сырья.
Важными показателями процессов селективной очистки яв-
ляются селективность и растворяющая способность растворителя.
Селективность растворителя (применяются также термины
избирательность, сила избирательности, коэффициент избира-
тельности) — это его способность четко разделять компоненты
сырья на рафинат, содержащий нафтено-парафиновые и высоко-
индексные ароматические углеводороды, и экстракт, содержащий
низкоиндексные полициклические ароматические углеводороды
и смолистые соединения.
211
Растворяющая способность — показатель, характеризующий
количество растворителя, необходимое для растворения опреде-
ленного количества компонентов сырья, т. е. в конечном итоге для
получения рафината определенного качества. Чем меньше раство-
рителя необходимо для получения такого рафината, тем выше
растворяющая способность. Как правило, селективность и рас-
творяющая способность антибатны, рост одного показателя ведет
к снижению другого.
Селективность и растворяющая способность для каждого
растворителя не являются постоянными и зависят как от тех-
нологических условий процесса, так и от химического состава
сырья.
Растворимость углеводородов в полярных растворителях за-
висит от химической структуры углеводородов и может быть оха-
рактеризована температурой растворения углеводородов в раство-
рителе (чем выше температура, тем ниже растворимость). Известны
следующие закономерности:
1) с ростом числа колец в молекуле углеводорода раствори-
мость резко возрастает;
2) с увеличением длины алкильных цепей растворимость сни-
жается;
3) растворимость снижается с увеличением содержания угле-
рода в нафтеновых кольцах, причем эта зависимость линейна;
4) при одинаковом числе атомов углерода в кольцах нафте-
новых и ароматических углеводородов растворимость последних
значительно выше;
5) нафтено-ароматические углеводороды имеют более высокую
растворимость, чем соответствующие им по строению нафтеновые
углеводороды;
6) самую низкую растворимость имеют нормальные парафи-
новые углеводороды.
Сырье и продукция. Сырье: дистилляты (табл. 2.39, 2.41)
и деасфальтизаты (табл. 2.42, 2.43).
Продукция: рафинаты — целевые продукты процесса — на-
правляются на депарафинизацию с целью получения масел; эк-
стракты — побочные продукты — используются как сырье для
производства битумов, технического углерода, пластификаторов
каучуков в резиновой и шинной промышленности, как компонент
котельного топлива. Свойства рафинатов и экстрактов представ-
лены в табл. 2.46.
Критерием качества рафината, по которому ведется управле-
ние процессом, служит, как правило, его показатель преломления
при 50 или 60 °C. Он определяется быстро, с достаточной точно-
стью и связан с другими показателями качества как рафината,
так и готового масла. При постоянном составе поступающего
на очистку сырья по показателю преломления рафината может
быть определен такой важный показатель качества масла, как
индекс вязкости. При очистке остаточного сырья управление про-
212
ТАБЛИЦА 2.46. Свойства рафинатов и экстрактов селективной очистки
фенолом масляных фракций из сернистых западносибирских нефтей
Показатели Дистилляты Деасфальтизат 1-й ступени
средней вязкости ВЯЗКИЙ
Рафинаты
Показатель преломления при 50 °C Вязкость, мм2/с при 50 °C » 100 °C 1,4660—1,4710 14-16 1,4760—1,4820 6.5—7,5 1,4780—1,4860 17—19
Плотность при 20 °C, кг/м3 Коксуемость, % 850—860 860—870 870—890 0,25-0,4
Экстракты
Показатель преломления при 50 °C Вязкость, мм?/с при 50 °C » 100 °C 1,5250—1,5350 22—30 1,5340—1,5380 9—12 1,5280—1,5380 23—30
Плотность при 20 °C, кг/м3 900—920 920—940 930—950
цессом может вестись по коксуемости рафината, но это менее
удобно.
Растворители. На ранних этапах развития процесса в каче-
стве растворителей использовались анилин, нитробензол, жидкий
сернистый ангидрид, хлорекс ((Зф'-дихлорэтиловый эфир). За
период развития процесса было исследовано более 100 возможных
растворителей, однако промышленного применения в производ-
стве масел они не нашли. Основными промышленными раствори-
телями в настоящее время являются фенол, фурфурол и находя-
щий все более широкое применение Д/-метилпирролидон-2
(NMFI) — см. табл. 2.47.
В нашей стране основным растворителем для селективной
очистки является фенол, который благодаря своей более высокой
растворяющей способности лучше всего пригоден для очистки
масляных фракций (особенно вязких и остаточных) таких оте-
чественных смолистых парафинистых нефтей, как туймазинская,
ромашкинская, западносибирские и др. Имеются значительные
ресурсы этого растворителя.
За рубежом предпочтение отдается фурфурольной очистке,
что обусловлено наличием больших количеств этого растворителя,
его меньшей по сравнению с фенолом токсичностью и причинами
конъюнктурного характера. Фурфурол отличается от фенола|мень-
шей растворяющей способностью и большей селективностью, что
делает его более эффективным при очистке дистиллятных высоко-
ароматизированных фракций. «Эксплуатационным недостатком
213
ТАБЛИЦА 2.47. Растворители процессов селективной очистки масляного
сырья
Показатели Фенол Фурфурол NMIT Крезол *
Плотность, кг/м3
при 20 °C 1060 ** 1159 1033 1023 **
» 66 °C 1040 1110 996 ——
Температура, °C
кипения 181 162 204 198
плавления + 41 —39 —24 4-25-ьН-ЗО
критическая 419 396 — 427
вспышки в открытом тигле 79 59 — —
Критическое давление, МПа 6,07 5,3 1,04 4,7
Вязкость динамическая при 32,4 11,5 10,4 37,9
50 СС, Па-с
Теплота
испарения, кДж/кг 445,9 450,0 493,1 410,3
плавления, кДж/кг 121,4 — — 128,9
Теплоемкость при 20 °C, 2,039 1,59 1,67 2,13
кДж/(кг- К)
* Смесь орто-, мета- и rwpa-изомеров крезола-. Используется а смеси с фенолом
в процессе дуосол-очистки В качестве самостоятельного селективного растворителя не
применяется.
*’ При 40 °C.
фурфурола является его высокая окисляемость и осмоляемость
в присутствии кислорода воздуха и воды. Для предотвращения
окисления применяются следующие меры: хранение фурфурола
и фурфуролсодержащих продуктов под подушкой инертного газа,
защелачивание фурфурола, жесткий контроль температур в пе-
чах системы регенерации фурфурола, предварительная деаэра-
ция сырья. Возможна также добавка в фурфурол специальных
антиокислителей.
В силу своей меньшей растворяющей способности фурфурол
как селективный растворитель требует более высококачественного
сырья, чем фенол, т. е. сырья, содержащего меньше полицикли-
ческих ароматических углеводородов и смолистых соединений.
В последние годы выявилась тенденция к снижению добычи неф-
тей с высоким потенциальным содержанием масел, что привело
к ухудшению качества сырья, поступающего на маслоблоки. Поэ-
тому все шире внедряется процесс селективной очистки /У-метил-
пирролидоном-2, имеющим по сравнению с фурфуролом более
высокую растворяющую способность. Его применяют для очистки
тех же масляных фракций, что фенол и фурфурол. От фенола этот
растворитель отличается значительно меньшей токсичностью.
В процессах очистки фенолом и Лг-метилпирролидоном-2 ис-
пользуется антирастворитель, т. е. вещество, добавление которого
снижает избыточную растворяющую способность растворителя.
Это делает процесс экстракции более полным за счет внутреннего
214
Рис. 2.56. Установка селективной очистки масляного сырья фенолом:
/. 2, 5, 8, 9, 13, 15, 17, 19, 22 — теплообменная аппаратура; 3 — емкость фенола)
4 — абсорбер; 6 — экстракционная колонна; 7 — насос откачки экстрактного раствора)
10 — емкость рафинатного раствора; 12, 12 колонны регенерации фенола из рафи«
натного раствора; 14, 18 — печи; 16, 21, 24 — колонны регенерации фенола из экст*
рактного раствора; 20, 23 — емкости фенольной воды;
1 — сырье; 1! — фспол; 111 — рафнпи», JV — ькс»рак1; V — фенольная вода; VI
водяной пар.
орошения в экстракторе и интенсификации массообмена между
экстрактной и рафинатной фазами. В результате повышается чет-
кость экстракции, расширяются возможности подбора оптималь-
ных режимов очистки.
В качестве антирастворителя обычно используется вода. На-
пример, при фенольной очистке используется так называемая
фенольная вода, содержащая 10—12% фенола.
Технологическая схема. Установка селективной очистки фено-
лом состоит из следующих основных секций: абсорбции сырьем
фенола из паров азеотропной смеси фенола и воды, экстракции,
регенерации фенола из экстрактного и рафинатного растворов,
«водного контура».
При работе по типовой схеме (рис. 2.56) сырье через тепло-
обменник 1 подается на верх абсорбера 4, где противотоком кон-
тактирует с парами азеотропной смеси фенола и воды, поступаю-
щими из осушительной колонны 16. Пары воды через верх абсор-
бера 2 выводятся в атмосферу или направляются в систему «вод-
ного контура» (на рисунке не показан).
Сырье из абсорбера 4 через холодильник 5 подается в экстрак-
ционную колонну 6 (в среднюю часть). В верхнюю часть колонны 6
из емкости 3 через подогреватель 8 подается фенол. Из емкости 20
в нижнюю, а при необходимости в верхнюю и среднюю части ко-
лонны 6 подается фенольная вода. Температуры в колонне 6
215
определяются температурами подаваемых фенола и сырья, Для
регулировки температуры низа предусмотрена циркуляция
части экстрактного раствора через холодильник 9.
Регенерация рафинатного раствора осуществляется в две сту-
пени. Выходя самотеком с верха колонны 6, рафинатный раствор
собирается в емкости 10, откуда через теплообменник 13 подается
в печь 14 и испарительную колонну 11. Уходящие с верха ко-
лонны 11 пары фенола охлаждаются и конденсируются в тепло-
обменнике 1 и холодильнике 2, конденсат собирается в емкости 3.
Раствор рафината, содержащий 5—6% фенола, с низа колонны 11
перетекает в отпарную колонну 12, в низ которой вводится острый
водяной пар. Пары фенола и воды с верха колонны 12 конденси-
руются в холодильнике 22, конденсат собирается в емкости 23.
Рафинат через теплообменник 13 и холодильник откачивается
с установки.
Регенерация экстрактного раствора осуществляется в три
ступени. Экстрактный раствор откачивается с низа колонны 6
насосом 7, работой этого насоса регулируется уровень раздела
экстрактной и рафинатной фаз в экстракционной колонне. Эк-
страктный раствор через теплообменник 15 подается в сушиль-
ную колонну 16, с верха которой уходят пары азеотропной смеси
фенола и воды, поступающие в абсорбер 4 или через конденсатор-
холодильник 19 — в емкость 20. Обезвоженный экстрактный рас-
твор с низа колонны 16 проходит через подогреватель 17, обогре-
ваемый конденсирующимися парами фенола, после чего через
печь 18 подается в испарительную колонну 21. Дополнительное
количество тепла вносится в колонну 21 экстрактным раствором,
циркулирующим через змеевики печи 18. Пары фенола, уходящие
с верха колонны 21, конденсируются в подогревателе 17, теплооб-
меннике 15, охлаждаются в холодильнике 2; фенол собирается
в емкости <3. Окончательная отпарка фенола производится острым
паром в колонне 24, с верха которой отводятся пары смеси воды и
фенола, а с низа — экстракт, который через холодильник выво-
дится с установки.
Особые требования к работе секции регенерации предъяв-
ляются при очистке маловязких легкокипящих дистиллятов.
На установках, специально предназначенных для очистки легко-
кипящего сырья, мощность секции регенерации повышена, уве-
личено число тарелок в отгонных колоннах с целью более четкого
отделения легких масляных фракций от фенола и предотвращения
накопления в нем этих фракций («замасливание» фенола). Приме-
няется также трехступенчатая схема регенерации рафинатного
раствора, включающая ступень отмывки основной части фенола
от раствора водой с последующей отгонкой и отпаркой остатков
фенола.
Современные установки фенольной очистки оборудованы си-
стемой «водного контура» (рис. 2.57), назначение которой — полу-
чение перегретого водяного пара из конденсата водяных паров,
£16
Рис. 2,57. «Водный контур» на установке фенольной очистки:
1 — конденсатор-холодильник; 2 — приемник конденсата; 3 — барабан парогенера-
тора; 4 — печь с огневым нагревателем парогенератора (а — парообразователь; б —*
пароперегреватель);
I — водяной пар из абсорбера; II -= очищенная вода; III — перегретый пар в отпарные
колонны системы регенерации.
Рис. 2.58. Двухпоточная установка селективном очистки масляного сырья с раздельными
системами регенерации рафинатных растворов и объединенной системой регенерации
экстрактного раствора:
Д 2 — экстракторы; 3, 4 — системы регенерации рафинатных растворов; 5— система
регенерации экстрактного раствора;
Д // — сырье; III растворитель; IV, V рафинаты; VI, VII экстракты.
выходящих из абсорбера. Водяные пары из абсорбера конденси-
руются в конденсаторе-холодильнике /, конденсат собирается
в приемнике 2, откуда подается в барабан парогенератора 3.
При необходимости к конденсату добавляется очищенная вода.
Горячий конденсат из барабана 3 направляется в парообразова-
тель а огневого нагревателя (печи) 4. Парожидкостная смесь воз-
вращается в барабан 3. Насыщенный водяной пар из барабана 3
проходит через пароперегреватель б, а затем направляется в от-
парные колонны системы регенерации.
На некоторых установках в системе «водного контура» для
нагрева конденсата вместо огневого нагрева в печи используется
тепло потоков, отходящих из системы регенерации.
На современных укрупненных установках применяется схема
экстракции в два—три потока (рис. 2.58), что позволяет одновре-
менно перерабатывать несколько различных видов сырья, напри-
мер дистиллятное и остаточное.
Установка селективной очистки фурфуролом (рис. 2.59) со-
стоит из следующих секций: деаэрации сырья, экстракции, реге-
нерации фурфурола из экстрактного и рафинатного растворов.
От установки фенольной очистки она отличается отсутствием
абсорбера и «водного контура», наличием секции деаэрации сырья;
наличием системы выделения из экстрактного раствора увлекае-
мых в него нафтено-парафиновых и высокоиндексных аромати-
ческих углеводородов (в виде так называемого псевдорафината)
за счет охлаждения раствора и рециркуляции псевдорафината
в нижнюю часть экстракционной колонны.
217
II
Рис. 2.59. Установка селективной очистки масляного сырья фурфуролом:
1, 4, 27, 30 — насосы; 2, 5, 7, 11, 14, 15, 23, 24, 29, 32 — теплообменники; 3 — деаэ-
ратор; 6 — экстрактор; 3, 12, 17 — печи; 9, 10 — вакуумные колонны регенерации
рафинатного раствора ($ —отгонная; 10 — отпарная): /3, 18, 19, 20 — колонны реге-
нерации экстрактного раствора (13 — осушительная вакуумная; 18 — отгонная атмо-
сферная; 19 — отгонная вакуумная; 20 — отпарная вакуумная); 16 — колонна для от-
деления фурфурола от воды; 21 — колонна для отпаркц. фурфурола от воды; 22, 28 — ва-
куумные приемники; 25, 26 — отстойники; 31 — отстойник псевдорафината;
I — сырье; И — фурфурол; III — рафинат; /V — экстракт; V — псевдорафинат; VI
водяной пар; VII — вода; VIII — легкое масло; IX — газы к вакуум-насосам.
Секция деаэрации сырья предназначена для удаления из сырья
растворенного воздуха, могущего вызывать окисление и осмоле-
ние фурфурола. Сырье насосом / через теплообменник 2, где на-
гревается горячим фурфуролом до 130—140 °C, подается в деаэра-
тор 3 — вертикальный колонный аппарат с несколькими полоч-
ными тарелками. Деаэратор находится под вакуумом (остаточ-
ное давление 9,5—10 кПа), температура деаэрации 120—130 °C.
Воздух отдувается водяным паром. Водяной пар и воздух из де-
аэратора поступают в барометрический конденсатор, а деаэриро-
ванное сырье насосом 4 через теплообменник 5 подается в ниж-
нюю часть экстракционной колонны 6.
Поскольку при фурфурольной очистке антирастворители не
применяются, для повышения четкости экстракции практи-
куется рециркуляция псевдорафината в нижнюю часть колонны
экстракции. Схема включает насос рециркуляции 30, отстойник
псевдорафината 31 и холодильник 32.
Число ступеней регенерации фурфурола из растворов на раз-
ных установках различно (табл. 2.48). В нашей стране приме-
няется приведенный в табл. 2.48 вариант 5: регенерация рафи-
натного раствора в две ступени и экстрактного — в четыре.
Установка селективной очистки N-метилпирролидоном-2. Лю-
бая типовая установка фенольной или фурфурольной очистки
может быть переведена на #-метилпирролидон-2 после незначи-
тельной реконструкции. Использование этого растворителя не
218
ТАБЛИЦА 2.48. Варианты регенерации фурфурола из рафинатного и
экстрактного растворов
Показатели Варианты
1 2 3 4 5
Регенерация рафинатного раствора Число ступеней 2 1 1 1 2
Условия отгонки на Под ва- Паром Паром Под ва- Под
1-й ступени Способ нагрева перед куумом Печь Печь Теплооб- куумом Печь вакуумом Теплооб-
входом на Ью сту- пень Регенерация экстрактного раствора Число ступеней 4 3 менники и печь 3 3 менники и печь 4
Способ нагрева перед входом на 1-ю ступень Тепло- Печь Теплооб- Тепло- Теплооб-
» 2-ю » обмен- ники Печь » менники и печь Теплооб- обмен- ники и печь Печь менники и печь Печь
Способ отгонки фур- фурола на 1-й ступени Под ва- Паром менники Паром Под ва- Под
» 2-й » куумом Паром — — куумом вакуумом Паром
требует каких-либо принципиальных изменений в технологиче-
ской схеме.
Технологический режим. Протекание процессов селективной
очистки определяется, кроме химического состава сырья и строе-
ния растворителя, следующими технологическими факторами:
кратностью растворитель : сырье, температурным режимом, пода-
чей антирастворителя в зону экстракции (для процесса фенольной
очистки). Характер основных закономерностей процесса селек-
тивной очистки представлен на рис. 2.60.
Зависимость выхода рафината от кратности растворитель
: сырье и температуры экстракции может быть выражена следую-
щим эмпирическим уравнением:
1g (100 - R) = (а + ЬТ) 1g S + сТ -f- d
где R — выход рафината, %; Т — температура экстракции, °C;
5 — кратность растворитель : сырье; a, b, с, d — константы,
определяемые экспериментально.
219
Рис. 2.60. Характер основных закономерностей
ного сырья.
Кратность растворитель*
сырье
процесса селективной очистки масля*
Технологические режимы селективной очистки масляного
сырья в промышленных условиях подбираются для каждого вида
сырья опытным путем. Ниже приведены режимы селективной
очистки дистиллятных фракций, полученных из отечественных
нефтей:
Сырье
вязкий
дистиллят
деасфальтизат
Фракции из сернистых западносибирских нефтей
Растворитель . ........................ Фенол
Кратность растворитель : сырье (по объему) (1,54-2) : 1
Температура в экстракционной колонне, °C. .
верх..................................... 73—76
низ ..................................... 6^—68
Подача фенольной воды в экстракционную
колонну, % на фенол
в верх................................... 1—3
в низ ................................... 2—4
Показатель преломления рафината при 50 °C 1,4760—1,4820
Фенол
(24-2,5) : 1
78—88
72—78
1—2
2—4
1,4780—1,4860
Фракции из малосернистых туркмено-узбекских нефтей
Растворитель................................... Фенол Фенол
Кратность растворитель : сырье (по объему) (1,84-2,8) : 1 (2,24-2,8) : 1
Температура в экстракционной колонне, °C
верх . . . . .............................. 72-82 81-87
низ ......................................... 69—76 73—80
Подача фенольной воды в экстракционную ко-
лонну, % на фенол
в верх...................................... До 1 —
в низ ...................................... 4—5 5—6
Показатель преломления рафината при 50 °C 1,4670—1,4700 0,28—0,35 *
Фракции из бакинских нефтей типа Сангачалы-море
Растворитель................................. Фурфурол
Кратность растворитель : сырье (по объему). . 2,8 : 1
Температура в экстракционной колонне, °C . .
верх............................................. "5
низ ............................................. 70
Фурфурол
3,5 ; 1
130
85
220
Фракции из восточноукраинских нефтей
Растворитель............................... Фурфурол
Кратность растворитель : сырье (по объему) . « 1,6 : 1
Температура в экстракционной колонне, °C
верх......................................... ИО
низ .....................................• 90
* Коксуемость, %.
Температурный режим очистки определяется в первую оче-
редь величиной температуры полного смешения сырья с раство-
рителем (ТПС), называемой также критической температурой
растворения (КТР).
Температура экстракции должна быть ниже ТПС. ТПС фрак-
ции зависит как от свойств фракции, так и от кратности раствори-
тель : сырье. Характер последней зависимости представлен на
рис. 2.61. В отечественной практике для определения ТПС сырья
с растворителем их берут в объемном соотношении 1:1. Темпера-
тура рафинатной зоны (верха экстракционной колонны) обычно
ниже ТПС на 5—15 °C.
Для создания внутренней циркуляции потоков в экстракцион-
ных колоннах и повышения четкости экстракции поддерживается
температурный градиент экстракции, т. е. температура рафинат-
ной зоны (верх экстракционной колонны) выше температуры эк-
страктной зоны (низ колонны). Температурный градиент, который
для различных случаев составляет от 5 до 30 °C, создается путем
подачи в экстрактор сырья и растворителя с различными темпера-
турами, а также рециркуляцией части охлажденного экстрактного
раствора.
Кратность растворитель : сырье — основной параметр, на-
ряду с температурой экстракции определяющий выход и качество
рафината. В зависимости от требуемого качества рафината она
может варьироваться в широких пределах.
Подача анти растворите ля (фенольной воды) в зону экстрак-
ции при фенольной очистке составляет 3—8% на фенол, в зависи-
мости от качества сырья. Чем ниже ТПС сырья, тем больше ан-
тирастворителя целесообразно подавать? Подача осуществляется
в экстрактную, а иногда (например, при очистке маловязкого
сырья с низкой ТПС) и в рафинатную зону. При необходимости
часть антирастворителя может подаваться и в другие точки эк-
стракционной колонны с целью разру-
шения эмульсии, возбуждения внут- ____
ренней циркуляции и т. д. о? ""Х
Обычно подача антирастворителя £ f \
в рафинатную зону не превышает 1— / \
2% на фенол, достигая 5% только при < \
Рис. 2.61. Характер зависимости КТР (ТПС) систе-
мы масляная фракция — селективный растворитель
от концентрации растворителя в смеси.
Концентрация растворителя
в смеси
221
очистке маловязкого сырья. В экстрактную зону подают до 5%
воды, подавать большее количество нерационально. В промыш-
ленных условиях, даже при очистке остаточного сырья, когда
подача воды в рафинатную зону нежелательна из-за ухудшения
качества рафината, она там присутствует, так как фенол, прошед-
ший регенерацию и подаваемый в зону экстракции, содержит
не менее 0,5—0,7% воды. В случае перегрузки системы регенера-
ции фенола содержание воды в нем еще более увеличивается.
Мощность установок фенольной и фурфурольной очистки по
сырью достигает 600—650 тыс. т/год и более. Блоки экстракции
таких установок работают в два-—три потока.
Материальный баланс процессов селективной очистки:
Сырье
ВЯЗКИЙ дистиллят деасфальти- зат
Очистка фенолом фракций из западносибирских нефтей
Поступило, %
Сырье 100 100
Фенол 200 260
Всего. . 300 360
Получено, %
Рафинатный раствор 64 71
в юм числе
рафинат . 56 60
фенол 8 11
Экстрактный раствор 236 289
в том числе
экстракт 44 40
фсНОЛ 192 249
Всего. . 300 360
Очистка фурфуролом фракций из бакинских нефтей
типа Сангачалы-море
Поступило, %
Сырье 100 100
Фурфурол 370 450
Всего. . . 470 550
Получено, %
Рафинатный раствор • 85 76
в том числе
рафинат 75 65
ФУРФУРОЛ 10 11
Экстрактный раствор 385 474
в том числе
экстракт 25 35
фурфурол 360 439
Всего. . . 470 550
Расходные показатели процессов фенольной и фурфурольной
очистки близки и в расчете на 1 т сырья составляют: топливо
222
40—70 кг, пар 0,21—0,83 ГДж, электроэнергия 5—15 кВт-ч,
вода 10—25 м3. Различны только потери растворителя: для фе-
нольной очистки 0,3—1,2 кг на 1 т сырья, для фурфурольной 2—
5 кг/т, что обусловлено окислением фурфурола.
Ниже дано сравнение расходных показателей процессов се-
лективной очистки фурфуролом и NMH (по данным американской
фирмы Texaco):
Фурфурол NMI7
15—26
14
4,3—5,6
1,5—1,7
Топливо, кг.............. 18—37
Пар, кг........................ 31
Электроэнергия, кВт-ч . . 5,7—7,6
Вода, м3.................. 3,3—3,6
2.6.2.4. Депарафинизация
Общие положения
Назначение. Процессы депарафинизации предназначены для
получения масел с требуемыми температурой застывания и низко-
температурными свойствами путем удаления из сырья наиболее
высокоплавких (в основном парафиновых) углеводородов. При-
меняются процессы обычной депарафинизации — для получения
масел с температурой застывания от —10 до —15 °C (за рубежом
от 0 до —18 °C), и глубокой (низкотемпературной) депарафиниза-
ции — для получения масел с температурой застывания —30 °C
и ниже.
Теоретические основы. Процесс представляет собой одну из
разновидностей процесса экстракции — экстрактивную кристал-
лизацию — и основан на разной растворимости твердых и жидких
углеводородов в некоторых растворителях при низких темпера-
турах. Твердые углеводороды ограниченно растворяются в поляр-
ных и неполярных растворителях; их растворимость -подчиняется
общей теории растворимости твердых веществ в жидкостях и ха-
рактеризуется следующими положениями:
1) она уменьшается с увеличением температур выкипания
фракции;
2) уменьшается с ростом молекулярной массы (для углеводо-
родов одного гомологического ряда);
3) увеличивается с повышением температуры.
При охлаждении ниже температуры кристаллизации твердые
углеводороды кристаллизуются и выделяются из растворов в виде
твердой фазы, которая отделяется от жидкой путем фильтрова-
'НИЯ.
Сырье и продукция. Сырьем процесса являются рафинаты се-
лективной и дуосол-очистки или гидрогенизаты, полученные в ре-
зультате гидрокрекинга масляных фракций.
Продукция процесса — депарафинированные масла и парафин-
содержащие продукты: гачи из дистиллятного и петролатумы из
остаточного сырья. Гачи и петролатумы используются для полу-
чения соответственно парафинов и церезинов.
223
ТАБЛИЦА 2.49. Свойства продуктов депарафинизации
Показатели Сырье — рафинаты из фракций западносибирских нефтей
маловязкий средней вязкости ВЯЗКИЙ остаточ- ный
Тип процесса Глубокая Обычная Обычная Обычная
Депарафинированное масло Вязкость, мм2/с при 50 ~С » 100 °C Индекс вязкости Температура застывания, °C 7—13 От —30 до —45 4-5,5 90—95 От —10 До —15 6,5—8 90—95 От —10 до —15 19—23 88—92 От —10 до —15
Гач (петролатум) Содержание масла, % 15-25 15—25 15—25 10—25
Свойства продуктов депарафинизации представлены
в табл. 2.49.
Растворители, реагенты. К растворителям депарафинизации
предъявляются следующие специфические требования — они
должны:
1) при температуре процесса растворять жидкие углеводороды
сырья и не растворять твердые;
2) обеспечивать минимальную разность между температурами
застывания депарафинированного масла и конечного охлаждения
смеси растворителя и сырья, называемую температурным эффек-
том депарафинизации (ТЭД); чем меньше ТЭД, тем экономичнее
процесс депарафинизации;
3) способствовать образованию крупных кристаллов твердых
углеводородов, обеспечивающих хорошее фильтрование суспен-
зии и промывку лепешки твердых углеводородов на фильтре;
4) способствовать снижению вязкости суспензии твердых угле-
водородов в масле с целью облегчения процесса фильтрования и
повышения четкости отделения твердых углеводородов от жид-
ких.
Среди растворителей депарафинизации наибольшее распростра-
нение получили кетон-ароматические растворители: смесь метил-
этилкетона (МЭК) и толуола. Может применяться также смесь
ацетона и толуола.
Используются в качестве растворителей смесь дихлорэтан—
метиленхлорид (процесс ди-ме) и пропан. В последние десятиле-
тия строительство установок пропановой депарафинизации пре-
кращено в связи со значительно меньшей технико-экономической
эффективностью пропана по сравнению с полярными раствори-
телями.
224
ТАБЛИЦА 2.50. Свойства растворителей депарафинизации
Показатели Аце- тон МЭК МИБК Толуол Дихлор- этан Метилен- хлорид
Молекулярная масса 58 72 100 92 99 85
Плотность при 25 °C, кг/м3 Температура, °C 788,5 799,7 — 862,3 1250 1330
кипения 56 80 117 111 84 40
плавления —95 —86 -85 —95 —35,3 —96,7
Теплота испарения, кДж/кг 521,2 443,4 — 355,8 323,9 —
Теплоемкость при 20 °C, кДж/(кг- К) Характеристика азео- тропной смеси с водой 2,345 2,219 1,71 1,263
температура кипения, °C — 73,45 87,9 84,1 — 38,1
содержание раствори- теля, % — 89,0 75,7 84,4 — 98,5
Все более широкое распространение получает кетоновый рас-
творитель — смесь МЭК с метилизобутилкетоном (МИБК), раз-
работанный за рубежом для процесса депарафинизации дилчилл.
Свойства основных растворителей депарафинизации представ-
лены в табл. 2.50.
В качестве хладагентов на установках депарафинизации при-
меняются пропан или аммиак, использование которых позволяет
получать масла с температурой застывания до —20 °C. На установ-
ках низкотемпературной (глубокой) депарафинизации при произ-
водстве масел с температурой застывания — 30 °C и ниже в до-
полнение к охлаждению аммиаком или пропаном применяется
охлаждение этаном или этиленом.
Депарафинизация в растворе МЭК — толуол
Технологическая схема. Установка (рис. 2.62) состоит из
следующих основных отделений: кристаллизации, фильтрации,
регенерации растворителя из растворов депарафинированного
масла и гача (петролатума).
Сырье и растворитель смешиваются в заданном соотношении
в тройнике смешения, смесь через теплообменники 1 подается
в регенеративные кристаллизаторы 2, а затем в кристаллизаторы 3,
использующие хладагент (аммиак, пропан, этан). В зависимости
от выбранного режима разбавления растворитель может пода-
ваться на смешение с сырьем не только перед началом кристалли-
зации, но и в ходе этого процесса (порционное разбавление).
Холодная суспензия твердых углеводородов в растворе масла
поступает на барабанные вакуумные фильтры 4. Лепешка твердых
углеводородов на фильтре промывается холодным растворите-
8 Зак. 70 225
II
Рис. 2.62. Установка депарафинизации с использованием детективных растворителей.
1 — теплообменники; 2 — регенеративные кристаллизаторы; 3 — кристаллизаторы, не-
пользующие хладагент; 4 — вакуумные фильтры; 5 и 6 — отделения регенерации раст*
ворителей из растворов депарафинированного масла и гача или петролатума соответ»
ственно;
I — сырье; / / — растворитель; III — хладагент; /V — раствор депарафинированного
масла; V — раствор гача или петролатума; VI — депарафинированное масло; VII —
гач или петролатум.
Рис. 2,63. Схема фильтрования в две ступени:
1 и 2 — фильтры 1-й и 2-й ступеней;
/ — сырье; II — депарафинированное масло; III •— раствор гача (петролатума) 1-й
ступени: IV — фильтрат 2-й ступени на разбавление сырья; V — гач (петролатум);
VI — растворитель.
лем и выводится в отделение регенерации 6. Холодный раствор
депарафинированного масла (фильтрат) проходит через кристал-
лизаторы 2, где он служит для первичного охлаждения смеси
сырья и растворителя, после чего поступает в отделение регене-
рации 5.
Обычно на установках депарафинизации с целью снижения
содержания масла в гаче (петролатуме) фильтрование осуществ-
ляется в две ступени (рис. 2.63). С 1-й ступени фильтрования 1
раствор депарафинированного масла выводится на регенерацию,
а раствор гача (петролатума) разбавляется растворителем и по-
ступает на 2-ю ступень 2. Оттуда раствор гача (петролатума)
выводится на регенерацию, а фильтрат используется, наряду
с растворителем, для разбавления сырья перед 1-й ступенью
фильтрования.
Дальнейшим развитием многоступенчатых схем фильтрова-
ния в процессе депарафинизации является разработка и внедре-
ние в СССР и за рубежом совмещенных процессов депарафиниза-
ции — обезмасливания. На таких установках фильтрование про-
водится в три—пять ступеней, при этом одновременно осуществ-
ляется депарафинизация рафинатов и обезмасливание гачей или
петролатумов.
Принципиальная технологическая схема отделения регенера-
ции растворителя представлена на рис. 2.64.
Регенерация растворителя из раствора масла осуществляется
в четыре ступени, в трех отгонных колоннах 4, 7, 9 и отпарной
колонне 11. Необходимое для отгона растворителя количество
теплоты обеспечивается паровыми подогревателями 3, 6, 8, 10.
226
Рис. 2.64. Отделение регенерации растворителя установки депарафинизации в кетон-
ароматическом растворителе:
1—3, 6, 8, 10, 12 — 15, 18, 20, 22, 27, 28 — теплообменная аппаратура; 4, 7, 9, 11 —
колонны регенерации растворителя из раствора депарафинированного масла; 5, 17t
25 — насосы; 16, 19, 21 — колонны регенерации растворителя из раствора гача (пет-
ролатума); 23, 24 — декантаторы; 26 — кетоновая колонна;
I — раствор депарафинированного масла*, II — раствор гача (петролатума)*, 111 — су-
хой растворитель; IV — влажный растворитель; V — депарафинированное масло; V/ ®
гач (петролатум); VII — водяной пар; VIII — вода.
Пары «сухого» растворителя с верха колонн 4, 7, 9 конденси-
руются и охлаждаются в теплообменниках 1, 2 и холодильни-
ках 13, 14, после чего растворитель направляется в емкость
«сухого» растворителя. Смесь паров растворителя и воды из ко-
лонны 11 конденсируется в холодильнике 12 и направляется в де-
кантаторы 23, 24. Депарафинированное масло из колонны 11
откачивается в резервуарный парк.
Регенерация растворителя из раствора гача (петролатума)
производится в три ступени в отгонных колоннах 16, 19 и отпар-
ной колонне 21. Для разбавления сырья перед фильтрованием
наряду с «сухим» растворителем и фильтратом 2-й ступени исполь-
зуется влажный растворитель. Содержащаяся в нем вода кристал-
лизуется в процессе охлаждения и при фильтровании остается
в лепешке гача (петролатума). Поэтому с верха колонн 16, 19
отходят пары «влажного» растворителя, который после охлажде-
ния и конденсации в холодильниках 15, 28 направляется в резер-
вуар «влажного» растворителя. Смесь паров растворителя и воды
из колонны 21 конденсируется и охлаждается в холодильнике 22
и направляется в декантаторы 23, 24. Гач (петролатум) из колон-
ны 21 откачивается в резервуарный парк.
В декантаторе 23 обводненный растворитель разделяется на
два слоя, верхний — вода в растворителе — перетекает в декан-
татор 24, где «влажный» растворитель отстаивается от избыточ-
ной воды и откачивается в резервуар «влажного» растворителя.
Нижний слой в декантаторе 23 — раствор кетона в воде — на-
правляется в кетоновую колонну 26. Пары растворителя и воды
из колонны 26 конденсируются в холодильнике 27, конденсат
стекает в декантатор 23.
8* 227
Кратность растворитель',
сырье
Рис.'2.65. Характер основных
закономерностей процесса депа-
рафинизации рафинатов селек-
тивной очистки в кетон-арома-
тическам растворителе.
На некоторых современных установках депарафинизации теп-
лота, необходимая для регенерации растворителя, обеспечивается
не паром, а жидким теплоносителем, подогреваемым в печах.
Технологический режим. Основными факторами, определяю-
щими протекание процесса депарафинизации, являются качество
сырья; состав растворителя; кратность и режим разбавления
сырья растворителем; скорость охлаждения суспензии; темпера-
тура конечного охлаждения (фильтрования).
Характер основных закономерностей процесса депарафиниза-
ции представлен на рис. 2.65.
Качество сырья. Известны следующие закономерности про-
цесса депарафинизации, обусловленные качеством перерабаты-
ваемого сырья.
1. Чем выше температура кипения и вязкость сырья, тем
меньше полнота выделения твердых углеводородов, ниже скорость
фильтрации и выше температура застывания масла. Поэтому
процесс депарафинизации остаточных рафинатов (в сравнении
с дистиллятными) характеризуется меньшими скоростями филь-
трации и более низкой производительностью установок.
2. Чем выше вязкость сырья и содержание в нем твердых угле-
водородов, тем большая требуется кратность разбавления сырья
растворителем.
3. Чем уже фракционный состав сырья, тем выше скорость
фильтрации, выход масла, меньше содержание масла в гаче.
228
Состав растворителя. Содержание кетона в кетон-ароматиче-
ских растворителях (по объему): в смеси метилэтилкетон—толуол
40—60%, в смеси ацетон—толуол 25—40%. При использовании
в качестве растворителя смеси метилизобутилкетон—метилэтил-
кетон кетоны берут в объемном соотношении 3:1.
Кратность и режим разбавления. Чем выше вязкость сырья
и содержание в нем парафина, тем большая кратность разбавле-
ния сырья растворителем необходима для проведения депарафи-
низации. Оптимальная кратность разбавления определяется опыт-
ным путем.
При депарафинизации остаточного сырья применяется одно-
кратное разбавление при температуре термообработки (60 °C).
При депарафинизации дистиллятного сырья растворитель по-
дается на разбавление в 3—4 порции (первая порция — при тер-
мообработке, последняя — при температуре фильтрования).
Обычно для разбавления сырья перед 1-й ступенью фильтро-
вания применяют «влажный» растворитель и фильтрат 2-й сту-
пени; для лепешки парафиновых углеводородов на фильтрах
применяют «сухой» растворитель.
Температура конечного охлаждения (фильтрования) должна
быть ниже требуемой температуры застывания депарафинирован-
ного масла на величину не меньшую, чем величина температур-
ного эффекта депарафинизации (5—10 °C для кетонсодержащих
растворителей).
Основные показатели технологического режима депарафини-
зации дистиллятного и остаточного сырья, полученного из оте-
чественных нефтей, представлены в табл. 2.51.
Мощность установок. Эксплуатируются установки различной
мощности. Наиболее мощные, работающие по двухблочной схеме
и позволяющие депарафинировать одновременно два различных
вида сырья, имеют производительность по сырью до 420—
480 тыс. т/год.
Материальный баланс депарафинизации дистиллятных и оста-
точных рафинатов селективной очистки фракций из сернистых
западносибирских нефтей:
Сырье
вязкий
дистиллят деасфальтизат
1-я ступень
Поступило, %
Сырье........................... 100 100
Растворитель на разбавление....... 80 155
Фильтрат 2-й ст. на разбавление . . . 120 145
Растворитель на промывку........ 100 100
Всего. . . 400 500
Получено, %
Раствор депарафинированного масла . . 330 422
в том числе ....................
масло (целевой продукт)...... 80 75
растворитель . ................... 250 347
229
Раствор гача (петролатума) 1 й ст. 70 78
в том числе
гач (петролатум)..................... 30 33
растворитель.......................... 40 45
Всего. . . 400 500
2 я ступень
Поступило, %
Раствор гача (петролатума) 1-й ст. . . . 70 78
Растворитель на разбавление ............. 60 80
Растворитель на промывку.......... 40 60
Всего. . . 170 218
Получено, %
Раствор гача (петролатума) 2-й ст. 50 73
в том числе
гач (петролатум)..................... 20 25
растворитель......................... 30 48
Фильтрат 2-й ст......................... 120 145
в том числе
масло *.............................. 10 8
растворитель......................... 110 137
Всего. . . . 170 218
* Масло, содержащееся в фильтрате 2-й ступени, из процесса не
выводится, циркулируя в составе фильтрата 2-Й ступени, подаваемого
на разбавление сырья перед 1-й ступенью.
ТАБЛИЦА 2.51. Технологический режим депарафинизации рафинатов
селективной очистки фракций из сернистых западносибирских нефтей
Показатели Сырье
маловязкнй • дистилляты средней вязкости вязкий деасфаль- тизат
Кратность разбавления сырья, растворитель : сырье (по массе) перед 1-й ст. (2.5*4,8) : 1 (1,4* 1,8) : 1 (1,5*2,5) : 1 (2,5® 3,3) : 1
» 2-й » (0,6*2) : 1 (0,4® 0.5) : 1 (0,5* 0,8) 1 1 (0,5 ® 0,9) : 1
Кратность промывки лепеш- ки на фильтрах, раствори- тель : сырье (по массе) на 1-й ст. (0.5® 1) ; 1 (0,5®1) : 1 (0,5® 1,2) : 1 (0,8® 1,4) : 1
» 2-й » (0,3®0,7) : 1 (0,2® 0.5) ; 1 (0,2®0,5) : 1 (0,3® 1) : 1
Температура фильтрования, ?С на 1-й ст. От —48 От —20 От —20 От —20
» 2-й > до — 57 От —24 до —25 От —10 до —25 От —10 до —25 От —15
Скорость фильтрования, м3/(м2- ч) на Ьй ст. до —38 0,3 —0,8 до —20 0,3—0,8 до —20 0,3 —0,8 до —20 0,3—0,6
> 2-й > 0,2 —0,7 0,3—0,6 0,3 —0,6 0,2—0,3
Скорость охлаждения су- 2,5 — 6 3—7 3-7 2—5
спензии перед 1-й ст.. °С/мин
* Низкотемпературная (глубокая) депарафинизация.
230
Расходные показатели установок при депарафинизации дистил-
лятного и остаточного сырья (на 1 т сырья):
Депарафинизация
обычная глубокая
Пар, ГДж...............................
Электроэнергия, кВт-ч..................
Вода, м3...............................
Кетон, кг..............................
Толуол, кг ............................
Аммиак, кг ............................
Этан, кг ..............................
2,5—5,0
90—130
35—65
1,5—2,5
1,3—3,0
0,5-1,0
3,4—5,45
150—240
50-100
2,5—4,0
1,7—3,5
0,5—2,0
4—10
Депарафинизация в растворе дихлорэтан — метиленхлорид
(депарафинизация ди-ме, процесс «Эделеану»)
Технологическая схема. Процесс проводится на тех же уста-
новках, что и кетоновая депарафинизация.
При проведении фильтрования в одну ступень из дистиллят-
ного сырья может быть получен парафин с содержанием масла
менее 5%, а из остаточного — церезин с содержанием масла не
выше 7%. При двухступенчатой депарафинизации с обезмасли-
ванием на 2-й ступени содержание масла в гаче может быть по-
нижено до 2% и менее.
Растворители. Основные отличия в технологии данного про-
цесса от кетоновой депарафинизации определяются растворите-
лем—смесью дихлорэтана (40—70%) и метиленхлорида (60—30%).
Их свойства приведены в табл. 2.50.
Достоинства этих растворителей:
1) хороший температурный эффект депарафинизации (около
0 °C), что дает существенную экономию холода;
2) высокая скорость фильтрования —до 200 кг/(м2-ч);
3) растворители не горят и не образуют взрывоопасных
смесей.
Недостатком растворителей является их термическая неста-
бильность — они разлагаются при 130—140 °C с образованием
коррозионно-агрессивных продуктов разложения.
Технологический режим депарафинизации различных видов
сырья:
Сырье рафинаты
мало-
вязкий вязкий
Свойства сырья
Вязкость при 99 °C, мм2/с..... 2,7 9,6
Температура плавления, °C..... 25 40
Условия процесса
Число ступеней фильтрования 2 2
Состав растворителя (объемный), %
дихлорэтан .................. 50 50
метиленхлорид .............. 50 50
точный
32
54,4
1
40
60
231
Кратность разбавления растворитель : 3 : 1 3,8 : 1 1 : 1 6 : 1
1 : 1
: сырье (по объему) * Температура фильтрования, °C * —20 —20 — 20
4,4 4,4
Свойства депарафинированного масла
Вязкость при 99 °C, мм2/с 3,0 10,8 37
Температура застывания, °C — 19,4 — 18,3 —15
Свойства парафина (церезина) * *
Содержание масла, % 2—3 4—5 4—7
<0,5 <0,5
Температура плавления, °C 40 58
~50“ 65
* В числителе данные для 1-й ступени, в знаменателе — для 2-й.
** В числителе данные для продукта после 1-й ступени, в знаме-
нателе — после 2-й.
Мощность установок достигает 350 тыс. т/год по сырью.
Расходные показатели депарафинизации ди-ме на 1 т сырья:
Сырье — рафинаты
маловязкий ВЯЗКИЙ оста- точный
Число ступеней Пар (12 МПа), кг Электроэнергия, кВт-ч Вола охлаждающая, м3 . , Растворитель, кг 1 2 - 583 770 24 31 25 4 .34,2 1,65 1 2 750 950 30 37 37,6 48,3 1,65 1 1320 40 59,5 1,65
2.6.3. Гидрогенизационные процессы производства масел
2.6.3.1. Общие положения
Показатели производства масел, основанного на процессах
физического разделения (экстракции, адсорбции), зависят прежде
всего от качества сырья. При использовании такой технологии
в целевую продукцию могут быть вовлечены только те компо-
ненты, которые имеются в сырье. В настоящее время, в связи со
все возрастающим дефицитом нефтей с высоким потенциальным
содержанием высококачественных масляных компонентов, все
большее значение приобретают разработка и внедрение в произ-
водство масел гидрокаталитических процессов, позволяющих
целенаправленно изменять химическую структуру углеводородов
и гетероорганических соединений, содержащихся в нефтяных
фракциях.
Химические превращения компонентов сырья происходят
под действием водорода в присутствии катализатора при повышен-
ных температуре и давлении. Температура, давление и объемная
скорость подачи сырья являются наряду с составом катализатора
основными технологическими факторами процесса. Значение пер-
вых трех факторов определяется степенью жесткости процесса,
которая тем выше, чем выше температура и давление и чем ниже
объемная скорость подачи сырья. Ниже приведены пределы зна-
2.32
чений основных технологических показателей, характеризую-
щих жесткость гидрогенизационных процессов:
Степень жесткости
Наименование (тип) процесса.........
Температура, °C.....................
Давление, МПа ......................
Объемная скорость подачи сырья, ч-1
высокая
Гидро-
крекинг
350—420
10—25
0,5—1,5
низкая
Гидро до-
очистка
280—330
3,5—5
1—3
Жесткость процесса, в свою очередь, в значительной мере
определяет степень и направление химического превращения
компонентов сырья. Степень превращения тем выше, чем выше
жесткость процесса.
В ходе гидрогенизационных процессов идут следующие
реакции.
1. Гидрогенолиз гетероорганических соединений, к числу
которых относятся серусодержащие (тиофены, дибензотиофены,
нафтобензотиофены, алифатические и циклические сульфиды,
дисульфиды, меркаптаны); кислородсодержащие (фенолы, али-
фатические спирты, нафтеновые кислоты, гидропероксиды); азот-
содержащие (пиридины, хинолины, пирролы, индолы, карбазолы)
и металлорганические соединения. Серу-, кислород- и азотсодер-
жащие соединения гидрируются с образованием углеводорода
и, соответственно, сероводорода, воды или аммиака. При одина-
ковом строении устойчивость гетеросоединений относительно
гидрирования возрастает в ряду: серусодержащие •< кислород-
содержащие < азотсодержащие. Так, значительная часть сер-
нистых соединений разлагается при температуре 280 °C и дав-
лении до 5 МПа, тогда как для гидрирования азотсодержащих
соединений необходима температура выше 350 °C и давление 10—
20 МПа. Металлорганические соединения при гидрировании раз-
лагаются, металлы отлагаются на поверхности катализатора.
2. Гидрирование ароматических, нафтеновых и нафтено-аро-
матических углеводородов в принципе происходит по следующей
схеме:
233
Степень гидрирования ароматических углеводородов с превра-
щением в нафтеновые и алифатические понижается с ростом тем-
пературы и уменьшением давления. В результате гидрирования
нафтено-ароматических углеводородов происходит дегидроцик-
лизация нафтеновых колец с образованием моноароматических
углеводородов с боковыми алифатическими цепями. Нафтеновые
углеводороды подвергаются дегидроциклизации (для интенсифи-
кации этого процесса необходимо ужесточение условий гидриро-
вания), при этом чем больше колец в молекуле нафтенового угле-
водорода, тем более глубоким превращениям она подвергается.
3. Гидрирование парафиновых углеводородов. В нефтяных
фракциях содержатся парафины нормального и изостроения.
Первые непригодны для масел из-за высокой температуры засты-
вания, тогда как вторые наряду с высоким индексом вязкости
(до 170) обладают низкой температурой застывания и являются
желательными компонентами масел. Поэтому необходима реакция
гидроизомеризации, для осуществления которой, однако, тре-
буются высокие температуры (400 °C и выше), а также специаль-
ные катализаторы с высокой изомеризующей способностью. Оп-
тимальный диапазон давлений при гидроизомеризации 4—5 МПа.
4. Гидрирование олефиновых углеводородов происходит легко
при любых условиях, применяемых в гидрогенизационных про-
цессах производства масел. Продукты гидрирования — парафи-
новые углеводороды..
Кроме того, в ходе гидрогенизационных процессов протекает
ряд побочных (нежелательных) реакций, к числу которых отно-
сятся гидродеалкилирование ароматических и нафтеновых угле-
водородов, ведущее к образованию циклических углеводородов,
склонных к поликонденсации (в свою очередь, поликонденсация
циклических углеводородов вызывает образование коксовых
отложений на катализаторе и снижение его активности); крекинг
углеводородов, обусловливающий снижение выхода и вязкости
масел. Эти реакции стремятся подавить путем подбора оптималь-
ного состава катализатора и технологических условий процесса.
В промышленных гидрогенизационных процессах в той или
иной степени протекают все рассмотренные выше реакции. Ос-
новное различие процессов заключается в том, какие именно ре-
акции преобладают и являются целевыми. Поэтому гидрогениза-
ционные процессы в производстве масел целесообразно классифи-
цировать по их целевому назначению, которым определяется под-
бор катализатора и оптимальных технологических условий.
В производстве масел применяются следующие типы гидро-
генизационных процессов.
1. Гидрокрекинг, используемый для очистки масляных дис-
тиллятов, деасфальтизатов или их смесей вместо селективной
очистки или в сочетании с ней (гидрирование сырья перед селек-
тивной очисткой или рафинатов селективной очистки). Процесс
осуществляется в режиме средней или высокой жесткости. Од-
234
ной из разновидностей процесса является гидроизомеризация,
применяемая для переработки высокопарафинистого сырья.
2. Гидродоочистка масел и парафинов, применяемая на завер-
шающей стадии производства (вместо контактной доочистки).
Процесс осуществляется в мягких условиях.
3. Гидрокаталитическая депарафинизация, предназначенная
для получения маловязких низкозастывающих масел (приме-
няется взамен низкотемпературной депарафинизации с использо-
ванием растворителей).
2.6.3.2. Гидрокрекинг
Назначение. Гидрирование масляных фракций с целью выра-
ботки гидрогенизатов, из которых могут быть получены базовые
масла с индексом вязкости 95—100 и выше. В зависимости от тех-
нологических условий различают: гидрокрекинг высокой жест-
кости, проводимый при давлении до 25 МПа; гидрокрекинг сред-
ней жесткости при давлении около 10 МПа; мягкий гидрокрекинг
или гидрооблагораживание при давлении 4—5 МПа. Последний
процесс не может полностью заменить селективной очистки и при-
меняется в сочетании с ней. Сравнение результатов селективной
очистки и гидрокрекинга средней и высокой жесткости дано
в табл. 2.52.
Теоретические основы. При проведении гидрокрекинга с целью
производства масел необходимо изменять структуру сырья в на-
правлении увеличения в нем содержания углеводородов, обла-
дающих высоким индексом вязкости, низкой температурой засты-
вания и высокой термоокислительной стабильностью. К их числу
относятся моноциклические ароматические и нафтеновые угле-
ТАБЛИЦА 2.52. Сравнение процессов селективной очистки и гидрокрекинга
В числителе — данные для <елективной очистки, в знаменателе — для гидрокре-
кинга.
Показатели Индекс вязкости получаемых масел
90 105 120 130
Выход, % на нефть
50,6 50,6 — —
сырья
50,6 * 50,6 ** 47 * 47 **
масла • 18,5 10,4 — —
22,2 18,4 13,4 9,7
Вязкость масла при 99°C, мм2/с 9,8 6,2 — —
9,4 7,1 5,8 4,9
Средняя жесткость.
Высокая жесткость.
235
водороды с длинными боковыми алифатическими цепями; изо-
парафиновые углеводороды С20—С4() с разветвленными боковыми
цепями.
Поэтому при проведении процессов гидрокрекинга кроме
гидрогенолиза гетероорганических соединений наиболее жела-
тельны следующие реакции.
1. Гидрирование полициклических ароматических углеводо-
родов в полициклические нафтеновые:
Индекс вязкости — 60
Температура застывания, °C > + 50
2. Дегидроциклизация полициклических нафтеновых, нафтено-
ароматических и ароматических углеводородов в моноцикличе-
ские:
R'xxxr
Индекс вязкости «= 20
Температура застывания, °C « + 20
3. Гидроизомеризация парафиновых углеводородов:
125 119
+ 19 —40
Индекс вязкости
Температура застывания, °C
В ходе этих реакций одновременно с повышением индекса
вязкости может снижаться температура застывания углеводоро-
дов.
Сырье и продукция. Сырье гидрокрекинга —масляные дистил-
ляты, деасфальтизаты и их смеси. В связи со значительным сни-
жением вязкости сырья в результате гидрокрекинга в качестве
сырья могут быть использованы деасфальтизаты повышенной
вязкости (30—40 мм2/с при 100 °C). Целевой продукт — гидро-
генизат, идущий на производство базовых масел. Особенностями
масел гидрокрекинга являются их высокий индекс вязкости и
хороший цвет.
236
Ниже приведены выход и свойства масел, полученных гидро-
крекингом деасфальтизата при различной жесткости процесса:
Высокая Средняя
Выход, % на исходное сырье жесткость жесткость
гидрогенизата .... 60 41
депарафинированного масла . .... 48 37
Вязкость при 100 °C, мм2'с . . . . . . 8,1 5,4
Индекс вязкости . . . . 125 133
Коксуемость. % . . . . 0,009 0,005
Цвет по ЦНТ . . . . 1,5 0,5
В зависимости от схемы производства стабилизированный ги-
дрогенизат может либо подвергаться депарафинизации с после-
дующей вакуумной разгонкой на масла — компоненты различной
вязкости (от маловязких до остаточных), либо разгоняться на
фракции с последующей депарафинизацией каждой из них от-
дельно.
Сырье гидроизомеризации — парафины, гачи, фильтраты обез-
масливания и прямогонные фракции высокопарафинистых неф-
тей с содержанием серы не более 0,03—0,04%. Целевой продукт —
гидрогенизат, представляющий собой концентрат изопарафино-
вых углеводородов — направляется на вакуумную разгонку и
депарафинизацию с целью получения основ гидравлических,
трансмиссионных и специальных масел. Масла гидроизомериза-
ции обладают высокими индексами вязкости и хорошей восприим-
чивостью к присадкам. Ниже приводятся свойства масел, полу-
ченных с использованием процесса гидроизомеризации пара-
фина:
Маловяакое Вязкое
Плотность при 20 °C, кг/м3 ............... 818 832
Показатель преломления при 20 °C . . 1,4580 1,4630
Температура застывания, °C .......... —52 —18
Вязкость при 100 °C, мм2/с................ 3,3 7,0
Индекс вязкости........................... 143 144
Побочные продукты процессов гидрокрекинга и гидроизоме-
ризации: сероводород — направляется на установки производ-
ства серы или серной кислоты; углеводородные газы — исполь-
зуются как топливо для трубчатых печей; отгоны — служат
компонентами бензина и дизельного топлива.
Катализаторы, реагенты. Для процессов гидрокрекинга при-
меняют катализаторы, содержащие гидрирующие компоненты
на крекирующем носителе. Гидрирующими компонентами служат:
а) хром, молибден, вольфрам, их оксиды или сульфиды —
одни или в смеси с металлами группы железа (железо, кобальт,
никель), их оксидами или сульфидами; оксиды и сульфиды ме-
таллов наносят в различных соотношениях в количестве 5—40%;
б) металлы группы палладия (палладий, родий, рутений)
и платины (платина, иридий, осмий), наносимые в количестве
0,05—5%;
237
Рис. 2.66. Установка гидрокрекинга*.
1 — печь; 2 — реактор; 3 — сепаратор высо-
кого давления; 4 — абсорбер; 5 — сепаратор
низкого давления; 6 — отпарная колонна;
7 — сырье; 77 — свежий ВСГ; 77/ — цир-
кулирующий ВСГ; IV — газ на охлаждение;
V — регенерированный раствор ДЭА; VI —
раствор ДЭА, насыщенный сероводородом;
VII — углеводородный газ; VIII — отгон*.
IX — стабилизированный гидрогенизат на
депарафинизацию и вакуумную разгонку.
в) смеси металлов группы железа, их оксидов или сульфидов
с металлами, оксидами или сульфидами групп палладия и пла-
тины.
В качестве носителя применяют чаще всего аморфные или
кристаллические алюмосиликаты; используют также цеолитсо-
держащие носители.
Активность и селективность катализатора повышается при
введении в него промотирующих добавок, например галогенов.
На установках гидроизомеризации применяют алюмоплати-
новые катализаторы.
В процессах гидрокрекинга и гидроизомеризации обычно ис-
пользуют водородсодержащий газ (ВСГ) с установок каталити-
ческого риформинга, содержащий 80—90% водорода, или водо-
род, получаемый на специальных установках. Для очистки водо-
родсодержащего газа от сероводорода в качестве регенерируемого
поглотителя используют обычно 15%-ный водный раствор моно-
этаноламина (МЭА). Может применяться также раствор диэтанол-
амина (ДЭА).
Технологическая схема. Процессы гидрокрекинга и гидро-
изомеризации могут осуществляться в одну (рис. 2.66) или две
ступени.
Технологический режим процессов гидрокрекинга и гидроизо-
меризации:
Гидрокре-
кинг
Температура, °C ................... 350—425
Давление, МПа ..................... 10—25
Объемная скорость подачи сырья, ч-1. . 0,4—1,5
Кратность циркуляции ВСГ, м3/м3
сырья * ............................ 800—2000
Расход 100%-ного водорода на реак-
цию, % на сырье ................... 0,2—2
Гидроизо-
меризация
360—440
0,5—1,5
1500—2000
0,5—1
* Данные для объема газа при нормальных условиях.
Основные технологические параметры: температура, объем-
ная скорость подачи сырья, давление, количество циркулирую-
щего водородсодержащего газа.
238
Температура. При температурах ниже 300—340 °C химиче-
ские превращения незначительны. С повышением температуры
от 340 до 400 °C степень превращения углеводородов возрастает;
при дальнейшем увеличении температуры растет доля реакций
крекинга и поликонденсации. Однако поскольку с течением
времени отложения кокса на катализаторе увеличиваются, его
активность падает. Для сохранения постоянной глубины гидри-
рования температуру в реакторе повышают, в конце рабочего
пробега катализатора она может превышать начальную на 20—
60 °C.
Объемная скорость подачи сырья. Уменьшение длительности
контакта в результате повышения скорости подачи сырья снижает
глубину превращения углеводородов. При этом уменьшается рас-
ход водорода и снижается степень закоксовывания катализатора.
Давление. Глубина превращения (например, степень обессе-
ривания) увеличивается с ростом парциального давления водо-
рода, при этом уменьшается закоксовывание катализатора и
растет расход водорода.
Кратность циркуляции водородсодержащего газа. В промыш-
ленной практике гидрогенизационные процессы осуществляют
с избыточным количеством водорода, так как с ростом его пар-
циального давления скорости реакций повышаются. Кратность
циркуляции изменяется в широких пределах, ее оптимальная
величина определяется назначением процесса и его технологиче-
ским режимом. Чем выше жесткость процесса, тем большая тре-
буется циркуляция.
ТАБЛИЦА 2.53. Влияние жесткости режима гидрирования на ассортимент
и качество получаемых масел-компонентов
В числителе — данные для процесса средней жесткости, в знаменателе для
высокой.
Показатели Сырье Масла
дистиллятные оста- точные
мало- вязкое средней вязкости вязкое
Вязкость, м.м2/с
8,8 31,8 109,1
при 38 °C — 8,83 31,8 109,6 ——
» 99 °C 22 31,8
45,34 —
Индекс вязкости 105 105 105
105 130 130 —
Температура застывания (41) — — 15 —15 — 15
(плавления), °C (46) —18 —15 —15 —
Цвет по ASTM 0,5 0,5 2 4
0,5 0,5 0,5 —
239
Жесткость процесса. С повышением жесткости процесса, т. е.
с ростом температуры, давления и снижением объемной скорости
подачи сырья, падает выход масел за счет расщепления компо-
нентов сырья, уменьшается их вязкость и растет индекс вязкости
(табл. 2.53).
Мощность установок достигает 500—600 тыс. т/год по сырью.
Материальный баланс процессов гидрокрекинга может изме-
няться в широких пределах в зависимости от условий процесса
и перерабатываемого сырья. В качестве примера может быть
приведен материальный баланс гидрокрекинга деасфальтизатов
с последующей депарафинизацией широкой масляной фракции
и разгонкой полученного масла на базовые масла-компоненты
различной вязкости (без учета потребляемого водорода и полу-
чаемого сероводорода):
Средняя Высокая
жесткость жесткость
Взято, %
Гидрогенизат........................ 100,0 100,0
Всего. . . 100,0 100,0
Получено, %
Газ по С5 включительно ............ '1,4 2,7
Топливные фракции ................... 17,7 51,1
Масла
маловязкое..................... 4,3 10,2
средней вязкости.............. 22,5 18,4
вязкое........................ 31,9 10,4
остаточное.................... 10,0 —
Гач с содержанием масла 4% .... 12,2 7,2
Всего. . . 100,0 100,0
При получении масла с использованием процесса гидроизо-
меризации, в зависимости от вида сырья и глубины гидрирова-
ния, выход составляет 40—60%.
Расходные показатели процесса гидрокрекинга на 1 т сырья:
топливо (в пересчете на мазут) 20—25 кг; пар (1,6 МПа) 23 кг,
пар (0,2 МПа) 13 кг; электроэнергия 51 кВт-ч; вода охлаждающая
2,9 м3.
2.6.3.3. Гидродочистка
Назначение — улучшение цвета и повышение стабильности
базовых масел.
Теоретические основы. В ходе процесса, осуществляемого
в мягких технологических условиях, гидрированию подвер-
гаются в основном наиболее легко гидрируемые компоненты —
серу- и кислородсодержащие соединения, составляющие основу
смолистых соединений. Вследствие разрушения последних улуч-
шается цвет масла, повышается его стабильность. Гидрируются
240
Рис. 2.67. Установка гидродоочистки
масел:
1 — печь; 2 — реактор; 3 — рамный
фильтр; 4, 5 — теплообменники; 6 —
отпарная колонна; 7, 13 — сепарато-
ры; 8. 9 — холодильники; 10 — комп-
рессор; 11 — газосепаратор; 12 ко-
лонна вакуумной сушки; 14 — колон-
на поглощения сероводорода;
/ — масло-сырье; /7 — ВСГ; III —
очищенное масло; IV — углеводород-
ный газ; V — отгон; VI — сероводород
в растворе МЭА, VII — водяной пар;
VIII — МЭА; IX — нескинденснро-
вавшиеся газы.
также олефиновые соединения, образовавшиеся в масле на пре-
дыдущих стадиях производства (в основном при нагреве в ходе
регенерации растворителей в процессах селективной очистки и
деасфальтизации). Углеводородная часть масла при гидродоочистке
существенных изменений не претерпевает.
Сырье и продукция. Сырье — депарафинированные масла,
целевой продукт — базовые масла. Свойства масел после гидро-
доочистки меняются:
Снижение вязкости, % ............... О—2
Повышение индекса вязкости, пункты ....... О—2
Повышение температуры застывания, °C ..... О—2
Улучшение цвета, марки.................... 1 — 2
Степень обессеривания, % (отн.)...........30—40
Катализаторы, реагенты. В процессе используются в основ-
ном алюмоникельмолибденовые или алюмокобальтмолибденовые
катализаторы, однако возможно применение катализаторов дру-
гих типов (например, железосодержащего катализатора в про-
цессе феррофайнинг).
На установку подается водородсодержащий газ с установок
каталитического риформинга.
Технологическая схема. Типовые установки гидродоочистки
масел (и парафинов) включают до пяти технологических потоков.
На рис. 2.67 приведена схема одного из потоков.
Технологический режим процесса гидродоочистки:
Катализатор.............................. АКМ или АНМ
Температура в реакторе, °C.......... 280—325
Давление в реакторе, МПа............. 3,5—4
Объемная скорость подачи сырья, ч*1 1,5—3
Кратность циркуляции ВСГ, м3/м3
сырья* .............................. 250—300 (500—600)**
Содержание (объемное) водорода в ВСГ,
%................................... 75-85
* Данные для объема газа при нормальных условиях.
-** Для дистиллятного (остаточного) сырья.
Мощность установок. Эксплуатируются многопоточные уста-
новки производительностью 360 тыс. т/год и более по сырью.
241
Материальный баланс процесса гидродоочистки масел из
сернистого сырья:
Масла
дистиллят- остаточные
ные
Поступило, %
Сырье.............................. 100 100
Водород (100% на реакцию)...... 0,3 0,45
Всего. . . 100,3 100,45
Получено, %
Масло............................ 98,5 97,5
Отгон.............................. 1,0 1,6
Сероводород........................ 0,3 0,35
Углеводородные газы................ 0,5 1,0
Всего. . . 100,3 100,45
Расходные показатели установок гидродоочистки на 1 т сырья;
пар 0,17—0,42 ГДж; топливо 10—17 кг; электроэнергия 11 —
21 кВт-ч; вода 3—11 м3; катализатор 0,01—0,03 кг; водородсо-
держащий газ 5—13 кг; моноэтаноламин 0,01—0,03 кг.
2.6.2.4. Гидрокаталитическая депарафинизация
Назначение. Разновидность гидрокаталитических процессов,
предназначенная для снижения температуры застывания нефтя-
ных дистиллятов.
Теоретические основы. Снижение температуры застывания
осуществляется путем селективной гидрогенизационной деструк-
ции (гидрокрекинга) и гидроизомеризации высокозастывающих
ТАБЛИЦА 2.54. Свойства сырья, целевой продукции и выход продуктов
процесса гидрохаталитической депарафинизации
Показатели Масло Маловязкий масляный дистиллят
трансформаторное низкозастывающее
сырье продукт сырье продукт сырье продукт
Фракционный со- став, °C:
5% 280 280 302 302 312 312
50% 346 346 377 377 381 381
95% 397 397 460 460 421 421
Вязкость при 100 °C, мм2/с Температура, °C 2,2 2,5 4,3 4,4 2,7 2,9
застывания помутнения Выход, % -4-12,8 —51 —40 —79 +15,6 —20,5
ct+ с2 0,1 — 0,1 — 0,1
Сэ + с4 — 21,4 __ 0,8 — 8,8
С5 — н. к. сырья —. 16,3 — 0,8 — 8,1
фракция выше и. к. сырья — 62,3 —- 98,4 83,0
242
Рис. 2.68. Влияние состава носителя катализатора
на глубину гидрокаталнтической депарафинизации
рафината селективной очистки.
парафиновых углеводородов на специ-
ально разработанных катализа-
торах.
Процесс тормозится присутствием
в зоне реакции ароматических угле-
водородов, поэтому оптимальные ре-
зультаты получаются при предвари-
тельном снижении их содержания
путем селективной или гидрогениза-
ционной очистки. Уменьшение содер-
жания ароматических углеводородов
позволяет снизить температуру про-
цесса и повысить объемную скорость
подачи сырья.
Сырье и продукция. Сырьем процесса являются газойли, топ-
ливные (дизельные, печные) и маловязкие масляные фракции.
Целевая продукция — низкозастывающие газойли, топлива и
масла. Побочная продукция — углеводородные газы и жидкие
бензиновые фракции. Свойства сырья и целевой продукции про-
цесса приведены в табл. 2.54.
Катализаторы. Применяются катализаторы, содержащие 0,5—
2% платины или палладия. Носителями являются оксид алюми-
ния или кристаллические алюмосиликаты с размером пор (4—
10)-10 м. Такая структура носителя обеспечивает избирательную
адсорбцию и превращение нормальных и малоразветвленных
парафиновых углеводородов. Депарафинизация углубляется при
увеличении содержания SiO2 в алюмосиликате (рис. 2.68). От
состава и структуры носителя катализатора в значительной мере
зависит соотношение реакций крекинга и изомеризации.
Технологическая схема процесса практически аналогична схеме
процесса гидроочистки. Основные аппараты установки: печь
(или печи), реактор, газожидкостные сепараторы высокого и низ-
кого давления, стабилизационная колонна. Имеется узел очистки
ВСГ от сероводорода, хотя вследствие малой обессеривающей спо-
собности катализаторов процесса образование сероводорода не-
значительно.
Технологический режим процесса: температура 360—420 “С;
давление 4—8 МПа; объемная скорость подачи сырья 0,5—4 ч-1.
2.6.4. Прочие процессы производства масел
К числу их относятся процессы, в которых используются яв-
ления адсорбционного разделения (непрерывная адсорбционная
очистка, контактная доочистка отбеливающими землями) и хими-
243
ческого взаимодействия реагентов с компонентами масляного сы-
рья и выделения образующихся при этом соединений (кислотно-
щелочная и кислотно-контактная очистка).
2.6.4.1 Непрерывная адсорбционная очистка *
Назначение. Процесс предназначен для производства базовых
масел различного уровня вязкости, деароматизированных жид-
ких и твердых парафинов, специальных углеводородных жидко-
стей.
Теоретические основы. Процесс основан на избирательном
выделении полярных поверхностно-активных компонентов
сырья — смолистых веществ, кислород- и серусодержащих соеди-
нений, полициклических ароматических углеводородов на раз-
витой пористой поверхности адсорбента. Высокая адсорбируе-
мость полярных компонентов сырья на активном высокопористом
адсорбенте обусловлена ориентационным и индукционным вза-
имодействием активных центров, находящихся на поверхности
адсорбента, с полярными и поляризуемыми компонентами сырья.
Сырье и продукция. Сырьем процесса являются масляные
дистилляты.
В процессе очистки получаются два рафината: рафинат I —
основной очищенный продукт и рафинат II—десорбированный
с поверхности адсорбента обессмоленный ароматизированный кон-
центрат (ароматизированное масло). Остающиеся на адсорбенте
органические соединения и смолистые вещества выжигаются
в процессе регенерации.
Ниже приведены свойства сырья и рафинатов:
Сырье Рафинаты
I 11
Плотность при 20 °C, кг/м3 890—950 875—890 900—920
Вязкость, мм2/с при 20 “С 20—30 18—24 30—34
» 50 °C 7,8—9 7,5—8,3 8,2—9,2
Температура вспышки в открытом тиг- ле, °C 145—150 145—150 145—150
Показатель преломления при 20 °C 1,4950— 1,4840— 1,4990—
Пределы выкипания, °C начало . ....... 1,4990 280—285 1,4980 285—290 1,5080 285—295
коней 420—425 410—420 415—425
Адсорбционной очисткой на базе маловязких масляных дистил-
лятов вырабатываются масла: из рафината I —трансформатор-
ное, гидравлическое (типа ВМГЗ), технологические нафтеновые,
специальные электроизоляционные типа МАПЭД-8; из рафи-
ната II —ароматизированные масла—наполнители каучука,
мягчители резиновых смесей и пр.
* Раздел составлен С. 3. Левинсоном,
244
На ряде установок вырабатываются деароматизированные
маловязкие основы масел и специальных жидкостей.
Адсорбенты. Для непрерывной адсорбционной очистки с дви-
жущимся адсорбентом применяются синтетические алюмосили-
катные адсорбенты: мелкосферический или молотый. Ниже при-
водятся их характеристики:
Мелкосферический Молотый
сорт А сорт Б сорт А сорт Б
Насыпная плотность, кг/м3 600—700 600—700 600—700 600—700
Влажность, удаляемая при 800 °C, %, не более 4 5 5 5
Гранулометрический состав (содержа- ние фракций), % крупнее 0,8 мм, не более 5 5 5 10
0,28—0,8 мм, не менее 85 —— 85
0,2—0,8 мм, не менее — 83 — 80
Содержание примесей, %, не более оксида железа 0,2 0,2 0,2 0,3
оксида натрия 0,5 0,8 0,4 0,4
Адсорбционная способность статиче- ская по толуолу, %, не менее . . . Обесцвечивающая способность по ма- слу (в стационарном слое), %, не менее 100 100 100 100
100 100 100 100
Технологическая схема установки непрерывной адсорбцион-
ной очистки дана на рис. 2.69. Установка состоит из секций!
адсорбции и десорбции; отпарки растворителя из пульпы засмо-
Рис. 2.69. Установка непрерывной адсорбционной очистки масел:
1,2 — разгрузители адсорбента; 3, 12, 14 — теплообменники; 4, 11 — пароподогрева-
тели; 5 — 7, 13, 15, 16, 30 — 32 — холодильники; 8 — регенератор адсорбента; 9 — ад-
сорбер; 10 — десорбер; 17 — холодильник адсорбента; 18 — сушилка адсорбента; 19,
20 — колонны для отгона растворителя от рафината I; 21 — водоотделитель; 22, 23 —
колонны для отгона растворителя от рафината II; 24, 27 — рибойлеры; 25 — приемник
растворителя; 26 — испаритель; 28, 29 — фильтр-прессы; 33 — смеситель;
J — сырье; II — воздух; III рафинат I; IV — рафинат II; V — вода; VI — водяной
пар; VII — дымовые газы.
245
ленного адсорбента; регенерации циркулирующего адсорбента;
отпарки циркулирующего растворителя из растворов рафина-
тов I и II.
Сырье в диафрагмовом смесителе 33 смешивается с раствори-
телем, в качестве которого используются бензин типа «калоша»
или бензин-алкилат, после чего поступает в низ адсорбера 9.
В адсорбере раствор сырья поднимается навстречу опускающе-
муся адсорбенту. Изменяя производительность установки, ско-
рость потока сырья и время контактирования, можно устанавли-
вать заданный режим и регулировать качество рафинатов I и II.
Суспензия (пульпа) отработанного адсорбента самотеком перехо-
дит в десорбер 10, где происходит десорбция нагретым раствори-
телем, после чего суспензия (пульпа) поступает в ступенчато-
противоточную паровую сушилку 18 с кипящим слоем. Кипе-
ние (псевдоожижение) создается водяным паром (1 МПа). Пары
растворителя и воды с верха сушилки 18 охлаждаются, конден-
сируются и подаются в водоотделитель 21, откуда растворитель
поступаете приемник25.Сухой засмоленный адсорбент из сушилки
пневмотранспортом подается в ступенчато-противоточный реге-
нератор 8, где производится окислительный выжиг органических
отложений в кипящем слое (псевдоожижение создается воздухом).
Регенерированный адсорбент охлаждается в холодильнике 17,
после чего подается в адсорбер 9.
Раствор рафината 1с верха адсорбера поступает на регенерацию
растворителя в две ступени — в колоннах 19 и 20, после чего очи-
щенный рафинат I (основное масло) через фильтр-пресс 29 и холо-
дильник 31 откачивается с установки в емкость готового продукта.
Растворитель из рафината II отгоняется в три ступени: в ис-
парителе 26, атмосферной колонне 22 и отпарной колонне 23,
после чего рафинат II —ароматизированное масло — через
фильтр-пресс 28 откачивается с установки.
Технологический режим. Основными технологическими фак-
торами процесса являются:
1) природа и концентрация в сырье адсорбируемых веществ;
2) состав и свойства исходного и циркулирующего адсорбента;
3) температура адсорбции, кратность растворитель : сырье,
соотношение адсорбент : сырье, время контактирования, гидро-
динамический режим адсорбционной обработки, глубина очистки,
степень регенерации адсорбента.
Ниже приведены пределы варьирования основных технологи-
ческих параметров при очистке трансформаторного дистиллята:
Разбавление растворитель : сырье (по объему) . . (0,54-1,0) : 1
Кратность адсорбент : сырье (по массе)......... (0,54-1,0) : 1
Скорость восходящего потока в адсорбере . . . 1,5—2,5 м/ч
Температура в основных аппаратах, °C
адсорбер..................................... 35—40
десорбер .................................... 70—90
сушилка ..................................... 130—150
регенератор ................................. 620—650
246
Мощность установок. Эксплуатируется ряд установок различ-
ной мощности и технологического назначения для выработки
различных товарных нефтепродуктов производительностью до
150 тыс. т/год по сырью.
Материальный баланс процесса адсорбционной очистки транс-
форматорного дистиллята:
Поступило, %
Сырье .............................. 100,0
Всего. . . 100,0
Получено, %
Рафинат I.......................... 87,0—89,0
Рафинат II......................... 8,0—6,0
Органический остаток (смолы) на выжиг .... 5,0
Всего. . . 100,0
Расходные показатели на 1 т сырья при очистке трансформа-
торного дистиллята: вода 12—20 м3; пар 1,25—2,5 ГДж; электро-
энергия 15—22 кВт-ч; растворитель 10—20 кг; адсорбент 3—8 кг.
2.6.4.2. Контактная доочистка
Назначение. Процесс является завершающей стадией произ-
водства базовых масел и предназначен для улучшения цвета и
повышения стабильности их качества при хранении, а также для
отгонки остатков растворителей и продуктов разложения, обра-
зовавшихся на предыдущих стадиях переработки.
Теоретические основы. Процесс основан на способности тонко-
дисперсных природных адсорбентов (отбеливающих земель) уда-
лять из масла смолистые соединения и полициклические аромати-
ческие углеводороды. Адсорбция этих веществ происходит, как
и в процессе непрерывной адсорбционной очистки, вследствие
их повышенной полярности и предпочтительной адсорбируемости.
Сырье и продукция. Сырье — депарафинированные масла.
Целевой продукт —доочищенные базовые масла. Побочный про-
дукт —• отгон (смесь легких фракций, продуктов разложения и
т. п.). Отходы процесса — отработанная отбеливающая земля,
содержащая адсорбированные компоненты и пропитанная мас-
лом. Ниже приводится характеристика дистиллятного и остаточ-
ного масел до и после контактной доочистки:
Дистиллятное Остаточное
исход- доочи- исход- ДООЧИ-
ное щенное ное щенное
Плотность при 20 °C, кг/м3 . . . . . . 885 889 895 898
Вязкость при 100 °C, мм2/с . . . . . . 8,0 8,3 20,5 20,4
Индекс вязкости ... 85 86 87 87
Температура вспышки, °C ... . . . . 195 205 225 230
Содержание серы, % . . . 0,9 0,88 1,1 1,0
Цвет по ЦНТ . . . 7 4,5 8 6
247
ТАБЛИЦА 2.55. Характеристика отбеливающих земель
Отбеливающие земли Химический состав, % Плотность, кг/ма Пори- стость, %
SiO2 А12О3 Фо °£ £ + коллоид. SiO2 с Q X ге я X X истинная
Опоки Зикеевская 84,1 8,2 3,2 17,7 440 2350 81,4
Балашеевская 82,0 9,2 3,0 — 460 2300 80,1
Саринская 76,1 10,3 4,1 12,0 520 2370 47,9
Курьинская 81,8 7,7 1,8 19,4 336 2560 86,9
Глины Гумбрин 61,0 14,8 2,9 750 2200 66,0
Никополь-марганцевая 56,6 20,5 8,5 — 854 2630 68,0
Трошковская 51,9 34,5 0,9 — 890 2610 69,0
Адсорбенты. Отбеливающие земли (табл. 2.55) делятся на от-
беливающие глины и опоки. По составу они представляют собой
алюмосиликаты, однако опоки отличаются более высоким соот-
ношением SiO2 : А12О3 и повышенной активностью. Для повыше-
ния эффективности процесса отбеливающие земли можно активи-
ровать.
Технологическая схема. Установка контактной доочистки
(рис. 2.70) состоит из двух секций — контактирования (основные
Рис. 2.70. Установка контактной доочистки масел.
1, 4, 6, 9, 11 — теплообменная аппаратура; 2 — холодный смеситель; 3 — печь; 5 —•
отгонная колонна; 7, 12, 15 — приемники; 8 — конденсатор смешения; 10 — горячий
смеситель; 13 — дисковый фильтр; 14 — рамный фильтр;
1 — сырье; 11 — свежая земля; 111 — отработанная земля; IV очищенное масло!
V — водяной пар; VI — вода; VII — отгон в приемник.
248
аппараты: холодный смеситель, трубчатая печь, отпарная колонна)
и фильтрования.
Сырье — депарафинированное масло через паровой подогре-
ватель / подается в холодный смеситель 2. В смесителе, оборудо-
ванном турбомешалкой, масло смешивается с молотой отбеливаю-
щей глиной, подаваемой шнековым дозатором. Из смесителя сус-
пензия направляется через теплообменник 4 в змеевик печи 3
и далее в отгонную колонну 5. В низ колонны 5 подается острый
водяной пар, отходящая с верха колонны смесь паров через кон-
денсатор 6 поступает в приемник 7. Водяной пар с верха колонны
конденсируется в конденсаторе смешения 8.
Из колонны 5 суспензия масла с отбеливающей землей через
теплообменник 4 и холодильник 9 подается в горячий смеситель 10,
а затем на фильтрацию на дисковые 13 и рамные 14 фильтры.
Технологический режим:
Температура суспензии, °C
в холодном смесителе........................... 70—80
на выходе из змеевика печи .................. 130— 220
Температура фильтрования, °C ..................
на дисковых фильтрах ........................ 130—170
на рамных фильтрах........................... 70—НО
Давление, МПа
на дисковых фильтрах ............................ 0,4
на рамных фильтрах . . . , ....................... 0,35
Расход отбеливающей земли, % на масло.......... 2—10
Выход доочищенного масла, % ................... 96—98
Общее количество отгона, % на доочищенное масло 0,5—1
Ниже приводятся расход земли и
личных масел:
температура очистки раз-
Расход Температура,
земли, % °C
Трансформаторное.................... 6—8 НО—150
Турбинные........................... 5—6 120—130
Индустриальное (с вязкостью 10—
14 мм2/с при 50 °C)................. 3—4 130—150
Дистиллятный компонент моторных ма-
сел ................................ 3—6 150—180
Остаточное.......................... 6—10 180—250
Мощность установок. Установки контактной доочистки имеются
на большинстве маслоблоков, вводившихся в строй до конца
50-х годов. (На современных маслоблоках для доочистки исполь-
зуется процесс гидроочистки.) Единичная мощность установок
контактной доочистки по сырью достигает 350—400 тыс. т/год.
Расходные показатели на 1 т сырья: топливо 5,5—16,6 кг;
водяной пар 0,21—1,34 ГДж; вода оборотная 1,0—9,8 м3; элек-
троэнергия 1,1—7,5 кВт>ч; земля отбеливающая 20—100 кг.
249
2.6.4.3. Кислотно-контактная и кислотно-щелочная очистка
Процессы сернокислотной очистки применяются для очистки
масляных фракций из уникальных малосернистых беспарафини-
стых нефтей типа бакинских и эмбенских с целью получения масел
малотоннажного и специализированного ассортимента. Повсе-
местно заменяются на более совершенные экстракционные и
гидрогенизационные процессы, в перспективе могут сохраниться
только для выработки белых масел.
Теоретические основы. При обработке серной кислотой из
масляной фракции удаляются асфальтосмолистые вещества, не-
предельные углеводороды, нафтеновые кислоты, частично сер-
нистые соединения, полициклические ароматические углеводо-
роды. Под воздействием серной кислоты в сырье протекают ре-
акции окисления и полимеризации асфальтосмолистых веществ
и сульфирования части ароматических и нафтеновых углеводо-
родов.
Обработанная серной кислотой масляная фракция разделяется
на два слоя: верхний (кислое масло), содержащий углеводороды,
незначительное количество продуктов реакции и кислоты, раство-
ренные в масле; нижний (кислый гудрон), содержащий продукты
реакции, избыток кислоты и масло, механически увлеченное
в нижний слой.
Реагенты, адсорбенты. В процессах сернокислотной очистки
применяются: 92—98%-ная серная кислота; 3—10%-ный раствор
едкого натра при кислотно-щелочной очистке и отбеливающая
земля при кислотно-контактной.
Технологическая схема. Процесс сернокислотной очистки мо-
жет быть как периодическим, так и непрерывным.
Периодическая очистка осуществляется в цилиндрической
мешалке с коническим днищем объемом 25—250 м3. Перемешива-
ние осуществляется воздухом. Мешалка оборудована паровой
рубашкой в конусной части.
Технологическая схема установки непрерывной сернокислот-
ной очистки представлена на рис. 2.71. На установке применяются
смесители, дозирующие насосы для кислоты, центрифуги для от-
деления кислого гудрона. Недостаток процесса — сложность
оборудования, малая производительность центрифуг.
Кислые масла нейтрализуют с целью удаления сульфокислот
и оставшейся серной кислоты путем контактной доочистки от-
беливающими землями или щелочной очистки. Щелочная очистка
применяется только для маловязких масел, так как при заще-
лачивании вязких масел образуются стойкие трудноразделимые
эмульсии.
Процесс контактной доочистки осуществляется на типовой
установке (см. рис. 2.70).
Процесс щелочной очистки кислого масла может идти как пе-
риодически, так и непрерывно.
250
Рис. 2.71. Установка непрерывной сернокислотной очистки масел:
1 — емкость кислоты; 2 — насос-дозатор кислоты; 3 — насос-смеситель; 4 — реактор;
5 — сырьевой насос; 6 — подогреватель; 7 — центрифуга;
I — сырье; // — серная кислота; III — очищенное масло; /V — кислый гудрон; V
водяной пар.
Рис. 2.72. Установка непрерывной щелочной очистки масел:
1,6,9— теплообменная аппаратура; 2 — сушильная колонна; 3 — печь; 4, 7 — сме-
сители; 5, 8 — отстойники;
1 — сырье; 11 — раствор щелочи; 111 — щелочные отходы; IV — вода; V — воздух;
VI — очищенное масло.
Периодический процесс проводится в щелочных мешалках,
которые, в отличие от кислотных, имеют внутренний защитный
слой из винипласта или диабазовых плиток, так как слабокислая
среда масла вызывает повышенную коррозию. После отстоя и
удаления нижнего слоя — щелочных отходов — масло промы-
вают горячим паровым конденсатом для удаления остатков солей
нефтяных кислот (мыл) и подсушивают воздухом. ---
Преимуществом непрерывного процесса (рис. 2.72), проводи-
мого при давлении 0,6—ЬМПа, является улучшение отстоя мгсла
от щелочных стоков и уменьшение производственных потерь.
При непрерывном защелачивании сырье через теплообменник 1
подается в печь 3, где нагревается до 150—170 °C, после чего по-
ступает в смеситель 4. В смесителе 4 сырье контактирует с раство-
ром щелочи, смесь направляется в отстойник 5, где масло отстаи-
вается от мыл и щелочи. Щелочные отходы под собственным дав-
лением через холодильник 6 поступают в резервуар для последую-
щего выделения нефтяных кислот. С верха отстойника 5 выщело-
ченное масло с температурой 130—140 °C поступает в смеситель 7,
где промывается водой с температурой 60 °C, а затем в отстой-
ник 8. Масло с верха отстойника 8 через теплообменник 1, где
охлаждается до 70 °C, подается в колонну осушки 2 для просушки
сжатым воздухом, после чего отводится с установки.
В промышленной практике применяется также непрерывный
процесс кислотно-щелочной очистки в электрическом поле, где
для интенсификации отстоя используются электроразделители.
Технологический режим. Расходные показатели:
Периодическая сернокислотная очистка
Расход кислоты на очистку, % на сырье
дистиллятных масел........................... 3—10
остаточных масел........................... 15—20
белых масел .................................. До 40—50
251
Порядок подачи кислоты на очистку
дистиллятных масел............................... Порциями
по 3—4 %
остаточных масел...............................В один прием
Температура очистки, °C
дистиллятных масел............................ 45—50
остаточных масел ........................... 30—35
Время, ч
контакта, т. е. подачи кислоты................ 0,7—1,5
отстоя
дистиллятных масел.......................... 6—8
остаточных масел ......................... 10—14
Потери масла с кислым гудроном, %
дистиллятного................................. 3—10
остаточного................................. 25—30
Периодическая иелочная очистка
Время контакта (отстоя), ч ................... 12—16
Расход щелочи, % на кислое масло............ 0,2—1,5
Потери масла, % .......................... 2—5
Температура, °C
очистки....................................... 80—85
промывки.................................... 75—80
Непрерывная кислстно-щелочная очистка в электрическом поле
Температура сырья, X ........................... 30—35
Расход, %
кислоты . 8—9
раствора щелочи .............................. 4—5
щелочи в пересчете на сухую ......................... 0,6
Напряжение в электроразделг.телях, кВ . . . . . 15—18
Потери масла, % ....................................... 10
ЛИТЕРАТУРА
Гольдберг Д. О., Крейн С. Э. Смазочные масла из нефтей восточных месторо-
ждений. М.: Химия, 1972.
Казакова Л. П., Крейн С. Э. Физико-химические основы производства нефтя-
ных масел. М.: Химия, 1978.
Колесник И. О., Грязнов Б. В., Школьников В. М. Современное состояние и
перспективы развития процесса селективной очистки масляного сырья фе-
нолом. М.: ЦНИИТЭНефтехим, 1980.
Ко ре ляков Л. В, Школьников В. М. Современные высокоиндексные масла из неф-
тяного сырья. М.: ЦНИИТЭНефтехим, 1972.
Нефтяные масла и присадки к ним. Тр. ВНИИ НП, вып. 12, М.: Химия, 1970.
Потанина В. А., Марчева Е. Н., Богданов Ш. К. Качество и технология про-
изводства белых масел. М.: ЦНИИТЭНефтехим, 1981.
Расчеты основных процессов и аппаратов нефтепереработки: Справочник/Раби-
нович Г. Г., Рябых П. М., Хохряков П. А., и др.; под ред. Е. Н. Суда-
кова. М.: Химия, 1979.
Суханов В. П. Каталитические процессы в нефтепереработке. 3-е изд. М.: Хи-
мия, 1979. 344 с.
Совершенствование технологии производства смазочных масел: Тр. ВНИИ НП,
вып. 30. М.: ЦНИИТЭНефтехим, 1978.
Технология переработки нефти и газа. Ч. З./Черножуков Н. И. Очистка и
разделение нефтяного сырья, производство товарных нефтепродуктов. Под
ред. А. А. Гуреева и Б. И. Бондаренко. М,: Химия, 1978.
252
Товарные нефтепродукты, свойства и применение. Справочник. 2-е изд./Под
ред. В. М. Школьникова. М.: Химия, 1978.
Химия нефти/Батуева И. Ю., Гайле А. А., Поконов! Ю. В. и др. Л.: Химия,
1984.
Эрих В. Н., Расина М. Г., Рудин М. Г. Химия и технология нефти и газа.
Л.: Химия, 1985.
2.7. ПРОИЗВОДСТВО ПАРАФИНОВ И ЦЕРЕЗИНОВ
2.7.1. Технологическая схема
Основным процессом производства твердых парафинов (выра-
батываются из дистиллятного сырья) и церезинов (вырабаты-
ваются из остаточного сырья) является обезмасливание пара-
фин содержащих продуктов с использованием тех же раствори-
телей, что и в процессе депарафинизации. В значительно меньших
масштабах (на старых заводах) производят твердые парафины
обезмасливанием без растворителей — фильтр-прессованием ох-
лажденного сырья с последующим потением полученного гача.
Жидкие парафины, выкипающие в пределах 200—360 °C, полу-
чают путем карбамидной и адсорбционной депарафинизации со-
ответствующих нефтяных фракций. В зависимости от содержания
твердых углеводородов в нефти используют следующие схемы
производства твердых парафинов и церезинов:
1. При переработке высокопарафинистых (типа ставрополь-
ской и мангышлакской) и парафинистых (типа украинских)
нефтей применяется схема производства парафина без выработки
масел. По этой схеме на АВТ получают фракцию, выкипающую
в пределах от 280—300 до 430—460 °C, и из нее выделяют пара-
фин одним из способов обезмасливания. Полученный парафин
подвергают очистке. Побочный продукт — фильтрат обезмасли-
вания с температурой застывания от 0 до 10 °C и вязкостью 3—
4 мм2/с при 100 °C является компонентом топлива или сырья
крекинга, а также может использоваться как компонент некото-
рых сортов масел.
2. При переработке нефтей с меньшим содержанием твердых
углеводородов (типа волго-уральских и западносибирских) при-
меняют схему одновременного получения масел и парафинов.
Сырьем для производства парафинов и церезинов служат гачи
и петролатумы, полученные в результате депарафинизации соот-
ветственно дистиллятных и остаточных рафинатов селективной
очистки. Гачи и петролатумы обезмасливают с использованием
растворителей. Гач из вязкого дистиллятного сырья можно под-
вергать вакуумной перегонке с целью получения фракции с к. к.
460 °C. Парафин из этой фракции применяется для производства
синтетических жирных кислот (парафин С).
Обезмасленные парафины и церезины для получения товарных
продуктов подвергают очистке: сернокислотной, контактной,
перколяционной, гидрогенизационной.
253
Установки для сернокислотной (кислотно-щелочной) и кон-
тактной очистки парафинов аналогичны применяемым при про-
изводстве масел. Перколяционная очистка осуществляется путем
фильтрования через неподвижный слой адсорбента — отбеливаю-
щей глины. Указанные способы имеют следующие общие недо-
статки: большие потери очищаемого продукта, образование
трудноутилизуемых отходов (кислый гудрон или отработанный ад-
сорбент), поэтому с 60-х годов все более широкое применение
находит малоотходный процесс гидроочистки.
2.7.2. Обезмасливание
с применением избирательных растворителей
Назначение. Удаление из парафинсодержащих продуктов
жидких углеводородов с целью получения парафинов и церези-
нов с требуемым содержанием масла.
Теоретические основы. Поскольку назначение процесса обез-
масливания — отделение твердых углеводородов от жидких —
аналогично назначению процесса депарафинизации, аналогичны
и теоретические основы этих процессов (см. раздел 2.6.2.4). Раз-
ТАБЛИЦА 2.56. Свойства сырья и продуктов процесса обезмасливания
В числителе приведены дачные для сырья—парафинового дистиллята и продуктов
из него, в знаменателе — для гача нз вязкого дистиллятного рафината селективной
очистки.
Показатели Сырье Продукты
парафин фильтрат
Плотность при 20 °C, кг/м3 851 ~8Тб 814 "воУ 867 844
Температура, СС вспышки 176 200 —
195 204 184
плавления (застывания) 37 48—52 10
47,8 53,6 23
Содержание, % парафина 38,9 80,9 — 12,4
масла — 1,3 Т7~ —
Пределы кипения, °C 290 340 275
352 378 322
конец 440—470 460 450—470 460 440—47Q 460
254
личин в технологии процессов депарафинизации и обезмаслива-
ния обусловлены различными требованиями к качеству полу-
чаемых целевых продуктов.
Сырье и продукция. Сырье — гачи, петролатумы, парафини-
стые дистилляты; целевые продукты — обезмасленные пара-
фины и церезины; побочные продукты — фильтраты обезмасли-
вания (табл. 2.56).
Технологическая схема установок обезмасливания аналогична
схеме установок депарафинизации. Фильтрование проводится,
как правило, в две ступени (см. рис. 2.63). Различия процессов
депарафинизации и обезмасливания касаются в основном техно-
логического режима.
Технологический режим. Максимально полному отделению
масла от парафина при обезмасливании способствует соблюдение
следующих условий:
I. Возможно более высокое содержание кетона в раствори-
теле, обеспечивающее оптимальные условия роста кристаллов
при достаточно полной растворимости жидких углеводородов.
2. Максимально допустимое по условиям растворимости твер-
дых углеводородов разбавление сырья растворителем.
3. Низкие скорости охлаждения сырья на начальной стадии
кристаллизации (около 30 °С/ч) с последующим повышением их
до 120— 150°С/ч.
Ниже приведены условия обезмасливания гачей с целью полу-
чения парафинов с содержанием масла 1,5—2%:
Гачи из рафинатов
средней
вязкости вязкого
Состав растворителя (объемный), %
мэк ..................................
толуол..............................
Общая кратность разбавления и про-
мывки сырья растворителем (по массе)
Порядок подачи растворителя перед
1-й ступенью фильтрации...............
Температура фильтрации, °C
на 1-й ступени......................
» 2-й » ....................
55—75 55—75
45—25 45—25
6:1 8:1
Порционно
От 0 до —10 От 0 до —10
» + 5 » — 5 » + 5 » — 5
При получении глубокообезмасленных парафинов с содержа-
нием масла до 0,5% из гачей по двухступенчатой схеме общая крат-
ность растворитель : сырье увеличивается до (84-12) : 1.
Особенностью обезмасливания петролатумов является одно-
кратная подача растворителя на разбавление перед 1-й ступенью.
Общая кратность растворитель : сырье при этом составляет около
9:1.
Мощность установок обезмасливания (единичная) достигает
60 тыс. т/год по сырью.
255
Материальный баланс вания: Поступило, % Сырье процесса ГО... двухступенчатого Гачи из рафинатов обезмасли- Петролатум 100 900 1000
средней вязкости 100 600 700 вязкего 100 800 900
Растворитель
Все
Получено, %
Раствор парафина (церезина) 206 285 305
в том числе
парафин (церезин) . . . . 56 45 35
растворитель 150 240 270
Раствор фильтрата обезмасливания . . . 494 615 695
в том числе
фильтрат 44 55 65
растворитель 450 560 630
Все го... 700 900 1000
Расходные показатели установок обезмасливания значительно
выше расходных показателей установок депарафинизации ана-
логичной мощности, что обусловлено значительно более высокими
разбавлениями сырья растворителем. Они возрастают пропорцио-
нально росту разбавления.
2.7.3. Гидроочистка
Назначение процесса — улучшение цвета парафина, удаление
из него нестабильных веществ, а также веществ, обладающих
запахом. (Темный цвет неочищенного парафина обусловлен на-
личием в нем смолистых, сернистых и азотистых веществ).
Процесс пригоден для производства парафинов всех марок,
включая пищевые, и осуществляется на типовых установках,
применяемых также для гидродоочистки масел. Технологическая
схема, режим, материальный баланс и расходные показатели про-
цессов гидроочистки парафинов и гидродоочистки масел во многом
близки.
ЛИТЕРАТУРА
Переверзев А. Н., Богданов И. Ф., Рощин Ю. Н. Производство парафинов. М.:
Химия, 1973.
Технология переработки нефти и газа. Ч. З-я/Черножуков Н. И. Очистка
и разделение нефтяного сырья, производство товарных нефтепродуктов.
Под ред. А. А. Гуреева и Б. И. Бондаренко. М.: Химия, 1978.
Товарные нефтепродукты, свойства и применение: Справочник.'Под ред.
В. М. Школьникова. М.: Химия, 1978.
Эрих В. И., Расина М. Г., Рудин М. Г. Химия и технология нефти и газа.
Л.: Химия, 1985.
256
2.8. ПРОИЗВОДСТВО АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ
2.8.1. Экстракция ароматических углеводородов
Экстракция — наиболее широко применяемый в промышлен-
ности метод для извлечения низкомолекулярных ароматических
углеводородов (бензола, толуола и ксилолов) из продуктов нефтя-
ного происхождения (катализатов риформинга, продуктов пиро-
лиза нефтяных фракций и т. п.).
Сырье и продукция. В Советском Союзе в настоящее время ос-
новным процессом производства низкомолекулярных ароматиче-
ских углеводородов из сырья нефтяного происхождения является
каталитический риформинг прямогонных бензиновых фракций
с экстракцией ароматических углеводородов. Выход того или
иного ароматического углеводорода после стадии экстракции за-
висит от пределов кипения фракций, поступающих на риформинг.
Так, основными продуктами экстракции при риформировании
фракций 62—85, 85—105 и 105—140 °C являются соответственно
бензол, толуол и суммарные ксилолы. Изменяя соотношение
этих фракций в суммарном сырье риформинга, можно влиять
на относительный выход ароматических углеводородов. При осу-
ществлении промышленного процесса производства ароматиче-
ских углеводородов Сй—С8 в качестве сырья экстракции служат
катализаты риформинга фракций 62—105, 105—140 или 62—
140 °C.
Ароматические углеводороды, полученные в процессе экст-
ракции, обладают весьма высокими качествами, которые регла-
ментированы: для бензола ГОСТ 9572—77, для толуола
ГОСТ 14710—78, для суммарных ксилолов ГОСТ 9410—78.
Бензол, толуол и ксилолы, полученные экстракцией, исполь-
зуются в производствах этилбензола и полистирола, анилина,
фенола, циклогексана, синтетических волокон, малеинового и
фталевого ангидрида, терефталевой ксилоты и диметилтерефта-
лата, нитробензола и многих других органических соединений.
Растворители. Для извлечения ароматических углеводородов
из нефтяного сырья экстракцией используются в промышленности
растворители различных классов. Промышленный экстрагент
должен обладать целым комплексом свойств, которые обуслов-
ливают экономическую целесообразность его использования.
Селективность — способность экстрагента предпочтительно из-
влекать один или несколько целевых компонентов раствора.
Чем выше эта способность, тем лучше экстрагент.
Емкость экстрагента — способность экстрагента к раствори-
мости избирательно извлекаемого компонента. Увеличение ем-
кости позволяет снизить количество циркулирующего экстра-
гента .
Регенерируемость. Это свойство определяет условия отделе-
ния экстрагента от продуктов экстракции и имеет важное значе-
ние для экономичного осуществления процесса экстракции в целом.
9 Зак. 70
257
ТАБЛИЦА 2.57. Физико-химические свойства экстрагентов
Экстрагент Плотность при 20 °C. кг/м3 Молеку- лярная масса Температура. °C Теплоем- кость при 250 °C. Дж/(кг. К)
плав- ления кипе- ния
Этиленгликоль 1116 62 — 13 197 2440
Диэтиле нгл и кол ь 1118 106 —8 245 2390
Триэтиленгликоль 1125 150 —7 287 2560
Тетраэтилеггликоль 1129 194 —6 328 2180
Сульфолан 1260 120 27,5 288 1470
N-Мети лпи р ролидон 1033 99 —24 204 1680
Дигликольамин 1060 105 —9,4 221 2850
Диметилсульфоксид Л’-Формилморфоли н 1100 78 18,5 189 2060
1153 115 23 243 1755
Плотность. Экстрагент должен обеспечивать по возможности
большую разность плотностей фаз. Благодаря этому увеличи-
вается скорость расслаивания жидкостей и, соответственно,
производительность экстракционного оборудования.
Реакционная способность и стабильность. Экстрагент должен
обладать химической инертностью по отношению к компонентам
раствора и быть стабильным в условиях осуществления процесса.
Стоимость. Невысокая стоимость и доступность также яв-
ляются важными характеристиками промышленных экстра-
гентов .
Поскольку невозможно подобрать экстрагент, полностью удов-
летворяющий всем предъявляемым к нему требованиям, прихо-
дится учитывать относительное значение различных факторов.
Физико-химические свойства некоторых экстрагентов приведены
в табл. 2.57.
Известны также промышленные процессы экстракции арома-
тических углеводородов с использованием смешанных, в основ-
ном бинарных, экстрагентов, например (V-мети лпирроли дон с эти-
ленгликолем, диэтиленгликоль с дипропиленгликолем.
Технологические схемы. Экстракция полигликолями. Процесс
экстракции диэтиленгликолем, содержащим 5—10% воды (про-
цесс юдекс), был разработан в начале 1950 г. фирмами ПОР,
Dow chemical. В процессе эксплуатации установок диэтилен-
гликоль был заменен на более эффективные экстрагенты класса
гликолей — три- и тетраэтиленгликоли, которые обладают боль-
шей емкостью по сравнению с диэтиленгликолем практически при
такой же селективности. Технологическая схема процесса при-
ведена на рис. 2.73.
Экстракция производится при температуре 140—150 °C и
давлении 0,7—1 МПа. Сырье — стабильный катализат — посту-
пает с блока риформинга и вводится в среднюю часть экстрак-
тора 1, представляющего собой колонный аппарат с перфориро-
258
Рис. 2.73. Установка экстракции ароматических углеводородов полигликолями:
/ — экстрактор; 2 — теплообменник; 3 — камера однократного испарения; 4 — отпар-
ная колонна; 5, 6 — разделительные емкости; 7 — сборник; 8 — промывная колонна*
9 атмосферно-вакуумная колонна; *
/ — исходное сырье; // — рафинат; III — экстракт на очистку глиной и выделение ин-
дивидуальных ароматических углеводородов.
ванными тарелками. Растворитель подается в верхнюю часть»
экстрактора. Из нижней части экстрактора насыщенный углево-
дородами растворитель через камеру однократного испарения 3
поступает в отпарную колонну 4, где при давлении, близком к ат-
мосферному, осуществляется процесс экстрактивной ректифика-
ции. Из верхней части этой колонны отводятся практически
все неароматические углеводороды, содержащиеся в насыщенном
растворителе, и некоторое количество ароматических углеводо-
родов и воды. Этот поток объединяется с потоком, выходящим
из камеры однократного испарения, и после охлаждения и от-
деления от воды в разделительной емкости 5 направляется в ниж-
нюю часть экстрактора. Из средней части отпарной колонны вы-
водятся ароматические углеводороды (экстракт), которые отде-
ляются от воды в емкости 6. Вода из емкостей 5 и 6 собирается
в сборнике 7 и направляется в теплообменник 2, где нагревается
насыщенным растворителем. Полученная в теплообменнике 2
пароводяная смесь направляется в нижнюю часть отпарной ко-
лонны 4 для улучшения процесса выделения углеводородов из
растворителя. Освобожденный от углеводородов растворитель,
содержащий 5—10% воды, подается в верхнюю часть экстрактора 1.
Деароматизированный рафинат, выходящий из верхней части
экстрактора, охлаждается и поступает в нижнюю секцию промыв-
ной колонны 8 для удаления следов растворителя. В верхней
секции этой колонны проводится промывка экстракта. Промыв-
ная вода поступает на верх колонны 8 и последовательно про-
ходит сбе ее секции. Часть растворителя, циркулирующего
в системе, непрерывно отводится на очистку от продуктов разло-
С*
259
жения и окисления в атмосферно-вакуумную колонну 9. Перед
поступлением в колонну растворитель смешивается с водой, вы-
ходящей из колонны 8. Избыточная вода отделяется в атмосфер-
ной части колонны 9, а концентрированный растворитель подвер-
гается перегонке в вакуумной ее части и возвращается в процесс.
Ароматический экстракт пссле промывки направляется на очи-
стку от непредельных соединений глиной. Эту операцию можно
исключить, если непредельные соединения удалены из сырья
экстракции методом селективного гидрирования на специаль-
ных катализаторах (алюмоплатиновых или алюмокобальтмолиб-
деновых). Экстракт, не содержащий непредельных соединений,
направляется на фракционную перегонку для выделения инди-
видуальных соединений.
Экстракция сульфоланом. Этот процесс, разработанный фир-
мами Royal Dutch Schell и UOP, получил в настоящее время ши-
рокое распространение. Сульфолан обладает более высокими се-
лективностью и емкостью по сравнению с большинством извест-
ных экстрагентов. Это позволяет работать при сравнительно не-
больших подачах экстрагента и количестве рециркулирующего
потока. Содержание воды в сульфолане поддерживается в пре-
делах 0,5—1,0%. В связи с высокой температурой кипения эк-
страгента процесс отгонки экстракта от насыщенного раствори-
теля ведут под вакуумом, чтобы избежать разложения сульфо-
лана. Выделение сульфолана из рафината и особенно экстракта
значительно сложнее, чем в процессе экстракции гликолями,
вследствие более низких коэффициентов распределения между
водой и углеводородными фазами. Поэтому на практике промывке
подвергается только рафинат, а ароматические углеводороды
отделяют от растворителя в ректификационной колонне, рабо-
тающей с орошением. В качестве экстрактора используют ро-
торно-дисковый контактор или колонный аппарат с перфориро-
ванными тарелками. Схема экстракции сульфоланом приведена
на рис. 2.74.
Исходное сырье подается в среднюю часть экстрактора 1.
Растворитель, предварительно охлажденный в теплообменнике 2
до 100 °C, вводится в верхнюю часть экстрактора. Насыщенный
растворитель, выходящий с низа экстрактора, нагревается за
счет теплоты регенерированного сульфолана в теплообменнике 2
и поступает в колонну экстрактивной ректификации 3. Пары,
выходящие с верха этой колонны, смешиваются с парами, выхо-
дящими с верха колонны отгонки воды 5, и после конденсации и
охлаждения направляются в емкость-сепаратор 4. Верхний слой
из 4 — практически все содержавшиеся в насыщенном раство-
рителе неароматические углеводороды вместе с некоторой частью
ароматических углеводородов — подается в нижнюю часть эк-
страктора в качестве орошения.
Экстрактный раствор с низа 3, не содержащий парафиновых
углеводородов, поступает в отпарную колонну 6, работающую
260
II
in
Рис. 2.74. Установка экстракции ароматических углеводородов сульфоланом:
1 — экстрактор; 2 — теплообменник; 3 — колонна экстрактивной ректификации; 4 и 7 —
разделительные емкости (сепараторы); 5 — колонна отгонки воды; 6 — отпарная ко-
лонна; 8 — промывная колонна; 9 — вакуумная колонна очистки растворителя;
1 — исходное сырье; II — рафинат; 111 — экстракт на очистку и выделение индивиду-
альных ароматических углеводородов.
при умеренном вакууме. Здесь ароматические углеводороды от-
гоняются от растворителя. Для облегчения процесса отгонки
в нижнюю часть колонны вводится острый пар. Поток ароматиче-
ских углеводородов, выходящий из верхней части 6, после кон-
денсации, охлаждения и отделения от воды в сепараторе 7 ча-
стично возвращается в верхнюю часть колонны 6, образуя оро-
шение, а избыток направляется на установку очистки глиной и
далее на разделение. Вода из сепаратора 7 поступает в верхнюю
часть промывной колонны 8, где она используется для промывки
рафината, поступающего из верхней части экстрактора 7. Выхо-
дящая из нижней части колонны 8 вода смешивается с нижним
слоем из сепаратора 4 и направляется в колонну отгонки воды 5,
кипятильник которой обогревается горячим регенерированным
сульфоланом, выходящим с низа колонны 6. Из кипятильника
колонны 5 часть паров поступает в нижнюю часть колонны 6.
В схеме установки предусмотрена вакуумная колонна очистки
растворителя 9, куда непрерывно подается небольшая часть рас-
творителя, циркулирующего в системе.
Экстракция N-метилпирролидоном. Процесс аросольван раз-
работан фирмой Lurgi. Растворитель нетоксичен и не вызывает
коррозии аппаратуры. Чистый /V-метилпирролидон обладает боль-
шой емкостью, но недостаточной селективностью, поэтому на
первых установках использовался растворитель, содержащий
для повышения селективности 10—20% воды. Впоследствии
стали использовать смесь /7-метилпирролидона с 40—50% эти-
ленгликоля. Процесс осуществляется в аппарате, представляю-
щем собой каскад из 20—30 смесительно-отстойных ступеней,
261
Рис. 2.75. Установка экстракции ароматических углеводородов смесью Л'-метилпирро-
лидона и этиленгликоля:
1 — экстрактор; 2 — колонна экстрактивной ректификации; 3 — разделительная ем-
кость; 4 — промывная колонна; 5 — колонна отгонки экстракта;
7 — исходное сырье; II — рафинат: III — экстракт на разделение.
объединенных в вертикальную колонну. Перемешивание фаз и
подача их из одной ступени в другую осуществляются смеситель-
ными насосами, установленными по вертикали рядом с колонной.
Технологическая схема процесса приведена на рис. 2.75.
Экстракция проводится при температуре 30—60 °C и атмосфер-
ном давлении. Исходное сырье подается на одну из средних сту-
пеней экстрактора 1. Растворитель поступает на верхнюю сту-
пень. Из нижней ступени выводится насыщенный растворитель,
который направляется в колонну экстрактивной ректификации 2.
Из верхней части колонны 2 выводится поток углеводородов,
в котором содержится около 70% ароматических и 30% неарома-
тических углеводородов. Этот поток после охлаждения и отде-
ления от воды и небольших количеств растворителя в гмкости-
сепараторе 3 направляется в качестве флегмы в верхнюю часть
колонны 2, а избыток подается на нижнюю ступень экстрактора 1.
Чистый ароматический экстракт выделяется в колонне 5, работаю-
щей под небольшим вакуумом, и далее направляется на разде-
ление. Промывка экстракта и рафината проводится в промыв-
ной колонне 4. Вода, выходящая из этой колонны, подается на
одну из верхних тарелок колонны экстрактивной ректифика-
ции 2.
Экстракция N-формилморфолином. На рис. 2.76 приведена
принципиальная схема процесса морфилекс, разработанного фир-
мой Krupp-Koppers. Сырье экстракции — продукты рифор-
минга — подается в среднюю часть экстрактора — колонного
аппарата с ситчатыми тарелками /. В верхнюю часть экстрактора
из куба отгонной колонны 5 поступают Л'-формилморфолин и
262
Рис. 2.76. Установка экстракции ароматических углеводородов Л/'формилморфолиномз
J — экстрактор: 2 — колонна водной промывки рафината; «3 — кэлонна экстрактивной
ректификации; 4 и 6 — сепараторы: 5 — колонна выделения ароматического экстракта;
1 исходное сырье; II — рафинат; III — ароматический экстракт; IV — вода.
вода из колонны промывки рафината 2. При этом содержание
воды в растворителе устанавливается в пределах 4—5%. Из
головной части экстрактора в колонну 2 отводится рафинат, прак-
тически не содержащий ароматических углеводородов. Кубо-
вый продукт колонны представляет растворитель, насыщенный
ароматическими углеводородами и содержащий небольшое коли-
ТАБЛИЦА 2.58. Основные показатели процессов экстракции
ароматических углеводородов
Растворитель
Показатели диэтилен- гликоль триэтилен- гликоль тетраэти- ленгликоль сульфолан AZ-формил- морфолин JV-метил- । пирролидон с этиленгли- колем
Содержание воды в раство- рителе, % 7—10 5 5 1 4 —
Массовое соотношение рас- творитель : сырье 11—15 7—10 4—6 3—5 2—5 5—7
Температура экстракции, °C 140—160 140—160 140—160 80—100 30—60
Количество орошения в эк- стракторе, % от массы сырья Степень извлечения, % 80 80 80 45 50
бензол 98,5 99,8 99,9 99,9 99,9 99,9
толуол 95,0 98,9 99,6 99,6 99,5 99,0
ксилолы Расходные показатели на 1 т ароматических углево- дородов 90,0 96,0 97,2 97,6 97,0 95,0
пар, ГДж 11,3 10,2 8,8 8,0 —
электроэнергия, кВт-ч 62 53 45 53 — 40
вода оборотная, м3 8,7 8,3 8,0 6,3 — —
растворитель, кг/т * 0,7 0,7 0,7 0,1 0,4
* На 1 т сырья экстракции.
263
чество неароматических. В колонне экстрактивной ректифика-
ции 3 из насыщенного растворителя отгоняются неароматиче-
ские углеводороды в смеси с водой и некоторым количеством
ароматических. После отделения от воды этот поток поступает
в нижнюю часть экстрактора. Для увеличения относительной
летучести неароматических углеводородов по сравнению с аро-
матическими на верхнюю тарелку колонны 3 вводят часть цирку-
лирующего растворителя. Ароматические углеводороды из рас-
творителя, выходящего из куба колонны 3, отгоняются в ко-
лонне 5. Головной погон колонны представляет собой смесь аро-
матических углеводородов и воды. Вода после отделения в сепа-
раторе от ароматических углеводородов частично в качестве
флегмы возвращается в колонну, а остальная ее часть поступает
в колонну промывки рафината 2. Из куба колонны 5 растворитель,
содержащий 1—2% воды и практически не содержащий углево-
дородов, возвращается в экстрактор и в колонну экстрактивной
ректификации 3.
Мощность установок. Мощность установок экстракции арома-
тических углеводородов по сырью составляет для различных
типов процессов от 170 до 700 тыс. т/год.
Материальный баланс. Ниже приведены примерные мате-
риальные балансы экстракции ароматических углеводородов из
катализатов риформинга прямогонных бензиновых фракций:
Фр. 62— j Go °C Фр. 62— 140 С
Поступило, %
Сырье 100 100
Получено, %
Бензол 11 9
Толуол 16 15
Суммарные ксилолы (включая
этилбензол) 5 17
Высшие ароматические углеводо-
роды — 6
Рафинат 68 53
Всего... 100
100
Расходные показатели. В табл. 2.58 сравниваются некоторые
технологические показатели различных процессов экстракции
ароматических углеводородов.
ЛИТЕРАТУРА
Берестовой А. М., Белоглазов И. Н. Жидкостные экстракторы. Л.: Химия,
1982.
Последние достижения в области жидкостной экстракции/Под ред. К. Хадсона;
пер. с англ. М.: Химия, 1974.
Сулимов А. Д. Производство ароматических углеводородов из нефтяного сырья.
М.: Химия, 1975.
264
Трейбал Р. — Жидкостная экстракция/Пер. с англ, под ред. С. 3. Кагана.
М.: Химия, 1966.
Черный И. Р. Производство сырья для нефтехимических синтезов. М.: Химия,
1983.
2.8.2. Изомеризация и разделение
ароматических углеводородов С8
Назначение. Процессы изомеризации и разделения смесей
ароматических углеводородов С8 предназначены для получения
индивидуальных изомеров, преимущественно п- и о-ксилола, ис-
пользуемых для производства полиэфирных смол, волокон, ла-
ков, пластификаторов и других синтетических продуктов.
Теоретические основы. В процессе изомеризации образуются
равновесные смеси трех изомеров ароматических углеводоро-
дов С8 — ксилолов (при использовании монофункциональных кис-
лотных катализаторов) и четырех изомеров — ксилолов и этил-
бензола (при использовании бифункциональных платиновых
катализаторов). Равновесный состав смесей приведен в табл. 2.59.
С возрастанием температуры содержание этилбензола и о-ксилола
растет, содержание м- и n-ксилола снижается.
Тепловой эффект реакций изомеризации ароматических угле-
водородов С8 невелик и может быть как больше, так и меньше
нуля. Реакции изомеризации ксилолов при использовании кис-
лотных катализаторов описываются кинетическими уравнениями
первого порядка.
Основными побочными реакциями являются реакции диспро-
порционирования, крекинга, конденсации.
На аморфном алюмосиликатном катализаторе при темпера-
туре 500 °C, давлении 0,1 МПа величины кажущихся энергий ак-
тивации для реакций изомеризации ксилолов составляют 60—
90 кДж/моль. Миграция метильной группы протекает по меха-
низму внутримолекулярного 1,2-сдвига.
ТАБЛИЦА 2.59. Содержание изомеров в равновесной смеси ароматических
углеводородов С8 и в смеси ксилолов в зависимости от температуры
Темпе- ратура, К Мольная доля в равновесной смеси, %
S (ксилолы f-этилбензол) S (ксилолы)
о-Кси- лол ж-Кси- лол Л-К.СИ- лол Этил- бензол о-Кси- лол я-Кси- лол п-Ксн- лол
300 16,3 59,5 23,7 0,5 16,4 59,8 23,8
400 18,6 55,8 23,8 1,8 18,9 59,9 24,2
500 20,3 52,8 23,2 3,7 21,1 54,8 24,1
600 21,6 50,1 22,4 5,9 23,0 53,2 23,8
700 22,4 47,8 21,5 8,3 24,4 52,1 23,5
265
ТАБЛИЦА 2.60. Физико-химические свойства ароматических углеводородов Cg
Показатели о-Ксилол х-Ксилол п-Ксилол Этилбензол
Температура, еС кипения плавления Относительная стабиль- ность комплекса с HF+BF3 144,41 —25,18 2 139,10 —47,87 20 138,35 13,26 1 136,19 —94,95
На кислотных катализаторах реакции изомеризации ксило-
лов могут параллельно протекать также по механизму трансал-
килирования с участием триметилбензолов.
Реакция изомеризации этилбензола в ксилолы осуществляется
на бифункциональных катализаторах в среде водорода по меха-
низму, включающему образование и изомеризацию (с промежу-
точным сужением — расширением цикла) продуктов гидрирова-
ния с последующим их дегидрированием.
На бифункциональных катализаторах в среде водорода до-
полнительно протекают побочные реакции гидрирования, де-
гидрирования, гидрокрекинга.
Методы разделения. Для выделения изомеров ароматических
углеводородов Ся используются различия в их физико-химиче-
ских свойствах (см. табл. 2.60).
о-Ксилол выделяют методом рсктнфикгппи в колоннах с
150—200 тарелками. Кратность орошения составляет 7—9. В
колоннах с клапанными или колпачковыми тарелками отби-
рают до 85—95% о-ксилола от его потенциального содержания
в сырье, чистота продукта превышает 99%. От ароматических уг-
леводородов Сд, содержащихся в продуктах изомеризации, —
о-ксилол отделяют в колоннах, оборудованных 50—85 тарелками
(кратность орошения 3—10). Для получения о-ксилола необхо-
димой чистоты содержание н-нонана, изодеканов и нафтеновых
углеводородов С9, кипящих в пределах 141—152 °C, в сырье не
не должно превышать 0,15%. Для выделения этилбензола из
смеси ароматических углеводородов Ся используются две—три
последовательно соединенные колонны, оборудованные 300—
400 тарелками. В сырье необходимо ограничивать содержание
парафиновых и нафтеновых углеводородов, кипящих до 147 °C.
n-Ксилол выделяют методами низкотемпературной кристалли-
зации и адсорбции, причем кристаллизация происходит при
температуре, превышающей на стадии очистки температуру кри-
сталлизации эвтектической смеси о-ксилол — п-ксилол (—34,9 °C).
В сырье кристаллизации ограничивается содержание воды —
не более 10 млн-1. Процесс кристаллизации проводится обычно
по двух—трехступенчатой схеме. Каждая ступень включает
стадии получения и выделения кристаллов n-ксилола. Осадок
266
кристаллов, полученный на 1-й ступени, плавят и последова-
тельно подают в кристаллизаторы 2-й и 3-й ступеней. Отбор
n-ксилола определяется условиями 1-й ступени процесса и не пре-
вышает 60—65% от потенциального содержания, а чистота —
условиями 2-й и 3-й ступеней.
Адсорбционный метод выделения n-ксилола основан на раз-
личном взаимодействии изомеров ароматических углеводоро-
дов С8 с адсорбентом. В промышленности n-ксилол выделяют на
установках непрерывной адсорбции с использованием стационар-
ного слоя адсорбента. Процесс осуществляется при 150—180 °C,
давлении около 1 МПа. В качестве адсорбента применяются
КВа-формы цеолитов типа X, Y, в качестве десорбента — то-
луол (для выделения n-ксилола из сырья, не содержащего выше-
кипящих углеводородов) или диэтилбензолы. В процессах ад-
сорбционного выделения отбор n-ксилола может достигать 85—
95% от потенциального содержания в сырье.
м-Ксилол в промышленном масштабе выделяют из аромати-
ческих углеводородов С8 преимущественно экстракцией смесью
HF 4- BF3 при температуре 0 °C и давлении около 0,4 МПа. От-
бор ж-ксилола чистотой 98,8% (мол.) достигает 98% от его потен-
циального содержания в сырье.
Сырье и продукция. Сырьем для получения п- и о-ксилола
служат ксилольные фракции, выделенные методами экстракции
или ректификации из продуктов каталитического риформинга»
пиролиза бензинов, диспропорционирования и трансалкилиро-
вания толуола. Характеристика изомерного состава смесей аро-
матических углеводородов Q в различных технических продук-
тах и структура мирового потребления отдельных изомеров при-
ведена в табл. 2.61. В табл. 2.62 дана характеристика качества
изомеров, получаемых в промышленности.
ТАБЛИЦА 2.61. Изомерный состав смесей ароматических углеводородов С8
(в зависимости от способа получения) и структура мирового
потребления отдельных изомеров
Углеводород Изомерный состав смесей ароматических углеводородов Св, % Структура мирового потребления, %
Каталитический риформинг бензина Пиролиз бензина Диспропор- ционирование, трансалкилиро- вание толуола
о- Ксилол 19—23 13—16 23—25 32,5
м Ксилол 35—45 25—30 45—50 2,5
п- Ксилол 18—20 12—18 22—25 64,0
Этилбензол 15—20 40—45 1—2 1,0*
* Этилбензол, выделенный ректификацией из технического ксилола.
267
ТАБЛИЦА 2.62. Основные показатели качества индивидуальных
изомеров ароматических углеводородов С8, получаемых в промышленности
Показатели о-Ксилол At-Ксилол п-Ксилол Этилбензол
Плотность при 20 °C, кг/м3 Фракционный состав, °C 0,880 0,865 0,861 0,867
н. к. 143,8 138,3 138,0 136,0
к. к. 144,6 139,5 138,8 136,4
Температура кристалли- зации, °C >—25,55 — >13,05 —95,4
Чистота, % >99,0 >98 >99,3 99,6
Бромное число, г Вг2/100 г <0,2 — <0,2 —
Катализаторы. В качестве кислотных компонентов промыш-
ленных катализаторов изомеризации ароматических углеводоро-
дов С8 применяют преимущественно галогенированный оксид алю-
миния, аморфные и кристаллические алюмосиликаты. В состав
бифункциональных катализаторов дополнительно вводится Pt
(или другие металлы этой группы). В качестве промышленного
катализатора используется также смесь HF + BF3.
Общей тенденцией развития процессов изомеризации аромати-
ческих углеводородов С8 является переход от жидкофазных про-
цессов на кислотных катализаторах к газофазным процессам
в среде водорода на бифункциональных катализаторах. В таких
условиях значительно увеличивается срок службы катализатора,
одновременно удается изомеризовать этилбензол в ксилолы.
Технологическая схема. Принципиальные схемы промышлен-
ных комплексов установок для производства индивидуальных
изомеров ароматических углеводородов С8 представлены на
рис. 2.77. Схемы а и б с выделением этилбензола из исходного
сырья или из смеси исходного сырья с циркулирующим потоком
используются при проведении изомеризации на монофункцио-
нальных катализаторах. Схему в используют в том случае, когда
этилбензол изомеризуется в ксилолы и выделение этилбензола
экономически нерационально. Схема г имеет специфические осо-
бенности, поскольку смесь HF + BF3 является одновременно
экстрагирующим агентом для выделения л/-кснлола. Установки
выделения изомеров ароматических углеводородов С8 в настоя-
щее время строятся главным образом в составе комплексов с уста-
н ов ка м и и зомери за ци и.
Технологический режим — см. табл. 2.63 и 2.64.
Мощность установок. В СССР производство n-ксилола мето-
дом низкотемпературной кристаллизации из продуктов рифор-
минга начато в 1959 г. в ПО «Куйбышевнефтеоргсинтез». Там же
в 1963 г. методом четкой ректификации был получен первый оте-
чественный о-ксилол.
268
Рис. 2.77. Блок-схемы промышленных ксглплекссв устгттов*» изомеризации и выделения
ароматических углеводородов Съ:
о. 6. в — с гетерогенными катализаторами, г — с катализатором HF -f- BFa;
установки: 1 — выделения этилбензола; 2 — выделения о-ксилола; 3 « выделения л«
ксилола; 4 — изомеризации; 5 — выделения л-ксилола;
/ — исходное сырье; И — этилбензол; III — о-ксилол; IV — п-ксилол; V побочные
продукты изомеризации; VI и VII » циркулирующие потоки продуктов установок изо-
меризации и выделения.
Первый в СССР комплекс получения ароматических углеводо-
родов Cs—С9 из технического ксилола, включающий установку
изомеризации ксилолов на алюмосиликатном катализаторе при
атмосферном давлении (процесс ВНИИ НП), освоен в ПО «Ново-
полоцкнефтеоргсинтез». Этилбензол, о-ксилол и псевдокумол вы-
деляются методом четкой ректификации, «-ксилол — методом
низкотемпературной кристаллизации.
В 1976 г. в ПО «Киришинефтеоргсинтез» осуществлен пуск
первого в СССР комплекса установок по производству «- и
о-ксилола с изомеризацией смеси ксилолов и этилбензола. В 1983 г.
введены в эксплуатацию два крупных комплекса установок по
производству ароматических углеводородов, в том числе п- и
о-ксилола. Выделение о-ксилола осуществляется методом ректи-
фикации, «-ксилола — методом адсорбции (процесс парекс). Изо-
меризация смеси ксилолов и этилбензола проводится на плати-
новом катализаторе под давлением водорода. Производитель-
ность 165 тыс. т n-ксилола и 165 тыс. т о-ксилола в год.
За рубежом для получения «-ксилола наиболее широкое рас-
пространение получили процессы низкотемпературной кристалли-
269
ТАБЛИЦА 2.63. Эксплуатационные показатели процессов изомеризации
ксилолов на монофункциональных катализаторах
Показатели ВНИИ НП (СССР) Maruzen oil (Япония) Esso Research a. Engineering (США)
Тип катализатора Алюмосили- катный Алюмосили- катный Цеолитсодер- жащий, про- мотирован- ный Мо, Сг
Режим процесса изомеризации
Температура, °C 425 —450 450- -550 370 —455
Давление, МПа 0,1 0,1 1,4—3,5 (в среде водорода)
Объемная скорость по- дачи сырья, ч-1 0,5 1,5 0,5 -3,0
Условия подачи допол- нительных реагентов в зону реакции На 1,5 Н2О моль сыр моль (пар) >ья подается 3—8 моль Н2
Оптимальное содержа- ние этилбензола в сырье, % 10 -13 4 15 к5
Длительность работы ка- тализатора без регене- рации 70- 100 ч 15 70 ч 1 год
Число реакторов изоме- ризации 9 1
Состав потоков до и после реактора изомеризации, % Сырье Про- дукт Сырье Продукт Сырье Продукт
Газ — 0,1 — — —
Неароматическне угле- водороды — — — 3,3 — 0,8
Бензол + толуол 2,9 7,6 — — 2,3
Этилбензол 13,0 10,5 15,9 14,1 10,4 8,7
о- Ксилол 16,0 19,0 10,3 18,3 10,6 15,5
м- Ксилол 55,5 41,0 65,4 44,3 70,0 52,8
п- Ксилол 11,0 17,6 8,4 18,5 9,0 17,2
Ароматические углево- дороды С9+ 1,6 4,2 — 1,5 — 2,7
270
*3
ТАБЛИЦА 2.64. Эксплуатационные показатели процессов изомеризации ксилолов и этилбензола на бифункциональных
платиновых катализаторах
Показатели Октафайнинг (США) Изомар (США) Ариз (ГДР) НПО <Леинефтехим»
Тип катализатора Аморфный 0-750 Алюмоплати- К-8830 И К-78
Режим процесса изомеризации Температура, °C Давление, МПа Объемная скорость подачи сырья, Ч"1 Мольное отношение Н2 : аром. С8 Длительность работы ката- лизатора без регенерации, годы Состав потоков до и после реактора изомеризации, % Неароматические углеводо- роды Cj—С7 Бензол + толуол Неароматические углеводо- роды С8 Этилбензол о- Ксилол м- Ксилол п- Ксилол Ароматические углеводоро- ды С9+ плат моей; 42 1, 1 Сырье 26,5 4,9 58,5 10,1 иг 1И 3- 2- 1 0 0 оалю- катный -485 -2,0 0 1 5 Про- дукт 1,5 20,5 16,6 42,0 18,4 1.0 4 1 2- 5 : 1- Сырье 6,0 17,0 10,2 56,7 10,1 30 ,3 2,5 -7 : 1 >1 П ро- ду кт 7,4 и,з 18,5 42,6 19,4 0,8 новь МОТИ] гал 40 1, 6 : Сырье |11,5 18,4 5,2 62,1 2,8 тй, про- юванный огеном 3—440 4—2,4 2,0 — 10 : 1 0,5 Про- дукт | 11,6 12,0 16,8 41,6 17,3 0,7 Сырье 3,5 16,0 21,9 49,8 8,3 0,5 алюмопл мордените 430 1,3 2 6 : 1 ~3 Про- дукт | 3,4 3,9 12,9 18,4 41,6 18,0 1,8 атиновы одержан 38 1, 2, Сырье }12,0 18,7 8,7 51,8 8,8 е (ие Э—400 3—1,3 3—2,6 8 : 1 >3 Про- дукт } 77 13,9 17,3 42,2 17,9 1,0
после стабилизации.
* Примечание. Приведен состав
продукта
зации, процессы адсорбционного выделения начали развиваться
в последние годы. Одним из наиболее распространенных про-
цессов низкотемпературной кристаллизации n-ксилола является
процесс, разработанный американскими фирмами Sinkler Oil,
American Oil (амоко) и Atlantic Richfield (арко). Отличительная
особенность процесса — промывка кристаллов n-ксилола толу-
олом, что позволяет получать n-ксилол с чистотой более 99%.
Эксплуатируется восемь установок с общей проектной мощностью
по продукту 375 тыс. т/год. Отличительной особенностью про-
цесса, разработанного фирмой Maruzen Oil (Япония), является
охлаждение сырья прямым контактом с жидким этиленом. В экс-
плуатации находится три установки кристаллизации общей мощ-
ностью 105 тыс. т/год.
В процессе выделения /г-ксилола, разработанном фирмой
Krupp-Koppers (ФРГ), суспензию 1-й ступени разделяют на ва-
куум-фильтре, а суспензию 2-й ступени — на непрерывно дей-
ствующей центрифуге отстойно-фильтрующего типа. Эксплуати-
руется восемь установок общей мощностью 140 тыс. т /г-ксилола
в год. В Плоцке (Польша) сооружена установка производитель-
ностью 50 тыс. т /г-ксилола в год.
Процесс адсорбционного выделения /г-ксилола (процесс па-
рекс) разработан фирмой UOP (США). Первая установка парекс
для выделения 78 тыс. т /г-ксилола в год введена в эксплуатацию
в 1971 г. в Весселинге (ФРГ). В 1971 г. в Кавасаки^(Япония)
внедрен в промышленность процесс адсорбционного выделения
n-ксилола аромакс, разработанный фирмой Тогау Industries
(Япония). Первоначальная мощность установки — 110 тыс. т/год.
В 1973 г. мощность установки была увеличена до 200 тыс. т/год.
Установка выделения лг-ксилола экстракцией смесью HF 4-
+ BF3 по методу, разработанному японской фирмой Mitcubishi
Gas Chemical, сооружена в Мицухиме (Япония). Мощность уста-
новки по .«-ксилолу—20 тыс.т/год.
Процессы изомеризации комбинируются с различными про-
цессами выделения изомеров ксилола в комплексные процессы
производства /г-, о-ксилола. Наиболее распространенными яв-
ляются комбинированные процессы октафайнинг и изомар, в ко-
торых используются бифункциональные катализаторы изомери-
зации.
Процесс октафайнинг разработан фирмами Atlantic Rich-
field и Engelhardt Industries (США). Первая промышленная уста-
новка сооружена в 1960 г. В настоящее время процесс исполь-
зуется в 17 странах более чем на 30 установках с общей мощ-
ностью по производству п- и о-ксилолов свыше 2 млн. т/год.
Процесс изомар разработан фирмой UOP. В Кавасаки (Япо-
ния) сооружен комплекс установок, производящий 73 тыс. т
n-ксилола и 100 тыс. т о-ксилола в год. В настоящее время экс-
плуатируются 14 установок; 9 установок находятся в стадии про-
ектирования и строительства.
272
ТАБЛИЦА 2.65. Расходные показатели производства 1 т п-ксилола
Показатели Низкотемпературная кристаллизация Адсорбция — парекс (UOP)
Арко (Atlantic Richfield) Процесс фирмы Krupp-Koppers
Пар, т Электроэнергия, кВт'Ч Оборотная вода, т Топливо, ГДж Адсорбент, кг Десорбент (диэтилбен- зол), кг 0,41 (Р = 0,14 МПа) 0,34 (Р = 0,17 МПа) 475 79 0,25 380—420 80—100 0,6 130 4,5 17,6 2 4
Материальный баланс. Материальные балансы процессов изо-
меризации ароматических углеводородов С8 на моно- и бифункцио-
нальных катализаторах и данные по режиму представлены
в табл. 2.63 и 2.64.
Выделение п-ксилола в процессе октафайнинг проводится по
методу низкотемпературной кристаллизации, в процессе изомар—
методом адсорбции (процесс парекс). В зависимости от режима
работы и состава сырья выход суммарных п- и о-ксилолов в про-
цессе октафайнинг составляет 80—90 % (на свежее сырье комплекса
установок). Использование нового платинового катализатора
0-750 позволяет увеличить выход на 6—9%.
В процессе изомар используется рециркуляция нафтеновых
углеводородов С8 в реактор изомеризации без их выделения из
продуктов изомеризации, что позволяет снизить потери аромати-
ческих углеводородов С8 в результате гидрирования. Выход сум-
марных п- и о-ксилолов составляет тэ9О°/6.
Расходные показатели. В табл. 2.65 приведены расходные
показатели производства n-ксилола на установках низкотемпера-
турной кристаллизации и адсорбционного выделения по способу
парекс.
Предварительные расчеты показывают, что при мощности
установок выделения n-ксилола более 150 тыс. т/год адсорбцион-
ное выделение по капитальным вложениям и по эксплуатацион-
ным затратам имеет большие преимущества, чем кристаллиза-
ция.
Расходные показатели установки октафайнинг зависят от
содержания этилбензола в исходном сырье. Так, для 1 часа ра-
боты установки изомеризации в составе комплекса по производ-
ству 50 тыс. т n-ксилола и 50 тыс. т о-ксилола в год при увеличе-
нии содержания этилбензола в исходном сырье с 5 до 31% часо-
вое потребление электроэнергии возрастает с 95 до' 165 кВт,
273
расход топлива — с 25,2 до 41,9 ГДж/ч, расход оборотной воды —
с 290 до 490 м3/ч, расход катализатора — с 93 до 290 долл/сут.
В настоящее время для всех процессов производства изоме-
ров ароматических углеводородов С8 характерно стремление
к расширению сырьевой базы. Так, на комплексах установок
фирмы Maruzen oil (Япония) может перерабатываться как техни-
ческий ксилол, так и непосредственно риформат, содержащий
32 % смеси ароматических углеводородов С8. Расходные показатели
комплексов на выработку 1 т n-ксилола в зависимости от типа
сырья составляют:
Технический
ксилол
Риформат
Топливо, ГДж 15,1 13,4
Электроэнергия, кВт-ч 380 200
Оборотная вода, т 100 200
Катализатор и реагенты, долл 12 2,2
Аналитическое обеспечение, чел/смена 3 3
Срок службы катализатора, годы . . . 4 3
Использование риформата позволяет одновременно произ-
водить бензин с октановым числом 92 (и. м.).
Ниже приводятся расходные показатели процессов октафай-
нинг (эксплуатирующегося самостоятельно) и изомарДв составе
комбинированной установки для производства бензола, п- и
о-ксилола, включающей также процессы каталитического рифор-
минга, термического гидродеалкилирования толуола и диспро-
порционирования —трансалкилирования толуола):
Октафай- Изомар
нинг
Пар, т.......................... 0,745
Электроэнергия, кВт-ч . . . 672
Оборотная вода, т............. 38,3
Топливо, ГДж ............... 22,05
0,178
142
1,9
16,25
Соотношение мощностей по производству п- и о-ксилола для
рассмотренных установок октафайнинг и изомар «1:3 (оба
изомера вырабатываются в равных количествах.
В 1982 г. установка изомеризации ароматических углеводо-
родов С8 в составе комплекса установок по производству п-,
о-ксилола ПО «Киришинефтеоргсинтез» переведена на платино-
вый цеолитсодержащий катализатор ИК-78, разработанный
в НПО «Леннефтехим». Катализатор ИК-78 эксплуатируется при
повышенной массовой скорости подачи сырья — около 3 ч*1;
загрузка катализатора снижена приблизительно вдвое — ана-
логично новым зарубежным катализаторам марок 0-750 и К-8830.
Продолжительность межрегенерационного периода для катали-
затора ИК-78 превышает 4 года. Расходные показатели работы
комплекса до и после внедрения отечественного катализатора
приведены в табл. 2.66.
274
ТАБЛИЦА 2.66. Расходные показатели производства 1 т я- и о-ксилола
на комплексе установок ПО «Киришинефтеоргсинтез»
Показатели По проекту Фактически
при пуске (1976 г.) с использованием катализатора ИК-78 (1983 г.)
Пар, т 0,500 0,506 0,765
Электроэнергия, кВт-ч 720 618 516
Оборотная вода, т 38,4 31 23
Топливо, ГДж 22,02 21,48 11,18
Этилен, кг 1,1 1,1 1,3
ЛИТЕРАТУРА
Бурсиан Н. Р., Богдан Л. В., Лазарева Е. В., Л anno-Данилевский Ю. К. Изо-
меризация и методы разделения алкилароматических углеводородов Са.
М.: ЦНИИТЭхим, 1983.
Сулимов А. Д. Производство ароматических углеводородов из нефтяного сырья.
М.: Химия, 1975.
2.8.3. Деалкилирование алкилароматических углеводородов
Назначение. Деалкилирование применяют, в основном, для
получения бензола из толуола и высших алкилбензолов, а также
для получения нафталина из его гомологов.
Теоретические основы. Деалкилирование может быть осуще-
ствлено при взаимодействии с водородом (гидродеалкилирова-
ние):
свн6сн3 + н2 С6Н6 + сн4
либо при конверсии с водяным паром:
СвН5СНэ + 2Н2ОС6Н6 + СО2 + ЗН2
Промышленные процессы базируются на реакции гидродеал-
килирования. Реакция экзотермична, для гидродеалкилирова-
ния толуола тепловой эффект «50 кДж/моль. Равновесное пре-
вращение толуола при температурах до 800 °C более 90%.
При деалкилировании алкилбензолов отщепление боковой
цепи происходит ступенчато, в продуктах реакции присутствует
не только бензол, но и частично деалкилированные углеводороды:
С6Н4(СН3)2—>С6Н5СН3
С6Н5СН3—С6Н8
Побочные реакции включают конденсацию и распад аромати-
ческих ядер.
275
Сырье и продукция. Сырьем для гидродеалкилирования слу-
жат толуол, его смеси с ксилолами, фракции бензинов пиролиза
(после гидроочистки) и каталитического риформинга. Наиболее
часто применяют бензольно-толуольно-ксилольную фракцию бен-
зина пиролиза (БТК), выкипающую в пределах 70—150 °C.
Сырье гидродеалкилирования может содержать до 30% неарома-
тпческих углеводородов. В условиях процесса они подвергаются
гидрокрекингу, высококачественный бензол с температурой кри-
сталлизации около +5,5 °C выделяют из продуктов четкой рек-
тификацией.
Процессы гидро- и термогидродеалкилирования. Термические
процессы осуществляют при температуре 680—740 °C и давлении
2,4—4,5 МПа. Скорость гидродеалкилирования толуола описы-
вается уравнением первого порядка по сырью, порядок по водо-
роду 0,5. Энергия активации 210 кДж/моль.
Эксплуатируются процессы термогидродеалкилирования
Эйч-Ди-Эй (фирмы Atlantic Refining и Hydrocarbon Research),
Ти-Эйч-Ди (Gulf), Эм-Эйч-Си (Mitcubishi Petrochemical) и др.
В СССР разработан процесс получения бензола трехступенча-
той переработкой фракций бензинов пиролиза (процесс ВНИИ-
Олефин—ИГИ—ВНИИОС—Башгипронефтехим). Процессы ката-
литического гидродеалкилирования хайдил (UOP), детол и пиро-
тол (Houdry) осуществляют при температурах 580—650 °C,
давлении 4—7 МПа.
Гидродеалкилирование осуществляют по схеме гидрогениза-
ционных процессов с рециркуляцией водородсодержащего газа.
Мольное отношение водород : сырье (5н-15) : 1. Сырье совместно
со свежим и рециркулируемым водородом подогревают до требуе-
мой температуры в теплообменниках и печи и направляют в ре-
актор или систему реакторов гидродеалкилирования. Темпера-
тура в реакторах повышается за счет тепла реакции и при необ-
ходимости регулируется подачей холодного водорода. Жидкие
продукты подвергают очистке глиной. После выделения бензола
ректификацией, высшие алкилбензолы, а также дифенилы воз-
вращают в процесс.
Конверсия толуола в процессах каталитического и термиче-
ского гидродеалкилирования «за проход» 60—80%, селектив-
ность образования бензола 96—99%.
Для осуществления процесса используют водородсодержа-
щий газ риформинга, очищенный водород пиролиза, технический
водород. При свободных ресурсах водорода на предприятии
процесс осуществляют с подпиткой свежего водорода без очистки
рециркулирующего водородсодержащего газа. При этом затраты
водорода в 2—3 раза превышают стехиометрические. При огра-
ниченных ресурсах водорода часть рециркулирующего водорода
очищают криогенным или абсорбционным способом от газообраз-
ных углеводородов Q—С4. При отсутствии водорода установку
гидродеалкилирования комбинируют с установкой получения
276
водорода конверсией с водяным паром метана, образующегося
в процессе.
При использовании в качестве сырья бензинов пиролиза его
предварительно подвергают гидростабилизации. Обычным мето-
дом подготовки сырья для процессов термического гидродеалки-
лирования является двухстадийная каталитическая очистка. На
первой стадии гидрируют диолефины и стирол, на второй сырье
подвергают гидроочистке с целью гидрирования моноолефинов
и обессеривания. Поток из второй ступени может направляться
на термическое гидродеалкилирование без конденсации про-
дуктов.
Процесс деалкилирования толуола конверсией с водяным паром
(НПО «Леннефтехим») не требует затрат водорода, который об-
разуется в качестве побочного продукта. Процесс осуществляют
в присутствии катализатора, содержащего благородный металл
платиновой группы, при температуре 400—520 °C, давлении
0,5—2 МПа, мольном соотношении вода : толуол 4—6 и объем-
ной скорости подачи сырья 1—2 ч"1. Конверсия толуола «за
проход» 60—65%, селективность образования бензола 95% (мол.).
Газообразные продукты содержат (по объему), в зависимости от
применяемых условий, следующие компоненты: 50—68% Н2,
22—27% СО2, 0,2—2,8 % СО, 7—25% СН4.
Процесс деалкилирования с водяным паром аквадель (НПО
«Леннефтехим» — Французский институт нефти). В качестве сырья
используются фракции ароматизованных бензинов пиролиза и
риформинга. Селективность образования бензола может превы-
шать 100% (мол.), так как наряду с деалкилированием алкил-
бензолов протекают реакции ароматизации насыщенных угле-
водородов.
Процесс гидрокрекинга-гидродеалкилирования деалформинг
(НПО «Леннефтехим») предназначен для одновременного полу-
чения бензола, толуола, ксилолов, либо бензола и ксилолов
переработкой высокоароматизированных бензинов риформинга
широких фракций (62—180°, 85—180° и др.). Химизм процесса
включает совокупность реакций гидродеалкилирования, диспро-
порционирования — трансалкилирования ароматических угле-
водородов и гидрокрекинг неароматических углеводородов. Ка-
талитической переработке с водородом подвергают фракцию
риформата 105° — к. к.
Условия процесса: температура до 520°, давление до 5 МПа,
катализатор цеолитсодержащий. Из жидких продуктов процесса
отгоняют бензольный концентрат, который в смеси с головной
фракцией риформата, также содержащей бензол, направляют
на экстракцию. Ректификацией выделяют толуол и суммарные
ксилолы, практически не содержащие этилбензолы. В зависи-
мости от потребности в тех или иных углеводородах процесс мо-
жет быть осуществлен с рециклом разных фракций или «за про-
ход». При работе на риформате, содержащем 73% ароматиче-
277
П I--------1 vr vir
Рис. 2.78. Установка пиротол:
1 — колонна подготовки сырья; 2 — испаритель; 3 — реактор предварительной гидро-
очистки; 4 — секции очистки водорода; 5 — печь; 6 — реактор пиротол; 7 — газожид-
костной сепаратор; 8 — стабилизационная колонна: 9 — узел очистки глинами;
1 — сырье; II — свежий водород; Ill — фракция С5 и ниже; IV — фракцияС9 и выше;
V — циркулирующие алкилбензольг, VI —циркулирующий водород1, VII —в атмосферу ,
VIII — газ в топливную сеть; IX — получаемые ароматические углеводороды.
cki.'x углеводородов С6—С10, выходы целевых продуктов (в %)
сост. вляют:
Бензол Толуол
проход» 12 23,7
С рециклом толуольной фракции . . 20,5
С рециклом толуольной фракции и
ароматических С9.................. 18,1 —
Кси-
лолы
20.8
33,7
43,3
Выход ВТК выше, чем суммарное содержание бензола, толу-
ола, ксилолов в сырье, что обусловлено протеканием реакции
гидродеалкилирования ароматических углеводородов С9.
Технологические схемы. Процесс пиротол (фирма Houdry —
рис. 2.78). Фракцию 70—150 °C, выделенную в колонне подго-
товки сырья 1 из пироконденсата, совместно с горячим водоро-
дом подают в испаритель 2, с верха которого термически стабили-
зированную фракцию направляют в реактор предварительной
гидроочистки 3. Полимерные соединения и небольшие количества
фракции ВТК с низа испарителя возвращают в колонну подго-
товки сырья 1. Газосырьевую смесь из реактора 3 нагревают
в печи 5 до 550—620 °C и направляют в три последовательных ре-
актора гидродеалкилирования 6, где одновременно протекают
реакции гидрообессеривания и гидрокрекинга неароматических
углеводородов. Температуру между реакторами снижают введе-
нием холодного водородсодержащего газа.
Процесс переработки пироконденсата в бензол (ВНИИОлефин-
ИГИ—ВНИИОС—Башгипронефтехим) включает следующие ста-
дии:
1) выделение ректификацией фракции 70—150 °C из исход-
ного пироконденсата;
278
2) гидростабилизация выделенной фракции на алюмопалла-
диевом (0,5% Pd) катализаторе при температуре 70—125 °C и
давлении 3,5—5 МПа;
3) гидроочистка на алюмокобальт (никель)молибденовом ката-
лизаторе при температуре 320—400 СС, давлении 3,0—4,5 МПа,
объемной скорости подачи сырья 1 ч-1;
4) гидротермопереработка фракции 70—150 °C в двух после-
довательных реакторах при температуре на входе в первый реак-
тор 450—600, на выходе 580—700 СС; на входе во второй 680—
700, на выходе 710—720 °C и давлении 2,5—3 МПа;
5) сепарация жидкой и газообразной фаз, выделение ректифи-
кацией бензольно-толуольного концентрата, высококипящих ре-
циркулируемых ароматических углеводородов и отделение тя-
желого остатка;
6) очистка бензольно-толуольного концентрата глинами и
последующая ректификация с целью получения товарного бен-
зола и рециркулируемых алкилбензолов;
7) криогенная очистка водорода из рециркулирующего водо-
родсодержащего газа.
Мощность установок. За счет процесса гидродеалкилирования
толуола и фракций бензинов пиролиза получают не менее трети
мирового производства бензола.
В США 22% нефтяного бензола получают деалкилированием
толуола и 24 % переработкой жидких продуктов пиролиза, ко-
торая также включает процесс деалкилирования фракций пиро-
конденсата.
Единичные мощности установок гидродеалкилирования в
СССР составляют от 100 до 170 тыс. т/год (по бензолу).
Материальные балансы и расходные показатели. Сравнение
публикуемых различными фирмами технико-экономических пока-
зателей весьма затруднительно из-за различных методов состав-
ления калькуляций, различного состава сырья и разной степени
утилизации тепла отходящих газов для генерации пара.
Процесс пиропгол. Материальный баланс процесса:
Водород ....................
% с,........................
Фракция С5 .................
Бензол ........ ............
Толуол .....................
Неароматические углеводороды
Прочие углеводороды С8, кипящие до
151 °C............................
Компоненты, кипящие выше 151 °C . . .
Всего. . .
Сырой Сырье Свежий
пиро- бензин процесса водород Бензол
— — 88,3 —
— — 11,7 ——
7,1 0,2 — —
48,3 54,4 — 99,92
16,2 18,3 — —
11,1 12,5 — 0,08
11,0 12,2 — —
2,0 2,3 —
4,3 0,1 — —
100 100 100 100
1,0000 0,8863 0,0268 0,6888
Выход кг/кг .
279
Энергозатраты на 1 м3 сырья составляют: электроэнергия
34,4 кВт-ч; топливо 1,65 МДж; оборотная вода 19,7 м3; конденсат
пара 40,8 л (излишек пара поступает в заводскую сеть).
Процесс термического гидродеалкилирования Эм-Эйч-Си. Ниже
представлены технико-экономические показатели процесса при
работе на толуоле (вариант С) и гидроочищенных бензольно-
толуольных фракциях (варианты А и В):
А В С
Материальный баланс
Поступило, %
Бензол 20,5 10,0 0
Толуол 59,0 65,0 100
Неароматические углеводороды 20,5 25,0 0
Водород на реакцию 3,05 3,3 2.6
Всего. . . 103,05 103,3 102,6
Получено, %
Бензол 69,2 64,3 83,0
Смолы 1,0 1,0 1,0
Газообразные углеводороды 32,85 38,0 18,6
Всего. . . 103,05 103,3 102,6
Энергозатраты на I ju3 сырья
Электроэнергия кВт-ч 28,37 25,91 32,3
Топливо, МДж 1,55 1.43 1,88
Охлаждающая вода, м3 4.65 4,19 4,91
Химически очищенная вода, м3 0,049 0,046 0,063
Процесс переработки пироконденсата (СССР). Материальный
баланс:
Поступило, %
Пироконденсат................................................ 100
Водород на реакцию............................................ 2,5
Всего. . . 102,5
Получено, %
Бензол......................................................... 45
Фракция н. к. — 70°............................................ 15
Остаток с температурой кипения свыше 150 °C.................... 20
Газы термогидропереработки .................................... 20
Тяжелый остаток термогидропереработки ........................ 2,0
Потери ...................................................... 0,5
Всего. . . 102,5
Энергозатраты на 1 т пироконденсата: электроэнергия
104,16 кВт-ч; пар 0,0912 ГДж; охлаждающая вода 91,66 м3;
химически очищенная вода 20,8 м3; топливный газ 0,042 т.
Сравнение технико-экономических показателей процессов тер-
мического и каталитического гидродеалкилирования. Ниже при-
ведены материальные балансы и энергозатраты для гидродеал-
280
килирования одного и того же сырья (толуольного концентрата,
содержащего 95% толуола, 0,3% бензола; 4,7% неароматических
углеводородов) термическим и каталитическим методом:
Каталитиче- ское деалки* лирование Термическое гидродеалкили1 рование
Материальный баланс
Поступило, %
Сырье 100,0 100
Водород (95 % -ный) 4,01 4,37
Всего. . . 104,01 104,37
Получено, %
Бензол 79,66 79,15
Кубовый остаток — 1,31
Газ стабилизации 1,90 0,78
Отдувочный газ 22,45 23,13
Всего. . . 104,01 104,37
Селективность по бензолу, % (мол.) 98,9 98,3
Энергозатраты на 1 т бензола
Электроэнергия, кВт.ч 103,1 197,4
Топливный газ, т 0,092 0,31
Вода оборотная, м3 17,4 38,1
Вода химически очищенная, м3 0,78 1,64
Пар, т 0,16 0,75
Показатели включают затраты на производство водорода мощ-
ностью 6—6,5 тыс. т/год, достаточной для обеспечения водородом
установки деалкилирования производительностью 150 тыс. т
в год по сырью.
Каталитический вариант имеет преимущества как по селек-
тивности образования бензола (примерно на 0,5%), так и по энер-
гозатратам и расходу водорода. Кроме того, легко обеспечи-
вается высокая степень чистоты бензола по примеси серы
(0,5 млн-1).
Преимущества термического варианта заключаются в непре-
рывности процесса, отсутствии оборудования для регенерации
катализатора, меньшем числе реакторов (один—два вместо трех),
простоте поддержания температурного режима, который может
регулироваться по температуре на выходе из печи.
2.8.4. Диспропорционирование и трансалкилирование
метилбензолов
Назначение. Существующие в настоящее время процессы ката-
литического риформинга бензиновых фракций наряду с бензо-
лом и ксилолами дают менее ценные толуол и ароматические угле-
водороды С9. Процессы диспропорционирования толуола и транс-
алкилирования толуола и ароматических углеводородов С9 пред-
назначены для получения из них бензола и ксилолов.
281
Теоретические основы. Диспропорционирование толуола:
2CeH6CH3 +=± СвНв + С6Н4 (СН3)а
Трансалкилирование ароматических углеводородов С7 и Cgi
С„Н6СН3-|- С6Н3 (СН3)з <=>2СвН4 (СН3)2
Побочные реакции включают гидрокрекинг, гидродеалкили-
рование, конденсацию ароматических углеводородов и диспро-
порционирование ксилолов.
Тепловые эффекты реакций диспропорционирования и транс-
алкилирования толуола низки и составляют «0,65 кДж/моль.
Энергия активации составляет 96 кДж/моль.
Равновесное превращение толуола при температурах до 700 °C
составляет 55—57%.
Обычно в промышленных условиях глубина превращения
ароматических углеводородов в рассматриваемых реакциях не
превышает 40%, что обеспечивает высокую селективность про-
цесса. Общая степень избирательности в промышленном процессе
составляет более 97%.
Сырье и продукция. Исходным сырьем в рассматриваемых про-
цессах являются толуол и фракция С6 ароматических углеводо-
родов процесса каталитического риформинга. Содержание ме-
ти лбензолов во фракции С9 не менее 65—70%.
Степень чистоты получаемого на промышленной установке
бензола составляет 99,99%; ксилольная фракция содержит:
23—25% п-изомера, 20—23 % о-изомера, 48—55% л-изомера и
1—2% этилбензола. В процессе диспропорционирования толуола
бензол и ксилолы образуются в стехиометрическом отношении.
Состав конечных продуктов в реакции трансалкилирования мо-
жет быть изменен в зависимости от состава исходного сырья с по-
лучением соотношения ксилолы : бензол в продукте от 0,7 : 1
до 10 : 1.
Катализаторы. В качестве катализаторов реакции получения
бензола и ксилолов диспропорционированием или трансалкили-
рованием можно использовать любые кислотные катализаторы,
например, оксид алюминия, алюмосиликатные, алюмоборные,
цеолитсодержащие. Промышленное применение нашли аморфные
п кристаллические алюмосиликаты, обладающие высокой актив-
ностью, селективностью и стабильностью.
В процессе таторей (фирма Тоуо) используется катализатор
Т-81 на основе Н-морденита, содержащий оксиды металлов IV
группы. Первая промышленная установка диспропорциониро-
вания и трансалкилирования с производительностью по перера-
ботке 77 тыс. т толуола в год введена в действие в октябре 1969 г.
в Кавасаки (Япония) компанией Тогау.
В процессе ксилол-плюс (Atlantic Richfield) используется
алюмосиликатный катализатор в движущемся слое.
282
ТАБЛИЦА 2.67. Сравнение процессов диспропорционирования толуола Производительность сравниваемых установок 100 тыс. т толуола в год.
Катализатор Технологический режим Продукт, тыс. т/год
КТ-80 (Н-морде- нит, содер- жащий оксиды металлов) Срок службы 3 года Сырьевой цикл 0,5 года Т-81 (Н-морде- нит, содер- z жащий оксиды металлов) Срок службы 3 года Сырьевой цикл 0,5 года Алюмо- силикатный Процесс НПО ч.Леннефтехи. Реактор адиабатического типа с непо- движным слоем катализатора Давление, МПа 2—4 Температура, °C 350—500 Мольное отношение водо- 8—10 род : сырье Объемная скорость подачи 1—2 сырья, ч'1 Конверсия толуола, % 40—50 (мол.) Процесс таторей Реактор адиабатического типа с непо- движным слоем катализатора Давление, МПа 1—5 Температура, °C 300—530 Мольное отношение водо- 5—12 род . сырье Объемная скорость подачи 0,5—1,0 сырья, ч"1 Конверсия толуола, % 35—50 (мол.) Процесс ксило л-плюс Реактор с движущимся слоем ката- лизатора Давление атмосф. Температура, °C 426 Без водорода или другого разбавителя и» Бензол 41,0 Ксилолы 55,9 Ароматические уг- 0,9 леводороды С9 Легкие углеводо- 2,2 роды Бензол 41,25 Ксилолы 55,85 Ароматические уг- 1,0 леводороды С9 Легкие углеводо- 1,9 роды Бензол 40,0 Ксилолы 52,0 Ароматические уг- 4,8 леводороды С9 Легкие углеводо- 1,5 роды Кокс 1,7
В нашей стране разработан катализатор диспропорциониро-
вания и трансалкилирования КТ-80 на основе морденита, содер-
жащего оксиды неблагородных металлов.
Характеристика катализаторов дана в табл. 2.67.
Технологическая схема. Диспропорционирование и трансалки-
лирование ароматических углеводородов осуществляют по схеме
гидрогенизационных процессов с рециркуляцией водородсодер-
жащего газа (рис. 2.79).
Исходное сырье толуол (или толуол в смеси с ароматиче-
скими углеводородами Q) смешивают с водородом, подогревают
283
Рис. 2.79. Установка диспропорционирования и трансалкилирования толуола:
1 — печь для нагрева сырья; 2 — реактор; 3 — газожидкостной сепаратор; 4 — стабили-
зационная колонна; 5 — узел очнстки глинами;
/ — свежий толуол; II — свежая фракция ароматических углеводородов Ce; III —•
свежий водород; IV — циркулирующий водородсодержащий газ; V — циркулирующие
толуол и ароматические углеводороды С9; VI — газ в топливную сеть; VII получа-
емые ароматические углеводороды на разделение.
предварительно в теплообменнике продуктами реакции, а затем
в печи / и направляют в реактор 2. Процесс проводят в присут-
ствии водорода, во избежание образования кокса, на неподвиж-
ном слое катализатора, работающего в адиабатических усло-
виях. Катализатор работает стабильно в течение нескольких
месяцев, после чего подвергается окислительной регенерации.
Продукты реакции проходят теплообменник и холодильник.
Сконденсированные жидкие продукты собираются в сепара-
торе 3. Водородсодержащий газ частично стравливается в атмо-
сферу; оставшаяся часть газа направляется в реактор. Жидкие
продукты из сепаратора 3 поступают в колонну стабилизации 4,
где происходит отделение легких газообразных продуктов. Ку-
бовые остатки колонны стабилизации проходят очистку активной
глиной 5 и поступают на стадию разделения с целью получения
чистых бензола, толуола, ксилолов и ароматических углеводо-
родов С9. Толуол полностью направляется на рецикл. Углеводо-
роды С9 после отделения от них тяжелых остаточных продуктов,
также могут быть направлены на рецикл.
Технологический режим — см. табл. 2.67. В нашей стране
работают две установки трансалкилирования толуола и аромати-
ческих углеводородов С9, где эксплуатируется катализатор Т-81.
Процесс осуществляется при давлении водорода 3,0 МПа, темпера-
туре 400—500 °C, объемной скорости подачи сырья 1—2,0 ч-1,
мольном отношении водород : сырье 8—10.
284
Мощность установок. В настоящее время за рубежом дей-
ствуют три промышленные установки диспропорционирования
и трансалкилирования и девять проектируются и строятся.
Мощность установок диспропорционирования толуола составляет
100 тыс. т/год, трансалкилирования толуола Сд-ароматическими
углеводородами ж 150 тыс. т/год.
Материальный баланс. В процессе таторей бензол и ксилолы
получаются трансалкилированием толуола, либо смеси толуола
и ароматических углеводородов С9.
Установка по переработке 100 тыс. т толуола в год стоит
2 млн. долларов. Из 1 т толуола получается 414 кг бензола,
516 кг ксилолов, 10 кг углеводородов С9 и 19 кг отходящих газов.
При трансалкилировании смеси толуола и ароматических углево-
дородов С9 (70% толуола и 30% С9-ароматических) получается
296 кг бензола, 612 кг ксилолов, 54 кг углеводородов С1о и 38 кг
отходящих газов.
Расходные показатели. Энергетические расходы на 1 т сырья:
электроэнергия 70 кВт-ч; пар 1,6 т; охлаждающая вода (Д/=
= 10 °C) 2,6 т; топливо 29,3 МДж. Стоимость катализатора Для
работы установки в течение года составляет 80 тыс. долларов.
Установка обслуживается одним человеком в смену.
Сравнение показателей отечественных и зарубежных устано-
вок — см. табл. 2.67.
2.9. ПРОИЗВОДСТВО БИТУМОВ
Битумы получают переработкой остаточных нефтепродуктов
в трех процессах, используемых в сочетании друг с другом или
отдельно: вакуумной перегонкой мазутов и гудронов, деасфаль-
тизацией гудронов пропаном и окислением гудронов воздухом.
Основным назначением процесса вакуумной перегонки является
получение дистиллятных фракций, а процесса деасфальтизации —
получение деасфальтизата; битум в этих процессах является по-
бочным продуктом. Процесс окисления воздухом, напротив, имеет
целевым назначением производство битумов. При углублении
переработки нефти увеличивается объем битумов, получаемых
вакуумной перегонкой. Вакуумная перегонка используется также
для получения сырья окисления.
Теоретические основы. Получение битумов из нефтяного сырья
состоит по существу в загущении последнего. В процессе вакуум-
ной перегонки это происходит в результате отгонки сравнительно
низкомолекулярных легкокипящих соединений, в процессе деас-
фальтизации пропаном—вследствие экстрагирования маловяз-
ких компонентов сырья, в процессе окисления воздухом — по
причине конденсации низкомолекулярных соединений.
Теории вакуумной перегонки и деасфальтизации пропаном
изложены в разделах 2.1 и 2.6.2.2 и здесь не затрагиваются.
Целесообразность использования нефти для производства биту-
мов путем перегонки оценивается следующим способом.
285
Ba-mO omrnma г arnomoo: огнгттаутш .6
долях от выхода Вотума с пенетоацией'
В 00 ВЬ О 1мм)
Рис. 2.80. Зависимость между пенетрацией и выходом битума при разных характеризу-
ющих факторах (цифры на кривых).
Выход битума с пенетрацией при 25 °C равной 100 (в 0,1 мм)
можно рассчитать по эмпирическим зависимостям:
G = 4,9А и G = V + 667 (р — 1,020)
где G — выход (массовый) битума, на нефть; k — коксуемость
нефти по Конрадсону, %; V — выход (объемный) остатка пере-
гонки нефти, %; р — плотность остатка, кг/м3.
Расчет по коксуемости предпочтительнее при низком содержа-
нии асфальта в нефти, а по выходу остатка — при высоком.
Для оценки выхода битума с пенетрацией, отличающейся от
100, предлагается учитывать характеризующий фактор (рис. 2.80).
Основные технические свойства битума: пенетрацию (глубину
проникания иглы) по ГОСТ 11501—78, температуру размяг-
чения по ГОСТ 11506—73, дуктильность (растяжимость) по
ГОСТ 11505—75 —можно приблизительно оценить, исходя из
типа нефтей. Так, нефти промежуточного типа позволяют полу-
чать битумы с хорошей дуктильностью, а нафтенового — с луч-
шей. Более высокой дуктильности обычно соответствует понижен-
ная температура размягчения (для битумов с равной пенетрацией
при 25 °C).
286
Температура, необходимая для производства битумов пере-
гонкой (в пересчете на атмосферное давление), связана с характе-
ризующим фактором следующей приблизительной зависимостью:
Характеризующий фактор...... 11,2 11,4 11,6 11,8 12,0
Температура паров, °C....... 399 460 499 538 571
Таким образом ориентировочно определяются все необхо-
димые показатели производства битумов вакуумной перегонкой.
Теоретические положения, касающиеся производства биту-
мов окислением нефтяного сырья воздухом, нужно рассмотреть
подробнее.
Тяжелая часть нефти представляет собой сложную смесь
неидентифицированных углеводородов и гетеросоединений са-
мого разнообразного строения. Для решения практических за-
дач определяют содержание отдельных классов или групп веществ:
асфальтенов, силикагелевых смол и масел. Среди последних раз-
личают соединения парафиновой, нафтеновой и ароматической ос-
новы. Кислород воздуха, взаимодействующий с нефтяным сырьем,
расходуется в различных реакциях окисления. Часть кислорода
образует воду и диоксид углерода, другая — химически связы-
вается компонентами сырья. С повышением температуры окисле-
ния увеличивается доля кислорода, расходуемого на образова-
ние воды. В целом процесс окисления характеризуется перехо-
дом масел в смолы и смол в асфальтены. В масляной части наиболь-
шая скорость окисления наблюдается у тяжелых ароматических
углеводородов, в то время как парафино-нафтеновая группа угле-
водородов почти не затрагивается.
Групповой состав битума обусловливает его внутреннюю
структуру и, следовательно, его свойства. Увеличение отноше-
ния асфальтены : смолы и уменьшение доли ароматизированных
соединений в масляной части битума приводит к возрастанию вяз-
кости неразрушенной структуры и снижению вязкости разрушен-
ной. Это свидетельствует о повышении степени структурирован-
ности системы в результате уменьшения пептизирующей способ-
ности масел и увеличения содержания высокомолекулярных
асфальтеновых соединений. Одновременно уменьшается стабиль-
ность битума, что выражается в усилении синерезиса.
Изменение реологического поведения предопределяет изме-
нение технических свойств битумов. Повышение степени струк-
турированности битумов с одинаковой пенетрацией при 25° при-
водит к повышению температуры размягчения, увеличению пене-
трации при 0 °C и уменьшению дуктильности. Изменение моле-
кулярной массы масляного компонента также оказывает неко-
торое влияние на свойства битума, сказываясь прежде всего на
консистенции: при уменьшении молекулярной массы заметно
увеличивается разбавляющая способность масел.
Задачей технологии битумного производства является такой
передел сырья, который приводит к получению конечного про-
287
дукта необходимого состава. С этой целью определяют выбор и
сочетание нужных процессов: окисления, перегонки и деасфаль-
тизации — поскольку каждому из процессов соответствуют ха-
рактерные особенности изменения группового состава сырья.
При обычной (не экстрактивной) вакуумной перегонке, исполь-
зуемой в битумном производстве, не происходит резкого разде-
ления масляных компонентов по их структуре. С углублением
перегонки возрастает содержание в остатке асфальтенов и смол
и уменьшается содержание масел. В процессе деасфальтизации
пропаном из сырья экстрагируются компоненты, представляющие
интерес для дальнейшей переработки, а в побочном продукте —
асфальте концентрируются смолисто-асфальтеновые вещества.
При этом в масляной части асфальта увеличивается доля аромати-
ческих структур. Процесс окисления характеризуется переходом
легких ароматических соединений в тяжелые и далее в смолы и
асфальтены. Таким образом, здесь изменяется не только соотно-
шение групп веществ в битуме и в его масляной части, но проис-
ходит и новообразование отдельных компонентов.
В связи с этим при выборе технологии битумного производства
нужно руководствоваться следующими соображениями.
В случае использования нефтей с высоким содержанием смо-
листо-асфальтеновых веществ и ароматических углеводородов
технология должна включать процесс окисления, приводящий
к образованию дополнительных количеств асфальтенов за счет
расходования части ароматических соединений и смол. При вы-
сокой доле асфальтенов в составе смолисто-асфальтеновых ве-
ществ для получения дорожных битумов можно рекомендовать
и вакуумную перегонку.
В случае использования нефтей с низким содержанием смо-
листо-асфальтеновых веществ и ароматических углеводородов
следует избегать процесса окисления, поскольку он приводит
к снижению ароматических соединений в битуме, которых в итоге
оказывается недостаточно. Технология получения битумов из
таких нефтей должна включать процессы концентрирования ас-
фальтенов и ароматических углеводородов: деасфальтизацию
гудронов, экстракцию ароматических углеводородов и др. Це-
лесообразно также увеличивать отбор вакуумного газойля в про-
цессе подготовки гудрона, в результате чего уменьшается доля
парафино-нафтеновых углеводородов в гудроне.
Количественно эти закономерности могут быть оценены при
помощи графика, например рис. 2.81, где представлены условия,
при выполнении которых обеспечивается производство стандарт-
ных дорожных битумов. Сырье, характеризующееся координат-
ными точками между линиями минимально требуемых величин
дуктильности и температуры хрупкости, дает при окислении стан-
дартные битумы. В противном случае битумы не соответствуют
требованиям стандарта на дуктильность (при использовании срав-
нительно малосернистых нефтей и легких гудронов) или темпера-
288
Рис. 2.81. График для определения пригодности нефти и
требований к выкипаемости остатка с целью производства
стандартных дорожных битумов.
Точки выше линии 1 характеризуют сырье, дающее би-
тумы с температурой хрупкости выше допускаемой; точ-
ки ниже линии 2 характеризуют сырье, дающее битумы
с дуктильностью ниже допускаемой для нефтей с содер-
жанием парафина 1 % и более; точки ниже линии 3 —
то же, что 2, но для нефтей с содержанием парафина ме-
нее 1 %.
туру хрупкости (при использовании срав-
нительно высокосернистых нефтей и тя-
желых гудронов).
Выполнение требований к качеству
гудрона в случае малопарафинистых неф-
тей облегчается: дуктильность по стандарту
может быть обеспечена и при использо-
вании гудронов более легких, чем гуд-
роны парафинистых нефтей. С другой сто-
роны, на основе малосернистых высоко-
парафинистых нефтей нельзя получить дорожные битумы путем
использования обычной технологии: перегонка мазута с полу-
чением гудрона, окисление гудрона с получением битума.
Сырье, пригодное для производства дорожных битумов, в ори-
ентировочной оценке может быть признано пригодным и для про-
изводства строительных. Для получения кровельных битумов,
отличающихся более высокими показателями тепло- и морозо-
стойкости, рекомендуется несколько более легкое сырье.
Таким образом, по содержанию общей серы и твердых пара-
финов можно оценить пригодность нефти для производства стан-
дартных битумов окислением гудронов воздухом и сформулиро-
вать требования к остатку перегонки нефти (выкипаемость по
ИТК), направляемому на окисление.
Непригодные для производства дорожных битумов по обычной
схеме малосернистые высокопарафинистые нефти типа котур-
тепинской, содержащие мало ароматических углеводородов, мо-
гут быть использованы в битумном производстве при изменении
схемы переработки. Предварительное окисление легкого сырья
приводит к преобразованию легких ароматических углеводородов
в более высококипящие соединения, которые при последующей
перегонке не выкипают и остаются в остатке. В результате би-
тумы, полученные предварительным окислением мазута или его
части с последующей вакуумной перегонкой окисленного мазута
или смеси окисленного мазута с неокисленным, содержат больше
соединений с ароматической структурой и имеют более высокую,
соответствующую требованиям стандарта, дуктильность.
Для многотоннажного производства в качестве окислитель-
ных аппаратов используют пустотелые колонны, а также трубча-
тые змеевиковые реакторы с вертикальным расположением труб.
Окисление сырья в трубчатом реакторе происходит в турбу-
лентном потоке воздуха. Движение воздуха и сырья — прямо-
10 Зак. 70
289
точное. При этом содержание кислорода в газовой фазе умень-
шается экспоненциально.
Основное количество битумов получается в окислительных
колоннах, где процесс протекает в барботажном слое. Для рас-
чета колонн предложена система уравнений, позволяющая опре-
делить содержание кислорода в отходящих газах и, следовательно,
эффективность использования воздуха:
С = 21е~ kh
k = koe~£^T
kQ= 1,29. Ю6/-^
где С — объемная концентрация кислорода в газовой фазе, %;
h — высота над барботером, м; Е — энергия активации (Е =
= 45 кДж/моль); /? —газовая постоянная, кДж/(град-моль);
Т — температура окисления, К; /разм — температура размяг-
чения битума, °C.
Эти уравнения с учетом экспериментально определенной (или
рассчитанной по содержанию общей серы в нефти) величины удель-
ного расхода кислорода на окисление позволяют рассчитать раз-
меры и число колонн и производительность компрессоров для
выработки заданного количества и ассортимента битумов.
Экзотермический эффект процесса составляет в среднем
8700 кДж/кг прореагировавшего кислорода. Эта величина вместе
с расходом кислорода позволяет рассчитать систему поддержания
теплового баланса колонны.
Сырье и продукция. Требования к сырью, из которого можно
получить стандартные битумы, сформулированы выше — см. раз-
дел «Теоретические основы».
Ассортимент получаемых битумов велик. В наибольшем объ-
еме выпускаются дорожные битумы, которые подразделяются
на вязкие (ГОСТ 22245—76), предназначенные для выполне-
ния основных дорожно-строительных работ, и жидкие
(ГОСТ 11955—74), предназначенные для удлинения сезона до-
рожного строительства. Далее по объему выработки идут кро-
вельные битумы (ГОСТ 9548—82), подразделяющиеся на про-
питочные (для пропитки кровельной основы) и покров-
ные (для создания покровного слоя). Значительная доля биту-
мов вырабатывается для проведения строительных работ, это —
строительные битумы (ГОСТ 6617—76). Кроме того, производят
высокоплавкие мягчители (ГОСТ 781—78) для резинотехнической
и шинной промышленности,специальные битумы(ГОСТ 21822—76)
для лакокрасочной, шинной и электротехнической промышлен-
ности, изоляционные битумы (ГОСТ 9812—74) для изоляции трубо-
проводов и битумы для заливочных аккумуляторных мастик
(ГОСТ 8771—76). Подробная характеристика битумов приведена
в разделе 4.6.1.
290
Катализаторы* Известно более 100 добавок, способных уско-
рять окисление гудронов до битумов. Однако подавляющее боль-
шинство предложенных веществ в промышленности не исполь-
зуют из-за их высокой стоимости и малой эффективности. Неко-
торое применение получили лишь соединения фосфора и хлориды
ряда металлов, особенно хлорид железа. Но и при использова-
нии последнего возникают серьезные трудности: образующийся
НО вызывает коррозию аппаратуры.
Технологическая схема. Для производства битумов исполь-
зуют реакторы трех типов: кубы периодического действия, труб-
чатые реакторы и пустотелые колонны непрерывного дей-
ствия.
Процесс окисления в кубе начинают с закачки сырья, после
чего в низ куба через барботер подают воздух. Расход воздуха
изменяют таким образом, чтобы температура окисления поддер-
живалась на необходимом уровне: при снижении температуры
увеличивают расход воздуха, при повышении — уменьшают. Го-
товый продукт сливают самотеком. Вследствие небольшой высоты
барботажного слоя степень использования кислорода воздуха
в реакциях окисления невелика.
На окисление в змеевиковый трубчатый реактор подают
смесь сырья, воздуха и рециркулята — готового битума. На
выходе из змеевика прореагировавшая газожидкостная смесь
разделяется на газовую и жидкую фазы в сепараторе, газы вы-
водят с верха сепаратора, жидкость — с низа. Поток жидкости
разделяют, большую часть возвращают в процесс, меньшую вы-
водят в качестве готового продукта. Объем рециркулята опреде-
ляют, исходя из необходимости обеспечения в реакционной смеси
не менее 8% жидкой фазы (по объему), что требуется для созда-
ния развитой поверхности контакта с целью достижения высокой
степени использования кислорода воздуха, и удельного расхода
воздуха на окисление.
Колонна работает по схеме непрерывного действия. В колонне
поддерживают определенный уровень окисляемого жидкофаз-
ного материала. Сырье подают под уровень раздела фаз, а битум
откачивают с низа колонны. Воздух на окисление подают через
барботер, расположенный в нижней части аппарата. Отработан-
ные газы окисления выводят с верха колонны.
Свойства битумов, выработанных в разных окислительных ап-
паратах, могут различаться. Так, битумы, полученные в кубе,
имеют более низкую температуру размягчения, более высокую
температуру хрупкости и более высокую дуктильность по сравне-
нию с полученными в колонне. Это имеет определенное значение
при выборе типа окислительного аппарата, хотя и не решающее,
так как на свойства битумов можно влиять и другим путем —
увеличением отбора дистиллята при подготовке гудрона для окис-
ления или вовлечением асфальта деасфальтизации в сырье окис-
ления.
10*
291
Недостатком куба является плохое использование кислорода
воздуха и, следовательно, высокое содержание кислорода в га-
зах окисления, т. е. возможны закоксовывание стенок газового
пространства и взрывы. Разбавление газов окисления инертным
газом с целью снижения содержания кислорода осложняет по-
следующую борьбу с загрязнением окружающей среды. Кроме
того, нет удовлетворительной системы поддержания оптималь-
ного температурного режима процесса (использование воды для
охлаждения приводит к образованию загрязненных сточных вод
и связано с опасностью выброса битума, рециркуляция части би-
тума через холодильники неудобна вследствие периодического
характера процесса). В связи с этим кубы рекомендуются для по-
лучения только небольших партий битумов, когда нецелесообразно
использовать аппараты непрерывного действия.
Окисление в трубчатом реакторе требует более высоких энер-
гетических затрат, особенно пара (вследствие необходимости
рециркуляции) и топлива (из-за необходимости нагрева сырья).
К преимуществам трубчатого реактора можно отнести возмож-
ность производства более пластичных битумов: при одинаковой
пенетрации при 25 °C битумы, полученные в трубчатом реакторе,
обладают более высокой температурой размягчения и меньшей
дуктильностью по сравнению с окисленными в колонне — что
реализуется при окислении легкого сырья до строительных би-
тумов. Однако производство высокопластичных битумов возможно
и в колонне: при окислении под давлением, примерно соответ-
ствующим давлению в трубчатых реакторах, или при использо-
вании более легкого сырья. На практике применяют второй ва-
риант.
В целом колонна предпочтительнее трубчатого реактора.
Недостаток обычной колонны — плохое использование кис-
лорода воздуха при производстве строительных битумов — устра-
няется при использовании колонны с квен-
чинг-секцией.
При производстве битумов в колонне с квен-
чинг-секцией оказывается возможным одно-
временно поддерживать оптимально высокие
температуры в зоне реакции, обеспечивающие
высокую степень использования кислорода
воздуха, и оптимально низкие температуры
в зоне сепарации, при которых не проис-
ходит закоксовывания стенок этой зоны. Схема
потоков в колонне следующая (рис. 2.82).
Холодное (100—170 °C) сырье поступает под
Рис. 2.82. Окислительная колонна с квенчинг-секцией:
1 — секция окисления; 2 — секция квеичинга и сепарации;
3 — переток с регулирующим клапаном и гидравлическим за’
твором;
J —- сырье; 11 — воздух; 111 — битум; IV газы.
292
уровень раздела фаз, находящийся в зоне сепарации и квенчинга.
В эту же зону из ниже расположенной зоны реакции поступает
прореагировавшая горячая (290—300 °C) газожидкостная смесь.
Вследствие перемешивания двух потоков с разной температурой
устанавливается промежуточная температура жидкой фазы.
С этой температурой жидкая фаза по перетоку, снабженному ре-
гулирующим клапаном и гидравлическим затвором, под дейст-
вием силы тяжести поступает в зону реакции. В нижнюю часть
зоны реакции подается воздух, газожидкостная смесь проходит
из зоны реакции в зону сепарации через разделительное устрой-
ство (например, ситчатую тарелку), предназначенное для обеспе-
чения движения только в направлении снизу вверх. Это дости-
гается ограничением живого сечения разделительного устройства.
Отработанные газы окисления выводятся из верхней части ко-
лонны, а битум откачивается снизу. Таким образом, если в обыч-
ной колонне температура жидкой фазы по всей высоте аппарата
одинакова и повышение ее температуры автоматически приводит
к повышению температуры в газовом пространстве, то в колонне
с квенчинг-секцией благодаря разделительному устройству, пере-
току, организации определенного движения потоков газа и жид-
кости и квенчингу сырьем поддерживаются разные температуры
по высоте жидкой фазы: в зоне реакции относительно высокая,
в зоне сепарации — низкая. Принцип окисления с квенчинг-
секцией используется в промышленности в различных конструк-
тивных решениях. Во всех случаях при производстве дорожных
и строительных битумов обеспечивается высокая степень исполь-
зования кислорода воздуха. Объемное содержание кислорода
в отработанных газах не превышает 2,5%.
В общем виде схема производства битумов состоит в следую-
щем (рис. 2.83). Остаток атмосферной перегонки нефти подвер-
гается дополнительной перегонке в вакуумной колонне. Глубина
вакуумной перегонки определяется свойствами исходной нефти.
Вакуумная перегонка обычно осуществляется на установке АВТ,
Рис. 2.83. Установка для производства окисленных битумов:
1 — печь технологическая; 2 — вакуумная колонна; 3 — окислительная колонна; 4 =•
печь сжигания газов окисления; 5 — емкость готовой продукции;
I — мазут; Н — гудрои; III — вакуумный газойль; IV =* газы окисления; V = ды*
мовые газы; VI — битум.
293
поэтому на битумную установку поступает уже подготовленный
для окисления гудрон. В качестве сырья окисления может ис-
пользоваться и асфальт, полученный деасфальтизацией гудрона
пропаном. Целесообразность использования асфальта опреде-
ляется также свойствами нефти. Кроме того, компонентами сырья
могут служить экстракты фенольной очистки масляных фракций
и сами масляные фракции. Добавка асфальтов и экстрактов к гуд-
рону приводит к снижению температуры размягчения и хруп-
кости битума и к увеличению дуктильности, добавка масляных
фракций действует в противоположном направлении. Сырье окис-
ления поступает из промежуточного парка завода или непосред-
ственно с установки АВТ.
Температура сырья не должна превышать 130—150 °C, с тем
чтобы облегчить поддержание теплового баланса окислительной
колонны. Поскольку окисление происходит в барботажном слое,
в котором перемешивание окисляемой жидкой фазы близко
к идеальному, с точки зрения свойств продукции безразлично,
с какой высоты колонны выводить готовый битум. Практически же
целесообразно выводить битум с низа колонны во избежание на-
копления твердых примесей. При получении битумов с большей
степенью окисления, чем дорожные, охлаждения реакционной
смеси сырьем недостаточно и для поддержания теплового баланса
процесса окисления часть битума охлаждают и возвращают в ко-
лонну. Таким образом, заданную температуру окисления поддер-
живают, регулируя температуру сырья и рециркулята, а также
количество рециркулята. Уровень в колонне поддерживают, ре-
гулируя откачку готового битума. Заданную глубину окисле-
ния выдерживают, регулируя соотношение сырья и воздуха,
подаваемых в колонну.
Для обеспечения взрывобезопасности процесса окисления обес-
печивают низкую объемную концентрацию кислорода в газовом
пространстве реактора-окислителя — до 5%. Этого достигают
путем использования колонн с достаточной высотой рабочей зоны
и оптимальных температур окисления или, что менее желательно,
подают в газовое пространство окислителя инертный газ (чаще
водяной пар).
Отработанные газы окисления, состоящие из азота, водяных
паров, диоксида и оксида углерода, остаточного кислорода и
органических веществ, выводят из окислительного аппарата на
термическое обезвреживание — сжигание.
Битум с температурой не выше 230 °C направляют в емкости
готовой продукции, расположенные (во избежание трудностей,
связанных с перекачкой вязкого продукта на значительные рас-
стояния) непосредственно на битумной установке на постаментах.
Слив битума в железнодорожные цистерны и бункеры, в авто-
битумовозы и в бумажные мешки осуществляется самотеком.
Взрывобезопасность емкостей обеспечивается объемным со-
держанием кислорода в их газовом пространстве не выше 5%.
294
С этой целью можно рекомендовать соединение дыхательных ли-
ний емкостей — через огнепреградитель с газовым трактом окис-
лительных колонн.
При переработке высокопарафинистых нефтей для обеспече-
ния качества продукции необходимо изменение обычной схемы:
вначале следует проводить окисление мазута или его части, а за-
тем вакуумную перегонку окисленного мазута или смеси его
с неокисленным мазутом. Остаток вакуумной перегонки — дорож-
ный битум — может быть затем дополнительно окислен в других
колоннах до получения битумов более глубокой степени окисления.
Мощность установок. В СССР в настоящее время эксплуати-
руют и проектируют битумные установки, сильно различающиеся
по мощности. Относительно крупные установки — от 100 до
500 тыс. т/год — используются в нефтеперерабатывающей про-
мышленности, являющейся основным поставщиком битумов раз-
ных марок. В отраслях, потребляющих битумы, производится
ограниченное количество дорожных и кровельных битумов, мощ-
ность установок измеряется здесь в среднем десятками тысяч
тонн продукта в год. Мощности битумных установок за рубежом
существенно не отличаются от отечественных.
При проектировании установок необходимо учитывать ярко
выраженную сезонность строительных работ, связанных с исполь-
зованием битума. В связи с этим коэффициент использования мощ-
ности битумных установок невелик и должен составлять 0,7—
0,9 в зависимости от климатических условий района расположе-
ния производства и марок вырабатываемых битумов. В районах
с большей длительностью сезона строительных работ этот коэф-
фициент выше. Выше он и при изготовлении кровельных биту-
мов по сравнению с дорожными, так как использование послед-
них в большей степени зависит от погодных условий.
Материальный баланс. Материальный баланс производства
окисленных битумов сильно зависит от используемого сырья.
Выход дорожных битумов оценивается из таких соотношений:
Сырье окисления—остаток перегонки, °C выше 350 400 450 500
Выход битума, % на сырье........... 80 87 93 98
В свою очередь, выход остатка перегонки, направляемого
на окисление, определяется по данным ИТК.
Для расчета выхода строительных и высокоплавких битумов
пока не предложено обобщенной зависимости. Но нужно отметить,
что с углублением окисления выход битума уменьшается вслед-
ствие увеличения доли отгона и газообразования.
Побочным продуктом производства окисленных битумов яв-
ляется черный соляр — отгон, состоящий из сравнительно легко-
кипящих органических соединений, конденсирующихся в обыч-
ных условиях.
Расходные показатели. Энергетические затраты на производ-
ство окисленного битума складываются в основном из расхода
295
водяного пара, топлива и электроэнергии, необходимой для сжа-
тия воздуха. Прочие затраты, например на подачу воды, на элек-
троэнергию для освещения, незначительны. Битумные установки
отрасли (за исключением установок с блоком вакуумной пере-
гонки) в пересчете на условное топливо на производство 1 т би-
тумов обычно потребляют: пара 15—60 кг у. т., электроэнергии
3—8 кг у. т., топлива до 28 кг у. т.
Водяной пар используют для привода поршневых насосов,
перекачивающих сырье и битумы, и в качестве теплоносителя для
обогрева трубопроводов и емкостей. Иногда паром разбавляют
газы окисления. Различие в расходах водяного пара вызвано раз-
ными проектными решениями по размещению обогреваемых ап-
паратов и коммуникаций и по типам применяемых окислитель-
ных реакторов. Так, на битумных установках с трубчатыми ре-
акторами расход пара достигает 60 кг у. т. на 1 т продукта, что
обусловлено необходимостью многократной циркуляции битума
в системе реактор—испаритель, а также последовательной пере-
качки битума из одного реактора в другой.
Топливо на битумных установках расходуется на нагрев сырья
и на сжигание газов окисления. Расход топлива на нагрев сырья
не оправдан для экзотермического процесса производства окислен-
ных битумов и является результатом недостаточной теплоизоля-
ции. Расход топлива на сжигание газов окисления может быть
неодинаковым на устанпаках, использующих разное сырье , но
не должен превышать 10 кг у. т. на 1 т битума даже при исполь-
зовании гудрона западносибирских нефтей, на производство би-
тумов из которого требуется повышенный расход воздуха, что
обусловливает больший объем газов окисления.
Общие энергетические затраты на производство 1 т окисленных
битумов для большинства заводов составляют 40—60 кг у. т.
Для снижения энергии на перекачивание следует заменить окис-
ление в трубчатых реакторах окислением в колоннах, пред-
почтительно с квенчинг-секцией. Целесообразно также заменять
паровые поршневые насосы центробежными с электроприводом.
Опыт показал, что насосы типа НГ и НК пригодны для перека-
чивания не только гудронов, но и дорожных и строительных би-
тумов при наличии резервного парового поршневого насоса и
обеспечении прокачивания линий горячими масляными фракциями.
В то же время эти насосы потребляют примерно в пять раз меньше
энергии на перекачивание единичного объема жидкости по сравне-
нию с обычно используемыми паровыми поршневыми насосами
типа ПДГ.
Для утилизации тепла потоков горячего битума, следует
монтировать теплообменники, а тепла дымовых газов печей до-
жига — котлы-утилизаторы. Осуществление тех или иных пере-
численных мероприятий позволило снизить энергетические за-
траты на некоторых отечественных битумных установках до 22—
26 кг у. т.
296
На зарубежных битумных установках энергетические затраты
составляют около 20 кг у. т. на 1 т битума. Такой низкий расход
обеспечивается утилизацией тепла реакции окисления (тепло
откачиваемого из колонны битума используется для выработки
водяного пара или нагрева сырья), более широким использова-
нием насосов с электроприводом и применением более тяжелого,
чем у нас в стране, сырья (на окисление которого требуется меньше
воздуха). Последнее оказывается возможным, так как в соответ-
ствии с зарубежными стандартами допускается получение биту-
мов с меньшей температурой размягчения при заданной пене-
трации при 25 СС.
Новые битумные установки строят комбинированными с ва-
куумным блоком, так как на новых заводах головные установки
ЛК-6У не имеют блока вакуумной перегонки. Сырьем комбини-
рованных битумных установок является мазут с установки
ЛК-6У, а продуктом — только битумы, так как вакуумный га-
зойль обычно не находит квалифицированного использования и
вовлекается в топочный мазут. Энергетические затраты на произ-
водство 1 т битумов на комбинированных установках составляют
100 кг у. т. Снизить энергетические затраты на таких установках
возможно, уменьшая отбор дистиллятов на стадии вакуумной пере-
гонки. При этом для сохранения качества битумов одновременно
необходимо изменить обычную последовательность операций
перегонка—окисление на обратную', окисление—перегонка , так
как уменьшение глубины отбора дистиллятов и изменение после-
довательности операций влияют на показатели качества битумов
в противоположных направлениях и при правильно подобранных
условиях уравновешивают друг друга. Расход энергии умень-
шается за счет снижения энергетических затрат на вакуумную
перегонку, уменьшения объема вовлекаемого в переработку ма-
зута при сохранении выработки битума, уменьшения объема пере-
качивания дистиллятов и орошений. Экономия энергии на ва-
куумном блоке превышает ее повышенный расход на блоке окис-
ления, вызванный необходимостью окисления более легкого
сырья—мазута. В целом предложенная схема позволит снизить
энергетические затраты на собственно производство на комбини-
рованных битумных установках примерно на 25%.
ЛИТЕРАТУРА
Битумные материалы. Т. I/Под ред. А. Дж. Хойберга, М.: Химия, 1974.
Грудников И. Б. Производстао нефтяных битумов. М.: Химия, 1983.
Гун Р. Б. Нефтяные битумы. М.: Химия, 1973.
Розенталь Д. А. и др. Повышение качества строительных битумов, М.'
ЦНИИТЭНефтехим, 1976.
Сергиенко С. Р., Т'аимова Б. А., Талалаев Е. И. Высокомолекулярные неугле-
водородные соединения нефти. М., Наука, 1979.
Barth Е. J. Asphalt, N. Y., 1968. Bituminous Materials/Ed, by A, J. Hoiberg,
V, 2, Pt 1. N. Y., 1965.
297
2.10. ПРОИЗВОДСТВО ПЛАСТИЧНЫХ СМАЗОК
Пластичные смазки — распространенный вид смазочных ма-
териалов. В простейшем случае они состоят из двух компонен-
тов — дисперсионной среды (жидкая основа) и дисперсной фазы
(твердый загуститель). Содержание загустителя в смазке обычно
составляет 8—12%, но иногда доходит до 20—25%. В качестве
дисперсионных сред используются нефтяные, синтетические и,
очень ограниченно, растительные масла. Загустителями служат
твердые вещества, способные образовывать в дисперсионной среде
стабильную структурированную систему — твердые нефтяные
углеводороды, металлические (Li, Са и т. п.) мыла и некоторые
продукты органического и неорганического происхождения (бен-
тонит, силикагель, пигменты и др.). Наиболее распространены
мыла и твердые углеводороды: на долю первых приходится около
85%, а на долю вторых — 13—15% от общего объема применяе-
мых загустителей.
Для улучшения качества пластичных смазок в них вводят при-
садки и наполнители. Присадки используются обычно те же,
что и в маслах, однако вводятся они в смазки в повышенных ко-
личествах. Наполнители — порошкообразные графит, дисульфид
молибдена, алюмосиликаты, мягкие металлы (медь, свинец,
алюминий) — служат для улучшения смазочной способности,
повышения герметизирующих и высокотемпературных свойств,
увеличения прочности смазки.
Технологические схемы производства смазок и используемое
при этом оборудование отличаются от применяемых при производ-
стве масел периодичностью действия, хотя в последние годы в на-
шей стране разработан процесс непрерывного производства сма-
зок.
Процессы производства большинства смазок состоят из сле-
дующих повторяющихся стадий:
1. Подготовка сырья заключается в предваритель-
ной фильтрации или отстаивании жиров и жирных кислот, сме-
шении масел в определенных соотношениях для получения жид-
кой основы необходимого качества, приготовлении растворов
щелочи необходимой концентрации и других реагентов.
2. Приготовление загустителя является одной
из основных стадий производства смазок, в первую очередь мыль-
ных. В большинстве случаев мыла получают в процессе варки
смазки, и стадия омыления наиболее продолжительная. Скорость
процесса омыления зависит от состава жировой основы, концен-
трации раствора щелочи, температуры, давления, условий контак-
тирования реагирующих компонентов, количества воды и катали-
заторов и ряда других факторов. Более полно реакция омыления
протекает в присутствии значительного избытка воды, хотя проис-
ходящее при этом увеличение времени на испарение влаги при-
водит к общему повышению продолжительности процесса. После
298
полного удаления воды (в натриевых и кальциевых смазках остав-
ляют 1—4% воды) повышают температуру и производят термо-
механическое диспергирование полученного мыла в масле.
Неорганические загустители, изготовляемые на химических
предприятиях, могут поступать на нефтемаслозаводы в готовом
виде.
3. Стадиясмешениякомпонентовидиспер-
гирования загустителя осуществляется в варочных
аппаратах (мешалках) при повышенных температурах — на 15—
20 °C выше температуры плавления загустителя. При этом твер-
дая фаза растворяется в жидкой основе с образованием истинных
или коллоидных растворов. Процесс термического диспергиро-
вания ускоряет перемешивание. Диспергирование неорганиче-
ских загустителей в масле происходит в основном за счет интен-
сивного механического перемешивания при температуре 40—•
60 °C.
4. Стадия охлаждения и кристаллизации
служит для формирования структуры смазок, скорость охлажде-
ния в значительной степени определяет эксплуатационные свой-
ства смазок.
При охлаждении мыльного расплава протекают одновременно
два процесса: зарождение и формирование кристаллов (волокон)
и связывание их друг с другом с образованием структурного кар-
каса смазки. Размеры и форма волокон зависят от условий кри-
сталлизации. прежде всего от исходной температуры охлаждения
и его скорости. Быстрое охлаждение способствует образованию
мелких, а медленное — крупных волокон загустителя. Изо-
термическое охлаждение (постоянная температура 100—150 °C)
приводит к образованию однородных по размерам кристаллов,
что способствует получению смазки с наиболее упорядоченной,
структурой.
Охлаждение смазок проводится периодическим и непрерыв-
ным процессом, в объеме (в варочных аппаратах и в таре) и в тон-
ком слое (на противнях, на ленте-конвейере, на барабане). Ох-
лаждение в объеме дает смазку неоднородной структуры.
5. Отделочные операции включают гомогениза-
цию, фильтрацию, деаэрирование, расфасовку. Гомогенизация
(интенсивное механическое перетирание смазки) осуществляется
в простейшем случае продавливанием смазки через сетку иди
систему сит и предназначена для устранения хрупкости и высокой
прочности первоначальной структуры смазок. В процессе деаэра-
ции из смазки удаляются пузырьки воздуха, наличие которых
создает предпосылки для окисления смазки. Для расфасовки
смазок применяют различную тару вместимостью от 0,5 до 200 кг.
В зависимости от типа изготавливаемой смазки те или иные
стадии технологического процесса могут быть исключены.
Процессы производства смазок подразделяются на периоди-
ческие, полунепрерывные и непрерывные.
299
Рис. 2.84. Установка непрерывного производства мыльных смазок:
/— 4 — сырьевые емкости; 5 — 8 — дозаторы; 9 — ультразвуковой смеситель; 10 —*
механический смеситель; 11 — термоблок; 12 — испарительная колонна; 13 — конден-
сатор-холодильник; 14 — фильтр; 15 — кристаллизатор-холодильник; 16, 17 — цир-
куляционные насосы; 18 — горячий насос для расплава смазки-. 19 — насос для подачи
смазки на отделочные операции; 20 — гомогенизатор-деаэратор; 21 расфасовочная
машина;
/ — промежуточный растворитель; II — масло; III — раствор щелочи; /V — омыля-
емое сырье; V — присадки; VI — промежуточный растворитель на отстой воды и реге-
нерацию; VII — готовая смазка; VIII — водяной пар; IX — конденсат; X — вода.
Периодический процессе зависимости от числа
аппаратов, в которых проводятся отдельные операции, может
быть одно-, двух- или трехступенчатым. При одноступенчатом
способе все стадии осуществляются в одном аппарате. Более эко-
номично изготовление смазок в две или три ступени, выход про-
дукции при этом возрастает. Существует два основных варианта
аппаратурного оформления периодических процессов: в открытых
смесителях при атмосферном давлении и в автоклавах. Омыле-
ние жиров под давлением позволяет в 10—20 раз сократить время
приготовления и загустителя, и смазки. Один автоклав заменяет
3—4 варочных аппарата открытого типа.
При полунепрерывном процессе одна из ста-
дий (обычно стадия омыления) является периодической при не-
прерывном исполнении остальных операций.
Наиболее современными и перспективными являются н е -
прерывные процессы. В этом случае появляется воз-
можность максимально механизировать и автоматизировать все
стадии, полнее используются технологические аппараты, улуч-
шаются технико-экономические показатели производства.
300
На рис. 2.84 представлена схема процесса производства мыль-
ных смазок непрерывным способом. Сырьевые компоненты —•
омыляемое сырье, раствор щелочи и масло — в заданном соотно-
шении поступают в смеситель 10. Полученная дисперсия частично
возвращается в смеситель, частично же подается в термоблок //,
где одновременно с нагревом компонентов осуществляется омы-
ление жировой основы и диспергирование полученного мыла
в масле. Термоблок, представляющий собой нагревательный змее-
виковый аппарат, выполняет одновременно функции нагрева-
теля, автоклава для получения мыла и диспергатора. Водно-
масляная дисперсия мыла из термоблока поступает для удаления
воды в вакуумную испарительную колонну 12. Обезвоженный
расплав смазки с низа колонны 12 через фильтр 14 и холодиль-
ник 15 поступает на деаэрацию, механическую обработку в гомо-
генизаторе 20 и машинную расфасовку.
Глава 3 ОБОРУДОВАНИЕ
НЕФТЕПЕРЕРАБАТЫВАЮЩИХ ПРОИЗВОДСТВ
3.1. ВВЕДЕНИЕ
Современная нефтеперерабатывающая промышленность осна-
щена сложным оборудованием, предназначенным для осуществ-
ления разнообразных процессов — нагрева, охлаждения, кон-
денсации, массопередачи, перекачки, компримирования, филь-
трации и ряда других операций с нефтью и продуктами ее пере-
работки.
По функциональному назначению это оборудование_ может
быть подразделено на следующие основные группы:
реакторное — реакторы, регенераторы;
массообменное — ректификационные колонны, адсорберы, де-
сорберы;
нагревательное — трубчатые печи, теплообменники;
охладительное — холодильники и конденсаторы, аппараты
воздушного охлаждения;
оборудование для разделения эмульсий и суспензий — филь-
тры, центрифуги;
оборудование для хранения жидких продуктов — емкости и
резервуары;
оборудование для транспортировки жидких и газообразных
сред — насосы и компрессоры;
оборудование для отключения аппаратов и участков трубо-
проводов — запорная арматура (задвижки, вентили и др.).
В настоящей главе даются основные сведения по техническим
параметрам и устройству основных типов нефтеперерабатываю-
щего оборудования, выпускаемого предприятиями Министерства
химического и нефтяного машиностроения. Для получения более
полных технических данных, проведения различных расчетов и
т. п. необходимо ознакомление с действующей отраслевой и го-
сударственной нормативно-технической документацией.
3.2. ТРУБЧАТЫЕ ПЕЧИ
3.2.1. Назначение трубчатых печей
Трубчатые печи предназначены для огневого нагрева, испаре-
ния и разложения нефти и вторичных продуктов ее переработки.
В трубчатых печах сжигается жидкое и газообразное топливо.
Распыл мазута обычно осуществляется паром или воздухом.
Газы сгорания из камеры радиации поступают в камеру кон-
векции, откуда направляются в утилизатор тепла дымовых газов
(воздухоподогреватель, котел-утилизатор) и через дымоход по
дымовой трубе уходят в атмосферу.
302
Змеевик трубчатой печи в большинстве случаев составляется
из прямых труб, соединенных между собой калачами. Нагревае-
мая среда одним или несколькими потоками поступает в трубы кон-
вективного змеевика, затем в трубы радиантных экранов и, нагре-
тая до необходимой температуры, выходит из печи.
В промышленности применяют трубчатые печи с поверхностью
нагрева радиантных труб 15—2000 м2. Теплопроизводительность
трубчатых печей составляет от 0,12 до 240 МВт, а производитель-
ность по нагреваемой среде достигает 8-105 кг/ч. Температура на-
греваемой среды на входе и выходе из печи в зависимости от тех-
нологического процесса изменяется в широком диапазоне — от 70
до 900 °C, а давление — от 0,1 до 30 МПа.
В большинстве случаев трубчатые печи одного типоразмера мо-
гут быть использованы в различных технологических процессах.
В таких печах, называемых печами общего назначения, типовая
конструкция не меняется, а трубный змеевик разрабатывается
в соответствии с конкретными требованиями данного техноло-
гического процесса. В случае же трубчатых печей специального
назначения и конструкция, и змеевик могут быть использованы
только для одного процесса.
3.2.2. Классификация типовых трубчатых печей
Трубчатые печи в зависимости от теплопроизводительности,
температуры и давления нагреваемой среды на входе и выходе,
вида топлива, физико-химических свойств нагреваемой среды и
равномерности нагрева, а также от других особенностей техно-
логического процесса могут различаться как по конструкции
самой печи, так и по конструкции ее трубного змеевика.
Конструктивные схемы основных трубчатых печей приводятся
на рис. 3.1—3.5.
Трубчатые печи различных типоразмеров, но с равными по-
верхностями нагрева радиантных труб, могут отличаться следую-
щими основными признаками:
1) формой — ширококамерные, узкокамерные, цилиндриче-
ские, кольцевые и др.;
2) относительным расположением осей факела и труб — парал-
лельное, перпендикулярное;
3) расположением труб радиации и конвекции — верти-
кальное, горизонтальное, винтовое и др.;
4) расположением конвекционной камеры относительно ра-
диантной — верхнее, нижнее, боковое, среднее;
5) способом сжигания топлива — беспламенное с щелевыми
или туннельными горелками или с резервным жидким топливом,
со свободным или настильным пламенем, с дифференциальным
подводом воздуха или газа по высоте факела;
6) числом секций или камер в зоне радиации;
7) длиной радиантных и конвекционных труб;
303
Рис. 3.1. Ширококамерные трубчатые печи:
/ — радиантный змеевик; 2 — конвективный змеевик глздкотрубный; 3 горелки}
4 — устройство для дополнительной подачи газа в факел.
ГС1 ГН2
ГБ2 ГД2 ГЩО ГЩ1
Рис. 3,2. Узкокамерные трубчатые печи с верхним отводом дымовых газов и горизон-
тальными трубами:
/ — радиантный змеевик; 2 и 2' — конвективный змеевик (гладкотрубный и'оребрен-
ный); 3 — горелки; 4 — устройство для дополнительной подачи воздуха в факел; 5 «
вентилятор; 6 — воздухоподогреватель.
Рис. 3,3, Узкокамерные трубчатые печи с нижним отводом дымовых газов и горизон-
тальными трубами:
/ — радиантный змеевик; 2 и 2е конвективный змеевик (гладкотрубный и оребрен*
ный); 3 — горелки.
304
erj
ВС2
Ряс. 3.4. Узкокамерные трубчатые печи с вертикальными трубами!
/ — радиантный змеевик; 2 — конвективный змеевик (гладкотрубный и оребренный))
3 — горелки; 4 — устройство для дополнительной подачи газа в факел.
8) видом обмуровки — подвесной кирпич, легковесный кир.
пич, бетон легковесный блочный, торкрет-бетон, волокнистые
материалы или блоки;
9) типом применяемых горелок.
В табл. 3.1 приводятся типы трубчатых печей, классифициро-
ванных по различным технологическим и конструктивным при-
знакам.
Рис. 3.5. Цилиндрические трубчатые печи:
f — радиантный змеевик; 2 — конвективный змеевик; 3 — горелки; 4 — устройство
Для дополнительной подачи газа в факел; 5 — устройство для дополнительной подачи
воздуха в факел.
305
ТАБЛИЦА 3.1. Классификация трубчатых печей
Услов- ное обозна- чение Наименование Равномерность нагрева труб Исполь- зование поверхности нагрева радиантных труб
по ок- ружности ПО длине
ш Ширококамерные трубчатые печи (рис. 3.1)
ШС2 Двухкамерная с наклонным сводом, центральной камерой конвекции и с взаимноперпендикулярным распо- ложением осей настенных горизон- тальных труб и свободных факелов 0,55 0,8 0,25-0,35
П1С1 Однокамерная коробчатая с нижней конвекцией, параллельным располо- жением осей подовых и сводовых го- ризонтальных труб и свободных фа- келов 0,55 0,6 0,2
ШГ2 Г Двухкамерная коробчатая с цен- тральной камерой конвекции, парал- лельным расположением осей на- стенных горизонтальных труб и сво- бодных факелов, при позонном под- воде газа по длине факела Узкокамерные трубчатые печи с верхним отводом дымовых газов и горизонтальными трубами (рис. 3.2) 0,55 0,8 0,35-0,45
ГС1 Однокамерная с однорядным настен- ным экраном и свободным вертикаль- ным факелом 0,55 0,8 0,25-0,35
ГН2 Двухкамерная с объемно-настильным факелом и однорядными настенными экранами 0,55 0,8 0,25—0,35
ГБ2 Двухкамерная с излучающими сте- нами топки из панельных горелок с центральным двухрядным экраном 0,55 0,97 0,5—0,6
ГД2 Двухкамерная с настильным верти- кальным факелом, позонным подво- дом воздуха по высоте настильного факела и центральным двухрядным экраном 0,55 0,8 0,35-0,45
гщо Бескамерная со стенами топки из щелевых панельных горелок и цен- тральным трехрядным экраном 0,81 0,97 0,8-0,9
ГЩ1 Б Бескамерная со стенами топки из щелевых панельных горелок, двумя двухрядными центральными экрана- ми и перегородкой между ними Узкокамерные трубчатые печи с нижним отводом дымовых газов и горизонтальными трубами (рис. 3.3) 0,91 0,97 0,8—0,9
ББ2 Двухкамерная со стенами топки из беспламенных панельных горелок, центральной камерой конвекции и однорядным настенным экраном 0,55 0,97 0,5-0,6
306
Продолжение табл. 3.1
Услов- ное обозна- чение Наименование Равномерность нагрева труб Исполь- зование поверхности нагрева радиантных труб
по ок- ружности ПО длине
БС2 Двухкамерная с центральной каме- рой конвекции, свободным вертикаль- ным факелом и однорядными настен- ными экранами 0,55 0,8 0,35—0,45 .
БС1 Однокамерная с боковой камерон конвекции, свободным вертикальным факелом и однорядными настенными экранами 0,55 0,8 0,35—0,45
БЩО В Бескамерпые со стенами топки из щелевых панельных горелок, ниж- ней камерой конвекции и централь- ным трехрядным экраном Узкокамерные трубчатые печи с вертикальными экранными трубами (рис. 3.4) 0,81 0,97 0,8—0,9
вез Многокамерная со свободными вер- тикальными факелами, верхними кои- | векциями на каждую камеру, одно | рядными настенными и двухрядными .межкамерными экранами и горизон- тальными шубами конвекции 0,55 0,6 । 0 45—Ц 5
вгз То же, но с позонным подводом газа по высоте факела 0,55 0,8 0,35—0,45
BC2 Ц Многокамерная со свободными гори- зонтальными факелами, боковой ка- мерой конвекции, настенными одно- рядными межкамерными и двухряд- ными центральными экранами и вер- тикальными трубами радиации и кон- векции Цилиндрические трубчатые печи (рис. 3.5) 0,55 0,8 0,35—0,45
ЦС1 Цилиндрическая с однорядным на- стенным экраном, свободным факе- лом, вертикальными трубами радиа- ции и горизонтальными трубами кон- векции 0,55 0,6 0,35
ЦВ1 Цилиндрическая с однорядным на- стенным экраном, свободным факе- лом, позонным подводом воздуха по высоте факела, вертикальными тру- бами радиации и кольцевой конвек- цией 0,55 0,8 0,35—0,45
ЦД4 Четырехсекционная цилиндрическая с позонным подводом воздуха по вы- соте настильного факела, вертикаль- ными трубами радиации и горизон- 1 тальными — конвекции | 0,55 0,8 0,35—0,45
307
3.2.3. Обозначение типоразмера трубчатой печи
В условном обозначении трубчатой печи первая буква шифра
объединяет несколько признаков: ширококамерным трубчатым
печам присвоена буква «Ш», узкокамерным трубчатым печам
с верхним отводом дымовых газов и горизонтальными трубами —
буква «Г», узкокамерным трубчатым печам с нижним отводом ды-
мовых газов и горизонтальным расположением труб — буква «Б»,
узкокамерным трубчатым печам с вертикальными трубами —
буква «В» и цилиндрическим трубчатым печам — буква «Ц».
Вторая буква обозначения трубчатой печи говорит о способе
сжигания топлива:
свободный факел С
свободный факел с позонным подводом газа по высоте фа-
кела Г
свободный факел с позонным подводом воздуха В
настильный факел Н
настильный факел с дифференциальным подводом воз-
духа по высоте факела Д
беспламенное горение со стенами из панельных горелок Б
беспламенное горение со стенами из щелевых панельных
горелок щ
Цифра после буквенного обозначения соответствует числу
радиантных камер или секций печи.
Последние цифры обозначают: числитель — поверхность ра-
диантных труб, знаменатель — длину топки. В большинстве
случаев длина топки совпадает с длиной радиантных труб.
Например, условное обозначение ГС1 1050/24 расшифровы-
вается так: узкокамерная трубчатая печь с горизонтальным рас-
положением труб, верхним отводом дымовых газов и подовыми
горелками; способ сжигания — свободный факел; камера одна;
поверхность нагрева радиантных труб Нр = 1050 м2; длина ра-
диантных труб 24 м. Условные обозначения типовых трубчатых
печей см. в табл. 3.1.
3.2.4. Оценка конструкции трубчатой печи
по теплотехническим показателям
Ниже рассмотрены критерии для оценки технического уровня
трубчатой! печи.
3.2.4.1. Равномерность нагрева труб
Потребная поверхность нагрева труб будет тем меньше, чем
выше значение коэффициента нагрева по окружности <рх и по
длине ф.2.
В табл. 3.2 приводится значение <Р1 для различных типов труб-
ных экранов в зависимости от отношения шага t к диаметру трубы d.
При факельном методе сжигания топлива и перпендикулярном
расположении осей труб и горелок <р2 — 0,8, при параллель-
308
ТАБЛИЦА 3.2. Зависимость равномерности нагрева труб по окружности
от отношения шага к диаметру
t/d Стены кирпичной кладки Стены из щелевых горелок с шахматным расположением щелей относительно труб
одно- рядный настен- ный экран двух- рядный централь- ный экран однорядный централь- ный экран двухряд- ный цен- тральный экран трехряд- нын цен- тральный экран два двух- рядных настенных экрана
1,0 0,4 0,41 0,64 —
1,5 0,48 0,49 0,78 — — —
1,68 0,5 0,51 0,8 0,93 0,83 —
2,0 0,55 0,56 0,84 0,95 0,85 —
ном — <р2 = 0,6. Если в последнем случае осуществляется по-
зонный подвод воздуха или газа по высоте факела, то ф2 = 0,74-
4-0,8. В трубных печах со стенами из беспламенных панельных
горелок ф2 = 0,98.
Значения <р£ и ф2 для различных типов трубчатых печей см.
в табл. 3.5.
3.2.4.2. Эффективность распределения теплоты по трубному экрану
Фз — Чф.е/чт.С
гДе ?ф. с — среднее значение фактически допускаемой теплона-
пряженности, кВт/(м2ч); <?т. с — среднее значение теоретически
возможной теплонапряженности для экрана данной печи (<Pi < 1,
qp2 < 1 и фз = 1), кВт/(м2-ч).
Это соотношение имеет смысл при условии, что ни для одной
трубы не превышает qTi и по меньшей мере для одной трубы
9фг Qri-
Ниже приводится несколько частных случаев для определе-
ния значения ф3:
для трубчатых печей со стенами из беспламенных панельных
горелок, где число рядов регулируемых горелок более двух, зна-
чение зависит только от качества регулирования производитель-
ности горелок по рядам и может быть достигнуто ф3 = 0,84-0,95;
для трубчатых печей, где оси факелов и труб параллельны,
а производительность горелок одинакова (печи типа ЦС и ВС), —
все трубы получают одинаковое количество теплоты (рис. 3.6, а);
в трубчатых печах, где температура среды в процессе нагрева
постоянная (кипение), — см. рис. 3.6, б:
Фз = 9ф.с/?т1 (3-1)
в трубчатых печах, где температура нагреваемой среды по-
стоянна (кипение) и, кроме того, все трубы получают одинаковое
количество тепла (ось факела параллельна осям труб), например
печи типа ЦС и ВС, ф3 — 1,0;
309
трубного экрана
Рис. З.б. Распределение теплоиапря-
женности по длине змеевика:
а) <?ф = const; б) <7Т = const; в) зависи-
мости = / (/) и </ф. = f (Z) — пря-
молинейные.
если зависимости практи-
чески возможной и допускае-
мой теплонапряженности по
трубному экрану прямоли-
нейны (см. рис. 3.6, в), то:
фз = _£ФцНФ1_ (3.2)
4т I -Г Чт2
3.2.4.3. Использование поверхности
нагрева радиантных труб
Пн = (3'3>
НН. с
где г?н. с — среднее значение
теоретически возможной теп-
лонапряженностп для печи
с идеальной конструкцией
(фх = 1, ф2 = 1 и ф3 = 1), кВтфГ'Ч).
<711 = (0Д — ti) V-i.2
n=l
(3.4)
где п — число труб экрана; 0Д — допускаемая температура стенки
труб, определяемая из условия прочности, °C; — температура
нагреваемой среды в трубе, °C; aj2 — коэффициент теплоотдачи
от стенки трубы к нагреваемой среде, Вт/(м2-°С).
Значение т]н в печах со стенами топки из панельных горелок
достигает 0,5—0,6 за счет дифференциального подвода тепла
по трубному экрану и высокого значения ф2 (равного 0,98).
В трубчатых печах со стенами топки, из щелевых панельных
горелок т)п = 0,84-0,9, так как здесь ф| = 0,84-0,9, ф.2 = 0,98
и имеется возможность регулировать теплоотдачу по трубному
экрану. —
3.2.4.4. Коэффициент полезного действия печи
Степень совершенства трубчатой печи характеризуется
отношением к. п. д. данной печи т] к оптимальному значению
к. п. д.
310
Значение т]0ПТ определяется при оптимальной температуре
газов, покидающих печь (/ух):
а n (3.5)
('ух ‘1)ф —
где — температура на входе продукта в конвективную часть
змеевика, °C; Сэ — эксплуатационные расходы, равные сумме
амортизационных отчислений от стоимости труб с поверхно-
стью 1 м2 и стоимости затрат электроэнергии для преодоления
дополнительных сопротивлений при прокачке продукта и созда-
ния тяги, руб; Ст — стоимость 1 кг топлива, руб/кг; Q„ — низ-
шая теплота сгорания топлива, кДж/кг; /С — коэффициент тепло-
передачи от газов к продукту для последнего ряда труб,
Вт/(м2-град).
Обычно температуру уходящих из печи газов принимают для
гладких труб на 120—150 °C выше температуры нагреваемой среды
на входе в конвективный змеевик, а при оребренных трубах на
80—120 °C выше.
При сжигании сернистых топлив, во избежание выпадания из
продуктов сгорания сернистых соединений и образования серной
кислоты, температура стенок труб со стороны дымовых газов не
должна быть ниже 140 СС. При естественной тяге температура
уходящих газов не должна быть ниже 200 °C.
3.2.4.5 Удельные показатели
В качестве универсального параметра для определения удель-
ных показателей трубчатой печи (плотность металла, удельная
стоимость и т. п.) следует принимать приведенную поверхность
нагрева радиантных труб Дир:
Япр = ЯрФ1ф2<Рз (3.6)
где Нр — поверхность нагрева радиантных труб, м2.
3.2.4.6. Интенсивность теплоотдачи радиацией
Тт - Тух
Яр- гт-е <3'7)
где Тт, Тух и 0 — температура горения теоретическая (в К),
температура газов, покидающих топку (в К), температура стенки
труб (в СС).
3.2.5. Предварительный технологический расчет
3.2.5.1. Исходные данные для выбора трубчатой печи
Должно быть задано:
наименование технологического процесса или установки и фи-
зико-химические свойства нагреваемого продукта: теплоемкость,
вязкость, теплопроводность, плотность, коксуемость;
311
технологические режимные параметры: температура, давле-
ние, агрегатное состояние продукта;
допускаемая температура стенки труб из условий предотвра-
щения коксообразования и нежелательных химических реакций;
вид и характеристика топлива;
продолжительность безостановочной работы, время между
текущими и капитальными ремонтами;
требования к регулированию процесса нагрева;
требования к транспортабельности узлов и блоков печей;
требования к технологии изготовления;
особые условия и требования: сейсмостойкость, устойчивость
к ветру, минимальная температура в месте строительства печи,
допустимые значения вредных выбросов и шума, условия регули-
рования режима горения.
3.2.5.2. Оптимальная скорость нагреваемой среды
Предварительный расчет печи начинают с определения оп-
тимальной скорости нагреваемой среды.
Минимальная скорость при нагреве с испарением жидких
сред в горизонтальных трубах определяется из условия предот-
вращения разделения паровой фазы от жидкой. Допускаемая
минимальная скорость для воды 0,4 м/с, для нефтепродуктов
0,5 м/с.
Оптимальные скорости на входе в печь принимаются значи-
тельно выше минимальных и составляют для жидких сред 1,0—
3,0 м/с. При нагреве жидких сред без парообразования скорость
на входе может быть повышена до 4 м/с, насыщенного водяного
пара — 20—30 м/с и перегретого водяного пара 30—50 м/с.
В процессах с высокой долей отгона (парообразования), где
объемы нагреваемой среды резко увеличиваются по длине змее-
вика, диаметры труб в конце потока принимают больших разме-
ров, чем на входе. Диаметр последних труб принимается с расче-
том обеспечения плавного подъема температуры нагреваемой среды
до заданных конечных значений температуры и давления.
Если необходимо сохранить одинаковые диаметры труб по
всей длине змеевика, скорость нагреваемой среды на входе
в печь должна быть не более 2 м/с.
3.2.5.3. Диаметр радиантных труб
Выбранный диаметр экранных труб не влияет на величину
поверхности нагрева радиантных труб.
Для данной оптимальной скорости нагреваемой среды с уве-
личением диаметра труб, а следовательно, и с соответственным
уменьшением числа потоков, снижается сопротивление по змее-
вику.
Увеличение диаметра труб при больших давлениях среды при-
водит к увеличению необходимой толщины стенки, а следовательно,
312
и к повышению массы змеевика. При небольших давлениях уве-
личение диаметра труб практически не приводит к заметному уве-
личению массы змеевика, поскольку в этом случае расчетная
толщина стенки по сравнению с надбавкой на коррозию весьма
мала.
3.2.5.4. Отношение шага к диаметру и число рядов экранных труб
Во всех трубчатых печах кроме печей со стенами из щелевых
панельных горелок с увеличением отношения шага между тру-
бами к диаметру труб t/d до двух резко повышается равномер-
ность нагрева труб по окружности Отношение t/d обычно при-
меняют в пределах 1,8—2,0. Если необходимо увеличить равно-
мерность нагрева по окружности трубы с целью сокращения вре-
мени нагрева, в некоторых случаях указанное отношение может
быть увеличено до 3. Дальнейшее увеличение t/d мало влияет на
равномерность нагрева труб.
Настенный экран принимается однорядным, так как 2-й на-
стенный ряд труб при t/d = 2 получает только 21% теплоты от-
носительно 1-го ряда.
Центральный экран двустороннего освещения может быть
двухрядным и однорядным. По равномерности нагрева труб по
окружности двухрядный центральный экран примерно равноце-
нен однорядному настенному экрану. Двухрядный центральный
экран обычно применяется в тех случаях, когда радиантные
трубы углеродистые или низколегированные.
В трубчатых печах со стенами из щелевых панельных горелок
оптимальное отношение соответствует t/d = 2 для центрального
двухрядного и трехрядного экрана. Для двухрядного настенного
экрана оптимальное отношение соответствует t/d = 1,64-1,8.
3.2.5.5. Диаметр конвекционных труб
Уменьшение диаметра труб приводит к следующим преимуще-
ствам: коэффициент теплоотдачи от газов к трубе «1 увеличивается,
в конвекционной шахте заданных размеров размещаются трубы
с большей поверхностью нагрева. Недостатки: уменьшается рас-
стояние между трубными опорами, а следовательно, увеличи-
вается число опор; увеличивается число соединений нескольких
конвективных труб в одну радиантную.
3.2.5.6. Число потоков трубного змеевика
Суммарное проходное сечение труб змеевика (в м2) опреде-
ляется по формуле:
где G — расход продукта, кг/с; р — начальная плотность про-
дукта, кг/м3; w — выбранная скорость продукта, м/с.
313
ТАБЛИЦА 3.3. Трубы и фитинги, применяемые для трубчатых печей
Диаметр и толщина стенки труб, мм Шаг между осями труб *, м.м Суммарная площадь сечения труб, м2
фитинги ретурбенты одной двух четырех шести
57X4 150 (120) 120 0,002 0,004 0,008 0,012
76X5 180 (160) 200 0,003 0,006 0,014 0,018
89X8 180 (200) 270 0,004 0,008 0,016 0,024
102X8 220 (200) 203 0,007 0,014 0,028 0,072
108X8 220 (200) 300 0,007 0,014 0,028 0,042
114X8 220 (200) 230 0,008 0,016 0,032 0,048
127X8 280 (260) 275 0,009 0,018 0,036 0,054
152X8 275 (320) 301 0,014 0,028 0,056 0,084
159Х 10 300 (320) 450 0,015 0,03 0,06 0,09
219Х 10 400 (600) 450 0,031 0,062 0,124 0,186
273 X 10 500 (600) 520 0,05 0,1 0,2 0,3
326 X 10 650 (720) 700 0,072 0,144 0,288 0,432
Шаг между осями труб,
указанный в скобках,
водом-изготовителем.
применяется по согласованию с за-
По табл. 3.3 подбираются диаметр труб и число потоков,
имеющие примерно такое же проходное сечение, как вычисленное.
В таблице приведены только те диаметры, которые широко при-
меняются в трубчатых печах. Под эти диаметры изготовляются
крутоизогнутые фитинги.
Уточняется начальная скорость продукта (в м/с) по оконча-
тельно выбранному диаметру и числу потоков:
Q
W = pn-0,785dB„ (3'9)
где п — число потоков; dBH — внутренний диаметр трубы, м.
3.2.5.7. Теоретически возможная плотность теплового потока
для экрана данной печи
Значение <?т (<fi < 1, <р2 < 1, Фз = 1) может быть определено
расчетом по допускаемой температуре стенки трубы 0Д, которая
принимается с учетом желаемого запаса прочности трубы, тех-
нологии нагрева, коксообразования и т. д.
Для одной трубы qT (в Вт/м2-ч) составляет:
<7т = Ф1(р2 (йд h)ai1 (3.10)
где — температура продукта на выходе из трубы, °C; ai2 —
коэффициент теплоотдачи от стенки трубы к продукту,
Вт/(м-°С).
Задаваясь различными значениями (в том числе t1 и /2),
можем построить зависимость qT = f (0-
314
Среднее значение максимально возможных теплонапряжений
всех труб при <р3 = 1
п
ят.с=4- 2 9т-г (ЗП)
1
где и — число труб.
3.2.6. Порядок выбора типа трубчатой печи
При выборе типа трубчатой печи необходимо установить,
соответствуют ли этому типу печи вид топлива, производитель-
ность и теплопроизводительность, число потоков трубного змее-
вика, потребное время нагрева, тяга по газовому тракту и сопро-
тивление по трубному змеевику.
Выбранный тип печи должен удовлетворять требованиям
к сейсмостойкости и ветровой нагрузке, к технологичности изго-
товления и ремонта, по уровню шума и охране окружающей
среды, к габаритам печи и транспортабельности, к к. п. д. и сте-
пени использования поверхности нагрева трубного змеевика.
Следует также провести оценку степени совершенства трубча-
той печи по основным параметрам, например, удельному расходу
металла и материалов, надежности, долговечности и т. д.
Для учета вышеизложенных требований рекомендуется-.
а) в соответствии с исходными данными на разработку проекта
печи и предварительными технологическими расчетами выбрать
по каталогу несколько вариантов типов трубчатых печей, оценить
их по критериям оценки совершенства трубчатой печи и принять
окончательный вариант;
б) для определения размера печи данного типа — определить
потребную поверхность нагрева радиантных труб и по каталогу
окончательно выбрать соответствующий типоразмер.
Анализ исходных данных и результатов расчета рекомендуется
проводить в следующей последовательности:
1) по виду топлива:
а) если топливо газообразное без конденсата, с постоянным
составом, используются трубчатые печи со стенами из беспламен-
ных панельных или щелевых горелок;
б) если топливо газообразное с конденсатом и нестабильным
составом, используются трубчатые печи с факельным методом
сжигания топлива и автоматическим пропорционированием со-
отношения газ — воздух;
в) если топливо газомазутное, применяются трубчатые печи
с факельным методом сжигания топлива и гладкотрубным кон-
вективным змеевиком;
г) если газ или мазут содержат серу, то конвективный змее-
вик должен быть гладкотрубным; температура продукта на входе
в конвективный змеевик не должна быть ниже 120 °C (из-за обра-
зования кислоты);
315
2) по числу потоков трубного змеевика (см. раздел 3.2.5)!
При выборе типа печи надо учесть, что каждому типу соответ-
ствует оптимальное число симметричных потоков, например печь
ГС1 (два симметричных настенных экрана) приспособлена для
двух потоков, здесь нежелательно применять однопоточный
змеевик. Исключение составляет случай, когда разность тем-
ператур продукта на входе и выходе в радиантный змеевик по-
стоянна (кипение) или эта разность незначительна;
3) по требованию к времени нагрева:
В ряде технологических процессов с уменьшением времени
нагрева в реакционной зоне увеличивается выход целевых про-
дуктов. Однако имеются процессы, где необходимо выдержать
нагретый продукт длительное время при постоянном или незначи-
тельном повышении температуры. В первом случае следует выби-
рать трубчатую печь со стенами топки из щелевых беспламенных
панельных горелок, которая имеет высокие значения <р,, <р2 и ф3;
во втором случае рекомендуется участок змеевика с удлиненным
временем нагрева установить во втором ряду двухрядного настен-
ного экрана трубчатой печи. Оптимальное соотношение теплоты
между первым и вторым рядом достигается выбором соответ-
ствующего шага между трубами.
4) по вертикальному или горизонтальному расположению
труб.
Освобождение труб от нефтепродуктов производят водяным
паром. При отсутствии на установке водяного пара трубчатые
печи должны быть с горизонтальными трубами и располагаться
так, чтобы можно было освобождать трубы самотеком.
3.2.7. Выбор площади поверхности нагрева радиантных труб
Поверхность нагрева радиантных труб, м2;
Яр=-^- (3.!2)
4ф.с
где Qp — количество теплоты, переданной в радиантной ка-
мере, МВт/ч:
г. /макс — /р /м 0,96/р
Vp----> । «с»
'макс — 1 ух *м i,uutyX
<?Ф. с — средняя фактическая теплонапряженность трубного эк-
рана (определяется по разделу 3.2.4); /макс, /р н Iух — энталь-
пия (в кДж/'м3), а /Макс, /р 11 /ух — температура газов, соответ-
ственно, максимальная, покидающих топку и уходящих из печи,
°C; численное значение /макс принимается равным низшей теп-
лоте сгорания топлива
Уравнение (3.12) решают методом итерации (постепенным при-
ближением). Для этого принимают произвольное значение /р
316
ТАБЛИЦА 3.4. Данные для определения температуры газов,
покидающих топку
Показатели Стены топки из горелок Печи с на- стильным факелом Печи со сво- бодным факелом
щелевых панельных
Вид топлива hp/hs Газ 2,5—2,8 Газ 2,9—3,1 Мазут (газ) 3,0—3,3 (3,3—3,6) Л1азут (газ) 3,3—3,6 (3,8-4,1)
и по формуле (3.13) определяют Qp, а по формуле (3.12) — Нр.
Далее по табл. 3.4 принимают значение Hv/Hs и по этой ве-
личине с помощью одного из рисунков — 3.7, 3.8 или 3.9 — на-
ходят /р.
Если значение /р не совпадает с произвольно принятым, то
задаются новым значением tp и повторяют весь расчет снова,
пока заданное значение не совпадет с расчетным. Используя зна-
чение Нр, по каталогу принимают размер выбранного типа печи.
Средняя фактическая допускаемая теплонапряженность труб-
ного экрана z-й трубы зависит от равномерности нагрева труб по
окружности и длине и определяется по формуле:
<7ф i = Ф1Ф2 (Ф — С) (3.14)
Средняя фактическая теплонапряженность трубного экрана
рассчитывается по формуле:
п
п VI
9ф.с=— <3-15)
I
где <?ф.; — фактическая теплонапряженность одной i'-й трубы,
кВт/м2 ч; 0;— температура стенки r-й трубы, СС.
Значение с может быть ориентировочно принято по
табл. 3.5 и по формуле:
4ф.с =4.с -В- (3.16)
Ч-з
Значение <р3 для нескольких частных случаев буквы со штри-
хом, например с и <р',, относится к печи-прототипу, по которой
имеются экспериментальные значения допускаемых теплонапря-
жений.
В табл. 3.5 средняя фактическая теплонапряженность поверх-
ности радиантных труб принята при ерз/фз = 1 и условии, что ни
в одной точке фактическая теплонапряженность не превышает
допускаемой и по меньшей мере в одной точке фактическая и до-
пускаемая теплонапряженности равны. Например, в первой
строке таблицы приводится численное значение с для трубча-
317
co
00
Рис.
в —
поверхность радиантных труб; t
к нагреваемой среде; /,
переданного продукту в камере радиации.
3.7. Зависимость температуры дымовых газов, покидающих топку, от величины ^К,п,„у)Н ; tn ; ап для Нп/Нл — 2,5.
MaKLi р Ср 2 р/ в
расход топлива; — энтальпия продуктов сгорания 1 кг топлива, соответствующая теоретической температуре горения; —
— средняя температура продукта в Камере радиации; а2 — коэффициент теплоотдачи от стенки трубы
— температура уходящих газов; // — эквивалентная абсолютно черная поверхность; ц — доля полезного тепла,
Рис. 3.8. Зависимость температуры дымовых газов, покидающих топку» от величин а1
со Обозначения см. подпись к рмс* XI*
Б
ТАБЛИЦА 3.5. Средняя фактическая теплонапряженность поверхности
радиантных труб различных типов трубчатых печей
о с . о с Тип печи Расположение экрана Равномер- ность на- грева труб q, (или q' ф. с ( *ф. с) кВт/( м2- ч)
по окружности (₽! по длине ф2 при атмосферной пе- регонке нефти АТ при вакуумной пере- гонке нефти ВТ при вторичной пере- работке нефти | при замедленном кок- | совании 1
1 Свободный факел, оси факелов пер- пендикулярны осям труб Однорядный на- стенный и двух- рядный централь- ный Однорядный цен- тральный 0,55 0,84 0,8 0,8 35 53 23 35 40 61 25 38
2 Свободный факел, оси факелов и труб параллельны Однорядный на- стенный и двух- рядный централь- н ый Однорядный цен- тральный 0,55 0,84 0,6 0,6 26 40 18 25 30 49 19 29
3 Позонный подвод воздуха или газа по длине факелов при параллельных Однорядный на- стенный или двух- рядный централь- ный 0,55 0,8 35 23 40 25
осях факелов и труб Однорядный цен- тральный 0,84 0,8 53 35 61 33
4 Излучающие стенки из панельных горе- лок Однорядный на- стенный и двух- рядный централь- н ы й 0,55 0,97 42 35 48 38
5 Степы из щелевых панельных горелок Двухрядный цен- тральный 0,91 0,97 70 46 80 50
с оптимальным рас- положением щелей относительно труб Трехрядный цен- тральный 0,81 0,97 62 41 71 45
тых печей, принятых за прототип.
Значения дф. с приняты по экс-
плуатационным данным.
Значение дф. с для остальных типов трубчатых печен
ляется по формуле:
21_
Ч.с Чф.с ф,ф,
опреде-
(3.17)
Так как отношение <р3/фз зависит от специфики технологиче-
ского процесса, от степени совершенства метода регулирования
теплоотдачи по трубам и от разности температур нагреваемой
среды на выходе и входе в трубный экран, то в таблице дано зна-
11 Зак. 70 321
чение ^ф. с при ср3/<рз = 1. При иных значениях <р3/фз нужно вели-
чину <7ф. с из таблицы умножить на это отношение. Для данной
технологической установки последнее ориентировочно опреде-
ляется так:
а) для трубчатых печей со стенами из беспламенных панель-
ных и щелевых горелок
<р3/<Рз = 1,1 + 0,001 (Л, —/,) (3.18)
где Zj, t2 — начальная и конечная температуры продукта, СС.
Формула действительна при условии, что при первом пуске
печи регулировкой горелок достигается практически возможное
равенство температур стен радиантных труб, после чего в регла-
мент эксплуатации печи записывается давление по рядам горелок;
б) для трубчатых печей, где оси факелов и труб параллельны
и имеется позонный подвод воздуха или газа по высоте факела:
<р3/Фз=1,0 (3.19)
в) для трубчатых печей со свободным факелом при перпенди-
кулярном расположении осей факелов и труб
<р3/ф' = 1,0 (3.20)
3.2.8. Горелки для трубчатых печей
В трубчатых печах с факельным методом сжигания топлива
большей частью применяют комбинированные горелки типа ГП-1,
ГП-2, ГГМ-5, рассчитанные на жидкое и газообразное топливо.
Техническая характеристика их приводится в табл. 3.6.
ТАБЛИЦА 3.6. Технические характеристики горелок типа ГП-1,
ГП-2 и ГГМ-5
Показатели ГП-1 ГП-2 ГГМ-5
Теплопроизводительность (номиналь- ная), МВт Производительность 2,0 2,4 5,8
при работе на жидком топливе (<2„ = = 1100 кВт/кг), кг/ч 180 216 315
при работе на газе (QP = 9500 кВт/м3), м3/ч Давление перед горелкой, МПа 210 250 580
газа 5,1 1,5 0,012—0,3
мазута 0,47 0,38 0,15—0,6
Коэффициент рабочего регулирования тепловой мощности 4 4 2
Удельный расход водяного пара при номинальной тепловой мощности, кг/кг 0,17 0,2 0,15
Коэффициент избытка воздуха при но- минальной тепловой мощности 1,1 1,1 1,1
Вязкость мазута перед горелкой, ВУ <3 <3 <3
Габаритные размеры, мм 707Х495Х 707X495X 440Х440Х
Х470 Х470 Х665
Масса, кг 322 73 73 32
ТАБЛИЦА 3.7. Технические характеристики беспламенных панельных
горелок типа ГБПш
Показатели 1 ГБПш-45 ГБПш-85 ГБПш-120 ГБПш-140 ГБПш-200 ГБПш-280
Теплопроизводительность, кВт, номиналь- 52 100 140 162 230 320
пая При давлении газа перед соплом 0,1 МПа 41 70 83 140 185 220
При давлении газа перед соплом 0,03 МПа 23 41 49 83 113 128
Давление газа перед соплом при номи- 0,15 0,18 0,19 0,14 0,15 0,2
нальной теплопроизводительности, МПа Габаритные размеры, мм 740 X 740Х 740 X 740 X 740Х 945 X
Х500 Х500 Х605 Х500 Х605 Х500
Масса без керамики, кг 27 28 36 29 36 39
В трубчатых печах со стенами из беспламенных панельных
горелок применяются горелки типаГБПш-45, ГБПш-85, ГБПщ-120,
ГБПш-140, ГБПш-200 и ГБПЩ-280. Техническая характеристика
их приводится в табл. 3.7.
В трубчатых печах со стенами из щелевых панельных горелок
применяются специальные щелевые беспламенные панельные
горелки типа ГБЩ 200/3 с расстоянием между щелями 200 мм
и горелки типа ГБШ, 300/2 с расстоянием между щелями 300 мм.
Горелки первого типа (масса 33 кг) имеют три щели., горелки вто-
рого типа (масса 29 кг) — две щели. Остальные технические дан-
ные у обоих типов горелок одинаковы:
Теплопроизводительность (номинальная), кВт...................... 349
Коэффициент рабочего регулирования по тепловой мощности 4
Давление газа (метана) перед соплом при номинальной тепло-
производительности, МПа ...................................... 0,15
Габаритные размеры, мм..................................... 875X 605X 392
ЛИТЕРАТУРА
Бахшиян Ц. А. Трубчатые печи со стенами из беспламенных панельных горе-
лок. М.: ГСНИТИ, 1962.
Соколов В. И., Доманский. К. С. Газожидкостные реакторы Л.: Машинострое-
ние, 1'176.
Тухватулин С. Г., Ахунов Н. X., Усманов А. Г. Расчет теплообмена между пи-
рогазом и стенкой трубы. — Изв. вузов. Сер. «Химия и химическая техно-
логия», 1982, т. XXV, вып. 1.
3.3. КОЛОННЫЕ МАССООБМЕННЫЕ АППАРАТЫ
Массообменные процессы (ректификация, абсорбция, экстрак-
ция и др.) относятся к наиболее энерго- и металлоемким: более
50% энергии расходуется на их осуществление, около 15% от
общей массы оборудования технологической линии составляют
колонные аппараты.
11* 323
Контактные устройства массообменных аппаратов должны
обладать: высокими производительностью по пару и жидкости
и эффективностью разделения; низким гидравлическим сопротив-
лением; широким диапазоном устойчивой работы; высокой надеж-
ностью и долговечностью, в том числе в условиях загрязненных
сред, сред с повышенной вспеннваемостью и т. д.
3.3.1. Расчет и проектирование
колонных массообменных аппаратов
Блок-схема расчета и проектирования колонных массообмен-
ных аппаратов приводится на рис. 3.10.
Исходные данные для проектирования удобно подготавливать,
пользуясь специальными опросными листами, разработанными
ВНИИнефтемашем для простых (форма А) и сложных (форма Б)
колонных аппаратов. В опросных листах учтены различные ста-
дии проектирования — проектный расчет и поверочный расчет,
когда известен размер и тип аппарата и необходимо проверить
его работоспособность в новых условиях. Особого внимания при
заполнении опросных листов требует определение диапазона
устойчивой и эффективной работы колон-ны. Диапазон этот чис-
ленно равен отношению максимально возможных нагрузок к ми-
нимально возможным по пару или жидкости для определенной
секции колонны:
[п] = ФмяксП = (3.21)
фминП Фмин
где П — номинальная (проектная) производительность колонны;
^Рмакс — коэффициент возможного увеличения производитель-
ности; фМИ[1 — коэффициент возможного снижения производитель-
ности:
Фмакс ~ /макс'Умакс/макс (3.22)
Фмин = /мин?мин/'мин (3.23)
где f — относительное изменение состава сырья, т. е. отношение
максимально возможного к минимально возможному содержа-
нию целевого продукта в сырье; q — относительное изменение
производительности колонны, т. е. отношение максимально воз-
можной к минимально возможной производительности; г — от-
носительное изменение нагрузок по высоте секции колонны,
обусловленное изменением плотности пара и жидкости, т. е. от-
ношение объемного расхода пара или жидкости на входе в сек-
цию к соответствующей величине на выходе.
Например, для атмосферной колонны разделения нефти f
изменяется в пределах 0,85—1,15; величина q может изменяться
от 0,7 до 1,2, аг — от 0,85 до 1,0. Таким образом, требуемый
диапазон равен:
Фмакс = 1,15x1,2x1,0 = 1,38
Фмин = 0,85x0,7x0,85 = 0,506
[л]= 1,38:0,506 = 2,72
324
1 L__ Исходные данные
л Л
9 Монтаж колонны
10 Эксппуатшия колонны
Рис. 3.10. Блок-схема расчета и конструирования массообменных колонных аппаратов.
Целью технологического расчета массообменного аппарата
является определение технологического режима, т. е. рабочего
давления в аппарате, температур всех внешних потоков, а также
нахождение числа теоретических тарелок и флегмового числа,
обеспечивающих заданное разделение исходного сырья. В про-
цессе технологического расчета определяются материальный и
тепловой балансы колонны и внутренние потоки пара и жидкости
по высоте колонны.
325
Прежде чем приступить к гидравлическому расчету массооб-
менного аппарата, необходимо выбрать конструкцию внутрен-
него массообменного контактного устройства. Такой выбор дол-
жен проводиться с учетом требований и особенностей конкрет-
ного процесса разделения на основе единственного объективного
критерия — минимума приведенных затрат. В результате гидрав-
лического расчета определяются геометрические размеры (D
и Н), а также гидравлическое сопротивление массообменного ап-
парата. В зависимости от конструкции контактного устройства
гидравлический расчет проводится по соответствующей утвер-
жденной методике.
Важным этапом расчета массообменных аппаратов является
определение коэффициента полезного действия контактного устрой-
ства, так как от к. п. д. зависит число реальных ступеней кон-
такта, а следовательно, и уровень капитальных и эксплуатацион-
ных затрат. К. п. д. зависит от многих параметров — гидродина-
мических, конструктивных, физико-химических. Наиболее до-
стоверными можно считать экспериментальные данные, получен-
ные в сопоставимых условиях на опытно-промышленных уста-
новках, а также данные обследования промышленных аппаратов
и созданные на их основе корреляции..
После определения к. п. д. контактного устройства появляется
возможность принять число реальных ступеней разделения, что
в свою очередь позволяет уточнить гидравлическое сопротивле-
ние аппарата и сопоставить его с теми данными, которые были при-
няты при определении технологического режима колонны. В слу-
чае существенного различия (более ±10%) между принятым в на-
чале и уточненным затем значением гидравлического сопротив-
ления аппарата технологический и гидравлический расчет вы-
полняются снова.
3.3.2. Классификация
массообменных контактных устройств
На рис. 3.11 приведена классификация контактных устройств.
В соответствии с этой классификацией все контактные устрой-
ства разделяются на три класса: насадочные, роторные и тарель-
чатые. В нефтеперерабатывающей промышленности основным
типом контактных устройств являются тарельчатые устройства,
которые, благодаря их простоте, относительно низкой стоимости,
надежности и удобству в эксплуатации, нашли широкое приме-
нение практически во всех процессах разделения. По направле-
нию движения контактирующих фаз тарельчатые контактные
устройства разделяются на противоточные, перекрестноточные,
перекрестно-прямоточные и прямоточные. Наиболее характерны
для противоточного типа решетчатая провальная тарелка
(рис. 3.12), для перекрестного — колпачковая, для перекрестно-
прямоточного— клапанная прямоточная (рис. 3.13), для прямо-
326
Рис. 8.11. Классификация контактных массообменных устройств.
Рис. 3.13. Клапанная прямоточная тарелка.
точного— вихревая тарелка с закрученным восходящим потоком
пара и жидкости. Противоточные тарелки отличаются высокой
производительностью по жидкости, простотой конструкции и
сравнительно небольшой металлоемкостью. Недостаток тарелок
этого типа — невысокая эффективность и узкий диапазон устой-
чивой работы. Объясняется это тем, что количество жидкости,
удерживаемой на тарелке, зависит от расходных параметров.
Другой недостаток противоточных тарелок — тенденция к не-
равномерному распределению потоков и снижение эффективности
при увеличении производительности или диаметра колонны.
Перекрестноточные тарелки имеют наибольшую разделитель-
ную способность. Это связано с большим временем пребывания
жидкости на них. Наиболее представительными конструкциями
этой группы являются тарелки с круглыми колпачками, S-образ-
ные и клапанные типа Глитч. К недостаткам колпачковых таре-
лок можно отнести низкую удельную производительность, боль-
шую металлоемкость, сложность и высокую стоимость изготовле-
ния.
На тарелке из S-образных элементов жидкость движется еди-
ным потоком над элементами, что способствует равномерному
барботажу по всей плоскости тарелки и увеличению эффективности
ее работы. Достоинством тарелки является также простота изго-
товления и низкая металлоемкость.
Исследования, проведенные во ВНИИнефтемаше, показали,
что стандартные колпачковые и S-образные тарелки в сопостави-
328
Рис. 3.15. Зависимость к. п. д. (л) и гидравлического сопротивления (ДР) тарелок
от F-фактора (F = w/p, где w — скорость пара, р — плотность пара):
1 — Тарелка из S-uupdiHDiA злсмспГип, 2 — ситчатая тарелка с отбсйпыми элементами;
3 — клапанная прямоточная тарелка; 4 — S-обраэная тарелка с клапанами; 5 — кла5--
пгнная балластная тарелка; б — вихревая тарелка.
мых условиях обладают практически одинаковыми производитель-
ностью, к. п. д. и гидравлическим сопротивлением.
Дальнейшее развитие эта конструкция получила за счет уста-
новки клапанов на верхней плоскости S-образных элементов
(рис. 3.14). Тарелка работает следующим образом: при низких
скоростях газ барботирует преимущественно через прорези S-
образных элементов, а при достижении некоторой скорости газа
полностью включаются в работу и клапаны. Такая двухстадий-
ная работа тарелки позволяет повысить производительность ко-
лонны на 25—30% и сохранить высокую эффективность разделе-
ния в широком диапазоне нагрузок (рис. 3.15).
В перекрестно-прямоточных тарелках используется энергия
пара для организации движения жидкости по тарелке и отделе-
ние жидкости от пара после осуществления контакта. Перекрестно-
прямоточное движение исключает поперечную неравномерность,
полностью или частично устраняет обратное перемешивание жид-
кости на тарелке, улучшает сепарацию жидкости и, следовательно,
повышает производительность тарелки. Эффективность контакта
при прямоточном движении несколько меньше, чем при противо-
точном или перекрестноточном.
Достоинства перекрестноточных конструкций (высокая эф-
фективность разделения) и прямоточных тарелок (повышенная
329
производительность) использованы в клапанной прямоточной та-
релке с комбинированным режимом взаимодействия фаз (см.
рис. 3.15). Клапанная прямоточная тарелка работает в режиме
перекрестного тока фаз — при низких и средних нагрузках по
пару — ив режиме прямотока — при высоких нагрузках на
пару.
Как следует из рис. 3.16, использование комбинированной
схемы взаимодействия фаз вполне себя оправдало, производи-
тельность клапанной прямоточной тарелки на 15—20% выше,
чем у клапанной тарелки Глитч, а сопротивление при больших
нагрузках по пару на 20—30% ниже.
Другая конструкция клапанной тарелки — клапанная бал-
ластная (рис. 3.17). Основная особенность ее состоит в том, что
на полотне тарелки расположены клапаны прямоугольной формы,
над которыми размещен общий для всех клапанов подвижной
балласт. Наличие подвижного балласта обеспечивает равномер-
ное открытие всех клапанов при минимальных нагрузках по пару
и регулируемый переход от перекрестного движения фаз к одно-
направленному при больших нагрузках по пару. Благодаря та-
кому конструктивному решению клапанная балластная тарелка
7, %
100
Рис. 3.16. Зависимость к. п. д.
и ДР от Г-фактора:
/ — клапанная тарелка Глитч;
2 — клапанная прямоточная та-
релка.
Рис. 3.17. Клапанная балласт*
ная тарелка.
330
Рис. 3.18. Ситчатая тарелка с отбойными элементами.
Рис. 3.19. Вихревая тарелка:
1 — лопастной завихритель; 2 — сепарационная обечайка; 3 — переточная труба
с отражателем.
по сравнению с клапанной прямоточной значительно раньше
вступает в работу и имеет во всем диапазоне на 15—20% более
высокую эффективность разделения и на 10—15% ниже гидрав-
лическое сопротивление (см. рис. 3.15). Использование прямо-
угольных клапанов вместо круглых позволило на 30% снизить
отходы металла при их изготовлении, а благодаря большим раз-
мерам клапанов (один прямоугольный клапан эквивалентен
восьми круглым) сократились на 25% трудовые затраты на сборку
тарелки.
По своим массообменным и гидродинамическим характеристи-
кам клапанная балластная тарелка имеет широкую область при-
менения, но наиболее предпочтительна она для процессов разде-
ления под вакуумом и умеренным давлением.
Для процессов разделения, в которых требуется обеспечить
низкое гидравлическое сопротивление используется ситчатая
тарелка с отбойными элементами (рис. 3.18). По принципу дей-
ствия тарелка относится к классу перекрестно-прямоточных кон-
струкций. Основание тарелки выполнено из просечно-вытяжного
листа, ячейки которого имеют наклон ?«30а и обращены в сторону
слива жидкости, благодаря чему часть энергии пара используется
для организации движения жидкости по тарелке, обеспечивая
равномерную работу по всей ее плоскости. Для предотвращения
уноса жидкости на тарелке поперек движения жидкости установ-
ил
лены отбойные элементы из просечно-вытяжного металла с боль-
шим свободным сечением.
Ситчатая тарелка с отбойными элементами обладает низким
гидравлическим сопротивлением, высокой производительностью
и эффективностью (см. рис. 3.15). Недостаток конструкции —
относительно узкий диапазон эффективной работы.
Для процессов под давлением предназначены высокоскорост-
ные тарелки вихревого типа (рис. 3.19). Тарелка состоит из кон-
тактных элементов диаметром 3.80 мм с центральным вводом
жидкости в каждый элемент. Элементы расположены на несу-
щем основании с шагом 420 мм. Тарелка работает следующим
образом. Жидкость по сливным трубам перетекает в контактные
элементы тарелки, расположенной ниже, газ, проходя через
щели в лопастном завихрителе, приобретает вращательное дви-
жение, разбрызгивает жидкость и отбрасывает ее на сепарацион-
ную обечайку. За счет центробежной силы происходит отделе-
ние жидкости от газа, жидкость через отверстия в сепарационной
обечайке перетекает в межэлементное пространство и затем по
трубам — на тарелку, расположенную ниже.
Испытания вихревых тарелок на экспериментальных и опытно-
промышленных установках показали, что они имеют в 2—3 раза
более высокую производительность по сравнению с тарелками
барботажного типа (см. рис. 3.15).
Эффективность разделения во всем диапазоне нагрузок прак-
тически постоянна н составляет 60%. Гидравлическое сопротив-
ление скоростных тарелок несколько выше, чем у барботажных,
и изменяется от 800 д.о 2000 Па.
Область применения этих конструкций — процессы разделе-
ния под давлением (ректификация сжиженных газов, абсорбция
и др.). Особенно предпочтительны они в тех случаях, когда не-
обходимо существенно сократить диаметр аппарата и улучшить
его транспортабельность.
В последние годы, в связи с задачей углубления переработки
нефти, потребовались контактные устройства, обладающие высо-
кой эффективностью разделения и одновременно низким гидрав-
лическим сопротивлением (не превышающим 1—2 мм рт. ст . на
теоретическую тарелку). Такими характеристиками обладают
контактные устройства насадочного типа, в частности насадки
нерегулярного типа — Инталлокс (рис. 3.20) и кольца Паля.
Характеристики этих насадок приведены на рис. 3.21.
Однако насадки нерегулярного типа имеют существенный
недостаток — неравномерное распределение контактирующих
фаз по высоте слоя. Из-за хаотического распределения насадоч-
ных тел в объеме насадки образуются избирательные каналы,
по которым преимущественно проходит пар или жидкость. Не-
равномерность распределения связана с высотой слоя и диа-
метром аппарата, в связи с этим не рекомендуется применять
насадки нерегулярного типа в колоннах диаметром более 2 м,
332
Рис. 3.20. Насадка Инталлокс,
Рис. 3.21. Зависимость ВЭТТ и ДР/ЛГтт от ско-
рости паста:
1 — насадка Инталлокс; 2 кольца Паля,
ВЭТТ.М
а также использовать высокие слои насадки без промежуточных
перераспределителей потоков.
Отмеченные выше недостатки насадок нерегулярного типа
преодолены в конструкциях насадок регулярного типа. Располо-
жение элементов в определенном порядке обеспечивает равномер-
ное распределение контактирующих фаз по площади колонны и
позволяет получить высокую эффективность массопередачи и
одновременно низкое гидравлическое сопротивление.
К наиболее известным конструкциям регулярных насадок
относятся: Клитч-Грид, плоскопараллельная, Зульцер, Пер-
форм-Грид, ромбовидная ВНИИнефтемаш. На рис. 3.22 представ-
лен элемент регулярной насадки Перформ-Грид. Некоторые ха-
Рис. 3.22. Регулярная насадка Перформ-Грид.
Рис. 3.23. Зависимость ВЭТТ и &P/N от F-фактора:
J =- Перформ-Грид; 2 = ромбовидная насадка ВНИИнефтемаша.
333
ракгеристики насадок регулярного типа приведены на рис. 3.23.
Как видно из рисунка, насадки регулярного типа обладают вы-
сокой производительностью, низким гидравлическим сопро-
тивлением и широким диапазоном эффективной работы.
Оптимальная область применения регулярных насадок —
процессы разделения под вакуумом тяжелых нефтяных остатков,
низконапорная абсорбция.
3.3.3. Гидравлический расчет тарелок
Цель гидравлического расчета — определение размеров ко-
лонны (высоты и диаметра), а также гидравлического сопротив-
ления аппарата. В основе гидравлического расчета лежит поня-
тие об области устойчивой и эффективной работы тарелок.
На рис. 3.24 показана область устойчивой и эффективной ра-
боты контактного устройства. Сплошными линиями ограничена
область, за пределами которой контактное устройство не работает.
Максимально допустимые нагрузки (линия ВС) определяются
величиной допустимого уноса жидкости, которая обычно при-
нимается равной 10%.
Линия AD определяет минимально допустимые нагрузки, со-
ответствующие 10%-ному провалу жидкости. Справа область
ограничивается линией CD, которая соответствует нагрузкам
по пару и жидкости, составляющим «=85% от «захлебывания».
Линия АВ — линия «проскока» пара — ограничивает область
слева и устанавливает минимально допустимые нагрузки по жид-
кости, обеспечивающие эффективную работу аппарата. Нагрузки
по пару и жидкости, соответствующие координатам любой точки
внутри области, обеспечивают работу аппарата с высокой эффек-
тивностью.
Линия ОМ, соединяющая рабочую точку М с началом коорди-
нат, называется рабочей линией процесса. Пересечение рабочей
линии ОМ с линией ВС или CD соответствует максимально допу-
стимой нагрузке ПО пару и ЖИДКОСТИ — ^'манс> Фмакс-
Точка пересечения рабочей линии ОМ с линией AD соответ-
ствует минимально допустимой нагрузке по пару и жидкости шмин,
Фмин-
Отношение максимально допустимой нагрузки к минимально
допустимой называется диапазоном эффективной работы контакт-
ного устройства;
п = ^манс_ = Омане. (3 24)
^мин Омин
Отношение максимально допу-
стимой нагрузки к рабочей нагрузке
называется коэффициентом увеличе-
ния производительности и определяет
Рис. 3.24. Область устойчивой и эффективной
работы контактных устройств.
334
величину возможного повышения производительности аппа-
рата:
_ “'макс _ Смаке
тмакс — ------о ~
И’рао краб
Отношение минимально допустимой нагрузки к рабочей на-
грузке называется коэффициентом снижения производительности
и определяет величину возможного снижения производительности
аппарата без ухудшения четкости разделения:
_ “'мин _ Смин
ФмиН-_й^б-~ Сраб
Таким образом, определение области устойчивой и эффективной
работы контактного устройства является основным этапом в ги-
дравлическом расчете массообменных аппаратов. Вместе с тем
из-за большого многообразия влияющих параметров невозможно
ее теоретически рассчитать, поэтому во всех существующих ин-
женерных методиках расчета используются эмпирические зави-
симости для построения области устойчивой и эффективной ра-
боты, полученные при исследовании контактных устройств на
экспериментальных стендах и модельных системах.
Диаметр массообменного колонного аппарата определяется
по следующему уравнению;
D = 1,1 Зр^S, мин 2S2mhh (3.27) _
где 51мин — минимальная рабочая площадь тарелки, м2: 32мии —
минимальная площадь перелива, м2.
S V
s Q
3600шж макс
(3 25)
(3.26)
(3.28)
(3.29)
Максимально допустимая скорость пара в рабочем сечении
колонны w' определяется по уравнению вида:
<акс = 8-47.10-5СмакУ(рж-рп)/рп (3.30)
где Смаке — коэффициент, зависящий от конструкции контакт-
ного устройства, расстояния между тарелками и рабочих усло-
вий процесса разделения; рп, рж — плотность пара и жидкости,
кг/м3.
Максимально допустимую скорость жидкости в переливе рас-
считывают по следующим уравнениям и принимают наименьшую
из них:
“’ж макс = О' 17Кс (3.31)
“'ж макс = 0,07/(с рн[ рп (3.32)
“’ж макс = 2,53-10 1Кс Рж Рп V Н (3.33)
где Кс — коэффициент системы (рекомендуемые значения см.
ниже); И — расстояние между тарелками, м.
335
эее
►UUWWWQtvKJWtOtv'- — — — и-. OOC0 4ibOOOC~^tvOCCS;At<0 оооооооооооооооо оосооооооооооооо Диаметр колонны Ок, mm ТА Б.
*О 5 <V 0,78 1,13 1,54 2,01 2,55 3,14 3,8 4,52 5,3 6,15 7,07 8,04 9,08 10,2 11,3 12,6 Свободное сеченье колонн м2 ь 11 ИЦА
rt> х Z 0,5 0,79 1,1 1,47 1,83 2,24 2,76 3,21 3,84 4,41 5,01 5,76 6,44 7,39 8,08 8,96 Рабочее сечение тарел- ки St, м2 3.8. Технич
х X э СО СС tO К NO № № NP — — — — — — О О КО О Оо -ч СП 60 О <О “Ч О А- 60 — со Ос СО СП to СО ОТ 60 СО О Ю -Ч -А Периметр слива Bt м
тэ “О X 0,14 0,17 0,22 0,27 0,3 0,45 0,52 0,66 0,74 0,87 1,03 1,14 1,32 1,4 1,61 1,82 । Сечение перелива S ,, м2 2 1еские
С 7,69 10,44 11.42 13,23 13,2.3 13,65 14,2б 14,55 14,91 15,2g 14,8г 15,52 15,3g 15,8/ 15,8 15,83 О. яос’ителыюе сво- бодное сечение та- релки, % JIHI1 лифи Кс1 и W х
между таре.г 6 9 12 15 17 19 22 24 27 29 31 34 36 39 41 43 Число рядов кла- панов на лоток S п 3
5,12 6,63 7,79 8,25 8,46 9,36 9,44 9,55 9,98 10,12 9,95 10,51 10,22 9,84 10,45 10,67 Относительное сво- бодное сечение та- релки, % Шаг 7 s р ел к и . 3 X 3 о Аа
X х £ to to 60 60 to to — — —. — — — — cc -vr’ CD -A CO — CO Cc C3 O'! co — О 00 О A* Число рядов кла- панов на поток 3 3 3 о 3 о
о 5,57 5,84 6,36 6,9 7,03 7,13 7,2 7,71 7,75 7,28 7,7 7,62 7,83 8,66 8,08 Относительное сво- бодное сечение та- релки, % о Е ТОЧНЫ
3 6 8 9 Ю П 12 14 15 16 Г' 18 90 9 1 Число рядов кла- iltL'nuB h'u ПОТОК 3 2
0,6 0,93 1,3 1,65 2,17 2,68 3,18 3,77 4,52 5,35 5,94 6,88 7,76 8,73 9.54 10,78 Рпиоч-'-р г--чение таг кл 51г м- СЛ - о А
0,76 0,84 0,93 1.12 1,2 1,32 1,51 1,65 1,73 1,8 2,04 2,11 2,26 2,38 2,57 2,64 Периметр слива В. м 3 3 А
p p p 0 p 0 p p 0 0 0 p p p 0 0 Ф bo Ь CO СП А Ъ L A to - “ “ О — CO CO ОС CO О CO *4 — CO С© 'ЭС to CO Сечение перелива S - М2 Мод] X 3 Н4
СОсОФОоОоОоОООоЧСФОАДССО CO 0 — CO CO — СЛ to to Си CO 4 CO W CO coco — — tc x 3:C: Co •'i ч nc -a cd Относительное сво- бодное сечение та- р ел к и, % Шаг 5 зфикаци о ОСТ
12 16 18 22 25 27 ,30 34 38 39 43 46 49 51 55 Число рядов кла- панов на поток 0 мм X to CD 0
5,76 7,57 10,12 10,5 10,62 10,15 11,23 11,43 12,35 12,45 12,15 12,76 12,66 12,77 12,65 12,98 Относительное сво- бодное сечение та- релки, % Шаг 7! X СЛ 2-1401-
.9 8 11 12 15 17 18 20 23 26 29 31 39 34 Число рядов кла- панов ка поток 2 -76)
4,48 6,01 7,46 7,86 7,1 8.88 5,7 8,78 9,14 9,31 9,3 9,68 9,5 9,67 9,72 9,81 Относительное сво- бодное сечение та- релки, % 001 ш
Cc C' Cl A IC 0 О 4 ci A co — 0 CO CD A- Число рядов кла- панов на поток X 3 1 3
80 95 125 145 170 100 225 270 290 330 360 470 500 570 620 670 из углеродистой стали таре кг
55 70 90 100 125 145 170 200 220 240 270 350 395 445 480 520 из коррозионно- стойкой стали о X
ТАБЛИЦА 3.9. Технические характеристики двухпоточных тарелок типа ТКП (по ОСТ 26-02-1401—7G)
Диаметр колонны D^, мм Свободное сечение колон- ны, м2 Модификация тарелки А Модификация тарелки Б Масса тарел ки. кг ’ *
Рабочее сечение тарел- ки Si, м2 Периметр слива В2, м * Сечение перелива S2, м2 * Шаг 50 мм Шаг 75 мм Шаг 100 мм | Рабочее сечение тарел- ки 5Y мг Периметр слива В, м * Сечение перелива S?, м? * Шаг 50 мм Шаг 75 мм Шаг 100 мм
Относительное сво- бодное сечение та- релки, % Число рядов кла- панов на поток Относительное сво- бодное сечение та- релки, % Число рядов кла- панов на поток Относительное сво- бодное сечение та- релки, % Число рядов кла- C.'i.MjiH w_4 НОТОК Относительное сво- бодное сечение та- релки, % Число рядов кла- панов на поток Относительное сво- бодное сечение та- релки, % Число рядов кла- панов на поток Относительное сво- бодное сечение та- релки. % Число рядов кла- панов на поток общая из коррозионно- стойкой стали
1400 1,54 1,02 1,88 0,22 6,3 3 190 125
1600 2,01 1,25 2,24 0,33 7,24 4 5,65 3 — — 1,42 2,06 0,26 9,75 5 5,65 б} 5,65 3 230 140
1800 2,55 1,72 2,4 0,38 8,09 6 5,14 4 — — 1,88 2,26 0,3 9,27 7 6,91 5 5,13 4 270 160
2000 3,14 2,08 2,64 0,46 8,95 7 6,24 5 4,95 4 2,41 2,4 0,32 11,35 9 7,66 6 6,24 5 360 210
2200 3,6 2,51 3,02 0,53 9,12 8 5,94 и 4,48 4 2,92 2,72 0,36 11,63 10 8,05 7 5,94 5 390 230
2400 4,52 2,93 3,3 0,69 9,56 9 6,56 6 5,34 5 3,39 2,98 0,5 11,69 11 7,57 7 6,45 6 430 275
2600 5,3 3,62 3,46 0,76 11,4 11 7,4 7 6,1 6 4,03 3,24 0,55 13,35 13 9,3 9 7,15 7 470 Зоо
2800 6,15 4,36 3,6 0,81 12,32 13 8,66 9 6,78 7 4,89 3,3 0,58 14,02 15 9,4 10 7,48 8 520 Ззо
3000 7,07 4,74 4,08 1,03 11,68 13 8,03 9 6,Н 7 5,39 3,66 0,77 14 16 9,44 11 7,09 8 570 370
3200 8,04 5,59 4,22 1,12 12,35 15 8,66 10 6,27 8 6,18 3,92 0,83 14,29 17 9,34 И 7,5 9 620 420
3400 9,08 6,23 4,52 1,32 12,3 16 8,61 11 6,24 8 7,11 4,08 0,89 14,28 19 10,11 13 7,8 10 680 470
3600 10,18 7,11 4,76 1,43 12,75 17 8,3 11 6,67 9 8,07 4,26 0,95 15,5 21 10,42 14 8,05 И 750 520
3800 11,34 7,68 5,14 1,69 12,8 18 8,65 12 6,46 9 8,93 4,46 1,11 15,3 22 10,5 15 7,7 11 820 560
4000 12,57 8,75 5,28 1,79 13,4 20 8,79 13 6,82 10 Ю 4,7 1,22 16,04 24 10,68 16 8,1 12 900 620
* Приведены минимальные сечения
'* Приведена масса при расстоянии
переливов (одного центрального и
между тарелками 600 мм. I
двух боковых) и минимальный периметр слива.
со
338
ТАБЛИЦА 3.10. Технические характеристики однопоточных ситчатых тарелок с отбойными элементами
диаметром 1200—4000 мм (по ОСТ 26-02-2054—79)
Показатели Диаметр колонны £>к. мм
1200 1400 1600 1800 2000 2200 2400 2600 2800 3000 3200 3400 3600 3800 4000
Свободное сечение колонны, м2 1,13 1,54 2,01 2,5 5 3,14 3,8 4,55 5,3 6,15 7,05 8,05 9,1 10,2 11,3 12,6
Относительная площадь для прохода паров, % 12,6 13,6 12,9 14,3 13,5 13,5 14,3 15 15,7 15 15,4 15,5 15,9 15.4 16,2
Относительная рабочая площадь тарелки Slt % 54,5 50 56 63 59 59 62 65.5 68 65 66,7 67 69 67 70,5
Периметр слива В, м 0,8 0,9 1.2 1.3 1.5 1.6 1.7 1.8 1.9 2.1 2,2 2,3 2.4 2,6 2.7
Общая масса тарелки, кг
из углеродистой стали 95 115 140 160 185 225 280 310 345 380 415 425 475 515 565
из легированной стали 70 90 1 10 120 140 185 225 245 280 305 330 365 385 410 455
ТАБЛИЦА 3.11. Технические характеристики двухпоточных ситчатых тарелок с отбойными элементами
диаметром 2400—4000 мм (по ОСТ 26-02-2054—79)
Показатели Диаметр колонны D , мм
2400 2600 2800 3000 3200 3400 3600 3800 4000
Свободное сечение колонны, м2 Относительная площадь для прохода паров, % Относительная рабочая площадь тарелки % Длина бокового слива на один поток В, м Общая масса тарелки с центральным сливом, кг из углеродистой стали из легированной стали Общая масса тарелки с боковыми сливами, кг, не более из углеродистой стали из легированной стали 4,52 9 38 1.6 185 140 520 485 5,3 11,6 48 1,5 520 505 585 545 6,05 10,8 45 1.8 585 540 635 580 7,06 1 1 46 2.1 660 605 710 660 8,04 12,75 53 2 725 675 775 730 9,07 12,5 52 2.3 775 715 850 795 10,17 12,25 51 2,5 860 790 925 870 11.34 13,7 57 2,4 910 845 1005 945 12,56 13,25 55 2.7 955 880 1050 990
Назначение аппарата, система Кс
Атмосферная перегонка нефти, стабилизация, разделение углеводород-
ных газов (кроме легких типа метана, этана)......................... 1,0
Фтористые соединения................................................ 0,9
Углеводородные абсорберы, десорберы, аминовые и гликолевые реге-
нераторы .......................................................... 0,85
Вакуумная перегонка мазута, аминовые и гликолевые абсорберы, деме-
танизаторы ..........................................................0,7
Определив по уравнениям (3.30) и (3.31) минимально необхо-
димые площади для прохода пара и жидкости, находят диаметр
колонны и все необходимые конструктивные параметры тарелок
по табл. 3.8—3.11, имея в виду:
Si Sj мив« ^2 мин
где S1( S2 — табличные значения рабочей площади тарелки и
площади перелива.
Затем проверяют соответствие между диаметром и расстоянием
между тарелками:
Диаметр колонны, м...................
Расстояние между тарелками, мм. . .
Диаметр колонны, м...................
Расстояние между тарелками, мм. . .
1—1,6
300—450
2,8—5,0
600
1,8—2,0 2,2—2,6
450—500 500—600
5,5—6,4 6,4
800 800—900
Далее по уравнениям, приведенным в соответствующих мето-
диках расчета, определяют гидравлическое сопротивление, вы-
соту светлой и вспененной жидкости в переливе, уточняют фак-
тический диапазон работы колонны.
3.3.4. Конструирование
колонных массообменных аппаратов
Конструирование включает в себя не только графическое изоб-
ражение аппарата, но и анализ, и выбор оптимальных решений
всех его узлов, включая узлы ввода и вывода боковых погонов,
глухие тарелки, сборники, распределители и т. д. Ниже рассмо^
трены конструкции наиболее распространенных узлов колонных
аппаратов.
Основные требования, предъявляемые к конструкции узлов
ввода пара и жидкости в колонну: обеспечение равномерной ра-
боты массообменных тарелок, предотвращение повышенного уноса
жидкости.
Проблема равномерного распределения потоков пара и жид-
кости в колонне особенно остро встает перед проектировщиками
при увеличении диаметров колонн и при использовании много-
поточных контактных устройств.
Сырье в колонну можно вводить в жидкой или паровой фазах,
а также в парожидкостном состоянии. В последнем случае кон-
струкция узла ввода должна обеспечить хорошую сепарацию
жидкой фазы от паровой, предотвратить унос жидкости на выше-
339
Рис. 3.25. Конструкции узлов ввода сырья в колонну;
а, б — сырье в парожидкостном состоянии; в — сырье в жидкой фазе.
лежащую тарелку и обеспечить равномерное распределение паров
по сечению колонны и жидкости на входе нижележащей тарелки.
На рис. 3.25 показано несколько конструктивных решений
ввода сырья в среднюю часть колонны при подаче сырья в паро-
жидкостной (д и б) и жидкой фазе (в). Основная идея — отделить
жидкую фазу от паровой за счет центробежных сил, возникающих
при тангенциальном вводе сырья двумя потоками. Важно при
этом, чтобы оба потока не сталкивались друг с другом, для чего
используется либо цилиндрическая перегородка (а), либо два
короба, расположенные на разном уровне (б). Выделенная на
стенку жидкость собирается в специальный карман и направ-
ляется в приемные карманы нижерасположенной тарелки. Па-
ровой поток направляется вверх и равномерно распределяется
по площади колонны. Возможны различные конструктивные
решения узлов ввода сырья. Конструкции резервных вводов
сырья также должны удовлетворять вышеуказанным требованиям.
Сложные колонны, к которым относятся, например, атмосфер-
ная и вакуумная колонны установок первичной переработки
нефти (АВТ), характеризуются значительным изменением вели-
чины потоков пара и жидкости по высоте колонны.
Для обеспечения устойчивой и эффективной работы аппарата
используются различные приемы:
переменный диаметр колонны по высоте;
сочетания тарелок различных типов;
использование тарелок с разным свободным сечением для
прохода пара и различным числом потоков жидкости;
специальные конструкции контактных устройств.
На рис. 3.26—3.28 представлены конструкции стабилизацион-
ной, вакуумной и атмосферной колонн установки АВТ произво-
дительностью 7,0 млн. т нефти в год.
340
Рис. 3.2б. Стабилизационная колонна.
В процессе конструирования не исклю-
чается возможность изменения геометрических
размеров аппарата, что приводит к необходи-
мости проведения повторного гидравлического
расчета. После того как конструкция аппа-
рата окончательно определена и выполнены
чертежи, приступают к расчету на прочность.
Целью расчета является определение толщины
стенки корпуса, обеспечивающей прочность и
герметичность аппарата в процессе монтажа и
эксплуатации с учетом всех возможных фак-
торов: ветрового напора, сейсмических коле-
баний, дополнительных нагрузок от трубо-
проводов и вспомогательных устройств, за-
крепленных на корпусе аппарата, и т. д.
В объем прочностного расчета обычно входит также расчет
опоры с определением числа и размеров фундаментных болтов.
а также расчет на прочность сварного шва, соединяющего корпус
аппарата с опорой.
Рис, 3,28. Атмосферная колонна,
341
Расчет колонных аппаратов на прочность представляет собой
достаточно сложную и трудоемкую задачу и выполняется обычно
с помощью ЭВМ. В основе алгоритмов расчета лежат единые
нормы и методы, изложенные в ОСТ 26-487—76, ОСТ 26-467—76.
Таким образом, проектирование массообменного аппарата —
сложный, трудоемкий, многостадийный процесс с большим коли-
чеством обратных связей. Успешный пуск и эксплуатация аппарата
связаны с качественным исполнением каждого этапа и надежным
обеспечением обратных связей. Трудности часто возникают из-за
несоответствия условий эксплуатации аппарата исходным проект-
ным данным. Поэтому необходимо перед пуском аппарата прове-
рить соответствие фактического состава сырья проектному и
убедиться в работоспособности аппарата.
ЛИТЕРАТУРА
Александров И. А. Ректификационные и абсорбционные аппараты. М.: Химия,
1971.
Александров И. А. и др. — Показатели работы ректификационных колонн. М.
ЦНИИТЭнефтехим, 1963.
Багатуров С. А. Теория и расчет перегонки и ректификации. М.: Гостоптех-
издат, 1961.
Контактные устройства массообменных колонных аппаратов крупнотоннажных
установок переработки нефти; М., 1982 (Сб. трудов ВНИИнефтемаша).
Кузнецов А. А., Кагерманов С. М., Судаков Е. Н. Расчеты процессов н аппаратов
нефтеперерабатывающей промышленности. Л.: Химия, 1974.
Лебедев Ю. И.. Шейнман В. А. Новые конструкции массообменных аппаратов
для нефтепереработки и нефтехимии.—Эксплуатация, модернизация и ре-
монт оборудования, 1981, № 1 с. 21—28 (ЦНИИТЭнефтехим).
Bolles W. L. Estimating Valve Tray Performance.—Chem. Eng. Progr., 1976,
№ 9, p. 79—86.
3.4. ТЕПЛООБМЕННЫЕ АППАРАТЫ
Общепринятым и наиболее характерным признаком для клас-
сификации теплообменных аппаратов является их назначение:
нагрев, охлаждение, конденсация, испарение жидкостей, газов
или их смесей. При более подробной классификации учитываются
также способ передачи тепла от одной среды к другой, конструк-
тивные особенности аппаратов и пр. В зависимости от способа
передачи теплоты теплообменники делятся на аппараты смеше-
ния, в которых процесс обмена происходит при непосредственном
контакте сред, и на поверхностные аппараты, в которых передача
осуществляется с использованием тепловоспринимающих и тепло-
отдающих поверхностей.
В нефтеперерабатывающей, нефтехимической, химической, га-
зовой и других отраслях промышленности большое распростра-
нение получили поверхностные рекуперативные теплообменные
аппараты, позволяющие осуществлять теплообмен без смешения
потоков теплоносителей. Из аппаратов этой группы в нефтепере-
работке наиболее широко применяются кожухотрубчатые тепло-
342
обменные аппараты, аппараты воздушного охлаждения и тепло-
обменники труба в трубе.
Заводами химического и нефтяного машиностроения освоено
серийное производство указанных видов теплообменников по
государственной и отраслевой нормативно-технической докумен-
тации, а также по сборникам технических проектов ВНИИнефте-
маша. Применение нестандартизированных теплообменных ап-
паратов (единичного исполнения) возможно только по согласо-
ванию с головной специализированной организацией по данному
виду продукции в отрасли (ВНИИнефтемашем) и, как правило,
по его техническим проектам. В каждом конкретном случае вид
и типоразмер аппарата выбирается с учетом его назначения и ра-
бочих условий, на основе теплового, гидравлического или аэро-
динамического расчета по типовым методикам, действующим в от-
расли химического и нефтяного машиностроения.
3.4.1. Кожухотрубчатые теплообменные аппараты
По назначению и конструктивному исполнению кожухотруб-
чатые теплообменные аппараты подразделяются на следующие
виды:
теплообменники с неподвижными трубными решетками (TH)
и с температурным компенсатором на кожухе (ТК) —
ГОСТ 15122—79 (рис. 3.29);
холодильники с неподвижными трубными решетками (ХК)
и с температурным компенсатором на кожухе (ХК) —
ГОСТ 15120—79 (рис. 3.30);
конденсаторы с неподвижными трубными решетками (КН)
и с температурным компенсатором на кожухе (КК) —
ГОСТ 15121—79 (рис. 3.31);
испарители с неподвижными трубными решетками (ИН) и
с температурным компенсатором на кожухе (ИК) —
ГОСТ 15119—79 (рис. 3.32);
теплообменники с плавающей головкой (ТП) —
ГОСТ 14246—79 (рис. 3.33);
холодильники с плавающей головкой (ХП) — ГОСТ 14244—79
(рис. 3.34);
конденсаторы с плавающей головкой (КП) — ГОСТ 14247—79
(рис. 3.35);
теплообменники с U-образными трубами (ТУ) —
ГОСТ 14245—79 (рис. 3.36);
испарители с паровым пространством с плавающей головкой
(ИП) и с U-образными трубами (ИУ) — ГОСТ 14248—79
(рис. 3.37);
конденсаторы холодильные стальные (КТ) — ГОСТ 22485—77
(рис. 3.38);
испарители холодильные стальные (ИТ) — ГОСТ 22486—77
(рис. 3.39);
343
испарители кожухотрубчатые термосифонпые с неподвижными
трубными решетками (ИНТ) и кожухотрубчатые термосифонные
с компенсатором на кожухе (ИКТ) — ТУ 26-02-990—84
(рис. 3.40);
аппараты для повышенных температур и давлений (ПК) —
ГОСТ 23762—79 (рис. 3.41).
Основные технические характеристики кожухотрубчатых теп-
лообменных аппаратов представлены в табл. 3.12.
Область применения кожухотрубчатых теплообменных ап-
паратов определена как их материальным исполнением, так и
конструкцией.
Теплообменные аппараты типов Н имеют ограничение для при-
менения по разности температур кожуха (/„) и труб (7Г)—допускае-
мое этой разностью то или иное материальное исполнение зависит
от диаметра аппарата и допустимой температуры труб (см. соот-
ветствующий стандарт или сборник технических проектов).
Стандартные теплообменные аппараты типа К применяются
до допускаемой разности температуры кожуха и температуры труб,
вызывающей разность в их удлинении 2,5 мм для аппаратов с тру-
бами длиной от 2000 мм; 5 мм для аппаратов с трубами длиной
от 3000 по 6000 мм и 10 мм для аппаратов с трубами длиной
9000 мм. Кроме того, по условиям прочности условное давление
в кожухе этих аппаратов не может превышать 1,6 МПа.
Рис. 3.29. Кожухотрубчатые теплообменники с неподвижными трубными решетками
а — горизонтальный одноходовой; б — горизонтальный многоходовой; в — вертикаль
/ — крышка кожуха; 2 — кожух; 3 теплообменная труба; 4 опора; 5 распре
344
Допускаемая разность удлинения кожуха и труб теплообмен-
ных аппаратов типа ПК должна иметь следующие значения:
мм t, °C ММ t, °C
±20 ОТ —40 до 100 ±16 от 301 до 400
±18 » 101 » 200 ±15 » 401 » 500
±17 » 201 » 300 ±14 » 501 » 540
Теплообменные аппараты типов П и У применяют при значи-
тельной разности температур стенок кожуха и труб, а также в слу-
чае необходимости механической чистки трубного пучка сна-
ружи.
Испарители термосифонные ИНТ и ИКТ на условное давление
в трубах Ру = 1 МПа разрешается применять при вакууме в тру-
бах до остаточного давления 20 мм рт. ст.
и температурным компенсатором на кожухе:
ный одноходовой; г — вертикальный многоходовой;
делительная камера; 6 = крышка распределительной камеры.
ТАБЛИЦА 3.12. Технические характеристики кожухотрубчатых теплообменных
Показатели Теплообменники Холодильники
1 TH и ТК (ГОСТ 15122 — 79) тп (ГОСТ 1424G — 79) ТУ (ГОСТ 14245 — 79) ХН и ХК (ГОСТ 15120 — 79) хп (ГОСТ 14244 — 79)
Диаметр кожуха (159), (273), (325), 400, (325), (159), (273), (325), 400,
DBH (dh)’ мм (325). 400, 600, 800, 1 000, 12 000 500, 600. 800, 1000, 1200, 1400 400, 500, 600, 800, 1000, 1200, 1400 (325), 400, 600, 800, 1000, 1200 500, 600, 800, 1000, 1200, 1400
Длина труб 1, мм 1 000, 1 500, 2 000, 3 000, 4 000, 6 000, 9 000 3000, 6000, 9000 3000, 6000, 9000 1000, 1500, 2000, 3000, 4000, 6000, 9000 3000, 6000, 9000
Сортамент труб, мм 20X2 25X2 20X2 25 X 2 25 X 2,5 20X2 20X2 25X2 20X2 25X2 25X2,5
Число ходов по трубам 1, 2, 4, 6 2, 4 2 1, 2, 4, 6 2, 4
Поверхность тепло- обмена, ма 1,0 — 961 10—1246 14 — 1319 1,0 — 937 10 — 1246
Расположение аппа- рата на опорах (В — вертикальное, Г — горизонталь- ное) В, Г в. Г Г в, Г в, Г
Условное давление 0,6; 1; 1,6; 1,6; 2,5; 4; 1.6; 2,5; 0,6; 1; 1,6; 1,6; 2,5; 4;
в кожухе, МПа 2,5; 4 6,4; 8 4; 6,4 2,5; 4 6,4
Условное давление в трубном про- странстве, МПа Температура среды, °C: 0,6; 1; 1,6; 2,5; 4 1,6; 2,5; 4; 6,4; 8 1,6; 2.5; 4; 6,4 0,6 1
в кожухе мнн. — 30 — 30 — 30 0 0
» » макс. 350 450 450 300 400
в трубном про- странстве мин. — 30 — 30 — 30 — 20 — 20
то же макс. 350 450 450 60 60
Рис. 3.30. Кожухотрубчатый горизонтальный многоходовой холодильник с неподвиж-
ными трубными решетками и температурным компенсатором на кожухе:
1 — крышка распределительной камеры; 2 — распределительная камера; 3 кожуху
4 — теплообменная труба; 5 — крышка кожуха; 6 опора.
346
аппаратов
Anna-
Конденсаторы Испарители раты теплооб-
менные
СП а Г" СП Ci 1 C75
1 1 1 1 1 1 о 1
05 00 to сч
СЧ чу- ОО 4f OO CD
LO 04 S^J СО
— сч s- s-
и и О su su 5 04 О
го Ер нр кр EP HO *р
Ье;Ь *ь sb sb sb sc ЕС
600, 800. 600. 800, 400, 600, 600, 800, 800. 400, 600. 600, 800, 800,
1000, 1000, 800, 1000, 1000, 800, 1000, 1000,
1200, 1200, 1000, 1200, 1200, 1000, 1200, 1100,
1400 1400 1200, 1400 1600, 1200, 1400, 1200,
• 1400, 2400, 1400, 1600, 1300
1600, 2600, 1600, 1800,
1800, 2800 1800, 2000,
2000 2000 2200
3000, 6000 3000, 2000, 6000 3000, 2000, 6000,
4000, 4000, 3000, 4000, 3000, 9000
6000 6000 4000 6000 4000
20X2 20x2 25x2 25X2 25X2 25X2 20X2 20x2
25X2 25X2 25X2,5 25X2 25X2
25 X 2,5 25X2,5
2, 4, 6 2, 4, 6 2, 4, 6, 8 1 2 2, 4, 6, 8 1 1
46 — 865 87-831 20—1500 40-486 38-448 20 — 1310 40 — 1540 178-1088
в, Г Г Г В г Г В Г
0,6; 1; 1; 1,6; 2 0,6; 1; 1; 1.6; 2,5 1,6; 2,5 1; 1.6; 2,5 5; 6,4; 8
1.6; 2,5 2,5 1,6; 2,5;
4
0,6 1 0,6 0.6; 1 1,6; 2,5; 0,6; 1; 1; 1,6 5; 6,4;
4 1,6; 2,5 8; 10
0 0 0 -30 — 30 — 60 — 30 -40
300 400 100 350 450 40 350 540
— 20 — 20 — 20 -30 — 30 -60 — 30 — 40
60 60 50 350 450 80 350 549
Рнс. 3.31, Кожухотрубчатый горизонтальный многоходовой конденсатор с ненодмсж*
ными трубными решетками н температурным компенсатором на кожухе:
1 — крышка распределительной камеры; 2 — распределительная камера; 3 — кожух;
4 теплообменная труба; 5 — крышка кожуха; 6 «— опора; I — длина труб.
347
a
Рис. 3.32, Кожухотрубчатый вертикальный одноходовой испаритель с неподвижными
трубными решетками и с температурным компенсатором на кожухе:
а — с жидким, газообразным, парогазовым или парожидкостным теплоносителем (ис-
полнение I); б — с паровым теплоносителем (исполнение II);
1 — распределительная камера; 2 — кожух; 3 — теплообменная труба*, 4 — опора*, I —
длина труб.
Рис. 3.33, Кожухотрубчатый горизонтальный многоходовой теплообменник с плавающей
головкой:
1 — крышка распределительной камеры; 2 — распределительная камера; 3 — кожух;
4 — теплообменная труба; 5 » крышка кожуха; 6 крышка плавающей головки; 7 <=>
опора; / — длина труб.
348
Рис. 3.34. Кожухотрубчатый горизонтальный многоходовой холодильник с плавающей
головкой.
Обозначения см. рис. 3.33,
Рис. 3.35. Кожухотрубчатый горизонтальный многоходовой конденсатор с плавающей
головкой.
Обозначения см. рис. 3.33,
Рис. 3.36. Кожухотрубчатый двухходовой теплообменник с U-образными трубаяпЦ
1 распределительная камера; 2 = кожух; 3 теплообменная труба; 4 = опора)
I ** длина труб.
349
Рис. 3.37. Испаритель с паровым пространством:
а — с плавающей головкой н эллиптическим днищем (исполнение II); б — с U-образнымн
трубами и коническим днищем (исполнение I); 1 — кожух; 2 — трубный пучок; 3 —
распределительная камера; 4 крышка распределительной камеры; 3 •= опора; I
длина труб.
350
.8
Рис. 3.38. Кожухотрубчатый стальной холодильный конденсатор:
J — крышка распределительной камеры; 2 — распределительная камера; 3 — кожух;
4 — опора; 5 — маслосборник; 6 — теплообменная труба; 7 — крышка кожуха; 8 —
мановакуумметр; I — длина труб.
Рис. 3.39. Кожухотрубчатый горизонтальный испаритель.
а — типа ИТ-1 (для охлаждения воды и растворов давлением До 0,6 МПа (6 кгс/см1);
6 — типа ИТ-П (для жидких технологических сред давлением 1 —2,5 МПа (10—25 кгс/см1);
1 — крышка распределительной камеры; 2 — распределительная камера; 3 — кожух;
4 — опора; 5 — маслосборник; 6 — теплообменная труба; 7 крышка кожуха; в —
мановакуумметр; 9 *- сухопарник; I длина труб.
351
Рис. 3.40. Испаритель кожухотрубчатый термосифонный
с неподвижными трубными решетками и температурным
компенсатором на кожухе исполнения I — с жидким, га-
зовым, парогазовым или парожидкостным теплоносите-
лем:
1 — верхняя камера; 2 — кожух; 3 — теплообменная
труба; 4 — опора; 5 — нижняя камера; I — длина труб.
Испарители ИКТ применяются до
наибольшей разности температуры ко-
жуха и температуры труб, вызывающей
разность в их удлинении на тЫО мм.
Кожухотрубчатые теплообменные аппа-
раты могут быть смонтированы в блоки
по два или более. Сдвоенные теплооб-
менные аппараты, область применения,
основные размеры и материалы которых
предусмотрены ГОСТ 14244—79, 14245—
79, 14246—79 и 14247—79, изготавли-
ваются в соответствии с требованиями
ОСТ 26-02-1074—74 «Аппараты теплооб-
менные кожухотрубчатые с плавающей
головкой и с- U-образными трубами
сдвоенные. Основные размеры». Сдваи-
вание кожухотрубчатых теплообменников
для повышенных температур и давлений,
выпускаемых по ГОСТ 23762—79; осуще-
ствляется на основе ОСТ 26-02-2063—82
«Аппараты теплообменные кожухотруб-
чатые для повышенных температур и
давлений сдвоенные. Основные размеры».
Изготовление для блочной компоновки
кожухотрубчатых теплообменных аппара-
тов с неподвижными трубными решетками
Рис. 3,41. Кожухотрубчатый теплообменник для повышенных температур и давлений:
1 — распределительная камера; 2 — трубная решетка; 3 — кожух; 4 — теплообмен-
ная труба; 5 — крышка корпуса; 6 компенсатор; 7 крышка плавающей головки;
8 — опора; I длина труб,
352
и аппаратов с компенсатором на кожухе, основные размеры и
материалы которых предусмотрены ГОСТ 15120—79, 15121—79
и 15122—79, осуществляется в соответствии со сборником техни-
ческих проектов ВНИИнефтемаша НИ 788 «Аппараты тепло-
обменные кожухотрубчатые с неподвижными трубными решет-
ками и аппараты теплообменные кожухотрубчатые с компенса-
тором на кожухе. Блоки».
3.4.2. Аппараты воздушного охлаждения
В аппаратах воздушного охлаждения (АВО) в качестве хлад-
агента используется атмосферный воздух, обтекающий в попереч-
ном направлении параллельные ряды оребренных теплообменных
труб, по которым движется охлаждаемый продукт. Движение
охлаждающего воздуха осуществляется посредством нагнетания
его вентилятором, а зимой, в ряде случаев, за счет естественной
циркуляции.
Применение в АВО оребренных по наружной поверхности
труб обусловлено необходимостью компенсировать низкий коэф-
фициент теплоотдачи со стороны воздуха за счет развитой наруж-
ной поверхности теплообмена.
Увеличение наружной поверхности теплообменных труб пу-
тем навивки или накатки ребер характеризуется коэффициентом
оребрения ср, т. е. отношением полной поверхности оребренной
трубы Fa к наружной поверхности трубы по основанию ребер F„.
В нефтеперерабатывающей, нефтехимической, химической, га-
зовой и других отраслях промышленности, как правило, приме-
няются стандартизированные АВО. В отдельных случаях (при
высокой вязкости охлаждаемых продуктов, особом назначении
аппаратов, специфичных условиях эксплуатации и т. д.) могут
быть использованы специальные АВО. Стандартизированные
АВО общего назначения (конденсаторы и холодильники) исполь-
зуются для конденсации и охлаждения наружным воздухом паро-
образных, газообразных и жидких сред с температурой от —40
до 300 °C и давлением до 6,4 МПа. Эти аппараты предназначены
для работы на открытом воздухе в районах с умеренным клима-
том при средней температуре в течение 5 суток подряд в наиболее
холодный период не ниже —40 °C, при скоростном напоре ветра
по III географическому району (СНиП П-6—74) и сейсмичности
до 7 баллов, а также в районах с холодным климатом при сред-
ней температуре в течение 5 суток подряд в наиболее холодный
период до —55 °C (исполнение С).
Типы аппаратов воздушного охлаждения:
АВМ — аппараты воздушного охлаждения малопоточные —
ОСТ 26-02-2018—77; АВМ-Г — с горизонтальным расположением
теплообменных секций (рис. 3.42, а); АВМ-В — с вертикальным
расположением теплообменных секций (рис. 3.42, б);
АВЗ — аппараты воздушного охлаждения зигзагообразные —
ОСТ 26-02-1521—77 (рис. 3 43);
12 Зак. 70 353
Рис. 3.42. Малопоточный аппарат воздушного охлаждения:
а — горизонтальный; 6 — вертикальный; / — оребренная труба; 2 — секция оребрен-
ных труб; 3 — вентилятор; 4 — опора; I — длина труб.
АВЗ-Д — аппараты воздушного охлаждения зигзагообразные
с двумя вентиляторами — ОСТ 26-02-537—79 (рис. 3.44);
АВГ — аппараты воздушного охлаждения горизонтальные —
ОСТ 26-02-1522—77 (рис. 3.45);
АВГ-Т — аппараты воздушного охлаждения горизонтальные
трехконтурные — ГОСТ 20764—75 (рис. 3.46);
Исполнение
без жалюзи
Исполнение с
жалюзи
Рис, 3.43. Зигзагообразный аппарат воздушного охлаждения с металлической опорной
конструкцией:
1 — секция оребренных труб; 2 — привод вентилятора; <3 — опорная стойка; 4 — венти-
лятор; 5 — увлажнитель воздуха.
Рис. 3.44. Зигзагообразный аппарат воздушного охлаждения с двумя вентиляторами:
J — оребренная труба; 2 — привод вентилятора; 3 — вентилятор; 4 — опорная стойка;
/ — длина труб.
354
Исполнение
с жалюзи
Исполнение
без жалюзи
Исполнение Исполнение
с жалюзи без жалюзи
8600
Рис. 3.45. Горизонтальный аппарат воздушного охлаждения:
1 — секция оребренных труб; 2 — диффузор; 3 — увлажнитель воздуха; 4 — вентиля-
тор; 5 — привод вентилятора; 6 — опорная стойка; I — длина труб.
Рнс. 3.46. Горизонтальный трехконтурный аппарат воздушного охлаждения.
АВГ-В — аппараты воздушного охлаждения для вязких про-
дуктов — ОСТ 26-02-1086—74 (рис. 3.47);
АВГ-ВВП — аппараты воздушного охлаждения для высоко-
вязких продуктов по ТУ 26-02-709—82 (рис. 3.48).
Основные технические характеристики аппаратов воздушного
охлаждения указанных типов приведены в табл. 3.13. Тип при-
меняемого аппарата воздушного охлаждения определяется физи-
ческими параметрами охлаждаемого продукта. Аппараты типа
АВМ, АВГ, АВЗ и АВЗ-Д предназначены для конденсации и ох-
лаждения парообразных, газообразных и жидких сред с вязко-
стью на выходе до 5- КГ5 м2/с. Аппараты типа АВГ-В предназна-
чены для охлаждения масел, гудронов и т. п. с вязкостью на
выходе 2- 10~4 м2/с. Аппараты типа АВГ-ВВП предназначены для
охлаждения продуктов типа
битума или крекинг-остатка.
Фактором, определяющим
выбор коэффициента ореб-
рения теплообменных труб
АВО, является коэффициент
теплоотдачи со стороны про-
дукта внутри труб аип. По
сравнению с коэффициентом
Рис. 3.47. Аппарат воздушного охла-
ждения для вязких продуктов с тихо-
ходным электродвигателем;
1 — секция оребренных труб; 2 —
диффузор; 3 — тихоходный электро-
двигатель; 4 — опорная стойка.
4150
12*
355
356
ТАБЛИЦА 3.13. Технические характеристики аппаратов воздушного охлаждения (АВО)
Показатели АНН (ОСТ 25-02-2018-77) АВЗ (ОСТ 26-02-1521 —77) Авз-а (ОСТ 26-02-537 — 79) АВГ (ОСТ 26-02-1522 — 77) АВГ-Т (ГОСТ 20764-75) АВГ-В (ОСТ 26-02-1036 — 74) АВГ-ВВП (ТУ 26-02-709—82) (
Шифр материального исполне- ния Допустимые параметры в сек- Б1, Б2, Б1, Б2 БЗ. Б4, Б5, М1А : Pv = 0,6, 1,6, 2,5, 4, 6,4; —30 < Б1, Б2 s^+300 Б1
ции в зависимости от материалы БЗ, Б' 1: Pv = 0,6, 1,6,'2,5, 4, 6,4; —40 + + ^+300 — —
ного исполнения (Ру — услов- Б5: Pv 0,6, 1,6, 2,5, 4, 6,4; —30 < si +250 —
ное давление, МПа; /р — рабо- чая температура, °C) М1А: Ру = 0,6, 1,6; —30 + /р < +150 — —
Длина труб 1, мм Коэффициент оребрения труб Число рядов труб в секции 1500, 3000 6000 8 000 9, 14,6, 20, 4, ^4000, 8000 6, 8 8 000 4000, 8000 7, 8 4000 5, 15 4
Число ходов по трубам в секции 1, 2, 3, 4, 6, 8 1, 2, 2а 4, 4а, 8 ' 1, 2, 3, За, 4, 4а, 6, 8 1, 2, 3, 4, 6, 8 1, 2, 3, 4, 6, 8 12, 14
Число секций в аппарате 1 6 6 3 (3+4+5) 3 9
Поверхность теплообмена по оребрению, м? Диаметр вентилятора, мм 105—840 800 265—9800 5000 3 540— 13 100 875—6720 7 060— 26 880 2 800 890—3590 630
Число вентиляторов и их при- водов Мощность привода, кВт во взрывозащищенном испол- нении в невзрывозащищенном испол нении 1, 2 3 3 1 37, 40, 75, 90 40 2 1, 2 | 4 | 1, 2 22, 30, 37, 40 10/19, 18/32, 25/45
Ряс. 3.4 8. Аппарат воздушного
охлаждения для высоковязких
продуктов:
1 — секция оребренных труб;
2 — диффузор; 3 — опорная
стойка; 4 — электродвигатель;
6 вентилятор.
оребрения 9 при авн свыше 500 Вт/(м2- К) предпочтительней коэф-
фициент оребрения 14,6, а при авн свыше 300 Вт/(м2. К) пред-
почтительней коэффициенты оребрения 20 и 22.
В аппаратах типа АВМ применены осевые вентиляторы типа
06-300 № 8. Аппараты воздушного охлаждения типа АВГ, АВГ-Т,
АВГ-В, АВГ-ВВП, АВЗ и АВЗ-Д имеют вентилятор типа
ЦАГИ УК-2М. Угол установки каждой лопасти в отдельности
регулируется вручную при остановленном вентиляторе. По со-
гласованию с заводом-изготовителем эти аппараты могут быть из-
готовлены с колесом вентилятора, имеющим центральное ручное
регулирование угла установки всех лопастей одновременно при
остановленном вентиляторе (исполнение Ц), с ручным дистанцион-
ным (исполнение Р) или пневматическим (исполнение П) механиз-
мами поворота лопастей при работающем вентиляторе.
По требованию заказчика аппараты типов АВМ, АВГ, АВГ-В,
АВГ-ВВП, АВЗ, АВЗ-Д и АВГ-Т могут быть поставлены с жа-
люзи (с ручным или пневматическим приводом) и увлажнителем
воздуха, аппараты типов АВГ и АВМ — с подогревателем воз-
духа, аппараты типов АВГ, АВГ-В, АВГ-ВВП, АВГ-Т, АВЗ-Д
и АВЗ комплектуются приводом от тихоходного электродвига-
теля.
3.4.3. Теплообменные аппараты типа труба в трубе
Аппараты этой конструкции можно разделить на два основ-
ных вида — неразборные и разборные.
Неразборные аппараты представляют собой блоки стандарт-
ных элементов (рис. 3.49), соединенных друг с другом по кольце-
вому и трубному пространству и связанных общей опорной метал-
локонструкцией в соответствии с проектом заказчика.
Соединение кольцевых пространств элементов выполняется
неразъемным с помощью специальных тройников. Допускается
357
a
Рис. 3.49. Элементы теплообменников типа труба в трубе неразборных однопоточных:
а — исполнение I; б — исполнение II; 1 — теплообменная труба; 2 — кожуховая труба;
3 — тройник специальный; 4 — двойник; 5 — фланец,- /т — длина теплообменной трубы.
соединение с помощью врезных патрубков. Соединение трубных
пространств элементов выполняется либо неразъемным с помощью
приварных двойников (исполнение I), либо разъемным с помощью
съемных двойников (исполнение II).
Неразборные теплообменники типа труба в трубе предназна-
чены для таких условий эксплуатации, когда среда, проходящая
в кольцевом пространстве, не дает отложений, вызывающих не-
обходимость механической очистки наружной поверхности тепло-
обменных труб. Аппараты исполнения I предназначены для ус-
ловий эксплуатации, не требующих механической очистки вну-
тренней поверхности теплообменных труб от загрязнений. Ап-
параты исполнения II наиболее пригодны для условий эксплуата-
ции, вызывающих необходимость регулярной механической
очистки внутренней поверхности теплообменных труб от загряз-
нений.
Допускаемая разность температур стенок теплообменных и
кожуховых труб неразборных (жесткотрубных) элементов не
должна превышать для элементов из углеродистой стали (мате-
риальное исполнение MI) 50 °C, для элементов из хромоникеле-
вой стали (исполнение М3) 40 °C.
Для теплообменников жидкость—газ и в других случаях,
когда в кольцевом пространстве проходит чистая среда с низким
коэффициентом теплоотдачи, теплообменники могут выпол-
няться с ребристыми теплообменными трубами, что позволяет
в 2—3 раза уменьшить необходимое количество элементов. Кроме
358
a
Рис. 3.50. Элементы теплообменников типа труба в трубе нераэборных однопоточных
малогабаритных.
а — исполнение I; б — исполнение И;
1 — теплообменная труба; 2 - кожуховая труба; 3 — тройник специальный; 4 — двой-
ник; 5 — штуцер; 6 — гайка; 7 — ниппель; /т — длина теплообменной трубы.
того, применение ребристых труб в неразборных (жесткотрубных)
элементах труба в трубе приводит к уменьшению разности тем-
ператур стенок теплообменных и кожуховых труб (по сравне-
нию с гладкотрубными аппаратами, работающими в тех же ус-
ловиях) и, следовательно, расширяет область применения не-
разборных теплообменников этого типа.
Неразборные малогабаритные теплообменники типа труба
в трубе (рис. 3.50) предназначены для небольших расходов ра-
бочих сред. При однопоточной схеме компоновки элементов эти
аппараты могут применяться для расходов жидкостей от 0,1
до 7 т/ч в трубном пространстве и от 0,2 до 15 т/ч — в кольцевом.
В тех случаях, когда наряду с возможностью регулярной
механической чистки внутренней поверхности теплообменных
труб необходимо обеспечить возможность вынимать теплообмен-
ные трубы для их замены или механической очистки наружной
поверхности от загрязнений, применяют разборные теплообмен-
ники типа труба в трубе. Они предназначены для загрязненных
и склонных к значительным отложениям рабочих сред, а также
для сред, несущих взвеси, т. е. для таких технологических ус-
ловий, когда не допускается разделение рабочей среды на парал-
лельные потоки (рис. 3.51). Более загрязненная среда одним по-
359
Рис. 3.51. Теплообменник типа труба в трубе разборный однопоточный:
1 — теплообменная труба; 2 — кожуховая труба; 3 — опора; 4 — решетка кожухо-
вых труб; 5 — камера; 6 — решетка теплообменных труб; 7 — фланец специальный
для соединения кожуховых труб с решеткой теплообменных труб; 8 — фланец стандарт-
ный; I — длина кожуховой трубы.
током проходит внутри теплообменных труб, совершая при этом
четыре хода по трубному пространству. Менее загрязненная
среда противотоком проходит снаружи теплообменных труб, со-
вершая также четыре хода по кольцевому пространству. Допус-
кается выполнение аппарата двухходовым и, следовательно, двух-
поточным по кольцевому пространству, если снаружи теплообмен-
ных труб процесс теплообмена происходит с испарением или кон-
денсацией.
Разборные многопоточные теплообменники типа труба в трубе
(рис. 3.52), в отличие от однопоточных, предназначены для отно-
сительно больших расходов рабочих сред (в случае жидких сред
от 10 до 200 т/ч в трубном пространстве и от 10 до 300 т/ч — в коль-
цевом пространстве).
Многопоточные теплообменники могут применяться для про-
цессов конвективного теплообмена жидкость—жидкость, газ-
360
Рис. 3.53. Теплообменник типа труба в трубе разборный малогабаритный однопоточный
по трубному и двухпоточный по кольцевому пространствам;
1 — камера распределительная; 2 — камера поворотная; 3 — опора; 4 — кожуховая
труба; 5 — теплообменная труба; 6 — решетка теплообменных труб; 7 — решетка кожу-
ховых труб; 8 — перегородка распределительной камеры; /к — длина кожуховой трубы.
газ, жидкость—газ, а также для процессов теплообмена с ча-
стичной конденсацией или испарением рабочих сред.
Разборные малогабаритные теплообменники типа труба в трубе
(рис. 3.53) предназначены для относительно малых расходов ра-
бочих сред (в случае жидких сред от 0,1 до 15 т/ч в трубном про-
странстве и от 0,4 до 30 т/ч — в кольцевом).
Однопоточные теплообменники, в которых среда совершает
четыре хода по трубному и кольцевому пространствам, предназна-
чены для процессов конвективного теплообмена. Двухпоточные
теплообменники, в которых среда совершает два хода, могут,
кроме того, применяться а для процессов с конденсацией и испа-
рением в трубном и кольцевом пространствах.
Аппараты однопоточные по трубному пространству и двух-
поточные по кольцевому пространству применяются в тех слу-
чаях, когда внутри теплообменных труб имеет место конвектив-
ный теплообмен, а снаружи — процесс с конденсацией или испа-
рением. Конструкцией всех разборных теплообменников типа
труба в трубе предусмотрена возможность свободных темпера-
турных удлинений теплообменных труб при ограниченной воз-
можности температурных удлинений кожуховых труб. Это на-
кладывает определенные ограничения на перепад температур
входа и выхода среды, проходящей через кольцевое простран-
ство.
Перепад для одного аппарата не должен превышать:
у однопоточных и многопоточных аппаратов разборных
150 °C;
у малогабаритных разборных аппаратов при материальном
исполнении Ml, М2, М4, Мб — однопоточных по кольцевому
пространству — 100 °C, двухпоточных — 150 °C;
у малогабаритных разборных аппаратов при материальном
исполнении М3 — однопоточных по кольцевому пространству —
70 °C, двухпоточных — 100 °C.
Так же, как элементы неразборных аппаратов, разборные
теплообменники типа труба в трубе могут быть скомпонованы и
изготовлены в виде блоков. Требования и рекомендации по ком-
361
ТАБЛИЦА 3.14. Номинальные наружные поверхности теплообмена стандартных
Поверхность теплообмена неразборных аппаратов, м* Поверхность
d/D • однопоточные малога- баритные (ОСТ 26-02-2035 — 80) однопоточные (ОСТ 26-02-2036 — 80) (ОСТ 26-02-20- малого 34—80)
Длина теплообменных труб < т, ММ
1500 3000 4500 6000 6000 9000 12 000 1500 3000 4500
25/57 0,110 0,228 — — — — — 0,55 1,02 —
38/57 0,167 0,346 — — — — — 0,86 1 58 —
38/76 0,167 0,346 — — — — — 0,92 1,63 —
38/89 — 0,346 0,525 — — — — — 1,63 2,34
48/76 — 0,437 0,664 0,890 — — — — 2,1 3,0
48,89 — 0,437 0,664 0,890 — — — — 2,1 3,0
48/10. — — 0,781 1,055 — — — — — 3,0
57,89 — — 0,787 1,055 — — — — — 3,6
57/108 — — 0,787 1,055 — — — — — 3,6
89/13Л — — — — 1,65 2,49 — — — —
89,159 — — — — 1,65 2,49 — — — —
108/159 — — — — 2,0 3,02 4,05 * — — —
133/219 — — — — — 3,72 4,953* — — —
159/219 — — — — 2,94 4* 4,45 5,95 3* — — —
* d — диаметр теплообменных. D — кожуховых труб, мм.
** Представлены произведения поверхности теплообмена одного потока на число па
?* Аппараты выпускаются только в исполнении I.
4* Аппараты выпускаются только в исполнении II.
362
теплообменных аппаратов типа труба в трубе
теплообмена разборных аппаратов, м2
баритные однопоточные (ОСТ 26-02-2037 — 80) многопоточные •• (ОСТ 26-02-2033 — 80)
Длина кожуховых труб 1^, мм
6000 4500 6000 9000 3000 4500 6000 9000
— — — — 0,78X5 1,18X5 1,18X7 1,57X5 1,57X7 1.57Х123* 1.57Х 22 3* 1,57X31 3* 2,36X7 2,36Х 12 3* 2,36X22 ’• 2,36X31 ’•
3,9 — — — 1,0X5 1,5X5 1,5X7 2,0X5 2,0X7 2,0Х 12 3* 2,0X22’* 2,0X31 ’* 3,0X7 3,0Х 12 3* 3,0X22 ’* 3,0X31 ’*
3,9 — — — 1,0X5 1,5X5 1,5X7 2,0X5 2,0X7 2,0Х 12 ’* 2,0X22 ’* 3,0X7 3.0Х123* 3,0X22 3*
4,6 — — —
4,6 — — — 1,18X5 1,78X5 1,78X7 2,37X5 2,37X7 2,37Х 12 ’* 2,37X22 3* 3,56X7 3,56Х 12’* 3,56X22’*
— 5,0 6,7 10,0
— 5,0 6,7 10,0
— 6,1 8,2 12,2
— — 10,0 15,0
— — 12,0 18,0
раллельпых потоков.
363
ТАБЛИЦА 3.15. Температурные пределы применения стандартных теплообменных
/мин . /макс
*вн *вн
/мин . /макс
*н * н
Обозначения: Рвн -* условное давление внутри, Рн — снаружи теплообмен
Неразборные аппараты
^вн "₽г однопоточные малогабарит- ные (ОСТ 26-02-2035 — 80) однопоточные (ОСТ 26-02-2036 — 80) малогабаритные (ОСТ 26-02-2034—80)
Материальное
Mi М3 Ml М3 Ml М2 М3 Ml
— 30 * — 60 *
1,6 300 300
1,6 — 30 — 60
300 300
1,6
4,0
— 30 — 60
4,0 300 300
1,6 — 30 — 60
300 300
4,0
4,0
ЭД ** — 60 ’* — 30 — 60 — 60 0
6,4 300 300 475 550 550 550
1,6 — 30 -60 — 30 — 30 — 60 — 30
300 300 475 475 550 475
— 30 — 60 — 30 — 60 — 30 -60 — 60 0
6,4 300 300 300 300 475 550 550 550
4,0 — 30 — 60 — 30 — 60 — 30 — 30 — 60 — 30
300 300 300 300 475 475 550 475
— 30 ** — 60 “ — 30 — 60 — 60 0
10,0 300 300 450 400 400 550
1,6 — 30 —60 — 30 — 30 — 60 -30
300 300 475 475 550 475
— 30 — 60 — 30 “ —60 ** — 30 — 60 — 60 0
10,0 300 300 300 300 450 400 400 550
4,0 — 30 — 60 — 30 —60 — 30 — 30 — 60 — 30
300 300 300 300 475 475 550 475
364
аппаратов типа труба в трубе
вых труб, МПа; fBH •=-температура среды внутри, ?н •= снаружи теплообменных труб, ®G.
Разборные аппараты
однопоточные (ОСТ 26-02-2037 —S0) многопоточные (ОСТ 26-02-2033-* 80)
исполнение
Мб Ml М2 М4 Мб Ml М2 М4 Мб
— 30 475 —60 550 0 550 —40 300 —30 475 —60 550 0 550 —40 300
— 30 475 —30 475 — 30 475 — 30 475 —30 475 —30 475 —30 475 —30 475
—30 475
— 30 475
— 30 475 — 60 550 0 550 — 40 300 — 30 475 —60 550 0 550 —40 300
— 30 475 — 30 475 — 30 475 — 30 475 — 30 475 —30 475 —30 475 —30 475
— 30 475 — 60 550 0 550 —40 300 —30 475 —60 550 0 550 —40 300
— 30 475 — 30 475 —30 475 — 30 475 — 30 475 —30 475 —30 475 —30 475
—40 300
— 30 475
— 40 300
— 30 475
— 40 300
— 30 475
— 40 300
— 30 475
365
Рвн ра Неразборные аппараты
однопоточные малогабарит- ные (ОСТ 26-02-2035—80) однопоточные (ОСТ 26-02-2036 — 80) малогабаритные (ОСТ 26-02-2034 — 80)
Материальное
Ml М3 Ml М3 Ml М2 М3 М4
10,0 6,4 16,0 4.0 16,0 6,4 16,0 10,0 П р — 30 300 — 30 300 — 30 300 -30 300 — 30 300 — 30 300 — 30 300 -30 300 и м е ч а 1 — 60 300 — 60 300 — 60 300 — 60 300 —60 300 — 60 300 — 60 300 — 60 300 и е. Доп — 30 ** 300 —30 300 —30 ** 300 —30 300 — 30 ** 300 — 30 300 ускаемые р —60 ** 300 — 60 300 —60 ** 300 — 60 300 — 60 •* * 300 — 60 300 абочие дав —30 450 — 30 475 ления в —60 400 — 30 475 аппаратах —60 400 —60 550 в завнст 0 550 —30 475 мости от
* Аппараты выпускаются только в исполнении II.
*ж Аппараты выпускаются только в исполнении 1.
поновке и поставке блоков изложены в отраслевых стандартах,
определяющих конструкцию и основные размеры аппаратов.
В табл. 3.14 приведены величины номинальных наружных
поверхностей теплообмена всех стандартных разборных тепло-
обменников типа труба в трубе и элементов неразборных аппара-
тов той же конструкции, необходимые для выбора типоразмеров
и их числа при компоновке блоков.
Пределы применения стандартных теплообменных аппаратов
типа труба в трубе по температурам приведены в табл. 3.15.
ЛИТЕРАТУРА
Аппараты воздушного охлаждения для технологических установок в химиче-
ской, нефтехимической и нефтеперерабатывающей промышленности. М.:
НИИТЭП, 1968.
Скобло А. И., Трегубова И. А., Молоканов Ю. К. Процессы и аппараты нефте-
перерабатывающей и нефтехимической промышленности. М.: Химия, 1982.
366
Продолжение табл. 3.15
Разборные аппараты
однопоточные многопоточные
(ОСТ 26-02-2037 — 80) (ОСТ 26-02-2033 — 80)
исполнение
Мб Ml М2 М4 М6 Ml М2 М4 Мб
— 40 300
—30 475 — — —- — — — — —
__ — — — — — — — —
— — — — — — — —
рабочих температур не должны превышать значений, указанных в отраслевых стандартах .
Стандартизированные аппараты воздушного охлаждения/Каталог ВНИИ-
нефтемаша. М.: ЦИНТИхимнефтемаш, 1979.
Стандартные кожухотрубчатые теплообменные аппараты общего назначения/
Каталог ВНИИнефтемаша. М.: ЦИНТИхимнефтемаш, 1982.
Шмеркович В. М. Применение аппаратов воздушного охлаждения при проекти-
ровании нефтеперерабатывающих и нефтехимических заводов. М.:
ЦНИИТЭнефтехим, 1971.
Фраас А., Оцисик М. Расчет и конструирование теплообменников. М.: Атомиздат,
1971.
3.5. ЭЛЕКТРОДЕГИДРАТОРЫ И ЭЛЕКТРОРАЗДЕЛИТЕЛИ
Поступающая на нефтеперерабатывающие заводы (НПЗ) нефть
подвергается обезвоживанию и обессоливанию в электродегидра-
торах электрообессоливающих установок (ЭЛОУ). Применение
электрических полей высокой напряженности в сочетании с по-
верхностно-активными веществами (ПАВ) — деэмульгаторами поз-
воляет эффективно проводить обработку нефти в электродегидра-
367
торах с большими объемными скоростями. Для очистки светлых
нефтепродуктов (бензина, авиакеросина, дизельного топлива,
сжиженных газов и др.) от воды и щелочи применяются электро-
разделители, использующие электрическое поле постоянного тока.
3.5.1. Электродегидраторы
3.5.1.1. Назначение и классификация электродегидраторов
Электродегидраторы предназначены для проведения комплекс-
ных процессов обезвоживания и обессоливания нефти. Электро-
дегидраторы классифицируются по следующим основным призна-
кам:
1. По применению электрических полей переменного и по-
стоянного тока. В СССР электродегидраторы работают в основ-
ном с полями переменного тока как в промысловых, так и в нефте-
заводских установках подготовки нефти. Наряду с эффективностью
обработки водонефтяных эмульсий В/Н (вода в нефти) с большой
обводненностью в полях переменного тока такие системы имеют
более простое и доступное электрооборудование.
2. По вводу нефти в электродегидратор. В отечественной и
зарубежной промышленной практике подготовки нефти получили
распространение две принципиально разные системы ввода нефти
в электродегидратор — в нижнюю часть аппарата и непосред-
ственно в межэлектродное пространство. Установлено, что ап-
параты с нижним вводом эффективно эксплуатируются и дают
лучшие результаты по качеству нефти при обработке нефтей лег-
кой и средней плотности. Электродегидраторы с межэлектродным
вводом эмульсии (без нижней подачи) также эффективно работают
при увеличении объема электрического поля за счет введе-
ния дополнительной площади электродов (электродегидраторы
2ЭГ160/3, 2ЭГ160-2 и др.) и могут иметь меньшие габариты.
Серией исследований установлено, что очистка от воды и
солей существенно повышается при комбинированном вводе
эмульсии в аппарат, когда организуется одновременная раздель-
ная подача около 2/3 нефти (по производительности) в подэлек-
тродную зону и около 1/3 в межэлектродную зону.
Характерной особенностью электродегидраторов с двумя раз-
дельными вводами является их универсальность, позволяющая
при необходимости эксплуатировать эти аппараты только с ниж-
ней подачей, когда обрабатывается легкая (по плотности) и мало-
обводненная нефть, или только с верхней подачей при высокооб-
водненной нефти средней плотности; высоковязкие нефти обраба-
тываются в аппаратах, как правило, с нижним и верхним вводами.
3. По конструктивным особенностям. Современные способы
электродеэмульгирования требуют применения высокоэффектив-
ных аппаратов небольших габаритов с высокой единичной произ-
водительностью. Таким условиям удовлетворяют аппараты гори-
868
зонтального типа, обеспечивающие производительность от 2 до
2,5 своих объемов в час. В этих аппаратах улучшается движение и
распределение потоков, удается разместить электроды с большей
площадью. Большое влияние на гидродинамику в аппарате ока-
зывают входные распределители потока жидкости, которые обес-
печивают равномерное распределение и движение вводимых
потоков по всей длине аппарата.
В.5.1.2. Промышленные горизонтальные электродегидраторы
На рис. 3.54, 3.55 представлена конструкция электродегидра-
тора 2ЭГ160-2М с двумя системами ввода. Аппарат предназначен
для эксплуатации при расчетном давлении до 1,8 МПа и рабочей
температуре до 160 °C. Перед вводом нефтяной эмульсии в ап-
парат она обрабатывается неионогенным деэмульгатором. Номи-
нальная производительность 500 м3/ч.
Процесс обессоливания нефти в аппарате осуществляется по
следующей схеме. После нагрева нефть смешивается с пресной
водой и деэмульгатором, что приводит к образованию мелкодис-
персной водонефтяной эмульсии. Последняя поступает в аппарат,
промывается в дренажном слое воды и далее движется к уровню
раздела фаз (вода—нефть). Отделившиеся крупные капли воды
оседают и дренируются из аппарата, а нефтяная эмульсия с дис-
пергированными микрочастицами воды поступает в зону электри-
ческого поля, усиливающегося от уровня раздела фаз по направ-
Рис. 3.54. Электродегидратор горизонтальный 2ЭГ160-2М:
/ — корпус аппарата; 2 — распределитель эмульсии; 3 — сборник обессоленной нефти;
4 — два сборника дренажной воды; 5, 6, и 7 — верхний, средний и нижний электроды;
3 •— подвесной изолятор ИПОФ пальценого типа; 9 — трансформатор сдвоенный
ТМД-160/20; Ю — ввод высокого напряжения; // — проходной изолятор 2ИПФР; 1.2
распределительные головки вертикальных стояков:
Z — ввод эмульсии; II — вывод нефти-, III — ввод воды на промывку, IV — дренаж;
V — удаление шлама; VI — вывод газа; VII — вывод размытого осадка; VIII ввод
пара; IX — отбор проб.
36»
Рис. 3.55. Поперечный разрез электродегид*
ратора 2ЭГ160-2М.
Обозначения — см. подпись к рис. 3.54.
лению к электродам. В межэлек-
тродной зоне под комбинирован-
ным действием электрического
поля высокой напряженности,
температуры и деэмульгатора
нефтяная эмульсия разрушается.
Происходит усиление коалесцен-
ции капелек воды, их гравита-
ционное осаждение и отстаива-
ние. Выделившаяся вода с раство-
ренными в ней солями дрени-
руется из аппарата, а очищенная
от солей и воды нефть направ-
ляется на переработку.
На рис. 3.56 приведена конструкция модифицированного рас-
пределителя эмульсии нижнего ввода. Распределитель нижнего
ввода выполняется в виде продольного трубчатого коллектора
с вертикальными стояками.
На рис. 3.57 приведена конструкция ввода высокого напря-
жения, с помощью которого производится подсоединение к транс-
форматору и электродам.
Техническая характеристика нефтезаводских электродегидра-
торов приведена в табл. 3.16.
Аппарат работает по следующей схеме. Нефтяная эмульсия
вводится в распределитель и разделяется на два неравных по-
тока. Около 70% нефти поступает в горизонтальные нижние
отводы и распределяется по всему сечению аппарата. После про-
Рис. 3.56. Распределитель эмульсии нижнего ввода.
370
648
Рис. 3.57. Ввод высокого напряжения:
/ — компенсатор; 2 — тройник нижний; 3 — тройник верхний; 4 —• корпус уплотнитель-
ный проходного изолятора; 5 проходной изолятор 2ИПФР; 6 соединительная
шина; 7 — штуцер аппарата.
мывки в слое воды нефтяная эмульсия движется восходящим по-
током вверх, постоянно коалесцируя с крупными частицами дис-
пергированной воды, снижая скорость. Промытая в слое дренаж-
ной воды эмульсия проходит уровень раздела фаз, освобождаясь
от макрочастичек воды, замедляя свое движение. Далее нефть
поступает в зону высокой напряженности переменного тока. Дру-
гая часть (около 30%) поступает по вертикальным стоякам не-
посредственно в зону электрического поля между нижним и сред-
ним электродами (высокой напряженности), откуда укрупнив-
шиеся частицы воды осаждаются в подэлектродную зону. Благо-
даря наличию в этой зоне двух встречных потоков нефти, содер-
жащей микрокапли воды, и снижению вертикальной скорости
нижнего потока за счет подачи части нефти в межэлектродную
зону, процесс слияния и осаждения водяных капель в подэлек-
тродной зоне протекает намного эффективнее, чем в электроде-
гидраторах с одной (полной) подачей.
371
ТАБЛИЦА 3.16. Технические характеристики электродегидраторов
Показатели osuez 1 2ЭГ160/3 2ЭГ50-2 2ЭГ160-2М *» 2ЭГ200-2Р
Номинальный объем, м3 160 160 50 160 200
Производительность, м3/ч <350 <320—400 <130 <450 <550
Внутренний диаметр, м Расчетное давление, МПа 3 400 3 400 3400 3 400 3 400
1,8 1,8 1,8 1,8 1,8
Температура расчет- ная, °C <160 <160 <160 <160 <160
Длина аппарата, мм 18 650 18 650 8240 18 650 23 450
Первичное напряжение трансформатора, В 380 380 380 380 380
Вторичное напряжение трансформатора между электродами, кВ 22, 33, 44 22, 33, 44 22, 33, 44 30, 35, 40, 45, 50 См.
Масса аппарата, т Материал 55 55 Сталь 16Г 17 2 или ста. 60 чь 09Г2С 75
* Электродегидраторы 2ЭГ160 и 2ЭГ160/3 принимаются к заказу только для ре-
монтных целей; последние три модификации — наиболее эффективные.
*♦ Аппарат может изготавливаться с двумя системами ввода — как с совместной,
так и с раздельной.
3* При укомплектовании электродсгядратора трансформатором ТМД-160/20 на-
пряжение между электродами будет составлять 30, 35. 40, 45 и 50 кВ; при оснащении
однофазными трансформаторами типа ОМ-66/20-71 У1 и реакторами РОМ-50/05-71 У1
оно составит 22, 33 и 44 кВ.
Ввод части нефти непосредственно в межэлектродное простран-
ство существенно повышает устойчивость режима, снижает вы-
нос из аппарата диспергированных микрочастиц и, следовательно
улучшает режим обессоливания.
На рис. 3.58 приведен поперечный разрез электродегидратора
2ЭГ200-2Р. В отличие от электродегидратора 2ЭГ160-2М в аппа-
рате 2ЭГ200-2Р регулирование соотношений нижней и верхней
подачи нефти возможно в широких пределах, включая работу
аппарата только с нижней или только с верхней системой ввода
нефти.
Для управления процессом непрерывного дренирования воды
из трехэлектродного электродегидратора применяются приборы
«Комплекс КНД-3».
На рис. 3.59 приведено поперечное сечение электродегидра-
тора 2ЭГ200-2 с одной нижней подачей. Аппарат может
оснащаться как серийно выпускаемыми трансформаторами
ОМ-66/20-71 У1 и реакторами РОМ-50/05-71У1, так и более мощ-
ными трансформаторами ТМД-160/2 с закрытыми вводами.
Техническая характеристика трансформаторов ТМД-160/20 и
ОМ-66/20-71У1 приведена в табл. 3.17 и 3.18.
372
Рис. 3.58. Поперечный разрез горизонтального
I — корпус аппарата; 2,3 — распределители нижнего и верхнего потоков нефтяной
эмульсии; 4 — сборник обессоленной нефти; 5 — сборник дренажной воды; 6 — коллек-
тор ввода воды на промывку; 7, 8, 9 — нижний, средний и верхний электроды; 10 —
подвесной изолятор; II — проходной изолятор 2ИПФР; /2 — закрытый ввод высокого
напряжения.
1, II — ввод эмульсии; III — вывод очищенной нефти; IV, V — вывод дренажной воды
и шлама.
Рис. 3.59. Поперечный разрез электродегидратора 2ЭГ200-2 с одной нижней подачей;
1 — корпус аппарата; 2 — распределитель нижнего ввода эмульсии; 3 — сборник нефти;
4 — сборник дренажной воды; 5 — коллектор ввода воды на промывку; 6,7 — нижннй
н верхний электрод: 8 — подвесной фторопластовый изолятор ИПОФ; 9 — проходной
изолятор 2ИПФ; 10 — реактор РОМ-50/0,5-71 У1; 11 — повышающий трансформатор
ОМ-66/20-7 I У1.
ТАБЛИЦА 3.17. Технические характеристики трансформатора ТМД-160/20
Показатели
Номинальная мощность, кВ-А
Номинальное первичное напряжение, В
Пределы регулирования вторичного напряжения, В
Номинальная частота питающей сети, Гц
Число фаз первичной цепи
Число фаз вторичной цепи
Напряжение короткого замыкания, %
Норма
160
380
20 000±2Х 12,5%
50
3
2
50
ТАБЛИЦА 3.18. Технические характеристики трансформатора
ОМ-66/20-71У1
Показатели Норма
Номинальная мощность, кВ-А 50
Номинальное напряжение питающей сети, В Номинальная частота питающей сети, Гц 380
50
Потери холостого хода, Вт 400
Потери короткого замыкания, Вт 750
373
Значения вторичного напряжения в зависимости от схемы
соединения вторичных обмоток составляют 11 000, 16 500 или
22 000 В, что позволяет получить между электродами электро-
дегидратора следующие значения напряжений: 22 000, 27 500,
33 000, 38 500 и 44 000 В.
3.5.1.3. Изоляторы для електродегидраторов
В электродегидраторах и электроразделителях применяются
фторопластовые изоляторы следующих типов: подвесные изоля-
торы ИПОФ для подвески электродов: проходные изоляторы
2ИПФ для ввода высокого напряжения в аппарат при применении
трансформаторов типа ОМ; проходные изоляторы 2ИПФР для за-
крытых вводов высокого напряжения.
Изоляторы 2ИПФР применяются и для замены фторопласто-
вых стержней при ремонте изоляторов 2ИПФ. Технические дан-
ные подвесных изоляторов ИПОФ приведены в табл. 3.19. Тех-
нические характеристики проходных изоляторов 2ИПФ и 2ИПФР
приведены в табл. 3.20.
ТАБЛИЦА 3.19. Технические характеристики изоляторов ИПОФ
Показатели Норма
Напряжение, не более, кВ Допускаемая нагрузка, не более, кН при 25 °C при 150 °C ТАБЛИЦА 3.20. Технические характеристики изоляторов 25 5 2 2ИПФ и 2ИПФР
Показатели Норма
Номинальное напряжение. кВ
Номинальная сила тока, А
Рабочая температура, °C
22
10
<160
Электродегидратор питается электроэнергией от щита уп-
равления 380/220 В. Управление работой аппарата осуществ-
ляется с панели управления, находящейся в операторной.
3.5.2. Электроразделители
Электроразделители предназначены для обезвоживания и
очистки светлых нефтепродуктов (сжиженного газа, бензина, ке-
росина, дизельного топлива и др.) в электрическом поле постоян-
374
ного тока. Используя электростатическое поле высокой напря-
женности, они эффективно усиливают электрокоалесценцию мел-
ких капелек воды с растворенными в ней примесями или других
смесей типа электролитов, применяемых при сернокислотной
очистке и защелачивании различных продуктов.
Механизм взаимодействия капель в постоянном поле такой же,
как и в переменном поле. Однако диполь-дипольное контактиро-
вание в электростатическом поле усиливается кулоновским вза-
имодействием частиц, сопровождаемым интенсивным встречным
движением капель. В результате улучшается обработка и очистка
светлых нефтепродуктов.
3.5.2.1. Электроразделители горизонтальные
В электроразделителях 1ЭРГ50 и 1ЭРГ100 (рис. 3.60) пла-
стины положительного электрода, закрепленные на общих ме-
таллических балках, образуют общий положительный электрод.
К этому электроду, подвешенному на изоляторах, подведено вы-
сокое напряжение (соединен с плюсовым выводом выпрямителя).
Все пластины отрицательного электрода, закрепленные на за-
земленном корпусе аппарата, образуют общий отрицательный
электрод.
Аппарат работает по следующей схеме. Нефтяная эмульсия,
вводимая через коллектор ввода, равномерно распределяется по
всему сечению и равномерным восходящим потоком движется
вверх. Этот поток на своем пути рассекается вертикальными чере-
дующимися пластинами положительного и отрицательного элек-
тродов на несколько небольших потоков. Каждый поток обраба-
тывается в электрическом поле высокой напряженности постоян-
ного тока соответствующей пары разнополярных пластин. Элек-
V/ Vli III IV I
А '
Рис. 3.60. Электроразделители горизонтальные 1ЭРГ50 и 1ЭРГ100:
1 — корпус; 1 — коллектор ввода продукта; 3 — коллектор вывода дренажной воды;
4 — плоский пластинчатый положительный электрод; 5 — плоский пластинчатый отри-
цательный электрод; 6 — ввод высокого напряжения; 7 — подвесной изолятор; 8 — кол-
лектор вывода очищенного продукта;
/ — ввод эмульсин; // —вывод очищенного продукта; /// — вывод дренажной воды;
IV — вывод шлама; V ~ вывод газа; VI ~ отбор жидкости; VII — вывод шлама.
375
ТАБЛИЦА 3.21. Технические характеристики горизонтальных
электроразделителей
Аппарат
1ЭРГ50 50—100 50
1ЭРГ100 100—200 100
3400 1,0
18 1,2
3400 1,0
18 1,2
<40
100
<40
100
7 480
12 350
5 200 3200
10 000 6200
20,0
32,0
70,0
132,0
тростатическое поле высокого напряжения поляризует микро-
частицы воды, и за счет диполь-дипольного и кулоновского вза-
имодействия частицы воды коалесцируют и оседают в нижней
части аппарата. Очищенный продукт выводится через сборник
вывода продукта.
Площадь электродов позволяет проводить качественную об-
работку по обезвоживанию до остаточного содержания щелочи
и воды 0,0008 и 0,008% соответственно. Объемная скорость в ап-
паратах обычно не превышает 1,0—1,5 объема в час. Питание
электродов аппарата осуществляется постоянным током от вы-
прямителя типа ВТМ-8/30. Выходная мощность выпрямителя
8 кВт с регулируемым напряжением 8—30 кВ и максимальным
током 270 мА. Технические характеристики горизонтальных элек-
троразделителей приведены в табл. 3.21.
3.5.2.2. Электроразделители вертикальные
В последние годы все более широкое распространение полу-
чают камерные вертикальные электроразделители, позволяющие
в 2—3 раза увеличить производительность по сравнению с пла-
стинчатыми. ВНИИнефтемашем разработано несколько типораз-
меров электроразделителей с вертикальными камерными элек-
тродами: ЭРВ16П, ЭРВ32П и ЭРВ50П.
Конструкция электроразделителя ЭРВ16П представлена на
рис. 3.61. Внутри корпуса 1 смонтированы камеры 2 сечением
200x200 мм длиной 1200 мм. По оси каждой камеры размещен
стержневой электрод 3 с наружным диаметром 70 мм; верхние
концы электродов закреплены в решетке 4, подвешенной на че-
тырех фторопластовых подвесных изоляторах 5 и соединенной
при помощи токоведущей шины 6 через проходной изолятор за-
крытого монтажа 7 с маслонаполненным вводом высокого напря-
жения 8. Нижние концы электродов скреплены полосами 9.
Для равномерного распределения сырья по сечению аппарата
376
Рис. 3.61. Электроразделитель вертикальный ЭРВ16П:
1 — корпус; 2 — камеры квадратного сечения; 3 — стержневой электрод; 4 — верхняя
решетка; 5 — подвесной фторопластовый изолятор; 6 — соединительная шина; 7 — про-
ходной изолятор; 8 — ввод высокого напряжения; 9 — скрепляющие полосы; 10 — рас-
пределитель; 11 — наружный змеевик для обогрева; 12 — опора; 13 — окно; 14 — люк;
I — ввод нефтепродукта; // — вывод нефтепродукта; /// — вывод дренажной воды;
IV — ввод пара; V — ввод пара в подогреватель; VI — вывод пара из подогревателя.
в нижней его части применен распределитель 10 из перфориро-
ванных труб. К нижнему днищу снаружи прикреплен змеевик И
для подогрева с целью предотвращения замерзания воды в зим-
нее время. Корпус установлен на цилиндрической опоре 12
с окном 13.
Технические характеристики электроразделителей типа ЭРВ
приведены в табл. 3.22.
Аппарат работает по следующей схеме. Сырье, вытекая из
отверстий распределителя 10, проходит через слой воды, за-
держивающей часть капель примесей. Наиболее мелкие капли
377
ТАБЛИЦА 3.22. Технические характеристики вертикальных
электроразделителей
Показатели ЭРВ16П ЗРВ32П ЭРВ50П
Вместимость, м3 16 32 50
Внутренний диаметр, мм 220 2800 3400
Число камер, шт. 69 120 180
Производительность, м3/ч 50 100 150
Длина камеры, мм 1150 1200 1400
Масса металла, кг 8,5 13,5 21,5
Ток, мА 10 20 30
Давление, МПа
расчетное 1,2 1,2 1,2
рабочее 1,0 1,0 1,0
Расчетная температура, °C 100 100 100
Потребляемая мощность, Вт 500 1000 1500
Общая высота, мм 7025 8125 9132
попадают с нефтепродуктом внутрь камер 2, где под действием
неоднородного электрического поля высокого напряжения (16—
25 кВ) между стержневым электродом и. стенками камеры они
укрупняются и осаждаются в нижнюю часть аппарата. Тяжелая
фаза (примеси) и очищенный от примесей нефтепродукт выводятся
через соответствующие штуцеры. Уровень раздела фаз электро-
лит—нефтепродукт в аппарате поддерживают выше распредели-
теля 10 для дополнительной промывки нефтепродукта в слое.
Значительное повышение производительности в этих аппаратах
обусловлено неоднородностью в камерах электрического поля.
Стенки камеры ограничивают поток, а большая высота обеспечи-
вает его ламинарность, улучшая условия осаждения частиц.
Промышленную проверку проходят электроразделители
типа ЭРВ со встроенными струйными смесителями. При сокра-
щении объема используемой пресной воды, эти смесители позво-
ляют доводить очистку светлых нефтепродуктов до высокого
требуемого качества. Питание электродов осуществляется по-
стоянным током от выпрямителей ТВТМ-400/30 (мощность
8,1 кВт, регулируемое напряжение 8—30 кВ и максимальный
ток 270 мА) или ТВТМ-800/50.
ЛИТЕРАТУРА
Гершуни С. Ш., Грибанов А. В., Мельников С. М., Панковский Я- И. Об улуч-
шении использования горизонтальных электродегидраторов. Химия и
технология топлив и масел, 1981, № 6.
Гершуни С. Ш., Либовский М. Г. Оборудование для обезвоживания и обессоли-
вания нефти в электрическом поле: Обзорная информация. Химическое
и нефтяное машиностроение. Сер. ХМ-1. М.’. ЦИНТИхимнефтемаш 1983.
Левченко Д. Н. , Берештейн И. В. Худякова А. Д. .Николаева И. М. Эмуль-
сии нефти с водой и методы их разрушения. М.: Химия, 1967.
Панковский Я. И. Совершенствование конструкций горизонтальных электро-
дегидраторов. — Химия и технология топлив и масел, 1981, № 6.
378
3.6. КРИСТАЛЛИЗАТОРЫ
Кристаллизаторы депарафинизационных установок предназ-
начены для проведения процесса кристаллизации компонентов
масляных фракций из охлажденных растворов (рафинатов и га-
чей) в избирательных полярных и неполярных растворителях
при прохождении через них с различными скоростями. Для по-
лучения и роста кристаллов необходимо обеспечить перемешива-
ние раствора и оптимальный тепловой и гидродинамический ре-
жим. Перемешивание и охлаждение раствора улучшает диффу-
зию кристаллизующегося вещества к поверхности кристалла и
ускоряет его рост. Одновременно с этим происходит выравни-
вание температуры раствора в объеме и на поверхностях охлаж-
дения. Ввиду более низкой температуры поверхностей охлажде-
ния на них усиленно идет зародышеобразование и рост кристал-
лов, которые снижают эффективность теплообмена. Образующиеся
отложения кристаллов на внутренних поверхностях трубчатых
теплопередающих устройств снимают скребковыми устройствами,
вращающимися внутри труб с небольшой частотой.
В установках депарафинизации и обезмасливания применяются
кристаллизаторы как с поверхностными теплопередающими уст-
ройствами, так и с непосредственным смешением теплообмени-
вающихся сред. Кристаллизаторы с поверхностным теплообме-
ном получили более широкое применение. Они подразделяются
на два основных типа: труба в трубе и кожухотрубчатые. Для
увеличения эффективности теплообмена в них используются скреб-
ковые устройства, которые обеспечивают очистку теплопередаю-
щих поверхностей и снижают сопротивление теплопередачи за
счет уменьшения ламинарного слоя. В аппаратах смешения
кристаллизация парафина происходит при прямом соединении
холодного растворителя с нагретым сырьем. При этом создаются
условия для образования развитой поверхности теплопередачи
при незначительном термическом сопротивлении на границе раз-
дела фаз.
Кристаллизаторы типа труба в трубе и кожухотрубчатого
типа со скребковыми устройствами, предназначенные для полу-
чения и роста кристаллов при очистке масляных рафинатов, клас-
сифицируются по следующим признакам: способу подвода тепло-
носителя или хладагента и их движению, составу применяемых
хладагентов и конструктивному исполнению. В аппаратах типа
труба в трубе по внутренним трубам движется охлаждаемый рас-
твор рафината или масляная суспензия (гача) с растворителем,
из которых выкристаллизовывается парафин (или церезин),
а по внешней поверхности — охлаждающая среда — фильтрат
или депарафинизованное масло. В кожухотрубчатых кристалли-
заторах внутренний поток подготавливаемого продукта охлаж-
дается с наружной поверхности испаряющимися хладагентами —
аммиаком, пропаном, этаном и др., а также их смесями. Скреб-
379
ковые устройства, вращающиеся в растворе кристаллизирующейся
смеси, значительно улучшают гидродинамическую теплопередачу
процесса.
В зависимости от применяемого хладагента кристаллизаторы
получили название регенеративных, аммиачных, пропановых,
этановых и др. В регенеративных кристаллизаторах для охлаж-
дения смеси рафината с растворителями используется холод
фильтрата — хладагента, уже принимавшего участие в процессе,
а здесь вторично участвующего в охлаждении смеси.
В зависимости от требуемого качества выпускаемого продукта
(остаточное содержание масла в парафине, температура застыва-
ния) в конструкции аппарата предусмотрена возможность эксплуа-
тировать его в многопоточном режиме.
На установках депарафинизации масел эксплуатируется боль-
шое количество различных типов регенеративных и кожухотруб-
чатых кристаллизаторов конструкции ВНИИнефтемаша. Отдель-
ные кристаллизаторы работают более 25 лет. В табл. 3.23 приве-
дены их основные типоразмеры и технические характеристики.
В последние годы разработаны кристаллизаторы со значительно
большей тепловой поверхностью (до 340 м2), закрытым приводом,
размещенным в шкафу, компактным мотором-редуктором, улуч-
шенной конструкцией скребков и опорных узлов. Эти аппараты
можно устанавливать на открытых площадках.
В табл. 3.24 приведены характеристики конструкций кристал-
лизаторов, прошедших промышленные испытания и рекомендо-
ванных в производство. По своим габаритным размерам они не-
значительно отличаются от эксплуатируемых аппаратов (кроме
отдельных исполнений — таких, как КРСН-340-70).
Конструкции кристаллизаторов КРСН-100-70 и КПНК-180-70
.показаны на рис. 3.62, 3.63. К особому классу следует отнести
кристаллизаторы смешения (рис. 3.64). Основные данные об
аппарате КС-40 приведены в табл. 3.24.
В настоящее время промышленностью серийно выпускаются
следующие марки кристаллизаторов: КРС-85-40; КАСК-90;
КЭСК-90; КТЛ-85; КРСН-100-70 и КПНК-180-70. Технические
характеристики указанных аппаратов приведены в табл. 3.23,
3.24.
В целях уменьшения номенклатуры выпускаемых кристалли-
заторов, улучшения качества изготовления и увеличения срока
службы принято решение сократить число типоразмеров. Вместо
кристаллизаторов типа КРС-100-40, КРС-85-40, КРС-85-70,
КРС-70-40 принят единый тип кристаллизатора КРСН-100-70
с материальным исполнением в трех вариантах — в зависимости
от температуры охлаждаемых потоков, протекающих в межтруб-
ном пространстве: до —40 °C, —70 °C и —90 °C. Вместо кристалли-
заторов, изготавливаемых по ТУ 26-02-140-78 (КАСК-90, КЭСК-90,
КПСК-90), а также изготавливаемых по ТУ 26-02-342-71
(КАС-85-40, КАС-70-40 и КЭС-70-70), принимается единый тип
380
ТАБЛИЦА 3.23. Технические характеристики кристаллизаторов
Среда: рафинат с растворителем или гач с растворителем, аммиак, пропан, этан,
МЭК, бензол, толуол, ацетон.
Кристаллизаторы Поверхность теплообмена» мв Расчетное давление* МПа Рабочая температу- ра, °C Мощность элек- тродвигателя, кВт Материал труб Масса аппа- рата, V
во вну- тренних трубах в наруж- ных тру- бах во вну- тренних , трубах в наруж- ных тру- бах Диаметр труб, мм
Регенеративные
КАС-70-40 70 3,0 2,0 5,5 09Г2С 20,5
— 40 —40 168/219
КАС-85-40 85 3,о 2,0 — 40 —40 7,5 То же 23,2
КЭС-70-70 1,5 1,5 —70 5,5 10Г2 20,5
70 — 70 168/219
КРС-70-40 70 2,0 2,0 —40 —40 5,5 09Г2С 18,1
168/219
КРС-85-40 ОС ио 2,0 2,0 — 40 —40 7,5 То же 21,4
КРС-85-40НУ 85 2,0 2,0 — 40 — 40 7,5 » 22,5
КРС-100-40 100 4,0 4,0 — 40 —40 7,5 » 21,7
КТЛ-85 3,5 2,0 — 76 —76 7,5 12Х18Н10Т 24,6
85 168/219
КРС-85-70 2,0 2,0 — 70 — 70 7,5 10Г2С 21,4
85 168/219
Кожухо- трубчатые
КАСК-90 3,5 1,8 7,5 09Г2С 21,1
90 — 40 — 40 168/800
КЭСК-90 90 3,5 1,8 — 78 7,5 12Х18Н10Т 21,1
— 76 168/800
КПСК-90 3,5 1,8 — 40 7,5 09Г2С 21,1
90 — 40 168/800
ККЛ-90 90 3,0 1,8 —35 —40 7,5 12Х18Н10Т 178/800 21,7
381
ТАБЛИЦА 3.24. Технические характеристики кристаллизаторов,
вводимых в производство
Среда: рафинат с растворителем или гач с растворителем (МЭК, бензол, толуол,
ацетон) для регенеративных кристаллизаторов и рафинат с растворителем или гач с рас-
творителем и аммиак, пропан, этилен, этан, МЭК. бензол, толуол, ацетон *-для осталь-
ных кристаллизаторов.
Кристаллизаторы Поверхность тепло- обмена, м2 Расчетное давление, МПа Температу- Мощность элек- тродвигателя, кВт Материал труб Масса аппарата, т
ра
1 во внутрен- них трубах в наруж- ных трубах во внутрен- них трубах в наруж- ных трубах
Диаметр труб, мм
Регенеративные * КРСН-100-70 100 4,0 4,0 — 60 — 68 7,5 09Г2С 168/219 25,2
КРСН-100-85 100 4,0 4,0 — 70 — 85 7,5 12Х18Н10Т 168/219 27,0
KPCH-340-7G** 240 4,0 4,0 — 60 — 70 75X4 09Г2С 168/219 90,0
КРСН-340-85 340 4,0 4.0 — 70 — 85 7,5X4 12Х18Н10Т 168/2.19 90,0
Кожухо- трубчатые * КПНК-180-70 180 4,0 1,8 — 70 —70 3,0X4 10Г2 168/800 52,0
КЭНК-180-90 180 4,0 1,8 -90 —90 3,0X4 12Х18Н10Т 168/800 53,0
Кристаллиза- тор смешения КС-40 40 1,6 1,8 — 30 — 30 7,5 Сталь 20 1200 12,7
* Изготавливаются по ТУ 26-02-906 — 81 и ТУ 26-02-907 — 81.
*• Аппараты проходят испытания на промышленной установке. Серийно не выпу-
скаются.
кристаллизатора КПНК-180-70 с материальным исполнением для
применения по температурным интервалам: до —40 СС, —70 °C
и —90 °C. Кристаллизаторы типа КТЛ-85 и ККЛ-90 также за-
меняются кристаллизаторами типа КРСН-100-70 и КПНК-180-70.
Регенеративный кристаллизатор КРСН-100-70 с закрытым
приводом (см. рис. 3.62) состоит из 14 горизонтальных секций,
расположенных в два ряда. Каждая секция представляет собой
элемент теплообменного устройства труба в трубе, состоящий
из двух труб с диаметрами: внутренняя труба — 168x10 мм и
наружная —219x8 мм. Техническая характеристика кристалли-
затора приведена в табл. 3.24.
382
Рис. 3.62. Кристаллизатор регенеративный с вращающимися скребковыми устройствами
КРСН-100-70:
1 — трубная горизонтальная секция; 2 — скребковое устройство; 3 — волнистый ком*
пепсатор; 4 — переходник задний, J — переходник передний; 6 — уплотнение вала;
7 — промежуточный валик с шарнирными устройствами; 8 — ведущая звездочка; 9 —
роликовая цепь; 10 — герметизированный корпус привода; // — мотор'редуктор; 12 —
вертикальная передняя стоика для крепления секций; 13 — задняя стойка;
I — ввод рафината с растворителем*, II — вывод суспензии твердых углеводородов*,
111 — ввод фильтрата (депарафинированного масла с растворителем); IV — вывод де-
парафинированного масла с растворителем.
Внутренние трубы, соединенные между собой передними и зад-
ними переходниками на фланцевых соединениях, устанавливае-
мые в вертикальной плоскости (кроме нижнего заднего переход-
ника), образуют непрерывный змеевик, по которому от верхней
секции к нижним, а затем изменяя направление во втором ряду
(по отношению к входу потока), движется сырье — рафинат (об-
рабатываемая смесь масла с растворителем). Вводимая смесь по
ходу движения превращается в суспензию, состоящую из смеси
масла, растворителя и кристаллов парафина. Наружные трубы
с помощью штампованных переходников соединяются в общий
змеевик, по межтрубному пространству которого от верхней
секции к нижней, а затем снова к верхней движется противото-
ком фильтрат. Секции разбиваются на монтажные блоки, состоя-
щие из восьми секций верхних рядов и шести секций нижних
рядов. Устойчивость секций обеспечивается раскреплением че-
тырьмя стойками.
Оседающие на стенках внутренней трубы кристаллы парафина
снимаются вращающимися скребковыми устройствами, которые
одновременно перемешивают обрабатываемый поток. Вал скреб-
кового устройства 1 (рис. 3.65) выполнен из отдельных трубча-
383
Рис. 3.63. Кожухотрубчатый кристаллизатор с поверхностью теплообмена 180 м2 со
скребковыми устройствами:
1,2 — кожухотрубчатые нижние и верхние секции; 3 — аккумулятор жидкого хлад-
агента; 4 — привод скребковых устройств с планетарным мотор-редуктором
МПО2-15Ф-81, 5-3/18-ВАО-32-4ВЗГ; 5 — закрытый герметичный корпус привода; 6,
7 — передние и задние трубные решетки; 8 — скребковое устройство; 9, 10 — задние и
передние переходники; 11 — переток обрабатываемого сырья; 12 — штуцер ввода хлад-
агентов в аккумулятор; 13, 14 — перетоки; 15 — штуцера вывода паровой фазы; 16 —
сборный коллектор; 17 — штуцер отбора паров; 18 — промежуточный вал с шарнирами;
19 — штуцер ввода жидкого хладагента; 20 — линзовый 4-волновый компенсатор; 21 —
Дренаж хладагента из аккумулятора и секций;
/ — ввод продукта; 11 — вывод продукта; /// — переток продукта из секции в секцию.
А-А
Рис. 3.64. Кристал-
лизатор смешения
КС-40.
1 — корпус; 2 —
привод перемешива-
ющего устройства;
3 — подшипник с уп-
лотнением; 4 — пе-
регородка; 5 — ло«
пасть скребка;
/ — ввод сырья; 11 —
вывод продукта;
Ш - у// _ ВВОдЫ
растворителя.
384
13 Зак. 70
12 9 11
Рис. 3.65. Секция кристаллизатора со скребковым устройством
/ — вал скребкового устройства; 2 — пальцы; 3 — прямые пластинчатые скребки; 4 — пружины; 5 — шплинт; 6 — наружная труба;
7 — двойник; 8 — болт; 9 — подшипник скольжения; 10 — крестовина; 11 — компенсатор волнистый; 12 — крышка; 13 — муфта.
бо
8
т-ых частей длиной до 3300 мм, в которых установлены перпенди-
кулярно оси цилиндрические втулки с вмонтированными в них
подпружиненными пальцами 2. В пазах пальцев 2 закреплены
прямые пластинчатые скребки 3 длиной до 600 мм. Скребки на
валу располагаются попарно под углом 90° относительно друг
друга и прижимаются к внутренней поверхности трубы с по-
мощью. пружин 4. Скребок имеет три подпружиненные опоры.
Каждое скребковое устройство имеет 24 пары скребков. Валы 1
устанавливают внутри труб на подшипниках скольжения. Пе-
редние концы валов скребковых устройств, выходящие через двой-
ники, уплотняются сальниковыми устройствами. Привод этих
валов осуществляется через промежуточный валик 7 (см.
рис. 3.62) с шарнирными устройствами. Разность тепловых пере-
мещений внутренних и наружных труб (при пропарке и промывке
растворителем при температуре 100—120 °C) воспринимается вол-
нистыми компенсаторами 11, установленными на наружных тру-
бах. Привод скребковых валов осуществляется от мотор-редук-
тора типа МПО2-18Ф-45,5-7,5/32 с электродвигателем ВАО-51-4
мощностью 7,5 кВт через ведущую звездочку, установленную на
выходном валу мотор-редуктора с 15 зубьями. Ведомые звездочки,
закрепленные на приводных валах скребковых устройств, имеют
по 19 зубьев и двухрядную роликовую цепь типа 2ПР-44,45-34480,
соединяющую все звездочки. Натяжное устройство позволяет
регулировать натяжение цепи. Передача крутящего момента от
ведомой звездочки к скребковым устройствам осуществляется
(в каждой секции) через два болта М12, соединяющих ее со сту-
пицей вала, промежуточные валики с шарнирами и приводной
вал скребкового устройства. В кожухотрубчатом кристалли-
заторе КПНК-180-70 (см. рис. 3.63), в зависимости от требуе-
мой температуры охлаждения в качестве хладагента могут быть
использованы аммиак, пропан, этан и этилен. Техническая
характеристика кристаллизатора приведена в табл. 3.24.
Этот кристаллизатор состоит из двух рТТДов горизонтальных
кожухотрубчатых секций 1, 2, над которыми расположены ак-
кумуляторы жидкого хладагента 3. В каждом ряду размещены
одна над другой две секции, соединенные переточными устройст-
вами. В каждой секции установлено семь труб диаметром 168x8 мм
со встроенными скребковыми устройствами. Шесть труб разме-
щены на диаметре 580 мм и одна труба — в центре секции. Все
трубы закрепляются в трубных решетках 6 и 7. Каждая
секция имеет автономный электропривод с мотор-редуктором
МПО2-15Ф-81,5-3/18-ВАО-32-4ВЗГ. Мощность электродвигателя
3 кВт. Скребковые устройства получают вращение через шесте-
ренчатые передачи, размещенные в корпусе привода 5. Диаметр
кожуха 816x8 мм. На передних решетках секции 7 установлены
сварные переходники с выходящими из них приводными валами
скребковых устройств. Уплотнение валов в корпусах переходни-
ков производится с помощью сальниковых устройств.
386
На задних решетках секции 6 имеются переходники с глухими
крышками на концах. Передние и задние переходники секций,
установленные на решетках, соединяют внутренние трубы секций
в один общий змеевик, по которому прокачивается смесь масла
с растворителями, поступающая из внутренних труб регенератив-
ных кристаллизаторов, где она предварительно охлаждается за
счет регенерации холода от обеспарафиненной смеси масла с рас-
творителем. Охлаждение в кожухотрубчатом кристаллизаторе
смеси масла с растворителями, проходящей по внутренним тру-
бам секций, происходит за счет испарения жидкого хладагента,
поступающего в аккумуляторы и кожухи секций по трубной об-
вязке кристаллизатора.
Жидкий хладагент, вводимый в аккумулятор через штуцер 12,
самотеком через переток 13 заполняет кожух верхней секции 1
и по перетоку 14 заполняет нижний кожух 2. В кожухах секций
жидкий хладагент кипит, благодаря чему образуется паровая
фаза. Пар по штуцерам 15 и общему коллектору с задвижками
отсасывается в аккумулятор 3 через сборный коллектор 16, а
в линию всаса компрессора—через штуцер 17.
Конструкция скребкового устройства 8 аналогична скребко-
вому устройству кристаллизатора КРСН-100-70. Скребки, прижи-
маясь к внутренней поверхности трубы и вращаясь вместе с ва-
лом, непрерывно очищают поверхность трубы от оседающих кри-
сталлов парафина (или церезина), и они непрерывно уносятся
потоком прокачиваемой смеси. На каждом кожухе устанавли-
вается линзовый компенсатор, уравновешивающий разность между
удлинением кожуха и внутренних труб. Секции 1, 2 установлены
одна на другую и скреплены между собой четырьмя опо-
рами.
Для замера и визуального контроля уровня хладагента в ак-
кумуляторах и секциях кристаллизатора служат указатели уровня.
Контроль температуры жидкого хладагента в кожухах секций
осуществляется термопарами в штуцерах на каждой секции, а
температуры паров—термометрами (или дилатометрическими
термометрами).
В корпусе привода размещены все четыре шестеренчатых пере-
дачи, а на передней его стенке — четыре горизонтальных мотор-
редуктора 4.
ЛИТЕРАТУРА
Казакова Л. П., Крейн С. Э. Физико-химические основы производства нефтяных
масел. М.: Химия, 1978.
Переверзев А. И., Богданов Н. Ф,, Рощин Ю. Н. Производство парафинов. М.:
Химия, 1973.
Технология переработки нефти и газа. 6-е изд. Ч. З-я/Черножуков Н. И. Очистка
и разделение нефтяного сырья, производство товарных нефтепродуктов/Под
ред. А. А. Гуреева и Б, И. Бондаренко. М.: Химия, 1978,
13* зет
3.7. РЕАКТОРЫ ТЕРМОКАТАЛИТИЧЕСКИХ ПРОЦЕССОВ
Установки каталитического крекинга с реакторными блоками»
использующими псевдоожиженный слой твердого микросфериче'
ского катализатора, получают преимущественное развитие и яв"
ляются наиболее перспективными для крупнотоннажных произ-
водств. Устойчивая турбулизация двухфазной системы в псевдо-
ожиженном (кипящем) слое обеспечивает интенсивную тепло-
п массопередачу между фазами и постоянство температур во всем
объеме слоя. Изотермичность и высокая теплопроводность псевдо-
ожиженного слоя способствует стабильности химических реакций
между реагентами. Благодаря увеличению поверхности соприкос-
новения межфазные процессы идут с высокими скоростями.
Конструктивное исполнение реакторных блоков каталитического
крекинга обусловливается химизмом процесса, а также условиями
фазового взаимодействия реагентов с катализаторами —давле-
нием и температурой. Реакторные блоки установок с крупно-
гранулированным катализатором значительно уступают по своим
технико-экономическим показателям блокам с кипящим слоем
микросферического катализатора, особенно блокам, в которых
используются лифт-реакторы с полусквозными потоками двух-
фазных систем, где конверсия происходит в прямоточной восходя-
щей части аппарата. Несложная система циркуляции микросфе-
рического катализатора, а также большая гибкость по перераба-
тываемому сырью позволяют создавать реакторные блоки катали-
тического крекинга единичной мощности до 4,0 млн. т/год.
3.7.1. Реакторный блок установки каталитического крекинга
с псевдоожиженным слоем катализатора 43-103
Реакторный блок установки 43-103 приведен на рис. 3.66.
Особенностью блока является одновысотное расположение ре-
актора и регенератора с транспортом катализатора в плотной
фазе по U-образным катализаторопроводам при умеренных рас-
ходах транспортируемого газа. Реактор блока имеет повышенную
эффективность улавливания катализатора в верхней части ап-
парата, что позволяет увеличить скорости паров и газов. Цир-
куляция катализатора между реактором и регенератором регу-
лируется изменением разности плотностей потоков катализатора,
которая в свою очередь зависит от содержания и количества неф-
тяных паров или воздуха в верхних участках катализаторопро-
водов. Применение системы транспортирования в плотном слое
позволило значительно снизить эрозионный износ катализаторо-
проводов, а также уменьшить высоту установок.
Реакторный блок установки предназначается для переработки
вакуумного дистиллята (фр. 350—500 °C) с целью получения вы-
сокооктанового бензина. Вторым режимом работы блока является
высокотемпературный («газовый») вариант с выходом олефин-
388
Рис. 3.66. Реакторный блок промыш-
ленной установки 43-103:
1 — реактор; 2 — регенератор; 3 —
каскадные тарелки; 4 — распредели-
тельный конус; 5 — двухступенчатые
циклоны диаметром 1400 мм; 6 — змее-
вик пароводяной смеси; 7 — распреде-
лительная решетка; 8 — транспортные
линии;
/ — ввод сырья; //— вводпара; /// —
выход продуктов крекинга; IV — вы-
вод дымовых газов; V —ввод пароводя-
ной смеси; VI — ввод воздуха.
Продукты реакции поступают
содержащего сырья, идущего
на производство сажи и наф-
талина. Производительность
блока 1,2 млн. т/год. Основ-
ные данные о блоке при-
ведены в табл. 3.25.
Сырье, нагретое в печи
до температуры 350—360 °C,
вводится в движущийся по-
ток регенерированного ка-
тализатора до входа потока
в реактор. Здесь идет его
полное испарение и частич-
ная конверсия. Затем взвесь
(катализатор с газовым по-
током) поступает в кипя-
щий слой катализатора, где
проводится и завершается
каталитический крекинг сы|
в сепарационную часть аппарата и через циклоны, пройдя очистку
от пыли, выводятся на дальнейшую переработку и стабилизацию.
Отработанный в процессе крекинга катализатор непрерывно
выводится в нижнюю часть аппарата —десорбер, где происходит
его отпарка от летучих углеводородов. Затем катализатор по
спуско-напорному U-образному катализаторопроводу перете-
кает в регенератор и смешивается там с кипящим слоем регенери-
руемого катализатора. Энергия потока для создания разности
концентраций катализатора в нисходящем и восходящем потоках
поддерживается подачей воздуха в восходящий поток, который
затем участвует в горении. В регенераторе в кипящем слое про-
исходит выжиг кокса благодаря подаче воздуха под распредели-
тельную решетку. Регенерация катализатора происходит во всем
объеме кипящего слоя в условиях восходящего потока, а в цен-
тральной зоне — в условиях противотока. Дымовые газы, обра-
зовавшиеся при регенерации, отделяются от захваченных частиц
катализатора в циклонах и направляются на доочистку. Непре-
рывный технологический цикл реактор—регенератор обеспечи-
вает устойчивую работу блока независимо от незначительных:ко-
лебаний температуры в реакционном и регенерационном объемах.
389
ТАБЛИЦА 3.25. Технические характеристики реакторного блока
установки 43-103
Показатели
Реактор
Регенератор
Давление, МПа
технологическое
вверху
внизу
расчетное
Температура, °C *
в реакционной, сепарацион-
ной зонах и десорбере
в распределительном конусе
на вводе сырья и катализато-
ра в распределительный ко-
нус
Среда
Объемная скорость, ч'1
Плотность кипящего слоя, кг/м3
0,08
0,22
0,4
470—495
525
520
555
500—525
565
Сернистые нефтепро-
дукты, водяной пар,
микросферический
катализатор,**. се-
роводород
1,5
450
0,08
0.14
0,3
600
620
600
620
Микросферический
катализатор в кипя-
щем слое; дымовые га-
зы, водяной пар
450—470
* В числителе — при нормальном режиме, в знаменателе — при высокотемпера-
турном.
** Используются алюмосиликатный и цеолнтсодержащий катализаторы.
Реактор каталитического крекинга установки 43-103 приве-
ден на рис. 3.67, а регенератор — на рис. 3.68.
Реактор (см. рис. 3.67) представляет собой вертикальный ци-
линдрический аппарат с переменным сечением по высоте. Нали-
чие кипящего слоя позволяет классифицировать аппарат как
реактор идеального вытеснения с одинаковым временем пребы-
вания углеводородных молекул в реакционной зоне. С другой
стороны, колебание объемных скоростей в кипящем слое вырав-
нивает концентрации реагентов. Этот фактор, а также изотермич-
ность слоя позволяют считать аппарат реактором полного сме-
шения. Гомогенность кипящего слоя и обеспечение тепловой
защиты аппарата создают интегрально-адиабатические условия,
что значительно повышает константу скорости реакции и эффек-
тивность работы реактора.
Для ввода сырья и циркулирующего в системе блока катали-
затора служит наклонный штуцер Dy = 1100 мм в десорбцион-
ной части аппарата. Он продолжается в аппарате в виде наклон-
ного прямоточного ввода, который служит узлом для смешения
и частичного превращения сырья, вводимого на переработку.
Для лучшего распределения потока в изогнутой части ввода
390
IV
Рис. 3.67. Реактор установки 43-103:
1 — корпус; 2 — камера для сбора паров; 3 — циклоны двухступенчатые; 4 — змеевик
паровой; 5 — форсунка; 6 — опора; 7 — распределительный конус; 8 — сегментно-хор-
довые элементы; 9 — теплоизоляция; 10 — люк монтажный; 11 — люк для предохрани-
тельного клапана; 12 — люк-лаз;
/ — ввод катализатора и сырья; II — вывод катализатора; 111 — ввод пара; IV —
вывод нефтяных паров.
Рис. 3.68. Регенератор установки 43-103:
1 — корпус; 2 — циклоны; 3 — распределительная провальная решетка; 4 — цилинд-
рическая секционная перегородка; 5 — змеевики Для снятия тепла;
I — ввод катализатора; // — вывод катализатора; III — ввод воздуха; IV — выход ды-
мовых газов; V — воздушник; VI — монтажный люк.
имеется разделяющая перегородка. Распределительный конус
сверху закрыт перфорированной решеткой диаметром 6000 мм,
через отверстия которой смесь сырья и катализатора поступает
в зону кипящего слоя аппарата. Диаметр отверстий в решетке
40 мм. Общее число отверстий 343. Решетка имеет вогнутую форму.
Для лучшего распределения потока площадь решетки разбита
391
на два участка: кольцевой участок между диаметрами 6000 и
2750 мм и центральный участок диаметром 2750 мм, под которым
на подвесках укреплен отражательный диск.
Для предотвращения уноса катализатора с парами нефтепро-
дуктов внутри аппарата размещено семь сдвоенных циклонов
со спускными стояками. В верхней части имеется камера сбора
паров. В реакционной зоне аппарата и в пространстве между за-
щитной перегородкой и сборной камерой находится змеевик для
нагрева водяного пара, подаваемого в зону над защитной перего-
родкой. Нижняя часть реактора (десорбер), имеющая диаметр
3000 мм, предназначена для отпарки из катализатора остатков
нефтепродуктов. Для улучшения распределения движущегося
вниз катализатора и контактирования с поднимающимся вверх
водяным паром по сечению отпарной зоны размещены сегментно-
хордовые элементы 8, под нижние ряды которых вводится водяной
пар.
Регенератор (см. рис. 3.68) представляет собой вертикальный
цилиндрический аппарат с внутренним диаметром (по футеровке)
11 600 мм и общей высотой 28 100 мм. Аппарат внутри футерован
жаростойким торкрет-бетоном толщиной 200 мм. В нижней части
аппарата размещена распределительная решетка провального
типа, под которую по двум штуцерам диаметром 800 мм подводится
воздух. Расход воздуха для выжигания кокса составляет 21,2 м3/с.
Линейная скорость в отверстиях решетки (750 отверстий) равна
89 м/с.
Для заданного перемещения катализатора над решеткой на
ней установлена цилиндрическая перегородка диаметром 5500 мм,
а в центре аппарата — стакан диаметром 2200 мм, т. е. выпол-
нено секционирование слоя. Пространство между корпусом и
цилиндрической перегородкой является зоной идеального сме-
шения, а между промежуточной перегородкой и стаканом —
противоточной зоной. Катализатор из реактора вводится в реге-
нератор сначала в первую по ходу кольцеобразную зону идеаль-
ного смешения. В этой зоне выгорает до 80% кокса. Затем катали-
затор перетекает в противоточную зону, так как катализатор и
воздух движутся навстречу друг другу. В этой зоне размещены
паровые змеевики, служащие для съема избыточного тепла. Ки-
пящий слой катализатора нз зоны идеального смешения непре-
рывно перетекает через верхнюю кромку промежуточной цилин-
дрической перегородки в противоточную зону. В ней катализатор
движется вниз. В нижней части этой зоны имеются 8 отверстий
диаметром 160 мм в стенке обечайки. Через указанные отверстия
регенерированный катализатор, содержащий около 0,2% кокса,
перетекает в отпарную зону (нижняя часть стакана диаметром
2200 мм) и, пройдя ее, удаляется из аппарата через штуцер £)у =
— 800 мм. Регенератор работает с постоянным уровнем слоя ката-
лизатора, поддерживаемым кольцевой перегородкой высотой
5000 мм и диаметром 5500 мм.
392
Для регулируемого отвода тепла из кипящего слоя катализа-
тора в аппарате имеются паровые змеевики. Выделяющееся тепло
идет на нагрев катализатора до 600 °C и частично отводится водя-
ным паром через змеевики для регулирования температуры. Оп-
тимальное распределение отверстий по провальной решетке обес-
печивает равномерное распределение воздуха по сечению аппарата,
а также интенсивное перемешивание, в результате чего исклю-
чаются местные перегревы.
Для предотвращения уноса катализатора с дымовыми газами
внутри аппарата размещено четырнадцать сдвоенных циклонов
с отводящими стояками, по которым уловленная пыль возвра-
щается в слой.
Накопленный опыт эксплуатации реакторов и регенераторов
в установках типа Флюид, а также перевод их на новые виды цео-
литсодержащих катализаторов позволяет упростить конструк-
цию отдельных зон и устройств в этих аппаратах, что повышает
производительность и пробег до среднего и капитального ре-
монта.
3.7.2. Реакторный блок комбинированной установки
каталитического крекинга Г43-107
Этот реакторный блок (рис. 3.69) предназначен для перера-
ботки вакуумных дистиллятов сернистых нефтей и получения
высокооктанового бензина АИ-93, пропан-пропиленовой и бутан-
бутиленовой фракций (сырья для производства пропилена и ал-
килирования), сырья для производства технического углерода и
игольчатого кокса, углеводородного газа. Мощность блока
2,0 млн. т/год по перерабатываемому сырью.
По технологическому и конструктивному решению этот ре-
акторный блок является современной, более эффективной модифи-
кацией по сравнению с существующими моделями. Отличитель-
ные особенности: применение прямоточного лифт-реактора, за-
канчивающегося зоной форсированного кипящего слоя, что
позволяет отделять продукты реакции от катализатора; исполь-
зование более совершенного вертикально-секционированного
регенератора с интенсивностью регенерации до 80 кг/т катализа-
тора в час, упрощенной системой транспортных линий и возмож-
ностью регулирования потоков. Такие усовершенствования зна-
чительно увеличили эффективность и надежность работы блока.
Реакторный блок работает по следующей схеме. Испаренное
и частично крекируемое сырье в газокатализаторном потоке по-
ступает в зону форсированного кипящего слоя 5. Далее, в зоне
с меньшей скоростью потока происходит отделение основной массы
катализатора от газов и паров. Окончательно разделение завер-
шается в сепарационной отстойной части реактора. Пройдя
зону отпаривания 7, катализатор по транспортной линии 3 по-
ступает в регенератор 2 с кипящим слоем, куда одновременно
393
Рис. 3.69. Реакторный-регенераторный блок установ-
ки каталитического крекинга Г43-1О7 производитель-
ностью 2,0 млн. т/год:
1 — реактор; 2 — регенератор; 3 — катализаторо-
провод с компенсатором; 4 — катализаторопровод
регенерированного катализатора с компенсатором за-
коксованного катализатора; 5 — реакционная зона
с форсированным кипящим слоем; 6 — отбойник; 7 —
зона отпаривания; 8 — прямоточный лифт-реактор;
Р —узел ввода сырья; 10 — воздушный коллектор; /2—
сборная камера; 12 — двухступенчатые циклоны.
через распределитель 10 подается воз-
дух на регенерацию. Регенерируемый
катализатор по линии 4 опускается
в узел смешения с сырьем 9. Основ-
ные параметры блока приведены в
табл. 3.26.
Конструктивное исполнение реак-
тора и регенератора приведено на
рис. 3.70 и 3.71.
Реактор (см. рис. 3.70) представляет
собой вертикальный цилиндрический
аппарат переменного сечения. Паро-
жидкостная смесь (газокатализаторный
поток) сырья и водяного пара подается
в аппарат через узел ввода сырья 5 и
в основании ствола (лифт-реактора) 2
смешивается с катализатором, поступа-
ющим из регенератора по наклонному
катализаторопроводу.
ТАБЛИЦА 3.26. Технические характеристики реакторного блока
установки Г43-107
Показатели Реактор Регенератор
Производительность Давление, МПа рабочее вверху аппарата рабочее внизу аппарата расчетное Температура, С рабочая внутри аппарата расчетная металла корпуса По сырью 250 т/ч 0,125 0,175 0,4 545 300 По выжигаемому кок- су 13 600 кг/ч 0,14 0,17 0,35 700 300
Среда Масса металла, т Диаметр аппарата, мм Высота аппарата, мм Пары углеводородов (»94%), водяной пар (6%), сероводо- род, микросферпче- ский цеолитсодержа- щий катализатор 230,0 8 000/4 500/1 600 57 400 Воздух, дымовые га- зы, водяной пар, мик- росферический ката- лизатор 297,0 11 000/9 000 36 000
394
Газокатализаторный поток, образующийся в результате кре-
кирования, движется вверх по стволу к зоне форсированного ки-
пящего слоя. Эта зона образуется цилиндрической обечайкой
диаметром 4000 мм и высотой 1000 мм. Из-за разности скоростей
в ней происходит отделение от катализатора паровой фазы. По-
следняя направляется в зону сепарации диаметром 8000 мм, а
катализатор движется вниз в десорбционную зону 6. В десорбере
происходит отпарка катализатора водяным паром. По высоте
десорбера установлены семь каскадных конусов, препятствующих
вертикальному перемешиванию
7 k!V катализатора и возникновению
-----Хдггя поршневого режима псевдоожи-
жения. В сепарационной зоне
имеются 4 группы двухступенча-
н Н Pi, й тых Целонов диаметром 1440 мм
Ьг: j со специальными вводами. Очи-
25] 98000 Нш' ' щенные в циклонах от катализа-
о торной пыли продукты крекинга,
Рис. 3.70. Реактор каталитического крекинга установки Г43-107:
1 — корпус; 2 — прямоточный лифт-реактор; 3 — двухступенчатые циклоны; 4 — рас-
пределительная решетка; 5 — узел ввода сырья; 6 — десорбер; 7 — сборная камера;
I — ввод сырья; II — ввод регенерированного катализатора; III — вывод катализатора
на регенерацию; /V — вывод газопаровой фазы; V — ввод пара.
Рис. 3.71. Регенератор установки каталитического крекинга Г43-107:
I — корпус; 2 — двухступенчатые циклоны; 3 — секционирующие обечайки; 4 — пе-
регородка; 5 — форсунки топливные; 6 — форсунки конденсатные; 7 — сборная камера]
/ — ввод катализатора на регенерацию; II — вывод регенерированного катализатора]
III — ввод воздуха; IV форсунка; V — ввод пара.
395
пройдя сборную камеру, выводятся из аппарата на дальней-
шую переработку, а уловленный катализатор возвращается
в кипящий слой десорбера. На концах спускных труб установ-
лены обратные клапаны типа «мигалки».
В реакторах описанной конструкции устранен проскок через
кипящий слой части сырья в виде пузырей. Это особенно важно
в крупнотоннажных реакторах большого диаметра, где по этой
причине значительно ниже глубина конверсии сырья и эффектив-
ность использования катализатора. Длительность пребывания
катализатора в кипящем слое сокращена.
Регенератор (см. рис. 3.71) представляет собой вертикальный
цилиндрический аппарат переменного сечения. Корпус аппарата,
выполненный из стали 16ГС, футерован торкрет-бетоном, внутрен-
ние устройства — из стали 12Х18Н10Т. Аппарат предназначен
для регенерации катализатора путем выжига кокса в кипящем слое.
В нижней части (в зоне выжигания кокса) регенератор сек-
ционирован цилиндрической перегородкой на две кольцевые
зоны — внешнюю и центральную. Катализатор на обработку по-
ступает во внешнюю зону. Здесь установлена радиальная пере-
городка, образующая круговой лабиринтный канал, в котором
катализатор перемещается по удлиненной траектории. Затем
катализатор перетекает в центральную зону через два переточ-
ных сквозных окна в верхней части цилиндрической перегородки.
Из центральной зоны катализатор выводится в нижнюю часть
реактора. Кипящий слой в аппарате создается с помощью воздуха,
вводимого в аппарат через трубчатые коллекторы. Внешняя коль-
цевая зона обслуживается кольцевым газовым коллектором с ра-
диальными отводами и круговым спутником. Радиальные отводы
выполнены из трубы диаметром 114x7, круговой отвод — из трубы
600 мм. Истечение воздуха из коллекторов осуществляется через
ниппели.
Дымовые газы из кипящего слоя поступают в зону сепарации,
в которой установлены 6 пар двухступенчатых циклонов спираль-
ного типа. Катализатор, уловленный в циклонах, возвращается
в кипящий слой по опускным трубам. Для предотвращения дого-
рания оксида углерода в диоксид в зоне сепарации и сборной
камере предусмотрена подача воды через 7 конденсатных форсу-
нок. С этой же целью предусмотрена подача воды в первые сту-
пени циклонов и верхнюю часть зоны сепарации. В зоне кипя-
щего слоя установлены 6 топливных форсунок для разогрева
катализатора во время пуска.
Литературу см. после раздела 3.9.
3.8. РЕАКТОРЫ КАТАЛИТИЧЕСКОГО РИФОРМИНГА И ГИДРООЧИСТКИ
Реакторы каталитического риформинга и гидроочистки пред-
ставляют собой аппараты шахтного типа с неподвижным катали-
затором и адиабатическими условиями эксплуатации. В зависи-
396
мости от гидродинамических условий движения обрабатываемых
потоков они подразделяются на реакторы с аксиальным движе-
нием — нисходящим или восходящим потоками и реакторы с ра-
диальным движением — от периферии к центру. На действую-
щих установках аксиальные реакторы реконструируются в ра-
диальные. Радиальное движение потоков обеспечивает меньшее
гидравлическое сопротивление газофазному потоку сырья.
В отличие от реакторов гидрокрекинга и гидрирования в ре-
акторах риформинга процесс проходит при значительных отри-
цательных тепловых эффектах, а это требует непрерывного под-
вода тепла в зону реакции. Эндотермичность процесса в реакцион-
ном объеме определила необходимость создания каскада аппара-
тов со ступенчатым регулированием температурного режима вместо
одного аппарата с раздельными зонами. Разделение одного об-
щего реакционного объема на несколько последовательно соеди-
ненных отдельных адиабатических реакторов с промежуточ-
ным подводом тепла в реакционные зоны от трубчатой нагрева-
тельной печи позволяет значительно уменьшить перепад темпера-
тур по высоте реакционного объема в каждом аппарате до невы-
соких значений (15—50 °C).
Реакторный блок установок каталитического риформинга
обычно состоит из четырех реакторов: одного реактора гидро-
очистки бензина и трех реакторов с последовательно увеличиваю-
щимися объемами катализатора. Исследовательские работы и про-
мышленная эксплуатация позволили определить оптимальные
объемные скорости ввода сырья (обычно они составляют 1,35—
2,5 ч-1, в зависимости от активности катализатора), а также со-
отношение загрузки катализатора между 1, 2 и 3-м реакторами
риформинга (1 : 2 : 4 или 1 : 2 : 6 в зависимости от химического
состава углеводородного сырья).
В период работы реакторного блока, состоящего из каскада
аппаратов, температурные перепады в зависимости от перераба-
тываемого сырья составляют: в первом реакторе, где происходит
максимальная часть превращений (так как поступает свежее
сырье), 25—45 °C, во втором 4—20 и в третьем до 15 °C. Значи-
тельное снижение температуры в 1-м реакторе, а также снижение
температур в последующих аппаратах приводит к уменьшению
скоростей реакций (замедлению превращения сырья), снижению
производительности реакторного блока. Чтобы этого избежать,
предусматривается ступенчатое нагревание смеси непревращен-
ного сырья и продуктов реакции. Это стабилизирует энергетиче-
ский уровень процесса, условия и выход высокооктанового бензина.
В табл. 3.27 приведены основные параметры, типоразмеры и
материалы реакторных блоков в установках каталитического ри-
форминга. Реакторы риформинга установок Л35-11/1000, ЛК-6У
и ЛК-9М — с радиальным потоком, установок Л35-11/300 и
Л35-11/600 — запроектированы с аксиальным потоком, но на
ряде НПЗ реконструированы на радиальные потоки.
397
g ТАБЛИЦА 3.27. Технические характеристики реакторов установок и блоков каталитического риформинга
оо
В числителе — значения, относящиеся к реакции, в знаменателе — к регенерации.
Показатели Установки
Л35-1 1/300 Л35-1 1/600 Л35-11/1000 лк-li У ЛК 9М
Реактор предварительной гидроочистки бензина
Р1
Внутренний днаметр/высота 2600/7800 3 000/1 I 2мО 3 600/10 500 3 600/10 500 3 200/1 1 100
Расчетное давление, МПа .",0/1,0 4.9/1,0 2,9/1,1 2.9/1.1 5.5/1.5
Температура, °C 42 0'540 426/340 4 20/540 420/540 370/370
Материал 12ХМ4- 08XI8H10T 12ХМ-г 08X 1 8П 1 ОТ 12XM-F 08Х18НЮТ 12ХМ+ 08X18111 ОТ 12ХМ+ 08X 1 8Hi ОТ
(футерован) (футерован) 08XI8H10T 08Х18Н10Т 08X1 811 ЮТ
Масса, т 37,4 47,1 54,0 54,0 78,8
Реакторы оцформинга
Р2
Внутренний диаметр/высота, 2600/6600 3 000/9 80(1 2 400/9 600 2 400/9 400 2 200/7 400
Расчетное давление, МПа 5,0/2,0 5,3/2,0 4,4/2.0 4,4/2,0 2,5/2,0
Температура, СС 520/520 525/520 530,-520 530/520 535/520
Материал 12ХМ+ 08XI8H10T I2XM+ 08X1 8 ill ОТ 12ХМ+ 08X18HI0T 12ХМф 08Х18НЮТ (футерован) 10Х2ГМ
(футерован) (футерован) (футерован) 08X13
Масса, т 38,3 44,0 41t7 41,7 38,3
РЗ
Внутренний диамстр/высота, 2600/6600 3 000/1 1 800 3 200/1 2 000 3 200/1 1 900 3 000/8 050
мм Расчетное давление, МПа 5,01/2,0 5,3/2,0 4,4'2,0 4,4/2.0 2,5/9.0
Температура, °C 520/520 525/5 2. j 530/520 530/->20 535/5,20
Материал 12ХМ+ 08Х 1 ЯН ЮТ (футерован) 12ХМ+ 08X1 811 ЮТ ЮХМ + 08XI8H10T 12ХМ-1- 08X1811101 10Х2ГМ
(футерован) (фУтеронап) (фуТ(’РОран) 08X13
Масса, т 38,3 55,8 66,6 66,6 71,2
Р4
Внутренний диаметр/высота, мм 2600/9500 (2 шт.) з ooo/l 1 500 (2 шт.) 4 000/14 000 4 000/13 юо 3 600/lj 300
Расчетное давление, МПа Температура, °C 5,0/2,0 520/520 5,31/2.0 525/525 4,4/2,0 2 30/520 4,4/2,0 530/52Q 2,5/2,0 53Э/520
Материал I2XM+ 08Х18ЦЮ7 I2XM4- О8Х18|||оз 12ХМ+ 08Х18НЮТ 12ХМ+ 08X । 8 н 1 ОТ 10Х2ГМ
(футерован) (футеР°ван) (футерован) (футерован) 08 X | з
Масса, т 42,8 64.3 122,5 122.5 119,6
Рис. 3.72. Реактор риформинга;
1 — распределитель; 2 — штуцер для
термопары; 3 — днище верхнее; 4 —
кожух: 5 — корпус; 6 — тарелка; 7 —
футеровка; 8 — желоб; 9 — катализа-
тор; 10 — труба центральная; 11 —
пояс опорный; 12 — опора; 13 — днище
нижнее; 14 — шары фарфоровые;
I — ввод сырья; II — вывод продукта;
III — вывод катализатора.
Реакторы каталитиче-
ского риформинга с радиаль-
ным движением потока уста-
новок ЛК-6У и Л35-11/1000
приведены на рис. 3.72 и
3.73. Аппараты характери-
зуются движением газовой
фазы в перфорированных
периферийных желобах, уста-
новленных без интервала
вертикально по внутренней
стенке аппаратов. Газовая
фаза движется в радиальном
направлении к центральной
тоубе и затем отводится из
аппарата.
Катализатор в аппаратах
расположен в виде одного
слоя с равномерной плотностью засыпки и узким интервалом поли-
дисперсности частиц. Температура по высоте аппарата (в трех уча-
стках под углом 120 ° при виде сверху) измеряется тремя зональ-
ными термопарами. Точки замера в каждой термопаре располо-
жены по высоте через 500 мм. Для контроля температуры стенки
корпуса снаружи устанавливаются местные термопары. В верх-
ней части аппарата расположена тарелка 6, предотвращающая
прямое попадание потока сырья в слой катализатора. Желоба
вставляются в прорези верхнего кольца, приваренного к ко-,
жуху, а снизу закрепляются на сплошном кольце. В центре ап-
парата установлена перфорированная труба, обтянутая сеткой.
Оптимальное газораспределение в аппарате.зависит от высоты
аппарата (последняя меняется в каждом реакторе блока), диа-
метра центральной трубы и перфорации как в желобах, так и в цен-
тральной трубе. В настоящее время доля перфорации в цен-
тральной трубе обычно составляет от 4 до 2%, причем последняя
меняется, уменьшаясь к нижней части.
Для защиты от влияния высокой температуры и коррозион-
ного воздействия среды стенки корпуса с внутренней стороны футе-
рованы торкрет-бетонным покрытием толщиной не менее 100 мм.
Поверхность футеровки защищена кожухом из стали 08Х18Н10Т.
В промышленности эксплуатируются реакторы с корпусами, изго-
№
Рис. 3.73. Реактор риформинга:
1 — корпус; 2 — желоб* перфорированный; 3 — сборник продуктов реакции; 4 — рас-
пределитель и гаситель потока; 5 — кожух металлический; 6 — тройник; 7 — термопара;
S — футеровка.
/ — ввод сырья; II — вывод сырья.
Рис, 3.74. Реактор риформинга установки Л35-1 1/300 НД:
/ — корпус; 2 — желоб перфорированный; 3 — сборник продуктов реакции; 4 — рас-
пределитель и гаситель потока; 5 — штуцер для термопары;
I ввод продукта; II — вывод продукта.
400
ТАБЛИЦА 3.28. Технические характеристики реакторов
гидроочистки и риформинга
В числителе — значения, относящиеся к реакции, в знаменателе — к регенерация.
Аппарат Диаметр и высота, мм Давле- ние МПа Темпе- ратура, °C Материал Масса, т
Реактор гидро- очистки Р1 Реакторы риформин- га с ра- диальным потоком 2000/8625 4/0,5 400/550 12ХМ+08Х18Н10Т 24,7
Р2 1600/5120 2,3/1,2 530 12ХМ+08Х18Н10Т 13,8
РЗ 1800/8000 2,3/1,2 530 12ХМ+08Х18Н10Т 21,0
Р4 2200/9600 2,3/1,2 530 12ХМ+08Х18Н10Т 33,7
товленными из биметалла типа 12ХМ+08Х18Н10Т, а также с за-
щитной торкрет-бетонной стенкой.
На рис. 3.74 приведена конструкция реактора риформинга
с радиальным вводом газового потока и корпусом из двухслойной
стали 12ХМ 4- 08X18HI0T. Такого типа аппараты применяются
для замены отработавших свой срок реакторных блоков уста-
новок Л35-11/300. Данные об этих реакторах приведены
в табл. 3.28.
Литературу см. после раздела 3.9.
3.9. РЕАКТОРЫ ГИДРООЧИСТКИ БЕНЗИНА,
ДИЗЕЛЬНОГО ТОПЛИВА И МАСЕЛ
Гидроочистка дистиллятов от сернистых соединений и непре-
дельных углеводородов является одной из разновидностей гидро-
генизационных процессов, проводимой при менее жестких тех-
нологических режимах по давлению и температуре, а также мень-
шем расходе водорода. Аппараты гидроочистки широко исполь-
зуются для очистки бензиновых, керосиновых и дизельных фрак-
ций, дистиллятов каталитического крекинга и масляных фрак-
ций.
В реакторах применяются алюмокобальтмолибденовые (АКМ)
или алюмоникельмолибденовые (АНМ) катализаторы при объем-
ных скоростях от 1,5 до 3,5 ч'1, расчетной температуре при ре-
акции до 430 °C, регенерации до 530 °C и расчетных давлениях
до 6,0 МПа. Большой срок службы катализатора (до 35 меся-
цев) без регенерации при неподвижном слое его в реакционном
объеме позволяет создавать аппараты высокой эффективности
и надежности, рассчитывая их на общий срок эксплуатации
до 20 лет.
401
Рис. 3.75. Реактор предварительной гидроочистки бен*
зина:
/ — корпус; 2 — днище нижнее; 3 — днище верхнее;
4 — распределитель; 5 — шары фарфоровые; 6 — кор-
зина; 7 — пояс опорный; 8 — опора; 9 — сборник про-
дукта; !0 — катализатор;
/ — горловина верхняя; II — горловина нижняя; III —1
ввод термопары; IV — выгрузка катализатора.
Различная упаковка слоя катализа-
тора в аппарате приводит к неравномер-
ному распределению двухфазной газо-
жидкостной смеси по слою катализатора,
усиливая потоки в различных участках
реакционной зоны и тем самым уменьшая
поверхность контакта реагирующих фаз
и выход качественно обработанных неф-
тепродуктов. Наряду сэтим при движении
жидкого потока около зерен образуются
струйные и отрывные течения, что приводит
также к пространственной неоднородности. Устранить указан-
ные явления можно, лишь добиваясь оптимальных технологиче-
ских и конструктивных решений. Необходимо учитывать плот-
ность орошения — газосырьевую нагрузку на слой катализатора,
использовать контактно-распределительные и фильтрующие
устройства, а также увеличивать слой катализатора, не создавая
при этом значительных перепадов давления. Высокие экзотер-
мические эффекты повышают перепад температур по высоте ап-
парата, что способствует активизации нежелательных вторичных
реакций. Для снижения перепада температур применяют ввод
«холодного» водорода в перегретые зоны с одновременным сек-
ционированием аппарата и приближением каждой секции к ади-
абатическим условиям.
На рис. 3.75—3.77 приведены конструкции реакторов гидро-
очистки бензина и дизельного топлива. Как видно из рисунков,
реакторы предварительной гидроочистки бензина и гидроочистки
дизельного топлива по конструктивному исполнению близки.
Сборные корзины, выполненные в виде металлического кар-
каса, обтянутого сеткой, высотой до 600 мм и диаметром до 200 мм,
служат фильтрующим устройством для улавливания продуктов
коррозии и увеличения поверхности контакта потоков с катали-
затором, что снижает рост гидравлического сопротивления.
В верхней части (см. рис. 3.77) установлена распределительная
тарелка с переточными патрубками, ниже которой также имеются
сборные фильтрующие корзины. В средней части установлена
колосниковая решетка, разделяющая аппарат на две части. Ре-
шетка служит опорным устройством для верхнего слоя катали-
затора. Она опирается на двутавровые балки. Поверхность колос-
ников покрыта рядом слоев сетки, на которых уложены фарфо-
ровые шары диаметром до 16 мм. Для снижения температуры
402
Рис. 3.76. Реактор предварительной гидроочистки бензина установки Л35-1 1/300 НД:
1 — корпус; 2 — распределитель и гаситель потока; <3 — фильтрующие устройства;
4 — многозонная термопара; 5 — сборник продукта.
Рис. 3.77. Реактор гидроочистки дизельного топлива:
J — корпус; 2 — распределитель и гаситель потока; 3 — распределительная непроваль-
ьаи тарелка; 4 — фильтрующее устройсзво; 5 — опорная колосниковая решетка; 6 —
коллектор ввода водорода; 7 — фарфоровые шары; 8 — термопара.
в аппарате под колосниковую решетку вводится холодный водо-
родсодержащий газ. В нижней части установлен сетчатый сбор-
ник продукта. Сборник продукта и 2/3 нижнего днища засыпаны
фарфоровыми шарами, нейтральными к среде и способствующими
улучшению условий отвода продукта из реакционного объема.
Реакторы гидроочистки как правило изготавливаются с «го-
рячим» корпусом из низколегированной стали 12ХМ с аустенит-
ным покрытием сталью 08Х18Н10Т.
Техническая характеристика реакторов предварительной ги-
дроочистки бензина приведена в табл. 3.27, 3.28.
Реакторы гидроочистки масел широко применяются на уста-
новках типа Г24 и КМ-2. Эксплуатируются они при давлении
до 5 МПа и температурах реакции до 325 °C и регенерации —
403
Рис. 3.78. Реактор гидроочистки масел с нисходящим потоком сырья установки Г24;
1 — смеситель; 2 — реакционная зона; 3 распределительная камера; 4 — раздели-
тельная перегородка; 5 — термопары; 6 —* штуцер для выгрузки фарфоровых шаров;
7 — штуцер для выгрузки катализатора;
I — ввод продукта; II — вывод продукта.
Рис. 3.79. Реактор гидроочистки масел г восходящим потоком сырья установки KM>2j
/ — корпус; 2 — днище верхнее; 3 —* днище нижнее; 4 — опора; 5 — загрузочный
бункер; 6 — распределительная тарелка; 7 — устройство вывода катализатора; 8 = фнль-*
трующее устройство; 9 =₽ многозонная термопара.
404
ТАБЛИЦА 3.29. Технические характеристики реакторов гидроочистки масел
В числителе — значения, относящиеся к реакции, в знаменателе — к регенерация.
Показатели Установки
Г24 КМ-2
Внутренний диаметр, мм Высота, мм Давление, МПа Температура, °C Материал корпуса внутренних устройств Масса, т Направление потока 1 400 12 550 5,0/4,0 360/525 12ХМ+12Х18Н10Т 12Х18Н10Т 32,5 Нисходящий 1 400 13 000 5,0/0,8 325/500 12ХМ+08Х18Н10Т 12Х18Н10Т 18,5 Восходящий
500 °C. Основные характеристики и параметры реакторов приве-
дены в табл. 3.29. На рис. 3.78 приведен реактор гидроочистки
масел с нисходящим движением жидкости через неподвижный слой
катализатора.
На рис. 3.79 приведена конструкция реактора гидроочистки
масел с восходящим потоком газожидкостной смеси. Этот реактор
отличается более эффективной работой, так как обеспечивается
более высокое качество распределения газа и жидкости по высоте
слоя и в результате — увеличение диапазона нагрузок по жид-
кости на катализатор.
В нижней части реактора установлена тарелка с 16-ю стака-
нами, представляющими собой в верхней части перфорировангые
патрубки Dy = 150 мм. Они обтянуты сеткой с заглушенными
верхними концами высотой 400 мм. Под каждым стаканом (ниже
тарелки) расположен смесительный патрубок Dy = 50 мм, дли-
ной 330 мм, с зубчатым концом. Для возможности осуществления
монтажа и демонтажа тарелка состоит из отдельных элементов,
опирающихся на опорное кольцо на корпусе, соединяемых между
собой при помощи болтов.
В верхней части реактора над слоем катализатора установлены
колосниковая решетка и затворная тарелка, состоящие также из
отдельных элементов, в пространстве между которыми располо-
жены переточные патрубки для перетока дополнительного ката-
лизатора в слой в случае его усадки, и устройство для вывода
продукта.
ЛИТЕРАТУРА К РАЗДЕЛАМ 3.7. 3.8 3.9
Вэйле С. Химическая кинетика и расчеты промышленных реакторов. М.: Химия,
1967.
Гельперин. Н. И. и др. Основы техники псевдоожижения. М.: Химия, 1967.
Гуреев А. А., Жаров Ю. М., Смидович Е. В, Производство высокооктановых бен-
зинов. М.: Химия, 1981,
405
Мухленов И. П., Кузнецов Д. А. и др. Общая химическая технология. Ч. 1.
М.: Высшая школа, 1977.
Производство высокооктановых бензинов: Алкилирование и каталитический кре-
кинг. Грозный, 1976. Труды ГрозНИИ. Вып. XXX.
Прокопюк С. Г., Масагутов Р. Л1. Промышленные установки каталитического
крекинга. М.: Химия, 1974.
Разумов И. М. Псевдоожижение и пневмотранспорт сыпучих материалов М.:
Химия, 1972.
Романнов П. Г., Курочкина М. И. Гидромеханические процессы химической
технологии. Л.: Химия, 1982.
Скобли А. И.. Трегубова И А., Молоканов Ю. К. Процессы и аппараты нефте-
перерабатывающей и нефтехимической промышленности. М.: Химия, 1982.
Смидович Е. В. Технология переработки нефти и газа. Ч. 2: Крекинг нефтяного
сырья и переработка углеводородных газов. М.: Химия, 1980.
Средин В. В., Тарасенков П. М. Оборудование и трубопроводы установок ка-
талитического риформинга и гидроочистки. М.: Гостоптехиздат, 1С63.
Сулимов А. Д. Каталитический риформинг бензинов. М.: Химия, 1973.
Суханов В. П. Каталитические процессы в нефтепереработке. М.: Химия. 1967.
Хаджиев С. Н , Суворов К). Н. и др. Крекинг нефтяных фракций на цеолитсодер-
жащих катализаторах. М.: Химия, 1982.
3.10 НАСОСЫ
3.10.1. Общие сведения
Перекачка жидких продуктов является одной из основных
операций, осуществляемых в технологических процессах нефте-
перерабатывающей промышленности. Перекачка производится
при помощи насосов, подразделяемых по принципу действия на
лопастные, у которых перемещение жидкости производится не-
прерывным потоком за счет энергии лопасти вращающегося колеса,
и объемные, у которых подача жидкости осуществляется за счет
перемещения ее отдельных объемов в нагнетательный трубопровод.
Основные типы лопастных насосов — центробежные, осевые,
диагональные; объемных — поршневые, плунжерные, винтовые,
шестеренные, пластинчатые и др. Из числа лопастных насосов
на нефтеперерабатывающих заводах наибольшее применение
имеют центробежные, из числа объемных — поршневые (плун-
жерные), шестеренные, вихревые.
Центробежные насосы, преимуществами которых является
непрерывность потока, небольшая занимаемая площадь и относи-
тельная простота конструкции, составляют основную часть на-
сосного хозяйства НПЗ. По роду перекачиваемой жидкости цен-
тробежные насосы на НПЗ подразделяются на:
нефтяные — для перекачки нефти и нефтепродуктов, сжижен-
ных углеводородных газов;
химические — для перекачки химически активных жидкостей;
насосы общего назначения — для перекачки воды и других
жидкостей (главным образом, в общезаводском хозяйстве).
Учитывая, что нефтяные насосы составляют подавляющую
часть насосного парка на НПЗ, в настоящем разделе основное
внимание будет уделено этим типам насосов и торцовым уплотне-
ниям к ним.
406
3.10.2. Нефтяные центробежные насосы
Как уже указывалось выше, нефтяные насосы предназначены
для перекачки нефти, нефтепродуктов, сжиженных углеводород-
ных газов и других жидкостей, сходных с указанными по физи-
ческим свойствам и коррозионному воздействию на материал
проточной части насосов. Перекачиваемая жидкость не должна
содержать более 0,2% твердых взвешенных частиц размером
до 0,2 мм.
Насосы изготавливаются в различных климатических испол-
нениях и категориях и предназначены для работы на открытом
воздухе и в помещениях, где возможно образование взрывоопас-
ных смесей и газов, которые по классификации ПИВРЭ относятся
к категориям 1, 2, 3 и группам Тх, Т2, Т3 и Т4.
Привод насосов осуществляется, как правило, от взрывобез-
опасных электродвигателей исполнения ВЗТ4.
Типы и основные параметры центробежных нефтяных насосов
определяются ГОСТ 23447—79.
Важнейшие параметры, применяемые
для характеристики центробежных насосов
Q — подача, м3/ч;
Н — напор, м ст. ж.;
п — частота вращения вала, об/мин;
т) — коэффициент полезного действия (к. п. д.), %;
N — мощность, потребляемая насосом, кВт;
А/г — кавитационный запас насоса, м;
АЛД0П — допускаемый кавитационный запас, м;
у — удельный вес перекачиваемой жидкости, тс/м3.
Подача и напор являются основными величинами, характе-
ризующими насос. Эти параметры насоса подбираются примени-
тельно к системе (трубопроводу), на которых он должен работать.
Напор, создаваемый насосом, должен превышать сопротивление
сети на величину, обеспечивающую беспрепятственную транспор-
тировку жидкости. С этой целью преодолеваемое насосом сопро-
тивление трубопроводов условно принимается на 5—8% выше
величины, полученной расчетным путем.
Мощность, потребляемая насосом, определяется по его харак-
теристике (по графику Q—N) или расчетным путем. Как правило,
указывается мощность, потребляемая насосом при перекачивании
жидкости с удельным весом 1 тс/м3. При перекачивании жидко-
стей, отличающихся по вязкости от воды, потребляемая мощность
пересчитывается по соотношению
N l/A'j = Т1/Тз
или определяется по формуле (в кВт):
367г|
(3.34)
(3.35)
407
После определения мощности, потребляемой насосом, рассчи-
тывается мощность приводного электродвигателя:
Уэ-дв — (3.36)
где т — коэффициент запаса.
Коэффициенты запаса определяются в зависимости от значе-
ний мощности:
N, кВт ........... <20 20—50 50—3G0 >300
т............... 1,25 1,2 1,15 1,1
С целью обеспечения бескавитацпонной работы насоса перека-
чиваемая жидкость перед входом в насос должна иметь некоторый
запас энергии сверх давления паров — кавитационной запас АЛ.
При этом должно быть соблюдено условие:
Л/г (0,5 -j- Л/гдоп) (3.37)
При выборе насоса желательно, чтобы область его примене-
ния находилась в зоне максимального к. п. д.
Обозначение центробежных нефтяных насосов
а) Консольные насосы
(по ТУ 26-02-455—72 и ТУ 26-.02-766—77)
Пример: НК 560/335-120-В16СОПТВ2,
где Н — нефтяной; К — консольный; 560/335 — подача при ро-
торе 1, м3/ч к подаче при роторе 2, м3/ч; 120 — напор, м ст. ж.;
В — направление входного патрубка (В — вертикальный, Г —
горизонтальный); 1 — вариант ротора; б — вариант диаметра
рабочего колеса; С — материал насоса; ОП (возможны три
буквы) — типа уплотнения вала; ТВ (возможна одна буква) —
климатическое исполнение; 2 — категория установки.
Пример: НК 200/120А-В2аХОТУ4,
где Н — нефтяной; К — консольный; 200 — подача (в ма/ч)
при роторе 1; 120 — напор, м ст. ж.; А — модернизация; испол-
нение — аналогично предыдущему примеру.
б) Двухопорные насосы
Пример: НСД 200/700-1а ХДТТВ2,
где Н — нефтяной; С — секционный; Д — двухкорпусный; 200 —
подача (в м3/ч) при роторе 1; 700 — напор, м ст. ж.; исполнение —
аналогично первому насосу.
Пример: НПС 200/700 16СДКУ4,
где Н — нефтяной; П — с плоским разъемом корпуса; С — сек-
ционный; далее аналогично предыдущим примерам.
в) Консольные насосы
(по ТУ 26-02-1258—80 и ТУ 26-02-392—77)
Пример: 4НК-5Х1 (4НКЭ-5Х1, 10НД-6Х1),
где 4 —диаметр входного патрубка, уменьшенный в 25 раз; Н —
- нефтяной; К — консольный; 5 — коэффициент удельной быстро-
408
ходности колеса, уменьшенный в 10 раз; 1 — число ступеней;
Э — насос на одном валу с электродвигателем (электронасос);
Д — колесо двойного входа.
Классификация, параметры, материальное оформление,
области применения нефтяных насосов
Классификация нефтяных насосов по основным конструктив-
ным признакам и техническим характеристикам дается
в табл. 3.30.
На рис. 3.80 приводятся зависимости Q—И (поля) нефтяных
насосов (консольных и с выносными опорами), изготавливаемых
из стали, а на рис. 3.81 — чугунных нефтяных насосов.
Схемы некоторых типов нефтяных насосов изображены на
рис. 3.82—3.87.
В табл. 3.31 содержатся основные данные по выпускаемым
нефтяным насосам, а также указаны нормативные документы
(технические условия), по которым они изготавливаются.
В зависимости от конструктивных особенностей определяются
температурные области применения насосов типа К и НГК,
Рнс. 3.80. Поля Q—H стальных насосов.
409
ТАБЛИЦА 3.30, Классификация нефтяных насосов по основным конструктивным
Мате- риал корпуса Основной конструктив- ный признак насоса Шифр груп- пы Особенности гидравлической части
число ступе- ней тип колеса конструкция проточной части
Насосы горизонтального
Сталь Консольный к 1 С односторонним вводом жидкости Спиральный кор- пус
Направляющий аппарат
С двусторонним вводом жидкости Спиральный кор- пус
Направляющий аппарат
2 С односторонним ВВОДОМ 'ЖИДКОСТИ Спиральный кор- пус
НГК 1 То же То же
С выносными опорами '-А .. 0 То же Направля ; щии аппарат
ПС 8 То же То же
Чугун Консольный нк нкэ 1 То же Спиральный кор- пус
С выносными опорами н 2 То же То же
нд 1 С двусторонним ВВОДОМ жидкости ))
Чугун Встроенный в емкость 4 Насосы вертикального С односторонним I Направляющий вводом жидкости | аппарат
Откачка из заглубленных резервуаров 4,6 То же То же
Сталь — 1 Насосы вихревого
410
признакам и техническим характеристикам
Исполнение Рабочие параметры Насосы, входящие в группу
клима- тиче- ское кате- гория разме- те н и я температу- ра пере- качки жидкости, °C подача, м',/ч напор, м ст. ж.
типа У, тс, ТВ 2, 3, 4 — 80 <-400 104-670 204- 370 НК65/35-70, НК65/35-125, НК200/120-70
То же 2, 3, 4 — 80<- 400 104-670 204-370 НК200/120, НК200/210А
» 2, 3, 4 — 80<-400 104-670 204- 370 НК560/335-70, НК560-335/120, НК560/335-180
» 2, 3, 4 — 80 <-400 104-670 204- 370 НК560/120А, НК560/180А, НК560/300
2, 3, 4 — 80<- 400 104-670 204- 370 НК65/35-240, НК200/120-210 НК200/370
» 8 — 304-400 <14 304-47 2НГК-4Х 1
- — ОЛП 4ЛЛ глл ЛЛЛ JVU-r МСД200/700
» 2, 3, 4 — 30 <-200 104-250 3504- 850 НПС65/35-500, НПС120/65-750, НПС200-700
У 4 04-200 04-80 604- 120 57<-130 4НК-5Х1, 5НК-5Х1, 5НК-9Х1, 6НК-6Х1, 6НК-9Х 1
4НКЭ-5Х 1, 5НКЭ-5Х 1, 5НКЭ-9Х 1
У 4 34- 200 244-190 704- 360 4Н-5Х2, 5Н-5Х2, 6H-7X2.I
4Н-5Х4, 5Н-5Х4, 6Н-10Х4
т 4 3-=- 200 2004-500 404- 110 8НД-6Х1, 10НД-6Х1
типа У 2 <80 60 55 2НВ-9Х4
У 2 <80 90<- 180 604-90 12НА-9Х4, 12НА-22Х6
типа У ТС ТВ 2 3 4 —304-35 5 НО С-5/140
411
ТАБЛИЦА 3.31. Технические характеристики нефтяных насосов, изготавливаемых заводами Минхиммаша
Типоразмер насоса Вариант ротора или выходной диаметр рабочего колеса, мм Подача, м-’/ч Напор, м. ст. ж. Условное давление корпуса, кгс/см2 Масса кг Завод-изготовитель ТУ. по которым изготавливается насос
насоса агрегата без привода
НК65/35-70 1а 2а 65 35 70 40 295 765 Московский насосный им. М. И. Калинина ТУ 26-02-455—82
НК65/35-125 1а 2а 65 35 125 40 335 1090 ПО «Волгограднефтемаш»
НК65/35-240 1а 65 240 50 630 1500 Московский насосный им. М. И. Калинина, Бобруйский машинострои- тельный им. В. И. Ленина ТУ 26-02-455—82 ТУ 26-02-455—82
2а 35
НПС 65/35-500 . 1а 65 500 64 1260 1985 Бобруйский машинострои- тельный им. В. И. Ленина ТУ 26-02-767—72
1а 2а 120 65 750 100 2129 3288
НК200/120-70 1а 2а 200 120 70 40 305 1230 ПО «Волгограднефтемаш» ТУ 26-02-455—82
НК200/120 1а 2а 200 120 120 40 485 1300 Бобруйский машинострои- тельный им. В. И. Ленина ТУ 26-02-455—82
НК200/210А 1а 2а 200 120 210 50 605 1620 ПО «Волгограднефтемаш» ТУ 26-02-455—82
НК200/120-210 1а 2а 200 120 210 50 650 1600
НК200/370 1а 2а 200 120 370 64 940 2300
НПС 200-700 la 200 700 100 2129
НСД 200/700 la 2а За 200 120 65 700 750 750 100 2650
НК560/335-70 la 2а 560 335 70 40 730
НК560/335-120 la 2а 560 335 120 40 740
НК560/120А la 2а 560 335 120 40 1020
НК560/335-180 la 2а 560 335 180 50 865
НК560/180А la 2а 560 335 180 50 1153
НК560/180 la 2а 560 335 180 50 1153
НК560/300 la 2а 560 335 300 64 1380
2НГК-4Х 1 175 12 42 16
4НК-5Х 1 4НКЭ-5Х 1 220 50 60 16 259 78
5НК-5Х1 5НКЭ-5Х 1 275 90 100 16 272 109
3288 Бобруйский машинострои- тельный им. В. И. Ленина ТУ 26-02-767—78
4730 Южный гидравлических ма- шин им. 60-лети я Советской Украины («Южгидромаш», г. Бердянск) ТУ 26-56-929—75
2000 ПО «Волгограднефтемаш» ТУ 26-02-455—82
2040
2470
2190
2791
2791 Бобруйский машинострои- тельный им. В. И. Ленина ТУ 26-02-455—82
3830 ПО «Волгограднефтемаш» ТУ 26-02-455—82
ПО «Волгограднефтемаш» ТУ 26-02-392—77
— Катайский насосный ТУ 26-06-1258—80
—
414
Продолжение табл. 3.31
Типоразмер насоса Вариант ротора или ВЫХОДНОЙ диаметр рабочего колеса, мм и: = сЪ - г? О ь □ Условное давление корпуса. кгс/см2 Масса, кг Завод-изготовитель Ту, по котовым изготавливается нт. ос
нас ОС: t агрегата без привода
5НК-9Х 1 5НКЭ-9Х 1 210 90 47 10 2(И 93 —
бнк-бх 1 6НКЭ-6Х 1 305 110 119 16 343 114 — Китайский насосный ТУ 26-06-1258—80
6НК-9Х 1 6НКЭ-9Х 1 240 120 65 10 272 103 —
4Н-5Х2 220 53 108 16 350 720
4Н-5Х4 220 62 212 25 740 1220
5Н-5Х2 275 100 188 25 570 1360
5Н-5Х 4 265 98 320 40 924 2400 Марийский машинострои- ТУ 26-06-1258—80
6Н-7Х2 290 149 200 25 640 1530 тельный
6Н-10Х4 258 190 240 40 1410 3050
8НД-6Х 1 280 202 100 16 740 1750
10НД-6Х 1 435 485 54 10 765 1760
С5/140А — 5 [40 25 213 ’ — ПО «Волгограднефтемаш» —
2НВ-9Х4 210 40 40 10 120—850 " — Лебедянский машинострои- —
12НА-9Х4 210 80 43 808— 1310 •* тельный
12НА-22Х6 215 150 54 1090— 1690 ** —
Примечание. Частота вращения всех насосов 2930 об/мин, насосов 1 ОН Д-6 X 1, 2 НВ-9 X 4, 12 НА-9 X 4 и 12НА-22 Х6 — 1470 об/мин.
• С электродвигателем.
** В зависимости от варианта исполнения по длине.
ТАБЛИЦА 3.32. Области применения консольных насосов типа К
в зависимости от температуры перекачиваемой жидкости (в °C)
Исполнение входного патрубка Исполнение деталей проточной части
С X н
В (вертикальное) — 30->400 0-> 400 —804-200
Г (горизонтальное) — 30->200 0^-200 —804-200
ТАБЛИЦА 3.33. Области применения насоса типа НГК в зависимости
от температуры перекачиваемой жидкости
Исполнение деталей проточной части Температура перекачиваемой жидкости °C
II — 304-400
III 200->400
415
Рис. 3.82. Продольный разрез одноступенчатого стального насоса типа К с рабочим колесом одностороннего входа жид-
кости со спиральным корпусом:
7 — вал; 2 — подшипниковый кронштейн; 3 — уплотнение вала; 4 — корпус; 5 -- рабочее колесо; 6 — крышка.
Зак. 70
ТАБЛИЦА 3.34. Материал основных деталей нефтяных насосов типа К
В скобках—твердость поверхности HRC
Деталь Исполнение деталей проточной части
С X н
Корпус
Корпус насоса, крышка корпу- Сталь Сталь Сталь
са, направляющий аппарат и диафрагма 25Л-П 20X1ЗЛ или 20Х5МЛ 10Х18Н9ТЛ
Нажимная втулка сальника Сталь 25Л-П Сталь 20Х13Л или 25Л-П Сталь 10Х18Н9ТЛ
Уплотнительные кольца и вкла- Сталь 40Х Сталь Сталь 12Х18НЮТ
дыши щелевых уплотнений, раз- грузочная втулка (28—32) 30X13 (30—35)
Ротор
Вал Сталь Сталь Сталь
40Х 20X13 или 30X13 45Х14Н14В2М
Рабочее колесо Сталь Сталь Сталь
25Л-П 20Х13Л 10Х18Н9ТЛ
Уплотняющие кольца и втулки Сталь 40X Сталь Сталь
щелевых уплотнений, разгру- (52—56) 40X13 12Х18Н10Т, на-
зочный барабан Защитная гильза Сталь 95X18 (52—58) (02—ЭО) плавка рабочей поверхности стел- литом взк
ТАБЛИЦА 3.35. Материал основных деталей нефтяных насосов типа НГК
В скобках — твердость поверхности HRC.
Деталь Исполнение деталей проточной части
II III
Корпус и крышка насоса Сталь 25Л-П Сталь 20Х5МЛ
Втулка сальника Сталь 25Л-11 Сталь 25Л-11
Грундбукса, уплотнительные кольца Сталь 40Х Сталь 30X13
корпуса и крышки (28—32) (28—32)
Вал Сталь 40Х Сталь 30X13
Рабочее колесо Сталь 25Л-Н Сталь 20Х5МЛ
Уплотнительное кольцо рабочего ко- Сталь 40Х Сталь 40X13
леса (52—56) (52—56)
Защитная гильза Сталь 95) <18 (55— 58)
418
4-5 6
7 8
8
Рис. 3.85. Продольный разрез чугунного насоса типа НК:
1,4 — опорные подшипниковые узлы; 2 — вал; 3 — подшипниковый кронштейн; 5 —
уплотнение вала; 6 — гайка рабочего колеса; 7 — рабочее колесо; 8 — корпус; 9
крышка.
ТАБЛИЦА 3.36. Материал деталей проточной части нефтяных насосов типа ПС
_____В скобках — твердость поверхности HRC.
Деталь I Материал
Корпус Корпус насоса Сталь 25Л-11
Крышка корпуса Направляющий аппарат и обойма камеры (напор- ная, входная и выходная) Нажимная втулка сальника Сальниковая камера Сталь 20
Невращающиеся детали щелевых уплотнений (в том Сталь 40Х
числе уплотнительные кольца и плавающие кольца, втулки щелевых и концевых уплотнений и пр.) Ротор Вал Сталь 40Х
Рабочее колесо Сталь 25Л-И
Вращающиеся детали щелевых уплотнений (в том Сталь 40Х
числе уплотнительные кольца рабочих колес, втулки щелевых и концевых уплотнений и пр.) Защитная гильза Сталь 95X18 (52—58)
14*
419
Рис. 3.86. Продольный разрез четырехступенчатого чугунного насоса типа Н:
1, 8 — опорные подшипниковые узлы; 2 — вал; 3, 7 — корпус (верхняя и нижняя половины); 4 уплотнение вала; S
защитная гильза; 6 рабочее колесо; 9 — переточная труба.
Рнс. 3.87. Продольный разрез вертикального насоса
2НВ-9Х 4:
1 — приемный патрубок; 2 — нижиий подшипник
(скольжения); 3 — рабочее колесо; 4 — направляю-
щий аппарат; 5 — вал; 6 — опорная камера; 7 —
промежуточный подшипник; 8 — поддерживающая
колонка; 9 — резьбовая муфта; 10 — промежуточный
вал; 11 — направляющий подшипник; 12 — уплот-
нение вала; 13 — опорные стойки; 14 — верхний
подшипник.
приведенные в табл. 3.32 и 3.33. На-
сосы типа СД применяются для пере-
качивания жидкостей с температурой
от 30 до 200 °C. Насосы типа Н и НД
предназначены для жидкостей с тем-
пературой от 3 °C до 200 °C. Верти-
кальные нефтяные насосы должны
использоваться для откачки жидкостей
из заглубленных резервуаров с темпе-
ратурой не более 80 °C.
Материалы, из которых изготав-
ливаются основные детали насосов
типа К, НГК и ПС, приведены в табл.
3.34—3.36.
3.10.3. Торцовые уплотнения
для нефтяных центробежных насосов
Торцовые уплотнения насосов —
уплотняющие устройства вращающихся
валов, обеспечивающие герметизацию
рабочих полостей насосов за счет кон-
такта плоских торцов специальных
вращающихся колец, образующих пару
трения.
Торцовые уплотнения — весьма эф-
фективные механические устройства,
позволяющие практически полностью
исключить утечку перекачиваемой жид-
кости (максимальная утечка <30см3/ч).
Торцовые уплотнения подразделя-
ются на группы:
торцовые уплотнения для нефтяных
насосов (изготовитель — Нальчикский
машиностроительный завод);
торцовые уплотнения для водяных и химических насссов
(изготовители — Нальчикский машиностроительный завод, Юж-
ный завод гидравлических машин им. 60-летия Советской Украины)
По конструкции торцовые уплотнения, в зависимости от тру-
щихся пар, состоят из двух групп — одинарные и двойные.
421
Одинарные уплотнения:
Т, ОП, ОНП — с проточной циркуляцией уплотняемой среды;
ТП, ОК, ОНК — с автономным контуром циркуляции уплот-
няемой среды;
ТВ, ОТ, ОНТ — с автономным контуром циркуляции уплот-
няемой среды и теплообменным устройством вала насоса.
Двойные уплотнения:
ТД — с проточной циркуляцией затворной жидкости;
ТДВ — с проточной циркуляцией затворной жидкости и теп-
лообменным устройством вала насоса;
ДК и ДНК — с автономным контуром циркуляции затворной
жидкости;
ДТ и ДНТ — с автономным контуром циркуляции затворной
жидкости и теплообменным устройством вала насоса.
Торцовые уплотнения указанных типов применяют для уплот-
нения валов центробежных нефтяных насосов, перекачивающих
нефть, нефтепродукты, сжиженные углеводородные газы, органи-
ческие растворители, а также другие жидкости, сходные с ука-
занными по физико-химическим свойствам.
Обозначение уплотнений
а) Типы Т, ТП, ТВ, ТД, ТДВ
При м е р: Т9Б,
где Т —тип уплотнения; 9 — диаметр вала насоса (мм), умень-
шенный в 5 раз; Б — индекс, характеризующий присоединитель-
ные размеры.
б) Типы ОП, ОК, ОТ, ДК, ДТ
Пример: ОК80КР,
где ОК — тип уплотнения; 80 — диаметр вала насоса (мм); КР —
для коррозионно-активных нефтепродуктов — растворителей
маслобензостойких резин.
в) Типы ОНП, ОНК, ДНК, ДНТ
Пример: ОНП70КРП,
где ОНП—тип уплотнения; 70—диаметр вала насоса (мм);
КР — см. выше; П — исполнение по материалам трущихся
пар.
Конструкция, варианты исполнения,
области применения торцовых уплотнений
Изображения некоторых типов, торцовых уплотнений для
нефтяных насосов приводятся на рис. 3.88—3.92.
Исполнение торцовых уплотнений, в зависимости от характера
перекачиваемой жидкости, определяется табл. 3.37.
В табл. 3.38 приводятся данные о вариантах исполнения тор-
цовых уплотнений в зависимости от температуры перекачиваемой
жидкости.
422
Рис. 3.88. Одинарное торцовое уплотнение типа Т:
1,11 — штифт; 2, 4,7 — уплотнительное кольцо; 3 —
неподвижное кольцо; 5 — клеммовое кольцо; 6 — гильза
вала; 8 — болт; 9 — лабиринтная втулка; 13— враща-
ющееся кольцо» 14 — пружина; 15 — корпус уплотне-
ния (переходник к насосу); 17 — кольцо.
В
Рис. 3,89. Одинарное торцовое уплотнение типа ОТ с автономным контуром
циркуляции уплотняемой среды и теплообменным устройством вала насоса.
Рис, 3.90, Одинарное торцовое уплотнение типа ОНП;
1 — клеммовое кольцо; 2 — гильза вала; 3 обойма; 4 штифт; 5 — неподвижная
втулка; 6 вращающаяся втулка.
424
Система
Подачи
затворной
жидкости
Импульс от насоса
Отвод затворной жидкости
Рис. 3.91. Двойное торцовое уплотнение типа ДНК.
Рабочее давление от вакуума до б МПа; рабочая температура 80—200 °C.
425
Веда
Рис. 3.92. Двойное торцовое уплотнение типа ДТ.
Рабочее давление до 25 кгс/см2; рабочая температура 200 — 400 СС.
ТАБЛИЦА 3.37. Варианты исполнения торцовых уплотнений
в зависимости от характера перекачиваемой жидкости
Т ип уплотнения Исполнение уплотнения Перекачиваема 51 жидкость
ОП, ок, от, с Инертные к коррозии нефтепродукты, не являю- щиеся растворителями маслобензостойкой ре- зины
ДК, дт
ОНП, ОНК, к Коррозионноактивные нефтепродукты, не явля-
ОНТ, ДНК ющиеся растворителями маслобензостойкой ре-
ДНТ ЗИНЫ
р Инертные к коррозии нефтепродукты— раство- рители маслобензостойкой резины
КР Коррозионноактивные нефтепродукты — рас- творители маслобензостойкой резины
ТАБЛИЦА 3.38. Варианты исполнения торцовых уплотнений
в зависимости от температуры перекачиваемой жидкости (в °C)
Тип уплотнения Исполнение уплотнения
С и К р КР
ОП, ОНП — 154-100 -304-100 — 50-=-100
ок, онк — 15-4- 200 —304-200 — 80-=- 200
ОТ, ОНТ — 15-=- 400 —304-400 — 804-400
ДК, ДНК — 154-200 —304- 200 — 804-200
ДТ, ДНТ — 15-ь 400 —304-400 —804- 400
426
ТАБЛИЦА 3.39. Торцовые уплотнения для различных нефтяных насосов
Насос Уплотняемый диаметр вала насоса» мм Торцовое уплотнение Насос Уплотняемый диаметр вала насоса, мм Торцовое уплотнение
4НК-5Х 1 5НК-5Х1 5НК-9Х1 6НК-6Х 1 6НК-9Х 1 4НКЭ-5Х1 5НКЭ-5Х 1 5НКЭ-9Х 1 8НКЭ-6Х1 6НКЭ-9Х 1 4Н-5Х2 5Н-5Х2 4Н-5Х4 5Н-5Х2 8НД-6Х 1 10НД 6Х ! 5Н-5х 4 6Н-7Х2 6Н-10Х4 НК12/40 о 1111 1 | Т9А, ТВ9А, ТД9А Т9Е Т9Б, ТВ9Б Т9В, ТВ9В Т10, ТВ10, тдвю ТВ11Б. II ТДВ11Б, Т13, ТВ13, ТДВ13, Т14А, ТВ14А, ТДВ14А ДНТ40 НК65/35-70 НК200/120-70 НК200/120-120 НК200/120 НК65/35-125 НК65/35-240 НК200/120-240 НК560/335-70 Н К560/335-120 НК560/120А НК560/180А НК560/335-180 НК560/180 НК200Д70 НК560/300 НК56Ю/300А" НПСОД 35-500 НПС120/65-750 НПС200/700 НСД200/700 60 70 80 90 ДК60, дтео, ОНП60, ОНК60, ОНТ60 ДК70, ДТ70, ОНП70, ОНК70, ОНТ70 ОП80, ОК80, ОТ80, ДК80, ДТ80, ДНК80 ОП90, ОК90, ОТ90, ДК90, ДТ90
ТАБЛИЦА 3.40. Исполнение гидравлической части
и приводного механизма насосов
Сборочная единица насоса Исполнение Обозна- чение
Гидравлическая часть Приводной меха- низм Из нержавеющей стали 10Х18НЗМ2Т с неохла- ждаемым сальником Из углеродистой стали с охлаждаемым сальни- ком Односторонний с постоянным передним положе- нием плунжера — для одной гидравлической части Двусторонний с постоянным средним положе- нием плунжеров — для двух оппозитно распо- ложенных гидравлических частей н G 2
427
g ТАБЛИЦА 3.41. Модификации насосов типа НРЛ, изготавливаемых промышленностью
00 .___________________________________________________________________________________
Типоразмер насоса Подача Давление нагнета- ния, МПа Кавита- ционный запас, м Давление на входе, МПа Объемный коэффициент, % Коэффи- циент полез- ного дей- ствия, % Габариты, мм, не более Масса, кг, не более
л/с Мп/ч
НРЛ4/10-Н НРЛ4/10-С 1,11 4 1 1 92 65 1600Х 1130X975 510
НРЛ4/10-Н2 НРЛ4/10-С2 2,22 8 1 1 92 65 2400Х 1360X995 760
НРЛ2.5/16-Н НРЛ2.5/16-С 0,695 2,5 1,6 1,6 92 65 1500Х 1130X975 485
НРЛ2.5/16-Н2 НРЛ2.5/16-С2 1,35 5 1,6 1,6 92 65 2170X1360X995 710
НРЛ1,6/25-Ы НРЛ1.6/25-С 0,445 1,6 2,5 2,5 90 65 1450Х 1130X975 485
НРЛ 1,6/25-Н2 НРЛ1,6/25-С2 0,89 3,2 2,5 2,5 90 65 2080X 1360X995 710
НРЛ1/40-Н НРЛ1/40-С 0,278 1 4 6 4 90 65 1435Х 1130X975 485
НРЛ1/40-Н2 НРЛ1/40-С2 0,556 2 4 6 4 90 65 2050Х 1360X995 710
НРЛ0.63/63-Н НРЛ0.63/63-С 0,1,75 0,63 6,3 6,3 90 65 1460Х 1130X975 485
НРЛ0.63/63-Н2 НРЛ0.63/63-С2 0,35 1,26 6,3 6,3 90 65 2100Х 1360X995 710
НРЛ0,4/100-Н НРЛ0.4/100-С 0,111 0,4 10 7 85 62 1465X1130X975 485
Н РЛ 0,4/100-Н2 НРЛ0.4/100-С2 0,222 0,8 10 7 10 85 62 2110X1360X995 710
При подборе торцовых уплотнений для конкретных типов
нефтяных насосов необходимо учитывать, что для определенных
групп насосов применяется ограниченная номенклатура торцовых
уплотнений. Данные о привязке торцовых уплотнений к нефтя-
ным насосам в зависимости от типа последних приводятся
в табл. 3.39.
3.10.4, Нефтяные и плунжерные насосы
с регулируемой подачей
Нефтяные и плунжерные насосы типа НРЛ предназначаются
для перекачивания нефтепродуктов, сжиженных углеводород-
ных газов и ряда других жидкостей.
В насосах типа НРЛ регулирование подачи перекачиваемого
продукта производится без остановки насоса в пределах от 0
до 100% за счет изменения длины хода плунжера. Предпочти-
тельно использовать насосы в диапазоне подачи от 40 до 100%.
Исполнения выпускаемых насосов по гидравлической части
и приводному механизму приводятся в табл. 3.40.
Модификации насосов типа НРЛ, изготавливаемых промышлен-
ностью, указаны в табл. 3.41.
Характеристика жидкостей, перекачиваемых насосами НРЛ
в зависимости от исполнения их материальной части приводится
в табл. 3.42.
ТАБЛИЦА 3.42. Характеристика жидкостей, перекачиваемых насосами
Материал гидравлической части насоса Исполнение Перекачиваемая жидкость и ее температура
Углеродистая сталь Нержавеющая сталь С, С2 Н, Н2 Нефтепродукты и другие некоррозион- ные жидкости с температурой от —30 до 400 °C (для насосов НРЛ-4 200 °C) Коррозионные среды
ЛИТЕРАТУРА
Насосы и компрессоры. М.: Недра, 1974.
Нефтяные центробежные насосы/Каталог. М.: ЦИНТИхимнефтемаш. 1980,
Поршневые и плунжерные нефтяные насосы с регулируемой подачей/Каталог.
М.: ЦИНТИхимнефтемаш, 1980.
Торцовы уплотнения для центробежных насосов/Каталог, М,: ЦИНТИхимнеф-
темаш, 1980.
Глава 4 ТОВАРНЫЕ НЕФТЕПРОДУКТЫ
4.1. НЕФТЯНЫЕ ТОПЛИВА
Нефтяные топлива (авиационные и автомобильные бензины,
топливо для реактивных двигателей, дизельное, котельное) при-
меняют в двигателях различного типа, преобразующих тепловую
энергию, которая получается при сгорании топлива, в механиче-
скую, а также в агрегатах и устройствах, предназначенных для
получения тепла.
К числу показателей, общих для всех видов топлива, отно-
сятся: фракционный состав, плотность, температура застывания,
температура кристаллизации, давление насыщенных паров, а
также присутствие соединений и элементов, количество которых
необходимо ограничивать (вода, сера, смолы, кислоты, механи-
ческие примеси и т. д.).
Фракционный состав (температура выкипания фракций) ха-
рактеризует испаряемость топлива, от которой зависит легкость
запуска, приемистость работы и экономичность двигателя, пол-
нота сгорания, интенсивность изнашивания.
Плотность является не только физико-химической характе-
ристикой, зависящей от состава топлива, но и показателем, кос-
венно отражающим количество энергии, содержащейся в единице
объема топлива.
Давление насыщенных паров характеризует наличие в топливе
легких углеводородов и определяет его склонность к образова-
нию паровых пробок, интенсивность потерь от испарения при
транспортировании и хранении.
Температура кристаллизации, по которой судят о низкотем-
пературных свойствах топлива, соответствует началу выпаде-
ния кристаллов парафиновых углеводородов, вследствие чего
топливо может терять способность к прокачиванию через фильтры
перед подачей в камеру сгорания. Температура застывания оп-
ределяет потерю топливом текучести.
4.1.1. Авиационные бензины
Это топливо используют в поршневых авиационных двигате-
лях с искровым зажиганием. Оно представляет собой смесь про-
дуктов прямой перегонки, алкилирования, изомеризации, аро-
матизации и других процессов с добавлением этиловой жидкости
и антиокислителя.
Основные требования к авиационным бензинам: достаточная
детонационная стойкость на бедной и богатой топливо-воздушной
смеси, оптимальней фракционный состав, низкая температура
кристаллизации, небольшое содержание смолистых веществ, кис-
лот и сернистых соединений, высокие теплота сгорания и стабиль-
ность при хранении.
430
ТАБЛИЦА 4.1. Основные характеристики авиационных бензинов *
Показатели Б-95/130 Б-91/115 Б-70
Содержание тетраэтилсвинца, г/кг, не более Детонационная стойкость: 3,3 2,5 —
октановое число по моторному методу, не менее 95 91 70
сортность на богатой смеси, не менее Фракционный состав: 130 115 —
температура начала кипения, °C, не ниже 40 40 40
10% перегоняется при температуре, °C, не выше 82 82 88
50% перегоняется при температуре, °C, не выше 105 105 105
90% перегоняется при температуре, °C, не выше 145 145 145
97,5% перегоняется при температуре, °C, не выше 180 180 180
остаток, %, не более 1,5 1,5 1,5
Давление насыщенных паров, кПа 29,3 29,3 —
Температура начала кристаллизации, °C, не выше -60 —60 —60
Удельная теплота сгорания, кДж/кг, не ниже 43 157 43 152 43 157
Цвет Желтый Зеленый —
♦ Бензины не содержат воды, механических примесей, водорастворимых киеяет
и щелочей, оЬ|ДсржiiBdKj 1 иииштанне на медной пластинке.
Авиационные бензины подразделяются на марки в соответ-
ствии со значением октанового числа, характеризующего дето-
национную стойкость в единицах эталонной шкалы, и сортностью—
детонационной стойкостью на богатой смеси, определяющей мощ-
ность двигателя при работе на бензине данной марки.
Основные физико-химические характеристики авиационных
бензинов приведены в табл. 4.1.
Часть бензинов марок Б-95/130 и Б-91/115 выпускают с госу-
дарственным Знаком качества. Для этих бензинов установлены
ограничения по содержанию ароматических углеводородов (не
более 35%), снижено содержание серы и смол. С целью унифика-
ции авиационных бензинов проводятся работы по замене всех
марок на одну — Б-91/115.
4.1.2. Автомобильные бензины
Этот вид топлива используют в поршневых двигателях с ис-
кровым зажиганием, установленных на наземной технике. Из-
готавливают их из продуктов прямой перегонки нефти, катали-
тического риформинга, каталитического и термического крекинга,
алкилирование с добавлением ароматических углеводородов.
Перспективными компонентами автомобильных бензинов являются
продукты гидрокрекинга.
431
Для повышения детонационной стойкости вводят этиловую
жидкость. Помимо этиловой'жидкости, где компонентом, повы-
шающим октановое число, является тетраэтилсвинец (ТЭС), для
повышения детонационной стойкости применяют также тетра-
метилсвинец (ТМС) и метил-трет-бутиловый эфир (МТБЭ). По-
следний использовать наиболее целесообразно, так как в про-
цессе сгорания бензина не образуются токсичные газы, содер-
жащие свинец. В качестве высокооктанового компонента авто-
мобильных бензинов возможно использование метилового спирта.
Бензины всех марок могут быть и неэтилированными. Требуе-
мую детонационную стойкость у них получают добавкой высоко-
октановых компонентов.
Эксплуатационные свойства автомобильных бензинов опреде-
ляются их детонационной стойкостью (основной показатель),
фракционным составом, химической и физической стабильностью.
ТАБЛИЦА 4.2. Основные характеристики автомобильных бензинов*
Показатели А-72 А-76 АИ-93 АИ-95 АИ-98
Октановое число, не менее
по моторному методу 72 76 85 — 89
по исследовательскому методу Содержание тетраэтилсвинца, г/кг Фракционный состав: — — 93 95 98
— 0,24 0,50 — 0,50
температура начала кипения, “С, не ниже 10% перегоняется при темпера- туре, °C, не выше 35 35 35 30 35
летнего 70 70 70 \ 70 70
зимнего 50% перегоняется при темпера- туре, СС, не выше 55 55 55 1 — —
летнего 115 115 115 115 115
зимнего 90% перегоняется при темпера- туре, °C, не выше 100 100 100 — —
летнего 180 180 180 135 180
зимнего конен кипения, °C, не выше 160 160 160 — —
летнего 195 195 195 185 195
зимнего 185 185 185 —
Кислотность, мг КОН/100 мл, не более 3 3 3 2 3
Содержание смол, мг/100 мл, не более 5 5 5 3 5
Индукционный период, мин 600 900 900 600 900
Цвет этилированного бензина Желтый Оран- жево- красный Синий
* Бензины не содержат воды, механических примесей, водорастворимых кислот
и щелочей, выдерживают испытания на медной пластинке.
432
Бензины А-72, А-76, АИ-93 вырабатывают летние и зимние,
отличающиеся по фракционному составу:
а) летние предназначены для применения во всех районах
СССР, кроме северных и северо-восточных, в период с 1 апреля
по 1 октября; в южных районах допускается применять летний
вид бензина в течение всех сезонов;
б) зимние предназначены для применения в течение всех се-
зонов в северных и северо-восточных районах, в остальных —
с 1 октября по 1 апреля.
Основные физико-химические характеристики бензинов при-
ведены в табл. 4.2.
Часть бензинов марок А-76, АИ-93 выпускаются с государст-
венным Знаком качества без добавления тетраэтилсвинца, что
особенно важно при использовании в густонаселенных районах.
4.1.3. Реактивное топливо
Реактивное топливо используют в авиационных газотурбин-
ных двигателях. Его изготавливают прямой перегонкой нефти,
в том числе с применением гидрогенизационных процессов
(PT, Т-6).
Основные эксплуатационные требования к топливу: обеспече-
ние надежного запуска и надежной работы двигателей, необхо-
димой скорости и дальности полета, полноты сгорания топливо-
воздушной смеси. Наиболее существенное влияние на свойства
топлива оказывают плотность, теплота сгорания, фракционный
состав, вязкость, температура начала кристаллизации, содер-
жание ароматических углеводородов, серы, активных сернистых
соединений, смол.
ТАБЛИЦА 4.3. Основные характеристики реактивного топлива *
Показатели ТС-1 РТ Т-6
Плотность, кг/м3, не менее Фракционный состав: 775 775 840
температура начала кипения, °C <150 >135 >195
10% перегоняется при температуре, °C, не выше 175 175 220
50% перегоняется при температуре, °C, не выше 225 225 255
90% перегоняется при температуре, °C, не выше 270 270 290
98% перегоняется при температуре, °C, не выше Вязкость, мм2/с 280 280 315
при 20 °C, не менее 1,25 1,25 4,5
при —40 °C, не более 10 16 60
Теплота сгорания, кДж/кг, не менее 42 900 43 120 42 914
Температура начала кристаллизации, °C не выше —50 —55 —60
Содержание ароматических углеводородов, ?'о, не более 22 22 10 Г
* Топливо не содержит растворимых кислот и щелочей, сероводорода, механических
примесей и воды, зольность не превышает 0,003%.
433
Основные физико-химические характеристики реактивного
топлива приведены в табл. 4.3.
Топливо РТ содержит антиокислительную и противоизносную
присадки. Допускается введение в топливо присадки, снижающей
возможность накопления зарядов статического электричества
в ходе перекачки.
4.1.4. Дизельное топливо
Дизельное топливо используется в двигателях с воспламе-
нением от сжатия, а также в судовых газовых турбинах. Изго-
тавливают его из продуктов прямой перегонки нефти, гидро-
очистки и депарафинизации, а также смешением продуктов, полу-
ченных при использовании указанных процессов, с легким газой-
лем каталитического крекинга.
Дизельное топливо должно обладать хорошей самовоспламе-
няемостью (легкий запуск и мягкая работа двигателя), опреде-
ляемой цетановым числом, оптимальным фракционным составом
и вязкостью (распыл и испаряемость), хорошими низкотемпера-
турными свойствами, не содержать коррозионноактивных соеди-
нений, механических примесей и воды.
Дизельное топливо подразделяется на марки в соответствии
с температурой застывания: Л — летнее, рекомендуемое для
эксплуатации при температуре воздуха О °C и выше, 3 — зимнее,
для эксплуатации при температуре —20 °C и выше, А — аркти-
ческое, для эксплуатации при температуре воздуха —50 'С и
выше.
Топливо каждой марки может вырабатываться двух групп:
1 — с содержанием серы не более 0,2%;
2 —от 0,2 до 0,5%, для арктических от 0,2 до 0,4%.
К обозначению марки топлива добавляют число, характери-
зующее содержание серы (0,2 или 0,5%).
Основные физико-химические характеристики дизельного топ-
лива приведены в табл. 4.4.
Топливо всех марок с содержанием серы до 0,2%, имеющее
коэффициент фильтруемости не более 2, выпускают с государст-
венным Знаком качества.
За рубежом широкое распространение получило летнее ди-
зельное топливо утяжеленного фракционного состава, отличаю-
щееся от отечественного марки Л значительным содержанием фрак-
ций, выкипающих при температуре выше 360 °C, и большим со-
держанием фракций, выкипающих в интервале от 280 до 360 °C.
Так, в топливе, выпускаемом в НРБ по стандарту БДС 8884-80
при температуре до 360 °C перегоняется 90% топлива, а при тем-
пературе до 300 °C — 50%. Близкое по качеству топливо выра-
батывают в ВНР и ГДР. Производство такого топлива позволяет
полнее использовать перерабатываемую нефть, получая из нее
больше светлых нефтепродуктов, потребность в которых возра-
стает вследствие дизелизации автомобильного транспорта.
434
ТАБЛИЦА 4.4. Основные характеристики дизельного топлива*
Показатели Л 3 А
Цетановое число, не менее Фракционный состав: 45 45 45
50% перегоняется при температуре, °C, не выше 280 280 255
96% перегоняется при температуре, °C, не выше 360 360 360
Температура застывания, °C, не выше — 10 —35 —55
Температура помутнения, °C, не выше —5 -25 —
Вязкость, мм2/с, при 20 °C 3—6 1,8—5 1,5—4
Кислотность, мг КОН/100 мл, не более 5 5 5
Температура вспышки, °C, не ниже Коэффициент фильтруемости, не более 40 35 30
3 3 3
Содержание смол, мг/100 мл, не более 40 30 30
Плотность прч 20 °C, кг/м3, не более 860 840 830
* Топливо не содержит воды и механических примесей, водорастворимых кислот и
щелочей, выдерживает испытание пробой на медную пластинку.
4.1.5. Мазуты
Мазуты используют в наземных и судовых паровых установ-
ках и промышлейных печах различного назначения, а также в ти-
хоходных порпжевых двигятелях с воспламенением от сжатия.
Изготавливают мазуты из продуктов прямой перегонки нефти
с вовлечением крекинг-остатков, экстрактов, гудронов, полугуд-
ронов, асфальтосмолистых веществ и других тяжелых продуктов
переработки нефти.
Мазуты подразделяют на марки в зависимости от состава:
Ф-5 — флотский с условной вязкостью не более 5° при 50 °C;
Ф-12 — флотский с условной вязкостью не более 12° при 50 °C;
топочный 40 с условной вязкостью 8° при 80 °C; топочный 100
с условной вязкостью 16° при 80 °C.
Мазуты марок 40 и 100 подразделяют на группы по содержа-
нию серы: малосернистые с содержанием серы до 0,5%; сернис-
стые — до 2%, высокосернистые — до 3,5%.
Помимо этого выделяют мазуты высокопарафинистые с тем-
пературой застывания топочного 40 не выше 25 °C, топочного
100 не выше 42 °C.
Основные показатели качества мазутов приведены в табл. 4.5.
Флотские мазуты служат в основном в качестве топлива для
тихоходных судовых дизелей. В последние годы для этих целей
успешно используют топочный мазут марки 40. Благодаря его
меньшей стоимости снижаются эксплуатационные расходы.
Промежуточное положение между мазутами и дизельным топ-
ливом занимает топливо печное бытовое, предназначенное для бы-
товых нагревательных аппаратов, различного технологического
оборудования. Это топливо содержит свыше 75% фракций дизель-
ного топлива.
435
ТАБЛИЦА 4.5. Основные характеристики мазутов
Показатели Ф-5 Ф-12 40 100
Вязкость, мм?/с, не более
при 50 °C 36,2 89,0 —
при 80 °C — 59,0 118,0
Зольность, %, не более 0,05 0,1 0,12 0,14
Содержание механических примесей, %, не бо- лее 0,1 0,12 0,8 1,5
Содержание воды, %, не более Температура вспышки, °C, не ниже: 0,3 0,3 1,5 1,5
в закрытом тигле 80 90 —
в открытом тигле Температура застывания, °C, не выше — — 90 по
малопарафинистого —5 —8 10 25
высокопарафинистого — — 25 42
Теплота сгорания, кДж/кг, не ниже 41 454 41 454 40 740 40 530
4,1.6. Горючие газы
Горючие газы, полученные в процессе нефтепереработки,
а также природные используют в качестве топлива промышленного
и коммунально-бытового назначения и в двигателях внутреннего
сгорания.
Для газа, поступающего к потребителям по трубопроводам,
нормируют только содержание посторонних примесей: сероводо-
рода, аммиака, смол, пыли, цианистых соединений и др. Этот газ
по сортам и маркам не подразделяется. В перспективе предусма-
тривается широкое использование природного сжатого газа маги-
стральных трубопроводов для эксплуатации автомобильного
транспорта.
К сжиженным газам относятся технический пропан, бутан
или их смеси. Общими показателями качества для этих газов яв-
ляются фракционный состав, давление насыщенных паров, а
ТАБЛИЦА 4.6. Основные характеристики сжиженных газов
Показатели Пропан тех* нический Бутан тех- нический Смесь про- пана и бутана технических
Компонентный состав (объемный), %
этан-этиленовая фракция <4,0 Отсутствие <4,0
пропан-пропиленовая фракция >93 <4 —
бутан-бутиленовая фракция <3 >93 —
пентан-амиленовая фракция Отсутствие <3,0 <3,0
Давление насыщенных паров избыточ-
ное, МПа
при —20 °C >0,16 — —
при 45 °C <1,6 0,42—0,5 <1,6
Содержание сероводорода, г/100 м3, 5 5 5
не более
436
ТАБЛИЦА 4.7. Основные характеристики газа
коммунально-бытового назначения
Показатели СПБТЗ СПБТЛ БТ
Компонентный состав, %
сумма метана, этана, этилена С4 <4
сумма пропана, пропилена >75 >34 >34
сумма бутанов, бутиленов Давление насыщенных паров избыточное, МПа, не более <^20 ^60 >60
при —20 °C 0,16 — —
при 45 °C 1,6 1,6 —
Содержание сероводорода, г/м3 5 5 5
также содержание вредных примесей. Основные показатели ка-
чества сжиженных газов приведены в табл. 4.6.
Сжиженные газы, поставляемые для коммунально-бытовых
нужд, подразделяют'на марки: СПБТЗ—смесь пропана и бу-
тана техническая зимняя, СПБТЛ — смесь пропана и бутана тех-
ническая летняя, БТ — бутан технический (табл. 4.7).
4.2. СМАЗОЧНЫЕ МАСЛА
Смазочные масла, применяемы^ ирашячейки во всех областях
техники, в зависимости от назначения выполняют следующие
основные функции: уменьшают коэффициент трения между тру-
щимися поверхностями, снижают интенсивность изнашивания,
защищают металлы от коррозии, охлаждают трущиеся детали,
уплотняют зазоры между сопряженными деталями, удаляют с тру-
щихся поверхностей загрязнения и продукты изнашивания.
Масла служат рабочими жидкостями в гидравлических переда-
чах, электроизоляционной средой в трансформаторах, конденса-
торах, кабелях, масляных выключателях, используются для
приготовления смазок, присадок и т. п.
По области применения масла разделяют на моторные (для
карбюраторных, дизельных и авиационных двигателей), транс-
миссионные, турбинные, компрессорные (для воздушных и хо-
лодильных компрессоров), электроизоляционные, индустриаль-
ные (общего назначения, для гидросистем, зубчатых передач,
направляющих скольжения, специальные), приборные.
В товарном ассортименте более 400 марок масел различного
назначения, однако широко распространено ограниченное их
количество.
По источнику сырья масла подразделяют на минеральные
(нефтяного происхождения), синтетические, а по способу полу-
чения — на дистиллятные, остаточные (получаемые из остатка
перегонки нефти — гудрона) и компаундированные (смешанные
из дистиллятного и остаточного компонентов).
437
По способу очистки различают неочищенные масла (продукты
прямой перегонки нефти), масла кислотно-щелочной, кислотно-
контактной, селективной и адсорбционной очистки, гидрокре-
кинга. Основное количество масел производят с использованием
процессов селективной очистки (очистки избирательными раство-
рителями).
Качество масел различного назначения определяется показа-
телями физико-химических и эксплуатационных свойств. К ним
относятся вязкость и вязкостно-температурные свойства, темпера-
тура застывания; коксуемость (для остаточных масел), цвет,
фракционный состав и температура вспышки. Среди эксплуата-
ционных свойств для большинства масел наиболее важны ста-
бильность к окислению, смазочная способность; защитные и
антикоррозионные свойства. Кроме того, к различным группам
масел предъявляются и специфические требования в зависимости
от назначения и условий применения масел.
Вязкость масел определяет надежность режима смазывания
в условиях жидкостного трения. От вязкостно-температурных
свойств наряду с температурой застывания, зависит тот интервал
температур, в котором работоспособно масло. Кроме того, такой
показатель, как индекс вязкости (ИВ), одновременно (наряду
с цветом и коксуемостью) характеризует глубину очистки масел.
Чем выше ИВ (и чем ниже показатели цвета и коксуемости),
тем больше глубина очистки масел, лучше его химический состав
и, следовательно, выше эксплуатационные свойства.
Фракционный состав и температура вспышки характеризуют
испаряемость в условиях эксплуатации при высокой температуре.
Чем ниже испаряемость, тем стабильнее свойства масла.
Стабильность к окислению, высокие моющие свойства осо-
бенно важны для моторных и других масел, многократно прока-
чиваемых при высокой температуре через узлы трения или пред-
назначенных для длительного применения без замены н до-
заправки.
Противоизносные свойства характеризуют способность масел
обеспечивать малое сопротивление граничных пленок тангенциаль-
ным перемещениям и высокое сопротивление контакту поверх-
ностей под действием нормальной нагрузки, снижение их из-
носа .
Для улучшения вязкостных, моющих, противоизносных, ан-
тиокислительных и других свойств масел к ним добавляют при-
садки или композиции различных присадок.
4.2.1. Моторные масла
Принятая система обозначения моторных масел (кроме авиа-
ционных) оенрвана на вязкости и эксплуатационных свойствах
масел (ГОСТ 17479.1—85).
В зависимости от значения кинематической вязкости мотор-
ные масла делят на классы (табл. 4.8).
438
ТАБЛИЦА 4.8. Классы вязкости моторных масел
Пределы <u X Пределы 6<J X а X
вязкости, о вязкости, О Л да о
мм2/с ПОИ X Класс мм-/с при X
Класс 100 °C ч | « В5 100 °C 3 о 1
вяз- S = X 0 Щ вяз- S 3 X и
кости не ме- нее не бо- лее X s д. О с .и га 2 х^ л о S Класс по SA кости не ме- нее не бо- лее Макси знамен сти пр мм2/с Класс по SA
Зз 4з 5з 3,8 4,1 5,6 1 250 2 600 6 000 5W 10W 15W 16 20 Зз/8 4з/6 15,0 18,0 7,0 5,6 18,0 23,0 9,5 7,0 1 250 2 600 40 50 5W/20 10W/20
6з ft 5,6 5,6 7,0 9,5 11,5 13,0 7,0 9,5 11,5 13,0 15,0 10 400 20W 4з/8 7,0 9,5 2 600 10W/20
я 20 4з/10 9,5 11,5 2 600 10W/30
10 19 zU 5з/14 13,0 15,0 6 000 15W/40
<50 6з/10 9,5 11,5 10 400 20W/30
14 — oU 40 6з/16 15,0 18,0 10 400 20W/40
ТАБЛИЦА 4.9. Группы моторных масел
Масла Рекомендуемая область применения Группа по API
Группа А Нефорсированные карбюраторные двигатели и ди- зели, не предъявляющие высоких требований к ка- честву масел SB
Группа Б SC/CA
Б, Л1алофорсированные карбюраторные двигатели, ра- ботающие при малых и частично повышенных нагрузках, способствующих образованию высоко- температурных отложений и коррозии подшипни- ков SC
б2 Дизели малой напряженности CA
Группа В SD/CB
Вт Среднефорсированные карбюраторные двигатели с повышенными требованиями к качеству масел или работающие в неблагоприятных условиях, способ- ствующих окислению масла и образованию всех ви- дов отложений SD.
в2 Среднефорсированные дизели, предъявляющие по- вышенные требования к антикоррозионным, проти- воизносным свойствам масел и склонности к обра- зованию высокотемпературных отложений CB
Группа Г SE/CC
G Высокофорсированные карбюраторные двигатели, работающие в тяжелых эксплуатационных условиях, способствующих окислению масла, образованию от- ложений, коррозии и ржавлению SE
Гг Высокофорсированные дизели без наддува или с умеренным наддувом, работающие при высоких нагрузках или в неблагоприятных условиях, спо- собствующих образованию высокотемпературных отложений CC
439
Продолжение табл. 4.9
Масла Рекомендуемая область применения Группа по API
Группа Д Высокофорсированные дизели с наддувом, работаю- щие в тяжелых эксплуатационных условиях CD
Группа Е Лубрикаторные системы смазки цилиндров дизелей, работающих на топливе с высоким содержанием серы —
ТАБЛИЦА 4.10. Основные характеристики базовых масел
Масла Вязкость, мм2/с Индекс вязкости, не менее Температура, СС Содержание остаточного компонента, %, не менее
при 100 °C при 0 °C, не более застыва- ния, не выше вспышки в открытом тигле, не ниже
М-6 6±0,5 1000 85 — 15 190
М-8 8±0,5 1200 85 — 15 200 14
М-11 Н±1 2500 85 -1-5 210 30
М-14 14+0,5 85 — 15 220 40
М-16 16+0,5 — 85 — 15 230 50
М-20 АС-95,5 у.20 — 85 — 15 250 100
1 сопт 9.5+0.5 85 — 15 200 20
высший 9,5+0,5 — 90 — 15 210 20
АСВ-6 6+0,5 600 95 — 15 200 —
АСВ-10 10+0,5 1800 95 — 15 220 25
АСВ-5 5+0,3 500 (2200 при —18 °C) 95 —45 190 —
Значения кинематической вязкости указывают в марке масел.
Для загущенных масел предусмотрена двойная маркировка:
в числителе класс вязкости при —18 °C и буква «з», указываю-
щая на наличие загущающей присадки, в знаменателе — сред-
няя вязкость при 100 °C.
По эксплуатационным свойствам предусмотрено деление ма-
сел на 6 групп в зависимости от эффективности и концентрации
введенных присадок (табл. 4.9).
Маслам для карбюраторных двигателей присваивается ин-
декс 1, для дизелей — 2. Универсальные масла, пригодные для
использования в дизелях и карбюраторных двигателях, индекса
не имеют.
В мировой практике широкое распространение получили клас-
сификации по вязкости SAE (Американского общества автомо-
бильных инженеров) и эксплуатационным свойствам API (Амери-
канского нефтяного института). В табл. 4.8 и 4.9 приведены оте-
440
чественные и соответствующие им зарубежные классы вязкости
и группы масел.
Моторные масла получают компаундированием базовых ма-
сел с комплексом присадок: моющих, диспергирующих, анти-
окислительных, депрессорных, вязкостных и др. Ассортимент
и характеристики базовых масел представлены в табл. 4.10.
Все указанные масла получают с использованием процессов се-
лективной очистки. Кроме базовых масел селективной очистки,
некоторое количество масел вырабатывается кислотно-контакт-
ной и кислотно-щелочной очисткой. Специальных технических
условий на них нет, их изготавливают в соответствии с требо-
ваниями на товарные масла с присадками.
«
4.2.2. Масла для карбюраторных двигателей
Выпускаются масла шести классов вязкости (6, 8, 10, 12,
4з/6, 6з/10) и трех групп по условиям эксплуатации (А, Въ Г\).
Масла группы А содержат незначительное количество присадок,
улучшающих моющие и антиокислительные свойства, понижаю-
щих температуру застывания. Для всесезонной эксплуатации
среднефорсированных автомобильных двигателей предназначено
масло M-8Bj с комплексом эффективных присадок. Масла
группы используют в высокофорсированных двигателях сов-
ременных легковых автомобилей.
Характеристика и область применения масел для карбюратор-
ных двигателей приведены в табл. 4.11.
4.2.3. Дизельные масла
Масла, вырабатываемые как без присадок, так и с компози-
циями присадок различной эффективности, применяют в зависи-
мости от степени форсирования двигателей, их конструкции,
качества топлива. В соответствии с классификацией моторных
масел вырабатывают дизельные масла всех групп. Характеристика
и область применения дизельных масел представлены в табл. 4.12.
4.2.4. Авиационные масла
Авиационные смазочные масла делят на масла для поршневых
двигателей, для газотурбинных двигателей и для вертолетов.
С целью обеспечения работы поршневых двигателей винто-
моторных самолетов и вертолетов, характеризующейся высокими
рабочими температурами, давлениями, скоростями, применяют
высоковязкие масла специальной очистки (табл. 4.13) без приса-
док. Эти масла должны иметь высокие смазывающую способность,
стойкость к окислению при высокой температуре и в условиях
хранения, не должны вызывать коррозии конструкционных ма-
териалов. Кроме основного назначения, эти масла могут быть
441
ТАБЛИЦА 4.11. Основные характеристики масел для
карбюраторных двигателей
Масла Вязкость при 100 °C, мм'/с Температура застывания, °C, 1 не выше Индекс вязко- сти, не менее Щелочное чис- ло, мг КОН/г, не менее Области применения
М-6А >6 —30 85 — Рядные и V-образные двигате-
М-8А 8+0,5 —25 90 0,75 ли грузовых и легковых авто-
M8Bjy 8±0,5 —25 85 1,20 мобилей (кроме ВАЗ). Масло
АСЗп-10 10+0,5 —36 120 — М-6А зимнее, М-8А, М8Б,у, АСЗп-10 — всесезонные
M-43/6Bx (АСЗп-6) 6±0,5 —42 125 5,5 Среднефорсированные автомо- бильные двигатели, работаю- щие на бензине марки А-76
M-8Bj 8+0,5 —25 90 4,0 Масло М-4з/6В, северное при
М-бз/ЮВ (ДВ-АСЗп/10В) 10±0,5 —30 110 5,5 температуре холодного пуска до —35 °C, М-8В, — всесезон- ное. Масло М-6з/10В можно использовать всесезонно для автомобильных и тракторных дизелей без наддува с увели- ченным сроком смены
*4- Q 5 —30 100 8,5 Высокофорсированные двигате-
М-бз.'ЮГ! 10+0,5 —32 125 10,5 лн автомобилей, работающих
М-12Г, 12 + 0,5 —20 95 8,5 па бензине АИ-93. .Масло М-8Г, зимнее, М-12Г, — летнее, М-бз/ЮГ, — всесезонное
ТАБЛИЦА
4.12. Основные характеристики дизельных масел
Масла Вязкость при 100 °C, мм2/с Температура застывания, °C, не выше Индекс вяз- кости, не менее Щелочное чис- ло, мг КОН/г, не менее Области применения
МТ-16п 16,0-17,5 —25 80 2,0 Быстроходные дизели ти-
МТЗ-Юп 10±0,5 —43 — — па В-2, В-ЗОБ, Д-12 и др.( всесезонные масла
МТ-8п 8±1 —30 85 — Быстроходные дизели ти- па В-2 и трансмиссии транс- портных машин
М-20А >20 —15 85 — Малофорсирова иные тра нс- портные, стационарные ди- зели
М-12Б 12±0,5 — 15 85 — Тепловозные дизели ти- па Д-5, ГД-100 и др.
442
Продолжение табл. 4.12
Масла Вязкость при 100 °C, мм2/с Температура 1 застывания» °C, не выше Индекс вяз- кости» не менее Щелочное чис- ло, мг КОН/г, не менее Области применения
М-14Б 14±0,5 — 15 85 — Аналогично М- 12Б, а также дизели типа 11Д-45, 14Д-40
М-20Бп 19,5—21,5 — 15 — 2,7 Быстроходные судовые ди- зели типа М-503, М-504, М-507, работающие на мало- сернистом топливе
М-8В2 8±0,5 —25 90 3,5 Среднефорсированные авто-
М- 10В2 11±0,5 — 15 90 3,5 тракторные дизели. Масло М-8В2 зимнее, М-10В2 — летнее
М-10В2С 11 + 1 — 15 83 3,5 Быстроходные автотрактор- ные, судовые и стационар- ные дизели без наддува
М-14В2 14±0,5 — 12 85 4,8—5,5 Форсированные тепловоз- ные дизели, работающие на топливе с содержанием се- ры до 0,5%, всесезонное масло
М-14В2з 14± 1 —30 100 6,0 Дизели буровой техники, зимнее масло
М-16В2 16± 1 — 15 90 3,5 Судовые дизели речного флота
М-16ИХП-3 16±0,5 —25 85 4,0 Быстроходные форсирован- ные транспортные дизели
М-20В, 20±2 — 15 85 3,5 Дизели буровой техники, летнее масло
М-6Г2з (М-6ГФС) 6±0,5 —40 100 8,0 Высокофорсированные автотракторные дизели без наддува для отечественной и импортной техники, ра- ботающей в северных усло- виях
М-8Г2к (М-8ГФЗ) 8±0,5 —30 95 6,0 Высокофорсированные автотракторные дизели (без
М- 10Г2к (М-10ГФЛ) 11±0,5 — 15 90 6,0 наддува или с умеренным наддувом) для отечествен-
М-8Г2 8+0,5 —30 90 6,0 ных и импортных машин.
М-10Г2 11±0,5 -15 90 6,0 Масла М-8Г2к, М-8Га зим- ние, М- 10Г2, М- 10Г2к — лет- ние
443
Продолжение табл. 4.12
Масла Вязкость при 100 °C, мм*/с Температура застывания, °C, не выше Индекс вяз- кости, не менее Щелочное чис- ; ло, мг КОН/г, не менее Области применения
М-10Г2цс 10—11 — 10 90 9,0—10,5 Циркуляционные системы
М-14Г2цс 13,5—15,0 — 10 90 9,0—10,5 высокофорсированных су- довых дизелей, работающих на топливе с содержанием серы до 2%, другие меха- низмы, требующие масел с повышенной влагостой- костью
М14ГБ 14+0,5 — 10 85 5,6—6,3 Быстроходные судовые ди- зели типа 12 ДН 23/30
М-14Га 14±0,5 — 12 90 7,0 Тепловозные высокофор- сированные дизели
М-20Г2 >20 — 15 85 7,0 Двухтактные высокофорси- рованные судовые дизели большой мощности
М-8ДМ 8+0,5 —25 90 8,0 Высокофорсированные (с
М- 10Д.М 10,5 + 1,5 —15 90 | 8,0 | наддувом) дизели тяжелых промышленных тракторов, бульдозеров, карьерных са- мосвалов, автомобилей оте- чественного и зарубежного производства при эксплуа- тации в зимних (М-8ДМ) и летних (М-10ДМ) условиях
М- 10ДЦЛ-20 10—11 — 10 90 20±2 Судовые среднеоборотные
М-НДЦ Л-20 13,5—15,0 — 10 90 20 ± 2 тронковые дизели (с надду-
М-14ДЦЛ-30 13,5—15,0 — 10 90 30 + 2 вом) с циркуляционной и лубрикаторной системами, смазки отечественного и за- рубежного производства при работе на топливе с со- держанием серы: ДЦЛ-20 — до 3%. ДЦЛ-30 — свыше 3%
М-16Д 16±0,5 — 14 85 10,0 Среднеоборотные судовые двигатели с двойной систе- мой смазки при работе на топливе с содержанием се- ры до 1%
М-16Е30 16+1 — 12 85 30 Лубрикаторные системы
М-16Е60 16+1 -12 85 60 смазки высокофорсирован- ных судовых крейцкопфных дизелей, работающих на топ- ливе с высоким содержанием серы: М-16Е-30 — до 1,5%, М- 16Е60 — до 2,5%
444
ТАБЛИЦА 4.13. Основные характеристики масел для поршневых
авиационных двигателей
Масла Вязкость при ! 100 °C, мм2/с, не менее Отношение вяз- кости при 50 и 100 °C, не более Коксуемость, %, не более Температура за- стывания, °C, не выше Способ получения
МС-14 14 6,55 0,45 —30 Селективная очистка из малосерни- стых нефтей
МС-20 20 7,85 0,29 -18 Селективная очистка из грозненских,
волгоградских и некоторых казах- станских нефтей
МК-22 22 8,75 0,70 — 14 Кислотная очистка из отборных ба- кинских масляных нефтей
МС-20с 20 ИВ > 92 0,45 — 18 Фенольная очистка из восточных сер- нистых нефтей
ТАБЛИЦА 4.14. Основные характеристики минеральных масел
для турбореактивных авиационных двигателей
Масла Вязкость, мм2/с Отношение вязкостей при —20 °C и 50 °C, не более Температу- ра, °C Состав
при 50 °C, не менее при 20 °C, не более при —40 °C, не более вспышки в за- крытом тиг- ле, не ниже застывания, не выше
МС-6 6—6,3 18 1700 — 145 —55 Масло узкого фрак- ционного состава из сернистых нефтей, присадка ионол
МК-8 8,3 30 6500 56 140 —55 Масло кислотной очистки из масляной балаханской нефти
МК-8п 8,3 30 — 60 135 —55 Масло МК-8, присад- ка ионол
МС-8 7,5—8,5 23—28 3500 50 150 —55 Масло фенольной очистки из восточных сернистых нефтей, присадка ионол
МС-8п 8 4000 150 —55 Масло МС-8 с анти- окислительной и про- тивоизносной присад- ками и дезактивато- ром металлов
445
ТАБЛИЦА 4.15. Основные характеристики синтетических масел
для турбореактивных авиационных двигателей
Масла Вязкость, мм2/с Темпера- тура, °C Смазывающая способ- ность—критическая на- грузка, кгс, не менее Состав
при 1 00 °C, не менее при —40 °C, не более при —54 °C, не более застывания, не выше ж а* ж зЗ с 5 И и
Б-ЗВ 5,0 12 500 —60 235 89 Масло на основе
36/1-Ку А 3,5 3 700 —60 195 79 сложных эфиров жирных кислот, противоизносная и антиокислитель- ная присадки
ВНИИ НП-50-1-4ф 3,2 2 000 11 000 —60 204 Синтетическое диэфнрное масло, присадки, улуч- шающие противо- износные свой- ства и термоокис- лительную ста- бильность
ИПМ-10 3,0 2 000 —50 190 71 Синтетическое углеводородное масло с антиокис- лительной, про- тивоизносной и другими присад- ками
ВТ-301 8,5 800 2 500 —60 250 Кремнийоргани- ческая жидкость с антиокислитель- ной присадкой
использованы в составе маслосмесей для турбовинтовых двига-
телей, в шарнирах винтов, редукторах и других узлах вертоле-
тов; находят применение они и в регуляторах частоты вращения
дизелей с автономными маслосистемами и картерах газомото-
компрессоров (МС-20).
Газотурбинные двигатели делят на два типа —турбореактив-
ные и турбовинтовые. Для турбореактивных, в отличие от порш-
невых двигателей применяют масла меньшей вязкости. Здесь
масла смазывают подшипники турбины и компрессоров, коробки
приводов, вспомогательные и другие механизмы. При работе и
остановке двигателя развивается высокая температура, особенно
в области подшипников турбины и компрессора. Прокачка масла
в газотурбинных двигателях в 2—3 раза меньше, чем в поршне-
вых, а кратность циркуляции в 5 раз и более выше.
446
Основные требования к маслам: обеспечение запуска при низ-
кой температуре, высокая термоокислительная стабильность,
достаточные смазывающие свойства и стабильность при хране-
нии, малая летучесть при высокой температуре, низкая корро-
зионность.
Характеристика минеральных масел для турбореактивных
двигателей приведена в табл. 4.14, а синтетических — в табл. 4.15.
В турбовинтовых двигателях применяют нефтяные и синтети-
ческие масла. Широко используют в них маслосмеси, приготов-
ляемые из стандартных масел МК-8 и МС-20 или МС-20с. Приме-
няют также нефтяное (МН-7,5у) и синтетическое (ВНИИ НП-7)
масла, содержащие загущающую, противоизносную и антиокис-
лительную присадки.
В вертолетах масла смазывают двигатели, редукторы, шарниры
винтов. В зависимости от типа двигателя применяют масла МС-20,
МК-22, Б-ЗВ. В редукторах применяют, кроме перечисленных,
гипоидное масло или его смесь с жидкостью АМГ-10. В шарнирах
винтов употребляют масла МС-20, МК-22, МС-14, гипоидное масло
и его смесь с АМГ-10, а также масло ВНИИ НП-25 — нефтяное
низкозастывающее, загущенное высоковязким компонентом и
содержащее антиокислительную присадку.
4.2.5. Трансмиссионные масла
Трансмиссионные масла предназначены для предотвращения
или снижения износа используемых в редукторах и трансмиссиях
элементов пар трения, для снижения потерь энергии на трение,
отвода тепла от пар трения, уменьшения вибрации и шума шесте-
рен, защиты их от ударных нагрузок, удаления из зоны трения
продуктов износа и других загрязняющих масло примесей.
Согласно ГОСТ 17479.2—85, в зависимости от напряженности
работы передач, трансмиссионные масла можно разделить на
группы (табл. 4.16), а по величине кинематической вязкости
при 100 °C — на классы (табл. 4.17).
Характеристика трансмиссионных масел представлена
в табл. 4.18.
4.2.6. Осевые масла
Предназначены эти масла для смазывания осей колесных
пар железнодорожных вагонов и тепловозов, тендеров парово-
зов с подшипниками скольжения, подшипников электровозов
и других узлов трения подвижного состава железнодорожного
транспорта и некоторых промышленных механизмов. Представ-
ляют собой неочищенные мазуты эмбенских, ярегских и неко-
торых других нефтей. Изготовляют масла без присадок следую-
щих марок: летнее «Л», зимнее «3» с температурой застывания
не выше —40 °C и северное «С» с температурой застывания не
выше —55 °C. На базе масла «С» путем добавления трикрезил-
фосфата приготавливают масло осевое «Си».
447
ТАБЛИЦА 4.16. Группы трансмисиокных масел по эксплуатационным
свойствам
Группа масел Состав масел Рекомендуемые области применения Группа по API
ТМ1 Масла без присадок Прямозубые, спирально-кони- ческие и червячные передачи, работающие при контактных напряжениях до 1600 МПа и объемной температуре до 90 °C GL1
ТМ2 Л'асла с противоизнос- ними присадками То же при контактных напря- жениях до 2100 МПа и объем- ной температуре до 130 °C GL2
ТМЗ Масла с противозадир- ными присадками уме- ренной эффективности То же при контактных напря- жениях до 2500 МПа и объем- ной температуре до 150 °C GL3
ТМ4 Масла с противозадир- ными присадками вы- сокой эффективности То же при контактных напря- жениях свыше 2000 МПа. Гипоидные передачи, работаю- щие при высокой скорости, низ- ком крутящем моменте и низ- кой скорости, высоком крутя- щем моменте и объемной темпе- ратуре до 150 °C GL4
ТМ5 Масла с противозадир- ными присадками вы- сокой эффективности и полифункционально- го действия Гипоидные передачи, работаю- щие при высокой скорости, ударных нагрузках, высоком крутящем моменте и объемной температуре до 150 °C GL5
ТАБЛИЦА 4.17. Классы вязкости
трансмиссионных масел
Класс вязкости Вязкость при 1 мм2/с, )0 °C .Максимальная температу* ра, при которой дина- мическая вязкость не превышает 150 Па-с, °C Класс вязкости по SAE
9 7— 10,9 —45 75W/80, 80W
12 11,0- -13,9 —35 75W/85, 85W
18 14,0- -24,9 -18 90
34 25,0- 41,0 — 140
448
15 Зак. 70
ТАБЛИЦА 4.18. Основные характеристики трансмиссионных масел
Масла Кинемати- ческая вязкость при 100 °C, мм2/с Динамическая вя3*ость при ~ 15 °C, па- с, не более Индекс вязкости Темпера- тура за- стыва- ния, °C не выше Смазывающие свойства Области применения
Из Рс, кгс Ди
ТЭп-15 (ТМ2-18) 15 ± 1 200 — — 18 — — 0,55 Спирально-конические и цилиндрические пере- дачи тракторов, автомобилей и других машин,
ТАп-15В (ТМЗ-18) ТСп- 15к (ТМЗ-18) 15 ± 1 15 ± 1 180 180 90 —20 —25 50 55 335 355 0,5 всесезонные масла для средней полосы, ра- ботоспособны при температуре до —30 °C
ТСп-10 (ТМЗ-9) 10 300 (при —35 °C) 90 —40 48 355 — То же, зимний сорт, работоспособно при тем- пературе до —45 °C
ТАД-17И (ТМ5-18) 17,5 100 —25 60 365 0,4 Агрегаты трансмиссий с гипоидными передача- ми автомобилей, коробки передач и рулевые управления легковых автомобилей; всесезон- ное масло, работоспособно до —30 °C
1Сп- 14гип (ТМ4-18) 14 80 (при —20 °C) —25 60 400 Гипоидные передачи грузовых автомобилей и специальных машин; всесезонное для умерен- ной климатической Зоны, работоспособно до —35 °C
ТСгип (ТМ4-34) 20,5—32,4 —20 Гипоидные передачи легковых автомобилей (кроме производства ВАЗ), редукторов и дру- гих узлов вертолетов; всесезонное масло для умеренной климатической зоны
ТСЗ-9гип (ТМ4-9з) 9 250 (при _45 °C) 120 —50 Агрегаты трансмиссий автотракторной техники, в том числе с гипоидными главными передача- ми, при эксплуатации в холодной зоне до тем- пературы —50 °C
ТС (ТМ2-34) 20,5—32,4 — — —20 — — — Коробки передач и рулевого управления легко- вых автомобилей «Москвич» и др.
ТС-14,5 (ТМ1-18) 14,5 65 (при-20 °C) — —15 — — — Узлы трения и зубчатые передачи металлурги- ческого оборудования
ТСЗп-8 (ТМЗ-9з) 8 ± 0,5 2500 (при —40 °C) 130 —50 — — Планетарные коробки передач, планетарные бортовые передачи, сИСтемы гидроуправления транспортной техники
4.2.7. Рабочие жидкости для гидравлических систем
(гидравлические масла)
Жидкости для гидравлических систем в зависимости от экс-
плуатационных свойств делят на группы (по ГОСТ 17479.3—85):
1) не имеющие присадок или содержащие только загущающие
присадки, область применения — малонапряженные гидравли-
ческие системы с давлением до 15 МПа и рабочей температурой
до 70 °C;
2) содержащие ингибиторы коррозии и окисления и приме-
няемые в гидросистемах средней напряженности (до 25 МПа)
при температуре до 90 °C;
3) содержащие, кроме ингибиторов коррозии и окисления,
противоизносные и другие присадки и применяемые в гидросисте-
мах высокой напряженности (свыше 25 МПа) при температуре
выше 90 °C.
По назначению рабочие жидкости подразделяются на жидкости
для гидросистем летательных аппаратов, подвижной наземной и
корабельной техники, гидротормозные и амортизаторные жид-
кости на нефтяной и синтетической основе (табл. 4.19). Эти жид-
кости содержат в качестве основы, главным образом, дистиллят-
ные масла. Рабочие жидкости для гидросистем промышленного
оборудования описаны ниже в разделе 4.2.12.
4.2.8. Энергетические масла
К группе энергетических относятся турбинные, компрессор-
ные, электроизоляционные масла.
Турбинные масла применяют для смазывания и охлаждения
подшипников турбоагрегатов, в системах регулирования турбо-
агрегатов, маслонапорных установках гидротурбин, механизмах
судовых паротурбинных установок и др.
Турбинные масла должны обладать хорошей стабильностью
против окисления при рабочей температуре (60—100 °C и выше);
обеспечивать длительную бессменную (несколько лет) работу без
выделения продуктов окисления (осадков и агрессивных соедине-
ний); иметь низкую стойкость эмульсии с водой, проникающей
в систему смазки при эксплуатации, не образовывать пены. Та-
кие свойства турбинных масел могут быть обеспечены глубокой
селективной или кислотно-земельной очисткой, а также вве-
дением композиции присадок, улучшающих антиокислительные,
антикоррозионные, деэмульгирующие, антипенные и прочие свой-
ства.
Основной ассортимент турбинных масел составляют (табл. 4.20)
масла селективной очистки из сернистых нефтей с антикорро-
зионными, антиокислительными (антикоррозионной и про-
тивоизносной) присадками, деэмульгатором. К маслам с при-
садками относится и масло для судовых газовых турбин на базе
450
ТАБЛИЦА 4.19. Основные характеристики рабочих жидкостей для гидросистем
Жидкости Вязкость, ММ2/С Температура °C Области применения
при 50 °C при —40 °C ( — 50 °C) засты- вания, не выше вспышки н от- крытом тиг ле, не ниже
МГЕ-4А 5а 3,6 (260) —70 94 Гидросистемы (в основном) летательных аппаратов,
РМ 3,8—4,2 350 —60 125 (в закры- том тигле) 92 эксплуатируемых в условиях низкой температуры. Рабочий диапазон температуры (DC): МГЕ-4А, ЛЗ-МГ-2
ЛЗ-МГ-2 gs4,0 (220) —70 от—65 до 100, РМ, РМЦ — от—40 до 60, АМГ-10 —
РМЦ 5^8,3 915 —60 125 (в закры- том тигле) от —60 до 125
АМГ-10 2а 10 (1 250) —70 92
МГЕ-10А ёИО (1 500) —70 96 Гидросистемы машин и механизмов, работающих при температурах от —55 до 90 °C
ВМГЗ ааЮ 1 900 —60 135 Гидросистемы подвижной наземной техники, работаю- щей при температурах от —50 до 60 °C; всесезонное масло для районов Крайнего Севера
АУП 11—14 — —45 145 Гидросистемы корабельной техники, работающей при температуре от —30 до 120 °C Обеспечивает пуск до температуры —35 °C
Р 12—14 1 300 (при —20 °C) —45 163 Гидросистемы автомобилей и других гидростатических систем
А 23—30 —40 175 Гидротрансформаторы и гидромеханические коробки передач легковых и грузовых автомобилей, автобусов и других машин; всесезонное масло, обеспечивает пуск до —40 °C
Жидкости Вязкость, мм2/с Температура, °C
при 50 °C при —40 °C ( — 50 °C) засты- вания, не выше вспышки в от- крытом тигле, не ниже
Веретенное АУ 12—14 13 000 —45 163
АЖ- 12Т 2а 12 6 500 —52 165 (в закры- том тигле)
МГП-10 10 — —40 145 (в закры- том тигле)
ЭШ 20 — —50 150
Магор 18,5—20,5 — — 135
МГ-30 27—33 4 000 (при —15 °C) —30 190
ГДЖ-14С 82—91 — — 180
МГ-ЗОу (МГЕ-46В) 25 — -30 190
Продолжение табл. 4.19
Области применения
Гидросистемы различных машин и механизмов при
температуре от —30 до 100 °C
Телескопические и рычажно-кулачковые амортизаторы
автомобилей
Гидравлические амортизаторы автомобилей
Гидросистемы высоконагруженных механизмов ша-
гающих экскаваторов
' Механизмы опрокидывания вагонов-самосвалов
Гидросистемы с давлением до 25 МПа, эксплуатируе-
мые в весенне-летний период
Гидросистемы судовых винтов регулируемого шага
Гидростатические передачи различных машин, рабо-
тающих при давлении до 40 МПа; масло обеспечивает
пуск и работу гидросистем при температуре от —20
до 80 °C
ТАБЛИЦА 4.20. Основные характеристики турбинных масел
Масла Вязкость при 50 °C, мм2/с Индекс вязко- сти, не менее Температура, °C Области применения
вспышки в открытом тигле, не ниже А £ А 1 3 о S « э я s «о я Я А
Тп-22с 20—23 90 186 — 15 Смазочные системы и системы регулирования паровых и га- зовых турбин, нагнетателей, турбокомпрессоров различно- го назначения; редукторы и вспомогательные механизмы судов с паро- и газотурбин- ными установками
Тп-30 28—32 87 190 —10 Маслонапорные установки гид- равлических турбин, другие турбоагрегаты, паровые турби- ны, вентиляторы, дымососы
Тп-46 44—48 85 195 — 10 Механизмы судовых паротур- бинных установок и другие вспомогательные механизмы с гидроприводами
Для судовых газовых турбин 7—9,6 — 135 (в закры- том тигле) —45 Газовые турбины судовых си- ловых установок
ТАБЛИЦА 4.21. Основные характеристики масел для поршневых
и ротационных компрессоров
Масла Вязкость при 100 °C, мм2/с Индекс вязкости Кислотное число, мг КОН/г Темпера- тура, °C Области применения
S 4) * % а х 3 я 5 2 A S застыва- ния, не выше
Кп-8с 7—9 95 0,05 200 —15 Турбокомпрессорные машины хи- мического и нефтехимического про- изводства, винтовые компрессоры газоперекачивающих установок
К-8з 8—9 120 0,02 190 —45 Смазывание цилиндров, клапанов, уплотнений поршневых штоков поршневых компрессоров, возду- ходувок, работающих при умерен- ных нагрузках
К-12 11—14 — 0,15 216 —25 Одно- и многоступенчатые ком- прессоры низкого и среднего дав- ления (2,5—4 МПа) при темпера- туре от —25 до 40 °C
453
Продолжение табл. 14
Масла Вязкость при 100 °C, ммг/с Индекс вязкости Кислотное число, мг КОН/р Темпера- тура, °C Области применения
= s 3 * 2 s Л X с Q 0) К X я <и К X 2 . £ о к 5 Зхв
К-12В 11 — 14 100 0,02 220 —30 Поршневые комп рессоры локомо- тивов и моторвагонного подвиж- ного состава в зимнее время
К-19 17—21 — 0,10 245 —5 Одно- и многоступенчатые компрес-
КС-19 18—22 92 0,02 270 — 15 соры высокого и среднего давле- ния с перепадом до 10 МПа. Рабо- чий диапазон температуры от —10 до 40 °C
КС-28 . 26—30 275 — 10 Многоступенчатые поршневые и ротационные компрессоры высо- кого давления, в том числе для воздухоразделительных устано- вок; рабочий диапазон темпера* туры от 5 до 50 °C
КЗ-10 8,8—10,5 90 0,20 205 —10 Теплонапряженные поршневые компрессоры с температурой на- гнетания до 200 °C
ТАБЛИЦА 4.22. Основные характеристики масел
для компрессоров холодильных машин______________
Масла Вязкость при 50 °C, мм2/с Температу- ра. °с Области применения
1S X X 2 х X о ш = 3 QJ о 5 3 л * X (Г X В
ХА 11,5—14,5 160 —40 Компрессоры, работающие на аммиаке
(фригус) ХА-2.3 22—24 175 —38 или диоксиде углерода
ХА-30 28—32 185 —38
ХФ-12-16 >18 160 —40 Холодильные машины, работающие на фреоне при температуре конденсации не выше —50 °C
ХФ-22-24 24,5—28,4 125 —55 Одноступенчатые машины с поршневы- ми компрессорами, работающие на фреоне при температуре конденсации не ниже —50 °C
ХФ-22С-16 >16 225 —58 Одно- и двухступенчатые компрессоры,
работающие на фреоне при температу- ре конденсации до —70 °C
ХС-40 20—45 200 —45 Компрессоры холодильных машин с диапазоном рабочей температуры от —50 до 150 °C
454
ТАБЛИЦА 4.23. Основные характеристики
электроизоляционных масел
Масла Вязкость, мм2/с Темпера- тура, °C Тангенс угла диэлектриче- ских потерь, % при 90 °C (100 °C) Области применения
при 50 °C при — 30 °C (-50 °C) , я Э = - щ с о S X Я * Я я <и я ® 3 щ о J 2 я s а « я я
Трансформа- торные Т-750 9,0 1800 135 —53 0,5 Трансформаторы и вводы
Т-1500 8,0 1500 135 —45 0,5 с напряжением до 750 кВ Электрооборудование ли-
ТКп 9,0 1500 135 —45 2,6 ний электропередач постоян- ного тока с напряжением до 1500 кВ (ГК — без огра- ничения напряжения) Охлаждение и изоляция
Селективной 9,0 — 150 —45 2,6 электрооборудования, ра-
ОЧИСТКИ ГК (гидро- 9,0 1200 135 —45 0,5 ботающего под напряжением до 500 кВ (ГК — без огра-
крекинга) АТМ-65 3,5 (1000) 113 -65 0,5 ничения напряжения) Аналогично Т-750 для райо-
Кабельные КМ-25 23,0 225 — 10 (0,01) нов Крайнего Севера Силовые кабели с пропи-
МН-4 (при 100 °C) 10,0 135 —45 (0,003) тайной изоляцией, работа- ющие под напряжением до 35 кВ Маслонаполненные кабели
С-220 50 180 —30 (0,003) низкого и среднего давле- ния, а также соединитель- ные муфты подпитывающей аппаратуры Высоковольтные кабели вы-
Конденсатор- 9,0 150 —45 (0,005) сокого давления Бумажные силовые кондеи-
ное феноль- ной (селек- тивной) очистки саторы, в том числе емкост- ной связи и делителей на- пряжения
трансформаторного масла с противозадирной и антиокислитель-
ной присадками. Аналогичные свойства и область применения
имеют масла Т22, Т30, Т46, Т57 кислотно-земельной очистки из
малосернистых беспарафинистых нефтей. Однако область их
использования сокращается в связи с неперспективностью сырья.
Компрессорные масла используют для смазывания деталей
(цилиндров, клапанов) компрессорных машин, а также в качестве
уплотняющей среды для герметизации камеры сжатия. Детали
455
механизма движения обычно смазывают индустриальными мас-
лами. В компрессорах с единой системой смазки цилиндров и
кривошипно-шатунного механизма применяют только компрес-
сорные масла. Компрессорные масла можно разделить на две
группы: для поршневых и ротационных компрессоров (табл. 4.21)
и для компрессоров холодильных машин (табл. 4.22).
Электроизоляционные масла, являясь жидкими диэлектри-
ками, должны обеспечивать изоляцию токонесущих частей элек-
трооборудования, служить теплоотводящей средой, способство-
вать быстрому гашению дуги в выключателях. К этой группе от-
носятся трансформаторные, конденсаторные и кабельные масла
(табл. 4.23).
•
4.2.9. Цилиндровые масла
Предназначены, в основном, для смазывания горячих деталей
паровых машин. Масла представляют собой дистилляты щелоч-
ной очистки или остаточные масла сернокислотной или селек-
тивной очистки без присадок. Легкие масла цилиндровые 11, 24
(цифра показывает значение вязкости при 100 СС) предназначены
для смазывания цилиндров и золотников паровых машин, ра-
ботающих насыщенным паром. Они могут быть использованы и
в тяжелонагруженных зубчатых передачах. Тяжелые цилиндро-
вые масла 38 и 52 используют для машин, работающих перегре-
тым паром (первое до 350 °C, второе — выше 350 СС).
4.2.10. Вакуумные масла
Это хорошо очищенные минеральные масла, применяемые
в качестве рабочего тела вакуумных насосов. Отличаются узким
фракционным составом, малой испаряемостью, высокой стабиль-
ностью против окисления; присадок не содержат. Вырабатывают
следующие марки вакуумных масел: ВМ-1, ВМ-3, ВМ-4, ВМ-5,
ВМ-6 и масло для вспомогательных пароструйных насосов. По-
лучают их разгонкой очищенных масел в вакуумных дистилля-
ционных аппаратах. Масла разных марок отличаются друг от
друга вязкостью (от 10 у масла ВМ-3 до 70 мм2/с при 50 СС у масла
ВМ-5), температурой вспышки (180 и 230 °C соответственно).
От масел всех других типов вакуумные отличаются низким дав-
лением насыщенных паров: от 5 • 10-5 до 2 • 10'9 мм рт. ст. при 20 °G
в зависимости от марки масла.
4.2.11. Масла для прокатных станов
Предназначены для смазывания тяжелых зубчатых передач
прокатных станов, а также подшипников жидкостного трения.
К их числу относятся: П-28 — остаточное масло сернокислотной
очистки, П-28, ПС-28 — остаточные масла селективной очистки,
456
П-8П — смесь дистиллятного и остаточного масел. Масло П-8П
содержит комплекс присадок, улучшающих противозадирные и
противоизносные свойства и депрессатор, понижающий его тем-
пературу застывания до —25 °C. Остальные масла этой группу
присадок не содержат.
4.2.12. Индустриальные масла
В зависимости от области применения индустриальные масла,
предназначенные для смазывания различного промышленного
оборудования, можно подразделить на две группы — общего и
специального назначения. За последние годы в связи с разработ-
кой легированных индустриальных масел объем производства и
ассортимент индустриальных масел существенно возросли. Сей-
час из группы масел общего назначения выделяют такие, как
масла для высокоскоростных механизмов, гидравлических систем
и зубчатых передач промышленного оборудования, направляю-
щих скольжения станочного оборудования.
В марках всех индустриальных масел цифра показывает зна-
чение кинематической вязкости при 50 °C.
Индустриальные масла общего назначения служат для смазы-
вания наиболее широко распространенных узлов и механизмов
оборудования различных отраслей промышленности. Представ-
ляют собой очищенные дистиллятные и остаточные или смесь
дистиллятных и остаточных масел без присадок.
Масла И-5А, И-8А используют в ма лона груженных высоко-
скоростных механизмах, контрольно-измерительных приборах,
а также на различных технологических линиях (изготовления
кремов, жирования кож и т. д.). Наибольшее распространение
имеет масло И-12А: узлы трения текстильных машин, металло-
режущих станков, работающих с частотой вращения до
5000 мин-1, подшипники электродвигателей, объемные гидро-
приводы и т. д. Масла И-20А, И-ЗОА, И-40А, И-50А находят при-
менение в гидросистемах различного станочного оборудования,
мало- и средненагруженных зубчатых передач, гидросистемах
промышленного оборудования, строительно-дорожных и других
машин.
Масла для высокоскоростных механизмов (текстильных машин,
металлорежущих станков, сепараторов и др.). Для этих целей
используют маловязкие масла И-5А, И-8А общего назначения,
а также масла ИГП-2, ИГП-4, ИГП-6, ИГП-8, ИГП-14, эксплуа-
тационные свойства которых улучшены антиокислительной, про-
тивоизносной, антикоррозионной присадками.
Масла для гидравлических систем промышленного оборудова-
ния. Гидравлический привод используется в промышленности
чрезвычайно широко. В малона груженных системах, не предъ-
являющих высоких требований к качеству масел, используют
масла общего назначения требуемой вязкости. Значительно выше
457
эксплуатационные свойства масел серии ИГП за счет антиокисли-
тельной, противоизносной, антиржавейной присадок.
Масла ИГП-18, ИГП-30, ИГП-38, ИГП-49 обеспечивают на-
дежную работу гидросистем станков, автоматических линий,
прессов, различного типа редукторов, вариаторов. Более вязкие
масла ИГЛ-72, ИГП-91, ИГП-114 используют в гидросистемах
тяжелого прессового оборудования, тяжелых зубчатых и чер-
вячных редукторах. Для гидросистем станков и автоматических
линий могут быть также использованы масла ВНИИ НП-403
и ВНИИ НП-406 (аналоги масел ИГП-30 и ИГП-49).
Масла для зубчатых передач и червячных механизмов. Условия
работы передав очень разнообразны, поэтому необходим широ-
кий ассортимент масел. Здесь могут быть применены различной
вязкости индустриальные масла общего назначения, серии ИГП.
Кроме того, существуют специализированные масла ИРп-40,
ИРп-75, ИРп-150 с присадками, улучшающими противозадирные,
противоизносные, анти окислительные и антифрикционные свой-
ства. Их используют в зубчатых передачах, работающих при
высоких нагрузках, в том числе ударных, а также в циркуляцион-
ных системах.
Повышенной смазочной способностью обладают масла серии
ИСП (ИСП-25, ИСП-40, ИСП-65, ИСП-110). Их применяют в ко-
робках скоростей и подач, редукторах, моторредукторах и дру-
гих механизмах станочного оборудования и автоматических ли-
ний. Аналогично назначение тяжелых масел ИГП-152, ИГП-182.
Для смазывания тяжелонагруженных зубчатых и червячных
редукторов, коробок скоростей, подшипников узлов, работающих
при высоких нагрузках и температуре, используют вязкие масла
серии ИТП (ИТП-200, ИТП-300) с противозадирной, антифрик-
ционной и антиокислительной присадками.
Для малонагруженных зубчатых передач, включая открытые,
промышленного оборудования, подъемно-транспортных машин
используют масло трансмиссионное (нигрол) летнее и зимнее с мини-
мальной рабочей температурой соответственно —10 и —20 °C.
Масла для направляющих скольжения используют там, где
нужно получить равномерные (без скачков) медленные и точные
установочные перемещения сопрягаемых поверхностей суппор-
тов, столов и других узлов станков. Масла для направляющих
скольжения серии ИНСп в своем составе содержат противоскач-
ковую, адгезионную, противозадирную, солюбилизирующую при-
садки. Масло ИНСп-40 используют для горизонтальных направ-
ляющих станков, ИНСп-65 — для тяжелонагруженных горизон-
тальных, вертикальных направляющих при общей системе
смазки, ИНСп-110—для вертикальных и горизонтальных на-
правляющих, в том числе горизонтальных с вертикальными гра-
нями большой площади.
Для гидросистем и направляющих скольжения металлоре-
жущих станков при подаче масла из общего резервуара предназ-
458
начены масла ИГНСп-20, ИГНСп-40. Для направляющих сколь-
жения и высокоскоростных прядильных машин используют
масло ВНИИ НП-401.
Масла индустриальные специального назначения предназна-
чены для использования в узких или специфических областях.
Состав и области применения основных марок масел специаль-
ного назначения приведены в табл. 4.24.
4.2.13. Приборные масла
Эти масла, условно делят на три подгруппы — общего, спе-
циального назначения, часовые. Основные характеристики этих
масел представлены в табл. 4.25.
4.2.14. Защитные масла
Предназначены для защиты от коррозии поверхностей деталей
и механизмов в различных условиях хранения. Выпускаются
защитные масла на базе дистиллятных и остаточных масел се-
лективной очистки с композициями присадок, улучшающими ан-
тикоррозионные и антиржавейные свойства. Вырабатываются
масла марок НГ-203, НГ-204у, НГ-207, НГ-210, РЖ, К-17.
4.2.15. Технологические и белые масла
Характеристика технологических и белых масел приведена
в табл. 4.26.
4.3. ПРИСАДКИ К МАСЛАМ
Развитие и совершенствование различных видов техники предъ-
являет все более высокие требования к качеству масел. Необхо-
димый уровень эксплуатационных свойств масел современного
и перспективного ассортимента может быть обеспечен только
сочетанием высококачественного базового масла с эффективными
присадками. К их числу относятся: антиокислительные, повышаю-
щие стойкость масел к окислению при высокой температуре;
антикоррозионные, защищающие металлические поверхности от
воздействия агрессивных веществ, и антиржавейные, защищаю-
щие от атмосферной коррозии; детергентно-диспергирующие,
предотвращающие отложение продуктов окисления на нагретых
деталях двигателей и других механизмов; противоизносные и
противозадирные, улучшающие смазочные свойства масел; де-
прессорные, понижающие температуру застывания масел; вязко-
стные, улучшающие вязкостно-температурные свойства масел;
антипенные, предотвращающие вспенивание масел. Некоторые
присадки являются многофункциональными, так как улучшают
одновременно несколько свойств масел.
459
ТАБЛИЦА 4,24. Характеристика индустриальных масел
специального назначения
Масла Состав Области применения
ИМТ-160 Минеральное остаточное масло, присадки: повы- ша юща я эффект» в ноет ь туманообразования, анти- окислительная, антиржа- вейная . Смазывание методом масляного ту- мана, может быть использовано также как жидкая смазка для ме- таллургического оборудования, подшипников опор валков на про- катных станах
ИПТ-20 Дистиллятное масло селек- тивной* очистки, присад- ки: трибополимерообразую- щая, антиржавейная Тяжелонагруженные узлы трения, работающие при температуре мас- ла не выше 50 “С, подшипники скольжения запорных механизмов машин литья под давлением
ИТП-500 Остаточное масло селектив- ной очистки, противоизнос- ная, антипенная присадки Подшипники валков каландров в резиновой промышленности
ИЦп-20 Остаточные очищенные масла селективной очист- Цепи подвесных напольных кон- вейеров, периодически проходящих
ИЦп-40 ки, присадки: адгезионная, антиржавейная, противоза- дирная (ИЦп-40), дисуль- фид молибдена (ИЦп-20) через сушильные камеры с темпе- ратурой 180—200 °C
ВИП-5 ВИП-10 Смазывание спеченых подшипни- ков скольжения в электродвигате- лях малой мощности, используе- мых в приборах бытовой техники
Телеграф- Масло турбинное Т22, 5 % Смазывание телеграфных аппара-
ное горчичного масла тов
Гидрол-7 Гидросистемы промышленного обо- рудования, работающего в пожа- роопасных условиях и требующего по условиям эксплуатации огне- стойких масел
МА-ПЭД-8 МА-ПЭД-12 Заполнение полостей погружных электродвигателей в центробежных насосах для подачи нефти, работо- способны до 180—200 °C
ТАБЛИЦА 4.25. Основные характеристики приборных масел
Масла Вязкость, мм2/с (при темпера- туре, °C) । Температура застывания, 1 °C, не выше Области применения
Общего назначения МВП 6,5—8 (50) —60 Смазывание КИП при темпера- туре от 110 до —60 °C, наполне- ние амортизаторов, основа для смазок
460
Продолжение табл. 4.25
Масла Вязкость, мм2/с (при темпера- туре, °C) Температура застывания, °C, не выше Области применения
МЗ-52 Не норми- руется Рабочая жидкость в потенцио- метрах типа ПСМ-18
ВНИИ НП-408 8—10 (20) —60 Точные приборы, в том числе прецизионные кругломеры
ПАРФ 1 16-24 (50) — 10 Счетно-аналитические и кон- трольно-кассовые машины
МАС-8Н 7,5—9 (100) —55 Смазывание механизмов, как
МАС-14Н 8—12 (100) —49 разделительные жидкости,
MAC-ЗОН к 24—27 (100) —41 основа для смазок
Специального назна- чения на синтетиче- ской основе
МН-601 >9 (100) —70 Шарикоподшипники микроэлек- тромашин и других приборов при температуре от 180 до —60 °C и атмосферном давлении
Л1Н-600 14-20 (100) —70 Аналогично маслу МН-601, но при температуре от 200 до .—60 °C и остаточном давлении до 5 мм рт. ст.
МП-609 >4,5 (100) —80 Микроэлектродвигатели при температуре от 100 до —70 °C
МП-610 30—50 (100) -80 Микромашины при температуре от 250 до —60 °C, атмосферном давлении и повышенном содер- жании кислорода
МП-618 >8 (100) —70 Двигатели типа ДМ и двигате- ли-генераторы ДГМ
ВНИИ НП-6 >3,1 (100) -65 Высокоскоростные и чувстви- тельные шарикоподшипники
МП-704 5—7 (50) —50 Чувствительные шарикопод- шипники и узлы трения сколь- жения
МП-713 >3 (100) -65 Узлы трения скольжения и ка- чения в приборах при темпе- ратуре от 100 до —60 °C и оста точном давлении до 5 мм рт. ст.
МП-714 8—14 (100) -45 Точные приборы и часовые ме- ханизмы при температуре от 150 до —40 °C
МП-715 4—6 (100) —45 Высокоскоростные и чувстви- тельные шарикоподшипники
Часовые
ВНИИ НП-ЧМЛ-400 380—420 (50) —10 Смазывание механизмов башен- ных часов
ВНИИ НП-ЧМЗ-25 20—25 (50) —45 То же
461
ТАБЛИЦА 4.26. Характеристика технологических и белых масел
Масла Состав (основа, присадки) Области применения
Технологические
Фракция соляро- вая для техниче- ских целей Фракция щелочной очистки Пропитка кож, закалочная жидкость, охлаждающая жидкость при металлообра- ботке
Масло поглоти- тельное Легкое неочищенное масло Поглощение ароматических углеводородов в коксохими-
♦ ческом производстве
Масло висци новое Смесь легкого веретенного и цилиндрового малосерни- стых масел Заливка в вентиляционные фильтры очистки воздуха от пыли
ИСЭ-25 Масло селективной очистки с эмульгирующей присад- кой Охлаждающая жидкость в металлообработке, раскатка внутренних поверхностей тормозных цилиндров
ТП-22 ТП-22А Масло селективной очистки с олеиновой кислотой Механизированная пайка
Предокол Синтетическое с компози- цией присадок В автомобилестроении при вальцовке, как защитная смазка и моющая жидкость
Для производства химических волокон
Нафтеновые 1, 2, Масла адсорбционной и сер- Компонент авиважных и за-
3 нокислотной очистки масливающих препаратов
С-9 Типа трансформаторного То же
С-15 Типа АУ »
С-25 Типа И-20А »
Мягчители шин- ных смесей и пла- стификаторы
«Мягчитель» Масло сернокислотной очистки с депрессатором Аз НИИ Мягчитель резиновых смесей
ПН-бк Смесь остаточных и дистил- Пластификатор-наполнитель
ПН-бш лятных экстрактов феноль- ной очистки масел из сер- нистых нефтей каучуков (ПН-бк) и мягчи- тель шинных смесей (ПН-бш)
ЛЗ-7 Белые Синтетический эфир Мягчитель резиновых смесей
Вазелиновое Масло кислотно-контактной В лечебных целях в чистом
медицинское очистки виде, в составе мазей, как растворитель препаратов
Парфюмерное Масло кислотно-контактной очистки Искусственные медицинские вазелины и продукты парфю- мерии
462
ТАБЛИЦА 4.27. Характеристика антиокислительных присадок
Присадки Состав Масла, в ко- торых применяют присадки Дополнитель- ные свойства
ДФ-11 50 %-ный раствор в масле диал- Моторные, Противоизнос-
ДФ-1 килдитиофосфата цинка, полу- ченного на основе изобутилово- го и 2-этилгексилового спиртов Раствор в масле диалкилдитио- трансмисси- онные, гид- равлические Моторные ные, антикор- розионные Антикорро-
МНИ-ИП-22к фосфата бария, полученного на основе высокомолекулярных спиртов Диалкилдитиофосфат кальция, полученный на основе бисал- килфенолдисульфида 50 %-ный раствор в масле ба- Моторные зионные Моющие, про-
ИНХП-21 Моторные тивоизносные Антикорро-
ВНИИ НП-354 риевой соли — продукта кон- денсации алкилфенола с фор- мальдегидом и аммиаком, об- работанного сульфидом фосфо- ра (V) Раствор диалкилфенилдитио- Моторные зионные Антикорро-
Ионол фосфата цинка в масле 2,6-Ди-трет-бутил-п-крезол Трансфор- маторные, турбинные, индустри- альные зионные
Окисление масел предотвращают введением антиокислитель-
ных присадок — ингибиторов окисления, характеристика ко-
торых приведена в табл. 4.27.
В качестве антикоррозионных присадок используют различные
серу- и фосфорсодержащие соединения, способные образовывать
на металле стабильные защитные пленки (табл. 4.28). Антикор-
розионным действием обладают и многие анти окислительные при-
садки (табл. 4.27). Антиржавейное действие оказывают непредель-
ные жирные кислоты и их эфиры, соли нефтяных сульфокислот,
окисленный петролатум и др. (табл. 4.28).
Типичными моющими присадками являются соли щелочно-
земельных металлов с длинными алифатическими цепями, содер-
жащие полярные группы кислого характера. В зависимости от
содержания металлического компонента различают нейтральные,
среднещелочные и высокощелочные присадки. К числу моющих
относятся сульфонатные, алкилфенольные, алкилсалицилатные
присадки.
В отличие от моющих диспергирующие присадки преиму-
щественно представлены беззольными (не содержащими металла)
соединениями, имеющими в молекуле азотсодержащую основную
группу (сукцинимиды, основания Манниха). Характеристика
присадок дана в табл. 4.29.
463
ТАБЛИЦА 4.28. Характеристика антикоррозионных и антиржаяейных присадок
Присадки Состав Масла, в которых применяют присадку
В-15/41 Кислый эфир алкенилянтарной кислоты Масла, работающие во влажной среде
АКОР-1 Изготовляют на базе нитро- ванных масел М-8 или М-11 с добавлением при защелачива- нии 10±1 % технического сте- арина Смазочные, консервационные
Концентрат присадок КП Многокомпонентная присадка с антикоррозионными, моющи- ми, антиокислительными и за- щитными свойствами Консервационные
Концентрат Многокомпонентная присадка Консервационные индустриаль-
присадок КП-2 с защитными, моющими, анти- окислительными и противоиз- носными свойствами ные
ИКБ-2 50 %-ный концентрат продук- та конденсации этиленоксида, этилендиамина и кубовых ос- татков сжк Масла для защиты конденса- ционно-холодильного оборудо- вания
МНИ-3, Продукты окисления петрола- Добавляют к маслам и смазкам.
МНИ-5, тума, содержащие сложные для повышения антикоррозион-
МН И-7 эфиры ных и противоизносных свойств
СИМ Алкенил су кцпипмид мочевины Ингибитор коррозии к рабоче- копсервгщиониым маслам, ком- понент комбинированных инги- биторов коррозии
АЯА Алкенилянтарный ангидрид Ингибитор коррозии к рабоче- консервационным маслам, полу- продукт при изготовлении инги- биторов СИМ; АЛОП
АЛОП Изготавливают на базе алкенил- янтарного ангидрида Компонент комбинированных ингибиторов коррозии в составе грунтовочных композиций и сож
ТАБЛИЦА 4.29. Характеристика моюще-диспергирующих присадок
Присадки Состав Щелочность, мг КОН/г
Сульфонатные ПМСя кальциевая ПМСя бариевая ПМС СБ-3 С-150 Среднещелочной сульфонат кальция на ос- нове нефтяных сульфокислот Среднещелочной сульфонат бария на основе нефтяных сульфокислот Среднещелочной сульфонат кальция на ос- нове нефтяных сульфокислот Нейтральный сульфонат бария (сульфирова- ние масляных фракций бакинских нефтей) Среднещелочной сульфонат кальция (суль- фирование глубокоочищенных масел) 100—130 >65 70—85 120—150
464
Продолжение табл. 4.29
Присадки Состав Щелочность, мг КОН/г
С-300 Высокощелочной сульфонат кальция (суль- фирование глубокоочищенных масел) 280-310
Алкилфенольные
ЦИАТИМ-339 Дисульфидалкилфенолят бария (взаимодей- ствие алкилфенолов с хлоридами серы и даль- нейшее омыление гидроксидом бария) >30
ЦИАТИМ-ЗЗЭс Дисульфидалкилфенолят стронция ——
ВНИИ НП-360 Смесь алкилфенолята бария и диалкилфе- >50
нилдитиофосфата цинка в массовом соотно- шении 2,5 : 1
ВНИИ НП-370 Кальциевая соль продукта формальдегидной конденсации алкилфенолов >35
ИХП-101 Бариевая соль продукта формальдегидной конденсации алкилфенолов 50—65
БФК Бариевая соль продукта формальдегидной конденсации алкилфенолов >50
Алкилеалицилат- ные
АСК Алкилсалицилат кальция 50—60
АСБ Алкилсалицилат бария 46-54
МАСК Многозольный алкилсалицилат кальция 100-140
Сукцинимидная
С-5А Имидопроизводная янтарной кислоты 20
ТАБЛИЦА 4.30. Характеристика противоизносных
и противозадирных присадок
Присадки Состав Назначение
ЭФО Цинкобариевая соль изобутилового эфира арилдитиофосфорной кислоты Противоизносная
ЛЗ-ЗО9/2 Триэфир дитиофосфорной кислоты »
ОТП Продукт осернения фракции 160— 250 °C полимеров олефинов Са—С5 Противозадирная
АБЭС Бис(алкилбензилтио)этан »
ЛЗ-6/9 Дибутилксантат этилена
Л3-23к Диизопропилксантат этилена — про- дукт взаимодействия изопропилксан- тогената калия с дихлорэтаном
Осерненный октол Продукт осернения октола-600, явля- ющегося полимером изо- и н-бутилена
463
ТАБЛИЦА 4.31. Характеристика депрессорных присадок
Присадки Состав Дополнительные свойства
Депрессатор АзНИИ АзНИИ-ЦИАТИМ-1 АФК Полиметакрилат Д (ПМА «Д») Продукт конденсации нафталина с хлорированным парафином в при- сутствии катализатора алкилирова- ния Получается при взаимодействии хлорированного парафина с фено- лом и последующей обработке про- дукта монохлоридом серы и гидро- ксидом бария Раствор алкилфенолята кальция в масле И- 12А Продукт полимеризации эфиров метакриловой кислоты и смеси жирных синтетических первичных спиртов фракции С12—С16 нор- мального строения Моющая, антикор- розионная Улучшает вязкост- но-темпе р ату р н ые свойства масел
Кроме специальных противоизносных и противозадирных при-
садок (табл. 4.30), противоизносные свойства масел улучшаются
также высокотемпературными антиокислителями — производ-
ными диэфиров дитиофосфорных кислот (ДФ-11, ДФ-1,
МНИ-ИП-22К, ИНХП-21, ВНИИ НП-354).
Ассортимент депрессорных присадок представлен в табл. 4.31.
Вязкостные присадки представляют собой полимеры двух ос-
новных типов: полиизобутилены и полиметакрилаты (в виде рас-
творов в дистиллятных маслах). Полиизобутилены: КП-5 — рас-
твор полимера М = 40004-6000; КП-10 — А4 = 9000-е-15000;
КП-20 — М = 15 0004-20 000. Полиметакрилаты (ПМА) полу-
чают полимеризацией эфиров метакриловой кислоты и смеси
первичных синтетических спиртов фракции С7—С12 нормального
строения. ПМА «В-1» представляет собой раствор полимера
М = 30004-4300, ПМА «В-2» — М = 12 000-4-17 000.
Пенообразование смазочных масел возникает вследствие их
энергичного перемешивания с воздухом в процессе эксплуатации,
перекачки, налива. Образованию устойчивой пены могут способ-
ствовать и некоторые присадки, являющиеся поверхностноактив-
ными веществами. Для борьбы со вспениванием масла используют
противопенную присадку ПМС-200А, представляющую собой поли-
метилсилоксан. Ее вводят в масла в количестве 0,001—0,005%.
При разработке ряда масел, особенно моторных, которые от-
вечали бы требованиям современного и перспективного двигателе-
строения, следует иметь в виду, что отдельные присадки не в со-
стоянии обеспечить всю совокупность эксплуатационных свойств.
Создание композиций присадок является сложной задачей —
необходимо сочетать присадки по их функциональному действию,
466
ТАБЛИЦА 4.32. Качественная оценка функционального действия присадок
Присадки Свойства •
А Б В Г Д Е Ж
Алкилфенольные Ал килсалици латные: 2 1 2 2 3 3 3
низкощелочные (АСК) 4 1 2 1 4 1 1
щелочные (МАСК) Сульфатные: 4 1 5 4 4 3 3
нейтральные 3 3 0 3 0 1 1
средне- и высокощелочные 4 5 5 4 0 1 1
Диалкилдитиофосфатные и диалкил- фенилдитиофосфатные 0 1 0 4 4 4 4
Сукцинимидные 4 5 3 1 3 1 1
* Свойства: А — общие моющие, Б — диспергирующие, В — нейтрализующие,
Г — антикоррозионные, Д «» антиокислительные, Е -- противоизносные, Ж « противо-
задирные.
учитывать возможность эффектов антагонизма или синергизма
присадок по отношению друг к другу.
Качественная оценка свойств наиболее распространенных
типов присадок приведена в табл. 4.32. Присадки оценивают по
пятибалльной системе: 5 — отлично, 4 — хорошо, 3 — удовлет-
ворительно, 2 — слабо, ,1 —неудовлетворительно, 0 — плохо.
4.4. ПЛАСТИЧНЫЕ СМАЗКИ
Пластичные смазки и пасты используют для обеспечения на-
дежной работы узлов трения в тех случаях, когда смазывать их
маслом нельзя из-за отсутствия герметичности или невозможности
пополнения узла смазочным материалом, а также для уплотне-
ния подвижных и неподвижных соединений. Твердые смазочные
покрытия применяют в узлах с трением скольжения при высоких
температуре и удельных давлениях, глубоком вакууме. Защитные
смазки используют для защиты металлических поверхностей от
атмосферной коррозии.
В состав пластичных смазок входят масло — основа, загусти-
тель, наполнитель например графит, краситель. Основой могут
служить масла, хлор-, фтор- или кремнийорганические соеди-
нения различных классов, некоторые сложные эфиры или смеси
этих соединений. В зависимости от типа загустителей различают
смазки кальциевые, комплексные кальциевые, натриевые и на-
триево-кальциевые, литиевые, бариевые, алюминиевые, углево-
дородные, на неорганических загустителях (силикагелевые и др.).
Для улучшения вязкостно-температурных, адгезионных свойств,
повышения термоокислительной стабильности в смазки добав-
ляют присадки.
В соответствии с ГОСТ 23258—78 смазки разделены на 4 группы:
антифрикционные, консервационные (защитные), уплотнитель-
467
ные и канатные. Группа антифрикционных, предназначенных для
снижения‘износа и трения сопряженных деталей, подразделяется
на подгруппы: С •— общего назначения (работоспособны до 70 °C),
О—для повышенной температуры (до НО °C), М — многоце-
левые, работоспособные от —30 до 130 °C в условиях повышенной
влажности, Ж — термостойкие (выше 150 °C), Н — морозостой-
кие (ниже —40 °C), И — противозадирные и противоизносные,
П — приборные, Д — приработочные, X — химически стойкие.
Консервационные (3) смазки предназначены для предохранения
поверхностей от коррозии при хранении и эксплуатации. Уплот-
нительные (А — арматурные, Р — резьбовые, В — вакуумные)
и канатные (К) смазки используют ограниченно.
Твердые смазки и пасты —это суспензии, где дисперсионной
средой служит смола или другое связующее вещество и раствори-
тель (у твердых смазок) или смазочное масло (у паст), а дисперс-
ной фазой — тонкоизмельченный графит, дисульфид молибдена
и другие вещества. После отверждения твердые смазки представ-
ляют собой твердые золи — они обладают свойствами твердых
тел.
Кроме таких общих с другими нефтепродуктами характери-
стик, как вязкость, температуры застывания и вспышки, содержа-
ние воды и механических примесей, кор'розионность, испаряе-
мость и т. д., смазки обладают рядом специфических свойств,
присущих только им: эффективная вязкость — величина этого
показателя характеризует уровень и постоянство энергетических
потерь в узле трения, т. е. устойчивость его работы; предел проч-
ности и термоупрочнение определяют способность смазки удер-
живаться на движущихся деталях, наклонных поверхностях,
в негерметизированных узлах трения (предел прочности), а также
сохранять свойства в процессе эксплуатации (термоупрочнение);
пенетрация характеризует консистенцию (густоту) смазки; тем-
пфатура каплепадения определяет верхний температурный пре-
дел работоспособности смазки, а склонность к сползанию —
способность предотвращать разрывы пленки на вертикально за-
крепленных поверхностях, что особенно важно для консерва-
ционных смазок; коллоидная и механическая стабильность ха-
рактеризуют постоянство состава и свойств смазки при хранении
и эксплуатации.
4,4.1. Антифрикционные смазки
Характеристики основных антифрикционных пластичных сма-
зок представлены в табл. 4.33.
4.4.2, Канатные смазки
Характеристики канатных смазок даны в табл. 4.34.
468
ТАБЛИЦА 4.33. Основные характеристики антифрикционных смазок
Смазки Свойства, допустимые условия (температура, давление) Области примеиеиия
Кальциевые
Солидол синтети- Водостойка; от —20 до Относительно грубые узлы тре-
ческий Солидол жировой 65 °C ния. Солидол для заправки в узлы трения ручным солидоло- нагнетателем при температуре до —20 °C, пресс-солидол С — ниже —20 °C. В мощных меха- низмах работоспособны до —50 °C.
Графитная УСсА Графитная кон- тактная От —20 до 60 °C Тяжелонагруженные тихоход- ные механизмы (рессоры, под- веска тракторов, открытые пе- редачи и др.) Смазывание накладок в стыке рельс с обеспечением устойчи- вой электропроводности
Долотол НУ Влагостойкая, высокие противозадирные свой- ства; от —30 до ПО °C Опоры шарошечных долот
Комплексные кальциевые
Униол-1 ВопОСТОНКЯ rwrnnpvn- пична, улучшенные про- тивозадирные свойства. От —30 до 150 °C, крат- ковременно до 200 °C Узлы трения индустриального оборудования, печей, конвейе- ров, сельскохозяйственной тех- ники
Униол-2 От —10 до 160 °C Металлургическое и горнообо- гатительное оборудование с цен- трализованной подачей смазки
ЦИАТИМ-221 Водостойка, гигроско- пична, работоспособна при остаточном давлении до 5 мм рт. ст.; от —60 до 150 °C Подшипники качения электро- машин систем управления, при- боров с частотой вращения до 10 000 мин“\ смазывание со- пряжения металл-резина
Дисперсол-1 Гигроскопична; от —40 до 100 °C Механизмы стеклоподъемников, замки дверей автомобилей
ЖТ-72 Гигроскопична; от —60 до 120 °C; кратковремен- но до 150 °C Механизмы тормозов локомо- тивов в сопряжении металл-ре- зина
ВНИИ НП-247 Гигроскопична; от —60 до 180 °C Подшипники передачи венти- ляторов с частотой вращения до 20 000 мин-х, микроэлектро- машины
ВНИИ НП-207 Влагостойка, работоспо- собна при остаточном давлении до 5 мм рт. ст.; от —60 до 200 °C Подшипники электромашин и генераторов с частотой вращения до 10 000 мин-1
ВНИИ НП-219 От —50 до 200 °C Электродвигатели и генераторы с частотой вращения до 9 000 мин-1 и повышенной на- грузкой
469
Продолжение табл. 4.33
Смазки Свойства, допустимые условия (температура, давление) Области применения
ВНИИ НП-261 Повышенные противоза- дирные свойства, работо- способна при остаточ- ном давлении до 5 мм рт. ст.; от—40 до 150 °C, кратковременно до 200 °C Конические роликоподшипники при резкопеременных нагрузках и скоростях
Натриевые- и нат- риево-кальциееые
КСБ Токопроводящая, рас- творима в воде. Работо- способна до ПО °C Контакты электрического пере- ключателя в указателе поворо- тов автомобилей
ДТ-1 Растворима в воде; ра- ботоспособна до 110 °C Системы гидропривода автомо- билей, работающие в контакте с жидкостью «Нева», монтажная
жк От —30 до 100 °C Узлы трения кулисного меха- низма, рессор локомотивов Разрезные дышловые подшип- ники, пальцы кривошипов, бри- кетная
жд Работоспособна до 80 °C
ВНИИ НП-223 Работоспособны при ос- Приборные; специальные ско-
ВНИИ НП-228 таточном давлении до ростные подшипники (до
ВНИИ НН-260 10*1 мм рт. ст.; от —45 до 150 °C 60 000 мин-’)
Литиевые
ЦИАТИМ-201 Неводостойка, работо- способна при остаточном давлении до 5 мм рт. ст.; от —60 до 90 °C Работоспособна при ос- Узлы трения, работающие с ма- лым усилием при невысоких на- грузках
ВНИИ НП-286М Подшипники качения, скольже-
(ЭРА) таточном давлении до 5 мм рт. ст.; от —60 до 120 °C ния, редукторы систем упра- вления
ВНИИ НП-242 Влагостойка; от —40 до 110 °C Подшипники судовых машин го- ризонтального исполнения
Литол-24 Водостойка; от —40 до 120 °C Узлы трения автотракторной техники, промышленного обору- дования
Фиол-1 Влагостойка; от —40 до 120 °C Узлы трения, смазываемые через пресс-масленки или централизо- ванные системы
Фиол-2М Влагостойка; от —40 до 130 °C Л1алогабаритные подшипники автомобильного электрообору- дования, скоростные подшипни- ки веретен
ЛС-1п Невлагостойка Тяжелонагруженные узлы ли- тейного, кузнечно-прессового и другого оборудования с центра- лизованной системой смазки
ЛИТА От —50 до 100 °C Рабоче-консервационная для механизмов переносного инстру- мента
470
Продолжение табл. 4.33
Смазки Свойства, допустимые условия (температура, давление) Области применения
ЛЗ-31 Невлагостойка; от —40 до 130 °C Подшипники качения закрыто- го типа
Зимол Влагостойка Узлы трения наземной техники при эксплуатации в районах с холодным климатом
ШРУС-4 Влагостойка Шарниры равных угловых ско- ростей автомобилей
№ 158 Влагостойка; от —40 до 120 °C Подшипники автотракторного электрооборудования, игольча- тые подшипники карданных пе-
ВНИИ НП-293 Работоспособна в ва- кууме от —60 до 150 °C редач Приборная
ОКБ-122-7 От —60 до 120 °C »
ВНИИ НП-502 Дугогасящая; от —40 до 100 °C Слаботочные электрические кон- такты модульных переключате- лей
ВНИИ НП-254 — Узлы трения, работающие при высоких знакопеременных на- грузках, игольчатые подшипни- ки, винтовые механизмы Приборная. Прецизионные под- шипники и передачи с частотой вращения до 30 000 мин”*
ВНИИ НП-274 Работоспособна при ос- 1Д1ОЧНиМ Давлении Ди Ю‘г мм пт. ст.: от —80 до 160 °C
Крон-1 От —40 до 60 °C Оптические приборы
Бариевые
МС-70 МУС-7А От —60 до 60 °C Узлы трения, работающие в контакте с морской водой
ШРБ-4 Влагостойкая Шарниры передней подвески и наконечники тяг рулевого уп- равления автомобилей
Алюминиевые
АМС-3 От 0 до 40 °C Узлы трения, работающие в во- де, в том числе морской
Л ПИ-7 От —40 до 65 °C Декадно-шаговые искатели те- лефонных станций. Улучшенные консервационные свойства по от- ношению к меди
М3 От —50 до 80 °C Узлы трения, работающие в кон- такте с морской водой
АЦ-1 АЦ-3 От —60 до 65 °C Точные механизмы и приборы, соединения и передачи устройств с зазорами в сопряжении более 50 мкм (АЦ-1) и менее 20 мкм (АЦ-3)
471
Продолжение табл. 4.33
Смазки Свойства, допустимые условия (температура, давление) Области применения
Органические
ВНИИ НП-210 ВНИИ НП-235 ВНИИ НП-233 От —20 до 350 °C; оста- точное давление до 5 мм рт. ст. От —60 до 250°C; оста- точное давление до 5 мм рт. ст. От —40 до 250 °C Тяжелонагруженные тихоход- ные подшипники качения и скольжения Подшипники качения с часто- той вращения до 10 000 мин"1 Подшипники качения и сколь- жения с качательным движени- ем, сопряжение металл-резина
Углеводорсдные ГОИ-54 п М3-5 Шахтол СТП-Л Стп-з ПН От —40 до 50 °C От —15 до 50 °C Работоспособна до 90 °C Приборная, рабоче-консерва- ционная, малонагруженные уз- лы трения Резьбовые соединения оптиче- ских приборов Редукторы угледобывающих комбайнов, полужидкая Зубчатые передачи тяговых ре- дукторов тепловозов, полужид- кая, летняя и зимняя Рабоче-консервационная. Пули мелкокалиберного стрелкового оружия
На неорганических загустителях
ВНИИ НП-275 ВНИИ НП-282 • ВНИИ НП-248 ВНИИ НП-279 Криогель Графитол Аэрол ВНИИ НП-501 ВНИИ НП-231 Радиационностойкая; от —20 до 250 °C От —45 до 150 °C От —60 до 150 °C В воздухе от —50 до 150 °C, в агрессивных средах от —50 до 50 °C Резьбы и уплотнения от —200 до 250 °C, узлы трения скольжения от —60 до 200 °C Хорошие противоизнос- ные свойства Работоспособна при ос- таточном давлении до 5 мм рт. ст.; от —40 до 400 °C Работоспособна при ос- таточном давлении до 5 мм рт. ст.; от —60 до 250 °C Силовые винтовые пары и дру- гие соединения Автоматика, дыхательная ар- матура в контакте с агрессивны- ми средами Скользящие электрические кон- такты Разъемы, клапаны, подшипники в воздухе и агрессивных средах Арматура, работающая в кон- такте с жидкими газами и паро- образными агрессивными среда- ми Высокотемпературные узлы тре- ния Узлы трения скольжения Закрытые червячно-винтовые пе- редачи, подшипники с неболь- шой скоростью движения
472
Продолжение табл. 4.33
Смазки Свойства, допустимые условия (температура, давление) Области применения
ПФМС-4С Ли мол ВНИИ НП-225 От —20 до 250 °C, крат- ковременно до 400 °C до 300 °C От —60 до 250 °C для алюминия, от —60 до 350 °C для сталей, от —40 до 300 °C для ма- лооборотных механизмов Подшипники качения с неболь- шой скоростью Монтажная паста для облегче- ния сборки и приработки под- шипников скольжения, винто- вых передач Подвижные и неподвижные резь- бовые соединения
ТАБЛИЦА 4.34. Основные характеристики канатных смазок
Смазки Свойства, допустимые условия (температура) Области применения
Торсиол 35 Влагостойка; от —35 до 50 °C Изготовление стальных канатов
Торсиол 35Э Влагостойка; от —35 до 50 'С Эксплуатация стальных канатов
Торсиол 55 Влагостойкая, ацт;;- фрикционная; от —50 до 50 °C Стальные канаты при низкой температуре
КФ-ю Водостойкая, фрикцион- ная; от —10 до 50 °C Изготовление (КФ-10) и экс-
КФ-ЮЭ плуатация (КФ-ЮЭ) канатов шахтных подъемных установок
ВНИИ НП-278 Фрикционная; от —50 до 60 °C Стальные канаты подъемных устройств
Смазка для про- При температуре ниже Пропитка сердечников сталь-
литки органиче- ских сердечников стальных канатов —20 °C ных канатов
4.4.3. Уплотнительные смазки
Характеристика уплотнительных смазок дана в табл. 4.35.
4.4.4. Защитные смазки
Эти смазки служат для предохранения металлических поверх-
ностей от атмосферной коррозии и кожаных изделий от высыха-
ния и гниения. Эти смазки должны долговременно предохранять
металлы и кожи, а при необходимости легко с них удаляться.
Они должны иметь хорошую адгезию, высокую химическую и
коллоидную стабильность.
473
ТАБЛИЦА 4.35. Характеристика уплотнительных смазок
Смазки Свойства, допустимые условия Области применения
Л3-162 Водостойка, хорошие противозадирные свой- ства; от —25 до 130 °C Арматура фонтанирующих неф- тяных и газовых скважин (за- движки, краны)
Р-416 Водостойка, хорошие противозадирные свой- ства, токсична Сборка и разборка буровой тех- ники
Р-402 Водостойка, токсична Резьбы обсадочных труб глубо- ких скважин, насосно-комп рес- сорные трубы
Р-113 » » Резьбовые соединения забойных двигателей, долот, замков труб глубоких и сверхглубоких сква- жин
ЛЗ-ГАЗ-41 Водостойка, до 120 °C Пробковые краны бытовой га- зовой аппаратуры
ВНИИ НП-294 От —60 до 150 °C Металл в контакте с резиной
ВНИИ НП-295 Давление до 40 МПа, остаточное давление до 10"1 мм рт. ст.; от —60 до 150 °C в среде глицерина, уксусной кислоты, аминов, гидразинов и др.
ВНИИ НП-283 Антифрикционная; от —45 до 200 °C Узлы трения, работающие в кон- такте с газообразным кислоро- дом при давлении до 25 МПа. Резьбовые соединения при дав- лении кислорода внутри трубо- проводов до 100 МПа.
Арматол-238 От —50 до 120 °C Запорные устройства нефтегазо- промыслового оборудования, стойка к сероводороду и угле- кислому газу
ЦИАТИМ-205 От —60 до 50 °C, в по- движных соединениях от —20 до 50 °C Резьбовые соединения трубопро- водов и арматуры, работающих в кислотах, щелочах, спиртах
ВНИИ НП-298 От —60 до 250 °C, оста- точное давление до 10"? мм рт. ст. Стеклянные и металлические подвижные соединения вакуум- ных систем
Для газовых кра- нов От 0 до 50 °C Арматура газовых магистралей и распределительных станций, нерастворима в нефтепродуктах, растворима в спиртах
474
Пластичные смазки для защиты металлов в большинстве слу-
чаев углеводородные (ПВК, ПП 95/5, ВНИИСТ-2, АК). Исклю-
чение составляют мыльные смазки ЗЭС и АМС на алюминиевых
мылах. Смазки наносят нагретыми до НО—115 °C на очищенную
и обезжиренную поверхность. Расконсервацию изделий прово-
дят механическим способом, органическими растворителями, го-
рячей водой или комбинацией этих методов.
Для предохранения от высыхания и гниения кожаных манжет
воздухораспределителей и тормозных цилиндров применяют
прожировочные составы 12 и 40, состоящие из флорес-
цина (полимеризованного касторового масла), парафина, цере-
зина и саломаса.
Защитные пленочные покрытия представляют собой пленко-
образующие ингибированные нефтяные составы. Их изготавливают
на основе продуктов переработки нефти, загустителей, присадок
и растворителей. Вырабатывают покрытия следующих марок:
Мовиль — жидкость от темно-коричневого до черного цвета,
образует коричневую пленку, предназначен для защиты от кор-
розии внутренних и труднодоступных поверхностей автомобиля;
Мольвин-МЛ предназначен для защиты от коррозии внутрен-
них и труднодоступных поверхностей автомобилей, образует
темно-коричневую воскообразную пленку;
НГ-216 марок А, Б, В; марки А и Б полутвердые, черного
цвета, марка В — мазеобразная, светло-коричневая. Марка А
применяется для защиты от коррозии наружных поверхностей
металлоизделий, хранящихся на складах и открытых площадках
в особо жестких, жестких и средних условиях. Марка Б служит
для защиты наружных поверхностей металлоизделий, в том числе
подкузовной части и группы мотора автомобиля, а также зап-
частей, хранящихся в жестких и средних условиях. Марка В
используется для защиты наружных поверхностей металлоизде-
лий и запчастей, хранящихся в средних и легких условиях.
НГ-МЛ —полутвердая воскообразная пленка, образовавшаяся
после высыхания, защищает сечения кузовов в автомобилях.
4.5. СМАЗОЧНО-ОХЛАЖДАЮЩИЕ ЖИДКОСТИ
Смазочно-охлаждающие жидкости (СОЖ, иногда СОТС —
смазочно-охлаждающие технологические среды) находят широкое
применение при обработке металлов резанием и давлением. СОЖ
осуществляют роль смазочного вещества, облегчают процесс де-
формирования срезаемых слоев металла, улучшают качество
обрабатываемой поверхности, охлаждают инструмент и обрабаты-
ваемую деталь, смывают стружку, металлическую пыль и другие
загрязнения, образуют на поверхности обрабатываемых деталей
и станков пленки, защищающие от коррозии. При выборе СОЖ
учитывают вид обработки, состав обрабатываемого материала и
инструмента, их свойства, в том числе склонность к адгезии,
475
ТАБЛИЦА 4.36. Характеристика масляных СОЖ
СОЖ Состав Области применения
МР-1у Масло И-12А, сера техниче- ская, ДФ-11, хлорпарафин, С-5А, полиизобутилен Обработка резанием сталей на станках-автоматах, резь- бонарезание, протягивание
МР-2 Масло И-12А, осерненный кашалотовый жир, хло- реф-40 Тонкое растачивание, резь- бонарезание, шлифование труднообрабатываемых ма- териалов
МР-2у Масло И-20А, хлорпарафин, МАСК, полиметакрилат Д, полиалкилфосфонитрильная кислота Обработка резанием сталей и цветных металлов, гидро- системы станков
МР-3 Масло И-12А, масло рапсо- вое, ПМС-200А, сера техни ческая, ОСЖ-1, МАСК, по лиалкилфосфонитрильная кислота Глубокое сверление сталей и сплавов, растачивание, резьбо и зубошлифование
МР-4 Масло И-12А, хлорпарафин, МАСК, пропиленгликоль Протягивание сталей, глу- бокое сверление, шлифова- ние, хонингование алюми- ниевых и титановых сплавов
МР 5у Масло И-20А, сера техниче- ская, С-5А, полиизобутилен, ЛЗ-ЗО1 Фасонное шлифование ста- лей, концентрат при протя- гивании, резьбонарезание сталей и сплавов
МР-6 /Наело И-20А, хлорпарафин, ЛЗ-ЗО1, МАСК, диэтилен- гликоль Обработка резанием жаро- прочных сталей, титановых сплавов и тугоплавких ма- териалов
МР-7 Масло И-20А, сера техни- ческая, полиизобутилен, ОСЖ-1, Б-2, ПМС-200А Обработка металлов резани- ем при условиях минималь- ного образования масляного тумана
МР-99 Масло И-20А, ХСЖ-2, ОПИБ-2 Протягивание, нарезание резьб, фасонное шлифование, шевингование сталей и спла- вов
Укринол-14 Масла АУ, МС-20, кукуруз- ное, хлорпарафин, хло- реф-40, МАСК, дифенила- мин, ПМС-200А Профильное шлифование ин- струментальных сталей
ОСМ-1 Очищенный соляр,масло тал- ловое Алмазное хонингование, по- лирование, суперфиниши- рование чугунов, сталей
осм-з Масло трансформаторное, хлореф-40, ионол, ПМС-200А Скоростное развертывание металлокерамических вту- лок, сверление, алмазно-аб- разивная обработка
ОСМ-5 Масло И-12А, хлорпарафин, ПМА, ПМС-200А Зубодолбление, сверление сталей при низких скоростях
ЛЗ-СОЖ-1Т Масла И- 12А, АУ, рапсовое, эфир-2, ЛЗ-23К Наружное резьбонарезание
ОЗ-СОЖ-1СП Масла И-12А, касторовое, сульфофрезол, хлорпара- фин, ЛЗ-ЗК, эфир-2 Протягивание сталей
476
Продолжение табл. 4.36
сож Состав Области применения
ЛЗ-СОЖ-1ПИО Масло И- 12А, осерненное хлопковое, ОТП, хлорпара- фин, эфир-2, ЛЗ-23К, ионол Масло ВМГЗ, хлорпарафин, ДФ-11, ПМС «Я», дипроксид, петролатум осерненный Фасонное шлифование ста- лей
В-296 Механическая обработка труднообрабатываемых ме- таллов
В-31 Масло ВМГЗ, хлорпарафин, ДФ-11, ПМС «Я», петрола- тум окисленный Механическая обработка алюминиевых сплавов
В-32 К Масло ВМГЗ, хлорпарафин, ДФ-11 ,ПМС «Я», дипроксид, петролатум окисленный Механическая обработка труднообрабатываемых ме- таллов
В-35 Масло выщелоченное 20В, ДФ-11, ПМС «Я», хлорпара- фин, дипроксид, петрола- тум окисленный То же
Сульфофрезол Масло И-12А, выщелоченное 20В, цилиндровое, нигрол, сера техническая Обработка резанием и дав- лением черных металлов
ТАБЛИЦА 4.37. Характеристика эмульсолов
Эмульсолы Состав Области применения
Укринол-1 -Масло И-12А, олеиновая кисло- та, экстракт трансформаторного дистиллята, канифоль, гидрат окиси калия, триэтаноламин, нитрит натрия, сульфонаты нат- рия, изопропиловый спирт, син- тамид-5, вода Шлифование стали и чугуна, точение, свер- ление, фрезерование, резьбонарезание, про- тягивание
Укринол-Зп Масло И-12А, сульфонаты нат- рия, ОХМС, изопропиловый спирт, ОП-4, глицерин, хлор- парафин, моно- и триэтанол- амин, карбонат калия, вода Протягивание дета- лей из черных метал- лов
Аквол-2 Масло И-12А, гидроксид калия, пропиленгликоль, осерненное хлопковое масло, триэтанола- мин, кислота олеиновая, кани- фоль, ОП-Ю, формалин, суль- фонаты натрия, сера, хлорпара- фин Точение, сверление, фрезерование, протя- гивание, шлифование в тяжелых режимах сталей и сплавов
ЭТ-2 Масла выщелоченное 20В, тал- ловое, асидол А-1, каустиче- ская сода, полигликоли, вода Обработка на средних режимах резания ле- гированных конструк- ционных сталей
477
Продолжение табл. 4.33
Эмульсолы Состав Области применения
НГЛ-205 Масло АС-6, нитрит натрия, тринатрнйфосфат, кальциниро- ванная сода, сульфонаты нат- рия Обработка черных и цветных металлов
СДМУ-2 Масло выщелоченное 20В, сульфонаты натрия, дисульфид молибдена, кальцинированная сода, нитрит натрия, трина- трийфосфат То же
РЗ СОЖ-8 Масла выщелоченное 20В, тал- ловое, каустическая сода, по- лигликоли, асидол масляный, иод, спирт, вода Обработка нержавею- щих, титановых и вы- сокопрочных сплавов
ВНИИ НП-117Т Экстракт очистки трансфор- маторного масла, каптакс, стеа- рат хрома, нафтенат калия, сульфат натрия, 1,4-бутиндиол Шлифование сталей, рабочая жидкость для гидросистем
ТАБЛИЦА 4.38. Характеристика синтетических
и полусинтетических СОЖ
СОЖ Состав Области применения
Аквол-10М Олеиновая кислота, синта- нол ДО-10, полиэтиленгли- коль, полипропиленгли- коль, жирные синтетиче- ские кислоты, триэтанола- мин, нитрит натрия, бензо- триазол, вода Фасонное фрезерование, про- тягивание, точение, свер- ление, шлифование
Аквол-11 Масло И-5А, жирные тал- ловые кислоты, сосновое масло, нитрит натрия, три- этаноламин, синтанол ДС-10, сульфонаты натрия, вода Точение, сверление, фрезе- рование, шлифование . ста- лей и алюминиевых сплавов
Аквол-12 ОПАН-ВС, жирные синте- тические кислоты, триэтано- ламин, синтанол ДС-10, нит- трит натрия, трилон Б, вода Точение, фрезерование, шли- фование меди и сплавов, конструкционных и легиро- ванных сталей
Аквол 14 Содержит трибоактивные присадки Точение, отрезка, сверление, фрезерование, шлифование углеродистых и легирован- ных сталей
478
режимы обработки, требования к качеству обрабатываемой по-
верхности, способ подачи СОЖ и др.
Товарный ассортимент СОЖ включает: СОЖ на основе мине-
ральных нефтяных масел (табл. 4.36), эмульсолы, эмульгирую-
щиеся в воде и применяемые в виде водйо-масляных эмульсий
(табл. 4.37), концентраты синтетических и полусинтетических
СОЖ, содержащие полигликоли, ПАВ, ингибиторы коррозии,
и, в случае полусинтетических СОЖ, минеральные масла
(табл. 4.38). При смешении с водой образуют прозрачные или
слегка опалесцирующие растворы.
По составу и свойствам к СОЖ близки технологические смазки
(ТС),, применяемые при операциях штамповки, профилирования,
выдавливания, гибки, вытяжки, прокатки. В отличие от СОЖ
они выполняют, в основном, смазывающую функцию, для охлаж-
дения их не применяют. Выпускают ТС двух типов: масляные
(укринолы-4, 5/5, 7, 8, 13, 23, 202, 205, 207, СВ-1, ШС-2,
ХС-147, ХС-163, ТЭМП-3, Т-бп, Т-7п, калиброль) и эмульгирую-
щиеся (укринолы-2, 2у, Зу, 11, СП-3, ОМ, ЭКС).
4.6. ПРОЧИЕ НЕФТЕПРОДУКТЫ
4.6.1. Битумы
Битумы — смесь высокомолекулярных углеводородов и смен
листоасфальтовых веществ. Изготавливают их из окисленных
продуктов прямой перегонки нефти и компаундированных окис-
ленных и неокисленных продуктов, получаемых при прямой пере-
гонке нефти и экстракционном разделении нефтепродуктов, (ас-
фальты деасфальтизации, экстракты селективной очистки). По
назначению битумы делятся на дорожные, кровельные, изоляцион-
ные.
Дорожные битумы подразделяются на вязкие и жидкие. Ха-
рактеристика вязких битумов представлена в табл. 4.39. Жидкие
битумы готовят путем разжижения вязких битумов жидкими
нефтепродуктами с добавлением поверхностноактивных веществ.
В зависимости от скорости формирования структуры жидкие
дорожные битумы подразделяют на три класса: БГ — быстро-
густеющие, СГ — густеющие со средней скоростью, МГ — уме-
ренногустеющие. Марки вязких битумов, используемых для раз-
жижения, и фракционный состав разжижителей приведены
в табл. 4.40, характеристика жидких дорожных битумов —
в табл. 4.41.
Изоляционные битумы используют в основном для изоляции
трубопроводов от грунтовой коррозии. Их подразделяют на марки
в зависимости от температуры размягчения: БНИ-1У-3 — не ниже
65 °C, БНИ-IV — не ниже 75 °C, БНИ-V — не ниже 90 °C.
Характеристика изоляционных битумов приведена в табл. 4.42.
Для всех марок изоляционных битумов установлена температура
479
ТАБЛИЦА 4.38. Основные характеристики вязких дорожных битумов
Битумы
Показатели БНД 200/300 БНД 130/200 БНД 90/130 БНД 60/90 БНД 40/60
Глубина проникания иглы в 0,1 мм: при 25 °C при 0 °C, не более Температура, °C: размягчения, не ниже хрупкости, не выше вспышки, не ниже Растяжимость, см, не менее: при 25 °C при 0 °C 201—300 45 35 —20 200 20 131—200 35 39 — 18 220 65 6 91 — 130 28 43 — 17 220 60 4,2 61—90 20 47 — 15 220 50 3,5 40—60 13 51 — 10 220 40
Показатели Битумы
БН 200/300 'БН 130/200 БН 90/130 БН 60/90
Глубина проникания иглы в 0,1 мм: при 25 °C при 0 °C, не более Температура, °C: размягчения, не ниже хрупкости, не выше вспышки, не ниже Растяжимость, см, не менее: при 25 °C при 0 °C 201—300 33 200 131—200 37 220 70 91 — 130 40 220 60 60—90 45 220 50
ТАБЛИЦА 4.40. Основа (вязкий битум) и фракционный состав
разжижителей для приготовления жидких битумов
Фракционный состав разжижителей , °C
Класс жидкнк битумов Марка вязких битумов (основы) начало температура выкипания
кипения 50% 96% 98%
БГ БНД 60/90 БНД 90/130 >130 150—180 — <230
СГ БНД 40/60 БНД 60/90 >145 <215 <300 —
МГ БНД 40/60 БНД 60/90 —- <280 <360 —
480
ТАБЛИЦА 4.41. Основные характеристики жидких дорожных битумов
Показатели Класс битума Группа вязкости
25/40 40/70 70/130 130/200
Условная вязкость по виско- БГ 25—40 41—70 71 — 130
зиметру с отверстием 5 мм СГ 25—40 41—70 71—130 131—200
при 60 °C Количество испарившегося МГ 25—40 41—70 71—130 131—200
разжижителя при выдержи- вании битума в термостате, %, не менее:
100 СС, 1 ч БГ 8 7,5 7
100 °C, 3 ч СГ 12 10 8 7
110 °C, 5 ч МГ 9 8 7 5
Температура вспышки в от- БГ 37 37 37 —.
крытом тигле, °C, не ниже СГ 40 45 50 60
МГ 100 100 НО 110
ТАБЛИЦА 4.42. Основные характеристики изоляционных битумов
Показатели Битумы
BHH-IV-3 БНИ-IV БНИ-V
Глубина проникания иглы в 0,1 мм: при 25 °C при 0 °C Растяжимость при 25 °C, см, не менее 30—50 15 4 25—40 12 3 не менее 20 9 2
ТАБЛИЦА 4.43. Основные характеристики кровельных битумов
Показатели Битумы
БНК 45/180 БНК 90/40 БНК 90/30
Глубина проникания иглы в 0,1 мм при 25 °C Температура, °C: 140—220 35—45 25—35
размягчения, не ниже 40—50 85-95 85—95
хрупкости, не выше —- —20 —10
вспышки не ниже 230 °C, содержание водорастворимых соедине-
ний не более 0,2%.
Кровельные битумы используют при изготовлении различных
видов кровли в качестве пропиточного и покровного материала.
Их подразделяют на марки в зависимости от температуры размяг-
чения и глубины проникания иглы при 25 °C (табл. 4.43). Темпера-
тура вспышки для всех марок установлена не ниже 240 °C, со-
держание водорастворимых соединений не более 0,3%.
Строительные битумы применяются, в основном, в качестве
гидроизоляционного материала. Их подразделяют на марки в за-
висимости от температуры размягчения и глубины проникания
иглы при 25 °C (табл. 4.44).
16 Зак. 70 481
ТАБЛИЦА 4.44. Основные характеристики строительных битумов
Показателя Битумы
БН 50/50 БН 70/30 БН 90/10
Глубина проникания иглы в 0,1 мм при 25 °C Температура, °C, не ниже: 41—60 21—40 5—20
размягчения 50 70 90
вспышки 220 230 240
Растяжимость при 25 °C, см, не менее 40 3 1
4.6.2. Парафины
Парафины представляют собой смесь углеводородов метано-
вого ряда нормального строения с 18—35 атомами углерода в мо-
лекуле. Вещества белого цвета кристаллического строения с тем-
пературой плавления 45—65 °C и молекулярной массой 300—
400. Парафины получают при депарафинизации дистиллятного
масляного сырья. Применяют их в качестве сырья в нефтехими-
ческой промышленности при производстве моющих средств и
поверхностноактивных веществ, для пропитки бумаги и бумаж-
ной тары, в производстве свечей и спичек, в электротехнике, при
выработке вазелинов, пластичных смазок, полировальных и
защитных материалов. В зависимости от области применения
парафины подразделяются на технические, высокоочищенные и
для пищевой промышленности.
Основными марками технических парафинов являются: Т —
очищенный промышленного назначения, С — для производства
синтетических жирных кислот. Нс — неочищенный для спичеч-
ного производства, Нв — неочищенный для различного приме-
нения высокоплавкий. Характеристика технических парафинов
приведена в табл. 4.45.
Высокоочищенные парафины подразделяются на марки в за-
висимости от температуры плавления (табл. 4.46).
ТАБЛИЦА 4.45. Основные характеристики технических парафинов
Показатели Парафины
т с Нс Нв
Внешний вид Температура плавления, °C Содержание масла, %, не бо- лее Белый >50 2,3 Белый 45—52 2,2 Желтый 42—50 5,0 Желтый илн коричневый 57—64 2,3
4Я2
ТАБЛИЦА 4.46. Основные характеристики высокоочищенных парафинов
Показатели Парафины
В, в, В, в.
Внешний вид Кристаллическая белая масса
Температура плавления, °C 50—52 52—54 54—56 56—58
Содержание масла, %, не более 0,8 0,5 0,5 0,5
ТАБЛИЦА 4.47. Основные характеристики парафинов для пищевой
промышленности
Показатели Парафины
П-1 П-2 п-з
Внешний вид Температура плавления, °C, не ниже Содержание масла, %, не более Запах Белая кристаллическая масса 54 I 52 I 50 0,5 | 0,9 1 2,3 Отсутствие
Парафины для пищевой промышленности подразделяют на
следующие марки’ П-1 —для пропитки тары и упаковочных ма-
териалов, имеющих непосредственное соприкосновение с пище-
выми продуктами; П-2 — для пропитки тары и упаковочных
материалов, имеющих соприкосновение с сухими сыпучими пи-
щевыми продуктами; П-3 — для пропитки тары, не соприкасаю-
щейся с пищевыми продуктами. В парафинах для пищевой про-
мышленности не допускается присутствие бензпирена, сульфа-
тов, хлоридов, кислот, щелочей. Характеристики этих парафи-
нов приведены в табл. 4.47.
4,6.3, Церезины
Церезины — смесь парафиновых углеводородов изомерного
строения с 36—55 атомами углерода в молекуле. Вещество мелко-
кристаллической структуры с температурой плавления 65—85 °C
и молекулярной массой 500—700. Вырабатывают их из природных
озокеритов, парафинистой пробки и петролатумов. Применяют
при производстве смазок, вазелинов, кремов, мастик, свечей,
копировальной бумаги, как изоляционные материалы в электро-
и радиотехнике. Церезины, выпускаемые промышленностью, под-
разделяют на марки в зависимости от температуры каплепадения
(табл. 4.48).
16* 483
ТАБЛИЦА 4.48. Основные характеристики церезинов
Показатели Церезины
80 75 67 57
Температура каплепадения, °C, не ниже 80 75 67 57
Глубина проникания иглы в 0,1 мм, не более 16 18 30 30
Зольность, %, не более Содержание: 0,02 0,02 0,02 0,02
механических примесей, %, не более водорастворимых кислот и щелочей 0,1 0,15 Отсу 0,15 тствие 0,15
4.6.4. Вазелины
Это смеси церезина, петролатума и минерального масла, по-
лучаемые расплавлением церезина или петролатума в масле.
Выпускаются следующие марки вазелинов: медицинский, вете-
ринарный, конденсаторный (технические вазелины описаны в раз-
деле 4.4).
Вазелин медицинский — смесь петролатума с минеральным
маслом, очищенная серной кислотой и глиной, или смесь парфю-
мерного масла с белым парафином и церезином. Вязкость —
16 мм2/с при 60 “С, температура каплепадения 37—50 СС. Приме-
няют для предохранения от коррозии хирургических инструмен-
тов, как составную часть кремов, паст, мазей для кожи, гримов,
помад.
Вазелин ветеринарный (вазелин ВСХВ) — глубокоочищенная
смесь церезина, парафина, петролатума и минеральных масел.
Температура каплепадения 37—50 °C.
Вазелин конденсаторный служит для пропитки и заливки кон-
денсаторов. При вязкости 28 мм2/с и температуре 60 °C имеет
температуру каплепадения не ниже 43 °C.
4.6.5. Нефтяные коксы
Представляют собой технический углерод нефтяного проис-
хождения. По способу получения их подразделяют на коксы за-
медленного коксования (остаточных продуктов переработки нефти)
и коксы, полученные при коксовании в кубах крекинговых и пи-
ролизных остаточных продуктов переработки нефти.
Коксы замедленного коксования подразделяют на марки в за-
висимости от размеров кусков: КЗ-25 — кокс с размером кусков
свыше 25 мм, КЗ-6 — от 6 до 25 мм, КЗ-0 — менее 6 мм. Характе-
ристика этих коксов приведена в табл. 4.49.
Коксы, получаемые при коксовании крекинговых и пиролиз-
ных остаточных продуктов, подразделяются на марки в зависи-
мости от исходного сырья и назначения: КНКЭ — нефтяной кре-
484
кинговый электродный, КНПЭ — нефтяной пиролизный элек-
тродный, КНПС — нефтяной пиролизный специальный, КН —
нефтяной. Их характеристики приведены в табл. 4.50.
ТАБЛИЦА 4.49, Основные характеристики коксов
замедленного коксования
Показатели Коксы
КЗ-25 кз-6 кз-о
I сорт II сорт
Выход летучих веществ, %, не более Содержание, %, не более; 7 9 9,5 10
ЗОЛЫ 0,5 0,6 0,7 0,8
серы 1,3 1,5 1,5 1,5
мелочи менее 25 мм 10 10 — —
мелочи менее 6 мм — — 25 —
ТАБЛИЦА 4.50. Основные характеристики коксов,
полученных коксованием в кубах
Показатели Коксы
кнкэ КНПЭ кнпо КН
Выход летучих веществ, %, не более Содержание, %, не более; 7,0 6,5 7,0 7,0
ЗОЛЫ 0,6 0,3 0,3 0,5
серы 0,8 1,0 0,4 1,0
рабочей влаги 3,0 3,0 3,0 3,0
4.7. УКАЗАТЕЛЬ СТАНДАРТОВ И ТЕХНИЧЕСКИХ УСЛОВИЙ
НА НЕФТЕПРОДУКТЫ
Марка продукта
ГОСТ, ОСТ и ТУ
Бензины авиационные
Б-100/130 Б-95/130 Б-91/115 Б-70 ГОСТ 1012—72 ГОСТ 1012—72 ГОСТ 1012—72 ТУ 38 101913—82
483
Продолжение
Марка продукта
ГОСТ. ОСТ в ТУ
Бензины автомобильные
А-72 А-76 АИ-93 АИ-95 АИ-98 ГОСТ 2084—77 ГОСТ 2084—77 ГОСТ 2084—77 ОСТ 38 019—75 ГОСТ 2084—77
Топливо реактивное
ТС-1 РТ Т-6 ГОСТ 10227—62 ГОСТ 16564—71 ГОСТ 12308—80
Топливо дизельное
Л ГОСТ 305—82
3 ГОСТ 305—82
А ГОСТ 305—82
Мазуты
40 В 100В Ф-5 Ф-12 40 100 ГОСТ 10585—75 ГОСТ 10585—75 ГОСТ 10585—75 ГОСТ 10585—75 ГОСТ 10585—75 ГОСТ 10585—75
Масла базовые
АСВ-5
АСВ-6
АСВ-10
АС-9,5
М-6
М-8
М-11
М-14
М-16
М-20
ТУ 38 101158—74
ТУ 38 001261—75
ТУ 38 001261—75
ТУ 38 101511—74
ТУ 38 101523—80
ТУ 38 101523—80
ТУ 38 101523—80
ТУ 38 101523—80
ТУ 38 101523—80
ТУ 38 101523—80
486
Продолжение
Марка продукта
ГОСТ, ОСТ н ТУ
Масла моторные для карбюраторных двигателей
М-6А (АС-6) М-8А (АС-8) М-8Б1У АСЗп-10 М-4з/6В, M-8Bj М-бз/ЮВ М-8Г, М-6з/10Г< М-12Г1 ТУ 38 101804—80 ГОСТ 10541—78 ТУ 38 001224—75 ОСТ 38.01370—84 ОСТ 38.01370—84 ГОСТ 10541—78 ОСТ 38 01370—84 ГОСТ 10541—78 ГОСТ 10541—78 ГОСТ 10541—78
Масла моторные для дизелей
МТ-16п ГОСТ 6360—83
МТЗ-Юп ГОСТ 25770—83
МТ-8п ТУ 38 101277—85
М-20А ТУ 38 101317—72
М-12Б ТУ 38 101264—72
М-14Б ТУ 38 101264—72
М-20Бп ТУ 38 101593—75
М-8В2 ГОСТ 8581—78
M-1QB, ГОСТ 8581—78
М-10В2с ГОСТ 12337—84
М-14В2 ГОСТ 12337—84
М 14В2з ГОСТ 23497—79
М-16В2 ТУ 38 101235—74
М-16ИХП-3 ГОСТ 25770—83
М-20В2 ГОСТ 23497—79
М-6Г2з ТУ 38 101658—76
М-10Г2к ГОСТ 8581—78
М-8Г2к ГОСТ 8581—78
М-10Г2 ГОСТ 8581—78
М-8Г2 ГОСТ 8581—78
М-10Г2цс ГОСТ 12337—84
М-14Г2цс ГОСТ 12337—84
М-14ГБ. ГОСТ 12337—84
М-14Г2 ГОСТ 12337—84
М-20Г2 ГОСТ 12337—84
М-8ДМ ТУ 38 101982—85
М-10ДМ ТУ 38 101783—80
М-10ДЦЛ-20 ГОСТ 12337—84
М-14ДЦЛ-20 ГОСТ 12337—84
М-14ДЦЛ-30 ГОСТ 12337—84
М-16Д ТУ 38 10191—71
М-16Е30 ГОСТ 12337—84
М-16Е60 ГОСТ 12337—84
Масла авиационные
МС-14 МС-20 МК-22 ГОСТ 21743—76 ГОСТ 21743—76 ГОСТ 21743—76
АЯ1
Продолжение
Марка продукта ГОСТ, ОСТ и ТУ
МС-20с ГОСТ 21743—76
МС-6 ОСТ 38 01279—82
МК-8 ГОСТ 6457—66
МК-8п ГОСТ 6457—66
МС-8 ТУ 38 101678—81
МС-8п ОСТ 38 01163—78
Б-ЗВ ТУ 38 101295—75
36/1-КуА ТУ 38 101384—78
ВНИИ НП-50-1-4ф ГОСТ 13076—67
ИПМ-10 ОСТ 38 01294—83
ВТ-301 ТУ 38 101657—76
Масла трансмиссионные
ТЭп-15
ТАп-15В
ТСп-15К
ТСп-10
ТАД-17И
ТСп-14гип
ТСгип
ТСЗ-Эгип
ТС
ТС-14,5
ТСЗп- 8
ГОСТ 23652—79
ГОСТ 23653—79
ГОСТ 23652—79
ГОСТ 23652—79
ГОСТ 23652—79
ГОСТ 23652—79
ОСТ 38 01260—82
ОСТ 38 01158—78
ОСТ 38 01260—82
ТУ 38 101110—71
ТУ 38 001365—84
Жидкости для гидросистем
А ТУ 38 101179—71
АУ ГОСТ 1642—75
АУ ТУ 38 101586—75
АЖ- 12Т ГОСТ 23008—78
АМГ-10 ГОСТ 6794—75
АУП ОСТ 38 01364-84
ВМГЗ ТУ 38 101479—74
ГЖД 14С ТУ 38 101252—72
мг-зо ТУ 38 10150—79
МГ-30у ТУ 38 001347—83
МГЕ-4А ОСТ 38 01281—82
МГЕ-10А ОСТ 38 01281—82
МГП-10 ОСТ 38 154—74
А (магор) ОСТ 38 01150—78
3 (магор) ОСТ 38 01150—78
ЛЗ-МГ-2 ТУ 38 101328—81
Р ТУ 38 101179—71
РМ ГОСТ 15819—70
РМЦ ГОСТ 15819—70
ЭШ ГОСТ 10663—78
Масла турбинные
Тп 22С Тп 30 Тп-46 Тп 22 ТУ 38 101821-83 ГОСТ 9972—74 ГОСТ 9972—74 ГОСТ 9972—74
488
Продолжение
Марка продукта
ГОСТ, ОСТ и ТУ
Т-46
Для судовых газовых турбин
ТУ 38 101251—77
ГОСТ 10289—79
ГОСТ 32—74
ГОСТ 32—74
ГОСТ 32—74
ГОСТ 32—74
Масла компрессорные
Кп 8с ТУ 38 401512—85
К-8з ТУ 38 101539—75
К-12 ГОСТ 1861—73
К-12В ТУ 38 101539—75
К-19 ГОСТ 1861—73
КС-19 ГОСТ 9243—75
К-28 ОСТ 38 01282—82
К-3-10 ТУ 38 401479—84
ХА (фригус) ГОСТ 5546—66
ХА-23 ГОСТ 5546—66
ХА-30 ГОСТ 5546—66
ХФ-12-16 ГОСТ 5546—66
ХФ-22-24 ГОСТ 5546—66
ХФ-22с-16 ГОСТ 5546—66
ХС-40 ТУ 38 101763—82
Масла электроизоляционные
АТМ-65
ГК
Конденсаторное фенольной очистки
КМ-25
МН-4
С-220
Селективной очистки
ТКп
Т-750
Т-1500
ТУ 38 101169—79
ТУ 38 101025—85
ГОСТ 5775—68
ТУ 38 101479—74
ТУ 38 10654—76
ГОСТ 8463—76
ГОСТ 10121—76
ТУ 38 101890—81
ГОСТ 982—80
ГОСТ 982—80
Масла цилиндровые
11 24 38 52 ОСТ 38 0185—75 ОСТ 38 0185—75 ГОСТ 6411—76 ГОСТ 6411—76
Масла вакуумные
ВМ-1 ВМ-3 ВМ-4 ВМ-5 ВМ-6 ГОСТ 23013—78 ГОСТ 23013—78 ГОСТ 23013—78 ГОСТ 23013—78 ГОСТ 23013—78
489
Продолжение
Марка продукта
ГОСТ. ОСТ и ТУ
Масла для прокатных станов
П-8П П-28 ТУ 38 101248—72 ГОСТ 6480—78 ТУ 38 101352—76
ПС-28 П-40 ГОСТ 12672—77 ТУ 38 101312—78
Масла индустриальные
ВИП-5 ТУ 38 101762—78
ВИП-10 ТУ 38 101762—78
ВНИИ НП-401 ГОСТ 11058—75
ВНИИ НП-403 ГОСТ 16728—78
ВНИИ НП-406 ТУ 38 101289—78
Гидрол-7 ТУ 38 101715—78
И-5 А ГОСТ 20799—75
И-8А ГОСТ 20799— 75
И-12А ГОСТ 29799—75
И-20А ГОСТ 20799—75
И-ЗОА ГОСТ 20799—75
И-40 А ГОСТ 20799—75
И-50 А ГОСТ 20799—75
ИГП-2 ТУ 38 101690—77
ИГП 4 ТУ 38 101413—78
ИГП-6 ТУ 38 101413—78
ИГП-8 ТУ 38 101413—78
ИГП-14 ТУ 38 101413—78
ИГП-18 ТУ 38 101413—78
ИГП-30 ТУ 38 101413—78
ИГП-38 ТУ 38 101413—78
ИГП-49 ТУ 38 101413—78
ИГП-72 ТУ 38 101413—78
ИГП-91 ТУ 38 101413—78
ИГП-114 ТУ 38 101413—78
ИГП-152 ТУ 38 101413—78
ИГП-182 ТУ 38 101413—78
ИГНСп-20 ТУ 38 101798—79
ИГНСп-40 ТУ 38 101798—79
ИМТ 160 ТУ 38 101674—78
ИНСп-40 ТУ 38 101672—77
ИНСп-65 ТУ 38 101672—77
ИНСп-110 ТУ 38 101672—77
ИПТ-20 ТУ 38 101611—76
ИРП-40 ТУ 38 101451—78
ИРП-75 ТУ 38 101451—78
ИРП-150 ТУ 38 101451—78
ИСП-25 ТУ 38 101293—78
ИСП-40 ТУ 38 101293—78
ИСП-65 ТУ 38 101293—78
ИСП-110 ТУ 38 101293—78
ИТП-200 ТУ 38 101292—79
ИТП-300 ТУ 38 101292—79
ИТП-500 ТУ 38 101450—76
490
Продолжение
Марка продукта
ГОСТ, ОСТ и ТУ
ИЦп-20
ИЦп-40
МА-ПЭД-8
МА-ПЭД-12
Телеграфное
Трансмиссионное для промышленно-
го оборудования (нигрол)
ТУ 38 101482—74
ТУ 38 101482—74
ТУ 38 101579—75
ТУ 38 101579—75
ГОСТ 7916—80
ГОСТ 38 101529—75
Масла приборные
ВНИИ НП-6 ТУ 38 001168—79
ВНИИ НП-408 ТУ 38 101700—77
МАС-8Н ГОСТ 21791—76
МАС-14Н ГОСТ 21791—76
MAC-ЗОН К ГОСТ 21791—76
МВП ГОСТ 1805—76
М3-52 ГОСТ 21748—76
МП-601 ТУ 38 101787—79
МП-605 ТУ 38 10178—80
МП-609 ТУ 38 10176—81
МП-610 ТУ 38 101120—76
МП-618 ТУ 38 101165—71
МП-704 ТУ 38 101598—75
МП-713 ТУ 38 10177—75
МП-714 ТУ 38 101610—81
МП-715 ТУ 38 101216—77
ПАРФ-1 ТУ 38 101635—76
Масла консервационные
К-17 НГ-203 НГ-204у НГ-207 НГ-210 РЖ ГОСТ 10877—76 ГОСТ 12328—77 ГОСТ 18974—73 ГОСТ 22523—77 ТУ 38 101217—72 ГОСТ 9811—61
Масла технологические и белые
Вазелиновое медицинское
Висциновое
ИСЭ-25
Мягчитель
Нафтеновые 1, 2, 3
Парфюмерное
Поглотительное
ПН-бк
ПН-бш
Предокол
С-9, -15, -16
Тп 22
Tn 22А
Фракция соляровая
ГОСТ 3164—78
ГОСТ 7611—75
ТУ 38 101412—76
ОСТ 38 0193—75
ТУ 38 101185—71
ГОСТ 4225—76
ГОСТ 4550—80
ОСТ 38 01132—77
ОСТ 38 01132—77
ТУ 38 101132—78
ТУ 38 10133—75
ТУ 38 101360—81
ТУ 101360—81
ОСТ 38 157—79
«1
Продолжение
Марка продукта ГОСТ, ОСТ и ТУ
Смазки пластичные и защитные составы
АМС-3 ГОСТ 2712—75
Арматол-238 ТУ 38 101812—80
АЦ-1, -3 ТУ 38 101383—73
Аэрол ТУ 38 УССР 201171—79
БНЗ-5 ТУ 38 УССР 201197—80
БОЗ ТУ 39 9157—75
ВНИИ НП-207 ГОСТ 19774—74
ВНИИ НП-210 ТУ 38 101275—72
ВНИИ НП-219 ТУ 38 101471—74
ВНИИ НП-223 ГОСТ 12030—80
ВНИИ НП-225 ГОСТ 19782—74
ВНИИ НП-228 ГОСТ 12330—77
ВНИИ НП-231 ОСТ 38 01113—76
ВНИИ НП-232 ГОСТ 14068—79
ВНИИ НП-233 ТУ 38 101687—77
ВНИИ НП-235 ТУ 38 101297—78
ВНИИ НП-242 ГОСТ 20421—75
ВНИИ НП-246 ГОСТ 18852—73
ВНИИ НП-247 ТУ 38 401325—81
ВНИИ НП-248 ТУ 38 101'643—76
ВНИИ НП-254 ТУ 38 40146—76
ВНИИ НП-260 ГОСТ 19832—74
ВНИИ НП-261 ТУ 38 401341—81
ВНИИ НП-271 ТУ 38 101603—76
ВНИИ НП-273 ТУ 38 101476—74
ВНИИ НП-274 ГОСТ 19337—73
ВНИИ НП-275 ТУ 38 101891—81
ВНИИ НП-278 ТУ 38 1 01630—76
ВНИИ НП-279 ГОСТ 14296—78
ВНИИ НП-280 ТУ 38 401818—80
ВНИИ НП-282 ГОСТ 24926—81
ВНИИ НП-283 ОСТ 38 01196—80
ВНИИ НП-286М ТУ 38 101950—83
ВНИИ НП-290 ТУ 38 401329—81
ВНИИ НП-293 ТУ 38 101604—76
ВНИИ НП-294 ТУ 38 101273—72
ВНИИ НП-295 ТУ 38 101751—78
ВНИИ НП-298 ТУ 38 101287—72
ВНИИ НП-299 ТУ 38 101324—72
ВНИИ НП-501 ТУ 38 101918—82
ВНИИ НП-502 ТУ 38 101771—79
ГОИ-54п ГОСТ 3276—74
Графитная УСсА ГОСТ 3333—80
Графитная контактная ТУ 38 УССР 201129—77
Графитол ТУ 38 УССР 201172—77
Дисперсол-1 ТУ 38 УССР 201144—72
Для газовых кранов ТУ 38 101316—78
Для пропитки сердечников канатов ГОСТ 15037—69
Для резьбовых соединений ТУ 38 101322—76
Долотол НУ ТУ 38 УССР 201371—80
ДТ-1 ТУ 38 УССР 201116—76
ЖД ТУ 32 ЦТ 548—73
492
Продолжение
Марка продукта ГОСТ, ОСТ и ТУ
жк ЖТ-72 Зимол Е-9 Криогель Крон 1 КСБ КФ-10 КФ-ЮЭ Л 3-31 ЛЗ-162 ЛЗТАЗ-41 Лимол Литол-24 ЛИТА ЛПИ-7 ЛС-1п М3 МЗ-5 Мольвин-МЛ МС-70 МУС-ЗА № 158 НГ-216А, Б, В НГМ-МЛ ОЗП-1 ОКБ-122-7 ПН ПП95/5 ПФМС-4С Р-113 Р-402 Р-416 Силикол Сиол Солидол жировой Солидол синтетический СТП-3 СТП-Л Торсиол-35 Торсиол-55 Униол-1 Униол-2 Фиол-1 Фиол-2 Фиол-2М ЦИАТИМ-201 ЦИАТИМ-205 ЦИА ТИМ-221 Шахтол ШРБ-4 ШРУС-4 ТУ 32 ЦТ 549—73 ТУ 38 101345—77 ТУ 38 УССР 201285—82 ТУ 38 УССР 201233—75 ТУ 38 101924—82 ТУ 38 001191—74 ТУ 38 УССР 201115—76 ТУ 38 УССР 201379—81 ТУ 38 УССР 201333—75 ГОСТ 24300—80 ТУ 38 101315—77 ТУ 38 101644—76 ТУ 38 УССР 201146—80 ГОСТ 21150—75 ОСТ 38 01295—83 ТУ 38 101702—77 ТУ 38 УССР 201145—77 ТУ 38 001263—76 ТУ 38 3012—70 ТУ 38 101894—81 ГОСТ 9762—76 ТУ 38 10176—74 ТУ 38 101320—77 ТУ 38 101427—76 ТУ 38 101767—84 ТУ 38 УССР 201117—81 ГОСТ 18179—72 ТУ 38 101876—81 ГОСТ 4113—80 ТУ 02 917—79 ТУ 38 101708—78 ТУ 38 101708—78 ТУ 38 101708—78 ТУ 38 УССР 201149—73 ТУ 38 10152—74 ГОСТ 1033—79 ГОСТ 4366—76 ТУ 38 УССР 201232—80 ТУ 38 УССР 201232—80 ТУ 38 УССР 201214—80 ГОСТ 20458—75 ТУ 38 УССР 201150—78 ГОСТ 23510—79 ТУ 38 УССР 201247—80 ТУ 38 УССР 201180—79 ТУ 38 101233—75 ГОСТ 6267—74 ГОСТ 8551—74 ГОСТ 9433—80 ТУ 38 УССР 201359—81 ТУ 38 УССР 201143—77 ТУ 38 УССР 201312—81
493
Продолжение
Марка продукта
ГОСТ, ОСТ и ТУ
Смазочно-охлаждающие жидкости
Аквол- ЮМ
Аквол-11
Аквол-14
В-31
ВНИИ НП-117Т
ИСЭ-25
ИХП-45Э
ЛЗ-СОЖ-1СП
ЛЗ-СОЖ-1Т
ЛЗ-СОЖ-1ПИО
ЛЗ-СОЖ-2СИО
МР-1у
МР-2
МР-2у
МР-3
МР-4
МР-5у
МР-6
МР-99
МХО-64
НГЛ-205
ОМ
ОСМ-1
осм-з
ОСМ-5
РЗ-СОЖ-8
СДМУ-2
СВ-1
СП-3
Сульфофрезол
СЭЛ-1
ТЭМП-3
Укринол-1М
Укринол-1
Укринол-2, 2у
У кринол-Зп
Укринол-Зу
Укринол-8
Укринол-11
Укринол-13
Укринол-14
Укринол-19
Укринол-23
Укринол-202
У кри нол-205
У кри нол-207
ХС-147
ХС-163
ШП
ЭГТ
ЭТ-2
ТУ 38 101931—83
ТУ 38 101932—83
ТУ 38 101971—84
ТУ 38 10189—75
ТУ 38 УССР 201118—76
ТУ 38 101412—76
ТУ 38 101581—75
ТУ 38 101126—79
ТУ 38 10185—79
ТУ 38 101116—79
ТУ 38 101115—76
ТУ 38 101731—80
ТУ 38 УССР 201187—80
ТУ 38 УССР 201205—77
ТУ 38 УССР 201254—76
ТУ 38 101481—76
ТУ 38 101780—82
ТУ 38 УССР 201290—81
ТУ 38 10'1877—84
ТУ 38 УССР 201413—83
ТУ 38 101547—80
ТУ 38 УССР 201270—78
ТУ 38 УССР 201228—81
ТУ 38 УССР 201152—75
ТУ 38 УССР 201249—76
ТУ 38 101528—80
ТУ 38 101546—80
ТУ 38 101138—71
ГОСТ 5702—75
ГОСТ 122—54
ТУ 38 УССР 201163—77
ТУ 38 УССР 201269—78
ТУ 38 101878—83
ТУ 38 101197—82
ТУ 38 101846—80
ТУ 38 101847—80
ТУ 38 101848—80
ТУ 38 101201—76
ТУ 38 101331—75
ТУ 38 101411—77
ТУ 38 001305—78
ТУ 38 101888—81
ТУ 38 101864—81
ТУ 38 УССР 201264—80
ТУ 38 УССР 201347—83
ТУ 38 УССР 201363—81
ТУ 38 101612—76
ТУ 38 101727—82
ТУ 38 УССР 201243—76
ТУ 38 101149—75
ТУ 38 101599—75
494
Продолжение
Марка продукта
ГОСТ, ОСТ н ТУ
Прочие продукты
Битумы дорожные жидкие
» специальные
» дорожные вязкие
У
» строительные
»
» кровельные
» изоляционные
Парафины
Вазелины
»
»
Коксы
ГОСТ 11955—82
ГОСТ 21822—76
ГОСТ 22245—76
ГОСТ 781—78
ГОСТ 6617—76
ГОСТ 8771—76
ГОСТ 9548—74
ГОСТ 9812—74
ГОСТ 23683—79
ГОСТ 5774—76
ГОСТ 3582—52
ГОСТ 13017—67
ТУ 38 101180—76
ГОСТ 22898—78
Глава 5 ОБЩЕЗАВОДСКОЕ ХОЗЯЙСТВО
НЕФТЕПЕРЕРАБАТЫВАЮЩЕГО ЗАВОДА
5.1. ХРАНЕНИЕ И ОТГРУЗКА СЫРЬЯ
И ТОВАРНОЙ ПРОДУКЦИИ
5.1.1. Сырье
Сырьем нефтеперерабатывающего завода (НПЗ) обычно яв-
ляется нефть. В отдельных случаях в качестве сырья исполь-
зуется газовый конденсат, который может перерабатываться как
отдельно, так и в смеси с нефтью.
Нефть поступает на современный НПЗ по нефтепроводам и по
железной дороге. Принципиальная схема приема нефти из маги-
стрального трубопровода приводится на рис. 5.1. На рис. 5.2
приведена схема приема нефти, поступающей по железной до-
роге.
Нефть хранят в металлических вертикальных цилиндрических
резервуарах с плавающей крышей, понтоном или щитовой кров-
лей большой единичной вместимости — 10—50 тыс. м3.
Ранее хранение нефти осуществлялось' в железобетонных под-
земных или полуподземных резервуарах вместимостью 10 и
20 тыс. м3. Однако в дальнейшем от их строительства для этих
целей отказались из-за больших потерь нефти вследствие негер-
метичности резервуаров.
Наибольшее распространение получили резервуары с плаваю-
щими крышами, поскольку в них отмечаются наименьшие потери
углеводородов при больших и малых «дыханиях» резервуаров.
Резервуар и резервуарное оборудование выбираются в зави-
симости от производительности подающего или откачивающего
нефтепровода, давления паров,
температуры застывания нефти
и климатических условий.
Характеристика резервуаров,
наиболее часто применяемых для
хранения нефти и нефтепродук-
тов, приводится в табл. 5.1
и 5.2.
Для предотвращения отложе-
ний парафина и механических
примесей резервуары оснащаются
размывающими головками, кото-
Рис. 5.1. Схема приема нефти из магистраль-
ного трубопровода:
1 — нефтепровод; 2 — предохранительный
клапан; 3 — резервуар; 4 — задвижка; 5 —
насосная; 6 — трубопровод подачи нефти на
НПЗ; 7 «=• размывающие головки,
496
Рис. 5.2, Схема приема нефти из железнодорожных цистерн:
/ — цистерны; 2 — коллектор для слива нефти; 3 — патрубок для присоединения
к сливному прибору; 4 — резервуар; 5 — воздушник; 6 = насос; 7 трубопровод подачи
нефти на НПЗ.
рые устанавливаются на трубопроводном кольце при входе
нефти в резервуар.
Особое внимание при проектировании и строительстве резер-
вуаров большой единичной вместимости следует уделять фунда-
менту под резервуар и компенсациям температурных удлинений
ТАБЛИЦА 5.1. Характеристика типовых стальных вертикальных
цилиндрических резервуаров с плавающей крышей
Полезная вмести- мость, ма Внутрен- ний диа- метр, мм Высота корпуса, мм Число поясов Толщина поясов корпуса, мм Масса, т Номер проек-ч та ЦНИИ- проектсталь- конструкцин
10 000 34 200 11 940 8 12, 11, 9, 8, 6, 6, 6, 6 139,9 83 019 км
15 000 39 900 11 940 8 И, Ю, 8, 7, 265,1 82 613 км
20 000 47 400 11 940 8 7, 6, 5, 5 13, 11, 10, 8, 7, 7, 6, 6 362,1 82 631 км
30 000 56 900 11 940 8 15, 14, 12, 10, 8, 8, 8, 8 509,9 82 612 км
40 000 56 900 17 900 12 13, 12, 12, 12, 12, 12, 12, 10, 8, 8, 8, 8 630,0 82 649 км
50 000 60 700 17 900 12 14, 12, 12, 12, 12, 12, 12, 11, 11, 9, 9, 9 758,7 82 650 км
497
Рис. 5.3. Схема компенсации температурных удлинений, принятая для резервуара вме-
стимостью 50 тыс. м3.
ТАБЛИЦА 5.2. Характеристика типовых стальных вертикальных резервуаров
со щитовой кровлей (в том числе и резервуаров с понтоном)
Резервуар Полезная вмести- мость, м3 Внутрен- ний диа- метр нижнего пояса, мм я я ° Е О ± 3 о S ей ж s Число поя- сов Число щит- ков кровли Толщина поясов кор- пуса, мм Масса ре- зервуара с лестни- цей, т
РВС-10 ООО 10 950 34 200 11 920 8 64 14, 12, 11, 9, 7, 6, 6, 6 159,1
РВС-15 ООО 15 000 40 920 11 860 8 76 14, 12, 10, 8, 7, 5, 5, 5 217,7
РВС-20 ООО 19 500 46 660 11 860 8 88 14. 13. 11, 9, 9, 7, 6, 5 275,0
РВС-ЗО ООО 28 100 45 600 17 920 — — — 467,8
приемо-раздаточных патрубков. На рис. 5.3 приведена схема ком-
пенсации температурных удлинений, принятой для резервуара
вместимостью 50 тыс. м3.
5.1.2. Товарная продукция
Товарная продукция НПЗ представляет собой весьма широкий
ассортимент нефтепродуктов — до нескольких десятков наимено-
ваний. Ассортимент продукции НПЗ зависит от схемы переработки
нефти (топливная, топливно-масляная, нефтехимическая) и глу-
бины переработки. Наиболее традиционными продуктами, полу-
чаемыми на НПЗ, являются бензины, дизельное топливо, керо-
син, масла, сжиженные газы или индивидуальные углеводороды,
ароматические продукты (бензол, толуол, ксилолы), мазуты,
гудрон, битумы.
Товарные продукты получают как путем выделения на от-
дельных технологических установках, так и смешением отдель-
ных компонентов. Непосредственно на технологических установ-
ках получают бензол, толуол, пропан, бутан и т. п., методом сме-
498
шения компонентов — бензины, мазуты, отдельные виды масел
и т. п.
Товарная продукция завода с отдельных технологических
установок или с узлов смешения поступает в резервуары товарно-
сырьевых баз (ТСБ) завода. Тип резервуара зависит от свойств
поступающих продуктов и климатических условий, в которых рас-
полагается завод. При выборе резервуара для хранения нефти и
товарных нефтепродуктов целесообразно придерживаться сле-
дующих рекомендаций:
Нефтепродукт
Нефть (в сырьевых парках)
Бензин (в товарных парках)
Керосин, дизельное топливо
Мазут, гудрон, масло
Мазут
Легкие фракции бензина, сжи-
женные газы или индивидуаль-
ные легкие углеводороды
Тип резервуара
Резервуар с плавающей крышей или пон-
тоном
Резервуар с понтоном или плавающей кры-
шей
Резервуар со щитовой кровлей под давле-
нием 2 кПа
Резервуар вертикальный стальной (РВС)
со щитовой кровлей под давлением 200 Па
Железобетонный цилиндрический резервуар
или резервуар другой формы
Горизонтальные цилиндрические емкости по
ОСТ 26-02-2080—84 или шаровые по про-
ектам ЦНИИпроектстальконструкции
В табл. 5.3—5.5 приводятся сведения о типовых стальных вер-
тикальных резервуарах со щитовой кровлей вместимостью 100—
5000 м3, емкостях для хранения нефтепродуктов-под давлением,
горизонтальных емкостях для работы под давлением до 70 кПа.
Товарные базы представляют собой комплекс сооружений,
в состав которых входят товарные парки, насосные с оператор-
ными, железнодорожные эстакады для налива нефтепродуктов и
связи между этими объектами. Располагаются они в соответствии
с действующими противопожарными нормами ВНТП-28—79МНХП
СССР и соответствующими разделами СНиП (П-106—79 «Склады
нефти и нефтепродуктов», П-89—80 «Генеральные планы промыш-
ленных предприятий»).
Обычно для хранения товарной продукции используется не
менее трех резервуаров. В первый резервуар продукт поступает,
во втором резервуаре он подвергается анализу, из третьего резер-
вуара продукт может подаваться на отгрузку.
Время хранения продуктов в товарных резервуарах прини-
мается по нормам технологического проектирования. Как пра-
вило, резервуары должны быть расположены на более низкой от-
метке по отношению к остальной части НПЗ и отделены от по-
следнего противопожарным разрывом. Товарная база сжиженных
газов располагается на расстоянии не менее 500 м от основной пло-
щадки.
Продукт, поступающий в резервуарный парк, хранится в ре-
зервуарах, которые оснащаются определенным оборудованием.
Выбор оборудования производится в зависимости от свойств
499
ТАБЛИЦА 5.3. Характеристика типовых стальных вертикальных резервуаров
вместимостью 100—5000 м3 со щитовой кровлей (в том числе и резервуаров
с понтоном)
Резервуар Полезная вмести- мость, м3 Внутрен- ний диа- метр нижнего пояса, мм Высота кор- пуса, мм Число поя- сов Число щит- ков кровли Толщина поясов кор- пуса, мм Масса резер- вуара с лест- ницей, т
Р ВС-100 104 4 730 5 920 4 2 4, 4, 4, 4 4,9
Р ВС-200 204 6 630 5 920 4 2 4, 4, 4, 4 7,4
РВС-300 332 7 580 7 375 5 5 4, 4, 4, 4, 4 11,2
Р ВС-400 421 8 530 7 375 5 8 4, 4, 4, 4, 4 12,7
Р ВС-700 757 10 430 8 845 6 11 4, 4, 4, 4, 4, 4, 18,4
Р ВС-1000 1056 12 330 8 845 6 13 5, 4, 4, 4, 4, 4 25,0
РВС-2000 2135 15 180 11 825 8 15 7, 6, 5, 4, 4, 4, 4, 4 42,9
РВС-3000 3340 18 980 11 825 8 9 8, 7, 6, 5, 5, 4, 4, 5 63,1
РВС-5000 4832 22 790 11 845 8 25 Ю, 8, 7, 6, 5, 5, 5, 5 90,2
ТАБЛИЦА 5.4. Характеристика емкостей для хранения
нефтепродуктов под давлением (по ОСТ 26-02-2080—84)
Нефте- продукт Обозна- чение Полезная вместимость, м3 Внутренний диаметр, мм Общая длина, мм Наибольшее рабочее дав- ление, МПа Общая масса емкости без опор,
Пропан ПС-25 20,8 2000 8 332 7,5
ПС-50 41,5 2400 11 356 13,4
ПС-100 82,6 3000 14 684 1,8 25,7
ПС-160 133,0 3400 18 512 42,4
ПС-200 166,0 3400 22 912 51,8
Бутан БС-50 41,5 2400 11 550 7,9
ВС-100 82,6 3000 14 650 15,1
БС-160 133,0 3400 18 260 0,7 22,5
БС-200 166,0 3400 22 660 26,9
ТАБЛИЦА 5.5. Характеристика горизонтальных емкостей
для работы под давлением до 70 кПа
Номинальная вместимость, м3 Внутренний диаметр, мм Длина, мм Число опор, штуки Масса, т
10 2000 3 720 2 2,4
16 2000 5 720 2 3,1
25 2400 5 850 2 4,8
40 2400 9 350 3 5,8
50 3000 7 540 3 7,7
63 3000 9 540 3 9,2
80 3000 12 040 3 11,1
100 3000 15 040 4 15,6
500
поступающего продукта. В табл. 5.6—5.10 приведены данные
об оснащении резервуаров оборудованием.
Из резервуаров товарные продукты откачиваются насосами
на железнодорожную эстакаду. Насосы выбираются в зависимости
от необходимого времени налива продукта в железнодорожные
цистерны. Согласно нормативам оно не должно превышать 1,2—
1,5 ч для налива в цистерны железнодорожного состава. Скорость
движения жидкости в наливном стояке, опущенном в цистерну,
не должна быть больше 7 м/с. В случае превышения этой величины
возможно возникновение статического электричества, образова-
ние электрического разряда, который может стать причиной по-
жара.
Как правило, для различных по свойствам продуктов (бензин,
этилированный бензин, керосин, дизельное топливо, мазуты, бен-
зол и т. п.) предусматриваются самостоятельные насосы.
Число резервных насосов принимается по нормам технологи-
ческого проектирования. Близкие по свойствам продукты, на-
пример бензины А-72 и А-76, могут откачиваться одними и
теми же насосами и по одним трубопроводам, но при этом сле-
дует предусматривать зачистку трубопроводов. Зачистные на-
сосы используются также для опорожнения трубопроводов перед
ремонтом.
Для налива сжиженных газов применяются центробежные
или специальные герметичные насосы. При выборе насоса обяза-
тельно учитывается его всасывающая способность.
В табл. 5.11 в качестве примера приводится перечень характе-
ристик основных насосов, установленных на товарно-сырьевой
базе одного из НПЗ.
Насосы могут устанавливаться как в закрытом отапливаемом
помещении, так и под навесом в зависимости от технической ха-
рактеристики насоса, свойств продукта и климатических условий
места строительства. Управление насосами осуществляется либо
из центрального диспетчерского пункта завода, либо из оператор-
ных, которые, как правило, сблокированы с насосными. У резер-
вуаров и насосов устанавливаются электрозадвижки, которые,
как и сами насосы, имеют дистанционное управление.
Товарная продукция завода может отправляться на дальние
расстояния по продуктопроводам. Для отгрузки продукции с по-
мощью нефтепродуктопроводов строятся специальные базы с вы-
соконапорными насосами. С ТСБ завода нефтепродукты в неко-
торых случаях подаются по продуктопроводам на специальные
базы (раздаточные блоки) для налива их в автомобильные цистерны
или на товарные базы при речных или морских причалах.
Налив продуктов в железнодорожные цистерны осуществ-
ляется на железнодорожных эстакадах, которые могут быть одно-
сторонними или двухсторонними, открытыми, закрытыми или
расположенными под навесом. В случае налива незначительного
количества нефтепродуктов предусматриваются отдельные стояки.
501
ТАБЛИЦА 5.6. Оборудование вертикальных цилиндрических резервуаров
Оборудование Темные неф- тепродукты н светлые ти- па дизтопли- ва; резервуа- ры со щито- вой кровлей Светлые неф- тепродукты типа кероси- на; резервуа- ры со щито- вой кровлей Светлые неф- тепродукты типа бензи- на; резервуа- ры с понто- ном
Люк-лаз в первом поясе стенки (Оу = — 500 мм) + + +
Люк-лаз во втором поясе стенки (£>у = = 500 мм) + + +
Люк-лаз овальный (600X900) + + +
Люк монтажный на крыше (Dy = = 1000 мм) + + +
Патрубок для установки замерного люка (£>у = 150 мм) + + +
Патрубок для установки указателя уровня (Оу = 200 мм) + + +
Люк световой (Dy = 500 мм) + + +
Люк замерный (Оу = 150 мм) + . + +
Кран сифонный * + + +
Патрубок приемный * + + +
Патрубок раздаточный * + + “Г
Хлопушка с перепуском * + + +
Хлопушка с электроприводом + + +
Механизм управления хлопушкой + + +
Пробоотборник сниженный * ПСР ПСР ПСР-7
Патрубок вентиляционный * + + +
Огневой предохранитель * + + +
Патрубок сигнализатора уровня СУЖ + + +
Патрубок для зачистки * + + +
Клапан дыхательный непримерзающий двухмембранный с огневым предохра- нителем * — НДКМ —
Клапан предохранительный гидравли- ческий с огневым предохранителем — кпг —
Патрубки монтажные для НДКМ и кпг * — + —
Люк монтажный на понтоне (D? = = 1000 мм) — — +
Подогреватель + — —
Подъемная труба с оборудованием Необходимость установки опреде-
для подъема ляется проектом
♦ Техническая характеристика определяется проектом.
502
ТАБЛИЦА 5.7. Данные для выбора приемораздаточных патрубков,
хлопушек и управления хлопушкой
Оборудование Марка Услов- ный диа- метр, мм Масса, кг Документация
Приемораздаточный пат- ППР1-50 50 7,0 ГОСТ 5690—70
рубок для вертикальных ППР1-80 80 Н,1
резервуаров (ППР1 слу- ППРЫОО 100 13,5
жит для присоединения ППР1-150 150 28,6
к хлопушке, ППРП — ППР1-200 200 35,7
к подъемной трубе) ППР1-250 250 54,0
ППР1-300 300 70,6
ППР1-350 350 90,4
ППР1-400 400 268,5
ППР1-500 500 375,5
ППР I 600 600 485,5
ППРП-400 400 170,1
ППРП-500 500 255,3
ППРП-600 600 374,0
Труба подъемная (реко- — 100 95 —
мендуется к применению 150 144
в резервуарах для хра- 200 236
нения мазутов с большим 250 290—366
содержанием механиче- 300 349—439
ских примесей и воды, а 350 509
также при хранении вы- 400 728
сококачественных ма- 500 875
сел — авиационных и дп.) 600
Шарнир подъемной тру- ШД-100 100 41 ГОСТ 3849—78
бы ШД-150 150 76
ШД-200 200 123
ШД-250 250 137
ШД-300 300 186
ШД-350 350 235
ШД-400 400 256
ШД-500 500 376
Роликовый блок для — 100—350 96 Чертежи завода-
пропуска троса подъем- изготовителя
ной трубы или хлопушки (ГОСТ 3847—67)
400—500 120 Чертежи
«Южгипронефте-
провода»
Лебедки ручные настен- ЛР-500 — 96 Чертежи завода-
ные ДР-1000 120 изготовителя
(ГОСТ 3848—68)
Хлопушка чугунная для Х-80 80 87 ГОСТ 22777—77
приемораздаточных пат- X- 1Ь0 150 20
рубков резервуаров Х-250 250 58,2
Хлопушка с перепуском XII-400 400 128 ГОСТ 22П1—П
X П-600 600 274 —
Управление хлопушкой Х-80 80 38 —
(боковое) для вертикаль- Х-150 150 38
ных резервуаров Х-250 250 52
Электропривод во взры- ЭУХ-600 400 268 Чертежи
вобезопасном исполне- 500 268 ВНИИнефтемаша
нии для управления хло- 600 268
пушками
Перепускное устройство — 25 8,31 Чертежи «Юж-
гипронефтепровода>
503
ТАБЛИЦА 5.8. Характеристика дыхательных клапанов
Клапаны Услов- ный диа- метр Dy, мм Про- пускная способ- ность, м3/ч Мас- са, 1 кг Клапаны Услов- ный диа- метр Dy, мм Про- пускная способ- ность, м3/ч Мас- са кг
КД-2-50 50 22 15,5 КД-2-200 200 350 46,0
КД-2-100 100 90 25,0 1 КД-2-250 250 550 80,0
КД-2-150 150 200 34,0 ’ КД-2-350 350 1000 135
ТАБЛИЦА 5.9. Характеристика вентиляционных патрубков
Патрубки Диаметр, мм Масса, кг Патрубки Диаметр, мм Масса, кг
ВП-150 ВП-200 ВП-250 ВП-300 150 200 250 300 15 23 33 50 ВП-400 ВП-500 ВП-600 400 500 600 67 103 122
ТАБЛИЦА 5.10. Характеристика огневых предохранителей
Предохра- нители Условный диаметр Dv, мм Пропускная способ- ность при сопроти- влении воздушно- му потоку 12 глм вод. ст., м3/ч Г абаритные размеры, мм Масса, кг
ОП-50 50 25 140Х 172 6,3
ОП-100 100 100 212X230 16,5
ОП-150 150 215 282X240 25,5
ОП-200 200 380 362X250 36,0
ОП-250 250 600 432X280 52,0
ОП-350 350 900 625X326 107,0
ОП-500 500 2200 910X534 146,0
ТАБЛИЦА 5.11. Характеристика насосов товарнойбазы НПЗтопливного профиля
Насос Перекачиваемый про- дукт Производи- тельность, м3/ч Напор, м вид. ст. Потребная мощность электродви- гателя, кВт
НМП 2500-74 Светлые неф Дизельное топли- тепродукты 2700 67 580
НМП 2500-74 во Автобензин 2700 58 490
НМП 2500-74 Темные нефтепродукты Топочный мазут | 2700 76 , 710
НК 560/335-120 Сжиженные газы Сжиженные газы 1 440 120 114
604
Тип железнодорожной эстакады и ее длина выбираются в зависи-
мости от количества отгружаемых продуктов и их свойств, весо-
вой нормы поезда, определяемой состоянием и пропускной способ-
ностью железнодорожного пути. Как правило, на современных
НПЗ сооружаются двухсторонние эстакады длиной до 384 м.
Налив одного продукта осуществляется на обе стороны эстакады.
Типовые проекты железнодорожных эстакад отсутствуют. Поэ-
тому все железнодорожные эстакады на НПЗ, введенных в экс-
плуатацию за последнее время, построены по индивидуальным
проектам.
Из-за разнотипности поступающих под налив цистерн железно-
дорожные эстакады приходится сооружать в сложном конструк-
тивном исполнении.
Учитывая особые требования, предъявляемые к качеству не-
которых продуктов, например масел, реактивных топлив, налив
их производят на железнодорожных эстакадах, имеющих навес.
Железнодорожные эстакады подразделяют в зависимости от
свойств продуктов на эстакады налива светлых нефтепродуктов,
темных нефтепродуктов, сжиженных газов, масел и т. п.
Обычно в состав ТСБ включается также железнодорожная
эстакада для слива технически неисправных цистерн. Ее длина
незначительна и, как правило, рассчитана на одновременный
слив 2—3 цистерн.
Последовательность операций налива следующая: налив-
щики открывают крышки цистерн, опускают наливное устрой-
ство (гибкий шланг или телескопическое устройство) в горловину
цистерн, открывают задвижки на трубопроводах налива, по теле-
фону сообщают оператору о возможности и необходимости вклю-
чения наливных насосов. При достижении определенного уровня
продукта в цистерне налив автоматически прекращается с помощью
приборов ограничения налива. Пневматический ограничитель
налива светлых нефтепродуктов ПОУН-1 разработан Рязанским
СКВ НПО «Нефтехимавтоматика» и выпускается серийно заводом
«Старорусприбор». Ограничитель налива ПОУН-2 разработан
той же организацией, он универсален и служит для светлых и
темных нефтепродуктов.
Наиболее трудоемкими являются операции по заправке в ци-
стерну и подъему наливных устройств. Чтобы уменьшить долю
ручного труда при наливе нефтепродуктов, необходимо внедрять
автоматизированные пункты налива, основной принцип работы
которых заключается в перемещении цистерн с помощью лебедки
вдоль пункта налива. По этому принципу были запроектированы
пункты налива «Квант» (ВНИИКАнефтегаз и ВНИПИнефть),
АПНС-6 (ВНИИСПТнефть), АПНС-115 (ВНИПИнефть и НПО
«Нефтехимавтоматика»), Такие пункты обладают преимущест-
вами перед обычными эстакадами: достигается герметичность на-
лива, уменьшается численность обслуживающего персонала, сок-
ращается длина трубопроводов, улучшаются условия работы
505
ТАБЛИЦА 5.12. Характеристика автоматизированных пунктов налива
Показатели «Квант» АПНС-6 АПНС-115
Число наливных постов 4 6 4
Производительность одного поста (при скорости налива 4,2 м/с), м3/ч 650 300—320 750
обслуживающего персонала, все операции, кроме открытия и за-
крытия люков-, автоматизируются, автоматизируется определе-
ние количества отпускаемого нефтепродукта.
Пункты налива включают наливное сооружение, здание опе-
раторной, маневровые устройства, электроустройства, техноло-
гические коммуникации и железнодорожные пути. Подготовлен-
ные под налив цистерны с открытыми люками в сцепах по 12 штук
с помощью маневровых устройств перемещаются вдоль железно-
дорожного пути. Управление осуществляется из операторной.
После достижения цистерной пункта налива оператор с помощью
гидроприводных механизмов заправляет в горловину наливной
стояк. Герметизирующая крышка плотно закрывает горловину
и соединяет газовое пространство цистерны с газосборной сетью
завода. Компоновка и конструкция постов налива позволяет
наполнять железнодорожные поезда, состоящие из цистерн раз-
личной грузоподъемности (50, 60, 90 и 120 т).
Опытный образец пункта налива АПНС-115 построен в ПО
«Ярославнефтеоргсинтез».
Техническая характеристика наливных пунктов приведена
в табл. 5.12.
Налив сжиженных газов или индивидуальных легких угле-
водородов производится в специальные герметичные цистерны.
Сжиженные газы представляют собой кипящие при температуре
перекачки продукты, поэтому особое значение при их транс-
портировке имеет обеспечение герметичности.
Поступающие под налив цистерны предварительно проходят
тщательный наружный осмотр, в ходе которого проверяется ис-
правность запорной и предохранительной арматуры, наличие
избыточного давления в цистерне. Эти операции производятся
на специальной эстакаде.
Для обеспечения бескавитационной работы насосов резервуары
со сжиженным газом сооружаются на опорах (высотой около 6 м),
что обеспечивает создание необходимого подпора на приеме насоса
при отсутствии компрессора. В каждом конкретном случае вы-
сота расположения емкостей рассчитывается и зависит от техни-
ческой характеристики насоса и физико-химических свойств про-
дукта.
Налив каждого продукта производится по самостоятельному
коллектору после соединения патрубка с задвижкой и гибким
506
шлангом с цистерной. При наливе цистерна соединяется уравни-
тельной линией с газовым пространством резервуара; тем самым
уравниваются давления в цистерне и в резервуаре, предотвраща-
ются потери продукта. Эстакады оборудуются также коллекто-
рами инертного газа, пара и линией сброса газа на факел.
Время налива всех цистерн, поставленных под одновременный
налив, не должно превышать 6 ч.
Для периодического ремонта цистерн под сжиженные газы по
решению ПО «Центргаз», которому принадлежат эти цистерны,
сооружаются ремонтно-испытательные пункты (РИП).
ЛИТЕРАТУРА
Бережковский М. И. Хранение и транспортирование химических продуктов. —
М.: Химия, 1983.
Губин В. Е. Слив и налив нефтей и нефтепродуктов. — М.: Недра, 1972.
Рудин М. Г., Арсеньев Г. А., Васильев А. В. Общезаводское хозяйство нефте-
перерабатывающего завода. — Л.: Химия, 1978.
Шишкин Г. В. Справочник по проектированию нефтебаз.—Л.: Недра, 1978.
5.2. ЭЛЕКТРОСНАБЖЕНИЕ НПЗ
5.2.1. Электрооборудован ие
Классификация и маркировка. Взрывозащищенное электро-
оборудование в настоящее время изготовляется в соответствии
с «Правилами изготовления взрывозащищенного и рудничного
электрооборудования» (ПИВРЭ), ранее электрооборудование раз-
рабатывалось и изготавливалось в соответствии с «Правилами
изготовления взрывозащищенного электрооборудования» (ПИВЭ).
Оборудование имеет соответствующую маркировку по взрыво-
защите. Согласно ПИВЭ взрывозащищенное электрооборудова-
ние классифицировалось по видам взрывозащиты (исполнениям),
а согласно ПИВРЭ — по видам и уровням взрывозащиты. Ус-
ловные обозначения (маркировка) видов взрывозащиты по
ПИВЭ и по ПИВРЭ идентичны.
В соответствии с ПИВРЭ установлены следующие уровни
взрывозащиты электрооборудования:
1. Уровень «Повышенная надежность против взрыва» обозна-
чается буквой Н и обеспечивается одним из следующих видов
взрывозащиты:
искробезопасностью только в нормальном режиме работы;
продуванием под избыточным давлением чистым воздухом или
инертным газом с устройством сигнализации о недопустимом сни-
жении давления;
средствами и мерами, затрудняющими возникновение опасных
искр, электрических дуг и нагрева (повышенная надежность
против взрыва).
2. Уровень «Взрывобезопасность» обозначается буквой В и
обеспечивается одним из следующих видов взрывозащиты,
507
взрывонепроницаемой оболочкой, предотвращающей пере-
дачу взрыва наружу при воспламенении взрывоопасной смеси
внутри оболочки;
продуванием под избыточным давлением чистым воздухом
или инертным газом с автоматическим отключением от источни-
ков электроэнергии при недопустимом снижении давления;
заполнением оболочки с токоведущими частями маслом или
кварцевым песком;
автоматическим отключением напряжения токоведущих ча-
стей при нарушении защитной оболочки за время, исключающее
воспламенение взрывоопасной смеси;
другими специальными средствами и мерами, исключающими
воспламенение взрывоопасной смеси.
3. Уровень «Взрывобезопасность при любых режимах» обо-
значается буквой О и обеспечивается искробезопасностью при
любом количестве повреждений в нормальном и аварийном ре-
жимах, за исключением защитных элементов схемы, выполняе-
мых в соответствии с требованиями ПИВРЭ.
Общий уровень взрывозащиты электрооборудования, в состав
которого входят элементы с различными уровнями взрывозащиты,
устанавливается по наиболее низкому уровню.
Маркировка электрооборудования, изготовленного в соответ-
ствии с ПИВРЭ, производится следующим образом. В прямоуголь-
нике ставятся:
на первом месте — обозначение уровня взрывозащиты (Н,
В, О);
на втором и третьем местах, соответственно, — наивысшие
категория и группа взрывоопасной смеси, для которых данное
электрооборудование признано взрывозащищенным.
Виды взрывозащиты обозначаются прописными буквами в
круглой рамке:
Взрывонепроницаемая оболочка ...................................... В
Продувание под избыточным давлением.................................П
Искробезопасность.................................................. И
Заполнение оболочки маслом ........................................ М
Заполнение оболочки кварцевым песком .............................. К
Автоматическое отключение от источника электроэнергии.............. А
Повышенная надежность против взрыва ................................Н
Специальная ....................................................... С
Примеры маркировки взрывозащищенного электрооборудо-
вания, изготавливаемого по ПИВЭ и по ПИВРЭ, приведены
в табл. 5.13 и 5.14.
Начиная с 1980 г. введена новая маркировка взрывозащищен-
ного электрооборудования по ГОСТ 12.2.020—76*, которая пол-
ностью соответствует требованиям Международного электротех-
нического комитета (МЭК).
508
ТАБЛИЦА 5.13. Примеры маркировки взрывозащищенного электрооборудования
по ПИВЭ
Исполнение электрооборудования Категории и группы взрывоопасных смесей Маркировка
Взрывонепроницаемое 1-я категория, группа А В1А
Взрывонепроницаемое 1-, 2-, 3-я категории, группы А, Б, Г* ВЗГ
Маслонаполненное Все категории и группы ** МОД
Маслонаполненное с взрыво- непроницаемыми элементами 1-, 2-, 3-я категории, группа А МЗА
Маслонаполненное с элемента- Все категории, группы А, Б, МНР
ми повышенной надежности против взрыва Г *
Продуваемое под избыточным давлением Все категории и группы ** ПОД
Продуваемое под избыточным 1-, 2-, 3-я категории, группы пзг
давлением с взрывонепроницае- мыми элементами А, Б, Г*
Повышенной надежности про- Все категории, группы А, Б, ног
тив взрыва Искробезопасное Искробезопасное с взрывоне- проницаемыми элементами Г * Все категории и группы ** и
водород И2Г
бензин
* Электрооборудование, предназначенное для группы Г, можно использовать в сре-
дах группы Т4.
** Электрооборудование, предназначенное для группы Д, можно использовать
в средах группы Т5.
Взрывозащищенное электрооборудование для внутренней и
наружной установки имеет следующие уровни взрывозащиты:
повышенной надежности против взрыва (обозначается знаком
уровня взрывозащиты 2);
взрывобезопасное (обозначается знаком 1);
особо взрывобезопасное (обозначается знаком 0).
Обозначение видов взрывозащиты электрооборудования для
внутренней и наружной установки;
Взрывонепроницаемая оболочка .........................d
Искробезопасная электрическая цепь ..................... i
Защита вида «е»..........................................в
Масляное заполнение оболочки.............................о
Заполнение или продувка оболочки под избыточным давлением р
Кварцевое заполнение оболочки .........................q
Специальная взрывозащита ................................s
Электрооборудование группы II, имеющее взрывонепроницае-
мую оболочку и (или) искробезопасную электрическую цепь,
подразделяется на три подгруппы ПА, ПВ, ПС, соответствую-
щие категориям взрывоопасных смесей по ГОСТ 12.1.011—78.
вод
ТАБЛИЦА 5.14. Примеры маркировки взрывозащищенного
электрооборудования по ПИВРЭ
Взрывозащита Категория и группа взрывоопасных смесей Марки- ровка*
уровень ВИД
Взрывобезопасность Взрывонеп роницае- 1-, 2-я категории, В2Т2
мая оболочка группы Т1 и Т2 . В
То же Все категории и группы В4Т5 В
Погружение в масло То же В4Т5 М
Взрывонепроницае- 1-, 2-, 3-я катего- ВЗТ1
мая оболочка и по- гружение в масло рии, группа Т1 М В
Продувание под из- Все категории и В4Т5
быточным давлением группы П
Искробезопасность То же В4Т5 И
Искробезопасность с 1-, 2-, 3-я катего- ВЗТ4
взрывонепроницаемы- ми элементами рии, группы Т1—Т4 И в
Взрывобезопасность Искробезопасность Все категории и О4Т5
при любых режимах группы И
Повышенная надеж- Повышенная надеж- Все категории, rpvn- Н4Т4
ность против взрыва ность (меры и сред- ства, затрудняющие возникновение опас- ных искр, дуг и на- грева) пы Т1—Т4 Н
* Обозначение уровня взрывозащиты (верхняя строка) дается в прямоугольной
рамке, вида (нижняя строка) — в круглой.
В зависимости от значения предельной рабочей температуры
электрооборудование группы II подразделяется на шесть тем-
пературных классов, соответствующих группам взрывоопасных
смесей.
Маркировка взрывозащиты электрооборудования группы II
содержит следующие знаки:
уровня взрывозащиты;
Ех, указывающий, что электрооборудование соответствует
ГОСТ 12.2.020—76* и стандартам на отдельные виды взрыво-
защиты;
вида взрывозащиты;
группы или подгруппы электрооборудования;
температурного класса электрооборудования.
Маркировка взрывозащиты выполняется в виде цельного,
не разделенного на части знака, располагаемого обычно в прямо-
угольнике на видном месте оболочки электрооборудования или
на табличке, прикрепленной к оболочке. Примеры маркировки
510
ТАБЛИЦА 5.15. Примеры маркировки взрывозащищенного электрооборудоваш
группы II (по ГОСТ 12.2.020—76*)
Взрывозащита Группа или под- группа и темпера- турный класс Маркировка •
уровень ВИД
Электрообору- «е» Группа 11, Тб 2ExeI I Тб
дование повы- шенной на- «е» и взрывонепроницае- Подгруппа ИВ, 2ExedT 1ВТ;
дежности про- тив взрыва мая оболочка Искробезопасная элек- ТЗ Подгруппа ПС, 2ExiI ICCT6
Взрывобезопас- трическая цепь Продувка оболочки под избыточным давлением Взрывонепроницаемая оболочка и искробез- опасная электрическая цепь Взрывонепроницаемая Тб Группа 11, Тб Подгруппа ПВ, Т5 Подгруппа ПА, 2ExpI I Тб 2ExdiI I ВТ5 lExdl I ЛТЗ
ное электро- оборудование оболочка Искробезопасная элек- ТЗ Подгруппа ПС, lExil ЮТ6
Особо взрыво- трическая цепь Заполнение оболочки под избыточным давле- нием Масляное заполнение оболочки Кварцевое заполнение оболочки Специальный Специальный и взрыво- непроницаемая оболочка Специальный, искробез- опасная электрическая цепь и взрывонепрони- цаемая оболочка Искробезопасная элек- Тб Группа II, Тб То же » Подгруппа ПА, Тб Подгруппа ИВ, Т4 Подгруппа НС, lExpIITO lExol I T6 lExqll T6 lExsI IT6 lExsdl I ATfi lExsidl I ВТ- OExil 1C2T6
безопасное электрообо- * трическая цепь Искробезопасная элек- Тб Подгруппа ПА, OExidl I AT4
рудование трическая цепь и взры- вонепроницаемая обо- лочка Специальный и искро- безопасная электриче- ская цепь Специальный Т4 Подгруппа ПС, Т4 Группа II, Т4 OExsil ГСТ4 OExsI I T4
Обозначение уровня и вида взрывозащиты дается в
прямоугольной р а вмк гсе.
51
ТАБЛИЦА 5.16. Характеристика взрывозащищенных асинхронных
электродви гателей
Тип Мощность, кВт, при напряжении Синхронная частота вращения, об/мин — - Каталог, ТУ
зао в 660 в 6000 в
ВАО 0,27—55 0,27 — 55 200 — 1000 600 — 3000 01.04.08 — 81 01.04.17 — 71 01.04.18 — 74 01.20.01—80
ВАО2 55 — 315 55 — 315 200 — 1000 600 — 3000 01.20.03 — 80 Л КО 1.20.04 — 81 01.21.01—80
В 0,25 — 110 0,25-110 — 750 — 3000 01.04.20 — 76 ЛК01.04.39-76 ЛК01.04.48 —77
ко 4-100 750 — 3000 01.04.50 — 77
ВАСО 22 — 90 37 — 90 — 250 — 428,6 01.04.43 — 76 01.04.57 — 79
ВАСВ 100 — 250 ТУ 16-510.281 —71
АТД2 500 — 5000 3000 01.04.33 — 74 0] .04.47 —77 01.20.05—81 ТУ 16-510.372 — 75
ТАБЛИЦА 5.17. Характеристика взрывозащищенных синхронных
электродвигателей
Тип Мощность, напря 6000 В кВт, при жении 10000 в Синхронная частоту враще- ния. об/мин Каталог, ТУ
стдп СДКП2 630—12 500 315—6 300 630—12 500 315—800 3000 250—500 Каталог 01.52.04—81 ТУ 16-512.378—75 Каталог 01.04.02—80 ТУ 16-512.264— 76
ТАБЛИЦА 5.18. Взрывозащищенные электрические аппараты
Пускатели магнитные (ТУ 16-536.096-77) Посты управления и сигнализации (ТУ 16-526.201 —75) Колонка управле- ния и конечные вы- ключатели (ТУ 16-526.198—75) Универсальные пе- реключатели (ТУ 16-524.060 — 70)
ПМ712А-25 КУ-91-ВЗГ кзг УП 5802
ПМ722А-25 КУ-92-ВЗГ В К-700 УП 5804
ПМ712А-100 КУ-93-ВЗГ УП 5806
ПМ722А-100 КУ-700/2 УП 5810
ПМ7 ПА-250 ПМ721А-250 КУ-700/3 ПВ-КУ пв-кн ПВ-К20 ПВ-К21 пв-кз1 ПВ-А пв-в ПВС-1 ПВС-2 пвс-з УП 5914
512
ТАБЛИЦА 5.19. Взрывозащищенные светильники
Тип Класс взрыво- опасной зоны Категории я группы взрывоопасной смеси Каталог, ТУ
ВЗГ-200АМ В-I, В-1а, В-П, В-1г под навесом 1-, 2-, 3-я катего- рии, группы А, Б, Г Каталог 09.01.44—79, ТУ 16-535.778—75
ВЗГ-100 То же То же Каталог СИ-3, выпуск 1, ТУ 16-535.447—74
ВЗГ/В4А-200М Все категории, группа А или 1-, 2-, 3-я категории группы А, Б, Г Каталог 09.01.44—79, ТУ 16-535.778—75
В4А-60 » Все категории, группа А Каталог СИ-3, выпуск 1, ТУ 16-535.478—70
Н4БН-150 В-Ia, В-1г, В-Н, В На Все категории, группы А, Б Каталог СИ-3 выпуск 2, ТУ 16-535.878—74
Н4Б-300МА B-Ia, В-П, В-Па, В-1г под навесом То же Каталог СИ-3, выпуск 2, ТУ 16—535.400—79
Н4Т4Л 1X80 В-Ia, В-Па Все категории, группы Т1—Т4 ТУ 16-545.309—80
Н4Т4Л 2X80 То же То же То же
Н4Т4Л 1X65 » Все категории, группы Т1-Т5 »
Н4Т5Л 2Х 65 » То же
НОГЛ 1X80 п Вис КаТсГирИИ, группы А, Б, Г Каталог 09.01.24—74, ТУ 16-535.877—74
НОГЛ 2X80 » То же То же
Н0ДЛ 1X40 Все категории, группы А, Б, Г, Д »
взрывозащищенных осветительных щитков
Характеристика
ТАБЛИЦА 5.20.
Показатели Тип щитка
Ш.ОВ-1А (каталог 08.03.01 —73) ЩОВ-2А (каталог 08.03.01 —73)
Число автоматических выключателей, шт.: однополюсных (АЕ2034) 6 12
трехполюсных (АЕ2046) 2 —
Номинальный ток автоматических выключа- телей, А:
однополюсных 25 25
трехполюсных 63 —
Номинальный ток щитка, А 100 100
Масса щитка, кг НО по
17 Зак. 70
513
взрывозащиты электрооборудования по ГОСТ 12.2.020—76* при-
ведены в табл. 5.15.
Электродвигатели. Используются для привода технологиче-
ских механизмов и санитарно-технического оборудования, уста-
навливаемых во взрывоопасных зонах различных классов.
Основные типы взрывозащищенных асинхронных электродви-
гателей на напряжение 380, 660 и 6000 В со степенью взрывоза-
щиты ВЗГ, ВЗТ4-В, В4Т5-В, В4Т5-П охарактеризованы
в табл. 5.16, а основные типы синхронных электродвигателей на
напряжение 6000 и 10000 В со степенью взрывозащиты Н4Т5-П
и В4Т5-П — в табл. 5.17.
Аппаратура. Предназначена для управления электродвига-
телями и защиты электрооборудования. Перечень взрывозащи-
щенных электрических аппаратов приведен в табл. 5.18.
Светильники. Перечень взрывозащищенных светильников для
стационарной установки и область их применения приведены
в табл. 5.19.
Осветительные щитки. Предназначены для распределения
электрической энергии и защиты осветительных сетей напряже-
нием 380/220 В. Основные технические данные взрывозащищенных
осветительных щитков приведены в табл. 5.20.
Электромонтажные изделия. Электромонтажные изделия за-
водов Главэлектромонтажа применяются на НПЗ для выполнения
электропроводок, кабельных сетей, вводов в электродвигатели,
аппараты и светильники. Номенклатура этих изделий приводится
в выпускаемых периодически справочниках изделий Главэлектро-
монтажа.
5.2.2. Распределительные устройства,
транспортные и преобразовательные подстанции
Общие требования. Во взрывоопасных зонах всех классов
запрещается сооружать распределительные устройства (РУ) на-
пряжением до и выше 1000 В, трансформаторные подстанции
(ТП) и преобразовательные подстанции (ПП) с электрооборудова-
нием общего назначения. На НПЗ они могут сооружаться в от-
дельных помещениях, встроенными и пристроенными к помеще-
ниям с взрывоопасными зонами или отдельно стоящими (рис. 5.4).
При применении пристроенных и встроенных РУ, ТП и ПП сле-
дует учитывать следующее:
встраивать и пристраивать РУ, ТП (в том числе и КТП) и
ПП допускается для помещений с взрывоопасными зонами клас-
сов В-Ia и В-16 с легкими горючими газами и ЛВЖ, а также для
помещений с взрывоопасными зонами классов B-II и В-Па;
встраивать РУ, ТП и ПП в помещения с взрывоопасными зо-
нами классов В-I, В-1а, и В-16 с тяжелыми или сжиженными го-
рючими газами, а также пристраивать и встраивать в помещения
зоны В-I с легкими горючими газами запрещается;
514
a
6
в
Рис. 5.4. Электропомещения (РУ, ТП, ПП) для взрывоопасных зон;
а — встроенные; б — пристроенные; в — отдельно стоящие;
/ — помещения с взрывоопасной зоной; 2 — электропомещення.
РУ, ТП и ПП, питающие установки с тяжелыми или сжижен-
ными горючими газами, как правило, должны сооружаться от-
дельно стоящими. При технической невозможности или экономи-
ческой нецелесообразности сооружения отдельно стоящих зда-
ний для РУ, ТП и ПП разрешается их пристраивать, но при этом:
уровень пола в РУ, ТП и ПП, а также дно кабельных каналов и:
приямков, кроме маслосборных ям под трансформаторами
должны быть выше пола смежного помещения с взрывоопасно
зоной и поверхности окружающей земли не менее чем на 0,15 тмж
с выполнением всех других требований к ним. Размещение пр:и—
строенных РУ, ТП и ПП в зданиях с взрывопожароопасным иг
зонами возможно только в торцах, но не ближе 6 м от CTOiez
помещений с взрывоопасными зонами.
Над встроенными РУ, ТП и ПП и под ними запрещается разме—
щать помещения с взрывоопасными зонами всех классов.
Окна встроенных и пристроенных РУ, ТП и ПП рекомендуется
выполнять из стеклоблоков толщиной не менее 10 см.
Встроенные и пристроенные РУ, ТП и ПП должны у до влет—
ворять следующим требованиям:
иметь независимую от взрывоопасных зон приточно-вытяжнук^
вентиляцию, выполненную таким образом, чтобы предотвратить по—
падание взрывоопасной смеси через вентиляционные отверстия —
при примыкании РУ, ТП и ПП к помещениям с взрывоопася-—.
ной зоной класса В-I и к помещениям с тяжелыми или сжижен—
ными горючими газами должна быть предусмотрена приточка 5^
вентиляция с механическим побуждением и пятикратным обие—
ном воздуха в час, обеспечивающая небольшое избыточное дав—
ление, исключающее доступ в них взрывоопасной смеси;
приемные устройства наружного воздуха должны располагаться
в местах, где исключено образование взрывоопасных смесей —
стены, отделяющие РУ, ТП и ПП от помещений с взрывоопася—.
ными зонами всех классов, должны быть негорючими с предело
огнестойкости не менее 0,75 ч, при этом они должны быть ошту—
катурены с двух сторон и не иметь дверей и окон;
через стены, отделяющие РУ, ТП и ПП от помещений с взрыво—-
опасными зонами классов В-Ia и В-16 с легкими горючими газами»
и ЛВЖ, а также классов В-П и В-Па, допускается устраивать^
отверстия для прохода кабелей и труб электропроводок. Эти про—
ходы и отрезки труб должны быть плотно заделаны негорючими
материалами.
17*
&1Э
Ввод кабелей и труб электропроводки в РУ, ТП и ПП из по-
мещений с взрывоопасными зонами класса В-I и из помещений
с взрывоопасными зонами классов В-Ia и В-16 с тяжелыми или
сжиженными горючими газами должен выполняться через наруж-
ные стены, при этом желательно располагать их в верхней части.
Отверстия для кабелей после их прокладки должны быть тщательно
заделаны негорючими материалами.
Помещения РУ, ТП и ПП должны иметь выходы в соответствии
с противопожарными нормами проектирования.
Расстояния по горизонтали и вертикали от наружных дверей
и окон встроенных и пристроенных РУ, ТП и ПП до наружных
дверей и окон помещений с взрывоопасными зонами классов В-1,
В-Ia и В-П должны быть не менее 4 м при неоткрывающихся
окнах и не менее 6 м при открывающихся дверях и окнах. Это
относится также к другим помещениям, в которых установлено
электрооборудование общего назначения.
Расстояние от окон, заполненных стеклоблоками толщиной
10 см и более, не нормируется.
Расстояния от наружных установок с взрывоопасными зо-
нами класса В-1г и помещений с взрывоопасными зонами клас-
сов В-1, В-Ia и В-П до отдельно стоящих РУ, ТП и ПП должны
удовлетворять требованиям табл. 5.21, а от помещений с взрыво-
опасными зонами классов В-16 и B-Па не нормируются и прини-
маются в соответствии со СНиП по проектированию генеральных
планов промышленных предприятий в зависимости от степени
огнестойкости зданий и сооружений.
В отдельно стоящих РУ, ТП и ПП, питающих электроуста-
новки взрывоопасных зон с тяжелыми или сжиженными горючими
газами и расположенных за пределами расстояний, указанных
в табл. 5.21, не требуется выполнять подъем полов и предусма-
тривать приточную вентиляцию с механическим побуждением,
если в этом нет необходимости по другим соображениям *.
Прокладывать трубопроводы с пожаро- и взрывоопасными
веществами, а также вредными и едкими веществами через РУ,
ТП и ПП запрещается.
В пристроенных и встроенных подстанциях могут устанавли-
ваться трансформаторы как внутри, так и у наружных стен под-
станций.
Как правило, должны применяться трансформаторы с охлаж-
дением негорючей жидкостью. Трансформаторы с масляным ох-
лаждением должны размещаться в отдельных камерах. Двери
камер должны иметь предел огнестойкости не менее 0,6 ч; двери
камер, имеющих вентиляцию с механическим побуждением,
должны иметь уплотнение притворов. Выкатка трансформаторов
* Для нефтеперерабатывающих и нефтехимических предприятий должны
быть выполнены требования ведомственных норм промышленной санитарии и
техники безопасности — см. гл. 8.
516
ТАБЛИЦА 5.21. Минимально допустимые расстояния от помещений и наружных
установок с взрывоопасными зонами до отдельно стоящих РУ, ТП и ПП
Помещения и наружные установки Расстояния, в м до РУ, ТП и ПП •
закрытых открытых
С тяжелыми или сжиженными горючими газами
Помещения с выходящей в сторону РУ, ТП и ПП 10 15
противопожарной стеной без проемов и без устройств для выброса воздуха из систем вытяж- ной вентиляции Помещения с выходящей в сторону РУ, ТП и ПП 40 60
стеной с проемами Наружные взрывоопасные установки; установ- 60 80
ки, расположенные у стен зданий (в том числе емкости) Резервуары (газгольдеры) 80 100
С легкими горючими газами и ЛВЖ, с горючими пылью и волокнами
Помещения с выходящей в сторону РУ, ТП и ПП Не норми- 0,8 м (до от-
несгораемой стеной без проемов и средств для руется крыто уста-
выброса воздуха из систем вытяжной вентиля- ции Помещения с выходящей в сторону РУ, ТП и ПП 6 новленных трансформа- торов) 15
стеной с проемами Наружные взрывоопасные установки; установ- 12 25
ки, расположенные у стен зданий (в том числе емкости) Сливно-наливные эстакады с открытым сливом 30 60
или наливом ГЖ с температурой вспышки паров выше 61 °C Сливно-наливные эстакады с закрытым сливом 15 20
и наливом ЛВЖ Резервуары с ЛВЖ 30 60
Резервуары (газгольдеры) с горючими газами 40 60
* Расстояния считают от стен помещений с взрывоопасными зонами, от стенок резер-
вуаров или наиболее выступающих частей наружных взрывоопасных установок до стен
закрытых и до ограждений открытых РУ, ТП н ПП. Расстояния до подземных резервуаров
могут быть уменьшены на 50%.
должна быть только наружу. Герметизированные трансформаторы
с усиленным баком, без расширителя, с закрытыми вводами и
вводными устройствами (например, трансформаторы КТП и КПП),
с охлаждением как негорючей жидкостью, так и маслом, допус-
кается размещать в одном помещении с РУ, ТП и ПП, не отделяя
от них перегородками.
К помещениям щитов и пультов управления КИПиА, при-
строенным и встроенным в помещения с взрывоопасными зонами
или отдельно стоящим, предъявляются те же требования, что и
к аналогично размещаемым помещениям РУ.
617
5.2.3. Электрические сети
Основные требования к кабелям и проводам. Во взрывоопас-
ных зонах всех классов разрешается применять кабели с поли-
винилхлоридной, резиновой и бумажной изоляцией в поливинил-
хлоридной, резиновой и свинцовой оболочках и провода с поли-
винилхлоридной и резиновой изоляцией в водогазопроводных тру-
бах. Применение кабелей и проводов с полиэтиленовой изоляцией
и кабелей в полиэтиленовой оболочке во взрывоопасных зонах
всех классов запрещается.
Во взрывоопасных зонах классов В-I и В-Ia необходимо при-
менять кабели и провода только с медными жилами. Применение
кабелей с алюминиевой оболочкой во взрывоопасных зонах клас-
сов В-I и В-Ia запрещается.
Во взрывоопасных зонах В-16, В-1г, В-П и B-Па допускается
применять кабели и провода с алюминиевыми жилами и кабели
в алюминиевой оболочке.
Во взрывоопасных зонах всех классов запрещается примене-
ние неизолированных (голых) проводников, в том числе токопро-
водов к кранам и электроталям.
Наименьшие допустимые сечения кабелей и проводов с мед-
ными и алюминиевыми жилами для взрывоопасных зон различных
классов приведены в табл. 5.22. Способы соединений и ответвле-
ний жил кабелей и проводов электрических сетей приведены
в табл. 5.23. Допустимые виды прокладки кабелей и проводов
во взрывоопасных зонах различных классов приведены
в табл. 5.24.
В силовых сетях напряжением до 1000 В для заземления
(зануления) необходимо применять специальную четвертую
жилу кабеля или провода.
В силовых и осветительных сетях для надежного уплотнения
при вводе в электрооборудование и соединительные коробки трех-
и четырехжильные кабели должны иметь только круглую форму
в сечении. Двухжильные кабели в осветительных сетях могут
иметь в сечении плоскую форму (при параллельно уложенных
жилах).
ТАБЛИЦА 5.22. Минимальные допустимые сечения кабелей и проводов
с алюминиевыми и медными жилами
Сети в цепи Сечение жил, мм2
алюминиевых медных
Осветительные сети 2,5 1.5
Силовые сети 2,5 1,5
Вторичные цепи трансформаторов тока 4,0 2,5
Цепи управления, сигнализации, защиты и измерения 2,5 1.0
518
ТАБЛИЦА 5.23. Соединения и ответвления жил кабелей и проводов
Сети и цепи Место соединения Способ соединения
Осветительные Коробки, соответствующие по исполнению взрывоопас- ной зоне Неразъемный (опрессовка, сварка, пайка)
Силовые до 15 А, Коробки с наборными за- Под контактный зажим в
управления, сиг- жимами, соответствующие соответствии с его конструк-
нализации, защи- ты и измерений при сечении жил до 6 мм? по исполнению взрывоопас- ной зоне; внутри вводных устройств цией
Силовые более Только присоединение к Под контактный зажим с
15 А контактным зажимам внут- ри вводных устройств применением трубчатых на- конечников для многопрово- лочных * и однопроволоч- ных жил сечением более 16 мм2; изгибание в кольцо однопроволочных жил сече- нием до 16 мм1?
* Медные жилы сечением до б мм2 допускается присоединять без наконечников
с предварительной пропайкой.
Во взрывоопасных зонах В-1, В-Ia, В-П и В-Па проводники
силовых, осветительных и вторичных цепей в сетях напряжением
до 1000 В должны быть защищены от перегрузок и коротких за-
мыканий, а проводники ответвлений к электродвигателям с ко-
роткозамкнутым ротором напряжением до 1000 В во взрывоопас-
ных зонах классов В-1, В-Ia, В-П и В-Па должны быть защищены
от перегрузок и их сечения (кроме кабелей марок ВБВ и АВБВ)
должны допускать длительную токовую нагрузку не менее 125%
номинального тока электродвигателя.
Открытая прокладка кабельных сетей. По условиям надежно-
сти, удобства монтажа и эксплуатации во взрывоопасных зонах
как в силовых, так и в осветительных сетях при отсутствии воз-
можности механических повреждений и химических воздействий
рекомендуется преимущественно применять открытую прокладку
кабелей.
Во взрывоопасных зонах классов В-1, В-Ia и В-1г с тяже-
лыми и сжиженными горючими газами или тяжелыми парами
ЛВЖ, как правило, следует избегать устройства кабельных ка-
налов. При вынужденном, экономически и технически обоснован-
ном устройстве каналов их следует засыпать песком.
В силовых сетях взрывоопасных зон всех классов при откры-
той прокладке предпочтение следует отдавать специальным ка-
белям повышенной надежности марки ВБВ в зонах классов В-1
и В-Ia и марки АВБВ — в зонах классов В-16, В-1г, В-П и В-Па.
Кроме кабелей марок ВБВ и АВБВ во взрывоопасных зонах
допускается применять силовые кабели других марок (табл. 5.25),
519
ТАБЛИЦА 5.24. Допустимые виды прокладки кабелей и проводов во
взрывоопасных зонах
Кабели н провода Виды прокладки * Сети напряже- нием выше 1000 В Силовые сети и вторичные цепи напря- жением до 1000 В Освети- тельные сети на- пряже- нием до 380 В
Бронированные кабели Открыто по стенам и строительным конструк- циям на скобах и ка- бельных конструкциях; в коробах, лотках, на тросах; на кабельных и технологических эста- кадах; в каналах; скры- то в земле (в траншеях); в блоках В зонах всех классов
Небронированные кабели в поливи- нилхлоридной, резиновой и ме- таллической обо- лочках Открыто при отсутствии механических и химиче- ских воздействий; по стенам и строительным конструкциям на скобах и кабельных конструк- циях; в лотках и на тро- сах В каналах пылеуплот- ненных (например, по- крытых асфальтом) или засыпанных песком В-16, В-1г, B-ila В-П, В-Па В-Ia ** В-16 В-1г В-На
Открыто в коробах В-16 В-1г В-1а **, В-16, В-1г
Изолированные провода Открыто и скрыто в стальных водогазопро- водных трубах То же В зонах То же всех классов
* Для искробезопасных цепей во взрывоопасных зонах всех классов разрешаются
все перечисленные в таблице виды прокладок кабелей и проводов.
** Применение кабелей с алюминиевой оболочкой во взрывоопасных зовах классов
В-I и В-la запрещается.
удовлетворяющие требованиям «Единых технических указаний
по выбору и применению электрических кабелей» (ЕТУ).
В осветительных сетях разрешается открытая прокладка не-
бронированных кабелей с поливинилхлоридной, наиритовой или
свинцовой оболочками, поливинилхлоридной или резиновой изо-
ляцией на номинальное напряжение 660 В марок ВВГ, ВРГ,
НРГ, СРГ во взрывоопасных зонах класса В-Ia и кабелей
марок АВВГ, АВРГ, АНРГ, АСРГ во взрывоопасных зонах клас-
сов В-16, В-1г и В-Па. В осветительных сетях взрывоопасных
зон классов В-I и В-П следует применять только бронированные
520
ТАБЛИЦА 5.25. Области применения некоторых кабелей для открытой прокладки
в силовых сетях
Кабели, предназначенные для применения во взрывоопасных зонах высших классов,
допускается применять в зонах низших классов. Трех- и четырехжильные кабели должны
иметь в сечении круглую форму.
Условные обозначения: С — следует применять; Р =* рекомендуется;
Д — допускается; 3 — запрещается.
Кабели • Классы взрывоопасных зон
В-1 В-1а В-16 В-1г в-и В-Па
ВБВ С С Д Д Д д
АВБВ 3 3 С С С с
ВВБГ, ВБбШв, ВВБбГ, ВРБГ, Р Р Д д Д Д
НРБГ, СРБГ, СБШв, СБГ, СБн АВБбШв, АВВБГ, АВВБбГ, АВРБГ, АНРБГ, АСРБГ, АСБГ, АСБн 3 3 д р Р Д
АВВГ, АВРГ, АНРГ 3 3 р д 3 Р
АСРГ, АСШв, АСГ 3 3 д 3 3 Д
КРПС**, КРПСН** с с д С с Д
КРПГ **, р р д Р р С
КРИТ**, крптн** 3 р С д д Р
* Кабели перечислены в порядке их предпочтительного применения.
* Кабели предназначены для присоединения передвижных механизмов.
кабели, например: марки ВБВ во взрывоопасных зонах класса
В-I и марки АВБВ — в зонах класса В-П, с установкой специаль-
ных взрывозащищенных пластмассовых коробок, предназначен-
ных для открытой прокладки кабелей в зонах этих классов.
Открыто кабели прокладывают на лотках, кабельных кон-
струкциях, по стенам, колоннам и другим строительным основа-
ниям. Одиночные кабели допускается прокладывать на тросах.
Открыто прокладываемые кабели не должны иметь горючих
наружных покровов.
Рекомендации по выбору трасс кабелей для открытой про-
кладки приведены в табл. 5.26. По условиям подвода кабелей
к вводным устройствам электрооборудования и их подсоедине-
ния следует избегать применения кабелей с алюминиевой оболоч-
кой, требующих больших радиусов изгиба (например, марок
ААГ, ААБГ, ААШв).
Вне помещений кабели рекомендуется прокладывать на спе-
циальных кабельных эстакадах, на технологических эстакадах,
по наружным сторонам стен зданий и металлоконструкциям со-
оружений технологических установок.
Электропроводка в стальных трубах. Во взрывоопасных зонах
для монтажа электрических силовых и осветительных сетей сле-
дует применять только обыкновенные или легкие (с условным
проходом 20—50 мм) стальные водогазопроводные трубы
(табл. 5.27) по ГОСТ 3262—75* (СТ СЭВ 107—74) со срезанным
521
ТАБЛИЦА 5.26. Выбор трасс для открытой прокладки кабелей
Место прокладки
Требования к прокладке
Цеховые трассы во взрывоопас-
ных зонах всех классов (общие
требования)
В зонах классов В-I и В-1а
при совместной прокладке с
технологическими трубопрово-
дами с ЛВЖ или горючими
газами
Вблизи задвижек, вентилей,
клапанов и другой запорной
технологической аппаратуры
При пересечении или парал-
лельной прокладке с техноло-
гическими и несущими газы
или горючие жидкости трубо-
проводами
Во взрывоопасных зонах клас-
сов В-II и В-Па
На высоте не менее 2 м от пола или площа-
док обслуживания; рекомендуемая высота
прокладки 2,5—4 м. Избегать мест, где воз-
можно попадание на кабели химически актив-
ных продуктов из технологических трубопро-
водов
Запрещается:
а) прокладка транзитных кабельных линий
всех напряжений через помещения с взрыво-
опасными зонами всех классов и снаружи по
их стенам, не относящихся к данному тех-
нологическому процессу (производству);
б) установка соединительных и ответвитель-
ных кабельных муфт в пределах взрывоопас-
ных зон, за исключением искробезопасных
цепей
Ниже технологических трубопроводов с лег-
кими горючими газами или парами ЛВЖ при
отношении их плотности к плотности воздуха
менее 0,8;
выше технологических трубопроводов с тя-
желыми горючими газами или парами ЛВЖ
при отношении их плотности к плотности
воздуха более 0,8
На расстоянии не менее 150 мм
На расстоянии не менее 500 мм во всех на-
правлениях до ближайшего кабеля
Во взрывоопасных зонах с хи-
мически активной внешней сре-
дой
Прокладка кабелей напряжени-
ем выше 1000 В во взрывоопас-
ных зонах всех классов
При переходе через темпера-
турные и осадочные швы
На лотках, установленных на ребро, на рас-
стоянии от стен не менее 20 мм; на верти-
кальных кабельных конструкциях с узкими
горизонтальными поверхностями. Одиночные
кабели диаметром до 20 мм допускается про-
кладывать непосредственно по строительным
основаниям
Броня бронированных кабелей или металли-
ческая оболочка небронированных кабелей и
металлические конструкции должны быть ок-
рашены лаками, красками или иметь гальва-
нические покрытия, стойкие к окружающей
среде
Кабели должны быть бронированными. Длину
прокладываемых кабелей следует, по возмож-
ности, ограничивать
Предусматривать свободный провес кабелей
522
Место прокладки
Требования к прокладке
Продолжение табл. 5.26
На технологических эстакадах
с трубопроводами с горючими
газами и ЛВЖ
На специальных кабельных эс-
такадах по территории пред-
приятий
Наружная прокладка между
взрывоопасными зонами
Переходы кабелей в любом на-
правлении через трубопроводы
всех назначений
Места возможных повреждений
в результате передвижения
транспортных средств, механиз-
мов, грузов и места, доступные
необученному персоналу
Вводы кабелей в электротехни-
ческие помещения (РУ, ТП,
ПП)
Прокладка в электротехниче-
ских помещениях
Допускается прокладка до 30 бронированных
силовых и контрольных кабелей с оболочками
из пластмассы или резины, не распростра-
няющими горение, помимо кабелей собствен-
ных нужд (для управления задвижками этих
трубопроводов, сигнализации, диспетчериза-
ции и т. п.)
При числе кабелей более 30; разрешается
применение небронированных кабелей
Рекомендуется выполнять открыто — на эс-
такадах, по стенам зданий, на тросах и т. п.;
по возможности избегать прокладки в под-
земных кабельных сооружениях (каналах,
траншеях, блоках, туннелях)
Защита коробами, трубами и т. п. на всем
участке сближения плюс по 0,5 м с каждой
стороны трубопроводов, с жестким крепле-
нием средств защиты к строительным основа-
ниям
Защита па высоте менее 2 м от уровня пола,
земли или площадки обслуживания, в том
числе и бронированных кабелей (кроме кабе-
лей марок ВБВ и АВБВ)
Из помещений с зонами класса В-1 — через
наружные стены. Из помещений с зонами
остальных классов допускается ввод через
смежные стены с последующим уплотнением
Высота прокладки не нормируется, защита
не требуется
ТАБЛИЦА 5.27. Параметры стальных водогазопроводных труб, рекомендуемых
для монтажа электрических сетей
Диаметр, мм Толщина стенок, мм Диаметр, мм Толщина стенок, мм
услов- ного прохода наруж- ный обыкно- венных легких услов- ного прохода наруж- ный обыкно- венных легких
20 26,8 2,8 2,5 65 75,5 4,0
25 33,5 3,2 2,8 80 88,5 4,0 —
40 48,0 3,5 3,0 100 114,5 4,5
50 60,0 3,5 3,0
523
или сплющенным гратом. Применение тонкостенных и некон-
диционных водогазопроводных труб не допускается.
Соединение труб между собой, с вводными устройствами элек-
тродвигателей, пусковых и других аппаратов и светильников,
а также с патрубками коробок должно выполняться только труб-
ной цилиндрической резьбой, профиль и размеры которой должны
удовлетворять требованиям ГОСТ 6357—73 и соответствовать
классу точности В. Во всех соединениях на каждой трубе должно
быть не менее пяти полных неповрежденных ниток резьбы.
Все соединения труб и их присоединения к электрооборудо-
ванию должны выполняться с подмоткой на резьбу ленты ФУМ
(фторлонового уплотнительного материала) из фторлона марки 4Д
шириной 10—15 мм и толщиной 0,08—0,12 мм по ТУ 6.05.1388—75.
Для соединения отдельных частей трубопроводов, протяги-
вания проводников, их соединения и ответвления применяют
чугунные коробки серии В. Число соединительных и ответвитель-
ных коробок, устанавливаемых во взрывоопасных зонах, должно
быть по возможности минимальным.
Требования к прокладке трубопроводов электрических сетей
приведены в табл. 5.28.
Крепление трубопроводов во всех .взрывоопасных зонах
должно осуществляться скобами, хомутами и т. п. (изделия за-
водов Главэлектромонтажа). Не допускается крепление без скоб
путем непосредственной приварки труб к металлическим основа-
ниям, а также крепление к технологическим трубопро-
водам.
Трубы, выходящие из помещений с взрывоопасными зонами,
заделывают в местах прохода сквозь стены, полы и межэтажные
перекрытия цементным раствором или другими несгораемыми ма-
териалами по всей толщине стены или перекрытия так, чтобы газы,
пары и пыль через щели и зазоры не проникли в соседние поме-
щения.
Разделительные уплотнения предназначены: а) для предотвра-
щения перехода по трубопроводу взрывоопасной смеси из одного
помещения в другое; б) для отделения и ограничения объемов ввод-
ных устройств взрывозащищенного электрооборудования.
Разделительные уплотнения по п. «а» устанавливают на трубо-
проводах во взрывоопасных зонах классов В-I и В-Ia. Во взрыво-
опасных зонах остальных классов установка разделительных уп-
лотнений на трубопроводах не требуется.
Для выполнения разделительных уплотнений ввода кабелей и
проводов во взрывозащищенное электрооборудование, как пра-
вило, используют резиновые уплотнительные кольца, поставляе-
мые заводами-изготовителями комплектно с электрооборудова-
нием в гнездах вводных устройств.
Во взрывоопасных зонах классов В-I и В-I а не требуется уста-
новки на трубопроводах разделительных уплотнений в следую-
щих случаях:
524
а) кабели в трубах выходят из взрывоопасных зон в траншею
или канал, засыпаемый песком, или наружу, и далее кабели про-
кладывают открыто без труб. При выходе трубы наружу ее конец
необходимо уплотнить во избежание образования в трубе конден-
сата;
б) труба служит защитой кабеля в местах возможных меха-
нических воздействий, и оба конца ее находятся в пределах од-
ного помещения;
в) при вводе трубы в маслонаполненное электрооборудова--
ние, когда присоединительные зажимы и искрящие контакты по-
гружены в масло (например, посты управления КУ-700).
ТАБЛИЦА 5.28. Прокладка трубопроводов электрических сетей
Способы и зоны прокладки
Требования к прокладке
Открытая прокладка сетей ос-
вещения в зонах классов:
В-1
В-1а, В-16, В-П, В-Па
Открытая прокладка в зонах
классов В-I и В-1а совместно
с технологическими трубопро-
водами
Открытая прокладка в зонах
классов В-П и В-Па
Открытая прокладка в сырых
и особо сырых помещениях с
резким изменением температу-
ры
Открытая прокладка транзит-
ных трубопроводов
Скрытая прокладка в полу
Следует прокладывать по наружным сто-
ронам стен и вводить в помещения для при-
соединения к светильникам
Длину прокладываемых трубопроводов сле-
дует по возможности сокращать за счет ра-
ционального выбора трассы
Трубопроводы электрических сетей следует
располагать:
ниже технологических трубопроводов с лег-
кими горючими газами или парами ЛВЖ
при отношении их плотности к плотности воз-
духа менее 0,8;
выше технологических трубопроводов с тя-
желыми горючими газами или парами ЛВЖ
при отношении их плотности к плотности
воздуха более 0,8
Трубопроводы следует прокладывать, как
правило, в один ряд с расстоянием между
ними и от стен не менее 20 мм; крепление
труб осуществлять на конструкциях с узкими
горизонтальными поверхностями
Монтажный уклон трубопроводов не менее
3 мм на 1 м (0,003) к специально устанавли-
ваемым трубкам — водосборникам. Крышки
ответвительных и протяжных коробок сле-
дует обращать вниз; не допускать стока
конденсата к разделительным уплотнениям
Прокладка через взрывоопасные зоны всех
классов не допускается
Трубы следует заглублять и защищать слоем
цементного раствора толщиной не менее
20 мм
525
ЛИТЕРАТУРА
Гнесин А. М., Пирогов Е. В. Монтаж электроустановок во взрывоопасных зо-
нах.— М.: Энергия, 1982.
Инструкция по монтажу электрооборудования, силовых и осветительных сетей
взрывоопасных зон ВСН 332—74/ММСС СССР.—М.: Энергия, 1976.
Оборудование электротехническое взрывозащищенное/Справочник ВНИИВЭ. —
М.: Энергия, 1976.
Правила устройства электроустановок. Гл. 7. — 6-е изд. — М.: Энергоатом-
издат, 1986.
5.3 теплоснабжение НПЗ
5.3.1. Теплоносители
На нефтеперерабатывающих заводах применяются теплоноси-
тели, характеристика которых приведена в табл. 5.29.
5.3.2. Учет и контроль тепловой энергии
В соответствии с «Правилами пользования тепловой энер-
гией» для учета тепловой энергии на границе раздела тепловых
сетей энергоснабжающей организации и потребителя должны быть
установлены контрольно-измерительные приборы.
Количество тепловой энергии должно определяться на осно-
вании показаний приборов, регистрирующих расход, температуру
и давление пара и расход и температуру конденсата, теплофика-
ционной и химически очищенной воды.
Рис. 5.5. Узел ввода теплопроводов на НПЗ с нанесением приборов теплотехнического
контроля и учета:
Р — давление; Т — температура; F — расход; R — регистрация; / — показание; Т «
датчик; U — контроль разнородных величин;
1 — паропровод давлением 0,1 МПа; // — паропровод давлением 1,6 МПа; III — кон-
денсатопровод; IV — трубопровод отопительной прямой воды; V — трубопровод ото»
пительной обратной воды; VI трубопровод химически очищенной воды.
526
ТАБЛИЦА 5.29. Характеристика применяемых на НПЗ теплоносителей
Теплоноси- тель Параметры тепло- носителя Назначение теплоносителя Источники тепло- носителя
давле- ние, МПа темпера- тура, °C
Пар 2,0—4,0 220—435 Технологические цели; нагрев нефтепродуктов выше 160 °C в случаях, когда нецелесообразен огневой нагрев; тур- бинный привод ком- прессоров (при техни- ко-экономическом обо- сновании) ТЭЦ, котельные, котлы-утилизато- ры
1,0—1,6 190—300 Технологические цели; нагрев нефтепродуктов выше 80 °C; привод на- сосов вязких нефтепро- дуктов (при отсутствии насосов с электропри- водом); обогрев трубо- проводов с высоковяз- ки.',ш нефтепродуктами; стационарное пароту- шение; покрытие по- требности в паре более низкого давления ТЭЦ, котельные, котлы-утилизато- ры, расширители конденсата
0,3—1,0 133—250 Технологические цели; горячее водоснабжение; полустационарное паро- тушение и паротушение помещений ТЭЦ, котельные, котлы-утилизато- ры, расширители конденсата, ре- дуцированный пар среднего давле- ния
Горячая вода сани- тарно-тех- нической теплофи- кации ^1,6 150—70 Для отопления, венти- ляции и горячего водо- снабжения в отопитель- ный период ТЭЦ, котельные
Горячая вода вто- ричных энерго- ресурсов <1,6 <1,6 130—70 110—70 150—70 130—70 То же Нагрев нефтепродуктов до 80 °C, обогрев лот- ков; подогрев воздуха перед воздухоподогре- вателями; обогрев тру- бопроводов Технологические установки То же
527
Приборы, регистрирующие расход тепловой энергии, должны
устанавливаться в центральном диспетчерском пункте завода.
Для контроля за работой этих приборов служат местные приборы
класса точности не ниже 1,5, показывающие давление и тем-
пературу. Узел ввода теплопроводов на предприятие с нанесе-
нием приборов теплотехнического контроля и учета показан
на рис. 5.5.
5.3.3. Преобразование пара
При использовании на технологических установках пара
с параметрами, отличающимися от параметров пара у источника
теплоснабжения, применяют редукционно-охладительные уста-
новки (РОУ). Давление пара можно снизить с помощью регуля-
ТАБЛИЦА 5.30. Характеристика охладительных установок Барнаульского коте
Р, МПа у-, °C Показатели
10 20
0,4+°.! 0,6+°.2 1Д±8:г 1.6±Й;? 2,2±0,2 3,15±0,3 3>9_о,4 250+25 145+25 300+25 180+20 300+30 210+20 350+30 250+25 380+30 250+25 420+30 300+30 450+30 Диаметр трубы, мм Диаметр сопла Dy, мм Число сопел Давление охлаждающей воды, МПа Диаметр трубы, мм Диаметр сопла Dy, мм Число сопел Давление охлаждающей воды, МПа Диаметр трубы, мм Диаметр сопла Оу, мм Число сопел Давление охлаждающей воды, МПа Диаметр трубы, мм Диаметр сопла Оу, мм Число сопел Давление охлаждающей воды, МПа Диаметр трубы, мм Диаметр сопла Dy, мм Число сопел Давление охлаждающей воды, МПа Диаметр трубы, мм Диаметр сопла Dy, мм Число сопел Давление охлаждающей воды, МПа Диаметр трубы, мм Диаметр сопла Оу, мм Число сопел Давление охлаждающей воды, МПа 273Х 12 20 1 1,7—3,0 219X9 20 1 1,7—2,3 219x9 20 1 2,3—3,2 325Х 13 20 2 1,8—3,6 273Х 12 20 2 2,3—3,6 219X9 20 2 2,3—3,5
300+50
628
торов давления прямого действия или редукционных установок
(РУ), изготавливаемых Барнаульским котельным заводом на
следующие параметры: давление до 4,0 МПа, температура до
450 °C.
Для снижения температуры пара применяются или впрыски-
вающие охладительные установки Барнаульского котельного
завода (табл. 5.30).
В качестве охлаждающей воды применяются конденсат или
питательная вода котлов. Расход охлаждающей воды (в кг на
1 кг первичного пара) определяют по формуле:
2 ________(1 *8_____
*2 ~ £в + ^ ((2 — h)
льного завода
Производительность установки, т/ч
30 40 60 80 100 120
426Х И —
32 — — — — —
1 —
о § з о — — — — —
325Х 13 377Х 15 426Х 11 — —
32 32 50 — — —
2 2 1 — — —
1,6—2,6 2,2—3,0 2,3—3,0 — — —
273Х 12 325Х 13 377Х 15 — —
32 32 32 — —
2 2 2 — —
2,3-3,4 2,0—3,7 2,0-3,1 — — —
219X9 273Х 12 325Х 13 377Х 15 426X 11 426Х 11
32 32 50 50 50 50
2 2 1 2 2 2
2,3—3,5 2,7—4,0 2,8-3,9 3,0-4,0 3,5-4,1 3,8-4,8
219X9 219X9 273Х 12 325Х 13 325Х 13 377Х 15
32 32 50 50 50 50
2 2 2 2 2 2
3,5-4,8 3,5—4,2 3,5-4,5 4,0—4,7 4,8—5,1 5,8—6,3
219X9 219X9 273Х 12 325Х 13 325Х 13
32 50 50 50 50
— 2 2 2 2 2
— 4,6—6,3 4,2—5,4 4,6—5,5 5,1—5,9 5,8—6,3
219X9 273X12 273 X 12 325Х 13 325Х 13
— 32 50 50 50 50
— 2 2 2 2 2
— 6,1—6,3 6,1—6,3 5,4—6,3 5,7-6,3 6,3
529
4
Рис. 5.6. Схема редукционно-охладительной установки:
1 — задвижка или запорный вентиль; 2 — дроссельный клапан; 3 — охладитель пара;
4 — импульсный клапан; 5 — главный предохранительный клапан; 6 — регулирую-
щий клапан; 7 — игольчатый вентиль; 8 — термодинамический конденсатоотводчик;
I — острый пар; // — редуцированный пар; III — охлаждающая вода; IV — дренаж.
Расход охлаждающей воды в охладитель (в кг/ч) вычисляют
по формуле:
1 -р
где D2 — расход первичного и вторичного пара, кг/ч; ilt
i2— энтальпия первичного и вторичного пара, кДж/кг; i2 —
энтальпия кипящей воды при давлении вторичного пара, кДж/кг;
«в — энтальпия охлаждающей воды, кДж/кг; <р = 0,654-0,7 —
коэффициент, учитывающий, что вода испаряется не вся, а часть
ее сливается в дренаж.
Расход охлаждающей воды для поверхностных охладителей
составляет (в кг/ч):
где /в — энтальпия охлаждающей воды на выходе из поверх-
ностного охладителя, кДж/кг.
Для снижения давления и температуры пара могут приме-
няться также редукционно-охладительные установки Барнауль-
ского котельного завода со следующими параметрами: давление
до 4 МПа, температура до 450 °C. Схема редукционно-охлади-
тельной установки представлена на рис. 5.6.
5.3.4. Гидравлические расчеты трубопроводов
Диаметры трубопроводов, потери давления (напора), конеч-
ные параметры теплоносителя определяют с помощью гидравли-
ческого расчета. Исходными данными служат схема и трасса теп-
530
ловых сетей, расчетные тепловые нагрузки потребителей, а также
заданные начальные и конечные параметры теплоносителей.
При расчете диаметров трубопроводов исходят из суммарных
зимних часовых расходов теплоносителя. Максимальные зимние
часовые тепловые нагрузки на отопление, вентиляцию и горячее
водоснабжение принимаются по данным типовых или индивидуаль-
ных проектов отдельных сооружений. Расход пара и горячей воды
на технологические нужды определяется технологической частью
проекта.
Гидравлические расчеты трубопроводов производятся по уча-
сткам. Расчетным считается участок между двумя смежными точ-
ками ответвлений.
Удельные потери давления в трубопроводах определяются
по таблицам или номограммам.
Гидравлический расчет паропроводов. Располагаемые потери
давления на трение и местные сопротивления (в Па):
ДЯр = (₽!-₽,) 10е
где Р± — давление пара у источника теплоснабжения, МПа;
Р2 — давление пара у потребителя, МПа.
Располагаемые удельные потери давления (в Па/м):
где — приведенная длина паропровода, м;
1пр = I + ^3
где I — длина паропровода по плану, м; /э — эквивалентная
длина местных сопротивлений, м.
ТАБЛИЦА 5.31. Значение коэффициента а для определения эквивалентных
длин местных сопротивлений
Типы компенсаторов Условный диаметр трубо- провода Dy, мм Значение а
для паро- вых сетей для водяных и конденсат- ных сетей
Транзитные тепловые сети
П-образные с гнутыми отводами <300 0,5 0,3
П-образные со сварными или круто- 200—350 0,7 0,5
изогнутыми отводами 400—500 0,9 0,7
600—1400 1,2 1,0
Разветвленные тепловые сети
Сальниковые <400 0,4 0,3
450—1400 0,5 0,4
П-образные с гнутыми отводами <150 0,5 0,3
175—200 0,6 0,4
П-образные со сварными или кру- 250-300 0,8 0,6
175—250 0,8 0,6
тоизогнутыми отводами 300—350 1,0 0,8
400—500 1,0 0,9
600—1400 1,2 1,0
531
ТАБЛИЦА 5.32. Рекомендуемые максимальные
скорости пара в паропроводах
Условный диаметр паропровода Dy, мм Скорость пара, м/с
перегретого насыщенного
<200 50 35
>200 80 60
При отсутствии данных о характере и количестве местных со-
противлений эквивалентную длину определяют по формуле:
la = a.l
где значение а принимается по табл. 5.31.
Диаметры паропроводов рекомендуется принимать с учетом
скорости пара, не превышающей максимальные значения по
табл. 5.32. Пропускная способность паропроводов для средних
условий транспорта теплоносителя может быть приближенно
определена по табл. 5.33.
Гидравлический расчет трубопроводов водяных тепловых
сетей. Удельные потери давления на трение принимаются для
ТАБЛИЦА 5.33. Пропускная способность паропроводов с П-образными
компенсаторами
Удельная потеря давления на трение Дй = 100 Па/м; = 0,2 мм.
Условный Пропускная способность, т/ч, при следующих параметрах пара
диаметр
труб Dv, мм 0,8 МПа, 1,3 МПа, 1,6 МПа, 2,1 МПа, 3,6 МПа,
250 °C, 300 ‘С, 325 °C, 350 °C, 425 °C,
3,35 кг/м8 4,98 кг/м3 5,85 кг/м3 7,18 кг/м3 11,79 кг/м'1
25 0,035 0,045 0,05 0,055 0,07
32 0,06 0,08 0,085 0,095 0,12
40 0,1 0,13 0,14 0,16 0,2
50 0,2 0,24 0,26 0,29 0,37
70 0,45 0,55 0,6 0,67 0,85
80 0,73 0,9 0,95 1,1 1,3
100 1,2 1,5 1,6 1,7 2,3
125 2,2 2,7 2,9 3,2 4,1
150 3,5 4 4,5 5 6,5
175 5,5 7 7,5 8 11
200 7,5 9,5 10 11 15
250 13 17 18 20 25
300 21 26 28 31 39
350 31 39 42 47 58
400 45 56 58 65 81
450 59 72
500 77 95
600 118 140
700 165 200
532
ТАБЛИЦА 5.34. Пропускная способность трубопроводов водяных тепловых сетей
ka = 0,5 мм; р = 958,4 кг/м’.
Условный диаметр труб Dy, мм Пропускная способность, т/ч, при удельной потере давления, Па/м Пропускная способность, ГДж/ч, при температурных режимах, ®С
150 — 70 130 — 70
Удельная потеря давления на трение Д/i, Па/м
50 100 150 200 50 100 150 200 50 100 150 200
25 0,45 0,68 0,82 0,95 0,15 0,23 0,27 0,32 0,11 0,17 0,21 0,24
32 0,82 1,16 1,42 1,54 0,27 0,39 0,48 0,52 0,21 0,29 0,36 0,39
40 1,38 1,94 2,4 2,75 0,46 0,65 0,80 0,92 0,35 0,49 0,60 0,69
50 2,45 3,5 4,3 4,95 0,82 1,17 1,44 1,66 0,62 0,88 1,08 1,24
80 9,4 13,2 16,2 18,6 3,1 4,4 5,4 6,2 2,4 3,3 4,1 4,7
100 15,6 22 27,5 31,5 5,2 7,4 9,2 10,6 3,9 5,5 6,9 7,9
150 46 64 79 93 15,4 21,4 26,5 31,1 11,6 16,1 19,8 23,4
200 107 152 186 215 36 51 63 71 27 38 47 54
250 180 275 330 380 60 92 111 127 45 69 83 95
300 310 430 530 600 104 144 178 201 78 108 133 151
350 455 640 790 910 152 214 265 305 114 161 198 229
400 660 930 1150 1320 221 311 385 442 166 234 289 332
450 900 1280 1560 1830 301 429 523 613 226 322 392 460
500 1200 1690 2050 2400 402 Ьбб 687 804 301 425 515 603
ТАБЛИЦА 5.35. Пропускная способность конденсатопроводов
kQ = 1 мм; р в 958,4 кг/м*.
Условный диаметр труб Dy, мм Пропускная способность, т/ч, при удельной потере давления на трение, Па/м Условный диаметр труб Dy, мм Пропускная способность, т/ч, при удельной потере давления нп трение, Па/м
50 100 150 200 50 100 150 200
25 0,41 0,58 0,72 0,83 100 14 20 24 28
32 0,71 1,02 1,24 1,42 150 41 58 72 82
40 1,2 1,7 2,07 2,4 200 98 135 165 195
50 2,2 3,1 3,8 4,4 250 180 250 310 350
80 8,2 11,5 14 16,5 300 280 400 500 560
магистрали от источника тепла до наиболее удаленного потреби-
теля — 50—80 Па/м, а в ответвлениях — до 300 Па/м.
Пропускная способность трубопроводов водяных тепловых
сетей приближенно может быть определена по табл. 5.34.
Гидравлический расчет конденсатопроводов. Удельные потери
давления в напорных конденсатопроводах принимают до 100 Па/м.
Пропускная способность конденсатопроводов для средних усло-
вий транспорта теплоносителя может быть определена по
табл. 5.35.
Расчет самотечных конденсатопроводов производится с уче-
том увеличения скорости и потери давления на трение при транс-
портировке пароводяной смеси. Максимальная скорость в само-
течных конденсатопроводах по жидкой фазе принимается до
0,25 м/с.
5.3.5. Сбор, очистка и возврат конденсата
В систему сбора, очистки и возврата конденсата входят:
узлы сбора конденсата у потребителя; трубопроводы, транспор-
тирующие конденсат от потребителя к конденсатным станциям;
конденсатные станции (районные и центральные) с блоками очистки
конденсата; трубопроводы, транспортирующие конденсат к источ-
никам пароснабжения.
Схемы сбора конденсата подразделяются на открытые и за-
крытые. В открытых схемах конденсатные баки сообщаются с ат-
мосферой и давление в них равно атмосферному; в закрытых
схемах конденсатные баки и вся присоединяемая к ним конден-
сатная система находятся под избыточным давлением.
Нормативными документами рекомендуется предусматривать
закрытые системы сбора и возврата конденсата. Избыточное дав-
ление в сборных баках должно быть не менее 5 кПа. Открытые
системы допускаются при возврате конденсата менее 10 т/ч и рас-
стоянии до источника теплоснабжения до 0,5 км.
534
ТАБЛИЦА 5.36. Характеристика термодинамических конденсатоотводчиков
Показатели Тип конденсатоотводчика
45ч12нж муфтовый 45ч15нж муфтовый с обводом 45с13нж с концами под при- варку 45с14иж фланце- вый 45с16нж штуцер- но-тор- цевой 45с22нж фланце- вый
Условное давле- ние, МПа 1,6 1,6 4,0 4,0 4,0 10,0
Допустимая тем- пература, °C Максимальная пропускная спо- собность по холод- ной воде Кп ;°макс при £>v, т/ч: 200 200 300 225 250 300
10 — 0,63 0,63 0,63 0,63
15 0,8 0,8 0,8 0,8 0,8 0,8
20 1,0 1,0 1,0 1,0 1,0 1,0
25 1,25 1,25 1,25 1,25 1,25 1,25
32 1,6 1,6 1,6 1,6 1,6 1,6
40 2,0 2,0 2,0 2,0 — 2,0
50 2,5 2,5 2,5 2,5 — 2,5
Отвод конденсата от теплопотребляющих аппаратов осуществ-
ляется с помощью конденсатоотводчиков. Простейшим конден-
сатоотводчиком является сборник конденсата, оборудованный
указателем и автоматическим регулятором уровня. Сборники кон-
денсата устанавливаются за теплопотребляющими аппаратами
при расходе пара 2 т/ч и выше. При расходе пара менее 2 т/ч
для отвода конденсата на НПЗ применяются, как правило, тер-
модинамические конденсатоотводчики. В табл. 5.36 даны техни-
ческие характеристики термодинамических конденсатоотводчи-
ков, выпускаемых отечественными арматурными заводами.
Производительность конденсатоотводчика GK (в т/ч) опреде-
ляется по формулам:
GK = (1,6-г 1,9) К„ыакс при /к//н = 0,85 4-1,0
GK = 3,15Xt.MaKCp<APpt при /к//н<0,85
где ^макс — максимальная пропускная способность по холодной
воде, т/ч; р, — плотность конденсата при температуре на входе,
кг/м3; ДР — перепад давления среды на конденсатоотводчике,
МПа; tK — температура конденсата на входе, °C; /н — темпера-
тура насыщения при давлении на входе, °C.
Термодинамические конденсатоотводчики следует устанавли-
вать в горизонтальном положении крышкой вверх.
С технологических установок отводится конденсат с одинако-
вым давлением. Если на установке потребляется пар с различ-
ными параметрами, приведение конденсата к единому давлению
535
ТАБЛИЦА 5.37. Характеристика расширителей конденсата
Расширители конденсата Объем рас- ширителя V, м3 Минималь- ный объем парового про- странства м3 Диаметр внутренний DBH. «и Общая высота Н, мм Масса, кг, не более
РК-0,20 0,2 0,14 400 1945 320
РК-0,32 0,32 0,2 500 1995 465
Р К-0,50 0,5 0,35 600 2220 590
РК-1,0 1.0 0,7 800 2635 880
РК-2,0 2,0 1,5 1000 3420 1440
осуществляется в расширителях конденсата. Пар вторичного
вскипания выводится из расширителя в паропровод меньшего
давления. В табл. 5.37 приведены типоразмеры расширителей
конденсата по ОСТ 26-02-910—80.
Объем парового пространства (в м3) расширителя определяется
по формуле:
V1==-^_
PQv
Количество пара, получающегося в' расширителе (в кг/ч),
рассчитывается по формуле:
d _ (it >а)
где G1( — количество поступающего в расширитель конденсата,
кг/ч; — энтальпия конденсата при давлении в сборном кон-
денсатопроводе перед расширителем, кДж/кг; t2 — энтальпия
конденсата при давлении в расширителе, кДж/кг; г — скрытая
теплота парообразования, кДж/кг; р — плотность насыщенного
пара, кг/м3; х — степень сухости пара (0,85—0,9); qv — допус-
каемое напряжение парового пространства — до 2000 м3/(м3-ч).
Тепло конденсата целесообразно использовать для подогрева
технологических продуктов на установках, химически очищенной
воды для питания котлов-утилизаторов, воды вторичных энерго-
ресурсов. Совместная прокладка конденсатопроводов и техноло-
гических трубопроводов позволяет использовать их в качестве
теплоспутников.
Автоматизированные районные конденсатные станции пред-
назначаются для сбора конденсата от группы близлежащих
потребителей и перекачки его на центральную конденсатную
станцию. Схема автоматизированной районной конденсатной стан-
ции приведена на рис. 5.7. Конденсатные баки 1 герметически
закрыты. Избыточное давление в них поддерживается за счет
пара вторичного вскипания и составляет 5—20 кПа. Откачива-
ние конденсата на центральную конденсатную станцию осуществ-
ляется насосами 4 при постоянном уровне в конденсатных ба-
536
Рис. i.l. Схема автоматизированной район-
ной конденсатной станция.
] — конденсатный бак; 2 — воздушный хо-
лодильник; 3 — гидрозатвор; 4 — конден-
сатные насосы;
/ — конденсат от потребителей; // — кон-
денсат на ИКС; III — пар вторичного
вскипания; IV — конденсат пара вторич-
ного вскипания.
ках. Уровень поддерживается
автоматически. Для защиты от
повышения давления и от пе-
реполнения конденсатные баки
оборудуются гидрозатворами 3.
При автоматизированном отка-
чивании конденсата рабочая
вместимость баков должна быть
такой, чтобы принять конден-
сат, поступающий в течение 15
мин. При круглогодичной работе
устанавливается не менее двух баков, при сезонной допускается
установка одного бака. Снаружи конденсатные баки теплоизоли-
руются, изнутри покрываются антикоррозионным покрытием.
Автоматизация районной конденсатной станции обеспечивает
работу ее без постоянного обслуживающего персонала.
Центральные конденсатные станции с узлами доочистки кон-
денсата предназначены для приема конденсата, поступающего
от районных конденсатных станций, и очистки его в соответствии
с нормами, предъявляемыми к качеству производственных кон-
денсатов, возвращаемых на ТЭЦ: общая жесткость — не более
50 мкг-экв/кг; содержание железа — не более 100 мкг/кг; меди —
не более 20 мкг/кг; цинка — не более 20 мкг/кг; никеля — не
более 20 мкг/кг (всего продуктов коррозии стали и других кон-
струкционных материалов — не более 160 мкг/кг); кремниевой
кислоты — не более 150 мкг/кг; нефтепродуктов типа масла и
мазута — не более 0,5 мг/кг; сухой остаток за вычетом оксидов
металлов—1,0 мг/кг; хроматная окисляемость — не более
20 мг/кг.
Очистке подвергается конденсат с содержанием нефтепродук-
тов до 200 мг/кг. При более высоком содержании нефтепродуктов
конденсат сбрасывают в систему канализации после предваритель-
ного охлаждения до 40 °C.
Схема центральной конденсатной станции (ЦКС) приведена
на рис. 5.8. На ЦКС предусматривается обезмасливание кон-
денсата методом отстоя в резервуарах, двухступенчатое обез-
масливание в сорбционных фильтрах и последующее умягчение
в Na-катионитовых фильтрах. От каждой из районных конден-
сатных станций конденсат подается по самостоятельным трубо-
проводам. Отстой конденсата происходит в резервуарах-отстой-
никах, полезная вместимость которых выбирается, исходя из
времени отстоя (3 ч) и производительности станции. Резервуары
537
Рис. 5.8. Схема центральной конденсатной станции:
J — резервуары-отстойники конденсата; 2 — резервуары конденсата после отстоя: 3 —
емкость для сбора некондиционных нефтепродуктов; 4 — резервуары для умягченного
конденсата; 5 — резервуар конденсата для взрыхления Na-катионитовых фильтров;
6 — резервуар мокрого хранения соли; 7 — емкость регенерационного раствора соли;
8 — фильтры сорбционные I ступени; 9 — фильтры сорбционные II ступени; 10 —
фильтры Na-катионмтовые; 11 — солерастворитель-, 12 — насосы для подачи конденсата
на фильтрацию; 13 — насосы для откачки конденсата на ТЭЦ: 14 — насос для взрыхле-
ния сорбционных фильтров; 15 — насос для взрыхления Na-катионитовых фильтров;
16 — погружной насос для откачки уловленных нефтепродуктов: 17 — насосы для подачи
раствора соли; 18 — эжектор для опорожнения резервуара мокрого хранения соли;
I — конденсат на РК.С; II — сброс некондиционного конденсата; III — отбор проб;
IV — уловленный нефтепродукт на очистные сооружения; V — очищенный конденсат
на ТЭЦ; VI — первые порции фильтрата после Na-катионитовых фильтров; VI — кон-
денсат для взрыхления Na-катионитовых фильтров; VIII — конденсат для взрыхления
сорбционных фильтров; IX — дренаж.
принимаются по типовым проектам с соответствующим дообору-
дованием. Устанавливается не менее двух резервуаров. Подклю-
чение трубопроводов к резервуарам выполняется таким образом,
чтобы любой из них можно было ремонтировать, не нарушая нор-
мальной работы станции. Уловленный в отстойниках нефтепро-
дукт накапливается в дренажной емкости 3, из которой периоди-
чески откачивается насосом 16 на очистные сооружения.
Очистка конденсата методом отстоя позволяет снизить содер-
жание нефтепродуктов до 10 мг/кг. Из отстойников конденсат
поступает в резервуары 2 и далее насосами 12 подается на филь-
трацию в сорбционные фильтры I и II ступени и Na-катионитовые
фильтры. Откачка конденсата производится при поддержании
постоянного уровня в резервуарах 2 с помощью автоматического
регулятора.
Фильтрующими материалами для сорбционных фильтров I
ступени 8 служат нефтяной кокс и пек, для фильтров II ступени
9 — активный уголь. Для снижения жесткости конденсата после
сорбционных фильтров он направляется далее в Na-катионито-
вые фильтры 10, которые загружаются катионитом КУ 2-8.
538
ТАБЛИЦА 5.38. Характеристика центробежных насосов типа К Китайского
насосного завода
Насос Подача, м3/ч Напор, м ст. ж. Частота вращения, об/мин Мощность на валу насоса, кВт Допускае- мый кави- тационный запас, м ст. ж.
К45/55 45 (30—61) 55 2900 10,7 4,0
К45/55а 40 (28—56) 41,5 2900 7,5 4,0
К90/85 90 (65—117) 85 2900 32,1 5,0
К90/85а 85 (61—108) 76 2900 28,0 5,0
К.90/55 90 (65—112) 55 2900 19,2 5,0
К90/55а 90 (61—104) 43 2900 16,8 5,0
К90/35 90 (65— 112) 35 2900 И.1 5,0
К90'35а 85 (62—107) 28 6 2900 9,2 5,0
К160/30 160 (124—190) 30 1450 17,4 4,5
К160/30а 40 (118—184) 28,6 1450 15,7 4,5
К160/306 140 (106—170) 22 1450 12,5 4,5
К160/20 160 (126—187) 20 1450 10,8 4,5
К160/20а 150 (108—169) 15 1450 8,1 4,5
К290/30 290 (220—330) 30 1450 28,9 4,5
К290/30а 250 (194—300) 24 1450 21,0 4,5
К290/18 290 (220—330) 18 1450 17,1 4,5
К290/18а 260 (220—330) 15,5 1450 13,7 4,5
Примечание. Насосы типа К -- консольные, одноступенчатые, с односторон-
ним подводом жидкости к рабочему колесу, предназначены для перекачки воды и других
жидкостей, сходных с водой по вязкости и химической активности, с температурой до
85 °C. Материал проточной части — серый чугун. Уплотнение вала насоса мягкий
сальник.
539
ТАБЛИЦА 5.39. Характеристика центробежных насосов типа Кс Китайского
насосного завода
Тип насоса Подача, м3/ч Напор, м ст. ж. Частота вращении, об/мин Мощность на валу насоса, кВт Допускаемый кавитацион- ный запас м ст. ж.
Кс 12-50 12 (7-18) 50 3000 3,6 1,6
Кс12-110 12 (8-16) ПО 3000 8,5 1,6
Кс20-50 20 (16-25) 50 3000 5,0 1,8
Кс20-110 20 (14—29) ПО 3000 12,5 1,8
Примечание. Насосы типа Кс — горизонтальные, межопорные спирального
типа с горизонтальным разъемом корпуса, двух- н четырехступенчатые. Предназначены
для перекачки конденсата отработанного пара стационарных паровых турбин, конденсата
греющего пара из теплообменных аппаратов и жидкостей, сходных с водой по вязкости
и химической активности, с температурой не более 125 °C. Материал проточной части —
серый чугун. Уплотнение вала насоса — мягкий сальник. Насосы могут быть изготовлены
во взрывобезопасном исполнении.
ТАБЛИЦА 5.40. Характеристика центробежных насосов типа КС и КсД
Сумского насосного завода
Насос Подача, м3/ч Напор, м ст. ж. Частота враще- ния, об/мин . Мощность элек- тродвигателя, кВт
Кс32-150 32 150 2900 22
Кс50-55-1 50 55 1450 17
Кс50-110-1 50 110 1450 30
Кс80-155 80 155 2940 75
Кс125-55 125 55 1480 40
Кс 125-140 125 140 1480 100
КсД230-115/3 160—280 123—108 985 100
130—240 100—88 985 по
230 55 735 90
Примечание. Перекачиваемая среда — конденсат, вода с температурой до
125 °C.
ТАБЛИЦА 5.41. Характеристика центробежных насосов двухстороннего входа
типа Д ПО «Ливгидромаш»
Насос Подача, мл/ч Напор, м ст. ж. Частота вра- щения, об/мин Мощность элек- тродвигателя, кВт
Д200-95 100 23 1450 13
200 95 2950 75
Д200-36 200 36 1450 40
Д320-50 320 50 1450 75
Д320-70 320 70 2950 100
Примечание. Насосы типа Д предназначены для перекачивания воды с тем*
пературой до 85 °C, допускается по согласованию перекачивание других жидкостей,
имеющих pH от 4 до 12. Уплотнение сальниковое с мягкой набивкой.
540
ТАБЛИЦА 5.42. Характеристика насосов типа ПТ и ПТР Свесского насосного
завода
Насос Подача, м3/ч Давле- ние на выходе, кг/см2 Частота вращения, об/мин Допускаемая вакуум метриче- ская высота всасывания, м ст. ж. Мощность электродви- гателя, кВт
ПТ-1-6,3/40 ПТР-1-6,3/40 6,3 40 200 5 11 17
ПТ-1-10/40 ПТР-1-10/40 10 40 300 5 17 22
ПТ-1-10/25 ПТР-1-10/25 10 25 200 5 11 17
ПТ-1-16/25 ПТР-1-16/25 16 25 300 5 17 22
ПТ-1-10/100 ПТР-1-10/100 10 100 730 — —
Примечание. Насосы типа ПТ и ПТР трехплунжерные, кривошипные,
предназначены для перекачивания жидкостей с температурой до 250 *43. Насосы типа
ПТ — с постоянной подачей, типа ПТР — с регулируемой подачей в пределах от 50 до
100 % от номинальной величины.
ТАБЛИЦА 5.43, Характеристика жидкостных сетчатых фильтров для
трубопроводов (по ОСТ 26—02—626—79)
Типоразмеры Условный диаметр штуцеров входа и выхода продукта, мм Диаметр фильтра, мм Общая вы- сота, мм Объем, м’ Поверх- ность филь- трации, м2 t- X ге Давление, I МПа
ФС-2-80-16-1т/гр-1 (2) 80 273X8 770 0,028 0,14 120 1.6
ФС-2-160-16-1т/гр-1 (2) 150 426X9 1070 0,106 0,40 287 1,6
ФС-2-2Ь0-1б-1т/гр-1 (2) 250 630Х 10 1715 0,748 0,87 614 1.6
ФС-2-300-16-1т/гр-1 (2) 300 630Х 10 1715 0,748 0,87 647 1,6
ФС-2-80-40-1т/гр-1 (2) 80 273X8 770 0,026 0,14 188 4,0
ФС-2-1Ь0-40-1т/гр-1 (2) 150 426Х 12 1105 0,103 0,40 460 4,0
Примечание. Фильтры предназначены для защиты насосного н других видов
оборудования от попадания посторонних механических примесей. Температура фильтруе-
мой среды до 300 °C. Условное обозначение ФС-2-80-16-1т/гр-1 (2) расшифровывается
следующим образом: фильтр сетчатый типа 2 (фильтрующий элемент конической формы);
на трубопроводе £>у80, на условное давление кгс/сма, исполнение 1 (соединение
° трубопроводом на фланцах), о фильтрующим элементом для грубой или тонкой очистки,
материальное исполнение 1 при температуре от ~-20 до 300 °C, материальное исполнение 2
при температуре от —30 до 300 ?С.
541
В каждой ступени фильтрации должно быть не менее двух филь-
тров, один из них — резервный. К установке принимаются
фильтры Таганрогского ПО «Красный котельщик».
После Na-катионитовых фильтров 10 умягченный и очищен-
ный конденсат поступает в резервуары для чистого конденсата 4.
Откачивание конденсата на ТЭЦ осуществляется насосами 13
при постоянном уровне в этих резервуарах. Очистка фильтрацией
позволяет снизить содержание нефтепродуктов в конденсате до
0,5 мг/кг.
Чтобы предотвратить слеживание сорбента, в фильтрах 8
и 9 предусматривается взрыхление слоя горячим обезмаслен-
ным конденсатом с помощью насоса 14. Взрыхление сульфоугля
в Na-катионитовых фильтрах осуществляется конденсатом из
емкости 5 насосом 15. Для взрыхления используются обезмаслен-
ный конденсат, а также первые порции фильтрата Na-катиони-
товых фильтров после регенерации.
Для регенерации сульфоугля в Na-катионитовых фильтрах
предусматривается узел приготовления регенерационного рас-
твора соли. Этот узел состоит из резервуара мокрого хранения
соли 6, насосов 17 для подачи концентрированного раствора соли
через фильтр 11 в мерник 7 и подачи регенерационного раствора
соли из этого мерника в Na-катионитовые фильтры, фильтра 11
для фильтрации концентрированного раствора соли, мерника 7
для приготовления регенерационного раствора соли, эжектора 18
для опорожнения емкости 6.
Для контроля качества предусматривается отбор проб конден-
сата, поступающего на ЦКС (из каждой линии), конденсата в ре-
зервуарах-отстойниках на разных уровнях, конденсата в резер-
вуарах после отстоя, конденсата, откачиваемого на ТЭЦ.
Характеристика насосов, используемых для перекачки пита-
тельной воды и конденсата, приводится в табл. 5.38—5.42.
Характеристика фильтров для защиты насосного и других
видов оборудования от попадания посторонних механических при-
месей дается в табл. 5.43.
5.3.6. Использование вторичных энергоресурсов
Основными источниками вторичных энергоресурсов (ВЭР)
являются: 1) дымовые газы трубчатых печей; 2) горячие потоки
жидких и газообразных нефтепродуктов, тепло которых не ис-
пользуется в технологическом цикле, а отводится в холодиль-
никах воздухом или водой; 3) конденсат водяного пара, возвра-
щаемый от технологических потребителей, и отработанный
пар.
Использование тепла дымовых газов осуществляется в возду-
хоподогревателях и котлах-утилизаторах. Целесообразно утили-
зировать тепло печей теплопроизводительностью свыше 25 ГДж/ч
(6 Гкал/ч) при температуре отходящих газов выше 220 °C.
542
На основании имеющегося опыта рекомендуются следующие
принципиальные решения для рационального использования тепла
дымовых газов:
при температуре уходящих газов менее 400 °C в качестве тепло-
утилизирующих устройств применяют воздухоподогреватели, при
температуре уходящих газов выше 400 °C — котлы-утилизаторы;
при расходе дымовых газов до 60 000 м3/ч применяют газотруб-
ные котлы-утилизаторы, при расходе дымовых газов более
60 000 м3/ч предпочтительнее конвективные котлы башенной кон-
струкции с верхним вводом и нижним отводом газов, со встроен-
ным экономайзером и принудительной циркуляцией теплоноси-
теля;
применение двухагрегатной установки, состоящей из кот-
лов-утилизаторов и воздухоподогревателя, дает наибольший эко-
номический эффект.
В табл. 5.44 и 5.45 приведены технические характеристики
котлов-утилизаторов конвективного и газотрубного типа, выпус-
каемых Белгородским заводом энергетического машиностроения.
Использование тепла горячих продуктовых потоков. При состав-
лении схемы утилизации тепла горячих продуктовых потоков
необходимо добиваться максимального использования темпера-
турного потенциала горячих потоков, утилизируя тепло в системе
регенеративного подогрева. Избыточное тепло горячих нефтепро-
дуктов при температуре выше ПО °C и расходе более 20 м3/ч
следует использовать для выработки пара и горячей воды. При
температуре захолаживаемых продуктовых потоков до 160 °C
тепло их можно использовать для нагрева воды ВЭР, химически
очищенной воды, а также для получения холода в абсорбционных
холодильных машинах. При температуре захолаживаемых про-
дуктовых потоков более 160 °C целесообразно использовать тепло
для получения водяного пара.
Параметры получаемой тепловой энергии должны соответство-
вать параметрам теплоносителей, потребляемых установкой, или
параметрам теплоносителей у источника теплоснабжения, если
выход ВЭР превышает потребность установки в энергоресурсах.
Для охлаждения нефтепродуктовых потоков с получением во-
дяного пара применяют испарители с паровым пространством по
ГОСТ 14248—79. Испарители должны быть дооборудованы уст-
ройствами для периодической и непрерывной продувок, ввода
питательной воды и сепарации и промывки получаемого пара.
Эти испарители относятся к категории сосудов, работающих под
давлением. Питание испарителя осуществляют конденсатом, со-
бираемым на установке.
Использование тепла конденсата. Большинство потребителей
пара используют только тепло конденсации пара и выдают кон-
денсат при температуре насыщения. С конденсатом уносится
значительная часть тепла. Избыточное тепло конденсата рекомен-
дуется использовать для нагрева химически очищенной воды,
543
ТАБЛИЦА 5.44. Характеристика котлов-утилизаторов конвективного типа
Белгородского завода энергетического машиностроения
Показатели
Паропрсизво-
дительность,
т/ч
Давление пере-
гретого пара,
МПа
Температура
перегретого па-
ра, °C *
Номинальный
расход газов,
тыс. м3/ч
Тип котла
КУ-40-1 КУ-60-2 КУ-80-3 КУ-100-1 КУ-125 О X
13,0 12,9 19,9 19,0 26,9 25,8 33,9 32,6 42,4 40,8 50,5
1,8 4,5 1,8 4,5 1,8 4,5 1,8 4,5 1,8 4,5 4,5
375 385 366 392 358 385 360 382 365 385 393
40 40 60 60 80 80 100 100 125 125 150
• Начальная температура газов 850 °C.
ТАБЛИЦА 5.45. Характеристика котлов-утилизаторов газотрубного типа
Белгородского завода энергетического машиностроения
Основные показатели Тип котла
Г250 Г250П Г345 Г345П Г145Б
Паропроизводительность, т/ч Давление пара, МПа Температура перегретого пара,°C Номинальный расход газов, тыс. м3/ч Начальная температура газов, °C 3,2 1,4 Насыщ. пар 16 600 3,1 1,4 240 16 600 8,1 1,4 Насыщ. пар 40 600 7,9 1,4 260 40 600 4,7 1,4 Насыщ. пар 8 1200
Основные показатели Тип котла
ГЗЗОБ Г445Б Г660Б Г1030Б ВЗЗОБ В460Б
Паропроизводительность, т/ч Давление пара, МПа Температура перегретого пара,°C Номинальный расход газов, тыс. м3/ч Начальная температура газов, °C 8,6 1,4 15 1200 14,8 1,4 25 1200 21,5 1,4 Насыш 35 1200 31,0 1,4 енный пар 50 1200 4,0 1,4 40 400 6,6 1,4 60 400
544
Рис. 5.9. Схема утилизации тепла конденсата для получения горячей воды:
/ — паровой подогреватель; 2 — холодильник конденсата; 3 — расширитель конденсата;
4 — холодильник отбора проб;
/ — пар низкого давления из расширителя; // — выход нагретой воды; 111 — вход
холодной воды; IV — выход охлажденного конденсата; V — вход конденсата в расши-
ритель; VI — выхлоп в атмосферу; VII — дренаж;!//// — вход и выход оборотной воды.
необходимой для питания котлов-утилизаторов, или воды про-
мышленной теплофикации (рис. 5.9).
Конденсат от потребителей пара давлением 1 МПа и более
направляется в расширитель конденсата 3. Нагрев воды осуществ-
ляется в две ступени: в первой ступени 2 — нагрев конденсатом
из расширителя, во второй ступени 1 — паром вторичного вски-
пания. Поскольку потребление воды промышленной теплофи-
кации сезонное, на технологических установках параллельно
с утилизационной аппаратурой требуется установка аппаратов
воздушного охлаждения.
На энергоемких установках собирается значительное коли-
чество конденсата и предоставляется возможность использовать
его для нагрева продуктовых потоков.
ЛИТЕРАТУРА
Багиров И. Т., Кардаш И. М. Снижение энергозатрат на нефтеперерабатываю-
щих заводах, —М.: Химия, 1972.
Инструкция по учету отпуска тепла электростанциями и предприятиями тепло-
вых сетей. — М.: Энергия, 1976.
Правила устройства и безопасной эксплуатации трубопроводов пара и горячей
воды. — Киев: Техника, 1973.
Правила технической эксплуатации теплоиспользующих установок и тепловых
сетей и правила техники безопасности при эксплуатации теплоиспользующих
установок и тепловых сетей. — Днепропетровск, 1973.
Правила пользования электрической и тепловой энергией. М.: Энергия, 1977,
Руководящие указания по очистке производственного конденсата. — М.: Союз-
техэнерго, 1978.
Строительные нормы и правила. Нормы проектирования. Гл. 36. Тепловые сети.
СНИП П-36—73.—М.: Стройиздат, 1974.
Якадин А. И. Конденсатное хозяйство промышленных предприятий. М.: Энергия,
1973.
^2 18 Зак. 70
545
6.4. ВОДОСНАБЖЕНИЕ И КАНАЛИЗАЦИЯ НПЗ
5.4.1. Водоснабжение
На современных нефтеперерабатывающих заводах вода ис-
пользуется для производственных, хозяйственно-питьевых и про-
тивопожарных целей. Учитывая, что в производственных про-
цессах нефтепереработки вода является прямым технологическим
агентом ихпрекращение подачи воды в процесс вызывает его на-
рушение, все системы водоснабжения нефтеперерабатывающих
заводов должны быть высоконадежными и должны обеспечивать
бесперебойную подачу воды потребителям в необходимом коли-
честве и требуемого качества. ”
Расход воды для производственных целей на нефтеперераба-
тывающих заводах находятся в прямой зависимости:
от принятой схемы и глубины нефтепереработки;
от количества перерабатываемой нефти;
от количества используемых в схемах нефтепереработки ап-
паратов воздушного охлаждения и т. д. <
В свою очередь, расход свежей воды, потребляемой в произ-
водстве, зависит:
от правильности построения схемы водоснабжения завода;
от степени использования в ней оборотной воды, очищенных
производственных сточных вод и осадков, выпадающих на терри-
торию завода.
Расход воды для производственных, хозяйственно-питьевых
и противопожарных целей на нефтеперерабатывающих и нефте-
химических предприятиях в зависимости от глубины переработки
приведен в табл. 5.46.
Расход воды на пожаротушение из сети противопожарного
водопровода должен приниматься из расчета двух одновременных
пожаров на предприятии — в производственной зоне и в зоне
сырьевых или товарных складов (парков) горючих газов, легко-
воспламеняющихся и горючих жидкостей.
Объем пожарного запаса воды определяется как сумма:
трехчасового расхода для тушения пожара на установке;
трехкратного расхода на пенную атаку (по наибольшему
расходу);
десятичасового расхода на охлаждение горящего и рядом стоя-
щих резервуаров (при стационарной системе орошения).
Восстановление пожарного запаса воды должно осуществляться
в течение 24 ч.
Приведенные данные не учитывают расхода воды, потребляе-
мой сопутствующими предприятиям объектами, наличие которых
для обеспечения работоспособности и строительства предприятий
обязательно. Сюда относятся ТЭЦ, стройбаза, жилой район,
железнодорожная и промыво-пропарочная станции и др. При-
чем расход воды на некоторых из этих объектов значительно пре-
546
*81 Vi
ТАБЛИЦА 5.46. Расход воды для производственных, хозяйственно-питьевых и противопожарных целей на НПЗ и НХК
Профиль завода Хозяйственно-питьевая вода Свежая вода *, м* Оборотная вода *, м* Вода для противопожарных целей (по расчету, ио не менее), л/с
на промышлен- ные, нужды •, м* на бытовые нужды ♦*, л
Топливный 0,006 — 0,012 В XI пяти 45 в смену на I человека летке 0,23-1,0 7-19 170 — для тушения пожара на уста-
Топливно-масляный 0.012 — 0,02 в горячих цехах, 25 — в холодных цехах, 500 — на 1 душевую сетку 0,58 — 1,76 10—27 новке, 200 — на топливно-сырьевой базе, 10 — внутри зданий, 50 — для забора воды передвижными средствами
Топливно-масляный с нефтехимией Топливный Топливно-масляный 0,02 — 0,03 0,006 0,012 На перспективу То же 1,63-2,63 * 2000 г. 0,01 — 0,5 0,2 —1,0 18-37 10—20 10 — 30 То же
Топливно-масляный с нефтехимией 0,015 0,5 —1,5 20-40
• Расход воды — на 1 т перерабатываемой нефти. Коэффициент неравномерности для производственных целей К = 1.
•• Коэффициент неравномерности для бытовых целей К = 2,5; время пользования душем 45 мин в конце каждой смены.
ТАБЛИЦА 5.47. Требования к качеству потребляемой на НПЗ и НХК воды
Загрязнения Единицы измерения Свежая вода Оборотная вода I системы Оборотная вода II системы Биохимичес- ки очищен- ные стоки I системы Хозяйственно- питьевая вода Вода для пожаро- тушения
Взвешенные вещества Взвешенные вещества в паводок Сульфаты Хлориды Общее солесодержаиие (прокаленный остаток) Временная жесткость Постоянная жесткость ВПК полн. (Оа) Нефтепродукты Вещества» экстрагируе- мые эфиром в том числе углеводо- g ^>оды нефти мг/л » » мг-экв/л » мг/л > 25 100 130 50 500 2,5 3,3 10 7-8,5 25 500 300 2000 5 15 25 25 7—8,5 25 500 300 2000 1'5 15-20 25 7-8,5 25 500 300 2000 5 15 20 10-15 3-5 7—8,5 Должна отвечать требованиям ГОСТ 2874 — 73 «Вода питьевая» Свежая вода, а так- же биохимически очищенные* стоки I системы промыш- ленной канализации
вышает расход воды самими предприятиями. Так, расход све-
жей воды на ТЭЦ при прямоточной системе водоснабжения
в 10—15 раз выше, чем на нефтеперерабатывающем заводе. По-
требление воды хозяйственно-питьевого назначения городом,
построенным для эксплуатационного персонала промышленного
узла, строителей и других категорий работающих, равно при-
мерно 20 000 м3/сут, что в 20—30 раз превышает расход такой воды
заводом.
Суммарный расход воды для НПЗ мощностью, например,
12 млн. т нефти в год и для сопутствующих ему объектов состав-
ляет 430 000 м3/сут при прямоточной системе водоснабжения
ТЭЦ и 12 000 м3/сут при оборотном водоснабжении на ней (в водо-
снабжении завода используются также очищенные стоки и лив-
невые воды).
Требования, предъявляемые к качеству воды, используемой
на НПЗ, в зависимости от целей ее употребления приведены
в табл. 5.47.
Очистка воды. В зависимости от качества воды в источнике
водоснабжения и назначения водопровода следует предусматри-
вать различную степень и методы водоочистки (табл. 5.48).
Системы водоснабжения. Для обеспечения водопотребления
на современных НПЗ создаются различные системы водоснабже-
ния. Схему водоснабжения завода см. рис. 5.10; назначение си-
стем — в табл. 5.49.
Основной системой, обеспечивающей производственное водо-
потребление, является система оборотного водоснабжения. Мно-
гократное использование воды в системе оборотного водоснабже-
ния резко снижает количество свежей воды, потребляемой за-
водом, и количество сточных вод, сбрасываемых заводом в водоем.
Стоимость оборотной воды значительно ниже, чем свежей, и со-
ставляет 10—11 руб. за 1000 м3.
Узлы оборотного водоснабжения, как правило, обслуживают
группу технологических установок и объектов общезаводского
хозяйства, располагаясь вблизи крупных потребителей воды.
В тех случаях, когда установками потребляется вода I, II и IV
систем оборотного водоснабжения одновременно, узлы оборот
кого водоснабжения выполняются комбинированными с общей
насосной, реагентным хозяйством, системой электроснабжения
и управления для всех этих систем. На современном НПЗ соору-
жается несколько узлов оборотного водоснабжения производи-
тельностью (суммарной по системам) 10—20 тыс. м3/ч каждый.
В состав узла оборотного водоснабжения входят:
насосная станция с отдельной группой насосов охлажденной,
а если требуется, и горячей воды для каждой системы;
блок стабилизации воды, общий для всех систем;
фильтры охлажденной воды для каждой системы;
аварийные нефтеотделители для I системы;
продуктоловушки для IV системы;
548
ТАБЛИЦА 5.48. Рекомендуемые методы водоочистки
Требуемая корректировка качества воды Метод очистки Применяемые реагенты
Удаление взвешенных Коагуляция, флокуля- Коагулянты: сернокис-
и гумусовых веществ ция, отстаивание в от- стойниках и осветите- лях, фильтрация в на- порных и открытых пес- чаных фильтрах лый глинозем, хлорное железо и др.; флокулян- ты: полиакриламид, ак- тивная кремниевая ки- слота и др.
Удаление избытка орга- нических веществ и планктона Хлорирование, озониро- вание Хлор, озон
Удаление бактериально- го загрязнения Хлорирование, озониро- вание Хлор, озон
Поддержание значения Подкисление, подщела- Кислоты (серная, соля-
рн чивание, фосфатирование ная), щелочь, сода, гек- саметафосфат, Триполи — фосфат и др.
Поддержание концентра- Введение фтористых со- Фторид или кремнефторид
ции фтора единений при их недо- статке и сернокислого глинозема — при избыт- ке натрия, кремнефторид аммония, кремнефтор и — стая кислота
Обезжелезивание Аэрация, коагуляция, подщелачивание, обра- ботка перманганатом ка- лия, катионирование Известкование, катиони- рование Хлор, известь, сода, ко- агулянты, перманганат калия
Умягчение Известь, сода
Обессоливание Ионный обмен, электро- лиз, дистилляция, ги- перфильтрация Серная кислота, сода, то- лочь, известь
Удаление избытка солей Декарбонизация, извест- Известь, сода, хлорное
жесткости ково-содовое умягчение, ионный обмен железо или железный ку- порос, поваренная соль»ж серная кислота
ТАБЛИЦА 5.49. Назначение систем водоснабжения на НПЗ и НХК
Система водоснабжения Назначение систем водо- снабжения Примечания
Хозяйственно-питьевая Свежая вода Для хозяйственно-быто- вых нужд производствен- ного персонала, для сто- ловых, прачечных, лабо- раторий Для технологических нужд производственных установок и объектов (при достаточном обосно- вании) Выполняется отдельно от* других систем; на ряд^ заводов объединена с си — стемой противопожарно— го водопровода Выполняется отдельно от других систем, но мо- жет быть объединена сз. системой противопожар» — ного водопровода
18 Зак 70
54
Продолжение табл. 5.49
Система водоснабжения Назначение систем водо- снабжения Примечания
Свежая вода и очищен- ные стоки (производ- ственный водопровод): низкого напора высокого напора Противопожарный водо- провод Оборотное водоснабжение I система 11 система III система IV система V система VI система Для пополнения пожар- ного запаса, пополнения систем оборотного водо- снабжения Для водоснабжения объ- ектов, удаленных от си- стем оборотного водосна- бжения, а также связан- ных с заводом объектов Для пожаротушения объектов завода и свя- занных с заводом объ- ектов Для аппаратов, охлаж- дающих пли конденси- рующих продукты,содер- жащие углеводороды С5 и выше Для аппаратов, охлаж- дающих или конденси- рующих продукты, содер- жащие углеводороды по С4 включительно Для барометрических конденсаторов смешения установок вакуумной перегонки и битумных установок Для обеспечения аппа- ратов, в которых возмож- но загрязнение оборот- ной воды парафинами и жирными кислотами Для обеспечения конден- саторов паровых турбин привода компрессорных установок Для производства серной кислоты В системах низкого и вы- сокого напора обычно ис- пользуются очищенные стоки, а при их недостат- ке— свежая вода; при аварии на очистных соо- ружениях — только све- жая вода Объединяется с противо- пожарным водопроводом Выполняется отдельной системой, питаемой све- жей водой, или объеди- няется с системой про- изводственного водопро- вода или водопровода све- жей воды — очищенных стоков В современных процес- сах барометрические кон- денсаторы смешения ис- пользуются только на би- тумных установках Подобные системы могут быть и на других произ- водствах, где оборотная вода может загрязняться различными веществами
550
Рис. 5.10. Принципиальная схема водоснабжения:
1 — береговая насосная станция; 2 — насосная станция второго подъема; 3 — узлы обо-
ротного водоснабжения; 4 — пожарная насосная станция; 5 — насосная станция очи-
щенных стоков; 6 — технологические установки; 7 .— резервуарные парки товарно-сырь-
евой базы;
/ — свежая вода низкого напора; // — противопожарно-производственный водопроводз
/// — очищенные стоки низкого напора; ///'— очищенные стоки высокого напора; IV
оборотная охлажденная вода; V — оборотная горячая вода.
насосная станция откачки уловленных нефтепродуктов для
I системы;
насосная станция откачки продуктов для IV системы;
насосная станция откачки шлама из нефтеотделителей, про-
дуктоловушек и градирен всех систем;
трубопроводы охлажденной и горячей оборотной воды для
каждой системы;
18*
551
g) ТАБЛИЦА 5.50. Недопотребление технологическими установками
Установки Хозяйствен- но-питьевой водопровод Свежая вода Охлажденная вода (/ = 28 °C)
речная вода очищенные стоки I системы II системы *
S о е( о м’/сут м’/год-Ю3 м3/сут s0I-Voj/£w о» S c0t-VOJ/£K S м’/гоД‘ 10’
Комбинированная установка ЛК-6У Установка 10-6 (ЭЛОУ) Установка А-12/3 (АВТ с ЭЛОУ) Установка 11-4 (ЭЛОУ-АВТ-8) Установки каталитического риформинга Л-35-11/300 ЛГ-35-8/300Б Л-35-11/600 Л-35-11/1000 ЛЧ-35-11/1000 Установки гидроочистки дистиллятов Л-24-6 Л-24-9Х2РТ ЛЧ-24-2000 Комбинированная установка ЛК-31-45 (изо- меризация — ГФУ) Установка каталитического крекинга Г-43-107 Установка четкой ректификации бензина 22-4 Комбинированная установка глубокой пере- работки КТ-1 1 <£ 1 1 Illi 1 1 III III 1 13 1 1 1111 1 1 III III 1 360 6121 120 2004 960 168 120 44 320 60 41 3,35 26 812 32 640 51 648 5 258 21 367 13 928 15 696 4 482 2 309 9 504 8 640 23 376 19 843 30 044 8 627 И 097 17216 1 378 6 334 3 985 4 788 1 494 743 2 279 ' 2 662 4 476 6 616 7 795 34 872 11 565
33 840 264 3 689 1 896 6 010 33 840 9 240 2 688 22 752 17 424 45 269 45 600 11 280 88 1 173 632 1 916 11 280 9 022 297 7 462 5 577 12 640 14 592
Установки Хозяйствен- но-питьевой водопровод
о 2 о О 2
Установка гидроочистки масел и парафинов — —
Г-24-67 Установка деасфальтизации гудрона —
Установка депарафинизации масел 39-7 — —
Установка обезмасливания гачей — —
Комбинированная установка производства — —
масел КМ-4 Установка алкилирования 25-8
Установка предварительной ректификации — —
сырья для установки парекс Установка фенольной очистки масел А-37/3
Установка выделения парафинов методом па- 50 16,36
реке Производство H2SO4 и регенерация кислого — —
гудрона Установка полимеризации пропан-пропиле- — —
новой фракции 29-5 Установка получения сукцинимидных при- — —
садок Производство сульфонатных присадок — —
Комбинированная битумная установка с ва- — —
куумной перегонкой мазута Установка получения элементарной серы — —
Этилосмесительная установка 4,6 1,68
Реагентное хозяйство — —
Центральная конденсатная станция СЛ — —
со * В знаменателе приводятся данные по системе На.
Продолжение табл. 5.50
Свежая вода Охлажденная в ода (/ = 28 °C)
речная вода очищенные стоки I системы И системы •
о о о
§ 5 о £ 5
- о U,
2 2 *2 *2 "а Ъ п S "а
— — — 2 328 764 912 300
— — — — 12 288 4 096 36 000 12 000
— — — 7 920 2 640 17 640 5 880
— —• — — 2 808 913 2 136 688
— — — — 16 488 5 441 5 328 1 758
— — — 4 920 1 525
— —• — — 420 67 — —
— — — — 34 152 11 584
605 74 — — 6 470 2 157 7 267 1 515
— — — — 748 249 377 126
— — — — 6 240 2 080 — —
— — 120 37 2 721 843 — —
— — 109 2,61 16 248 5 374
— — — — 11 717 3 906 2 040 680
— — — 13 918 4 639
— —- 203 74 —
100 9 — — 298 8 100 7
— — — — — — 5 928 1 024
g ТАБЛИЦА 5.51. Водоотведение от технологических установок
Установки
м8/ч 1 системы
м3/сут м3/год- 1 0:'
Комбинированная установка ЛК-6У 55 1069 297
Установка 10-6 (ЭЛОУ) — — —
Установка А-12/3 (АВТ с ЭЛОУ) 35 840 286
Установка 11-4 (ЭЛОУ-АВТ-8) Установки каталитического рифор- минга: — — —
Л-35-11/300 10 240 77
ЛГ-35-8/300Б 5 109 78
Л-35-11/600 5 120 78
Л-35-11/1000 10 181 43
ЛЧ-35-11/1000 Установки гидроочистки дистилля- тов 3 72 7,5
Л-24-6 6 130 44
Л-24-9Х2РТ 5 120 80
ЛЧ-24-2000 2 48 8
Комбинированная установка ЛК-31-45 11 264 83
Установка каталитического кре- кинга Г-43-107 27 648 179
Установка четкой ректификации бензина 22-4 6 144 48
Комбинированная установка глу- бокой переработки КТ-1 124 2526 792
Установка гидроочистки масел и парафинов Г-24-67 19 456 150
Установка десфальтизации гуд- рона 10 240 80
Стоив в канализацию
11 системы 11 системы (сернисто-щелочные стоки)
мя/ч м8/сут мэ/год* 10s м’/ч м8/сут м’/год-10*
89 2129 710 — 73 1,3
8 192 69
16 374 127 5 1,55
50 1198 408 — 5 1,85
— —
— — — — — —
— — — — — —
— — —
14 40 13,3 — — —>
— — — —
—г — — — —
— — — — — 0,53
— — — — 0,79 0,26
— — — — 0,21 0,07
— — — — — —
84 553 139 — — 0,1
— — — — — —
— — — — 0,31 0,11
Установки
м’/ч I системы
м3/сут м3/год«
Установка депарафинизации ма- сел 39-7 13 312 104
Установка обезмасливания гачей 1 29 9
Комбинированная установка про- изводства масел КМ-4 21 507 168
Установка алкилирования 25-8 5 132 41
Установка предварительной рек- тификации сырья для установки парекс 4 90 29
Установка фенольной очистки ма- сел А-37/3 — — —
Установка выделения парафинов ме- тодом парекс 2 48 16
Производство H2SO4 и регенерация кислого гудрона 3 62 21
Установка полимеризации пропан- пропиленовой фракции 29-5 10 240 80
Установка получения сукцинимид- ных присадок — — —
Производство сульфонатных приса- док — — —
Комбинированная битумная ус- тановка с вакуумной перегонкой мазута 26 631 210
Установка получения элементарной серы — — —
Этилосмесительная установка 2.5 24 9
Реагентное хозяйство 6 37 1
Центральная конденсатная станция 5 120 40
Продолжение табл. 5.51
Стоки & канализацию
II системы II системы (сернисто-щелочные стоки)
0s м3/ч мэ/сут Мэ/гОД- 1 О3 м’/ч м3/сут мя/год. 1 О3
— — — — — —
— — — —
— — — — — —
— — — — 3,19 1,07
— — — — — —
6 144 48 — — —•
1 12 8 — 22 7,2
— — — — — —
— — — — — —
18 202 63 — — —
20 470 155 — — —
— — — — — —
— — — 3 5 0,33
— — — — — —
— — — — — —
— — — — — —
общеузловые сети водопровода и канализации;
нефте-, продукте- и шламопроводы;
градирни для каждой системы.
В табл. 5.50 и 5.51 приведены данные о расходе воды различ-
ными технологическими установками НПЗ.
5.4.2. Канализация
Как уже было сказано выше, сточные воды НПЗ обладают вы-
сокой токсичностью, и поэтому правильность решения вопросов
отведения и очистки сточных вод заводов, т. е. их канализации,
имеет первостепенное значение для охраны окружающей среды.
Количество и состав сточных вод находятся в прямой зависимости
от правильности построения технологических схем, от того, на-
сколько полно выполнены на установках и объектах общезавод-
ского хозяйства завода следующие мероприятия по предотвра-
щению и сокращению образования и загрязнения сточных вод:
резкое уменьшение сброса в канализацию нефтепродуктов
благодаря сбору их непосредственно у аппаратов и трубопрово-
дов при авариях и ремонтах, а также от пробоотборников;
исключение сброса в канализацию реагентов и других токсич-
ных веществ;
исключение использования воды для охлаждения паровых кон-
денсатов непосредственным смешением;
максимальное использование для охлаждения нефтепродуктов
аппаратов воздушного охлаждения вместо трубчатых или погруж-
ных водяных холодильников.
Системы канализации. На современном НПЗ предусматри-
ваются:
I система производственно-ливневой канализации — для от-
ведения и очистки производственных и ливневых нейтральных
сточных вод, загрязненных нефтепродуктами;
II система канализации — для отведения и последующей
очистки эмульсионных и химически загрязненных сточных вод
(загрязненных нефтью и нефтепродуктами, реагентами, солями
и другими органическими и неорганическими веществами);
ТАБЛИЦА 5.52. Количество производственных стоков на НПЗ и НХК
(на I т перерабатываемой нефти)
Профиль завода Производствен н ые стоки I системы, м3 Производственные стоки солесодержа- щие II системы, м3 Сернисто-щелочные стоки, л
Топливный Топливно-масля- ный Топливно-нефтехи- мический 0,23—0,95 0,38—1,5 2,0—3,0 0,09—0,2 0,1—0,25 1,2—2,0 0,51—1,0 1,0—2,5 13-15
656
ТАБЛИЦА 5.53. Состав (в мг/л) загрязнений производственных стоков НПЗ и НХК
Загрязнения I система (производ- ственные и ливневые стоки) Ливневые стоки не- застроенных территорий и дорог II система *
сток 4 ЗЛО У концентри- рованные сернисто- щелочные стоки стоки от про- мывки нефте- продуктов стоки цехов СЖК стоки, содер- жащие ТЭС
Нефтепродукты 5000 100 sglO 000 ==£10 000 — е£2000
Соли общие 1500 — SO0 000 — — — —
Взвешенные вещества 1000 500 1 000 — — — =С50
Аммонийный азот 30 — 20—30 — — — —
Фенолы 5-8 — 15—20 5 000 50 — —
Сульфиды (H2S) <2 — 26 000 — — —
ВПК полн. (О2) 250—450 — 300—500 75 000 — 7200 —
ХПК (О2) 400—550 — 600—750 85 000 — 9200 —
ПАВ — — 100—200 — — — —
Сера общая (S) — — — 35 000 — — —
Общая щелочность — — — 100 000 — — —
Сероводород — — — — =С50 — —
Парафин — — — — — 150 —
ТЭС — — — — — — 100
pH 7,8—8,6 7,8 7,5-7,8 14 8—9 4 —
* Состав технологических конденсатов см. в табл. 5.54
g ТАБЛИЦА 5.54. Характеристика Сульфидсодержащих технологических
со конденсатов, образующихся при переработке нефти
Установка Сырье Сульфи- ды, мг H.>SAn А ммоний- иын азот, мг N/л Фенолы, мг/л хпк, мг О2/л БПК„ мг О2/л ВПК пол и., мг О2/л pH
АВТ, от К-1 без подачи аммиака в шлемовую трубу Нефть высокосернистая 300 150 3 370 190 280 7,8
АВТ, от К-2 без подачи аммиака в шлемовую трубу То же 500 250 5 550 200 300 7,6
АВТ, от К-2 с подачей ам- миака в шлемовую трубу 1200— 4500 600— 4500 15 3000— 6000 1100— 2700 1600— 3500 7,5—8,0
Каталитический крекинг 43-107 Вакуумный газойль серни- стых нефтей 700 400 500 2300 900 1300 8,0
Вакуумный газойль высо- косернистых нефтей 3000— 6000 1500— 3000 450 8750 5000 7300 8,0
Каталитический крекинг в кипящем слое 1-А/1-М Вакуумный газойль из сме- си сернистых и высокосер- нистых нефтей 1500 600 500 4800 2700 3800 8,0
Замедленное коксование 21-10 Крекинг-остаток серни- стых нефтей 4000 2500 ст 1000 8500 5000 7000 8,0
Комбинированная установ- ка каталитического рифор- минга бензина и гидро- очистки дизельного топлива («Жекса») Дизельное топливо высо- косернистой нефти 4500 1800 50 6000 3000 4000 7,0
Гидрокрекинг Вакуумный газойль высо- косернистой нефти 8000 3500 Отсут- ствуют 15 000 6800 10 000 7,9
ливневая канализация — для отведения и последующей
очистки ливневых и талых вод с дорог, незастроенных террито-
рий и крыш зданий, расположенных вне установок;
хозяйственно-фекальная канализация — для отведения и по-
следующей очистки этого вида стоков.
Расход и качество сточных вод. Количество и структура обра-
зующихся на действующих нефтеперерабатывающих заводах про-
изводственных сточных вод приведены в табл. 5.52.
Указанные расходы стоков I и частично II систем заводов
всех профилей включают расходы нефте- и солесодержащих
сточных вод от предприятий, сопутствующих заводам (ТЭЦ,
железнодорожной и пропарочной станций и т. д.).
Состав загрязнений стоков приведен в табл. 5.53 и 5.54.
Методы очистки сточных вод НПЗ от загрязнений охаракте-
ризованы в разделе 6.4.
ЛИТЕРАТУРА
Абрамов Н, Н. Водоснабжение. — М.: Стройиздат, 1967.
Арсеньев Г. А. и др. Транспорт и хранение нефтепродуктов и углеводородного
сырья, 1971, № 2, с. 19—21,
Арсеньев Г. А. и др. — Нефтепереработка и нефтехимия, 1971, № 8—9, с. 8—10.
Канализация населенных мест и промышленных предприятий/Справочник проек-
тировщика.— М.: Стройиздат, 1981.
Нормы технологического проектирования производственного водоснабжения,
канализации и очистки сточных вод предприятий нефтеперерабатывающей и
нефтехимической промышленности ВНТП25—79. —М.: МНХП СССР, 1979.
Рудин /И. Г., Васильев А. В., Арсеньев Г. А. Общезаводское хозяйство нефте-
перерабатывающего завода. — Л.: Химия, 1978.
Противопожарные нормы проектирования предприятий, зданий и сооружений
нефтеперерабатывающей и нефтехимической промышленности ВНТП 2&—
79. — М.: МНХП СССР, 1979.
Санитарные нормы проектирования промышленных предприятий, СН 245—71.
Яковлев С. В,, Карелин Я. А. Канализация. — М,: Стройиздат, 1975,
Глава 6. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
6.1. НОРМИРОВАНИЕ ЗАГРЯЗНЕНИЙ ОКРУЖАЮЩЕЙ СРЕДЫ
6,1.1. Нормирование атмосферных загрязнений
Для каждого вещества, загрязняющего атмосферный воздух
населенных мест, устанавливаются два норматива: максималь-
ная разовая и среднесуточная предельно допустимая концен-
трация (ПДКМ. р, ПДКсс)- Данные о ПДК вредных веществ,
выбрасываемых НПЗ в воздух населенных мест, приводятся
в табл. 6.1.
ТАБЛИЦА 6.1. ПДК некоторых вредных веществ в атмосферном воздухе
населенных мест
Вещества ПДК, мг/м3 Вещества ПДК, мг/м3
макси- мальная разовая средне- суточная макси- мальная разовая средне- суточная
Азота(1У) оксид 0,085 0,04 -
Аммиак 0,2 0,04 Стирол 0,004 0,002
Ацетон 0,35 0,35 Толуол 0,6 0,6
Бензол 1,5 0,1 Уксусная кисло- 0,2 0,06
Бензин 5,0 1,50 та
Дихлорэтан 3,0 1,0 Углерода (II) ок- 5 3
Изопропилбензол 0,014 0,014 сид
Метанол 1,0 0,5 Фенол 0,01 0,03
Пиридин 0,08 0,08 Формальдегид 0,035 0,012
Cepw(IV) оксид 0,5 0,05 Хлор 0,1 0,03
Сероводород 0,008 0,008
6.1.2. Нормирование содержания вредных веществ
в водной среде
Отходы НПЗ, попадая в водную среду, отрицательно влияют
на качество воды и санитарные условия жизни и водопользования
населения. Это связано с особенностями поведения веществ, сбра-
сываемых со сточными водами НПЗ в водоемы, и прежде всего
нефти.
Согласно «Правилам охраны поверхностных вод от загрязне-
ния сточными водами» (М., 1975) все сточные воды, отводимые
промышленными предприятиями, не должны ухудшать санитар-
ного состояния любого водоема и потому подлежат очистке.
Количество вредных веществ, которое разрешается сбрасывать
в водоем со сточными водами, указано в табл. 6.2.
560
ТАБЛИЦА 6.2. ПДК (в мг/л) некоторых вредных веществ в сточных водах,
поступающих в водоемы
Водоемы
Вещества
санитарно-бытового водо- рыбохозяйственного зиа-
пользования чения
Нефть и нефтепродукты 0,1—0,3 0,05
Бензол 0,5 0,5
Ксилол 0,05 ——
Толуол 0,5 0,5
Этилбензол 0,01 —
Бутанол 1,0 0,01
Циклогексанол 0,5 —
Акриловая к-та 0,5 —
Муравьиная к-та — —
Уксусная к-та — —
Гидрохинон 0,2 —
Фенол 0,001 0,001
6.1.3. Нормирование содержания вредных веществ
в почве
При гигиеническом нормировании химических веществ
в почве исходят из установления концентраций веществ, которые
гарантировали бы поступление их в контактирующие с ним среды
на уровне величин, не превышающих ПДК для водоема и воздуха,
и допустимых концентраций вредных веществ в выращиваемых
культурах.
6.2. ОТХОДЫ НЕФТЕПЕРЕРАБАТЫВАЮЩИХ ПРОИЗВОДСТВ
6.2,1. Выбросы в атмосферный воздух
Самым крупным источником загрязнения атмосферного воз-
духа являются заводские резервуары для нефти (рис. 6.1) и нефте-
продуктов. Выброс осуществляется через специальные дыхатель-
ные клапаны, через открытые люки, возможные неплотности
в кровле резервуаров и при заполнении резервуаров нефтью или
нефтепродуктами. Загрязнение
атмосферы происходит в резуль-
тате испарения нефти и нефтепро-
дуктов с открытых поверхностей
очистных сооружений. Загрязняют
атмосферу и оборотные воды —
при уносе и испарении с гради-
рен. Сточные воды от барометриче-
Рис. 6.1. Потери бензина при хранении от «ма-
лых дыханий» по месяцам года для резервуара
вместимостью 5000 м-\
561
ТАБЛИЦА 6.3. Выбросы в атмосферу, поступающие с НПЗ
Источники выбросов Выбрасываемые вещества
Атмосферно-вакуумные и вакуумные уста- новки Последняя ступень паро-эжекторного агре- гата неконденсированных газов Технологические конденсаты после атмо- сферных и атмосферно-вакуумных установок и установок каталитического крекинга Каталитический крекинг Углеводороды 1,2-Бензпирен, сероводород Сероводород Углеводороды, пыль катализа-
Неплотности оборудования и арматуры Насосы, компрессоры Предохранительные клапаны технологиче- ских установок Дымовые газы трубчатых печей тора Углеводороды Углеводороды Углеводороды Диоксид серы(1У), оксиды уг-
Сернокислотная очистка парафина и масел, процессы сульфирования и др. Контактная очистка масел Производство битумов лерода, азота Сернистые соединения Пыль Диоксид углерода, углеводо- роды, кислородсодержащие сое- динения, вода, канцерогенные вещества
Коксование Факельные системы Пыль Диоксид серы(1 V) оксид угле-
Заливка и опорожнение железнодорожных цистерн рода, углеводороды Углеводороды
ских конденсаторов, сбросы охлаждающей воды из конденсато-
ров смешения паров и др. являются источниками загрязнения
атмосферы сероводородом.
В табл. 6.3 приведен перечень выбросов, поступающих в ат-
мосферу от НПЗ. Основными источниками загрязнения атмосфер-
ного воздуха оксидом углерода на НПЗ служат следующие
объекты:
%
Трубчатые печи 50
Реакторы каталитических крекингов 12
Выхлопы газовых компрессоров И
Битумные установки 9
Факелы 18
Вентиляционные газы, выделяющиеся от оборудования, уста-
новленного в закрытых помещениях, объекты общезаводского
хозяйства — такие, как открытые дренажи колонн и аппаратов,
лотки и канализационные колодцы — тоже являются серьезными
источниками загрязнения атмосферы.
Зональное распространение промышленных выбросов нефте-
перерабатывающего комплекса показано на рис. 6.2. Концентра-
562
Расстояние,нм
Рис. 6.2. Распределение производственных выбросов от границ нефтеперерабатывающего
комплекса.
ции всех компонентов загрязнений снижаются по мере удале-
ния от НПЗ. В атмосферном воздухе на различных расстояниях
от НПЗ обнаруживаются и канцерогенные углеводороды.
6.2.2. Сточные воды НПЗ
Загрязненность сточных вод нефтеперерабатывающих заводов
зависит от состава перерабатываемой нефти, профиля завода,
состояния технологического оборудования, правильности под-
ключения установок к системам канализации.
Для отведения и очистки производственных сточных вод, как
указывалось выше, на НПЗ строятся две системы канализации
(I и II). В табл. 5.53 и 5.54 приводится общая характеристика
сточных вод этих систем.
6.2.3. Нефтепродукты, нефтяной шлам
и избыточный активный ил,
выделяемые из сточных вод
В процессе эксплуатации систем водоснабжения и канализа-
ции на НПЗ из воды выделяются нефть и нефтепродукты, нефте-
содержащий шлам и избыточный активный ил биологических
очистных сооружений. Содержание нефти в сточных водах при-
водится в табл. 5.53.
Количество обводненных нефтепродуктов (в м3), поступающих
с каждой системы, определяется по формуле:
IP, 24<ЭЛ
р (100-/7)-104
где Q — расход оборотной или сточной воды, м”/ч; А — содер-
жание улавливаемых нефтепродуктов в воде, г/м3; р — плотность
обводненных нефтепродуктов, т/м3 (0,9—0,96 т/м3); П — обвод-
ненность нефтепродуктов, % (50—70%).
В настоящее время на основании анализа фактических данных
установлено, что количество улавливаемых нефтепродуктов со-
ставляет 0,6—1,5% от переработанной нефти, независимо от про-
филя завода. На 1 т перерабатываемой нефти образуется 0,005—
0,007 т нефтяного шлама. Состав «свежего» нефтяного шлама
Б63
(в %): нефтепродуктов до 20, механических примесей 5—10,
воды 70—75.
Нефтяной шлам, собираемый со всех точек его образования,
направляется в шламонакопители.
На биологических очистных сооружениях (БОС) сточных вод
НПЗ образуется избыточный активный ил. На каждые 1000 м3/ч
очищенных вод образуется 2 м3/ч избыточного активного ила
влажностью 98%. Активный ил представляет собой суспензию
с аморфными хлопьями, включающими аэробные бактерии и про-
стейшие микроорганизмы, а также мелкие и адсорбированные
загрязнения из сточных вод. При хранении и уплотнении он
быстро загнивает. Активный ил загрязнен патогенными микро-
организмами (кокки, палочки, спириллы, возбудители желу-
дочно-кишечных и других заболеваний, яйца гельминтов). Боль-
шая часть влаги ила находится в связанном состоянии, поэтому
он обладает плохой водоотдачей.
Элементарный состав сухого активного ила (в %): С 44—75,8;
Н 5—8,2; О 12,5—43,2; N 3,3—9,8; S 0,9—2,7. Минеральная часть
ила содержит соединения кремния, алюминия, железа, кальция,
магния, калия, натрия, цинка, никеля, хрома и др.
6.2.4. Твердые отходы
Один из основных видов твердофазных отходов некоторых
НПЗ — кислые гудроны. Это смолообразные высоковязкие массы
различной степени подвижности, содержащие в основном серную
кислоту, воду и разнообразные органические вещества (от 10
до 93%). В зависимости от содержания основных веществ кис-
лые гудроны обычно делятся на два вида; с большим содержанием
кислоты (>50% моногидрата) и с высоким содержанием органи-
ческой массы (>50%).
Количества кислых гудронов на НПЗ весьма значительны,
однако степень использования их пока не превышает 25%.
6.3. ЗАЩИТА АТМОСФЕРНОГО ВОЗДУХА
ОТ ЗАГРЯЗНЕНИЯ ГАЗОВЫМИ ВЫБРОСАМИ НПЗ
6,3.1. Уменьшение испарения углеводородов
при хранении и транспортировке нефти
и нефтепродуктов
Усовершенствование конструкций резервуаров сырьевых и
товарных парков — одно из самых эффективных средств сниже-
ния потерь нефтепродуктов при «дыхании» резервуаров. Направ-
ления усовершенствования; замена резервуаров с шатровой кры-
шей на резервуары с плавающими крышами, понтонами или ре-
зервуары, работающие при избыточном давлении; применение
для светлых нефтепродуктов герметичных резервуаров, соеди-
564
Рис. 6.3. Схема газоуравнительной системы:
/ — газосборник; 2 — дыхательный клапан с огневым предохранителем; 3 резерву-
ары; 4 — огневой предохранитель; 5 — задвижки.
Рис. 6.4. Схема налива бензина со сбором паров углеводородов:
/ — автоцистерна; 2 — огнепреградитель; 3 — сатуратор; 4 — насос для бензина; 5 “
воздушник и огнепреградитель; 6 — резервуар для паров; 7 — вентилятор отходящего
газа; 8 — резервуар для бензина; 9 — труба; 10 — печь; 11 — горелка; 12 — вентиля-
тор подачи воздуха для горения; 13 — топливный газ.
ненных с газгольдером, откуда газы откачиваются; улавливание
попутных газов из нефти, поступающей с промыслов; использо-
вание резервуаров с изотермическими условиями хранения;
устройство газоуравнительных систем, связывающих резервуары
(рис. 6.3).
Для сбора паров нефтепродуктов при наливе можно исполь-
зовать схему, разработанную фирмой Vaporex (Анагейм, шт. Ка-
лифорния, США). Она обеспечивает улавливание более 95%' па-
ров бензина, содержащихся в газе. Система состоит из четырех
основных блоков: собственно улавливания, компрессорного, ох-
лаждения, изолированной емкости. Последняя предназначена
для хранения хладагента при температуре —12 °C. Фирмами
Mitsubishi и Shell Sekuju (Япония) также создана и пущена уста-
новка улавливания паров бензина. Установка компактна, рабо-
тает автоматически, выполнена в виде трех блоков: абсорбции,
сжатия и охлаждения.
Установка по улавливанию углеводородов при наливе бен-
зина, в которой бензин используется для повышения содержания
паров углеводородов выше верхнего предела взрываемости, по-
казана на рис. 6.4. Улавливаемые углеводороды сжигаются.
6.3.2. Снижение технологических потерь нефтепродуктов
в атмосферный воздух
Снизить потери нефтепродуктов и загрязнение окружающего
атмосферного воздуха позволяют следующие мероприятия: умень-
шение выбросов предохранительных клапанов (автоматическое
регулирование давления в аппаратах, расчетное рабочее давление
в аппаратах на 20% должно превышать оперативное технологи-
ческое); перевод технологических установок на прямое питание
и передачу готовой продукции в товарные резервуары, минуя
565
Рис. 6.5. Схема улавливания тяжелых углеводородов:
1 — компрессоры; 2 — газгольдер; 3 — установка для очистки газа от серы; 4 сепа-
ратор;
/ — топливный газ; // — очищенный газ на факел; /// — очищенный газ в топливную
сеть завода; IV — конденсат на АГФУ.
промежуточные емкости; замена насосов на бессальниковые;
герметизация торцевыми уплотнениями или противодавлением
сальниковых уплотнений насосов и компрессоров; ликвидация
аварийных сбросов; своевременное удаление нефтепродуктов
с зеркала прудов-накопителей и нефтеловушек; сооружение фа-
кельного хозяйства (рис. 6.5 и 6.6).
Факельное хозяйство НПЗ необходимо проектировать с уче-
том полного улавливания и утилизации горючих газов и паров,
сбрасываемых по линии «газ на факел», и конденсата нефтепро-
дуктов, образующегося в самой факельной системе. На 1 млн. т
перерабатываемой нефти необходимо принимать как минимум два
газгольдера общей вместимостью 1,5—2,0 тыс. м3; две жидкост-
ные емкости по 50—100 м3 на каждом факеле; производительность
компрессоров из расчета 650 м3/ч с автоматическим пуском ком-
прессоров по импульсу от положения колокола газгольдера.
Рис. 6.6. Схемы ликвидации сброса топливного газа на факел и стабилизации давления
в топливной сети завода:
1 — смеситель; 2 — установка компримирования газов; 3 — испаритель;
I — топливный газ; II — природный газ; III — технологический газ; IV — аварийный
сброс; V — природный газ на ТЭЦ; VI — нефтезаводской и природный газ на ТЭЦ;
VII — топливный газ переменного расхода; VIII — нефтезаводской газ; IX — сжи-
женный газ; X — испаренный газ; XI — пар; XII — конденсат.
566
6.3.3. Предотвращение загрязнения
атмосферного воздуха соединениями серы
При потере сухих газов неизбежно теряется и сероводород,
содержание которого в атмосферном воздухе не должно превы-
шать 0,008 мг/м3. Потери сероводорода зависят от схемы серо-
очистки газов. Потери сероводорода ниже, если газ очищается
до газофракционирования. В случае обессеривания газа после
газофракционирования наблюдаются существенные потери серо-
водорода.
Для выделения сероводорода из газов могут быть использо-
ваны следующие процессы с получением концентрированного
сероводорода: поглощение растворами этаноламинов; поглощение
холодным метанолом; поглощение раствором трикалийфосфата;
вакуум-карбонатный метод и др., а также процессы с получени-
ем элементарной серы: мышьяково-содовый метод; щелочно-гид-
рохиноновый метод; горячий поташный метод; сухой метод о
использованием гидроксида железа; поглощение активным уг-
лем и др.
6.3.4. Извлечение из газов оксида углерода
Процесс косорб разработан американской фирмой Tenneko
Chemicals (рис. 6.7). Процесс позволяет выделять высокочистый
оксид углерода из газов нефтепереработки, газов риформинга
и др. Применяемый растворитель косорб состоит из активного
компонента _СиА1С14 в толуоле. Растворитель образует комплекс
с оксидом углерода. Газ, поступающий на очистку, должен быть
осушен и из него должны быть удалены сероводород, диоксид
серы и аммиак. Степень очистки от оксида углерода — 99%.
Растворитель, насыщенный оксидом углерода, подают в отпар-
ную колонну, с верха которой отбирают газ, содержащий бо-
лее 99% оксида углерода.
Процесс косорб имеет ряд преимуществ перед существую-
щими способами извлечения оксида углерода (табл. 6.4). Здесь
нет высоких давлений и низких температур, аппаратура изготов-
ляется из углеродистой стали, достигается высокая чистота
оксида углерода. Для извлечения оксида углерода из газов при-
меняют также и другие способы.
Рис. 6.7. Схема косорб-процесса извле-
чения оксида углерода из газов:
1 — обработка растворителя; 2 — аб-
сорбер; 3 — осушитель; 4 — выделе-
ние ароматических соединений; 5 —
компрессор; 6 — эвапоратор; 7 от-
парная колонна;
/ — исходный газ; I/ — газы, обога-
щенные водородом; III — насыщен-
ный растворитель; IV — охлаждаю-
щая вода; V — отработанный раство-
ритель; VI пар; VII оксид уг-
лерода.
567
ТАБЛИЦА 6.4. Сравнение процессов извлечения оксида углерода
Показатели Процессы
косорб абсорбционный (медно-аммиач- ный) низкотемпера- турный (глубо- кого охлажде- ния)
Извлечение СО, % >99 96 97
Чистота СО, % 99,8 98,5 99,4
Капиталовложения, % 100 160 170
Электроэнергия, кВт-ч 74,7 147,5 412,5
Общая стоимость сырья и энер- гии, % 100 220 190
6.4. ЗАЩИТА ВОДНОЙ СРЕДЫ ОТ ЗАГРЯЗНЕНИЯ
СТОЧНЫМИ ВОДАМИ НПЗ
Для очистки производственных сточных вод НПЗ предусма-
триваются следующие комплексы очистных установок и сооруже-
ний: локальные установки для очистки 'производственных сточ-
ных вод, загрязненных некоторыми веществами; сооружения
механической и физико-химической очистки сточных вод раз-
дельно для I и II систем канализации; сооружения биологической
очистки сточных вод раздельно для I и II систем канализации;
сооружения доочистки биологически очищенных сточных вод;
сооружения по разделению (обезвоживанию) нефтепродуктов;
сооружения по обработке и ликвидации нефтяного шлама и
осадка.
6.4.1. Очистка концентрированных сернистощелочных
сточных вод
С целью уменьшения объема отработанных щелочей в общем
балансе сточных вод и сброса фенолов и сернистых‘соединений
разработан и внедрен процесс карбонизации концентрирован-
ным диоксидом углерода (рис. 6.8).
Рис. 6.8. Схема установки карбонизации
отработанной щелочи диоксидом углеро-
да:
1 — мерник щелочи; 2 — центробеж-
ный насос; 3 — теплообменник; 4 —
отстойник; 5 — колонна-реактор; 6 —
мерник карбонизованной щелочи;
1 — диоксид углерода; II — смесь ди-
оксида углерода и сероводорода; III —
подогретая отработанная щелочь;
IV « водяной пар.
568
Отработанная щелочь собирается в мерник 1 вместимостью
40 м3, где разбавляется водой до необходимой концентрации, и
через теплообменник перекачивается в отстойник. Далее вода
направляется на колонну-реактор, оборудованную маточником
для подачи диоксида углерода. Стекая по тарелкам, раствор реа-
гирует с диоксидом углерода. Выделяющиеся при этом серово-
дород, меркаптаны, фенолы и пары нефтепродуктов отдуваются
с непрореагировавшим диоксидом углерода и сбрасываются на
дожигание в печь установки АТ.
Температура процесса 90—95 °C, давление диоксида угле-
рода 50 кПа. Карбонизированная щелочь может быть использо-
вана для защиты от коррозии оборудования АВТ путем защелачи-
вания нефти.
6.4.2. Очистка сульфидсодержащих
технологических конденсатов
Технологические конденсаты составляют 5—7% всех сточных
вод НПЗ с глубокой переработкой нефти. Основными загрязняю-
щими компонентами, содержащимися в технологических конден-
сатах, являются фенолы, сульфиды и гидросульфиды аммония.
В табл. 6.5 приведена характеристика технологических кон-
денсатов до и после локальной очистки различными методами.
На рис. 6.9 дана схема обезвреживания сульфидсодержащих
технологических конденсатов методом десорбции углеводород-
ным газом. Конденсат нагревается до температуры 95—98 °C,
при которой основная масса гидросульфида аммония разлагается
на свободный сероводород и аммиак. Процесс проводят при дав-
лении 0,02—0,03 МПа, расходе углеводородного газа 100 м3
на 1 м3 конденсата. Сероводород и аммиак уносятся током газа из
десорбера и направляются на моноэтаноламиновую очистку.
Сероводород используют в производстве серной кислоты, аммиак —
как удобрение для сельского хозяйства. Очищенный конденсат
сбрасывается в I систему канализации.
ТАБЛИЦА 6.5. Характеристика технологических конденсатов до и после
локальной очистки различными методами
Показатели До очистки После очистки методом
окисления кислородом возду х а отдувки углеводород- ным газом ректифика* ции
ХПК, мг О2/л 15 000 5500 1000 1000
БИК. полн., мг О2/л 10 000 3900 700 700
Сульфиды, мг Н25/л 7 700 до 50 до 50 до 50
Аммонийный азот, мг/л 4 600 4000 250 100
Фенолы, мг/л 170 150 150 150
рн 8 8 8 8
569
Рис. 6.9. Схема обезвреживания сульфидсодержащих технологических конденсатов ме*
тодом десорбции углеводородным газом:
1 — водогазоотделитель; 2 — промежуточная емкость; 3 — теплообменник; 4 — подо-
греватель; 5 — сепаратор; 6 — десорбер; 7 — регенеративный подогреватель; 8 — на-
сос;
I — технологический конденсат; II — углеводородный газ; III — очищенный конден-
сат; IV — десорбированный газ; V — газ.
За рубежом в качестве десорбирующего агента чаще приме-
няется водяной пар; такой способ называется отпаркой. Варианты
этого метода используются фирмами США Mobil Oil, Sincler
Refining и Shevron Research.
6.4.3. Нейтрализация сточных вод
Сточные воды, отводимые от технологических установок, ка-
тализаторных фабрик, сернокислотного цеха, реагентного хо-
зяйства и др., содержащие неорганические кислоты и щелочи,
подлежат нейтрализации на локальных установках, проектируе-
мых по общесоюзным нормам (СНиП 11-32—74). Перед нейтрали-
зацией из стоков удаляют нефтепродукты и собирают их в резер-
вуары-усреднители. Резервуары-усреднители для кислых и ще-
лочных стоков должны быть оборудованы автоматическими
дозаторами или насосами, обеспечивающими равномерное поступ-
ление кислых или щелочных сточных вод на нейтрализацию.
Нейтрализованные стоки сбрасываются в сеть II системы канали-
зации.
6.4.4. Очистка сточных вод,
содержащих парафины и жирные кислоты
Для очистки этих сточных вод на площадке установки должны
быть предусмотрены локальные продуктоловушки по типу нефте-
ловушек (см. рис. 6.15), вместимость которых соответствует
4-часовому расходу сточных вод. Число секций в продуктоло-
вушках должно быть не менее двух. В продуктоловушках следует
предусматривать подогрев для поддержания парафина в жидком
состоянии.
Характеристика сточных вод после продуктоловушки;
Парафин, мг/л . . . С'ОО
ВПК полн., мг О2/л 7200
ХПК, мг О2/л . . . 9200
pH ............. 4
570
Рис. 6.10. Схема обезвреживания сточных вод
НПЗ от тетраэтилсвинца хлорной известью:
7 — приемный резервуар; 2 — аппарат для при-
готовления раствора хлорной извести; 3 — сме-
ситель; 4 — контактный резервуар;
J — сточная вода с ТЭС; II — вода Для приго-
товления раствора хлорной извести; III — 1 %-
ный раствор хлорной извести; IV — обезврежен-
ная сточная вода.
Уловленные парафин и жирные кислоты отводятся в сборную
емкость. Сточные воды нейтрализуются и направляются на био-
логические очистные сооружения.
6.4.5. Очистка сточных вод,
содержащих тетраэтилсвинец
При наличии на НПЗ установок для этилирования бензина,
эстакад для слива и налива этиловой жидкости и этилированного
бензина, а также резервуарных парков этиловой жидкости сточ-
ные воды от них, загрязненные нефтепродуктами и тетраэтил-
свинцом (ТЭС), необходимо подвергать обезвреживанию
(табл. 6.6). Без полного удаления ТЭС выпуск этих вод в канали-
зацию не допускается.
ТАБЛИЦА 6.6. Сравнение методов удаления ТЭС из сточных вод
Показатели Экстракция бензином Обработка 1 %-ным раство- ром хлорной извести Озонирова- ние
Содержание ТЭС до очистки, мг/л Остаточное содержание ТЭС, мг/л 1—25 0,01—4 1—25 0,007—0,3 1—25 0,3
После экстракции бензином стоки доочищаются 1%-ным рас-
твором перманганата калия. При обработке вод 1%-ным раство-
ром хлорной извести (рис. 6.10) доза активного хлора в смеси
составляет 200 мг/л, продолжительность контакта хлора со сточ-
ной водой 24 ч. Очищенные сточные воды отводятся в I систему
канализации.
6.4.6. Очистка сточных вод
катализаторных производств
Стоки катализаторных производств до сброса в канализа-
ционную сеть должны быть очищены от взвешенных веществ,
сульфатов, алюмосиликатов и нефтепродуктов.
571
Рис. 6.11. Схема очистки сточных вод катализаторного производства*.
1 — емкости для сбора осветленной воды; 2 — отстойники; 3 — насос; 4 — емкость для
осаждения шариков гидрогеля; 5 — эжектор; 6 — осушитель; 7 — бак для приготов-
ления раствора флокулянтов; 8 — насос высокого давления; 9 — емкость осветленной
транспортной воды; 10 — промежуточная емкость; 11 — сборник сточной воды; 12 —
сборник очищенной воды;
I — транспортная вода и гидрогель; II — осветленная вода; III — транспортная вода,-
гидрогель и ксерогель; IV — вода для приготовления растворов флокулянтов; V —
флокулянт-1; VI — флокулянт-2; VII — на утилизацию; VIII — на сушку; IX —•
в отвал.
В качестве примера может быть рассмотрена схема очистки
сточных вод производства шарикового алюмосиликатного катали-
затора крекинга (рис. 6.11). Используемая в производстве ката-
лизаторов вода вместе с мелкими шариками гидрогеля поступает
в емкость 11, откуда перекачивается в емкость 4, предназначен-
ную для осаждения гидрогеля. Отсюда гидрогель направляется
на утилизацию. Отстоявшаяся в емкости 4 вода с небольшим со-
держанием мелких частиц гидрогеля и дозированное количество
флокулянта, приготовляемого в баке 7 и служащего для ускоре-
ния отстаивания, последовательно перекачивается через три от-
стойника 2. Гидрогель из отстойников сбрасывается в емкости 11,
а вода направляется в емкость 1, откуда возвращается в произ-
водство. Избыток воды сбрасывается в емкости 10 и 12 для даль-
нейшего использования.
6.4.7. Очистка сточных вод
на общезаводских сооружениях
Очистке на общезаводских сооружениях подвергаются сточные
воды I и II систем канализации. Очистка воды каждой системы
производится раздельно на сооружениях механической, физико-
химической, биологической очистки и доочистки (глубокой очи-
стки). Схемы очистки сточных вод I и II систем канализации НПЗ
даны на рис. 6.12 и 6.13.
Ливнесброс предусматривается для перепуска в аварийный
амбар сточных вод, когда их количество превышает расчетный
572
Рис. 6.12. Схема очистки сточных вод I системы канализации и дождевых вод НПЗ>
/ — лия-несброег ? — амбар; 3 — решсткп я песколовки; 4 — пеокааые цле-
щадки; 5 — нефтеловушки; 6 — отстойники дополнительного отстаивания; 7 — камера
смешения перед флотаторами; 8 — флотаторы; 9 — смеситель; 10 — аэротенки; 11 —»
вторичные отстойники; 12 — фильтр доочистки; 13 — пруд-накопитель; 14 — отстой-’
ники дождевых вод; 15 — станция перекачки рециркуляционных сточных вод, нефти,
пены и шлама; 16 — резервуары для разделки нефти; 17 — шламонакопнтель; 18 — уста-»
новка термического обезвреживания шлама; 19 — илоуплотнитель; 20 — установка ме-
ханического обезвреживания ила; 21 — иловые площадки.
Рис. 6.13. Схема очистки производственных сточных вод II системы канализации и
бытовых сточных вод НПЗ:
1 — решетки и песколовки; 2 — песковые площадки; 3 — нефтеловушки; 4 радиаль-
ные отстойники; 5 — камера смешения перед флотатором; 6 — флотаторы; 7 — насос-
ная станция; 8 — решетки и песколовки; 9 — бункер для песка; 10 — первичные от-
стойники; 11 — смеситель; 12 — аэротенки I ступени; 13 —вторичные отстойники; 14 —
аэротенки II ступени; 15 — третичные отстойники; 16 — иловая насосная станция;
17 —фильтры; 18 — пруды-накопители; 19 — хлораторная установка.
расход во время дождя или в случае аварии резервуара с нефтью
или нефтепродуктами.
Аварийный амбар служит усреднителем для избыточного ко-
личества сточных вод во время дождя и для приема нефти и нефте-
продуктов. Вместимость аварийного амбара принимается равной
суммарному объему дождевых сточных вод за один дождь про-
должительностью 20 мин при повторяемости 1 раз в год и вмести-
мости наибольшего наземного резервуара канализуемых нефте-
парков, но не более 20 000 м8.
В амбаре предусматривается сбор и удаление всплывших
нефтепродуктов и выпадающего осадка. Вода после отстаивания
в. амбаре в течение 3—4 суток должна направляться на очистные
сооружения.
573
Шибер А А —А Шибер В Б~Б
Рис. 6.14. Песколовка горизонтальная:
1 — колодец; 2 — задвижка; 3 — осадок; 4 — гравийный слой; 5 — дренажные трубы»
6,7 — керамические и чугунные трубы.
Решетки предназначаются для задержания крупных загрязне-
ний, они защищают от засорения оборудование последующих со-
оружений и устанавливаются на входе в песколовку. Решетки
типа РМВ, РММВиМГ или решетки с канатным тяговым элемен-
том следует устанавливать в отдельном здании.
Максимальная скорость потока сточных вод между прутьями
не должна превышать 0,8—1 м'с, а минимальная не должна быть
менее 0,4 м/с.
Песколовки предназначаются для выделения из сточных вод
песка и других минеральных примесей с размером частиц 0,15—
0,2 мм и более, а также всплывающей нефти и нефтепродуктов.
Песколовки устанавливают перед нефтеловушками для умень-
шения нагрузки на нефтеловушки по механическим примесям
и нефтепродуктам.
На НПЗ обычно применяются горизонтальные или аэрируемые
песколовки. Если расход воды не превышает 70 тыс. м3/сут,
можно применять горизонтальные песколовки с круговым дви-
жением воды. При больших расходах сточных вод следует приме-
нять песколовки с прямолинейным движением воды (рис. 6.14).
Нефтеловушки предназначаются для очистки нефтесодержа-
щих сточных вод от основной массы нефти и нефтепродуктов и
от твердых механических примесей.
Разработанные Союзводоканалпроектом типовые открытые го-
ризонтальные нефтеловушки изготавливаются из сборных же-
лезобетонных конструкций, днище — из монолитного железо-
бетона. Применяются нефтеловушки нескольких типов, различаю-
щихся пропускной способностью одной секции: 18, 54, 108, 162
и 198 м3/ч. В каждую секцию сточная вода подводится независимо
от других (рис. 6.15). Всплывающая нефть отводится по нефте-
сборным трубам в приемник. Осадок со дна ловушки удаляется
скребковым механизмом в приямок, а оттуда забирается гидро-
574
Рис. 6.15. Схема нефтеловушки:
1 — вход загрязненной воды; 2 — устройство для удаления осадка; 3 — слой нефте-
продукта; 4 — нефтесборная труба; 5 — нефтеудерживающая перегородка; 6 — слив
очищенной воды; 7 — скребковый механизм; 8 — приямок для осадка.
элеватором. Остаточное содержание нефти в воде после нефте-
ловушки составляет 100 г/м3. Отвод нефти и удаление осадка про-
изводятся автоматически. Расчетная вместимость нефтеловушки
принимается равной 2-часовому расходу производственных сточ-
ных вод.
Для повышения эффективности очистки сточных вод, а глав-
ным образом для снижения капитальных затрат и сокращения
занимаемой площади, применяют многополочные (многоярусные
или пластинчатые) нефтеловушки. Они представляют собой усо-
вершенствованный тип горизонтальной нефтеловушки, оборудо-
ванной полочными блоками. Гидравлическая нагрузка на эти
аппараты в 4 раза больше, чем на обычную нефтеловушку, при
равном эффекте очистки. Остаточное содержание нефти в воде
после нефтеловушки 70—100 г/’м3. Многополочные нефтеловушки
рассчитываются на основе теории тонкослойного отстаивания.
Союзводоканалпроектом разработаны проекты многополочных
нефтеловушек пропускной способностью 300, 450 и 600 м3/ч,
соответственно 2-, 3- и 4-секционные.
На рис. 6.16 показана конструкция нефтеловушки с параллель-
ными пластинами, принятая за рубежом. Остаточное содержание
Удаление НесЬть
Ряс. 6.16. Схема нефтеловушки конструкции фирмы Shell:
/ — выход очищенной воды; 2 — нефтесборная труба; 3 — слой нефти; 4 — перего-
родка; 5 — крышка из пенопласта; 6 — вода; 7 — бетонный каркас; 8 — вход сточной
воды; 9 — секции из .гофрированных пластинок; 10 — шлам;
1 — сточная вода; II — очищенная сточная вода.
575
Г)=30,0
Рис. 6.17. Радиальная нефтеловушка:
1 — центральная опора; 2 — донные скребки; 3 — погружные стенки; 4 — водосбор-
ный лоток; 5 — нефтесборные скребки; 6 — центральный привод скребкового механизма;
7 — ходовой мостик; 8 — нефтесборная труба; 9 — водораспределитель; 10 — ирнямок
для осадка; 11 — трубопровод с брызгальными насадками; 12 — шарнир; 13 — проти-
вовес;
I — сточная вода; // — очищенная сточная вода; III — нефть; IV — шлам.
нефтепродуктов в воде не превышает 50 г/м3. Расстояние между
пластинами 50 мм.
Для очистки сточных вод НПЗ рекомендуются и радиальные
нефтеловушки (рис. 6.17). В этой нефтеловушке используется
коаксиально-козырьковый водораспределитель, позволяющий
в значительной степени повысить коэффициент использования
вместимости сооружения. Радиальная нефтеловушка оборудо-
вана вращающимся механизмом с донными и поверхностными скреб-
ками. Расчетная пропускная способность нефтеловушки диа-
метром 30 м составляет 1100 м3/ч. При использовании радиаль-
ных нефтеловушек обеспечивается экономия капитальных и экс-
плуатационных затрат, улучшается качество очистки воды и
упрощается работа эксплуатационного персонала.
Радиальные отстойники предназначаются для усреднения
состава нефтесодержащих сточных вод и их дополнительной очи-
стки от нефтепродуктов и механических примесей. Радиальные
отстойники представляют собой железобетонные заглубленные
открытые резервуары цилиндрической формы. Эти отстойники
разработаны Союзводоканалпроектом диаметром 24 и 30 м, про-
пускной способностью 200 и 360 м3/ч. Вода после радиальных
отстойников должна содержать остаточных нефтепродуктов не
более 70 мг/л, взвешенных веществ до 50 мг/л.
Напорная флотация — завершающий этап очистки сточных
вод перед подачей на биологические очистные сооружения. Сточ-
ные воды I и II систем канализации флотационной очистке под-
вергаются, как правило, раздельно. В зависимости от количества
и качества воды, насыщаемой воздухом, флотационные установки
могут работать по трем технологическим схемам (рис. 6.18):
по схеме, при которой воздухом насыщается весь объем обрабаты-
ваемой сточной воды (а), и по схемам, при которых воздухом насы-
щается часть объема сточной воды — часть объема обрабатывае-
мой воды (б) и рециркуляционная часть очищаемой воды (в).
576
Рис. 6.18. Схемы флотационных установок:
а — прямоточная; б — рециркуляционная; в — частично-прямоточная'
1 — насос для подачи жидкости; 2 — напорный бак; 3 — флотационная камера! 4 —•
смеситель; 5 — камера хлопьеобразования;
/ — коагулянт; // — воздух; /// — флокулянт.
Нормами технологического проектирования Миннефтехим-
прома СССР рекомендованы следующие параметры для расчета
установок реагентной напорной флотации.
Общая нагрузка по воде на 1 м2 площади флота-
ТСРЛ.........................................
Продолжительность пребывания воды в напор-
ном баке.....................................
Давление в напорном баке ....................
5 м3/ч
2—4 мин
0,4—0,5 МПа
В настоящее время наибольшее распространение получили
флотаторы, построенные по типовым проектам Союзводоканал-
проекта пропускной способностью 300, 600 и 900 м3/ч.
Характеристика сточных вод, прошедших систему физико-
химической очистки, приведена в табл. 6.7.
ТАБЛИЦА 6.7. Характеристика сточных вод после физико-химической очистки
Показатели Системы канализации
I II
ХПК, мг О2/л 170—400 40—600
БПК5, мг О2/л 60—130 90—150
ВПК полн., мг О2/л 100—250 200—3000
Нефтепродукты, мг/л 25 25
Аммонийный азот, мг/л 25—30 20—30
Общее солесодержание (сухой остаток), мг/л 700—2000 5000—6000
Фенолы, мг/л 5—9 2—3
Взвешенные вещества, мг/л 30—40 40—60
pH 7—8,5 7—8,5
Деэмульгатор, мг/л — 20—100
677
ТАБЛИЦА 6.8. Характеристика сточных вод I системы канализации НПЗ
до и после биологической очистки (по нормам ВНТП 25—79)
Показатели До очистки После очистки
БПК5, мг О2/л 60—130 6—10
БПК полн., мг О2/л 100—250 12—20
Нефтепродукты, мг/л 25 3—5
Фосфор, мг/л Отсутствует
Общее солесодержание (сухой остаток), мг/л 700—2000 2000
Фенолы, мг/л 5—9 —
Взвешенные вещества, мг/л 30—40 <25
Растворенный кислород, мг/л — 2
рн 7—8,5 6,9—8,5
ТАБЛИЦА 6.9. Расчетные параметры биологической очистки
нефтесодержащих сточных вод
Показатели Системы канализации
I (одно- ступен- чатая) II
односту- пенчатая двухступенчатая
I ступень 11 сту- пень
Продолжительность аэрации, ч 6 6—8 3—4 6—8
Вместимость регенератора, % общей 30 30 30 —
вместимости аэротенка Удельный расход воздуха при высоте слоя воды в аэротенке 4 м (для фильтр- осных труб или пластин), м3/м3 15—25 20—25 25—30 10—15
Концентрация активного ила (по су- хому веществу), г/л 2—4 2—3 3—4,5 0,5—1
Количество возвратного активного ила % 50—70 50—70 50—70 50—70
Прирост активного ила (по сухому ве- ществу), г/м3 25—50 25 25—50 1,5 25—50
Продолжительность отстаивания во вторичных отстойниках, ч 3 3 3
Биологическая очистка сточных
вод НПЗ осуществляется
по технологическим схемам согласно нормам технологического
проектирования Миннефтехимпрома СССР.
Биологическая очистка сточных вод I системы канализации
проводится в одну ступень по схеме, представленной на рис. 6.19.
Характеристика сточных вод I системы канализации до и
после биологической очистки приведена в табл. 6.8. В зависи-
мости от степени загрязненности сточные воды II системы канали-
зации проходят биологическую очистку в одну или две ступени
(табл. 6.9—6.11).
Схема двухступенчатой биологической очистки сточных вод
II системы канализации показана на рис. 6.20.
Расчет аэротенков, вторичных и третичных отстойников,
илоуплотнителей и других сооружений станции биологической
578
Рис. 6.19. Схема одноступенчатой биологиче-
ской очистки н доочистки сточных вод I системы
канализации:
1 — установка биогенной подпитки; 2 — смеси-
тели; 3 — аэротенки; 4 — воздуходувная станция;
5 — насосные станции; 6 — вторичные отстойни-
ки; 7 — илоуплотнитель; 8 — фильтры доочистки;
/ — сточная вода; 11 — очищенная сточная вода;
III — биогенная добавка; IV — воздух; V — ак-
тивный ил; VI — иловая смесь; VII — верхний
слой илоуплотнителя; VIII — избыточный ак-
тивный ил.
очистки производится в соответствии со СНиП П-32—74 и нор-
мами технологического проектирования ВНТП 25—79 МНХП
СССР. Для очистных сооружений НПЗ рекомендуются аэротенки
с рассредоточенным по длине впуском сточных вод и подачей
активного ила в начало сооружения. В качестве аэрирующих
устройств используются пневмомеханические и пневматические
аэраторы; рекомендуются и эрлифтные аэраторы. Вторичные и
третичные отстойники целесообразно устраивать радиальными
из сборного железобетона согласно нормам, разработанным
МосводоканалНИИпроектом.
Для определения продолжительности аэрации в аэротенке
с рассредоточенным выпуском сточных вод пользуются формулой:
где R — скорость окисления при полной очистке сточных вод
(до ВПК полн. = 15 мг О2/л), мг/(г.ч); t — среднегодовая темпе-
ратура сточных вод, °C; а — ВПК полн. до очистки, мг О2/л.
Рис. 6.20. Схема двухступенчатой биологической очистки сточных вод II ступени кана-
лизации:
1 — аэротенк-смеситель или аэротенк с рассредоточенным впуском воды I ступени; 2 —
вторичные отстойники; 3 — аэротенк-вытеснитель или аэротенк с рассредоточенным
впуском воды П ступени; 4 — третичный отстойник; 5 — биологический пруд; 6 — во-
доем; 7 — хлораторная установка;
/ — сточная вода; II — биогенная добавка', III — очищенная вода*, IV — очищенная
хлорированная вода; V — возвратный активный ил; VI избыточный активный ил;
VII — воздух.
Б79
ТАБЛИЦА 6.10. Характеристика сточных вод, обусловливающая выбор схемы
биологической очистки (по нормам ВНТП 25—79)
Схема очистки
Показатели
одноступенчатая
двухступенчатая
Нефтепродукты, мг/л
БПК5, мг О2/л
ВПК полн., мг О2/л
Сульфиды, мг/л
Соли, г/л
Фенолы, мг/л
Прочие загрязнения
5=25
5=135
5=250
5=20
-510
5=50
5=25
<320
sc500
5=50
sglO
5=50
По значениям ПДК
ТАБЛИЦА 6.11. Характеристика биологически очищенных сточных вод
II системы канализации
Показатели После очистки
одноступенчатой двухступенчатой
БПК5, мг О2/л 8—10 6—8
БПК полн., мг О2/л 15—20 10—20
Нефтепродукты, мг/л 3—5 3—5
Взвешенные вещества, мг/л 20—25 20—25
Сульфиды, мг/л Отсутствуют
Растворенный кислород, мг/л >2
Расход воздуха на аэрацию определяют по формуле:
где К — коэффициент использования воздуха, равный 12 г/м4
для пористых пластин и 6 г/м4 для дырчатых труб; Н — рабочая
глубина аэротенка, м.
Вместо вторичного отстойника отделение активного ила от
воды может производиться во флотационном илоосадителе. За-
мена вторичных отстойников флотационным илоосадителем по-
зволяет работать с высокими дозами активного ила, сократить
продолжительность разделения иловой смеси и повысить коли-
чество растворенного кислорода в очищаемой воде, что благо-
приятно сказывается на жизнедеятельности микроорганизмов
активного ила. Флотационный илоотделитель работает по прин-
ципу напорной флотации.
Во ВНИИВОДГЕО для интенсификации биологической очи-
стки сточных вод разработана конструкция окситенка (рис. 6.21),
позволяющего использовать для аэрации технический кислород.
По окислительной мощности окситенки в 3,5 раза превосходят
обычные аэротенки (табл, 6.12).
580
4
Рис, 6.21. Схема окситевка:
/ — трубопровод для подачи сточной воды; 2 — илоотделитель; 3 — направляющие на-
садки; 4 ~ трубопровод для подачи кислорода; 5 — датчик давления; 6 — турбинный
аэратор; 7 — реактор; 8 — автоматический клапан; 9 — датчик растворенного кисло-
рода; 10 — водосборный кольцевой лоток; 11 — скребковое устройство; 12 — щель
для возвратного ила.
Доочистка (третичная очистка) биологически очищенных сточ-
ных вод производится перед сбросом воды в водоем или перед ис-
пользованием ее для производственного водоснабжения. Соору-
жениями третичной очистки могут быть биологические пруды,
фильтры, флотаторы, адсорбционные колонны (табл. 6.13). Для
повышения эффективности работы биологические пруды рекомен-
ТАБЛИЦА 6.12. Среднемесячные показатели биологической очистки на
действующих аэротенках и окситенках
Показатели Аэротенки Окситенки
Продолжительность аэрации, ч Концентрация активного ила, г/л 20 5,5
2,5 7,8
растворенного кислорода, мг/л 3—4 12
Эффективность очистки по БПК, % 97,4 97,4
Окислительная мощность, г ХПК/м3 в сутки БПК сточных вод, мг О2/л 743 2610
до очистки 497 497
после очистки 13 13
ТАБЛИЦА 6.13. Характеристика биологическ доочистки и очищенных сточных вод после
Показатели Зернистые Биологические
фильтры пруды
БПК#, мг О2/л 2—3
БПК полн., мг О2/л 5—7 2—3
Нефтепродукты, мг/л 2—3 1
Взвешенные вещества, мг/л 4,6 3,0
Фенолы, мг/л 0,1 0,03—0,04
Растворенный кислород, мг/л 1—1,5 6
Свободный хлор, мг/л Отсутствие при сбросе в водоем
581
дуется оборудовать механическими аэраторами. Механические
аэраторы выпускаются предприятиями Миннефтехимпрома СССР
и Минхимпрома СССР.
Самую высокую степень доочистки сточных вод обеспечивает
адсорбционный метод (остаточное содержание нефтепродуктов
0,1—0,3 мг/л), внедренный на ряде зарубежных НПЗ. Стоимость
адсорбционного метода очистки зависит в большой степени от
стоимости сорбента и способа его регенерации. В этой связи пред-
ставляет интерес создание дешевых активных углей из отходов —
например, отходов производства пластмасс, нефтепереработки
и т. п. Регенерацию активного угля можно проводить биологиче-
ским способом. Каждая колонна в течение суток 16 ч работает
в режиме очистки сточных вод и 8 ч — в режиме регенерации
угля. Для работы без сброса сточных вод в водоем циркули-
рующие воды необходимо обессоливать. Для деминерализации
сточных вод может быть использован метод обратного осмоса
или упаривание под вакуумом.
Создание НПЗ без сброса сточных вод в водоем невозможно
без решения комплекса технологических вопросов, основными
из которых являются:
1) создание и внедрение укрупненных технологических ком-
бинированных установок, на которых сокращается количество
сточных вод;
2) внедрение воздушного охлаждения на технологических
установках;
3) исключение барометрических конденсаторов смешения и
внедрение конденсаторов поверхностного типа;
4) сокращение количества образующихся сточных вод на
установках ЭЛОУ за счет внедрения рециркуляции воды;
5) отказ от охлаждения горючих стоков путем смешения их
с водой;
6) применение гидроочистки нефтепродуктов вместо щелочной
и сернокислотной очистки;
7) исключение подачи пара для стабилизации продуктов;
8) применение для очистки газов регенерируемых реагентов;
9) использование бессальниковых насосов с торцевыми уплот-
нениями;
10) применение сухой уборки помещений и территории тех-
нологических установок;
11) использование на технологические нужды оборотной воды
и очищенных сточных вод.
6.5. ОБРАБОТКА ОСАДКОВ СТОЧНЫХ ВОД
И ТВЕРДЫХ ОТХОДОВ
В процессе эксплуатации систем водоснабжения и канали-
зации на НПЗ из воды выделяются нефтяной шлам и избыточный
активный ил биологических очистных сооружений.
582
Рис. 6.22. Схема установка для сжигания нефтяного шлама с утилизацией тепла отхо-
дящих газов:
/ — резервуары для отстаивания нефтяного шлама; 2 теплообменники; 3 — смеситель-
ный аппарат; 4 — печь; 5 — узел очистки дымовых газов; б — дымовая труба; 7 — ем-
кость котельного топлива; 8 — емкость нефтесодержащих осадков;
Z — нефтяной шлам; II — легкие нефтепродукты; III — тяжелые нефтепродукты;
IV — котельное топливо; V — нефтесодержащие осадки; VI — воздух; VII — глухой
пар для подогрева резервуаров; VZZZ—дымовые газы*
Горьковским филиалом НПО «Леннефтехим» разработан
проект установки для сжигания нефтяного шлама с утилизацией
тепла отходящих газов (рис. 6.22).
Институтом Мосводоканалниипроект предложен проект ком-
плекса сооружений по переработке и обезвреживанию осадков и
неутилизированных отходов нефтепродуктов. Пропускная спо-
собность комплекса 1200 т/сут. Капитальные вложения на 1 т
суточной пропускной способности составляют 4650 руб, себестои-
мость обработки 1 т отходов 1,75 руб.
Избыточный активный ил рекомендуется обезвреживать по
следующей схеме:
1) обезвоживание на центрифугах, сепараторах или на бара-
банных вакуумфильтрах и компостирование;
2) сжигание обезвоженного ила с бытовыми отходами;
3) пиролиз обезвоженного ила с целью получения сорбента
для доочистки сточных вод.
Наиболее перспективным способом переработки кислых гу-
дронов является переработка их с целью получения сернистого
ангидрида, высокосернистых коксов, битумов и некоторых дру-
гих продуктов.
ЛИТЕРАТУРА
Беспамятное Г. П., Кротов Ю. А. Предельно допустимые концентрации хими-
ческих веществ в окружающей среде/Справочник.—Л.: Химия, 1985.
Охрана окружающей среды/Справочник.—Л.: Судостроение, 1978.
Справочник по свойствам, методам анализа и очистке воды. — Киев: Наукова
думка, 1980.
Система стандартов по охране природы (ГОСТ 17.0.0.01—76, 17.0.0.02—79,
17.1.1.01—77, 17.1.1.04—80, 17.1.4.01—80).
Глава 7 ЭКОНОМИКА НЕФТЕПЕРЕРАБОТКИ
7 1. ОПТОВЫЕ ЦЕНЫ ПРЕДПРИЯТИЙ НА НЕФТЬ,
НЕФТЕПРОДУКТЫ И ЭНЕРГЕТИЧЕСКИЕ СРЕДСТВА
ТАБЛИЦА 7.1. Оптовые цены предприятий на нефть, нефтепродукты
и энергетические средства
Название Стандарт или ТУ Оптовая цена за 1 т, руб.
1. Нефть
Нефть малосернистая при раздельной ее по- ГОСТ 9965—76 31,5
ставке (содержание серы по нефти месторо-
ждений Западной Сибири не более 0,5%)
Прочие нефти То же 30
2. Топливо
А. Бензины авиационные
Б-100/130 ГОСТ 1012—72 166
Б-95/130 То же 146
Б-91/115 То же НО
Б-70 » 67
Б. Бензины автомобильные
АИ-98 ГОСТ 2084—77 124
АИ-93 этилированный ГОСТ 2084— 77 70
АИ-93 неэтилированный То же 100
А-76 этилированный ГОСТ 2084— 77 57
А-76 неэтилированный То же 61
А-72 ГОСТ 2084—77 54
А-66 ТУ 38 001307—78 46
В. Топливо для реактивных двигателей
Термостабильное для реактивных двигателей ГОСТ 12308—80 90
Т-6 с композицией присадок ТУ 38 101629—77 86
РТ ГОСТ 16564— 71 53
ТС-1 ГОСТ 10227—62 47
Г. Топливо для дизельных двигателей
Арктическое А-0,2 ГОСТ 305—82 55
Арктическое А-0,4 То же 54
Зимнее северное ЗС-0,2 » 49
Зимнее северное ЗС-0,5 » 46
Зимнее 3-0,2 » 49
Зимнее 3-0,5 » 46
Летнее Л-0,2 » 49
Летнее Л-0,5 а 46
Д. Топливо для газотурбинных установок
тгвк ГОСТ 10433—75 45
ТГ То же 43
584
Продолжение табл. 7.1
Название Стандарт или ТУ Оптовая цена за 1 т, руб.
Е. Топливо печное бытовое ТПБ (содержание серы не более 0,5%) ТУ 38 101656—76 46
'ГИБ (содержание серы не более 1,1%) То же 45
Ж. Мазут флотский Ф-12 ГОСТ 10585—75 36
Ф-5 То же 35
3. Топливо котельное Топливо нефтяное для мартеновских печей: МП и МП с государственным Знаком ка- ГОСТ 14298—79 31
чества МП-1 То же 30
МП В А » 29
Топливо нефтяное (мазут) марок: 40, 40В (содержание серы не более 0,5%) ГОСТ 10585—75 с 34,5
40 (содержание серы не более 1 %) изм. № 1 То же 34
40, 40В (содержание серы не более 2%) » 33
40 (содержание серы не более 3,5%) » 32
100, 100В (содержание серы не более 34
0,5%) 100 (содержание серы не более 1%) » 33,5
100, 100В (содержание серы не более 2%) » 32,5
100 (содержание серы не более 3,5%) 31,5
3. Керосин осветительный и для технических целей
Керосин осветительный КО-ЗО ГОСТ 4753—68 52
Керосин осветительный КО-20 То же 44
Керосин осветительный из сернистых неф- тей ГОСТ 11128—65 44
Керосин для технических целей ГОСТ 18499— 73 43
4. Бензины и керосины-растворители
Бензин-растворитель для резиновой промыш- ленности БР-1 Галоша ГОСТ 443—76 65
Бензин-растворитель для резиновой про- мышленности БР-2 То же 70
Бензин-растворитель для лакокрасочной про- мышленности (уайт-спирит) ГОСТ 3134—78 52
Нефрас С50/70 ГОСТ 8505—80 50
Бензин экстракционный ТУ 38 101703—77 70
5. Бензины разные
Бензин прямой перегонки экспортный Фракция прямогонного бензина для пироли- за: ТУ 38 001256—76 45
сорт А ТУ 38 101500—74 46
сорт Б То же 45
Бензин гидростабилизированный ТУ 6-05-361-15—78 57
19 Зак. 70 585
Продолжение табл. 7.1
Название Стандарт или ТУ Оптовая цена за 1 т, руб.
Бензин медицинский экспортный Возвратные компоненты автомобильного бен- зина ТУ 38 101250— 72 ТУ 6-01-18-04—80 255 47
6. Восковая продукция
А. Парафины нефтяные твердые и жидкие Парафины нефтяные твердые: П-1 ГОСТ 23683— 79 160
П-2 То же 145
П-3 » 130
В], в2 » 130
В3, В4 » 140
В5 » 150
т, с » 100
Нв, нс » 95
Парафин нефтяной жидкий ТУ 38 101531—79 120
Парафин нормальный жидкий ТУ 38 101686—77 200
очищенный
Парафин нефтяной жидкий для производства ТУ 38 101652—78 80
жирных кислот и спиртов
- Б. Церезины
Нефтяной неочищенный ТУ 38 101507—79 75
Петролатумный неочищенный ОСТ 38 0149—79 105
В. Вазелины
Конденсаторный ГОСТ 5775—76 290
Технический для резиновой промышленности ОСТ 38 156— 79 125
Г. Петролатумы
ПК— сернокислотный ОСТ 38 01117—76 53
ПС — селективный То же 53
ПСс — селективный сернистый » 50
Петролатум окисленный ТУ 38 30196— 78 160
Петролатум окисленный ТУ 38 301106—77 150
7. Прочие нефтепродукты
Дистиллят парафинистый ТУ 38 2014—76 30
Крекинг-дистиллят: фракция 240—320 °C ТУ 38 101227—72 260
фракция 180—240 °C ТУ 38 101225—79 260
фракция 40—140 °C ТУ 38 10192—79 260
Лигроин приборный ГОСТ 8863—76 110
Масло зеленое— сырье нефтяное ОСТ 38 01140—77 60
для производства технического углерода Рафинат бензольного риформинга (нафта) ТУ 38 101443— 75 45
Рафинат каталитического риформинга ТУ 6-01-18-17—76 45
Сырье углеводородное для производства суль- ТУ 38 00135—72 60
фон ол а
586
Продолжение табл. 7.1
Название Стандарт или ТУ Оптовая цена за 1 т, руб.
Сырье для пиролиза Сырье для производства нефтяных вязких до- рожных битумов: ТУ 38 101520—75 45
СБ высшей категории ТУ 38 101582— 75 22
СБ ТУ 38 101582—75 21
Фракция соляровая для технических целей ОСТ 38 157— 79 50
Фракция пентан-гексановая ТУ 38 101189— 76 37
Фракция петролейного эфира ТУ 38 101373— 73 57
Фракция углеводородная ароматизирован- ная ТУ 6-01-18-04—80 47 '
Экстракт селективной очистки ТУ 38 101714—78 30
Экстракт от селективной очистки остаточных масел Бензол нефтяной высшей очистки: ТУ 38 101429—75 60
сорт высший ГОСТ 9572—77 200
сорт I Бензол нефтяной для синтеза: То же 195
сорт высший 180
сорт I 175
Бензол нефтяной для нитрации » 160
Бензол нефтяной технический Ксилол нефтяной: 130
с государственным Знаком качества 1ОСТ 9410—78 150
сорт А То же 145
сорт Б Ортоксилол нефтяной: » 135
высшего сорта ТУ 38 101254—72 325
чистый То же 322
технический Параксилол нефтяной: » 319
высшего сорта ТУ 38 101255— 78 391
чистый То же 388
технический Толуол нефтяной: » 380
с государственным Знаком качества ГОСТ 14710—78 150
сорт А То же 145
сорт Б » 120
Продукты пиролиза жидкие: ТУ 38 10285—77
сорт I То же 55
сорт II 40
сорт III Пропилен сжиженный концентрированный: То же 35
сорт А — высшая категория качества ТУ 38 10276—74 160
сорт Б — высшая категория качества То же 155
.сорт В 130
сорт Г Этилен сжиженный: » 115
сорт А ТУ 38 10282—75 165
сорт Б То же 160
сорт В » 155
19*
587
Продолжение табл. 7.1
Название Стандарт или ТУ Оптовая цена за 1 т, руб.
8. Битумы нефтяные
Дорожные:
БНД 40/60, БНД 60/90, БНД 90/130
БН 130/200, БН 200/300
жидкие (неокисленные) БНЖ 70/130,
БНЖ 130/200
Строительные:
изоляционные BHH-IV-3, БНИ-IV.
БНИ-V
БН 90/10
БН 50/50
ГОСТ 22245—76 26
То же 22
ТУ 38 101725—78 20
ГОСТ 9812—74 30
ГОСТ 6617—76 29
То же 25
9. Энергетические средства
Цена, руб • Количество
Электроэнергия 20 1 тыс. кВт-ч
Пар 12,5 1 Гкал
Вода оборотная 15 1 тыс. м3
Вода химически очищенная 200 1 тыс. м?
Вода горячая 12,5 1 Гкал
Сжатый воздух 2,3 1 тыс. м3
Инертный газ 11 1 тыс. м5
Мазут 24 1 т
* Цены даны применительно к заводам Европейской части СССР.
7.2. ФОРМУЛЫ ДЛЯ РАСЧЕТА
ОБОБЩАЮЩИХ ТЕХНИКО-ЭКОНОМИЧЕСКИХ ПОКАЗАТЕЛЕЙ
ПРОИЗВОДСТВА НЕФТЕПРОДУКТОВ
Объем товарной продукции, руб:
(?=
<=1
где —объем реализованной продукции t-ro вида, натур, ед.;
Hi—оптовая цена продукции t-ro вида, руб/натур. ед.; п —
число видов реализованной продукции.
588
Удельные капитальные вложения:
к - к
Л уд — ~в~
где К — капитальные вложения в производство продукции, руб;
В — годовой объем производства целевой продукции, натур, ед.
Прибыль:
/7 = ‘2 №-Сг)-В<
i=i
где Сг — себестоимость производства 1 т продукции t-ro вида,
руб/натур. ед.
Рентабельность:
Р - ---П ... 100
Фосн + Фоб
где П — годовая прибыль, получаемая от реализации продукции,
руб; Фосн— стоимость основных производственных фондов, ис-
пользуемых при производстве продукции, руб; Фоб — нормируе-
мые оборотные средства, используемые при производстве про-
дукции, руб.
Фондоотдача:
где Q — годовой объем товарной продукции или выполненных
работ, руб.
Производительность труда:
П
/утр —
где Т — численность персонала, занятого производством данной
продукции, чел.
Срок окупаемости капитальных вложений:
Т ______
1 окуп - ц
где К. — капитальные вложения в производство продукции, руб.;
П — годовая прибыль, получаемая от реализации продукции,
руб.
7.3. КАЛЬКУЛЯЦИЯ СЕБЕСТОИМОСТИ ПРОДУКЦИИ
Себестоимость промышленной продукции — это выраженные
в денежной форме текущие издержки предприятия на ее произ-
водство и сбыт. Затраты на производство образуют производствен-
ную себестоимость продукции. Затраты на производство и сбыт
образуют полную себестоимость продукции.
На нефтеперерабатывающих предприятиях рассчитывается
производственная себестоимость каждого полуфабриката собст-
589
венного производства и полная себестоимость каждого вида то-
варной продукции, работ и услуг промышленного характера.
Расчет себестоимости продукции оформляется в виде калькуля-
ции себестоимости, в состав которой входят статьи затрат, приве-
денные ниже.
Сырье и материалы. В статью включаются затраты на сырье,
основные материалы и покупные полуфабрикаты, которые обра-
зуют основу вырабатываемой продукции или являются необхо-
димыми компонентами при ее изготовлении.
Полуфабрикаты собственного производства. В статью вклю-
чаются все затраты на получение этих продуктов. К полуфабри-
катам собственного нроизводства относятся различные нефте-
продукты, получаемые на отдельных установках данного пред-
приятия и подлежащие переработке на этом же предприятии или
используемые как компоненты при смешении для получения то-
варных продуктов.
Возвратные отходы. В статье находит отражение стоимость
возвратных отходов, которая исключается из затрат на сырье,
материалы и полуфабрикаты.
Вспомогательные материалы. В статью включаются затраты на
все виды вспомогательных материалов, ^которые физически не
входят в состав готовой продукции, но необходимы для нормаль-
ного протекания технологического процесса ее производства.
Топливо и энергия на технологические цели. В статью вклю-
чаются затраты на все виды топлива и все виды энергетических
средств (пар, воду, электроэнергию, холод, сжатый воздух, азот
и т. п.), получаемых со стороны или вырабатываемых самим пред-
приятием и расходуемых на технологические и другие цели при
производстве различных нефтепродуктов в основном производстве.
Основная заработная плата производственных рабочих.
В статье находит отражение основная зарплата рабочих и инже-
нерно-технических работников, непосредственно связанных с вы-
работкой данного вида продукции.
Дополнительная заработная плата производственных рабочих.
В статье находят отражение выплаты, предусмотренные законода-
тельством по труду или коллективными договорами на непрора-
ботанное на производстве (неявочное) время: смета очередных и
дополнительных отпусков, компенсация за неиспользованный
отпуск, оплата льготных часов подростков, перерывов в работе
кормящих матерей, времени, связанного с выполнением государ-
ственных и общественных обязанностей, выплаты вознагражде-
ний за выслугу лет и т. п.
Отчисления на социальное страхование. В статью включаются
отчисления на социальное страхование по установленным нормам
от суммы основной и дополнительной зарплаты производственных
рабочих.
Расходы на подготовку и освоение производства. В статью
включаются расходы на подготовку и освоение новых производств
590
ТАБЛИЦА 7.2. Калькуляция
себестоимости нефтепродуктов процесса —-----------------------------------
Завод------------за-------------------------
Статья Количество, т Цена, руб/т Сумма, тыс. руб Продукция Количество, т Себестоимость
всего выпуска, тыс. руб 1 т, руб
I. Сырье и основ- ные материалы 1. А. Калькулируе- мая продук- ция
2.
3.
4.
Итого
Исключаются от- ходы: а) безвозвратные потери б) возвратные Итого Б. Некалькули- руемая и по- бочная про- дукция
Итого отходов
Итого по ст. I за вычетом потерь и отходов
11. Затраты по обработке
Всего Всего
591
ТАБЛИЦА 7.3. Расшифровка затрат на калькулируемую продукцию
Статьи затрат Единицы измерения На годовую программу
коли- чество цена, руб. сумма, тыс. руб
1. Сырье за вычетом потерь и отходов тыс. руб
Исключая стоимость выпуска не- калькулируемой продукции То же
Итого по ст. 1 »
2. Реагенты
3. Катализаторы Т
4. Топливо технологическое »
5. Энергетические средства: пар вода электроэнергия сжатый воздух Г кал тыс. м3 тыс. кВт-ч тыс. м3
6. Основная зарплата производ- ственных рабочих тыс. руб
7. Дополнительная зарплата производственных рабочих тыс. руб
8. Отчисления на социальное страхование »
9. Расходы на содержание и экс- плуатацию оборудования в том числе амортизация текущий ремонт » » »
10. Внутризаводская перекач- ка »
11. Цеховые расходы
12. Общезаводские расходы »
13. Расходы на освоение и под- готовку производства »
Всего затрат на калькулируе- мую продукцию »
592
(пусковые расходы), отчисления в фонд освоения новой техники,
отчисления в фонд премирования за создание и освоение новой
техники.
Расходы на содержание и эксплуатацию оборудования. В статью
включаются затраты на содержание, амортизацию и текущий
ремонт производственного оборудования, а также амортизацию,
износ и затраты на восстановление инструментов и приспособле-
ний, а также прочие расходы.
Внутризаводская перекачка. В статье отражаются затраты
по внутризаводской перекачке, хранению, сливу, наливу нефти
и нефтепродуктов, расходы по эксплуатации трубопроводов, ре-
зервуаров, сливных и наливных устройств, насосов .и прочего
оборудования, находящегося в ведении товарно-сырьевого цеха.
Цеховые расходы. В статью включаются заработная плата
аппарата управления производством, амортизация и затраты на
содержание и текущий ремонт зданий, сооружений и инвентаря
общезаводского назначения, затраты на исследования, опытные
работы, изобретательскую и рационализаторскую работу внутри
цеха, затраты на мероприятия по охране труда и другие расходы
цехов, связанные с управлением и обслуживанием данного произ-
водства.
Общезаводские расходы. К статье относятся затраты, связан-
ные с управлением предприятием и организацией производства
в целом; заработная плата персонала заводоуправления с отчис-
лениями на социальное страхование, расходы на командировки,
на служебные разъезды и содержание легкового транспорта, кон-
торские, типографские, почтовые, телеграфные и телефонные
расходы, амортизация, содержание и текущий ремонт зданий, со-
оружений и инвентаря общезаводского назначения, расходы на
подготовку кадров, на охрану предприятия, налоги, сборы и от-
числения и другие расходы общезаводского характера.
Внепроизводственные расходы. В статье отражаются затраты
на тару и упаковку готовой продукции, расходы на доставку
продукции до станции отправления, погрузку в транспортные
средства и прочие расходы, связанные со сбытом продукции.
Образец калькуляции, используемой на нефтеперерабатываю-
щих предприятиях и расшифровка затрат на калькулируемую
продукцию (оборотная сторона калькуляции) представлены
в табл. 7.2 и 7.3.
7.4. ПОРЯДОК КАЛЬКУЛИРОВАНИЯ СЕБЕСТОИМОСТИ ПРОДУКЦИИ
В КОМПЛЕКСНЫХ ПРОЦЕССАХ НЕФТЕПЕРЕРАБОТКИ
«Инструктивными указаниями о порядке калькулирования
себестоимости продуктов нефтепереработки в комплексных про-
цессах производства» МНХП СССР с 1.01. 1982 г. установлен поря-
док распределення затрат на производство отдельных продуктов,
охарактеризованный в табл. 7.4.
593
ТАБЛИЦА 7.4. Порядок калькулирования себестоимости продукции
Технологические процессы (производства)
и вырабатываемая продукция
Оценка попутной продукции
1. Первичная переработка нефти и газового
конденсата
1.1. Перегонка нефти (атмосферные и атмо-
сферно-вакуумные трубчатки топливного и
масляного типа, атмосферные и атмосферно-
вакуумные трубчатки со вторичной перегон-
кой бензиновых фракций)
Основная:
узкие бензиновые фракции, бензины, керо-
сины, компонент печного топлива, дизель-
ное топливо, керосино-газойлевая фракция,
атмосферный газойль
Попутная:
газ
головка стабилизации (рефлюкс)1, вакуум-
ный газойль и дистиллятные масляные
фракции, компонент моторного топлива,
компонент флотского мазута ?, мазут пря-
мой гонки, полугудрон, гудрон
гудрон—сырье для производства битумов
щелочные отходы
1.2. Комбинированная установка ЛК-6У
(ЭЛОУ-АТ, каталитический риформинг на
облагораживание бензина, гидроочистка ди-
зельного топлива, гидроочистка керосина, га-
зофракционирование)
Основная 3:
пропан 1, бутан изобутан *, пентан, изо-
пентан, газовый бензин, бензин прямогон-
ный, керосин прямогонный, дизельное топ-
ливо прямогонное, бензин облагороженный,
керосин гидроочищенный, дизельное топ-
ливо гидроочищенное
Попутная:
газ, сероводород, мазут
1.3. Переработка газа и газового конденсата
(совместная)
Основная:
бутан-изобутановая фракция1, фракция
н. к. — 60 °C, широкая фракция
Попутная:
газ, пропан-бутановая фракция \ мазут
0,8 от средней плановой стои-
мости нефти, поступающей на
завод
0,9 от средней плановой стои-
мости нефти, поступающей на
завод
0,8 от средней плановой стои-
мости нефти, поступающей на
завод
0,6 от средней плановой сто-
мости нефти, поступающей на
завод
30 руб за 1 т нефтяных кислот,
содержащихся в щелочных от-
ходах
0,8 от средней плановой стои-
мости нефти, поступающей на
завод
0,8 от средней плановой стои-
мости нефти, поступающей на за-
вод
594
Продолжение табл. 7.4
Технологические процессы (производства) и вырабатываемая продукция Оценка попутной продукции
2. Вторичная перегонка нефтепродуктов 2.1. Вторичная перегонка бензина прямой гонки Основная: узкие фракции (н. к.— 62 °C), 62—85 °C, 85—180 °C и др.). Попутная: газ 0,8 от средней плановой стой-
2.2. Вторичная перегонка с целью получения специальных бензинов и керосинов Основная: бензины-растворители, бензины экстрак- ционные, гептан, спецкеросины Попутная: компонент бензина - мости нефти, поступающей на завод По себестоимости сырья процес-
2.3. Вторичная перегонка дизельного топлива узкие фракции (180—200 °C, 200—320 °C и др.). Попутная’ фракция выше 320 °C са 0,9 от средней плановой стой-
2.4. Вторичная перегонка вакуумного газой- ля Основная: масляные дистилляты Попутная: отгон мости нефти, поступающей на завод 0,8 от средней плановой стой-
2.5. Вакуумная перегонка мазута Основная: вакуумный газойль, масляные дистилляты, концентрат Попутная: отгон (соляровый дистиллят), гудрон мости нефти, поступающей на завод 0,8 от средней плановой стой-
гудрон—сырье для производства битума мости нефти, поступающей на завод 0,6 от средней плановой стой-
<3. Процесс каталитического риформинга 3.1. Каталитический риформинг, предназна- ченный для получения высокооктановых ком- понентов бензина Основная: бензин (стабильный катализат) мости нефти, поступающей на завод
595
Продолжение табл. 7.4
Технологические процессы (производства) и вырабатываемая продукция Оценка попутной продукции
Попутная: газ, сероводород газ очищенный, головка стабилизации (рефлюкс)1 водородсодержащий газ 4 3.2. Каталитический риформинг, предназна- ченный для получения ароматических углево- дородов Основная: бензол, толуол, ксилолы Попутная: водородсодержащий газ 4 газ головка стабилизации (рефлюкс)1 фракция н. к.— 58 °C, ароматизированная фракция фракция н. к. — 80 °C, рафинат риформинга 4. Каталитический и другие виды крекинга 4.1. Каталитический крекинг Основная ?: бензин, легкий каталитический газойль, сырье для производства реактивных топлив Попутная: газ, сероводород, тяжелый каталитический газойль газ очищенный, головка стабилизации (ре- флюкс) 1 4.2. Комбинированные установки (ГК-3/1, ТК-1, КТ-1) Основная: бензин каталитического крекинга, дизель- ное топливо термокрекинга, висбрекинга, каталитического крекинга Попутная: узкие прямогонные бензиновые фракции сухой газ головка АТ, головка газового блока 0,8 от средней плановой стои- мости нефти, поступающей на завод 0,9 от средней плановой стои- мости нефти, поступающей на завод 50 руб за 1 т 50 руб за 1 т 0,8 от средней плановой стои- мости нефти, поступающей на завод 0,9 от средней плановой стои- мости нефти, поступающей на завод По себестоимости бензина (ста- бильного катализата) каталити- ческого риформинга на облаго- раживание бензина По средней себестоимости основ- ной продукции перегонки нефти 0,8 от средней плановой стои- мости нефти, поступающей на завод 0,9 от средней плановой стои- мости нефти, поступающей на завод По стоимости сырья процесса 0,8 от средней плановой стои- мости нефти, поступающей на завод 0,9 от средней плановой стои- мости нефти, поступающей на завод
596
Продолжение табл. 7.4
Технологические процессы (производства) и вырабатываемая продукция Оценка попутной продукции
4.3. Термический крекинг и термический ри- форминг Основная: бензин, керосин, сырье для технического углерода, сырье для пиролиза, крекинг- дистиллят (сырье для коксования) Попутная: газ, крекинг-остаток, полимеры термиче- ского крекинга, компонент экспортного мазута головка стабилизации (рефлюкс)1, га- зойль термического крекинга (крекинг- флегма или соляровые фракции) 4.4. Висбрекинг Основная: компонент котельного топлива, бензин вис- брекинга Попутная: газ головка стабилизации (рефлюкс)1 4.5. Термоконтактный крекинг Основная: бензин, дизельное топливо, газотурбинное топливо Попутная: газ, компонент котельного топлива, кокс топливный головка стабилизации (рефлюкс)1, фрак- ция 350—500 °C 4.6. Гидрокрекинг дистиллятного и остаточ- ного сырья 4.6.1. Гидрокрекинг дистиллятного сырья при низком давлении Основная: дизельное топливо Попутная: газ, сероводород головка стабилизации (рефлюкс)1 бензин (октановое число около 50 по мо- торному методу) остаток гидрокрекинга 0,8 от средней плановой стои- мости нефти, поступающей на завод 0,9 от средней плановой стои- мости нефти, поступающей на завод 0,8 от средней плановой стои- мости нефти, поступающей на завод 0,9 от средней плановой стои- мости нефти, поступающей на завод 0,8 от средней плановой стои- мости нефти, поступающей на завод 0,9 от средней плановой стои- мости нефти, поступающей на завод 0,8 от средней плановой стои- мости нефти, поступающей на завод 0,9 от средней плановой стои- мости нефти, поступающей на завод По средней себестоимости основ- ной продукции перегонки нефти По средней себестоимости сырья процесса
597
Продолжение табл. 7.4
Технологические процессы (производства)
и вырабатываемая продукция
4.6.2. Гидрокрекинг дистиллятного сырья
при высоком давлении
а) Бензиновый вариант
Основная:
бензин, дизельное топливо
Попутная:
газ, сероводород
головка стабилизации (рефлюкс)1
остаток гидрокрекинга
б) Дизельный и керосиновый варианты
Основная:
бензин, керосин, дизельное топливо
Попутная:
газ, сероводород
головка стабилизации (рефлюкс)1
остаток гидрокрекинга
в) Керосино-масляный вариант
Основная:
бензин, керосин, масляные дистилляты
(фракция выше 270 °C)
Попутная:
газ, сероводород
4.6.3. Гидрокрекинг остаточного сырья
Основная:
бензин, дизельное топливо, остаток гидро-
крекинга (фракция выше 350 °C)
Попутная
газ, сероводород
головка стабилизации (рефлюкс)1
5. Производство кокса
5.1. Термоподготовка сырья для производ-
ства нефтяного кокса
Основная:
бензин, сырье для производства нефтяного
кокса
Оценка попутной продукции
0,8 от средней плановой стои-
мости нефти, поступающей на
завод
0,9 от средней плановой стои-
мости нефти, поступающей на
завод
По средней себестоимости сырья
процесса
0,8 от средней плановой стои-
мости нефти, поступающей на
завод
0,9 от средней плановой стои-
мости нефти, поступающей на
завод
По средней себестоимости сырья
процесса
0,8 от средней плановой стои-
мости нефти, поступающей на
завод
0,8 от средней плановой стои-
мости нефти, поступающей на
завод
0,9 от средней плановой стоимо-
сти нефти, поступающей на
завод
598
Продолжение табл. 7.4
Технологические процессы (производства) и вырабатываемая продукция Оценка попутной продукции
Попутная:
газ 0,8 от средней плановой стои- мости нефти, поступающей на завод
газойль термоподготовки 5.2. Коксование в необогреваемых камерах (замедленное коксование) Основная: кокс суммарный 7 Попутная: 0,9 от средней плановой стои- мости нефти, поступающей на завод
газ, сероводород, тяжелый газойль коксо- 0,8 от средней плановой стоимо-
вания сти нефти, поступающей на завод
газ очищенный, головка стабилизации (ре- 0,9 от средней плановой стой-
флюкс)!, бензин коксования, легкий га- мости нефти, поступающей на
зойль коксования 5.3. Производство электродного кокса (кок- совые кубы периодического действия) Основная: кокс электродный Попутная: завод
дистилляты коксования 0,9 от средней плановой стои- мости нефти, поступающей на завод
кокс топливный (отходы) 6. Гидроочистка нефтяных фракций 6.1. Гидроочистка бензиновых фракций Основная: бензиновые фракции Попутная: 0,8 от средней плановой стои- мости нефти, поступающей на завод
газ, сероводород 6.2. Гидроочистка керосина, дизельного топ- лива и газойлей вторичных процессов Основная: керосин, дизельное топливо Попутная: 0,8 от средней плановой стои- мости нефти, поступающей на завод
газ, сероводород, отгон гидроочистки 6.3. Гидроочистка вакуумного газойля Основная: гидроочищенный вакуумный газойль Попутная: 0,8 от средней плановой стои- мости нефти, поступающей на завод
газ, сероводород 0,8 от средней плановой стои- мости нефти, поступающей на завод
бензин По средней себестоимости ос- новной продукции перегонки нефти
599
Продолжение табл. 7.4
Технологические процессы (производства) и вырабатываемая продукция Оценка попутной продукции
6.4. Гидроочистка масел и парафинов Основная: дистиллятные или остаточные масла, пара-
фин очищенный Попутная: газ, сероводород, отгон гидроочистки масел 0,8 от средней плановой стой-
и парафинов мости нефти, поступающей на
7. Депарафинизация дизельных фракций 7.1. Депарафинизация дизельного топлива карбамидом Основная: депарафинированное дизельное топливо, жидкий парафин-сырец Попутная: компонент дизельного топлива летнего завод По себестоимости сырья про-
7.2. Производство нормального парафина ме- цесса
тодом парекс Основная:
десорбат (очищенный нормальный парафин) Попутная: газ 0,8 от средней плановой стоп-
серная кислота мости нефти, поступающей на завод 0,9 от средней плановой стой-
денормализат мости нефти, поступающей на завод По себестоимости сырья про-
8. Процессы г азоразделения 8.1. Газоразделение по блокам 8.1.1. Получение предельных углеводородов Основная 8: этан *, пропан *, бутан \ изобутан 1, пен- тан, пентан-гексан, изопентан, пентан-изо- пентан, гексан, газовый бензин Попутная: газ, сероводород цесса 0,8 от средней плановой стой-
газ углеводородный сжиженный для ком- мости нефти, поступающей на завод 0,9 от оптовой цены реализации
мунально-бытового потребления и его ком- поненты 8.1.2. Получение фракций, включающих не- предельные углеводороды Основная: этан-этиленовая *, пропан-пропиленовая *, бутан-бутиленовая, пентан-амиленовая, гексан-амиленовая, авиабензин стабиль- ный °, автобензин стабильный9, газовый бензин
600
Продолжение табл. 7.4
Технологические процессы (производства)
и вырабатываемая продукция
Попутная:
газ, сероводород
газ углеводородный сжиженный для ком-
мунально-бытового потребления и его ком-
поненты
8.1.3. При работе на смешанном сырье
Основная 10:
этан1, этановая фракция1, пропан1, про-
пан-пропиленовая фракция \ бутан х, изо-
бутан \ бутан-бутиленовая фракция, пен-
тан, изопентан, пентан-изопентан, пентан-
гексан, пентан-амиленовая фракция, гек-
сан, авиабензин стабильный, автобензин
стабильный, газовый бензин
Попутная:
газ, сероводород
газ углеводородный сжиженный для ком-
мунально-бытового потребления и его ком-
поненты
9. Процессы алкилирования
9.1. Алкилирование
Основная:
алкилбензин, изооктан
Попутная:
газ, полимеры алкилирования
отработанная пропан-пропиленовая фрак-
ция 13, отработанная бутан-бутиленовая
фракция
9.2. Производство алкилбензола
Основная:
алкилбензол, изопропилбензол
Попутная:
газ, полимеры
отработанная пропан-пропиленовая фрак-
ция, отработанная бутан-бутиленовая
фракция, „газ углеводородный сжиженный
топливный для коммунально-бытового по-
требления и его компоненты
компонент автобензина или головная фрак-
ция при четкой ректификации алкилбензо-
ла
Оценка попутной продукции
0,8 от средней плановой стои-
мости нефти, поступающей на
завод
0,9 от оптовой цены реализации
0,8 от средней плановой стои-
мости нефти, поступающей на
завод
0,9 от оптовой цены реализации
0,8 от средней плановой стои-
мости нефти, поступающей на
завод
0,9 от средней плановой стои-
мости нефти, поступающей на
завод
0,8 от средней плановой стои-
мости нефти, поступающей на
завод
0,9 от средней плановой стои-
мости нефти, поступающей на
завод
По себестоимости сырья про-
цесса
601
Продолжение табл. 7.4
Технологические процессы (производства)
и вырабатываемая продукция
10. Изомеризация углеводородов
10.1. Изомеризация головных бензиновых
фракций
Основная:
изопентановая фракция, изогексановая
фракция
Попутная:
газ
остаточная фракция
11. Производство масел и парафинов
11.1. Депарафинизация дистиллятных или
остаточных масел
Основная:
депарафинированное масло
Попутная:
гач
петролатум
11.2. Обезмасливание и депарафинизация
Основная 11:
депарафинированное масло, парафин-сырец
Попутная:
нефтяные остатки (гач дистиллятный с со-
держанием масла до 5%)
нефтяные остатки (гач дистиллятный с со-
держанием масла от 5,1 до 10%)
нефтяные остатки (гач дистиллятный с со-
держанием масла от 10,1 до 15%)
нефтяные остатки (гач дистиллятный с со-
держанием масла свыше 15%)
фильтрат 4
11.3. Обезмасливание гача
Основная 12:
парафин-сырец с содержанием масла не бо-
лее 0,5%, парафин-сырец с содержанием
масла не более 0,8?^, парафин-сырец с со-
держанием масла не более 2,3%, парафин-
сырец с содержанием масла не более 5%
Попутная:
фильтрат обезмасливания гача
Оценка попутной продукции
0,8 от средней плановой стои-
мости нефти, поступающей на
завод
По себестоимости сырья про-
цесса
По себестоимости сырья про-
цесса
По средней себестоимости ос-
новной продукции перегонки
нефти
2 от средней плановой стои-
мости нефти, поступающей на
завод
1,7 от средней плановой стои-
мости нефти, поступающей на
завод
1,4 от средней плановой стои-
мости нефти, поступающей на
завод
1,1 от средней плановой стои-
мости нефти, поступающей йа
завод
По средней себестоимости основ-
ной продукции перегонки нефти
По средней себестоимости ос-
новной продукции перегонки
нефти
602
Продолжение табл. 7.4
Технологические процессы (производства) и вырабатываемая продукция Оценка попутной продукции
12. Деасфальтизация гудрона Деасфальтизация гудрона одноступенчатая Основная: деасфальтизат Попутная; асфальт 0,8 от средней плановой стой-
асфальт—сырье для производства битума мости нефти, поступающей на завод 0,6 от средней плановой стой-
13. Производство битума Производство битума, кабельных масс и ма- стик Основная: битум разных марок, составы для заливки кабельных муфт, кабельные массы, мастики Попутная: фракция до 350 °C, фракция 350—500 °C мости нефти, поступающей на завод 0,9 от средней плановой стон-
затемненный продукт (отгон) мости нефти, поступающей на завод 0,8 от средней плановой стой-
14. Экстракция сырья для технического углерода Экстракция сырья для технического углерода Основная: экстракт установки экстракции сырья для технического углерода Попутная: рафинат установки экстракции сырья для мости нефти, поступающей на завод По средней себестоимости основ-
технического углерода ной продукции перегонки нефти
1 При направлении головки стабилизации (рефлюкса) и отдельных легких углево-
дородных фракций в углеводородные сжиженные топливные газы для коммунально-быто-
вого потребления оценивать их с коэффициентом 0,9 от оптовой цены реализации.
2 При получении товарного флотского мазута оценивать его по коэффициенту 1,1
от средней плановой стоимости нефти, поступающей на завод.
J Распределение затрат между отдельными видами основной продукции (после ис-
ключения стоимости попутной продукции) производить на основе следующих коэффи-
циентов:
Изобутан, изопентан 1,261
Бутан, пентан ...................0,925
Керосин н дизельное топливо гид- 0,848
роочищенное
Пропан, газовый бензин 0,841
Бензин, керосин и дизельное топ- 0,786
лнво прямогонное
Бензин облагороженный 1
4 При использовании в качестве топлива оценивать с коэффициентом 0,8 от средней
плановой стоимости нефти, поступающей на завод.
603
Продолжение табл. 7.4
8 При одновременном получении на установке каталитического риформинга бензола,
толуола, ксилолов, сольвента и бензина-растворителя распределение затрат между ними
(за вычетом стоимости попутной продукции) производить на основе следующих коэффи-
циентов:
Бензол 1,0
Толуол, ксилолы и сольвент 0,8
Бензин-растворитель 0,4
• Затраты на катализатор относить только на себестоимость бензина.
3 В случае рассева суммарного кокса оценку 1 т коксовой мелочи производить
при помощи следующих коэффициентов от стоимости нефти, поступающей на завод:
Фракция 0—25 мм 0,9
Фракция 0--8 мм 0,8
8 Распределение затрат между отдельными видами основной продукции (после ис.
ключения стоимости попутной продукции) производить на основе следующих коэффициен-
тов:
Изобутан, изопентан 1,5
Пентан-изопентан 1,2
Бутан, пентан, пентан-гексан 1,1
Этан, пропан, гексан и газовый бен- 1,0
зин
8 Калькулирование себестоимости продукции на установках с блоками стабилизации
производить следующим образом:
а) сырьевые затраты полностью переносятся на соответствующий вид получаемой
из него продукции (непредельные углеводороды, стабильный бензин);
б) эксплуатационные затраты по установке (за вычетом стоимости попутной про-
дукции) распределяются между всеми видами основной продукции пропорционально их
выходу (по массе).
10 Калькулирование себестоимости продукции на установке при переработке сме-
шанного сырья (предельного, непредельного и нестабильного бензина) производить сле-
дующим образом:
а) сырьевые затраты полностью переносятся на соответствующий вид получаемой
из него продукции (предельные углеводороды, непредельные углеводороды и стабильный
бензин):
б) эксплуатационные затраты по установке (за вычетом стоимости попутной про-
дукции) распределяются между суммарной выработкой предельных, непредельных угле-
водородов и стабильного бензина пропорционально их выходу (по массе);
в) суммарные затраты, приходящиеся на предельные углеводороды, распределяются
между отдельными их видами в соответствии с установленными коэффициентами (см.
примечание 11);
г) эксплуатационные затраты, приходящиеся на непредельные углеводороды и ста-
бильный бензин, распределяются между отдельными их видами пропорционально их вы-
ходу (по массе).
11 Распределение затрат по установке (после исключения стоимости попутной про-
дукции) производить на основе следующих коэффициентов:
Депарафинированное масло 0,5
Парафнн-сырец 1,0
Распределение затрат между отдельными марками парафина-сырца (после ис-
ключения стоимости попутной продукции) производить на основе следующих коэффи-
циентов:
Содержание масла, %, не более 0,5 0,8 2,3 5,0
Коэффициенты 1,0 0,9 0,8 0,5
€04
7.5. РАСЧЕТ ЭКОНОМИЧЕСКОГО ЭФФЕКТА
ОТ ВНЕДРЕНИЯ НОВОЙ ТЕХНИКИ,
ИЗОБРЕТЕНИЙ И РАЦИОНАЛИЗАТОРСКИХ ПРЕДЛОЖЕНИЙ
Годовой экономический эффект от внедрения новой техники,
изобретений и рационализаторских предложений представляет
собой суммарную экономию затрат всех производственных ре-
сурсов (живой труд, материалы, капитальные вложения), которую
в результате получает народное хозяйство и которая в конечном
итоге выражается в увеличении национального дохода.
При определении'годового экономического эффекта в расчетах
должна быть обеспечена сопоставимость сравниваемых вариан-
тов новой и базовой техники по объему производимой продукции
(работы); фактору времени, социальным последствиям и качест-
венным параметрам. В сравниваемых вариантах показатели
должны рассчитываться в одинаковых ценах, одинаковыми мето-
дами исчисления стоимостных и натуральных показателей. Если
сравниваемые варианты отличаются по мощности, качеству вы-
рабатываемой продукции или другим характеристикам, то их
необходимо привести в сопоставимый вид, т. е. уравнять по ос-
новным характеристикам путем введения дополнительных за-
трат в базовый процесс.
Определение годового экономического эффекта от использо-
вания новой техники, изобретений и рационализаторских пред-
ложений осуществляется по разности приведенных затрат ба-
зовой ПЗТОВ'О'Й техники? Приведенные затраты на производство и
использование новой техники, изобретений и рационализатор-
ских предложений представляют собой сумму двух величин:
себестоимости и нормативной прибыли, исчисленной к капиталь-
ным вложениям. Расчет производится по формуле:
3 = С 4- Е„к
где 3 — приведенные затраты на производство единицы продук-
ции, руб/т; С — себестоимость единицы продукции, руб; Ен —
нормативный коэффициент экономической эффективности; К. —
капитальные вложения на единицу продукции, руб.
Для обеспечения народнохозяйственного подхода к оценке
экономической эффективности новой техники в расчетах исполь-
зуется единый нормативный коэффициент, равный 0,15.
Расчет годового экономического эффекта Э от применения
новых или существенно усовершенствованных технологических
процессов, оборудования, новых катализаторов, новых средств
автоматизации и механизации производства, а также способов
организации производства и труда, когда не изменяется качество
выпускаемой продукции, производится по формуле:
3 = (Зс — Зн) • Ан
где Э — экономический эффект, руб; Зс, За — приведенные за-
траты на единицу продукции (работы), производимой с помощью
базовой и новой техники, руб; Аа — годовой объем производства
605
продукции (работы) с помощью новой техники в расчетном году,
натур, ед.
Расчет годового экономического эффекта от производства и
использования средств труда долговременного применения с но-
выми качественными характеристиками (производительность,
долговечность, издержки эксплуатации и т. д.) производится по
формуле
о Го йн Рс + £н , (Яс-Ин)-£н(^-Кс) ,
L °’ йс ' Рп + Еа + Рп + Еа ”
где За и Зн — приведенные затраты на единицу базового (старого)
и нового средств труда, руб; -------коэффициент учета роста
производительности единицы нового средства труда по сравне-
нию с базовым; Вс и Ва — годовые объемы продукции (работы),
производимые при использовании единицы базового и нового
средств труда, натур, ед.; р „ —коэффициент учета изме-
' ит с»
нения срока службы нового средства труда по сравнению с ба-
зовым; Рс и Рн — доли отчислений на полное восстановление
(реновацию) базового и нового средства труда: рассчитываются,
как величины, обратные срокам службы средств труда, выражен-
ным в годах; Ен — нормативный коэффициент эффективности,
(И' — И') — Е (KL — К’)
равный 0,15; -------х --------------экономия потребителя на
‘ Н I
текущих издержках эксплуатации и отчислениях от сопутствую-
щих капитальных вложений за весь срок службы нового средства
труда по сравнению с базовым, руб; И'с и И'„ — годовые эксплуа-
тационные издержки потребителя при использовании им базо-
вого и нового средств труда в расчете на объем продукции (ра-
боты), производимой с помощью нового средства труда, руб * *;
К'с и Кй — сопутствующие капитальные вложения потребителя
(капитальные вложения без учета стоимости рассматриваемых
средств труда) при использовании базового и нового средств труда
в расчете на объем продукции (работы), производимой с помощью
нового средства труда, руб; Лн — годовой объем производства
новых средств труда в расчетном году, натур, ед.
Расчет годового экономического эффекта от производства и
использования новых или усовершенствованных предметов труда,
обеспечивающих сокращение материалоемкости, затрат на экс-
плуатацию и содержание производственных фондов и других
показателей, а также средств труда со сроком службы менее
одного года, производится по формуле:
О Го У а , (Иа — Ин)—Ен(Кн — Кс) Р ] Л
f=Lс ~ут + н1'Лн
* В составе издержек учитывается только часть амортизационных отчисле-
ний, предназначенных на капитальный ремонт средств труда (т. е. без учета
средств на реновацию), а также амортизационные отчисления по сопутствую-
щим капитальным вложениям потребителя.
606
где Уа и <УС — удельные расходы нового и базового предметов
труда в расчете на единицу продукции (работы), выпускаемой
потребителем, натур, ед.; И'а и И'с — затраты на единицу про-
дукции (работы), выпускаемой потребителем при использовании
нового и базового предметов труда без учета их стоимости, руб;
К‘к и Кс — капитальные затраты потребителя при использова-
нии им нового и базового предметов труда (сырье, материалы и
т. д.) в расчете на единицу продукции (работы), вырабатываемой
с применением нового предмета труда, руб; Аа — годовой объем
производства нового предмета труда в расчетном году, натур, ед.
Расчет годового экономического эффекта от производства
новой продукции или продукции повышенного качества (с более
высокой ценой) для удовлетворения нужд населения; новой про-
дукции, не имеющей аналога, и продукции повышенного каче-
ства, производимой на основе использования изобретений и ра-
ционализаторских предложений, а также от организации новых
производств на основе использования технологических отходов,
определяется по формуле:
Э=(П-ЕпК)-Аа
где Э — годовой экономический эффект от производства новой
продукции для удовлетворения нужд населения или продукции
повышенного качества, руб; П — прибыль от реализации единицы
новой продукции или прирост прибыли (П2—Пг) от реализации
продукции повышенного качества, руб; £ — удельные капиталь-
ные вложения на производство новой продукции или дополни-
тельные удельные капитальные вложения, связанные с повыше-
нием качества продукции, руб; £н — нормативный коэффициент
эффективности (0,15); Аа— годовой объем производства новой
продукции или продукции повышенного качества в расчетном
году, натур, ед.
Если производство и применение новой техники, изобретений
и рационализаторских предложений осуществляется на несколь-
ких предприятиях или сферах применения, то экономический
эффект Э рассчитывается как суммарный эффект по всем предприя-
тиям и сферам применения по формуле;
Э= £ 3tAt
i —I
где п — число предприятий или сфер, потребляющих новую тех-
нику в расчетном году: Эг — годовой экономический эффект на
единицу новой техники на каждом предприятии или в каждой
из сфер потребителя, руб: At — годовой объем производства или
потребления на каждом предприятии или в каждой из сфер,
натур, ед.
607
7.6. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
ПРОИЗВОДСТВА НЕФТЕПРОДУКТОВ
В данном разделе приводятся технико-экономические пока-
затели отечественных процессов переработки нефти, определен-
ные на основании проектных материалов ВНИПИнефпг, НПО
«Леннефтехим» и других проектных организаций. Все расчеты
выполнены, исходя из условий переработки сернистых нефтей
и в ценах одного из нефтеперерабатывающих заводов Европей-
ской части СССР.
Технико-экономические показатели процессов приведены
в процентах к показателям процесса первичной перегонки нефти
на установке ЭЛОУ + АВТ-6 и содержатся в табл. 7.5—7.19.
ТАБЛИЦА 7.5. Первичная перегонка нефти
Установки
<£> on
Показатели АВТ-12/7М ABT-I2-6 ЭЛОУ-р АЕ ЭЛОУ+ АВ'
Производительность ус- тановки по сырью 33,3 50 100 133,3
Выработка целевой про- дукции 32,85 50 100 163,9
Удельные капитальные вложения 159 56,6 100 120,5
Себестоимость 1 т целе- вой продукции . 97,5 93,7 100 90,1
Приведенные затраты иа производство 1 т целевой продукции 98,4 93,2 100 90,2
Численность обслужи- вающего персонала 116,3 132 100 106,4
Затраты на переработку 1 т сырья 111,5 81,2 100 95,8
ТАБЛИЦА 7.6. Вторичная перегонка бензина и мазута
Показатели Установки
перегонки бензина перегонки мазута
Производительность установки по сырью 16,7 30
Выработка целевой продукции 34,54 22,74
Удельные капитальные вложения 170,5 116,7
Себестоимость 1 т целевой продукции 108,1 69,0
Приведенные затраты на производство 1 т це- 107,8 70,1
левой продукции
Численность обслуживающего персонала 48,38 32,3
Затраты на переработку 1 т сырья 130,4 75
608
ТАБЛИЦА 7.7. Производство компонентов автобензина на установках
каталитического риформинга
Установки
О О о О о
Показатели О о СО а о о СО —. а о о
м «л
в в
СО СО СО Г с=: е
4 ч ч
Производительность ус- тановки по сырью 5 5 10 10 16,7 16,7 16,7
Выработка целевой про- дукции 8,7 8,12 18,5 16,8 29,7 30,4 30,2
Удельные капитальные вложения 700 873,8 510 722,2 550 659 777,8
Себестоимость 1 т целе- вой продукции 125,5 142,7 123,6 137,3 127,5 132,46 114,96
Приведенные затраты на производство 1 т целе- вой продукции 128,6 148,6 125,7 141,8 130 135,7 119,5
Числен ность обсл ужи - вающего персонала 90,3 96,8 90,3 119,35 106,45 64,5 51,6
Затраты на переработку 1 т сырья 302 537,7 270 488,5 405,2 537,2 308,9
ТАБЛИЦА 7.8. Производство нефтепродуктов на установках крекинга
и висбрекинга
Показатели Установки
каталитического крекинга 1 термического крекинга 15-5 термоконтакт- ного крекинга висбрекинга
43-102 WI/VI Г-43-107
Производительность установки по сырью Выработка целевой продукции Удельные капитальные вложения Себестоимость 1 т целевой продук- ции Приведенные затраты на производ- ство 1 т целевой продукции Численность обслуживающего пер- сонала Затраты на переработку 1 т сырья 10,7 14,8 216,7 92 92,6 112,9 197,3 20,0 28,9 505,6 111,9 115,2 180,6 414,1 33,3 46,9 451,7 91,6 94,8 135,4 467,5 7,5 4,51 238,9 112,4 116,4 80,6 314,1 30 54,15 402,8 79,5 81,5 183,9 374,8 25 50,5 121,1 60,7 60,8 90,3 90,5
609
ТАБЛИЦА 7.9. Производство нефтепродуктов на установках гидрокрекинга
Показатели Установки
гидрокре- кинга бен- зина гидрокре- кинга ва- куумного га- зойля гидрокре- кинга ва- куумного ди- стиллята
Производительность установки по сырью 16,7 15 16,7
Выработка целевой продукции 33,2 15,16 33,75
Удельные капитальные вложения 200 261 800
Себестоимость 1 т целевой продукции 114,4 87,3 100
Приведенные затраты на производство 1 т целевой продукции 114,6 89,8 104,1
Численность обслуживающего персо- нала 106,5 132,3 87,1
Затраты на переработку 1 т сырья 214,7 188,5 638,7
ТАБЛИЦА 7.10. Производство компонента автобензина на установках
изомеризации бензиновой фракции и изориформинга
Показатели Установки
высокотемператур- ной изомеризации низкотемпе- ратурной изомериза- ции изорифор' минга
ЛИ-150В ЛИ-300В
Производительность установки по сырью 2,5 5,0 5,0 16,7
Выработка целевой продукции 4,0 10,4 10,5 26,4
Удельные капитальные вложе- ния 1073 883,8 907,2 582,2
Себестоимость 1 т целевой про- дукции 174,4 158,4 134 148,9
Приведенные затраты на произ- водство 1 т целевой продукции 181,5 162,1 138,2 152,0
Численность обслуживающего персонала 93,5 93,5 106,5 158,1
Затраты на переработку 1 т сырья 1125,6 1143 663,9 504,2
610
ТАБЛИЦА 7.11. Производство алкилбензина на установках алкилирования
Показатели Установки
сернокислотного алкилирования фтористоводо- родного алкили- рования
Производительность установки по сырью 3,0 2,8
Выработка целевой продукции 5,4 5,4
Удельные капитальные вложения 1522 1397
Себестоимость 1 т целевой продукции 259,5 241,4
Приведенные затраты на производство 1 т це- левой продукции 267,6 248,0
Численность обслуживающего персонала 100 40,0
Затраты на переработку 1 т сырья 2081 1618
ТАБЛИЦА 7.12. Гидроочистка нефтяных фракций
Показатели Установки
Л-24-14Б Л-24-9 Л-24-7/68 Л-24-7/68
Сырье Бензин вторичного происхо- ждения Керосин Прямогон- ная дизель- ная фрак- ция Легкий каталити- ческий газойль
Производительность уста- новки по сырью 13,3 16,7 20 15
Выработка целевой продук- ции 28,2 35,4 41,5 31
Удельные капитальные вло- жения 725 158,3 220,5 186,7
Себестоимость 1 т целевой продукции 118,5 108 114 103,5
Приведенные затраты на про- изводство 1 т целевой про- дукции 121,7 108,2 115,1 104,1
Численность обслуживающе- го персонала 93,5 80,6 93,6 93,6
Затраты на переработку 1 т сырья 295,8 129,3 173,8 144
611
g ТАБЛИЦА 7.13. Производство ароматических углеводородов Св—С8 на установках каталитического риформинга и экстракции
Показатели Установки
Л-35-6 ЛГ-35-8/300Б Л-35-13/300А Л-35-1 2/300 А Л-35-1 1 /1000-h + экстракция с непрерывной регенерацией катализатора риформинга деалформинга получения сум- марных ксило- лов без экстрак- ции
Производительность установки по сырью 5,0 5,0 5,0 5,0 16,7 16,7 11,6 8,3
Выработка целевой продукции 3,1 3,37 4,1 4,1 12,25 18,1 13,44 5,96
в том числе:
бензол 1,1 1,1 0,1 1,54 2,8 7,25 2,54
толуол 1,86 1,9 1,8 2,56 4,3 9,75 5,9
ксилолы 0,14 0,37 2,2 — 5,15 1,1 5,0 5,96
Удельные капитальные вложения 1188 1266,7 1372 1372 833,3 722,2 672,2 1172,2
Себестоимость 1 т целевой продукции 312,1 317,5 274,6 269,5 280,2 203,7 228,7 195,9
в том числе:
бензол 358,1 367,1 341,1 308 331,35 231,5 265,75
толуол 286,5 293,7 272,9 246,4 265,1 185,2 212,65
ксилолы 286,5 293,7 272,9 — 265,1 185,2 212,65 195,9
Приведенные затраты на производство 1 т це- левой продукции 333,9 338,8 294,3 291 291,8 210 233,6 215,7
в том числе:
бензол 379,3 387,8 359,3 328,85 342,3 237,5 270,15
толуол 308,65 315,4 292 271,8 276,95 191,8 217,7
ксилолы 308,65 315,4 292 — 276,95 191,8 217,7 218,63
Численность обслуживающего персонала 161,3 187,1 209,7 203,2 116,1 116,1 77,4 96,8
Затраты на переработку 1 т сырья 1081,1 1155 1244 966,5 1094,2 805,2 773,3 672,8
ТАБЛИЦА 7.14. Депарафинизация дизельных фракций
Показатели
Производительность установки по сырью
Выработка целевой продукции
Удельные капитальные вложения
Себестоимость 1 т целевой продукции
Приведенные затраты на производство 1 т целевой продукции
Численность обслуживающего персонала
Затраты на переработку 1 т сырья
ТАБЛИЦА 7.15. Селективная очистка масляных фракций
Показатели А-
Сырье Фр. 300— 400 °C
Производительность установки по сырью Выработка целевой продукции Удельные капитальные вложения Себестоимость 1 т целевой продукции Приведенные затраты на производство 1 т целе- вой продукции Численность обслуживающего персонала л Затраты на переработку 1 т сырья 2,62 3,25 616,7 142,1 147,5 100 520,9
со
Установки
карбамидной депарафинизации депарафиниэа* ции с помощью цеолитов парекс
Г-64 F-64-2 Г-64-2М
5,0 16,7 8,33 12,3
10,72 34,3 16,25 4,33
555,6 479,4 555,6 991,1
134,6 139,6 151,9 243,4
137,1 141,0 153,8 279,2
125,8 125,8 119,4 148,4
464,9 643,5 746,1 441,4
Установки
7-2 А-37-3 ГОР-37-2М
Фр. >500 °C Фр. 300— 400 °C Фр. 420— 500 °C Фр. >500 °C Фр. 300— 400 °C
2,62 10,0 10,0 5,0 1,5
3,25 13,72 13,72 7,22 1,9
616,7 352,5 352,5 705 694,4
99,7 122,0 86,9 103,0 134,3
105,1 124,4 89,3 108,5 140,1
100 135,5 135,5 135,5 80,65
520,9 290 290 563,9 445,0
ТАБЛИЦА 7.16. Депарафинизация масляных фракций и обезмасливание гачей
Показатели Установки
39-7М 39-8М
Сырье Производительность уста- новки по сырью Выработка целевой про- дукции Удельные капитальные вложения Себестоимость 1 т целевой продукции Приведенные затраты на производство 1 т целевой продукции Численность обслужива- ющего персонала Затраты на переработку 1 т сырья Фр. 300— 400 °C 1,0 1,4 2575 275,4 295,4 151,6 2152,8 Фр. 350— 420 °C 4,0 6,57 1305,6 162,6 171,2 222,6 1228,8' Фр. >500 °C 3,5 4,9 1492,2 209,8 222,1 222,6 1396,3 Фр. 350— 420 °C 4,7 10 1635,6 148,5 156,9 261,3 1292,1
Установки
Показатели 39-9М 40-ЗМ низкотемпе- ратурной депарафини- зации
Сырье Производительность ус- тановки по сырью Выработка целевой про- дукции Удельные капитальные вложения Себестоимость 1 т целевой продукции Приведенные затраты на производство 1 т целевой продукции Численность обслужива- ющего персонала Затраты на переработку 1 т сырья Фр. 420— 500 °C 4,7 10 1635,6 148,5 156,9 261,3 1279,6 Остаточная фр. 4,0 8,6 1908,3 179,1 189,1 261,3 1616,2 Гач 1,33 2,85 1314,4 214,8 220,8 141,9 1972,3 Рафинаты 2,47 3,6 1850,6 218,3 233,3 135,5 1379
614
ТАБЛИЦА 7.17. Экстракция сырья для технического углерода
Показатели Установки переработки газойля каталитического крекинга
А-37-5 с переработкой комбиниро- ванная
фр. 270 — 420 °C (гидроочи- щенная) фр. 196 — 420 °C (гидроочи- щенная) фр. 270 — 420 °C
Производительность установки по 7,0 10,0 7,63
сырью
Выработка целевой продукции 5,27 7,6 7,0
Удельные капитальные вложения 363,3 290,6 611,1
Себестоимость 1 т целевой продукции 158,9 153,3 160,8
Приведенные затраты на производство 162,8 155,9 167,0
1 т целевой продукции
Численность обслуживающего персо- 100 100 148,4
нала
Затраты на переработку 1 т сырья 406,8 366,5 572,3
ТАБЛИЦА 7.18. Деасфальтизация гудронов
Показатели Установки
36-2М 36-6М
Производительность установки по сырью 4,17 10,7
Выработка целевой продукции 2,7 9,24
Удельные капитальные вложения 279 206,1
Себестоимость 1 т целевой продукции 238,2 131,8
Приведенные затраты на производство 1 т целевой про- 240,9 133,3
дукции
Численность обслуживающего персонала 90,3 77,4
Затраты на переработку 1 т сырья 1163,9 634,6
ТАБЛИЦА 7.19. Производство битумов
Показатели Установка 19-6М/70 Производство бескомпрессор- ным методом
Производительность установки по сырью 5,72 10,2
Выработка целевой продукции И,9 18,9
Удельные капитальные вложения 280 265,6
Себестоимость 1 т целевой продукции 67,5 77,4
Приведенные затраты на производство 1 т целе- вой продукции 68,4 78,3
Численность обслуживающего персонала 148,4 267,7
Затраты на переработку 1 т сырья 148,2 334,0
615
Глава 8. ТЕХНИКА БЕЗОПАСНОСТИ
Организация безопасной работы на нефтеперерабатывающих
предприятиях основана на знании опасных свойств сырья, проме-
жуточных и конечных продуктов, на исключении контакта рабо-
тающих с этими веществами и на проведении комплекса мероприя-
тий, предотвращающих отравления, пожары, загорания и взрывы.
Большинство веществ, применяемых в нефтехимии, обладает
вредными (токсичными), пожаро- и взрывоопасными свой-
ствами.
В настоящей главе в краткой форме приводятся характе-
ристики этих веществ и их смесей, классификация веществ и
производств и нормативные требования, вытекающие из этих
классификаций, а также термины и определения.
8.1. ПОЖАРОВЗРЫВООПАСНЫЕ И ВРЕДНЫЕ
СВОЙСТВА НЕФТЕПРОДУКТОВ
Из показателей пожаровзрывоопасности в соответствии
с ГОСТ 12.1.017—80 наиболее применимы группа горючести, тем-
пература вспышки, температура воспламенения, температура
самовоспламенения, пределы воспламенения.
Абсолютное большинство нефтепродуктов относится к группе
горючих веществ, т. е. таких, которые способны к самостоятель-
ному горению в воздухе после удаления источника зажигания.
В зависимости от температуры вспышки нефтепродукты и про-
изводства, применяющие их, классифицируются по степени опас-
ности.
По ГОСТ 12.1.017—80 эти показатели имеют следующие опре-
деления:
Температура вспышки — самая низкая температура горючего
вещества, при которой над его поверхностью образуются пары
или газы, способные вспыхивать в воздухе от источника зажига-
ния, но скорость их образования еще недостаточна для устойчи-
вого горения.
Температура воспламенения — температура горючего веще-
ства, при которой оно выделяет горючие пары и газы с такой ско-
ростью, что после воспламенения их от источника зажигания воз-
никает устойчивое горение.
К легковоспламеняющимся жидкостям (ЛВЖ) относятся го-
рючие жидкости с температурой вспышки в закрытом тигле не
выше 61 °C. ЛВЖ подразделяются на особоопасные — имеющие
температуру вспышки ниже —18 °C, постоянно опасные — с тем-
пературой вспышки от —18 до 23 °C и опасные при повышенной
температуре — с температурой вспышки от 23 до 61 °C.
Группа горючести, в зависимости от температуры вспышки,
используется при определении категории производства по пожаро-
616
взрывоопасности в соответствии с требованиями СНиП 11-90-81
и при определении класса взрывоопасной зоны по Правилам уст-
ройства электроустановок (ПУЭ). Для газов и паров группа го-
рючести определяется по концентрационным пределам воспла-
менения и температуре самовоспламенения.
Нижний {верхний) концентрационный предел воспламенения —
это минимальное (максимальное) содержание горючего в смеси
горючее вещество — окислительная среда, при котором воз-
можно распространение пламени по смеси на любое расстояние
от источника зажигания.
Температура самовоспламенения — самая низкая температура
вещества, при которой происходит резкое увеличение скорости
экзотермических реакций, заканчивающееся пламенным горе-
нием.
Эти показатели используются при классификации производств
по пожаровзрывоопасности по СНиП П-90-81 и по ПУЭ, а также
при расчете безопасных концентраций газов внутри технологи-
ческого оборудования, трубопроводов, при расчете вентиляцион-
ных систем, при подборе газоанализаторов довзрывных концен-
траций и т. п.
Большинство нефтепродуктов наряду с пожароопасностью
обладает вредными свойствами.
По определению ГОСТ 12.1.007—76, вредными веществами
называются вещества, которые при контакте с организмом чело-
века, в случае нарушений требований безопасности, могут вы-
звать производственные травмы, профессиональные заболевания
или отклонения в состоянии здоровья, обнаруживаемые современ-
ными методами как в процессе работы, так и в отдаленные сроки
жизни настоящего и последующего поколений.
О вредности вещества можно судить по предельно допустимым
концентрациям (ПДК) их в воздухе рабочей зоны. ПДК — это
концентрации, которые при ежедневной (кроме выходных дней)
работе в течение 8 ч или при другой продолжительности рабочего
дня, но не более 41 ч в неделю, в течение всего рабочего стажа
не могут вызвать заболеваний или отклонений в состоянии здо-
ровья.
Рабочей зоной называется пространство высотой до 2 м над
уровнем пола или площадки, на которых находятся места постоян-
ного или временного пребывания работающих в процессе трудовой
деятельности.
В соответствии с классификацией ГОСТ 12.1.007—76, по сте-
пени воздействия на организм человека, вредные вещества, при-
меняемые в промышленности, подразделяют на четыре класса
опасности:
1 — вещества чрезвычайно опасные;
2 — вещества высокоопасные;
3 — вещества умеренно опасные;
4 — вещества малоопасные.
20 Зак. 70
617
ТАБЛИЦА 8.1. Показатели опасных свойств наиболее распространенных
в нефтепереработке паров, газов и жидких веществ
Вещество Температура вспышки, °C Концентра- ционные объемные пределы вос- пламенения, о/ /о Горючесть, воспла- меняемость, взры- воопасность * ПДК, мг/м® Класс опасности Плотность газов (паров) по воздуху
ниж- ний верх- ний
Углеводороды
Ацетилен 2,50 81,0 ВВ 0,91
Бензол — 11 1,43 6,7 ЛВЖ 5 2 2,77
Бутадиен — 2,02 12,5 гг 100 4 1,88
н-Бутан — 1,5 8,5 гг 2,07
Бутен-1 — 1,81 9,6 гг
н-Гексадекан 128 0,47 гж
«-Гексан —26 1,24 7,5 лвж 3,00
«-Гептан — 4 1,07 6,7 лвж
«-Додекан 77 0,63 гж
Изобутан —- 1,81 8,4 гг
Изобутилен — 1,78 9,0 . гг 100 4
Изопентан —52 1,36 7,6 лвж 2,5
Изопропилбензол 36 0,93 4,2 лвж 50 4 4,14
0- Ксилол 32 1,00 6,0 лвж 50 3 3,66
л-Ксилол 25 1,00 6,0 лвж 50 3 3,66
п-Ксилол 25 1,00 6,0 лВЖ 50 3 3,66
Метан — 5,28 15,0 гг 0,55
н-Нонан 31 0,84 лвж
н-Октан 14 0,94 3,2 лвж
«-Пентадекан 115 0,50 гж
«-Пентан —44 1,47 7,8 лвж 2,50
Пропан — 2,31 9,5 гг 1,56
Пропилен — 2,30 10,3 гг 1,45
Стирол 31 1,06 5,2 лвж . 5 3 3,58
н-Тетрадекан 103 0,54 гж 6,83
Толуол 4 1,25 6,7 лвж 50 3 3,20
«-Тридекан 90 0,58 гж
2,2,4-Триметилпентан — 10 1,0 3,2 лвж
«-Ундекан 62 0,69 гж
Циклогексан — 18 1,31 10.6 лвж 80 4 2,9
Этан — 3,07 15,0 гг 1,05
Этилбензол 24 1,03 3,9 лвж 3,60
Этилен — 3,11 32,0 ВВ 0,97
Спирты, кислоты, альдегиды, кетоны
н-Амиловый спирт 49 1,48 лвж 100 4 3,04
Ацетальдегид — 38 4,00 55,0 лвж 5 3 1,52
Ацетон — 18 2,10 13,0 лвж 200 4 2,00
«-Бутиловый спирт 38 1,81 12,0 лвж 10 3 2,60
«-Гексиловый спирт 63 1,23 5,4 гж 10 3
Изобутиловый спирт 28 1,81 7,3 лвж 200 4 2,56
Изопропиловый спирт 13 2,23 12,0 лвж 200 4 2,10
Метиловый спирт 8 6,7 34,7 лвж 5 3 1,11
618
Продолжение табл. 8.1
Вещество Температура вспышки, °C Концентра- ционные объемные пределы вос- пламенения, % Горючесть, воспла- меняемость, взры- воопасность * ПДК, мг/м’ Класо опасности Плотность газов (паров) по воздуху
ниж- ний верх- ний
Метилэтилкетон —6 1.8 9,5 лвж 200 4 2,51
н-Пропиловый спирт 23 2,34 13,5 лвж 10 3 2,10
Уксусная кислота 38 3,33 22,0 лвж 5 3 2,0
Формальдегид — 7,0 13,6 гг 0,5 2 1,04
Этиленгликоль 112 4,29 6,35 гж 2,15
Этиловый спирт 13 3,61 19,0 лвж 1000 4 1,60
Уксусный ангидрид 40 1.21 9,9 лвж 3,50
Соединения, содержащие азот, серу, хлор
Аммиак — 15,5 28,0 ГГ 20 4 0,59
Анилин 73 1,32 8,3 ГЖ 0,1 2 3,30
Диметилформамид 58 2,35 лвж 10 2
1,2-Дихлорэтан 12 4,60 16,0 лвж 10 2 3,40
Диэтиламин —26 1.77 лвж 30 4
Пиридин 20 1 Я5 12 4 лвж 5 2 2,70
Сероводород — 4Д 46,0 гг 10 2 1,19
Сероуглерод — 43 1,33 50,0 лвж 2 2,60
Хлорбензол 25 1,40 лвж 50 3
Хлорэтан — 3,92 гг
Эфиры
н-Амилацетат 25 1,08 лвж 100 4
н-Бутилацетат 22 1,43 15,0 лвж 200 4
Дивиниловый эфир <—30 2,00 лвж
Диметиловый эфир — 3,49 ГГ
Диоксан-1,4 11 1,87 23,4 лвж 10 3 3,10
Диэтиловый эфир —43 1,90 лвж 300 4 2,60
Этилацетат —3 2,28 16,8 лвж 200 4 3,04
Диметилдиоксан 18 1,97 22,0 лвж 3 3 4,00
Нефтепродукты и другие вещества
Бензин А-72 (зимний) ГОСТ 2084—77 — 36 0,79 5,16 лвж 100 4 3,60
Бензин АИ-93 (летний) ГОСТ 2084—77 —36 1,06 лвж 100 4
Бензин авиационный Б-70 ГОСТ 1012—72 — 34 0,79 5,16 лвж 100 4 3,65
Водород Дизельное топливо — 4,00 75,0 гг — — 0,66
ГОСТ 305—82
зимнее >35 0,61 лвж
летнее >40 0,52 лвж
20’
619
Продолжение табл. 8.1
Вещество
в Концентра-
ционные
объемные
пределы воо-
пламенения,
%
ниж- верХ'
ний ний
Керосин осветительный КО-22 ГОСТ 4753—68 >40 0,64 ЛВЖ 300 4 —
Масло трансформаторное ГОСТ 10121—76 150 0,29 гж
Оксид углерода — 12,5 75,0 ГГ 20 4 0,9
Растворитель Р-4 (н-бутил- ацетата 12%, толуола 62%, ацетона 26%) —9 1,60 ЛВЖ
Тетрагидрофуран — 16 1,78 ЛВЖ 100 4
Уайт-спирит >33 0,70 лвж 300 4
Этиленоксид — 3,66 80,0 ВВ 1,0 2 1,52
Примечание. В таблице приняты следующие обозначения: ВВ — взрыво-
опасные вещества; ГГ — горючие газы; ГЖ — горючие жидкости; ЛВЖ — легковос-
пламеняющиеся жидкости; НГ — негорючие газы. Прочерки означают, что данный пока-
затель не существует для данного вещества. Незаполненные графы свидетельствуют об
отсутствии данных для этого вещества.
К первому классу, как правило, относятся вещества с ПДК
менее 0,1 мг/м3, ко второму — от 0,1 до 1,0 мг/м3, к третьему —
от 1,1 до 10 мг/м3 и к четвертому — более 10 мг/м3.
При отнесении веществ к тому или иному классу опасности
учитываются также средняя смертельная доза при введении в же-
лудок, при нанесении на кожу, при вдыхании и ряд других пока-
зателей.
Предельно допустимые концентрации вредных веществ в воз-
духе рабочей зоны — обязательные санитарные нормативы для
использования при проектировании производственных зданий,
технологических процессов, вентиляции, средств сигнализации
и других средств контроля за состоянием воздушной среды.
При осуществлении контроля за состоянием воздуха в рабочей
зоне производственных помещений, а также на территории про-
мышленных предприятий руководствуются следующими поло-
жениями:
места отбора проб воздуха устанавливаются во всех цехах
и производственных помещениях, имеющих источники вредных
выбросов:
выбор мест постоянного контроля за состоянием воздуха
в производственных цехах и на территории НПЗ производится
работниками заводских специальных лабораторий по контролю
620
за атмосферным воздухом по согласованию с представителями
цехов и местной санэпидстанцией.
Основные показатели опасных свойств наиболее распростра-
ненных химических веществ и нефтепродуктов приведены
в табл. 8.1.
8.2. ВЗРЫВООПАСНЫЕ СМЕСИ
И ВЗРЫВОЗАЩИЩЕННОЕ ЭЛЕКТРООБОРУДОВАНИЕ
К числу мероприятий, обеспечивающих безопасность произ-
водственного процесса при наличии в производстве взрывоопас-
ных веществ, относится предотвращение образования в горючей
среде импульса воспламенения, в частности, применяют электро-
оборудование, соответствующее классу пожаровзрывоопасности
помещения, группе и категории взрывоопасной смеси.
Конструктивное исполнение этого оборудования обеспечи-
вает его взрывозащиту.
Сведения об уровнях и видах взрывозащиты приводятся
в разделе 5.2.1.
Взрывоопасные смеси — категории и группы. Взрывоопасная
смесь — смесь горючих газов, паров ЛВЖ с воздухом, кислоро-
дом или другим окислителем, которая при определенной концен-
трации (между НПВ и ВПВ) способна взрываться при возникно-
вении источника инициирования взрыва.
В соответствии с ГОСТ 12.1.011—78, для получения исходных
данных, необходимых при выборе взрывозащищенного оборудо-
вания, взрывоопасные смеси подразделяются на категории —
в зависимости от величины безопасного экспериментального мак-
симального зазора БЭМЗ (табл. 8.2) и на группы — в зависимо-
сти от температуры самовоспламенения (табл. 8.3). В табл. 8.4
приведено распределение взрывоопасных смесей наиболее рас-
пространенных газов и паров с воздухом по категориям и группам.
ТАБЛИЦА 8.2. Категории
взрывоопасных смесей
ТАБЛИЦА 8.3. Группы
взрывоопасных смесей
Категория и найме- Величина БЭМЗ, мм Группа взрывоопас- ных смесей Температура самовос- пламенения, °G
нование взрыво-
Т1 Свыше 450
Т2 Свыше 300 до 450
J Рудничный ме- Сыше 1,0 включительно
тан II Промышленные тз Свыше 200 до 300 включительно
газы и пары Т4 Свыше 135 до 200
ПА >0,9 Т5 включительно
ПВ 0,5 до 0,9 включительно Свыше 100 до 135 включительно
ПС До 0,5 Тб Свыше 85 до 100 включительно
621
ТАБЛИЦА 8.4. Распределение взрывоопасных смесей по категориям и группам
Категория и группа взры- воопасных смесей Вещества, образующие с воздухом взрывоопасную смесь
I-T1 11А-Т1 Метан (рудничный) Аммиак, аллилхлорид, ацетон, ацетонитрил Бензол, бензотрифторид Винилиденхлорид, винилхлорид Диацетоновый спирт, динзопропиловый эфир, доменный газ, дихлорпропан, дихлорэтан, диэтиламин Изобутан, изобутилен, изопропилбензол Метан (промышленный), метилацетат, метилизоцианат, «-метил- стирол, метилхлорид, метилхлорформиат, метилциклопропилке- тон, метилэтилкетон Пиридин, пропан Разбавитель РЭ-1, растворители Р-4, РС-1 Сольвент нефтяной, стирол Толуол, трифторпропен, трифторхлорпропан, трифторхлорэти- лен, трифторэтан, триэтиламин Углерода оксид, уксусная кислота Хлорбензол Циклопентадиен
IIA-T2 Этан, этилхлорид Алкилбензол, амилацетат, ацетилацетон, ацетилхлорид, ацето- иропилхлорид Бензин Б 95/130. бутан, бутнлацетат, бутиловый и /креш-бутило- вый спирты, бутилпропионат Винилацетат, винилиденфторид Диизопропиламин, диметиламин, диметилформамид Изоамиловый и изобутиловый спирты, изобутилхлорид, изооктан, изопентан, изопрен, изопропиламнн, изопропиловый спирт Мезитила окись, метиламин, метилизобутилкетон, метилмеркап- тан, метилметакрилат, метиловый спирт, 2-метилтиофен, метил- трихлорсилан, метилфуран, метилхлорметилдихлорсилан, моно- изобутиламин Пентадиен-1,3, пропиламин, пропилен, пропионовая кислота Разбавители РДВ, РКБ-1, РКБ-2; растворители № 646, 647, 648, 649, АЭ, БЭФ, РС-2 Трифторпропилметилдихлорсилан, трифторэтилен, трихлорэти- лен Уксусный ангидрид Циклогексанол, циклогексанон Этиламин, этилацетат, этилбензол, этилбутират Этилендиамин, этиленхлоргидрин, этилизобутират, этиловый
IIA-T3 спирт Амиловый спирт Бензины А-66, А-72, А-76, Б-70, «Галоша», бутилметакрилат Гексан, гептан Дизельное топливо ДЗ, диизобутиламин, дипропиламин Изовалериановый альдегид, изооктилен Камфен, керосин Морфолин Нефть Петролейный эфир, пентан, полиэфир ТГМ-3 Растворитель № 651
622
Продолжение табл. 8.4
Категория и группа взры- воопасных смесей Вещества, образующие с воздухом взрывоопасную смесь
IIA-T4 Скипидар Триметиламин, топливо ТС-1 Уайт-спирит Циклогексан, циклогексиламин Этилдихлортиофосфат, этилмеркаптан Декан
IIA-T5 Изомасляный, масляный пропионовый альдегиды Тетраметилдиаминометан, 1,1,3-триэтоксибутан Уксусный альдегид
IIA-T6 —
1IB-T1 Коксовый газ
ПВ-Т2 Синильная кислота Акриловая кислота, акрилонитрил
НВ-ТЗ Бутадиен-1,3 4,4-Диметилдиоксан, диметилдихлорсилан, диоксан, диэтил- дихлорсилан Камфорное масло Мети л акрилат, 2-мёгилбутсна-2-оксидметилвипилдихлорсилан Пропиленоксид Растворители АКР, АМР-3 Т риметилхлорсилан Формальдегид, фуран, фурфурол Эпихлоргидрин, этилен, этиленоксид, этилтрихлорсилан
IIB-4T Акролеин Винилтрихлорсилан Сероводород Тетрагидрофуран, тетраэтоксисилан, триэтоксисилан Формальгликоль Этилдихлорсилан, этилцеллозольв Дибутиловый и диэтиловый эфиры, диэтиловый эфир этиленгли-
IIB-T5 КОЛЯ
ПВ-Т6 —
ПС-Т1 Водород, водород 75% + азот 25%, водяной газ
IIC-T2 Светильный газ Ацетилен
ПС-ТЗ Метилдихлорсилан Трихлорсилан
IIC-T4 —
IIC-T5 Сероуглерод
IIC-T6 —
623
В соответствии с категориями взрывоопасных смесей (см.
табл. 8.2), электрооборудование также делится на подгруппы ПА,
ПВ, ПС, причем оно считается взрывозащищенным только для
соответствующих взрывоопасных смесей. Например, электро-
оборудование подгруппы IIВ является взрывозащищенным для
смесей ПА и ПВ, но не ПС, а электрооборудование подгруппы ПС
является взрывозащищенным для смесей любой категории.
В зависимости от наибольшей температуры поверхностей
взрывозащищенного электрооборудования, безопасной в отно-
шении воспламенения окружающей взрывоопасной среды электро-
оборудование подразделяется на шесть температурных классов,
соответствующих группам взрывоопасных смесей (см. табл. 8.3).
Так, электрооборудование со знаком температурного класса Т1,
является взрывозащищенным только для группы взрывоопасных
смесей Т1, а электрооборудование, имеющее температурный
класс Тб, является взрывозащищенным для любой группы взрыво-
опасных смесей от Т1 до Тб.
8.3. КЛАССИФИКАЦИЯ ПРОИЗВОДСТВ И ПОМЕЩЕНИЙ
ПО П0ЖАР0ВЗРЫВ00ПАСН0СТИ
8.3.1. Основные термины и определения
Помещение — пространство, огражденное со всех сторон сте-
нами (в том числе с окнами и дверями), покрытием (перекрытием)
и полом. Пространство под навесом, так же как пространство,
ограниченное сетчатыми или решетчатыми ограждающими кон-
струкциями, не является помещением.
Наружная установка — установка, расположенная вне по-
мещения (снаружи) открыто или под навесом либо за сетчатыми
или решетчатыми ограждающими конструкциями.
Взрывоопасная зона — помещение или ограниченное простран-
ство в помещении или наружной установке, в котором имеются
или могут образоваться взрывоопасные смеси.
При определении взрывоопасных зон принимается:
а) взрывоопасная зона занимает весь объем помещения, если
объем взрывоопасной смеси превышает 5% свободного объема
помещения;
б) взрывоопасной считается зона в помещении в пределах
до 5 м по горизонтали и вертикали от технологического аппарата,
из которого возможно выделение горючих газов или паров ЛВЖ,
если объем взрывоопасной смеси равен или менее 5% свободного
объема помещения. Помещение за пределами взрывоопасной зоны
следует считать невзрывоопасным, если нет других факторов,
создающих в нем взрывоопасность.
624
8.3.21 Классификация взрывоопасных зон
И смежных с ними помещений по ПУЭ
В соответствии с главой VII-3 Правил устройства электро-
установок (ПУЭ), класс взрывоопасной зоны, в зависимости от
которого производится выбор электрооборудования, определяют
технологи совместно с электриками проектной или эксплуати-
рующей организации.
Взрывоопасные зоны делятся на классы В-1, В-Ia, В-16, В-1г,
В'-П и В-Па.
Зоны класса В-1 — зоны, расположенные в помещениях, в ко-
торых выделяются горючие газы или пары ЛВЖ в таком коли-
честве и с такими свойствами, что они могут образовать с возду-
хом взрывоопасные смеси при нормальных режимах работы, на-
пример при загрузке и выгрузке, хранении и переливании ЛВЖ-
Зоны класса В-1а — зоны, расположенные в помещениях,
в которых при нормальной эксплуатации взрывоопасные смеси
горючих газов (независимо от нижнего концентрационного пре-
дела воспламенения) или паров ЛВЖ с воздухом не образуются,
а возможны только в результате аварий или неисправно-
стей.
Зоны класса В-16 — зоны, расположенные в помещениях,
в которых при нормальной эксплуатации взрывоопасные смеси
горючих газов или паров ЛВЖ с воздухом не образуются, а воз- _
можны только в результате аварий или неисправностей и которые
отличаются одной из следующих особенностей:
1. Горючие газы в этих зонах обладают высоким нижним кон-
центрационным пределом воспламенения (15% и более) и резким
запахом при предельно допустимых концентрациях по
ГОСТ 12.1.005—76 (например, машинные залы аммиачных ком-
прессорных и холодильных абсорбционных установок).
2. Помещения производств, связанных с обращением газооб-
разного водорода, в которых по условиям технологического про-
цесса исключается образование взрывоопасной смеси в объеме,
превышающем 5% свободного объема помещения, имеют взрыво-
опасную зону только в верхней части помещения. Взрывоопас-
ная зона условно принимается от отметки 0,75 общей высоты по-
мещения, считая от уровня пола, но не выше кранового пути, если
таковой имеется (например, помещения электролиза воды, заряд-
ные станции тяговых и стартерных аккумуляторных батарей).
3. Зоны лабораторных и других помещений, в которых горю-
чие газы и ЛВЖ имеются в небольших количествах, недостаточ-
ных для создания взрывоопасной смеси в зоне, превышающей 5%
свободного объема помещения, и в которых работа с горючими
газами и ЛВЖ производится без применения открытого пла-
мени. Эти зоны не относятся к взрывоопасным, если работа с го-
рючими газами и ЛВЖ производится в вытяжных шкафах или
под вытяжными зонтами.
625
Зоны класса В-1г — пространства у наружных установок}
технологических установок, содержащих горючие газы или ЛВЖ
(за исключением наружных аммиачных компрессорных установок);
надземных и подземных резервуаров с ЛВЖ или горючими га-
зами (газгольдеры); эстакад для слива и налива ЛВЖ; открытых
нефтеловушек, прудов-отстойников с плавающей нефтяной плен-
кой и т. д.
К зонам класса В-1г относятся также пространства у проемов
за наружными ограждающими конструкциями помещений с взрыво-
опасными зонами классов В-1, В-Ia и В-П (исключение — запол-
ненные стеклоблоками проемы окон); пространства у наружных
ограждающих конструкций, если на них расположены устрой-
ства для выброса воздуха из систем вытяжной вентиляции поме-
щений с взрывоопасными зонами всех классов или если они на-
ходятся в пределах наружной взрывоопасной зоны: пространства
у предохранительных и дыхательных клапанов емкостей и тех-
нологических аппаратов с горючими газами и ЛВЖ-
Для наружных взрывоопасных установок взрывоопасная зона
класса В-1г считается в следующих пределах (по горизонтали и
вертикали):
а) до 0,5 м от проемов за наружными ограждающими кон-
струкциями помещений с взрывоопасными зонами классов В-1,
B-Ia, В-П;
б) до 3 м от закрытого технологического аппарата, содержа-
щего горючие газы или ЛВЖ; от вытяжного вентилятора, установ-
ленного снаружи (на улице) и обслуживающего помещения с взры-
воопасными зонами любого класса;
в) до 5 м от устройства для выброса из предохранительных
и дыхательных клапанов емкостей и от технологических аппара-
тов, содержащих горючие газы или ЛВЖ; от расположенных на
ограждающих конструкциях зданий устройств для выброса воз-
духа из систем вытяжной вентиляции помещений с взрывоопас-
ными зонами любого класса;
г) до 8 м от резервуаров с ЛВЖ или горючими газами (газ-
гольдеров), а при наличии обвалования — в пределах всей пло-
щади внутри обвалования;
д) до 20 м от места открытого слива и налива для эстакад
с открытым сливом и наливом ЛВЖ;
е) эстакады с закрытыми сливо-наливными устройствами, эста-
кады и опоры под трубопроводы для горючих газов и ЛВЖ не
относятся к взрывоопасным, за исключением зон в пределах до
3 м по горизонтали и вертикали от запорной арматуры и фланце-
вых соединений трубопроводов, в пределах которых электрообо-
рудование должно быть взрывозащищенным для соответствую-
щей категории и группы взрывоопасной смеси.
Зоны класса В-П — зоны, расположенные в помещениях,
в которых выделяются переходящие во взвешенное состояние
горючие пыли или волокна в таком количестве и с такими свой-
626
ствами, что они способны образовать с воздухом взрывоопасные
смеси при нормальных режимах работы (например, при загрузке
и разгрузке технологических аппаратов).
Зоны класса В-11а — зоны, расположенные в помещениях,
в которых опасные состояния, характерные для зон класса В-П,
не возникают при нормальной эксплуатации, а возможны только
в результате аварий или неисправностей.
Камеры вытяжных вентиляторов, обслуживающих взрыво-
опасные зоны любого класса, относятся к взрывоопасным зонам
того же класса, что и обслуживаемые ими взрывоопасные зоны.
Для вентиляторов, установленных за наружными ограждающими
конструкциями и обслуживающих помещения с взрывоопасными
зонами классов В-1, В-Ia и В-П электродвигатели подбираются
как для зоны класса В-1г.
Камеры приточных вентиляторов, обслуживающих взрыво-
опасные помещения, относятся к невзрывоопасным зонам, если
их воздуховоды оборудованы самозакрывающимися обратными
клапанами, не допускающими проникновения взрывоопасных
смесей в приточные камеры при прекращении подачи воздуха.
Обратные клапаны должны быть установлены в местах пересе-
чения воздуховодов со стенами или перекрытиями.
При отсутствии обратных клапанов камеры приточных вен-
тиляторов относятся к взрывоопасным зонам того же класса, что
и обслуживаемые ими помещения.
Класс взрывоопасности производственных помещений, ко-
торые хотя и не содержат технологического оборудования и ма-
териалов, представляющих опасность в отношении пожара и
взрыва, но являются смежными с взрывоопасными помещениями
и отделены от последних стенами или тамбуром с дверями, опре-
деляется в соответствии с табл. 8.5.
Если тамбур предназначен для пропуска конвейеров, транс-
портеров и т. п. и не имеет дверей (открытый), то класс помещения,
ТАБЛИЦА 8.5. Класс зоны помещения, смежного с взрывоопасной зоной
другого помещения
Класс взрыво- опасной зоны Класс зоны помещения, смежного с взрывоопасной зоной другого помещения и отделенного от нее
стеной (перегородкой) с дверью стеной (перегородкой) без проемов или с проемами, оборудованными тамбур-шлюзом
В-1 В-1а Невзрыво- и непожароопасная
В-1а В-16 То же
В-16 Невзрыво- и непожароопас-
ная
В-Н В-Па
В-Па Невзрыво- и непожароопас-
ная
627
смежного с взрывоопасным, допускается определять так же,
как для помещений, отделенных от взрывоопасных тамбуром или
коридором.
В этом случае тамбур должен быть оборудован системой вен-
тиляции, обеспечивающей невозможность перехода взрывоопас-
ных смесей из взрывоопасного помещения в смежное. Такой
тамбур не должен предназначаться для прохода людей.
Класс взрывоопасности зон, содержащих легкие несжижен-
пые горючие газы или ЛВЖ, при наличии признаков класса В-1
допускается снижать до класса В-Ia при условии выполнения
одного из следующих мероприятий;
а) устройства системы вентиляции, основанной на установке
нескольких вентиляционных агрегатов (при аварийной остановке
одного из агрегатов оставшиеся в работе должны полностью обес-
печить требуемую производительность системы вентиляции, а
также достаточную равномерность действия вентиляции по всему
объему помещения, включая подвалы, каналы и их повороты);
б) устройства автоматической сигнализации, действующей при
возникновении в любом пункте помещения концентрации газов
или паров ЛВЖ, не превышающей 20% нижнего концентрацион-
ного предела воспламенения, а если газы вредны и взрывоопасны,
то при приближении их концентрации к предельно допустимой
(число сигнальных приборов и их расположение, а также система
их резервирования должны обеспечивать безотказное действие
сигнализации).
Зоны помещений или наружных установок в пределах до 5 м
по горизонтали и вертикали от аппарата, в котором присутствуют
пли могут возникнуть взрывоопасные смеси, но технологический
процесс ведется с применением открытого огня, а также зоны,
в которых части или поверхности технологических аппаратов
нагреты до температуры самовоспламенения горючих газов, па-
ров ЛВЖ, горючей пыли или волокон, не относятся в части их
электрооборудования к взрывоопасным. Классификацию зоны
в помещении или зоны наружной установки за пределами указан-
ной пятиметровой зоны следует определять в зависимости от тех-
нологических процессов, которые в них производятся.
Зоны помещений или наружных установок, в которых твердые,
жидкие и газообразные горючие вещества сжигаются в качестве
топлива или утилизируются путем сжигания, не относятся в части
их электрооборудования к взрывоопасным.
Во встроенных в здания помещениях котельных, предназна-
ченных для работы на газообразном или жидком топливе с тем-
пературой вспышки 61 °C и ниже, требуется предусматривать
необходимый минимум взрывозащищенных светильников, вклю-
чаемых перед началом работы котельной установки. Выключа-
тели для светильников устанавливаются вне помещения котель-
ной. Электродвигатели вентиляторов, включаемых перед началом
работы котельной установки, и их пускатели, выключатели и
628
другие пусковые аппараты, если они установлены внутри поме-
щений котельных установок, должны быть взрывозащищенными
для соответствующих категорий и групп взрывоопасных смесей.
Проводка к вентиляционному электрооборудованию и к светиль-
никам должна соответствовать классу взрывоопасной зоны.
8.3.3, Классификация пожароопасных зон по ПУЭ
Пожароопасной зоной называется пространство внутри и вне
помещения, в пределах которого постоянно или периодически
обращаются горючие (сгораемые) вещества и в котором они могут
находиться при нормальном технологическом процессе или при
его нарушениях.
Зоны класса П-1 — зоны, расположенные в помещениях, в ко-
торых обращаются горючие жидкости с температурой вспышки
выше 61 °C.
Зоны класса П-11 — зоны, расположенные в помещениях,
в которых выделяются горючие пыль или волокна с НПВ более
65 г/м3.
Зоны класса П-Па — зоны, расположенные в помещениях,
в которых обращаются твердые горючие вещества.
Зоны класса П-III — расположенные вне помещения зоны,
в которых обращаются горючие жидкости с температурой вспышки
выше 61 °C или твердые горючие вещества.
Зоны в помещениях и зоны наружных установок в пределах
до 5 м по горизонтали и вертикали от аппарата, в котором по-
стоянно или периодически обращаются горючие вещества, но
технологический процесс ведется с применением открытого огня,
раскаленных частиц либо имеются поверхности, нагретые до тем-
пературы самовоспламенения горючих паров, пылей или волоксн,
не относятся в части их электрооборудования к пожаро-
опасным.
Класс среды в помещениях или среды наружных установок
за пределами указанной 5-метровой зоны следует определять
в зависимости от технологических процессов, протекающих
в этой среде.
Зоны в помещениях и зоны наружных установок, в которых
твердые, жидкие и газообразные горючие вещества сжигаются
в качестве топлива или утилизируются путем сжигания, не от-
носятся в части их электрооборудования к пожароопасным.
Зоны в помещениях вытяжных вентиляторов, а также в поме-
щениях приточных вентиляторов (если приточные системы ра-
ботают с применением рециркуляции воздуха), обслуживающих
помещения с пожароопасными зонами класса П-П, относятся
также к пожароопасным зонам класса П-П.
Зоны в помещениях вентиляторов местных отсосов относятся
к пожароопасным зонам того же класса, что и обслуживаемая
ими зона.
629
Для вентиляторов, установленных за наружными ограждаю-
щими конструкциями и обслуживающих пожароопасные зоны
класса П-П и пожароопасные зоны любого класса местных от-
сосов, электродвигатели выбираются, как для пожароопасной
зоны класса П-Ш.
8.3.4. Классификация производств
по степени взрывопожарной опасности по СНиП 11-90-81
При проектировании новых и реконструируемых производ-
ственных зданий промышленных предприятий производства под-
разделяются на следующие категории по взрывной, взрывопожар-
ной и пожарной опасности:
.. Характеристика веществ
Категория и материалов, имеющихся
производств в ПрОИЗВодстве
Взрывопожароопасные
А Горючие газы с НПВ 10 % и менее к объему воздуха и жидкости
с температурой вспышки паров до 28 °C включительно, если из
указанных газов и жидкостей могут образоваться взрывоопасные
смеси в объеме, превышающем 5% объема помещения; вещества,
способные взрываться и гореть при взаимодействии с водой, кисло-
родом воздуха или друг с другом
Б Горючие газы с НПВ более 10 % к объему воздуха; жидкости
с температурой вспышки паров выше 28 до 61 °C включительно;
жидкости, нагретые в условиях производства до температуры
вспышки и выше; горючие пыли или волокна с НПВ 65 г/мэ и менее,
если из указанных газов, жидкостей и пылей могут образовываться
взрывоопасные смеси в объеме, превышающем 5 % объема воздуха
в помещении
Пожароопасные
В Жидкости с температурой вспышки паров выше 61 °C; горючие
пыли или волокна с НПВ более 65 г/м3; вещества, способные только
гореть при взаимодействии с водой, воздухом или друг с другом;
твердые сгораемые вещества и материалы
Взрыво- и пожаробезопасные
Г Несгораемые вещества и материалы в горячем, раскаленном
или расплавленном состоянии, процесс обработки которых сопро-
вождается выделением лучистого тепла, искр и пламени; твердые,
жидкие и газообразные вещества, которые сжигаются или утили-
зируются в качестве топлива
Д Несгораемые вещества и материалы в холодном состоянии
Взрывоопасные
Е Горючие газы, не имеющие жидкой фазы, и взрывоопасные пыли
в таком количестве, что они могут образовать взрывоопасные смеси
в объеме, превышающем 5 % объема помещения, в котором по
условиям технологического процесса возможен только взрыв (без
последующего горения); вещества, способные взрываться (без
последующего горения) при взаимодействии с водой, кислородом
воздуха или друг с другом
630
8.3.5. Определение категории производств
по взрывопожароопасности
Категории производств по взрывной, взрывопожарной и по-
жарной опасности определяют по аварийным условиям, связан-
ным с возможным поступлением взрывопожароопасных веществ
в помещения, или по другим установленным технологами усло-
виям, при которых возможно образование взрывоопасных сме-
сей. Определение категории производств, связанных с обраще-
нием горючих газов и жидкостей, производят, исходя из того,
могут ли указанные вещества образовать в производственном
помещении взрывоопасные смеси в объеме, превышающем 5%
свободного объема помещения.
Количество веществ, могущих образовать в помещении взрыво-
опасные газо- или паровоздушные смеси, определяют исходя из
следующих предпосылок:
а) происходит авария одного из аппаратов, при которой в по-
мещение может поступить наибольшее количество наиболее опас-
ного вещества; при наличии нескольких аппаратов, отличаю-
щихся по количеству и свойствам находящихся в них веществ,
расчет следует производить по наиболее неблагоприятному ва-
рианту (когда объем взрывоопасной смеси будет наибольшим);
б) все содержимое аппарат? поступает в помещение;
в) одновременно происходит утечка веществ из трубопроводов,
питающих аппарат, в течение времени, необходимого для отклю-
чения трубопроводов (время с начала аварии до отключения трубо-
проводов принимается: при автоматическом отключении 2 мин,
при ручном — 15 мин);
г) происходит испарение с поверхности разлившейся жид-
кости (или сжиженного газа); площадь испарения принимается
равной площади зеркала жидкости или — при свободном разливе
на пол — площади, определяемой (в случае отсутствия справоч-
ных данных) из расчета, что 1 л смесей и растворов, содержащих
до 70% растворителей, разливается на 0,5 м2, а остальных жид-
костей — на 1 ма пола помещения;
д) происходит также испарение жидкости из емкостей, экс-
плуатируемых с открытым зеркалом жидкости, или со свеже-
окрашенных поверхностей;
е) длительность испарения жидкости (или сжиженного газа)
принимается равной времени полного испарения, но не более
1 часа.
Расчетный объем взрывоопасной газо- или паровоздушной
смеси, в котором поступившее в помещение (из аппарата, трубо-
провода или в результате испарения) вещество может образовать
взрывоопасную концентрацию на НПВ, определяется (в м3)
по формуле
В = 1,5Е/С
631
Здесь 1,5 — коэффициент запаса; С — НПВ вещества, г/м8;
Е — масса поступивших в помещение веществ, определяемая
(в г) по формуле
Е — Еа Ет Еа
где Еа, Ет, Е„ — масса вещества, поступившего из аппарата, из
трубопроводов и в результате испарения, соответственно, г.
Свободный объем производственного помещения определяется
как разность между геометрическим объемом помещения и объе-
мом, занимаемым оборудованием. Если свободный объем поме-
щения определить невозможно, то его допускается принимать
условно равным 80% геометрического объема помещения.
При определении свободного объема помещений следует учи-
тывать работу аварийной вентиляции, если она обеспечена авто-
матическим пуском и электроснабжением по первой категории
надежности. В этом случае величина свободного объема помеще-
ния умножается на коэффициент К, определяемый по формуле
К = АТ А-1
где А — кратность воздухообмена, создаваемая аварийной венти-
ляцией; Т — продолжительность аварии,- устанавливаемая тех-
нологами, ч.
Процент заполнения свободного объема помещения опреде-
ляют по величине расчетного объема взрывоопасной смеси.
Категорийность производств по взрывопожароопасности. Если
расчетный объем взрывоопасной газовоздушной смеси превышает
5% свободного объема помещения, то производство относится
к категории взрывоопасных или взрывопожароопасных; если
расчетный объем газовоздушной смеси равен 5% свободного объ-
ема помещения или менее, то производство не считается взрыво-
опасным и категория его определяется в зависимости от свойств
(за исключением взрывоопасности) обращающихся в производ-
стве веществ.
Если объем взрывоопасной паровоздушной смеси составляет
более 5% объема помещения, то необходимо определить время
испарения вещества в количестве, достаточном для образования
взрывоопасной смеси в 5% объема.
Если время образования взрывоопасной паровоздушной смеси
в 5% объема помещения менее 1 ч, рассматриваемое производство
относится к категории взрывопожароопасных. Если взрывоопас-
ная паровоздушная смесь не может образоваться в объеме, пре-
вышающем 5% объема помещения или время ее образования
более 1 ч, категория производства (за исключением взрывоопас-
ности) определяется в зависимости от свойств обращающихся
веществ.
Если в производстве выделяется пыль, НПВ которой состав-
ляет 65 г/м3 и менее, и эта пыль может образовать пылевоздуш-
ную смесь в объеме, превышающем 5% объема помещения, то
632
данное производство относится к взрывопожароопасным кате-
гории Б.
Производства, связанные с выделением взрывоопасной пыли,
можно не относить к категории Б в следующих случаях:
а) если расчетом обосновано, что максимально возможное
количество взвешенной в воздухе и осевшей в помещении пыли
недостаточно для образования взрывоопасной пылевоздушной
смеси в объеме, равном 5% объема помещения;
б) если в помещении производятся лишь эпизодически опе-
рации, связанные с пересыпанием вручную твердых сыпучих
веществ (взвешивание реактивов, приготовление растворов, рас-
фасовка и т. п.);
в) при хранении в помещении сыпучих веществ в таре, если
при этом не используются механические средства транспорти-
ровки и штабелирования.
К взрывоопасным категории Е относятся производства, в ко-
торых обращаются вещества, указанные в разделе 8.3.4 для этой
категории производств, при условии, что в помещении нет других
горючих веществ или другие горючие вещества имеются в таком
количестве, при котором они не могут создать тепловую на-
грузку более 100 000 ккал (419 МДж) на любом участке пола по-
мещения площадью 10 м2.
Если технологический процесс в основном связан с примене-
нием, производством, переработкой, обработкой и хранением
негорючих веществ, но на отдельных не изолированных от осталь-
ного производства участках имеются горючие вещества (например,
масла для гидроприводов и охлаждения станков и др.), то данное
производство не относится к категории В при условии оборудо-
вания этих участков устройствами против распространения по-
жароопасных веществ (поддоны, бортики, перегородки и др.)
и стационарными установками тушения пожаров.
8.4. НОРМАТИВНЫЕ ТРЕБОВАНИЯ К ВЗРЫВОПОЖАРООПАСНЫМ
ПРОИЗВОДСТВАМ, ПОМЕЩЕНИЯМ И ЗОНАМ
В зависимости от категории производств по СНиП 11-90-81
и класса взрывоопасной зоны по ПУЭ к ним предъявляются нор-
мативные требования в части обеспечения мер безопасности при
проектировании и эксплуатации территорий предприятий, зда-
ний, сооружений, строительных конструкций, электрооборудо-
вания, отопления и вентиляции.
8.4.1. Архитектурно-строительные
нормативные требования
СНиП 11-90-81 «Производственные здания промышленных
предприятий» устанавливают зависимость между степенью огне-
стойкости зданий, площадью этажа между противопожарными
633
ТАБЛИЦА 8.6. Допускаемые этажность зданий и площадь этажей между про-
тивопожарными стенами для производств нефтеперерабатывающей
и нефтехимической промышленности
Категория производства Допускаемое число этажей Степень огне- стойкости зда- нии Площадь этажа между противо- пожарными стенами, м2, в зданиях
одноэтажных Двух- этажных трех- этажных и выше
А 6 II ] Не ограни- 5 200 3500
Б 6 II f чивается 10 400 7800
В 6 I и II На ограничивается
3 III 5200 3 500 2600
2 IV 2600 2 000 —
1 V 1200 — —
Г 10 I и II Не ограничивается
3 III 6500 5 200 3500
2 IV 3500 2 600
Д 10 I и II Не ограничивается
3 III 7800 6 500 3500
2 IV 3500 2 600 —
2 V 2600 1 500 —
Е 6 Несгораемые конструкции с ненормируе- мым пределом огнестойкости Не ограничивается
стенами и числом этажей от категории производства — см.
табл. 8.6.
Здания и сооружения по огнестойкости подразделяются на
пять степеней — в зависимости от пределов огнестойкости (в ча-
сах) основных строительных конструкций. Чем длительнее пре-
дел огнестойкости применяемых строительных конструкций, тем
ниже степень огнестойкости здания. Так, здание I степени огне-
стойкости является наиболее устойчивым к воздействию огня
при пожаре.
Здания с производствами категорий А, Б, Е, как правило,
должны быть одноэтажными. Они могут быть многоэтажными
только если этого требует технологический процесс.
Если в здании имеются производства различных категорий,
то над помещениями с производствами категорий А, Б и Е не до-
пускается размещать производства категорий В, Г и Д, а наибо-
лее опасные производства размещают в верхних этажах в торцо-
вой части здания.
В случае размещения производств категории А, Б и В в от-
дельных помещениях зданий I и II степени огнестойкости, их
следует отделять от других помещений и коридоров противопо-
жарными перегородками.
В местах проемов во внутренних стенах и в перегородках,
отделяющих помещения с производствами категорий А, Б и Е
634
от других помещений, коридоры и лестничные клетки, следует
предусматривать тамбур-шлюзы с постоянным подпором воздуха
20 Па (2 кгс/м2).
Тамбур-шлюзы предусматриваются также для предотвращения
попадания вредных веществ 1 и 2 классов опасности из одного
помещения в другое, независимо от категории сообщающихся
производств.
Двери в помещениях с производствами категорий А, Б и В
должны быть противопожарными (с пределом огнестойкости 1,2 ч);
в помещениях с производствами Г, Д и Е, а также в лестнич-
ной клетке и в коридоре допускаются неостекленные двери из
сгораемых материалов.
В помещениях производств категории А, Б, В, не имеющих
аэрационных фонарей и не примыкающих к наружным стенам
с открывающимися окнами, должны быть дымовые вытяжные
шахты из несгораемых материалов..
Через помещения с производствами категории А, Б и Е не
допускается предусматривать эвакуационные выходы. Допускается
устройство одного из эвакуационных выходов через помещения
с производствами категории А, Б и Е из помещений, которые
связаны с этими производствами и в которых исключено постоян-
ное пребывание людей (например — венткамеры, насосные и т. п.).
Число эвакуационных выходов должно быть не менее двух.
Допускается проектировать один эвакуационный выход из по-
мещений, расположенных на любом этаже (кроме подвального
и цокольного), если расстояние от наиболее удаленного рабочего
места до этого выхода не превышает 25 м, а число работающих
в помещении (в смену) ограничено следующими пределами:
Категория Число работающих,
производства не более
А, Б, Е 5
В 25
Г, Д 50
Из помещений, расположенных на всех этажах, допускается
предусматривать второй (запасный) выход на наружную лестницу,
с уклоном не более 1 : 1 и шириной не менее 0,7 м, при числе
работающих (в смену) на каждом этаже:
Категория
производства
А, Б, Е
В
Г, д
Число работающих,
не более
15
50
100
В зданиях и помещениях с производствами категорий А, Б
и Е следует предусматривать наружные легкосбрасываемые ог-
раждающие конструкции площадью не менее 0,05 м2 на 1 м’
635
объема помещений с производствами А и Е и не менее 0,03 ма
на 1 м3 объема помещений с производствами категории Б.
В производственных зданиях смежно с взрывоопасными про-
изводствами категории А, Б и Е допускается размещать следую-
щие вспомогательные и подсобно-производственные помещения:
уборные, курительные, комнаты для хранения теплой спец-
одежды, помещения экспресс-лабораторий (общей площадью не
превышающей 36 м2 и с численностью персонала не более 5 чело-
век в смену), помещения для дежурного цехового персонала, ин-
женера, механика, мастера (1—2 комнаты не более 20 м2), комнаты
ремонтного персонала без станочного и сварочного оборудования
и другие подсобно-производственные помещения без наличия
рабочих мест.
Сообщение указанных помещений с взрывоопасными произ-
водственными помещениями следует осуществлять через улицу
или через двойной тамбур-шлюз с гарантированным подпором
воздуха.
Лестничные клетки, предназначенные для эвакуации людей
из помещений с производствами разных категорий, со стороны
помещений с производствами А, Б, Е должны изолироваться
двойными тамбур-шлюзами.
8.4.2. Нормативные требования
к санитарно-техническим устройствам
В соответствии с требованиями СНиП 11-33-75, системы венти-
ляции, кондиционирования воздуха и воздушного отопления сле-
дует проектировать отдельными для каждой группы помещений,
выделенной противопожарными стенами, а для помещений с про-
изводствами категорий А, Б, В или Е следует, кроме того, проек-
тировать отдельные системы для каждого этажа.
Допускается проектировать общие системы для групп поме-
щений с производствами одной из категорий А, Б, В или Е, рас-
положенных в разных этажах, при следующих четырех условиях
одновременно:
а) производство в группе помещений отнесено к одному тех-
нологическому процессу;
б) в помещениях с производствами каждой из категорий А,
Б или Е обращаются взрывоопасные вещества одного вида или
во всех помещениях производства относятся к категории В;
в) помещения размещены не более чем в трех последовательно
расположенных этажах;
г) транзитные воздуховоды для помещений с производствами
категорий А, Б и Е должны быть плотными, без разъемных соеди-
нений, из несгораемых материалов; а для помещений с производ-
ствами категории В следует предусматривать в воздуховодах
установку огнезадерживающих клапанов при пересечении стен,
перегородок и перекрытий.
636
Системы вентиляции, кондиционирования воздуха и воздуш-
ного отопления следует проектировать общими для обслужива-
ния любого числа помещений с производствами категорий Г и Д,
расположенных в пределах, ограниченных противопожарными
стенами.
Системы общеобменной вытяжки из зон вокруг взрывоопас-
ного оборудования (зоны с производствами категории А, Б или Е),
размещаемого в помещениях с производствами категорий В,
Г и Д, следует проектировать отдельными от общеобменных си-
стем этих помещений.
В помещениях с производствами категорий А, Б и Е и в по-
мещениях, в которые выделяются вредные газы и пары 1, 2 и 3
классов опасности, при примыкании к ним помещений с другими
производствами и вспомогательных помещений со стенами, имею-
щими проемы, следует предусматривать разрежение за счет раз-
ности производительности притока и вытяжки.
В тамбур-шлюзы помещений с производствами категорий А,
Б и Е следует предусматривать поступление не менее 5 объемов
воздуха в час, но не менее 250 м3/ч. Подачу воздуха в один или
группу тамбур-шлюзов надлежит осуществлять отдельной систе-
мой, имеющей резервный вентилятор, автоматически включаю-
щийся при остановке основного.
Если площадь помещения не превышает 50 м2, допускается по-
давать воздух в тамбур-шлюзы от системы этого помещения, но
в системе должен быть резервный вентилятор, а воздуховод в по-
мещение должен автоматически отключаться при пожаре.
СНиП 11-33-75 предъявляет также специальные требования для
организации аварийной вентиляции, для размещения вент-
оборудования и для устройства воздуховодов во взрывоопасных
и пожароопасных производствах.
8.4.3. Нормативные требования к электрооборудованию,
средствам блокировки, автоматики и сигнализации
Электрооборудование в зависимости от класса взрывоопасной
зоны может выбираться или взрывозащищенным с соответствую-
щим уровнем взрывозащиты или общего назначения с определен-
ной степенью защиты оболочки (см. гл. 5).
Электричесие приборы и средства автоматизации общепро-
мышленного исполнения должны устанавливаться в изолирован-
ных от взрывоопасной среды помещениях. Допускается установка
таких приборов внутри герметичных шкафов, продуваемых воз-
духом или инертным газом в соответствии с требованиями
ПУЭ.
Помещения для щитов автоматизации следует размещать в от-
дельно стоящих зданиях, либо в пристройках к помещениям с про-
изводствами категорий А, Б, Е или во вставках с подсобно-про-
изводственными помещениями.
637
При этом помещения для щитов автоматизации должны удов-
летворять следующим требованиям:
а) иметь не более одной стены, смежной с помещениями про-
изводств категорий А, Б и Е;
б) иметь самостоятельные выходы на улицу, лестничную
клетку, в коридор или в другое помещение невзрывоопасного
производства;
в) связь с производственными помещениями разрешается осу-
ществлять через тамбур-шлюз, имеющий гарантированное из-
быточное давление (подача воздуха должна быть от самостоятель-
ной приточной системы с резервным агрегатом);
г) помещения не должны располагаться под и над помеще-
ниями производств категорий А, Б и Е, под душевыми, сануз-
лами, приточными венткамерами и другими помещениями с мок-
рым технологическим процессом;
д) расстояние от окон и дверных проемов помещения взрыво-
опасных производств до окон и дверных проемов помещений щи-
тов автоматизации должно быть не менее 10 м.
Помещения производств категорий А, Б, Е, а также помеще-
ния, где применяются токсичные вещества, должны быть обору-
дованы устройствами световой и звуковой сигнализации, опо-
вещающей о нарушении работы приточно-вытяжных вентиляцион-
ных систем.
Для помещений с производствами категорий А, Б и Е необ-
ходимо предусматривать дистанционное централизованное вы-
ключение всех вентиляционных систем (кроме систем, обеспечи-
вающих тамбур-шлюзы в случае пожара).
Для вытяжных систем местных отсосов, удаляющих вредные
вещества 1 и 2 классов опасности, а также взрывоопасные веще-
ства, следует проектировать блокирование электродвигателей
вентиляторов и клапанов в вытяжных шахтах с пусковыми устрой-
ствами технологического оборудования, с тем чтобы оно не могло
работать при бездействии местных отсосов.
Вытяжные системы, обслуживающие помещения с производ-
ствами категорий А, Б, Е, и системы аварийной вентиляции
должны быть оборудованы приборами контроля для сигнали-
зации о действии вентоборудования. Аварийная вентиляция
должна блокироваться с автоматическими газоанализаторами,
которые при наличии в помещениях концентраций, превышаю-
щих ПДК или 20% НПВ, автоматически включают систему вен-
тиляции, а также устройства световой и звуковой сигнализации,
оповещающей о превышении упомянутых концентраций.
Здания и помещения с пожаро- и взрывопожароопасными про-
изводствами оборудуются автоматическими средствами пожаро-
тушения и сигнализации о пожаре в соответствии с Перечнем,
утвержденным заместителем министра нефтеперерабатывающей
и нефтехимической промышленности СССР 19 апреля 1977 г.
и согласованным с Госстроем СССР и ГУПО МВД СССР.
638
8.5. КРАТКИЙ ПЕРЕЧЕНЬ ЛИТЕРАТУРЫ
И НОРМАТИВНЫХ ДОКУМЕНТОВ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
В НЕФТЕХИМИИ И НЕФТЕПЕРЕРАБОТКЕ
Приведены документы, действующие по состоянию на 1 января 1986 г.
Источник информации Аннотация
Отраслевые и общепромышленные правила и нормы
Правила безопасности во взрывоопас-
ных и взрывопожароопасных химиче-
ских и нефтехимических производ-
ствах (ПБВХП—74). М.: Недра, 1974
Правила устройства и безопасной
эксплуатации сосудов, работающих
под давлением. М.: Металлургия,
1976
Типовое положение по организации
и проведению опытных работ в науч-
но-исследовательских институтах и
их опытных заводах МиннеФтехим-
прома СССР
Ута. приказом Миннефтехимпрома
СССР № 971 от 15.11.84
Противопожарные нормы проектиро-
вания предприятий, зданий и соору-
жений нефтеперерабатывающей и неф-
техимической промышленности
(ВНТП-28—79). Утв. приказом Мин-
нефтехимпрома СССР № 726 от
1.07.80. М.: Стройиздат, 1981
Правила устройства и безопасной экс-
плуатации трубопроводов для горю-
чих и токсичных и сжиженных газов
(ПУГ—69). М.: Недра, 1970
Правила безопасной эксплуатации ла-
бораторных автоклавов в учреждени-
ях Академии наук СССР. М.—Л.:
Химия, 1964
Основные требования к территории;
зданиям и сооружениям; размещению
оборудования, рабочих мест; отопле-
нию, вентиляции, водоснабжению и ка-
нализации
Обязательные нормы, которым должны
удовлетворять изготовляемые сосуды,
а также требования по установке сосу-
дов и обеспечению безопасности при
их эксплуатации
Порядок проектирования, приема в
эксплуатацию, организации работ
па лабораторных и опытных установ-
ках. Классификация установок и обу-
словленные ею требования
Требования пожарной безопасности к
проектируемым и реконструируемым
зданиям и сооружениям; нормы рас-
стояний между пожаро-взрывоопасны-
ми объектами, сооружениями и от-
дельными видами оборудования; пере-
чень зданий, помещений и сооружений,
подлежащих оборудованию автомати-
ческими средствами пожаротушения
и сигнализации о пожаре
Условия выбора и применения труб,
деталей трубопроводов и основных
материалов для их изготовления. Клас-
сификация газопроводов, требования
к сварке, испытанию и приемке в экс-
плуатацию
Классификация автоклавов и авто-
клавных помещений; их устройство,
размеры, конструкция, безопасная экс-
плуатация
639
Продолжение
Источник информации Аннотация
Правила устройства электроустановок (ПУЭ). Гл. VII-3 и VII-4 Электроустановки и электрооборудо- вание, размещаемые во взрыво- и по- жароопасных зонах внутри и вне поме- щений. Классификация взрыво-' и по- жароопасных зон. Выбор и установка электрооборудования и сетей в зави- симости от класса эоны. Основные термины и определения; опасные свой- ства веществ; категории и группы взрывоопасных смесей; маркировка взрывозащищенного электрооборудо- вания
Санитарные нормы
Санитарные нормы проектирования промышленных предприятий (СН-245—71). М.: Стройиздат, 1972 Выбор площадки для строительства. Требования к производственным и вспомогательным зданиям, к отопле- нию, вентиляции и кондиционирова- нию воздуха, водоснабжению и кана- лизации. ПДК наиболее распростра- ненных химических веществ в воздухе рабочей зоны, в атмосфере и в водое- мах
Строительные нормы и. правила
СНиП 11-90-90—81. Производственные здания промышленных предприятий. Нормы проектирования Классификация производств по кате- гориям пожарной, взрывопожарной и взрывной опасности в зависимости от применяемых веществ
СНиП П-92—76. Вспомогательные здания и помещения промышленных предприятий. Нормы проектирования Классификация групп производствен- ных процессов, их санитарная характе- ристика и требования к санитарно- бытовым помещениям (состав, размеры, нормы расстояний)
СНиП II-106—79. Склады нефти и нефтепродуктов. Нормы проектирова- ния Требования к складам для хранения нефтепродуктов и снабжения ими по- требителей и к складам, входящим в состав предприятий. Нормы расстоя- ний до зданий, сооружений, дорог и др.
СНиП II-33—75*. Отопление, вен- тиляция и кондиционирование возду- ха. Нормы проектирования Требования к отопительному и венти- ляционному оборудованию, венткаме- рам, воздуховодам (способы проклад- ки), к средствам сигнализации, бло- кировки и автоматики. Санитарные требования к отоплению и вентиляции
640
Продолжение
Источник информации
Аннотация
СНиП II-2—80. Противопожарные
нормы проектирования зданий и со-
оружений
СНиП П-89—80. Генеральные планы
промышленных предприятий. Нормы
проектирования
Зависимости пределов огнестойкости
основных строительных конструкций
от степени огнестойкости зданий и со-
оружений. Требования к путям и спо-
собам эвакуации людей из зданий н
помещений
Требования к территории промышлен-
ного предприятия, нормы расстояний
между зданиями, сооружениями, доро-
гами и ограждениями
Инструкции и указания
Инструкция по проектированию зда-
ний научно-исследовательских учре-
ждений. СН 495—77. М.: Стройиздат,
1978
Указания по определению категории
производств по взрывной, взрыво-
пожарной и пожарной опасности.
СН 463—74. М.: Госстрой, 1974
Объемно-планировочные и конструк-
тивные решения при проектировании
лабораторных и производственных зда-
ний, требования к водоснабжению, ка-
нализации, отоплению, теплоснабже-
нию, вентиляции, газо- и электро-
снабжению лабораторных помещений.
Нормы площадей на одного штатного
сотрудника
Формулы определения объема взрыво-
опасных смесей, свободного объема
помещений и принципы определения
категории производства
Система стандартов безопасности труда
ГОСТ 12.2.020—76. Электрооборудо-
вание взрывозащищенное
ГОСТ 12.2.021—76. Электрооборудо-
вание взрывозащищенное
ГОСТ 12.1.005—76. Воздух рабочей
зоны. Общие санитарно-гигиенические
требования
ГОСТ 12.1.021—80. Пожарная без-
опасность
Термины, определения, классифика-
ция и маркировка взрывозащищенного
электрооборудования
Порядок согласования технической до-
кументации, получение разрешений на
изготовление взрывозащищенного
электрооборудования и порядок про-
ведения испытаний
Классы опасности и ПДК в воздухе
рабочей зоны для большого числа хи-
мических веществ, требования к мето-
дам контроля, нормы температуры,
влажности и подвижности воздуха в ра-
бочей зоне
Методы определения температур
вспышки и воспламенения, используе-
мые при классификации производств,
помещений и установок по пожаро-
взрывоопасности
641
Продолжение
Источник информации Аннотация
Справочники и пособия
Пожарная опасность веществ и мате- риалов. Справочник/Под ред. И. В. Рябова. М.: Стройиздат, 1966 Физико-химические свойства газооб- разных, жидких и твердых веществ и материалов, показатели их пожарной опасности и средства тушения
Розлоеский А. И. Взрывобезопасность парогазовых систем в технологиче- ских процессах. М.: Химия, 1973 Основные положения теории горения и воспламенения парогазовых систем и закономерности инициирования и га- шения пламени. Принципы обеспече- ния безопасности.
Кораблев В. П. Меры электробезопас- ности в химической промышленности. М.' Химия, 1983 Основные защитные меры и средства обеспечения электробезопасности на предприятиях химической промышлен- ности, меры безопасности при прове- дении отдельных работ, основные по- ложения взрывопожарной безопасно- сти
ОГЛАВЛЕНИЕ
Предисловие......................................................... 3
Глава 1. Общие сведения о нефти. Методы анализа нефти и нефтепро-
дуктов (М. Г. Рудин, Г. А. Ластовкин) .......... 5
1.1. Происхождение и условия залегания нефти........................ 5
г 1.2. Запасы нефти и газа. Основные нефтегазоносные районы.......... 5
1.3. Разведка нефти ................................................ 9
1.4. Добыча нефти ................................................ 10
1.4.1. Бурение ............................................... 10
1.4.2. Извлечение нефти из земных недр........................ 12
1.4.3. Сбор и подготовка нефти на промыслах................... 13
1.5. Транспорт нефти............................................... 14
\J.6. Переработка нефти............................................. 14
z 1.7. Химический состав нефти ..................................... 21
1.7.1. Фракционный состав..................................... 21
1.7.2. Элементный состав “.................................... 21
v1.7.3. Углеводородный состав ................................. 22
v 1.7.4. Неуглеводородные соединения........................... 23
1.7.5. Высокомолекулярные соединения.......................... 24
1.8. Физические свойства нефти и нефтепродуктов.................... 24
1.8.1. Плотность ............................................. 25
1.8.2. Вязкость .............................................. 25
1.8.3. Молекулярная масса .................................... 25
1. 9. Классификация нефтей ........................................ 25
1.10. Методы оценки качества нефтей ............................... 27
1.11. Свойства нефтей и дистиллятов ... 27
1.12. Методы анализа нефтей и нефтепродуктов....................... 32
Таблица 1.15. Общие методы анализа нефти и нефтепродуктов . . 43
Таблица 1.16. Методы анализа топлив.......................... 48
Таблица 1.17. Методы анализа нефтяных масел.................. 53
Таблица 1.18. Методы анализа твердых нефтепродуктов.... 58
Таблица 1.19. Методы анализа углеводородных газов............ 60
Литература ......... . .................. 63
Глава 2. Процессы переработки нефти ............................... 64
v'2.1. Первичная перегонка нефти (М. Л. Креймер).................... 64
2.1.1. Общие положения........................................ 64
2.1.1.1. Назначение процесса и типы установок............ 64
2.1.1.2. Теоретические основы............................ 64
Простая перегонка.................................. 64
Сложная перегонка.............................. 67
Перегонка с водяным паром и в вакууме.............. 68
2.1.1.3. Сырье........................................... 69
2.1.1.4. Продукты первичной перегонки нефти.............. 70
2.1.2. Выбор технологической схемы и режима................... 71
2.1.3. Комбинированная установка ЭЛОУ-АВТ двукратного ис-
парения нефти .............................................. 73
2.1.4. Комбинированная установка ЭЛОУ-АВТ трехкратного ис-
парения нефти................................................. 75
Литература....................................................... 81
2.2. Термические процессы (В. В. Таушев)...................... 81
1'2.2.1. Термический крекинг. Висбрекинг..................... 81
2.2.2. Коксование ............................................ 93
Литература ............................ 105
643
2.3. Термокаталитические процессы................................. 106
*'2.3.1. Каталитический крекинг (С. Н. Хаджиев)........ 106
Литература ............................ 120
v 2.3.2. Каталитический риформинг (Г, Н, Маслянский,
Б Б. Жарков, Р. Н. Шапиро).................................... 120
Литература ............................ . 136
V 2.3.3. Гидроочистка дистиллятных фракций (Н. Б. Аспель,
Г. Б. Богданова) ....................... 136
Литература........................................................ 147
V 2.3.4. Гидрокрекинг (В. М. Курганов)......................... 147
Литература ............................ 158
2.4. Переработка нефтяных газов.................................. 158
2.4.1. Газофракционнрование (Л7. А. Харисов, М. Г. Рудин) . , , 158
Литература........................................................ 167
2.4.2. Сернокислотное алкилирование (С. И. Хаджиев) .......... 167
Литература ............................ 171
2.4.3. Фтористоводородное алкилирование (С. А. Поляков). . . 172
Литература...................................................... 173
2.4.4. Полимеризация (77. Н. Боруцкий) ........... 173
Литература ............................ 178
2.4.5. Изомеризация парафиновых углеводородов (77. Р. Бурсиан) 178
2.4.5.1. Общие положения ............................... 178
2.4.5.2. Изомеризация н-бутана (процесс бутамер) . . . 180
2.4.5.3 Изомеризация пентан-гексановой фракции (про-
цессы пенекс, хайзомер и др.).............. 182
2.4.5.4. Отечественные процессы изомеризации............ 186
Литература ............................ 190
2.4.6. Получение метил-трст-бутилового эфира (Д. С. Орлов). . . 190
2.5. Очистка светлых нефтепродуктов (топлив) (В. М. Школьников,
И. О. Колесник) .......................... 192
2.5.1. Фурфурольная очистка газойлей ......................... 192
2.5.2. Каталитическая демеркаптанизация....................... 193
2.6. Производство масел (В. М. Школьников, И. 0. Колесник). 195
2.6.1. Технологическая схема ......'. ........ 195
2.6.2. Экстракционные процессы производства мае.л............. 199
2.6.2.1. Общие положения ............................... 199
2.6.2.2. Процессы деасфальтизации остаточного масляного
сырья................................................... 199
Деасфальтизация пропаном. Очистка парными
растворителями (дуосол-очистка)
2.6.2.3. Процессы селективной очистки .................. 211
2.6.2.4. Депарафинизация................................ 223
Общие положения. Депарафинизация в растворе
МЭК—толуол. Депарафинизация в растворе ди-
хлорэтан-метиленхлорид (депарафинизация ди-ме,
процесс «Эделеану»)
2.6.3. Гидрогенизационные процессы производства масел.. 232
v 2.6.3.1. Общие положения .................. 232
2.6.3.2. Гидрокрекинг................................... 235
2.6.3.3. Гидродоочистка................................. 240
2.6.3.4. Гидрокаталитическая депарафинизация............ 242
2.6.4. Прочие процессы производства масел .................... 243
2.6.4.1. Непрерывная адсорбционная очистка ............. 244
2.6.4.2. Контактная доочистка .......................... 247
2.6.4.3. Кислотно-контактная и кислотно-щелочная очистка 250
Литература........................................................ 252
644
2,7> Производство парафинов и церезинов (В. М. Школьников, И, О. Кен
лесник) ............................... 253
2.7.1, Технологическая схема ................................. 253
2.7.2. Обезмасливание с применением избирательных растворителей 254
2.7.3. Гидроочистка........................................... 256
Литература ............................ 256
2.8, Производство ароматических углеводородов ................... 257
2.8.1. Экстракция ароматических углеводородов (5. Л. Воробьев,
Л. П. Шапиро, М. Н. Яблочкина)............... 257
Литература................................ 264
2.8.2. Изомеризация и разделение ароматических углеводородов
С8 (Н. Р. Бурсиан, Г. Б. Мартынова) ............. 265
Литература ............................ 275
2.8.3. Деалкилирование алкилароматических углеводородов (Г. Л. Ра-
бинович) ........................... 275
2.8.4. Диспропорционирование и трансалкилирование метилбензо-
лов (Ю. А. Шавандин) ......................................... 281
2.% Производство битумов (И. Б. Грудников)............ 285
Литература ............................ 297
2.10. Производство пластичных смазок (В. М. Школьников, И. О.Колесник) 298
Глава 3. Оборудование нефтеперерабатывающих производств .... 302
3.1. Введение ................................................... 302
3.2. Трубчатые печи (ТО. Л. Крючков, Ц. А. Бахшиян)........ 302
3.2.1. Назначение трубчатых печей ............................ 302
3.2.2. Классификация типовых трубчатых печей ................. 303
3.2.3. Обозначение типоразмера трубчатой печи................ 308.
3.2.4. Опенка конструкции трубчатой печи по теплотехническим
показателям................................................... 308
3.2.4.1. Равномерность нагрева труб .................... 308
3.2.4.2. Эффективность распределения теплоты по трубному
экрану.................................................. 309
3.2.4.3. Использование поверхности нагрева радиантных
труб 310
3.2.4.4. Коэффициент полезного действия печи ........... 310
3.2.4.5. Удельные показатели............... 311
3.2.4.6. Интенсивность теплоотдачи радиацией .... 311
3.2.5. Предварительный технологический расчет ................ 311
3.2.5.1. Исходные данные для выбора трубчатой печи. . . 311
3.2.5.2 Оптимальная скорость нагреваемой среды. 312
3.2.5.3. Диаметр радиантных труб ....................... 312
3.2.5.4. Отношение шага к диаметру и число рядов экранных
труб 313
3.2.5.5. Диаметр конвекционных труб .................... 313
3.2.5.6. Число потоков трубного змеевика ............... 313
3.2.5.7. Теоретически возможная плотность теплового по-
тока для Экрана данной печи............................. 314
3.2.6. Порядок выбора типа трубчатой печи..................... 315
3.2.7. Выбор площади поверхности нагрева радиантных труб . . . 316
3.2.8. Горелки для трубчатых печей .......................... 322
Литература ...................................................... 323
3.3. Колонные массообменйые аппараты (Г. В. Мамонтов, Ю. Н. Ле-
бедев) .......................................................... 323
3.3.1. Расчет и проектирование колонных массообменных аппара-
тов 324
3.3.2. Классификация массообменных контактных устройств . . , 326
645
3.3,3. Гидравлический расчет тарелок ........................ 334
3.3.4. Конструирование колонных массообменных аппаратов . . . 339
Литература ............................ 342
3.4, Теплообменны аппараты (А. М. Бубакин) ........... 342
3.4.1. Кожухотрубчатые теплообменные аппараты ............... 343
3.4.2. Аппараты воздушного охлаждения ....................... 353
3.4.3. Теплообменные аппараты типа труба в трубе............. 357
Литература ............................ 366
3.5. Электродегидраторы и электроразделители (А. В. Грибанов). . . 367
3.5.1. Электродегидраторы.................................... 368
3.5.1.1. Назначение и классификация электродегидраторов 368
3.5.1.2. Промышленные горизонтальные электрбдегидраторы 369
3.5.1.3. Изоляторы для электродегидраторов ............ 374
3.5.2, Электрораз делители................................... 374
3.5.2.1. Электроразделители горизонтальные............. 375
3.5.2.2. Электроразделители вертикальные............... 376
Литература ............................ 378
3.6. Кристаллизаторы (А. В. Грибанов, Г. В. Мамонтов)............. 379
Литература........................................................ 387
3.7. Реакторы термокаталитических процессов (Г. В. Мамонтов,
А. В. Грибанов) ................................................ 388
3.7.1. Реакторный блок установки каталитического крекинга с
псевдоожиженным слоем катализатора 43-103 ................. 388
3.7.2. Реакторный блок комбинированной установки каталитиче-
ского крекинга Г/43-107 .................................... 393
3.8. Реакторы каталитического риформинга и гидроочистки (А. В. Гриба-
нов, Г. В. Мамонтов) ...................... 396
3.9. Реакторы гидроочистки бензина, дизельного топлива и масел. . .
(А. В. Грибанов, Г. В. Мамонтов).................................. 401
Литература к разделам 3.7, 3.8 и 3.9.............................. 405
3,10. Насосы |(А. И. Шапиро)\ .................................... 406
3 10.1. Общие сведения....................................... 406
3.10.2. Нефтяные центробежные насосы......................... 407
3.10.3. Торцовые уплотнения для нефтяных центробежных насо-
3.10.4. Нефтяные и плунжерные насосы с регулируемой подачей 429
Литература........................................................ 429
Глава 4. Товарные нефтепродукты (Н, А.'Кузнецов, В. В. Булатников^ 430
4.1, Нефтяные топлива............................................. 430
4.1.1. Авиационные бензины................................... 430
4.1.2, Автомобильные бензины................................. 431
4.1.3. Реактивное топливо.................................... 433
4.1.4. Дизельное топливо .................................... 434
4.1.5. Мазуты................................................ 435
4.1.6. Горючие газы.......................................... 436
4,2. Смазочные масла.............................................. 437
4.2.1. Моторные масла...................................... 438
4.2.2. Масла для карбюраторных двигателей ................... 441
4.2.3. Дизельные масла ...................................... 441
4.2.4. Авиационные масла..................................... 441
4.2.5. Трансмиссионное масла................................. 447
4.2.6. Осевые масла.......................................... 447
4.2.7. Рабочие жидкости для гидравлических систем (гидравличе-
ские масла).................................................. 450
646
4.2.8. Энергетические масла............................. 450
4.2.9. Цилиндровые масла................................ 456
4.2.10. Вакуумные масла................................. 456
4.2.11. Масла для прокатных станов ..................... 456
4.2.12. Индустриальные масла............................ 457
4.2.13. Приборные масла ................................ 459
4.2.14. Защитные масла.................................. 459
4.2.15. Технологические и белые масла .................. 459
4.3. Присадки к маслам ...................................... 459
4.4. Пластичные смазки ...................................... 467
4.4.1. Антифрикционные смазки....................... 468
4.4.2. Канатные смазки .......................... 468
4.4.3. Уплотнительные смазки............................ 473
4.4.4. Защитные смазки.................................. 473
4.5. Смазочно-охлаждающие жидкости........................... 475
4.6г Прочие нефтепродукты.................................... 478
4.6.1. Битумы........................................... 479
4.6.2. Парафины ........................................ 482
4.6.3. Церезины......................................... 483
У 4.6.4. Вазелины......................................... 484
4.6.5. Нефтяные коксы .......................... 484
4.7. Указатель стандартов и технических условий на нефтепродукты . . . 485
Глава 5. Общезаводское хозяйство нефтеперерабатывающего завода . . 496
5.1. Хранение и отгрузка сырья и товарной продукции (А. В. Ва-
сильев) ..................................................... 496
5.1.1. Сырье ........................................... 496
5.1.2. Товарная продукция .............................. 498
Литератиоа................................................... 506
5.2. Электроснабжение НПЗ (Е. И. Панин)...................... 507
5.2.1. Электрооборудование ............................. 507
5.2.2. Распределительные устройства, транспортные и преобразо-
вательные подстанции.................................... 514
5.2.3. Электрические сети .............................. 518
Литература ............................ 526
5.3. Теплоснабжение НПЗ (£. К. Иванова)...................... 526
5.3.1. Теплоносители ................................... 526
5.3.2. Учет и контроль тепловой энергии................. 526
5.3.3. Преобразование пара ............................. 528
5.3.4. Гидравлические расчеты трубопроводов ............ 530
5.3.5. Сбор, очистка и возврат конденсата............... 534
5.3.6. Использование вторичных энергоресурсов .......... 542
Литература ............................ 545
5.4. Водоснабжение и канализация НПЗ (Г. А. Арсеньев)...... 546
5.4.1. Водоснабжение.................................... 546
5.4.2. Канализация ..................................... 556
Литература .................................................. 559
Глава 6 Охрана окружающей среды (К. А. Галушкина)............ 560
6.1. Нормирование загрязнений окружающей среды . ............ 560
6.1.1. Нормирование атмосферных загрязнений............. 560
6.1.2. Нормирование содержания вредных веществ в водной среде 560
6.1.3. Нормирование содержания вредных веществ в почве. . . 561
6.2. Отходы нефтеперерабатывающих производств ............... 561
6.2.1. Выбросы в атмосферный воздух..................... 561
6.2.2. Сточные воды НПЗ................................. 563
647
6.2.3. Нефтепродукты, нефтяной шлам и избыточный активный ил,
выделяемые из сточных вод ........................................ 563‘
6.2.4. Твердые отходы........................................ 564
Н3П33аЩИТа а™0СФеРН0Г0 воздуха от загрязнения газовыми выбросами
6.3.1. Уменьшение испарения углеводородов при хранении и транс-
портировке нефти и нефтепродуктов............................ 565
6.3.2. Снижение технологических потерь нефтепродуктов в атмо-
сферный воздух............................................... 567
6.3.3. Предотвращение загрязнения атмосферного воздуха соеди-
нениями серы................................................. 567
6.3.4. Извлечение из газов оксида углерода .................. 567
6.4.. Защита водной среды от загрязнения сточными водами НПЗ . . . 568
6.4.1. Очистка концентрированных сернистощелочных сточных
вод 568
6.4.2. Очистка сульфидсодержащих технологических конденсатов 569
6.4.3. Нейтрализация сточных вод............................. 570
6.4.4. Очистка сточных вод, содержащих парафины и жирные кис-
лоты ...................................................... 570
6.4.5. Очистка сточных вод, содержащих тетраэтилсвинец. . . 571
6.4.6. Очистка сточных вод катализаторных производств .... 571 ;
6.4.7. Очистка сточных вод на общезаводских сооружениях . . . 572
6.5. Обработка осадков сточных вод и твердых отходов........ 582 I
Литература........................................................ 583 '
Глава 7. Экономика нефтепереработки (М. Л. 'Колесов) ............. 584 !
7.1. Оптовые цены предприятий на нефть, нефтепродукты и энергетиче-
ские средства .................................................... 534 .
7.2. Формулы для расчета обобщающих технико-экономических показа- '
Телей производства нефтепродуктов................................. 588
7.3. Калькуляция себестоимости продукции.......................... 589 !
7.4. Порядок калькулирования себестоимости продукции в комплексных
процессах нефтепереработки........................................ 593 ,
7.5. Расчет экономического эффекта от внедрения новой техники, изобре-
тений и рационализаторских предложений............................ 605 ’
7.6. Технико-экономические показатели производства нефтепродуктов 608 <
Глава 8. Техника безопасности (Л. И. Леенсон, В. С. Филатов) . . . 616
8.1. Пожаровзрывоопасные и вредные свойства нефтепродуктов. . . 616
8.2. Взрывоопасные смеси, взрывозащищенное электрооборудование 621
8.3. Ктассификация производств и помещений по пожаровзрывоопас-
ности............................................................. 624
8.3.1. Основные термины и определения ...................... 624
8.3.2. Классификация взрывоопасных зон и смежных с ними поме- |
щений по ПУЭ................................................. 625 '
8.3.3. Классификация пожароопасных зон по ПУЭ................ 629 i
8.3.4. Классификация производств по степени взрывопожарной
опасности по СНиП П-90-81.................................... 630 i
8.3.5. Определение категории производств по взрывопожароопас-
ное™ ........................................................ 631
8.4. Нормативные требования к взрывопожароопасным производствам,
помещениям й зонам................................................ 633 ;
8.4.1. Архитектурно-строительные нормативные требования. . . 633
8.4.2. Нормативные требования к санитарно-техническим устрой-
ствам ....................................................... 636
8.4.3. Нормативные требования к электрооборудованию, средствам
блокировки, автоматики и сигнализации ....................... 637
8.5. Краткий аннотированный перечень литературы и нормативных до-,
кументов по технике безопасности в нефтехимии и нефтепереработке . . . 639
648