/








































































































































































































Автор: Зверевич В.В. Перов В.А. Андреев С.Е.
Теги: обогащение минерального сырья полезные ископаемые горное дело
Год: 1980




Текст
С. Е. АНДРЕЕВ
В.А.ПЕРОВ
В.В.ЗВЕРЕВИЧ
ДРОБЛЕНИЕ,
ИЗМЕЛЬЧЕНИЕ
И ГРОХОЧЕНИЕ
ПОЛЕЗНЫХ
ИСКОПАЕМЫХ
С. Е. АНДРЕЕВ,
В. А. ПЕРОВ,
В. В. ЗВЕРЕВИЧ
ДРОБЛЕНИЕ,
ИЗМЕЛЬЧЕНИЕ
И ГРОХОЧЕНИЕ
ПОЛЕЗНЫХ ИСКОПАЕМЫХ
на ши-
товека.
шства,
>цессы.
элек-
чше п
делить
5ожде-
щера-
венно
ерала
Попущено Министерством высшего и среднего спе-
циального образования СССР в качестве учебника
для студентов вузов, обучающихся по специальности
«Обогащение полезных ископаемых»
ИЗДАНИЕ ТРЕТЬЕ,
ПЕРЕРАБОТАННОЕ И ДОПОЛПЕ11НОЕ
ньше-
тения
1емых
мель-
ткси-
иель-
его».
тем,
епие
I об-
1Я II
рас-
•чхт
МОСКВА «НЕДРА» 1980
ычи
гав-
дес-
по-
дак
це-
иле
их,
:но
эа)
'де
ге-
ия
ы,
3
УДК 622.73./74 (075.8)
Андрееве. Е., Перов В. А., Зверевич В. В. Дробление, измельчение и грохо-
чение полезных ископаемых. 3-е изд., перераб. и доп.—М.:, Недра, 1980.—415 с.
Изложены основы теории процессов грохочения, дробления и измельчения.
Описаны схемы устройства н конструкции грохотов, дробилок и мельниц, наи-
более часто применяемых на обогатительных фабриках. Приведены сведения,
необходимые для выбора и расчета этих машин, а также основные правила их
эксплуатации. Рассмотрены вопросы техники безопасности.
Третье издание (2-е изд. — 1966) учебника значительно переработано и
дополнено материалами, соответствующими новым тенденциям рудоподготовки
Учебник предназначен для студентов горных и горно-металлургических
вузов, обучающихся по специальности «Обогащение полезных ископаемых»
а также может быть полезен учащимся техникумов и инженерно-техническим
работникам обогатительных фабрик и промышленных предприятии, имеющих
в технологических схемах операции дробления, измельчения и грохочения раз-
личных материалов.
Табл. 50, ил. 223, список лит. — 105 назв.
Рецензенты: Кафедра обогащения полезных ископаемых Днепро-
петровского горного института; проф. д-р техн, наук О. С. БОГДАНОВ
и доц. каид техн, паук И. М. КОСТИН.
80 25,,500,,()0
111Д.1ТСЛЫ П1О «Иг ip.i». 1980
ВВЕДЕНИЕ
Процессы дробления, измельчения и грохочения издавна ши-
роко применяются в производственной деятельности человека.
Трудно назвать отрасль промышленности или народного хозяйства,
в которой в том пли ином виде не применялись бы эти процессы.
Подсчитано, что в настоящее время одна двадцатая часть элек-
троэнергии, производимой в мире, расходуется па дробление и
измельчение твердых материалов [100].
Процесс обогащения полезных ископаемых можно подразделить
па два этапа: разъединение минералов, г. е. высвобожде-
ние зерен ценного минерала ог окружающих зерен других минера-
лов и пустой породы; разделение минералов (собственно
обогащение), т. е. выделение свободных зерен цепного минерала
в концентрат.
Разъединение (раскрытие) минералов достигается уменьше-
нием крупности кусков, т. е. с помощью операций дробления
и измельчения, которые в обогащении полезных ископаемых
имеют важное технологическое и экономическое значение.
Технологическое назначение операций дробления и измель-
чения заключается в гом, чтобы раскрыть минералы при макси-
мально возможной крупности, при минимальном переизмель-
чепни, т. е. осуществить принцип «не дробить ничего лишнего».
Экономическое значение этих операций определяется тем,
что на обогатительных фабриках па дробление и измельчение
падает 50—70% общих капитальных затрат п такая же доля об-
щих эксплуатационных расходов. Щрп операциях дробления и
измельчения расходуется миоГо энергийи стали. Удельный рас-
ход энергии по фабрикам колеблется в пределах 7—20 кВт-ч т
руды, расход стали — or 1 до 3 кг/т руды.
Решением XXV съезда КПСС намечен дальнейший рост добычи
и обогащения полезных ископаемых. Для выполнения постав-
ленных задач необходимо постоянное совершенствование процес-
сов дробления, измельчения и грохочения.
применяемых дробилках и мельницах куски горных по-
род разрушаются раздавливанием, истиранием и ударом, так как
эти способы дробления конструктивно наиболее просто осуще-
ствляются. Вместе с тем раздавливанию и истиранию горные
породы оказывают наибольшее сопротивление. Разрушение их,
например, изгибающими или растягивающими усилиями должно
происходить с значительно меньшими затратами энергии.
Взрывной способ дробления (процесс Снайдера)
заключается в том, что исходный материал в замкнутом сосуде
подвергается воздействию пара или газа среднего давления в те-
чение времени, необходимого для достижения заданного давления
и накопления энергии. При этом газ или пар заполняет поры,
I* 3
трещины и пустоты в кусках и между ними, затем через быстродей-
ствующий клапан, заканчивающийся соплом, материал мгновенно
(в течение 15 миллисекунд) выбрасывается со скоростью, близкой
к скорости звука, в сосуд большой емкости. Там, в зоне понижен-
ного давления, газ или пар, мгновенно расширяясь, выделяет
накопленную ранее энергию и частицы материала разрушаются
под действием взрывных волн, взаимных соударений и т. и.
Электро импульсное измельчение происходит
при электрическом разряде (пробое). Используются две схемы: не-
посредственное воздействие па горную породу, т. е. пробой про-
исходит в куске, и воздействие (пробой) в промежуточной среде
(например, в воде). Ударная волна жидкости разрушает куски
материала, прилегающие к зоне разряда (так называемый электро-
гидравлический эффект).
Высокочастотное разрушение при исполь-
зовании электрической энергии токов высокой и сверхвысокой
частоты. Сверхвысокие частоты позволяют быстро нагреть уча-
сток породы и тем самым вызвать снижение ее механической проч-
ности и разрушение.
Электротермические м е т о д ы разрушения свя-
заны с использованием энергии, создаваемой высокотемпера-
турными источниками. Например, электрическая нагревательная
спираль, опущенная в шпур.
Указанные новые способы еще не вышли из опытной стадии
и пока не перспективны для дробления и измельчения больших
масс горных пород. Поэтому на ближайшие годы главными на-
правлениями совершенствования техники дробления и измельче-
ния остаются:
увеличение размеров и производительности на один агрегат
существующих типов машин;
конструктивное совершенствование существующих машин и
разработка новых па основе механических способов разрушения
ударом, раздавливанием и истиранием;
разработка быстроходных машин высокой интенсивности,
большой энергоемкости (на тонну массы машины) и малой металло-
емкости (на тонну производительности); например, центробежных,
вибрационных, планетарных и других измельчителей.
Раздел «Грохочение» написан В. А. Перовым, «Дробление» —
В. В. Зверевичем и «Измельчение» — совместно. При переработке
раздела «Измельчение» использован материал, написанный проф.
С. Е. Андреевым (1881—1964 гг).
Авторы выражают признательность проф. д-ру техп. наук
Е. Е. Серго, проф. д-ру техн, наук О. С. Богданову и дон. канд.
техн, наук И. М Костину за рекомендации по улучшению учеб-
ника. О всех замеченных недостатках книги авторы просят сооб-
щать па кафедру обогащения полезных ископаемых Ленинград-
ского горного института им. Г. В. Плеханова.
Раздел первый
ГРОХОЧЕНИЕ
ГЛАВА I
ОБЩИЕ СВЕДЕНИЯ
§ 1. Основные понятия и назначение грохочения
Грохочение — процесс разделения сыпучих материалов
на классы крупности путем просеивания через одно или несколько
сит или классификация материала на просеивающих поверхно-
стях.
Зерпа (куски) материала, размер которых больше размера
отверстий сита, остаются при просеивании на сите, а зерпа мень-
ших размеров проваливаются через отверстия1.
Материал, поступающий па грохочение, называется и с х о д-
н ы м, остающийся па сите — н а д р е ш е т и ы м (верхним)
продуктом, проваливающийся через отверстия сита — и од-
ре ш е т и ы м (н и ж н и м ) продуктом.
При последовательном просеивании материала па п ситах
получают п 4- 1 продуктов. В этом случае одни из продуктов пре-
дыдущего просеивания служит исходным материалом для после-
дующего просеивания.
Последовательный ряд абсолютных значений величин отвер-
стий сит (от больших к меньшим), применяемых при грохочении,
называется шкалой грохочения или класси-
фикации.
Модуль шкалы классификацн и—постоянное от-
ношение размера отверстий предыдущих сит к размеру отверстий
последующих. Например, для шкалы классификации 100; 50;
25; 12,5; 6,25 мм модуль равен 2.
Размер d наибольших зерен (кусков) подрешетного продукта
так же, как и размер наименьших кусков надрешетного продукта,
условно принимают равным величине отверстий сита, через которое
производится просеивание материала, т. е. d = I.
Соответственно обозначают: подрешетный продукт —I (минус I)
или —d (минус d); надрешетный продукт -\-1 (плюс /) или +d
(плюс d).
Материал, прошедший через сито с отверстиями и остав-
шийся на сите с отверстиями /2, причем /2 < L называется к л а с-
1 Термином «зерно» обозначают любые частицы материалов — от крупных
кусков до мельчайших частиц. Практически в процессе грохочения на сите может
остаться некоторое количество зерен, размер которых меньше размера отверстия
сита.
5
сом. Крупность класса обозначают следующими тремя способами:
—4 /2 (минус плюс /2) или dt d„; l± — 12 или d± — d2,
l2 — li или d2 — di. Например, класс —25 + 10 мм, класс 20 —
10 мм, класс 10- 25 мм.
Из приведенных способов обозначения крупности классов
наиболее широко применяют первый и третий, обязательный для
применения при грохочении углей (ГОСТ 2093 69).
В получаемых при грохочении классах размер наиболь-
ших кусков материала dt всегда меньше величины отверстий
сита и размер наименьших кусков d2 меньше отверстий /2.
Обозначения крупности классов — dr + d2 пли dt — d2 указы-
вают лишь на то, что данный класс был получен последовательным
просеиванием материала на двух ситах с отверстиями размером
di lt и d2 = /2.
Машины и устройства для грохочения называются г р о х о
т а м и . Всякий грохот имеет одну или несколько рабочих (про-
сеивающих) поверхностей — сит, установленных в одном или
нескольких коробах, совершающих качательные или встряхи-
вающие движения. В некоторых конструкциях грохотов просеи-
вающую поверхность образуют вращающиеся диски (валки),
располагаемые параллельно в несколько рядов. Для грохочения
крупного материала иногда применяют решетки, собранные из
колосников различной формы или стержней, которые устанавли-
вают неподвижно с наклоном, достаточным для свободного сколь-
жения по ним материала.
Операции грохочения широко применяются на обогатитель-
ных и брикетных фабриках и сортировках, в промышленности
строительных материалов, химической, абразивной и многих
других отраслях промышленности. В технологической схеме обо-
гащения или при подготовке полезных ископаемых к переработке
выделяют следующие виды операций грохочения: самостоятельное,
подготовительное и вспомогательное.
Самостоятельное грохочение применяется
на сортировках для выделения классов — готовых продуктов,
направляемых непосредственно потребителям. Сортировке под-
вергаются угли, железные руды, каменные строительные и до-
рожные материалы, абразивы и т. д.
Подготовительное грохочение применяется
на обогатительных фабриках с целью разделения перерабатыва-
емого материала на классы, поступающие далее в операции обо-
гащения. Такое грохочение часто необходимо перг т. гравитацион-
ными процессами, электромагнитной сепарацией и др.
Вспомогательное грохочение применяется
в связи с операциями дробления, для выделения ютового
по крупности продукта перед дробилками и для контроля круп-
ности дробленого продукта. Первый вид грохочения часто на-
зывают предварительным, а второй контроль-
ным или поверочным.
6
a <>
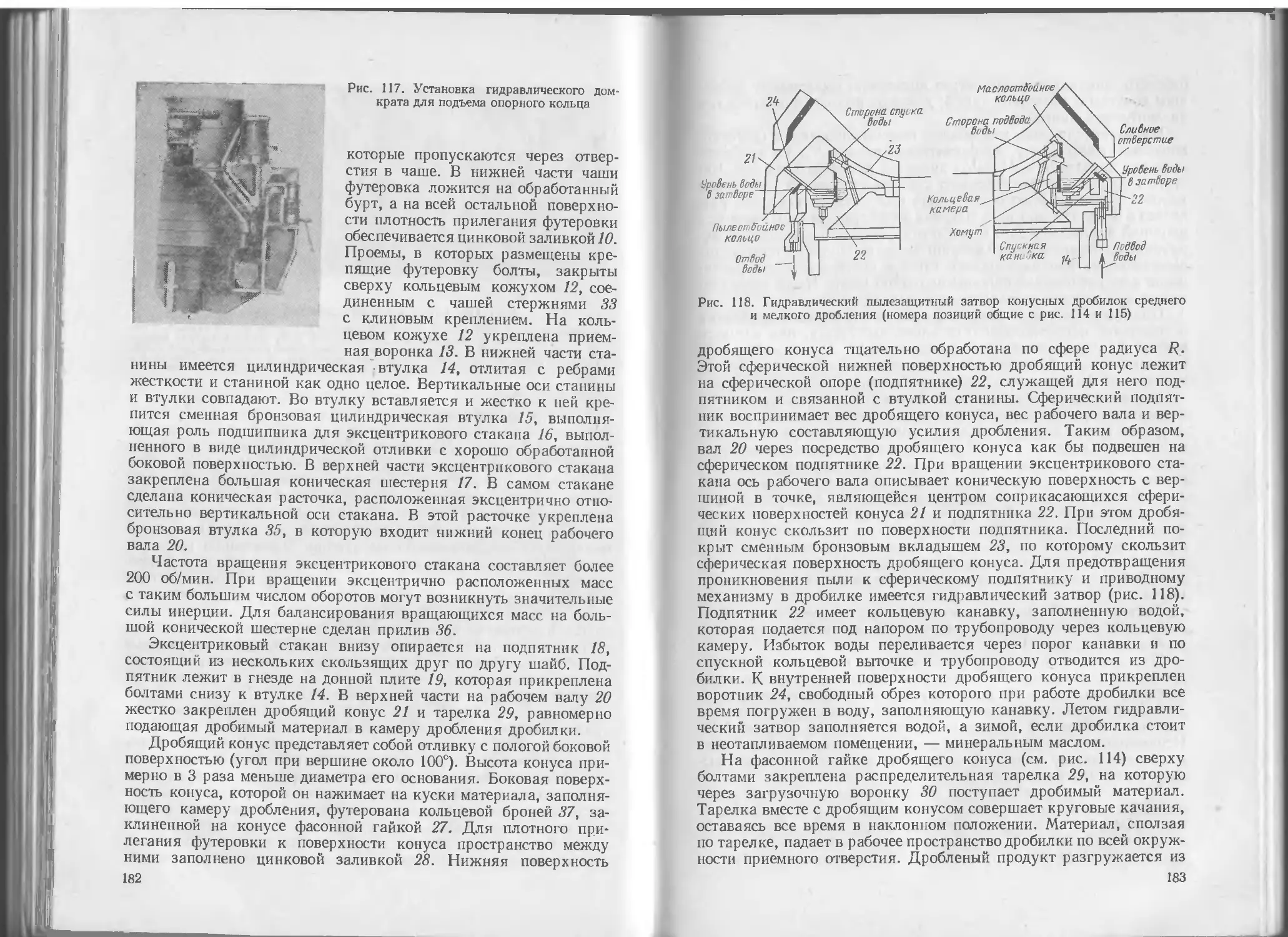
Рис. 1. Схема грохочения при дроблении:
а — предварительное грохочение; б — предварительное и поверочное грохочение
Типичные схемы грохочения при дроблении изображены на
рис. 1.
В некоторых случаях грохочение преследует цель обогащения
полезного ископаемого и часто называется избирательным гро-
хочением. В результате такого грохочения получают продукты,
отличающиеся нс только по крупности, но и по содержанию в них
ценного компонента. При избирательном грохочении использу-
ются различия в физических свойствах отдельных компонентов,
входящих в состав ископаемого сырья, например, различие в твер-
дости и крепости или в форме кусков ценного компонента и пу-
стой породы. При добыче, транспортировании и дроблении такого
сырья в продуктах разной крупности будет неодинаковое содер-
жание полезного минерала.
Грохочение применяется также для отделения воды или пульпы
от зернистых материалов; например, для обезвоживания обога-
щенных улей, промытых руд и отделения суспензии от продуктов
разделения в тяжелых средах.
§ 2. Просеивающая поверхность
В качестве просеивающей (рабочей) поверхности грохотов ис-
пользуют проволочные сетки, листовые сита (решета, т. е. перфори-
рованные стальные листы) и колосниковые решетки.
Проволочные сетки
Проволочные сетки изготовляются с квадратными или прямо-
угольными отверстиями размером от 100 до 0,04 мм. Для изго-
товления сеток применяются проволоки стальные (из легирован-
7
них и нержавеющих сталей), латунные, медные, бронзовые, нике-
левые и др.
Отношение площади отверстий сетки в свету к общей ее пло-
щади, выраженное в процентах, называется живым сече-
нием сетки или коэффициентом живого
сечения.
Для сеток с квадратными отверстиями (рис. 2) живое сечение
100/2'
0 + «)2 ’ '°
(1)
где а — диаметр проволоки, мм;
I размер отверстий, мм.
Для сеток с прямоугольными отверстиями размером I X b
(длина и ширина) живое сечение
L~~ (Ь + а)(1 + а) 100, (2)
Живое сечение сеток с прямоугольными отверстиями при од-
них и тех же значениях I и а всегда больше, чем сеток с квадрат-
ными отверстиями.
Просеивающая способность сеток возрастает с увеличением
их живого сечения (с уменьшением толщины проволоки), а проч-
ность и срок службы тем больше, чем толще проволока.
Различают тканые сетки, сборные из рифленых проволок и
сварные, в которых проволоки в местах пересечения сваривают.
Тканые с е т к и (рис. 3) изготовляют простого (полот-
няного) плетения, при котором каждая проволока основы (про-
дольная) переплетается с каждой проволокой утка (поперечной),
и саржевого плетения, при котором проволоки основы и утка пере-
плетаются через две проволоки. Саржевое плетение применяется
для самых мелких сеток от 0,074 до 0,04 мм.
Рис. 2 Ячейка сетки с квадратными
отверстиями
Рис. 3. Тканые сетки:
а — простого плетения; б — саржевого
плетения
8
Рис. 4. Тканые проволочные сетки с квадратными отверстиями из стальной
рифленой проволоки
Рис. 5. Проволочные сетки
С б о р н ы е сет к и из стальной проволоки с квадратными
ячейками изготовляются следующих видов х:
частично рифленые — проволоки утка имеют из-
гиб (рифления) в местах переплетения, а проволоки основы нериф-
леные, но они изгибаются при изготовлении (рис. 4, о);
рифленые — проволоки основы и утка имеют изгиб (риф-
ления) в местах переплетения (рис. 4, б);
сложно рифленые — проволоки основы и утка имеют
дополнительные рифления по сторонам ячейки (рис. 4, в).
Технические параметры сеток из рифленой проволоки даны
в табл. 1.
Сетки с прямоугольными отверстиями (щелевидные) часто из-
готовляют с проволоками утка, расположенными группами по
три проволоки (рис. 5, а).
При грохочении влажных материалов за рубежом применяют
«серпантинные» сетки (рис. 5, б). Продольные изогнутые проволоки
этих сеток образуют квадратные отверстия. Каждая проволока
может самостоятельно колебаться и тем самым способствовать
1 Сетки из стальной рифленой проволоки с квадратными ячейками
ГОСТ 3306—70.
9
Таблица 1
Параметры сеток из рифленой проволоки
Тип сетки Номи- нальный размер стороны ячейки в свету, мм Диа метр проволок, мм Тип сетки Номи- нальный размер стороны ячейки в свету, мм Диаметр проволок, мм
осно- вы утка осно- вы утка
Частично риф- 1,6 09 1 Рифленые Р 13 3 4
леныс ЧР 2 1,2 1,3 14 3,6 4
2.6 1,2 1 2 15 3,6 3,6
3 1,2 1,4 16 4 5
4 1,6 1,6 18 5 5,6
5 2 2 20 5 5,6
6 1,8 2,2 25 5 6
8 3 3 Сложно риф- 32 5 5
10 3 3 левые СР 35 5 5
12 3 3 37 5 6
13 3 3 40 5,6 6
16 3,6 3,6 45 5,6 6
18 3,6 4 50 6 8
20 3,6 4 55 6 10
22 3,6 4 60 6; 8 8; 10
25 3 6 4,5 65 8 10
Рифленые Р 4 1,6 1,6 70 8 10
5 2 2 75 10 10
6 2,2 2,2 80 10 10
8 3 3 100 10 10
10 3 3,6
очистке отверстий сетки от налипшего материала и застрявших
зерен.
Сетки из рифленой проволоки имеют неровную поверхность,
что обусловливает неравномерный износ ситовой ткани при гро-
хочении. Сначала изнашиваются выступающие части проволоки,
после чего сетка теряет свою прочность и разрушается.
Для получения гладкой поверхности сетки выравнивают по-
средством штамповки. В крупных сетках проволоки в местах их
перекрещивания сваривают.
Срок службы проволочных епт зависит ог износостойкости и
диаметра проволок, от конкретных условий эксплуатации: про-
изводительности, крупности, плотности, абразивности и других
свойств грохотимого материала, а также от способа крепления
сита и др. На углеобогатительных фабриках срок службы про-
волочных сит с размером отверстий до 13 мм колеблется от 5
до 25 дней, для сит с отверстиями 25 -50 мм — 25—40 дней
I8GI.
Для классификации, обезвоживания, промывки и сушки ма
териалов широко применяют щелевые (шпальтовые) сетки. Щеле-
вые сетки собирают в плоские карты с гладкой рабочей поверх-
10
Рис, 6. Щелевая сетка
Рис. 8. Сито струнного типа:
/ — резиновый шнур; 2 — поддерживающий прогон; 3 — крепежное устройство; 4 —
хомут для крепления прогона
II
ностью из отдельных проволочных колосников фасонного се-
чения. Проволоки-колосники скрепляют соединительными шпиль-
ками диаметром 8—12 мм, расположенными перпендикулярно к
колосникам на определенном расстоянии (рис. 6)*. Сечения колос-
ников показаны на рис. 7. Материалами для колосниковых про-
волок служат латунь, нержавеющая сталь и низкоуглеродистая
сталь. Щелевые сетки изготовляют узкощелевыми со щелями раз-
мером 0,1; 0,12; 0,16; 0,2; 0,25; 0,3; 0,35; 0,4; 0,5; 0,6; 0,8 мм и
широкощелевыми со щелями размером 0,6; 0,8; 1,0; 1,2; 1,4; 1,5;
1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; 12,0; 16,0; 20,0 мм.
Расстояния между соединительными шпильками 80—120 мм.
Живое сечение щелевых сеток возрастает с увеличением размера
щели; например, для сетки со щелью 0,1 мм оно составляет
4,5—5%, при щели 0,5 мм — 20—25% и при щели 1 мм — 30—
35%.
Для грохочения углей повышенной влажности при ширине
щелевых отверстий сит 4—35 мм применяют струнные резиновые
сита. Просеивающая поверхность образуется резиновыми шну-
рами, натягиваемыми параллельно один другому на раме грохота
в направлении, поперечном движению материала. Длина отверстий
определяется расстоянием между поддерживающими прогонами
в коробе грохота, она обычно более 100 мм (рис. 8). Шнур для ре-
зинового струпного сита изготовляется из специальной резины
(марка ИР-52Л) диаметром от 6,5 до 15 мм. Диаметр шнура выби-
рается в зависимости от желаемого размера щелевого отверстия
сита. При применении струнных резиновых сит:
рассеиваются угли и антрациты влажностью до 6—7% при
повышенной удельной производительности грохотов по сравнению
с производительностью грохотов с проволочными ситами;
увеличивается срок службы но сравнению со сроком службы
металлических сит;
обличается очистка сит, при слабом обстукивании струн
корка глинистого влажного материала отваливается 164,
861.
Величина отверстий сеток (размеры ячейки) определяется ми-
нимальным расстоянием (в свету) между противоположными про-
волоками. Величину отверстий сетки выражают в линейных еди-
ницах — миллиметрах или микрометрах. В США распространен
способ выражения величины отверстий сетки числом меш, т. е.
числом квадратных отверстий, приходящихся на один линейный
дюйм (25,4 мм) сетки (шкала Тайлера). Он иногда применяется
также в отечественной практике. Этот способ не определяет не-
посредственно размер ячейки сетки, так как последний зависит от
толщины проволоки.
* Сетка щелевая колосниковообразная из проволоки фасонного сечения.
ГОСТ 9074—71.
12
Таблица 2
Размер стороны ячейки в свету металлических проволочных сеток
(ГОСТ 2851—45)
Ряды, мм
ос- нов- ной дополни- тельный ОСНОВ- НОЙ дополни- тельный ос- нов- ной до- пол- ни - тель- ный ос- нов- ной до- пол- ни тель- ный ос- нов- ной до- пол- ни - тель- ный
0,04 0,042 0,225 0 235 1,2 1 3 6 6,5 32 34
0,045 0,048 0,25 0,265 1,4 1,5 7 7,5 35 38
0,05 0,053 0,28 0,3 1,6 1,7 8 8,5 40 42
0,056 0,06 0,315 0,335 1,8 1,9 9 9,5 45 48
0,063 0,067 0,355 0,375 2 2,1 10 10,5 50 52
0,071 0,075 0,4 0,42 2,2 23 11 11,5 55 58
0,08 0,45 2,5 12 60
0,085 0,475 2,6 13 65
0 09 0,095 0,5 0,53 2,8 3 14 15 70 75
0,1 0 105 0,56 0,6 3,2 3,3 16 17 80 85
0,112 0,118 0,63 0,67 3,5 3,8 18 19 90 95
0,125 0,132 0,7 0,75 4 4,2 20 21 100 105
0,14 0 15 0,8 0,85 4,5 4 8 22 23 ПО 115
0,16 0,17 0,9 0,95 5 5,2 25 26 120 130
0,18 0,19 1 1,05 5,5 5,8 28 30 140 150
0 2 0,21 1.1 1,15
Размеры ячеек сеток стандартизированы и соответствуют нор-
мальному ряду чисел в машиностроении (табл. 2)*. Основной ряд
представляет собой двадцатый нормальный ряд чисел, т. е. про-
грессию со знаменателем 1/10 = 1,122, а дополнительный ряд —
сороковой, имеет знаменателем )/10 = 1,059 с пропуском
* Ряды размеров диаметров и длин в машиностроении (ГОСТ 6636—69)
пятый, десятый, двадцатый, сороковой представляют геометрические прогрессии
со знаменателями '(10; "( 10; ^10; 4jz10 соответственно. Основанием служит
размер 0,012 мм.
13
Таблица 3
Характеристика испытательных сит
Сита (ГОСТ 3584 — 73) _ 4 _ Сита с модулем /2 ЫНи J/r2 1,189 и основанием 0,074 мм (шкала Тайлера)
Размер отвер- стий, мм Диаметр проволоки, мм Число меш Размер отвер- стий, мм Диаметр проволоки, мм
.— — 3 6,680 1,78
— — 4 4,700 1,65
— — 5 3,960 1,12
— — 6 3,330 0,915
— — 7 2,790 0,834
2,5 0,5 8 2,360 0,813
2,0 0,5 9 1,980 0,839
1,6 0,45 10 1,650 0,890
1 25 0,40 12 1,400 0,710
1,00 0,35 14 1,170 0,635
0,900 0,35 16 0,990 0,596
0,800 0,30 20 0,830 0,437
0,700 0,30 24 0,700 0,358
0,630 0,25 28 0,590 0,318
0,560 0,23 — —- —
0,500 0,22 32 0,495 0,30
0 450 0,18 35 0,417 0,310
0,355 0,15 42 0,351 0,254
0,315 0,14 48 0,295 0,234
0,250 0,13 60 0,246 0,178
0,200 0,13 65 0,208 0,183
0,180 0,13 80 0,175 0,142
0.140 0,09 100 0,147 0,107
0,125 0,09 115 0,124 0,097
0,100 0,07 150 0,104 0,066
0,090 0,07 170 0,088 0,061
0,071 0,055 200 0,074 0,053
0,063 0,045 250 0,061 0,041
0,056 0,04 270 0,053 0,041
0,040 0,03 325 0,043 0,036
членов, входящих в основной ряд. Стандарт охватывает размеры,
начиная от 0,04 до 150 мм.
Проволочные сетки по назначению разделяются на промышлен-
ные и испытательные. К испытательным сеткам предъявляются бо-
лее строгие требования в отношении допустимых отклонений
в размерах ячеек. Полная шкала Тайлера при модуле -j/" 2
имеет основание 0,074 мм (200 меш). Чаще применяется неполная
шкала Тайлера с модулем |/ 2, составленная из полной шкалы
путем выборки через одно сито. Основанием шкалы считается
размер отверстий сита, принимаемого за исходное при определе-
нии размеров отверстия остальных сит ряда. Размеры отверстий
и модули испытательных сит, принятые в разных странах, при-
ведены в приложении I (в строках с первой цифрой, выделенной
полужирным шрифтом, приведены данные, соответствующие ряду
14
Рис. 9. Форма и
расположение от-
верстий в решетах
500000000000
ОООООООООООО
500000000000 <
ОООООООООООО
500000000000
ОООООООООООО
500000000000 <
/? 20/3). Характеристика наиболее распространенных испыта-
тельных сит приведена в табл. 3.
.Пистовые сита
Листовые сита (решета) — это стальные листы с проштам-
пованными или просверленными отверстиями.
Форма отверстий листовых сит — круглая, прямоугольная
(щелевидная), реже квадратная (рис. 9). Отверстия располагают
линейно, параллельными рядами или в шахматном порядке.
Прямоугольные отверстия часто располагают под углом к про-
дольной оси сита. Для получения достаточно прочного сита с наи-
большим живым сечением предпочитают шахматное расположе-
ние отверстий. Круглые отверстия обычно размещают в верши-
нах равностороннего треугольника.
Листовые сита (решета) с квадратными и круглыми отверстиями
стандартизированы. Размеры квадратных отверстий нужно выби-
рать из ряда: 5; 6, 10; 13; 14, 16; 20; 25; 32; 35; 37; 40; 42; 50;
60; 65; 70; 75; 80; 100; 150 мм.
Диаметры круглых отверстий соответствуют ряду: 7; 12;
15; 18; 20; 24; 26; 30; 32; 40; 47; 50; 60; 75; 82; 90; 95 мм.
15
Толщина листа для сит с отверстиями меньше 10 мм равна
4 6 мм; для отверстий 30—60 мм — 8—10 мм.
Сита изготовляют из сталей разных марок и сплавов.
Шаготверстий одинаковый для квадратных и круглых отверстий,
он установлен ГОСТом н составляет 1,2 1,5 размера отверстий.
Для грохочения применяются чаще всего листовые сита с от-
верстиями от 80 до 10 мм. При необходимости иметь большие раз-
меры отверстий предпочитают применять колосниковые решетки,
а при меньших размерах — проволочные сетки. Достоинства ли-
стовых сит: прочность, жесткость и продолжительный срок службы.
Живое сечение листовых сит и тяжелых проволочных сеток при-
мерно одинаково.
Резиновые листовые сита с квадратными или прямоугольными
отверстиями размером от 3 до 20 мм оказались износоустойчи-
выми при грохочении абразивных материалов (рис. К), а) Тол-
щина резинового листа 3 6 мм ПО].
16
Рис. 11. Фирма колосников:
а — трапециевидное сечение; б —
рельс со среза иной подошвой; в —
рельс подошвой вверх; «? — круг-
лое сечение; д — квадратное сече-
ние; е — сварная балка с броней
из марганцовистой стали
Секция сборных решет типа «Эластик» из резины или полиу-
ретанового каучука показана на рис. 10, б. Секции сит изготов-
ляются прессованием. Для уменьшения застревания кусков
материала стенки образующие ячейки делаются трапециевидного
сечения. Секция с ячейками 25 Х25 мм имеет длину 0,5 м и ширину
0,25 м, живое сечение 55%. Секции имеют проушины и соединя-
ются между собой стержнями. Срок службы решет «Эластик»
при грохочении углей достигает двух лет, т. е. более чем в 10 раз
п превышает срок службы проволочных сит [85, 861.
Колосниковые решетки
Решетки собираются из стержней пли колосников, которые
располагают параллельно рядами и скрепляют друг с другом.
Размер отверстий решетки определяется шириной щели в свету
между колосниками. Колосниковые решетки часто собираются
на месте из имеющихся в наличии материалов, поэтому форма
сечений колосников может быть самой разнообразной (рис. 11).
Для грохочения крупнокусковою материала колосниковые ре-
шетки собирают иногда из сварных металлических балок, защи-
щаемых от износа сменными броневыми плитами из марганцо-
вистой стали.
На вибрационных грохотах устанавливают колосниковые ре-
шетки, набираемые из отдельных секций (рис. 12) Секция состоит
из рамки и колосников трапециевидного сечения. Колосники
привариваются к рамке. Щели между колосниками расширяются
по ходу материала. Каждый пятый колосник делается более вы-
соким. Крупные куски движутся по высоким колосникам, что улуч-
шает условия грохочения мелкого материала и удлиняет срок
службы решетки. По длине решетки колосники образуют кас-
кад. Секции заклиниваются в коробе грохота [10].
Рис. 12. Каскадная колосниковая решетка:
<1 — поперечный разрез; б крепление секций колосников в грохоте; I и И конце-
вые секции; /// — средние секции; I — скоба; 2—4 — клинья; 5 — планка
ГЛАВА II
ГРАНУЛОМЕТРИЧЕСКИЙ СОСТАВ
§ 1. Способы определения гранулометрического
состава
При дроблении, измельчении и грохочении приходится иметь
дело с рыхлыми смесями зерен минералов (породы) различного
размера — от максимальных кусков, измеряемых сотнями мил-
лиметров, до мельчайших частиц величиной в несколко микро-
метров.
Куски обычно имеют неправильную форму и их величина мо-
жет быть охарактеризована лишь несколькими размерами. Для
практических целей желательно характеризовать величину от-
дельного куска одним размером. Этот размер обычно называют
диаметром куска. Диаметром кусков сферической формы будет
диаметр шара. Для кусков кубической формы за диаметр прини-
мают длину ребра куба; для кусков неправильной формы диаметр
определяют по главным измерениям — длине /, ширине Ъ и тол-
щине t параллелепипеда, в который вписывается измеряемый
18
кусок х. При этом используют все размеры или только некоторые
из них. За диаметр d куска принимают:
a) d = b — ширину параллелепипеда;
j -Ь i
о) а — —g------среднее арифметическое из длины и ширины;
ч . l+b+t
в) а =-----з------то же, из длины, ширины и толщины;
г) d = Vlb — среднее геометрическое из длины и ширины;
д) d — y^lbt — то же, из длины, ширины и толщины, что соот-
ветствует ребру куба, равновеликого параллелепипеду по объему;
ч , Vlb-j-lt +Ы -
е)н =------з--------ребро куба, равновеликого параллеле-
пипеду по поверхности;
ж) а = и _l ы---Ребро куба, эквивалентного паралле-
лепипеду по удельной поверхности 1 2 * * * 6.
Перечисленные способы определения диаметра куска непра-
вильной формы используются при изучении отдельных кусков.
Формула для вычисления выбирается в зависимости от способа
измерений и целей, для которых подсчитывается диаметр куска.
С помощью сит можно получить один размер куска. В этом слу-
чае приходится пользоваться формулой (а). С помощью микроскоп;!
определяются два размера, что делает возможным применение
формул (б) и (г). Для крупных кусков можно получить все три
размера и применить формулы (в), (д), (е) и (ж), если надо охаракте-
ризовать линейный размер, объем, поверхность или удельную
поверхность соответственно.
При грохочении для массовых определений размера зерен,
за их диаметр принимают размер наименьшего квадратного от-
верстия, через которое это зерно может проходить.
1 Длина /, ширила b и толщина I — соответственно наибольший, средний
и наименьший размер параллелепипеда.
2 Удельная поверхность (поверхность единицы объема) куба с ребром d
6
равна —.
d
Удельная поверхность параллелепипеда будет
Из равенства
21b -|- 211 + 2bt
1Ы
6 2/fc -J-2/Z2W
d ~ Ibt
получаем
31Ы
lb -I- It + bl ’
t. e. среднее гармоническое из трех измерений параллелепипеда.
19
Крупность всей массы сыпучего материала оценивают по содер-
жанию в ней классов определенной крупности, т. е. по ее грануло-
метрическому составу. Гранулометрический состав материала опре-
деляют с помощью анализов:
ситового — рассев па ситах на классы крупности для матери-
алов крупнее 0,04 мм;
седиментационного — разделение материала на фракции по
скоростям падения частиц в жидкой среде для материалов круп-
ностью от 50 до 5 мкм; для частиц менее 5—10 мкм применяют
седиментацию в центробежном поле [401;
микроскопического — измерение частиц под микроскопом и
классификация их на группы в узких границах определенных
размеров для материалов крупностью менее 50 мкм до десятых
долей микрометра.
Гранулометрический состав материалов для контроля процес-
сов грохочения, дробления и измельчения на обогатительных фаб-
риках определяют чаще всего посредством ситового анализа.
§ 2. Ситовый анализ
Рассев сыпучего материала с целью определения его грануло-
метрического состава называется ситовым анализом. Методы про-
ведения ситовых анализов унифицированы.
Ниже излагается методика проведения ситового анализа,
применяемая в практике обогащения руд \ цветных и редких
металлов. Для рассева применяют набор проволочных сит с квад-
ратными отверстиями, соответствующими стандартной шкале
(см. табл. 3).
Материал крупнее 25 мм рассеивается на качающихся горизон-
тальных грохотах и ручных ситах, а мельче 25 мм —на лабора-
торных ситах. Сетка лабораторного сита натянута па цилиндри-
ческую обечайку диаметром 200 мм и высотой 50 мм. В верхнюю
кромку обечайки для придания ей жесткости закатано проволоч-
ное кольцо. Нижняя кромка обечайки имеет несколько меньший
диаметр, чем верхняя, что позволяет набирать комплекты епт, встав-
ляя их одно в другое, и одновременно вести рассев материала на
нескольких ситах. Верхнее сито закрывается крышкой, а нижнее
вставляется в чашку-поддон, куда собирается подрешетный про-
дукт последнего сита.
Масса пробы для ситового анализа принимается в зависимо-
сти от крупности наибольшего куска в пробе [10, 86].
Размер наибольшего куска, мм 0,1 0,3 0,5 1 3 5 10
Минимальная масса пробы, кг 0,025 0,05 0,1 0,2 0,3 2,25 18
Пробы рассеивают сухим или мокрым способом в зависимости
от крупности материала и необходимой точности ситового анализа.
1 Метод ситового анализа каменных п бурых углей, антрацита и горючих
сланцев. ГОСТ 2093—59.
20
Таблица 4
Результаты ситового анализа (пример)
Классы, Выход
кг % суммарный по плюсу, % суммарный по минусу, %
м м
—16+12 4,5 15 15 100
-12+8 6,0 20 35 85
—8-J -4 9,0 30 65 65
—4- -2 4,5 15 80 35
—2- ho 6,0 20 100 20
И т ОГО 30,0 100 — —
Если не требуется особой точности и материал не слипается, то
применяют сухой способ рассева. Сита устанавливают сверху
вниз от крупных размеров отверстий к мелким. Пробу засыпают
на верхнее сито и весь набор сит встряхивают на механическом
встряхивателе в течение 10—-30 мин. Остаток на каждом сите взве-
шивается с точностью до 0,01 г на технических весах. Сумма масс
всех полученных классов не должна расходиться более чем на 1 %
с массой исходной пробы. Если это условие выдерживается,
то сумму масс всех классов принимают за 100%. Выход классов
получают делением массы каждого класса на общую их массу.
При наличии в пробе значительного количества мелкого ма-
териала и необходимости повышенной точности анализа пробу
рассевают мокрым способом. Ее засыпают на сито с отверстиями
наименьшего размера, например 0,074 мм, и отмывают мельчай-
шие частицы (шлам) слабой струей воды или погружая сито в бак
с водой. Промывку ведут до тех пор, пока промывочная вода не
станет прозрачной. Остаток па сите высушивают, взвешивают и
по разности масс определяют массу отмытого шлама. Высушенный
остаток рассевают сухим способом па ситах, включая и самое
мелкое, на котором отмывался шлам. Подрешетный продукт этого
последнего сита прибавляют к полученной ранее массе отмытого
шлама [50].
Результаты ситового анализа записывают в таблицу, подоб-
ную табл. 4. Вычисляют суммарные выхода, представляющие
собой сумму выходов всех классов крупнее (суммарный выход по
плюсу) и мельче (суммарный выход по минусу) отверстий данного
сита ’.
Гранулометрический состав железных руд и концентратов
определяется методами, установленными ГОСТ 17496 — 72,
17495—72 и 20784—75 (последние два относятся к отбору и под-
готовке проб).
1 Суммарные выхода классов иногда называют кумулятивными, что бук-
вально означает накопленные.
21
ГОСТом предусматривается раздельный рассев материала
крупнее и мельче 5 мм. При разовом 1 рассеве материала крупнее
5 мм навеска материала подбирается такой, чтобы на верхнем
сите набора образовался слой толщиной не более двух максималь-
ных кусков. Время просеивания класса больше 5 мм составляет
10 мин. Для материала мельче 5 мм навеска 500—1000 г, а для ма-
териала мельче 0,1 мм—100 г. Время просеивания 30 мин. Мокрый
рассев мелких материалов с непрерывной подачей воды 3 мин.
Потери материала при выполнении ситового анализа должны быть
не более 1 %.
Для ситового анализа применяются встряхиватели сит разных
конструкций. В отечественных лабораториях наиболее распро-
странены механические встряхиватели, сообщающие набору (ко-
лонке) сит круговые качания в горизонтальной плоскости и удары
по крышке набора (встряхивания). Механические встряхиватели
постепенно вытесняются более совершенными и простыми электро-
магнитными вибрационными встряхивателями. Эти встряхива-
тели имеют регулируемую частоту и амплитуду вибраций. Напри-
мер, встряхивающий аппарат Фрич (ФРГ) может устанавливаться
на частоту 3000 вертикальных колебаний в минуту при амплитуде
до 3 мм или на 6000 кол'мин при амплитуде 0,5 мм. Для предот-
вращения резонансных колебаний сеток сит при режиме
3000 кол/мин предусмотрено автоматическое прерывание вибраций
на 0,5 с через каждые 3—10 с. Частота 6000 кол/мпн применяется
при мокром просеивании на микроситах, рабочие поверхности
которых имеют отверстия до 5 мкм. Для мокрого просевания на
встряхиватели трудно просеваемых комкующихся материалов раз-
работаны крышки, сита и поддоны, к которым можно прикрепить
форсунки-брызгала и подвести воду к колонке сит (рпс. 13).
Для точных анализов очень топких пылей применяются ми-
кросита, рабочая поверхность которых представляет собой ни-
келевую фольгу с квадратными отверстиями, расширяющимися
вниз. Такие сетки изготовляются электрогальваническим и элек-
тродуговым способами пли травлением. Точность размера отвер-
стий в микроситах значительно выше, чем в тканых сетках; от-
клонение от номинального размера —2 мкм. Рабочая поверхность
оправляется в массивный обод из нержавеющей стали; эффектив-
ный диаметр сита НО мм (рис. 14) 14(5, 501. Изготовляются микро-
сита с отверстиями размерами от 5 до 100 мкм с интервалами 5
или 10 мкм. Живое сечение для сетки 5 мкм составляет 6,25%,
для 10 мкм — 16% и для 40 мкм — 25%. На ситах с отверстиями
25 мкм возможно сухое просеивание, но чаще микросита приме-
няются при мокром рассеве. Просевание ведется в жидкостном
столбе, т. е. в крышку набора сит подводится вода, которая за-
полняет набор и отводится от поддона. Это предохраняет сетку от
1 Разовым называется рассев, при котором надрешетный продукт остается
на просеивающей поверхности до окончания рассева.
22
Рис. 13. Набор сит для мокрого сито-
вого анализа с орошением сит
Рис. 14 Микросито и комплектующие
детали набора сит:
1 — крышка сита с соплом; 2 — зажим-
ное кольцо; 3 — распорное кольцо с двумя
уплотнениями; 4 микроскоп; 5 - поддон
повреждений и исключает задержку прохождения воды через сетку
вследствие действия сил поверхностного натяжения. Навеска
материала для анализа равна 1—3 г (1—2 см3). Очистка сит после
анализа производится в ультразвуковой ванне.
§ 3. Характеристики крупности
Характеристикой крупности называется гра-
фическое изображение гранулометрического состава сыпучего
материала.
Характеристики крупности строяг в прямоугольной системе
координат: частные — по выходам отдельных классов и
суммарные (кумулятивные) — по суммарным выходам клас-
сов.
23
Рис. 15. Характеристики крупности:
/ - на меньшем диаметре класса; 2 — на среднем диаметре класса; 3 — <по минусу»;
4 — «ло плюсу»
При построении частной характеристики по
оси абсцисс откладывают размер отверстий сит, применявшихся
при ситовом анализе, а по оси ординат — выхода соответствующих
классов в процентах. Ординаты, определяющие выхода отдель-
ных классов, строят на меньшем или на большем из диаметров,
ограничивающих данный класс, или на диаметре, равном среднему
арифметическому значению двух крайних диаметров. Полученные
точки соединяют прямыми линиями.
По выходам отдельных классов можно также построить гра-
фик, называемый в статистике столбиковой диаграммой. Послед-
няя составляется из прямоугольников, высота которых пропорци-
ональна выходам классов, а основанием служит интервал круп-
ности классов. Пример построения частной характеристики круп-
ности по выходам отдельных классов и столбиковая диаграмма
(по данным табл. 4) показаны на рис. 15, а
Суммарную характеристику крупности
строят как обыкновенную кривую у — f (d), т. е. по точкам,
положение которых находят по абсциссам d — диаметрам кусков
и ординатам у — суммарным выходам мельче или крупнее dl.
Если по оси ординат отложены выхода материала крупнее дан-
ного диаметра, то характеристика построена «по плюс d», если
мельче данного диаметра, то «по минус d». Обе кривые харак-
теристик зеркально отражают одна другую и, будучи построены
на одном графике, пересекаются в точке, соответствующей выходу
материала, равному 50%. Пример построения суммарных харак-
теристик показан на рис. 15, б. Выход какого-либо класса (—d± +
+ d2) по суммарной характеристике определяется разностью ор-
динат, построенных на диаметрах н d2.
Суммарные характеристики «по плюс d» бывают выпуклыми,
вогнутыми и прямолинейными (рис. 16). Выпуклая кривая I
1 d = I, где I — размер отверстий сита, через которое просевается материал.
24
Рис. 16. Различные формы суммарной
характеристики
получается при преобладании
в материале крупных зерен,
вогнутая 2 — при преобладании
мелких зерен. Прямолинейная
кривая <3 свидетельствует о рав-
номерном распределении [в ма-
териале зерен по крупности,
т. е. на любом участке харак-
теристики на единицу измене-
ния величины диаметра прихо-
дится одинаковое изменение
суммарного выхода материала.
Характеристики, показанные
на рис. 16, разбиты на четыре
класса с одинаковым диапазоном изменения крупности в каждом
классе, равным 25 мм. Выпуклая кривая характеризует материал,
в котором наибольший выход имеет самый крупный класс (—100 +
+ 75 мм). По мере уменьшения крупности уменьшается и выход
класса. Наименьший выход имеет самый мелкий класс (—25+
+ 0 мм). В материале при вогнутой характеристике наблюдается
обратная картина. Прямолинейная характеристика относится к
материалу, в котором все четыре класса имеют одинаковый выход.
По виду частной характеристики заключения о распределении
в материале крупных кусков и мелких зерен сделать нельзя,
так как ее вид зависит от набора сит, применявшихся при ситовом
анализе. Изменение шкалы сит изменяет и вид частной харак-
теристики.
По кривой суммарной характеристики можно определить вы-
ход любого класса крупности. По частной характеристике такие
определения сделать нельзя, так как по ней точно можно опреде-
лить только выхода классов, полученных при ситовом анализе.
Классы других диапазонов крупности определяют лишь путем
интерполяции, принимая изменение выхода в пределах класса по
закону прямой линии.
При построении суммарных характеристик^ в "широком диапа-
зоне крупностей зерен материала отрезки на оси абсцисс в области
мелких классов получаются весьма малого размера, что затруд-
няет построение и использование характеристик. Приходится
строить непомерно большие графики. Чтобы избежать этого не-
достатка, суммарные характеристики строят в системе коорди-
нат с полулогарифмической или логарифмической шкалами. Полу-
логарифмическая суммарная характеристика крупности стро-
ится в системе координат 1g х, у, где х = I — размер отверстий
сита, у — суммарный выход классов.
Преимущество полулогарифмической кривой, по сравнению
с обыкновенной кривой у = f (d), состоит в том, что расстояния
25
Рис. 17. Полулогарифмические суммар-
ные характеристики крупности:
1 — «по плюсу»; 2 — «по минусу»
Рис. 18. Логарифмическая суммарная
характеристика крупности
между соседними значениями отверстий сит на оси абсцисс в об-
ласти мелких зерен увеличиваются, а в области крупных — со-
кращаются, что позволяет правильно отсчитывать выхода мелких
классов при обычном размере графика.
Если набор сит, применяемых для ситового анализа, имеет
постоянный модуль, то построение полулогарифмической харак-
теристики значительно упрощается, так как отрезки на оси абс-
цисс будут одинаковой величины. Например, для ряда сит с по-
стоянным модулем М разница между логарифмами размеров смеж-
ных сит следующая.
Размеры
отверстий
сит
л
liM
км1 lg /j
Логарифмы раз-
меров отвер-
стий сиг
1g й
lg lt + lg м
21g M
Разность между логарифмами раз-
меров отверстий смежных сит
(1g й + lg М) - ig 4 - lg м
(1g /1 + 21g М) - (Ig 4 + lg M) - lg M
Каждый отрезок па оси абсцисс между соседними ситами
равен lg М. При построении характеристики за lg М можно при-
нять произвольный отрезок.
Полулогарифмические суммарные характеристики крупности
(по данным табл. 4) показаны на рис. 17. В отличие от обыкновен-
ных кривых суммарной характеристики левая ветвь полулога-
рифмических кривых не доходит до ординаты, соответствующей
выходу 100%, так как этому выходу по осп абсцисс соответствует
1g 0 = —оо.
Логарифмическая суммарная характеристика крупности стро-
ится в системе координат lg х, 1g у, где х = I — размер отверстий
сита, у — суммарный выход классов.
Логарифмическая характеристика позволяет в некоторых слу-
чаях установить закономерность распределения в материале
зерен по крупности.
Для дробленых и измельченных мономинеральных пород
логарифмическая характеристика, построенная «по минус /»,
26
большей частью получается прямолинейной. Пример построения
логарифмической суммарной характеристики крупности (по дан-
ным табл. 4) показан на рис. 18.
§ 4. Уравнения характеристик крупности
Если логарифмическая суммарная характеристика по минусу
прямолинейна, то для такого материала гранулометрический со-
став можно представить уравнением
1gУ = k IgA' + lg А,
где - суммарный выход класса мельче отверстий сига (по ми-
нусу);
k — коэффициент, равный тангенсу угла наклона прямой;
Л' — размер отверстий сита;
Ig Л — отрезок, отсекаемый прямой на оси ординат.
Переходя к антилогарифмам, получаем
у = Axk. (3)
Уравнение (3) суммарной характеристики, построенной «по
минус д'», известно иод названием уравнения Годэна -Андреева [ 11].
Значение показателя k определяет направление и степей! из-
гиба кривой характеристики. Если характеристику построить
«по плюс х», то она будет: при k > 1 — выпуклой, при k 1 —
прямой, при k < 1 — вогнутой. Следовательно, ио значению
показателя k можно судить о преобладании в материале крупных
или мелких зерен.
Из уравнения (3) при х хтах, у = 100% имеем
max
Значение параметра А при данном показателе k зависит от
диаметра максимального зерна материала хшах.
Уравнение характеристики позволяет решать ряд задач,
например определять число зерен в любом классе, поверхность
зерен, удельную поверхность и т. п.
Параметры уравнения находят следующим образом. На лога-
рифмической характеристике выбирают две точки, соответству-
ющие двум наиболее удаленным диаметрам, и определяют пока-
затель k как тангенс угла наклона прямой:
h = 1g у 2 — lg У1
lgx2 —IgXl
Параметр А находят подстановкой значения k в уравнение (3)
для одной из точек.
У2 = Ах^ А = -^-.
*2
27
Рис. 19. Характеристика крупности Розина—Раммлера
Если диаметры зерен брать ио отношению к диаметру макси-
мального куска в материале, то уравнение Годэпа—Андреева
преобразуется в «приведенное» уравнение с одним постоянным
параметром
!/ =
100
л
'max
Xk\
у =100
-Л-У = Ю04..
лшах /
k
или, если у выражено в долях единицы, у = хоти.
Показатель k находят описанным выше вычислением или,
если принять за исходные для расчета х2 и xt = х/2 х2,
Igf/z —Igf/i
Ig2
(4)
Для продуктов шаровых мельниц значение показателя k в урав-
нениях характеристик крупности находится в пределах 0,7—1 [30 ].
Обработка большого числа гранулометрических анализов про-
дуктов дробления и измельчения показала, что во многих случаях
лучшее соответствие опытным данным, по сравнению с уравнением
Годэпа—Андреева, дает уравнение, предложенное Розиным и
Раммлером [10, 11]:
R = \Ше~ЬхП,
(5)
28
где R суммарный выход класса крупнее х по плюсу, %;
х — размер отверстии сита;
b и п — параметры, зависящие от свойств материала и раз-
мерности Л'.
Соответствие опытных данных уравнению (5) можно проверить
графически путем нанесения опытных точек па функциональную
координатную систему. При двойном последовательном логарифми-
ровании уравнение (5) приобретает вид
। 100 । „1
lg = bx'< 1g е;
lg ]g — = 'I lg v + lg (b Ig e).
В координатах lg lglg x уравнение Розина— Раммлера
изображается прямой линией с угловым коэффициентом п. При-
мер построения такого графика (по данным табл. 5) показан па
рис. 19.
На осях против соответствующих логарифмических величин
написаны значения выходов классов и диаметров зерен материала.
Параметры b и п уравнения (5) находят по двум известным
точкам, решая систему уравнений:
/<= 100е’ь<‘;
/?2 = 100е~Ьл;".
Таблица 5
Гранулометрический состав кварца, измельченного
в шаровой мельнице (для примера)
X — раз- мер клас- са, мкм lg X Суммарный выход, доли единицы lg (I - R) 1 я ,в4 lg lg -L-
по ми- нусу 1 -R ПО плю- су R
420 2,6232 0,994 0,006 —0,00261 166,66 2,22167 0,34674
300 2,4771 0,970 0,030 —0,01323 33,33 1,52284 0,18270
210 2,3222 0,927 0,073 —0,03292 13,698 1,13672 0,05576
150 2,1761 0,834 0,166 —0,07883 6,024 0,77988 —0,10796
100 2,0000 0,704 0,296 —0,15243 3,378 0,52866 —0,27679
74 1,8692 0,566 0,434 —0,24718 2,3041 0,36248 —0,44069
52 1,7160 0,443 0,557 —0,35360 1,7953 0.25406 —0,59500
О'? 1,5682 0,330 0,670 —0,48149 1,4925 0,17392 —0,75970
26 1,4150 0,250 0,750 —0,60206 1,3333 0,12483 —0,90379
18 1,2553 0,180 0,820 —0,74473 1,2195 0,08618 —0,06459
13 1,1139 0,130 0,870 —0,88606 1,1494 0,06032 —1,21954
9 0,9542 0,100 0,900 — 1,000 1,1111 0,04571 — 1,33999
6 0,7782 0,070 0,930 — 1,15490 1,0753 0,03141 — 1,50293
29
При совместном решении этих уравнении получим
, , 100 , , 100
.. 18 18 TF -1818 -«Г
Ig xt — 1g х2
(6)
что также можно написать сразу по графику (рис. 19). Зная п,
определяем Ь:
100 .
р 1
, п, > 100
bx! lge= 1g-р-;
. 100
‘е-р-
/?=—
х" Ig е
Для примера по данным табл. 5 составлено следующее урав-
нение характеристики крупности материала:
R = 100е~6*" _ юОе-0-0099*1,0286.
Уравнение Розина Раммлера охватывает опытные точки в ши-
роком диапазоне крупностей, но оно не удовлетворяет одному ко-
нечному условию — нулевой выход классов достигается только
при бесконечно большой крупности материала:
R — 100e-b*fl = — и R = 0 при х = со.
еЬх
При использовании уравнения Розина—Раммлера приходится
считаться с этим обстоятельством и принимать конечную круп-
ность материала, соответствующую какому-то определенному зна-
чению выхода класса. Сливы классификаторов шаровых мельниц,
работающих в замкнутом цикле, большей частью удовлетворяют
уравнению Розина—Раммлера при п = 1 [61 ].
§ 5. Кривые распределения
Кривые распределения показывают число зерен пли массовые
выхода каждого класса крупности в данном материале. Материал,
состоящий из смеси зерен разных размеров, разделенный на классы
крупности, можно рассматривать как статистический коллектив.
Размер зерен будет аргументом коллектива, а общее число зерен
в пробе материала или ее общая масса составят числовой или мас-
совый объем статистического коллектива. Число зерен в каждом
классе или их массу называют численностью класса, частотой
или абсолютной частостью, а частоты классов, отнесенные к объ-
ему коллектива, — относительными частостями классов.
Если в прямоугольных координатах по оси абсцисс отложить
крупность классов и на соответствующих интервалах крупности
30
Рис. 20. Кривая распределения
по числу зерен
построить прямоугольники, площади которых будут пропорцио-
нальны частоте класса, то получим гистограмму распределения зе-
рен материала. Это равнозначно построению прямоугольников
высотой, равной частости на единицу длины интервала, на ин-
тервале как основании прямоугольника. При уменьшающемся
интервале ступенчатая линия, сверху ограничивающая прямо-
угольники, приближается к плавной кривой; в пределе она дает
кривую распределения (рис. 20). Ординаты кривой распределения
выражают частость па единицу длины бесконечно узкого интервала
по оси абсцисс, а площадь под кривой определяет число объектов
(число зерен, массовый выход их) в соответствующих промежутках.
Зерна, диаметры которых меньше хп и больше образуют
/1-й класс — хп + Л'п+1 с интервалом крупности Дл'„ = хп — x„_j.
Если число зерен в этом классе Nn, а масса их Wu, то относитель-
ная частость по числу зерен будет Nn/N и по массе Wn/W, где W —
общее число зерен в пробе материала, a W — их общая масса.
Таким образом, для построения кривой распределения по
числу зерен следует по оси абсцисс па интервале хп — хп_г по-
строить прямоугольник высотой Nri/NAxn, а затем — прямоуголь-
ники для всех других классов и соединить кривой точки па се-
рединах верхних сторон прямоугольников.
Относительное число зерен в бесконечно малом интервале (1х
п в классе- хп — хп_1
хп
N =li,n V = f
п п-1 Д1 /V J Дхп
dx^ ХП-1
Диалогично строится кривая распределения частостей массо-
вых выходов.
Кривые распределения дают более наглядное представление
о гранулометрическом составе сыпучих материалов в сравнении
с суммарными характеристиками крупности. В классах с наиболь-
шим выходом кривая показывает максимум, а при отсутствии
в материале зерен какого-либо размера — падает до нуля. Выхода
31
класса на кривой распределения пропорциональны площадям,
ограниченным кривой и двумя ординатами, проведенными на диа-
метрах, ограничивающих данный класс.
Кривые распределения и суммарные характеристики круп-
ности полностью характеризуют гранулометрический состав ма-
териала с точки зрения математической статистики. Возможен
аналитический переход от одной кривой к другой, если известно
уравнение какой-либо из них.
§ 6. Вычисление поверхности и числа зерен
по уравнениям суммарной характеристики крупности
Если известно уравнение суммарной характеристики круп-
ности, то общий ход вычисления поверхности и числа зерен
может быть принят следующий.
Пусть уравнение характеристики «по минусу» будет
У = f W,
где у — выход зерен меньше диаметра х, см.
Тогда dy = f'(х) dx— выход элементарного класса круп-
ностью от х до х + dx.
В 1 г материала плотностью б (г/см3) объем элементарного
класса
dt) Г (х) dx „
Т = ——’см -
Для одного зерна кубической формы объем равен .г3, а поверх-
ность 6х8.
Число зерен в элементарном классе
dN =
а поверхность зерен
fix2 di/ fidi/ ,
dS — г < = , см-.
fix' fix ’
Число зерен п их поверхность в классе мельче х2 и крупнее л\
находят интегрированием их выражений в пределах от v, до х2;
N - f н S — f — Н ,/
" х*+х‘ J 6х" 11 * - J 6 V
Xi
При вычислении поверхности безразлично, будет ли принят
формой зерен куб или шар. В самом деле, если принять все зерна
шарообразной формы, то получим
32
Уравнение Розина—Раммлера для суммарной характеристики
крупности «по минусу» следующее:
где у — суммарный выход класса минус х мкм, доли единицы,
остальные обозначения см. в формуле (5).
Уравнение кривой распределения
4 = Ьпх'-'е-ЬхП.
ах
Число зерен в бесконечно узком классе, содержащемся в 1 г
материала,
Ьпхп-\гЬх'1 ,
—----г»—
(-Л-Ув
(8)
где — объем кубического зерна диаметром х мкм, см3.
Поверхность зерен бесконечно узкого класса, содержащегося
в 1 г материала;
dS
Ьпхп-1е-ЬхП с
-т£гУ 'U см2,
dS = 4- \^Ьпхп-\-ЪхП dx, см2,
о
Общая поверхность зерен в классе — х2 + хь содержащемся
в 1 г материала,
5х,_х,=Я^.пЬ j x'^e-^dx. (9)
*1
Решение последнего выражения можно получить разложе-
-Ьхп
нием е в ряд
О-ЬХ" , bS , (to'1)2 (бх")3 ,
е - 1 Г ь ТГ- ТГз-----------•
Этот ряд сходится для любых значений (Ьхп). После подста-
новки его в уравнение (9) получим
с 6-Ю4 . [ хп1 bx2ll~l
SxtXt— 6 /гЬ[п —1 (2п—1)1!
, Ac3"’1 b3xin 1 1*«
' (3,1—1)2! (4п —1)3! +"]*,-
2 С. Е. Андреев и др.
33
В пределах крупности ог х2 — хт до х, — 1 мкм вычисленная
поверхность относится к классу крупности — хт + 1, содержа-
щемуся в 1 г материала, и следовательно, поверхность классов
крупнее хт и мельче 1 мкм не учитывается, что вносит некоторую
ошибку в расчет.
Выход в долях единицы класса —1 мкм составит
‘ 1 Л-ь-1П 1 1
У 1 мкм 1 в ------ 1 & .
Для расчетов х,п принимают, исходя па выхода класса, рав-
ного 0,1%, т. е.:
RXrn = e~DXm; 0,001 = е~Ьх,п;
"Г In 1000
х,п= у -----Ъ--, мкм.
Число кубических частиц в классе — х2 + хь содержащемся
в 1 г пробы, по формуле (8)
^2-х, = Ю124 ]x^e-bx"<h.
Xl
Разлагая С'Ьх'1 в ряд, получаем
10126п
б
Г хп 3 ftx2'1-3
1 п— 3 (2л —3) I!
б3/"’3
(4п —3)3!
№п~3
(Зп—3)2!
Уравнение Годэна — Андреева суммарной характеристики
крупности «по минусу»
где у — суммарный выход класса минус х мкм, доли единицы;
хт — максимальный размер зерна, теоретически соответст-
вующий выходу у = 1 мкм;
k — коэффициент, равный тангенсу угла наклона прямой
суммарной характеристики «по минусу» в логарифмиче-
ских координатах.
Уравнение кривой распределения
dy k vfei
dx ~ х><
!П
34
Число зерен в бесконечно узком классе, содержащемся в 1 г
материала,
dN = —\ 3 dx.
Поверхность зерен в бесконечно узком классе, содержащемся
в 1 г материала:
Аи __ I 1 Л л I О
т \ 104 /
dS = -^- 104xk^2dx, см2.
Общая поверхность зерен в классе — хт + xlt содержащемся
в 1 г материала,
_х = Гxk-2dx =
т 1 Ьх/L J
т к.
6-104/г (vk-l
&<(*->) т
Число зерен в классе хт — xlt
содержащемся в 1 г материала.
f X*-* dx
J
m xt
1012fe (vfe-3 vfc-3\
6(fe-3)4 m 1
Поверхность и число зерен вычисляются по уравнению сум-
марной характеристики крупности при некоторых допущениях,
вследствие чего расчетные показатели отличаются от действитель-
ных и могут быть использованы лишь для целей сравнения.
Основные условности, принимаемые в расчетах:
1) недостаточно обоснованно назначается предельная мини-
мальная крупность зерен; некоторые исследователи считают,
что мельчайшие частицы, получаемые при измельчении материала,
не должны быть мельче 5—10 А (один ангстрем, обозначаемый
1А, равен 10-7 мм),что соответствует размеру элементарного кри-
сталла кварца, другие полагают возможным принять за размер
мельчайшей частицы 0,1 или 1 мкм, учитывая малую вероят-
ность измельчения более мелких частиц;
2) форма зерен принимается за куб или шар; действительная
форма зерен отличается от правильной и для различных материа-
лов и крупностей классов поправка на форму зерен оказывается
разной.
При измерении поверхности зерен некоторых материалов газо-
адсорбционным методом [96] получены отношения измеренной
поверхности к теоретически вычисленной по среднему диаметру
зерен, принятых за шары (табл. 6). На основании этих измерений
2* 35
Таблица 6
Значения коэффициента, учитывающею форму зерен
различных материалов при вычислении их поверхности
Класс Кварц Стек- ло Гале- нит Пи- рит
мм мош массив- ный (по Хукки) массив- ный (по Гроссу и Цим- мер л и) кристал- лический (по Хук- ки)
—3,32+2,36 —6+8 6,19 4,69
—2,36+1,61 —8-|-10 5,21 5,52 4,00 2,16 5,55 4,27
—1,61+1,16 —10+14 4,51 — 3,47 —
—1,16+0,833 —14+20 3,84 3,95 3,16 2,30 4,81 3,78
—0,833+0,589 —20+28 3,34 — 2,77 — —
—0,589+ 0,417 —28-1-35 3,00 3,06 2,62 2,33 4,26 3,14
—0,417+0,295 —35-1-48 2,64 — 2,41 —
—0,295+0,208 —48+65 2,48 2,63 2,22 2,05 3,88 2,82
—0,208+0,147 —65+100 2,28 — 2,03 —
—0,147+0,104 —100+150 2,10 2.31 2,09 1,78 4,41 2,29
—0,104+0,074 —150+ 200 2,04 — 1,94 — —
—0,074+0,052 —200+270 1,87 2,05 1,96 — — 2,58
при вычислении поверхности зерен мельче 0,1 мм рекомендуется
принимать поправочный коэффициент 1,75 в пределах колебаний
1,3—2,6, для угольных порошков — коэффициент 1,75 в пределах
колебаний 1,6—2 [74];
3) при вычислениях по уравнению Розина—Раммлера при-
ходится условно назначать максимальную крупность зерна, так
как соответствующая кривая имеет бесконечную ветвь и нулевой
выход соответствует бесконечной крупности куска;
4) по всему ряду крупности для материала принимается по-
стоянная плотность.
§ 7. Вычисление среднего диаметра зерен
сыпучего материала
Сыпучий материал, состоящий из смеси зерен разных размеров,
можно рассматривать как некоторый статистический коллектив.
Средний диаметр смеси зерен, как и всякое среднее, определяется
по правилам математической статистики. Средней аргумента х
по рассматриваемому определяющему свойству коллектива S
называют одинаковое для всех членов коллектива значение аргу-
мента х, которое им можно придать, не изменяя определяющего
свойства коллектива.
Для отображения определяющего свойства в среднем диаметре
необходимо, чтобы усредненный коллектив со средней величиной
аргумента х = D, D, ..., D в отношении этого свойства ничем не
отличался от эмпирического х — dlt d2, d3, ..., dn. Если точно
36
установлено определяющее свойство, которое необходимо сохра-
нить при усреднении, то принципиально задачу определения сред-
него диаметра зерен решают просто: выбранное определяющее
свойство выражают функцией f (d) переменного от фракции (класса)
к фракции (классу) диаметра зерна d и той же функцией f (D)
искомого среднего диаметра зерен D, который является величи-
ной, постоянной для всех фракций (классов).
Определяющее свойство при усреднении должно остаться
неизменным, следовательно,
7(d)=7(0).
Решая это исходное уравнение относительно D, получаем над-
лежащую для данного конкретного случая формулу исчисления
среднего диаметра.
Обозначим: w — массовый выход фракции (класса), п — число
зерен во фракции, d — средний диаметр зерен фракции, D —
средний диаметр зерен всей смеси. Если диапазон изменения круп-
ности зерен в пределах фракции достаточно узкий и модуль клас-
сификации не превышает (/2 = 1,414, то с достаточной точностью
можно принять
___ Ф +
и~ 2 ’
где и d2 — диаметры зерен, ограничивающих фракцию. Примем
для простоты вычислений, что все зерна имеют правильную куби-
ческую форму и одинаковую плотность, тогда
п = -Дт и w = nbd3,
где 6 — плотность зерна (постоянная по всем фракциям при
мономинералыюм материале).
Рассмотрим на примерах вывод формул среднего диаметра
с сохранением определяющего свойства при усреднении.
По числовому распределению зерен. Объем
коллектива — число всех зерен п. Предположим, что определя-
ющим свойством является поверхность всех зерен:
для реальной смеси
f (Ф = S = 6 nd2;
для усредненной смеси
f(D)= 2>t6D2 = 6D2£n.
Должно существовать равенство
6 £ nd2 = 6D2 £ п,
37
откуда средний диаметр, обеспечивающий сохранение при
усреднении поверхности всех зерен, будет исчисляться по формуле
т. е. как среднее квадратическое, взвешенное по числу зерен.
По массовому распределению зерен. Объем
коллектива — масса всех зерен 2 Определяющее свойство оста-
ется то же самое — поверхность всех зерен:
для реальной смеси
для усредненной смеси
Должно существовать равенство
6 VT UI 6 V
= w Lw’
откуда
SW ’
~d
т. е. средний диаметр исчисляется как среднее гармоническое,
взвешенное по массовым выходам фракций.
В некоторых случаях определяющее свойство не является
непосредственно параметром геометрического порядка, а только
функционально с ним связано. Так, при решении вопросов дроб-
ления и измельчения материала за определяющее свойство при-
нимают расход энергии.
Расход энергии Е на дробление массовых единиц фракций
материала от среднего диаметра D до среднего диаметра Dp п о
закону Р и тт ингера определяется по формуле
Расход энергии на образование w массовых единиц одной фрак-
ции со средним диаметром зерен d равен
Ц4-4-)w-
Общий расход энергии Е для получения реального дробле-
ного продукта
38
При усредненном дробленом продукте
Должно существовать равенство
откуда
V W
D^^r-
L d
Расход энергии на дробление £ w массовых единиц от среднего
диаметра D до среднего диаметра Ок по закону Кирп и-
чева (Кика) определяется по формуле
E = *(lg-^)^V
Расход энергии на образование w массовых единиц одной фрак-
ции со средним диаметром зерен d равен
w-
Общий расход энергии Е для получения реального дробленого
продукта
При усредненном дробленом продукте
Должно существовать равенство
откуда
wlgd
т. е. средний диаметр получается как среднее геометрическое,
взвешенное по массовым выходам, в логарифмической форме.
Из приведенных примеров следует, что вид формул для исчис-
ления среднего диаметра зерен сыпучего материала зависит от
характера определяющего свойства, а также от вида функцио-
нальной зависимости этого свойства и гранулометрической ха-
рактеристики исследуемого материала [11].
39
ГЛАВА Hi
ПРОЦЕСС ГРОХОЧЕНИЯ
§ 1. Эффективность грохочения
Для количественной оценки полноты отделения мелкого ма-
териала от крупного при грохочении введено понятие эффектив-
ности (точности) грохочения.
Эффективностью грохочения называется выраженное в про-
центах или в долях единицы отношение массы подрешетного про-
дукта к массе нижнего класса в исходном материале1.
Эффективность грохочения можно также определить как из-
влечение нижнего класса в подрешетный продукт.
Рассмотрим баланс материала при грохочении (рис. 21):
(10)
Также имеем:
Qa
log — масса нижнего класса в исходном материале;
ТЪ
joj- — масса нижнего класса в надрешетном продукте,
где Q — масса исходного материала;
С — масса подрешетного продукта;
Т — масса надрешетного продукта;
а — содержание нижнего класса в исходном материале, %;
0 — содержание нижнего класса в надрешетном продукте, %.
Эффективность грохочения согласно определению
Е =100-=К)1, %. (11)
Qa Qa ' v ' '
Too
Для определения эффективности грохочения по формуле (11)
необходимо знать массу исходного материала Q и подрешетного
продукта С, непосредственное определение которых при непре-
рывном процессе на производстве представляет известные труд-
Q
пости. Поэтому отношение масс (выход подрешетного продукта)
определяют по содержанию нижнего класса в исходном материале
и надрешетном продукте.
Баланс нижнего класса
Qa _ р , Т&
100 с "Г" 100 •
1 Нижним классом называется материал, крупность которого меньше раз-
мера отверстия сита грохота. Содержание нижнего класса в любом продукте
можно определить тщательным рассевом пробы на сите с отверстиями размерами,
равными размерам отверстий сита грохота.
40
Рис. 21. К определению эффективности
грохочения
Заменив Т воспользовавшись
формулой (10), получим
Qa= 100C4-(Q-C)#,
откуда
—-----(12)
Q — 100 — fl ’ { '
гт С
Подставив отношение в
формулу (11), получим в окон-
чательном виде формулу для
определения эффективности гро-
хочения по нижнему классу
|0>' *• СЗ)
Исходный уголь
Q,a
Содержание нижнего класса а и <') определяют тщательным
рассевом проб исходного материала и надрешетного продукта
на ситах с отверстиями той же величины и формы, что и в сите
грохота, эффективность грохочения которого определяют.
£ Подобным же образом можно определить эффективность гро-
хочения по любому суммарному или узкому классу крупности,
который мельче размера отверстий сита грохота, считая эффек-
тивностью грохочения по данному классу отношение массы этого
класса в подрешетном продукте к массе того же класса в исходном
материале.
К ранее принятым обозначениям добавим alf fl’1 — соот-
ветственно содержания заданного класса крупности в исходном
материале, подрешетном и надрешетном продуктах в процентах.
Эффективность по любому заданному классу крупности
е = юо = -^- юо, %.
Qai Qai
100
Выход подрешетпого продукта находят из баланса данного
класса при грохочении:
Q«! = C₽! + (Q-Qft!; =
100’ %• (14)
Pi — ш а1
Формула (13) для эффективности но нижнему классу полу-
чится из формулы (14), если подставить в нее значение = 100%,
41
так как в этом случае весь подрешетный продукт будет состоять
из зерен нижнего класса.
В некоторых случаях результаты грохочения оценивают упроще-
нно по содержанию О нижнего класса в надрешетномпродукте, т. е.
по так называемому «замельчению». Если этим способом пользу-
ются для целей текущего контроля операции грохочения при от-
носительно постоянном или мало изменяющемся содержании tij
нижнего класса в исходном материале, то результаты контроля
будут достаточно хорошо характеризовать работу грохотов, так
как каждому «замельчению» надрешетного продукта соответствует
определенное извлечение данного класса в подрешетный продукт
[см. формулу (13)]. При колеблющемся в значительных пределах
содержании нижнего класса в исходном материале оценка по
«замельчению» дает только качественную характеристику опера-
ции грохочения и не позволяет судить о полноте выделения в под-
решетный продукт нижнего класса.
Пример. Дано: содержание нижнего класса в надрешетном продукте —
10%, выход подрешетного продукта — 40%. Определить эффективность гро-
хочения.
Выход надрешетного продукта составит 100 — 40 = 60%. На 60 массовых
60 10 „
единиц надрешетного продукта приходится -jqq- = 6 единиц нижнего класса.
Общее количество нижнего класса в надрешетном и подрешетном продуктах,
т. е. в материале, поступающем на грохот, составит 6 + 40 = 46 массовых еди-
ниц. Эффективность грохочения
40
£== 46 100 =87%-
Рассматривая грохочение как операцию разделения на два
продукта, можно применить к грохочению критерий эффективности
разделения. Тогда эффективность грохочения Ер определится
отношением приращения массы расчетного (интересующего нас)
класса крупности в нижнем продукте грохочения к такому же при-
ращению массы в идеальном процессе разделения. Под идеальным
подразумевается процесс, обеспечивающий полное выделение
в нижний продукт расчетного класса и только идеальный выход
нижнего продукта будет равен содержанию расчетного класса
в исходном материале, а содержание расчетного класса в нижнем
продукте — 100%, поскольку ничего другого в нижнем про-
дукте нет.
Масса расчетного класса в нижнем продукте при грохочении
СР1 .
100 ’
масса того же класса в исходном материале, масса которого
равна С,-^;
масса расчетного класса в нижнем продукте при идеальном
разделении
42
масса расчетного класса в исходном материале, масса которого
пяпна Qai Qai ai
равна 1(Х) , wo 100.
Согласно определению, сформулированному выше,
Cpi Саг
Ер = —о100— 100 = nC(MnFai) У 104-
р Qa.i Qaitzj Qar(100—аг)
100 100-ioo
Q
Заменяя отношение его значением, полученным из формулы
(12), записываем:
р ___(«1 Oi) (Pi <Х1) 104 0,
Р (₽1-01) (ЮО-«!)«! ’ /0‘
По этой формуле можно определить эффективность грохочения
по любому классу крупности, которая мельче размера отверстия
сита.
Если расчетный класс суммарный (—d + 0), то формулу (15)
можно записать иначе [85, 86]:
Ер = е" —е+, (16)
где е- — извлечение расчетного класса в нижний продукт грохота;
е+ — извлечение крупного (т. е. крупнее расчетного) класса
в нижний продукт,
у(100-рй
100—*
Пример. Дано: содержание расчетного класса —6+ 0 мм в исходном
материале — 40%, в нижнем продукте — 60%, в верхнем продукте—10%.
Определить эффективность разделения на грохоте по этому классу.
Подставляя данные в формулу (15), получаем
„ («! — ЙП (Pi— ай Ю4 (40 — 10) (60 — 40)-104
/:р -
_____________________ ________________________ ко о/
(Р1 —ад (100—ай сц (60 — 10) (100—40)-40
Применим формулу (16):
F о- т(10°-Р1) «1-01 /Р1 100—Р1\
р aj 100—at Pjl—\ a( 100—J
40 — 10 /60 100 —60 \
— 60 —10 \40 100— 40 / ~b(J/u'
Если для данного примера определить эффективность грохочения по формуле
как извлечение класса —6 + 0 мм, то получим
г — ai — Pi
Pi-fli
-Ре юо =
«1
40 — 10 60
60 — 10 ’40
- 100 =45%.
43
§ 2. «Легкие», «трудные» и «затрудняющие» зерна
Просеивание зерен нижнего класса сыпучего материала сквозь
сито можно рассматривать как операцию, состоящую из двух
стадий: зерна нижнего класса должны пройти сквозь слой зерен
верхнего класса, чтобы достигнуть поверхности сита; зерна ниж-
него класса должны пройти через отверстия сита. Осуществлению
обеих стадий помогает соответствующий характер движения короба
грохота, приводящий слой зерен на сите в разрыхленное состояние
и освобождающий сито от зерен, застрявших в его отверстиях.
При встряхивании короба в слое зерен, лежащем на сите,
происходит их сегрегация (расслоение по крупности), причем
наиболее крупные зерна оказываются в верхнем слое, а наиболее
мелкие — на поверхности сита. Последние легко достигают по-
верхности сита и проходят через его отверстия. Но зерна, близкие
по величие к размеру отверстий сита, с трудом проходят в проме-
жутках между более крупными зернами слоя материала, лежащего
на сите, а также и через отверстия сита
Практика грохочения показала, что зерна, диаметр которых
меньше чем три четверти отверстия сита, легко проходят в проме-
жутках между крупными зернами материала на сите и по достиже-
нии ими поверхности сита немедленно проваливаются через отвер-
стия. Такие зерна в отношении их грохотимости называют «лег-
кими». Зерна крупнее трех четвертей отверстия сита проходят
с трудом в промежутках между крупными зернами и через отвер-
стия сита Эта трудность прохождения прогрессивно возрастает
по мере приближения диаметра зерен к величине отверстий сита.
Такие зерна называют «трудными».
Зерна, диаметр которых больше полуторной величины от-
верстия сита, не оказывают существенного влияния на перемеще-
ние «легких» и «трудных» зерен к поверхности сита. Но нижний
слой материала на сите, состоящий из зерен диаметром меньше
Рис. 22. Характеристика крупности:
а — легкогрохотимого материала; б — трудиогрохотимого материала; / — выход «труд-
ных» зерен: 2 — выход «затрудняющих» зерен
44
полуторной величины отверстия сита, затрудняет проникновение
к его поверхности близких к ним по величине «трудных» зерен.
Кроме того, зерна, близкие по диаметру к величине отверстия
сита, но больше их, легко застревают в отверстиях и «заслепляют»
сито. Зерна, размер которых больше отверстий сита, но меньше
полуторной величины их, называют «затрудняющими».
Чем меньше в исходном материале «трудных и «затрудняющих»
зерен, тем легче его грохочение и тем выше, при прочих равных
условиях, эффективность грохочения.
Характеристики крупности легко- и трудиогрохотимого ма-
териалов на ситах с размером отверстий I показаны на рис. 22.
Эффективность грохочения по «трудным» зернам определяется
по общим формулам (14), (15), в которых •&! — содержа-
ния «трудных» зерен соответственно в исходном материале, под-
решетном и надрешетном продуктах.
§ 3. Вероятность прохождения зерен
через отверстия сита
Рассмотрим условия прохождения отдельного зерна через от-
верстия сита. Вероятность р какого-либо события равна отношению
числа случаев т, благоприятствующих наступлению данного со-
бытия, к числу всех возможных случаев п, при которых данное
событие может произойти. Причем все случаи должны быть равно-
возможными и несовместимыми. Следовательно, вероятность
При т = 0 вероятность р = 0, т. е. ни один случай не благо-
приятствует наступлению события (невозможность), при т = п
вероятность р = 1, т. е. каждый случай благоприятствует собы-
тию (достоверность).
Величина М, обратная вероятности р, определяет вероятное
число случаев, при котором данное событие может иметь место:
Предположим, что мы имеем сито из бесконечно топкой про-
волоки с квадратными отверстиями размером I. Допустим также,
что шарообразные зерна диаметром d при грохочении падают пер-
пендикулярно к плоскости сита. Будем считать, чго зерна про-
ходят через отверстия беспрепятственно, если они не касаются
проволоки, т. е. когда центр зерна при падении проектируется
на заштрихованную площадь (/ — d)2 (рис. 23, а).
Можно считать, что число случаев, благоприятствующих
прохождению зерна через отверстие, пропорционально заштрихо-
ванной площади (/ — d)2, а число всех возможных случаев паде-
45
Рис. 23. Схема прохождений
зерпа через отверстие сита
ния зерна на отверстие пропорционально его площади /2. Вероят-
ность прохождения зерна через отверстие определится отноше-
нием площадей:
Тогда величина N, обратная вероятности р, определит вероят-
ное число отверстий, которое необходимо встретить зерну, чтобы
в одно из них пройти сквозь сито.
Значения р и N для различных отношений dll приведены
в табл. 7, по данным которой построен график (рис. 24). Из гра-
фика видно, что небольшое увеличение диаметра зерна сверх
0,75/ вызывает значительное возрастание числа отверстий для
прохождения зерна сквозь сито.
Следовательно, теория вероятностей подтверждает принятое
практикой деление зерен на «легкие» (d < 0,75/) и трудные» (d >
> 0,75/).
Если учитывать толщину проволок сита (рис. 23, б), то, рас-
суждая аналогично предыдущему, получаем следующее выра-
жение для вероятности прохождения зерна сквозь сито:
(/-d)2
Р (1 + аУ (l+a)2 V I ) '
(17)
Первый член этого выражения а— коэффициент живого
сечения сита. Отсюда видно, что вероятность прохождения зерна
прямо пропорциональна живому сечению сита.
Таблица 7
Вероятность прохождения зерна через отверстие
в зависимости от его относительного размера
d 1 р N = — Р d 1 р N — — Р
0,1 0,810 2 0,7 0,090 11
0,2 0,640 2 0,8 0,040 25
0,3 0,490 2 0,9 0,010 100
0,4 0,360 3 0,95 0,0025 400
0,5 0,250 4 0,99 0,0001 10 000
0,6 0,160 7 0,999 0,000001 1 000 000
46
Рис. 24. Вероятность прохождения зе-
рен через сито в зависимости от их
относительного размера
На основе рассмотренного
определения вероятности про-
хождения зерен сквозь сито
можно установить эффектив-
ность грохочения зерен диа-
d ,
метром х = — (весьма узкого
класса).
Согласно формуле (17) имеем
₽=Ттг>с(‘-Л)2-£(1 '''
где L — коэффициент живого
сечения сита, доли единицы.
Число отверстий N, которые
0,1 0,2 0,3 0,9 0,5 0,6 0,7 0,8 0,9 1,0
Размер зерна в долях размера отвер-
стия a/i
надо встретить зернам, составля-
ющим рассматриваемый узкий класс, для полного прохождения
сквозь сито, следующее:
N = — =_____!___.
Р Г(1—х)2’
Встреча с этим числом отверстий обеспечивается при определен-
ной продолжительности грохочения t. Если время грохочения
меньше t, то зерна просеваемого узкого класса втретят число
отверстий N j, которое меньше N, и пройдут сквозь сито не полно-
стью. Извлечение этого узкого класса в подрешетный продукт
(эффективность грохочения по данному классу)
L(l — х)2
где С — постоянный для данного грохота коэффициент пропорци-
ональности.
Для приближенных подсчетов можно пользоваться эмпири-
ческой формулой
(18)
где а — параметр, являющийся некоторой функцией времени
грохочения.
§ 4. Влияние различных факторов
на процесс грохочения
Влажность материала
Для грохочения имеет значение содержание внешней влаги,
покрывающей пленкой поверхность зерен материала. Вода, на-
ходящаяся в порах и трещинах зерен, а также химически свя-
47
Рис. 25. Зависимости эффектив-
ности грохочения от влажности
материала:
/ — иевлагоемкнй материал; 2 —
влагоемкий материал
заиная, на процесс грохочения влияния не оказывает. Например,
грохочение некоторых каменных углей практически невозможно
при их влажности более 6%, так как влага в основном представ-
лена поверхностными пленками, в то же время сильно пористые
бурые угли просеиваются даже при влажности до 45%.
Особенно сильно влияет влажность материала при грохочении
его на ситах с мелкими отверстиями. Мелкие классы имеют наиболь-
шую внешнюю влажность вследствие их большой удельной по-
верхности. Внешняя влага в материале вызывает слипание мел-
ких частиц между собой, налипание их на крупные куски и за-
мазывание отверстий сит вязким материалом. Кроме того, вода
смачивает проволоки сита и может под действием сил поверхност-
ного натяжения образовывать пленки, затягивающие отверстия.
Все это препятствует расслоению материала по крупности на сите
и затрудняет прохождение мелких зерен через отверстия, в резуль-
тате чего они остаются в надрешетном продукте.
При некотором предельном содержании влаги, зависящем от
свойств материала и размера отверстий сита, эффективность
грохочения резко падает. С увеличением влажности материала
сверх этого предела подвижность зерен возрастает и постепенно
наступают условия для мокрого грохочения, т. е. грохочения
материала с водой.
Конкретно о влиянии влажности на грохочение данного ма-
териала можно судить только на основании экспериментальных
работ. Зависимости эффективности грохочения от влажности ма-
териала приведены на рис. 25. Различие в поведении двух матери-
алов объясняется их разной вла гоем костью.
Опытами показано, что иногда при добавке поверхностно-
активных веществ к влажному материалу, его подвижность и сы-
пучесть возрастают, что улучшает условия грохочения. Приме-
нение сит из несмачиваемых водой материалов также в некоторых
случаях улучшает работу грохота.
Если в материале есть комкующие примеси, например глина,
то грохочение, даже при малой его влажности, затрудняется.
48
Глинистые материалы образуют при грохочении комки, унося-
щие мелочь в надрешетный продукт. Кроме того, глина быстро
залепляет отверстия сита.
Грохочение глинистых и вязких материалов возможно лишь
в некоторых случаях при крупных отверстиях сита. При вязких
рудах приходится принимать специальные меры: производить
грохочение мокрым способом, орошая материал водой во время
движения его по ситу, или перед грохочением специально отмы-
вать глину, а иногда и подсушивать материал. В последнее время
при грохочении влажных вязких руд успешно применяют подо-
грев сит.
Производительность грохотов при мокром грохочении, по
сравнению с сухим грохочением, возрастает п зависит от размеров
отверстий сита и свойств материала. Расход воды зависит от ко-
личества и свойств глинистых примесей, мелочи и пыли, подле-
жащих удалению в подрешетный продукт; он колеблется от 1,5
до 3 м3 на 1 м3 исходного материала. Расход воды при подаче брыз-
галами зависит от физических свойств грохотимого материала
и назначения операции. Ниже приводятся практические рекоменда-
ции по расходу воды:
Материал
Щебень
Щебень
Щебень
Щебень и глина
Песок и гравий
Песок и гравий
Железная руда
Железная руда
Уголь
Уголь
Уголь
Операция
Промывка
Мокрое грохочение
Ополаскивание
Промывка
Промывка
Мокрое грохочение
Мокрое грохочение
Отмывка суспензии
Предварительное смачивание
Мокрое грохочение
Отмывка суспензии
Расход водь! на 1 т
материала, м*
0,5—1
0,7—1,1
0,3—0,5
1,1—2,1
0,7—1,1
0,7—1,1
1,1—2,3
0,55—0,8
0,2—0,7
0,7—1,4
0,35—0,7
Брызгала располагаются рядами поперек грохота на расстоя-
нии 175—300 мм одно от другого. Вода подводится к брызгалам
под избыточным давлением 20—30 Н/см2 (рис. 26). Мокрое гро-
Рис. 26. Подача воды на грохот при мокром грохочении
49
хочение, если оно допустимо по условиям технологического
процесса, предпочтительнее сухого также по условиям борь-
бы с запыленностью производственных помещений. Сухое гро-
хочение сопровождается выделением рудной пыли в атмосферу
цеха. Во многих случаях, особенно при грохочении кремнистых
руд, прибегают к специальному увлажнению руды (до 4—6%
влаги) с целью снижения пылевыделения и улучшения санитар-
ного состояния помещений.
Форма отверстий просеивающей поверхности
В практике грохочения применяют просеивающие поверхности
с круглыми, квадратными и прямоугольными или щелевидными
отверстиями. Выбор формы отверстия зависит от требований,
предъявляемых к крупности продуктов грохочения и производи-
тельности грохота.
Круглые отверстия по сравнению с другими формами того же
номинального размера дают подрешетный продукт более мелкий.
Практически считают, что максимальный размер зерен, проходя-
щих через круглое отверстие, составляет в среднем около 80—85%
от размера зерен, проходящих через квадратное отверстие того же
размера.
По сравнению с круглыми и квадратными отверстиями
прямоугольные отверстия такого же размера допускают про-
хождение зерен более крупных. В практике принимают, что для
получения материала такой же крупности, как и при круглых
отверстиях, ширина прямоугольных отверстий должна составлять
65—70% диаметра круглого отверстия. Сита и решета с прямо-
угольными отверстиями по сравнению с рабочими поверхностями,
имеющими квадратные и круглые отверстия, имеют существенные
преимущества — у них больше коэффициент живого сечения,
их масса и стоимость меньше, они имеют большую производитель-
ность, менее подвержены забиванию при влажном исходном
материале. Возможность применения сит с прямоугольными от-
верстиями ограничивается тем, что на них нельзя получить точ-
ные по размеру зерен классы (сорта) материала.
Наклон просеивающей поверхности
Влияние наклона рабочей поверхности на условия прохожде-
ния зерен через отверстия можно показать на следующем упрощен-
ном примере.
Пусть зерно шарообразной формы диаметром d падает отвесно
на решето толщиной h с отверстиями размером I, установленное
под углом а к горизонту (рис. 27).
50
Рис. 27. Прохождение одиночного зерна че-
рез отверстие в наклонно установленном ре-
шете
Диаметр свободно проходящего
через отверстия зерна
d = I cos а — h sin а.
Если а=45° и А=1/2/, то d^0,35/.
Следовательно, при данных ус-
ловиях диаметр максимальных зерен
подрешетного продукта составит при-
близительно треть величины отвер-
стий решета.
Практически считают, что на на-
клонном сите вибрационного гро-
хота получают нижний продукт той же крупности, что на го-
ризонтальном, если размер отверстий наклонного сита больше
размера отверстий горизонтального в 1,15 раза при наклоне 20°
и в 1,25 раза при наклоне 25°.
Скорость движения зерен по просеивающей
поверхности
Для уяснения влияния скорости движения зерен на прохож-
дение их через отверстия сита рассмотрим схематический пример
движения одиночного зерна.
Предположим, что зерно шарообразной формы диаметром d
движется со скоростью v по горизонтальному решету (рис. 28).
Величина отверстия равна /. Перемещаясь по решету, зерно
придет в крайнюю точку А у кромки отверстия и под влиянием
скорости v и силы тяжести полетит над отверстием по параболи-
ческой траектории.
Будем считать, что зерно пройдет через отверстие, если скорость
v будет такова, что траектория движения центра зерна пере-
сечет верхнюю плоскость решета не дальше точки О] — крайнего
положения зерна. В точке Ог зерно прижато к верхней кромке
отверстия и опрокидывающий момент равен нулю, так как длина
плеча равна нулю. Если скорость движения зерна по решету бу-
дет больше v, то траектория
полета пройдет выше линии
00!, появится опрокидывающий
момент и возникнет опасность,
что зерно не пройдет через от-
верстие.
Рис. 28. Влияние скорости движения
одиночного зерна на прохождение его
через отверстие сита
51
Уравнение траектории полета в выбранной системе координат
будет
У = (19)
Координаты хг и уг центра зерна в положении
d . _ d
2 ’ 2
Точка 0i находится на траектории полета, следовательно,
координаты Xi и у± должны удовлетворять уравнению (19), т. е.
(2°)
Для «трудного» зерна, близкого по размеру к величине отвер-
стия, можно принять d I. Сделав подстановку в уравнение (20) и
заменив g = 9810 мм/с2, получим мм/с.
Скорость движения материала по ситу грохота определяет
его производительность как транспортирующего аппарата. При-
веденный пример показывает, что высокие скорости должны не-
благоприятно отразиться на эффективности процесса грохочения.
Вследствие сложности явлений, происходящих на сите грохота,
оптимальная скорость движения материала по ситу устанавлива-
ется опытным путем при регулировке грохота. Во многих случаях
скорость движения материала регулируется изменением угла
наклона короба грохота.
Амплитуда и частота колебаний короба
вибрационных грохотов
Амплитуда (радиус круговых колебаний) и частота колебаний
влияют на производительность и эффективность грохочения.
При увеличении амплитуды и частоты колебаний увеличивается
число контактов зерен с просеивающей поверхностью и улучша-
ются условия самоочистки сита от зерен, застревающих в отвер-
стиях, в результате чего увелнчиваюгся производительность и
эффективность грохочения. Однако увеличение амплитуды и ча-
стоты колебаний ограничено механической прочностью грохота.
При круговых колебаниях короба динамические нагрузки на гро-
хот определяются ускорениями движущихся масс, т. е. они за-
висят от произведения квадрата частоты и амплитуды. По условиям
прочности в настоящее время допускаются для вибрационных
грохотов ускорения 1 до 60 м/с2. При грохочении крупного мате-
1 Часто ускорение грохота характеризуется произведением двойного эксцен-
триситета (амплитуды) на частоту вращения, т. е. величиной 2гп, где г выражено
в миллиметрах, а п — в оборотах в минуту. Для современных грохотов эта вели-
чина принимается около 10 000, обычно она более 6000 [85]. При ускорении
60 м/с2 этот параметр будет равен 14 700 при п = 750 об/мии и 11 000 при п =
= 1000 об/мин.
52
риала йазначают большие амплитуды и меньшие частоты, а при
грохочении мелкого материала — меньшие амплитуды и большие
частоты.
Для наклонных вибро!рохотов с круговыми или близкими к ним
колебаниями рекомендуется следующая эмпирическая формула
для определения оптимальных параметров колебаний короба:
n = 265
где п — частота колебаний, об/мин;
I — размер отверстия сита, м;
г — радиус колебаний, м.
Для горизонтальных виброгрохотов с прямолинейными коле-
баниями
п 5(1 + 12,5<)
а ’
а = 0,004 + 0,14/,
где а — полуразмах качания, м.
Для наклонных грохотов г выбирают в пределах 0,0025—
0,008 м, а расчетный размер отверстия / — 0,07 м. Для горизон-
тальных грохотов расчетный размер отверстия / = 0,04 м [35].
§ 5. Последовательность выделения классов
при грохочении
При грохочении сыпучею материала с выделением более двух
классов последовательность выделения их определяется распо-
ложением сит.
Различают следующие схемы выделения классов: от крупного
класса к мелкому; от мелкого класса к крупному; смешанную или
комбинированную.
При грохочении от крупного класса к мелкому сита распола-
гают одно под другим (рис. 29, а, б). Верхнее сито имеет наиболь-
шие отверстия, а книзу размеры отверстий сит уменьшаются.
Такая последовательность выделения классов имеет следующие
преимущества:
меньший износ сит, так как вся масса материала и наиболь-
шие куски поступают на рабочую поверхность с крупными отвер-
стиями, которая обычно собирается из стальных решет и за-
щищает поверхности с мелкими отверстиями из проволочных
сеток;
более высокую эффективность грохочения мелких классов,
так как на сита с мелкими отверстиями поступает меньшее коли-
чество материала;
меньшее крошение крупных кусков при грохочении, так как
они быстрее выводятся из процесса. Последнее имеет большое
значение для углей;
53
12+0 ~50+25
Рис. 29. Схема выделения классов при грохочении
компактность установки грохочения по занимаемой площади
вследствие многоярусного расположения сит.
Из недостатков этой схемы следует отметить неудобство на-
блюдения за состоянием нижних сит, затруднения в их замене и
и скученность разгрузки классов в одном конце грохота. Распо-
ложение сит по схеме, показанной на рис. 29, б, позволяет рассре-
доточить места вывода классов. При таком расположении также
несколько увеличивается эффективность грохочения на нижнем
сите, так как наличие поддона под верхним ситом позволяет на-
править материал в начало нижнего сита.
При грохочении от мелкого класса к крупному сита распола-
гают последовательно в порядке возрастания размера их отвер-
стий (рис. 29, в). Достоинства такой последовательности выделе-
ния классов заключаются в удобстве смены сит и наблюдения за
их состоянием. Помимо того, разгрузка классов рассредоточена
по всей длине сит. Недостатки этой схемы, однако, весьма су-
щественны:
быстрое изнашивание снт и пониженная эффективность гро-
хочения, так как вся масса материала загружается на сито с са-
мыми мелкими отверстиями;
возможность крошения крупных кусков хрупкого материала.
При комбинированной схеме выделения классов сита распо-
лагаются частично от крупного к мелкому и частично от мелкого
к крупному (рис. 29, г).
В практике чаще применяют схемы выделения классов от круп-
ного к мелкому и комбинированные.
54
ГЛАВА IV
КИНЕТИКА ПРОЦЕССА ГРОХОЧЕНИЯ
§ 1. Зависимость эффективности грохочения
от продолжительности рассева
Во всех случаях грохочения сыпучего материала наблюдается
закономерная связь эффективности грохочения с временем. Эф-
фективность в первые моменты времени быстро растет, а затем
нарастание ее замедляется (рис. 30). Это объясняется тем, что ко-
личество зерен, проходящих сквозь сито в каждый данный мо-
мент, зависит от количества находящихся на сите к данному мо-
менту зерен крупностью мельче размера отверстий. Кроме того,
некоторое влияние на замедление процесса прохождения зерен
сквозь сито оказывает и то обстоятельство, что в первые моменты
времени проходят «легкие» зерна, а с каждым следующим проме-
жутком времени их становится все меньше и меньше и на сите
остаются «трудные» зерна, требующие длительного времени для
прохождения через его отверстия.
Зависимость эффективности грохочения Е от продолжитель-
ности рассева t была исследована экспериментально (11. Опыт-
ные данные удовлетворительно описывались выражением
При некотором частном значении t = /50 эффективность гро-
хочения Е == 0,5, т. е. а = t™, и параметр а представляет собой
время, при котором достигается эффективность грохочения, рав-
ная 50%, возведенное в степень т. Следовательно, параметр а —
показатель грохотимости материала.
Если в первом приближении допустить, что скорость просеи-
вания в каждый данный момент, т. е. масса зерен, проходящих
сквозь сито за весьма малый промежуток времени, будет прямо
пропорциональна массе зерен нижнего класса (мельче размера
Рис. 30. Зависимость эффективности
грохочения от продолжительности рас-
сева
Продолжительность оассева t,c
55
отверстий сита), находящихся на сите к началу этого промежутка,
то можно записать
= — ktw, (22)
dw
где —скорость просевания зерен в данный момент времени;
А1! — коэффициент пропорциональности;
w — масса зерен нижнего класса, находящихся на сите
к данному моменту времени.
Знак — «минус» показывает убывание w с возрастанием времени.
Интегрируя дифференциальное уравнение (22), получим
1пш = - kJ-]-С.
При t = 0, w — ц'о, где w — масса зерен нижнего класса, на-
ходящихся на сите к началу грохочения,
In = С и In w — 1п к,'о = kit.
Откуда
Отношение w!w0 представляет собой извлечение зерен нижнего
класса в надрешетный продукт. Следовательно, эффективность
грохочения
Е— 1
w
или
Е = 1 - e~klt.
(23)
Многие опыты с плоскими качающимися грохотами дади ре-
зультаты, удовлетворяющие зависимости (23) П J. Однако все
многообразие условий, встречающихся при грохочении, не охва-
тывается этим простым уравнением, имеющим всего один пара-
метр кг. Более общая формула кинетики грохочения имеет сле-
дующий вид:
l-E = e-kt".
(24)
Если в уравнении (24)
положить k = то при
получим 1 — Е = 1/2.71, т. е. параметр Тп будет временем, не-
обходимым для получения на данном материале эффективности
грохочения, равной 63,2%, возведенным в некоторую степень п.
Следовательно, здесь параметр k — показатель грохотимости ма-
териала.
56
Уравнение кинетики [рохочения (21) можно получить как
приближенное решение общей формулы (24):
Е = 1 - c~k‘n =1-----—.
ekt'1
Разлагая ек(П в ряд и учитывая первые два члена ряда, полу-
чаем
Примем
Е = 1---------—
1 4-ktn
ktn
I +ktn
а
тогда
Е
tn
a + tn ’
т. е. получим уравнение (21).
Соответствие общей формулы (24) или приближенной (21)
опытным данным легко проверяется графически, т. е. нанесе-
нием опытных точек на функциональные координатные сетки.
Уравнение (24) после двукратного последовательного логариф-
мирования приводится к виду
lg *g = /г !g * + !g (k >g e)-
Если на вертикальной оси координатной сетки откладывать
lg lg а на горизонтальной — lg t, то опытные данные, удо-
влетворяющие этому уравнению, дадут на графике прямую ли-
нию с угловым коэффициентом, равным п.
Уравнение (21) спрямляется на координатной сетке, по верти-
кальной оси которой откладывается lg 1gа по горизон-
тальной — lg t. Пример за-
висимости эффективности гро-
хочения от продолжитель-
ности рассева в координатах,
соответствующих общему ура-
внению, изображен на рис. 31.
Если принять, что ско-
рость v продвижения мате-
Рис. 31. Зависимость эффективно-
сти грохочения от продолжитель-
ности рассева в координатах
lg t, Iglg
57
риала по ситу грохота не изменяется по ею длине, то время гро-
хочения t можно выразить через длину L грохота и скорость v:
Тогда формулы (21) и (24) примут вид:
Е <УУУ .
(4-)m + a ^ + “'’
1 + Е = =е-кЧп.
§ 2. Зависимость эффективности грохочения
от производительности (нагрузки) грохота
При постоянных условиях грохочения материала, с увеличе-
нием нагрузки грохота эффективность грохочения понижается.
Сначала с повышением нагрузки эффективность падает медленно,
а затем очень быстро. При перегрузке грохота слой материала на
сите достигает такой толщины, что за время продвижения его по
ситу не происходит должного расслоения зерен по крупности и
почти весь материал сходит в виде надрешетного продукта, т. е.
грохот превращается как бы в транспортное устройство.
Зависимость эффективности грохочения от нагрузки грохота
показана на рис. 32 [10]. Грохочение материалов с разными харак-
теристиками крупности производилось на плоскокачающемся
грохоте с отверстиями сита 12 X 12 мм. На рис. 33 показаны
кривые зависимости эффективности грохочения от нагрузки гро-
хота при разной длине и постоянной ширине сита [10]. В послед-
нем случае при уменьшении нагрузки ниже некоторого предела
Рис. 32. Зависимость эффективности грохочения от нагрузки
грохота:
1 — материал с вогнутой характеристикой крупности; 2 — матерная
с прямолинейной характеристикой; 3 — материал с выпуклой харак-
теристнкой
58
Рис. 33. Зависимость эффективности
грохочения от нагрузки грохота при
разной длине и постоянной ширине
сита:
/—3 — длина сита соответственно 800,
1650 н 2400 мм
эффективность грохочения не возрастает, а падает, т. е. недо-
грузка грохота может привести к снижению эффективности. Это
можно объяснить тем, что при недогрузке грохота движение мате-
риала по ситу принимает скачкообразный характер.
Конкретные значения эффективности грохочения в связи с на-
грузкой грохота зависят от многих условий: характеристики
крупности материала и содержания в нем «трудных» зерен, влаж-
ности материала, размера отверстий сит, длины и угла наклона
короба грохота.
Вследствие недостаточной исследованности данного вопроса
при расчетах производительности грохотов зависимость эффек-
тивности грохочения от нагрузки для сит с отверстиями разных
размеров, работающих в различных условиях, принимают по-
стоянной (см. § 9, гл. VI).
Высота слоя материала на сите при данных его размерах и
скорости продвижения по нему материала определяется нагруз-
кой грохота по исходному материалу. Чем выше нагрузка, тем
больше высота слоя и ниже эффективность грохочения, так как
нижнему классу труднее проникнуть к ситу через более толстый
слой материала. Для достижения той же эффективности при боль-
ших нагрузках необходимо увеличить продолжительность гро-
хочения при той же высоте слоя материала на сите.
§ 3. Зависимость эффективности грохочения
по отдельным классам от общей эффективности
грохочения
Для расчета характеристик крупности продуктов грохочения
необходимо знать не только общую эффективность, но и эффек-
тивность грохочения по отдельным классам, так называемые фрак-
ционные эффективности.
Вследствие неравномерности отсева отдельных классов' фрак-
ционные эффективности для мелких классов всегда будут выше,
а фракционные эффективности для «трудных» классов — ниже' об-
щей эффективности.
Зависимость эффективности грохочения узких классов от их
крупности исследовали путем пофракционного отбора нижнего
продукта грохота [13, 14]. Под ситом полупромышленного гро-
59
Рис. 34. Зависимость эффективности
грохочения по отдельным классам от
средней крупности класса:
1—5 — длина сита соответственно 153,
306, 459, 612 и 918 мм
хота по его длине было устрое-
но несколько ячеек (шесть)
одинаковой длины. Материал,
прошедший через сито, подвер-
гали ситовому рассеву отдельно
по ячейкам.
Таким образом, можно было
проследить эффективность гро-
хочения для узких классов.
Результаты подобного опыта
приведены на рис. 34.
На основании подобных опытов была выведена аналитическая
зависимость и дана расчетная таблица фракционной эффектив-
ности от размера класса, параметров характеристики крупности
материала и общей эффективности грохочения [10].
к Ниже излагается упрощенный анализ зависимости фракцион-
ной эффективности от характеристики крупности материала и
общей эффективности грохочения.
На основании опытных данных, по аналогии с уравнением
Годэна—Андреева, зависимость эффективности грохочения узких
классов от их относительных размеров выражается прибли-
женно формулой (18)
1 - Т]А = ха,
где t]v — эффективность грохочения (извлечение) узкого класса
со средним диаметром х, доли единицы;
х — средний диаметр узкого класса, доли размера отвер-
стий сита;
а — постоянный параметр, являющийся, в свою очередь,
сложной функцией продолжительности грохочения.
Принимая закономерность (18) для эффективности грохочения
узкого класса, можно определить эффективность грохочения ши-
роких классов от 0 до х или от х до 1.
Пусть уравнение характеристики крупности исходного мате-
риала будет
у = A dk (уравнение Годэна—Андреева),
где у — выход класса минус d, доли единицы;
А — параметр характеристики, равный —;
dm — размер максимального зерна;
d — размер зерна;
k — параметр характеристики.
60
Выразим d в долях размера отверстий сита /, т. е. введем от-
носительный размер зерна:
d
Х=~Г’ У
jk ь
±-xk.
4
(25)
Выход элементарного бесконечно узкого класса находим диф-
ференцированием уравнения (25):
[k Ь 1
dy = —г- kxk 1 dx.
dk
m
(26)
Эффективность грохочения класса крупностью от 0 до х,
имеет следующее выражение:
______масса зерен класса—Xj-f-O, прошедших через отверстия сита
~*,+0__масса зерен класса — Х]-|-0 в исходном материале
“’-Ж.+О
Массу зерен класса — хг ф 0, прошедших через отверстия
сита, находим интегрированием в пределах от 0 до xt произве-
дения выхода элементарного класса по уравнению (26) на эффек-
тивность щ по уравнению (18):
*1
^х1+о = | (1 — ха) kxk 1 dx. (27)
J ^tn
О
Массу зерен класса — Xj -|- 0 в исходном материале опреде-
ляем из уравнения (25) подстановкой xt:
1к k
W-Xi+O ~^k~Xl ’
(28)
Таким образом,
TJ-
о
х,+о = -
,k
-r-kxk~^ dx
<k
m
,k
I k
~d^x'
откуда
л
k
Ti-*-+0 = ~k
ха+к
k a-j-fejo
1 a -ф k ’
(29)
61
Показатель а = f (t) можно получить из уравнения (29), при-
няв = 1, что означает d = I. При этом t]_z+u будет общей эф-
фективностью:
h
ri-z+o = B-Z+O = 1 — a^_k (30)
и
Эффективность грохочения класса крупностью от хг до 1
можно вычислить по известной эффективности класса от 0 до xx:
_________масса зерен класса — 1 -)- прошедших через отверстия сита
масса класса — 1 + в исходном материале
Масса зерен класса —1 + хп прошедших через отверстия
сита, будет равна разности между массой зерен класса мельче I
и массой зерен класса мельче хь прошедших через отверстия сита:
масса зерен класса минус Z, прошедших через отверстия сита
Л-1+jc, масса класса — 1 + хг в исходном материале
масса зерен класса—х1 -|- 0, прошедших через отверстия сита
масса класса — 1 -|- хх в исходном материале ’
Е-1+0 — 'l-je.+O-^
il-1+z, =----;---г----•
1 —я"
Заменяя Е_/+о и Л » их значениями по уравнениям
и (29), получим
На основании полученных зависимостей рассчитана табл,
эффективность грохочения по отдельным классам при различных
значениях общей эффективности и разных характеристиках круп-
ности исходного материала.
Разработан также приближенный способ расчета грануломе-
трического состава продуктов грохочения для исходного мате-
риала, имеющего любую характеристику крупности (не обяза-
тельно подчиняющуюся уравнению Годэна—Андреева). В ка-
честве исходных данных для такого расчета надо иметь таблицу
результатов ситового анализа исходного материала и общую эф-
фективность грохочения [14].
(32)
(30)
(33)
8 —
Порядок расчета характеристик крупности
подрешетного продукта грохота
1. По известной характеристике крупности материала, посту-
пающего на грохот, по формуле (4) определяется параметр при-
веденного уравнения характеристики.
62
00
63
Продолжение табл. 8 Пределы относительной крупности класса, доли размера отверстия сита 1 -1,04-0,4 J -1,0+0,5 | -1.0+0.6 Значение параметра k в уравнении характеристики 0,5 1,0 2,0 0,5 1,0 2,0 0,5 1,0 2,0 Фракционная суммарная эффективность грохочения Ч_]_рХ1, % 62,9 75,0 82,1 53,6 70,5 80,0 45,0 63,7 71 8 52,5 67,0 76,2 43,7 61,4 73,4 35,6 53,8 68 0 43,8 59,5 70,2 35,9 53,0 66,7 28,9 45,8 61,7 37,1 52,3 64,5 29,7 46.0 60,3 23,1 38,8 54 7 31,0 46,0 58,5 24,9 39,6 54,1 19,5 32,8 48 3 26,6 40,0 52,8 20,4 34,1 48,3 16,0 28,0 42,4 ! । 1 £ с Е X с С S г О. S С 5 С 2 <ь с о, с С 7J 5 5 7 X ! 1 < —1,0+0," | —1,0 + 0,8 | —1,0+0,9 I —1,0+1,0 Значение параметра k в уравнении характеристики °>S | 1.0 2,0 0,5 1,0 2,0 0,5 1,0 2,0 0,5 1,0 I 2 0 Фракционная суммарная эффективность грохочения % о о о о о о О О О О О О о о о о о о О О СЧ О ООСЧ -Гюо* o' со сосч сч — —
36,0 54,7 71,0 25,9 42,0 60,6 12,8 24 28,5 44,0 61,9 18,9 32,0 50,6 8,0 17 22,4 35,7 52,6 14,2 26,5 42,0 4,7 14 18,2 30,3 46,6 13,2 21,0 35,5 4,0 10 15,2 25,7 40,4 9,5 17,5 30,0 3,0 9 12,1 21,4 34,7 7,5 14,5 25,3 2,4 7
— 1,0+0,2 0,5 | 1,0 | 2,0 73,1 81,3 84,4 64,5 75,0 79,2 56,5 68,8 74,0 49,4 62,5 68,7 43,0 56,7 63,6 37,2 50,9 58,3
чхэон -нихмаффе кв1пдо to О Ю о Ю о ОС ОС Ь- Г"- О чхэон -ннхмоффс квИтдо iCClQOlOO оо QO О- Г'- О О
2. Назначается относительная крупность классов xL (в долях
размера отверстий сита грохота), по которым будут рассчитаны
выхода для характеристики крупности подрешетного продукта
Желательно ее назначить равномерно по шкале диаметров 4—
б классов.
3. По табл. 8* на основе заданной общей эффективности гро-
хочения Е, параметра k и крупности класса xt- определяются
значения фракционной суммарной эффективности грохочения
всех намеченных классов т]_х.+о.
4. Суммарные «по минусу» выхода классов в подрешетиом про-
дукте определяются по формуле
Pl^-JQ+O
где и prz — суммарные выхода по минусу расчетного класса
Xf и класса мельче размера отверстий сита гро-
хота — /в материале, поступающем на гро-
хот, определяются по характеристике исход-
ного материала; остальные обозначения из-
вестны.
ГЛАВА V
ГРОХОТЫ
§ 1. Классификация грохотов
В практике грохочения полезных ископаемых применяются
грохоты различных конструкций. Детальная классификация их
по конструктивным признакам [57, 85] получается громоздкой.
Поэтому для систематизированного описания грохотов ограни-
чимся подразделением их на следующие группы:
неподвижные колосниковые;
валковые;
барабанные вращающиеся;
плоские качающиеся;
полувибрационные (гирационные);
вибрационные с прямолинейными вибрациями (быстроходные
па наклонных опорах, резонансные, электровибрационные резо-
нансные, с самобалансным вибратором);
* Табл. 8 составлена для трех характеристик исходного материала (k =
0,5; k = I, k — 2) и для шести значений общей эффективности. Для промежу-
|<>чных значений ц д, 0 можно находить интерполяцией.
3
С. Е. Андреев и др.
64
65
вибрационные с круговыми вибрациями (инерционные с Про-
стым дебалансным вибратором, самоцентрирующиеся);
дуговые;
плоские сита с мелкими отверстиями для мокрого грохоче-
ния пульпы.
У качающихся грохотов короб совершает принудительное
движение благодаря наличию жесткой кинематической связи
между движущим механизмом (эксцентриком) и коробом. Длина
хода и траектории движения точек короба определенны; они не
зависят от скорости и нагрузки на грохот. У вибрационных гро-
хотов жесткая кинематическая связь между движущим механиз-
мом и коробом отсутствует. Амплитуда (половина хода) свобод-
ных колебаний (вибраций) зависит от динамических факторов —
сил инерции, жесткости пружин, величины движущихся масс и
т. п. Промежуточное положение между качающимися и вибра-
ционными грохотами занимают полувибрационные грохоты.
§ 2. Неподвижные колосниковые грохоты
Колосниковые грохоты, устанавливаемые под углом к гори-
зонту, представляют собой решетки, собранные из колосников.
Материал, загружаемый на верхний конец решетки, движется
по ней под действием силы тяжести. При этом мелочь провали-
вается через щели решетки, а крупный класс сходит в нижнем
конце.
Эти грохоты применяют для крупного грохочения. Размер
щели между колосниками — не меньше 50 мм и в редких слу-
чаях может быть 25—30 мм. Угол наклона решетки зависит от
физических свойств грохотимого материала. По практическим
данным, для руд угол наклона составляет 40—45°, для углей 30—
35°. При переработке влажных материалов угол наклона гро-
хота увеличивают на 5—10°. Влажные глинистые руды на колос-
никовых грохотах перерабатывать невозможно вследствие за-
мазывания щелей.
Колосниковый грохот неподвижный (рис. 35) для материала
небольшой крупности (до 100 мм) вмонтирован в дно транспорт-
ного самотечного желоба.
При малых размерах щели между колосниками и крупном ис-
ходном материале (до 150 мм) применяют с целью повышения
эффективности грохочения консольные грохоты (рис. 36). Концы
консоли колосников при ударах падающих кусков материала виб-
рируют, в связи с чем уменьшается возможность забивания от-
верстий решетки и повышается эффективность грохочения.
Размеры колосниковых грохотов определяются крупностью
наибольших кусков материала с учетом конструктивных условий
установки грохота. Во избежание зависания кусков материала
между боковыми бортами ширина грохота принимается больше
об
Рис 35. Грохот ко-
лосниковый непо-
движный:
/ — колосник; 2 —
стяжной болт; 3 —
распорная трубка
тройного размера максимального куска. Если крупных кусков
в исходном материале мало, то допускают минимальную ширину
грохота примерно на 100 мм больше двойного размера максималь-
ного куска. Длина решетки грохота делается не менее двойной
ее ширины.
Производительность колосниковых грохотов велика, так как
материал движется по грохоту, как по самотечному желобу. При
щели между колосниками 25 мм производительность колоснико-
вого грохота по исходному материалу принимают в среднем 60 т/ч
на 1 м2 площади решетки. Производительность изменяется про-
порционально ширине щели.
Необходимую площадь решетки колосникового неподвижного
грохота можно определить по формуле
F = м2- <34)
где Q — производительность грохота по исходному материалу,
т/ч;
I — ширина щели между колосниками, мм.
3'
Рис. 36. Грохот колоснико-
вый консольный
67
§ 3. Валковые грохоты
Валковые грохоты состоят из нескольких параллельных вал-
ков, установленных на наклонной раме и вращаемых в направле-
нии движения материала (рис. 37). На валки насажены или от-
литы заодно с ними диски либо «сферические» треугольники.
Валки с дисками образуют просеивающую поверхность с отвер-
стиями, форма и размеры которых определяются расстояниями
между валками и формой дисков.
Число валков для разных конструкций грохотов составляет
от 5 до 13, а для грохочения мелкого материала и больше. Раз-
меры отверстий валковых грохотов — от 5 до 175 мм Рама гро-
хота устанавливается под углом 12—15°.
Валковый грохот (рис. 38) состоит из опорной рамы, устанав-
ливаемой под углом 12° к горизонту, на которой в шариковых под-
шипниках 3 смонтированы валки /. На каждом валке имеются
диски 2, эксцентрично насаженные по отношению к осп валка.
Эксцентриситет 20—35 мм. Эксцентриситеты соседних дисков каж-
дого валка смещены один относительно другого на 90°. Валки
приводятся во вращение от электродвигателя 6 через шестерен-
ный редуктор 5 и цепную передачу. От ведущего валка 4 враще-
ние передается остальным валкам. Для этого на каждом валке
(кроме крайних) насажено по две звездочки с одинаковым числом
зубьев. Скорость вращения валков на радиусе диска одинакова
и составляет 0,8—1,45 м/с. Эксцентричность дисков и их раз-
ное положение на валу способствуют разрыхлению материала и
его продвижению по грохоту.
Рис. 37. Схема движения материала
на валковом грохоте
Рис. 38. Грохот валковый с эксцентри-
ческими дисками на валках
68
Производительность валковых грохотов по исходному мате-
риалу принимается около 1 м3/ч на 1 м2 и 1 мм ширины отверстия.
Например, при размере отверстия 75 мм — 75 м3/(м2-ч).
Эти грохоты применяются для предварительного грохочения
углей и антрацитов с целью выделения продукта мельче 50—
150 мм. На новых углеобогатительных фабриках валковые гро-
хоты не устанавливают, их заменяют цилиндрическими грохо-
тами.
Валковые грохоты с отверстиями 5—6 мм применяются на
буроугольных брикетных фабриках. Для глинистых руд валко-
вые грохоты непригодны — их валки быстро облипают глини-
стым материалом и отверстия забиваются.
§ 4. Барабанные грохоты
Барабанные грохоты в зависимости от формы барабана могут
быть цилиндрическими или коническими. Боковая поверхность
барабана, образованная перфорированными стальными листами
или сеткой, служит просеивающей поверхностью грохота. Ось
цилиндрического барабана наклонена к горизонту под углом от
1 до 14° (чаще 4—7°), а ось конического — горизонтальна. Ис-
ходный материал загружается внутрь барабана на верхнем конце
и вследствие вращения и наклона продвигается вдоль оси бара-
бана. Мелкий материал проваливается через отверстия, круп-
ный — удаляется из барабана на нижнем конце.
Барабанные грохоты изготовляются также для грохочения ма-
териала на несколько классов. При этом сито на барабане соби-
рается по длине из нескольких секций с отверстиями, увеличиваю-
щимися в размерах по направлению к разгрузочному концу, или
сита собираются концентрическими поверхностями — внутрен-
ние с наибольшими, а наружные с наименьшими отверстиями.
Применяют также комбинированные конструкции, в которых на
барабане, состоящем из нескольких секций сит с отверстиями,
увеличивающимися в размерах, устанавливается концентрически
еще одно или несколько сит с мелкой сеткой.
Применяются также призматические барабанные грохоты, на-
зываемые буратами. Рабочая поверхность бурата состоит из шести
или восьми плоских сит, образующих боковую поверхность
призмы или усеченной пирамиды.
Диаметр барабана колеблется от 500 до 3000 мм; длина — от
2000 до 9000 мм; длина отдельной секции барабана — от 800 до
1500 мм. Размеры буратов: диаметр 1000—1100 мм, длина 3500—
6000 мм.
Движение материала в барабанном грохоте схематически по-
казано на рис. 39. Материал под действием силы трения увле-
кается внутренней поверхностью вращающегося барабана и за-
тем скатывается вниз. Вследствие наклона оси барабана скаты-
вание материала происходит под некоторым углом к его пло-
69
Рнс. 39. Схема движения материала в барабанном грохоте:
Ри — центробежная сила инерции; G — вес частицы; h — толщина слоя материала;
а — угол наклона грохота; (3 — угол подъема материала
скости вращения. Поэтому материал
вниз вдоль оси барабана. Далее цикл
движется по зигзагообразной линии.
Частота вращения барабана ограничивается определенным пре-
делом, так как при больших частотах возникающая центробеж-
ная сила прижимает материал к рабочей поверхности и грохоче-
ние становится невозможным. Частота вращения, при которой
слой материала, прилегающий к поверхности барабана, начинает
вращаться вместе с барабаном, называется критической.
Критическая частота вращения барабанного грохота
30
«кР = у=-. об/мин,
несколько продвигается
повторяется и материал
где R — радиус барабана, м.
Частота вращения барабанных грохотов выбирается меньше
критической частоты в пределах
п — -Л=- -?—, об/мин. (35)
/Я Кя
По практическим данным, средняя производительность бара-
банного'грохота на 1 м2 площади сита и на 1 мм размера отверстий
составляет при сухом грохочении 0,25—0,3 т/ч, при мокром —
около 0,45 т/ч.
Основными недостатками барабанных грохотов являются их
громоздкость, малая удельная производительность и низкая эф-
фективность, особенно при грохочении мелкого материала. По
этим причинам барабанные грохоты не применяются для сухого
грохочения (кроме буратов).
Барабанные грохоты находят применение для промывки, де-
зинтеграции и мокрого грохочения россыпных руд, содержащих
глину. Такие грохоты, предназначенные для промывки руд, на-
70
зываются бутарами. Они выполняются утяжеленной конструк-
ции и могут принимать куски крупностью до 200 мм. Для интен-
сификации промывочного действия внутрь бутары подводится
вода под давлением 2—5 кгс/см2. Внутри барабана устраиваются
полки и навешиваются цепи (так называемый набор). Частота
20
вращения бутар^ повышена до п = об/мин. На драгах при
к а
промывке золотых, платиновых и оловянных россыпей приме-
няются бутары длиной до 15 м и диаметром до 2,75 м.
Расход воды на промывку зависит от свойств руды и колеб-
лется от 2 до 5 м3/т, расход воды на мокрое грохочение — 1—
1,5 м3/т руды.
Бутары, имеющие сита с мелкими отверстиями, применяются
на графитовых обогатительных фабриках для сортировки флота-
ционного концентрата и на асбестовых фабриках для сортировки
асбестового волокна.
Небольшие барабанные грохоты диаметром 500—900 мм и
длиной 500—1000 мм с отверстиями сит 2—10 мм часто укреп-
ляются на разгрузочных цапфах шаровых мельниц для улавли-
вания щепы, мелких шаров и пр. В мельницах самоизмельчения
применяются большие барабанные грохоты — бутары специаль-
ных конструкций, предусматривающих возврат крупного класса
в мельницу. Эти бутары укрепляют на разгрузочной горловине,
они представляют собой узел мельницы.
Для предварительного грохочения рядового угля, после уда-
ления из пего случайных кусков дерева, и металла применяются
цилиндрические грохоты, рабочая поверхность которых пред-
ставляет собой многозаходную спираль, образованную криволи-
нейными колосниками (рис. 40). Расстояние между колосниками
определяет крупность кусков подрешетного продукта. Сварной
Рис. 40. Грохот
цилиндрический со
спиральными ко-
лосниками
71
барабан состоит из загрузочного и разгрузочного конусов, свя-
занных трубами, к которым приварены бандажи. Колосники,
изогнутые по отрезкам спирали, закрепляются на барабане хо-
мутами и могут легко заменяться. Привод барабана фрикционный,
имеющий два ведущих катка и соединительный вал с муфтами.
Через концевую муфту вал сцепляется с двухступенчатым редук-
тором, быстроходный вал которого приводится во вращение от
электродвигателя. Для предотвращения осевого смещения бара-
бана предусмотрен упорный каток.
Ограждение барабана образует пылезащитный кожух. Все
вращающиеся части грохота закрыты металлическими огражде-
ниями. Изготовляются грохоты диаметром 1,2 и 1,7 м, ширина
щелей между витками спиральной рабочей поверхности от 50 до
150 мм.
Технические характеристики цилиндрических грохотов при-
ведены в приложении 2.
§ 5. Плоские качающиеся грохоты
Плоские качающиеся грохоты имеют один или два короба уд-
линенной прямоугольной формы с закрепленными в них ситами.
Короба устанавливаются на опорах или подвешиваются на под-
весках к раме грохота либо к поддерживающей конструкции и
совершают возвратно-поступательные, круговые или сложные
движения (качания).
Вследствие качателыюго движения или совместною действия
качаний и наклона грохота материал, загруженный в головной
части короба, продвигается по ситу к разгрузочному концу. При
этом он расслаивается и мелкий класс просеивается через отвер-
стия сита. По характеру качаний плоские грохоты делятся на
грохоты с прямолинейными и круговыми качаниями, со сложным
движением.
Схемы плоских качающихся грохотов с различным характе-
ром движения короба показаны на рис. 41.
Схема грохота с наклонным коробом на шарнирных подвесках
с эксцентриковым приводным механизмом, сообщающим качания
коробу под углом к его плоскости, изображена на рис. 41, а.
Схема грохота с горизонтальным коробом, установленным на
наклонных пружинящих опорах, эксцентриковым приводным ме-
ханизмом, сообщающим колебания коробу, перпендикулярные
к направлению опор, показана на рис. 41, б.
Схема двухкривошипного (двухвального) грохота с наклон-
ным коробом, совершающим круговые качания в вертикальной
плоскости, изображена на рис. 41, в.
Схема однокривошипного грохота с наклонным коробом, со-
вершающим сложное движение, показана на рис. 41, г. Грохот
приводится в движение эксцентриковым механизмом. Верхняя
72
1
Рис. 41. Схемы плоских качающихся грохотов
часть короба совершает круговые, а нижняя, поддерживаемая
шарнирными подвесками, — прямолинейные качания.
Рассмотрим условия движения частицы материала по ситу ка-
чающегося грохота с наклонным коробом и с эксцентриковым при-
водным механизмом (рис. 42). Средняя линия шатуна горизон-
тальная.
Угловая частота кривошипа
2пп
W = “бГ ’
(36)
где п — частота вращения приводного вала, об/мин.
Рис. 42. Схема движения частицы материала по ситу качающегося гро-
хота с наклонным коробом
73
Окружная скорость кривошипа
V = 0)Г
2лгп
“60“’
где г — радиус кривошипа (эксцентриситет).
Угол поворота кривошипа <р условимся отсчитывать от левой
мертвой точки О по направлению часовой стрелки; ср = со/. Здесь
t — время поворота вала на угол ср.
Проекция скорости кривошипа на ось
vx — v sin ср = cor sin ср.
Центростремительное ускорение
J — со2г
и его проекция на ось х
Jx = co2r cos ср.
Поскольку величина г мала по сравнению с длиной шатуна /,
постольку полагаем 0. Принимая также во внимание, что
шатун передает горизонтальное движение по касательной к окруж-
ности концов подвесок короба, можно считать, что эти же значе-
ния проекций скорости и ускорения дадут соответствующие зна-
чения величин проекций на ось х для самого короба грохота.
При положении кривошипа в I и IV квадрантах возможно
движение материала вверх по ситу грохота, так как ускорение
направлено вправо, а сила инерции — влево; во II и III квадран-
тах возможно движение материала вниз по ситу, а также его
подбрасывание.
Условия движения материала вверх в I и IV квадрантах сле-
дующие:
Ps >f(Gcosa-f-P„)4-Gsina, (37)
где Ps — составляющая силы инерции, параллельная пло-
скости сита;
f — коэффициент трения материала по ситу;
Рп — составляющая сила инерции, нормальная к пло-
скости сита;
G = ing — вес частицы материала;
а — угол наклона короба грохота.
Ps = Р cos а — и2г cos ср cos а,
Рп = Р sin а — co2r cos <р sin а,
где Р — сила инерции, равная произведению массы частицы ма-
териала на ускорение.
74
Подставив значения Ps и Рп в выражение (37), получим
«V > g (/cos а + sin а) . (38)
cos <р (cos а — f sin а)
Ускорение кривошипа имеет максимальное значение в мертвой
точке О. При <р = 0, cos <р = 1. Заменив в уравнении (38) коэф-
фициент трения f тангенсом угла трения ф и угловую частоту,
воспользовавшись равенством (36), получим минимальную ча-
стоту вращения приводного вала пх, при которой в мертвой точке О
начнется движение материала вверх по ситу:
= № + и) - (39)
Аналогично находим частоту вращения вала и2> ПРИ которой
начинается движение материала вниз по ситу в мертвой точке 12,
п2 = 30 Уtg , об/мин. (40)
Во II и III квадрантах возможно подбрасывание материала,
т. е. отрыв его от сита, при условии
Рп G cos а. (41)
Для Рн максимум будет в мертвой точке 12 при <р = 180° и
cos <р = —1.
Подставив в уравнение (41) значение Рп и угловой скорости
из выражения (36), получим для мертвой точки 12
— ы2г sin а > G cos а,
S
отсюда частота вращения приводного вала, при которой воз-
можно подбрасывание материала в мертвой точке 12,
30
п3 = г —.
Krtga
(42)
Таким образом, характер движения материала на качающемся
грохоте определяется частотой вращения вала эксцентрика и
эксцентриситетом. Плоские качающиеся грохоты работают обычно
на режиме с подбрасыванием материала.
При числе оборотов, вызывающем подбрасывание материала,
должно быть движение материала вверх по ситу при положении
кривошипа в I и IV квадрантах.
Недостатком качающихся грохотов, устроенных по рассмотрен-
ным схемам, является их неуравновешенность. При качаниях
короба грохота, имеющего большую массу, возникают силы инер-
ции, которые передаются через элементы привода на опорные
конструкции.
75
Рис. 43. Схема качающегося гро-
хота с двумя коробами
Для уравновешивания сил инерции часто применяются сдво-
енные грохоты (с двумя коробами), подобные грохоту, схемати-
чески изображенному па рис. 43.
Массовая производительность качающихся грохотов опреде-
ляется их транспортирующей способностью по исходному мате-
риалу:
Q = 3600В/гг.'/гб, т/ч, (43)
где В — ширина грохота, м;
h — высота слоя материала на сите грохота, м;
v — скорость подачи материала по ситу, м/с;
k — коэффициент разрыхления;
6 — плотность материала, т/м3.
Рассчитывается только ширина короба грохота. Длина его,
оказывающая решающее влияние на эффективность грохочения,
принимается по практическим данным. Условия грохочения и
размер отверстий сита учитываются в этом расчете через высоту
слоя материала, которая назначается в зависимости от размера
отверстий и крупности исходного материала.
В зависимости от частоты вращения приводного вала и экс-
центриситета приводного механизма скорость движения мате-
риала по ситу на быстроходных качающихся грохотах составляет
0,1—0,2 м/с. Толщину слоя материала на сите при обезвоживании
мелких углей и шламов принимают 0,04—0,06 м.
§ 6. Полу вибрационные (гирационные) грохоты
Полувибрациопные (гирационные) грохоты имеют короб с од-
ним, двумя и даже тремя ситами. Короб совершает круговые дви-
жения малого радиуса в вертикальной плоскости, передаваемые
ему от быстроходного эксцентрикового вала. При этом сито гро-
хота в течение оборота вала остается параллельным самому себе.
Схема гирационного грохота показана на рис. 44. На непо-
движной раме 1 в подшипниках качения 2 горизонтально установ-
лен вал 3, имеющий две эксцентриковые заточки 4. На заточки
насажены подшипники 5, наружная обойма которых укреплена
в коробе 6 грохота. Короб с ситом 7 устанавливается наклонно
под углом от 10 до 30° к горизонту путем поворота относительно
оси вала и удерживается в таком положении при помощи эластич-
ных связей — амортизаторов //.
76
Вращение эксцентриковому валу передается от электродвига-
теля через гибкую передачу на шкив 8. Короб в своей централь-
ной части совершает при этом круговые движения с радиусом,
равным эксцентриситету е вала. Крайние точки короба в загру-
зочной и разгрузочной частях совершают движение по замкнутым
овальным кривым, форма которых определяется жесткостью и
местом расположения амортизаторов 11.
При движении короба грохота по круговой траектории возни-
кает центробежная сила
Mv2 Мл2еп2
~~ё~ ~ 3(Р ’
где М — масса движущегося короба с грохотимым материалом;
v — окружная скорость кривошипа;
е — эксцентриситет приводного вала;
п — частота вращения вала, об/мин.
Переменная по направлению радиальная центробежная сила
инерции, передаваемая через подшипники 2 на неподвижную
раму грохота, могла бы вызывать колебания опорных конструк-
ций. Для уравновешивания этой силы на валу закрепляются два
маховика 10 с дополнительными неуравновешенными грузами 9.
Радиус г вращения центра тяжести грузов и их массу т подби-
рают таким образом, чтобы соблюдалось равенство
Мл2еп2 2тп2гп2
~Ж Ж ’
Me = 2тг,
где in — масса одного неуравновешенного груза.
Гирационные грохоты изготовляются различных конструкций
н размеров, легкого и тяжелого типов. Эксцентриситет вала гро-
хота 1,5—6 мм, частота вращения вала 750—1000 об/мин.
На рис. 45 показан разрез по оси вала гирацнонного грохота.
Вал имеет эксцентриковые заточки, па которые насажены два
роликовых подшипника 3. Наружные обоймы подшипников встав-
лены в точечные корпусы-фланцы 4, прикрепленные болтами
к боковым стенкам короба грохота. На валу закреплены шпон-
ками 9 два маховика 10 с контргрузами 11. На одном конце вала
Рис. 44. Схема гирационного грохота
77
Рис. 45. Эксцентриковый вал гирационного грохота:
— роликовые подшипники рамы; 2 — корпусы подшипников; 3 — роликовые подшипники на коробе; 4 — корпусы-фланцы- 5 6 7
крышки-фланцы подшипников короба; 9 — шпонка; 10 маховики; 11 — контргрузы; 12 — болты крепления контргрузов' 13 — шкив*
14—16 — втулки подшипников; 17, 18 — стяжные гайки
Рис. 46. Схема перестановки контр-
грузов на маховиках грохота
насажен на шпонке шкив 13
клиноременной передачи. Вал
установлен в двух роликовых
подшипниках 1 с корпусами 2,
укрепленными на раме грохота.
На концах вала имеются гай-
ки 17 и 18, при помощи кото-
рых стягиваются внутренние
обоймы подшипников, махови-
ки и шкив. К крышкам-флан-
цам 8 подшипников, установлен-
ных на эксцентриках, приварена
труба, защищающая среднюю
часть вала от износа грохоти-
мым материалом и предохраня-
ющая подшипники от попадания
пыли. Боковые крышки, закры-
вающие подшипники, имеют лабиринтовые канавки с войлочным
уплотнением.
Короб грохота сварной, изготовлен из листовой и уголковой
стали. Короб устанавливается под углом 20 ± 5° к горизонту и
удерживается от опрокидывания амортизирующими пружинами.
Грохот уравновешивается перестановкой контргрузов на махо-
виках. Для этого на каждом маховике предусмотрены два дуго-
вых выреза, расположенных симметрично относительно оси шпо-
ночной канавки, которая, в свою очередь, диаметрально противо-
положна максимальному эксцентриситету заточек на валу
(рис. 46). При сближении грузов общая центробежная сила инер-
ции, развиваемая при их вращении, будет увеличиваться, а при
раздвижке — уменьшаться.
Разнообразие конструктивных форм гирационных грохотов
частично объясняется применением амортизаторов разных видов
и конструкций. Кроме пружин применяются рессоры, резиновые
связи и пр.
Гирационные грохоты в основном находят применение для
грохочения крупнокускового материала (до 400 мм) на решетах
с отверстиями до 150—200 мм, но также могут быть использованы
для грохочения среднего по крупности и мелкого материала. До-
стоинство этих грохотов заключается в том, что они имеют по-
стоянную амплитуду качаний короба, независимо от нагрузки
материала на грохот, и могут быть применены для весьма тя-
желых условий работы. Например, имеются грохоты с ситами
размером 1,8 X 4,2 м, рассчитанные на производительность по
исходному материалу 1400—1500 т/ч при отверстиях в решете
250 мм. Эти грохоты имеют сложную конструкцию и в настоящее
время их заменяют вибрационными грохотами.
79
Гирационные грохоты устанавливают главным образом на дро-
бильно-сортировочных фабриках для приготовления щебня.
Технические характеристики полувибрационных (гирацион-
ных) грохотов приведены в приложении 3.
§ 7. Вибрационные грохоты с прямолинейными
вибрациями короба
К вибрационным грохотам с прямолинейными вибрациями
короба относятся резонансные грохоты с эксцентриковым меха-
низмом и с электромагнитным вибратором, грохоты с самобаланс-
ным вибратором.
Резонансные грохоты с эксцентриковым приводом
применяются для предварительного и окончательного грохоче-
ния углей при сухой и мокрой классификации, для обесшламли-
вания и обезвоживания, а также для отделения суспензий от
продуктов разделения в тяжелых средах. Рассмотрим две наи-
более распространенные конструкции [37, 56, 931.
Резонансный грохот с уравновешиваю-
щей рамой (рис. 47) представляет собой колебательную си-
стему из двух масс - короба 4 и рамы /, связанных между собой
плоскими рессорами 5 и пружинными опорами 6. Рама 1 установ-
лена на амортизаторах 8. На коробе и раме укреплены буфера 7.
Эксцентриковый приводной механизм 2, установленный па раме /,
приводится с помощью клиноременной передачи 11 от электро-
двигателя 10. Шатун привода упруго соединен с коробом посред-
ством резиновых элементов 3. При вращении вала привода шатун
передает качания коробу и реактивно раме Периодически из-
меняющаяся по синусоидальному гармоническому закону сила
упругости резиновых элементов шатуна является возмущающей
силой, вызывающей вынужденные колебания короба и рамы Ра-
бочая частота вынужденных колебаний назначается близкой к ча-
стоте собственных колебаний системы. Так как рама / установ-
Рис. 47. Схема двухмассного резонансного грохота
ке
лена на эластичных опорах, а привод находится на раме, то полу-
чается система из двух масс, свободно колеблющаяся под дей-
ствием только внутренних сил. Поэтому центр масс системы дол-
жен оставаться неподвижным в пространстве, а амплитуда коле-
баний короба и рамы определяется соотношением их масс. Рама
грохота делается в 1,5—3 раза тяжелее короба, поэтому при
амплитуде короба около 10 мм рама имеет малый размах колеба-
ний. Плоские рессоры 5 обеспечивают направленные, прямоли-
нейные колебания рамы и короба под углом а к плоскости сита.
Амортизаторы 8 погашают динамические нагрузки, передаваемые
на опоры. Поддерживающие пружины 9 нужны при наклонной
установке грохота (можно устанавливать под углом к горизонту
до 5°). Режим колебаний грохота регулируется изменением ча-
стоты вращения вала (сменой шкивов клиноременной передачи)
и изменением зазора между буферами 7. Обычно частота колеба-
ний короба находится в пределах 550—620 об/мин. При пониже-
нии числа оборотов вала амплитуда уменьшается. Ускорения,
сообщаемые ситу, периодически изменяются по значению от нуля
до максимума и направлению по синусоидальному закону. Вслед-
ствие этого материал перемещается по ситу с подбрасыванием,
чем обеспечивается эффективное просеивание.
При работе грохота в резонансном режиме энергия расхо-
дуется лишь на преодоление сопротивлений колебаниям, а не на
сообщение кинетической энергии движущимся массам. Поэтому
резонансные грохоты по сравнению с качающимися требуют мень-
шей мощности привода. При резонансном режиме работы гро-
хота частота колебаний сообщаемых грохоту приводом близка
к частоте собственных колебаний грохота.
Резонансный режим колебаний дает возможность с помощью
простого привода осуществить движение больших но площади
коробов грохота и интенсифицировать режимы грохочения обес-
печением необходимой частоты и амплитуды колебаний. Резонанс-
ные грохоты с уравновешивающей рамой изготовляются больших
размеров, с ситом площадью 10—20 м2. Главные недостатки их —
сложность (много шарниров, пружин, резиновых упругих эле-
ментов) и большая металлоемкость. Например, грохоты, резо-
нансные легкого типа (ГРЛ) имеют металлоемкость 1400 —
1700 кг/м2 по сравнению с металлоемкостью 600—900 кг/м2 для
самобаланспых грохотов.
В грохотах резонансных двухкороб пых
(Г Р Д) пет тяжелой уравновешивающей рамы, она заменена ниж-
ним коробом (рис. 48). Короба шарнирно закреплены на двух
парах равноплечих рычагов-подвесок с центральными осями. Оси
рычагов-подвесок опираются через упругие амортизаторы на
стойки. Эксцентриковый привод размещается на нижнем коробе,
вал вращается через клиноременную передачу от электродвига-
теля, установленного на неподвижной опоре. Таким образом,
система из двух кинематически жестко (равноплечие рычаги-
81
0000(для грохота ГРД £2)
(29VdJ ошоходг ы/р)0В12„
(21 VdJ ошохоаг пор) орго
Рис. 48. Общий вид грохота типа ГРД:
1 — короб иижиий;*2 — короб верхний; 3— подвеска; 4 — опора; 5 — связь упругая
^привода); 6 — привод: 7 — электродвигатель; 8 — шкив; 9— упругая связь коробов;
10 — домкрат; 11 — клиноременная передача
Рис. 49. Схема двухмассного ре-
зонансного грохота с электрома-
гнитным вибратором
подвески) связанных масс (коробов), свободная в пространстве
(оси рычагов опираются на амортизаторы), находится под дей-
ствием только внутренних сил. При подвеске коробов на рычагах
не требуется особых пружинных опор, как это предусмотрено
в грохотах с уравновешивающей рамой (см. рис. 47, поз. 6). Ра-
венство масс коробов и равноплечие подвески обеспечивают рав-
ные амплитуды коробов. Амплитуда колебаний короба 8—11 мм,
частота — 500—620 колебаний в минуту. * Основные преимуще-
ства грохотов типа ГРД по сравнению с грохотами с уравновеши-
вающей рамой: значительно меньшая масса, меньшие динамиче-
ские нагрузки, проще устройство. По сравнению с инерционными
и самобалансными грохотами резонансные грохоты металлоемки
и сложны по конструкции.
Они в основном применяются на углеобогатительных фабри-
ках. Производительность резонансных грохотов по питанию при
грохочении каменных углей следующая:
Размер квадратных отверстий сит, мм 6 10 13 25 50 75
Удельная производительность, т/(ч-м2) 5,3 7,1 13,6 18 27 38
При грохочении антрацитов приведенные цифры удельной про-
изводительности можно увеличить в 1,2 раза [861.
Резонансные грохоты с электромагнитным вибратором состоят
из двух масс, связанных между собой пружинами. Колебания
этой упругой системы создаются электромагнитным вибратором.
Короб 1 грохота и якорь 2 вибратора, укрепленный на нем,
составляют одну колеблющуюся массу (рис. 49). Вспомога-
тельный груз 3 с электромагнитом 4 вибратора составляют вто-
рую массу т2. Обе массы соединены пружинами (рессорами) 5.
Вся система подвешена на пружинных подвесках 6 к неподвиж-
ной поддерживающей конструкции. При питании вибратора пере-
менным током якорь 2 и сердечник электромагнита 4 попеременно
притягиваются и отходят один от другого. При этом обе массы
приходят в колебательное движение. Массы и жесткость пружин
(рессор) 5 выбирают такими, чтобы собственные колебания масс
вполне совпадали или приближались к их вынужденным колеба-
ниям, т. е. чтобы система была настроена близко к резонансу.
Пружины (рессоры) 5 являются весьма существенной частью гро-
хота. Они уравновешивают силы инерции колеблющихся масс
и благодаря им сравнительно слабые механические импульсы
83
вибратора преобразуются в более сильные толчки, воздействую-
щие на короб 1 грохота.
Вибратор устанавливается под углом к поверхности короба
грохота (как и во всех грохотах с горизонтальным или слабона-
клонным коробом) и вибрации вызывают передвижение материала
по ситу с подбрасыванием.
Электромагнитный вибратор имеет обмотки постоянного и
переменного токов. Обмотки постоянного тока питаются от сети
переменного тока через выпрямитель. Наложение постоянного
тока на переменный в цепи электромагнитов создает пульсирую-
щий магнитный поток. Число колебаний электровибратора ока-
зывается равным (синхронным) числу периодов переменного тока,
т. е. при токе 50 периодов/с число колебаний в 1 мин составляет
50 X 60 — 3000. Вибратор этой системы имеет весьма высокий
коэффициент полезного действия и коэффициент мощности
(cos <р = 1) и дает возможность плавной регулировки амплитуды
вибраций от нуля до максимальных значений путем воздействия
постоянным током малой мощности на возбуждение вибратора.
Грохоты с электромагнитным вибратором выгодно отличаются
от механических грохотов (инерционных и гирационных), приво-
димых в движение обычными электродвигателями, отсутствием
промежуточных передач и вращающихся частей. Они безопасны
в обслуживании и допускают легкую регулировку амплитуды
колебаний короба.
Их распространению препятствует главным образом нестан-
дартность электромагнитных вибраторов и необходимость иметь
надежные пружинные элементы, пригодные для длительной ра-
боты при вибрационных нагрузках.
Грохоты с самобалаисным вибратором имеют короб с одним
или несколькими ситами, устанавливаемый на пружинящих опо-
рах или подвешиваемый через амортизаторы к опорной конструк-
ции. На коробе монтируется самобалапсный вибратор, создаю
щий колебания короба.
Вибратор состоит из двух одинаковых дебалапсов, вращаю-
щихся на параллельных валах в противоположные стороны с оди-
наковым числом оборотов (рис. 50).
Рис. 50. Схема действия самобалансного вибратора:
а О различные положения грузов дебалансов
84
Рис. 51. Самобалансный вибратор
При любом положении грузов дебалансов вибратора ДА' силы
действуют вдоль оси х. Составляющие центробежной силы инер-
ции, действующие вдоль оси у, взаимно погашаются как силы,
противоположно направленные и равные по величине.
Если через <р обозначить угол поворота вала каждого деба-
ланса, то равнодействующая вдоль оси х будет
2РХ = 2Р0 cos ср = 2m<f?R cos ср,
где т — масса одного дебаланса, кг;
с» — угловая частота вращения дебаланса, с-1;
R — расстояние от центра тяжести дебаланса до оси вра-
щения, м.
Усилия, создаваемые вибратором, изменяются от нуля до
максимального значения. Направление усилий изменяется через
каждые пол-оборота дебаланса.
Самобалансный вибратор) обычной конструкции (рис. 51) со-
стоит из закрытого корпуса 1 (картера), внутри которого вра-
щаются два параллельных вала, несущих одинаковые дебалансы 2.
Один из валов приводится во вращение от электродвигателя через
гибкую передачу и шкив 3; он передает вращение другому валу
через пару зубчатых колес 4. Центробежная сила инерции де-
балансов передается на валы и через подшипники и корпус коробу
грохота. Направленные колебания вибратора позволяют при-
менять его для грохотов с горизонтальным коробом.
85
Рис. 52. Схема вибрационного
грохота с самобалансным вибра-
тором, с подвешенным коробом
Схема вибрационного грохота с самобалансным вибратором
изображена на рис. 52. Короб подвешивают горизонтально через
амортизаторы к опорной конструкции или устанавливают на пру-
жинных опорах. Вибратор смонтирован на опорной раме, укреп-
ленной на коробе под углом 35—55° к плоскости сита.
Направленные колебания короба вызывают движение мате-
риала на сите с подбрасыванием и обеспечивают энергичное его
встряхивание.
Грохоты с ситами больших размеров, например 2000 X 4500 мм,
имеют по два самобалаисных вибратора, приводимых во вращение
через общий приводной вал.
Самобалансный грохот другого типа имеет эллиптические ко-
лебания короба, создаваемые вибратором с четырьмя параллельно
расположенными валами, несущими дебалансы и соединенными
зубчатыми передачами. При вращении результирующая центро-
бежных сил инерции дебалансов одной пары валов расположена
в направлении колебаний, а результирующая сил инерции второй
пары валов (меньшая по величине) направлена перпендикулярно
к направлению колебаний. В результате при вращении валов
вибратора короб колеблется по эллиптической траектории. Эл-
липтические колебания способствуют лучшему расслоению мате-
риала и перевертыванию кусков на ситах, что повышает эффектив-
ность процесса.
Самобалансные грохоты применяются для грохочения руд,
обезвоживания углей, горючих сланцев, операций мокрой клас-
сификации, отделения суспензии от продуктов разделения в тя-
желых средах.
Самобалансные грохоты имеют малые габаритные размеры по
высоте, сравнительно небольшую металлоемкость (600—900 кг на
1 м2 рабочей поверхности), они просты и надежны в эксплуатации,
отличаются эффективным режимом грохочения [37 ].
Недостатком самобалансного вибратора является его слож-
ность — четыре подшипника для двух валов, пара зубчатых ко-
лес, герметичный корпус с масляной ванной.
Самобалансные грохоты изготовляются легкого (ГСЛ), сред-
него (ГСС) и тяжелого (ГСТ) типов в соответствии с условиями
эксплуатации.
Технические характеристики вибрационных грохотов с само-
балансными вибраторами приведены в приложении 4.
86
§ 8. Вибрационные грохоты с круговыми вибрациями короба
К вибрационным грохотам с круговыми вибрациями короба
относятся грохоты с простым дебалансным вибратором и само-
центрирующиеся.
Грохоты с простым дебалансным вибра-
тором. Вибрации короба вызываются центробежной силой
инерции, возникающей при вращении неуравновешенной массы
дебаланса.
Принципиальная схема такого грохота показана на рис. 53.
Короб грохота 1 с ситом 2 подвешивается или устанавливается
на пружинах (рессорах) 3 под углом 15—30° к горизонту. На ко-
робе грохота укреплены два подшипника 4, в которых установ-
лен вал 5 с закрепленными на нем шкивами 6, имеющими неурав-
новешенные грузы — дебалансы 7. Вал приводится во вращение
от электродвигателя, установленного на неподвижной опоре, при
помощи клиноременной передачи.
Дебаланс при вращении развивает радиально направленную
вращающуюся центробежную силу инерции
п п2п2г о
р = -зо^2т-
где т — масса одного дебалансного груза, кг;
п — частота вращения вала, об/мин;
г — расстояние от центра тяжести дебалансного груза до
оси вращения, м.
Центробежную силу можно
представить разложенной на
две составляющие. Одна из них
направлена перпендикулярно
к плоскости короба грохота и
по оси пружин, а другая —
вдоль плоскости короба. Первая
составляющая сжимает и растя-
гивает опорные пружины короба,
а вторая погашается их жест-
костью в направлении, перпен-
дикулярном к оси пружин.
В результате короб грохота
описывает эллиптическую траек-
торию. Весь приводной меха-
низм участвует в колебаниях
короба, а поэтому радиус коле-
баний зависит от соотношения
Рис. 53. Схема вибрационного грохота
с простым дебалансным вибратором
87
масс короба грохота и дебалансного груза. В области, далекой от
резонанса, справедливо соотношение
п а 2т
атг — 2гт, — =-----,
г г тг
где а — амплитуда колебаний короба грохота (радиус круговых
качаний);
гпг — полная масса короба с нагрузкой.
Амплитуду колебаний короба можно регулировать изменением
массы дебалансных грузов т или радиуса их вращения г. Если
масса короба по каким-либо причинам увеличилась против рас-
четной (увеличение нагрузки), то при неизменной массе дебалан-
сов т и том же радиусе их вращения г амплитуда должна умень-
шиться. Поэтому при перегрузках грохота амплитуда колебаний
короба уменьшается, колебания затухают и эффективность гро-
хочения ухудшается. При уменьшении нагрузки амплитуда коле-
бании увеличивается. В этом случае эффективность грохочения
может также ухудшиться вследствие свободного и быстрого ска-
тывания по ситу отдельных зерен грохотимого материала — пере-
лет через отверстия сита и т. п.
Конструкции инерционных грохотов отличаются от конструк-
ции гирационных наличием только двух подшипников, укреп-
ленных на коробе грохота.
Грохоты могут иметь одно, два или три сита. Они применяются
преимущественно для мелкого грохочения (на сетках 2—6 мм).
С колосниковыми рабочими поверхностями со щелью до 250 мм
могут быть использованы также для обработки крупного мате-
риала. Частота колебаний при грохочении мелкого материала
1000 об/мин (диаметр круговой траектории 5—7 мм), при крупном
материале — 750 об/мин (диаметр круговой траектории 12 мм).
Наиболее частый угол наклона 15 . Привод вала вибратора вы-
полняется с учетом того, что осью вала описывается круговая
траектория вместе с коробом. Электродвигатель через клиноре-
менную передачу вращает промежуточный вал, который кардан-
ным валом соединен с валом вибратора (рис. 54).
Г р ох оты само центрирующиеся. Принципиаль-
ная схема самоцентрирующегося грохота показана на рис. 55.
Короб / грохота наклонно подвешивается к неподвижным поддер-
живающим конструкциям при помощи пружин 2 и 3. В подшип-
никах 4 и 5, жестко укрепленных в коробе, смонтирован эксцентри-
ковый вал 6. На концах вала посажены маховики 7 и 8 с деба-
лансными грузами 9 и 10, расположенными диаметрально
противоположно по отношению к эксцентриковым заточкам
вала //.На валу 6 также укреплен шкив, приводимый во враще-
ние клиноременной передачей от электродвигателя, установлен-
ного на неподвижной опоре.
Круговые качания короба обусловлены взаимодействием двух
вращающихся масс: одна из них представлена коробом грохота,
88
Рис. 54. Схема привода вибрационного Грохота С простым дебалансным
вибратором:
1 электродвигатель; 2 — кожух клиноременной передачи; 3 — промежуточ-
ный вал; 4 — карданный вал; 5 — вал вибратора; 6 — подшипники промежуточ-
ного вала; 7 — короб грохота
подвешенным на пружинах; другая — дебаланспымн грузами,
укрепленными на валу, вращающемся в подшипниках, соединен-
ных с коробом.
Поскольку вал вращается в подшипниках, закрепленных на
коробе, а короб имеет эластичную подвеску, постольку давле-
ние эксцентрика вала на короб является внутренней силой си-
стемы.
При отсутствии внешних сил центр масс системы должен оста-
ваться неподвижным, поэтому при вращении вала короб получает
круговые движения некоторого радиуса в вертикальной пло-
скости относительно центра масс системы. Дебалансные грузы 9
и 10 подбираются такими, чтобы центробежная сила инерции их
Рис. 55. Схема самоцентриру-
ющегося грохота
уравновешивала центробежную силу, развиваемую коробом гро-
хота при вращении на радиусе, равном эксцентриситету, т е.
Me = mR,
где М — полная масса короба с нагрузкой;
е — эксцентриситет вала;
т — масса дебалансных грузов;
R —• расстояние от центра массы дебалансных грузов до оси
вращения.
В этом случае короб описывает круговые движения вокруг
оси 0—0, а ось вала (точнее ось приводного шкива) остается не-
подвижной в пространстве. Отсюда грохотам с таким приводом
дано название «самоцентрирующиеся».
Если дебалансные грузы приняты недостаточной массы, т. е.
Me > mR, то короб грохота будет описывать круговые траекто-
рии малого радиуса, меньшего, чем эксцентриситет е. Если же
грузы слишком велики, то короб получит колебания, радиус
которых будет больше эксцентриситета вала. В обоих случаях
ось вала (шкива) описывает некоторую окружность вокруг центра
масс системы [571.
Незначительные отклонения от «равновесной» (т. е. от условия
Me = mR) массы дебалансных грузов вызывают круговые дви-
жения центра вала малого радиуса, которые не оказывают влия-
ния на работу гибкой передачи от электродвигателя. На этом ос-
новании считается, что самоцентрирующиеся грохоты не ну-
ждаются в тщательном подборе дебалансных грузов и это является
их существенным преимуществом перед гирационными грохотами,
в которых тщательная балансировка дебалансов обязательна.
При пуске и остановке грохота до достижения валом числа
оборотов, соответствующего резонансу, амплитуда вибраций
сильно возрастает, и опорные пружины короба начинают испыты-
вать усилия, значительно превосходящие те, которые имеют
место при работе грохота с нормальным числом оборотов. Такие
Рис. 56. Схема автоматического деба-
ланса вибрационного грохота
Рис. 57. Схема вибрационного само-
центрирующегося грохота с эксцен-
трично насаженными шкивами
90
пусковые и остановочные перегрузки могут быть причиной по-
ломки пружин.
Для устранения этой опасности в грохотах последних кон-
струкций применяют так называемые автоматические дебалансы
(рис. 56). При малом числе оборотов вала, когда грохот вводится
в работу или останавливается, центробежная сила, создаваемая
грузом /, мала и он удерживается пружинами 2 близко к центру.
Вследствие этого возбуждающая сила дебаланса мала и грохот
спокойно преодолевает резонансное число оборотов. При дости-
жении нормального числа оборотов после пуска грохота, пружины
сжимаются, и груз, удаляясь от центра, развивает достаточную
для создания вибраций короба центробежную силу.
Кинематическую схему самоцентрирующегося грохота можно
осуществить без эксцентричных заточек на валу. Достаточно на
концы вала насадить эксцентрично шкивы с дебаланснымн гру-
зами (рис. 57).
Сопоставление схем гирационного и вибрационного самоцен-
трирующегося грохотов (см. рис. 53 и 55) позволяет заметить
следующие их основные отличия. В самоцентрирующихся гро-
хотах отсутствуют два внешних подшипника и не рама грохота,
а короб подвешивается или устанавливается на пружинах. Гира-
ционные грохоты легко реконструировать в самоцентрирующиеся,
удалив раму и два внешних подшипника и подвесив короб на
пружинных тягах.
Изготовляются самоцентрирующиеся грохоты для легких ус-
ловий работы (ГИЛ), средних (ГИС) и тяжелых (ГИТ). Грохоты
типа ГИЛ применяются главным образом для угля и солей, гро-
хоты ГИС— для руд с насыпной плотностью около 1,6 т/м8,
грохоты ГИТ — для тяжелых руд с насыпной плотностью
2,5 т/м3.
Самоцентрирующийся грохот для тяжелых условий работы
типа ГИТ (ГР) показан на рис. 58. Короб грохота с закрепленным
в нем ситом подвешивается на пружинах к опорной конструк-
ции. Короб сварной из листовой стали. Поперечные связи из
труб.
На рис. 59 показан разрез вибратора грохота типа ГР. Схема
его соответствует рис. 57. В центральной трубе / короба 2 гро-
хота смонтирован вал 3 с роликовыми подшипниками 4 и их ко-
ническими корпусами 5. На концах вала надеты и закреплены
шпонками приводные шкивы 6 с эксцентрично расточенными сту-
пицами. В шкивы встроены автоматические дебалансы 7. Де-
балансы шарнирно подвешены и при запуске грохота сжимают
пружину 8, грузы удаляются от оси вращения вала и вызывают
центробежную силу, достаточную для работы грохота. Самоцен-
трирующиеся грохоты изготовляются размером до 2500 X
X 5000 мм (24].
Технические характеристики вибрационных самоцентрирую-
щихся грохотов приведены в приложениях 5, 6 и 7.
91
Рис. 58. Самоцентрирующийся грохот с пылезащитным укрытием:
/ - грохот; 2 - коробка укрытия; 3 — двери с резиновыми уплотнениями; 4 — канат-
ные пружинные подвески; 5 — брызгала
Рис. 59. Разрез по валу самоцентрирующегося грохота типа ГР
§ 9. Расчет производительности гирационных
и вибрационных грохотов с круговыми вибрациями
короба
На процесс грохочения решающее влияние оказывают физи-
ческие свойства рассеиваемого материала. Каждому материалу
присуща своя грохотимость. Поэтому производительность гро-
хота можно вполне надежно установить только на основании пред-
варительных опытов грохочения данного материала в аналогич-
ных условиях.
92
При проектировании обогатительных фабрик размеры грохо-
тов выбирают по ориентировочным усредненным показателям их
производительности.
В основу расчета принимается производительность грохота
по исходному материалу или по подрешетному продукту в метрах
кубических в час на 1 м2 площади сита при данном размере от-
верстий. Конкретные условия грохочения учитываются введе-
нием ряда коэффициентов, зависящих от характеристики круп-
ности исходного материала, эффективности грохочения, формы
зерен, способа грохочения (сухого или мокрого) и других условий.
Известны три методики расчета вибрационных грохотов: для
руд, углей [12, 86] и строительных материалов [35]. Сопоставле-
ние разных методов расчета грохотов показало, что параллель-
ное использование нескольких из них не оправдано [10]. По-
этому ниже приводится один метод расчета грохотов для руд.
Массовая производительность грохота по исходному материалу
определяется по следующей эмпирической формуле:
Q = Fqbklmnop, (44)
где F — рабочая площадь, сита м2;
q — средняя производительность на 1 м2 поверх-
ности сита, м3/ч (табл. 9);
б — насыпная масса грохотимого материала,
т/м3;
/?, /, т, п, о, р — поправочные коэффициенты (табл. 10).
Рабочая площадь сита
Е = 0,85ВЛ, м2, (45)
где В и L — ширина и длина короба, м. Если указываются раз-
меры сита, то коэффициент 0,85 опускается.
Производительность двухситных грохотов рассчитывается по
верхнему и нижнему ситам. Эффективная рабочая площадь ниж-
него сита принимается равной 0,7F ввиду неполного использова-
ния его, так как питание на сито поступает не только в начале
сита, но и по всей его длине.
Описанную методику можно применять и для расчета вибра-
ционных грохотов с самобалансным вибратором. Для уточнения
расчета можно дополнительно ввести поправки к удельной про-
изводительности на коэффициент живого сечения сетки, на форму
отверстий рабочей поверхности и на направление вращения при-
водного вала.
Удельные нагрузки (табл. 9) относятся к сеткам, имеющим
коэффициент живого сечения 50% для руд и 60% для углей.
Поправка на живое сечение
k — 1
ж-с 50 ’
93
Таблица 9
Средняя производительность гирациониых и вибрационных грохотов
на 1 м2 поверхности сита
Отверстия
сита, мм
0,5 0,8 I 2 3
6
Средняя производи-
тельность q, м3/ч
4,0 5,5 7,5
13
ю
19
13
22
16 20
24,5 28
Отверстия сита, мм
50 60
70
80 100 150 200
Средняя произво-
дительность q, м3/ч
31 33,5
37 42 . 46
50
55 63 90 ПО
для легких материалов с насыпной плотностью меньше 0,8 т/м3
k — L
с G0 »
где L — живое сечение сетки.
Поправка на форму отверстия /готв рабочей поверхности:
квадратные . . ................ . . I
круглые................... . . ......... . . 0,8
прямоугольные 2:1. .................. 1,15
3:1 . . . . 1,20
4 1 1,25
Если в целях повышения эффективности грохочения принято
обратное направление вращения приводного вала (т. е. против
наклона грохота), то следует уменьшить производительность и
скорость подачи, вводя коэффициент /гнаП[. = 0,9.
Пример. Рассчитать вибрационный грохот для рассева руды, характе-
ристика которой показана на рис. 60.
Условия работы грохота следующие: грохочение на три класса: —J-25 мм;
—25+ 10 мм; —10 мм; производительность по исходному материалу 150 т/ч;
насыпная масса руды 1,7 т/м3; руда
сухая, грохочение сухое, требуемая
эффективность грохочения по клас-
сам —25 и —10 мм — 90%.
Определение пло-
щади верхнего сита.
По табл. 9 и 10 находим зна-
чения производительности и коэф-
фициентов для сита с отверстиями
25 мм и
чения:
заданных условии грохо-
q= 31 м3 (м2-ч);
Характеристика крупно-
Рис. 60. Х-г_ .
сти исходной дробленой руды (для
примера расчета грохотов)
95
94
при содержании класса —12,5 мм 12>5= 40% (см. рис. 60), k = 1; при содер-
жании класса +25 мм р+2,> =35%, /= 1,06, при эффективности грохочения
90% m = 1; коэффициенты п, о и р равны 1.
Расчетная площадь верхнего сита
Г Q ____________________150__________2
’ qbklmnop 31-1,7-1-1,06-1-1-1-1 ~ ’ м ’
Определение площади нижнего сита. Для выбора коэф-
фициентов k и I необходимо знать содержание классов —5 мм и +10 мм в мате-
риале, поступающем на нижнее сито, в процентах по отношению к его количеству.
Выход материала, поступающего на нижнее снто, при эффективности гро-
хочения по классу —25 мм, равной 90%, составит (см. рис. 60)
65-90 „
-[QQ- =58,5% от исходного.
Эффективность грохочения по классам —10 и —5 мм на верхнем сите можно
принять равной 100% (см. табл. 8), тогда содержание классов +10 и —5 мм по
отношению к поступающему на нижнее сито материалу составит:
Г1П = 190 =43,6%;
₽-» = ===- 100-34,2%.
00,0
Соответственно- q = 19 м3/(м2-ч);
при Р 5 — 34,2% 34% k — 0,88
при Р*1" = 43,6% 44% / = 1,13;
значения т, п, о и р равны 1
Эффективная рабочая площадь нижнего сита
<2 __ 0,585-150
qfiklmnop 19-1,7-0,88.1,13-1-1 1-1
Для определения расчетной площади нижнего сита эффективную рабочую
площадь следует увеличить с учетом коэффициента 0,7 (см. выше). Таким образом,
расчетная площадь нижнего сита составит 2,72 : 0,7 = 4 м2.
Грохот подбирается по наибольшей площади сита, равной 4 м-. По приложе-
нию 7 можно принять к установке двухснтный грохот ГИТ-42, имеющий рабо-
чие размеры сит 1,5X3 м.
Выбранные грохоты следует проверить по толщине слоя мате-
риала на сите.
Допускается толщина слоя материала в разгрузочном конце
грохота, равная четырехкратному размеру отверстия при гро-
хочении руд и трехкратному — при грохочении углей, но при
обязательном условии не превышать 100 мм для руд и 150 мм для
углей.
Толщина слоя h надрешетного продукта в разгрузочном конце
грохота рассчитывается по формуле
, Онад
1 = 3600Вгм6’
96
где — масса надрешетного продукта на один грохог, т/ч;
6 — насыпная плотность, т/м3;
В — рабочая ширина грохота (номинальная ширина ми-
нус 0,15 м), м;
щ, — скорость продвижения материала по грохоту, м/с.
Для расчета можно пользоваться следующими практическими
значениями скорости продвижения материала по грохоту:
с круговыми колебаниями — 0,5—0,63 м/с, частота колеба-
ний— 750—900 в 1 мин, диаметр колебаний (2 г) — 8—11 мм,
наклон грохота 20 , материал сухой (содержание внешней влаги
менее 3%); с прямолинейными колебаниями (самобалансный) —
0,2—0,23 м/с, частота колебаний 850—900 в 1 мин, амплитуда
(двойной размах) до 16 мм.
§ 10. Криволинейные и плоские грохоты
Дуговые сита применяются для мокрого грохочения и обез-
воживания при размерах отверстий сит 0,3—3 мм *. Принцип
действия дугового сита ясен из рис. 61. Рабочее сито представ-
ляет собой часть цилиндрической поверхности радиусом 500—
1200 мм с центральным углом 90—270°. Сито щелевое набирается
из проволок нержавеющей стали трапециевидного сечения. У клас-
сификационных дуговых сит щели между проволоками распо-
1 Известны дуговые сита со щелями между колосниками 40 мкм и 40 мм.
Рис. 61. Принцип действия дугового сита
4 С. Е. Андреев н др.
97
ложены поперек потока пульпы, а у обезвоживающих сит —
вдоль потока. Пульпа подается на сито в верхнем конце танген-
циально и подвергается воздействию центробежной силы инерции
и силы тяжести. В результате давления, вызванного этими си-
лами, часть потока проходит через отверстия сита, унося с собой
мелкие зерна материала. В безнапорных ситах (обычно при цен-
тральном угле дуги 90°) пульпа поступает из коробки над ситом
через щелевую насадку. Скорость подачи определяется подпо-
ром в коробке (о = J 2gh)- она может быть от 0,5 до 3 м/с. В на-
порных ситах (обычно с центральным углом дуги > 90°) пульпа
подается по трубопроводу при скорости до 8 м/с. Конструкция
сит обоих типов показана на рис. 62.
Крупность подрешетного продукта обычно оценивают условно
по размеру контрольного сита (с квадратными отверстиями), че-
рез которое проходит 95% пробы. Эта крупность называется но-
минальной. Размер щели дугового сита назначается больше но-
минальной крупности нижнего продукта:
Номинальная крупность
продукта, мм....... 0,2 0,3 0,4 0,5 0,6 0,8 1 1,5 2 2,5 3
Рекомендуемая ширина
щелевидных отверстий
сита, мм........... 0,6 0,7 0,85 1,0 1,1 1,4 1,6 2,2 2,5 3,0 3,2
На дуговые сита можно подавать пульпу с разным содержа-
нием твердого (от 7 до 70% твердого по массе). Эффективность гро-
хочения зависит от характеристики крупности исходного, размера
щели сита, разжижения пульпы и др. Эффективность грохочения
(извлечение) по самым мелким классам прямо пропорциональна
извлечению воды в нижний продукт.
По средним данным практики эффективность грохочения по
классу номинальной крупности следующая: на ситах со щелью
1 мм — около 90%; 0,7—0,3 мм — 70% и 0,3 мм — 33%.
Производительность дугового сита по исходной пульпе про-
порциональна площади живого сечения сита и скорости подачи
пульпы [69]:
Q — cFov, мя/ч,
где с — коэффициент пропорциональности, равный 160—200;
Fo — площадь живого сечения сита, м2 (коэффициент живого
сечения щелевых сит приблизительно 0,3—0,4);
v — скорость подачи пульпы (3—8 м/с).
Дуговые сита широко применяют для обесшламливания угля
и классификации шлама. Удельная объемная производитель-
ность по исходной пульпе на 1 м2 общей рабочей площади сита
составляет 150—200 м3/ч [105].
Дуговые сита применяют также на рудных обогатительных фаб-
риках для классификации в цикле измельчения (например, ка-
98
I
лийных солей), для предварительного обезвоживания и других
целей. Технические характеристики дуговых сит даны в при-
ложении 8.
Цилиндроконические грохоты работают по принципу дугового
сита (рис. 63). Цилиндроконический корпус образует как бы
гидроциклон, выполненный из решетки. Пульпа подводится под
напором тангенциально к цилиндрической поверхности, полу-
чает вращательное движение и по спирали опускается к вершине
корпуса, где разгружается надрешетный продукт. Нижний про-
дукт с основной массой воды собирается во внешнем кожухе гро-
хота. Цилиндроконические грохоты изготовляются диаметром до
3,2 м и общей площадью сита до 10 м2. Размер отверстий сит 0,5—
2 мм. Требуемый напор зависит от диаметра сита и составляет
от 1 до 2,5 м вод. ст. Применяются чаще всего для предваритель-
ного обезвоживания мелкого угольного концентрата и удаления
из него шлама [47, 86].
Плоский грохот для тонкого грохочения пульпы [65] показан
на рис. 64. Рамка с плоским щелевым ситом, имеющим мелкие
отверстия (около 0,1—0,08 мм) устанавливается на неподвижной
раме, как дно желоба, под углом 40—50° к горизонту. Пульпа
подается на верхний конец сита и распределяется по всей ширине.
За время протекания по ситу основная часть пульпы, содержа-
щая мелкий класс, проходит под сито и отводится по наклон-
ному поддону, верхний продукт сходит в нижнем конце сита.
Для уменьшения забивания отверстий минеральными зернами
ситу сообщаются встряхивания низкой частоты (12—15 ударов
в минуту) от простейшего кулачково-рычажного механизма с пру-
жиной (могут быть и другие устройства).
Грохочение, а по существу процеживание пульпы через по-
добные сита, применяется на некоторых магнитообогатительных
фабриках для выделения из весьма тонких концентратных пульп
(90—95% класса — 0,04 мм) небольших количеств относительно
крупных классов (например, 40,050 мм), бедных по содержанию
железа и богатых кремнеземом Таким путем достигается неко-
торое повышение содержания железа (на 1—2%) в концентрате
и снижение в нем кремнезема. Верхний продукт грохота можно
довести до высокого содержания железа доизмельчением и по-
следующими магнитными перечистками. Грохочение на неподвиж-
ной сетке будет эффективным в том случае, если основная масса
твердого в пульпе будет состоять из мелких зерен (значительно
более мелких, чем размер отверстий сита) и выход отделяемых
крупных классов будет мал
Как показали исследования, извлечение класса мельче 0,04 мм
в подрешетный продукт соответствует объемному выходу пульпы.
Рекомендуемое содержание твердого в пульпе 40—50% (по массе).
Содержание твердого в надрешетпом продукте можно поддержи-
вать на желаемом уровне удлинением рабочей поверхности, на-
пример поставить последовательно два грохота.
100
Производительность грохота по исходному материалу (твер-
дому) при сите со щелью 0,1—0,08 мм и живым сечением 5% со-
ставляет 15—20 т/(м2ч).
ГЛАВА VI
ЭКСПЛУАТАЦИЯ ГРОХОТОВ
§ 1. Выбор, крепление и натяжение сит
Для увеличения срока службы рабочую поверхность грохота —
проволочную сетку или перфорированный лист — следует выби-
рать с учетом крупности максимального куска, насыпной массы
и абразивности грохотимого материала.
Ориентировочный размер максимального куска в зависимости
от размера отверстия следующий:
Размер отверстия, мм........ 3 6 12 20 50
Размер максимального куска, мм 25 50 75 100 200
Перфорированные листы (решета) следует предпочесть про-
волочным сеткам при отверстиях более 30 мм на тяжелом и абра-
зивном материале и при отверстиях более 75 мм на материале
легком и неабразивном.
Способ крепления и натяжения сеток в коробе грохота должен
удовлетворять следующим условиям: обеспечить равномерное на-
тяжение сетки, исключающее образование местных провисаний,
в которых может скапливаться материал толстым слоем, затруд-
няющим грохочение; исключить подхлестывание сетки, т. е.
удары ее по коробу; не допускать в местах крепления сетки воз-
никновения знакопеременных перегибов, вызывающих переломы
проволок сетки.
Продольное натяжение сетки показано на рис. 65. Сетка под-
держивается поперечными трубами, являющимися связями проч-
ности короба, покрытыми резиной для амортизации ударов сетки.
Трубы располагают таким образом, чтобы сетка имела выпуклую
форму. Поперечные кромки сетки (рис. 66) зажимаются болтами 6
Рис. 65. Продольное натяжение сетки в коробе грохота
102
между полосами 3, 4 п листом 5. Крепление и натяжение сетки
осуществляется натяжными болтами 2 посредством лап 1 для на-
тяга, прикрепленных к полосам 3. В тканых сетках с отвер-
стиями до 40 мм концы поперечных проволок на продольных кром-
ках загибаются вокруг крайних продольных проволок ткани.
Кромка сетки обшивается резиновой полосой. В сетках с отвер-
стиями более 40 мм концы проволоки сваркой прихватываются
к крайней продольной проволоке.
Натяжение сеток в поперечном направлении осуществляется
при помощи бортовых фасонных полос — захватов болтами, как
эго показано на рис. 67.
Для сеток из проволоки диаметром менее 5 мм продольные
кромки заделываются в специальные скобы под захваты.
У сеток из проволоки диаметром более 5 мм под захваты от-
гибаются концы проволок вдоль кромок сетки.
Сетка с прямоугольными отверстиями должна устанавли-
ваться длинной стороной отверстий по линии натяжения для того,
чтобы иметь работающими на растяжение большее число проволок.
Щелевидпые сегки, применяемые для обезвоживания, должны
образовывать плоскую рабочую поверхность. Они жестко кре-
пятся в коробе при помощи деревянных брусьев и клиньев, а также
скобами к поперечным трубам короба.
Для облегчения грохочения материала, содержащего много
частиц неправильной формы, которые часто застревают в отвер-
стиях сетки, под рабочей сеткой грохота натягивают еще одну
сетку с отверстиями больших размеров. Пространство между сет-
ками делится на камеры, в которых помещается по несколько
Рис. 66. Детали для продольного натяжения сетки в коробе грохота
103
Рис. 67. Детали для поперечного натяжения сетки в коробе грохота:
крепление сетки из проволоки диаметром 4,5—10 мм; б — крепление сетки из проволоки диаметром 1,8
Рис. 68. Резиновые мячи, способствующие очистке отверстий сетки 3
резиновых мячей. При работе грохота мячи прыгают между
сетками и выбивают застрявшие частицы; кроме того, они вызы-
вают вторичные вибрации сетки и тем способствуют очистке ра-
бочей сетки (рис. 68).
§ 2. Установка грохотов
Гирациоииые грохоты устанавливают на неподвижных рамах
или подвешивают на гибких тягах (подвесках) к перекрытию зда-
ния или специальным поддерживающим конструкциям. Для
уменьшения динамической нагрузки на опорные конструкции
под раму подкладывают деревянные бруски толщиной около
150 мм с войлочными или резиновыми прокладками толщиной
15—20 мм. При подвешивании грохота па гибких тягах канаты кре-
пятся к скобам на раме грохота и к балкам опорной конструкции.
Вибрационные грохоты с рессорами или пружинами могут
устанавливаться па неподвижных опорах или подвешиваться на
тягах (рис. 69).
На рис. 58 была показана установка тяжелого самоцентрнрую-
щегося грохота 1 в пылезащитном укрытии. Коробка укрытия 2
имеет каркас нз профильного железа и сварена из листовой стали.
В ней устроены двери 3 с резиновыми уплотнениями и отверстия
для присоединения к аспирационной системе. Грохот подвешен
к каркасу укрытия на канатных пружинных подвесках 4. Под-
ведена вода к брызгалам 5 над грохотом для орошения грохо-
тимого материала. Одна из конструкций подвески показана на
рис. 70.
В последние годы в качестве упругих опор применяют пнев-
матические резинокордные баллоны [35]. На рис. 71 показан
узел упругой опоры грохота и общий вид баллона. Прокладки
в баллонах сделаны из наплонового корда и обкладки из специ-
альных сортов резины. Пневмобаллоны рассчитаны на нагрузку
до 11760 Н при избыточном давлении 24,5 Н/см2. Упругая харак-
теристика баллонов изменяется в зависимости от давления воз-
духа, поэтому пневмобаллоп одного типа может применяться для
105
Рис. 69. Установка вибрационных грохотов:
а — на подвесках; б — на опорах; 1 — наклонный ко-
роб; 2 — вибратор; 3 — подвеска; 4 — опорная цапфа;
5 — электродвигатель; 6 — клинорсмснпая передача; 7 —
пружина
Рис. 70. Подвеска
вибрационного гро-
хота:
1 — корпус пружи-
ны; 2 — пружина;
3 канат; 4 — стяж-
ка; 5, 6 — болты
разных грохотов. Грохоты на пневмобаллонах быстрее выходят
из режима резонансных колебаний, так как с изменением ампли-
туды жесткость баллона увеличивается и изменяется собственная
частота колебаний короба грохота.
Важное значение в эксплуатации грохотов имеет правильное
устройство загрузочных и приемных желобов (рис. 72).
106
Рис 71 Пневмобаллонная подвеска грохота: ° — неправильная, желоб слишком вытянут вперед, не использована часть ра-
F ’ бочей поверхности: б — правильная при грохочении мелкого материала; в —
а— резинокордный баллон; б — установка пиев- правильная при грохочении крупного материала, высота должна быть ие меньше
мобаллона в узле подвески грохота двух размеров наибольших кусков материала
§ 3. Подогрев сит
При грохочении влажных и глинистых материалов производят
подогрев сит 1641. Через проволочное сито, изолированное от
короба грохота, пропускают электрический ток низкого напря-
жения, но большой величины. Проволоки сита нагреваются при
этом до температуры 80—150°.
Влажный мелкий материал залепляет отверстия сита. При-
крепление (налипание) мелких зерен к проволокам сита обуслов-
лено смачиванием проволок влагой, обволакивающей пленкой
зерна материала.
Пленка внешней влаги на зернах также вызывает слипание
их в агрегаты. Явления смачивания определяются поверхностным
натяжением жидкости и состоянием поверхности. Нагрев про-
волок изменяет условия смачивания, а следовательно, и прикреп-
ления зерен к проволокам, в результате предотвращается залипа-
ние отверстий сита и повышается эффективность грохочения влаж-
ного материала на ситах с мелкими отверстиями.
Схема электроподогрева сита показана на рис. 73. Переменный
ток от сети напряжением 380 В проходит через трансформатор,
снижающий напряжение до 8—12 В. При этом величина тока до-
стигает нескольких тысяч ампер (5000—10 000 А). Такой ток
проходит через сито, нагревая его до необходимой температуры,
которая должна подбираться в зависимости от характера и влаж-
ности материала опытным путем. Так, при грохочении влажных
углей температура сита поддерживается при пуске 70—80 ", а во
время работы — 40—60° С.
Для нагрева сита чаще всего применяется однофазный ток.
Трехфазный ток используется только для больших грохотов с по-
верхностью сит 15—20 м2. С целью получения равномерного на-
грева сита с большой поверхностью, его разделяют на несколько
изолированных секций и подводят ток отдельно к каждой из
них. Действующие установки снабжаются для этой цели разно-
типным электрооборудованием. Применяется различное напря-
Рис. 73. Схема электроподогрева сита гро-
хота:
I — выключатель; 2 — предохранители; 3 —
трансформатор; 4. 5 — подвод тока низкого на-
пряжения к сетке
108
жение на низкой стороне трансформатора — от 3 до 12 В. Разно-
образны также конструктивные решения установок для электро-
подогрева. В одних установках электрический ток пропускается
через сито в поперечном, а в других — в продольном направле-
ниях. Своеобразны способы изоляции сита от короба и подвода
тока.
Мощность, потребная для нагрева сита, зависит от влажности
исходного материала, размера отверстий сеток и составляет 4—
8 кВт/м2.
Кроме непосредственного нагрева током сита как сопротивле-
ния, известны опытные установки, в которых применяется индук-
ционный электроподогрев. Преобразователь вырабатывает одно-
фазный переменный ток высокой частоты (200—10 000 Гц), под-
бираемой в зависимости от размера отверстий сита. Ток высокой
частоты подводится к индукторам, представляющим собой пло-
ские катушки, закрепленные неподвижно над ситом на расстоя-
нии — 20—200 мм от его поверхности. Индукторы наводят вихре-
вые токи, нагревающие сито.
Электромагнитное поле, созданное индукторами, вызывает
в системе колебания высокой частоты, которые, накладываясь на
колебания короба грохота, по мнению некоторых исследователей,
могут благоприятно влиять на процесс грохочения.
Нагрев сита непосредственным пропусканием через него тока
экономичнее по расходу энергии, чем его нагрев индукционным
способом, примерно в 2 раза вследствие низкого к. п. д. индук-
ционной установки [64 |.
109
Раздел второй
ДРОБЛЕНИЕ
ГЛАВА I
ПРОЦЕССЫ ДРОБЛЕНИЯ И ИЗМЕЛЬЧЕНИЯ
§ 1. Назначение операций дробления и измельчения
Дробление и измельчение — процессы уменьшения размеров
кусков (зерен) полезных ископаемых путем разрушения их дей-
ствием внешних сил, преодолевающих внутренние силы сцепле-
ния, связывающие между собой частицы твердого вещества. Прин-
ципиально процессы дробления и измельчения не различаются
между собой. Условно считают, что при дроблении получают про-
дукты преимущественно крупнее, а при измельчении мельче 5 мм.
Для дробления применяют дробилки, а для измельчения — мель-
ницы.
I Дробление и измельчение на обогатительных фабриках служат
подготовительными операциями перед обогащением^!! имеют своим
назначением разъединение (раскрытие) зерен различных мине-
ралов, содержащихся в полезном ископаемом, тесно переплетен-
ных и сросшихся между собой. Чем полнее раскрываются (осво-
бождаются один от другого) минералы при дроблении и измельчении,
тем успешнее последующее обогащение полезного ископаемою.
Иногда минералы, слагающие куски полезных ископаемых, об-
ладают различными физико-механическими свойствами. После
дробления или измельчения таких ископаемых в специально по-
добранных условиях одни, более твердые и прочные минералы
будут представлены крупными кусками, другие, хрупкие и менее
твердые — кусками значительно меньшего размера. Последую-
щий рассев дробленого продукта позволит отделить одни мине
ралы от других, т. е. произвести более или менее совершенное обо-
гащение полезного ископаемого. Дробление или измельчение
в этом случае имеет значение обогатительной операции и назы-
вается избирательным дроблением.
Крупность зерен, до которой надо дробить или измельчать ис-
ходный материал перед обогащением, определяется размером
вкрапленности полезных минералов и процессом, принятым для
обогащения данного ископаемого. Эта крупность устанавли-
вается опытным путем при исследованиях обогатимости каждого
полезного ископаемого.
Дробление применяется не только на обогатительных фабри-
ках. Дроблению и измельчению подвергаются: уголь или сланец
на электростанциях, сжигающих топливо в пылевидном состоя-
110
нии; уголь на коксохимических заводах перед коксованием; из-
вестняки и доломиты, используемые в качестве флюсов на метал-
лургических заводах; камень с целью приготовления щебня для
промышленного и дорожного строительства и т. д. В этих случаях
продукты дробления и измельчения используются непосред-
ственно и процесс дробления имеет самостоятельное значение.
Крупность получаемых при этом продуктов устанавливается ис-
ходя из требований технологии потребляющих производств.
§ 2. Степень дробления и измельчения
Отношение размеров кусков или зерен исходного материала
перед дроблением и измельчением к размеру кусков или зерен
дробленого или измельченного продукта называется степенью
дробления или степенью измельчения *.
Степень дробления — количественная характеристика про-
цесса, показывающая, во сколько раз уменьшился размер кусков
или зерен материала при дроблении или измельчении. Со сте-
пенью дробления связаны расход энергии и производительность
дробилок и мельниц.
Для определения степени дробления предложено несколько
расчетных формул.
Чаще всего степень дробления определяется как отношение
размеров максимальных по крупности кусков материала до н
после дробления
/ (46)
«1П.1Ч
где /9П,лх—диаметр максимального куска материала до дробле-
ния;
rf)Iiax — диаметр максимального куска материала после дроб-
ления.
В практике обогащения диаметром кусков сыпучих материа-
лов считают наименьшую величину отверстий сит, через которые
при грохочении куски еще проходят. Поэтому степень дробления
по формуле (46) вычисляется как отношение диаметров предель-
ных отверстий сит для грохочения дробимого материала и дроб-
леного продукта. Форма отверстий сита при этом должна быть
одинаковой, так как она влияет на результаты грохочения.
Для характеристики дробилок машиностроительные заводы
применяют так называемую конструктивную степень дробления,
вычисляемую по формуле
1 По отношению к процессам дробления применяют степень дробления,
а ио отношению к измельчению — степень измельчения.
11 1
где В — ширина загрузочного отверстия дробилки, мм;
b — ширина выпускной щели; для дробилок крупного дроб-
ления она максимальная при отходе дробящих элемен-
тов одного от другого, для дробилок среднего и мелкого
дробления — при их сближении, мм.
Вторая формула может рассматриваться как наибольшая до-
стижимая степень дробления, когда в продукте дробилки нег
кусков размером более разгрузочной щели, а поступающий в дро-
билку кусок меньше загрузочного отверстия на 15% [38].
Степень дробления, подсчитанная по рассмотренным выше
формулам, характеризует процессы дробления и измельчения не-
достаточно полно. Допустим, что при дроблении или измельчении
двух материалов, имеющих одинаковые характеристики круп-
ности, получены продукты с одинаковыми максимальными кус-
ками, но с разными характеристиками крупности (рис. 74). Сум-
марная характеристика «по плюсу» для одного продукта выпук-
лая, а для другого — вогнутая. Это означает, что второй продукт
раздроблен мельче, чем первый, но если подсчитать степени дроб-
ления по отношению к размерам максимальных кусков, то они
окажутся одинаковыми. Отсюда видно, что степень дробления
правильнее вычислять как отношение средних диаметров, которые
находятся с учетом характеристик крупности исходного мате-
риала и продукта дробления:
где
Пер
dcp
(48)
Dc„ — средний диаметр кусков исходного материала;
dcp — средний диаметр кусков дробленого про-
дукта.
Dcp и dcp должны подсчитывать по формулам, выбираемым особо
в каждом конкретном случае, исходя из физической сущности
вопроса, для разрешения которого надо найти степень дробления
(см. раздел первый, гл. III,
§ 7).
Иногда для вычисления
степени дробления приме-
няют формулу
dt ’ (49)
Рис. 74. Характеристики круп-
ности продуктов дробления:
I — преобладают крупные классы;
2 преобладают мелкие классы
где Dt — размер квадратных отверстий сита, через которое про-
ходит t % дробимого или измельчаемого материала;
dt — размер квадратных отверстий сита, через которое про-
ходит t % продукта дробления или измельчения.
Для процесса дробления принимают t = 80%, а для измель-
чения t 95%. Размеры отверстий сит, через которые проходит
80 или 95% материала, выбраны не случайно. Опыт показал, что
размеры наиболее крупных кусков, составляющих небольшую
часть материала (не свыше 20% для продуктов дробления и не
свыше 5% для продуктов измельчения), не характеризуют его
крупность. Величины Dt и dt зависят от вида суммарных харак-
теристик крупности материала до и после дробления или измель-
чения н определяются по соответствующим кривым. По форму-
муле (49), так же как и по формуле (48), степень дробления вы-
числяется с учетом соответствующих характеристик крупности,
а поэтому она будет достаточно полно характеризовать процессы
дробления или измельчения. Для приведенного выше примера
дробления двух материалов (см. рис. 74) степень дробления, под-
считанная как отношение Ds0 к d^, будет больше для второго
продукта (Dw, одинаково для обоих материалов).
В зависимости от имеющихся данных степень дробления под-
считывается но одной из приведенных выше формул.
§ 3. Стадиальность и схемы дробления и измельчения
На обогатительных фабриках дробление и измельчение полез-
ных ископаемых перед обогащением производится с высокой сте-
пенью измельчения. Например, перед флотационным обогащением
полезное ископаемое иногда измельчают до крупности менее
0,1 мм. Если при этом руда поступает с карьеров, то размер мак-
симальных кусков в исходном материале мсжет доходить до
1500 мм. Тогда степень измельчения
i = 15 000.
Перед гравитационным обогащением полезное ископаемое
часто дробят до 10 мм. При крупности максимальных кусков в ис-
ходном материале около 300 мм степень дробления
Получение таких высоких степеней дробления в одной дробиль
ной машине практически невозможно. Вследствие своих конструк-
тивных особенностей машины для дробления и измельчения эффек-
тивно работают только при ограниченных степенях измельчения,
а поэтому рациональнее дробить и измельчать материал от исход-
ной крупности до требуемого размера в нескольких последователь-
113
но работающих дробильных и измельчающих машинах. В каждой
из таких машин будет осуществлена лишь часть общего процесса
дробления или измельчения, называемая стадией дробления или
измельчения.
В зависимости от крупности дробимого материала и дробленого
продукта стадии дробления имеют особые названия: первая
стадия — крупное дробление (от 1500—300 до 350—100 мм);
вторая стадия — среднее дробление (от 350—100 до 100—40 мм);
третья стадия — мелкое дробление (от 100—40 до 30—5 * мм).
Известны случаи, когда дробление осуществляется в четыре
стадии. Например, четырехстадиальные схемы дробления приме-
нены па некоторых обогатительных фабриках для железных руд,
содержащих значительное количество крупных плоских кусков.
При четырехстадиальных схемах можно считать, что две первые
стадии — это крупное дробление, а третья и четвертая стадии —
среднее и мелкое дробление.
Последующая операция, в которую поступает материал после
среднего или мелкого дробления (куски размером меньше 50 мм),
называется измельчением. В зависимости от требуемой крупности
материал перед обогащением можно измельчать в одну, две или
даже в три последовательные стадии, которые соответственно
называются первой, второй и третьей стадиями измельчения.
Степень дробления, достигаемая в каждой отдельной стадии,
называется частной, а во всех стадиях — общей степенью дробле-
ния. Общая степень дробления равна произведению частных
степеней дробления.
Согласно определению, частные степени дробления:
]'• ^П1Л\ .
-и стадии rt =—,
для 2-й стадии г., =
для п-й стадии == " 1 ,
“шах
где Dmax — размер максимальных кусков, поступающих в 1-ю
стадию;
dA — размер максимальных кусков в продукте 1-й стадии,
т. е. в исходном материале, поступающем во 2-ю
стадию;
d2 — размер максимальных кусков в продукте 2-й стадии;
(f„_! — размер максимальных кусков в продукте (п — 1)-й
стадии, т. е. в материале, поступающем в последнюю,
п-ю стадию;
dmax — размер максимальных кусков в продукте n-ii стадии,
т. е. в окончательном продукте.
* Пределы крупности исходного материала и дробленого продукта, ограни-
чивающие стадии, условны и приблизительны.
114
Взяв произведения частных степеней дробления
„ „ _ Ощах &1
' 1Г2 • • • <п — J ,1 ‘ ’ * л »
“1 “a “max
получим общую степень дробления
Если во всех п стадиях частные степени дробления одинаковы,
то общая степень дробления
i=r". (50)
Дробление и особенно измельчение — весьма энергоемкие
операции, на которые расходуется около половины энергии,
потребляемой сбогатительиой фабрикой. Поэтому стремятся в воз-
можно большей степени сократить объем материала, направляе-
мого в эти операции, руководствуясь принципом — Не дробить
ничего лишнего.
В материалах, подлежащих дроблению или измельчению,
всегда имеются куски (зерна) мельче того размера, до которого
идет дробление или измельчение в данной стадии. Такие куски
целесообразно выделить из исходного материала перед дробиль-
ными или измельчнтельнымч машинами на грохотах или в клас-
сификаторах.
В материалах, подлежащих измельчению, всегда содержится
некоторое количество зерен, уже не являющихся сростками полез-
ных минералов с пустой породой, а поэтому не нуждающихся
в дальнейшем измельчении. Если содержание таких зереп большое
или если они представляют собой весьма ценные минералы, кото-
рые при последующем измельчении могут быть потеряны вслед-
ствие переизмельчення, то для их выделения иногда вводят про-
межуточные операции обогащения.
Дробилки и мельницы могут работать в открытом и замкнутом
циклах (рис.75).
При открытом цикле материал проходит через дробилку или
мельницу один раз и в дробленом продукте всегда присутствует
некоторое количество кусков избыточного размера Е
При замкнутом цикле материал неоднократно проходит через
дробилку или мельницу. Дробленый продукт поступает на класси-
фицирующий аппарат, выделяющий из него куски избыточного
размера, которые возвращаются для додрабливания (доизмельче-
ния) в ту же дробилку или мельницу.
Для классификации продуктов дробления применяют грохоты,
а для классификации продуктов измельчения — механические
классификаторы или гидроциклопы.
1 Кусок избыточного размера, или «избыточное зерно», имеет размер больше
ширины разгрузочной щели.
115
в
Грохочение
или
классификация
Дробление
или
измельчение
Рис. 75. Схема открытого и замкнутого циклов дробления и измельчения:
а — открытый цикл; б — открытый цикл с предварительным грохочением илн класси-
фикацией; в — замкнутый цикл с совмещенными предварительной и проверочной класси-
фикациями; г — замкнутый цикл
6
исходный
материал
0,т/ч
0*0,нм
Qjn/ч
Л
1D+0,нм
^1007,
Грохочение
(1,МГ1
-а *О,МН
а,т/ч
f-^00%
исходный
материал гтО.мм
О,гп/Ч 1/-700%
7=1007»
О.т/ч
Дробление
I дойми
-сЬЦмм
02,т/ч ।
грохочение
д,нм
О,т/ч
7 -1007,
пробление
[стадия
до d мм
d.rO.MM
а2,т/ч
Л
-аро,мм
грохочение
d2,MM
й,.т/ч
Рис.
в
исходный
материал
а,т/ч
। V-O.nn
I/=100%
грохочение
d,,rm
амт
0,.т/ч
7,
дрО.нн
-dmOpri
0,,т/ч
робление. f3
[[стадия
до д.2,мн
Qt.m/ч
-дрд2,мн
(12*0,мн
-d2<-0,tm
Q.m/ч
f-1007-
-Л3*ЦМН
Q,m/4
-/ ту-
76. Схемы дробления:
-Drdf.MM
Дробление,
[стадии
до di.Ht-i
d.-о.нн
а2,т/ч
1г
Грохочение
d,MM
d,<-d,,HM
Продление
[[стадии
до d2,мн
~d,*0,MM
грохочение
д,,нн
Продление
^стдия
од^нм
а
7-Ю0% ^s'm^4
а одностадиальная; б
дукта; у
— двухстадиальная; в трехстадилль
выход продукта; D и d размеры кусков
|.1Я; Q -• масса про-
в продуктах
Последовательность операций при дроблении называется схемой
дробления. Такие схемы поясняются графиком, на котором, кроме
наименования стадий, указываются масса, выход и крупность
продуктов дробления, а также размеры выпускных щелей дробилок
в каждой стадии. Одно-, двух- и трехстадиальные схемы дробления
приведены на рис. 76. На этих схемах первая и вторая стадии
дробления осуществляются в открытом цикле, а третья — в замкну-
том цикле с грохотом.
§ 4. Удельная поверхность рыхлого материала
Площадь поверхности рыхлого материала, состоящего из
отдельных кусков, зависит от их крупности. Найдем связь между
удельной поверхностью рыхлого материала — поверхностью одной
массовой единицы материала — и средней крупностью его кусков
Заменим действительный рыхлый материал идеальным, в котором
все куски имеют одинаковый средний размер и одинаковую пра-
вильную, например, кубическую форму. Тогда масса одного куска
G -&/ер,
где 6 — плотность материала;
dcp — средний диаметр кусков.
Число кусков в Q тоннах материала
N = -^~.
ИР
Поверхность одного куска
s = 6dcp.
Поверхность Q тонн рыхлого материала
о Л г с Q &Q
S = sN = 6dcp —5— = .
р f>dlp
Удельная поверхность рыхлого материала
S _ 6
5уа ~~Q ~ <МСР ’
(51)
Удельная поверхность рыхлого материала обратно пропор-
циональна размеру кусков и может служить мерой крупности
материала.
Формулу (51) можно применить для исчисления удельной
поверхности действительного рыхлого материала, состоящего из
кусков разного размера и различной формы, если, как это показано
С. Е. Андреевым (111, средний диаметр куска вычислять по
формуле
У ш
dc , = - , (52)
СР VI w
2-
117
где w — массовой выход узкого класса крупности;
d — средний диаметр узкого класса, выделенного при ситовом
анализе (среднее арифметическое из крайних диаметров,
ограничивающих данный класс).
§ 5. Современное состояние вопроса о разрушении
горных пород
Под прочностью твердого тела понимают его способность ока-
зывать сопротивление разрушению под внешним воздействием.
Теоретической считают прочность твердого тела, имеющего идеаль-
ную кристаллическую структуру.
При разрушении рвутся связи между частицами кристалличе-
ской структуры без изменения агрегатного состояния вещества.
Теоретическую прочность можно рассчитать по силам взаимодей-
ствия частиц в кристалле. Реальная прочность тела на несколько
порядков меньше теоретической. Это расхождение между теорети-
ческой и реальной прочностью объясняется тем, что в теле имеются
дефекты кристаллической структуры, микропоры и микротрещпны.
Дефекты кристаллической структуры подразделяют на точеч-
ные и линейные. Точечные — это вакансии, т. е. незанятые узлы
кристаллической решетки или внедрения чужеродных атомов или
ионов в решетку. Линейные — это дислокации или смещения
одной части кристалла относительно другой.
На прочность кристаллов наибольшее влияние оказывают
дислокации. Под влиянием внешней нагрузки дислокации легко
перемещаются, взаимодействуют между собой и с другими дефек-
тами, объединяются и выходят на поверхность кристалла. Уже
само смещение структуры хотя бы на один ряд атомов ослабляет
кристалл. Дислокации способствуют образованию зародышевых
трещин, развивающихся далее в трещины разрушения.
Поскольку задачей операций дробления и измельчения в обога-
щении полезных ископаемых является раскрытие минеральных
зерен при ограниченном переизмельчении, т. е. разрушении самих
зерен, постольку желательно концентрировать и умножать дефекты
структуры полиминерального агрегата — куска в межзерновых
слоях с тем, чтобы при последующем механическом воздействии
вызвать разрушение в первую очередь по этим слоям на поверх-
ности зерен.
В зависимости от свойств разрушаемой породы можно воздей-
ствовать на межзерновые слои разными способами.
Если минералы, составляющие породу, заметно отличаются по
термическим объемным коэффициентам расширения или обладают
другими свойствами, зависящими от температуры (например,
могут вспучиваться при нагреве, как вермикулит и др.), то можно
применить нагрев (и охлаждение) породы перед механическим
разрушением, т. е. термический способ.
118
Если межзерновые слои обладают повышенной электрической
проводимостью по сравнению с минералами, то можно применить
электрический способ, формируя электрический разряд таким
образом, чтобы он проходил по межзерновым слоям. Могут быть и
другие способы воздействия — акустический, магнитный и др.
Проведение операций измельчения с предварительной спе-
циальной подготовкой породы к разрушению и выбор самого спо-
соба разрушения могут дать в перспективе лучшее, более полное
раскрытие минералов без переизмельчения и экономию в суммар-
ном расходе энергии [71, 81 ].
В кусках горных пород действуют несколько групп сил сцепле-
ния. Одна группа сил действует внутри кристаллов, другая —
между отдельными кристаллами. Обе группы сил имеют одинако-
вую физическую природу и различаются между собой по значению.
Силы между кристаллами во много раз меньше сил внутри кри-
сталла, так как расстояния между взаимодействующими частицами
при сцеплении кристаллов во много раз больше расстояний между
частицами внутри кристаллов. Кроме того, горные породы состоят
из нескольких минералов и контакты между зернами минералов
имеют свои силы сцепления и могут рассматриваться как места,
в которых в первую очередь могут зарождаться дефекты и микро-
трещины.
Процесс разрушения твердого тела внешней нагрузкой начина-
ется с изменений на микроскопическом и субмикроскопическом
уровне.
В телах разных типов эти изменения имеют различный харак-
тер. В металлах разрушению предшествует заметная пластическая
деформация, т. е. необратимые взаимные сдвиги слоев материала.
В дальнейшем это приводит к появлению сети микропор и микро-
трещин, которые затем увеличиваются в размерах, объединяются
в одну или несколько больших трещин, разделяющих тело на части.
В горных породах, стеклах и других хрупких телах система
микроскопических трещин и пор уже имеется в начальном состоя-
нии и даже при относительно небольшом росте внешних воздей-
ствий размеры и плотность микроповреждений быстро растут и
наступает разрушение [71 ].
При периодических нагружениях куска при каждом цикле
в куске происходят необратимые изменения микроструктуры, на-
капливающиеся с увеличением числа циклов. Этим объясняется
явление, известное как усталость материала.
Некоторые из микротрещин можно представить себе в форме
сплющенного эллипсоида. При расширении трещины под дей-
ствием растягивающих напряжений в устьях, т. е. в местах наи-
большей кривизны поверхности имеет место концентрация напря-
жений. Эта концентрация может быть очень большой, в сотни раз
превышающей среднее напряжение по сечению. В результате раз-
рушение куска произойдет при относительно малой величине
среднего напряжения. Энергия, подводимая к телу при пагруже-
119
нии, превращается в энергию деформации, накапливаемую в мате-
риале, и в поверхностную энергию трещины.
По достижении некоторой критической длины при определен-
ном напряжении трещина будет распространяться далее самопро-
извольно, так как при этом суммарная энергия системы (кусок под
напряжением и с трещиной) будет уменьшаться, а по законам
термодинамики процессы в направлении уменьшения энергии
системы могут протекать самопроизвольно. Критическое напряже-
ние окр обратно пропорционально квадратному корню из длины
трещины I: .
r const
СТкр==“7Г‘
Константа зависит от модуля упругости материала Е и удель-
ной поверхностной энергии трещины. Эта трещина критической
длины называется трещиной Гриффитса [105].
Энергия, затрачиваемая на измельчение, во много раз превышает
прирост свободной поверхностной энергии твердого тела, получен-
ной в результате уменьшения размеров зерен. Энергетический
к. п. д. измельчения, подсчитанный по поверхностной энергии,
составляет около 0,1%.
Энергия, подводимая к рабочим поверхностям дробилки пли
мельницы, расходуется на:
упругую и пластическую деформации зерен дробимого мате-
риала и рабочих поверхностей машины, изменение структуры
материала (нарушение и смещение в кристаллической решетке),
механохимнческие реакции;
сообщение кинетической энергии обломкам зерен;
трепне зерен между собой и на поверхностях разрушения;
износ рабочих поверхностей машины;
безрезультатные (т. е. без распада зерен на обломки) нагру-
жения зерен;
звуковые колебания и пр.
Все эти потери энергии, подведенной к рабочим поверхностям
машины, в конечном счете превращаются в тепло. Общая величина
потерь подтверждается простыми опытами, например помещением
работающей мельницы в калориметр.
В реальных условиях дробления и измельчения процесс прохо-
дит непрерывно и одновременно воздействию машины подверга-
ется не одно зерно, а масса их.
При этом одна часть зерен получает недостаточные нагрузки и
не разрушается, другая — избыточные нагрузки и часть энергии
теряется; некоторая часть зерен проходит через машину, не получив
нагрузки (например, малое время пребывания в мельнице).
В целом условия массового дробления и измельчения резко
отличаются от разрушения одиночного зерна и перепое закономер-
ностей, установленных для одного зерна, на массовое разрушение
едва ли возможен. При массовом разрушении должны выявляться
статистические закономерности.
120
§ 6. Механические свойства горных пород1
при простых видах деформирования
Испытание горных пород на одноосное сжатие является основ-
ным для характеристики прочности пород.
Образцы пород цилиндрической формы или прямоугольного
сечения нагружаются на испытательном прессе до разрушения.
По максимальной нагрузке определяется прочность образца на
сжатие
Псж = , Н/сМ2,
где Р111ах — максимальная нагрузка, Н;
F — площадь поперечного сечения образца, см2.
Записи изменения нагрузки и длины образца позволяют опре-
делить модуль деформации при сжатии
F - APZ
СЖ Д//7 >
где Д/ — изменение длины образца, соответствующее изменению
нагрузки на величину ДР;
I — длина (высота) образца, см.
Если измерить изменение диаметра образца с изменением
нагрузки, то можно вычислить коэффициент Пуассона (отношение
относительной поперечной деформации к относительной продоль-
ной):
Adz
>1сж — dAZ ’
где Дг/ — изменение диаметра, соответствующее изменению длины
образца Д/;
d — начальный диаметр образца.
Наблюдаются четыре вида разрушения образцов при сжатии
(рис. 77):
образование «пирамид разрушения», свидетельствующих о том,
что разрушение произошло под воздействием напряжений сдвига
(рис. 77, а),
раскалывание по диагонали — под напряжениями сдвига
(рис. 77. б),
разрушение по вертикали на отдельные пластинообразные
куски — под влиянием растягивающих усилий, направленных
перпендикулярно к сжимающей силе (рис. 77, в),
взрывоподобное разрушение на множество осколков разно-
образной формы — под действием сложного объемного напря-
жения.
1 Горная порода — естественный минеральный агрегат более или менее
постоянного состава и строения, сформировавшийся в результате геологических
процессов. Это определение указывает на возможности возникновения у одно-
именных пород немаловажных различий в структуре, прочностных и других
механических свойствах [16].
121
Этот вид разрушения наблюдается при испытаниях весьма
крепких пород (временное сопротивление одноосному сжатию
>15000 Н/см2) (рис. 77, г).
В табл. 11 приведены свойства некоторых горных пород [72].
Испытания показали, что при одноосном сжатии большинства
горных пород наблюдается течение материала (т. е. пластическая
деформация) перед началом разрушения (рис. 78).
Показатели механических свойств горных пород зависят от их
состава и строения. Силы сцепления между кристаллитами,
цементирующим веществом и обломками, кристаллитами цементи-
рующего вещества колеблются в широких пределах, что обуслов-
ливает большие колебания в механических свойствах горных
пород.
На показатели влияет способ испытаний, пористость, влаж-
ность, слоистость, крупность слагающих зерен минералов и др.
Этими причинами объясняется широкий разброс показателей при
испытаниях образцов одной и той же породы, не отличающихся
один от другого по петрографическому описанию. Например,
специальные исследования образцов одинаковых пород на одно-
осное сжатие показали, что временное сопротивление сжатию
изменилось в 3,45 раза (от 5,3 до 18,3 Н/см2) и средний коэффи-
циент вариации (отношение среднего квадратического отклонения
к среднему значению) был равен 21,3%.
Были проведены на микроаппаратуре опыты по разрушению
сжатием малых по размерам (десятки—сотни микрометров) частиц
(шаров) стекол и минералов. При этом было установлено, что
чем меньше размер разрушаемой частицы, тем больше пластиче-
ская деформация, предшествующая разрушению [78, 91 ]. Для
очень мелких частиц имеется предел размера, ниже’которого возни-
кает только пластическая деформация. Для кварца' он составляет
около 1 мкм, для полевого шпата — 3—5 мкм (практический
предел механического разрушения частиц) [105].
Испытание горных пород на растяжение производится редко,
главным образом из-за трудности изготовления образцов. Испыта-
ние на разрыв весьма чувствительно к неоднородности материала
и к мелким дефектам его строения (микротрещины).
Сопротивление разрыву горных пород в несколько раз меньше
по сравнению с временным сопротивлением сжатию. Отношение
ор/осж по опытам колеблется в широких пределах, в частности для
горных пород Хибинского массива оно в среднем равно 0,046, т. е.
сопротивление разрыву меньше сопротивления сжатию в 21,7 раза.
Испытания горных пород на сдвиг и изгиб проводятся только
при специальных исследованиях. Прочность на сдвиг выше, чем
прочность на изгиб и растяжение (разрыв):
®сж »
где асж> °р и тс — соответственно временное сопротивление
на сжатие, изгиб, растяжение и сдвиг.
122
tl
б
о
г
Рис. 78. Диаграммы сила—деформация для сжатия образце? горных пород
изико-мехаиичесхие свойства горных пород
S' а -&ф СЗ сп о =fC о СМ СМ о 1 1 00 о 0,16—0,25 0 22—0,24 0,24—0,31
& о
J3 СМ со О ю
Ч г"3 °? 00 00 LO о г- щ — 1 см
о 1 <= 1 1 1 оГ | °! с?
52 X ю ” со Т1- СО l O оз СМ СМ
ш Ю со см ^
С5 СО
сх со 00 со
[редел □ ЧНОС1 растз ние сг Н/см2 4—1, 0,67 О со 1 Ю О ] X о- J 1
U-, р га <v Ьй о о о
ю оо —
Tf ср со in
ф Л С. <ТС: I/CM СМ СМ 1 об тр 1 1 7 — со см I со СМ
ф ►Ji со — Ю СО ш СО СО
P.S s ьй со ю °°
— со
1
0 49 со 1 1 нэ 1 см 1 II 1
‘чхэохэп do ц —' 1 1 см 1 1 II 1 ю
к оо со LO см
с* J3 о — со Г'- СП см
см г- СО СМ см -е- ь- со см
S в = оо 1 t- |
£ СМ СО СО со СМ 00 оо
ж 03 Е* СО см см" см О
К СМ СМ см
X 6
S' «ч o' га
з S' о, ф я ФЕ Ж
> РУД1 енель IX (Я га о ж ж ф § = « § •X" £□ ° о с н га hi га
Л ч 3 =Х *t д >» ж ж 5 ф S га F £ ж о Н Ж F Ж g о, ф о; га ж ж
К (С( ИТ ( § = к S ф ж u «2 5г! ° т S
1 1 о ж ж Ф 3 ж § 3 £ 3 га Ж § я
tr Я Н Ф ж
га и га с Е га га i=t
Ф Ф Е «я О-.
Е Е < S га ° О ч а
124
В табл. 12 приведены данные об относительной прочности
горных пород при разных видах напряжений [84].
Как видно, наивыгоднейшим видом деформирования для разру-
шения материала является растяжение. Это необходимо иметь
в виду при суждении о конструкциях дробильно-измельчительных
аппаратов и машин.
Многочисленными испытаниями прочностных свойств горных
пород установлена высокая степень изменчивости эксперименталь-
ных показателей даже для образцов одних и тех же пород и зави-
симость их от многих факторов, которые не поддаются количест-
венной оценке.
Анизотропия свойств пород. Анизотропными
называют тела, обладающие различными свойствами в разных
направлениях. Анизотропия горных пород связана с их слоисто-
стью, сланцеватостью, трещиноватостью. С увеличением трещино-
ватости степень анизотропии понижается.
Практически об анизотропии прочности горных пород судят
по показателям прочности, определенным поперек (перпендику-
лярно) и вдоль слоистости.
Коэффициентом относительной анизотропии свойств называют
отношение показателя свойства поперек слоистости к показателю
того же свойства вдоль слоистости.
Коэффициент анизотропии на сжатие для многих горных пород
в среднем равен 1,34.
Для показателей временного сопротивления растяжению (отры-
ву) коэффициент анизотропии оказался в среднем 0,59, т. е.
сопротивление перпендикулярно к слоистости оказалось меньше
[161.
Масштабный фактор. Согласно статистической тео-
рии прочности, дефекты в строении твердого тела распространены
в объеме стохастически. Чем больше объем нагружаемого куска,
тем выше вероятность встречи в нем с крупным дефектом, доста-
точным для разрушения куска по всему сечению при данной
нагрузке. С уменьшением размера кусков в них уменьшается
число больших дефектов, они были уже реализованы при разру-
шении до данного размера. Удельная прочность кусков повы-
шается.
Таблица 12
Относительная прочность пород при разных видах напряжений
Горные породы Относительная прочность, %
Сжатие Сдвиг Изгиб Растяжение
Граниты 100 9 8 2 4
Песчаники 100 10 12 6 20 2 5
Известняки 100 15 8 10 4—10
125
Рис 79. Влияние масштабного
фактора при сжатии горных по-
род:
1 — железистый кварцит; 2 — апа-
Титова я руда, 3 — гипс
Зависимость прочности
твердых тел от их линей-
ных размеров называют
масштабным эффектом или
масштабным фактором.
Большая часть экспе-
риментов подтверждает по-
ложение, что образцы
(куски) материала мепь
ших размеров, при прочих
равных условиях, облада
ют большей удельной проч
ностью по сравнению с ку-
сками больших размеров.
Для горных пород наблю-
зерен меньше 0,1—0,5 мм.
Особенное значение масштабный фактор имеет для пород или руд,
в которых зерна твердого минерала связаны (сцементированы)
более мягким связующим минералом. В этом случае разрушение до
размера зерен проходит относительно легче, чем разрушение самих
твердых зерен. Характер зависимости масштабного фактора от
сжатия показан на рис. 79, где изображены результаты испытания
трех пород на сжатие цилиндрических образцов одного диаметра,
но разной высоты h.
Горные породы настолько разнообразны по своему составу и
свойствам, что в некоторых случаях наблюдается обратное влияние
масштабного фактора, т. е. удельная прочность кусков возрастает
с увеличением их размеров [16]. Поэтому влияние масштабного
фактора должно изучаться применительно к конкретной породе
(руде) и интересующему диапазону крупностей кусков.
Твердость породы определяет ее сопротивляемость
внедрению твердого инструмента.
Простой способ определения твердости, так называемой кон-
тактной прочности, разработан в Институте горного дела [16]
В нешлифованную поверхность куска породы вдавливают стальной
цилиндрический штамп с плоским основанием диаметром 2—3 мм
Контактная прочность определяется в момент выкола лунки по
нагрузке, отнесенной к площади штампа, т. е. она измеряется
в ньютонах на 1 мм2. К самым твердым относят породы, имеющие
контактную прочность более 5,65 кН/мм2, к породам средней
твердости — 0,65—1,25 кН/мм2 и к слабым — меньше 0,3 кН/мм2.
Общий коэффициент крепости горных
пород. Вследствие большой изменчивости показателей свойств
126
пород и зависимости их от технологических процессов, для кото-
рых они определяются, в практике нашли применение частные
показатели свойств, характерные для определенных процессов.
Так, выработаны показатели буримости, взрываемости, дробимо-
cm, абразивности, измельчаемое™ горных пород и др.
Общая методика разработки частных показателей, характерных
для данного технологического процесса, следующая. Процесс
моделируют (воспроизводят) в малом масштабе, изготовляют спе-
циальную аппаратуру и приборы, на которых производятся испы-
тания определения показателей па отдельных пробах. Эти показа-
тели сопоставляются с показателями промышленных установок и
выявляются корреляционные зависимости между ними. После
этого показатель, полученный при испытаниях пробы, можно
использовать для расчета промышленных установок и проектиро-
вания технологического процесса.
Для характеристики прочностных свойств горных пород суще-
ствует общий показатель (коэффициент) крепости, разработанный
проф. М. М. Протодьяконовым. Этот коэффициент крепости обосно-
ван многолетней горной практикой и специальными испытаниями
и, хотя по точности он не может заменить частных показателей,
применяемых к конкретным процессам, его можно использовать
для общего сравнения прочности горных пород в разных отраслях
промышленности и для разных процессов при ориентировочных
расчетах [72, 16].
По шкале проф. М. М. Протодьяконова (приложение 20) все
горные породы делятся на 10 категорий, характеризуемых коэффи-
циентами крепости от 0,3 для самых слабых, плывучих грунтов
до 20 для наиболее прочных и вязких кварцитов и базальтов.
Коэффициент крепости f, как показали исследования [16],
можно приближенно определить по временному сопротивлению
раздавливанию цилиндрического образца (d h 32-^42 мм)
по формуле
Г ^сж | 1^" Чсж
' 300 ' 30
§ 7. Законы дробления
Под законами дробления понимают зависимость работы, затра-
ченной па дробление, от результата дробления (измельчения),
т. е. от крупности продукта.
П. Риттингер (1867), рассматривая разделение одиночного куба
на более мелкие, предположил, что работа, затраченная на такое
разделение, прямо пропорциональна вновь образованной поверх-
ности:
А = о As, (53)
где о — коэффициент пропорциональности, Н м/м2;
As — величина вновь образованной поверхности, м2.
127
При дроблении кубического куска размером D с определенной
степенью дробления i вновь образованная поверхность будет
As = 6(4)27ra-6D2 = 6O2(i-1), (54)
\ i /
где —---размер кубического куска дробленого продукта;
D3
—^—3 — число кубических кусков, образовавшихся при
( i /
дроблении из исходного куска.
Работа дробления одного куска по формуле (53)
Л = оД5 = 6о(1 — 1)0’ = k^D2. (55)
Закон дробления Кика—Кирпичева (1874, 1875) соответствует
закону подобия, известному в сопротивлении материалов [10]:
подобным деформациям геометрически подобных и физически
одинаковых тел соответствуют работы, пропорциональные объемам
тел, т. е.
А = kyV = £KD3, (56)
где kK — коэффициент пропорциональности, Н м/м3;
V — объем кубического куска с ребром D.
П. А. Ребпндер (1941) объединил предложения Риттипгера и
Кика—Кирпичева, обоснованно полагая, что разрушение насту-
пает после деформации куска и полная работа дробления равна
сумме работы деформации и работы образования новых поверх-
ностен:
А-=Ад + Ап = ЛкО-‘ + ^П2. (57)
Ф. Бонд (1951), также полагая, что полная работа должна
включать работу деформации и образования новых поверхностей,
предложил считать работу дробления одного куска пропорциональ-
ной среднему геометрическому из объема и поверхности куска:
Л = Ад + А„ = kb ]/Ж7 = /=БО’-5. (58)
Таким образом, работа дробления одного куска материала
при определенной степени дробления выражается:
по Кику—Кирпичеву A k^D3;
по Риттингеру A k^D2',
по Бонду А =
Эти формулы различаются коэффициентами пропорциональ-
ности и показателями степени при диаметре дробимого куска.
Обобщенно работу дробления одного куска с определенной сте-
пенью дробления можно представить в следующем виде:
А = kPDm, (59)
где т может изменяться от 2 до 3.
128
Работу дробления Q тони материала, состоящего из N кусков
одинакового размера, при степени дробления i в соответствии
с формулой (59) можно представить как
Aq = kPDmN = kPDm = k.D^Q, (60)
। де Л/ - число кусков в Q тоннах материала;
6 — плотность материала, т/м3;
ь кР
Найдем зависимость работы дробления от степени дробления и
крупности кусков исходного материала, исходя из обобщенной
формулы (60). Заменим реальные материалы, состоящие из смеси
кусков до и после дробления, идеальными, куски которых имеют
правильную кубическую форму и одинаковые размеры. Пусть
Оср и dL1, — средние диаметры кусков исходного материала и
дробленого продукта. Эти диаметры следует вычислять по характе-
ристикам крупности с учетом определяющего свойства (раздел I,
1Л. Ш, § 7). Общая степень дробления определяется по формуле
I = г", где п число стадий дробления со степенью дробления
г в каждой стадии.
Диаметры кусков, поступающих в последовательные стадии
дробления, образуют следующий ряд.
Л • >ср
~ г ’ г2
D
Pa6oia дробления Q
ствии с формулой (60)
гони материала и каждой стадии в соответ-
составит:
Q; Ап = kr
<2;
Dcp \ m-3
7^ )
Q-
Общая работа дробления Q тонн материала определится как
сумма работ по стадиям дробления.
Л-Дт + (тк)!
° С. Е. Андреев и др.
129
Сумма членов геометрической прогрессии (в скобах) со знамена-
1
телем т_ - равна
^т-3
Заменив kr ---^- = /Сри произведя несложные преобразо-
вания, получим:
A = KP(d43-D”-3) Q-,1
Л =/Ср
_1_
ri3-m
ср
1 \
рЭ-m I
ср /
Q.
(61)
Полагая в формуле (61) т 2, получим для закона Риттипгера:
(62)
или
^ср
(63)
т, е. при дроблении материала определенной крупности работа
дробления прямо пропорциональна степени дробления без единицы;
при дроблении материала с одинаковой степенью дробления работа
дробления обратно пропорциональна крупности исходного.
1 Подобная обобщенная формула получена другим путем А. К. Рупдкви-
стом [10].
130
Средние диаметры следует вычислять по формуле
У, w
= ул vu ’ (64)
где w — выход узкого класса;
d — средний размер узкого класса.
Полагая в формуле (61) т — 3, получим для закона Кирпиче-
ва—Кика 1 * *
Средний
<7 - 'вit) С - £ - '8 "t) С 1е '
(65)
диаметр следует вычислять по формуле
^ё^ср
£wlgd
Полагая в формуле (61) tn = 2,5, получим для закона Бонда:
<66)
Средний диаметр следует вычислять по формуле
d -V S" Y
ср v ^ Г
\2j v~dj
Законы дробления обсуждаются уже около 100 лет 14, 9].
Экспериментальные проверки давали подтверждения то одному,
то другому закону.
Считается, что для тонкого измельчения при больших удельных
поверхностях продуктов (на 1 т) применим закон Риттипгера,
а для дробления, в котором продукты имеют малые удельные
поверхности, более подходит закон Кирпичева—Кика. Закон
Бойда занимает промежуточное положение.
Законы выведены для весьма упрощенных схем разрушения,
и, например, закон Риттингера нельзя признать правильным,
основываясь на теории прочности, учитывающей развитие трещин
в напряженном теле.
Перенос заключений, относящихся к одиночному зерну, на
разрушение множества зерен реальных горных пород в условиях
промышленных процессов дробления и измельчения едва ли имеет
достаточные основания. Мало оснований предполагать, что слож-
нейшие зависимости расхода энергии от гранулометрического
1 Предварительно надо раскрыть неопределенность, для этого следует в фор-
мулу (61) ввести вновь kL вместо Ар.
5* 131
состава продуктов в процессах дробления п измельчения удастся
выразить в простой форме.
Ознакомление с законами дробления необходимо дли правиль-
ной оценки состояния теории процессов дробления и измельчения
и понимания многочисленных публикаций в этой области.
Кроме того, сами законы могут служить основой для эмпири-
ческих зависимостей. Закон Бонда можно рассматривать как
эмпирические зависимости для оценки измельчаемости руд и
расчетов оборудования. Подтверждается также в некоторых прак-
тических пределах зависимость о пропорциональности затрачен-
ной энергии производительности мельниц по тонким классам
крупности.
Выведенные формулы законов дробления не могут быть исполь-
зованы для количественных расчетов, если требуется определить
абсолютное значение работы дробления вследствие неизвестности
коэффициентов пропорциональности. Эти формулы можно исполь-
зовать при сравнительной оценке процессов дробления, когда
достаточно определить относительные величины работы, затрачи-
ваемой на дробление.
Пользуясь законами дробления, можно ориентировочно опре-
делить возможную производительность дробилки по известным
опытным данным о работе какой-либо другой дробилки па той же
руде. Пусть известно:
— мощность приводного двигателя той дробилки, для
которой определяется производительность, кВт;
/V., — мощность приводного двигателя работающей дробилки,
кВт;
— средняя крупность кусков исходной руды для первой
дробилки, мм;
D2 — то же, для второй дробилки, мм;
— средняя крупность кусков дробленого продукта первой
дробилки, мм;
d2 — то же, для второй дробилки, мм;
<2г — определяемая производительность первой дробилки, т/ч;
Q2 — известная производительность второй дробилки, т/ч.
По формуле (61) работа дробления первой и второй дробилок:
А = /<р(^г—
Q*‘
Считаем, что при дроблении одной и той же руды коэффициент К?
будет постоянным. Допустив, что работа дробления, выполняемая
в обеих дробилках, пропорциональна мощностям приводных элек-
132
тродвигателеп, п приняв для обеих дробилок одинаковые к. п. д.,
можно написать:
Взяв отношение Д\ к N.it выразим через известные величины:
к- /_>______!_\0 1_______L_
/Vj _ Р \ d?-"‘ ' d?-m Q1 .
K- ( i i \o -_J_________________!_ ’
Of-"1) 2 rf2’"‘ D^m
a3-"1 r>3~m
Nx “2 n2
N9 1 1
(67)
Если считать работу дробления по закону Бонда, то т — 2,5 и
1 1
Г) __ Г) 1^2 1 Т)2 „ | / Djdj Го2—
г------— V <68>
V di
В последних работах Бонда [102] и каталогах фирмы «Аллис-
Чалмерс» подобная формула также рекомендуется для определения
производительности дробилок:
<?i 0,907 ГOsodso
(69)
где А\ и Qt — имеют те же значения, что и в формуле (68);
Wt — индекс работы по Бонду;
D№ и — размер отверстий сит, через которые проходит
80% исходного для дробления материала и 80%
дробленого продукта, мкм.
Индексом работы (табл. 13) Бонд называет удельный расход
энергии в киловатт-часах на одну короткую тонну х, необходимый
для дробления от бесконечного массива до продукта крупностью
80% минус 100 мкм.
1 Короткая тонна — единица измерения веса, принятая в США, равна
0,907 метрической тонны.
133
Таблица 13
Значения индекса работы для некоторых полезных ископаемых,
определенные Бондом опытным путем
Полезные ископаемые Плотность, г/см3 Индекс работы, кВт-ч/кор. т
Медные руды 3,02 12,73
Золотые руды 2,81 14,93
Железные гематитовые руды 3,53 12,84
Железные магнетитовые руды 3,88 9,97
Свинцовые руды 3,35 11,90
Свинцово-цинковые руды 3,36 10,93
Никелевые руды 3,28 13,65
Пиритные руды 4,06 8,93
Оловянные руды 3,95 10,90
Цинковые руды 3,64 11,56
Титановые руды 4,01 12,33
Кварц 2,65 13,57
Уголь 1,4 13,00
Цементный клинкер 3,15 13,45
Среднее по 1241 определениям — 14,39
По формуле (66) работу дробления одной тонны материала от
бесконечного массива Dtp оо до продукта 80% минус 100 мкм
(dcp = 100 мкм *) можно представить в виде
— = К ( 1
<2 'Б \ К юо
I
lAx;
и индекс работы
lt- “(rk -0,907/<в~0,907тг ’•
Для определения производительности дробилки необходимо
мощность приводного электродвигателя дробилки разделить па
удельный расход энергии, вычисленный ио формуле (69).
§ 8. Способы дробления, классификация машин
для дробления и измельчения
Под способом дробления понимается вид воздействия разру-
шающей силы на куски дробимого материала. Известны четыре
основных способа дробления: раздавливание, раскалывание, исти-
рание и удар (рис. 80).
Необходимые для разрушения кусков материала усилия
развиваются в дробильных машинах, конструкции которых обеспе-
чивают осуществление определенного способа дробления. В усло-
виях непрерывного процесса, вследствие неупорядоченности раз-
Бонд принимает за dcp 80%-ный диаметр куска.
134
Рис 80. Основные способы дробления:
а — раздавливание; б — раскалывание; в — нстираиие; г — удар
мещения кусков в рабочем пространстве дробильной машины,
наблюдаются все способы дробления, но всегда главную роль
играет тот способ, для осуществления которого сконструирована
данная машина.
Способ дробления выбирается в зависимости от физико-механи-
ческих свойств дробимого материала и от крупности' его кусков.
Различают горные породы прочные, или твердые, и менее прочные,
или мягкие, вязкие и хрупкие. Способность горных пород противо-
стоять разрушению зависит также от наличия трещин в кусках и
способа воздействия на них разрушающего усилия. Трещинова-
тость уменьшает сопротивление кусков разрушению. Наибольшее
сопротивление оказывают горные породы раздавливанию, мень-
шее — изгибу и наименьшее — растяжению.
Из соображений конструктивного характера, а также вслед-
ствие нежелательности переизмельчения, в современной практике
обогащения применяются дробилки, работающие главным образом
раздавливанием и ударом при добавочных истирающих и изгибаю-
щих воздействиях на дробимый материал.
Крупное, среднее и мелкое дробление твердых (прочных) и
хрупких пород целесообразно производить раздавливанием,
а твердых и вязких пород — раздавливанием с участием истира-
ния. Крупное дробление мягких и хрупких пород целесообразно
выполнять раскалыванием, а среднее и мелкое — ударом. Все
полезные ископаемые измельчают ударом с участием истирания.
Крупное, среднее и мелкое дробление обычно сухое. Мокрое
дробление применяют только в тех случаях, если дробимый ма-
териал содержит глину, которую и стараются отмыть одновременно
с дроблением. Промывка, например, производится при дроблении
глинистых железных и марганцевых руд. Вода для промывки пода-
ется в рабочее пространство дробилок. В некоторых случаях
вода подается в небольшом количестве из брызгал в завалочную
воронку дробилки крупного дробления. Назначение этой воды —
увлажнить дробимый материал и тем самым уменьшить пылеобра-
зование.
Измельчение полезных ископаемых, как правило, производится
с водой. Мокрое измельчение более производительно, оно осуще-
ствляется без пылеобразования и позволяет легко транспортиро-
135
Вать измельченные продукты. Сухое измельчение применяется
только в тех редких случаях, если нельзя допускать контакта
дробимого материала с водой или если измельченный продукт также
обрабатывается всухую.
Машины для дробления и измельчения, применяемые на обога-
тительных фабриках, по механико-конструктивным признакам и по
основному методу дробления, осуществляемому в них, разделяются
на пять основных классов: дробилки щековые, конусные; валко-
вые; ударные (молотковые, роторные дробилки и дезинтеграторы);
барабанные мельницы.
Известны также следующие машины для измельчения: бегуны,
кофейные, центробежные и пружинные мельницы. Эти машины
в настоящее время на обогатительных фабриках не применяют и
поэтому они исключены из рассмотрения в настоящем курсе.
Существенным отличием дробилок от мельниц является то, что
у дробилок нет непосредственного соприкосновения между рабо-
чими (дробящими) органами. Между ними всегда имеется зазор,
заполняемый при работе дробимым материалом. Дробящие детали
мельниц имеют непосредственное соприкосновение между собой
при холостом ходе. При работе под нагрузкой они разделяются
слоем материала или частично могут соприкасаться друг с другом.
Эффективность работы дробильных машин Э оценивается
расходом энергии на дробление и выражается в тоннах дробленого
продукта иа 1 кВтч израсходованной энергии. Обратная вели-
чина — киловатт-часы на 1 г дробленого продукта — удельный
расход энергии /:уд:
5 = “-, т/кВт-ч;
.с
£уд = -^- > кВт-ч/г,
где Q — массовая производительность дробильной машины, /»;
Е — энергия, затраченная на дробление, кВт ч.
ГЛАВА II
ЩЕКОВЫЕ ДРОБИЛКИ
§ I. Принцип действия, классификация и область
применения
В щековых дробилках материал раздавливается между двумя
щеками, из которых одна неподвижная, а другая подвижная -г-
качающаяся (рис. 81). Подвижная щека шарнирно подвешена на
неподвижной или подвижной оси и попеременно то приближается
к неподвижной щеке, то удаляется от нее. При сближении щек
136
Рис. 81. Щековая дробилка (со снятой боковой стенкой):
1 — станина дробилки; 2 — маховик; 3 - эксцентриковый нал; 4 шатун; 5 - рас нор-
ная плита (передняя); 6 то же, задняя; 7 — вкладыш распорной плиты; 8 упор;
9 подвижная щека; 10, — ось подвижной щеки; 11 — футеровка подвижной щеки;
12 то же. неподвижной щеки; 13 — прокладка; 14 боковая футеровка камеры дроб-
ления; 15, 16 лубрикаторы; 17 - гидравлический цилиндр регулировки выпускной
щели; 18 насос; 19 — пружина
находящиеся между ними куски дробимого материала раздавли-
ваются. Качательные движения щеки создаются вращающимся
эксцентриковым валом через передаточный механизм.
В зависимости от расположения оси подвижной щеки разли-
чают щековые дробилки с верхним и нижним подвесами (рис. 82).
Исходный материал поступает в пространство между щеками
сверху. Дробленый продукт разгружается внизу при отходе под-
вижной щеки. Крупность максимальных кусков в дробленом
продукте определяется шириной выходной щели между подвижной
и неподвижной щеками.
При верхнем подвесе подвижная щека имеет наибольший
размах внизу, у места выхода дробленого продукта, и ширина
Рис. 82. Кинематические схемы щековых дробилок:
а — с верхним'подвесом щеки и вертикальным шатуном; б — с верхним подвесом щеки
и горизонтальным шатуном; в — с верхним подвесом и сложным движением щеки (осью
подвеса служит эксцентриковый вал); г — с нижннм подвесом щеки
137
выходной щели переменная. При нижнем подвесе — наибольший
размах вверху, у места поступления исходного материала, и шири-
на выходной щели постоянная.
Постоянство ширины выходной щели у дробилок с нижним
подвесом гарантирует определенную крупность максимального
куска в дробленом продукте, что является преимуществом дроби-
лок этого типа, но ограничивает их производительность. Для них
разгрузка дробленого продукта, по сравнению с дробилками
с верхним подвесом, имеющими выходную щель переменной
ширины, затруднена и дробилка легко забивается при пере-
грузках.
Щековые дробилки с верхним подвесом подвижной щеки полу-
чили широкое промышленное применение при дроблении полезных
ископаемых и в различных отраслях промышленности, где прихо-
дится иметь дело с разрушением больших масс крупных кусков
различных горных пород.
Из щековых дробилок с верхним подвесом подвижной щеки
наибольшее распространение на обогатительных фабриках полу-
чила дробилка с вертикальным шатуном (рис 82, а).
В отечественной промышленности щековые дробилки с горизон-
тальным шатуном не выпускаются. Случаи применения их известны
только за границей. Дробилки со сложным движением подвижной
щеки находят применение в строительстве, дорожных работах и на
обогатительных фабриках малой производительности. В последние
годы появились щековые дробилки со сложным движением под-
вижной щеки больших размеров.
§ 2. Конструкция щековых дробилок
Щековая дробилка с простым движением
подвижной щеки (ЩДП) (рис. 83). Станина дробилки
образуется передней 1, задней 2 и двумя боковыми 3 стенками.
Она может быть литой или сварной, разборной и неразборной.
Передняя стенка станины является одновременно неподвижной
щекой. Подвижная щека 4 шарнирно подвешена на оси 5, опираю-
щейся па подшипники, укрепленные в боковых стенках станины.
Конструктивно эта ось размещена выше загрузочного отверстия на
расстоянии, составляющем 0,4—0,65 ширины выходной щели.
Камера дробления щековой дробилки образуется передней стен-
кой, подвижной щекой и боковыми стенками. Стенки станины,
образующие камеру дробления, а также подвижная щека футе-
руются сменными футеровочными плитами 6 из износоустойчивой
стали или из закаленного чугуна.
Футеровочные плиты, защищающие неподвижную и подвижную
щеки, делают рифлеными (рис. 84). Выступы на плите неподвижной
щеки'располагают против впадин на плите подвижной щеки. Это
облегчает дробление кусков, так как дробящие усилия концентри-
руются на меньшей площади, соответствующей выступам футеро-
138
5
Рис. 83. Щековая дробилка с верхним подвесом подвижной щеки и с вертикаль-
ным шатуном
вечных плит, и раздавливание частично заменяется другими ви-
дами деформации, например изгибом, сдвигом, для которых дроби-
мые материалы имеют меньшие пределы прочности. Боковые стенки
станины футеруются гладкими плитами.
В практике находят применение дробящие плиты с криволиней-
ным продольным профилем. Схема, позволяющая сравнить дробле-
ние плоскими и криволинейными футеровочными плитами, пока-
зана на рис. 85.
При преобладании в материале мел-
ких кусков, сразу проваливающихся
в нижние зоны камеры дробления, при-
менение криволинейных дробящих плит
дает возможность уменьшить забивание
дробилки, снизить износ футеровочных
плит и повысить производительность
дробилки при том же расходе энергии.
Рис. 84. Схема разрушения куска рифленой
футеровкой:
1 — сечения, по которым возможен срез или изгиб
дробимого куска
Рис. 85. Схема дробления криволинейной фу-
теровкой
В настоящее время ио сравнению
с прежними конструкциями для увели-
чения степени дробления щековые дро-
билки изготовляют с увеличенной вы-
сотой камеры дробления. Эта высота
примерно в 2—2,3 раза больше ширины
приемного отверстия. Кроме того, фу-
теровку неподвижной щеки в нижней
части скашивают для образования
в месте разгрузки параллельной зоны [58j. Подвижная щека
(см. рис. 83) получает движения от коленчатого (эксцентрикового)
вала 7, опирающегося^ шейками на подшипники, укрепленные
в боковых стенках станины дробилки. На эксцентрике вала 7
свободно висит вертикальный шатун 8. Нижний, висящий конец
шатуна имеет гнезда, в которых помещены вкладыши 9 и 10,
а в них свободно вставлены одним концом распорные плиты 11 и 12.
Другими концами распорные плиты вставлены в вкладыши 13
в гнезде на подвижной щеке (левая плита, см. рис. 83) и 14 в гнезде
на упорной детали 15 (правая плита), закрепленной на задней
стенке станины. Свободно вставленные в вкладыши распорные
плиты не выпадают, так как па них давит тяжелая подвижная
щека, стремящаяся повернуться вокруг оси 5 и занять вертикаль-
ное положение. Это давление усиливается пружиной 16, оттяги-
вающей при помощи гяги 17 подвижную щеку.
При вращении коленчатого вала нижний конец шатуна совер-
шает возвратно-поступательные движения в вертикальном направ-
лении. При движении шатуна вверх вместе с ним движутся и
вставленные в вкладыши 9 и 10 концы распорных плит //и 12.
При этом другими концами они давят на вкладыши в гнездах под-
вижной щеки и упорной детали. Усилия, действующие вдоль рас-
порных плит, заставляют подвижную щеку поворачиваться па
некоторый угол вокруг оси подвеса п приближаться к неподвиж-
ной щеке. Ходу шатуна вверх, совершающемуся в течение поло-
вины оборота коленчатого вала, соответствует сближение щек и
раздавливание (дробление) ими кусков материала. Для раздавли-
вания необходимо, чтобы ход щеки был больше относительного
упругого сжатия кусков. Ход щеки на горизонте приемного отвер-
стия делается равным примерно одной сотой ширины приемного
отверстия. Пол-оборота коленчатого вала, при котором происходит
дробление материала, называется рабочим ходом. При движении
шатуна вниз вместе с ним также движутся концы распорных плит.
Подвижная щека под действием своей массы и оттягивающей пру-
жины поворачивается вокруг оси и отходит от неподвижной щеки.
При этом увеличивается ширина выходной щели и дробленый
материал выпадает из дробилки. Пол-оборота коленчатого вала,
140
при котором происходит разгрузка дробленого материала, называ-
ется холостым ходом. В связи с наличием холостого и рабочего
ходов у щековых дробилок нагрузка на приводной двигатель крайне
неравномерная. Для выравнивания нагрузок на коленчатый вал
надеваются два массивных маховика 18, аккумулирующих энер-
гию при холостом и отдающих ее при рабочем ходах.
Дробящее усилие в щековой дробилке с верхним подвесом вала
и вертикальным шатуном передается через распорные плиты.
Поэтому сухари, в которые входят концы плит, а также сами концы
плит делаются сменными из материала большой твердости, чтобы
противостоять большим нагрузкам и износу, тем более что смазы-
вать эти узлы очень трудно. Заднюю распорную плиту (правую,
см. рис. 83) используют для предохранения дробилок от поломки
при попадании в камеру дробления недробимых предметов. Эта
плита изготовляется с пониженной прочностью и ломается при
попадании в дробилку случайных металлических предметов.
После устранения причины поломки устанавливают новую рас-
порную плиту.
Ширина выпускной щели регулируется заменой распорных
плит, а у дробилок малого размера — при помощи прокладок и
регулировочных клиньев, которые подтягиваются установочными
болтами.
Щековые дробилки приводятся в движение от электродвигателя
через клпиоремеппую передачу чаще всего на один из маховиков.
Массивность движущихся частей (подвижная щека и маховики)
затрудняет запуск дробилок. В последних конструкциях щековых
дробилок введен трехступепчатый запуск. Первая ступень — при-
ведение во вращение маховика, выполняющего роль приводного
шкива. Он вращается вокруг вала 7 дробилки, как вокруг оси.
Вторая ступень — передача вращения валу 7 дробилки. Вра-
щающийся приводной маховик входит в сцепление с валом дро-
билки с помощью фрикционной муфты. Третья ступень — приве-
дение во вращение второго маховика, который с помощью своей
фрикционной муфты сцепляется с валом дробилки.
Фрикционные муфты устанавливаются па обоих концах экс-
центрикового вала. Схема устройства и принцип действия муфты
видны из рис. 86.
Четыре ведущих (для другой муфты ведомых) диска 1 могут
свободно двигаться параллельно осн вала дробилки по шлицам
втулки 2, скрепленной болтами с маховиком 3. Четыре ведомых
(для другой муфты ведущих) диска 4 имеют такое же свободное дви-
жение по шлицам втулки 5, жестко закрепленной на валу дро-
билки. Между ведущими и ведомыми дисками размещены про-
кладки Ферадо 6 для увеличения трения.
Сила трения, необходимая для сцепления между дисками, до-
стигается вследствие нажатия пружин 7. Сцепление передается
через крышку 8. Перед запуском по маслопроводу и по каналу
в плунжер 9 нагнетается масло, заставляющее плунжер сместиться
141
вдоль оси вала слева направо. При этом сжимаются пружины 7,
давление крышки 8 па диски фрикционной муфты ослабляется и
последние получают возможность при вращении проскальзывать.
Включение приводного электродвигателя теперь приведет во враще-
ние только маховик 3, который будет вращаться вокруг вала дро-
билки. После того как маховик приобретет достаточную скорость,
снимется давление масла на плунжер 9 и пружины 7, нажимая на
диски фрикционной муфты через крышку 8, приведут их в зацепле-
ние под действием сил трения. Вал дробилки придет во вращение.
Второй маховик приводится во вращение такой же фрикционной
муфтой от вала дробилки после достижения им рабочего числа
оборотов.
В последних конструкциях щековых дробилок (завод «Волго-
цеммаш»), кроме фрикционных муфт, предусматривается запуск
дробилок с помощью муфты обгона и микропривода (мощностью
10—12 кВт). Муфта обгона соединяет вал ведущего клиноремен-
ного шкива главного привода с выходным валом редуктора микро-
привода. При запуске дробилки микропривод медленно вращает
муфту обгона, которая, заклиниваясь, вращает вал ведущего
клиноременного шкива.
142
После того как эксцентриковый вал тронулся, с выдержкой
20—40 с включается главный электродвигатель и дробилка запу-
скается. При наличии микропривода с муфтой обгона фрикцион-
ные муфты на эксцентриковом валу дробилки выполняют роль
предохранительного устройства. Применение микропривода поз-
воляет запускать дробилку под завалом [24, 83].
Трущиеся части дробилки смазывают жидкой и консистентной
смазкой. Жидкое масло применяется для смазки подшипников
коленчатого вала и головки шатуна, консистентная смазка — для
подшипников подвижной щеки и сухарей в гнездах распорных плит.
Циркуляционная система жидкой смазки (рис. 87) включает
в себя масляный бак-отстойник, шестеренчатый масляный насос
Рис. 87. Схема циркуляционной системы жидкой смазки щековой дробилки:
1 — бак-отстойник; 2 — маслоохладитель; 3 — шестеренчатый насос; 4 дисковый
фильтр, 5 — предохранительный клапан; 6 — перепускной клапан; 7 — обратный кла-
пан; & — нагревательный элемент; 9 — вентиль; 10 -- маслопровод; 11 — температурное
реле; 12 — реле уровня масла; 13 - электроконтактный термометр; 14 — реле давления;
15 гермометр сопротивления; 16 — манометр; 17 указатель течения масла: /Я —
дробилка; 19 — электродвигатель
143
Рис. 88. Схема автоматической густой смазки:
1 — станция густой смазки; 2 — дозирующие питатели; 3 — фильтры сетчатые; 4 —
мазепроводы; 5 — насос
с индивидуальным электродвигателем, фильтр, холодильник и
систему трубопроводов с приборами для измерения давления и
температуры. Масло из бака-отстойника насосом прогоняется
через фильтры и холодильник и затем подается к подшипникам
эксцентрикового вала по трубопроводу и к головке шатуна по
гибкому шлангу. Из подшипников масло по отводящему трубопро-
воду поступает обратно в бак-отстойник и вновь идет в циркуля-
цию. Циркулирующая жидкая смазка одновременно охлаждает
трущиеся части. Трудность подачи к подшипникам коленчатого
вала и головке шатуна масла в количествах, достаточных для
отвода тепла, а также тяжелые условия их работы заставляют,
наряду с циркулирующей смазкой, для дробилок больших разме-
ров применять также водяпое охлаждение. Охлаждающая вода
подается и отводится по особым трубопроводам.
144
Подшипники качающейся щеки и сухари в гнездах распорных
плит смазываются через определенные промежутки времени кон-
систентными смазками, поступающими по системе трубок (рис. 88)
от специальной автоматической или ручной станции смазки.
Системы жидкой и густой смазки по составу оборудования
почти одинаковы для дробилок всех типов и в основном различа-
ются производительностью [24, 53 ].
щ еновая дробилка со сложным движе-
нием щеки (ЩДС) (рис. 89). Подвижная щека подвешена
непосредственно на эксцентрик вала и внизу опирается на одну
распорную плиту, вставленную в вкладыши в гнездах на щеке
п па регулировочном клине.
Чтобы представить себе характер движения подвижной щеки
при такой подвеске, разобьем оборот коленчатого вала на участки
А, Б, В, Г Точки Л и В размещаются на горизонтальной оси,
Рис. 89. Щековая дробилка со сложным движением щеки:
/ — фундамент; 2 — рама; 3 — эксцентриковый вал; 4 — коренной подшипник; 5 —
маховик; б — футеровка (бронеплиты); 7 — подвижная щека; 8 — вкладыш; 9 — рас-
порная плита; 10 — вкладыш; 11 — задний клин; 12 — пружина; 13 — штанга; 14 —
футеровка (бронеплиты)
145
а точки Б и Г — на осевой линии, параллельной дробящей поверх-
ности подвижной щеки. Когда эксцентрик движется от точки А
к точке Б, верхняя и нижняя части подвижной щеки отходят от
неподвижной щеки. Происходит холостой ход. При движении
эксцентрика от точки Б к точке В верхняя часть подвижной щеки
продолжает отходить, а нижняя часть начинает приближаться
к неподвижной щеке. Нижней частью подвижная щека начинает
дробить материал. При движении эксцентрика от точки В к точке Г
верхняя и нижняя части подвижной щеки приближаются к непод-
вижной. Идет дробление всей щекой. При движении эксцентрика
от точки Г к точке А верхняя часть подвижной щеки продолжает
приближаться, а нижняя часть начинает отходить от неподвижной
щеки. Верхней частью подвижная щека дробит, а в нижней части
дробилки уже происходит разгрузка дробленого материала. При
описанном характере движения подвижной щеки холостой ход
занимает не половину оборота коленчатого вала, а значительно
меньшую часть, примерно г/Б оборота. Остальную часть оборота
вала занимает рабочий ход, в течение которого дробление всей
щекой идет примерно в продолжение г/5 оборота, а в течение s/5
оборота материал дробится попеременно верхней и нижней частями
подвижной щеки. Совершая такие движения, подвижная щека
развивает не только раздавливающие, но и истирающие усилия.
В результате, по сравнению с другими типами щековых дробилок,
ход данной дробилки выравнивается, расход энергии уменьшается
и производительность несколько увеличивается. У щековых
дробилок со сложным качанием подвижной щеки дробящие усилия
полностью передаются на эксцентрик коленчатого вала, что затруд-
няет постройку больших дробилок этого типа и использование их
для крупного дробления. Кроме того, истирающее действие сильно
увеличивает'износ футеровки.
Технические характеристики щековых дробилок даны в при-
ложениях 8'и”9.
§ 3. Технологические характеристики щековых
дробилок
Угол захвата щековых дробилок
Углом захвата щековых дробилок называется угол между
неподвижной и подвижной щеками. Этот угол при работе дробилки
изменяется вследствие качаний подвижной щеки (рис. 90). В поло-
жении ОВ, при наибольшем сближении щек, угол а2 немного
больше угла аг в положении ОВХ, при наибольшем удалении щек.
Такими незначительными изменениями величины угла захвата
пренебрегают и считают его равным углу при сближенных щеках.
1 Величина угла захвата изменяется при регулировках ширины
выходной'щели. Уменьшение ширины сопровождается увеличением
угла захвата, а увеличение ширины — уменьшением его. Следова-
146
Рис. 90. Угол захвата щековой дро-
билки
Рис. 91. Равновесие куска, зажа-
того между щеками дробилки
телыю, при увеличении угла захвата должна увеличиваться сте-
пень дробления и уменьшаться производительность дробилки.
Раздавливаемый между щеками кусок находится под действием
следующих сил (см. рис. 90 и 91):
Р — давление подвижной щеки;
РА — реакция неподвижной щеки;
fP — сила трения куска по подвижной щеке;
fPi — сила трения куска по неподвижной щеке;
f — коэффициент трения скольжения между куском и щеками.
Сила тяжести куска вследствие ее малости в сравнении с силами
Р и Р± давления щек, не учитывается.
Силу Р можно разложить на составляющие: горизонтальную Т
и направленную вверх вертикальную N. Вертикальная составляю-
щая стремится вытолкнуть дробимый кусок вверх, заставив его
скользить вдоль поверхностей щек. Следствием такого выталкива-
ния является возникновение сил трения fP и fPlt препятствующих
выталкиванию куска. Вертикальная составляющая определяется
равенством
N — Р sin а.
Отсюда следует вывод, что угол захвата а не может превышать
некоторого предельного значения. При углах захвата, превышаю-
147
щих этот предел, выталкивающая сила настолько велика, что силы
трения куска о поверхности щек становятся недостаточными для
удержания его в камере дробления и он смещается вверх. Дро-
билка в таких условиях дробить не будет.
Предельным углом захвата будет такой угол, при котором вы-
талкивающая сила полностью уравновесится возникающими си-
лами трения. Значение предельного угла захвата, так же как и
значение сил трения, определяется при данном давлении дробя-
щих щек только коэффициентом трения скольжения между ку-
сками дробимого материала и поверхностями щек.
Рассмотрим равновесие куска, зажатого между щеками в рабо-
чем пространстве дробилки (рис. 91). Начало координат поместим
в центре куска и ось ординат совместим с биссектрисой угла
захвата. Если а0 — предельный угол захвата, то кусок находится
в равновесии и сумма проекций действующих на него сил на
любые координатные оси равняется нулю:
У x = -Pcos^-]- P1cos^-fPsln% + /P1sin^-’ =0;
I. £. Z,
Р, (cos % I - f sin = P (cos 4- f Sin ; P, = P-
\1//=PIsin^4Psiii^-/PIcos^-fPcos^" (). (70)
Z Z Z Z
Подставляя P, P в уравнение (70), получаем
2sin^-’ 2/cos^!
или
Л
Коэффициент трения скольжения f можно выразить через угол
трения <р:
f = tg<p,
тогда
откуда
Ct0 о
= или а0 = 2<р.
Предельный угол захвата равен двойному углу трения
Угол захвата щековых дробилок всегда должен быть меньше
двойного угла.
а-.< 2<р.
(71)
148
Рис. 92 Расположение
кусков при выбросе из
камеры дробления щеко-
вой дробилки
Рис. 93. Разгрузка’дробленого про-
дукта из щековой дробилки при
наивыгоднейшей частоте вращении
коленчатого вала
Коэффициент трения скольжения камня по железу f = 0,3, что
соответствует углу трения около 16°. Таким образом, угол захвата
а может доходить примерно до 32°. Практически у щековых дроби-
лок угол захвата не бывает больше 25°. Однако, несмотря на это,
при работе дробилок бывают случаи выброса кусков материала
вверх. Это объясняется возможностью такого взаимного располо-
жения кусков в рабочем пространстве дробилки, при котором для
отдельных кусков угол а будет больше 2<р (рис. 92).
Частота вращения коленчатого вала
При отходе подвижной щеки дробленый продукт из камеры
дробления щековой дробилки под действием силы тяжести сво-
бодно выпадает вниз через выходную щель (рис. 93). При каждом
качании щеки могут выпасть только куски, находящиеся ниже
плоскости CD, па горизонте которой ширина камеры дробления
в момент окончания рабочего хода равна ширине выходной щели
при максимальном отходе подвижной щеки.
Выпадает материал, занимающий объем призмы ABCDEFGM.
Размер кусков материала в любом горизонтальном сечении этой
призмы будет больше минимальной ширины разгрузочного отвер-
стия. Это допущение приводит к ограничению периода разгрузки
149
дробленого продукта временем половины оборота коленчатого
вала. Практически размеры кусков на разных горизонтах, в пре-
делах выпадающей призмы, могут оказаться меньше обусловлен-
ного размера и период разгрузки материала будет больше времени
половины оборота вала.
Время отхода подвижной щеки должно быть достаточным для
того, чтобы куски с горизонта верхней плоскости CD, расположен-
ной на высоте h от горизонта разгрузочного отверстия, успели
пройти это расстояние, падая под действием силы тяжести.
Время отхода подвижной щеки равно времени половины оборота
вала:
1 60 _ 30
2 п п
(72)
где п — частота вращения коленчатого вала, об/мин.
То же время t находим из условия свободного падения кусков
на высоту h:
откуда
(73)
где g — ускорение свободного падения, м/с2.
Приравнивая правые части равенств (72) и (73), получим
Высоту h находим из прямоугольного треугольника BBtC:
h = -S— = -2~fcx-.
tg a tg а
Подставляя ее в выражение для п, получаем
” = 30 /2 Х> ~ 30 /т • °6™"- <74>
где а — угол захвата;
Ь, — минимальная ширина выходной щели, м;
Ь2 — максимальная ширина выходной щели, м; v
S — длина хода (размах) подвижной щеки у разгрузочного
отверстия, м.
Частота вращения эксцентрикового вала, определяемая по
формуле (74), при принятых допущениях соответствует максималь-
ной производительности щековой дробилки и поэтому называется
наивыгоднейшей [45, 46].
150
Рис. 94. К расчету производительности щеко-
вой дробилки
Угол захвата принимают равным
22°. Подставляя в формулу (74) g =
= 9,81 м/с2 и tg 22“ = 0,4, получаем
9,81-0,4 42 ,„г.
« - 30 У 2(ь2-ьг) '= ’ (75)
Выразив геометрические размеры
камеры дробления в долях В ширины
приемного отверстия (рис. 94), преоб-
разуем последнюю формулу. Если ОА
и О А' — положения подвижной щеки
в моменты наибольшего сближения и
отхода, то отрезок А А' будет ходом
щеки на уровне выпускной щели, а
отрезок СС — ходом щеки на уровне
приемного отверстия:
ДЛ' = /л2-&1 и СС = 0,01В.
В подобных треугольниках ОАА' и ОСС сходные стороны
относятся, как высоты. Можно написать
АА' ‘2,7 В Ь2—Ьг 2,7В
СС ~ 0,5В пли 0,01В “ 0,5В •
/>2 — /4 = 0,054В.
Подставив найденное значение Ь2 — Ьг в формулу (75), получим
42
182,6
п — ______= —, об/мин,
F 0,054В С В
(77)*
где В — ширина приемного отверстия, м.
Производительность
Принимаем объем дробленого продукта, выпадающего за один
оборот вала дробилки, работающей с наивыгоднейшей частотой
вращения, равным объему призмы ABCDEFGM (см. рис. 93).
Площадь трапеции ABCD основания призмы
f =А + *1/г.
Выше найдено, что
h =
tga
* Формула (77) дает точное число оборотов для щековых дробилок фирмы
«Аллис-Чалмерс» и завышенное — для дробилок отечественного производства.
151
Объем призмы
-. _ Ч~ ^1) (t>2 —frj) ,
2tga 7’
где L — длина камеры дробления, м.
Объемная производительность дробилки
V - 60/га = 60/1 (Z>2 + У* "~61) L. (78)
Если bu b., и L выражены в метрах, то по формуле (78) произво-
дительность получается в метрах кубических в час.
Пользуясь рис. 94, введем в формулу (78) ширину загрузочного
отверстия В. По равенству (76) имеем:
b2 -bt = 0,054/?; bL = b2 - 0,054В; b2 -ф bA = 2Ьг - 0,054/?. (79)
Подставив (79) в (78), получим
У'-60П t. = 30nL°J°<ia';~0-ll03B’ . (80)
В последней формуле число оборотов дробилки определяется
равенством (77).
Положив tp а — 0,4 и подставив его в формулу (80), получим
v чп 182,0 о, 108Bfe2 — 0,003В1 2
V Ув 11 ол »
V --- (1479/л. КВ - 40/? Кв) L, м3/ч. (80а)
Массовая производительность дробилки
Q -= V (kb) = (1479В2 КВ - 40В КВ) L (kb), (81)
где Q — производительность дробилки, т/ч;
k — коэффициент разрыхления материала при выходе из
дробилки;
6 — плотность материала, т/м3.
Формула (81) не учитывает влияния на производительность
дробилки физических свойств дробимого материала, так как она
получена только из геометрических представлений. Несмотря на
это, формула позволяет представить себе влияние основных меха-
нических факторов, определяющих производительность дробилки г.
Для расчета производительности щековых дробилок предло-
жено несколько эмпирических формул, составленных исходя из
предположения, что производительность дробилок пропорциональ-
1 Если в формуле (81) положить kb = 1,6 т/м3, то по ней можно точно
вычислить производительность щековых дробилок, изготавливаемых американ-
ской фирмой «Аллис Чалмерс» для средних значений Ь2.
152
на площади разгрузочного отверстия. Из них наиболее известной
является формула
Q^O,1L52, т/ч, (82)
где L и Ь« — выражены в сантиметрах.
Производительность принимают по средним данным заводов-
изготовителей с введением поправки на насыпную плотность
дробимого материала.
Наши заводы поставляют щековые дробилки с электродвига-
телем, мощность которого достаточна для дробления очень крепкой
породы с пределом прочности на сжатие 25 кН/см2 при производи-
тельности, соответствующей пропускной способности дробилки при
заданной выпускной щели. Поэтому дробилка выбирается по раз-
меру максимального куска £)м в исходном материале и по произво-
дительности при заданной выпускной щели. Ширина загрузочного
отверстия должна быть не менее (1,15 ч-1,20) DM.
Если выбранный по куску типоразмер дробилки не обеспечивает
заданную производительность, то сравнивают варианты установки
двух дробилок и одной следующего большего типоразмера. По-
скольку установка щековой дробилки связана с установкой тяже-
лого питателя и сооружением бункера и здания, постольку пред-
почтение следует отдавать варианту с одной дробилкой. Если
выбраны дробилки выпускаемого максимального типоразмера и
если по расчету их получается две, то следует рассматривать
вариант установки одной конусной дробилки крупного дробления.
При описанном способе выбора дробилки мощность электродви-
1ателя может оказаться завышенной, если исходная руда мелкая
пли имеет незначительную крепость.
Зарубежные заводы-изготовители щековых дробилок постав-
ляют один и тот же типоразмер дробилки с электродви!ателями
разной мощности. В этом случае мощность электродвигателя под-
бирается с учетом производительности, крупности исходного
материала и продукта и крепости руды. Требуемую мощность
электродвигателя фирма «Аллис-Чал мерс» рекомендует рассчиты-
вать по закону Бонда. Индекс работы определяется для данной
руды специальным испытанием дробимости 30—40 отобранных
кусков руды размерами 50—75 мм. Куски разрушаются двумя
встречными молотами, падающими, как маятники, и ударяющими
кусок с двух сторон. Индекс работы, вычисленный поданным испы-
таний, измеряется в киловатт-часах на тонну. Потребная энергия
для дробления 1 т рассчитывается по формуле
„ _е / Юк?, \ о
оу = 0,75 —--------, к-Вт-ч/т,
\ Ир Ир /
|де щ,- — индекс работы, кВт-ч/т;
Р — крупность продукта, соответствующая ситу, через кото-
рое проходит 80% материала (принимается примени-
тельно к размеру выпускной щели дробилки), мкм;
153
F — крупность исходного материала, соответствующая ситу,
через которое проходят 80% материала (в расчетах
принимается F = (0,54-0,67) В), мкм;
В — ширина загрузочного отверстия дробилки.
Индекс работы (кВт- ч/т) для некоторых пород следующий:
Известняк..........
Гранит................. . .
Диабаз........................
Кварцит.......................
Базальт ....
6—18 средний 12
9—25 » 17
11—27 » 12
&—28 » 17
12—40 » 25
Весьма мягкие породы имеют индекс работы ниже 9, а весьма
крепкие — больше 26. Потребная мощность электродвигателя
N3){=^wQ, кВт,
где Q — производительность дробилки по питанию, т/ч.
Выбирается ближайший больший по мощности электродвига-
тель.
Если рассчитанная мощность электродвигателя превышает
максимальную мощность (заводскую), то дробилка не подходит.
Следует или изменить условия дробления, например увеличить
размер выпускной щели и изменить крупность продукта дробилки
Р, или выбрать дробилку следующего большего типоразмера.
Потребная мощность электродвигателя
Нагрузка на электродвигатель при дроблении в щековых
дробилках зависит от многих факторов, большинство из которых
пока еще не может быть учтено. Этим объясняется то, что до сих
пор нет обоснованной теоретической формулы, позволяющей
определить мощность электродвигателя для привода дробилки,
tea Для определения мощности электродвигателя щековых дроби-
лок Беренов [85] рекомендует пользоваться эмпирической фор-
мулой
N = cLB, кВт,
где L и В — длина и ширина загрузочного отверстия дробилки,
см;
с — коэффициент, принимаемый в зависимости от раз-
меров загрузочного отверстия;
c = -^q —для дробилок размером меньше 250X400 мм;
c = -^L—дЛЯ дробилок размером от 250X400 мм до
900 X 1200 мм;
с = -Х—для дробилок размером 900X1200 мм и более.
154
§ 4. Эксплуатация щековых дробилок
На обогатительных фабриках щековые дробилки применяются
для крупного дробления. Эти дробилки не могут работать под
завалом и поэтому для приема прибывающей на фабрику руды
сооружают приемные воронки или бункера небольшой емкости
(рис. 95). Из приемного устройства в дробилку руда подается
равномерно пластинчатым питателем. Иногда перед дробилкой
устанавливается колосниковый грохот. Пластинчатый питатель
подает руду на грохот и в дробилку поступает только надрешетный
продукт. Дробленый продукт обычно разгружается из дробилки
на ленточный конвейер, который транспортирует его в следующую
стадию дробления.
Щековые дробилки устанавливаются на фундаментах, не свя-
занных с фундаментами здания. Вибрации и сотрясения дробилки,
неизбежные при ее работе, не должны передаваться зданию.
Максимальная степень дробления, которую можно достичь
в щековых дробилках, составляет 8. Обычно же дробилки работают
при степенях дробления от 3 до 4. Для дробилок, работающих при
степени дробления 6, расход электроэнергии на дробление колеб-
лется от 0,3 до 1,3 кВтч/т.
Рис. 95. Установка щековой дробилки:
1 — приемная вороика; 2 — пластинчатый питатель; 3 — ленточный конвейер для про-
сыпки; 4 — щековая дробилка; 5 — ленточный конвейер для дробленого продукта
155
Рис. 96. Типовые характеристики круп-
ности дробленого продукта щековых
дробилок
Характеристика крупности
продукта дробления опреде-
ляется свойствами дробимого
материала, и прежде всего его
прочностью. Типовые характе-
ристики крупности дробленого
продукта щековых дробилок, по
К. А. Разумову [69], показаны
на рис. 96.
По осп абсцисс отложена
крупность кусков в долях ма-
ксимальной ширины разгрузоч-
ного отверстия и по оси ординат — суммарный выход классов по
плюсу. Характеристики даны для мягких 3, средней твердости 2
и твердых / руд. Они относятся к продукту дробления тщательно
отгрохоченного материала, т. е. не содержащего кусков размером
меньше ширины выходной щели.
Изнашивающиеся части, подлежащие периодической замене
или восстановлению, у щековых дробилок следующие: футеровоч-
ные плиты, распорные плиты, вкладыши в гнезда для распорных
плит, вкладыши подшипников эксцентрикового вала и оси подвиж-
ной щеки, вкладыши или заливка головки шатуна.
Средние сроки службы этих деталей (в месяцах): футеровочные
плиты — 6; сменные наконечники распорных плит — 5; сухари
в гнездах распорных плит — 12; вкладыши подшипников колен-
чатого вала и оси подвижной щеки — 12; вкладыши и заливка
головки шатуна — 12.
Расход стали при дроблении в щековых дробилках определяется
истиранием футеровочных плит, он зависит от стойкости мате-
риала, из которого сделаны плиты, и от крепости дробимого мате-
риала. При использовании плит из марганцовистой стали расход
ее колеблется от 0,02 до 0,08 кг, а из закаленного чугуна — от
0,03 до 0,1 кг на 1 т дробленого продукта.
Запускаются щековые дробилки при отсутствии дробимого
материала в камере дробления. Перед запуском необходимо про-
верить количество жидкого масла в баке-отстойнике и густой
смазки в резервуаре станции густой смазки. Сначала включается
масляный насос и система охлаждения (если она имеется). Спустя
3—5 мин, когда масло поступит ко всем трущимся частям, включа-
ется электродвигатель дробилки. Перед включением электродвига-
телей щековых дробилок старой конструкции и дробилок больших
размеров бывает необходимо при помощи мостового крана повер-
нуть маховик дробилки в положение, соответствующее концу рабо-
чего хода, т. е. наибольшему сближению щек. В этом положении
запуск дробилки происходит легче, так как тяжелая подвижная
45G
щека под действием своей массы в начале вращения эксцентрикового
вала начинает отход от неподвижной щеки, что облегчает работу
двигателя при пуске. Дробимый материал подается в дробилку
после того, как дробилка поработает на холостом ходу 1—2 мин.
Во время работы щековой дробилки надо следить за равномер-
ностью подачи в нее материала, не допуская завалов камеры дроб-
ления и попадания в дробилку больших недробимых предметов,
а также контролировать смазку и температуру масла и воды.
Нормальная температура масла при работе дробилки 30—35° С.
Дробилка останавливается в порядке, обратном пуску. Прекра-
щается подача материала, прорабатывается оставшийся в камере
дробления продукт и останавливается электродвигатель дробилки.
Только после остановки дробилки выключается маслонасос и
прекращается подача охлаждающей воды.
Простейшая схема автоматического регулирования дробилки
основана на контролировании уровня материала в камере дробле-
ния. Для контроля уровня применяют электроконтактный датчик
(например, цепь, подвешенная в камеру дробилки) или радиоактив-
ный уровнемер (гамма-реле), устанавливаемый на предельном
уровне камеры дробления. При переполнении камеры дробления
датчик автоматически отключает электродвигатель питателя или
переводит его па пониженную частоту вращения с уменьшением
количества подаваемой руды. В более сложной системе автомати-
ческого регулирования используются два параметра. Основной
параметр — нагрузка приводного электродвигателя. Нагрузка
двигателя характеризует условия дробления; чем крупнее и проч-
нее руда, тем больше потребляемая мощность и ток и меньше про-
изводительность. Система автоматического регулирования стабили-
зирует потребляемую мощность путем воздействия на питатель. Вто-
рой параметр—уровень материала в камере дробления [75, 83, 89].
В качестве жидкой смазки для щековых дробилок применяют:
летом — масла индустриальные — машинное С или СУ; зимой —
машинное Л (ГОСТ 20799—75). В качестве густой смазки — смазка
индустриальная ИП 1—3 (ГОСТ 3257—74). Жидкая смазка перио-
дически должна заменяться (приблизительно через 5 мес). Расход
жидкой смазки для больших дробилок размером от 900X1200 до
1500X2100 мм при регенерации составляет в среднем 2 т/год,
расход густой смазки — примерно 2000 кг на одну дробилку.
Бесперебойная работа щековых дробилок обеспечивается систе-
матическими планово-предупредительными ремонтами иосмот-
рами. Периодичность между ремонтами в отработанных оборудова-
нием часах: технический осмотр — 540, текущий ремонт I—3240,
текущий II — 16200 и капитальный — 32 400 *.
* Положение о планово-предупредительных ремонтах оборудования и транс-
портных средств на предприятиях цветной металлургии СССР.—М., Недра,
1975. (Министерство цветной металлургии СССР). Правила технической эксплуа-
тации технологического оборудования обогатительных фабрик цветной метал-
лургии П. И. Круппа, Н. А. Алексеев, Ю. С. Иванов и др. М., Недра, 1978.
157
ГЛАВА III
КОНУСНЫЕ ДРОБИЛКИ
§ 1. Принцип действия, классификация
и область применения
Конусные дробилки по своему назначению разделяются на дро-
билки для крупного, среднего и мелкого дробления. В конусных
дробилках материал дробится в кольцевом пространстве, образо-
ванном наружной неподвижной конической чашей 1 (рис. 97)
(верхней частью станины дробилки) и расположенным внутри этой
чаши подвижным дробящим конусом 2, насаженным на вал 3.
У дробилок для крупного дробления вал 3 подвешивается к верх-
ней траверсе, а у дробилок для среднего и мелкого дробления —
на сферический подпятник 9 (рис. 98), на который опирается
дробящий конус, жестко закрепленный на валу 3. Дробилки с та-
ким подвесом вала иногда называют дробилками с консольным
валом. Принцип действия всех конусных дробилок одинаков.
Рассмотрим его на примере дробилки для крупного дробления
с подвешенным валом (см. рис. 97). Дробящий конус 2 жестко кре-
пится на валу 3, который подве-
шен в точке О и нижним концом
свободно вставлен в эксцентри-
ковый стакан 4. Последний ус-
танавливается концентрично со
станиной дробилки и называется
эксцентриковым потому, что ось
отверстия, в которое входит
нижний конец вала 3, не совпа-
дает с осью вращения ста-
Рис. 97. Схема конусной дробилки
крупного дробления с подвешенным
валом:
1 — верхняя часть станины (неподвиж-
ная коническая чаша); 2 — дробящий ко-
нус; 3 — вал; 4 — эксцентриковый ста-
кан; 5 — инжняя часть станины; 6 — ко-
ническая зубчатая передача; 7 — привод-
ной вал; 8 — шкнв
Рис. 98. Схема конусной дробилки
среднего дробления с валом, подве-
шенным на сферическом подпятнике:
1 — коническая чаша; 2 — дробящий ко-
нус; 3 — вал; 4 — эксцентриковый ста-
кан; 5 — станина; 6 — коническая зуб-
чатая передача; 7 — приводной вал; 8 —
шкив; 9 — сферический подпятник
158
кана. Таким образом, ось вала 3 наклонена к оси симметрии кор-
пуса дробилки. Эксцентриковый стакан получает вращение от элек-
цюдвигателя через передаточный механизм. При вращении эксцен-
трикового стакана 4 ось вала 3 описывает коническую поверхность
с вершиной в точке подвеса вала О (см. рис. 97). Жестко закреплен-
ный на валу 3 дробящий конус 2 совершает круговые качания, по-
следовательно приближаясь к стенкам конической чаши и отда-
ляясь от них. За половину оборота эксцентрикового стакана 4 ось
вала 3 перемещается из положения ОК в положение ОКХ, а дробя-
щий конус—из положения BEFD в положение BJ^FiPi. В следую-
щую половину оборота ось вала 3 и дробящий конус 2 возвраща-
ются в свои исходные положения. Приближение дробящего конуса
2 к чаше 1 сопровождается дроблением кусков материала, посту-
пающих в пространство между ними, а удаление — разгрузкой
дробленого продукта, выходящего вниз, под дробилку. Основное
дробящее действие конусных дробилок — раздавливание, но имеет
место и разлом кусков при изгибе, возникающем, когда кусок за-
жат между вогнутой поверхностью чаши и выпуклой поверхностью
дробящего конуса (рис. 99). В действительности вал 3 (см. рис. 97)
и дробящий конус 2 совершают более сложные движения, чем это
описано выше. Силы трения, возникающие между стенками экс-
центрикового отверстия стакана 4 и поверхностью вала 3, а также
силы трения между поверхностью дробящего конуса 2 и кусками
дробимого материала заставляют вал 3 вращаться вокруг своей
оси, преодолевая силы трения в точке подвеса. На холостом ходу
вал 3, если силы трения в эксцентричном отверстии стакана 4
преодолевают силы трения в точке подвеса, будет вращаться вокруг
своей оси в том же направлении, что и эксцентриковый стакан 4.
При дроблении силы трения между кусками материала и поверх-
ностью дробящего конуса настолько велики, что всегда заставляют
вал 3 вращаться вокруг своей оси в направлении, обратном враще-
нию эксцентрикового стакана. Поскольку силы трения, обусловли-
вающие вращение вала 3 вокруг своей оси при работе дробилки под
нагрузкой непостоянны, постольку оно совершается с неопреде-
ленным и переменным числом оборотов. Дробление материала
в конусных дробилках происходит непрерывно, так как при любом
положении эксцентрикового стакана на поверхности конической
чаши / всегда имеется точка, к которой приближается дробящий
конус, и в которой, следовательно, происходит дробление. Непре-
рывность дробления позволяет строить конусные дробилки без
тяжелых маховиков, а также, по сравнению со щековыми
дробилками, увеличивать время дробления и производитель-
ность.
В конусной дробилке для среднего дробления (см. рис. 98)
ось вала 3 при вращении эксцентрикового стакана 4 описывает
коническую поверхность с вершиной в точке О в центре соприка-
сающихся сфер — нижней поверхности конуса 2 и подпятника 9.
Дробящий конус совершает внутри конической чаши 1 круговые
159
1
Рис. 99. Разлом куска из-
гибом в конусной дробилке
Рис. 100. Камера дробле-
ния конусной дробилки
крупного дробления:
1 коническая чаша; 2 —
дробящий конус; 3 — вал
качания, подобные качаниям конуса у дробилок с подвешенным
валом. Дробленый продукт разгружается вниз под дробилку.
Камеры дробления конусных дробилок крупного, среднего н
мелкого дробления различаются конфигурацией (рис. 100, 101 и
102). У дробилок для крупного дробления усеченный конус чащи
обращен большим основанием вверх, а у дробилок для среднего и
мелкого дробления — вниз. Дробящие конусы у дробилок всех
типов обращены большими основаниями вниз, ио у дробилок для
крупного дробления конус крутой, а у дробилок для среднего и
мелкого дробления — пологий. Конфигурация рабочего про-
странства конусных дробилок для крупного дробления приспо-
соблена к приему крупных кусков. Кольцевое пространство между
дробящим конусом 2 и конической чашей / (см. рис. 100) расширя-
ется в верхней части. Ширина выходной щели у современных дро-
билок составляет (0,1 —0,2) В, а максимальный диаметр дробящего
конуса — приблизительно 1,523 (здесь В — ширина приемного
отверстия дробилки). Современные конусные дробилки для круп-
ного дробления имеют футеровку, придающую камере дробления
дробилки криволинейные очертания (см. рис. 101). Футеровки
такого профиля уменьшают возможность забивания дробилки ру-
дой. На рис. 101 камера дробления параллельными горизонталь-
ными плоскостями разделена на ряд зон. Объемы выделенных зон
увеличиваются сверху вниз. Образующие АВ и AtBt показывают
положения конуса в прижатом состоянии и в момент наибольшего
отхода соответственно. Для определения высоты зон из точки
проводим линию, параллельную противостоящему элементу футе-
ровки конической наружной чаши, до пересечения с образующей
АВ. Через точку С проводим горизонтальную плоскость, которая
отделит нижнюю зону. Следующую зону выделяем плоскостью,
проходящей через точку D, образуемую пересечением линий CiD
с образующей АВ. Линия C-JD параллельна футеровке наружной
160
Рис. 101. Криволинейные профили
футеровок конусной дробилки круп-
ного дробления
в в,
Рис. 102. Камера дробления конусной
дробилки среднего дробления:
1 ₽ коническая чаша; 2 — дробящий ко-
нус; 3 — вал
чаши на участке выделяемой зоны. Последующие зоны выделяются
аналогично. За один оборот вала дробленый продукт опускается
на высоту одной зоны.
Конфигурация камер дробления конусных дробилок для сред-
него и мелкого дробления предусматривает прием более мелкого
материала и позволяет выдавать относительно равномерный по
крупности кусков дробленый продукт. При максимальном сближе-
нии дробящего конуса с наружной чашей создается «параллельная
зона» длиной I и шириной s, которая определяет размер кусков
дробленого продукта (см. рис. 102, 103). Камера дробления конус-
ных дробилок для мелкого дробления имеет, по сравнению с каме-
рами в дробилках среднего дробления, параллельную зону I
большей длины и дробящий конус меньшей высоты. По этому
последнему признаку конусные дробилки для мелкого дробления
называют еще короткоконусными. Форма дробящих конусов
дробилок среднего и мелкого дробления, отличающаяся поло-
гостью, способствует повышению их производительности. В общем
6 С. Е. Андреев и др. 161
Рис. 103. Камера дробления конусной дробилки мелкого дроб-
ления:
/ — коническая чаша; 2 — дробящий конус; 3 — вал
случае производительность дробилок пропорциональна площади
выходной щели. Дробилки среднего и мелкого дробления должны
работать при выходной щели небольшой ширины, а поэтому для
увеличения площади щели увеличивают ее длину, что достигается
применением пологих дробящих конусов. Кроме того, при пологих
конусах увеличивается влияние качаний конуса, способствующих
разгрузке дробленого продукта. Конусные дробилки крупного
дробления отличаются от дробилок среднего и мелкого дробления
величиной эксцентриситета стакана, определяющего амплитуду
качаний дробящего конуса. У дробилок крупного дробления экс-
центриситет стакана меньше 25 мм, а у дробилок среднего и мел-
кого дробления — больше 100 мм.
§ 2. Конструкция конусных дробилок крупного
дробления
Конусная дробилка крупного дробле-
ния с подвешенным валом и разгрузкой дробленого
продукта под дробилку (рис. 104). Станина дробилки разъемная.
Части станины соединены между собой болтами. Дробилки с ши-
риной приемного отверстия 1500 мм имеют станину, состоящую из
трех частей; дробилки меньшего размера — из двух частей 1 и 2.
Отверстия во фланцах соединяемых частей расположены так, что
верхняя часть может быть при необходимости повернута относи-
тельно нижней. Верхняя часть 2 станины представляет собой
неподвижную коническую чашу, в которой производится дробле-
ние. У современных дробилок высота наружной конической чаши
162
/4 11 10 ,7
Рис. 104. Конусная дробилка крупного дробления с подвешенным валом
делается приблизительно равной 1,85В (В — ширина приемного
отверстия). Угол наклона образующей конической поверхности
наружной чаши с вертикалью составляет обычно 17—20°. В целях
предохранения от износа внутренняя поверхность конической чаши
футеруется несколькими рядами футеровочных плит 3 из марган-
цовистой стали, расклиниваемых по окружности. При дроблении
вследствие сил трения могут возникнуть усилия, стремящиеся
вытолкнуть футеровочные плиты вверх. Для восприятия этих
усилий в теле станины и па футеровочных плитах устраиваются
выступы и пазы. После установки футеровочных плит все неплот-
ности между ними и внутренней поверхностью чаши заливаются
цинком.
Заменяя футеровочные плиты нижнего ряда наружной дробиль-
ной чаши плитами другой толщины, можно изменять ширину выход-
ной щели. Заводы изготовляют конусные дробилки крупного
дробления с шириной выходной щели от 0,1 до 0,2В (ширины прием-
ного отверстия). Дробящий конус 4 закреплен на валу 5 и покрыт
футеровкой. Диаметр нижнего основания дробящего конуса при-
близительно в 1,5 раза больше ширины приемного отверстия В.
Угол между образующей конуса и вертикалью находится в преде-
лах 8,5—10°. Угол при вершине конуса приблизительно 20°.
Футеровка представляет собой кольца 6 из марганцовистой стали,
закрепляемые на конусе гайками 7. В нижней части конуса футе-
6* 163
Рис. 105. Схема подвеса
вертикального вала ко-
нусной дробилки круп-
ного дробления (номера
позиций общие с рис. 104)
ровка ложится на обработанный бурт. Плотность прилегания
футеровки к конусу обеспечивается цинковой заливкой. Вал 5
дробилки подвешен в специальном гнезде в центральной головке
траверсы 8. Двухлапая траверса отлита заодно с опорным кольцом,
которым устанавливается на фланец верхней части станины, футе-
руется свеху плитами 9 и крепится болтами к фланцу. На рис. 105
показана схема подвеса вала. Нижняя поверхность гнезда подвеса
защищена опорным кольцом 10, а боковая поверхность облицована
сменной втулкой 11, расточенной на конус, расширяющийся кверху.
На вал 5 надевается втулка 12, имеющая скошенную нижнюю тор-
цовую поверхность. Конусность внутренней поверхности сменной
втулки 11 и скошенность втулки 12, при постоянном отклонении
оси вала 5 от вертикальной оси дробилки за счет эксцентриситета
стакана, обеспечивают прилегание втулки 12 к опорному кольцу
10 и сменной втулке 11. При вращении эксцентрикового стакана/3
(см. рис. 104) вокруг оси дробилки ось вала 5 описывает коническую
поверхность с вершиной в точке О на горизонте подвеса вала (см.
рис. 105). При этом втулка 12 катится по опорному кольцу 10
и внутренней поверхности сменной втулки И. Вследствие того что
вал 5 при работе дробилки под нагрузкой вращается вокруг своей
оси, качение втулки 12 сопровождается проскальзыванием.
Таким образом, вал 5 висит па втулке 12, опираясь на опорное
кольцо 10. Для падежного крепления втулки 12 на валу 5 предназ-
начены конусная шайба 14 и гайка 15. Шайба 14 имеет внутренний,
а гайка 15 точно такой же внешний конус. Шайба 14 прижимается
к верхнему торцу втулки 12, а гайка 15 навинчивается на нарезку
верхнего конца вала 5. При навинчивании гайка 15 входит в конус-
ную шайбу 14. Возможность самоотвинчивания гайки 15 устра-
няется шпонкой. В нижней части станины размещается привод
дробилки. Приводной механизм защищен уплотнением 16 от
попадания пыли и мелкого дробленого материала, а от износа
действием кусков дробленого продукта, разгружающегося из
дробилки, — футеровкой 17 (см. рис. 104). Большие дробилки
(1200 и 1500 мм) имеют два приводных вала. Они приводятся в дви-
жение от двух двигателей, что позволяет пускать их в ход под
164
завалом. Приводной механизм состоит из пары конических зубча-
тых шестерен 18 и 19 и приводных валов 20, соединенных муфтами
с валами шкивов 21. Приводные валы заключены в обоймы 22,
которые вставлены в специальные гнезда в станине и закреплены
на ней болтами.
В центре нижней части станины имеется втулка 23, ось которой
совпадает с вертикальной осью дробилки. Она отлита заодно с ниж-
ней частью станины и связана с ней ребрами жесткости. Эта втулка
служит для размещения эксцентрикового стакана 13. В нее встав-
лена вкладная втулка 24, в которую сверху опущен эксцентрико-
вый стакан 13. Последний представляет собой массивную деталь
цилиндрической формы, опирающуюся на кольцо 25, уложенное
на верхнем обрезе втулки 23. Вверху на эксцентриковый стакан
надета большая коническая шестерня 18 привода. В эксцентрико-
вом стакане сделана наклонная расточка, эксцентричная относи-
тельно вертикальной оси дробилки. В эту расточку свободно встав-
лен нижний конец вала 5. Эксцентриковый стакан 13 отклоняет
ось вала 5 от вертикальной оси дробилки, что и обусловливает
описанный выше характер движения вала 5. Заменяя вкладную
втулку 24, можно в некоторых пределах изменять эксцентриситет.
Исходный материал загружается в рабочее пространство сверху.
Дробленый продукт разгружается вниз, под дробилку, по всему
кольцевому пространству между дробящим конусом и конической
наружной чашей. При износе или после установки новых футеро-
вок требуется регулирование ширины выходной щели. Для этого
вал 5 вместе с дробящим конусом приподнимается (подвешивается)
мостовым краном. Навинчивая или свинчивая гайку 15, устанав-
ливают нужную ширину выходной щели. Описан механический
способ регулирования ширины выходной щели. В дробилках типа
ККД-ГРЩ предусмотрено гидравлическое регулирование. Конус-
ные дробилки для крупного дробления не имеют маховика и
работают с небольшим числом оборотов эксцентрикового стакана
при малом эксцентриситете. Во время работы эти дробилки не
накапливают значительного запаса кинетической энергии и при
случайном попадании в них педробимых предметов легко останав-
ливаются Поэтому такие дробилки не имеют предохранительных
устройств.
Дробилка устанавливается на фундаменте и закрепляется
четырьмя анкерными болтами с закладными плитами. Конструк-
ция фундамента под дробилку предусматривает устройство в нем
специальных проемов для разгрузки руды и размещения заклад-
ных плит анкерных болтов. Для смазки дробилок применяются
жидкая и консистентная смазки. Жидкая смазка — для трущихся
частей приводного механизма и эксцентрикового стакана. Конси-
стентная смазка — для узла подвеса вала 5. Схема смазки дробилки
показана на рис. 106. Жидкая смазка из бака 1 шестереночным
насосом 2 подается в фильтр-холодильник 4. Далее масло по масло-
проводу подводится к штуцеру в донной плите под эксцентриковым
165
Охлаждающая вида.
Рнс. 106. Схема системы смазки
конусной дробилки крупного
дробления с подвешенным ва-
лом:
1 — бак-отстойник для масла; 2 —
шестеренчатый насос; 3 — электро-
двигатель; 4 — фильтр-холодиль-
ник; 5 — ограничитель уровня с ко-
нечным выключателем; 6 — темпе-
ратурное реле; 7 — клапан пере-
пускной; 8 — обратный клапан;
9 — реле давления; 10 — термометр
сопротивления; 11 — манометры;
12 — указатели течения масла про-
ходные; 13 — указатель течения
масла регулируемый
ла в бак 1 (см.
Электросигналь-
стаканом /3 дробилки (см.
рис. 104). Давление в си-
стеме маслопровода ре-
гулируется перепускным
клапаном 7 путем сброса
части мае
рис. 106).
ное реле давления 9, уста-
новленное на маслопроводе, автоматически выключает электро-
двигатель дробилки при перерывах в подаче масла. Отработан-
ное масло из дробилки сливается по трубе самотеком. Для
регулирования температуры масла бак 1 имеет установку для
электроподогрева масла, а фильтр 4 может охлаждаться водой.
Консистентная смазка от ручной станции по мазепроводу подво-
дится к каналу (не показанному на рис. 104) в одной из лап тра-
версы 8, по которому и поступает к подшипнику подвеса.
Конусные дробилки крупного дробления с подвешенным валом
ранее изготавливались с боковой разгрузкой дробленого про-
дукта (рис. 107). Принцип действия этой дробилки такой же, как и
дробилки, подробно описанной выше. Нижняя часть станины
разделяется на два отделения наклонной диафрагмой, служащей
желобом для выпуска дробленого продукта. В нижнем отделении
размещается приводной механизм. Эксцентриковый стакан встав-
ляется во втулку станины снизу и имеет оперу на донной плите.
Дробилки с боковой разгрузкой ненадежно работают на влажном
глинистом материале. Дробленый продукт налипает на выпускном
желобе и может, попадая под конус, вызвать поломку дробилки.
Кроме того, дробилки с боковой разгрузкой имеют большую
высоту.
Конусная дробилка крупного дробления с верхним гидравличе-
ским подвесом конуса изображена на рнс. 108. Узел подвеса вала
дробящего конуса размещен в стальном цилиндре 1, который по
высоте удерживается в траверсе гидравлическим блоком. Гидрав-
лический блок состоит из корпуса 2, в котором по окружности
устроены гидравлические цилиндры с плунжерами 3. На них
опирается верхним фланцем цилиндр 1 с узлом подвеса. Поворот
цилиндра 1 вокруг своей оси предотвращается двумя вертикаль-
ными стопорными стойками 4, запрессованными в корпус гидрав-
лического блока. Гидравлические цилиндры связаны между собой
общей полостью. При нагнетании масла в полость плунжеры 3
поднимают цилиндр 1 с узлом подвеса; при вытеснении масла из
гидравлических цилиндров в бак насосной установки 5, цилиндр 1
опускается. Перемещение его вниз ограничивается фланцами сто-
порных вертикальных стоек 4 [38].
Рис. 107. Конусная дробилка с подвешенным валом с боковой разгрузкой
167
Рис. 108. Дробилка ККД-1500/180ГВП с верхним гидравлическим подвесом
В дробилках типа ККД-ГРЩвал дробящего конуса опирается
на плунжер гидравлического цилиндра, расположенного внизу.
Регулирование выходной щели этих дробилок аналогично описан-
ному ниже для дробилок типа КРД, имеющих такую же гидравли-
ческую систему. Верхний гидравлический подвес удобнее в обслу-
живании по сравнению с нижним гидравлическим домкратом, так
как он легко доступен и исключает необходимость устройства
ремонтного проема в фундаменте.
Конусные редукционные дробилки с гидравлическим регулиро-
ванием выпускной щели (КРД-ГРЩ) включаются в схему дробле-
ния после конусных дробилок с подвешенным валом или щековых
дробилок в тех случаях, если рациональна четырехстадиальная
схема (см. раздел второй, гл. I, § 3). Выпускная щель дробилки
регулируется гидравлическим домкратом, который крепится бол-
тами к нижнему фланцу центральной втулки станины (рис. 109).
Конец вала 28 проходит через отверстие в эксцентриковом стакане
168
5 и имеет гнездо, в которое свободно входит головка стойки 7.
Последняя опирается на плунжер 9 гидравлического домкрата.
Верхний подвес вала 28 допускает вертикальные перемещения его.
При уменьшении ширины выпускной щели масло насосом подво-
дится под плунжер и вал поднимается. Гидравлическая система
защищает дробилку от поломок при попадании в рабочее простран-
ство недробимых тел. Давление резко возрастает и масло из ци-
линдра домкрата выжимается в гидравлический аккумулятор. Вал,
опускаясь, увеличивает ширину разгрузочного отверстия и про-
пускает металлический предмет. Система приходит в прежнее
состояние автоматически. Конусные дробилки крупного дробления
характеризуются шириной приемного отверстия (размер В на
рис. 104 и 106).
Технические характеристики конусных дробилок крупного
дробления даны в приложении 10.
Рис. 109. Конусная дробилка крупного дробления типа КРД с гидравлическим
регулированием выходной щели:
1 — верхняя часть корпуса с траверсой; 2 — средняя часть корпуса; 3 — корпус подвиж-
ного конуса; 4 — нижняя часть корпуса (станина); 5 — эксцентрик; 6 — фундаментная
плита; 7 — пест; 8 — малая коническая шестерня; 9 — плунжер; 10 — муфта; 11 —
шкив приводной; 12 — приводной вал; 13 — большая коническая шестерня; 14 — пыле-
уплотнение; 15 — инжняя футеровка чаши; 16 — футеровка подвижного конуса; 17 —
верхняя футеровка чашн; 18 — трубопровод густой смазки; 19 — траверса; 20 — шайба;
21 — конусная втулка верхнего подвеса; 22 — внутренняя втулка; 23 — наружная
втулка; 24 — обойма; 25 — гайка регулирования разгрузочной щелн; 26 — колпак;
27 — гайка крепления футеровки; 28 — главный вал; 29 — защитная втулка
169
§ 3. Технологические характеристики конусных
дробилок крупного дробления
Угол захвата
Углом захвата конусных дробилок крупного дробления назы-
вается угол между образующими внутренней поверхности наруж-
ной неподвижной конической чаши и внешней поверхности под-
вижного дробящего конуса (рис. 110). Величина угла захвата изме-
няется от а в месте сближения дробящих поверхностей до а±
в диаметрально противоположной точке, где дробящий конус
отошел от наружной чаши. Незначительной разницей в величине
углов а и аг пренебрегают, так как она не имеет практического
значения, и углом захвата считают угол а.
Условия равновесия куска дробимого материала в камере дроб-
ления конусной дробилки крупного дробления аналогичны равно-
весию куска в щековой дробилке, что позволяет распространить
выводы, сделанные ранее для щековых дробилок, также на конус-
ные дробилки крупного дробления. Таким образом, угол захвата
у конусных дробилок крупного дробления не должен быть больше
двойного угла трения. Практически в этих дробилках угол захвата
бывает от 24 до 28°.
Частота вращения эксцентрикового стакана
Наивыгоднейшей называется такая частота вращения эксцент-
рикового стакана конусной дробилки крупного дробления, при
которой достигается максимальная производительность дробилки.
Аналогично случаю щековой дробилки, такую частоту имеем,
если время половины оборота эксцентрикового стакана равно
времени свободного падения куска дробленого продукта с гори-
зонта AjNy (рис. 111) до уровня разгрузочного отверстия1 AN,
т. е с высоты h.
С одной стороны, время t половины оборота эксцентрикового
стакана
_ 30
п ’
где п — частота вращения эксцентрикового стакана, об/мин.
С другой стороны, время t должно равняться времени свобод-
ного падения куска с высоты h, т. е.
1 Угол между осями (см. рис. ПО) ОО, корпуса дробилки и ОК дробящего
конуса у дробилок с подвешенным валом не превышает 30—40'. Поэтому на
рис. 111 принято, что соответственные образующие дробящего конуса в крайних
положениях параллельны.
170
Рис. 110. Угол захвата конусной дро-
билки крупного дробления
откуда
п = 30
Г ~^h ' об/мин-
Высоту h находим из геоме-
трических соотношений. Прово-
дим из точки К, которую займет
точка N поверхности дробящего
конуса, когда он придет в край-
нее правое положение, линию
параллельную AAlf и
проводим плоскость A±Nlt с го-
ризонта которой куски дробле-
ного продукта должны еще вы-
пасть из дробилки при отходе
конуса.
Из треугольника NN^K
у
получим
/I = NtL
NL _JGL_
tg Tl — tg?2 ’
где Ti и y2 — углы между образующими поверхностей дробящего
конуса и наружной чаши с вертикалью.
о
Рис. 111. Разгрузка дробленого продукта из конусной дробилки крупного дроб-
ления при наивыгоднейшей частоте вращения эксцентрикового стакана
171
Пользуясь свойством производной пропорции, можно написать:
h .= kl + kl = S
tg Ti + tg Тг tg Ti + tg Та ’
„ = j/effiv. + tg».), (83)
где S — ход дробящего конуса на горизонте разгрузочного от-
верстия, равный двойному эксцентриситету е, м.
Конусные дробилки крупного дробления работают с числом
оборотов, которое приблизительно в 2 раза меньше, чем получается
по теоретической формуле (83). Отклонение можно объяснить
тем, что при выводе формулы не учтены различные сопротивле-
ния, которые встречает материал при выходе из дробилки. Для
практических расчетов частоты вращения эксцентрикового ста-
кана конусных дробилок крупного дробления пользуются фор-
мулой
п = 15 1/ gljgTi + lgTs) _ (84)
т Zo
Промышленные испытания показывают, что с увеличением ча-
стоты вращения эксцентрика (в некоторых пределах) производи-
тельность дробилки растет, по-видимому, сказывается повышение
скорости прохождения материала при повышении частоты коле-
баний конуса. Поэтому при проектировании дробилок частоту
вращения эксцентрика назначают из условий обеспечения на-
дежной работы подшипникового узла эксцентрикового стакана,
а также учитывают уравновешенность дробилки на фун-
даменте [38].
В современных конусных дробилках крупного дробления экс-
центриситет на уровне разгрузочной щели составляет 13—25 мм
в зависимости от размера дробилки. Дробилки одного размера
могут иметь разные эксцентриситеты. Анализ конструктивных
размеров дробилок показывает, что средний ход конуса на гори-
зонте выходной щели (двойной эксцентриситет) связан с шириной
приемного отверстия В прямолинейной зависимостью
5 = 0,02В 4-0,01, (85)
где В и S приняты в метрах.
Подставив в формулу (84) найденное значение S и численные
значения тангенсов углов наружной чаши у2 и дробящего ко-
нуса получим
„ _ , к 1/ 9,81(tgl0°4-tg 19°) _ . -1/9,81(0,176 4-0,344) _
F 2 (0,02В 4- 0,01) 0 V 0,02 (2В 4-1) “
= - тг-24- — об/мин.1 (86)
+1 ' '
1 Эта формула согласуется со средними данными по каталогу фирмы
«Аллис-Чалмерс».
172
(87)
П роизводительность
Определим объем V дробленого продукта, выпадающего из
дробилки за один оборот эксцентрикового стакана, работающей
с наивыгоднейшей частотой вращения (см. рис. 111) [45, 461.
Куски, расположенные выше плоскости 24Г?/Л, не выйдут из рабо-
чего пространства дробилки, так как их размер больше макси-
мальной ширины выходной щели. За один оборот эксцентрикового
стакана из дробилки выпадает дробленый продукт, занимающий
объем кольца с трапецеидальным поперечным сечением AAlt
NRR. Это кольцо представляет собой пространство, получающееся
при вращении трапеции AAjN^N вокруг оси корпуса дробилки
ООг. Согласно теореме Гульдена объем такого пространства равен
произведению площади фигуры, вращение которой образует
кольцо, на длину окружности, описываемой центром тяжести
фигуры вокруг оси вращения, т. е.
V = F2ziR,
где F — площадь трапеции AA-pXRN',
R — расстояние от оси вращения OCR до центра тяжести тра-
пеции, который расположен на линии, соединяющей
середины оснований трапеции на расстоянии hc (по пер-
пендикуляру) от ее большого основания.
Из теоретической механики известно, что
, 1 +
3 baR-bl •
Как видно из рис. 111,
р NA -р Л/1Д1 , ____________ ba-\-bi ___S____
2 П~ 2 tgn + tgV2-
Подставив в уравнение (87) найденное значение F, получим
где Ь2 — максимальная ширина выходной щели, м;
Ьг — минимальная ширина выходной щели, м.
Воспользовавшись приведенными в предыдущем
конструктивными соотношениями между основными
камеры дробления конусных дробилок крупного
шириной В приемного отверстия (см. рис. 111) и формулой (85),
получим для средних значений ширины выходной щели
F = 0,0056В2 4- 0,0026В - 0,0001,
R = 0,83В.
Подставив значения F и R в равенство (87), получим
V = (0,0056В2 + 0,0026В - 0,0001)-2-3,14-0,83В,
V = 0,0292В3 + 0,0136В2 — 0,0005В.
параграфе
размерами
дробления,
173
Умножив последнее равенство на наивыгоднейшее число обо-
ротов эксцентрикового стакана по формуле (86), получим объем-
ную производительность V дробилки:
V = бОда = 60 ууу (0,0292В3 + 0,0136В2 - 0,0005В), м3/ч,
у 420.5В3 + 195,8В2 — 7,2В
К2В + 1
, м3/ч.
Массовая производительность дробилки выражается форму-
лой
п 420,5В3 + 195,8В2 — 7,2В ,»
О —---------- ----:— ko
или приближенно
Q = 210В2 /2В4- 1 (йб), т/ч, (88)
где k — коэффициент разрыхления;
6 — плотность дробимого материала, т/м3.
Формула (88) дает результаты, отклоняющиеся от данных
заводов-изготовителей. Можно предполагать, что заводы указы-
вают производительность не на тщательно отгрохоченном мате-
риале, действительно требующем дробления, а пропускную спо-
собность, включая в производительность и мелочь, проходящую
через дробилку без дробления. Вывод формулы (88) показывает
влияние различных параметров на производительность дробилки.
Например, очевидно, что производительность дробилки прямо
пропорциональна длине хода дробящего конуса и зависит от
ширины приемного отверстия. Каждый типоразмер конусных
дробилок для крупного дробления в настоящее время может быть
поставлен с разной величиной эксцентриситета, которая согла-
суется с шириной выходной щели.
Ход дробящего конуса S и соответствующая ему ширина
выходной щели Ь2 для дробилок разных размеров по данным
фирмы «Аллис-Чалмерс» следующие:
Ширина приемного от- верстия В, мм .... 900 1200 1500
Длина хода дробящего конуса на уровне вы- ходной щели S, мм . . 19 25 32 25 32 35 41 25 32 38 45
Рекомендуемая наимень- шая ширина выходной щели Ь2 при максималь- ном отходе конуса, мм 100 115 127 127 140 152 165 152 165 178 191 203
Формула (88) получена для средних значений ширины выход-
ной щели, эксцентриситета и основных размеров камеры дробле-
ния. Для перехода к другим значениям ширины выходной щели
и длины хода дробящего конуса достаточно вычислить производи-
тельность на 1 мм и умножить на новое значение.
174
Конусные дробилки для крупного дробления выбирают по
размеру максимального куска, поступающего в дробилку (В
я» 1,20), и по производительности при заданной ширине выход-
ной щели. Производительность принимается по данным заводов-
изготовителей.
Если конусная дробилка изготовляется с разными эксцентри-
ситетами, то выбирают тот типоразмер, который соответствует
выпускной щели. Мощность электродвигателя проверяется по
методу, изложенному при выборе щековых дробилок.
§ 4. Эксплуатация конусных дробилок крупного дробления
Большие конусные дробилки крупного дробления (В >
> 900 мм) при условии соответствия вагона (самосвала), пода-
ющего руду, производительности дробилки могут работать под
завалом, что позволяет загружать в них дробимый материал
непосредственно из опрокидывающихся вагонов (рис. 112). Дро-
билки меньшего размера под завалом работать не могут, а по-
этому для них необходимо сооружать приемные устройства для
исходного материала. Из приемного устройства материал по-
дается в дробилку пластинчатым питателем. Схема установки
конусной дробилки будет аналогична схеме установки щековой
дробилки (см. рис. 95). Питатель создает также равномерную
нагрузку на последующие аппараты.
Дробленый материал разгружается на ленточный конвейер,
передающий его в следующую стадию дробления. Если перед
дробилкой установлен колосниковый грохот, то в дробление по-
ступает надрешетный продукт. Подрешетный продукт с грохота,
если на пего материал подается питателем, поступает непосред-
ственно на конвейер дробленой руды, минуя дробилку. Если же
материал поступает на грохот из опрокидывающихся вагонов,
т. е. завалом, то подрешетный продукт с грохота и дробленый
продукт из дробилки нельзя подавать непосредственно на ленточ-
ный конвейер, так как в момент опрокидывания вагона конвейер
можно перегрузить. В этом случае оба продукта поступают в не-
большие промежуточные бункера, из которых они питателями
подаются на конвейер. Конусные дробилки для крупного дробле-
ния устанавливаются на фундаментах, не связанных с зданием
(имеются в виду надземные сооружения), чтобы не расшатывать
его.
Дробилки этого типа могут давать степень дробления до 8,
но они обычно работают при степенях дробления от 3 до 4. Типовые
характеристики крупности дробленого продукта конусных дро-
билок для крупного дробления, по К. А. Разумову (691, показаны
на рис. 113. Для конусных дробилок крупного дробления, работа-
ющих при степени дробления 6, расход энергии на дробление
колеблется от 0,1 до 0,8 кВт-ч/т дробленого продукта.
175
j
176
100
0 R4 0,8 1,2 1,6 2,0 2fi
Крупность, доли ширины разгрузочной щели дробилки
Рис. 113. Типовые характеристики крупности дробленого
продукта конусных дробилок крупного дробления:
1 — твердые руды; 2 — руды средней твердости, 3 — мягкие руды
Изнашивающиеся части, подлежащие периодической замене
или восстановлению: футеровка неподвижной наружной чаши,
дробящего конуса и траверсы; контактные поверхности в месте
подвеса вала дробящего конуса и поверхности эксцентрикового
стакана; опорное кольцо эксцентрикового стакана, втулки при-
водного вала и конические шестерни. Сроки службы для деталей:
футеровка наружной неподвижной части — от 6 мес до 2 лет
(чаще около 1 года);
футеровка конуса — от 6 мес до 3 лет (чаще около 1,5 года);
футеровка траверсы — от 6 мес до 2 лет (чаще около 1 года);
детали подвеса вала дробящего конуса — около 5 лет;
контактные поверхности эксцентрикового стакана — от 1,5 мес
до 2 лет (чаще около 1 года);
втулки приводного вала — около 1 года;
конические шестерни — от 1 года до 7 лет (чаще 3—5 лет).
Расход стали при дроблении в конусных дробилках крупного
дробления определяется истиранием футеровочных плит. При
использовании футеровки из марганцовистой стали расход ее
колеблется от 0,005 до 0,03 кг/т дробленого продукта.
Конусные дробилки крупного дробления пускают в ход при
отсутствии дробимого материала в камере дробления. Перед
пуском проверяют количество смазки в баке жидкой смазки и
в резервуаре консистентной смазки. Сначала включают масляный
насос и систему охлаждения масла. Спустя 3—5 мин, когда убе-
177
дятся в исправности системы жидкой смазки и когда смазка по-
ступит к трущимся частям, включают электродвигатель дробилки.
Дробимый материал подают в дробилку после того, как она про-
работает на холостом ходу 1—2 мин. Во время работы дробилки
необходимо следить за системой смазки и за разгрузкой дробле-
ного продукта. Наблюдение за работой системы жидкой смазки
заключается в контроле давления масла в маслопроводах и его
температуры. Давление в маслопроводе поддерживается 6—
12 Н/см2, обеспечивающее поступление масла к местам смазки
в достаточном количестве и без избытка. В случае избытка давле-
ния часть масла из маслопровода сбрасывается обратно в бак.
Температура масла при работе дробилки не должна превышать
60°. Масло охлаждается в фильтре водой, циркулирующей в си-
стеме охлаждения масла. Перед запуском дробилки температура
масла должна быть не ниже 15—20° С. Если в холодное время
года эта температура не выдерживается, то масло подогревается
электронагревателем в баке.
При остановке дробилки сначала прекращают подачу дроби-
мого материала, прорабатывают материал, имеющийся в рабочем
пространстве дробилки, останавливают электродвигатель дро-
билки и последним останавливают масляный насос. Для смазки
конусных дробилок применяют: жидкую смазку — масло инду-
стриальное 45 и 30 или автотракторное масло при расходе, в зави-
симости от размера дробилки и регенерации масла, от 1 до 4 т/год;
консистентную смазку ИП 1—3 при расходе от 60 до 300 кг/год.
Жидкая смазка заменяется раз в 3—5 мес.
Периодичность между ремонтами конусных дробилок крупного
дробления в отработанных оборудованием часах следующая:
технический осмотр — 540, текущий ремонт I — 3780, текущий
ремонт II — 7560, капитальный — 45 360.
§ 5. Конструкция конусных дробилок среднего
и мелкого дробления
Конусные дробилки среднего и мелкого
дробления (рис. 114, 115). Конструкции этих дробилок
сходны. Они различаются лишь в некоторых деталях. Следующее
ниже описание их относится к обеим дробилкам.
Станина 1 дробилки представляет собой цилиндрическую
отливку. Нижним фланцем станина устанавливается на фунда-
менте. Для установки дробилок большего размера (1750 и 2200 мм)
применяются фундаментные плиты. На верхнем фланце лежит
опорное кольцо 2, представляющее собой также цилиндрическую
отливку, на внутренней поверхности которой сделана винтовая
нарезка. Кольцо своим фланцем скрепляется с фланцем станины
длинными болтами 3 и пружинами 4. Всего по окружности станины
дробилки размещают от 20 до 130 стяжных болтов с пружинами
в зависимости от размера дробилки.
178
Рис. 114. Конусная дробилка среднего дроб-
ления КСД-2200Т
ч-} <О
Рис. 116. Схема защитного действия пружин:
а — недробимый предмет входит в камеру дробления, опорное кольцо прижато к ста-
нине; б — недробимый предмет зажат в параллельной зоне, пружины сжаты, опорное
кольцо приподнято; в — недробимый предмет прошел через дробилку, опорное кольцо
пружинами посажено на место; 1 — станина дробилки; 2 — опорное кольцо; 3 —
болты, 4 — пружины; 5 — наружная чашз; 6 — футеровка наружной чаши
Головка болтов располагается на фланце кольца. Внизу болты
проходят через отверстия в дуговых шайбах 5 и затягиваются
гайками 6. При затяжке гаек 6 шайбы 5 поднимаются несколько
кверху, пружины сжимаются^и опорное кольцо оказывается при-
жатым к станине дробилки упругими силами пружин. Сила при-
жатия кольца пружинами составляет 4-103 кН для дробилок наи-
большего размера. Пружины 4 служат для защиты дробилок от
поломок. При попадании в камеру дробления недробимых пред-
метов, пружины под действием усилий, значительно превыша-
ющих нормальные, сжимаются, наружная чаша вместе с устано-
вочным кольцом приподнимается и недробимый предмет проходит
через дробилку (рис._116). Если недробимый предмет настолько
велик, что не выходит из камеры дробления, то конус заклини-
вается и дробилка останавливается; срабатывает электрическая
система защиты. Для удаления застрявшего предмета современные
дробилки снабжаются гидравлическими домкратами, позволя-
ющими дополнительно поднять опорное кольцо с неподвижной
чашей и освободить застрявший предмет (рис. 117).
При установке дробилки пружины должны затягиваться так,
чтобы оставался некоторый запас сжатия (60—85 мм) на случай
попадания в дробилку недробимого предмета. Наружная непо-
движная чаша 7 (см. рис. 114) представляет собой отливку с на-
резкой на внешней цилиндрической поверхности, которой чаша
ввинчивается в нарезку на опорном кольце. Внутренняя поверх-
ность наружной чаши сделана конической, более широкой в ниж-
ней части. Она покрывается футеровкой 8 из марганцовистой
стали. Футеровка крепится с наружной стороны чаши болтами 9,
зацепляющимися с крючьями 11, отлитыми заодно с футеровкой,
181
Рис. 117. Установка гидравлического дом-
крата для подъема опорного кольца
которые пропускаются через отвер-
стия в чаше. В нижней части чаши
футеровка ложится на обработанный
бурт, а на всей остальной поверхно-
сти плотность прилегания футеровки
обеспечивается цинковой заливкой 10.
Проемы, в которых размещены кре-
пящие футеровку болты, закрыты
сверху кольцевым кожухом 12, сое-
диненным с чашей стержнями 33
с клиновым креплением. На коль-
цевом кожухе 12 укреплена прием-
ная воронка 13. В нижней части ста-
нины имеется цилиндрическая втулка 14, отлитая с ребрами
жесткости и станиной как одно целое. Вертикальные оси станины
и втулки совпадают. Во втулку вставляется и жестко к ней кре-
пится сменная бронзовая цилиндрическая втулка 15, выполня-
ющая роль подшипника для эксцентрикового стакана 16, выпол-
ненного в виде цилиндрической отливки с хорошо обработанной
боковой поверхностью. В верхней части эксцентрикового стакана
закреплена большая коническая шестерня 17. В самом стакане
сделана коническая расточка, расположенная эксцентрично отно-
сительно вертикальной оси стакана. В этой расточке укреплена
бронзовая втулка 35, в которую входит нижний конец рабочего
вала 20.
Частота вращения эксцентрикового стакана составляет более
200 об/мин. При вращении эксцентрично расположенных масс
с таким большим числом оборотов могут возникнуть значительные
силы инерции. Для балансирования вращающихся масс на боль-
шой конической шестерне сделан прилив 36.
Эксцентриковый стакан внизу опирается на подпятник 18,
состоящий из нескольких скользящих друг по другу шайб. Под-
пятник лежит в гнезде на донной плите 19, которая прикреплена
болтами снизу к втулке 14. В верхней части на рабочем валу 20
жестко закреплен дробящий конус 21 и тарелка 29, равномерно
подающая дробимый материал в камеру дробления дробилки.
Дробящий конус представляет собой отливку с пологой боковой
поверхностью (угол при вершине около 100°). Высота конуса при-
мерно в 3 раза меньше диаметра его основания. Боковая поверх-
ность конуса, которой он нажимает на куски материала, заполня-
ющего камеру дробления, футерована кольцевой броней 37, за-
клиненной на конусе фасонной гайкой 27. Для плотного при-
легания футеровки к поверхности конуса пространство между
ними заполнено цинковой заливкой 28. Нижняя поверхность
182
Рис. 118. Гидравлический пылезащитный затвор конусных дробилок среднего
и мелкого дробления (номера позиций общие с рис. 114 и 115)
дробящего конуса тщательно обработана по сфере радиуса R.
Этой сферической нижней поверхностью дробящий конус лежит
на сферической опоре (подпятнике) 22, служащей для него под-
пятником и связанной с втулкой станины. Сферический подпят-
ник воспринимает вес дробящего конуса, вес рабочего вала и вер-
тикальную составляющую усилия дробления. Таким образом,
вал 20 через посредство дробящего конуса как бы подвешен на
сферическом подпятнике 22. При вращении эксцентрикового ста-
кана ось рабочего вала описывает коническую поверхность с вер-
шиной в точке, являющейся центром соприкасающихся сфери-
ческих поверхностей конуса 21 и подпятника 22. При этом дробя-
щий конус скользит по поверхности подпятника. Последний по-
крыт сменным бронзовым вкладышем 23, по которому скользит
сферическая поверхность дробящего конуса. Для предотвращения
проникновения пыли к сферическому подпятнику и приводному
механизму в дробилке имеется гидравлический затвор (рис. 118).
Подпятник 22 имеет кольцевую канавку, заполненную водой,
которая подается под напором по трубопроводу через кольцевую
камеру. Избыток воды переливается через порог канавки и по
спускной кольцевой выточке и трубопроводу отводится из дро-
билки. К внутренней поверхности дробящего конуса прикреплен
воротник 24, свободный обрез которого при работе дробилки все
время погружен в воду, заполняющую канавку. Летом гидравли-
ческий затвор заполняется водой, а зимой, если дробилка стоит
в неотапливаемом помещении, — минеральным маслом.
На фасонной гайке дробящего конуса (см. рис. 114) сверху
болтами закреплена распределительная тарелка 29, на которую
через загрузочную воронку 30 поступает дробимый материал.
Тарелка вместе с дробящим конусом совершает круговые качания,
оставаясь все время в наклонном положении. Материал, сползая
по тарелке, падает в рабочее пространство дробилки по всей окруж-
ности приемного отверстия. Дробленый продукт разгружается из
183
рабочего пространства вниз через кольцевую щель между дробя-
щим конусом и наружной чашей; далее он выходит под дробилку
на ленточный конвейер.
Параллельная зона у дробилок мелкого дробления (коротко-
конусных) имеет длину, приблизительно равную Ve, а у дробилок
среднего дробления — х/10—Ч12 диаметра дробящего конуса. Ча-
стота вращения эксцентрикового стакана рассчитана так, чтобы
каждый кусок дробимого материала был хотя бы один раз раз-
давлен в параллельной зоне. Ширина параллельной зоны считается
шириной выходной щели. Она регулируется путем вращения на-
ружной чаши относительно опорного кольца. При этом происходит
вывинчивание или ввинчивание чаши и соответствующее увели-
чение или уменьшение ширины выходной щели. Чаша поворачи-
вается при помощи гидравлических цилиндров 26.
Привод у конусных дробилок среднего и мелкого дробления
осуществлен непосредственно от электродвигателя, вал которого
муфтой 31 соединяется с приводным валом 25. Приводной вал 25
с подшипниками 32 смонтирован в установочной обойме 34, за-
крепленной фланцем на станине дробилки.
Жидкая смазка подается в дробилку от специального насоса
к подпятнику, на который опирается эксцентриковый стакан.
Заполнив гнездо подпятника, масло поднимается вверх по зазорам
в бронзовых втулках 15 и 35 и смазывает трущиеся поверхности
эксцентрикового стакана и рабочего вала. Одновременно масло по
осевому каналу, высверленному в теле рабочего вала, поднимается
до дробящего конуса и по радиальному каналу на валу и в дро-
бящем конусе подается на трущиеся поверхности сферического
подпятника. После смазки и охлаждения всех этих поверхностей
масло сливается на конические шестерни 17, смазывает их и по
сливной трубе удаляется из дробилки в бак-отстойник. Установоч-
ная обойма приводного вала имеет самостоятельный подвод и слив
масла.
Система жидкой смазки дробилок среднего и мелкого дробле-
ния подобна системе жидкой смазки конусных дробилок крупного
дробления (см. рис. 106).
При эксплуатации конусных дробилок среднего и мелкого
дробления необходимо обеспечить равномерное поступление в них
дробимого материала по всей окружности приемного отверстия.
Для этого материал должен подаваться на распределительную
тарелку с 'небольшой скоростью и почти вертикально (рис. 119).
Неравномерная загрузка камеры дробления материалом приводит
к одностороннему износу футеровки и дробилка начинает вы-
давать закрупненный продукт.
Устройство для равномерной подачи материала по всей длине
окружности приемного отверстия применено в большой новой дро-
билке КМД-3000 (см. рис. 115). От отдельного электродвигателя 38
через передачу 39 приводится во вращение цилиндрическая пита-
ющая воронка 40, имеющая несколько боковых отверстий. Исход-
184
б
Рис. 119. Схема подачи^ материала в конусные^дро-
билки среднего и мелкого дробления:
а — правильная; —неправильная
ный материал поступает в неподвижную коробку 41, просыпается
в воронку 40 и через боковые отверстия загружается в дробилку.
На рис. 120 изображено гидравлическое устройство, применя-
емое в модернизированных дробилках размерами 1750 и 2200 мм
для поворота наружной чаши 7 (см. рис. 114) при регулировании
ширины выходной щели. На кожухе 12 устроено кольцо с прямо-
угольными зубцами по всей окружности (храповой венец). На
опорном кольце 2 размещены в диаметрально противоположных
точках приводные блоки 26 (см. рис. 115), состоящие из управля-
емой двусторонней собачки, размещенной в пазу штанги, связан-
Рис. 120. Схема гидравлического устройства для поворота чаши
дробилок типа КСД и КМД:
1 — храповой венец кожуха (см. также поз. 12 рис. 114); 2 — опорное
кольцо дробилки (см. также поз. 2 рис. 114); 3 — двусторонняя пово-
ротная собачка храпового механизма; 4 — гидравлический цилиндр
(см. также поз. 26 рис. 114); 5 — шток гидравлического цилиндра; 6 —
штаига штока с пазом для собачки храпового механизма; 7 — упор
собачки; 8 — трубки для подвода жидкости под давлением
185
Рис. 121. Конусная дробилка мелкого дробления «Жиродиск»:
1 — прижимные пружины; 2 — футеровки наружной чаши и дробящего конуса-диска;
3 — гидравлическое устройство для регулирования ширины выходной щелн; 4 — вра-
щающаяся питающая воронка; 5 — маслопровод; 6 — гидравлический цилиндр для
прижима кожуха
ной со штоком силового (гидравлического) цилиндра. Собачки
обоих блоков синхронно воздействуют на зубья храпового венца
кожуха и поворачивают наружную чашу на 1/80 окружности за
каждый цикл, что соответствует изменению ширины выходной
щели примерно на 1 мм. Время одного цикла — около полминуты.
Направление вращения изменяется путем ввода в зацепление
с храповым венцом другого зуба собачки. Это устройство можно
использовать также при ремонтных работах.
Конусные дробилки среднего и мелкого дробления характери-
зуются размером D (диаметром основания дробящего конуса).
Каждый размер может изготавливаться с футеровками разных
профилей — для грубого дробления и тонкого дробления. Кроме
того, конусные дробилки мелкого дробления выпускаются с умень-
шенным эксцентриситетом и повышенной частотой качаний для
так называемого сверхтонкого дробления.
186
Футеровки для грубого дробления имеют большую ширину
загрузочного отверстия и выпускной щели. Технические харак-
теристики конусных дробилок среднего и мелкого дробления
приведены в приложениях 11 и 12.
Конусная дробилка мелкого дробления
«Ж и р о д и с к». Для весьма мелкого дробления (до 6 мм и
мельче) сухих и хорошо транспортируемых сыпучих материалов
разработана модификация конусной дробилки мелкого дробле-
ния — дробилка «Жиродиск» (США).
По устройству дробилка «Жиродиск» в основном повторяет
конусную дробилку для мелкого дробления (рис. 121). Дробящий
конус весьма пологий (отсюда его название — диск), опирается
на сферический подпятник. Защита от поломок при попадании
металла осуществляется пружинным прижатием установочного
кольца.
Выходная щель регулируется ввинчиванием или вывинчива-
нием неподвижной дробильной чаши. Предусмотрено приспособле-
ние для гидравлического регулирования выходной щели.
Главное отличие дробилки «Жиродиск» от конусных дроби-
лок — конфигурация камеры дробления: пологий конус-диск
и камера, в которой дробление происходит в самой массе мате-
риала, куски раздавливаются и истираются кусками (рис. 122).
При работе дробилки большое значение имеет постоянное
заполнение рабочего пространства материалом. Равномерное за-
полнение рабочей камеры обеспечивается вращающейся воронкой
над конусом-диском, приводимой от отдельного электродвигателя.
Подача материала в дробилку регулируется автоматически пита-
телем по нагрузке электродвигателя дробилки. Износ футеровок
Рис. 122. Схема процесса в камере дробления «Жиродиск»:
а — камера заполнена, чаша и конус-диск сближены, материал дробится; б — камера
заполнена, выходная щель раскрыта, дробленый продукт разгружается; 1 — футеровка
чаши; 2 — футеровка конуса-диска; 3 — камера дробления; 4 — параллельная зона
187
чаши и конуса-диска меньше по сравнению с износом конусных
дробилок из-за того, что профили футеровки создают условия
для движения материала по материалу, а не материала по стали.
Конус-диск имеет высокую частоту качаний, поэтому в дро-
билке «Жиродиск» разрушение материала происходит быстрым
нажатием — ударом и истиранием в многослойной массе зерен.
Зерна продукта получаются преимущественно изометричной
формы (кубической). Это имеет значение для повышения качества
строительного песка. Дробилки обычно работают в замкнутом
цикле с грохотами. Разгрузочная щель поддерживается равной
6—11 мм; она не обязательно соответствует размеру отверстия
сита, работающего в замкнутом цикле. Крупность загружаемых
кусков материала до 40 мм, предпочтительнее, чтобы куски были
не крупнее 20 мм. В дробилку всегда подается отгрохоченный
материал без мелочи.
Размер дробилки определяется диаметром конуса-диска. Изго-
товляются дробилки от 900 до 2100 мм.
Дробилки «Жиродиск» в основном применяются для пригото-
вления искусственного строительного или дорожного песка из
горных пород — гранита, базальта, известняка. В этой области
производства они успешно конкурируют с молотковыми дробил-
ками и стержневыми мельницами, так как при дроблении крепких
пород дробилки «Жиродиск» выгоднее в эксплуатации по расходу
(износу) металла. Имеются примеры установки дробилок «Жиро-
диск» на обогатительных фабриках для получения мелкого пита-
ния шаровых мельниц (до 5 и даже до 3 мм). В этом случае продукт
конусных дробилок крупностью 20—25 мм додрабливается в дро-
билках «Жиродиск», работающих в замкнутом цикле с грохотами.
Введение дополнительной стадии дробления окупается повыше-
нием производительности шаровых мельниц при подаче в них
мелкого материала. Производительность мельниц повышается на
15—20% при снижении крупности питания с 15% 4-20 мм до 2%
-|-20 мм и при подборе размеров шаров. Техническая характе-
ристика дробилок «Жиродиск» дана в приложении 13.
Конусная дробилка среднего дробле-
ния с гидравлическим регулированием
выходной щели «Г и д р о к о н» (рис. 123). Эта дробилка,
работая по тому же принципу, как и другие конусные дробилки,
свободна от некоторых присущих им недостатков, затрудняющих
эксплуатацию.
В дробилках «Гидрокон» дробящее усилие воспринимается
внизу эксцентриковым стаканом, вверху — узлом подвеса. В ре-
зультате рабочий вал, по сравнению с обычными дробилками сред-
него дробления, работает в более благоприятных условиях.
Каждый типоразмер дробилки «Гидрокон» изготовляется с не-
сколькими эксцентриситетами, которые согласуются с шириной
параллельной зоны. При эксплуатации обычных конусных дро-
билок среднего и мелкого дробления сравнительно сложно изме-
188
Рис. 123. Конусная дробилка
среднего дробления с гидра-
влическим регулированием
разгрузочного отверстия:
а — конусная дробилка; б —
гидравлический домкрат; / —
цилиндр гидравлического
домкрата; 2 — плунжер; Я —
маслопровод; 4 — масляный на-
сос; 5 — газовый аккумулятор
пять ширину выходной щели и трудно извлекать часто заклини-
вающиеся в камере дробления недробимые предметы.
У дробилки «Гидрокон» с гидравлическим регулированием вы-
ходной щели дробящий конус опирается на плунжер 2 гидравли-
ческого домкрата, цилиндр 1 которого заполнен и соединен масло-
проводом 3 с газовым аккумулятором 5. Во время холостого хода
и при дроблении система, состоящая из гидравлического домкрата
и газового аккумулятора, удерживает дробящий конус и сохра-
няет ширину выходной щели неизменной. При попадании в камеру
дробления недробимого предмета усилие на дробящий конус резко
возрастает и масло из цилиндра гидравлического домкрата от-
жимается в газовый аккумулятор. Плунжер 2 домкрата, а с ним
и дробящий конус опускаются, щель увеличивается и недробимый
предмет проходит через дробилку. Возможно, что недробимый
предмет при прохождении через дробилку будет зажат неодно-
кратно, но он все-таки будет вытолкнут из рабочего пространства.
Опускание дробящего конуса сопровождается уменьшением давле-
ния на него. Если это давление будет ниже установленного пре-
дела, сжатый газ отожмет масло из газового аккумулятора обратно
в цилиндр гидравлического домкрата и плунжер вместе с дробя-
щим конусом возвратится, восстановив первоначальную ширину
выходной щели.
189
При износе футеровки дробящего конуса и наружной чаши
необходимо регулировать выходную щель, несколько ее умень-
шая. При гидравлическом регулировании это делается очень
легко — путем подкачивания масла в гидравлическую систему.
Конусная инерционная дробилка (КИД), разработанная ин-
ститутом «Механобр» и п/о «Уралмаш» [87].
Станина дробилки представляет собой массивную стальную
отливку, снаружи близкую по форме к усеченному ко-
нусу (рис. 124). Внутри по центральной оси конуса на радиальных
ребрах удерживается цилиндр для размещения инерционного
привода и опоры дробящего конуса. Нижним фланцем станина
опирается на фундамент через амортизаторы — пневматические
баллоны. На верхний обрез внутреннего цилиндра станины уста-
навливается сферический подпятник для подвеса дробящего ко-
нуса. Устройство верхней части дробилки и самой камеры дро-
бления в основном аналогично подобному устройству для конус-
ных дробилок мелкого дробления. Отличительная особенность
заключается в том, что опорное кольцо закреплено на станине
дробилки болтами, тогда как на конусных дробилках среднего
и мелкого дробления оно прижато к станине через пружины.
На нижний конец вала дробящего конуса надет подшипник (ста-
кан), на наружной поверхности которого посажен дебаланс (не-
уравновешенный груз). Стакан с дебалансом через фигурный фла-
нец опирается на верхнюю головку первого шарового шпинделя,
нижний конец которого шарнирно соединен с промежуточным
валом, проходящим по оси станины. Промежуточный вал через
муфту и второй шпиндель шарнирно соединен с вертикальным
валом редуктора. Редуктор, имеющий пару конических зубчатых
колес, установлен по оси дробилки на особом выступе фунда-
мента. Горизонтальный вал редуктора через промежуточную
вставку вала и эластичную муфту приводится в движение от
электродвигателя. Такая передача вращения от редуктора к ста-
кану через два шарнирных шпинделя необходима, так как при
работе дробилки станина колеблется х. Первый (верхний) шпин-
дель имеет большую амплитуду соответственно качаниям конца
вала дробящего конуса, второй шпиндель (нижний) — малую
амплитуду качания, соответствующую колебаниям станины.
Под действием инерционной силы, развиваемой при вращении
дебаланса, ось дробящего конуса описывает коническую поверх-
ность с вершиной в центре сферы, по которой обработан сфери-
ческий подпятник. Конус обкатывается по конической неподвиж-
ной чаше и дробит материал, находящийся в камере дробления.
В отличие от обычных конусных дробилок, в инерционной дро-
1 Дробилка в целом представляет собой систему из двух мясе (одна — дро-
бящий конус, другая — станина), свободную в пространстве (станина установ-
лена на амортизаторах) и колеблющуюся под действием внутренних сил. Центр
масс такой системы остается неподвижным в пространстве, а массы колеблются-
с амплитудами, определяемыми отношением их величин.
190
I
билке нет фиксированной амплитуды качаний конуса. При по
стоянных частоте вращения и массе дебаланса, в зависимости от
сопротивления, которое оказывает материал в зоне дробления,
конус может приближаться или^отходить от чаши. Поэтому в инер-
ционной дробилке отсутствует зависимость между крупностью
продукта и величиной выходной щели.
Дробилки типа КИД при работе в открытом цикле позволяют
достигнуть степени дробления (рассчитанной по средневзвешен-
ному диаметру) 15—20. Процесс дробления в дробилках типа КИД
осуществляется инерционной силой, возникающей при вращении
неуравновешенного груза, что позволяет в 2 раза повысить число
качаний дробящего конуса, существенно увеличить дробящее
усилие по сравнению с дробящим усилием в эксцентриковых
конусных дробилках типа КМД. Из механических достоинств
дробилок типа КИД можно отметить следующие: отсутствие
инерционных нагрузок, передаваемых на фундаменты; исключение
поломок от попадания недробимых предметов. Расход энергии
на 1 т руды в дробилках типа КИД в 3 раза выше, чем в дробилках
обычного типа. В пересчете на единицу вновь образованной по-
верхности удельный расход энергии в дробилках типа КИД
ниже в 1,4—1,6 раза. Дробилки типа КИД можно устанавливать
вместо дробилок типа КМД в открытом цикле и получать при этом
мелкий продукт, содержащий 90—95% класса мельче 8—10 мм
вместо 90—95% класса мельче 25—30 мм. При применении дро-
билок типа КИД в открытом цикле вместо дробилок типа КМД,
работающих в замкнутом цикле, можно получить более мелкий
продукт и резко упростить схему третьей стадии дробления.
Дробилки типа КИД в замкнутом цикле с грохотами могут дать
дробленый продукт мельче 3—4 мм. Питание шаровых мельниц ру-
дой такой крупности повысит их производительность на30—40%.
Дробилка типа КИД промышленного размера, проходящая
опытную проверку, имеет следующую характеристику:
Диаметр дробящего конуса, мм .......................... 1750
Ширина загрузочной щели, мм............................. 130
Частота вращения дебаланса, об/мин.................. 425—485
Мощность двигателя, кВт................................. 500
Габаритные размеры, мм:
высота ........................................... 5790
длина.............................................. 6050
ширина............................................. 3950
Производительность в открытом цикле при дроблении до 90—
95% класса —8—10 мм приблизительно равна 90 м3/ч.
§ 6. Технологические характеристики конусных
дробилок среднего и мелкого дробления
Угол захвата
Углом захвата а конусных дробилок среднего и мелкого дроб-
ления называется угол между образующими поверхностей дробя-
щего конуса и наружной конической чаши в верхней части рабо-
192
Рис. 126. Разгрузка дробленого про-
дукта в конусной дробилке среднего
и мелкого дробления
Рис. 125. Угол захвата
конусной дробилки сред-
него дробления
чего пространства в момент наибольшего их сближения (рис. 125).
Условия равновесия куска дробимого материала, зажатого в ра-
бочем пространстве конусной дробилки мелкого и среднего дроб-
ления, аналогичны условиям равновесия куска в щековой дро-
билке. Угол захвата а для данных дробилок должен быть меньше
двойного угла трения. Практически угол захвата составляет
в среднем 18°.
Частота вращения эксцентрикового станка
Конусные дробилки среднего и мелкого дробления имеют па-
раллельную зону длиной / и шириной Ь. Назначением этой зоны
является получение дробленого продукта с максимальным куском
размером, не превышающим ширины зоны.
Дробилка может выполнить эту задачу в том случае, если
время прохождения кусками дробимого материала параллельной
зоны будет не меньше времени одного оборота эксцентрикового
стакана. При выполнении этого условия каждый кусок, по край-
ней мере один раз, будет зажат в параллельной зоне (рис. 126).
Следовательно, число оборотов эксцентрикового стакана зависит
от длины параллельной зоны и скорости продвижения куска
в этой зоне.
Движение материала в рабочей зоне дробилки можно рассма-
тривать как процесс вибрационного перемещения вдоль плоскости,
касательной к поверхности конуса и совершающей маятниковые
(гармонические) колебания от эксцентрика [19, 44, 48]. Скорость
перемещения по качающейся образующей зависит от частоты кача-
ний (числа оборотов эксцентрика), амплитуды качаний (двойной
эксцентриситет), коэффициента трения, конфигурации неподвиж-
ной чаши, ограничивающей движение куска в процессе прижа-
тия — дробления и т. д.
7 С- Е. Андреев н др.
При некоторых упрощениях возможно рассчитать скорость
движения на разных участках и определить объемную пропускную
способность каждого горизонтального сечения рабочей зоны дро-
билки. Это позволяет рассчитать незабивающийся профиль дро-
бильного пространства и определить длину параллельной зоны.
Пока эти расчеты еще недостаточно разработаны и не проверены
практикой.
Практические частоты вращения эксцентрикового стакана дро-
билок, изготовляемых в СССР, следующие, об/мин:
КСД-1200 ... 260 КМД-1200 260
КСД-1750 . 245—260 КМД-1750 260
КСД-2200 . . 242 КМД-2200 242
КМД-3000 ........... 185
Как видно, частота вращения эксцентрикового стакана для
дробилок типов КСД и КМД одинаковая, а так как длина парал-
лельной зоны для дробилок мелкого дробления примерно в 2 раза
больше, кусок должен зажиматься в параллельной зоне большее
число раз, чем в дробилках типа КСД. При некотором увеличении
частоты качаний конуса против указанной производительность
дробилки растет и крупность продукта уменьшается.
Результаты испытания дробилок КСД-2200 и КМД-2200 при
разной частоте качаний конуса приведены в табл. 13 [49].
Ход конуса
В конусных дробилках среднего и мелкого дробления ход
конуса (двойной эксцентриситет) значительно больше по сравне-
нию с ходом в конусных дробилках крупного дробления. Увели-
чение размаха качаний необходимо для ускорения прохождения
материала через дробильную зону и для облегчения разгрузки:
этим повышается производительность дробилки. Угол отклонения
Таблица 13
Влияние частоты качаний конуса дробилок типа КМД
на производительность и крупность продукта
Типоразмер дробилки Частота ка- чаний конуса Производи- тельность Крупность продукта ^вв Руда
об/мнн отно- ситель- ные ед. т/ч отно- ситель- ные ед. мм отно- ситель- ные ед.
КМДТ-2200 224 1,00 233 1,00 24,5 1,00 Твердая медно-ин-
242 1,08 242 1,04 23,5 0,96 келевая
КМД-2200 224 1,00 320* 1,00 24,5 1,00 Твердые желези-
270 1,21 347 1,085 22,6 0,92 стые кварциты
* Увеличение производительности на железистых кварцитах объясняется их повы-
шенной плотностью.
194
оси конуса от оси дробилки (угол прецессии) в дробилках типов
КСД и КМД составляет до 2° 30'. Так, для дробилки с конусом
диаметром 2200 мм эксцентриситет на уровне разгрузочной щели
составит 47,5 мм, а ход — 95 мм.
Большой ход конуса предопределяет большое закрупнение
дробленого продукта. Отношение размера максимального куска
в продукте дробления к размеру выпускной щели в фазе сближе-
ния конусов для дробилок типа КСД составляет 2,3—3, а для дро-
билок типа КМД — до 3—4.
Производительность
Площадь горизонтальных сечений рабочей зоны конусных
дробилок среднего и мелкого дробления на разных уровнях по
высоте различна, неодинакова также и скорость продвижения
материала. Поэтому пропускная способность разных сечений не-
одинакова, в незабивающихся профилях рабочей зоны она увели-
чивается с понижением уровня сечения.
Производительность дробилки определяется горизонтальным
сечением, имеющим наименьшую объемную пропускную способ-
ность. Такое критическое сечение обычно оказывается на уровне
входа материала в параллельную зону. Но в дробилках мелкого
дробления это сечение близко к уровню загрузки, особенно если
профиль специально так запроектирован. Следует также учитывать
разное разрыхление материала в рабочей зоне по мере понижения
уровня сечений, в незабивающихся профилях коэффициент раз-
рыхления непрерывно возрастает к разгрузочному уровню.
Следовательно, максимальная производительность дробилки
определяется произведением объемной пропускной способности
критического сечения и насыпной плотности дробимого материала.
Если критическое сечение находится на уровне входа в параллель-
ную зону, то производительность должна зависеть от площади
этого сечения и, следовательно, от ширины выпускной щели.
По каталогам заводов-изготовителей производительность дроби-
лок ставится в прямую зависимость от ширины выпускной щели
п поэтому для данного типоразмера дробилки можно говорить
об удельной производительности на 1 см ширины щели.
Существование критического сечения доказывается промыш-
ленными испытаниями дробилки КМДТ-2200 с незабивающейся
футеровкой, запроектированной так, что верхнее загрузочное
сечение рабочей зоны критическое. Испытания показали, что
производительность дробилки не зависит от ширины вы-
пускной щели [44, 79].
Упрощенно объемную теоретическую производительность
можно рассчитать из следующих соображений. Если обозначить
продвижение материала в рабочей зоне за один оборот эксцен-
трика через х, то из дробилки выпадет кольцо материала объемом
V - - xlmDc,
7*
195
где b — ширина выходной щели;
Dc — диаметр окружности, описываемой центром тяжести пря-
моугольника ABCD (рис. 126).
Для упрощения можно принять Dc = D, где D—диаметр
основания конуса, что даст незначительную ошибку. Если при-
нять, что длину параллельной зоны I материал проходит за один
или два оборота, т. е. х = / или х= а I можно принять про-
порциональной диаметру конуса, т. е. I = kD, где k — конструк-
тивный параметр дробилки, то теоретическая объемная произ-
водительность дробилки
V — GOnnblD = k^nbD2, м3/ч, (89)
где п — частота качаний конуса в 1 мин;
b, I и D — взяты в метрах;
k и k0 — коэффициенты пропорциональности.
Переход к массовой производительности затруднен неизве-
стностью коэффициента разрыхления в момент разгрузки. Дей-
ствительная производительность дробилок типов КСД и КМД
колеблется в широких пределах в зависимости от крепости и круп-
ности руды, ее влажности, глинистости и схемы дробления. При-
водимые в каталогах производительности относятся к усреднен-
ным условиям. Средние удельные производительности дробилок
приведены в табл. 14, в которой производительность для замкну-
того цикла дана по материалу, прошедшему через дробилку, т. е.
по исходному питанию плюс циркулирующая нагрузка.
Зависимость удельной производительности от частоты качаний
и диаметра основания конуса приблизительно прямо пропорци-
ональна произведению nD2, входящему в формулу (89). Ориенти-
ровочные поправки к производительности на крепость руды,
влажность и крупность даны в табл. 15.
Таблица 14
Удельная производительность конусных дробилок типов КСД и КМД [69],
м3/(см • ч)
Типоразмер дробилки Открытый цикл Типоразмер дробилки Открытый цикл Замкнутый цикл по материалу, проходящему через дробилки
КСД-1200 35 КМД-1200 60 80
КСД-1750 60 КМД-1750 по 145
КСД-2200 ПО КМД-2200 205 270
КСД-2500 130 КМД-2500 270 350
КМД-3000 175 КМД-3000 390 500
Примечание. Влияние крепости, влажности н крупности руды учитывается
поправочными коэффициентами (табл. 15).
196
Таблица 15
Поправочные коэффициенты на условия дробления
Поправочный коэффициент Крепость руды по шкале проф. Протодьяконова
Некрепкая (мягкая) 5 — 10 Средней крепости 10—15 Крепкая (твердая) 15 18 Особо крепкая (весьма твердая) 18—20
Поправка на крепость руды kf 1,2 1,о 0,95 0,90
Влажность руды, % 4—5 G 7 8 9 10 11
Поправка на влаж- ность (при наличии комкующейся мелочи) ^вл 1 0,95 0,9 0,85 0,8 0,75 0,65
Содержание в питании классов крупнее по- ловины приемного от- верстия, % 5 20 40 60 80
Поправка на круп- ность, kKp 1,10 1,05 1,0 0,95 0,89
Потребная мощность электродвигателя
Для дробилок типов КСД и КМД мощность двигателей при-
близительно прямо пропорциональна производительности, т. е.
произведению пГ)2 [см. формулу (89) J:
МДЕ & 0,21/гД2,
где D дано в метрах, а п в оборотах в минуту.
Средняя потребляемая мощность составляет от 50 до 75%
мощности электродвигателя [85].
Дробилки выбираются по ширине загрузочного отверстия и по
производительности при заданной ширине выходной щели.
Дробилки типов КСД и КМД поставляются с электродвига-
телями, мощность которых определяется заводом для каждого
типоразмера. Поэтому проверка мощности, как это делается для
дробилок крупного дробления, не производится.
§ 7. Эксплуатация конусных дробилок среднего
и мелкого дробления
Конусные дробилки среднего и мелкого дробления требуют
равномерной подачи в них исходного материала. На фабриках
малой производительности при согласованной производитель-
197
Рис. 127. Установка конусной дробилки среднего дробления:
1 — ленточный конвейер; 2 — вибрационный грохот; 3 — конусная дробилка среднего
дробления; 4 конвейер для дробленого продукта; 5 — мостовой кран
ности конусной дробилки среднего дробления с производитель-
ностью дробилки крупного дробления и при условии, что послед-
няя загружается тем или иным дозирующим устройством, можно
дробленый продукт из дробилки крупного дробления направлять
непосредственно в дробилку среднего дробления, не устанавливая
для нее специального питателя. Обычно в среднее дробление
материал передается ленточным конвейером, а перед дробилкой
устанавливается грохот для отсева мелочи, не подлежащей дроб-
лению. Надрешетный продукт с грохота поступает в дробилку,
а подрешетный, минуя дробилку, направляется на конвейер дроб-
леного продукта (рис. 127).
На фабриках большой производительности режим работы
отделения крупного дробления часто не совпадает с режимом
работы отделения среднего и мелкого дробления. Поэтому между
198
этими отделениями сооружается склад крупнодробленой руды,
который одновременно используется также для распределения
руды по дробилкам среднего дробления, так как по производи-
тельности приходится устанавливать несколько параллельно ра-
ботающих дробилок. Со склада руда подается отдельными кон-
вейерами на одну дробилку (см. рис. 127). В других случаях
перед дробилками среднего дробления сооружаются распредели-
тельные бункера небольшой емкости, из которых руда подается
на грохоты питателями.
В СССР много обогатительных фабрик, на которых конусные
дробилки среднего и мелкого дробления установлены каскадом,
т. е. дробилки среднего дробления размещены на высоких фунда-
ментах и продукт дробления по желобам самотеком загружается
на грохоты перед дробилками мелкого дробления.
При таком размещении оборудования корпус среднего и мел-
кого дробления имеет большую высоту (если есть бункер крупно-
дробленой руды, то высота более 40 м), что вызывает усложнение
строительства. Кроме того, при каскадном расположении дроби-
лок невозможно осуществить замкнутую схему мелкого дробления
(например, по схеме, показанной на рис. 75). Поэтому на вновь
строящихся фабриках каскадное расположение дробилок не при-
меняется.
Более распространено расположение дробилок среднего и мел-
кого дробления на одном уровне и в одном корпусе. На рис. 128
изображена установка дробилок мелкого дробления. Для распре-
деления руды по дробилкам построены бункера малой емкости,
под которыми размещены грохоты. Крупный класс подается в дро-
билки коротким конвейером.
При таком компоновочном решении все дробилки размещаются
над одним сборным конвейером, которым выводится из корпуса
разгружаемый из дробилок материал.
При схеме замкнутого цикла продукт разгрузки дробилок
системой конвейеров подается на распределительные бункера
перед дробилками. Существуют и другие компоновки дробилок
и грохотов. Например, грохоты можно разместить непосредственно
под дробилками.
Конусные дробилки среднего и мелкого дробления имеют боль-
ший ход конуса по сравнению с размером выпускной щели в дро-
билках типа КСД — в 2,4—2,9 раза, а в дробилках типа КМД —
в 6,6—8,3 раза [39]. Следовательно, имеется большая разница
в размерах выпускной щели в зоне сближения и отхода конусов.
И хотя при прохождении через дробильную камеру материал
зажимается между конусами один или два раза, в разгрузку
попадают куски, по размеру в несколько раз превышающие мини-
мальную ширину выпускной щели. Установлено, что номиналь-
ный размер наибольшего куска (размер сита, через которое про-
ходит 95% материала) в материале, разгружаемом из дробилки,
зависит от средней ширины кольцевого отверстия дробильной
199
Рис. 128. Установка конусной дробилки мелкого дробления:
/ — ленточный конвейер; 2 — бункер; 3 — питатель; 4 — вибрационный грохот; Б —
ленточный конвейер; 6 — конусная дробилка мелкого дробления; 7 — конвейер для
дробленого продукта; 8 — конвейер для подрешетного продукта грохотов; 9 — мосто-
вой край
камеры на уровне входа в параллельную зону [39]. На рис. 129
показаны типовые характеристики крупности продуктов дробилок
среднего и мелкого дробления 1. Выход избыточного зерна (круп-
нее размера выпускной щели) в дробилках типа КСД составляет
43—53% и номинальный размер наибольшего куска в 2,2—
2,5 раза больше выпускной щели. Соответствующие цифры для
дробилок типа КМД — 60—70% и 3—3,7.
1 Усредненные характеристики крупности продукта дробилки при подаче
в нее материала крупнее размера выпускного отверстия приведена по данным
Уралмашзавода.
200
Рис. 129. Типовые характеристики
крупности дробленого продукта ’ ко-
нусных дробилок среднего и мелкого
дробления при разных типах футе-
ровок:
I — КСД-Гр (грубое дробление); 2 —
КСД-I (тонкое дробление); 3 — КМД-Гр,
4 — КМД-1
Типовые характеристики
крупности продуктов дробле-
ния зависят не только от про-
филя футеровки конусов, но и
от размера дробилки, крепости
руды и т. п. Приведенные ['на
рис. 129 характеристики сле-
дует рассматривать как ориен-
тировочные.
Конусные дробилки среднего
и мелкого дробления обычно
работают при степенях дробления от 4 до 7. Для конусных дро-
билок среднего и мелкого дробления, работающих при степени
дробления 6, расход электроэнергии на дробление колеблется
от 0,5 до 2,5 кВт-ч/т.
Изнашивающиеся части: футеровка наружной конусной чаши
и дробящего конуса, контактные поверхности эксцентрикового
стакана, подпятник эксцентрикового стакана, втулки приводного
вала, конические шестерни, сферический подпятник дробящего
конуса. Наиболее быстро изнашиваются футеровки наружной
чаши и дробящего конуса. При футеровке из марганцовистой стали
расход последней колеблется от 0,001 до 0,005 кг/т дробленого
продукта.
Попадание в дробилки среднего и мелкого дробления вместе
с рудой металлических предметов может вызвать поломку дроби-
лок. Современная схема улавливания металлических предметов
из руды, подаваемой конвейером в дробилку, включает установку
по ходу конвейера двух металлоискателей и мощного подвесного
электромагнита между ними. Принцип действия металлоискателя
основан на использовании различий в проводимости металличе-
ских предметов и кусков руды. Первый по ходу металлоискатель
в случае прохождения через него металлического предмета авто-
матически включает электромагнит на полную мощность; он сни-
мает магнитный металл. Если металлический предмет немагнит-
ный (например, детали горного оборудования из марганцовистой
стали), то второй металлоискатель автоматически выключает
приводной электродвигатель конвейера для ручного удаления
металла. Эту схему улавливания металла можно применить и на
магнетитовых рудах. Установка электромагнитного барабана вме-
сто головного барабана конвейера не обеспечивает улавливание
201
Изменение объема загрузки^
Рис. 130. Схема автоматического регулирования конусной дробилки при гидра-
влической стабилизации ширины выпускной щели:
1 — индикатор щели; 2 — блок управления; 3 — гидробак; 4 — двигатель дробилки
немагнитных кусков металла и больших предметов магнитного
металла, а также крупных предметов, лежащих поверх слоя руды.
Конусные дробилки среднего и мелкого дробления, не имеющие
автоматического дистанционного управления выпускной щелью,
регулируются на основе стабилизации мощности приводного
двигателя. Задаваемый уровень загрузки электродвигателя ори-
ентируют на максимальную производительность при работе на
легкодробимой руде, тогда при труднодробимой руде производи-
тельность дробилки будет снижаться. При этом пропускная
способность дробилки недоиспользуется. Но все же этот режим
регулирования дает лучшее использование производительности
дробилки, чем простая стабилизация производительности по
показаниям конвейерных весов.
Если дробилка имеет автоматическое управление размером
выходной щели (как, например, в дробилках «Гидрокои»), то воз-
можно стабилизировать потребляемую мощность приводного дви-
гателя путем воздействия на ширину щели и на давление в системе
гидравлического регулирования выходной щели. При этом пита-
ние дробилки должно быть постоянным (рис. 130).
Возможно также контролировать питание дробилки и выпуск-
ную щель, поддерживая стабильной загрузку двигателя [75, 89 J.
Запуск и остановка конусных дробилок среднего и мелкого
дробления и наблюдение за системой смазки такие же, как и у ко-
нусных дробилок крупного дробления.
202
Для смазки конусных дробилок применяются индустриальные
и автотракторные масла при расходе от 1 до 2 т/год, в зависимости
от размера дробилки и ре!енерации.
Сроки смены масла одинаковы с соответствующими сроками
для конусных дробилок крупного дробления. Периодичность
между ремонтами конусных дробилок среднего и мелкого дробле-
ния в отработанных оборудованием часах следующая х: техни-
ческий осмотр — 540, текущий ремонт I — 1620, текущий ре-
монт II — 6480, капитальный ремонт — 25 920.
ГЛАВА IV
ВАЛКОВЫЕ ДРОБИЛКИ
§ 1. Принцип действия, классификация и область
применения
В валковых дробилках материал дробится двумя валками, вра-
щающимися навстречу один другому (рис 131). Дробимый мате-
риал, поступивший в пространство между валками сверху, за-
тягивается ими и дробится. Дробленый продукт выпадает из
дробилки под действием силы тяжести.
Валковые дробилки бывают с гладкими, рифлеными и с зуб-
чатыми валками Дробящее действие дробилок с гладкими вал-
ками — раздавливание при ограниченном истирании. Однократ-
ность сжатия кусков дробимого материала при прохождении
между валками обусловливает малый выход мелочи в дробленом
продукте. Эти дробилки не перепзмельчают материал. Дробилки
с гладкими валками применяются
среднего и мелкого дробления
твердых пород. Иногда их при
меняют для мелкого дробления
угля и кокса.
Дробилки с зубчатыми вал-
ками бывают одно-, двух- и мно-
говалковые. Последние вслед
ствие громоздкости и неудоб
ства их эксплуатации не по-
лучили распространения в
практике обогащения.
главным образом для
Дробимый.
Дробленый
продукт
1 См. ссылку на стр. 157
Рис. 131. Схема валковой дробилки
203
Дробящее действие валковых дробилок с зубчатыми валками —
раскалывание при небольшом истирании. Характер дробящего
действия дробилок с зубчатыми валками соответствует дроблению
хрупких и мягких пород. Эти дробилки применяют исключительно
для крупного и среднего дробления таких материалов, как уголь,
кокс, соль, промывочные марганцевые руды и т. п. Валковые
дробилки с зубчатыми валками не переизмельчают материала.
§ 2. Конструкции валковых дробилок
Валковая дробилка с гладкими валками
(рис. 132). Станина 1 дробилки представляет собой четырехуголь-
ную рамную конструкцию, которая отлита из чугуна или стали
или изготовлена сварной из прокатных профилей стали. Один
дробящий валок 2 насажен на вал <?, вращающийся в подшипни-
ках 4, неподвижно закрепленных на станине. Другой дробящий
валок 5 насажен на вал 6, вращающийся в подшипниках 7, кото-
рые могут перемещаться вдоль станины по направляющим 8.
Валы 3 и 6 с насаженными на них валками получают вращение от
электродвигателей через редуктор 9 и карданные валы 10 *.
Оба вала 3 и 6 вращаются навстречу один другому. Положение
перемещающихся подшипников 7 фиксируется с помощью тяг 11,
прокладок 12, пружин 13 и затяжных гаек 14. Прокладки 12
располагаются между неподвижными подшипниками 4 и упором
на нижних тягах 11. Они ограничивают движение подвижных
подшипников 7, а также фиксируют расстояние между дробящими
валками. Затяжные гайки 14 деформируют пружины 13, которые
при этом прижимают подвижные подшипники 7 к прокладкам 12.
Пружинам 13 дается такое сжатие, чтобы компенсировать нормаль-
ные усилия, обычно возникающие при дроблении материала
между валками. Если же в рабочее пространство дробилки по-
падает недробимый предмет, то пружины 13 сжимаются и подвиж-
ные подшипники 7 с валом 6 и насаженным на нем дробящим
валком отодвигаются. При этом щель между обоими валками
увеличивается и недробимый предмет проваливается вниз. Это
предохраняет дробилку от поломок. Дробящие валки закрыты
кожухом 15, не допускающим распространение пыли в помеще-
ниях, где установлены валки. Дробимый материал питателем
подается в рабочее пространство дробилки через приемную
воронку. При этом загружаемый материал должен равномерно
распределяться по длине валков.
Дробящие валки изготовляются из чугуна и футеруются по
внешней поверхности бандажами из марганцовистой или угле-
родистой стали. Один из способов крепления футеровочного бан-
* В других конструкциях валки приводятся во вращение от отдельных
электродвигателей через клиноременную передачу или от общего трансмиссион-
ного вала.
204
Рис. 132. Валковая дробилка с гладкими валками
Рис. 133. Крепление бандажа на дробящем валке
дажа показан на рис. 133. На вал 12 надета ступица 4 и закреплена
на нем шпонкой 5. От продольных перемещений по валу ступица
удерживается буртом на валу и планкой 8 с болтами 6 шайбами 7.
На ступицу надевается футеровочный бандаж 1, расклиниваемый
распорным конусом 2 и удерживаемый шпонкой 11. Стягивающие
болты 9 с гайками 10 прижимают бандаж к заточке у ступицы через
распорный конус 2. Для снятия бандажа служат отжимные
винты 3.
Размеры валковых дробилок определяются двумя величи-
нами — диаметром и длиной валков. Длина валков всегда в 1,5—
3 раза меньше их диаметра. Делать валки большей длины не-
целесообразно из-за неравномерного износа бандажей по длине
валка. Окружная скорость валков составляет 3—6 м/с.
Разновидностью дробилок с гладкими валками являются
двухвалковые дробилки с рифлеными валками. Изготовляются
дробилки с обоими рифлеными валками и дробилки с гладким
и рифленым валками. Эти дробилки применяются для дробления
материалов твердых и средней твердости (предел прочности на
сжатие — до 25 кН/см2). Окружная скорость рифленых валков
на 10—20% ниже скорости гладких, т. е. 2,7—5 м/с.
Технические характеристики валковых дробилок с гладкими
и рифлеными валками даны в приложении 14.
Двухвалковая зубчатая дробилка ДДЗ-6
(одна из последних отечественных конструкций) изображена на
рис. 134 [93]. Дробилка предназначена для крупного и среднего
дробления углей и антрацитов. Зубчатые валки смонтированы на
стальной сварной раме в роликовых подшипниках. Приводной вал
(рис. 135) установлен на раме также на роликовых подшипниках.
На одном конце вала имеется шкив с предохранительной муфтой.
Назначение муфты — отключать привод в случае попадания круп-
206
ных недробимых предметов. На другом конце вала насажена
шестерня, передающая движение зубчатому валку, установлен-
ному в неподвижных подшипниках. Этот валок в сборке показан
на рис. 136. На валу на шпонках закреплены два барабана, к ко-
торым крепятся сегментные плиты с зубьями, образующие зуб-
чатую поверхность валка. Сегментные плиты отливаются из мар-
ганцовистой стали. На конце вала насажено зубчатое колесо,
сцепляемое с шестерней приводного вала. Валок, установленный
в подвижных подшипниках, показан на рис. 137. Корпуса под-
шипников расточками скользят по направляющим (см. рис. 134,
поз. 8). Вращение валку в подвижных подшипниках передается
через блок-шестерню на зубчатое колесо с внутренним зацепле-
нием, закрепленное на валу. Блок-шестерня может перемещаться
по дуге окружности вокруг центра вала при перемещениях валка.
Передача вращения подвижному валку через блок-шестерню
позволяет отодвигать валок на значительное расстояние (до
200 мм). Окружная скорость на поверхности валка (по вершинам
зубьев)— 1,65 м/с. При попадании между валками недроби-
мого материала срабатывает предохранительное амортизирующее
устройство и подвижной валок отходит. После прохождения недро-
бимого предмета пружины возвращают валок в начальное
положение.
Если недробимый предмет велик по размерам и не выходит из
дробилки при отодвинутом валке, то вступает в действие предохра-
нительная муфта на приводном валу, отключающая привод.
Амортизирующее устройство позволяет регулировать рассто-
яние между валками для получения продукта дробления нужной
крупности.
Описанная конструкция дробилки не единственная. В практике
применяются и другие конструкции, отличающиеся не только раз-
мерами, но и схемой привода и амортизационным устройством.
Наиболее распространенная форма зубьев — копьевидная и вида
ястребиного клюва с прямой режущей кромкой. Зубья имеют
высоту 90—110 мм.
Окружная скорость зубчатых валков (по вершинам зубьев) —
1,3—2,5 м/с.
Двухступенчатая одновалковая зуб-
чатая дробилка (рис. 138) [64 ]. Дробилка состоит из
зубчатого валка 1, насаженного на вал 2, колосниковой решетки
(щеки) 8 и 9, станины 5, зубчатой передачи и приводного шкива 10.
Дробящий валок 1 устроен аналогично валкам двухвалковых
дробилок. Зубцы сегментов 6 имеют разную высоту и располо-
жены на поверхности валка чередующимися кольцевыми рядами.
Ряды высоких зубцов приходятся против зазоров между колос-
никами решетки, а ряды низких зубцов — против самих колосни-
ков. Решетка, набранная из фигурных колосников, состоит из
верхней 8 и нижней 9 частей, соединенных шарниром 3. Решетка
подвешена вверху на оси 12 и удерживается внизу тягами 11
207
1235
Вид слева
Рис. 134. Двухвалковая зубчатая дробилка:
1 — амортизирующее устройство; 2 — валок подвижный: 3 — электродвигатель; 4 — валок неподвижный; 5 — вал приводной; 6— рама;
7 — кожух; 8 — направляющий стержень подвижных подшипников
Рис. 135. Приводной вал:
1 упор; 2-4 - предохранительная муфта: (2 — пружина; 3 — нолумуфта; 4 ша-
рик); 5 шкив; 6,9 — крышка; 7 — подшипник; 8 — корпус подшипника; Ю — вал;
И — крышка подшипника с фланцем; 12 — шестерня
и пружинами 4. Тяги шарнирно соединены со стержнем, пропу-
щенным через отверстия в колосниках. Вал 2 зубчатого валка /
получает вращение от электродвигателя через ременную передачу,
приводной вал 7 и пару зубчатых колес.
Дробимый материал подается в пространство между колосни-
ковой решеткой и вращающимся зубчатым валком. Захваченные
валком крупные куски материала придавливаются к решетке
и раскалываются или раздавливаются зубьями. Дробленый про-
дукт удаляется из дробилки через отверстия в колосниковой ре-
шетке.
гпо
Рис. 136. Валок в неподвижных подшипниках:
/ корпус подшипника; 2, 6, 12 — крышки; 3, 14 — шайбы; 4, 13 — подшипники; 5 —
шпонка; 7 — сегмент; 8 — вал; 9 — барабан; 10 — переходник; 11 — колесо
210
г/ и
оо
шестерня; 16 — валик
Рис. 138. Двухступенчатая одповалковая зубчатая дробилка
При попадании в дробилку недробимых предметов колоснико-
вая решетка отходит, сжимая пружины, и пропускает предмет.
Вследствие того что дробление идет на колосниковой решетке,
материал в одновалковой дробилке не переизмельчается.
Одновалковые зубчатые дробилки проще по конструкции, легче
и дешевле двухвалковых зубчатых дробилок. Они применяются
для крупного дробления легкодробимых сортов углей, содержа-
щих в небольшом количестве крупные куски. В настоящее время
в СССР одновалковые зубчатые дробилки на вновь строящихся
обогатительных фабриках не применяются.
Технические характеристики зубчатых дробилок даны в при-
ложении 15.
§ 3. Технологические характеристики валковых дробилок
Угол захвата
Углом захвата валковых дробилок с гладкими валками назы-
вается угол, образованный двумя касательными, проведенными
к поверхностям валков в точках соприкосновения с дробимым
куском (рис. 139). Для упрощения выводов принимаем форму
дробимых кусков шарообразной или цилиндрической.
На кусок действуют силы давления Р от обоих валков и силы
трения F, затягивающие кусок в рабочее пространство дробилки
1 На рис. 139, для того чтобы не затемнять чертежа, изображены только
силы, действующие на кусок от одного левого дробящего валка.
212
Рис. 139. Угол захвата валко-
вых дробилок с гладкими вал-
ками
Разложив силы Р u F на горизонтальные и вертикальные соста-
вляющие, видим, что кусок будет затягиваться в пространство
между вращающимися валками только в том случае, если будет
соблюдено условие
2Р sin ~ < 2F cos ~.
Иначе кусок останется на валках, скользя по их поверхности.
Выразив силу трения через коэффициент трения скольжения
и нормальное давление и имея в виду, что коэффициент трения
скольжения есть тангенс угла трения <р, получим
tg-|- < / или а с 2<р. (90)
Данный вывод относится только к дробилкам с гладкими дро-
бящими валками.
При постоянной ширине щели s между валками угол захвата
зависит от соотношения между диаметром валков D и размером
кусков дробимого материала d. Найдем соотношение между диа-
метром валков и размером кусков, при котором захват куска еще
возможен.
Из прямоугольного треугольника ОАВ (рис. 137) имеем
0,50 +0,5s _D + s ________________а
0,50 + 0,5d — D-\-d ~ COS "2’
откуда определяем диаметр валка D, необходимый для захвата
куска диаметром d, при щели между валками s:
1-cos-^
Угол захвата изменяется в зависимости от диаметра валка,
размера дробимого куска и ширины выходной щели.
Коэффициент трения горной породы по стали в статических
условиях в среднем можно принять равным 0,3, т. е. tg <р = 0,3
213
и <р = 16° 42'. Это соответствует предельному углу захвата 33° 20'.
При степени дробления d : s = 4 отношение диаметра валка к диа-
метру дробимого куска по формуле (91) D : d 17 (а 33° 20';
cos ~ = 0,958, В предельном случае диаметр валка
должен быть приблизительно в 20 раз больше диаметра макси-
мального куска.
Практически в валки подают более мелкий материал, чем в этом
предельном случае, и угол захвата составляет от 11 до 25°. Для
таких углов захвата и той же степени дробления (d : s 4) отно-
шение D ; d лежит в следующих пределах:
угол захвата 25"; cos 12° 30' — 0,976; D d — 30
угол захвата 11°; cos 5° 30' = 0,995; D d — 150
При выборе валковых дробилок с гладкими валками считают,
что диаметр валка должен быть больше диаметра максимального
куска в 20 раз. Условия захвата куска в зубчатых двухвалковых
дробилках другие по сравнению с условиями захвата в гладких
валках, поэтому для них отношение D : d принимается в пределах
1,2—2. Для дробилок с рифлеными валками отношение D : d >
> 10
Окружная скорость гладких валков
Условия захвата куска гладкими валками зависят от окружной
скорости. При больших скоростях, как показала практика, умень-
шается коэффициент трения скольжения и ухудшаются условия
захвата. Окружную скорость назначают, учитывая свойства
дробимого материала, влияющие на значение коэффициента тре-
ния (влажность, абразивность и т. п.), диаметр валков, степень
дробления, крупность исходного материала и способ питания
В валках больших диаметров условия захвата кусков лучше,
чем в дробилках малого размера, поэтому в дробилках большого
диаметра допускаются большие окружные скорости. Практически
для валков диаметром меньше 1000 мм окружные скорости обычно
не выше 5 м/с, для валков диаметром 1500—1800 мм — не выше
7,5 м/с. В отечественной практике (ГОСТ 18266—72) предусматри-
вается изготовление дробилок с гладкими валками всех типораз-
меров — с малой (3 м/с), средней (4,5 м/с) и большой (6 м/с) окруж-
ной скоростью
П роизводите леность
При непрерывной подаче в валковую дробилку материала из
нее будет выходить непрерывная лента дробленого продукта
(см. рис. 139). Объем продукта, выходящего из дробилки за один
оборот валков, соответствует объему прямоугольного параллеле-
214
пипеда с основанием, равным площади щели между валками,
и высотой, равной длине окружности валка:
V = nDLs,
где D — диаметр валка, м;
L — длина валка, м;
s — ширина щели между валками, м.
Отсюда находим объемную производительность валковой дро-
билки:
V = 60n/i£)Ls, м3/ч,
где п — частота вращения валков, об/мин.
Массовая производительность дробилки
Q = SOnnDLskS, т/ч, (92)
где k — коэффициент разрыхления дробленого продукта в момент
выхода из дробилки;
6 -— плотность дробимого материала.
При расчетах производительности валковой дробилки по фор-
муле (92) установленную ширину щели между валками увеличи-
вают на 20—30%, учитывая неизбежное их раздвигание. Коэф-
фициенту k придают значения от 0,2 до 0,3 [46 1.
§ 4. Эксплуатация валковых дробилок
Валковые дробилки с гладкими валками применяют для мел-
кого дробления руд, когда недопустимо переизмельчение ценного
хрупкого минерала (касситеритовые, вольфрамитовые руды). Дро-
бимый материал подают на валки дробилки потоком толщиной
в один кусок или валки работают под завалом. При первом способе
загрузки производительность дробилок меньше, чем при втором,
но меньше и переизмельчение материала.
Расход стали при дроблении определяется износом футеровоч-
ных бандажей, он составляет от 0,02 до 0,06 кг/т при бандажах
из высокоуглеродистой стали [46 1. Срок службы бандажей и тех-
нологические показатели работы валков зависят от того, на-
сколько равномерно распределяется дробимый материал по длине
валков. При неравномерном распределении материала бандажи
быстро срабатываются. На них появляются кольцевые канавки,
«ручьи» и дробилка дает продукт неравномерной крупности. В не-
которых конструкциях валковых дробилок предусмотрено осевое
смещение одного валка относительно другого, что выравнивает
износ бандажей по длине. Валок смещается один-два раза в смену
приблизительно на */3 диаметра максимального куска дробимого
материала винтом, упирающимся в торец вала, на котором укреп-
лен валок.
Дробилки с гладкими валками в открытом цикле чаще всего
работают при степенях дробления 3—4 В замкнутом цикле они
215
Рис. 140. Примерная характери-
стика крупности дробленого про-
дукта валковой дробилки с глад-
кими валками
могут работать с большими степенями дробления. Характеристика
крупности продуктов дробления изменяется в зависимости от
прочности материала, способа его подачи в дробилку и схемы
дробления (открытый или замкнутый цикл). Примерная характе-
ристика крупности дробленого продукта валковой дробилки при
дроблении в открытом цикле и подаче материала без завала пока-
зана на рис. 140 [10J.
Расход электроэнергии на дробление зависит от способа подачи
дробимого материала на валки. При поточном питании дробилок
расход колеблется от 0,3 до 1,5 кВт-ч/т; при работе под завалом —
в среднем 0,13 кВт-ч/т.
Трущиеся части дробилки смазывают жидкой и консистентной
смазкой. Жидкая смазка — масло индустриальное 30 заливается
в предназначенные для нее резервуары и заменяется раз в 5 мес.
Доливка производится по мере надобности. Консистентная смазка
вводится через пресс-масленки. Расход жидкой смазки колеблется
в зависимости от размера валков от 0,3 до 1 т в год.
Периодичность ремонта дробилок: текущий I — через 2—
3 мес, текущий II — через год, капитальный — через 4 года
[85].
Валковые дробилки с зубчатыми валками чаще всего исполь-
зуются для крупного дробления угля.
Рядовой уголь перед дроблением, как правило, подвергается
грохочению и в дробилку направляется только надрешетный
продукт грохота. Материал на грохот обычно подается ленточным
конвейером. При загрузке материала в дробилку необходимо обес-
печить поступление его по всей длине валков с тем, чтобы рабо-
тала вся их поверхность. Дробленый продукт, как правило,
направляется в следующую операцию конвейером или самотеком
по желобу. На углеобогатительных фабриках валковые зубчатые
дробилки часто устанавливают на перекрытиях.
Наиболее быстро изнашивающимися частями этих дробилок
являются зубчатые сегменты и вкладыши подшипников. Сегменты
изготовляют из марганцовистой стали, а зубья по режущим кром-
кам наплавляют твердым сплавом.
216
Валковые зубчатые дробилки работают обычно при степенях
дробления от 4 до 6. Расход электроэнергии на дробление соста-
вляет 0,4—0,6 кВт-ч/т.
Смазка подшипников валков производится консистентной смаз-
кой принудительно от специального насоса.
В зубчатые валковые дробилки не допускается попадание слу-
чайных металлических предметов. Для защиты дробилок перед
ними устанавливают электромагниты.
При дроблении коксующихся углей Донбасса в двухвалковых
зубчатых дробилках получается незначительный выход класса
—6 мм. В дробленом продукте преобладают классы, близкие по
крупности к размеру щели между валками [86].
ГЛАВА v
ДРОБИЛКИ УДАРНОГО ДЕЙСТВИЯ
§ 1. Принцип действия, классификация и область
применения
В дробилках ударного действия дробимый материал разру-
шается ударом за счет кинетической энергии движущихся тел.
Дробилки ударного действия по устройству основного дробящего
органа разделяются на молотковые, роторные и дезинтеграторы.
Дробилки ударного действия применяют для дробления и из-
мельчения материалов низкой и средней прочности. Их применяют
при переработке углей, известняков, доломитов, гипса, барита,
мела, мергеля, асбестовых руд, каменных солей и т. п. На подоб-
ных материалах дробилки ударного действия позволяют достигать
больших степеней дробления, а простота конструкции, низкая
металлоемкость, возможность изготовления машины большой
производительности и удобство обслуживания делягот их при-
менение эффективным.
В практике наблюдается тенденция применять дробилки удар-
ного действия к материалам повышенной твердости.
§ 2. Молотковые дробилки
В молотковых дробилках материал дробится главным образом
ударом молотков, которые подвешены к ротору, вращающемуся
в рабочем пространстве дробилки, ограниченном корпусом,’футе-
рованным броневыми плитами. На рис. 141 изображены схемы
основных типов молотковых дробилок.
Дробимый материал поступает в рабочее пространство дро-
билки через загрузочное отверстие и попадает в зону действия
вращающихся молотков, которые ударяют по кускам и с силой
217
Рис. 141. Основные схемы молотковых дробилок:
а — однороторная;т б — двухроторная параллельного дробления; в —
двухроторпая последовательного дробления; г — однороторная реверсив-
ная, 1 — горизонтальный вал; 2 — диски ротора; 3 — оси молотков; 4 —
молотки; 5 корпус дробилки; 6 — футеровочные плиты 7 — колосни-
ковая решетка; 8 — загрузочная воронка
отбрасывают их к стенкам корпуса на плиты. Разрушение кусков,
таким образом, вызывается ударом молотков, ударом кусков
о плиты и раздавливанием и истиранием кусков молотками на
колосниковой решетке. Дробленый продукт разгружается вниз
под дробилку. Молотковые дробилки выпускаются с колоснико-
выми решетками и без них. Дробилки с колосниковыми решет-
ками предназначены для получения продукта с определенной
крупностью максимального куска, их применяют главным обра-
зом для мелкого дробления. Молотковые дробилки без колосни-
ковых решеток выдают продукт нужной крупности вследствие
повышенной частоты вращения ротора. Дробилки для дробления
влажных глинистых материалов имеют подвижную отбойную
плиту, представляющую собой тяжелый пластинчатый конвейер,
встроенный в дробилку. Подачей вязкого материала к ротору
исключается забивание дробилки. Молотковые дробилки делают
с вращением ротора в одном направлении и реверсивными. Воз-
можность изменения вращения ротора в реверсивных дробилках
позволяет двустороннее использование молотков без разборки
дробилки для их поворота.
218
По числу рабочих валов молотковые дробилки разделяются
на одно- и двухроторные. Двухроторные дробилки имеют большие,
чем однороторные, размеры загрузочного отверстия, что позво-
ляет дробить в них материал, содержащий куски больших разме-
ров, например до 1200 мм. В молотковых дробилках окружная
скорость по концам молотков обычно составляет 35—65 м/с,
иногда она достигает 115 м/с. ГОСТом 7090 -72 предусматривается
для каждого типоразмера молотковых дробилок три значения
окружных скоростей: 40, 50 и 65 м/с.
Молотковые дробилки предназначены для крупного, среднего
и мелкого дробления материалов указанных выше свойств, но
чаще всего их применяют для среднего и мелкого дробления.
В молотковых дробилках достигается степень дробления до 30—
40. Они характеризуются высокой производительностью на еди-
ницу массы, удельный расход энергии на дробление в них ниже,
чем у щековых, конусных или валковых дробилок.
§ 3. Конструкции молотковых дробилок
Од порогорная молотковая дробилка
(рис. 142). Дробилка состоит из корпуса, облицованного плитами,
и ротора с шарнирно-подвешенными к нему молотками. Корпус
дробилки разъемный. Верхняя 1 и нижняя 2 части корпуса де-
лают сварными из прокатной и листовой стали или литыми. На
опорах нижней части корпуса установлены подшипники 3 (роли-
ковые или скольжения). В подшипниках вращается вал 4 ротора.
Ротор состоит из двух концевых 5 и нескольких промежуточных 6
дисков. На валу 4 диски посажены на шпонках. В каждом диске
на периферии имеется несколько отверстий, через которые про-
пущены стержни 7, служащие осями для дробящих молотков 8.
Последние располагаются на роторе рядами. Для крупного дро-
бления устанавливается меньшее число рядов при более тяжелых
молотках для мелкого дробления — большее число рядов и легкие
молотки.
Верхняя часть корпуса дробилки футеруется сменными пли-
тами, которые крепятся к корпусу болтами. В нижней части
корпуса дробилки размещена колосниковая решетка 9, занима-
ющая 135—180° окружности, описываемой молотками, поддер-
живаемая опорами 10 и 11.
Решетка состоит из двух секций: поворотной и выдвижной.
Поворотная секция (рис. 143) в верхней части подвешена к корпусу
дробилки на двух полуосях, она может поворачиваться при регу-
лировании с помощью двух регулировочных болтов. Выдвижную
секцию (рис. 144), в зависимости от характеристики дробимого
материала, можно выкатывать на катках по направляющим пол-
кам за пределы корпуса или устанавливать под ротором дробилки.
Для изменения ширины зазора между молотками и решеткой
выдвижная секция поднимается или опускается вместе с напра-
219
II
Рис. 143. Поворотная секция колосниковой решетки:
1 — полуоси для подвеса секции; 2 — блок колосников; 3 — механизм пово-
рота секции
вляющими полками с помощью двух эксцентриковых валов. Эти
валы поворачиваются вручную через червячные редукторы. Пре-
дел регулирования до 40 мм.
Колосниковая решетка образуется блоками колосников, или
отдельными колосниками, или стальным перфорированным ли-
стом, свальцованным по радиусу. Щели между колосниками рас-
ширяются в сторону разгрузки под углом 10—20°. Они наклонены
Рис. 144. Выдвижная секция колосниковой решетки:
1 — колосниковая решетка, 2 — опорный каток; 3 — направляющие полки
221
б
а.
6 г
Рис. 145. Формы молотков
к радиусу ротора под углом 40—50° в сторону движения матери-
ала, что уменьшает залипание решетки при дроблении материалов
повышенной влажности. Колосники обычно делают из марганцо-
вистой стали.
Для наблюдения за внутренними деталями дробилки, чистки
колосниковой решетки и смены колосников в нижней части кор-
пуса имеются люки.
Молотки делаются из износоустойчивых сталей. В зависи-
мости от свойств дробимого материала и требуемой крупности
дробленого продукта применяют молотки различной формы и
массы, которая колеблется от 1 до 135 кг. Обычно молотки всех
форм заменяются после износа с обеих сторон. На рис. 145 при-
ведены конструкции молотков, получившие наибольшее распро-
странение. Молотки колосникового типа (рис. 145, а) применяются
для дробления хрупких малоабразивных и мягких пород, напри-
мер угля. Некоторые из молотков имеют два отверстия для по-
садки на оси. При износе обеих сторон с одного конца, молотки
насаживают на оси другим отверстием и срабатывают обе стороны
другого конца. Молотки бандажного типа (рис. 145, б) имеют утол-
щения на рабочем конце и применяются для дробления прочных
материалов средней абразивности. Скобообразные молотки
(рис. 145, в) применяются при тех же условиях работы, что и мо-
лотки колосникового типа. Усиленная скобообразная конструк-
ция (рис. 145, г) применяется для дробления прочных материалов.
Молотки скобообразной формы работают более эффективно, чем
простые колосниковые, но эксплуатация дробилок с молотками
такой формы сложнее. При неравномерном износе скобообразных
молотков быстро нарушается уравновешенность ротора.
Однороторная реверсивная молотко-
вая дробилка (рис. 146). Корпус 1 дробилки сварной,
футерованный внутри плитами 2 из износоустойчивого материала.
222
В корпусе предусмотрены люки с крышками <3 для осмотра и ре-
монта колосниковой решетки 4. Материал поступает в дробилку
через съемную загрузочную воронку 5. Реверсивный ротор 6
имеет обычную для молотковых дробилок конструкцию (рис. 147).
Колосниковая решетка 4 (см. рис. 146) состоит из двух одина-
ковых секций, представляющих собой раму с уложенными в ее
пазы колосниками. Пружинные амортизаторы 7 не допускают
вибраций решетки, а эксцентриковый механизм 8 позволяет регу-
лировать ширину зазора между молотками и решеткой. Секции
решетки подвешены вверху на осях 9, а в средней части они опи-
раются на эксцентрики 8 регулировочного механизма. Поворот
эксцентриков изменяет положение колосниковой решетки.
В верхней части рамы каждой секции размещены поворотные
плиты 10, подвешенные на тех же осях 9. Плиты поворачиваются
винтовым механизмом И. На рис. 146 левая плита поднята и обра-
зовавшееся окно служит для разгрузки дробленого продукта.
Правая опущенная плита играет роль отбойной плиты. При изме-
нении направления вращения ротора левая плита будет опущена,
а правая поднята. В нижней части колосниковой решетки уста-
новлен затвор 12, открывающийся при чистке дробилки или
Рис. 146. Молотковая реверсивная дробилка
223
Рис. 147. Ротор реверсивной молотковой дробилки:
1 молоток; 2 — концевой диск ротора; 3 — промежуточный диск ротора; 4 —
подшипник; 5 — вал
дроблении руды малой прочности, если измельчение на одной сек-
ции решетки достаточное. При разгрузке дробленого продукта
через окно колосники решетки служат как зубчатые дробильные
плиты. Забивание щелей между колосниками материалом не ска-
зывается отрицательно на работе дробилки. Дробилка предназна-
чена для дробления материалов средней прочности и влажности
до крупности 3—5 мм. Для борьбы с пылеобразованием рекомен-
дуется соединить байпасом загрузочный желоб с зоной разгрузки.
Однороторные молотковые реверсив-
ные дробилки без колосниковых решеток
(рис. 148). Дробильный материал подается в дробилку по вер-
тикальной оси. Эти дробилки имеют плиты, которым придается
такая форма и такое расположение в рабочем пространстве, чтобы
удары кусков материала о плиты происходили под углами, воз-
можно более близкими к прямому углу. Плиты подвешиваются
Рис. 148. Молотковые реверсивные дробилки без колосниковых решеток:
а — с несколькими дробящими плитами; б — с одной массивной плитой
224
Рис. 149. Молотковая дробилка с мо-
лотками в форме колец
свободно или снабжаются пружинными амортизаторами. Они
располагаются по обе стороны ротора и по всей высоте рабочего
пространства. Известны конструкции дробилок с несколькими
плитами с каждой стороны или с одной плитой в виде массивной
отливки ступенчатой формы на каждую сторону.
Молотковая дробилка с поворачива-
ющимися молотками в форме колец (рис. 149).
При такой форме молотков достигается их равномерный износ.
Дробилки этого типа могут работать с решетками и без них. Они
рекомендуются для дробления твердых абразивных материалов.
Молотковая дробилка с подвижной дробящей плитой (рис. 150)
применяется для дробления глинистых и влажных руд, например
бокситов или серных руд. В корпусе дробилки встроены два тяже-
лых пластинчатых конвейера, один из которых подает дробимый
материал в зону дробления и заменяет собой облицовочную плиту,
а другой удаляет глину, набрасываемую на него молотками, из
дробилки.
Конвейеры состоят из полотна, валов с насаженными на них
звездочками и рамы. Полотно собирается излитых звеньев, изгото-
вленных из износоустойчивой стали. Приводной вал подающего
конвейера расположен в нижней части. Верхний вал конвейера
натяжной, его подшипники установлены в пазах и могут пере-
мещаться при помощи винтов. У очистного конвейера верхний вал
одновременно и приводной, и натяжной. Рама образована двумя
литыми боковинами, соединенными между собой стяжками. На
раме крепится плита, поддерживающая полотно в зоне дробления,
и устройство для очистки конвейера от налипшей глины. Рама
снабжена винтовыми механизмами для регулирования зазора
между полотном и молотками. При регулировании рама подающего
конвейера перемещается на четырех катках, опирающихся на
опорные площадки, находящиеся на корпусе. Привод подающего
конвейера осуществляется от электродвигателя через редуктор,
соединенный с приводным валом посредством универсального
шпинделя, допускающего смещение конвейера при регулировании
и передающего крутящий момент между смещенными валами.
Очистной конвейер вмонтирован в корпус дробилки так, чтобы
исключить прямые удары летящих кусков по полотну, это пред-
8 С. Е. Андреев и др. 225
Рис. 150. Молотковая дробилка со встроенными тяжелыми пластинчатыми конвейерами и колоснико-
вой решеткой:
1 — ротор; 2 — подающий конвейер; 3 — колосниковая решетка; 4 — очистной (конвейер; 5 — корпус дро-
билки, 6 — опорная плита; 7 — катки рамы подающего конвейера
охраняет его от быстрого износа. Полотно от налипшей глины
очищается специальным скребком. Скорость движения конвейеров
колеблется от 0,08 до 0,13 м/с.
Корпус дробилки представляет собой сварную конструкцию
коробчатой формы. Внутри поверхность рабочего пространства
дробилки, не занятая полотном конвейеров, футерована сменными
броневыми плитами.
Молотковая двухроторная дробилка
с последовательным расположением рото-
ров (рис. 151). Корпус дробилки сварной, внутри футерованный
броневыми плитами. Верхний и нижний роторы, несущие под-
вешенные к ним дробящие молотки, вращаются в одну сторону.
Над каждым ротором расположены отбойные плиты, перемеща-
емые при регулировании дробилки с помощью винтовых уст-
ройств. Под роторами имеются колосниковые решетки. Нижняя
решетка может перемещаться винтовыми регулирующими меха-
низмами, установленными на боковых стенках корпуса.
Загрузочная воронка дробилки экранирована заслонкой, иск-
лючающей выброс кусков материала из дробилки и регулирующей
подачу материала в нее. Для обслуживания дробилки и наблюде-
ния за состоянием решеток в корпусе сделаны люки, закрытые
съемными или откидными крышками. Привод обоих роторов
осуществлен от одного электродвигателя через клиноременную
передачу. При работе дробилки по кускам материала, равно-
мерно и непрерывно поступающим через загрузочную воронку,
наносятся удары молотками верхнего ротора. Куски частично
раскалываются и отбрасываются на отбойные плиты, отражаясь
от которых попадают вновь на молотки верхнего или нижнего
ротора. Нижний ротор, ударяя по кускам, отбрасывает их на свои
отбойные плиты и проталкивает материал на нижнюю колоснико-
вую решетку. Зона между двумя роторами являетея~местом осо-
бенно интенсивного дробления. Дробленый продукт разгружается
через зазоры между колосниками решетки. Крупность продукта
регулируется изменением ширины зазоров между молотками и
отбойными плитами, а также между молотками и колосниковой
решеткой.
Молотковая двухрото pVa я дробилка
с параллельным расположением роторов
(рис. 152). Роторы вращаются навстречу один другому. Дробимый
материал подается в загрузочную воронку (корзину) 1, образо-
ванную торцовыми стенками корпуса дробилки и фигурными ко-
лосниками 2. На роторных валах 7 жестко закреплены держатели
4, на которых свободно подвешены на осях молотки 3. При враще-
нии роторов молотки проходят в зазоры между колосниками
загрузочной воронки и дробят куски материала. Дробленый
продукт падает на решетки под роторами, где окончательно до-
драбливается и разгружается вниз под дробилку. Каждый ротор
имеет самостоятельный привод. Наибольшая из изготавливаемых
8* 227
Н-------------------------- 1925 ------------------J к----------------1355 --------------]
Рис. 151. Молотковая двухроторная дробилка с последовательным расположением роторов:
1 — корпус; 2 — ротор вер ний; 3 — ротор нижний; 4 — отбойные плиты; 5 — верхняя колосниковая решетка: 6 — нижняя колоснико-
вая решетка; 7 — механизм регулирования колосниковой решетки; 8 — загрузочная воронка, 9 — заслонка; 10 — механизм регулирова-
ния отбойных плит
Рис. 152. Молотковая двухроторная дробилка с параллельным
расположением роторов:
1 — загрузочная воронка; 2 — фигурные колосники; 3 — молотки; 4 —
держатели молотков; 5 — колосниковые решетки; 6 — корпус дро-
билки; 7 — роторные валы
двухроторных молотковых дробилок может принимать куски дли-
ной до 2000 мм и массой до 4 т при дроблении до 30—35 мм: ее
часовая производительность 1000 т/ч. Вал каждого ротора при-
водится через ременную передачу от отдельного электродвигателя
мощностью 800 кВт. Приводные шкивы утяжелены и служат так
же, как маховики. Дополнительно на свободных концах валов
роторов посажены такие же маховики. Общая масса шкивов-
маховиков 25 т. Маховики выравнивают ход дробилки. С валами
они соединяются при помощи фрикционных муфт и могут отклю-
чаться при превышении определенной величины вращающего
момента [79 I
§ 4. Роторные дробилки
В роторных дробилках дробление осуществляется жестко за-
крепленными на роторе билами, а не свободно подвешенными
на нем молотками. Этим роторные дробилки отличаются от молот-
ковых. Дробимый материал свободно падает или скользит по
лотку и попадает в зону быстровращающегося ротора с билами.
229
Рис. 153. Основные схемы роторных дробилок:
а — однороториая; б — двухроториая параллельного дробления; в — двухроторная
последовательного дробления; г — однороториая реверсивная; / — горизонтальный вал;
2 — массивный ротор 3 — била; 4 — корпус дробилки; 5 — отбойные плиты; 6 — ко-
лосниковая решетка
Ударами бил куски разрушаются и их части отбрасываются на
отбойные плиты или колосники, образующие камеру дробления.
Ударяясь о футеровку куски разрушаются и вновь отскакивают
на ротор. Это повторяется до тех пор, пока куски, достигнув
определенной крупности, не выйдут из дробилки через выход-
ную щель или зазоры между колосниками решетки. Таким обра-
зом, принцип действия роторных дробилок одинаков с принци-
ром действия молотковых дробилок. На рис. 153 изображены
схемы роторных дробилок основных типов. Они бывают одно-
и двухроторные с последовательным дроблением каждым ротором
или с одновременным дроблением двумя роторами, с нижней
контрольной колосниковой решеткой и без нее. Однороторные
дробилки бывают реверсивные и с вращением ротора в одну
сторону, т. е. роторные дробилки делятся на те же типы, что
и молотковые. Отличительной особенностью роторных дробилок,
определяющей технологические свойства этих машин, является,
то, что в ударах по кускам дробимого материала участвует вся
масса ротора. Удары бил мощные и поэтому роторные дробилки
можно применять в первой стадии дробления для разрушения
крупных кусков сравнительно прочных материалов. Роторные
дробилки применяют также для среднего и мелкого дробления.
§ 5. Конструкции роторных дробилок
Однороторные дробилки. В соответствии с
ГОСТ 12375—70 и ГОСТ 12376—71 в СССР изготовляются
однороторные дробилки двух типов: дробилка типа ДРК (дро-
билка роторная крупная) крупного дробления и дробилка
типа ДРС (дробилка роторная средняя) среднего и мелкого дроб-
ления. Конструкции обеих дробилок аналогичны. Дробилка
типа ДРК изображена на рис. 154, а типа ДРС — на рис. 155.
Корпус дробилки сварной, разъемный, он состоит из основа-
ния 1 и верхней части 2 (см. рис. 154 и 155). Внутренняя сторона
верхней части в зоне дробления футерована броневыми плитами,
закрепленными на корпусе болтами с потайной головкой.
230
Рис. 154. Одноро-
торная дробилка
крупного дробле-
ния (типа ДРК)
Вал 4 опирается на роликовые подшипники 5, закрепленные
на нижней части корпуса <3. На этом валу жестко закреплен литой
или сварнолитой ротор 6, в пазах которого закреплены била 7.
К торцам ротора болтами прикреплены стальные диски, распо-
ложенные в одной плоскости с боковыми футеровочными плитами.
В верхней части корпуса на осях подвешены отражательные
плиты 8. Дробилки типа ДРК имеют две, а типа ДРС три отра-
жательные плиты, разделяющие рабочую зону дробилки на две
и соответственно на три камеры дробления. Отражательные
плиты имеют криволинейный профиль и полностью или только
в нижней части футерованы плитами 9. Зазор шириной Slt Х8
и S3 между вращающимся ротором и нижней кромкой отража-
тельных плит является разгрузочным отверстием камеры дроб-
ления.
Положение отражательных плит фиксируется тягами и пру-
жинами возвратно-регулировочного устройства 10. Изменение
положения отражательной плиты при регулировании ширины
выходной щели камеры дробления достигается вращением гайки
на верхнем, снабженном нарезкой конце устройства 10. Попавший
в дробилку недробимый предмет отбрасывается билами на отра-
жательную плиту с большей силой, чем дробимый кусок, пружины
возвратно-регулировочного механизма сжимаются, плита по-
ворачивается на некоторый угол вокруг оси подвеса и выходная
Рис. 155. Одноро-
торная дробилка
среднего и мелко-
го дробления (ДРС)
231
3
щель увеличивается, выпуская недробимый предмет из дробилки.
Пружины возвращают отражательную плиту в первоначальное
положение. Возвратно-регулировочный механизм играет роль
предохранительного устройства.
Дробилки приводятся в движение электродвигателем через
клиноременную передачу. Окружную скорость ротора дробилки
изменяют сменой ведомых шкивов, которые поставляются вместе
с дробилкой заводом-изготовителем. В комплект дробилок типа
ДРК входят три шкива для окружных скоростей 20; 26,5 и 30 м/с,
а в комплект дробилок типа ДРС — шесть шкивов для скоростей
20; 24; 28,3; 34,6; 41,5 и 50 м/с.
Двухроторная дробилка (рис. 156) имеет верхний
двухбильный ротор 1 и нижний [дестабильный ротор 2, переднюю
колосниковую решетку 3, заднюю колосниковую решетку 4,
нижнюю колосниковую решетку 5. Она приводится в движение от
электродвигателей 6 и 7. Роторы вращаются в подшипниках
качения; окружную скорость бил можно регулировать в пределах
50—60 м/с сменой ведомых шкивов.
Передняя колосниковая решетка разделяет рабочее простран-
ство дробилки на две камеры. Колосниковые решетки набраны
из отдельных колосников. Щель между колосниками можно изме-
нять от 20 до 50 мм. Корпус дробилки сварной с разъемом по осям
вращения роторов. В верхней части корпуса расположены два
люка, перекрытые съемными крышками для монтажа и перестройки
колосниковых решеток. Для наблюдения за дробилкой и смены
бил предусмотрены окна в боковых стенках корпуса. Внутри
корпус футерован броневыми плитами. В загрузочной воронке
имеется цепной затвор, предотвращающий выброс кусков из
дробилки.
Дробимый материал через загрузочную воронку, по колосни-
ковому желобу, отсевающему готовый продукт из исходного
питания дробилки, поступает в верхний ротор. Билы ударами
дробят куски и отбрасывают их на верхнюю решетку. Не прошед-
шие через щели верхней решетки куски отлетают обратно на верх-
ний ротор, а прошедшие попадают на нижний ротор, билы кото-
рого дробят и отбрасывают куски материала на заднюю решетку.
Окончательно материал додрабливается на нижней решетке.
Технические характеристики молотковых и роторных дроби-
лок приведены в приложении 14.
§ 6. Технологические характеристики молотковых
и роторных дробилок [15, 35, 76]
Глубина проникновения кусков дробимого материала в зону
вращающегося ротора влияет на гранулометрический состав дро-
бленого продукта, производительность дробилки, расход энергии
при дроблении и износ молотков или бил. Дробящее действие
наиболее эффективно, если молотки (била) производят дробление
центральными, а не скользящими ударами по кускам.
На рис. 157, а и б показано относительное расположение куска
и молотка при скользящем и центральном ударах. При скользя-
щих ударах наблюдается обкалывание и истирание кусков в месте
ударов, при этом готовый продукт получается с большим содер-
жанием мелких классов крупности, ударные детали (молотки или
Рис. 157. Схемы удара молотка ло куску (к определению глубины
проникновения куска в зону вращающихся молотков)
233
билы) быстро изнашиваются, истираясь по верхней поверхности,
производительность дробилки снижается. Проникновение кусков
в зону вращающегося ротора на глубину не менее 0,6 максималь-
ного размера куска при дроблении в молотковых дробилках или
на глубину, равную высоте била, при дроблении в роторных
дробилках обеспечивает разрушение кусков центральными уда-
рами. Молотки и била наносят удары боковой поверхностью своей
рабочей части. Дробление осуществляется во всем объеме летя-
щего куска при минимальных истирании дробимого материала
и износе ударных деталей. Содержание тонких классов в дробле-
ном продукте меньше, а производительность дробилки выше, чем
при дроблении скользящими ударами.
Необходимая глубина проникновения дробимого материала
в зону вращающегося ротора обеспечивается скоростью падения
материала при загрузке его в дробилку. Рассмотрим кусок,
который при загрузке дробимого материала по вертикальной оси
ротора подлетел к отходящему молотку 1 (рис. 157, в). Для того
чтобы проникнуть в зону на глубину С = 0,6£)м (£)н — наиболь-
ший размер куска) за время t приближения к рассматриваемому
куску набегающего молотка 2, кусок должен, падая с высоты Н,
приобрести скорость ик = — Принимаем, что при проникнове-
нии в зону кусок движется со скоростью vK. Время t перемещения
молотка из положения 2 в положение 1, при частоте вращения
ротора п об/мин, находят по равенству t = ^, в котором z—
число продольных рядов молотков па роторе. Высоту Н падения
куска находят из формулы vK — 2gН:
где g = 9,81 м/с2 — ускорение свободного падения.
В роторных дробилках высота била обычно меньше 0,6 макси-
мального размера куска, а поэтому в них все куски, достигшие
тела ротора, попадают под центральные удары молотков. Особен-
ности формы тела ротора дробилок приводят к тому, что не все
куски могут попасть под эффективные центральные удары.
Чтобы эта часть кусков не выходила из камеры дробления
нераздробленной, устанавливают отражательные плиты или отра-
жательные решетки, удерживающие такие куски до тех пор, пока
они не попадут под центральный удар.
Размеры ротора
Диаметр ротора определяется размером максимального куска
в исходном материале и производительностью дробилки. Для
молотковых дробилок по ГОСТ 7090—72 диаметр ротора Dp больше
диаметра максимального куска в 3,2—4 раза. Наибольшая вели-
чина относится к малым дробилкам диаметром до 600 мм.
234
Для роторных дробилок крупного дробления по
ГОСТ 12375—70 диаметр ротора Dp больше диаметра куска в 1,7—
2 раза; меньшая величина относится к самым большим дробилкам.
Для роторных дробилок среднего и мелкого дробления
по ГОСТ 12376—71 диаметр ротора Dp больше диаметра куска
в 3,3 раза. По условиям производительности и загрузки длина
ротора L по соответствующим ГОСТам принимается соразмерной
с его диаметром Dp: для молотковых дробилок L : Dp = 0,7 ч-
ч- 1,5; для роторных среднего и мелкого дробления L.DP— 1;
для роторных крупного дробления L : Dp = 0,8.
Мощность электродвигателя
Теоретический расчет мощности молотковых и роторных дро-
билок пока не разработан. Мощность приводного электродвигателя
определяют по следующим эмпирическим формулам, в которых
мощность поставлена в зависимость от размеров ротора Dp и L
и частоты его вращения и об/мин:
N = 0,125DpLn, кВт; (93)
M = 0,15DpLn, кВт. (94)
Формула (93) применяется для угольных дробилок [741. Фор-
мула (94) дает результаты, согласующиеся с мощностями, при-
веденными в ГОСТ 7090—72. Для роторных дробилок эмпири-
ческие формулы связывают мощность приводного электродвига-
теля только с размерами ротора:
максимальная мощность 7Vmax — 100£>pL, кВт; (95)
минимальная мощность Л\шп = 30DpL, кВт. (96)
В формулах (93), (94), (95), (96) Dp и L выражены в метрах.
Формула N — 80DpL дает результаты, соответствующие резуль-
татам, приведенным в ГОСТ 12375—70.
Для роторных дробилок среднего и мелкого дробления уста-
новленная мощность, подсчитанная по формуле (95), несколько
ниже, чем указано в ГОСТ 12376—71. Удовлетворительное совпа-
дение мощности для этих дробилок дает формула
Л/=120£>рТ, кВт. (97)
Производительность
Производительность молотковых и роторных дробилок зависит
от конструкции и механических параметров дробилки, т. е. от
диаметра, длины и частоты вращения ротора, количества, массы
и формы молотков, расположения и профиля отбойных плит,
способа загрузки и глубины проникновения кусков в зону ротора.
Производительность зависит также от физических свойств дроби-
мого материала: прочности, характеризуемой временным сопро-
235
тивлением сжатию и растяжению, или дробимости (измельча-
емости) ударом, содержания глинистых веществ, влаги, крупности
исходного и дробимого продукта (степени дробления).
Производительность, дробимость (измельчаемость) материала,
степень дробления и потребляемая мощность взаимосвязаны.
При дроблении данного материала в данной дробилке при той же
мощности привода увеличение производительности по исходному
уменьшает степень дробления, и наоборот.
Многочисленность количественно трудно оцениваемых факто-
ров и недостаточность опытных данных при большой изменчивости
дробимых материалов не позволяют теоретически рассчитать
производительность молотковых и роторных дробилок При выборе
дробилки определяют ее пропускную способность как транспорти-
рующего агрегата и технологического, исходя из потребляемой
мощности.
Для ориентировочного определения объемной производитель-
ности Qo молотковых дробилок применяют следующие эмпири-
ческие формулы [151:
при Dp>-L Qo = 0, IDpL/i, мя/ч;
при Dp < L Qo = 0, lDpL2n, м3/ч,
где Dp и L — в метрах, ап — в оборотах в минуту.
Анализ материалов зарубежных фирм по роторным дробилкам
крупного дробления привел к следующим статистическим форму-
лам для определения их объемной производительности [761:
Со.шах-ИУфрА)1-6, м3/ч;
Qo.mln= A22(DpL)’-3, мя/ч,
гДе Qo. ши 11 Qo. min — предельные значения производительности,
м3/ч,
£>р и L — размеры ротора, м;
k — коэффициент, учитывающий влияние кон-
структивных особенностей дробилок, он ко-
леблется в пределах 0,6—1,4.
Для определения производительности дробилки необходимо
иметь удельный расход энергии (кВт-ч/т) при дроблении в ударных
дробилках данного материала от начальной крупности до конеч-
ной. Этот удельный расход энергии можно определить по экспери-
ментальным показателям измельчаемости с введением поправок
на крупность исходного продукта. Для углей и сланцев показа-
тели измельчаемости, например, приведены в книге В. П. Рома-
дина [74].
Там же даны и поправки на крупность, основанные на фор-
муле Розина и Раммлера, для уравнения характеристики круп-
ности.
236
I
К. А. Разумов [69] предлагает определять удельный расход
энергии по индексу работы Бонда, равному расходу энергии
на 1 т материала при измельчении от бесконечного массива (D —
= оо) до 80% —0,1 мм. С поправкой на крупность исходного
материала и продукта по Бонду удельный расход энергии можно
выразить следующей формулой:
£ _ I (Г^80 I^^bo) ( кВт-Ч/Т,
1/^so -dgQ
где — индекс работы, кВт-ч/т;
D,o и dh0 — крупность исходного материала и продукта, определя-
емая по размеру сита, через которое проходит 80%
материала, мкм.
Производительность дробилки
n Wt)
Q = т/ч,
где N — установленная мощность электродвигателя дробилки,
кВт;
Т| — отношение потребляемой мощности к установленной;
Е — удельный расход энергии на дробление 1 т материала,
кВт- ч/т.
Исходя из закона дробления Риттипгера, можно получить
следующую эмпирическую формулу для определения производи-
тельности ударных дробилок:
WriAP^n^Cp
^дрб’-В ’
(98)
где Q — объемная производительность дробилки, м®/ч;
N — установленная мощность электродвигателя дробилки
кВт;
Т]дГ) — к. п. д. дробилки, при окружных скоростях ротора
12,6; 25,2 и 36,7 м/с соответственно равный 0,74; 0,63;
0,54;
т]„ — к. п. д. привода (при клиноременной передаче к п. д.
равен 0,95);
Осг — средневзвешенный по выходам диаметр исходного мате-
риала, м;
U7 — энергетический показатель вновь образованной поверх-
ности, ориентировочно равный 0,0002стр (ор — предел
прочности на растяжение, Н/см2), кВт/м2;
оср
i = —— степень дробления по средневзвешенным диаметрам
“Ср
исходного материала и продукта.
Экспериментальная проверка формулы (98) показала наимень-
шее расхождение опытных и расчетных данных по сравнению
с данными, полученными по аналогичным формулам, основанным
па законах дробления Кирпичева — Кика и Бонда.
237
§ 7. Эксплуатация молотковых и роторных дробилок
Молотковые и роторные дробилки устанавливают на высоких
и пустотелых фундаментах, размеры которых выбирают с учетом
размещения под дробилкой транспортных средств. Масса фунда-
мента должна быть достаточной для компенсации вибраций, воз-
никающих при работе дробилки.
Большие скорости вращения роторов и значительные центро-
бежные силы, возникающие при этом, требуют тщательной ба-
лансировки всех вращающихся деталей. Балансировку обяза-
тельно производят при изготовлении дробилки и периодически
проверяют ее во время эксплуатации. Балансировка нарушается
вследствие изнашивания молотков или бил. При ремонтах мо-
лотки, била и диски, на которых обнаружены трещины, заме-
няются. Заварка трещин не обеспечивает надлежащей прочности
и в какой-то степени нарушает балансировку. При эксплуатации
дробилок балансировку можно проверить с помощью виброизме-
рительного прибора.
Загрузку материала в дробилку нужно производить равно-
мерно по ширине приемного отверстия и по времени, что обеспе-
чивает максимальную производительность дробилки и более рав-
номерный по крупности продукт. Поэтому перед молотковыми и
роторными дробилками обычно устанавливают питатели.
Для предотвращения вылета кусков из приемного отверстия
предусмотрены закрытые сверху коробки, вход материала в ко-
торые имеет штору из конвейерных лент или цепей. Эту же ко-
робку используют и как укрытие для отсоса пыли, выбрасывае
мой из дробилки через приемное отверстие.
При работе молотковых и роторных дробилок перемещаются
значительные объемы воздуха, что может привести, если не при-
нять соответствующих мер, к большой запыленности помещений.
Узел загрузки и разгрузочный конвейер укрывают, а загрузочную
коробку соединяют байпасом с зоной разгрузки. Пыльный поток
не выходит из дробилки и запыленность помещения не превышает
санитарной нормы.
Уровень шума в непосредственной близости от работающей
молотковой или роторной дробилки выше санитарных норм. На-
пример, при дроблении угля он достигает 102—104 дБ. Поэтому
устанавливать дробилки надо так, чтобы в непосредственной
близости от них не было постоянных рабочих мест.
Степень дробления молотковых и роторных дробилок доходит
до 40, но обычно они работают при степенях дробления не более
10, так как рост степени дробления сильно снижает производи-
тельность дробилки. Степень дробления молотковых дробилок
регулируется изменением частоты вращения ротора, размера от-
верстий колосниковой решетки и изменением зазора между мо-
лотками и решеткой.
238
%
80
60
40
20
0 20 40 60 80 100 120 пн 0 50 100 150 200 250 О.пн
Рис. 158. Усредненные характеристики крупности продуктов дробления ротор-
ных дробилок
Расход стали в молотковых и роторных дробилках зависит
от свойств дробимого материала и составляет, например, при сред-
нем дроблении мягких известняков около 0,0015 кг/т, подмосков-
ного угля — 0,001 кг/т, горючих сланцев — 0,015 кг/т.
Расход энергии в молотковых дробилках при дроблении угля
со степенью дробления от 6 до 12 колеблется от 0,6 до 1,5 кВт- ч/т.
Перед дробилками устанавливают уловители для удаления из
загружаемого материала посторонних недробимых металлических
предметов. Молотковые и роторные дробилки выпускаются с под-
шипниками для роторного вала с кольцевой смазкой или с под-
шипниками качения. В первом случае для смазки применяется
жидкое масло, а во втором — густая консистентная смазка. Для
контроля температуры подшипников они снабжаются биметал-
лическими температурными реле или электроконтактными термо-
метрами.
На рис. 158 построены опытные усредненные характеристики
продуктов дробления роторных дробилок [18, 76]. Они позволяют
по известному размеру максимального куска (размер отверстия
сита, через которое проходит 95% материала) или по среднему
диаметру, взвешенному по выходам, получить характеристику
дробленого продукта. Значения среднего диаметра определяются
пересечением линии аа и соответствующей кривой.
Рациональность применения дробилок ударного действия опре-
деляется главным образом изнашиванием дробящих элементов
вследствие абразивности дробимого материала. Абразивность, по-
зволяя оценить срок службы молотков, бил, отбойных плит, ко-
лосников, дает возможность рассчитать технико-экономические
эксплуатационные показатели и решить вопрос о применении
ударных дробилок.
§ 8. Определение абразивности для ударных дробилок
Применительно к молотковым и роторным дробилкам абразив-
ность дробимой породы и износостойкость бил рекомендуется
определять экспериментально по особой методике (ГОСТ
239
12375—70). Испытания проводятся на специальной лабора-
торной дробилке D X L = 250 X 50 мм при окружной ско-
рости бил 30 и 60 м/с. Била-образцы должны быть изготовлены
из стандартного металла по специальным техническим условиям.
Для испытаний из пробы дробимого материала выделяют класс
10—20 мм на ситах с круглыми отверстиями.
Абразивность оценивают по потере массы всех бил-образцов,
приходящуюся на 1 т дробленого материала. Показатели абразив-
ности определяют отдельно для окружных скоростей бил 30 и
60 м/с. Первый показатель используют для промышленных дро-
билок, работающих при скоростях 20—40 м/с, второй — при 40—
80 м/с.
Для сравнения материалов, из которых изготовляют била раз-
ных дробилок, введен показатель износостойкости материала бил.
Этот показатель определяют на той же лабораторной роторной
дробилке по износу бил-образцов, изготовленных из материала,
подлежащего испытанию, т. е. из материала, который применяют
для изготовления промышленной дробилки. Износостойкость С ма-
териала бил определяют на граните однородного петрографиче-
ского состава с показателями абразивности не ниже Д30'=
= 150 г/т и Дв0 = 500 г/т. Показатели абразивности выбран-
ного гранита определяют предварительно (Я30э и ДвОэ). Износо-
стойкость оценивают массой (кг) пропущенного гранита на 1 г
износа массы молотков. В экспериментально полученный пока-
затель вносят поправку на абразивность гранита для того, чтобы
показатель износостойкости относился к граниту определенной
абразивности (по ГОСТу И30 = 280 и Иео = 900 г/т):
?-• _ б(730Э .
сзо— Д£280’
__ GUeo?
80 — Ag900’
где G — масса продробленного гранита, кг;
Ag — потеря массы бил-образцов, г.
Таблица 16
Абразивность горных пород при дроблении
в ударных дробилках, г/т
Горная порода и месторождение ^30 И1о
Гранит «норинск» Житомирской обл. 280 900
Известняк Ковровского месторождения Владимир- ской обл. 16 86
Известняк ВЯО Эстонской ССР 4,2 17
Гранит «шарташ» Свердловской обл. 150 450
Гранит «пруды» Ленинградской обл. 300 900
Кварцит «овруч» Житомирской обл. 460 1520
Руда железная Стойленского карьера, КМА 140 420
240
Породы одного наименования могут обладать резко отличными
свойствами (табл. 16), что подтверждает необходимость испытания
и изучения дробимого материала перед выбором дробилок и перед
установлением проектных показателей.
§ 9. Принцип действия, конструкция и эксплуатация
дезинтеграторов
Дезинтегратор (рис. 159) состоит из двух вращающихся в раз-
ные стороны роторов (называемых корзинами), каждый из кото-
рых насажен на отдельный вал. На дисках роторов по концентри-
ческим окружностям расположены бичи (пальцы). Роторы входят
один в другой таким образом, что концентрические окружности
с бичами одного ротора размещаются внутри концентрических
окружностей с бичами другого ротора.
Роторы (корзины) устроены следующим образом. На валах 1,
13 (левом и правом) насажены ступицы 2, 4, на которых укреп-
лены диски 3, 6. Эти диски имеют по два ряда концентрически
расположенных бичей (пальцев) 5. Свободные концы бичей для
жесткости связаны кольцами 7. Валы роторов приводятся во вра-
щение в разные стороны от индивидуальных электродвигателей
через шкивы 8 и 9. Окружная скорость внешнего ряда бичей
находится в пределах 22—37 м/с. Дробление в дезинтеграторе
осуществляется ударом. Роторы дезинтегратора заключены в ко-
жух. При ремонтах и осмотрах станина 11 вместе с правым валом
и ротором выдвигается при помощи установочного болта 12,
после чего открывается доступ к внутренним частям дезинтегра-
тора. Дробильный материал подается в дезинтегратор через за-
грузочную воронку 10 в центральную часть ротора (корзину)
Рис. 159. Дезинтегратор
241
Рис. 160. Схема прохождения ма-
териала через дезинтегратор
и, просыпаясь, попадает
в зону движения бичей
(рис. 160). Получив удар от
внутреннего ряда бичей, ку-
ски материала дробятся и
отбрасываются на следующий
ряд бичей, вращающихся
в противоположном напра-
влении. Под ударами бичей
этого второго ряда происхо-
дит дальнейшее дробление и
отбрасывание кусков на третий ряд и т. д. Дробленый продукт
разгружается вниз под дезинтегратор.
Дезинтеграторы характеризуются диаметром рабочего диска
и шириной ротора (корзины), определяющей длину бичей.
В дезинтеграторах одновременно с дроблением происходит
хорошее перемешивание составных компонентов дробимого мате-
риала. Поэтому их часто применяют для дробления угольной
шихты перед коксованием.
Дезинтеграторы устанавливают на фундаментах и на перекры-
тиях. Вращающиеся части требуют тщательной балансировки.
Дробимый материал в дезинтеграторы равномерно загружают пи-
тателями. В противном случае снижается их производительность.
Степень дробления материала в дезинтеграторах доходит до
40, но редко превышают 10, так как при больших степенях дробле-
ния заметно снижается производительность. Степень дробления
регулируется изменением скорости вращения роторов.
В дезинтеграторах наиболее сильно изнашиваются дробящие
бичи. Их изготовляют из специальной стали и закрепляют на
дисках путем расклепывания концов. Удлинение срока службы
бичей достигается путем наплавки твердыми сплавами.
Необходимо тщательно следить за тем/чтобы в дезинтегратор
не попадали недробимые предметы. Перед дезинтегратором сле-
дует устанавливать магнитные уловители металла.
Для смазки дезинтеграторов, оборудованных подшипниками
с кольцевой смазкой, применяется жидкое масло, для подшипни-
ков качения — консистентная смазка.
Раздел третий
ИЗМЕЛЬЧЕНИЕ
ГЛАВА I L
БАРАБАННЫЕ МЕЛЬНИЦЫ
§ 1. Принцип действия, классификация и область
применения
Барабанная мельница (рис. 161) представляет собой пустоте-
лый барабан 1, закрытый торцовыми крышками 2 и 3, в центре
которых имеются полые цапфы 4 и 5. Цапфы опираются на под-
шипники, и барабан вращается вокруг горизонтальной оси. Бара-
бан заполняется примерно на половину объема дробящей средой
(дробящими телами). При его вращении дробящие тела благодаря
трению увлекаются его внутренней поверхностью, поднимаются
на некоторую высоту и свободно или перекатываясь падают вниз.
Через одну полую цапфу внутрь барабана непрерывно подается
измельчаемый материал, который проходит вдоль него и, подвер-
гаясь воздействию дробящих тел, измельчается ударом, истира-
нием и раздавливанием. Измельченный продукт непрерывно раз-
гружается через другую полую цапфу. При вращении барабана
материал движется вдоль его оси вследствие перепада уровней
загрузки и_разгрузки и напора непрерывной подачи материала;
если измельчение мокрое, то_материал увлекается сливным по-
током воды, а если сухое — воздушным потоком, возникающим
при отсасывании воздуха из барабана.
В зависимости от формы барабана различают мельницы ци-
линдро-конические и цилиндрические. Последние, в свою очередь,
бывают трех типов — короткие, длинные и трубные У коротких
мельниц длина меньше диаметра или близка к нему; у длинных —
Рис. 161. Схема устройства и принцип действия барабанной (шаровой) мельницы
243
Рис. 162. Типы барабанных мельниц
она достигает 2—3 диаметров, а у трубных — длина барабана
больше диаметра не менее чем в 3 раза. Трубные мельницы при-
меняются в цементной промышленности.
В ^зависимости от вида дробящей среды различают мельницы
шаровые, стержневые, галечные и самоизмельчения. У шаровых
мельниц дробящая среда представлена стальными или чугунными
шарами; у стержневых — стальными стержнями, у галечных —
окатанной кремневой галькой, у мельниц самоизмельчения —
крупными кусками измельчаемой руды.
В зависимости от способа разгрузки измельченного продукта
различают мельницы с центральной разгрузкой и разгрузкой
через решетку. У мельниц с центральной разгрузкой удаление
измельченного продукта происходит свободным сливом через
пустотелую разгрузочную цапфу. Для этого необходимо, чтобы
уровень пульпы в барабане был выше уровня нижней образующей
разгрузочной цапфы. Поэтому мельницы с центральной разгруз-
кой называют иногда мельницами сливного типа или мельницами
с высоким уровнем пульпы. У мельнице разгрузкой через решетку
имеется подъемное устройство, принудительно разгружающее из-
мельченный продукт Поэтому в мельницах такого типа уровень
пульпы может быть ниже уровня разгрузочной цапфы. Мельницы
с разгрузкой через решетку иногда называют мельницами с при-
нудительной разгрузкой или мельницами с низким уровнем
пульпы.
Мельницы характеризуются внутренним диаметром D бара-
бана (при снятой футеровке) и его рабочей длиной L (рис. 162).
Цилиндрические шаровые и стержневые мельницы широко при-
меняются на обогатительных фабриках для измельчения руд.
Стержневые мельницы могут быть использованы как аппараты
мелкого дробления перед шаровыми мельницами и для измель-
чения мелковкрапленных руд перед гравитационными или элек-
тромагнитными процессами обогащения. Галечные мельницы при-
меняются в тех случаях, когда нельзя допустить даже ничтож-
ных примесей железа к измельчаемому материалу. Мельницы само-
измельчения в последние десятилетия внедряются в практику из-
мельчения руд. Самоизмельчение успешно конкурирует с измель-
чением стальной средой и в некоторых случаях не только уде-
шевляет процесс рудоподготовки, но и улучшает технологические
показатели переработки руд.
244
§ 2. Конструкции шаровых и стержневых мельниц
Шаровая мельница с центральной раз-
грузкой (рис. 163) состоит из цилиндрического барабана 1
с торцовыми крышками 2 и 3, имеющими пустотелые цапфы, по-
средством которых барабан опирается на коренные подшипники 4.
Барабан и крышки футеруют внутри стальными плитами 5. В ба-
рабан загружают стальные или чугунные шары разного диа-
метра (от 25 до 150 мм). Вращение барабану передается от элек-
245
тродвигателя посредством малой шестерни 7, насаженной на при-
водном валу, и зубчатого венца 6 на барабане.
Исходный материал загружается в мельницу питателем 8 через
левую полую цапфу, снабженную сменной загрузочной ворон-
кой 9. Измельченный материал разгружается через правую цапфу,
футерованную разгрузочной воронкой 10.
Барабан изготовляется сварным или клепаным из толстой ли-
стовой стали. На оба конца барабана приклепываются или при-
вариваются стальные обработанные фланцы для прикрепления
торцовых крышек. Иногда барабан изготовляют литым из сталь-
ного чугуна или стали с фланцами на концах. В мельницах ма-
лых размеров, где диаметр разгрузочной цапфы недостаточен для
введения футеровки внутрь мельницы, на барабане устраивается
один или два диаметрально расположенных люка 11. Торцовые
крышки с пустотелыми цапфами отливаются из чугуна или стали
в зависимости от размеров мельницы. Торцовые крышки к фланцам
барабана мельницы крепятся болтами. Для уплотнения соедине-
ния болтов и уменьшения нагрузки на них предусмотрен кольце-
вой выступ. Разгрузочная цапфа устраивается несколько боль-
шего диаметра, чем загрузочная, для создания уклона пульпы
в мельнице. Край разгрузочной воронки 10 имеет форму раструба.
Рис. 164. Профили футеровочных плит барабана мельницы:
а — внахлестку; б — волнистая; в — брусковая; г — сталедеревяиная
246
Рис. 165. Безболтовое крепление футеровки барабана мельницы
Узел А
Снаружи на ней устраивается кольцевой выступ для предотвраще-
ния попадания пульпы в подшипник. Коренные подшипники де-
лаются с большой опорной поверхностью. Часто применяются
самоустанавливающиеся подшипники с баббитовыми вкладышами,
имеющими шаровую опору в корпусе подшипника.
У мельниц малого размера приводной вал вращается от элек-
тродвигателя через ременную или клиноременную передачу.
У мельниц большого размера, если применяется электродвигатель
с большой частотой вращения (750—1000 об/мин), устанавли-
вается редуктор, а при применении тихоходного электродвигателя
вал последнего соединяется с приводным валом мельницы через
муфту. Приводной вал с малой шестерней изготовляется из кова
ной стали. Подшипники приводного вала располагаются на фун-
даментной плите, являющейся опорой для одного коренного под-
шипника.
Конструкция футерованных плит барабана должна допускать
легкую установку и смену их. Обычно плиты изготовляются из
чугуна или марганцовистой и хромистой сталей. Литая марганцо-
вистая сталь применяется при больших нагрузках шаров боль-
шого диаметра. Толщина футеровочных плит принимается от 50 мм
для малых до 130—150 мм для больших мельниц. Профили футе-
ровочных плит показаны на рис. 164. Футеровки, показанные на
рис. 164, а," б и в, состоят из отдельных плит, прибалчиваемых
непосредственно к барабану. Футеровка, показанная на
рис. 164, г, укрепляется на барабане стальными полосами. Фу-
теровка последней конструкции легко устанавливается на месте.
На рис. 165 показано безболтовое крепление брусчатой футе-
ровки при помощи футеровки торцовых крышек. Стальные
бруски /, которыми футеруется цилиндрическая поверхность бара-
бана 2, скошены на концах. Сегментные футеровочные плиты 3
торцовой крышки 4 имеют соответственно скошенный край, ко-
торым бруски 1 прижимаются к поверхности барабана 2.
Известна металлодеревянная футеровка. Деревянные брусья
вставляются по всей длине мельницы между стальными. В резуль-
247
Рис. 166. Тонкая футеровка барабана
мельницы из катаной стали
тате уменьшается масса футеровки и увеличивается срок ее службы
вследствие того, что мелкие шары, вклиниваясь между стальными
брусьями, прикрывают сверху деревянные бруски.
Заметное влияние на работу мельницы оказывает форма футе-
ровки ее барабана.
Футеровки барабанов шаровых мельниц, работающих на круп-
ном исходном материале, имеют ребра. Для мельниц, работаю-
щих на мелком материале, применяются футеровки с мелкими
ребрами или совсем гладкие. Высота, взаимное расположение и
форма ребер определяют силу сцепления дробящей среды с бара-
баном, а отсюда и результаты работы мельницы [42, 43]. Поэтому
важно, чтобы при изнашивании футеровки характер ее поверх-
ности резко не изменялся. Для увеличения рабочего объема мель-
ницы иногда применяют тонкие футеровки из катаной стали.
Листы футеровки крепятся стальными брусками, прибалчивае-
мыми к барабану (рис. 166). Бруски выступают над листами и вы-
полняют роль ребер.
В цементной промышленности применяется футеровка пли-
тами с «каблуками» на рабочей поверхности (рис. 167). Плиты
Рис. 167. «Каблучная» футеровка барабана мельницы
248
а
Рис. 168. Новые профили
футеровок:
а — «Норильск III»; б —
«Норильск IV»
Рис. 169. Резиновая футеровка
изготовляются из марганцовистой стали. Такая футеровка, улуч-
шая сцепление поверхности барабана с шарами, увеличивает про-
изводительность мельницы. Упрочнение поверхности «каблуков»
за счет наклепа, производимого ударами шаров, увеличивает
срок службы футеровки [104].
Сравнительные испытания футеровок разных профилей пока-
зали, что для шаровых мельниц I стадии измельчения при крупных
шарах диаметром 100—125 мм наибольший срок службы и наи-
меньший удельный расход металла получен для футеровки из
марганцовистой стали с профилем «Норильск III» (рис. 168, а).
Для мельниц II стадии лучшей оказалась футеровка с профи-
лем «Норильск IV» (рис. 168, б), проработавшая на никелевой руде
более трех лет1 [85].
В последние годы в Советском Союзе освоено производство ре-
зиновой футеровки для шаровых мельниц. Установлено, что при-
менение резиновой футеровки рационально в мельницах II и
III стадии измельчения, в которых используются шары меньше
80 мм. В этом случае применение резиновой футеровки заметно
снижает эксплуатационные расходы. Масса резиновой футеровки
на 80—85% меньше, срок службы в 2—3 раза больше и время
перефутеровки меньше соответствующих показателей при сталь-
ной футеровке. Кроме того, сильно снижается уровень шума при
работе мельниц.
На рис. 169 показан способ крепления резиновой футеровки на
внутренней поверхности барабана мельницы.
Резиновые футеровочные листы 1 изготовлены с уступами.
При укладке листов между ними образуются по всей длине бара-
1 Замечено, что износ футеровки и шаров на никельсодержащих рудах зна-
чительно ниже, чем на других рудах. Это объясняется тем, что поверхность фу-
теровки и шаров при работе получает особый упрочняющий никельсодержащий
наклеп.
249
Рис. 170. Футеровка^со спиральными
выступами
бана канавки, в которые вста-
вляются резиновые убрусы-лиф-
теры 2. Последние имеют Т-об-
разную прорезь для установки
прижимной скобы 3. Болты при-
жимной скобы своей нарезной
частью выходят на внешнюю
поверхность барабана мельницы
и, затягивая на ней гайки, за-
крепляют футеровку на бара-
бане. Торцовые крышки мель-
ниц также футеруют резино-
выми плитами. Разгрузочную
решетку и пульпоподъемники деляют резиновыми. Толщина
резиновой футеровки барабана колеблется от 50 до 80 мм.
Для предотвращения скопления шаров у разгрузочного конца
мельницы применяется антимиграционная футеровка, один из
видов которой показан на рис. 170. Ребра футеровочных плит
образуют спирали, которые затрудняют перемещение шаров вдоль
мельницы к разгрузочному концу. При использовании футеровки
с каблуками броневые плиты изготовляются и устанавливаются
с уклоном до 4% в сторону загрузочного конца мельницы.
Футеровка цапф может быть с гладкой внутренней поверх-
ностью или со спиралью. В загрузочной цапфе спираль служит
для транспортирования материала, а в разгрузочной обратная
спираль предназначена для облегчения возврата крупного мате-
риала в мельницу.
Для питания мельниц применяются барабанные, улитковые
и комбинированные питатели.
Барабанный питатель (рис. 171) представляет собой цилиндро-
коническую камеру, открытую с обеих сторон и снабженную внут-
ренней спиральной перегородкой для подачи измельчаемого мате-
риала в мельницу через загрузочную цапфу. Корпус питателя 1
отливается из чугуна или сваривается из стальных листов. Со
стороны загрузки материала к корпусу болтами крепится крышка 2,
имеющая форму усеченного конуса с круглым отверстием в мень-
шем основании для приема материала. Между корпусом и крыш-
кой устанавливается диафрагма 3 из листовой стали с секторным
отверстием для пропуска материала на спираль корпуса. Пита-
тель крепится болтами к загрузочной цапфе барабана мельницы.
Барабанные питатели применяются для загрузки материала круп-
ностью до 70 мм на уровне оси мельницы.
Улитковый питатель (рис. 172) представляет собой спираль-
ной формы черпак с круглым отверстием в боковой стенке по оси
вращения для выпуска зачерпываемого материала в мельницу.
250
2 13
Рис. 171. Барабанный питатель
Питатель болтами крепится к цапфе барабана мельницы так, чтобы
отверстия цапфы и питателя совпадали. Корпус питателя / из-
готовляется сварным из листовой стали или отливается из легиро-
ванного чугуна. На конце черпака питателя крепится сменный
Рис. 172. Улитковый питатель
251
Рис. 173. Комбинированный питатель:
1 — корпус; 2 — черпак; 3 — козырек черпака; 4 — крышка
козырек 2 из марганцовистой стали или легированного чугуна.
Внутренняя поверхность питателя футеруется стальными листами.
Улитковые питатели изготовляются одно-, двух- и трехчерпако-
выми. Поперечное сечение между спиралями питателя прямоуголь-
ное и имеет достаточные размеры для свободного прохождения
шаров максимального диаметра. Улитковые питатели позволяют
загружать измельчаемый материал с более низкого уровня, что
дает возможность устанавливать мельницы в замкнутом цикле
с классификаторами.
Комбинированный питатель (рис. 173) применяется для за-
грузки мельницы одновременно кусковым материалом и песками
классификатора. Большое преимущество комбинированного пи-
тателя заключается в том, что крупнокусковой материал попадает
в мельницу, минуя загрузочную коробку для черпака улитки.
Линия разгрузки пульпы
Рис. 174. Схема шаровой мельницы с решеткой
252
Рис. 175. Шаровая мельница с разгрузкой через решетку:
1 - барабан; 2 — торцовая крышка загрузочного конца; 3 — торцовая
крышка разгрузочного конца; 4 — цапфа; 5 — разгрузочная воронка:
6, 7 —подшипники; 8 —- кожух венцовой передачи; У — комбинированный
питатель; 10 — футеровка барабана; 11 — разгрузочная решетка; 12 — лиф
теры; 13 — люк
Это предотвращает заклинивание крупных кусков между черпа-
ком и стенками или днищем коробки, вызывающее распор коробки
и дополнительные усилия в питателе и крепежных болтах.
Технические характеристики шаровых мельниц с центральной
разгрузкой даны в приложении 17.
Шаровая мельница с решеткой (рис. 174)
имеет в разгрузочном конце барабана решетку 1 с отверстиями
для разгрузки измельченного материала. На стороне, обращен-
ной к разгрузочной крышке, решетка имеет радиальные ребра 2,
делящие пространство между решеткой и торцовой крышкой на
секторные камеры, открытые в цапфу. При вращении барабана
ребра действуют как элеваторное колесо и поднимают пульпу
до уровня разгрузочной цапфы. Такое устройство позволяет под-
держивать низкий уровень пульпы в мельнице и сокращает время
нахождения в ней материала вследствие уменьшения объема
пульпы. Мельница с решеткой показана на рис. 175. Перегородка
перед торцовой крышкой собирается из отдельных секторных ре-
шеток. Стальные решетки (секторы) могут быть литыми с продол-
говатыми отверстиями или собранными из колосников трапецие-
видного сечения, сваренных вместе. Секторные решетки крепятся
к торцовой крышке при помощи литых полос из марганцовистой
стали на болтах.
Экономические и эксплуатационные преимущества агрегатов
большой производительности настолько велики, что в настоящее
время изготовляются мельницы огромных размеров (D X L =
= 5,5 X 6,4 м), объем 144 м3. Намечается освоение мельниц диа-
метром 7,2 м, объемом 300 м3 с приводом мощностью 7360 кВт [28].
253
Рис. 176. Стержневая мельница малого размера
Технические характеристики шаровых мельниц с разгруз-
кой через решетку даны в приложении 18.
Стержневые мельницы. Конструкция стержневой
мельницы (рис. 176) подобна конструкции шаровой мельницы
с центральной разгрузкой. Чтобы снизить уровень пульпы и уве-
личить скорость прохождения измельчаемого материала, диаметр
разгрузочной горловины стержневой мельницы делается значи-
тельно больше, чем у барабана шаровой мельницы того же диа-
метра. Загрузочная горловина должна беспрепятственно про-
пускать большое количество материала, особенно при работе
мельницы в открытом цикле при малых степенях измельчения.
Разгрузочные горловины диаметром 1200 мм и более позволяют
проникать через них внутрь барабана для осмотра и смены футе-
ровки. Это исключает необходимость устройства специального
лаза в барабан. Для установки футеровки в барабаны мельниц
с горловинами меньшего диаметра, не имеющих лаза, необходимо
снимать одну из торцовых крышек.
Торцовые крышки барабана стержневой мельницы защищают
футеровкой, образующей плоские торцовые поверхности, ограни-
чивающие продольное перемещение стержней. Применяют также
и слегка конические торцовые стенки для облегчения загрузки
в мельницу измельчаемого материала.
Для стержневых мельниц применяется волнистая или ступен-
чатая футеровка барабана внахлестку. Гладкая футеровка из-за
сильного скольжения стержней быстро изнашивается. Стержне-
вые мельницы в зависимости от назначения снабжаются улитко-
выми, барабанными или комбинированными питателями.
Отношение длины барабана к диаметру для стержневых мель-
ниц обычно составляют 1,4—2. Считается, что нельзя изготов-
лять стержневые мельницы длиной меньше 1,250 по условиям
спутывания стержневой нагрузки.
254
Для нормальной работы стержневой мельницы необходимо,
чтобы стержни, изношенные до некоторого предельного диаметра,
не гнулись в мельнице, а ломались на короткие прямые куски и
выходили из мельницы вместе с пульпой. Чем больше длина стерж-
ней и мельницы, тем больше диаметр изношенных стержней, ко-
торые ломаются в мельнице. При длине стержней 6 м средний
размер изношенных стержней достигает 50 мм. Если сделать
стержни из недостаточно хрупкой стали, то длинные стержни, из-
ношенные до малого диаметра, спутают стержни в мельнице, как
проволокой. В настоящее время предельной считается длина
стержневой мельницы 6 м, этот предел определяется трудностями
изготовления стержней большей длины.
С увеличением длины мельницы падает ее пропускная (транс-
портирующая) способность из-за недостаточного уклона потока
пульпы. Поэтому не удается использовать в полной мере увеличе-
ние производительности мельницы за счет увеличения ее диаметра;
в настоящее время предельным диаметром стержневой мельницы
считается 4,5 м.
Технические характеристики стержневых мельниц даны в при-
ложении 19.
§ 3. Конструкции мельниц'самоизмельчения
и рудногалечных мельниц
Сущность процесса самоизмельчения'заключается в том, что
крупные куски руды в мельнице, измельчаясь сами, в то же время
измельчают более мелкие куски. Крупные куски при этом вы-
полняют роль дробящей среды (шаров), а мелкие — измельчае-
мого материала [29, 94].
Различают:
рудное самоизмельчение; дробленая руда крупностью 300—
0 мм после I (одной) стадии дробления поступает в мельницы
самоизмельчения. Барабаны мельниц самоизмельчения делают
большого диаметра (до 12 м) и часто короткими (D : L 3 : 1).
Как показала практика, это соотношение необязательно, иногда
делают мельницы длиннее — с отношением D : L = 1,2 : 1 и
D : L = 2 : 1;
рудное полусамоизмельчение, отличающееся от рудного само-
измельчения добавкой в мельницу стальных шаров большого
диаметра (100—125 мм) в количестве 6—10% объема мельницы.
Шары добавляют при недостатке крупных кусков в дробленой руде,
а также для увеличения производительности мельницы;
рудногалечное измельчение; руда крупностью 6—0 мм или
мельче, полученная в результате рудного самоизмельчения, полу-
самоизмельчения или измельчения в стержневой мельнице измель-
чается в рудногалечных мельницах, по конструкции сходных с ша-
ровыми мельницами с решеткой. Рудная галька (100—40 мм;
75—30 мм), используемая как дробящие тела, отбирается в про-
255
цессе дробления после II стадии дробления руды или выделяется
при рудном самоизмельчении К
По сравнению с измельчением в шаровых и стержневых мель-
ницах самоизмельчение имеет следующие преимущества:
в мельницы самоизмельчения можно подавать руду крупностью
300—0 мм после I стадии дробления. Таким образом, при рудном
самоизмельчении исключаются стадии среднего и мелкого дробле-
ния;
достигается экономия в расходе стали, так как не применяются
шары;
уменьшается переизмельчение руды благодаря разлому кус-
ков преимущественно по межзерновым контактам;
в некоторых случаях улучшаются технологические показатели
последующего обогащения.
Удельная производительность мельниц самоизмельчения ниже,
чем для шаровых и стержневых мельниц, а расход энергии выше
в 1,3—1,4 раза по сравнению с расходом энергии при работе по
обычным схемам дробления и измельчения стальной средой.
Расход футеровки в мельницах самоизмельчения выше, чем
в обычных шаровых и стержневых мельницах.
Процесс самоизмельчения не универсален, т. е. его нельзя
без предварительных испытаний рекомендовать для всех мате-
риалов и руд. Наиболее подходят для самоизмельчения хрупкие
руды зернистого сложения. Для выбора процесса рудоподготовки
самоизмельчением необходимо провести полупромышленные,
а лучше промышленные исследования по самоизмельчению дан-
ной руды.
Основной особенностью рудного самоизмельчения, отличаю-
щего этот процесс от измельчения в мельницах со стальной сре-
дой, является накапливание в мельнице кусков критического раз-
мера, т. е. кусков размерами от 25 до 75 мм, которые слишком
малы, чтобы дробить другие куски и слишком велики и прочны,
чтобы быть раздробленными крупными кусками. Для борьбы с на-
капливанием критических кусков в мельнице рудного самоиз-
мельчения приходится принимать специальные меры, которые
усложняют работу фабрики (см. раздел третий, гл. VI, § 1). Само-
измельчение производится всухую в мельницах «Аэрофол» и вмок-
рую в мельницах «Каскад».
Мельница «Аэро фо л» для сухого самоиз-
мельчения (рис. 177) представляет собой короткий бара-
бан 1 большого диаметра (5,5—11 м). На внутренней поверхности
1 В целях исключения расхода стальных шаров возможно первичное рудно-
галечное измельчение, при котором перед измельчением руда дробится по обычным
схемам (в III стадии) до крупности 25—0 мм или мельче и затем измельчается
в мельницах с решеткой крупными кусками руды 300—100 мм или 200—75 мм
(рудной галькой), выделенными после I стадии дробления. На вновь строящихся
обогатительных фабриках первичное рудногалечное измельчение не находит
применения.
256
Рис. 177. Мельница «Аэрофол» для сухого самоизмельчения
вдоль образующей барабана на некотором расстоянии друг от
друга укрепляются балки-ребра 2, которые при вращении бара-
бана поднимают куски материала. Падая вниз, куски разби-
ваются, ударяясь о ребра, одновременно они дробят ударом на-
ходящийся внизу материал. На торцовых крышках 3 барабана
укреплены кольца 4 треугольного сечения. Назначение этих ко-
лец — направлять куски материала в середину барабана.
Мельница работает в замкнутом цикле с воздушными класси-
фикаторами (рис. 178). Из бункера / крупнодробленая руда пита-
телями 2 и конвейером 3 подается в загрузочную воронку 4 мель-
ницы 5. По трубопроводу 6 воздушным потоком, создаваемым
вентилятором 7, измельченный продукт из мельницы подается
в горизонтальный классификатор 8, где отделяются крупные
фракции, образующие оборотный продукт. Последний конвейе-
рами 9 возвращается в мельницу через загрузочную воронку 4.
Мелкие фракции из классификатора 8 поступают в циклоны 10
для выделения частиц готового продукта из воздушного потока.
Готовый продукт из циклонов разгружается в бункер 11 и пита-
телями 12 передается в контактный чан 13, где готовится пульпа
для последующего обогащения. Из циклонов 10 запыленный воз-
дух вентилятором 7 через подогревающий калорифер 14 направ-
9 С. Е. Андреев и др 257
Рис. 178. Схема установки мельницы «Аэрофол» в замкнутом цикле с воздушной
классификацией
ляется в мельничный барабан. Крупные куски в сухих мельницах
практически пе продвигаются вдоль мельницы, поэтому длина
барабана делается небольшой (L 1/3D). Частота вращений мель-
ницы «Аэрофол» составляет 80—85% критической частоты вра-
щения.
Установка для сухого измельчения сложная и измельчение
на ней дорогое, так как транспортирование измельченного мате-
риала с помощью вентилятора требует большого расхода электро-
энергии и подсушки руды приблизительно до влажности 2,5%.
Если за измельчением следует сухой технологический процесс, то
сухое измельчение имеет большие преимущества из-за отсутствия
дорогого водно-шламового хозяйства, что важно в безводных или
имеющих ограниченные водные ресурсы районах.
Поэтому если по технологии возможны оба способа измельче-
ния, выбор должен решаться сравнением вариантов. Общие сооб-
ражения по сравнению сухого и мокрого самоизмельчения сле-
дующие:
1. Капитальные затраты по мокрому самоизмельчению ниже.
Особенно если последующий процесс мокрый или руды имеют вы-
сокую влажность.
2. Максимальная производительность одной мельницы мокрого
самоизмельчения больше, чем мельницы сухого самоизмельчения.
Так, мельницы «Аэрофол» диаметром до 10 м имеют мощность
только 3000—3700 кВт, тогда как мельницы мокрого самоизмель-
чения изготовляют с приводами мощностью более 6000 кВт.
258
3. При мокром самоизмельчении возможно выделить рудную
гальку для следующей стадии.
Мельницы мокрого самоизмельчения. Об-
щий вид мельницы «Каскад» показан на рис. 179. Барабан изготов-
лен из двух половин, соединенных горизонтальными фланцами.
В барабане предусмотрен люк для выгрузки материала при ре-
монтах. К торцовым крышкам конической формы прикреплены
литые полые цапфы. Внутри цапф вставлены втулки. Загрузоч-
ная втулка имеет спираль для ускорения подачи материала
в мельницу. Футеровочные плиты барабана имеют скосы для со-
пряжения с ребрами (лифтерами), предназначенными для креп-
ления плит к барабану и для подъема руды.
Разгрузочная решетка состоит из отдельных секторов. За ре-
шеткой имеются радиальные перегородки — лифтеры. К разгру-
зочной цапфе прикреплена съемная бутара, служащая для клас-
сификации пульпы, выходящей из мельницы. Рудная галя вы-
деляется из мельницы через окна, предусмотренные в разгрузоч-
ной решетке. Зубчатый венец привода смонтирован на разгрузоч-
ной цапфе, с ним сопряжены через шестерни один или два вала,
приводимых от одного или двух электродвигателей.
При ремонтах коренных подшипников барабан приподнимают
с помощью четырех гидравлических домкратов, устанавливаемых
на фундаменте мелышцы.
Ниже рассмотрены конструктивные решения основных узлов
мельниц мокрого самоизмельчения
Барабан. Торцовые крышки барабанов мельниц диаметром
более 8 м по условиям прочности должны иметь коническую форму
с радиальными усиливающими ребрами. Угол конусности кры-
шек около 15° (угол конуса при вершине 150"). По условиям транс-
портирования по железным дорогам и автодорогам барабаны дела-
ются разборными. Детали имеют фланцы, скрепленные болтами.
Сварка на месте установки не рекомендуется, так как после нее
остаются внутренние напряжения, снижающие прочность барабана.
Футеровка. Для мельниц рудного самоизмельчения (без
добавки шаров диаметром 100—125 мм) с реверсивным вращением
барабана хорошо зарекомендовали себя футеровочные плиты из
твердого никелевого чугуна со сменными прижимными поло-
сами — ребрами из хромомолибденовой стали. Расстояние между
ребрами в цилиндрической части барабана около 450 мм. Уста-
новлено, что ребра на футеровке в мельницах самоизмельчения
играют важную роль — при изношенных ребрах мельницы не
могут работать из-за скольжения нагрузки. Число радиальных
ребер на торцовых крышках назначают, исходя из расстояния
между ними 900—1000 мм по дуге окружности диаметром, равным
внутреннему диаметру барабана.
Для удлинения периода между перефутеровками утолщают
броневые плиты и ребра отливают заодно с ними. Для крепления
футеровки применяют стальные болты диаметром 40—50 мм.
9* 259
Разгрузка. Мельницы самоизмельчения хорошо рабо-
тают только при низком уровне разгрузки, при высоком уровне
пульпы в мельнице падающие дробящие куски теряют силу удара
в большей степени, чем шары, имеющие большую плотность. Про-
изводительность по разгрузке зависит не только от площади
отверстий решетки в свету, но и от емкости камер, образованных
радиальными перегородками (называемыми лифтерами) за решет-
кой. Если камеры малы, пульпа будет возвращаться (перетекать)
в мельницу и ее пропускная способность будет низкой.
Для разгрузки из мельницы рудной гали и изношенных ша-
ров в решетке предусматривают «окна» размером 75 X 75 или
100 X 100 мм или в диафрагме делают только окна.
На горловине мельницы предусматривают барабанный грохот-
бутару для выделения крупных кусков и скрапа с целью защиты
насосов и гидроциклонов и для возврата крупного материала
в мельницу в разгрузочном конце. Такие бутары позволяют из-
бежать установки конвейеров для возвращения крупного мате-
риала в мельницу. Недостаток состоит в том, что не видно, какой
материал и в каких количествах возвращается. Часто для вы-
деления крупных кусков применяются вибрационные грохоты,
устанавливаемые при мельнице, они одновременно работают и
как классифицирующий аппарат в комбинации с дуговыми ситами
или гидроциклонами.
Цапфы и главные подшипники. Размеры цапф
и их подшипники выбираются в зависимости от общей нагрузки
мельницы. Цапфы опираются на самоустанавливающиеся под-
шипники жидкостного трения.
Привод. В настоящее время экономичным является предел
передачи мощности через одну зубчатую передачу, равный 3500—
4500 кВт. Поэтому многие отечественные и зарубежные мельницы
самоизмельчения имеют по два приводных двигателя; например,
для мельниц 9,76 X 4,72 м — два двигателя по 3000 кВт. Имеются
примеры привода мельниц сухого самоизмельчения от низко-
частотных синхронных электродвигателей мощностью 4800 -—
6300 кВт, насаженных на барабан или цапфу. Мельницы с низко-
частотными электродвигателями имеют ряд преимуществ перед
обычными:
уменьшение удельной площади (на 1 м3 объема мельницы),
занимаемой мельницей (для мельниц 9 X 3 м с 2,2 до 1,1 м2/м3);
повышение к. п. д. привода на 6—8%;
отсутствие зубчатых передач.
Приводы без зубчатых передач имеют недостаток, заключаю-
щийся в том, что электродвигатель встраивается в мельницу, воз-
душный зазор между ротором и статором оказывается в зависи-
мости от износа подшипников цапф [34, 103].
Некоторые заводы-изготовители мельниц предусматривают
приводы, допускающие реверсирование направления вращения
барабана мельницы с целью равномерного изнашивания футе-
' 261
Рис. 180. Рудногачечная мельница
Таблица 17
Параметры мельниц мокрого самоизмельчения
и рудногалечных мельниц, намечаемых к производству
Размеры барабана (DXL), м Рабочий объем, м3 Мощ- ность, кВт Мас- са, т Энерго- емкость, кВт/м3 Металло- емкость, т/м3 Примечание
7X2,3 м 80 ельница г, 1600 юкрого 400 само из ме 20 льчения 5 1 Выпускаются се-
9X3 160 4000 665 25 4,2 J рийно
9X3,5 190 4000 740 21 3,9 1 Разрабатываются
7X6 200 4000 700 20 3,5
10,5X5 400 8000 1600 20 4 )
4X7,5 83 Мельн 1600 ИЦЫ Р) 310 дногалечн 19,2 ые 3,7 ) Выпускаются се-
4,5X6 83 1600 345 19,2 4,1 1 рийно
5,5Х 7,5 160 3200 650 20 4,1 J
6,0> 12,5 320 6300 900 19,7 2,8 Разрабатываются
ровки и двустороннего изнашивания ребер футеровки. При этом
удается увеличить период работы между перефутеровками. При
реверсивных приводах для вала малой шестерни должны преду-
сматриваться подшипники специальной конструкции, поскольку
в приводе появляются усилия, отрывающие крышку подшипника.
Параметры мельниц мокрого самоизмельчения приведены
в табл. 17.
Рудногалечные мельницы (см. табл. 17) по кон-
струкции сходны с шаровыми мельницами с решеткой. На рис. 180
приведен общий вид рудпогалечной мельницы размером D X
х L = 5,5 X 7,5 м
Вследствие меньшей плотности нагрузки (рудная галя и
пульпа) рудиогалечных мельниц объем их для той же мощности
привода делается большим.
глава и
МЕХАНИКА ДРОБЯЩЕЙ СРЕДЫ ШАРОВОЙ МЕЛЬНИЦЫ
§ 1. Скоростные режимы работы мельницы
Режим работы шаровой мельницы определяется частотой вра-
щения барабана.
При низкой частоте вращения мельницы вся шаровая на-
грузка делает поворот в сторону вращения на некоторый угол и
при постоянной частоте вращения остается в таком положении
263
Рис. 181. Контур шаровой нагрузки Рис. 182. Контур шаровой нагрузки
при каскадном режиме работы мель- при водопадном режиме работы мель-
ницы ницы
(рис. 181). Шары непрерывно циркулируют, поднимаясь по кон-
центрическим круговым траекториям и скатываясь параллель-
ными слоями каскадом вниз. Такой режим работы мельницы
называется каскадным. Измельчение материала при каскадном
режиме происходит главным образом раздавливанием его и исти-
ранием перекатывающимися шарами.
По мере повышения частоты вращения мельницы угол поворота
шаровой нагрузки увеличивается, шары по круговым траекто-
риям поднимаются все выше, но режим работы может оставаться
еще каскадным. Когда, наконец, шары поднимутся до известной,
еще большей высоты, определяемой частотой вращения мельницы,
они сойдут с круговых траекторий и, как тела, брошенные под
углом к горизонту, по параболическим траекториям будут падать
водопадом обратно па круговые траектории. Такой режим работы
мельницы называется водопадным (рпс. 182). Измельче-
ние материала при водопадном режиме происходит главным обра-
зом ударом падающих шаров и отчасти истиранием.
При водопадном режиме вся траектория движения шара в ка-
ком-либо слое делится на два участка (рис. 183). При подъеме
шара от точки падения /1Х до точки отрыва А6 шар движется по
круговой траектории А^^ и от точки отрыва Ая до точки паде-
ния Аг падает по параболической кривой АбА!.
Положение шара на круговой траектории определяется углом
отрыва а, образуемым радиусом барабана мельницы, проходящим
через центр шара, с вертикальным диаметром барабана.
В любой точке круговой траектории радиуса R шар находится
под действием силы тяжести G и центробежной силы С =
J\
где v — линейная скорость шара на круговой траектории. Силу
тяжести G можно разложить на составляющие: радиальную W =
= G cos а и тангенциальную Т = G sin а.
264
Рис. 183. Траектория движения
шара при водопадном режиме ра-
боты мельницы и силы, действу-
ющие на шар
При неизменной угловой
частоте вращения барабана
центробежная сила С сохра-
няет постоянное значение на
всех участках круговой
траектории и постоянное на-
правление от оси мельницы
к периферии. Значение и на-
правление радиальной си-
лы N меняются и зависят от
положения шара на круго-
вой траектории.
Шаровая нагрузка увлекается в движение по круговым траек-
ториям силами трения, возникающими между внутренней поверх-
ностью барабана (футеровкой) и прилегающим к ней внешним
слоем шаров, и вследствие трения между смежными слоями ша-
ров стремится вращаться, как сплошное тело, вместе с барабаном.
Силы трения зависят от коэффициента трения и нормального
давления на внутреннюю поверхность барабана, оказываемого
радиальными составляющими силы тяжести N и центробежными
силами С. Тангенциальные составляющие силы тяжести Т стре-
мятся повернуть шаровую нагрузку против направления вра-
щения. Для того чтобы нагрузка не скользила по футеровке, мо-
мент сил трения относительно оси мельницы должен уравновеши-
вать момент тангенциальных составляющих сил тяжести относи-
тельно той же оси.
Наибольшее давление па поверхность барабана шары оказы-
вают в нижних квадрантах, где радиальные силы N и С действуют
в одну сторону. Здесь и возникает наибольшее трение, создающее
«подпор», обеспечивающий вращение шаровой нагрузки. В верх-
нем квадранте радиальная сила N, действующая в сторону, про-
тивоположную направлению силы С, уменьшает давление, ока-
зываемое центробежной силой С, и тем самым уменьшает силу
трения.
Шар какого-либо слоя движется по круговой траектории и
переходит из нижнего квадранта в верхний не как единичный
изолированный шар вследствие индивидуально вызываемого им
трения, а как составная часть шаровой нагрузки, увлекаемый
в движение вращающейся массой шаров под действием силы тре-
ния и подпираемый последующим рядом шаров того же слоя.
Условия перехода шаров из нижнего квадранта в верхний нельзя
основывать на уравнении равновесия единичного шара на кру-
говой траектории, не приходя при этом к противоречивым выво-
дам. В мельнице с гладкой футеровкой барабана, но при наличии
265
Рис. 184. Схема смешанного каскадно-
водопадного режима
трения единичный шар остается
все время в нижней точке бара-
бана, совершая небольшие ко-
лебания около среднего поло-
жения.
Коэффициент трения зави-
сит от свойств измельчаемого
материала, характера поверх-
ности барабана (футеровки) и
плотности пульпы (отношения
Ж : Т). При низком коэффи-
циенте трения, небольших ша-
ровых нагрузках (менее 30% объема мельницы) и малой ча-
стоте вращения барабана давление шаров может оказаться недо-
статочным и внешний слой шаров будет скользить по поверх-
ности барабана и один слой шаров по другому. При этом проис-
ходит вращение шаров. При заполнении объема мельницы шаровой
нагрузкой на 40—50% скольжение внешнего слоя шаров прак-
тически отсутствует. Скольжение внутренних слоев одного по
другому наблюдается всегда.
Резкого перехода от чисто каскадного режима к чисто водо-
падному не наблюдается. Переход происходит постепенно и при
промежуточных частотах вращения мельница работает при сме-
шанном каскадно-водопадном режиме. При
таком режиме внешние слои шаров будут падать по параболи-
ческим траекториям, но не на свои круговые, а на внутренние
слои, скатывающиеся по склону вниз согласно каскадному ре-
жиму (рис. 184).
§ 2. Критическая частота вращения мельницы
При некоторой скорости движения шара любого слоя по кру-
говой траектории в точке А, расположенной в верхнем квадранте,
радиальная сила N может стать равной центробежной силе С
(рис. 185). Тангенциальная сила Т погашается реакцией опоры,
сопротивлением последующего ряда шаров того же слоя и шар
становится свободным. Обладая скоростью V, равной окружной
скорости движения его центра по круговой траектории радиуса R,
шар от точки А будет двигаться под действием силы тяжести как
тело, брошенное со скоростью v под некоторым углом а к гори-
зонту, т. е. по параболической траектории. Угол отрыва шара от
круговой траектории будет равен айв точке А будет справедливо
соотношение
С = N или — Geos а. (99)
266
Полагая в этом уравнении G = mg, получаем
v2 = /?gcosa. (100)
Подставив в уравнение (100) v = где п — частота вра-
щения мельницы в минуту, получим
П = j'cosa, об/мин. (101)
Формула (101) определяет частоту вращения барабана, необ-
ходимую для того, чтобы шар перешел с круговой траектории
радиуса R на параболическую при угле отрыва а.
При а = 0, когда шар поднимется по круговой траектории до
наивысшей точки Z (до зенита), из уравнения (99) получим
mv2 п
= G или С = G.
К
Следовательно, для того чтобы шар поднялся по круговой тра-
ектории до наивысшей точки Z, частота вращения барабана
должна вызвать центробежную силу инерции С, равную силе
тяжести G. При дальнейшем движении после точки Z шар с кру-
говой траектории не сойдет, так как радиальная составляющая
N = G cos а меньше силы тяжести шара G и она не сможет пре-
одолеть равную ей по значению центробежную силу. При такой
критической частоте шар все время будет двигаться по круговой
траектории, или, как говорят, будет центрифугировать.
Из формулы (101) при а = 0 получим
30 Kg Л .
= об'мин-
(102)
Из выражения (102) видно, что чем больше R, т. е. чем дальше
находятся шары от оси мельницы, тем при меныпей частоте вра-
щения барабана они начнут
центрифугировать. Если через
/?! обозначить внутренний ра-
диус барабана и через гш ра-
диус шара внешнего слоя, при-
легающего к футеровке, то для
этого слоя /? = /?! — гш. Со-
гласно формуле (102) критиче-
ская частота вращения бара-
бана мельницы (равная частоте
вращения шаров) будет
зо Kg
кр
Рис. 185. Силы, действующие на шар
в верхнем квадранте при движении его
по круговой траектории
267
Наименьшая частота вращения потребуется для центрифу-
гирования шара с радиусом бесконечно малой величины, когда
разность — гш практически будет равна Rx и формула (102)
примет вид
30 Kg А,
об/мин
или после сокращения (л g)
_ 30
"кр~ ‘
(ЮЗ)
Частота, определяемая формулой (103), представляет собой
критическую частоту вращения мельницы. Следовательно, за кри-
тическую частоту вращения мельницы принимают такую частоту,
при которой начинают центрифугировать шары бесконечно ма-
лого диаметра, расположенные на внутренней поверхности бара-
бана.
Если внутренний диаметр барабана обозначить через D =
= 27?!, то из выражения (103) получим
30/2 42,3 ,,
"Kp = TF-==W ’ об/мин- <104)
В формулы (103) и (104) значения 7?i и D следует подставлять
в метрах, так как при выводе было принято g = 9,81 м/с2.
Если в формулу (101) вместо R подставить Rr (радиус бара-
бана мелышцы), заменить а па 04 и ввести пК|, согласно выра-
жению (ЮЗ), то частота вращения мельницы
п = 1'7cos ах = икр J cos аь об/мин,
(105)
где — угол отрыва шаров внешнего слоя.
Частоту вращения мельницы большей частью определяют не
абсолютным числом п, а в долях критической частоты, обычно
в процентах. Из формулы (105) заключаем, что величина / cos аг
определяет, какую долю ф данная частота п составляет от кри-
тической, т. е.
« = Нр.
где
ф == (/cosat и cosat = ф2. (10G)
Зная ф, можем определить угол отрыва aL шаров внешнего
слоя, и наоборот.
При критической частоте вращения барабана начинает центри-
фугировать только внешний, бесконечно тонкий слой шаров,
т. е. фактически не центрифугирует ни один слой шаров и ра-
бота измельчения продолжается (рис. 186).
2G8
Рис. 186. Контур шаровой нагрузки
при критической частоте вращения ба-
рабана мельницы (ф = 50%)
Рис. 187. Контур шаровой нагрузки
при полном центрифугировании шаров
По мере увеличения частоты вращения выше критической
в центрифугирование постепенно вступают шары слоев, располо-
женных ближе к оси мельницы. При некоторой сверхкритической
частоте все слои шаров начинают центрифугировать и падение
шаров прекращается. Мельница в этот момент уподобляется ма-
ховому колесу; расход полезной энергии при этом равен нулю,
но и работа измельчения равна также нулю.
Объем концентрических слоев шаров при полном центрифуги-
ровании (рис. 187)
л (Я2 - Rb) L = (I - ш2) L,
объем шаровой нагрузки
фл/?2£,
где /?„ — радиус внешнего слоя шаров, практически рав-
ный радиусу Rx барабана мелышцы;
RH = inR„ — радиус внутреннего слоя шаров;
L — длина барабана;
Ф — степень заполнения шарами объема мелышцы,
т. е. отношение объема, занятого шарами,
к внутреннему объему мелышцы.
Должно существовать равенство
л/?2 (1 — ш2) L = (fTtRnL,
откуда
т = I 1 — ф.
Критическая частота вращения п0, необходимая для центри-
фугирования шаров внутреннего слоя, а следовательно, и для пол-
269
ного центрифугирования всех шаров в мельнице, по выраже-
нию (102), равна
30 30 30 «кр
"°- Vrb ~ >'Г—-ф •
По уравнению (107) для полного центрифугирования барабан
мельницы должен вращаться с частотой ф (в процентах от кри-
тической частоты) при разных степенях заполнения мельницы
шарами <р:
<г. % «Г = -- —— 100, %
«кр
30 110
40 114
50 119 .
Эти выводы сделаны в предположении полного отсутствия
скольжения. При скольжении наружный слой шаров отстает от
барабана. Поэтому для центрифугирования внешнего слоя шаров
барабан мельницы должен вращаться с частотой, превышающей
частоту, определенную по формуле (103). Например, при гладкой
футеровке и нагрузке из одних шаров (без руды) для центрифуги-
рования необходима частота вращения, в 3—4 раза большая
[73, 99 I.
Возможна также работа мельницы при сверхкритической ча-
стоте вращения при условии, что нагрузка шаров скользит по
поверхности футеровки и шары не приобретают достаточной ско-
рости для центрифугирования. Отставание шаровой нагрузки от
футеровки может произойти от недостаточного давления, т. е.
при малых нагрузках дробящих тел или при малой величине
коэффициента трения, который получается при гладкой или слабо-
волиисгой футеровке, крупных шарах и жидких или обладающих
смазывающими свойствами пульпах. Режим работы мельницы,
при котором барабан вращается с частотой выше критической,
называется с в е р х к р и т и ч е с к и м. Общая картина дви-
жения шаровой нагрузки при сверхкрптическпх частотах враще-
ния барабана может быть каскадной или водопадной и соответ-
ствует скорости, с которой движется внешний слой шаров, сколь-
зящий по футеровке. При сверхкритических режимах приме-
няются гладкие футеровки мельниц, малые загрузки крупных
шаров. Часть работы измельчения выполняется на поверхности
скольжения между футеровкой и шаровой нагрузкой. При этом
должен быть большой износ футеровки. Сверхкритический ре-
жим работы неустойчив в том смысле, что при увеличении коэф-
фициента трения мельница может перейти на режим махового ко-
леса и измельчение прекратится. А изменение коэффициента тре-
ния может произойти вследствие изменения твердости, крупности
и влажности руды [99 ].
270
§ 3. Уравнения параболической и круговой
траекторий движения шара в мельнице1
При переходе шара с круговой траектории на параболическую,'
(рис. 188, а) в момент отрыва его от внутренней поверхности бара-
бана мельницы в точке А или от внешней по отношению к дан-
ному слою шаров, он обладает скоростью v, равной окружной
скорости движения по круговой траектории и направленной
к горизонту под углом, равным углу отрыва а.
Поместим начало координатных осей в точке А перехода шара
с круговой траектории на параболическую.
Разложим скорость v на составляющие:
горизонтальную
вертикальную
= vcosa,
vy = v sin a.
(Ю8)
Предположим, что в момент t от начала полета шара послед-
ний находится в точке М на своей траектории (рис. 188, а).
Координаты точки М:
х — АВ — (vcosa)/; (109)
у = МВ =(psina)Z--^-. (НО)
Рис. 188. Параболическая и круговая траектории движения шара в мельнице:
а — параболическая; б — круговая
1 Анализ движения шаров в мельнице дан на основе теории Дэвиса [10, 60,
61 ], которая хотя и допускает некоторые упрощении, однако по систематичности
выводов до сих пор служит базой при расчетах кинематики и динамики шаровой
нагрузки.
271
Исключая t и заменяя v по равенству (100), получаем
£/ = xtga bp-3 з • (111)
J ® 27? cos3 a ' ’
Формула (111) представляет собой уравнение параболы. Для
нахождения уравнения круговой траектории в той же системе
координат с началом в точке А напишем уравнение окружности
в системе с началом в центре О:
Лз_|_г/2 = /^. (Ц2)
Перенесем начало координат из точки О в точку А. Из анали-
тической геометрии известно, что координаты в системе с нача-
лом в точке О равны координатам в системе с началом в точке А
плюс координаты точки А относительно системы с началом
в точке О.
А' = х — R sin a;
Г — у -|- Rcosa.
Подставив значения X и Y в уравнение (112), получим
л2 у2 — 2Rxsina |-2R//cosa = 0. (ИЗ)
§ 4. Координаты характерных точек параболической
траектории движения шара в мельнице
Характерными точками параболической траектории движения
шара (рис. 189) в мельнице являются: точка М падения шара па
его круговую траекторию и точка С — вершина параболы.
Определение координат точки М. Коорди-
наты хм и ум определяются как координаты точки пересечения
круговой и параболической
траекторий движения шара
У
-Y
в результате совместного ре-
уравнений (111) и
шения
(ИЗ).
Заменив у в уравнении
(113) его значением из ура-
внения (111), получим
х3 / х . \
R cos1 a \ 47? cos2 a S,na/
= 0.
Рис. 189. Величина дуги окружно-
сти от точки отрыва до точки па-
дения шара
272
Три корпя лу = л'2 — л'3 = 0, что соответствует точке пересече-
ния траекторий в начале координат.
Решая уравнение
х „
—— — sin а = О,
4/? cos2 а ’
получаем четвертый корень хм, соответствующий абсциссе точки М
падения шара па круговую траекторию:
хм — 4R sin a cos2 а. (114)
Подставив значение хм в уравнение (111), получим ординату ум
точки М падения шара:
Ум = —4/? sin2 a cos а. (115)
Определение координат точки С. Для точки
С координата ус = ymzx, поэтому для определения хс и
ус находим максимум функции из уравнения (111). Приравняв
первую производную к нулю, получим
у' = 1g а — -до 2х з— = О,
J ” 2R cos3 а ’
откуда
xc = /?sinacos2a. (116)
Из уравнения (111) имеем
ус — -д- R sin2 a cos а. (117)
Сравнивая выражения (116) и (114) и выражения (117) и (115),
видим, что по абсолютной величине
По чертежу (см. рис. 189) имеем
-г c/iAt tJM —47? sin2acosa ,
Тангенс угла Д/1/W = —- = .----=— = —1gа,
? хм 4R sin a cos2 а ь
т. е. вписанный угол, опирающийся на дугу ЕМ, по абсолютной
величине равен а, а сама дуга ЕМ равна 2а.
Так как дуга LE также равна а, то дуга АЕМ равна 4а.
Дуга окружности от точки отрыва шара до точки его падения
и соответствующий ей центральный угол равны 4а.
Круговой траектории шара соответствуют дуга и угол
2л — 4а = 2 (л — 2а).
273
§ 5. Оборачиваемость шаров в мельнице
Число циклов движения шара
Циклом движения шара называется полный путь, пройденный
шаром по круговой и параболической траекториям.
При движении шара по круговой траектории от точки паде-
ния М до точки отрыва А шар описывает дугу МА = (2л — 4а)
(см. рис. 189) с угловой частотой, равной частоте вращения бара-
бана мельницы. При движении по параболической траектории шар
приходит в точку М ранее точки А круговой траектории. Вслед-
ствие такого опережения число полных циклов движения шара
превышает число оборотов барабана мельницы за то же время,
т. е. число ударов шара в единицу времени больше числа оборо-
тов барабана.
Время tc прохождения шара по круговой траектории во столько
раз меньше времени tn одного оборота барабана, во сколько раз
дуга МА = 2 (л — 2а) меньше 2л. Поэтому
Ч _ 2(л 2а) л 2а # /1 1
tn ~ 2л И tc~ л ‘
За время tp прохождения шара по параболической траектории
от точки А до точки М его проекция па ось X пройдет по послед-
ней расстояние AF — хм с постоянной скоростью v cos а (см.
рис. 188 и 189).
Следовательно,
хт ___ 4R sin a cos2 а 2R sin 2а
Р v cos а v cos а и ’
Так как
2л7?
У = —-— , м/с,
ТО
, 2R sin 2а , 2 sin 2а ,
*Р = ~2^~ С (I 19)
Время Т одного цикла движения шара
+ = с.
Число циклов Ц шара за время одного оборота барабана
мельницы
^ = -T-(^2a) + sin2a-
Число циклов шара зависит о г угла отрыва а. Оно различно
для разных слоев при постоянной частоте вращения барабана
274
мельницы, а для шаров одного и того же слоя изменяется с из-
менением частоты вращения. Чем выше частота вращения, тем
меньше угол а и тем меньше циклов делается за один оборот бара-
бана. При критической скорости, когда а = 0, шары данного
слоя будут делать один цикл за один оборот барабана.
Число шаров на круговой и параболической траекториях
Предположим, что в точке отрыва А (см. рис. 189) с круговой
траектории МА на параболическую AM за 1 с переходит N одно-
размерных шаров. При непрерывном цикле столько же шаров
в точке падения М должно перейти с параболической траектории
на круговую.
Время движения шара по круговой и параболической траек-
ториям определяется формулами (118) и (119) соответственно. От-
сюда находим число шаров на круговой Nc и параболической Np
траекториях:
Nc = л~2а tnN; (121)
N sin_2a t N. (122)
r1 n
Всего шаров в слое на обеих траекториях
Ns = Nc + Np = (jt-2a) + sin 2a. tnN = TN, ша ров. (123)
Уравнения (121), {122) и (123) позволяют найти относитель-
ные количества шаров данного слоя, находящихся на круговой
и параболической траекториях, в процентах от всего количества
шаров в слое:
на круговой траектории
> 100 - (л - 2ЛаГ+^ 100, * =
на параболической траектории
np_________sin 2« inn о/
Ns (л — 2а) -f- sin 2а ’ /0
Данные о количестве шаров на круговой и параболической
траекториях при разных скоростях ф (в процентах от критической
скорости для данного слоя) следующие:
а° . . . . 60 45 30 0
4’. % . - 70,7 84,1 93,1 100
Nc, % . . . 54,8 61,0 70,8 100
Np, % . . . 45,2 39,0 29,2 0
275
Рис. 190. Оборачиваемость всей
шаровой нагрузки в мельнице
Число циклов (оборачиваемость) шаровой нагрузки
За один оборот барабана мельницы через сечение АВ
(рис. 190) по круговым траекториям проходят шары, объем ко-
торых определяется как
л (Кн - = лЯ2 (1 - Л2) L,
где А?и = kRa и k = ---отношение радиусов внутреннего и
наружного слоев шаров.
Если за время одного оборота барабана вся шаровая нагрузка
обернулась Цп раз, то должно существовать равенство объемов
лК2(1 - /г2) L -= Цп сГл/?2Л.
Откуда число циклов, которое делает вся шаровая нагрузка
за один оборот барабана,
1 _ А>2
Нп (124)
Значения параметра k приведены в табл. 18.
Таблиц а 18
Значения параметра к для различных частот ip
и заполнений ф мельницы шарами
ч. % 4’. %
70 75 80 85 90 95 100
30 0,635 0,700 0,746 0,777 0,802 0,819 0,831
35 — 0,618 0,683 0,726 0,759 0,781 0,797
40 — 0,508 0,606 0,669 0,711 0,740 0,760
45 — — 0,506 0,600 0,656 0,694 0,721
50 — — — 0,508 0,592 0,644 0,676
276
§ 6. Скорость падения шаров в мельнице
Работа, затрачиваемая на приведение шара
в водопадное движение
При водопадном движении (рис. 191) шар необходимо поднять
по круговой траектории от точки падения М до точки отрыва А
и сообщить ему запас кинетической энергии для полета по пара-
болической траектории.
Работа, затраченная на передвижение шара по круговой траек-
тории от точки М до точки А, количественно равна работе на
подъем шара с горизонта падения до горизонта отрыва на высоту
ординаты Ум:
Аг = G4R sin2 a cos а = GyM
или, заменив G = mg и Rg cos а = и2, получим
А = 8-^ sin2 а. (125)
При отрыве в точке А по круговой траектории шар сохраняет
-л lmj2
скорость v и обладает запасом кинетической энергии А — -%-.
В сумме вся работа, необходимая для приведения шара в водо-
падное движение, составит
A^+A^^f sin2а + =
Скорость шара
в точке падения М
(скорость шара при ударе)
Скорость vp движения ша-
ра по параболической траек-
тории в момент падения в точ-
ке М (момент удара) найдем
как геометрическую сумму го-
ризонтальной и вертикаль-
ной ву составляющих этой ско-
рости:
vP = <%+ v2u.
Горизонтальная составля-
ющая vx=v cos а горизонтальной
составляющей скорости шара
Рис. 191. Скорость шара в конце па-
раболического пути .
^-(1 +8 sin2 а) —-(9—8cos2a).
(126)
277
при переходе его с круговой траектории на параболическую, со-
храняющей свое значение в течение всего времени движения шара
по параболе, так как на шар не действуют горизонтальные силы.
Вертикальную составляющую vu найдем по формуле vtJ =
= р 2g// как скорость свободного падения шара из точки С
вершины параболы на высоту, равную по абсолютному значению
сумме ординат [см. формулы (115) и (117)]:
Ус -ф ун = 0,57? sin2 a cos а -ф 4R sin2 a cos а = 4,5Я sin2 a cos а,
vu— \'c2gH = )/2g4,5/?sin2acosa = 3nsina, (127)
так как Rg cos а — vl [см. формулу (100)).
Скорость vp в точке М падения шара равна (см. рис. 189)
vp=l f2cos2а -ф 9n2 sin2а = v I 9 —8cos2a = u| 1 4-8 sin2а. (128)
Кинетическая энергия Е шара в точке падения М (см. рис. 191)
9
ГПЬ~
Г —____р
С 2
или, заменяя vp по равенству (128), получаем
£ = -^р(9 —8cos2a). (129)
Сравнивая выражения (126) и (129), видим, что запас кинети-
ческой энергии шара в конце параболического пути равен работе,
затраченной на приведение его в водопадное движение [10].
Радиальная и тангенциальная составляющие
скорости падения шара
При водопадном режиме работы шаровой мельницы измельче-
ние в ней материала происходит преимущественно за счет кине-
тической энергии удара падающих шаров. При этом па измельче-
ние расходуется лишь часть кинетической энергии шаров, которой
они обладают в конце параболического пути. При падении шара
какого-либо слоя на внутреннюю поверхность барабана мельницы
или на внешний (по отношению к данному) слой шаров, линия
удара 1 совпадает с направлением радиуса барабана ОМ, про-
веденного через точку касания М (рис. 192). Направление конечной
скорости шара vp в момент удара в общем случае составляет
угол с линией удара и шар производит косой удар.
Разложим скорость vp на две составляющие:
vn — радиальную, направленную по линии удара;
vt — тангенциальную, направленную перпендикулярно к ли-
нии удара по касательной к круговой траектории. Угол между
направлением радиальной составляющей vn и горизонтальной vx
равен За-----Ф.
1 Линией удара называется прямая, проходящая через точку касания соуда-
ряющихся тел нормально к поверхности соприкосновения.
278
Рис. 192. Радиальная и
тангенциальная состав-
ляющие скорости шара
в конце параболического
пути
Проектируя составляющие скорости vp (горизонтальную vx
и вертикальную nJ на направление радиальной составляющей vn,
получаем
vn-—vKcos(3a—-j-t^sin (За -
Заменив vx но уравнению (108) и vy по уравнению (127), по-
лучим
vn = v cos a sin За — 3v sin а cos За.
Так как
sin За = 3 sin а — 4 sin3 а
и
cos За = 4 cos3 а — 3 cos а,
после соответствующей подстановки, преобразований и сокраще-
ний получим
vn = 8с sin3 a cos а. (130)
Угол между направлением горизонтальной составляющей vx
и тангенциальной vt равен За.
Проектируя составляющие скорости vp (горизонтальную vx и
вертикальную с„) па направление тенгенциальной составляю-
щей vt, получаем
vt = щ cos За 4 vy sin За.
После соответствующих подстановок по уравнениям (108),
(127), преобразований и сокращений получаем
vt — v -|- 4с sin2 a cos 2а.
(131)
279
Направление абсолютной скорости определяется углом 0 (см.
рис. 190):
cosq vt r>-| 4v sin2geos 2g 1 4 sin 2 a— 8 sin4 a
vp о К 1 + 8 sin2 g J^l 8 sin2 g
Шары в мельнице падают на подвижную вращающуюся с ок-
ружной скоростью v поверхность футеровки или внешний (по
отношению к данному) слой шаров с относительной скоростью vr.
Составляющие относительной скорости vr (рис. 192):
vn = 4v sin2 a sin 2а — радиальная;
v( — v = 4v sin2 a cos 2а — тангенциальная.
Имеем:
v~r = v2n -ф (vt — vf = 16tf sin4 a sin2 2a 16a2 sin4 a cos2 2a =
= 1 Go2 sin4 a,
vr = 4a sin2 a. (132)
Направление относительной скорости vr определяется углом
vt—v 4v sin2 a cos 2a „
cos = —---------------=------- - -----= cos 2a.
1 vr 4vsin2a
Следовательно,
Oj = 2a.
Угол между относительной скоростью vr и осью ОХ равен
За — 6± = За — 2а = а.
Из рис. 192 видно, что направление относительной скорости vr
проходит через точку отрыва А, т. е. через начало параболической
траектории.
Измельчение материала ударом шара происходит только за
счет прямого удара, обусловленного скоростью vn, действующей
по линии удара, нормально к поверхности барабана мельницы или
к круговой траектории внешнего (по отношению к данному) слоя
шаров. Скорость vh действующая по касательному направлению,
удара не производит и способствует только перемещению шара
вдоль круговой траектории, при этом измельчение материала мо-
жет происходить раздавливанием и истиранием его катящимися
или скользящими шарами.
Из уравнения (131), при угле отрыва a = 55° 44', что соответ-
ствует частоте вращения данного слоя шаров ф — 75% критиче-
ской, получаем vt = 0, т. е. тангенциальная составляющая ско-
рости изменяет направление.
Вся кинетическая энергия шара в конце параболического пути
2 •
280
Рис. 193. Изменения составля-
ющих vn и vt скорости шара ор
в зависимости от частоты враще-
ния шарового слоя:
/ — а = 73° 44'. ф = 52.9%. 2 —
а' — 60°, ф = 70,7%; 3 — а =
= 55° 44'. ф = 75%; 4 — а = 45°,
ф = 84,1%; 5 — а = 30°, ф = 93,1%
Из этого количества энергии на
измельчение
материала
ударом тратится только часть:
Е -mV"
^П— 2
Изменения значений составляющих vn и vt скорости падения
шара vp в зависимости от частоты вращения шарового слоя по-
казаны на рис. 193.
§ 7. Геометрические места точек перехода шаров
Геометрическое место точек перехода шаров
с круговых траекторий на параболические
Геометрическое место точек перехода шаров с круговых траек-
торий на параболические образуется точками пересечения радиу-
сов (рис. 194), проведенных под углами отрыва а к вертикальному
диаметру барабана мельницы, с соответствующими круговыми
траекториями.
Из уравнения (101) определяем радиус R круговой траекто-
рии с углом отрыва а:
n g / 30 \
R = ( — ) cos а.
л2 \ п /
(133)
При данной частоте вращения барабана мельницы п все со-
множители правой части последнего равенства, кроме cos а, по-
стоянны.
281
Рис. 194. Геометрическое место точек
перехода (отрыва) шаров с круговых
траекторий на параболические
Полагая
л(^у=«,
л- \ п /
из уравнения (133) получаем
/? = ncosa, (134)
где R — радиус-вектор, прове-
денный из полюса О в любую
точку на окружности; а—диа-
метр вспомогательной окруж-
ности; а — угол, образованный
радиусом-вектором с полярной
осью.
Уравнение (134) определяет собой расстояние от оси враще-
ния барабана мельницы О до точки А перехода шаров с круговой
траектории на параболическую под углом а, оно является также
уравнением окружности в полярных координатах.
Уравнение окружности в полярных координатах требует,
чтобы полюс лежал па этой окружности и полярная ось совпа-
дала с ее диаметром. Поэтому окружность, проходящая через
точки перехода шаров с круговых траекторий на параболиче-
ские, должна проходить через центр поперечного сечения бара-
бана мелышцы О и иметь полярной осью вертикальный диаметр,
так как от него отсчитываются углы а.
Чтобы построить геометрическое место точек перехода шаров
с круговых траекторий на параболические, необходимо из точки
па вертикальном диаметре барабана мельницы, лежащей выше
его горизонтального диаметра, радиусом -° описать окружность,
проходящую через центр поперечного сечения мельницы О. Пере-
сечения круговых траекторий с этой окружностью определяют
геометрическое место точек А, А2 перехода шаров на парабо-
лические траектории.
Геометрическое место точек перехода шаров
с параболических тракторий на круговые
Геометрическое место точек перехода шаров с параболических
траекторий на круговые образуется точками пересечения радиу-
сов (рис. 195), проведенных под углами 6 = За к вертикальному
диаметру барабана мельницы, с соответствующими круговыми
траекториями.
Величина радиуса круговой траектории с углом отрыва а
определяется уравнением (134).
282
Рис. 195. Геометрическое место
ючек перехода шаров с парабо-
лических траекторий на круго-
вые
Определив в этом ра-
венстве угол отрыва а
через полярный угол 0,
0
т. е. положив а -= -3 и
/? р, получим уравне-
ние геометрического места
точек перехода шаров с па-
раболических
на круговые
координатах
траектории
в полярных
p = ncos-1-. (135)
О
Положив 0 = 2 л = 270°, получим из уравнения (135)
ЗТ z-ч
р = a cos -у — О,
т. е. кривая, соединяющая точки падения шаров, проходит через
центр поперечного сечения барабана мельницы.
§ 8. Параметр k и угол отрыва внутреннего
слоя шаров в мельнице
При постоянной степени заполнения мельницы шарами <р и
неизменной частоте вращения ее барабана п по уравнению (101)
получаем два равенства:
по внешнему слою шаров
30Kg .г--.
« = —cosap
л V Ri
по внутреннему слою шаров
30 Kg ,/-----
п = —К cos a2.
лК Я2
Отсюда имеем
30 Kg ./------ 30 Kg ./--------
откуда
£080.
* cos ах 1
283
или, полагая
получаем
и
откуда
cos «г _ д,
COS «1 ’
= T?2 = ^i
cos а2 = k cos ах = /?ф2,
аг — arccos <р2,
аг = arccos ^ф2.
(136)
(137)
При заданной частоте вращения барабана мельницы гр вели-
чина параметра k зависит от степени заполнения ее объема ша-
рами гр: чем больше шаровая нагрузка, тем меньше радиус вну-
треннего слоя шаров R2 и тем меньше назначение параметра k,
и наоборот. Следовательно, угол аг зависит только от частоты вра-
щения барабана мельницы ip, угол а2 зависит как от частоты яр,
так и от степени заполнения мельницы шарами <р.
ГЛАВА III
ПОЛЕЗНАЯ МОЩНОСТЬ ШАРОВОЙ МЕЛЬНИЦЫ
§ 1. Масса дробящей нагрузки
Масса шаровой нагрузки при данной степени заполнения ша-
рами объема мельницы определяется объемной массой дробящей
среды. Объемная масса или масса объемной единицы (напри-
мер, 1 м3) шаровой нагрузки, в свою очередь, зависит от плот-
ности дробящих тел и степени заполнения ими объема, занятого
шаровой нагрузкой, т. е. от характера укладки шаров при не-
подвижном барабане мельницы.
Плотность 6 кованых и катаных стальных шаров составляет
в среднем 7,8, литых — 7,5; чугунных при низком качестве литья
(наличие раковин и пр.) — 7,1, кремневой гальки — 2,5— 2,6 г/см3.
При кубической укладке одноразмерных шаров, когда сопри-
касающиеся шары располагаются в пространстве по вершинам
куба, они заполняют 52% объема, занятого шаровой нагрузкой.
Остальные 48% объема приходятся на долю промежутков между
шарами. При тетраэдрической укладке, когда соприкасающиеся
шары располагаются в пространстве по вершинам тетраэдра
(рис. 196), они заполняют 74% объема шаровой нагрузки, а про-
межутки между шарами составляют 26% объема.
284
Рис. 196. Расположение шаров по вершинам
тетраэдра
Практически шаровая нагрузка
мельницы состоит из разноразмерных
шаров, беспорядочно уложенных в мель-
нице. Опытным путем определено, что
смесь таких шаров заполняет около
60—62% всего объема шаровой на-
грузки, что составляет среднее между
заполнением объема при кубической и
тетраэдрической укладке одноразмерных
шаров. На долю проме-
жутков между шарами остается 38—40% объема.
Объемная масса стальных шаров при заполнении ими объема
нагрузки на 60% составляет
у = (7,5 н- 7,8) 0,6 = 4,5 — 4,68 т/м3, в среднем 4,6 т/м3.
Эту цифру принимают при ориентировочных расчетах шаро-
вой нагрузки.
Масса М,и.„ шаровой на1рузки в мельнице с внутренними раз-
мерами D X L (в метрах) при степени заполнения шарами ее объ-
ема, равной <р (в долях единицы), определяют по формуле
Мш.,| = ’Г^°/ -4,6 = 3,61<|D2/.,m. (138)
Масса стержневой нагрузки. Принимая объ-
емную массу стержней у = 6,25 т/м3 и плотность стали 6 = 7,8,
получаем степень заполнения стержнями объема дробящей на-
грузки
6’^ = 0,8^80%.
Объем промежутков между стержнями составляет 20%.
Масса Мс. „стержневой нагрузки ориентировочно опреде-
ляется по формуле
Мс.и = Ф^-2 ^-6,25 = 4,9<|D2L, т. (139)
Рудная галя плотностью 6р.г и 60%-м заполнении ею объема
имеет насыпную плотность
у = 0,66р. г т/м3.
При расчетах полезной мощности барабанных мельниц плот-
ность нагрузки следует определять с учетом заполнения пульпой
пустот между дробящими телами. Плотность пульпы в мель-
285
нице 1 определяется по формуле (199) (см. раздел третий, гл. VI,
§ 4):
д =_____________
6р —Р(6р —1),
где А — плотность пульпы, т/м3;
6р — плотность руды, т/м3;
р — содержание твердого в пульпе (по массе), доли еди-
ницы; для шаровых и стержневых мельниц р 0,8.
Таким образом, объемная масса нагрузки с учетом заполнения
пустот пульпой будет 2:
для шаровой нагрузки
Тш. н = 0,6 (7,5 ~ 7,8) + 0.4А, т/м3; (140)
для стержневой нагрузки
ус н = 0,8-7,84- 0,2А, т/м3; (141)
для рудногалечной нагрузки и для рудной нагрузки в мель-
нице самоизмельчения
ТР. г=-0,6 6р |- 0,4 А, т/м3. (142)
Объемная масса нагрузки мельницы полусамоизмельчения у11с11
рассчитывается с учетом объема добавляемых шаров <рш и сте-
пени заполнения мельницы дробящей нагрузкой ср:
Тпси = 0,6 - 7,8 + o,6fip 4 0.4А, (143)
где срш — отношение объема шаров (с пустотами) к объему мель-
ницы; обычно оно составляет 0,06—0,1;
ср — отношение объема нагрузки (шары плюс крупные
куски руды плюс пульпа) к объему мелышцы; для мель-
ниц рудного самоизмельчения и полусамоизмельчения
оно составляет 0,3—0,35;
~ — объемная доля, занятая шарами с пустотами в 1 м3
нагрузки;
—--------то же, занятая рудными кусками с пустотами.
1 Плотность пульпы в мельнице несколько выше плотности пульпы, раз-
гружаемой из мельницы, вследствие более быстрого прохождения воды через
мельницу.
2 Представьте себе ящик объемом 1 м3, заполненный дробящей нагрузкой
с пустотами 40% и эти пустоты заполнены пульпой.
286
§ 2. Полезная мощность, потребляемая шаровой
мельницей при каскадном режиме ее работы
Для определения полезной мощности при каскадном режиме
воспользуемся рис. 197.
Круговой сегмент с центральным углом Q представляет по-
перечное сечение шаровой нагрузки, которую мы будем рас-
сматривать как сплошное тело с центром тяжести в точке S.
При вращении барабана мельницы шаровая нагрузка силой
трения поворачивается на некоторый угол 0 и при постоянной
скорости вращения остается все время в таком положении.
Сила тяжести G шаровой нагрузки
G = 100(Шш. Hg = lOOOgrp Ly, Н, (144)
где Л4Ш.Н— масса шаровой нагрузки, т;
ср — степень заполнения объема мельницы шарами,
доли единицы;
D — 2R — внутренний диаметр барабана мелышцы, м;
L — длина барабана, м;
у — насыпная плотность шаров, т/м3.
Момент М силы тяжести G шаровой нагрузки относительно
оси мельницы будет
М = GI, /7-м,
где / — длина перпендикуляра, опущенного из центра О на на-
правление силы G.
По рис. 197 определяем
/ = X sin О,
где X — расстояние от центра
Центр тяжести кругового
сегмента находится на прямой,
делящей его центральный угол
пополам, и на расстоянии от
центра круга
/?3 sin3 g
Х = “3 F ’ М’
где F — площадь сегмента, м2.
Рис 197. Схема каскадного режима
работы шаровой мельницы
О до центра тяжести S.
G-
287
Если степень заполнения объема мельницы шарами равна ср, то
F = фл/?2, откуда
2 fl3Sin3-H-
3 срл/?2
ч й
1 Sln ~2~
4------=- D, м.
3 фЛ
Соответственно
1 2
/-4----------— DsinO, м.
3 срл ’
Момент М силы тяжести шаровой нагрузки стремится вра-
щать нагрузку, а вместе с ней силами трения и барабан мельницы
в направлении, обратном вращению мельницы.
Чтобы барабан мог вращаться в надлежащую сторону, усилие
привода Р должно создавать момент вращения PR с обратным
знаком, равный по абсолютной величине моменту М.
Работа вращающего усилия привода за один оборот барабана
мельницы равна произведению момента на угол поворота, т. е.
на 2л
М 2л, И • м.
Отсюда потребляемая мельницей полезная мощность
М2пп 2nGln .. ,, .с,
~~ 60 • 1000 ~ 60 • 1000 ’ кВт’
Формула (145) показывает, что полезная мощность мельницы
при постоянной скорости вращения ее барабана п пропорцио-
нальна моменту силы тяжести шаровой нагрузки GI.
Подставив в формулу (145) вместо Си / полученные для них
выше значения и приняв п и ф по уравнениям (104) и (106), будем
иметь:
К g 30 f 2 .
л l^D
п = ф
2ngl000<pnD2Ly sin3 — D sin Gi]30 jCg 2
N = 4 • 3 60 1000 • <рлл jAd ’ kBt'
Произведя все необходимые действия, получим
N = S^f^^Lysin3-^- ср sin 0, кВт. (147)
Из уравнения (144) имеем
= = т.
4 1 ф ’
288
Величина угла поворота шаровой нагрузки 0 в формуле (146)
зависит от скорости вращения барабана мельницы ф, степени за-
полнения ее шарами ср и главным образом от коэффициента тре-
ния f. Таким образом, при определенных значениях ф и ср пара-
метром sin 0 учитывается влияние внутреннего трения на вели-
чину полезной мощности.
Обычно принимают полезную мощность, а следовательно, и про-
изводительность мельницы, при прочих равных условиях, пропор-
циональной скорости вращения ее барабана ф. Однако из формулы
(146) следует, что полезная мощность при указанных условиях
пропорциональна не ф, а произведению ф sin 9, т. е. мощность
возрастает медленнее, чем скорость вращения мельницы.
Графически зависимость полезной мощности, потребляемой
лабораторной мельницей размером D X L = 0,61 X 0,61 м, при
каскадном режиме ее работы от скорости вращения барабана по-
казана на рис. 198 [97 1.
Теоретические значения угла 0 для разных ср и ф (при коэф-
фициенте трения f = 0,4) приведены в табл. 19.
Значения sin3 для различных степеней заполнения мель-
ницы шарами ср приведены в табл. 20.
Значения углов 6 и sin 0
Таблица 19
ф. % <р = 30% <Р = 40% <р = 50%
9 sin 0 е sin 0 6 sin 0
50 32° 14' 0,5334 34° 3 Г 0,5666 36° 22' 0,5930
60 34° 05' 0,5604 36° 30' 0,5948 38° 46' 0,6262
70 36° 05' 0,5890 38° 50' 0,6271 41° 39' 0,6646
80 38° 30' 0,6225 4 Г 40' 0,6648 44° 57' 0,7065
10 С. Е. Андреев и др.
289
Таблица 20
Значения sin3
Ч'. % Й сл <Р. % Й 1 9 Й sin
10 93° 10' 0,383 50 180° 00' 1,000
20 121 00' 0,659 60 198° 00' 0,963
25 132° 20' 0,765 70 217° 20' 0,850
30 142° 40' 0,850 80 229° 00' 0,659
35 152° 30' 0,916 90 266° 50' 0,383
40 162° 00' 0,963 100 360° 00' 0,000
45 171е 00 0,991 |
При постоянной частоте вращения барабана и определенной
степени заполнения его шарами <р мельница потребляет одну и
ту же мощность независимо от количества материала, поступаю-
щего в мельницу в единицу времени. Наполнение мельницы пуль-
пой практически остается постоянным и центр тяжести нагрузки
не изменяет своего положения, благодаря чему момент силы тя-
жести нагрузки относительно оси мельницы, а следовательно, и
мощность сохраняют постоянную величину.
Потребляемая мельницей мощность увеличивается по мере из-
нашивания футеровки вследствие увеличения рабочего диаметра
барабана.
Для мельниц различных размеров, при данных степени за-
полнения их шарами ср и скорости вращения барабана ф, углы Q
и 6 остаются постоянными. Это позволяет в формуле (147) произ-
ведение всех постоянных заменить одним коэффициентом k:
k — 3,63у sin3 у ср sin 0,
тогда
W = W2-5L. (149)
Полезная мощность, потребляемая мельницей, пропорцио-
нальна диаметру ее барабана в степени 2,5 и его длине.
Пользуясь уравнением (149), можно определить мощность ка-
кой-либо мельницы, зная мощность мельницы других размеров,
работающей в аналогичных условиях.
Если мощность JV] мельницы размером DY X Lr
Ni = Llf кВт
и мощность /V2 мельницы размером D2 X L2 соответственно
N2 = kD^L2,
то
290
откуда
/3“ I о
^=24^, кВт. (150)
Формулой (150) можно пользоваться при условии, если обе
мельницы работают с одинаковой степенью заполнения их ша-
рами ср и при одинаковых относительных частотах вращения бара-
банов яр в долях критической частоты вращения.
Удельной полезной мощностью Nv называется мощность, при-
ходящаяся на единицу внутреннего объема барабана мельницы
(например, на 1 м3).
По определению имеем
,, kD2^L 4k D0,5
f\L. —----- = ------.
Полагая постоянный множитель
получим
Nv = kv^D. (151)
Удельная полезная мощность пропорциональна корню квад-
ратному из диаметра барабана мельницы.
Уравнение (151) позволяет по известной удельной полезной
мощности N'v мельницы диаметром вычислить удельную мощ-
ность N„ мельницы того же типа, но другого диаметра D2-
Имеем
/V» = kv I Di и N'v = kv 1 Do,
откуда
N"v = N'vY^. (152)
Из двух мельниц одинакового объема мельница с большим
диаметром барабана будет потреблять большую мощность и по-
этому производить большую работу измельчения.
Формула (146) показывает, что для мельницы с определенными
размерами D и L, при данной частоте вращения барабана на
величину потребляемой мощности W будет влиять только мно-
. о Q
житель sin^-g-, т. е степень заполнения мельницы шарами <р.
При постоянной частоте вращения барабана яр величину угла 6
можно с достаточной для практических целей точностью считать
постоянной. Тогда потребляемая мельницей мощность будет расти
с увеличением степени заполнения ее шарами и достигает макси-
10* < 291
Рис. 199. Зависимость по-
требляемой мельницей мощ-
ности от степени заполне-
ния шарами:
1 — теоретическая кривая. 2 —
экспериментальная кривая
мума, когда множитель sin3 будет максимальным, т. е. когда
центральный угол Q, увеличиваясь с увеличением степени запол-
нения мельницы шарами, достигнет 180°, а степень заполне-
ния ф — величины 50%.
Изменение величины sin3 и пропорциональной ей потреб-
ляемой мощности в зависимости от степени заполнения мель-
ницы шарами ф показано в табл. 21 и на рис. 199 [104].
Наибольшая потребляемая мельницей мощность и вместе с тем
наибольшая работа измельчения при данной скорости вращения
барабана яр соответствует степени заполнения ф шарами объема
мельницы в 50%. Поэтому не целесообразно загружать мель-
ницу шарами свыше половины ее объема.
Величина потребляемой мощности, приходящейся на 1 т массы
шаров, при данной частоте вращения барабана мельницы п про-
порциональна, как это следует из уравнения (145), длине плеча /
момента силы тяжести шаровой нагрузки:
N ____ 2nngl
мш. Н ~ 60 ’
кВт/т.
Чем меньше степень заполнения мельницы шарами ф, тем
больше расстояние X центра тяжести шаровой нагрузки от оси
мельницы и тем больше, при равных условиях, плечо момента
I — X sin 0 и потребляемая мощность, приходящаяся на 1 т ша-
ровой нагрузки (см. рис. 197).
Чем меньше шаровая нагрузка, тем эффективнее ее работа,
но вместе с тем меньше общая мощность, потребляемая мель-
ницей [5,8].
§ 3. Полезная мощность, потребляемая шаровой
мельницей при водопадном режиме
При вращении мельницы шары поднимаются по круговым
траекториям на известную высоту, различную для отдельных слоев
шаров, и затем падают по параболическим траекториям обратно
292
Рис. 200. Силы, приложенные к шаро-
вой нагрузке мельницы при устано-
вившемся водопадном режиме
Рис. 201. Схема водопадного режима
работы шаровой мельницы
на своп круговые траектории. Так как вследствие непрерывности
в каждый слой шаров на круговой траектории с параболической
должно поступать такое же количество шаров, какое из пего ухо-
дит, каждая параболическая траектория должна кончаться на
соответствующей круговой траектории.
На всю нагрузку (шары плюс пульпа) мельницы при устано-
вившемся водопадном режиме действуют сила тяжести Gc шаров,
находящихся на круговых траекториях, сила тяжести Gp шаров,
находящихся на параболических траекториях, и реакция поверх-
ности барабана, которую разложим на радиальную W и танген-
циальную Т составляющие. В радиальном направлении также
действует сила С — реакция от центробежной силы инерции
(рис. 200).
При установившемся водопадном режиме сумма моментов всех
внешних сил, приложенных к нагрузке относительно оси враще-
ния, равна нулю.
Радиальные силы W и С, пересекающие ось вращения, не дают
моментов.
Определим момент силы тяжести шаровой нагрузки, находя-
щейся на круговых траекториях. Выделим в этой нагрузке на
радиусе R элементарный объем толщиной dR, ограниченный ци-
линдрической поверхностью АВ радиуса R и торцовыми стен-
ками барабана (рис. 201). Момент силы тяжести выделенного
объема
dMc = dGclc. (153)
где dGc — сила тяжести шаровой нагрузки в выделенном объеме;
1С — плечо силы d Gc, т. е. расстояние от центра тя-
жести выделенного объема до оси вращения.
293
Сила тяжести
dGc — dVy = R (2л — 4а) dRLg 1000, Н, (154)
где dv — объем выделенного элемента,
у — плотность шаровой нагрузки, т/м3.
2л — 4а — центральный угол, соответствующий дуге АВ\
L — длина барабана.
Из теоретической механики известно, что центр тяжести вы-
деленного объема лежит на среднем радиусе дуги АВ на рас-
стоянии X от центра (по радиусу):
_______2_______ _ _ sin (п — 2а)
2л — 4а________л — 2а
2
Плечо 1С (см. рис. 199) найдем как
I v - о n sin (л—2а) .
— Л sin 0 R------—Б----- sin а,
с л — 2а ’
(155)
так как
/_0 — л — (л — 2а ф- а) = а.
Подставляя формулы (154) и (155) в равенство (153), получим
dMc = — dGclc = - 1000gLy/?(2n - 4а)/? X
X sin adR — —2 - 1000g • L • у, R2 sin 2а sin adR.
Считаем момент отрицательным, так как он стремится вра-
щать нагрузку против часовой стрелки.
По формуле (134) заменим cosa= * .
dMc = —2 • 1000gL2 ) dR_
Момент нагрузки, находящийся на круговых траекториях, по-
лучим, интегрируя это выражение в пределах от /?2 до Rr:
Д'
Мс = _4 . lOOOgyC J (ft - ft ) dR =
«2
= -4 • 1000 • gyL (ft-** _ ft ~ft A , H • m.
b 1 \ 4a 6aJ / ’
После замены R2 = kR t и a = получим
Mc = — lOOOgyLRfy- (1 -/г4)- -д-ф4(1 -Й6)] H-m. (156)
Теперь найдем элементарный момент части нагрузки, находя-
щийся на параболической траектории. Сила тяжести этого эле-
мента определяется как часть нагрузки, проходящей через эле-
ментарную площадку LdR поверхности отрыва шаров (перехода
с круговых траекторий на параболические) за один оборот мель-
ницы [см. формулу (122)1:
rfGp = 1000g2лRLydR = 2000gy sin 2a.LRdR, Н.
Так как горизонтальная скорость элементов нагрузки при
движении по параболической траектории постоянна, то эта сила
распределится равномерно вдоль оси абсцисс. Координаты на-
чала и конца параболической траектории в осях с началом в центре
мельницы следующие (см. раздел третий, гл. II, § 4):
= —R sin а; хв = 4R sin a cos2 а — R sin а = R sin За.
Плечо /р силы тяжести шаров на параболических траекториях
определяется как абсцисса точки, средней между координатами
хд и хв, т. е.
4R sin a cos2 а — R sin а — R sin а
2
= R since (2cos2a
1)
Элементарный момент силы тяжести шаров, находящихся
на параболических траекториях,
dMp = dGplp — 2QQ0gy sin 2aLRR sin a (2 cos2 a — 1) dR =
— 4000gyL sin2 a cos a (2 cos2 a — 1) R2dR.
Заменим cos a —,
a
тогда
Момент Mp находим интегрированием в пределах от R2 до
Мр = 4000gy£ [-§-(!- V) + g (1 - ^) - gl (1 - й8)] .
Заменяя а = получим
Мр = IQQOgyLR3^2 [—(1 - k4 *) + 2ф4(1 - /г6 *) - ф2(1 —&8)],
Н - м. (157)
Алгебраическая сумма моментов составит общий момент сил
тяжести нагрузки в мельнице:
М = Мс + Мр = lOOOgyLflfy2 [—2 (1 - k') + ф4(1 + /г6) -
-ф8(1-/г8), Н . м. (158)
295
Полезная мощность определяется по величине общего момента
сил тяжести (по направлению момент, сообщаемый барабану,
должен иметь противоположный знак):
,, М - 2лп Г)
N ~~ 60 • 1000 ’ кг"
N ==
30 К 2
Вместо и подставим из формулы (105) п ф —и поменяем
я 1 /?!
знаки:
1000gYL7?31|;2|’2(1 р (1 — kn) — тр8 (1 — fe8) j 2nip30Eg
60 • 1000л
= ЦАт^2.БфЗ[б(1 _^4 *)-8ф4(1-^6) + 3ф8(1-Л8)], кВт.
Если ввести в формулу массу нагрузки Мш в тоннах, равную
riD2 г
-^-Lcpy, и радиус заменить диаметром, то получим
N = 2,31 /Оф3 [6 (1 - - 8ф4 (1 - 1гв) ф-
+ Зф8 (1 — #8)], кВт,
(159)
уточнен-
ие =2,31 — коэффициент, часто используемый в
мощности мельниц [31, 32, 61J.
Формула (159) известна как формула Дэвиса,
пая Н. П. Нероновым и П. М. Сиденко [54, 82].
Анализ формулы Дэвиса (159) показывает, что полезная мощ-
ность мельницы равна мощности, подсчитанной по кинетической
энергии массы шаров, определенной по относительной скорости
их падения на круговые траектории [10]. Это значит, что при
падении шаров полностью погашается относительная скорость и
шар как бы «прилипает» к поверхности барабана или соответствую-
щего слоя шаров и движется далее по круговой траектории со
скоростью слоя или, что то же самое, с угловой скоростью барабана.
Эта картина падения шаров по теории Дэвиса упрощена. Она
отличается от реальной; шары могут отскакивать при упругом
ударе, откатываться назад и двигаться с барабаном после неко-
торого промежутка времени, за который они приобретут под дей-
ствием сил трения скорость барабана. В мельнице с прозрачной
торцовой стенкой можно наблюдать хаотическое движение шаров
в месте удара, называемом пятой.
По-видимому, вследствие этого и других упрощений в картине
движения шаров по Дэвису, мощность, рассчитанная по формуле
(159), заметно отличается от замеренной в опыте.
Формула С. Е. Андреева. Определим кинетическую энер-
гию шаров в момент падения на круговые траектории.
296
расчетах
За один оборот барабана мельницы элементарный слой шаров
массой dm = 2nRLy 1000 dR падает с параболической траектории
на круговую со скоростью vp = v |/9— 8 cos2 а [см. формулу
(128)].
Кинетическая энергия падающего слоя шаров
dmvp 2000n/?Lyti2 (9—8 cos2 ос) Н*М
или, заменив по равенствам (100) и (134) v2 = Rg cos а и cosa =- ,
получим
dE = lOOOary Lg dR< н • м. (160)
Полную кинетическую энергию всей падающей нагрузки за
один оборот барабана мельницы определим, интегрируя уравне-
ние (160) в пределах от R2 до Rlt причем /?2 = ^Ri-
£==tooo^ygz^t н м (1б1)
Мощность падающих шаров, соответствующая этой кинети-
ческой энергии,
~ 60 • 1000 кВт’
Заменяя а==^- и п = Ф после преобразований получаем
Na = 15,4/<Г5£тф[4-Ф2(1 - -4^’ ] ’ кВт' (162)
Если ввести массу шаровой нагрузки и заменить RA на D,
то получим
Mul = I^-L(py, т,
Мл = 3,46^-Ч'Пф[4-ф2(1 -^--уФ’С1 -Л®)],кВт. (163)
Как было показано, эта мощность соответствует сумме мощ-
ностей, затрачиваемых на подъем шаров по круговой траектории
и на сообщение им кинетической энергии при отрыве с окружной
скоростью слоя (см. раздел третий, гл. II, § 6).
Формула (163) известна в литературе как формула Андре-
ева—Левенсона—Канторовича для определения полезной мощ-
ности мельницы при водопадном режиме. Но эта мощность падаю-
щих шаров не может считаться потребляемой полезной мощностью
297
мельницы, так как некоторая часть ее используется на «подкру-
чивание» барабана и только остальная часть должна возмещаться
мощностью привода. Это отмечал также автор формулы С. Е.
Андреев [10] и рассматривал ее как приближенную. Формула
дает завышенную мощность по сравнению с замеренной на дей-
ствующих мельницах.
Формула Неронова. С целью приблизить результаты
опытных замеров мощности к расчетным Н. П. Неронов предложил
считать за полезную мощность мельницы только мощность, по-
требную для подъема шаров от точки падения на круговые траек-
тории до точки перехода на параболическую траекторию [10,
54].
Эту мощность можно подсчитать по моменту силы тяжести
шаров, находящихся на круговой траектории (156):
., Мг2пп г.
= 60 1000 ’ кВт-
Выполнив преобразования, аналогичные предыдущим выводам,
получим
=3,46^ |/Оф3 [2(1 -й6)], кВт. (164)
Формула (164) известна как формула Неронова, ее можно
считать эмпирической формулой, так как она удовлетворительно
описывает опытные данные.
Эмпирические формулы. Для расчета полезной
мощности мельниц предложено много эмпирических формул.
Имеются формулы для цементных мельниц, углепомольпых и др.
Эмпирические формулы в большей части можно привести к виду
[59, 61, 85]
W = кВт,
где А = £^^2,31 м°-е/с;
ол
у — плотность нагрузки, т/м3;
V — внутренний объем мельницы, м3;
D — внутренний диаметр мельницы, м;
S — безразмерный коэффициент, зависящий от степени за-
полнения барабана <р и относительной частоты вращения ф.
Рассмотрим эмпирические формулы, предложенные Бондом
для шаровых и стержневых мельниц и пригодные для мельниц
самоизмельчения [104, 105].
Формула для шаровых мельниц, мельниц рудного измельчения
и полусамоизмельчения
А/ш = 3,86£)2’3Еушф (3,2 — Зср) ф (1 — , кВт, (165)
где D — внутренний диаметр мельницы, м;
298
L — внутренняя длина мельницы, м;
?ш — насыпная плотность нагрузки, т/м8; для кованых
стальных шаров, бывших в работе,
уш 4,6 т/м3, для чугунных шаров, бывших в работе, уш =
= 4,2 т/м3; для рудной гали, кусковой руды она определяется
по формуле (142); для мельниц полусамоизмельчения — по фор-
муле (143);
<[ степень заполнения мельницы нагрузкой, доли единицы;
(для мельниц самоизмельчения и полусамоизмельчения ср = 0,3-?-
-=-0,35);
ф — относительная частота вращения мельницы, доли единицы.
По формуле (165) определяется мощность на валу малой ше-
стерни зубчатой венцовой передачи, т. е. уже учтена потеря трения
в главных подшипниках и в венцовой передаче. Формула отно-
сится к мельницам мокрого измельчения сливного типа. Для мель-
ниц мокрого измельчения с разгрузкой через решетку, полученную
по формуле (165), мощность следует умножить на коэффициент
1,12—1,15. Для мельниц сухого измельчения с решеткой вводится
повышающий коэффициент 1,08.
Формула для стержневых мельниц
Л/ст = 1 ,375Р2>33М’ст<р (6,3 - 5,4<р) ф, кВт, (166)
где уст — насыпная плотность стержневой нагрузки, т/м3; (для
новых стержней — 6,25 т/м3, для бывших в работе
сортированных — 5,75 т/м3, то же, но несортирован-
ных — 5,6 т/м3),
§ 4. Мощность, потребляемая электродвигателем
барабанной мельницы из сети
Полную мощность, потребляемую электродвигателем привода
мельницы из сети, можно определить ио формуле
Л/сет11 =Л/ + ^Н- , (167)
ЧЧэл
где N полезная мощность, затраченная на движение на-
грузки внутри барабана (определяется по формулам
предыдущих параграфов), кВт;
/Ух. к. „ мощность, затрачиваемая только на трение в глав-
ных подшипниках, определяется как мощность
на вращение барабана при концентрически распо-
ложенном в нем грузе, равном по массе общей
нагрузке барабана, кВт;
I] — общий к. п. д. механического привода, учитываю-
щий потери в венцовой зубчатой передаче, в под-
шипниках вала шестерни и в редукторе (если он
предусмотрен в приводе);
Лэл — к.п.д. электродвигателя; для больших мощностей
(600—1000 кВт) т]эл = 0,915-7-0,94.
299
Для промышленных больших мельниц (D >2 м) и мельниц
самоизмельчения сумма потерь па Л/х.к.и плюс потери в венцо-
воп зубчатой передаче и в подшипниках вала шестерни будут
равны приблизительно 2,5% полезной мощности.
К- п. д. редуктора т]рсд принимают около 0,98* (при двух
зубчатых парах).
При укачанных условиях
"сети V-----~. кВт. (168)
Пользуясь формулой (168), можно ориентировочно определить
полезную мощность мельницы по замеренной мощности, потреб-
ляемой из сети [52, 103].
ГЛАВА IV
МЕЛЮЩИЕ ТЕЛА, ИЗНАШИВАНИЕ ШАРОВ
§ 1. Мелющие тела, процесс изнашивания
При эксплуатации барабанных мельниц со стальными мелю-
щими телами расходы па покрытие износа шаров, стержней и
футеровки составляют одну из главных статей затрат на измель-
чение и достигают стоимости энергетических затрат, а иногда и
превышают их. Например, при обогащении криворожских магне-
титовых кварцитов стоимость стержней и шаров составляет
30- 35% общей стоимости измельчения [63].
Расход стали при измельчении оказывается в некоторых слу-
чаях решающим фактором выбора измельчения стальной средой
или самоизмельчением.
Проведено много исследований по выбору оптимальной формы
мелющих тел. Испытывали шары, шары со сферическими во-
гнутостями, кубы, тетраэдры, сдвоенные призмы, сдвоенные усе-
ченные конусы, цилиндры в эллипсоиды. Лучшими по эффектив-
ности измельчения и в отношении износа оказались шары.
В практике рудообогатительных фабрик применяются стержни
и шары.
Стержни изготовляются прокаткой из углеродистой стали.
Они должны разламываться на короткие куски (а не скручиваться)
после изнашивания до некоторого диаметра (см. раздел третий,
глава I, §2). Шары изготовляются прокаткой, ковкой или штам-
повкой из различных марок стали [55]. Изготовляются шары
диаметрами от 15 до 125 мм (в диапазоне 30—110 мм через 10 мм) **.
* Если редуктора нет, 1]ред. = I.
** Мельницы шаровые. Шары мелющие стальные, ГОСТ 7524- 64.
300
Шары д1аметром 15—60 мм должны изготовляться из стали с со-
держанием углерода не менее 0,35%, а шары диаметром 70—125 мм
из стали с содержанием углерода не менее 0,6%. Шары должны
быть подвергнуты закалке и иметь твердость не менее 400 НВ
(по Бринеллю) для шаров диаметров 15—80 мм, не менее 350 НВ
для шаров диаметром 90—110 мм и не менее 300 НВ для шаров
диаметром 125 мм. На поверхности шаров не допускаются тре-
щины, закаты, плены, пузыри и шлаковые включения.
Изнашивание шаров (стержней, футеровки) происходит в ре-
зультате трения при скольжении измельчающих тел в среде абра-
зивного материала и при соударении измельчающих тел между
собой и футеровкой при наличии прослоек абразивного измельча-
емого материала. При этом происходит абразивное изнашивание,
т. е. микрорезание и микроцарапание металла рудными части-
цами и отрыв частиц металла в виде стружки или выколов.
При сухом измельчении изнашивание шаров в основном про-
исходит за счет абразивного действия. При мокром измельчении
в агрессивных (химически активных) водных средах абразивное
изнашивание сопровождается коррозионным, при котором разру-
шение металла происходит вследствие химического или электро-
химического взаимодействия со средой.
Уже из сказанного видно, что изнашивание шаров — чрезвы-
чайно сложный процесс, зависящий от многих условий: свойств
металла (сплава), из которого изготовлены шары, их размеров,
абразивных свойств измельчаемого материала, его крупности
и крупности продукта, способа измельчения (сухое или с водой),
агрессивности среды (кислая, щелочная), ее температура, присут-
ствия в ней поверхностно-активных веществ, скоростного режима
мельницы (каскадный, водопадный), схемы измельчения (откры-
тый или замкнутый цикл) и др.
Насколько велика доля коррозии в общем изнашивании шаров,
можно судить по результатам исследований с применением ин-
гибиторов (реагентов-замедлителей электрохимической кор-
розии металлов). Так, при измельчении канадской сульфидной
медпо-нпкелевой руды путем добавки в мельницу ингибитора,
в данном случае нитрита натрия (NaNO2), удалось снизить износ
кованых стальных шаров (0,77% углерода) но сравнению с из-
носом без ингибитора на 60%; шаров из белого легированного чу-
гуна— на 40 50%, Почти не подвергаются коррозии шары из
нержавеющей хромомолибденовой и хромоникелевой стали (сни-
жение износа меньше 10%) [98]. этот пример показывает важное
значение коррозионной составляющей изнашивания шаров и
имеет целью привлечь внимание эксплуатационного персонала
обогатительных фабрик к изучению коррозии шаров в мельницах
мокрого измельчения конкретных руд.
В практике износ шаров и стержней колеблется в широких
пределах. При измельчении магнетитовых кварцитов Кривого
301
Расход шаров на 1 т руды, кг
Таблица 21
Материал шаров Измельчение
крупное до 0,2 мм среднее до 0,15 мм тонкое до 0,074 мм
Хромистая сталь ' 0,5 0,75 1,о
Углеродистая сталь 0.75 1,00 1,25
Чугун 1,0 1,25 1,50
Рога расход (кг/т) по нескольким фабрикам за длительный период
работы составил: стержней — 0,4—0,5, шаров — 1,2—2,2 и фу-
теровок — 0,14—0,2 кг/т. По медным флотационным фабрикам
средний расход шаров составил 1,5 кг/т, футеровки — 0,1 кг/т,
по свинцово-цинковым— шаров 1,3 кг/т, футеровок 0,2 кг/т и по
медно-никелевым— шаров 1,6 кг/т, футеровок 0,12 кг/т [85].
Средний расход шаров при различной крупности измельченного
продукта приведен в табл. 21.
Расход шаров на 1т измельченной руды неустойчив, так как он
связан с производительностью мельницы, которая зависит от
свойств руды. Более устойчивым представляется расход шаров,
отнесенный к единице энергии, затраченной на измельчение [10].
Опытным путем доказано, что износ шаров пропорционален рас-
ходу полезной энергии. По производственным данным, средний
расход стальных шаров составляет 0,091 кг и расход стержней —
0,12 кг па 1 кВт-ч полезной энергии.
§ 2. Закономерности изнашивания и характеристики
крупности шаров
Чтобы поддерживать массу шаровой нагрузки постоянной,
в мельницу, компенсируя износ, периодически добавляют необ-
ходимое количество новых шаров.
Износ шара проявляется в уменьшении его диаметра. Так
как шары поступают в мельницу разновременно, в ней будут на-
ходиться шары различной величины — от самых крупных, только
что загруженных в мельницу, до самых мелких, поступивших
значительно раньше.
Соотношение количества крупных и мелких шаров в шаровой
нагрузке, т. е. ее характеристика крупности, оказывает большое
влияние на работу мельницы.
Для определения вида характеристики шаровой нагрузки
при разных способах питания мельницы шарами необходимо знать
закономерности изнашивания шаров.
Существует несколько гипотез относительно закономерности
изнашивания шаров в шаровой мельнице.
302
-
По гипотезе Дэвиса [10, 61] скорость изнашивания шара в
мельнице пропорциональна его массе (или объему):
^- = ~kG’
откуда
dG
G
= —k dt,
где G — масса шара в момент t от начала изнашивания;
k — коэффициент пропорциональности;
t — продолжительность изнашивания.
Интегрируя это уравнение, получим
о t
G п о
m
ИЛИ
InG — lnGm = —kt,
откуда
G = Gme-w, (169)
где Gm — начальная масса шара.
Для компенсации износа шаров в мельницу добавляют через
определенные и равные интервалы времени t новые шары макси-
мальных диаметра Dm и массы Gm. Такая догрузка мельницы од-
норазмерными шарами называется регулярной.
При регулярной догрузке масса Gs всех шаров (шаровой на-
грузки) в мельнице в момент добавки нового шара при полном
конечном изнашивании шаров до «нулевого» диаметра определится
суммой ряда
Gs = Gm + Gme-*' + Gme-2«+ ....
Этот ряд представляет собой бесконечно убывающую прогрес-
сию со знаменателем, равным ekt. Сумма членов такой прогрессии
равна
С. <170>
откуда
Gm = Gs(l-r«). (171)
Масса шаровой нагрузки Gt в конце интервала времени t
до загрузки нового шара Gm составляет
Gz = Gme-« + Gme^+...........
откуда
GZ=-^.
1— ё~м
303
З.’меш в Gm по уравнению (171), получим
Gl = Gse-k‘. (172)
Следовательно, и вся шаровая нагрузка изнашивается по тому
же закону, что и отдельный шар.
Суммарная масса GD шаров, начиная от шара массой G с диа-
метром D и до шара с «нулевым» диаметром, т. е. масса шаров,
диаметр которых меньше D, составляет
Gd = G + Ge~kt + Ge~2kl + ....
или
= U73)
gd
Отношение — 100 определяет в процентах ординату у кривой
характеристики крупности шаровой нагрузки, построенной по
минус D, т. е. суммарный выход в процентах шаров диаметром
меньше D.
Разделив уравнение (173) на уравнение (170), получим
100 = ^100.
Us
Заменив массу шаров произведением их объемов на плотность 6,
получим уравнение суммарной характеристики крупности ша-
ровой нагрузки по минус D:
«. лО»
о—Р~
у =-----100
^Зт
б~6~
ИЛИ
г>з
(174)
tn
Уравнение характеристики крупности по плюс D будет
(гуд . Г)3 _ / )3
1----3"\ -= 10° --- (175)
Выход шаров в диапазоне крупности от Du до Db (Da < Db)
можно определить по разности суммарных выходов
Dh
и3 иь — п3„
100 -4- = 100 . -° .
D3m
304
Если шары изнашиваются только до массы Go и диаметра Dn
п по достижении такой массы и размера удаляются из мельницы,
то масса шаровой нагрузки определяется конечным рядом
G, = Gm + Gme-*‘ + Gme~™ + • • • + G«ek‘,
откуда
z' Gm— Gn
s - i_e-« •
Суммарная масса шаров, начиная от шара массой G и диамет-
ром D и до шара массой Go и диаметром Do,
Gd=.G + Ge~kt + Ge-2kt -]---|- Goekt,
откуда
r> G—GB
'JD — -kt~ '
1 — e Kl
Разделив GD на Gs аналогично предыдущему, получим урав-
нения суммарных характеристик крупности шаровой нагрузки
при износе шаров до диаметра Do:
по минус D
у =100
D3 —Dg .
D3m~D30 ’
но плюс D
z = 100
1
О3 — Р% \
Г)3 Г)3 )
ит 10 '
= 100
D3 — Р3
т
Р3 — ОЙ
т и
Пользуясь уравнением характеристики крупности шаровой
нагрузки, образующейся при регулярной догрузке шаров в мель-
ницу, можно решать задачи рационного питания мельницы,
т. е. догрузки в нее шаров разного размера для компенсации из-
носа шаров, а также определять число шаров определенного диа-
пазона крупности в шаровой нагрузке, их поверхность, средний
диаметр и т. п.
Уравнение (175) указывает на преобладание в шаровой на-
грузке крупных шаров; кривая характеристики по плюс D сильно
выпуклая, она описывается уравнением третьей степени.
Из равенства (169) видно, что полный износ шара по этой тео-
рии может наступить только через время, равное бесконечности.
Время, потребное на износ шара от массы G,n и диаметра Dm
до массы G и диаметра D, по уравнению (169)
или 1 = (176)
К (j К L) '
Но гипотезе Мертселя и Прентиса [10] скорость изнашивания
шара в мельнице пропорциональна его поверхности, т. е. пропор-
305
I
циональна D2. Если исходить из этой гипотезы, то уравнение
характеристики крупности шаров в мельнице при регулярном
питании ее одноразмерными шарами диаметром D получится чет-
вертой степени:
по минус D
Г)4
у D4 >
т
|по плюс D
z=l00(l = (177)
\ ит ] ит
Последнее уравнение характеристики крупности шаров в мель-
нице указывает на еще большее преобладание крупных шаров
в шаровой нагрузке, чем уравнение (175), выведенное па основа-
нии гипотезы Дэвиса.
При водопадном режиме работы мельницы шары действуют
преимущественно ударом и износ их правильнее отражается пер-
вой гипотезой по Дэвису. При каскадном режиме работы мельницы,
когда шары действуют истиранием, правильнее будет вторая
гипотеза.
По гипотезе Бонда [10] скорость изнашивания шара в мель-
нице пропорциональна Z)2-3 и уравнение характеристики круп-
ности имеет степень п = 3,7.
Все гипотезы обобщены К. А. Разумовым ПО], предположив-
шим, что скорость изнашивания шара определяется уравнением
где т изменяется от 2 до 3, и доказавшим, что в уравнении харак-
теристики (178) показатель степени п — 6 — т.
Чтобы воспользоваться рассмотренными уравнениями изна-
шивания шаров, необходимо определить параметры уравнений
опытным путем. Это связано с громоздкими опытами на фабрике,
при которых мельницу нужно полностью разгрузить и провести
I гранулометрический анализ шаровой нагрузки. Для облегчения
определения параметров предложена методика, основанная на
лабораторных испытаниях *.
В цементной промышленности разработан способ расчета
износа шаров, в котором при ряде упрощающих допущений от-
дельно учитывается износ от удара и истирания [55].
1 Д. Г. Субашки (Диссертация, НРБ, 1970).
306
м
§ 3. Рационирование шаровой нагрузки в мельнице
При догрузке в мельницу одноразмерных шаров максималь-
ного диаметра Dm с целью компенсации износа шаров, характери-
стики крупности шаровой нагрузки показывают преобладание
в ней крупных шаров и по плюс D представляют однотипные урав-
нения (175) или (177).
Обобщая эти уравнения, можно для характеристики шаровой
нагрузки по плюс D написать уравнение
<|78>
т
в котором показатель степени и определяется законом изнашива-
ния шаров и колеблется от 3 до 4.
Эффективная работа шаровой мельницы требует, чтобы шаро-
вая нагрузка содержала в достаточном количестве не только круп-
ные шары для измельчения крупных кусков материала, но и шары
среднего размера и даже мелкие для истирания мелких зерен.
Для поддержания в шаровой нагрузке надлежащего соотношения
между крупными, средними и мелкими шарами применяют рацион-
ную догрузку 1.
При рационном питании мельницы шарами разного диаметра
необходимо определять:
характеристику крупности рационной шаровой нагрузки
в мельнице, зная состав шаров в рационной догрузке;
необходимый состав шаров рационной догрузки для получе-
ния шаровой нагрузки в мельнице с определенной характеристикой
крупности.
Определение характеристики крупности шаровой
нагрузки в мельнице при рационной догрузке шаров
Принимаем рационную догрузку, составленную из шаров с ди-
аметрами четырех размеров (сортов) —Оъ D2, D3, Dit начиная
с наиболее крупных.
Массовый состав догрузки следующий:
Диаметр шаров
О,
О2
D3
Dt
Выход, %
т2
т3
1 Рационной называется такая догрузка шаров, когда в мельницу регулярно
добавляется порция шаров разных размеров.
307
Диаметр шаров
Класс крупности шаров
+ °4
+ 0
Рис. 202. Построение суммарной ха-
рактеристики крупности шаровой на-
грузки при рационной догрузке шаров
в мельницу
Причем
—|— /77, —|" /Ид —|— //Z, :== 100%
Допустим, что суммарная
характеристика крупности ша-
ровой нагрузки при износе ша-
ров по определенному закону
получится со следующими сум-
марными выходами шаров (по
плюс О):
Суммарный выход, %
IP,
1Р4
100
Диаметры шаров Dlt D2, Ds шаровой нагрузки равны соот-
ветствующим диаметрам шаров рационной догрузки.
Кривая суммарной характеристики A321D1 крупности шаровой
нагрузки при рационной догрузке шаров в мельницу изображена
на рис. 202. Для сравнения на рисунке нанесена также кривая AD}
суммарной характеристики крупности шаровой нагрузки, обра-
зующейся при регулярном питании мелышцы только одноразмер-
ными шарами максимального диаметра Dr.
Загрузка шаров каждого сорта, составляющего т процентов
рационной догрузки, представляет, по-существу, регулярное
питание мельницы одноразмерными шарами соответствующего
диаметра D. Одноразмерные шары каждого сорта, изнашиваясь
в процессе измельчения, образуют в мельнице смесь разноразмер-
ных шаров с суммарной характеристикой для данного сорта, опре-
деляемой уравнением, аналогичным уравнению (178):
zm = т - ——
D"
т
(179)
где zm — ордината кривой характеристики для данного сорта,
определяющая суммарный выход шаров по плюс D;
Dm — диаметр одноразмерных шаров, при износе которых полу-
чается характеристика, определяемая уравнением (179);
tn — процентная доля шаров диаметра Dm в рационной
догрузке;
п — показатель степени, определяемый законом изнашива-
ния шаров.
308
Ординаты W суммарной характеристики крупности шаровой
нагрузки, образующейся при питании мельницы всем ассорти-
ментом шаров рационной догрузки, определяются в результате
сложения соответствующих ординат характеристик, получающихся
при изнашивании шаров разных размеров.
При износе т1 процентов шаров диаметра Di уравнение (178)
принимает вид
Ордината z{, определяющая процентный выход шаров плюс Di,
т. е. при D = D „ равна нулю, так как шаров крупнее Dx в мель-
нице не может быть.
Ордината Zo, соответствующая диаметру шара D — Dit
Ордината z'3, соответствующая диаметру шара D D2,
В"—В'.‘
Ордината z\, соответствующая диаметру шара D = Р4,
В” —В4
24 =-------•
Ордината, соответствующая диаметру D — 0, равна т1.
По исчисленным ординатам построена характеристика EDX,
получающаяся при износе irti процентов шаров диаметра Dv
Подобным же образом по уравнению
D%—Dn
z" — т2---—
2 В?
определяется величина ординат характеристики, образующейся
при износе т2 процентов шаров диаметра D.,.
Ордината zo, соответствующая диаметру шара D = Р2, равна
нулю.
Ордината
Ордината
Ордината,
Z3, соответствующая диаметру шара D = П;),
В" -В?
r> Z О
Zj = in.,---—— .
2 в?
Z4, соответствующая диаметру шара D — Dt,
DZ-D1}
Z4 = ni2-------.
соответствующая диаметру D = 0, равна т2.
309
По исчисленным ординатам построена характеристика CD'2.
Ординаты характеристики, получающейся при износе т3
процентов шаров диаметра Ds, определяются по уравнению
Ордината z"', соответствующая диаметру шара D = D3, равна
нулю.
Ордината z'", соответствующая диаметру шара D D4,
г4 - Шз
Ордината, соответствующая
По исчисленным ординатам
По уравнению
г"" = т.
D--D''
диаметру D = 0, равна т3.
построена характеристика BD3.
D"-Dn
D1
построена характеристика AD4.
Величину ординат W, определяющих суммарные выхода ха-
рактеристики шаровой нагрузки, образовавшейся в мельнице
при изнашивании всего ассортимента шаров рационной догрузки,
составленной из смеси шаров диаметров Di, О2, D3 и D4 получим,
суммируя соответствующие ординаты характеристик отдельных
сортов.
Ордината W1 суммарной характеристики, соответствующая
диаметру шара £>j, равна пулю.
Ордината, соответствующая диаметру шара D„ (точка 1),
С! — О?
W2 = zo = mi---------.
D’>
Ордината, соответствующая диаметру
DJ1 — D"
+ ™2
шара D3
D2-D3
D" 1 D"
Ордината, соответствующая диаметру шара П4
W3 = Z3-\-^ = riii
1Г4 = Z4 + Z4 + 24 = т-1
D"-D"
+ /п2-5»---Ь т3
(точка
(точка
Опз-Оп4
D'i
2),
3),
Щ — О%
D?
Ордината, соответствующая диаметру D = О,
Wo = m4 + tn2 4- ms + m4 = 100%.
Соединив точки /, 2, 3 и 100% плавными линиями, получим
кривую суммарной характеристики шаровой нагрузки, образую-
щейся в мельнице, при изнашивании рационной догрузки с шарами
диаметром Dlt D2, D3,
310
ГЛАВА V
ПРОЦЕСС ИЗМЕЛЬЧЕНИЯ
§ 1. Кинетика измельчения
Для управления процессом измельчения материала в шаровой
мельнице и подбора условий наивыгоднейшей ее работы необхо-
димо знать, как протекает данный процесс во времени, т. е. знать
его кинетику.
Крупность измельченного материала контролируется при по-
мощи контрольного сита, размер отверстий которого
соответствует предельной крупности измельчения. Зерна, прошед-
шие через отверстия сита, образуют готовый продукт.
Остаток на контрольном сите представляет собой недоизмельчен-
ный крупный класс.
Исходный материал, подлежащий измельчению, может со-
стоять либо исключительно из зерен крупного класса, либо из
смеси крупного класса и готового продукта.
Если при работе шаровой мельницы периодического действия
будем отбирать через определенные интервалы времени пробы
измельченного материала, определять в них массу крупного класса
и результаты представлять в виде графика, то получим кривые,
изображающие зависимость массы Q остатков крупного класса
на контрольном сите от продолжительности измельчения t. Эти
графики показывают закономерное уменьшение количества круп-
ного класса в измельченном материале и имеют общую для всех
руд форму гиперболической кривой (рис. 203), что указывает на
Рис. 203. Зависимость массы крупного класса в разгрузке мель-
ницы от времени измельчения
311
существование устойчивой связи между количеством недоизмель-
чснного материала и временем измельчения.
Вид кривых зависит от свойств измельчаемого материала
и условий измельчения. Поэтому исследование кривых является
основой изучения кинетики процесса измельчения в шаровых
мельницах.
Закономерный характер убывания массы крупного класса
в зависимости от времени измельчения в шаровых мельницах
замечен уже давно и известны многочисленные попытки вывести
уравнение кинетики измельчения экспериментальным или теоре-
тическим путем [11].
В простейшем случае можно предположить, что скорость измель-
чения (скорость убывания массы крупного класса) пропорцио-
нальна массе недоизмельченного крупного класса, находящегося
в данный момент времени в мельнице.
На основании такого определения имеем
= (180)
где Q — масса остатка крупного класса в момент t;
t — продолжительность измельчения;
k — постоянный коэффициент, зависящий от условий измель-
чения, относительная скорость измельчения kQ — —.
Разделив переменные и проинтегрировав уравнение (180),
получим
откуда
In Q = —kt ф- С.
Постоянная С определяется из начальных условий. В началь-
ный момент при t = 0 масса крупного класса Q = Qo. Следова-
тельно,
С = In Qo
и
In Q = —kt ф- In Qu,
откуда
Q-=Q„e-*', (181)
где Qo — масса крупного класса, поступившего в измельчение.
Массу крупного класса Q можно выразить также в процентах
(Qo = 100%), от массы крупного класса в исходном материале.
Тогда уравнение (181) примет вид
г/=-5-100 = ЮОе к'. (182)
312
Формулы (181) и (182) представляют собой уравнения кинетики
измельчения в шаровой мельнице.
Опытная проверка этих уравнений, однако, показала, что
кинетика измельчения не всегда следует уравнению (181). Поэ-
тому В. В. Товаровым 111] было предложено другое экспонен-
циально-степенное уравнение кинетики измельчения вида
(183)
которое лучше описывает опытные кривые, полученные при разных
продолжительностях измельчения.
Уравнение (181) без степенного показателя т можно рассмат-
ривать как частный случай уравнения (183) при tn = 1.
Если кинетика измельчения выражается уравнением (183),
то скорость измельчения определяется производной по времени
= Qoe-k‘m
, , dQ ,
Если in > 1, то — co при t = oo,
~~ — 0 при t = 0;
at 1
Если /н<^1, то -^- = 0 при t — CQ,
dQ , n
= co при r = 0.
Отсюда видно, что уравнение (183) теряет физический смысл
при граничных условиях, так как скорость измельчения должна
иметь конечную величину в начале процесса измельчения и
_4з конце. Поэтому уравнение кинетики (183) нужно рассматривать
как эмпирическое уравнение, пригодное для описания процесса
измельчения в определенных пределах.
Уравнение (183) по форме совершенно аналогично уравнению
характеристики крупности (5) Розина—Раммлера. В системе ко-
ординат Ig t\ lg(lg-^) уравнение изображается прямой линией
с угловым коэффициентом т.
Если опытные точки содержаний остатка и соответствующие
им продолжительности измельчения, нанесенные на указанной
координатной сетке, разместятся близко к прямой линии, то можно
считать, что кинетика измельчения подчиняется уравнению (183).
Пример построения опытных данных на сетке Ig t\ Ig Ig
показан на рис. 204.
Параметры уравнения находят по аналогии с соответствующими
параметрами уравнения Розина-Раммлера (см. раздел первый,
гл. 111, § 4).
Для получения уравнения кинетики, имеющего физический
смысл и при граничных условиях, необходимо принять переменной
313
Рис. 204. Зависимость массы крупного
класса в разгрузке мельницы от време-
ни измельчения (по осям отложены со-
ответствующие логарифмы, показаны
Qo
значения отношения -у- и время из-
мельчения в минутах)
относительную скорость из-
мельчения k, которая принята
постоянной в уравнении (182)
1701.
Примем
^ = -konQ, (184)
где k0 — относительная скорость измельчения в начальный мо-
мент времени при остатке Qo (постоянная величина);
относительная скорость измельчения
при переменном остатке Q
т. е. отношение скорости измельчения в данный момент времени
к скорости измельчения в начальный момент.
Пусть pk0 будет относительная скорость измельчения в момент,
когда остатка не будет, т. е. при Q = 0. В пределах остатка Q()
до Q = 0 примем, что относительная скорость измельчения из
меняется по прямолинейной зависимости (рис. 205). Тогда
ь -ь Л + М1— Р)-§-
pka+i^Q „ „ =-------------------
Уравнение (184) можно записать следующим образом:
^- = -Цр + (1-P)^-]q. (185)
После интегрирования от Qo до Q и решения уравнения отно-
сительно Q получим
<186’
Это новое уравнение хорошо описывает опытные результаты.
Параметры р и k0 находят по двум опытам (для решения системы
уравнений удобно принять продолжительность измельчения во
втором опыте в 2 раза больше, чем в первом, т. е. Qi при и Q2
при 2tj):
314
Рис. 205. Зависимость отно-
сительной скорости измель-
чения от массы крупного
класса
Знание кинетики измельчения дает возможность обосновать
ряд практически важных вопросов, например расчет производи-
тельности мельниц, определение циркулирующей нагрузки и др.
Измельчение смесей
Рассматривая действие шаров на материал в мельнице как ста-
тистический случайный процесс, можно допустить, что при измель-
чении смесей энергия шаров распределяется между материалами
пропорционально их объемным долям в мельнице. Можно также
допустить независимость измельчения компонентов смеси в мель-
нице.
Оба эти положения используются при анализе и исследованиях
процесса измельчения. Например, положение о том, что произ-
водительность мельницы прямо пропорциональна среднему со-
держанию крупного класса в ней, следует из первого допущения
о распределении энергии, если считать, что измельчается смесь
из крупного и мелкого материалов. Другой пример — закономер-
ности кинетики измельчения, в основе которых предположение,
что мгновенная скорость убывания крупного класса прямо про-
порциональна его массе, находящейся в мельнице в данный мо-
мент.
Специальные исследования по кинетике измельчения смесей
показали, что изложенные положения могут рассматриваться
только как первое приближение к объяснению весьма сложной
картины процесса.
В действительности при совместном измельчении смеси компо-
нентов они оказывают взаимное влияние на результаты помола
в зависимости от их индивидуальной измельчаемое™, твердости,
вязкости, упругих свойств, крупности частиц, способа измельче-
ния и др.
Если компоненты бинарной смеси в мельнице имеют близкие
измельчаемое™, то независимость их измельчения и распределе-
ние энергии шаровой нагрузки пропорционально объемным долям
их содержания в мельнице подтверждаются экспериментами.
Если один из компонентов смеси измельчается трудно по срав-
нению с другим, то этот компонент (более твердый) сам служит
измельчающей средой для легко измельчаемого компонента.
Могут быть и такие случаи, когда компоненты в смеси измель-
чаются лучше или хуже, чем по отдельности. Эти явления можно
315
объяснить различием упругих свойств компонентов. Непример,
представим себе удар по одной из двух сложенных вместе частиц,
имеющих разную упругость. Первая, допустим более упругая,
частица может поглотить всю или часть энергии удара и вторая
частица не будет деформирована или разрушена [103].
§ 2. Измельчаемость руд
Под измельчаемостью материала исходной крупности пони-
мается способность его с большей или меньшей степенью легкости
превращаться при измельчении в продукт заданной крупности.
Так как прочностные свойства руд изменяются в широких пре-
делах и по-разному проявляются в различных условиях измель-
чения, вполне надежно установить измельчаемость руды и про-
изводительность мельницы можно только на основе промышлен-
ных или полупромышленных испытаний, измельчив большую
пробу руды от исходной круппости до заданной крупности про-
дукта в большой мельнице.
При строительстве обогатительных фабрик большой произ-
водительности так и поступают: перерабатывают крупные партии
руды па опытных фабриках и опытных секциях и затем па основа-
нии полученных технических показателен проектируют и строят
всю фабрику. Этот путь падежный, но дорогой и занимает много
времени. Поэтому разработано несколько лабораторных методик
определения измельчаемости. При этом часто получают измельча-
емость по отношению в какой-либо известной (эталонной) руде,
по измельчению которой имеется промышленный опыт. Можно
пользоваться также и абсолютными показателями (граммы на
один оборот лабораторной мельницы, граммы в минуту на один
литр объема, килограммы на один киловатт-час и т. д.).
Рассмотренный ранее (раздел второй, гл. 1, § 7) индекс работы
по Бонду также является показателем измельчаемости.
Показатели измельчаемости изменяются в зависимости от
условий и методики их определения, и поэтому, пользуясь ими,
необходимо учитывать условность лабораторных определений.
Для лабораторного определения измельчаемости при работе
мельницы в открытом цикле можно использовать способ Меха-
нобра. Проба руды дробится (на валках) до крупности 6—0 мм
и измельчается при постоянных условиях, принятых для лабора-
торной мельницы; при этом снимается кинетика измельчения по
всем классам крупности стандартного набора сит (например,
0,3; 0,2; 0,15; 0,1; 0,074 мм). В результате получаются кривые
типа кривых, показанных на рис. 203.
Если провести на таком графике прямую, параллельную оси
абсцисс на выходе остатка на ситах 10% (или 5%), то точки пере-
сечения этой прямой и кривых кинетики позволят определить
продолжительность измельчения, необходимую для получения
продукта с остатком 10% (или 5%) на разных ситах. Измельча-
316
емость до крупности 10% остатка на определенном сите можно
найти как удельную производительность по вновь образованному
классу q по формуле
9=р(Рк^₽2)60> кг/(л-ч),
где р — масса пробы руды в мельнице, кг;
Ри и Рк — содержание класса мельче данного отверстия сита
в исходном материале и после измельчения (если
было условие, что измельчение должно быть до 10%
остатка, то Рк = 0,9) доли единицы:
V — объем мельницы, л;
Т — продолжительность измельчения, снятая с гра-
фика, мин.
По этой же методике определяется удельная производитель-
ность q3 мельницы на эталонной руде.
Отношение — дает показатель относительной измельчаемости.
<7э
Разработаны и применяются методики лабораторного определе-
ния измельчаемости в замкнутом цикле в условиях порционной
загрузки мельницы [61.
§ 3. Абразивность руд
Все горные породы в процессе переработки обладают способ-
ностью изнашивать металл при трении. Изнашиваются футеровки
дробящих поверхностей дробилок, молотки и била ударных дро-
билок, шары, стержни и футеровка барабанных мельниц, транс-
портных желобов и воронок, рабочие поверхности грохотов и т. п.
Изнашивание металла породой (рудой) определяется ее особым
физико-механическим свойством, называемым абразив-
ностью1.
Можно представить себе следующую физическую картину
абразивного изнашивания металлов горной породой.
Если порода и металл обладает разной твердостью, то при до-
статочном усилии прижатия выступающие частицы более твердого
тела действуют как резцы и снимают стружку или выкалывают
частицы с поверхности менее твердого. Крупнозернистые породы
с остроугольными зернами, при равной твердости, обладают
большей абразивностью, чем мелкозернистые с окатанной формой
зерен. При этом взаимодействии изнашивается и более твердое
тело. Выступающие на его поверхности частицы подвергаются
многократным переменным нагрузкам и вследствие явлений
«усталости» тело разрушается с поверхности.
В отдельных точках соприкосновения металла и руды вслед-
ствие малой площади местного контакта возникают большие
концентрации напряжений.
1 От латинского «abrasio» — соскабливание.
317
В этих условиях на взаимное изнашивание соприкасающихся
тел будут влиять также их пластические и упругие свойства.
При одинаковой твердости более пластичный материал оказыва-
ется более износостойким. В точках контакта при больших на-
грузках могут возникать высокие температуры, которые оказы-
вают заметное влияние на процесс изнашивания.
Важное значение имеет среда, в которой происходит изнашива-
ние. Среда определяет различные химические, адсорбционные
и другие эффекты в поверхностных слоях изнашиваемых тел,
что приводит к образованию тонкой прослойки между взаимо-
действующими телами, отличающейся по свойствам от исходных
тел. Свойства этой прослойки определяют так называемую сма-
зочную способность среды.
Абразивное изнашивание часто сочетается с коррозией 1.
Абразивность горной породы зависит от конкретных условий
взаимодействия породы и металла в технологической операции.
Изменение этих условий может вызвать столь существенное
изменение изнашивания, что показатели абразивности, получен-
ные в других условиях, не будут качественно и количественно
характеризовать интересующий нас процесс. Поэтому предло-
жено много разных методов для определения абразивности гор-
ных пород.
Особые методики разработаны для изучения абразивности
горных пород применительно к процессам бурения, для характе-
ристики абразивности пород в раздробленном состоянии и др.
Вообще целесообразно для изучения изнашивания пользо-
ваться моделями процессов и на них определять показатели аб-
разивности как характеристики этих процессов. Показатели,
определенные па моделях, должны коррелироваться с производ-
ственными показателями изнашивания, их можно использовать
для проектных, инженерных расчетов и прогнозирования техни-
ческих показателей.
Американский метод определения аб-
разивности горных пород [17, 95]. Абразивность
оценивается по уменьшению массы стальной лопатки, изнашива-
емой кусками руды. Установка для испытания изображена на
рис. 206.
На горизонтальном валу вращается полый барабан размером
DxL — 305X115 мм. Внутренняя цилиндрическая поверхность
барабана футерована перфорированным стальным листом для
создания шероховатой поверхности для подъема кусков руды,
закладываемых в барабан. Внутри барабана независимо от него
вращается в ту же сторону ротор диаметром 115 мм со вставленной
радиально прямоугольной лопаткой размером 75x25x6 мм,
изготовленной из хромоникельмолибденовой стали, закаленной
до твердости 500 по Бринеллю. Частота вращения барабана
1 От латинского «соггосйге» — разъедать.
318
Рис. 20G. Барабанная установка для испытания абразивности горных пород:
а — барабан со снятой крышкой; б — общий внд установки; 1 — лопатка; 2 — ротор
(632 об/мин); 3 — барабан (74 об/мнн); 4 — вкладная футеровка барабана толщиной 20 мм
70 об/мин (90% критической скорости), а ротора — 632 об/мин.
Радиус конца лопатки на роторе 108 мм, окружная скорость
7,15 м/с, что достаточно для сильного удара по кускам руды. В ба-
рабан засыпается проба класса — 20+12 мм (квадратные отвер-
стия) испытуемой руды массой 400 г. Барабан закрывается крыш-
кой и установка включается на 15 мин.
Куски руды движутся в барабане подобно шарам в мельнице
в водопадном режиме и при падении ударяются о быстровращаю-
щуюся лопатку ротора. По истечении 15 мин мельница разгружа-
ется от пробы, загружается свежая порция руды 400 г и вновь
установка включается па 15 мин. Переребатывается всего четыре
порции руды, таким образом лопатка ротора подвергается изна-
шиванию в течение 60 мин. По окончании опыта лопатка взве-
шивается с точностью до десятой миллиграмма.
Потеря массы лопатки в граммах служит показателем абразив-
ности At. После часа работы установки на краях лопатки отме-
чается видимый износ. Для второго опыта лопатка переворачива-
ется и после опыта более не используется.
Продукт измельчения всех четырех проб объединяется и под-
вергается ситовому анализу.
Эту же установку можно применить для определения износо-
стойкости разных металлов. Для этого нужно лопатку ротора
сделать из испытуемого металла и сравнивать износ разных ло-
паток на одной и той же пробе породы.
319
Кроме показателя абразивности породы в граммах износа
лопатки, из опытов по определению абразивности можно полу-
чить дополнительную информацию. Можно определить индекс
работы Бонда для ударного измельчения по уравнению
W, = W ( -£=-
X
10 X АП / 10 1° X п ,
--- ) = U.О ( —т~ ------_ ), кВт-ч/т
/ X 1+13 250 /
где W — расход полезной энергии (за вычетом холостого хода)
в опыте определения абразивности [в кВт-ч на 1 т
(метрическую) материала]; в частности, в опытах
Бонда мощность оказалась равной 0,960 Вт. При
пересчете на 1 т это дает 0,960 —*°^° = 0,60 кВт-ч/т
(1,6 кг — общая проба измельчения за 1 ч);
Ds0 — размер отверстия сита, через которое проходит 80%
исходного материала; для класса —20+12 мм при-
нимается 13250 мкм;
^8о —т0 же, Для продукта (определяется по результатам
ситового анализа продукта).
Можно на основе показателя абразивности и расхода энергии
определить показатель абразивного износа, выраженный в кило-
граммах на 1 кВт-ч, для чего надо Д, (в граммах) разделить на
0,960 Вт.
По указанной методике были проведены испытания многих
проб руд и установлено, что показатель износа (кг/кВт-ч) дает
удовлетворительную корреляцию с практическими показателями
на фабриках.
В табл. 22 приведены средние показатели абразивности по
Бонду для некоторых горных пород с указанием индекса работы.
Для обоснованного выбора дробилок и мельниц и правильного
назначения проектных показателей в технико-экономических
Таблица 22
Средние показатели абразивности горных пород, по Бойду
Порода Плот- ность, г/см3 Индекс работы Бонда * к Вт. ч/т Круп ность продукта d60, мкм Пока- затель абра- зивности А{. г Число проб для среднего показа теля А1
Известняк для цемента 2,7 14,0 12 830 0,0238 14
Сульфиды тяжелых метал- 3,56 12,5 12 000 0,1284 10
ЛОВ
Медные руды 2,95 12,9 12 700 0,1472 24
Гематит 4,17 9,4 13 450 0,1647 7
Магнетит 3,7 14,3 — 0,2217 2
Гранит 2,72 18,3 14 630 0,3880 11
Кварцит 2,7 19,2 — 0,7751 3
* На одну метрическую тонну.
320
расчетах необходимо испытания по измельчаемости руд дополнить
определением показателя абразивности. Методику этих испыта-
ний надо разработать или выбрать из применяемых в настоящее
время методик и проверить корреляцией с фабричными показате-
лями износа.
§ 4. Тонкое измельчение
На прочность твердых тел при их разрушении оказывают влия-
ние некоторые жидкости, химически или физически сорбированные
на наружной поверхности и поверхности внутренних полостей
тела. Под влиянием физической сорбции активных веществ на
поверхности твердого тела наблюдается понижение его проч-
ности. Это явление называется адсорбционным эффектом или эф-
фектом Ребиндера (обнаружено в 1928 г.). Он оказывает влияние
на процесс измельчения [91, 92]. Механизм понижения прочности
представляется следующим. При деформации твердого тела под
влиянием внешних сил в поверхностном слое образуются микро-
трещины, которые могут смыкаться (залечиваться) после снятия
нагрузки. Адсорбированное вещество, мигрируя по поверхности,
протекает в трещины, достигает их устья и оказывает расклини-
вающий эффект на стенки трещины или препятствует их смыка-
нию.
Экспериментально установлены три вида влияния среды,
в которой происходит измельчение. Все зависит от величины сни-
жения поверхностной энергии твердого тела. При незначительном
снижении наблюдается усиление пластических свойств твердого
тела. При снижении в несколько раз увеличивается хрупкость
тела, а при еще большем снижении может наступить самопроиз-
вольное диспергирование.
На проявление адсорбционного эффекта большое влияние ока-
зывают дефекты строения твердого тела. В местах дефектов име-
ется избыток свободной энергии, там происходит интенсивное
взаимодействие молекул жидкости и твердого тела. Особенности
физико-химического взаимодействия между средой и поверхностью
твердого тела существенно влияют на адсорбционный эффект.
Механические условия измельчения также влияют на величину
эффекта. Как видно из изложенного, адсорбционный эффект
весьма специфичен и проявляется по-разному в зависимости от
физико-химических свойств твердого тела и жидкости и условий
измельчения. Экспериментально установлено заметное действие
поверхностно-активных веществ (ПАВ) при сухом измельчении.
Небольшие добавки воды улучшают измельчение цементных
клинкеров.
Добавки ПАВ при сухом измельчении препятствуют образо-
ванию агрегатов зерен и налипанию мелких частиц на мелющие
тела, а также снижают прочность измельчаемого материала про-
явлением адсорбционного эффекта. Малые добавки ПАВ (в том
И С. Е. Андреев и др. 321
числе и воды) при сухом измельчении клинкеров позволили
поднять производительность мельниц при той же крупности
измельчения на 13—17%. В настоящее время добавки ПАВ
широко применяются в цементном производстве [22, 92].
Результаты применения добавок ПАВ при измельчении руд,
особенно при мокром измельчении, разноречивы. Измельчение
в водной среде, как правило, значительно эффективнее сухого
измельчения и добавки ПАВ дают малый эффект. Кажется, что
все возможности адсорбционного эффекта оказываются уже ис-
пользованными при измельчении в водной среде. Некоторыми
работами установлено, что добавки при мокром измельчении
могут оказывать «смазывающий» эффект, усиливают скольжение
измельчающей среды и вызывают снижение потребляемой мощ-
ности мельницы и соответственно снижение производительности
[104]
При измельчении апатито-нефелиновой руды с жидким мы-
лом и олеатом натрия (наиболее действенные реагенты для фло-
тации апатита) получен эффект по приращению фракции мельче
0,1 мм до 4—10%.
При мокром измельчении кварца стальными шарами не обна-
ружено улучшения измельчения при добавках ПАВ. Разно-
речивость опытных данных о влиянии добавок ПАВ при мокром
измельчении руд указывает на сложность происходящих явлений
и на необходимость дальнейших исследований в этом направле-
нии.
При измельчении происходит не только уменьшение размера
частиц, но также существенное изменение физико-химических
свойств тонких порошков. С уменьшением размеров частиц воз-
растают затраты энергии на их пластическую деформацию. Пла-
стическая деформация приводит к изменению кристаллической
структуры твердого тела. Например, кварц переходит из кристал-
лического состояния в аморфное. Плотность его уменьшается,
реакционная способность резко возрастает. Структурные изме-
нения кристаллической решетки при измельчении установлены
также на кальците и других минералах. Эти явления приурочены
к тонкому слою, прилегающему к поверхности, в котором при
разрушении частиц возникают наибольшие напряжения. Толщина
необратимо деформированного слоя па кварце составляет 10—
15 А при мокром измельчении и 150—200 А при абсолютно сухом.
Измеренная толщина модифицированного слоя не зависит от раз-
мера частиц. При совместном сухом измельчении некоторых твер-
дых веществ между ними возможны механохимические реакции [91].
Агрегирование (слипание) частиц при сухом измельчении
в барабанных мельницах
При сухом тонком измельчении сухих или с небольшим содер-
жанием влаги материалов наблюдается слипание тонких зерен
в укрупненные агрегаты. Эти агрегаты частиц настолько плотны,
322
что измерение их поверхности газоадсорбционным методом пока-
зывает непроницаемость агрегатов для газа, т. е. газ не проникает
в межчастичные зазоры. Агрегирование частиц легко наблю-
дается экспериментально. Например, при измельчении в сухом
воздухе тонкодисперсного материала (корунда, цемента и др.)
удельная поверхность материала заметно уменьшается.
Агрегаты можно также видеть в электронный микроскоп.
Они обладают значительной прочностью, не распадаются при ки-
пячении в воде и при растирании в ступке с водой резиновым пе-
стом. Но в течение короткого периода измельчения в мельнице
с водой (20-30 с помола при содержании воды 80%) они распада-
ются достаточно полно. Предполагается, что плотная упаковка
сухих частиц в агрегатах происходит в результате запрессовки
их небольших количеств давлением, возникающим в местах кон-
такта соударяющихся шаров. Если силы сцепления между ча-
стицами действуют в точечных контактах, то сцепление тем проч-
нее, чем больше силы молекулярного взаимодействия в твердом
теле. Поэтому, чем тверже минерал, тем заметнее проявляется его
способность образовывать агрегаты. Для агрегирования зерен
требуется наличие в материале весьма тонких частиц размерами
100—300 А.
Содержание жидкости в порошке препятствует тесному сбли-
жению частиц. При низкой влажности агрегирование происходит.
Тонкие пленки жидкости в 5—10 молекулярных слоев не мешают
сближению частиц. При толщине пленок 0,02—0,03 мкм агрегаты
распадаются.
В практике сухого измельчения в барабанных мельницах на-
блюдается налипание порошка па поверхности мелющих тел.
При этом снижается эффективность измельчения. Это явление
отличается от агрегирования, слоевое налипание объясняется
образованием капиллярно-коагуляционных структур, в которых
частицы связаны прослойками жидкости. При измельчении аб-
солютно сухих порошков и при мокром измельчении налипания
материала на мелющие тела не наблюдается [911.
§ 5. Сухое и мокрое измельчение
Преимущества мокрого измельчения по сравнению с сухим
следующие:
меньше потребляемая энергия в расчете на 1 т материала;
индекс работы по Бонду 0,75 индекса при сухом измельчении;
выше приблизительно на 15% производительность мельницы;
возможность применять более высокие частоты вращения ба-
рабана — 75—80% критической частоты, тогда как при сухом
измельчении рекомендуются частоты 65—70%;
отсутствие пылеобразования и соответственно аспирационных
систем вентиляции и очистки воздуха;
П* 323
Таблица 23
Отношение показателей удельного износа к износу шаров
Мельница Мокрое измельчение Сухое измельчение
Шаровая:
шары 1 0,14
футеровка Стержневая: 0,1 0,014
стержни 1 0,1
футеровка Самоизмельчения; 0,075 0,01
футеровка 0,2 0,03
облегчение транспортирования и распределения материала;
можно использовать гидротранспорт песковыми насосами;
возможность использовать мокрое грохочение и гидроциклоны
для контроля крупности продуктов; эти операции более эффек-
тивны по сравнению с мелким сухим грохочением п воздушной
классифи кацией.
Недостатки:
изнашивание мелющих тел и футеровки больше (табл. 23);
сухой процесс удобнее для работы в одну или две смены;
при необходимости сушки измельченного материала сухое
измельчение имеет экономические преимущества в расходах на
сушку, так как сушка сырого исходного материала дешевле,
чем мокрого тонкого продукта.
Поэтому сухое измельчение оказывается целесообразным там,
где следующий за измельчением технологический процесс сухой
11001.
ГЛАВА VI
ТЕХНОЛОГИЯ ИЗМЕЛЬЧЕНИЯ НА ОБОГАТИТЕЛЬНЫХ
ФАБРИКАХ
§ 1. Схемы измельчения
По числу приемов измельчения различают схемы одностади-
альные, двухстадиальные и трехстадиальные. На современных
обогатительных фабриках трехстадиальные схемы ввиду их слож-
ности применяются редко.
При стадиальном измельчении могут применяться следующие
виды классификации материала: предварительная, перед мель-
ницей; поверочная, замыкающая цикл; контрольная, после по-
верочной.
324
я
Исходный
материал
6
Исходный
материал
О
Исходный
материал
Измельчение
QJ) Измельчение
к ♦
Классификация
Классификация
Из мель ценный
продукт
Измель ценный
продукт
продукт
г
Исходный
материалы
д
Исходный
продукт
Классификация
Измельчение
Классификация
Измельченный
продукт
Измельчение
Измельченный
Измельчение
Классификация
Классификация
Измельченный
продукт
а
I
Рис. 207. Одностаднальные схемы измельчения
При предварительной классификации удаляется часть исход-
ного материала, по своей крупности соответствующего крупности
продукта измельчения в данной стадии (по принципу «не дробить
ничего лишнего»).
При поверочной классификации из измельченного в мельнице
материала выделяется продукт назначенной крупности, а круп-
ный продукт возвращается в ту же мельницу. В некоторых слу-
чаях предварительная и поверочная классификации совмещаются.
В контрольную классификацию поступает слив поверочной
классификации. Контрольную классификацию применяют в тех
случаях, если необходимо получить продукт более тонкий, чем
продукт, выдаваемый - после поверочной классификации.
Одностадиальные схемы измельчения
применяются при относительно крупном конечном продукте из-
мельчения (<0,2 мм). При более тонком (<0,15 мм) измельчении
материала более экономично двухстадиальное измельчение.
Одностадиальные схемы измельчения изображены на рис. 207.
В схеме, показанной на рис. 207, а, мельница работает в откры-
том цикле; разгрузка мельницы является готовым продуктом.
Она применяется при грубом измельчении (до 1—5 мм) в стержне-
вых мельницах на фабриках гравитационного обогащения. Мель-
ницы в открытом цикле ставятся также для первой стадии из-
мельчения в двухстадиальных схемах.
325
В схеме, изображенной на рис. 207, б (замкнутый цикл повероч-
ная классификация), исходный материал загружается непосред-
ственно в мельницу. Схема наиболее распространена. Применя-
ется при крупности исходного материала от 10 до 50 мм.
В схеме, показанной на рис. 207, в, исходный материал загру-
жается в классификацию, замыкающую цикл измельчения, т. е.
предварительная и поверочная классификации совмещены. Схема
применяется при мелком исходном материале (мельче 10 мм),
содержащем более 15% готового продукта, а также во второй
стадии двухстадиальных схем.
Схема (рис. 207, а) отличается от схемы, показанной на
рьс. 207, в, тем, что исходный материал подается в отдельную клас-
сификацию, т. е. предварительная и поверочная классификации
разделены. Эта схема применяется при мелком исходном материале
п при необходимости выделить шламы для отдельной обработки.
По схеме, изображенной на рис. 207, д, исходный материал
загружается в мельницу. Предусмотрена контрольная классифи-
кация. Схема применяется при получении тонкого конечного
продукта при измельчении в одну стадию и при стадиальном обо-
гащении. Операция обогащения включается на сливе первой клас-
сификации.
Двухстадиальные схемы измельчения.
При двухстаднальном измельчении мельницы устанавливают по-
следовательно — одна мельница в первой стадии для более круп-
ного измельчения материала и одна или несколько мельниц во
второй стадии для доизмельчения крупного продукта первой ста-
дии измельчения до кондиционной крупности. Мельницы первой
стадии могут работать в открытом, а также в замкнутом или
частично замкнутом циклах, а мельницы второй стадии — обя-
зательно в замкнутом цикле.
Двухстадиальные схемы различаются по способу передачи
нагрузки из первой стадии во вторую — через слив или через
пески. Если нагрузку передают через пески, то мельница первой
стадии работает в открытом или в частично замкнутом цикле.
При передаче нагрузки через слив мельницы первой стадии ра-
ботают так же, как и мельницы второй стадии, в полностью зам-
кнутом цикле.
Двухстадиальные схемы измельчения изображены на рис. 208.
В схеме 1 (рис. 208, а) в первой стадии измельчение произ-
водится стержневой мельницей в открытом цикле, во второй —
шаровой мельницей в замкнутом цикле с классификатором или
гидроциклоном. Стержневая мельница при большой производи-
тельности и невысокой степени измельчения в открытом цикле
работает весьма эффективно. Схема применяется на фабриках
большой производительности.
В схеме 2 (рис. 208, б) мельница первой стадии работает в зам-
кнутом цикле. Предварительная и поверочная классификации
второй стадии измельчения совмещены. Данная схема наиболее
326
б
а
Исходный
материал
Исходный
материал
в
Исходный
материал
Измельчение
Измель-
чение
Измель-
чение
Классификация
Измельчение
Классификация
Классификация
Классификация
Классификация
Измельченный
продукт
Измельченный
продукт
у Измельчение
Измельчение
г Исходный
материал
I.
Измельченный
продукт
a >
Исходный
материал
Классификация
Измельчение
Измельчение
Классификац и я
Классификация
Измельченный
продукт
Измель-
чение
Классификация
Измель-
чение
Классификация
1
Классификация
Измель ченны й
продукт
Рис. 208. Двухстадиальные схемы измельчения
часто применяется; по ней можно получить продукт любой тон-
кости.
Схема 3 (рис. 208, в) сходна с предыдущей схемой, но предвари-
тельная и поверочная классификации второй стадии производятся
раздельно. Она применяется в тех случаях, если необходимо
выделить шламы для отдельной обработки.
В схеме 4 (рис. 208, г) цикл измельчения в первой стадии ча-
стично замкнутый. Применяется она при измельчении руд, со-
держащих тяжелые, легкоизмельчаемые минералы. Пески первой
классификации делятся на две части: одна (п-я) часть направля-
ется в первую мельницу, а другая (1 — п-я) часть — во вторую
мельницу.
При полузамкнутом цикле можно любую часть песков первич-
ного классификатора направлять во вторичную мельницу, а также
327
работать при открытом цикле в первой мельнице, направляя
все пески первичного классификатора во вторую мельницу. В этом
случае первичный классификатор будет играть роль предвари-
тельного классификатора второй стадии измельчения. В схеме 5
(рис. 208, д) первая стадия в частично замкнутом цикле. Преду-
смотрена контрольная классификация сливов обеих стадий.
Применяется при получении тонкого слива и стадиальном обога-
щении.
При самоизмельчении и полусамоиз-
мельчен и и вследствие особенностей процессов применяются
иные схемы. Для самоизмельчения характерно накапливание
в мельнице кусков критического размера, т. е. крепких, окатанных
кусков размерами 15—40 мм, которые не измельчаются крупными
кусками руды и в то же время они недостаточно велики, чтобы
эффективно измельчать другие куски. Размер критических кус-
сков и их количество зависят от состава, строения и других свойств
руды, выявить их можно только промышленными испытаниями.
Чтобы мельница самоизмельчения надежно работала, необ-
ходимо предусматривать способы предотвращения накапливания
критических кусков и возможность регулирования дробящей
нагрузки. В практике применяют следующие способы управления
дробящей нагрузкой мельницы:
добавка в мельницу крупных стальных шаров в количестве 10%
объема мельницы; шары дробят критические куски и восполняют
недостаток крупных кусков в руде;
вывод из мельницы части крупных окатанных кусков, в том
числе и критического размера, для использования их в качестве
рудной гальки в последующих стадиях или операциях рудно-
галечпого измельчения;
вывод из мельницы крупных кусков для додрабливания их
в дробилках и возвращения в мельницу после додрабливания;
вывод из мельницы части крупных кусков для измельчения
их в отдельной шаровой мельнице;
деление на грохоте крупнодроблепой руды на два класса —
крупнее и мельче 100 мм (этот размер отверстий грохота колеблется
на разных фабриках от 75 до 150 мм), раздельное их складирова-
ние и регулируемая подача в мельницу [62, 66].
Схемы самоизмельчения бывают одностадиальные и двухстадп-
альные. Одностадиальиые схемы применяются для получения
относительно крупных продуктов — 60—70% класса —0,074 мм,
а часто до крупности продуктов, характерных для стержневых
мельниц, т. е. 3 мм.
Двухстадиальные схемы с рудногалечным или шаровым из-
мельчением во второй стадии могут обеспечить любую необходи-
мую тонкость измельчения, вплоть до 95% класса —0,050 мм.
На рис. 209, а изображена одностадиальная схема полусамо-
измельчения. Контроль за накоплением критических кусков до-
стигается добавкой крупных шаров. Разгрузка мельницы посту-
328
Крупное
дробление
Складиробание
Крупное
дробление
Складирование
Шары------st*
Лолусамоиз- ()
мельчение
Грохочение
—6 мм |
Классификация
Гидр о циклоны
407. -74 мим —
Шары-----
Полусамоизл
мельчение
Грохочение
-ZOkoa | бутара
Классификация '
{(Спиральный клас
1 сисрикатпор)
Классификация
|(7"идроциклоньГ)
Б5%-74мкм
ч Рудная
галька
Дробл е-
ние(КМД')
Самоизмель -
чение
Обогащение
Складирование
Крупное
дробление
Грохочение
Классификация
Хвосты Классификация
^(Гидроциклоны)
987.-74 ним
Рудная
галька
Крупное .
дробление'
Складирование .
Шары----------
Лолусамоиз-,
мельчение
—10 мм
Грохочение
Вибро-
грохот 1
Классификация
(Гидроциклоны} I
Шаро-
\ вое из -
1мельче-
ние
507.-74 мкм
6
1
Рудногалечное
измельчение
Грохочение
^бутара ,,
Обогащение
I 1____________________
ХВосты
>
Рис. 209. Схемы самоизмельчения
пает на грохочение и просев грохота классифицируется в гидро-
циклонах, выполняющих роль контрольных классификаторов.
Грохочение продукта, разгружаемого из мельницы, осуществля-
ется на бутаре, укрепленной на разгрузочной цапфе мельницы,
или на двухситных грохотах.
На рис. 209, б показана одностадиальная схема, в которой
кроме добавки шаров в мельницу предусмотрен вывод рудной
329
гальки для доизмельчения промпродукта, получаемого в про-
цессе обогащения и, кроме того, часть рудной гальки может быть
разроблена в отдельной конусной дробилке мелкого дробления.
Для облегчения работы гидроциклонов и насосов на нижнем
продукте грохота установлен спиральный классификатор, на-
значение которого выделить крупные классы из питания гидро-
циклонов.
Двухстадиальная схема, изображенная на рис. 209, в, пре-
дусматривает рудногалечное измельчение во второй стадии. В ка-
честве дробящей среды используется галька, выделяемая из
мельницы самоизмельчения первой стадии. Опыт эксплуатации
подобной схемы показал, что для стабилизации работы необходимо
удалять избыток рудной гальки для отдельного измельчения в ша-
ровой мельнице. На разгрузке рудногалечной мельницы преду-
сматривается бутара для выделения изношенной гальки, которая
направляется в мельницу рудного самоизмельчения.
Двухстадиальная схема (см. рис. 209, а) предусматривает регу-
лирование дробящей среды в мельнице самоизмельчения путем
добавки шаров. Мельница самоизмельчения по этой схеме работает
в замкнутом цикле с грохочением до 6— 12 мм. Нижний продукт
грохота измельчается в шаровой мельнице, работающей в замкну-
том цикле с гидроциклонами, до 50% класса — 0,074 мм. По-
добная схема успешно применяется на одной обогатительной фаб-
рике для медных сульфидных руд (см. на рис. 214 компоновку
оборудования).
§ 2. Работа мельниц в замкнутом цикле
Работа шаровой мельницы в замкнутом цикле с классификатором
вызвана необходимостью контроля крупности продукта измель-
чения. При замкнутом цикле (рис. 210) измельченный в мельнице
материал поступает в классификацию (механический классифи-
катор или гидроциклон), где делится на готовый мелкий продукт
(слив) и на крупный продукт
а (пески), возвращаемый как избы-
точное зерно в мельницу для до-
измельченпя. Пески непрерывно
циркулируют из классификатора
в мельницу и обратно и выходят
из цикла только после измель-
чения до требуемой крупности.
Они проходят через мельницу мно-
гократно и при установившемся
режиме замкнутого цикла коли-
чество их стабилизируется 16].
Рис. 210. Схема замкнутого цикла из-
мельчения
330
Установившееся количество оборотных песков называется
циркулирующей нагрузкой, которая может вы-
ражаться или абсолютной величиной — массой S или относитель-
ной величиной С — отношением массы песков к массе исходного
материала (свежей загрузке Q) или к массе готового продукта
(твердого в сливе классификатора), равной массе исходного ма-
териала, т. е.
С = -£- и S = CQ.
Относительная величина циркулирующей нагрузки выража-
ется в долях единицы или в процентах. Величина циркулирующей
нагрузки зависит от свойств руды, условий измельчения и эффек-
тивности классификации.
Зависимость ее от относительной скорости измельчения можно
приближенно показать, воспользовавшись простым уравнением
кинетики измельчения (181).
В разгрузке мельницы получается столько же материала,
сколько в нее поступает, т. е. (1 + C)Q, т/ч.
Если в слив уходит готового продукта Q (т/ч), то для эффектив-
ности классификации, равной Е, в разгрузке мельницы готового
<2 . ,
продукта получается т/ч.
Крупного класса в разгрузке мельницы содержится (по раз-
ности)
(1+C)Q-4 = (1 + c-4-)(2- т/ч- {187)
которые целиком переходят в циркулирующую нагрузку. В за-
грузке мельницы к массе крупного класса циркулирующей на-
грузки добавляется Q, т/ч свежего материала, состоящего только
из зерен крупного класса. Таким образом, масса крупного класса
в загрузке мельницы составит
(i+c-4-)q+q=(2+c-4)q’т/ч- (188)
Согласно уравнению кинетики измельчения (181) имеем
^i+c-4-)<2=(2+c-4)Qe-ftr’ (189)
откуда масса циркулирующей нагрузки
/1 \
= + т/ч.
Циркулирующая нагрузка (в долях единицы)
O~kT . 1 к
С = 7£75г + (4-1). (190)
331
Так как весь крупный класс, содержащийся в разгрузке мель-
ницы [см. формулу (187)], по сделанному предположению (в сливе
классификации нет крупного класса) переходит в циркулирующую
нагрузку, масса готового продукта в циркулирующей нагрузке
составит
cq-q-cq + 4 = q(4-- ’)
и масса циркулирующей нагрузки (крупный класс плюс готовый
продукт)
CQ= (1+С-Q+(-t- 1)Q, т/ч. (191}
Крупный класс Готовый продукт
Чем больше циркулирующая нагрузка, тем меньшую долю
составляет в ней готовый продукт при одной и той же эффектив-
ности классификации.
Например, при Е — 0,6 и С — 100 по формуле (191) получим
Q = (1 + 1 - 1,67) Q -ф (1,67 - 1) Q = 0.33Q + 0,67Q,
т. е. готовый продукт составит 67% всей циркулирующей нагрузки,
а крупный класс — всего 33%.
Если С = 500%, то 5Q = (1 + 5 — 1,67)Q + (1,67 — 1)Q =
= 4,33 Q + 0,67 Q, т. e. готовый продукт составит лишь —’67~ 100 =
О
= 13,4%, тогда как крупный класс---4^-100 = 86,6%.
Соотношения между количествами крупного класса и готового
продукта в отдельных потоках замкнутого цикла измельчения
показаны на рис. 210.
При измельчении загрузки до готового продукта за одно про-
хождение через мельницу в разгрузке вовсе не будет зерен круп-
ного класса, т. е.
(i + c-4-)q-o,
откуда циркулирующая нагрузка С = (4--1) будет состоять
только из зерен готового продукта. При эффективности классифи-
кации, равной Е, циркулирующая нагрузка не может упасть
ниже значения С = (4---О'
Влияние циркулирующей нагрузки
на производительность мельницы
Примем следующие условия работы мельницы. В измельчение
поступает в час Qt материала, состоящего только из зерен крупного
класса, т. е. материала, не содержащего готового продукта.
332
Мельница работает в замкнутом цикле с классификатором или
гидроциклоном. Циркулирующая нагрузка С в долях единицы и
эффективность классификации Е.
При указанных условиях в соответствии с уравнениями (187)
и (188) имеем:
^2С-------Q — масса крупного класса в загрузке мельницы;
—~^Q — to же, в разгрузке мельницы.
Если продолжительность измельчения в мельнице равна Т,
то из уравнения кинетики (189) следует
и
Предположим, что при циркулирующей нагрузке С, и эффек-
тивности классификации Е\ производительность мельницы была
Qi и продолжительность измельчения 7\, а при соответствующих
показателях С2 и Е2 производительность той же мельницы соста-
вила Q-2 и продолжительность измельчения Т2.
При одинаковых значениях параметра k
2-ЬСг
In ------
1 + Сг
2 -|- С2
In-------
1 +с2
1
Е2
1
е2
(192)
При постоянном наполнении мельницы пульпой, независимо
от величины циркулирующей нагрузки, продолжительность из-
мельчения обратно пропорциональна количеству загружаемого
в мельницу материала. Следовательно,
= (1 + G) <2а
Т2 (1 4~ Cj) Ql ’
откуда
<2а _ (1 + ct) т,
<21 Н+С2)Г2 •
(193)
333
Заменив в уравнении (193) отношение -р- из уравнения (192),
получим
Qi
Qi
2 + Cj
(1+Q) In----
1+Q
2+Са
(1 + С2) In-
I+C2
(194)*
£i
1
Ег
1
Содержание f) зерен крупного класса в материале, находящемся
в мельнице, теоретически определяется уравнением [7 ]
Р =--------------Г • (195)
2+С-4-
(1 +С) In----Д-
1+С-т
Сопоставление уравнений (194) и (195) приводит к выводу,
что производительность мельницы, работающей в замкнутом
цикле с классификацией при постоянном наполнении ее пульпой,
пропорциональна содержанию в ней зерен крупного класса.
Так как производительность мельницы прямо пропорциональна
содержанию в ней крупного класса, технологическое
значение циркулирующей па грузки за-
ключается в том, что она позволяет уве-
личить содержание крупного класса в
мельнице.
По уравнению (194), зная производительность мельницы Qi
при измельчении материала до кондиционной крупности, можно
определить производительность Q2 мельницы при измельчении
материала до той же крупности при соответствующих показателях
С и Е в обоих случаях.
Чтобы уяснить влияние на производительность мельницы
только циркулирующей нагрузки, примем, что Е = 100% в обоих
случаях (в долях единицы Е = 1).
Для сравнения берем производительность мельницы, работаю-
щей с циркулирующей нагрузкой С\ = 100% (в долях единицы)
С1 = 1).
При этих условиях формула (194) принимает вид
Q2 _ 21п2
ОТ" (1+с)|П1±£ ‘
[(196)
Эта формула другим путем была получена А. Г. Тунцовым.
334
Заменяя отношение натуральных логарифмов отношением
десятичных, получим
Q2 0,602
•от- (.+C)igi+£-
При С = оо в знаменателе формулы (196) получается неопре-
деленность вида оо X 0. Раскрыв неопределенность, получим,
что она при С = оо равна единице.
Так как 1g 2 = 0,693, то из уравнения (196) при С = оо имеем
§- = 1,386 и Q2= 1,386Q1,
Q1
т. е. производительность мельницы при бесконечно большой цирку-
лирующей нагрузке будет только на 38,6% больше, чем при цир-
кулирующей нагрузке, равной 100%.
Выведенная теоретическая формула (196) в основном подтверж-
дает зависимость между производительностью мельницы и цирку-
лирующей нагрузкой, определяемую по опытным данным. По
формуле (196) получается следующая зависимость относительной
производительности мельницы от величины циркулирующей на-
грузки:
С . 0,5 1 2 3 4 5 10 оо
Q2 ... 84 100 11.3 120 124 127 132,2 138,6
При работе в замкнутом цикле производительность мельницы
повышается без дополнительной затраты энергии, что на первый
взгляд кажется необъяснимым.
В действительности, при работе мельницы в замкнутом цикле
уменьшается переизмельчение материала, готовый продукт, оста-
ваясь кондиционным по размеру максимального предельного
зерна, в среднем получается крупнее, средний диаметр его увели-
чивается, а удельная поверхность уменьшается.
Исследования показали, что максимальная производитель-
ность мельницы достигается при заполнении ее объема пульпой
на 20—25% [30]. Формула (194) относится к случаю, когда при
разных циркулирующих нагрузках заполнение мельницы пульпой
одинаково, что может быть только при периодическом измельче-
нии. При непрерывном процессе очень большие циркулирующие
нагрузки приводят к уменьшению производительности вследствие
переполнения мельницы пульпой. Поэтому кривая -S- = f (С, Е)
V0
проходит через максимум.
На рис. 211 кривая 1 показывает зависимость -S-= f (С)
Vo
по формуле (196), кривая 2 — снижение производительности
вследствие переполнения мельницы пульпой по мере увеличения
циркулирующей нагрузки, кривая 3 (результирующая кривых 1
и 2) — зависимость = f (С) при непрерывном процессе из-
Qo
мельчения [67, 68].
335
Рис. 211. Действительная зави-
симость относительной произ-
водительности мельницы от ве-
личины циркулирующей на-
грузки
Влияние эффективности классификации
Масса циркулирующей нагрузки определяется по формулам
(190) и (191):
( Q + 1 )Q = (1 4-С — Q + — 1) Q.
Полезна только та часть циркулирующей нагрузки, которая
представлена крупным классом зерен, так как именно эти зерна
подлежат измельчению и дают вновь образованный готовый про-
дукт. Добавка крупной части циркулирующей нагрузки к исход-
ному материалу увеличивает количество комбинированной загрузки
в мельницу, повышает скорость прохождения материала, сокра-
щая, таким образом, продолжительность измельчения и умень-
шая переизмельчение материала, что способствует повышению
содержания крупного класса в материале, находящемся в мель-
нице, и увеличению ее производительности. Добавка готового
продукта к комбинированной загрузке мельницы, вследствие
несовершенства классификации, хотя и увеличивает скорость
прохождения материала через мельницу, в целом отрицательно
влияет па работу мельницы. Проходя повторно через мельницу,
готовый продукт переизмельчается, поглощая бесполезно энергию
и затрудняя дальнейшие операции его обогащения. Наличие
в мельнице большого количества мелкого, иереизмельченного
готового продукта благодаря буферному действию, смягчает удары
падающих шаров и уменьшает измельчающую эффективность
шаровой нагрузки, а также, что очень важно, понижает содержание
крупного класса в материале, находящемся в мельнице, что при-
водит к уменьшению ее производительности.
Для выяснения влияния величины эффективности классифи-
кации на производительность мельницы воспользуемся уравне-
нием (194).
Примем циркулирующие нагрузки, при производительности
мельницы и Q2 одинаковыми, равными С. Эффективность клас-
сификации при производительности Qx принимаем постоянной,
равной 100% (£j = 1), и при производительности Q2 — равной £2-
336
При этих условиях уравнение (194) примет вид
Qi
(197)
Относительные производительности мельницы при разных
С и Е, вычисленные по формуле (197), приведены в табл. 25.
Производительность мельницы при эффективности классифика-
ции Е = 100% была принята за единицу.
Производительность мельницы тем меньше, чем ниже эффек-
тивность классификации (см. табл. 24). Отрицательное влияние
низкой эффективности классификации сказывается больше при
низких циркулирующих нагрузках (С — 1; С — 2), чем при
высоких (С = 5 и выше).
Формула (197) хорошо подтверждается практикой работы
мельниц.
Любое увеличение эффективности классификации дает эконо-
мию в расходе энергии на измельчение благодаря уменьшению
количества переизмельчаемого материала и позволяет исполь-
зовать большую часть энергии, необходимой для вращения бара-
бана мельницы, для измельчения некондиционных крупных зерен.
С теоретической точки зрения идеальным был бы способ измель-
чения материала в последовательном ряде шаровых мельниц,
работающих каждая в замкнутом цикле с классификатором и
настолько коротких, что материал, проходя через мельницу,
подвергался бы ограниченному числу ударов шаров и весь обра-
зовавшийся готовый продукт сразу удалялся бы из цикла клас-
сификацией. При таком способе измельчения вероятность того,
что частицы материала будут подвергаться снова ударам шаров
после того, как они достигнут требуемой крупности, была бы
сведена до минимума.
Таблица 24
Относительные производительности мельницы
при разных значениях С и Е
Е, % С - 1 С = 2 С = 3 С = 4 С = 5 С = 10
60 0,500 0,725 0,807 0,850 0,880 0,938
70 0,687 0,822 0,875 0,903 0,920 0,962
80 0,818 0,898 0,928 0,945 0,955 0,977
90 0,920 0,950 0,968 0,975 0,980 0,990
100 1,000 1,000 1,000 1,000 1,000 1,000
337
Эти положения, соответствующие оптимальным условиям из-
мельчения материала, учитываются на практике следующими
мероприятиями:
увеличением циркулирующей нагрузки в замкнутом цикле
измельчения;
применением двух- и трехстадиального измельчения мате-
риала с собственной системой классификации в каждой стадии
измельчения;
установкой промежуточных классификаторов, если выгоды
от повышения эффективности измельчения превышают связан-
ные с этим дополнительные затраты.
§ 3. Работа мельницы в открытом цикле
Из предыдущего следует, что работа мельницы
в замкнутом цикле не только обеспечи-
вает контроль крупности готового про-
дукта, но и повышает производительность
мельницы. Казалось бы отсюда можно сделать вывод, чго
работа мельницы в открытом цикле всегда нерациональна. В прак-
тике же довольно часто применяются двухстадиальные схемы
с мельницей первой стадии, работающей в открытом цикле.
Производительность мельницы, как установлено выше, прямо
пропорциональна содержанию крупного класса в ней. Следова-
тельно, если мельница не выдает окончательного готового про-
дукта (а этого и не требуется от мельницы первой стадии, так как
во второй стадии материал допзмельчается), то в ней можно под-
держивать высокое содержание крупного класса. Это содержа-
ние будет тем выше и продукт мельницы первой стадии тем круп-
нее, чем больше работы измельчения перекладывается на вторую
стадию, т. е. чем больше мельниц будет поставлено во второй
стадии по сравнению с первой стадией. Расчеты показывают,
и практика их подтверждает, что для эффективной работы мель-
ницы первой стадии необходимо во второй стадии установить
в 1,5—2 раза больше мельниц по объему, чем в первой стадии.
Отношение объемов мельниц по стадиям (второй и первой) имеет
такое же значение для работы мельницы первой стадии, как
и циркулирующая нагрузка.
Таким образом, мельница первой стадии мо-
жет работать в открытом цикле столь же
эффективно, как и в замкнутом, если она
не выдает готовый продукт и работает
при высоком содержании в ней крупного
класса, что обеспечивается установкой во второй стадии
большего объема мельниц и пропуском через мельницу первой
стадии большого количества исходного материала.
338
§ 4. Пульпа
Пульпой называется смесь минеральных частиц и воды,
в которой твердые частицы находятся во взвешенном состоянии
и равномерно распределены в объеме воды. Взвешивание мине-
ральных частиц в воде достигается перемешиванием пульпы
или движением ее с достаточной скоростью. Чем крупнее частицы,
тем легче пульпа расслаивается. Равномерно перемешанная
пульпа обладает многими свойствами жидкости более тяжелой,
чем вода.
Состав пульпы характеризуется следующими показателями:
содержанием твердого в пульпе по массе,
т. е. отношением массы твердого вещества к массе всей пульпы,
в которой заключается это количество твердого. Данное отноше-
ние выражается в процентах или в долях единицы. Для сильно
разжиженных пульп массу твердого относят к объему жидкого,
т. е. указывают, сколько граммов или миллиграммов твердого
приходится иа 1 м3 или 1 л воды. Так характеризуются, напри-
мер, сливы сгустителей и фильтраты;
разжижением R — Ж ' Т, т. е. отношением массы жид-
кого к массе твердого в некотором количестве пульпы. Это
шение показывает, сколько тонн (или кубических метров)
приходится на 1 т твердого:
Х = R = )R-.T = -—^-p ,
100
Р~ Я + 1 ’
где р — содержание твердого в пульпе по массе, %;
плотностью пульпы при известной плотности твер-
дого. По этим двум величинам можно подсчитать содержание
твердого в пульпе и отношение Ж : Т = R.
Объем единицы массы пульпы равен сумме объемов твердого
и воды
+ (1+р).
отно-
воды
(198)
откуда плотность пульпы
д =______И____
1д + б(1-р)
(199)
где р — содержание твердого в пульпе (в долях единицы);
6 — плотность твердого.
Величину плотности пульпы можно выразить также через
величину разжижения пульпы R. Из формулы (198) имеем
/? + 1 '
339
Заменив в уравнении (199) р, получим
А = ^ + 1 , (200)
отсюда
<201>
Вязкость — весьма важное свойство пульпы. На вязкость
пульпы влияют содержание в ней твердого вещества, его круп-
ность и химический состав, вязкость жидкости, присутствие
некоторых химических соединений, температура. Вязкость
пульпы возрастает с увеличением содержания в ней твердого
вещества. При добавках твердого вязкость вначале увеличивается
сравнительно медленно, а после того как содержание твердого
превысит 20—25% по объему \ вязкость возрастает очень быстро
даже при незначительных добавках твердого, и пульпа совер-
шенно потеряет свою текучесть при 35—42% содержания в ней
твердого вещества по объему.
Крупнозернистые пульпы менее вязки, чем тонкозернистые
при том же содержании твердого. Присутствие в пульпе очень
мелких частиц твердого (мельче 10—20 мкм), называемых шла-
мами, сильно изменяет ее вязкость. В этом отношении особое
значение имеют первичные шламы, т. е. мелкие минеральные
глинистые частицы, присутствующие в некоторых рудах и осво-
бождающиеся при мокром измельчении. Незначительное коли-
чество первичных шламов может заметно повысить вязкость
пульпы и ее устойчивость в отношении расслоения. Мелкие ча-
стицы кристаллического строения, образованные из минералов
при измельчении, не оказывают такого сильного влияния на
вязкость пульпы. Добавкой химических веществ можно изменить
вязкость пульпы и ее устойчивость. Для повышения устойчи-
вости в пульпу добавляют вещества, называемые стабилизато-
рами. Часто для этой цели служит жидкое стекло. Добавка
в пульпу коагулянтов, например в некоторых случаях извести,
наоборот, вызывая слипание мелких частиц, ускоряет расслое-
ние пульпы. С повышением температуры вязкость пульпы умень-
шается.
§ 5. Определение циркулирующей нагрузки
по результатам опробования
Величину циркулирующей нагрузки можно определить не-
посредственным взвешиванием пробы песков, получаемых за
определенный промежуток времени. Однако чаще циркулирую-
щую нагрузку исчисляют по данным опробования отдельных
1 Отношение объема, занятого твердым веществом, к общему объему пульпы.
340
Рис. 212 К расчету циркулирующей
нагрузки по результатам опробования
(точками обозначены места отбора проб)
потоков цикла измельчения. Рас-
чет по данным опробования про-
изводится на основе баланса
материала, поступающего в опе-
рацию классификации и выходя-
щего из нее. Опробованию под-
лежат: разгрузка мельницы, по-
ступающая в классификацию, и
продукты классификации (слив
и пески).
Измельчение
Классификация
Величину циркулирующей нагрузки определяют по данным
ситового анализа продуктов классификации, отношению Ж : Т
в них, содержанию влаги.
Для примера определим массы продуктов для замкнутого
цикла измельчения по рис. 212. Продукты занумерованы, масса
-продукта обозначена Q„, содержание в нем класса определенной
крупности fin, разжижение, т. е. отношение жидкого к твердому
(по массе), — Rn. Индекс «п» обозначает номер продукта по схеме..
Составим баланс любого класса крупности (узкого или широ-
кого по минусу) в операции классификации:
Q3P3 — QiP4 QsPs-
Баланс твердого материала
Фз — Q* Ж Q&-
Решение системы уравнений баланса дает ,
r_ & Qr, _Р4-Рз
Q4 Qi Рз~Рз
(202),
где С — циркулирующая нагрузка в относительных единицах;
Рп — в процентах или в долях единицы.
Масса песков
Q3 = CQ1 = Q1|^-. (203)
Составим баланс воды в операции к л а с с и ф и к а -
ц и и:
Q3R2 == QtRt Ж QaRi-
Баланс твердого материала
Qa — Qi + Q&'
341.
(204)
(205)
Аналогично формулам (202) и (203) получим
р _________________ <2б _ <2й _ --R3
~ Qi ~ Rs-Rs
ли
Если известна влажность продуктов (отношение массы воды
ж массе пульпы), то нужно сначала перейти к разжижениям,
.а затем воспользоваться формулами (204), (205).
В табл. 25 приведены формулы для расчета разных схем из-
мельчения.
Таблица 25
Формулы для расчета схем измельчения по данным опробования
а. Операция классификации
<2i = <22 + Qs, М-Н1
Р2 — Рз
б. Замкнутый цикл при подаче исходного в клас-
сификацию, операции предварительной и пове-
рочной классификации совмещены:
<21 = Qs<
Qt = Qs>
<2i = <21
Рз —Pl
Ps Pt
<5
в. Замкнутый цикл при подаче исходного в клас-
сификацию, операции предварительной и пове-
рочной классификации разделены:
Qi — Qr Q2 И- Qo = Qfli Q3 = Qi P2 — Pi Pa P.l
<23 = Qi-<23, Qs ~ Qo <27 <2s Pe — p.l P3-P7
г. Частично замкнутый цикл; нужно знать
„ _ о — о_________________Р* —
' <24 ’ ' V1(₽4-₽J-«(₽4-₽3)’
т. е. в каком отношении разделены пески
<2* = <21 ~ (1 — «) <25
342
ГЛАВА VII
ПРОИЗВОДИТЕЛЬНОСТЬ БАРАБАННЫХ МЕЛЬНИЦ
§ 1. Единицы измерения производительности мельниц
Производительность барабанных мельниц измеряют: коли-
чеством тонн измельченного исходного материала; количеством
вновь образованных поверхность-тонн; количеством тонн вновь
образованного определенного (расчетного) класса крупности
в единицу времени.
Производительность по количеству тонн
исходного материала, измельченного в единицу вре-
мени — один час, одни сутки (т/ч, т/24 ч), обязательно сопро-
вождается указанием крупности материала, поступившего в мель-
ницу, и крупности продукта измельчения, так как один тоннаж
измельченного продукта не дает представления о выполненной
работе измельчения.
Крупность исходного материала, так же как и крупность
измельченного продукта, обычно указывается одной цифрой,
определяющей верхний предел крупности (минус d). Такая оценка
крупности не позволяет судить о величине работы измельчения,
так как остаются неизвестными характеристики крупности,
но к ней приходится прибегать, если нет ситовых анализов.
Производительность по количеству вновь
образованных поверхность-тонн в единицу времени пред-
ставляет собой разность поверхностей измельченного продукта
и исходного материала, выраженную в поверхпость-тоннах.
Поверхность-тонна — условная единица измерения производи-
тельности мельниц, представляющая собой произведение удель-
ной поверхности на тоннаж измельчаемого материала.
Процесс измельчения сопровождается образованием новых
поверхностей. Мельницы «производят» поверхности и поэтому
теоретически правильно их производительность определять вели-
чиной поверхности, образованной в процессе измельчения.
Величина вновь образованной поверхности зависит от прироста
удельной поверхности и тоннажа измельченного материала.
Единица измерения поверхность-тонна — удобный единый пока-
затель, одновременно учитывающий тоннаж и крупность исходного
материала и измельченного продукта. При оценке произво-
дительности мельнпцы в поверхность-тонпах обыкновенно поль-
зуются не абсолютной, а условной величиной поверхности.
Приближенное определение величины поверхности в услов-
ных единицах можно сделать по данным ситового анализа. Удель-
ную поверхность зерен класса +26,7 мм (величина отверстия
первого сита шкалы Тайлера с модулем, равным |/ 2) условно
принимают за единицу. Удельная поверхность зерен каждого
из последующих классов будет в (/2 — 1,414 раза больше, чем
343
Таблица 26
Условные величины удельной поверхности классов шкалы Тайлера
Классы, мм Классы, число меш Условная удельная поверх- ность Классы, мм Классы, число меш Условная удельная поверх- ность
+26,7 1,00 —1,65 1 1,17 — 10+14 22,56
—26,70+18,85 — 1,41 —1,17+0,83 —14+20 32,00
—18,85+13,35 — 2,00 —0,834 0,59 —20+28 45,12
—13,35+9,42 — 2,82 —0,59 1 0,417 —28 1 35 64,00
—9,42+6,68 — 4,00 —0,417+0,295 —35+48 90,24
—0,295+0,208 —48+65 128,00
—6,68 1 4,70 -3+4 5,64 —0,208+0,147 —65+100 180,48
—4,70+3,33 —4+6 8,00 —0,147+0,104 — 100+150 256,00
—3,33+2,36 —6+8 11,28 —0,104 I 0,074 — 150+200 360,96
—2,36+1,65 —8+10 16,00 —0,074 —200 512,00
удельная поверхность предыдущего класса. Произведение мас-
сового выхода w каждого класса на соответствующее значение
удельной поверхности syA дает величину поверхности <жуд зерен
данного класса. Суммируя поверхности всех отдельных классов,
получим условную величину 2] поверхности всего тоннажа.
Разность между поверхностью измельченного продукта и по-
верхностью исходного материала определяет производительность
мельницы в поверхность-тоннах 110].
Недостатком данного способа определения производитель-
ности мельниц является то, что самому мелкому классу (—0,074 мм)
приписывается постоянный коэффициент, равный 512, что пред-
полагает постоянной характеристику крупности этого класса.
Ввиду того что поверхность получается в условных единицах,
описанный способ годится только для сравнительной оценки
работы мельницы.
Условные величины удельной поверхности для всех классов
шкалы Тайлера приведены в табл. 26.
Производительность по количеству тонн
вновь образованного определенного (расчет-
ного) класса обычно рассчитывают по классу —0,074 мм.
Так как этот класс обладает большей частью поверхности всего
измельченного продукта, то определение производительности
мельницы по вновь образованному тоннажу указанного класса
является упрощенным способом определения производительности
по величине вновь образованной поверхности. Данный метод
определения производительности мельниц наиболее прост и ши-
роко применяется на практике.
344
§ 2. Факторы, определяющие производительность мельниц
Производительность мельниц определяется многими факто-
рами:
1) зависящими от измельчаемого материала — крупности ис-
ходной руды, крупности измельченного продукта, измельча-
емости руды;
2) зависящими от конструкции мельницы, ее размера, формы
футеровки;
3) определяемыми эксплуатационными условиями работы
мельницы — открытый или замкнутый цикл, эффективность ра-
боты классифицирующего аппарата, степень заполнения мель-
ницы дробящей средой, характеристика крупности, форма, плот-
ность, твердость дробящих тел, разжижение пульпы в мельнице,
число оборотов мельницы. Регулировке при эксплуатации мель-
ниц поддается третья группа факторов, а также крупность ис-
ходной руды и продукта измельчения.
Влияние на производительность мельницы
измельчаем) сти, крупности исходного материала
и крупности измельченного продукта
Производительность мельницы изменяется прямо пропорцио-
нально измельчаемое™ исходного материала, она зависит также
от его крупности и крупности продукта измельчения.
При проектировании крупность исходного материала при-
нимается на основании технико-экономических расчетов с учетом
наименьших общих затрат на дробление и измельчение 126].
Производительность мельницы тем выше, чем меньше крупность
исходного материала и чем крупнее продукт измельчения, и
наоборот. Однако выяснить количественные закономерности из-
мельчения можно только на основе опытных данных для кон-
кретного материала, так как в зависимости от физических свойств
различные материалы при измельчении ведут себя по-разному.
На основе практики, оптимальная крупность питания стерж-
невых мельниц 15—20 мм, шаровых 10 — 15 мм. Такую круп-
ность возможно получить при дроблении в три стадии с замкну-
тым циклом в третьей стадии. Для мельниц самоизмельчения
крупность питания 250—300 мм после одной стадии крупного
дробления 126, 27].
Установлено, что изменение крупности исходного материала
оказывает различное влияние на производительность мельницы
в зависимости от крупности измельченного продукта. При мелком
конечном продукте измельчения изменение крупности исходного
материала оказывает меньшее влияние на производительность
мельницы, чем при более крупном продукте измельчения. По-
этому следует пользоваться одним коэффициентом, учитываю-
щим одновременно крупность исходного материала и измель-
ченного продукта.
345
По обобщенному закону дробления—формула (61)
А — КР
видно, что эффективность измельчения
_ <2 _ 1
" Л /_1________________1_\ >
Р I лЗ-m |
\ “ср ^ср, )
т/(кВт-ч),
зависит от свойств руды, главным образом от измельчаемости
и крупности исходного продукта.
В то же время
Q = 9N, (206)
где W — полезная мощность мельницы.
Уравнение (206) показывает, что при постоянных
условиях измельчения определенного ма-
териала производительность мельницы
пропорциональна потребляемой при из-
мельчении полезной мощности. Коэффициент
пропорциональности 9 численно равен количеству тонн мате-
риала, измельченному за 1 ч, приходящемуся на единицу по-
требляемой мощности, он представляет собой эффективность
измельчения.
Влияние на производительность мельницы
ее размеров и конструкции
Полезная мощность, потребляемая мельницей, в зависимости
•от ее размеров определяется формулой (149)
N = kEAfiL.
Заменив N в уравнении (206), получим
Q = 9kE25L, т/ч.
Полагая
9k = с, (207)
имеем
Q = (208)
Производительность мельницы при определенном режиме ра-
боты пропорциональна диаметру ее барабана в степени 2,5 и его
длине.
346
Удельная производительность, т. е. производительность, при-
ходящаяся на единицу внутреннего объема барабана мельницы
(на 1 №),
4--l^=aD0's’ (209)
где
а —
4с
л
(210)
Из уравнения (209) следует, что удельная произ-
водительность мельницы пропорциональ-
на диаметру ее барабана в степени 0,5.
Из изложенного следует:
отношение производительностей дв ух
мельниц разных размеров, измельчающих
один и тот же материал при одинаковом
режиме работы,
Q2 _ .
Qi ~ ’
(211>
отношение удельных производительно-
стей
t=(»’’; <212>
производительность мельницы, имеющей
внутренний объем V (м3),
Q = qV = aAW. (213)
Практические данные о зависимости полезной мощности и
производительности от размеров мельницы противоречивы. На-
пример, согласно эмпирическим формулам (165) и (166), полез-
ная мощность шаровой мельницы изменяется от ее диаметра
в степени 2,3 и стержневой — от диаметра в степени 2,33 и от
длины в первой степени. В то же время для шаровых мельниц
диаметром более 4 м не рекомендуется вводить поправку к про-
изводительности в зависимости от диаметра, т. е. надо считать,
что производительность больших мельниц растет пропорцио-
нально объему мельницы. Это означает, что эффективность из-
мельчения в больших мельницах (О > 4 м) меньше, чем в малень-
ких, так как мощность растет с увеличением диаметра пропор-
ционально £>2’3 или D2-33 (102).
Фирма «Аллис-Чалмерс» рекомендует рассчитывать мельницы
самоизмельчения по эффективности измельчения и полезную
мощность определять по формуле (165), т. е. она полагает, что
производительность растет пропорционально £)2’3 [1031.
347'
Для мельниц самоизмельчения другими авторами указывается,
что производительность их зависит от диаметра в степени 2,6—2,8
и длины в степени 0,85 [94].
По-видимому, эти противоречивые сведения объясняются не-
достаточностью опытных данных и разными способами их обра-
ботки. Считаем, что в расчетах следует придерживаться в основ-
ном формулы (208).
Влияние конструкции мельниц и формы футеровки на их
производительность установлено на основании практических дан-
ных. Л4ельницы, работающие с низким уровнем пульпы, имеют
производительность несколько большую, чем мельницы с высо-
ким уровнем пульпы. В частности, производительность шаровых
мельниц с решеткой приблизительно на 15% больше производи-
тельности мельниц с центральной разгрузкой. Объясняется это
тем, что при низком уровне пульпы элементы дробящей среды
действуют более эффективно. Производительность мельниц с глад-
кой футеровкой меньше, чем мельниц с ребристой футеровкой.
Влияние на производительность мельницы условий ее
эксплуатации
Влияние замкнутого цикла измельчения и измельчение в от-
крытом цикле рассмотрено выше (см. раздел третий, гл-VI, § 2 и 3).
Влияние степени заполнения мельницы
дробящей средой. Производительность мельницы про-
порциональна расходу энергии на измельчение. Расход энергии
связан со степенью заполнения объема мельницы дробящей средой.
С ростом степени заполнения мельницы дробящей средой растет
расход энергии на измельчение и достигает максимума при степени
заполнения 50%. Соответственно растет и производительность
мельницы и достигает максимума при заполнении ее шарами
на 50%. Дальнейшее увеличение степени заполнения мельницы
дробящей средой приводит к уменьшению расхода энергии и про-
изводительности мельницы.
Эти выводы подтверждаются данными практики. В частности,
на обогатительных фабриках шаровые мельницы работают при
степени заполнения их шарами от 40 до 50%, стержневые мель-
ницы — при заполнении их стержнями на 35—45%, мельницы
самоизмельчения — при рудной нагрузке 30 35%.
Влияние характеристики крупности,
формы, плотности и твердости дробящих
т е л на производительность мельницы выяснено опытным путем.
Установлено, что нагрузки из шаров различных размеров
дают большую производительность, чем производительность при
одноразмерных шаровых нагрузках. Крупные и твердые руды
требуют шары большего размера, мелкие и мягкие руды лучше
измельчаются шарами меньших размеров. Для каждой круп-
ности материала, имеющего определенную измельчаемость, можно
348
подобрать характеристику крупности шаровой смеси, обеспечи-
вающую наиболее высокую производительность мельницы.
Число ударов шаров в мельнице увеличивается с уменьше-
нием их размера, так как количество шаров при той же их общей
массе становится больше. Поэтому желательно применение шаров
наименьшего размера, при котором они еще способны хорошо
измельчать материал данной крупности и твердости.
Для определения диаметра максимального шара в шаровой
нагрузке пользуются формулой Разумова [85 ]
D = 28^'1, (214)
где D — диаметр максимального шара, мм;
d — размер максимального куска материала в загрузке мель-
ницы, мм.
Формула (214) основана на некоторых средних условиях,
вследствие чего в каждом конкретном случае подбирают размер
максимального шара в шаровой нагрузке опытным путем. Харак-
теристика крупности шаровой нагрузки, дающая наибольшую
производительность, также подбирается опытным путем.
Характеристики крупности начальных шаровых нагрузок
для пуска мельницы при измельчении до 0,2—9,3 мм можно
подбирать в соответствии с табл. 27.
Для стержневых мельниц смесь стержней разного диаметра
также дает более высокую производительность, чем однораз-
мерная нагрузка. Характеристики крупности начальных стерж-
невых нагрузок при пуске мельницы приведены в табл. 28.
Размер дробящих кусков руды DK в мельницах рудного само-
измельчения определяют, исходя из того, что масса куска должна
равняться массе стального шара £>ш, загружаемого в мельницу
т. е.
где S — плотность руды.
Опытами установлено, что производительность
мельниц изменяется примерно прямо про-
порционально плотности дробящей на-
грузки. Увеличение твердости измельчающих тел дает не-
которое повышение производительности. Наибольшую произ-
водительность мельницы имеют в том случае, если дробящая
среда составлена неизношенными, не потерявшими своей формы
шарами или стержнями.
Влияние разжижения пульпы в мель-
нице. Разжижение пульпы в мельнице определяет массу или
объем твердого материала, находящегося в ней в каждый данный
момент, а также эффективность действия дробящих тел. Так как
общий объем пульпы в мельнице примерно постоянен, то с увели-
чением содержания в пульпе воды в ней будет меньше твердого,
349
Таблица 27
Характеристики крупности начальной шаровой нагрузки
при измельчении материала до крупности 0,2—0,3 мм
Твердые руды Мягкие руды
Диаметр Крупность исходной руды, мм
шаров.
мм 13 20 40 20 40 75
Выход шаров, % (по массе)
125 — 32 ...
ПО — 30 — — 30
100 — 26 26 — 31 26
90 32 23 23 — 27 23
75 27 21 19 40 23 21
05 23 — — 33 19 —-
50 18 — — 27 — —
и наоборот. При меньшем содержании воды плотность пульпы
увеличивается, и, следовательно, дробящие тела, двигаясь в более
плотной среде, будут иметь меньшую силу удара.
Содержание воды в пульпе определяет ее текучесть и способ-
ность проходить через мельницу. Совершенно сухой материал
при тонком измельчении достаточно текуч и легко проходит через
цилиндрическую мельницу. Когда же в материале, особенно
глинистом, содержится от 8 до 15% воды, то при измельчении
образуется плотная, вязкая масса, которая с трудом проходит
через мельницу или совсем не проходит. При содержании воды
около 20% материал достаточно свободно проходит через мельницу.
Чем плотнее пульпа, тем больше крупных частиц попадает
к разгрузочному концу мельницы. В мельницах с центральной
разгрузкой этот крупный материал идет в разгрузку, и содержа-
ние крупного класса в продукте измельчения увеличивается.
В мельницах с решеткой густая пульпа, содержащая крупные
частицы, задерживается решеткой, и увеличения содержания
Таблица 28
Характеристики крупности начальных
стержневых нагрузок
Диаметр стержней, мм Выход стержней, % (по массе)
Крупный мате- риал, измельчение до 6,7—3,3 мм Мелкий исходи ы й материал, измель- чение до 0,6 — 0,4 мм
100 12,5
75 25,0
50 62,5 50
40 — 50
350
крупного класса в разгрузке не наблюдается. При больших раз-
жижениях пульпы материал быстрее проходит мельницу с решет-
кой, что приводит к укрупнению разгрузки. В мельницах с цен-
тральной разгрузкой большие разжижения, наоборот, приводят
к увеличению содержания мелких классов в разгрузке.
Влияние частоты вращения барабана
мельницы. Зависимость полезной мощности, потребляемой
мельницей, от частоты вращения ее барабана при разных запол-
нениях шарами проходит через максимум. Производительность
мельницы, как это ранее было показано, пропорциональна по-
требляемой мощности. Поэтому при такой частоте вращения
барабана, при которой потребляемая мощность становится макси-
мальной, должна быть и наибольшая производительность мель-
ницы.
На обогатительных фабриках мельницы работают при частоте
вращения барабана от 50 до 85% критической. Чаще частота
вращения составляет 75—80% критической. Мельницы самоиз-
мельчения работают при частоте вращения 75—80% критической.
§ 3. Определение производительности мельницы 1
Многочисленные условия работы мельницы могут изменяться
в широких пределах, поэтому определение ее производитель-
ности по теоретическим формулам невозможно. Производитель-
ность мельниц для вновь проектируемых обогатительных фабрик
рассчитывают на основе метода подобия, т. е. исходя из практи-
ческих данных работы мельниц на действующих установках
при режиме, близком к оптимальному.
При расчете учитывают влияние на производительность только
типа и размеров мельницы, измельчаемости материала и круп-
ности исходного материала и измельченного продукта. Влияние
на производительность эксплуатационных условий не учитывают,
полагая, что проектируемая мельница будет работать при ре-
жиме, который не ниже режима действующей мельницы.
При выборе типа мельницы руководствуются главным обра-
зом требованиями к крупности продукта измельчения. Стержне-
вая мельница дает, по сравнению с шаровой, меньшее ошламова-
ние материала и меньший выход крупных классов, т. е. разгрузка
стержневой мельницы более равномерна по крупности. Стержне-
вые мельницы рекомендуют для измельчения до 1—-3 мм и широко
применяют при подготовке руд к гравитационным и магнитным
процессам. Их также применяют в первой стадии двухстадиаль-
ного измельчения. Шаровые мельницы с решеткой имеют удель-
ную производительность, которая на 10—15% больше произ-
водительности мельниц с центральной разгрузкой. Они меньше
переизмельчают материал. Мельницы с центральной разгрузкой
1 Изложено по К. А. Разумову [69].
351
устанавливаются, если необходимо тонн ение. В связи
с заменой классификаторов гидроциклонах тли чаще при-
менять мельницы сливного типа, продук .''разгружаемый из
этих мельниц, содержит меньше крупных зерен, что облегчает
работу насосов и гидроциклонов.
Расчет мельницы можно вести двумя методами — по удельной
производительности и эффективности измельчения.
Расчет мельницы по удельной производительности
Расчет мельницы ведется по руде или по расчетному классу.
За расчетный принимают обычно класс —0,074 мм (—200 меш).
По содержанию этого класса можно судить о размере максималь-
ного зерна в продукте измельчения. За размер максимального
зерна принимают размер квадратного отверстия сита, через
которое проходит 95% продукта измельчения. Ниже приведены
средние практические данные о крупности продуктов измельче-
ния и содержания в них класса —0,04 и —0,074 мм.
Крупность продукта измельчения,
мм............................. —0,4 —0,3 —0,2 —0,15 —0,1 —0,074
Содержание класса — 0,074 мм, % 40 48 00 72 85 95
Содержание класса — 0,04 мм, % 25 32 40 50 65 80
Содержание класса —0,074 мм в продуктах дробления, по-
ступающих в измельчение, принимается в соответствии со следую-
щими средними практическими данными:
Крупность продукта дробления, мм .... —40 —20 —10 —5 —3
Содержание класса — 0,074 мм, %........ 3 0 10 20 23
Предварительно определяют удельную производительность
мельницы, работающей на действующей установке, по вновь
образуемому расчетному классу. По практическим данным обога-
тительных фабрик, при измельчении руды от крупности —30 мм
до крупности 60—65% —0,074 мм удельная производитель-
ность шаровых мельниц с решеткой диаметром 2,7 м составляет,
в зависимости от твердости руды, от 0,8 до 1,3 т/(м3-ч).
Чтобы от удельной производительности qt работающей мель-
ницы перейти к производительности <?2 проектируемой мель-
ницы, необходимо ввести ряд поправочных коэффициентов
которые учитывают различие:
kn — в измельчаемости руд,
feT — в типе мельниц;
kD — в размерах мельниц;
kK — в крупности исходного материала и измельченного
продукта.
Коэффициент k„ определяется экспериментальным пу-
тем как отношение производительности мельницы по вновь обра-
зованному расчетному классу при измельчении исследуемой
руды к производительности той же мельницы и по тому же классу
при измельчении принятой для сравнения руды. В обоих случаях
352
крупность ис периала, содержание расчетного класса
в измельчена .те и все условия измельчения должны
быть одинаковы *’
К о э ф ф и ц и '"н т fcT при переходе от мельницы с централь-
ной разгрузкой к мельнице с разгрузкой через решетку прини-
мают равным 1,15. При обратном переходе /гт =0,87.
Коэффициент kD определяется следующим отношением:
где D 2 — внутренний диаметр барабана проектируемой мельницы;
Dj — то же, работающей мельницы.
Коэффициент kK определяется отношением производи-
тельности работающей мельницы, измельчающей перерабаты-
ваемую на действующей обогатительной фабрике руду при за-
проектированных для новой фабрики крупностях исходного
материала и измельченного продукта, к производительности
мельницы при крупностях, принятых на действующей фабрике.
Так как абсолютная производительность в тоннах в час ра-
ботающей мельницы при запроектированных крупностях исходного
материала и измельченного продукта неизвестна, то коэффици-
ент feK определяют отношением не абсолютных, а относитель-
ных производительностей.
Относительная удельная производительность т по вновь
образованному расчетному классу, при измельчении одной и той
же руды, определяется отношением удельной производитель-
ности q при заданных крупностях исходного материала и из-
мельченного продукта к производительности q, той же мельницы
при «эталонных» значениях указанных крупностей, т. е.
Зависимости производительности мельницы от крупности ис-
ходного материала и измельченного продукта для разных руд
могут быть различными. В связи с этим точное значение коэффи-
циента крупности /?к определяется только опытом для данных
проб руды.
При ориентировочных подсчетах с точностью, достаточной
для практических целей, исходят из допущения, что зависимость
производительности мельницы от крупности исходного материала
и измельченного продукта для обеих руд остается одинаковой
и учитывается только влиянием измельчаемости.
При таком допущении коэффициент 1гк исчисляют по формуле
^к = —.
к т1
в которой
mt = — и tn, = —,
1 <7э ' <?э
12 С. Е. Андреев и др.
353
Таблица 29
Относительная производительность т шаровых мельниц
Крупность исходного материала, мм Содержание расчетного класса — 0,074 мм в измельченном продукте, %
40 48 60 72 85 95
—40+0 0,77 0,81 0,83 0,81 0,80 0,78
—20+0 0,89 0.91 0,92 0,88 0,86 0,82
— 10+0 1,02 1,03 1,00 0,93 0,90 0,85
—5+0 1,15 из 1,05 0,95 0,91 0,85
—3+0 М9 1,16 1,06 0,95 0,91 0,85
где <?! — абсолютная удельная производительность работающей
мельницы по расчетному классу при измельчении пере-
рабатываемой на обогатительной фабрике руды при
установленных крупностях исходного материала и из-
мельченного продукта, т/ч на 1 м3;
q’i — то же, при проектируемых крупностях, т/ч на 1 м3;
q3 — то же, при «эталонных» крупностях, т/ч на 1 м3.
Относительная удельная производительность т шаровых мель-
ниц при измельчении руд среднего состава приведена в табл. 29.
Эталонная крупность исходного материала —10+0 мм, содер-
жание класса —0,074 мм в измельченном продукте 60%.
После введения поправочных коэффициентов получают удель-
ную производительность q2 по вновь образованному расчетному
классу проектируемой мельницы:
<72 = <7ЛЛ(^)°’5Лк- (215)
Удельная производительность q проектируемой мельницы
по руде следующая:
= т/(м3'ч)>
где р2 — содержание расчетного класса в измельченном про-
дукте, в долях единицы;
а2 —т0 же, в исходном материале, в долях единицы.
Производительность проектируемой мельницы по руде
Q = qV = - V, т/ч,
р2 — «2
где V — внутренний объем проектируемой мельницы, м3.
Расчет мельницы по эффективности измельчения
Эффективность измельчения определяется отношением про-
изводительности мельницы к потребляемой ею мощности и изме-
ряется в тоннах на киловатт-час. Согласно определению, эффек-
354
тивность измельчения по вновь образованному расчетному классу
в работающей мельнице
31 = ' > т/(кВт • ч)
и эффективность измельчения по тому же классу в проектируемой
мельнице
э2 = -^-» т/(кВт-ч) (216)
где Vj и V2 — объемы работающей и проектируемой мельниц,
м3:
Л\ и N2 — мощности, потребляемые работающей и проекти-
руемой мельницами, кВт.
Заменив в уравнении (216) его значением из уравнения (215),
получим
/ D„ \о.5
э2 =-------, т/(кВт.ч). (217)
Удельная мощность, т. е. мощность, потребляемая проекти-
руемой мельницей, отнесенная к единице ее объема
Л7£ = -тг-. кВт/м3,
' 2
откуда
N2 = N2V2.
При одинаковом режиме работы удельная мощность N2,
потребляемая проектируемой мельницей, в зависимости от удель-
ной мощности потребляемой работающей мельницей, с учетом
различия в типе мельниц, определяется согласно уравнению (152)
N2 = кВт/м3,
тогда
= кВт. (218)
Заменив N2 в уравнении (217) его значением из уравнения
(218), получим
/ \°.5
s>- /b, W - т/(кВт-ч>.
"A(-g-) У,
Умножив числитель и знаменатель на Vь будем иметь
з2 т/(кВт-ч).
12*
355
Так как
N’rV^N. и Эг = -^-1-,
/V1
окончательно получаем
э^эЛА- (219)
Согласно уравнен но (219), чтобы определить эффективность
измельчения Э2 по вновь образованному расчетному классу
в проектируемой мельнице, необходимо определить эффектив-
ность измельчения по тому же классу в работающей мельнице
и ввести поправочные коэффициенты kH и kK.
Производительность проектируемой мельницы по вновь об-
разованному расчетному классу
^V2 = Q(P2-a2),
откуда производительность по руде
<22°)
Эффективность измельчения по руде проектируемой мельницы
(221)
или по уравнению (220)
= » т/(кВт-ч). (222)
По уравнению (216)
fol'z __ „
~9i-
Следовательно, из уравнения (222) имеем
^2=^-0 Э-г„ , т,/(кВт-ч). (223)
Н2 -
Производительность по руде проектируемой мельницы по
уравнению (221)
Q2 = 92N2, т/ч
или по уравнению (223)
^ = (Р7^Г^Т/Ч- <224>
Пример. Определить производительность мельницы с барабаном раз"
мером DX £ = 3200X3100 мм и разгрузкой через решетку. Установленная
мощность электродвигателя мельницы 000 кВт. Крупность исходного материала
—10+ 0 мм. Содержание расчетного класса —0,074 мм в исходном материале
а2 = 10%, в измельченном продукте 02 = 67%. Коэффициент измельчаемости k»,
определенный по отношению к руде, обрабатываемой на действующей обогати-
тельной фабрике, оказался равным 0,92.
356
Принятая за эталон руда измельчается в мельнице с центральной разгрузкой
с барабаном размером D X L 2100X3000 мм. Крупность исходного материала
—20 4- 0 мм. Содержание расчетного класса в исходном материале а, = 6%,
в измельченном продукте Р, = 62%.
Работающая мельница потребляет мощность 150 кВт, производительность
ее по руде Q — 15 т/ч.
Расчет мельницы по удельной производительности
1. Находим значения величии, входящих в уравнение (215), для определения
удельной производительности мельницы.
Количество вновь образованного расчетного класса работающей мельницы
Qi (0г —«г) - 15 (0,62—0,06) =8,4 т/ч.
Внутренний объем барабана мельницы1 *
L = 3,14 (2,10- 0J5= м3
4 4
Удельная производительность по расчетному классу
_ Qi (Pi Ki) _ 8,4______________________ т/(мя-ч)
<71 - уг - 8>95 - и,уч т/(м ч).
Относительную удельную производительность по вновь образованному
расчетному классу т2 и т, определяем по табл. 2& в которой для крупности
исходного материала —10 + -0 мм при содержании расчетного класса в продукте
измельчения Р = 60% удельная производительность т = Г, при р = 72%
т = 0,93 Для крупности исходного материала —20 + 0 мм, при Р = 60%
т = 0,92 и при Р = 72% т = 0,88.
Интерполяцией нах'оЛнм для наших условий:
т, = 1 - (67,- 60) - 0,959,
«1 = 0,92 - (62 - 60) = 0,913,
откуда коэффициент крупности
Поправка на диаметр мельницы
/ D2 \ 0,5 /3,2 — 0,15 \ о,5 , 3,05 \о,5 _
(тг) “ А 2,1-0,15} — V 1,95 ) -1,25-
Коэффициент, учитывающий различие в типах мельниц klt принимаем из
условий, что при расчете приходится переходить от мельницы с центральной
назгрузкой к мельнице с разгрузкой через решетку:
йт = 1,15.
2. Определяем удельную производительность проектируемой мельницы
по вновь образованному расчетному классу, подставляя полученные значения
коэффициентов в формулу (215):
%-<71Ми^^-У’5^т =0,94-1,05 0,92.1,25-1,15 = 1,31 т/(м3-ч)
1 Все расчеты ведем по рабочему объему барабана, поэтому из номинального
диаметра его вычитаем двойную толщину футеровки (0,075X 2 = 0,15 м).
357
3. Определяем внутренний объем проектируемой мельницы:
nDl 3,14(3,2-0,15)2-3,1
»2 — --а-- ^2-------------л---------== 22,6 М .
4 4
4. Определяем производительность проектируемой мелышцы по руде:
0а —-
₽2—«2
1,31-22,6
0,67—0,1
— 52 т/ч.
Расчет мельницы по эффективности измельчения
1. Находим значения величин, входящих в формулу (219), для определения
эффективности измельчения по расчетному классу проектируемой мельницы.
Эффективность измельчения по вновь образованному классу работающей
мельницы
, _ -Z1V, <?(Р,-а,) 15(0,62-0,06) пп„т,,Вти>
31 - ~--------150-----= °’°56 т/(кВт’ч)-
Коэффициенты kH = 0,92 и k3 = 1,05 определены при расчете по удельной
производительности.
2. Определяем эффективность измельчения по вновь образуемому классу
для проектируемой мельницы по формуле (219):
э2 — 9ikKkn — 0,056-1,05 0,92 : 0,054 т/(кВт-ч).
3. Определяем потребляемую мощность N2 проектируемой мельницы, кото-
рую принимаем равной 85% от установленной мощности, т. е. 600X 0,85 =
= 510 кВт.
4. Определяем производительность (?2 проектируемой мельницы по руде
по уравнению (224):
Qa —
э2М2
Ра — аа
0,054-510
“ 0,67—0,1
— 48,3 т/ч.
Расчет производительности рудногалечных мельниц
Для надежного определения производительности необходимы
опытные удельная нагрузка или эффективность измельчения.
Ориентировочный расчет можно выполнить, исходя из эффектив-
ности измельчения в шаровой мельнице, вводя некоторые кор-
рективы:
*^рг = *^ш^изн^ц. н^д. с< (225)
где Эрг и <ЭШ — эффективность рудногалечного и шарового из-
мельчения по руде в заданных пределах круп-
ности — от до Рк (содержание расчетного
класса в исходном материале и конечном про-
дукте в долях единицы), т/(кВт-ч);
/г,,,,, — коэффициент, учитывающий износ дробящей
среды (рудной гальки), зависящий от прираще-
ния расчетного класса (—0,074 мм); по Разу-
мову, kK3„ = I + 0,1 X (рк — ри) [70];
358
— коэффициент, учитывающий рост эффективно-
сти с возможным увеличением циркулирующей
нагрузки при рудногалечном измельчении. При
той же пропускной способности руда плюс
циркулирующая нагрузка в рудногалечной ме-
льнице можно увеличить циркулирующую на-
грузку вследствие меньшей производительности
по руде;
1.05;
/гд с — коэффициент, учитывающий снижение эффекти-
вности рудногалечного измельчения вследствие
перехода с шаров на гальку (подбор дробящих
тел по крупности хуже, чем при шарах, так
как куски и галька имеют неправильную форму
и более низкую поверхностную твердость);
6дс = 0,75 н-0,8.
Производительность шаровой и рудногалечной мельницы по
исходному материалу:
<?ш = ^).шЭ1П; (226)
<2Рг = ^п.рг5рг, (227)
где Afn. ш и Npr— рассчитанные полезные мощности шаровой
и рудногалечной мельниц одних размеров
(DxL) при одинаковых режимах работы
(ф и Ф)-
Полезные мощности шаровой и рудногалечной мельниц прямо
пропорциональны плотности нагрузки мельниц (см. раздел тре-
тий, гл.Ill, § 2), т. е.
Аф. рг Ург
АФ.ш Уш
П. ш
где уш и ург — плотности нагрузки шаровой и рудногалечной
мельниц (шары плюс пульпа и рудная галька
плюс пульпа) по формулам (140) и (142);
kN — коэффициент мощности, показывающий отноше-
ние мощностей рудногалечной и шаровой мель-
ниц.
Заменив в формуле (227) Л?п. рг на ^п. ш 113 формулы (228)
и Эрг из формулы (225), получим
О — N 9 h k k
Чрг 1¥П. Ш кУШп'ИЗНА'Ц. н^д. с
или, учитывая формулу (226),
Qpr == ФиЛа^изн^ц. н^д. с*
(229)
359
Т. е. нужно, известными и проверенными
способами определить производитель-
ность шаровой мельницы тех же разме-
ров, что и рудногалечная, в заданных
условиях и введением поправочных коэф-
фициентов рассчитать производительно-
сть галечной мельницы.
Расчет производительности мельниц рудного самоизмельчения (СИ)
и полусамоизмельчения (ПСИ)
Для надежного расчета необходимо иметь показатель эффек-
тивности рудного самоизмельчения в заданных условиях (т. е.
при одинаковых крупностях исходного материала и продукта).
Эта эффективность определяется или в промышленной мельнице,
или в опытной мельнице диаметром не менее 1,5—1,8 м. Уста-
новлено, что показатель эффективности, определенный в лабора-
торных условиях в мельницах диаметром 300 мм, нельзя при-
менить к расчету мельниц СИ и ПСИ.
По эффективности определяется общая потребная мощность
для измельчения заданного количества руды (часовая произ-
водительность фабрики):
где ЭС11 — эффективность измельчения по руде в заданных усло-
виях, т/(кВт-ч).
Рекомендуется мощность и эффективность считать как мощ-
ность на валу малой шестерни венцовой зубчатой передачи,
т. е. мощность с учетом потерь в главных подшипниках, в венцо-
вой передаче и в подшипниках вала малой шестерни. Для опре-
деления этой мощности дана эмпирическая формула, пригодная
для расчета мельниц СИ. Если электродвигатель соединяется
с валом малой шестерни муфтой, то мощность N будет общей
мощностью всех мельниц. Если же в приводе есть редуктор,
то нужно учесть его к. п. д., равный 0,98, т. е. мощность всех
мельниц будет /V:0,98.
По стандарту или номенклатуре изготовляемых мельниц вы-
бирают один или два их типоразмера (для сравнения вариантов).
Число мельниц каждого типоразмера
N
ПсИ ~~ 0,98/VH ’
где NM — мощность одной мельницы.
Желательно мощность электропривода мельницы выбранного
типоразмера проверить по формуле (165) для конкретной нагрузки
(кусковая руда плюс шары плюс пульпа) см. формулы (142)
и (143).
Збо
Для ориентировочных расчетов при сравнении вариантов
самоизмельчения и измельчения стальной средой можно эффек-
тивность самоизмельчения принять по эффективности шарового
измельчения, уменьшив ее в 1,2—1,4 раза.
ГЛАВА VIII
ЭКСПЛУАТАЦИЯ БАРАБАННЫХ МЕЛЬНИЦ
Часто применяемая компоновка оборудования в цехах из-
мельчения обогатительных фабрик изображена на рис. 213. Руда
после дробления поступает в бункер, откуда питателями, сбор-
ными и наклонными конвейерами передается в стержневую мель-
ницу, работающую в открытом цикле; вторая стадия измель-
чения — в шаровых мельницах в замкнутом цикле с гидроцикло-
нами. На наклонном конвейере устанавливаются конвейерные
весы для контроля производительности мельницы. Бункер перед
мельницами необходим для распределения руды по ним и как
буферная емкость для обеспечения равномерной подачи руды
в мельницу. На рис. 214 изображена схема размещения оборудо-
вания при мельницах соизмельчения в первой стадии и шаровых
мельницах во второй.
Барабанные мельницы устанавливаются на фундаменте
(рис. 215). Для обслуживания мельниц, классификаторов и гидро-
циклонов устраивают специальные площадки.
Пуск установки для измельчения производится в следующем
порядке: классификатор или насос гидроциклонов; мельница;
ленточные конвейеры, подающие руду в мельницу, и в послед-
нюю очередь подбупкерпые питатели. Перед пуском необходимо
убедиться в том, что классификатор и коробка улиткового пита-
теля не забиты песками.
Остановка агрегата мельница — классификатор (гидроциклоны)
может быть внезапной, например в случае выключения электро-
энергии, кратковременной — для подтяжки футеровочных бол-
тов или для догрузки стержней (шары догружаются в мельницу
на ходу), плановой — для ремонта.
В случае внезапной остановки немедленно выключаются
все электродвигатели. Затем принимаются меры против «посадки»
классификаторов, поднимаются спирали. При более длительных
остановках следует выпустить пульпу из классификатора в ава-
рийную емкость. Процедура остановки с гидроциклонами проще,
так как они имеют незначительную емкость и выпуск из них
пульпы происходит самотеком при остановке насоса.
Процесс измельчения регулируется для того, чтобы получить
в сливе классификатора (гидроциклона) измельченный продукт
заданной крупности при максимальной производительности мель-
ницы. Крупность материала в сливе регулируется изменением
3G1
OO/Z
0009 -J—0003*\*- 0009*^ 0003 4- 0003*^*0009 -4- 0009
Рис. 213. Схема размеще-
ния оборудования в цехе
измельчения обогати-
тельной фабрики:
1 — конвейер дробленой
руды 2 — бункер; а —
затвор бункерный; 4 —
сборный конвейер-питатель;
5 — конвейер в мельницу;
6 — конвейерные весы; 7 —
стержневая мельница; 8 —
магнитные сепараторы; 9 —
шаровая мельница; !(• —
гидроциклоны: 11 — боль-
шой мостовой кран; 12 —
малый мостовой кран
плотности слива и контролируется ситовыми анализами по какому-
либо классу. Пробу для этих анализов отбирают через каждые
1/2—1 ч.
Главными факторами, определяющими работу установки для
измельчения, являются: водный режим, равномерность подачи
руды в мельницу, физические свойства руды, дробящая нагрузка
и механические параметры аппаратуры.
Вода подается и в мельницу, и в классификатор от водопро-
водной сети с постоянным напором. Влажность пульпы в мель-
нице колеблется в широких пределах — от 17 до 60%. Считается,
что для получения максимальной производительности мельницы
необходимо, чтобы содержание воды в пульпе при измельчении
крупного материала (от 13 мм и выше) составляло 20—35%, а при
более мелком материале 30—50%.
В сливе мельниц рудного самоизмельчения поддерживается
содержание твердого в пульпе около 70—75% по массе. В рудно-
галечных мельницах содержание твердого в пульпе обычно на
Рис. 214. Схема размещения мельниц самоизмельчения и рудногалечных мельниц
на меднообогатительной фабрике (см. также рис. 207, г):
1, 5, 6 — ленточные конвейеры; 2 — мельница «Каскад» (8,5x3,7 м); 3 — грохот;
7 — песковый насос; 8 — мельница шаровая (5,0x5,8 м); о — гидроцнклон диаметром
500 мм; 10 — пульгюделнтель; 11 — дуговой грохот
364
Рис. 215. Фундамент барабанной
мельницы
5—7% меньше, чем в ша-
ровых мельницах. Вода
подводится в желоб песков
классификатора или гид-
роциклопа и используется
для их транспортирования
в мельницу. Подача воды
в мельницу регулируется
по замерам плотности пуль-
пы, выходящей из мель-
ницы, или плотности слива классификатора или гидроциклона,
а иногда по интенсивности шума, издаваемого мельницей, пли
по температуре разгружаемой пульпы.
Количество воды, добавляемой в классификатор или гидро-
циклоны, зависит от требуемой плотности слива, определяющей
крупность твердого в сливе. Плотность слива замеряется непре-
рывнодействующими автоматическими приборами.
Для автоматического контроля плотности пульпы приме-
няются разные способы измерения плотности [2, 75, 89]. В на-
стоящее время наиболее часто применяются радиоизотопный
и пьезометрический (гидростатический) методы.
Измерение плотности пульпы радиоизотопным методом осно-
вано па ослаблении интенсивности гамма-излучения при про-
хождении через пульпу. Чем больше в пульпе твердых частиц,
тем больше поглощение излучения. Прибор устанавливается
на участке трубопровода, по которому полным сечением транспор-
тируется пульпа. Главное достоинство способа заключается
в том, что измерение происходит без контакта датчика с пульпой.
Серийно выпускаемый плотномер (рис. 216) состоит из блока
источника излучения /, блока приемника излучения 2, электрон-
ного блока 3 и вторичного прибора 4. Блок источника излучения
представляет собой чугунный
корпус со свинцовой заливкой.
Внутри корпуса помещена ам-
пула с изотопом цезпя-137, ко-
торая специальным устройством
может перемещаться в рабочее
или нерабочее положение по
отношению к отверстию в кор-
пусе. Корпус служит падежной
защитой обслуживающего пер-
Рис. 216. Схема изотопного прибора
для замера и регулирования плотности
пульпы
365
сонала от излучения. Блок приемника состоит из стальной коробки
со сцинтилляционным счетчиком. В электронном блоке смонтиро-
ваны элементы измерительной части схемы и питания. Как вторич-
ный прибор плотномера используется электронный потенциометр.
Подобный плотномер можно установить на трубе диаметром
100—300 мм для измерения пульпы плотностью до 3 г/см3.
Погрешность прибора около*2%.
Выходной сигнал плотномера передается исполнительному
механизму, т. е. водопроводной задвижке или вентилю с электри-
ческим приводом. При превышении заданного уровня плотности
пульпы задвижка приоткрывается и подача воды в классифика-
тор или зумпф насоса гидроциклона увеличивается. При падении
плотности пульпы задвижка прикрывается. При постоянной
плотности слива классификатора или гидроциклона до известной
степени обеспечивается стабильная крупность измельченного
материала в сливе.
Равномерная подача руды в мельницу достигается соответ-
ствующим регулированием подбункерных питателей и осуществ-
ляется автоматически или вручную. При ручной регулировке
питателей руководствуются показаниями конвейерных весов,
установленных перед мельницей. Равномерное питание особенно
трудно достигается при влажной и крупной руде. Подачу руды
необходимо изменять постепенно, без резких скачков. На новых
фабриках хорошо работает следующая система питания мельниц
дробленой рудой из бункера. Под рузгрузочными отверстиями
бункера устанавливаются затворы с ручным или пневматическим
управлением. Под затворами монтируются желоба-воронки, по
которым руда спускается па сборный конвейер, проходящий
по оси разгрузочных отверстий бункера. Нижние обрезы желобов
находятся па одной высоте над лентой конвейера. Руда из откры-
тых затворов лежит на ленте конвейера. Сборный конвейер при-
водится в движение ог электродвигателя постоянного тока и
служит регулируемым питателем руды.
На процесс измельчения руды влияют крупность ее кусков
и измельчаемость. На практике оба эти свойства для данной руды
не остаются постоянными, а колеблются в довольно широких
пределах.
Увеличение крупности исходной руды, при неизменных ос-
тальных факторах измельчения, вызывает укрупнение материала
в разгрузке мельницы и в сливе классификатора, увеличение
циркулирующей нагрузки и снижение плотности слива. Процесс
измельчения в данном случае регулируется снижением количе-
ства руды и воды, подаваемых в мельницу. Уменьшение крупности
руды вызывает обратные явления и требует регулировки путем
противоположных действий.
Увеличение прочности руды вызывает такие же явления,
как увеличение ее крупности, а уменьшение прочности — такие
же, как уменьшение крупности, поэтому в случае изменения
366
измельчаемости руды процесс измельчения регулируется как
при соответствующих изменениях крупности руды. Недопустимо
резко увеличивать подачу воды, чтобы не вызвать быстрого осаж-
дения песков и нарушения процесса классификации.
На обогатительных фабриках применяются различные спо-
собы автоматического регулирования процесса замкнутого цикла
измельчения, позволяющие обеспечить заданную плотность слива
и равномерное питание мельницы рудой. Внедрение автомати-
ческого регулирования процесса позволяет повысить производи-
тельность установок для измельчения на 3—10% и улучшить
их технологические показатели. Схемы автоматического регули-
рования установок измельчения можно построить, ориентируясь
на следующие направления:
1. Стабилизацию производительности по руде, при поддержа-
нии постоянной плотности слива классификатора или гидро-
циклона и крупности. В этом случае стабилизируется режим
следующих за измельчением операций (например, флотации с по-
дачей реагентов).
2. Получение максимально возможной производительности
мельницы при постоянной крупности продукта. В этом случае
при изменении крепости руды или ее гранулометрического со-
става будет изменяться производительность по твердому и услож-
нится система автоматического регулирования следующих за
измельчением операций (нужно подачу реагентов поддерживать
постоянной по отношению к производительности).
Применяются следующие принципиальные схемы автомати-
ческого регулирования процесса измельчения:
1. Стабилизация подачи руды в мельницу при помощи счет-
чика конвейерных весов, который электрически связан с электро-
двигателем подбункерных питателей. Изменение массы посту-
пающей руды вызывает соответствующие изменения режима
работы питателей и их производительности. При этом поддержи-
вается постоянство подачи воды в цикл измельчения, чем дости-
гаются стабильные плотность слива классификатора и крупность
измельченного продукта.
2. Стабилизация заполнения мельницы рудой по интенсив-
ности издаваемого ею шума. В зависимости от загруженности
мельницы рудой звук, возникающий при ее работе, имеет разную
интенсивность и тон. При недостатке руды шум усиливается,
при перегрузке рудой мельница «глохнет». Прибор для ругули-
рования питания мельницы рудой —«электрическое ухо» состоит
из микрофона, системы усиления и исполнительных механизмов.
«Электрическое ухо» настраивается на определенную характери-
стику шума мельницы при оптимальных условиях ее работы.
Ток в цепи микрофона пропускается через усилитель и регули-
рует частоту вращения электродвигателя питателя. Если шум
мельницы усиливается, подача руды возрастает, и, наоборот,
если мельница «глохнет», работа питателя замедляется или пре-
367
кращается на короткий промежуток времени. С изменением из-
мельчаемое™ руды изменяется циркулирующая нагрузка и
автоматически корректируется количество подаваемой руды.
«Электрическое ухо» позволяет полнее использовать возможную
производительность мельницы. Расход воды регулируется авто-
матически по показаниям весов.
3. Стабилизация суммарного сигнала от звукометрического
преобразователя и преобразователя исходного питания. Сигналы
от «электрического уха» и от показаний конвейерных весов пре-
образуются в определенном соотношении, и суммарный сигнал
воздействует на питатель руды. Отдельная система поддерживает
расход воды пропорционально подаче руды.
4. Стабилизация суммарного сигнала преобразователей ис-
ходного питания и циркулирующей нагрузки. При постоянстве
подачи руды могут изменяться ее крепость и гранулометрический
состав и в зависимости от этого должна изменяться величина
циркулирующей нагрузки. Падение величины циркулирующей
нагрузки является основанием для увеличения подачи руды,
и наоборот. Циркулирующая нагрузка измеряется косвенно
по мощности, потребляемой электродвигателем спиралей клас-
сификатора. Для гидроциклонов датчиком может служить взве-
шиваемый участок желоба, транспортирующего пески в мель-
ницу. Обобщенный сигнал от рудных весов и датчика циркули-
рующей нагрузки может воздействовать па исполнительный меха-
низм питателя.
5. Разработаны системы автоматического поиска оптималь-
ного режима работы цикла измельчения.
В этом способе регулирования оптимум находится последо-
вательным увеличением питания па некоторую величину (шаг).
Каждый шаг сопровождается паузой, близкой по длительности
ко времени перехода на новый установившийся режим. В тот
момент, когда очередной шаг вызовет начало перегрузки агрегата,
о чем можно судить по загрузке электродвигателя спиралей клас-
сификатора, регулятор переведет питатель на уменьшенную
производительность и перегрузка не наступит.
Для мельниц рудного самоизмельчения, кроме рассмотрен-
ных, разработаны схемы регулирования, использующие стаби-
лизацию массы нагрузки в мельнице (датчиком служит измере-
ние мощности электродвигателя мельницы или измерение дав-
ления масла в главных подшипниках), и показатели шума, кото-
рые зависят от соотношения крупного и мелкого классов руды
в мельнице. При отклонении шумовых показателей от заданных
питателем автоматически увеличивается подача крупнокусковой
руды. Эта система может быть применена при разделении крупно-
дробленой руды на крупный и мелкий классы [75, 89, 94].
Шаровые мельницы заполняются шаровой нагрузкой на 40—
50% объема. При этом в мельницах с решеткой можно поддер-
3G8
Рис. 217. Схема шарового хозяйства цеха измельчения обогатительной фабрики
живать более высокое заполнение шарами, чем в мельницах
с центральной разгрузкой.
Для компенсации износа шаров регулярно догружают новые
шары в мельницу. Периодически шаровую нагрузку мельниц
пересортировывают с целью удаления шаров, износившихся
до размера 15—20 мм, а также битых и потерявших форму шаров.
Шаровое хозяйство на обогатительных фабриках механизи-
руют [61, 85]. Схема шарового хозяйства показана па рис. 217
[80]. Для приема шаров устраивают бункера или закрома 2,
в которые шары из вагонов 1 загружаются магнитным краном 7
или сбрасываются по наклонным лоткам.
Емкости для шаров футеруются старыми конвейерными лен-
тами или шпалами, они имеют несколько отделений для шаров
разных размеров. Выгружают шары из приемных устройств
или самотеком через нижнее отверстие, или магнитным краном.
Перед каждой мельницей устанавливается воронка-бункер, обо-
рудованная для выпукса шаров питателем или заслонкой. От-
сюда по лотку или трубе шары вводятся в горловину мельницы
(центральное отверстие комбинированного питателя) пли в руд-
ный желоб. Шары в мельничные бункера подаются вагонеткой,
передвигаемой электрокаром по цеху измельчения, или контей-
нерами, переносимыми мостовым краном.
Пересортировку дробящей среды на крупных обогатительных
фабриках выполняют на монтажной площадке па пересортиро-
вочном стенде. Барабан мельницы вместе с шарами мостовым
краном снимается с фундамента и переносится на стенд, а взамен
на фундамент устанавливают новый барабан, заранее снаряжен-
ный на монтажной площадке. Такая организация пересортировки
дробящей среды резко сокращает простой мельниц, но при этом
необходима установка в цехе измельчения мостового крана соот-
ветствующей грузоподъемности.
Мельница 9 (см. рис. 217) на монтажной площадке разгру-
жается от шаров п пульпы в зумпф 4. Шары промываются, и вода
откачивается насосом 8. Магнитный кран 7 переносит шары в за-
грузочную коробку барабанного грохота 5. Рассортированные
шары собираются в контейнеры 3 и подаются в очередную сна-
ряжаемую мельницу через воронку 6.
369
Размер отберстий
сита, % от размера
максимального
зерна
Рис. 218. Средине характеристики
крупности продуктов измельчения
в шаровых и стержневых мельницах:
/ — продукт, измельченный в стержневой
мельнице в открытом цикле; 2 — про-
дукт, измельченный в стержневой мельнице
в замкнутом цикле с классификатором; 3 —
продукт, измельченный в шаровой мель-
нице в замкнутом цикле с классификатором
Стержневые мельницы позволяют получать более равномер-
ный ио крупности измельченный продукт, чем шаровые мель-
ницы, т. е. они дают меньшее переизмельчение материала и мень-
ший выход более крупных классов (рис. 218).
Характер измельчения в стержневых мельницах обусловлен
следующими причинами: крупные куски материала, попадая
при загрузке между стержнями, раздвигают их и, измельчаясь
сами в первую очередь, предохраняют более мелкие куски от
излишнего переизмельчения. Стержни, отодвинутые один от
другого, подобны грохоту. Мелкие зерна проваливаются сквозь
щели между стержнями, а крупные подвергаются дальнейшему
измельчению. Мелочь быстрее проходит через мельницу.
Стержневая нагрузка имеет гораздо меньшую поверхность,
чем шаровая той же массы. Поэтому стержневые мельницы менее
эффективны при тонком измельчении материала, чем шаровые.
При работе в открытом цикле стержневая мельница представляет
собой, по существу, машину для мелкого дробления и дзет про-
дукт наиболее подходящий для последующего измельчения в ша-
ровых мельницах.
Стержни изготовляются из стали с высоким содержанием
углерода, достаточно износоустойчивой и не вязкой. Стержни
из вязких сталей при изнашивании до некоторого диаметра за-
кручиваются и спутывают стержневую нагрузку мельницы.
В загрузочном конце стержни изнашиваются быстрее, чем в раз-
грузочном, поэтому при пересортировке дробящей среды их
переворачивают.
Применяются стержни диаметром от 50 до 100 мм и длиной
приблизительно на 50—150 мм меньше внутренней длины бара-
бана. Стержневая нагрузка заполняет объем мельницы па 35—
45%. Частота вращения барабана мельницы па действующих
фабриках не превышает частоту, при которой возможно свобод-
ное падение стержней в мельнице (около 60% от критической
частоты). Догрузка мельницы стержнями для компенсации их
370
изпсса осуществляется через разгрузочную горловину после
остановки мельницы при помощи стержнепогрузочной машины
или мостового крана.
Средний расход энергии в киловатт-часах на 1 т измельчен-
ной руды на обогатительных фабриках различной производитель-
ности приведен в табл. 30 [10].
Средние сроки службы отдельных сменных частей мельницы
следующие:
Футеровка стальная:
барабана......................................6—8 мес
торцовых стенок............................8—10 »
горловин . . 18 мес
Колосники....................................... 6—8 мес
Черпак питателя.................................. 12 мес
Корпус улиткового питателя ....................... 24 »
Вкладыши коренных подшипников .................... 24 »
То же, малых подшипников.......................... 24 »
Малая шестерня................................... 4—6 мес
Зубчатый венец . ................. До 6 лет
Опыт эксплуатации мельниц рудного самоизмельчения раз-
мерами 7x2,3 м па магнитообогатительной фабрике Ингулец-
кого ГОКа показал, что футеровка из марганцовистой стали
служит около полугода. Перефутеровка мельницы занимает
38 ч при трудовых затратах 1200 чел-ч. За одну перефутеровку
требуется сменить 376 футеровочных элементов общей массой
85 т, при этом используют 563 болта.
11а этой же фабрике параллельно работают секции с шаровыми
мельницами, что позволяет сопоставить расходы на содержание
мельниц обоих типов. Затраты в расчете на 1 т концентрата при
шаровом измельчении и самоизмельчении составили: на футе-
ровку соответственно 5,5 и 9%; на содержание оборудования
6,8 и 12,3% и амортизационные отчисления 6,1 и 23,8% общих
затрат по фабрике [51 ].
Можно предполагать, что при серийном производстве мельниц
самоизмельчения их стоимость будет снижаться и соответственно
будут уменьшаться затраты на амортизацию. Конечно, эта вы-
борка затрат на одни мельницы не позволяет судить об общей
эффективности того или другого способа измельчения, так как
при самоизмельчении пет затрат на среднее и мелкое дробление
и стальные шары.
Таблица 30
Расход энергии на 1 т измельченной руды, кВт-ч
Измельчение Производительность фабрики, т/сут
200 500 1000 2000 4000
Крупное — до 0,3—0,2 мм 10 9 8 7 7
Среднее — до 0,2—0,15 мм 15 13 11 10 10
Тонкое — до 0,15—0,074 мм 21 18 15 14 14
371
Ремонт мельниц, гидроциклонов и классификаторов при-
урочивают к остановкам их для смены футеровки. Одновременно
производят ремонт остальной аппаратуры, связанной с мельницей.
Рекомендуемая периодичность ремонта мельниц в отработан-
ных оборудованием часах следующая1:
Шаровые Стержневые Рудного самоиз- мельчения (70X23)
Технический осмотр 680 680 340
Текущий ремонт 6 800 4 080 2 040
Капитальный ремонт 34 000 32 640 12 240
Имеются три способа организации ремонта мельниц.
Первый способ — работы по переклассификации дробящих
тел и смене футеровки производятся на месте, без снятия мель-
ницы с фундамента. Применяется при небольшом числе мель-
ниц — до 4 однотипных или до 6 разнотипных.
Второй способ — работы по переклассификации дробящих
тел и смене футеровки ведутся па специальном стенде. Дробящие
тела и пульпа выгружаются па месте. Барабан мельницы (с фу
теровкой) и дробящие тела переносятся на ремонтную илощ: дку
раздельно. Применяется при числе однотипных мельниц до 10 и
при числе разнотипных мельниц до 16.
Третий способ — все работы производятся на стенде. Мель-
ница с футеровкой, дробящими телами и пульпой переносится
на ремонтную площадку. Применяется при большом числе мель-
ниц. При такой организации ремонта мельница выключается
из работы всего па 4—6 ч.
На новых фабриках следует применять мельницы максималь-
ного размера, число их не должно быть большим. Большие мель-
ницы для перекоса их с шарами требуют кран чрезмерной грузо-
подъемности. В таком случае устанавливают кран малой грузо-
подъемности и ремонт ведут на месте. Также поступают, если
на фабрике установлены мельницы самоизмельчения.
Внеплановые остановки мельниц для ремонта обычно вызваны
следующими причинами: нарушением правильности зацепления
главной зубчатой передачи привода, нагревом подшипников
и ослаблением болтовых креплений футеровки.
При остановках мельницы необходимо проверять и подтяги-
вать крепление улиткового питателя Раз в 3—4 мес улитковый
питатель поворачивают относительно барабана мельницы на
некоторый угол. Это обеспечивает равномерный износ зубчатого
венца.
Под футеровочные плиты подкладываются листы резины или
прорезиненной ткани (старой конвейерной ленты). Вследствие
неточностей при отливке зазоры между футеровочными плитами
при сборке могут доходить до 20 мм. Болты, крепящие футеровки
1 См. ссылку на с. 157
372
к барабану мельницы, должны плотно закрывать отверстия и
не допускать течи. Под гайку ставят резиновую и металлическую
выпуклую шайбы.
При эксплуатации мельниц необходимо принимать меры для
улавливания отдельных крупных рудных зерен и металличе-
ского скрапа из разгрузки мельниц и щепы из слива классифи-
каторов. Для этого на разгрузочную горловину мельницы на-
девают небольшой барабанный грохот с внутренней спиралью,
а в желобе, отводящем слив классификатора, устанавливают
перфорированный стальной лист или барабанный грохот — щепо-
уловитель. На мельницах самоизмельчения бутары выполняют
роль классификационного аппарата, поэтому они получаются
больших размеров. Конструкция бутар усложнена устройствами
для возврата крупных кусков в мельницу.
Нормальная работа барабанных мельниц требует регулярной
смазки коренных подшипников барабана, подшипников вала
малой шестерни, зубчатой передачи вращения барабана и ре-
дуктора. Для смазки применяются жидкие и консистентные ми-
неральные масла. В качестве жидких масел используются инду-
стриальные масла, в качестве консистентных — индустриальные
для прокатных станов, а также синтетические солидолы. Венцо-
вые зубчатые открытые передачи смазываются графитной смаз-
кой, распыляемой сжатым воздухом.
ГЛАВА IX
ВИБРАЦИОННЫЕ, ПЛАНЕТАРНЫЕ И ГАЗОСТРУЙНЫЕ
МЕЛЬНИЦЫ
§ 1. Вибрационные мельницы
Инерционная вибрационная мельница (рис. 219) состоит из
корпуса /, опирающегося па пружины 3, загруженного шарами
примерно на 8О"о объема. В корпусе на подшипниках качения
установлен дебалансный вал 2. Оп приводится во вращение от
электродвигателя 4, соединенного с валом гибкой муфтой 5.
Дебалансный вал исключает передачу вибраций от мельницы
к электродвигателю Пружинная опора корпуса и деревянные
подкладки почти полностью исключают передачу вибраций на
основание.
При вращении дебалансного вала со скоростью от 1000 до
3000 об мин корпус мельницы с шарами и измельчаемым мате-
риалом приводится в качателыюе движение по эллиптической,
близкой к круговой траектории. При этом шары измельчают
материал ударом и истиранием.
Движение шаров в вибрационной мельнице происходит в сто-
рону, противоположную круговым качаниям корпуса (рис. 220).
373
Рнс. 219. Схема инерционной вибрационной мельницы
Вследствие высокой частоты вибраций корпус успевает отойти
от падающего на него шара, а затем, во вторую половину обо-
рота, корпус ударяет по шару, сообщая ему импульс, направлен-
ный в сторону, показанную стрелкой С. Поэтому вся масса шаров
получает передвижение в сторону стрелки.
На рис. 221 изображена двухтрубная вибрационная мельница
непрерывного действия. Два барабана-трубы объединены двумя
связями в общий агрегат. Связи опираются на раму через рези-
новые амортизаторы. В связях укреплены подшипники, в кото-
рых вращается приводной вал, параллельный барабанам-трубам.
На валу закреплены неуравновешенные грузы-дебалансы. При-
водной электродвигатель установлен на отдельной неподвижной
опоре. Вал электродвигателя и вал мельницы связаны валом-
Рис. 220. Схема движения шаров в вибрационной мельнице:
а шаровая мельница; б — вибрационная мельница
374
Рнс. 221. Двухтрубная вибрационная мельница непрерывного дей-
ствия:
1 — трубные барабаны мельницы; 2 — связь; 3 — дебаланс; 4 — резино-
вые амортизаторы
вставкой с двумя эластичными муфтами. При вращении вала
мельницы дебалансы развивают центробежную силу инерции
и сообщают круговые колебания малой амплитуды всему агре-
гату, опирающемуся на резиновые амортизаторы. Исходный
материал загружается в один конец верхнего барабана. Измель-
чаясь, он направляется к другому его концу, где через решетку
и трубу попадает в нижний барабан. После измельчения в этом
барабане материал разгружается в другом конце через гофриро-
ванную трубу. Непрерывно действующие вибрационные мель-
ницы применяются для тонкого и сверхтонкого измельчения
керамического сырья, специальных цементов и других продуктов.
Производительность мельницы от 1 до 15 т/ч.
Форма корпуса вибромельницы может быть не только цилин-
дрической, по и корытной, U-образной формы. Внутри корпус
футеруется нержавеющей марганцовистой сталью или резиной.
Измельчающие тела — шары или цилиндры, высота которых
равна диаметру, или стержни, по длине почти равные длине кор-
пуса.
Материал шаров: сталь, твердые сплавы, фарфор, корунд
Производительность мельницы прямо пропорциональна плот-
ности измельчающей среды. Частота вибраций соответствует
частоте вращения электродвигателя, равной 1500—3000 об/мин.
375
Амплитуда колебаний по вертикали должна быть по крайней
мере равна размеру измельчаемой частицы. В практике ампли-
туда колеблется от 3 до 20 мм. Установлено, что производитель-
ность измельчения пропорциональна произведению амплитуды
па частоту в некоторой степени. Поэтому предпочтительно уве-
личивать частоту за счет амплитуды, при этом достигаются не-
которые конструктивные преимущества (легче подобрать пру-
жины и т. д.). Крупность исходного материала для вибрацион-
ных мельниц не более 6 мм. Наилучшие показатели при тонком
измельчении получаются при питании крупностью 0,25 мм.
Вибрационное измельчение позволяет получить продукт круп-
ностью до 1 мкм. Такая дисперсность продукта обусловлена
как самим способом измельчения (удар и истирание), так и со-
стоянием материала в мельнице. Частицы материала все время
взвешены и вибрируют, что препятствует их агрегированию.
Наименьший удельный расход энергии па измельчение полу-
чается при частоте вибраций, близкой к резонансу, при заполне-
нии шарами 80% объема мельницы и всех пустот между шарами
материалом.
Вибрационные мелышцы можно использовать для сухого
или мокрого измельчения (—50% воды). Они могут работать
в периодическом или непрерывном замкнутом цикле с классифи-
цирующими аппаратами 177, 851. При весьма топком измельче-
нии до 20 5 мкм вибрационные мелышцы обладают преимуще-
ствами по сравнению с барабанными мельницами такой же про-
изводительности: значительно ниже расход энергии, меньше
масса оборудования п занимаемая площадь пола и объем здания.
Вибромелышцу легче герметизировать, измельчение возможно
вести в любой газовой! среде. Конструктивно проще устроить
па вибромелышце кожух для водяного охлаждения или, наоборот,
подогрева. Продукт вибромельницы однороднее ио крупности
и содержит больше угловатых частиц, чем в барабанной мельнице,
зерна после которой получают обкатанную, округлую форму.
Вибромельиицы можно применять для измельчения таких мате-
риалов, как слюда; в барабанных мельницах такие материалы
плохо измельчаются. Главные недостатки вибрационных мельниц
следующие: зависимость крупности кусков питания от размера
шаров и амплитуды колебаний мелышцы (обычно размер куска
не должен быть больше примерно 0,1 диаметра шара); изменение
крупности продукта с изменением крупности питания; непригод-
ность для измельчения вязких материалов; особые требования
к конструкции в отношении надежности мельницы, определяемые
ее работой в быстроходном вибрационном режиме; необходимость
преодоления ряда технических затруднений при создании вибро-
мельпиц производительностью более 5 т/ч; резкое падение удель-
ной производительности при увеличении размеров мельницы
[85, 90, 100].
376
§ 2. Планетарные мельницы
Планетарные мельницы представляют собой агрегат из не-
скольких барабанных мельниц, смонтированных на вертикаль-
ном водиле (рис. 222). На оси каждой мельницы насажены шестерни,
которые находятся в зацеплении с неподвижным зубчатым ко-
лесом. При вращении водила барабанные мельницы вращаются
относительно оси водила, а также вокруг собственных осей.
Мелющие тела, находящиеся в барабанах, находятся под дей-
ствием дополнительных центробежных сил, возникающих при
вращении барабана вокруг оси водила. Давно применяются в ла-
бораторной практике планетарные мельницы малого размера
периодического действия. Разработаны мельницы с непрерывным
процессом, т. е. загрузка и выгрузка материала происходят на
ходу. Планетарные мельницы имеют высокую удельную произ-
водительность, низкую металлоемкость и высокую энергоем-
кость. Можно создать мельницу с потребляемой мощностью не-
сколько сотен киловатт при барабанах диаметром 500 мм. Плане-
тарные мелышцы могут работать также в режиме самоизмель-
чения, без нагрузки мелющих тел. При этом измельчение про-
исходит главным образом истиранием. Крупность питания боль-
ших мельниц можно довести до 25 мм. Планетарные мельницы
могут найти применение на обогатительных фабриках для осо-
бых случаев помола, например для измельчения алмазных руд
182, 881.
Рис. 222. Схема планетарной мельницы:
I — опорная рама; 2 — водило; .7 — барабан; 4 - зубчатое колесо вала; 5 зубчатое
колесо барабана; 6 — вал
377
§ 3. Газоструйные мельницы
Действие струйных мельниц основано на использовании энер-
гии газа или пара. Газ или пар при расширении в соплах при-
обретает большую скорость, которую использует для разгона
частиц измельчаемого материала. Зерна материала с очень боль-
шой скоростью движутся в газовой струе и разрушаются при
ударе о специальную плиту или в результате взаимного столкно-
вения частиц при тангенциальной подаче потока газа в камеру
измельчения, или при ударах зерен, противоположно направлен-
ных струй.
В обогащении руд струйные мельницы пока имеют ограничен-
ное применение, поэтому, не касаясь многих конструкций, из-
вестных в пылеприготовлении топлива, в цементной и в хими-
ческой промышленности, рассмотрим струйную мельницу с про-
тивоточной камерой. На рис. 223 показана схема установки
газоструйного измельчения, примененная для измельчения про-
межуточных продуктов на асбестообогатительной фабрике [20].
Из бункера исходный материал подается вибрационным питате-
лем в распределитель потока для равномерной загрузки противо-
точных разгонных труб. В помольную цилиндрическую камеру
входят с противоположных сторон две разгонные трубы, в кото-
рые вставлены сопла камер сгорания. Воздух в камеры сгорания
подается турбовоздуходувкой под давлением 16 Н/см2. Топливо—
керосин, сжигается в камерах. Горячие газы вырываются из
сопла, подхватывают измельчаемый материал п выносят его
Рис. 223. Схема установки газоструйного измельчения:
/ — питатель; 2 — распределитель потока; 3 — тру^овоздуходувка; 4 — газоструйная
мельница; 5 — осадитель; 6 — циклон; 7 — шлюзовой затвор; 8 — вентилятор
378
в помольную камеру. Удвоенная скорость встречи двух струй
со взвешенными частицами обеспечивает их эффективное измель-
чение.
Отходящим потоком отработанного газа измельченный про-
дукт выносится из помольной камеры в осадитель, а затем в цик-
лон. В помольной камере, осадителе и циклоне отдельным венти-
лятором создается разрежение. После циклона газ вентилято-
ром подается на фильтры тонкой очистки.
Такая установка имеет производительность до 20 т/ч при
установленной мощности 160 кВт. Температура газов перед со-
плами около 450° С. Исходный материал имеет крупность менее
4,5 мм, степень измельчения (по средневзвешенным диаметрам
3,3) вполне достаточна, так как цель измельчения не только рас-
крыть сростки асбеста с породой, но и распушить волокна ас-
беста. Общие достоинства струйного измельчения перед измель-
чением в барабанных мельницах следующие: низкая металло-
емкость, отсутствие движущихся частей, большая однородность
материала по крупности, избирательность дробления и более
высокое раскрытие сростков, минимальная степень загрязнения
продукта, возможность совмещения измельчения с сушкой и
обжигом. Главный недостаток — сложность выделения готового
продукта из газа и очистка газа, ограниченная производительность
разработанных конструкций, специальная область применения
13, 24, 94].
ГЛАВА X
ОХРАНА ТРУДА В ЦЕХАХ ДРОБЛЕНИЯ И ИЗМЕЛЬЧЕНИЯ
ОБОГАТИТЕЛЬНЫХ ФАБРИК
§ 1. Техника безопасности
В СССР охрана труда имеет государственное значение и ставит
своей задачей полную ликвидацию производственного травма-
тизма и профессиональных заболеваний. Правильная организа-
ция труда и мероприятия промышленной санитарии сохраняют
здоровье трудящихся и повышают производительность труда.
Условия труда и мероприятия по его охране регламентируются
Кодексом законов о труде (КЗоТ), обязывающим администрацию
предприятий и учреждений обеспечить должное техническое
оборудование всех рабочих мест и создать на них условия для
безопасной работы [25]. На администрацию возлагается состав-
ление инструкций ио технике безопосности для каждого рабо-
чего места, инструктаж трудящихся ио технике безопасности,
производственной санитарии и противопожарной охране, а также
постоянный контроль за соблюдением трудящимися всех этих
правил. Инструкции должны быть вывешены на каждом рабочем
месте.
379
Существуют общие и специальные требования техники безопас-
ности. Общие требования должны соблюдаться на всех предпри-
ятиях, во всех цехах. Специальные требования дополняют общие
правила, т. е. они учитывают особенности технологии данного
цеха и данной машины.
Безопасность и удобство обслуживания и ремонта оборудова-
ния обеспечиваются устройством ограждений вокруг движу-
щихся частей и площадок обслуживания, достаточных по раз-
мерам для работы эксплуатационного и ремонтного персонала,
размещения на них запасных частей и снятых при ремонтах
деталей. Все площадки на высоте более 0,3 м над полом должны
иметь прочные перила высотой не менее 1 м. В нижней части
перила должны иметь сплошной бортик высотой не менее 140 мм.
Размещение машин в цехах должно допускать перемещение об-
служивающего персонала, возможность доставки запасных ча-
стей и уборки демонтированных деталей. Трубы и желоба должны
быть укрыты под площадками или подняты над проходами на
высоту не ниже 1,8—2 м от пола. Для ремонтных работ и транс-
портирования тяжелых частей в цехах дробления и измельчения
имеются мостовые краны.
К общим требованиям техники безопасности при эксплуата-
ции машин и механизмов относятся следующие требования.
Машины должны быть надежно закреплены на прочных фун-
даментах и их детали должны быть механически прочными. Все
движущиеся и вращающиеся части машин должны быть ограж-
дены. Ограждения должны иметь высоту не менее 2 м от пола.
Снимать ограждения па ходу и работать без них, даже короткое
время, категорически запрещено. Ограждаться должны также
опасные зоны, куда могут отлетать части сломавшихся деталей,
инструмента или отходы обрабатываемого материала. Само ограж-
дение должно быть прочным и надежно закрепленным на огражда-
емой машине или фундаменте; оно должно выдерживать случай-
ные нагрузки от ударов отлетающих из опасной зоны предметов
и случайных нагрузок со стороны обслуживающего персонала.
Ограждения должны быть сделаны из сплошного металла или
решеток с размером ячейки не более 50x50 мм. Они должны
легко сниматься и устанавливаться на место при ремонтах и
иметь при необходимости открывающиеся дверцы для наблюде-
ния п ухода за машиной.
Смазка, обтирка, чистка и ремонт машин должны производиться
только при полной остановке. Обязательно должны быть приняты
надежные меры против ошибочного или самопроизвольного за-
пуска. Самым надежным обеспечением безопасности при смазке
является ее централизация и автоматизация. Если это осуще-
ствить нельзя, то ручную смазку следует выполнять через ма-
сленки, вынесенные в безопасные места.
Инструмент, обтирочные и смазочные материалы должны
храниться в специальных местах, а в производственных помеще-
380
пиях — только в металлических ящиках с крышками в коли-
честве, не превышающем суточную потребность в них.
Рабочие должны быть одеты в исправную, соответствующую
данному рабочему месту спецодежду. Запрещается одежда не
по размеру, с длинными и широкими полами, рукавами и штани-
нами, которые могут быть захвачены вращающимися частями
машин. Женщины должны заправлять волосы под головные уборы
без свисающих концов. Пол около машин должен быть ровным,
чистым и не скользким. Пролитые жидкости (вода, масло) должны
сразу вытираться. При внезапной остановке (например, при
прекращении подачи электроэнергии) необходимо немедленно
отключить от сети все электродвигатели, не имеющие автомати-
ческого отключения.
Ширина проходов после установки ограждений у крупного
и требующего внимательного наблюдения оборудования (дро-
билки, мелышцы) должна быть не менее 1,2—1,5 м, у прочего
оборудования — нс менее 1 м, у неподвижных частей оборудо-
вания — не менее 0,8 м. Ширина главных проходов в цехах
должна быть не меньше 1,5 м. Ширина проходов вдоль ленточ-
ных конвейеров шириной до 600 мм должна быть не менее 0,8 м
и вдоль широких конвейеров — нс менее 1,1 м. Приводные стан-
ции и концевые части конвейеров должны иметь доступ с трех
сторон при ширине проходов не менее 1 м.
Пусковые устройства должны располагаться так, чтобы при
включении машины можно было просматривать все проходы
около пускаемой машины. К пусковым устройствам длинных
ленточных конвейеров рекомендуется прикреплять стальной трос
(диаметром 5—6 мм) п протягивать его вдоль конвейера. С его
помощью можно при необходимости остановить конвейер из
любой точки.
Шуровку руды в бункерах производить только через шуровоч-
ные отверстия. Спуск людей в бункера запрещается. Для устране-
ния сводов п зависаний руды бункера нужно оборудовать электро-
вибраторами или приспособлениями для пневматического обру-
шения сводов.
У дробилок основную опасность для обслуживающего персо-
нала представляют вращающиеся части, которые необходимо
ограждать. Места загрузки исходного и разгрузки дробленого
продуктов ограждают сплошными металлическими ограждениями.
Их рекомендуется блокировать с пусковым механизмом так,
чтобы исключить пуск дробилки до полной установки огражде-
ния. Рабочая площадка для машиниста дробилки с пусковыми
устройствами дробилки и питателя размещается так, чтобы
можно было наблюдать за поступлением материала в дробилку,
и ограждается сплошным металлическим укрытием для защиты
от случайных выбросов кусков из рабочей камеры дробилки.
Особую опасность для работающей дробилки представляют куски
случайного металла, попавшего вместе с исходным материалом.
381
Для выделения такого металла рекомендуется установка металло-
искателей и металлоотделителей. При заклинивании металла
в рабочей камере дробилки извлечение его выполняют электро-
кислородной резкой под наблюдением лица из технадзора. Для
предотвращения переваливания кусков через боковые борта
колосникового грохота высота последних делается в 2—3 раза
больше максимальной толщины слоя материала на грохоте.
Грохоты подвижные должны ограждаться и эксплуатиро-
ваться в соответствии с общими требованиями техники безопас-
ности. Для вибрационных грохотов, имеющих быстровращаю-
щиеся дебалансные массы, защитные кожухи должны иметь
прочность, достаточную для удержания обломков дебалансов
при авариях.
У шаровых и стержневых мельниц ограждаются, улитковый
питатель — сплошным металлическим кожухом (со смотровым ок-
ном), закрепленным на фундаменте; большая и малая шестерни —
сплошным металлическим кожухом, закрепленным на фундамент-
ной раме мельницы; трансмиссионные передачи, валы, торцовые
части валов, муфты — кожухами или сетками, закрепленными
на фундаменте или раме.
Внутренний осмотр и ремонт мельницы после остановки должны
производиться только после проветривания ее рабочего про-
странства. Работа внутри мельницы допускается под наблюде-
нием лица технического надзора и в присутствии одного наблю-
дающею снаружи. Отвертывать гайки крышки люка, когда мель-
ница находится в положении люком вниз, запрещается.
При погрузке шаров в контейнеры место погрузки должно
быть ограждено и вывешен плакат «Опасно!».
На конвейерах ограждаются цепные, ременные, червячные
и зубчатые передачи, соединительные муфты, ведущие и ведомые
барабаны, тросы и грузы натяженых станций. Для перехода
через конвейеры (кроме имеющих сбрасывающие тележки и пере-
движные питатели) устраивают переходные мостки в производ-
ственных помещениях через каждые 30—50 м.
Подъемно-транспортное и электросиловое оборудование уста-
навливается и эксплуатируется в соответствии со специальными
инструкциями.
§ 2. Промышленная санитария
Санитарно-гигиеническое благоустройство предприятий — важ-
ная составная часть мероприятий по обеспечению здоровых и
безопасных условий труда. Санитарно-гигиенические требования
к эксплуатации производственных помещений и оборудования
регламентируются санитарными нормами, предусматривающими
температуру, влажность и скорость движения воздуха в произ-
водственных помещениях, освещенность и запыленность рабочих
мест, уровень шума и вибрационные воздействия.
382
Микроклимат производственных помещений, определяемый
температурой, влажностью и скоростью движения воздуха, влияет
на терморегуляцию организма работающего, а следовательно,
и на производительность труда. Для холодных цехов, к которым
относятся цехи дробления и измельчения обогатительных фабрик,
санитарные нормы требуют температуру не ниже 14° С, влаж-
ность около 80% и скорость движения воздуха не более 0,2 м/с
в холодные периоды года и не более 0,3 м/с в теплое время. Микро-
климат выдерживается устройством приточно-вытяжной венти-
ляции и размещением отопительных приборов в помещении
цеха.
Нормы предусматривают следующую искусственную освещен-
ность по рабочим местам (не менее): надбункерные помещения
промежуточных бункеров, лестницы, коридоры, проходы — 10 лк,
надбункерные помещения приемных бункеров, неподвижные ко-
лосниковые грохоты, ленточные конвейеры — 20 лк; подвижные
грохоты, дробилки, приводы ленточных конвейеров — 30 лк.
Нормы освещенности выдерживаются установкой и надлежа-
щим размещением в производственном помещении достаточного
количества светильников.
Допустимое количество пыли в воздухе производственного
помещения зависит от содержания в пыли кварца. Нормы до-
пускают концентрацию пыли (не более): нетоксичная с содержа-
нием кварца менее 2% — 10 мг/м3; пыль нетоксичная, содержа-
щая кварц от 2 до 10% — 4 мг/м3; пыль нетоксичная, содержа-
щая кварц от 10 до 70% — 2 мг/м3; пыль нетоксичная, содержа-
щая кварц более 70% — 1 мг/м3 [33].
В цехах дробления пыль образуется в местах загрузки и вы-
грузки дробленого продукта из дробилок, на грохотах при сухом
грохочении и в местах перегрузки сухого зернистого материала
с одного конвейера на другой. Для того чтобы выдержать нормы
запыленности все эти места герметизируются и из укрытий от-
сасывается пыльный воздух, который затем, после очистки от
пыли, по трубопроводам выбрасывается в атмосферу. В укрытиях
создается разрежение (20—30 Па), что исключает проникнове-
ние пыльного воздуха через неплотности. Иногда применяют
орошение дробимого материала при разгрузке вагонов, в дро-
билках и грохотах в пределах, допускаемых технологическим
процессом. Осевшая пыль периодически убирается промышлен-
ными пылесосами. Хорошо убирать пыль мокрым способом —
смывом полов и конструкций зданий из водопроводных шлангов.
Смывные воды направляются в специальные зумпфы-отстойники,
периодически очищаемые. Сливы зумпфов следует направлять
в дренажную систему производственных стоков фабрики.
Измельчение на обогатительных фабриках мокрое. В цехах
измельчения пыль не образуется.
Звук с физической стороны характеризуется частотой коле-
баний и силой звука, с физиологической — громкостью, тембром
383
и Высотой тона. Наибольшая чувствительность человеческого
уха относится к звукам с частотой от 1000 до 4000 Гц.
Шум — это беспорядочное сочетание звуков, различных по
частоте и силе.
Ухо человека чувствительно к давлению звуковой волны.
Для измерения звукового давления принята единица, называемая
бел. Практически применяемая единица в десять раз меньше —
децибел. Диапазон слухового восприятия человека составляет
около 130 дБ, а шум 140 дБ человек не переносит. Шумы, пре-
вышающие 85 дБ, приводят к временному нарушению трудо-
способности и ослаблению слуха.
Борьба с вредным воздействием шума производится мерами
общего характера и индивидуальной защиты. Меры общего харак-
тера: замена шумных машин или отдельных узлов бесшумными;
звукоизоляция источников шумообразования; автоматизация и
механизация, а также дистанционное управление, позволяющие
рабочему следить за работой машин вне зоны действия шума.
Эффективной мерой в борьбе с шумом является замена: открытых
зубчатых колес редукторами; прямозубых колес косозубыми
или шевронными, металлических зубчатых колес текстолитовыми.
Снижает уровень шума замена стальной футеровки мельниц
резиновой, подкладка резиновых лент под стальную футеровку,
футеровка рудных желобов старыми конвейерными лентами.
Меры индивидуальной защиты заключаются в перекрытии на-
ружного слухового прохода рабочего заглушками или науш-
никами.
При работе дробилок, мелышц, грохотов и другого оборудо-
вания обогатительных фабрик возникают вибрации (сотрясения),
вредно действующие на организм работающих. Длительное воз-
действие вибраций может вызвать профессиональное заболева-
ние, сопровождающееся растройством нервной и сердечно-со-
судистой системы, повышением кровяного давления, расстрой-
ством опорно-двигательного аппарата.
Для производственных вибраций рабочего места санитарными
нормами устанавливаются предельно допустимые амплитуды,
скорости и ускорения колебательных движений [36, 41 1.
Возникновение вибраций предупреждается установкой машин,
вызывающих вибрации, па специальные фундаменты с вибро-
изоляцией и на фундаменты, не связанные со зданием.
Для вибропзоляцпи применяют прокладки из резины, вой-
лока, пробки, дерева, а также пружины.
СПИСОК ЛИТЕРАТУРЫ
1. Абрамович И. М. Аналитический метод оценки результатов грохочения.
М., Гостоптехиздат, 1940.
2. Автоматизация обогатительных фабрик/Г. А. Хан, В. П. Картушин,
Л. В. Сорокер, Д. А. Скрипчак. —М., Недра, 1974.
3. Акунов В. И. Струйные мельницы. М., Машиностроение, 1967.
4. Андреев С. Е. Законы дробления. — Горный журнал, 1952, № 7,
с. 36—38.
5. Андреев С. Е. О внутреннем трении в шаровой мельнице. — Горный
журнал, 1961, № 2, с. 62—68.
6. Андреев С. Е. Процесс образования циркулирующей нагрузки в шаровой
мельнице.—Обогащение руд, 1961, № 6 (36), с. 5—6.
7. Андреев С. Е. Содержание крупного класса в мельнице определяет ее
производительность. — Обогащение руд, 1962, № 2, (38), с. 3—6.
8. Андреев С. Е. Полезная мощность, потребляемая шаровой мельницей
при каскадном (некаторактном) режиме. — Обогащение руд, 1964, № 2 (50),
с. 3—5.
9. Андреев С. Е. По поводу обобщенного закона дробления. — Горный
журнал, 1968, № 5, с. 28—31.
10. Андреев С. Е., Зверевич В. В., Перов В. А. Дробление, измельчение и
грохочение полезных ископаемых. М., Недра, 1966.
11. Андреев С. Е., Товаров В. В., Перов В. А. Закономерности измельчения
! исчисление характеристик гранулометрического состава. М., Металлург-
издаг, 1959.
12. Артюшин С. II. Обогащение углей. М., Недра, 1975.
13. Астафьева Е. А. Экспериментальное исследование эффективности гро-
хочения узких классов крупности в зависимости от нх размеров. — В кн.: Новые
исследования в химии, металлургии, обогащении. Л., Ленинградский горный
институт, 1975, вып. 7, с. 3—7.
14. Астафьева Е. А. Прогнозирование гранулометрического состава продук-
тов грохочения. — В кн.: Новые исследования в химии, металлургии, обога-
щении. Л., Ленинградский горный институт, 1975, вып. 7, с. 7—11.
15. Барабашкин В. П. Молотковые и роторные дробилки. М., Недра, 1973.
16. Барон Л. И. Горнотехиологнческое породоведение. Предмет и способы
исследования. М., Наука, 1977.
17. Барон Л. И., Кузнецов А. В. Абразивность горных пород при добывании.
М„ Изд-во АН СССР, 1961.
18. Барон Л. И., Хмельковский И. Е. Разрушаемость горных пород свобод-
ным ударом. М., Недра, 1971.
19. Блехман И. И., Иванов Н. А. Движение материала в камере дробления
конусных дробилок как процесс вибрационного перемещения. — Обогащение
руд, 1977, Хе 2, с. 15—21.
20. Голдобин Ю. С. Исследование процесса измельчения асбестосодержащих
продуктов в газоструйной мельнице. Автореф. на соиск. уч. степ. канд. техн,
паук. Л., Ленинградский горный институт, 1976.
13 С. Е. Андреев и др. 385
21. Горобец В. И., Горобец Л. Ж. Повое направление работ по измельче-
нию. М., Недра, 1977.
22. Дешко Ю. И., Креймер М. Б., Крыхтин Г. С. Измельчение материалов
в цементной промышленности. М., Стройиздат, 1966.
23. Донченко А. С., Донченко В. А. Эксплуатация и ремонт дробильного
оборудования. М., Недра, 1972.
24. Донченко А. С., Донченко В. А. Справочник механика рудообогатитель-
иой фабрики. М., Недра, 1975.
25. Единые правила безопасности при дроблении, сортировке, обогащении
полезных ископаемых и окусковании руд и концентратов. М., Недра, 1978,
(Госгортехнадзор СССР).
26. Захваткин В. К- Современные направления в развитии технологических
схем подготовки руд к обогащению. — Обогащение руд, 1957, № 5, с. 9—15,
№ 6, с. 14—21.
27. Захваткин В. К. О некоторых тенденциях развития подготовки руд
к обогащению. — Обогащение руд, 1973, № 4, с. 46—50.
28. Захваткин В. К- Анализ зарубежного опыта рудного самоизмельчения
медных и медно-молибденовых руд. М., 1975. 125 с. (Цветметинформация).
29. Захваткин В. К-, Ушаков М. В. Рудное самоизмельчепие. Экономичный
способ подготовки руд к обогащению. — Цветные металлы, 1974, № 7, с. 84—91.
30. Зверевич В. В. Влияние условий измельчения на гранулометрический
состав продукта шаровых мельниц. — Горный журнал, 1951, № 6, с. 34—37.
31. Златкин В. И. Об одной общей для барабанных мельниц закономер-
ности.— Обогащение руд, 1975, № 1, с. 9—И.
32. Златкин В. И. О теоретических формулах для расчета полезной мощ-
ности барабанных мельниц. — Горный журнал, 1978, № 3, с. 62—65.
33. Калмыков А. В. Обеспыливание дробильных цехов. М., Недра, 1976.
34. Капралов Е. II., Круппа П. И. Новое дробильно-измельчителыюе обо-
рудование большой единичной мощности. — Обогащение руд, 1977, № 6,
с. 15-20.
35. Клушанцев Б. В., Ермолаев П. С., Дудко А. А. Машины и оборудование
для производства щебня, гравия и песка. М., Машиностроение, 1976.
36. Коваль Б. А., Губский П. К- Охрана труда па углеобогатительных
фабриках. М., Недра, 1976.
37. Конструкции грохотов зарубежных фирм. Обзорная информация.
2—75—16. М., Нииинформтяжмаш, 1975, с. 45.
38. Конусные дробилки/Ю. А. Муйземнек, Г. А. Калюиов, Е. В. Кочетков
и др. — М., Машиностроение, 1970.
39. Корниенко Д. П., Костин И. М., Бессоникова Н. В. Влияние некоторых
конструктивно-механических параметров конусных дробилок среднего и мелкого
дробления на крупность дробленого продукта. — В ки.: Исследования по раз-
работке новых и усовершенствование существующих процессов и технологиче-
ских схем обогащения руд. Механобр. Л., 1977, вып. 145, с. 3—23.
40. Коузов П. А. Основы анализа дисперсного состава промышленных пылей
и измельченных материалов. 2-е изд., перераб. и доп. Л., Химия, 1974.
41. Кривцов Б. С., Руднев А. П. Техника безопасности и противопожарная
защита на обогатительных фабриках. М., Недра, 1973.
42. Крюков А. К- Футеровки шаровых мельниц. М., Машиностроение, 1965.
386
43. Крюков Д. К. Усовершенствование размольного оборудования гориообо-
гатительных предприятий. М., Недра, 1966.
44. КубачекВ. Р., Масленников В. А., Девяткин Ю. Л. Дробящее простран-
ство конусных дробилок мелкого дробления. — Горный журнал, 1972, № 1,
с. 73—77.
45. Левенсон Л. Б., Клюев Г. М. Производство щебня. М., Госстройиз-
дат, 1959.
46. Левенсон Л. Б., Цигельный П. М. Дробильно-сортировочные машины
и сортировки. М., Госстрой из дат, 1952.
47. Майдуков Г. Л. Криволинейные грохоты в угольной промышленности.
М., Недра, 1968.
48. Масленников В. А. Проектирование дробящего пространства конусных
дробилок мелкого дробления. — Горный журнал, 1966, № 12, с. 39—41.
49. Масленников В. А., Носырева Э. М. Исследование производительности
дробилки КМДТ—2200. — Горный журнал, 1970, № 12, с. 48—49.
50. Митрофанов С. И., Барский Л. А., Самыгин В. Д. Исследование полез-
ных ископаемых па обогатимость. М., Недра, 1974.
51. Михельсон И. Г., Шильман А. А. Футеровка мельниц самоизмельчения
МБ-70-23 и ММС-70-23. — Горный журнал, 1977, № 8, с. 53—55.
52. Морозов Е. Ф., Образцов Г. П. Определение полезной мощности барабан-
ных мельниц. — Изв. вузов. Горный журнал, 1977, № 10, с. 102—105.
53. Моришнин В. М. Машинист оборудования дробильно-сортировочной
фабрики М , Недра, 1976.
54. Неронов Н. II. Механика шаровой мельницы. — Записки Ленинградского
горного ин-та. Л., 1956, т. ХХХ1П, с. 37—53.
55 Несвижский О. А. Долговечность быстроизнашивающихся деталей це-
ментного оборудования. М., Машиностроение, 1968
56. Оконишнчков А. И., Запсельский В. Я Эксплуатация и ремонт оборудо-
вания па углеобогатительных фабриках. М., Недра, 1976.
57. Олевский В. А Конструкция и расчеты грохотов. М., Mei алл у pi издат-
1955.
58. Олевский В. А. Конструкции, расчеты и эксплуатация дробилок. М.,
Мегаллургиздат, 1958.
59. Олевский В. А. О мощности двигателей барабанных мельниц.—Обо-
гащение руд, 1978, № 3, с. 23—27.
60. Олевский В. А. О формуле Дэвиса для определения полезной мощности
шаровой мельницы (по поводу статьи В. И. Златкина «Об одной, общей для бара-
банных мельниц закономерности») — Обогащение руд, 1978, № 5, с. 16—22.
61. Олевский В. А. Размольное оборудование обогатительных фабрик. М.,
Госгортехиздат, 1963.
62. Освоение технологии бесшарового измельчения с доработкой избыточной
гали в отдельном цикле/О. М. Малкус, П. А. Гонтаренко, А. Е. Огульчанский
и др. — Горный журнал, 1977, № 8, с. 64—67.
63. Остапенко П. Е. Обогащение железных руд. М., Недра, 1977.
64. Пономарев И. В. Дробление и грохочение углей. М., Недра, 1970,
65. Промышленные испытания тонкого грохочения концентрата на Днепро-
петровском горно-обогатительном комбинате/С. Г. Евсиович, Б. В. Кизевальтер
А. А. Дмитриев и др. — Обогащение руд, 1974, № 4, с. 23—28.
13* 387
66. Пути повышения эффективности подготовки магнетитовых руд к обо-
гащению/Е. Е. Серго, Ф. Ч. Лукьяичиков, И. Е. Серго и др. Киев, Вища школа,
1977.
67. Развитие процессов дробления и измельчения руд в СССР за 50 лет/
В. В. Зверевич, В. А. Перов, К. А. Разумов и др.—Л., издание института
Механобр, 1970.
68. Разумов К- А. Влияние на производительность мельницы эффективности
работы классификатора и заполнения мельницы пульпой. — В кн.: Сборник
научных трудов института Механобр «Обогащение полезных ископаемых». М.,
Металлургиздат, 1952, вып. 1, с. 25—38.
69. Разумов К- Л. Проектирование обогатительных фабрик. М., Недра, 1970.
70. Разумов К. А., Перов В. А., Зсеревич В. В. Новое уравнение кинетики
измельчения и анализ работы мельницы в замкнутом цикле. — Изв. вузов.
Цветная металлургия, 1969, № 3, с. 3—15.
71. Ревнивцев В. И. О рациональной организации процесса раскрытия мине-
ралов в соответствии с современными представлениями физики твердого тела. —
В кн.: Совершенствование и развитие процесса подготовки руд к обогащению.
Тр. института Мехапобр. Л., 1975, вып. 140, с. 153—169.
72. Ржевский В. В. Физико-технические параметры горных пород. М.,
Наука, 1975.
73. Роже Гийо. Проблема измельчения материалов и ее развитие. М., Строй-
издат, 1964.
74. Ромадин В. П. Пылепрпготовленпе. М.—Л., Госэпергоиздат, 1953.
75. Ронканен В. В. Проектирование автоматизации обогатительных фабрик.
2-е изд., перераб. и дои. М., Недра, 1978.
76. Роторные дробнлки/В. А. Бауман, В. А. Стрельцов, А. И. Косарев
и др.—М., Машиностроение, 1973.
77. Рудин А. Д., Финкельштейн Г. А. О возможностях и перспективах
развития вибрационного измельчения в обогащении руд. — Обогащение руд,
1977, № 6, с. 27—30.
78. Румпф Г. Об основных физических проблемах при измельчении. —
В сб.: Труды европейского совещания по измельчению. М., Стройиздат, 1966,
с. 7—40.
79. Самая крупная в мире роторно-молотковая дробилка. Экспресс-инфор-
мация. Обогащение полезных ископаемых. ВИНИТИ, 1973, № 36, с. 1—3.
80. Свирин В. Г. К вопросу догрузки шаровых мельниц шарами. — Цветные
металлы, 1960, № 12, с. 6—8.
81. Серго Е. Е. Дробление, измельчение и грохочение полезных ископаемых.
Киев, Вища школа, 1975.
82. Сиденко П. М. Измельчение в химической промышленности. М., Хи-
мия, 1977.
83. Ситковский А. Д., Рабинович Г. А. Автоматизация дробилок. М., Энер-
гия, 1968.
84. Спивак А. И., Попов А. Н. Механика горных пород. 2-е изд., перераб.
и доп. М., Недра, 1975.
85. Справочник по обогащению руд. Т. 1. Подготовительные процессы. М.,
Недра, 1972. 447 с.
86. Справочник по обогащению углей. М., Недра, 1974.
388
87. Технологические результаты использования инерционных дробилок
различных типоразмеров/Г. А. Финкельштейн, Н. В. Бессонникова, Л. П. Заро-
гатский и др. — Обогащение руд, 1977, № 6, с. 20—23.
88. Тонкое измельчение в центробежно-планетарных мельницах/Т. С. Юсу-
пов, С. И. Томсов, Е. Н. Жирнов и др. — Обогащение руд, 1977, № 6, с. 24—27.
90. Финкельштейн Г. А., Цукерман В. А. О классификационных признаках
различных способов дробления и измельчения и относительной перспективности
соответствующего оборудования. — В кн.: Совершенствование и развитие про-
цесса подготовки руд к обогащению. Тр. института Механобр. Л., 1975, вып. 140,
с. 19—37.
91. Ходаков Г. С. Физика измельчения. М., Наука, 1972.
92. Ходаков Г. С. Тонкое измельчение строительных материалов. М., Строй-
издат, 1972.
93. Эксплуатация и ремонт углеобогатительного оборудования. Справочное
пособие/Г. И. Дьяков, А. Т. Литвак, В. С. Тодоров и др. М., Недра, 1973.
94. Яшин В. П., Бортников А. В. Теория и практика самоизмельчения.
М., Недра, 1978.
95. Bond F. С. Metal wear in Crushing and Grinding. — Публикация фирмы
«Аллис Чалмерс», США, 1963.
96. Gaudin А. М. & Javasca S. S. Principles of Comminution — Size and
Surface Distribution. — Mining Technology, 1945, vol. 9, N 3.
97. Gow A. M., Huggenheim M., Campbell A. B. & Coghill W. H. — Ball
milling. — Trans. Am. Inst. Mining and Metall. Eng., vol. 112 (1934), p. 24—78.
98. Hoey G. R., Dingley W., Freeman C. Corrosion behaviour of various steels
in ore grinding. — The Canadian Mining and Metallurgical Bulletin, February
1977, vol. 70, N 778, p. 105—109.
99. Hukki R. T. Fundamentals Study of Grinding Characteristics of Tumbling
Mills. — International mineral processing congres, April, 1960, London.
100. Lowrison G. Ch. Crushing and Grinding. The size reduction of solid mate-
rials. London, Butterworths & Co, 1974.
101. Remenyi Karoly. The theory of Grindiability and the Comminution of
Binary Mixtures. Akademiai Kiadu, Budapest, 1974.
102. Rowland C. A. Grinding Calculation of Large Rod and Ball Mills. —
Публикация фирмы «Аллис Чалмерс», США, 1972.
103. Rowland С. A., Kjos D. М. Autogenous and Semi — Autogenous Mil
Selection and Design. — Публикация фирмы «Аллис Чалмерс», 1974.
104. Rose Н. Е., Sullivan R. М. Е. A treatise on the internal mechanics of Ball,
Tube and Rode Mills. London. Constable & Co. 1958.
105. Schubert H., Aufbereitung fester mineralischer Rohstoffe. Band. 1,
Leipzig, 1975.
ПРИЛОЖЕНИЕ 1
Размеры квадратных отверстий испытательных сит [105]
Меж- США Великобритания
дуна- СССР ГДР
Нор- мальный 10-й ряд чисел R40 род- ная шка- ла ISO R —565 1967 R20/3 R10 TGL 0-4188 В1 I 1965 R10 R20 ФРГ DIN 4188 1969 RI0 R20
гост 3584-73 1973 R10 R20 A. S. Т. М Е II 1970 R40/3 R10 Шкала Тайлера 1910 Г2 1<2 B.S. 410 1969 R20/3 R40/3
мкм МКМ МКМ мкм МКМ меш МКМ меш МКМ меш
16
17
18
19
20 20
21,2
22,4 22
23,6
25 'о
26,5
28 28
30 —
31,5 г- 32
33,5 —. 36
35,5 — 38 400 38 400 38 400
37,5 —
40 40 40 40
42,5 350
45 15 45 45 45 45 325 43 325 45
47,5 —
50 —- 50 50 50
53 53 270 53 270 53 300
56 — 56 56 56
60 240
63 63 63 63 63 63 230 61 250 63
67 —
71 71 71 71 200
75 — 75 200 74 200 75
80 — 80 80 80
85 —, 170
90 90 90 90 90 90 170 88 170 90
95
100 100 100 100 150
106 106 140 104 150 106
112 112 112
118 120
125 125 125 125 125 125 120 124 115 125
132
140 140 140
150 150 100 147 100 150 100
160 160 160 160
170 85
180 180 180 180 180 180 80 175 80 180
190
200 200 200 200
390
Продолжение п р и л о ж. 1
Нор- мальный 40-й ряд Меж- дуна- род- СССР ГДР TGL ФРГ США Великобритания
ная шка- ла ISU гост 3584-73 1973 0—4188 BI I 1965 DIN 4188 1969 Л. S т. м Шкала Тайлера В S 410
R40 R —565 1967 R20/3 R10 RI0 R20 R10 R20 R10 R20 1970 R40/3 RI0 1910 V2 Г2 1969 R20/3 R40/3
МКМ МКМ мкм мкм МКМ меш МКМ меш МКМ меш
212 212 70 208 65 212 72
224 224 224
236
250 250 250 250 250 250 60 246 60 250 60
265
280 280 280
300 300 50 295 48 300 52
315 315 315 315
335
355 355 355 355 355 355 45 351 42 355 44
375
400 400 400 400
425 425 40 417 35 425 36
450 450 450
475
500 500 500 500 500 500 35 495 32 500 30
530
560 560 560
600 600 30 590 28 600 25
630 630 630 630
670
710 710 710 710 710 710 25 700 24 710 22
750
800 800 800 800
850 850 20 830 20 850 18
900 900 900
950
1 1 мм 1 мм I мм 1 мм 1 мм 18 0,99мм 16 1 мм 16
1,06
1,12 1,12
1,18 1,18 16 1,17 14 1,18 14
1,25 1,25 1,25 1,25
1,32
1,4 1,4 1,4 1,4 1,4 14 1,4 12 1,4 12
1,5
1,6 1,6 1,6 1,6
1,7 1,7 12 1,65 10 1,7 10
1,8 1,8
1,9
2 2 2 2 2 2 10 1,98 9 2 8
2,12
2,24 2,24
2,36 2,36 8 2,36 8 2,36 7
2,5 2,5 2,5 2,5
2,65
2,8 2,8 2,8 2,8 2,8 7 2,79 7 2,8 6
391
Продолжение пр и лож. 1
Нор- мальный 40-й ряд чисел R40 Меж- ду на- род- ная шка- ла ISO R —565 1967 R20/3 R10 СССР гост 3584-73 1973 RI0 R20 ГДР TGL 0—4188 В1 1 1965 R10 R20 ФРГ DIN 4188 1969 R10 R20 США В ел и кобр нта н и я
A. S. Т. М Е-11 1970 R40/3 RI0 Шкала Тайлера 1910 V /2 В, S. 410 1969 R20/3 R40/3
мкм МКМ МКМ МКМ мкм меш мкм меш мкм меш
3 3,15 3,35 3,55 3,75 4 4,25 4,5 4,75 5 5.3 5,6 6 6,3 6,7 7,1 7,5 8 8,5 9 9,5 10 10,6 11,2 11,8 12,5 13,2 14 15 16 17 4 5,6 6,3 8 10 11,2 12,5 1G 3,15 4 5 5,6 6,3 8 10 11,2 12,5 16 3,15 3,55 4 4,5 5 5.6 6,3 7,1 8 9 10 11,2 12,5 14 16 3,35 4 4,75 5,6 6,3 8 9,5 11,2 12,5 13,2 16 6 5 4 3,33 3,96 4,7 6,68 7,92 9,33 11,2 13,34 15,85 6 5 4 3 2,5 3,35 4 4,75 5,6 6,7 8 9,5 11,2 13,2 16 5 4
392
П р о д о л ж с и и е п р и л о ж. 1
Нор- мальный 40-й ряд чисел R40 Меж- дуна- род- ная шка- ла ISO R-565 1967 20/3 R10 СССР гост 3584— 73 1973 R10 R20 ГДР TGL 0—4188 BI 1 1965 R10 R20 ФРГ DIN 4188 1969 RI0 R20 США В еликобритан и я
A. S. Т. М Е—11 1970 R49/3 R 10 Шкала Тайлера 1910 Г /2 В. S, 110 1969 R20/3 R40/3
мкм мкм МКМ мкм мкм | меш мкм | меш МКМ меш
18 19 20 21,2 22,4 23,6 25 26,5 28 30 31,5 33,5 35,5 37,5 40 42,5 45 47,5 50 53 56 60 63 67 71 75 80 85 90 95 100 106 112 118 125 20 22,4 25 31,5 40 45 50 63 80 90 100 125 18 20 22,4 25 18 20 22,4 25 28 31,5 35,5 40 45 50 56 63 71 80 90 100 112 125 19 22,4 25 26,5 31,5 37,5 45 50 53 63 75 90 100 106 125 18,84 22,4 26,7
393
ПРИЛОЖЕНИЕ 2
Технические характеристики цилиндрических грохотов
со спиральной поверхностью грохочения [561
Показатели Типоразмер грохотов
ГЦЛ-1 гцл-з
Внутренний диаметр рабочей поверхности ба- рабана, мм 1200 1700
Рабочая длина барабана, мм 1500 2860
Угол наклона оси барабана к горизонту, градус 8 8
Ширина щелей между витками спиральной ра- бочей поверхности, мм 50; 70; 100 100; 150; 200
Частота вращения барабана, об/мин 11 9,26
Максимальная крупность кусков в питании, мм 250 400X500X500
Максимальная ориентировочная производитель- 400 1000
ность при наибольшей ширине щелей спираль- ной рабочей поверхности, т/ч
Мощность приводного электродвигателя, кВт 4,5 7,5
Частота вращения вала электродвигателя, об/мин 950 970
Масса грохота, т 3,2 8,96
ПРИЛОЖЕНИЕ 3
Технические характеристики гирациониых грохотов [241
Показатели Типоразмер грохотов
ГГС-32 (СМ-571) ГГС-42 (СМ-652А) Г ГС-52 (СМ-653Б) ГГТ-42 (СМ-572)
Размеры просеивающей поверхности сита, мм:
ширина 1250 1500 1750 1500
длина 3000 3750 4500 3750
Площадь одного сита, м2 3,75 5,62 7,44 5,62
Число сит Размер отверстий сит, мм; 2 2 2 2
верхнего 20 26 22 50
нижнего 5X20 5X20 5X20 12
Наибольший размер кусков в пита- нии, мм Угол наклона короба, градус 150 150 150 400
10—30 10—30 10—30 10—30
Амплитуда (полуразмах) колебаний короба, мм 3,8 4 4 4
Частота вращения вала вибратора, об/мин 1000 875 800 875
Производительность, м3/ч 80 140 200 250
Мощность приводного электродвига- теля, кВт Масса грохота (без электрооборудо- вания), т 7 13 13 17
2,81 3,1 3,64 7,6
394
Производительность при отмывке суспензии.
395
ПРИЛОЖЕНИЕ 5
Технические характеристики инерционных грохотов легкого типа
для угля и материалов с насыпной плотностью до 1 т/м3 [24]
Показатели Типоразмер грохотов
ГИЛ-32 ГИЛ-42 ГИЛ-43 ГИЛ-52
Размеры просеивающей поверхности сита, мм:
ширина 1250 1500 1500 1750
длина 2500 3750 3750 4500
Площадь одного сита, м3 3,1 5,6 5,6 7,9
Число сит 2 2 3 2
Размеры отверстий сит, мм 6—60 6 50 6—50 6—100
Наибольший размер кусков в пита- нии, мм 100 150 200 300
Угол наклона короба, градус 10—25 10—25 10 25 10—25
Амплитуда (полуразмах) колебаний короба, мм 2,5 3; 3,5 2,5; 3 2,5; 3
Частота вращения вала вибратора, об/мин 1150 900; 1000 900; 1000 900
Мощность приводного электродвига- теля, кВт 4 10 10 10
Частота вращения вала двигателя, об/мин 1440 1470 1470 1470
Масса грохота без электродвигателя, т 2,04 4,47 5,13 5,18
396
ПРИЛОЖЕНИЕ 6
Технические характеристики инерционных грохотов среднего типа
для материалов с насыпной плотностью 1,6—1,7 т/м3 [24]
Показатели Типоразмер грохотов
СМД-96 (ГИД) ГИС-32 (С-740) ГИС-42 (С-784) ГИС-52 (С-785) 215-Гр
Размеры просеивающей по- верхности сита, мм:
ширина 1500 1250 1500 1750 1600
длина 3000 3000 3750 4500 3600
Площадь одного сита, м2 4,36 3,75 5,62 7,87 5,76
Число сит 2 2 2 2 1
Размер отверстий сит, мм:
верхнего — (40) (40) (40) 3
нижнего — 12 12 12 —
Наибольший размер кусков в питании, мм 100 100 100 100 20 -25
Угол наклона короба, гра- дус 7 10—30 10—30 10-30 30
Амплитуда (полуразмах) ко- лебаний короба, мм 2,5 3 4,5 3,7 6
Частота вращения вала виб- ратора, об/мин 240 1170 800 800 8U0
Производительность, м3/ч 50 125 125-250 450 100 - 150 *
Мощность приводного элек- тродвигателя, кВт 2,2 7,5 10 10 10
Частота вращения вала дви- гателя, об/мин — 1460 1465 1460 1465
Масса грохота без двига- теля и укрытия, т 2,25 2,4 3,25 3,8 6,06
Производительность в т/ч.
397
ПРИЛОЖЕНИЕ 7
Технические характеристики инерционных грохотов тяжелого типа для руд с насыпной плотностью
до 2,5 т/м3 [24]
Показатели Типоразмер грохотов
ГИТ-11 (ГЖ-2) ГИТ-12 (ГЖД-2) ГИТ-31 (СМ-724) ГИТ-32 (ГИТ-32Н) ГИТ-41 (СМ-690) ГИТ-42 (ГПТ-42Н) ГИТ-51 (ГПТ-51 Н) ГИТ-52 (ГИТ-52 И) ГИТ-61 (С-725) ГИТ-61 А (185-Гр) ГИТ-71 Н (с паро- подо- гревом) сита)
Размеры просеивающей поверхности сита, мм; ширина 800 800 V 1250 1250 1500 1500 1750 1750 * 2000 2000 2500
длина 1600 1600 2500 2500 3000 3000 3500 3500 4000 4000 5000
Площадь одного сита, м2 1,28 1,28 3,12 3,12 4,5 4,5 6,12 6,12 8,0 8,0 12,5
Число сит 1 2 1 2 1 2 1 2 1 1 1
Размер отверстий сит, мм: верхнего 4; 6; 14; 3;5 70; 20; 25; 75; 20; 25; (40; 50; 20; 30; (75; (50; 100) (40; 120)
18; 24 180 30; 40 200 40; (12; 16; 40; 60; 80) 75; 100) 3; 16; 20; 25 40; 60; 80; 100 200)
нижнего — 1,6 — 12; 16; 20; 25 — 12; 16; 20; 25 — 10; 16; 20; 25 — — —
Наибольший размер ку- сков в питании, мм 100- 150 100- 150 750 300 1000 200 400 350 1300 600 1500
Угол наклона короба, градус 10—25 10—25 15—30 10; 20; 25; 30 15—30 20—25 10—20 10—30 15—30 25; 30 10—30
Амплитуда (полуразмах) колебаний короба, мм 3 3 3 5; 3 3 5; 3 7; 3 7; 5; 3 3 6 8
Частота вращения вала вибратора, об/мнн 1000 1000 800 776; 970 800 776; 970 705; 970 636; 710; 795; 970 800 700 520-730
Производительность, т/ч 56 — 350 360 700 850 1000, 350— 1000 900 1000— 1500 350— 2000
Мощность электродвига- теля, кВт 1,7 2,8 10 10 13 13 17 22 22 22 30
Частота вращения вала электродвигателя, об/мин 1420 1420 1465 970 1440 970 1440 1440 1440 1440 1460
Масса грохота без двига- теля и укрытия, т 0,51 0,63 3,1 3,6 5,1 4,7 6,0 7,45 9,5 8,3 13,8
со СО о
ПРИЛОЖЕНИЕ 8
Технические характеристики дуговых грохотов 112]
Показатели Типоразмер грохотов
сд-1 СД-2Л сдо з
Размеры сита, мм
рабочая ширина 1000 1170 1200
рабочая длина 865 1730 2500
Полезная площадь решетки, м2 0,95 1,9 3
Радиус изгиба дуговой поверхности, мм 550 550 800
Центральный уюл изгиба решетки, градус 90 180 180
Зазор между колосниками решетки, мм 0,5—3 0,5 2 0,5
Максимальная крупность зерен в пуль- пе, мм 3-4 3- 4 8—10
Ширина питающей щели (регулируе- мая), мм 10—30 0—30 90—140
Плотность поступающей пульпы, %, нс более 8—20 8—20 8—20
Скорость пульпы на выходе из пи- тающей щели, м/с До 4 4,5-9 4,5—9
Давление пульпы перед питающей щелью, Н/см2, более 12 12 12
Производительность по нодрешетному продукту, м3/ч До 200 200 400 450—500
Масса грохота, м 0,3 0,5 0,83
400
ПРИЛОЖЕНИЕ 9
Технические характеристики щековых фобилок [241
Дробилки с простым движением щеки Дробилки co сложным движением щеки
Показатели CD X X еч Ю X O1 X CD X СП X СП X О
xf1 cD СП O) — CD —-•
Е E E c О О О О
Ct 4 E 4 ч ч ч ч
3 a a S’ а 3 3
Размер приемного отверстия, мм: ширина В 400 600 900 1200 1500 400 400 600 1200
длина L 000 900 1200 1500 2100 600 900 900 1500
Ширина выходной 30—80 80 -160 130 150 180 20— 40 — 75— 150
щели, мм Производитель- 10 25 45—84 160 280 550 50 10- 100 19,8 — 200 35— 250—
ность, м3/ч Максимальный 340 510 750 1000 1200 25 340 48 340 120 510 300 1000
размер максималь- ных кусков, мм Угол захвата, гр а- 18 18 5— -4 22 24 23 18 18 22 22
Дус Ход щеки, мм 20 —22 30 36 40 44 10 10 24 31
Эксцентриситет 19 29 35 40 42 12 12 19 26
вала, мм Частота вращения 260 275 170 150 125 325 290 250 180
эксцентрикового вала, об/мин Приводной элек- тродвигатель: мощность, кВт 28 100 110 160 250 28 40 75 200
частота вра- 1450 1450 720 740 490 1450 980 1460 590
щсния ротора, об/мин Масса дробилки, г 7,56 21,66 71,8 144,6 250,2 6,75 9,51 14,65 120
Примечания: 1. У дробилки ЩДС12Х 15 эксцентриковый вал на подшип-
никах скольжения, у остальных дробилок — на подшипниках качения.
2. По требованию заказчика дробилка ЩДС12Х15 изготавливается с выходной
щелью шириной 200 и 250 мм.
3. Производительность определена для руды средней твердости с насыпном плот-
ностью 1,6 т/м3 и максимальным размером кусков в питании не более 0,85 В
4. Значение ширины выходной щели дано при наибольшем удалении щек. Допу-
скается отклонение ширины выходной щели от номинальной в пределах +20%. Произ-
водительность при отклонениях должна соответственно изменяться.
401
ПРИЛОЖЕНИЕ 10
Технические характеристики конусных дробилок крупного дробления [24]
Показатели С механическим регулированием разгрузочной щели для первич- ного дробления С гидравлическим регулированием разгрузочной щели (ГРЩ)
для первичного дробле- ния для вторичного дробления (ре- дукционные)
ККД-500/75 ККД-900/140 ККД-1200/150 ККД-1500/180 (ККД-1500Б) ККД-1500/300 (ККД-1500А) ККД-500/75ГРЩ ККД-эоо/иогрщ ККД-1200/150ГРЩ ККД-1500/180ГРЩ КРД-500/60ГРЩ КРД-700/75 КРД-900/100
Диаметр основания дробящего конуса, мм 1220 1640 1900 2520 3200 1220 1640 1900 2520 1680 2040 2340
Ширина загрузочного отверстия, мм 500 900 1200 1500 1500 500 900 1200 1500 500 700 900
Номинальная ширина разгрузочного от- 75 140' 150 18Q 300 75 НО; 130; 160; 60 75 100
верстия в фазе раскрытия профилей, мм 140; 150; 180;
160 180 200
Производительность при дроблении руды 150 400 560 1150 2600 160 330; 550; 1200; 200 400 680
средней твердости и не более 4% влаж- 420; 680; 1350;
иости (насыпная плотность 1,6 т/м3), м3/ч, 480 800 1500
не менее
Наибольший размер кусков в питании, мм 400 750 1000 1000 1200 420 750 1000 1300 400 550 750
Число качаний подвижного конуса в минуту Приводной электродвигатель: 160 140. 120 80 82 160 140 120 100 145 135 НО
число 1 1 2 2 2 1 1 1 1 1 1 1
частота вращения ротора, об/мин 740 735 590 590 590 740 740 590 590 490 980 590
мощность, кВт 125 250' 2X200 2X320 2X400 132 250 320 400 210 250 400
Масса дробилки с разводкой смазки, т 38,5 135 229 393 610 42,4 148,5 240 406 92 164 262
ПРИЛОЖЕНИЕ 11
Технические характеристики конусных дробилок среднего дробления [24]
Показатели Типоразмер дробилок
КСД-ОООГр | КСД G00T КСД -900 Гр КСД-900Т КСД-1200ГР КСД-1200Т КСД-1750Гр КСД-1750Т CU а о сч сч S КСД-2200Т
Диаметр основания дробящего конуса, мм 600 600 900 900 1200 1200 1750 1750 2200 2200
Ширина приемного отверстия в фазе раскрытия профилей, мм 100 50 130 75 185 125 250 200 350 275
Ширина разгрузочной щели в фазе сближения профилей, мм 12—25 3—13 15—50 5—20 20—50 10-25 25—60 15—30 30—60 15—30
Длина параллельной зоны, мм 50 80 70 120 ПО 150 130 180 150 250
Производительность, м3/ч, не менее 19—32 6—18 36—62 9—45 70—105 38—85 160—300 90—180 340—580 170—340
Наибольший размер загружаемых ку- сков в питании, мм 80 40 120 60 150 100 215 160 300 250
Усилие прижатия пружинами, кН 350 350 700 700 1050 1050 2500 2500 4000 4000
Число качаний дробящего конуса в ми- нуту 350 350 330 330 260 260 260 260 242 242
Приводной электродвигатель:
мощность, кВт 30 30 55 55 75 75 160 160 250 250
частота вращения ротора, об/мин 1450 1450 1470 1470 740 740 740 740 495 495
Масса дробилки, т 3,7 3,6 10,33 10 26,98 26,8 50,1 50,1 89 89,6
Примеч ан и е. Производительность дана для случая дробления в открытом цикле кристаллических материалов средней твер-
дости с насыпной плотностью 1,6 т/м® и содержанием влаги до 4% при минимальном и максимальном значениях ширины разгрузочной
о
ПРИЛОЖЕНИЕ 12
Технические характеристики конусных дробилок мелкого дробления [24]
Показатели Типоразмер дробилок
КМД-1200ГР КМД-1200Т КМД-1750ГР КМД-1750Т КМД-2200ГР КМД-2200Т
V . . V
Диаметр основания дробящего конуса, мм 1200 1200 1750 1750 2200 2200
Ширина приемного отверстия в фазе раскрытия профилей, мм 100 50 130 80 140 100
Ширина разгрузочной щели в фазе сближения профилей, мм 5—15 3—12 9-20 5—15 10—20 5—15
Длина параллельной зоны, мм 140 200 220 275 350 350
Производительность, м3/ч, не менее 40—130 24—90 90—130 80—110 180—260 160—220
Наибольший размер загружаемых кусков в пи- тании, мм 80 40 100 70 НО 85
Усилие прижатия чаши пружинами, кН 1100 1100 2500 2500 4000 4000
Число качаний дробящего конуса в минуту Приводной электродвигатель: 260 260 260 260 242 242
мощность, кВт 75 75 160 160 250 250
частота вращения ротора, об/мин 735 735 740 740 495 495
Масса дробилки с разводкой смазки, т 29,2 28.3 50,2 50,2 90,5 90,7
Примечание. Производительность указана ориентировочно для случая дробления в открытом цикле кристаллических материа-
лов средней твердости с насыпной плотностью 1,6 т/м3 и содержанием влаги до 4% при минимальном и максимальном значениях ширины
разгрузочной щели.
ND — •— ND СТ> ND СО W -Ч ND 4- Сл Сл О СП Диаметр конуса—диска, мм Технические характеристики дробилок «Жиродиск» (по данным фирмы «Нордберг»)
ND — СО СП -ч О Си О СП Мощность электро- двигателя, кВт
Си Си СП ст> ГО 4^ О СП Di О О О Частота вращения приводного вала, об/ми н
4^ ND •— Масса дробилки, т
~ -Д 4^ о сп о сп 3 jo Та “ <2 ё Sw 5 ® 3 „ о л С В О 73 S ? 2 tr а » w Е > Й о и ч о ? 2 9 ' •! т
4^ СО СТ> СО ооосл СО Размер отверстия сита, мм Производительность при работе в замкнутом цикле по нижнему продукту грохота, м3/ч
О О 4^ ND о сл сп со о
Си 4^ ГО — -Д О СП -Д W
10 17 25 40
ГО — со ф- о сп о со
ПРИЛОЖЕНИЕ 13
Приводной электро- двигатель: число электро- двигателей частота враще- ния ротора, об/мин мощность элек- тродвигателей , кВт Масса дробилки, кг Показатели
2 730 2X4,5 2200 ДГ 400x250 1 Типоразмер дробилки
g X го to ° 5 01 ДГ 600x400
£ ОО “ - о ДГ 800 X 500
§ о § - о ДГ 1000 x 550
со сл £ _ W ел 8 ° ДГ 1500 x 600)
W — СО ЬС 4^ СО о О О О ДГР 600x400
ПРИЛОЖЕНИЕ 16
Технические характеристики однороторных и самоочищающихся молотковых дробилок [24]
Нереверсивные ’ Реверсивные Самоочищающиеся
Показатели Ю О й CD 00 S М-10 8В М-10-12 М-13-12 М13-16В М 20-21 В Й о е»5 О S ДМРЭ10Х ю ДМРИЭ14.5Х 13 ДМНП 12X10 ДМ17Х 14,5 ДМН21 X 18,5
Размеры ротора, мм
диаметр 600 800 1000 1000 1300 1300 2000 2000 1000 1450 1200 1700 2100
длина 400 600 800 1200 1200 1600 2100 3000 1000 1,300 1000 1450 1850
Максимальная крупность кусков в питании, мм 150 250 300 300 300 300 400 400 80 80 400 600 350
Ширина выходной щели решетки, мм 25 13 45 45 10 — — — 2—5 3-5 — — —
Максимальная крупность кусков дробленого продукта, мм — — — — — 10 15 15 — — 3-5 20 20
Частота вращения ротора; об/мин 1250 1000, 1300 580, 950 580, 950 600, 800 730 490 500 735, 1480 735, 985 735 590 582
Производительность при дроблении известняка, т/ч 12—15 19,5- 48 34—54 52—84 67— 170 150— 200 600 850— 1000 80— 100 100— 300 200— 250 150— 500 500— 600
Мощность электродвигателя рото- ра, кВт 17 10 76— 120 ПО— 180 135— 210 200— 250 1000 1250 200 500— 700 155 400 900
g Масса дробилки, т 1,28 2,3 5,8 7,1 15,0 12,5 46,3 54,1 9,1 19,8 23,7 67,54 66,1
ПРИЛОЖЕНИЕ 17
408
Технические характеристики шаровых мельниц мокрого измельчения с центральной разгрузкой [24]
Типоразмер мельниц
О о о О о О О О О О 2
О —. 04 О — — 45 О Ю 4/5
ос еп 04 м -'? со ** Ю ю ю у/
Показатели - у < > X X X о
о о о о о о о о о о
Ст> — СМ 04 04 СО СО « СО *»-<' 3 S' Я Я Я Я Я я я Я q
а а а а = = а а а а
g g g g g g g S g g
Внутренние размеры барабана (без
футеровки), мм:
диаметр 900 1500 2100 2100 2700 3200 3200 3600 3600 4000 4500
длина 1800 3100 2200 3000 3600 3100 4500 5000 5500 5500 6000
Рабочий объем, м3 0,9 4,2 6,8 8,5 17,5 22,4 32,0 46,0 49,0 60,0 82,0
Частота вращения барабана, об/мин 41 30 24,6 24,6 21,0 19,8 19,72 18,12 18,12 17,18 16,7
Приводной электродвигатель:
мощность, кВт 22 100 200 200 380 600 900 1250 1250 2000 2500
частота вращения ротора, об/мнн 1460 1450 750 735 187 250 167 187 187 150 150
Масса мельницы без двигателя и ша- 5,6 21 39 46,1 77 89,2 137 150 159 248 310
ров, т
ПРИЛОЖЕНИЕ 18
Технические характеристики шаровых мельниц мокрого измельчения с решеткой [24]
Типоразмер мельниц
О О О о О О О О о О О О О О О
о СМ ю ю 04 о о о о о о о
Показатели с» X X X X X X X X X X X X X _ X X
о о о о о о о о о о о Sgg о о о
о — 04 04 04 04 04 со со со «Ко со TJ*
i а & i а. а а & CU CU CU 0, Ч а а. а. а.
а а а 3 а Е а а а а а а а^н а а а
g g g g g g g g g g g g g ое g g g
Внутренние размеры ба- рабана (без футеровки),
мм:
диаметр 900 1200 1500 2100 2100 2100 2700 2700 2700 3200 3200 3600 3600 3600 4000 4500
длина 900 1200 1500 1500 2200 3000 2100 2700 3600 3100 4500 4000 4000 5000 5000 6000
Рабочий объем, м3 0,45 1,15 2,2 4,3 6,3 8,5 10,0 14,0 17,5 22,0 32,0 36,0 36,0 45,0 55,0 68,0
Частота вращения бара- бана, об/мин 41 36 30 24,1 24,6 24,6 21 21 21 19,8 19,8 18,1 18,1 18,12 17,18 16,66
Приводной электродвига-
тель:
мощность, кВт 14 28 55 132 200 200 380 380 380 600 900 1000 1100 1250 2000 2500
частота вращения, 730 735 970 740 750; 750; 187 187 187 250 167 167 167 187 150 1500
об/мин 735 735
Масса мельницы без дви- гу гателя н шаров, т 5,3 ' 10,3 15,4 39,1 44,4 49 68 74 78,5 95,6 141,3 157,7 158,4 165,3 261,5 295,9
о (Г
СП ш S X оооэ >- оое»-пэм С с 1/ С с S 5 ® *" goo 3 СМ СМ 1Л 12 2 з 00 — ем " 03
У е; К D. Г! 0000 у 0001Пэм с с с с с 1Г 1Г 60,0 13,02 § ш сч g еч хн ~ — сч
1 мельчения (24) р мельииц оооехоове-пэм oooixooze-now с с СС СС С с с\ се с с If 1Г с с If *5 32,0 49,0 14,46 13,71 630 1100 167 167 139 166
мельниц мокрого из о» S т а о с ооэехоодг-Пэм с с С\ ООО о г- “5 8 ОО 1Л СО ОО о О — — О — оо
я ооос xooiz-Пэм с с СЧ с с с О' из Ч о с со 2 ° § ^7 со ю
oozzxooiz-rrow с с СЧ с с с с ? ОО О О СЧ ср 2 S К S
X 3 ш О) X OOIC xoos 1-ПЭМ с UC 2 см о из * 2^-8 2 ГЗ - СО 1 сч
0J н X X X к- X о. OOIZXOOZI Пэм 00Я1 ХООбНЭМ с: с СЧ с с ст 8 СЧ Г- О “3 °0- ТГ см О1 Tf £2 ° сч —' о сч сч S СО о со сч щ
Технические характе Показатели Внутренние размеры барабана (без футе- ровки), мм: диаметр длина Рабочий объем, м8 Частота вращения барабана, об/мин Приводной электродвигатель: мощность, кит HdLluid оращспии puiupd, ии/лшп Масса мельницы без двигателя и стержней, т
410
ПРИЛОЖЕНИЕ 20
Шкала крепости горных пород но М. М. Протодьяконову
Катего- рия горных пород Степень крепости пород Породы f
1 В высшей степени крепкие Наиболее крепкие, плотные и вязкие кварциты и базальты. Исключитель- ные по крепости другие породы 20
II Очень крепкие Очень крепкие гранитовые породы. Кварцевый порфир, очень крепкий гранит, кремнистый сланец, менее крепкие, нежели указанные выше, кварциты. Самые крепкие песчаники и известняки ГБ
111 крепкие Гранит (плотный) и гранитовые поро- ды. Очень крепкие песчаники и из- вестняки. Кварцевые рудные жилы. Крепкий конгломерат. Очень крепкие железные руды 10
111а То же Известняки (крепкие), некрепкий гра- нит, крепкие песчаники, крепкий мрамор, доломит, колчеданы 8
IV Довольно крепкие Обыкновенный песчаник, железные руды 6
IV а То же Песчанистые сланцы, сланцевые пес- чаники 5
V Средние Крепкий глинистый сланец, некреп- кий песчаник и известняк, мягкий конгломерат 4
Va То же Разнообразные сланцы (некрепкие), плотный мергель 3
VI Довольно мягкие Мягкий сланец, очень мягкий извест- няк, мел, каменная соль, гипс, мерз- лый грунт, антрацит, обыкновенный мергель. Разрушенный песчаник, сце- ментированная галька и хрящ, камен- ный грунт 2
Via То же Щебенистый грунт, разрушенный сла- нец, слежавшаяся галька и щебень, крепкий каменный уголь, отвердев- шая глина 1,5
VII Мягкие породы Глина (плотная), мягкий каменный уголь, крепкий нанос — глинистый грунт 1,0
Vila То же Легкая песчанистая глина, лёсс, гра- вий 0,8
VIII Землистые породы Растительная земля, торф, легкий суглинок, сырой песок 0,6
IX Сыпучие породы Песок, осыпи, мелкий гравий, на- сыпная земля, добытый уголь 0,5
X Плывучие породы Плывуны, болотистый грунт, разжи- женный лёсс и другие разжиженные грунты 0,3
411
ОГЛАВЛЕНИЕ
Введение............................................................ 3
Раздел первый
ГРОХОЧЕНИЕ
Глава I. Общие сведения ....................................... . 5
§ 1. Основные понятия и назначение грохочения................... 5
§ 2. Просеивающая поверхность................................. 7
Глава II. Гранулометрический состав . ... 18
§ 1. Способы определения гранулометрического состава........... 18
§ 2. Ситовый анализ .... ......... 20
§ 3. Характеристики крупности.............................. . 23
§ 4. Уравнения характеристик крупности .27
§ 5. Кривые распределения................................. 30
§ 6. Вычисление поверхности и числа зерен но уравнениям суммар-
ной характеристики крупности............................. 32
§ 7 Вычисление среднего диаметра зерен сыпучего материала ... 36
Глава III. Процесс грохочения . . . . 40
§ 1. Эффективность грохочения .... 40
§ 2. «Легкие», «трудные» и «затрудняющие» зерна ... 44
§ 3. Вероятность прохождения зерен через отверстия сита 45
§ 4. Влияние различных факторов на процесс грохочения .... 47
§ 5. Последовательность выделения классов при грохочении . 53
Глава IV. Кинетика процесса грохочения .55
§ 1. Зависимость эффективности грохочения от продолжительности
рассева ........................................................ 55
§ 2. Зависимость эффективности грохочения от производительности
(нагрузки) грохота ............................................. 58
§ 3. Зависимость эффективности грохочения по отдельным классам
от общей эффективности грохочения . . 59
Глава V. Грохоты .................................................. 65
§ 1 Классификация грохотов .... 65
§ 2. Неподвижные колосниковые грохоты 66
§ 3. Волковые грохоты . . . 68
§ 4. Барабанные грохоты . . .69
§ 5. Плоские качающиеся грохоты .... . 72
§ 6. Полувибрационные (гирационные) грохоты ..... 76
§ 7. Вибрационные грохоты с прямолинейными вибрациями короба 80
§ 8. Вибрационные грохоты с круговыми вибрациями короба ... 87
§ 9. Расчет производительности гирационных и вибрационных
грохотов с круговыми вибрациями короба.......................... 92
§ 10. Криволинейные и плоские грохоты ........................ 97
412
Глава VI. Эксплуатация грохотов ................................. 102
§ 1. Выбор, крепление и натяжение снт ........................ 102
§ 2. Установка грохотов .................................... 105
§ 3 Подогрев сит ...................................... . . . 108
Раздел второй
ДРОБЛЕНИЕ
Глава I. Процессы дробления и измельчения НО
§ 1. Назначение операций дробления и измельчения. . . 110
§ 2. Степень дробления и измельчения ......................... 111
§ 3. Стадиальность и схемы дробления и измельчения 113
§ 4. Удельная поверхность рыхлого материала................... 117
§5. Современное состояние вопроса о разрушении горных пород 118
§ 6. Механические свойства горных пород при простых видах де-
формирования ................................................ 121
§ 7. Законы дробления......................................... 127
§ 8 Способы дробления, классификация машин для дробления и
измельчения 134
Глава II. Щековые дробилки ....................................... 136
§ 1. Принцип действия, классификация и область применения . 136
§ 2. Конструкция щековых дробилок ............................ 138
§ 3. Технологические характеристики щековых дробилок ... 146
§ 4. Эксплуатация щековых дробилок............................ 155
Глава Ill. Конусные дробилки ............... . 158
§ 1. Принцип действия, классификация и область применения 158
§ 2. Конструкция конусных дробилок крупного дробления . . 162
§ 3. Технологические характеристики конусных дробилок крупного
дробления .................................................... 170
§ 4. Эксплуатация конусных дробилок крупного дробления .... 175
§ 5. Конструкция конусных дробилок среднего и мелкого дробления 178
§ 6. Технологические характеристики конусных дробилок среднего
и мелкого дробления ..................................... 192
§ 7. Эксплуатация конусных дробилок среднего и мелкого дробления 197
Глава IV. Валковые дробилки....................................... 203
§ 1. Принцип действия, классификация и область применения . . . 203
§ 2. Конструкции валковых дробилок............................ 204
§ 3. Технологические характеристики валковых дробилок......... 212
§ 4. Эксплуатация валковых дробилок .......................... 215
Глава V. Дробилки ударного действия . . .................... 217
§ 1. Принцип действия, классификация и область применения 217
§ 2. Молотковые дробилки..................................... 217
§ 3. Конструкции молотковых дробилок.......................... 219
§ 4. Роторные дробилки ..................................... 229
§ 5. Конструкции роторных дробилок ... 230
§ 6. Технологические характеристики молотковых и роторных дро-
билок [15, 35, 76] .................................... 233
413
§ 7. Эксплуатация молотковых и роторных дробилок.............. 238
§ 8. Определение абразивности для ударных дробилок............ 239
§ 9. Принцип действия, конструкция и эксплуатация дезинтегра-
торов ................................ .... . 241
Раздел третий
ИЗМЕЛЬЧЕНИЕ
Глава 1. Барабанные мельницы.................................... 243
§ 1. Принцип действия, классификация и область применения . . . 243
§ 2. Конструкции шаровых и стержневых мельниц................. 245
§ 3. Конструкции мельниц самоизмельчения и рудногалечных
мельниц.................................... ... . 255
Глава II. Механика дробящей среды шаровой мельницы. . 263
§ 1. Скоростные режимы работы мельницы . 263
§ 2. Критическая частота вращения мельницы . , 266
§ 3. Уравнения параболической и круговой траекторий движения
шара в мельнице ............................................... 271
§ 4. Координаты характерных точек параболической ipacKгорни
движения шара в мельнице ... 272
§ 5. Оборачиваемость шаров в мельнице . . ... 274
§ 6. Скорость падения шаров в мелышце . . 277 |
§ 7. Геометрические места точек перехода шаров . 281
§ 8. Параметр k и угол отрыва внутреннего слоя шаров в мельнице 283
Глава III. Полезная мощность шаровой мелышцы ...................... 284 |
§ 1. Масса дробящей нагрузки................................. 284
§ 2. Полезная мощность, потребляемая шаровой мельницей при
каскадном режиме ее работы .................................... 287
§ 3. Полезная мощность, потребляемая шаровой мельницей при
водопадном режиме ...................................... 292
§ 4. Мощность, потребляемая электродвигателем барабанной мель-
ницы из сети .................................................. 299
Глава IV. Мелющие тела, изнашивание шаров 300
§ 1. Мелющие тела, процесс изнашивания........................ 300
§ 2. Закономерности изнашивания и характеристики крупности
шаров ....................................................... 302
§ 3. Рационирование шаровой нагрузки в мельнице ..... 307
Глава V. Процесс измельчения . . 311
§ 1. Кинетика измельчения ................................... 311
§ 2. Измельчаемость руд .................................... 316
§ 3. Абразивность руд ............ ... 317
§ 4. Тонкое измельчение....................................... 321
§ 5. Сухое и мокрое измельчение............................. 323
Глава VI. Технология измельчения иа обогатительных фабриках 324
§ 1. Схемы измельчения ....................................... 324
§ 2. Работа мельниц в замкнутом цикле ........................ 330
414
§ 3. Работа мельницы в открытом цикле . . 338
§ 4. Пульпа . . . . ............. 339
§ 5. Определение циркулирующей нагрузки по результатам опро-
бования ............................... 340
Глава VII. Производительность барабанных мельниц ................. 343
§ I. Единицы измерения производительности мельниц. 343
§ 2. Факторы, определяющие производительность мельниц . 345
§ 3. Определение производительности мельницы . 35)
Глава VIII. Эксплуатация барабанных мельниц ... 361
Глава IX. Вибрационные, планетарные и га.зоструйиые мельницы 373
§ 1. Вибрационные мельницы . 373
§ 2. Планетарные мельницы ... 377
§ 3. Газоструйные мельницы .................. 378
Глава X. Охрана труда в цехах дробления и измельчения обогатитель-
ных фабрик ............................................... . 379
§ 1. Техника безопасности............... . . 379
§ 2. Промышленная санитария . . 382
Сп и сокл и тературы ....... 385
Приложения . . . . . 389
Сергей Ефимович Андреев
Валентин Александрович Перов
Виктор Владимирович Зверевич
ДРОБЛЕНИЕ. ИЗМЕЛЬЧЕНИЕ И ГРОХОЧЕНИЕ
ПОЛЕЗНЫХ ИСКОПАЕМЫХ
Редактор издательства В. П. Кунак
Переплет художника Г. И. Бронниковой
Художественный редактор О. Н. Зайцева
Технический редактор Л. Н. Шиманова
Корректор Л. В. Сметанина
ИБ № 1985
Сдано в набор 25.09.79. Подписано в печать 05.02.80. Т О 1855
Формат С0х901/1в. Бумага типографская № 1. Гарнитура «Литературная».
Печать высокая. Усл. печ. л. 26,0. Уч.-изд. л. 26,36. Тираж 9400 экз.
Заказ 1528/6930—11. Цена 1 р. 20 к.
Издательство «Недра», 103633, Москва, К-12, Третьяковский проезд, 1/19
Ленинградская типография Ms 6 Ленинградского производственного обьедпнения
«Техническая книга» Союзполш рафпрома при Государственном комитете ('ССР»
но делам издательств, полиграфии и книжной торговли. 193141,
Ленинград, С-141, ул. Моисеенко, 10.