/

Автор: Стахурский А.Е.
Теги: журнал юный техник юный техник - для умелых рук приложение к журналу юный техник
Год: 1961
Похожие



Текст
Цена 9 коп.
Ответственный редактор С П. Омилянчук
Художественный редактор А. С. Куприянов
Технический редактор Т. Н. Щеп те в а
Л 107320 Подписано к печати 12/Х—61 г.
Бумага "ОХ 108/16
Печ. л. 1 Уч. изд. л. 1,37 Тираж 100 000
Изд. № 807 Заказ № 0466
Московская типография № 4 Управления полиграфической
промышленности Мосгорсовнархоза. Москва, ул. Баумана.
Гарднеровский пер., дом 1 а.
Для второй пионерской ступени
ДЕТАЛИ ИЗ ПЛАСТМАСС
(часть первая)
В современной технике все шире и шире применяются новые ма-
териалы— пластические массы, или сокращенно пластмассы. Они проч-
ны, устойчивы, легко обрабатываются, обладают ценными физико-ме-
ханическими свойствами, каких не имеют древесина, стекло, кожа,
металлы и другие естественные и искусственные материалы. Многие
пластмассы жаростойки, обладают прекрасными тепло- и звукоизоля-
ционными качествами.
В ближайшие десятилетия пластмассы станут основными материа-
лами и в промышленности, и в строительстве, и в быту. Уже сейчас
они широко применяются, например в транспортном машиностроении.
Так, из них сделаны 120 тысяч различных деталей самолета «ТУ-104>ь
В. конструкциях автомобилей из пластмасс изготовляются кузова и
сидения, корпуса приборов и панели, штурвалы и кнопки, топливные и
аккумуляторные баки и много других деталей и узлов. Слоистые плас-
тики используются в судостроении: в специальных формах-матрицах
«отливается» целиком корпус судна. Такие корпуса очень легки,
не требуют окраски и не боятся коррозии в морской воде.
А ведь сегодняшним юным техникам завтра предстоит участвовать
в производстве, обработке и даже создании новых полимеров, то есть
различных пластических масс, синтетического волокна, каучука, кожи
и т. д. И к этому надо готовиться уже теперь, применяя искусственные
и синтетические вещества при постройке приборов и моделей.
Кроме того, только из пластмасс можно изготовить вручную точ-
ные копии современных машин, самолетов, кораблей. Они позволяют
делать плавные изгибы, придающие модели красивую обтекаемую
форму, мелкие детали, без которых модель не будет похожа на на-
стоящую машину, и к тому же значительно облегчают процесс изго-
товления.
Разумеется, любителям трудно приготовить настоящие пластмассы.
Но юные техники с успехом могут пользоваться искусственными мате-
риалами, сделанными наподобие пластмасс, или готовыми пластмасса-
ми. О том, как это делать, мы расскажем в этой брошюре.
БУМАЖНЫЕ ПЛАСТМАССЫ
Из бумажной пластмассы можно формовать корпуса моделей ко-
раблей, настольных копий самолетов, различные макеты и многое
ДРУгое- -
Чтобы получить такую пластмассу, нужно переработать бумагу
(любую — газетную, оберточную, ненужные тетради и др.) в бумажную
Сначала из металла вытачивается опока с углублением, диаметр кр<
торого на 6—8 мм больше наружного диаметра зубчатого колеса. В не*
го вкладывается модель колеса и заливается оловом или припоем.
Затем модель вынимают. Крышка с литником должна плотно надевать-
ся на опоку.
Пресс-форма должна легко и быстро разбираться, так как затвер-
девшие детали вынимают из нее в горячем виде. Необходимо заранее
подготовить и деревянные выколотки.
При конструировании пресс-форм нужно учитывать свойства кап-
рона: текучесть, быстрое затвердевание и усадку (примерно от 1,5 до
2,5%).
При плавлении капрон выделяет вредные газы, поэтому работу
нужно производить в проветриваемом помещении. Во избежание ожо-
гов работать лучше в перчатках, но и при этом соблюдать осторож-
ность, так как все время приходится иметь дело с сильно нагретыми
предметами.
Тому, кто интересуется промышленным получением и применением
пластмасс, рекомендуем прочесть такие книги:
Г. Юрмин. Веселый художник и. л и чудеса без чудес.
М. Детгиз, 1960.
Это — занимательная книга для школьников младшего и среднего
возраста, рассказывающая о чудесах химии. *
Г. Петров и Л. Петрова. Пластмассы. М.-Л. Детгиз, 1953.
А. Буянов. Властелины атомов. М., изд-во «Молодая гвар-
дия» 1959.
Обе эти книги очень интересны, но довольно сложны. Их могут про-
честь ученики 7 и 8 классов.
Б. Степанов. Химия — на первом рубеже. М. Детгиз, 1959*
Брошюра из серии«Путешествие в семилетку» (беседы с пионера-
ми и Школьниками о семилетием плане).
R Кузьмина. Легче пробки, прочнее металла. (Пласт-
массы и их применение (М., изд-во «Знание», 1960, Политехническая
библиотечка для молодежи).
Ю. Моралевич.Мир пластмасс. М., изд.-во «Детский мир»,
1959.
Популярная книжка о чудесных качествах различных пластических;
материалов и больших возможностях их применения.
массу. Для этого бумагу надо мелко нарезать
или изорвать, положить в кастрюлю, залить
кипятком и варить в течение нескольких ча-
сов. Размоченную таким образом бумагу пе-
рекладывают в подходящую деревянную по-
суду (например, в небольшой бочонок или в
кадку) и толкут деревянной мешалкой с гвоз-
дями (рис. 1) до превращения бумаги в одно-
родную кашицу. Небольшое количество бу-
мажной массы можно получить, натерев раз-
моченную бумагу на обыкновенной терке или
пропустив ее через мясорубку.
Готовую массу отжимают и пускают в дело,
а если ее заготовлено много, то остаток су-
шат и хранят в совершенно сухом виде.
Существует много рецептов бумажных
пластмасс. Перечислим наиболее доступные.
(См. табл, рецептов).
Первый рецепт.
Просеянные золу и мел перемешивают в су-
хом виде и всыпают в смесь приготовленную
из мучного клейстера и бумажной массы, и
месят до тех пор, пока масса не станет одно-
родной, густой и эластичной (тягучей).
Рецепт второй.
Из крахмала заваривают клейстер, прибав-
ляют к нему 5% квасцов. В клейстер поне-
многу всыпают бумажную массу и мел и месят
до получения однородного эластичного теста.
Рецепт третий.
Отмучивание глины производят так. Смеши-
вают обычную глину с большим количеством
воды и дают смеси постоять. Песок и мелкие
камешки осядут на дно, а мелкие частицы
глины останутся взвешенными в воде. Полу-
ченный раствор сливают в другой сосуд и да-
ют ему хорошо отстояться. Через несколько
часов на дне сосуда появится слой отмучен-
ной глины, совершенно свободной от песка и
других примесей.
Столярный клей разводят и добавляют в
него бумажную массу. В хорошо размешан-
ную кашицу прибавляют глину, известь и мас-
ло. Массу вываливают на доску и месят до по-
лучения однородного эластичного теста.
Рецепт четвертый.
Клей и желатин разводят в шести частях
веды, прибавляют бумажную массу, а затем
мел, постепенно замешивая смесь до полу-
чения густого теста.
Рецепт пятый.
В разведенный клей всыпают бумажную
массу и замешивают смесь с глиной до полу-
чения однородного эластичного теста.
ПЛАСТМАССА ИЗ КАЗЕИНА
Необходимый для пластмассы казеин при-
готовляют так. Берут свежий творог (из
обезжиренного молока), тщательно отжимают
его от сыворотки (для этого творог нужно за-
вернуть в ткань и положить на несколько ча-
сов под пресс). Отжатый творог и представ-
ляет собой казеин, который можно высушить
и размельчить. Пластмассу из казеина можно
приготовить по двум рецептам.
Первый рецепт. 6 весовых частей казеина
замачивают в воде (от 9 до 15 частей) и всыпа-
ют в него небольшими порциями 4 части не-
гашеной извести, перетирая смесь деревян-
ной палочкой до образования густого сиропа.
Этот сироп быстро застывает, поэтому гото-
вить его впрок нельзя, а нужно сразу же раз-
лить по заранее подготовленным формам.
Иногда из-за плохого качества извести мас-
са застывает медленно, и из нее обильно вы-
деляется влага (излишек влаги нужно уда-
лить). В этом случае рецепт' массы приходится
подобрать опытным путем.
Казеиновая пластмасса приобретает боль-
шую прочность, если она затвердевает под
прессом.
Второй рецепт. Одну весовую часть тща-
тельно размельченной ваты смешивают с дву-
мя частями мелко просеянной извести или це-
мента. Эту массу замешивают на растворе ка-
зеина в щелочи (нашатырный спирт или
раствор буры) или на обезжиренном моло-
ке— до получения тестообразной массы. Если
добавить в массу несколько капель формали-
на, готовое изделие будет более водонепро-
ницаемым. Эта масса, как и предыдущая,
быстро затвердевает.
МАСТИКА
Небольшие детали моделей и макетов удоб-
но делать из мастики; она прочна, устойчива,
хорошо окрашивается.
Мастику приготовляют следующим спосо-
бом. В 60 частях воды растворяют 12 частей
столярного клея и подопревают его до 80°.
В горячий клей кладут сперва 2 части сухой
бумажной массы и тщательно размешивают,
а потом всыпают при помешивании 5 частей
просеянного мела. Для прочности в мастику
вводят 1 часть канифоли, растворенной в
3 частях горячей олифы.
Затем высыпают на доску некоторое коли-
чество сухого просеянного мела, делают в
середине углубление, льют в него теплую
клейкую смесь и месят.
Хранят мастику во влажных тряпках. Для
лепки ее раскатывают в лист толщиной 4 —
5 мм. Лист вкладывают в форму, предвари-
тельно припудренную тальком, и вдавливают
пальцами в углубления. Во время лепки для
прочности можно вложить в мастику прово-
лочную арматуру. Для большей прочности
можно также наложить на изделие два-три
слоя оберточной бумаги, смазанной теплой
клейкой смесью (такой же, какая готовится
для мастики).
Бумажная
масса
Рис. 1 Размельчение бумаги толкушкой
ИЗГОТОВЛЕНИЕ ФОРМ
Для лепки из пластмассы корпуса или ку-
зова модели нужна форма. В зависимости от
модели или макета форма может быть одно-
сторонней и двухсторонней. Так, для корпуса
судна или кузова автомобиля нужна односто-
ронняя форма, а для модели-копии самолета
или железнодорожной цистерны — двухсто-
ронняя.
Одностороннюю форму изготовляют так.
Сначала делают модель формы из густого
глиняного теста, лучше замешанного на гли-
церине или растительном масле. Поверхность
смазывают машинным маслом, разбавленным
керосином до густоты растительного масла.
Делают это мягкой кистью, без нажима, хоро-
шо промазывая углы и изгибы. К подготов-
ленной так поверхности гипс при отливке фор-
мы не пристанет.
Затем вливают в какой-либо сосуд воду (из
расчета 1 литр воды на 1—2 кг гипса, в зави-
симости от сорта последнего) и постепенно
высыпают в нее гипс. После того как гипс
растворится (это можно установить по исчез-
новению пузырьков воздуха на поверхности
воды), раствор быстро размешивают до густо-
ты сметаны и тотчас выливают на подготов-
ленную модель формы. При работе с гипсом
необходимо действовать очень быстро, ина-
че он затвердеет, и его придется выбросить.
Рис. 3 Изготовление парной формы:
а —деревянная модель; б — отливка пер-
вой половины формы; в — отливка вто-
рой половины формы
Рис. 2 Изготовление модели кузова легко-
вого автомобиля:
а — модель для формовки; б — глиняная
форма; в — заливка формы гипсом
Если хотят получить более прочную форму,
гипс замешивают не на воде, а на очень сла-
бом растворе столярного клея (1 столовая лож-
ка густого столярного клея на 5 литров воды)
В Этом случае гипс затвердевает медленнее
(через 15—20 минут).
Формы отливают в деревянных рамках.
После отливки рамку можно снять. Процесс
изготовления форм показан на рис. 2.
Затвердевшую отливку снимают с глиняной
модели и очищают ее поверхность от при-
ставшей глины и комочков гипса. Готовую
форму отделывают и шлифуют. Отделка за-
ключается в устранении пузырей, трещин,
ямок. Их заделывают гипсовой шпаклевкой,
пользуясь для этого кистями и небольшими
шпателями. Ровные поверхности можно шли-
фовать циклей. Высушенную форму покрыва-
ют несколько раз олифой или лаком.
Более долговечную — цементную форму из-
готовляют не по глиняной, а по деревянной
модели. Цементную форму делают так же,
как и гипсовую. Только раствор цемента надо
взять погуще, иначе он не будет достаточно
прочным и долго не затвердеет. Первый слой
цементного теста трамбуют на модели от-
дельными пластами толщиной до 10 мм; в по-
следующие слои для экономии цемента вво-
дят промытый песок (две объемные части на
одну часть цемента). Для прочности формы в
цементный раствор вкладывают железные
прутья или отрезки проволоки. Когда форма
утрамбована, ее верх выравнивают по кромке
деревянной рамки и сушат в теплом месте в
течение нескольких суток. Хотя цемент за-
твердевает гораздо медленнее, чем гипс,
медлить не следует. Замешивать цемент в во-
де нужно в течение 5—10 минут и отливать
форму не более 20—30 минут, иначе проч-
ность ее понизится. Процесс отливки цемент-
ной формы показан на рисунке 3.
Готовая цементная форма отделывается так
же, как и гипсовая.
Форма, изображенная на рис. 3, двухсто-
ронняя. Изготовляется она иначе, чем одно-
сторонняя.
Модель формы, сделанную из гипса, глины
или дерева, делят карандашной линией или ца-
рапиной на две равные части. Затем, если мо-
дель сделана из дерева, то ее смазывают мас-
лом и вдавливают до отмеченной черть1 в
раствор гипса или цемента, налитый в плоский
ящик. Если же модель сделана из мягкого
материала (глины, пластилина), то ее также
смазывают маслом, укладывают на тонкий
слой раствора, а потом заливают гипсом до
намеченной черты.
После того как раствор затвердеет, модель
вынимают из первой половинки формы и из-
готовляют вторую половинку.
Можно сделать и так. Нё вынимая модели
из первой половины формы, зачищают и вы-
равнивают поверхность застывшего раствора,
смазывают ее маслом и кладут прокладку из
промасленной бумагу. После этого ставят
рамку для второй половины и заливают мо-
дель раствором. Когда и эта отливка застынет,
половинки осторожно разделяют ножом или
тонкой стамеской.
Обе половинки формы очищают, шлифуют,
покрывают лаком или олифой.
Отливка по глиняной или пластилиновой
модели применяется в тех случаях, когда из-
делию нужно придать обтекаемую форму, с
плавными закруглениями (например, как у ку-
зова легкового автомобиля). В остальных слу-
чаях можно пользоваться деревянными фор-
мами-моделями. Так, по деревянной форме
можно сделать любое количество бумажных
или пластмассовых корпусов моделей судов.
Лепку из бумажных пластмасс производят
так. Массу раскатывают на гладкой доске,
припудренной тальком, в лепешки толщиной
до 5 мм. Лепешку раскладывают по форме и
разглаживают пальцами по углублениям. Ес-
ли получатся складки, то их надрывают и за-
глаживают, прорванные участки заделывают
кусочками пластмассы.
Изделие просушивают в форме. Как только
пластмасса начинает твердеть, деталь можно
вынуть из формы и окончательно высушить.
Высушенные половинки изделия склеивают
столярным клеем. На линию оклейки лучше
наложить узкую полосу тонкой ткани, тщатель-
но пригладив ее, чтобы не было заметного
рубца.
Кузова, корпуса моделей и другие предме-
ты, вылепленные из бумажной пластмассы,
имеют грубую, шероховатую поверхность.
Поэтому их надо зашпаклевать, зачистить и
отгрунтовать.
ПОДГОТОВКА ИЗДЕЛИЙ ИЗ БУМАЖНЫХ
ПЛАСТМАСС К ОКРАШИВАНИЮ
Дефекты поверхности изделия—трещины,
щели, царапины, мелкие отверстия, неровно-
сти шпаклюют пастой. Существует много ре-
цептов шпаклевочных паст.
Клеевая паста. 150 г просеянного мела на-
сыпают горкой и делают посредине углубле-
ние. В эту лунку вливают горячий столярный
клей (для приготовления его надо взять 50 г
сухого клея) и замешивают пасту, растирая
ее в однообразную не растекающуюся по по-
верхности массу.
Клеемасляная паста. 200 г просеянного ме-
ла разводят водой до получения густого тес-
та. В это тесто вливают 75 г крепкого раство-
ра столярного клея и нагревают смесь в во-
дяной бане, непрерывно помешивая, до по-
лучения кашицы. В смесь добавляют 25 г оли-
фы, размешивают и вновь напревают.
Влагоус тойчивая паста. В 250 мл воды раз-
водят 50 г столярного клея и добавляют про-
сеянный мел до образования сметанообраз-
ной массы. В эту смесь вливают 25 г цинко-
вых белил, 12 г масляного лака и тщательно
все размешивают.
Самый процесс шпаклевки очень несложен
и хорошо известен большинству любителей
техники. Пасту наносят деревянной лопаточ-
кой — шпателем на изъяны поверхности и
тщательно затирают их. Когда прошпаклеван-
ные места высохнут, их шлифуют мелкой
шкуркой или пемзой. Подготовленную таким
образом поверхность промазывают олифой и
сушат в течение 15—20 часов. Обычно для
прочности наносят несколько слоев олифы,
просушивая изделие после нанесения каждо-
го слоя.
После этой подготовки поверхность грунту-
ют (то есть покрывают специально подготов-
ленной жидкой краской). Если после грунтов-
ки на поверхности окажутся изъяны, ее вновь
шпаклюют и зачищают, грунтуют повторно и,
наконец, окрашивают.
О способах окраски мы говорить не будем.
Они зависят и от изделия, и оттого, чем
именно его нужно покрасить: клеевой или
масляной краской, эмалью, лаком и т. д.
ДЕТАЛИ ИЗ КАПРОНА
Капрон (так называется в быту поликапро-
лактам)— синтетический материал, из которо-
го изготовляют не только красивые ткани и
чулки, но и очень прочные приводные ремни,
негниющие рыболовные сети, бесшумные шес-
терни для коробок скоростей автомобилей и
многое другое. Сырьем для производства
капрона являются полиамидные смолы, кото-
рые получают путем сложной переработки
фенола, бензола и других веществ, находя-
щихся в каменноугольном дегте и нефти.
В любительских условиях приготовить кап-
рон нельзя. Но так как он легко плавится, то
из старых капроновых изделий (например, чу-
лок) можно отливать самые различные дета-
ли для моделей. А некоторые предметы из-
готовляют и без расплавления капрона.
Например, киевские юные техники исполь-
зуют капрон для изготовления деталей летаю-
щих моделей — бачков, обтекателей и др. Для
этой цели они делают деревянные формы, на-
носят на них слой вазелина, два слоя папирос-
ной бумаги, поверх 'которой обтягивают фор-
му куском чулочного капрона. Концы его за-
вязывают. Капрон покрывают эмалитом, за-
тем накладывают второй слой капрона и так-
же покрывают его эмалитом. После просуш-
ки концы капрона обрезают и форму выни-
мают. Получается очень легкая и прочная де-
таль.
Отливку воздушных и гребных винтов для
колес, шестерен и других деталей производят
различными способами. Наиболее простой из
них предложен ставропольским мастером
А. Ф. Симоновым.
Прежде чем плавить капрон, его нужно
обезжирить. Для этого его промывают в
5-типроцентном растворе бикарбоната натрия
(соды), а затем в теплой’воде. Еще лучше
прокипятить капрон в воде, -добавив в нее
1—2 столовых ложки стирального порошка на
1 кг капрона. После кипячения капроновую
массу промывают несколько раз в чистой во-
де и отжимают. Сушить капрон надо до пол-
ного удаления влаги (при комнатной темпера-
туре— не менее 10—12 часов). У капроновых
чулок перед обработкой вырезают шелковый
шов, иначе он будет гореть и мешать плавле-
нию.
Тщательно высушенный капрон измельчают
и кладут в тигель, обогреваемый электриче-
ской печкой. Температура плавления ни в ко-
ем случае не должна превышать 270° С. Пе-
регрев ведет к потере капроном свойств по-
лимеризации и резкому ухудшению качества
деталей. Расплавленную массу разливают в
изложницы—пресс-формы нужных деталей
(о том, как сделать -пресс-формы, будет ска-
зано дальше).
Извлеченные из форм готовые детали не-
медленно -подвергаются так называемой нор-
мализации— кипячению в воде. Время кипя-
чения зависит от толщины детали; 2 мм —
60 мин, 3 мм — 180 мин, 4 мм — 360 мин.
Во время нормализации деталь можно окра-
сить в нужный цвет. Для этого в воду добав-
ляют анилиновый краситель.
После нормализации деталь просушивают
на открытом воздухе и зачищают.
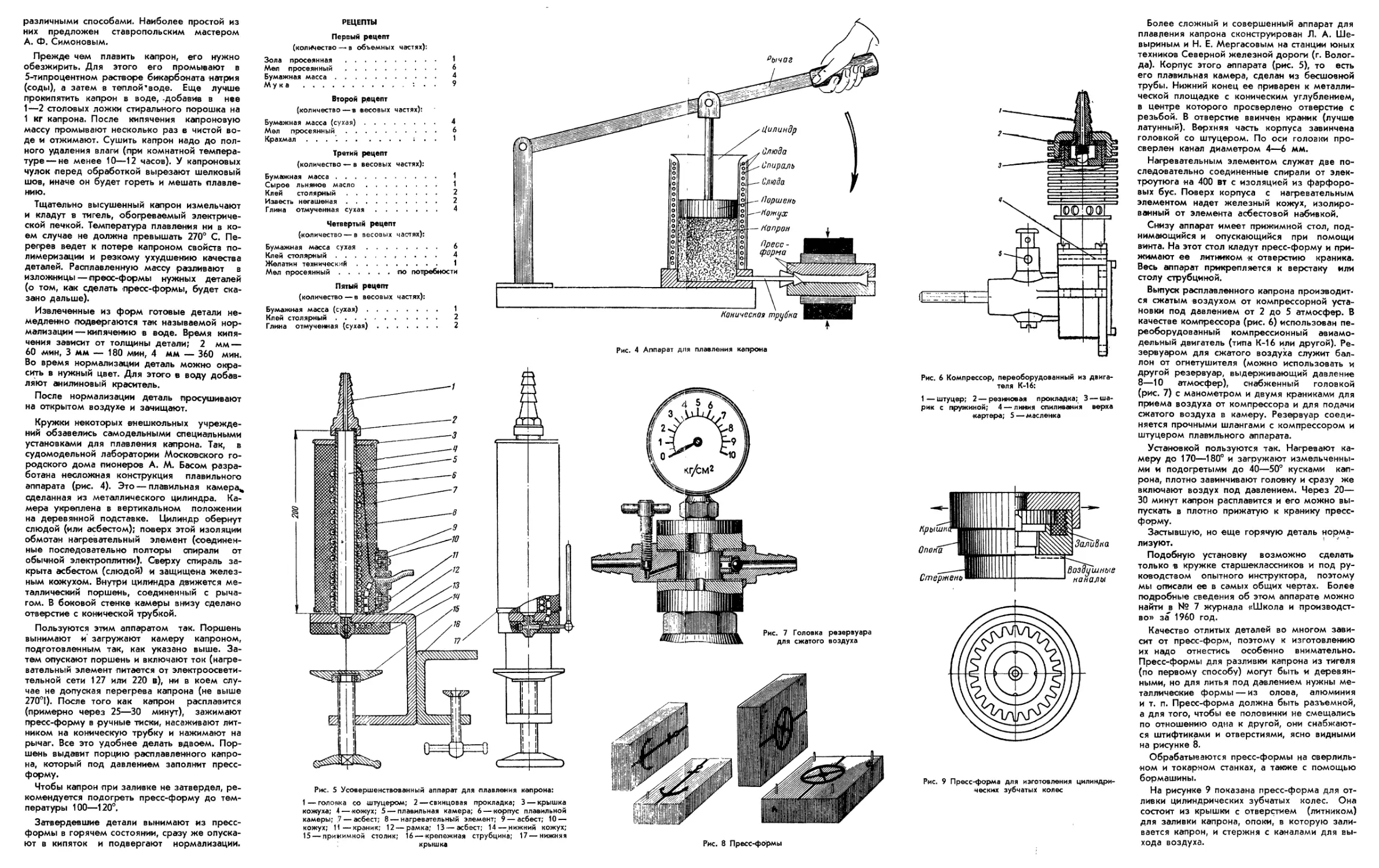
Кружки некоторых внешкольных учрежде-
ний обзавелись самодельными специальными
установками для плавления капрона. Так, в
судомодельной лаборатории Московского го-
родского дома пионеров А. М. Басом разра-
ботана несложная конструкция плавильного
аппарата (рис. 4). Это — плавильная камера^
сделанная из металлического цилиндра. Ка-
мера укреплена в вертикальном положении
на деревянной подставке. Цилиндр обернут
слюдой (или асбестом); поверх этой изоляции
обмотан нагревательный элемент (соединен-
ные последовательно полторы спирали от
обычной электроплитки). Сверху спираль за-
крыта асбестом (слюдой) и защищена желез-
ным кожухом. Внутри цилиндра движется ме-
таллический поршень, соединенный с рыча-
гом. В боковой стенке камеры внизу сделано
отверстие с конической трубкой.
Пользуются этим аппаратом так. Поршень
вынимают и' загружают камеру капроном,
подготовленным так, как указано выше. За-
тем опускают поршень и включают ток (нагре-
вательный элемент питается от электроосвети-
тельной сети 127 или 220 в), ни в коем слу-
чае не допуская перегрева капрона (не выше
270°1). После того как капрон расплавится
(примерно через 25—30 минут), зажимают
пресс-форму в ручные тиски, насаживают лит-
ником на коническую трубку и нажимают на
рычаг. Все это удобнее делать вдвоем. Пор-
шень выдавит порцию расплавленного капро-
на, который под давлением заполнит пресс-
форму.
Чтобы капрон -при заливке не затвердел, ре-
комендуется подогреть пресс-форму до тем-
пературы 100—120°,
Затвердевшие детали вынимают из пресс-
формы в горячем состоянии, сразу же опуска-
ют в кипяток и подвергают нормализации.
РЕЦЕПТЫ
Первый рецепт
(количество — в объемных частях):
Зола просеянная ......................... 1
Mein просеянный ......................... 6
Бумажная масса........................... 4
Мука ........................... : . . 9
Второй рецепт
(количество—в весовых частях):
Бумажная масса (сухая)................... 4
Мел просеянный........................... 6
Крахмал . . . ’................... . . 1
Третий рецепт
(количество — в весовых частях):
Бумажная масса........................... 1
Сырое льняное масло...................... 1
Клей столярный........................... 2
Известь негашеная........................ 2
Глина отмученная сухая.................. 4
Четвертый рецепт
(количество—в весовых частях):
Бумажная масса сухая..................... 6
Клей столярный........................... 4
Желатин технический...................... 1
Мел просеянный.................по потребности
Пятый рецепт
(количество — в весовых частях):
Бумажная масса (сухая)................... 1
Клей столярный........................... 2
Глина отмученная (сухая)................. 2
Рис. 4 Аппарат для плавления капрона
Рис. 5 Усовершенствованный аппарат для плавления капрона:
1—головка со штуцером; 2—свинцовая прокладка; 3 —крышка
кожуха; 4—кожух; 5 — плавильная камера; 6 — корпус плавильной
камеры; ,7 — асбест; 8 —- нагревательный элемент; 9—асбест; 10 —
кожух; 11—краник; 12 — рамка; 13 — асбест; 14 — нижний кожух;
15 — прижимной столик; 16 — крепежная струбцина; 17 — нижняя
крышка
Рис. 8 Пресс-формы
Рис. 6 Компрессор, переоборудованный из двига-
теля К-16:
1 — штуцер; 2 — резиновая прокладка; 3 — ша-
рик с пружиной; 4 — линия спиливания верха
^картера; 5—масленка
Рис. 9 Пресс-форма для изготовления цилиндри-
ческих зубчатых колес
Более сложный и совершенный аппарат для
плавления капрона сконструирован Л. А. Ше-
выриным и Н. Е. Мергасовым на станции юных
техников Северной железной дороги (г. Волог-
да). Корпус этого аппарата (рис. 5), то есть
его плавильная камера, сделан из бесшовной
трубы. Нижний конец ее приварен к металли-
ческой площадке с коническим углублением,
в центре которого просверлено отверстие с
резьбой. В отверстие ввинчен краник (лучше
латунный). Верхняя часть корпуса завинчена
головкой со штуцером. По оси головки про-
сверлен канал диаметром 4—6 мм.
Нагревательным элементом служат две по-
следовательно соединенные спирали от элек-
троутюга на 400 вт с изоляцией из фарфоро-
вых бус. Поверх корпуса с нагревательным
элементом надет железный кожух, изолиро-
ванный от элемента асбестовой набивкой.
Снизу аппарат имеет прижимной стол, под-
нимающийся и опускающийся при помощи
винта. На этот стол кладут пресс-форму и при-
жимают ее литником к отверстию краника.
Весь аппарат прикрепляется к верстаку или
столу струбциной.
Выпуск расплавленного капрона производит-
ся сжатым воздухом от компрессорной уста-
новки под давлением от 2 до 5 атмосфер. В
качестве компрессора (рис. 6) использован пе-
реоборудованный компрессионный авиамо-
дельный двигатель (типа К-16 или другой). Ре-
зервуаром для сжатого воздуха служит бал-
лон от огнетушителя (можно использовать и
другой резервуар, выдерживающий давление
8—10 атмосфер), снабженный головкой
(рис. 7) с манометром и двумя краниками для
приема воздуха от компрессора и для подачи
сжатого воздуха в камеру. Резервуар соеди-
няется прочными шлангами с компрессором и
штуцером плавильного аппарата.
Установкой пользуются так. Нагревают ка-
меру до 170—180° и загружают измельченны-
ми и подогретыми до 40—50° кусками кап-
рона, плотно завинчивают головку и сразу же
включают воздух под давлением. Через 20—
30 минут капрон расплавится и его можно вы-
пускать в плотно прижатую к кранику пресс-
форму.
Застывшую, но еще горячую деталь норма-
лизуют. '
Подобную установку возможно сделать
только в кружке старшеклассников и под ру-
ководством опытного инструктора, поэтому
мы описали ее в самых общих чертах. Более
подробные сведения об этом аппарате можно
найти в № 7 журнала «Школа и производст-
во» за 1960 год.
Качество отлитых деталей во многом зави-
сит от пресс-форм, поэтому к изготовлению
их надо отнестись особенно внимательно.
Пресс-формы для разливки капрона из тигеля
(по первому способу) могут быть и деревян-
ными, но для литья под давлением нужны ме-
таллические формы — из олова, алюминия
и т. п. Пресс-форма должна быть разъемной,
а для того, чтобы ее половинки не смещались
по отношению одна к другой, они снабжают-
ся штифтиками и отверстиями, ясно видными
на рисунке 8.
Обрабатываются пресс-формы на сверлиль-
ном и токарном станках, а также с помощью
бормашины.
На рисунке 9 показана пресс-форма для от-
ливки цилиндрических зубчатых колес. Она
состоит из крышки с отверстием (литником)
для заливки капрона, опоки, в которую зали-
вается капрон, и стержня с каналами для вы-
хода воздуха.