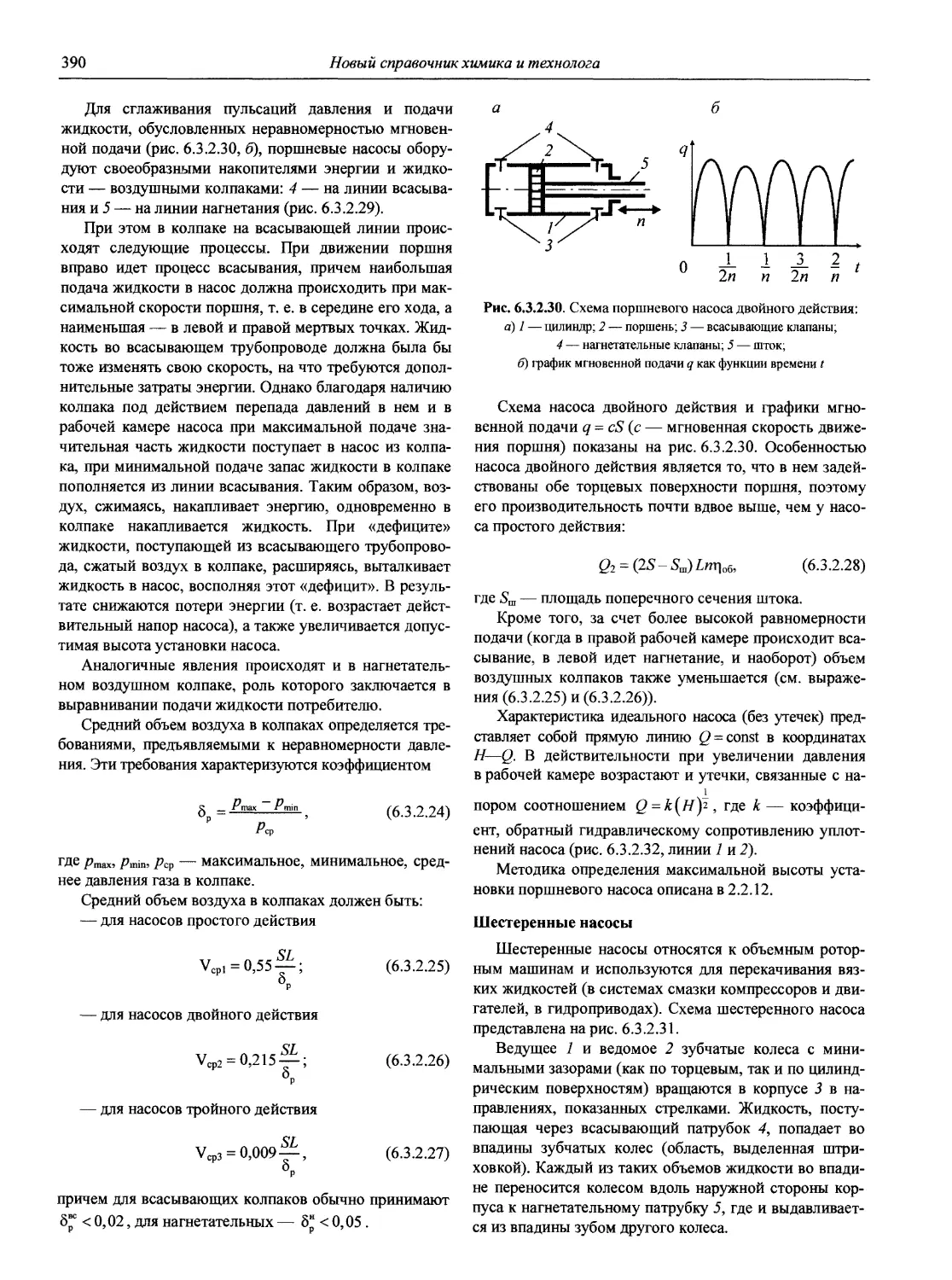
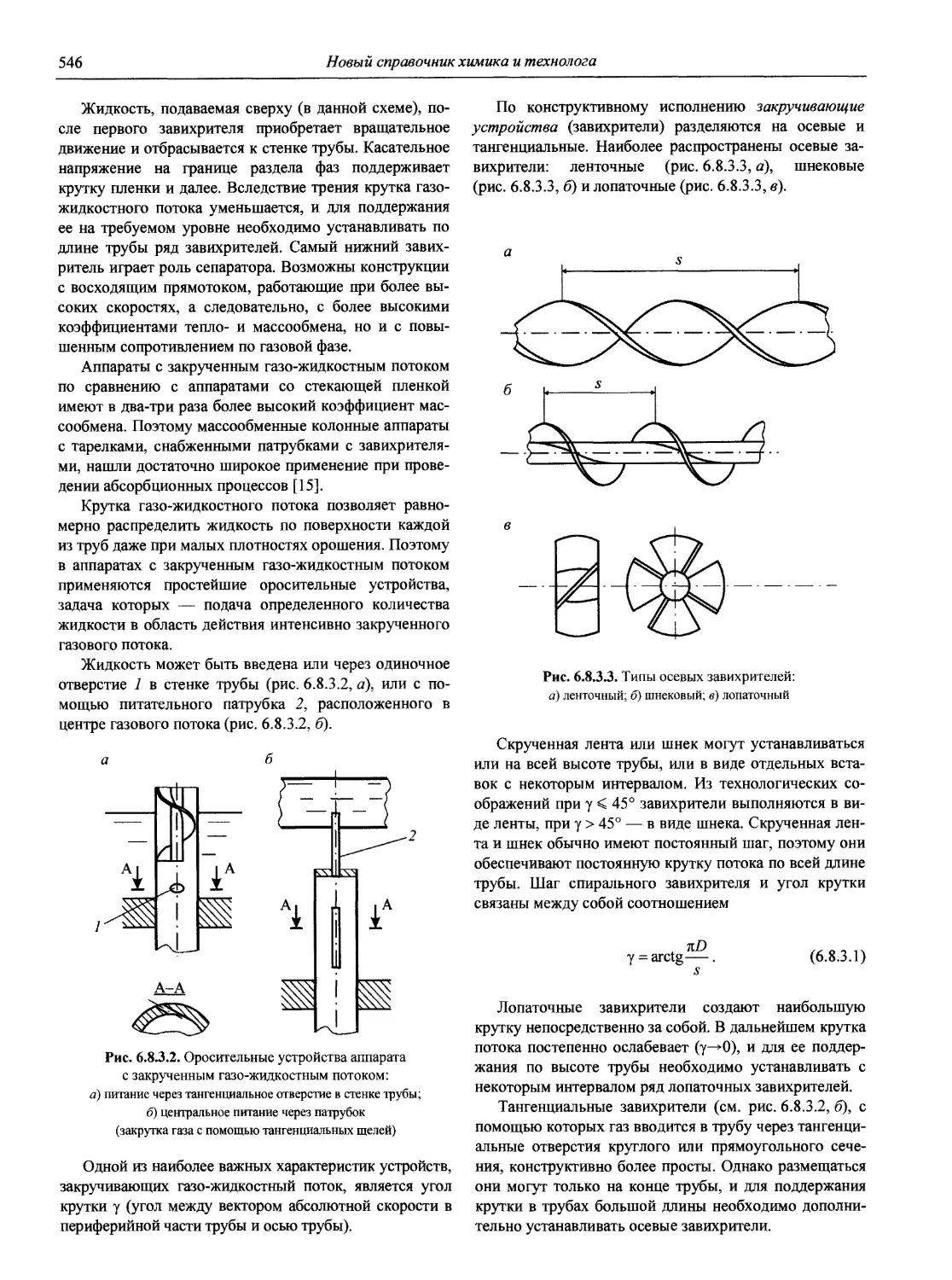
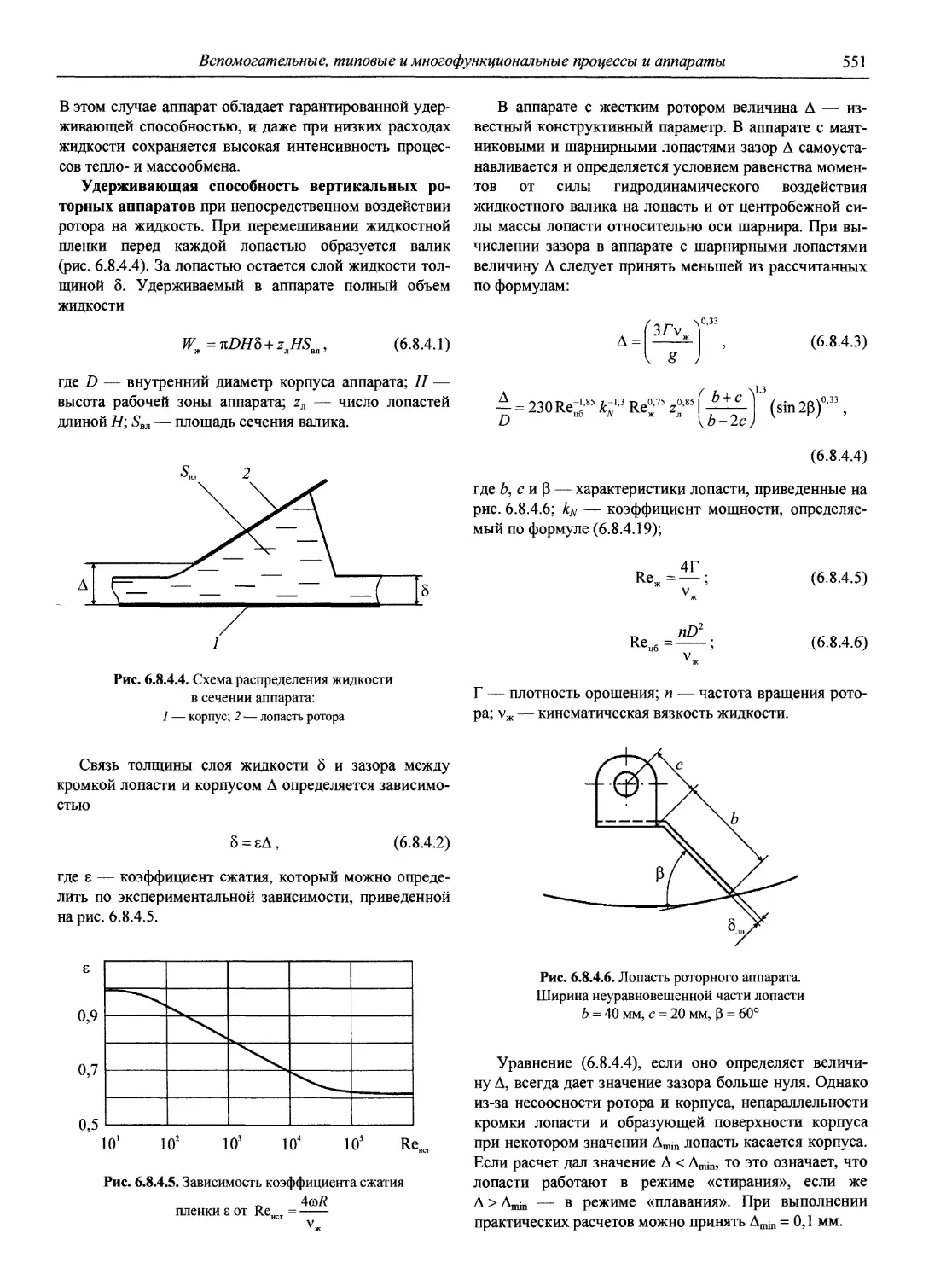
/









































































































































































































































































































































































































































































































































































































































































































































Похожие




Текст
ББК 35.11
[Мир и Семья, Профессионал, СПб
Авторы:
д.т.н., проф. [Островский Георгий Максимович д.т.н., проф. Абиев Руфат Шовкетович д.т.н., проф. Барабаш Вадим Маркусович д.т.н., с.н.с. Биленко Леонид Федорович д.т.н., проф. Богданов Валерий Владимирович д.т.н., проф. Бритов Владислав Павлович д.т.н., проф. Вдовец Михаил Залманович д.т.н., проф. Веригин Александр Николаевич к.т.н., доц. Данилъчук Виталий Сергеевич д.т.н., проф. Доманский Игорь Васильевич к.т.н., с.н.с. Доманский Олег Васильевич к.т.н., доц. Иваненко Александр Юрьевич к.т.н., доц. Иванов Евгений Васильевич к.т.н., доц. Крылов Вячеслав Михайлович к.т.н., с.н.с. Леонтьев Владимир Савельевич д.х.н., проф. Малыгин Анатолий Алексеевич
Маркова Алла Валентиновна
к.т.н. Мошинский Александр Иванович к.т.н. Муравьев Юрий Николаевич к.т.н., доц. Некрасов Виктор Алексеевич к.т.н., доц. Николаев Олег Олегович д.т.н., проф. Пертен Юрий Александрович к.т.н., доц. Сиренек Валерий Анатольевич д.ф.-м.н., проф. Стрелец Михаил Хаимович д.х.н., проф. Удалов Юрий Петрович д.т.н., проф. Фролов Владимир Федорович к.ф.-м.н., доц. Чесноков Юрий Георгиевич к.т.н., доц. Шапунов Макс Моисеевич к.т.н. Щеголев Виктор Владимирович к.т.н. Эбервейн Никита Викторович д.т.н., проф. Яблокова Марина Александровна
Редактор тома: д.т.н., проф. Георгий Максимович Островский
Н72 Новый справочник химика и технолога. Процессы и аппараты химических технологий. Ч. I — С.-Пб.: АНО НПО «Профессионал», 2004. — 848 с., ил.
Справочник посвящен процессам и аппаратам химических технологий. В первой части тома описываются основные физические принципы процессов и аппаратов, рассматриваются механика сплошных, многофазных и многокомпонентных сред, теплообменные процессы, массоперенос, вспомогательные, типовые и многофункциональные процессы и аппараты, образование дисперсной фазы. Особое внимание уделяется методам математического моделирования на основе фундаментальных знаний о потоках, в том числе и с учетом их турбулентности.
Наука о процессах и аппаратах на современном этапе развития химической технологии является интегральной, объединяющей в себе механику различных сред, термодинамику, массо- и энергоперенос, а ее применение требует объединения усилий химика, имеющего глубокие теоретические знания, и технолога, владеющего необходимым объемом знаний в рамках специальности «Машины и аппараты химической промышленности» («Chemical Engineering»).
Справочник ориентирован на широкий круг читателей — химиков, технологов, исследователей, преподавателей, аспирантов и студентов.
Все права защищены и принадлежат издателю.
Любое использование материала данной книги, полностью или частично, без разрешения АНО НПО «Профессионал» запрещено и будет преследоваться по закону.
ISBN 5-98371-021-4
© АНО НПО «Профессионал», 2004
Памяти Г. М. Островского
Доктор технических наук, профессор Георгий Максимович Островский родился 11 февраля 1944 г. в Ленинграде. В 1967 г. окончил ЛТИ им. Ленсовета, получив специальность инженера-механика по машинам и аппаратам химических производств, и был оставлен на кафедре оптимизации химической и биотехнологической аппаратуры в должности младшего научного сотрудника, где проработал более 37 лет. В 1972 г. он защитил кандидатскую, а в 1986 г. — докторскую диссертацию на тему «Методы расчета и реализация пневмотранспортных процессов».
Талантливый ученый и педагог, Островский воспитал десятки молодых ученых, опубликовал более 100 статей, получил более 40 авторских свидетельств на изобретения и патентов, признанных во многих странах мира, издал 6 монографий и учебных пособий.
Главное направление научной деятельности Г.М. Островского — механика неоднородных сред. Созданный им курс лекций по данной тематике читается студентам инженерно-кибернетического факультета СПбГТИ, а в 2000 г. была издана его монография «Прикладная механика неоднородных сред».
Круг научных интересов Георгия Максимовича был необычайно широк — от разработки методов расчета и проектирования установок пневматического транспорта до технологии глубоководной добычи железно-марганцевых конкреций со дна Черного моря. И в любом деле его характерной особенностью был нетрадиционный подход к решаемой проблеме. Предложенные им оригинальные идеи и неординарные технические решения многих практических задач зачастую вызывали определенный скепсис специалистов-производственников, но в дальнейшем при практическом применении доказывали свою эффективность.
Георгий Максимович внес большой вклад в теорию и развитие аналитических методов расчета различных видов пневмотранспорта сыпучих материалов (в закрученном потоке; с высокой концентрацией; в заторможенном плотном слое). При его участии разработаны программное обеспечение оптимизации работы автоцементовозов и камерных питателей и различная аппаратура для специальных видов пневмотранспорта: пульсационный аэрожелоб для транспортирования порошкообразного материала в состоянии, близком к рыхлой насыпи, как в наклонном, так и в горизонтальном положении; установка для перегрузки глинозема заторможенным плотным слоем из емкостей с высоким давлением в емкости с низким давлением независимо от их положения в пространстве; пневмотранспорт с высокой концентрацией и вихревая печь для обжига цемента.
Благодаря пониманию физической общности явлений и умению увидеть главное, подкрепленным глубокой интуицией, Г.М. Островскому удавалось решать задачи из разнородных, казалось бы, областей: гидротранспорт дисперсных материалов; очистка газов в электрофильтрах; перемешивание жидкостей с существенно различающимися вязкостями; разработка порошковых огнетушителей и т. п.
Научная смелость Георгия Максимовича Островского, основанная на глубоком понимании сущности явлений, позволяла ему браться за непосильные для многих специалистов задачи. В качестве примера можно привести исследования эффекта волны разрушения в зернистых средах, проводившиеся под его руководством. В кратчайшие сроки на основе этого эффекта был создан метод выгрузки остатков порошкообразного сырья из железнодорожных цистерн. Проблема, связанная с накоплением слежавшихся остатков порошкообразного груза после пневматической разгрузки железнодорожных цистерн, для железной дороги оказалась настолько острой, что идея была воплощена в жизнь менее чем за полтора месяца.
Вот как описала этот способ газета «Социалистическая индустрия» в 1983 г.: «Эффективный способ выгрузки сыпучих материалов из цистерн нашли ученые Технологического института им. Ленсовета. Они предложили “встряхивать” содержимое цистерн воздушной волной, которую создает газ, выпускаемый под большим давлением через специальный клапан. Он имитирует в материале эффект вскипания... Этот способ дал возможность разгружать цистерны вдвое быстрее».
Наряду с решением задач химико-технологического профиля Островский занимался и наукоемкими разработками процессно-аппаратурного плана, например:
- технология глубоководной добычи железно-марганцевых конкреций и метангидратосодержащих осадков (1990 г.);
- пульсационные резонансные технологии при проведении обменных и реакционных процессов в неоднородных средах и т. д.
Резонансные пульсационные аппараты стали новым перспективным направлением химического машиностроения, а Георгий Максимович явился его родоначальником. Действие этих аппаратов основано на использовании внешних управляемых пульсационных воздействий, при которых частота колебаний возбуждающей силы соответствует частоте
собственных колебаний системы «аппарат— обрабатываемая многофазная среда» и (или) согласована с максимальным массоэнергопереносом либо в самой неоднородной среде, либо на ее границах (например, стенках аппарата).
Возникающие при этом преимущества в сравнении с традиционной аппаратурой связаны в первую очередь с существенной интенсификацией массо-энергопереноса и снижением дисперсии комплекса параметров (например, относительной скорости фаз, объемной доли и размеров деформируемых капель и пузырей, времени пребывания реагирующих фаз в аппарате), определяющих протекание процессов. Упомянутые преимущества обусловили снижение энергозатрат, повышение качества получаемых продуктов, снижение габаритов химической аппаратуры.
С 1994 г. и до последних дней жизни Г.М. Островский сотрудничал с университетами в Халле и Магдебурге, а также с фирмой «Reso Тес» (Германия) по направлениям: экстракция в системах «жидкость — жидкость» и «жидкость — твердое»; растворение твердых частиц в жидкости; тепло-и массообменные процессы в псевдоожиженных слоях порошков; различные сорбционные процессы; микрофильтрация; реакционные и обменные процессы в газо-жидкостных средах. Действующая модель барботажного аппарата экспонировалась на международной выставке в Ганновере. Исследования перешли в стадию промышленных испытаний в цехах более десятка германских фирм, среди которых наиболее известны «Glatt» и «Henkel».
Ученый с мировым именем, исследователь, экспериментатор, неутомимый пропагандист всего нового и передового в науке, блестящий организатор, Георгий Максимович Островский сумел привлечь к работе над данным томом «Нового справочника химика и технолога» большую группу энтузиастов — ученых и специалистов из ведущих учебных и научно-исследовательских институтов Санкт-Петербурга, вдохновленных идеей выпуска нового фундаментального издания.
Руководитель авторского коллектива, редактор тома профессор Г.М. Островский разработал подробный план тома, написал для него ряд статей на основе своих разработок и патентов, настоял на включении в Справочник ряда новейших авторских разработок и сведений из зарубежных публикаций. Добиваясь максимального удобства пользования Справочником, он требовал от авторов соблюдения единообразия терминологии и стиля изложения, скрупулезно отслеживал перекрестные ссылки между разделами и между главами в разделах.
Георгий Максимович Островский трагически погиб в сентябре 2004 г. Он не успел увидеть Справочник в законченном виде, но только благодаря его энергии, требовательности и настойчивости работу, которая могла бы растянуться на долгие годы, удалось завершить в течение трех лет — очень короткий срок для издания подобного фундаментального труда.
Миллионы читателей, используя Справочник в своей практической деятельности, долгие годы будут с благодарностью вспоминать о Г.М. Островском.
ОТ ИЗДАТЕЛЬСТВА
Петербургское издательство «Профессионал» предлагает специалистам-химикам и всем заинтересованным читателям 7-томный «Новый справочник химика и технолога» (Справочник). («Справочник химика» в 7 томах, под общей редакцией чл.-корр. АН СССР Б.П. Никольского, последний раз был переиздан в 1962-1966 гг.)
Название Справочника отражает основную задачу издателей и авторов: помимо базовых, «академических», публиковавшихся в научной и справочной литературе (например, в «Справочнике химика») сведений представить в максимально возможном объеме новую информацию, данные, полученные за последние 40 лет в области не только химической науки, но и химических технологий, — и таким образом сделать Справочник интересным, нужным, необходимым широкой «химической» аудитории — как ученым и студентам, так и производственникам-практикам.
В создании Справочника приняли участие крупные ученые и ведущие специалисты — химики из Москвы, Санкт-Петербурга, других городов страны (всего около 150 авторов); материалы являются оригинальными авторскими разработками либо подготовлены на основе современной литературы. Справочник обобщает опыт работы российских и зарубежных ученых и технологов второй половины XX в. и показывает перспективу развития химической и смежных областей науки и производства.
В процессе работы неоднократно возникала необходимость привлечения дополнительных материалов, разработки новых тем, более расширенного и углубленного изложения уже включенных в Справочник разделов. В связи с этим значительно увеличился, по сравнению с первоначально запланированным, объем издания (некоторые тома выйдут в двух книгах), сроки выпуска данного и следующих томов отодвинулись. Однако авторско-издательский коллектив считает эти производственные потери и трудности оправданными в связи с необходимостью оптимального решения заявленной глобальной задачи.
Продолжает издание том «Процессы и аппараты химических технологий».
Основные темы изданных и готовящихся к изданию томов:
♦ основные свойства неорганических, органических и элементоорганических веществ;
♦ свойства растворов, химическое равновесие;
♦ сырье и продукты промышленности;
♦ аналитическая химия;
♦ электродные процессы, коррозия, химическая кинетика и диффузия, коллоидная химия;
♦ вредные химические вещества.
Руководители издательства выражают благодарность за самоотверженную работу всем принявшим участие в создании данного тома.
ПРЕДИСЛОВИЕ
Предлагаемый читателю очередной том «Нового справочника химика и технолога» существенно отличается от соответствующего тома предыдущего издания (Справочник химика / Под ред. чл.-корр. АН СССР Б.П. Никольского. В 7 т. М.; Л.: Госхимиздат, 1962-1966).
В новом Справочнике значительно расширены тематика и содержание излагаемого материала, в связи с чем заметно увеличился его объем. В то же время в Справочнике отсутствует традиционная классификация процессов. Например, нет такого понятия, как «гидромеханические процессы», что связано, скорее, с некоторым неудобством изложения современного материала в жестких устоявшихся рамках, чем с желанием что-то изменить. В самом деле, сведения о механизме стесненного движения капель, традиционно включаемые в раздел «Гидромеханические процессы», удобнее перенести в раздел «Массообменные процессы», где рассматривается жидкостная экстракция, для которой информация о движении капель имеет более существенное значение, чем для простого механизма осаждения. И поскольку уже существует такая канонизированная область науки, как механика неоднородных сред, в которой обобщаются на современном теоретическом уровне знания о движении не только капель, но и различных дисперсных частиц или их структурных образований, введение в Справочник одноименного раздела легко устраняет неудобство применения старой классификации.
Большое внимание к теоретическим вопросам процессов и аппаратов отразилось и в названии самого Справочника, который теперь предназначен не только для химика или химика-технолога (в дальнейшем мы не будем подчеркивать разницу между этими специальностями), но и для технолога. По крайней мере, том Справочника, посвященный процессам и аппаратам химических производств, имеет содержательный уровень, предполагающий специфику профессионального образования специалиста, для которого он предназначен. Таким образом, введение в название Справочника слова «технолог» связано с тем, что на современном этапе развития химической технологии химику уже не под силу овладеть методологией такой интегральной науки, какой является наука о процессах и аппаратах, объединяющая в себе механику сплошных и многофазных сред, термодинамику, массо-и энергоперенос. «Технолог» здесь означает специалиста, имеющего знания по перечисленным дисциплинам в рамках технического университета. Например, в СПбГТИ это соответствует специальности «Машины и аппараты химической промышленности», в европейских странах и в США такая специальность именуется «Chemical Engineering».
Предыдущий справочник базировался на процессном мировоззрении, которое сложилось до середины XX в. и в подавляющем большинстве случаев являлось сугубо эмпирическим. Принятым эталоном такого мировоззрения для химика является многократно переиздававшийся курс А.Г. Касаткина «Основные процессы и аппараты химической технологии». В рамках этого курса (и ему подобных) описание процессов, например осаждения суспензий, однородного псевдоожижения, всплытия капель в экстракционной колонне, фильтрования и пр., ведется раздельно, в каждом случае со своей терминологией и своими эмпирическими расчетными соотношениями.
Такой подход тормозит процесс обобщения научных знаний и увеличивает информационную энтропию.
Специфику подобной ситуации точно сформулировал Дж. Пирсон (Современная гидромеханика. Успехи и проблемы. М.: Мир, 1984): «Гидромеханику преподают в рамках любого курса химической технологии. По опыту знаю, что она воспринимается с большим трудом, чем любой другой предмет учебного плана. На нее повсюду смотрят как на существующий элемент инженерной практики... В большинстве случаев инженеры-химики с опаской используют многие инженерные соотношения, содержащиеся в наиболее подходящих справочниках, такие как формулы для коэффициентов сопротивления при течении в трубе или для конечной скорости свободно падающих частиц. На худой конец они пренебрегают всеми гидромеханическими эффектами как таковыми, включая их неявно в формулы для тепло- и массообмена. Поэтому они терпят неудачи в попытках понять сущность многих интересных и важных процессов...»
Конечно, химиков в этом нельзя обвинять. Их проблемы настолько сложны, что требовать от них одновременно глубоких знаний химии и интегральной науки о процессах и аппаратах сегодня уже невозможно. Однако и продолжать выпускать большое число специалистов, которые знают что-то по химии и что-то по гидромеханике, также не имеет смысла. Успешная реализация проектов в области химической технологии сегодня возможна только при совместном участии двух профессионалов — химика и технолога. Задача технолога состоит в том, чтобы помочь химику реализовать нужный ему технологический процесс с учетом современных знаний процессно-аппаратурного плана.
Целесообразность помощи химику стала особенно очевидна с того времени, когда ситуация кардинальным образом изменилась — благодаря массовому распространению современной вычислительной техники стало доступным математическое моделирование на основе фундаментальных знаний процессов массо- и энергопереноса в многофазных и многокомпонентных потоках, в том числе и с учетом их турбулентности.
Предлагаемый вниманию читателей том «Процессы и аппараты химических технологий» состоит из двух частей. Первая часть включает в себя восемь разделов, содержание которых является базой для описания процессов, рассматриваемых во второй части тома (девятый и последующие разделы).
Первый раздел посвящен описанию основных физических принципов, определяющих выбор процессов и аппаратов в техническом решении. В нем впервые появляются такие общепринятые технические термины, как «ректификация», «кристаллизация», «жидкостная экстракция» и «мембранная ультрафильтрация», и обосновывается целесообразность выбора конкретного технического решения. Например, здесь показано, что технологии выделения жидкого компонента из смеси жидкостей могут быть основаны на разности температур кипения либо замерзания компонентов, на различных способностях их к растворению в какой-либо жидкости, наконец, на различии размеров молекул. Кроме того, даются ссылки на соответствующие разделы Справочника, где эти технологии описаны подробно.
Второй раздел посвящен механике сплошных сред. В нем традиционно рассматриваются вопросы течения газов, ньютоновских и неньютоновских жидкостей по каналам, включая фильтрацию в недеформируемых пористых средах, и вопросы обтекания различных тел. Здесь же помещена глава, посвященная механике зернистых сред.
В третьем разделе рассматриваются вопросы механики многофазных и многокомпонентных сред — моделирование одиночного, стесненного и консолидированного движения частиц (в том числе капель и пузырей), включая двухфазные потоки с различной структурой. Описание моделей дается как в эйлеровой и лагранжевой системах координат, так и в эйлерово-лагранжевом описании, позволяющем моделировать турбулентный перенос в многофазных средах.
Четвертый и пятый разделы посвящены моделированию соответственно процессов тепло- и массопереноса.
Таким образом, разделы со второго по пятый являются теоретической базой для описания различных технологических процессов.
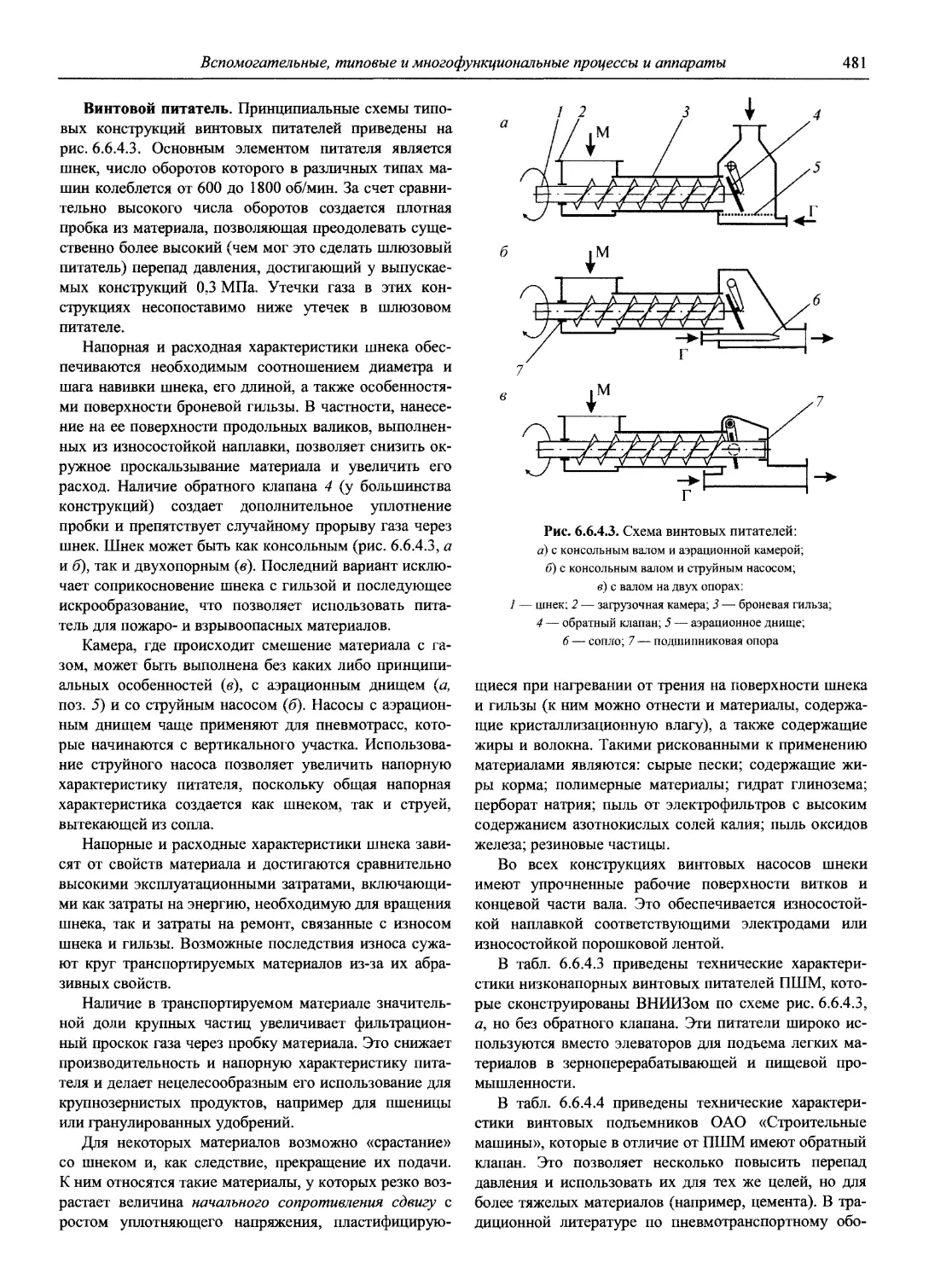
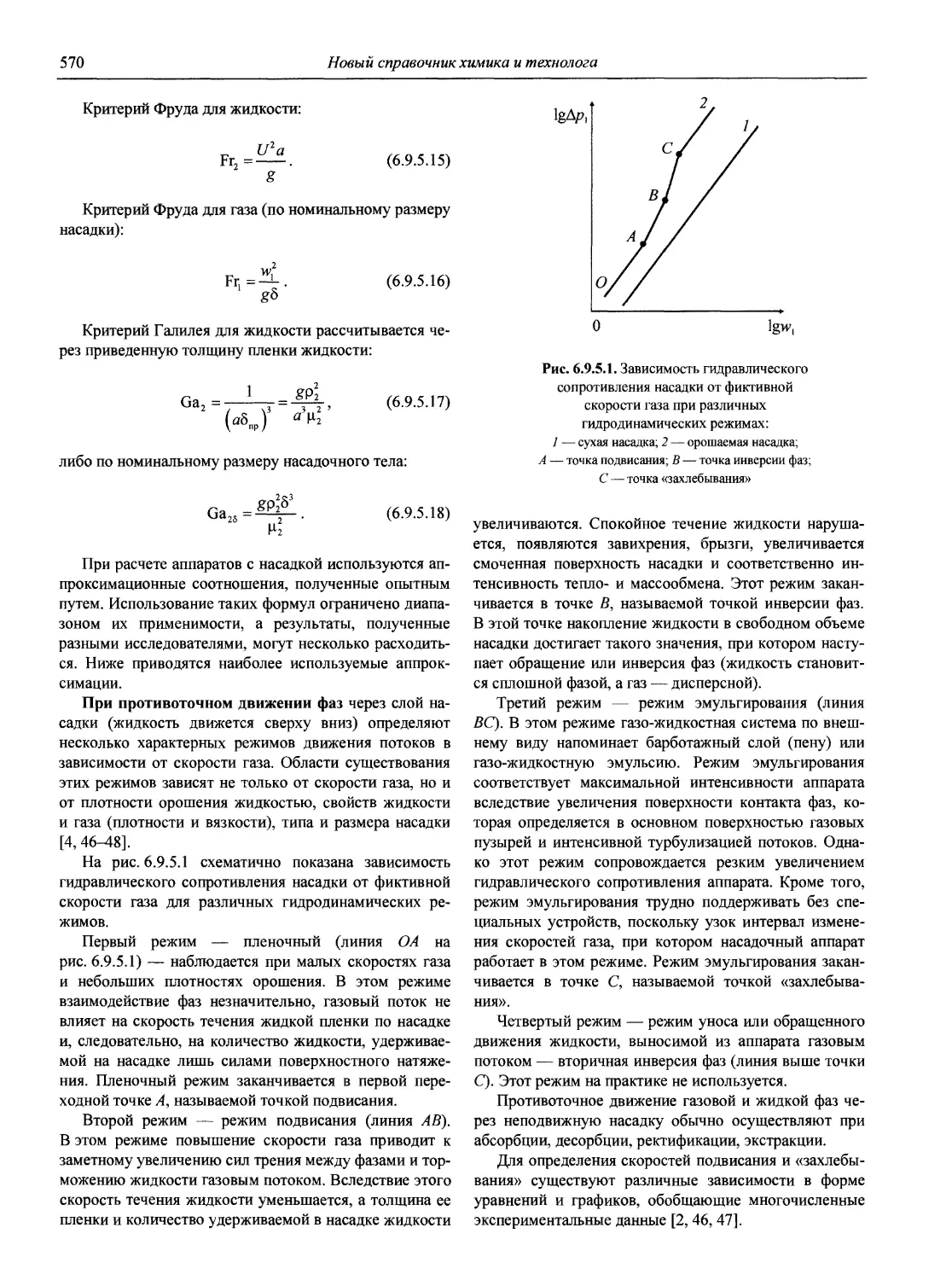
Шестой раздел посвящен описанию вспомогательных, типовых и многофункциональных процессов и аппаратов. К аппаратам такого типа относятся, например, теплообменники, без которых, за редким исключением, не обходится ни один процесс, а также аппараты с перемешивающими устройствами, которые широко используются в разнообразных процессах; транспортные системы, бункеры, аппараты с насадкой и др.
В седьмом разделе рассматриваются наиболее распространенные методы математического моделирования, которые используются в тех случаях, когда применение математических моделей на основе канонизированных описаний явлений массоэнергопереноса либо нецелесообразно в силу их высокой стоимости и несущественного преимущества по адекватности моделируемого процесса, либо невозможно по причине отсутствия четких физических представлений о процессе. Обычно математическое моделирование строится на формальных качественных моделях, часто весьма изобретательных, с использованием интегральных балансовых соотношений для различных потоков, участвующих в том или ином процессе. Введением в них эмпирических коэффициентов устанавливается приемлемая адекватность модели реальным процессам.
Подобное моделирование не всегда позволяет оптимизировать конструкцию машины или аппарата, однако оно находит все более широкое распространение и, в силу легкости получения математических моделей процессов и оперативности вычислений, является мощным инструментом в моделировании сложных технологических процессов. Простые аппроксимационные модели аппаратов позволяют компоновать сложные многоаппаратные технологические установки, без которых уже невозможно управлять технологическими процессами, гарантировать качество продукта и надежность технологических установок.
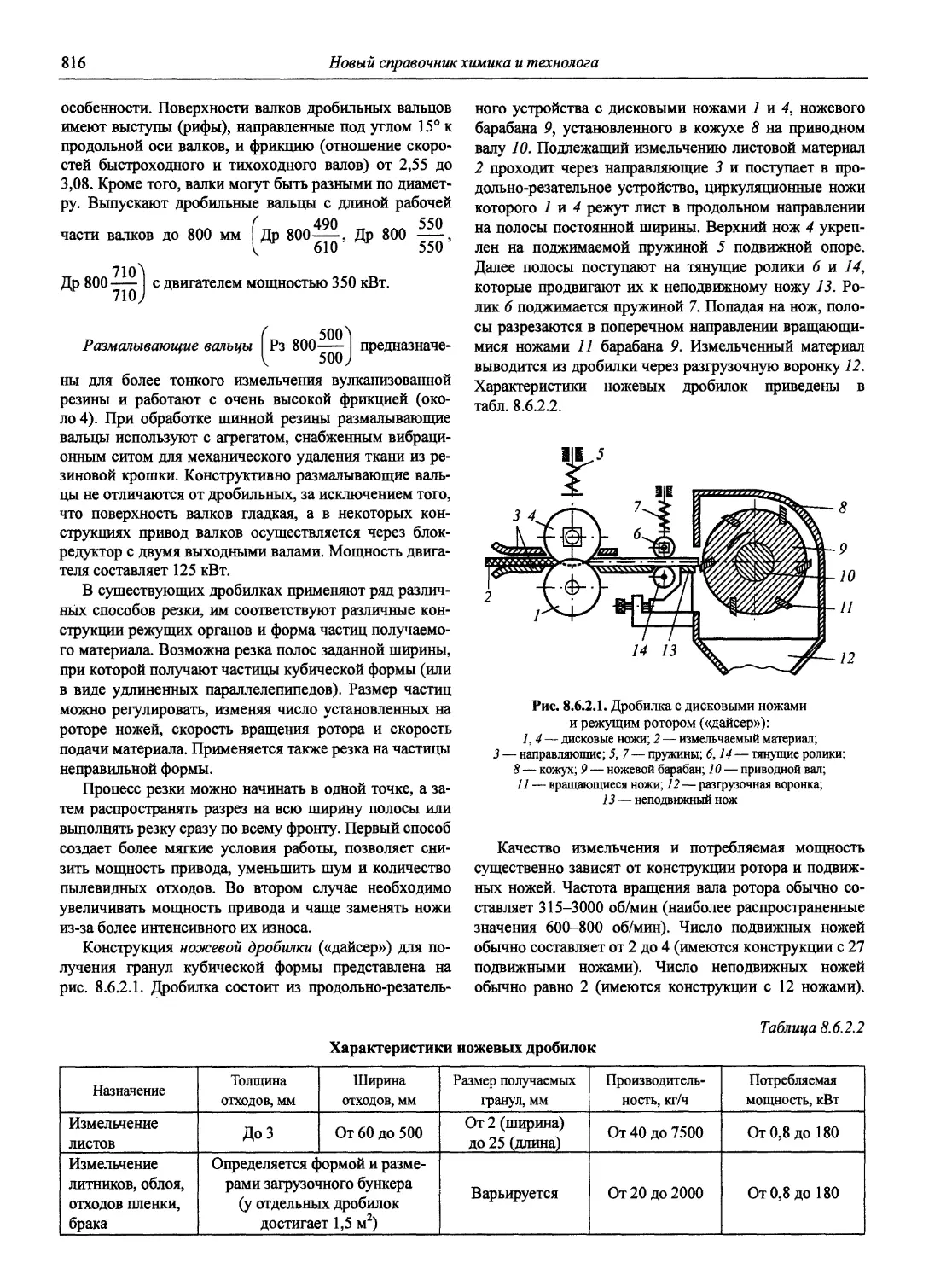
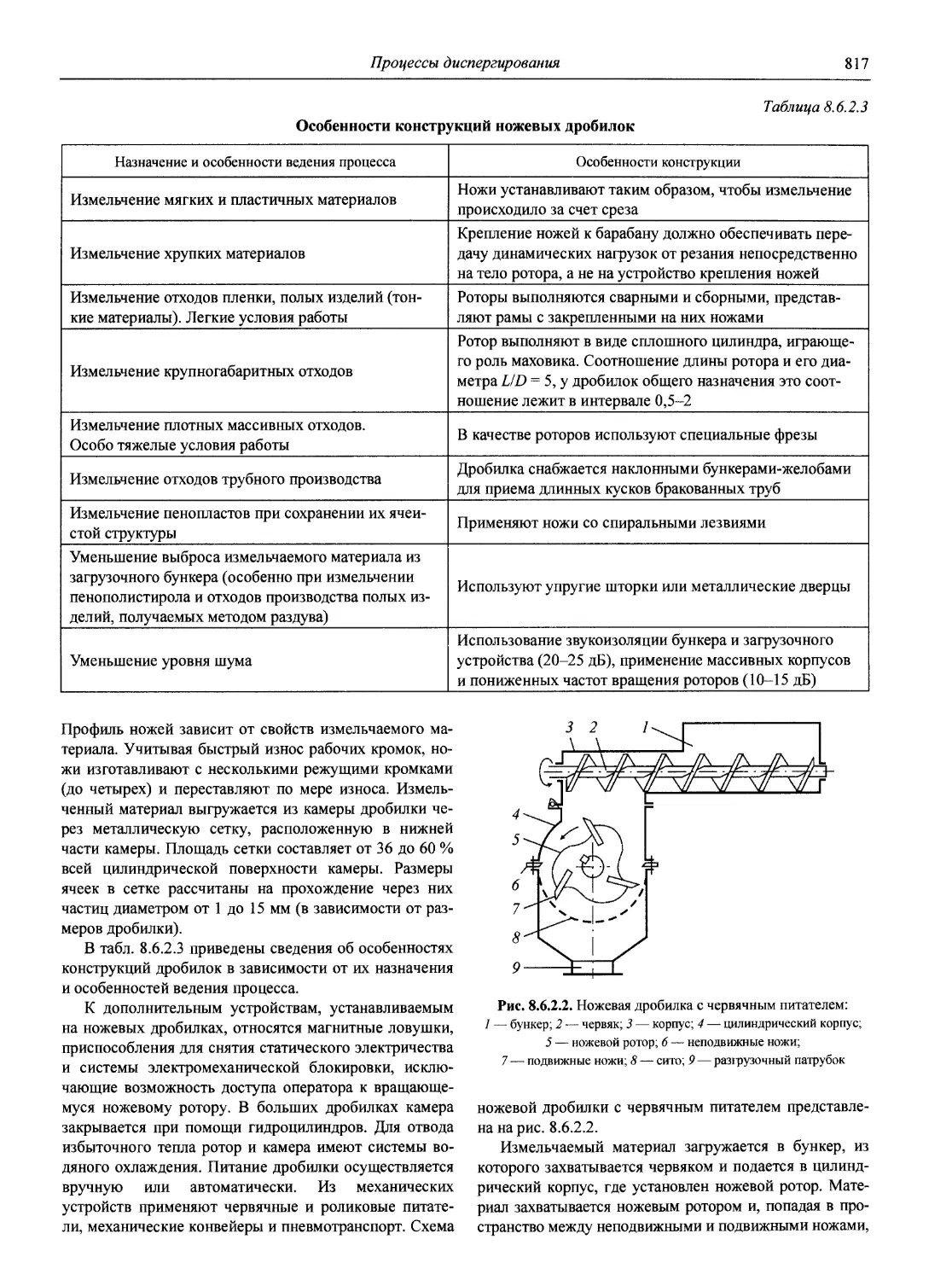
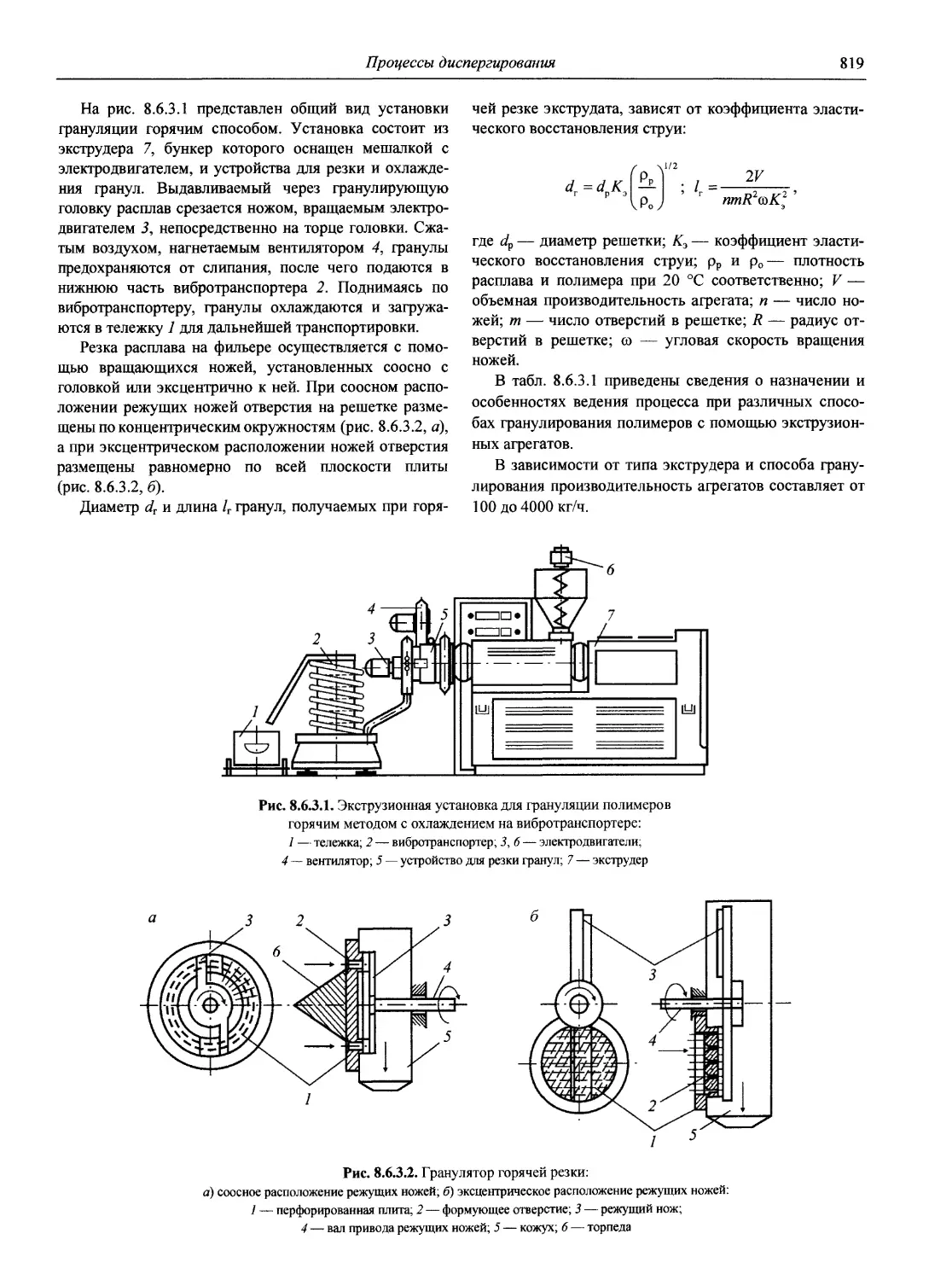
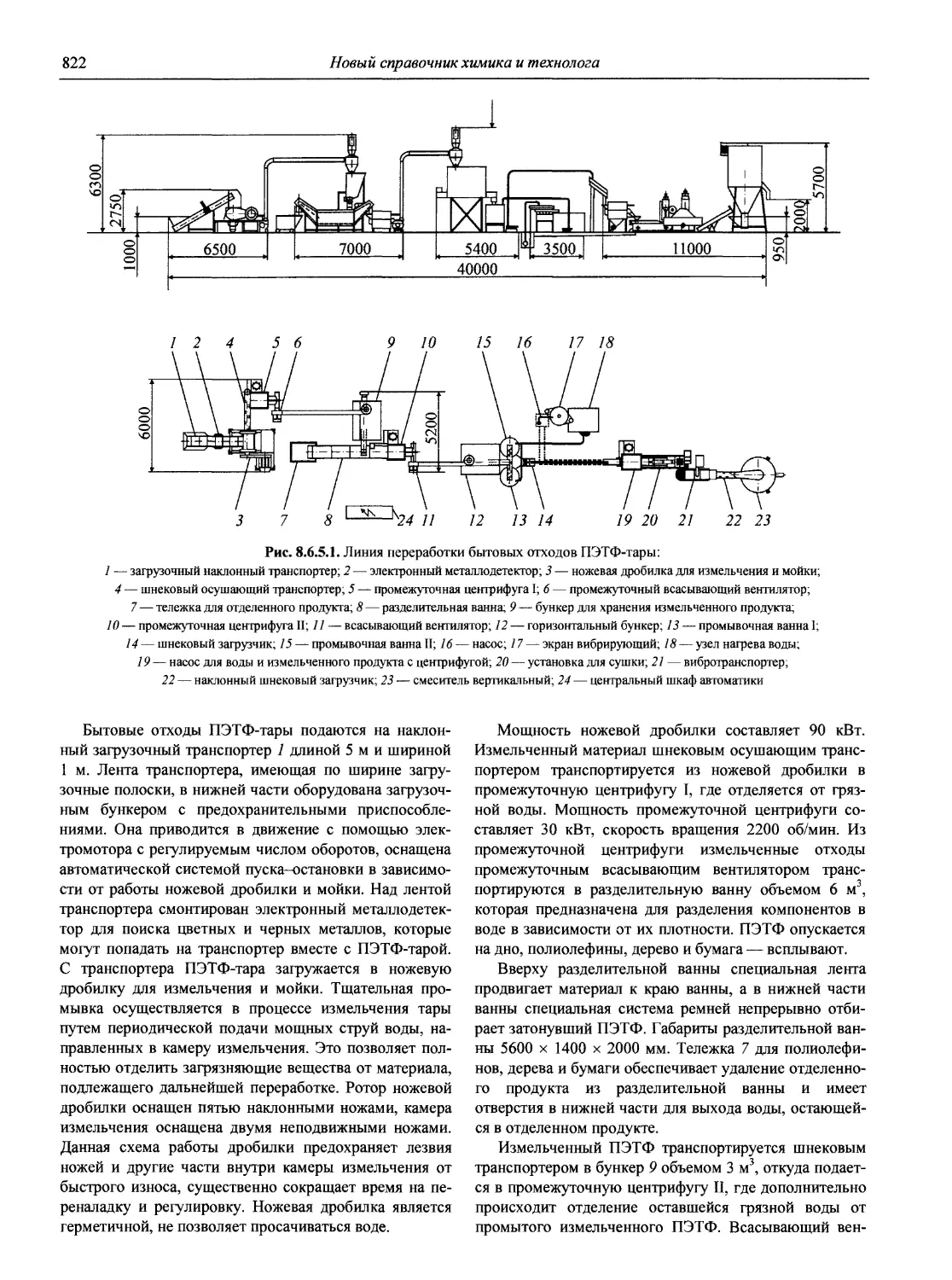
Восьмой раздел, заключающий первую часть тома, рассматривает процессы образования дисперсной фазы— капель, пузырей и твердых частиц. Отдельные главы посвяще
ны процессам механической активации твердых материалов (в том числе и полимерных композиций), которые всегда сопутствуют измельчению (в некоторых случаях процессы активации становятся целевыми, а измельчения — сопутствующими). Для облегчения ориентации читателя среди многообразия применяемых на практике машин для дробления и измельчения твердых материалов главы, посвященные процессам дробления и измельчения, начинаются со сведений об эволюционном развитии дробилок и мельниц.
В разделах второй части тома рассматриваются процессы и аппараты, которые являются традиционными для химических и смежных с ними производств. Это механические процессы — классификация твердых частиц по размерам и извлечение их из потоков жидкости и газа; тепло- и массообменные процессы — выпарка, сушка, ректификация и дистилляция, адсорбция и абсорбция, экстракция из жидкости и твердого тела, кристаллизация, реакционные процессы, происходящие в различных химических реакторах и печах; мембранные процессы разделения жидкостей и газов; технология и оборудование переработки полимеров в изделия.
Новым для справочной литературы процессно-аппаратурного направления является раздел, посвященный надежности и безопасности аппаратов и технологических установок и качеству получаемых продуктов. Введение в Справочник этого раздела обусловлено тем, что поддержание устойчивого режима течения процесса и работы технологических установок, обеспечивающих максимальную производительность и высокое качество получаемого продукта, невозможно без знаний как самого процесса, так и элементов теории надежности.
В последнем разделе рассматриваются методы измерений при исследовании процессов и аппаратов.
Издание Справочника, включающего такой обширный материал и отвечающего достигнутому к началу XXI в. уровню развития теории и состоянию химического производства, потребовало привлечения большой группы специалистов. В подготовке данного тома принимало участие более 40 человек. В связи с этим основная трудность подготовительной и редакторской работы заключалась в том, чтобы выдержать единый стиль и научный уровень, избежать дублирования и несогласованности взглядов на частные проблемы. Коллектив авторов, понимая невозможность устранения всех недочетов при подготовке первого издания, надеется на то, что критика будет доброжелательной и конструктивной.
Данное издание ориентировано на широкий круг читателей — химиков, технологов, исследователей, преподавателей, аспирантов и студентов. Тем не менее Справочник не является методическим пособием по реализации того или иного технологического процесса и не следует полагать, что в современных условиях можно успешно реализовать технологический проект с помощью одного лишь Справочника. Его задача — указать принципиально верное направление технического решения.
Успеха добиваются профессионалы!
Доктор технических наук, профессор
Г.М. Островский
К ЧИТАТЕЛЯМ
Издательство с благодарностью примет и учтет при подготовке последующих изданий все ваши замечания, предложения и пожелания
Раздел 1
ОПИСАНИЕ ОСНОВНЫХ ПРОЦЕССОВ И АППАРАТОВ
Под ред. д.т.н., проф. Г.М. Островского
1.1. Образование дисперсной фазы
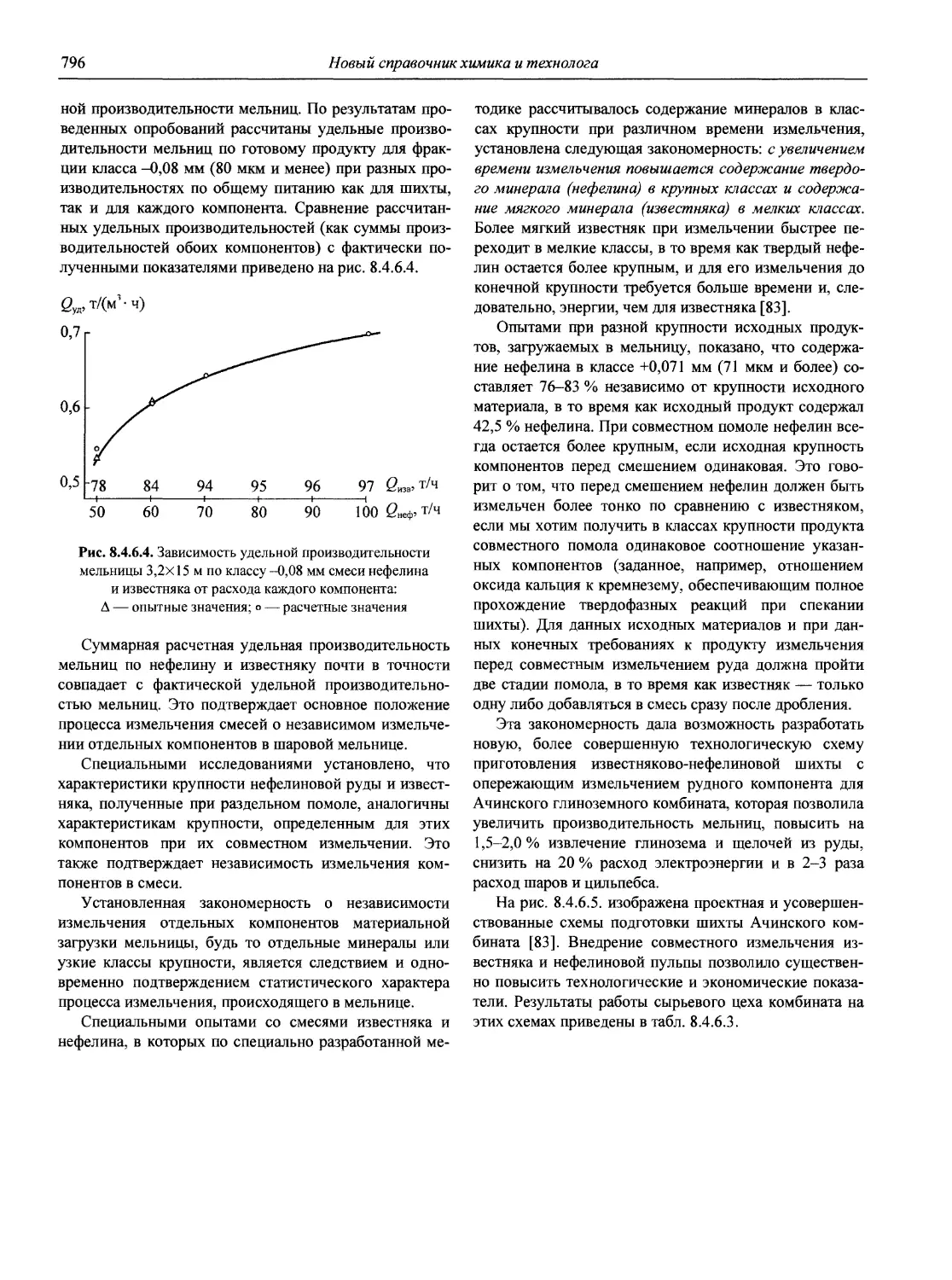
Для разработки достоверных методов расчета технологического оборудования важное значение имеет исследование процессов образования, диспергирования (от латинского dispergo — рассеиваю, рассыпаю) твердых частиц, пузырей и капель. Уменьшением размеров частиц дисперсной фазы (капель, пузырей и твердых частиц) увеличивают поверхность контакта взаимодействующих фаз и за счет этого ускоряют обменные и реакционные процессы. При измельчении твердых тел в процессах обогащения преследуют и другую цель — вскрывают целевое вещество, содержащееся в породе.
Механизмы образования дисперсной фазы чрезвычайно сложны и характеризуются очень большим числом параметров. Влияющие на процессы диспергирования параметры определяются как свойствами среды дисперсной фазы, так и способами диспергирования, однако анализ этих процессов невозможен без понимания физической сущности самого акта диспергирования частиц.
1.1.1. Полезная и затраченная работа диспергирования
(Г.М. Островский)
Если рассмотреть особенности расположения микрочастицы (атома, иона, молекулы) внутри частицы и на ее поверхности, то нетрудно заметить, что молекула, расположенная внутри частицы, испытывает взаимодействие окружающих ее молекул и находится в равновесии. В иных условиях находится молекула, расположенная на поверхности, так как взаимодействующие с ней такие же молекулы находятся только с одной стороны частицы, а с другой стороны находятся молекулы окружающей ее среды. Таким образом, некоторые силы (их называют силами «упругости» поверхностного слоя) компенсируют силы взаимодействия между молекулами, находящимися внутри частицы и на ее поверхности. Упругонапряжсннос состояние поверхностного
слоя вызывает «сгущение» энергии на поверхности. Энергию поверхностного слоя, отнесенную к площади поверхности частицы, называют удельной поверхностной энергией о (Дж/м2). Для капель и пузырей эту величину называют поверхностным натяжением. Очевидно, что величина о будет зависеть как от свойств среды самой частицы, так и от свойств среды, ее окружающей.
Полная энергия частицы состоит из внутренней и поверхностной энергий. Если разделить частицу, полная энергия которой А, а поверхность F, на две части, суммарная полная энергия и поверхность которых будут А’ и F', то, полагая внутреннюю энергию двух частей такой же, как она была до диспергирования, получим
A-A'=AA=o(F'-F)=c>AF, (1.1.1.1)
где ЛА — полезная работа диспергирования, AF — приращение поверхности (вновь образованная поверхность), о — удельная поверхностная энергия.
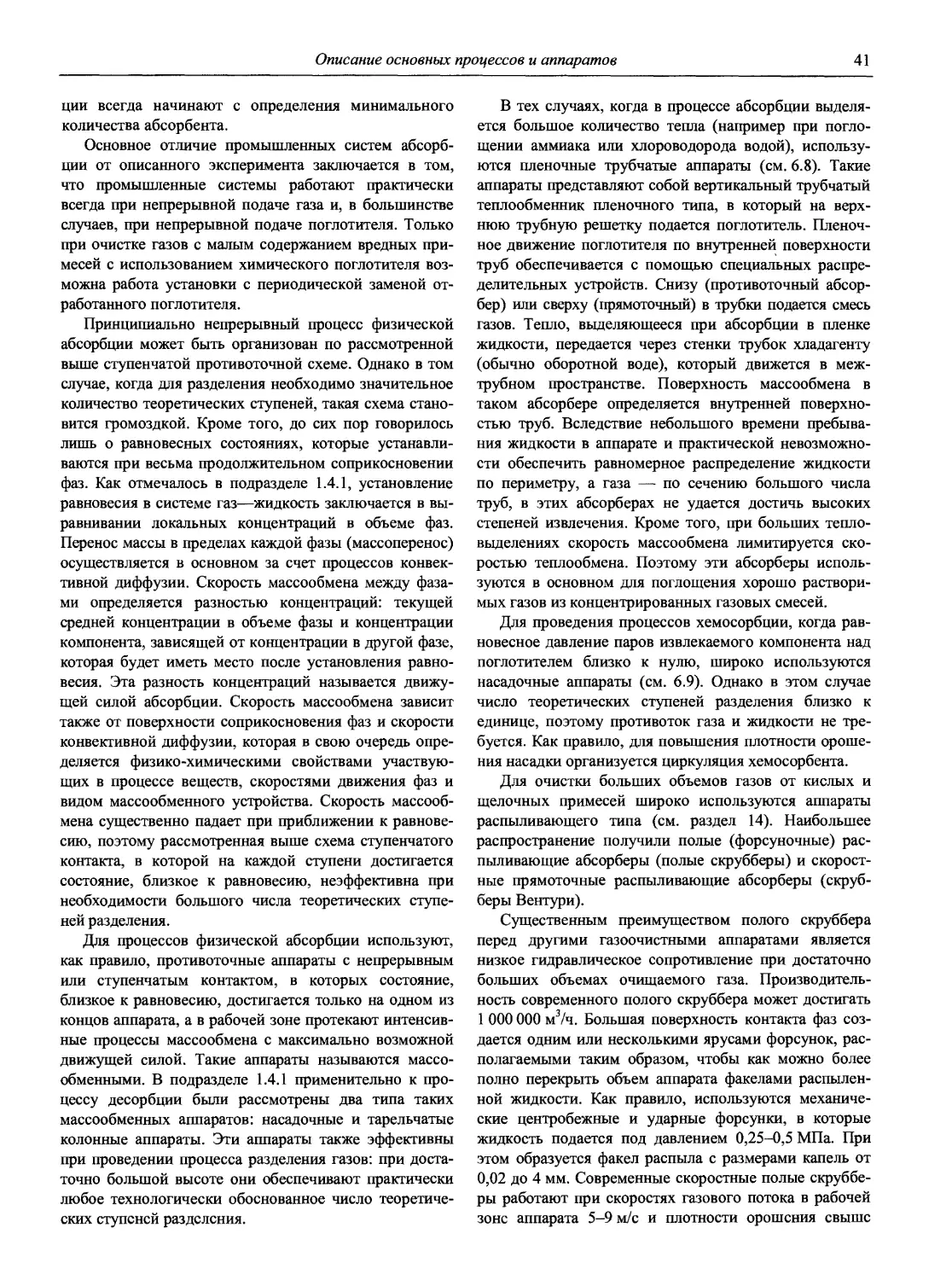
Таким образом, с уменьшением размера частиц увеличивается поверхностная энергия, которая при определенных условиях может перейти в другой вид энергии, например в тепло. На рис. 1.1.1.1 показаны две крайние формы колебаний капли, образованной при слиянии двух капель. Время перехода одной формы в другую определяется полупериодом колебаний. Очевидно, что энергия колебаний полностью перейдет в тепло, когда колебания капли под действием трения затухнут и она примет сферическую форму.
Рис. 1.1.1.1. Фазы колебаний капли после слияния двух одинаковых капель
8
Новый справочник химика и технолога
Для твердых частиц слияние, подобное слиянию капель или пузырей, невозможно из-за их структурной прочности. Здесь скорее следует говорить о срастании пригнанных поверхностей или заживлении образовавшихся при диспергировании трещин. Однако эти процессы эффективно могут протекать только в вакууме, поскольку срастанию поверхностей препятствуют адсорбционные слои молекул среды, окружающих частицу.
Из формулы (1.1.1.1) вытекает важное следствие: затраты энергии на диспергирование тем меньше, чем ниже удельная поверхностная энергия или, что то же, чем ниже поверхностное натяжение. Снижение удельной поверхностной энергии целенаправленным изменением свойств окружающей частицу среды широко используется в технологии диспергирования (помола) твердых тел (см. 8.5.2).
В реальных условиях диспергирования приходится затрачивать работу на преодоление упругих деформаций частицы и окружающей ее среды. Оценим величину этой работы на примере разрушения куба упругого твердого тела сжатием (рис. 1.1.1.2).
Если предположить, что связь деформаций с напряжением подчиняется закону Гука, то работа разрушения (рис. 1.1.1.2, б) есть АЛ =-|pmaxA8max, где Ртах — усилие разрушения, А8тах — деформация разрушения.
При деформации куба
Д5 = е§ = 2-5 (1.1.1.2)
Е
где е — относительная деформация, осж — напряжение сжатия, Е — модуль упругости, S — размер частиц.
Если напряжение разрушения обозначить через [осж], то, с учетом Ртх =[осж]82, окончательно получим
A^JSaJ-g3. (1.1.1.3)
2Е
Полученное выражение соответствует гипотезе Кирпичева — Кика (1874, 1885 гг.), утверждающей, что энергия диспергирования пропорциональна объему частицы.
Рис. 1.1.1.2. Схема разрушения куба сжатием
Если принять за акт разрушения куба образование трещины площадью 82, то полезная работа согласно уравнению (1.1.1.1) при F = 282 составит
АЛ = 282о. (1.1.1.4)
Уравнения (1.1.1.1) и (1.1,1.4) соответствуют гипотезе Риттенгера (1867 г.): работа для разрушения частицы прямо пропорциональна вновь образованной поверхности.
На рис. 1.1.1.3 показаны зависимости работ образования трещины от размера частицы гипса, рассчитанные по уравнениям (1.1.1.3) и (1.1.1.4). Из графиков следует, что для частиц с 8 > 100 мкм работа на образование трещины определяется только упругими деформациями, а для частиц с 8< 100 мкм работу упругих деформаций можно не учитывать.
Таким образом, в попытках снижения затрат энергии на диспергирование следует оценивать параметры, определяющие этот процесс. Если рассматривать диспергирование твердых частиц, то для 8 < 100 мкм снижение поверхностной энергии может дать желаемые результаты. В то же время для 8 > 100 мкм следует изменять способ разрушения, переходя от сжатия к срезу или удару либо увеличивая модуль упругости, например понижением температуры разрушаемого тела.
Механизм диспергирования капель и пузырей принципиально отличается от такового для твердых тел, поскольку всегда протекает в объеме сплошной среды и под ее силовым воздействием. При этом сплошная среда играет определяющую роль в формировании как величины поверхностного натяжения, так и самого механизма диспергирования. Здесь затраты энергии на диспергирование в основном определяются энергией вновь образованной поверхности, и, следовательно, эффективность диспергирования в основном определяется величиной поверхностного натяжения.
Рис. 1.1.1.3. Зависимость работы образования трещины в частице гипса от ее размера (ст = 39 • КГ3 Дж/м2; Е = 6 • Ю10 Па) по уравнениям:
7 — (1.1.1.3);2 —(1.1.1.4)
Описание основных процессов и аппаратов
9
1.1.2. Механизмы диспергирования капель и пузырей
(Г.М. Островский)
На практике широко применяется метод диспергирования жидкостей и газов, основанный на истечении их через отверстия, диаметры которых и определяют размер капель и пузырей. Преимущества этого метода— минимальные затраты энергии на диспергирование, недостатки — технические трудности, связанные с изготовлением малых отверстий и поддержанием их свободными от загрязнений.
Простейшая статическая модель отрыва легкой капли или пузыря представлена на рис. 1.1.2.1, в соответствии с которым условия отрыва капли можно представить как равновесие сил поверхностного натяжения, удерживающих каплю по периметру отверстия, и равнодействующей сил тяжести и Архимеда:
----Apg=TctZcr, (1.1.2.1) 6
где Ар -— разность плотностей фаз.
Капли или пузыри не являются сферическими, а их размер зависит от скорости истечения через отверстие и некоторых других факторов, которые подробно будут рассмотрены в 8.1.1.
Однако не во всех случаях реализация такого простого способа диспергирования возможна на практике. Это связано с трудностями изготовления большого количества малых отверстий, возможностью их зарастания различными загрязнениями, а также возможностью слияния капель и особенно пузырей как на самой перфорированной поверхности, так и в рабочем объеме. По этим причинам дробление капель и пузырей часто осуществляют в объеме сплошной среды за счет различных динамических воздействий, которые возникают в этом объеме.
Для движущихся в покоящейся сплошной среде капель и пузырей процесс диспергирования рассматривается с позиций гидродинамической неустойчивости, согласно которой возникающие случайные возмущения поверхности раздела фаз нарастают вплоть до дробления капли или пузыря до устойчивого размера (см. 8.1.2-8.1.4).
Рис. 1.1.2.1. Схема отрыва легкой капли или пузыря
Если движение капель и пузырей происходит в турбулентном потоке, то приходится учитывать силовое воздействие турбулентных пульсаций (см. 8.1.5 и 8.1.6).
Во многих технологических процессах гидродинамическая обстановка, определяющая процесс диспергирования, слишком сложна и неоднородна, к тому же частицы некоторых диспергируемых жидкостей и особенно газов склонны к слиянию. Это побуждает исследователя к получению полуэмпирических и эмпирических зависимостей, определяющих размеры капель или пузырей для конкретных процессов и аппаратов. Для аппаратов с мешалкой и барботажных аппаратов эти вопросы рассмотрены в 6.1.4, 6.7.1 и 8.1.7.
1.1.3. Основные принципы механического разрушения твердых тел
(Л.Ф. Биленко, Г.М. Островский)
При механическом разрушении твердых тел в зависимости от преобладающего конечного размера частиц различают:
дробление
крупное 200 мм < :5
среднее 20 мм < :5< : 200 мм
мелкое 1 мм < :8< : 20 мм
помол
грубый 0,1 мм • <8- < 1 мм
средний 10 мкм • <8- <100 мкм
тонкий 1 мкм • <8- < 10 мкм
коллоидный 8< < 1 мкм
Эффективность процесса разрушения твердого тела определяется способом приложения силы к разрушаемому телу (рис. 1.1.3.1). При математическом описании каждого из них применяются различные прочностные характеристики материалов. Например, при способах разрушения, основанных на раздавливании (рис. 1.1.3.1, а), такими характеристиками являются предел прочности при сжатии [асж] и модуль упругости Е. В промышленных условиях разрушение твердого тела — случайный процесс, где характер приложения силы изменяется во времени. Способ раскалывания позволяет измельчать твердое тело при меньших затратах энергии, чем способ раздавливания. Однако ориентирование прочностных расчетов машин для измельчения на способ раскалывания не гарантирует надежной работы машин, хотя возникновение ситуации раздавливания для них и будет маловероятно.
Обилие прочностных характеристик для каждого способа разрушения и их стохастическое сочетание делают весьма проблематичным моделирование процесса измельчения с достаточной для практики точностью. Поэтому моделирование строят на узком круге прочностных ([стСж] и Е при дроблении) или иных обобщенных характеристик измельчаемое™ (например, удельный расход энергии при конкретном способе помола).
10
Новый справочник химика и технолога
Рис. 1.1.3.1. Способы механического разрушения твердых тел:
а) раздавливание; б) раскалывание; в) стесненный удар; г) свободный удар; д') излом; е) истирание; ж) сдвиг
Величины [оСж] и Е определяются при сжатии на прессе образца кубической формы с ребром 50 мм или цилиндрического образца с высотой, равной диаметру d=h = 32-М2 мм. При этом следует учитывать, что образцы, взятые из различных карьеров или пластов, даже для одного материала часто имеют разные значения [осж] и Е, поэтому при расчетах желательно пользоваться значениями [осж] и Е для конкретного материала.
По величине [осж] измельчаемые материалы разделяются на мягкие ([осж] < 80 МПа), средней прочности ([°сж] = 80:150 МПа), прочные ([осж] = 150 :250 МПа) и очень прочные ([осж] > 250 МПа). К примеру, мягкими материалами являются бурый уголь и мел, материалами средней прочности — каменный уголь и известняк, прочными — гранит, очень прочными — базальт.
Как правило, с увеличением размеров разрушаемого тела прочность его уменьшается. Это объясняется наличием в твердом теле внутренних дефектов и локальных концентраций напряжений.
Для нахождения затрат энергии в процессах дробления возможно использование уравнения (1.1.1.2), определяющего работу образования одной трещины в кубическом твердом теле.
Можно допустить, что после появления в кубе первой трещины материал полностью выходит из-под внутренних напряжений. Тогда для создания новой трещины площадью 6^ (рис. 1.1.3.2) необходимо затратить такую же работу, а для разрушения куба по трем координатам и по (z -1) плоскостям, где i = 6Н/8К , необходимо затратить работу
я=3[а^Г5,(._1) (1.1.3.1)
Чтобы найти мощность, затрачиваемую на дробление, необходимо работу дробления одного куска умножить на число кусков, дробящихся в единицу времени:
где Q — массовый расход материала. Окончательно с учетом уравнения (1.1.3.1) получим
ZE Р ПмПр
(1.1.3.2)
где т|м и т|р — коэффициенты полезного действия механизма самой дробилки и способа разрушения соответственно. Если т|м < 1, то т|р может быть как больше, так и меньше единицы. Например, если в машине возможны затраты энергии на упругую деформацию кусков материала без разрушения, то значение т|р будет уменьшаться, а если возможно образование в куске нескольких трещин за один акт деформирования, значение т|р будет увеличиваться.
Процесс разрушения твердых тел является многостадийным. Он начинается в дефектных местах кристаллической решетки, где имеются нарушения ее периодичности, и последовательно проходит следующие стадии:
- скопление дефектов, приводящих к локальной концентрации напряжений;
- образование зародышевых микротрещин, то есть разрыва сплошности спайностей кристаллических блоков на отдельных участках;
- развитие и объединение зародышевых микротрещин вплоть до образования магистральной (стартовой) макротрещины разрушения;
- разрушение твердого тела на несколько частей.
Рациональная организация процесса разрушения должна предусматривать оптимальные условия для последовательного протекания каждой из указанных стадий. Низкую селективность раскрытия минералов в существующих процессах дробления и измельчения можно объяснить тем, что в большинстве случаев эти оптимальные условия и последовательность стадий не соблюдаются.
Первым условием для организации процесса селективного раскрытия должно быть скопление дефектов кристаллической решетки на межзерновых участках, так как только в этом случае можно рассчитывать на преимущественное развитие микротрещин на границах кристаллических блоков.
Рис. 1.1.3.2. Схема разрушения куба по плоскостям
Описание основных процессов и аппаратов
И
В большинстве случаев это необходимое потенциальное условие уже создано природой. Дефектность кристаллической решетки минералов обусловлена процессом их рождения. Неравновесное затвердевание магмы сопровождается возникновением большого количества разного рода дефектов кристаллической структуры минералов. Дефектность возрастает в процессе последующего метаморфизма. Причем именно на межзерновых поверхностях наблюдается наиболее высокая концентрация микротрещин и дислокаций, а также примесных и иного рода дефектов, с которыми они могут взаимодействовать.
В исследованиях Бюргерса экспериментально показано, что трещины и дислокации сконцентрированы в межкристаллических зонах. Поэтому добытый из недр минерал уже наделен условиями для разрушения по межкристаллическим связям. Материалы, полученные из расплавов искусственным путем, например металлы или электрокорунды, имеют еще большее количество различного рода дефектов кристаллической структуры.
Новый научный подход к проблеме прочности твердого тела учитывает его неоднородности и дефекты внутреннего строения. Смыслом селективного разрушения кристаллических материалов становится раскрытие фаз при минимальной вновь образованной поверхности. При правильной физической организации процесса можно разрушить сколь угодно прочные материалы и притом без излишнего переизмельчения кристаллов, с минимальными потерями компонентов, затратами энергии и с высокой степенью измельчения.
Все практические вопросы, связанные с дроблением и измельчением, подробно рассмотрены в 8.3-8.5.
1.2. Классификация дисперсных частиц
1.2.1. Классификация с помощью сит
(Л.Ф. Биленко, Г.М. Островский)
Просеивая зернистый материал через набор различных сит, можно разделить его на несколько фракций или классов. Размеры частиц этих классов отграничены размерами отверстий, используемых в классификации сит. Эти размеры отверстий и принимают за граничные размеры классов.
Процесс классификации с помощью сит в промышленной технологии называют грохочением, в лабораторной практике — рассевом или ситовым анализом.
Грохочение используют для широкого круга зернистых материалов. Однако если для максимального размера зерен практически нет ограничений в возможности реализации процесса классификации, то для мелких частиц такие ограничения появляются. При ситовом анализе эти ограничения определяются силами поверхностного взаимодействия частиц, которые с уменьшением размера частиц становятся соизмеримыми с их весом. Величина критического минимального размера частицы зависит от свойств материала, однако ориентировочное его значение принимается порядка 40 мкм.
Для снижения поверхностной активности частиц ситовый анализ проводят в жидкости. Это позволяет в зависимости от свойств жидкости существенно снизить критический минимальный размер частиц. При грохочении минимальный размер частиц из-за снижения производительности грохота определяется практической целесообразностью и составляет порядка 200 мкм.
Поступивший на грохочение материал называют исходным, оставшийся на сите — надрешетным или верхним, провалившийся — подрешетным или нижним. При последовательном просеивании материала через п сит получают (и+1) классов.
Если характерный размер ячейки сита обозначить /, то размер 5 наибольших частиц или кусков подрешетного класса, как и размер наименьших частиц надрешетного, условно принимают равным /. Соответственно обозначают: подрешетный класс -I (минус Z) или -8 (минус 8); надрешетный класс +Z (плюс Г) или +8 (плюс 8). Материал, прошедший через сито с отверстиями Ц и оставшийся на сите с отверстиями Z2, называют классом крупности. Границы размеров класса обозначают тремя способами: (-Zi+Z2) (минус Zj плюс Z2) или (—3i+S2); (Z]-Z2) или (81-32); (Z2-Zt) или (82-8|). Из приведенных способов обозначения граничных размеров классов наиболее широко применяют первый и третий, обязательные для использования при грохочении углей и щебня (см. ГОСТ 2093-82).
Грохочение не дает идеального разделения на классы. В силу временной ограниченности процесса грохочения не все частицы размером менее размера ячейки сита успевают пройти через сито. На рис. 1.2.1.1 изображены графики функций плотности распределения массы частиц по размерам (см. подробнее в 3.1.2) в исходном /, в подрешетном f2 и надрешетном продуктах. Причем кривые/ и/ построены так, что значения их ординат умножены на их долю в исходном продукте и, следовательно,/] =/ +/. Заштрихованная область на рисунке определяет долю частиц, которые не успели пройти через сито и остались в надрешетном продукте. Очевидно, что чем меньше время пребывания материала на сите, тем больше частиц размером 8 < Z остается в надрешетном продукте.
Рис. 1.2.1.1. Функции плотности распределения массы частиц по размерам:
1 — исходный материал; 2 — подрешетный материал;
3 — надрешетный материал
12
Новый справочник химика и технолога
Вероятностный аспект прохождения частицы через ячейки сита играет определяющую роль в кинетике грохочения. Идеализированная модель такого процесса представляется в следующем виде. Частицы совершают колебательные движения (подскакивают на колеблющемся сите), нормальные к поверхности сита. При этом опыт успешен, т. е. частица проходит через ячейку, если ее геометрический центр попадает в заштрихованную область площадью (Z-8)2 (рис. 1.2.1.2). В противном случае опыт неудачен. Очевидно, что вероятность успешного опыта определяется отношением площадей
Р =
Г /У
= L\ 1--
I 5J
(1.2.1.1)
г 1
где L =-----— коэффициент живого сечения сита
(см. также в 9.1), а — толщина проволоки, I — размер ячейки сита.
Если известны частота колебаний сита п и время пребывания t частиц на сите, то можно определить относительную долю частиц размером 3, прошедших через сито к моменту времени t (отношение массы частиц размером 8, прошедших через сито, к массе частиц с размером 8 на сите при t = 0). Эту величину называют фракционной эффективностью грохочения и обозначают^. В зависимости от времени грохочения [1]
£, = 1-(1-Р)"'. (1.2.1.2)
Если функция плотности распределения задана аналитически, то
00
Е = |(1-(1-Р)"')/Л8. (1.2.1.4)
о
Из рис. 1.2.1.3 следует, что чем ближе размер частицы к размеру ячейки сита, тем ниже эффективность ее выделения из исходного материала. На практике такие частицы называют трудными зернами, а материалы, содержащие большую долю таких частиц, называют трудногрохотимыми. На рис. 1.2.1.4 приведены функции распределения массы частиц по размерам Z)(8) (см. 3.1.2) для трудногрохотимого и легкогрохотимого
Рис. 1.2.1.3. Зависимость фракционной эффективности рассева от размера частицы при условиях: частота колебаний сита п - 5 с-1, время пребывания материала на сите t - 20 с, толщина проволоки сита а = 0,5 мм, размер ячейки I - 5 мм
На рис. 1.2.1.3 приведена зависимость фракционной эффективности рассева от размера частицы, рассчитанная по уравнениям (1.2.1.1) и (1.2.1.2).
При известных значениях фракционной эффективности грохочения общая эффективность грохочения рассчитывается по уравнению
т / < т / ч
£=Ё(1-(1-/’(8<)) =t^-0-p(s0)' )/д8< >
(1.2.1.3) где т — расчетное число фракций в диапазоне размеров 0-1; д, — средний размер частиц в интервале размеров АЗ,.
Рис. 1.2.1.2. Схема модели прохождения частицы через ячейку сита
Рис. 1.2.1.4. Функции распределения массы частиц по размерам для трудногрохотимого (а) и легкогрохотимого (б) материалов: АА — доля трудных зерен
Описание основных процессов и аппаратов
13
Увеличения выхода целевой фракции можно добиться увеличением размера ячейки сита относительно граничного размера. При этом приходится смириться с некоторой засоренностью целевого продукта крупными частицами.
На практике эффективность грохочения частиц зависит от многих факторов. К ним можно отнести параметры колебания сита и его геометрические особенности; упругость частиц и их форму; особенности ударного взаимодействия частиц друг с другом, которые могут как способствовать грохочению (проталкивать частицы через отверстия сита), так и тормозить процесс (засорять отверстия сита частицами, близкими к размеру ячейки); влажность материала; наклон сита; скорость перемещения частиц по ситу и т. д. Корректировка уравнений (1.2.1.3) и (1.2.1.4) возможна введением эмпирического множителя к показателю степени nt.
Основные приемы и техническое оснащение процесса грохочения, а также влияние перечисленных выше факторов на его эффективность рассмотрены в 9.1. При этом следует учитывать объективные трудности моделирования этого процесса и не обольщаться точностью расчетных рекомендаций.
1.2.2. Классификация в потоках жидкости
(Г.М. Островский)
Процессы классификации частиц в потоках жидкости традиционно называют гидравлической классификацией. Теория гидравлической классификации строится на законах движения частиц в вязких средах в зависимости от выбранного приема классификации, т. е. от конструкции аппаратов (классификаторов), в которых характер и скорость движения частиц определяются соотношением сил инерции, гравитации, Архимеда и сил сопротивления, вызванных движением частиц относительно жидкости. Гидравлическую классификацию обычно применяют для частиц размером не более 2-3 мм.
Самое простое моделирование процессов классификации осуществляется тогда, когда расстояние между частицами достаточно велико, а обмен количеством движения между дисперсной и сплошной фазами несущественен. В этом случае можно не учитывать как взаимное влияние частиц, так и воздействие на скоростное поле жидкости их концентрации.
Такое движение частиц в практике гидравлической классификации принято называть свободным. Границей, отделяющей свободное движение от стесненного, считается величина объемной доли частиц еч, которая не должна превышать 5 % (т. е. еч < 0,05).
Например, при классификации в воде с плотностью рв = 1000 кг/м3 твердых частиц с плотностью рч = = 3000 кг/м3 плотность суспензии при еч = 0,05 составит
р = рв(1 - еч) + рчеч =1100 кг/м3,
что вполне сопоставимо с плотностью воды. Если такие же расчеты сделать для газа с плотностью рг = 1,25 кг/м3,
то, чтобы плотность пылегазового потока не отличалась более чем на 10 % от плотности газа (т. е. р = 1,375 кг/м3), объемная доля частиц в газовом потоке не должна превышать
еч =-^^- = 0,000042.
Рч-Рг
Вопросы моделирования свободного движения частиц рассмотрены в 2.2.8 и 3.2.
При моделировании движения частиц с высокой их концентрацией ситуация существенно усложняется. Это связано с тем, что происходит взаимное влияние различных фракций частиц друг на друга, а разность концентраций частиц в объеме классификатора создает такую разность плотностей, при которой возникают конвективные течения.
Например, в самом простом случае — стесненном гравитационном периодическом осаждении частиц в ограниченном и неподвижном объеме суспензии — крупные фракции частиц, осаждаясь, вытесняют жидкость, которая выносит мелкие частицы вверх (см. 3.3.3). Для неподвижного наблюдателя такие частицы представляются всплывающими.
В проточных классификаторах непрерывного действия по длине зоны классификации всегда существует разность плотностей суспензии, при которой возникают паразитные циркуляционные течения (см. 10.1.1).
Столь существенное усложнение картины классификации приводит к тому, что более или менее адекватное моделирование хотя и возможно, однако столь наукоемко, что до сих пор не применяется в практике гидравлической классификации. Причем это относится как к самым простым гравитационным классификаторам, так и к инерционным, где осаждение происходит под действием центробежных сил (см. 9.2). Методы расчета классификаторов основываются на простейших соотношениях для свободного осаждения частиц, различных эмпирических корреляциях и формальных стохастических математических моделях.
Любой способ разделения частиц (в потоке жидкости или с помощью сит) относительно некоторого граничного размера 8Г несовершенен. Всегда часть мелких частиц попадет в поток с крупным продуктом, а часть крупных частиц попадет в поток с мелким продуктом. Выбор критерия качества разделения частиц относительно 8Г не имеет принципиального значения, и он может быть принят таким, каким его принимают в процессах грохочения (см. 9.1), либо таким, как он представлен в 1.2.3. Наиболее распространенная версия для оценки качества гидравлической классификации представлена в 9.2.
1.2.3. Классификация в потоках газа
(В. С. Данилъчук)
Разделение полидисперсных материалов в газовых потоках по крупности относится к косвенным методам разделения. Аппараты, реализующие метод, называются
14
Новый справочник химика и технолога
классификаторами. Процесс разделения также часто называется классификацией.
Методы газовой классификации основаны на использовании различия траекторий движения крупных и мелких частиц в двухфазном потоке газ—твердые частицы. Отклонение траекторий движения достигается благодаря разной зависимости действующих на частицы альтернативных сил от размера частиц. При размещении в определенных местах аппарата поверхностей ввода и вывода достигается повышение содержания частиц соответствующих размеров в продуктах разделения.
Обычно в качестве несущей среды используется воздух за исключением тех случаев, когда недопустим контакт материала с кислородом или другими газами, входящими в состав воздуха.
Преимущества воздушной классификации по сравнению с гидравлическими методами разделения заключаются в отсутствии проблем, связанных с необходимостью сушки продуктов разделения. Для многих материалов сухие методы являются единственно возможными ввиду изменения ими при смачивании своих физических свойств.
Целью процесса классификации может быть получение порошков с частицами меньше или больше заданного размера, обогащение порошков крупными или мелкими частицами относительно установленного граничного размера, а также разделение порошков на несколько частей (фракций, классов) с наложением определенных ограничений на дисперсный состав каждой части.
Использование классификаторов в замкнутом цикле совместно с дробильно-размольным оборудованием обеспечивает снижение потерь за счет своевременной выгрузки частиц кондиционных размеров.
Известно также использование разделения в воздушных потоках для анализа дисперсного состава порошков.
Кроме разделения по крупности в воздушных классификаторах возможно разделение по плотности частиц. При этом исходный материал должен иметь достаточно однородный дисперсный состав.
Область применения аппаратов определяется производительностью, качеством и диапазоном изменения граничной крупности разделения 8Г (8mjn < 8Г < 8тах).
Связь между дисперсными составами исходного материала и продуктов разделения устанавливается кривой разделения ср(8), которая является важной и весьма информативной характеристикой процесса.
Кривая разделения показывает отношение массы узкой фракции с размером частиц в пределах от 8 до (8 + Д8), выходящих в крупный или мелкий продукты, ко всей массе частиц данной фракции. Типичная кривая разделения, называемая также кривой парциальных выносов, построенная для выноса в мелкий продукт, показана на рис. 1.2.3.1.
Степень крутизны кривой разделения <р(8) (см. 9.3.1) называется эффективностью разделения:
ХФ=“, (1.2.3.1)
875
где 325 и 375 — размеры частиц, выход которых в мелкий продукт составил соответственно 25 % и 75 %. Значения параметра инвариантны по отношению к дисперсному составу исходного материала и поэтому могут служить для сравнения эффективности работы классификаторов. Величину эффективности разделения следует указывать одновременно с производительностью аппарата и диапазоном размеров.
Размер 8Г = 350 частиц, которые разделились поровну между крупным и мелким продуктами, называется граничным размером разделения. Значение кривой разделения при 8Г = 850 равно ср(8г) = 0,5.
Для мелких частиц, размер которых близок к нулю, значения кривой разделения могут быть меньше единицы (ср(8 —> 0) < 1), что объясняется их оседанием на более крупных частицах порошка, вместе с которыми они выходят в крупный продукт.
Величина Ьт (8т < 8тах) является наибольшим размером частиц, которые классификатор пропускает в мелкий продукт. В некоторых случаях величина 8т может служить одним из критериев оценки работы аппарата применительно к конкретному технологическому процессу.
Наряду с характерными размерами 8Г и 8,„. а также кривой разделения ср(8) для оценки качества разделения и применимости классификатора в конкретном случае используется ряд других показателей (см. 9.3.2), которые условно можно разделить на следующие группы.
Критерии первой группы дают оценку качества разделения независимо от дисперсного состава исходного материала. Они используются разработчиками оборудования для сравнительной характеристики аппаратов. Для построения критериев данной группы используется понятие идеального разделения, при котором все частицы с размером меньше граничного выходят в мелкий продукт, а больше граничного — в крупный.
Критерии второй группы строятся на основании изменения дисперсного состава продуктов разделения относительно состава исходного материала. Эти крите
Описание основных процессов и аппаратов
15
рии в большей степени характеризуют конкретный технологический процесс и интересуют технологов производства. Выбор критерия второй группы зависит от конкретной цели, для которой производится разделение. Например, в зависимости от дисперсного состава исходного материала один и тот же аппарат в одном случае может удовлетворять цели разделения, в другом — не обеспечивать заданных требований.
Необходимым условием практической реализации процесса разделения является преодоление сил взаимодействия между частицами, а также создание условий, при которых частицы могли бы перемещаться относительно друг друга.
В подвижное состояние материал может переводиться как непосредственно внутри аппарата, так и подаваться в него вместе с несущим газом.
В аппаратах с механической загрузкой на входе часто устанавливают дополнительные устройства, например разбрасывающие тарелки, помогающие рассредоточению частиц в пространстве.
Наиболее информативной является классификация аппаратов по виду и направлению альтернативных сил, приложенных к каждой частице и являющихся причиной их разделения по крупности. Одной из таких сил является сила сопротивления частицы несущему потоку.
Сила сопротивления пропорциональна величине где 5 — размер частицы, $ — показатель степени. Величина $ в зависимости от режима обтекания (см. 2.2.8) изменяется в пределах от 1 до 2.
Альтернативными аэродинамическому сопротивлению силами в воздушных классификаторах выступают массовые силы различной природы. Эти силы составляют с силой сопротивления некоторый угол или действуют в противоположном направлении. Общей закономерностью массовых сил является пропорциональность массе или объему частиц, т. е. величине 53. Различная зависимость альтернативных сил от размера частиц лежит в основе принципа действия воздушных классификаторов.
В зависимости от направления движения крупных частиц относительно потока газа с мелкими частицами классификаторы делятся на противоточные и с поперечным потоком.
В противоточных классификаторах альтернативные силы направлены в противоположные стороны. В этих классификаторах — по крайней мере теоретически — возможно указание частицы равновесного размера 5Р, для которой будет соблюдаться равенство силы сопротивления и массовой силы. Частицы размером больше равновесного в большей степени подвержены действию массовой силы, а размером меньше равновесного — действию силы сопротивления потоку газа. Принцип действия и соответствующие конструкции таких аппаратов называются равновесными.
Понятие равновесного размера является условным, и не следует ожидать реального равновесия частиц в зоне разделения ввиду действия случайных факторов.
Классификаторы с поперечным потоком являются неравновесными (рис. 1.2.3.2), поскольку альтернативные силы составляют между собой угол, отличный от 180°. При этом не существует размера, для которого даже теоретически возможно равновесие сил.
В гравитационных классификаторах в качестве массовой силы используется сила тяжести.
Схема простейшего равновесного гравитационного классификатора приведена на рис. 1.2.3.3.
Рис. 1.2.3.2. Гравитационный классификатор с горизонтальным потоком воздуха:
1 — подача исходного материала; 2 — вход газового потока; 3 — траектории движения частиц; 4 — линии тока газа
Рис. 1.2.З.З. Гравитационный противоточный классификатор:
1 — выход воздуха с мелким продуктом; 2 — подача воздуха;
3 — выход крупного продукта; 4 — исходный материал
Основным элементом классификатора является полая вертикальная шахта с патрубками для подачи материала и воздуха. Верхняя часть шахты соединена с системой улавливания мелкой фракции. Предполагается, что мелкие частицы уносятся воздухом, а крупные выпадают в нижней части шахты.
На практике описанная идеализированная картина нарушается ввиду ряда обстоятельств, что не позволяет достичь в классификаторе удовлетворительных результатов разделения. Разная скорость газа в центре шахты и у стенки дает возможность мелким частицам опускаться вдоль стенки и попадать в крупный продукт. Кроме того, для большинства порошков с уменьшением размера частиц наблюдается рост поверхностной
16
Новый справочник химика и технолога
активности и, как следствие, образование агломератов. В то же время при переходе к меньшим границам разделения (особенно в области менее 200 мкм) равновесие частиц устанавливается при меньших скоростях газа и, следовательно, уменьшаются силы взаимодействия с газом, способствующие разрушению агломератов. Последние ведут себя в потоке как одна большая частица, что приводит к снижению эффективности разделения.
Существенный прогресс в технике гравитационной классификации был достигнут путем перехода к неравновесному принципу разделения в аппаратах типа «Зигзаг» и классификаторах с пересыпными полками, показанных на рис. 1.2.3.4 и рис. 1.2.3.5 (подробнее о работе аппаратов см. 9.3.3).
Рис. 1.2.З.4. Гравитационный классификатор типа «Зигзаг»:
1 — выход воздуха с мелким продуктом;
2 — подача исходного материала; 3 — подача воздуха;
4 — выход крупного продукта
3*
Рис. 1.2.3.5. Гравитационный классификатор с пересыпными полками:
1 — выход воздуха с мелким продуктом;
2 — подача исходного материала;
3 — выход крупного продукта; 4 — подача воздуха
Повышение эффективности до значений хФ = 0,654-0,8 в этих аппаратах достигается за счет отвода материала от стенок, многократных ударов, способствующих разрушению агломератов, а также благодаря дублированию процесса в отдельных секциях.
Значение граничной крупности разделения в гравитационных шахтных классификаторах лежит в пределах от 100 мкм до 1,5 мм, а максимальный размер обрабатываемых кусков может достигать 10 мм.
Разновидностью гравитационных противоточных аппаратов следует считать классификаторы со взвешенным слоем. Условия разделения в аппаратах со взвешенным слоем существенно отличаются от процессов, протекающих в шахтных классификаторах, в которых материал находится в состоянии сквозного газодисперсного потока.
Принцип действия классификаторов во взвешенном слое основан на разделении крупных и мелких частиц в пространстве над слоем. Мелкие частицы, вышедшие к верхней границе слоя, уносятся воздухом, а крупные возвращаются в слой. Эффективность разделения в аппаратах относительно невысока (хф = 0,34-0,5). Для обеспечения полноты извлечения мелкого продукта требуется значительное время пребывания элемента слоя в аппарате, что противоречит требованиям компактности и высокой производительности аппарата. Кипящий слой организуют, как правило, не для классификации, а для другого процесса (например сушки, гранулирования), который является основным. Обработка материала может осуществляться в рецикле с возвратом мелкого продукта во взвешенный слой.
В инерционных классификаторах угол между направлениями действия сил отличен от 180°, и главную роль в процессе разделения играют нестационарные эффекты.
В зависимости от способа создания инерционной силы классификаторы делят на метательные и поворотные, а по способу перевода материала в подвижное состояние — на механические (рис. 1.2.3.6) и воздушные (рис. 1.2.3.7).
Рис. 1.2.З.6. Инерционный метательный классификатор:
1 — подача воздуха; 2 — подача исходного материала;
3 — выход воздуха с крупным продуктом;
4 — выход воздуха с мелким продуктом
Описание основных, процессов и аппаратов
17
шШ;
Для влажных и склонных к накоплению электростатического заряда материалов проблема образования агломератов может возникнуть и при разделении порошков по границе более 50 мкм. Поэтому для разделения по границам менее 50 мкм, а также для разделения склонных к образованию агломератов материалов используются преимущественно центробежные классификаторы (рис. 1.2.3.9).
Рис. 1.2.3.7. Инерционный метательный классификатор:
1 — приемная камера; 2 — приемники материала;
3 — патрубок ввода материала; 4 — газоподводящий патрубок;
5 — подача воздуха с исходным материалом;
6 — подача воздуха
В инерционных классификаторах метательного типа исходный материал с некоторой скоростью вбрасывается в разделительную камеру с движущимся либо неподвижным воздухом. Крупные частицы благодаря большей инерционности пролетают дальше, чем мелкие. На некотором расстоянии от места ввода устанавливают приемники для разделенных продуктов.
В инерционных классификаторах (рис. 1.2.3.8) для разделения материала по крупности используются повороты пылегазового потока, которые организуют таким образом, чтобы крупные частицы не успевали повернуть за потоком воздуха. Мелкие частицы выносятся из зоны разделения вместе с воздухом. Граничная крупность разделения регулируется путем изменения скорости ввода материала, а также расхода воздуха.
К недостаткам поворотных и метательных классификаторов следует отнести одноактность процесса разделения, неравномерность поля скоростей по сечению рабочей зоны, отсутствие специальных устройств для разрушения агломератов. В результате часть мелких частиц, находясь в «тени» или на поверхности крупных, попадает в крупный продукт. В то же время отклоняемые потоком мелкие частицы увлекают за собой часть крупных частиц.
Ослабление указанных отрицательных явлений возможно за счет уменьшения концентрации твердой фазы в зоне разделения, а также за счет увеличения размеров зоны разделения, но при этом невозможно обеспечить равномерное поле скоростей потока.
Инерционные классификаторы применяются при разделении материалов с размером частиц более 50 мкм. Эффективность разделения в некоторых аппаратах достигает значения = 0,6.
При создании классификаторов для разделения по границе менее 50 мкм необходимо решить ряд проблем. Одна из них состоит в конструктивном обеспечении баланса массовых и аэродинамических сил. Вторая проблема связана с образованием агломератов и загрязнением продуктов разделения частицами противоположных классов.
Рис. 1.2.З.8. Инерционный поворотный классификатор:
1 — выход воздуха с мелким продуктом;
2 — выход крупного продукта;
3 — подача воздуха с исходным материалом
Рис. 1.2.З.9. Центробежный классификатор с закручивающими лопатками:
1 — зона разделения; 2 — закручивающие лопатки;
3, 4 — выход крупного продукта; 5 — подача воздуха с исходным материалом; 6 — внешний корпус; 7 — внутренний корпус;
8 — крышка; 9 — выход мелкого продукта с воздухом
Искусственно создаваемая центробежная сила может превосходить по величине силу тяжести на 1-2 порядка. Соответственно должна быть увеличена и сила
18
Новый справочник химика и технолога
сопротивления со стороны потока. Увеличение масштаба силового воздействия способствует разрушению агломератов и повышению эффективности разделения. В то же время из-за высоких скоростей пылегазового потока сокращается время пребывания частиц в зоне разделения, что приводит к большему влиянию случайных факторов.
По способу создания центробежного поля классификаторы разделяют на пневматические и механические (или ротационные).
В пневматических аппаратах закрутка потока осуществляется неподвижными элементами, например такими, как криволинейные каналы или закручивающие лопатки (см. 9.3.4).
В ряде центробежных классификаторов с целью интенсификации вихревого движения используются вращающиеся элементы конструкций, например пакет дисков (рис. 1.2.3.10). Это позволяет более четко регулировать степень закрутки потока и граничный размер разделения.
Рис. 1.2.3.10. Центробежный классификатор с вращающимися элементами конструкции:
1 — корпус; 2 — камера разделения; 3 — пакет дисков;
4 — каналы радиально-тангенциальные; 5 — канал аксиальный;
6 — бункер грубого продукта; 7 — выход крупного продукта;
8 — вал; 9 — днище камеры; 10 — патрубки подачи потоков воздуха и исходной смеси; 11 — щель концентрическая для вывода крупных фракций; 12 — подача исходного материала с воздухом; 13 — выход мелкой фракции с воздухом;
14 — улитка выводная
Подробно принцип действия и особенности разделения в центробежных аппаратах рассмотрены в 9.3.4.
В приведенных выше конструкциях классификаторов причиной движения воздуха является внешний
источник, при этом газ однократно проходит через классификатор. Установка помимо собственно классификатора включает узел распределения разделяемого материала в газе, вентилятор и систему улавливания мелкого продукта. Такие аппараты называются воздушно-проходными.
В отличие от них в воздушно-замкнутых (или циркуляционных) классификаторах газ циркулирует внутри аппарата, не выходя за его пределы. При этом вентилятор, система улавливания мелкого продукта, а также узел загрузки могут являться элементами конструкции классификатора.
Воздушно-замкнутые классификаторы компактны, но имеют ряд недостатков. Например, в них нельзя совмещать процессы разделения и сушки сыпучих материалов, поскольку некуда отводить испаренную из материала влагу. Поэтому существуют аппараты, занимающие промежуточное положение между воздушнопроходными и циркуляционными: воздушно-замкнутые классификаторы с внешней циркуляцией газа, в которых вентилятор и система улавливания мелкого продукта вынесены за пределы корпуса классификатора. Используемые в производстве цемента аппараты диаметром до 5 м обеспечивают производительность до 100-180 т/ч материала с долей частиц размером больше 80 мкм не более 10 %.
Данные по производительности воздушно-замкнутых классификаторов часто приводятся для условий их работы в системах измельчения, и приводимые цифры относятся к технологической линии в целом.
Если технология производства классифицированных порошков носит периодический характер, то для разделения порошков на несколько частей можно использовать обычный классификатор, предназначенный для разделения на две части, последовательно пропуская через него материал и регулируя граничный размер разделения. Для такой технологии применимы классификаторы, допускающие регулирование граничной дисперсности порошков в широкой области размеров с сохранением высокой эффективности разделения. Однако периодическое многоразовое разделение не может обеспечить высокой производительности процесса. Кроме того, переналадка режима работы классификатора должна выполняться с высокой точностью, что весьма трудоемко и сложно. Поэтому чаще оказывается более целесообразным использование аппаратов, обеспечивающих разделение порошка одновременно на несколько частей (см. 9.3).
Приводимые выше конструкции классификаторов являются показательными с точки зрения классификации аппаратов для разделения дисперсных материалов в потоках газа. Более подробное описание особенностей работы аппаратов, а также конструкции аналогов приведены в 9.3.
Вопросы расчета и моделирования процессов классификации также рассмотрены в 9.3.
Описание основных процессов и аппаратов
19
1.3. Выделение дисперсной фазы из жидкостей и газов 1.3.1. Осаждение
(ГМ. Островский)
Одним из самых распространенных механизмов выделения дисперсной фазы (твердых частиц, капель и пузырьков) из жидкостей и газов является осаждение частиц под действием сил тяжести, инерции и электрических сил.
Самый простой случай — это осаждение частицы в покоящейся среде под действием гравитационных сил. Обычно этот процесс протекает столь медленно, что можно пренебречь инерционными силами частицы и жидкости, а уравнение движения представить в виде суммы сил тяжести и Архимеда и силы гидродинамического сопротивления (моделирование движения одиночных частиц см. в 2.2.8 и 3.2):
o=^-p4g-^-pcg-/’(w4)> (1.3.1.1)
6 6
где 8 — размер (диаметр) частицы, рч и рс — плотности частицы и среды, w4 — скорость осаждения частицы, g — ускорение свободного падения.
Из формулы (1.3.1.1) следует, что движущей силой процесса является разность плотностей фаз А = |рч - рс|, а тормозящей — сила P(w4), определяемая режимом обтекания частицы и свойствами среды.
Уравнение (1.3.1.1) позволяет найти скорость осаждения частицы, а время процесса осаждения определяется очевидным соотношением
t = —, (1.3.1.2)
где Н— высота зоны осаждения.
Из уравнений (1.3.1.1) и (1.3.1.2) следует, что чем больше разность плотностей фаз и меньше высота зоны разделения, тем эффективнее протекает процесс осаждения. Таким образом, практическая целесообразность процесса в первую очередь ограничена этими двумя факторами.
Фактором, ограничивающим процесс гравитационного осаждения частиц, является также турбулентный перенос (или турбулентная диффузия). Турбулентный перенос обычно вызван конвективными потоками, определяемыми либо разностью плотностей среды в объеме аппарата, либо последствиями ввода в аппарат и вывода из него рабочих потоков.
Расчет ограничивается уравнениями (1.3.1.1) и (1.3.1.2) в том случае, если скорость турбулентного переноса частиц гораздо меньше скорости ее осаждения, т. е. wT w4. В противном случае задача существенно осложняется, поскольку требует либо численного моделирования (см. 3.2.4 и 3.2.5), либо привлечения опытных корреляций. Это относится, как правило, и к тем случаям, когда скорость сплошной среды изменяется в зоне осаждения.
Практические вопросы гравитационного осаждения частиц в жидкостях и газах см. в 10.2.1 и 10.3.1.
Один из путей резкого повышения эффективности процесса гравитационного осаждения частиц заключается в сокращении высоты зоны разделения Н. В некоторых конструкциях так называемых тонкослойных отстойников (см. 10.2) высота зоны разделения в десятки и даже сотни раз меньше таковой для простого емкостного осадителя. Помимо этого, благодаря большому количеству пластин удается равномерно распределить рабочий поток по сечению аппарата, исключить конвективные течения, а в жидкости исключить турбулентное перемешивание частиц. Все вместе это ведет к постепенному вытеснению из практики традиционных емкостных отстойников.
Принципы осаждения в тонкослойных отстойниках рассмотрены в 10.2.2, а конструкции — в 10.2.3.
Многократного увеличения скорости осаждения частиц можно добиться изменением направления скорости потока. Это легко показать, если представить движение частицы во вращающемся потоке, когда силы тяжести несоизмеримо малы в сравнении с центробежными.
В самом простом случае, когда траектория движения частицы несущественно отличается от траектории движения частиц сплошной среды, уравнение равновесия сил по аналогии с выражением (1.3.1.1) можно представить в виде
o = p42EL^L_p/2_-x_jP(w)) (1.3.1.3) 4 6 R с 6 R V
где w<p — тангенциальная скорость потока и частицы, R— радиус вращения потока, wr — радиальная скорость частицы (скорость осаждения во вращающемся потоке).
Практика показала, что в криволинейных и закру-ченных потоках величина —- может в сотни и тысячи R
раз превышать ускорение свободного падения g. Этот принцип осаждения нашел широкое применение в технологиях гидроциклонной сепарации частиц, очистки газов в циклонах и центрифугирования суспензий (см. 9.2, 10.2-10.4).
Из формулы (1.3.1.3) следует, что для повышения эффективности осаждения следует уменьшать радиус вращения потока. Этот принцип эффективно используется в батарейных циклонах и гидроциклонах, а также в зернистых фильтрах (см. 10.3.5), в которых радиус кривизны линий тока несущего потока определяется не размером элемента аппарата (десятки сантиметров), а размером зерна (миллиметры).
Основные трудности в моделировании криволинейных и закрученных потоков связаны с наличием в них вторичных вихрей и сложной структурой турбулентности (см. 10.3.4). По этим причинам методы их расчета базируются на эмпирических корреляциях.
20
Новый справочник химика и технолога
При использовании в качестве движущей силы электрических сил также удается существенно увеличить скорость осаждения частиц. Обычно подобные процессы реализуются в электрофильтрах при очистке газов. Под действием постоянного напряжения, подаваемого на коронирующий и осадительный электроды (см. рис. 3.2.4.7), происходит ионизация воздуха и накопление частицами отрицательного заряда от свободных электронов. Под действием электрической силы частицы осаждаются на осадительных электродах.
Аппараты эти просты по конструкции и в сравнении, например, с батарейными циклонами обладают низким гидравлическим сопротивлением. Эти достоинства определяют их распространение в производствах со значительными объемами газовых выбросов.
В электрофильтрах помимо турбулентности, определяемой течением потока в каналах, возникает дополнительная турбулизация, вызванная потоком положительно заряженных ионов воздуха — так называемым «электрическим ветром». Помимо этого, применяемые зачастую пластинчатые электрофильтры имеют сложные конструкции осадительных и коронирующих электродов, при которых формируется неоднородное электрическое поле и поле концентраций частиц и скоростей газового потока. В силу этих причин моделирование электрофильтров сопряжено с рядом еще не решенных проблем (см. 10.4).
Для осаждения частиц из газовых потоков часто используется мокрая очистка. Сущность ее заключается в том, что в запыленном потоке диспергируются капли жидкости, захватывающие мельчайшие твердые частицы, которые трудно осадить перечисленными выше приемами. При этом сами капли имеют такой размер, который позволяет их легко улавливать, используя инерционные и даже гравитационные методы.
Высокая эффективность улавливания каплями мелких частиц объясняется тем, что, помимо инерционного механизма осаждения (рис. 1.3.1.1, траектория 3), здесь за счет значительной поверхности капель возможно осаждение очень мелких частиц. Обычно частицы размером порядка микрона не проявляют своих инерционных свойств на радиусе линии тока газа, определяемой радиусом капли, и их улавливание происходит в том случае, если они проходят на расстоянии от поверхности капли, не превышающем радиус самой частицы. Частицы, размер которых составляет доли микрона, улавливаются за счет механизма броуновской диффузии (рис. 1.3.1.1, траектория 2).
Этот и иные способы мокрого улавливания твердых частиц из газов рассматриваются в 10.3.6.
Аналогично мокрой очистке газов от частиц осуществляется извлечение частиц из жидкости с помощью газовых пузырьков. В подобном процессе, называемом флотацией, частицы осаждаются на поверхности пузырька под действием тех же гидродинамических эффектов, однако зона захвата осаждаемых частиц для пузырька превышает его размер и определяется различ
ными поверхностными эффектами, которые могут быть избирательными по отношению к частицам различной природы. При всплытии пузырьки выносят из суспензий или эмульсий осажденные на их поверхности частицы.
Теория и практика процессов флотации рассмотрены в 10.6.
Наибольшие трудности в моделировании процессов извлечения частиц из жидкости приходится преодолевать в случаях стесненного, агрегированного и консолидированного осаждения.
Стесненное осаждение характеризуется раздельным и одновременно зависимым друг от друга движением частиц, когда поверхностные силы не оказывают существенного влияния на сближение и слияние частиц и взаимосвязь между ними определяется только через жидкость. В этом случае возможен расчет стесненного движения не только монодисперсных, но и полидис-персных частиц (см. 3.3.3 и 10.1.1).
В случае агрегирования частиц под действием различных поверхностных сил в более крупные (см. 1.3.3 и 10.2.5) моделирование процесса существенно усложняется, и для получения наиболее достоверного практического решения лучше обратиться к эмпирическим аппроксимациям либо к экспериментальным исследованиям.
Консолидированное осаждение определяется коллективным движением связанных поверхностными силами частиц, и терминологически его точнее следует называть процессом фильтрационной консолидации. Теория и практика процессов фильтрационной консолидации для осадков приведена в 10.1 (эти же процессы рассматриваются и в подразделе 10.5, посвященном фильтрованию и центрифугированию), концентрирования пен — в 10.1.3 и 10.1.4, а уплотнения порошкообразных материалов — в 10.1.5.
Часто в технологиях отстаивания суспензий, жидкостных или газо-жидкостных эмульсий стесненное осаждение протекает одновременно с фильтрационной консолидацией, а осаждающиеся частицы переходят из зоны стесненного осаждения в зону фильтрационной консолидации.
Рис. 1.3.1.1. Схема улавливания частиц каплей: 1 — линия тока газа; 2 — траектория движения частицы, совершающей броуновское движение;
3 — траектория движения частицы, осаждающейся под действием сил инерции; 4 — кайля
Описание основных процессов и аппаратов
21
1.3.2. Фильтрование
{Г.М. Островский)
Процессы фильтрования относятся к одним из самых распространенных. В основе работы фильтров всех видов лежит процесс фильтрования газа или жидкости, содержащих твердые либо жидкие частицы, через пористую перегородку, которая частицы задерживает, а несущую среду пропускает.
В тех фильтрах, где преобладает нормальное к поверхности фильтра направление фильтрующегося потока, уловленные частицы образуют слой на поверхности перегородки или накапливаются в порах. По мере накопления частиц сопротивление перегородки возрастает, и в определенный момент возникает необходимость регенерации, а в некоторых случаях и замены фильтровальной перегородки. Однако при выделении жидких частиц из газов накапливающаяся в пористой перегородке жидкость может удаляться самотеком под действием сил тяжести. На этом принципе основана работа большого многообразия фильтров для очистки газов от твердых частиц и капель (см. 10.3.5), фильтров и центрифуг для фильтрования суспензий (см. 10.5).
Несмотря на схожесть принципов фильтрации газа и жидкости, процесс фильтрования суспензий, образующих сжимаемые осадки, имеет принципиальное отличие. Оно заключается в резком увеличении гидравлического сопротивления осадка при его уплотнении и необходимости расчета полей напряжений и пористости осадка по его толщине. В подавляющем числе практических случаев из-за отсутствия данных по компрессионной характеристике осадка удачный выбор соответствующего фильтра или центрифуги производится только после эксперимента. Подробно вопросы моделирования процессов фильтрации и центрифугирования при наличии сжимаемых осадков рассмотрены в 10.5.
Фильтры, в которых преобладает касательное к поверхности фильтра направление фильтруемого потока, применяются для фильтрации суспензий и эмульсий и могут работать непрерывно (либо с большим временным интервалом между циклами регенерации). Эти фильтры состоят из пучка труб, чаще называемых микрофильтрами, а сам процесс называется микрофильтрацией. Осаждаемые на внутренней поверхности труб частицы или капли смываются потоком. Для этого расход жидкости через поперечное сечение труб в десятки и даже сотни раз превышает расход жидкости, отфильтрованной через стенки труб.
Подробнее информацию о процессе микрофильтрации см. в 18.1.
1.3.3. Коагуляция
(М.А. Яблокова)
Длительность процессов осаждения частиц в сплошной среде и фильтрации жидкости через осадки обратно пропорциональна квадрату размера частиц.
Поэтому укрупнение частиц за счет их слипания при столкновениях играет весьма значительную роль. Подобные механизмы укрупнения частиц называют коагуляцией.
В результате коагуляции из мелких первичных частиц образуются крупные агрегаты. Первичные частицы в таких агрегатах объединены силами межмолекулярного взаимодействия либо непосредственно, либо через прослойку окружающей дисперсионной среды. Коагуляция сопровождается прогрессирующим укрупнением частиц и уменьшением их общего числа в объеме дисперсионной среды. Слипание однородных частиц называется гомокоагуляцией, а разнородных — гетерокоагуляцией.
Столкновения частиц могут быть обусловлены самыми разнообразными эффектами — случайным (броуновским или турбулентным) блужданием, сближением под действием электрических, гравитационных, гидродинамических сил и т. д.
С необходимостью рассмотрения процесса коагуляции встречаются не только в химической технологии, но и в других областях науки и техники — в биофизике, астрономии, гидрометеорологии [2-4], при решении проблем очистки газов от аэрозольных частиц (см. 8.7 и 10.3.7) и жидкостей от тонкодисперсных включений [5].
Методы коагуляции наиболее широко применяют в процессах очистки сточных вод предприятий химической, нефтехимической, нефтеперерабатывающей, целлюлозно-бумажной, легкой, текстильной и других отраслей промышленности от коллоидных (0,001-0,1 мкм) и мелкодисперсных (0,1-10 мкм) твердых и жидких (нефтепродукты, смолы) загрязнений [5-7]. Эффективность коагуляционной очистки зависит от вида коллоидных частиц, их концентрации и степени дисперсности, наличия в сточных водах электролитов и других примесей, величины электрокинетического потенциала.
Одним из видов коагуляции является флокуляция, при которой мелкие частицы, находящиеся во взвешенном состоянии, под влиянием добавляемых веществ (флокулянтов) образуют интенсивно оседающие рыхлые хлопьевидные скопления.
Коллоидно-дисперсные частицы размером от 0,001 до 10 мкм, представляющие собой совокупность большого числа молекул вещества, содержащегося в сточной воде в диспергированном состоянии, при перемещении прочно удерживают покрывающий их слой жидкости (гидратную оболочку). Обладая большой удельной площадью поверхности, коллоидные частицы адсорбируют находящиеся в воде ионы преимущественно одного знака, значительно понижающие свободную поверхностную энергию коллоидных частиц. Ионы, непосредственно прилегающие к ядру частицы, образуют слой поверхностных ионов, или так называемый адсорбционный слой. В этом слое может находиться также небольшое число противоположно заряженных ионов, суммарный заряд которых, однако, не
Т1
Новый справочник химика и технолога
компенсирует заряда поверхностных ионов. В связи с тем, что на границе адсорбционного слоя создается электрический заряд, вокруг «гранулы» (ядра частицы с адсорбционным слоем) образуется диффузионный слой, в котором находятся остальные противоположно заряженные ионы, компенсирующие заряд «гранул». «Гранула» вместе с диффузионным слоем называется мицеллой.
На рис. 1.3.3.1 показано изменение напряженности электрического поля мицеллы. Потенциал на границе ядра (термодинамический е-потенциал) равен сумме зарядов всех поверхностных ионов. На границе адсорбционного слоя потенциал уменьшается на величину, равную сумме зарядов противоположно заряженных ионов, находящихся в адсорбционном слое. Потенциал на границе адсорбционного слоя называется электроки-нетическим потенциалом (^-потенциал).
Рис. 1.З.З.1. Строение мицеллы:
a) Q > 0,03; б) £ = 0.
А — адсорбционный слой; Б — диффузионный слой; I — ядро
Под действием диффузионных сил частицы коллоидов стремятся равномерно распределиться во всем объеме жидкой фазы. Наличие у частиц электрических зарядов одного знака вызывает их взаимное отталкивание, что обусловливает высокую стабильность коллоидной системы. Одновременно между коллоидными частицами действуют молекулярные силы взаимного притяжения, которые проявляются лишь при небольших расстояниях между объектами. При снижении электрического заряда частиц, то есть при уменьшении ^-потенциала, силы отталкивания ослабевают и становится возможным слипание частиц — процесс коагуляции коллоида. Силы взаимного притяжения между коллоидными частицами начинают преобладать над электрическими силами отталкивания при ^-потенциале системы менее 0,03 В. При ^-потенциале, равном нулю, коагуляция происходит с максимальной интенсивностью.
Коагуляция может происходить самопроизвольно или под влиянием химических и физических процессов.
Чтобы искусственно вызвать коагуляцию коллоидных частиц в жидкости, необходимо снизить величину
их (^-потенциала до критического значения. Одним из методов снижения (^-потенциала коллоидной системы является увеличение концентрации электролитов в воде, т. е. добавление в нее ионов, имеющих положительный заряд. Вследствие нейтрализации электрического заряда коллоидных частиц происходит дестабилизация системы и наступает коагуляция. Эффект коагуляции зависит от валентности иона коагулянта, несущего электрический заряд, противоположный знаку заряда частицы. Чем выше валентность, тем более эффективно коагулирующее действие. Соотношение коагулирующей способности одно-, двух- и трехвалентных ионов составляет приблизительно 1:30: 1000.
Основным процессом коагуляционной очистки воды является гетерокоагуляция — взаимодействие коллоидных и мелкодисперсных частиц с агрегатами, образующимися при введении в воду коагулянтов.
При использовании в качестве коагулянтов солей трехвалентных металлов (Al, Fe) в результате реакции гидролиза образуются малорастворимые в воде хлопья гидроксидов (алюминия или железа). Так как хлопья коагулянтов имеют слабый положительный заряд, а коллоидные частицы — слабый отрицательный заряд, то между ними возникает взаимное притяжение. Хлопья обладают способностью улавливать и агрегировать частицы коллоидных примесей. При благоприятных гидродинамических условиях хлопья с загрязнениями оседают на дно отстойника, образуя осадок.
В отличие от коагуляции, при флокуляции агрегация происходит не только при непосредственном контакте частиц, но и в результате взаимодействия молекул адсорбированного на частицах флокулянта.
Механизм действия флокулянтов (рис. 1.3.3.2) основан на следующих явлениях: адсорбции молекул флокулянта на поверхности коллоидных частиц; образовании полимерных «мостиков» между макромолекулами флокулянта, сорбированными на соседних частицах; ретикуляции — образовании сетчатой трехмерной структуры молекул флокулянта; слипании коллоидных частиц под действием сил Ван-дер-Ваальса.
Рис. 1.З.З.2. Схема флокуляции:
1 — частицы загрязнений или продуктов гидролиза коагулянта;
2 — макромолекулы флокулянта
Описание основных процессов и аппаратов
23
Обычно флокулянты применяют [5-9] в дополнение к минеральным коагулянтам для ускорения процесса хлопьеобразования гидроксидов алюминия и железа, упрочнения хлопьев, увеличения скорости их осаждения, повышения качества очищенной воды. Использование флокулянтов позволяет снизить дозы коагулянтов, повышает плотность и прочность образующихся агрегатов, стабилизирует работу очистных сооружений, повышает их производительность. В ряде случаев флокулянты применяют вместо коагулянтов, так как флокулянты также вызывают агрегацию коллоидных примесей, только по иному механизму.
Процессы коагуляции и флокуляции, а также их аппаратурное оформление рассмотрены в 10.1.6.
1.3.4. Выпаривание
(В. С. Леонтьев)
При выделении твердой фазы из жидкостей зачастую требуется повысить концентрацию твердой фазы для более эффективного проведения процессов фильтрации, центрифугирования, сушки и т. п. Эта задача решается путем выпаривания жидкости на выпарных аппаратах различных конструкций (см. раздел 11). Как правило, для этих целей применяются трубчатые аппараты с естественной или принудительной циркуляцией и вынесенной зоной кипения. Последнее требуется для снижения эффекта загрязнения поверхности теплообмена твердой фазой. Возможно также применение для этих целей роторно-пленочных аппаратов. У аппаратов этого типа в процессе работы поверхность теплообмена в той или иной степени очищается лопатками, что позволяет в некоторых случаях выпаривать жидкость практически полностью, получая на выходе из аппарата порошок (см. 11.2.3). Следует отметить, что такой способ удаления твердой фазы из жидкости весьма энергоемкий, особенно когда теплота испарения жидкости велика, как, например, у воды.
1.3.5. Вымораживание
(О.В. Доманский)
Полезная сущность процесса извлечения частиц (капель, твердых частиц и молекул) вымораживанием заключается в том, что при распространении фронта кристаллизации в жидкости происходит вытеснение взвешенных в ней частиц в жидкую фазу. В результате в жидкой фазе по мере продвижения фронта кристаллизации будет расти концентрация частиц, а закристаллизовавшаяся фаза будет от частиц свободна.
Подобные процессы часто встречаются в природе. Например, во время замерзания водоемов таким образом происходит самоочищение воды от различных взвесей. Аналогичным образом на водоочистных станциях обрабатывают иловые осадки, масса воды в которых практически равна массе влажного осадка (см. 17.3.4). Здесь важно отметить, что применяемая на некоторых водоочистных станциях кажущаяся очевидной технология сжигания иловых осадков требует су
щественно больших затрат энергии, нежели технология вымораживания. Это вытекает из сравнения величины теплот испарения гя и кристаллизации гкр:
ги — 6,5гкр.
Очевидно, что эффективность подобного процесса зависит от скорости распространения фронта кристаллизации, свойств разделяемых сред и особенностей энерго- и массопереноса на границе движущегося фронта. Сам процесс перехода вещества из жидкого состояния в твердое представляет собой целый комплекс явлений (термодинамических, тепловых, диффузионных, гидродинамических и т. п.).
В исследованиях, производимых с целью изучения этого процесса, можно отметить два основных направления. Первое направление рассматривает переход вещества из жидкого в твердое состояние с позиций образования из атомов и молекул жидкости кристаллов твердого вещества. Здесь выясняются причины возникновения кристаллов и закономерности их роста. Второе направление рассматривает этот фазовый переход только с учетом тепловых взаимодействий между твердой и жидкой фазами и телами, находящимися в контакте с ними. С первым направлением связано понятие «кристаллизация», со вторым — «затвердевание».
Таким образом, под кристаллизацией понимают образование конгломерата кристаллов при переходе вещества из термодинамически менее устойчивого состояния в более устойчивое. Кристаллизация жидкостей представляет собой фиксацию некоторого расположения молекул относительно друг друга, когда при общем резком сокращении энергии их движения они взаимно ориентируются в определенном порядке, присущем их положению в кристалле. При этом вещество приобретает иную атомно-молекулярную структуру и новые физические свойства, не претерпевая никакого резко выраженного химического изменения.
Под затвердеванием понимают переход вещества из жидкого состояния в твердое, условно рассматриваемый без учета особенностей формирования кристаллов. Хотя термин «затвердевание» не относится к общепринятым и устоявшимся, тем не менее кинетике затвердевания посвящено большое количество работ [10-13].
При отводе теплоты от жидкости температура ее понижается и уменьшается энергия движения молекул. При некоторой фиксированной энергии теплового движения начинается взаимоориентация молекул. Образования из некоторого количества устойчиво связавшихся одна с другой правильно ориентированных молекул служат центрами кристаллизации, на которых происходит дальнейшая ориентация молекул из окружающей жидкости и рост кристаллов.
Роль центров кристаллизации могут играть также коллоидные частицы, способные адсорбировать кристаллизуемое вещество, а также различные царапины и другие неровности на поверхности, с которой контактирует жидкость. Количество центров кристаллизации
24
Новый справочник химика и технолога
зависит от температурного напора процесса, который определяет скорость затвердевания продукта. Чем выше скорость нарастания твердой фазы, тем меньше центров кристаллизации и тем больше размер кристаллов твердой фазы. И наоборот, при малой скорости кристаллизации образуется больше центров и размер их меньше. Это имеет большое значение для получения конечного продукта, поскольку определяет его технологические свойства на последующих стадиях обработки. Например, при коагуляции хлоропренового латекса необходимо после замораживания получить прочную пленку, которая без обрыва должна пройти оттаивание, отжим и сушку в соответствующем оборудовании. Это можно получить только при «мягких» условиях замораживания. При агломерации латекса необходимо заморозить латекс при такой температуре, которая позволит после оттаивания получить продукт, способный хорошо разделиться на фильтрах (центрифугах) с целью повышения его концентрации и после этого быть устойчивым (не расслаиваться) длительное время.
Приведенные примеры в химической технологии называют выделением каучука из латекса методом вымораживания. Термин «вымораживание» применяется для процессов, в которых необходимо отделить полимерные и другие частицы от основной жидкой фазы. Он предполагает, что после процесса вымораживания сразу же идет процесс оттаивания и полное или частичное разделение твердой и жидкой фаз. Термин «замораживание» чаще применяется в описании процесса замораживания на длительный срок хранения пищевых продуктов.
Высокая чистота продукта, выделяемого из сложных смесей, сравнительно невысокая энергоемкость, простота организации непрерывного процесса, отсутствие высокотемпературных воздействий, способствующих термическому разложению продукта, — вот те особенности, которые объясняют широкое внимание к процессу вымораживания.
Этот метод применяется для коагуляции хлоропренового латекса в производстве синтетического каучука «наирит», для агломерации стирольных латексов в производстве эмульсионных синтетических каучуков и пенорезины, для выделения многочисленных органических веществ из их растворов, опреснения морской воды, обработки осадков природных вод и т. д.
Физика, методы расчета и аппаратурное оформление процесса вымораживания подробно рассмотрены в подразделе 17.3 раздела «Кристаллизация».
1.4. Выделение компонентов из растворов
1.4,1, Выделение газа из жидкости
(В. В. Щеголев)
Явление выделения растворенных газов из жидкостей часто встречается в окружающей среде. Например, если налить в стакан водопроводной воды и дать ей немного постоять, то на стенках стакана появятся пузырьки растворенного в воде воздуха. Если открыть
бутылку с газированным напитком, жидкость вскипает, выделяя пузырьки углекислого газа. Углекислый газ также бурно выделяется, если питьевую соду растворять в кипятке.
В технике и технологии использование любого явления всегда носит целенаправленный характер. При этом процесс, использующий данное явление, должен быть проведен с заданной полнотой и максимально возможной скоростью, поскольку эти два условия определяют качество получаемого продукта и габариты используемого оборудования. Для того, чтобы понять, каким образом провести процесс выделения газа из жидкости с соблюдением этих условий рассмотрим, как поведут себя молекулы газа и жидкости, если их привести в соприкосновение в замкнутом объеме. Хорошо известно, что при обычных давлениях и температурах плотность газа мала, и расстояние между молекулами в несколько раз превышает их эффективный диаметр. Вследствие этого молекулы газа свободно движутся в объеме, не испытывая силового взаимодействия со стороны окружающих частиц. Периодически они подвергаются упругим столкновениям с другими молекулами и со стенками сосуда, обмениваясь при этом импульсом и кинетической энергией. За счет столкновений движение их носит беспорядочный характер, при этом все направления движения равноправны.
В жидкостях молекулы приближены друг к другу настолько, что их движение всегда происходит в поле сил молекулярного взаимодействия. Силы взаимного притяжения молекул проявляют себя в интервале расстояний между молекулами примерно от 1 до 3-4 диаметров молекулы. При плотном сжатии частиц и их электронных оболочек, когда расстояние между центрами молекул становится менее одного диаметра, действуют силы взаимного отталкивания. Силы межмолекулярного взаимодействия полностью определяют взаимное расположение и характер движения молекул жидкости. Под действием этих сил молекулы жидкости, как и молекулы в кристаллах, совершают колебательные движения около некоторых положений равновесия. Однако, в отличие от кристаллов, амплитуда этих колебаний настолько велика, что соседние частицы сравнительно легко отрываются друг от друга и покидают положения равновесия, освобождая при этом место для других молекул. Одна из теорий твердого и жидкого состояния вещества, в частности, теория неупорядоченности исходит из того, что чистая жидкость является совокупностью равного числа занятых и незанятых узлов (положений равновесия), или, иными словами, равного числа молекул и «дырок». Время «оседлой жизни» молекулы в положении равновесия достаточно мало и составляет около 10“8 секунд. При временах, значительно превышающих указанную величину, молекула жидкости в результате неупорядоченного движения может очутиться в любой точке объема, занятого жидкостью. И в этом смысле ее движение сходно с движением газовой молекулы.
Описание основных процессов и аппаратов
25
Поверхность жидкости по своим свойствам существенно отличается от твердой поверхности. Вследствие очень малой подвижности молекул в кристалле, очень малых межмолекулярных расстояний и высоких значений энергии взаимодействия между частицами поверхность кристалла совершенно непроницаема для молекул газа. При столкновении с твердой поверхностью молекула газа испытывает полностью упругое отражение за счет близкодействующих сил отталкивания (здесь пока не учитывается наличие на поверхности кристалла так называемых активных центров, которые способны адсорбировать молекулы газа). Это означает, что ее кинетическая энергия сохраняется, а составляющая скорости, перпендикулярная поверхности стенки, изменяется на прямо противоположную.
Столкновение молекулы газа с поверхностью жидкости, наоборот, является полностью неупругим. Можно предположить, что молекула газа при столкновении с молекулой жидкости, находящейся на поверхности, выбивает ее с занимаемого места, теряя при этом часть своего импульса и кинетической энергии, а под действием оставшейся кинетической энергии и сил молекулярного взаимодействия окружающих молекул втягивается в процесс колебательного движения. Избыточная энергия, которую теряет молекула газа при столкновении с поверхностью жидкости, переходит в энергию колебательного и вращательного движения окружающих молекул, иначе говоря рассеивается в виде тепла. В дальнейшем молекула газа начинает жить по законам жидкого состояния, хаотически перемещаясь в объеме жидкости, как и все окружающие ее частицы. По-видимому, такой механизм и приводит к тому, что все частицы газа или пара, которые движутся в направлении к поверхности жидкости, в результате столкновения оказываются на этой поверхности и в дальнейшем поглощаются жидкостью. Если газ (пар) состоит из молекул того же сорта, что и основная масса жидкости, то процесс перехода молекул из газообразного состояния в жидкое носит название конденсации. Если жидкостью поглощаются газообразные молекулы иного сорта, такой процесс называется абсорбцией. Выделяющаяся при этом теплота называется соответственно теплотой конденсации или теплотой абсорбции. Скорость абсорбции (конденсации) определяется числом молекул газа, подлетающих к поверхности жидкости в единицу времени. Из кинетической теории газов известно, что эта величина пропорциональна концентрации молекул данного сорта в объеме газа (или парциальному давлению) и очень слабо зависит от массы молекулы и абсолютной температуры. Таким образом, чем больше молекул газа содержится в единице объема, тем выше скорость абсорбции (конденсации).
Как только на поверхности и в объеме жидкости появляются молекулы, из которых состоит газ, начинается обратный процесс, называемый десорбцией, — переход этих молекул в газообразное состояние. Чем выше концентрация газовых молекул в объеме жидкости и соот
ветственно на ее поверхности, тем выше скорость десорбции. Если жидкость состоит из молекул того же сорта, что и газ, то процесс отрыва молекул и перехода их в газообразное состояние начинается сразу с момента соприкосновения пара и жидкости. Такой процесс называется испарением.
Существенно то, что не все молекулы, находящиеся в жидкости, могут оторваться и перейти в газообразное состояние. Для этого необходимо, чтобы молекула обладала некоторой избыточной энергией (энергией активации), которая требуется для преодоления сил межмолекулярного притяжения (вспомним, как трудно оторвать от магнита металлический шарик). Чем выше температура жидкости, тем больше амплитуда колебаний молекул и скорость их вращательного движения, и соответственно тем большая доля молекул может получить от своих соседей энергию, необходимую для преодоления потенциального барьера. Поэтому чем выше температура жидкости, тем выше скорость десорбции (испарения). Дополнительная энергия, необходимая молекуле для ее отрыва от окружающих молекул и удаления на расстояние, на котором уже не действуют силы молекулярного взаимодействия, называется теплотой десорбции (испарения). Скорость и теплота десорбции существенно зависят также и от сил межмолекулярного взаимодействия частиц разного сорта. Спектр этого взаимодействия может быть достаточно широк — от взаимного притяжения до отталкивания. Подробнее влияние сил межмолекулярного взаимодействия на процесс абсорбции—десорбции рассмотрено в разделе 14.
После приведения в соприкосновение газа и жидкости на поверхности раздела очень быстро (за время порядка 10 7 с) устанавливается равновесие. При этом скорость абсорбции (конденсации) становится равной скорости десорбции (испарения). Это равенство фактически и определяет существующую при равновесии связь концентрации или парциального давления компонента в газовой (паровой) фазе с концентрацией того же компонента в жидкости и температурой жидкости. Фазовые равновесия газ (пар)—жидкость представляют собой основу для расчета статики многих процессов, протекающих с участием этих фаз, в том числе абсорбции и десорбции. Степень приближения к равновесию на границе раздела фаз определяет полноту протекания этих процессов. Подробнее о фазовых равновесиях и методах их расчета см. разделы 13 и 14.
В отличие от поверхности раздела фаз, во всем объеме газа и жидкости равновесие устанавливается значительно дольше. Поэтому скорость протекания всего технологического процесса определяется именно скоростью установления равновесия в объеме фаз. Основным механизмом выравнивания концентраций молекул в объеме газа и жидкости является процесс диффузии. С точки зрения молекулярно-кинетической теории газов процесс диффузии объясняется достаточно просто. Поскольку все направления движения молекул в газе равновероятны, число молекул, проходящих в единицу
26
Новый справочник химика и технолога
времени через единичную площадку, в любом направлении одинаково и пропорционально величине концентрации молекул в данном объеме. Это выполняется до тех пор, пока в газе не возникает градиент концентрации (например, в связи с переходом части молекул в жидкость). В этом случае через единичную площадку в единицу времени слева направо и справа налево будет проходить разное количество молекул, так как концентрации молекул с разных сторон выделенной площадки различны. Таким образом возникает результирующий поток молекул, направленный из области с большей концентрацией в область с меньшей концентрацией молекул. Это и есть диффузионный поток. В жидкости перескок молекул из одного положения равновесия в другое происходит также случайным образом, и перемещение молекул в целом по всему объему жидкости носит хаотический характер. Поэтому к жидкости также применимы подобные рассуждения. Однако в отличие от газов, у которых длина свободного пробега молекул от столкновения до столкновения составляет несколько диаметров молекул, длина одного «шага» молекулы жидкости примерно равна диаметру молекул. Кроме того, сделав «шаг», молекула жидкости на какое-то время задерживается в новом положении равновесия и только после этого продолжает движение. Это приводит к тому, что коэффициенты молекулярной диффузии, характеризующие скорость протекания диффузионного процесса в жидкостях, примерно на четыре порядка ниже, чем в газах. В результате выравнивание концентрации за счет диффузии на 97,5 % в слое газа толщиной в 1 см происходит примерно за 2,5 с, а в слое жидкости — за 7,5 ч.
Процесс выравнивания концентраций можно значительно ускорить, заставив газ и, в особенности, жидкость двигаться, т. е. включив в работу механизм конвективного переноса молекул растворенного вещества. В этом случае локальные концентрации растворенного компонента в основной массе жидкости быстро выравниваются за счет конвективного переноса, турбулентной и вихревой диффузии, а процесс молекулярной диффузии лимитирует скорость переноса молекул только в очень тонком слое, прилегающем к поверхности раздела фаз. Чем выше скорость движения жидкости, тем этот слой тоньше. Вопросы, связанные с механизмами и расчетами процессов конвективной диффузии, подробно рассматриваются в разделе 5.2.
Как следует из предыдущих рассуждений, для того чтобы выделить растворенный газ (пар) из жидкости, необходимо путем изменения технологических параметров вывести систему из состояния равновесия: уменьшить скорость абсорбции и (или) увеличить скорость десорбции. Скорость абсорбции можно уменьшить только одним способом — понижением концентрации (или парциального давления) выделяемого компонента в газовой фазе, контактирующей с жидкостью. Реально существуют два технологических приема, позволяющих снизить концентрацию компонента в
газовой фазе: снижение общего давления в системе и разбавление инертным газом. Повысить скорость десорбции с целью выделения растворенного компонента из жидкости можно только повышением температуры жидкости.
В научно-технической литературе по химической технологии принято десорбцией называть суммарный процесс перехода молекул из газообразного состояния в раствор и обратно с преобладающей скоростью обратного перехода. Процесс с преобладающей скоростью прямого перехода называют абсорбцией.
Десорбцию путем снижения давления удобно проводить, если первоначально жидкость с растворенным в ней газом или паром находилась под повышенным давлением. При резком снижении давления жидкость оказывается пересыщенной растворенным компонентом при данной температуре и начинает кипеть, выделяя пузырьки растворенного газа с небольшим количеством пара растворителя. Процесс обычно проводят в емкостных аппаратах, снабженных устройствами для улавливания капель и брызг — каплесепараторами. При выделении газа жидкость охлаждается за счет расходования ее внутренней энергии на десорбцию и испарение части растворителя, и процесс кипения быстро заканчивается. Поэтому полнота выделения газа при таком способе невелика. Для повышения степени десорбции жидкость перед сбросом давления дополнительно подогревают. Однако и в этом случае адиабатический процесс не обеспечивает высокой степени приближения к новым равновесным параметрам за технологически приемлемое время пребывания жидкости в аппарате.
Десорбция путем разбавления (продувкой) инертным газом, напротив, позволяет практически полностью выделить растворенный газ или пар. Массовая скорость выделения газа или пара из жидкости в этом случае определяется величиной поверхности раздела газ—жидкость и скоростью массопереноса в жидкости или, иначе говоря, величиной результирующего потока молекул растворенного вещества из глубины жидкости к поверхности раздела фаз, выраженному в кмоль/(с-м2). Этот поток в свою очередь зависит от того, насколько велика разница концентраций растворенного компонента в глубине жидкости и на поверхности раздела фаз, возникшая за счет снижения концентрации компонента в газовой фазе, а также, насколько высока интенсивность конвективной диффузии, определяемая коэффициентом массоотдачи, который в свою очередь зависит от физико-химических свойств растворенного компонента и жидкости и локальных скоростей движения жидкости.
Для достижения приемлемой скорости процесса и высокой степени выделения газа десорбцию методом продувки проводят в эффективных массообменных аппаратах (см. 6.7.1, 6.9.3). В таких аппаратах высокая массовая скорость десорбции обеспечивается за счет нескольких факторов:
- созданием в аппарате развитой поверхности контакта газа и жидкости, характеризуемой высоким зна
Описание основных процессов и аппаратов
27
чением отношения площади поверхности к объему рабочей зоны аппарата;
- организацией в аппарате поршневого противоточного движения фаз; при одинаковом соотношении потоков жидкости и газа оно позволяет достичь значительно более высокой степени извлечения, чем любые другие способы организации движения фаз в аппарате: перекрестный ток, прямоток, полное или частичное перемешивание жидкости или газа по высоте аппарата (см. рис. 1.4.1.1);
- интенсивным локальным перемешиванием жидкости.
Такими эффективными массообменными аппаратами являются насадочные и тарельчатые колонные аппараты. В насадочных аппаратах развитая поверхность контакта фаз создается за счет использования различных насадочных тел, образующих при соответствующей укладке в аппарате систему извилистых каналов, которые имеют достаточно большую поверхность — примерно 80-700 м2 на 1 м3 объема рабочей зоны аппарата. Жидкость движется по поверхности каналов преимущественно в виде тонких пленок (0,1-5 мм), а газ занимает все оставшееся свободное пространство, объем которого также достаточно велик и составляет 70-96 % объема рабочей зоны аппарата. При перетекании жидкости с одного элемента насадки на другой пленка жидкости разрушается, а жидкость при этом перемешивается. На нижележащем элементе насадки образуется новая пленка. Структура потоков газа и жидкости в аппарате достаточно близка к поршневому противоточному движению.
В тарельчатых аппаратах поверхность контакта фаз формируется за счет барботирования (продавливания) газа через слой жидкости на тарелке, которая представляет собой лист с отверстиями, прорезями или специальными устройствами для барботирования газа — колпачками или клапанами. При барботировании образуется большое количество пузырей, которые в зависимости от расхода газа и свойств жидкости могут занимать до 90 % и выше объема рабочей зоны аппарата, создают развитую поверхность контакта газа и жидкости, превращая жидкость в тонкие прослойки и пленки. Однако поднимающиеся в жидкости пузыри вовлекают в восходящее движение окружающую жидкость. В барботажных аппаратах с высоким газо-жидкостным слоем формируется нестабильное циркуляционное течение жидкости, которое способствует ее быстрому перемешиванию по высоте слоя. Поэтому в проточных барботажных аппаратах, несмотря на развитую межфазную поверхность, даже при очень большой высоте газожидкостного слоя не удается достичь высокой степени извлечения растворенных компонентов из жидкости (см. рис. 1.4.1.1, в).
В тарельчатых аппаратах жидкость располагается на тарелках тонким слоем от 10 до 60-70 мм и перетекает с тарелки на тарелку либо через специальное переливное устройство, либо проваливаясь в отверстия тарелки. Несмотря на практически полное перемешивание жидкости на каждой тарелке, при разнонаправленной подаче газа и жидкости в целом по аппарату удается получить режим движения газа и жидкости, близкий к поршневому противоточному режиму (см. рис. 1.4.1.1, г).
а б в г
Рис. 1.4.1.1. Распределение средних концентраций десорбируемого компонента в объеме жидкости сж и на границе с газом с* =/(сг) по высоте аппарата (Л)
при различных способах организации движения газообразной (G) и жидкой (L) фаз в аппарате: а) противоток, б) прямоток, в) полное перемешивание жидкости по высоте аппарата;
г) движение жидкости и газа в тарельчатом аппарате с переливом.
Концентрация десорбируемого компонента в инертном газе на входе в аппарат сн> (а, в, г) или сГн (б) и соответствующие значения с’о, равны нулю; направления движения газа и жидкости показаны стрелками; Ср-ср показывает значение равновесной (предельной) концентрации компонента в жидкости
28
Новый справочник химика и технолога
Недостатком процесса десорбции методом продувки является необходимость подачи достаточно большого объема инертного газа. В том случае, когда извлекаемый компонент является токсичным, возникает проблема очистки отработавшего газа. С целью уменьшения объема продувочного газа и повышения степени извлечения растворенного компонента жидкость перед подачей в аппарат для проведения процесса десорбции— десорбер — подогревают, увеличивая тем самым скорость десорбции. Однако такой прием приводит к повышению скорости испарения самой жидкости (растворителя), увеличивая ее потери и загрязняя отходящий газ.
Там, где это технологически возможно, для продувки и одновременного подогрева жидкости в десорбере используют насыщенный или перегретый водяной пар, который непосредственно контактирует с жидкостью (острый пар). Если десорбируемый компонент плохо растворим в воде, его после конденсации вместе с паром можно отделить от воды простым расслаиванием.
Подогрев жидкости хотя и сдвигает равновесие в сторону увеличения скорости десорбции, но без развитой поверхности контакта фаз и без продувки паровой фазы не дает возможности достичь высокой степени извлечения растворенного компонента. Однако, если довести жидкость до кипения, то в результате появления пузырей существенно увеличивается поверхность контакта жидкой и паровой фаз, а постоянно генерируемый поток пара растворителя становится хорошим десорбирующим агентом. Поэтому газы и пары, плохо растворимые в жидкости, достаточно полно удаляются из нее простым кипячением. Недостатком такого способа десорбции являются значительные потери растворителя, который в виде пара уносится десорбированным газом. Поэтому в промышленных условиях растворитель возвращают в процесс путем конденсации пара. Если соотношение десорбированный газ : пар невелико, однократным испарением с последующей конденсацией пара удается обеспечить высокую степень извлечения газа и возврат основной массы испаренного растворителя. Процесс разделения жидкой смеси путем частичного превращения ее в пар и последующей конденсации этого пара называется дистилляцией.
Очень часто летучий компонент, который необходимо десорбировать из жидкости, оказывается хорошо растворимым в ней. В этом случае его не удается достаточно полно выделить из жидкости, используя только процесс дистилляции, и для десорбции используют процесс, называемый ректификацией. Ректификация отличается от дистилляции тем, что образовавшийся в кипятильнике пар вместе с десорбированным компонентом подается на конденсацию не сразу, а после контактирования в колонном массообменном аппарате с поступающей сверху жидкостью в режиме противотока. При таком контакте жидкость теряет летучий (низ-кокипящий) компонент за счет массообмена с паром, в котором концентрация компонента ниже равновесной,
и воспринимает часть пара, конденсирующегося за счет того, что температура жидкости ниже температуры насыщения. В результате удается достичь очень высокой степени извлечения растворенного летучего компонента. Ректификация позволяет также решить и другую задачу — отделить десорбированный газ (пар) от пара растворителя. Более подробно процессы дистилляции и ректификации рассматриваются в 1.4.2 и в разделе 13.
1.4.2. Выделение жидкого компонента из смеси жидкостей испарением
(В.С. Леонтьев)
Если жидкости, находящиеся в растворе, имеют разные температуры кипения, то путем испарения можно добиться их разделения. Это осуществляется путем частичного испарения жидкости и последующей конденсации пара. Отогнанная фракция (дистиллят) обогащена относительно более летучими (низкокипящими) компонентами, а неотогнанная жидкость (кубовый остаток) — менее летучими (высококипящими).
При разделении растворов жидкостей испарением часто встречается ситуация, когда разница между температурами кипения разделяемых компонентов велика, а сами компоненты не образуют смеси, при которой концентрация растворяемых компонентов одинакова как в жидкой фазе, так и в газовой (состояние азеотропа). Если при этом требования к содержанию высококипя-щих веществ в дистилляте и легкокипящих веществ в кубовом остатке не жесткие, то представляется возможным не применять многократно циклы испарения и конденсации, которые реализуются в ректификационных колоннах, а обойтись одним циклом и, следовательно, более дешевым в изготовлении и эксплуатации выпарным аппаратом. О применении выпарных аппаратов для дистилляции (выделения легкокипящего компонента) и концентрирования (выделения высококипя-щего компонента) см. в11.1.1и11.1.2.
Более полное фазовое разделение компонентов с разными температурами кипения обеспечивают выпарные аппараты периодического действия с непрерывным удалением вторичных паров, а также аппараты непрерывного действия с противоточным направлением движения паровой и жидкой фаз, например некоторые конструкции пленочных испарителей.
При удалении из растворов некипящих жидкостей (например продуктов осмоления) путем дистилляции направленность движения вторичных паров по отношению к жидкости в непрерывнодействующих аппаратах роли не играет, и при выборе конструкции более важным фактором становится возможность эффективной работы аппарата с вязкими продуктами.
Для ректификации обычно используют колонные аппараты с различными насадками (6.9.3) или тарелками (см. 13.5), в которых осуществляется многократный контакт между потоками паровой и жидкой фаз. Поскольку парожидкостная смесь стремится к достиже
Описание основных процессов и аппаратов
29
нию равновесного состояния, то пар при контакте с жидкостью обогащается более летучими компонентами, а жидкость — менее летучими. При противоточном движении фаз высота колонны, т. е. число циклов конденсации и испарения, будет определять чистоту выделяемого целевого продукта. Однако, несмотря на то, что объемная доля целевого компонента на выходе из верхней части колонны стремится к 1 лишь при числе циклов конденсации и испарения, стремящемся к бесконечности, на практике удается получать практически чистый целевой продукт.
1.4.3. Выделение солей из расплавов и растворов кристаллизацией
(О.В. Доманский, В. С. Леонтьев, А.И. Мошинский, Ю.Н. Муравьев)
Одним из способов очистки и разделения веществ, основанных на фазовом переходе вещества из одного состояния в другое, является фракционная кристаллизация. Процесс фракционной кристаллизации можно разделить на кристаллизацию из растворов и кристаллизацию из расплавов. С точки зрения термодинамического превращения различия между этими процессами нет. Однако на характер образования твердой фазы в расплавах значительно большее влияние оказывают температурные и концентрационные изменения вблизи границы раздела фаз.
Выделение из расплавов. Эффективность процесса фракционной кристаллизации при очистке и разделении смесей весьма высока. Во многом это объясняется природой самих веществ (см. 17.1.1), поскольку большинство смесей в твердом состоянии имеют ограниченную растворимость друг в друге. В результате во фронте кристаллизации образующаяся твердая фаза одного вещества интенсивно оттесняет в исходный расплав другое вещество. Подобный метод кристаллизации из расплава используется, например, в технологии очистки кварца в производстве полупроводников.
Величина коэффициента разделения K^=cs/cL для кремния с такими металлами как хром, марганец, медь, железо, цинк не превышает 1/10000. В то же время в ректификации, как в одном из самых распространенных в химической промышленности процессов, эффективность при малых концентрациях примеси невелика. Температура кипения смеси близка к температуре кипения чистого вещества, и эффективность процесса при таких условиях резко снижается. В системах жидкость—твердое для большинства веществ температура плавления смеси намного ниже температуры плавления кристаллов чистого вещества, что способствует высокой эффективности процесса. Особенно это характерно при малых концентрациях примеси в жидкой фазе.
С увеличением содержания примеси в жидкой фазе эффективность процесса разделения заметно снижается. Это объясняется тем, что при образовании твердой фазы часть жидкости не успевает оттесняться внутрь расплава и остается в окружении твердой фазы. Явле
ние захвата жидкой фазы образующимися кристаллами чистого вещества возникает даже при бесконечно малых скоростях образования кристаллов. Последнее обстоятельство объясняется не только некоторой взаимной растворимостью твердых веществ, но также и адсорбцией одного вещества другим, захватом примеси по границе раздела зерен, капиллярными явлениями и т. д.
Высокой эффективности процесса фракционной кристаллизации способствует также формирующаяся физическая поверхность раздела фаз, снижающая эффект межфазного проникновения.
В целом способы разделения веществ на основе разности температур кристаллизации дают возможность для достижения чистоты разделения, которая труднодостижима в системах газ—жидкость или жидкость— жидкость. В частности, при организации противотока между фазами высокая эффективность процесса фракционной кристаллизации может быть достигнута в узком фронте, составляющем доли от его поперечного размера (см. 17.1.1). Колонные противоточные кристаллизаторы нашли широкое применение в химической промышленности (см. 17.1.3).
Реализация процессов кристаллизации в промышленных условиях сталкивается с некоторыми ограничениями. Первое из них — это бесперспективность, в подавляющем числе случаев, проведения процесса при малых скоростях фазового перехода, при которых обеспечивается высокая степень разделения. Низкие скорости процесса требуют огромных размеров аппарата и значительной длительности циклов разделения. Поэтому в реальных условиях приходится проводить процесс при сравнительно более высоких скоростях образования твердой фазы и при условиях, далеких от равновесных.
В этих случаях в процессе кристаллизации перед фронтом раздела фаз происходит накопление примеси. И хотя во многих случаях можно поддерживать достаточно высокую эффективность процесса, тем не менее, при определенных условиях перед фронтом кристаллизации возникает концентрационное переохлаждение, приводящее к образованию двухфазной зоны кристаллизации.
Такая зона может быть промежуточной, а может распространиться и на весь расплав. При условии концентрационного переохлаждения происходит разрушение плоского фронта образования твердой фазы. Рост кристаллов становится ускоренным и хаотичным в виде игл (дендритов). В таком случае кристаллический слой начнет захватывать большое количество жидкой фазы. Эффективность процесса резко снижается (см. 17.1.2). Однако даже в этой зоне под действием разницы температур возникает дополнительный эффект очистки за счет диффузии примеси и оттеснения ее растущими кристаллами.
Для борьбы с накоплением примеси вблизи фронта раздела фаз используют различные способы перемешивания расплава. Тем самым стремятся уменьшить тол
30
Новый справочник химика и технолога
щину слоя жидкости, через которую примесь, оттесненная фронтом кристаллизации, диффундирует в глубину (ядро) расплава.
Наиболее эффективным процессом в промышленной практике является процесс, в котором расплав движется в виде пленки жидкости по поверхности раздела фаз. При таком способе достигается высокая эффективность разделения при сравнительно низких энергетических затратах. Высокая удельная поверхность многотрубчатого теплообменного аппарата позволяет сделать такой процесс высокопроизводительным (см. 17.1.3).
Повышению эффективности процесса очистки и разделения веществ при фракционной кристаллизации из расплава способствует его сочетание с процессом фракционного плавления. Дополнительный эффект очистки достигается за счет повышения температуры образовавшейся твердой фазы. При этом часть кристаллической фазы с повышенным содержанием примеси плавится и вытекает из кристаллического слоя или из массы образовавшихся кристаллов под действием внешних сил (тяжести, центробежной, перепада давления) (см. 17.1.1). При этом зачастую не требуется дополнительных энергетических затрат, поскольку твердую фазу для дальнейшего использования необходимо расплавить.
Выделение солей из растворов с образованием твердой фазы лежит в основе технологических процессов выращивания кристаллов — как единичных (получение монокристаллов), так и множества (массовая кристаллизация). Для проведения данных процессов необходимы определенные термодинамические условия. Все методы выращивания кристаллов из растворов основаны на использовании зависимости растворимости вещества от термодинамических параметров процесса, главным образом от температуры Т и концентрации с растворителя. Под растворимостью понимают равновесную концентрацию с целевого вещества в растворе. Чаще всего используется зависимость растворимости от температуры. Наиболее типичный случай— возрастание растворимости вещества с увеличением температуры. Вид соответствующей кривой растворимости представлен на рис. 1.4.3.1 (отмечена с ).
Рис. 1.4.3Л. Зависимость растворимости целевого компонента от температуры: I — область насыщенных растворов;
II — метастабильная область; П1 — область лабильных растворов
Эта кривая разделяет поле диаграммы с, Т на область ненасыщенных растворов I и область пересыщенных растворов, которую, в свою очередь, целесообразно разбить на две части: метастабильную и лабильную. Образование метастабильной области II связано с энергетическими затратами на появление зародыша кристалла критического размера. Зона III — область лабильных растворов, которые неустойчивы, поскольку сильно пересыщены. Поэтому в них легко образуются зародыши новой фазы за счет спонтанных флуктуаций концентрации целевого вещества. В метастабильном состоянии (область II) растворы относительно устойчивы, и самопроизвольная кристаллизация не происходит. Однако кристаллизацию можно стимулировать, если ввести в раствор «затравки» — кристаллики растворенного вещества или даже кристаллы другого вещества (примесь), которые явятся центрами зарождения новой фазы (см. 17.2.2).
На устойчивость некоторых метастабильных растворов оказывают влияние механические, электрические (разряд) и другие факторы. Зависимость устойчивости пересыщенных растворов от многих факторов приводит к тому, что разграничительная линия между метастабильной и лабильной областями обычно не может быть четко определена. На эту линию, как правило, влияют примеси, наличие которых в промышленной практике трудно проконтролировать. Лабильные растворы при малейших возмущениях среды образуют кристаллические зародыши, и поэтому целенаправленно регулировать процесс практически невозможно. Таким образом, управляемое выращивание кристаллов возможно только из метастабильных растворов (см. 17.2.3). Движущей силой процесса является пересыщение а, определяемое как разность между концентрацией целевого компонента в несущей среде и равновесной концентрацией с, которая главным образом зависит от Т, т. е. а = с - с (Г). Пересыщение характеризует степень отклонения системы от равновесного состояния. Поскольку на практике часто создают пересыщение за счет изменения температуры раствора, то степень отклонения от равновесия можно характеризовать также величиной «переохлаждения», т. е. разностью между температурой насыщения Т и текущей температурой кристаллизации Т. Связь пересыщения с переохлаждением АТ =Т -Т дается формулой а-а* = -^-АТ, где -------температурный коэффици-
ент (фактор) растворимости, равный изменению растворимости вещества при изменении температуры на один градус, а а — пересыщение при Т-Т. Часто проще измерить величину переохлаждения, чем пересыщения раствора, и поэтому АТ может служить грубой оценкой отклонения от равновесия.
Для создания пересыщения раствора при массовой кристаллизации используют несколько методов (см. 17.2.4):
-кристаллизацию за счет изменения температуры раствора. Здесь возможны варианты, когда изменение
Описание основных процессов и аппаратов
31
температуры произошло один раз и далее ее не регулировали, а также случай постоянного «температурного» воздействия на систему;
-кристаллизацию за счет изменения состава раствора (испарение растворителя);
- химический способ создания пересыщения.
Можно сформулировать ряд рекомендаций в пользу того или иного способа создания пересыщения [14].
1. Если температурный коэффициент растворимости заметно отличается от нуля, допустимо использование методов кристаллизации за счет изменения температуры раствора. Здесь также возможны варианты.
- При относительно невысоком температурном коэффициенте растворимости (0,01-0,1 г/(л-град)) независимо от абсолютной величины растворимости предпочтительнее методы кристаллизации за счет перепада температуры. Эти методы обеспечивают длительный непрерывный рост кристаллов в одной части кристаллизатора за счет постоянного растворения вещества в другой его части. Методы единовременного охлаждения здесь мало пригодны, поскольку для выделения из раствора заметных количеств вещества требуется охлаждение в большом температурном интервале.
- При высоком температурном коэффициенте растворимости (более 1 г/(л-град)), но низкой абсолютной растворимости вещества (несколько массовых процентов) также предпочтительнее пользоваться методом температурного перепада, поскольку охлаждение раствора даже в широком температурном интервале приведет к выделению лишь небольших количеств вещества.
- При высокой растворимости и высоком температурном коэффициенте растворимости целесообразно использовать метод охлаждения раствора (или нагрева в том более редком случае, когда растворимость вещества уменьшается по мере роста температуры). Методы температурного перепада здесь тем менее пригодны, чем выше температурный коэффициент растворимости, поскольку трудно регулировать бурный процесс спонтанного зарождения кристаллов.
2. Если температурный коэффициент растворимости очень мал, кристаллизацию можно проводить методом испарения растворителя или за счет химической реакции. Абсолютная величина растворимости при этом не играет особой роли, но в методах испарения растворителя она не должна быть очень низкой.
3. Для слаборастворимых веществ целесообразно использовать кристаллизацию при химической реакции.
Кристаллизация широко используется в различных технологиях для получения веществ высокой чистоты. При этом решаются обычно следующие задачи: разделение смесей на фракции; обогащение смеси тем или иным компонентом; выделение различных веществ из технических и природных растворов; концентрирование разбавленных растворов путем частичного отделения макрокомпонента или же вымораживания растворителя.
Теоретические аспекты процесса кристаллизации рассматривают, как правило, вопросы образования и роста кристаллов в растворах и чистых расплавах. Технологические аспекты затрагивают вопросы теплообмена, зонной плавки и фракционной кристаллизации.
Фракционная кристаллизация отличается от других массообменных процессов большим разнообразием технологических методов, из которых основными являются: массовая кристаллизация с отводом тепла через охлаждаемые поверхности; массовая кристаллизация при непосредственном контакте с хладагентом; кристаллизация на охлаждаемых поверхностях при направленном росте кристаллов; противоточная кристаллизация; фракционное плавление; направленная кристаллизация; аддуктивная кристаллизация; селективная кристаллизация; кристаллизация под высоким давлением; фракционная десублимация.
Большинство этих методов может осуществляться в периодическом, полунепрерывном и непрерывном режимах.
В процессах фракционной кристаллизации пересыщение исходной смеси достигается:
- охлаждением (через теплообменные поверхности, а также путем непосредственного контакта смеси с жидким, газообразным или испаряющимся хладагентом);
- частичным испарением легколетучего компонента смеси (чаще всего растворителя);
- изменением давления в системе;
- изменением взаимной растворимости компонентов путем введения дополнительного компонента;
- добавлением к разделяемой смеси реагентов, образующих с одним или несколькими компонентами смеси химические соединения, кристаллизующиеся при охлаждении смеси;
- одновременным наложением на разделяемую систему нескольких.
По способу организации процесса фракционную кристаллизацию можно разделить на однократную, последовательную, многоступенчатую и противоточную. Наконец, по характеру образующейся кристаллической фазы различают массовую (объемную) кристаллизацию и направленный рост кристаллов.
При выделении солей, а также щелочей, из растворов зачастую требуется повысить концентрацию раствора для более эффективного проведения процесса выделения. Эта задача обычно решается путем выпаривания излишков растворителя на выпарных аппаратах самых различных конструкций (см. раздел 11).
В ряде случаев представляется возможным совместить процесс выпаривания и начальную стадию непосредственного выделения солей в одном выпарном аппарате. Для этих целей разработаны конструкции выпарных трубчатых аппаратов с вынесенной зоной кипения и солеотделителем как с естественной циркуляцией концентрируемого раствора (тип 1 исполнение 3 по классификации каталога «Выпарные трубчатые
32
Новый справочник химика и технолога
аппараты общего назначения для химических производств», М., ЦИНТИХИМНЕФТЕМАШ, 1985), так и с принудительной циркуляцией. Аппараты этого типа предназначены для выпаривания растворов, выделяющих кристаллы и образующих на греющей поверхности осадок, удаляемый при промывке. Солеотделитель на выпарных аппаратах с естественной циркуляцией, расположенный под нижней трубной решеткой греющей камеры, обеспечивает удаление кристаллического осадка из аппарата во время его работы. Осадок, в зависимости от интенсивности его выпадения, удаляется из выпарного аппарата периодически или непрерывно в виде густой суспензии. Сведения о подобных выпарных аппаратах изложены в 11.2.1 и 11.2.2.
К основным недостаткам таких выпарных аппаратов относится необходимость значительной разницы плотностей выделяемой соли и растворителя, поскольку работа солеотделителя основана на осаждении солей под действием сил гравитации при достаточно высоких скоростях циркуляционного потока. Для водных растворов солей и щелочей это условие, как правило, выполняется, а при выделении некоторых кристаллических органических соединений — нет. Присутствие органических соединений в растворах солей (что часто встречается при концентрировании сточных вод) также затрудняет работу выпарных аппаратов с солеотделителем.
Выпаривание растворов до выпадения твердого осадка возможно также на роторно-пленочных аппаратах (см. 11.2.3). Требование к разнице плотностей в данном случае отсутствует, но при этом возникает необходимость отсутствия адгезивных свойств у выделяющейся твердой фазы к поверхности теплообмена.
В стандартных роторно-пленочных аппаратах с шарнирно закрепленными лопатками допускается присутствие до 10 % (по массе) твердой фазы в выводимой из аппарата суспензии. Существуют роторно-пленочные аппараты специальных конструкций (оснащенные, как правило, лопатками маятникового типа, очищающими поверхность теплообмена более эффективно, чем шарнирно закрепленные лопатки), в которых возможно получить на выходе из аппарата уже не суспензию, а мелкодисперсный порошок. Для непрерывного удаления такого порошка из аппарата применяют устройства различных конструкций, например шнековое. Для более эффективной сушки порошка в роторных аппаратах иногда применяют комбинацию из двух аппаратов — вертикального и горизонтального, расположенного непосредственно под вертикальным. В этом случае в вертикальном роторном аппарате раствор выпаривают до образования влажного порошка, а в горизонтальном досушивают порошок до требуемой кондиции.
1.4.4. Мембранное разделение жидкостей
(Ю.Г. Чесноков)
Для разделения однородных жидких смесей могут быть использованы мембранные методы. К их числу относятся баромембранные методы (обратный осмос,
ультрафильтрация), движущей силой которых является разность давлений по разные стороны от мембраны, диализ и электродиализ, испарение через мембрану и мембранная дистилляция.
Обратный осмос наиболее широко используется для обессоливания солоноватых вод, а также для обессоливания морской воды с целью получения питьевой воды (см. 1.4.5 и раздел 18). С этой же целью используется и процесс электродиализа.
Ультрафильтрация применяется для отделения высокомолекулярных компонентов от низкомолекулярных. Ультрафильтрационные мембраны отличаются от мембран, используемых для проведения процессов обратного осмоса, размером пор. Размер пор ультрафильтрационных мембран находится в диапазоне от 1 до 100 нм. Под действием перепада давлений, который обычно составляет от 0,1 до 1,0 МПа (1 атм = 0,1 МПа), растворитель проходит через мембрану, а растворенное вещество полностью или почти полностью задерживается мембраной.
Диализ основан на различной проницаемости непористых полимерных мембран по отношению к различным веществам. По разные стороны от мембраны находятся две жидкости: исходный раствор и жидкость, в которую переносятся некоторые компоненты исходного раствора (диализат). Движущей силой процесса является разность концентраций переносимого вещества по разные стороны от мембраны. Процесс диализа используют главным образом для разделения компонентов с различными молекулярными массами.
Испарение через мембрану осуществляется с помощью непористых полимерных мембран. Исходная жидкая смесь, подлежащая разделению, приводится в контакт с одной стороной селективно проницаемой мембраны, проникшие через мембрану вещества в виде пара удаляются с другой стороны мембраны. Низкие значения парциальных давлений проникающих через мембрану компонентов обеспечиваются путем создания вакуума со стороны паровой фазы или с помощью газа-носителя (см. раздел 18). В отличие от большинства других мембранных процессов, для проведения которых не требуется подвода тепла, процесс испарения через мембрану требует испарения части исходной жидкой смеси. Поэтому данный метод разделения целесообразно использовать для выделения из жидких смесей компонентов, содержащихся в небольших количествах. Разделение смеси достигается за счет того, что различные компоненты смеси переносятся через мембрану с различной скоростью. С помощью испарения через мембрану могут эффективно разделяться азеотропные жидкие смеси, проявляющие положительные отклонения от закона Рауля, разделение которых при помощи обычного процесса ректификации невозможно. В настоящее время испарение через мембрану используется главным образом для дегидратации, т. е. удаления воды из органических растворителей или их смесей.
Описание основных процессов и аппаратов
33
Мембранная дистилляция протекает при наличии разности температур по разные стороны от микропористой мембраны. Жидкости не должны смачивать мембрану, а разность давлений по разные стороны от мембраны должна быть меньше капиллярного давления. В этом случае жидкость не заполняет поры мембраны, а через мембрану проходит только пар. Жидкость испаряется с той стороны мембраны, где температура более высокая, и пар конденсируется со стороны жидкости с более низкой температурой. Мембрана в процессе разделения непосредственно не участвует. Она играет роль барьера, разделяющего две жидкости. Селективность процесса определяется условиями равновесия в системе жидкость—пар. Процесс мембранной дистилляции применяется в основном к водным растворам, содержащим растворенные неорганические вещества. Однако данный метод может применяться и к водным растворам с низкими концентрациями летучих компонентов, например для разделения смеси вода— этиловый спирт.
Мембранные методы разделения обладают следующими достоинствами. Процессы разделения с помощью мембран осуществляются непрерывно. Энергетические затраты, как правило, являются сравнительно низкими. Разделение обычно осуществляется в мягких условиях. Процесс разделения легко масштабировать, так как установка может состоять из нескольких однотипных мембранных модулей. Мембранные процессы могут легко сочетаться с другими процессами разделения. При осуществлении мембранных методов разделения не требуется каких-либо добавок. Однако мембранные методы разделения имеют и некоторые недостатки. К их числу относится короткое время жизни мембран. Производительность мембранных установок снижается из-за таких явлений, как концентрационная поляризация (см. раздел 18), а также из-за загрязнения мембран. Кроме того, мембранные методы разделения не всегда обладают достаточной селективностью.
1.4.5. Мембранное выделение солей из растворов (Ю.Г. Чесноков)
Для выделения растворителя в чистом виде из растворов солей могут использоваться мембранные методы. Иногда эти методы используются и для получения концентрированных растворов солей. К числу мембранных методов, применяемых для разделения растворов солей, относятся обратный осмос, электродиализ, мембранная дистилляция. Мембраны, используемые для обратного осмоса, имеют радиус пор меньше 1 нм (1нм=10-9м). Молекулы растворителя (обычно растворителем является вода) свободно проходят через эти поры, а молекулы растворенного вещества задерживаются мембраной.
Обратный осмос (см. раздел 18) основывается на том, что со стороны раствора создается такое давление, которое позволяет изменить нормальное направление осмотического потока воды через полупроницаемую
мембрану. Если давления по разные стороны мембраны одинаковы (или разность давлений Др меньше, чем осмотическое давление Дл')> поток воды через мембрану будет направлен в сторону раствора соли (рис. 1.4.5.1).
Если разность давлений по разные стороны от мембраны равна осмотическому давлению, поток воды через мембрану отсутствует. И наоборот, если разность давлений становится больше осмотического давления, направление потока воды изменяется на противоположное.
Наиболее важное применение процесса обратного осмоса заключается в получении питьевой воды из морской. Этот процесс применяется также для опреснения солоноватых вод. Осмотическое давление увеличивается при увеличении концентрации соли. Для морской воды осмотическое давление приблизительно равно 2,5 МПа, для солоноватых вод находится в диапазоне 0,1-0,4 МПа. Поэтому движущая сила процесса обратного осмоса в случае опреснения морской воды обычно равна 4-8 МПа, а в случае опреснения солоноватых вод — 1,5-2 МПа.
Процесс обратного осмоса применяется также для концентрирования растворов, особенно в пищевой промышленности.
Рис. 1.4.5.1. Схема возникновения обратного осмоса: а) осмос при Др < тс'; б) осмотическое равновесие при Др = тс'; в) обратный осмос при Др > тс'.
1 — разбавленный раствор; 2 — мембрана;
3 — концентрированный раствор
Электродиализ (см. раздел 18) основан на переносе ионов растворенного вещества через мембрану под действием электрического поля. Движущей силой этого процесса является градиент электрического потенциала. В процессе электродиализа используются катионообменные и анионообменные мембраны, более проницаемые для катионов или анионов соответственно. В многокамерном электродиализаторе чередуется большое число таких мембран, расположенных между двумя электродами. Электрический ток переносит катионы из исходного раствора в концентрированный раствор через катионообменную мембрану, расположенную со стороны катода. В этом растворе катионы задерживаются анионообменной мембраной. Направление движения анионов является противоположным. Общий результат процесса заключается в увеличении концентрации ионов в чередующихся камерах и одно
34
Новый справочник химика и технолога
временном уменьшении их концентрации в других камерах. Наиболее широко процесс электродиализа применяется для опреснения солоноватых вод. При помощи электродиализа можно получать растворы солей со сравнительно высокой концентрацией. Благодаря этому данный процесс используется при производстве поваренной соли и других солей из морской воды. Электродиализ применяется также для очистки сточных вод.
Мембранная дистилляция (см. раздел 18) используется для получения особо чистой воды в полупроводниковой промышленности. Этот процесс может использоваться также для концентрирования водных растворов с очень высоким осмотическим давлением.
1.4,6. Выделение растворенных компонентов путем поглощения твердым телом
(А.А. Малыгин)
Для выделения растворенных компонентов из жидких сред широко применяют процессы адсорбции. Описание принципа адсорбции представлено в 1.5.2, где рассматривается адсорбция из смеси газов. Это связано с тем, что, во-первых, принципы адсорбции из жидкостей и газов не имеют принципиальных отличий и, во-вторых, адсорбция из смеси газов гораздо чаще встречается в производстве. Следует лишь выделить адсорбционную очистку воды, где в качестве сорбентов широко применяются ионообменные материалы. Это упоминается в 1.5.2 и подробно рассматривается в 15.1 и 15.3. Аппаратурно-технологическое оформление и области применения процессов адсорбции из жидкости даны в 15.2 и 15.3.
1.4.7. Выделение компонентов раствора экстракцией (В. В. Щеголев)
Процессы абсорбции и десорбции, протекающие при контакте газовой и жидкой фаз, рассмотрены в 1.4.1., 1.5.1. Здесь рассматривается очень близкий по теоретическим основам и аппаратурному оформлению процесс, который протекает при контакте двух жидких фаз. Для того, чтобы жидкости могли существовать как две раздельные фазы, они должны быть несмешиваю-щимися. Полностью несмешивающимися являются практически взаимно нерастворимые жидкости, например вода—тетрахлорэтан, вода—метилциклогексан, вода—керосин. У жидкостей с ограниченной взаимной растворимостью несмешиваемость наблюдается в определенном температурном интервале. Если в этом температурном интервале привести в соприкосновение две ограниченно растворимые жидкости — Л и В, то они образуют два слоя, которые являются растворами обоих компонентов. Слой, в котором преобладает компонент А, назовем фазой А, а слой с преобладанием компонента В — фазой В. Чем меньше компонента В растворяется в фазе А и наоборот, тем лучше выбранные жидкости подходят для проведения рассматриваемого нами процесса. Однако малая взаимная растворимость
фаз является важным, но не единственным критерием при выборе жидкостей для этого процесса.
Если в одну из фаз, например А, добавить третий компонент С, полностью смешиваемый с фазой А и с фазой В, начнется процесс перехода компонента С из фазы А в фазу В и обратно. На границе раздела фаз достаточно быстро устанавливается равновесие, при этом скорости перехода молекул С из А в В и из В в А становятся равными, а компонент С распределяется между обеими фазами, образуя растворы различной концентрации: в фазе А — х^мв фазе В — хСв- При этом отношение концентраций У = хСв/хса, называемое коэффициентом распределения, в соответствии с законом Бертло — Нернста в разбавленных растворах является константой, зависящей только от температуры. В реальных растворах отношение концентраций устанавливается таким, что абсолютные активности компонента, т. е. активности, рассчитанные при условии выбора за стандартное состояние — состояние чистого компонента, и в той и в другой фазе оказываются равными.
Так же как и при абсорбции и десорбции (см. 1.4.1), равновесие во всем объеме жидких фаз устанавливается значительно дольше, чем на границе раздела. Скорость установления этого равновесия определяется скоростью протекания достаточно медленных процессов молекулярной и конвективной диффузии в жидкостях, посредством которых осуществляется перенос массы растворенного компонента из основной массы фазы А к поверхности раздела фаз и далее в основную массу фазы В.
Из закона распределения вещества между двумя фазами вытекает, что вещество С, растворенное в одном растворителе (А), можно извлечь из раствора, добавив к нему второй растворитель (В), не смешивающийся с первым, и выдержав определенное время для установления равновесия в образовавшейся системе. Такой процесс извлечения растворенного вещества из раствора называется экстракцией. Растворитель, с помощью которого проводят извлечение, называется экстрагентом. В результате экстракции получают раствор, обогащенный экстрагентом, — экстракт, и раствор, обедненный экстрагентом, — рафинат. Для полного выделения компонента С из исходного раствора необходимо осуществить несколько ступеней контакта, каждый раз добавляя новую порцию экстрагента, в которой концентрация извлекаемого компонента не будет превышать равновесную для данной ступени. Если на такой ступени достигается равновесие, то она называется теоретической, или идеальной, ступенью контакта.
Величина коэффициента распределения является вторым важным критерием для выбора экстрагента. На практике коэффициенты распределения либо определяют из известных корреляционных уравнений, либо используют имеющиеся экспериментальные данные, либо при разработке новых процессов определяют экспериментально.
В разбавленных растворах неэлектролитов отношение концентраций компонента С в фазах В и Л в соот
Описание основных процессов и аппаратов
35
ветствии с законом равенства активностей связано с коэффициентами активности уел и Усв, взятыми при нулевой концентрации компонента:
асв _ хсв усд(0,Л = 1
аСА ХСА
Коэффициенты активности являются мерой отклонения свойств растворов от свойств идеальных растворов той же концентрации. Они напрямую связаны с изменением потенциальной энергии взаимодействия системы частиц, которое происходит при образовании реального раствора. Если такого изменения не происходит (раствор идеальный), то у= 1. Если эти изменения положительны (потенциальная энергия возрастает), то мы имеем дело с положительными отклонениями от идеальности и у> 1. При отрицательных изменениях потенциальной энергии (отрицательные отклонения) — у < 1. Если растворы компонента С в фазах А и В являются идеальными, т. е. Уса~Усв-^, то равновесные концентрации компонента в обеих фазах равны (\|/ = 1). В этом случае достаточно полное выделение компонента С из фазы А принципиально возможно, но оно потребует значительного количества экстрагента и многих теоретических ступеней контакта. Однако, если исходный раствор таков, что уСл > 1 (положительные отклонения), а в выбранном экстрагенте уСв < 1 (отрицательные отклонения), то равновесная концентрация компонента С в фазе В будет намного превышать концентрацию в фазе А, и тогда у » 1. Так, если для извлечения ацетона (С) из воды (А) (усл(9, 25 °C) = 6,5) выбрать несмешивающийся с водой хлороформ (5) (Ycs(0, 25 °C) = 0,39), то коэффициент распределения
при малых концентрациях ацетона составит 6’5
УИ= q 39 = , т. е. равновесная концентрация ацето-
на в хлороформе будет в 16,7 раза превышать концен
трацию в исходном водном растворе.
При экстракции солей металлов из водных раство
ров органическими растворителями процесс, как правило, протекает с образованием достаточно устойчивых комплексных соединений в органической фазе. Кроме того, для снижения равновесной концентрации соли в водной фазе применяют специально подобранные вещества — высаливатели. В этих условиях значения коэффициентов распределения могут достигать несколь
ких тысяч.
Таким образом, экстракция позволяет не только выделить растворенный компонент из раствора, но и сконцентрировать его в другом растворителе. Это свойство экстракции широко используется в аналитической химии.
Что касается использования жидкостной экстракции в технологических процессах, то может возникнуть вопрос: насколько оправдано такое использование, поскольку после проведения процесса извлекаемый компонент снова находится в растворе и требуется его дальнейшее извлечение. Как правило, при экстракции
органических веществ выделение целевого компонента из экстракта проводят с использованием дистилляции или ректификации. При экстракции неорганических веществ для выделения целевого компонента и регенерации органического растворителя проводят процесс реэкстракции: экстракт обрабатывают растворами реагентов, которые разрушают комплексы и обеспечивают переход целевого компонента в водный раствор либо его осаждение. Таким образом, стадия регенерации экстрагента и выделения целевого продукта составляет существенную долю общей экономики экстракционного процесса. И тем не менее многолетний опыт промышленного использования процессов жидкостной экстракции показывает, что в целом ряде случаев введение в технологический процесс этой стадии снижает затраты на получение конечного продукта, а в некоторых случаях позволяет провести разделение таких веществ, которые очень трудно или практически невозможно разделить с использованием других методов.
В производствах органических веществ использование экстракции становится экономически оправданным тогда, когда прямые физико-химические методы разделения смесей (ректификация, дистилляция, выпаривание) непригодны или слишком сложны и поэтому затраты на их реализацию неприемлемы.
Так, в нефтеперерабатывающей промышленности широко используется процесс экстракции ароматических углеводородов (бензола, толуола, ксилолов) из продуктов каталитического риформинга, содержащих, в том числе, и легкие парафины. Диапазоны температур кипения последних и ароматических углеводородов перекрываются, поэтому методы ректификации оказываются неэффективными.
Процесс получения безводной уксусной кислоты из нефти, включающий стадию экстракции органических кислот низкокипящим органическим растворителем с последующим удалением следов воды из экстракта азеотропной дистилляцией, в два раза экономичнее, чем применение одной только азеотропной дистилляции.
Бутадиен отделяют от бутилена, имеющего близкую температуру кипения, экстракцией медно-аммиачным ацетатным раствором.
Для выделения витаминов A, D и Е, температуры кипения которых слишком высоки, вместо высоковакуумной дистилляции используют экстракцию жидким пропаном.
Развитие ядерной индустрии дало мощный импульс широкому распространению экстракции неорганических веществ. В настоящее время без использования процессов жидкостной экстракции немыслимы как производство нового, так и переработка облученного ядерного горючего. Экстракция специально подобранными эффективными экстрагентами (трибутилфосфатом (ТБФ), аминами, фосфорорганическими кислотами) используется в технологиях производства ядерного горючего для разделения и очистки плутония, отделения урана и тория от продуктов деления после выщелачи
36
Новый справочник химика и технолога
вания этих металлов из руд и отработанных ядерных материалов.
В производствах редких металлов экстракцию из растворов метилизобутилкетоном и ТБФ проводят для разделения циркония и гафния. Для разделения фторидов тантала и ниобия используют экстракцию циклогексаноном и ТБФ. Экстракционные методы широко применяются для получения концентратов редкоземельных элементов и для выделения индивидуальных лантаноидов. Чрезвычайно перспективно широкое проникновение методов экстракции в гидрометаллургию цветных металлов.
Следует отметить также традиционное применение методов экстракции и в производствах других неорганических веществ: экстракционной фосфорной кислоты, иода и брома.
Аппараты, используемые для проведения процесса экстракции, называются экстракторами. Время пребывания жидкостей в них определяется в большинстве случаев скоростью переноса массы из одной фазы в другую за счет взаимодействующих между собой процессов молекулярной и конвективной диффузии. Именно поэтому процесс экстракции относится к классу массообменных процессов химической технологии. Причины возникновения диффузионного потока рассмотрены в 1.4.1. Скорость процесса молекулярной диффузии в жидкостях очень мала, поэтому основная функция аппаратов для проведения процесса экстракции заключается в том, чтобы максимально интенсифицировать процесс массопереноса. Принципы и способы такой интенсификации, вытекающие из теории массопереноса, которая подробно рассматривается в разделе 5, достаточно хорошо известны.
Наиболее действенным способом повышения суммарной скорости массопереноса является сокращение пути, проходимого молекулами растворенного вещества до поверхности раздела фаз. Это достигается за счет уменьшения объема жидкости, приходящегося на единицу поверхности раздела фаз, или, что то же самое, формирования максимально развитой поверхности в единице объема аппарата. В системах жидкость— жидкость высокоразвитая поверхность контакта создается в большинстве случаев за счет диспергирования одной из фаз.
Второй принцип — это максимальное использование преимуществ конвективной диффузии по сравнению с молекулярной. Чем выше скорость жидкости, тем тоньше область, прилегающая к поверхности раздела фаз, в которой скорость переноса массы лимитируется скоростью молекулярной диффузии. Поэтому в контактных устройствах стараются реализовать высокие локальные и относительные скорости движения фаз.
Использование нестационарных режимов процесса диффузии, скорость которой в начальной стадии процесса значительно выше, чем в установившемся режиме, можно также рассматривать как один из путей интенсификации процесса массопереноса.
Важным принципом интенсификации является принцип противотока. Известно, что величина диффузионного потока тем выше, чем выше градиент концентрации. Градиенты концентрации возникают в той и в другой фазе в первый момент контакта за счет разницы концентраций на поверхности раздела (на которой уже установилось равновесие) и в основной массе жидкости. Разность этих концентраций носит название движущей силы процесса массопередачи. Противоточное поршневое движение фаз в аппарате при одинаковых значениях степени извлечения и отношения расходов фаз обеспечивает наибольшую величину средней по высоте аппарата движущей силы. Кроме того, только организация движения фаз в аппарате (или каскаде аппаратов) по принципу противотока позволяет с использованием минимально необходимого количества чистого экстрагента практически полностью извлечь растворенный компонент из исходного раствора, даже если для этого потребуется очень большое число теоретических ступеней контакта. Любые другие способы организации движения фаз (перекрестный ток, прямоток, полное перемешивание одной из фаз и обеих фаз и др.) теоретически позволяют сделать это только при бесконечном отношении расхода экстрагента к расходу исходного раствора.
Все применяемые в промышленности экстракторы можно подразделить на две большие группы: экстракторы со ступенчатым контактом и экстракторы с непрерывным контактом.
Экстракторы со ступенчатым контактом фактически являются многоступенчатыми экстракционными установками. Каждая ступень по эффективности близка к теоретической ступени. При периодическом режиме работы одна ступень представляет собой аппарат с мешалкой, в котором жидкости перемешиваются до достижения состояния, близкого к состоянию равновесия. После чего в этом же аппарате проводится расслаивание образовавшейся эмульсии. В непрерывном процессе каждая ступень состоит из двух аппаратов: смесителя и отстойника. Поэтому эти аппараты называются смесительно-отстойными. Отдельные ступени объединяются в виде каскада, чаще с противоточным движением фаз. Основной недостаток экстракторов подобного типа — большая занимаемая площадь. Значительные габариты оборудования определяются не скоростью массопереноса, а достаточно низкой скоростью разделения эмульсий в отстойниках. Поэтому их используют в тех случаях, когда для разделения не требуется большого числа теоретических ступеней. С целью уменьшения занимаемых производственных площадей и исключения из схемы многочисленных насосов и трубопроводов смеситель и отстойник могут объединяться в ячейку, а ячейки размещаться в едином корпусе (так называемый ящичный экстрактор).
В экстракторах с непрерывным контактом равновесие внутри аппарата при нормальном режиме его работы нс достигается. Поэтому процесс всегда идет с мак
Описание основных процессов и аппаратов
37
симально возможной движущей силой. Среди таких экстракторов наибольшее распространение получили так называемые гравитационные экстракторы, представляющие собой вертикальные колонные аппараты, в которых жидкости движутся в поле сил тяжести навстречу друг другу — легкая фаза сверху, а тяжелая снизу. При этом одна из фаз всегда диспергирована. В наиболее простых конструкциях диспергирование осуществляется за счет продавливания жидкости через отверстия или сопла, либо за счет удара струи или крупной капли о преграду. Образующиеся при этом капли имеют достаточно крупные размеры — от 2 до 6-7 мм. Поэтому в колонных аппаратах не возникает особых проблем с расслаиванием, как в смесительноотстойных экстракторах.
Наиболее простой по конструкции является распылительная колонна. В ней одна из фаз диспергируется один раз внизу или вверху и далее в виде дисперсного потока движется вверх или вниз по колонне. Дойдя до поверхности раздела фаз, поток капель коалесцирует, превращаясь в сплошную фазу, и выводится из аппарата. При движении потока капель в аппарате проявляются два вида неустойчивости течения. Конвективная неустойчивость приводит к тому, что за счет поперечной неравномерности распределения капель по сечению аппарата образуются сильные циркуляционные течения в сплошной фазе, в которые вовлекаются и капли. Это приводит к выравниванию концентраций по высоте аппарата (так называемое продольное перемешивание) и снижает, а в ряде случаев сводит на нет положительное влияние противотока. Поэтому разделительная способность таких колонн невысока: 1-2 теоретических тарелки. Второй тип неустойчивости — параметрическая неустойчивость — проявляется тогда, когда расходы фаз достигают некоторого предельного значения. При этом стационарное течение дисперсного потока в колонне, определяемое балансом сил тяжести и сопротивления, становится невозможным (явление «захлебывания»). Эти предельные значения расходов фаз определяют максимальную производительность колонны по сплошной и диспергированной фазам. Явление «захлебывания» проявляется при противоточном движении дисперсного потока в аппаратах любых конструкций. Распылительная колонна из-за отсутствия в ней устройств, перекрывающих поперечное сечение аппарата, обладает максимальной производительностью среди колонных аппаратов.
Для снижения влияния продольного перемешивания снижают интенсивность циркуляционного течения сплошной фазы, размещая в корпусе колонны насыпные слои насадки, аналогичной той, которая используется в процессах абсорбции и ректификации. Насадка способствует также повторному диспергированию наиболее крупных капель. Эти меры повышают эффективность аппарата, поэтому насадочные колонны позволяют достичь нескольких теоретических ступеней разделения.
Вторым способом борьбы с продольным перемешиванием является частичное или полное секционирование колонны. Частичное перекрытие сечения колонны горизонтальными перегородками осуществляется в полочных экстракторах. Однако такая конструкция недостаточно эффективна вследствие небольшой поверхности контакта фаз.
Полное секционирование достигается в тарельчатых ситчатых колоннах. Каждая секция представляет собой фактически низкослойную распылительную колонну, в которой диспергирование одной из фаз осуществляется продавливанием жидкости через тарелку с отверстиями. Диспергированная фаза проходит через небольшой слой сплошной фазы над тарелкой, затем коалесцирует на поверхности раздела фаз и после этого снова продавливается через вышележащую тарелку. Сплошная фаза сливается на нижележащую тарелку через переливное устройство. Несмотря на практически полное перемешивание жидкости на тарелке, в целом по колонне реализуется противоточный режим. Этот эффект, а также постоянное редиспергирование одной из фаз (использование начальной стадии процесса массо-передачи) приводят к тому, что эффективность тарельчатых колонн для жидкостей с низким межфазным натяжением достигает 10-12 теоретических тарелок и выше.
В рассмотренных выше колонных аппаратах диспергирование одной из фаз осуществлялось только за счет потенциальной и кинетической энергии самой жидкости. Поскольку размер образующихся капель возрастает с увеличением межфазного натяжения, для жидкостей с высоким межфазным натяжением на таких аппаратах не удается получить необходимой поверхности контакта и соответственно большого числа теоретических ступеней. Для таких жидкостей используют экстракторы с механическим перемешиванием фаз, в которых ввод дополнительной энергии для диспергирования и перемешивания жидкостей осуществляется за счет использования мешалок или пульсаторов.
Аппараты первого типа получили название роторных, поскольку мешалки (дисковые, турбинные и др.) крепятся на общем валу — роторе. Для уменьшения продольного перемешивания фаз, усиливающегося с введением мешалок, аппараты секционируют неподвижными горизонтальными перегородками (кольцевыми, ситчатыми или слоем насадки). Практически во всех конструкциях, кроме той, в которой используется слой насадки, расслаивание фаз происходит в отстойных зонах, расположенных на концах аппаратов. Роторные экстракторы могут быть очень эффективными. В наиболее удачных конструкциях на 1 м аппарата может достигаться до 10 теоретических ступеней. Однако эффективность роторных экстракторов существенно падает с увеличением диаметра аппарата. Связано это с высокой неравномерностью распределения плотности диссипируемой энергии вокруг обычной мешалки и
38
Новый справочник химика и технолога
возрастанием этой неравномерности при увеличении диаметра аппарата. Кроме того, в некоторых случаях (как, например, в атомной технике при обработке радиоактивных растворов) неприемлемо использование подшипников, сальниковых уплотнений и других устройств, требующих постоянного обслуживания и периодического ремонта.
Эти недостатки устраняются в пульсационных экстракторах, в которых перемешивание осуществляется за счет наложения пульсаций на расход сплошной фазы. При этом устройство для наложения пульсаций — пульсатор — может быть удален на значительное расстояние от аппарата.
Наибольшее распространение получили ситчатые и насадочные пульсационные экстракторы.
Пульсационные ситчатые экстракторы имеют тарелки без переливных устройств, так как под действием колебаний легкая и тяжелая фазы попеременно продавливаются через отверстия и диспергируются. Частота пульсаций обычно составляет 0,5-4 Гц, а амплитуда пульсаций — от 6 до 25 мм.
В насадочных пульсационных колоннах может применяться любая насадка. Однако стабильная работа насыпной насадки достигается только после ее предварительного уплотнения. Интенсификация процесса массопередачи достигается за счет редиспергирования, многократных соударениий капель с насадкой и нового запуска процесса диффузии после встряхивания капель. Наиболее эффективна специально разработанная для пульсационных колонн пакетная насадка КРИМЗ с высоким проходным сечением прямоугольных отверстий. Отверстия имеют отбортовку, которая способствует закрутке потока проходящей жидкости. За счет этого достигается высокая равномерность распределения дисперсной фазы по сечению аппарата и уменьшается продольное перемешивание. Применение пульсаций в насадочных и тарельчатых аппаратах позволяет в 3-10 раз повысить их эффективность. Производительность пульсационных экстракторов примерно на 30 % превышает производительность роторных аппаратов.
Существенным недостатком пульсационных колонн являются высокие динамические нагрузки на фундамент и узлы крепления колонн, возрастающие с увеличением диаметра. Для борьбы с этим недостатком перспективным представляется использование пульсаций резонансной частоты, которые позволяют сформировать в аппарате стоячую волну. Подробнее перспективы использования резонансных пульсационных воздействий рассматриваются в 6.10.
Гравитационные аппараты с внешним подводом энергии для диспергирования фаз совершенно непригодны для обработки жидкостей с очень маленькой разницей плотностей фаз (~ 10-^20 кг/м3). Для таких жидкостей наилучшим образом подходят аппараты, в которых в качестве движущей силы противоточного движения фаз выступает центробежная сила. Центро
бежные экстракторы отличаются высокой эффективностью и производительностью, малым временем пребывания жидкостей, исчисляемым секундами, что делает их незаменимыми также при обработке лабильных веществ. Существенным недостатком таких экстракторов является высокая стоимость самого аппарата и большие эксплуатационные расходы.
1.5. Разделение газовых смесей
1.5.1. Разделение газов
путем растворения в жидкости
(В. В. Щеголев)
Разделение газовых смесей путем растворения компонентов в жидком поглотителе является распространенным технологическим приемом. Он основан на использовании процессов абсорбции и последующей десорбции газов и паров (см. 1.4.1.) В промышленности этот прием используют для решения различных технологических задач.
Одна из них — это разделение газовых смесей для выделения одного или нескольких ценных или целевых компонентов. Так, природный газ после добычи отделяют на газоперерабатывающих заводах от пропана и более тяжелых углеводородных компонентов путем поглощения их углеводородным маслом (процесс отбензинивания природного газа). Ацетилен извлекают из газов крекинга или пиролиза путем абсорбции селективными поглотителями — ацетоном, диметилформа-мидом, А-метилпирролидоном и др. В производстве бутадиена его извлекают из реакционных газов этиловым спиртом. Во всех вышеперечисленных примерах извлечение ценных и целевых компонентов из поглотителей производится путем последующей десорбции.
В производстве серной кислоты контактным методом триоксид серы из газовой смеси поглощают 98,3 % серной кислотой. Для получения разбавленной азотной кислоты проводят абсорбцию нитрозных газов водой. В этих случаях поглотитель после абсорбции является целевым продуктом.
К другим задачам следует отнести очистку газов от вредных примесей, оказывающих негативное влияние на последующий процесс переработки или использования.
В качестве примеров можно назвать следующие технологии: очистка природного газа, нефтяных и коксовых газов от коррозионноактивного H2S регенерируемыми растворами этаноламинов; очистка азотоводородной смеси в производстве аммиака медноаммиач-ным раствором от СО и растворами этаноламинов от СО2; осушка обжиговых газов в производстве серной кислоты контактным способом концентрированной серной кислотой; очистка газов синтеза от хлоро- и фтороводорода водой с получением отходных соляной и плавиковой кислот в производстве хладонов.
Важная технологическая задача — это санитарная очистка газов от примесей перед сбросом их в атмосферу.
Описание основных процессов и аппаратов
39
Санитарная очистка газов является, по-видимому, наиболее обширной областью применения метода абсорбции. Энергетика и металлургическая промышленность лидируют по количеству выбрасываемых в атмосферу токсичных газов. Метод щелочной абсорбции широко используется для очистки дымовых, агломерационных, ваграночных, мартеновских и других газов от основных загрязнителей атмосферы — диоксидов серы и азота. Предприятия, производящие и использующие разнообразные химические продукты, имеют широкую гамму токсичных газообразных отходов. В их числе кислые газы, такие как SO2, NOX, НС1, HF, Cl2, HCN, H2S, которые хорошо извлекаются из газовых смесей водной или щелочной абсорбцией. Достаточно токсичны также летучие органические растворители: бензол, спирты, кетоны, эфиры, альдегиды и пр., которые также можно извлечь из отходящих газов с помощью различных поглотителей и при необходимости выделить из поглотителя с помощью десорбции. Возможно применение и других методов: сжигания, каталитического дожигания, адсорбции, конденсации. В каждом конкретном случае выбор метода газоочистки проводится на основе технико-экономического анализа и предварительных расчетов.
В состоянии термодинамического равновесия скорости процессов абсорбции и десорбции, постоянно протекающих на границе раздела газ—жидкость, оказываются равными (см. 1.4.1). Это равенство определяет равновесную связь парциального давления компонента в газовой (паровой) фазе и концентрации компонента в растворе при данных температуре и давлении. Эта связь носит название изотермы фазового равновесия. Вид изотерм фазовых равновесий газ (пар)—жидкость является основой для выбора поглотителя (абсорбента) при разделении газовых смесей абсорбцией либо для определения возможности такого разделения при заданном поглотителе. Для того, чтобы скорость абсорбции превышала скорость десорбции на поверхности раздела фаз, т. е. протекал процесс поглощения газового компонента жидкостью, необходимо, чтобы в течение всего времени контакта парциальное давление компонента в газовой фазе превышало его равновесное парциальное давление над поглотителем при данной температуре. Равновесное парциальное давление зависит от концентрации компонента в жидкости, а она в процессе поглощения возрастает. Это означает, что поглотитель, поступающий на абсорбцию, должен и в начале, и в конце процесса содержать такое количество абсорбируемого компонента, которое обеспечивает выполнение условия абсорбции. Максимальная концентрация компонента в поглотителе, которая по условиям равновесия соответствует входной концентрации компонента в газе, называется поглотительной способностью. Чем выше поглотительная способность абсорбента по отношению к данному компоненту, тем меньшее количество его необходимо для полного поглощения компонента из газовой фазы.
Вид изотерм фазовых равновесий газ (пар)—жидкость для конкретных систем совершенно индивидуален и наиболее надежным способом может быть определен с использованием экспериментальных данных по равновесиям, которые приводятся в справочной литературе. Существующие теории растворов позволяют предсказать характер кривых фазового равновесия. Наиболее простая теория, отвечающая экспериментально установленному закону Рауля, исходит из того, что присутствие молекул растворенного вещества в растворе существенно не возмущает поле сил межмолекулярного взаимодействия, существовавшее в растворителе до введения инородных молекул. При этом как молекулы растворителя, так и молекулы растворенного вещества испытывают такое же воздействие окружающих молекул, что и в среде себе подобных. Поэтому вероятность перехода молекулы из раствора в паровую фазу остается такой же, как и при нахождении этой молекулы в чистой жидкости, состоящей из подобных ей молекул. Так как скорость десорбции компонента из раствора пропорциональна числу его молекул в единице объема или мольной доле х (см. 1.4.1), при низких давлениях парциальное давление компонента над раствором при равновесии можно представить в виде: рк = Ро(Т)х, где ро(Т) — зависящее от температуры давление насыщенного пара чистого компонента, находящегося в конденсированном состоянии.
Закон Рауля правильно предсказывает вид изотерм фазовых равновесий только для достаточно ограниченного класса систем. Растворы, образованные такими системами, называются идеальными. Обычно это системы, не способные к образованию водородных связей, т. е. связей, возникающих между полярными молекулами за счет электростатического притяжения протона одной молекулы к аниону или электроотрицательному атому-донору (в основном F, О, N и реже С1) другой молекулы. В других случаях имеют место отклонения от линейного закона, которые учитываются введением в линейное уравнение так называемого коэффициента активности у = у(х, Т). Если коэффициент активности больше 1,0 (положительные отклонения), то вероятность десорбции из данного раствора для компонента выше, чем для идеального раствора. Если коэффициент активности меньше 1,0 (отрицательные отклонения), наоборот — вероятность десорбции ниже.
Считается, что положительные отклонения от закона Рауля связаны с разрушением водородных связей растворенного вещества в растворе. Характерным примером являются растворы предельных спиртов в воде. Значительные положительные отклонения наблюдаются также при растворении неполярных веществ в полярных растворителях (например, СН4, С2Н6, СС1д и других в воде).
Отрицательные отклонения могут быть связаны:
- с возникновением между растворителем и растворенным веществом новых водородных связей, которые приводят к образованию в растворе гидратов или
40
Новый справочник химика и технолога
сольватов (растворы уксусной и бензойной кислот в ацетоне);
- с диссоциацией растворенного вещества в растворе (система НС1-Н2О);
- с образованием нового химического соединения в результате обратимой химической реакции между растворенным веществом и растворителем
SO2 + Н2О H2SO3<->lT + HSO3
С12 + Н2О НС1О + 1Г + СГ или химическим поглотителем, находящимся в растворе:
СО2 + Na2CO3 + Н2О 2NaHCO3;
- с образованием устойчивого химического соединения в результате необратимой химической реакции между растворенным веществом и растворителем
SO3 + Н2О -> H2SO4
или химическим поглотителем:
СО2 + 2NaOH -► Na2CO3 + Н2О
При протекании в растворе химических реакций парциальное давление компонента над раствором существенно понижается, а при необратимых реакциях становится близким к 0 при любых значениях х. Процесс поглощения газового компонета, сопровождающийся образованием химического соединения в растворе, называется хемосорбцией в отличие от физической абсорбции, при которой поглощению газа не сопутствует химическая реакция. Поглотительная способность хемосорбента определяется его химической емкостью.
Величина р0 в уравнении кривой фазового равновесия рк = ро(Т)у(х, Т)х — давление пара чистого вещества— характеризует способность вещества к испарению. Назовем эту способность летучестью. Используя величину ро(Т), а также уравнения состояния для пара и жидкости, можно определить, какая доля вещества, первоначально помещенного в закрытый сосуд в виде пара, после установления равновесия при температуре Т перейдет в жидкое состояние, а какая останется в паровой фазе. Ясно, что чем выше летучесть вещества, т. е. чем выше Ръ(Т), тем доля, оставшаяся в паровой фазе, будет выше. Парциальное давление компонента рк характеризует его способность к десорбции (эту способность будем называть летучестью компонента над данным раствором). Используя зависимость рк = ро(7)у(х, Трс, можно также достаточно просто (по крайней мере для нелетучего растворителя) рассчитать, какая часть данного компонента, помещенного в закрытый сосуд с растворителем, окажется после установления равновесия при температуре Т в паровой фазе, а какая — в растворе. Чем выше рк при данном х, т. е. чем более летучим
является компонент над данным раствором, тем большая доля его окажется в паровой фазе.
В мысленном эксперименте введем в закрытый сосуд некоторое количество заранее выбранного растворителя (поглотителя) и эквимолярную смесь двух газов (паров), которые растворяются в данном поглотителе, но имеют различную летучесть над образованными растворами. После установления равновесия в поглотителе оказажется больше того компонента, который обладает меньшей летучестью, а в газовой фазе возрастет концентрация более летучего компонента за счет ухода из нее большей доли менее летучего. Таким образом, удалось провести частичное разделение первоначально эквимолярной смеси паров, используя процесс абсорбции. Смесь газов из сосуда, в котором проводился эксперимент, можно подать во второй закрытый сосуд, заполненный для простоты рассуждений тем же количеством чистого поглотителя, и провести вторую ступень разделения. При этом газовая фаза еще более обогатится летучим компонентом. В результате прохождения нескольких ступеней более летучий компонент в газовой фазе можно с заданной степенью полноты отделить от менее летучего компонента, который перейдет в поглотитель. Однако, если различие в летучестях компонентов над выбранным поглотителем невелико, большое количество более летучего компонента также перейдет в поглотитель. В этом случае на стадии десорбции менее летучий компонент труднее выделить из поглотителя в чистом виде. Поэтому метод абсорбции стараются применять к разделению газов, которые существенно различаются летучестями над выбранным поглотителем. Очень часто один или несколько компонентов являются просто инертными, т. е. практически не поглощаются поглотителем.
Совершенно не обязательно проводить абсорбцию на каждой ступени чистым поглотителем. Для практически полного разделения смеси вполне достаточно вводить чистый поглотитель только один раз и подавать его на последнюю ступень разделения, а затем последовательно передавать на предыдущие ступени, т. е. использовать принцип противотока. Вывод отработанного поглотителя при этом осуществляется с первой ступени абсорбции. В этом случае основное условие абсорбции всегда соблюдается, так как газ контактирует с поглотителем, насыщенным на предыдущей ступени компонентами, имеющими меньшее давление паров. Каждая ступень разделения при этом является идеальной и называется теоретической ступенью, поскольку продолжительность взаимодействия между фазами достаточна для достижения равновесия между ними.
Если при проведении процесса абсорбции подано слишком мало поглотителя, то общей емкости его по данному компоненту, равной произведению поглотительной способности на количество поглотителя, может не хватить для того, чтобы поглотить все количество целевого компонента, поступающего на вход системы абсорбции. Поэтому расчет процесса абсорб
Описание основных процессов и аппаратов
41
ции всегда начинают с определения минимального количества абсорбента.
Основное отличие промышленных систем абсорбции от описанного эксперимента заключается в том, что промышленные системы работают практически всегда при непрерывной подаче газа и, в большинстве случаев, при непрерывной подаче поглотителя. Только при очистке газов с малым содержанием вредных примесей с использованием химического поглотителя возможна работа установки с периодической заменой отработанного поглотителя.
Принципиально непрерывный процесс физической абсорбции может быть организован по рассмотренной выше ступенчатой противоточной схеме. Однако в том случае, когда для разделения необходимо значительное количество теоретических ступеней, такая схема становится громоздкой. Кроме того, до сих пор говорилось лишь о равновесных состояниях, которые устанавливаются при весьма продолжительном соприкосновении фаз. Как отмечалось в подразделе 1.4.1, установление равновесия в системе газ—жидкость заключается в выравнивании локальных концентраций в объеме фаз. Перенос массы в пределах каждой фазы (массоперенос) осуществляется в основном за счет процессов конвективной диффузии. Скорость массообмена между фазами определяется разностью концентраций: текущей средней концентрации в объеме фазы и концентрации компонента, зависящей от концентрации в другой фазе, которая будет иметь место после установления равновесия. Эта разность концентраций называется движущей силой абсорбции. Скорость массообмена зависит также от поверхности соприкосновения фаз и скорости конвективной диффузии, которая в свою очередь определяется физико-химическими свойствами участвующих в процессе веществ, скоростями движения фаз и видом массообменного устройства. Скорость массообмена существенно падает при приближении к равновесию, поэтому рассмотренная выше схема ступенчатого контакта, в которой на каждой ступени достигается состояние, близкое к равновесию, неэффективна при необходимости большого числа теоретических ступеней разделения.
Для процессов физической абсорбции используют, как правило, противоточные аппараты с непрерывным или ступенчатым контактом, в которых состояние, близкое к равновесию, достигается только на одном из концов аппарата, а в рабочей зоне протекают интенсивные процессы массообмена с максимально возможной движущей силой. Такие аппараты называются массообменными. В подразделе 1.4.1 применительно к процессу десорбции были рассмотрены два типа таких массообменных аппаратов: насадочные и тарельчатые колонные аппараты. Эти аппараты также эффективны при проведении процесса разделения газов: при достаточно большой высоте они обеспечивают практически любое технологически обоснованное число теоретических ступеней разделения.
В тех случаях, когда в процессе абсорбции выделяется большое количество тепла (например при поглощении аммиака или хлороводорода водой), используются пленочные трубчатые аппараты (см. 6.8). Такие аппараты представляют собой вертикальный трубчатый теплообменник пленочного типа, в который на верхнюю трубную решетку подается поглотитель. Пленочное движение поглотителя по внутренней поверхности труб обеспечивается с помощью специальных распределительных устройств. Снизу (противоточный абсорбер) или сверху (прямоточный) в трубки подается смесь газов. Тепло, выделяющееся при абсорбции в пленке жидкости, передается через стенки трубок хладагенту (обычно оборотной воде), который движется в межтрубном пространстве. Поверхность массообмена в таком абсорбере определяется внутренней поверхностью труб. Вследствие небольшого времени пребывания жидкости в аппарате и практической невозможности обеспечить равномерное распределение жидкости по периметру, а газа — по сечению большого числа труб, в этих абсорберах не удается достичь высоких степеней извлечения. Кроме того, при больших тепловыделениях скорость массообмена лимитируется скоростью теплообмена. Поэтому эти абсорберы используются в основном для поглощения хорошо растворимых газов из концентрированных газовых смесей.
Для проведения процессов хемосорбции, когда равновесное давление паров извлекаемого компонента над поглотителем близко к нулю, широко используются насадочные аппараты (см. 6.9). Однако в этом случае число теоретических ступеней разделения близко к единице, поэтому противоток газа и жидкости не требуется. Как правило, для повышения плотности орошения насадки организуется циркуляция хемосорбента.
Для очистки больших объемов газов от кислых и щелочных примесей широко используются аппараты распыливающего типа (см. раздел 14). Наибольшее распространение получили полые (форсуночные) распиливающие абсорберы (полые скрубберы) и скоростные прямоточные распыливающие абсорберы (скрубберы Вентури).
Существенным преимуществом полого скруббера перед другими газоочистными аппаратами является низкое гидравлическое сопротивление при достаточно больших объемах очищаемого газа. Производительность современного полого скруббера может достигать 1 000 000 м3/ч. Большая поверхность контакта фаз создается одним или несколькими ярусами форсунок, располагаемыми таким образом, чтобы как можно более полно перекрыть объем аппарата факелами распыленной жидкости. Как правило, используются механические центробежные и ударные форсунки, в которые жидкость подается под давлением 0,25-0,5 МПа. При этом образуется факел распыла с размерами капель от 0,02 до 4 мм. Современные скоростные полые скрубберы работают при скоростях газового потока в рабочей зоне аппарата 5-9 м/с и плотности орошения свыше
42
Новый справочник химика и технолога
40 м3/(м2-ч). При таких скоростях газа неизбежен значительный унос капель из рабочей зоны. Поэтому полые скрубберы оснащаются эффективными центробежными конусными лопастными каплесепараторами. Полное гидравлическое сопротивление аппарата при этом не превышает 1-1,2 кПа.
Скруббер Вентури, наоборот, отличается очень высоким гидравлическим сопротивлением. Оно связано с тем, что в этом аппарате механическая энергия газового потока расходуется на создание очень высокой скорости газа и дробление жидкости. Рабочая зона аппарата представляет собой трубу Вентури: плавное сужение (конфузор) для разгона газового потока и затем еще более плавное расширение (диффузор) для уменьшения гидравлического сопротивления. В самом узком месте (горловине) трубы Вентури скорость достигает 30-150 м/с. Перед горловиной в газовый поток вводится жидкость, которая за счет касательных напряжений в высокоскоростном газовом потоке дробится на мелкие капли (40-200 мкм). Развитая поверхность контакта фаз и высокая относительная скорость движения капель создают условия для интенсивного протекания процессов массообмена.
Основное назначение трубы Вентури состоит в улавливании тонкодиперсной пыли, которая за счет инерционного эффекта высаживается на каплях жидкости. Поэтому скрубберы Вентури используются для очистки от кислых и щелочных газов только при сильной запыленности газового потока. В других случаях их использование экономически нецелесообразно.
На ряде производств для очистки запыленных газовых потоков, содержащих кислые примеси, используются пенные аппараты различных конструкций. Их применение наиболее оправдано при использовании суспензионных поглотителей — гидроксидов и карбонатов кальция или магния. Слой динамической пены в таких аппаратах создается за счет энергии газового потока на решетчатых или крупнодырчатых тарелках или в слое взвешенной шаровой насадки. Такие аппараты работают при скоростях газового потока до 4-5 м/с и обеспечивают достаточно высокую степень очистки газов от кислых примесей и пыли. Существенными недостатками этих аппаратов являются значительные пульсации давления и тонкодисперсный каплеунос, что неудовлетворительно влияет на работу вентиляторов. Достаточно высоким является и гидравлическое сопротивление аппаратов (200-350 кПа).
1.5.2. Разделение путем поглощения твердым телом (А.А. Малыгин)
Процесс выделения газового компонента из смеси газов путем поглощения его твердым телом называют адсорбцией. Сущность процесса заключается в концентрировании вещества на поверхности раздела фаз или в порах твердого тела. Твердое тело, адсорбирующее вещество, называют адсорбентом, а поглощаемый про
дукт — адсорбатом. Адсорбция может протекать как из жидкой фазы, так и из газообразной. По типу сил, в результате которых осуществляется адсорбция, указанный процесс можно разбить на физическую адсорбцию и хемосорбцию — процесс связывания вещества за счет химических взаимодействий. На эффективность протекания адсорбционных процессов оказывают влияние химическая природа и пористая структура адсорбента, химическая природа адсорбата, условия организации взаимодействия в системе адсорбент—адсорбат, которое может протекать как в статических, так и в динамических режимах (см. 15.1.1). Последнее в значительной степени определяет аппаратурное оформление адсорбционных процессов (см. 14.2 и 15.2.1).
К основным видам промышленных адсорбентов с заданной пористой структурой относят активные угли, силикагели, активный оксид алюминия, цеолиты (природные и синтетические), пористые стекла, природные глинистые материалы, а также смешанные адсорбенты. Адсорбенты классифицируют в зависимости от размеров пор: микро- (эффективный радиус от 0,5 до 1,0 нм), мезо- (эффективный радиус от 1,5 до 100-200 нм) и макропоры (эффективный радиус более 100-200 нм). К важным характеристикам адсорбентов относят также величину удельной поверхности (от долей до нескольких сотен м2/г) и суммарный объем пор (см3/г).
Пористые активные угли состоят в основном из углерода и являются продуктом преимущественно термической обработки различных видов органического сырья (торфа, углей, дерева, опилок, фруктовых косточек и др.).
Силикагель по своей химической природе является гидратированным аморфным кремнеземом с общей формулой SiO2 • «Н2О. Промышленные силикагели выпускают с широкой гаммой размеров пор, частиц, удельной поверхности и т. д. Существенное влияние на свойства силикагелей оказывают гидроксильные группы, покрывающие его поверхность и связанные с атомами кремния.
Активный оксид алюминия получают прокаливанием в различных термических режимах гидроксидов алюминия (тригидратов и моногидратов).
Цеолиты — это алюмосиликаты, содержащие в своем составе оксиды щелочных и щелочноземельных металлов.
Смешанные адсорбенты не являются механической смесью, а представляют собой продукт, например (золь—гель)-процессов, с использованием соединений различных элементов.
Путем выщелачивания натриево-боросиликатного стекла при воздействии кислот получают пористые стекла: из основы удаляется борат натрия, а кремнеземный остов остается.
Природные глинистые адсорбенты включают минералы с регулярной (обычно слоистой) структурой.
Подробно методы получения и свойства адсорбентов даны в 14.1.
Описание основных процессов и аппаратов
43
Одной из основных характеристик адсорбентов и адсорбционных взаимодействий является изотерма адсорбции. Брунауэром выделены пять основных типов изотерм адсорбции. Вид изотермы связан с пористой структурой адсорбента (см. 14.1).
Существует несколько математических интерпретаций изотерм адсорбции. Первым фундаментальным уравнением изотермы адсорбции является уравнение Ленгмюра, применяемое для мономолекулярной адсорбции в области малых и средних насыщений (в отсутствие капиллярной конденсации):
а=^№_
\ + Ьр ’
(1.5.2.1)
где а — количество вещества, адсорбированного при давлении р; aQ — предельная концентрация поглощенного компонета в адсорбенте, достигаемая при -^- = 1 Р
(р* — давление насыщения при заданной температуре); b — коэффициент, зависящий от температуры.
В дальнейшем Брунауэр, Эммет и Теллер обосновали теорию полимолекулярной адсорбции и предложили уравнение БЭТ:
Р 1 ,(С-1)р у (р-р) У.е v,Cp ’
(1.5.2.2)
где V — объем вещества, адсорбированного единицей массы адсорбента, м3/г; Vm — объем вещества, адсорбированного единицей массы адсорбента, когда вся (Е —Е А поверхность покрыта монослоем, м3/г; С = ехр —-- ;
RT j
Е] — теплота адсорбции в первом слое, кДж; Ео — теплота конденсации, Дж.
Академиком М.М. Дубининым разработана теория объемного заполнения пор (это явление характерно для микропористых адсорбентов) и предложено уравнение Дубинина — Радушкевича:
W ( Т2\ о
а = -^ехР1-В—Jlg^-, (1.5.2.3)
где а — адсорбционная емкость адсорбента, моль/г; №0— предельный адсорбционный объем микропор, см3/г; V* — мольный объем адсорбата, м3/моль; В — структурная константа, которая отражает преобладающий размер микропор; Т — абсолютная температура, К; fJ — коэффициент подобия, показывающий, во сколько раз энергия адсорбции извлекаемого газа выше (ниже) энергии адсорбции стандартного газа; р* — давление насыщенного пара адсорбата при рабочей температуре, Па; р — парциальное давление адсорбтива в газовой фазе, Па.
Разновидностью адсорбционной очистки является использование ионитов для удаления примесей из га
зов. Иониты содержат функциональные группы, способные к обмену ионами с внешней средой. Существуют органические и неорганические ионообменные материалы, выпускаемые в виде порошков, гранул, волокон, мембран (см. 14.1).
Одним из перспективных направлений изменения и целенаправленного регулирования сорбционных характеристик промышленных адсорбентов является химическое модифицирование их поверхности. В основе указанного процесса лежат химические реакции гидроксильных групп на поверхности твердофазной пористой матрицы (по механизму электрофильного или нуклеофильного замещения) с подводимыми к ним реагентами-модификаторами. Замещение гидроксилов или протона в гидроксилах на другие функциональные группы (аминные, сульфидные, фосфор-, ванадий-, хром-, титансодержащие и др.) позволяет в широких пределах регулировать активность сорбента по отношению к разным адсорбатам, создавать адсорбенты с избирательными характеристиками и с новыми свойствами. Среди новых методов модифицирования наиболее перспективным является метод молекулярного наслаивания, обеспечивающий поатомную химическую сборку на поверхности твердого тела мономолекулярных и многослойных поверхностных наноструктур. Аппаратурное оформление процесса молекулярного наслаивания в установках проточного типа и при пониженном давлении рассмотрено в 14.1.
Адсорбенты находят широкое применение для очистки газовых и жидких сред в различных отраслях промышленности: химической, электронной, пищевой, медицинской и др. (см. 14.1, 14.3).
Промышленные установки для реализации адсорбционных процессов, виды которых определяются свойствами адсорбентов (механической прочностью, химической стойкостью, возможностью регенерации и др.), подразделяются на аппараты периодического и непрерывного действия. Традиционно адсорбционные процессы являются периодическими. Адсорбер с неподвижным слоем адсорбента после насыщения последнего адсорбатом переключается на стадию десорбции. При этом рабочий цикл может включать ряд дополнительных стадий: нагрев и охлаждение адсорбента, его замену, регулирование давления и др.
Существуют процессы с движущимся слоем адсорбента в реакторе. При этом определяющим является механическая прочность материала. Применяют также аппараты с псевдоожиженным слоем адсорбента.
В качестве примеров адсорберов периодического действия могут быть рассмотрены вертикальный, горизонтальный, кольцевой, с теплообменными элементами, с прижимными устройствами. В вертикальных аппаратах отношение высоты слоя к диаметру аппарата больше единицы. Основным узлом подобных устройств является вертикальный металлический цилиндрический корпус с газораспределительной решеткой. Существует значительное количество различных конструктивных
44
Новый справочник химика и технолога
решений газораспределительных устройств: решетки с вертикальными и наклонными отверстиями, двухслойные тарелки, колпачковые газораспределители и др. Для повышения качества распределения потоков по сечению аппарата и предотвращения высыпания из аппарата адсорбента (или продуктов его механического разрушения) на решетку может быть насыпан слой гравия.
В горизонтальном адсорбере высота слоя адсорбента составляет около половины его диаметра. В таких конструкциях вследствие неравномерности распределения потоков по сечению аппарата ухудшается качество очистки. Горизонтальные адсорберы применяют в основном в тех случаях, когда не предъявляется жестких требований к степени очистки больших количеств газа.
Кольцевой адсорбер представляет собой двухслойную металлическую конструкцию, в которой адсорбент размещен между внешней и внутренней стенками цилиндрического вертикального аппарата. В некоторых типах адсорбционных аппаратов используют различные элементы с целью повышения их эксплуатационных характеристик. Для улучшения процесса теплообмена в адсорбере устанавливают теплообменные элементы или выполняют их в виде трубчатого теплообменника. С целью повышения плотности прилегания верхней решетки с сеткой к слою адсорбента и, как следствие, уменьшения истирания адсорбента в конструкции используют специальные прижимные устройства.
Адсорберы с движущимся слоем адсорбента представляют собой конструкции, разделенные на зоны с различными функциями: в одной осуществляется стадия адсорбции, в другой — нагрев и десорбция поглощенных веществ, в третьей — охлаждение материала, который поступает вновь на стадию адсорбции. Для перемещения адсорбента установка снабжена специальным питателем и газлифтом.
Предложены непрерывные адсорберы, в которых адсорбент неподвижен, а перемещаются по аппарату зоны в соответствии с заданной программой.
Существуют различные конструктивные решения аппаратов с движущимся слоем адсорбента, а также аппаратов, работающих в режиме псевдоожижения.
Подробно аппаратурно-технологическое оформление адсорбционных процессов рассмотрено в 14.2.
Типовые схемы адсорбционных процессов находят применение при осушке влажных газов и органических жидкостей как в статическом, так и в динамическом режимах. Осушка газов может быть осуществлена при повышенных давлениях. Существуют следующие принципиальные схемы осушающих установок: установка с открытым циклом при последовательности стадий охлаждение—нагрев или при охлаждении осушенным газом; установка с закрытым циклом греющего газа. Основными узлами типовых схем осушки являются адсорберы (на стадиях осушки, регенерации, охлаждения), теплообменники, нагреватели, холодильники, сепараторы и газодувки. Такие установки применяют в химической и смежных с ней отраслях промышленно
сти, приборостроении, медицине и др. Широкое использование находят типовые адсорбционные установки для промышленной очистки газов от оксидов углерода, сероводорода, меркаптанов и др.; для защиты атмосферы от загрязнений, извлечения металлов из отходящих газов, очистки воды и т. д.
Типовые схемы установок для очистки газовых и жидких сред подробно представлены в 14.3.
1.5.3. Мембранное разделение
(Ю.Г. Чесноков)
Разделение смесей газов на компоненты может быть осуществлено при помощи мембранных методов (см. 18.5). Для разделения могут быть использованы как пористые, так и непористые мембраны. В случае применения пористых мембран размер пор должен быть меньше, чем средняя длина свободного пробега молекул. При этом условии перенос молекул газа через мембрану будет происходить за счет так называемой кнудсеновской диффузии. Вероятность столкновения молекул между собой будет пренебрежимо мала по сравнению с вероятностью столкновения молекулы со стенкой поры мембраны. Молекулы будут проникать через мембрану со скоростью, обратно пропорциональной корню квадратному из молекулярной массы молекулы. Поэтому при помощи пористых мембран могут разделяться газовые смеси, состоящие из компонентов, молекулярные массы которых заметно различаются. Пористые мембраны отличаются сравнительно высокой проницаемостью, но низкой селективностью.
Единственным механизмом переноса газа через непористую мембрану является диффузия растворенного вещества в мембране. Проникновение газа через мембрану в этом случае состоит из нескольких стадий: сорбция вещества на одной стороне мембраны, перенос растворенного вещества за счет диффузии через мембрану и его десорбция на противоположной стороне мембраны. Закономерности переноса газа через полимерную мембрану зависят от того, в каком состоянии — стеклообразном или высокоэластическом — находится полимер. Если температура полимерной мембраны выше температуры стеклования полимера, то полимер находится в высокоэластическом состоянии. Если при этом температура мембраны выше, чем критическая температура для данного газа, то растворимость газа описывается при помощи закона Генри, а коэффициент диффузии практически не зависит от концентрации диффундирующего газа в мембране. Согласно закону Генри, растворимость газа в полимере описывается при помощи соотношения:
с = Sp. (1.5.3.1)
Здесь с — концентрация газа (кмоль/м3), р — парциальное давление газа (Па), 5 — коэффициент растворимости (кмоль/(м3-Па)). Диффузия газа в полимере описывается с помощью первого закона Фика:
Описание основных процессов и аппаратов
45
I = -D—. (1.5.3.2)
dx
Здесь I — поток вещества через мембрану (кмоль/(м2-с)), D — коэффициент диффузии (м2/с), — — градиент концентрации. Для плоской мембраны dx
толщиной 8 интегрирование этого уравнения дает:
6
(1.5.3.3)
Здесь р2 и pi — давления в напорном и дренажном каналах соответственно. Это выражение показывает, что различие проницаемостей А = DS различных компонентов через мембрану может быть вызвано как различием коэффициентов диффузии, так и различием коэффициентов растворения. При температуре ниже критической для данного газа как коэффициент проницаемости, так и коэффициент диффузии могут существенно зависеть от концентрации. Обычно более заметной является зависимость от концентрации коэффициента диффузии. В рассматриваемом случае проницаемость увеличивается при увеличении перепада давлений по разные стороны от мембраны.
Зависимости коэффициента диффузии и коэффициента растворимости от температуры обычно имеют вид:
П = ВоехрММ, \ т J
(1.5.3.4)
о о Г Ай\ S = Sn exp---
0 I RT
(1.5.3.5)
Здесь Do и So — постоянные, R — универсальная газовая постоянная, Т — абсолютная температура, ED — энергия активации диффузии (Дж/кмоль), АЛД — энтальпия растворения (Дж/кмоль).
Температурная зависимость коэффициента проницаемости имеет вид:
Л = D0S0 expf-— * = Ло expf-^j • (1.5.3.6)
Здесь Ло — DqSq, Ер — Ер + ЕН§.
Если температура газа выше критической, величина ЕР обычно примерно постоянна и положительна. Если температура ниже критической, величина ЕР уменьшается при увеличении концентрации растворенного вещества. Это объясняется пластифицирующим действием растворенного вещества на полимер.
Если температура полимерной мембраны меньше температуры стеклования полимера, то полимер находится в стеклообразном состоянии. При таких температурах движение полимерных цепей не является достаточно интенсивным для того, чтобы структура
полимера была однородной. Это обусловливает неоднородность структуры полимера и неоднородность распределения в мембране газа, диффундирующего через нее. В стеклообразном полимере имеются области, которые могут условно рассматриваться как микропустоты. Это либо области повышенной плотности, либо, наоборот, области пониженной плотности. В результате происходит частичная иммобилизация Молекул газа в микропустотах. Для описания переноса газа в стеклообразных полимерах предложена модель двойной сорбции. В рамках этой модели предполагается, что имеются два сосуществующих механизма взаимодействия газа с материалом гетерогенной мембраны. Часть вещества имеет достаточно высокую подвижность, а сорбция этого вещества описывается линейным законом Генри. Часть вещества частично теряет свою подвижность. Сорбция этого вещества описывается при помощи изотермы Ленгмюра. Таким образом, концентрация газа с (кмоль/м3), растворенного в полимере, представляется в виде суммы двух слагаемых:
с = + с. = кпр + Сн^—. (1.5.3.7)
н L D \ + Ър
Здесь кр — константа растворимости закона Генри (кмоль/(м3 Па)), с'н — ленгмюровский параметр насыщения (сорбционная емкость) (кмоль/м3), Ъ — константа ленгмюровской изотермы (константа сродства) (Па-1), р — давление.
При описании переноса газа предполагается, что существует локальное равновесие между молекулами газа, сорбируемыми по двум различным механизмам. Молекулы газа, сорбция которых описывается законом Генри, являются подвижными. Молекулы газа, сорбция которых описывается законом Ленгмюра, частично иммобилизованы. Согласно рассматриваемой модели, транспорт газа в стеклообразном полимере описывается при помощи соотношения:
1 = 1 +l --D —U—D —L, (1.5.3.8)
п L п j L j 4 /
dx dx
Здесь I — диффузионный поток (кмоль/(м2-с)), х — координата, отсчитываемая в направлении, перпендикулярном к поверхности мембраны; DH и DL — коэффициенты диффузии подвижного и частично иммобилизованного вещества (м2/с). Таким образом,
d( с'нЬр}
I = -D _ D l1 + M (1.5.3.9)
н dx L dx
Это уравнение легко проинтегрировать, если коэффициенты S, DH и Dl являются постоянными величинами. Пусть давления газа по разные стороны от мембраны равны р2 и pi, причем величина pi близка к нулю.
46
Новый справочник химика и технолога
Тогда
I = DHkn 1 + -^- (1.5.3.10)
н 1 + ^Aj §
Здесь введены следующие обозначения:
D с'
? = К=^’Лр = р2-Р1*р2, (1.5.3.11)
JLZy О
8 — толщина мембраны.
Коэффициент проницаемости Р измеряется в кмоль-м/(м2-с-Па) и вычисляется по формуле:
( FK)
P = DHkD 1 +------ . (1.5.3.12)
н \ + Ьр)
В соответствии с этим выражением коэффициент проницаемости уменьшается при увеличении давления, так как увеличивается количество газа, сорбированного в микропустотах и частично иммобилизованного. Для стеклообразных полимеров характерны более высокие селективности и низкие проницаемости, чем для полимеров в высокоэластическом состоянии.
Таким образом, разделение газовых смесей при помощи мембранных методов основывается на том, что проницаемости различных компонентов газовой смеси через мембрану оказываются различными. Для разделения применяются асимметричные и композиционные мембраны, состоящие из тонкого селективного слоя и пористого субстрата (подложки). Как и для проведения жидкофазных процессов, для газового разделения применяются аппараты с плоскими мембранными элементами, с трубчатыми мембранными элементами, с рулонными мембранными элементами, а также аппараты с полыми волокнами.
Мембранные методы используются для разделения воздуха как с целью получения потока, обогащенного азотом, так и с целью получения потока, обогащенного кислородом. Они используются также для выделения водорода, очистки газа от диоксида углерода и сероводорода, извлечения гелия из природного и нефтяного газов и других целей (см. 18.5).
1.5.4. Разделение путем конденсации
(М.А. Яблокова)
Разделение веществ путем конденсации основано на различии температур их конденсации (или кипения). При охлаждении смеси паров или газов, каждый из которых имеет свою собственную температуру конденсации, первым в жидкое состояние переходит вещество с максимальной температурой фазового перехода. Остальные вещества остаются в парообразном или газообразном состоянии.
Первое ожижение газа наблюдалось в 1792 г. в опытах Ван-Марума с аммиаком. Проверяя подчинение аммиака закону Бойля — Мариотта и сжимая с этой
целью в стеклянной запаянной трубке с помощью ртути порцию газа, Ван-Марум неожиданно обнаружил, что при давлении 0,7 МПа аммиак превратился в прозрачную жидкость. Впоследствии Монжем и Клуэ было осуществлено ожижение сернистого ангидрида SO2 под атмосферным давлением с использованием охлаждающей смеси, составленной из поваренной соли и льда. Вскоре подобным же образом при атмосферном давлении был ожижен и аммиак [15].
Несмотря на то, что описанные опыты, относящиеся к концу XVIII в., наметили пути ожижения газов, следующий важный шаг в этом направлении был сделан Фарадеем только в 1823 г., когда, исследуя поведение хлоргидрата при нагревании, он обнаружил на холодном конце запаянной трубки капли желтоватой жидкости, оказавшейся жидким хлором. Из этого факта Фарадей сделал совершенно правильный вывод о том, что в замкнутом сосуде за счет химической реакции можно достигать желаемых давлений и производить ожижение получаемого газа, конденсируя его в охлаждаемой части сосуда. Этим доступным методом были ожижены сернистый водород, оксид азота(1), циан и углекислота (последняя под давлением 3,6 МПа). В 1840 г. Фарадею с использованием охлаждающей смеси, составленной из твердой углекислоты, спирта или эфира, удалось ожижить многие газы: этилен, фосфористый водород, иод истый водород и др.
Несмотря на выдающийся успех этого метода, Фарадею и его последователям не удалось в то время перевести в жидкое состояние О2, N2, Н2, СН4, СО и NO, так как более эффективной охлаждающей смеси не было. По этой причине указанные шесть газов получили название «постоянных» (гелий и редкие газы в то время еще не были открыты).
Лишь в 1877 г., когда появились первые холодильные машины, был ожижен один из «постоянных» газов — кислород. В 1898 г. Дж. Дьюар впервые добился ожижения водорода [15].
В процессах разделения газов конденсацией условно различают [16]: умеренное охлаждение (диапазон температур от комнатных до -100 °C) и глубокое охлаждение (для температур ниже -100 °C).
В свою очередь, получение температур ниже -100 °C условно классифицируется следующим образом: а) техника глубокого охлаждения (от -100 до -218 °C); б) криогенная техника (от 55 до 0,3 К); в) техника ультранизких температур (до 0,00002 К). Способы получения температур выше 2 К нашли техническое применение. Получение более низких температур относится к сфере лабораторной техники.
Благодаря эффективным способам получения низких температур области глубокого охлаждения в наше время стало возможным конденсационное ожижение и разделение очень многих газов. Это прежде всего относится к воздуху [17, 18], состоящему из азота, кислорода, аргона, углекислого газа, криптона, водорода, ксенона, неона, гелия и радона. Уже одно перечисление газооб
Описание основных процессов и аппаратов
47
разных веществ, составляющих воздух, говорит о высокой целесообразности его разделения и применения полученных компонентов в различных целях.
Глубокое охлаждение широко применяется для конденсационного разделения углеводородных газовых смесей [17-19] с выделением таких ценнейших компонентов, как пропилен, ацетилен, этилен, оксид углерода, водород, на основе которых химическая промышленность выпускает все продукты основного органического синтеза: пластические массы и смолы, синтетические волокна и каучуки, спирты, кетоны, эфиры, альдегиды, жирные кислоты и многие другие.
Для разделения газов, температуры кипения которых значительно отличаются друг от друга, применяют фракционированную конденсацию, при которой по мере охлаждения газа происходит последовательный переход компонентов в жидкую фазу.
При конденсации газов с близкой температурой кипения образуются смеси нескольких жидких компонентов. Для разделения таких смесей при низких температурах применяются следующие методы:
- фракционированное испарение, или простая дистилляция сжиженной газовой смеси; этим методом нельзя достаточно полно разделить смесь, в частности жидкий воздух, а можно лишь получить жидкость, обогащенную одним из компонентов, например кислородом;
- ректификация, с помощью которой возможно разделение компонентов с близкими температурами кипения, например получение азота, кислорода и благородных газов (аргона, неона, гелия и др.) из воздуха.
Эти методы подробно описаны в разделе 13.
Устройство ректификационных колонн, применяемых для разделения сжиженных газов, рассмотрено, например, в [19].
1.6. Растворение различных фаз и их компонентов в жидкости
Растворение — процессы взаимодействия жидкой, газовой или твердой фазы с жидкостью, сопровождающиеся диффузионным переходом вещества из этих фаз в раствор.
1.6.1. Растворение газов
(Г.М. Островский, В.В. Щеголев)
При растворении газов ставится задача приготовления раствора заданной концентрации или достижения заданной конверсии химического процесса, в котором данный раствор используется. Растворение газов проводят с целью получения растворов газов, которые в дальнейшем используются в различных сферах человеческой деятельности. Хорошо известна используемая в пищевой промышленности технология приготовления газированных напитков, в которой охлажденные жидкости насыщаются в сатураторах под давлением углекислым газом, обладающим консервирующим свойством. На водопроводных станциях очищенную от механических примесей и взвешенных веществ воду обеззара
живают хлором, приготавливая в хлораторах раствор хлора в воде определенной концентрации. Обеззараживание воды может проводиться и с помощью озонирования. В этом случае в воде растворяют озон. Широкое применение в промышленности и в медицине находит аммиачная вода — раствор аммиака в воде.
Очень часто процесс получения растворов газов совмещается с микробиологическими, биохимическими и химическими процессами, в которых эти растворы используются. Процесс выращивания (культивирования) микроорганизмов в питательной среде, который проводится в биореакторах или ферментерах, сопровождается непрерывным растворением кислорода воздуха, который затем из раствора поглощается бактериями. В аэротенках биологических очистных сооружений с использованием кислорода воздуха проводят биохимическое окисление содержащихся в сточных водах органических веществ. В производствах продуктов основного органического синтеза распространены жидкофазные процессы окисления, гидрирования, аминирования, хлорирования, алкилирования, оксиэтилирования, карбонилирования и др., в которых первой стадией химического процесса является проводимый, как правило, под давлением процесс растворения соответственно О2, Н2, NH3, С12, С2Н4 или С3Н6, С2Н4О, СО и др. Очень часто скорость растворения газов определяет (лимитирует) скорость всего химического процесса.
Процесс растворения газов является частным случаем процесса абсорбции, основы которого изложены в 1.4.1, 1.5.1 и который подробно рассматривается в разделе 14.
В процессе разделения газов, как правило, не ставится цель полностью извлечь растворяемый компонент из газовой фазы. Избыток газа либо сбрасывается в атмосферу, как при окислении воздухом, либо отправляется на санитарную газоочистку, как при приготовлении растворов НС1 и NH3, либо, как во многих химических процессах, с помощью компрессоров снова направляется в реактор (циркуляция водорода и аммиака в процессах гидрирования и аминирования). Кроме того, приготовление растворов газов, как правило, проводится с использованием чистых газов или богатых смесей этих газов с инертным компонентом. При этих условиях нет необходимости строго обеспечивать противоток газа и жидкости для достижения большого числа теоретических ступеней разделения (см. 1.5.1). Возможны и другие способы организации взаимодействия фаз, например прямоточное движение в аппарате, перемешивание или циркуляция жидкости, циркуляция газа.
Скорость процесса растворения газов, как правило, лимитируется скоростью массопереноса в жидкой фазе. При абсорбции плохо растворимых (высоколетучих) газов движущая сила процесса массопереноса (см. 1.5.1) очень мала. Поэтому для получения растворов с максимально возможной концентрацией (близкой к равновесной) необходимо такое аппаратурное оформление процесса, которое позволяет обеспечить значительное время пребывания жидкости в аппарате.
48
Новый справочник химика и технолога
Для проведения процессов растворения газов широко используются аппараты с высоким барботажным слоем (см. 1.4.1 и 6.7.1). Их основными преимуществами являются достаточно развитая поверхность контакта фаз, простота конструкции, которая позволяет проводить процессы под высоким давлением, большое время пребывания жидкости в аппарате. В барботажных аппаратах формируется неустойчивое циркуляционное движение жидкости по высоте аппарата, которое обеспечивает не только интенсивное перемешивание жидкости, но и вовлекает в циркуляционное движение более мелкие пузыри. В ряде случаев (например, при проведении окислительных процессов с участием кислорода воздуха) такое перемешивание газовой фазы по высоте аппарата снижает движущую силу процесса растворения. Простые барботажные устройства: трубы с отверстиями, дырчатые тарелки, колпачки с прорезями — не позволяют получить пузыри небольших размеров и тем самым обеспечить высокоразвитую поверхность контакта. Кроме того, вихревое движение жидкости приводит к тому, что при высоте барботажного слоя более 0,8-1,0 м пузыри начинают коалесцировать. Поэтому размер пузырей в барботажных аппаратах обычно колеблется от 4 до 10-12 мм. Более мелкие пузыри образуются при барботировании (продавливании) газа через специальные распределительные устройства из пористых материалов (керамики, металла, химически стойких полимеров). Однако такие устройства не могут использоваться в жидкостях с высоким содержанием взвешенных или смолистых веществ. Пузыри размером до 4 мм удается получить в аппаратах с мешалками (см. 6.1.4 и 6.7.3). Однако в таких аппаратах возрастает интенсивность циркуляции жидкости, что приводит к увеличению дисперсии времени пребывания пузырей по сравнению с обычными барботажными аппаратами. Наличие вращающихся деталей не позволяет использовать аппараты с мешалками при высоких давлениях. Высоки также и энергозатраты на перемешивание жидкости.
Снижению продольного перемешивания жидкости и газа по высоте аппарата способствует размещение насыпной насадки в барботажном аппарате (колец Рашига и др.). Такие аппараты получили название аппаратов с затопленной насадкой (см. 6.9 и 13.1.1). Насадка способствует также многократному дроблению крупных пузырей. При скоростях газа 0,2-1,0 м/с в аппаратах с затопленной насадкой удается получить режим с очень высоким газосодержанием и, соответственно, поверхностью контакта фаз. Такие аппараты могут быть достаточно эффективными при проведении газожидкостных реакционных процессов. Тем не менее, у аппаратов с насыпной (нерегулярной) насадкой существует достаточно высокая вероятность самопроизвольного возникновения неравномерности как орошения насадки жидкостью, так и распределения потоков газа, несмотря на предпринимаемые меры по выравниванию потоков по их сечению на входе. Применение регулярной насадки устраняет этот недостаток.
Также достаточно эффективны при проведении таких процессов барботажные газлифтные аппараты (см. 6.7.2). В таких аппаратах образование пузырей на отверстиях может происходить при достаточно сильном восходящем движении жидкости. Это снижает время образования пузырей и, соответственно, их средний размер. Восходящее движение жидкости со скоростью до 2 м/с образуется в газлифтном аппарате за счет разности плотностей газо-жидкостной смеси в барботажной трубе и жидкости с небольшим содержанием очень мелких пузырей в циркуляционной трубе. Высокие скорости движения жидкости позволяют насыщать газом несмешивающиеся жидкости с большой разницей плотностей или жидкости, содержащие твердые вещества, например порошковый катализатор. Конструкция газлифтных аппаратов позволяет размещать в них большие теплообменные поверхности, что дает возможность использовать их для проведения процессов, протекающих с большим тепловым эффектом. Вследствие большой скорости течения жидкости в барботажной трубе значительно уменьшается влияние продольного перемешивания жидкости и снижается дисперсия пузырей по времени пребывания.
Растворение газов с большими отрицательными отклонениями от закона Рауля (хорошо растворимые газы НС1, HF, SiF4, NH3, SO2 и др.) протекает почти всегда с большим тепловыделением. В этом случае могут быть использованы обычные насадочные аппараты с рециркуляцией жидкой фазы через теплообменник для съема выделяющегося тепла. Для растворения кислых газов широко используются также пленочные трубчатые абсорберы-теплообменники (см. 1.5.1). Они изготавливаются из кислотостойкого материала — гра-фитопласта.
В тех случаях, когда требуется растворить газы в высоковязких жидкостях, рекомендуется применять роторно-пленочные аппараты (см. 6.8.4).
Для проведения массообменных процессов используются также жидкостно-газовые струйные аппараты (см. 6.3.8 и 6.7.4), особенностью которых является высокая поверхность контакта фаз. В этих аппаратах жидкостная струя, вытекающая с высокой скоростью из сопла, сначала дробится на капли, затем капли тормозятся, передавая кинетическую энергию эжектируемо-му газу. При этом концентрация капель в потоке растет, достигая критического значения, и происходит инверсия фаз — газ переходит в дисперсную фазу, а жидкость — в сплошную. Образующиеся капли, а затем и пузырьки могут иметь размеры порядка сотен микрон.
1.6.2. Растворение жидкостей
(Г.М. Островский)
Растворение жидкой фазы и ее компонентов в жидкости может рассматриваться как целевой массообменный процесс, в задачу которого входит получение гомогенной смеси жидкостей (см. 1.7.1, 1.7.2 и 1.7.4).
Описание основных процессов и аппаратов
49
В тех случаях, когда процесс растворения содержащегося в жидкой фазе какого-либо определенного компонента акцентируется, применяется такой термин как экстракция. Экстракционные процессы и соответствующая массообменная аппаратура рассматриваются в разделе 16.
1.6.3. Растворение твердых веществ
(Е.В. Иванов)
К процессам растворения в технологии обычно относят такие процессы, которые завершаются полным исчезновением (растворением) твердых тел. При выборочном растворении, когда вещество извлекается из пор инертных носителей, которые не взаимодействуют или слабо взаимодействуют с жидкостью, инертный носитель по завершении процесса сохраняется. Эти особенности обусловливают различие кинетических закономерностей процессов и, как следствие, обозначение их различными терминами — растворение и экстрагирование.
При растворении вещество, переходящее в раствор, на протяжении всего процесса контактирует с движущейся жидкостью через ламинарный пристенный слой небольшой толщины. В случае экстрагирования такой механизм наблюдается только в самом начале процесса, когда происходит вымывание растворяющегося вещества с поверхности твердых тел и из устьев пор. В дальнейшем граница межфазного взаимодействия непрерывно продвигается в глубь инертного носителя, контакт растворяющегося вещества с движущейся жидкостью утрачивается. Скорость процесса экстрагирования, при прочих равных условиях, ниже скорости растворения, так как путь диффузионного массопереноса при экстрагировании включает не только толщину ламинарного пристенного слоя, но и участки капилляров от зоны растворения до поверхности твердого тела, заполненные неподвижной жидкостью. И растворение, и экстрагирование завершаются переходом извлекаемого вещества в раствор. Однако по окончании процесса экстрагирования часть раствора содержится в порах инертного носителя и теряется после его отделения (фильтрацией или центрифугированием) от основного объема жидкости.
В практике растворения и экстрагирования встречается физическое и химическое растворение. При физическом растворении твердое вещество может быть возвращено в исходное состояние кристаллизацией из раствора. В случае химического растворения, представляющего собой гетерогенную реакцию, возврат к исходному твердому веществу кристаллизацией невозможен. Химическое растворение может сопровождаться выделением газообразных продуктов реакции или твердых веществ, блокирующих доступ экстрагента к поверхности растворения. В качестве растворителей (экстрагентов) применяются жидкости, которые хорошо растворяют целевые компоненты и практически не растворяют остальные составляющие твердого тела. Для
этого используются вода, кислоты, щелочи, спирты, кетоны, нефтяные фракции, сжиженные газы и т. п.
Основной закон кинетики растворения сформулировал в 1896 г. А.Н. Щукарев — плотность потока вещества с поверхности растворения пропорциональна концентрационному недонасыщению раствора:
= KF(cs-ci), (1.6.3.1)
ах
где М — масса растворенного вещества, т — время, F— поверхность растворения, cs и Ci — концентрация насыщения и концентрация в основном объеме растворителя соответственно, К — коэффициент скорости растворения.
Чаще всего скорость межфазного перехода высока, поэтому у поверхности растворения формируется слой насыщенного раствора, откуда вещество диффундирует через пристенный слой в основной объем растворителя. Коэффициент скорости растворения в этом случае приблизительно равен коэффициенту массоотдачи:
К (1.6.3.2)
о
где рс — коэффициент массоотдачи, Du — коэффициент молекулярной диффузии, 8 — толщина диффузионного пристенного слоя.
В общем случае сопротивление переходу вещества из твердой фазы в раствор складывается из двух составляющих:
1 _ 1 1
(1.6.3.3)
где Ки — константа скорости межфазного перехода.
При больших скоростях межфазного перехода 1 1
— — реализуется режим диффузионного раСТВО-
^м Рс
1 1
рения; если — »------скорость процесса лимитиру-
ем Ре
ется межфазным переходом. Константа К зависит от температуры и не зависит от гидродинамической обстановки в аппарате. Коэффициент массоотдачи 0С повышается с увеличением температуры, так как увеличивается Z)M, снижается вязкость жидкости v и уменьшается толщина пристенного слоя. Вместе с тем рс существенно зависит от гидродинамической обстановки в аппарате, поскольку
(1.6.3.4)
где I — характеристический размер твердого тела, Re — критерий Рейнольдса.
Помимо термина «экстрагирование» для обозначения процесса в литературе встречаются термины
50
Новый справочник химика и технолога
«выщелачивание», «частичное растворение» и «экстракция в системе твердое тело—жидкость».
Выщелачиванием традиционно называют процесс извлечения компонентов из твердого тела водой или водными растворами неорганических соединений, в то время как термин «экстрагирование» не ограничивает круг применяемых растворителей. Термин «частичное растворение» соотносит экстрагирование с растворением, однако растворение — только одна из стадий экстрагирования, причем, как правило, не лимитирующая процесс в целом.
Извлечение целевых компонентов как из жидкостей, так и из твердых пористых тел нередко называют экстракцией (иногда экстрагированием) без уточнений или с добавлением «жидкостная», «жидкофазная», «в системе жидкость—жидкость», «из твердого тела», «в системе твердое тело—жидкость». Возможно, это связано с формальным сходством уравнений материального баланса и методов расчета процессов в статических условиях с использованием прямоугольных и треугольных диаграмм. Между тем кинетика процессов в системах жидкость—жидкость и твердое тело—жидкость существенно отличается. Например, в системе жидкость—жидкость межфазная поверхность зависит от гидродинамических условий в аппарате, а в системе твердое тело—жидкость она формируется на предшествующей операции измельчения и от гидродинамики не зависит.
Терминологическое разнообразие затрудняет поиск информации о процессе и соотносит его с процессами, существенно отличающимися от экстрагирования. В монографии, посвященной данному процессу (Экстрагирование. Система твердое тело—жидкость. 1974), Г.А. Аксельруд и В.М. Лысянский указали на целесообразность использования единого термина «экстрагирование».
После выхода этой монографии термин «экстрагирование» стал использоваться чаще, однако в периодической печати по-прежнему встречается «экстракция», а в «Общем курсе процессов и аппаратов химической технологии» (2000 г.) под редакцией В.Г. Айнштейна использован термин «частичное растворение».
Пористое тело, играющее роль инертного носителя, содержит пустоты и извлекаемое вещество в виде раствора, заполняющего поры, либо в виде твердого вещества, находящегося на поверхности пор или заполняющего их. В соответствии с этим в литературе отдельно рассматривают процессы экстрагирования растворимых и твердых компонентов, хотя первый из них является завершающей стадией второго. Внутри пористого тела могут существовать открытые (сквозные и тупиковые) и закрытые поры, из которых целевой компонент без дополнительного измельчения твердого тела извлечь невозможно.
После смешения твердой и жидкой фаз одновременно начинаются процессы проникновения растворителя в поры под действием капиллярных сил и рас
творения целевых компонентов, находящихся на внешней поверхности пористых частиц и в устьях крупных капилляров. Проникновению растворителя препятствует воздух, находящийся в порах, из-за чего продолжительность процесса может быть значительной. Для ускорения процесса применяют предварительное вакуумирование сырья, замену воздуха на легкорастворимый газ, повышение давления и различного рода колебательные воздействия на систему (см. пояснения к рис. 6.10.3.9).
По мере извлечения целевого компонента фронт растворителя движется в глубину пористой частицы, оставляя инертную структуру в неизменном виде. На подвижной границе (фронте растворения) концентрация раствора равна концентрации насыщения с = cs. В периферийном слое создается поле концентраций, изменяющееся в пространстве и времени. Его можно представить в виде поверхностей одинаковых концентраций (изоконцентрационных), постепенно перемещающихся в глубь пористого тела. Их вид зависит от размеров, формы и структуры пористого тела, размеров и формы пор.
На поверхности пористого тела концентрация извлекаемого компонента сп меньше cs и больше, чем в основном объеме растворителя Q. Скорость диффузии вещества от фронта растворения к поверхности пористой частицы меньше скорости молекулярной диффузии вследствие извилистости пор, блокировки диффузионного потока инертным скелетом, торможения движения молекул стенками пор и других факторов. Для расчетов вместо коэффициента свободной молекулярной диффузии Z)M используют коэффициент массопроводности D, который определяется как произведение Z)M на коэффициент АГэф, учитывающий влияние перечисленных факторов.
Поток вещества из периферийного слоя пористого тела к поверхности частицы:
dM дс
---= -DF—, dx-дп
(1.6.3.5)
где — — градиент концентрации диффундирующего дп
компонента по нормали к поверхности пористого тела.
Такое же количество вещества отводится с поверх-
ности частицы по механизму массоотдачи, поэтому:
(1.6.3.6)
где рс — коэффициент массоотдачи.
Для сферических частиц последнее уравнение может быть переписано в виде:
I dtpJ ,
= Bi(cn-c1),
(1.6.3.7)
Описание основных процессов и аппаратов
51
где <р = —; г и R — радиусы текущий и пористого тела
В R соответственно; Bi = —диффузионный критерий Био.
D
Возможны два предельных случая экстрагирования. Если Bi -* оо (практически при Bi > 20), то с п -> с и
градиент концентрации внутри частиц достигает максимального значения. Такой режим называется внутри-диффузионным, так как скорость процесса экстрагирования определяется скоростью диффузии в пористых частицах. Поскольку внешнедиффузионное сопротив-
ление отсутствует и величина -£) — — конечная,
процесс экстрагирования во внутридиффузионном режиме протекает наиболее интенсивно. Если коэффициент массоотдачи мал и Bi 1, то градиент концентрации внутри пористых частиц стремится к нулю и распределение концентрации в них равномерное. Такой режим называется внешнедиффузионным, так как скорость процесса лимитируется скоростью диффузии извлекаемого компонента с поверхности частиц.
При протекании процесса экстрагирования во внутридиффузионном режиме естественным путем интенсификации является уменьшение размеров пористых частиц. Однако это влечет за собой увеличение затрат энергии на их измельчение и ухудшение работы сепараторов при отделении твердой фазы от экстракта. Кроме того, уменьшение размеров пористых частиц
может сопровождаться снижением селективности процесса — увеличением выхода в экстракт балластных
веществ.
По окончании растворения твердого вещества процесс экстрагирования переходит в стадию извлечения раствора. В этот момент доля неизвлеченного компонента в пористых частицах составляет:
(1.6.3.8)
где тс — объемная доля инертного скелета в пористых частицах, с0 и ср — средние объемные концентрации целевого компонента в пористых частицах в начальный момент времени и в момент полного растворения твердого вещества.
В зависимости от режима экстрагирования (внешне-или внутридиффузионного), ср может находиться в диапазоне от С] до cs. В равновесных условиях процесс экстрагирования заканчивается, когда концентрация раствора в пористых частицах станет равной концентрации в основном объеме экстрагента cf. Если обозначить через В отношение объема пор в частицах (1 -wc) к объему экстрагента, то в периодическом режиме экстрагирования равновесная концентрация в объеме экстрагента будет равна:
1 + 5
(1.6.3.9)
а доля неизвлеченного компонента:
(1 — т) . 1 — т( с
Чон = “----=----------- В + — . (1.6.3.10)
с0 1 + 5^ cj
Если сн = 0, то
(1.6.3.11)
Таким образом, в процессе экстрагирования из пористых тел в отличие от процессов растворения никогда не достигается полного извлечения целевого компонента, то есть значения сокон = 0. Если сн = 0 и 5 —> 0, то сокон -* 0, но такой вариант не имеет практического значения, так как для дальнейшего использования экстракта его концентрация должна быть максимально возможной.
Эффективным способом повышения выхода в процессах экстрагирования, а также интенсификации процессов растворения и экстрагирования является применение противоточных аппаратов или противоточных многоступенчатых установок. Снижение потерь целевого компонента с истощенным сырьем (инертным пористым носителем) достигается также путем удаления раствора из пористого тела. Для этого применяют центрифугирование, отжим, промывку «свежим» экстрагентом, продувку воздухом и другие способы.
В разделе 19 изложены закономерности растворения и экстрагирования с позиций науки о процессах и аппаратах химической технологии, оставляя за чертой рассмотрения их химические особенности. Промышленные процессы растворения и экстрагирования включают множество технологических операций: измельчение сырья; собственно растворение и экстрагирование; сепарацию — отделение растворов от нерастворившихся твердых тел методами отстаивания, фильтрования, центрифугирования, прессования и др.; регенерацию растворителей выпариванием, кристаллизацией, ректификацией и т. п. Раздел «Выщелачивание» посвящен только вопросам извлечения компонентов из твердых тел в раствор, остальные вопросы рассмотрены в соответствующих разделах Справочника.
1.7. Смешение различных фаз и их компонентов (5.5. Богданов, А.Н. Веригин, ГМ. Островский)
1.7.1. Основные принципы смешения
Смешение является одним из наиболее распространенных процессов химической технологии и смежных с ней отраслей промышленности. Оно осуществляется в бытовом смесителе, в который поступает горячая и холодная вода, в перекачивающем насосе, на тарелке ректификационной колонны, в червячном экструдере при получении изделий из полимеров, а также в аппаратах, специально предназначенных для этих целей.
52
Новый справочник химика и технолога
Смешение может протекать самопроизвольно за счет диффузии смешиваемых компонентов, под действием внешних сил, создаваемых рабочими органами смесительных машин, а также в результате действия обоих факторов. Цель смешения заключается в снижении концентрационного или температурного градиента (либо обоих одновременно) в перемешиваемых средах.
Распределение частиц отдельных компонентов в смешиваемой среде случайно и происходит под действием множества сил, например сил тяжести, инерционных и различных гидродинамических и механических сил. При этом одновременно может происходить их дистанцирование и сегрегация, распределение в объеме и седиментация. При помощи перемешивания стремятся достигнуть совершенного взаимного распределения частиц. Совершенным, или полным, можно назвать такое перемешивание, в результате которого бесконечно малые пробы смеси, отобранные в любом месте перемешиваемой системы, будут иметь одинаковый состав или одинаковую температуру. Поскольку достичь такого состояния не представляется возможным, на практике для качественной характеристики процесса смешения используют различные критерии качества смеси.
Очевидно, что, независимо от принятого критерия, его величина будет зависеть от способа и времени смешения, физико-механических свойств смешиваемых сред и, самое главное, от используемого потребителем в качестве продукта (товара или технологического сырья) минимального объема, который формируется потребителем для реализации своих технологических задач. Причем затраты на смешение будут тем выше, чем выше требуемое качество смеси и (или) меньше величина минимального объема, формируемого из готовой смеси.
При смешении приходится иметь дело с жидкофазными средами и зернистыми материалами, а в качестве готового продукта могут быть растворы, эмульсии, суспензии и зернистые смеси. Приемы смешения жидкофазных сред во многом определяются их вязкостью, вводимыми в них ингредиентами (которые могут быть в виде растворимых или нерастворимых газов, жидкостей и твердых тел) и их объемной долей в смешиваемом объеме. Приемы смешения зернистых материалов определяются не только объемным соотношением смешиваемых компонентов, но и размером частиц и их агломератов. Таким образом, способы смешения чрезвычайно разнообразны, а выбор наиболее целесообразного из них определяется задачей получения продукта с заданными потребителем свойствами.
Начальные условия ввода — последовательность и способ загрузки исходных смешиваемых компонентов в аппарат — оказывают существенное влияние на время достижения требуемого качества смеси. Причем это характерно для смешения как в жидкой фазе, так и в зернистых смесях. Особенно на время смешения влияет соотношение смешиваемых объемов. Чем меньше доля
смешиваемого компонента, тем сильнее зависимость времени гомогенизации от начальных условий. На практике в случае малого гомогенизируемого объема прибегают к последовательному смешению. Сначала гомогенизируемый объем смешивают в небольшом количестве смеси, затем полученную композицию смешивают в несколько большем объеме смеси и т. д.
Наибольший технологический эффект < достигается за счет предварительного распределения компонентов на стадии их загрузки. На рис. 1.7.1.1 показаны для примера два начальных состояния смеси. Очевидно, что во втором случае время достижения необходимого качества смеси будет существенно меньше (нетрудно представить ситуацию, когда весь смешиваемый компонент будет выплеснут на стенку аппарата — в этом случае время перемешивания может превысить все разумные технологические рамки, поскольку вымывание компонента из пристенного слоя будет определяться только диффузией из пристенного слоя в турбулентное ядро потока).
Рис. 1.7.1.1. Упрощенное представление начальных условий в процессе гомогенизации: а) мгновенное введение в перемешиваемый объем смешиваемого компонента;
б) введение смешиваемого компонента, распределенное во времени (например, подача компонента в виде тонкой струи во время заполнения аппарата с мешалкой)
1.7.2. Перемешивание жидкофазных сред
Перемешивание в жидкофазных средах широко применяется в химической промышленности для получения гомогенных систем (растворов), для интенсификации химических, тепловых и диффузионных процессов, а также для приготовления гетерогенных сред — эмульсий и суспензий. Реализация этих задач достигается сопутствующими перемешиванию одним или двумя процессами, которые принято называть гомогенизацией и диспергированием.
При перемешивании жидкофазных сред различают турбулентное и ламинарное перемешивание. Турбулентное перемешивание протекает в результате совместного действия циркуляционных течений, турбулентного переноса и молекулярной диффузии и происходит в различных неоднородных системах, таких как жидкость— жидкость, жидкость—газ или жидкость—твердое тело. Задачей смешения является создание однородных рас
Описание основных процессов и аппаратов
53
творов, эмульсий и суспензий, а также интенсификация процессов тепло- и массопереноса, которые нередко могут быть осложнены химическими реакциями. Ламинарное перемешивание осуществляется под действием сложного механического деформирования смешиваемых объемов, при котором происходит их вытягивание и наслаивание друг на друга (рис. 1.7.2.1). Характерным примером является смешение красок двух цветов путем простого перемешивания палочкой, когда отчетливо видны возникающие слои разного цвета, которые с течением времени утоньшаются, становясь неразличимыми визуально. Примерами рабочих сред здесь могут быть также вязкотекучие полимеры и их композиции или шликер для формования фаянсовых изделий.
Гомогенизация растворимых сред обеспечивается движением перемешиваемых масс, которое может быть свободным или вынужденным. Взаимносмешивающие-ся жидкости, находящиеся в замкнутом пространстве, через некоторое время самопроизвольно смешаются. Это перемешивание вызывается движением частиц жидкости, которое происходит под влиянием молекулярной диффузии или вследствие массопередачи в условиях свободной конвекции, возникающей из-за неодинаковой плотности жидкостей или разной температуры в различных слоях жидкости, или же осуществляется под влиянием обоих процессов одновременно. При нормальной температуре и давлении преобладает влияние молекулярной диффузии. Для перемешивания более быстрого, чем самопроизвольное, используют передачу массы или тепла посредством вынужденной конвекции, которая достигается направленным движением жидкости.
Целью перемешивания взаимнорастворимых и взаимносмешиваемых сред является получение гомогенной смеси. Теоретически такая смесь получается за время т —> оо, когда в различных точках перемешиваемого объема физические и химические характеристики будут одинаковыми. Практической мерой оценки гомогенности перемешивания является максимальное относительное отклонение местных (локальных) концентраций с или температур Т от их средних значений (с) и (7) (либо их дисперсии), т. е.
Лс = 1-7\ ’
<С>
, Т
или и, = 1---
<п
В общем случае выбор аппарата для требуемой степени гомогенизации определяется в зависимости от минимальных энергозатрат и времени перемешивания (см. 6.1.6).
Образование суспензий и эмульсий чаще всего протекает при одновременном действии диспергирования и гомогенизации.
Диспергирование — это определяющий процесс при образовании эмульсий и суспензий. Он сопровождается разрушением агломератов до отдельных частиц (например тонкодисперсных плохо смачиваемых порош
ков), дроблением жидкостей и газов на капли и пузыри под действием гидродинамических сил, возникающих в перемешиваемом объеме жидкости.
Разрушение агломератов рассмотрено в 23.1, а диспергирование капель и пузырей — в 8.1. Определение размеров капель и пузырей при перемешивании жидкостей в аппаратах с мешалкой см. также в 6.1.4.
Основными механизмами распределения частиц при турбулентном перемешивании являются циркуляционные течения и, как наиболее значимый фактор, пульсационные скорости турбулентного потока. В тех случаях, когда пульсационная скорость турбулентных пульсаций много больше скорости миграции wM, гомогенизация частиц в жидкости протекает аналогично гомогенизации растворимых жидкостей. Если за меру пульсационной скорости турбулентного потока принять так называемую динамическую скорость и* (см., например, уравнение (2.2.6.9)), то это условие можно представить как и* » wM. В случае сопоставимости этих скоростей приходится решать задачу с учетом турбулентного переноса и циркуляционных течений (см. пример 3.3.6.1). В упрощенном варианте циркуляционное перемешивание объединяют с турбулентным, вводя в рассмотрение так называемый коэффициент псевдотурбулентной (иногда просто турбулентной) диффузии (иногда переноса). Подробнее этот вопрос изложен в 6.1.4.
На практике часты случаи, когда двухфазная система во время перемешивания превращается в однофазную (например растворение твердых веществ в жидкости).
Способы перемешивания и выбор аппаратуры для его проведения определяются целью перемешивания и агрегатным состоянием перемешиваемых материалов. Наибольшее распространение получили процессы перемешивания в аппаратах с помощью различных мешалок (см. 6.1) и сжатого воздуха (см. 6.7), в трубопроводах с различными вставками (статические смесители (см. 23.1)).
Перемешивание высоковязких жидкостей и паст. Смеси взаимнонерастворимых жидкостей и смеси твердых веществ с жидкостью обладают во многих случаях высокой вязкостью. Некоторые из них имеют свойства неньютоновских жидкостей, в том числе таких, которые обладают начальным сопротивлением сдвигу (например различные пасты и растворы высокомолекулярных веществ). К этой области относятся и некоторые однофазные системы, например сплавы.
Рис. 1.7.2.1. Схема механизма ламинарного смешения
54
Новый справочник химика и технолога
При перемешивании высоковязких неньютоновских жидкостей в аппаратах с мешалками полезное течение обеспечивается в сравнительно небольшой части объема жидкости, прилегающей к мешалке. В этой области тангенциальные скорости сдвига имеют максимальное значение. Под воздействием высоких сдвиговых напряжений вблизи мешалки происходит снижение вязкости, что способствует возникновению турбулентности, которая исчезает на близком расстоянии от мешалки.
1.7.3. Смешение зернистых материалов
Существуют два метода смешения, обеспечивающие распределение компонентов по объему аппарата, — случайный и упорядоченный. При реализации первого метода смешиваемая совокупность компонентов в результате пространственного перемещения частиц по случайным траекториям приводится в состояние равновесия для выбранного смесительного устройства и режима его работы. При реализации упорядоченного метода смесительное устройство размещает компоненты смеси в объеме без пространственного перемещения, т. е. направленно формирует смесь, закон распределения компонентов в которой характеризуется узким интервалом варьирования. Очевидно, этот метод трудно осуществим, но в ряде аппаратов он приближенно реализуется.
В промышленной практике используется ряд способов смешения, отличающихся условиями поступления и обработки смешиваемых материалов в рабочем объеме смесителя. Наиболее простой из них — периодический, при котором цикл работы смесителя включает в себя время загрузки, смешения и выгрузки. Продолжительность пребывания смешиваемых локальных объемов материалов в аппарате одинакова, поэтому качество распределения частиц в них в пределе соответствует равновесному состоянию для выбранного режима работы. Вопросы моделирования процесса смешения зернистых материалов рассмотрены в разделе 7.
Для сокращения времени цикла применяют полунепрерывный метод, при котором один или оба компонента загружаются в работающий смеситель. Применение такого варианта работы превращает этап загрузки в смесительный, при котором непрерывно меняется объем компонентов в аппарате. Он позволяет сократить время цикла, провести процесс в условиях подмешивания одного или обоих компонентов с целью предотвращения образования комков или структурирования смеси. После завершения периода загрузки смеситель работает как периодический. Время пребывания локальных объемов компонентов разное, качество их распределения усредняется на этапе окончательного смешения, и они приводятся к равновесному состоянию.
В случае непрерывного проточного метода смешения в аппарат дозируются в определенном соотношении компоненты, и смесь непрерывно из него выводится. Качество смеси определяется распределением времени
пребывания локальных объемов материалов в смесителе, а производительность — настройкой дозирующих устройств, точность работы которых существенно влияет на качество смеси. Часто система дозирования и подачи компонентов смеси бывает конструктивно сложнее смесительной установки. Поэтому непрерывные установки смешения оправданы только при больших производительностях. Выбор способа смешения следует вести с учетом технологии приготовления смеси и ее дальнейшей переработки, требований по производительности и качеству смешения, особенностей свойств исходных материалов и готовой смеси.
Конструкции аппаратов для смешения дисперсных материалов в основном зависят от метода смешения (пересыпанием, перемещением, псевдоожижением и др.), физико-химических, химических и других свойств отдельных компонентов и их смесей, а также от требуемого качества и интенсивности смешения. Немалое значение имеет режим работы аппарата — непрерывный или периодический. При смешении любого числа компонентов анализ качества смеси обычно проводят путем оценки распределения одного («ключевого») компонента в остальной смеси методами статистического анализа. Наиболее часто используемыми показателями отклонения смеси от неупорядоченного состояния являются стандартное отклонение о, а также его дисперсия о2, которые определяются уравнениями:
а = , (1.7.3.1)
1 п-1
а2 = ...., (1-7.3.2)
(л-i)
где п — число проб, х, — значение концентрации одного из компонентов в z-й пробе, — среднеарифметическое значение х для всех проб:
(1.7.3.3)
При известном действительном содержании с исследуемого компонента в системе формулы стандартного отклонения и дисперсии принимают вид:
(«-0
(1.7.3.4)
Описание основных процессов и аппаратов
55
Смешивание может сопровождаться миграцией частиц из-за различий их плотности либо размеров (см., например, пояснения к рис. 6.4.3.2).
Кривые, характеризующие качество смеси, показаны на рис. 1.7.3.1. Из рисунка следует, что для материалов, сильно отличающихся по размерам частиц или плотности, качество смеси с течением времени может вновь ухудшиться. При этом дисперсия стремится к некоторой равновесной величине, которая не изменяется с течением времени. Это явление называется сегрегацией. Скорость сегрегации возрастает тем значительнее, чем больше отношение размеров или плотностей смешиваемых компонентов отличается от единицы.
Рис. 1.7.3.1. Зависимость дисперсии от времени смешения при наличии сегрегации:
1 — сильная сегрегация; 2 — слабая сегрегация;
Стр — равновесная дисперсия
Отечественной промышленностью выпускаются несколько типов смесителей для дисперсных материалов. Однако можно отметить определенную ограниченность их применения. Большое разнообразие задач, возникающих в промышленности при переработке дисперсных материалов с различными физико-механическими свойствами, не может, безусловно, вписаться в рамки условий смешивания в серийном оборудовании. Подробно этот вопрос рассмотрен в разделе 23.
1.7.4. Приготовление полимерных композиций
В большинстве случаев «чистые» полимеры не обладают нужным комплексом свойств и не могут быть использованы для изготовления изделий. В ряде случаев (например в производстве резин) «чистый» полимер вообще невозможно превратить в пригодные для эксплуатации изделия, не введя в него предварительно целый ряд дополнительных ингредиентов. При производстве резин в каучук необходимо внести вулканизующую группу (серу и ускорители), усиливающий наполнитель (сажу, мел), пластификаторы, стабилизаторы, красители и т. п.
Основное требование, которое предъявляется к любой полимерной композиции, — это высокая однородность ее физических и химических характеристик. Поскольку характеристики композиции определяются
ее составом, такая однородность свойств достигается только при равномерном распределении ингредиентов в объеме полимера (каучук или смола). Поэтому основное содержание смешения можно определить так: «смешение — это процесс, целью которого является превращение исходной системы, характеризующейся упорядоченным распределением ингредиентов, в систему, характеризующуюся неупорядоченным, статистически случайным распределением».
Когда один из ингредиентов (а иногда и оба) вводится в виде более или менее крупных кусков или агломератов, смешение сопровождается одновременным измельчением (диспергированием) этого ингредиента. Наиболее существенным примером диспергирования является введение наполнителя (например сажи в каучук, красителей и других ингредиентов в полимер, находящийся в вязкотекучем состоянии).
Если смешение полимерных систем осуществляется в жидкой фазе (основной компонент — жидкость), то его стремятся вести в турбулентном режиме, и перемешивание достигается быстро. Перемешивание высоковязких расплавов полимеров по необходимости проводят при очень низких значениях числа Рейнольдса. В ряде случаев для приготовления композиций используют порошкообразное смешение, когда ингредиенты находятся в сыпучем состоянии. Порошкообразное смешение применяют для изготовления композиций поливинилхлорида, полиэтилена высокой и низкой плотности, а также при приготовлении резиновых смесей.
В промышленности при переработке полимеров наиболее широко применяется периодическое смешение. По этому принципу работают смесители закрытого типа (смеситель Бенбери), смесительные вальцы, вихревые смесители и т. п. При периодическом смешении компоненты одновременно (или в определенной последовательности) вводятся в ограниченный объем полимера, который много раз пропускается через смесительные органы, до тех пор, пока не будет получено нужное качество смеси. При непрерывном смешении полимер и ингредиенты загружаются в одном месте (на входе), а готовая смесь выгружается в другом (на выходе). По схеме непрерывного смесителя работают одно-и двухчервячные смесители; осциллирующие смесители, применяемые для переработки поливинилхлорида; роторные смесители, используемые для приготовления резиновых смесей и поливинилхлоридных композиций.
Оценка качества смешения производится по статистическим критериям, сущность которых заключается в сравнении статистических характеристик реальной смеси с характеристиками идеальной смеси. Принимается, что вероятность присутствия в отобранной пробе частиц диспергируемой фазы равна плотности биноминального распределения. Генеральная дисперсия рас-
2 с(1 —с) .г пределения равна ст0 = , где N — число частиц
N
распределяемой фазы в пробе. Отсюда определяется наиболее простая форма критерия качества смеси как
56
Новый справочник химика и технолога
отношение I = —. При этом число частиц в пробе
должно удовлетворять условию Nc(\ - с) > 9.
Механизм смешения полимеров состоит в увеличении поверхности раздела между смешиваемыми ингредиентами, размеры диспергируемого ингредиента при этом уменьшаются (рис. 1.7.4.1). Увеличение поверхности раздела является результатом деформаций сдвига и растяжения. Существенное значение для интенсивного смешения имеет правильная относительная ориентация направления деформации и поверхности раздела ингредиентов.
Диспергирование ингредиентов в полимерной матрице происходит в результате воздействия на частицы диспергируемой фазы напряжений сдвига, возникающих вследствие существования относительного движения в системе полимер—частица. Для каждой системы существует свое критическое напряжение сдвига, ниже которого диспергирование не происходит. Если напряжение сдвига незначительно превышает критическую величину, то диспергированию подвергаются только наиболее крупные агрегаты с благоприятной начальной ориентацией. Если конструкция смесителя не обеспечивает периодического изменения ориентации агрегатов и в системе реализуется только одномерная деформация сдвига, то будут диспергироваться только те агрегаты, первоначальная ориентация которых близка к оптимальной. Напротив, периодическое изменение направлений линий тока приводит к периодической переориентации агрегатов, обеспечивающей дальнейшее их диспергирование. В итоге каждый агрегат окажется благоприятно ориентирован относительно направления деформации сдвига и будет разрушен (см. 23.1).
Смешению полимеров сопутствуют процессы механодеструкции. Развивающиеся при смешении высокие сдвиговые напряжения неизбежно приводят к возникновению механохимических эффектов. Сущность этих эффектов заключается в том, что часть механической энергии накапливается в обрабатываемой среде в виде некой внутренней энергии, которая в дальнейшем инициирует различные массообменные и реакционные процессы (см. 8.5 и 23.1).
а б в
Рис. 1.7.4.1. Влияние начальной ориентации поверхности раздела фаз по отношению к вектору смешения на интенсивность процесса (область, занимаемая деформируемой средой, заштрихована): а) оптимальная ориентация;
б), в) ориентации, при которых смешение отсутствует
1.8. Реакционные процессы
(М.З. Вдовец, Ю.П. Удалов)
1.8.1. Основные понятия химической кинетики
К основным понятиям, на которых строится теория химических реакций и химическая кинетика, относятся такие понятия, как механизм или схема химической реакции, гомогенность и гетерогенность, гомофазность и гетерофазность химической реакции и реакционного процесса в целом, а также понятия открытой и замкнутой системы (см. 20.1.1).
Важнейшей количественной характеристикой протекания химической реакции во времени является скорость реакции. Понятие скорости реакции характеризует количество вещества, вступающего в реакцию или образующегося в результате реакции в единицу времени. Для гомофазного химического процесса, идущего при постоянном объеме, скоростью процесса по некоторому компоненту называется изменение концентрации этого компонента в единицу времени. Если же в процессе реакции происходит изменение объема реагирующей системы, то концентрация вещества оказывается связанной в этом случае не только с числом актов химического превращения, но и с тем, по какому закону изменяется объем системы. В общем случае это изменение может осуществляться произвольным образом. Эти вопросы изложены в 20.1.2.
В 20.1.3 введено понятие кинетического уравнения, то есть уравнения, описывающего зависимость скорости химического процесса от концентрации компонентов реакционной смеси. Для подавляющего большинства химических процессов скорость реакции может быть представлена в виде произведения концентрации реагентов в соответствующих степенях, называемых порядком реакции по соответствующему веществу.
Еще одним из важнейших понятий химической кинетики является понятие энергии активации (см. 20.1.4), которая характеризует температурную зависимость скорости химической реакции в соответствии с законом Аррениуса.
1.8.2. Простые и сложные реакции.
Теория переходного состояния
Теория переходного состояния (другое название — теория активированного комплекса) является в настоящее время основной моделью химического взаимодействия.
Обычно данные о константах скорости элементарных реакций получают из эксперимента. Вместе со значениями энергии активации той же реакции это позволяет вычислить константу скорости реакции при любой другой температуре в пределах некоторого диапазона. Для групп однотипных реакций в ряде случаев удается найти соотношение между константами скорости и некоторыми достаточно легко определяемыми количественными характеристиками реагирующих час
Описание основных процессов и аппаратов
57
тиц. Такие корреляционные соотношения позволяют производить расчет констант скорости без кинетических измерений. Однако во всех случаях речь идет о вычислении некоторой константы скорости относительно другой, найденной из эксперимента, константы скорости при другой температуре или для другой однотипной реакции.
Элементарным актом химического превращения является превращение исходной или промежуточной частицы при ее непосредственном взаимодействии с другими частицами, приводящее к изменению ее химического строения. Перестройка частиц реагентов в частицы продуктов может происходить в один элементарный акт или путем нескольких последовательных элементарных актов. Сложная реакция состоит из нескольких (нередко из большого числа) элементарных стадий, связанных друг с другом определенным образом через исходные вещества и промежуточные продукты. Механизм сложной реакции можно представить в виде схемы элементарных процессов.
Основы теории переходного состояния (теории активированного комплекса) для простых реакций рассматриваются в 20.2. Теория переходного состояния строится на основе молекулярно-кинетической теории, а также использует элементы квантовой механики, поэтому для освоения этого раздела химической кинетики желательно знакомство с соответствующими разделами физики.
Кинетика сложных реакций и различные варианты схем химических процессов, кинетические уравнения и аналитические решения рассмотрены в 20.3.
В ряде случаев скорость поверхностных реакций определяется специфическими явлениями, связанными с образованием новой фазы, такими как скорость образования зародышей новой фазы (скорость нуклеации). Гетерогенные и гетерогенно-каталитические реакции, то есть реакции, происходящие на границе раздела фаз, рассмотрены в 20.4.
1.8,3. Моделирование химических реакторов. Основные понятия
В ходе химико-технологического процесса химическому превращению подвергаются разнообразные вещества, обладающие различными физико-химическими свойствами. Разнообразна и сама природа химического взаимодействия. Естественно, что этому многообразию соответствует многообразие химических реакторов. Хотя конструкция аппарата и влияет на степень конверсии (превращения) и селективность (избирательность) процесса, сущность этого влияния определяется не собственно конструкцией, а определенной взаимосвязью физических и химических факторов, необходимой для успешного протекания химических реакций. Конструкция же аппарата является только средством воздействия на эту взаимосвязь путем изменения скорости отдельных физических и химических стадий процесса. Таким образом, реактор, являющийся обычно
важнейшим элементом технологической схемы производства, должен обеспечить определенные (оптимальные) параметры для осуществления химического превращения. Основы теории моделирования реакторов изложены в разделе 21, где принята классификация реакторов, основанная на физико-химической природе реакционной среды. С этой позиции химические реакторы можно разделить на три большие группы: гомогенные, гетерогенные и гетерогенно-каталитические.
В гомогенных реакторах процесс протекает в одной фазе и не сопровождается фазовыми переходами. Отсутствие переноса вещества или энергии через границу раздела фаз является основным признаком гомогенных процессов. При этом совсем не обязательно, чтобы реактор содержал только одну фазу.
Гетерогенные реакторы отличаются тем, что в них происходит межфазный обмен веществом и (или) энергией. Наиболее распространенными являются гетерогенные реакторы для систем газ—твердое вещество, газ—жидкость и для трехфазных систем.
Одной из важнейших характеристик гетерогенных реакторов является структура реакционной фазы. Реакция может протекать в сплошной или дисперсной фазе, а также в обеих фазах одновременно. Обычно работу реактора стараются организовать так, чтобы реакции протекали в сплошной фазе. Это позволяет лучше использовать реакционный объем и облегчает регулирование процесса.
Систематизация основных конструкций химических реакторов приведена в разделе 21. Учитывая огромное разнообразие химических процессов и способов их реализации, требований к товарному (конечному) продукту, при проектировании химического реактора необходимо использование (в той или иной мере) всего объема современных знаний, изложенных в Справочнике, с привлечением данных по смежным дисциплинам.
1.8.4. Гидродинамическая модель химического реактора
Структура математической модели любого процесса химической технологии, в котором происходит перемещение жидкости и газов, определяется, прежде всего, гидродинамическими параметрами потока движущейся среды. Гидродинамические параметры проявляются в характере распределения времени пребывания частиц потока в рассматриваемой системе. Этот характер распределения основан на статистических закономерностях и выявляется по виду сигнала, проходящего через систему.
Функция распределения частиц по времени пребывания является важнейшей характеристикой химического реактора. В ряде случаев от функции распределения зависят селективность процесса по целевому продукту, конверсия сырья, а также устойчивость или параметрическая чувствительность процесса.
Наибольшее распространение получили две модели реактора — модель идеального вытеснения (с одинако
58
Новый справочник химика и технолога
вым для всех частиц временем пребывания) и модель идеального смешения, в которой предполагается мгновенное перемешивание входных потоков с реакционной массой, находящейся в реакторе. Для модели идеального вытеснения распределение частиц по времени пребывания описывается экспоненциальной функцией. Эти и другие модели рассмотрены в 21.2.
1.8.5. Лимитирующая стадия химико-технологического процесса
При проведении химических процессов исходные продукты на различных стадиях, кроме стадии собственно химического превращения, подвергаются смешению, участвуют в процессах растворения, переноса в зону реакции, нагреваются и т. д. Подавляющее большинство химико-технологических процессов происходит в несколько стадий, но, как правило, одна из стадий является самой «медленной» и определяет скорость всего процесса. Поэтому выявление и интенсификация лимитирующих стадий является важной задачей при разработке и проектировании химико-технологического процесса и, в частности, химического реактора. Понятие лимитирующей стадии химико-технологического процесса изложено в 21.3.1.
1.8.6. Моделирование реакторов для проведения гомогенных процессов
В гомогенных процессах не происходит переноса вещества или энергии через границу раздела фаз, поэтому в математической модели реактора для проведения гомогенных процессов отсутствует межфазный тепло- и массоперенос. В то же время модели реакторов этого типа, основные уравнения, методы использования безразмерных переменных и параметров и т. п. применяются также для анализа процессов и проектирования реакторов других типов.
Применение закона сохранения массы веществ, находящихся в реакторе, необходимо для расчета любого реактора. Материальный баланс для любого вещества, принимающего участие в реакции, можно записать в виде:
Накопление массы вещества в системе = Масса вещества, поступающего в систему - Масса вещества, выходящего из системы ± Масса вещества, произведенного или израсходованного в реакции
Математическая запись уравнения материального баланса в значительной степени определяется природой исследуемой системы, в частности гидродинамической моделью реактора. Для большинства систем материальный баланс реактора описывается системой дифференциальных уравнений.
Материальный баланс реактора подробно изложен в 21.3.2.
Применение закона сохранения энергии приводит к следующему общему виду энергетического баланса:
Скорость накопления энергии в системе
Скорость поступления энергии в систему
Скорость выхода энергии из системы ±
Скорость производства или расходования энергии при реакции
При строгом подходе нужно учитывать все формы энергии: тепловую, механическую, энергию внешних полей и др. В большинстве случаев, однако, энергетический баланс системы, в которой протекает химическая реакция, определяется тепловой и механической энергией.
Тепловой баланс рассмотрен в 21.3.3.
Составление уравнений материального баланса и сохранения энергии является важнейшей стадией при создании математической модели химического реактора. При исследовании и решении этих уравнений целесообразно преобразовать их к безразмерному виду. Это преобразование в значительной степени облегчает исследование и помогает составить общее представление о некоторых чертах изучаемой системы. Такие вопросы, как, например, влияние параметров системы на ее поведение, взаимоотношения различных моделей одного реактора, связь между моделями различных реакторов и пр., могут быть окончательно решены только после преобразования к безразмерным переменным. После перехода к безразмерным переменным множество параметров, обычно входящих в уравнения, сводится к небольшому числу их безразмерных комбинаций. Разумным выбором этих комбинаций можно сократить число параметров преобразованной системы до минимума (см. 21.3.4).
1.8.7. Моделирование реакторов
для проведения реакций в гетерогенных системах
Реакторы этого типа можно разделить на две большие группы: реакторы, в которых химический процесс идет в одной из фаз и сопровождается тепломассообменом с другой фазой, и реакторы, в которых химическая реакция идет на поверхности раздела фаз. К первой группе относятся, в основном, газо-жидкостные реакторы, ко второй — реакторы с участием твердой фазы: реакторы с твердым катализатором и реакторы, в которых газ или жидкость реагируют непосредственно с твердым телом. К этой же группе относятся и топохимические реакторы.
Основным параметром, характеризующим эффективность реакторов для систем газ—жидкость, является поверхность контакта фаз, поэтому способ ее формирования должен быть заложен в основу классификации газо-жидкостных реакторов.
В зависимости от способа образования межфазной поверхности газо-жидкостные реакторы можно разделить на три группы:
Описание основных процессов и аппаратов
59
-реакторы барботажные, в которых поверхность контакта образуется при введении газа через газораспределительные устройства (барботеры) в слой жидкости;
-реакторы с механическим диспергированием газа, в которых вводимый в аппарат через барботер газ диспергируется в жидкости различными устройствами;
-реакторы пленочные, в которых осуществляется контакт газа с жидкостью, находящейся в виде пленки на стенках аппарата.
Отличительной особенностью гетерогенно-каталитических реакторов является наличие твердого катализатора. Различают реакторы с неподвижным и движущимся слоем катализатора. Для подвода или отвода тепла, а также для усиления массопереноса применяют различные режимы псевдоожижения. Эффективным способом ускорения процессов переноса для гетерогенных и гетерогенно-каталитических реакций является пульсационное воздействие на стационарные слои зернистого материала. Гетерогенно-каталитические реакции обычно сопровождаются массопереносом от ядра потока к зерну катализатора и массопереносом внутри зерна, поэтому выявление лимитирующей стадии является сложной задачей при проектировании гетерогеннокаталитических реакторов. Аналогично решаются технические проблемы, возникающие при проведении гетерогенных химических процессов.
Реакторы для проведения химических реакций в гетерогенных системах рассмотрены в 21.4.
1.8.8. Устойчивость химических реакторов
Химический реактор является системой, в которой возможно не одно, а несколько стационарных состояний. Причиной этой особенности является сложный нелинейный характер связей между основными параметрами, характеризующими состояние реактора: концентрации исходных реагентов и продуктов реакции, температуры, конверсии. Предвидеть, какое из стационарных состояний реализуется, и определить области управляющих параметров необходимо для проведения химических реакций и получения товарной продукции. В ряде случаев в реакторах реализуется автоколебательный режим с циклическим изменением основных параметров процесса. Для того чтобы избежать подобных трудностей уже на стадии разработки технологического процесса, следует обратить внимание на эти вопросы и при необходимости провести исследование реакторного узла на устойчивость. Теория устойчивости химических реакторов изложена в 21.5. Теория устойчивости к малым возмущениям изложена более подробно, начиная с основных понятий и методов исследования.
1.8.9. Высокотемпературные химические реакторы {печи и плазмохимические реакторы)
Химический реактор, в котором источник энергии для проведения химического процесса (химической реакции или фазового превращения) вступает в непо
средственный контакт с сырьевым материалом при температуре более 500 °C, называется печью. Основное отличие печи от классических химических реакторов заключается в наличии высокого температурного градиента и непосредственного контакта энергоносителя с сырьем и продуктами реакции. Первые печи появились более 10 000 лет назад. В это время источником энергии служила окислительная реакция при сжигании древесины на воздухе, сырьем — руды в смеси с древесным углем для получения металлов либо глина в смеси с кварцевым песком для получения керамических изделий. Принципиальная схема пламенных печей сохранилась практически неизменной до наших дней (рис. 1.8.9.1).
Рис. 1.8.9.1. Принципиальная схема первых печей:
1 — органическое топливо (древесина, древесный уголь);
2 — продукты сгорания (топочные газы);
3 — реакционная смесь; 4 — устройство для повышения скоростного напора топочных газов (труба)
Основная функция печи — обеспечить сырью требуемую температуру, поэтому реактор данного типа должен иметь устройство для получения энергии, устройство для доставки энергии сырьевым материалам и устройства контроля за процессами в сырье. Технический прогресс в области печестроения на всех исторических этапах развития техники характеризуется созданием специализированных печей для конкретного технологического процесса (или группы родственных процессов) и отказом от универсальных печных агрегатов. Только в этом случае можно избавиться от недостатков универсального печного агрегата, представленного на рис. 1.8.9.1: низкого коэффициента полезного действия (КПД), низких температур в обрабатываемом сырье, больших градиентов температур в сырье, длительного цикла загрузка—высокотемпературная обработка-разгрузка, вредного влияния компонентов топочных газов на химические процессы в сырье. Для повышения коэффициента полезного действия и температуры в течение всего индустриального и постиндустриального исторического периода человеческой истории проводилось совершенствование топливно-сжига-ющего устройства (состав топлива, состав окислителя, устройство подачи окислителя и удаления топочных газов) и теплоизолирующей футеровки в топке и реакционном объеме печи. Ввиду того, что теплопередача от печных газов к конденсированному сырью имеет
60
Новый справочник химика и технолога
физические пределы как по температуре, так и по КПД, совершенствование специализированных печных агрегатов шло по двум направлениям: во-первых, пространственного сближения места окисления топлива и сырьевой смеси вплоть до совмещения в едином пространстве (например доменный процесс получения чугуна); во-вторых, поиска альтернативных источников энергии и способов подвода ее к сырью. Для повышения производительности процесса высокотемпературной обработки камерные печи периодического действия (рис. 1.8.9.1) заменяют на конструкции, в которых процесс нагрева в печи происходит непрерывно, а сырье двигается через зону нагрева (проходные печи). С целью устранения нежелательного химического взаимодействия компонентов печных газов строят либо печи, где теплопередача от топочных газов к сырью идет через стенку (муфельные печи), либо меняют источник энергии (замена твердого топлива на жидкое или газообразное либо переход на электрический нагрев или волновую энергию). Следует отметить, что любое повышение технических характеристик печи наряду с прямым положительным эффектом сужало специализацию печи. В результате печи становились все более узкоспециализированными (предназначенными для проведения одного конкретного химического процесса).
До середины XVIII в. технический прогресс в области совершенствования конструкций печей осуществлялся
интуитивно-эмпирическим путем. Основоположниками теории промышленных печей стали М.В. Ломоносов (в 1742 г. дал научное определение причин движения газов в печи), Ж. Фурье (в 1822 г. создал математическую теорию распространения тепла внутри твердых тел), В.Е. Грум-Гржимайло (в 1905-1910 гг. сформулировал гидравлическую теорию пламенных печей и основные принципы конструирования печей с естественной тягой), М.В. Кирпичев (в 1936 г. создал теорию подобия и моделирования физических процессов).
Высокотемпературные реакторы стоят несколько особняком среди основной массы химических реакторов. Высокотемпературными процессами принято называть процессы химического взаимодействия и фазовые переходы, происходящие при температурах, когда энергообмен целевого продукта химико-технологической системы с окружающей средой протекает с возрастающим участием электромагнитных колебаний (в частности, светового излучения) и корпускулярного излучения. Граница между низкотемпературными и высокотемпературными процессами лежит в интервале 500-700 °C. В промышленности печи используются как для проведения химических реакций, так и для получения продуктов в результате высокотемпературных фазовых переходов (плавления, спекания, возгонки). Чаще всего в печи параллельно протекают все эти процессы, а конструкцию печи определяет целевой процесс.
Высокотемпературные реакторы (печи)
Источник энергии — окислительная реакция
Источник энергии — электрический ток
Источник энергии — поток электронов
Теплоноситель — топочный газ
Теплоноситель — воздух или специальный газ
Теплоноситель— световой поток
Энергия преобразуется в тепло непосредственно в материале
Теплоноситель — плазма
Теплоноситель — поток электронов
Шахтные печи
Камерные Проходные
(туннельные) печи
Отражательные печи
Индукционные печи
____1
Барабанные
(вращающиеся) печи
Дуговые руднотермические печи
Плазменный Электронно-реактор
лучевая печь
печи
1
Горшковые печи Дуговые
Инфракрасные
Низкочастотные
Циклонные печи
Высокочастотные
С открытой * дугой
Струйный
Дуговой
Безэлектродный
СВЧ
С закрытой дугой
Объемный
Керновые и бескерновые печи сопротивлния
Рис. 1.8.9.2. Типы высокотемпературных реакторов (печей)
Описание основных процессов и аппаратов
61
С гидродинамической точки зрения печи (так же как и остальные химические реакторы) можно классифицировать на агрегаты с идеальным вытеснением (камерные и туннельные печи, струйные плазмохимические реакторы, вращающиеся печи и т. д.), с идеальным перемешиванием (плазмохимические реакторы объемного типа, дуговые печи для получения белого электрокорунда) и реакторы промежуточного типа (дуговые печи для производства фосфора, карбида кальция). Подробнее применительно к каждому виду печей эта проблема рассмотрена в разделе 22.
С термодинамической точки зрения печь — это открытая система, в которой происходит термодинамическое и химическое взаимодействие источника энергии, теплоносителя, сырья и продуктов химических реакций (в том числе и целевого продукта). Существует несколько принципов классификации печей. В их основе лежат:
- принцип деления по источникам энергии;
- характер рабочего тела-теплоносителя;
- их конструктивные особенности;
- технологическое назначение;
- режим работы.
Схема классификации высокотемпературных реакторов по источникам энергии (с учетом остальных признаков) приведена на рис. 1.8.9.2. Выделение тепла может происходить как в самом нагреваемом материале (прямой нагрев), так и вне его с последующей теплопередачей (косвенный нагрев).
При выборе высокотемпературного реактора (печи) для конкретного технологического процесса факторы, принимаемые во внимание, располагаются в следующей последовательности по важности: характер целевого химического процесса и фазовый состав исходного сырья и продуктов реакции; химическое взаимодействие энергоносителя с сырьем и целевым продуктом; удельные затраты на получение нужной температуры при заданной производительности; соответствие температурного поля в рабочей зоне реактора технологическим требованиям; возможности автоматизации загрузки сырья и выгрузки готового продукта; выход годного продукта в соответствии с техническими требованиями на него; удельные затраты на отделение конечного продукта от побочных продуктов процесса; возможности полной автоматизации процесса; отходы и экологическая нагрузка на окружающую среду. Представленные на рис. 1.8.9.2 варианты печей в принципе позволяют решать почти любую технологическую задачу с использованием разных типов реакторов с различным технико-экономическим результатом.
Литература
1. Островский Г.М. Прикладная механика неоднородных сред. СПб.: Наука, 2000. 359 с.
2. Smoluchowsky М. Drei Vortrage uber Diffusion Brounische Bewegungund Koagulation von Kolloid-teilchen 11 Phys. Zeits. 1916. Bd. 17, S. 557-585. (В кн.: Броуновское движение / Пер. с нем. М.: ОНТИ, 1936. С. 332-417).
3. Волощук В.М., Седунов Ю.С. Процессы коагуляции в дисперсных системах. Л.: Гидрометеоиздат, 1975. 320 с.
4. Волощук В.М. Кинетическая теория коагуляции. Л.: Гидрометеоиздат, 1984. 284 с.
5. Родионов А.И., Клушин В.Н., Торочешников Н.С. Техника защиты окружающей среды. М.: Химия, 1989.512 с.
6. Яковлев С.В., Карелин Я.А., Ласков Ю.М., Воронов Ю.В. Водоотводящие системы промышленных предприятий. М.: Стройиздат, 1990. 511 с.
7. Пушкарев В.В., Южанинов А.Г., Мэн С.К. Очистка маслосодержащих вод. М.: Металлургия, 1980.200 с.
8. Бабенков Е.Д. Воду очищают коагулянты. М.: Знание, 1983. 64 с.
9. Запольский А.К., Баран А.А. Коагулянты и флокулянты в процессах очистки воды. Л.: Химия, 1987. 208 с.
10. Флемигс М.С. Процессы затвердевания / Пер. с англ. М.: Мир, 1977.
11. Алмаши 3., Шарай Т. Быстрое замораживание пищевых продуктов. М.: Легкая и пищевая промышленность, 1981.
12. Вейник А.И. Теория затвердевания отливок. М.: Машгиз, 1960.
13. Журавлев В.А., Китаев Е.М. Теплофизика формирования непрерывного слитка. М.: Металлургия, 1974.
14. Чернов А.А., Гиваргизов Е.И., Багдасаров Х.С. и др. Современная кристаллография. Т. 3. Образование кристаллов. М.: Наука, 1980.408 с.
15. Техника низких температур / Под ред. Е.И. Мику-лина, И.В. Марфениной, А.М. Архарова. 2-е изд., перераб. и доп. М.: Энергия, 1975. 512 с.
16. Касаткин А.Г. Основные процессы и аппараты химической технологии. М.: Химия, 1973. 752 с.
17. Шлейников В.М., Демидова Ю.А. Термодинамические основы процессов ожижения газов. М.: ВЗИПП, 1975. 138 с.
18. Герш С.Я. Глубокое охлаждение. Ч. 1. Термодинамические основы сжижения и разделения газов. М.: Советская наука, 1947. 363 с.
19. Клименко А.П. Сжиженные углеводородные газы. М.: Недра, 1974. 368 с.
Раздел 2 ПРИКЛАДНАЯ МЕХАНИКА СПЛОШНЫХ СРЕД
Под ред. д.пг.н., проф. И. В. Доманского
Основные обозначения
Г — объемная плотность орошения, м2/с
а — скорость звука, м/с; константа фильтрации, м2/(Па • с)
V
В. = — — коэффициент массообмена на стенке
V*
С — постоянная интегрирования; константа; коэффициент сопротивления
CF — коэффициент трения на стенке
с, ср, С;- — жесткость упругого элемента (упругость); теплоемкость: при постоянном давлении, при постоянном объеме, м2/(с2 • К)
D — демпфирующий множитель в алгебраических и полудифференциальных моделях
d — диаметр канала, аппарата, м
Е — модуль упругости, Па
е — удельная механическая энергия (полный напор), м
Н — формпараметр пограничного слоя
h — гидравлические потери, м
F — единичная массовая сила, м2/с; площадь поверхности, м2
f — удельная сила межфазного сопротивления, вызванная относительным движением фаз, Па; частота, Гц
g — ускорение свободного падения, м/с2
J— поток импульса, кг • м/с2, кг/с
(+1)
К — -—- — коэффициент кривизны поверхности
(плюс соответствует выпуклой поверхности, минус — вогнутой), м
к — кинетическая энергия турбулентности; показатель адиабаты; коэффициент проницаемости, м2
L — длина канала, м
М— момент силы, Н • м
N— мощность, Вт
п — показатель политропы
Р — сила, Н
Рк—генерация кинетической энергии турбулентности
р — давление, Па
Q — расход: объемный, м3/с; массовый, кг/с
R, R\ — газовая постоянная, м2(с2 • К); радиус, м
Rw—радиус кривизны поверхности, м
&U
Re@ =------ — число Рейнольдса, построенное по
v
толщине потери импульса
ReT — турбулентное число Рейнольдса
n xU
Rex = —- — число Рейнольдса, построенное по v
координате х
г — координата, м; текущий радиус кривизны (плюс соответствует выпуклой поверхности, минус — вогнутой), м
S}J — компонента тензора скоростей деформаций, с-1
£ — скорость деформации (s = ^25^5^ ), с-1; пло-
2 2
щадь сечения канала, м ; площадь поверхности, м ; поверхность частиц (пористого тела), отнесенная к их (его) объему, м-1
Т — температура, К; сила, Н, масштаб времени
t — время, с
U — скорость, м/с
Uw — значение проекции скорости и на стенке, м/с
Ue — значение проекции скорости и на внешней границе пограничного слоя, м/с
ир — скорость потенциального течения вне пограничного слоя, м/с
и — скорость, проекция скорости на ось х, м/с U* — динамическая скорость, м/с
V — объем, м3
Vw — значение проекции скорости v на стенке, м/с
v — проекция скорости на ось у, м/с v*—д инамическая скорость на стенке
yv — проекция скорости на ось z, м/с; средняя расходная скорость, м/с
W — объем, м3
Ww — значение проекции скорости w на стенке, м/с
64
Новый справочник химика и технолога
х — ось координат, направленная вдоль поверхности и совпадающая по направлению с движением потенциального потока
у — ось координат, направленная перпендикулярно поверхности
z — ось координат, направленная вдоль поверхности и ортогональная осям х ну
а — коэффициент кинетической энергии
Р — коэффициент количества движения
у — коэффициент перемежаемости в алгебраических и полудифференциальных моделях
А — средняя высота микронеровностей на поверхности канала, м
Ар — перепад давления, Па;
5 — толщина пограничного слоя, м; размер частицы, м
5 — толщина вытеснения пограничного слоя, м
— символ Кронекера
£ — диссипация турбулентности; диссипация энергии, Вт/м3; скорость деформации, с1; коэффициент сжатия потока; объемная доля; пористость
£ — символ Леви — Чевита
С, — коэффициент местного сопротивления; коэффициент извилистости; коэффициент бокового давления
0 — толщина потери импульса пограничного слоя, м; угловая координата, рад;
X — коэффициент гидравлического трения (сопротивления);
ц — динамическая вязкость, Па-с; коэффициент расхода
цт — турбулентная динамическая вязкость, Па • с
v — кинематическая вязкость, м2/с
vT — турбулентная кинематическая вязкость, м2/с
vT; — турбулентная кинематическая вязкость во внутренней области пограничного слоя, м2/с
vt0 — турбулентная кинематическая вязкость во внешней области пограничного слоя, м2/с
р — плотность, кг/м3
а — напряжение, Па; нормальное напряжение, Па <*2, Фз — главные нормальные напряжения, Па
т — напряжение, касательное напряжение, Па
т0 — начальное сопротивление сдвигу, Па
тт — тензор турбулентных напряжений, Па
тА — анизотропная часть тензора турбулентных напряжений = Ту -2цт5у), Па
ти — касательное напряжение на стенке, Па
Ф — угловая координата; угол внутреннего трения; потенциал скорости, м2/с; коэффициент скорости
фе, фэ, фп, фд — углы: естественного откоса, эффективный внутреннего трения, внешнего трения покоя и движения
со — угловая скорость, рад/с; удельная диссипация турбулентности
Q — модуль завихренности (fl = )
£1/ = SijkQjk — компонента вектора завихренности
— компонента тензора завихренности
V — функция тока, м2/с, м3/с
Нижние индексы
е — значение на внешней границе пограничного слоя / — внутренняя область пограничного слоя
т — значение в точке максимума касательного напряжения
р — потенциальное течение
W — значение на стенке
Критерии подобия
п Др ~~
Ей = —— число Эйлера
pt/2
U2
Fr =------число Фруда
gL
X т_
Кп = — — число Кнудсена
UL
Re =------число Рейнольдса
v
St = —----число Струхаля
UT
2.1. Основы механики сплошных сред
(И. В. Доманский)
2.1.1. Основные понятия и определения
Сплошная среда — материальное тело, бесконечное деление которого не приводит к изменению его физических свойств, т. е. тело, непрерывно распределенное в части пространства. Это понятие является главным допущением теории механики сплошных сред. Принятие его допускает применение дифференциального и интегрального исчислений при математической постановке и решении задач. В этом подразделе приведены соотношения лишь для жидких сред, т. е. для таких, в которых напряжения превышают предел текучести.
Скорость. В большинстве задач в соответствии с методом Л. Эйлера скорость задается или находится в виде поля трех пространственных координат и времени. Например, в декартовой системе координат и = и(х, у, z, f).
Если скорость среды в данной точке пространства не зависит от времени, то такое течение называется установившимся, если же зависит — то неустановившимся.
Расход — это количество вещества, протекающего через выбранную площадку в единицу времени. Если количество вещества определяется в кубометрах, то расход называется объемным'.
Q=ju,dS, (2.1.1.1)
S
если в килограммах — массовым:
e=jpu„dS, (2.1.1.2)
S
где S' — площадка, через которую вычисляется расход среды, ип — проекция вектора скорости на нормаль к элементарной площадке dS, р — плотность среды.
Прикладная механика сплошных сред
65
Ускорение. При известном поле скоростей в декартовой системе координат ускорение можно вычислить по формуле:
Скорость угловой деформации, или скорость сдвига'. в плоскости ху
du дй дй дй дй
— = — + и—+ и— + .
dt dt дх y dy dz
В формуле (2.1.1.3) первое слагаемое — называется
ся локальным ускорением, сумма трех последних —
1-г 6й .
конвективным. При установившемся течении — = 0. dt
В проекции на координатные оси х, у, z уравнение (2.1.1.3) имеет вид:
(2.1.1.3)
1( — 2 [ 6w ди £. + L ду дх
в плоскости yz 1( Sz"2( 'ди ди —L + L. ч dz ду
В ПЛОСКОСТИ ZX
(2.1.1.10)
(2.1.1.11)
dt _ дих dt + MX du ~^+Uy dx dux —- + wT dy dux dz
du ди duv duv duv
У_ У_ + Mx — + uv -± + u
dt dt дх Л dy dz
du die du du. du
Ч Ч + Mx и -+Uz
dt dt dx y dy dz
(2.1.1.4)
1 ( ди ди — —-+—- . 2V дх dz )
(2.1.1.12)
Совокупность приведенных выше величин можно
представить в виде тензора скоростей деформаций:
£xz еуу
£zz
(2.1.1.13)
В цилиндрической системе координат в проекции на координатные оси г, 0 и z соответственно:
dur dt dur ~~d7 + ur du —- + dr r dur 60 + wz dur dz r
du,. и dt _duQ dt + ur d»e [ dr r 60 + Mz duQ dz UUf. + -1-Л. r ..(2.1.1.5)
duz duz + ur du. —- + dr Uq duz + MZ duz
dt dt r 60 dz
Угловая скорость вращения частиц в теории поля определяется оператором G) = ^rot(u). Угловая скорость вращения частиц: относительно оси х
<°х
duz диу
2^ ду dz
(2.1.1.14)
Скорость звука, т. е. скорость распространения малых возмущений, можно вычислить по формуле
относительно оси у
со.
«=д.
(2.1.1.6)
относительно оси z
1 f дих 2<~аГ
(2.1.1.15)
Скорость деформации. Приведены уравнения для расчета составляющих скорости деформации при известном поле скоростей в декартовой системе координат.
Скорость линейной деформации (скорость удлинения элементарного отрезка)
вдоль оси X ехх _ ™х дх
вдоль оси У гуу _ диу ду
вдоль оси Z Szz _ duz dz
(2.1.1.7)
(2.1.1.8)
(2.1.1.9)
1 ( ди ди ш = — —---------
21 дх ду
(2.1.1.16)
2.1.2. Силы, действующие в сплошных средах
Единичная массовая сила — сила, действующая на жидкость со стороны внешнего силового поля, отнесенная к ее массе. Если течение происходит в гравитационном поле, то единичная массовая сила F = g, где g — ускорение свободного падения. Единичная массовая сила, как всякая векторная величина, может быть представлена в виде
F = Fxi+Fyj + Fzk, (2.1.2.1)
где Fx, Fy, Fz — проекции единичной массовой силы на оси декартовой системы координат.
66
Новый справочник химика и технолога
Напряжение — это единичная поверхностная сила. Основные компоненты напряжений — напряжения на площадках, нормали к которым совпадают по направлению с одной из осей координат. В декартовой системе координат это напряжения тх, тг. В проекции на оси они имеют вид:
В декартовой системе координат оно эквивалентно следующим соотношениям:
т =т„7+т i + x„k
Х xyJ XZ
Xy=tyJ + \j+XyJ 'z^j+’cj+xj
(2.1.2.2)
Нормальные составляющие основных компонентов напряжений принято обозначать т^ = т^, = оу, и
xzz - ®z- Растягивающие нормальные напряжения считаются положительными.
Касательные напряжения положительны, если при совпадении нормали к площадке с одной из осей ее направление совпадает с другой или же оба направления не совпадают.
Матрица, составленная из основных компонентов напряжений, называется тензором напряжений:
Qz =-/7 + 2ц—£-OZ
с,=-р + 2р—* дх ди
Q =-/? + 2ц— ду (ди. ди
X = Ц ----4--—
Ч ду дх
(ди. ди г =Ы —г- + —L * ду дг
(ди. ди т =н —-+—
V dz дх ,
В цилиндрической системе координат:
(2.1.3.3)
tyz
?zy
(2.1.2.3)
Давлением р называется среднеарифметическое нормальных составляющих сжимающего напряжения:
1, /> = --(<*,+<*,+стг).
(2.1.2.4)
=-/ + 2ц— дг
„ (1 диа и,
стй =-/? + 2ц--4- —
0 Чг ае г.
_ ди
с =-/7 + 2ц-—£-дг
(1 ди диа г/й'
* Чг дО дг г ,
( див 1 ди А
0г ч & г ае)
(ди ди Л
т = ц —L4-—~
” Ч & dr J
(2.1.3.4)
2.1.3. Классификация жидкостей
Для математического описания поведения различных сред экспериментально устанавливается связь тензоров напряжений и скоростей деформаций T=fiS). В зависимости от вида этой характеристики различают жидкости ньютоновские и неньютоновские.
Ньютоновские жидкости — это среды с линейной связью Т и S. Если обозначить
При безнапорном (отсутствует перепад напора по длине) течении жидкости в канале Куэтта (в канале, образованном двумя параллельными бесконечными
плоскими пластинами, одна из которых неподвижна, а вторая перемещается со скоростью U так, что расстоя-
ние между пластинами остается неизменным — _ ди.
рис. 2.1.3.1) и = и2 = 0, ezx = —- и последнее из урав-дг
р О О 0/7 0 0 0/7
(2.1.3.1)
нений (2.1.3.3) принимает вид
(2.1.3.5)
то реологическая характеристика ньютоновской жидкости имеет вид:
тт = рт + 2цет,
(2.1.3.2)
где ц — динамическая вязкость жидкости (Па • с).
Уравнение (2.1.3.2) в гидромеханике называется законом внутреннего трения Ньютона.
Рис. 2.1.3.1. Канал Куэтта
Прикладная механика сплошных сред
G1
Этот простейший канал, легко реализуемый в измерительных приборах в виде двух коаксиальных цилиндров, зазор между которыми заполнен жидкостью, является основой для экспериментального определения реологических характеристик, т. е. зависимостей вида
(2.1.3.6)
Если зависимость тт от 8Т отлична от выражения (2.1.3.2), то такая жидкость называется неньютоновской. Это растворы и расплавы полимеров, суспензии, эмульсии, пасты. Основные закономерности поведения неньютоновских жидкостей приведены в 2.2.6.
2.1.4. Основные уравнения механики сплошных сред
Уравнение неразрывности — это закон сохранения массы. Для однокомпонентной среды оно имеет вид:
^+<Zzv(p«) = O, (2.1.4.1)
или, в декартовой системе координат:
е₽ + а(Р«Э+э(р«1)+а(р«1)=0> (2142)
dt dx ду dz
в цилиндрической системе координат:
gp । 11 а(р»9) [ д(рмг) р«г _0 (214 3)
dt dr г dQ dz г
Уравнение движения — это второй закон Ньютона.
В терминах механики сплошных сред этот закон имеет вид:
p— = pF + divz\ (2.1.4.4)
dt
или, в декартовой системе координат:
«h .el<6 + + <8 <g'|<& Ф «Я8 Ф + + + kT Q. Q. Q. II II II I ,3 I 1 З3 J 43 ^3 1 45 ^3 1 45 Q. Q. Q. (2.1.4.5)
z du du du (слагаемые —~ можно вычислить по фор-
dt dt dt муле (2.1.1.4)), в цилиндрической системе координат: dur _ da а - ое 1 dxQr с dt dr г г dQ dua „ (Зтй, 2тй, 1 d<sa dr^ h zr dz > (2.1.4.6)
dt dr г г dQ dz du, r, dr 1 dx^ da, dt dr r r dQ dz
. du du. du
(слагаемые ——- можно вычислить по фор-dt dt dt
муле (2.1.1.5)).
Уравнение энергии — это закон сохранения энергии для открытых систем, или первое начало термодинамики. В терминах механики сплошных сред этот закон имеет вид
рс — = Е- divq + qT, (2.1.4.7)
dt
где Т — локальная температура среды, ср — удельная теплоемкость, q — локальный удельный тепловой поток в среде, qr — распределенный в объеме среды источник (сток) теплоты (теплота химической реакции, теплота, выделяемая в проводнике при прохождении электрического тока, и т. д.); Е — диссипация энергии, т. е. количество механической энергии, переходящее в тепловую в единицу времени в единице объема за счет трения при деформировании элементов среды, которая может быть выражена как
= +CfzS2z +
+ 2Ч£^ + 2тЛ+2т«£«.
(2.1.4.8)
Более полную информацию по рассмотренным вопросам можно найти, например, в [1—4].
2.2. Несжимаемые ньютоновские жидкости
(И. В. Доманский)
При выводе уравнений механики несжимаемых ньютоновских жидкостей принято допущение, что плотность среды не зависит от давления: р = const. Уравнения применимы (т. е. обеспечивают достаточную для инженерных расчетов точность) и для заметно сжимаемых сред, например для газов, если выполняется условие и < 0,1а, где а — скорость звука в жидкости (см. уравнение (2.1.1.6)).
2.2.1. Основные уравнения механики несжимаемых ньютоновских жидкостей
Уравнение неразрывности (2.1.4.1) при выполнении условия р = const принимает вид
div(u) = 0,
соответственно уравнение (2.1.4.2) — dux ди du
dx dy dz
и уравнение (2.1.4.3) —
dur 1 dua du, ur dr r dQ dz r
(2.2.1.1)
(2.2.1.2)
(2.2.1.3)
68
Новый справочник химика и технолога
Уравнение (2.2.1.2) с учетом формул (2.1.1.7)-(2.1.1.9) можно записать в виде
£ + £ + £ = 0 , хх уу zz ’
что имеет простой геометрический смысл: деформация несжимаемых ньютоновских жидкостей происходит без изменения их объема.
Уравнение движения (2.1.4.4) после подстановки в него равенства (2.1.3.2) преобразуется к виду
— = F - -grad р + v V2m , (2.2.1.4)
dt р
где v — кинематическая вязкость жидкости, опреде-
Ц
ляемая отношением v = —, Р
. du. dua du7 ,
(слагаемые——- можно вычислить по фор-
dt dt dt муле (2.1.1.5)).
Уравнение (2.1.4.7) при отсутствии источников или стоков теплоты и при отсутствии теплопроводности в жидкости упрощается:
Р^ —= (2.2.1.7)
а уравнение для расчета диссипации энергии (2.1.4.8) с учетом закона внутреннего трения Ньютона (2.1.3.3) преобразуется к виду
Е - |1(2е^ + 2^ + 2^ + 4^ + 4e2z + 4^)
или
д2й д2й д2й
V2w = —+—у+—г дх2 ду2 dz2
и обычно называется уравнением Навье — Стокса.
В декартовой системе координат уравнение Навье — Стокса принимает вид:
dux 1 др —±=FX ^ + v dt р дх d2ux + d2ux d2wx^ dx2 dy2 dz2 J
du 1 др —- = Н — + v dt y p ду dx2 dy2 dz2 , > (2.2.1.5)
du 1 dp —-= F. — + v dt p dz d2u d2u d2u\ £. + £_ + L. dx2 dy2 dz2 J
du du du
(слагаемые ——- можно вычислить по фор-dt dt dt
муле (2.1.1.4)).
В цилиндрической системе координат:
( d2u 1 d2ur
du. _ 1 dp —- = Fr — + v dt p dr dr2 r2 dQ2
d2u 1 du. 2 du$ Ur
k dz2 r dr r 2 ae r2)
Г + i a2«e k
dua 1 dp — - + v dt ® pae dr2 r2 dQ2 t*
d2uQ 1 duQ 2 dur
I dz2 r dr A 2 ae r2)
duz 1 dp —- = FZ + v dt p dz l^+ dr2 1 d2uz r2 dQ2 k +
k dz2 , 1 дщ r dr J
(2.2.1.6)
Система уравнений (2.2.1.5) и формула (2.2.1.2) представляют собой замкнутую систему, содержащую четыре неизвестные величины: их, иу, uz и р. Для решения ее необходимо сформулировать начальные и граничные условия.
При решении задач гидромеханики часто используется условие прилипания, применение которого предполагает полную адгезию жидкости и обтекаемого ею твердого тела. В соответствии с этим условием скорость жидкости на границе с твердым телом равна скорости тела. Если известно напряжение т0 на границе жидкости, например, с газом, то в качестве граничного условия применяется закон внутреннего трения, т. е. можно вычислить производную скорости и на этой границе в направлении нормали п к поверхности раздела фаз:— =Х
Более полную информацию по рассмотренным вопросам можно найти, например, в [1,2].
2.2.2. Уравнение Рейнольдса
Турбулентное течение жидкости является неустано-вившимся трехмерным течением, которое может быть описано уравнением Навье — Стокса (2.2.1.5) и уравнением неразрывности (2.1.4.1). Однако и численное, и аналитическое решение задачи в такой постановке пока невозможно. О. Рейнольдс ввел в рассмотрение осред-ненные во времени скорости {uz}’ которые
связаны с истинными скоростями соотношениями:
Прикладная механика сплошных сред
69
иу=(иу) + и'у, uz={uz) + u'z,
ненными скоростями. В настоящее время эти уравнения находят полуэмпирическим путем.
Более полную информацию по рассмотренным вопросам можно найти, например, в [1, 2, 5] и в подразделе 2.3.
где и'х, и'у, u'z — пульсационные составляющие проекций скоростей на оси х, у, z.
Уравнение Навье — Стокса в декартовой системе координат в новых переменных можно представить в виде:
где
2.2.3. О подобии гидромеханических процессов
Один из основных методов решения задач гидромеханики состоит в экспериментальном исследовании моделей проектируемого объекта. Если переменные, используемые при математическом описании задачи, численно выражать не в метрической системе единиц, а в качестве мер применить характерные для решаемой задачи величины, так называемые масштабы:
- длины L (например, диаметр трубы при изучении ее сопротивления),
- скорости U (средняя расходная скорость жидкости в трубе),
- давления др (перепад давления на характерном участке),
- массовых сил g (обычно принимают ускорение свободного падения),
- времени Т,
то можно перейти к безразмерным переменным
х ~ у _ z их ~ иу ~
х = —, у = — , z = —, и — —, и= — , и= —
L L L U у L L
Дополнительные слагаемые, представленные в виде -р < и'хи'х >, -р < и'хи'у >, -р < u'xu'z > и другие, называются турбулентными, или кажущимися, напряжениями. Тензор турбулентных напряжений
т =-р
(«Ж) {«)
(и'уи'х^ (uyUy) (u'yUz) (ufzu’x) (uzu'y) (u'zu'z)
(2.22.2)
симметричен относительно главной диагонали, т. е. для замыкания вновь полученной системы уравнений, содержащей уравнения (2.2.2.1) и уравнение неразрывности
SM, 8М, a(“.L0
дх ду dz ’
(2.2.2.3)
необходимо иметь еще 6 уравнений, связывающих компоненты тензора турбулентных напряжений с осред-
и уравнение Навье — Стокса написать в безразмерном виде
_ дй ~ дй ~ дй ~ дй
St— + uY — + и„ — + и — =
dt дх у ду dz о о 1 \
17 (2.2.3.1)
1 х 1
= —F -Eu- grad р+—V й.
Fr Re
Коэффициенты этого уравнения называются числами, или критериями подобия. Они отражают отношения сил, действующих в жидкости. Число Струхаля St = — отношение силы, вызванной локальным
UT
ускорением, к силе, вызванной конвективным ускоре-
U2
нием. Число Фруда Fr = — — отношение силы, вы-gL
званной конвективным ускорением, к силе тяжести.
ТТ с Лр
Число Эйлера Ей = —— отношение силы давления pt/2
к силе, вызванной конвективным ускорением. Число
Рейнольдса Re = — — отношение силы, вызванной v
конвективным ускорением, к силе вязкостного трения.
70
Новый справочник химика и технолога
Как показывают экспериментальные и теоретические исследования, при числах Re>ReKp наблюдается потеря устойчивости течения, т. е. при внесении возмущений в некотором диапазоне частот они растут, происходит смена режима течения. Режим устойчивого течения при Re < ReKp называется ламинарным. Режим течения при Re > ReKp, когда в потоке наблюдаются хаотические пульсации скоростей и давлений, называется турбулентным. Величина критического числа Рейнольдса (ReKp) зависит от геометрии канала.
Уравнение неразрывности, записанное в безразмерных переменных, сохраняет свой прежний вид div(u) - 0. При этом не возникают числа подобия.
Вид уравнений (2.1.3.3) в безразмерных переменных покажем на примере одного их них (четвертого):
т ху
1 (дйх дй - —- +—-
2 ду dx ,
(2.2.3.2)
где
или
(2.2.3.11)
Переменные в такой форме применяются при математическом описании процессов переноса импульса, теплоты или вещества при турбулентном режиме течения жидкости.
Более полную информацию по рассмотренным вопросам можно найти, например, в [1, 2, 5].
2.2.4. Плоские задачи гидромеханики
Если при решении задачи очевидно или можно принять, что одна из составляющих скоростей декартовой или цилиндрической системы координат везде равна нулю, то такую задачу принято называть плоской.
В декартовой системе координат математическое описание задачи в плоскости (ху) включает уравнение неразрывности
f - т°^
(2.2.3.3)
^ + ^ = 0
дх ду
(2.2.4.1)
т0 — масштаб напряжений, например касательное напряжение на стенке.
Уравнение (2.2.1.8) в безразмерных переменных:
и уравнение Навье — Стокса
КЕЁ = 2at + 2%, + 2С + 4% + < + 4^, (2.2.3.4)
где диссипативное число подобия
F I2
КЕ=^> (2.2.3.5)
ри2
dur dur dux \ dp d2wx
—- + иг —- + w„ - F* — + v —
dt х dx y dy p dx dx2
du —-+иг du —~+uv Suy - F —+ v
dt dx y dy P dy dx2
д2пх
фТ
Л, V
(2.2.4.2)
Eq — масштаб диссипации энергии в потоке, например диссипация энергии в пристенном слое.
Уравнения (2.2.3.3) и (2.2.3.5) позволяют выразить масштаб скорости U через масштаб напряжений
В цилиндрической системе координат соответственно при решении задачи в плоскости (rz), когда 170 = 0, уравнение неразрывности
(2.2.3.6)
Р
или масштаб диссипации энергии
диг t duz ur dr dz r
(2.2.4.3)
и уравнение Навье — Стокса
lf2F
----°-
N м
(2.2.3.7)
dur dur dur
—-+ur—-+u —r-
dt dr dz
и получить следующие формулы для вычисления числа Рейнольдса:
_ 1 dp (d2ur du. 1 dur
F---^ + v ——f-+—-l
p dr [dr2 dz2 r dr
Re = т|2, (2.2.3.8)
где u*L п=—> V (2.2.3.9)
(2.2.3.10)
duz
—— + u
dt ’
duz dz
1 dp f d2u d2u 1 du F----— + v —7-+—7-+---
p dz dr2 dz2 r dr
(2.2.4.4)
При их решении можно воспользоваться понятием «функция тока».
Функция тока (\g) — это функция, которая удовлетворяет следующим условиям.
Прикладная механика сплошных сред
71
В декартовой системе координат при uz = 0, т. е. при решении задачи в плоскости (х, у):
При безвихревом (потенциальном) течении, когда сог = 0 или (из уравнения 2.1.1.16)
Эш
= иу ду
дх ’
(2.2.4.5)
Ч j_0
дх ду)
(2.2.5.2)
в цилиндрической системе координат при не = 0, т. е. при решении задачи в плоскости (г, z):
система уравнений (2.2.5.1) имеет решение, называемое интегралом Эйлера — Бернулли:
1 Эф 1 Эф
иг =------, и, =-----.
г dz г dr
(2.2.4.6)
р и2
у + —+ — = С , Pg 2g
(2.2.5.3)
В плоскостях (х,у) или (r,z) ЛИНИЯ ф = const — это линия тока, т. е. линия, в каждой точке которой в данный момент времени вектор скорости направлен по касательной. Разность значений (\pi - фг) — расход жидкости, протекающей между выбранными линиями тока. Размерность у в декартовой системе координат — м2/с, а в цилиндрической — м3/с.
Подстановка формул (2.2.4.5) или (2.2.4.6) в уравнения неразрывности (2.1.4.1) или (2.1.4.3) превращает их в тождества, а уравнения Навье — Стокса (2.2.4.2) или (2.2.4.4) являются функциями лишь двух скалярных величин v и р, что с успехом используется как при аналитическом, так и при численном решении задач.
Более полную информацию по рассмотренным вопросам можно найти, например, в [1,2, 5].
в котором у — коорд ината по оси, направленной вертикально вверх.
При безвихревом течении вводят в рассмотрение потенциал скорости <р, который с учетом условия (2.2.5.2) связан со скоростью соотношениями:
Эю и = — дх
Эф иу=^~
ду\
(2.2.5.4)
Уравнение неразрывности (2.1.4.1) с учетом соотношения (2.2.5.4) принимает вид уравнения Лапласа
^Ф + Э^ф = 0
Эх2 ду2
(2.2.5.5)
2.2.5. Уравнения пограничного слоя
При решении «внешних» задач, т. е. задач, в которых размер зоны влияния стенки на профиль скоростей существенно меньше ширины жидкостного потока (обтекание тел потоком жидкости, входной участок каналов и пр.), возможно принять дополнительные допущения, которые существенно упрощают уравнения, обеспечивая при этом достаточную точность решения [5].
В теории пограничного слоя приняты следующие допущения.
Жидкость остается вязкой только в пределах относительно тонкого пристенного (пограничного) слоя. Вне пограничного слоя вязкость жидкости равна нулю (жидкость идеальная). В пределах пограничного слоя скорость изменяется от нуля до, например, 0,99U (U — скорость течения идеальной жидкости на стенке).
Уравнения пограничного слоя позволяют найти аналитическое решение для некоторых плоских задач при установившемся течении жидкости [5].
Уравнение движения (уравнение Эйлера) идеальной жидкости для плоских задач при установившемся течении в декартовой системе координат имеет вид:
Решение задач обтекания тела, например идеальной жидкостью, сводится [2] к решению системы уравнений (2.2.5.3)-(2.2.5.5). В процессе решения находят скорость U на границе с твердым телом. Вводят криволинейную систему координат. Ось х направляют по границе тела, ось у — перпендикулярно ей в каждой точке этой поверхности. При этом, ввиду малой толщины пограничного слоя, уравнения движения и неразрывности записываются так же, как и при применении декартовой системы координат. Уравнение (2.2.5.1) с учетом выра-fr. _ _ 1 др r,cU
жения (2.2.5.3), записанного как ——--и-----------, и до-
р дх дх
„ Э2м ( д2и д2их
пущении Fx = 0 и —= 0 поскольку —, дх Эх ду )
примет вид
диг дих TTdU д2их
—- + w—- = и---+ V—7-.
дх у ду дх ду
(2.2.5.6)
дих дих _ 1 др
—-+ и —- = Fr — дх у ду р дх
ди,
ди,
дх
1 др
Р&.
(2.2.5.1)
Уравнение (2.2.5.6) следует решать совместно с уравнением неразрывности (2.1.4.1).
Если проинтегрировать каждое слагаемое уравнения (2.2.5.6) по толщине пограничного слоя 8, то найдем интегральное соотношение пограничного слоя:
^(С/28,) + (782^ = Х (2.2.5.7)
дх дх р
72
Новый справочник химика и технолога
где 5] = — толщина потери импульса,
S2 = - ~j^dy —толщина вытеснения.
Путь решения уравнения (2.2.5.7) следующий. Решением системы уравнений (2.2.5.3)-(2.2.5.5) находят скорость U на границе с твердым телом. Затем прини-
w (у ]
мают какой-либо вид зависимости -^- = /I — I, удовлетворяющий граничным условиям: их = 0 при у = 0;
ди
ux-U —- = 0 при у = 5. Это позволяет определить 8Ь Оу
32 и по формуле (2.1.3.3) рассчитать т0- Далее, проинтегрировав уравнение (2.2.5.7), находят характер изменения 8 от х и все прочие величины [5].
2.2.6. Течение жидкости в трубах и каналах
В этом подразделе приведены решения задач, полученные различными методами (аналитическим точным решением с применением уравнения Навье — Стокса, аналитическим приближенным с применением теории пограничного слоя или экспериментально с применением теории подобия). Приведенные здесь задачи могут быть полезными как непосредственно в инженерных расчетах, так и для анализа гидродинамических процессов, протекающих в более сложной обстановке реальных аппаратов химической технологии.
Течение жидкости в канале Куэтта [5]. При горизонтальном расположении пластин такого канала (рис. 2.1.3.1) и установившемся = ламинарном режиме течения жидкости составляющие скорости (на осях у и z) иу = uz = 0. При этих условиях из уравнения ди
(2.2.1.2) следует, что —- = 0, а полное ускорение и его дх
проекции на любую ось равны нулю.
Если поле массовых сил гравитационное, т. е. FX = FV = 0 и Fz = -g, то система уравнений (2.2.1.5) принимает вид:
1 др д2их
0 =--—+v—
р дх дг2
п 1 8Р
0 = _g— р дг
(2.2.6.1)
Интегрирование последнего уравнения дает зависимость р = -pgz + С(х), из которой следует, что распределение давлений в живом сечении канала такое же, как в покоящейся жидкости. С учетом этого интегрирование первого уравнения системы (2.2.6.1) при граничных условиях: их = 0 при г = 0; ux-U при г = 5 приводит к зависимости, описывающей профиль скоростей в канале (рис. 2.2.6.1):
5 2ц дх Sv 8
(2.2.6.2)
Касательные напряжения в жидкости в соответствии с уравнением (2.1.3.3) составят:
(U др(8 ------—z
V 8 дх V2 JJ
(2.2.6.3)
Тогда на неподвижной нижней пластине
Txz|2=0=H---------, а на верхней (движущейся со
V 8 дх )
тr\ I 0р 8 А
скоростью U) тХ2|г=6 = ц — + — - .
к О С/Л J
При отсутствии перепада давления по длине канала,
др п
когда — = 0, касательные напряжения в жидкости noth:
стоянны во всем объеме жидкости и равны т = ц—.
8
При турбулентном режиме течения жидкости в канале Куэтта [5] для нахождения поля скоростей следует решать систему уравнений Рейнольдса (2.2.2.1), первое из которых с учетом вышеизложенного и условия без-
(дР
напорности течения — = 0 примет вид
\дх J
0 = v-A^--(«X). (2.2.6.4)
дг дг
Интегрирование уравнения (2.2.6.4) по г позволяет определить, что
pv—J----L _ р (uxUz ) = const,
dz
(2.2.6.5)
т. e. сумма напряжений, одно из которых вызвано вязкостью жидкости, а второе — турбулентностью, постоянна во всем объеме жидкости и равна напряжению на стенке т0-
1 — (-3); 2 — (-2); 3 — (-1); 4 — 0; 5 — (+1); 6 — (+2); 7 — (+3)
Прикладная механика сплошных сред
73
В соответствии с моделью Прандтля, турбулентное напряжение
а напряжение на стенке может быть вычислено по формуле
=-ркг2
d(ux)
dz dz
(2.2.6.6)
ТI я
—г= = 8,5 + 2,51л—. (2.2.6.12)
Интегрирование уравнения (2.2.6.5) для предельных условий — вблизи стенки, где р = 0 , и вдали от d(ux) , . А
нее, гдеру—1—'-<^i-p\uxu) , — позволяет наити уни-dz z
версалъный профиль скоростей'.
ср = т| при ц 11,6; (2.2.6.7)
ср = 5,5 + 2,51лт| при т|>11,6, (2.2.6.8)
(и\ U.Z
где ср = -—-, т| = —, z — расстояние от стенки, и* — и* v
динамическая скорость
и*=^' (2.2.6.9)
„ 8 U „
При z = — скорость и’ = —. Подстановка этих значений в уравнения (2.2.6.9) и (2.2.6.8) позволяет найти выражение для расчета напряжения на стенке:
J^-8
~^= = 5,5 + 2,51п-^—. (2.2.6.10)
Уравнения (2.2.6.8) и, соответственно, (2.2.6.10) справедливы для гидравлически гладких каналов, для которых
#-А —с 11,6 V
(здесь Д — средняя высота микронеровностей на внутренней поверхности канала).
При условии --------»11,6 , т. е. когда канал гид-
v
равлически шероховатый, профиль скоростей приближенно описывается уравнением
<р = 8,5 + 2,51л—, (2.2.6.11)
Л
Вид профиля скоростей при безнапорном турбулентном режиме приведен на рис. 2.2.6.2.
Рис.
течения жидкости в канале Куэтта
Течение жидкости на начальном участке [5]. При входе жидкости в канал в результате действия сил трения, связанных с вязкостью жидкости, происходит торможение пристенных слоев жидкости, профиль скоростей изменяется по длине канала и лишь на расстоянии Lc он стабилизируется и далее остается неизменным. Участок канала длиной Zc называется начальным, или участком стабилизации потока.
Характер изменения профиля скоростей на начальном участке канала (щелевого), образованном двумя параллельными стенками, показан на рис. 2.2.6.3.
VX
на начальном участке канала при :
1 — 0; 2 — 0,004; 3 — 0,008; 4 — 1,0; 3 — 1,2; 5 — 1,6;
6 — 2,0; 7 — 3,0; 8 — 5,0; 9— 10,0; 10 — оо
Течение жидкости на начальном участке канала Lc сопровождается действием конвективного ускорения, поэтому аналитическое решение этой задачи можно найти лишь на основе уравнений пограничного слоя. На рис. 2.2.6Д показан характер стабилизации профиля скоростей.
74
Новый справочник химика и технолога
Рис. 1.2.6.4. Характер стабилизации профиля скоростей на начальном участке щелевого канала
Длина участка стабилизации (начального участка) при ламинарном режиме в щелевом канале может быть рассчитана по формулам:
— = 0,04 Re, (2.2.6.13)
канале составляющие скорости (вдоль осей у и z) uy = uz = 0. При этих условиях из уравнения (2.2.1.2)
следует, что —- = 0, и решение задачи сводится к ин-дх
тегрированию уравнения (2.2.6.1) при граничных усло-
виях: их = 0 при z = Ъ\ их = 0 при z = -Ь:
2pv dxv
(2.2.6.20)
Вычислив расход жидкости в канале шириной В по ъ
уравнению Q = 2B ^uxdz и среднюю расходную ско-о
рость по формуле (2.2.6.15), получим выражение: 3 dp ,2
w =-----—b , после интегрирования которого по х
2ц dx
можно получить уравнение Дарси — Вейсбаха для расчета потерь давления в канале длиной L в виде
и’ = -|, (2.2.6.15)
дс
d3= —, (2.2.6.16)
где Re — число Рейнольдса; w — средняя расходная скорость; Q — расход жидкости; d3 — эквивалентный диаметр канала; £ — площадь живого сечения канала; П — периметр живого сечения, смоченный жидкостью.
Для щелевого канала d3 = 4b.
Длина начального участка в трубе круглого сечения может быть рассчитана по формуле:
при ламинарном режиме течения
-^- = 0,029 Re, (2.2.6.17)
при турбулентном режиме течения
b-»3Re0’25. (2.2.6.18)
Дополнительные потери давления на трение и ускорение потока во входном участке трубы круглого сечения составляют
Ар = 1,16^-. (2.2.6.19)
Течение жидкости в щелевом канале, образованном двумя параллельными стенками (рис. 2.2.6.5) [1].
На участке с неизменным профилем скоростей при стационарном ламинарном режиме течения жидкости в
\р = \—^~, (2.2.6.21)
d3 2
X = —, (2.2.6.22)
Re
где X — коэффициент гидравлического трения, С = 96 — коэффициент пропорциональности.
Распределение касательных напряжений по сечению канала можно найти из уравнения баланса сил, действующих на слой жидкости высотой 2z и длиной Z:
z
2Bz\p = 2 В Lt, откуда т = Ар —, а напряжение на стенке составит
т0 = &Р~ ~ (2.2.6.23)
или с учетом выражения (2.2.6.21)
г0=Ар»2. (2.2.6.24)
О
Прикладная механика сплошных сред
75
При стационарном турбулентном режиме течения жидкости, несмотря на то что касательные напряжения существенно непостоянны по высоте канала, можно принять, что профиль скоростей близок к универсальному (см. уравнения (2.2.6.7), (2.2.6.8) и (2.2.6.11)). Это возможно потому, что при турбулентном течении существенное изменение скорости происходит лишь в тонких пристенных слоях жидкости, в которых касательные напряжения практически постоянны.
Подстановка формулы (2.2.6.21) в уравнение (2.2.6.8) или (2.2.6.11) и последующее вычисление средней расходной скорости позволяют найти формулы для расчета коэффициента гидравлического трения соответственно
для гидравлически гладкого канала при ---11,6
v
Ориентировочные значения средней шероховатости поверхности труб приведены в табл. 2.2.6.1.
Таблица 2.2.6.1
Средние значения шероховатости труб
= 21g(ReVI)-0,8
(2.2.6.25)
и гидравлически шероховатого канала при
4= = 21g— + 1,68.
VX 2Д
(2.2.6.26)
Уравнения (2.2.6.25) и (2.2.6.26) достаточно хорошо аппроксимируются более удобной для практических расчетов формулой Альтшуля:
Характеристика поверхности труб А, мм
Трубы цельнотянутые
Технически гладкие из латуни, меди, свинца Новые стальные Стальные битумизированные Стальные водяных систем отопления Стальные водопроводные Стальные оцинкованные 0,0015-0,01 0,02-0,1 До 0,4 0,2 1,2-1,5 0,07-0,15
Чугунные трубы
Новые Новые битумизированные Асфальтированные Водопроводные, бывшие в эксплуатации Бывшие в эксплуатации, корродированные 0,25-0,1 0,1-0,15 0,12-0,3 1,4 1,0-1,5
Бетонные трубы
С затиркой поверхности При среднем качестве поверхности С грубой поверхностью 0,3-0,8 2,5 3-9
z \0,25
X = 0,llf—+ — 1
Re d3 )
(2.2.6.27)
тт „ 50(W3
При Re >------— коэффициент гидравлического
А
трения практически не зависит от Re и, следовательно, от средней расходной скорости w. Поэтому гидравлические потери становятся пропорциональны w2, а область D 500<7э „ .
Re > —-^-2- называется зоной квадратичного сопротивления.
Существуют также другие формулы.
л. с 1 °’316
Формула Блазиуса А. = ——
Течение жидкости в кольцевом! канале [5], образованном коаксиальными цилиндрами с радиусами Ry и
Рис. 2.2.6.6. Течение жидкости в кольцевом канале
применима при Re < - -
Формула Шифринсона
Z \0,25
X = 0,11 — Иэ J
500aL
применима при Re > —-^-2-
При стационарном (на участке с неизменным профилем скоростей) ламинарном режиме течения жидкости в горизонтальном канале составляющие скорости (вдоль осей г и 0) иг — и$ = 0. Если поле массовых сил гравитационное, то Fx = 0, Fr = -gcos0 и Fe =gsin0. При этих условиях из уравнения (2.2.1.3) следует, что
76
Новый справочник химика и технолога
—- = 0, и решение задачи сводится к интегрированию дх
уравнений (2.2.1.6) в виде
О = -gcosO-—— р дг
О = gsinO———
pr ае
л 1 др (д2и 1 ди
р дх I дг г дг
(2.2.6.28)
Интегрирование первого и второго уравнений дает распределение давлений р = -pgcos0 + C(x), соответствующее условиям гидростатики, и позволяет устано-
Ф т
вить, что — не зависит от г. Третье уравнение системы дх
(2.2.6.28) можно записать в виде
1 д ( ди А 1 др
— г—- = —— = const. г г ( dr J ц дх
(2.2.6.29)
Интегрирование его при граничных условиях: г = их = 0 и г = R2, их = 0 позволяет найти профиль скоростей
(2.2.6.30)
где а = —, а вычисление средней расходной скорости
2 %2
по формуле w =— ------— ^ru.dr с учетом уравнения
(7^2 R^ )
(2.2.6.30) — найти коэффициент С в выражении (2.2.6.22): при С ~ 96 а = 1-0,6.
При турбулентном режиме течения профиль скоростей можно считать универсальным (см. уравнения (2.2.6.7) и (2.2.6.8) или (2.2.6.11)). При этом легко показать, что коэффициент гидравлического трения X в формуле Дарси — Вейсбаха (2.2.6.21) можно вычислять по формуле (2.2.6.27).
Течение жидкости в трубах круглого сечения [1]. Решение задачи получим из предыдущей при = 0. Для ламинарного режима стабилизированный профиль скоростей определится из уравнения (2.2.6.30):
(2.2.6.31)
а коэффициент С в выражении (2.2.6.22) примет значение С = 64.
Профиль скоростей при турбулентном режиме течения — универсальный, и в уравнениях (2.2.6.7), (2.2.6.8) и (2.2.6.11) следует принять z = R2-r, а коэффициент гидравлического трения X в формуле Дарси — Вейсбаха (2.2.6.21) вычисляется по формуле (2.2.6.27). Зависимость X от числа Re и относительной шероховатости
~ ддя труб круглого сечения приведена на рис. 2.2.6.7.
Течение жидкости в трубах различных форм сечения [5]. При стабилизированном профиле скоростей, т. е. за пределами начального участка, при ламинарном режиме течения жидкости в трубах различных форм сечения потери давления можно вычислить по формуле Дарси — Вейсбаха (2.2.6.21), а коэффициент гидравлического трения X — по формуле (2.2.6.27). Значения коэффициента С приведены в табл. 2.2.6.2.
Таблица 2.2.6.2
Значения коэффициента С для труб различных форм сечения
Форма сечения канала С К®кр
Круг диаметром d 64 2320 d
Эллипс с полуосями а и b 64 2300 4 ah (а + Ь)
Кольцевая щель - = 1-0,6 D 96 -2000 D-d
Квадрат со стороной а 57 а
Прямоугольник со сторонами а и b а:Ь - 0 а:Ь = 0,1 а:Ь = 0,25 а'.Ь = 0,5 96 85 73 62 2аЬ (а + Ь)
Треугольник равнобедренный прямоугольный с катетом а 52 0,58а
Треугольник равносторонний со стороной а 53
При турбулентном режиме течения коэффициент X зависит от числа Рейнольдса и от относительной шеро-, А л
ховатости (—, А — средняя высота микронеровностеи на внутренней поверхности канала) и может быть рассчитан для каналов различных сечений по формуле Альтшуля (2.2.6.27).
Течение жидкости в криволинейных трубах круглого сечения [21]. Центробежные силы, действующие на жидкостные частицы, находящиеся вблизи оси канала, существенно превышают силы, действующие в пристенных слоях. Это приводит к возникновению вторичных течений (рис. 2.2.6.8). Вторичные течения
Прикладная механика сплошных сред
77
Рис. 2.2.6.7. Зависимость коэффициента гидравлического трения для труб круглого сечения от числа Рейнольдса и относительной шероховатости:
/ — ламинарный режим, Re < 2320, уравнение (2.2.6.22) при С = 64;
2-6 — турбулентный режим, Re > 2320 при : 2 — 1 • 10"4; 3 — 4 • Ю'4;
4 — 16- 10^*; 5 — 64- ЮЛ 6 — 256- 10^*
оказывают влияние на профиль осевых скоростей и, следовательно, на условия перехода от ламинарного режима течения к турбулентному и на гидравлическое сопротивление трубы.
Вторичные течения не оказывают заметного влияния на гидравлическое сопротивление при выполнении условия
Re^<32,
(2.2.6.32)
где R — радиус трубы; г — радиус кривизны трубы.
Коэффициент гидравлического трения X можно вычислить по формуле (2.2.6.22), приняв С = 64. При невыполнении условия (2.2.6.32) коэффициент гидравлического трения X можно вычислить по одной из формул:
Рис. 2.2.6.8. Течение жидкости в криволинейных трубах круглого сечения
или
(2.2.6.33)
— = 1 + 0,075 Re0,25
К
(2.2.6.34)
где Хо — коэффициент гидравлического трения при турбулентном режиме течения жидкости в прямой трубе, определяемый по формуле (2.2.6.27). Из двух вычисленных значений X следует принимать большее. На рис. 2.2.6.9 показан характер влияния числа Рейнольдса на коэффициент гидравлического трения при разной кривизне труб.
Рис. 2.2.6.9. Зависимость коэффициента гидравлического трения от числа Рейнольдса
при относительной кривизне трубы :
1 — ю;2 — 50; 3 — 20; 4— 10; 5 — 5
78
Новый справочник химика и технолога
2.2.7. Безнапорное течение жидкости
В этом подразделе приведены решения задач, полученные различными методами (аналитическим точным решением с применением уравнения Навье — Стокса, аналитическим приближенным с применением теории пограничного слоя или экспериментально с применением теории подобия). Приведенные здесь задачи могут быть полезными как непосредственно в инженерных расчетах, так и для анализа гидродинамических процессов, протекающих в более сложной обстановке реальных аппаратов химической технологии.
Течение между двумя коаксиальными вращающимися цилиндрами (рис. 2.2.7.1).
При условиях установившегося ламинарного режима течения жидкости, вертикальном расположении оси цилиндров х и при иг = их = 0 второе из уравнений _ _ , „ Л 52Ид 1 ди. Ид
(2.2.1.6) примет вид 0 = —----------—или
дг г дг г
д ( ди. Мд А Л
— —-+— =0. Интегрирование последнего при дг\ дг г )
граничных условиях: w0 = W\R\ при г- Ry, и$ = <о2Я2 при г = R2 (Ri и R2 — радиусы внутреннего и внешнего цилиндров, a coi и со2 — угловые скорости вращения соответствующих цилиндров) позволяет найти профиль скоростей в виде
1 ( R2 R2 ।
'•(юХ-юД2)—^(«>2-^) . (2.2.7.1)
Л2 -ЯД г )
Практический интерес представляет случай, когда один из цилиндров неподвижен, а второй вращается с угловой скоростью со. В этом случае момент, передаваемый вращающимся цилиндром, и момент, воспринимаемый неподвижным цилиндром, равны между собой и вычисляются по формуле
Измерив со и момент на неподвижном цилиндре, можно по формуле (2.2.7.2) вычислить вязкость жидкости.
В случае вращения цилиндра в неограниченном пространстве, заполненном жидкостью [5], т. е. при Я2 = оо, формула (2.2.7.1) принимает вид
Я,2 со и = ~—, г
(2.2.7.3)
а момент, передаваемый от цилиндра к жидкости, составит
Л/ = 4тф/гг2со. (2.2.7.4)
Течение между двумя эксцентрическими вращающимися цилиндрами (рис. 2.2.7.2) [3]. Ставится задача нахождения распределения давления в зазоре подшипника скольжения, заполненного вязкой жидкостью — смазкой, — и определения поддерживающей силы подшипника и крутящего момента.
При решении этой задачи, считая ее плоской (uz = 0), можно пренебречь массовыми силами (F = 0) и силами z du
инерции (— = 0) в сравнении с силами давления и dt
трения в жидкости, а также концевыми эффектами. Кроме того, поскольку зазор h во много раз меньше радиуса подшипника Я (h Я), то решение можно получить в декартовой системе координат. Обозначим координату, направленную вдоль поверхности вала, х = срЯ, т. е. dx = Я<йр. При названных допущениях система уравнений (2.2.1.5) и (2.2.1.2) примет вид:
_ 1 ду д2и
0 = + V
рЯ дер ду
_ 1 др д2иг 0 = —- + v— р ду ду
1^.+^г = 0
Я дер ду
(2.2.7.5)
п2 д2
М = 4лц/г- 21-—-со, (2.2.7.2)
-Я1
где h — высота цилиндров.
Рис. 2.2.7.1. Течение между двумя коаксиальными вращающимися цилиндрами
Рис. 2.2.7.2. Течение между двумя эксцентрическими вращающимися цилиндрами
Прикладная механика сплошных сред
79
Величина зазора в задаче переменна, она зависит от разности е радиусов наружного R2 и внутреннего /?] цилиндров (е = R2 - R]) и величины эксцентриситета е.
£
Если обозначить относительный эксцентриситет А, = —, £
то нетрудно найти связь локального зазора h и угла ср:
h = £(1-Xcoscp). (2.2.7.6)
Решение задачи при граничных условиях: = О при У = 0; при у = Л; /?|ф=о = /?|ф=2п дано в [3].
Поддерживающая сила подшипника, приведенная к единице его длины, направление действия которой показано на рис. 2.2.7.2, может быть вычислена по формуле
F =-----—=, (2.2.7.7)
£3(2 + x2)Vi-V
а момент сопротивления вращению вала —
Л1 = _4яц(о^0+£) (2.2.7.8)
£(2 + V)Vl-V
При А, < 0,3 возможно возникновение отрыва потока от неподвижного внешнего кольца при нагрузке на подшипник, равной G. Для предотвращения этого явления необходимо выполнение условия
ди ди 1 др (д2иг д2и 1 ди и и—- + и,—- =--------— + v —F + —F +------------—г
dr dz р dr dr2 dz2 г дг г2
ди. ди. и.и ( д2и. д2и. 1 ди. и.
и —2.+ и —L+ _Lx = v —± + —А +---------11
dr dz г I dr2 dz2 г дг г2
ди, ди,
—- + иг—-дг дг
1 др (д2и, д2и.
—— + v -н------:
р dz dr2 dz2
1 duz г дг
ди. ди, и, --С +--*+_! dr dz г
(2.2.7.10)
Граничные условия к уравнениям (2.2.7.10): и2 = иг = 0 при z = 0, uQ = cor; uz = ur=uQ = 0 при г = оо.
Решение уравнений (2.2.7.10) было найдено аналитически для бесконечного диска, а затем перенесено на случай круглого диска радиусом R. Ход решения, выполненный В.Г. Кохрену, подробно приведен в [5]. Найденное поле скоростей позволило определить тангенциальные составляющие касательных напряжений Тго, а затем и момент сопротивления. На рис. 2.2.7.4 показаны поля тангенциальных, осевых и радиальных скоростей. Толщина слоя жидкости, существенно приводимого в движение диском, составляет б « 4^/со .
Для расчета момента сопротивления принята формула
рсо2/?5 м = см ——
(2.2.7.11)
Ge2 pF3 ‘
(2.2.7.9)
в которой См— коэффициент момента сопротивления. В рассматриваемом случае при двухстороннем смачивании диска
Течение вблизи вращающегося диска (рис. 2.2.7.3) [5].
Рис. 2.2.7.3. Течение вблизи вращающегося диска
При математическом описании ламинарного режима течения жидкости под действием бесконечного плоского диска, равномерно вращающегося с угловой скоростью со вокруг оси, перпендикулярной плоскости диска, вследствие осевой симметрии этой задачи в уравнениях (2.2.1.3) и (2.2.1.6) равны нулю все слагаемые, содержащие производную по 6. При стационарном режиме и отсутствии массовых сил они примут вид:
г - 3’87 м Re0’5 ’
(2.2.7.12)
в - в ю7?2
а число Рейнольдса Re =-----
Рис. 2.2.7.4. Поля тангенциальных и радиальных скоростей вблизи вращающегося диска при 2, = z^a/v :
fiv Vv® ®r
80
Новый справочник химика и технолога
Для расчета расхода жидкости, создаваемого вращающимся в жидкости телом в результате действия центробежных сил, принята расчетная формула
n R 1
1/ — 2л
м h Re
(2.2.7.19)
Q = Kq^R\
(2.2.7.13)
h 300 „ „ 1а5
при — <---- и Re < 3 • Ю5.
R Re
где Kq — коэффициент расхода.
В рассматриваемом случае коэффициент расхода жидкости с одной стороны диска
_ 0,886л
Q~~R^r
(2.2.7.14)
Экспериментально показано, что уравнения (2.2.7.12) и (2.2.7.14) справедливы при Re < 3 • 105.
При турбулентном режиме, когда Re > 3 • 105, решение этой же задачи было выполнено с применением уравнений пограничного слоя [5]. Коэффициент момента сопротивления
Рис. 2.2.7.5. Диск в кожухе
коэффициент расхода
0,146
м Re0’2 ’
(2.2.7.15)
При ламинарном режиме течения жидкости и при вы-
, е /г 300 л „ 1а5
полнении условия п > 8, т. е. при — > и Re < 3 • 10 ,
0,219
Q Re0’2 '
(2.2.7.16)
Для расчета мощности, затрачиваемой на вращение диска, в инженерной практике нашла применение формула
N = KNpn3d5, (2.2.7.17)
где KN — коэффициент мощности, связанный с коэффициентом момента сопротивления простым соотношением
Z \3
От- (2.2.7.18)
Диск в кожухе (рис. 2.2.7.5). Решение задачи о взаимодействии жидкости и диска радиусом R, помещенного в пространство (ограниченное двумя параллельными пластинами, расстояние между которыми равно 2h) зависит от режима течения жидкости и отно-h сительнои величины зазора —.
При ламинарном режиме течения жидкости и при выполнении условия, что зазор h меньше толщины слоя жидкости 8, увлекаемого в движение диском, вращающимся в неограниченном пространстве, задача сводится
к безнапорному течению Куэтта, когда т = ц—. Так h
R
как М = 2л|тг2dr, то с учетом формулы (2.2.7.11) не-о
трудно найти выражение для расчета См'.
См = 2,67 Re'0’5. (2.2.7.20)
При турбулентном режиме течения жидкости при Re> 105
См =0,0622Re'0’2. (2.2.7.21)
Сопоставление зависимостей (2.2.7.12) и (2.2.7.20), а также (2.2.7.15) и (2.2.7.21) показывет, что помещение диска в кожух приводит к снижению момента на валу диска. Это связано с тем, что жидкость, находящаяся в зазоре (за исключением пристенных слоев), имеет ско-
г рость в тангенциальном направлении, равную со—, т. е.
скорость диска относительно жидкости уменьшается в два раза.
2.2.8. Обтекание тел
{И. В. Доманский, Г.М. Островский)
Продольное обтекание полубесконечной пластины (рис. 2.2.8.1) [3, 5]. Скорость потока за пределами пограничного слоя равна U = const. Поэтому соотношение пограничного слоя (2.2.5.7) принимает вид
^1 _ то
dx pU2 ’
(2.2.8.1)
Приняв профиль скоростей в пограничном слое, на-z \2
«г ~ У I У I
пример, в виде -^- = 2 ^--1 I , можно вычислить тол-
щину потери импульса
Прикладная механика сплошных сред
81
(2.2.8.2)
и касательное напряжение на стенке
Рис. 2.2.8.1. Продольное обтекание полубесконечной пластины
Интегрирование уравнения (2.2.8.1) с учетом соотношений (2.2.8.2) и (2.2.8.3) позволяет найти формулу для расчета толщины пограничного слоя
30vx o = J----, (2.2.8.4)
N U
а затем, с учетом выражения (2.2.8.3), — для расчета касательных напряжений
т„=С,£^, (2.2.8.5)
где местный коэффициент сопротивления
Ст =0,664 Re;0’5, (2.2.8.6)
г» ^Х
Rex = —. v
Сила сопротивления пластины шириной В и длиной L
L, обтекаемой с двух сторон, Т = 2В |той6с . о
После вычислений найдем
Т = СГ5^-, (2.2.8.7)
где S = 2BL, Ст—коэффициент сопротивления пластины
Ст =1,328 Re;0,5. (2.2.8.8)
Зависимости (2.2.8.6) и (2.2.8.8) справедливы при Rer < 3 • 105, т. е. при ламинарном режиме обтекания.
Если режим обтекания турбулентный (Re > 3 • 105), а поверхность труб гидравлически гладкая, то при вычислении толщины вытеснения следует использовать универсальный профиль скоростей, например в виде 2
ср = 8,74ц7. Так как при у = 5 должно выполняться условие их = U, то нетрудно получить зависимость 2
и (у V
— = — .С учетом соотношения (2.2.6.9) и формул £7 ^о)
для вычисления ср и ц в выражении (2.2.6.7) и (2.2.6.8) / \0,25
[ V ] 2
найдем т0 = 0,225 —- pU , или, с учетом формулы
^L/o )
(2.2.8.5), местный коэффициент сопротивления
С= 0,058 Re0'2,
(2.2.8.9)
и с учетом формулы (2.2.8.7) коэффициент сопротивления пластины
Ст = O,O74Re'0,2.
(2.2.8.10)
Если режим обтекания турбулентный (при Re > 3 105), а поверхность труб гидравлически шероховатая, то
( А)7
Ст =0,014 - , (2.2.8.11)
VxJ
( aV
Ст =0,1621 - I . (2.2.8.12)
Зависимость коэффициента сопротивления Ст от числа Рейнольдса и относительной шероховатости поверхности пластины в графической форме приведена на рис. 2.2.8.2.
Рис. 2.2.8.2. Зависимость коэффициента сопротивления пластины от критерия Rex и относительной шероховатости: 1 — ламинарный режим обтекания,
„ „ „ Д
2-7 — турбулентный режим при относительной шероховатости —:
2 — 0;3 — 1 • 10^ — 4- 1СГ6;5— 16- КГ6;
б — 64- КГ6; 7 — 256- КГ6
82
Новый справочник химика и технолога
Сила сопротивления при установившемся движении тела в жидкости может быть определена по формуле Ньютона:
p=csuS^-,
(2.2.8.13)
В последующих исследованиях делались попытки при аналитическом решении учесть инерционные силы. К одной из них можно отнести уравнение Озеена [7], которое, если ограничиться первым членом ряда, примет вид
где и — скорость относительного движения, SM — площадь миделева сечения (площадь проекции тела на плоскость, нормальную к направлению движения), С — эмпирический коэффициент, зависящий от формы тела. Многочисленные последующие эксперименты показывали весьма существенную зависимость этого коэффициента от скорости, вязкости и плотности жидкости. Зависимость С от Re представлена на рис. 2.2.8.3.
24 ( 3 )
С = — 1 +—Re .
Rel 16 )
(2.2.8.17)
Рис. 2.2.8.3. Зависимость коэффициента сопротивления шара от критерия Re: по уравнениям: 1 — Рэлея, 2 — Стокса, 3 — Ньютона
Поправка Озеена расширила диапазон точного решения до Re < 1,5.
Однако точные аналитические решения для случаев, когда Re » 1, пока получить не удалось. Подробнее с обзором теоретических решений можно ознакомиться в [9]. В настоящее время интенсивно развиваются методы численного моделирования уравнений Навье — Стокса, позволяющие получать достаточно близкие к практике решения при больших числах Re (см. подраздел 2.4).
В инженерной практике с успехом используются различные эмпирические аппроксимации. На рис. 2.2.8.3 представлена так называемая кривая Рэлея (кривая 7), обобщившая опытные данные для шара в виде функции C(Re) (см. также табл. 2.2.8.2). Зависимость 2 на рисунке соответствует уравнению Стокса. Прямая 3 соответствует уравнению Ньютона, где С = const = 0,44, что в инженерной практике считается справедливым в области 600 < Re < 2,5 • 105. Этот режим обтекания называют автомодельным.
Существует множество аппроксимаций кривой Рэлея, облегчающих расчеты. Некоторые из них представлены в табл. 2.2.8.1.
Обтекание шара. Стокс [6] получил аналитическое решение уравнения Навье — Стокса для стационарного обтекания при так называемом ползучем течении, когда Re «С 1, где
Re = ^
(2.2.8.14)
8 — диаметр частицы, и можно пренебречь инерционными членами, в виде
Р = Злц8ы.
(2.2.8.15)
Две трети величины этой силы связаны с касательными напряжениями, одна треть обусловлена нормальными напряжениями. Эксперимент выявил возможность использования уравнения Стокса при условии Re < 0,2.
Приравняв уравнения (2.2.8.13) и (2.2.8.15) с учетом
тг82
формулы (2.2.8.14) и того, что для шараЯм =-------, по-
4
лучим выражение для коэффициента сопротивления
Таблица 2.2.8.1
Аппроксимационные формулы кривой Рэлея
Номер формулы Формула Авторы
(2.2.8.18) (2.2.8.19) (2.2.8.20) (2.2.8.21) VRe 24 4 С = — + -= Re / 1 \2 1 24 1 С = 0,352 +./0,124 + —— c = s(—+-5^-+°,421 <Re Re4/9 ) Аллен Л.А. Клячко М.Э. Аэров, О.М. Тодес Г.М. Островский, А.Ф. Константинов
В табл. 2.2.8.2 приведено сопоставление расчетных данных с опытными данными кривой Рэлея.
В уравнении (2.2.8.13) с учетом формулы (2.2.8.21) составляющая силы сопротивления, связанная с касательными напряжениями, определяется уравнением
24
Re
(2.2.8.16)
с=8 А+о^5
<Re Re4/9J
(2.2.8.22)
Прикладная механика сплошных сред
83
Таблица 2.2.8.2
Значения коэффициента сопротивления С
Re По кривой Рэлея По формулам табл. 2.2.8.1
(2.2.8.18) (2.2.8.19) (2.2.8.20) (2.2.8.21)
0,1 240 248,6 251,2 250
0,2 120 126,8 127,9 121,3
0,5 49,5 53 53,1 58,4
0,7 36,5 38,7 38,7 38,84
1 26,5 28 27,7 27,9
2 14,4 15,2 14,7 14,9
5 6,9 5,81 7,14 6,61 6,89
7 5,4 4,91 5,52 5 5,28
10 4,1 4,П 4,46 3,77 3,73
20 2,55 2,91 2,67 2,26 2,49
50 1,5 1,84 1,57 1,28 1,45
70 1,27 1,55 1,31 1,07 1,22
100 1,07 1,3 1,1 0,91 1,04
200 0,77 0,92 0,8 0,72 0,8
500 0,55 0,58 0,55 0,59 0,61
700 0,5 0,49 0,49 0,56 0,56
1000 0,46 0,41 0,42 0,54 0,53
2000 0,42 0,33 0,52 0,47
5000 0,39 0,29 0,51 0,42
7000 0,39 0,5 0,41
10 000 0,41 0,5 0,4
20 000 0,45 0,5 0,38
50 000 0,49 0,5 0,37
70 000 0,5 0,5 0,36
100 000 0,48 0,5 0,36
200 000 0,42 0,5 0,35
При обтекании тел, форма которых отличается от шарообразной, вводятся понятия «эквивалентный диаметр» и «коэффициент формы». Эквивалентный диаметр 8Э представляет собой диаметр сферы с объемом, равным объему частицы V:
/бК
5Э=Я—. (2.2.8.23)
V тс
Коэффициент формы уг представляет собой отношение поверхности частицы неправильной формы S к поверхности шара F3, диаметр которого равен 8Э:
= TtSg
S Vr=T-
(2.2.8.24)
Поскольку коэффициент уг не позволяет учесть особенности обтекания частицы неправильной формы, используют динамический коэффициент формы уд, который получают из опытных данных по осаждению
частиц в жидкости (седиментации) или по скорости их витания в восходящем газовом потоке.
Для перехода от уг к уд можно воспользоваться эмпирическими зависимостями [8]:
при Re <0,2
при 0,2 < Re< 2 -103
при Re > 2 103
уд-fo,843lg—1 , 0,065yrJ
уд - y°r’9 Re°’15^,
уд = 1 + 11,б(^-1) .
(2.2.8.25)
Поперечное обтекание протяженного цилиндра. Сила сопротивления, приходящаяся на единицу длины, может быть найдена по формуле (2.2.8.13), в которой SM=D (D — диаметр цилиндра). Число Рейнольдса характеризуется зависимостью (2.2.6.14), в которой <7Э =В- На рис. 2.2.8.4 приведена экспериментальная зависимость C=y(Re), построенная по опытным дан
84
Новый справочник химика и технолога
ным Визельсбергера и теоретическому уравнению Лам-бу, которая может быть описана соотношением
248 248 248248 248248 248
0,1 1 10 102 105 104 105 Re 106
Рис. 2.2.8.4. Зависимость коэффициента сопротивления при поперечном обтекании цилиндра от критерия Re
Сила сопротивления при неустановившемся движении тела отличается от силы при установившемся режиме по двум причинам. Первая из них связана с тем, что вокруг частицы не сформирован тот профиль скоростей, при котором получены уравнения для стационарных условий обтекания. Строго говоря, для частицы, изменяющей скорость обтекания, нельзя определить силу сопротивления в произвольный момент времени, не зная предысторию формирования профиля скорости. Вторая причина связана с изменением количества движения жидкости, обтекающей частицу.
Общую силу, действующую на частицу в условиях нестационарного обтекания, можно представить в виде
К=Р + Рт^Р^ (2.2.8.27)
где Р — сила сопротивления при установившемся обтекании тела, Рт — сила инерции присоединенной массы жидкости, РБ — нестационарная сила, вызванная формированием пограничного слоя (сила Бассе).
Учет влияния предыстории движения на поведение частиц через силу Бассе существенно усложняет решение задач. Однако для слабо нестационарных процессов, которые преобладают в технологии, этой силой можно пренебречь. Подробнее с обзором исследований нестационарного обтекания частиц можно познакомиться в [9].
Сила инерции присоединенной массы для частицы объемом V в общем случае одновременного движения частицы и жидкости определяется уравнением
- , d(u}-u9)
Рт=^Р] V 1 27 , (2.2.8.28)
at
где к — коэффициент присоединенной массы, а 1 и 2 — индексы, относящиеся к жидкости и частице соответственно.
Коэффициент присоединенной массы зависит от формы тела и его ориентации относительно вектора относительной скорости. Для шара к = 0,5.
Если плотность жидкости мала по сравнению с плотностью частицы, например частица в газе, то силой Рт можно пренебречь по сравнению с силой инерции частицы. В другом случае, например газовый пузырь в жидкости, наоборот — роль присоединенной массы оказывается первостепенной и можно пренебречь инерцией пузыря.
Решение задач при нестационарном движении частиц часто требует применения численных методов. Однако для стоксовского режима обтекания возможна оценка целесообразности использования нестационарной модели движения. Для этого используют такую величину, как время релаксации:
t = —ь-------. (2.2.8.29)
р 18ц
С помощью уравнения (2.2.8.29) легко оценить необходимость учета инерционных сил при решении гидромеханических задач. Например, в задаче осаждения, если время процесса t » гр, можно пренебречь инерционными составляющими в уравнении движения и рассматривать движение частицы как установившееся [10].
2.2.9. Течение затопленных струй
Течение плоской затопленной струи [1, 5, 11]. При ламинарном режиме течения жидкости, вытекающей из узкой щели в полупространство (рис. 2.2.9.1), заполненное той же жидкостью, решение задачи можно найти с помощью уравнений (2.2.5.6) и (2.2.4.1) погранич-
ного слоя при граничных условиях: —- = 0 и uy = Q ду
при у = 0; и = 0 при у оо.
Поскольку суммарная внешняя сила, действующая на участвующую в движении жидкость, равна нулю, то поток импульса потока должен оставаться постоянным:
+оо
J = р Ju2dy = const. (2.2.9.1)
—00
Рис. 2.2.9.1. Картина течения при струйном истечении жидкости
Прикладная механика сплошных сред
85
Профиль скоростей можно рассчитать по формулам:
Расход жидкости в струе равен
где
( J2 >3 мх=0,454р4- (1-Й1Ч)
^vp XJ ' 7
2
и, = О,55ОКИ [2^(1 -ЛЧ)-th^]
□о
Q = 2 л fuxrdr = 8лух .
о
(2.2.9.8)
(2.2.92)
^ = 0,257
У
Расход жидкости в струе единичной ширины равен
Сравнение этой формулы с уравнением (2.2.9.3) для плоской щели показывает, что расход жидкости в круглой струе не зависит от потока импульса J, т. е. от избыточного давления, под действием которого жидкость вытекает из отверстия. С ростом давления уменьшается площадь поперечного сечения струи.
При турбулентном режиме истечения жидкости из круглого отверстия профиль скоростей рассчитывается в соответствии с [5] по формулам (2.2.9.6) и (2.2.9.7) при условии, что v = vT, где vT — это турбулентная кинематическая вязкость, т. е.
е = 2Ми = 3,30| — I3, О I Р )
(2.2.9.3)
(2.2.9.9)
следовательно, по мере удаления от щели расход увеличивается, струя увлекает за собой покоящуюся жидкость.
При турбулентном режиме истечения жидкости из узкой щели задача может быть решена на основе теории пограничного слоя с применением полуэмпириче-ских соотношений, характеризующих турбулентную вязкость. Поле скоростей в этом случае можно вычислить, например, по формуле Г. Райхардта:
Расход жидкости в струе в этом случае равен
2.2.10. Пленочное течение
м,
(2.2.9.4)
Av
где £ = —, к = 7,67 — эмпирическая постоянная. х
Течение круглой затопленной струи [1, 5, 11], т. е. струи, вытекающей из небольшого круглого отверстия в полупространство, заполненное той же жидкостью. При ламинарном режиме течения решение задачи можно найти с помощью уравнений пограничного слоя. Поток импульса и в этом случае остается постоянным:
J = 2лр jru^dr = const,
(2.2.9.5)
а профиль скоростей имеет вид
3 J 1 их =-------------------
8л vpx0 + O>25£2)
1 I 3J ^-0,25^2
и г = — . /-Г ---------Г
4\лрх (1 + о,25^2)
(2.2.9.6)
где
3J г
1К 2
16лру X
(2.2.9.7)
Q - 2л fuxrdr = 0,404 о
(2.2.9.10)
В этом подразделе приведены расчетные зависимости лишь для установившегося стабилизированного течения жидкостных пленок.
Ламинарное течение жидкости при отсутствии волн на поверхности пленки (рис. 2.2.10.1) [12-14] возможно при выполнении условий:
Re <12
о 4Г
Re = —
f q3
lgv4p3
(2.2.10.1)
(2.2.10.2)
где Re — число Рейнольдса; Г — плотность орошения пластины, т. е. объемный расход жидкости Q, приходящийся на единицу ширины пластины; ст — поверхностное натяжение на границе газ—жидкость.
Рис. 2.2.10.1. Течение пленки жидкости
86
Новый справочник химика и технолога
Так же, как и при описании течения жидкости в каналах, в рассматриваемом случае в первом из уравне-
ний Навье — Стокса (2.2.42) иу = 0, = 0 и —7- = 0.
у дх дх2
Кроме того, Fx=gcos0. Поэтому задача сводится к решению уравнения
1 др д2и
O = gcos0-—+v—7-
6 рсх ду2
при граничных условиях: их - 0 при у = 0; —- -ду pv
при у = S, где S — толщина пленки, Тгж — касательное напряжение на поверхности пленки, т. е. на границе раздела фаз, 0 — угол между плоскостью пластины и вертикальной осью.
Проинтегрировав это уравнение, найдем профиль скоростей в пленке:
lf_l^+gc0SpYs_ZL_&L. (2.2.10.3) р дх Д 2) pv
Плотность орошения пластины:
Г = (и Л = —f-i^+gcosp|53-—т™. (2.2.10.4) ’ 3v р дх J 2pv
При течении жидкости по внутренней поверхности вертикально установленных (0 = 0) труб или каналов иной формы градиент давления вдоль оси потока и касательное напряжение на свободной поверхности жидкости тгж связаны между собой соотношением (см. уравнение (2.2.6.23)):
(2.2.10.5)
дх d~
где d3 — эквивалентный диаметр канала для газового потока (см. уравнение (2.2.6.16)).
С учетом формулы (2.2.10.5) уравнения (2.2.10.3) и
(2.2.10.4) примут вид:
1 йр/Ч „ у ] g
=---Я —+S- — у + —
pv дх 4 2 J v
у, (2.2.10.6)
Г = -
(2.2.10.7)
Если при движении газа вверх выполняется условие
pgS
Тгж“£ 4_5_ 2 + 3 d3
(2.2.10.8)
то плотность орошения Г = 0.
Характер изменения профиля скоростей в зависимости от направления и величины касательного напряжения Тгж приведен на рис. 2.2.10.2.
Рис. 2.2.10.2. Характер распределения скоростей в пленке:
1 — свободное течение (тгж = 0);
2 — нисходящий прямоток (тгж > 0);
3 — противоток (тгж < 0)
Если касательные напряжения на поверхности пленки незначительны, т. е. Тгж р§, то зависимости (2.2.10.3) и (2.2.10.4) упрощаются и принимают вид:
gCOS0( Д их =----- 5-т- У,
v I 2)
~ 3rv
о = Л-----
У g COS Р
(2.2.10.9)
(2.2.10.10)
Волновой режим течения пленки. При невыполнении условия (2.2.10.1) на поверхности пленки возникают волны, наличие которых существенно усложняет постановку граничного условия на подвижной границе раздела фаз. П.Л. Капица теоретически решил эту задачу для пленки, свободно стекающей по вертикальной пластине (см., например, в [12, 13]):
5 JZ^Tv (2.2.10.11)
V S
Турбулентный режим течения пленки [12-14]. При пленочном течении развитие турбулентности происходит постепенно. Ориентировочно можно считать турбулентность в пленочном потоке развитой, если Re > 1200.
Достаточно точные для практических расчетов уравнения можно получить на основе полуэмпириче-ской теории турбулентного переноса с применением универсального профиля скоростей (уравнения (2.2.6.7) и (2.2.6.8)). Динамическая скорость при пленочном течении равна:
w.
(2.2.10.12)
Прикладная механика сплошных сред
87
Связь толщины пленки и плотности орошения имеет вид
£ = ^|3 + 2,51п—|-64. (2.2.10.13)
2.2.11. Гидростатика
При решении задач гидростатики принимается условие w = 0. Тогда уравнение Навье — Стокса (2.2.1.4) принимает вид:
Зависимость толщины пленки от плотности орошения при различных значениях Тгж представлена на рис. 2.2.10.3.
При свободном течении пленки, когда касательные напряжения на межфазной поверхности тгж = 0, выражения (2.2.10.12) и (2.2.10.13) принимают вид
F = — grad/?,
или, в декартовой системе координат:
(2.2.11.1)
(2.2.10.14)
5 = 0,435 —
< g )
(2.2.10.15)
F =-^~ р дх
F -1дР F’-~pb
F =-?Р-
Г Z д
Р OZ
(2.2.11.2)
Зависимость толщины пленки от числа Рейнольдса представлена на рис. 2.2.10.4.
Рис. 2.2.10.3. Зависимость безразмерной толщины пленки 8 т
—г= от Re при различных значениях Т =-----=
pglF/g при нисходящем прямотоке:
7— 0; 2 — 2; 3 —5; 4—10; 5 —30; б —50; 7 — 100; 8 — 200; 9 — 300; 10 — 500; 11 — 1000
Уравнения (2.2.11.2) называются основными уравнениями гидростатики или уравнениями Эйлера. Они справедливы как для сжимаемой, так и для несжимаемой жидкости и могут быть представлены в виде
dp = p(Fxdx+Fydy + Fzdz). (2.2.11.3)
Интеграл уравнения (2.2.11.3) для случая равновесия несжимаемой жидкости в поле сил тяжести (Fx = Fy= 0, Fz = -g) также называется основным уравнением гидростатики:
Рис. 2.2.10.4. Зависимость безразмерной толщины
пленки от числа Рейнольдса (точки нанесены по данным Даклера) [13]. Расчет по формуле: 1 — (2.2.10.10); 2 — (2.2.10.11); 3 — (2.2.10.15)
Р = Ро + РЖ ~z) = p0 + pgh, (2.2.11.4) где р0 — давление на уровне z0; р — давление на уровне z; h = z0 —z — глубина погружения точки под поверхностью с давлением р0.
Для газов при изотермических условиях, когда
— = const, интеграл уравнения (2.2.11.3) принимает вид Р
/? = /?oexp-Pog(Z°~-. (2.2.11.5)
Ро
Расчет силы гидростатического давления Р на плоскую стенку со стороны несжимаемой жидкости с плотностью р часто удобно свести к нахождению двух сил (рис. 2.2.11.1):
P=P0 + Ph, (2.2.11.6)
P0=/?0S, (2.2.11.7)
Ph=PghcS. (2.2.11.8)
Линия действия силы Ро проходит по внутренней нормали к стенке через центр тяжести (точка С на рис. 2.2.11.1) площади S. Линия действия силы Ph про-
Р
88
Новый справочник химика и технолога
ходит по внутренней нормали к стенке через точку D. Длина отрезка CD = е называется эксцентриситетом силы гидростатического давления:
« = ^4 (2.2.11.9)
Syc
1С — момент инерции площади S относительно горизонтальной оси, проходящей через точку С,
Ус= — > (2.2.11.10)
sina
a — угол отклонения площадки от горизонта. Если известно давление рс в центре тяжести площадки S, то силовое взаимодействие жидкости и плоской стенки удобно свести к равнодействующей силе, проходящей через точку С (рис. 2.2.11.2),
P = pcS (2.2.11.11)
и к моменту относительно оси, проходящей по нормали к плоскости рисунка,
M = pglc. (2.2.11.12)
Направление момента М совпадает с направлением момента гидростатической составляющей силы давления относительно точки С.
Рис. 2.2.11.1. Равнодействующие силы давления на плоскую стенку
Рис. 2.2.11.2. Схема сил давления на плоскую стенку
Расчет силы гидростатического давления Р на неплоскую стенку со стороны несжимаемой жидкости с плотностью р в направлении оси ц можно свести к нахождению двух сил (рис. 2.2.11.3):
P = P^Ph, (2.2.11.13)
Р0=рД, (2.2.11.14)
Ph=pgW^, (2.2.11.15)
= sina JrjdS^ =sina (2.2.11.16)
где Wn — объем тела давления; a — угол, образуемый осью т| с горизонтом; — площадь проекции площадки, перекрываемой неплоской стенкой, на плоскость, нормальную к оси ц; ЛКц — площадь проекции элементарной площадки d на плоскость, нормальную к оси ц.
Линия действия силы Ро проходит по внутренней нормали к площадке через центр ее тяжести (точка С на рис. 2.2.11.3). Линия действия силы Ph проходит через центр тяжести объема тела давления параллельно оси т| вниз, если этот объем заполнен жидкостью, и вверх, если не заполнен жидкостью. Объем тела давления может оказаться частично заполненным жидкостью. В таком случае силу Ph следует представить в виде суммы, составляющие которой определяются по вышеназванному правилу.
Формулу (2.2.11.15) нельзя применять, если ось ц горизонтальна. Гидростатическая составляющая силы давления в таком случае может быть рассчитана по зависимостям, аналогичным уравнениям (2.2.11.7), (2.2.11.8):
Ph=pghcS^, (2.2.11.17)
е = -^-SJi,
(2.2.11.18)
где hc — глубина погружения центра тяжести площадки Jc — момент инерции площадки относительно горизонтальной оси, проходящей через центр тяжести этой площадки.
Рис. 2.2.11.3. Равнодействующие сил давления на криволинейную поверхность тела
Прикладная механика сплошных сред
89
Линия действия силы Ph проходит по внутренней нормали к площадке Sn ниже точки С на величину эксцентриситета, определяемого формулой (2.2.11.18).
Если неплоская поверхность S, находящаяся в контакте с жидкостью, замкнута, т. е. жидкость смачивает тело полностью, то объем тела давления = W, т. е. равен объему тела, заключенного внутри S; = 0, на тело действует только одна из ранее названных составляющих
P = pgW, (2.2.11.19)
которая направлена вверх и называется силой Архимеда. Выражение (2.2.11.19) называется законом Архимеда.
Подробнее решение задач гидростатики приведено в [15]. В табл. 2.2.11.1 даны отдельные справочные сведения для некоторых плоских фигур.
Таблица 2.2.11.1
Характеристики некоторых плоских фигур
Вид фигуры Момент инерции относительно горизонтальной оси, проходящей через центр тяжести, Jc Площадь фигуры, Положение центра тяжести, С
, ь h bh3 12 bh h 2
Q -2с nba3 4 nab а
л 2Ь г
А h bh3 36 bh ~2 h 3
ь
nd4 ~64~ nd2 d ~2
4Е Ry 9л2 -64 4 К 72л nR2 2 47? 3л
2.2.12. Одномерная гидромеханика (гидравлика)
При изучении закономерностей течения жидкости в каналах и трубах принято пользоваться осредненными по сечению параметрами: среднее давление — р (давление в центре тяжести живого сечения) и средняя расходная скорость
(2.2.12.1)
где Q — объемный расход жидкости в канале, м3/с; S — площадь живого (нормального к линиям тока в каждой точке канала) сечения, м2.
Уравнение неразрывности (2.2.1.1), записанное для двух сечений канала, имеет вид (рис. 2.2.12.1)
Уравнение движения при установившемся течении жидкости в канале, ограниченном плоскими живыми сечениями, площади которых равны Si и S2, можно записать в виде
= p.g^_p2^s-2-jpiHSi+ \pndS, (2-2-12-3) ‘1>’ь
где V — объем жидкости в канале; рп — напряжение на стенке канала; р\ ир2 — давления в центрах тяжести выбранных живых сечений; SB — площадь стенок канала; п — внешняя нормаль к площадкам Sb S2 и dS5; win — проекция скорости w, на нормаль п (i = 1 и 2).
Слагаемые, находящиеся в правой части уравнения, представляют силы, действующие на жидкость в выбранном участке канала: первое — сила тяжести; второе и третье — силы давления в сечениях 7 и 2; четвертое — силы, действующие на жидкость со стороны стенок канала.
Слагаемые характеризуют выходящий из
канала (z = 2) и входящий в него (z = 1) потоки количества движения. Коэффициенты количества движения Pj или р2 при известном поле скоростей u(S) в живом сечении канала можно вычислить по формуле
3, =-•k-f«2dS. (2.2.12.4)
si 2
Эти коэффициенты представляют собой отношение потока действительного количества движения к фиктивному, вычисленному в предположении, что скорость в сечении постоянна и равна w. При турбулентном режиме течения жидкости, когда эпюра скоростей приближается к прямоугольной, можно принять р, = 1. При ламинарном режиме Р, зависит от формы сечения канала. Для труб круглого сечения р, = 4/3.
90
Новый справочник химика и технолога
Уравнение энергии (2.1.4.7) при отсутствии внутренних источников теплоты и теплообмена в жидкости упрощается и преобразуется в уравнение Бернулли
Pi wi2
Z. + — +CL — = pg 2g
. (2.2.12.5)
представляющее собой баланс энергий для двух живых сечений, выбранных в тех местах канала, в которых линии тока параллельны, т. е. живые сечения плоские, причем жидкость течет от сечения 1 к сечению 2.
В уравнении (2.2.12.5) Z] и z2 — координаты центров тяжести 7-го и 2-го сечений (ось z направлена вертикально вверх, ось х ориентирована горизонтально на произвольном удобном для расчета уровне). Они характеризуют удельную потенциальную энергию положения жидкости.
Давления в центрах тяжести выбранных живых сечений р\ и р2 характеризуют удельную потенциальную
энергию давления. Сумма ест = z + — называется ста-
Pg
w2
тическим напором. Слагаемые а, —и а2 —- характе-2g 2g
ризуют удельную кинетическую энергию или динамический напор едан. Полная удельная механическая энергия, или полный напор, выражается уравнением
р w2
е = ест + един =z +—+а——.
Pg 2g
Коэффициенты кинетической энергии ai или а2 при известном поле скоростей w(S) в живом сечении канала можно вычислить по формуле
а, = —!—. (2.2.12.6)
w, Si
Они представляют собой отношение потока действительной кинетической энергии к фиктивной, вычисленной в предположении, что скорость постоянна в сечении и равна ж При турбулентном режиме течения жидкости, когда эпюра скоростей приближается к прямоугольной, можно принять a, = 1. При ламинарном режиме а, зависит от формы сечения канала. Для труб круглого сечения а, = 2.
а0 row
Слагаемое — —dL характеризует затраты удель-g [dt
Г- dw
нои энергии на сообщение локального ускорения — dt жидкости, заключенной в канале длиной L между сече-
1 Г 2 ниями 1 и 2, a an = —— lu dS .
° w2S J
Гидравлические потери hw характеризуют количество удельной механической энергии, перешедшей в тепловую на участке канала от сечения 1 до сечения 2. При известном поле скоростей их можно вычислить по формуле
friEdP, (2.2.12.7)
PgQy
где Е — диссипация энергии (см. уравнение (2.2.1.8)).
При установившемся течении жидкости в каналах, dw
когда — = 0, уравнение (2.2.12.5) упрощается: dt
2 2
z, +—+а,— = z2 + — + а2— + . (2.2.12.8)
Pg 2g pg 2g
Гидравлические потери hw условно принято разделять на два вида: гидравлические потери по длине канала hL (это потери в прямых каналах постоянного сечения) и гидравлические потери местных сопротивлений hM‘.
+ (2.2.12.9)
Для прямолинейного канала постоянного сечения величина потерь давления пропорциональна длине канала за исключением начального участка, где формируется профиль скоростей. Для расчета hL применяется формула Дарси — Вейсбаха
h, = k——, (2.2.12.10)
2g
в которой X — коэффициент гидравлического трения, а б7э — эквивалентный диаметр канала, определяемый выражением
4g
б7э= —, (2.2.12.11)
где П — периметр живого сечения канала, находящийся в контакте с жидкостью. Эквивалентный диаметр трубы круглого сечения равен ее диаметру.
Коэффициент гидравлического трения зависит от режима течения жидкости и может быть рассчитан по формулам (2.2.6.22) или (2.2.6.27).
Гидравлические потери, возникающие в местах, где происходит изменение площади поперечного сечения или изменение направления течения жидкости, называются местными. Для расчета гидравлических потерь местных сопротивлений принята формула
2 w
, (2.2.12.12)
2g
где £ — коэффициент местного сопротивления, определяемый, как правило, экспериментально.
Прикладная механика сплошных сред
91
При ламинарном режиме течения жидкости коэффициент £ зависит от геометрических размеров и обратно пропорционален числу Re, при турбулентном — это константа, величина которой зависит только от геометрических размеров. Ниже приведены сведения о видах местных сопротивлений и значениях С, только при турбулентном режиме течения, заимствованных в основном из [19].
Внезапное расширение (рис. 2.2.12.2).
ГТ Q
При w = — в
<5,
формуле (2.2.12.12) £вр
r р2 , Q
^=ly-11 nf“W=S?
Рис. 2.2.12.2. Внезапное расширение
Диффузор (рис. 2.2.12.3). Здесь C = (PdCbp (см. внезапное расширение). Численные значения коэффициента фд зависят от угла раскрытия диффузора и приведены в табл. 2.2.12.1.
Таблица 2.2.12.1
а, град Фо а, град Фо
3 0,21 25 0,62
5 0,16 30 0,75
7,5 0,14 40 1,0
10 0,20 60 1,28
15 0,32 100 1,20
20 0,47 180 1,0
Рис. 2.2.12.3. Диффузор
Внезапное сужение (рис. 2.2.12.4). При w = — в ^2
( S')
формуле (2.2.12.12) £ = 0,5 1—г- .
I ^17
Рис. 2.2.12.4. Внезапное сужение
Конфузор (рис. 2.2.12.5). При w = — в формуле ^2
(2.2.12.12)
£ = (-0,0125и4 + 0,0224л3 -0,00723л2 + 0,004я-0,00745) х
х[а3 -2ла2 -10а)+—-------
8sin — 2
5
где п = — ; а — угол конфузора (град); Т — коэффи-$2
циент гидравлического трения, определяемый по формуле (2.2.6.27). Численные значения коэффициента
приведены в табл. 2.2.12.2.
с W2|
*>1 ——
Рис. 2.2.12.5. Конфузор
Таблица 2.2.12.2
п а, град
3 5 10 15-40 50-60 76 90 105 120 150 180
0,64 0,072 0,067 0,054 0,040 0,058 0,076 0,094 0,112 0,131 0,167 0,190
0,45 0,076 0,064 0,052 0,050 0,072 0,104 0,138 0,170 0,202 0,246 0,255
0,39 0,098 0,070 0,051 0,046 0,064 0,110 0,162 0,210 0,250 0,319 0,364
0,25 0,100 0,071 0,047 0,044 0,068 0,127 0,174 0,220 0,268 0,352 0,408
0,16 0,108 0,084 0,048 0,044 0,074 0,136 0,184 0,232 0,278 0,362 0,420
0,10 0,118 0,093 0,053 0,050 0,079 0,142 0,190 0,237 0,285 0,367 0,427
Вход в трубу (рис. 2.2.12.6). Если 6 = 0, то £ = 0,5. Численные значения коэффициента £ при 6^0 приведены в табл. 2.2.12.3.
Рис. 2.2.12.6.
Вход в трубу
92
Новый справочник химика и технолога
Таблица 2.2.12.3
8/D b!D
0,002 0,005 0,010 0,02 0,05 0,1 0,2 0,3 0,5 00
0 0,57 0,63 0,68 0,73 0,80 0,86 0,92 0,97 1,00 1,00
0,004 0,54 0,58 0,63 0,67 0,74 0,80 0,86 0,90 0,94 0,94
0,008 0,53 0,55 0,58 0,62 0,68 0,74 0,81 0,85 0,88 0,88
0,012 0,52 0,53 0,55 0,58 0,63 0,68 0,75 0,79 0,83 0,83
0,016 0,51 0,51 0,53 0,55 0,58 0,64 0,70 0,74 0,77 0,77
0,020 0,51 0,51 0,52 0,53 0,55 0,60 0,66 0,69 0,72 0,72
0,024 0,50 0,50 0,51 0,52 0,53 0,58 0,62 0,65 0,68 0,68
0,03 0,50 0,50 0,51 0,51 0,52 0,54 0,57 0,59 0,61 0,61
0,04 0,50 0,50 0,51 0,51 0,51 0,51 0,52 0,52 0,54 0,54
0,05 0,50 0,50 0,50 0,50 0,50 0,50 0,50 0,50 0,50 0,50
00 0,50 0,50 0,50 0,50 0,50 0,50 0,50 0,50 0,50 0,50
Вход в трубу с фаской (рис. 2.2.12.7). Численные значения коэффициента £ при b + 0 приведены в табл. 2.2.12.4.
Рис. 2.2.12.7.
Вход в трубу с фаской
Таблица 2.2.12.4
HD а, град
0 10 20 30 40 60 100 140 180
0,025 0,50 0,47 0,45 0,43 0,41 0,40 0,42 0,45 0,50
0,050 0,50 0,45 0,41 0,36 0,33 0,30 0,35 0,42 0,50
0,075 0,50 0,42 0,35 0,30 0,26 0,23 0,30 0,40 0,50
0,10 0,50 0,39 0,32 0,25 0,22 0,18 0,27 0,38 0,50
0,15 0,50 0,37 0,27 0,20 0,16 0,15 0,26 0,37 0,50
0,60 0,50 0,27 0,18 0,13 0,11 0,12 0,23 0,26 0,50
Диафрагма (рис. 2.2.12.10).
Вход в трубу при пересечении ее со стенкой под углом а (рис. 2.2.12.8). = 0,5 + 0,3cosa + 0,2cos2a.
При w = -y
Рис. 2.2.12.8.
Вход в трубу при пересечении ее со стенкой под углом а
I I S'
;= 1 + 0,707. 1—*-
N s
s Y ( s Y
-2- -2- .(2.2.12.13)
5 J <5 J
Выход из трубы (рис. 2.2.12.9). £= 1.
Рис. 2.2.12.10. Диафрагма
Рис. 2.2.12.9.
Выход из трубы
Решетка из перфорированного тонкого листа при установке ее вместо диафрагмы (рис. 2.2.12.10) имеет то же сопротивление, если So — суммарная площадь сечения отверстий при сечении канала, равном S.
Прикладная механика сплошных сред
93
Отвод (рис. 2.2.12.11). С,-АВ. Численные значения коэффициентов А и В приведены соответственно в табл. 2.2.12.5 и 2.2.12.6.
Рис. 2.2.12.11. Отвод
Таблица 2.2.12.8
Делительная стенка под углом а = 90° к направлению потока
D, мм С D, мм С
13 15,9 30 8,6
20 10,5 40 7,6
25 9,3 50 6,9
Вентиль прямоточный (рис. 2.2.12.13). w = —.
nD
Численные значения коэффициента С, в формуле (2.2.12.12) ддя полностью открытого вентиля приведены в табл. 2.2.12.9.
Таблица 2.2.12.5
а, град А а, град А
20 0,31 ПО 1,13
30 0,43 130 1,20
45 0,60 150 1,28
60 0,78 180 1,40
90 1,00
Таблица 2.2.12.6
Rid 1,0 2,0 4,0 6,0 15 30 50
В 0,21 0,15 0,11 0,09 0,06 0,04 0,03
Вентиль (рис. 2.2.12.12). При и’ =—численные
значения коэффициента С, в формуле (2.2.12.12) ддя полностью открытого вентиля приведены в табл. 2.2.12.7 и 2.2.12.8.
Таблица 2.2.12.9
D, мм С D, мм С
25 1,04 100 0,50
38 0,85 125 0,46
50 0,73 150 0,42
65 0,65 200 0,36
75 060 250 0,32
Рис. 2.2.12.12. Вентиль
Таблица 2.2.12.7
Делительная стенка под углом а = 45° к направлению потока
D, мм С D, мм С
13 10,8 150 4,4
20 8,0 200 4,7
40 4,9 250 5,1
80 4,0 300 5,4
100 4,1 350 5,5
40
Кран пробочный (рис. 2.2.12.14). и; = —-=j-. Число2
ленные значения коэффициента в формуле (2.2.12.12) для полностью открытого крана приведены в табл. 2.2.12.10.
Рис. 2.2.12.14. Кран пробочный
Таблица 2.2.12.10
D, мм 13 19 25 32 38 50 и выше
4 2 2 2 2 2
94
Новый справочник химика и технолога
Задвижка с симметричным сужением (рис. 2.2.12.15). 40
w = —=j-. Численные значения коэффициента £ в фор-TtD
муле (2.2.12.12) приведены в табл. 2.2.12.11 [18].
Рис. 2.2.12.15. Задвижка с симметричным сужением
Рис. 2.2.12.17. Клапан всасывающий с сеткой
Таблица 2.2.12.11
D, мм 200 250 300 300
Dc/D 0,75 0,80 0,67 0,67
LID 1,33 1,50 1,68 2,50
0,19 0,16 0,36 0,30
40
Клапан обратный (рис. 2.2.12.16). м> =—=5-. Чис-kD
ленные значения коэффициента £ в формуле (2.2.12.12) приведены в табл. 2.2.12.12.
Таблица 2.2.12.12
D, мм c D, мм c
40 1,3 300 2,1
70 1,4 500 2,5
100 1,5 750 2,9
200 1,9
Клапан всасывающий с сеткой (рис. 2.2.12.17). 40
w = —=^-. Численные значения коэффициента £ в фор-
муле (2.2.12.12) приведены в табл. 2.2.12.13.
Тройник вытяжной (рис. 2.2.12.18). Изменение полного напора жидкости, движущейся от сечения 3 к сечению 2, происходит не только в результате гидравлических потерь, но и за счет сообщения ей энергии от потока, текущего от сечения 1 к сечению 2, т. е. за счет инжекции. Баланс энергий для сечений 3 и 2 можно взять в форме (2.2.12.8), но тогда под hw следует понимать изменение полного напора, которое w2 О
можно вычислить по формуле = С—. При w = —-2g S
коэффициент С можно вычислить по формуле С = АВ . Численные значения коэффициентов А и В приведены соответственно в табл. 2.2.12.14 и 2.2.12.15. Коэффициент местного сопротивления при
проходе потока от сечения 1 до сечения 2 при w = —
£ = 1,55—-f—
Qc la
Таблица 2.2.12.13.
D, мм c D, мм c
40 12 300 3,7
70 8,5 500 2,5
100 7,0 750 1,6
200 4,7
Таблица 2.2.12.14
56/5c Q&I Qc A
0-0,3 0-1,0 1,0
0,4-1,0 <0,4 0,4-1,0 (0,9 +0,45) &/& 0,55
Прикладная механика сплошных сред
95
Таблица 2.2.12.15
Значения коэффициента В
Q&/Qc s6/sc
0,1 0,2 0,3 0,4 0,6 0,8 1,0
0 -1,0 -1,0 -1,0 -i,o -i,o -1,0 -1,0
0,1 0,4 -0,37 -0,51 -0,54 -0,59 -0,60 -0,61
0,2 3,8 0,72 0,17 -0,03 -0,17 -0,22 -0,30
0,3 9,2 2,27 1,00 0,58 0,27 0,15 -0,11
0,4 16,3 4,3 2,06 1,30 0,75 0,55 0,44
0,5 25,5 6,75 3,23 2,06 1,20 0,89 0,77
0,6 36,7 9,7 4,70 2,98 1,68 1,25 1,04
0,7 42,9 13,0 6,30 3,90 2,20 1,60 1,30
0,8 64,9 16,9 7,92 4,92 2,70 1,92 1,56
0,9 82,0 21,2 9,70 6,10 3,20 2,25 1,80
1,0 101,0 26,0 11,90 7,25 3,80 2,57 2,00
Тройник приточный (рис. 2.2.12.19). При и’ = —
S
w = <py[2gH ,
(2.2.12.14)
коэффициент местного сопротивления для прохода бокового потока от сечения 1 до сечения 3
. Значения коэффициента А
приведены в табл. 2.2.12.16. Коэффициент местного сопротивления при проходе основного потока, т. е. от
Таблица 2.2.12.16
s6/s 0б / Qc A
<0,35 o' o' V/ Л (1,14О,7)0б/0с 0,85
>0,35 <0,6 >0,6 (l,0-0,65)26 !QC 0,6
Истечение жидкости. В инженерной практике для расчета скоростей при истечении жидкости из отверстий или насадков принята формула
а для расхода
Q = yS0^H, (2.2.12.15)
где ф — коэффициент скорости; ц — коэффициент расхода; So — площадь сечения отверстия или насадка (минимальная, если насадок переменного по длине сечения); Н— статический напор жидкости.
Истечение жидкости через отверстие с острой кромкой (рис. 2.2.12.20).
Рис. 2.2.12.20. Истечение жидкости через отверстие с острой кромкой
96
Новый справочник химика и технолога
Слагаемые уравнения Бернулли (2.2.12.8) соответственно равны: для сечения 1 — z}= h,yv\ = 0, р\ = ро, для сечения 2 — z2 = ^,yv2-^-,p2 = Р-
Гидравлические потери происходят при сжатии по-
7 7-
тока, они равны /^ = —.
Сопоставление уравнения (2.2.12.8) с формулой
(2.2.12.14) дает выражение для напора Н —— + h и
Pg коэффициента скорости (р = ^Ja2 + С,с .
Под действием сил инерции при входе жидкости в отверстие происходит сжатие потока, которое характе-ризуется коэффициентом сжатия £ =—, где So — ^0
площадь сечения отверстия, S — площадь сечения струи в месте завершения сжатия.
Поскольку расход жидкости Q = wS, то сопоставление его с формулой (2.2.12.15) дает выражение для расчета коэффициента расхода ц = (ре.
При турбулентном режиме истечения, когда a2= 1, коэффициент местного сопротивления при сжатии потока С, = 0,05, коэффициент скорости ц = 0,98 и при экспериментально найденном значении коэффициента сжатия е = 0,64 коэффициент расхода ц = 0,62.
При ламинарном режиме коэффициенты (р, ц, е зависят от числа Рейнольдса, для расчета которого при-
, РЖЖ, ,
меняется формула Ке = --------, где а0 — диаметр
v
отверстия, v — кинематическая вязкость жидкости.
Зависимость коэффициентов <р, ц и £ от числа Рейнольдса приведена на рис. 2.2.12.21.
Рис. 2.2.12.21. Зависимость коэффициентов <р, ц и £ от числа Рейнольдса при истечении жидкости через отверстие с острой кромкой
Истечение жидкости через цилиндрический насадок (рис. 2.2.12.22).
Гидравлические потери складываются из местных (потери при входе в канал, = 0,5) и потерь по длине (обычно при соотношении длины патрубка и его диаметра, равном 3-J-5, они ничтожны по сравнению с
местными и ими пренебрегают). Те же вычисления, что и при истечении жидкости через отверстие с острой кромкой, позволяют найти (р = ^а2 + ^вх и ц = (р. При турбулентном режиме истечения ц = (р = 0,82, а коэффициент сжатия потока £ = 1.
Рис. 2.2.12.22. Истечение жидкости через цилиндрический насадок
Ниже приведены аналогичные данные для других
насадков.
Внутренний цилиндрический насадок
(рис. 2.2.12.23): ц = <р = 0,71; 8 = 1; £ = 1.
Сопло (рис. 2.2.12.24). ц = (р = 0,98; £ = 0,98;
£ = 0,02 + 0,06.
Прикладная механика сплошных сред
97
Конический сужающийся насадок (рис. 2.2.12.25 и табл. 2.2.12.17).
Рис. 2.2.12.25. Конический сужающийся насадок
Таблица 2.2.12.17
Значения коэффициентов расхода ц и скорости ср в зависимости от угла а
а, град Ц Ф а, град Ц Ф
2 0,86 0,86 20 0,92 0,97
5 0,91 0,91 25 0,89 0,975
10 0,93 0,94 35 0,88 0,98
15 0,94 0,96 45 0,85 0,98
Конический расширяющийся насадок со скругленным входом (рис. 2.2.12.26 и табл. 2.2.12.18): s = 1; ц = ф;
Рис. 2.2.12.26. Конический расширяющийся насадок
Таблица 2.2.12.18
Значения коэффициента расхода ц в зависимости от угла 6
0 = 5°
L/d 1 2 4 6 8 10 12 14
Ц 0,97 0,95 0,89 0,81 0,72 0,64 0,55 0,45
0 = 7,5°
Ltd 1 2 3 4 6 8 10 12
Ц 0,95 0,93 0,87 0,82 0,68 0,55 0,44 0,36
0=10°
L/d 1 2 3 4 5 6 8 9
М 0,94 0,88 0,81 0,71 0,61 0,53 0,40 0,35
0= 15°
L/d 0,5 1 1,5 2 2,5 ' 3 4 5
Ц 0,94 0,90 0,83 0,75 0,67 0,60 0,46 0,35
Расход жидкости через прямоугольный водослив (рис. 2.2.12.27) при турбулентном режиме течения может быть вычислен по формуле
Q = mB^2gH3 , (2.2.12.16)
где т = 0,45 — коэффициент расхода для водослива, В — ширина водослива, м.
Рис. 2.2.12.27. Прямоугольный водослив
Время слива жидкости из резервуара (рис. 2.2.12.28) при условии, что S » So, можно вычислить интегрированием уравнения
Sdz at =-----1 ,
V I PS J
где S — площадь сечения резервуара на высоте z, So — площадь сечения насадка.
Рис. 2.2.12.28. Слив жидкости из резервуара
Если же S не зависит от z и р = pQ, то время слива от уровня z = Но до Н составит
t = (2.2Л2ХТ)
Высота всасывания центробежного насоса (рис. 2.2.12.29), т. е. наибольшая высота расположения насоса, определяется условием снижения давления в жидкости до давления ее насыщенных паров /;нп, при котором может произойти вскипание жидкости. Если образовавшаяся паро-жидкостная смесь попадает в область, где давление выше рпп, то происходит конденсация паров, мгновенное заполнение пузырьков пара жидкостью, и если пузырьки находились на поверхности колеса насоса, то возникают гидравлические удары, эрозия поверхности, а затем и разрушение колес. Это явление называется кавитацией. Сечение, в котором
98
Новый справочник химика и технолога
наблюдается наименьшее давление, — это вход жидкости в проточную часть колеса (сечение 1 на рис. 2.2.12.29).
Рис. 2.2.12.29. Высота всасывания центробежного насоса
Слагаемые уравнения Бернулли (2.2.12.8) соответственно равны: для сечения 0 — z0 = 0, w0 = О, р0; для сечения 1 — Zj = /?тах, Wi = w, рх =рт.
Гидравлические потери hw на участке между сечениями 0 и 1 состоят из гидравлических потерь в линии всасывания (йв) и потерь внутри насоса в зоне всасыва-w2 ния, которые определяются формулой йнас = ^нас —. 2g
Простые преобразования приводят к выражению:
^=^-^-^-1,25^, (2.2.12.18) pg
гДе АЛдоп = + («1 + £наС = /(С) — кавитацион-
2 2g
ный запас, который зависит от производительности насоса и определяется экспериментально. Зависимость А^доп=Л0 указывается в паспорте центробежного насоса в качестве одной из основных его характеристик. Число 1,25 в формуле (2.2.12.18) — это коэффициент запаса.
При применении в качестве привода кривошипно-шатунной передачи расстояние поршня от левой мертвой точки
х = 7?(1 - cos ф), (2.2.12.20)
скорость поршня подчиняется зависимости
мп = (оЛзтф, (2.2.12.21)
ускорение —
Зи
аП = —s- = со2 R cos ф. (2.2.12.22)
dt
Средняя расходная скорость жидкости во всасывающем трубопроводе
с
>г = «п— (2.2.12.23)
при отсутствии воздушного колпака на линии всасывания будет переменной во времени.
Соответственно ускорение жидкости во всасывающем трубопроводе
dw _ dun S dt ~~dt~~S^'
(2.2.12.24)
В уравнениях (2.2.12.20)-(2.2.12.24) обозначено: ф — угол поворота кривошипа от положения, при котором поршень находился в левой мертвой точке; R — радиус кривошипа; со — угловая скорость вращения кривошипа; S — площадь сечения цилиндра; SB — площадь сечения всасывающего трубопровода; <^к — коэффициент местного сопротивления насоса при всасывании жидкости, приведенный к скорости поршня; X— коэффициент гидравлического трения во всасывающем трубопроводе; /в — длина всасывающего трубопровода; — суммарный коэффициент местных сопротивлений линии всасывания.
Высота всасывания поршневого насоса без воздушного колпака (рис. 2.2.12.30).
Сечение, в котором давление минимально, — это сечение 1. Движение жидкости в системе неустановив-шееся, поэтому применимо уравнение Бернулли в форме выражения (2.2.12.5). Слагаемые уравнения Бер-
нулли соответственно равны: для сечения 1 — z0 = 0,
wo = 0, ро', для сечения 2
= Лтах
Wt = Wn,
Р\ Рви-
h =Ро Рнп pg 2 2g
f Л 4 V1 X WB ап ав 1
- X—+) С. — --—х—-Z
I < y2g g g
(2.2.12.19)
Рис. 2.2.12.30. Поршневой насос без воздушного колпака
D
2
Прикладная механика сплошных сред
99
Величину угла ср, при котором hm принимает наименьшее значение, находят по формулам: срт = 0, если А < 1; cpm = агссозЛ, если А > 1, где
з+£к +fx-^+Y—1
Если поршневой насос оборудован воздушным колпаком (рис. 2.2.12.31), то течение жидкости в линии всасывания является установившимся. В этом случае в
уравнении (2.2.12.19) следует принять w = —, где Q —
производительность насоса, ав = 0, а угол срт вычисля-, ( 1
ется по формуле <pm = arccos --- .
Рис. 2.2.12.31. Поршневой насос с воздушным колпаком
Пример 2.2.12.1. Определить высоту всасывания поршневого насоса для двух случаев: с воздушным колпаком и без воздушного колпака. Конструктивные и режимные параметры насоса приведены в подписи к рис. 2.2.12.32.
Расчеты высоты всасывания проводились по уравнению (2.2.12.19), для которого соответствующие величины находились из уравнений (2.2.12.20)-(2.2.12.24). Результаты расчетов приведены на рис. 2.2.12.32, откуда следует, что установка воздушного колпака приводит к росту высоты всасывания, причем с увеличением длины всасывающего трубопровода этот эффект нарастает.
Трубчатый ороситель (рис. 2.2.12.33) представляет собой заглушенную с одной стороны трубу, по длине которой с шагом I размещены цилиндрические насадки, через которые происходит сток жидкости. Решение задачи расчета расхода жидкости через каждый насадок сводится к решению системы уравнений Бернулли, записанных для каждого участка оросителя: для сечений i и i + 1
Jl + ai^=P»L+aM<L +
Pg 2g Pg 2g (2.2.12.25)
+/.. П£ + о,з5^-^) ,
'dig 2g
для сечений i и 0
Pg ' 2g
Pat , aQi I Qi | , Pg 2g{s0 J 2g
(2.2.12.26)
и уравнения неразрывности
(w/-w;+]).S' = Q.,
(2.2.12.27)
где d — диаметр трубы, So — площадь сечения цилиндрического патрубка.
Если п — количество отверстий, то общее число уравнений составит Зп.
Ч______L-----.
г+1
Рис. 2.2.12.32. Зависимость высоты всасывания поршневого насоса от длины линии всасывания при перекачивании воды при температуре 20 °C, R = 0,1 м, D = 0,15 м, частоте вращения кривошипа п = 0,15 с-1, dB = 0,04 м, = 5: 1 — насос без воздушного колпака;
2 — насос с воздушным колпаком
Рис. 2.2.12.33. Трубчатый ороситель
Пример 2.2.12.2. Определить распределение давлений и расходов жидкости через отверстия оросителя при следующих исходных данных: расход воды Q = 5 • Ю4 м3/с; диаметр трубы d = 0,016 м; диаметр патрубков do - 0,006 м; количество отверстий п - 9; шаг между отверстиями I = dk (где к= 2,5-^20); кинематическая вязкость v = 106 м2/с и плотность р = 1000 кг/м3.
100
Новый справочник химика и технолога
Результаты численного решения приведены на рис. 2.2.12.34. Данные расчетов свидетельствуют о том, / I X
что изменением геометрии (отношения —) можно получить как возрастающее по длине канала, так и убывающее распределение расходов в патрубках. При постоянном сечении патрубков можно добиться и практически равномерного распределения 0.
Рис. 2.2.12.34. Распределение давления (а) и расходов жидкости через отверстия (б) по длине оросителя при различных отношениях I / d\ 1 — 2,5; 2 — 5,0; 3 — 7,5; 4 — 10;
5 — 12,5; б— 15; 7—17,5; 5 — 20
Струйный насос (рис. 2.2.12.35).
Рабочая жидкость, обладающая удельной механической энергией еь подается в количестве Q\ в патрубок 7, откуда она истекает в виде струи со скоростью и'с в камеру смешения С, где происходит передача части ее механической энергии жидкости с удельной механической энергией е2> всасываемой в количестве Q2 из патрубка 2. Из патрубка 3 вытекает суммарный поток 03 = Qi + Q2, удельная механическая энергия которого езт при отсутствии гидравлических потерь
_ ^0 + e2Qi
ЗТ
сообщаемый жидкости Q2 напор
(2.2.12.28)
а коэффициент полезного действия такой идеализированной машины составит
17 ~ „ / х •
Q (л езт)
Для нахождения действительных характеристик насоса необходимо учесть возникающие прй течении гидравлические потери. В последующих расчетах принимается, что режим течения жидкости во всех сечениях турбулентный, т. е. коэффициенты кинетической энергии, входящие в уравнение Бернулли, а, = 1 и коэффициенты количества движения, входящие в уравнение движения (2.2.12.3), Р, = 1.
Уравнение Бернулли для сечений 7 и С
2 2
A+^L = Pc+£yL(l + «,)I (2.2.12.31)
где С,1 — коэффициент сопротивления участка 7-С, приведенный к скоростному напору жидкости в струе;
. (2.2.12.32)
и-с,=^, (2.2.12.33)
где 5’] и 8С — площади сечений входного патрубка и сопла соответственно.
Уравнение Бернулли для сечений 2 и С
+ (2.2.12.34)
где Q — коэффициент сопротивления участка 2-С, приведенный к скоростному напору полезного, всасываемого потока жидкости на входе в камеру смешения; и/п — скорость всасываемого потока при входе в камеру смешения;
(2.2.12.35)
(2.2.12.36)
где S — площадь сечения камеры смешения, S2 — площадь сечения входного патрубка всасываемого потока.
Уравнение движения (2.2.12.3) для сечений С и D при пренебрежении гидравлическими потерями по длине камеры смешения примет вид:
(Pc ~Pd)s = P^S-pm£2Sc -pu£2(S-Sc),
(2.2.12.37)
(2.2.12.29)
Прикладная механика сплошных сред
101
где wD — средняя скорость жидкости после полного смешения потоков
«Ь=у- (2.2.12.38)
Уравнение Бернулли для сечений D и 3
Рв+^ = Р,+^в!^^, (2.2.12-39)
где последнее слагаемое характеризует гидравлические потери в диффузоре с коэффициентом ф/>, средняя скорость жидкости в выходном сечении 3
w3=^, (2.2.12.40)
^3
где S3 — площадь выходного патрубка.
Разделив слагаемые уравнений (2.2.12.31), (2.2.12.34), (2.2.12.39) и (2.2.12.40) на динамическое давление в
Р™С С х
струе ——, получим безразмерные формы уравнении:
, _2(p1-jPc)_1, r _[4_Y
1С ~ 2 ~ ,
pwi \ks)
(2.2.12.41)
2
2
р _ 2
Г2С ~ 2
pwi
(2.2.12.42)
, _2(Рс~Рр) ,2 ^+1 ! р + 1___________________L_
PW12 l ks Jl ks ks~X
(2.2.12.43)
где р-А~А А “А (2.2.12.47)
или р _ ?2С + PcD + Pd3 (2.2.12.48)
Р\с — Р2С
Коэффициент полезного действия реального насоса составит
n = -CZJ’2c + J’cp + /’m . (2.2.12.49)
Р -4- Р -k Р 7
Г\С rCD “Н rD3
Пример 2.2.12.3. Найти основные характеристики струйного насоса (см. рис. 2.2.12.35), имеющего сле-дующие конструктивные параметры: — = 0,1,
S S'
— = 0,2, — = 0,2. Результаты расчетов привести для Si S3
g
сопел различного диаметра ks = —: 5,0; 6,5; 8,5; 9,8; $с
13,8; 18,8; 25.
В расчетах принято: коэффициент сопротивления рабочего потока, приведенный к скорости в сопле, ^1 = 0,1; коэффициент сопротивления всасываемого потока, приведенный к скорости на входе в камеру смешения, = 0,11; коэффициент диффузора фо = 0,2. Результаты численных расчетов приведены на рис. 2.2.12.36-2.2.12.38.
На рис. 2.2.12.36 представлена расчетная зависимость P=f(U), а на рис. 2.2.12.37 — зависимость ц =j\(U) при различных значениях основного геометрического параметра насоса ks. Очевидно, что для каждого значения коэффициента инжекции существует оптимальное соотношение ks. Зависимость этого оптимального kSom от Uпредставлена на рис. 2.2.12.38.
pwj2
ks ) \ks)
+ <pD(l+t/)2
(2.2.12.44)
L^L^L^L^tt x
гДе ks= — ’ A2=—; кз= — ’ u — к°эф-
dc Oj O2 *^3
фициент инжекции
С7 = ^-. (2.2.12.45)
й
Рис. 2.2.12.36. Зависимость величины Р (формула (2.2.12.48)) от коэффициента инжекции U при различных ks: 1 — 5-2 — 6,5; 3 — 8,5; 4 — 9,8; 5 — 13,8; 6 — 18,8;
7 — 25; 8 — для теоретического насоса
Главная характеристика струйного насоса представляет собой зависимость
P=fiU\ (2.2.12.46)
102
Новый справочник химика и технолога
Рис. 2.2.12.37. Зависимость КПД г] от коэффициента инжекции U при различных kg.
1 — 5; 2 — 6,5; 3 — 8,5; 4 — 9,8; 5 — 13,8; 6 — 18,8;
7 -— 25; 8 — для теоретического насоса
С учетом формул (2.2.12.1), (2.2.12.2), (2.2.12.9), (2.2.12.10) и (2.2.12.12) уравнение (2.2.12.50) можно преобразовать как
H = H0 + aQ2, (2.2.12.51)
где
Но =z2-Zl + Р2~Р} (2.2.12.52)
Pg
определяет напор насоса, при котором Q = 0 и
а2 ai , yfх 1 У ^1
js2 s2 ' д ^s2 J
(2.2.12.53)
Рис. 2.2.12.38. Зависимость оптимального геометрического соотношения к$от от коэффициента инжекции U
Здесь Q — расход жидкости, или объемная производительность насоса, м3/с; п — количество участков труб различного диаметра D, длиной Lt; т — количество местных сопротивлений между сечениями 7 и 2; С, — коэффициент сопротивления z-го местного сопротивления, приведенного к площади поперечного сечения St.
Уравнение (2.2.8.50) называется характеристикой сети. Оно позволяет рассчитать напор насоса, необходимый для транспортирования им жидкости в количестве Q. Характеристика сети в графическом виде приведена на рис. 2.2.12.40.
Рис. 2.2.12.40. Характеристика сети
Характеристика сети. Уравнение Бернулли (2.2.12.8) при наличии насоса между сечениями 7 и 2 (рис. 2.2.12.39), который сообщает жидкости удельную энергию Н, называемую напором насоса, имеет вид
Н +zx + — + dj — = z2 +—+а2——1-7^ . (2.2.12.50)
Pg 2g pg 2g
2.2.13. Фильтрация в недеформируемой пористой среде
(Г.М. Островский)
Уравнения сохранения массы и импульса силы нетрудно получить, если представить плотность фильтрующейся жидкости как
Р° = ре,
(2.2.13.1)
Рис. 2.2.12.39. Схема гидравлической системы с насосом
где р — плотность сплошной среды, е — объемная доля сплошной среды в пористом теле. Тогда можно воспользоваться феноменологическим представлением механики сплошных сред. В этом случае уравнение неразрывности по аналогии с формулой (2.1.4.1) примет вид
(2.2.13.2)
или
d(pe) , -
—-7- +V-(p£w) = 0.
dt V 7
(2.2.13.3)
^- + V-(p°«) = 0 dt ’
Прикладная механика сплошных сред
103
Для одномерного течения уравнение (2.2.13.3) примет вид
^U^-(ps«) = O. (2.2.13.4) dt дх
Для несжимаемой среды при установившемся течении уравнение (2.2.13.3) примет вид
V-(em) = 0. (2.2.13.5)
Если пористое тело имеет постоянную по объему пористость, то
V-(w) = 0. (2.2.13.6)
Уравнение (2.2.13.6) тождественно уравнению неразрывности для несжимаемой жидкости (2.2.1.1).
По аналогии с уравнением (2.2.1.4) запишем уравнение сохранения импульса силы, введя в него дополнительную силу Р21 — силу межфазного взаимодействия, которая определяется трением сплошной среды (индекс 1) о скелет пористого тела (индекс 2):
p°f^- + («-V)w] = p0^- = p0g + V-o + P2l. (2.2.13.7) \ot j dt
По аналогии с уравнением (2.1.3.2) для жидкости дивергенцию тензора напряжений можно представить:
V • б = -grad/? + peV2 • й . (2.2.13.8)
В формуле (2.2.13.8) составляющая вязкого трения записана формально, поскольку трудно определить до конца параметр ц£ как вязкости жидкости, текущей в скелете пористого тела. Принято считать, что тензор напряжений достаточно представить только с учетом grad/?, т. е.
V-d = -grad/?. (2.2.13.9)
Это оправдывается тем, что характерный масштаб, на котором осредненная скорость жидкости существенно изменяется, значительно превосходит размер каналов пористого тела и, следовательно, осредненная скорость сдвига пренебрежимо мала по сравнению с локальной скоростью сдвига вблизи поверхности скелета пористого тела. Тогда, поскольку поверхность трения в единичном объеме пористого тела значительна, осред-ненными вязкими напряжениями в жидкости, пропорциональными осредненным скоростям сдвига, можно пренебречь по сравнению с силой трения о поверхность скелета пористого тела.
Выражение для импульса силы от стенок скелета к жидкости в силу третьего закона Ньютона представим как
А, = -Д2, (2.2.13.10)
где р12 — импульс силы от жидкости к стенкам скелета, величина которого определяется силой, вызванной градиентом давления (силой Архимеда), и силой, обусловленной течением жидкости относительно скелета пористого тела (см., например, [10]). Таким образом,
р12 = -grad/?(l-s)+ jS^l-e), (2.2.13.11)
где S (1-е) — поверхность трения жидкости в единичном объеме пористого тела; f — удельная сила межфазного сопротивления, вызванная трением жидкости о поверхность скелета пористого тела.
С учетом формул (2.2.13.1) и (2.2.13.9)-(2.2.13.11) уравнение (2.2.13.7) примет вид
РЕ~ = Pef _ egrad/? - fS (1 - s). (2.2.13.12)
В уравнении (2.2.13.12) функция f - /(м) может быть определена на основе эмпирических и полуэмпи-рических моделей.
Полуэмпирические и эмпирические соотношения f= /(я) можно получить для одномерного установившегося течения, для которого выражение (2.2.13.12) примет вид
f = -^~ т. (2.2.13.13) ^S(I-e)
Ламинарный режим фильтрации описывается полу-эмпирическим уравнением Козени — Кармана [22]:
= (2.2.13.14)
ах е
где — коэффициент извилистости (см. 3.1.1), величина которого обычно составляет 1,5; мф =ме — приведенная к сечению пористого тела скорость, называемая скоростью фильтрации.
Уравнение (2.2.13.14) можно представить в виде
(2.2.13.15)
(2.2.13.16)
(2.2.13.17)
где а — константа фильтрации, к — коэффициент проницаемости.
Уравнение (2.2.13.15) называют законом фильтрации Дарси [23]. В уравнении (2.2.13.17) экспериментально определяют величину 2^2, которая характеризует форму каналов фильтрации. В тех случаях, когда
104
Новый справочник химика и технолога
тело имеет сложную капиллярно-пористую структуру (см. 3.1.4), ограничиваются экспериментальным определением коэффициента проницаемости к из уравнений (2.2.13.15) и (2.2.13.16).
Далее, воспользовавшись уравнениями (2.2.13.13) и (2.2.13.14), получают выражения для искомой функции:
/=2ц(^5(1 £)ц (2.2.13.18)
е
или с учетом формулы (2.2.13.17)
? ц £
J -------ч—и
k(l-e)S
(2.2.13.19)
На практике широкое распространение для расчетов параметров фильтрации в зернистом слое нашло эмпирическое уравнение Эргуна [24], которое применимо для произвольного режима течения жидкости:
dp Г 150цМф(1-8)2 1,75рмф |мф|(1-е)Л
dx ~ 8283 + Зе3
\ 7
(2.2.13.20)
где 8 — размер частиц зернистого слоя.
Если первое слагаемое в уравнении (2.2.13.20) привести в соответствие с уравнением Козени — Кармана (2.2.13.14), а второе слагаемое — к преобразованному для турбулентной фильтрации уравнению Дарси — Вейсбаха (2.2.6.21) [10], то получим
^ = _1.£^)рй |й (2.2.13.21)
dx 8е 11
где X — коэффициент гидравлического сопротивления
каналов пористого тела. При £ = 1,44, S = — (см. 3.1.1)
8
и X = 0,78 с учетом формулы (2.2.13.13) получим
- 2ц;25(1-8) Г3 , ,
/ = —- v-------м + Х—-рм|м| (2.2.13.22)
8 8
или с учетом выражения (2.2.13.19) для сложной капиллярно-пористой структуры
-и г2 X'
f = ^-----—W + — pwlwl, (2.2.13.23)
*(l-e)S 8 1 1
где X' = Х^3 — эмпирический коэффициент, X = 0,78.
Уравнения (2.2.13.22) и (2.2.13.23) справедливы в широком диапазоне изменения критерия Re, тогда как уравнения (2.2.13.18) и (2.2.13.19) справедливы при ламинарной фильтрации, когда
Re= 4£р1Д1 (l-e)Sp
<6.
(2.2.13.24)
Постановка фильтрационных задач в пористом теле определяется уравнениями сохранения массы (2.2.13.3) и импульса (2.2.13.12). Для декартового трехмерного пространства величина удельной силы межфазного сопротивления f определяется выражением (2.2.13.18) либо (2.2.13.19), или, если режим фильтрации ламинарный, уравнением (2.2.13.22) либо (2.2.13.23).
Уравнение (2.2.13.12) в проекциях на декартовы оси координат примет вид:
(ди, ди, ди, ди, ре —-+и,—— Л-и,—- + и,—-dt дх у ду dz
дх
f ди ди ди ди
ре —— Л-и—- + uv—- + и,—-1 dt х дх у ду г dz _
= Pe^-e^—
(2.2.13.25)
I ди, ди, ди ди,
dt дх у ду dz
= pegz-e^-/^(l-e) dz
Проекции удельной силы сопротивления на оси координат на примере уравнения (2.2.13.22) можно записать как
2^5(1-е) (2.2.13.26)
е 8 v
где индекс к = х, у, z.
Уравнение (2.2.13.3) для несжимаемой жидкости и недеформируемого пористого тела примет вид
Э(8ЦХ) t d(tUy) а(е«г) 0 дх ду dz
(2.2.13.27)
В цилиндрической системе координат (г, 0, z) эти уравнения преобразуются следующим образом:
для уравнений (2.2.13.25)
( дщ.
ре —-+иг——+ I dt дг
(ди, ди, ди, ди. Мд ]
р8 —- + и,—-ч--2-—-+и,—-—2- =
dt dr г dQ dz г j
= ре£,-е^--/Л(1-£) dr
duQ ме диг див uruQ 'dr r dQ z dz r
= peg«-“-/,S(l-s)
р£|^+иД+^+и^ =
dt dr r dQ dz)
=ре&-е^-ЛЗ’(1~е) dz
>; (2.2.13.28)
Прикладная механика сплошных сред
105
уравнение (2.2.13.26) остается неизменным, однако к = г, 9, z;
для уравнения (2.2.13.27)
д(гиЛ 1д(вмй) д(ги_\ &и V £Z+ V....*.Z+_L = o. (2.2.13.29)
dr г dQ dz г
Преобразования в сферической системе координат (г, 9, ф) запишутся в следующем виде:
для уравнений (2.2.13.25)
'ди ди щди и ди м0+и2]
3/ дг г дд rsin9 Эф г J
= pegr-e^—/г5(1-е) дг
(ди ди щди и ди uru и9и,ctg9
dt r dr г dQ rsin9 Эф г г
= peg₽---~ /Л О ~ е)
дщ ди. и. ди. и ди9 и и. и^ ctg 9^1 _
I dt dr г dQ rsin9 Эф г г J
= ^,-^-/,5(1-6)
(2.2.13.39)
для уравнения (2.2.13.26) k=r, Q, ф;
для уравнения (2.2.13.27)
Э(емг) 1Э(ем0) 1 3(емф) 2(ewr) (ew0)ctg9_
dr г dQ г sin 9 Эф г г
(2.2.13.31)
При решении фильтрационных задач, где все пространство пористого тела заполнено жидкостью (фильтрация без свободных поверхностей), уравнения (2.2.13.28) и (2.2.13.39) можно упростить, исключив из рассмотрения массовые силы (подробнее см., например, в [2]).
В отличие от течения жидкости в каналах, где на стенках принимаются условия прилипания, в задачах фильтрации на стенках, ограничивающих пористую среду, задается только условие непроницания:
«и|а=9, (2.2.13.32)
где ип — нормальная составляющая скорости на твердой стенке.
Входящие в уравнения (2.2.13.25) и (2.2.13.26) константы С Z и S в зависимости от структуры капиллярно-пористого тела могут зависеть от координат. Даже для зернистых слоев, в зависимости от условий их деформирования, возможна анизотропия упаковки частиц и, как следствие, анизотропия фильтрационных констант (см., например, в 3.3.4).
Приведенные выше уравнения достаточно хорошо описывают фильтрацию при невысокой пористости слоя, однако при е > 9,6 эмпирические константы X, к либо Q начинают сильно зависеть от £, и при е -* 1 их применение теряет практическую ценность, а в тех случаях, где пористость изменяется, их применение просто бессмысленно. Это нетрудно увидеть, например, из уравнения (2.2.13.18), которое при е = 1 дает f=Q, хотя для ламинарного режима обтекания одиночной частицы величина f определяется уравнением Стокса и равна
f = -^3ity&u, (2.2.13.33)
лЗ
где величина я82 представляет собой поверхность шара (подробнее см. в 3.3.2).
Для решения задач фильтрации при е > 9,6 следует использовать уравнение (3.3.3.2).
Приведенные в этом подразделе расчетные зависимости в большинстве случаев дают удовлетворительные для практики результаты. Однако они получены на основе простейших моделей, не учитывающих хаотичную пористую структуру капиллярно-пористого тела, которая приводит к хаотическому движению жидкости при фильтрации. Струйки жидкости в порах двигаются с различными скоростями, сливаются, меняют направление в зависимости от ориентации пор.
Движение жидкости в пористых средах даже при Re 1 схоже с турбулентным течением. Флуктуации поля скоростей аналогичны турбулентным пульсациям. Характерный пространственный масштаб неоднородностей поля скоростей имеет порядок масштаба микронеоднородностей пористой среды (это размер частицы в зернистом слое), а масштаб флуктуации скорости имеет порядок масштаба средней скорости потока в канале.
С различными особенностями процессов фильтрации в капиллярно-пористых средах можно ознакомиться в [25-29].
Пример 2.2.13.1. Через песчаный фильтр, для которого известны коэффициент проницаемости к = - 2,6 19“12 м2 и пористость £ = 9,45, фильтруется вода плотностью р = 1999 кг/м3 и вязкостью ц - 19 3 Па • с с расходом 0 = 36 кг/с. Определить гидравлическое сопротивление фильтра, если известны его размеры (см. рис. 2.2.13.1): Dq = 9,5 м; D = 1 м; Н= 3 м.
Процесс фильтрации определяется уравнениями (2.2.13.26), где k=r, 9,z, (2.2.13.28) и (2.2.13.29), кото-, д п
рые при установившемся режиме фильтрации — = 0, dt
е = const и при очевидных для данной задачи условиях:
— = —= 9, и =u.=Q, fQ=f= 9
dQ dz 2 e 76 2
примут вид:
= (а) дг дг
106
Новый справочник химика и технолога
(х дР
0 = -peg-e—-dz
(b)
(с)
£>0 D
Р = Рх при г = -± и Р = Р2 ПРИ г = у
получим
Из (b) следует, что р = c(z) - psgz, — не зависит от z. дг
Из (с) при условии на границе: ur = -uq при г = г0 получим
&Р = Р2-Р1
Поскольку
1 UqDq k 2
(\ 2 /
«0£>0 I | 2
-2—- —
2 ) \ D J V -Чо
(h)
или, то же самое,
«о =--------, (0
ерл£)07/
то после подстановки в (h) и (i) исходных данных получим: «о = 0,0017 м/с и Ар = 0,5 • 105 Па.
(d)
где «о — скорость жидкости на минимальной цилиндрической поверхности.
I
Рис. 2.2.13.1. Схема песчаного фильтра (иллюстрация к примеру): / — подача жидкости; 2 — направление фильтрации
Полагая, что режим фильтрации будет ламинарным, из уравнения (2.2.13.19) получаем:
ц е2 ^(l-e)^4
Из (a), (d) и (f) имеем
(\2
uQD0 ) 1 др 1 А 1
-2-2- — = —— +—щ— Ц8-.
2 J г2 dr k 0 2 г
(0
(g)
После разделения переменных и интегрирования при условиях на границах:
2.3. Полуэмпирическая теория турбулентности (М.Х. Стрелец)
2.3.1. Введение
Несмотря на интенсивное развитие вычислительной техники и впечатляющие успехи, достигнутые в последние годы как в области построения эффективных численных алгоритмов решения задач гидромеханики и тепломассопереноса, так и в разработке сопутствующего математического обеспечения (генераторы сеток, интерактивные системы ввода данных и системы визуализации результатов расчетов), проблема численного моделирования турбулентности, как и на протяжении многих предшествующих десятилетий, по-прежнему остается одной из наиболее сложных и актуальных проблем механики жидкостей. В отличие от ламинарных течений однофазной среды (жидкости или газа), расчет которых благодаря отмеченным выше достижениям стал во многом рутинной процедурой, надежное предсказание характеристик сложных турбулентных течений, представляющих наибольший практический интерес в химической технологии, по целому ряду причин (принципиально трехмерный нестационарный характер, стохастическая природа и исключительно широкий пространственно-временной спектр турбулентности) все еще остается скорее искусством, чем строгой наукой. Вместе с тем общий прогресс вычислительной гидродинамики и тепломассопереноса не мог не сказаться и на состоянии проблемы численного моделирования турбулентности. В частности, огромный опыт, накопленный при эксплуатации полуэмпирических моделей турбулентности, используемых для замыкания осреднен-ных по Рейнольдсу уравнений Навье — Стокса (в англоязычной литературе — Reynolds Averaged Navier — Stokes Equations — RANS), привел к ясному осознанию того, что надежды на создание универсальной модели турбулентности, пригодной для расчета всех или, по крайней мере, большинства турбулентных течений, казавшиеся вполне реальными еще в 1970-80-х гг., едва ли осуществимы. Это, в свою очередь, привело к значи
Прикладная механика сплошных сред
107
тельному смещению акцентов в исследованиях, посвященных моделированию турбулентности. Так, все больше внимания стало уделяться альтернативным (не использующим RANS) подходам, рассмотренным кратко в подразделе 2.4 данного Справочника. Однако, в силу исключительной вычислительной трудоемкости этих подходов, основным инструментом для расчета сложных турбулентных течений, представляющих практический интерес, по-прежнему остается полуэмпирическая теория турбулентности (ПТТ).
В этой области, наряду с традиционными исследованиями, направленными на усовершенствование существующих и разработку новых моделей турбулентности, в последнее время большое внимание уделяется проблеме тестирования и определению границ применимости таких моделей. Эта работа проводится как отдельными исследователями, так и в рамках специальных международных программ, координируемых, в частности, Стэнфордским университетом в США, Комиссией ЕС по развитию научных исследований и Европейским сообществом по течениям, турбулентности и горению (ERCOFTAC). Целью этих программ является выработка конкретных рекомендаций, позволяющих обоснованно выбрать ту или иную модель турбулентности при решении различных прикладных задач. Значительный вклад в решение данной проблемы внесли три Стэнфордские международные конференции (1968, 1980 и 1990 гг.), получившие неофициальное название «олимпиад моделей турбулентности» [30]. Среди более поздних попыток организации тщательного и всестороннего тестирования моделей турбулентности следует отметить Европейский проект по вычислительной гидродинамике ECARP [31], в рамках которого проведено сопоставление результатов расчетов достаточно широкого круга турбулентных течений, полученных в рамках самых разнообразных моделей турбулентности несколькими исследовательскими группами с использованием их собственных вычислительных программ. Аналогичные усилия предпринимаются ERCOFTAC, под эгидой которого регулярно проводятся специализированные международные рабочие семинары (см., например, [32-34]), на которых детально рассматриваются результаты расчетов, полученные участниками в рамках одних и тех же моделей турбулентности для так называемых «.тестовых течений», т. е. специально отобранных экспериментов, в которых, по мнению организаторов, получены наиболее надежные и полные данные по тем или иным турбулентным течениям. Наконец, решению той же проблемы посвящены работы отдельных авторов. Типичными примерами такого рода исследований могут служить работы [35, 36], в которых проводится всесторонний анализ возможностей нескольких популярных моделей турбулентности.
В результате в настоящее время накоплена весьма обширная и объективная (свободная от вычислительных ошибок и нс связанная со спецификой конкретных
численных реализаций) информация о возможностях различных полуэмпирических моделей турбулентности. Основы современной ПТТ, ее возможности и перспективы представлены в [30-36].
2.3.2. Уравнения Рейнольдса и способы их замыкания
Истоки ПТТ восходят к концу XIX в. и связаны с классическими работами Рейнольдса [37] и Буссинеска [38], в которых были сформулированы основополагающие идеи этой теории: процедура осреднения уравнений Навье — Стокса (получение RANS) и гипотеза скалярной турбулентной вязкости.
Как уже отмечалось в 2.2.2, система уравнений Рейнольдса может быть получена путем осреднения по времени нестационарных трехмерных уравнений Навье — Стокса. При этом подразумевается, что временной интервал, по которому производится осреднение, намного больше характерных временных масштабов турбулентности, с одной стороны, и намного меньше характерного макромасштаба времени рассматриваемого течения — с другой. В результате такого осреднения (соответствующая процедура подробно описана, например, в [1]) в простейшем случае течения вязкой несжимаемой ньютоновской жидкости может быть получена следующая система уравнений Рейнольдса относительно параметров осредненного движения (и) и {р} :
div < й >- 0
pd <й> /dt = -grad<р > +<7zv(jli(V< w >)-т7 j
(2.3.2.1)
или, в декартовой системе координат:
Эта система является незамкнутой, поскольку в нее входит неизвестный тензор так называемых рейнольд-совых напряжений xj =р{и',и'^. В силу симметричности этого тензора неизвестными являются только шесть его компонент. Для замыкания системы уравнений Рейнольдса, т. е. для определения связи между тензором рейнольдсовых напряжений и параметрами осредненного течения, которая и составляет собственно модель турбулентности, используется несколько подходов.
Первый и простейший из них основан на гипотезе Буссинеска [38], состоящей в предположении о нали
108
Новый справочник химика и технолога
чии линейной связи между тензором рейнольдсовых напряжений и тензором скоростей деформаций осред-ненного течения (s^ } :
д{и)У
2 dXj дх{
\ J 1
(2.3.2.3)
где vT — турбулентная, или вихревая, вязкость.
Модели турбулентности, базирующиеся на гипотезе Буссинеска (2.3.2.3), называются моделями турбулентной вязкости. Важными достоинствами этих моделей являются их относительная простота, наглядность и вычислительная эффективность: в рамках гипотезы Буссинеска проблема замыкания уравнений Рейнольдса сводится к определению только одной скалярной величины (турбулентной вязкости) вместо шести компонент тензора т’.
Первая модель турбулентности такого типа (модель пути смешения), принадлежащая Л. Прандтлю [39], вплоть до настоящего времени играет важную роль в ПТТ и является элементом многих появившихся впоследствии моделей турбулентности. Определяющий вклад в развитие ПТТ внесли работы Т. Кармана [40], А.Н. Колмогорова [41], Л. Прандтля [42], Й. Ротта [43] и Ф. Клаузера [44].
Как следует из уравнения (2.3.2.3), гипотеза Буссинеска сводится к предположению о том, что тензор анизотропии рейнольдсовых напряжений, определяемый
(МХ/ / \
соотношением аг] =------, где к = {и\и'^ — кинетиче-
к
ская энергия турбулентности (здесь и далее подразумевается суммирование по повторяющимся индексам), пропорционален тензору скоростей деформаций осред-2vr / \
ценного течения: atj =--• Одна1<о эксперимен-
к
ты показали, что это предположение не выполняется даже во многих относительно простых течениях, например в установившемся течении в круглой трубе, вращающейся вокруг своей оси [45], не говоря уже о более сложных турбулентных потоках. С другой стороны, во многих случаях, особенно при анализе течений, в которых основное влияние на осредненное движение оказывает только одна из компонент тензора рейнольдсовых напряжений (напряжение сдвига ), нарушение гипотезы Буссинеска не приводит к заметным погрешностям. Именно этими обстоятельствами (относительная простота и возможность получения приемлемых по точности результатов при расчете достаточно широкого круга сдвиговых турбулентных течений) и объясняются популярность и «долголетие» моделей турбулентной вязкости, которые широко применяются вплоть до настоящего времени.
Более сложным подходом к решению проблемы замыкания уравнений Рейнольдса является использова
ние различных нелинейных соотношений между тензором анизотропии а,: и тензорами скоростей деформаций и завихренности, (s^ и характеризующими кинематику осредненного течения. Соответствующие модели турбулентности называются нелинейными моделями турбулентной вязкости. Впервые такой подход был предложен С. Поупом [46]. В настоящее время опыт практического применения нелинейных моделей все еще остается относительно ограниченным. Тем не менее они рассматриваются как достаточно перспективная альтернатива моделям, базирующимся на гипотезе Буссинеска (см., например, [47]).
Наиболее последовательный из известных способов замыкания уравнений Рейнольдса базируется на использовании модельных соотношений непосредственно для компонент тензора рейнольдсовых напряжений т’ . В зависимости от типа этих соотношений (дифференциальные или алгебраические), соответствующие модели называются дифференциальными или алгебраическими моделями рейнольдсовых напряжений.
В принципиальном плане модели рейнольдсовых напряжений существенно превосходят как линейные, так и нелинейные модели турбулентной вязкости. Однако убедительные примеры их существенного превосходства над последними при расчете сложных течений практически отсутствуют, что объясняется как сложностью таких моделей, так и некоторыми более фундаментальными проблемами, возникающими при их построении (см. 2.3.4).
2.3.3. Модели турбулентной вязкости
Модели данной группы принято классифицировать в зависимости от количества входящих в них дифференциальных уравнений переноса. Такая классификация является в достаточной степени формальной, но в целом она наиболее удобна при рассмотрении огромного числа моделей этого типа. Следуя Д. Уилкоксу [30], в рамках такой классификации можно выделить три основных класса моделей:
1) алгебраические (не использующие дифференциальных уравнений) и полудифференциальные (использующие алгебраические связи и обыкновенные дифференциальные уравнения) модели;
2) модели с одним дифференциальным уравнением переноса той или иной характеристики турбулентности;
3) модели с двумя дифференциальными уравнениями переноса.
Некоторые модели, например модель П.А. Дурбина [48], не вписываются в рамки такой классификации. В дальнейшем они будут рассмотрены либо отдельно, либо совместно с теми моделями из трех перечисленных групп, к которым они наиболее близко примыкают.
Алгебраические и полудифференциальные модели. В рамках этих моделей связь между турбулентной вязкостью и параметрами осредненного потока задается алгебраическими соотношениями или (в полудиффе-
Прикладная механика сплошных сред
109
ренциальных моделях) алгебраическими соотношениями и обыкновенными дифференциальными уравнениями. Это определяет как достоинства моделей данной группы (вычислительная эффективность, относитель
ная простота определения эмпирических постоянных и модификации с учетом специфики рассматриваемых течений), так и их недостатки. Последние связаны прежде всего с тем, что модели данной группы неизбежно опираются на эмпирическую информацию об общей структуре рассматриваемого течения. В связи с этим их применение для течений с существенно иной структурой может привести к трудно оцениваемым априори
погрешностям или оказаться принципиально невозможным. Например, алгебраические модели, опираю
щиеся на структурные и кинематические характеристики пограничного слоя (толщины вытеснения и потери импульса, скорость на внешней границе пограничного слоя и т. п.), не могут использоваться в более сложных
течениях, для которых эти величины не определены. Вследствие этого область применимости каждой конкретной алгебраической или полудифференциальной модели оказывается весьма узкой, и создание общих моделей такого типа едва ли является возможным.
Еще один существенный недостаток алгебраических моделей турбулентной вязкости, который проявляется
при расчете не только сложных, но и относительно простых турбулентных течений типа пограничного слоя, состоит в том, что в силу своей «локальности» (турбулентная вязкость полностью определяется ло
кальными параметрами осредненного течения в рассматриваемой точке потока) они «мгновенно» реагируют на изменение этих параметров и условий на внеш
ней границе пограничного слоя, в то время как в реальных турбулентных потоках существенную роль играют эффекты «памяти» (см., например, [1]).
Несмотря на отмеченные недостатки, алгебраические модели турбулентной вязкости на протяжении многих лет были основным инструментом расчета турбулентных сдвиговых течений и достаточно широко используются вплоть до настоящего времени. Основы этих моделей были заложены еще в 1940-50-х гг. в
классических работах Прандтля, Кармана, Колмогорова, Клаузера и Ван Дриста. В частности, подавляющее большинство известных в настоящее время алгебраических моделей базируются на двухслойной схеме турбулентного пограничного слоя, впервые предложенной Клаузером [44]. В рамках этой схемы пограничный слой делится на две области: внутреннюю и внешнюю. Во внутренней (пристенной) области пограничного слоя, для которой характерны большие градиенты всех параметров потока, в качестве масштаба скорости обычно используется так называемая «динамическая
скорость», или «скорость трения», V»
(tw — на-
пряжение трения на стенке, р — плотность), а линейный масштаб предполагается пропорциональным расстоянию до стенки у. С учетом соображений размерно
сти, это приводит к определению турбулентной вязкости по формуле Прандтля [42] с демпфирующим множителем Ван Дриста [49], который учитывает взаимодействие молекулярного и турбулентного переносов импульса в непосредственной близости от стенки (в так называемых «переходной области» и «ламинарном подслое»).
Для внешней области пограничного слоя характерно гораздо более медленное изменение газодинамических величин. В качестве масштаба скорости в этой области принято использовать скорость на внешней границе пограничного слоя Ue, а в качестве линейного масштаба — одну из его интегральных толщин (чаще всего — толщину вытеснения). При этом турбулентная вязкость во внешней области предполагается постоянной величиной [44], а для того, чтобы учесть эффект перемежаемости (существование ламинарных «пятен») на границе пограничного слоя и внешнего потока, вводится коэффициент перемежаемости П.С. Клебанова [50].
Первоначально двухслойная схема турбулентного пограничного слоя была сформулирована исключительно на основе эмпирических представлений о поведении осредненных характеристик пристенных турбулентных потоков, в частности на выполнении так называемого «закона стенки» (наличие логарифмического участка профиля скорости) [51]. В дальнейшем эти представления нашли подтверждение в многочисленных экспериментальных и численных исследованиях тонкой структуры турбулентного пограничного слоя. Двухслойную схему принято связывать с существенной разницей масштабов турбулентных вихрей, населяющих внутреннюю область пограничного слоя (для нее характерны мелкие вихри) и его внешнюю область с характерными для нее относительно крупными (сравнимыми с толщиной пограничного слоя) когерентными структурами (см., например, [52]).
Одной из наиболее популярных алгебраических моделей турбулентной вязкости является модель Себе-си — Смита [53], которая достаточно часто используется в практике инженерных расчетов. Она построена на основе формул Прандтля и Ван Дриста (CS-2) во внутренней области и Клаузера и Клебанова (CS-4) во внешней области (здесь и далее ссылки на формулы относятся к 2.3.5, где приведены формулировки соответствующих моделей). На основе широкого сопоставления результатов расчетов, выполненных с помощью этой модели, с экспериментальными данными авторы модели ввели в демпфирующий множитель Ван Дриста и в формулу Клаузера дополнительные эмпирические функции, учитывающие влияние градиента давления, вдува и отсоса жидкости через обтекаемую поверхность, сжимаемости среды (CS-3) и низких чисел Рейнольдса (CS-5). Это позволило существенно расширить набор течений, для которых модель обеспечивает удовлетворительное согласование с экспериментом по основным характеристикам пограничного слоя. Однако, в силу общих для всех алгебраических моделей недо
110
Новый справочник химика и технолога
статков, модель Себеси — Смита неприменима к течениям, существенно отличающимся по своей структуре от пристенного пограничного слоя.
Наиболее удачная попытка избавиться от этого недостатка, оставаясь в рамках алгебраических моделей турбулентной вязкости, была предпринята Б. Болдуином и X. Ломаксом [54]. В предложенной ими модели в качестве линейного масштаба во внешней области вместо
толщины вытеснения пограничного слоя используется расстояние от стенки до точки, в которой функция
(Q — модуль завихренности)
достигает максимума, а в качестве скоростного масштаба — скорость в этой точке. Данная модель широко использовалась в практике аэродинамических и технологических расчетов в 1980-х гг. Опыт ее эксплуатации показал, однако, что, несмотря на свои несомненные преимущества перед моделью Себеси — Смита и другими аналогичными моделями, она не обеспечивает надежного предсказания не только сложных течений с обширными отрывными зонами, но и более простых предотрывных течений. Кроме того, были обнаружены существенные вычислительные дефекты модели Болдуина— Ломакса. Так, в сложных течениях функция F(y) может иметь несколько экстремумов, что приводит к необходимости достаточно произвольного выбора одного из них и к возможности появления разрывов в поле турбулентной вязкости из-за «перескока» с одного экстремума на другой.
С целью, по крайней мере, частичного решения кратко описанных выше проблем, связанных с применением алгебраических моделей турбулентной вязкости в течениях, отличных от пограничного слоя (без их существенного усложнения) в 1985 г. Д. Джонсоном и Л. Кингом [55] была предложена первая полудиффе-ренциальная модель турбулентности. Как и чисто алгебраические модели турбулентной вязкости, эта модель базируется на двухслойной схеме турбулентного пограничного слоя, однако для того, чтобы учесть упоминавшиеся выше эффекты памяти, Джонсон и Кинг ввели в формулу для расчета турбулентной вязкости во внешней области так называемый «релаксационный параметр», для определения которого ими было сформулировано обыкновенное дифференциальное уравнение (ОДУ), полученное из уравнения переноса кинетической энергии турбулентности с использованием некоторых упрощающих предположений. Результаты тестирования модели Джонсона — Кинга, полученные в рамках проекта ECARP [31], свидетельствуют о том, что при расчете предотрывных пограничных слоев (например пограничного слоя, изучавшегося в экспериментах [56]), она имеет заметное преимущество перед чисто алгебраическими моделями. Однако ОДУ, входящее в модель, является достаточно сложным, и для его решения требуется применение специальной вычислительной процедуры. В этой связи более привлекательной представляется не столь широко известная мо
дель X. Хортона [57]. Используемое в этой модели ОДУ (Но-5) для определения релаксационного параметра существенно проще, чем ОДУ в модели Джонсона — Кинга, а точность расчета безотрывных и предотрывных течений даже несколько выше.
Суммируя сказанное, можно констатировать, что, с одной стороны, область применения алгебраических и полудифференциальных моделей турбулентной вязкости весьма ограниченна, а с другой — что именно эти модели являются, по-видимому, оптимальным выбором для расчета течений типа пограничного слоя.
Модели с одним дифференциальным уравнением. Хотя первые модели такого типа появились уже в конце 1960-х гг. (см., например, [58, 59]), они долгое время не находили практического применения, оставаясь в тени более сложных и, как тогда казалось, более перспективных моделей с двумя дифференциальными уравнениями переноса турбулентных характеристик. Это было связано как с объективными недостатками первых моделей с одним уравнением (для их замкнутой формулировки необходимо было использовать те или иные алгебраические соотношения для линейного масштаба турбулентности), так и с имевшей место переоценкой возможностей моделей с двумя уравнениями. Однако в конце 1980 — начале 1990-х гг., в связи с крушением надежд на создание универсальной модели турбулентности, интерес к моделям с одним уравнением значительно повысился. В результате был разработан целый ряд моделей такого типа, в частности модели Болдуина — Барса [60], Ю. Голдберга [61], А.Н. Секун-дова с соавторами [62], Спаларта— Аллмараса [63], П. Дурбина с соавторами [64]. Дальнейшие исследования показали, что, по крайней мере, часть из этих моделей не только не уступает по точности и универсальности более сложным моделям с несколькими транспортными уравнениями (прежде всего моделям типа k-s), но во многих отношениях превосходит эти модели. Характерной особенностью последней генерации моделей с одним уравнением является то, что все они, за исключением модели Голдберга, формулируются либо непосредственно для турбулентной вязкости, как в [62, 64], либо для величин, связанных с нею простыми соотношениями [60, 63]. Иными словами, идея В. Ни и Л. Коважного, впервые предложивших именно такой подход [65], оказалась более плодотворной, чем путь, предложенный П. Брэдшоу, Д. Феррисом и Н. Атвеллом [58].
В настоящее время наиболее популярными из перечисленных выше моделей турбулентности с одним уравнением являются две модели: модель Секундова vT-92 [62] (используется главным образом в России) и модель Спаларта — Аллмараса [63] (SA-модель).
Модель vT-92 представляет собой последовательное обобщение и развитие модели Ни и Коважного [65]. В результате многолетней работы ее авторам удалось добиться вполне удовлетворительного описания не только большинства канонических сдвиговых турбу
Прикладная механика сплошных сред
111
лентных течений (плоские и осесимметричные струи и слои смешения в несжимаемой и сжимаемой жидкостях, пограничный слой на плоской пластине при отсутствии и наличии шероховатости поверхности и др.), но и ряда существенно более сложных течений, в том числе внутренних течений, представляющих непосредственный интерес для химической технологии (см., например, [66-68]).
Авторы SA-модели, которая по своей форме весьма близка к модели vT-92, ориентировались прежде всего на решение задач внешней аэродинамики. Построенное ими модельное уравнение переноса турбулентной вязкости (SA-1) оказалось заметно более простым, чем в модели vT-92 (vT-92-l). Тем не менее последующий опыт эксплуатации SA-модели (см., например, [66-68] и [69]) показал, что ее реальные возможности заметно шире, чем предполагалось авторами при создании модели. Более того, после введения в нее поправки на кривизну линий тока и вращение, предложенной в [70], границы применимости SA-модели еще более расширились, о чем достаточно убедительно свидетельствуют результаты [71, 72]. Тем не менее, как и все известные модели, SA-модель никак не претендует на статус универсальной. Например, как показано в [35], при расчете осесимметричной затопленной струи коэффициент расширения струи, рассчитанный с помощью SA-моде-ли, отличается от экспериментального значения более чем вдвое.
Завершая краткий обзор современных моделей турбулентности с одним дифференциальным уравнением, следует обратить внимание на то обстоятельство, что, в отличие от алгебраических моделей, они удовлетворяют принципу инвариантности Галилея, что является весьма желательным для любой физической модели, и сформулированы в тензорно-векторной форме, что делает возможным их использование для расчета течений со сложной геометрией. Наряду с этим, вычислительные затраты, связанные с реализацией этих моделей (по крайней мере, лучших из них), сравнительно невелики. Таким образом, модели данной группы во многих случаях представляют собой оптимальный компромисс между алгебраическими моделями и более сложными в вычислительном отношении моделями с двумя дифференциальными уравнениями.
Модели с двумя дифференциальными уравнениями. Данная группа моделей является наиболее представительной. Первая модель такого типа была предложена еще в 1942 г. в классической работе Колмогорова [41], в которой были сформулированы замкнутые уравнения переноса кинетической энергии турбулентности к и удельной (в единице объема) скорости ее диссипации со. Однако интенсивное развитие моделей с двумя уравнениями и их внедрение в практику расчетов началось гораздо позже — в конце 1960-х — начале 1970-х гг. При этом все без исключения последующие модели, так же как и модель Колмогорова, используют в качестве одного из двух уравнений урав
нение переноса кинетической энергии турбулентности. Причина такого «постоянства» состоит прежде всего в том, что это уравнение является строгим следствием уравнений Навье — Стокса. Кроме того, для замыкания уравнения переноса к, в отличие от уравнений переноса других параметров турбулентности, необходимо моделировать только два члена — диффузионный и диссипативный. Что касается второго уравнения переноса в двухпараметрических дифференциальных моделях, то спектр характеристик турбулентности, относительно которых формулируется это уравнение в разных моделях, весьма широк. Единственное требование, которому должна удовлетворять та или иная из этих характеристик, состоит в том, что в совокупности с величиной к она позволяет определить турбулентную вязкость. Тем не менее наибольшее распространение на практике получили модели к-г и к-оь.
Краеугольный камень в развитие к-г моделей был заложен в 1972 г. в работе Б. Лаундера и Д. Сполдинга [73], в связи с чем их модель часто называют «стандартной» к-г моделью. В дальнейшем эта модель подверглась многочисленным усовершенствованиям и модификациям, которые продолжаются вплоть до настоящего времени. Наиболее интенсивная работа в этом направлении велась в 1970-80-х гг., когда появилось целое семейство так называемых высокорейнольдсовых (с использованием различных вариантов пристенных функций [74]) и низкорейнольдсовых (обеспечивающих описание пристенных течений вплоть до стенки) к-г моделей. Часть этих моделей не нашла широкого использования (известен целый ряд моделей, которые использовались исключительно их авторами), а часть (см., например, модели [75-81]) прошла достаточно широкую апробацию на практике. При этом были продемонстрированы их существенные преимущества перед более простыми моделями при расчете довольно широкого класса свободных и пристенных сдвиговых турбулентных течений, что и породило надежды на возможность создания универсальной модели турбулентности. Это, в свою очередь, послужило основанием для включения к-г моделей в огромное число вычислительных программ, в том числе в коммерческие программы, предназначенные для решения широкого круга задач прикладной аэродинамики и тепломассообмена (Phenix, Phoenix, Fluent, Flowtherm, Star CD и ряд других), чем в значительной мере и объясняется исключительная «живучесть» моделей данной группы.
На первом этапе (1970-80-е гг.), в силу ограниченных возможностей существовавших тогда компьютеров, при решении прикладных задач наибольшее распространение получили высокорейнольдсовые версии к-г модели с пристенными функциями. В рамках таких моделей турбулентные характеристики вблизи стенки находятся не непосредственно из решения модельных дифференциальных уравнений, а из алгебраических соотношений, вытекающих из логарифмического закона стенки (см., например, [1, 78, 92]). Основное досто
112
Новый справочник химика и технолога
инство данного подхода состоит в том, что при его использовании нет нужды в значительном измельчении расчетной сетки вблизи обтекаемой поверхности, которое необходимо при применении низкорейнольдсовых версий k-г модели для обеспечения приемлемой точности решения в ламинарном или вязком подслое. Однако предположение о наличии во внутренней области пограничного слоя логарифмического участка профиля скорости, лежащее в основе пристенных функций, выполняется далеко не всегда (наиболее типичными примерами течений, в которых оно нарушается, являются предотрывные пограничные слои и отрывные зоны). В связи с этим, а также благодаря развитию вычислительной техники, начиная с 1990-х гг., предпочтение стало отдаваться низкорейнольдсовым версиям к-г модели, наиболее популярными среди которых являются модели Чена [81] и Лаундера — Шармы [82]. Опыт эксплуатации этих и других аналогичных моделей показал, однако, что, наряду с важными достоинствами, они, как и все другие известные модели, не лишены серьезных физических и вычислительных недостатков, связанных в первую очередь с трудностью описания процессов переноса турбулентных характеристик течения в непосредственной близости от твердых стенок (в области вязкого подслоя и переходной области).
Так, в модели Чена, с целью учета влияния твердых стенок, вводится экспоненциальная демпфирующая функция вида ехр(-Су+), где у' = — так называе-
v
мая «универсальная координата» «закона стенки». Это делает модель «локальной» (параметры в любой точке потока зависят от локального значения трения в ближайшей к ней точке обтекаемой поверхности), что является неоправданным с физической точки зрения и, кроме того, создает определенные вычислительные проблемы. Во-первых, в течениях со сложной геометрией далеко не всегда очевиден выбор точки поверхности, ближайшей по отношению к рассматриваемой точке потока. Простейшим примером такого рода является биссектриса угла, образованного двумя твердыми стенками. Во-вторых, демпфирующая функция обращается в единицу в точке отрыва, где трение равно нулю, в результате чего в окрестности отрыва влияние стенки вообще не учитывается.
В отличие от модели Чена, демпфирующие функции модели Лаундера — Шармы не содержат ни локальных параметров потока на стенке, ни собственно расстояния до стенки, что является несомненным достоинством этой модели. Однако полностью решить проблему адекватного учета влияния стенок (низких локальных чисел Рейнольдса) не удается, и в рамках этой модели: аргумент демпфирующих функций Лаундера — Шармы зависит от профиля осредненной скорости и турбу-п „ „к2
лентного числа Рейнольдса ReT = —, что приводит к EV
«учету» влияния стенок даже в тех случаях, когда они отсутствуют.
Наконец, общим вычислительным дефектом, присущим в той или иной мере всем без исключения низкорейнольдсовым версиям моделей типа к-е, является так называемая «жесткость» соответствующих дифференциальных уравнений, которая приводит к необходимости использования очень мелких сеток в окрестности твердых стенок (как правило, у+ в первом пристенном узле сетки не должен превышать величин порядка 0,1) и существенно замедляет сходимость итерационных алгоритмов, используемых для их решения.
Все это, а также твердо установленный в настоящее время факт неспособности к-е моделей обеспечить адекватное описание пристенных течений с сильным неблагоприятным градиентом давления и отрывом потока (см., например, [36, 82, 83-85]) привело к тому, что в последние годы предпочтение стало отдаваться моделям типа к-т (первая модель такого типа была предложена Колмогоровым в 1942 г. [41]). Спустя почти тридцать лет П. Саффман [86], независимо от него (работа Колмогорова долгое время оставалась неизвестной за рубежом), предложил свою к-т модель, важной отличительной особенностью которой была возможность сквозного (вплоть до стенки) расчета пристенных течений без использования пристенных функций и введения специальных низкорейнольдсовых поправок. Дальнейшее развитие к-т моделей тесно связано с именем Уилкокса. Им и его коллегами был предложен целый ряд к-т моделей [87-92], в которых последовательно уточняется вид отдельных членов в уравнении переноса удельной диссипации го. Опыт использования этих моделей свидетельствует о том, что они позволяют достаточно точно рассчитывать характеристики предотрыв-ных и отрывных течений [92], представляющих наибольшие трудности для к-е моделей. С другой стороны, как показали исследования самого Уилкокса [30], его модель чрезвычайно чувствительна к значениям кит во внешнем потоке, которые необходимо задавать в качестве граничных условий к соответствующим уравнениям. Так, в зависимости от величины этих параметров, степень расширения плоских свободных сдвиговых слоев, рассчитанная с помощью модели [91], может изменяться в 1,5 раза, а степень расширения круглой струи — в 5 раз, что является серьезным недостатком модели (отметим, что к-г модель свободна от этого недостатка). Уилкокс показал [30], что для устранения этого дефекта в правую часть уравнения переноса удельной диссипации необходимо включить так называемый «перекрестный диффузионный член» («к-т cross-diffusion term»). Такой член содержится в последней низко-рейнольдсовой версии модели Уилкокса [92].
Среди последних работ, внесших существенный вклад в развитие двухпараметрических моделей турбулентности, следует особо отметить работу Ф. Ментера [93]. Основываясь на том, что модели типа к-г лучше описывают свойства свободных сдвиговых течений, а модели типа к-т имеют заметное преимущество при описании турбулентных течений вблизи твердых сте
Прикладная механика сплошных сред
113
нок, Ментер предложил модель, сочетающую в себе указанные сильные стороны моделей обоих типов. Для ее построения он переформулировал k-г модель в терминах к и со, а затем «взвесил» полученные в результате уравнения с уравнениями к-аз модели с помощью построенной специально для этих целей эмпирической функции, обеспечивающей плавный переход от к-аз модели в пристенной части пограничного слоя к к-е модели вдали от твердых стенок. Отметим, что при этом перекрестный диффузионный член автоматически появляется в уравнении для сэ вдали от твердых стенок и, соответственно, модель Ментера оказывается свободной от уже упомянутого недостатка высокорейнольдсовой модели Уилкокса, связанного с повышенной чувствительностью к граничным условиям во внешнем потоке.
Второй важный шаг, сделанный Ментером, состоял в видоизменении стандартного соотношения, связывающего к, сэ и турбулентную вязкость vT. В это соотношение был введен специальный ограничитель, обеспечивающий переход к формуле Брэдшоу [58], согласно которой турбулентное напряжение трения пропорционально кинетической энергии турбулентности: (u'v'} = 0,31 А:. Этот прием в дальнейшем с успехом применялся и для усовершенствования других моделей турбулентности с двумя уравнениями, например модели Чена (см. ECARP [31]).
В целом, сравнивая наиболее популярные из известных в настоящее время моделей типа к-аз и к-е применительно к расчету пристенных турбулентных течений, можно достаточно однозначно отдать предпочтение моделям первой группы (см. [35]). Однако с появлением новых моделей эта оценка может измениться. Так, например, предложенная недавно в [94] к-е модель, судя по данным ее авторов, свободна, по крайней мере, от части недостатков, свойственных к-е моделям, и является вполне конкурентоспособной по отношению к модели Ментера.
Другие модели, базирующиеся на гипотезе Ж.В. Буссинеска. Как уже отмечалось, некоторые модели турбулентности, базирующиеся на концепции скалярной турбулентной вязкости, не вписываются в рамки простейшей классификации, связанной с числом дифференциальных уравнений, входящих в модель. Особое место среди таких моделей занимает модель Дурбина (ее различные версии представлены в [48, 95-97]). Основное ее отличие от большинства полуэмпирических моделей турбулентности состоит в более полном учете эллиптического («потенциального») механизма переноса характеристик турбулентности, связанного с потенциальными пульсациями давления и скорости. Этот процесс, играющий особенно важную роль в бессдви-говых турбулентных потоках или в потоках со слабым сдвигом, может быть описан с помощью уравнения Пуассона. В модели Дурбина для этой цели используется эллиптическое уравнение относительно функции f, представляющей собой множитель перед генерационным членом уравнения переноса турбулентных напря
жений <v2). В результате модель содержит три дифференциальных уравнения переноса относительно величин к, £ и (v'2) и эллиптическое дифференциальное уравнение относительно функции f Наряду с учетом эллиптических эффектов, важным достоинством модели Дурбина является ее нелокальность (в модели не используется расстояние до твердой стенки), что, как уже отмечалось при обсуждении моделей, Лаундера — Шармы, значительно облегчает использование модели при расчете течений со сложной геометрией. К числу недостатков модели Дурбина следует отнести сложность формулировки граничных условий для характеристик турбулентности на твердой поверхности. В частности, для того чтобы обойти известные трудности, связанные с формулировкой физически оправданных и математически корректных граничных условий для скорости диссипации £, Дурбин предложил использовать вместо этого граничного условия два условия для кинетической энергии турбулентности (к = 0 и п • Чк = 0, п — орт нормали к поверхности) и определять значение £ на стенке из решения системы дифференциальных уравнений переноса к и в. Это, однако, значительно усложняет расчет и во многих случаях приводит к потере устойчивости численных алгоритмов [97].
Попытки более полного описания эллиптического механизма переноса турбулентности предпринимались также в [64] (была предложена соответствующая модель с одним дифференциальным уравнением) и в [98] (рассмотрена модель с двумя уравнениями переноса, сформулированными относительно турбулентной вязкости и линейного масштаба турбулентности Z). При расчете течений, в которых роль эллиптического механизма несущественна, эта модель близка по свойствам к рассмотренной ранее модели vT-92 [62]. С другой стороны, при расчете бессдвиговых течений, например «пограничного слоя» на пластине, движущейся со скоростью, равной скорости внешнего высокотурбулентного потока, эта модель имеет принципиальное преимущество не только перед моделью vT-92, но и перед другими моделями турбулентной вязкости. Следует, однако, отметить, что опыт использования обеих упомянутых моделей пока ограничен исследованиями самих авторов и явно недостаточен для каких-либо однозначных выводов.
2.3.4. Модели, не использующие гипотезу
Ж.В. Буссинеска
Дифференциальные модели рейнольдсовых напряжений. Предполагаемая гипотезой Буссинеска пропорциональность тензоров анизотропии рейнольдсовых напряжений и скоростей деформаций осредненного движения имеет место далеко не во всех течениях. Поэтому стремление учесть эффекты, связанные с анизотропией рейнольдсовых напряжений, является вполне понятным. С математической точки зрения рейнольдсовы напряжения представляют собой вто
114
Новый справочник химика и технолога
рые одноточечные моменты пульсаций скорости, и уравнения переноса этих величин могут быть строго выведены из уравнений Навье— Стокса. В декартовой системе координат эти уравнения имеют вид (см., например, [99]):
3 с)
—(и’и\ } + (uk )-(и'и', } =-Diik + Рц+ Ф., - £,, .
dtx ' J' х k,dxkx ’ J' дхк ук у у у
(2.3.4.1)
Диффузионный (D^), генерационный (Ру), перераспределяющий (Ф;/> и диссипативный (£;/) члены, входящие в правую часть уравнения (2.3.4.1), определяются следующим образом:
(2.3.4.2)
напряжений (Differential Reynolds Stress Model — DRSM), нашедшую практическое применение. Тем не менее вплоть до настоящего времени убедительные доказательства реального превосходства DRSM над моделями турбулентной вязкости, опирающимися на гипотезу Буссинеска, по-существу отсутствуют. Частично это связано с тем, что применение DRSM при расчете достаточно сложных течений, для исследования которых они в первую очередь предназначены, наталкивается на серьезные вычислительные проблемы. Прежде всего к ним относится значительное увеличение числа дифференциальных уравнений, которые необходимо решить для определения тензора рейнольдсовых напряжений (шесть уравнений для турбулентных напряжений и одно для изотропной диссипации). Кроме того, при построении DRSM возникают и более фундаментальные проблемы, связанные с тем, что далеко не любая модель такого типа удовлетворяет так называемому «принципу реализуемости» Ламли [102]:
(2.3.4.3)
у х ' к/ дхк 'к' дхк 7
(ц2) - 2 > {u'iU'j ,
det{^w/w0} > 0.
(2.3.4.6)
_ р'\ ди’ ди'
Ф/? = ( — — + —
7 \ р I dxj дх
/ ди' ди' £,, =2v —1— J \дхк дхк
(2.3.4.4)
(2.3.4.5)
В силу симметрии тензора рейнольдсовых напряжений достаточно записать шесть таких уравнений. Однако полученная при этом система уравнений остается незамкнутой, поскольку связь между величинами Dijk, Фу, £;у и параметрами осредненного движения неизвестна. Определение этой связи или, как иногда говорят, моделирование соответствующих членов и составляет суть проблемы построения моделей переноса рейнольдсовых напряжений.
Теоретической базой для решения этой проблемы является тензорный анализ, позволяющий определить вид функциональной связи между тензорами анизотропии Ду и диссипации £у, с одной стороны, и тензорами скоростей деформации и завихренности осредненного движения (Sy } и ) — с другой. При этом используется теорема Гамильтона — Кэли (см., например, [100]) и учитывается симметричность тензоров «у и £у и антисимметричность тензора (fly }.
Первая модель переноса рейнольдсовых напряжений принадлежит И. Ротта [43], а достаточно интенсивное развитие этого направления в ПТТ началось в конце 1970-х гг., после того как В. Лаундер, Г. Рис и В. Роди [99] сформулировали первую работоспособную дифференциальную модель переноса рейнольдсовых
В результате потенциальные преимущества DRSM перед моделями, основанными на гипотезе Буссинеска, пока остаются во многом нереализованными. Более того, в ряде работ эти преимущества подвергаются определенным сомнениям. Это связано с тем, что уравнения переноса вторых одноточечных моментов (2.3.4.1) и уравнения переноса к, £, со и других подобных характеристик турбулентности требуют для своего замыкания одинакового количества эмпирических предположений. В этом смысле отличие между дифференциальными моделями турбулентной вязкости с двумя уравнениями и DRSM состоит лишь в том, относительно каких характеристик турбулентности принимаются такие допущения [30].
Таким образом, вопрос о реальных возможностях DRSM при расчете сложных турбулентных течений пока остается открытым, и от его решения во многом зависят дальнейшие пути развития современной ПТТ.
Алгебраические модели рейнольдсовых напряжений. Проблемы, возникающие при построении дифференциальных моделей рейнольдсовых напряжений, послужили стимулом к разработке более простых — алгебраических моделей такого типа (Algebraic Reynolds Stress Model — ARSM).
Идея ARSM принадлежит Роди [103] и основана на предположении, что конвективные и диффузионные члены уравнений переноса рейнольдсовых напряжений пропорциональны соответствующим членам уравнения переноса кинетической энергии турбулентности:
uiu) д 'J_______—D
dt дхк ijk
Plldk д 1
-А —, (2.3.4.7) к [dt схк )
Прикладная механика сплошных сред
115
d
где оператор — означает полную производную, т. е. dt
сумму частной производной по времени и конвектив-
ной производной.
С использованием соотношения (2.3.4.7) соответст-
вующие уравнения переноса для и к
(2.3.4.8)
можно преобразовать в алгебраические уравнения вида: . . lutu\.
(^+ф9-£Л=ут<д(р*-Е)> (23.4.9)
доя замыкания которых необходимо определить кинетическую энергию турбулентности к и изотропную диссипацию а. Для этого обычно используются рассмотренные выше к-£ или к-о модели турбулентности. Таким образом, ARSM включают шесть нелинейных алгебраических уравнений относительно компонент тензора рейнольдсовых напряжений и два дифференциальных уравнения переноса относительно к и а или к и со.
Опыт практического применения ARSM показал, однако, что они не позволяют в полной мере обойти серьезные недостатки, присущие DRSM. В частности, как отмечается в [104], в силу существенной нелинейности модельных алгебраических уравнений (2.3.4.9), отсутствует гарантия единственного решения. Кроме того, при некоторых условиях эти уравнения оказываются сингулярными, что приводит к очевидным вычислительным проблемам. Наконец, полученное в рамках ARSM решение не всегда удовлетворяет уже упоминавшемуся «принципу реализуемости» (2.3.4.6). В силу указанных причин существующие в настоящее время ARSM, так же как и DRSM, не получили пока широкого распространения.
Явные алгебраические модели рейнольдсовых напряжений и нелинейные модели турбулентной вязкости. Модели первой из этих двух групп (Explicit Algebraic Reynolds Stress Models — EARSM) являются естественным развитием рассмотренных выше неявных алгебраических моделей рейнольдсовых напряжений ARSM. Для их получения исходные уравнения ARSM тем или иным приближенным методом явно разрешаются относительно рейнольдсовых напряжений, что автоматически снимает проблему неединственности решения ARSM и облегчает проверку выполнения «принципа реализуемости». За последние годы предложено несколько моделей такого типа (см., например, [105-108]) и продемонстрирована их применимость для расчета достаточно сложных турбулентных течений. Например, как показано в [108], EARSM обеспечивает
вполне приемлемую точность расчета установившегося турбулентного течения в круглой трубе, вращающейся относительно своей оси. Как отмечалось выше, для этого течения характерно наличие существенной анизотропии рейнольдсовых напряжений, приводящей к нелинейности профиля азимутальной составляющей скорости (этот эффект принципиально не может быть описан в рамках моделей турбулентности, базирующихся на концепции скалярной турбулентной вязкости). Таким образом, с одной стороны, EARSM имеют очевидные физические преимущества перед традиционными «изотропными» моделями, а с другой — значительно превосходят ARSM с точки зрения простоты численной реализации. Это позволяет рассматривать разработку моделей данной группы и исследование их возможностей как одно из наиболее важных направлений в ПТТ (см., например, [104]).
Нелинейные модели турбулентной вязкости (Non-Linear Eddy Viscosity Models — NLEVM), идея создания которых принадлежит С. Поупу [109], близки к EARSM. В этих моделях вместо гипотезы Буссинеска используется нелинейная связь между компонентами тензора рейнольдсовых напряжений и тензорами скоростей деформации и завихренности осредненного движения вида (см., например, [31, ПО]):
+С f| 8(Ц>)8<КЛ>|
х2 дхк дх дхк дх, \ 7 /
где индекс «*» означает девиаторную часть тензора.
Например:
^д{и,)д(и^ \д{ит)д{ит)^
^дхк дхк J дхк дхк 3 дхп дхп ,J
Нелинейные модели турбулентной вязкости, так же как и EARSM, сочетают в себе основные положительные качества дифференциальных моделей турбулентной вязкости и моделей рейнольдсовых напряжений: с одной стороны, эти модели относительно просты с вычислительной точки зрения, а с другой — позволяют учесть анизотропию рейнольдсовых напряжений. В настоящее время предложен целый ряд таких моделей и проводится их интенсивное тестирование, в результате которого в ближайшие годы, по-видимому, будет дан ответ на вопрос об их реальных возможностях и перспективах.
116
Новый справочник химика и технолога
2.3.5. Формулировка некоторых наиболее распространенных моделей турбулентности
В данном подразделе приводятся формулировки некоторых рассмотренных выше и нашедших наиболее широкое распространение полуэмпирических моделей турбулентности. Алгебраические и полудифференци-альные модели турбулентности представлены в оригинальной формулировке, а дифференциальные модели — в наиболее общей тензорной форме.
D = l-exp| -¥^-[ I Av
, А = А0(1-Ьр+),
(Но-3)
+ ve dP
Р =-----—~Г
pwv. dx
vTo =k8*Uea(x), (Но-4)
где функция о (x) определяется из следующего обыкновенного дифференциального уравнения:
2.3.5.1. Алгебраические и полудифференциалъные модели
Модель Себеси — Смита (CS) [53]
(Ут ) = VT0 (Ут ) • С08'1)
Турбулентная вязкость во внутренней области:
S^as) = (^(l-a), а = о0,69
(Но-5)
где
vTi = (ку)2 D
du , ( yv.
—, D= 1-ехр—— , (CS-2)
ду Avj)
Константы модели:
[0,14, о<1 , [14,76, p+> 0
[0,50, о>1 [12,60, р+< 0
к = 0,41, к = 0,018, Д, =26.
М | Ре | Р ( 1 | I I о MfF р | | ।
— — — 1-ехр 11,о—В. + К kPffJ В. ц ))
+ ехр 11,8^-Bj
I V М )
2.3.5.2. Модели с одним дифференциальным уравнением
Модель Спаларта — Аллмараса (SA) [63]
Дифференциальное уравнение в этой модели сформулировано относительно величины v:
D vw + veUe dUe
=’ р =—5—3“-v* v* dx
Турбулентная вязкость во внешней области:
= j([V((v+v) Vv)]+Cb2 [(Vv)(Vv)]) +
+CM/„(l-Z2)Sv- (SA-1)
/ \ ~ \2
_ C f f — + f MJ2 V к )\d)
Связь между v и турбулентной вязкостью опреде-
ляется соотношениями:
где П = По (1 - ехр (-0,243-Д" - 0,298^ )), zx= -1.
Константы модели:
к = 0,41, А: = 0,0168, А. = 26, По = 0,55.
V, = /„V, Л, = V”. X = -• (SA-2)
X +4, V
Остальные члены уравнения переноса (SA-1) определяются следующим образом:
Модель Хортона (Но) [57]
vT = vT th ——
< z X 6,75 V*
1,1 = 1+0,17^- , (Ho-1)
V О J I
S = f„n+f,2J-, f,2 = 1+V к d IV
, _(1 + ХЛ)(1-Лг)
Аз — »
X
(SA-3)
t du xw dy
(Ho-2)
(SA-4)
= (K>’)2 d
1 +
Прикладная механика сплошных сред
117
Функции fa, fa и gT обеспечивают управление переходом от ламинарного к турбулентному режиму течения в некоторой точке обтекаемой поверхности, координаты которой (xtrip, уtrip и ztrip) предполагаются известными:
Л1 = GiSt exP^-Q2 d2 + g2Td2),
Ут2 = Ct3 exp(—Cz4% j,
gt = min 0,1, —Ax , ®T = , (SA-5)
I 4 )
2 / \2 / \2 / \2
+(x-x^J ,
At7=|M-C7^|
(индекс «trip» означает параметры в точке перехода). Функция fa описывает влияние на турбулентность
эффектов кривизны линий тока и вращения [42]:
fry =(1-Cr3arctg(C,.2r))2r ' 1 + г
, (s2+q2)
2
Константы модели:
2
<т = -, к = 0,41, См =0,1355, СЬ2 =0,622,
С =-^-+^-—^1 С =0 3 С =2
'-'wl 2 т , ^w2 V,J, v,w3 z,,
К О
CV1 = 7,1, CZ1 = 1, Ct2 = 2, C,3 = 1,2, C(4 = 0,5, Crl=l, Cr2=12, Cr3=l.
Модель Гуляева — Козлова — Секундова (vT-92) [62]
Дифференциальное уравнение этой модели сформулировано непосредственно относительно турбулентной вязкости:
Здесь a — скорость звука, а остальные величины определяются следующими соотношениями:
Г3=5, Г2 =[(V-VK)(V-VK)]0’5, (vt-92-2)
А3 = [ VvT VvT ]°’5, N2 = [ VA3 • VAj ]°’5, (vT-92 - 3) = А3у + 0,4С8у = %2 4-1,3%+ 0,2 XI
1 v,+C8v ’ 2 X2-l,3x+l,0’ X 7v (vT-92-4)
Константы модели:
Д = -0,5, A, = 4, Co = 0,8, Q = 1,6, C2 = 0,1, C3 = 4,0, C4 =0,35, C5 =3,5, C6= 2,9, C7 = 31,5, C8=0,l.
Модель Дурбина — Мансура — Янга (DMY) [64] В этой модели кроме транспортного уравнения для турбулентной вязкости
^- = [v-((v + v,)Vv,)]+
2 (DMY-1)
+Pv-c2SvT-c4^-
используется эллиптическое релаксационное уравнение вида
4 [V V7>v ] - ру = сз ((VvT) • (VvT )) - SvT. (DMY-2)
Здесь LyiiLp — линейные масштабы, определяемые соотношениями
;2 (WJ2
(DMY-3)
v (vs)2 т S2
max( v.c,2
-2 _2 •_ т2 \ T’ '
р р
Константы модели:
к = 0,405, с2 = 0,85, с3 = f2 +1------,
2 3 к2 1 + к4с
т
= ((Со + С,) v, + v)( V • Vv,) + C,V (pv,) Vv, +
с4 =0,2, с, =3,3, ср =1,2, ст =2.
( - - 1Л
+ад vX. + Av’r’ + ^.ftv+v,)!-,)* + k )
+C3vtA2-C4vT (VK + |VK|)-C5
_r УЛ-r 6 d 7 d2
2.3.5.3. Модели с двумя дифференциальными уравнениями
к-& Модель Лаундера — Шармы (LS) [66]
a2
dk
р— = V-
н dt
Vk +Рк -pe-2p(v>/jt)-(v>/^),
(vT-92-l)
(LS-1)
118
Новый справочник химика и технолога
где
dE p—= V-
dt
’2/2v-+C3vnT[(V.VK)...(V.VP)], rV
Р+Ь. v£ +Ciqi-aJ } k
8
к
(LS-2)
Здесь:
n,=<v„q
8
4 = l-exp(-10-4-8 • 10-Ч’)Л =
d
vk/Ё
(HL-3)
pk2
8
-3,4
(l + 0,02ReT)2
81=2v(vVI)(vVI),
(HL-4)
.2
ok =l,4-l,lexp(-0,Wx), ae = 1,3-1,0exp(-0,l<q).
(HL-5)
Константы модели:
Константы модели:
=1,0, ae = l,3, q = 1,44, C2 = 1,92, q = 2,0, q = 0,09.
q =1,44, q=l,92, q=0,09.
Л-8 Модель Чена (Ch) [71]
А-со Модель Уилкокса (WL) [92]
dk
p—= V-dt
p+-^-
n 2pA
+ Л-ре~-&-, d
(Ch-1)
p = V • ((p + aApT) VA) + Pk - pp*coA
(WL-1)
Здесь:
c/8
p— = V-dt
, е
.2
(Ch-2)
Здесь:
pk2
pvtd
(Ch-3)
l-0,22exp -I—
, Re ,=-
V8
(Ch-4)
Константы модели:
<yk = 1,о, = 1,3, q = 1,35, q = i,8, q =o,oii5, q=o,5, q = o,O9.
k-E Модель Хуанга — Лина (HL) [94]
p— = V-dt
dE „ p — = V-H dt
vk
8 + 8] )
(HL-1)
-cX-vpM-
* I к J
(HL-2)
p^ = V-((p + CTropT)Vco) +
+aT^-pP®2 + ^-(V£)-(Vco) к co
* pk i pT = a —, a co
a = 0,5
Re о "*--
, ReT
1 + —?-
R..
_J °,
>d 10,3,
Константы модели:
(WL-2)
* Req
i+^
ReT= — vco
(WL-3)
5
18
Re
, I Re.
1+ —
(VA)(Vco)<0 (VA)(Vco)>0.
<**=1,0, <*ю=0,6, (3=0,075, a*=-|, a0= 0,1, 7^=8, Rk=6, Ra=2,2.
A-со Модель Ментера (MSST) [93]
, (WL-4)
(WL-5)
P^ = V-((n+atnT)V*)+P, -p₽W, (MSST-1)
Прикладная механика сплошных сред
119
Здесь:
Рт
Р—= V((pi + aw|iT)V®) +
+p^-Pi-PPco2+(l-F1)Di(O. Рт
(MSST-2)
Здесь:
H,=Cl.<v'2>r, Г = тах -,cj- , (Du-5)
axk max(a1co,OF2)’
F2 = th (arg2),
arg2 = max
ijk 500v
0,09cotZ’ d2(o
(MSST-3)
L = Cl max
(Du-6)
С'Л=С,1+ехр(-Л,К2у),
(Du-7)
Константы модели определяются через наборы соответствующих констант Л-е и A-со моделей (ф1 и фг) с помощью соотношения:
Ф = ЛФ, +(1-Ш, Ф = Ь>’..3}. (MSST-4)
F, = th (argf),
arg, = min
Jk SOOv^l 4рою2£ О,О9аи7’ J2co I’ CDk(ad2
CDto = max(Dta, IO2'1).
= ^-(Vt)(Vo>).
CO
(MSST-5)
(MSST-6)
= 0,85, =0,5, p = 0,075, oA2 = 1,0,
o0), = 0,856, p2 = 0,0828, p* = 0,09, к = 0,41,
2.3.5.4. Модели с тремя дифференциальными уравнениями
k-E-v2 Модель Лиина — Дурбина — Парно (Du) [97]
Данная модель содержит следующие три дифференциальных уравнения переноса:
р_ = V- I ц+—|V£ +7^ ~РБ> (Du-1) dt М )
р^ = уЛц+Нх1уе\с;Д-СЕ2-^, (Du-2) tnt ll о, I J T T
+p^-pw(v,2)|
(Du-3)
Константы модели:
ak = 1,0, oi: = 1,5, Q = 1,4, C2 = 0,3, CE1 = 1,55, Ce2 = 1,92, Cg = 0,19, n = 6, CT = 6,0, CL =0,17, Cn=7,0.
2.3.5.5. Явные алгебраические модели рейнольдсовых напряжений (EARSM)
В моделях типа EARSM предполагается, что тензор
2 _
анизотропии а - ---------может быть представлен в
к 3
виде линейной комбинации десяти тензоров ю
я = ^Рг/ [119], каждый из которых является симмет-Z=1
ричным, девиаторным и зависит только от тензоров скоростей деформаций и завихренности осредненного движения S и Q:
7] =5, T2=S2~^{S2}I, Г3 =Q2-|{q2}z,
Г4 = SO - 05, Г5 = S2O - OS2, 21 \
Т, = SO2+O2S— SO2}/, 6 3( j
Г7 =S2O2+O2S2--{S2O2}/, 3 ’
Т& = SOS2 - S2£1S, Т9 = Q5Q2 - Q25Q, Т10 =QS2Q2-Q2S2Q.
Здесь (№). = (55)^ = SjfcS^S, а {} означают след тензора: {Л} = Д;. При этом коэффициенты р; могут быть функциями только 5 тензорных инвариантов {s2}, {о2}, {s3}, {so2}, {52О2}.
и эллиптическое уравнение для определения функции/
Модель Абида — Рамсея — Гатски (ARG) [106]
кТ
. (Du-4)
= _^Г1+2^7-2_а^Г4> (ARG-1) к к к
120
Новый справочник химика и технолога
. 4 За, (1 + п2)
’ 1гг- с =_________L___•
ц g З + ^+б^У+б^2’ (ARG-2)
т|2 = а2т2 {S2}; £2=а3т2{о2}.
Константы модели:
А'(2Аг-7//п) 127К
' Q ’ Рз NQ'
_ 2(№-2//п) _ 6N
Р, е Q’
(WJ-3)
a, = (i"c0f’ a* = (2~c’)2jT’ а3=(2-С4)2^, а4 =[l-yU
с А Т'
as = (2-C,)g, g= I = I+C5-1 , C,=3, C2=0,8, C3=l,75, C4=l,31, C3=2.
₽, =|. е=|(№-27/о)(2№-//„),
//, = ?{.S'2}. Яп=г2{П!}, /К = ?{Ж2}, F = r''{s2n2},
162(ф,+фХ)
N = N‘+--- о------ ’
h=IV\ ^2=V-0,5IlsIIa,
(WJ-4)
(WJ-5)
В качестве базы в модели ARG используется А-со модель:
ц + — VA + Рк - рсоЛ , Il a J )
р — = у-dt
(ARG-3)
Р~ = V- ц + ^ v<0 k.^.-pV, (ARG-4) dt аш) I к
Nc представляет собой решение следующего кубического уравнения:
-С1Х2-(2,711,+2IIa)Ne +2c;ila = 0. (WJ-6)
Это решение можно представить в виде
=y+(^+V^)3+sign(^-^)|/;-7^|3
где
при Р2 0,
(WJ-7)
=C,L—• т = <0-’. (ARG-5)
СО
Константы модели:
при Р2 < 0,
(WJ-8)
вк =1,4, аю =2,0, =0,088, к = 0,41,
где
=0,83, СЮ1 =Сю2
a Jc*t
Модель Уаллина — Йоханссона (WJ) [107]
(С’ 9 2
= —+ —^4-----с;,
<27 20 3 )
, (С' 9 2
Р2 =Р,2- -L+—Hs+-IIn
< 9 10 3
(WJ-9)
« = ZPi^ +(1-Z2)
3J?2 -4 max.(ns,IIesg}
т2Т2+/2рзт2Тз +
Константы модели:
С1' = 2,25(С1-1), Q =1,8, В2 =1,8,
т2Т4 +
+f^T6+f^9x4T9,
(WJ-1)
А+ = 26, 1Г<? =
405С2
216С] -160*
При применении различных уравнений для турбулентных характеристик в генерационных и диффузионных членах в модели используются следующие соотношения:
Здесь:
(WJ-10)
/ =1-ехр----—
I vA
(WJ-2)
цт = -р/Н
Pi + Об
9
(WJ-11)
Прикладная механика сплошных сред
121
В качестве базовой модели WJ использовалась k-г модель Чена (Ch) с некоторыми изменениями, которые касаются формулы для энергии диссипации. В частности, для £ используется соотношение
~ ( к \ п ~ ~ ( к А
U2) ч v ) U2)
При этом турбулентный масштаб времени определяется как т = max | —, 6dv/e |.
2.4. Современные подходы к численному моделированию турбулентности
(М.Х. Стрелец)
Неудовлетворенность полуэмпирическими моделями турбулентности (см. 2.3), с одной стороны, и возросшие возможности вычислительной техники, с другой, стимулировали поиск и применение более строгих и универсальных подходов к расчету турбулентных течений. В отличие от ПТТ, сводящей проблему моделирования турбулентных течений к проблеме замыкания уравнений Рейнольдса, эти подходы в большей или меньшей степени опираются непосредственно на исходные нестационарные трехмерные уравнения Навье — Стокса. Ниже кратко рассмотрены наиболее распространенные и перспективные из таких подходов.
2.4.1. Прямое численное моделирование турбулент ноет и
Суть этого подхода (в англоязычной литературе он получил название «Direct Numerical Simulation» — DNS) состоит в непосредственном (без какого-либо предварительного осреднения) численном решении уравнений Навье — Стокса. Причем независимо от характера осредненного течения (т. е. независимо от того, является ли оно одномерным или многомерным, стационарным или нестационарным), всегда должны использоваться трехмерные нестационарные уравнения Навье — Стокса, т. к. турбулентность является принципиально трехмерным и нестационарным физическим процессом.
Ясно, что DNS является максимально строгим подходом к описанию турбулентности, базирующимся лишь на одном общепризнанном в настоящее время предположении о применимости уравнений Навье — Стокса к расчету турбулентных течений. Однако для применения DNS при решении прикладных задач необходимы огромные вычислительные ресурсы. Это связано с тем, что данный подход подразумевает необходимость достаточно точного разрешения всего пространственно-временного спектра турбулентных неоднородностей или, как иногда говорят, — турбулентных вихрей. К сожалению, этот спектр чрезвычайно широк. В частности, отношение характерного размера «больших» (энергосодержащих) вихрей L, близких по порядку величины к линейному макромасштабу рассматри
ваемого течения, к так называемому «колмогоровскому масштабу тр>, характеризующему размеры мелких вихрей, энергия которых диссипирует в тепло под воздействием молекулярной вязкости, пропорционально числу Рейнольдса в степени три четвертых: — = Re3/4.
П
В результате размер сетки в четырех измерениях (три пространственных направления и время), необходимой для обеспечения приемлемой точности разрешения всех существенных пространственно-временных масштабов, оказывается пропорциональным кубу числа Рейнольдса. Даже при самых оптимистичных прогнозах темпов развития численных методов и вычислительной техники это исключает возможность применения DNS в ближайшем обозримом будущем (см. табл. 2.4.3.1) при представляющих практический интерес числах Рейнольдса (105 и выше). В настоящее время даже при использовании самых мощных из существующих компьютеров применение данного подхода возможно только для расчета относительно простых течений при низких числах Рейнольдса (порядка 103 и меньше).
В силу указанных обстоятельств DNS применяется пока лишь в фундаментальных исследованиях, целью которых является получение детальной информации о структуре и основных закономерностях турбулентности. Это нисколько не умаляет важности данного подхода, поскольку полученные при этом результаты, наряду с экспериментальными данными, составляют основу для калибровки и тестирования полуэмпирических моделей турбулентности. А возможности непосредственного применения DNS для решения задач химической технологии на сегодняшний день являются крайне ограниченными. Тем не менее следует иметь в виду, что в будущем этот подход может стать доминирующим в данной области, поскольку наряду с рассмотренными выше достоинствами он автоматически позволяет решить чрезвычайно важную и сложную проблему адекватного учета влияния турбулентных пульсаций температуры и концентраций отдельных компонентов смеси на эффективную скорость протекания химических реакций в турбулентных потоках.
2.4.2. Метод моделирования крупных вихрей
Этот метод (Large Eddy Simulation — LES) сформировался в начале 1980-х гг. [111]. Идея LES состоит в том, что в отличие от «глобального» осреднения уравнений Навье—Стокса производится их «фильтрация» только от коротковолновых (определяемых формой и размерами используемого фильтра) турбулентных неоднородностей. Данная операция формально сводится к замене актуальных переменных в уравнениях Навье — Стокса на сумму соответствующих «отфильтрованных» и «подсеточных» переменных. При этом процедура фильтрации произвольной функции f состоит в ее умножении на функцию «фильтра», имеющую некото
122
Новый справочник химика и технолога
рый характерный линейный масштаб А, и в последующем интегрировании полученного произведения по всему рассматриваемому объему V. Таким образом, отфильтрованные и актуальные значения функции f определяются выражениями:
7(r,0 = jG(r,ry(r',0<fr'3, / = / + /', (2.4.2.1) V
где G(r,r’) — функция фильтра, г — координата рассматриваемой точки потока, f — актуальное значение функции, a f, f' — ее отфильтрованное и пульсационное значения соответственно.
Замена основных переменных в уравнениях Навье — Стокса на сумму соответствующих отфильтрованных и пульсационных величин и применение операции фильтрации (уравнение (2.4.2.1)) к полученным уравнениям приводит к системе уравнений, сходной по виду с уравнениями Рейнольдса. Однако физическое содержание этих двух систем совершенно различно. Опуская детали, отметим лишь, что процедура фильтрации по существу равносильна осреднению функции f по объемам с характерным размером А3, в результате чего вся информация о турбулентных структурах с размерами, меньшими А (т. е. о пульсационных или подсеточных составляющих f'), теряется, а длинноволновые структуры (отфильтрованные составляющие f) практически не искажаются. При этом влияние подсеточных структур на длинноволновые структуры описывается с помощью полуэмпирических моделей, аналогичных по своей сути традиционным моделям ПТТ и получивших в связи с этим название «подсеточных моделей турбулентности».
Принципиальное преимущество метода LES перед RANS состоит в том, что, благодаря относительной однородности и изотропности мелкомасштабной турбулентности, задача построения подсеточных моделей оказывается существенно более простой, чем построение моделей турбулентности для RANS, когда необходимо моделировать весь спектр турбулентности. По той же причине надежды на создание «универсальной» подсеточной модели для LES являются гораздо более обоснованными, чем аналогичной модели для RANS.
Естественной платой за указанные важные преимущества LES является значительное увеличение вычислительных затрат, связанное с необходимостью (как и в случае DNS) проведения трехмерных нестационарных расчетов на достаточно мелких сетках даже в тех случаях, когда представляющее непосредственный интерес для практики осредненное течение является двумерным и стационарным. С другой стороны, по понятным причинам (мелкомасштабная часть спектра моделируется, а не рассчитывается «точно») вычислительные ресурсы, необходимые для реализации LES, оказываются намного меньшими, чем для DNS (см. табл. 2.4.3.1).
2.4.3, Метод моделирования отсоединенных вихрей и другие гибридные подходы
Наряду с кратко рассмотренными выше тремя основными подходами к моделированию турбулентных течений в настоящее время разрабатывается ряд промежуточных подходов, сочетающих в себе те или иные элементы RANS, LES и DNS. Среди них следует отметить предложенный в 1997 г. [112] метод моделирования отсоединенных вихрей (Detached Eddy Simulation — DES). Несмотря на свою относительную «молодость», этот метод уже достиг определенной степени «зрелости» и представляется исключительно многообещающим, поскольку в нем удачно сочетаются сильные стороны RANS (экономичность и надежность расчета безотрывных течений) с возможностью расчета течений с обширными зонами отрыва, обеспечиваемой LES. С помощью метода DES удается с высокой степенью точности рассчитать весьма сложные отрывные течения [113-116], численное моделирование которых в рамках LES пока невозможно из-за ограниченных возможностей вычислительной техники.
Идея метода DES очень проста и состоит в использовании уравнений Рейнольдса только в тех областях потока, где локальный размер используемой вычислительной сетки А недостаточен для разрешения турбулентных структур с линейными масштабами порядка lturb (характерный локальный масштаб турбулентности), и в использовании метода LES в остальной области потока, где А < lturb.
Конкретная реализация этой идеи, предложенная в [112], базируется на использовании модели турбулентной вязкости Спаларта — Аллмараса [63]. В частности, фигурирующее в диссипативном члене этой модели в качестве линейного масштаба турбулентности расстояние до стенки d (см. уравнение (SA-1) в подразделе 2.3.5.2) предлагается заменить на величину, определяемую соотношением:
d = min{t/,CDESA},
где CDES — единственная новая константа модели DES, а размер сетки А определяется как максимальный из трех ее шагов Дх, Av и А, в рассматриваемой точке потока.
Применительно к пристенным отрывным течениям такое определение d. приводит к тому, что в населенной мелкими турбулентными вихрями области присоединенного пограничного слоя с характерной для нее сильно анизотропной сеткой (Ад- ~ Аг » Д0 выполняется неравенство d < CDESA, и в качестве масштаба используется истинное расстояние до стенки d, т. е. реализуется стандартный подход, основанный на уравнениях Рейнольдса, замкнутых с помощью модели турбулентности Спаларта — Аллмараса. В отрывной области, населенной сравнительно крупномасштабными («отсоединенными») вихрями, имеет место обратная ситуация (d > CdesA), в результате чего в качестве масштаба турбулентности в диссипативном члене SA-модели ис-
Прикладная механика сплошных сред
123
пользуется величина CDEsA- Как показано в [112, 113], в этом случае данная модель переходит в дифференциальную подсеточную модель турбулентности, которая в равновесии («диссипация равна генерации») аналогична классической алгебраической подсеточной модели Смагоринского.
Таким образом, гибридный характер метода DES вытекает непосредственно из его формулировки: в области присоединенного пограничного слоя метод функционирует в режиме уравнений Рейнольдса, а в области отрыва («отсоединенных вихрей») автоматически переходит в LES. При этом достигается органичное сочетание лучших качеств обоих подходов, а именно: высокая точность и экономичность уравнений Рейнольдса в области присоединенного пограничного слоя и универсальность LES в отрывной области потока. Кроме того, хотя DES, как и LES, в отличие от уравнений Рейнольдса, является принципиально трехмерным нестационарным подходом, необходимые для его реализации сетки в пристенной области совпадают с сетками для решения уравнений Рейнольдса, т. е. являются на много порядков меньшими, чем соответствующие сетки, требуемые для разрешения мелких пристенных вихрей в рамках LES. При этом по мере измельчения сетки метод DES асимптотически приближается к методу LES и далее — к DNS. В качестве примера, иллюстрирующего возможности DES, на рис. 2.4.3.1 приведена мгновенная изоповерхность завихренности, а на рис. 2.4.3.2 — сравнение расчетных и экспериментальных данных по распределению давления вдоль поверхности цилиндра при числе Рейнольдса 50 000 [117].
В настоящее время список примеров применения DES ограничен чисто аэродинамическими приложениями. Тем не менее полученные при этом результаты убедительно свидетельствуют о чрезвычайно широких возможностях этого подхода при расчете сложных турбулентных течений, характерных для химической технологии.
В табл. 2.4.3.1, заимствованной из [118], представлены данные, характеризующие вычислительные ресурсы, необходимые для реализации рассмотренных в подразделах 2.3, 2.4 подходов к численному моделированию турбулентности и перспективы их практического использования с учетом прогнозов на развитие вычислительной техники. Данные табл. 2.4.3.1 относятся к типичным прикладным задачам аэродинамики (типа расчета обтекания самолета или автомобиля.)
Рис. 2.4.З.1. Мгновенная изоповерхность модуля завихренности при обтекании цилиндра, рассчитанная методом DES при числе Рейнольдса, равном 50 000
СДО
0,5
0,0
-0,5
-1,0
-1,5
0 30 60 90 120 150 а 180
Рис. 2.4.3.2. Сравнение расчетных распределений коэффициента давления вдоль поверхности цилиндра, полученных с помощью метода DES на трех расчетных сетках («грубой» — gridl, «средней» — grid2 и «мелкой» — grid3) с экспериментальными данными (Сд — коэффициент сопротивления)
Таблица 2.4.3.1
Вычислительные ресурсы и перспективы практического применения различных подходов к моделированию турбулентных течений
Метод Необходимое число узлов сетки Необходимое число шагов по времени Готовность к применению, год
2 D-нестационарные уравнения Рейнольдса 105 103’5 1980
3 D-стационар-ные уравнения Рейнольдса 107 103 1985
3 D-нестационарные уравнения Рейнольдса 107 103’5 1995
DES 108 104 2000
LES 1011’5 106’7 2045
DNS 1016 107’7 2080
Из таблицы ясно, что в ближайшем обозримом будущем основными подходами к решению сложных прикладных задач будет оставаться классический подход, основанный на ПТТ в сочетании с двумерными и трехмерными уравнениями Рейнольдса, и метод DES.
2.5. Сжимаемые жидкости
2.5.1. Одномерное движение идеального газа
(И.В. Доманский)
В гидромеханике обычно не различают понятия «газ» и «жидкость», т. к. газы ведут себя как ньютоновские жидкости. Однако в технических устройствах при течении газов часто необходимо создать скорости, превышающие 0,1 скорости звука, и математическое описание их поведения следует проводить с учетом сжимаемости.
124
Новый справочник химика и технолога
В широком диапазоне изменения температур Т и давлений р для газов применимо уравнение состояния в виде
— = RT, (2.5.1.1)
Р
где R — газовая постоянная, Т— температура газа.
При высоких скоростях течения газов изменение давления в канале приводит к изменению его температуры, поскольку за короткое время не успевает произойти теплообмен с внешней средой, а изменение состояния газа происходит практически адиабатически.
Первое начало термодинамики позволяет сделать вывод, что при адиабатическом процессе давление и плотность связаны соотношением
= const, (2.5.1.2)
Р Ро
, ср х
где к = — — показатель адиабаты, ср — удельная теп-cv
лоемкость при постоянном давлении, cv — удельная теплоемкость при постоянном объеме.
Выражение (2.1.1.6) для вычисления скорости звука с учетом равенства (2.5.1.2) принимает вид
a = ,Jk^. (2.5.1.3)
При течении идеального газа скорость во всех точках живого сечения канала постоянна, т. е. средняя расходная скорость w равна локальной скорости и. С учетом этого уравнение неразрывности, т. е. условие постоянства массовых расходов в двух живых сечениях канала, при условии переменности плотности газа по длине канала, имеет вид
= р2и2$2 ~ const, (2.5.1.4)
где щ и м2 — средние расходные скорости в сечениях 1 и 2, площади которых равны соответственно S) и S2.
Поскольку плотность газов, как правило, невелика, то массовыми силами по сравнению с силами давления в уравнениях движения идеальной жидкости (уравнение (2.2.1.5) при v = 0) можно пренебречь, т. е. принять Fx = F, = F2=0.
Интегрирование формулы (2.2.1.5) при v = 0 вдоль линии тока, уравнение которой в дифференциальной форме имеет вид uxdy = Uydx, дает уравнение Бернулли в дифференциальной форме:
—dp + d\ —1 = 0. (2.5.1.5)
Р I 2 )
Интегрирование уравнения (2.5.1.5) при условии адиабатического поведения газа (2.5.1.2) позволяет найти интегральную форму уравнения Бернулли:
и,2 к р, к р,
— +------П = ^_+--------const .
2 &-lPi 2 £ -1 р2
(2.5.1.6)
С учетом выражения (2.5.1.3) уравнение (2.5.1.6)
можно записать в виде
2 2 2 2
— +—1—= -2-+—— = const, (2.5.1.7)
2 к-\ 2 к-\
с учетом формулы (2.5.1.1)
и1 к и2 к
-4-+—RT. = -^+—RT2 = const, (2.5.1.8) 2 к-\ 1 2 к-\
к п
а с учетом соотношения ср =--R
к 1
2 2
И, Щ
— + сРТ = — + сРТ2 = const.
2 2
(2.5.1.9)
Уравнение неразрывности после взятия производной по длине канала (ось х) с учетом выражений (2.5.1.5) и (2.5.1.3) можно представить в виде [17]
и2 j du _ и dS a2 I dx S dx
(2.5.1.10)
Уравнение (2.5.1.10) позволяет провести качественный анализ характера движения сжимаемого газа в канале переменного сечения, результаты которого представлены в табл. 2.5.1.1.
Из формулы (2.5.1.10) или табл. 2.5.1.1 следует, что для получения дозвуковых скоростей истечения (и < а) необходимо иметь сужающийся канал (конфузор); для достижения сверхзвуковых скоростей необходимо сначала иметь конфузор (где газ разгоняется до скорости звука) и расширяющийся канал (диффузор), который позволит достичь свехзвуковых скоростей. Канал с такой геометрией называется в технике соплом Лаваля.
Таблица 2.5.1.1
Изменение сечения по длине канала Соотношение скоростей Изменение скорости по длине канала, du dx
Сечение уменьшается / х х dS п (конфузор), —<0 dx и < а и> а ^>0 dx *<0 dx
Сечение увеличивается (диффузор), ^>0 dx и<а и> а V A О О
Прикладная механика сплошных сред
125
Истечение газа из бака через сужающееся сопло (рис. 2.5.1.1). Уравнение Бернулли (2.5.1.6), составленное для сечений д-1 как
_L_£l = £ + _L£ (2.5.1.11)
Л-1р0 2 Л-1р
с учетом равенства (2.5.1.2) можно представить в виде
2* A, ^~1ро kA) J
(2.5.1.12)
С ростом давления р0 скорость истечения растет, но она может достичь лишь значения местной скорости звука, определяемой совместным решением уравнений (2.5.1.11) и (2.5.1.3) зависимостью
и
max
2£ а _ / 2k
k +1 р0 v k +1 0
(2.5.1.13)
Дальнейший рост давления не приводит к росту скорости истечения.
Рис. 2.5.1.1. Истечение газа из бака через сужающееся сопло
Минимальное давление ры, при котором скорость истечения газа равна скорости звука, называется критическим давлением. Оно определяется соотношением
Ры ( 2 У1 р
(2.5.1.14)
Плотность газа на выходе его из сопла можно вычислить по соотношению (2.5.1.2):
( р г
Р = Ро ~
)
(2.5.1.15)
Истечение газа из бака через сопло Лаваля (рис. 2.5.1.2). Для получения сверхзвуковых скоростей необходимо, как следует из анализа уравнения (2.5.1.10), сначала в сужающемся канале разогнать газ до скорости звука. Тогда при последующем течении в диффузоре (см. табл. 2.5.1.1) произойдет дальнейшее увеличение скорости.
Рис. 2.5.1.2. Истечение газа из бака через сопло Лаваля
При известных параметрах газа в баке р$, То плотность газа р0 может быть рассчитана по формуле (2.5.1.1), а скорость истечения — по формуле (2.5.1.12).
Плотность вытекающего газа в сечении 1 найдем по уравнению (2.5.1.15). Зная плотность и давление р, по формуле (2.5.1.3) найдем локальную скорость звука а. Если при заданном давлении р0 выполняется условие и > а, то следует в проектируемом сопле создать минимальное сечение, т. е. применять сопло Лаваля. Скорость в сжатом сечении должна быть равна местной скорости звука, которую можно найти по формуле (2.5.1.13).
Решив совместно соотношение (2.5.1.2), записанное для сечений 7 и С, и уравнение (2.5.1.3), составленное для параметров газа в сечении С, найдем
1
( 2 У-1
Pc=Poh—Г • (2.5.1.16)
у к +1)
Соотношение площадей сечений С и 7 найдем из уравнения неразрывности (2.5.1.4):
S ри
2.5.2. Фильтрация газа в недеформируемой пористой среде
(Г.М. Островский)
Особенность фильтрации газа, в отличие от несжимаемой жидкости (см. 2.2.13), состоит в том, что в подавляющем большинстве практических случаев в уравнениях сохранения импульса силы можно пренебречь как инерционными, так и массовыми силами. В таком случае уравнение (2.2.13.12) примет вид
0 = -£^аф?-уК(1-£), (2.5.2.1)
из которого нетрудно воспроизвести в соответствии с соотношениями (2.2.13.25), (2.2.13.28) и (2.2.13.30) уравнения сохранения импульса для газа в декартовых, цилиндрических и сферических координатах.
Если уравнение сохранения импульса существенно упростилось, то уравнение сохранения массы (2.2.13.3) из-за переменной плотности газа не замыкает систему
126
Новый справочник химика и технолога
уравнений, определяющих его фильтрацию. Для замыкания системы требуется привлекать к рассмотрению уравнение состояния Клапейрона — Менделеева (2.5.1.1) и уравнения, определяющие теплообмен между газом и пористым телом. Однако в тех случаях, когда можно пренебречь сжимаемостью газа, может быть использована зависимость (2.2.13.5).
В большом числе практических случаев можно предположить, что газ при расширении (или сжатии) успевает обмениваться теплом со скелетом пористого тела. Тогда (в тех случаях, когда теплосодержание пористого тела во много раз превышает теплосодержание газа) температуру газа можно принять равной температуре пористого тела, т. е. считать фильтрацию изотермической. В случае ламинарной фильтрации это позволяет совместить в одной формуле уравнения сохранения и состояния, что легко показать на примере одномерной фильтрации.
Если выразить величину f через константу фильтрации, то из уравнений (2.2.13.16), (2.2.13.17), (2.2.13.19) и (2.5.2.1) будем иметь
a dp _
v =------- . (2.5.22)
е dx
Подставим формулы (2.522) и (2.5.1.1), полагая Т = const, в одномерное уравнение сохранения массы (2.2.13.4):
£(ре) = Д|'цр^1 (2.5.2.3)
dt дх\ дх j
Аналогичным образом можно получить уравнения фильтрации газа в трехмерном пространстве в декартовой
(2.5.2.4)
в цилиндрической
д , v д ( др\ I д (ар др)
—( ng) = — ар— +--------+
дГ 1 дг\ дг) гМ г aej z Г
z (2.5.2.5)
д ( др\ ар др
+ — ар— +—— &V dz) г дг
и в сферической системах координат
1 д ( ар др\ 2( др\ ар др п ---------— — +- ар— +-Г2- — ctg0. rsin0 3<p(/sin0 3<pJ dr) r sin0 3<p
(2.52.6)
Все рекомендации по применению расчетных уравнений, высказанные в подразделе 2.2.13, применимы и к данной теме. В качестве дополнения следует упомянуть, что использование перечисленных в 2.2.13 аппроксимаций для функции межфазного трения f = /(v) ограничено числом Кнудсена
Кп = —— <^ 1, (2.52.7)
где Хоо — длина свободного пробега молекул газа в бесконечном объеме, SK — характерный размер канала пористого тела (подробнее см. в [28]).
Пример 2.5.2.1. В камерный питатель пневмотранс-портной установки нагнетается воздух (рис. 2.5.2.1). При заданных свойствах зернистого материала, геометрических параметрах слоя и массовом расходе газа ($р), где р — давление в пространстве над материалом, определить изменение во времени давления газа в зоне выпуска материала из питателя. Дать постановку краевой задачи для ламинарной фильтрации газа.
Рис. 2.5.2.1. Схема камерного питателя к пневмотранспортной установке: 1 — питатель; 2 — загрузочный клапан;
3 — загрузочный люк; 4 — подача воздуха; 5 — линия тока газа; 6 — разгрузочный клапан; 7 — транспортный трубопровод
В данном примере фильтрация имеет осесимметричный характер. В рамках численного решения имеет смысл рассмотреть ее в несколько упрощенной постановке. Это возможно, если свободную конусную поверхность и поверхность материала на днище питателя представить в виде части сферы радиусами RK и RB соответственно. Тогда фильтрацию можно считать радиальной и описывать ее в сферических координатах. При
3 д _
— = — = 0 уравнение (2.5.2.6) примет вид:
30 Зср
Прикладная механика сплошных сред
127
Решение задачи следует выполнять при начальном условии:
при t = 0 и р(г) = ро, (Ь)
где ро — давление в питателе при загрузке материала.
Условия на свободной поверхности материала определим, записав закон сохранения массы газа для объема V над поверхностью материала:
V^- = -vptF + Q(p). (с)
2.5.3. Скорость звука в газосодержащих средах. Истечение газосодержащих сред
(Г.М. Островский)
Для выделенного объема газосодержащей среды в случае пренебрежимой малости эффекта относительного проскальзывания фаз и политропного процесса можно записать выражения для массового отношения фаз и плотности двухфазной среды и уравнение состояния:
^- = const, (2.5.3.1)
Рнен
Р = Ргег +Рнен “ Рге1 +Рн (1-ег) ’ (2.5.3.2)
Здесь первое слагаемое определяет расход газа через свободную поверхность материала, второе — расход газа, поступающего из сети. Из уравнений (2.5.2.2), (2.5.1.1) (уравнения состояния) и (с) для изотермического процесса получим
р = const р",
(2.5.3.3)
at е дг
где индексы «г» и «н» относятся к газу и несжимаемой среде соответственно, п — показатель политропы.
Совместное решение уравнений (2.1.1.6) и (2.5.3.1)-(2.5.3.3) дает (см., например, в [10]) формулу для определения скорости звука в газосодержащей среде:
В свою очередь поверхность фильтрации
а
(2.5.3.4)
F = г22л( 1-cosy j. (е)
Таким образом, при г - RH
На рис. 2.5.3.1 показана зависимость скорости звука в газопорошковой смеси от объемной доли газа.
v^=a^_p2L^coi^\^ + Q^R^T (f) at £ dr V 2)
Условия на нижней непроницаемой для газа границе слоя получаем при подстановке уравнения (2.2.13.32) в формулу (2.5.2.2):
при г = R* имеем
дг
Рис. 2.5.З.1. Зависимость скорости звука в газопорошковой среде от объемной доли газа: р = 105 Па; рг = 1,25 кг/м3; п - 1; рн = 2500 кг/м3
Таким образом, постановка краевой задачи будет определяться уравнениями (a), (b), (f) и (g). На рис. 2.5.2.2 показан вид зависимостей изменения во времени давлений на поверхности слоя и на дне питателя при условии, что воздух в питатель поступает из ресивера, где давление постоянно и равно рр.
Рис. 2.5.2.2. Изменение давления газа в питателе:
I — на поверхности слоя; 2 — на дне питателя
Показатель политропы п, входящий в уравнение (2.5.3.4), зависит от интенсивности теплообмена между газом и несжимаемой средой. Для порошкообразных материалов и газо-жидкостных смесей с мелкими пузырьками можно допустить, что процессы сжатия и расширения газа происходят практически при постоянной температуре. Для газо-жидкостных смесей с крупными пузырями (5 > 2 мм) можно полагать, что теплообмен между газом и жидкостью не успевает произойти и, следовательно, п = к.
При истечении газосодержащей среды из отверстий так же, как и при истечении газа, обнаруживается «звуковой барьер».
О
128
Новый справочник химика и технолога
Пусть имеется большой сосуд (рис. 2.5.3.2), заполненный газосодержащей смесью, которая может вытекать из него через отверстие площадью F в пространство с давлением р0, называемым противодавлением. Значение характеристик течения на срезе сопла обозначим через р’, р', v', в сосуде далеко от отверстия — через р", р", v" = 0. Если р" = р0, то течения не будет. Если противодавление ро < р", то возникает течение (на рис. 2.5.3.3 этому состоянию соответствует точка В). Наконец, при некотором значении ро~-ркр скорость в отверстии станет равной местной скорости звука V' = Vkp = а.
Опыт показывает, что до тех пор, пока р0 > Р«р> давление на срезе отверстия практически совпадает с противодавлением (р’ ~ р0). Поэтому при достижении в отверстии скорости звука можно считать, что Ръ=Рку Величина критического противодавления определяется уравнением [10]
п" 3 9 е"
Р- = 1+ 2_ + о,5Ь_.
Ар 4 V16 <
(2.5.3.5)
На рис. 2.5.3.3 критическому режиму соответствует точка С. При этом критический расход
In
О =p'af = tyj^ .
^-кр г НИ
у Р £г
(2.5.3.6)
При дальнейшем понижении противодавления р0 течение внутри сопла перестает меняться. Расход также остается неизменным и равным критическому. Таким образом, через сопло с заданными значениями F, р" и е" нельзя пропустить расход, больший QKp.
Рис. 2.5.3.2. Схема к определению критического расхода газосодержащей среды через отверстие сосуда
Рис. 2.5.3.3. Зависимость расхода газосодержащей среды через отверстие сосуда от противодавления
Прир0>Ркр
п С С [2(в Ро)РнРоен /П С Т
Q = povoF = F------------------ (2.5.3.7)
V Р ег + №
Для реальных двухфазных смесей необходимо учитывать трение в зоне истечения, а также эффект сжатия струи, если форма насадка отлична от формы сужающейся струи. Для отверстий с острыми кромками в уравнения (2.5.3.6) и (2.5.3.7) следует ввести множитель ц — коэффициент расхода. По аналогии с жидкостями с несущественным влиянием сил поверхностного натяжения и вязкости ц ~ 0,6. При истечении через цилиндрический насадок, длина которого в 3-4 раза превышает диаметр, ц ~ 0,8.
Пример 2.5.3.1. Из сосуда через цилиндрический насадок <7=9 мм истекает в атмосферу апатитовый концентрат с пористостью ег = 0,6 и плотностью частиц рн = 3200 кг/м3. Определить зависимость расхода материала от давления в сосуде.
Из уравнения (2.5.3.5) находим параметры критического расхода р^Р = 1,7 • 105 Па. Таким образом, при р" > 1,7 • 105 Па расчет будем вести по формуле (2.5.3.6), а при р" < 1,7 • 105 Па — по формуле (2.5.3.7). Результаты расчета и опытные данные [118] приведены на рис. 2.5.3.4.
Рис. 2.5.3.4. Зависимость расхода апатитового концентрата от давления газа в сосуде (точки соответствуют опытным данным [118])
2.5.4. Стоячие волны в газосодержащих средах
(Г.М. Островский)
Стоячие волны в газосодержащих средах, как и в любых других упругих системах, возникают вследствие интерференции волн, распространяющихся во взаимно противоположных направлениях. Практически стоячая волна возникает при отражении волн от преград в результате наложения отраженной волны на прямую [119, 120]. В качестве примера на рис. 2.5.4.1 показаны распределения напряжений и скоростей в стоячей волне для одномерного упругого стержня.
По длине стержня образуются так называемые узлы смещений (скоростей) — плоскости, перпендикулярные к оси стержня, на которых смещения частиц стержня отсутствуют, а амплитуды напряжений (для газосодержащих сред — амплитуды давлений) максимальны, и пучности смещений — плоскости, на которых смещения максимальны, а напряжения равны нулю. Узлы и
Прикладная механика сплошных сред
129
пучности смещений располагаются в стержне на расстояниях четверти волны, причем в месте жесткого крепления стержня всегда образуются узел смещений и пучность давлений; на свободном торце, наоборот, — узел давлений и пучность смещений.
Строго говоря, чисто стоячие волны могут устанавливаться только при отсутствии затухания в среде и при полном отражении от границ. В противном случае кроме стоячей волны появляются бегущие волны, доставляющие энергию к местам поглощения или излучения. Тем не менее математическое описание различных колебательных процессов в химической технологии в рамках модели чисто стоячей волны может быть вполне адекватным.
Если стержень имеет постоянные по длине характеристики: Е(х) = const, р(х) = const и F(x) = const, где Е — модуль упругости, a F — площадь поперечного сечения стержня, то уравнение для исследования собственных колебаний будет иметь вид
д2и 1 д2и
дх2 a2 dt2
(2.5.4.1)
Здесь а -— скорость распространения продольных волн в стержне (скорость звука), и = w(x) — продольное смещение.
Решение уравнения (2.5.4.1), определяющее собственные частоты и формы колебаний для различных способов закрепления стержня, представлено на рис. 2.5.4.2 [10, 121]. В 6.10.6 приведены схемы аппаратов, которые адекватны этим способам закрепления стержней. Ниже приведены примеры, иллюстрирующие возможности практического применения данных рис. 2.5.4.2.
Рис. 2.5.4.1. Распределение напряжений (7) и скоростей (2) в стоячей волне при жестко закрепленном (а) и свободном (б) концах стержня в точке х = 0
Пример 2.5.4.1. Оценить первую и вторую собственные частоты гравитационных колебаний газо-жидкостной смеси в барботажной колонне. Известны: высота газо-жидкостного слоя Н = 3 м; среднее газосо-держание в колонне £г = 0,2; плотность жидкости pi = 1000 кг/м3; диаметр пузырей 6 ~ 8 мм; давление на поверхности газо-жидкостного столба р = 105 Па; плотность газа (воздуха) на поверхности р2 = 1,2 кг/м3.
Рассматриваемый вариант соответствует схеме «а» на рис. 2.5.4.2. Приняв адиабатической (при 6 > 2 мм) объемную деформацию пузырей, среднюю плотность смеси (при pi » р2) p = pj(l — е2) = 800 кг/м3 и среднее давление в смеси (/?} = 0,5(p + /? + pg#) = 1,1 • 105 Па, определим скорость звука из уравнения (2.5.3.4): а = 31 м/с.
Схема закрепления стержня Условия на границах к уравнению (2.5.4.1) Собственные частоты колебаний Собственные формы колебаний
а W и X и -/ ,0 х = 0; м = 0; х = 1 EF— = Q дх л(2*-1)а ю L— k 21 (*=1,2,3...) z . . л(2*-1)х <M*) = sm 2/
б W tx '*1 0 // х = 0; и = 0; х = /; и = 0 itka ox ~ k I (*=1,2,3...) _ / ч , Ttkx ФДх) = 81П —
в 22 С- *х 4ОШ22 Ос ^0 х = 0; и = 0; х = / EF— + сп = 0 дх со/ g 7 .. ef al cl a - / \ . cotx ФДх) = 8Ш ——
Рис. 2.5.4.2. Собственные частоты и формы продольных колебаний стержней при различных типах краевых условий: с — жесткость упругого элемента (пружина); Е — модуль упругости стержня; F— площадь поперечного сечения стержня
130
Новый справочник химика и технолога
Далее определим угловые частоты собственных колебаний (см. рис. 2.5.4.2, схема а): <оi = 16,2 с-1, (О2 = 48,7 с-1,
что соответствует частотам (/ = —): f = 2,6 Гц; f - 7,8 Гц. 2л
Собственные формы колебаний, построенные симметрично и характеризующие изменение скорости, представлены на рис. 2.5.4.3.
Рис. 2.5.4.3. Продольные колебания газо-жидкостного столба в барботажном аппарате: Г — подача газа
При совпадении собственных частот колебаний газо-жидкостной среды с частотой внешних воздействий (пульсирующая подача газа, колебания аппарата) возникает резонансное увеличение амплитуды колебаний среды, которое может быть как вредным, так и полезным в технологическом процессе.
Пример 2.5.4.2. В аппарате, подвергающемся вертикальным гармоническим колебаниям (рис. 2.5.4.4, а), псевдоожижается порошкообразный материал. Определить первую резонансную частоту внешних воздействий. Известны: высота псевдоожиженного слоя Н = 0,4 м; высота замкнутого газового объема h = 0,1 м; плотность псевдоожиженного слоя р = 1100 кг/м3; давление в аппарате р-2-105 Па; объемная доля газа в слое £1 = 0,7.
Если считать, что отражение волны от пористой перегородки происходит как от жесткой стенки (т. е. влияние прогиба перегородки и перетока газа через нее практически не сказывается на колебаниях давления газа в слое), то рассматриваемый вариант соответствует рис. 2.5.4.4, б.
Рис. 2.5.4.4. Виброожиженный слой: а) схема установки; 6) иллюстрация графического решения:
I— y = tg— ;2— у =--
а пр
Определим выражение для упругости газовой полости, учитывая, что для упругого стержня (каким собственно и является газовый объем) [121]
Поскольку для газа Е = пр , где п — показатель политропы, то
е = (Ь)
п
Подставляя соотношение (а) в выражение для собственной частоты колебаний среды, получим
х ®/ со/ EF GsEFh , .
tg—=--------- =------ (с)
а а cL anpF
Е 2
или, поскольку — = а (см., например, [10]), то
Р
со/ айрсо
tg—=--------. (d)
а пр
Из уравнения (2.5.3.4) при «= 1 скорость звука в псевдоожиженном слое а = 16,1 м/с.
Для газового объема примем показатель политропы равным показателю адиабаты п = у= 1,4. Тогда из равенства (d) получим со = 72 с-1. На рис. 2.5.4.4, б дано графическое толкование решения.
2.6. Неньютоновские жидкости
(О.В. Доманский, И.В. Доманский)
2.6.1. Законы переноса в ненъютоновских жидкостях
Во многих отраслях промышленности при получении и переработке различных материалов приходится иметь дело с растворами и расплавами синтетических материалов, суспензиями, эмульсиями, пастами, лакокрасочными материалами, топливами, пищевыми продуктами и другими средами, физические свойства которых существенно отличаются от обычных однофазных низкомолекулярных жидкостей и газов.
Эти текучие среды обладают сложной внутренней структурой, и их характерной особенностью является зависимость коэффициентов переноса (вязкости, теплопроводности, диффузии и др.) от кинематических и динамических характеристик и элементов движения. Поэтому законы переноса в таких средах довольно сложны и не поддаются обобщенному описанию единой формулой, как, например, законом внутреннего трения Ньютона, в связи с чем они получили название неньютоновских жидкостей [123].
Математическое описание поведения таких жидкостей до сих пор остается полуэмпирическим и проводится с помощью построения механической модели,
Прикладная механика сплошных сред
131
свойства которой в известной мере идеализируются и лишь приближенно отражают поведение реального материала. Такое положение обусловлено отсутствием на сегодня достаточно общей теории, которая позволяла бы столь же строго, как это делается в молекулярнокинетической теории газов, вычислять характеристики молекулярного переноса и механического поведения среды, исходя из ее внутренней, микроскопической структуры.
Все реальные тела обладают свойствами, которые являются комбинацией трех фундаментальных свойств: упругостью, вязкостью и пластичностью (внутренним трением). В зависимости от преобладающего влияния тех или иных свойств жидкости делятся на группы и называются упруговязкими, вязкопластичными, псев-допластичными («чисто вязкие»), а в зависимости от предложенной механической модели и соответственно предложенного реологического уравнения жидкости называются по имени авторов: уравнение Шведова — Бингама (вязкопластичные), уравнение Прандтля (псевдопластичные), уравнение Максвелла (упруговязкие) и т. д. [122].
Упруговязкие жидкости обладают свойствами как твердого тела, так и жидкости и частично проявляют упругое восстановление формы после снятия напряжений.
Кроме того, многие жидкости представляют собой еще более сложные системы, в которых связь между напряжением и скоростью сдвига зависит от времени действия напряжения или от предыстории жидкости (тиксотропные, реопекгические жидкости).
Несжимаемые жидкости, свойства которых не зависят от времени (реостабильные), при изотермическом течении могут быть описаны реологическим уравнением, аналогичным уравнению (2.1.3.2) для ньютоновских жидкостей:
т'=р’ + /(Ет), (2.6.1.1)
из которого следует, что тензор напряжений тт в каждой точке жидкости является простой функцией тензора скоростей деформаций ет в той же точке. Уравнения (2.6.1.1) совместно с уравнением движения в напряжениях (2.1.4.4), уравнением неразрывности (2.2.1.1) и уравнением (2.1.3.1) образуют замкнутую систему уравнений.
Реологическая зависимость (2.6.1.1) для широкого класса неньютоновских жидкостей обычно представляется уравнением в виде
< = Тт - р = /(8Т) = 2цает, (2.6.1.2)
в котором коэффициент кажущейся вязкости ца зависит только от компонент тензора скоростей деформаций.
Можно выбрать такую систему координат, в которой для данной точки жидкости в тензоре скоростей деформаций останутся лишь две компоненты и е7/,
определяющие наибольшее значение скорости сдвига. Величина е*. может быть вычислена по формуле
1 ~ = 2 (Бх|- + Eyz + ezt — ЕххЕуу ~ EyyEzz ~ ezzexx ) •
(2.6.1.3)
Величина I является инвариантом тензора скоростей деформаций, т. е. она не зависит от выбора системы координат.
Вследствие того, что вязкость ца представляет собой скаляр, она может быть функцией скалярного инварианта /, т. е. можно предположить, что
На =/(/)•
(2.6.1.4)
На рис. 2.6.1.1 приведены реологические характеристики, или кривые течения, для различных типов неньютоновских жидкостей, полученные при течении жидкости в сдвиговом приборе типа «реотест», т. е. при течении в канале Куэтта. При таком течении все жидкостные частицы нагружены одинаковым касательным напряжением т и испытывают одинаковые скорости сдвига:
du 1
е = —- = —г
dy 2
(2.6.1.5)
где их — локальная скорость, у — поперечная к направлению течения координата.
Кривые течения жидкости группы I характерны тем, что они криволинейны и проходят через начало координат. Такие жидкости называются чисто вязкими, нелинейно-вязкими, аномально вязкими, вязкими неньютоновскими жидкостями. Особенностью жидкостей группы II является то, что при е = 0 на оси напряжений отсекается отрезок конечной длины т0. Следовательно, такие жидкости начинают течь лишь после превышения некоторого порога, называемого пределом текучести. Величина т0 характеризует пластические свойства жидкости, а наклон кривой течения к оси е — ее подвижность.
Жидкости непластичные подразделяются на псевдопластичные (кривая 2) и дилатантные (кривая 3).
£
Рис. 2.6.1.1. Типичные кривые течения реостабильных неньютоновских жидкостей: I — чисто вязкие жидкости (7 — ньютоновская, 2 — псевдопластичная, 3 — дилатантная);
II — вязкопластичные жидкости (4 — линейно-вязкопластичные, 5 и 6 — нелинейно-вязкопластичные)
132
Новый справочник химика и технолога
При наличии реологической характеристики кажущуюся вязкость можно найти по уравнению
К
(2.6.1.6)
Для псевдопластичных жидкостей величина снижается с ростом скорости сдвига, а для дилатантных увеличивается.
Вязкопластичные жидкости с линейной кривой течения (кривая 4) называются жидкостями Шведова — Бингама
* = Т)+Нре’ (2.6.1.7)
дляних ца=— + нр. (2.6.1.8)
Величина кажущейся вязкости для псевдопластичных жидкостей снижается с ростом скорости сдвига. Примерами вязкопластичных систем могут служить концентрированные топлива, смазки, пасты, строительные растворы, краски, пищевые, кондитерские и фармацевтические массы, наполненные ракетные топлива, кровь и т. д.
Ниже предела текучести вязкопластичная среда ведет себя как твердое, недеформируемое тело (модель Сен-Венана), либо как идеально упругое тело Гука (модель Прандтля).
Подавляющее большинство опубликованных работ по неньютоновским жидкостям полностью или частично (как, например, в моделях Эллиса, де Хавена, Бриана, Сиско, Балкли — Гершеля, Шульмана) опираются на степенную модель, предложенную Оствальдом:
Е = .
(2.6.1.11)
Обе записи равноценны, часто встречаются в технической литературе, и выбор записи диктуется лишь удобством и конкретными условиями задачи. Так как
1
п = —, то псевдопластичным жидкостям, которые рас-«1
сматриваются в дальнейшем, будет соответствовать диапазон изменения 0 < п < 1 или оо > щ > 1. Для ньютоновских жидкостей п = п\- 1.
Несмотря на то, что в широком диапазоне скоростей сдвига степенной закон, как правило, не описывает поведение реальных неньютоновских жидкостей, в практически наблюдаемом диапазоне сдвиговых скоростей этот закон дает удовлетворительные результаты и является наиболее простым и удобным для инженерных расчетов.
Поэтому реологическую кривую течения любой неньютоновской жидкости в заданном интервале скоростей сдвига можно описать степенным законом, и график кривой течения в логарифмических координатах будет прямой линией, тангенс угла которой к оси абсцисс будет соответствовать значению индекса поведения потока п, а отрезок пересечения ее с осью ординат при е = 1 будет равен значению консистенции К при заданной температуре жидкости.
Инвариант I при течении жидкости в сдвиговом приборе равен
(2.6.1.12)
Таким образом, в обобщенном виде кажущаяся вязкость для степенных жидкостей может быть представлена в виде
х = к(—1 = Кгп,
(2.6.1.9)
8„=х(2ф,
(2.6.1.13)
а закон Оствальда представляется как
где Кип — экспериментальные реологические постоянные для данной жидкости. Для таких жидкостей
хТх=2К(21)г £Т.
(2.6.1.14)
ца=Х£и1. (2.6.1.10)
Для жидкости Шведова — Бингама по аналогии
найдем
Из уравнения (2.6.1.10) видно, что для п < 1 величина убывает с ростом скорости сдвига.
Если зависимость консистенции жидкости К от температуры довольно существенная, то индекс поведения потока п меняется в значительно меньшей степени и часто для конкретной жидкости может приниматься постоянным. При п < 1 жидкость называется псевдо-пластичной, при п > 1 — дилатантной. Случай п = 1 соответствует обычной ньютоновской жидкости, когда коэффициент пропорциональности между напряжением сдвига т и скоростью сдвига в называется коэффициентом ньютоновской вязкости ц, а т = це. Иногда пользуются другим видом записи степенного закона —
(2/)0,5 +
(2.6.1.15)
и
+ Ц £ .
(2/)0,5
(2.6.1.16)
Уравнения (2.6.1.14) или (2.6.1.16) совместно с уравнениями движения в напряжениях (2.1.4.4), уравнением неразрывности (2.2.1.1), уравнением (2.1.3.1), граничными и начальными условиями позволяют численно определить поля скоростей и давлений в различных технических устройствах.
Прикладная механика сплошных сред
133
2.6.2. Сопротивление при течении в трубах и каналах
Течение в трубах. Для расчета распределения скоростей по сечению трубы при ламинарном течении неньютоновской жидкости следует применить уравнение движения (2.1.4.6), записанное в цилиндрических координатах. При установившемся стабилизированном du Л „
течении ускорение — = 0 . При горизонтальном полоса
жении трубы Fx = 0. Так как течение осесимметрично, 5тег л
то —— = 0, и приняв, что <зх=-р, третье уравнение 56
системы (2.1.4.6) можно представить в виде
др _ 1 д Г дгп дх г дг ( дг
(2.6.2.1)
При течении степенной неньютоновской жидкости, когда справедливо реологическое уравнение (2.6.1.11), выражение (2.6.2.1) принимает вид:
а зависимость между скоростью потока и средней скоростью имеет вид:
3 + п, -------w
1 + п,
(2.62.7)
«w=
При z?i = l уравнение (2.6.2.7) превращается в хорошо известное уравнение Гагена — Пуазёйля (2.2.6.31) для поля скоростей при развитом ламинарном течении ньютоновской жидкости.
На рис. 2.6.2.1 показано распределение скоростей по радиусу трубы, вычисленное по уравнениям (2.6.2.7) и (2.6.2.4). Область 0 < щ < 1 соответствует картине течения дилатантной жидкости, у которой вязкость возрастает с увеличением скорости сдвига. Значение «1=1 соответствует течению ньютоновской жидкости (параболический профиль скоростей). При п\ > 1 — течение псевдопластичной жидкости, а при пх = оо получается поршневое течение.
др =^д
дх г дг
(2.6.2.2)
которое следует интегрировать при граничных условиях:
u\r=R = 0 (условие прилипания),
= 0 (условие симметрии).
Так же, как и при изучении течения ньютоновской жидкости в трубах (см. 2.2.6), можно показать, что левая часть уравнения (2.6.2.2) не зависит от г. После интегрирования получим
Рис. 2.6.2.1. Распределение скоростей неньютоновской жидкости при ламинарном течении в трубе
1 [ 1
1 + И,
дх
Ri+ni
(2.6.2.3)
Максимальная скорость на оси трубы при г = 0
Решение уравнения (2.6.2.5) относительно — и по-дх
следующее интегрирование по х позволяет найти выражение для коэффициента гидравлического трения, входящего в уравнение (2.2.6.21) для расчета сопротивления трубы:
1 [ 1 5р
1 + п, 2КХ дх
Ru'"
(2.62.4)
% = —, (2.6.2.8)
Re
Средняя скорость находится из выражения
где критерий Рейнольдса
«I
. (2.62.5)
„ 8£>V~"
Re =—;-----—
-/6w + 2Y л -----
V п )
(2.62.9)
Отношение между максимальной и средней скоростями
3 + п.
V!= — = -— W 1 + п,
(2.62.6)
Щелевой канал. При стационарном установившемся течении степенной неньютоновской жидкости в щелевом канале при его горизонтальном расположении решение уравнения движения (2.1.4.5) по аналогии с
134
Новый справочник химика и технолога
предыдущей задачей позволяет найти уравнение для расчета профиля скоростей
Зависимость величины а от п приведена на рис. 2.6.2.2. Она хорошо аппроксимируется степенным выражением
и =
и, +2
_1----w
+1
(2.6.2.10)
п = О,ЗЗи0’5. (2.6.2.16)
где h — половина расстояния между пластинами, и затем коэффициента гидравлического трения
Re
При п = 1 уравнение (2.6.2.15) хорошо согласуется с уравнением Шиллера (2.2.6.17), полученным для ньютоновской жидкости.
Зависимость длины начального участка от индекса поведения потока п представлена на рис. 2.6.2.3.
Дополнительные потери на трение составляют
где критерий Рейнольдса
кр = «(vf “1)^у- • (2.6.2.17)
о 12/fw2-”
Re =----------
< 2w + P
Л ------
V п j
(2.6.2.11)
Зависимость коэффициента Ск = от п показана pw
на рис. 2.6.2.4.
Течение жидкости на начальном участке сопровождается изменением профиля скоростей от прямоугольного на входе в канал до стационарного, определяемого уравнением (2.6.2.7) для труб круглого сечения или уравнением (2.6.2.10) — для щелевого канала.
Для нахождения длины начального участка воспользуемся уравнением движения в интегральной форме [122]:
—I р (2nru2dr j = itR2 — -2nRxs. (2.6.2.12)
dx[ * J dx
Рис. 2.6.2.2. Зависимость а от п:
1 — круглая труба; 2 — плоский канал
Если представить профиль скоростей в трубе на начальном участке в виде
« = «0
(2.6.2.13)
где Ъ зависит от длины канала х, то можно найти касательное напряжение на стенке трубы
5 дг
и соотношение скоростей
Рис. 2.6.2.3. Зависимость безразмерного участка стабилизации профиля скорости для круглой трубы от п: 1 — по уравнению (2.6.2.15), 2 — по данным [124]
и^ b + 2 w b
(2.6.2.14)
Предположив, что значение по длине канала изменяется по степенному закону, можно проинтегрировать уравнение (2.6.2.12) и найти выражение для расчета длины начального участка [125]:
4 bi д) у?-1 рДУ-д
R 4v К
(2.6.2.15)
Рис. 2.6.2.4. Коэффициент потерь кинетической энергии для участка стабилизации в зависимости от п: 1 — круглая труба, 2 — плоский канал
, л + 1 3w + l
где Ь, =----, Vi =-----
п п + 1
Прикладная механика сплошных сред
135
Аналогичный подход к задаче о начальном участке при течении жидкости в щелевом канале, основанный на применении уравнения движения в интегральной форме
= 2h--2xs dx s
и предположении о профиле скоростей
позволяет найти уравнение для расчета длины начального участка:
h 2 (уД)” К
(2.6.2.18)
Л О О о,5 L « Т 1 Л/ Т X.
в котором а = 0,38п ’ , р =--- и \gi =----•
п п + 1
Дополнительные потери на трение на входном участке щелевого канала можно вычислить по уравнению (2.6.2.17), но при соответствующем значении коэффициента Vi.
Расчет сопротивления каналов при турбулентном режиме течения. Поскольку в этом случае существенные скорости сдвига возникают в тонком пристенном слое жидкости, в котором напряжения примерно равны напряжению на стенке т0, то расчет гидравлических потерь по длине канала можно проводить по формуле Дарси — Вейсбаха (2.2.12.10). Расчет коэффициента гидравлического трения при этом можно проводить по формуле Альтшуля (2.2.6.27), предварительно определив эффективную вязкость жидкости Уэ, с учетом скорости сдвига в пристенном слое. Итак, для нахождения эффективной вязкости жидкости следует решить совместно систему уравнений: (2.2.6.21), (2.2.6.23), (2.6.1.9) и (2.6.1.10). Поскольку вязкость при турбулентном режиме течения относительно слабо влияет на гидравлические потери, то для ее расчета можно применить приближенное уравнение:
4 7и-7
Г^зй+i W3"+1
v3 =0,043”+1 —- (2.6.2.19)
<Р7 ^з„+1
Формулу (2.6.2.19) можно применять для каналов различного сечения.
2.6.3. Общий случай течения неньютоновских жидкостей
Пространственные и плоские задачи течения неньютоновских жидкостей могут быть решены численными методами. Подход к их решению рассмотрим на примере напорного течения жидкости вдоль оси у в щелевом канале, пластины которого перемещаются относительно друг друга в направлении оси х со скоростью 2U(рис. 2.6.3.1).
Рис.2.6.3.1. Схема щелевого канала
При установившемся течении жидкости ускорение в ней — = 0. Кроме того, в рассматриваемой задаче dt г^п
uz=Q, — = 0, Fx = Fy = 0, Fz = -g. Уравнение движе-дх
ния (2.1.4.5) с учетом формулы (2.1.2.4) примет вид:
0_ 8р , дх дх ду dz
0_ ар ! +
ду дх ду dz
>, (2.6.3.1)
_ др дх д(а + р) dz дх ду dz
в котором, с учетом уравнения (2.6.1.2), компоненты тензора скоростей деформаций можно найти по формулам (2.1.1.7)-(2.1.1.12), если известно выражение для расчета эффективной вязкости р.
гг дих
При стабилизированном течении жидкости —- = 0, дх
ди
—- - 0 и составляющие скоростей их и иу зависят ду
только от координаты z. В этом случае выражения (2.1.1.7Н2.1.1.12) примут вид = е„ = 0 , = 0,
1 ди 1 ди
8VT =------, е_, =-----, а соотношения (2.1.3.3) с учетом
12 2 dz 2 dz J У
выражения (2.6.1.2) — <зх +р = <зу +р = а2 +р = 0, - 0,
ди, dz
ди
dz
(2.6.3.2)
(2.6.3.3)
После подстановки в уравнение (2.6.3.1) последних выражений получим систему уравнений:
0 = ^
dz
0=-^+^
ду dz
п др
o=-pg-^ dz
(2.6.3.4)
136
Новый справочник химика и технолога
Интегрирование первого уравнения по z дает зависимость
Txz = Twx = const , (2.6.3.5)
второго (как и при течении ньютоновских жидкостей — не зависит от координаты z) — ду
(2.6.3.6)
Рис. 2.6.3.2. Зависимость распределения скоростей их по ширине канала от индекса поведения степенной жидкости п:
1 — 0,1; 2 — 0,5; 3— 1;4 — 2; 5 — 50
Распределение напряжений приведено на рис. 2.6.3.1.
Интегрирование третьего уравнения дает распределение давлений вдоль оси z по закону статики.
Инвариант тензора скоростей деформаций (формула (2.6.1.3)) составит
(2.6.3.7)
Рассмотрим сначала течение степенной жидкости, поведение которой в сдвиговом приборе описывается уравнением (2.6.1.9). В этом случае кажущаяся вязкость определяется выражением (2.6.1.13), и уравнения (2.6.3.5), (2.6.3.6) после подстановки в них соотношений (2.6.3.2) и (2.6.3.3) примут вид:
Рис. 2.6.3.3. Зависимость распределения скоростей иу по ширине канала от индекса поведения степенной жидкости п: 7 — 0,1; 2 — 0,5; 3 — 1;4 — 2; 5 — 50
На-т- = ^х. (2.6.3.8)
OZ
где
(2.6.3.10)
Уравнения (2.6.3.8), (2.6.3.9) можно преобразовать, сведя их к виду
1 л-1
<4 = f TV f V”
dz К ) t2 x/2 + &p2z2 J
(2.6.3.11)
1 z x —
&p2z2 ]2"
dz V IK J У2Х/2+ApV J
(2.6.3.12)
Численное решение уравнений (2.6.3.11) и (2.6.3.12) приведено на рис 2.6.3.2-2.6.3.4. Поля скоростей аналогичны тем, которые возникают в каналах Куэтта и в щелевом канале. С ростом сдвиговой скорости движения U происходит снижение потерь давления псевдо-пластичных жидкостей (п < 1) и увеличение потерь для дилатантных жидкостей (п> 1). Приближенное аналитическое решение этой же задачи для случая течения псевдопластичной жидкости приведено в [137].
Рис. 2.6.3.4. Зависимость относительного сопротивления щелевого канала от индекса поведения степенной жидкости п: 1 — 0,5; 2 — 0,75; 3 — 1; 4 — 1,25; 5—1,5 (Дро — сопротивление щелевого канала при U = 0)
Приведем решение той же задачи для жидкости Шведова — Бингама, поведение которой в сдвиговом приборе описывается уравнением (2.6.1.7). В этом случае кажущаяся вязкость определяется выражением (2.6.1.15), а с учетом формулы (2.6.3.7) —
Я. =7----Г*-----(2.6.3.13)
ГМ /М
I dz J I dz J
V v J )
Прикладная механика сплошных сред
137
Уравнения (2.6.3.11) и (2.6.3.12) можно привести к виду
= _ %/ С/2 У dz ц ц <<;XZ2 + Ap2z2 J
диу _ Apz т0 f Ap2z2
dz Zp p <t2xZ2 + &p2z2
(2.6.3.14)
(2.6.3.15)
При интегрировании уравнении (2.6.3.14) и (2.6.3.15) следует помнить, что течение жидкости Шведова — Бингама возможно только при выполнении условия:
1
(2.6.3.16)
Численное решение уравнений (2.6.3.14) и (2.6.3.15) при выполнении условия (2.6.3.16) приведено на рис. 2.6.3.5-2.6.3.7. Зоны отсутствия сдвиговых течений по высоте канала для напорного течения вдоль оси у и безнапорного вдоль оси х совпадают. С ростом скорости происходит снижение сопротивления щелевого канала.
(характеризующего свойства жидкости Шведова — Бингама):
1 — ОД; 2 — 1,0; 3 — 10; 4 — 100
Рис. 2.6.3.6. Зависимость распределения скоростей иу
'т' то5
по ширине канала от параметра Т = —SL— W (характеризующего свойства жидкости Шведова — Бингама): 1 — ОД; 2 — 1,0; 3 —10; 4 — 100
Рис. 2.6.3.7. Зависимость относительного сопротивления т 5 щелевого канала от параметра Т = ——
(характеризующего свойства жидкости Шведова — Бингама): 1 — ОД; 2 — 1,0; 3 — 10; 4— 100 (Дро — сопротивление щелевого канала при (7=0)
2.7. Зернистые среды
(Г.М. Островский)
Зернистая среда занимает по своим свойствам промежуточное место между твердым телом и жидкостью. Она до определенного предела может сохранять свою форму. Например, если ссыпать сухой песок на горизонтальную поверхность, то он примет форму конуса, и как бы мы ни старались сделать этот конус острее, он все равно будет растекаться, пока не примет устойчивое положение. Однако влажный песок уже обладает свойствами твердого тела и после уплотнения может иметь произвольную форму.
Зернистая среда не имеет постоянной плотности. Плотность зависит от того, как расположены частицы относительно друг друга, каковы их размеры и каковы силы взаимодействия между ними. Зернистая среда изменяет свои свойства в зависимости от уплотняющей нагрузки, влажности, от того, как долго она находилась в покое.
Один из очевидных приемов моделирования зернистой среды — рассмотрение силового взаимодействия множества частиц и применение к его исследованию статистических методов [126]. Однако в силу сложности подобного моделирования инженерные расчеты базируются на феноменологической модели сплошной среды. Это вполне оправдано, поскольку в подавляющем числе практических случаев размеры частиц зернистой среды несоизмеримо малы в сравнении с размерами содержащего ее аппарата.
Таким образом, зернистая среда — это сложный для исследования объект, и для разработки инженерных методов расчета здесь требуется больше характеристик физико-механических свойств, чем, например, у жидкостей.
2.7.1. Физико-механические свойства зернистых сред
Характерное свойство зернистой среды, отличающее ее от твердых и жидких тел, — сжимаемость, т. е. способность частиц изменять свою упаковку.
138
Новый справочник химика и технолога
При сжатии зернистой среды без возможности бокового расширения можно получить зависимость
(2.7.1.1)
где Оу — уплотняющее напряжение. Функцию е называют компрессионной характеристикой (см. рис. 2.7.1.1). Связь плотности материала с компрессионной характеристикой целесообразно рассмотреть на примере.
Рис. 2.7.1.1. Схема уплотнения зернистого материала (а) и компрессионная характеристика (б)
Пример 2.7.1.1. В склад загружен порошкообразный материал с плотностью частиц р2 = 2700 кг/м3 и компрессионной характеристикой £ = ехр(~б(Л + ov)). где а = 0,8; Ь = 6 • ПГ6 Па-1; А - 60 • 103 Па. Найти массу материала на складе площадью F=400m2 и высотой загрузки материала Н= 10 м.
Вес загруженного материала G, отнесенный к площади склада, представляет собой давление материала на пол склада, масса материала
G aF g g ’
(а)
а градиент давления, если ось координат направить от поверхности вниз, будет определяться зависимостью
da
— = Pg> dz
(b)
где р — насыпная плотность материала. В свою очередь
р = р2(1-е). (с)
Поскольку о = Оу, то, подставив в уравнение (Ь) выражение (с) и компрессионную характеристику, получим
da = р2 (1 - аехр(~Ь(А + о)))gdz.
(d)
Интегрирование уравнения (d) дает
1-аехр(-6(Л + о))
+ In —:----7-77— = PigHb .
1-аехр(-&4)
После подстановки ba = In (ехр (£><?)) получим
o = ^ln((aexp(-F4)) + (l-nexp(-Zvl))exp(6p2g/7)). (е)
Из уравнения (е) после подстановки численных значений получим о = 1,67 • 105 Па, а из уравнения (а) — М= 6,81 кг.
Величина пористости зернистой среды стремится к предельному значению. При нагрузках, возникающих в технологических процессах, пористость материала, частицы которого не имеют внутренних полостей, стремится к некоторой конечной величине £к = 0,3-г-0,4. При снятии нагрузки пористость практически не восстанавливается.
По способности изменять свою пористость зернистые среды можно условно разделить на сыпучие и связные. К сыпучим средам (чаще их называют идеально сыпучими) можно отнести сухой песок, к связным — мокрый песок или уплотненный тонко дисперсный (порошкообразный) материал. У связных материалов значительную роль играют силы, вызванные молекулярными и поверхностными силами сцепления в точках контакта между частицами (например для мокрого песка это силы поверхностного натяжения жидкости). По этой причине связные материалы могут иметь очень рыхлые упаковки в начальной стадии своего формирования и, следовательно, существенно изменять свою пористость в зависимости от величины уплотняющей нагрузки. У сыпучих сред начальная пористость достаточно близка к предельной упаковке, и в практических расчетах вполне уместно использование такой характеристики, как насыпная плотность, в качестве константы.
Еще одно характерное свойство зернистой среды — дилатансия, т. е. способность расширяться при сдвиговых деформациях. Впервые это свойство было обнаружено Рейнольдсом. Дилатансия существенным образом изменяет структуру, пористость и реологические характеристики зернистых сред [127, 128] (см. 6.9.4).
Важной характеристикой зернистой среды, по существу определяющей ее прочность, является коэффициент бокового давления С, — отношение приращения горизонтального давления (рис. 2.7.1.2, а) к приращению вертикального давления. Очевидно, если бы коэффициент трения между частицами был равен 0, то С = 1, т. е. зернистая среда проявляла бы свойство жидкости, известное как закон Паскаля. Наличие сил трения между частицами создает ситуацию, когда £ < 1.
Согласно определению,
? = (2.7.1.2)
После интегрирования:
^=^+с. (2.7.1.3)
Прикладная механика сплошных сред
139
Зернистые среды, у которых с = 0, называют сыпучими. Материалы с с < 0 называют связными.
Другое специфическое свойство зернистой среды (гмс-терезис напряжении) которое легко обнаружить в следующем опыте. Если в сосуде с поршнем (рис. 2.7.1.2, а) фиксировать давление материала на боковые стенки ох в зависимости от возрастания давления поршня ъу, а затем его убывания, то получим характерную гистерезисную петлю (рис. 2.7.1.2, б) [129].
Рис. 2.7.1.2. К определению коэффициента бокового давления:
а) схема нагружения материала; б) гистерезис напряжений
Однако если представить частицы в виде определенным образом упакованных шаров либо цилиндров (рис. 2.7.1.3, а) и пренебречь силами веса и трения частиц о стенки сосуда, то адекватная принятой модели теоретическая кривая гистерезиса напряжений [10] примет вид согласно рис. 2.7.1.3, б. Ситуации до точки А и после точки В на теоретической кривой соответствуют мобилизованным силам трения между частицами, т. е. если до точки А мобилизованные силы трения препятствовали передаче напряжений на стенки сосуда, то после прохождения точки В они препятствуют передаче напряжений на поршень. Связь напряжений в этих фазах можно представить в виде
<*х =^,если >-^-
cr = const, если — > о, > i х ’ у
(2.7.1.4)
о, = Lar, если сг > — > -Э X’ X
Если в подобной задаче будет известно боковое давление стенок сосуда на материал и потребуется найти реакцию поршня, то возникнет неопределенность в решении: невозможно дать определенный ответ, не зная предыстории формирования зернистой среды. Судя по рис. 2.7.1.3, б или условиям (2.7.1.4), определить можно только крайние значения между двумя точками А и В. Эти крайние значения по отношению к внешнему воздействию принято называть активным и пассивным напряженными состояниями зернистой среды. Пример использования явления гистерезиса напряжений, как и запись уравнения (2.7.1.4) для связного материала, см. в 3.3.4.
Рис. 2.7.13. Схема к теоретическому представлению гистерезиса напряжений:
а) идеальная элементарная ячейка зернистой среды;
б) теоретическое представление гистерезиса напряжений
Угол естественного откоса фе может быть определен согласно рис. 2.7.1.4. Из трубы при ее поднятии высыпается зернистая среда, образующая на горизонтальной ПЛОСКОСТИ конус С углом (ре-
Рис. 2.7.1.4. К определению угла естественного откоса
Полагая, что проскальзывание материала о горизонтальную плоскость исключено, рассмотрим на поверхности откоса условие равновесия слоя материала, величину которого примем равной размеру частицы 8, а вес G«63pg:
Р = Т, P = Gsin<pe> j
jV = Gcos(pe, T = Nf + nc, где с — молекулярные и поверхностные силы сцепления, п — число контактов частицы с поверхностью скольжения (для устойчивого положения частицы достаточно условия п = 3).
Окончательно из соотношения (2.7.1.5) получим:
_ Зс
tg9e =/ + Т5---------
8 pgcos(pe
(2.7.1.6)
Очевидно, что с увеличением размера частицы второе слагаемое убывает, и при 8 оо
tg(pe = / ИЛИ Фе =Ф, (2.7.1.7)
где ф — угол внутреннего трения.
Правомерность результатов анализа уравнения (2.7.1.6) можно проиллюстрировать таким примером. Влажный песок относится к связным материалам, одна
140
Новый справочник химика и технолога
ко если увеличить размер частиц, например рассмотреть гравий, то очевидно, что поверхностная влага не будет оказывать существенное влияние на сцепление частиц и, следовательно, будет справедливо условие (2.7.1.7). Материалы, у которых выполняется условие равенства углов откоса и внутреннего трения, называют, как уже указывалось, сыпучими, а материалы, у которых не выполняется это условие, — связными. Для первых угол откоса не зависит от способа его формирования, для других, напротив, зависит настолько, что теряется практическая ценность такой физико-механической характеристики.
Эффективный угол внутреннего трения, угол внутреннего трения, начальное сопротивление сдвигу. Все эти характеристики свойств зернистого материала определяют условия его прочности.
Рассмотрим опыт (рис. 2.7.1.5, а), где при заданном нормальном напряжении с фиксируется касательное напряжение сдвигу т. Для предварительно рыхлого и сухого материала зависимость между напряжениями близка к линейной (рис. 2.7.1.5, б). Материалы, для которых этот закон практически сохраняется независимо от того, были ли они предварительно уплотнены или нет, являются сыпучими.
Рис. 2.7.1.5. К определению углов внутреннего трения: а) схема опыта; б) определение угла <рэ; в) определение т0 и <р
Для таких материалов эффективный угол внутреннего трения фэ практически не отличается от угла внутреннего трения ф. Для связных материалов соотношение между нормальным и касательным напряжениями определяется углом внутреннего трения ф(О1у, f) и начальным сопротивлением сдвигу ^(а^, 0 в зависимости от напряжения предварительного уплотнения Стц и времени выдержки под уплотняющей нагрузкой t (см. рис. 2.7.1.5, в). В общем случае зависимости, характеризующие прочность материала, представляются в виде:
т = а!§фэ, Т = О1§ф+Т0.
(2.7.1.8)
Иначе равенства (2.7.1.8) называют условием прочности Кулона.
Углы внешнего трения покоя и движения. Эти углы характеризуют условия начала и конца движения зернистой среды по поверхности какого-либо материала. Угол внешнего трения покоя фп определяется по схеме, изображенной на рис. 2.7.1.6, — при заданном с фиксируется т, при котором начинается скольжение материала по поверхности. Очевидно, что угол внешнего
трения движения фд логично определять иным способом — при заданном т фиксировать с, при котором прекратится скольжение материала. Как правило, фп < Ф и фд ~ 0,8фп.
Рис. 2.7.1.6. К определению угла внешнего трения
С методиками исследования физико-механических характеристик зернистых сред можно ознакомиться в [130-134].
2.7.2. Предельное напряженное состояние зернистой среды
В рамках плоской модели сплошной среды выделим призму (рис. 2.7.2.1) и рассмотрим условия ее равновесия [134-136]:
5Х=0, (2.72.1)
где Рх — сумма проекций всех сил на ось х; Ру — сумма проекций всех сил на ось у; ^Мо — сумма моментов от всех сил относительно точки «0».
Рис. 2.7.2.1. К рассмотрению условий равновесия призмы зернистой среды
Известный из механики сплошной среды анализ уравнений (2.7.2.1) позволяет сделать следующие выводы:
1) ^-ху — Ъух = Т5
2) оа принимает максимальное либо минимальное значение при та = 0, причем угол между осями этих напряжений равен 90°; эти напряжения принято называть главными и обозначать Qi и с3 соответственно;
3) та = ттах под углом 45° к осям главных нормальных напряжений; сумма нормальных напряжений по двум взаимно перпендикулярным плоскостям есть величина постоянная, т. е.
Oj + а3 = <зх + <зу; (2.7.2.2)
Прикладная механика сплошных сред
141
4) напряжения к площадке, расположенной под углом а к площадке максимального нормального напряжения, связаны с главными напряжениями уравнениями:
ста = о, cos2 а + о3 sin2 а, (2.7.2.3)
та = sin 2а Q1 . (2.7.2.4)
Все эти выводы интерпретируются графически в виде круга Мора (рис. 2.7.2.2).
На рис. 2.7.2.3 дано совместное рассмотрение кругов Мора с линией предельных напряжений. Круг 1 соответствует исходному положению материала в сдвиговом приборе (рис. 2.7.1.5, а), круг 2 — росту сдвигового усилия без нарушения прочности зернистой среды, круг 3 — условиям сдвига, а точка касания определяет напряжение на площадке скольжения.
Условие, при котором линия предельных напряжений касается круга Мора, называют условием прочности Мора — Кулона. В общем случае это условие формализуется в виде
((о*+<7J,)sin(p + 2T0 coscp) =(<^-<7*) + 4т2. (2.7.2.5)
Запишем полученное уравнение для трех частных случаев.
Рис. 2.7.2.2. Круг Мора
Рис. 2.7.23. Совместное рассмотрение кругов Мора с линией предельных напряжений
Для сыпучей зернистой среды то = 0, и уравнение (2.7.2.5) примет вид
(c^+c^J sin = +4т . (2.7.2.6)
Для связной среды, находившейся на стадии уплотнения в рыхлом состоянии, при монотонно возрастающих нагрузках (см. рис. 2.7.1.5, б)
(°r + )2 sin2 Фэ = ~ )2 + 4т2 • (2.7.:2.7)
Для связной среды, прошедшей стадию предварительного уплотнения, когда максимальное нормальное напряжение в процессе не превышает величины напряжения предварительного уплотнения, будет справедливо уравнение (2.7.2.5).
2.7.3. Статика зернистой среды
Зернистая среда практически всегда содержит в зазорах между частицами газ или жидкость. По этой причине технологические нестационарные процессы либо процессы, сопровождающиеся относительным скольжением фаз, в большинстве случаев невозможно описать в рамках модели гомогенной сплошной среды (см. 3.3.4). В указанных модельных представлениях можно описать лишь статику зернистой среды, когда фильтрационные силы пренебрежимо малы в сравнении с силами веса. Плотность зернистой среды при отсутствии инерционных сил может быть записана с учетом силы Архимеда как
р = (р2-р1)(1-е), (2.7.3.1)
где плотности с индексами относятся к частицам и к окружающей их жидкости либо газу.
В общем случае напряженного состояния для условий плоской задачи, принимая во внимание, что ось у совпадает с направлением силы тяжести, а сжимающие напряжения положительны, уравнения (2.1.4.5) примут вид:
—£- + — = 0 дх ду
да дт
—-+— = Р£ ду дх
(2.7.3.2)
Уравнения (2.7.2.5) и (2.7.3.2) представляют собой замкнутую систему уравнений для случая постоянной плотности и монотонного возрастания напряжений. В случае изменения пористости материала необходимо подключать к расчету компрессионную характеристику. В случае колебания напряжений задача должна решаться с момента начала формирования зернистого слоя и с учетом эффекта гистерезиса напряжений (уравнение (2.7.1.4)), где сул и <зх являются главными напряжениями Oj и о3 соответственно.
142
Новый справочник химика и технолога
Пространственная задача имеет замкнутую систему уравнений (статически определимую) только для осевой симметрии.
Для осесимметричной задачи, исходя из аналогичных формулам (2.7.3.2) положений, согласно рис. 2.7.3.1 и уравнению (2.1.4.6), получим систему уравнений равновесия:
Рис. 2.7.3.1. К определению напряжений в зернистой среде в осесимметричной задаче
Условие предельного напряженного состояния в цилиндрической системе координат запишется в виде
^(стг + CT_y)sin(p + 2т0 cos ср) = (<^-<1,.) + 4т2. (2.7.3.4)
Вследствие симметрии касательные напряжения по меридиональным плоскостям равны нулю, поэтому нормальное напряжение ст0 является главным: кроме того
ст0 = ст2 = ст3. (2.7.3.5)
При этом ст3 определяется из уравнения (2.7.2.2) и из уравнения (2.7.3.4), которое для главных напряжений (т = 0) примет вид
((о, + ст3) sin ср + 2т0 cos ср У = (а1~стз)2> (2.7.3.6)
как
ст, + ст3 = стг + . (2.7.3.7)
Покажем взаимодействие приведенных уравнений на простом примере.
Пример 2.7.З.1. Определить распределение напряжений в сыпучем материале, засыпанном между двумя пластинами (рис. 2.7.3.2), при у —► оо (практически это распределение достигается при у > 3h).
Рис. 2.7.3.2. К определению напряжений в зернистой среде между двумя пластинами
Очевидно, что при у оо напряжения стабилизи-
руются за счет сил трения о стенки и — = 0. В этом ty
случае из уравнения (2.7.3.2) получим:
^ = 0, (а)
ох
дх ~-pg-ох
(Ь)
Из (а) и (Ь) следует, что <зх = const, a dx = pgdx и, или т = pgr + Ci. Поскольку на оси т = 0, то = 0 и
т = pgr. (с)
т-т h
При х = —
T = pgy=TCT, (d)
где тст — касательное напряжение на стенке. С другой стороны,
тст = a f или ст = —. (е)
С1 Х*' П X /* v /
Ju
Из равенства (2.7.2.6) с учетом (е) следует, что
\2 / А2
у’ + ст., sin2 ср = | Сту --у-j +4(pgr)2. (О
. J П J \ Ju J
Решая (1) относительно <зу , получим
а = 1 + sin2 (Р
У fn 1-sin2 ср
/z , х2
1 + Sin (р A fn l-sin2(pj
4 (pgr)2
1 — sin2 cp^
(g)
В уравнении (g) знак «+» определяет так называемое активное напряженное состояние, которое соответствует послойной засыпке материала. Знак «-» определяет
Прикладная механика сплошных сред
143
пассивное состояние материала, при котором реакция стенок на материал превышает осевое давление. На рис. 2.7.3.3 показаны распределение <зу и разворот оси главного нормального напряжения для активного состояния, полученные из уравнений (g) и (2.7.2.2)-(2.7.2.4) при arctg/, = ф = 30°.
Рис. 2.7.3.3. Распределение напряжений в зернистой среде между двумя пластинами
2.7.4. Приближенные уравнения статики зернистой среды
Для оценочных расчетов напряжений в цилиндрических сосудах (под цилиндрическим здесь понимается любой сосуд с параллельными стенками) могут быть применены уравнения статики, полученные на основе упрощенных представлений. Одной из самых простых является модель Янсена (см., например, [10, 130, 133, 135]). В этой модели применительно к рассмотренному выше примеру содержатся два предположения. Первое состоит в том, что осевые напряжения не зависят от поперечной координаты и являются функциями только вертикальной координаты; в соответствии со вторым предположением отношение осевых напряжений к боковым для любой точки зернистой среды — постоянная величина, определяемая коэффициентом бокового давления. Это означает, что нормальные напряжения, действующие вдоль стенки и перпендикулярно к ней, равны главным напряжениям. На рис. 2.7.4.1 показана ситуация, где при малых углах а: <зу ~ оь ~ о3.
Рис. 2.7.4.1. К обоснованию модели Янсена
Связь между напряжениями находят из уравнения (2.7.2.5) при т = 0 (поскольку <зх и <зу принято считать главными):
(ах + <зу )sin ф + 2т0 cos ф = <зу - ох. (2.7.4.1)
Для сыпучего материала при т0 = 0 выражение (2.7.4.1) упрощается:
(2.7.4.2)
Если учесть, что главные напряжения связаны между собой зависимостью (2.7.1.3), то при с = 0 получим
_ 1 - sin ф
1+8П1ф
ох = о £ (активное состояние) .
<зу ~ ох£ (пассивное состояние)
(2.7.4.3)
Использование этой модели покажем на примере.
Пример 2.7.4.1. Определить распределение осевых напряжений по глубине сыпучего материала, засыпанного между двумя пластинами (рис. 2.7.3.2).
Выделим в сосуде на расстоянии у от поверхности слой материала толщиной Ау (рис. 2.7.4.2) и, полагая, что трение на стенке препятствует продвижению материала вниз, запишем условие равновесия в виде
o/’ + pgFAy-
]
ст +_^.Др Д-тстПАу = 0, dy )
(а)
где F — площадь сечения слоя; П — периметр области трения; тст =fnax -f^yC, (см. формулу (2.7.4.3) — активное состояние).
Рис. 2.7.4.2. Равновесие элементарного объема зернистой среды
После преобразований и интегрирования при условии, что <зу (у = 0) = 0, получим:
pg (1-ехр (-Ду))
(Ь)
144
Новый справочник химика и технолога
где
С учетом равенства (2.7.4.4) при условии
/У? 2/^
ь =---—---
F h
(с)
(2.7.4.6)
При .у -► оо из (Ь) следует, что:
из уравнения (2.7.4.5) получим
у в
(Ф
Давление на стенку = ст^.
Практически определяемая из (Ь) величина ау слабо зависит от глубины уже при у > 4h для плоских сосудов (рис. 2.7.4.3) и при у > 2D — для круглых. Поэтому сосуды, предназначенные для хранения зернистых сред, разделяют в зависимости от отношения высоты к ширине либо диаметру. Сосуды, у которых Н > 2D, называют силосами, прочие — бункерами.
Рис. 2.7.4.3. Распределение давлений по глубине плоского сосуда при arctg/r = ф = 30°:
1 — по (Ь); 2 — по (d)
Графики на рис. 2.7.3.3 и 2.7.4.3 показывают, что точное и приближенное решения дают близкие результаты.
Для осесимметричных задач возможно получить большее приближение к точному решению, чем это дает приближение Янсена, если учесть, что осевое напряжение изменяется не только вдоль оси действия внешней силы, но и радиально. При этом остается в силе допущение о постоянстве радиальных напряжений ст/г) = const, но полагают линейным (см., например, в [133]) изменение касательных напряжений от максимума у стенки до нуля на оси, т. е.
(2.7.4.4)
где R — радиус сосуда в сечении у.
Условие прочности Мора — Кулона (2.7.2.5) для сыпучего материала примет вид
+oy)sin(p) = +4т2. (2.7.4.5)
а
(2.7.4.7)
где/= tgcp.
Осреднение выражения (2.7.4.7) по радиусу дает
(о^ = о,с]2,
(2.7.4.8)
где
с12=1 + 2/2±
/ 7 \3 I 7 \3V’5
((1 + 2/2) -1) -((1 + 2/2) -1-4/„2(1 + /2)) J
«Л(1 + /2)
(2.7.4.9)
Знаки «+» и «-» определяют активное и пассивное состояния соответственно.
Взаимодействие полученных уравнений рассмотрим на примерах.
Пример 2.7.4.2. Определить распределение радиального давления по высоте от сыпучей среды, проталкиваемой поршнем.
Как и в предыдущем примере, выделим на расстоянии у от поверхности слоя элемент зернистой среды и рассмотрим условия его равновесия (рис. 2.7.4.4).
Рис. 2.7.4.4. Равновесие элемента зернистой среды в трубе при проталкивании ее поршнем
Прикладная механика сплошных сред
145
В отличие от предыдущего примера, здесь касательные напряжения направлены в противоположную сторону, поскольку препятствуют продвижению материала вверх:
{^у) +
F-TCTIIAy = 0. (а)
После подстановки в (а) уравнений (2.7.4.6) и (2.7.4.8), преобразований и интегрирования получим
в'у . pg exp --- -1 v Cl,2 J __
(b)
г П
где В =fn — .
F
На рис. 2.7.4.5 показан вид искомого распределения.
Рис. 2.7.4.5. Распределение напряжений в зернистой среде при проталкивании ее поршнем: 1 — без учета сил трения; 2 — по уравнению (Ь)
Пример 2.7.4.3. Дать постановку задачи для определения давления на стенки конической части сосуда.
В отличие от цилиндрических частей сосудов в конусах реализуется пассивное напряженное состояние, поскольку материал подвергается боковому сжатию.
Рис. 2.7.4.6. Равновесие элементарного объема зернистой среды в конусной части сосуда
Выделим в конусной части сосуда на расстоянии у от основания конуса слой материала толщиной Ау (рис. 2.7.4.6) и запишем условия его равновесия:
vyFy +pg(F^Ay-(o7 + Аст7)^+Ау -- (п^Лу- <TaAy(n7)tga = О,
(а)
где F, П — площадь и периметр сечения конуса соответственно; {F), (П) — средние значения площади и периметра в выделенном слое. В (а) последние слагаемые — вертикальная составляющая реакции стенки. В случае пирамиды с разными углами наклона стенок число слагаемых удваивается с учетом углов di и а2.
В свою очередь,
(Ь)
где сга определяется из уравнений (2.7.2.3), (2.7.3.6), (2.7.3.7), (2.7.4.8) и (2.7.4.9). В последнем уравнении перед корнем должен быть знак «-», означающий пассивное напряженное состояние. Если сосуд цилиндроконический, то величина ау на основании конуса принимается равной напряжению на дне цилиндра.
Иные случаи приближенных решений можно найти в [Ю].
Литература
1. Лойцянский Л.Г. Механика жидкости и газа. Изд. 6-е. М.: Наука, 1987. 848 с.
2. Кочин Н.Е., Кибель И.А., Розе Н.В. Теоретическая гидромеханика. М.: Физматгиз, 1963. Ч. 1. 583 с.; Ч. 2. 727 с.
3. Седов Л.И. Механика сплошных сред. Ч. 1. М.: Наука, 1976. 528 с.
4. Эйрих Ф. Реология. М.: Изд-во иностр, лит-ры, 1962. 824 с.
5. Шлихтинг Г. Теория пограничного слоя / Пер. с нем. М.: Наука, 1969. 742 с.
6. Stokes G.G. И Trans. Camb. Phil. Soc. 1851. V. 9, Pt. IL P. 8-106.
7. Oseen C.W. // Arkiv. Fdr. Matematik, Astronomi, och Fisik. Stockholm, 1910. B. 6, N. 4. S. 1-75; 1911. B. 6, N. 29. S. 1-20; 1911. B. 7, N. 1. S. 1-36; 1913. B. 9, N. 16. S. 1-15.
8. Разумов И.В. Пневмо- и гидротранспорт в химической промышленности. М.: Химия, 1979. 248 с.
9. Броунштейн Б.И., Щеголев В.В. Гидродинамика, массо- и теплообмен в колонных аппаратах. Л.: Химия, 1988. 336 с.
10. Островский Г.М. Прикладная механика неоднородных сред. СПб.: Наука, 2000, 359 с.
146
Новый справочник химика и технолога
11. Абрамович Г.Н. Прикладная газовая динамика. М.: Наука, 1991. 600 с.
12. Воронцов Е.Г., Тананайко Ю.М. Теплообмен в жидкостных пленках. Киев: Техника, 1972. 194 с.
13. Соколов В.Н., Доманский И.В. Газожидкостные реакторы. Л.: Машиностроение, 1976. 276 с.
14. Уоллис Г. Одномерные двухфазные течения. М.: Мир, 1972. 440 с.
15. Куколевский И.И. и др. Задачник по гидравлике. М.; Л.: Госэнергоиздат, 1978. 440 с.
16. Емцев Б.Т. Техническая гидромеханика. М.: Машиностроение, 1978. 524 с.
17. Повх И.Л. Техническая гидромеханика. Л.: Машиностроение, 1976. 504 с.
18. Чугаев Р.Р. Гидравлика. Л.: Энергоиздат, 1982. 672 с.
19. Идельчик И.Е. Справочник по гидравлическим сопротивлениям. М.: Машиностроение, 1975. 560 с.
20. Соколов Е.Я., Зингер Н.М. Струйные аппараты. М.: Энергоатомиздат, 1989. 352 с.
21. Щукин В.К. Теплообмен и гидродинамика внутренних потоков в полях массовых сил. М.: Машиностроение, 1970.
22. Kozeny J.S. // Akademie der Wissenschaften in Wien. 1927. B. 136. S. 271-306.
23. Darcy H.P. Les Fontaines publiques de la vill de Dijon. Paris, 1856.
24. Ergun S. П Chem. Eng. Progress. 1952. V. 48, N. 2. P. 89-94.
25. Коллинз P. Течение жидкостей через пористые среды / Пер. с англ. М.: Мир, 1964. 350 с.
26. Аэров М.Э., Тодес О.М., Наринский Д.А. Аппараты со стационарным зернистым слоем. Л.: Химия, 1979. 176 с.
27. Аксельруд Г.А., Альтшулер М.А. Введение в капиллярно-химическую технологию. М.: Химия, 1983. 264 с.
28. Хейфец Л.И., Неймарк А.В. Многофазные процессы в пористых средах. М.: Химия, 1982. 320 с.
29. Чураев Н.В. Физико-химия процессов массопереноса в пористых средах. М.: Химия, 1990. 272 с.
30. Wilcox D.C. Turbulence Modeling for CFD. California: Griffin Printing, Glendale, 1993.
31. ECARP — European Computational Aerodynamics Research Project: Validation of CFD Codes and Assessment of Turbulence Models I Eds. W. Haase, E. Chaput, E. Elsholz et al. Notes on Numerical Fluid Mechanics (NNFM). 1997. V. 58.
32. Laurence D. 5th ERCOFTAC Workshop on Refined Flow Modelling for Turbulent Flows П ERCOFTAC Bulletin. June 1997. N. 33.
33. Hanjalic K., Obi S., Hadzic I. Wall-jets and flows over wall-mounted cubical obstacles И ERCOFTAC Bulletin. March 1997. N. 36.
34. Rodi W., Bonnin J.C., Buchal T., Laurence D. Testing of Calculation Methods for Turbulent Flows: Workshop results for 5 Test Cases. EDF-98NB00004.
35. Bardina J.E., Huang P.G., Coakley T.J. Turbulence modeling validation. I IAIAA J. 1997. ,
36. Гарбарук A.B., Лапин Ю.В., Стрелец M.X. Применение обратного метода решения уравнений пограничного слоя для тестирования моделей турбулентности И Теплофиз. выс. темп. 1998. №4. С. 607-616.
37. Reynolds О. On the Dynamical Theory of Incompressible Viscous Fluids and the Determination of the Criterion 11 Phil. Trans, of the Roy. Soc. of London. Ser. A. 1895. V. 186. P. 123.
38. Boussinesq J. Theorie de 1’Ecoulement Tourbillant H Mem. Presentes par Divers Savants Acad. Sci. Inst. Fr. 1877. V. 23. P. 46-50.
39. Prandtl L. Uber die Ausgebildete Turbulenz // ZAMM. 1925. V. 5. P. 136-139,
40. Von Karman T. Mechanische Ahnlichkeit und Turbulenz I I Proceedings of 3-rd Int. Congress on Applied Mechanics. Stockholm, 1930. Pt. 1. P. 85-105.
41. Колмогоров A.H. Уравнения турбулентного движения в несжимаемой жидкости. Известия АН СССР. Сер. физика. 1942. Т. 6. С. 56-58.
42. Prandtl L. Uber ein neues Formeissystem fur die ausgebildete Turbulenz H Nacr. Acad. Wiss. Gottingen. Math-Phys. KI. 1945. P. 6-19.
43. Rotta J.C. Statistiscer Theorie nichthomogener Turbulenz//Zeit. furPhysik. 1951. B. 129. S. 547-572.
44. Clauser F.H. Turbulent boundary layers in adverse pressure gradients И J. Aeron. Sci. 1954. V. 21. P. 91-108.
45. Imao S., Itoh M., Harada T. Turbulent Characteristics of the Flow in an Axially Rotating Pipe П J. Heat and Fluid Flow. 1996. V. 17. P. 444-451.
46. Pope S.B. More General Effective-Viscosity Hypohe-sis I I J. Fluid Meeh. 1975. V. 72(2). P. 331-340.
47. Speziale S.G. Comparison of Explicit and Traditional Algebraic Stress Models of Turbulence H AIAA J. 1997. V. 35, N. 9. P. 1506-1510.
48. Durbin P.A. Separated Flow Computations with the k-e-v2 Model I I AIAA. J. 1995. V. 33, N. 4. P. 659-664.
49. Van Driest E.R. On Turbulent Flow Near a Wall // J. of Aeronautical Sci. 1956. V. 23. P. 1007.
50. Klebanoff P.S. Characteristics of Turbulence in a Boundary Layer with Zero Pressure Gradient. NACA TN-3178. 1956.
51. Лапин Ю.В. Турбулентный пограничный слой в сверхзвуковых потоках газа. М.: Наука, 1982.
Прикладная механика сплошных сред
147
52. Лапин Ю.В, Стрелец М.Х. Внутренние течения газовых смесей. М.: Наука, 1985.
53. Cebeci Т., Smith A.M.O. Analysis of Turbulent Boundary Layers. N.Y.: Academic Press, 1974.
54. Baldwin B.S., Lomax H. Thin-Layer Approximation and Algebraic Model for Separated Turbulent Flows // AIAA J. 1978. V. 16. P. 78-257.
55. Johnson D.A., King L.S. A mathematically simple turbulence closure model of attached and separated turbulent boundary layers // AIAA J. 1985. V. 23, N. 11. P. 1684-1692.
56. Simpson R.L., Chew Y.-T., Shivaprasad B.J. The structure of a separating turbulent boundary layer. Pt. 1: Mean flow and Reynolds stresses // J. Fluid Meeh. 1981. V. 113. P. 23-51.
57. Horton H.P. Invariant imbedding algorithms for inverse boundary layer problems. Queen Mary & Westfield College. University of London, UK. Faculty of Engineering Paper. 1994. QMW-EP1102.
58. Bradshow P., Ferris D.H., Atwell N.P. Calculation of boundary layer development using the turbulent energy equation // J. Fluid Meeh. 1967. V. 28(3). P. 593-616.
59. Kovasznay L.S.G. Structure of die turbulent boundary layer // Physics of Fluids. 1967. V. 10, N. 9, Pt. 2. P. 25-30.
60. Baldwin B.S., Barth T.J. A One-Equation Turbulence Transport Model for High Reynolds Number Wall-Bounded Flows. 1992. NASA TM-102847.
61. Goldberg U.C. Derivation and Testing of a One-Equation Model Based on Two Time Scales // AIAA J. 1991. V. 29, N. 8. P. 1337-1340.
62. Гуляев A.H., Козлов B.E., Секундов A.H. К созданию универсальной однопараметрической модели для турбулентной вязкости // МЖГ. 1993. №4. С. 69.
63. Spalart P.R., Allmaras S.R. One-Equation Turbulence Model for Aerodynamic Flows // AIAA Paper. 1992. AIAA-92-0439.
64. Durbin P.A., Mansour N.N., Yang Z. Eddy viscosity transport model for turbulent flow // Phys. Fluids. 1994. N. 6(2). P. 1007-1015.
65. Nee V.W., Kovasznay L.S.G. Simple phenomenological theory of turbulent shear flows // Phys. Fluids. 1964. V. 12, N. 3.P. 473-483.
66. Shur M., Strelets M., Zaikov L. et al. Comparative Numerical Testing of One- and Two-Equation Turbulence Models for Flows with Separation and Reattachment // AIAA Paper. 1995. AIAA-95-0863.
67. Shur M., Strelets M., Travin A., Zaikov L. Comparative Study of One- and Two-Equation Turbulence Models for Incompressible and Transonic Flows with Separation and Reattachment. Pt. 3: Engineering Turbulence Modeling and Experiments / Eds.
W. Rodi and G. Bergeles. Amsterdam: Elsevier, 1996. P. 697-707.
68. Vasiliev V.I., Volkov D.V., Zaitsev S.A., Lyubimov D.A. Numerical Simulation of Channel Flows by a One-Equation Turbulence Model // ASME J. of Fluid Engg. 1997. V. 119. P. 885-892.
69. Bassina I, Strelets M., Spalart P.R. Response of Simple Turbulence Models to Step Changes of Slip Ve-locit // AIAA J. 2001. V. 39, N. 2. P. 201-210.
70. Spalart P.R., Shur M.L. On the sensitization of simple turbulence models to rotation and curvature // Aerosp. Sci. and Techn. 1997. V. 1, N. 5. P. 297.
71. Shur M., Strelets M., Travin A., Spalart P.R. Turbulence Modeling in Rotating and Curved Channels. Assessment of the Spalart-Shur Correction Term // AIAA Paper. 1998. AIAA-98-0325.
72. Maslov V.P., Mineev B.I., Pichkov K.N., Secundov A.N et al. Effect of Free Stream Turbulence Intensity and Length Scale at Heat transfer at the Leading Edge of Turbine Blade // ASME Paper. 1999. ASME -99-GT-423.
73. Launder B.E., Spalding D.B. Mathematical Models of Turbulence. London: Academic Press. 1992.
74. Patankar S.V., Spalding D.B. A Finite-Difference Procedure for Solving the Equations of the Two-Dimensional Boundary Layer // Int. J. of Heat Mass Transfer. 1967. V. 10, N. 10. P. 1389.
75. Jones W.P., Launder B.E. The Prediction of Laminari-zation with a Two-Equation Model of Turbulence // Int. J. of Heat and Mass Transfer. 1972. V. 15. P. 301— 314.
76. Launder B.E., Sharma B.I. Application of the Energy Dissipation Model of Turbulence to the Calculation of Flow Near a Spinning Disc // Letter in Heat and Mass Transfer. 1974. V. 1, N. 2. P. 131-138.
77. Hoffman G.H. Improved Form of the Low-Reynolds-Number k-s Turbulence Model // Physics of Fluids. 1975. V. 18. P. 309-312.
78. Launder B.E., Priddin C.H., Sharma B.I. The Calculation of Turbulent Boundary Layers on Spinning and Curved Surfaces // ASME J. of Fluids Eng. 1977. V. 99. P. 231-239.
79. Hassid S., Poreh M. A Turbulent Energy Dissipation Model for Flows with Drag Reduction // ASME J. of Fluids Eng. 1978. V. 100. P. 107-112.
80. Lam C.K.G., Bremhorst K.A. Modified Form of k-s Model for Predicting Wall Turbulence // ASME J. of Fluids Eng. 1981. V. 103 .P. 456-460.
81. Chien K.-Y. Predictions of channel and boundary layer flows with a low-Reynolds-number turbulence model // AIAA J. 1982. V. 20, N. 1. P. 33-38.
82. Wilcox D.C. Comparison of Two-Equation Turbulence Models for Boundary Layers with Pressure Gradient // AIAA J. 1993. V. 31, N. 8. P. 1414-1421.
148
Новый справочник химика и технолога
83. Patel V.C., Rodi W., Scheuerer G. Turbulence Models for Near-Wall and low-Reynolds-number Flows: A Review // AIAA J. 1985. V. 23, N. 9. P. 1308-1319.
84. Rodi W., Scheuerer G. Scrutinizing the k-s Turbulence Model Under Adverse Pressure Gradient Conditions // Transactions of the ASME. 1986. V. 108, N. 6. P. 174-179.
85. Wilcox D.C. Reassessment of the Scale-Determining Equation for Advanced Turbulence Models // AIAA J. 1988. V. 26, N. 11. P. 1299-1310.
86. Saffman P.G. A Model for Inhomogeneous Turbulent Flow // Proc. Roy. Soc. London. 1970. V. A317. P. 417-433.
87. Wilcox D.C., Alber I.E. A Turbulence Model for High Sped Flows // Proc, of the Heat Trans. & Fluid Meeh. Inst. Stanford Univ. Press. 1972. P. 231-252.
88. Saffman P.G., Wilcox D.C. Turbulence-Model Predictions for Turbulent Boundary Layers // AIAA J. 1974. V. 12, N. 4. P. 541-546.
89. Wilcox D.C., Traci R.M. A Complete Model of Turbulence // AIAA Paper. 1976. AIAA-76-351.
90. Wilcox D.C., Rubesin M.W. Progress in Turbulence Modeling for Complex Flow Fields Including Effects of Compressibility. 1980. NASA TP-1517.
91. Wilcox D.C. Reassessment of the Scale-Determining Equation for Advanced Turbulence Models // AIAA J. 1988. V. 26, N. 11. P. 1299-1310.
92. Wilcox D.C. A two-equation turbulence model for wall-bounded and free-shear flows // AIAA Paper. 1993.
93. Menter F.R. Zonal two equation A-co turbulence models for aerodynamic flows // AIAA Paper. 1993. AIAA-93-2906.
94. Hwang C.B., Lin C.A. Improved Low-Reynolds-Number A-e Model Based on Direct Numerical Simulation Data // AIAA J. 1998. V. 36, N. 1. P. 38-43.
95. Durbin P.A. Near-wall Turbulence Closure Modeling without «Damping Functions» // Theor. and Compu-tat. Fluid Dynamics. 1991. V. 3, N. 1. P. 1-13.
96. Durbin P.A. Application of a Near-wall Turbulence Model to Boundary Layers and Heat Transfer // Int. J. of Heat and Fluid Flow. 1993. V. 14, N. 4. P. 316-323.
97. Lien F.S., Durbin P.A., Pameix S. Non-linear < v'2 > -f modeling with application to aerodynamic flows // Proc. 8-th Symposium on Turbulent Shear Flows. Grenoble, France. 8-10 Sep. 1997. V. 1, Sec. 6. P. 19-24.
98. Secundov A.N., Strelets M. Kh., Travin A.K. Generalization of vt-92 Turbulence Model for Shear-Free and Stagnation point Flows // ASME J. of Fluid Engg. 2001. V. 123, N. l.P. 11-15.
99. Launder B.E., Reece G.J., Rodi W. Progress in the development of a Reynolds stress turbulence closure // J. Fluid Meeh. 1975. V. 68. P. 537-566.
100. Белов И.А. Модели турбулентности: Учебное пособие. 2-е изд., перераб. и доп. Л.: ЛМИ, 1986.
101. Гантмахер Ф.Р. Теория матриц. М.: Наука, 1967.
102. Ламли. Методы расчета турбулентных течений / Под ред. В. Кольмана. М.: Мир, 1984.
103. Rodi W. The prediction of free turbulent boundary layers by use of a two equation model of turbulence. Ph. D. thesis. University of London. 1972.
104. Speziale C.G. // AIAA J. 1997. V. 35, N. 9. P. 1506— 1509.
105. Gatski T.B., Speziale C.G. On Explicit Algebraic Stress Model for Complex Turbulent Flows // J. Fluid Meeh. 1993. V. 254. P. 59.
106. Abid R., Rumsey C., Gatski T.B. Prediction of NonEquilibrium Turbulent Flows with Explicit Algebraic Stress Models // AIAA J. 1995. V. 33, N. 11. P. 2026.
107. Wallin S., Johansson A.V. A new explicit algebraic Reynolds stress turbulence model including an improved near-wall treatmen. Pt. VI: Flow Modeling and Turbulence Measurements / Eds. Chen, Shih, Lienau & Kung. Rotterdam: Balkema, 1996.
108. Wallin S., Johansson A.V. A new explicit algebraic Reynolds stress turbulence model for 3D flow // Proceedings of the 11 Symp. on Turbulent Shear Flows, Grenoble, France. 1997. V. 2. P. 13-18.
109. Pope S.B. A More General Effective-Viscosity Hypothesis // J. Fluid Meeh. 1975. V. 72(2). P. 331-340.
110. Shih Т.-H., Lumley J.L., Zhu J. A realizable Reynolds stress algebraic equation model. NASA TM-105993. 1992. ICOMP-92-27, CMOTT-92-14.
111. Ferziger J.H. Recent Advances in Large Eddy Simulation. Pt. 3: Engineering Turbulence Modeling and Experiments / Eds. W. Rodi and G. Bergeles. Amsterdam: Elsevier, 1996. P. 163-176.
112. Spalart P.R., Jou W.-H., Strelets M., Allmaras S.R. Comments on the feasibility of LES for wings, and on a hybrid RANS/LES approach // 1 AFOSR Int. Conf, on DNS/LES, Aug. 4-8 1997, Ruston, LA. // Advances in DNS/LES / Eds. C. Liu and Z. Liu. Greyden Press, Columbus, OH.
113. Shur M., Spalart P. R, Strelets M., Travin A. Detached-Eddy Simulation of an Airfoil at High Angle of Attack // 4 Int. Symp. on Eng. Turb. Modelling and Measurements. Corsica, France. May 24-26. 1997.
114. Travin A., Shur M., Strelets M., Spalart P. Detached-Eddy Simulation Past a Circular Cylinder // J. of Flow, Turbulence and Combustion. 1999. V. 63. P. 293-313.
115. Strelets M. Detached-Eddy Simulation of Massively Separated Flows // AIAA Paper. 2001. ALAA-2001-0879.
Прикладная механика сплошных сред
149
116. Constantinescu G., and Squires K.D. LES and DES investigations of turbulent flow over a sphere // AIAA Paper. 2000. AIAA-2000-0540.
117. Spalart P.R. Strategies for turbulence modelling and simulations // 4 Int. Symp. Eng. Turb. Modelling and Measurements. Corsica, France. 1999. P. 3-17.
118. Резников В.Б. Истечение высококонцентрированной смеси порошка с воздухом из сосуда под давлением // Инж.-физ. журн. 1972. Т. 23, № 2. С. 243.
119. Горелик Г.С. Колебания и волны. М.: Физматгиз, 1959. 572 с.
120. Крауфорд Ф. Волны / Пер. с нем. М.: Наука, 1974. 528 с.
121. Вибрации в технике: Справочник. В 6 т. Т. 1: Колебания линейных систем. М.: Машиностроение, 1978. 352 с.
122. Шульман З.П. Конвективный тепломассоперенос реологически сложных систем. М.: Энергия, 1975.
123. Уилкинсон У.Л. Неньютоновские жидкости. М.: Мир, 1964.
124. Bogue D.C. // Ind. Eng. Chem. 1959. V. 51, N. 7.
125. Консетов B.B. Доманский О.В. Трение и теплообмен на гидродинамическом начальном участке круглой трубы и плоского канала при ламинарном течении неньютоновских жидкостей // Сб.: Тепло-и массообмен в неньютоновских жидкостях. М.: Энергия. 1968.
126. Кандауров И.И. Механика зернистых сред и ее применение в строительстве. Л.: Стройиздат, 1988. 280 с.
127. Николаевский В.Н. // Прикл. механика и матем. 1971. Т. 35. Вып. 6. С. 1070-1081.
128. Кузнецов А.С. // Докл. АН СССР. 1982. Т. 226, №6. С. 1310-1314.
129. Pruska L. // Stavebnicky casopis. Bratislava, 1973. Sav. XXI, N 12. S. 877-891.
130. Зенков Р.Л. Механика насыпных грузов. М.: Машиностроение, 1964. 251 с.
131. Дженике Э.В. Складирование и выпуск сыпучих материалов / Пер. с англ. М.: Мир, 1968. 164 с.
132. Руководство по определению характеристики материала, заполнения и геометрических параметров бункеров. М.: Стройиздат, 1978. 125 с.
133. Каталымов А.В., Любартович В.А. Дозирование сыпучих и вязких материалов. Л.: Химия, 1990. 240 с.
134. Цитович Н.А. Механика грунтов. М.: Высшая школа, 1983. 288 с.
135. Клейн Г.К. Строительная механика сыпучих тел. М.: Стройиздат, 1977. 256 с.
136. Соколовский В.В. Статика сыпучей среды. М.: Наука, 1990. 272 с.
137. Консетов В.В., Лебедев Н.А. // Тепло- и массообмен в ньютоновских жидкостях: Сб. М.: Энергия, 1968. С. 129-136.
Раздел 3
ПРИКЛАДНАЯ МЕХАНИКА НЕОДНОРОДНЫХ СРЕД
Подред. д.т.н., проф. Г.М. Островского
Основные обозначения
а — константа фильтрации, м2/(Па • с)
С — коэффициент сопротивления, Н/м
D — диаметр, м; функция распределения (прохода) массы (числа) частиц по размерам
Z)T; D, — коэффициент псевдотурбулентной диффузии, м/с2: потока; z-ro компонента дисперсной фазы
d—диаметр канала, аппарата, м
F — сила, Н
Fp — сила межфазного взаимодействия (отнесенная к единице объема z-й фазы), связанная с наличием относительного движения фаз, Н/м3
f — функция плотности распределения случайной величины; коэффициент внутреннего трения
fj, — сила межфазного взаимодействия, отнесенная к единице поверхности z-й фазы, Па
g— ускорение свободного падения, м/с2
J, Jjj — момент инерции, кг • м2; межфазный поток массы вещества в единице объема многофазной среды из j-й фазы в z-ю, кг/(м3- с)
к — кинетическая энергия турбулентности, м2/с2
L — длина, м; масштаб, м
М— момент силы, Н • м
т — отношение массовых расходов фаз
N — число частиц, пробных частиц, контактов, компонентов или фаз
п — показатель политропы
Р — сила, Н
р — давление, Па
Q — массовый расход, кг/с; объемный расход, м3/с
q — приведенная скорость, м/с; удельный массовый расход, кг/(с-м2)
R — функция распределения (остаток) массы (числа) частиц по размерам
Rij — сила межфазного взаимодействия (отнесенная к единице объема смеси)
RT — газовая постоянная, Дж/(моль-К)
г — координата, радиус, м
S; Sv; SM — поверхность частиц, отнесенная: к их объему, м-1; к объему смеси, м1; к массе частиц, м2/кг
?; ?р — время, с; время релаксации, с
U— скорость, м/с
v; v,; у — скорость, м/с: среды; z-й компоненты или фазы; приведенная к сечению канала
у* — динамическая скорость, м/с
w' — пульсационная скорость сплошной среды, м/с и'(г,?) — плотность вероятности смещения частицы
х, у, z — пространственные декартовы координаты, м
5; 5К; 5, — размер частицы или толщина пленки, м; размер канала, м; седиментационный размер, м
— средний размер, м
А — средняя высота микронеровностей на поверхности канала, м
е; е, — пористость; объемная доля z-ro компонента или фазы; диссипация энергии, Вт/м3
X — коэффициент гидравлического трения
ц, Цт, цэ — динамическая, турбулентная, эффективная (турбулентная) вязкость, Па с
ц — отношение вязкостей двух фаз
vT — кинематическая турбулентная вязкость, м2/с
£ — коэффициент присоединенной массы, псевдослучайное число
р; р, — плотность, кг/м3: среды; z-ro компонента или фазы
С* — коэффициент извилистости, коэффициент бокового давления
о — поверхностное и межфазовое натяжение, Н/м; напряжение, Па; нормальное напряжение, Па
т; т0 — касательное напряжение, Па; начальное напряжение сдвига, Па
ср, фв — уг°л внутреннего трения, угол внешнего трения
со, <от — угловая скорость, частота турбулентных пульсаций, с1
152
Новый справочник химика и технолога
Критерии подобия
Ar = f|P2-P.|P.-KP—Архимеда
gS^Ap „
Во = °—- — критерии Бонда
ст
Fr =-----число Фруда
gL
А К gPl 1 v. ~ А К
М = ——- — модифицированный критерии Мортона
Pi° Pi
UL ULp
Re = — = —- — число Рейнольдса v ц
8 v2
We = —-------критерий Вебера (деформации)
ст
3.1. Морфологические и дисперсионные свойства неоднородных сред
(Г.М. Островский)
Неоднородные — гетерогенные — среды в отличие от сплошных, или гомогенных, характеризуются наличием частиц или включений из различных фаз, между которыми в исследуемом процессе нельзя пренебречь относительным взаимодействием. Каждая фаза может иметь три агрегатных состояния — газообразное, жидкое и твердое.
Неоднородные среды могут быть многофазными и многокомпонентными одновременно. Это связано с тем, что частицы могут иметь широкий дисперсный состав, который невозможно охарактеризовать осред-ненными размерами. В этом случае дисперсную фазу условно разбивают на фракции или компоненты.
3.1.1. Пространственное соотношение долей компонентов и его следствия
Многофазная, или многокомпонентная, среда (в дальнейшем среда) представляет собой совокупность N континуумов, каждый из которых заполняет часть некоторого объема среды V. Объемная доля /-го компонента
(3.1.1.1)
где V, — объем z-го компонента.
В свою очередь,
£>,=1. (3.1.1.2)
i=l
Если рассмотреть долю площади, занимаемой /-м компонентом в произвольном сечении выделенного объема среды, то получим
£,=£-, (3.1.13)
где F — площадь сечения объема среды; F, — площадь, занимаемая /-м компонентом в сечении.
Аналогичное выражение можно записать для произвольного луча, пронизывающего объем среды:
е, =у, (3.1.1.4)
где I, — суммарная длина отрезков луча, пронизывающего частицы /-го компонента; I — общая длина луча, пронизывающего выделенный объем среды. Уравнения (3.1.1.1)-(3.1.1.3) позволяют определять массовые и расходные соотношения в многокомпонентных средах.
Плотность среды
р = £б,р(. (3.1.1.5)
1=1
Удельный расход
PV = 2LP/W (3.1.1.6)
i=i
Уравнение (3.1.1.4) позволяет оценить длину извилистого канала, образованного поверхностью частиц, которая, в частности, будет определять закономерности фильтрации жидкости либо диффузии газа в зернистом слое. Длина извилистого канала /к связана с длиной луча в направлении фильтрации либо диффузии соотношением
С = ^-, (3.1.1.7)
где — коэффициент извилистости.
Величина зависит от формы частиц [1]. Для шаров
для кубов
£ х е + 0,5л(1-е) ,
;«е + 2(1-£).
(3.1.1.8)
(3.1.1.9)
3.1.2. Форма и размеры дисперсных частиц
Для упрощения анализа процессов, происходящих в неоднородных средах, удобно все частицы принимать за сферические. Однако за исключением капель и газовых пузырьков малых размеров, которые всегда можно считать сферическими, твердые частицы могут иметь самые различные формы. Их можно разделить на три основных класса.
1. Изометрические частицы — частицы, для которых в первом приближении все три размера совпадают. Большинство научных представлений о поведении неоднородных сред относятся к изометрическим частицам.
2. Пластинки — частицы, имеющие два длинных и один короткий размер.
3. Волокна — частицы, протяженные в одном направлении.
Прикладная механика неоднородных сред
153
Однако сведения о поведении пластинок или волокон при обтекании их потоком сплошной среды крайне скудны. Поэтому при описании их свойств обычно стремятся к использованию значений, получаемых при изучении изометрических частиц.
Размер частиц в теоретических рассмотрениях характеризуют радиусом, в то время как в практических приложениях предпочтение отдают диаметру. В дальнейших рассуждениях мы будем использовать диаметр частицы и обозначать его буквой 5.
Для частиц неправильной формы вводят так называемые эквивалентные диаметры. Двумя характеристиками размеров частицы служат диаметр Ферета и диаметр Мартина. Диаметр Ферета — это максимальное расстояние между краями частицы, а диаметр Мартина — длина линии, которая делит частицу на две равные по площади части. Эти измерения для всех частиц выполняются параллельно некоторой линии и поэтому существенно зависят от относительного положения частицы, однако они справедливы, если усреднены для большого числа частиц и сделаны идентично.
Проблема измерений упрощается, если использовать диаметр проектируемой поверхности. Его определяют как диаметр круга с площадью, равновеликой площади проекции частицы. Как показывает практика, диаметр Ферета превышает диаметр проектируемой поверхности, который в свою очередь больше диаметра Мартина.
Часто диаметр определяют по скорости осаждения частицы в газе или жидкости. При этом принимают, что все имеющие одинаковые скорости осаждения частицы равны по размерам. Для этого вводят так называемый стоксовский диаметр — диаметр шара, имеющего такие же плотность и скорость осаждения, как и рассматриваемая частица.
В тех случаях, когда поверхность контакта фаз определяет интенсивность обменных процессов, таких как адсорбция, экстракция и растворение, в качестве дисперсной характеристики используют удельную поверхность S — отношение площади поверхности частиц к их объему:
S = -nS = - (3.1.2.1)
5 а
для шарообразной частицы с диаметром 5 и для кубической частицы со стороной а соответственно.
Как правило, многофазные среды являются поли-дисперсными, и в тех случаях, когда один размер неудовлетворительно характеризует какую-либо дисперсную фазу, используют информацию о распределении частиц по размерам.
Характеристика дисперсного состава частиц для зернистых материалов ранее давалась по результатам ситового анализа. Обозначения кривых D и R соответствуют начальным буквам немецких терминов Durch-gang (проход) и Ruckstand (остаток).
Функция D(8) равна отношению массы или числа частиц, размер которых меньше 5, к общей массе или числу частиц. Функция R(8) равна отношению массы (числа) частиц, размер которых больше 5, к общей массе (числу) частиц.
Очевидно, что для рассматриваемых функций распределения массы (числа') частиц по размерам выполняется условие:
D(5) + R(5) = l. (3.1.2.2)
Общий вид функций распределения изображен на рис. 3.1.2.1.
Рис. З.1.2.1. Кривые распределения массы (числа) частиц по размерам
На практике часто используется функция плотности распределения массы (числа) частиц по размерам f(d), которая является производной по отношению к функциям DnR:
мО
dD db
(3.1.2.3)
Из выражения (3.1.2.3) следует, что
J/(8)rf8 = l.
О
(3.1.2.4)
Экспериментальные или статистические исследования дисперсного состава частиц сопровождаются построением функции /(5) в виде гистограмм и завершаются графической (рис. 3.1.2.2) или математической аппроксимацией. Правильность аппроксимации контролируется равенством
£/Д8, = |/(8)d8 = l, (3.1.2.5)
i=l О
где к — принятое в исследованиях число фракций.
Гистограмма строится исходя из зависимости (3.1.2.3):
AN r AM ИЛИ Jm = , NA8------------МАд
(3.1.2.6)
154
Новый справочник химика и технолога
где AN, AM — число или масса частиц в интервале размеров ДЗ соответственно; N,M— число или масса всех частиц, участвующих в дисперсионном анализе, соответственно.
Рис. 3.1.2.2. Функция плотности распределения массы (числа) частиц по размерам
В инженерных расчетах часто используют среднее значение произвольной (участвующей в описании какого-либо технологического процесса) функции от размера частицы. Чаще всего это средний размер частицы (З^ либо среднее значение диаметра в квадрате ^82^ или в кубе ^83 . Через последние величины определяют среднеквадратичный или среднекубичный ^83^
размеры. Если за ф принять некоторую функцию от диаметра частицы, то средняя величина этой функции (ф^, определяемая как математическое ожидание функции ф(О) в некотором интервале от Dk до D/ в вероятностной и статистической трактовках, будет:
(3.1.2.7)
Если осреднение ведется по всем частицам, то, поскольку D(8max) - D(0) = 1, уравнения (3.1.2.7) примут вид
(ф)=/ф<Ю, (ф) = £{ф,)ДО,. (3.1.2.8)
О *=1
Если воспользоваться уравнениями (3.1.2.3) и (3.1.2.4), то выражения (3.1.2.7) и (3.1.2.8) примут вид
1 8'
k&k (3.1.2.9)
Ul lJk »=1
(ф) = (ф) = £(ф,)/Д8,. (3.1.2.10)
0 '=1
Следует уточнить, что в уравнениях (3.1.2.7) и (3.1.2.9) п — число фракций в интервале от Dk до Dt или от 6k до 3/, а в уравнениях (3.1.2.8) и (3.1.2.10) п — общее число фракций в исследуемой среде; (ф,^ — среднее значение функции от размера в интервале ДО, или Д6;.
Поскольку в статистической трактовке f принимается постоянной величиной в интервале Д8, (см. рис. 3.1.2.2), то из первого уравнения в (3.1.2.9) получим
у* 5+А6( - б+Абг
(Ф,) = ^- J ф</8=-^- f <pd8= О1-2’»
= Т7“ J Ф^5-
Д8; * ' о
При определении среднего размера частицы в интервале фракции от 81 до 32 выражение (3.1.2.11) дает соотношение (ф,} = (8, ) = $2 * д_||Я среднего размера
частицы в квадрате (используемого для определения
А / \ /я2\ §2-8?
поверхности частиц) (ф,) = (8; ) = , а для
' 3(52-51)
среднего размера частицы в кубе (используемого для g4 g4
определения объема частицы) (ф.) = (83) = --Ц-.
' 7 4(8,-^)
3.1.3. Математическое представление распределения частиц по размерам
Математическая аппроксимация функций распределения частиц по размерам легко выполнима в рамках стандартной программы MathCAD. Тем не менее следует упомянуть наиболее часто применяемые функции.
В тех случаях, когда процесс образования дисперсной фазы определяется случайными и независимыми друг от друга факторами (например получение гранулированных материалов или диспергирование жидкости через отверстия), их дисперсный состав подчиняется нормальному закону распределения Гаусса:
(3.1.3.1)
(3.1.3.2)
Д8) =
где t =
о
, о — среднеквадратичное отклонение.
Прикладная механика неоднородных сред
155
Величина о определяется по данным опытов как
(числу) частиц, (lg 8j — среднелогарифмический раз-
мер по массе (числу) частиц во фракции, 1g е = 0,4343 .
В свою очередь, (1g 8) = lg80 5 , где 80,5 — медианный
где п — число фракций, АЛ/; — масса (число) частиц во фракции, (8,^ — средний размер по массе (числу) частиц во фракции, М— общая масса (число) частиц.
Наиболее распространен логарифмически-нормаль-ный закон распределения (ЛНР). Такое распределение получается, если в нормальную гауссову функцию распределения подставить в качестве аргумента не размер частиц, а его логарифм:
Л8) % lgA~exp
OCTgV27C
(3.1.3.4)
(3.1.3.5)
где tg
( п \ £AM,((lg8)-(lg5,))
1-1________________
м
(lg S) — среднелогарифмический размер по всей массе
размер частиц, при котором функция распределения (3.1.3.5) 7X5) = 0,5.
ЛНР удобно изображать на логарифмически-вероят-ностной координатной сетке (рис. З.1.З.1.). В такой системе координат по оси абсцисс откладывают размеры частиц, а по оси ординат — значения функции 0(8).
Вычерченный на такой сетке график ЛНР частиц изобразится прямой линией, причем точка D(8) = 0,5 определяет размер 80,5, который делит частицы на равные по массе половины. Применимость закона ЛНР для многих видов порошков, пылей и аэрозолей подтверждена большим числом экспериментальных исследований.
Пример З.1.З.1. Опытные данные седиментационного анализа цементной пыли аппроксимированы прямой линией в логарифмически-вероятностной координатной сетке (рис. 3.1.3.1). Определить параметры ЛНР.
Согласно уравнению (3.1.3.5), параметры ЛНР — (1g 8) или lgS0,5 и °g- Величину (1g 8) найдем по графику (рис. 3.1.3.1) при 7X5) = 0,5: 80,5 = 23 мкм; (lg8) =
= 1g 23 = 1,36.
Значение ag можно определить из уравнения
Ig8-<lg5>
7 =------------ (см. обозначения к выражению
°.
(3.1.3.4)); если принять tg = ±1, то = ±(lg8- (lg8)).
7,2 23
Рис. З.1.З.1. Логарифмически-вероятностная координатная сетка
156
Новый справочник химика и технолога
Согласно стандартным таблицам значений функции (3.1.3.2) (см. справочную литературу по теории вероятностей), значению tg = ±1 соответствуют £)(5) = 0,841 и £)(5) = 0,159 (эти значения не зависят от рассматривае-ч , 5(0,841) , 5(0,5)
мого примера). Поэтому с =lg—----------= lg— ------.
J 8 5(0,5) 5(0,159)
Далее из рис. 3.1.3.1 находим, например, 5(0,159) = 7,2 мкм, 23
тогда ag = 1g---= 0,504 .
7,2
Как наиболее простая, широкое распространение получила приближенная функция дисперсного состава Розина — Раммлера — Шперлинга — Боннета, которую в иностранной литературе именуют RRSB:
Z)(5) = 1 - ехр
(3.1.3.6)
твердой фазы и системы пустот. Твердую фазу называют скелетом, или каркасом тела, а систему пустот — пространством пор. Объемную долю пустот называют пористостью, поверхность пустот — внутренней поверхностью, а ее величину, отнесенную к единице объема или массы тела, — удельной поверхностью Sv и SM соответственно.
Если пористое тело состоит из частиц с удельной поверхностью S (см. уравнение (3.1.2.1)), то величины Sy, Sm и гидравлический диаметр капилляров, образованных поверхностью частиц, будут связаны с 5 соотношениями:
5(1-е)
Sy =5(1-8), SM= —----------->- (3.1.4.1)
Р
/(8) = ^8"-' ехр
(3.1.3.7)
где а и 5е — эмпирические константы.
Для аналитического описания функций дисперсного состава существуют и другие уравнения. Подробную информацию о них можно получить из [2].
3.1.4. Капиллярно-пористые среды
Общепринято деление капиллярно-пористых тел на корпускулярные и капиллярные. В телах корпускулярного строения поры образованы пустотами между частицами, составляющими скелет тела. Размер и форма пор определяются размером и формой составляющих частиц, а также их взаимным расположением. В телах капиллярного строения поры представляют собой каналы и полости.
Многие материалы имеют смешанную структуру, являющуюся комбинацией капиллярной и корпускулярной структур. Они относятся к бидисперсным структурам. Кроме названных структур выделяют пластинчатые, состоящие из пластинок, и волокнистые, состоящие из волокон и нитей.
Поры классифицируют по механизмам диффузии газов. К кнудсеновским относятся поры, размеры которых много меньше длины свободного пробега молекул в газе Хоо. В этом случае молекулы газа соударяются со стенками пор во много раз чаще, чем друг с другом, и их длина пробега уже будет определяться размером этих каналов. Такой режим диффузии называется кнудсеновским. В порах, размер которых значительно превышает Хоо, режим диффузии чисто молекулярный, а течение газа подчиняется законам для гомогенных сред. Размер переходных пор сравним с Хоо. Критерием разделения пор служит число Кнудсена (см. уравнение (2.5.2.7)).
Структура капиллярно-пористых тел чрезвычайно разнообразна. Однако общим для них является наличие
где р — плотность пористого тела.
Пористые тела корпускулярной структуры обычно представляются в виде некоторой укладки шаров. Основным параметром корпускулярной структуры служит координационное число упаковки Ny — число контактов шаров с соседними шарами, характеризующее упаковку частиц.
Наиболее простая упаковка шаров, центры которых расположены по вершинам куба, показана на рис. 3.1.4.1. Для кубической упаковки Ny = 6, а объемная доля пустот 8 = 0,4764.
В реальных материалах частицы упакованы хаотично, а распределение Ny подчиняется распределению Гаусса
(3.1.4.3)
где (2Vy j — среднее значение, <Л\ — дисперсия распределения.
В частности, для случайной упаковки с 8 = 0,41 (наиболее часто встречающейся для сыпучих зернистых материалов) получено (n\ = 7,87, a aN = 1,47.
Рис. 3.1.4.1. Кубическая упаковка шаров
Прикладная механика неоднородных сред
157
Многими исследователями показано, что в случайных упаковках одинаковых шаров пористость колеблется незначительно в пределах 0,44-0,36. Наиболее плотную упаковку с е = 0,36 можно получить, применяя вибрацию или уплотняющее давление.
Частицы одинакового размера, но не сферической формы также могут быть уложены в определенном порядке. Тела, ограниченные плоскостями (кубы, тетраэдры, додекаэдры), могут быть уложены в сплошную кладку с 8 = 0. Однако при неупорядоченном расположении в аппаратах подобные элементы образуют слой с пористостью, меняющейся в том же интервале значений, что и для шаров.
В скрубберах иногда применяют насадки из элементов со сквозными отверстиями, увеличивающими пористость слоя. Пример таких элементов — так называемые кольца Рашига. Тонко дисперсные рыхлые порошки имеют повышенную пористость. Например, цемент при хранении в высоких (порядка 30 м) вертикальных сосудах (силосах) имеет на поверхности 8 « 0,7, а на дне сосуда е » 0,4.
В пенополиуретане объемная доля пустот может превышать 0,9, а у пен по мере вытекания (синерезиса) из них жидкости объемная доля жидкой фазы может достигать 0,001.
В полидисперсных средах мелкие частицы могут располагаться в промежутках между крупными и тем самым понижать общую пористость слоя. Теоретически при регулярной укладке из шаров шести диаметров можно получить 8 = 0,039. В действительности вероятность того, что слой с частицами различных размеров будет иметь низкую пористость, весьма мала, и 8 для смеси шаров с широким дисперсным составом имеет, как правило, тот же порядок величин, как и для слоя из элементов одного размера.
Капиллярные модели представляют собой пространство пор в виде системы каналов с определенными геометрическими свойствами. На рис. 3.1.4.2 показаны некоторые одномерные модели капиллярных тел.
В модели одинаковых прямых каналов (рис. 3.1.4.2, а) основные параметры — объемная доля каналов и их диаметр. В модели одинаковых параллельных извилистых каналов (рис. 3.1.4.2, б) вводится дополнительный параметр — коэффициент извилистости
Для учета застойных зон в пористых материалах и их влияния на дисперсию примеси применяют модель канала с тупиковыми порами (рис. 3.1.4.2, в). Здесь для учета влияния тупиковых пор вводится дополнительная величина — объемная доля тупиковых пор.
В тех случаях, когда диффузия или фильтрация вещества моделируется неодномерной задачей и возникает дополнительный перенос вещества поперек каналов, применяют модель каналов, связанных друг с другом (рис. 3.1.4.2, г), например, развитой системой микропор. Такая идеализация получила название модели параллельных капилляров с идеальной связью.
В серийных моделях (рис. 3.1.4.2, Э) учитывают переменность сечения пор, наличие сужений и расшире
ний. Диаметр капилляра в серийных моделях меняется скачкообразно.
Гофрированные капилляры (рис. 3.1.4.2, е), в отличие от серийных моделей, имеют непрерывно изменяющийся диаметр.
Таким образом, заменяя пространство пор системой одномерных каналов, можно учесть извилистость, гофрировку пор, их различные размеры и форму, наличие застойных зон. Однако такие важные свойства пористых тел, как взаимосвязь отдельных капилляров и пересеченность пространства пор, практически не учитываются. По этой причине система одномерных капилляров не может быть использована для адекватного описания капиллярных явлений.
Решетчатые модели наиболее полно отражают пространственную структуру пористых сред, взаимосвязь составляющих их элементов.
На рис. 3.1.4.3 представлены некоторые модели регулярных решеток. Модель квадратной решетки, в узлах которой расположены частицы различной формы (рис. 3.1.4.3, а), может быть использована, например, для описания процессов пропитки, фильтрации и диффузии в пористых средах, образованных частицами. Для описания подобных процессов в пористых средах, состоящих из частиц, которые обладают описанной выше структурой, применяют бидисперсные модели пористых сред (рис. 3.1.4.3, б). К примерам использования такой модели можно отнести описание процессов, протекающих в зернах катализатора, которые являются микропористыми телами в зернистом слое, или экстрагирование растительных тканей, включающих в себя регулярную структуру микро- и макропор.
Рис. З.1.4.2. Простейшие капиллярные модели:
а) прямой канал; б) извилистый канал;
в) канал с отходящими тупиковыми порами;
г) система параллельных каналов с идеальной связью;
д) серийная модель; е) периодический гофрированный канал
Ф0Й&0© 0 10®
I© в©®®®' (@00©®^*
a©®®®!
I© © 0 .
V00®ag>
Рис. З.1.4.З. Решетчатые регулярные модели: а) система частиц в узлах решетки; б) бидисперсная модель
158
Новый справочник химика и технолога
Представления о капиллярно-пористых средах намного шире описанных в данном разделе. Для более детального изучения этой темы можно рекомендовать [3-5].
3.2. Движение одиночных частиц
В отличие от подраздела 2.2.8, где рассматривалось сопротивление при обтекании частицы, здесь будет дан анализ явлений, связанных с подвижностью границ частицы, характерной при движении капель и пузырей в сплошной среде, и наличием эффектов, обусловленных движением самой сплошной среды в ограниченном стенками аппаратов пространстве. К таким эффектам можно отнести наличие в потоке градиента давления, скоростного поля и турбулентности. Название главы отражает только то, что концентрация частиц достаточно мала, чтобы учитывать влияние частиц на несущий поток. В инженерной практике принято движение одиночных частиц называть свободным, а термином «стесненный» характеризуют ситуацию, когда приходится учитывать взаимное влияние частиц и потока сплошной среды.
3.2.1. Влияние градиента давления в потоке на движение частиц
(Г.М. Островский)
В потоке сплошной среды всегда существует градиент давления, который может быть обусловлен гравитацией, торможением или ускорением потока либо потерей энергии, связанной с трением потока о стенки аппарата или канала. Во всех этих случаях на частицу будет действовать сила, обусловленная градиентом давления, величина которой находится интегрированием нормальных напряжений по ее поверхности. Для шара
71§3
Р =-gradp—. (3.2.1.1)
6
Если частица находится в покоящейся в гравитационном поле жидкости, то при направленности координаты против действия ускорения свободного падения grad р = -pg , а сила, обусловленная градиентом давле-
а Б - лб3
ния, тождественна силе Архимеда, т. е. Р = -pg-.
6
Влияние ускорения или торможения потока целесообразно рассмотреть на примере.
Пример 3.2.1.1. В конусной трубе (рис. 3.2.1.1) потоком жидкости обтекается частица. Определить разницу гидродинамической силы, действующей на частицу в двух опытах: поток движется в направлении оси х; поток движется против оси х. Трением о стенки трубы пренебречь, скорость потока считать неизменной по диаметральному сечению трубы.
Рис. 3.2.1.1. Обтекание частицы в конфузоре или диффузоре
Сначала найдем выражение для градиента давления в потоке, движущемся в конусной трубе. Обозначив скорость потока в сечении 0-0 через v0, определим скорость в произвольном сечении канала как
D2
^0
vx = v0-----------Y •
(£>0-2xtga)
(a)
Запишем уравнение Бернулли для произвольных сечений канала (см. рис. 3.2.1.1):
PV12 PVf
Р1+-2^=/?2+ 2 ’
(b)
из которого с учетом равенства (а) при условии, что Дх » 5 и Дх -> 0, получим [1]
-4pv2tga gradp =--------
(с)
Гидродинамическая сила, действующая на частицу при течении потока в направлении оси х, имеет две составляющие: силу сопротивления (см. уравнение (2.2.8.13)) и силу Pg из равенства (3.2.1.1), т. е. Р} = Р + Pg. Ту же силу запишем для противоположного движения потока: Р2 = -Р + Pg . Суммируя силы, мы . _ 8pv3 л83 _
получаем ненулевую разницу ДР2 =-----tga----. Если
£>0 6
л83 эту силу отнести к весу частицы p4g----, то
6
мерная величина ее составит
^= *pV° tga. (d)
АРч£
Если в узких конфузорах или диффузорах (£)о«5Омм) при скоростях свыше 20 м/с величина ДРХ для газов может превышать единицу, то при движении частиц в жидкости даже при скоростях порядка 5 м/с величина ДР2 может иметь порядок 102.
Прикладная механика неоднородных сред
159
В ряде случаев сила, определяемая градиентом давления, может оказывать решающее влияние на течение процесса. Покажем это на поведении пузырька в колеблющемся по вертикали сосуде (рис. 3.2.1.2).
цы, собираясь в зоне пучности волн, коагулируют в крупные агрегаты и выпадают из газового потока.
Обзор исследований по акустическим колебаниям в неоднородных средах можно найти в [7, 8].
Рис. З.2.1.2. К определению силы, увлекающей пузырь на дно колеблющегося сосуда
Рис. З.2.1.З. К механизму миграции частиц в стоячих волнах: 1,2 — распределение давления в моменты времени Ц и /2 соответственно; 3,4 — направление движения среды в сечении 0-0 в моменты времени Ц и /2 соответственно;
У — узел волн; П — узел пучности волн
Пусть пульсационное изменение давления превышает гидростатическое. Пузырек в силу пульсаций своего объема и периодического изменения направления grad/? находится под воздействием различной по величине и направлению силы Pg. Нетрудно представить, что при определенных условиях средняя за период сила Pg может оказаться равной 0, тогда пузырек будет находиться на одной глубине; либо средняя сила Pg будет отрицательной, тогда пузырек будет тонуть. Точное определение этого условия возможно на основе решения уравнения движения с учетом присоединенной массы [6].
Под действием пульсирующей силы Pg газовые пузырьки, колеблющиеся в одной фазе, устремляются друг к другу и сливаются. На практике с помощью звуковых и ультразвуковых колебаний удается эффективно удалять газ из жидкостей.
При возбуждении в сплошной среде стоячих волн происходит миграция частиц под действием как сил трения и инерции присоединенной массы, так и силы от градиента давления. На рис. 3.2.1.3 показано изменение давления в стоячей волне при ф = соЛ и о + я = со?2. Относительно сечения 0-0 в момент времени среда перемещается из зоны разрежения в зону сжатия (стрелка 3). В момент /2 среда перемещается в противоположную сторону (стрелка 4). Если плотности частиц и среды равны, то частица будет колебаться вместе со средой без проскальзывания. При р2 < pi сила Pg превышает силу инерции частицы, и частица будет отставать от среды, постепенно смещаясь с каждым последующим периодом в зону узла волн (точка У). При расположении сечения 0-0 справа от точки У также происходит смещение в зону узла волн. При р2 > pi картина будет противоположной. Под действием большей инерции частица будет опережать тормозящую среду и смещаться в зону пучности волн (точка П).
Примером практического использования этого эффекта может быть разделение частиц по плотностям или акустическая коагуляция частиц в газе, где части-
3.2.2. Несимметричное обтекание частиц
{Г.М. Островский)
При несимметричном обтекании частиц, помимо силы сопротивления, которая направлена в сторону вектора относительной скорости v, - v2, возникает поперечная сила, величина и направление которой зависят от условий обтекания. Наиболее часто встречающиеся случаи несимметричного обтекания частиц приведены на рис. 3.2.2.1.
Величина подъемной силы определяется уравнением Жуковского
Pr=pvxf, (3.2.2.1)
где Г — циркуляция по контуру, охватывающему поверхность частицы, определяемая условием обтекания.
Сила Рг перпендикулярна вектору относительной скорости v и получается поворотом вектора v на прямой угол против направления циркуляции.
Несимметричное обтекание возникает при несимметричном расположении частицы относительно набегающего на нее потока (рис. 3.2.2.1, а). Для сферических частиц несимметричное обтекание возникает при вращении частицы (рис. 3.2.2.1, б) либо при обтекании ее потоком со сдвигом скорости (рис. 3.2.2.1, в). Последние два случая представляют интерес для практики.
Рис. З.2.2.1. К определению поперечной силы, вызванной несимметричным обтеканием частицы потоком: а) несимметричное положение частицы в потоке; б) вращающаяся частица; в) обтекание частицы потоком со сдвигом скорости
160
Новый справочник химика и технолога
При вращении частицы вместе с ней вовлекается во вращение поток, что приводит к увеличению скорости среды на одной стороне частицы и к уменьшению — на другой. Это явление, известное как эффект Магнуса, вынуждает частицу перемещаться поперек потока. Данная задача рассматривалась Рубиновым и Келлером [9] при малых числах Рейнольдса:
Ке,=2^£>«1, ц ц
где v — относительная скорость потока вдали от частицы, ©2 — угловая скорость частицы, и Гольдштиком [10] при Rev» 1 и Rew » 1. В обоих случаях силу Магнуса можно найти из выражения
Л, = ((Я - v2) х ),
(3.2.2.2)
3
где Сы = — при Rev 1 и Rew «С 1; Сы = 2 при Rev » 1
и Rew » 1.
Помимо силы Магнуса на вращающуюся частицу действует момент сил трения со стороны потока. Если вокруг частицы жидкость вращается с угловой скоро
стью (Oj = х Vj) (см. уравнения (2.1.1.14)-(2.1.1.16)),
то момент сил трения можно оценить как
А/= лц83 (со,-со2). (3.2.2.3)
Если воспользоваться законом сохранения момента
Т ГУ г
количества движения J —- = М , где J — момент dt
инерции частицы, то уравнение (3.2.2.3) позволит оценить изменение угловой скорости частицы во времени. Для шара этот закон представится в виде
—2. = -±- <01-(i)2 . (3.2.2.4)
dt б р2
Пример З.2.2.1. Определить время, за которое частица, находящаяся у стенки гидравлически гладкой трубы, достигнет конечной угловой скорости. Известны: средняя скорость воздуха в трубе (ух } - 20 м/с, его плотность pi - 1,25 кг/м3 и вязкость ц = 19 • 10-6 Па • с, диаметр трубы D = 0,1 м, диаметр частицы 8=10- 10-6 м, начальная угловая скорость ш2н = 0.
Согласно уравнениям (2.2.6.7) и (2.2.6.9), толщина ламинарного слоя составит
Таким образом, размер частицы меньше толщины ламинарного слоя и, следовательно, угловая скорость потока для частицы будет определяться скоростью _ 1 dv, 1т
сдвига потока у стенки трубы <о, =--------L ------=
2 dy 2 Р1
= 26 315 с ’1, где у — расстояние от стенки (см. уравнение (2.1.1.10)).
После интегрирования соотношения (3.2.2.4) будем 82р,, [. j „
иметь t =------In I 1---- . Полагая конечную угловую
60ц Ш, )
скорость частицы ю2 = 0,9(0,, получим t = 5 • 10 4 с.
В потоке со сдвигом скорости частица вовлекается во вращательное движение. При стационарном режиме обтекания на частицу действует аналогичная сила (рис. 3.2.2.1, в), которая стремится переместить ее в поперечном направлении. Полученное Сафманом [11] уравнение для плоского сдвигового течения имеет вид
- 1,615(у,-у2)8;(р|ц)05(Уху1)
|(Vxv,)|°'5
В уравнении (3.2.2.5) при положительной скорости сдвига сила Сафмана направлена в сторону оси у при положительной относительной скорости и противоположно направлена — при отрицательном ее значении.
Пример 3.2.2.2. По данным примера 3.2.2.1 определить угловую скорость частицы, при которой сила Магнуса будет равна силе Сафмана вблизи стенки трубы.
3 — и 4
Из уравнений (3.2.2.2) и (3.2.2.5) при С
1,615(рГ!Г^1/|
_ dv. \ dy I
V х и = —- следует: со, =----------------- • —
1 dy 2 О,125тт8р105
После
подстановки исходных данных и
=52 631 с’1
(см. пример 3.2.2.1) получим со2 = 84 302 982 с-1.
Судя по примеру 3.2.2.2, полученное значение угловой скорости частицы, при которой сравниваемые силы могут быть сопоставимы, более чем на три порядка превышает необходимую величину угловой скорости потока (сщ = 26 315 с-1 (см. пример 3.2.2.1)). Таким об
разом, если в потоке существует сдвиговое течение, то во многих случаях силой Магнуса можно пренебречь. Этот результат представляется важным, поскольку рассчитать величину gj2 в любой точке течения намного труднее, чем скорость сдвига потока.
Пример 3.2.2.3. По данным примера 3.2.2.1 сравнить максимальную величину силы Сафмана с силой Стокса для частицы вблизи стенки трубы.
Прикладная механика неоднородных сред
161
Рассмотрим отношение силы Стокса к силе Сафма-
Р 1,86яц0'5
на: — =----------—-. После подстановки исходных
D / ,
где
ReclB=^i. (3.2.3.4)
Р
данных и
= 52 631с 1 (см. пример 3.2.2.1) полу-
Sv.pj
Пй =—1 Р
(3.2.3.5)
чим — = 9,94.
Рс
Приведенные примеры показывают, что поперечные силы намного меньше силы сопротивления. Это позволяет решать многие практические задачи без учета как вращения частицы, так и скорости сдвига. Однако в пристенном слое поперечные силы принимают максимальное значение, и их оценка может оказаться целесообразной. Например, при попадании частицы из ядра потока в пристенную область скорость частицы будет превышать скорость потока, и поперечная сила будет перемещать частицу к стенке. Напротив, при отрыве частицы от стенки она будет отставать от потока, и поперечная сила будет перемещать ее в ядро потока. Очевидно, что взаимодействие частицы с твердой стенкой существенно изменит ее угловую скорость и, следовательно, величину поперечной силы.
3.2.3. Обтекание частицы у стенки
(Г.М. Островский)
Вблизи твердой стенки скоростное поле сплошной среды претерпевает резкие изменения. Для частиц, размер которых существенно больше толщины пристенного слоя, это может не отразиться на их движении. Для мелких частиц картина резко меняется: попав в пристенную область, они могут осесть на дне канала, а в вертикальной трубе они могут изменить направление своего движения по отношению ко всему потоку частиц (рис. 3.2.3.1).
Если ввести в рассмотрение скорость обтекания частицы у стенки
1 6
v°6 = xIv,W^’ (3.2.3.1) ° о
где у — расстояние от стенки, то условие начала движения частицы по пластине (рис. 3.2.3.2) можно представить в виде [1]
I I 4g5(p2-P1)(/cosa + sina)
4,6 Кб I =-1 • (3.2.3.2)
С учетом профиля скорости (равенства (2.2.6.7) и (2.2.6.8)) уравнение (3.2.3.1) примет вид
Reo6 =у ПРИ П5 <И,6
Reo6 = 2,5т|б 1пт|5+3т|8-38,6 при т|5 >11,6
Для упрощения расчетов на рис. 3.2.3.3 приведена зависимость Reo6(r|6). Алгоритм расчета рассмотрим на примере.
Рис. З.2.З.1. Обтекание частицы около твердой стенки
Рис. 3.2.3.2. Равновесие частицы на наклонной пластине:
1 — направление движения потока; G — вес частицы;
N—реакция пластины; Pg — сила Архимеда;
Р — сила сопротивления по формуле (2.2.8.13);
Т— сила трения
162
Новый справочник химика и технолога
Пример 3.2.3.1. Определить минимальную скорость воздуха в вертикальной трубе диаметром d = 0,15 м для транспортирования твердых частиц с эквивалентным диаметром 5Э = 4 • 10 3 м и скоростью витания в воздухе при условиях (р и Г) пневмотранспортирования vb = 8m/c. Известны плотность pi = 1,25 кг/м3 и вязкость ц = 19 • 10-6 Па • с воздуха. Трубу считать гидравлически гладкой. В рассматриваемом случае vo6 = vB. Тогда из уравнения (3.2.3.4) Reo6 = 2105. Из графика (рис. 3.2.3.3) находим = 140. Согласно равенству (3.2.3.5), динамическая скорость v = 0,532 м/с. Из выражений (2.2.6.9) и (2.2.6.24) окончательно получим минимальную среднюю скорость газа в трубе v = 11,4 м/с.
Для вертикальных труб условие, при котором скорость обтекания частицы вблизи стенки превышает скорость ее витания, т. е.
vo6>vB, (3.2.3.6)
имеет весьма существенное значение [12]. При выполнении условия (3.2.3.6) объемная концентрация частиц равномерно распределена по сечению трубы. Равномерно распределена и относительная скорость частиц, которую с достаточной для практических расчетов точностью можно принять равной скорости витания. При невыполнении условия (3.2.3.6) концентрация частиц вблизи стенки нарастает, и возникает продольная циркуляция частиц, что не позволяет считать двухфазный поток одномерным.
3.2.4. Моделирование движения частиц в координатах Лагранжа
(А.Ю. Иваненко, Г.М. Островский)
При моделировании движения частиц в координатах Лагранжа полагают, что частицы не изменяют параметров течения потока в силу их малой концентрации. Таким образом, параметры потока задаются в каждой точке пространства, а траекторию движения некоторой выделенной z-й частицы рассчитывают из уравнений
(3.2.4.1)
= (3.2.4.2)
и уравнения сохранения момента количества движения (3.2.2.4). В уравнении (3.2.4.1) rt —радиус-вектор частицы, — вектор суммы всех сил, обозначенных уравнениями (2.2.8.14), (2.2.8.28), (3.2.1.1), (3.2.2.2), (3.2.2.5), а также силы тяжести и некоторых других внешних сил, таких, например, как электрические и магнитные силы.
Для многих практических задач, в том числе и для вертикальных осесимметричных турбулентных пото
ков, представляется возможным исключить из рассмотрения турбулентную миграцию частиц и поперечные силы, вызванные неравномерным профилем скорости потока и вращением частицы. В этом случае уравнение (3.2.4.2) существенно упрощается:
р, ] dv2 _ р. dv} , p2+vhr=P2g+^^r_grad;7+
2 ' dt 2 dt (3.2.4.3)
+ |Cy(Vv2)|v1-v2|-
Входящий в формулу (3.2.4.3) коэффициент сопротивления (см. табл. 2.2.8.1) удобнее аппроксимировать простой одночленной зависимостью С - aRe п. В этом случае уравнение (3.2.4.3) преобразуется к виду:
Pi \dv _ р, dv , „ ч
P2+v Hr = P2g + 7’TT_grad77 + C'’ (V1 " V2 ) ’ 2 J dt 2 dt
(3.2.4.4) где
CV = -V I1’". (3.2.4.5)
v 4 5”+1 2 v 7
Аппроксимационные уравнения для коэффициента сопротивления могут быть представлены в виде:
при Re < 3,4 С = —, где а = 24 и п = 1; Re
при 3,4<Re <873 С = — 05, где « = 13 и и = 0,5;
при Re >873 С = 0,44, где « = 0,44 и и = 0.
(3.2.4.6)
Если записать полученные уравнения в проекциях на оси координат для плоской задачи (см. рис. 3.2.4.1), то получим:
р, \dv2x р, dv.r dp _ (
р2+— —— = P2g +— —-—-+Cv(v1I
2 2 J dt 2 x 2 dt dx v V lx
(3.2.4.7)
Pl ^2у Pl у dp _ /
p, —- = p,gv+——121—- + CV V.
2 2) dt 2 y 2 dt dy Л 1
(3.2.4.8)
л 1—И n / f \1~л
„ 3 p Ц | Г 3 !\2 )
+K“v2,) J • (3.2.4.9)
Прикладная механика неоднородных сред
163
Рис. 3.2.4.1. Векторы и проекции скоростей частицы и потока в плоской задаче
Поскольку Vj = 0, то из уравнения (b) следует, что (P2-P])g52cosa 3
v2v =---------------= 1,39 10 м/с. Тогда зависи-
2у 18ц
мость пути частицы от времени по одной координате будет
У = ^2yt (С)
Из уравнений (а) и (с) с учетом профиля скорости следует:
Простейшая и самая распространенная задача — равномерное осаждение или всплытие частицы в покоящейся сплошной среде под действием сил тяжести (например, вдоль оси х, направленной вверх) — формулируется из уравнений (3.2.4.7), (3.2.4.9) и — = -p;g dx в виде
/ \ 3 pJvJv,
0 = - Р;-Р1)« + 7сЩТ^> (3.2.4.10) 4 о
где коэффициент сопротивления С определяется уравнениями (3.2.4.6) либо уравнениями из табл. 2.2.8.1. На практике широко распространена аппроксимация [13]
Аг
Re =--------- , (3.2.4.11)
18 + 0,6уАг
где Ar = -^-р|р2 ~ Pi | Pi — критерий Архимеда.
Плоскую задачу по применению уравнений (3.2.4.7)-(3.2.4.8) покажем на примере.
Пример 3.2.4.1. Между пластинами ламельного отстойника с углом наклона пластин а = 45° и расстоянием между ними h = 0,02 м (рис. 3.2.4.2) с заданным ламинарным профилем скорости vlx = 200(/zy - у2) движется жидкость с плотностью pi = 1000 кг/м3 и вязкостью ц = 10~3 Па • с. Определить для частицы размером 5 = 60 • Ю 6 м и плотностью р2 = 2000 кг/м3 траекторию движения от начала координат при стоксовском режиме обтекания и при условии малости инерционных сил и поперечной силы, обусловленной сдвигом скорости жидкости. Величина градиента давления |gradp| = p}g.
Согласно условию задачи и выбранному направлению координат (см. рис. 3.2.4.2), уравнения (3.2.4.7)-(3.2.4.9) примут вид
0 = -p2g sin а + pjg sin а +18-^-(vlx - v2x), (a)
о
0 = p2g cos а - p,gcos а +18^-(v1Jf - v2 ). (b)
о
dx , , S2 (р, — р,)
v2x = - = 200Лу2/-200у2/----^_^2gsina. (d)
Интегрирование уравнения (d) дает зависимость пути частицы от времени по второй координате:
ЭЛЛЬ /2 ОЛЛ 2 /3 52 (P2~Pi)^ . z\
х = 200Лг,---200v, „------------- gt sm a . (e)
2y 2 2y 3 18ц
Траектория движения частицы, построенная по уравнениям (с) и (е), приведена на рис. 3.2.4.3.
Рис. 3.2.4.2. Течение жидкости в ламельном отстойнике
Рис. 3.2.4.3. Траектория движения частицы в ламельном отстойнике
164
Новый справочник химика и технолога
Для описания движения частиц в закрученных осесимметричных потоках, с целью упрощения решения, целесообразно перейти к цилиндрической системе координат (рис. 3.2.4.4). Как правило, во вращающихся потоках, встречающихся на практике, силами тяжести в сравнении с силами инерции пренебрегают. В этом случае уравнения (3.2.4.7)-(3.2.4.9) преобразуются:
^2<р ft (
Р2~ТГ = Р2-----+MV1
at г
р2-^г = -р2 at
-. (3.2.4.12)
Рис. 3.2.4.4. Связь координат л и у с г и ср
Определение траектории движения различных групп частиц (с учетом не только всех сил, входящих в уравнение (3.2.4.2), но и с учетом пульсационного перемещения частиц, обусловленного турбулентными пульсациями потока, а также с учетом вероятности соударения частиц друг с другом и со стенками канала) позволяет получать достаточно представительную информацию об осредненных параметрах движения частиц во всем пространстве течения. При этом влияние пульсаций скорости потока учитывается методом стохастического моделирования [14, 15].
Стохастическое моделирование движения частиц предполагает решение уравнений Лагранжа, в которых влияние турбулентных пульсаций газа учитывается с помощью методов Монте-Карло с использованием генераторов псевдослучайных чисел. В результате получается набор траекторий движения отдельных частиц, после осреднения которых соответствующим образом можно определить те или иные характеристики потока (более подробно см. в 3.3.6). Данная методика требует больших вычислительных затрат, поскольку для получения статистически значимых результатов необходимо рассчитать траектории большого количества частиц (как правило, не менее 100 000), при этом каждая траектория также складывается из большого числа элементарных перемещений (шагов). В силу этих причин стохастическое моделирование получило раз
витие лишь недавно, одновременно с развитием вычислительной техники.
Моделировать хаотическое движение частиц под воздействием турбулентных пульсаций можно двумя способами.
Первый способ заключается в том, что случайным образом задается перемещение частицы на каждом шаге (аналогично броуновскому движению), при этом характеристики случайных перемещений тем или иным образом связываются с характеристиками турбулентности, обычно с коэффициентом турбулентной диффузии частиц.
Во втором способе задают случайным образом пульсационную скорость сплошной среды, при этом траекторию частицы определяют из решения уравнений движения.
Известно точное решение уравнения диффузии, из которого можно определить через коэффициент турбулентной диффузии £>т плотность вероятности смещения частицы за время dt на расстояние г [16]:
1 —г~~
w(r,t) = -~i--- е iD'dtr2. (3.2.4.13)
2ylnD/dt3
При разработке вычислительного алгоритма, реализующего стохастическое моделирование движения частиц, необходимо выразить вероятность смещения частицы w(r, t) через значения псевдослучайных чисел, генерируемых компьютером. Например, если генерируется последовательность псевдослучайных чисел, равномерно распределенных в интервале (0; 1), то для определения величины смещения частицы X при значении псевдослучайного числа необходимо решить уравнение:
X
fy(r,f)dr. (3.2.4.14)
о
Поскольку данное уравнение не интегрируется в элементарных функциях из-за необходимости вычислять на каждом шаге интеграл ошибок, то в вычислительном алгоритме приходится прибегать либо к итерационным методам, либо к использованию табличных данных. И то, и другое приводит к увеличению времени вычислений и к накоплению ошибки округления, которая из-за очень большого числа шагов может привести к значительной погрешности. Поэтому в практике используются упрощенные зависимости для генерации псевдослучайных смещений частицы. Возможность использовать данные упрощенные зависимости базируется на центральной предельной теореме теории вероятности [17]. В [14, 18, 19] при моделировании движения газовых пузырей в барботажной колонне предлагаются следующие зависимости:
х} (t + А/) = х( (t) + £,,<7. Jdt, (3.2.4.15)
Прикладная механика неоднородных сред
165
где х, — координата частицы в трехмерном объеме (/=1,2,3). Коэффициент d, зависит от коэффициента турбулентной диффузии /Зг:
tZ, =7Щ
(3.2.4.16)
где — псевдослучайное число, равномерно распреде-( 1 О
ленное в интервале I ; +— I.
Другие авторы [19] рекомендуют в качестве псевдослучайных чисел использовать их нормально распределенную последовательность со средним, равным 0, и дисперсией, равной 1.
Если имеются предположения о неизотропном характере турбулентности, то различную вероятность смещения частиц в разных направлениях можно учесть введением соответствующих поправочных коэффициентов в уравнение (3.2.4.4).
Для сравнения различных зависимостей, используемых для моделирования диффузионной миграции частиц, на рис. 3.2.4.5 и 3.2.4.6 приведены результаты решения тестовой задачи — диффузии частиц из бесконечно малого начального объема в пространство при нулевой концентрации частиц в бесконечности. На графике W — концентрация частиц, R — радиус-вектор. Сплошной линией показано точное решение, кубиками обозначены точки, рассчитанные с использованием равномерной функции распределения псевдо-( 1
случайных чисел в интервале ;+—I, кРУжочка~ ми — точки, полученные с использованием нормально распределенных псевдослучайных чисел. Как видно из графика, существенной разницы между моделями не обнаруживается. Следует, однако, отметить, что для получения приемлемой сходимости метода Монте-Карло и точного решения понадобилось просчитать траектории не менее чем 500 000 частиц.
Данный способ стохастического моделирования движения частиц путем непосредственной генерации псевдослучайного перемещения частицы можно рекомендовать для решения тех задач, в которых можно пренебречь инерционностью частиц, их взаимодействием со стенками канала и т. п. Например, с использованием данной методики изучается движение газовых пузырей в колонне, мелкодисперсной пыли в пылеуловителях и т. д.
Рис. 3.2.4.6 Графики распределения концентрации частиц для тестовой задачи
Пример 3.2.4.2. Определить унос фракции цементной пыли со средним размером 8 = 5 мкм в пластинчатом электрофильтре (рис. 3.2.4.7), если миграционная электрическая сила (сила, отнесенная к массе заряженной частицы) составляет 35g, м/с2. Известны: средняя скорость газа в электрофильтре v'i = 2 м/с; расстояние между пластинами h = 0,4 м; длина канала L = 8 м; плотность р! = 0,75 кг/м3 и вязкость ц = 22 • 10“6 Па • с газа; плотность частиц р2 = 2900 кг/м3; концентрация фракции частиц на входе е2о = 0,0001. Скорость газа в межэлектродном пространстве считать не зависящей от поперечной координаты.
Рис. 3.2.4.5. Диффузия частиц из точки в пространство
Рис. 3.2.4.7 Схема пластинчатого электрофильтра:
/ — коронирующие электроды; 2 — осадительные электроды;
3 — направление течения газа
Примем среднюю скорость частиц вдоль оси х равной скорости газа v2x = Vi = 2 м/с.
Средняя скорость по направлению у, определяемая электрическими силами, находится из уравнений (3.2.4.2) при равенстве сил электрического взаимодействия и стоксовского сопротивления (2.2.8.16):
Злц8г2 = 35g—— р2.
6
(а)
Из уравнения (а) получим v2y = 63 • 10 3 м/с.
166
Новый справочник химика и технолога
Согласно методу стохастического моделирования, положение частицы на каждом шаге находится как:
рассчитывают из уравнений, аналогичных уравнениям (3.2.4.1) и (3.2.4.2):
y{t + dt) = y(t) + v2ydt + ^24 D^jdt, (b)
di-dt
(3.2.4.17)
x(t + dt) = x(dt) + v2xdt. (c)
Начальное положение частицы при х = 0 задается в виде
Х0) = ^Л-
В уравнениях (Ь) и (d) — псевдослучайное число, ( 1 С равномерно распределенное в интервале I ; +— I.
Концентрацию частиц на выходе из электрофильтра определим как
е2£
= р
20
(е)
где NBMX — число частиц, долетевших до выхода; N — общее число частиц.
На рис. 3.2.4.8 приведен пример траекторий частиц в межэлектродном пространстве, рассчитанный методом стохастического моделирования. Средняя концентрация частиц на выходе составила = 2,52 • 10“5 (см. также пример 3.2.5.2.).
Рис. 3.2.4.8. Траектории движения частиц в электрофильтре
Второй способ стохастического моделирования, при котором псевдослучайные пульсации накладываются на скорость сплошной среды, как правило, используется в тех задачах, в которых либо нельзя пренебречь инерционностью дисперсных частиц, либо требуется учитывать такие факторы, которые невозможно включить в один коэффициент диффузии (например, столкновение частиц со стенками канала). Характерным примером такой задачи может служить моделирование газо-взвеси частиц в трубе. Здесь приходится учитывать отражение частиц от стенок, их вращение и т. п. [20, 21]. При моделировании движения частиц в координатах Лагранжа полагают, что параметры потока сплошной среды заданы в каждой точке пространства, а траекторию движения некоторой выделенной г-й частицы
= (3.2.4.18)
6 dt
где F' — пульсационная сила, зависящая от разности мгновенных скоростей сплошной среды и частицы V, - v2, а также от коэффициента сопротивления С, который может быть найден из уравнений (3.2.4.6) либо из уравнений табл. 2.2.8.1:
#7=/(C,v,-v2). (3.2.4.19)
Мгновенная скорость сплошной среды равна сумме средней v10 и пульсационной w, скоростей сплошной среды:
v, = v10 + (3.2.4.20)
Значения моделируются с помощью генератора случайных чисел с использованием различных функций приведения, например:
4=^7- /=1,2,3. (3.2.4.21)
В уравнении (3.2.4.21) —среднеквадратичная
пульсационная скорость по каждой из трех координат.
Для определения параметров потока сплошной среды обычно предварительно тем или иным способом находят поля скоростей и интенсивность турбулентности в каждой точке пространства. При этом турбулентная структура несущей среды, как правило, рассчитывается на основе двухпараметрической к-& модели турбулентности (см. подраздел 2.3.3). В этом случае среднеквадратичная пульсационная скорость может быть выражена через найденную кинетическую энергию турбулентности к:
. \ 2к
(w'2) = —. (3.2.4.22)
Случайные числа £ подчиняются нормальному распределению Гаусса со средним, равным 0, и дисперсией, равной 1. Их независимые значения генерируются всякий раз заново по истечении интервала времени тт, который выбирается как наименьшее между временем жизни турбулентного вихря xturb и временем пребывания частицы в этом вихре xrei [20]. Кроме того, рекомендуется тт также ограничить сверху временем хсец пересечения частицей контрольного объема (шага сетки dx), при котором находилось численное решение движения сплошной среды [22-24]:
Прикладная механика неоднородных сред
167
(3.2.4.23)
В заключение следует отметить, что выбор той или иной стохастической модели определяется условиями конкретной задачи из предварительного анализа всех факторов, влияющих на движение частиц. Во всех случаях следует выбирать лагранжевый шаг по времени dt значительно меньшим, нежели шаг по времени при решении задачи в рамках модели сплошной среды, особенно если задача несимметричная. Примерами таких задач могут служить турбулентный поток в длинном канале, при котором протяженность рассматриваемого объема по одной из координат намного больше, чем по другой, либо осаждение частиц в электрическом поле, при котором электрические силы могут значительно превышать силы со стороны турбулентных пульсаций газа, и т. п.
3.2.5. Моделирование движения частиц в координатах Эйлера
(А.Ю Иваненко, Г.М. Островский)
Особенности моделирования в координатах Эйлера заключаются в том, что отыскивается не траектория отдельной частицы, а поле концентраций и скоростей частиц. Подобная постановка задачи существенно упрощает как инженерное решение, так и использование эмпирического опыта для корректировки и аппроксимации теоретических моделей. В частности, кардинальным образом упрощается моделирование турбулентного переноса частиц.
В результате взаимодействия частиц с турбулентным потоком происходит их хаотическое движение, напоминающее молекулярную диффузию. Как и молекулам, дисперсным частицам свойственно распространяться в сторону убывания концентрации. Эта аналогия позволяет в инженерной практике с успехом использовать модель молекулярной диффузии для турбулентного переноса частиц.
Для /-й фракции частиц уравнение сохранения массы представляется в виде
(3.2.5.1)
где Dt — коэффициент турбулентной диффузии частиц, который чаще считают независимым от направления диффузионного потока.
Скорость частиц /-й фракции определяется из уравнения (3.2.4.2), в котором субстанциональная производная представляется в виде соотношения (2.1.1.3).
Коэффициент турбулентной диффузии частиц определяется уровнем турбулентности потока. При полном увлечении частиц потоком коэффициенты турбулентной диффузии среды и частиц равны. Поскольку коэффициент турбулентной диффузии потока Dr определяется его кинематической турбулентной вязкостью vT, то:
D, =£)t«vt=—, (3.2.5.2)
Pi
где Цт — турбулентная вязкость потока.
Для каналов турбулентная вязкость, определяемая поперечными пульсациями, может быть аппроксимирована зависимостью Оуэна:
— = 1 + 0,001т|3 при0<т|<5 И
— = 0,012(т|-1,б)2 при5<г|<20 >. н
— = 0,4(т|-10) приц >20
(3.2.5.3)
В системе (3.2.5.3) ц = ? где у — расстояние от
И
стенки (более точные аппроксимации см. в [25]).
Вследствие инерционности не все частицы будут полностью увлекаться турбулентными пульсациями. В этом случае для определения £), можно воспользоваться зависимостью [25]
Нт
Р1(1 + (%)’
(3.2.5.4)
А
где ?р — время релаксации, определяемое уравнением (2.2.8.29), о). — характерная частота турбулентных пульсаций:
®т= —, (3.2.5.5)
т 0,17?
7? — характерный масштаб пульсаций (например диаметр аппарата).
Для частиц, у которых величина gVp 1, коэффициент £)т можно определять по уравнению (3.2.5.2).
Поскольку расчет характеристик турбулентности из-за сложности гидродинамической обстановки в аппаратах часто вызывает серьезные затруднения, то для определения £)т часто используют эмпирические данные. При постановке граничных условий к уравнению (3.2.5.1) важно определить роль стенки канала, благодаря которой поток с частицами может оказаться невыпадающим или выпадающим.
168
Новый справочник химика и технолога
Невыпадающий поток характерен для частиц, которые не удерживаются, коснувшись стенки. Выпадающий поток характерен: для закрученных потоков (например в циклонах), в которых частицы скользят вдоль стенки и не отрываются от нее благодаря центробежной силе; для заряженных частиц (например в электрофильтрах), где частицы удерживаются на стенке электрическими силами; для газодисперсных потоков с орошаемыми жидкостью стенками (например в скрубберах).
Важнейший фактор, определяющий осаждение частиц на стенке, — наличие в турбулентном потоке двух обособленных областей: турбулентного ядра и ламинарного слоя у стенки. Вблизи ламинарного слоя турбулентные вихри вырождаются, и взвешенные частицы благодаря приобретенной от вихрей кинетической энергии могут преодолевать вязкое трение в ламинарном слое вплоть до стенки (рис. 3.2.5.1). Помимо этого, здесь проявляют себя силы Сафмана и Магнуса, однако если на частицу действует электрическая либо центробежная сила, то миграция частицы к стенке может существенно превысить таковую от перечисленных выше эффектов.
Для частиц, у которых пульсационная скорость турбулентного переноса vn существенно превышает скорость их миграции vM под действием каких-либо внешних или массовых сил, ламинарный слой играет определяющую роль в их осаждении. В этом случае турбулентное ядро потока является основным поставщиком частиц в ламинарный слой, где миграционные силы доводят частицу к стенке на расстояние, определяемое толщиной ламинарного слоя. Как один из самых простых вариантов моделирования, можно по аналогии с коэффициентами тепло- или массоотдачи ввести в рассмотрение для частиц z'-й фракции некий коэффициент «частицеотдачи» 0г, который тождественен скорости миграции частицы vMi к стенке. Тогда выражение для удельного массового потока частиц к стенке можно представить в виде
<7, =РЛР1 =vmAPi> (3.2.5.6)
где £( — концентрация частиц z-й фракции в ядре потока (концентрация частиц на стенке принимается равной нулю, поскольку осевшие частицы сами представляют собой стенку).
Рис. З.2.5.1. Выброс частиц вихрями в ламинарный слой:
1 — ламинарный слой; 2 — вихри; 3 — траектория частицы
В качестве критерия выбора между приближенным аналитическим и численным решениями задачи может служить сравнение пульсационной скорости частицы со скоростью миграции ее из ядра потока.
Поскольку пульсационная скорость турбулентного потока определяется динамической скоростью, то, согласно уравнению (3.2.5.4), можно записать выражение для пульсационной скорости частицы в виде [1]
1 vn » V.------
1 + соЛ
(3.2.5.7)
В тех случаях, когда vn » vM, к осаждению частиц может быть применен упрощенный подход через уравнение (3.2.5.6). Если vn vM, то задача может быть решена в координатах Лагранжа без учета турбулентного переноса частицы. При соизмеримости этих скоростей задачу следует решать в полном объеме.
Рассмотрим несколько примеров, поясняющих высказанные положения.
Пример З.2.5.1. В вертикальный гидравлический классификатор (рис. 3.2.5.2) подается суспензия с объемной долей частиц менее 0,01. Скорость жидкости в аппарате соответствует скорости осаждения частиц размером 5 = 300 мкм и составляет V] = 0,093 м/с. Определить коэффициент турбулентного переноса частиц размером 8 = 350 мкм, если их концентрации на входе в зону разделения и на выходе из нее соответственно составляют £з5он = 0,002 и £з5Ок = 0,0001, а скорость осаждения v., = 0,126 м/с. Известны: высота зоны разделения Н — 1,5 м; плотность pi = 1000 кг/м3 и вязкость ц = 10~3 Па • с жидкости; плотность частиц р2 = 2900 кг/м3; диаметр аппарата d = 0,5 м.
Рис. 3.2.5.2. Гидравлический классификатор:
1 — вход суспензии; 2 — выход суспензии с мелкой фракцией;
3 — крупная фракция
Прикладная механика неоднородных сред
169
Согласно исходным данным, задачу можно рассматривать в рамках одномерной модели. Тогда уравнение (3.2.5.1) преобразуется:
0 =
18ц /
82 'V1'
(а)
Эе, д ( _ 5е, ) Л
—-+— v,e, - D. —- = О, dt 5x1 дх J
(а)
0 = p235g + ^(vlx-v2x), (b)
а для установившегося процесса упростится:
8 [ Эе2 ] д ( п дг2 )
0-7“ “V1/2+jD~ -V2xg2+jD^— • (с)
ду\ ду ) дх{ дх J
у е,. - Д —- = с. (Ь)
' ' ' dx
Здесь с — константа, определяющая удельный расход частиц с 8 = 350 мкм, который для данной конструкции (резкое сужение на выходе из зоны разделения, где скорости частиц и жидкости практически равны) при пренебрежимо малой доле частиц можно представить в виде
с = ^2 ж 61 £350к F ~ F
~ V1£350k >
(с)
где Д1 и Q2 — объемные расходы фаз, F — площадь сечения аппарата, г, — скорость жидкости в аппарате.
С учетом формулы (с) уравнение (Ь) примет вид
V350g350 ^350 , Vlg35O • (Ф
dx
С учетом уравнения движения частицы (3.2.4.2), которое для данных условий можно представить как v35o= vi ~voc, решение уравнения (d) при условиях имеет вид: X - 0, Е350 = Е350Ю X = Н, Е350 = Ез50к
^350
= H(vi -voc
Vlg35O ~(*1 - VQC)g350K
Vlg35O “(Vl " Voc)g350H
(c)
После подстановки соответствующих значений получим Z)35o = 3 10“2 м2/с.
Пример 3.2.5.2. Определить унос фракции цементной пыли со средним размером 8 = 5 мкм в пластинчатом электрофильтре (рис. 3.2.4.7), если миграционная электрическая сила (сила, отнесенная к массе заряженной частицы) составляет 35g, м/с2. Известны: средняя скорость газа в электрофильтре Vi = 2 м/с; ширина канала Ь\ расстояние между пластинами h = 0,4 м; длина канала L = 8 м; плотность pi = 0,75 кг/м3 и вязкость ц = 22 • 10 6 Па с газа; плотность частиц р2 = 2900 кг/м3; гидравлическое сопротивление канала при включенных электродах \р = 5 Па; концентрация фракции частиц на входе Езн^ 0,0001.
Для установившегося процесса, при условии малости инерционных и градиентных сил, при равенстве коэффициентов турбулентного переноса частиц по координатам и при стоксовском режиме обтекания частиц уравнения (3.2.4.7)-(3.2.4.9) и (3.2.5.1) примут вид
Из уравнений (а) и (Ь) при у = 0 и v2x = vlx получим V2x = 63 • 10”3 м/с.
Величина vlx будет определяться системой уравнений (2.2.6.7) и (2.2.6.8), в которых расстояние от стенки h
канала z =----, касательное напряжение на стенках
2-х
канала при b » h будет тст = = 0,125 Па, а динами-
ческая скорость V. =0,41 м/с.
Коэффициент диффузии определится из уравнений (3.2.5.3) и (3.2.5.4).
В качестве граничного условия на входе, т. е. при х = 0, зададим равномерное распределение частиц по сечению канала, т. е.
g2 (*) = £2н • (Ф
На выходе из канала (при х = L), где прекращается действие электрических сил, граничное условие в виде
^ = 0. (е)
дх
В зоне коронирующих электродов при у = 0, в силу симметрии, соответствующее граничное условие будет
Эе
^- = 0. (f)
$У
Удельный расход частиц на осадительный электрод, h
т. е. при у = —, можно вычислить по уравнению
С = -У2х£2+^ЧА ’
На рис. 3.2.5.3 приведены результаты численного решения уравнений (с) и (3.2.5.3)-(3.2.5.5) с граничными условиями (d), (е), (f) и (g). Средняя концентрация частиц на выходе составила е2к = 2,57 • 10 ?, что хорошо согласуется с результатом, полученным в примере 3.2.4.2.
Рассмотрим возможность получения упрощенного решения с использованием уравнения (3.2.5.6). Для этого оценим величину пульсационной скорости частицы в ядре потока.
170
Новый справочник химика и технолога
Рис. 3.2.5.3. Распределение концентрации частиц пыли в межэдектродном пространстве электрофильтра. Направление течения газа показано стрелкой
Из уравнения (3.2.5.5) при 7? = у ют=20,5 с \ из уравнения (2.2.8.29) /р~ 1,18 - 104 с; из уравнения (3.2.5.7) vn = 0,4 м/с. Поскольку миграционная скорость частицы к осадительному электроду vM = v2v vn, то можно использовать упрощенное решение.
Итак, при vM = vix vu в турбулентном ядре потока частицы увлекаются турбулентными пульсациями настолько, что концентрация частиц практически равномерно распределена по поперечному сечению канала. Вблизи осадительной поверхности на границе стыковки ламинарного слоя и турбулентного ядра определяющим фактором является миграция частиц к поверхности под действием электрической силы. Это позволяет рассмотреть условие сохранения массы частиц в объеме kzhh (рис. 3.2.5.4).
аналитическому решению
В сечениях на расстояниях х и х + Ах от начала канала разница расходов дисперсной фазы составит:
дд2 = hbv2x ——^-Дх. (j)
ах
На поверхности осадительных электродов для того же количества осевших частиц можно записать
Д£>2 = 2Axbv2y. (к)
Из уравнений (к) и (j) получим
= (1)
е2 hv2x
После интегрирования получим
(т)
После подстановки соответствующих значений получим искомую концентрацию частиц £2к = 2,89 • 10 5, величина которой несущественно отличается от среднего значения при численном решении.
На рис. 3.2.5.5 приведены результаты экспериментальных исследований распределения концентрации частиц с помощью аргонового лазера на горизонтальном электрофильтре, выполненные С.Д. Вагнером и Г.Ф. Лехто, которые также подтверждают достоверность равномерного распределения частиц по сечению пространства электрофильтра.
<Ус0
0,2
Рис. 3.2.5.5. Профили концентрации пыли слюды в осадительном пространстве электрофильтра. Параметры осадительного пространства: длина 1 м; высота 0,5 м; расстояние между осадительными (пластины) и коронирующими (струны) электродами 0,2 м; расстояние между коронирующими электродами 0,16 м.
Параметры опыта: средний размер частиц 5 мкм; концентрация частиц на входе с0 = 0,24 г/м3; скорость воздуха 1,25 м/с; среднее напряжение на коронирующих электродах U= 45 кВ; расстояние от входа: а) 0,16 м; б) 1 м. Начало координат по оси OY соответствует положению коронирующего электрода (эксперименты выполнены С.Д. Вагнером и Г.Ф. Лехто)
3.2.6. Движение капель и пузырей
(В. В. Щеголев)
Движение капель и пузырей в жидкости отличается от движения твердых частиц наличием двух основных эффектов: подвижностью поверхности раздела фаз и способностью капель и пузырей изменять свою форму. Система параметров, определяющая картину течения и силу сопротивления, действующую на каплю или пу
Прикладная механика неоднородных сред
171
зырь со стороны окружающей жидкости, имеет следующий вид:
8Э, ve) Р1, ц2, ст. (3.2.6.1.)
Здесь 8Э — эквивалентный диаметр частицы (диаметр сферы, объем которой равен объему частицы); — абсолютное значение скорости потока, обтекающего частицу, на бесконечности (предельная скорость частицы); рь pi — плотность и динамическая вязкость сплошной фазы (жидкости, обтекающей частицу); ц2 — динамическая вязкость диспергированной фазы (жидкости или газа); ст — поверхностное или межфазное натяжение.
Система из шести размерных параметров позволяет образовать три безразмерных комплекса. Это критерий
Рейнольдса для частицы Re = ; число Вебера
Mi
v2§
We = P1V°° э , характеризующее отношение сил инерции ст
* Н2
и поверхностного натяжения, и симплекс ц = —, ха-
Н1
растеризующий подвижность поверхности раздела фаз.
Функциональную зависимость, связывающую безразмерную силу сопротивления (коэффициент сопротивления С) с указанными выше безразмерными комплексами, можно представить в виде:
С =----у = С (Re, We, ц*). (3.2.6.2)
PlVoo ^8э v 7
2 4
Если капля или пузырь движутся в жидкости под действием силы тяжести, то предельная скорость движения определяется из уравнения баланса сил тяжести, гидростатического давления и силы сопротивления:
Voo = J4Ap^g , где Ар = |р2 -Р11. (3.2.6.3)
V PiC
Таким образом, предельная скорость движения частиц зависит от семи параметров:
v0O=v0O(83,p1,Ap,p1,p2,CT,g), (3.2.6.4)
из которых, кроме симплекса ц*, можно образовать еще два независимых безразмерных комплекса:
. . gP4 Ар ,
М = -£2-у —— — модифицированный критерии
Р1<Г Pi
Мортона, характеризующий физические свойства фаз;
gS^Ap
Во = — критерии Бонда, характеризующий
ст
отношение сил тяжести и гидростатического давления к силе поверхностного натяжения.
Очень часто в научно-технической литературе критерий Бонда называют критерием Этвеша.
Если для приведения скорости к безразмерному ви-
Н1
ду использовать комплекс -L-L-, то зависимость РД
(3.2.6.4) можно записать следующим образом:
Re = Re(Bo,M, ц). (3.2.6.5)
Приведем ряд полезных соотношений, связывающих безразмерные параметры Во и М с другими безразмерными комплексами:
, >0,5
Во3 А м
= —Ar ; Re4 = 3
4 С We3
3 м
з
Во = —С We.
4
Здесь Аг — критерий Архимеда (см. уравнение (3.2.4.11)), We = V — критерий Вебера.
ст
При выводе этих соотношений использованы определения безразмерных комплексов и уравнение (3.2.6.3),
4 2
записанное в критериальном виде: — Ar = С Re .
В зависимости от характера обтекания капель и пузырей жидкостью, а также от формы, которую они принимают в процессе движения, можно выделить несколько основных режимов. Названия режимов и их соответствие приведены в табл. 3.2.6.1.
Таблица 3.2.6.1
Режимы движения капель и пузырей
По характеру обтекания По форме частиц
1. «Ползущее» течение Сферические капли и пузыри
2. Обтекание вязкой жидкостью при умеренных числах Рейнольдса Сферические капли и пузыри Сфероидальные и эллипсоидальные капли
3. Автомодельный режим по вязкости обтекающей жидкости Колеблющиеся эллипсоидальные капли и пузыри
4. Обтекание идеальной жидкостью Пузыри в виде сферических колпачков
Обзор аналитических и численных методов решения задач обтекания капель и пузырей в различных режимах представлен в [26,27].
Режим сферических капель и пузырей характерен для частиц небольшого размера.
Для режима «ползущего» течения (Re 1, отсутствие сил инерции) аналитическое решение уравнений Навье — Стокса для двух жидких фаз получено Адама-ром и Рыбчинским. Решение найдено при условиях непрерывности нормальных и касательных напряжений, равенства нулю нормальных и равенства касательных
172
Новый справочник химика и технолога
составляющих скоростей жидких фаз на границе раздела фаз. Условия на бесконечности при г -* оо аналогичны условиям, принятым в задаче Стокса: v = v z. Для коэффициента сопротивления жидкой сферической частицы получено следующее выражение:
24 2 + Зц
Re 3(1+н)‘
(3.2.6.6)
При ц*—>оо формула (3.2.6.6) переходит в известный 24 *
закон Стокса С = — ; при ц получаем закон сопро-Re
16 тивления для пузырька С = — .
Re
Предельная скорость движения сферических капель и пузырей под действием силы тяжести при Re «С 1 определяется по формуле (3.2.6.3) с учетом выражения (3.2.6.6):
|Р2 ~Pl|g83 3(1 + Р ) 18|д1 2 + Зц
(3.2.6.7)
Полученная Адамаром и Рыбчинским картина обтекания капли потоком вязкой жидкости представлена на рис. 3.2.6.1. Замкнутые линии тока отчетливо демонстрируют наличие циркуляции жидкости внутри капли.
Формула (3.2.6.7) дает результаты, удовлетворительно совпадающие с экспериментом только для жидкостей, которые были подвергнуты специальной и очень тщательной очистке от загрязняющих примесей и поверхностно-активных веществ. В обычных жидкостях всегда содержится незначительное количество примесей, которое с трудом поддается аналитическому определению. Однако уже этого количества достаточно, чтобы частично или полностью затормозить поверхность капли или пузыря. При этом их предельная скорость снижается и становится близкой к скорости движения твердой частицы того же диаметра, определяемой уравнением Стокса.
Движение сферических капель и пузырей в чистых жидкостях при умеренных числах Рейнольдса исследовалось с использованием приближенных аналитических и численных методов. В табл. 3.2.6.2 приведены полученные численным методом для Re < 100 значения коэффициентов сопротивления газового пу
зырька Г— = о\ жидких капель f—= 0,333; 1; 3^1 и
)
. , f Нг
твердой сферы — оо .
)
Значения С для Re = 400 рассчитаны по формуле (3.2.6.8) для пузырька и по формуле (2.2.8.20) — для твердого шарика. Приведенные в табл. 3.2.6.2 результаты численных расчетов позволили установить границы применимости приближенных решений. Так, для пузырька значения С, полученные численным методом, уже при Re > 30-^50 хорошо совпадают со значениями, рассчитанными по формуле Мура:
с=48 ! .
Rel VRe J
(3.2.6.8)
Формула (3.2.6.8) получена путем решения задачи обтекания сферического пузырька вязкой жидкостью в приближении пограничного слоя при условии отсутствия касательных напряжений на границе газа и жидкости.
Рис. З.2.6.1. Линии тока при обтекании капли в режиме «ползущего» течения (Red) по Адамару и Рыбчинскому
Таблица 3.2.6.2
Значения коэффициента сопротивления С для пузырей, капель и твердых сфер, полученные путем численного решения уравнений Навье — Стокса
ь. Mi Значение С для различных значений Re
0,5 1 2 5 10 20 50 100 400
0 33,8 17,5 9,34 4,25 2,43 1,41 0,695 0,405 0,107
0,333 38,3 19,9 10,6 4,89 2,87 1,71 0,891 0,554
1 42,9 22,4 12,1 5,65 3,33 2,05 1,12 0,754
3 47,4 24,8 13,4 6,36 3,80 2,38 1,36 0,960
оо 52,2 27,4 14,7 7,05 4,28 2,71 1,58 1,11 0,612
Прикладная механика неоднородных сред
173
Для определения коэффициента сопротивления сферических капель на основе численных расчетов получена интерполяционная формула, выполнимая при Re < 400:
с=нСга+Сп (3.2.6.9)
1 + ц
Здесь Ств — коэффициент сопротивления твердого шарика, который может быть рассчитан по формулам, приведенным в подразделе 2.2.8; Сп — коэффициент сопротивления сферического пузырька, найденный либо по табл. 3.2.6.2, либо для Re > 40 по формуле (3.2.6.8).
Как следует из формулы (3.2.6.6) и данных, приведенных в табл. 3.2.6.2, влияние подвижности поверхности наиболее заметно при ц = 0, т. е. для газового пузырька. При этом отличие коэффициента сопротивления пузырька от коэффициента сопротивления твердого шарика нарастает при увеличении числа Рейнольдса. Как показывают результаты аналитических и численных решений, механизм обтекания пузырька существенно отличается от механизма обтекания твердой сферы. Так, касательная составляющая скорости жидкости на поверхности пузырька не обращается в ноль, как на твердой поверхности. При Re 1 она равна в миделе-вом сечении половине скорости набегающего потока v
, а при Re > 50 лишь на малую величину порядка
vK 3
отличается от — — касательной составляю-
,/rJ 2
щей скорости обтекающей сферу идеальной жидкости.
В отличие от скорости касательные напряжения на поверхности пузырька обращаются в ноль. При этом такая составляющая общей силы сопротивления, как вязкое трение, при обтекании пузырька просто отсутствует. Сила сопротивления появляется исключительно вследствие асимметрии поля давлений, которая возникает в жидкости под действием вязких сил (сопротивление давления). При этом безразмерная сила сопротивления (коэффициент формы) с ростом числа Рейнольдса также убывает в отличие от твердого шарика. Это объясняется тем, что область возвратно-вихревого течения за сферическим пузырем очень мала. Она характеризуется углом Д-, где 9— угол
VRe
отрыва потока, отсчитываемый от лобовой точки, и уменьшается с ростом числа Рейнольдса. Для твердой сферы, наоборот, угол 9 с ростом числа Рейнольдса уменьшается как Re-0’372, а область, занимаемая возвратно-вихревым течением, возрастает. Это приводит к росту асимметрии поля давлений и возрастанию коэффициента формы.
Сферические капли как по характеру обтекания, так и по величине силы сопротивления занимают промежуточное положение между твердой сферой и сферическим пузырьком.
Экспериментальные значения коэффициента сопротивления пузырей в реальных жидкостях при умеренных числах Рейнольдса до «700^-750 (рис. 3.2.6.2, а) значительно меньше коэффициента сопротивления твердой сферы, но больше значений, полученных путем расчета по формуле Мура (3.2.6.8). По-видимому, несмотря на торможение поверхности поверхностноактивными веществами, скорость ее движения остается достаточно высокой, что и приводит к снижению коэффициента сопротивления пузырька. Для сферических капель эффект подвижности поверхности проявляется в значительно меньшей степени, чем у пузырька. Поэтому влияние поверхностно-активных веществ приводит к тому, что экспериментальные значения коэффициента сопротивления практически не отличаются от коэффициента сопротивления для твердого шарика.
Рис. 3.2.6.2 Экспериментальные зависимости:
а) коэффициента сопротивления от числа Рейнольдса;
б) предельной скорости движения капель и пузырей от их диаметра в реальных жидкостях, не подвергавшихся специальной очистке:
1 — капли хлорбензола в воде [32];
2 — капли дихлорэтана в воде [32];
3 — пузырьки воздуха в воде
(данные Хабермана и Мортона, приведенные в [31]);
4 — кривая Рэлея для твердых частиц; 5 — формула Мура (3.2.6.8)
174
Новый справочник химика и технолога
В режиме вязкого обтекания при умеренных числах Рейнольдса для капель начинает проявляться второй эффект, отличающий их движение от движения твердых частиц. При некоторых числах Re и We сила лобового давления, действующая на каплю и пропорциональная ® PjV^, становится близка по порядку величины
силе капиллярного давления « —. При этом поверх-8Э
ность капли деформируется. Вначале капля принимает форму сфероида, причем более деформируемой оказывается сторона, направленная навстречу набегающему потоку. Однако асимметрия постепенно сглаживается. Рост деформации капли приводит к увеличению в размерах зоны возвратно-вихревого течения за каплей. Циркуляция в этой зоне становится более интенсивной, что приводит к большей деформации кормовой части капли. При дальнейшем увеличении чисел Re и We снова происходит увеличение деформации в лобовой зоне — капля приобретает форму эллипсоида вращения. Степень деформации капли можно оценить по формуле [28]:
/ = 1 + 0,081 We0’95, (3.2.6.10)
где / — отношение большой и малой полуосей эллипсоида. Эта же формула позволяет оценить значение критерия Вебера, при котором начинается заметная деформация капли: (/-!)> 0,05 при We > 0,53. Увеличение критерия We при постоянном значении Re соответствует уменьшению межфазного натяжения, т. е. капли становятся более деформируемыми. Как показывают численные расчеты, при этом может происходить дальнейшая деформация лобовой части капли и появление на ней лунки. Капля становится чечевицеобразной.
При росте числа Re и возрастании деформации капли коэффициент лобового сопротивления возрастает, а коэффициент трения продолжает падать в соответствии с законом вязкого обтекания. Поэтому общий коэффициент сопротивления капли остается постоянным. Это хорошо видно на графике (рис. 3.2.6.2, а) для капель хлорбензола и дихлорэтана, осаждающихся в воде.
В интервале значений критерия Вебера 1,2 < We < 4 движение капель становится неустойчивым. Неустойчивость движения проявляется, с одной стороны, в колебаниях капли как целого, а с другой стороны — в развивающихся колебаниях ее поверхности. Вихри за каплей становятся нестабильными и несимметричными. Их периодический отрыв возмущает внешний поток и вызывает пульсации давления на поверхности капли. Это приводит к возбуждению колебаний и, в конце концов, к потере устойчивости прямолинейного движения капли.
Окончание режима вязкого обтекания можно оценить по формуле, которая получена из корреляции Грейса [29]:
Re = 19,8Л/0149. (3.2.6.11)
Переход от режима сферических пузырьков к режиму колеблющихся эллипсоидальных пузырей происходит в
значительно более узкой области изменения чисел Рейнольдса, чем у капель. Поэтому формула (3.2.6.11) может быть использована как для оценки числа Рейнольдса, при котором пузырек теряет сферическую форму, так и для определения границы режима вязкого обтекания.
Режим колеблющихся эллипсоидальных капель и пузырей характеризуется резким, практически линейным возрастанием коэффициента сопротивления с увеличением числа Рейнольдса. Этот рост связан с дальнейшей деформацией частиц и нарастающими беспорядочными колебаниями. Капли и пузыри могут принимать вид искаженных дисков, лепешек или вообще представлять собой некие бесформенные образования. Волнообразное или даже спиралевидное движение сопровождается раскачиванием и беспорядочными колебаниями формы частиц. В конце концов, капли могут распадаться на более мелкие. Для значений Во > 40, М < 0,1 жидкие капли экспериментально не наблюдаются.
Предельная скорость движения капель и пузырей в этом режиме сначала падает при увеличении диаметра частицы (у пузырей это падение более заметно), а затем выходит на примерно постоянный уровень.
Экспериментальные данные по коэффициентам сопротивления капель и пузырей в этом режиме хорошо коррелируются с помощью соотношения:
С = Кгу/Во, (3.2.6.12)
где Ki — константа.
Соотношение (3.2.6.12) получено также аналитически в предположении, что работа, совершаемая силой лобового сопротивления при обтекании диска, расходуется на изменение поверхностной энергии, происходящее при его сжатии [30]. При этом коэффициент сопротивления диска считается постоянным, не зависящим от вязкости обтекающей жидкости, как для случая обтекания сферы в автомодельном режиме. Это говорит о том, что рост коэффициента сопротивления при увеличении диаметра частицы и, соответственно, числа Рейнольдса в этом режиме происходит вследствие повышения степени деформации капли или пузыря, а режим обтекания остается автомодельным по вязкости жидкости. Для скорости движения капель и пузырей под действием силы тяжести из уравнений (3.2.6.3) и (3.2.6.12) имеем:
= , (3.2.6.13)
I Pi )
где К = 1,53 для капель и К = л/2 для пузырей.
При дальнейшем увеличении объема пузырей они приобретают форму, напоминающую сферический колпачок или шляпку гриба. Коэффициент сопротивления пузыря в этом режиме становится постоянным, не зависящим ни от вязкости, ни от поверхностного натяжения, ни от эквивалентного диаметра. Соотношение для
Прикладная механика неоднородных сред
175
определения скорости всплытия пузыря найдено путем решения задачи обтекания сферического сегмента идеальной жидкостью. Коэффициент сопротивления в этом
„ з
случае равен С = —, а скорость пузыря определяется из соотношения:
(3.2.6.14)
В работах Грейса с сотрудниками [29, 31] с использованием зависимости (3.2.6.5) было обработано большое количество экспериментальных данных по движению капель и пузырей в различных жидкостях. Результаты работы были представлены в виде обобщенной графической корреляции (рис. 3.2.6.3). Она позволяет для данной конкретной системы по известному эквивалентному диаметру капли или пузыря предсказать их форму и оценить значение предельной скорости движения в случае, когда концевые эффекты и эффекты влияния стенок канала незначительны. При малых значениях критерия М в переходной области между режимом сферических и колеблющихся эллипсоидальных капель и пузырей наблюдается небольшая разница в поведении капель и пузырей. На рис. 3.2.6.3 кривые для капель в этой области проведены сплошными линиями, а для пузырей — пунктирными.
Зависимость предельной скорости движения частиц от эквивалентного диаметра (рис. 3.2.6.2, б) в точке перехода имеет для пузырей более ярко выраженный максимум скорости, чем для капель.
Авторы [29] провели отбор и проверку применимости различных эмпирических соотношений, пригодных для расчета предельной скорости движения капель и пузырей в различных режимах. Рекомендуемые ими соотношения и диапазоны их применимости представлены в табл. 3.2.6.3.
Рис. 3.2.6.3. Обобщенная зависимость числа Рейнольдса от критерия Бонда для капель и пузырей, свободно движущихся в несмешиваемых ньютоновских жидкостях, при различных значениях критерия Мортона:
I — границы основных режимов; II — границы подрежимов;
7 — режим сферических капель и пузырей (соответствует режимам /, 2 табл. 3.2.6.1); 2 — режим эллипсоидальных капель и пузырей (соответствует режиму 3 табл. 3.2.6.1);
2' — подрежим бесформенных раскачивающихся капель и пузырей;
3, 3', 3” — режим «сферических колпачков» (соответствует режиму 4 табл. 3.2.6.1): 3 — подрежим «сферических колпачков» с плоской кормовой частью; 3' — подрежим «сферических колпачков» с «юбочкой»; 3"— подрежим «сферических колпачков» со впадиной в кормовой части
Таблица 3.2.6.3
Соотношения для расчета предельной скорости движения капель и пузырей в различных режимах
Режим движения и диапазон применимости Расчетные соотношения Номер формулы
«Ползущее» течение. Сферические капли и пузыри Re < 0,2 М> 1; Re <0,2 f +7 S OO СЧ О Xr ° ffl ° S II m о я II о 3.2.6.15 3.2.6.16
Вязкое обтекание при умеренных числах Рейнольдса и автомодельный по вязкости режим Re >0,2; Во <40; М< 103 0,2 < Re <100; 0,08+ 0,021g Re ®k Re >100; -^-<0,12 A Re = M'o149(J-0,857) 3.2.6.17
176
Новый справочник химика и технолога
Продолжение таблицы 3.2.6.3
Режим движения и диапазон применимости Расчетные соотношения Номер формулы
Сферические, сфероидальные и эллипсоидальные
капли, сферические пузыри 7 = 0,94Я°’757 3.2.6.18
2<Я<59,3
Колеблющиеся эллипсоидальные капли и пузыри Я >59,3 7 = 3,42Я0,444 3.2.6.19
|iw = 0,0009 Па • с — вязкость воды Я = —ВоМ4’’149 f— 3 IM 3.2.6.20
Режим сферических колпачков Re > 100; Во > 40 Re = 0,7Во°’75М0’25 3.2.6.21
М > 1; Re > 0,1 или Во > 4 Re2 + 3Re2 + 3^ = -Во^М41’5 1 + p 2 3.2.6.22
Для того чтобы иметь возможность оценить верхнюю границу предельной скорости, которая достижима при тщательной очистке рассматриваемых жидкостей, в [29] предложена следующая эмпирическая зависимость:
= vJ 1 +
(3.2.6.23)
Здесь v'x — предельная скорость капель и пузырей в жидкостях, подвергшихся специальной очистке.
В уравнении (3.2.6.23) определяется с помощью соотношения (3.2.6.4), а эмпирическая величина Г находится с помощью графика, представленного на рис; 3.2.6.4. Зависимость проверена только на системах, в которых сплошной фазой являлась вода.
Рис. 3.2.6.4. Зависимость эмпирического фактора Г
Во(1 + 0,15ц j в формуле (3.2.6.23) от комплекса —-------*-----
1 + ц
Пример 3.2.6.1. Рассчитать предельные скорости осаждения капель тетрахлорида углерода в воде при температуре 30 °C для двух эквивалентных диаметров 5а = 2 мм и 5б = 6 мм. Плотности жидкостей: pi = 996 кг/м3, р2 = 1577 кг/м3. Вязкость воды pi = 0,78 мПа • с. Межфазное натяжение (на границе раздела СС14—Н2О): а = 40,6 • 10 ’ Н/м.
Расчет проводим для неочищенных жидкостей по формулам табл. 3.2.6.3. Вычисляем значения критериев М и Во по формулам: М =-^у—= 3,17-10~и;
Р1° Pi
Воа = = 0,561 и Во = 5,05.
а
Проведем расчеты для капли с 5а = 2 мм. Вычисляем значение Я по формуле (3.2.6.20): Н - 27,99. Поскольку 2 <Н<59,3, расчет ведем по формулам (3.2.6.18) и (3.2.6.17): 7=11,7 и Re = 398. Тогда vz =^b_ = 5эР1
= 0,156 (м/с).
Экспериментальное значение [32]: v r = 0,145 м/с.
Проведем расчеты для капли с 8а = 6мм, Я =252. Поскольку Я > 59,3, расчет Re ведем по формулам (3.2.6.19) и (3.2.6.17): 7=39,83 и Re = 1429. Оконча-
тельно vT = = 0,186 (м/с).
5эР1
Экспериментальное значение [32]: = 0,181 м/с.
Пример 3.2.6.2. Рассчитать скорость движения пузырька воздуха с эквивалентным диаметром 5 = 4 мм в воде. Дано: pi = 1000 кг/м3; р2 = 1,2 кг/м3; щ = 1 мПа с; а = 72,8 • 10~3 Н/м.
Вычисляем значения критериев М и Во: М = = 2,54-10~п; Во = ^Ар = 2,15.
Pict Р1 а
Прикладная механика неоднородных сред
177
Вычисляем значение Н по формуле (3.2.6.20): Н= 107. Так как Н> 59,3, расчет ведем по формулам (3.2.6.19) и (3.2.6.17): 7=27,23 и Re = 999,5. Тогда v, =^Hl = 5эР1 - 0,25 (м/с).
Рассчитаем значение предельной скорости пузырька по формуле (3.2.6.13): \'.я = 0,23 м/с.
Как видно из расчетов, для простой системы воздух—вода оба метода расчета дают примерно одинаковые результаты.
3.3. Взаимопроникающие континуальные среды
При рассмотрении движения одиночных частиц (см. подраздел 3.2) в потоке сплошной среды принималось, что характеристики потока заданы, а частицы в силу их низкой концентрации не оказывают существенного воздействия на эти характеристики. Однако с увеличением концентрации частиц подобное упрощение становится уже невозможным и приходится учитывать влияние взаимопроникающих фаз друг на друга. То же самое относится и к процессам фильтрации, при описании которых предполагалось отсутствие деформаций капиллярно-пористого тела (см. подраздел 2.2.13).
При математическом моделировании многофазных течений для решения инженерных задач наибольшее распространение получила модель взаимопроникающих и взаимодействующих континуумов. Фазы, составляющие дисперсную смесь, как бы размазываются по объему, занятому смесью, но при этом каждая из них занимает лишь часть этого объема е;. Величина ег (z=l,2, ...,N) носит название объемной доли (или объемной концентрации) z-й фазы. Любая фаза в каждой точке данного объема имеет свои средние плотность (приведенную) р°, скорость v„ давление и другие параметры. При этом истинная плотность веществ фаз
Р° определяется как р, = —. £,
Для того чтобы описать макроскопическое осред-ненное движение фаз с помощью методов механики сплошной среды, вводятся следующие ограничения:
1. 5 < I L < La, где 5 — размер частиц; 7 — микроскопический линейный масштаб гидродинамических процессов, протекающих на уровне отдельных частиц; L — линейный масштаб существенного изменения макроскопических переменных; ЛА — характерный линейный размер аппарата.
2. т Т< Те, где т — микроскопический временной масштаб; Т — временной масштаб изменения макроскопических переменных; Те — временной масштаб изменения внешних условий.
Вопросы, связанные с развитием и применением континуальной модели, отражены в многочисленных публикациях, обзор которых можно найти в [26, 33-35].
3.3.1. Законы сохранения массы и импульса
(В. В. Щеголев)
Дифференциальные законы сохранения массы и импульса дисперсной смеси записываются для физически малого объема отдельно для каждой фазы. В общем случае они имеют вид:
^l+V.(p>e,v,)-VD,V(p,e,)- f Jf=0, (3.3.1.1)
Tv N г— - - я
р.е,—J- = p,eJg/ + V-CT,.+ L^ + ^v,'-vOj,(3.3.1.2)
i,j= 1, J= —J4, Rjt ="Ri/.
В уравнениях (3.3.1.1) третий член описывает изменение массы за счет потока псевдотурбулентной диффузии, связанной с мелкомасштабным пульсационным движением фаз, D. — в общем случае тензор коэффициентов псевдотурбулентной диффузии z-й фазы. В четвертом члене Jp характеризует поток массы из у-й фазы в z-ю и обратно за счет фазовых переходов. В общем случае перенос массы из одной фазы в другую может происходить не только вследствие физико-химических превращений (испарение, кипение, конденсация и пр.), но и механическим путем (выпадение частиц на поверхности канала, унос капель с поверхности жидкой пленки и т. д.).
В уравнениях сохранения импульсов (3.3.1.2): ст, — тензор напряжений в z-й фазе; g — вектор массовых сил, действующих в z-й фазе. Третий член в правой части уравнения описывает интенсивность обмена импульсом между фазами, Rj, — сила межфазного взаимодействия (отнесенная к единице объема смеси), возникающая из-за сил трения, давления, сцепления между фазами. Второй член, стоящий в квадратных скобках, можно трактовать как реактивную силу, v — скорость массы, претерпевающей превращение j i и находящейся в z-й фазе.
Система уравнений (3.3.1.1) и (3.3.1.2) является незамкнутой. Ее необходимо дополнить условиями совместного движения и деформирования фаз, реологическими уравнениями состояния, задающими коэффициенты псевдотурбулентной диффузии, тензора напряжений и силы межфазного взаимодействия, а также членами, характеризующими межфазные переносы массы и импульса. Определение указанных уравнений представляет собой сложную проблему и проводится применительно к конкретной выбранной модели течения с привлечением феноменологических, теоретических, полуэмпирических и эмпирических методов.
В достаточно большом числе практических задач обмен импульсом между фазами за счет фазовых переходов можно не учитывать. Исключение могут составлять многофазные потоки, в которых интенсивность
178
Новый справочник химика и технолога
обменных процессов очень высока, как, например, при течениях паро-газо-жидкостной смеси в парогенерирующих каналах, газовзвесей и порошков в топках, при массовой конденсации в газовом потоке и др.
Очень часто в качестве условия совместного деформирования фаз используют условие одинаковости давления в фазах: Pi=p, где i = 1, 2, ...,N. В этом случае можно предположить, что поверхностные силы, действующие со стороны окружающей среды на выделенный объем смеси, воспринимаются только сплошной фазой, а воздействие на дисперсную фазу (фазы) со стороны сплошной среды определяется силой взаимодействия. Тогда:
(3.3.1.3)
<5i-0, i=2, N,
где индекс «1» относится к сплошной фазе, Ti — тензор вязких напряжений в сплошной фазе, / — единичный тензор: Д/ = 1 при k -1 и 1Ы ~ 0 при к^1.
Для тензора вязких напряжений обычно предполагают выполнимость обобщенного закона Ньютона:
T, = 2n,E,-(|nt-QVv17. (3.3.1.4)
Здесь Ei — средний (макроскопический) тензор скоростей деформаций в сплошной фазе с компонентами:
1 2[дх‘ дхк У
це и Ё,е — коэффициенты сдвиговой и объемной вязкостей, зависящие от объемной концентрации частиц. При малых скоростях можно считать, что
Т]=2це£ь (3.3.1.5)
При малых (менее 5 %) объемных концентрациях частиц для вязкости двухфазной суспензии применима формула Эйнштейна:
це = Ц](1 + 2,5е2), (3.3.1.6)
а для вязкости эмульсий и жидкостей с пузырьками — формула Тейлора:
ц,=ц,Г1 + 2,5е/г+..0’.4А). (3.3.1.7)
\ М2 Hi )
Здесь е2 — объемная доля частиц; Ць ц2 — вязкость сплошной и дисперсной фаз. Более подробные сведения о вязкости суспензий и эмульсий можно найти в [36, 37].
Силу межфазного взаимодействия можно представить в виде суммы двух составляющих:
^=-S,Vp + S,F7,. (3.3.1.8)
Первое слагаемое в уравнении (3.3.1.8) — это сила Архимеда; Ffi — сила межфазного взаимодействия (отнесенная к единице объема z-й фазы), связанная с наличием относительного движения фаз. Эта сила в свою очередь может складываться из силы вязкого трения, силы, связанной с воздействием присоединенных масс, силы Бассе, силы Магнуса и т. д. В ряде случаев силу Ffi удобно представить в виде:
(3.3.1.9)
где f.t — сила межфазного взаимодействия, отнесенная к единице поверхности z-й фазы, S, — удельная поверхность z-й фазы (поверхность фазы, отнесенная к ее объему).
В том случае, когда рассматривается дисперсная смесь с хаотическим движением и столкновениями твердых частиц, условие одинаковости давления в фазах неприменимо. За счет столкновений частиц и передачи дополнительного импульса в дисперсной фазе возникают нормальные и касательные напряжения, которые должны учитываться в уравнениях импульсов тензором о2 = -P2I + т2.
Выражения для /?2 и т2 приведены в [33]. Также отличен от нуля тензор о2 в плотно упакованных зернистых слоях и пористых средах, в которых может происходить изменение импульса за счет непосредственного контакта частиц [34].
Псевдотурбулентная диффузия возникает в дисперсных потоках за счет хаотического пульсационного движения частиц, связанного с их гидродинамическим взаимодействием. Поле пульсационных скоростей анизотропно, поэтому коэффициенты псевдотурбулентной диффузии в общем случае являются компонентами тензора , определение которых представляет достаточно трудную задачу. При решении практических задач можно принять, что оси координат х, у, z совпадают с главными осями тензора Д. При этом тензор коэффициентов псевдотурбулентной диффузии будет иметь вид симметричного тензора, у которого отличны от нуля только диагональные компоненты D™, Df, Z)“.
3.3.2. Одномерные вертикальные дисперсные потоки (В. В. Щеголев)
Целый ряд явлений, протекающих в вертикальных дисперсных потоках и важных для расчета многих технологических процессов, удается описать, используя двухскоростную модель одномерного взаимопроникающего движения фаз с одинаковым давлением. В этом случае пренебрегают вязкими напряжениями в сплошной фазе. Это дает в уравнении (3.3.1.3) -0 и приводит к
выравниванию поля скоростей по сечению аппарата. Под термином «двухскоростная модель» понимается, что дисперсный поток состоит из двух взаимопроникающих континуумов (двух непрерывно распределенных фаз). Это обстоятельство накладывает определенные ограничения на состав дисперсной системы: он
Прикладная механика неоднородных сред
179
должен быть монодисперсным или не слишком отличаться от такового. Средние скорости движения фаз определяются как среднеобъемные:
v, = 0
8,5
ИЛИ
vt=^, /= 1,2, (3.3.2.1)
где Qj — объемный расход, q, = — — плотность объ-5
емного расхода (приведенная скорость); индексы «1» и «2» будем относить соответственно к сплошной и дисперсной фазам.
Объемная доля дисперсной фазы 82 в системах твердое вещество—жидкость (газ) может носить название объемной концентрации частиц, в системах жидкость— жидкость— удерживающей способности по дисперсной фазе, в системах газ—жидкость — газосодержания; объемная доля сплошной фазы 81 может называться пористостью, удерживающей способностью по сплошной фазе; 82 = 1 - 8b
Одномерная двухскоростная модель позволяет для однородного вертикального пневмо- и гидротранспорта, однородного псевдоожижения, седиментации, дисперсного потока жидкость—жидкость и пузырькового течения определить режимы движения фаз, отыскать зависимости между объемной долей дисперсной фазы и входными характеристиками потока, описать явления «захлебывания» и распространения концентрационных волн. Дисперсные потоки, описываемые такой моделью, можно назвать идеальными. Пределы существования идеальных потоков также могут быть определены в рамках указанной модели.
Для однокомпонентных фаз при отсутствии фазовых переходов уравнения сохранения массы и импульса такой модели с учетом уравнений (3.3.1.3), где Ti = 0, (3.3.1.8) и условия = -e2F12 = —82F запишутся в виде:
+—(p^v,) +—Д — (р1Б1) = 0, (3.3.2.2) ст дх дх дх
5(р,8,) д, ч д д , ч п
—+ —(p282v2)-—Д—(р282) = 0, (3.3.2.3)
Р181—L = -Pi81g-81-—82F, (3.3.2.4)
dt дх
dv2 дР /о о э
p2e2-T- = -p2e2?-e2^- + e2F- (3.3.2.5)
dt дх
Здесь х — координата вдоль оси, направленной вертикально вверх, Vi, v2 и F — проекции скоростей и силы межфазного взаимодействия на эту ось.
Для потока, состоящего из п одинаковых частиц, сила сопротивления, действующая со стороны сплошной фазы на дисперсную фазу, складывается из сил сопротивления, действующих на каждую частицу в выделенном объеме смеси, т. е.
e2F = nf, (3.3.2.6)
. 1 яз
где п — число частиц в единице объема; 82 =— тюэп ;
6
f— сила сопротивления, испытываемая каждой частицей, движущейся в монодисперсном потоке, со стороны сплошной фазы.
Сила межфазного взаимодействия F (или /) скла
дывается из трех составляющих:
F = F„+Fm+F„.
(3.3.2.7)
Здесь Fd — сила сопротивления, связанная с влиянием вязкости и зависящая от мгновенной относительной скорости движения фаз vr = Vi + v2; Fm и FB — силы сопротивления, возникающие при ускоренном движении фаз. Сила Fm связана с воздействием присоединенных масс и зависит от мгновенного относительного ускорения фаз; FB — «наследственная сила», связанная с формированием установившейся картины вязкого обтекания частиц и зависящая от всей предыстории течения.
Сила вязкого сопротивления. Вид функции FD(vr) заранее постулируется или находится с использованием аналитических методов. Значения коэффициентов, входящих в состав этой функции, могут определяться как аналитически, так и из опытов по стационарному и однородному осаждению или псевдоожижению частиц. В этом случае уравнения (3.3.2.4), (3.3.2.5) принимают вид:
л dP г ( л
О = -e1p1g-£13—e2Fo(vr) dx
п dP „ , .
0 = -82p2g-82— + £2FD(yr) dx
(3.3.2.8)
Из уравнений (3.3.2.8) следует, что градиент давления при стационарном и однородном осаждении или псевдоожижении равен весу единицы объема дисперсной смеси:
dP
dx
(3.3.2.9)
где ре = 8ipi + 82р2 — плотность дисперсной смеси. Как и при осаждении одиночной частицы, имеет место равенство силы сопротивления и силы тяжести с поправкой Архимеда:
FD(yr~) = g(p2 -Ре) = (l-e2)g(p2 -pj, (3.3.2.10)
180
Новый справочник химика и технолога
или, с учетом уравнения (3.3.2.6):
/D(v,) = lIC8’(l-62)g(p2-p1). (3.3.2.11)
6
Если известен заранее или постулирован вид функций Fo(vr) или/^у,), то соотношения (3.3.2.10), (3.3.2.11) позволяют определить относительную скорость движения фаз при однородном осаждении или псевдоожижении или, наоборот, по экспериментальной зависимости значений vr определить величину силы сопротивления. При однородном осаждении в непроточном отстойнике (при седиментации) скорость смеси, определяемая как
Ve =e2V2+(1-£2)Vl,
равна нулю, поэтому связь относительной скорости vr со скоростью седиментации v4 дается выражением:
v, = vr(l-e2).
Для Re = ^^эР1 <§; j можно предположить, что:
Pi
/р = ЗлцДугФ(82). (3.3.2.12)
Здесь Ф(е2) — функция, учитывающая влияние ансамбля частиц на относительную скорость движения одной пробной частицы. Тогда из соотношений (3.3.2.11) и (3.3.2.12) имеем:
52g(p7 -р,) где v х = —------!----скорость осаждения одиночной
18ц,
частицы в вязкой жидкости.
Аналитическое определение силы вязкого сопротивления. Модель ансамбля шаров рассматривает внешнее обтекание ансамбля частиц потоком жидкости или газа. Точное решение такой задачи принципиально невозможно. Поэтому для нахождения силы сопротивления fD, действующей на одну произвольно выбранную (пробную) частицу в ансамбле, используют приближенные методы. Аналитические выражения для силы fD получены только для режима «ползущего» течения, т. е. для Re 1 [26].
В методе «отражений» решение задачи обтекания частицы в облаке ищется в виде суммы основного возмущения, вносимого в поток пробной частицей, и последовательных «отражений» (вязких взаимодействий) этого возмущения от имеющихся в наличии поверхностей. Формула Смолуховского, полученная этим методом, применима, если е2 не превышает нескольких процентов:
fD = Злц^у I 1 + Asf . (3.3.2.13)
Здесь к= 1,5 для случайного расположения частиц в ансамбле, к= 1,9 для кубической решетки. Из уравнений (3.3.2.11) и (3.3.2.13) имеем для скорости стесненного осаждения:
у, 1-е2
v -
00 \ + к&2
(3.3.2.14)
В «ячеечной» модели возмущение, вносимое в поток пробной частицей, целиком сосредоточено внутри жидкой ячейки, связанной с этой частицей. «Ячеечная» модель позволяет получить результаты, применимые в широком диапазоне объемной доли дисперсной фазы 0 < е2 < е2П, где е2П — объемная доля частиц в слое при плотной упаковке. В наибольшей степени удовлетворяет экспериментальным данным решение Хаппеля:
( 2-1
Злц^у I 1 + -е3
3 - 3 -1-—е3 +-е3 -е2 1 2 &2 т 2 &2 &2
(3.3.2.15)
При е2 1 выражение (3.3.2.15) принимает вид:
fD =3tu|i15v I 1 +1,5е3 .
(3.3.2.16)
Как метод «отражений», так и «ячеечная» модель рассматривают идеализированную суспензию, в которой расположение частиц заранее фиксировано. В реальных суспензиях положение частиц определяется их гидродинамическим взаимодействием и имеет случайный характер. Методы статистического осреднения уравнений гидродинамики вязкой жидкости также используются для определения силы межфазного взаимодействия и дают принципиально иные закономерности. Так, Буевичем с соавторами получено соотношение для силы fD с использованием предположения, что дисперсная смесь обладает некоторой фиктивной вязкостью цЕ:
fD=3w^vr. (3.3.2.17)
Выражение для цЕ также получено с использованием предлагаемой теории:
(3.3.2.18)
Формула (3.3.2.18) при г2 > 0 переходит в известную формулу Эйнштейна (3.3.1.6).
Выражение для безразмерной относительной скорости осаждения из уравнений (3.3.2.17) и (3.3.2.11) имеет вид:
Прикладная механика неоднородных сред
181
(3.3.2.19)
Соответствующее выражение для относительной скорости:
Сравнение относительных скоростей осаждения твердых частиц при Re «С 1, рассчитанных с использованием рассмотренных выше моделей, с экспериментальными данными представлено на рис. 3.3.2.1. Из графика, приведенного на рисунке, ясно, что как в экспериментальных данных, так и в теоретических формулах имеют место значительные расхождения. Однозначно ответить на вопрос, какая из описанных моделей дает наилучший результат, в настоящее время не представляется возможным. Кроме того, применимость результатов, полученных аналитическими методами, ограниченна как по концентрациям дисперсной фазы, так и по числам Рейнольдса. Поэтому для практических расчетов используют полуэмпирические и эмпирические методы определения силы вязкого сопротивления.
52 (pi - р2) g 0 - ч)
(
18pi 14-^ф3 ехр
£2е2 ~^з)е2
(3.3.2.21)
Входящие в выражение (3.3.2.21) коэффициенты найдены из экспериментальной кривой, обобщающей данные пяти авторов по седиментации и псевдоожижению твердых шарообразных частиц. При этом к\ = к3 = 1,
к2=-.
2 3
Для промежуточных и больших чисел Рейнольдса предложено следующее выражение:
Рис. З.З.2.1. Зависимость относительной скорости движения фаз в режиме Стокса от объемной концентрации частиц: I — средневзвешенная кривая по экспериментальным данным, собранным в [38]; II — эмпирическая корреляция Ричардсона и Заки [26]; расчетные зависимости:
1 — по формуле (3.3.2.14) при к = 1,3;
2 — «ячеечная» модель Хаппеля; 3 — по формуле (3.3.2.19)
1 л52 2 / / р
Л = 2Р1—vrCAReJl1 + (p
(3.3.2.22)
Выражения для модифицированного числа Рейнольдса Res и модифицированного коэффициента сопротивления Се имеют вид:
v 5р. v
Rec = = Re-------------= ;
РЕ 5 е2
Re = ^;
Pl
(3.3.2.23)
4 5Apg
3 рХ
Полуэмпирические методы определения силы вязкого сопротивления. Барни и Мизрахи предположили, что увеличение силы сопротивления, действующей на частицу в суспензии, связано с проявлением двух эффектов [38]. Первый эффект — появление дополнительных сил, действующих на частицы вследствие противоположного движения жидкости, вызванного «осаждающимся» облаком частиц. Второй эффект связан с увеличением эффективной вязкости суспензии ре. Предложенное в [38] выражение для силы сопротивления в режиме «ползущего» течения при Re 1 имеет вид:
Для функции Се = Cs(Res) можно использовать экспериментальную кривую Рэлея либо одну из существующих интерполяционных формул, приведенных в подразделе 2.2.8.
Выражения (3.3.2.23) позволили обобщить экспери-
ментальные данные из восьми различных источников
по седиментации и псевдоожижению твердых частиц в
интервале 0 < £ < 0,6 и 1 < Re < 3420. В координатах
все данные легли на одну кривую,
fD = 3np15vr
1 + к^\ exp
^2^2 1-£382
(3.3.2.20)
совпадающую с кривой Рэлея.
Обобщенная корреляция для расчета коэффициентов сопротивления твердых частиц, капель и пузырей и относительной скорости движения фаз представлена в [39]. Основным фактором, влияющим на увеличение сопротивления частиц, движущихся в стесненных условиях, авторы считают увеличение эффективной вязкости дисперсной смеси. Общее выражение для силы со-
182
Новый справочник химика и технолога
противления, действующей на частицу в дисперсном потоке, авторы записывают в виде:
/d=Cb|p,|v,|v,^-. (3.3.2.24)
Принимается, что в режиме вязкого течения при малых и промежуточных числах Рейнольдса коэффициент сопротивления частиц в стесненном потоке зависит только от модифицированного числа Рейнольдса Reg:
С =---------—----------•
с ReE(l + 0,lRe°’75)’
Ре
Для режима деформированных капель и пузырей рекомендуется [39] использовать выражение (3.3.2.27), при этом значение следует вычислять по формуле (3.2.6.13). Предложен также упрощенный вариант зависимости (3.3.2.27) для деформированных капель и пузырей. Он имеет вид:
к = 0,75 при gj » ц2
к = 1 при ц1 » ц2
>. (3.3.2.29)
Ч
к = 1,25 при gj ц2
Соответствующие зависимостям (3.3.2.27) и (3.3.2.29) выражения для коэффициентов сопротивления капель и пузырей имеют вид
Ре=Р1
Цг+ОЛЦ] Н2+Н1
где £2п — объемная доля частиц при максимально плотной упаковке. Принято: для твердых частиц £2П = 0,62; для капель и пузырей s2n = 1.
Для относительной скорости vrc учетом соотношения (3.3.2.11) получено аппроксимационное выражение:
V / \0 5 , х 1 + Т(Аг)
-^ = (l-s2) ’ф(в2)----------(3.3.2.25)
V' 1 + 'Р(Аг)[ф(е2)]7
где
Ф(е2) = (1-е2)0'5—; Ре
4 "I0’75
T(Ar) = 0,55 (1 + 0,01Аг)7-1
Скорость одиночной частицы в безграничной жидкости Voo вычисляется с помощью следующего приближенного соотношения:
Р1
9,72 (1 + 0,01Аг)7-1 .
(3.3.2.26)
Для режима Ньютона (автомодельный режим по вязкости сплошной фазы) выражение (3.3.2.25) упрощается:
— = (1-е2Г Ф(е2)--------------------г (3.3.2.27)
Vq0 1 + 17,67[ф(£2)]7
Для коэффициента сопротивления Се в этом режиме получено следующее выражение:
Се=0,45
< i у
И-17,67[ф(е2)]7
18,67Ф(е2) к 7
(3.3.2.28)
или
Y = (3.3.2.31)
где к = 0,5 при щ » ц2; к = 1 при щ ~ ц2; к= 1,5 при Ц1 Ц2-
Значение С в соотношениях (3.3.2.30) и (3.3.2.31)
2 определяется по формуле (3.2.6.12) при = —.
Корреляция [39] достаточно хорошо описывает многочисленные данные по стесненному осаждению твердых частиц и движению пузырей и ряд экспериментальных данных по движению капель в несмешиваю-щихся жидкостях.
В [1] приведена формула для силы межфазного взаимодействия/т2 (см. выражение (3.3.1.9)), полученная с использованием комбинированной модели, объединяющей модель ансамбля шаров и капиллярную модель зернистого слоя:
- ( 3 4-Зр , 4 А
Л»2 = T-V-------L+0,45(Re24p + 0,042 х
к К®2 4> ei )
xp,|v,-v2|(v,-v2)C’, (3.3.2.32)
SpJi^-vJ 6p,|v,-v2|
где Re2 =----11 1; Q — коэффициент
Pi
извилистости, определяемый уравнением (3.1.1.8) или (3.1.1.9).
Эмпирические корреляции для расчета относительной скорости движения фаз. Для твердых сферических частиц широко известна корреляция Ричардсона и Заки [26]
—^- = (1 —£2)”, (3.3.2.33)
Прикладная механика неоднородных сред
183
где
л = 3,65 + 19,5| — |
« = [^4,35 + 17,5—Уке’0 03-!
I D)
п = \ 4,45 + 18— |Re"0,1-1
I D)
л = 1,39
при Re < 0,2;
при 0,2 < Re < 1;
при 1 < Re < 200;
при 500 < Re.
Здесь D —- диаметр аппарата, Voo рассчитывается одним из способов, приведенных в подразделе 2.2.8.
В отечественной литературе по теории псевдоожижения широкое распространение получила формула Тодеса с соавторами [13]:
Аг(1-£2)3,75
18 + 0,6^Аг(1-£2)4’75 ’
Формула выведена путем обработки экспериментальных данных, полученных на 14 системах жидкость—жидкость в широком интервале физических свойств фаз: 10 < Re < 900.
Зависимость относительной скорости движения пузырей от газосодержания в идеальном пузырьковом потоке также может быть описана уравнением (3.3.2.36) при т = 1 [40].
Определение нестационарных сил межфазного взаимодействия. Установившиеся представления как о структуре выражений нестационарных сил межфазного взаимодействия, так и о величинах, входящих в эти выражения, в настоящее время отсутствуют. Обзор исследований, посвященных этому вопросу, можно найти в [26]. При феноменологическом подходе наиболее распространенная форма записи силы fm, связанной с воздействием присоединенных масс, имеет вид:
(3.3.2.34)
A=^W2)|>-v2). (3.3.2.37)
где
Re^^*
Mi
Выражение для расчета относительной скорости движения двух несмешивающихся жидкостей, одна из которых находится в диспергированном состоянии, приведено в [26]:
Здесь оператор — = —- = — + v,V .
F F Dt dt dt 2
Выражение (3.3.2.37) является простым обобщением выражения для силы, учитывающей воздействие присоединенной массы на движение одиночной частицы.
Относительное ускорение — (Vj-v^
здесь вычисля-
(3.3.2.35)
ется вдоль траектории пробной частицы, а коэффициент присоединенной массы £ в общем случае может зависеть от объемной концентрации дисперсной фазы £2. При е2 = 0 коэффициент £ для сферических частиц должен
Соотношение выполняется в интервале чисел Рейнольдса 7 < Reg < 2450, где Rec = Vr-3-1-,
— = exp Mi
-0,4ц. +ц2 \ f у
2,5----------- £2 + £2 + £2
Ml + М2 \
быть равен —. Форма записи относительного ускорения фаз, используемая в уравнении (3.3.2.37), является далеко не единственной. Приведем здесь лишь одно выражение, полученное аналитическими методами в [33] с использованием «ячеечной» модели и с учетом непоступательности движения частиц:
Соотношение (3.3.2.35) проверено в интервале значений £ от 0,01 до 0,75 с использованием данных из восьми источников для 16 систем жидкость—жидкость, в которых сплошной фазой являлась вода.
Для расчета движения капель в режиме «плотного слоя» может быть рекомендована формула [26]:
-V2) =
^У, dt
^2V2 .
dt ’
где
dt dt
О
—+ v,V; z = l,2. dt
(3.3.2.38)
Экспериментальное определение зависимости коэффициента присоединенной массы шара, колеблющегося в жидкости с большой частотой в окружении неподвижной упорядоченной системы шаров, позволило получить в диапазоне 0,05 < £2 < 0,45 следующую зависимость:
(ч 2,5
— I +2,1
Mi)
|Ь-| +3,2
<М1 )
(3.3.2.36)
^(e2) = ^(l + 3,52e12’8s). (3.3.2.39)
Выражения для функции £(е2), полученные аналитическими методами, плохо согласуются между собой.
184
Новый справочник химика и технолога
Значения наиболее близкие к значениям, полученным из формулы (3.3.2.39), дает выражение, найденное Буевичем с использованием «ячеечной» модели [41]:
1 е2 1+— 1 1-е2 о , 2 1ле2 3(l-s2)_
N W4 W I + 1 i+^Ц 3(1-е2)
Вместе с тем в литературе приводятся и другие выра
жения для %. Так, например, в
[33] получено: ^(е2) = ^-,
т. е. не зависит от е2.
Наименее изученной является «наследственная» сила, учитывающая эффекты памяти при нестационарных течениях дисперсных смесей (сила Бассэ). Выражение для этой силы, полученное в [42] с использованием методов самосогласованного поля для умеренно концентрированных суспензий и Re 1, имеет вид:
Здесь ^в(е2) =
1-2,5е2
— функция, учитывающая
влияние гидродинамического взаимодействия частиц на величину «наследственной» силы.
Определение коэффициентов псевдотурбулентной диффузии. Анализ, проведенный с помощью теории подобия и размерности [43], позволил получить для масштаба компонент тензора псевдотурбулентной диффузии:
Ao^/^Fr),
V2 где число Фруда определяется из формулы: Fr = —.
gS
В [44] с использованием аналитических методов для продольного коэффициента псевдотурбулентной диффузии твердых частиц, псевдоожижаемых газами, получено следующее выражение:
Д;° = о 3£1 4 f, V 1 + 2ег+0,0233Ке,
5kl ’ (1-£2)Ч e2nJ £2+0,01165 Re!
(3.3.2.40)
г/1
Здесь Re, =j1— приведенная скорость Hi
сплошной фазы; е2п — объемная концентрация частиц в слое при скорости газа, соответствующей началу псевдоожижения. По данным [45], для стеклянных шайб диаметром 8 мм и толщиной 3,6 мм, ожижаемых водой и водными растворами глицерина в двумерной
кювете, некоторый среднеквадратичный коэффициент псевдотурбулентной диффузии D2 - ^(D”)2 + (7)2'1)2 изменялся в пределах от 0,61 • 10”4 до 2,8 • 10 4 м2/с при изменении числа Архимеда от 5 • 103 до 5,8 • 106. Сравнительный анализ показывает неплохое качественное соответствие между этими данными и уравнением (3.3.2.40).
Установившиеся режимы движения фаз. Для случая стационарного вертикального течения дисперсной смеси уравнения сохранения массы и импульса дисперсной и сплошной фаз (3.3.2.2)-(3.3.2.5) можно представить в следующем виде:
= = (3.3.2.41)
dx dx
e2p2v2 = -е2 ~— e2p2g + nf; (3.3.2.42)
dx dx
(1 - e2 )pj v, = -(1 - s2)- e2)pig + и/ . (3.3.2.43)
В уравнениях сохранения массы члены, учитывающие перенос массы за счет псевдотурбулентной диффузии, опущены. Силу межфазного взаимодействия представим в виде суммы двух составляющих:
и/ = е2
z Л dv} dy
+е2рЛ(е2) Vj——v2 — \dx dx
(3.3.2.44)
Силой Бассэ, которая существенна в режиме Стокса и исчезает при больших числах Рейнольдса, пренебрежем. Выражение для коэффициента сопротивления частиц в стесненном потоке запишем в обобщенном виде, применимом для описания движения твердых сферических частиц, капель и пузырей [26]:
Значения параметров в выражении (3.3.2.45) зависят от режима движения фаз.
В режиме Стокса:
24
I = 1; С = — для твердых частиц, капель и пузырей; Re
п = 2,65 для твердых частиц и 2,5(ц2+0,4ц1)
п =-------------- для капель и пузырей.
Р2+Н1
В режиме Ньютона:
/ = 0; для твердых частиц С = 0,44, п = 1,78; для капель и пузырей: С = 0,667>/Во ; п = 0,5 для Ц1 » ц2; п = 1 для pi ~ ц2; п = 1,5 для Ц] р2.
Прикладная механика неоднородных сред
185
Для трех неизвестных функций е2, Vi, v2, входящих в уравнения (3.3.2.41)-(3.3.2.43), необходимо задать три граничных условия. Обычно они задаются на входе в рабочую зону аппарата или на выходе из нее значениями объемных расходов фаз Qio и g20. Используя определение средней скорости (3.3.2.1), будем иметь:
при х = х'о v2e2=<720; - (3.3.2.46)
при х = х" Vj (1 -е2) = ?10. (3.3.2.47)
Здесь х' и х” равны нулю или равны Н, где Н — высота рабочей зоны аппарата; q2o и <7ю — приведенные скорости (плотности объемного расхода) дисперсной и сплошной фаз на входе в аппарат.
Кроме того, на входе или выходе из аппарата необходимо задать одну из неизвестных функций к2, vi или v2. Для определенности будем считать, что при х = О (или х = И) е2 = е20.
В уравнениях (3.3.2.41)-(3.3.2.43) и в граничных условиях (3.3.2.46), (3.3.2.47) перейдем к безразмерным
_ х _ v _ q |4Лрб g переменным: х = —; v = —; q = -г- ; vrr = /——— .
Н V PiC
Здесь v( — предельная скорость движения одиночной частицы; Ар = |р, - р21.
Решения уравнений сохранения массы (3.3.2.41) с учетом граничных условий (3.3.2.46), (3.3.2.47) будут иметь вид:
^2е2 — Я20 ’ (1 —в2) — <71о. (3.3.2.48)
Уравнения сохранения импульсов (3.3.2.42), (3.3.2.43) с учетом формул (3.3.2.44), (3.3.2.45) и (3.3.2.48) преобразуются к виду:
Fl),(l — ^(^2’^Ю’^2о) ~~£2 ^(е2’*71О’*72о) ’
(3.3.2.49)
N (е2> Яо>^о) = (1" е2 +
ч (3.3.2.50)
(Vj-vJi- _ .2-/
+ [_ _ । 9,ю£2 9го е2) ’
H-vj1 71
Frr
Р2+Р1+Р1
^(£2m)l V2
Zm / v oo
_|АР#Я’
где Fr — модифицированное число Фруда для потока частиц в жидкости, е2(Я — некоторое значение объемной доли дисперсной фазы, при которой функция £(е2от) имеет максимальное значение. Выражение для функции M(£2,ql0,q20) достаточно громоздко и здесь
не приводится. Важно только, что значения М всегда меньше или близки к единице. Модифицированное число Fr является мерой относительного влияния инерционных членов в уравнении движения. Оно представляет собой отношение расстояния, характеризующего гидродинамическую стабилизацию частиц в дисперсном потоке, к характерному линейному размеру потока Н. Если Frp «С 1, то в потоке быстро устанавливается стационарное движение частиц и жидкости, и инерционными членами в уравнении движения можно пренебречь.
Из уравнения (3.3.2.49) следует, что состояние вертикального дисперсного потока полностью и однозначно определяется заданием одной переменной — объемной концентрации дисперсной фазы е2. Другие гидродинамические переменные vi5v2,vr = v, -v2 являются функциями объемной концентрации к2 и не зависят ни от других переменных, ни от пространственной координаты х . Моделью стационарного движения такого потока является автономная динамическая система первого порядка, описываемая нелинейным дифференциальным уравнением с правой частью, зависящей от параметров. Равновесные состояния такой системы соответствуют однородному по координате х движению дисперсного потока или равновесному (установившемуся) движению частиц.
Отличные от нуля состояния равновесия определяются из уравнения:
N^2,qw,q2o) = 0. (3.3.2.51)
Для движения твердых частиц в режиме Ньютона (п = 1,78; 7 = 0; р2 > рО уравнение (3.3.2.51) будет иметь вид:
дюг2 -(1 -е2 )q20 - е2 (1 -ег )2” = 0. (3.3.2.52)
Для идеального пузырькового течения (п = 0,5; 7=0; Pi > р2) получим:
-^10е2+(1-е2)^20-е2(1-£2)1’75 = 0- (3-3.2.53)
На рис. 3.3.2.2. представлена так называемая бифуркационная диаграмма — зависимость е2 (корней уравнения (3.3.2.52)) от приведенной скорости дисперсной фазы q2,. — при различных значениях приведенной скорости сплошной фазы <710. Она является по существу диаграммой установившихся режимов движения дисперсного потока. Несмотря на то, что диаграмма построена для случая движения твердых частиц в режиме Ньютона, качественный характер ее сохраняется и для других систем (жидкость—жидкость, газ— жидкость) и режимов обтекания частиц. Следует иметь в виду, что для твердых сферических частиц диаграмма имеет смысл только для £2 <(е2П ~ 0,6) . Для деформируемых частиц значения е2П могут быть порядка 0,9 и даже выше.
186
Новый справочник химика и технолога
Как следует из рис. 3.3.2.2, при прямоточном движении против сил тяжести состояние равновесия единственно. При противоточном движении фаз возможны два состояния равновесия — с малым и большим значениями е°2. При прямоточном движении в направлении сил тяжести с |<?10| < |^j теоретически возможны три состояния равновесия. При |<7101 > |<^| для прямотока в направлении сил тяжести существует только одно состояние равновесия.
Рис. 3.3.2.2. Зависимость равновесных значений концентрации дисперсной фазы от приведенных скоростей фаз на входе в аппарат при значениях ql0: 1 — 1,0; 2 — 0,5; 3 — 0,1; 4 — 0; 5 — 0,02;
q* : 6 — (-0,0487); 7 — (-0,1); 8 — (-0,5);
1 — бифуркационная кривая
Единственные равновесные состояния потока при прямоточных течениях в направлении сил тяжести и против них по своему характеру совершенно различны. В первом случае режим течения аналогичен первому режиму противоточного течения и может быть назван режимом осаждения. В этом режиме объемная концентрация частиц возрастает с увеличением абсолютных значений расходов фаз. Второй режим противоточного течения с более высоким значением е2 по характеру совпадает с режимом прямоточного движения против сил тяжести. Он может быть назван режимом движения во взвешенном слое. При увеличении абсолютных значений расходов сплошной фазы объемная концентрация частиц в этом режиме падает. При противотоке величина е2 падает и при увеличении расхода дисперсной фазы.
Частным случаем второго режима при ql0 = 0 является хорошо известный однородный взвешенный (псевдоожиженный) слой твердых частиц. Вследствие более высоких относительных скоростей фаз, чем в стационарном зернистом слое, и, соответственно, более высоких коэффициентов массо- и теплообмена псевдоожиженный слой широко используется в химико-технологических процессах с участием твердых частиц. Восходящее (прямоточное) и нисходящее (противоточ
ное) движение частиц во взвешенном слое широко используется для организации транспорта твердого материала по вертикальным трубам (стоякам).
Для систем жидкость—жидкость, вследствие более высоких значений концентрации капель в режиме движения во взвешенном слое, этот режим получил название «плотного слоя» или «плотной упаковки». Более высокие значения межфазной поверхности и низкие значения коэффициентов продольного перемешивания вследствие медленного регулярного движения капель делают режим «плотной упаковки» более привлекательным для проведения процессов тепло- и массооб-мена по сравнению с режимом обычного осаждения (всплытия) капель.
Для систем газ—жидкость режим динамической пены является режимом движения пузырей во взвешенном слое. Возможно также и полное заполнение пузырьковой колонны «плотным слоем» пузырей и ее устойчивая работа в таком режиме [46]. Однако это осуществимо только в присутствии добавок поверхностно-активных веществ, затормаживающих процесс коалесценции пузырей.
Различие режима обычного осаждения и режима взвешенного слоя проявляется в способах их организации в аппаратах. Анализ интегральных кривых уравнения (3.3.2.49) и многочисленные экспериментальные наблюдения показывают следующее [26, 46]. Режим осаждения устанавливается автоматически за устройством ввода дисперсной фазы. Для формирования в аппарате режима взвешенного слоя необходимо устройство, ограничивающее поток частиц снизу при р2 > Pi или сверху при Р2 < Pi- Задача этого устройства — вызвать небольшое уплотнение слоя частиц или, что то же самое, уменьшить скорость их движения в месте ввода сплошной фазы. Для организации взвешенного слоя твердых частиц в нижней части аппарата размещают диафрагму или решетку. Для капель и пузырей естественным ограничителем может являться поверхность раздела фаз, вблизи которой происходит накопление и, соответственно, уплотнение потока частиц. Однако для получения «плотного слоя» капель и пузырей может быть также использовано и сужающее устройство. Более подробные сведения об организации режима взвешенного слоя в аппаратах можно найти в специальной литературе [26, 47].
Явление «захлебывания». Как следует из бифуркационной диаграммы, приведенной на рис. 3.3.2.2, оба режима при противоточном движении фаз могут существовать лишь в ограниченном интервале расходов фаз. При фиксированном значении расхода сплошной фазы и увеличении расхода дисперсной фазы оба положения равновесия сближаются, при (?20 = q2Q сливаются и при дальнейшем увеличении q2Q исчезают. Аналогичная ситуация имеет место при фиксированном значении <72О и увеличении д1(). Значения параметров б/20 = q2f} и ^0 = ’ ПРИ которых происходит изменение числа
равновесных состояний динамической системы (фор-
Прикладная механика неоднородных сред
187
мула (3.3.2.49)), называются бифуркационными. При прямоточном движении в направлении сил тяжести и значениях |^2о|<|^2о | теоретически возможны три состояния равновесия. Причем при каждом значении расхода одной фазы возможны два бифуркационных значения расхода другой фазы, при переходе через которые число равновесных состояний изменяется с одного до трех и наоборот. Геометрическое место точек бифуркации дает бифуркационную кривую, которая изображена на рис. 3.3.2.2 штриховой линией.
На практике явление срыва стационарного противоточного течения дисперсного потока при некоторых максимальных для данной системы значениях расходов фаз получило название явления «захлебывания». Физический смысл его заключается в следующем [26]. При однородном по х движении частиц в дисперсном потоке в среднем имеет место равновесие между силой тяжести с учетом выталкивающей силы Архимеда и силой сопротивления. Такое равновесие математически выражается уравнением (3.3.2.51) и может реализоваться при двух (или даже при трех) значениях концентрации частиц. При «захлебывании» оба равновесных состояния исчезают, так как сила сопротивления, действующая на частицы, становится больше движущей силы и условие равновесия перестает выполняться. При этом реальный дисперсный поток в зависимости от типа дисперсной системы ведет себя различным образом. В системе твердое вещество—жидкость «захлебывание» приводит к переходному (нестационарному) процессу, в результате которого дисперсная фаза выбрасывается из канала вместе со сплошной фазой. В системе газ—жидкость в среднем поток остается стационарным, однако начинается интенсивная коалесценция пузырей, которая приводит к переходу в пенно-турбулентный режим течения и снижению силы сопротивления, действующей на пузыри. В системе жидкость—жидкость может наблюдаться как выброс дисперсной фазы, так и интенсивная коалесценция капель с последующей инверсией фаз.
Значения параметров при «захлебывании» (бифуркационные значения) могут быть определены из условий:
^ = 0, > = 0, (3.3.2.54)
«е2 йе2
которые свидетельствуют о том, что параметры в точках бифуркации принимают экстремальные значения (см. рис. 3.3.2.2.). В соотношениях (3.3.2.54) производные от параметра по равновесной концентрации вычисляются при постоянном значении второго параметра. Из уравнений (3.3.2.54) с учетом выражений (3.3.2.50), (3.3.2.51) получим:
Др v v ’
=~(р'Арр;'>||+е“)">[|-(|+*)е‘]- (ЗЛ2-55)
Здесь к = -—-; Др = |р, - р2|; , q[Q — безразмерные приведенные скорости дисперсной и сплошной фаз при «захлебывании».
Расчеты гидродинамических характеристик вертикальных дисперсных потоков в стационарных режимах. Ниже приводятся уравнения и графический метод для расчета значений е2 , vr и q!^, q0 , применимые для твердых сфер, капель и пузырей, движущихся в жидкостях с любыми практически возможными значениями чисел Рейнольдса. За положительное направление примем направление движения дисперсной фазы в неподвижной сплошной фазе. Учитывая, что коэффициенты I и п в соотношении (3.3.2.50) зависят от числа Рейнольдса, а следовательно, и от числа Аг, уравнение равновесия дисперсного потока (3.3.2.51) можно записать в следующем общем виде:
<720 0 - е2) - ^ое2 = К(е2, Аг). (3.3.2.56)
Величина, стоящая в левой части уравнения, при принятом положительном направлении движения всегда положительна. Для твердых сферических частиц функции УБ, Уи, Ут, найденные с использованием описанных выше корреляций Барни и Мизрахи [38], Ишии и Зубера [39], Тодеса [45], имеют вид:
£2
Res(Ar£)
----7--\ ехР Re (Аг)
5е2
, (3.3.2.57) З^-Е,)
= Аг
I 1 + е2 |ехр
1 ^2
10е2
Лг __ g§3|Pi ~Рг|Р1
И?
Зависимости Re(Ar) и Ree(Are) определяются с использованием соотношений:
3
Ar = -Re2 С (Re);
Ч =|ке.2с.(1Ч);
ReE и СЕ определяются соотношениями (3.3.2.23). Зависимость C(Re) рассчитывается по формулам, приведенным в подразделе 2.2.8.
/ х / )15 / X l + WAr)
Уи (е2, Аг) = е2 (1-е2) ’ Ф(е2)-----------
1 + Ч>(Аг)[/(е2)]’
(3.3.2.58)
188
Новый справочник химика и технолога
где
Т (Аг) = 0,55
Гт (е2,Аг) = е2 (1 - е2 )4'” --18 + 0’6^ . (3.3.2.59)
18+0,6^(1-82) ’
Уравнение (3.3.2.56) можно решить графически, используя метод, предложенный Уоллисом [40]. Правая часть уравнения Y может быть построена в зависимости от е2 при различных значениях Аг (см. рис. 3.3.2.3.). Левая часть уравнения (3.3.2.56) представляет собой семейство прямых, проходящих через точки q20 при е2 = 0 и qw при £2 = 1. Поэтому вдоль осей, проходящих через точки £2 = 0 и £2=1, будем вертикально вверх откладывать соответственно значения q20 и 910. На рис. 3.3.2.3. показано возможное расположение прямых в зависимости от величин и направлений приведенных скоростей фаз q20 и .
Рис. 3.3.23. Метод графического решения уравнения (3.3.2.56):
1,1 ’ и 1" соответственно функции УБ, Ут и Уи при Аг = 10;
2, 2' и 2"— при Аг = 100 000;
а) противоток; б) режим псевдоожижения;
в) прямоток против гравитационных сил;
г) прямоток в направлении гравитационных сил;
б) «захлебывание» (для кривой 7)
Пересечение заданной прямой с соответствующей кривой Y определяет равновесное значение объемной концентрации частиц 8°. Для противоточного движения фаз меньшее значение соответствует режиму обыч
ного осаждения, большее — режиму осаждения во взвешенном состоянии. В том случае, когда прямая 720 (1-£2 )~9юе2 только касается кривой У, единственное равновесное значение £° определяет значение концентрации в точке «захлебывания» г2р. Относительная скорость движения фаз (скорость скольжения), необходимая для расчета массо- и теплообмена частиц с окружающей средой, определяется из соотношения:
_ Я20 ffio
0 1 о
82 1-£2
(3.3.2.60)
Для проведения инженерных расчетов объемной концентрации твердых частиц 8° по заданным безразмерным приведенным скоростям фаз q20 и 910 в различных режимах, параметров «захлебывания» при
OF —F —F
противотоке £2 , q20 по заданному значению 910 или
OF — F ~F
£2 , qw по заданному значению q20 можно использовать график на рис. 3.3.2.4. В тех случаях, когда значения заданных или определяемых приведенных скоростей фаз выходят за пределы значений, отложенных на осях графика, прямую можно построить по промежуточным точкам с координатами или 8*9^
(см. рис. 3.3.2.5.). Значения г2 и г2 задаются произвольно, a q'2O и q”0 вычисляются по формулам:
Я20 0 ^2)^20 £г*7ю * (3.3.2.61)
^10 =_(1“£2)^20 +£2^10 • (3.3.2.62)
При расчетах параметры q20 и ql0 подставляются в соотношения со своими знаками.
Для описания стесненного движения сферических капель в жидкостях при промежуточных значениях чисел Рейнольдса наиболее пригодна корреляция (3.3.2.35). Уравнение равновесия дисперсного потока с использованием этой корреляции имеет вид:
^2о(1-£2)-^Ю£2 = ^1 (£2 ) ’ (3.3.2.63)
( - V’917
где ^(е2) = £2(1-£2) —; 920= — ; 910=—;
\1 + е2 ) V, V,
v = /2,725Ap53g
V Pi
Номограмма для решения уравнения представлена на рис. 3.3.2.6. Методика определения гидродинамических характеристик аналогична описанной выше для твердых частиц.
Для расчета объемной концентрации частиц (удерживающей способности) в дисперсных потоках жидкость—жидкость со сферическими каплями в режиме взвешенного слоя, а также для расчета параметров при
Прикладная механика неоднородных сред
189
«захлебывании» можно использовать уравнение (3.3.2.36), представленное в виде:
= г2(е2)> (3.3.2.64)
где К2(£2) = £2(1-82)2; 920=-^-; 9'10=-^-
ЧЛ vjn
Выражение для т приведено в соотношении (3.3.2.36). Значение Voo вычисляется по формулам (3.2.6.17)—(3.2.6.18). Функция 1’2(82) также построена на рис. 3.3.2.6. Уравнение (3.3.2.64) применимо при £2 > 0,154-0,2. Для расчета приведенных скоростей фаз
при «захлебывании» из уравнения (3.3.2.64) с учетом условий (3.3.2.54) могут быть получены простые аналитические выражения:
92о 2е2(1 £2),
910 =-0-е2)20-2£2).
Уравнения (3.3.2.64), (3.3.2.65) можно использовать и для расчета потоков с эллипсоидальными каплями, если значение Н в формулах (3.2.6.19), (3.2.6.20) для расчета предельной скорости одиночной капли не слишком превышает значение 59,3.
Рис. 3.3.2.4. Графическое определение гидродинамических характеристик в системах твердое тело—жидкость по уравнениям (3.3.2.56) и (3.3.2.57)
190
Новый справочник химика и технолога
Рис. 3.3.2.5. Построение прямых q2() (1 - е2) - qwz°2 по промежуточным точкам
Рис. 3.3.2.6. Графическое определение гидродинамических характеристик в системах жидкость—жидкость по уравнениям (3.3.2.63) и (3.3.2.64)
Гораздо надежнее для расчета дисперсных потоков с пульсирующими эллипсоидальными каплями использовать корреляцию Ишии и Зубера. Уравнение (3.3.2.27), представленное в виде, удобном для графического решения, имеет вид:
Qio (1 ^г) ^10^2 ~ (^2’Н (3.3.2.66)
— <?20 — 910 * М"2
где <72о=—; 9,1о= — ; н =—;
У, ( S2 > Н ) = е2 (1 - У'5 Ф (е2 , И )-'--------Г
1 + 17,67[ф(е2,ц-)]’
Значение vTO в уравнении (3.3.2.66) вычисляется по формуле (3.2.6.13.). Функция У3 построена на рис. 3.3.2.7.
Для расчета 82 в идеальных пузырьковых потоках с эллипсоидальными пузырьками можно использовать уравнение (3.3.2.66) при ц > 0. Близкие результаты дает также уравнение (3.3.2.64), если принять т= 1, а Voo вычислять по формулам (3.2.6.17), (3.2.6.19). При этих условиях соотношения (3.3.2.65) применимы для расчета расходов фаз при «захлебывании» в идеальных пузырьковых потоках.
Рис. 3.3.2.7. Графическое определение по уравнению (3.3.2.66) гидродинамических характеристик идеальных дисперсных потоков с эллипсоидальными каплями и пузырями и с твердыми частицами, осаждающимися в режиме Ньютона: кривые при различных значениях ц
Пример 3.3.2Л. Слой частичек известняка ожижается водой при t = 20 °C; 5Э = 0,84 • 10' м; р2 = 2710 кг/м3; Pi = 1000 кг/м3; ц, = 0,001 Па • с. Пористость слоя до начала псевдоожижения 81П = 0,44.
1. Определить пористость псевдоожиженного слоя, если средняя скорость ожижающей жидкости на входе в аппарат <?10 = 0,031 м/с.
2. Определить предельную скорость подачи твердого материала при транспортировании его водой со скоростью <7ю = 0,031 м/с в вертикальном стояке в режиме взвешенного слоя сверху вниз (2а) и снизу вверх (26).
Находим число Архимеда:
Ar=g5^-P22—^=9978.
Mi
По формуле (3.3.2.26) определяем число Re и скорость витания одиночной частицы в неподвижной жидкости:
/ \ 7 г
ф(е2,М ) = (1~е2) ’ ^+1
Re = 9,72 [(1 + 0,01Аг)Х -1] = 125,6;
Прикладная механика неоднородных сред
191
vr = RetX1 = 0,149 м/с.
5эР1
1. Находим безразмерную приведенную скорость воды:
910=^ = 0,208.
Voo
Направление движения частиц известняка в неподвижной жидкости будем считать положительным. Тогда скорость ожижающей воды будет иметь знак «-». По графику на рис. 3.3.2.4 находим £2 в псевдоожиженном слое, определяя абсциссу точки пересечения кривой УБ при Ar = 104 и прямой, проходящей через точки (0, 0) и (1,-0,208); £2 = 0,38. Определяем пористость псевдо-ожиженого слоя:
£1 = 1_ 8 2 = 0,62 •
2а. Предельная скорость подачи твердого материала при транспортировании сверху вниз определяется скоростью «захлебывания» q20 • Проводя на графике 3.3.2.4 касательную из точки (1, -0,208) к кривой УБ при Ar = 104, определяем значение q^ на пересечении касательной с осью q20:
Я20 =0,059; ^2о= = 0,0088 м/с.
26. При транспортировании снизу вверх предельная скорость твердой фазы будет определяться максимально возможной концентрацией частиц в транспортируемом слое:
е2п — 1 еш — 0,56 .
Проводя прямую через точку (1, -0,208) и точку на кривой УБ при Ar = 104, соответствующую £? = 0,56, на оси q20 определяем значение q^en. Поскольку определяемое значение ^ед значительно выходит за пределы графика, выбираем промежуточную точку на построенной прямой (e2,q20). Для определенности выберем е'2 = 0,4 и q20 = -0,038 .
Из уравнения (3.3.2.61) определяем:
^ = ?20+£2?10 =-0,202.
1-е2
Вычисляем
72T’=v^2r=-0J03 м/с.
Пример 3.3.2.2. Определить удерживающую способность по дисперсной фазе и относительную скорость движения фаз в распылительной экстракционной колонне, в которой метилизобутилкетон (МИБК) дис
пергируется и экстрагирует уксусную кислоту из разбавленного водного раствора. Дисперсная и сплошная (водный раствор кислоты) фазы движутся противотоком. Расходы фаз: (?2 = 1,14 м3/ч; Q\ = -0,57 м3/ч. Диаметр колонны D - 200 мм, диаметр капель МИБК 5, = 0,64 мм; р2 = 804 кг/м3; pi = 1000 кг/м3; щ = 0,001 Па • с; ц2 = 0,57 • 10 3 Па • с; а = 9,1 • 10’3 н/м.
По формулам (3.2.6.20), (3.2.6.19) и (3.2.6.17) определяем Vex,:
Ь- =216,7; 7 = 3,42Я0444 = 37,25;
м
Re = 694; v:c =^Hl =0,108 м/с.
5ЭР1
Находим безразмерные приведенные скорости фаз на входе в аппарат:
Я =--%...
д’0 3600лО2у
= -0,0467;
^0=----=0,0933.
У20 ЗбООяОЧ
Н> 59,3, поэтому для определения удерживающей способности по дисперсной фазе £2 воспользуемся графиком на рис. 3.3.2.7. Отношение вязкостей:
ц = — = 0,57.
Pi
По графику находим £2 = 0,116. Относительную скорость движения фаз определяем по формуле (3.3.2.60):
v, =^ + -^ = 0,857; vr=yjr = 0,0925 м/с. е2 1 — е2
Нестационарные процессы в вертикальных дисперсных потоках. Концентрационные волны. Некоторые задачи, связанные с проектированием и эксплуатацией аппаратов с дисперсным потоком, требуют учета нестационарности протекающих в них гидродинамических процессов. К таким задачам относятся: раз-работка систем автоматического управления, анализ и моделирование режимов пуска, останова и различных аварийных ситуаций, расчет и моделирование процессов в аппаратах, работающих в режимах с существенно нестационарными нагрузками (режим периодических регулируемых циклов, аппараты с пульсацией и вибрацией и т. д.). Характерное время установления нового стационарного гидродинамического режима в затопленном аппарате с дисперсным потоком ти, составляет н
величину порядка —, где Н — высота рабочей зоны
192
Новый справочник химика и технолога
аппарата, vi( — скорость распространения возмущения концентрации дисперсной фазы. Величина тн, может изменяться в пределах от нескольких секунд до нескольких минут. Учет нестационарности гидродинамических процессов необходим, если ~ Тпр, где Тпр — характерное время протекания химических или тепло- и массообменных процессов в аппарате.
В целом ряде случаев анализ нестационарных процессов в дисперсном потоке может быть проведен в квазиравновесном приближении, т. е. без учета инерционных членов в уравнениях движения и диффузионных членов в уравнениях сохранения массы. Условиями для такого упрощения являются:
Х= Р2+Р1+Р1
^(£г) Уро 1-£2
(3.3.2.67)
Уравнения (3.3.2.68) и (3.3.2.69) позволяют получить волновое уравнение для описания распространения возмущений концентрации дисперсной фазы:
^-+v,(82><)^- = 0. (3.3.2.70)
dt ox
Здесь vw (s2>0 — скорость распространения возмущений концентрации дисперсной фазы:
v.(g2, 0 = V2(£27 O + +
V„(£2, 0 = v1(e2, 0 + ^-^(1-82)А(1-(1 + Л;)£2
(3.3.2.71)
1
Ре
Общее решение уравнения (3.3.2.70) имеет вид:
Здесь £* — некоторое характерное значение концентрации дисперсной фазы, Те — постоянная времени возмущающего сигнала, DX1 — масштаб величины коэффициента псевдотурбулентной диффузии, Ре — число Пекле.
Условия (3.3.2.67) фактически означают, что время гидродинамической стабилизации частиц в потоке и характерное время диффузионных процессов малы по сравнению с характерным временем возмущающего сигнала. При выполнении условий (3.3.2.67) нестационарные уравнения вертикального дисперсного потока в рамках бесстолкновительной, двухскоростной модели в безразмерных переменных можно записать в виде:
б£, <5e,V9
dt ох
_^-+a0~£2)V1 =0; (3.3.2.68)
а/ ах
V,-V2 =^^4(1-£2)\ (3.3.2.69)
|vi -У2|
_ , п + 1 - t _ х _ v, . . _
Здесь к =---; t = —; х =-----; v, = ——, 1 - 1, 2; п и
2 — 1 Т v Т v е со е оо
I определяются из уравнения (3.3.2.45).
В уравнениях (3.3.2.68) опущены члены, учитывающие перенос массы за счет псевдотурбулентной диффузии и за счет фазовых переходов. Уравнение движения (3.3.2.69) получено с учетом выражений (3.3.2.50), (3.3.2.51). При выводе учтено также, что при равновесии:
(У1~У2) = _ (Р1~Рг) |vi-v2| |Pi-P2| ’
£2 = Ф х
Jv„(£2,T)^T о
(3.3.2.72)
Уравнение (3.3.2.72) показывает, что возмущение концентрации дисперсной фазы перемещается вверх или вниз в зависимости от знака vw с мгновенной скоростью, равной vw (fi2,/). Волны, описываемые уравнением (3.3.2.70), называются кинематическими или волнами непрерывности.
Задачи исследования переходных гидродинамических процессов в аппаратах с дисперсным потоком наиболее просто решаются в том случае, если расходы фаз на входе в аппарат подвергаются малым возмущениям. В этом случае уравнения (3.3.2.68), (3.3.2.69) можно линеаризовать, представив функции £2,v2,Vj и приведенные скорости фаз q2 = e2v2 и qx = (1 - £2)vt в виде:
£2 = £2 + a(x,z); v2 = v2 + v2 (x,/);
V1 =v1°+v1(x,z); (3.3.2.73)
q2 = 720+ъ (M > = <7io + 7i (*>');
y2 = v2a + £2v2; 7] = -v°a + (1 - .
Здесь £2, v2, vf — равновесные значения объемной концентрации и скоростей фаз; q20, ql0 — значения приведенных скоростей фаз на входе в аппарат; a, v2, Vi, у2, 7 — малые возмущения указанных величин.
Подставляя выражения (3.3.2.73) в уравнения (3.3.2.68), (3.3.2.69) и пренебрегая членами второго порядка малости и выше, после несложных преобразований получим:
Прикладная механика неоднородных сред
193
St s
g£+^ = 0
dt дх
Yie2 ~ Y2 (1 —ег)
(3.3.2.74)
V0' И
Скорость распространения малых возмущений v° в линеаризованных уравнениях (3.3.2.74) является постоянной величиной и определяется только равновесными значениями гидродинамических переменных:
v;=^+ |V1~V2| (l + *H(l-s;)‘ (3.3.2.75) s2 |v,-v2| ' '
либо
v“ = - Аг + |V'~'V’|D - (1 + (3.3.2.76)
l-«2 |Vl-Vz|
Для решения задач исследования переходных процессов в аппаратах с дисперсным потоком при наложении небольших возмущений на расходы фаз для трех неизвестных в уравнениях (3.3.2.74) необходимо задать по два начальных и граничных условия. Например:
? = 0, а = а(х), Y2=Y2(X);
Л Д (3.3.2.77)
Х=О, у2=у2О(0> Yi=Yio(O-
В условиях (3.3.2.77) могут фигурировать и другие наборы неизвестных в зависимости от условий задачи.
Анализ выражений (3.3.2.75) и (3.3.2.76) для скорости распространения малых возмущений концентрации дисперсной фазы в дисперсном потоке совместно с выражением для скорости частиц дает уравнение
и соотношениями для приведенных скоростей фаз при «захлебывании» позволяет сделать следующие выводы.
1. В режиме однонаправленного движения фаз против сил тяжести (см. диаграмму режимов на рис. 3.3.2.2) sign j - sign (vj), р9|>|у2|, т. e. возмущения распространяются в том же направлении, что и частицы, и обгоняют их.
2. При противоточном движении фаз в режиме обычного осаждения (всплытия) sign (О) = sign (v2), |v°|<|v2|, т. e. возмущения распространяются в направлении движения частниц, но отстают от них. При возрастании е2 скорость распространения возмущений v® падает.
3. При «захлебывании» v® | = 0, т. е. возмущения не могут распространяться.
4. При противоточном движении фаз во взвешенном слое sign j = -sign (v2) = sign (vj' j, т. e. скорость распространения возмущений во взвешенном слое направлена в сторону, противоположную движению частиц, и совпадает с направлением движения сплошной фазы.
При этом |v2| падает, a |v° | возрастает с ростом концентрации е2. Это означает, что во взвешенном слое твердых частиц возмущения всегда распространяются от решетки или диафрагмы, а при движении капель и пузырей — от поверхности раздела фаз.
5. При однонаправленном движении в направлении сил тяжести
sign (v° ) = sign (v2); |v°|<|v°|.
Задачи исследования переходных процессов в проточных аппаратах с дисперсным потоком рассмотрены в [26].
Пример 3.3.2.3. Найти переходные функции для однородного псевдоожиженного слоя при ступенчатом увеличении расхода сплошной фазы на входе в аппарат. Размер частиц и физические свойства фаз таковы, что одиночная частица оседает с постоянным коэффициентом сопротивления, т. е. в режиме Ньютона, а приведенная скорость сплошной фазы изменяется ступенчато на величину Agj0.
Как показано выше, возмущения в псевдоожиженном слое распространяются от решетки в направлении движения сплошной фазы. Скорость распространения возмущения определяется по формуле (3.3.2.75). При q20 = 0, п—---Ц = 1, k = 1,39 получим:
|V1—V2|
v>2,39802(1-£;)1’39.
Уравнения (3.3.2.74) будем решать при следующих начальных и граничных условиях:
t = 0, х > 0, а = 0, Yj = 0 ; (а)
х=0, F>0, Yi =А<7ю1(Л’ Y2=o- (b)
Здесь 1(F) — единичная ступенчатая функция, определяемая следующим образом:
1(/) = 0 при t < 0 ; 1(0 = 1 при t > 0.
Общие решения первых двух уравнений (3.3.2.74) имеют вид:
а = ф|7-^Д Y2=v>[f-^ + F2(F). (с) I V J I V
194
Новый справочник химика и технолога
Из третьего уравнения (3.3.2.74), используя соотношение (с), находим:
( Y А 1 _с°
y,=-v>7- (d)
I V J £2
Вид функций F2 и Ф определяем с использованием граничных условий (Ь):
„» (е)
Ф(г) = =*-А<й01(г).
Используя выражения (е), окончательные решения для переходных функций можно представить в виде:
Yi —о j ^2) >
у2
На рис. 3.3.2.8 приведено распределение величин аь
Yj и у2 по высоте аппарата с псевдоожиженным слоем
Рис. 3.3.2.8. Распределение возмущений объемной концентрации частиц и приведенных скоростей фаз по высоте аппарата с псевдоожиженным слоем
- х, в произвольный момент времени t} -
при ступенчатом увеличении расхода ожижающей жидкости: I — положение фронта волны возмущения;
II — положение верхней границы псевдоожиженного слоя; стрелками показано направление перемещения фронта и границы
Устойчивость однородных дисперсных потоков. Разработка проблем, связанных с устойчивостью однородных дисперсных потоков, описываемых двухскоростной континуальной моделью, еще далека от завершения. С точки зрения практических задач, решение проблемы устойчивости позволило бы получить научно обоснованные закономерности для определения границ существования однородных режимов течения. Давно замечено, что однородные режимы движения частиц при некоторых условиях нарушаются. Так, при ожижении твердых частиц газами при нормальных давлениях псевдоожиженный слой неоднороден. Он представляет собой слой взвешенных частиц с пористостью, близкой к пористости плотноупакованного слоя, в котором поднимаются заполненные газом свободные от частиц полости, получившие название пузырей. В аппаратах и трубах небольшого размера движение твердых частиц в газах сопровождается образованием газовых полостей, занимающих все сечение аппарата (так называемый «поршневой» режим движения твердой фазы). Установлено, что пузыри и поршни являются следствием нарастания малых возмущений пористости, т. е. проявляющейся неустойчивости потока твердых частиц. Однако неустойчивость наблюдается далеко не во всех дисперсных потоках. Ожижаемые жидкостью слои небольших твердых частиц из не слишком плотного материала однородны. Опыты по ожижению частиц газами при высоком давлении указывают на явный переход от однородного режима псевдоожижения к пузырьковому. При снижении давления не наблюдаются неоднородности при движении эмульсий в несмешивающихся жидкостях и небольших (до 3-4 мм) пузырьков. В [26] показано, что причиной неустойчивости двух взаимодействующих фаз в дисперсных потоках является инерция частиц. Небольшое локальное увеличение концентрации частиц в потоке в соответствии с безынерционным законом движения (см. уравнение (3.3.2.69)) должно приводить к локальному уменьшению скорости их движения. Однако частицы в реальных потоках в большей или в меньшей степени обладают инерцией и не могут изменить скорость мгновенно. Поэтому, следуя за возникшим уплотнением, они догоняют частицы, движущиеся в уплотнении с меньшей скоростью, и, таким образом, возникшее возмущение нарастает.
В однородных потоках локальные возмущения концентрации частиц и пористости не приводят к образованию макронеоднородностей, поскольку в реальных потоках существуют механизмы, стабилизирующие поток. Одним из таких механизмов является псевдотур-булентная диффузия, которая связана с мелкомасштабным хаотическим движением частиц, возникающим вследствие их гидродинамического взаимодействия. Роль псевдотурбулентной диффузии в потоке состоит в том, что при локальном изменении концентрации частиц в потоке всегда возникает поток, направленный в сторону уменьшения этого изменения, по величине пропорциональный модулю градиента концентрации.
Прикладная механика неоднородных сред
195
Если такой диффузионный поток компенсирует дестабилизирующее воздействие инерции, то движение остается устойчивым. Если инерция значительна, стабилизировать поток не удается, возмущения начинают нарастать, приводя, в конце концов, к образованию макронеоднородностей в потоке.
Вторым реальным механизмом, который может играть стабилизирующую роль, является мелкомасштабное движение частиц, связанное с их столкновениями. Этот механизм, в отличие от псевдотурбулентной диффузии, проявляется только при высоких концентрациях частиц в потоке.
Для анализа устойчивости уравнений дисперсного потока необходимо рассматривать приближение более высокого порядка, чем то, которое определяется условиями (3.3.2.67). В осредненных уравнениях, включающих произведения пульсационных составляющих, концентраций дисперсной фазы и скоростей фаз, следу-
1 X
ет сохранить члены « % и ® — и отбросить члены ®—
Ре Ре
и более высокого порядка малости. Такой анализ, проведенный в [26], приводит к следующему волновому уравнению, описывающему распространение малых возмущений в дисперсном потоке:
ХЕ
д д \[ да „ да ] да 0 да
dt дх Д dt дх J dt дх
(3.3.2.78)
Здесь
(1-!ф + е°В
хс=х---------; g =
п + 1
2Ч;
Уравнение (3.3.2.78) записано в безразмерных переменных. Все коэффициенты уравнения зависят от равновесных значений £°, v° и v° или» в соответствии с
соотношениями (3.3.2.48), от е2, <у10 и q20.
Волновое уравнение (3.3.2.78) описывает ситуацию, когда в системе могут существовать волны различных порядков. Волны второго порядка, распространяющиеся со скоростями С] и С2, при выполнении условия устойчивости быстро затухают. Основное возмущение
переносится кинематической волной со скоростью v° (см. выражения (3.3.2.75) и (3.3.2.76)). В процессе перемещения основное возмущение диффундирует за счет членов второго порядка в уравнении (3.3.2.78). Упрощенное уравнение для описания распространения основного возмущения имеет вид:
да о да д2а
— + v—= £>, — ;
dt дх дх
(3.3.2.79)
2- (j V J \ * W / \ * W / "
(3.3.2.80)
v2T
глеРе.=^Г-
Условием устойчивости является неравенство:
C2<v° <Q (3.3.2.81)
Неравенство (3.3.2.81) означает, что волны со скоростями С) и С2 переносят соответственно первые и последние возмущения. Стабилизирующая роль этих волн заключается в том, что они, растягивая фронт возмущения, обеспечивают частицам, проходящим через него, необходимое время для приведения скорости в соответствие с изменяющейся концентрацией частиц. Другой вид условия устойчивости дисперсного потока может быть получен из уравнения (3.3.2.79):
ZX > 0. (3.3.2.82)
Неравенство (3.3.2.82) с учетом уравнения (3.3.2.80) позволяет рассчитывать значения е°2, при которых дисперсный поток твердых частиц, осаждающихся в режиме Ньютона, теряет устойчивость. При этом коэффициент D2x , входящий в формулу (3.3.2.80), должен приниматься равным 0,8(Z)fj , где ) —максимум
кривой, описываемой уравнением (3.3.2.40). Условие устойчивости для твердых частиц, осаждающихся при промежуточных числах Re, получено в [46].
3.3.3. Моделирование одномерных двухфазных многокомпонентных потоков
(И.В. Доманский, Г.М. Островский)
Одним из препятствий при моделировании таких задач является учет контактного взаимодействия между частицами дисперсной фазы. Если для однокомпонентной дисперсной фазы взаимодействие частиц не изменяет их суммарное количество движения, то в многокомпонентном потоке взаимодействие легких и тяжелых частиц приводит к изменению количества движения различных компонентов, и чем больше разброс частиц по массе и их концентрация, тем существеннее
196
Новый справочник химика и технолога
это взаимодействие. Другим препятствием является коагуляция частиц.
Однако во многих случаях взаимодействие частиц через сплошную среду преобладает над первыми двумя механизмами. Это характерно при движении капель и твердых частиц в ламинарных потоках и даже в потоках со слабой конвекцией.
Если записать законы сохранения по аналогии с уравнениями (3.3.2.1)-(3.3.2.2) для («- 1) компонентов дисперсной фазы (1-й компонент относится к сплошной среде), то система уравнений (ось х направлена вверх) примет вид:
Номер фракции 1 2 3 4 5 6
Средний диаметр фракции, мкм 5 10 20 40 60 80
Объемная доля фракции в твердой фазе 0,053 0,158 0,263 0,316 0,126 0,084
Пренебрегаем силами инерции фаз по сравнению с силами межфазного взаимодействия. В этом случае в
системе уравнений (3.3.2.2) и (3.3.2.3) = 0 •
Поскольку частицы всех компонентов твердой фазы (фракций) имеют одинаковую плотность, т. е. р, = рт, где i = 2, 3, ..., 7 — число компонентов твердой фазы, то, просуммировав слагаемые уравнений (3.3.2.2), нетрудно найти:
Piei -г = -pas-L -£i v-dt j=2 ОХ
d\\ r c
P1^2 J — —Рг^2^ — ./12®2*^2 ~ ^2 at
op dx
k (3.3.3.2)
Pnen . P„e„g f\n^n^n ел ~
В системе уравнений (3.3.3.1) коэффициенты диффузии будут определяться фракцией крупных частиц и, следовательно, А = D2 = .. .= Dn =D.
Выражение для удельной силы межфазного сопротивления запишется по аналогии с уравнением (3.3.1.8) [1]:
А = —— + -^~+0,45(Re ф +0,042 ^Re^ Re4^ V 4 J
* Pi К -vjh -v,)^ +P1 '(*! -v,)
о ul
4e1|v1-v2|P1
Re“=-^------\ ’ Re- =--------“
(3.3.3.3)
Пример 3.3.3.1. Определить зависимость скорости гравитационного осаждения частиц от общей объемной концентрации твердой фазы в суспензии ф. Известны: плотность частиц рт = 2430 кг/м3; плотность pi = 1000 кг/м3 и вязкость ц = 10“3 Па • с воды. Данные дисперсионного состава приведены в таблице:
dp dx
-Рс£>
где плотность суспензии рс = ртф + р, (1 - ф), и
(а)
Ф = 2Х (Ь)
z=2
С учетом равенства (а) уравнения для расчета скоростей относительного движения сплошной и дисперсной фаз принимают вид:
(pT-pc)g = AA •
(с)
Осаждение частиц твердой фазы вызывает восходящее движение жидкости со скоростью
_1_V «1 =---
1-<PZ7
(Ф
На рис. 3.3.3.1 и 3.3.3.2 приведены зависимости скоростей осаждения частиц от общей объемной концентрации твердой фазы в суспензии ф.
Рис. З.З.З.1. Зависимость скоростей стесненного осаждения частиц среднего диаметра от общей объемной концентрации ср:
1 — 5 мкм, 2 — 10 мкм, 3 — 20 мкм
Прикладная механика неоднородных сред
197
Рис. 3.3.3.2. Зависимость скоростей стесненного осаждения частиц среднего диаметра от общей объемной концентрации ср:
1 — 40 мкм; 2 — 60 мкм; 3 — 80 мкм
Из рис. 3.3.3.1 видно, что мелкие фракции увлекаются вверх восходящим течением жидкости. В осадок теоретически при отсутствии диффузии выпадают только те фракции, скорость осаждения которых вблизи осадка направлена вниз. Поэтому при отстаивании суспензии наблюдается неоднородность осадка по составу — в нижних слоях находятся преимущественно крупные фракции.
3.3.4. Фильтрация в деформируемой пористой среде
(Г.М. Островский)
Подобные процессы происходят при уплотнении осадков в отстойниках, фильтрующих и осадительных центрифугах, при истечении жидкости из пен и т. д. Особенность этих процессов (позволяющая, в отличие от моделирования процессов со взвешенными частицами, сделать неформальной их общую постановку для пространственной задачи) — определенность тензоров напряжений в уравнении (3.3.1.2) для скелета капиллярно-пористого тела.
Без учета обмена массой между фазами (сплошная фаза обозначена индексом «1», а капиллярно-пористое тело индексом «2»), уравнения (3.3.1.2) и (3.3.1.3) преобразуются:
Piei-r = Pieig-eigrad/?-/e25 5 (3.3.4.1)
at
Р2£2 = Р2£2<? - £2 grad Р + f£2S + v • ст2 • (3.3.4.2)
at
Запись уравнения (3.3.4.1) в декартовых координатах представляется в виде уравнения (2.2.13.25), в цилиндрических координатах — в виде уравнения (2.2.13.28), а в сферических — в виде уравнения (2.2.13.30). В уравнениях (3.3.4.1) и (3.3.4.2) величина f в зависимости от данных, характеризующих проницаемость капиллярнопористого тела, определяется либо зависимостями (2.2.13.22) и (2.2.13.23), либо уравнением (3.3.2.5). Необходимо отметить, что использование уравнений, в основе которых лежит формула Эргуна (2.2.13.20), может давать в решении существенную погрешность,
нарастающую с увеличением пористости капиллярнопористого тела.
Тензор напряжений в равенстве (3.3.4.2) представляется в виде уравнений (2.1.2.2). В качестве примера запишем уравнение (3.3.4.2) для плоской задачи, полагая сжимающие напряжения положительными:
Гdvx dvx dvx ]
2 \dt x dx y dy ) dp dax dr’ ~ P2£2#x + fx£2S ~ £2 --------“
dx dx dy
(3.3.4.3)
dp da dr
= P2£2gy + fy£2S - £2 T- - - T-
(3.3.4.4)
В осесимметричной модели для записи тензора напряжений можно воспользоваться левой частью уравнений (2.7.3.3).
Уравнения сохранения массы будут определяться формулами (3.3.2.1) и (3.3.2.2), в которых можно исключить диффузионные составляющие. Для капиллярнопористого тела это исключение очевидно. Для сплошной фазы с помощью диффузионной составляющей можно моделировать дисперсию пористости слоя.
В подавляющем числе практических случаев процессы консолидации протекают достаточно медленно. Это существенно упрощает решение задач, поскольку позволяет для обеих фаз исключить из уравнений сохранения импульса инерционные составляющие.
Использование различных граничных условий и замыкающих соотношений в виде компрессионной характеристики или уравнения равновесия зернистой среды, а также условий на границах, отделяющих двухфазную среду, содержащую взвешенные частицы, от среды, где дисперсная фаза представляет собой капиллярно-пористое тело, покажем на примерах.
Пример 3.3.4.1. Определить перепад давления фильтрующегося газа, при котором произойдет псевдоожижение зернистого слоя материала с насыпной плотностью р2£2- На рис. 3.3.4.1, а показана схема установки, реализующей этот процесс.
Рис. З.З.4.1. Схема процесса псевдоожижения: а) схема установки (7 — решетка; 2 — аппарат); б) зависимость перепада давления от скорости газа; в) изменение напряжений в материале на дне слоя
198
Новый справочник химика и технолога
Задачу рассмотрим без учета трения материала о стенки, т. е. в рамках одномерной модели. Из уравнений
(3.3.3.1) и (3.3.3.2) или (3.3.3.3) при — = 0 получим:
dt
0 = -Pi£ig-£i^-/£25', (а)
дх
. др „ да ...
0 = -Р2е2^-е2—+ /е2^- —, (Ь)
дх дх
Из уравнений (а) и (Ь) следует д(а + р) = = ~g(Piei + Р2£з)дх> откуда после интегрирования получим выражение для давления слоя на решетку:
о = (р^ + р2е2) gh + ^-h = (р,Е1 + р2е2 )gA - Др . (с)
При о = 0 (взвешивание слоя) из равенства (с) сле-ДУет = -g(pt£i +Р2£2) и 4Р = -(Р1е1 +Р2е2)^.
На рис. 3.3.4.1, б и в дана графическая интерпретация перехода зернистого слоя в псевдоожиженное состояние при р2 » pi. Величина /кр соответствует критической скорости псевдоожижения, при которой в зернистом слое исчезают нормальные напряжения, и А „ др
может быть найдена подстановкой — в уравнение дх
(3.3.2.5) при v2 = 0.
Пример 3.3.4.2. В фильтр (рис. 3.3.4.2) с помощью насоса объемного действия с расходом Q - 0,5 кг/с подается суспензия с удельной поверхностью частиц 5=3 • 105 м’1 и объемной концентрацией их в суспензии е2 = 0,005 . Определить время фильтрации, если максимальное сопротивление осадка не должно превышать 1,2 • 105 Па. Известны: плотность жидкости Pi = 1000 кг/м3, ее вязкость ц = 10~3 Па • с; плотность частиц р2 = 2300 кг/м3; компрессионная характеристика осадка ei = (ст + 2147)-0’07; диаметр фильтровальной перегородки D = 0,5 м.
Рис. 3.3.4.2. Схема процесса фильтрования:
а) схема фильтра;
б) распределение напряжений и пористости в слое осадка
Сделаем два существенных допущения. Будем полагать, что нарастание слоя осадка происходит настолько медленно, что можно пренебречь нестационарными членами в уравнениях сохранения массы и решить задачу как квазистатическую. Положим также, что толщина слоя осадка существенно меньше его диаметра, что позволяет рассматривать задачу как одномерную. Для подобного одномерного квазистатического процесса уравнения сохранения массы в осадке (3.3.2.2) и (3.3.2.3) без учета диффузионных членов примут вид:
40
Pi£ivi =<7i = —у ки
p2e2v2 = 0
(а)
Полагая, что в суспензии частицы движутся вместе с жидкостью, получим
0=0-02=0
Р2ег
Р1£1 + р2£2
(Ъ)
где с', е2 — объемные доли фаз в суспензии. Из уравнений (а) и (Ь) получим ср = 2,27 кг/(с • м2).
Пренебрегая силами тяжести и инерции в сравнении с силами межфазного трения, из уравнений (3.3.4.3) и (3.3.4.4) получим (см. также уравнения (а) и (Ь) в примере 3.3.4.1):
0 = -/82S-E| —
дх
0 = f^s-sJP--дх дх J
(с)
Из уравнений (с) следует
да _ др &2S дх дх
(d)
Из уравнений (3.3.2.5) (полагая Re2 < 1 и ограничиваясь первым слагаемым в составляющей от сил тре-
ния) и (3.1.1.8) при Vj = —получим
Piei
Численное совместное решение компрессионной характеристики осадка £, =0,9б(о + 2147) ° °7 с уравнениями (d) и (е) показано на рис. 3.3.4.2, б, где представлены результаты этого решения с учетом высоты осадка. Время процесса находилось исходя из определенной в численном решении функции е2(х) и из очевидного отношения массы материала в осадке к расходу дисперсной фазы:
Прикладная механика неоднородных сред
199
Z = ——р2 je2fiir. (f)
о
Приведем результаты расчета: расход дисперсной фазы Qi = 0,054 кг/с; время процесса (когда достигается перепад давления о = Ар = 1,2 • 105 Па) t = 225 с; окончательная высота слоя h = 0,0515 м; средняя пористость осадка sj = 0,478.
Оценим соизмеримость составляющих веса с градиентом напряжений. Согласно расчетным данным, p2s2g = 104 Па/м, а — « — = 2,3 • 106 Па/м. Таким об-дх h
разом, пренебрежение массовыми силами вполне допустимо.
Оценим правомочность пренебрежения нестационарными членами в уравнении сохранения массы. Для этого запишем формулу (3.3.2.2) в виде (напомним, что диффузионные слагаемые были отброшены ранее):
^(е^) Se Se дг,
—L+— ---- = —-+V. —L + e1 —- = 0
dt dx dt dx dx
(g)
. . 5e, ds,
и покажем, что в равенстве (g) —L d v, —L . Примем, dt dx
UTn дб] ~ E*lmax £lmin ~ £lmax ^Imin
*1 Iv « d r 1 r 1 ,,« 1 Hv
dt t dx h
slmax — максимальная пористость неуплотненного слоя, или пористость на поверхности слоя; elmin — минимальная пористость уплотненного слоя, или пористость на дне слоя; vlmin — минимальная скорость жидкости.
<7
В свою очередь, v3min =-*— . Минимальное и макси-
Р1Б1тах
мальное значения пористости приведены на графике. Таким образом, —«6,9-10 4 с-1, a ^-^-«l^-lO^c”1, dt dx
0Е 0Е
и, следовательно, —- С —1.
dt dx
Пример 3.3.4.3. Определить условия равновесия слоя осадка, формирующегося из частиц, осаждающихся из суспензии на наклонном днище (стенке) сосуда (рис. 3.3.4.3) [1].
Рис. 3.3.4.3. Равновесие слоя осадка на наклонной стенке
Для слоя осадка при —L = 0 уравнения (3.3.4.1) и dt
(3.3.4.2) (для дисперсной фазы см. также уравнения (3.3.4.3) и (3.3.4.4)) запишутся в виде:
0 = РЛ£х -/xe2^-ei > (а)
дх
др д<з дх
= + —z——> (Ь)
дх дх ду
0 = Р1е1^-Ле25-е1^ ’ (С)
ду
др до дх
0 = P2e2g7 + 4e2S'-E2——--—— . (d)
ду ду dx
Поскольку длина слоя намного больше его толщины, а сама пластина непроницаема для жидкости, то в
уравнениях (a)-(d) —- = — = 0, — - const и j = 0 . dx dx dx
Найдем касательные напряжения на стенке тст. Для этого сложим уравнения (а) и (Ь):
дх dp , ч
7- = -—+ (Piei+P2e2)gx>
ду дх
откуда после интегрирования при условиях:
т(у = 0) = Тст, т(у = h) = 0
получим
TCT=|rMPi£i+P2£2W- (е)
дх
В уравнении (е) тст = <зу CTtg(pB, где оу ст — нормальное напряжение на стенке; срв — угол внешнего трения материала о стенку. Величину сГуСТ аналогично найдем из уравнений (с) и (d):
5о др / ч
^ = - —+(Р1£1+Р2£2)^’ ду ду
откуда после интегрирования при условиях:
^(T = 0) = oJCT, аДу = Л) = 0
получим
ст = h - (РА + Р2е2 ) gyh • (f)
ду
Из уравнения (с) при fy = 0 найдем градиент давления
200
Новый справочник химика и технолога
Тогда из уравнений (е), (1) и (g) с учетом тст = o-> crtg(pB получим
-е2^(Р2-Р1)ШФв = - (РА + Р2е2) Sx • (Ю
На верхней границе неподвижного слоя должно выполняться условие равенства градиентов давления в слое и в суспензии. Для суспензии (параметры обозначим штрихом) уравнения (3.3.2.3) и (3.3.2.4) в проекциях на ось х примут вид:
о
0 = Pie^x-/X^-e!v’ дх
о
0 = р2е2^+/х'е25-е2^’ дх
откуда
^ = (p1e1'+p2e0gx. (0
дх
Из уравнений (h) и (i) при gx = -g since и gy = -g cosa e2 (Рг— Pi)
получим tga = tgcpB—\----------t2----г, или с уче-
Pi (£i-£j + p2(£2-£2)
ТОМ ТОГО, ЧТО s2 + £] = s' + £j = 1:
l-£.
tga = tgcpB-—L-. (j)
£i-£,
3.3.5. Одномерное моделирование двухфазных потоков
(Г.М. Островский)
Многие технологические процессы протекают в каналах, где изменения концентрации и скоростей фаз по сечению канала незначительны и ими можно пренебречь. Однако взаимодействия фаз со стенками канала существенны настолько, что определяют параметры самого технологического процесса. Строго говоря, такие задачи не являются одномерными. Тем не менее здесь возможны упрощенные подходы.
Движение плотного зернистого слоя, через который фильтруется сплошная среда, можно отнести к одному из примеров таких процессов. Здесь силы трения зернистого слоя о стенки канала определяют технологический процесс, тогда как трение сплошной среды о стенки канала несоизмеримо мало в сравнении с силами межфазного трения. В данном случае силы трения на поверхности канала приводят к единичному объему, и уравнения сохранения импульса силы записываются в виде:
Ф • Ф / г,
Pi Si —!- = —PjEjg sm a - £j -f - - fe2S , (3.3.5.1) at dx
^2 г с Ф ^(CTx) / \П
P2£2 ~± = -P2e2# srna + /e2S - e2 —---- (tct)—,
£IX UX Л
(3.3.5.2)
где — осредненное по периметру канала касательное напряжение на стенке; (ах ) — осредненное по сечению осевое нормальное напряжение; П — периметр канала; F— площадь поперечного сечения канала.
В свою очередь,
Тст =стсЛ§Фв> (3.3.5.3)
где o'er — нормальное напряжение на стенке.
Взаимодействие уравнений (3.3.5.2) и (3.3.5.3) с другими уравнениями целесообразно пояснить на примерах.
Пример 3.3.5.1. Через зернистый слой катализатора фильтруется жидкость (см. рис. 3.3.5.1). Определить распределение напряжений по глубине материала. Известны: давление жидкости на границах р(0) = 5 • 105 Па, p(L) = 105 Па; диаметр трубы d= 0,1 м, ее длина L = 1 м; пористость слоя £](.*) = 0,38; удельная поверхность частиц 5 = 10~5 м1; углы внутреннего (ф = 37°) и внешнего (фв = 28°) трения.
Пренебрегая силами тяжести в сравнении с силами от напряжений сжатия, из уравнений (3.3.5.1) и (3.3.5.2) получим:
0 = -/e2S-e,^> (а)
dx
0 = tg9B^. (b)
dx dx F
Принимая состояние зернистого слоя активным по отношению к фильтрационным силам, из формул (2.7.4.8) и (Ь) имеем
dp cxdar П
0 = /е25-е2—----L-^-artg9B —. (с)
dx dx F
Из выражений (а) и (с) получим
0 = _Ф_£^_^ (ф
dx dx
Рис. 3.3.5.1. К определению распределения напряжений в зернистом слое при фильтрации: 1 — труба; 2 — пористая перегородка
Прикладная механика неоднородных сред
201
Поскольку жидкость и зернистый слой несжимаемы,
то — = const = —— ----, и интегрирование уравне-
dx L
ния (d) дает
(/?(0)-/?(2,))Г1 -ехрГ-—
______________k < ci
BL
Из уравнения (2.7.4.8)
где константа определяется уравнением (2.7.4.9).
Если х> 3<7, то (стх) стабилизируется, приближаясь к величине 0,75 • 105 Па. Распределение осевого напряжения по радиусу находится из уравнения (2.7.4.7).
Пример 3.3.5.2. В горизонтальную стеклянную трубу 1 (рис. 3.3.5.2, а) диаметром 0 = 25 м.м засыпается фосфоритная мука. При надетом фильтре 2 материал уплотняется фильтрующимся воздухом при медленном росте избыточного давления (обеспечивающем близкий к стационарному режим фильтрации) до 0,5 • 105Па. Затем избыточное давление так же медленно сбрасывается до нуля. После стадии формирования плотной пробки материала, длина которой составляла порядка L = 0,6 м, снимается фильтр и быстро открывается кран 3. Перед пробкой скачкообразно создается избыточное давление, которое остается постоянным до моменты вылета пробки из трубы. Требуется определить время выпета пробки из трубы от момента открытия крана 3.
Задача решалась численно с использованием следующих уравнений.
Напряжения в материале определялись из уравнения (d) (см. пример 3.3.5.1), в котором вместо константы с} использовалась константа Ci 2, учитывающая активное (период роста напряжений) и пассивное (период снижения напряжений) напряженные состояния материала, а градиент давления в газе определялся из уравнения фильтрации (2.5.2.3).
Константа с\2 рассчитывалась из уравнения (2.7.4.9), в котором коэффициент внутреннего трения определялся эффективным углом внутреннего трения.
Переход от активного к пассивному состоянию материала проходил через область непредельного напряженного состояния материала и определялся условиями гистерезиса напряжений (формула (2.7.1.4)).
Для уравнения (2.5.2.3) константа фильтрации определялась из формул (2.2.8.16) и (2.2.8.17), а пористость материала рассчитывалась из компрессионной характеристики материала 8j = 0,96 (ст+ 2147 j-0’07, в которой уплотняющее напряжение определялось величиной среднего осевого напряжения (стх) при его возрастании, однако при его убывании пористость в расчетах оставалась уже неизменной (см. подраздел 2.7.1).
Начальное распределение напряжений определялось при предварительном уплотнении из условий стационарной фильтрации. Условие вылета пробки из трубы формулировалось в виде [12]:
др > 4tg(pBr0 costp cbc Х=Л D
где срв = 66° — угол внешнего трения; т0 — начальное сопротивление сдвигу (см. рис. 3.3.5.3); (р = 40° — угол внутреннего трения.
Рис. 3.3.5.2. К определению условий вылета пробки материала из трубы: а) схема установки (7 — труба, 2 — фильтр, 3 — кран, 4 — подача воздуха из ресивера);
б) зависимость времени вылета пробки от давления воздуха (7 — расчетная кривая, 2 — опытные точки); в) расчетное распределение давления воздуха и среднего осевого напряжения по длине пробки от времени в секундах: 1 — 0,2 — 3,3 — 40
Рис. 3.3.5.3. Зависимость начального сопротивления сдвигу порошка фосфорита от уплотняющего напряжения
202
Новый справочник химика и технолога
Результаты численного решения представлены на рис. 3.3.5.2, в. Из графика {ах) = f(x, следует, что в точке х = 0,14 м (<зх) = 0, т. е. левая часть пробки становится обособленной и не передает напряжения на слои материала, лежащие впереди. В опыте в этом месте пробки образуется трещина, которая расширяется со временем. В численной модели не использовалось уравнение сохранения массы для материала, т. е. материал считался неподвижным и расширение трещины не моделировалось.
Рассмотренный пример объясняет как явление поршнеобразования, так и скачок сопротивления при псевдоожижении слоя зернистых материалов. Последнее однозначно определяется трением материала о стенки аппарата.
Подобные решения позволяют существенно упростить численное моделирование, однако не следует забывать о точности полученного результата.
Моделирование восходящих вертикальных разреженных сред (s2<0,05 (см. рис. 3.4.6.1)) может быть охарактеризовано другим примером — одномерным двухфазным потоком с частицами, у которых не проявляются силы поверхностного взаимодействия при транспортировании (для газового потока это материалы, не относящиеся к группам С и А по классификации Гел-дарта (см. рис. 3.4.4.1)). Здесь также следует выполнить условие, при котором скорость обтекания частицы около стенки канала будет превышать ее скорость витания (см. пример 3.2.3.1). В противном случае концентрация частиц будет нарастать у стенки, а сами частицы будут сползать вниз, создавая в канале продольную циркуляцию дисперсной фазы.
При низких концентрациях частиц их трение о стенки канала несоизмеримо мало в сравнении с силами межфазного трения, и уравнения сохранения импульса силы можно представить в виде:
б/v, dp г ~ П _ _
p.Sj —!- = -pjEjg--— /£2s - Ti —, (3.3.5.4) at ax r
dv. „ dp .
р2е2-Г-=-р2£2§ + /е25-е2 3-- (3.3.5.5)
at dx
Для определения Т| возможно использование эмпирических корреляций. Например, для газового потока согласно [34] можно получить:
г,=(Ч+хМ О
z х 0,45 z х1,75
Х = 4,5 lO-Re^Re” & — т‘к
Re = ^£l P
>, (3.3.5.6)
(vi
где Хо — коэффициент гидравлического сопротивления трубы при течении чистого газа (уравнение (2.2.6.27)); т — расходная массовая концентрация (отношение массового расхода материала к массовому расходу газа); 8Э — эквивалентный диаметр частицы.
Пример 3.3.5.3. Оценить составляющие потерь давления в вертикальной трубе диаметром <7=0,1 м на участке равномерного движения при расходной массовой концентрации полистирола т = 30 кг/кг и приведенной скорости газа vj = v,^ =15 м/с. Известны: плотность р2 = 1050 кг/м3, эквивалентный диаметр 8Э = 4 мм и скорость витания vB = 8 м/с частиц; плотность газа Pi = 1,25 кг/м3 и его вязкость ц = 19 • 10 (> Па • с.
Определим объемную долю частиц, полагая, что их скорость на участке равномерного движения определя-— 1-г V2e?P?
ется зависимостью v2 ~ Vj - vB. Поскольку т =----,
Wi то £2 = 0,176.
Таким образом, доля частиц незначительна, и можно пренебречь стесненностью движения потока и принять Т avi-
Сложим уравнения (3.3.5.4) и (3.3.5.5) с учетом dv п
Pi «с р2и — = 0:
dt
др П
— = -p2£2g-T1 —. дх F
(а)
Из уравнений (3.3.5.6) получим: Re = 98 684, Хо = 0,0178, Reo6 = 1842, X = 0,23 и Т1 = 8,97 Па.
Из уравнения (а) получим полные удельные потери
давления:
др
дх
= 1147 Па/м. Из них: потери на трение
др
газа, турбулизованного частицами, — =358,9 Па/м; дх ,
потери на поддержание частиц во взвешенном состоя-
нии — = p,£2g = 790 Па/м; потери при движении чис-дх а
того газа из уравнения (2.2.6.21) составят — =25 Па/м, дх
о
или То = 0,71 Па.
Как видно из примера, потери давления на трение газа, турбулизованного частицами, почти в 15 раз превышают аналогичную величину для чистого газа.
Оценим условия отсутствия продольной циркуляции материала (правомочность использования одномерной модели). Из уравнения (2.2.6.9) при то = О,71 Па получим v* = 0,75 м/с. Из уравнения (3.2.3.5) г|8= 197. Из графика (рис. 3.2.3.3) Re^ «3000. Из уравнения (3.2.3.4) vo6 = 11,4 м/с, что превышает скорость витания частицы. Таким образом, продольной циркуляцией частиц можно пренебречь.
Прикладная механика неоднородных сред
203
3.3.6. Моделирование движения частиц в координатах Эйлера —Лагранжа
(А.Ю. Иваненко)
В настоящее время при исследовании многофазных турбулентных потоков наряду с континуальным подходом получают развитие модели, построенные в рамках эйлерово-лагранжевого способа описания движения смеси [2, 3, 14, 19-24]. В этих моделях движение несущей среды моделируется в координатах Эйлера уравнениями Навье — Стокса с Источниковыми членами, учитывающими межфазное взаимодействие, а перемещение частиц дисперсной фазы определяется в координатах Лагранжа с применением методов Монте-Карло, моделирующих турбулентные пульсации сплошной среды. В результате расчетов получается набор траекторий движения отдельных частиц, которые соответствующим образом усредняются для получения тех или иных характеристик потока.
Применение подобной методики дает более информативные результаты о специфических особенностях многофазного потока, а в ряде задач оказывается единственно возможным решением. Так, применение эйлерово-лагранжевого подхода при моделировании газовых потоков со взвешенными твердыми частицами позволяет учесть такие специфические факторы, влияющие на движение частиц, как их вращение, упругое и неупругое столкновения со стенками и т. п. [2, 3, 20, 21]. Использование эйлерово-лагранжевого подхода для газо-жидкостных потоков в колонных реакторах [14, 19, 22-24] позволяет моделировать циркуляционные течения в колонне, находить распределение пузырей по времени их пребывания в аппарате, а совместно с решением уравнений массопереноса и кинетических уравнений химических реакций — определять интенсивность процессов как во всем реакторе, так и в отдельных его зонах [10].
Наибольшую сложность в подходе Эйлера — Лагранжа представляет собой учет обратного влияния дисперсной фазы на движение несущего потока, а также учет взаимодействия частиц дисперсной фазы друг с другом. При моделировании потоков газовзвесей с твердыми частицами турбулентная структура сплошной среды обычно рассчитывается на основе той или иной двухпараметрической к-& модели турбулентности (см. подраздел 2.3.3). Влияние сил межфазного взаимодействия учитывается введением соответствующего источникового члена в уравнениях движения. Например, для стационарного осесимметричного турбулентного течения газа в вертикальной трубе уравнения движения можно записать как:
'dplVlr + (rpiVlr) = 0
дх г dr 1 Хг’
dv, dvix 1 д Г ( \dvx
дг
дР ,
—-Fx±plg дх
(3.3.6.1)
где Fx — проекция силы межфазного взаимодействия Fl2 на ось х. Радиальным течением газа пренебрегают.
Для моделирования движения частиц в рамках ла-гранжевого представления для нахождения скоростей турбулентных пульсаций необходима надежная информация об осредненных турбулентных характеристиках сплошной среды. Такими характеристиками являются, во-первых, турбулентная вязкость цт, во-вторых — кинетическая энергия турбулентности к и диссипация энергии е, определяемые из совместного решения уравнений переноса вида:
дк дк 1 а
Р№—+РЛ — = дх дг г дг
(dv ¥
-Рт НЧ -Р1(ё+£') + П*~Р1е^ \ dr ) дг. д& 1 а
PiVLt —+ Р^1 — = дх дг г дг
(ст? 7 F2
- С,T-p,C2/2(ReI —+ П. + £-Р1Ф^
\ dr J к к
Нт ajar
ajar
(3.3.6.2)
Константы и функции в уравнениях (3.3.6.2) зависят от вида используемой двухпараметрической модели (подробнее см. подраздел 2.3.3). Здесь гаМ, ФаМ — добавочные функции, учитывающие влияние дисперсной фазы.
При эйлеровом описании движения газосмеси предполагается, что область исследования разбивается на конечное число непересекающихся объемов dVtJ; для совместного решения уравнений (3.3.6.1) и (3.3.6.2), как правило, используются различные модификации алгоритма SIMPLE [И]. Движение частиц в рамках лагранжевою представления описывается системой уравнений (3.2.4.1) и (3.2.4.2), дополненных уравнением сохранения момента вращения:
--- = 7>
dt
nd3 dv2 v- Б , Б
6 2 dt }
I = M dt
(3.3.6.3)
В системе уравнений (3.3.6.3) ^Fy+F — сумма всех сил, действующих на частицу, в первую очередь сила взаимодействия со сплошной средой F (см. подраздел 3.2.), определяемая с учетом мгновенной скорости турбулентных пульсаций. Траектория движения
204
Новый справочник химика и технолога
частицы находится пошаговым методом, на каждом шаге по времени тт пульсационная скорость генерируется псевдослучайным образом (см. подраздел 3.2.4), длительность же расчетного интервала времени тт определяется из рекомендаций (3.2.4.23). Обратное влияние дисперсной фазы на несущую среду может быть найдено по результатам расчетов траекторий N пробных частиц [2]:
(3.3.6.4)
®add = Т
К
Здесь Ny — количество частиц, прошедших через каждый объем dVif, vpv10— мгновенная и средняя скорости сплошной среды, (pj2,v10) — скалярное произведение векторов силы и скорости.
Общая расчетная схема включает выполнение следующих этапов:
1) получение численного решения для однофазного течения, которое служит начальным приближением для дальнейших вычислений;
2) последовательный расчет траекторий движения частиц с одновременным вычислением функций обратного влияния
3) решение уравнений движения для несущей среды в присутствии частиц;
4) в случае, если установление итерационного процесса не достигнуто, осуществляется переход к этапу 2.
В силу нелинейности и взаимосвязанности уравнений математической модели, в глобальных итерациях при вычислении функций обратного влияния дисперсной фазы на сплошную среду рекомендуется использовать нижнюю релаксацию с коэффициентом 0,1-0,2 для получения устойчивого решения [20].
Двухпараметрическая k-г модель турбулентности, используемая в приведенной выше методике, разрабатывалась для моделирования однофазных потоков. Поэтому ее использование при моделировании течений многофазных сред оправдано лишь при малых концентрациях дисперсной фазы. При значительных концентрациях дисперсной фазы расчеты с использованием стандартных моделей турбулентности приводят к существенному расхождению результатов расчета с опытными данными. В первую очередь это относится к тем задачам, в которых движение сплошной среды осуществляется за счет энергии частиц дисперсной фазы, как, например, течение газо-жидкостного потока в газлифтных аппаратах. Как показывает анализ результатов численных расчетов газо-жидкостных потоков [12], наилучшее совпадение с экспериментальными данными обеспечивает использование значения эффективной
вязкости жидкости в уравнениях Навье — Стокса, лишь ненамного большее, чем динамическая вязкость чистой жидкости. Напротив, в системах воздух—вода в барботажных колоннах стандартная к-г модель предсказала бы эффективную вязкость на четыре порядка больше, чем динамическая вязкость чистой жидкости, что может существенно изменить структуру потока, так как будут полностью заглушены все переходные движения и, в частности, все циркуляционные течения. Это можно объяснить тем, что в газо-жидкостных потоках источником турбулентности являются всплывающие газовые пузыри, поэтому наибольший масштаб генерируемых турбулентных вихрей не превышает размеры пузырей, а их максимальная скорость не выше относительной скорости движения пузырей. Поскольку при численном моделировании размер контрольного объема выбирается значительно больше, чем размер дисперсных частиц, эффективная турбулентная вязкость газо-жидкостного потока определяется параметрами относительного движения пузырьков и их концентрацией и практически не зависит от макроскопических параметров потока.
К сожалению, в настоящее время отсутствует сколько-нибудь обоснованная и проверенная модель турбулентности многофазных потоков, поэтому при решении конкретных задач приходится прибегать к различным упрощенным моделям. Как показано в [16], если частицы дисперсной фазы достаточно малы и их массой можно пренебречь, то для описания двухфазных течений можно применять те же уравнения Навье — Стокса, что и для однофазных потоков с использованием значений эффективных плотности и вязкости сред. В качестве расчетной скорости потока принимается «приведенная» скорость U = v} +v2 [14, 19,23]:
|+v(p£7)=o
^^+v(ptZi7) = -vP+vT+pg
где T—тензор напряжений:
(ди, duj 2 дипЛ
Т =ц —L4----------о—-
,} э^дх, аг,. 3 удхп)
(3.3.6.5)
(3.3.6.6)
Если имеется соответствующая отдельная модель для эффективной вязкости цэ, система уравнений (3.3.6.5) и (3.3.6.6) состоит из 4 скалярных уравнений и содержит 5 неизвестных переменных (р, щ, и2, щ, р). Для замыкания системы уравнений используется уравнение, связывающее локальную плотность смеси р с концентрацией газовых пузырей, которая находилась из решения уравнений движения пузырей в координатах Лагранжа методом Монте-Карло. При моделировании смещения пузыря используется выражение
х, (t + А?) = х, (?) + v2dt + d, yfdt, (3.3.6.7)
Прикладная механика неоднородных сред
205
где xt — координата частицы в трехмерном объеме (/ = 1,2, 3); коэффициент d, определяется коэффициентом турбулентной диффузии £>т:
d,=^ADT, (3.3.6.8)
— псевдослучайное число, равномерно распределенное в интервале [—1/2; +1/2] (см. подраздел 3.2.4).
Средняя локальная скорость газовых пузырей v2 определяется как
v2=v1+t/re/, (3.3.6.9)
где Urel — относительная скорость движения пузырей, которая может быть задана либо из решения уравнения движения одиночного пузыря (см. подраздел 3.2.6), либо найдена из экспериментальных данных.
Влияние газовых пузырей на локальную плотность находится как
Р = Р2
(3.3.6.10)
где Vk — объем пузыря, N — количество пузырей в контрольном объеме.
Общая расчетная схема решения нестационарной задачи неустановившегося течения включает выполнение следующих этапов.
1) Разбиение исследуемого пространства на конечное число непересекающихся объемов dVy, для каждого из которых задается некоторое начальное распределение концентрации газовых пузырей (в частном случае начальная концентрация может быть равной нулю).
2) В области расположения устройства ввода газа в аппарат рассчитывается функция источника — количество пузырей заданного объема, вводимых в аппарат в единицу времени.
3) Получение численного решения уравнений ква-зиоднофазного течения (3.3.6.5) и (3.3.6.6) на первом временном шаге At, нахождение поля скоростей сплошной среды. Как правило, для численного интегрирования уравнений движения используется хорошо себя зарекомендовавший алгоритм SIMPLE или его модификации [11].
4) Расчет траекторий движения пузырей в координатах Лагранжа за тот же временной интервал с подсчетом числа пузырей, переходящих из ячейки в ячейку. Шаг по времени dt, используемый в уравнениях (3.3.6.7), выбирается заметно меньшим эйлеровского временного интервала At. Здесь следует отметить, что поскольку газовые пузыри постоянно вводятся в аппарат и выходят через свободную поверхность, то общее число пузырей в аппарате не является постоянным.
5) Рассчитываются значения локальных плотностей газо-жидкостного потока (уравнение (3.3.6.10)).
6) Прибавляется новый шаг по времени At и переходят к этапу 2.
Поскольку общее число пузырей в реальном аппарате очень велико, то для ускорения расчета и с целью снижения требований к объему оперативной памяти вычислительной техники в данном алгоритме рассматривают не отдельные пузыри, а группы, или «кластеры» [14, 19]. При этом размер такого кластера может быть больше, чем величина dVjj. Распределение плотности газовой фазы в отдельном кластере рекомендуется задавать колоколообразной функцией, отличающейся от функции нормального распределения лишь конечным ограничением в пространстве (рис. 3.3.6.1).
Рис 3.3.6.1. Функция плотности пузырькового кластера
При использовании данного подхода локальная
плотность газо-жидкостного потока вычисляется с учетом
плотности пузырькового кластера р = р2
Л=1
Пример З.З.6.1. Для получения битума с заданными свойствами необходимо точно выдерживать степень окисления сырья (гудрона). Степень окисления сырья напрямую связана со скоростью реакций и временем их проведения, т. е. временем пребывания частиц гудрона в реакционной зоне. В колонне непрерывного действия при среднем времени пребывания продукта в колонне, которое считается равным времени окисления
где V — объем аппарата, a Q — объемный расход, вследствие неизбежного перемешивания жидкости всегда есть вероятность того, что на выходе из аппарата в готовом продукте окажутся частицы как неокисленного гудрона, так и частицы переокисленного битума. Таким образом, для оценки качества продукта необходимо знать разброс времени пребывания частиц сырья в колонне, напрямую определяющий разброс степени окисления.
В качестве примера ниже приведен расчет режимов работы колонны окисления битума ОАО «Кириши-нефтеоргсинтез». Исходные данные: диаметр колонны /)=3,6м, высота заполнения 77= 12 м, подача сырья (гудрона) 0=12-е-5От/ч (в расчетах использовалось среднее значение Q = 27 т/ч, соответствующее времени пребывания t = 4,5 ч). Расход барботирующего газа — 1000 нм3/ч.
206
Новый справочник химика и технолога
Для построения математической модели барботажной колонны, позволяющей смоделировать сложное движение многофазного газо-жидкостного турбулентного потока, был применен подход Эйлера — Лагранжа. На первом этапе находилось поле скоростей циркуляционных течений газо-жидкостного потока в колонне заданной геометрии из приближенного решения уравнений Навье — Стокса. На рис. 3.3.6.2 показано расчетное поле скоростей в барботажной колонне. Средние скорости циркуляции в восходящем потоке wB = 0,4 м/с, в нисходящем ип = 0,17 м/с. Коэффициент псевдотурбулентной диффузии пузырей (из опытных данных) — 0,0003 м2/с.
Рис. 3.3.6.3. Распределение скоростей сплошной среды вблизи выходного патрубка
Рис. 3.3.6.2. Поле осредненных скоростей в барботажной колонне
На втором этапе рассчитывались траектории движения жидкостных частиц и газовых пузырей в колонне.
При расчете траекторий движения газовых пузырей в качестве начального положения пузыря выбирались точки, случайным образом расположенные на поверхности горизонтального барботера (принималось равномерное случайное распределение). В качестве условия выхода пузырей из колонны принималось достижение ими свободной поверхности жидкости. При расчете траекторий движения жидкостных частиц начальное положение частицы располагалось в точке ввода сырья в колонну. Условие же выхода частицы из колонны не так очевидно. Для определения условия выхода жидкостной частицы задавалось поле скоростей вблизи выходного патрубка на дне колонны. Приближенно принималось полусферическое поле скоростей с возрастанием значения скорости по мере приближения к выходному отверстию (рис. 3.3.6.3):
и=^,
2w2
(Ъ)
где Q — объемный расход жидкости, г — расстояние до центра сечения выходного патрубка.
Расчет траекторий движения пузырей и частиц производился с применением метода Монте-Карло (уравнения (3.3.6.8)-(3.3.6.10)). На рис. 3.3.6.4 приведена в качестве примера одна из траекторий жидкостной частицы. После просчета необходимого числа траекторий (в данных расчетах — 10 000 шт.) производится статистическая обработка полученных результатов, в частности, среднее время пребывания частиц в колонне и дисперсия времени пребывания. На рис. 3.3.6.5 показана гистограмма распределения общего количества жидкостных частиц по времени пребывания в колонне. Аналогично выглядит гистограмма распределения газовых пузырей по времени пребывания.
Зная среднее время пребывания пузырей в колонне 4Р, можно определить среднее газосодержание s2:
2 у г 0
где Q — объемный расход воздуха, подаваемого на барботаж, Ко — объем газо-жидкостного слоя.
Для получения распределения газосодержания по объему колонны весь объем колонны разбивался на ряд непересекающихся ячеек с объемами Vt. При расчете лагранжевых траекторий пузырей на каждом шаге определялся номер ячейки, в которой в данный момент времени находился пузырь, и суммировалось время нахождения пузыря в каждой конкретной ячейке. Таким образом, после расчета всех траекторий получался массив данных, показывающий распределение времени пребывания пузырей по объему колонны. После этого легко найти распределение газосодержания в каждой ячейке как
tV
= (Ф
Одновременно с расчетом траектории движения пузыря производилась оценка массопереноса кислорода из пузыря в массу жидкости и рассчитывалось остаточное содержание кислорода в пузыре. В качестве первого приближения предполагалось, что кислород, переходящий границу раздела фаз, мгновенно участвует в реакции окисления, т. е. скорость массопереноса зави
Прикладная механика неоднородных сред
207
сит только от концентрации кислорода в газовой фазе. При таком приближении можно считать, что функция изменения от времени концентрации кислорода в газовом пузыре имеет вид:
сОг = 20,9ехр(-^),
(е)
где к — обобщенный параметр, зависящий от поверхности раздела фаз, температуры и т. д. Из опытных данных в расчетах применялось к= 0,033 с-1.
Рис. 3.3.6.4. Пример одной траектории жидкостной частицы
Время пребывания, ч
Рис. 3.3.6.5. Гистограмма распределения частиц по времени пребывания в колонне.
Среднее время пребывания = 14 657 с (4,071 ч), дисперсия времени пребывания о = 14 600 с
При расчете лагранжевых траекторий при прохождении пузырем расчетных ячеек фиксировалось не только суммарное время пребывания в каждой ячейке, но и остаточное содержание кислорода в пузыре, с которым пузырь попадал в данную ячейку. Таким образом, после соответствующего осреднения было получено распределение кислорода по объему колонны, показанное на рис. 3.3.6.6.
Как видно из приведенного примера, использование моделирования движения частиц в координатах Эйлера — Лагранжа позволяет, во-первых, наиболее естественным образом учитывать все разнородные по своей физической природе процессы (такие как массо-, теплообмен и т. п.), происходящие как в микромасштабе отдельной частицы, так и в макромасштабе всего аппарата в целом, а во-вторых — получить весьма детальную информацию о моделируемом объекте.
^воздух
гудрон
воздух
{гудрон
0,01 3,32 0,07 1,16 0,04 0,36 0,03 0,34 0,03
6,82 0,09 14,4
0,11 7,37 0,11 8,26 0.11 9'30 0,11 10,8 0,12 12,7 0,12
8,02
Рис. 3.3.6.6. Распределение газодержания и концентрации остаточного кислорода по объему барботажной колонны. Весь объем колонны разбит на 12 ячеек, в каждой ячейке верхнее число — газосодержание, нижнее число — концентрация остаточного кислорода в пузырях
3.4. Взаимопроникающие структурные среды
Структурными средами называют такие среды, в которых образующиеся из движущихся фаз структуры по размерам соизмеримы с размерами ограничивающего среду пространства. Так, при взвешивании твердых частиц газом в псевдоожиженном слое возникают полости, получившие название пузырей. Во время подъема пузыри могут увеличиваться в размерах, сливаться, приводя к образованию поршневого режима псевдоожижения. Подобные структуры возникают вследствие неустойчивости однородного (континуального) взаимопроникающего течения фаз.
208
Новый справочник химика и технолога
В некоторых случаях такой режим пытаются привести к более организованной структуре. Например, поршневой режим твердой фазы при пневматическом транспорте позволяет снизить расход газа и, следовательно, повысить эффективность пневмотранспортного процесса. В иных случаях, напротив, пытаются расширить границы устойчивого континуального режима течения наложением на многофазную среду интенсивных периодических воздействий, которые разрушают образующиеся структуры. Подобным примером может служить псевдоожиженный слой, на который накладывают периодические воздействия (см. пример 2.5.4.2). Однако во многих случаях с дискретными структурами приходится мириться, хотя они снижают эффективность проводимого процесса, существенно затрудняют его моделирование и требуют значительных затрат на экспериментальные исследования и обобщение их результатов.
3.4.1. Структуры и режимы течения газо-жидкостных потоков
(Г.М. Островский)
Режимы и структуры газожидкостных потоков определяются условиями образования газовых либо жидкостных частиц. Если условия предпочтительны для образования пузырьков, то в структуре двухфазного потока преобладает пузырьковый режим движения. Если условия предпочтительны для образования капель, то формируется капельно-пленочный режим. На рис. 3.4.1.1 приведены типичные структуры вертикальных восходящих потоков [48].
Пузырьковое течение (а) характеризуется тем, что газовая фаза в виде отдельных пузырьков распределена в потоке жидкости. Обладая различной скоростью, пузырьки сталкиваются и сливаются. Вследствие этого наблюдается тенденция их роста. В результате размер пузырей возрастает настолько, что поперечное сечение одного или нескольких пузырьков приближается к поперечному сечению канала. Таким образом, пузырьковый режим постепенно переходит в снарядный (б) независимо от начального размера пузырьков.
Рис. 3.4.1.1. Структуры газо-жидкостных восходящих течений: а) пузырьковая; б) снарядная; в) вспененная; г) капельно-пленочная; д) клочкообразно-пленочная
Принято считать, что подобные пузырьковые режимы неустойчивы. Однако если слиянию пузырей препятствуют поверхностно-активные вещества, блокирующие поверхность раздела фаз, то подобный пузырьковый режим может существовать при высоких газо-содержаниях вплоть до образования пены. Устойчивый пузырьковый режим может существовать и для чистых жидкостей. Как известно, основной механизм образования газовых пузырей — дробление их турбулентными пульсациями. Следовательно, мощность, вводимая в единицу массы потока, должна превышать некоторое пороговое значение. При движении двухфазного потока в канале основную долю диссипируемой мощности составляет трение жидкости о его стенки. Таким образом, в рассматриваемом случае пузырьковую структуру течения газо-жидкостного потока в первую очередь будет определять кинетическая энергия жидкости.
При увеличении скоростей жидкости и газа, характерных для снарядного течения, газо-жидкостный поток приобретает динамическую хаотическую структуру, заполняющую весь объем трубы. Такой режим принято называть вспененным (в).
При капельно-пленочном режиме течения (г) жидкость движется вдоль стенок канала в виде пленки, а газ — вместе с каплями в ядре потока. Подобная структура может формироваться только при скорости газа, достаточной, чтобы нести оторвавшиеся от пленки капли. Если при этой скорости увеличить расход жидкости, капли сливаются и образуют в ядре потока структуры в виде отдельных клочков или жгутов. Такой режим называют клочкообразно-пленочным (д). Границей существования этих режимов (например для систем вода—воздух) является скорость газа v2 > Ю м/с.
На диаграмме (рис. 3.4.1.2) показаны примерные области существования режимов движения восходящего газо-жидкостного потока по данным Хьюита и Робертса [49]. Диаграмма представлена в координатах потоков импульса соответствующих фаз pi(viEi)2 и p2(v2E2)2, где ve — приведенная к сечению трубы скорость фазы (индекс «1» относится к жидкости).
Рис. 3.4.1.2. Диаграмма режимов для газо-жидкостного подъемного течения: 1 — пузырьковый; 2 — снарядный; 3 — вспененный; 4 — капельно-пленочный; 5 —- клочкообразно-пленочный
Прикладная механика неоднородных сред
209
Для вертикальных опускных течений режимы сходны с показанными на рис. 3.4.1.1, за исключением того, что вспененного режима течений не существует.
Структуры газо-жидкостного потока в горизонтальной трубе показаны на рис. 3.4.1.3.
Рис. 3.4.1.3. Структуры горизонтального газо-жидкостного потока: а) пузырьковая; б) расслоенная; в) снарядная; г) гребневая; д) капельно-пленочная
3.4.2. Одномерные модели газо-жидкостных потоков (И.В. Доманский, Г.М. Островский)
В инженерной практике существуют два подхода к определению уравнений сохранения массы и импульса при течении газо-жидкостной смеси в прямых каналах: квазигомогенный и двухфазный.
Квазигомогенная модель. Наиболее простой метод для исследования газо-жидкостного потока заключается в том, что смесь компонентов считается гомогенной средой, в которой скорости фаз равны, а плотность р, скорость v и газосодержание с2 гомогенной среды определяются зависимостями:
g,+g2 Q । g2
Р Р1 Рг
v=te+a) Fp
Q=FpiVi£i, 02=Fp2v2£2 ^1+^2 ~ 1
Vi =v2 =v
(3.4.2.1)
где Q — массовый расход, F — площадь поперечного сечения потока.
Уравнение сохранения массы примет вид
^ + A(pv) = 0, (3.4.2.2)
dt dx'
а уравнение сохранения импульса силы по аналогии с уравнением (3.3.5.4) запишется как
dv др П
Р—= -gpsma--—т —, (3.4.2.3)
at ox F
где a — угол между направлением потока и горизонталью (против часовой стрелки); П — периметр канала; тст — касательные напряжения на стенке канала.
В свою очередь, касательные напряжения определяются уравнением (2.2.6.24), в котором величина коэффициента гидравлического трения находится, например, из соотношения (2.2.6.27). Вязкость двухфазного потока рассчитывается по уравнению [49]
Q+g2 =0l+0l ц ц, ц2
Плотность газовой фазы определяется уравнением Клапейрона — Менделеева (2.5.1.1).
Поскольку гомогенная модель не учитывает проскальзывание фаз, то для подъемных течений она дает завышение значения газосодержания, а для опускных — занижение. Однако для высоких скоростей, высоких давлений и низких газосодержаний уравнения (3.4.2.1)-(3.4.2.3) дают хорошую сходимость.
Двухфазная модель строится по аналогии с моделью двухскоростного континуума (см. подраздел 3.3.2).
Уравнения сохранения массы без учета массообмена между фазами (например, без учета испарения или конденсации) принимают вид
a(piei) д ( х + pie>vi dt dx
S(p2£2) д, \ +77 p^2v2 dt dx
(3.4.2.4)
Уравнения движения фаз по аналогии с уравнением (3.4.2.3) и с учетом того, что периметр канала всегда смочен жидкостью, записываются как
РА v- = -Pi^ig sin a - s, - fe2S - CT , (3.4.2.5)
at dx F
p2e2 = -p2s2gsina - s2 -^ + fe2S, (3.4.2.6)
где для вертикальных потоков в соответствии с уравнениями (2.2.6.24) и (2.2.6.27)
т -? Р^2
8
Z \0,25
х=о,11С2Ь-+^
d3 J
(3.4.2.7)
210
Новый справочник химика и технолога
По рекомендации [50] использование уравнений (3.4.2.7) приемлемо для расчетов пузырьковых, вспененных и снарядных газо-жидкостных структур.
Для замыкания системы уравнений помимо уравнения состояния необходима зависимость для определения газосодержания. Подробнее этот вопрос будет рассмотрен в 3.4.3.
Капельно-пленочное и клочкообразно-пленочное течения имеют четко выраженную геометрическую структуру. Часть жидкости течет в виде пленки по стенкам канала, а газ с каплями и жгутами движется внутри канала, стенками которого является жидкостная пленка. В этом случае уравнения движения для восходящего течения газа, записанные относительно градиента давления для каждой фазы, примут вид (координатная ось направлена вверх):
d-28 4</
Эх dt J 8(<7-8) 8(<7-8)
Ф l I 4
^ = -Pr S+-T Hydrae 1 dt ) a-23
(3.4.2.9)
где vn — средняя скорость течения пленки.
Касательные напряжения на поверхности раздела фаз записываются в виде [50]
Рг(^г~ ^п)2
(3.4.2.10)
В уравнении (3.4.2.10) знак «+» соответствует противотоку, а знак «-» — прямотоку.
Волнообразование на поверхности пленки, обтекаемой газом, приводит к возникновению шероховатости стенок канала. В результате орошаемый канал становится гидравлически шероховатым. Уоллис [40] получил выражение для Хг:
, \ / \-0,25
Хг =0,31бГ1 + ^5у^^-1 . (3.4.2.11) V d Д лДц )
Плотность газа с каплями определяется уравнениями, выраженными через объемные расходы:
где Qn — объемный расход жидкости в пленке.
Для условий динамического равновесия срыва капель и осаждения их на пленке можно воспользоваться графической зависимостью Уоллиса [40] (рис. 3.4.2.1).
Для пленки касательные напряжения на стенке трубы определяются зависимостью
2
Т = ^, п 8
(3.4.2.13)
где коэффициент гидравлического сопротивления при пленочном течении определяется из уравнения
_ 64 0,316' ' ~Re„ + Re« Re„=^ Hl
(3.4.2.14)
Иные аппроксимации для капельно-пленочного течения представлены в [48-50].
Рис. З.4.2.1. Зависимость расходной доли жидкости
в каплях от комплекса
° IpJ
Пример 3.4.2.1. В вертикальную трубу диаметром d = 50 мм подаются восходящим потоком жидкость и газ с расходами Qx = 0,5 • 10“3 м3/с и Q2 = 38 • 10~3 м3/с. Определить удельные потери давления на установившемся участке, если известны плотность р! = 1000 кг/м3, вязкость = 10 3 Па • с и поверхностное натяжение ст = 70 • 10“3 Н/м жидкости, а также плотность газа р2 = 2 кг/м3 и его вязкость ц2 = 19 • 10-6 Па • с.
Согласно диаграмме режимов течения (рис. 3.4.1.2), при pi(vi£i)2 = 64 кг/мс-1 и p2(v2s2)2 = 117 кг/мс1 предполагается капельно-пленочный режим течения.
Поскольку градиент давления в трубе определяет течение как пленки, так и газового потока, зададимся толщиной пленки и будем искать градиент давления для пленки и газа. Очевидно, что равенство градиентов давления будет соответствовать искомому решению. Пример расчета приведем для одной точки.
Примем толщину пленки 8 = 6 мм. При 40
v =----——г-=16,76 м/с из графика (рис. 3.4.2.1)
л(<7-28)
с учетом Х= 2 • 10 4 получим ср = 0,05. Из соотношения (3.4.2.12):
Прикладная механика неоднородных сред
211
рг = 3,31 кг/м3; Qn = 0,475 • 10’3 м3/с.
Тогда скорость жидкости в пленке:
vn = ------г = 2,29 м/с.
тН<72-(<7-25) I
Из уравнений (3.4.2.11), (3.4.2.14), (3.4.2.13) и
(3.4.2.10) соответственно имеем:
Хг=0,93; Хп =0,021; т = 12,3 Па; тг=80 Па.
dv
Из уравнений (3.4.2.8) и (3.4.2.9) при — = 0 имеем:
для пленки
— = -7548 Па/м, дх
для газа
= -8526 Па/м. дх
Окончательное решение:
вым характером всплытия. Если обозначить эту разность мот, то с учетом С] + г2 = 1 и расходных соотношений
v1=^- = v,e1, (3.4.3.2)
Л
v2=Q- = v2e2 (3.4.3.3)
можно получить зависимость
е2 = /- /1—V <3-4Л4>
c(v2+Vi) + Wot(1-£2)
где Vj и v2 — средние расходные скорости жидкости и газа; Q\ и Q2 — объемные расходы жидкости и газа соответственно.
В инженерной практике для расчета газосодержания при восходящем прямоточном течении применяется расчетное уравнение в виде:
8 = 5,95 мм и — = -8000 Па/м. дх
с(т2+^) + Ьп ’
(3.4.3.5)
Для наклонных каналов см. в [48].
3.4.3. Газосодержание вертикальных газо-жидкостных потоков
(И.В. Доманский)
Существующие в литературе зависимости при известных приведенных к сечению трубы скоростях фаз определяют либо истинную скорость газа, либо газосодержание. В [1] истинная скорость газовых пузырей определяется на основе континуальной модели
V, = V, ± v„
2 1 п
( Y’5
£i j^+t71/2)^)3;
(3.4.3.1)
где vn — скорость всплытия одиночного пузыря. В уравнении (3.4.3.1) знак «+» соответствует подъемному течению, а знак «-» — опускному. Уравнение (3.4.3.1) применимо для газо-жидкостных систем, которые можно рассматривать как континуальные, т. е. с размером газовых включений существенно (на порядок и более) меньше диаметра или характерного поперечного размера канала.
Для всех газо-жидкостных структур, за исключением капельно-пленочных, когда размер газовых включений соизмерим с диаметром канала, средняя по сечению канала разность скоростей Vi и v2 определяется не только скоростью всплытия пузырей, но и полем скоростей жидкости в поперечном сечении, группо-
Уравнение (3.4.3.5) обобщает по форме большинство эмпирических расчетных уравнений, имеющихся в литературе. Так, если с = 1,2, a k = 0, то имеем аппроксимацию Арманда [50]
е2 =0,833^^,
(3.4.3.6)
которая получена при исследовании движения водовоздушных смесей в горизонтальных трубах. По утверждению Арманда, уравнение (3.4.3.6) справедливо и для вертикальных труб, если 0,2 < V2_- < 0,9.
(vi+v2)
В [51] в результате исследования паросодержания в вертикальных трубах получено уравнение:
= _ , (3.4.3.7)
V, + V, + xv 2 1 п
где
^ = 1,4^1 (3.4.3.8)
к Р2./ \ Pi )
а для расчета vn авторы предлагают уравнения:
для труб малого диаметра (d< 30 мм)
vn = 0,3sf~Рг)>| ; (3.4.3.9)
\ Pi )
212
Новый справочник химика и технолога
для труб большого диаметра (d > 30 мм)
('х 0,25 gg(p, -р2)
2
Pl J
(3.4.3.10)
Кутателадзе и Стырикович [52], обобщив опытные данные многих исследователей, предложили для расчета газосодержания е2 при расходе жидкости Qi ~ 0 в каналах большого диаметра (d > 30 мм) уравнение
(х 0,15 / I------------\0,68
Р2 I у JP1 ~Р2 P1J < V )
(3.4.3.11)
Рис. З.4.З.1. Зависимость относительной скорости фаз от газосодержания для системы вода—воздух: 1—3 — давление ОД МПа; 4—6 — давление 5 МПа.
Расчет по формуле: (3.4.3.7) — 1,4; (3.4.3.13) — 2, 5; (3.4.3.11) — 3, 6
где С = 0,4, которое справедливо только в случае барботажа маловязких жидкостей.
Консетов [53], исследовав влияние вязкости жидкости на газосодержание, рекомендует учитывать его введением в уравнение (3.4.3.11) дополнительного множителя и считать
С = 0,4 1+^2Н1_ I ^nPl
(3.4.3.12)
В [54] показано, что наличие даже грубых приближенных значений для иог позволяет получать достаточно точное значение газосодержания. Предложенное в [54] уравнение имеет вид:
-a-v, -v, +J(a + v, +v, )2 +4v,(Z>-a) е2 =-----!------------!--------------L, (3.4.3.13)
2а
Рис. 3.4.3.2. Зависимость газосодержания е2 от средних расходных скоростей газа v2
и жидкости Vj для системы вода—воздух:
vj = 1 м/с (1-4); Vj = 2 м/с (5, 6).
Расчет по формуле: (3.4.3.7) — 1, 3, 5; (3.4.3.13) — 2,4,6
где
(3.4.3.14)
[х0,25 z х 0,33
I |-^|
Р1 — Рг J \Рг /
(3.4.3.15)
На рис. 3.4.3.1 приведено сопоставление значений мот, рассчитанных с учетом уравнений (3.4.3.7), (3.4.3.11) и (3.4.3.13), а на рис. 3.4.3.2 и рис. 3.4.3.3 — сопоставление расчетных газосодержаний.
Уравнение (3.4.3.13) можно применять для расчета газосодержания в трубах большого диаметра (d > 30 мм) при средних расходных скоростях жидкости в диапазоне Vj =0-^2 м/с.
Расчет газосодержания при нисходящем прямоточном течении можно проводить по эмпирическому уравнению, приведенному в [54]:
S2. + e2.=zAr, (3.4.3.16) v2+v,
где е2н и 8|в — газосодержание в нисходящем и восходящем прямоточных течениях соответственно.
Рис. 3.4.3.3. Зависимость газосодержания е2 от средней расходной скорости газа v2 для системы вода—воздух: 1,2 — давление ОД МПа; 3, 4 — давление 50 МПа.
Расчет по формуле: (3.4.3.13) — 1,3; (3.4.3.11) — 2,4
Прикладная механика неоднородных сред
213
3.4.4. Структуры неоднородного псевдоожиженного слоя
(Г.М. Островский)
Псевдоожиженные слои разделяют на однородные и неоднородные. Однородные присущи системам жидкость—твердые частицы. При увеличении скорости жидкости от величины, соответствующей началу псевдоожижения, слой равномерно расширяется, причем его пористость е монотонно увеличивается. Кроме того, сохраняется четкая граница между верхней частью слоя частиц и жидкостью над ним. Все параметры состояния однородного псевдоожиженного слоя хорошо описываются в рамках модели взаимопроникающих континуальных сред (см. подраздел 3.3.2). При ожижении твердых частиц газом картина существенно меняется. В слое возникают различные структурные образования, которые зависят как от свойств частиц, так и от режимных и геометрических параметров процессов псевдоожижения.
Важнейшим фактором, по-видимому, является отношение плотностей фаз. Как известно, псевдоожиженным слоям присуще пульсационное движение частиц и ожижающей среды. При сопоставимости плотностей фаз между частицей и средой происходит равноценный обмен импульсом силы, стабилизирующим состояние псевдоожиженного слоя. Если отношение плотностей фаз существенно отличается от единицы, то однородное состояние становится неустойчивым, и в слое возникают сгустки частиц и ожижающей среды (пузыри, поршни). Так, в слое вольфрамовых шариков, ожижаемых водой — = 19,3 , появляются пузыри и поршни, <Pi )
а при ожижении легких частиц газом при высоком давлении слой может быть однородным [55].
В соответствии с рекомендациями Гелдарта [55, 56], при рассмотрении псевдоожиженных газом слоев твердых частиц необходимо различать следующие группы зернистых материалов (рис. 3.4.4.1).
Рис. 3.4.4.1. Классификация зернистых сред для псевдоожижения воздухом при нормальных условиях
Группа А. Для материалов этой группы характерно однородное псевдоожижение (рис. 3.4.4.2, а) в диапазоне приведенных к сечению аппарата скоростей
< V] < , где — скорость начала псевдоожиже-
ния, у^и — минимальная скорость образования пузырей. По данным [56], -v^, «1 см/с при vKp ®
» 0,3 4- 0,6 см/с. Скорость всплытия пузыря vn > У- . Пузыри склонны к слиянию и дроблению, поэтому на расстоянии порядка 1 м от пористой перегородки наблюдается стабилизация размеров пузырей (рис. 3.4.4.2, б). В цилиндрических аппаратах диаметром менее 0,3 м с ростом скорости возникают осесимметричные поршни (рис. 3.4.4.2, в). При дальнейшем увеличении скорости газа поршни разрушаются и возникает «турбулентный режим» псевдоожижения, аналогичный вспененному
Рис. 3.4.4.2. Структуры псевдоожиженного слоя: а) однородное псевдоожижение; б) пузыреобразование; в) осесимметричные пулеобразные поршни; г) плоские поршни; д) пристенные поршни;
е) трещино- и каналообразование
Группа В. В нее входит большинство материалов. Образование пузырей происходит при скорости газа, лишь незначительно превышающей укр. Как и для группы А, скорость пузырей в этих слоях значительно больше приведенной скорости газа. При этом пористость слоя в обычном диапазоне скоростей газа остается практически постоянной и близкой к значению, соответствующему началу псевдоожижения. Увеличение пузырей происходит быстрее, чем для материалов группы А, что связано не только со слиянием пузырей, но и с притоком в них газа. Максимально возможный диаметр пузыря не установлен, но наблюдались пузыри диаметром 0,5-0,8 м [56]. С увеличением скорости газа наблюдается поршнеобразование, переходящее от осесимметричного (рис. 3.4.4.2, г) к осесимметричному с проскоком газа у стенок аппарата (рис. 3.4.4.2, д). Характерный представитель группы В — песок.
Группа С. К этой группе относятся материалы, между частицами которых существуют значительные поверхностные силы. Это, как правило, связные материалы, например влажный песок или порошки с размером частиц менее 30 мкм. Такие материалы с трудом поддаются псевдоожижению, и в слое легко образуются
214
Новый справочник химика и технолога
сквозные трещины и каналы (рис. 3.4.4.2, ё). При нагнетании сжатого газа в замкнутый сосуд через пористое днище (рис. 3.4.4.3) газ, фильтруясь через стенки каналов и свободную поверхность материала, уплотняет его [57].
Рис. 3.4.4.3. Уплотнение связного материала при подаче газа в герметичную емкость:
1 — начальный уровень материала; 2 — уровень после уплотнения;
3 — направление фильтрации газа;
4 — каналы (трещины)
Группа D. Материалы этой группы состоят либо из крупных частиц, либо из частиц с высокой плотностью. Обычно для таких сред скорости газа велики, а образующиеся пузыри всплывают медленнее, чем в случаях А или В. Примером таких материалов может служить свинцовая дробь.
3.4.5. Моделирование неоднородного псевдоожиженного слоя
(Г.М. Островский)
Характерной особенностью неоднородного псевдоожиженного слоя является наличие пузырей, образующихся при скоростях газа, превышающих приведенную скорость начала псевдоожижения уУп, и однородного псевдоожиженного слоя, пористость которого незначительно изменяется с момента начала образования пузырей. Общий расход газа представляется суммой расходов в виде пузырей и через однородный псевдоожиженный слой [58]:
V =vn£n+Vmin(l-£n)£0, (3.4.5.1)
где v — приведенная к сечению аппарата скорость газа, £п — объемная доля пузырей, £0 — пористость однородного псевдоожиженного слоя, vn — скорость всплытия пузыря.
Однако идеализированная двухфазная модель дает занижение общего расхода газа для крупных (за счет фильтрационного проскока газа через всплывающий пузырь) и мелких (за счет большего значения величины Eq) частиц [59].
Сила сопротивления всплывающего пузыря, как показывают эксперименты, подчиняется уравнению (2.2.8.13), из которого можно получить скорость всплытия:
[45u(pO~Pl)g
ЗС\|/дР0
(3.4.5.2)
где 8П — эквивалентный диаметр пузыря; р0 = pi£0 + + р2(1 - £о); pi — плотность газа; р2 — плотность частиц; Тд = 6 — динамический коэффициент формы пузыря (см. подраздел 2.2.8); С =0,44 (автомодельный режим обтекания). При р0» pi уравнение (3.4.5.2) преобразуется к виду [55]
v„«0,7l(g8,)"J.
(3.4.5.3)
Величины Vmin и £0 можно найти при совместном решении зависимости [60]
^«14, (3.4.5.4)
£о
где \|/г — геометрический коэффициент формы частиц, и уравнений (3.3.2.11) либо (3.3.2.12).
Пример З.4.5.1. Определить отношение скорости всплытия пузыря размером 8П = 50 мм к приведенной скорости начала псевдоожижения для двух псевдоожиженных слоев с частицами 8 = 50 мкм и 8 = 500 мкм. Известны: плотность частиц р2 = 2300 кг/м3, плотность Pi = 0,8 кг/м3 и вязкость ц = 30 • 10-6 Па • с.
Из уравнения (3.4.5.4) при \|/г = 1 получим £0 = 0,41. Тогда из уравнения (3.3.2.34), вычисляя последовательно, получим: критерии Архимеда Аг(85о) = 2,5 и Аг(8500) = 2507; приведенные критерии Рейнольдса £оКе0(85о) = 0,002 и £OReo(85oo) = 1,68; приведенные скорости псевдоожижения £ovo(85o) = 0,0015 м/с и EoVq(85OO) = 0,126 м/с.
Из уравнения (3.4.5.3) получим скорость всплытия пузыря vn = 0,49 м/с.
Искомые соотношения составят: 326 и 3,9.
Из приведенного примера и уравнения (3.4.5.1) следует, что для мелких частиц при объемной доле пузырей 10 % приведенная скорость газа будет превышать скорость начала псевдоожижения более чем в 32 раза. Это говорит о том, что процессы в псевдоожиженном слое могут протекать при одновременном уносе частиц из слоевого пространства.
На рис. 3.4.5.1 показано распределение давления по оси симметрии пузыря [61]. Благодаря такому распределению газ поступает в пузырь через нижнюю его часть и выходит через верхнюю. В результате в верхней части пузыря возникает превышающий насыпную массу материала градиент давления, который прижимает частицы к своду пузыря, обеспечивая его устойчивость, в нижней— происходит транспортирование частиц за его кормой. Последнее обстоятельство обеспечивает хо
Прикладная механика неоднородных сред
215
рошее перемешивание в объеме псевдоожиженного слоя и способствует интенсивному слиянию пузырей (пузырь, попавший в след верхнего пузыря, догоняет его).
Рис. З.4.5.1. Распределение давления по оси симметрии пузыря:
/ —распределение давления по высоте псевдоожиженного слоя; 2 — распределение давления в пузыре и вблизи него
Для определения размера пузыря с учетом его увеличения в [62] предложена корреляция
O,54(v-voeo) ' Ьг + 4^Ац\
8П =------------У------(3.4.5.5)
g
где h — расстояние от газораспределительной решетки, Ао — отношение площади решетки к площади отверстий (для пористой пластины Ао - 0).
При движении пузыря формируются линии тока газа, форма которых существенно зависит от отношения
V V
—— (рис. 3.4.5.2). При —— <1 газ протекает через voeo voeo
пузырь, и только некоторая его часть циркулирует ме-
V
жду псевдоожиженным слоем и пузырем. При —— > 1 voeo
вокруг пузыря окончательно формируется круговая зона (облако — рис. 3.4.5.2 виг, поз. 7) циркулирующего газа, который движется вместе с пузырем. При
v
——»1, что свойственно для мелкозернистых матерее
риалов, циркуляционное облако газа вокруг пузыря сокращается, а внутри пузыря нарастает циркуляционное течение газа. Причем скорость циркуляции примерно равна скорости всплытия пузыря.
Согласно модели Девидсона и Харрисона [63], при увеличении размера пузыря до величины, соответствующей условию
vn>vB, (3.4.5.6)
где vB — скорость витания одиночной частицы. Из кормовой части пузыря частицы увлекаются внутренним
циркуляционным течением, приводя к разрушению его на более мелкие пузыри. Таким образом, внутреннее циркуляционное течение способствует стабилизации размеров пузырей. Однако в литературе пока имеется незначительное число данных, подтверждающих условие (3.4.5.6).
Рис. 3.4.5.2. Линии тока газа вблизи поднимающегося пузыря
Vn
при различных отношениях —— :
v0e0
а) 0; б) 1; в) > 1; г) > 100; 1 — облако
Пример 3.4.5.2. В аппарате кипящего слоя диаметром d = 0,3 м с пористой газораспределительной решеткой предполагается псевдоожижать частицы размером 8 - 500 мкм и плотностью р2 = 2300 кг/м3 газом с плотностью pi = 0,8 кг/м3 и вязкостью ц = 30 • 10 6 Па с. Выдать рекомендации, исключающие поршнеобразование, если приведенная к сечению аппарата скорость газа превышает в три раза приведенную скорость начала псевдоожижения.
Из примера 3.4.5.1 следует: eovo = 0,126 м/с и при Е0 = 0,41 v0 = 0,378 м/с.
Из уравнения (3.3.2.26) находим скорость витания частицы vB = 3,9 м/с.
Из формулы (3.4.5.3) при vn = vB определим устойчивый размер пузыря 8П = 3,07 м.
Таким образом, устойчивый размер пузыря превышает диаметр аппарата и, следовательно, если не ограничить высоту слоя, то возможно поршнеобразование. Чтобы избежать этого, максимальный размер пузыря должен быть меньше диаметра аппарата. Примем 8П = 0,5d. Тогда из уравнения (3.4.5.5) при А0 = 0 получим h = 0,7 м. При высоте слоя менее 0,7 м поршнеобразование исключено.
Подробнее см. в [55, 56].
3.4.6. Структуры и режимы течения потоков с частицами
(Г.М. Островский)
Если в трубу с псевдоожиженным слоем непрерывно подавать материал, то высота слоя будет увеличиваться до верхнего среза трубы, а лишний материал выгружаться. Подобный процесс называют пневмотранспортом. При большой высоте подъема за счет расширения газа и, следовательно, увеличения его ско-
216
Новый справочник химика и технолога
роста можно заметать практически все структуры, представленные на рис. 3.4.4.2 от а до д.
На рис. 3.4.6.1 показана качественная зависимость относительной скорости фаз от объемной доли газа в двухфазном потоке при пневматическом транспорте в вертикальной трубе, где можно выделить характерные режимы течения. Для мелких частиц эта зависимость имеет более рельефный вид, нежели для крупных.
Рис. 3.4.6.1. Зависимость относительной скорости фаз от объемной доли газа в двухфазном потоке: / — для мелких частиц; 2 — для крупных частиц;
3 — расчетная по модели взаимопроникающих континуумов; Пл — плотный слой; П — псевдоожиженный слой; Т — «турбулентный» слой; Н — низкая концентрация
Область «Пл» — пневмотранспорт в плотном слое. Здесь относительная скорость фаз превышает началь
ную скорость псевдоожижения, а градиент давления
превышает удельный вес слоя, т. е.
dp dx
>(p181+p282)g.
Подобное состояние плотного слоя возможно для не
связных и неуплотняющихся материалов при условии существования в них сжимающих напряжений, создающих трение материала о стенки. При равномерном движении плотного слоя в канале трение о стенки будет определяться выражением:
Наиболее простой способ организации пневмотранспорта в плотном слое — создание сопротивления на выходе материала из канала (транспорт с заторможенным слоем). Это сопротивление должно обеспечивать осевое сжимающее напряжение в материале, связанное с тст соотношениями (3.3.5.3) и {^х}~^гсг (см. пример 3.3.5.1).
Эффективность пневмотранспорта в плотном слое будет определяться разностью (3.4.6.1). Чем она меньше, тем ниже силы трения, тем выше эффективность. Однако при малых значениях тст трудно удержать в устойчивом режиме процесс транспортирования в плотном слое, который может легко перейти в пнев-мотранспортный процесс в виде псевдоожиженного неоднородного слоя «П».
По мере увеличения объемной доли газа в слое происходит переход к турбулентному режиму «Т», при котором основной поток газа движется в образующихся каналах и вдоль стенок трубопровода (рис. 3.4.4.2, д и е), а относительное скольжение фаз нарастает настолько, что скорость газа может существенно превышать скорость витания частиц. Существуют и иные названия этого режима. Например, в [55] это «быстрое псевдоожижение», в [64] — «полусквозной поток».
Область «Н» — пневмотранспорт с низкой концентрацией частиц 81 > 0,95. Эта область наиболее характерна для промышленного пневмотранспорта. Относительная скорость фаз для этого режима определяется скоростью витания частиц (см. подраздел 3.3 5):
vB«v,-v2. (3.4.6.2)
При движении двухфазного потока по горизонтальной трубе его структура претерпевает существенные изменения. Хотя распределение частиц и выравнивается по сечению трубы с увеличением скорости газа и уменьшением концентрации частиц, все же основная масса материала движется в нижней части канала (рис. 3.4.6.2), что не позволяет рассматривать поток как одномерный [65]. С увеличением концентрации частиц происходит вытеснение газового потока вверх. Это приводит к тому, что частицы оседают на дне трубы и их основная масса движется по дну трубы в виде слоя с гребнями (рис. 6.6.6.1). При дальнейшем снижении скорости газа гребни увеличиваются и переходят в поршни [66]. Поршнеобразование — это нежелательное явление, и без специальных мер по его регламентации пневмотранспорт заканчивается образованием пробки из материала, т. е. закупоркой или завалом трубопровода. Причем вероятность закупорки тем выше, чем выше концентрация частиц и ниже скорость газа.
В монографии Молеруса [67] гребне-поршневой режим не рассматривался, поскольку из-за своей неустойчивости считался автором непригодным для промышленных пневмотранспортных установок. Однако практика пневмотранспорта с низкими скоростями и высокими концентрациями материала убедительно опровергает подобное мнение, показывая, что транспортирование с гребне-поршневой структурой не только возможно, но и является экономически более выгодным.
В [68] обобщаются результаты исследований греб-не-поршневого пневмотранспорта, который регламентируется дискретным вводом материала в трубопровод и дополнительной подачей газа в то место трубопровода, где намечается опасное для возникновения пробки материала сближение поршней. Во множестве других публикаций (например [69, 70]) рассматривается само-регулируемая пневмотранспортная система с дополнительным байпасным трубопроводом.
Гидротранспортарование в отличие от пневмотранспортирования имеет существенные отличия, связанные с несжимаемостью потока и его высокой плотностью.
Прикладная механика неоднородных сред
217
Поэтому здесь существенно облегчаются условия взвешивания частиц и не возникают упругие продольные (вдоль транспортного канала) колебания потока, которые приводят к сближению гребней и поршней и, как следствие, к формированию пробки.
В вертикальных потоках частицы равномерно распределяются по сечению канала. Это позволяет рассматривать поток как гомогенный, если частицы поддерживаются во взвешенном состоянии броуновской диффузией, либо как квазигомогенный, если перенос частиц
турбулентными пульсациями потока существенно превышает их скорость осаждения, либо как многокомпонентный континуальный, когда нельзя не учитывать проскальзывание частиц относительно потока.
При горизонтальном транспортировании, в зависимости от скорости потока и размеров частиц, помимо отмеченных выше выделяют еще и расслоенный, или гетерогенный, режим [56], в котором наблюдается неравномерность распределения концентрации частиц по диаметру канала и гребне- или дюнообразование.
в г
Рис. 3.4.6.2. Эпюры локальных значений скоростей газа (а, б, в, г) и удельных производительностей (д, е, ж, з) в горизонтальной трубе диаметром 50 мм при пневмотранспорте полистирола (vB = 7 м/с, р2 = 1050 кг/м3). Измерения проводились на различных расстояниях / (м) от места загрузки материала, при различных приведенных скоростях газа v (м/с) и расходах полистирола Q2 (кг/с):
а) вертикальное распределение v при v = 12,7 и Q2 = 0,6 для различных /: I — 9,5; 2 — 3,7; 5 — 2;
б) вертикальное и в) горизонтальное распределения v при v = 12,7 и / = 9 для различных Q2' 1 — 0; 2 — 0,2; 3 — 0,6;
г) вертикальное распределение v при Q2 - 0,4 и I = 9 для различных v : 1 — 9,5; 2 — 12,7; 3 — 16,8;
Э) вертикальное и ё) горизонтальное распределения q при v -12,7 и / - 9 для различных Q2:1 — 0,1; 2 — 0,2; 3 — 0,6;
ж) вертикальное распределение q при Q2 = 0,4 и I = 9 для различных v : 1 — 10,9; 2 — 12,7; 3 — 16,8; з) вертикальное распределение q при v = 12,7 и I - 2 для различных Q2:1 — 0,1; 2 — 0,2; 3 — 0,6
3.4.7. Моделирование потоков с частицами при пневмо- и гидротранспорте (Г.М. Островский) В тех случаях, когда не удается найти точной модели для описания движения потоков газа и жидкости с частицами, прибегают к формальному описанию. Исключая из рассмотрения плотный зернистый слой, для которого возможности моделирования описаны в подразделе 3.3.5, по аналогии с уравнениями (3.3.5.2) и (3.3.5.4) запишем уравнения сохранения импульса для канала круглого сечения в виде Из уравнений (3.4.7.1) и (3.4.7.2) при введении в них расходной массовой концентрации получим уравнение для определения потерь давления при установившемся (dv А режиме течения — = 0 : уд/ ) dp = - (pjgj + р2е2) g sin a.dx - 4 (3.4.7.3) -PjEfiy\dvx + mdv2)-(r} +T2)—dx. Потери давления при пневмотранспорте определяются из выражения (3.4.7.3) при условии, что
dv. . ф _ _ 4 РЛ = -pAg sin а - е, — - fe2S - tj —, (3.4.7.1) at ax D р!£1 р2£2: dp = -р^т—g sin adx - p1e1v1mdv2 - V1 (3.4.7.4)
P2e2 = -P2e2gsina + fe2S - s2 x2 . (3.4.7.2) ( \4 JL. -(Ti+T2)^^-
218
Новый справочник химика и технолога
Из соотношений (3.4.7.3) и (3.4.7.4) следует, что эмпирические корреляции следует искать для объемной доли сплошной среды, для касательных напряжений, а при наличии участков торможения и разгона, каковыми обычно являются начальный и поворотные участки трассы, — для приращений скоростей. Для газового потока можно учесть также приращение скорости материала, вызванное расширением газа.
Для процессов пневмотранспорта, начиная с работ Гастерштадта [71], исследователи в подавляющем большинстве представляют корреляции для касательных напряжений в виде
т, +т2 = т0 (1 + mk} = Хо l+w—|, (3.4.7.5)
8 V )
где То — касательные напряжения на стенке трубы при движении чистого газа; к — коэффициент Гастерштадта; Ло — коэффициент сопротивления чистого газа для гидравлически гладкой трубы; Л2 — коэффициент сопротивления для частиц.
В горизонтальных каналах для получения эмпирических данных для Л2 достаточно измерить перепад давления на участке с постоянной скоростью материала длиной Дх. Тогда из уравнений (3.4.7.4) и (3.4.7.5) с dp 4т учетом — =-----следует:
dx D
Ар = Хо 1 + т — |Дх .
° 2D X J
(3.4.7.6)
На вертикальных участках ситуация значительно сложнее, поскольку для нахождения величины Л2 необходимо измерить объемную долю газа либо отношение скоростей фаз, т. е.
Ар - pjSjW—gAr + Xo-^^-] 1 + w— |Дх. (3.4.7.7) v2 2D Хо)
Еще сложнее с поворотными участками, поскольку для обобщения эмпирических данных нужно измерить три значения скоростей или газосодержаний: на входе в поворот, на выходе из поворота и на участке стабилизации за поворотом.
По-видимому, этими причинами объясняется противоречивость существующих в литературе корреляций по вертикальным трубам и особенно по поворотам. Однако для приближенных расчетов можно воспользоваться некоторыми из них.
Для горизонтальных труб и порошкообразных материалов с 8Э < 150 мкм [72]:
, 2,lFr0’25
1 _______3 в____________
Л2 ” z х0,1
w°3 Fr0,5
I D J
(3.4.7.8)
где
(3.4.7.9)
Fr = -^_. (3.4.7.10)
Dg
Для горизонтальных труб и зернистых материалов с 0 < 5Э < 40 мм [73]:
12=2.7^+—^ ——fl-— (3.4.7.11)
I Р1 ) 8э V2 I V1 ) Уд
где
л=1+с*|Ъ?|3 p?i3fi+ 2ОО..Д v2 IpJ I Fr-FrBJ
(3.4.7.12)
В формуле (3.4.7.11) С определяется из уравнения (2.2.8.21) или (2.2.8.22), а Тд — из уравнения (2.2.8.25). В формуле (3.4.7.12) С* - 0,014-0,09 (обычно С* = 0,01).
Для вертикальных потоков [74]:
v ( § V
Х2=5,5е|— 1--2- Fr” vД D )
Fr2 = £8,
(3.4.7.13)
Объемную долю газа можно найти, воспользовавшись моделью неоднородного псевдоожиженного слоя (см. уравнение (3.4.5.1)), записав составляющие расхода газа (через пузыри и однородный псевдоожиженный слой) и материала:
Из уравнения (3.4.7.14)
b-^Jb2 -4ас
е. =-------------
2а
(3.4.7.15)
где
V1p1w(l-£0) _
« = vn-vmins0; b =----c = v1-e0(v1-vn-vmin).
Рг
Следует отметить, что для высоких концентраций материала (е2 > 0,05) потери давления в вертикальных трубах определяются в основном весом содержащегося в них материала (см. пример 3.3.5.3). Поэтому основные погрешности в расчетах здесь будут связаны не с определением потерь на трение, а с определением массы материала или газосодержания. В настоящее время
Прикладная механика неоднородных сред
219
надежных корреляций для режимов «П» и «Т» (см. рис. 3.4.6.1) нет. Приближенные расчеты по формуле (3.4.7.15) для режима «П» возможны при введении в уравнение (3.4.5.3) 8П ® 0,5 D. Для режима «Т», которому свойственно коллективное движение пузырей в виде жгутов, следует вводить в уравнение (3.4.5.3) поправку £«1, учитывающую убывание коэффициента формы либо коэффициента сопротивления, а также возможность того, что устойчивый диаметр пузыря может быть меньше радиуса трубы:
vn*0,TMfi,5gDp. (3.4.7.16)
Пример 3.4.7.1. Сопоставить с опытными данными [75] расчетные значения потерь давления при вертикальном пневмотранспорте апатитового концентрата в трубе диаметром D = 0,15 м и высотой h = 15 м. В опыте известны: плотность р2 = 3200 кг/м3 и средний размер частиц 8Э = 60 мкм; расходы фаз Q\ = 0,2 кг/с и 02 - 25 кг/с; плотность воздуха на конце трубы, т. е. при сбросе его в атмосферу, pt = 1,2 кг/м3; перепад давления на концах трубы Ар = 68 000 Па.
Значения давлений, плотностей и приведенных скоростей воздуха в начале и конце трассы составят соответственно: рн = 1,68 • 105 Па и рк = 105 Па; р1н = 2,016 кг/м3 и piK= 1,2 кг/м3; у1н =5,62 м/с и v1H =9,43 м/с.
Из соотношения (3.4.7.16) при k = 1 vn = 0,61 м/с.
Примем пористость слоя материала в момент его псевдоожижения £о = О,6. Тогда минимальная скорость псевдоожижения из уравнения (3.3.2.12) vmill = 0,048 м/с.
Из уравнения (3.4.7.15) при т = — = 125 получим 0\
е1н = 0,847 и е1к = 0,902 .
Потери давления от веса материала в трубе Ар » ^1 - £1H+£1K^P2gA = 59 095 Па.
Определим потери материала на трение. Из 02 =(l-e1)p2v2 получим у2н = 2,89 м/с и v2k = 5,53 м/с. Из формулы (3.4.7.13) Л2н = 0,5 и Л2к = 0,28, а из формулы (3.5.7.6) определим потери на трение Ар «2120 Па. Таким образом, общие потери давления составят 61215 Па.
Полное соответствие с данными эксперимента можно получить уменьшением коэффициента k в уравнении (3.4.7.16).
Потери давления на поворотах определяются изменением скорости частиц при прохождении ими поворотов. В свою очередь, эти изменения зависят от положения поворота в пространстве (горизонтальное, горизонтально-вертикальное, вертикально-горизонтальное), типа материала и радиуса поворота. На рис. 3.4.7.1 показаны входные и выходные скорости для частиц песка, которые могут быть использованы для приближенных расчетов и для других материалов [76]. При повороте потока на 180° расчет ведется в два приема. Сначала определяется скорость на выходе из поворота на 90°, затем эта скорость принимается за скорость входа на следующий поворот на 90°.
Зависимость для определения потерь давления представляется в виде суммы потерь давления от движения чистого газа и частиц, т. е.
Ар = Ар0+p1vj/w(v2 - у2н) , (3.4.7.17)
где у2н — скорость материала на выходе из поворота, а v2 — установившаяся скорость материала для участка, следующего за поворотом.
Рис. 3.4.7.1. Расчетные значения скорости на выходе из поворота для различных радиусов изгиба (в мм) и скоростей входа (текучая среда — газ, твердые частицы — песок; угол поворота 90°; коэффициент внешнего трения f = 0,5). Пунктирная линия на графиках соответствует повороту в горизонтальной плоскости
220
Новый справочник химика и технолога
Определение Др0 осуществляется по уравнениям (2.2.6.21), (2.2.6.27). Выражение для потерь давления от трения частиц соответствует второму слагаемому в правой части уравнения (3.4.7.4). Скорости на входе в повороты и на участках стабилизации за поворотом находятся: для горизонтальных труб из уравнения (3.4.7.12); для вертикальных при е2 >0,05 из уравне-
а
02 + 01
расходная объемная концентрация
твердой фазы; Q — объемный расход;
0 0 £) 2
ния (3.4.7.15) и уравнения расхода
_02
V2£sP2 j-, ’ F
при
е2 < 0,5 из равенства v2 » ~vB. С другими аппроксимациями можно ознакомиться в [77].
Потери давления на участках разгона определяются аналогичным образом:
v _ Q2 + 0i F
Критическая скорость, ниже которой будет происходить заиливание дна трубы, определяется следующей формулой [78]:
vnun =KJ2gD^—^-N Pi
(3.4.7.20)
Ap = PiVn(v2-v2H).
(3.4.7.18)
Определение потерь давления при гидротранспорте в сравнении с пневмотранспортом существенно упрощается. Здесь основные проблемы при моделировании возникают в горизонтальных трубах для гетерогенного или расслоенного режима. Потери давления согласно [78] для материалов различной крупности (песок, гравий, галька) можно определить по эмпирической зависимости
где коэффициент К определяется из графика (рис. 3.4.7.2).
Потери давления на разгонных участках и на поворотах определяются уравнениями (3.4.7.17) и (3.4.7.18) и аналогичными графиками (рис. 3.4.7.3).
Иные аппроксимации по расчету процесса гидротранспорта можно найти в [77, 78].
kp = kp0(\ + kmv)
/V О J I Л г— •
Р Vc ) ]
(3.4.7.19)
Рис. 3.4.7.2. К определению минимальной скорости гидротранспортирования при различных объемных концентрациях частиц е2:
1 — 0,02; 2 — 0,05; 3 — 0,1; 4 — 0,15
где С — коэффициент сопротивления, определяемый
уравнением (2.2.8.21) или (2.2.8.22);
Рис. 3.4.7.3. Расчетные значения скорости на выходе из поворота для различных радиусов изгиба и скоростей входа (текучая среда — вода, твердые частицы — песок; угол поворота 90°; коэффициент внешнего трения f = 0,5).
Пунктирная линия на графиках соответствует повороту в горизонтальной плоскости
Прикладная механика неоднородных сред
221
3.4.8. Условия равновесия слоев частиц у стенки
{Г.М. Островский)
При движении неоднородных сред вдоль горизонтальных или наклонных поверхностей часто возникают ситуации, при которых на стенке формируется либо разрушается консолидированный слой частиц. Например, в условиях пневмо- или гидротранспорта необходимо уметь выбирать скорость потока, при которой такой слой не мог бы образовываться. В процессах осаждения, будь то в сепараторах или ламельных отстойниках, напротив, возникает необходимость уметь так организовывать процесс, чтобы слой существовал в определенных процессом рамках.
Рассмотрим наиболее часто встречающиеся случаи.
Сопротивление скольжению зернистой среды по пластине определяется не только кулоновскими силами трения, которые практически не зависят от скорости скольжения, но и вязкими силами. Поскольку зернистая среда содержит между частицами газ либо жидкость, то при определенных условиях это может оказывать воздействие на условия трения.
В общем случае трение скольжения слоя частиц можно представить в виде [1, 79]
т = а/д+ц-^, (3.4.8.1)
где ст — нормальное давление слоя на плоскость скольжения; ц — вязкость среды (газа либо жидкости); v — скорость скольжения слоя; h3 — характерное расстояние от стенки, на котором реализуется сдвиговое течение в вязкой среде.
На рис. 3.4.8.1 показана схема, поясняющая механизм скольжения зернистого слоя. Как видно из рисунка, на расстоянии h3 от стенки сплошная среда движется вместе с частицами. Очевидно, что величина h3 зависит от упаковки частиц, их дисперсного состава на пластине. Эксперименты на порошкообразных материалах показывают, что приближенно [80]
Лэ =0,055, (3.4.8.2)
где 5 — средний размер частиц.
Рис. З.4.8.1. Проявление вязкого трения при скольжении слоя по пластине
Для слоя толщиной h и пористостью £ с учетом веса частиц и силы Архимеда [1] касательные напряжения на пластине с учетом уравнений (3.4.8.1) и (3.4.8.2) определяются выражением
т = Л(1-в)(р2 - pJgcosa/„ +ц^ . (3.4.8.3) о
Из равенства (3.4.8.3) следует, что чем меньше размер частиц, меньше высота слоя и больше скорость скольжения, тем значительнее сказывается вязкое трение. В том случае, если суммарное касательное напряжение на стенке превысит напряжение внутреннего трения между частицами, в зернистом слое реализуется сдвиговое течение.
Условие сдвига внутри слоя с учетом угла внутреннего трения <р представляется в виде
т = А(1-£)(р2-pjgcosa tgip . (3.4.8.4)
Тогда условие, при котором в слое начнется сдвиговое течение, следует из уравнений (3.4.8.3) и (3.4.8.4):
SA(l-eXp2-p,)gcosa(tgq)-/J
V <------------------------------. (З.Ч.о.Э I
20ц
Пример 3.4.8.1. Определить параметры равномерного скольжения тонкодисперсного порошка по наклонной пластине термической печи, при которых в слое толщиной h = 3 мм осуществляется сдвиговое течение, способствующее более эффективному переносу тепла. Известны: коэффициенты внешнего трения покоя^ = 0,69 и движения Уд = 0,55, угол внутреннего трения материала <р = 40°, средний размер частиц 5 = 20 10”6 м; плотность газа pi = 0,65 кг/м3 и частиц р2 = 2300 кг/м3; вязкость газа ц = 30 • 10”6 Па • с; пористость слоя £ = 0,7. Трением слоя о газ на свободной поверхности пренебречь.
Запишем условие равновесия слоя на пластине, наклоненной к горизонтали под углом а, в виде уравнения
й(1-£)(р2 -pjgsina = т, (а)
которое с учетом формул (3.4.8.1) и (3.4.8.2) примет вид
20v h{\ - £)(р2 - pj )g sin a = h{\ - £)(p2 - pj )g cos а/д + ц—, о
(b) откуда
v = 5/7(1 ~ £xp2 ~ Pl )g(Sin a ~ Л COS a) (c)
20ц ' J
Приравняв уравнения (а) и (3.4.8.4), найдем угол наклона пластины, при котором будет обеспечено сдвиговое течение материала: <р < а.
222
Новый справочник химика и технолога
Из уравнения (а) либо (3.4.8.5) при а = <р =40° получим v > 0,15 м/с.
Таким образом, сдвиговое течение в слое будет реализовываться при угле наклона пластины а > 40° и скорости скольжения v > 0,15 м/с.
Условия равновесия зернистой среды при обтекании ее потоком жидкости. Формулировка этих условий определяется ориентацией скорости потока и поля инерционных или гравитационных сил относительно поверхности зернистого слоя. В качестве примера рассмотрим схему равновесия слоя зернистой среды на наклонной пластине при продольном обтекании его потоком жидкости (рис. 3.4.8.2) [1]. В зависимости от направления потока касательные напряжения т(х, у) могут как препятствовать, так и способствовать скольжению. Однако при определенной средней скорости потока возможен вынос слоя без скольжения. Эту скорость называют скоростью уноса vy. При v < vy слою материала присущи свойства зернистой среды.
Рис. 3.4.8.2. Проявление вязкого трения на поверхности слоя
Запишем уравнение равновесия монослоя толщиной 5 в виде
tS = (р2 sina + (p2 -p^gS'Ss,, cosa f,
(3.4.8.6)
где S — предполагаемая поверхность скольжения частиц; е2 — объемная доля частиц в слое; f— коэффициент внутреннего трения.
Величина касательного напряжения на поверхности слоя будет определяться уравнением (2.2.6.24), в котором коэффициент гидравлического трения соответствует каналу со слоем частиц.
Полагая v s vy, из уравнений (3.4.8.6) и (2.2.6.24) получим
V = l8(P2~Pi)gS£2(sina-|-/cosa) (3.4.8,7)
’ V ^Р1
Если размер частиц в слое материала соизмерим с величиной шероховатости стенок канала А, то коэффициент Ау будет равен коэффициенту гидравлического трения канала л. Очевидно, что = Ъ если размер частиц в слое меньше величины шероховатостей Аг, при
которой канал считается гидравлически гладким. В этом случае частицы полностью находятся в ламинарном подслое, а их предельный размер определится из уравнения (см. подраздел 2.2.6)
5 < Аг = —. (3.4.8.8)
L fу2 р14 А — V I 8 )
Если шероховатость стенок канала меньше размера частиц, а последний не удовлетворяет условию (3.4.8.8), то
ХП +1(П-ПС)
X, » , (3.4.8.9)
где Пс — периметр канала, занятый зернистым слоем; П — периметр канала; ас — коэффициент гидравлического сопротивления канала с шероховатостью, равной размеру частиц.
Поскольку унос частиц возможен и при условиях обтекания одиночной частицы, определяемых уравнениями (3.2.4.2)-(3.2.4.5), то следует принимать в расчетах минимальную скорость потока.
Пример 3.4.8.2. Определить скорость суспензии в трубах горизонтального теплообменника, при которой невозможно было бы формирование слоя частиц на дне труб. Известны: диаметр труб d= 15 мм; размер частиц 5=15 мкм; плотность суспензии pi = 1000 кг/м3; плотность частиц р2 = 5650 кг/м3; шероховатость труб А =10 мкм; вязкость суспензии ц = 1,110“3 Па • с; коэффициент внутреннего трения f = 0,7.
Примем, что размер частиц удовлетворяет условию (3.4.8.8). Тогда из уравнений (3.4.8.7) и (2.2.6.27), приняв пористость слоя е = 0,5, получим vy = 0,21 м/с.
Из формулы (3.4.8.8) Аг= 163 • 10 6 м. Таким образом, условие (3.4.8.8) выполняется.
3.4.9. Эффект волны разрушения в зернистой среде
(Г.М. Островский)
Одна из основных особенностей зернистых материалов состоит в том, что они способны качественно изменять свои реологические характеристики при незначительном изменении пористости. Так, в диапазоне £ < 0,54-0,6 связные материалы могут проявлять свойства твердого тела; при £ > 0,6 они приобретают свойства жидкости, т. е. в определенном интервале £ в зернистой среде наблюдается своеобразный фазовый переход.
Явление это широко применяется в промышленной технологии для улучшения сыпучести уплотнившихся или слежавшихся при длительном хранении материалов.
Обычно осуществляют это с помощью принудительной подачи газа в материал через различные сопла и аэрационные элементы. Однако если для материалов
Прикладная механика неоднородных сред
223
с 8 > 60 мкм подобное аэрирование, как правило, достигает своей цели, то для тонких порошков может наблюдаться обратная картина. За счет локальных неоднородностей в материале при подаче в него газа образуются сквозные каналы. В случае нагнетания сжатого газа через аэрационное днище в замкнутый объем газ, фильтруясь через свободную поверхность материала, в том числе и через поверхность, образованную трещинами и каналами, дополнительно уплотняет его (см. рис. 3.4.4.3).
Исключительного эффекта в процессе аэрирования уплотненных порошков можно добиться путем возбуждения в них волны разрушения [57, 80]. Сущность эффекта можно показать на следующем примере.
На рис. 3.4.9.1 показан сосуд с порошкообразным материалом и газом, заполняющим пространство между частицами. От внешней среды материал изолирован поршнем. Если поршень перемещать вверх с некоторой скоростью, то в материале образуются трещины, которые со своей скоростью распространяются в глубь материала. Причем, чем выше скорость перемещения поршня, тем меньше расстояние между трещинами. Наконец, начиная с некоторой скорости перемещения поршня, во фронте волны происходит процесс псевдоожижения (разрушения). Ниже фронта — консолидированный материал (твердое тело), выше — расширяющаяся двухфазная среда (псевдогаз).
Момент отрыва слоя можно проиллюстрировать графиком (рис. 3.4.9.2), из которого следует, что отрыв слоя произойдет в той точке х и в тот момент времени t, когда кривая перепада давления в слое Лр(х,/) = = p(x,t)~p(Q,t) коснется линии прочности материала на разрыв ст(х). Аналитически условие отрыва можно записать в виде
pgx + a0= jgradp^x,/* ^dx о
pg = grad у? (х*/)
(3.4.9.1)
Ф dt
, х —>8.
max
Очевидно, что для горизонтальной поверхности материала в уравнении (3.4.9.1) g=0, для обращенной вниз — ускорение будет отрицательным. При скорости падения давления газа на верхней границе материала Ф dt
Таким образом, здесь можно увидеть два режима разрушения материала — дискретный и непрерывный при х = 8. При непрерывном (или быстром) процессе силы межфазного взаимодействия становятся столь значительными, что пренебрежение относительной скоростью фаз можно считать вполне оправданным. Это позволяет рассматривать двухфазную среду как квазигомогенную, а скорость распространения волны разрушения приравнивать к скорости звука в ней (см. уравнение (2.5.3.4)).
Рис. 3.4.9.1. К механизму побуждения волны разрушения в зернистой среде:
7 — поршень; 2 — труба; 3 — трещины;
4 — направление распространения фронта разрушения
В [57, 81] приведено приближенное решение уравнения фильтрации (2.5.2.3) при следующих начальных и граничных условиях: p(x,0) = s(x,?) = const;
ф((р(?),?1
----——- = 0; = т?н (где (p(t) —координа-
та фронта фильтрационной волны, k = — — скорость dt
падения давления на внешней границе материала):
(3.4.9.2)
Уравнения (3.4.9.2) справедливы в диапазоне: 105 Па <ря < 4 • 105 Па; 10-6 м4/(Н с) > а > 10 s м4/(Н • с); 103 Па/с < |&| < 1 Па/с.
224
Новый справочник химика и технолога
Таким образом, решение уравнений (3.4.9.1) и (3.4.9.2) сводится к отысканию значений к и t. Графическая интерпретация решения задачи ясна из рис. 3.4.9.2.
Для практических задач необходимо принимать за величину х максимально допустимую или минимально допустимую скорость падения давления к на внешней границе материала, при которой отрывающиеся слои легко разрушаются на мелкие агломераты, обеспечивающие нужную подвижность материала. Величину к легко найти из опыта путем сброса давления через определенное (обеспечивающее достаточное для реализуемого процесса рыхление материала) отверстие с площадью сечения F из свободного пространства V над границей материала. Тогда, записав уравнение баланса dpv
массы газа в объеме V как -^-V = -vOTFp0T, где индекс dt
«от» относится к параметрам газа в отверстии истечения, для политропного процесса расширения газа в сво-л л Ф (dp\( р
бодном объеме, в рамках которого — = — — , dt V dt J\ np)
получим
где п — показатель политропы (для воздуха можно принять его равным 1,4); индекс «О» относится к условиям на выходе газа из отверстия. При давлении в сосуде меньше критического (см. уравнение (2.5.1.14)) скорость истечения определяется из уравнения (2.5.1.12). При давлении в сосуде выше критического давления скорость истечения принимается равной местной скорости звука в газе (уравнение (2.5.1.13)), а плотность рассчитывается из уравнения (2.5.1.15).
Возможные практические приложения эффекта волны разрушения будут рассмотрены в подразделах 6.4.4 и 6.6.3.
Литература
1. Островский Г.М. Прикладная механика неоднородных сред. СПб.: Наука, 2000. 359 с.
2. Коузов П.А. Основы анализа дисперсного состава промышленных пылей и измельченных материалов. Л.: Химия, 1987. 264 с.
3. Аэров М.Э., Тодес О.М., Наринский Д.А. Аппараты со стационарным зернистым слоем. Л.: Химия, 1979. 176 с.
4. Аксельруд Г.А., Альтшулер М.А. Введение в капиллярно-химическую технологию. М.: Химия, 1983. 264 с.
5. Хейфец Л.И., Неймарк А.В. Многофазные процессы в пористых средах. М.: Химия, 1982. 320 с.
6. Кубенко В.Д., Лакиза В.Д., Павловских В.С., Пе-лых Н.А. Динамика упругогазожидкостных систем при вибрационных воздействиях. Киев: Наукова думка, 1988. 248 с.
7. Колебательные явления в многофазных средах и их использование в технологии / Под ред. Р.Ф. Ганиева. Киев: Техшка, 1980. 142 с.
8. Ганиев Р.Ф., Кулик В.В., Малышев П.А. и др. // Прикладная механика. Киев: Наукова думка, 1979. Т. 15, №7. С. 107.
9. Rubinow S.I., Keller J.B. // J. Fluid Meeh. 1961. V. 11. P. 447.
10. Гольдштик М.А. // ПМТФ. 1972. № 6. C. 106-112.
11. Saffman P.G. // J. Fluid Meeh. 1965. V. 22. P. 385-400; 1968. V.31.P. 624.
12. Островский Г.М. Методы расчета и реализация пневмотранспортных процессов. Дис. ... д-ра техн, наук / ЛТИ им. Ленсовета. Л., 1986.
13. Аэров М.Э., Тодес О.М. Гидравлические и тепловые основы работы аппаратов со стационарным и кипящим зернистым слоем. Л.: Химия, 1968. 247 с.
14. Sokolichin A., Eigenbergen G., Lapin A., Lub-bert А. // Chem. Eng. Sci. 1997. V. 52, N. 4. P. 611-626.
15. Шрайбер А.А., Гавин Л.Б., Наумов В.А., Яценко В.П. Турбулентные течения газовзвесей. Киев: Наукова думка, 1987. 238 с.
16. Ландау Л.Д., Лифшиц Е.М. Теоретическая физика. Т. VI. Гидродинамика. 4-е изд., стер. М.: Наука. Гл. ред. физ.-мат. лит., 1988. 736 с.
17. Ермаков С.М. Метод Монте-Карло и смежные вопросы. 2-е изд. М.: Наука. Гл. ред. физ.-мат. лит., 1975.472 с.
18. Lubbert A., Paachen Т., Junghans К., Lapin А. // Proc. 5-th German-Japanese Symposium Bubble Columns. Dresden, Germany, 2000. P. 93-98.
19. Lapin A., Lubbert A. // Chem. Eng. Sci. 1994. V. 49, N. 21.P. 3661-3664.
20. Старченко A.B., Бубенчиков A.M., Бурлуц-кий Е.С. // Инж.-физ. журн. 2000. Т. 73, № 6. С. 1170-1180.
21. Sommerfeld М. // Journal of Multiphase Flows. 1992. V. 18. P. 905-926.
22. Sommerfeld M., Broder D., Goz M., Lain S. // Proc. 5-th German-Japanese Symposium Bubble Columns. Dresden, Germany, 2000. P. 17-22.
23. Sokolichin A., Eigenbergen G. // Chem. Eng. Sci. 1994. V. 49, N. 24. P. 5735-5746.
24. Lain S., Broder D., Sommerfeld M. // Chem. Eng. Sci. 1999. V. 54. P. 4913-^4920.
25. Медников Е.П. Турбулентный перенос и осаждение аэрозолей. М.: Наука, 1980. 176 с.
26. Броунштейн Б.И., Щеголев В.В. Гидродинамика, массо- и теплообмен в колонных аппаратах. Л.: Химия, 1988. 336 с.
Прикладная механика неоднородных сред
225
27. Гонор А.Л., Ривкинд В.Я. // Итоги науки и техники. Сер. Механика жидкости и газа. М.: ВИНИТИ, 1982. Т. 17. С. 86-160.
28. Wellek R.M., Agrawal A.R., Skelland A.M. // AIChEJ. 1966. V. 12, N. 5. P. 854-862.
29. Grace J.R., Wairegi T., Nguyen Т.Н. // Trans. Instn. Chem. Engrs. 1976. V. 54, N 3. P. 167-173.
30. Кутателадзе C.C., Стырикович M.A. // Гидродинамика газожидкостных систем. М.: Энергия, 1976. 296 с.
31. Grace J.R. // Trans. Instn. Chem. Engrs. 1973. V. 51. P. 116-120.
32. Hu Sh., Kintner R.C. // AIChEJ. 1955. V. 1, N. 1. P. 41-48.
33. Нигматулин Р.И. Основы механики гетерогенных сред. М.: Наука, 1978. 336 с.
34. Нигматулин Р.И. Динамика многофазных сред. М.: Наука, 1987. Ч. 1. 464 с.; Ч. 2. 360 с.
35. Буевич Ю.А., Щелчкова И.Н. Препринт N 72. Ин-т прикл. механики АН СССР. М., 1976.
36. Thomas D.G. // J. Colloid. Sci. 1965. V. 20. Р. 267-277.
37. Jeffrey D.J., Acrivos A. // AIChEJ. 1976. V. 22, N. 3. P. 417-432.
38. Bamea E., Mizrahi J. // Can. Chem. Engng. 1973. V. 5. P. 843-855.
39. Ishii M., Zuber N. // AIChEJ. 1979. V. 25, N 5. P. 843-855.
40. Уоллис Г. Одномерные двухфазные течения. М.: Мир, 1972.410 с.
41. Buyevich Yu. А. // J. Fluid. Meeh. 1971. V. 49. Р. 489.
42. Буевич Ю.А., Марков В.Г. // Инж.-физ. журнал. 1978. Т. XXXIV, № 6. С. 1007.
43. Войнов О.В., Петров А.Г. // ПМТФ. 1981. № 6. С. 78.
44. Буевич Ю.А., Варыгин В.Н., Прозоров Е.Н. // Инж.-физ. журнал. 1980. Т. XXXVIII, № 5. С. 836.
45. Тодес О.М., Шейнина Л.С. // Инж.-физ. журнал. 1975. Т. XXIX, № 5. С. 765.
46. Щеголев В.В. Гидродинамические процессы в аппаратах с вертикальным дисперсным потоком. Дис. ... канд. хим. наук. СПб.: РПЦ «Прикладная химия», 1994. 294 с.
47. Псевдоожижение / Под ред. И.Ф. Дэвидсона и Д.М. Харрисона М.: Химия, 1974. 728 с.
48. Справочник по теплообменникам. В 2 т. Т. 1. / Пер. с англ.; Под ред. Б.С. Петухова, В.К. Шикова. М.: Энергоатомиздат, 1987. 560 с.
49. Хьюитт Дж., Холл-Тейлор Н. Кольцевые двухфазные течения / Пер. с англ. М.: Энергия, 1974. 408 с.
50. Соколов В.Н., Доманский И.В. Газожидкостные реакторы. Л.: Машиностроение, 1976. 216 с.
51. Лабунцов Д.А., Корнюхин И.П., Захаров Э.А. // Теплоэнергетика. 1968. № 4. С. 62-67.
52. Кутателадзе С.С., Стырикович М.А. Гидравлика газожидкостных систем. М.; Л.: Госэнергоиздат, 1958. 232 с.
53. Консетов В.В. // Труды ЛенНИИхиммаша. 1964. Вып. 46. С. 97-105.
54. Соколов В.Н., Давыдов И.В., Доманский И.В. // Журнал прикл. химии. 1969. Т. 42. С. 856-861.
55. Эйтс Дж. Основы механики псевдоожижения с приложениями / Пер. с англ. М.: Мир, 1986. 288 с.
56. Расчеты аппаратов кипящего слоя: Справочник / Под ред И.П. Мухленова, Б.С. Сажина, В.Ф. Фролова. Л.: Химия, 1986. 352 с.
57. Островский Г.М. Пневматический транспорт сыпучих материалов в химической промышленности. Л.: Химия, 1984. 104 с.
58. Toomy R.D., Johnstone H.F. // Chem. Engng. Prog. 1952. V. 48. P. 220.
59. Grace J.R., Clift R. // Chem. Engng. Sci. 1974. V. 29. P. 327.
60. Wen C.Y., Yu Y.H. // AIChEJ. 1966. V. 12. P. 610.
61. Reuter H. // Chem. Engng. Prog., Symp., Ser., 1966. V. 62. P. 94.
62. Harrison D., Leung L.S. // Symposium on the Interaction between Fluids and Solids / Ed. P.A. Rottenburg Institution of Chemical Engineers. 1962. P. 172.
63. Девидсон И.Ф., Харрисон Д.М. Псевдоожижение твердых частиц / Пер. с англ. М.: Химия, 1965. 184 с.
64. Алиев В.С., Рустамов М.И., Пряников Е.И. Современное состояние и пути развития каталитического крекинга. Баку: Азерб. Гос. изд-во, 1966.
65. Островский Г.М., Исаков В.П., Соколов В.Н. // Журнал прикл. химии. 1976. № 8. С. 1773-1783.
66. Muschelknautz Е., Krambrock W. // Chemie Ing. Techn. 1969. Jg. 41, N. 21. S. 1164-1172.
67. Molerus O. Fluid—Fests toff—Stromungen. Stro-mungsverhalten feststoffbeladener Fluide und ko-hasiver Schiittguter. Berlin—Heidelberg—New York: Springer Verlag, 1982.
68. Вопросы прикладной аэрогидромеханики и теплообмена / Под общ. ред. В.А. Шваба. Изд-во Томского гос. ун-та, 1989. 267 с.
69. Lippert А. // Chemie Ing. Techn. 1966. Jg. 38, Heft 3. S. 350-355.
70. Wirth K.E. // 3R international. 1986. Jg. 25, Heft 7/8. S. 371-377.
71. Гастерштадт И. Пневматический транспорт / Пер. с нем. Л.: Сев.-зап. обл. промбюро ВСНХ. 1927. 119с.
72. Stegmaier W. // Chem. Ing. Techn. 1978. V. 28. P. 363-366.
226
Новый справочник химика и технолога
73. Schuchart Р. // Chem. Ing. Techn. 1968. V. 40. Р.1060-1067.
74. Степочкин Б.В., Конахин А.М. // Химия и технология топлив и масел. 1975. № 12. С. 33-35.
75. Миненко А.К. // Труды ЛИВТа. Вып. 123. Л.: Транспорт, 1969. С. 46-52.
76. Weidner G. // Forsch. Ingenieuwes. V. 21. Р. 145— 155.
77. Разумов И.М. Пневмотранспорт и гидротранспорт в химической промышленности. М.: Химия, 1979. 248 с.
78. Смолдырев А.Е., Сафонов Ю.К. Трубопроводный транспорт концентрированных гидросмесей. М.: Машиностроение, 1989. 255 с.
79. Островский Г.М., Росабаль X., Балье М. // Инж.-физ. журнал. 1990. № 2. С. 39-46.
80. Островский Г.М. Перспективные направления химии и химической технологии. Л.: Химия, 1991. С. 219-226.
81. Ажищев Н.А. Исследование процессов уплотнения и рыхления порошкообразных материалов. Дис. ... канд. техн, наук / ЛТИ им. Ленсовета. Л., 1980. 128 с.
82. Huber N., Sommerfeld М. // Powder Technolology. 1998. V. 99. Р. 90-101.
83. Мостафа А.А., Монджиа Х.Ц., Макдонелл В.Г., Самуэльсен Г.С. Распространение запыленных струйных течений: Теоретическое и экспериментальное исследование // Аэрокосмическая техника. 1990. № 3. С. 65-82.
84. Lapin A., Maul С., Junghans К., Liibbert A. Industrial-scale bubble column reactors: gas—liquid flow and chemical reaction // Chem. Eng. Sci. 2001. V. 56, N. 1. P. 239-246.
85. Патанкар С. Численные методы решения задач теплообмена и динамики жидкости. М.: Энерго-атомиздат, 1984. 152 с.
86. Becker S., Sokolichin A., Eigenbergen G. Gas—liquid flow in bubble columns and loop reactors: Part II. Comparison of detailed experiments and flow simulations // Chemical Engineering Science. 1994. V. 49, N. 24. P. 5747-5762.
87. Зуев Ф.Г. Пневматическое транспортирование на зерноперерабатывающих предприятиях. М.: Колос, 1976. 344 с.
Раздел 4
ТЕПЛООБМЕННЫЕ ПРОЦЕССЫ
Подред. д.т.н., проф. В.Ф. Фролова
Основные обозначения о — поверхностное натяжение, Н/м
Г — геометрический симплекс; плотность орошения, м3/(м-с) а — температуропроводность, м2/с с — теплоемкость, Дж / (кг • К) D, d — диаметры аппарата, трубопровода, мешалки, частицы, м g — ускорение силы тяжести, м/с2 И, h — толщина слоя, высота, м I— интенсивность теплового излучения, Дж/м2 К — параметр реологического закона течения Z, 1 — характерный размер, длина, направление, м т — показатель степени N— мощность, Вт п — число оборотов, с-1; показатель степени Q, q — общая тепловая мощность, Вт; тепловой поток, Вт/м2 R, г — радиус, м; теплота фазового перехода, Дж/кг S— поперечное сечение, м2 Т—температура, °C; К t — время, с U -— объемная внутренняя энергия, Дж/м3 и — скорость, м/с V— объем, м3 w — приведенная скорость, м/с X, х — безразмерный фактор; координата, м у, z — координаты, м а — коэффициент теплоотдачи, Вт/(м2 • К) 3 — коэффициент термического расширения, К-1 у — краевой угол смачиваемости, рад 5 — толщина пленки конденсата, м Е, е — диссипация энергии, Вт/м3; порозность слоя, коэффициент черноты г| — безразмерное расстояние X — теплопроводность, Вт/(м • К); коэффициент трения ц — вязкость, Н • с/м2 v — кинематическая вязкость, м2/с р — плотность, кг/м3 т — касательное напряжение, Н/м2 Критерии подобия ^’(р.-ру) Аг — критерии Архимеда VP/ П - aR - с В1 = критерии Био X g<y3 Gr = ——PAT —критерий Грасгофа V Г? “ /Тч го = —— критерии Фурье R Xl ad „ Nu = критерии Нуссельта X <7 R2 Ро = —— критерий Померанцева мт;-?;) V Рг = критерий Прандтля а Re = — — критерий Рейнольдса V Подстрочные индексы f — текучая среда т — турбулентный w — стенка 4.1. Основы теплообменных процессов (В.Ф. Фролов) Теплообменные процессы являются наиболее распространенными в энергетике, металлургии, химической и смежных отраслях промышленности.
228
Новый справочник химика и технолога
Литература по теплообменным процессам чрезвычайно обширна, и в ней освещены многочисленные аспекты этого распространенного в технике сложного явления. Пик выхода монографий по вопросам теплообмена и теплообменной аппаратуры приходится на 1970-80-е гг., после чего литература по рассматриваемому вопросу почти не издавалась.
Наиболее полным анализом и широтой рассматриваемых вопросов теории и практики теплообменных процессов и их аппаратурного оформления отличается справочник [1], в котором имеется более трех тысяч ссылок на иностранные источники. Поэтому здесь приведены только основные ссылки на отечественную литературу и монографии, переведенные на русский язык. В [1] приведены данные о механической прочности теплообменных аппаратов, о физических свойствах теплоносителей и конструкционных материалов, а также краткие сведения о нестационарной теплопроводности твердых тел.
4.1.1. Основные виды переноса теплоты
Все сколь угодно сложные процессы переноса теплоты состоят из трех элементарных видов переноса: теплопроводности, конвективного переноса и теплового излучения.
Под теплопроводностью (кондукцией) понимают перенос внутренней энергии из одной точки вещества в другую за счет энергообмена между структурными частицами вещества (столкновения молекул при их тепловом движении в газах и жидкостях, обмен энергией колебательного движения ионов в кристаллических решетках твердых тел и т. п.). Закон теплопроводности Фурье для вектора кондуктивного потока теплоты qm, Вт/м2, записывается следующим образом:
<?т =-aW =-acvpVT =-XVT , (4.1.1.1)
где U — объемная внутренняя энергия, Т — температура, р и cv — плотность и массовая теплоемкость, а — температуропроводность и X — теплопроводность вещества.
Закон теплопроводности (4.1.1.1) выводится только для идеальных газов. Однако опыты с самыми разнообразными веществами в любых фазовых состояниях подтверждают пропорциональность кондуктивного потока теплоты величине градиента температуры.
Под конвективным переносом теплоты понимают перенос энергии движущейся текучей средой (капельной жидкостью, газом, паром или их смесями):
qK = M*cvT = wpcv7 , (4.1.1.2)
где М — вектор массового расхода текучей среды, й — вектор скорости потока.
В общем случае распространения лучистого потока через некоторую среду, способную излучать и частично поглощать электромагнитные колебания, изменение
интенсивности 1, Дж/м2, лучистого потока, приходящегося на единицу расстояния в направлении /, имеет следующий вид:
— = гВ~к1, (4.1.1.3)
dl
где В — собственное излучение вещества, Дж/(м3 • с); е и к — коэффициент собственного излучения и коэффициент ослабления лучистого потока, отнесенный к единице расстояния в направлении I лучистого потока, м1.
Интегрирование соотношения (4.1.1.3) по I на участке от I = 0, где 1 = Iq, до I = s в общем случае переменных значений е и £ дает:
1 = JeBехр| -^kdn \dl + Io ехр| -fkdt |. (4.1.1.4) о \ I ) \ о )
4.1.2. Уравнение распространения теплоты.
Условия однозначности
Общий закон сохранения энергии в форме теплоты без учета работы внешних сил может быть сформулирован следующим образом: скорость изменения теплоты в любом (в том числе и бесконечно малом) объеме равна разности количества входящей и выходящей из этого объема теплоты плюс количество теплоты, выделяющейся в нем:
-div(^+^+^) + ^=-^. (4.1.2.1)
Операция дивергенции от векторов элементарных видов переноса теплоты формально является разностью между входящими и выходящими количествами некоторой субстанции q. Для прямоугольной системы координат она имеет наиболее простой вид суммы производных проекций вектора q по тем же координатам:
- dq dq Qq
div q =----f---+ —- , где qv — объемная плотность
дх dy dz
теплоты, Дж/м3; qn — объемная мощность выделяющейся теплоты, Дж/(м3 • с), например за счет тепловыделения вследствие химической реакции, фазовых переходов, работы против сил трения или при прохождении электрического тока (при поглощении теплоты qK может быть и отрицательной).
В частных случаях общее соотношение (4.1.2.1) упрощается. Так, в твердых, непористых и непрозрачных для излучения телах qa = 0. Тогда уравнение (4.1.2.1) с учетом соотношений (4.1.1.1)-(4.1.1.3) может быть записано относительно скорости изменения температуры в движущейся теплопроводной среде следующим образом:
дТ дТ дТ дТ (д2Т д2Т д2т} q,
dt дх ду dz \дх2 ду dz2 J ср
(4.1.2.2)
Теплообменные процессы
229
где их, иу и uz — проекции вектора скорости потока на прямоугольные оси координат.
В неподвижной среде исчезают слагаемые с компонентами скоростей, и уравнение (4.1.2.2) упрощается до уравнения нестационарной теплопроводности:
—=aV2T+^, (4.1.2.3)
dt ср
где V Т — оператор Лапласа от температуры. В иных системах координат он имеет более сложную структуру [2, 3].
Дифференциальные уравнения, описывающие нестационарные поля температуры, для своего однозначного решения (нахождения констант интегрирования) требуют условий однозначности, число которых определяется порядком высшей производной по каждой из независимых переменных. Существенно, что сами условия однозначности должны быть сформулированы на основе дополнительной физической информации о процессе, не зависящей от основного дифференциального уравнения, описывающего процесс в каждой точке вещества.
В большинстве случаев бывает известно распределение температуры в начальный момент времени (начальные условия):
Т|/_0=Т(1,Лг) (4.1.2.4)
или в более простом случае — постоянство начальной температуры Т,=о = То.
Условия однозначности по координатам (граничные условия) могут быть различными в зависимости от конкретных условий того или иного процесса. Так, может быть известна температура тела на его внешней границе (условие первого рода):
rL =ггр- ш-2-5’
П>
Если известно значение граничного теплового потока <7гр (внешний электрический нагрев известной мощности; внешний, падающий на поверхность тела лучистый поток), то этот заданный поток, подставленный в закон теплопроводности Фурье (4.1.1.1), представляет собой задание производной от искомой температуры на известной внешней границе (условие второго рода):
дТ = дХ Г-Г •* *гр
При анализе задач прогрева (охлаждения) твердых тел наиболее часто встречаются граничные условия конвективного теплообмена наружной поверхности тела с окружающей текучей средой, согласно которым теплота от внешнего источника, подводимая (отводимая) к поверхности (границе) тела, приравнивается к теплоте, отводимой в массу тела теплопроводностью:
(4.1.2.6)
“ ~т/1 = " (4.142.7)
\ ” > дх
А —Лрр
где а — коэффициент теплоотдачи, характеризующий интенсивность внешнего теплообмена (см. уравнение (4.1.5.1)); Tf— температура внешней среды; индекс х = соответствует значениям температуры или ее производной на известной (чаще наружной) границе тела. Условие (4.1.2.7) называют граничным условием третьего рода. При решении задач нагревания (охлаждения) твердых тел значения а полагаются так или иначе известными, хотя физически величины коэффициентов теплоотдачи сложным образом зависят от большого числа факторов внешнего потока, что более подробно рассматривается в подразделе 4.1.5. При наличии на границе дополнительного источника или стока теплоты его мощность добавляется в правую часть условия (4.1.2.7).
Наконец, на границе идеального (без каких-либо зазоров) контакта двух твердых тел при отсутствии на такой границе источника или стока теплоты записывается условие равенства температур и тепловых потоков:
^l, = т2L; мгр ,Ау
дх
2 дх
(4.1.2.8)
где и Т2 — температуры первого и второго тела, и л2 — то же для коэффициентов теплопроводности. Условия (4.1.2.8) называются граничными условиями четвертого рода.
Процедура нахождения констант интегрирования дифференциальных уравнений для полей температур внутри исследуемых тел зависит от того, какие из граничных условий (4.1.2.5)-(4.1.2.8) имеют место при анализе той или иной конкретной задачи.
4.1.3. Стационарная теплопроводность твердых тел
В тех многочисленных случаях, когда технологическая аппаратура работает в стационарных, т. е. неизменных во времени условиях, все параметры процесса
дТ п
постоянны во времени и — = 0. Это значительно
упрощает дифференциальное уравнение теплопроводности (4.1.2.3). Для одномерной задачи стационарного переноса теплоты поперек многослойной плоской стенки при граничных условиях конвективной теплоотдачи (4.1.2.7) с обеих наружных сторон такой стенки решение упрощенного уравнения (4.1.2.3) дает следующее выражение для поперечного потока теплоты:
yi
аГ1 + V 5Х71 + а?1 ’
1 II 2.
j
(4.1.3.1)
где Tfy и Тр — температуры горячего и более холодного теплоносителей; ai и а2 — коэффициенты конвективной теплоотдачи от соответствующего теплоносителя к
230
Новый справочник химика и технолога
поверхности, с которой он соприкасается; 5, и — толщина и коэффициент теплопроводности каждой z-й стенки.
Знаменатель соотношения (4.1.3.1) представляет собой термическое сопротивление пути, по которому тепловой поток q переходит от горячего теплоносителя к холодному. Величина, обратная суммарному термическому сопротивлению, называется термической проводимостью, в данном случае многослойной плоской стенки, или коэффициентом теплопередачи (см. 6.2.2.2).
Температуры на границах стенок находятся из соотношений для одинакового теплового потока поперек каждой из стенок. Распределение температуры поперек каждой из стенок линейное и также легко находится, например, графически.
При достаточно больших численных значениях ai и 1 1 S,
а2, когда — и ——, термическими сопротивле-oij а2 \
ниями наружной теплоотдачи можно пренебречь, и температуры наружных поверхностей стенок становятся практически равными температурам соответствующих теплоносителей 7д и Тр.
Стационарная теплопроводность тел цилиндрической формы также описывается дифференциальным
уравнением (4.1.2.3) при — = 0, но оператор Лапласа dt
в нем соответствует цилиндрическим координатам [2, 3]. Для осесимметричного потока теплоты поперек и-слойной стенки цилиндрической формы (трубы) значительной протяженности при отсутствии внутренних источников (<уи = 0) соотношение для потока теплоты Q на один погонный метр длины (Вт/м) имеет следующий вид:
Т -Т
*f2
Q =----7-------UL_±2-------------- (4.1.3.2)
1 f 1 1 1 Л+1 1 1
--- F / —In----1----- 2nya}RB----------------------i'kj R,
где R„ и Ra — внутренний и наружный радиусы многослойной стенки; 7?, и Rl+l — то же для z-й стенки; X, — теплопроводность z-й стенки.
Распределение температуры поперек любой из цилиндрических стенок имеет не прямолинейный, а логарифмический характер. Знаменатель формулы (4.1.3.2) имеет смысл суммарного термического сопротивления переносу теплоты, которое складывается из сопротивлений отдельных участков на пути переноса теплоты поперек цилиндрических стенок.
Стационарное распределение температуры в /7-слойной стенке сферической формы имеет гиперболический вид, а количество отводимой (подводимой) теплоты Q (Вт) определяется по формуле
Т -Т
Q =—г---------------------ч-------Ч’ (4Л-3-3)
_Ц _J_ + y JU J______1 | । 1 |
4лa]/?в2 + j X, /?. /?i+J+a2/?2J
в которой Тр и Tp — температуры теплоносителей внутри сферы радиусом 7?в и вне /7-слойной стенки радиусом 7?н соответственно.
Анализ выражений для термических сопротивлений цилиндрической и сферической стенок показывает, что первое и последнее слагаемые, связанные с внутренним и наружным сопротивлениями переносу теплоты от первого теплоносителя к внутренней стенке и от наружной стенки ко второму теплоносителю, зависят не только от величин коэффициентов теплоотдачи, но и от радиусов, т. е. от величин тепловоспринимающей и теплоотводящей поверхностей. Следовательно, при малых значениях коэффициента теплоотдачи (например, со стороны наружного теплоносителя для цилиндрической многослойной стенки) величину соответствующего термического сопротивления можно уменьшить увеличением поверхности наружного теплосъема. Это достигается оребрением наружной поверхности. Решения задач о распределении температуры внутри ребер прямоугольной, дисковой и иной формы дают расчетные соотношения, которые приводятся в [1-4].
Основой решения задач о стационарном температурном профиле при наличии внутреннего источника теплоты служит уравнение (4.1.2.3) при нулевом значении производной температуры по времени. При постоянном значении мощности внутреннего тепловыделения стационарный профиль температуры имеет параболическую форму для тел плоской, цилиндрической и сферической формы. Например, для сплошного тела цилиндрической формы, моделирующего стационарную работу неподвижного слоя катализатора внутри трубчатого реактора, распределение температуры по радиусу слоя имеет вид:
Т ^Tf+—{R2-r2\ + q , (4.1.3.4)
f 4V ' ^и2а
где г — текущий радиус внутри цилиндрического тела с наружным радиусом R.
В литературе содержится значительное количество материалов о расчетах процессов стационарной теплопроводности для весьма разнообразных условий [5, 6].
Приведенные здесь наиболее простые соотношения для процессов стационарной теплопроводности получены и могут быть использованы при условии постоянства коэффициента теплопроводности, что справедливо лишь в относительно узком интервале температур и для материалов, у которых теплофизические свойства мало изменяются в зависимости от температуры. В противном случае дифференциальное уравнение для температурного поля оказывается нелинейным, и его аналитическое решение становится проблематичным. Существуют лишь частные случаи решения такого рода уравнений. Так, при линейной зависимости 1 = ЛоО + ЬТ) формула для теплового потока поперек однослойной плоской стенки имеет обычный вид:
Теплообменные процессы
231
4 = ^-^-TM), (4.1.3.5)
О
где среднее значение коэффициента теплопроводности (Х> 1 Ъ(Т^+ТЛ
— = 1 -I—i с j х,0 — коэффициент теплопроводно 2
ности при Т = О °C; 8 — толщина стенки; Tw\ и Тк2 — температуры внешних поверхностей стенки. Стационарное распределение температуры поперек стенки также имеет вид квадратичной параболы [7].
В общем случае нелинейные задачи стационарной теплопроводности [8] решаются в основном численными методами. Математические аспекты и специфика разнообразных численных методов, используемые для решения задач теплопроводности, рассмотрены, например, в [9].
4.1.4. Нестационарная теплопроводность твердых тел
Изменение температуры внутри твердых тел при их нагревании или охлаждении существенно не только при проведении сугубо периодических процессов, но также и при непрерывной термической обработке материалов, поскольку каждая новая порция подаваемого в аппарат материала нагревается (охлаждается) в режиме нестационарной теплопроводности.
Анализу разнообразных задач нестационарной теплопроводности посвящена обширная литература (см., например, [1-9]). В [9] приводится классификация методов возможного решения дифференциального уравнения в частных производных типа (4.1.2.3): классический метод разделения переменных; метод интегральных преобразований (Лапласа и др.); метод функций источников (Грина и др.); метод тепловых источников, чаще используемый при нелинейных граничных условиях; вариационные методы; методы линеаризации уравнений и др. Широко используются численные методы (сеточные и метод конечных элементов).
В качестве примеров здесь приводятся результаты анализа задач нагрева (охлаждения) тел простых форм, допускающих разделение переменных и аналитическое решение уравнения в частных производных (4.1.2.3) с соответствующими граничными условиями.
Для тела в форме шара с равномерным тепловыделением в любой его внутренней точке и граничными условиями конвективной теплоотдачи на внешней границе шара решение методом разделения переменных приводит к следующему результату [3]:
Г(П>)-ГО 1,РоГ1, 2 r2j
Tf-TQ 6^ Bi R1)
z Ч Sin LL — , x
ГН.РОЬ I R) Г 2 «И
-2J 1+~7 c<--~exp ’
«к И J „ L k. R )
R
(4.1.4.1)
где To — равномерно распределенная по текущему радиусу г начальная температура шара; Т (г, t) — искомая, нестационарная на любом радиусе г и в любой момент времени t температура внутри шара с наружным радиусом 7?; Ро — критерий Померанцева; Bi— критерий Био; ц, — корни характеристического уравнения задачи ц 2(sinpz-p cospj
tgp =-----; С, =—---------------— коэффициенты
1 - Bi ц, - sin pz cos цz
представления решения (4.1.4.1) в форме бесконечного ряда Фурье. Суммирование членов ряда ведется до бесконечности, однако такого рода решения быстро сходятся (особенно при немалых значениях критерия Фурье
, , at.
го = —) и на практике бывает достаточным при сумми-R
ровании учесть лишь несколько первых членов ряда.
Значение средней по всему объему шара температуры (Г) находится интегрированием решения уравнения (4.1.4.1) по радиусу.
Решение уравнения (4.1.4.1) приближенно описывает процесс разогрева сферического зерна катализатора при равномерном внутреннем тепловыделении, например вследствие экзотермической каталитической реакции внутри его пористой структуры.
Анализ решения уравнения (4.1.4.1) показывает, что тело сначала получает теплоту от более горячего теплоносителя (Tf > Tq), а по прошествии некоторого времени, когда температура его наружной поверхности вследствие внутреннего тепловыделения превысит температуру окружающей среды, тело, наоборот, будет отдавать теплоту окружающей среде (рис. 4.1.4.1).
Рис. 4.1.4.1. Нестационарные профили температуры внутри однородного шара при равномерном внутреннем тепловыделении
При t —* оо все члены ряда превращаются в нули, и распределение температуры внутри шара принимает стационарный характер параболического профиля аналогично соотношению (4.1.3.4) для цилиндрического тела. При qK = 0, т. е. при отсутствии внутреннего источника, из соотношения (4.1.4.1) следует решение задачи о прогреве тела шарообразной формы за счет только конвективной теплоотдачи от более горячего внешнего теплоносителя с температурой Tj > То.
232
Новый справочник химика и технолога
Рис. 4.1.4.2. Относительный недогрев в центре шара
Рис. 4.1.4.З. Относительный недогрев поверхности шара
Рис. 4.1.4.4. Избыточная относительная средняя температура шара
Рис. 4.1.4.5. Относительный недогрев в центре или на оси некоторых тел при Bi —► оо;
1 — плита; 2 — квадратная балка бесконечной длины;
3 — цилиндр бесконечной длины; 4 — куб; 5 — цилиндр длиной, равной диаметру; 6 — шар
В литературе по нестационарной теплопроводности (см., например, [3]) приводятся решения задач для тел классических форм (пластина, цилиндр) или для тел, форма которых может быть представлена комбинацией простых тел (прямоугольный брус, цилиндр конечных
размеров). Имеются также таблицы собственных чисел ц, и коэффициентов С,.
Для расчетов, не требующих высокой точности, по имеющимся решениям типа (4.1.4.1) построены графики, позволяющие быстро определять температуры в
Теплообменные процессы
233
центре и на поверхности тел, а также среднюю температуру тела той или иной классической формы. В качестве примера (рис. 4.1.4.2-4.1.4.4) приведены расчетные графики, по которым быстро находятся характерные температуры шарообразного тела, а также (рис. 4.1.4.5) температуры в центре тел различной формы при одинаковых внешних условиях и отсутствии внутренних источников теплоты.
В процессах нестационарной теплопроводности существенную роль играет величина критерия Био, представляющего собой меру отношения интенсивности переноса теплоты от среды к поверхности тела и интенсивности переноса теплоты теплопроводностью внутри тела. Малые числа Био означают, что процесс нагревания (охлаждения) практически полностью зависит от интенсивности внешней теплоотдачи, а градиенты температуры внутри самого тела незначительны. В случае больших значений критерия Био температура наружной поверхности тела стремится к температуре внешней среды Tf, и скорость нагревания тела в значительной степени определяется внутренней теплопроводностью.
Пример 4.1.4.1. Тело шарообразной формы диаметром d = 5 мм с равномерной начальной температурой Тй в отсутствие внутреннего источника теплоты (дп = 0) нагревается в среде с температурой Tf. Коэффициент теплоотдачи а = 200 Вт/(м2 • К). Теплопроводность, теплоемкость и плотность материала частицы постоянны и равны: X = 0,25 Вт/(м • К), с = 1300 Дж/(кг • К) и р = = 1200 кг/м3. Определить температуры в центре и на поверхности частицы и ее среднюю температуру через 2, 5, 10 и 20 секунд от начала прогрева.
Находим критерий Био: Bi = — = 2,0 .
X
Определяем коэффициент температуропроводности: а = — = 1,60 10’7 м2/с.
ср
ат
Вычисляем значения критериев Фурье Fo = — в
заданные моменты времени: Fo2 = 0,0512; Fo5 = 0,128;
Foio = 0,256; Fo2o = 0,512.
Из графиков на рис. 4.1.4.2-4.1.4.4 находим относительные температуры недогрева (до температуры
Tf-T(Q, t) среды 7}) центра шарообразного тела —-----------, зна-
^/ ~
чения которых при заданных временах составят: 0,95;
0,88; 0,48; 0,19.
Относительный недогрев поверхности шара
Tf-T(R,t)
—---------соответственно составит: 0,58; 0,39; 0,26; 0,10.
Т,-Т„
Относительный средний недогрев массы шара 2 составит: 0,80; 0,57; 0,31; 0,13 (рис. 4.1.4.4).
Tf -7о
Полученные значения приведены на рис. 4.1.4.6.
Рис. 4.1.4.6. Недогрев центра, поверхности и средний недогрев (к примеру 4.1.4.1)
Использование классического метода разделения переменных Фурье предпочтительнее других методов при неравномерном начальном распределении температуры Т(г, 0) и в тех случаях, когда нет необходимости в расчетах нестационарных температурных профилей для весьма малых времен от начала процесса, поскольку ряды при больших значениях Fo сходятся достаточно быстро, а неравномерность начальной температуры в процессе решения приводит лишь к необходимости интегрирования начального распределения Т(г, 0) с неким весовым коэффициентом.
Существенно, что задачи нестационарной теплопроводности не могут быть сведены к расчетам по уравнениям теплопередачи (6.2.2.1) и (6.2.2.4), и поэтому такие задачи принципиально не могут решаться с помощью поиска какого-либо значения эффективного коэффициента теплопередачи k.
В технологической практике существуют процессы, в которых твердые тела подвергаются воздействию переменных во времени внешних условий. В [3] имеются аналитические решения для экспоненциального и периодического изменений температуры окружающей среды. Возможно также обобщение решения задач нестационарной теплопроводности на случай любой непрерывной зависимости 7/(0, если известно решение этой задачи при постоянном значении температуры окружающей среды.
В промышленной практике нередки случаи термического воздействия на твердое тело в течение сравнительно небольшого времени, когда в центре тела при его двухстороннем нагреве (охлаждении) или на противоположной стороне при одностороннем воздействии температура не успевает заметно измениться по сравнению с ее первоначальным значением. Такие условия поверхностного нагрева дают основание считать нагреваемое тело практически бесконечно протяженным в направлении координаты, отсчитываемой от его на
234
Новый справочник химика и технолога
ружной поверхности (рис. 4.1.4.7). Предположение о полубезграничной протяженности тела позволяет сформулировать граничное условие на бесконечности в форме неизменности температуры Т| = То. Решение задачи приповерхностного прогревания тела при граничном условии первого рода Г|^_о = 7/ оказывается возможным получить не в форме бесконечного ряда типа (4.1.4.1), а в виде хорошо табулированной функции ошибок:
Т(х, t)-T0 х
—i---------= erfc—т==г.
Tf-TQ l4at
(4.1.4.2)
Рис. 4.1.4.7. Нестационарные профили температуры при прогреве полубезграничного тела
Поток теплоты, поступающий от внешней среды к поверхности тела (при х = 0), вычисляется по формуле
теплопроводности (4.1.1.1): J =-1— . Диффе-
х=0
ренцирование уравнения (4.1.4.2) по координате х при х = 0 дает относительно простое соотношение:
= (4.1.4.3)
Для процессов химической технологии представляет интерес задача о продвижении фронта превращения, на котором происходит поглощение или выделение теплоты. Аналитическое решение имеет только задача о продвижении фронта фазового превращения от наружной поверхности с заданным значением постоянной температуры в глубь полубезграничного тела. Нестационарные температурные поля в зоне от наружной поверхности до движущегося фронта фазового превращения и во второй зоне от фронта и до бесконечности выражаются через функции ошибок [3, 7], а скорость продвижения фронта оказывается обратно пропорциональной квадратному корню из текущего времени. Соответствующий коэффициент пропорциональности находится решением трансцендентного уравнения, представляющего собой тепловой баланс на движущемся фронте фазового превращения. Аналогичная задача с граничными условиями конвективного теплообмена на наружной поверхности для тел конечных размеров аналитически не решается, и ее анализируют приближенными методами, базирующимися, как правило, на аппроксимации иско
мых распределений температуры простыми степенными функциями координаты. В других случаях принимаемая форма аппроксимации соответствует стационарному профилю температуры в наружной зоне. Такие задачи рассматриваются, например, при кристаллизации расплавов.
Развивается еще один метод анализа задач нестационарной теплопроводности для полубезграничных тел, основанный на понятии дробной производной [10]. Этот оригинальный метод позволяет теоретически находить потоки теплоты внутрь полубезграничного тела без предварительного решения задачи о нахождении нестационарного температурного поля внутри тела. При этом рассмотрение уравнения (4.1.2.3) нестационарной теплопроводности в частных производных оказывается возможным заменить более простым анализом граничного соотношения, представляющего собой обыкновенное дифференциальное уравнение с дробными производными по времени. За счет относительно более простого анализа условий на границе тела класс решаемых задач может быть расширен вплоть до некоторых типов нелинейных условий на границе тела с окружающей средой.
Существенно, что приведенные выше аналитические решения [1-10] и многие другие справедливы лишь при постоянстве теплофизических свойств вещества (теплопроводности X, теплоемкости с) и коэффициента внешней теплоотдачи а. Однако если диапазон изменения температуры велик настолько, что зависимостью этих параметров от температуры пренебречь нельзя, то уравнение (4.1.2.3) заменяется на более сложное, учитывающее зависимость теплофизических свойств вещества от температуры в каждой точке внутри нагреваемого (охлаждаемого) тела [3, 8, 9, 12, 13]. Нелинейное дифференциальное уравнение нестационарной теплопроводности в общем случае решается только численными методами.
При больших значениях градиентов температур уравнение теплопроводности (4.1.1.1) становится недостаточным для описания быстро протекающих процессов распространения теплоты, и оно заменяется уравнением, учитывающим релаксационные эффекты. Здесь анализ приходится проводить на уровне интегро-дифференциальных уравнений [14].
Сложную проблему представляют процессы теплопроводности в неоднородных средах, каковыми являются композиционные, волокнистые, пористые и зернистые материалы, различные сплавы, компаунды, металлокерамика, радиотехнические печатные схемы и т. п. объекты. При этом различают упорядоченные и неупорядоченные структуры [15]. Анализ распространения теплоты и изменения температуры в таких системах сводится к определению некоторого эффективного коэффициента теплопроводности в уравнении (4.1.1.1). Задача нахождения такой теплопроводности осложняется возможным наличием конвектирующих газа или жидкости внутри пористой структуры среды. Особенно
Теплообменные процессы
235
сложной задача становится, если дополнительно происходят фазовые переходы жидкой фазы в паровую или наоборот, поскольку они сопровождаются значительными тепловыми эффектами (см. о теплообмене при естественной конвекции и фазовых переходах в подразделе 4.1.5). При высоких температурах (обычно выше 600 °C) или при пониженных давлениях существенную роль начинает играть лучистый теплообмен между соседними стенками каждой поры. В [15] рассматриваются существующие методы теоретических расчетов эффективной теплопроводности и объясняются влияния основных факторов (пористость среды, содержание влаги в ее порах, давление в газозаполненных порах и т. д.) на численные значения эффективной теплопроводности и возможные причины расхождения теоретических и экспериментальных результатов.
Эффективная теплопроводность зернистых материалов в значительной степени зависит от величин контактных сопротивлений, имеющих место при механическом контакте соприкасающихся частиц дисперсной среды. Этот сложный для анализа эффект рассматривается в [13, 15].
Помимо прямых задач теплопроводности, т. е. нахождения температурных полей по известным значениям начальных распределений температур и известным теплофизическим коэффициентам и другим параметрам процесса (теплофизические свойства материалов, коэффициенты внешней теплоотдачи), в некоторых случаях существенно решение так называемой «обратной задачи», когда по измеренному температурному полю отыскиваются начальное распределение температур или, что встречается чаще, определяются численные значения теплофизических свойств исследуемых материалов (X, а) или коэффициента теплоотдачи а от наружной поверхности тела к окружающей среде. Характерной особенностью обратных задач (не только теплопроводности, но также конвективного и лучистого теплообмена) является их принципиальная неоднозначность и неустойчивость их возможных решений [16]. Последнее обстоятельство требует разработки специальных математических методов и вычислительных алгоритмов, а также оптимального планирования и должной технической организации экспериментальных измерений. Общим методом анализа некорректно поставленных обратных задач теплообмена является метод регуляризации с помощью вариационного принципа.
Методы решения обратных задач дают возможность разрабатывать принципы интенсификации процессов теплообмена в различных технологических процессах и конструкциях, повышать информативность теплофизических исследований при проектировании, осуществлять эффективную диагностику оборудования в условиях их эксплуатации.
Следует отметить, что любые аналитические методы решения задач теплопроводности могут быть использованы только для тел правильной геометрической формы (пластины, цилиндры, шары, плоские безграничные
тела или их простые комбинации). При серьезных нелинейностях типа л(Г, х), а(Т, х) или a(t) аналитические методы практически бессильны и для тел допустимо простых форм. Единственными методами анализа для таких случаев являются разнообразные численные методы решения задач нестационарной теплопроводности.
Основная идея численного решения любого дифференциального уравнения в частных производных состоит в замене производных искомой функции их приближенными выражениями через конечные разности дТ АТ д2Т АТ п
— «----- и —— « ——. Внутренняя область нагревае-
а Д' &2 д?
мого (охлаждаемого) тела разбивается на конечные элементы Дх, а время от начала процесса -— на малые интервалы Л/ (шаги по времени). Таким образом, создается некая многомерная сетка в пространстве координат и времени. ДТ — это конечное изменение температуры Т на элементах такой сетки. Дифференциальное уравнение нестационарной теплопроводности в частных производных оказывается представленным в виде системы алгебраических уравнений, решение которых значительно проще и не требует большого объема вычислительной работы.
Чем мельче численные значения Дх и Л/, тем точнее представление производных через конечные изменения температуры, координат и времени, но при этом в процессе вычислений по большому количеству малых шагов по времени и координатам может накопиться больше ошибок. Вопросы сходимости и устойчивости вычислительной процедуры при численном решении уравнений в частных производных являются решающими, и им уделяется значительное внимание в литературе по теплообменным процессам [17, 18] и прикладной математике.
В литературе анализируются различные математические аспекты проблемы численных решений: явная и неявная схемы расчетов, условная и безусловная устойчивости расчетной схемы и т. п. Так, например, оказывается, что безусловно устойчивая схема численных расчетов требует выполнения следующего условия:
Дх2
Л/ <----, т. е. чем больше температуропроводность
2а
тела, тем меньше должен быть принимаемый шаг по времени, а уменьшение шага по координате, например в два раза, для сохранения безусловной устойчивости расчетов требует уменьшения шага по времени в четыре раза.
При численном решении задач нестационарной теплопроводности и вообще теплообменных задач более широкого профиля чаще всего используется конечно-разностная схема (метод сеток), хотя при анализе, например, задач теплообмена в телах сложной конфигурации удобнее использовать метод конечных элементов [18].
В достаточно общем методе Рунге — Кутта для вычисления каждого последующего значения искомой температуры в последующем шаге по времени
236
Новый справочник химика и технолога
ТМ=Т,+ ]/(/)<* в качестве аппроксимации уже вычисленного значения функциональной зависимости искомого температурного профиля чаще всего используется полином четвертой степени. Существуют и более сложные методы расчетов.
Выбор конкретного метода зависит также и от вида граничных условий анализируемой задачи, в частности от наличия и характера нелинейности в самом дифференциальном уравнении теплопроводности и в граничных условиях.
Большой объем вычислительной работы требует использования современной вычислительной техники, а использование компьютера связано с разработкой алгоритмов численных решений задачи тем или иным из принятых методов и созданием соответствующих программ реализации этих алгоритмов. Многочисленные примеры конкретных алгоритмов и программ приводятся в специальной литературе (см., например, [17, 18]). В последние годы для многих типовых задач теплообмена (и других процессов) программное обеспечение уже разработано и может быть непосредственно использовано для вычислений с помощью персональных компьютеров или более мощных ЭВМ. В таких прикладных программах уже учтены и оптимально использованы наиболее рациональные для каждого случая методы численного решения, а также решены сложные вопросы сходимости и устойчивости всех предлагаемых методов численных решений. Лишь при необходимости анализа нестандартных задач, решение которых отсутствует в пакетах прикладных программ, алгоритм решения и программу реализации устойчивого решения приходится разрабатывать самостоятельно.
Численные методы позволяют решать многие достаточно сложные задачи, недоступные аналитическим методам, и поэтому имеют в последнее время чрезвычайно широкое распространение для решения конкретных задач. Некоторые примеры см. в подразделе 22.1.1. Однако полезно иметь в виду, что результат численного решения конкретной задачи всегда есть лишь массив цифр или их графическая интерпретация. Аналитические же решения (когда они возможны) представляют собой формулы общего вида, в которых отражено влияние всех существенных параметров процесса: теплофизических свойств тела, внешних и начальных условий процесса.
Кроме рассмотренных методов аналитического и численного решения задач нестационарной теплопроводности существуют другие способы, позволяющие изучать изменения полей температуры в твердых телах экспериментальным путем с помощью некоторых физических моделей иной природы [19, 20]. Возможность такого моделирования основана на аналогии закона теплопроводности Фурье (4.1.1.1) и градиентных законов переноса иных субстанций. Таково, например, перетекание жидкости под давлением гидростатического
столба этой жидкости в вертикальной трубке в соседнюю вертикальную трубку через капилляр, соединяющий их в нижней части. При такой гидравлической аналогии уровни жидкости в вертикальных трубках пропорциональны температурам в аналогичных участках твердого тела плоской формы, гидравлическое сопротивление капилляров моделирует термическое сопротивление между соседними участками внутри тела, а поперечное сечение трубок — теплоемкость соответствующего участка тела. В экспериментах на установке, собранной из вертикальных трубок, соединенных капиллярами, легко учесть изменение теплоемкости тела в зависимости от изменения локальной температуры путем установки внутри трубок вставок переменного сечения. Изменение теплопроводности материала в различных его внутренних точках моделируется с помощью капилляров соответствующего гидравлического сопротивления.
Большими возможностями моделирования для тел сложной конфигурации обладает электрическая аналогия, при которой измеряется значение электрического потенциала в электропроводной среде, имеющей конфигурацию прогреваемого (охлаждаемого) тела. Обычно используется ванна с электролитом, электрическое сопротивление которого моделирует термическое сопротивление отдельных участков исследуемого твердого тела. Электроаналогия имеет своей физической основой одинаковую математическую формулировку закона локальной электропроводности и уравнения теплопроводности Фурье (4.1.1.1).
На границе ванны с электролитом создается распределение электрического потенциала, аналогичное граничному распределению температуры. При исследовании плоских задач в качестве объекта можно использовать плоский лист электропроводного материала.
Объемное моделирование возможно проводить методом электрических многомерных цепей, в которых используются электрические сопротивления между узлами, моделирующие локальные значения термических сопротивлений.
4.1.5. Основы конвективного теплообмена между теплоносителем и поверхностью
Под конвективным теплообменом (теплоотдачей) понимают интенсивность обмена теплотой между какой-либо теплообменной поверхностью и теплоносителем, непрерывно контактирующим с этой поверхностью и, как правило, так или иначе перемещающимся относительно поверхности. Такая задача с большим трудом поддается теоретическому анализу, несмотря на то, что общее дифференциальное уравнение конвектив-но-кондуктивного переноса теплоты (4.1.2.2) известно. Для интегрирования этого уравнения в частных производных второго порядка необходимо знать компоненты скорости движения теплоносителя (их, иу, uz, если задача сформулирована в прямоугольной системе координат), то есть требуется предварительное решение гид
Теплообменные процессы
237
родинамической задачи взаимодействия вязкого потока движущегося теплоносителя с неподвижной поверхностью. В общем виде эта задача является достаточно сложной и может иметь аналитические решения только в предположении об изотермичности процесса в самых простых случаях (ламинарное течение в прямой круглой трубе постоянного сечения, ламинарное течение в плоском зазоре и некоторые другие), когда компоненты скоростей оказываются известными и уравнение (4.1.2.2) может быть решено некоторыми приближенными методами. Однако такие решения все равно являются приближенными, поскольку при наличии теплообмена задача в принципе не может быть изотермической, и разность температур в разных точках теплоносителя означает разность плотностей (особенно для газов и паров) и вязкостей (для капельных жидкостей).
Еще сложнее дело обстоит с попытками аналитического решения задачи о теплообмене между поверхностью и турбулентным потоком теплоносителя, когда анализ даже изотермической задачи движения потока теплоносителя показывает, что вблизи обтекаемой поверхности существуют тонкие ламинарный и переходный пристенные слои переменной толщины с линейным и логарифмическим профилями продольной скорости и турбулентное ядро потока с логарифмическим (внутри трубы) или равномерным распределением скорости в поперечном сечении потока.
Поэтому для практических расчетов интенсивности теплообмена между текучим теплоносителем и стенкой используется сравнительно простое уравнение теплоотдачи
9 = а|т}-Г,|, (4.1.5.1)
в котором q (Вт/м2) — поток теплоты между теплоносителем с температурой Tf и теплообменной поверхностью с температурой Tw. Пропорциональность q первой степени разности температур Tf - Tw подтверждается многочисленными опытными данными при разных видах конвективного теплообмена. Вся сложность гидродинамических и тепловых процессов вблизи поверхности сосредоточена в коэффициенте теплоотдачи а (Вт/(м2 • К)), численное значение которого сложным образом зависит от многочисленных факторов. По физическому смыслу а представляет собой термическую проводимость пристенного слоя теплоносителя, вели-
1
чина------термическое сопротивление этого слоя,
а
Определение зависимости коэффициента теплоотдачи а от влияющих на него факторов и представляет собой основную задачу конвективного теплообмена (теплоотдачи). Как правило, наиболее надежные зависимости такого рода получают в результате соответствующих экспериментальных исследований. При этом получаемые обработкой опытных данных корреляционные соотношения чаще всего представляют в форме связи между безразмерными комплексами, составленными в свою очередь из размерных величин, влияющих
на процесс. Коэффициент теплоотдачи обычно представляется в форме критерия (числа) Нуссельта aL
Nu = —, в котором L — характерный геометрический
размер системы теплоноситель—стенка (диаметр трубы при движении теплоносителя внутри трубы, наружный диаметр трубы при поперечном ее обтекании потоком, протяженность обтекаемого тела вдоль направления движения теплоносителя и т. п.); 1/ — коэффициент теплопроводности теплоносителя. По физическому смыслу критерий Нуссельта (Nu) есть отношение количества передаваемой к (от) поверхности теплоты к количеству теплоты, которое передавалось бы только теплопроводностью поперек неподвижного слоя теплоносителя толщиной L при одинаковой разности температур Tf-Tw. Критерии Нуссельта (Nu) и Био (Bi) отличаются только тем, что в критерии Bi содержится коэффициент теплопроводности нагреваемого (охлаждаемого) тела, а не теплоносителя, как в критерии Nu.
Теплоотдача при вынуященном течении теплоносителя. При ламинарном течении теплоносителя ud
внутри трубы постоянного сечения ( Re = — < 2300) v
возможны некоторые теоретические решения [7] для участка стабилизированного параболического скоростного профиля, но только в изотермическом приближении. Опытные же данные дают следующее соотношение [2]:
/ \0,25
( рг 1
Nu = 0,15а£ Re0’33 Рг0’43 - Gr01, (4.1.5.2)
в котором Рг = — — критерий Прандтля;
а
«d3
Gr = -^-7-pAT — критерий Грасгофа, учитывающий v2
влияние на теплообмен внутри трубы гравитационной конвекции теплоносителя, возникающей при разности АГ температур теплоносителя у стенки с температурой Tw и основной массы потока при его температуре Tfi Р—коэффициент термического расширения теплоно-1 2d , ,
сителя; £z = 1 + — — безразмерный коэффициент, учитывающий влияние входного участка трубы общей длиной L и диаметром <7; Prw — критерий Прандтля, в котором кинематическая вязкость v и температуропроводность а теплоносителя берутся при температуре стенки Tw, а не при температуре основного потока Tf, Рг
как во всех остальных критериях. Симплекс --- учи-
тывает то обстоятельство, что значения среднего по всей длине L трубы коэффициента теплоотдачи а несколько различаются в зависимости от направления теплового потока от стенки (Tw > TJ) или от теплоносителя к стенке (7}> Tw).
238
Новый справочник химика и технолога
Соотношение (4.1.5.2) не является единственным, по которому возможно рассчитать коэффициент теплоотдачи а для ламинарного потока (см., например, [22]).
Для переходного режима движения теплоносителя внутри труб (2300 < Re < 10 000) можно воспользоваться графиком на рис. 4.1.5.1.
Рис. 4.1.5.1.
Зависимость интенсивности теплоотдачи внутри каналов при переходном режиме движениия
При наиболее часто реализуемом в теплообменной аппаратуре турбулентном режиме течения теплоносителя (Re >10 000) обычно используется корреляционное соотношение Крауссольда [3]
[>0,25 Рг ) ---- , (4.1.5.3) PrJ
отсутствие критерия Gr в котором свидетельствует о том, что при большой вынужденной скорости движения теплоносителя влияние гравитационной конвекции становится пренебрежимо малым по сравнению с влиянием конвекции вынужденной.
Для каналов некруглого поперечного сечения во всех критериях подобия используется эквивалентный 45
диаметр d3 = —, где S и П — поперечное сечение и смоченный периметр канала.
Среди задач теплообмена поверхности с потоком теплоносителя наиболее теоретически разработана задача о теплообмене стенки с ламинарным потоком, направленным вдоль плоской поверхности при известной и постоянной температуре Tw этой поверхности.
Основным понятием гидродинамики внешнего обтекания является пограничный слой — тонкая зона потока в непосредственной близости от стенки, где происходит практически все изменение продольной скорости потока от нулевого значения на самой поверхности (основной постулат гидродинамики вязкой жидкости) до скорости uq внешнего потока теплоносителя. Толщина пограничного слоя много меньше продольного размера тела, поэтому в пределах такого тонкого слоя, во-
первых, силы вязкого трения являются преобладающими по сравнению с силами разности статического дав
ления и, во-вторых, изменения скорости и температуры в поперечном стенке направлении должны быть значительно большими по сравнению с изменениями этих величин вдоль поверхности. Эти упрощения приводят к системе дифференциальных уравнений в частных производных для тонкого пограничного слоя, которые могут быть приведены к системе нелинейных обыкновенных дифференциальных уравнений. Численное решение этой системы дает возможность получить соотно
шения для изменения толщины пограничного слоя
Зх
5=к^
где х — продольная координата вдоль пло-
и X ской поверхности, Re = .
v
Получено также соотношение для локального коэффициента теплоотдачи ах:
= 0,332^^7 VPr. (4.1.5.4)
Для среднего по длине L значения коэффициента теплоотдачи а в левой части равенства (4.1.5.4) и в критерии Рейнольдса производится замена х —» Z, а численный коэффициент удваивается. Экспериментальные данные подтверждают соотношение (4.1.5.4) для локального и усредненного коэффициентов теплоотдачи при теплообмене ламинарного потока с плоской теплообменной поверхностью.
Для турбулентного внешнего потока (Re > 500 000) эксперименты приводят к следующему корреляционному соотношению:
[>.0,25
— . (4.1.5.5)
PrJ
Взаимодействие потока с поверхностью твердого тела плохо обтекаемой формы обычно характеризуется отрывом пограничного слоя от поверхности тела (рис. 4.1.5.2). При Re < 5 пограничные слои образуют в кормовой области обтекаемого тела два симметричных вихря. При увеличении скорости потока вихри начинают периодически и попеременно отрываться и сноситься вниз по потоку, образуя вихревой расширяющийся гидродинамический след. Толщина пограничного слоя на поверхности тела увеличивается от точки набегания потока. В соответствии с изменением толщины пограничного слоя изменяется по поверхности цилиндра и значение локального коэффициента теплоотдачи.
Экспериментальные данные по величинам коэффициентов теплоотдачи, усредненных по всей поверхности обтекаемого потоком цилиндра, могут быть представлены в форме следующего соотношения:
f-x 0,25
— Рг
(4.1.5.6)
Теплообменные процессы
239
в котором С = 0,50 и п = 0,50 для диапазона 5 < Re <1000; С =0,25 и и = 0,60 для диапазона 1000 < Re < 200 000; С = 0,023 и п = 0,8 для диапазона
300 000 < Re < 2 000 000.
Рис. 4.1.5.2. Внешнее обтекание и теплоотдача тела сферической формы
Если поток направлен под некоторым углом к оси обтекаемого цилиндра, то значения среднего коэффициента теплоотдачи несколько уменьшаются, что может быть учтено поправочным коэффициентом [22].
Для теплоотдачи при обтекании пучков труб в критериальном уравнении (4.1.5.6) несколько изменятся численные значения коэффициентов С и п [23].
Для внешнего обтекания поверхности шарообразной частицы аппроксимационная зависимость для среднего по поверхности коэффициента теплоотдачи имеет вид
Nu = 2+ 0,35Re0,58 Pr0’33 + 0,03Re0’54 Pr0’35. (4.1.5.7)
Предельное значение Nu = 2 при Re —* 0 соответствует теплоотдаче шара к неподвижной внешней среде и может быть получено теоретически.
В справочнике [6] приведены таблицы с расчетными соотношениями для коэффициентов теплоотдачи а при наружном поперечном обтекании тел с поперечными сечениями в форме эллипсов, квадратов, треугольников, тел вращения и т. п.
В фундаментальной монографии [24] рассмотрены многочисленные задачи конвективного теплообмена в отсутствие фазовых превращений вынужденно движущегося теплоносителя. Анализируется физическое содержание дифференциальных уравнений ламинарного и турбулентного движения и распространения температуры в потоке теплоносителя. Рассматриваются предельные возможности теоретических методов и численных решений. Предпочтение отдается численным методам. Анализ проводится на основе дифференциальных уравнений для сдвигового (пограничного) слоя внешней задачи теплообмена. Рассматриваются также задачи теплообмена внутри каналов.
Когда влияние температурных полей на величины вязкости и плотности теплоносителя велики настолько, что уже невозможно решать раздельно изотермическую,
гидродинамическую и тепловую задачи, переходят к их совместному решению (сопряженная задача). В [24] представлены многочисленные примеры программ для решения подобных задач.
Естественная (гравитационная) конвекция. Такой вид движения текучей среды возникает за счет разности плотности Ар среды в различных точках ее объема, если текучая среда находится во внешнем поле какой-либо массовой силы. Чаще всего такой силой оказывается сила тяжести (гравитации). При теплообмене всегда имеется разность температур в различных точках теплоносителя, что вызывает соответствующее изменение плотности и появление естественной конвекции. Так, слои жидкого или газообразного теплоносителя, непосредственно прилегающие к более горячей теплообменной поверхности, нагреваются выше температуры Tf основной массы теплоносителя, и плотность теплоносителя уменьшается на величину Ар = р[ЗАТ, где АТ7 = 7>, “ 7), а [В — коэффициент объемного термического расширения теплоносителя. В гравитационном поле под действием выталкивающей силы Архимеда более легкие пристенные слои поднимаются вверх вдоль вертикальной поверхности (рис. 4.1.5.3), а на их место из нижних зон основного объема теплоносителя поступает его более холодная масса. Таким образом, вдоль горячей поверхности возникает непрерывное движение среды, скорость которой определяет интенсивность теплообмена поверхности с основной массой практически неподвижной среды. Такого рода течение имеет место лишь в тонком пограничном слое, режим движения среды в котором может быть как ламинарным, так и турбулентным в зависимости от величины скорости среды, ее вязкости и характерного (здесь вертикального) размера теплообменной поверхности. Существенно, что скорость естественной конвекции теплоносителя у стенки здесь является функцией самого процесса теплообмена, а не заранее известным параметром, как это было во всех случаях вынужденной конвекции.
Рис. 4.1.5.З.
Движение теплоносителя и теплообмен с вертикальной стенкой при естественной конвекции
240
Новый справочник химика и технолога
Теоретический анализ теплообмена при естественной конвекции базируется на уравнениях движения вязкой жидкости, неразрывности потока и уравнении (4.1.2.2) конвективно-кондуктивного переноса теплоты (без последнего слагаемого). Эти уравнения записываются в приближении пограничного слоя, а затем с помощью специальных подстановок сводятся к двум обыкновенным дифференциальным уравнениям, содержащим в качестве единственного параметра критерий Прандтля [2, 7]. Нелинейные уравнения решаются численно [2, 24]. Результаты решений обобщаются и дают удовлетворительное согласие с экспериментальными данными. Обобщение теоретических и экспериментальных результатов может быть представлено, например, в следующей форме:
Nu = l,8(GrPr)1/8 npuGrPr<500
Nu = 0,54(GrPr)14 при 500 <GrPr < 2 107 >.
Nu = O,13(GrPr)' 3 при GrPr > 2 IO7
(4.1.5.8)
Критерий Нуссельта в соотношениях (4.1.5.8) содержит усредненный по всей теплообменной поверхности коэффициент теплоотдачи а, а характерным размером во всех критериях служит вертикальный размер поверхности, с которой имеет место теплообмен в режиме естественной конвекции.
Интенсивность теплообмена невертикальных поверхностей несколько снижается, поскольку часть архимедовой подъемной силы в таких случаях компенсируется реакцией твердой стенки. Усредненный по поверхности горизонтальной трубы свободно-конвективный теплообмен может быть определен по корреляционному соотношению [21]:
/ \О,25
Nu = 0,5(GrPr)°’25 — , (4.1.5.9)
где за определяющую температуру принимается температура Tf в целом неподвижной среды вне пограничного слоя, а в качестве характерного размера в критериях берется диаметр трубы.
Около горизонтальных плоских поверхностей возникает очаговая циркуляция, при которой количество восходящих токов над верхней нагретой поверхностью зависит от случайных факторов, таких как неровность поверхности и т. п. В этом случае характерным размером в критериальных соотношениях [1,6, 24, 25] является не вертикальный, а горизонтальный размер поверхности, так как от него зависит интенсивность развивающейся естественной циркуляции как под нижней, так и над верхней поверхностью (рис. 4.1.5.4).
Соотношения (4.1.5.8) и (4.1.5.9) соответствуют свободной естественной конвекции в практически безграничном пространстве неподвижного теплоносителя. Наибольшую трудность для расчегов нредставляег, од
нако, теплообмен в замкнутых объемах, где на естественную конвекцию существенное влияние оказывают ближайшие поверхности. В специальной литературе (например [25]) разобраны многочисленные варианты встречающихся в практике случаев естественно-конвективного теплообмена в замкнутых пространствах, заполненных теплоносителями: в горизонтальных и вертикальных щелях и других объемах различной конфигурации, в прослойках шарообразной или цилиндрической формы и т. п.
.уиуиуиии
V///////////777X
..........
Рис. 4.1.5.4. Движение теплоносителя при естественной конвекции у горизонтальных поверхностей
При анализе теплообмена в слоях дисперсных материалов используется понятие эффективной теплопроводности. Обобщение предлагаемых различными авторами экспериментальных данных может быть различным, но все такого рода корреляции содержат критерий Gr — основной критерий, отражающий влияние архимедовой подъемной силы на естественную гравитационную циркуляцию вязкой среды.
Все приводимые формулы для расчета теплообмена около горячей поверхности справедливы и для случаев, когда температура поверхности ниже температуры среды. При этом лишь меняется направление естественной циркуляции среды.
В завершение краткого обзора процессов конвективного теплообмена без фазовых превращений теплоносителя отметим, что наряду с традиционными методами развиваются также и новые подходы к анализу конвективного теплообмена [26], где предлагается обобщенный критерий, характеризующий соотношение сил инерции и суммы сил, препятствующих движению теплоносителя. В частных случаях предлагаемый комплекс может переходить в традиционные критерии Re, Аг и Gr. На основе такого подхода рассматриваются различные случаи теплообменных процессов и приводятся соответствующие формы обобщающих зависимостей.
Теплообмен при конденсации пара. Конденсация водяного пара широко используется для нагревания всевозможных веществ до не слишком высоких температур. Конденсация паров различных веществ также применяется в процессах перегонки и ректификации жидкостей различной летучести. Процессам конденсации посвящена обширная литература (см., например, [2, 5, 6, 23,27,28]).
Необходимым условием возникновения процесса конденсации пара является контакт пара с поверхно
Теплообменные процессы
241
стью (в некоторых случаях с иными объектами, например с каплями жидкости), имеющей температуру Tw ниже температуры Тх насыщения пара при давлении его конденсации. Слой пара, непосредственно прилегающий к такой более холодной поверхности, первоначально сам охлаждается, а затем конденсируется, образуя на конденсирующей холодной поверхности пленку жидкой фазы (конденсата) (рис. 4.1.5.5). Капельная конденсация [2], возникающая на не смачиваемых конденсатом поверхностях, здесь не рассматривается.
Рис. 4.1.5.5.
Гравитационное ламинарное течение пленки конденсата
Образующаяся на поверхности пленка под действием силы тяжести стекает вниз, а сила вязкого трения в жидкости и трение жидкости о стенку препятствуют быстрому нисходящему движению пленки. Образование новых порций конденсата в стационарном процессе происходит на наружной поверхности пленки, температура которой практически равна Ts. Выделяющаяся при конденсации теплота фазового перехода под воздействием разности температур (Ts - Tw) передается в виде непрерывного потока q поперек жидкой пленки непосредственно к тепловоспринимающей стенке (поверхности). Величина теплового потока q зависит от терми-5
ческого сопротивления стекающей пленки —, то есть от ее толщины и коэффициента теплопроводности конденсата. Толщина пленки и гидродинамический режим ее нисходящего движения зависят от соотношения сил тяжести, вязкого трения, инерции, а также от количества образующегося конденсата и расположения поверхности конденсации по отношению к направлению силы тяжести. Ламинарное течение пленки имеет место до wS
критического значения Re = —«4000 числа Рей-v
нольдса, где и — усредненная по толщине пленки скорость ее нисходящего движения; 8 — локальная толщина пленки; v — кинематическая вязкость конденсата при его средней арифметической температуре 0,5(7; + Tw).
Задача о ламинарном гравитационном стекании жидкой пленки по вертикальной или наклонной поверхности может быть решена аналитически в изотер
мическом приближении, когда можно пренебречь изменением вязкости жидкости в обычно небольшом интервале температур (Tw - Ts). Интегрирование соответствующих уравнений движения пленки и кондуктивного переноса теплоты поперек движущейся пленки увеличивающейся сверху вниз толщины приводит к следующему безразмерному соотношению для теплоотдачи от насыщенного пара [7,27]:
Nu = 0,943 (Оа-КфРг)°25,
(4.1.5.10)
„ , т а£
в котором критерии Nu=— содержит усредненный X
по всей высоте L поверхности коэффициент теплоотдачи а; X — коэффициент теплопроводности конденсата;
а
Ga =----------критерий Галилея; К. =—Е— — кри-
pvz скАГ
терий фазового превращения (представляет собой отношение удельной теплоты конденсации гк к теплоте переохлаждения конденсата от температуры насыщения Ts до температуры стенки Гн). Данные опытов по конденсации дают несколько большее значение коэффициента: 1,13 вместо 0,943. При конденсации на наружной поверхности горизонтальной трубы численный множитель в соотношении (4.1.5.10), наоборот, следует уменьшить до величины 0,726, а в качестве характерного размера в критериях подобия используется наружный диаметр трубы.
Конденсация на поверхностях значительной высоты может приводить к турбулизации стекающей пленки, что серьезно усложняет анализ процесса. Имеющиеся в литературе [1, 2, 5, 6, 23, 27, 28] соотношения для критического значения числа Рейнольдса, при котором происходит турбулизация стекающей пленки, и особенно формулы для коэффициентов теплоотдачи от турбулентной пленки к стенке весьма громоздки и здесь не приводятся, тем более что турбулентное течение пленки конденсата в технологической аппаратуре встречается не слишком часто. Последнее объясняется
тем, что для уменьшения вертикального размера поверхности конденсации широко распространенные кожухотрубчатые конденсаторы с конденсацией пара в межтрубном пространстве стараются располагать горизонтально. Тогда на малой высоте, равной наружному диаметру трубок аппарата, средняя толщина пленки конденсата не успевает стать настолько значительной, чтобы течение пленки успело приобрести турбулентный характер. Кроме того, коэффициенты теплоотдачи при конденсации на горизонтальных трубах имеют значительные величины и при конденсации водяного пара достигают нескольких десятков тысяч Вт/(м2 • К).
Вынужденное движение парового потока относительно наружной поверхности пленки конденсата при значительных скоростях восходящего или нисходящего движения пара может оказать существенное динамическое влияние на перемещение пленки и на ее толщину и,
242
Новый справочник химика и технолога
следовательно, на интенсивность теплоотдачи. Рекомендации по учету влияния скорости пара приводятся в [29].
Конденсация на наружной поверхности пучка труб приводит к тому, что стекающий с верхних труб конденсат попадает на нижние ряды труб и механически воздействует на пленку конденсата на наружной поверхности нижних труб. Учет этого обстоятельства проводится на основе соответствующих эксперимен-
Рис. 4.1.5.6. Зависимость корректировочного коэффициента в уравнении (4.1.5.10) от числа «р труб по вертикали и порядок определения ир для коридорного (/) и шахматного (2) расположения труб при конденсации пара на их наружной поверхности
Формула (4.1.5.10) для конденсации насыщенного пара справедлива для гладких труб. Для умеренно окисленных поверхностей коэффициент теплоотдачи обычно снижается на 15-20 %, а для сильно окисленных и шероховатых поверхностей — приблизительно на 30 % [29]. Это объясняется задерживающим эффек
том, оказываемым шероховатостью на течение пленки конденсата.
Интенсивность конденсации влажного пара, содержащего некоторое изначальное количество конденсата (обычно в виде тумана), отличается от интенсивности конденсации сухого пара не слишком значительно. Влияние доли влаги хвл может быть учтено [2] поправочным множителем (1 - хвл)0,2 к уравнению (4.1.5.10).
В отличие от конденсации насыщенного пара, при конденсации перегретого пара необходимо учитывать
теплоту перегрева пара относительно температуры его насыщения Ts. Соответствующий поправочный множи
1 +
тель имеет вид
, где сп и Тп — теплоем-
кость пара и его температура. Для вычисления теплового потока от конденсирующегося перегретого пара величина коэффициента теплоотдачи (с учетом поправочного множителя) умножается на разность температур (Ts - Tw), поскольку температура наружной поверхности пленки конденсата остается равной температуре насыщения.
Изменение теплофизических свойств конденсата может быть учтено [29] введением в соотношение (4.1.5.10)
/л \V8
Л ц I
дополнительного множителя ; влияние замет
ного переохлаждения конденсата учитывается попра-
вочным множителем
I, , 0Л(Г,-ГДс,
где ск — теп-
лоемкость конденсата.
Процесс конденсации пара, содержащего примесь инертного, неконденсирующегося газа (обычно воздуха), существенно отличается от конденсации чистого пара. Основное отличие состоит в том, что у наружной поверхности пленки конденсата образуется прослойка инертного газа, которая оказывает значительное диффузионное сопротивление пару, вынужденному диффундировать поперек этой газовой пленки. Скорость теплоотдачи в этом случае начинает зависеть от массообменного процесса диффузии. Неконденсирующиеся газы приходится непрерывно откачивать, чтобы не допустить их накапливания и соответствующего ухудшения условий теплообменного процесса.
При анализе работы конденсаторов приходится учитывать изменение общего и парциального давлений вдоль протяженной поверхности конденсации. Наиболее полные описания процессов конденсации паровоздушных смесей применительно к работе дефлегматоров ректификационных установок приведены в [28], где также даны имеющиеся в специальной литературе соотношения для расчетов коэффициентов теплоотдачи. Математические описания процессов конденсации содержат не только статические, но и динамические характеристики конденсаторов, т. е. учитывают реакцию аппаратов на возмущения основных внешних параметров. Численные решения сложных математических описаний процессов конденсации используются для синтеза систем автоматического управления процессами дробной ректификации и оценки чувствительности соответствующих регуляторов.
В [1] приводится информация о редко встречающихся процессах капельной конденсации паров на не смачиваемых конденсатом поверхностях, на каплях конденсата, в том числе и в воздушной среде, на жидкости при подаче в нее конденсирующегося пара и т. п. Рассматривается конденсация смесей паров, образующих несмешивающиеся жидкости, в том числе эвтектические и т. п. Приведены основные методы интенсификации процессов конденсации с помощью создания искусственной шероховатости поверхности, турбулизации стекающей пленки конденсата, оребрения поверхностей, установки специальных вставок при конденсации внутри трубок фреоновых конденсаторов, с помощью механических отбойников пленки конденсата на наружной поверхности вертикальных труб и т. п. Отмечается, что методы интенсификации могут увеличить коэффициент теплоотдачи до 30 %.
Процесс конденсации паров может проводиться в аппаратах смешения, где конденсирующийся пар непосредственно контактирует с жидкостью, подаваемой в аппарат с целью поглощения выделяющейся при конденсации теплоты. В барометрических конденсаторах процесс смесительной конденсации проводят для соз
Теплообменные процессы
243
дания разрежения в установке. Такого рода процессы конденсации рассматриваются в [30].
Теплоотдача при кипении жидкости. Процесс кипения, когда давление насыщенного пара над кипящей жидкостью равно внешнему давлению, а парообразование интенсивно происходит по всему объему кипящей жидкости, широко используется в энергетике, в химической и других отраслях промышленности.
Необходимым условием передачи теплоты от твердой поверхности к кипящей жидкости является перегрев поверхности относительно температуры кипения жидкости Ts = Гкип.
Кипение сопровождается непрерывным образованием большого количества паровых пузырей, их ростом, отрывом от греющей поверхности и последующим всплытием через слой кипящей жидкости. Все эти процессы интенсифицируют отвод теплоты от греющих поверхностей к объему кипящей жидкости, что в свою очередь приводит к увеличению скорости парообразования. При этом существенно, что зарождение паровых пузырьков на микроскопических впадинах греющей поверхности, их последующий отрыв и подвод на освобождающиеся места жидкой фазы — все это разрушает пристенный слой жидкости и интенсифицирует процесс теплоотдачи.
Значительная теплоемкость и теплопроводность жидкой фазы по сравнению с паровой обусловливает передачу теплоты от греющей поверхности к жидкой фазе при их непосредственном контакте в пристенном слое и последующую передачу теплоты от наружной границы всех пузырей внутрь их объемов с энтальпией образующейся паровой фазы.
При малых значениях разности температур АГ = Tw - Ts число паровых пузырьков на греющей поверхности мало, и они практически не влияют на интенсивность естественно-конвективной теплоотдачи. По мере увеличения АГ число паровых пузырей быстро увеличивается, и интенсивность теплоотдачи соответственно возрастает. Однако слишком большое количество пузырей, не успевающих отрываться от поверхности, одновременно блокирует часть греющей поверхности от тепловоспринимающей жидкости (пар обладает сравнительно малой теплопроводностью и теплоемкостью), и рост интенсивности теплоотдачи замедляется (рис. 4.1.5.7). При некотором критическом значении ЛГкр паровые пузырьки не успевают отрываться индивидуально и сливаются в сплошную паровую пленку, блокирующую теплоподводящую стенку от жидкости. Интенсивность теплоотвода резко (в 20-40 раз) уменьшается, что соответственно уменьшает не только количество передаваемой теплоты, но и может привести к нежелательному перегреву самой поверхности, если ее обогрев производится высокотемпературным теплоносителем (например, топочными газами). Переход кипения от пузырькового режима к пленочному называется кризисом кипения.
Рис. 4.1.5.7. Зависимость интенсивности теплоотдачи к кипящей жидкости от разности температур стенки и жидкости
Пленочный режим кипения всегда нежелателен, и в промышленной практике стараются организовать процесс в области развитого пузырькового кипения (АГ < АГкр), но без опасности наступления кризиса кипения. Для кипящей при атмосферном давлении воды АГ^ = 25 К. Обратный переход от пленочного режима кипения к пузырьковому по мере уменьшения АГ происходит при заметно меньшей, чем АГ^, разности температур стенки и жидкости.
Обычно при кипении жидкостей их температура во всем объеме равна температуре кипения. Однако в некоторых случаях основная масса жидкости может иметь температуру ниже Гкип. Если же температура Ги теплоподводящей поверхности по-прежнему больше Гкип, то имеет место пристенное кипение, при котором происходит конденсация пара из образовавшихся на стенке и оторвавшихся от нее паровых пузырей. Интенсивность теплоотдачи пристенного кипения близка к интенсивности обычного кипения догретой до Гкип жидкости, паропроизводительность незначительна, а жидкость быстро нагревается до ГЮ|П.
Число центров парообразования на поверхности в значительной степени зависит от состояния этой по
верхности и от количества растворенного в жидкости
воздуха, что трудно поддается анализу.
Отрыв пузырька от поверхности происходит, когда выталкивающая паровой пузырек архимедова сила
превысит силу поверхностного натяжения, удерживающую пузырек на стенке. Из равенства этих сил следует [2] оценка отрывного диаметра пузырька
^отр
= 0,02? °
<g(p-Pn)J
, где у — краевой угол смачи-
вания поверхности жидкостью; а — поверхностное натяжение жидкости; р и рп — плотности жидкости и пара соответственно. Численное значение для кипящей воды приблизительно 2,5 мм, частота отрыва пузырьков из одного центра их образования на стенке порядка 40 с-1. Скорость всплытия пузырей изменяющейся сложной формы имеет порядок 0,2-0,4 м/с (см. подраздел 3.2.6). При всплытии пузыри деформируются, увеличиваются в размерах, дробятся и коалес
244
Новый справочник химика и технолога
цируют, траектория их всплытия в большом объеме кипящей жидкости непрямолинейна.
Процессы теплоотдачи при кипении являются наиболее сложными с точки зрения попыток теоретического анализа, что определяется, прежде всего, статистической природой возможных центров парообразования и связанной с этим неопределенностью суммарной поверхности всех деформирующихся пузырьков.
Наиболее физически обоснованный анализ процессов кипения представлен в [2], где приведена система дифференциальных уравнений. Из этих уравнений, ввиду невозможности их решения, получены основные безразмерные, как правило, непростые по структуре комплексы, от которых должна зависеть интенсивность теплоотдачи при кипении жидкости в большом объеме. Существенно, что характерный размер £, определяющий интенсивность теплоотдачи при кипении и входящий во многие комплексы, не равен размеру теплообменной поверхности, но связан с размером отрываю-т I ° щихся паровых пузырьков: L = /------.
Vg(p-Pn)
В литературе по кипению (см., например, [1, 2]) рекомендовано значительное количество соотношений, коррелирующих экспериментальные данные по кипению различных жидкостей. Большинство таких расчетных формул дают удовлетворительное совпадение коэффициентов теплоотдачи, несмотря на значительное разнообразие используемых форм учета физических свойств жидкой и паровой фаз и иных факторов, влияющих на интенсивность теплоотдачи при кипении.
В качестве примера приводится формула для пузырькового кипения жидкости в большом объеме, в которой коэффициент теплоотдачи а выражен через величину плотности теплового потока q:
где В1 = —, В2=—$—, В3 = .._L_, Д4=3,:25 • ЮЛ gAp rKgpv Vog Ар
В корреляционном соотношении (4.1.5.11) Арп= р-рп; р — давление (в атм, 1 атм ~ 0,1 МПа); физические свойства жидкой и паровой фаз принимаются при температуре кипения (насыщения).
Значительное количество аналогичных (4.1.5.11) соотношений приводится в справочной и специальной литературе [1, 2, 28, 29].
Для практических расчетов нередко экспериментальные данные по кипению представляются в упрощенной размерной форме вида: а = Ад^Р”'. Численные значения коэффициента А и показателей степеней п и т для различных жидкостей приводятся в таблицах. Для воды и большинства жидкостей эти численные значения близки к значениям показателей степени, приведенным в формуле (4.1.5.11). Иногда вместо величины теплового потока q используется определяющая раз
ность температур (Tw - T№n) в степенях, также приводимых в справочных таблицах [1, 29].
Кипение внутри вертикальных труб при вынужденном движении кипящей жидкости (обычно поступающей в нижнюю часть трубы) имеет место во многих аппаратах. Если в обогреваемую трубу жидкость входит с температурой ниже Ткип, то на начальном участке наблюдается пристенное кипение. После быстрого прогрева всего потока жидкости до ТкиП кипение происходит по всему объему поднимающейся жидкости. Выше паровые пузыри могут сливаться в центральной части трубы, а кипение будет продолжаться в тонком кольцевом слое жидкости у горячей поверхности. Интенсивность кипения обычно мало зависит от скорости движения жидкости и определяется интенсивностью пузырькового кипения. Эмпирические корреляции для расчетов длин отдельных участков по высоте кипятильных труб, коэффициентов теплоотдачи, а также для температур жидкости и стенки трубы приводятся в многочисленной литературе (см., например, [1, 27]).
При кипении на наружной поверхности пучка горизонтальных труб становится существенным влияние пузырьков пара, поднимающихся от нижних труб пучка, на процесс кипения на поверхности верхних труб. При значительной интенсивности кипения большое количество таких пузырей может блокировать от жидкости верхние трубы, что приведет к значительному снижению средней интенсивности теплоотдачи для всего пучка.
Чтобы интенсивное пузырьковое кипение не перешло к малоинтенсивному кипению пленочного типа, необходимо оценивать зависимость критических величин теплового потока q^ и, соответственно, критической разности температур АТкр от физических свойств жидкости и пара и от режимных параметров процесса. Процесс кипения вблизи кризиса неустойчив и сильно зависит от состояния греющей поверхности. Так, известно, что повышенное давление над слоем кипящей жидкости и шероховатость поверхности увеличивают значение <7кр, а неравномерность 1\, по теплообменной поверхности, наоборот, приближает кризис кипения.
Опытные данные показывают, что для многих жидкостей = 1004-350 кВт/м2 и АТкр = 204-50 К. Для воды </кр = 1000 кВт/м2.
Одной из относительно простых формул, рекомендуемых для оценки кризиса кипения, является зависимость
4кр = VkVpT(aP^)1/4 > (4.1.5.12)
в которой значение эмпирической константы К* находится в пределах 0,13-0,19 и зависит от свойств греющей поверхности и ее ориентации по отношению к направлению силы тяжести. Формула получена в опытах с кипением воды, фреонов и некоторых других органических жидкостей. Для горизонтальных труб численные значения q^ уменьшаются по сравнению с трубами
Теплообменные процессы
245
вертикальными. При обратном переходе от пленочного режима к пузырьковому величина обычно снижается приблизительно в пять раз, что объясняется значительной устойчивостью паровой пленки около твердой поверхности.
Значительной сложностью отличаются процессы кипения бинарных и многокомпонентных жидкостей, что существенно, например, для кубов-испарителей ректификационных колонн. Здесь важную роль играют ограничения, связанные с перемещением массы одного компонента через другой, что резко снижает скорости роста пузырей и приводит к уменьшению коэффициентов теплоотдачи при пузырьковом кипении, в то время как критический тепловой поток может снижаться, а может и увеличиваться. Данные по расчетам интенсивности кипения бинарных смесей через значения коэффициентов теплоотдачи для чистых компонентов, в том числе и для вынужденного движения, приведены в [1]. Там же имеются данные о возможной интенсификации процессов кипения многокомпонентных смесей на горизонтальных трубах с наружными низкими ребрами.
4.1.6. Основы лучистого теплообмена
Источниками электромагнитного излучения, существенного для промышленной практики, служат нагретые твердые и жидкие поверхности, а также газы, температура которых превышает 600-650 °C, когда вклад лучистого переноса теплоты обычно становится сравнимым с конвективным и кондуктивным переносами. Твердые и жидкие поверхности излучают электромагнитные волны во всем возможном диапазоне длин волн, тогда как газы излучают (и поглощают излучение) только в пределах конкретных интервалов (полос) длин волн, присущих каждому конкретному газу.
Физической основой лучистого теплообмена является закон Стефана — Больцмана, согласно которому интенсивность собственного излучения любого тела пропорциональна четвертой степени его абсолютной температуры:
дл = 5,6740’*е7’4. (4.1.6.1)
Коэффициент черноты е в уравнении (4.1.6.1) учитывает отличие излучения так называемых «серых тел» от идеального черного тела, излучение которого при данной температуре Т максимально и которое поглощает все падающее на него излучение. Значения коэффициентов е и их зависимости от длины волны приводятся в литературе по теплообмену (см., например, [1, 2, 5, 19]).
Согласно закону Кирхгофа, излучательная и поглощательная способности тел совпадают. Это, в частности, означает, что если реальное тело излучает некоторую определенную долю в лучистой энергии по отношению к черному телу, то оно и поглощает такую же долю падающего на него внешнего излучения. Остальную долю (1-б) излучения такое тело отражает в окру
жающее пространство зеркально или диффузно (во все видимое полупространство) в зависимости от состояния поверхности. Применительно к проницаемым для излучения средам закон Кирхгофа означает, что такие среды поглощают лишь те полосы электромагнитных волн, которые они способны излучать, а для всех остальных диапазонов излучения такие среды прозрачны.
Поверхности твердых тел (и жидкостей) каждой своей элементарной площадкой излучают электромагнитную энергию в полусферу окружающего пространства во всех направлениях, но с интенсивностью, пропорциональной косинусу угла, отсчитываемого от нормали к площадке. Интегрирование по всем углам полупространства дает закон Ламберта, согласно которому общее собственное излучение поверхности во все полупространство в я раз превосходит излучение в направлении нормали к поверхности.
Помимо собственного излучения, физически связанного с энергетическими процессами внутри и между структурными частицами вещества (атомами, молекулами), тела посылают в окружающее пространство еще и отраженное внешнее излучение. Отражаемое телом внешнее излучение зависит от характера падающего излучения и от коэффициента черноты самого тела, но практически не зависит от его температуры. Сумма собственного и отраженного излучения называется эффективным излучением тела.
Рассмотрение собственного излучения тел и бесконечных отраженных лучистых потоков для двух параллельных протяженных поверхностей дает формулу для эффективной лучистой энергии, передаваемой от поверхности с температурой 7] к поверхности с температурой Т2.
q=5,67s - рМ , (4.1.6.2)
np|J4iooJ <100J
(1 i Л
где 8 = —I-------1 — приведенная степень черноты
82 J
системы двух плоских тел; 81 и 82 — степени черноты соответствующих поверхностей.
В качестве примера приводится соотношение для интегрального лучистого теплообмена двух выпуклых тел, одно из которых полностью заключено внутри другого:
ПЛ f 2И
< £7^^/_____kiooj 77 (A 1 A
В формуле (4.1.6.3) Fi — выпуклая поверхность внутреннего тела с большей температурой Т\ и коэффициентом черноты 8i; F2 — вогнутая поверхность тепловоспринимающего тела с температурой Т2 и коэффициентом черноты 82 (рис. 4.1.6.1).
246
Новый справочник химика и технолога
Рис. 4.1.6Л. Лучистый теплообмен замкнутых поверхностей
В промышленной практике лучистыми потоками часто обмениваются поверхности, обладающие значительными коэффициентами черноты (большими 0,8 для практически важного инфракрасного диапазона длин волн 0,008-0,2 мм). Тогда оказывается возможным пренебречь вторичными отраженными потоками и получить выражение для результирующего лучистого теплообмена между произвольно расположенными в пространстве телами [2]:
(4.1.6.4)
в котором epi и ф2 — углы между линией, соединяющей центры элементарных площадок dF} и dF^ и нормалями к ним; г — расстояние между элементарными площадками. Каждый из интегралов по поверхности представляет собой двойной интеграл по координатам. Значение двойного интеграла — коэффициент взаимной облученности — зависит только от геометрических характеристик системы двух тел и вычислен для многих практически важных взаимных ориентаций теплообменных поверхностей. Результаты таких вычислений содержатся в справочной литературе (см., например, [2, 5]).
Взаимодействие лучистого потока с газами и парами существенно отличается от взаимодействия с поверхностями твердых (жидких) тел. Масса газа (пара) частично поглощает внешнее излучение и, соответственно, посылает в окружающее пространство собственное излучение всем своим объемом. Следовательно, излучательная способность газов и паров зависит не только от молекулярного строения конкретного газа, но и от общей массы поглощающего и одновременно излучающего вещества.
Одно- и двухатомные газы практически прозрачны для инфракрасного диапазона излучения. Существенное значение имеют лишь трехатомные молекулы диоксида углерода и паров воды, всегда присутствующие в продуктах сгорания органических топлив.
Излучение газов и паров не соответствует излучению серых тел как от одной полосы к другой, так и в пределах каждой из полос (рис. 4.1.6.2), и общее излучение приходится находить суммированием по всем полосам и внутри каждой их них. Вследствие поглощения и излучения газов и паров собственным объемом, их эффективное излучение оказывается не вполне под
чиняющимся закону Стефана — Больцмана, что интегрально учитывается получаемыми на основе обобщения экспериментальных данных формулами типа (4.1.6.5) для излучения диоксида углерода [23]:
?.=3,5И',В(^У , (4.1.6.5)
в которой р — парциальное давление диоксида углеро-, 0,36И
да в парогазовой смеси; / =------- — эффективная
S
длина луча внутри объема Иг излучающего и поглощающего газа в направлении излучения; 5 — ограничивающая объем газа поверхность. Аналогичное соотношение, но с несколько иными численными значениями показателей степеней, имеет место и для эффективного излучения паров воды.
В более общем случае лучистый теплообмен в системах с излучающими газами и парами ведется по уравнению (4.1.6.1) с учетом зависимости степени черноты £ газа от температуры и величины pl\ е(Г, pl). Графические данные, полученные на основе результатов обобщения экспериментальных результатов, представлены в [1, 2, 23].
Рис. 4.1.6.2. Полосы излучения (поглощения) в спектре газов и паров
Лучистый теплообмен может играть существенную роль и при температурах ниже 600 °C, если относительно малы конвективный перенос теплоты и теплопроводность, например, в слоях дисперсных материалов с низким давлением газа в зазорах между частицами.
4.2. Теплообмен в технологической аппаратуре
4.2.1. Теплообмен при механическом перемешивании жидкости
(В.Ф. Фролов)
Сложность гидродинамической обстановки при обтекании теплообменных поверхностей в аппаратах с механическим перемешиванием жидкостей обусловливает влияние на коэффициент теплоотдачи а от жидкости к неподвижным поверхностям многих кинематических, динамических и геометрических факторов. Неравномерность скорости жидкости вблизи отдельных участков поверхности приводит к неодинаковым значениям а, например, на различных уровнях аппарата (рис. 4.2.1.1). Обычно максимальные значения коэф
Теплообменные процессы
247
фициента теплоотдачи наблюдаются на уровне расположения мешалки турбинного, лопастного и некоторых других типов. В расчетах, как правило, фигурируют значения а, усредненные по всей теплообменной поверхности аппарата (внутренней стенки аппарата, погруженного в перемешиваемую жидкость змеевика или иного вида теплообменной поверхности). Численные значения коэффициентов теплоотдачи между перемешиваемой жидкостью и обогреваемой или охлаждаемой поверхностью обычно достаточно велики (100— 1000 Вт/(м2 • К)).
Рис. 4.2.1.1. Циркуляция перемещаемой механической мешалкой жидкости и интенсивность теплообмена жидкости со стенкой
Результаты экспериментальных измерений интенсивности теплоотдачи чаще всего обобщаются в виде критериальных соотношений общего вида
Nu = С Re" Рг51 — Г?Г' , (4.2.1.1)
_т aD „ nd2
где Nu =----; и — диаметр аппарата; Re =----- —
X v
центробежный критерий Рейнольдса; п и d — частота вращения и диаметр мешалки; Гь Г2 — геометрические симплексы, составленные из основных, определяющих размеров системы «аппарат—мешалка—отражательные перегородки».
Экспериментальные данные приводят в среднем к значениям и е«0,14. Показатель степени а при основном критерии Рейнольдса изменяется от 0,4 до 0,9. Для наиболее простой мешалки с прямоугольными лопастями и без отражательных перегородок на внут-реннеи стенке аппарата а » —, а коэффициент С имеет значение порядка 0,35.
Для быстроходных турбинных мешалок открытого и закрытого типов обобщение опытных данных приводит к следующим значениям аппроксимационных коэффициентов: С=0,76; а = 0,67; 6 = 0,33; е = 0,14 при геометрических соотношениях:
— = 0,33; — = 0,33; — = 1;
D D D
h В
— = 0,20; — = 0,10; z = 4;Z=6, d D
где h — высота установки мешалки; Н — высота слоя жидкости в аппарате; 6М — ширина лопастной мешалки; В — ширина вертикальной отражательной перегородки; i — число перегородок; Z — число лопастей в турбинной мешалке. Значения геометрических симплексов здесь приведены как наиболее распространенные. При иных численных значениях симплексов в общее соотношение (4.2.1.1) вводятся соответствующие поправки [31].
Пропеллерные мешалки наиболее эффективны, когда необходимо создать значительную вертикальную циркуляцию перемешиваемой жидкости при относительно небольшой затрате мощности на процесс перемешивания. Осевая циркуляция позволяет использовать такие мешалки для создания однородных по объему жидкости суспензий и эмульсий. Для аппарата с отражательными перегородками в уравнении (4.2.1.1) коэффициент С =0,51; значения показателей степеней при Re, Рг и симплексе вязкостей остаются такими же, как и для турбинных мешалок, но появляется дополнительный множитель, учитывающий влияние шага лопастей и их числа. Значение такого множителя изменяется от 0,6 до 1,8 и может быть принято из графика [31]. При отсутствии отражательных перегородок значение коэффициента С принимается равным единице.
Змеевик, устанавливаемый по оси мешалки, выполняет не только функцию теплообменной поверхности, но дополнительно играет роль направляющего цилиндра и увеличивает интенсивность вертикальной циркуляции жидкости при работе пропеллерной мешалки. Опытные данные по теплообмену наружной поверхности змеевика и перемешиваемой жидкости дают для пропеллерных мешалок С = 0,078 и для турбинных мешалок без отражательных перегородок С = 0,036 с прежними численными значениями показателей степеней при основных критериях и геометрических симплексах. В критерии Нуссельта в качестве характерного размера используется не внутренний диаметр аппарата, а наружный диаметр трубки змеевика. При этом корреляционная зависимость (4.2.1.1) справедлива с приведенными численными значениями аппроксимационных коэффициентов и показателей степеней для различных типов змеевиковых теплообменников (одиночный и двойной спиральные или вертикальные с разными числами секций и различными числами труб в каждой секции), погруженных в жидкость, которая перемешивается турбинной мешалкой. Влияние геометрических симплексов, в том числе и величины просвета между соседними витками змеевика, учитывается соответствующими поправочными коэффициентами [31].
Якорные и рамные мешалки используются для сравнительно медленного перемешивания высоковязких жидкостей. Разнообразие форм мешалок такого типа затрудняет обобщение экспериментальных данных.
248
Новый справочник химика и технолога
Согласно одной из имеющихся корреляций [31], для аппарата с эллиптическим дном и такой же формы якорной мешалкой в диапазоне Re = ЗОО-ИО ООО в уравнении (4.2.1.1) С = 0,36 и е = 0,18.
Скребковые мешалки применяются для высоковязких сред, склонных к образованию у теплообменных поверхностей ламинарных слоев значительной толщины, к налипанию и даже к пригоранию перемешиваемой жидкости на горячих поверхностях. Имеющиеся экспериментальные данные свидетельствуют об относительно высоком значении показателя степени при критерии Прандтля (Ь = 0,96).
Теоретический анализ работы скребковых мешалок базируется, как правило, на гипотезе обновления слоев жидкости, прилегающей к теплообменной поверхности после прохождения около того или иного участка поверхности лопасти скребковой мешалки [32, 33]. Считается, что плотно прижатый к внутренней поверхности аппарата скребок полностью удаляет жидкость от участка поверхности и заменяет ее на новый объем, который до подхода следующего скребка находится у горячей стенки неподвижно и прогревается от нее за счет механизма теплопроводности. Анализ нестационарного прогрева обновляющихся за относительно короткие промежутки времени объемов жидкости проводится на основе уравнения (4.1.4.2) и приводит к следующему результату:
гтГ) ' "г—
— = 1,13^6,1*7, (4.2.1.2)
Л
где Z — число скребков на валу мешалки.
Теплообмен при механическом перемешивании неньютоновских жидкостей осложнен проблемой выбора величины эффективной вязкости для такого рода жидкостей. Форма обобщения экспериментальных данных (соотношение (4.2.1.1)) остается прежней, но в нее вводится дополнительный множитель, учитывающий, например, отношение показателей степени в известном уравнении Оствальда для касательных напряжений при средней температуре жидкости и при температуре теплообменной поверхности [31].
Более точный расчет теплообмена в аппаратах с мешалками следует выполнять по уравнениям, приведенным в подразделе 6.1.5. Эти уравнения более полно учитывают особенности конструкции аппарата, поскольку основаны на его гидродинамических параметрах (данных по диссипации энергии, полям скоростей и пр.).
Межфазный теплообмен между жидкостью и взвешенной в ней мелкодисперсной твердой фазой при перемешивании суспензий зависит от трудно определяемой величины скорости относительного перемещения частиц и жидкой фазы (скорости скольжения). Дополнительную сложность вызывает влияние на мелкие частицы турбулентных пульсаций, которые частично вовлекают в свое хаотическое движение наиболее мелкие частицы дисперсной фазы [32]. Опытные данные по
межфазному теплообмену в аппаратах с механическим перемешиванием суспензий коррелируют в форме связи между безразмерными группами, не содержащими скорости скольжения, для чего вводится критерий Ар-d3pfg(ps-pf)
химеда Аг =-----—----—, от которого должна зави-
Н
сеть усредненная по всему объему аппарата скорость относительного перемещения частиц и жидкости в перемешиваемой суспензии. Обзор эмпирических корреляций различного вида для мешалок разных конструкций при перемешивании в суспензиях, эмульсиях, в системах жидкость—газ для процессов растворения, жидкостной экстракции и абсорбции, в том числе и осложненной химической реакцией, приводится, например, в [31].
4.2.2. Теплообмен в газо-жидкостных средах
(В.Ф. Фролов)
В промышленной практике используются аппараты, в которых процессы тепло- и массообмена проводятся в тонких слоях жидкости, взаимодействующих с теплообменной поверхностью, или в газо-жидкостных реакторах, где процессы переноса теплоты и массы происходят через подвижную границу раздела фаз. Как правило, в таких аппаратах время пребывания одной из фаз невелико, а тепло- и массообменные процессы протекают с высокой интенсивностью.
В аппаратах пленочного типа жидкость в виде тонкой пленки стекает вниз по теплообменной поверхности под действием силы тяжести или поднимается вверх под динамическим воздействием восходящего потока газа или пара. Малое время термической обработки жидкости на теплообменной поверхности не позволяет развиваться нежелательным процессам полимеризации, термической деструкции или пригорания жидкости на горячей поверхности. Высокая скорость перемещения жидкой пленки обеспечивает приблизительно в два раза большие значения коэффициентов теплоотдачи по сравнению с теплоотдачей в полностью заполненных жидкостью трубах. Для еще большей интенсификации теплообмена могут быть использованы методы искусственной турбулизации течения пленок увеличением шероховатости поверхности, механическим срывом пленки, пульсацией расхода жидкой фазы, воздействием центробежных сил, вибрацией и т. п.
В жидких пленках часто проводятся процессы фазового превращения — конденсации или кипения (испарения). Дополнительное преимущество аппаратов пленочного типа состоит в их относительно малом гидравлическом сопротивлении, малой металлоемкости, незначительных расходах жидкости при пленочном охлаждении, возможности выпаривать пенящиеся растворы и в значительной поверхности контакта фаз при проведении химической реакции между жидкой и газовой фазами. Аппараты пленочного типа могут быть насадочной, трубчатой и пластинчатой конструкции, где относительно тонкая пленка жидкости образуется
Теплообменные процессы
249
на наружной и внутренней поверхностях насадки (типа колец Рашига), внутри вертикальных труб или на поверхностях вертикальных пластин.
Различают ламинарный и турбулентный режимы гравитационного стекания жидкой пленки по твердым поверхностям. Анализ показывает, что кривизной стекающей по цилиндрическим поверхностям пленок обычно можно пренебречь, и тогда гидродинамическая задача изотермического нисходящего движения пленки может быть решена, что приводит к параболическому распределению локальных скоростей по поперечному сечению пленки и относительно несложным выражениям для толщины пленки и средней скорости ее движения по твердой поверхности [34, 35].
При известном профиле скорости может быть получено и выражение для среднего значения коэффициента теплоотдачи от стенки к пленке:
( 2V/3
= 2,06Re“l/3, (4.2.2.1)
Н g )
п 4Г
где Re = —, Г — объемная плотность орошения еди-v
ницы периметра поверхности, м3/(м • с).
Наличие теплоотдачи от наружной поверхности ла-минарно стекающей пленки приводит к снижению интенсивности теплообмена между поверхностью и пленкой приблизительно на 17 %.
Для турбулентного режима стекания пленки при Re> 1600 коэффициент теплоотдачи от поверхности к пленке с ростом числа Рейнольдса возрастает:
( 2У/3
- — = 0,047Re0’В * * * * * * * * * * * * * * 23 Рг0’33. (4.2.2.2)
Ц g )
В соотношениях (4.2.2.1) и (4.2.2.2) в качестве характерного размера системы фигурирует динамическая / 7 \1/3
I V ]
величина — , от которой зависит толщина пленки.
)
Динамическое воздействие на пленку внешнего газо-
вого потока увеличивает степень турбулентности в плен-
ке, что приводит к интенсификации теплоотдачи. Имею-
щиеся аппроксимационные зависимости учитывают
влияние умеренных скоростей и плотности газового потока на теплообмен жидкой пленки со стенкой [35].
При работе пленочных аппаратов часто не удается
избежать неравномерности начального орошения твердых поверхностей по их периметру, что может приводить к 30-40%-му уменьшению интенсивности тепло-
обмена между стенкой и пленкой.
Когда скорость возможной химической реакции или
какого-либо физико-химического превращения между жидкостью и газом лимитируется интенсивностью про-
цесса массообмена, используются аппараты с восходя-
щей пленкой жидкости. Для этого скорость газа увеличивается (до 50 м/с в зависимости от свойств жидкости
и газа), и газовый поток своим динамическим воздействием увлекает жидкую пленку в восходящее движение по твердой поверхности. За счет высокой скорости газа улучшается равномерность распределения жидкости по периметру теплообменной поверхности. Для ламинарного восходящего движения пленки приводится следующее соотношение [7]:
- . = 2,26Re“0,5, (4.2.2.3)
где тг.ж — касательное напряжение на границе, с которым газовый поток воздействует на наружную поверхность восходящей пленки, находится из гидродинамических соотношений (приведенных в [35] и в подразде-
V
ле 6.8.1). Характерный размер ------— имеет здесь
(Тг-Ж/р) '
динамический характер.
При турбулентном восходящем движении пленки (Re > 12004-1600) ее теплообмен со стенкой может быть представлен в форме отношения искомого коэффициента теплоотдачи к коэффициенту теплоотдачи аж при теплообмене сплошного потока такого же количества жидкости:
— = аХ~ь
(4.2.2.4)
где Хг =(1 + 75(1-Фг)О
т г
— так называемый пара-
метр двухфазного течения (параметр Мартинелли), зависящий от относительного газосодержания (рг восходящего газо-жидкостного потока; коэффициенты а и b по данным разных авторов имеют значения: а = 2,54-3,5 и b = 0,54-0,7 [34, 35].
Для высоковязких жидкостей используются ротор
ные пленочные аппараты, в которых пленка жидкости механически перемещается по внутренней цилиндрической теплообменной поверхности вращающимися лопастями скребкового типа. Рекомендации по расчетам теплообмена в роторных аппаратах имеются в [34, 35].
Находят применение аппараты с диспергированием газа внутрь жидкости в форме мелких пузырей, чем обеспечивается значительная поверхность контакта жидкой и газовой фаз. Интенсивность теплообмена между твердой поверхностью и газо-жидкостной смесью с барботажем пузырей мало зависит от свойств газа и конструкции газораспределительного устройства. Существенное влияние на коэффициент теплоотдачи оказывает скорость барботируемого газа и свойства жидкой фазы. Термическое сопротивление процессу переноса теплоты сосредоточено в пристенном слое жидкости; толщина такого слоя зависит от степени турбулизации основного двухфазного потока. Анализ, проводимый на основе полуэмпирической теории турбулентности, приводит к следующим аппроксимационным соотношениям для расчета коэффициента теплоотдачи [35, 36]:
250
Новый справочник химика и технолога
( 2 \'/3
- — =0,15Рг!/3 К^4 приКб<18
J
( 2)|/3
- — = 0,ЗРг1/3 приКб>18
Ц8 )
(4.2.2.5)
где Кб = —^7з----критерий барботажа.
(”«)
В аппаратах с механическим диспергированием газа в жидкость, используемых в качестве газо-жидкостных реакторов, газовая фаза подается в зону расположения мешалки. Поток газа отбрасывается лопастями мешалки к периферии рабочего объема аппарата, где и дробится на отдельные пузыри турбулентным потоком перемешиваемой жидкости. Образующиеся пузыри имеют размеры порядка 1—2 мм. Корреляция опытных данных для интенсивности теплообмена имеет вид [7]:
z \0,14
= 1,35 Re0,59 Рг0,33 J — j Fr-0,1, (4.2.2.6)
„ Jm(Jmh + 4w_) n2d
где Re = —i----------- и Fr =----- — центробежные
критерии Рейнольдса и Фруда; Da и dM — диаметры аппарата и турбинной мешалки; скорость иГ диспергируемого воздуха изменялась в пределах 0,02-0,083 м/с. Для теплоотдачи к поверхности змеевика, погруженного в сосуд, численный коэффициент в корреляционном соотношении (4.2.2.6) и показатель степени при Re становятся равными 0,87 и 0,64 соответственно.
Интенсивность теплообмена в газо-жидкостных аппаратах существенно зависит от способа диспергирования газовой фазы; подробнее вопросы расчета коэффициентов теплоотдачи в барботажных аппаратах различных конструкций освещены в подразделах 4.2.3. и 6.7.
Увеличение скорости подачи газа в слой жидкости до 0,7-1,3 м/с приводит к образованию над газораспределительной решеткой слоя подвижной пены с большим значением газосодержания. Интенсивность межфазного массо- и теплообмена оказывается значительно (в несколько раз) выше, чем в аппаратах барботажного и пленочного типов. При возможном широком диапазоне изменения отношения расходов газа и жидкости гидродинамические сопротивления пенного слоя и газораспределительной решетки обычно незначительны. Подвижность пенного слоя позволяет без затруднений выводить его через сливной порог, чем обеспечивается непрерывность работы аппарата.
Межфазный теплообмен в пенных аппаратах обеспечивается двумя возможными механизмами: непрерывным конвективным обменом теплотой между газом внутри пузырей и пленками жидкости между пузырями и переносом теплоты с парами жидкости, испаряющейся в горячий газ внутри пузырей. Второй механизм наиболее существенен при охлаждении горячих газов, не насыщенных парами жидкости.
Сложность определения величины межфазной поверхности в пенном слое обусловила представление опытных данных по интенсивности теплообмена в форме коэффициента теплопередачи, отнесенного не к единице истинной поверхности контакта фаз, а к поверхности газораспределительной решетки, на которой создается пенный слой, или к единице объема пенного слоя. Примером такого рода корреляционных соотношений может служить следующее [36]:
(wcp)r
(4.2.2.7)
где Kv — коэффициент теплопередачи, отнесенный к единице объема пенного слоя; безразмерный комплекс
—— включает в себя силы инерции, тяжести и вязкого vrg
трения; Н и hc — высоты пенного слоя и сливного отверстия.
Для интенсивности теплообмена (величина коэффициента а) пенного слоя и твердой поверхности, расположенной внутри слоя:
z 3 х-0,26
—-— = 0,п|-^~ | РГ052.
и с о \ v g
Г ЖГЖ \ ЖО /
(4.2.2.8)
Для стесненного теплообмена между пенным слоем и трубным пучком в соотношении (4.2.2.8) вместо коэффициента 0,11 принимается значение 0,54, а вместо показателя степени (-0,52) следует брать (-0,35).
Подробнее о теплообмене в газо-жидкостных системах см. подразделы 6.7 и 6.8.
4.2.3. Полуэмпирическая теория турбулентного переноса теплоты
(ИВ. Доманский)
Для конкретных условий теплообмена разными авторами получены чисто эмпирические данные. Однако для турбулентных потоков теплоносителей возможно получение некоторых полуэмпирических результатов.
Полуэмпирический подход к решению задач теплообмена базируется на уравнении теплопереноса, записанном в осредненных во времени переменных: (wx), (иу}, и (Т}, которые связаны с истинными скоростями и температурой соотношениями их = {их^ + и'х; иу=(иу} + и'у; uz=(uz) + u'z; Т = (Т} + Т', где и'х, и'у, uz, Т — пульсационные составляющие проекций скоростей на оси х, у, z и температуры; (их}, (иу^, (uz} , (т) — осредненные во времени составляющие проекций скоростей на оси х, у, z и температуры.
Уравнение теплопереноса в декартовой системе координат в новых переменных можно представить в виде:
Теплообменные процессы
251
безразмерное расстояние от стенки
at дх ду' 1 dz
где
п = —; V
(4.2.3.8)
^)=£<П+<иЛ^+/и\^+(и!>£(П,(4.2.3.2)
dt dt х х' дх х у> ду х г/ dz v 7
динамическая скорость
а — коэффициент температуропроводности.
Термическое сопротивление в процессах теплообмена жидкости со стенкой определяется условиями теплообмена в тонком пристенном слое. В пределах этого слоя допустимо пренебречь конвективным теплообменом за счет осредненных скоростей (уравнение (4.2.3.2)) по сравнению с конвективным теплообменом за счет пульсационных скоростей. Помимо этого, поскольку изменение температуры по нормали к стенке (вдоль оси у) значительно выше, чем вдоль осей х и z, уравнение (4.2.3.1) можно упростить и записать в виде
или
ду ду
(4.2.3.3)
или, после интегрирования по у,
/т--\
(4.2.3.4)
где q — удельный тепловой поток, направленный поперек пристенного слоя.
Слагаемое рср(т'и'^ характеризует тепловой поток, переносимый за счет пульсационных составляющих (турбулентный поток). Для его описания вводится коэффициент л, — «турбулентная теплопроводность», благодаря которому тепловой поток представляется в
I , д(г)
традиционной форме: -ре (Гм ) = ХТ Это по-' ' ду
зволяет уравнение (4.2.3.4) представить в виде
(4.2.3.9)
(4.2.3.10)
т0 — касательное напряжение на стенке; Ео — диссипация энергии в пристенном слое жидкости.
При интегрировании уравнения (4.2.3.6) необходи-
v
мо знать зависимость — = f (rj), учитывающую про-v
никновение пульсаций вплоть до стенки. Интегрирование уравнения (4.2.3.6) выполнено в [37] (с учетом [38, 39]):
— = (0,124г|)4 при г| < 6
v п
— = — -1 при 6<г|< 30>.
v 5
v п
— = —-—1 при г| > 30
v 2,5
(4.2.3.11)
Решение задачи после осреднения температуры жидкости по сечению канала имеет вид
a v _ Рг
Хм, у/
(4.2.3.12)
(4.2.3.5)
На основании экспериментальных данных [37] при Pr > 1 коэффициенты переноса импульса vT и теплоты X
—— обычно принимают равными. Тогда в безразмер-Рср
ных переменных уравнение (4.2.3.5) примет вид
где а — коэффициент теплоотдачи; — — функция, вид которой показан на рис. 4.2.3.1. Эта функция достаточно точно аппроксимируется уравнением:
Рг _ 5,5г^°’33 Рг0,33 + Рг
ут ’ 9Рг0,75 + 25
(4.2.3.13)
1 , vTpv Pr v ) <7г| ’
(4.2.3.6)
в котором
где безразмерная разность осредненной локальной температуры жидкости и стенки канала
м.£ v
(4.2.3.14)
{К-(Т))ки.
у = ---——-----Рг;
q v
(4.2.3.7)
где L — расстояние от стенки до оси потока.
Теплофизические свойства жидкости при расчетах берутся при температуре стенки.
252
Новый справочник химика и технолога
при значениях числа Прандтля Рг = 14-1000
Теплообмен к боковой стенке барботажной колонны:
ut = K(wrgv)°'25, (4.2.3.19)
где к = 1,9, и’г — приведенная к полному сечению колонны средняя расходная скорость газа.
Теплообмен к стенке горизонтально расположенной в барботажной колонне трубы — уравнение (4.2.3.19), в котором к = 2,3.
Теплообмен в аппарате с мешалкой:
(\0,25
VN |
— , (4.2.3.20)
р^ж;
где к = 2,5, N — мощность, затрачиваемая на перемешивание жидкости, Иж — объем жидкости в аппарате.
Теплообмен при течении газо-жидкостной смеси в вертикальных трубах:
При выполнении технических расчетов обычно известна средняя температура теплоносителя. Если вести расчеты по ней, то уравнение (4.2.3.12) следует дополнить поправкой
a v
А, и*
Рг Г Рг
ш I Рг / т т \ w J
(4.2.3.15)
Для выполнения расчетов по уравнению (4.2.3.15) необходимо знать величину динамической скорости и*. Приведем выражения для ее расчета в некоторых задачах.
Теплообмен при течении жидкости в трубах:
(4.2.3.16)
где А,тр — коэффициент гидравлического трения (см. уравнение (2.2.6.27));
Теплообмен при свободном стекании пленки по вертикальной стенке:
(4.2.3.17)
где 5 — толщина стекающей пленки (см. уравнение (2.2.10.15)).
Если турбулентность жидкости определяется внешними по отношению к ней возбудителями, мощность которых можно рассчитать, то для расчета динамической скорости следует применить (4.2.3.10). Диссипацию энергии в пристенном слое можно найти по соотношению [35]
(4.2.3.18)
где £ср
N
-----среднее значение диссипации энергии,
N— мощность возбудителя турбулентности, Кж — объем жидкости, к — эмпирический коэффициент.
Ф
где wroT = и; - w —— - приведенная к полному сече-1-ср
нию трубы средняя расходная скорость газа относительно жидкости.
Уравнение (4.2.3.14) может быть применено и для других случаев, когда можно оценить величину хотя бы средней по объему жидкости диссипации энергии или касательных напряжений на стенке теплообменника. Условие применимости — турбулентный режим теплообмена, т. е. > 30.
4.2.4. Теплообмен при ламинарном течении неньютоновских жидкостей в трубах и каналах
(О. В. Доманскии)
Режим течения неньютоновских жидкостей практически всегда ламинарный ввиду большой вязкости растворов и расплавов полимеров.
Задачи теплообмена в ламинарном потоке, представляющие практический интерес, можно разделить на следующие категории в зависимости от характера течения и теплообмена:
- теплообмен на гидродинамически стабилизированном участке (термически стабилизированном начальном тепловом участке);
- теплообмен на гидродинамическом начальном участке.
Ниже приведены расчетные уравнения для неньютоновских жидкостей, поведение которых подчиняется степенному закону (2.6.1.9).
Теплообмен на гидродинамически стабилизированном участке. Этот участок характерен тем, что теплообмен происходит при полностью развитом профиле скоростей, который по длине трубы остается постоян
Теплообменные процессы
253
ным. Толщина теплового пограничного слоя по длине канала увеличивается, и на некотором расстоянии от начала обогреваемого (охлаждаемого) канала тепловые слои смыкаются на оси трубы и вся жидкость начинает участвовать в теплообмене. В отличие от эпюр скоростей, эпюры температур не остаются неизменными, поскольку после участка тепловой стабилизации изменяется не только средняя по сечению температура, но и температура жидкости на оси трубы.
Решение такой задачи [40—43] выполняется при следующих допущениях:
1 \ к (^Т а\
1) процесс теплообмена стационарен —=0 ;
V Эт )
2) поток гидродинамически стабилизирован, то есть поле скоростей не изменяется по длине канала;
3) физические свойства жидкости постоянны (не зависят от температуры и давления);
4) в потоке отсутствуют внутренние источники теплоты, а теплота диссипации энергии пренебрежимо мала;
5) тепловой поток за счет теплопроводности в осевом направлении незначителен по сравнению с потоком в поперечном направлении.
Круглая труба (7„ = const, граничное условие 1-го рода). Теоретически профиль температуры и, следовательно, закономерности теплопередачи могут быть найдены из решения дифференциального уравнения энергии (4.1.2.1), которое при сформулированных допущениях принимает вид:
дТ (д2Т 1 дт}
и— = а —- +----,
Эх \дгА г dr j
где профиль скоростей для стабилизированного ламинарного течения степенной неньютоновской жидкости описывается уравнением вида (2.6.2.7):
и _ Зи + 1
W п + 1
и+1
1-f—п irj
а граничное условие — Т = Tw при r = R.
В уравнении (4.2.4.1) х — координата, направленная вдоль оси канала; г — радиус текущий, R — радиус канала; а — коэффициент температуропроводности, w — средняя расходная скорость.
Аналитическое решение этой задачи для ньютоновской жидкости (и - 1) приведено в [40], для случая поршневого течения жидкости (и 0), когда и = w = = const, — в [41].
В [42, 43] интегральным методом найдено решение задачи при произвольных значениях п. Задача решалась последовательными приближениями для распределения удельного теплового потока по координате г. При этом было установлено, что поле температур на участке тепловой стабилизации практически не зависит от индекса
поведения потока п (рис. 4.2.4.1, б) и хорошо описывается уравнением
Т-Т
1 1о
Т — Т
(4.2.4.2)
где То — температура жидкости на оси потока, при г - 0.
Рис. 4.2.4.1. Распределение скорости (пунктир) и температуры (сплошные линии) по сечению плоского (а) и круглого (б) каналов при ламинарном течении неньютоновской жидкости на стабилизированном участке: / — и = оо;2 — п- 1; 3 — n-Q. Здесь t - Т- T-,,tw - Tr - То
При решении задачи профиль температур на начальном тепловом участке, где он формируется, принимался в виде (рис. 4.2.4.2):
при 0 < г < Ro
Т=Т0;
С Л 3/2
Т-Тр _ r-R0V
где R - Rq — толщина теплового пограничного слоя.
(4.2.4.1)
при R0<r<R
Рис. 4.Z.4.2. Кривые прогрева жидкости на гидродинамически стабилизированном начальном тепловом участке трубы:
1 — х = 0; 2 — х-х\ при 0 < Xi < хь,
3--X = Х2 при Х1 < Х2 < XL, 4-X-XL
Расчетные зависимости с учетом поправки, учитывающей зависимость вязкости от температуры, хорошо аппроксимируются уравнениями: для начального теплового участка
, х /м / \ ч j **•
Z 7 \"» [ | /У
Nu = 1,55 Ре— — при 80 < Ре- < 10000;
V х) X
(4.2.4.3)
254
Новый справочник химика и технолога
для термически стабилизированного участка
кости от температуры, имеет вид:
z х Z х0,14
( 1 + 3л 11 v I d
Nu = ----------------- НМ при Ре— < 10 , (4.2.4.4)
< 0,92 л + 0,173 х
, / \0.14
15л2+8л + 1 Г v ]
31л2+12л + 1^ vw J
(4.2.4.6)
л лгг 0,138л хт aJ wd
гду --------, Nu=—, Pe = —, a otho-
л+0,07 X a
шение значений вязкостей для жидкости при средней температуре и температуре стенки соответственно принимается равным
Плоский канал (Ги, = const, граничное условие 1-го рода). Теоретически профиль температуры и, следовательно, закономерности теплопередачи могут быть найдены из решения дифференциального уравнения энергии (4.1.2.1), которое при тех же допущениях принимает вид:
(4.2.4.5)
дТ д2Т
и^ = а~Т-
OX dv
(4.2.4.7)
Здесь Кср, Kw, пср, nw — параметры степенного реологического закона жидкости при средней температуре и температуре стенки соответственно.
Для большинства неньютоновских сред индекс поведения потока л не зависит от температуры. В этом случае выражение (4.2.4.5) упрощается до вида
Vcp А-ср
Kw ‘
d
Зависимость среднего числа Nu от Ре— при раз-х
личных значениях л, =— представлена на рис. 4.2.4.3. л
Круглая труба (qw = const, граничное условие 2-го рода). Расчетное уравнение для участка тепловой ста-
билизации | Ре— <10 | с учетом поправки, предложен-\ х J
ной Зидером и Тейтом, учитывающей зависимость вяз-
Профиль скоростей подчиняется уравнению вида
(2.6.2.10): — w
' п+\
2 л +1 , ( у п ----- 1- —
л + 1 \Н)
, граничное условие:
Т= Twnpny = +H.
Здесь х — координата, направленная вдоль оси канала; у — координата, направленная поперек оси канала; а — коэффициент температуропроводности, 2Н — расстояние между стенками канала, w — средняя расходная скорость.
Аналитическое решение этой задачи для ньютоновской жидкости (л = 1) приведено в [40] и для случая поршневого течения жидкости (л = 0), когда и = const, — В [41].
В [42, 43] интегральным методом найдено решение задачи при произвольных значениях л. Задача решалась последовательными приближениями для распре-
для различных значений пх = ~ (точные решения: I — и = 1 и II — и = 0)
Теплообменные процессы
255
деления удельного теплового потока по координате у. При этом было установлено, что поле температур на участке тепловой стабилизации практически не зависит от индекса поведения п (рис. 4.2.4.1, а) и хорошо описывается уравнением
т-т0
Tw-T0
(4.2.4.8)
где То — температура жидкости на оси потока при у = 0.
При решении задачи профиль температур на начальном тепловом участке, где он формируется, при-
нимался в виде: при 0 < у < Но
при Но<у<Н
Т-То, т-т0 К-т0
0,112« 4а// _ 4н7/
где m = 0,424--------, Nu - ----, Ре =-----, а от-
н + 0,14 X а
ношения значений вязкостей для жидкости при средней температуре и температуре стенки рассчитываются по уравнению (4.2.4.5).
О хт » 4Я
Зависимость среднего числа Nu от Ре— при раз-х
личных значениях н, =— представлена на рис. 4.2.4.4. п
Плоский канал (qw = const, граничное условие 2-го рода). Расчетное уравнение для участка тепловой ста-
L 4Я >
билизации Ре-----<10 с поправкой, учитывающей
( х J
зависимость вязкости от температуры, имеет вид:
где Н-Но — толщина теплового пограничного слоя.
Расчетные формулы с поправкой, учитывающей за-
_т 20я2+13« + 2[ vcp
Nu = 12----------- —-
32п2 + 17н + 2^ vw
(4.2.4.11)
висимость вязкости от температуры, хорошо аппроксимируются уравнениями
Nu = 2
при
80<Ре---<10 000,
(4.2.4.9)
Nu = 9,84
2,9 и Y vcp и + 0,2бД vw
при
Ре—<10, х
(4.2.4.10)
Теплообмен на гидродинамическом начальном участке. При расчете теплообмена в коротких каналах становится важным учитывать влияние гидродинамического начального участка, т. е. участка, на котором гидродинамическая и тепловая стабилизация происходят одновременно и одновременно идет развитие и формирование скоростных и температурных полей. Этот случай имеет большое практическое значение, поскольку при входе на теплообменный участок профили скоростей и температур равномерны по сечению канала. Для вязких жидкостей, характеризующихся высокими числами Рг, длина гидродинамического начального участка Xi меньше участка тепловой стабилизации, и это приводит к интенсификации теплообмена
для различных значений п} = ~ (точное решение: I — п = 0)
256
Новый справочник химика и технолога
на участке Длина участка гидродинамической стабилизации в трубе характеризуется уравнением (2.6.2.15), а в плоском канале — уравнением (2.6.2.18).
При х » xi для расчета коэффициента теплоотдачи можно воспользоваться расчетными уравнениями, полученными для случая гидродинамически стабилизированного течения жидкости.
При х < х\ теплообмен будет более интенсивен за счет более заполненного профиля скоростей.
Для оценки влияния гидродинамического начального участка трубы на теплообмен можно воспользоваться приближенным соотношением [44]
NuH = Nu
1 + 0,12
(4.2.4.12)
где значение т определяется по уравнению (4.2.4.3) для трубы и по уравнению (4.2.4.9) — для плоского канала.
Для ньютоновской жидкости (т = 1/3), с учетом зависимости для трубы xL - 0,03(7 Re, выражение (4.2.4.12) примет следующий вид:
Nu = Nu^ стао
1 + 0,011 Rejj , (4.2.4.13)
что согласуется с данными [45].
Сопоставление опытных данных с расчетными для труб круглого сечения при ламинарном течении жидкостей с индексом поведения п = 0,454-1,0 приведено в [46].
4.2.5. Теплообмен в системах с дисперсной твердой фазой
(В.Ф. Фролов)
В неподвижном слое дисперсного материала, через который непрерывно фильтруется поток газа, пара или капельной жидкости, различают несколько видов переноса теплоты: перенос из одной точки слоя в другую, между слоем и погруженными в него твердыми поверхностями, от газового потока к поверхности частиц и перенос теплоты внутри самих частиц.
Сложные теплообменные процессы в неподвижных фильтруемых слоях подробно рассматриваются в [47, 48]. Основная трудность здесь состоит во влиянии естественной конвекции газа (жидкости) внутри полостей между соседними частицами. Интенсивность такой конвекции часто оказывается сравнимой с интенсивностью других видов переноса: теплопроводностью газа и материала частиц, вынужденной конвекцией газа и возможным излучением поверхности частиц и газовых объемов между частицами при температурах выше 600 °C.
Коэффициенты эффективной теплопроводности фильтруемого слоя находятся экспериментально. Одна из возможных корреляционных формул имеет вид:
^- = -^ + BRe Рг ,
К К
(4.2.5.1)
где Хэв — теплопроводность слоя при вынужденном фильтрационном потоке газа (жидкости); Хэк — теплопроводность того же слоя в отсутствие фильтрации;
4ФИе udv
Re, =------; Re = —-, и — истинная скорость газа;
6(1 - a) v
71 (7^
Ф = — коэффициент сферичности частиц объе-
мом V - и миделевым сечением S. Величины Хэ к и 6
В определяются экспериментально, корреляционные соотношения для их расчета приведены в [47-49].
Эффект более рыхлой укладки частиц в непосредственной близости от твердых поверхностей учитывается коэффициентом теплоотдачи aw от поверхности к фильтрующемуся через слой газу или жидкости:
-^ = O,253Re^Pr0ii при l<Re3<38
К
^ = O,O9Re“8Pr033 при Re,-38-104
(4.2.5.2)
где
d,=-
S„
— эквивалентный диаметр межзернового
канала; Sv — удельная поверхность (отношение поверхности частиц к объему слоя (см. уравнение (3.1.4.2)).
Теплообмен между фильтрующимся газом и поверхностью частиц может быть описан следующими соотношениями:
Nu = 0,52Re°’85 Рг0’33
Nu = 0,73 Re3’47 Рг0’33
Nu = 0,4Re°’64 Рг0’33
при Re 3 < 2
при2 < Re3 < 30 k (4.2.5.3)
при Re3 >30
Корреляционные формулы (4.2.5.3) обобщают экспериментальные данные многих исследователей и имеют погрешность определения коэффициента теплоотдачи а до 25 % для частиц правильной формы и до 30-50 % — для частиц существенно нерегулярной конфигурации.
Движущийся слой дисперсного материала может обеспечить непрерывный процесс как между самим потоком дисперсного материала и стенкой аппарата, так и между частицами материала и потоком сплошной фазы, фильтрующейся через движущийся слой.
Основное отличие движущегося плотного слоя от неподвижного состоит в некотором разрыхлении слоя при его движении. Увеличение порозности движущегося слоя приводит к заметному относительному перемещению частиц относительно друг друга как в вертикальном, так и в горизонтальном направлениях. Пороз-
Теплообменные процессы
257
ность слоя вблизи стенок, на расстояниях нескольких диаметров частиц, ненамного больше, чем в основном потоке дисперсного материала, что приводит к соответствующему локальному увеличению скорости фильтрации газа.
Интенсивность теплообмена между слоем и теплообменной поверхностью может быть определена по обобщенным корреляционным соотношениям [50]:
[х-0,4 , 0,24
— | —I при 5 < — <30
Dm) \d) d
NuM, = 2,35 f при — > 30
(4.2.5.4)
a D
В соотношениях (4.2.5.4) Nui( = w m и
К
1Л uDm . , .
Ре = —— ; Лэ, аэ — коэффициенты тепло- и температу-
ропроводности неподвижного слоя дисперсного мате-
F
риала соответственно; Dm =— — термический диа-
tiZ
метр теплообменной поверхности канала (для гладких труб Dm равен диаметру трубы D); L — длина вертикального канала. Значение <> для соотношений (4.2.5.4) может быть вычислено по уравнению . .. 0,74-0,31(1-8) .
Л, = A 1g-------------, в котором А = 0,3-г0,94 и за-
э 0,74-(1-е)
висит от свойств и размеров d частиц [51 ].
Межфазный теплообмен в движущемся слое может быть описан следующими аппроксимационными формулами:
Nu = 0,014 Re Рг0’33 при Re < 200
Nu = 0,056 Re0,87 Рг0’33 при Re > 200
т, und
где Re = -12—, и() — приведенная к сечению аппарата v
скорость газа.
Соотношения (4.2.5.5) приводят к значениям коэффициентов теплоотдачи между поверхностью частиц и фильтрующимся через движущийся слой газом, заниженным по сравнению с а для неподвижного слоя в несколько раз, что объясняется большей порозностью движущегося слоя по сравнению с неподвижным. Вычисленные коэффициенты межфазного теплообмена представляют собой усредненные значения по поверхности частиц всего слоя.
Ряд технологических процессов проводится в условиях газовзвеси, т. е. в потоке сплошной среды (обычно в газе), несущей с собой мелкодисперсный материал (нагрев дисперсных материалов, прокалка, сушка и т. п.). Существенная особенность аппаратов с потоком газовзвеси состоит в малом времени пребывания частиц
, (4.2.5.5)
твердой фазы в зоне контакта с несущим газовым потоком, что, с одной стороны, обусловлено необходимостью движения потока газа со скоростью, превышающей скорость витания частиц наиболее крупной фракции материала, а с другой — ограниченной высотой реальных аппаратов.
Поток газовзвеси может также использоваться в качестве единого теплоносителя, обладающего более высокими теплоемкостью и интенсивностью теплообмена со стенкой аппарата по сравнению с потоком чистого газа.
Расчет скоростей движения частиц и их переменной по высоте аппарата концентрации производится численными методами на базе уравнения движения индивидуальной частицы под действием гидродинамической силы со стороны вертикального потока и силы тяжести. Расчеты показывают, что в нижнем, разгонном участке, где разница между скоростями газового потока и еще не успевших разогнаться частиц значительна, частицы быстро ускоряются под воздействием гидродинамической силы (см. подраздел 2.2.8). Концентрация частиц в потоке газовзвеси по мере увеличения скорости их вертикального движения соответственно уменьшается.
Наиболее сложным здесь оказывается попытка учета соударений частиц друг с другом и со стенкой аппарата [52]. Для восходящего двухфазного потока с поли-дисперсным твердым материалом существенным становится различие скоростей частиц разного размера. Мелкие частицы разгоняются много быстрее и до большей скорости. Они догоняют крупные частицы и в процессе соударений ускоряют их, теряя при этом часть собственной скорости. После соударения мелкая частица вновь быстро ускоряется, догоняет еще не успевшую разогнаться крупную частицу и т. д. Таким образом, крупные частицы постоянно получают дополнительную вертикальную скорость от частиц мелкой фракции, а мелкие, наоборот, имеют в среднем скорость меньше, чем скорость в отсутствие крупной фракции. Это обстоятельство может приводить к перегреву мелкой фракции и недогреву крупной из-за соответствующего изменения времен пребывания мелких и крупных частиц в рабочем объеме аппарата. Концентрация крупных частиц и общая концентрация дисперсного материала за счет соударений снижается, а концентрация мелких увеличивается незначительно.
На интенсивность межфазного теплообмена поверхности частиц с несущим газовым потоком значительное влияние оказывает быстрое вращение движущихся частиц (см. подраздел 3.2.2), особенно существенное для частиц неправильной формы; вращение интенсифицирует внешний теплообмен частиц. Еще одна особенность поведения мелких частиц состоит в их частичном увлечении в пульсационное движение несущего турбулентного потока газа.
Обобщение экспериментальных данных по межфазному теплообмену приводит к следующим корреляци
258
Новый справочник химика и технолога
онным соотношениям, в которых критерий Прандтля для воздуха входит в величину аппроксимационного коэффициента:
Nu = 0,19 Re0,8
Nu = l,4Re0’5
при 30 < Re <480
при 480 < Re < 2000
4.2.5.6)
Для малых значений критерия Рейнольдса может быть использовано соотношение
Nu = 2 + 0,16Re2/3. (4.2.5.7)
Соотношения (4.2.5.6) и (4.2.5.7) справедливы для объемных концентраций твердой дисперсной фазы при Р<4 10”4. При больших концентрациях становится заметным взаимное влияние частиц. Опытные данные разных авторов в этом случае могут быть обобщены (с приемлемой для практических расчетов точностью) корреляционным уравнением
Nu = 0,00061 Re0,8 р~0’43. (4.2.5.8)
В соотношениях (4.2.5.6)-(4.2.5.8) критерий Рейнольдса содержит скорость скольжения wCK, вычисляемую по рекомендациям [53] для разгонного и стационарного участков потока газовзвеси.
Для увеличения обычно незначительного времени пребывания частиц в зоне их взаимодействия с газом в вертикальной трубе могут устанавливаться различного рода вставки, тормозящие движение дисперсной фазы и одновременно интенсифицирующие теплоотдачу, поскольку средняя скорость скольжения при наличии вставок увеличивается. В литературе по сквозным дисперсным потокам [50, 51] приводятся экспериментальные корреляции вида (4.2.5.6)-(4.2.5.8) для различного рода тормозящих вставок.
Теплообмен потока газовзвеси с теплообменной поверхностью и теплообмен в ядре двухфазного потока зависят от значительного количества факторов. Из имеющихся соотношений приводится корреляционная зависимость, полученная для диапазона массовых концентраций ц дисперсной фазы от 2,5 до 4,5 кг/кг:
—-=l+6,7Re Nu
-0,3
(4.2.5.9)
„ . Т awD „ uD __ aD ud
в которой NuM. = —-—; Rer = —; Nu =--; Re = -2—;
X v X v
<xw — коэффициент теплоотдачи между потоком газовзвеси и теплообменной поверхностью, а— коэффициент теплоотдачи газового потока без твердых частиц (вычисляется по имеющимся формулам для конвективного теплообмена); wB — скорость витания частиц диаметром d; D — диаметр трубопровода; ст и сГ — теплоемкости материала частиц и газа.
Корреляция (4.2.5.9) показывает увеличение интенсивности внешней теплоотдачи газовзвеси с уменьшением размера частиц и возрастанием концентрации твердой фазы в потоке. Коэффициент aw позволяет вычислять величину теплового потока между стенкой и газовзвесью с помощью уравнения qw = aw(Tw - Tf), где Tf — средняя температура газовзвеси, усредняемая по дисперсной и газовой фазам.
Экспериментальные корреляции для внешнего теплообмена при обтекании потоком газовзвеси теплообменных поверхностей различной формы приводятся в [50-53].
Псевдоожиженный слой дисперсного материала создается восходящим газовым потоком на горизонтальной поддерживающей решетке и используется для многих технологических процессов, требующих интенсивного теплообмена между самим псевдоожиженным слоем и теплообменными поверхностями и между взвешивающим потоком газа и частицами дисперсного материала [54, 55]. Интенсивное перемешивание взвешенных в восходящем потоке частиц делает псевдоожиженный слой практически изотермическим, что является основным преимуществом проведения многих технологических процессов такого рода со значительным тепловыделением (теплопоглощением).
Многочисленные экспериментальные исследования, обобщенные в [7, 48, 54-57], показали, что движение частиц твердой фазы, начинающееся после достижения восходящим газовым потоком критической скорости начала псевдоожижения и^, резко интенсифицирует процесс теплообмена между всей массой слоя и теплообменной поверхностью по сравнению с теплообменом стенки и неподвижного слоя дисперсного материала. Увеличение коэффициента теплоотдачи к стенке аи> вначале значительное, по мере дальнейшего повышения скорости газа уменьшается. При некотором значении скорости газа мопт коэффициент аи. приобретает максимальное значение, и при дальнейшем увеличении скорости газа интенсивность теплообмена псевдоожиженного слоя с поверхностью уменьшается (рис. 4.2.5.1). Значение aw макс может достигать 600 Вт/(м2 • К) при скорости газа, приблизительно в два раза превосходящей скорость начала псевдоожижения. В количественном отношении данные разных авторов различаются весьма значительно, особенно в области восходящей ветви кривой. Однако в области максимальных значений аи оказывается возможным простое обобщение опытных данных в виде корреляционной зависимости
NuMaKC = 0,86Аг°’2, (4.2.5.10)
соответствующей оптимальной скорости газа мопт, которая, в свою очередь, определяется из соотношения
Аг
(4-2-5Л1)
Теплообменные процессы
259
Рис. 4.2.5.1. Зависимость коэффициента теплоотдачи между псевдоожиженным слоем и стенкой от скорости газа
В корреляционных соотношениях (4.2.5.10) и (4.2.5.11): NuMaKc=-^^; Аг=^-^-Р^;
к pv
о Мопт^ J
ReonT = « — диаметр частиц дисперсного мате-
v
риала.
Для тех технологических процессов, в которых основной целью является передача теплоты от газового потока к псевдоожиженным частицам материала, важна интенсивность теплообмена между суммарной поверхностью частиц и потоком взвешивающего газа. Эксперименты по определению соответствующего коэффициента теплоотдачи отличаются значительной сложностью. Численные значения а по данным проводимых опытов вычисляются по определяющему уравнению теплоотдачи (4.1.5.1), при этом все другие величины в этом уравнении должны быть найдены независимо. Удельный поток теплоты от газа к поверхности частиц обычно находится делением общего количества отданной (или полученной) газовым потоком теплоты Q = Gc(T\i - 7К), вычисленного из уравнения теплового баланса, на величину тепловоспринимающей поверхности F, определяемой из уравнения
где G и с — массовый расход и теплоемкость газа, Тн и Тк — начальная и конечная температуры газового потока. Для условий псевдоожижения трудность состоит в оценке численного значения суммарной поверхности всех частиц, находящихся в слое, особенно для поли-дисперсных материалов с частицами неправильной формы. Еще большие сложности существуют при определении температур газового потока, поверхности и интенсивно перемещающихся частиц внутри псевдоожиженного слоя. При обычно мелком псевдоожижаемом дисперсном материале с большой суммарной тепловоспринимающей поверхностью температура газа в направлении его движения снизу вверх внутри слоя быстро уменьшается, приближаясь к температуре поверхности частиц, и разность их температур становится незначительной. Погрешность определения такой малой
разности температур оказывается весьма значительной. Газовый поток перемещается по высоте псевдоожиженного слоя, как правило, не в режиме вытеснения, а в виде газовых пузырей (см. подраздел 3.4.5). Погруженный в псевдоожиженный слой, горячий спай термопары (или иной датчик температуры) воспринимает не температуру газа, а нечто среднее между температурой газа и температурой поверхности частиц. Защита датчика проницаемой для газа сеткой локально возмущает структуру слоя. Еще сложнее измерять температуру поверхности хаотически перемещающихся по слою вращающихся частиц.
Перечисленные трудности измерений в псевдоожиженном слое и приводят к значительному (в несколько раз) разбросу экспериментальных данных, представляемых разными исследователями. Многое здесь зависит от упрощающих допущений, на основе которых выбирались значения величин, необходимых для определения коэффициента теплоотдачи от газового потока к поверхности псевдоожиженных частиц. Сказанное о точности измерений при исследовании теплообменных процессов в условиях работы реальных аппаратов полезно всегда иметь в виду при использовании имеющихся в литературе корреляционных расчетных соотношений.
Сводные графики экспериментальных данных, полученных разными методами и на основе тех или иных допущений о возможности определения величин, необходимых для расчета коэффициента межфазного теплообмена, представлены в специальной литературе (см., например, [56, 58]). Усреднение считающихся наиболее надежными данных приводит к следующим корреляционным зависимостям:
fReV озз
Nu = 0,016— Рг0’33
V £ J
( Re Y^3
Nu = 0,4 — Рг0’33
k 8 7
Rp при —<200 £
Rp при —>200 £
(4.2.5.12)
где £ — порозность псевдоожиженного слоя, вычисляемая по соответствующим формулам гидродинамики (см. подраздел 3.4.5 и, например, [58]).
В технологической практике находит применение разновидность псевдоожиженного состояния дисперсного материала — так называемый фонтанирующий слой. Такой слой создается в вертикальном аппарате, когда взвешивающий газовый поток подводится к дисперсному материалу не по всему поперечному сечению аппарата, а только в центральной его части (рис. 4.2.5.2). По достижении определенной скорости начала фонтанирования внутри аппарата образуется центральная зона (фонтан), по которой с относительно высокой скоростью проходит основная часть газового потока с некоторым количеством твердых частиц, подхватываемых центральным потоком в основном
260
Новый справочник химика и технолога
в нижней части фонтана и частично — по всей его высоте. В верхней части фонтанирующего слоя частицы попадают из фонтана на периферийное кольцо относительно плотного слоя материала, который медленно опускается вдоль стенок аппарата. Через этот опускающийся кольцевой слой материала фильтруется некоторая доля газового потока, попадающая в периферийное кольцо из центрального фонтана.
Рис. 4.2.S.2. Фонтанирующий слой в аппаратах цилиндрической и конической формы
Измерение температур газа и поверхности частиц, распределений потоков газа и циркулирующих внутри аппарата потоков дисперсного материала в условиях фонтанирования представляет собой еще более сложную экспериментальную задачу по сравнению с обычным псевдоожиженным слоем в цилиндрическом аппарате. Обобщение имеющихся данных по внешнему и межфазному теплообмену содержится в специальной литературе [59]. В качестве примера здесь приводится одна из наиболее простых корреляций для теплообмена фонтанирующего слоя с поверхностью размещенных внутри слоя горизонтальных труб:
NuH, = ОДОАг0,37 А0’20, (4.2.5.13)
где N — число фонтанирования, равное отношению скорости газа на входе в аппарат к скорости начала фонтанирования ит, определяемой, в свою очередь, из имеющихся экспериментальных данных по гидродинамике фонтанирования [59].
Обобщенное корреляционное соотношение для межфазного теплообмена между поверхностью частиц и вертикальным потоком взвешивающего газа в отличие от уравнения (4.2.5.13) содержит критерий Рейнольдса, определяемый по скорости начала фонтанирования ит и диаметру частиц d\
A, I Н J
(4.2.5.14)
4.2.6. Аналогия процессов конвективного переноса импульса и теплоты (аналогия Рейнольдса)
(И.В. Доманский, В.М. Крылов)
Поле скоростей участвует в формировании поля температур в жидкости, что следует из вида уравнения конвективного переноса (4.1.2.2). Если известна зависимость поля температур от поля скоростей, то нетрудно установить и связь коэффициента теплоотдачи с коэффициентом гидравлического сопротивления. Впервые на этот факт обратил внимание Рейнольдс еще в 1874 г. Именно поэтому аналогия между процессами переноса теплоты и импульса называется аналогией Рейнольдса.
Покажем, как связаны между собой коэффициенты теплоотдачи и сопротивления, на частных примерах.
Продольное ламинарное обтекание пластины при Pr = 1. При математическом описании этой задачи можно пренебречь продольным переносом по сравнению с поперечным, т. е. воспользоваться уравнением пограничного слоя (2.2.5.6). При установившемся течении жидкости в безразмерных переменных это уравнение примет вид
_ дйх ~ дй ~ ди _ _] д2й
дх ду дх ду
(4.2.6.1)
а уравнение энергии (теплопереноса) (4.1.2.2) —
„ ае „ ао „ ч а2о
иг----ь-и — - Ре
дх Зу
(4.2.6.2)
.2 ’
где
х = —
L
Т-Т
0 =----—, х — координатная ось, направленная вдоль
^0 ~ ^ст
пластины, у — координатная ось, направленная поперек пластины, Uo — скорость набегающего потока, U— скорость на внешней границе пограничного слоя, L — длина пластины,
Re=^ Ре=Щ, v а
v — коэффициент кинематической вязкости, а — коэффициент температуропроводности.
Граничное условие 1-го рода в задаче теплообмена (Т = Гст при у - 0 или 0=0) совпадает с условием прилипания в задаче гидродинамики. При продольном обтекании пластины U = Uo~ const, в уравнении (4.2.6.1)
U — = 0. Если же и v = а, или Re = Ре, т. е. число дх
Прандтля Рг=1, то уравнения (4.2.6.1) и (4.2.6.2) совпадают по форме. Тождественность этих уравнений позволяет утверждать, что распределения скоростей йх
Теплообменные процессы
261
и температур О, как и их производные по у вблизи стенки, окажутся равными:
L дих L дТ
U Зу г_„~т„-та ду у,’
г'и, хо ' 2
или, с учетом того, что —- = —— =-------—
ду у=0 Pv Pv
дТ =£=aj^-7j ду у=0
ти.0,33
Nux = 0,225--------- при т = 0 (4.2.6.7)
сх
рго,зз
(в окрестности критической точки Nux = 0,439----------------)
сх
(m + lV’ Рг0,33
и Nux =0,774 ------------ ----------при ж 0 [62]. (4.2.6.8)
V 12 ; сг
Продольное турбулентное обтекание гладкой пластины. Решение задачи на основе полуэмпириче-ской теории турбулентного переноса, найденное Карманом [61], имеет вид
Связь интегральных коэффициентов переноса примет вид
ах v _ сх
(4.2.6.3)
PrRex —
Nux =-------------------у-----------гг-. (4.2.6.9)
l + 5Jyl Pr-l + lnfl + |(Pr-l)j I
или — в критериальной форме записи — Nux = -^Rex •
Здесь и далее ах, сх, — локальные коэффициенты хг о Ух теплоотдачи и сопротивления, Nu, и Кел = — — ло-v
кальные числа Нуссельта и Рейнольдса, х — расстояние от передней кромки пластины.
Ламинарное обтекание тел с произвольной формой поперечного сечения при Pr + 1. Если в результате анализа установлено, что скорость потенциального течения на внешней границе пограничного слоя U пропорциональна расстоянию х от передней критической точки в степени т, т. е.
U = Cxm,
(4.2.6.4)
(т = 0 в случае обтекания плоской пластины), то установленная в [61] связь интегральных коэффициентов переноса принимает вид:
при Рг <SC 1 (жидкие металлы), когда толщина гидродинамического пограничного слоя мала по сравнению с толщиной теплового пограничного слоя,
Эмпирическая формула, описывающая экспериментальные данные для газа при значении Рг = 0,7, предлагается в [63]:
Nu =------—---------
4,31nRex сх +3,8
(4.2.6.10)
Там же для Рг > 0,7 предлагается аппроксимация:
PrRe J—
Nux =----------------------------------------
2,12 In Rex cx +12,5 Pr0’66 + 2,12 In Pr- 7,2
(4.2.6.11)
Уравнения (4.2.6.9)-(4.2.6.11) справедливы для задач как с постоянной температурой стенки, так и при постоянном тепловом потоке на стенке [2, 4].
При ламинарном течении в задачах с граничными условиями l-ro и 2-го рода расхождение в расчетах коэффициентов теплоотдачи может достигать почти 40 %.
Продольное турбулентное обтекание шероховатой пластины. В [61] рекомендуется зависимость:
Nux = 0,374---- при т = 0
(4.2.6.5)
Nux
(4.2.6.12)
уРг
(в окрестности критической точки Nux = 0,53------)
сх
или Nux = 0,849-7 w +1----------------- при т + 0; (4.2.6.6)
сх
Турбулентное течение в гладких трубах и каналах. Согласно [64], для воздуха (Рг = 0,7) рекомендуется формула
при Pr » 1, когда гидродинамический пограничный слой намного толще теплового пограничного слоя,
Nu =
Re-s/X 8.61n(ReTVi6)-4,0
(4.2.6.13)
262
Новый справочник химика и технолога
а для жидкостей (Рг > 0,5) — формула
хт RePr^/x/2
Nu =------....... х3,
4,24 In (Re VW) + 25,0 Рг0’66+4,24 In (Рг) - 20,2
(4.2.6.14)
где X — коэффициент гидравлического трения, который можно вычислить по уравнению (2.2.6.27).
Литература
1. Справочник по теплообменникам: В 2 т. / Пер. с
англ.; Под ред. Б.С. Петухова, В.К. Шикова, О.Г. Мартыненко и др. М.: Энергоатомиздат, 1987. Т. 1. 560 с.; Т. 2. 352 с.
2. Кутателадзе С.С. Теплопередача и гидравлическое сопротивление: Справ, пособие. М.: Энергоатомиздат, 1990. 367 с.
3. Лыков А.В. Теория теплопроводности. М.: Высш, шк., 1967. 600 с.
4. Основы расчета и проектирования теплообменников воздушного охлаждения: Справочник / А.Н. Бессонный, Г.А. Драйцер, В.Б. Кунтыш и др. СПб.: Недра, 1996. 509 с.
5. Кутателадзе С.С., Боришанский В.М. Справочник по теплопередаче. М.: ГЭИ, 1959. 216 с.
6. Уонг X. Основные формулы и данные по теплообмену для инженеров: Справочник / Пер. с англ. М.: Атомиздат, 1979. 288 с.
7. Романков П.Г., Фролов В.Ф. Теплообменные процессы химической технологии. Л.: Химия, 1982. 288 с.
8. Кодзоба Л.А. Решения нелинейных задач теплопроводности. Киев: Наукова думка, 1976. 136 с.
9. Беляев Н.М., Рядно А.А. Методы теории теплопроводности: Учебное пособие для вузов. В 2 ч. М.: Высш, шк., 1982. Т. 1. 327 с.; Т. 2. 306 с.
10. Бабенко Ю.И. Метод расчета тепловых и диффузионных потоков. Л.: Химия, 1986. 144 с.
11. Карташев Э.М. Аналитические методы в теплопроводности твердых тел. М.: Высш, шк., 1979. 416 с.
12. Обзоры по теплофизическим свойствам веществ: Обзорная информация И АН СССР. Ин-т выс. темп. Научн. Информ. Центр по теплофизическим свойствам чистых веществ. М.,1990. № 1 (81). 136 с.; № 2 (82). 105 с.; № 3 (83). 53 с.
13. Зарубин В.С. Инженерные методы решения задач теплопроводности. М., 1983. 326 с.
14. Таганов И.Н. Моделирование процессов массо- и энергопереноса. Нелинейные системы. Л.: Химия, 1979. 208 с.
15. Дульнев Г.Н., Новиков В.В. Процессы переноса в неоднородных средах. Л.: Энергоатомиздат, 1990. 248 с.
16. Алифанов О.М. Обратные задачи теплообмена. М.: Машиностроение, 1988. 220 с.
17. Паконов В.М., Полежаев В.И., Чудов Л.А. Численное моделирование процессов тепло- и массообмена. М.: Наука, 1984. 208 с.
18. Дульнев Г.Н., Парфенов В.Г., Сигалов А.В. Применение ЭВМ для решения задач теплообмена. М.: Высш, шк., 1990. 207 с.
19. Лыков А.В. Теоретические основы строительной теплофизики. Минск: Изд-во АН БССР, 1961.207 с.
20. Мацевитый Ю.М. Электрическое моделирование нелинейных задач технической теплофизики. Киев: Наукова думка, 1977. 255 с.
21. Методы расчета процессов и аппаратов химической технологии: Примеры и задачи / П.Г. Романков, В.Ф.Фролов, О.М. Флисюк, М.И. Курочкина. СПб.: Химия, 1993.496 с.
22. Петухов Б.С. Теплообмен и сопротивление при ламинарном режиме течения жидкости в трубах. М.: Энергия, 1967. 412 с.
23. Исаченко В.П., Осипова В.А., Сукомел А.С. Теплопередача. М.: Энергия, 1975. 486 с.
24. Себиси И.Т., Брэдшоу П. Конвективный теплообмен. Физические основы и вычислительные методы / Пер. с англ. М.: Мир, 1984. 592 с.
25. Мартыненко О.Г., Соковишин Ю.А. Свободноконвективный теплообмен: Справочник. Минск: Наука и техника, 1982. 400 с.
26. Витков Г.А., Холпанов Л.П., Шерстев С.И. Гидравлическое сопротивление и теплообмен. М.: Наука, 1994. 288 с.
27. Исаченко В.П. Теплообмен при конденсации. М.: Энергия, 1977. 240 с.
28. Лесохин Е.И., Рашковский П.В. Теплообменники-конденсаторы в химической технологии: Моделирование, расчет, управление. Л.: Химия, 1990. 286 с.
29. Маньковский О.М., Толчинский А.Р., Александров М.В. Теплообменная аппаратура химических производств. Л.: Химия, 1976. 368 с.
30. Таубман Е.И., Горнев В.А., Мельцер В.Л. и др. Контактные теплообменники. М.: Химия, 1987. 257 с.
31. Стренк Ф. Перемешивание и аппараты с мешалками / Пер. с польск.; Под ред. И.А. Щупляка. Л.: Химия, 1975. 384 с.
32. Брагинский Л.Н., Бегачев В.М., Барабаш В.М. Перемешивание в жидких средах. Л.: Химия, 1984. 336 с.
33. Рейхсфельд В.О., Шеин В.С., Ермаков В.И. Реакционная аппаратура и машины заводов основного органического синтеза и синтетического каучука. Л.: Химия, 1975. 392 с.
34. Воронцов Е.Г., Тананайко Ю.М. Теплообмен в жидких пленках. Киев: Техника, 1972. 196 с.
35. Соколов В.Н., Доманский И.В. Газожидкостные реакторы. Л.: Машиностроение, 1976. 216 с.
36. Пенный режим и пенные аппараты / Под ред. И.П. Мухленова и Э.Я. Тарата. Л.: Химия, 1977. 304 с.
Теплообменные процессы
263
37. Лойцянский Л.Г. Труды Всесоюзного съезда по 49. теоретической и прикладной механике. М.; Л.: Изд-во АН СССР, 1962.
38. Ландау Л.Д., Лифшиц Е.М. Механика сплошных сред. М.: Гостехиздат, 1953. 788 с. 50.
39. Deissler А.Е. NACA Report. 1955. N. 1210.
40. Кутателадзе С.С. Основы теории теплообмена. Машгиз, 1957. 51.
41. Барлыбаев Х.А. и др. Некоторые вопросы конвективного теплообмена в несжимаемой жидкости (внутренняя задача) // Тепло- и массоперенос. М.: 52.
ГЭИ, 1963.
42. Доманский О.В., Консетов В.В. Теплообмен на термически стабилизированных участках каналов 53. при ламинарном течении неньютоновских жидкостей // Инж.-физ. журн. 1966. Т. 10, № 4. С. 429-436. 54.
43. Доманский О.В., Консетов В.В. Теплообмен на начальных участках круглых труб и плоских каналов при ламинарном течении жидкостей // Тепло- 55. и массообмен в неньютоновских жидкостях. М.: Энергия, 1968. С. 146-156. 56.
44. Консетов В.В., Доманский О.В. Трение и теплообмен на гидродинамическом начальном участке 57. круглой трубы и плоского канала при ламинарном течении неньютоновских жидкостей // Тепло- и 58. массообмен в неньютоновских жидкостях. М.: Энергия, 1968. С. 157-167.
45. Петухов Б.С. Теплообмен и сопротивление при 59. ламинарном течении жидкости в трубах. М.: Энергия, 1967. 60.
46. Экспериментальное исследование теплообмена при ламинарном течении неньютоновских жидко- 61. стей в трубах / О.В. Доманский, В.В. Консетов, Л.В. Лиля, Р.И. Рубашкина // Инж.-физ. журн. 62. 1972. Т. XXII, № 3. С. 531-536.
47. Аэров М.Э., Тодес О.М. Гидравлические и тепловые основы работы аппаратов со стационарным и кипящим зернистым слоем. М.; Л.: Химия, 1968. 63.
512 с.
48. Аэров М.Э., Тодес О.М., Наринский Д.А. Аппараты со стационарным зернистым слоем. Гидравлические и тепловые основы работы. Л.: Химия, 64. 1979. 176 с.
Дидушинский Я. Основы проектирования химических реакторов / Пер. с польск.; Под ред. М.Г. Слинько и Г.С. Яблонского. М.: Химия, 1972. 376 с.
Горбис З.Р., Календерьян В.А. Теплообменники с проточными дисперсными теплоносителями. М.: Энергия, 1975. 296 с.
Горбис З.Р. Теплообмен и гидромеханика дисперсных сплошных потоков. М.: Энергия, 1970. 424 с.
Шрайбер А.А., Глянченко В.Д. Термическая обработка полидисперсных материалов в двухфазном потоке. Киев: Наукова думка, 1976. 156 с.
Бабуха Г.А., Шрайбер А.А. Взаимодействие частиц полидисперсного материала в двухфазных потоках. Киев: Наукова думка, 1972. 176 с.
Расчеты аппаратов кипящего слоя: Справочник / Под ред. И.П. Мухленова, Б.С. Сажина, В.Ф. Фролова. Л.: Химия, 1986. 352 с.
Псевдоожижение / В.Г. Айнштейн, А.П. Баскаков, Б.В. Берг и др. М.: Химия, 1991. 400 с.
Псевдоожижение / Пер. с англ.; Под ред. И. Де-видсона и Д. Харрисона. М.: Химия, 1974. 728 с.
Баскаков А.П. и др. Процессы тепло- и массопереноса в кипящем слое. М.: Металлургия, 1978. 248 с.
Гельперин Н.И., Айнштейн В.Г., Кваша В.Н. Основы техники псевдоожижения. М.: Химия, 1967. 664 с.
Матур К., Эпстайн Н. Фонтанирующий слой. Л.: Химия, 1978. 288 с.
Рабинович М.И. Тепловые процессы в фонтанирующем слое. Киев: Наукова думка, 1977. 174 с.
Шлихтинг Г. Теория пограничного слоя / Пер. с нем. М.: Наука, 1969. 742 с.
Кадер Б.А., Яглом А.М. Законы подобия для пристенных турбулентных течений // В сб.: Механика жидкости и газа. М.: ВИНИТИ, 1980. Т. 15. С. 81-155.
Reynolds W.C., Kays W.M., Kline S.J. Heat transfer in the turbulent incompressible boundary layer. Step wall-temperature distribution. NASA MEMO 12-2-5 8W, 1958.
Coles D. The turbulent boundary layer in a compressible fluid//Phys. Fluids. 1964. V. 7. P. 1403.
Раздел 5
МАССОПЕРЕНОС
Подред. к.т.н. В.В. Щеголева
Общим термином массоперенос называют процессы переноса массы какого-либо вещества (растворенного компонента) или нескольких веществ из одной точки пространства в другую как в пределах одной фазы, так и в многофазной среде. Под массообменом чаще понимают процессы переноса растворенного компонента из одной фазы в другую вблизи границы раздела фаз.
Массообменные процессы широко используются в химической и смежных с ней отраслях промышленности для разделения жидких растворов и газовых смесей, для концентрирования растворов, для очистки от нежелательных примесей технологических потоков или жидких и газообразных отходов производства, для улавливания ценных компонентов и т. п. Такого рода технологические цели реализуются в процессах абсорбции, перегонки, ректификации, экстракции, растворения и экстрагирования из твердых пористых тел, кристаллизации, адсорбции и термической сушки.
Во всех перечисленных процессах общим является перенос вещества через границу раздела фаз. Такой процесс называют также массопередачей. Поскольку в процессах переноса массы всегда присутствует процесс диффузионного переноса, такие процессы часто называют диффузионными. Перенос компонента от границы раздела фаз в основную массу газового или жидкого потока вещества-носителя называют массоотдачей. Понятия массопереноса, массопередачи и массоотдачи во многом аналогичны понятиям переноса теплоты, теплопередачи и теплоотдачи.
5.1. Концентрационное равновесие
(В.Ф. Фролов)
В состоянии равновесия все параметры системы, изолированной от внешних воздействий, не изменяют свои численные значения по объему системы и во времени. Термомеханическое равновесие означает равенство температур и давлений как во всех точках исследуемого пространства, так и во времени. Концентрационное равновесие в однофазной системе означает
равенство концентраций всех веществ во всех точках однофазной среды и так же — во времени. Условием концентрационного равновесия в многофазных системах служит равенство химических потенциалов во всех контактирующих фазах рассматриваемой системы. Однако при проведении практических расчетов массообменных процессов, протекающих в соответствующих аппаратах, условие концентрационного равновесия двухфазных систем принято определять не через равенство химических потенциалов во взаимодействующих фазах, а через равновесное соотношение концентраций растворенного компонента в одной и в другой фазах. Такого рода равновесные соотношения записываются в форме зависимостей
У =fix) или х* =f-x(y), (5.1.1)
где у — концентрация растворенного компонента в газовой (паровой, жидкой) фазе, равновесная с концентрацией х этого компонента в жидкой (твердой, пористой) фазе; f — функциональная зависимость, определяемая теоретически или опытным путем; f_x — функциональная зависимость, обратная зависимости f (вторая форма функциональной зависимости (5.1.1) часто используется вместо первой).
Примерами простых равновесных соотношений служат известные законы Рауля Т*=‘~‘х и Генри у = Нх, в которых рнас — давление насыщенного пара над чистым жидким компонентом; П — общее давление в равновесной системе пар—жидкость; Н — коэффициент Генри в линейной зависимости содержания компонента в газе и в жидкости при их равновесии. Теоретически получаемые линейные законы Рауля и Генри справедливы, как правило, лишь для малых значений концентраций растворенного компонента в равновесных фазах. Для широкого диапазона концентраций, что обычно имеет место в условиях работы реальных массообменных аппаратов, явный вид
266
Новый справочник химика и технолога
функциональных зависимостей (5.1.1) приходится определять опытным путем, а соответствующие экспериментальные результаты представлять в форме таблиц данных о равновесии [1] или интерполяционных уравнений.
Таким образом, если при наличии термомеханического равновесия концентрации растворенного компонента в обеих фазах соответствуют равновесному соотношению для данной трехкомпонентной системы (двух инертных фаз-носителей и растворенного компонента), то такая система находится в состоянии концентрационного равновесия и направленного переноса массы растворенного компонента из одной фазы в другую не происходит. Следовательно, для создания направленного перехода растворенного компонента из одной фазы в другую необходимо иметь соотношение концентраций компонента в фазах, отличное от равновесного соотношения (5.1.1), что иллюстрируется положением точки А(х,у) на рис. 5.1.1.
В нестационарном массообменном процессе точка А соответствует начальным концентрациям растворенного компонента в газовой (у) и жидкой (х) фазах. Изолированная в концентрационном отношении система стремится к равновесию, что соответствует перемещению точки А по направлению к равновесной кривой по одному из указанных стрелками направлений в зависимости от соотношения масс обеих инертных фаз.
В стационарном процессе концентрации х и у поддерживаются постоянными во времени с помощью непрерывной подачи и вывода растворенного компонента вместе с входящими и выходящими потоками фаз-носителей, что означает неизменное положение точки А(х,у) на рис. 5.1.1 и неизменное во времени отклонение концентрационной точки А(х,у) от равновесной кривой у (х).
5.2. Кинетика массопереноса
(В.Ф. Фролов)
В отличие от статики процессов, где исследуются равновесные состояния системы или балансовые соотношения стационарных процессов, кинетика массообменных процессов исследует скорость массопереноса как в пределах одной фазы, так и в многофазных системах.
5.2.1. Элементарные виды переноса массы
Существуют всего два элементарных вида переноса массы того или иного компонента: молекулярная диффузия и конвективный перенос, физический смысл которых аналогичен теплопроводности и конвективному переносу теплоты (см. раздел 4).
Согласно закону молекулярной диффузии Фика, направленный диффузионный перенос компонента внутри однофазной среды пропорционален градиенту концентрации этого компонента и диффузионной проницаемости среды по отношению к диффундирующему компоненту:
jd=-DVc, (5.2.1.1)
где jD — поток диффундирующего компонента, кг/(м2 с); с — объемная концентрация растворенного компонента, кг/м3; D — коэффициент диффузии компонента в среде-носителе, м2/с; знак минус соответствует направлению диффузионного потока от точки с большей концентрацией компонента к точке с меньшей концентрацией.
Численное значение коэффициента диффузии зависит от молекулярно-кинетических характеристик компонента и среды, в которой происходит его диффузионное распространение. Для идеальных газов в молекулярнокинетической теории получено следующее выражение для коэффициента диффузии газов:
Рис. 5.1.1. Изменение концентраций компонента в периодическом процессе массообмена двух фаз и движущие силы массообменного процесса, рассчитанные по концентрациям в одной (Ду) и в другой (Дх) фазе
<Л)(ц)
3
где (Л) и (и) — средние значения длины свободного пробега и скорости теплового движения молекул газа (пара).
Для коэффициентов диффузии в среде реальных газов и для диффузии в жидких средах значения коэффициентов диффузии могут быть вычислены по соотношениям (5.2.1.2)-(5.2.1.6).
Коэффициент для диффузии D, м2/с, газа А в газе В или наоборот:
4,3 • 10~7Т3/2 | 1 1
p(v/3+vB1/3)2V^+^ ’
(5.2.1.2)
где Т — температура, К; р — абсолютное давление, кгс/см2 (1 Па= 1 Н/м2= 1,02 • 10~5 кг/см2); 'Ма и Мв — молярные массы газов А и В; vA и vB — молярные объемы
Массоперенос
267
газов А и В, определяемые как сумма атомных объемов элементов, входящих в состав газов.
Атомные объемы некоторых химических элементов и молярные объемы некоторых газов приведены в табл. 5.2.1.1.
Если известно значение коэффициента диффузии D\ газа в газовой же среде при температуре Ti(K) и давлении р\, то значение /7, при температуре Т2 и давлении Рг, согласно уравнению (5.2.1.2), можно найти по соотношению
£>2=йЛ -
(5.2.1.3)
В табл. 5.2.1.2 приведены коэффициенты диффузии D • 10-6 некоторых газов и паров в воздухе при нормальных условиях.
Таблица 5.2.7.7
Атомные и молярные объемы некоторых химических элементов и газов [65]
Химический элемент Атомный объем, см3 Газ Молярный объем, см3
В 27 н2 14,3
С 14,8 О2 25,6
С1 24,6 n2 31,2
н 3,7 Воздух 29,9
N в первичных аминах 10,5 СО 30,7
N во вторичных аминах 12 СО2 34
N с двумя насыщенными связями 15,6 so2 44,8
О с двумя насыщенными связями 7,4 NO 23,6
О в альдегидах и кетонах 7,4 N2O 36,4
О в сложных эфирах 9,1 NH3 25,8
О в простых эфирах 9,9 H2O (пары) 18,9
О в высших эфирах 11 H2S 32,9
О в кислотах 12 ci2 48,2
О в соединениях с S, Р, N 8,3 Br2 53,2
S 25,6 1г 71,5
I 37
Таблица 5.2.1.2
Коэффициенты диффузии газов и паров в воздухе при нормальных условиях
Газ или пар D • 106, м2/с
Азот 13,2
Аммиак 17,0
Пары бензола 7,7
Водород 61,1
Водяной пар 21,9
Пары диэтилового эфира 7,8
Кислород 17,8
Пары метанола 13,3
Сероуглерод 8,9
Диоксид серы 10,3
Триоксид серы 9,4
Диоксид углерода 13,8
Хлороводород 1,30
Пары этанола 10,2
Коэффициенты диффузии D, м2/с, в жидкостях при 20 °C можно вычислить по приближенной формуле:
(5.2.1.4)
где и — вязкость жидкости, мПа • с; vA, vB и МА, Мв — молярные объемы и молярные массы растворенного вещества и растворителя.
Значения коэффициентов Л и В к формуле (5.2.1.4)
Вещество, растворенное в воде Коэффициент А Вещество Коэффициент В
Газ 1,00 Вода 4,7
Этанол 1,24 Этанол 2,0
Метанол 1,19 Ацетон 1,15
Уксусная 1,27 Неассоции- 1,0
кислота рованные
жидкости
Коэффициент диффузии газа, растворенного в жидкости, возрастает приблизительно линейно с ростом температуры Т(°С):
DT = D20[\ + Z>(T-20)], (5.2.1.5)
где D2q — коэффициент диффузии при 20 °C; коэффициент линейной зависимости b определяется по эмпирической формуле 6 = 0,2^1; ц — вязкость жидкости УР
при 20 °C, мПа • с; р — плотность жидкости, kt/mj.
268
Новый справочник химика и технолога
Значения коэффициентов диффузии некоторых газов в воде при 20 °C
Вещество D- 109, м2/с Вещество D 109, м2/с
Азот 1,9 Оксид азота 1,8
Аммиак 1,8 Кислород 2,1
Водород 5,3 Хлор 1,6
Диоксид 1,8 Сероводород 1,6
углерода
Коэффициент диффузии растворенного вещества в разбавленном его растворе в жидкостях может быть вычислен по соотношению
£> = 7,4 • 10~12 - (5.2.1.6)
pv ’
Здесь Мир — молярная масса и вязкость (мПа • с) растворителя; Т — температура, К; v — молярный объем диффундирующего растворенного вещества; — параметр, учитывающий ассоциацию молекул растворителя и равный: для эфира, гептана и бензола — 1; для воды — 2,6; для метанола — 1,9; для этанола — 1,5.
Информация о коэффициентах диффузии содержится также в разделах 14 и 16.
Второй элементарный вид переноса вещества — конвективный перенос — заключается в том, что растворенный компонент перемещается из одной точки пространства в другую вместе с движущимся потоком-носителем. Вектор конвективного потока ук (кг/(м2 • с)) пропорционален вектору скорости движущегося потока-носителя U и объемной концентрации с переносимого компонента в потоке:
7к=йс. (5.2.1.7)
Соотношение (5.2.1.7) аналогично уравнению (4.1.1.2) для конвективного переноса энтальпии (теплосодержания).
Полный поток компонента относительно фиксированной плоскости складывается из конвективного и диффузионного потоков: j = йс + £>Vc .
Если диффузионный поток растворенного компонента jo настолько велик, что при поглощении его поверхностью раздела фаз (стенкой) происходит изменение объема смеси, то образуется конвективный поток, направленный по нормали к поверхности. Этот конвективный поток, называемый стефановским потоком, складывается с диффузионным потоком и изменяет его
-D величину: jD =----vc .
1--Р
Влияние стефановского потока обычно существенно лишь в парогазовых смесях с большими относительными концентрациями с компонента по отношению к плотности р потока-носителя.
В турбулентных потоках имеет место так называемый турбулентный перенос массы растворенного компонента, осуществляемый вместе с хаотически перемещающимися и пульсирующими малыми объемами вещества потока. При интенсивной турбулентности такой перенос может обладать значительной интенсивностью и приводить к практически полному выравниванию концентрации растворенного компонента в ядре турбулентного потока. Турбулентный перенос фактически является конвективным переносом, но некоторая аналогия хаотического движения молекул и малых объемов вещества в турбулентном потоке позволяет формально записать вектор турбулентного переноса компонента аналогично закону молекулярной диффузии (5.2.1.1):
7 т = -ОУс, Эт т ’
где DT — коэффициент квазидиффузионного переноса компонента, зависящий от степени турбулентности потока и от расстояния до твердой поверхности, которая демпфирует турбулентные пульсации в потоке. Численные значения £>т, таким образом, не могут быть вычислены по каким-либо свойствам и параметрам веществ, а измерение переменных значений £>т представляет значительные сложности. В непосредственной близости от твердой поверхности или поверхности раздела фаз в системе газ—жидкость интенсивность турбулентного переноса быстро убывает и на самой поверхности стремится к нулю.
5.2.2. Уравнение конвективно-диффузионного переноса вещества в однофазном потоке
Дифференциальное уравнение, описывающее нестационарные концентрационные поля растворенного компонента в ламинарном однофазном потоке вещества-носителя, представляет собой закон сохранения массы компонента, распространяющегося в потоке за счет диффузионного и конвективного видов переноса:
^ + (z7Vc)=£)V2c. (5.2.2.1)
В базовом дифференциальном уравнении (5.2.2.1) второе слагаемое левой части представляет собой разность между входящим в произвольную точку потока и выходящим из нее количествами растворенного компонента за счет конвективного механизма переноса; правая часть — то же, но за счет диффузионного переноса компонента в потоке-носителе.
Учет турбулентного переноса массы состоит в добавлении к коэффициенту молекулярной диффузии D коэффициента турбулентной диффузии £>т.
Условия однозначности к дифференциальному уравнению (5.2.2.1) обычно формулируются в виде начальных и граничных условий. В качестве начального условия задается известное распределение концентрации компонента в потоке в начальный момент времени:
Массоперенос
269
с| = CQ{x,y,z). Граничные условия представляют собой выполняющиеся на межфазной границе соотношения, которые выражают равенство:
- концентрации компонента на границе известной величине или в общем случае функции с| = (усло
вие первого рода);
- диффузионного потока на границе известной ве-
де jrp
личине — = —-, где j™ — известное значение пото
ка массы на границе потока-носителя (условие второго рода);
- диффузионного потока со стороны одной фазы диффузионно-конвективному потоку со стороны дру-гой фазы: -D— = ), где 0 — коэффициент
внешней массоотдачи на границе исследуемой фазы (см. уравнение (5.2.4.1)) (условие третьего рода).
5.2.3. Модели массоотдачи
Расчет интенсивности процессов массообмена потока-носителя с поверхностью раздела фаз требует решения уравнения (5.2.2.1) вблизи массообменной поверхности с резко изменяющимися скоростью II движения потока-носителя и коэффициентом турбулентной диффузии Dj. В общем случае такие решения не представляются возможными. Поэтому используются значительно упрощенные модели поведения потоков вблизи твердых поверхностей (или поверхностей раздела фаз).
В основе стационарной пленочной модели массоотдачи лежит предельное предположение о наличии около поверхности (стенки) неподвижного слоя (пленки) среды-носителя; вне такой пленки поток среды считается настолько сильно турбулизованным, что концентрацию с растворенного компонента в поперечном к поверхности пленки направлении можно считать практически постоянной (рис. 5.2.3.1). Поперек неподвижной пленки, то есть в направлении х, компонент переносится только за счет механизма молекулярной диффузии. В этом случае дифференциальное уравнение (5.2.2.1) упрощается до простого уравнения в полных t/2c производных —— = 0, решение которого дает линеи-dx2
ный профиль концентрации компонента поперек не-
подвижной пленки среды-носителя: с - -
Дифференцирование линейного концентрационного профиля по х дает простое выражение для стационарного потока компонента поперек пленки:
rdc D(c -с0) 1n=-D — =--------
D dx 8
(5.2.3.1)
Значительное число опытных данных, однако, указывает на пропорциональность потока jD не первой, а меньшей степени при коэффициенте D молекулярной
диффузии. Толщина неподвижного слоя (пленки) 8 не определяется в рамках пленочной модели и должна быть найдена в дополнительных опытах.
В противоположной по физическим предпосылкам модели обновления поверхности, наоборот, предполагается, что турбулентно пульсирующие в потоке объемы вещества-носителя с концентрацией растворенного компонента с0 беспрепятственно достигают стенки, некоторое время (время контакта 4) находятся около нее в неподвижном состоянии и затем заменяются новыми аналогичными объемами (рис. 5.2.3.2). За время контакта в неподвижным объеме протекает процесс нестационарной диффузии растворенного компонента. Дополнительно полагается, что за малое время контакта 4 концентрация с0 на внешней стороне неподвижного объема практически не успевает измениться и процесс нестационарной диффузии происходит как бы в полубезграничную, неподвижную среду. При таких предположениях математическое описание процесса диффузии принимает вид:
Рис. 5.2.З.1. Стационарный диффузионный поток j компонента поперек неподвижной пленки вещества около границы раздела фаз
(5.2.3.2)
Рис.5.2.3.2. Нестационарная диффузия в неподвижный объем вещества у границы раздела фаз
270
Новый справочник химика и технолога
Решение системы (5.2.3.2) имеет вид функции ошибок:
— = erfc—.
?0 2>jDt
(5.2.3.3)
Дифференцирование решения уравнения (5.2.3.3) по координате х при х = 0 дает нестационарный диффузионный поток jD растворенного компонента от стенки в неподвижный объем вещества-носителя:
Л,(г) = -1>^ (5.2.3.4)
дх х=0 р у Kt
Интегрирование потока компонента //>(0 по времени в пределах от 0 до /к дает среднее значение потока за этот интервал времени:
<Л> = 2(Сп,-Со)^. (5.2.3.5)
Согласно выражению (5.2.3.5), поток компонента от стенки в модели обновления поверхности пропорционален иной по сравнению с соотношением (5.2.3.1) степени коэффициента диффузии:
7 »D0’5
что в большей степени соответствует большинству опытных данных по массообмену поверхностей с турбулентными потоками. Существенно, что время контакта t*, как и толщина неподвижного пристенного слоя 6 в пленочной модели, здесь подлежит экспериментальному определению вне рамок модели обновления. Опыты по определению довольно сложны технически и связаны с необходимостью использования малоинерционных датчиков температуры и электронной аппаратуры для записи пульсаций температуры стенки при охлаждении ее турбулентным потоком.
Очевидно, что реальная ситуация вблизи поверхности должна быть промежуточной между предельными моделями неподвижной пленки и обновления поверхности.
В модели гидродинамических и диффузионных пограничных слоев полагается, что толщины этих слоев совпадают только при численном равенстве коэффициентов кинематической вязкости потока и молекулярной диффузии растворенного компонента, то есть при выполнении условия
что имеет место лишь для некоторых газов и паров. Для таких веществ возможное решение гидродинамической задачи о толщине ламинарного пограничного слоя:
VM0
где х — направление вдоль обтекаемой потоком поверхности, по-существу дает решение и диффузионной задачи, поскольку величину Аг можно использовать в соотношении (5.2.3.1) в качестве толщины пленки 5. Усреднение толщины пограничного слоя вдоль текущей координаты х по всей длине L поверхности дает возможность получить среднее значение диффузионного потока поперек пограничного слоя от стенки к потоку-носителю:
Ов) = 0,667(^-Со)Д^|,
(5.2.3.6)
где йо и v — скорость и кинематическая вязкость потока-носителя.
В общем случае, когда Sc ф 1, возможно приближенное численное решение задачи массообмена плоской поверхности с ламинарным потоком-носителем, что приводит к появлению в формуле (5.2.3.6) множителя Sc0,33 и увеличению численного значения коэффициента в два раза.
Для капельных жидкостей, имеющих значения кри-
v 3
териев Sc = — порядка 10 , диффузионный погранич
ный слой имеет толщину До, на порядок меньшую толщины 8 гидродинамического пограничного слоя (рис. 5.2.3.3). Это обстоятельство позволяет использовать в уравнении (5.2.2.1) упрощенные соотношения для компонент скорости вблизи стенки, что, в свою очередь, позволяет получить аналитическое решение для распределения концентрации вблизи плоской поверхности в замкнутой форме:
c„-c(i,5') (/0.22-Sc'i- , Л
—---------= ---------- ехр -0,22 Scт ат,
с^-с. 0,89 J
(5.2.3.7)
/Г
где У, = 0,5 к — , а значение определенного интеграла у vx
с переменным верхним пределом и единственным параметром Sc может быть вычислено любым приближенным методом.
Помимо решений, получаемых на основе понятий пограничного слоя, возможны также некоторые теоретические результаты для случаев чисто вязкого режима взаимодействия ламинарного потока с поверхностью стационарно обтекаемого тела сферической формы, когда скорость потока-носителя плавно возрастает по мере увеличения расстояния от поверхности сферы. Иными словами, при вязком обтекании сферы в случаях 27?
Re = и0 — <0,5 гидродинамического слоя у поверхно-v
Массоперенос
271
сти не существует, но диффузионный пограничный слой вблизи поверхности для капельной жидкости может существовать. Решение уравнения (5.2.2.1) при наличии таких условий приводит к простому соотношению для диффузионного потока, усредненного по всей поверхности сферы с радиусом R:
j = 7,98(Cn,-Co>;/3D2/37?4/3. (5.2.3.8)
В предельном случае контакта сферы с неподвижной наружной средой легко получается простой результат:
Рис. 5.2.3.3. Гидродинамический (3) и диффузионный (Зпс) пограничные слои и поток j компонента при обтекании плоской поверхности
D(s~co)
R
Анализ процессов переноса массы поперек турбулентного потока-носителя можно провести на основе полуэмпирической теории турбулентного переноса. По аналогии с процессом переноса теплоты (см. подраздел 4.2.3) на границе раздела жидкости и твердого тела характер изменения коэффициента турбулентной диффузии вблизи стенки можно описать уравнениями:
—— = (0,124ц)4 при г| < 6 v
D и
^ = -^-1 при 6<ц<ЗОк
v 5
D и
—— = ——-1 при г|>30
v 2,5
(5.2.3.9)
где безразмерная переменная ц может быть вычислена по формуле (4.2.3.8). Уравнение для расчета коэффициента массоотдачи имеет вид:
р v _ Sc
(5.2.3.10)
где и* — динамическая скорость, характеризуемая выражениями (4.2.3.9) и (4.2.3.10).
п Sc ж -
Для расчета — можно пользоваться графической
зависимостью (см. рис. 4.2.3.1) либо при Sc > 1000 опре-Sc
делять по формуле — = 0,01 ISc0’25. Расчет коэффици-
ента массоотдачи при Sc > 1000 можно вести по уравнению р - 0,01w*Sc°’75.
Возможности теоретических решений, однако, ограничены простейшими случаями геометрически правильных, гладких твердых поверхностей (пластина, цилиндр, сфера), тогда как для деформируемых жидких поверхностей раздела фаз или иных реальных условий процесса теоретические решения задачи массообмена практически не могут быть получены. В таких многочисленных случаях интенсивность массообмена потока-носителя с поверхностью представляется в форме уравнения массоотдачи.
5.2.4. Уравнение массоотдачи
Согласно всем имеющимся теоретическим и экспериментальным данным, количество массы компонента, которым обмениваются поверхность и поток среды-носителя, пропорционально абсолютному значению разности концентраций компонента на поверхности и в потоке:
7 = p(Cip-c0), (5.2.4.1)
В уравнении (5.2.4.1) коэффициент массоотдачи р интегрально включает в себя всю сложную совокупность гидродинамических и концентрационных факторов, влияющих на интенсивность массообмена (массоотдачи). Уравнение массоотдачи (5.2.4.1) и по форме записи, и по физическому содержанию аналогично уравнению теплоотдачи (4.1.5.1). Размерность коэффициента р зависит от размерности, в которой выражаются концентрации растворенного компонента на границе (с^) и в потоке-носителе (с0). Для объемных концентраций компонента (кг/м3) и его массового потока [/] = кг/(м2 с) размерность р равна [р] = м/с. Физический смысл р соответствует массе компонента (кг), проходящей через 1 м2 массообменной поверхности за одну секунду при разности концентраций компонента на поверхности и в потоке вещества-носителя, равной 1 кг/м3. При других способах выражения концентраций переносимого компонента размерность коэффициента массоотдачи будет иной (см. ниже).
Величина коэффициента р фигурирует в граничном условии третьего рода (см. подраздел 5.2.2) на внешней границе среды, для которой формулировалась задача о нестационарных концентрационных полях.
5.2.5. Критерии массообменного подобия
Численные значения коэффициентов массоотдачи £ находятся из соответствующих экспериментальных данных, полученных при тех или иных условиях процесса массообмена. Результаты таких экспериментов представляются в обобщенной критериальной форме. Структура критериев массообменного подобия и их физический смысл получаются из дифференциального уравнения (5.2.2.1) почленным делением слагаемых.
272
Новый справочник химика и технолога
Деление конвективного слагаемого на диффузион
ное, замена производных на отношения конечных разностей соответствующих величин и сокращения дают
диффузионный критерий Пекле
и _ wl
Ре° о’
представ-
ляющий собой меру отношения интенсивностей переноса компонента за счет механизмов конвекции и диффузии в потоке-носителе. Характерный размер потока I соответствует диаметру трубопровода для внутренней задачи, или поперечному размеру обтекаемого потоком
тела, или продольному размеру поверхности для внешней задачи. Деление диффузионного слагаемого на ло
кальную производную концентрации по времени дает
диффузионный критерий Фурье Fo
Dt
— , представ-
ляющий собой безразмерное время нестационарного процесса. Критерий Рео представляется как произведена/ ние гидродинамического критерия Рейнольдса Re = — v
V
и критерия Шмидта Sc = —.
Еще один важный для массообменных процессов критерий диффузионного подобия получается из условия конвективного массообмена на границе потока-носителя с ограничивающей его массообменной поверхностью. Физический смысл такого критерия Шер-
вуда Sh = ~ соответствует отношению действительно отводимого (подводимого) от (к) границы потока целевого компонента 0(сгр - с0) к тому потоку компонента, который проходил бы за счет одной только диффузии поперек неподвижного слоя вещества потока-носителя при градиенте концентрации поперек такого слоя, рав-
(Сгр “ С0) . „ с,
ном 2—j—- (в отечественной литературе критерии Sh и Sc часто называют диффузионными критериями Нус-сельта и Прандтля и обозначают NuD и PrD).
Если в объеме среды (в потоке-носителе) имеются зоны или точки с различными плотностями, например, вследствие заметной разности концентраций, то интенсивность возникающей при этом естественной, гравитационной конвекции (см. подраздел 4.1.5) определяет-а/3
ся критериями Галилея Ga = —— или Архимеда v
Ar = Ga—, представляющими собой меру отношения Р
произведения силы инерции и силы Архимеда к квадрату силы вязкого трения.
Для геометрически неподобных систем к критериям подобия добавляются геометрические симплексы ГЬГ2,...
Критерии подразделяются на определяющие (Re, Sc, Fo, Ре и др.) и определяемые (Nu, Sh и др.). Определяющие критерии иногда называют числами.
Опытные данные по интенсивности массоотдачи (то есть по зависимости коэффициента массоотдачи 0 от
многочисленных влияющих на него параметров процесса) чаще всего представляются в форме функцио-
нальнои зависимости определяемого критерия Sh = — от всех иных определяющих критериев и симплексов:
Sh=/(Re, Sc, Fo, Аг, Гь Г2, ...). (5.2.5.1)
Для стационарных процессов из набора определяющих критериев исключается критерий Fo, содержащий текущее время t.
В практике анализа и обработки экспериментальных данных обычно используется достаточно универсальная и гибкая форма степенного одночлена
Sh = А Refl ScdArTfП -> (5.2.5.:2)
в котором численные значения множителя А и показателей степеней a, b, с, d, ей др. для тех или иных условий массопередачи находятся как результат обработки экспериментальных данных.
В качестве примера приводится корреляционное соотношение для коэффициента массоотдачи от газовой фазы к поверхности жидкой пленки в абсорбционной колонне с кольцевой керамической насадкой:
Sh = O,4O7Re°’655Sc0’33, (5.2.5.3)
„ 0</, „ wJ
в котором Sh = —-; Re = ; определяющий раз-
D EV
мер — эквивалентный диаметр каналов в слое насадки 4е
d3 = —; £ и о — порозность и удельная поверхность о
D Ve
насадки из колец Рашига; щ = — скорость га-
|7°л I
И J
зового потока в свободном от насадки сечении колонны диаметром DA; Vc — секундный, объемный расход газа; D — коэффициент диффузии целевого компонента в газе.
Соотношения для расчетов 0, аналогичные соотношению (5.2.5.3), приводятся в разделах, посвященных конкретным процессам абсорбции, перегонки, ректификации, экстракции, адсорбции и сушки и в специальной литературе [2-10].
Существенно, что проведение экспериментов по определению коэффициентов массоотдачи 0 вызывает значительно большие трудности по сравнению с экспериментами, проводимыми с целью изучения коэффициентов теплоотдачи а (см. раздел 4). Основная трудность здесь состоит в практической невозможности непосредственного измерения концентрации переносимого из одной фазы в другую компонента на самой поверхности раздела фаз. В связи с этим в экспериментах стремятся так или иначе создавать условия, позволяющие оценить значение концентрации компонента Сгр косвенными методами. В газо- и жидкофазных процессах, где
Массоперенос
273
деформируемая поверхность контакта фаз (например, суммарная поверхность всех паровых или газовых пузырей, всплывающих в слое жидкости) недоступна прямому определению, вычисляемые по данным таких экспериментов коэффициенты массоотдачи часто относят к объему двухфазной системы, как это делается и в процессах теплообмена в такого же рода сложных условиях (см. подраздел 4.2.2.).
5.2.6. Уравнение массопередачи
Перенос растворенного компонента из основной массы газовой фазы G, где концентрация компонента „ ( кмоль компонента | ,
Y -------------------- , в жидкую фазу L, где кон-
( кмоль инертной фазы )
.. ( кмоль компонента ] центрация компонента X ------------------- , про-
кмоль инертной фазы J
исходит поперек двух пристенных слоев одной и другой сред-носителей. При этом (рис. 5.2.6.1):
Рис. 5.2.6.1. Двухслойная модель массопередачи между фазами G и L через границу (гр) раздела фаз
j = РКГ- Гф) = Р/Лр-X). (5.2.6.1)
Численные значения разностей концентраций (У- У^) и (Хр - X) обычно не бывают равными; коэффициенты массоотдачи в газовой и жидкой фазах Ру и Р\ также имеют различные численные значения.
Трудно определяемые величины концентраций на границе раздела фаз У^, и Хр исключаются в уравнении массопередачи
J = KyAY=KxAX,
(5.2.6.2)
в котором j — масса (чаще в кмолях) компонента, которая переходит из одной фазы в другую через единичную поверхность контакта фаз в единицу времени; ЛУ = |У-У*(Х)| и дх = |Х(У)-х| — так называемые движущие силы процесса массопереноса, выражаемые в концентрациях компонента в газовой (паровой) и жидкой фазах и представляющие собой отклонение действительных концентраций компонента в той (У) или иной (X фазе от концентраций, равновесных с действительными концентрациями в дру-
I кмоль компонента |
гои фазе ---------------------- ; Ку и Кх —
(кмоль инертной фазы )
коэффициенты массопередачи, относимые к движущим силам по одной и по другой фазе ( \
кмоль компонента
( м2 • с • (кмоль компонента/кмоль инертной фазы) J Размерности величин, входящих в уравнение массопередачи (5.2.6.2), могут быть и иными.
Коэффициенты массопередачи Ку и Кх выражаются через коэффициенты массоотдачи |Х и 0у и коэффициент Н линейной равновесной зависимости (5.1.1):
---1--, Кх =------1--
Рг ^х) Ру
(5.2.6.3)
Соотношение между коэффициентами массопередачи, выраженными по газовой (паровой) фазе и по жидкой фазе, следует из соотношений (5.2.6.3):
KY АХ
Физический смысл коэффициентов массопередачи аналогичен смыслу коэффициентов теплопередачи в аналогичных уравнениях (см. подраздел 6.2.2) — это проводимость того пути, по которому растворенный компонент переходит из одной фазы в другую. Диффузионная (массопроводная) проводимость (как и всякая другая проводимость) обратно пропорциональна сумме двух последовательных сопротивлений этого пути (см. рис. 5.2.6.1). Отличие коэффициентов Ку и Кх в уравнениях (5.2.6.3) от коэффициента теплопередачи k состоит в отсутствии стенки, разделяющей обе фазы, и ее диффузионного сопротивления. Еще одно отличие массопередачи от теплопередачи заключается в присутствии в уравнении (5.2.6.3) коэффициента равновесного соотношения Н. Аналогичный коэффициент в теплообменных процессах равен единице, поскольку термическое равновесие означает равенство температур теплоносителей (Т\ = Т2).
5.3. Массоперенос при движении частиц
(В.В. Щеголев)
5.3.1. Общие замечания
Очень часто для создания развитой межфазной поверхности одну или несколько фаз, участвующих в массообменном процессе, предварительно диспергируют. Если в процессе участвуют твердые природные материалы, такой способ создания высокоразвитой поверхности является единственным. Поэтому руды и минералы перед растворением или выщелачиванием
274
Новый справочник химика и технолога
подвергают дроблению и измельчению. В каталитических и адсорбционных процессах используют мелко гранулированные, дробленые, сферические и порошковые катализаторы и адсорбенты. При абсорбции или дистилляции газ или пар барботируют через жидкость; в процессах абсорбции, экстракции и сушки растворов или суспензий диспергированию подвергают жидкую фазу. Это далеко не полный перечень примеров использования дисперсных систем в виде потоков твердых частиц, капель и пузырей в технологических массообменных процессах. Поэтому массоперенос при движении частиц является важной и достаточно разработанной частью общей теории массопереноса.
Теоретическое определение коэффициентов массоотдачи, как и в других случаях конвективного массопереноса, возможно только для наиболее простых случаев. Как правило, рассматриваются частицы сферической формы при ламинарном режиме обтекания потоками жидкости или газа. Решение простых задач позволяет раскрыть механизмы массообменных процессов и обосновать вид критериальных зависимостей (5.2.5.1) для описания более сложных процессов.
Уравнение конвективной диффузии (5.2.2.1), записанное в сферической системе координат в безразмерных переменных для случая осесимметричного обтекания сферической частицы, имеет вид:
дС Ре, (ТТ дС, дСД 6Fo. 2 дг г дв )
= ^с.,
i = Д,с;
1 д ( • о ---------sin 9— ;
ае J
Ре, =—; Д
^ге “ 2
дг < дг) г2 sin0 дВ ct - cl0 с Dft Cirp Ci0
(5.3.1.1)
U.
Здесь с, — текущая концентрация растворенного компонента в z-й фазе; с)0 — начальная концентрация; Ctrp — концентрация на границе раздела фаз со стороны z-й фазы; и„, и® — радиальная и тангенциальная составляющие скорости жидкости (газа), обтекающей частицу; Voo — скорость движения частицы или скорость жидкости на бесконечности; Fo — число Фурье; Ре — число Пекле; Д — коэффициент диффузии в z-й фазе, м2/с; R, 8 — радиус и диаметр частицы соответственно; г1 — радиальная координата; 0 — угловая координата, отсчитываемая от лобовой точки; — оператор Лапласа в сферических координатах; д, с — индексы, обозначающие соответственно дисперсную частицу и сплошную (жидкую или газообразную) фазы.
При проведении расчетов по уравнению (5.3.1.1) считают, что безразмерные компоненты скорости жидкости U„ и Uw известны из решения гидродинамиче
ской задачи и не зависят от распределения концентрации растворенного компонента.
Практический интерес представляет не само распределение концентрации вокруг или внутри частицы, определяемое из решения уравнения (5.3.1.1), а усредненная по поверхности частицы S величина диффузионного потока через эту поверхность:
ЦЛ/Л, (5.3.1.2)
' 4л7?2 J '
где jt — локальный диффузионный поток через единицу поверхности, определяемый как
В большинстве случаев теоретическое определение коэффициентов массоотдачи проводят, рассматривая процесс массопереноса для каждой фазы в отдельности: вне частицы (внешняя задача) или внутри частицы (внутренняя задача). Фактически это означает, что при решении задачи не учитывается влияние массопереноса в одной фазе на скорость массопереноса в другой. Очень часто такая постановка вполне допустима. Во многих практических задачах перенос массы в одной из фаз либо вовсе отсутствует (растворение твердой частицы или пузырька однокомпонентного газа (пара) в жидкости, испарение капли однокомпонентной жидкости в газовом потоке и т. п.), либо скорость его значительно выше, чем во второй фазе. В последнем случае говорят, что процесс массопередачи лимитируется сопротивлением второй фазы. Так, при абсорбции хорошо растворимых газов и паров (NH3, НС1, HF, SO2, SO3, этанол, ацетон и др.) из газовой смеси водой в барботажных аппаратах скорость массопередачи лимитируется скоростью диффузии этих газов в пузырьках. Наоборот, процесс массопередачи при водной абсорбции плохо растворимых газов (О2, СО2, NO, N2O) лимитируется сопротивлением водной фазы. В обоих указанных случаях концентрацию переносимого компонента на межфазной поверхности со стороны z-й фазы можно считать известной и равной концентрации, находящейся в равновесии с постоянной концентрацией компонента во второй фазе. Таким образом, для решения уравнения (5.3.1.1) можно использовать граничное условие 1-го рода (см. подраздел 5.2.2). Это существенно упрощает решение задачи. В экспериментах определяют обычно не коэффициенты массоотдачи Р, (см. уравнение (5.2.4.1)), а коэффициенты массопередачи Kh определяемые уравнениями (5.2.6.2.). Однако проводить эксперимент стараются таким образом, чтобы массоперенос во второй фазе либо отсутствовал, либо протекал значительно быстрее, чем в первой фазе. Тогда коэффициент массоотдачи в первой фазе будет равен экспериментально определенному коэффициенту массопере-
Массоперенос
275
дачи по этой же фазе, т. е 0, = К,. Результаты теоретических и экспериментальных исследований массопереда-чи в сплошной и дисперсной фазах представлены в подразделах 5.3.2 и 5.3.3.
В том случае, когда скорости массопереноса в той и другой фазе соизмеримы, для строгого решения задачи определения потока массы через поверхность частицы необходимо решать уравнения (5.4.1.1) для обеих фаз совместно, используя на межфазной границе условия 4-го или 3-го рода (см. подраздел 5.2.2). Информация, касающаяся постановки и решения таких задач, приводится в подразделе 5.3.3. Вместе с тем при решении практических задач в случае, когда скорости массопереноса соизмеримы в обеих фазах, для определения общего коэффициента массопередачи очень часто используют уравнения аддитивности фазовых сопротивлений (5.2.6.3). Правомерность такого подхода обсуждается в подразделе 5.3.5.
5.3.2. Масссоперенос в сплошной фазе
Случай, когда скорость массообменного или химического процесса лимитируется скоростью массопереноса в жидкости или газе, окружающем частицу, является в процессах химической технологии наиболее распространенным.
Коэффициент массоотдачи в сплошной фазе определяется обычно как
Р. = Л (5.3.2.1)
Ссгр Ссоо
где Jc — диффузионный поток через единицу площади поверхности частицы, определяемый из соотношения (5.3.1.2); сСоо — концентрация в основной массе сплошной фазы или концентрация на бесконечном удалении от частицы.
Безразмерный коэффициент массоотдачи — критерий Шервуда — определяется следующим образом:
Sh =£Д (5.3.2.2)
с
Твердые частицы. Рассмотрим вначале чисто диффузионный перенос к частице, помещенной в неподвижную жидкость или газ. Такой случай, хотя и крайне редко, но все же встречается на практике. Примерами могут служить рост кристаллов в пересыщенных растворах при лимитирующем диффузионном сопротивлении подводу кристаллизующегося вещества к поверхности кристалла; диффузионное горение капельки жидкого топлива, лимитирующей стадией которого является испарение жидкости с поверхности капли. В указанных случаях можно пренебречь скоростью движения частиц относительно жидкости (газа) вследствие ее малости (Рес—>0). При этом уравнение (5.3.1.1) для среды, окружающей частицу, сводится к виду:
дС 2 dC „ д2С
SFo г dr dr2
(5.3.2.3)
Здесь и далее индекс «с» у концентрации и других параметров, характеризующих свойства жидкости, а также у критериев опущен.
Решение уравнения (5.3.2.3) ищется при следующих начальных и граничных условиях:
Fo =0, С = 0; г = 1, С= 1;г->оо,С=0.
(5.3.2.4)
Если определить коэффициент массоотдачи в сплошной фазе соотношением (5.3.2.1), а безразмерный коэффициент массоотдачи (критерий Шервуда) — соотношением (5.3.2.2), то решение уравнения (5.3.2.3) при условиях (5.3.2.4) будет иметь вид [11]:
Sh(Fo) = 2| 1 + -Д= I VrcFo
(5.3.2.5)
Асимптотическое значение критерия Sh при Fo —► оо равно 2 и соответствует квазистационарному решению, которое справедливо с точностью до 5 % при Fo > 100.
Массоперенос при движении твердых частиц в жидкостях и газах исследовался в большом количестве работ (см., например, [7, 12]). Для получения строгого решения задачи в этом случае необходимо решать уравнение (5.3.1.1) в сплошной фазе, используя для Uri и Uqi известные выражения или численные значения, полученные в результате решения задачи обтекания твердого шара.
Для режима стоксового обтекания частицы (режим
«ползущего» течения, Re = ) проводились чис-
М
ленные расчеты по уравнению (5.3.1.1) как для стационарного, так и для нестационарного процесса массопереноса. В этом случае начальные условия и граничные условия по координате г (5.3.2.4) необходимо дополнить граничными условиями по угловой координате 0 (0 = 0, л):
dC
— = 0. (5.3.2.6)
50
Для стационарного случая известны две зависимости, с достаточно хорошей точностью аппроксимирующие результаты численных расчетов в интервале чисел Пекле 0 < Ре < 1 - 104. Соотношение, приведенное в [7], имеет вид:
Sh = (4,0 + 1,21РеХ)^.
(5.3.2.7)
Второе соотношение получено Брауэром [13]:
О,ЗЗЗРе0,840
1 + 0,331 Ре0’507 ’
(5.3.2.8)
276
Новый справочник химика и технолога
В указанном интервале чисел Пекле значения Sh, рассчитанные по соотношениям (5.3.2.7) и (5.3.2.8), различаются менее чем на 3,5 % и хорошо совпадают с экспериментальными данными.
Время выхода процесса массопередачи на стационарный режим, определяемый формулами (5.3.2.7) и (5.3.2.8), существенно зависит от числа Ре. Характер этой зависимости показан на рис. 5.3.2.1, на котором представлены результаты решения нестационарной задачи (5.3.1.1), (5.3.2.4) и (5.3.2.6) конечно-разностным методом для стоксовского режима обтекания твердой сферы [14]. Кривая 6 для Ре= 1000 построена по данным работы [15], в которой задача массопереноса решалась в приближении диффузионного пограничного слоя. Время установления стационарного режима при больших числах Ре (Ре > 1000), согласно [15], можно оценить по формуле Fo = Ре .
жидкости, т. е. выполнялось условие: с = сгр при г' - R, или, в безразмерном виде: С = 1 при г = 1. Указанное противоречие может быть устранено, если предположить, что вблизи поверхности частицы существует тонкий слой жидкости, в котором происходит быстрое изменение концентрации от С = 1 до С = 0. В этом тонком слое производные от концентрации будут велики, и диффузионный член в уравнении конвективной диффузии (5.3.1.1) будет сравним с конвективным членом даже при большом значении Ре.
Этот тонкий слой, в котором происходит быстрое изменение концентрации, называется диффузионным пограничным слоем. Толщина его Д действительно очень мала и по оценкам Левина [16] составляет
А<
Sc
где До — толщина гидродинамического по-
Рис. 5.З.2.1. Зависимость безразмерного коэффициента массоотдачи от числа Fo при нестационарном массопереносе вблизи твердой сферы и Re < 1. Число Ре равно: 7 —0 [1]; 2—1 [5]; 3— 10 [5]; 4— 100 [5];
5 — 1000 [5]; б— 1000 [6]
граничного слоя, Sc =----число Шмидта. При харак-
терных для обычных жидкостей числах Sc
1^ = 10
109
толщина диффузионного пограничного слоя в 10 раз меньше толщины гидродинамического. Для случаев
движения частиц в газах
Sc
10~5
10’5
= 1 и толщины диф-
фузионного и гидродинамического пограничных слоев являются величинами одного порядка. На рис. 5.3.2.2 приведены поля концентраций вокруг сферы при различных значениях числа Пекле. Из рисунка хорошо видно, как при увеличении числа Пекле область основного изменения концентрации стягивается в тонкий слой, расположенный вблизи поверхности частицы.
При больших числах Пекле решение уравнения (5.3.1.1) может быть найдено с использованием модели диффузионного пограничного слоя. В предельном случае Ре —> оо в уравнении (5.3.1.1) нестационарным и диффузионным членами можно пренебречь по сравнению с конвективным членом. Тогда:
чбс + г, 6С=О
г дг г 60
(5.3.2.9)
Решение этого уравнения имеет вид: С = const, а с учетом условия на бесконечности из соотношения (5.3.2.4) —-С = 0, т. е. во всем объеме концентрация должна быть постоянной и равной концентрации на бесконечности. Ясно, что такое решение противоречит физическому смыслу, так как оно указывает на отсутствие процесса массопереноса между частицей и жидкостью. Для того, чтобы диффузионный поток в жидкости существовал, необходимо, чтобы концентрация на поверхности частицы отличалась от концентрации в основной массе
Рис. 5.3.2.2. Поля концентраций вокруг сферы при различных значениях числа Ре: а) 1;б) 10; в) 100; г) 1000
Массоперенос
277
Для области пограничного слоя уравнение конвективной диффузии можно упростить, полагая, что производные от концентрации поперек слоя значительно превышают производные вдоль поверхности частицы. Тогда уравнение (5.3.1.1) примет вид:
+ (53210)
дг г д& Ре дг2 г дг )
Для компонентов скорости Ur и U& в уравнении (5.3.2.10) используются выражения, полученные из решения соответствующей гидродинамической задачи, которая решается независимо от диффузионной. В связи с малой толщиной диффузионного пограничного слоя выражения для компонентов скорости Ur и UQ можно разложить в ряд Тейлора по степеням у = г - 1, где у «С 1, и сохранить только первые ненулевые члены ряда. Кроме того, можно пренебречь вторым членом в правой части уравнения (5.3.2.10) по сравнению с первым. После этого введением специальных переменных уравнение (5.3.2.10) сводится к уравнению типа теплопроводности и может быть решено известными аналитическими методами.
С использованием модели диффузионного пограничного слоя для стоксовского режима обтекания сферы при больших числах Пекле Левичем получено следующее выражение для критерия Шервуда [16]:
Sh = l,oVPe. (5.3.2.11)
Более точные расчеты, проведенные в работе [17], позволили получить:
Sh =0.92+ 0,99VPc . (5.3.2.12)
Соотношение (5.3.2.12) уже при Ре > 10 дает результаты, близкие к полученным по соотношениям (5.3.2.7) и(5.3.2.8).
С возрастанием числа Re при фиксированных значениях Ре безразмерный коэффициент массоотдачи
возрастает. При Re = > 20 за твердой сферой на-
Р
чинают образовываться присоединенные вихри. При этом область возвратно-вихревого течения при увеличении числа Re увеличивается в размерах. Как показывают данные расчетов [18], появление присоединенного вихря в кормовой области сферы приводит к понижению локальных значений коэффициента массоотдачи в этой зоне. Тем не менее, поток массы на поверхность частицы в этой зоне остается значительным, и его необходимо учитывать при проведении численных расчетов. При больших числах Пекле модель диффузионного пограничного слоя позволяет численно определить зависимость критерия Sh от числа Re в области умеренных чисел Re. Решение уравнения диффузионного пограничного слоя для произвольных чисел Re имеет вид:
Sh=/(5„)VS, (5.3.2.13)
sin2 0410
)
где
Ж) = 0,641
Здесь Со = ъо(0) — распределение завихренности (или просто вихря) по поверхности сферы; 0, — угол отрыва потока. Вид зависимости XQ по данным расчетов, проведенных в работе [19] для чисел Рейнольдса 0,5 < Re< 100, представлен на рис. 5.3.2.3 (кривая I). Для нахождения распределения вихря по поверхности твердой сферы использовались результаты численного решения уравнений Навье — Стокса. Для того чтобы учесть массообмен за точкой отрыва потока, предполагалось, что в зоне возвратно-вихревого течения также образуется пограничный слой. При этом массообмен между присоединенным вихрем и внешним потоком настолько интенсивен, что концентрация в потоке, набегающем на заднюю часть сферы (0 = л), равна концентрации в основной массе жидкости вдали от частицы. Полный диффузионный поток определялся суммой потоков в пограничных слоях до точки отрыва и в зоне отрывного течения. Штриховая часть кривой I на рис. 5.3.2.3 соответствует решению задачи без учета массообмена в зоне возвратно-вихревого течения.
Экспериментальные данные для произвольных чисел Re обрабатываются обычно в виде корреляционной зависимости:
Sh = 2 + aRe%Pex . (5.3.2.14)
При Ре » 1 соотношение (5.3.2.14) переходит в Sh = aRe^Pe^ .
Рис. 5.3.2.3. Зависимость функций/и (р от числа Re и ц . Значения ц :
I _ оо; П — 0; III — 0,333; IV — 1; V — 3 (III, IV, V — капли); экспериментальные данные при различных р* [16]: / — 0,38; 2 — 0,42; 3 — 2,6
278
Новый справочник химика и технолога
Сопоставление aRe^ с величиной Д£о), представленной на рис. 5.3.2.3, дает для области 0,5 < Re < 100 a = 0,72. Шервуд в обзорной работе [20] рекомендует для области 20 < Re < 2000 принимать в уравнении (5.3.2.14) a = 0,63 для газов и a = 0,76— для жидкостей.
Капли и пузыри. Для достаточно редкого случая растворения неподвижной сферической капли в жидкости (плотность жидкости капли равна плотности окружающей жидкости) выполняется уравнение (5.3.2.5).
При стоксовом режиме обтекания пузырей при Re < 1 численные расчеты по стационарному уравнению конвективного массообмена для Ре < 103 с точностью 2-3 % аппроксимируются формулой [21]:
0,651Ре1,72
4-Ре1,22
(5.3.2.15)
Результаты аналогичных расчетов для жидких капель представлены в виде зависимости Sh = Sh(Pe) при
различных значениях ц*= — на рис. 5.3.2.4. В иссле-Нс
дуемом интервале чисел Пекле 1 < Ре < 1000 результаты численных расчетов критерия Sh для капли удовлетворительно описываются приближенной зависимостью
z Sh(0)-i-u*Sh(oo)
Sh(p ) = ——-------—-—где Sh(O) и Sh(oo) — значе-
V ’ 14- |LL
ния критерия Шервуда для газового пузырька и твердой сферы при фиксированных значениях числа Ре, которые рассчитываются соответственно по формулам (5.3.2.15) и (5.3.2.8).
При больших числах Ре приближение диффузионного пограничного слоя позволяет для капель и пузырей получить следующее выражение для критерия Шервуда [22]:
Sh = cp(t70jVPe. (5.3.2.16)
(5.3.2.17)
где UqR = t/0^(0) — распределение касательной составляющей скорости жидкости на поверхности капли или пузыря; 0s. — угол отрыва потока.
Для умеренных чисел Рейнольдса 0,1 < Re <100 с использованием для UqR численных решений уравнений Навье — Стокса проводились численные расчеты для ц = 0; 0,333; 1 и 3. Рассматривалось безотрывное обтекание капли, т. е. принималось 0,. = п в соотношении (5.3.2.17). Зависимости функции <р, входящей в уравнение (5.3.2.16), от числа Re и ц представлены на рис. 5.3.2.3. Там же нанесены экспериментальные данные [25] для капель, движущихся в несмешивающейся жидкости при ц = 0,38; 0,42 и 2,6.
Если касательную составляющую скорости на поверхности капли можно представить в виде:
UeR = t/3sin0, (5.3.2.18)
где U3 — значение безразмерной скорости на экваторе , л л
капли при г = 1, 0 = —, то в результате интегрирования
выражения (5.3.2.17) для критерия Sh получим:
для жидких капель. Значения ц*: 7 — 0; 2—1; 3 —5; 4—оо
J о __
Sh = J—U VPe .
Пл 3
(5.3.2.19)
Представление скорости UQR в виде уравнения (5.3.2.18) обычно выполняется для «ползущего» течения (Re С 1) и для обтекания капли или пузыря потоком идеальной жидкости, т. е. при Re —> оо и ц -> 0.
В первом случае, подставляя в формулу (5.3.2.19) для иэ решение Адамара — Рыбчинского [16]
£/э =^- =-----------
К, 2(1 + ц)
получим:
(5.3.2.20)
Соотношение (5.3.2.20) имеет приближенный характер и может применяться при не слишком больших значениях ц (ц < 3). При ц* —> оо оно не переходит в соотношение (5.3.2.10) для твердого шарика. Это связа-
Массоперенос
279
но с тем, что в разложении касательной составляющей скорости Uq в уравнении (5.3.2.10) первый неисчезающий член ряда для жидких капель равен тангенциальной скорости жидкости на поверхности капли. Для твердой сферы этот член обращается в ноль, и для подстановки в уравнение (5.3.2.10) приходится выбирать следующий член ряда, определяемый величиной вихря на поверхности сферы. Как показано в [12], численные расчеты по уравнению (5.3.1.1) с использованием точных выражений для UR и Uq дают возможность получить результаты, совпадающие с расчетами по формуле (5.3.2.20) при ц* = 0,1 и по формуле (5.3.2.11) при ц = 105.
В случае обтекания сферы потоком идеальной жидкости скорость на экваторе имеет максимальное значе-3
ние U3 = —. В этом случае для Sh из формулы (5.3.2.19) имеем:
Sh=-^VPe=l,13>/Pe. (5.3.2.21)
Формула (5.3.2.21) широко известна как формула Буссинеска — Хигби. Буссинеск [23] получил эту формулу впервые, исходя из приближения диффузионного пограничного слоя при обтекании сферы идеальной жидкостью. Хигби [24] использовал модель обновления поверхности, полагая в выражении (5.2.3.5) время кон-8 „
такта tK = — и определяя размерный и безразмерный Ко
коэффициенты массоотдачи соответственно соотношениями (5.3.2.1) и (5.3.2.2).
При промежуточных числах Рейнольдса симметричное распределение касательной составляющей скорости по поверхности капли (5.3.2.18), строго говоря, не выполняется. На рис. 5.3.2.5 представлены результаты численных расчетов распределения UqR по углу 0, отсчитываемому от передней критической точки 0 = 0 до задней критической точки 0 = п [26].
Рис. 5.3.2.5. Распределение скорости на поверхности жидкой сферической частицы по углу 0:
7 —Re = 0,5, ц* = 1,2 — Re = 20, ц*= 1;3 —Re= 100, ц =0;4 — Re =100, ц*= 1; 5 —Re= 100, ц* =10
Как видно из рисунка, асимметрия наиболее сильно проявляется при достаточно больших значениях отношения вязкостей ц = 10 (кривая 5). Для ц* < 1 асимметрия незначительна. Этот факт позволяет использовать формулу (5.3.2.19) для приближенного расчета коэффициентов массоотдачи при любых числах Re и не слишком больших соотношениях вязкостей, используя подходящее теоретическое или экспериментальное значение U3. Впервые это было сделано в [25]. В наиболее законченном виде эта методика представлена в работах Лосева и Железняка [27, 28]. Как показано в [27], для расчета U3 в формуле (5.3.2.19) можно использовать график, представленный на рис. 5.3.2.6. Левая часть графика (сектор А) построена по данным приближенного решения уравнения Навье — Стокса вариационным методом Галеркина [29] в интервале чисел Рейнольдса 1 < Re < 80. Правая часть (сектор Б) построена путем экстраполяции этого решения на числа Re > 80 с помощью полуэмпирической формулы
З + Зц* 1,6 2 + Зц* 2 + Зц* ~ Re0’5 1 + ц*0’5
(5.3.2.22)
Для проверки предложенной методики в работе [27] использованы собственные данные автора, а также данные из 14 источников для 15 систем жидкость—жидкость в интервале чисел Re от 1 до 800 и пузырьков СО2, О2 и воздуха в воде и в глицерине в интервале чисел Re от 100 до 5000. Получено удовлетворительное совпадение экспериментальных и расчетных значений при ц < 3.
от числа Re и отношения вязкостей ц* по [18]: А — согласно решению Хамилека и Джонсона [20]; Б — экстраполяция решения Хамилека и Джонсона
по уравнению (5.3.2.22);
I — прямая, соответствующая U3 - 3/2 (обтекание сферы идеальной жидкостью)
Для Re < 10 хорошие результаты для жидких капель дает расчет по формуле (5.3.2.20).
Для расчета коэффициента массоотдачи от газовых пузырей, всплывающих в жидкости при числах Рей
280
Новый справочник химика и технолога
нольдса 200 < Re < 5000, рекомендуется [27] использовать формулу (5.3.2.21). В [7] также указывается на хорошую выполнимость формулы (5.3.2.21) при расчете коэффициентов массоотдачи от пузырей средних размеров. Однако для крупных пузырей (8Э > 6 мм) рекомендуется использовать эмпирическое уравнение, полученное в [30]:
Sh = 1,13Ре0’51 —|, (5.3.2.23)
l40,45 + 208j
где 8Э — эквивалентный диаметр пузыря, м.
Уравнение (5.3.2.23) уже при 8Э= 10 мм дает значение Sh, превышающее значение, полученное по формуле (5.3.2.21), в 1,5 раза.
5.3.3. Массоперенос в частице
Массоперенос в частице носит, как правило, нестационарный характер. По аналогии со стационарным коэффициентом массоотдачи можно формально определить нестационарный коэффициент массоотдачи внутри частицы следующим образом:
Рд = / Л_г (5.3.3.1)
Здесь рд — текущий коэффициент массоотдачи в частице, (м/с); Уд — поток массы растворенного компонента через единицу поверхности раздела фаз, определяемый выражением (5.3.1.2), (кг/м2с); сд — средняя концентрация компонента по объему частицы (кг/м3); Сдгр — равновесная концентрация на поверхности частицы. Величины сд, Рд, входящие в уравнение (5.3.3.1), являются функциями времени. Поток массы компонента через поверхность раздела фаз S равен изменению массы компонента в объеме частицы V:
dc„
JS = V-^-. (5.3.3.2)
д dt
Подставляя в соотношение (5.3.3.2) выражение для Уд из уравнения (5.3.3.1) и проводя интегрирование полученного уравнения при начальном условии: t = 0, сл = сд0, получим выражение для среднего по времени коэффициента массоотдачи в дисперсной фазе Рд:
3. =-£-ш|1-с.|; Р, =]]₽.<*• (5.3.3.3)
— Г -Г0
Здесь Сд = ——---------безразмерная концентрация
Сдгр ~ Сд0
или степень поглощения (насыщения).
Нетрудно показать, что для частиц шарообразной, кубической формы, а также для цилиндра, у которого 5 6
высота равна диаметру, отношение — = —, где о — V 8
диаметр шара или цилиндра, или сторона куба. Выражение (5.3.3.3) носит название формулы Геддеса [31]. Для вычисления текущего коэффициента массоотдачи по известной зависимости Сд = Сд (?), дифференцируя выражение (5.3.3.3), получим:
R —1п|1-Сд|. (5.3.3.4)
Нд 6 dt I I
Выражения (5.3.3.3) и (5.3.3.4) в безразмерных переменных примут вид:
Sh, = 3—lnll-C«|; (5.3.3.5)
3Fo, । ।
Sh = — ln|l-C.I. (5.3.3.6)
' Зг/Fo 1 1
д
Здесь Sh«, 8ЬД — среднее по времени наблюдения и текущее значение критерия Шервуда для дисперсной — В 8 В 8 tD
фазы Sh;, =-^-; Sh„ =—Foa =—7- — диффузион-D D д R2
д д
ный критерий Фурье.
Диффузионный перенос в частице. При отсутствии циркуляционного движения среды в частице процесс массопереноса в сферической частице описывается уравнением молекулярной диффузии (5.3.2.3). На практике такие случаи имеют место при диффузии примеси в твердой пористой частице и в каплях и пузырях при заторможенной циркуляции жидкости или газа.
Решение уравнения (5.3.2.3) ищется в области г' < R (г < 1) при начальных и граничных условиях:
дС
Fo = 0,C=0;r= 1,С=1;г = 0, — = 0 (5.3.3.7) дг
и приводится в [32]. В формулах (5.3.3.7) и далее индекс «д» у концентрации и других размерных и безразмерных параметров, характеризующих дисперсную фазу, опущен.
Для процессов массопередачи необходимо знать, как изменяется во времени средняя по объему частицы концентрация (критерий Фурье). Выражение для безразмерной средней концентрации вещества в сферической частице имеет вид:
C = l-4y4exp(-47u2W2Fo). (5.3.3.8)
7U V ’
— с —~с
Зависимость величины <р = 1 - С = ——— от крите-
Сгр-СО
рия Fo для сферической частицы, рассчитанная по уравнению (5.3.3.8), приведена в табл. 5.3.3.1. Там же
Массоперенос
281
представлены аналогичные зависимости еще для двух наиболее употребительных форм частиц: кубической и цилиндрической с высотой цилиндра, равной диаметру. Кроме того, в табл. 5.3.3.1 для трех форм частиц приведены значения среднего по времени критерия Шервуда, рассчитанные по уравнению (5.3.3.5).
Таблица 5.3.3.1
Зависимость ф и критерия Sh от числа Fo для частиц различной формы
Fo Куб Цилиндр Шар
<Р Sh <Р Sh <Р Sh
0 1 1 1
0,00125 0,7838 32,48 0,7772 33,60 0,7740 34,16
0,0025 0,7050 23,31 0,6978 23,99 0,6900 24,74
0,0050 0,5906 17,55 0,5856 17,84 0,5790 18,22
0,0100 0,4619 12,87 0,4313 14,01 0,4400 13,68
0,0150 0,3811 10,72 0,3712 11,01 0,3520 11,60
0,0250 0,2658 8,83 0,2533 9,15 0,2260 9,91
0,0500 0,1228 6,99 0,1088 7,39 0,0840 8,26
0,0750 0,0584 6,31 0,0473 6,78 0,0310 7,72
0,1250 0,0131 5,78 0,0091 6,27 0,0043 7,27
0,2000 0,0014 5,45 0,0008 5,98 0,0002 7,10
0,2500 0,0003 5,35 0,0001 5,89
0,5000 1,95112 5,15
При малых значениях безразмерного времени в критерии Fo расстояние, на которое распространится зона диффузии от поверхности частицы, много меньше ее радиуса. Поэтому распределение концентрации может быть найдено из математического описания процесса диффузии (см. уравнение (5.2.3.2) и его решения (5.2.3.3)). В этом случае зависимость осредненного критерия Шервуда от числа Fo имеет вид:
Sh» =-л2 =6,58.
3
Точное значение
Sh® = 6,56.
(5.3.3.12)
Массоперенос в каплях при наличии циркуляции. Как было показано в подразделе 3.2.6, в каплях, движущихся в жидкости, формируется циркуляционное течение, линии тока которого образуют тороид (см. рис. 3.2.6.1). Течение жидкости в капле приводит к интенсификации процессов массопереноса. В этом случае для определения величины потока массы через поверхность капли необходимо решать уравнение (5.3.1.1) при следующих начальных и граничных условиях:
ЭС
Fo = 0, С= 0; г = 1, С= 1; г = 0, —= 0;
дг
0 = 0, л,— = 0. (5.3.3.13)
ао
Для компонент скорости Ur и U$ следует использовать имеющиеся решения гидродинамической задачи внутри капли (см., например, [12]). В связи с тем, что гидродинамическая картина внутри капли при изменении внешнего числа Рейнольдса в интервале 1 < Rec < 100 меняется незначительно, для решения диффузионной задачи в этом интервале можно использовать выражения для компонент скорости, полученные Адамаром и Рыбчинским (см., например, [12, 16]) для Rec < 1:
(1-г!) (1-2г2)
(А = ------77 cos 0, UQ = —Ц---tv sin 0 .
r 2(1 + /) 9 2(1 + /)
Для больших значений Fo > 0,25 при вычислении средней концентрации в частице по уравнению (5.3.3.8) можно пренебречь всеми членами ряда, кроме первого, что дает
С = 1-4-ехр(-4л2 Fo). (5.3.3.10)
7С ' 7
Соответственно для критерия Шервуда по формуле (5.3.3.5) получаем
(5.3.3.14)
Численные решения уравнения (5.3.1.1) с использованием выражений (5.3.3.14) получены в [33,34]. Результаты расчетов зависимости среднего по времени критерия Шервуда от числа Фурье при различных значениях модифицированного критерия Пекле приведены на рис. 5.3.3.1. Критерий Sh рассчитывался по формуле (5.3.3.5) с использованием полученной из численного расчета зависимости С = C(Fo,Pe*). Модифицированный критерий Пекле, учитывающий влияние отношения вязкостей дисперсной и сплошной фаз, определялся как
Sh= —л2------—1пД-. (5.3.3.11)
3 6Fo л2
При Fo —> оо из (5.3.3.11) получаем асимптотиче
ское значение
4(1 + /)’
Г> “ooS * Цд где Ре = , / = —.
D„ и..
Д * С
(5.3.3.15)
282
Новый справочник химика и технолога
от безразмерного времени процесса массопередачи Fo в сферической капле.
Численные решения уравнения (5.3.1.1) при Ре :
1 — 0,2 — 20; 3 — 40; 4 — 80 [24]; 5— 150 [25]; б — 250 и
2500 [25] и решение уравнения Кронига и Бринка (5.3.3.7)
Зависимость асимптотического значения критерия Шервуда Sh® (при бесконечном времени процесса массопередачи) от Ре представлена на рис. 5.3.3.2. Из рисунка видно, что при изменении критерия Ре от 0 до 103 асимптотическое значение Sh® возрастает от 6,56 до 18, причем максимальное значение достигается уже при Ре » 80.
Рис. 5.3.3.2. Зависимость асимптотического значения критерия Shoo от числа Ре* (численные расчеты): 1 — [24]; 2 — [25]; 3 — [26]
Более точные расчеты с использованием для компонент скорости Ur и Uq значений, полученных в результате численного решения уравнений Навье — Стокса для движущейся капли, были проведены в [35]. Расчеты проводились в диапазонах внешнего числа Рейнольдса 1 < Rec < 100, модифицированного критерия Пекле 10<Ре < 103 и отношения вязкостей дисперсной и сплошной фаз I < ц <100. Результаты расчетов показали, что изменение условий обтекания капли при увеличении числа Рейнольдса Rec до 100 не приводит к существенному изменению механизма массообмена по
сравнению с течением Адамара — Рыбчинского. Результаты расчетов Sh® для Rec= 1 и Rec= 100 представлены на рис. 5.3.3.2. Расчеты для |и=1и|и=10 практически совпали. Было показано, что для больших чисел Ре правомерно использование циркуляционной модели Кронига и Бринка (см. ниже).
На практике наиболее часто используются потоки движущихся капель, для которых Ре значительно больше 100. Для проведения практических расчетов массопередачи в каплях при больших числах Ре обычно используют приближенные модели и эмпирические корреляионные соотношения.
Для интервала чисел Рейнольдса 50 < Rec < 200 и при больших числах Пекле широкое распространение получила нестационарная циркуляционная модель Кронига и Бринка [36]. Как было показано в предыдущем разделе, конвективная диффузия в основной массе жидкости при больших числах Пекле описывается уравнением (5.3.2.9), которое, однако, не выполняется вблизи межфазных поверхностей. Левая часть уравнения (5.3.2.9) представляет собой записанное в принятой системе координат скалярное произведение двух векторов: скорости жидкости U и градиента концентрации VC. Равенство нулю этого произведения означает, что либо абсолютное значение одного из векторов равно нулю, либо t/J_VC. Решение VC = 0 для основной массы жидкости, как показано в подразделе 5.5.1, означает наличие диффузионного пограничного слоя вблизи поверхности раздела фаз. Второе решение характерно для внутреннего течения и означает, что изменение концентрации в ядре потока при больших числах Пекле происходит в направлении, перпендикулярном направлению вектора скорости, т. е. линиям тока. Кронит и Бринк пришли к такому выводу, сравнивая характерное время циркуляции жидкости в капле (время, за которое жидкость делает один оборот вдоль циркуляционных линий тока) с характерным временем диффузии в неподвижной капле (время, в течение которого концентрация в капле меняется в е раз). Проведенные ими оценки показали, что вне достаточно тонкого слоя, прилегающего к поверхности капли, время циркуляции жидкости в капле оказалось много меньше времени диффузии для капель диаметром более 0,2 мм. Отсюда следует вывод, что концентрация растворенного компонента сохраняется практически постоянной вдоль линий тока и изменяется только при переходе от одной линии тока к другой. Последнее предположение позволяет свести уравнение конвективной диффузии (5.3.1.1) для дисперсной фазы к одномерному уравнению молекулярной диффузии путем выбора ортогональной криволинейной системы координат (см. рис. 5.3.3.3):
x = 4r2(l-r2)sin2 0;
у = г4 (2г2 - l)cos4 0,
(5.3.3.16)
где координата х направлена перпендикулярно линиям тока, а координата у — вдоль линий тока. При этом в
Массоперенос
283
качестве уравнения, описывающего циркуляционные линии тока, взято уравнение, полученное Адамаром и Рыбчинским (см. [12, 16]).
Рис. 5.3.33. Криволинейные ортогональные координаты в модели массопередачи по Кронигу и Бринку [27]
Уравнение конвективной диффузии (5.3.1.1) в координатах (5.3.3.16) и безразмерных переменных имеет вид
q(x) дС д /чдС -------= — р(х)— 16 5Fo дх дх
(5.3.3.17)
Здесь коэффициенты q(x) и р(х) являются функциями полных эллиптических интегралов (подробнее см. [12, 22]).
Решение уравнения (5.3.3.17) получено вариационным методом Рица при следующих начальных и граничных условиях: Fo = О, С = 0; х = 0, С = 1; х = 1, С — ограниченно. Для средней концентрации в капле оно имеет вид:
C = l-|£5,exp(-l64Fo). (5.3.3.18)
о П=1
При Fo> 0,001 хорошее приближение дает вычисление С по формуле (5.3.3.18) с семью членами ряда. Для этого случая собственные значения и амплитуды Вп приведены в табл. 5.3.3.2.
Таблица 5.3.3.2
Значения Тп и Вп для семи членов ряда уравнения (5.3.3.18)
п 1 2 3 4 5 6 7
к 1,656 9,08 22,2 38,5 63,0 89,8 123,8
вп 1,66 0,355 0,149 0,122 0,073 0,048 0,026
Значения С, начиная с Fo = 1 • Ю 4, полученные путем численного решения уравнения (5.3.3.17), представлены в табл. 5.3.3.3. Там же приведены значения среднего по времени критерия S11kb, рассчитанные по
уравнению (5.3.3.5). Асимптотическое значение SIikb при Fo ое составляет SIikb = 17,9 .
Таблица 5.3.3.3
Расчетные значения С и Sh по уравнениям (5.3.3.18) и (5.3.3.5) для различных значений Fo
Fo-104 с Sh«b Fo-104 С Shies
1 3,76 255,50 400 77,6 24,93
4 11,22 198,34 440 79,7 24,16
9 15,34 123,35 480 82,2 23,97
16 20,9 97,69 530 84,0 23,05
25 24,9 76,36 575 86,1 22,88
36 29,9 65,79 625 87,6 22,27
49 33,7 55,91 675 89,4 22,17
64 38,3 50,30 725 90,6 21,74
80 41,9 45,25 780 92,1 21,69
100 46,2 41,33 840 93,1 21,22
120 49,5 37,95 900 94,3 21,22
140 53,5 36,46 1000 95,9 21,22
170 56,6 32,73 1150 97,2 20,73
200 60,4 30,88 1300 98,1 20,32
250 66,6 29,24 1450 98,8 20,32
290 69,3 27,15 1500 98,8 19,66
325 72,5 26,48 2000 99,7 19,36
360 74,8 25,52 2500 99,9 18,43
Модель Кронига — Бринка получила экспериментальное подтверждение в целом ряде работ [12, 27, 28] при значениях 50 < Rec < 200; 0,5 • 10 ' < S < 3 • 103 м; 0,45 < ц < 60 и в диапазоне чисел Фурье 4 • 10 4 < Fo < 0,1, что соответствует степени извлечения от 10 до 70 %.
В теории тепломассопереноса существует достаточно развитое теоретическое направление, априори рассматривающее процессы переноса внутри капли при больших числах Пекле в рамках модели диффузионного пограничного слоя (см. [12, 37]). И в этом случае наличие циркуляционного течения приводит к существенным особенностям картины массопереноса внутри капель. Поэтому задача определения массопереноса может решаться только с использованием модели нестационарного пограничного слоя. Схема течения и структура поля концентраций в этом случае представлены на рис. 5.3.3.4 [37]. Механизм переноса вещества в капле в соответствии с [37] выглядит следующим образом. В течение короткого началь
ного периода процесса растворенное вещество с достаточно большой скоростью переносится из внутреннего пограничного слоя к поверхности капли. Однако скорость этого процесса быстро падает за счет обеднения внутреннего пограничного
слоя растворенным компонентом вследствие существенно более низкой скорости поступления вещества из ядра потока (зоны ес). При этом процесс массопередачи выходит на ста-
v / ( Ре
ционарный режим. После момента времени -2- = О In—
R 12
284
Новый справочник химика и технолога
на вход пограничного слоя начинает поступать поток с возмущенной концентрацией из сформировавшегося внутреннего диффузионного следа. В результате процесс вновь становится нестационарным. Концентрация в ядре потока в начале этого периода остается постоянной, а в конце периода начинает падать. На заключительной стадии пропесса механизм переноса вещества внутри капли становится соответствующим рассмотренной выше циркуляционной модели Кронига и Бринка. Экспериментальные данные, подтверждающие подобную точку зрения, отсутствуют, поскольку получение данных по массопереносу при коротких временах в начальной стадии процесса сопряжено со значительными трудностями, связанными с существенным влиянием концевых эффектов. С практической точки зрения очень важным является вопрос об оценке времени существования механизма нестационарного пограничного слоя и нижнем временном пределе выполнимости модели Кронига и Бринка. Первая оценка сделана
пот v ^.1п(2Ре*) „
в [38] и в наших обозначениях имеет вид го <----. Для
2 Ре
нижнего предела выполнимости модели Кронига и Бринка Броунштейном [12] получено следующее соотношение: 7 *
Fo > —- . Обе оценки при Ре* > 104 дают близкие результаты. Ре
Рис. 5.3.3.4. Схема течения вне и внутри капли и структура поля концентраций по модели диффузионного пограничного слоя: ес — область внешнего невозмущенного течения;
еа — ядро тороидального циркуляционного потока внутри капли;
<4, 4» — области внешнего и внутреннего диффузионных пограничных слоев; wc, — области внешнего и внутреннего диффузионных следов; у* = const — линии тока
При числах Рейнольдса Rec > 200 отличие реальной циркуляционной картины течения в капле от «адамаровской» становится существенным, кроме того, начинается осцилляция поверхности капли. Все это приводит к более интенсивному перемешиванию жидкости внутри капли, чем это следует из модели Кронига — Бринка.
В [39-42] были разработаны модели массопередачи в осциллирующую каплю при лимитирующем сопротивлении дисперсной фазы. Практическое использование этих моделей затруднено тем, что в них входят величины амплитуды и частоты колебаний, определение которых является достаточно трудной задачей.
Хандл ос и Барон [43] для осциллирующих капель предложили модель, которая базируется на предположении, что циркуляция в капле является полностью развитой. Циркуляционная картина внутри капли моделируется системой правильных торов, вложенных один
в другой. Центры образующих окружностей торов располагаются в экваториальной плоскости капли на расстоянии 0,57? от ее центра, а радиусы образующих окружностей изменяются в пределах от 0 до 0,57?. Массоперенос между циркуляционными линиями тока происходит исключительно за счет турбулентной (точнее вихревой) диффузии, которая возникает вследствие случайных радиальных перемещений элементов жидкости, происходящих под действием колебаний капли. Уравнение радиальной турбулентной диффузии в системе торов имеет вид:
дС 16 1 д К z ч дС\ — = —г £> (г>— • dt rd2 г дг dr )
(5.3.3.19)
Здесь г = — — безразмерный радиус образующей 8
окружности тора (циркуляционной линии тока), Z>T(r) — коэффициент турбулентной диффузии
DtW = 4^-8,. + 3). (5-3.3.20)
Уравнение (5.3.3.20) решалось методом разделения переменных при начальных и граничных условиях: t = 0, С = Со; г = 1, С = 0; г = 0, С — ограниченно.
Решение уравнения (5.3.3.19) для безразмерной концентрации средней по объему капли имеет вид:
__ оо I
С = 2^С>хр -X,
Л=1 \.
Ре*7)Л
3282 )'
(5.3.3.21)
При не слишком малых временах контакта основной вклад в величину коэффициента массоотдачи вносит первый член ряда. Пренебрегая при этом нестационарной составляющей коэффициента массоотдачи, Ханд-лос и Барон получили для критерия Шервуда следующее уравнение:
Sh = 0,015 Ре*.
(5.3.3.22)
Оландер [44] уточнил формулу (5.3.3.22), введя зависимость коэффициента массоотдачи от времени:
— О 3
Sh = 0,0146Pe*+—.
Fo
(5.3.3.23)
Уравнение (5.3.3.23) применимо при Fo > —. Ре
Хорошая выполнимость уравнений (5.3.3.22) и (5.3.3.23) была подтверждена экспериментально для капель диаметром 8 < 8 < 13 мм (1100 < Re < 2100) [28]. Для капель диаметром 16,5 мм отклонение экспериментальных значений от расчетных составило 35 %.
Для промежуточной области размеров капель 3 < 8 < 8 мм (300 < Re < 1100), которая не охватывается
Массоперенос
285
ни моделью Кронита — Бринка, ни моделью Хандлоса и Барона, предложена эмпирическая корреляция [28]
Sh = ShxB
0,5+ 0,7 к
f 5
1.2,8 • 103
(5.3.3.24)
Здесь S — средний эквивалентный диаметр капель, мм; Shi® — средний по времени критерий Шервуда, определенный по модели Кронита — Бринка. Уравнение (5.3.3.24) получено на основании собственных и литературных экспериментальных данных по экстракции органических кислот, анилина и глицерина из воды бензолом, этилацетатом и нитробензолом. Эксперименты проводились в диапазоне чисел Фурье 4 • 10 4 < Fo < 2,9 • 10"2.
Массоперенос в пузыре. Вследствие того, что коэффициенты диффузии в газе на 4 порядка выше, чем в жидкости, процесс массопереноса в пузыре протекает значительно быстрее, чем в каплях. Степень извлечения различных газов и паров из пузыря диаметром 4 мм, равная 99 %, может достигаться уже на высоте слоя жидкости от 2 до 10-12 см. Такая высокая скорость массопереноса в пузырях приводит к значительным трудностям при экспериментальном исследовании этого процесса. Трудности эти связаны с очень большим вкладом так называемых концевых эффектов в общее количество вещества, поступающего в пузырек в процессе его существования. Разделить стадии, из которых складывается общий процесс массопереноса в пузырьке (массоперенос во время образования, собственно движения и коалесценции на поверхности жидкости) практически невозможно. При этом степень поглощения в процессе образования пузыря и выхода его на поверхность жидкости может составлять до 50 % и выше. Кроме того, в связи с очень большой скоростью массопереноса в процессе движения становится заметным влияние так называемого поверхностного сопротивления. По-видимому, этим объясняется тот факт, что в настоящее время механизм массопередачи в пузырьке до конца не выяснен, а имеющиеся экспериментальные результаты по определению коэффициентов массоотдачи достаточно противоречивы. Многочисленные результаты по определению коэффициентов массоотдачи при лимитирующем сопротивлении газовой фазы на барботажных тарелках различных конструкций практически не дают никакой информации о механизме массопередачи в движущихся пузырях. Это связано с тем, что в такого рода экспериментах определяется суммарный коэффициент массоотдачи на тарелке, включающий все три стадии процесса.
Теория конвективного массопереноса, изложенная выше для жидких капель, применима и для движущихся пузырей. Однако пределы ее применимости требуют уточнения в соответствии со специфическими особенностями конвективного массопереноса в газах.
В пузырях небольшого размера S < 0,5 мм (Rec < 30), движущихся в обычных, специально не очищенных
жидкостях, циркуляция заторможена, и внутренний массоперенос определяется, по-видимому, молекулярной диффузией. При этом зависимость средней концентрации от числа Fo описывается уравнением (5.3.3.8). Особенностью является тот факт, что для пузырей с 5 < 4 мм число Фурье, рассчитанное по времени, за которое пузырь проходит от сопла расстояние, равное его диаметру, больше 0,06 (см. рис. 5.3.3.1). Поэтому процесс массопередачи в пузыре близок к стационарному практически на всем участке движения, а коэффициент массоотдачи может быть определен из асимптотического значения (5.3.3.12).
Для пузырей с S > 0,5 мм (Rec >30) циркуляционное движение внутри пузыря может влиять на коэффициент сопротивления и, соответственно, на скорость всплытия. По-видимому, циркуляция должна сказываться и на массопереносе внутри пузыря. Однако влияние внутреннего движения на массопередачу в пузыре должно быть значительно менее выражено, чем в капле. Так, для достаточно крупных пузырей с 6 ~ 4-^5 мм число Ре , характеризующее относительный вклад конвективного массопереноса в сравнениии с диффузионным, составляет всего 20-25. Основываясь на результатах численных расчетов по уравнению (5.3.1.1), проведенных Джонсом и Бекманом, в которых использованы скорости циркуляции Адамара и Рыбчинского, можно заключить, что для пузырей диаметром 4-5 мм следует ожидать значение Shoo = 13+14 (см. рис. 5.3.3.2). Учитывая, что пузыри такого размера уже существенно деформированы и испытывают колебания в процессе движения, значения Shoo могут быть и несколько выше.
Однако не все имеющиеся экспериментальные данные подтверждают указанные рассуждения. Имеется только одна работа [45], в которой было показано, что процесс абсорбции аммиака водой в пузырьковой колонне при лимитирующем сопротивлении газовой фазы описывается моделью Кронига и Бринка [36]. Это означает, что безразмерный коэффициент массоотдачи должен быть близок к Sh- = 17,9 и значительно выше зна-
чения Sh-=6,56, вытекающего из модели чистого молекулярного переноса. По данным [46], так же быстро протекает процесс водной абсорбции хлороводорода. На пузырьках с 5Э = 4 мм почти полное извлечение (~ 99,5 %) достигалось при Fo = 0,25 (высота слоя жидкости 2 см). Если предположить, что степень извлечения в момент образования пузыря составляла 30-50 %, то эти данные дают значение Sh/ =12,313,2. При абсорбции уксусной кислоты дистиллированной водой [46] пузырями с 5Э = 4 мм получено значение Stu = 6. В то же время добавление в воду щелочи в количестве 0,5 масс. % приводило к существенному ускорению массопередачи в пузыре. Практически полное извлечение достигалось так же, как и в случае водной абсорбции НС1, на высоте 2 см.
Совершенно иные данные получены при абсорбции фтористого водорода водными растворами щелочи [47].
286
Новый справочник химика и технолога
При диаметре пузырей 8Э = 4 мм экспериментальное значение критерия Шервуда составило Sh«>=0,23, а при 8Э = 6,2 мм критерий Sh® = 0,5 .
Экспериментальные результаты, существенно отличающиеся от предсказываемых диффузионной теорией массопередачи, получены и для процесса испарения воды в газовый пузырь. В [48] скорость массопередачи в пузыре рассчитывалась по экспериментально определенным значениям диаметра пузыря и концентрации водяного пара в газе, выходящем из пузырьковой колонны. Для пузыря диаметром 5 мм экспериментальное значение критерия Шервуда составило Shoo = 1. При этом величина степени насыщения в момент отрыва пузыря составляла 31,5%. В неопубликованной работе автора испарение воды исследовалось с использованием специальной тарелки со 100 отверстиями, позволяющей получать пузыри одинакового размера. Скорость массопереноса в пузырях рассчитывалась из экспериментально определяемой скорости охлаждения воды в пузырьковой колонне. Для пузырей диаметром 8Э = 4 мм при проведении экспериментов с водопроводной и дистиллированной водой получено Shoo = 0,7 . Степень насыщения пузырей к моменту отрыва составляла « 57 %.
Механизм такого снижения коэффициентов массоотдачи в газовой фазе по сравнению со значениями, предсказываемыми теорией конвективного массопереноса, еще не достаточно изучен. Можно предположить, что это является следствием образования на границе раздела фаз энергетического или механического барьера из адсорбированного слоя молекул растворимых или нерастворимых веществ, обладающих поверхностно-активными свойствами. Влияние поверхностно-активных веществ (ПАВ), специально вносимых в жидкую фазу в небольших количествах, на скорость массопередачи исследовалось неоднократно [5]. Такое влияние в основном является негативным, однако при некоторых видах ПАВ может приводить и к ускорению массопередачи. Уменьшение скорости массопереноса при добавках ПАВ происходит не только вледствие изменения гидродинамических условий, в частности подавления циркуляции внутри капли или пузыря. Разработана модель [16], согласно которой растворимые ПАВ адсорбируются поверхностью капли или пузыря и накапливаются в кормовой ее части в количествах, достаточных для создания межфазного сопротивления или барьера. Присутствие не растворимых в воде веществ также может способствовать уменьшению скорости массопереноса. В [48] отмечается, что скорость испарения воды в пузырек падала в несколько раз, когда в воде присутствовали капельки не растворимого в ней ундекана, которые могли захватываться всплывающим пузырьком и экранировать его поверхность. Однако в настоящее время нет ответов на вопросы о том, могут ли незначительные количества ПАВ или загрязнений, содержащихся в обычных жидкостях, создать на поверхности
барьер, существенно снижающий скорость массопереноса; успеет ли такой барьер сформироваться за достаточно короткое время образования пузыря; как влияют физико-химические свойства жидкости и гидродинамические параметры на степень снижения коэффициента массоотдачи. Поэтому для оценки коэффициента массоотдачи в пузырьке следует использовать имеющиеся экспериментальные данные или выбирать большой коэффициент запаса с учетом равенства (5.3.3.12).
5.3.4. Массоперенос при соизмеримых сопротивлениях фаз
Когда сопротивления массопереносу в обеих фазах соизмеримы, для строгого определения потока массы из одной фазы в другую необходимо решать уравнения конвективной диффузии (5.3.1.1) для дисперсной и сплошной фаз. При этом в обеих фазах задаются начальные концентрации компонента. Граничное условие в точке г = 0 аналогично условию, которое ставится при решении внутренней задачи (см. условия (5.3.3.7)), а граничное условие при г —> оо аналогично условию (5.3.2.4) при решении внешней задачи. Для угловой координаты 0 ставится условие (5.3.2.6). На межфазной границе задается соотношение, выражающее концентрационное равновесие фаз, а в качестве второго условия может быть задано только равенство диффузионных потоков в обеих фазах (так называемое граничное условие 4-го рода (см. подраздел 5.2.2)). Постановка и результаты численного решения такой задачи для случая движения внутри и вне капли при Rec < 1 приведены в [12].
Сопряженная задача существенно упрощается при больших числах Пекле для сплошной фазы. В этом случае вокруг движущейся частицы существует сформировавшийся пограничный слой. Как показано в [16], при наличии такого слоя средний по поверхности частицы диффузионный поток на ее поверхности может быть представлен в виде
Л=₽.(%.-<г..), (5.3.4.1)
где рс — постоянный коэффициент массоотдачи в сплошной фазе, не зависящий от концентрации. Поэтому при решении внутренней задачи массопереноса влияние внешнего массопереноса может быть учтено постановкой на поверхности частицы граничного условия 3-го рода (см. подраздел 5.2.2.)
л— д дг’
(5.3.4.2)
Коэффициент распределения растворенного вещества, или коэффициент Генри Н, определяется соотноше-
нием Н = -22-.
^Дгр
Массоперенос
287
Рассмотрим в качестве примера решение задачи диффузионного переноса в частице сферической формы с учетом скорости массообмена во внешней области. Такие задачи встречаются при рассмотрении массопереноса в движущуюся каплю, в которой циркуляционное движение заторможено, а также при нахождении скорости адсорбции, определяемой внешним массооб-меном и внутренней диффузией в порах адсорбента. В этом случае необходимо решать уравнение (5.3.2.3) в области 1. В безразмерных переменных задача формулируется следующим образом:
дСд = 2 дСд д2Сд
5Fo г дг дг2
дС
Fo = 0, С_ =0; г = 0, —^- = 0;
д дг
r = l, ^=И.(с,-1)
(5.3.4.3)
Здесь СД = С* Сд0 , Fo = -44, В1М=Я"—• д сС0О R2H м 2£)
---ft **
Н” д0
Критерий BiM является массообменным аналогом теплового критерия Био — BL
Для капли, движущейся в жидкости или газе, Н' = Нт = Н ,Н” = 1.
Для сферической частицы пористого адсорбента Н = 1, Н" = * P + /Q, Нт = —, где А2 — коэффициент е 8
извилистости каналов, 8 — пористость адсорбента. Коэффициент Генри Н в этом случае определяется из соотношения сд = На, где сд — концентрация адсорбируемого компонента в газообразном или жидком состоянии, кг/м3; а — концентрация того же компонента в адсорбированном состоянии, величина адсорбции, кг/м3; £)д — коэффициент диффузии адсорбируемого компонента в газообразном или жидком состоянии.
Решение задачи для безразмерной средней концентрации растворенного или адсорбированного компонента в частице имеет вид [32, 49]:
Сд = 1-2Хехр(-ц». (5.3.4.4)
71=1
Здесь Вп — коэффициенты, определяемые из уравнения
Нл(^ + В*м_Шм)’
где — корни характеристического уравнения
tgp = —-— l-BiM
(5.3.4.6)
В табл. 5.3.4.1 приведены значения первых шести корней уравнения (5.3.4.6). Средние по времени значения критерия Шервуда, рассчитанные по формуле (5.3.3.5), представлены на рис. 5.З.4.1.
Таблица 5.3.4.1
Численные значения первых шести корней уравнения (5.3.4.6) в зависимости от критерия BiM
BiM Ml М2 Мз М4 Ms М«
0,0 0,0000 4,4934 7,7253 10,9041 14,0662 17,2208
0,005 0,1224 4,4945 7,7259 10,9046 14,0666 17,2210
0,01 0,1730 4,4956 7,7265 10,9050 14,0669 17,2213
0,02 0,2445 4,4979 7,7278 10,9060 14,0676 17,2219
0,03 0,2991 4,5001 7,7291 10,9069 14,0683 17,2225
0,04 0,3450 4,5023 7,7304 10,9078 14,0690 17,2231
0,05 0,3854 4,5045 7,7317 10,9087 14,0697 17,2237
0,06 0,4217 4,5068 7,7330 10,9096 14,0705 17,2242
0,07 0,4551 4,5090 7,7343 10,9105 14,0712 17,2248
0,08 0,4860 4,5112 7,7356 10,9115 14,0719 17,2254
0,09 0,5150 4,5134 7,7369 10,9124 14,0726 17,2260
0,10 0,5423 4,5157 7,7382 10,9133 14,0733 17,2266
0,15 0,6609 4,5268 7,7447 10,9179 14,0769 17,2295
0,20 0,7593 4,5379 7,7511 10,9225 14,0804 17,2324
0,30 0,9208 4,5601 7,7641 10,9316 14,0875 17,2382
0,40 1,0528 4,5822 7,7770 10,9408 14,0946 17,2440
0,50 1,1656 4,6042 7,7899 10,9499 14,1017 17,2498
0,60 1,2644 4,6261 7,8028 10,9591 14,1088 17,2556
0,70 1,3525 4,6479 7,8156 10,9682 14,1159 17,2614
0,80 1,4320 4,6696 7,8284 10,9774 14,1230 17,2672
0,90 1,5044 4,6911 7,8412 10,9865 14,1301 17,2730
1,0 1,5708 4,7124 7,8540 10,9956 14,1372 17,2788
1,1 1,6320 4,7335 7,8667 11,0047 14,1443 17,2845
1,2 1,6887 4,7544 7,8794 11,0137 14,1513 17,2903
1,3 1,7414 4,7751 7,8920 11,0228 14,1584 17,2961
1,4 1,7906 4,7956 7,9046 11,0318 14,1654 17,3019
1,5 1,8366 4,8158 7,9171 11,0409 14,1724 17,3076
1,6 1,8798 4,8358 7,9295 11,0498 14,1795 17,3134
1,7 1,9203 4,8556 7,9419 11,0588 14,1865 17,3192
1,8 1,9586 4,8751 7,9542 11,0677 14,1935 17,3249
1,9 1,9947 4,8943 7,9665 11,0767 14,2005 17,3306
2,0 2,0288 4,9132 7,9787 11,0856 14,2075 17,3364
2,5 2,1746 5,0037 8,0385 11,1296 14,2421 17,3649
3,0 2,2889 5,0870 8,0962 11,1727 14,2764 17,3932
4,0 2,4557 5,2329 8,2045 11,2560 14,3434 17,4490
5,0 2,5704 5,3540 8,3029 11,3349 14,4080 17,5034
6,0 2,6537 5,4544 8,3914 11,4086 14,4699 17,5562
7,0 2,7165 5,5378 8,4703 11,4773 14,5288 17,6072
8,0 2,7654 5,6078 8,5406 11,5408 14,5847 17,6567
9,0 2,8044 5,6669 8,6031 11,5994 14,6374 17,7032
10,0 2,8363 5,7172 8,6587 11,6532 14,6870 17,7481
11,0 2,8628 5,7606 8,7083 11,7027 14,7335 17,7908
288
Новый справочник химика и технолога
Продолжение таблицы 5.3.4.1
BiM Ц1 Н2 Нз Н5 Нб
16,0 2,9476 5,9080 8,8898 11,8959 14,9251 17,9742
21,0 2,9930 5,9921 9,0019 12,0250 15,0625 18,1136
31,0 3,0406 6,0831 9,1294 12,1807 15,2380 18,3018
41,0 3,0651 6,1311 9,1987 12,2688 15,3417 18,4180
51,0 3,0801 6,1606 9,2420 12,3247 15,4090 18,4853
61,0 3,0901 6,1805 9,2715 12,3632 15,4559 18,5497
81,0 3,1028 6,2058 9,3189 12,4124 15,5164 18,6209
101,0 3,1105 6,2211 9,3317 12,4426 15,5537 18,6650
оо 3,1416 6,2832 9,4248 12,5664 15,7080 18,8496
Рис. 5.З.4.1. Зависимость критерия Sh от числа Fo для частицы, у которой сопротивления массопереносу соизмеримы и определяются скоростями диффузии внутри частицы и конвективной диффузии в диффузионном пограничном слое во внешней области. Значения BiM: 1 — оо; 2 — 500; 3 — 100; 4 — 12,5; 5 — 10; 6 — 5;
7 — 2,5; 8 — 1,33; 9—1
Постановка и решение задачи массопереноса в сферическую каплю при соизмеримых сопротивлениях фаз и развитом циркуляционном движении в капле представлены в [12, 22].
Решение задачи об определении скорости адсорбции, определяемой внешним массообменом и внутренней диффузией для частицы цилиндрической формы, приведено в [49].
5.3.5. О применимости уравнения аддитивности фазовых сопротивлений
Уравнения аддитивности фазовых сопротивлений (5.2.6.3) выражают достаточно простую связь между коэффициентами массоотдачи в контактирующих фазах и некоторыми фиктивными коэффициентами, которые получили название коэффициентов массопередачи. Ко
эффициенты массоотдачи рг отражают реальные гидродинамические и массообменные процессы, протекающие вблизи границы раздела фаз. Однако они практически не могут быть определены экспериментально, так как связаны с массовым потоком соотношением (5.2.4.1), в которое входит трудно определяемая величина сГ? — концентрация на границе раздела фаз. Напротив, коэффициенты массопередачи сами по себе не отражают никакого физического процесса, однако с той или иной погрешностью могут быть определены из эксперимента. Поэтому уравнения (5.2.6.3) широко используются при постановке экспериментов и обработке экспериментальных данных. Вторым важным достоинством уравнений аддитивности является то, что они позволяют рассчитать суммарное сопротивление массопереносу в контактирующих фазах в том случае, когда эти сопротивления соизмеримы.
Уравнения аддитивности могут быть легко получены из уравнений массоотдачи и массопередачи, если выполнены следующие условия:
1. На границе раздела фаз имеет место термодинамическое равновесие.
2. Соотношение, выражающее концентрационное равновесие, должно иметь вид прямой, проходящей через начало координат:
Clrn = .
1гр 2гр
Здесь cirp и с2гр — массообъемные концентрации растворенных компонентов на межфазной границе в первой и второй фазах, кг/м3; Н— константа фазового равновесия или коэффициент распределения. Аналогичное соотношение должно выполняться и для концентраций в объемах фаз:
С1*«,=Лс2„, (5.3.5.1)
*
где с1оо — концентрация растворенного компонента в объеме 1-й фазы, с2оо — равновесная концентрации компонента в объеме 2-й фазы.
3. Уравнение массоотдачи для каждой фазы должно быть представлено в виде (5.2.4.1), причем коэффициент где i = 1, 2, должен быть постоянным, не зависящим от времени и концентрации.
Выполнимость условия (1) термодинамического равновесия на поверхности контакта фаз не вызывает сомнений у большинства исследователей, т. к. скорость физико-химических превращений, протекающих на поверхности, значительно выше скорости процессов массопереноса в объеме фаз. В том случае, когда поверхность экранирована ПАВ, по-видимому, должно соблюдаться равновесие между одной фазой и поверхностью пленки с одной стороны и поверхностью пленки и второй фазой — с другой стороны.
Условие (2) существенно сужает границы применимости уравнений аддитивности, т. к. в большинстве
Массоперенос
289
случаев константа фазового равновесия Н зависит от концентрации. Однако нетрудно показать, что уравнения аддитивности выполняются и в том случае, когда линии равновесия имеют вид:
cioo =Hc2ay+b, с1тр = Нс2тр + b. (5.3.5.2)
В большинстве случаев кривые равновесия с*ж = /(с2оо) на небольшом участке всегда могут быть представлены в виде прямой (уравнение (5.3.5.2)), а полученное значение тангенса Н угла наклона прямой линии использовано в уравнениях аддитивности.
Условие (3) выполняется при стационарном мас-сопереносе в тонких слоях и при больших числах Пекле, когда массообмен происходит в тонком диффузионном слое. Однако, как показано в [12, 22], можно распространить применимость уравнений аддитивности на случай нестационарного массопереноса в частице, используя для дисперсной фазы средние по времени коэффициенты массоотдачи (формула (5.3.3.3)). В этом случае уравнения аддитивности будут иметь вид:
Здесь [3,, Кл и Кс — средние по времени коэффициенты массоотдачи и массопередачи. Н определяется из уравнений (5.3.5.1), (5.3.5.2), если в них положить 1 -* д и 2 —► с. Коэффициенты массопередачи Кд и
Кс определяются соответственно из выражений:
С = -гДтт; . (5.3.5.4)
V Д Сд) Сса> Ссоо
Если ввести коэффициент извлечения как отношение количества поглощенного компонента к тому количеству, которое может быть поглощено при наиболее полном извлечении
ф = 5~-£а°-, (5.3.5.5)
СД-СА0
то нетрудно показать, что связь Кя с Ф определяется формулой Геддеса (5.3.3.3):
= (5.3.5.6)
о • I
При использовании уравнений аддитивности часто возникает вопрос о правомерности их применения для вычисления коэффициентов массопередачи при сложном диффузионном процессе, протекающем в обеих фазах, с учетом коэффициентов массоотдачи, определенных (экспериментально или расчегным путем) при
некоторых «идеальных» условиях — без учета массопереноса во второй фазе. Как показывают проведенные эксперименты (см. [5, 7]) и сопоставления расчетных и экспериментальных данных для соизмеримых сопротивлений фаз [12], отклонения от уравнений аддитивности в большинстве случаев незначительны. Выполнимость уравнений аддитивности подтверждается также и многолетним опытом использования этих уравнений для проведения расчетов различной массообменной аппаратуры.
Пример 5.З.5.1. Определить коэффициент извлечения анилина каплей г/-ксило л а, всплывающей в водном растворе анилина, если капля прошла расстояние h = 1,5 м. Диаметр капли S = 0,003 м; рд = 0,861 кг/м3; рс = 1000 кг/м3; цд = 0,644 • 10“3 Па • с; цс = 1 • Ю“3 Па с. Межфазное натяжение на границе и-ксилол—вода с учетом растворенного анилина о = 42,5 • 10“3Н/м. При температуре 20 °C коэффициент диффузии анилина в воде £>дв = 0,92 • 10 9 м2/с; коэффициент диффузии анилина в и-ксилоле £>дк = 1,67 • 10 9 м2/с; Н= 5,5.
Для определения коэффициента массоотдачи в сплошной фазе воспользуемся формулами (5.3.2.2) и (5.3.2.19). Скорость на экваторе капли определим по формуле (5.3.2.22). Скорость всплытия капли, необходимая для расчета чисел Рейнольдса и Пекле, по формулам (3.2.6.17)—(3.2.6.20) составит Voo = 0,088 м/с. Тогда: Re = 263; / = 0,644; СД = 1,04; Рес = 2,86 • 105; She = 502,8, а коэффициент массоотдачи в сплошной фазе Рс = ^ав _ j,. 10 4 (м/су
8
Коэффициент массоотдачи внутри капли определим по модели Кронита и Бринка, предварительно рассчи-А
тав время процесса t= — = 17 с и число Фурье
Fo = -^AbL = o 0126. По табл. 5.3.3.3, проводя линей-(8/2)
ную интерполяцию между значениями критерия Шервуда для Fo = 120 • 104 и Fo = 140 • 104, найдем значение критерия Шервуда для капли Sh;i = 37,5, откуда Рд = 8ЬдДак -0 209 10^ (м/с).
8
Коэффициент массопередачи для капли Кл по формуле аддитивности фазовых сопротивлений (5.3.5.3) =1- = 47847 + 35714 = 83561 составит 0,12-104 (м/с). Кя
Как видно из расчетов формулы для общего сопро-1
тивления —, сопротивления массопереносу в сплош-Кя
ной и дисперсной фазах соизмеримы.
Для нахождения степени извлечения воспользуемся уравнением (5.3.5.6). Для сферической частицы пред-
1 (
ставим его в виде Ф = 1 - expl ——
, откуда Ф = 0,335.
290
Новый справочник химика и технолога
5.4. Массообмен при пленочном течении жидкости {И.В. Доманский, В.В. Щеголев)
Создание устойчивых стекающих пленок жидкости на твердых поверхностях является достаточно эффективным и широко распространенным способом интенсификации тепло- и массообменных процессов в системах газ (пар)—жидкость. За счет очень маленькой толщины пленки (0,1-5 мм) сравнительно небольшой объем жидкости в лучших массообменных устройствах удается распределить по поверхности свыше 500 м2/м3. Это превышает величину межфазной поверхности, которая может быть достигнута при барботаже. Следует учесть, что при использовании стекающих пленок высокие значения межфазных поверхностей можно получить при очень низком гидравлическом сопротивлении и высокой пропускной способности контактного устройства. Именно поэтому пленочные массообменные аппараты широко используются в процессах газоочистки, абсорбции и десорбции, испарения, контактного охлаждения, конденсации, выпарки и ректификации. Здесь рассматривается массообмен при пленочном течении жидкостей в массообменных устройствах простой конфигурации — плоскопараллельных каналах и вертикальных трубках. Массообмен в более сложных устройствах будет рассмотрен в разделах 6 и 14.
Следуя общему подходу, будем рассматривать процессы массопереноса в каждой фазе в отдельности. Для определения общих коэффициентов массопередачи при соизмеримых сопротивлениях фаз можно использовать уравнения аддитивности фазовых сопротивлений (5.2.6.3).
5.4.1. Массоперенос в жидкой пленке
Скорость массопереноса в пленках жидкости, стекающих под действием силы тяжести по наклонным и вертикальным поверхностям, существенно зависит от режима течения пленки: ламинарного с постоянной толщиной пленки, ламинарного волнового и турбулентного (см. подраздел 2.2.10).
Для ламинарного режима задача определения коэффициентов массоотдачи решена аналитически путем интегрирования уравнения конвективной диффузии [50]. Уравнение (5.2.2.1) в этом случае можно значительно упростить, используя следующие предположения:
- процесс массопередачи не зависит явно от времени;
-конвективный перенос осуществляется только в направлении движения пленки z, а диффузионный перенос — только поперек пленки в направлении х (от поверхности раздела, где х = 0).
Уравнение конвективной диффузии для пленки, движущейся по наклонной или вертикальной плоской поверхности, будет иметь вид:
дс д2с
U^ = D^' dz дх
(5.4.1.1)
Для продольной компоненты скорости uz используется соотношение, выражающее параболический закон
распределения скорости в стекающей пленке (см. подраздел 2.2.10):
Здесь — средняя скорость движения жидкости в Г
пленке, м/с; гтж ----; 5 — толщина пленки, м; Г —
рж5
массовая плотность орошения поверхности, кг/(с м).
Для толщины пленки выполняется соотношение:
z \1/3
= 0,90853 Re^3. (5.4.1.2)
fl > пр Ж X /
<РЖ£ J
с 2 V3
Здесь 3 = — приведенная толщина
<рж£';
4iv р 5 4Г
пленки; Re = —— = — — число Рейнольдса для Цж Рж
пленочного течения; g' = gsina; a — угол наклона поверхности к горизонту.
Решение уравнения (5.4.1.1) ищется при следующих начальных и граничных условиях:
z = 0 с = с0;
х = 0 с = Сгр; (5.4.1.3)
Решение уравнения (5.4.1.1) при условиях (5.4.1.3) получено в виде ряда [50]:
Ф = = axeblFo + a2e~b>Fo + a3e~biFo + • • •. (5.4.1.4)
S~c0
1 8f
Здесь c=c(z) =---\uzc(x,z)dx — средняя кон-
Ч<50
центрация в пленке; критерий Фурье Fo определяется следующим образом:
D z D zo
Fo = —(5.4.1.5) 5 2гтж 5 Г
В соотношении (5.4.1.5) z — текущая координата в
z направлении движения жидкости, величина — пред-
ставляет собой текущее время контакта жидкости в пленке с газом.
В связи с тем, что локальный коэффициент массоотдачи изменяется по координате z, для практических расчетов вводят коэффициент массоотдачи в жидкой фазе рж, осредненный по z, используя уравнения материального баланса и среднелогарифмическое значение средней движущей силы Дс :
Массоперенос
291
(541б)
ржШДс рж- Ф
/ 2
при Re*/3Sc -^-7 Дяз;
<88;
(5.4.1.10)
7- (^-СоЬС^-с)
Ас = —££---
In—-
с - с
Здесь П — периметр орошения, м (для трубки с внутренним диаметром d величина П = nd).
Соотношение (5.4.1.6) с учетом выраженя (5.4.1.4) позволяет определить среднее значение коэффициента массоотдачи для ламинарного течения стекающей пленки. При не слишком малых значениях Fo (Fo> 0,015) хорошие результаты дает использование выражения (5.4.1.4) с тремя членами ряда. Коэффициенты а, и Ь, в этом случае имеют следующие значения:
^=0,8056 Ь, =3,4144'
а2 = 0,0928 Ь2 = 26,440 к (5.4.1.7)
п3=0,0156 Z>3=70,84
При Fo > 0,05 можно использовать один член ряда в выражении (5.4.1.4) [5]. Выражение для рж в этом случае будет иметь вид:
рж =^4 3,41 + ^^-ж 5 I Fo
(5.4.1.8)
При малых временах контакта (малых Fo) предполагается, что процесс диффузии протекает в относительно тонком слое у поверхности раздела фаз. Этот слой движется со скоростью поверхности пленки, т. е. 1,5м>ж. Поэтому решение задачи ищется в этом случае путем интегрирования уравнения конвективной диффузии с
постоянными коэффициентами 1,5иж — = £>ж —- и со дг дх
вторым граничным условием, заданным на бесконечности: х = оо, с = с0.
Полученное выражение для рж имеет вид:
рж=1,38р^^ .
\ z 7
(5.4.1.9)
Выражение (5.4.1.9) выполняется для 0 < Fo < 0,02. Приближенно можно использовать его и при Fo < 0,05 [5].
Выражения (5.4.1.8) и (5.4.1.9) можно записать в безразмерном виде [5], используя в качестве характерного размера при определении 8ЬЖ не толщину пленки 5, а величину 'Оцр, что более удобно при практических расчетах. Для вертикальных поверхностей будем иметь:
в f 2 У3 ( 2 V3
Sh=bd^ =3,76Re:x+0,054PeJ Ж I I ' Ж ' и I TTj I
АД £; J
при Re^3Sc| —
/ 2 Л1/6
Sh =0,725 Re^3 Sc1/2-^r Дя J
1/3
>88. (5.4.1.11)
Здесь Я — высота поверхности или трубки; v ц
Sc = — число Шмидта; = — — кинематиче-
Рж
4Г ская вязкость; PeD = ReacSc =-------- критерий Пекле
Р D г Ж Ж
диффузионный.
Экспериментальная проверка формул (5.4.1.10) и (5.4.1.11) показывает, что они недостаточно хорошо описывают характер зависимости рж от скорости и’ж и, соответственно, от числа Кеж. В эксперименте коэффициент массоотдачи растет значительно быстрее. При малых значениях Re^ величина погрешности достигает 20 %, по-видимому, в связи с неполным смачиванием орошаемой поверхности. Кроме того, сами экспериментальные данные различных авторов имеют значительный разброс. В опытах, проведенных в вертикальных трубках, получены более высокие значения рж, чем в экспериментах, проведенных с наклонными поверхностями, а результаты, полученные на длинных трубках, хуже согласуются с теорией, чем данные для коротких трубок. Наиболее вероятной причиной этих отклонений является появление и рост возмущений на поверхности пленок, которые более явно проявляются на вертикальных поверхностях и длинных трубках.
Считается [51], что рост возмущений при течении тонких слоев вязкой жидкости наступает практически с Кеж = 0. Представленные в [52] результаты численного интегрирования нестационарных нелинейных уравнений гидродинамики ламинарного пленочного течения показывают, что волнообразование на поверхности пле-
Re 3w 5
нок начинает проявляться при — > 1, где Re = ——, Ga уж
g53
а критерий Галилея Ga=£Ly~. Только в этом случае V*
амплитуда волн становится отличной от нуля.
При течении пленок по вертикальной поверхности образуются так называемые «капиллярные» волны [51]. Они представляют собой возмущения поверхности пленки, распространяющиеся вниз по потоку. Силой, которая инициирует эти возмущения, является сила инерции движущейся жидкости, а в качестве восстанавливающей силы (возвращающей поверхность к ее равновесному плоскому состоянию) выступает сила поверхностного натяжения, действующая вдоль поверх
292
Новый справочник химика и технолога
ности пленки. При движении по наклонной поверхности в качестве восстанавливающей силы выступает также нормальная к поверхности составляющая силы тяжести. В этом случае волны имеют характер капиллярно-гравитационных. Достаточно подробное изложение теории волновых процессов в стекающих пленках представлено в [51, 52].
Для теории массообмена важно то, что жидкость при волновом течении пленки совершает вблизи поверхности вихревое движение, которое значительно ускоряет процесс массопереноса. В [52] рассмотрены два механизма массообмена в условиях волнообразования:
- механизм непрерывного роста диффузионного слоя по длине орошаемой поверхности;
-механизм полного перемешивания в седловинах волн.
Для обоих механизмов получены достаточно простые зависимости коэффициентов массоотдачи от физико-химических и режимных параметров течения, а также волновых характеристик: длины волны, амплитуды и фазовой скорости. Показано, что первый механизм лучше, чем формула (5.4.1.11) описывает экспериментальные данные при малых числах Re*, поскольку в нем учитывается увеличение поверхности пленки за счет волнообразования. В этом механизме характерным размером длины выступает длина трубки.
При Re* >60-^100 происходит смена механизмов массообмена в волновую пленку. При втором механизме характерным размером длины выступает уже не длина трубки, а длина волны. Проведенное авторами [52] сравнение коэффициентов массоотдачи, рассчитанных по модели полного перемешивания, с экспериментальными данными, полученными как в вертикальных трубках, так и на наклонной поверхности, показало их хорошую сходимость в интервале чисел 60 < Re* < 1600.
В формулы для расчета 0* по указанным моделям входит длина волны X или частота f (f = , гдс (х) — фазовая скорость), которые должны определяться из эксперимента. Поэтому для практических расчетов следует использовать эмпирические критериальные уравнения, полученные в [53] и преобразованные в [54] к виду:
( 2 V/6
Sh = O,89Re°’45Sc05
)
для ReM < Re* < 300;
(5.4.1.12)
i/6~
для 300 < Re* < 1600.
gH
Sc0’5
(5.4.1.13)
Здесь ReM — число Рейнольдса, характеризующее ( о3 У" начало волнообразования: ReB I =2,43 ——-)
Массообмен при турбулентном режиме движения пленки характеризуется более сильной зависимостью коэффициентов массоотдачи от плотности орошения или от числа Re*. При этом 0* совершенно не зависит от высоты трубки Н. Эмпирическое уравнение для 0* в турбулентном режиме, полученное в [53] и записанное для Sh*, имеет вид [5]:
Sh* = 0,77 • 10*4 ReSc0’5 при Re* > 1600. (5.4.1.14)
Уравнения (5.4.1.12)-(5.4.1.14) получены при течении пленки по вутренней поверхности труб с диаметрами 16; 22 и 28 мм. Длина их варьировалась в диапазоне 0,5-1,5 м. В [53] отмечено, что скорость газа вплоть до «захлебывания» аппарата (и1,— 10 м/с) не оказывала заметного влияния на интенсивность массообмена.
Массоотдача в жидкой фазе при больших скоростях газа (и'г >10 м/с) в нисходящем прямотоке заметно интенсифицируется. В [55] на основе опытов по абсорбции СО2 водой получено уравнение
0* =0,55 • 10-6 Re1^3 wr2/3. (5.4.1.15)
При восходящем прямотоке на скорость массообмена кроме волнообразования существенное влияние оказывает капельный унос. Унос капель и одновременное их осаждение на пленке способствует обновлению поверхности и создает дополнительную межфазную поверхность. В экспериментах по абсорбции СО2 водой получены следующие уравнения:
0Ж =4,5 • 106TRc“7 при и- <40 м/с; (5.4.1.16)
0Ж = 1,5 - 10 8 Re° 7 w4 5 при wr > 50 м/с, (5.4.1.17)
где Т — коэффициент, изменяющийся в интервале 0,89-1,12 при увеличении wr от 11,6 до 40 м/с.
5.4.2. Массообмен в газовой фазе
При движении газа в каналах с орошаемыми стенками переход от ламинарного движения газа к турбулентному происходит так же, как и в трубах при Rer ~ 2300. Однако резкого изменения скорости массопереноса при этих числах Rer не наблюдается. При ламинарном режиме течения соотношения для расчета коэффициента массоотдачи в газовой фазе 0Г можно найти, решая задачу массообмена газового потока с неподвижной стенкой путем интегрирования уравнения конвективной диффузии (5.2.2.1). Предполагается, что движение газа стационарно и прямолинейно и продольным диффузионным переносом вещества можно пренебречь по сравнению с конвективным. В этом случае
Массоперенос
293
для трубы круглого сечения с учетом параболического профиля скоростей в потоке газа уравнение (5.2.2.1) принимает вид:
д2с 1 дс 2w 1 (г \ дс dr2 г dr DT \R) dz
(5.4.2.1)
Здесь и'г — средняя скорость газового потока, г — текущая радиальная координата, z — текущая координата в направлении движения, R — радиус трубы. Задача решается при следующих граничных условиях:
r = R с = сгр;г=0 c=c();z = 0 с = с0, (5.4.2.2)
где Со — значение концентрации на входе в трубу.
Решение имеет вид бесконечного ряда:
Q ___ Q 00 ( Г) \
Ф=-2------= £дехр. (5.4.2.3)
Ы V w,dd)
Здесь средняя по сечению трубы концентрация
crdr; d = 2R.
J
Для больших значений комплекса —Е— (длинные wrt7 d
трубы) в уравнении (5.4.2.3) можно оставить только первый член ряда, в котором А^ = 0,819; = 14,6272.
В этом случае для среднего коэффициента массоотдачи в газовой фазе (с использованием выражения, аналогичного (5.4.1.6)) можно получить
Р,=3,66-^. (S.4.2.4)
d
Для коротких труб (малые значения комплекса Dr z „ ,
—Е—, входной участок формирования концентраци-yvTd d
онного поля) приходится проводить вычисления, используя несколько членов ряда (5.4.2.3). С учетом движения пленки жидкости по стенке трубы, уравнения для расчета коэффициентов массоотдачи в безразмерном виде можно представить следующим образом [54]:
Shr =3,66 при Рег —<12; (5.4.2.5)
Н
( d Т d
Shr=l,61 | Ре, — при Рег-ее>12. (5.4.Z.6)
\ Н) н
В d wmd
Здесь Sh=^-^, Ре =—£—d„=d-2S, DT DT
w™ = |wr -м>ж| — средняя скорость газового потока относительно жидкости, Н— высота трубки.
Аналогичные соотношения для орошаемого плоскопараллельного канала принимают значения Shr = 7,5
d ( d У3
при Рег—^-<70 и Shr =1,61 | Ре, — | при
Рег — > 70, где d3K = 2(b - 23), b — ширина щели.
Н
Решение уравнения (5.4.2.1) с граничными условиями (5.4.2.2) было впервые получено применительно к задаче теплообмена жидкости со стенкой трубы при ламинарном течении [7]. Использование полученного решения для определения скорости массообмена в газе в данном случае вполне правомерно. Аналогия между процессами массопередачи и теплопередачи базируется на сходстве уравнений переноса массы растворенного компонента с (5.2.2.1) и тепла рСрТ (см. подраздел 4.1.2). Единственное, что их отличает, — это коэффициенты, которые входят в эти уравнения: коэффициент диффузии D и коэффициент температуропроводности
а =---. Эти коэффициенты имеют одинаковую раз-
рСр
мерность, однако не всегда близки по величине. При нахождении точных решений (как в случае задачи (5.4.2.1), (5.4.2.2)) не имеет значения, какое уравнение интегрировать. При одинаковых граничных условиях результаты решения задачи теплообмена, представленные в безразмерном виде, можно использовать для определения коэффициентов массоотдачи, проведя простую замену Nu на Sh, Ре на Рел и Рг на Sc, и наоборот.
В турбулентных потоках интенсивность переноса массы, тепла и количества движения определяется в основном коэффициентами турбулентной диффузии DT, температуропроводности ат и вязкости vT. Все они имеют одинаковую природу (связаны с турбулентными пульсациями скорости) и по величине очень близки, а уравнения турбулентного переноса массы, тепла и количества движения имеют одну и ту же форму. Поэтому для определения скорости массопереноса широко используется аналогия не только с процессами переноса тепла (см. уравнения (5.2.3.9)), но и с процессами переноса импульса (гидродинамическая аналогия). Известные в литературе многочисленные гидродинамические аналогии устанавливают связь между коэффициентом массоотдачи и коэффициентом трения турбулентного потока, который в экспериментах определяется значительно проще.
Простейшей зависимостью такого рода является аналогия Рейнольдса, полученная без учета влияния сопротивления массопереносу, сосредоточенного вблизи стенки:
St=-&- = ^. (5.4.2.7)
w 8
Здесь St — критерий Стэнтона, — коэффициент трения. Аналогия (5.4.2.7) выполняется при числах Sc ~ 1. Учет влияния на скорость массопереноса при
294
Новый справочник химика и технолога
стенной области, в которой существенную роль играет и молекулярный перенос, приводит к тому, что критерий Стэнтона становится зависящим также и от числа Sc. Достаточно простая зависимость, которая хорошо совпадает с экспериментальными данными по массо-обмену в широком диапазоне чисел Re и Sc, предложена Чильтоном и Кольборном [7]:
St = —Sc<2,/’. (5.4.2.8)
8
С использованием аналогии (5.4.2.8) Дытнерским и Борисовым предложено уравнение для расчета коэффициента массоотдачи в газовой фазе при пленочном течении в вертикальной трубе и турбулентном течении газа [53]:
Str =0,125^ (ScУ213. (5.4.2.9)
0 11 + 0
Здесь ^ор = —---------- — коэффициент трения
Reor
„ (wr рг
орошаемого аппарата, где Reor = -----------------,
Mr
w u 45
К = ж ж , , $ — площадь поперечного сечест П
ния канала, П — периметр орошения.
Для восходящего прямотока на основе опытов по абсорбции аммиака водой и растворами серной кислоты, а также диоксида серы водой получено уравнение (Rer> 30000) [56]:
Shr = (0,02 + 0,0002 ReHC)Re“,8Sc“5. (5.4.2.10)
На основе опытов по ректификации получено следующее уравнение [57]:
Shr = 0,0086Rer(Scr)°’6. (5.4.2.11)
При нисходящем прямотоке в опытах по абсорбции NH3 водой при угг= 14^-30 м/с и Г = 0,03-5-0,1 кг/(м • с) получено выражение для коэффициента массопередачи КТ (м/с) [58]:
Кг = 0, ОО5^’о7Год .
5.5. Продольная диффузия
(А.И Мошинский, В.В. Щеголев)
5.5.1. Тейлоровская диффузия
Кроме молекулярной диффузии (теплопроводности), в природе и технике приходится сталкиваться с явлениями типа диффузионных, когда переносу подвергаются более крупные, чем молекулы, объекты. Например, при турбулентном движении жидкости перемешиваются макроскопические объемы вещества (моли), содержащие количества молекул порядка числа Аво-
гадро. Другим примером является перенос частиц в потоке жидкости, в частности броуновская диффузия. При создании композиционных материалов часто интерес представляет коэффициент диффузии (теплопроводности) смеси, что также является некоторой крупномасштабной (осредненной) характеристикой среды. Встречаются также случаи, когда диффузионный перенос формируют физические процессы разной природы. При этом можно говорить об эффективной диффузии.
Примером такого рода является диффузия Тейлора. В данном случае в качестве объектов переноса могут выступать как молекулы, так и более крупные образования. Понятие тейлоровской диффузии связано с процессом продольного рассеяния (дисперсии) растворенного вещества (примеси) в прямых трубах или каналах. Главным механизмом такого процесса выступает обычный конвективный перенос при наличии радиального сдвигового течения, которое взаимодействует с радиальной молекулярной или турбулентной диффузией.
Экспериментальные наблюдения продольного рассеяния проводились неоднократно с использованием различных методик. По одной из них в некоторый момент времени в трубу, в которой в ламинарном режиме с постоянным расходом движется жидкость, вводится растворенное вещество (например краситель) в таком количестве, что оно обеспечивает постоянную по сечению трубы концентрацию с0 в пределах очень короткого участка протяженностью Ах (рис. 5.5.1.1, а). Под влиянием параболического профиля скоростей участок, заполненный красителем (метка), начинает искривляться, поскольку краситель, находящийся на оси трубы, движется вместе с жидкостью с максимальной скоростью, а вблизи стенки не движется вовсе (рис. 5.5.1.1, Ь). В результате совершенно плоский вначале участок стремится принять форму параболоида. Однако под влиянием образовавшихся градиентов концентрации начинается процесс радиальной диффузии, который приводит к выравниванию концентрации по сечению трубы. На рис. 5.5.1.1, b направление диффузии показано стрелками. Вид, который метка приобретает на некотором расстоянии от точки ввода красителя, значительно превышающем диаметр трубы, и распределение концентрации красителя по длине трубы показаны на рис. 5.5.1.1, с.
Рис. 5.5.1.1. Тейлоровская диффузия, ламинарный поток в круглой трубе
Массоперенос
295
Тейлору и его последователям удалось объяснить особенности продольного рассеяния примеси, исходя из общих соображений о движении жидких частиц в трубах и каналах. В [59] проведено преобразование уравнения конвективной диффузии при ламинарном течении в трубах
Эс _ [. г2 ]дс _
— + 2м> 1-------- — = D
dt I R2 J dx
if d dc\ d2c - —r— +—-r\dr dr) dx2
(5.5.1.1)
к более простому уравнению эффективной продольной диффузии (дисперсии):
de de d2 с
— + м>— = D —- .
dt dx dx2
(5.5.1.2)
В уравнениях (5.5.1.1), (5.5.1.2): w — средняя скорость жидкости в трубе, с — средняя по сечению концентрация примеси, D* — коэффициент продольной дисперсии Тейлора — Ариса:
* w R .
D =-------+ D, (5.5.1.3)
48£>
который по величине во много раз превосходит коэффициент молекулярной диффузии D.
Единственным условием при выводе уравнения
с л R2 X
(5.5.1.2) является условие т —, где т =----время,
D w
за которое метка проходит расстояние, равное X. Решение уравнения (5.5.1.2) для условий распространения по трубе метки, имеющей первоначально вид тонкого плоского блина (рис. 5.5.1.1), будет иметь вид гауссовой кривой:
_ спАх с =—j-------ехр
2\litD*t
(х - wt')2 4D*t
(5.5.1.4)
Таким образом, распределение концентрации в метке на расстоянии, достаточно большом по сравнению с радиусом трубы, оказывается совершенно симметричным относительно своего максимума, который движется по трубе со средней скоростью, равной средней скорости жидкости w. При этом профиль скорости в трубе не симметричен относительно средней скорости. Ширина метки на расстоянии Сможет быть оценена величиной:
4>/с7 = 4>/2т£)* = 4 ,
N w
(5.5.1.5)
т. е. растет как у/х .
При турбулентном течении жидкости от поперечной потоку координаты зависит не только осредненная по турбулентным пульсациям скорость потока, но и коэффициент турбулентной диффузии. Построение уравнения эффективной тейлоровской диффузии предполагает
дополнительное осреднение поперек сечения. Расчет приводит к следующему выражению для тейлоровского коэффициента дисперсии [60]:
где т0 — напряжение трения у стенки, р — плотность жидкости. Формулу (5.5.1.6) Тейлор преобразовал, выразив коэффициент дисперсии через коэффициент трения X:
D*=3,57RwJb . (5.5.1.7)
5.5.2. Модели продольного перемешивания
Теория дисперсии является научным обоснованием так называемой диффузионной модели перемешивания, получившей широкое распространение в химической технологии и других областях науки и техники. Более подробно диффузионная модель и тейлоровская диффузия обсуждаются в подразделе 7.5.
На практике для определения коэффициента дисперсии обычно проводят эксперименты по ряду разработанных методик [12, 61, 62]. Для некоторых распространенных аппаратов и технологических режимов получены эмпирические формулы для оценки коэффициентов дисперсии. Отметим две из них, приведенные в [61]. Экспериментальные значения D для роторнодисковых экстракционных колонн хорошо описываются уравнением
( D у/3 ( Y
£>* = 0,192А D — I — Я, (5.5.2.1) р р Я U
где TVp — число оборотов ротора, Dp — диаметр ротора, DK — диаметр колонны, Dc — диаметр статорных колец, Н— высота одной ячейки.
Аналогичная формула используется и для других аппаратов. При этом показатели степени 2/3 и 2 в соотношении (5.5.2.1) обычно сохраняются, а изменяется только значение числового множителя. Согласно экспериментальным данным, в некоторых случаях коэффициент продольной дисперсии зависит практически от всех параметров, присутствующих при описании конструкции аппарата, а также от физико-химических характеристик процесса. Например, для пульсационных колонн с перфорированными тарелками для коэффициента эффективной диффузии предлагается выражение [61]:
/ 41.45 / х 0,7 , х 0,68
Z)‘=O,17Wo — — х
с lpcwcSj UJ
V с c J 7 7 (5.5.2.2)
(x0,3 z x0,42 z , x 0,36 z \ 0 07
^oPc8^ fgPcS^ fжН _
He J I He J I He J Is j
Здесь wc — скорость сплошной фазы, w0 — скорость жидкости в отверстиях, d0 — диаметр отверстия в та
296
Новый справочник химика и технолога
релке, 5 — толщина тарелки, рс, цс — плотность и вязкость сплошной фазы, о — межфазное натяжение, Н — расстояние между тарелками, N — частота вибраций, А — амплитуда вибраций.
Подобные формулы говорят о недостаточной разработанности теории продольной дисперсии при описании ряда сложных процессов, встречающихся на практике.
В случае интенсивных химических превращений диффузионная модель (5.5.1.2) дает ощутимые погрешности при расчете. Кроме того, на примере формулы (5.5.2.2) видно, что коэффициент продольной дисперсии Тейлора D как бы «перегружен» параметрами, введенными эмпирическим образом, т. е. диффузионная модель в известной степени «навязывается» для математического описания процесса. В этом случае ее рекомендуется заменить [63, 64] более общей, так называемой волновой моделью. В ней вместо коэффициента продольной дисперсии появляются другие параметры: волновые скорости v+ и v_, а также время релаксации Э. В рамках волновой модели распространение вещества в аппарате описывается следующей системой уравнений:
дс дс dj
— + w— + К — + Q(c) = Q dt дх дх
dj dj дс Г1 ,
— +V— + K—+ —+ О(с) dt дх дх $
(5.5.2.3)
1
j = 0
а
где К, V — коэффициенты модели. Функция с — средняя по сечению аппарата концентрация. Переменная j естественным образом связана с потоком вещества J=Kj, a Q(c) и Q'(cj —кинетическая функция химического превращения (источник вещества) и ее производная по времени.
Значения волновых скоростей v+ и v_ связаны с параметрами К и V в полном наборе параметров w, V, К, О релаксационной модели по формуле:
w+K±7(w-K)2 + 4Х2
(5.5.2.4)
Обратные формулы, связывающие параметры К и V с одной стороны и v+, v_ — с другой, имеют вид
V=v{ + v_-w,
X2 = w(v+ + v_) - w2 - v+v_, (5.5.2.5)
вытекающий из уравнения (5.5.2.4).
Система уравнений (5.5.2.3) может быть получена, в частности, применением приближенного метода Галер-кина для решения уравнения конвективной диффузии (5.5.1.1) [63]. При отсутствии химических превращений и при пренебрежении релаксационным слагаемым Д’ Д’
—+ К— система уравнений (5.5.2.3) сводится к урав-dt дх
нению (5.5.1.2) с коэффициентом дисперсии D = К2д. Система уравнений (5.5.2.3) допускает решения с чет
ко выраженными фронтами концентрации, свойственными волновому уравнению. Поэтому данную модель часто называют волновой. В зависимости от знака параметра равенство А = wK - К2 для системы уравнений (5.5.2.3) следует рассматривать и как краевую задачу (когда два граничных условия ставятся на входе и выходе из аппарата, А < 0), и как задачу Коши (когда оба граничных условия необходимо ставить на входе в систему, А > 0). Более подробно эти вопросы рассмотрены в подразделе 7.5.
5.6. Особенности массопереноса в твердых телах. Волновая диффузия
(В.А. Сиренек, В. В. Щеголев)
В современных технологических процессах довольно широко используется химическое взаимодействие твердых тел с различными реагентами. Химические процессы при этом в большинстве случаев протекают на фоне диффузионного массопереноса в твердом теле. Это высокотемпературное кислородное окисление металлов, сульфирование металлов, образование интерметаллических соединений, процессы выщелачивания стекол. Диффузионные процессы, протекающие в поверхностных слоях мембраны стеклянного электрода при ее взаимодействии с исследуемым раствором, являются определяющими при установлении электродного потенциала. Процессы взаимодействия стеклообразных материалов с различными реагентами, в основе которых лежат диффузионные процессы, представляют, кроме того, и самостоятельный интерес в связи с проблемами выяснения химической устойчивости стекло-изделий.
Процессы диффузионного массопереноса в твердых телах обладают рядом особенностей. К одной из таких особенностей, как показали исследования, следует отнести эффекты инерционности массопереноса.
5.6.1. Гиперболическое уравнение диффузии
Решение уравнения диффузии (5.2.3.2), полученного на основе закона Фика (5.2.1.1), указывает на бесконечность скорости распространения концентрационных возмущений. Так, в решении задачи диффузии для по-луограниченного тела (5.2.3.3) функция ошибок erftz) - 0 при z = 0, а при z —> оо асимптотически приближается к единице. Это означает, что при малых временах диффузии t, когда аргумент функции ошибок в формуле (5.2.3.3) стремится к бесконечности, концентрация с(х, t) всегда будет меньше с0 даже на бесконечно большом расстоянии от границы х. В большинстве диффузионных задач пренебрежение этим фактом практически не сказывается на точности получаемых результатов. Однако существует ряд процессов диффузии, математические модели которых оказываются значительно точнее, если в них учитывается конечность скорости переноса. Прежде всего, это относится к процессам молекулярного массопереноса в твердых телах. К настоящему времени накоплено значительное коли
Массоперенос
297
чество экспериментальных данных [66-74], в которых инерционность процесса массопереноса проявляется достаточно отчетливо. Примером, показывающим недостаточность классической диффузионной модели для математического описания процесса, является перенос примеси при течении жидкости в трубах, каналах, реакторах, насыпных слоях и пр. Предложенная в [64, 65, 75] волновая, или релаксационная, модель процесса является одной из попыток разработать более надежное теоретическое обоснование широко используемым в химической технологии моделям продольного перемешивания (см. 5.5, 7.5).
Гипотеза о конечных скоростях распространения массы и тепла высказывалась в целом ряде работ [76-79]. Гиперболическое уравнение теплопроводности, решения которого приводят к конечной скорости распространения теплоты, представлено в [33]. Вывод этого уравнения основан на использовании закона распространения теплоты, который имеет следующий вид:
q = -lNT-S^, (5.6.1.1)
4 dt
где — постоянная времени или время релаксации.
Скорость распространения теплоты при этом определяется из соотношения:
X v,=V,pV
Здесь X, ср, р — соответственно теплопроводность, массовая теплоемкость и плотность среды.
Ясно, что для стационарного потока и при —> О выражение (5.6.1.1) преобразуется в закон Фурье. Наоборот, при нестационарных процессах и больших значениях следует использовать уравнение (5.6.1.1) в полном виде.
Происхождение уравнения (5.6.1.1) и физический смысл входящего в него параметра в [33] не обсуждались, но в связи с большой важностью этих вопросов следует остановиться на них подробнее. Известно, что любая макроскопическая система, состоящая из большого числа частиц, будучи выведенной внешним воздействием из равновесного состояния, релаксирует, иначе говоря, переходит в новое равновесное состояние, соответствующее изменившимся внешним условиям. Время, необходимое для такого перехода, называется временем релаксации. В реальных системах приближение к состоянию равновесия сопровождается протеканием целого ряда процессов, имеющих различное время релаксации. Так, выравнивание термодинамических параметров при смешении двух газов или жидкостей, имеющих разную температуру и движущихся с небольшой скоростью, достигается за счет протекания достаточно медленных процессов: гидродинамического перемешивания, приводящего к образованию малых разнородных элементов среды, и диффузии и теплопро
водности, обеспечивающих выравнивание концентраций и температур во всем объеме путем взаимодействия малых элементов. Наряду с медленными процессами протекают и относительно быстрые процессы установления статистического равновесия в малых элементах [80]. Для процессов переноса в газах наиболее важное значение имеет установление максвелловского распределения по поступательным скоростям движения молекул сначала для легкого и тяжелого газа в отдельности, а затем для смеси газов. В жидкостях переход в состояние статистического равновесия связан с достаточно быстрыми процессами установления равновесного распределения молекул по энергиям или равновесной конфигурации взаимного расположения молекул в пространстве. Все быстропротекающие процессы имеют свои значительно различающиеся по величине времена релаксации. Однако порядок этих величин в большинстве случаев значительно ниже, чем порядок характерных времен гидродинамических, диффузионных и тепловых процессов. Процессы, протекающие на уровне частиц, как бы отслеживают изменения макроскопических параметров (температуры, плотности, концентрации и др.) и в соответствии с ними приводят ансамбли частиц в малых элементах в новое состояние статистического равновесия. Такое равновесие является неполным. Однако оно позволяет приписать каждому малому элементу или, иначе говоря, каждой точке пространства свои равновесные значения макроскопических параметров: температуры, плотности, концентрации и др. Как известно, на гипотезе о локальном равновесии в малых элементах и отсутствии равновесия для системы в целом построено описание процессов переноса в сплошных средах. Одним из условий выполнимости этой гипотезы является выполнение неравенства:
3«7’, (5.6.1.2)
где 3 — наибольшее из времен релаксации процессов, протекающих на уровне частиц, или общее время установления локального статистического равновесия в малых элементах; Т — характерное время переноса массы, импульса или энергии.
Деление процессов, приводящих систему в состояние полного термодинамического равновесия, на медленные и быстрые достаточно условно. Существует ряд явлений, в которых время релаксации & настолько велико или, наоборот, характерное время переноса Т настолько мало, что условие (5.6.1.2) может не выполняться. В этом случае при описании всего процесса приближения к полному равновесию необходимо привлекать кинетические уравнения, описывающие релаксационные процессы приближения к статистическому равновесию. В теории релаксационных процессов в качестве такого уравнения часто используют уравнение вида [80, 81]:
# = /о-/(О , (5.6.1.3)
dt 3
298
Новый справочник химика и технолога
где f — макроскопический параметр, характеризующий систему (энергия, температура, концентрация компонента смеси, поток массы, энергии и пр.); f0 — равновесное значение параметра /; S — характерное время процесса релаксации или просто время релаксации.
Уравнение (5.6.1.3) означает, что скорость приближения к равновесию тем больше, чем больше отклонение от равновесия. Уравнение (5.6.1.3) выполняется только при малых отклонениях от равновесия, поскольку оно получается путем разложения правой части общего кинетического уравнения
= (5.6.1.4)
at
в ряд Тейлора по малому параметру и пренебрежения членами, содержащими этот параметр в степенях выше первой. Величины М, N и др. представляют собой остальные макроскопические параметры системы, также влияющие на релаксацию.
Если в уравнении (5.6.1.3) в качестве f выбрать поток теплоты q, в качестве fo принять его квазиравновес-ное значение, определяемое законом Фурье fQ = -IVT, и положить & = &q, то уравнение (5.6.1.3) преобразуется в уравнение (5.6.1.1). При этом полная производная по времени заменяется на частную, поскольку поток теплоты q , вообще говоря, зависит также и от пространственных координат. Таким образом, время релаксации Sq, входящее в уравнение (5.6.1.1), представляет собой характерное время установления локального статистического равновесия в рассматриваемой системе, или, иначе говоря, время создания в системе на микроуровне условий, при которых экспериментально наблюдаемый закон Фурье выполняется.
Представления о релаксации были впервые использованы Максвеллом в связи с исследованием механизма вязкости жидкостей [82]. Максвелл выдвинул гипотезу, согласно которой все вязкие среды обладают также и свойством упругости. Под действием деформации сдвига е в начальный момент времени в среде возникают упругие касательные напряжения т, пропорциональные величине деформации в соответствии с законом Гука:
т = Ег, (5.6.1.5)
где Е — модуль упругости сдвиговых деформаций, или модуль сдвига.
Однако в вязкой среде эти напряжения с течением времени «рассасываются» — релаксируют. Их величина уменьшается со временем по закону экспоненты. Постоянную времени этого уменьшения Максвелл назвал временем релаксации упругих сил. Полученное Максвеллом уравнение для величины касательных напряжений в вязкой среде имеет вид:
Если учесть, что для прямолинейного сдвигового движения скорость деформации равна градиенту скорости движения среды и в направлении у, нормальном к dz du
направлению движения х, т. е. — = —, то уравнение dt dy
(5.6.1.6) принимает вид кинетического уравнения du
(5.6.1.3), если в нем положить f=i, fq-E^x— и
$ = т. е.
di dt
(5.6.1.7)
Постоянную величину
ц = (5.6.1.8)
Максвелл назвал вязкостью среды.
Касательное напряжение т представляет собой поток количества движения или импульса, связанный с молекулярным (вязким) переносом. Поэтому уравнение (5.6.1.7) является фактически законом молекулярного переноса импульса для статистически неравновесной среды и по форме совпадает с аналогичным уравнением для потока теплоты (5.6.1.1). В современных терминах уравнение (5.6.1.7) называется также реологическим уравнением для вязкоупругой неньютоновской среды [83]. К таким средам относятся очень вязкие полимерные материалы, а также слабые растворы полимеров в ньютоновских жидкостях. Уравнение (5.6.1.7) с учетом равенства (5.6.1.8) показывает, что при малых временах релаксации (это соответствует маловязким жидкостям) среда быстро переходит в квазиравновесное состояние, в котором касательные напряжения связаны со скоростью деформации пропорциональной зависимостью, выражающей закон Ньютона:
dz du т = ц— и dt
Если время релаксации велико, то вязкость среды ц также велика, и уравнение (5.6.1.7) сводится к закону Гука (5.6.1.5). Это означает, что среда проявляет упругие свойства твердого тела. В такой среде под влиянием сил инерции и упругости могут возникать колебания деформаций, которые распространяются в виде волны с конечной скоростью:
(5.6.1.9)
Уравнение, описывающее распространение упругих волн в направлении у, носит название уравнения колебаний стержня, или волнового уравнения:
di ^dz т — = р-------.
dt dt
(5.6.1.6)
&z = 2 d2z 8t2~V'3y2'
(5.6.1.10)
Массоперенос
299
По аналогии с уравнениями рассмотренных процессов молекулярного переноса теплоты и импульса, протекающих в условиях статистически неравновесной среды, можно записать закон молекулярного переноса массы. В квазиравновесном состоянии перенос массы описывается эмпирическим законом Фика (5.2.1.1). По-
Sc
дожив в уравнении (5.6.1.3) f=j, f =-D—, & = &,, дх
после простых преобразований получим:
7 = -О^-Э,|. (5.6.1.12)
дх dt
Здесь время релаксации Sy представляет собой время установления локального статистического равновесия в рассматриваемой системе или, иначе говоря, время создания в системе на микроуровне условий, при которых выполняется экспериментальный закон Фика.
Комбинируя выражение для потока массы компонента (5.6.1.12) с уравнением сохранения массы этого компонента в сплошной среде
Уравнение (5.6.1.15) в полном виде выполняется при условии:
3, -^-«1, Fo« 1.
Т
В том случае, когда
3,.
1, a Fo * 1, Т
(5.6.1.16)
(5.6.1.17)
уравнение (5.6.1.15) принимает вид обычного уравнения молекулярной диффузии:
дС д2С
dt 8х2
(5.6.1.18)
Если
3,
—»1, и Fo 1,
Т
(5.6.1.19)
дс di
— + —= 0, dt дх
то уравнение (5.6.1.15) сводится к волновому уравнению, аналогичному (5.6.1.10):
получим уравнение диффузии для статистически неравновесной сплошной среды:
д2С д2С
дТ2 ~Vj дх2
(5.6.1.20)
д2с 1 дс D д2с
dt1+ dt
(5.6.1.13)
Это уравнение в частных производных второго порядка гиперболического типа (так называемое телеграфное уравнение), в отличие от диффузионного уравнения (5.2.3.2), описывает процесс волнового переноса массы с конечной скоростью, которая определяется значением
(5.6.1.14)
Уравнение (5.6.1.13) можно записать в безразмерном виде:
а. 1 д2С 1 дС _д2С Т Fo дГ Fo д7~ дх2 '
(5.6.1.15)
Здесь С=--—; с(х, t), с0, с1р —объемные кон
центрации переносимого компонента текущая, начальная и на границе раздела фаз соответственно;
DT
Fo = —---диффузионный критерий Фурье, Т — ха
рактерное время процесса; L — характерный линейный размер; безразмерные координата и время отмечены черточкой сверху.
vT
Здесь v =-J— — безразмерная скорость распростра-L
нения волны концентрации.
Условия, налагаемые на критерий Fo, автоматически выполняются при соответствующем выборе характерного линейного размера процесса L. Если при диффузионном механизме переноса в качестве L выбрать естественный характерный размер процесса £д = ^DT ,
то Fo = 1. При волновом механизме переноса естест
венным характерным размером является
S,
При этом Fo и’ соответственно, условия (5.6.1.16)
и (5.6.1.19), налагаемые на отношение времен, будут выполняться и для Fo. Таким образом, условия (5.6.1.16) 3,
и (5.6.1.19) для — являются основными условиями
реализации волновых процессов переноса массы.
В газах и жидкостях величины Sy очень малы. По данным [81], время релаксации поступательного движения молекул в воздухе при нормальных условиях составляет ®1О~10 с. Для жидких систем имеются данные определения времени сдвиговой (максвелловской) релаксации с использованием соотношения (5.6.1.8). Для глицерина при 20 °C определены два значения [84]: 4- 10~9си4- IO’10 с.
Для твердых тел в процессах, сопровождающихся переносом массы, времена релаксации соизмеримы
300
Новый справочник химика и технолога
с временами проведения диффузии. Например, в процессе формирования интерметаллических фаз времена релаксации изменяются от нескольких до сотен секунд, а в процессе кислородного окисления и сульфирования металлов — от нескольких до сотен минут [87]. В процессах выщелачивания стекол времена релаксации составляют несколько суток (см. табл. 5.6.2.1). Таким образом, ясно, что волновой механизм молекулярного переноса массы должен наиболее отчетливо проявляться в твердых телах.
5.6.2. Использование волновой модели диффузии для обработки экспериментальных данных
Экспериментальные данные по кинетике диффузионных процессов в твердых телах обычно обрабатывают в координатах (Q,\/t) или где Q~ количество вещества, вышедшего через единичную поверхность образца за время t, мкг/м2; h — наблюдаемая ширина диффузионной зоны, м; t — время диффузии. Инерционность массопереноса проявляется в том, что традиционная линейная аппроксимация экспериментальных точек в этих координатах становится возможной лишь с некоторого момента протекания процесса. Аппроксимирующие прямые при этом позволяют выявить существование «кажущегося» (с точки зрения уравнения Фика) времени «запаздывания» процесса. Эффекты инерционности массопереноса в твердых телах обнаруживаются в совершенно различных по своей топохимической природе процессах, например, в системах металл—реагент [66-68], стекло—реагент (в том числе: стекло—раствор [69-74], стекло—расплав [85], стекло—твердое тело [86]). При этом всеми исследователями отмечается наличие двух лимитирующих стадий процесса (начальной и развитой) с разными механизмами, управляющими его кинетикой.
Для решения большинства практических задач, связанных с процессами диффузии в твердых телах, где глубина проницания вещества относительно небольшая, может быть использована модель полуограничен-ного тела. Начальные и граничные условия в случае задачи о диффузионном извлечении вещества из одномерного полуограниченного образца (примером является задача о выщелачивании стекла) для гиперболического уравнения диффузии (5.6.1.15) формулируется следующим образом [87]:
t =0: С(х,0) = 1; -^С(х,0) = 0; at
х=0: С(0,Г) = 0; (7>0),
(Х~°) К67П > . (Э.0.2.1)
Гиперболическое уравнение (5.6.1.15) представляет собой обобщенную модель переноса с двумя своими предельными формами. Для второй предельной формы— волнового уравнения (5.6.1.20) — начальные и граничные условия аналогичны условиям (5.6.2.1).
Для параболического уравнения (5.6.1.18) (уравнение диффузии Фика) начальные и граничные условия рассматриваемой задачи имеют вид:
t =0: С(х,0) = 1; (х>0)
х = 0: С(0,7) = 0; (Г>0)
(5.62.2)
Аналитическое решение уравнения (5.6.1.18) в размерном виде имеет вид (5.2.3.3). Обозначим его Сп(х, f) («п» — параболическое). Решения уравнений (5.6.1.15) и (5.6.1.20) также хорошо известны [87]; представим их в размерном виде, обозначив соответственно через Сг, Св (гиперболическое и волновое):
где w(z) — единичная ступенчатая функция
при z<0
при z>0
(5.62.4)
Индекс j у времени релаксации 3 здесь и в дальнейшем опущен.
Эффективная ширина диффузионной зоны определяется формулой:
h(f)= J(l-C(x,Z))<&. о
(5.62.5)
Подставляя в формулу (5.6.2.5) решения Сг, Сп, Св, соответственно получим:
(5.62.6)
лп(0=2^—; (5-6-2-7)
W = (5.62.8)
где /о и /| — модифицированные функции Бесселя первого рода.
Выражения (5.6.2.6)-(5.6.2.8) с погрешностью, не превышающей 8 %, можно аппроксимировать следующей приближенной зависимостью [88]:
Я п . I—t + Э1 V4
(5.62.9)
На начальной стадии процесса (при t «С Э) выражение (5.6.2.8) описывает «волновой» закон линейной
Массоперенос
301
зависимости h от t, а на развитой стадии (при t » 3) — «параболический» закон линейной зависимости h от у/1 (5.62.7). Используя связь ширины диффузионной зоны с параметрами, определяемыми в эксперименте:
А=-е-
с0~с1
(5.6.2.10)
из (5.6.2.9) получаем удобную в практическом отноше-
нии возможность линейной аппроксимации экспери
са на квазистационарный режим, при котором зависимость Q(Jt) может быть аппроксимирована отрезком прямой, не выходящей из начала координат (Q, у/1). При t> 10 процесс стабилизируется и уже может быть описан уравнением Фика.
Традиционно используемые при описании экспериментов по диффузионному взаимодействию твердых тел с различными реагентами прямые в координатах
имеют вид:
ментальных данных в координатах
Q = aAJt + bx.
(5.6.2.16)
Г ,
—тг = at + Ъ, Q
(5.6.2.11)
л ' Ь~ 4(c0-Crp)2Z); ~(c.-cjD'
(5.6.2.12)
Для определения коэффициентов а и b эксперимен-
тальные данные из координат (Q, t) переводят в коор-
( t2 динаты I —, t
Тогда коэффициенты а и Ъ определя
ются с помощью метода наименьших квадратов как постоянные коэффициенты линейного уравнения регрессии.
По вычисленным значениям а и b из выражений (5.6.2.11) определяются коэффициенты D и 3:
л 1 л b
"Mco-cJ2 ~^а
(5.6.2.13)
Время релаксации 3 не зависит явно от значений с0 и Сгр. Функция (2(0, выраженная через а и Ь, в свою очередь, также не зависит явно ни от с0 и сгр, ни от D и представляет собой в этом случае простое выражение:
t yjat + b
(5.6.2.14)
„ * 43
В момент времени t = — происходит смена зако-л
нов в поведении hr. Изменения концентрационного профиля к этому времени будут заметны на протяжении проработанного в результате диффузии слоя 5 . Используя выражение (5.6.2.9), получаем:
. 43 43 I— I—
t = — «1,393, 8* =h— = О,9>/53«>/53 . (5.6.2.15) л л
Параметры t* и 8* являются характеристиками начальной стадии развития процесса, кинетика которой может быть описана только с учетом «волновой» диффузии в твердом теле. Эти параметры служат нижними оценками выхода интегральных характеристик процес-
Случай Ь\ = 0 соответствует уравнению Фика.
Коэффициенты ai и Ь}, как и коэффициенты а и Ь, вычисляются по методу наименьших квадратов с весами.
( h
Величина —L составляет длину отрезка, отсе-I Ч)
каемого прямой Q = axJt +ЬХ на оси yft . Квадрат этой величины может характеризовать время «запаздывания» процесса t3:
t =£-
' а'
(5.6.2.17)
Значение коэффициента ах представляет собой тангенс угла наклона прямой (5.6.2.16) к оси 4t .
Результаты обработки экспериментальных данных по выщелачиванию стекла с использованием соотношений, приведенных выше, представлены на рис 5.6.2.1 и в табл. 5.6.2.1. Для обработки использовались результаты экспериментов [71], в которых натриевоалюмоси-ликатное стекло (состав, мол %: Na2O — 25,3, А12О3 — 3,5, SiO2 — 71,2) подвергалось вымачиванию в водных растворах КО. Концентрация натрия в толще стекла составляла с0 ~ 2,04 • 10“2 г-ион/см3, Сгр = 0. Измерения количества ионов Na+ (Q ™), переходящего из стекла в раствор, начинались через сутки от начала экспериментов и продолжались ежесуточно в течение всего времени опытов. На рис. 5.6.2.1 экспериментальные кривые по выходу ионов натрия в раствор КС1 при различных температурах построены в координатах (б Na’ >/О • Из графика хорошо видно, что экспериментальные точки ложатся на прямые линии (показанные пунктиром) только спустя некоторое время после начала эксперимента. На начальной стадии процесс достаточно хорошо описывается выражением Q(t) = А(/)(с0 -Сгр), где h(t) имеет вид (5.6.2.9). Кривые, построенные с использованием этого соотношения, представлены на графике сплошными линиями. Точки А и В характеризуют время «запаздывания» процесса диффузии t3. В табл. 5.6.2.1 приведены результаты расчета параметров процесса выщелачивания стекла в 0,1 М растворе КС1 на основе экспериментальных данных [71] по формулам (5.6.2.13), (5.6.2.15) и (5.6.2.17).
302
Новый справочник химика и технолога
Рис. 5.6.2.1. Зависимость выхода натрия (Q рар) из стекла (состав стекла, мол. %: Na2O — 25,3, А12О3 — 3,5, SiO2 — 71,2) в водный раствор (0,1 М) КС1 от V/ , где t — время выщелачивания стекла. Точки — экспериментальные данные [71] по выходу Na+ в раствор при t > 1 сут.;
1,2,3 — кривые, рассчитанные на основе уравнения волновой диффузии при температуре раствора 20,40, 60 °C, А, В — точки пересечения прямых, аппроксимирующих экспериментальные данные, с осью VF
Таблица 5.6.2.1.
Результаты расчета характеристических параметров процесса выщелачивания натриевоалюмосиликатного стекла в 0,1 М растворе КС1
Температура, °C 20 40 60
£>1018, м2/с 0,6 11,9 71
, сут. 5,2 3,6 2,6
5* »7Fo406,m 0,5 1,9 4,0
t* ® 1,30, сут. 6,8 4,7 3,4
4, сут. 0,9 0,6 0,2
Таким образом, волновая модель диффузии позволяет получить более точное описание процессов, связанных с переносом массы в твердых телах. При этом параметры модели могут быть достаточно легко определены из экспериментальных данных.
Литература
1. Коган В.Б., Фридман В.М., Кафаров В.В. Равновесие между жидкостью и паром. М.: Наука, 1966. Кн. 1.640 с.;Кн. 2. 786 с.
2. Романков П.Г., Фролов В.Ф. Массообменные процессы химической технологии (системы с дисперсной твердой фазой). Л.: Химия, 1990. 384 с.
3. Кафаров В.В. Основы массопередачи. Системы газ—жидкость, пар—жидкость, жидкость—жид
кость. 3-е изд., перераб. М.: Высш, шк., 1979. 439 с.
4. Плановский А.Н., Николаев П.И. Процессы и аппараты химической и нефтехимической технологии: Учебник для вузов. 3-е изд., перераб. и доп. М.: Химия, 1987. 496 с.
5. Рамм В.М. Абсорбция газов. М.: Химия, 1976.655 с.
6. Хоблер Т. Массопередача и абсорбция / Пер. с польск.; Под ред. П.Г. Романкова. Л.: Химия, 1964. 479 с.
7. Шервуд Т., Пигфорд Р.Л., Уилки Ч. Массопередача / Пер. с англ.; Под ред. В.А. Малюсова. М.: Химия, 1982. 696 с.
8. Дытнерский Ю.И. Процессы и аппараты химической технологии: Учебник для вузов. М.: Химия, 1992. Ч. 1.416 с.; 4.2. 384 с.
9. Перри Дж. Справочник инженера-химика / Пер. с англ.; Под ред. Н.М. Жаворонкова, П.Г. Романкова. Л.: Химия, 1969. Т. 1. 504 с.; Т. 2. 640 с.
10. Дытнерский Ю.И. Основные процессы и аппараты химической технологии: Пособие по курсовому проектированию. М.: Химия, 1992. 272 с.
11. Тодес О.М. Вопросы испарения, горения и газовой динамики дисперсных систем // Материалы шестой межвуз. конф. Одесса, 1968. С. 151-159.
12. Броунштейн Б.И., Щеголев В.В. Гидродинамика, массо- и теплообмен в колонных аппаратах. Л.: Химия, 1988. 336 с.
13. Brauer Н., Schmidt-Traub Н. // Chem. Ing. Tech. 1973. V. 45, N5.P. 341-344.
14. Абрамзон Б.И., Ривкинд В.Я., Фишбейн Г.А. // Инж.-физ. журн. 1976. Т. XXX, № 1. С. 73-79.
15. Konopliv N., Sparrow К.М. // Heat. Transf. ASME. 1972. №3.P. 266-272.
16. Левич В.Г. Физико-химическая гидродинамика. М.: Изд-во АН СССР, 1952. 538 с.
17. Acrivos A., Gooddard N.D. // J. Fluid. Meeh. 1965. V. 23, pt. 2. P. 27-29.
18. Woo S.E., Hamielec A.E. // J. Atm. Sci. 1971. V. 28, N 8. P. 1448-1454.
19. Рыскин Г.М., Фишбейн Г.А. // Инж.-физ. журн. 1976. Т. XXX, № 1. С. 69-72.
20. Шервуд Т.К. // Теор. основы хим. технол. 1967. Т. 1. С. 17-30.
21. Oellrich L., Schmidt-Traub Н., Brauer Н. И Chem. Eng. Sci. 1973. V. 28, N 3. P. 711-721.
22. Броунштейн Б.И., Фишбейн Г.А. Гидродинамика, массо- и теплообмен в дисперсных системах. Л.: Химия, 1977. 280 с.
23. Boussinesq T.J. // Math. Purex Appl. 1905. V. 6. P. 285-332.
24. Higbie R.H. // Trans. Amer. Chem. Eng. 1935. V. 31, N 2. P. 365-389.
25. Griffith R.M. // Chem. Eng. Sci. 1960. V. 12, N 3. P. 198-213.
26. Рывкинд В.Я., Рыскин Г.М., Фишбейн Г.А. // Инж.-физ. журн. 1971. Т. XX, №6. С. 1027-1035; Прикл. мат. и мех. 1976. Вып. 4. С. 750-754.
Массоперенос
303
27. Лосев В.Б. Изучение механизма массопередачи в дисперсных системах жидкость—жидкость и жидкость—газ. Дис. ... канд. хим. наук. Л., 1976. 147 с.
28. Железняк А.С., Иоффе И.И. Методы расчета многофазных жидкостных реакторов. Л.: Химия, 1974. 320 с.
29. Hamielec А.Е., Johnson A.J. // Can. J. Chem. Eng. 1962. V. 40. P. 41-45.
30. Jonson А.1., Besic F., Hamielec A.E. // Can. J. Chem. Eng. 1969. V. 47. P. 559.
31. Geddes W. // Trans. Amer. Inst. Chem. Eng. 1946. V. 42, N l.P. 79-106.
32. Лыков А.В. Теория теплопроводности. М.: Высш, шк., 1967. 600 с.
33. Johns Е., Beckman R.B. // AIChEJ. 1965. V. И, N 1. Р. 10-16.
34. Броунштейн Б.И., Рывкинд В .Я. // Докл. АН СССР. 1981. Т. 260. С. 1323-1326.
35. Рывкинд В.Я., Рыскин Г.М. // Инж.-физ. журн. 1977. Т. XXXIII, № 4. С. 738.
36. Kronig R., Brink J. // Appl. Sci. Res. 1950. V. A2, № 2. P. 142-148.
37. Гупало Ю.П., Полянин А.Д., Рязанцев Ю.С. Мас-сообмен реагирующих частиц с потоком. М.: Наука, 1985. 336 с.
38. Brignell A.S. // Int. J. Heat. Mass. Transfer. 1975. V. 18, № l.P. 61 68.
39. Skelland A., Wellek R. // AIChEJ. 1964. V. 10, № 4 P. 391-496.
40. Rosep A., Kintner R. // AICHEF. 1966. V. 12, № 3. P. 530-534.
41. Angelo J., Lightoot E., Howard D. // AIChEJ. 1966. V. 12, N 4. P. 751-760.
42. Brunson R., Weller R. // Can. J. Chem. Eng. 1970. V. 48, N3.P. 267-274.
43. Handbos A.E., Baron T. // AIChEJ. 1957. V. 3, N 1. P. 127-136.
44. Olander D. // AIChEJ. 1966. V. 12, N5. P. 1018-1029.
45. Дытнерский Ю.И., Таги-Заде Ф.Н., Еремин О.Г. // Теор. основы хим. технол. 1979. Т. 13, № 1. С. 100.
46. Броунштейн Б.И., Богданова Т.К., Кочетов О.А., Симакова И.В. // Научные основы создания унифицированных блоков и модулей для аппаратурного оформления универсальных химико-технологических схем. Сб. науч. тр. Ч. 1. Л.: ГИПХ, 1990. С. 95-96.
47. Броунштейн Б.И., Кочетов О.А., Симакова И.В. // Новые методы и аппаратура для интенсификации процессов химической технологии. Сб. науч. тр. Л.: ГИПХ, 1988. С. 53-58.
48. Щеголев В.В., Колмагорова Е.В., Кочетов О.А., Руденко А.К. // Новые методы и аппаратура для интенсификации процессов химической технологии. Сб. науч. тр. Л.: ГИПХ, 1988. С. 62-Ь6.
49. Тимофеев Д.П. Кинетика адсорбции. М.: Изд-во АН СССР, 1962.252 с.
50. Вязовов В.В. // Журн. техн. физ. 1940. Т. 10, № 18. С. 1519-1532.
51. Накоряков В.Е., Покусаев Б.Г., Шрайбер И.Р. Распространение волн в газо- и парожидкостных средах. Новосибирск: Ин-т теплофизики СО АН СССР, 1983.237 с.
52. Холпанов Л.П., Шкадов В.Я. Гидродинамика и тепломассообмен с поверхностью раздела. М.: Наука, 1990. 271 с.
53. Дытнерский Ю.И., Борисов Г.С. // Процессы химической технологии. Гидродинамика, тепло- и массопередача. М.; Л.: Наука, 1965. С. 266-270.
54. Соколов В.Н., Доманский И.В. Газожидкостные реакторы. Л., Машиностроение, 1976. 214 с.
55. Конобеев Б.И., Малюсов В.А., Жаворонков Н.М. // Хим. промышленность. 1961. № 7. С. 475-481.
56. Синха А.П. Дис. ... канд. хим. наук. МИХМ. 1961.
57. Кузьмин Н.Г., Малюсов В.А. // Хим. промышленность. 1964. № 5. С. 351-357.
58. Дин Вэй, Сухов В.А. // Вестник техн, экономил, информ. 1963. № 12. С. 9-10.
59. Taylor G. // Proc. Roy. Soc. London. Ser. A. 1953. V. 219, N 1137. P. 186-203.
60. Taylor G. // Proc. Roy. Soc. London. Ser. A. 1954. V. 223, N 1155. P. 446-468.
61. Гельперин Н.И., Пебалк В.Л., Костанян А.Е. Структура потоков и эффективность колонных аппаратов химической промышленности. М.: Химия, 1977. 246 с.
62. Кафаров В.В., Дорохов И.Н. Системный анализ процессов химической технологии. Основы стратегии. М.: Наука, 1976. 500 с.
63. Дильман В.В., Кронберг А.Е. // Хим. промышленность. 1983. № 8. С. 464-470.
64. Дильман В.В., Кронберг А.Е // Теор. основы хим. технол. 1983. Т. 17, № 5. С. 614-629.
65. Павлов К.Ф., Романков П.Г., Носков А.А. Примеры и задачи по курсу процессов и аппаратов химической технологии: Учеб, пособие для вузов. Изд. 10-е / Под ред. П.Г. Романкова. Л.: Химия, 1987. 576 с.
66. Войтович Р.Ф., Головко Э.И. Высокотемпературное окисление металлов и сплавов: Справочник. Киев: Наукова думка, 1980. С. 10-18.
67. Кудинова В.А. Кинетика и механизм реакционной диффузии в системах медь—сера и медь—селен. Автореф. канд. дис. Свердловск, 1974. 20 с.
68. Heumann Th. Diffusion in Metallischen Werkstoffen. Leipzig, 1970. 129 s.
69. El-Shamy T.M.M. Reactions of glasses with aqueous solution // Ph. D. Thesis. Dept, of Glass, Tech. University of Sheffield, 1966. 143 p.
70. Могилева B.B., Ивановская A.A., Белюстин A.A., Шульц М.М. Изучение концентрационного распределения Na в поверхностных слоях натриевоа-люмосиликатного стекла и его выщелачивание в результате воздействия раствора НС1 // Физ. и хим. стекла. 1978. Т. 4, № 4. С. 465-472.
304
Новый справочник химика и технолога
71. Могилева В.В., Ивановская А.А., Белюстин А.А., Шульц М.М. Распределение щелочных ионов в поверхностных слоях натриевоалюмосиликатного стекла в результате взаимодействия его с водными растворами солей И Физ. и хим. стекла. 1978. Т. 4, №4. С. 473 481.
72. Картавова О.Г., Лысенок Л.Н. Изучение процесса коррозии бинарных щелочносиликатных стекол в многокомпонентных солевых растворах // Физ. и хим. стекла. 1984. Т. 10, № 2. С. 204-207.
73. Антропова Т.В. О механизме взаимодействия стекол, идентичных по составу химически нестойкой фазе ликвировавших натриевоборосиликатных стекол, с растворами азотной кислоты // Физ. и хим. стекла. 1990. Т. 16, № 5. С. 809-817.
74. Антропова Т.В. Характер выщелачивания двухфазных натриевоборосиликатных стекол в зависимости от состава химически нестойкой фазы и размеров пор пористых стекол // Физ. и хим. стекла. 1997. Т. 23, № 3. С. 354-364.
75. Дильман В.В., Полянин А.Д. Методы модельных уравнений и аналогий. М.: Химия, 1988. 304 с.
76. Фок В.С. Решение одной задачи теории диффузии по методу конечных разностей и приложение его к диффузии света // Труды ГОИ. 1926. Т. 4. Вып. 34. С. 1-32.
77. Давыдов Б.И. Уравнение диффузии с учетом молекулярной скорости // ДАН СССР. 1935. Т. 2, № 7. С. 474 ^175.
78. Лыков А.В. Теплопроводность и диффузия. М.: Газлегпром, 1941.
79. Vemotton Р. La nouvelle equation de la chaleur // Joum. de la Transm. de la chaleur. 1961.
80. Левич В.Г., Вдовин Ю.А., Мямлин В.А. Курс Теоретической физики. Т. II. М.: Наука, 1971.936 с.
81. Малкин О.А. Релаксационные процессы в газе. М.: Атомиздат, 1971. 100 с.
82. Мелвин-Хьюз Э.А. Физическая химия. Книга II. М.: Изд-во иностр, лит., 1962. 1148 с.
83. Лойцянский Л.Г. Механика жидкости и газа. М.: Наука, 1987. 840 с.
84. Шахпаронов М.И. Введение в современную теорию растворов. М.: Высшая школа, 1976. 296 с.
85. Ланда К.А., Петровский Г.Т., Мишин А.В., Гуменный С.А. Исследование планарных волноводов, полученных в оптических стеклах методом ионообменной диффузии из расплавов T1NO3 и KNO3 // Физ. и хим. стекла. 1985. Т. 11, № 5. С. 542-546.
86. Алой А.С., Исхакова О. А., Трофименко А.В. и др. Изучение свойств высокоактивного фосфатного стекла и каменной соли после длительного совместного контакта// Радиохимия. 1994. Т. 36. Вып. 6. С. 505-509.
87. Таганов И.Н., Сиренек В.А. Волновая диффузия. СПб.: НИИХ СПбГУ, 2000. 209 с.
88. Сиренек В.А. Расчет процесса выщелачивания стекла на основе уравнения волновой диффузии // Физ. и хим. стекла. 2001. Т. 27, № 1. С. 91-100.
Раздел 6
ВСПОМОГАТЕЛЬНЫЕ, ТИПОВЫЕ И МНОГОФУНКЦИОНАЛЬНЫЕ ПРОЦЕССЫ И АППАРАТЫ
6.1. Аппараты с перемешивающими устройствами
{И.В. Дома некий)
Основные обозначения
А — коэффициент
b — линейный размер элемента мешалки в радиальном направлении, высота лопасти мешалки, м
Cf — коэффициент гидравлического трения
Сг min — минимальная концентрация
(С) — средняя концентрация вещества
Ci; С2; Cz i; С,; С,. ь Cz_b Cz — концентрация вещества в ячейках 1; 2; z-1; z; i + 1; z-1; z
cp — удельная теплоемкость жидкости, Дж/(кг-К)
D — диаметр аппарата, м; коэффициент молекулярной диффузии, м2/с
Дк — коэффициент диффузии в жидкой фазе, м2/с
Д — коэффициент турбулентной диффузии (продольного перемешивания), м2/с
Dv — диаметр ротора, м
d— фрактальная размерность поля диссипации энергии
dB — диаметр вала, м
d3K — эквивалентный диаметр канала, м
dM — диаметр мешалки, м
dn — средний поверхностный диаметр пузырей, м
G2 — массовый расход теплоносителя, кг/с
Н — высота слоя жидкости (суспензии, газожидкостной смеси) в аппарате, м
Нв — глубина воронки, м
h — линейный размер элемента мешалки в вертикальном направлении; зазор между ротором и корпусом аппарата (толщина слоя жидкости), м
fya — площадь удельной межфазной поверхности, м~]
g — ускорение свободного падения, м/с2
Ке — коэффициент скорости диссипации, Вт/м3
k, ki — эмпирические коэффициенты
L — масштаб максимальных турбулентных пульсаций, м
Подред. д.т.н. проф. ГМ. Островского, д.т.н. проф. И.В. Доманского
I — длина вала, длина пути перемешивания, м
Л/м — крутящий момент на валу мешалки, Н • м
А7К — крутящий момент, воспринимаемый корпусом аппарата, Н • м
Мвя — крутящий момент, воспринимаемый установленными на корпусе внутренними устройствами, Н • м
Мин — момент сил сопротивления днища, Н • м
Мо — момент сил сопротивления обечайки, Н • м
тв — масса вала, кг
т№ — масса мешалки, кг
W — мощность, Вт
Л^р — мощность, затрачиваемая на перемешивание, Вт п — частота вращения мешалки, с-1
р — давление, Па
q — производительность перемешивающего устройства, м3/см
R — радиус аппарата, м
- R
R =-----безразмерный радиус аппарата
г0 — радиус мешалки, м
гв — радиус вала мешалки, м
Р — сила, Н
5 — длина шага винтовой линии шнека, м г/от — относительная скорость фаз, м/с Vr — объемный расход газа, м3/с Иж — объем жидкости в аппарате, м3
Г, F0 — объем аппарата и жидкого агрегата соответственно, м3
С7, 1Д — характерные скорости для всего потока и минимальных турбулентных пульсаций соответственно, м/с
и* — динамическая скорость, м/с
и — скорость в тангенциальном направлении, м/с
иос — скорость стесненого осаждения твердых частиц, м/с
w — средняя расходная скорость в тангенциальном направлении, м/с
306
Новый справочник химика и технолога
и’г — приведенная к площади сечения аппарата скорость газа, м/с
— приведенная скорость жидкости, м/с
<w) — средняя скорость циркуляции жидкости в аппарате, м/с
— объем жидкости в аппарате, м3
X — объемная концентрация примеси
2Л — число лопастей
а — коэффициент теплоотдачи, Вт/(м2 К)
Р — коэффициент массоотдачи поверхностный, м/с
Р, Ржж, Ргж — коэффициенты массоотдачи для системы жидкость—твердое, жидкость—жидкость и жидкость—газ соответственно, м/с
ро — коэффициент массоотдачи объемный, с1
в, 8* — среднее и локальное значения скорости диссипации энергии в единице массы жидкости, Вт/кг
у — коэффициент; угол подъема винтовой линии, рад
XX — отклонение объемной концентрации в пробе от среднего значения
Хр — перепад давления, Па
Ар — разность плотностей жидкости и газа (твердой фазы), кг/м3
б — угол отклонения вала мешалки от вертикали при прецессионном движении вала, рад
5Л — толщина ламинарного подслоя; м
е — коэффициент сжатия потока; среднее значение диссипации энергии, Вт/м3
ср — объемное газосодержание, объемная доля твердой фазы
г| — коэффициент однородности
0 — краевой угол смачивания, рад
X — масштаб минимальных турбулентных пульсаций, м
Хж — коэффициент теплопроводности жидкости, Вт/(м • К)
ц — динамическая вязкость, Па с
v — кинематическая вязкость, м2/с
vT — турбулентная кинематическая вязкость, м2/с
р — плотность перемешиваемой среды, кг/м3
рг — плотность газа, кг/м3
рж — плотность жидкости, кг/м3
о — поверхностное натяжение, Н/м
т — безразмерное время
т0 — касательное напряжение на стенке, Па
^гж — касательное напряжение на границе раздела газа и жидкости, Па
Q — угловая скорость прецессии, рад/с
со — угловая скорость, рад/с
ф( — коэффициент
— коэффициент сопротивления
Критерии подобия:
_ nd _ „
Re _ —м — ЧИСЛо Рейнольдса центробежное v
„ UL
Re =------число Рейнольдса
v
Re0 = —— — число Рейнольдса для минимальных V
турбулентных образований
kN = —ГТ — коэффициент мощности рпd-
ka = —~ — коэффициент расхода
Ре = ~~~ — число Пекле диффузионное
с р WK „
Ре = —--------число Пекле тепловое
К
Nu =------число Нуссельта
X
pc„v
Рг = —-----число Прандтля
v
Sc = —-----число Шмидта
^Ж
Fo = -0,431п(1 - р) — критерий Фурье
Аппараты с перемешивающими устройствами применяются при проведении большого количества технологических процессов. Например, реакторы для проведения химических реакций в гомогенных (в частности, реакции полимеризации) и в гетерогенных средах. К последним можно отнести огромное многообразие процессов — газо-жидкостные и химические реакции на твердых катализаторах, в экстракторах, абсорберах, кристаллизаторах и др.
Столь широкое распространение аппаратов с перемешивающими устройствами связано с тем, что перемешивание способствует:
- увеличению скоростей в пристенных слоях жидкости, и следовательно, интенсификации теплообмена, взвешиванию частиц твердой фазы с днища аппарата и устранению различных отложений на его стенках;
- росту скоростей сдвига в жидкости и, следовательно, улучшению условий диспергирования газа или несмешивающейся со сплошной фазой жидкости, увеличению межфазной площади поверхности и интенсивности массообмена между сплошной и дисперсной фазами;
- росту циркуляционных потоков и, как следствие, выравниванию концентраций растворенного вещества или дисперсной фазы во всем объеме аппарата.
6.1.L Конструкции аппаратов с перемешивающими устройствами
Традиционный вид аппаратов с перемешивающими устройствами [1-4] — вертикальный цилиндрический сосуд, ось симметрии которого совпадает с осью вращения мешалки (рис. 6.1.1.1). Перемешивающее устройство 9 приводится во вращение при помощи электродвигателя с понижающим частоту вращения вала ре
Вспомогательные, типовые и многофункциональные процессы и аппараты
307
дуктором (мотором-редуктором) 1, установленного на крышке аппарата посредством стойки 2. Уплотнение вала 4 осуществляется с помощью сальниковых, манжетных или торцевых уплотнений, а также гидрозатворов 3. Для подвода или отвода теплоты корпус аппарата 5 снабжается рубашкой 7, для увеличения теплообменной поверхности внутри аппарата могут быть размещены также змеевики. Аппарат устанавливается на лапах 6. На внутренней поверхности корпуса могут быть установлены отражательные перегородки 8, которые снижают окружную скорость перемешиваемой жидкости (уменьшается глубина воронки на поверхности), одновременно существенно повышая потребляемую мощность при той же частоте вращения и, следовательно, интенсивность процессов переноса в жидкости.
При перемешивании токсичных, взрыво- и пожароопасных веществ при повышенных давлениях в качестве привода используются экранированные электродвигатели. Между ротором и статором таких двигателей расположена гильза, герметично отделяющая обмотки статора от полости ротора, соединенной с внутренним пространством аппарата. Аппараты с экранированными электродвигателями имеют высокие частоты вращения вала (1500 или 3000 об/мин), поэтому оборудуются мешалками небольшого диаметра. Корпус аппарата обычно имеет вытянутую форму, внутри корпуса устанавливается направляющая циркуляционная труба (рис. 6.1.1.2).
Для аппаратов с соотношением высоты слоя жидкости к диаметру Н: D >2 устанавливаются многорядные перемешивающие устройства (рис. 6.1.1.3). Это позволяет обеспечить равномерность интенсивности перемешивания в объеме аппарата и сократить суммарный расход энергии на перемешивание.
Рис. 6.1.1.1. Схема аппарата с мешалкой:
1 — привод аппарата; 2 — стойка привода;
3 — уплотнение вала; 4 — вал мешалки; 5 — корпус;
6 — опора аппарата (лапы); 7 — рубашка;
8 — отражательная перегородка;
9 — мешалка; 10 — труба передавливания
При перемешивании больших объемов жидкости, когда требуется применение длинных валов, целесообразно применение аппаратов с прецессирующей мешалкой (рис. 6.1.1.4). Вал мешалки 2 соединяется с валом привода с помощью шарнира Гука 5. В режиме перемешивания, помимо вращения вокруг собственной оси с угловой скоростью со, вал мешалки совершает также прецессионное движение относительно оси приводного вала, находясь в отклоненном от вертикальной оси на угол 5 положении. Таким образом, быстроходными мешалками относительно небольших диаметров удается активно перемешивать большие объемы жидкости.
Рис. 6.1.1.2. Схема аппарата с циркуляционной трубой и экранированным электродвигателем:
1 — корпус; 2 — циркуляционная труба; 3 — мешалка;
4 — экранированный электродвигатель
Рис. 6.1.13. Схема аппарата с многорядным перемешивающим устройством
Рис. 6.1.1.4. Аппарат с прецессирующей мешалкой:
1 — корпус; 2 — вал; 3 — мешалка;
4 — привод аппарата; 5 — шарнир Гука
308
Новый справочник химика и технолога
Типы перемешивающих устройств. Большинство задач перемешивания может быть решено применением перемешивающего устройства из ряда, приведенного на рис. 6.1.1.5-6.1.1.10.
Каждый тип мешалки имеет характерную область применения и диапазон геометрических соотношений.
Для перемешивания высоковязких сред при ламинарном режиме их течения применяются ленточные, шнековые и скребковые мешалки (рис. 6.1.1.5). Шнековые мешалки могут применяться в сочетании с направляющей трубой. Скребковые мешалки применяются для интенсификации теплообмена. Скребки закрепляют на штангах мешалки шарнирно, они прижимаются к стенке аппарата либо гидродинамической силой сопротивления, возникающей при обтекании скребка жидкостью, либо специальными пружинами. Скребки могут устанавливаться и на ленточных мешалках.
Для перемешивания сред малой и средней вязкости при турбулентном режиме их течения применяются мешалки, схемы которых приведены на рис. 6.1.1.6-6.1.1.10. По величине отношения радиусов аппарата R и мешалки г0
R = — (6.1.1.1)
'•о
эти перемешивающие устройства можно разделить на две группы. Якорные и рамные мешалки (рис. 6.1.1.6) применяются при значениях R = 1,54-1,25; их применяют для перемешивания жидкостей повышенной вязкости, особенно в случаях подвода или отвода теплоты через рубашку, а также при перемешивании суспензий, частицы которых обладают склонностью налипать на стенки.
Рис. 6.1.1.5. Мешалки для перемешивания вязких сред: а) ленточная; б) ленточная со скребками; в) скребковая; г) шнековая с направляющей трубой; 1 — штанга; 2 — лопасть; 3 — скребок; 4 — направляющая труба
Таблица 6.1.1.1
Характеристика перемешивающих устройств
Тип мешалки Номер рисунка Число лопастей Угол наклона лопастей, град го Ь_ го См
Трехлопастная 6.1.1.7, б 3 30 0,154 — 1,15 0,54
Турбинная 6.1.1.8,в 6 90 0,4 0,5 3,5 8,4
Шестилопастная 6.1.1.7, в 6 45 0,25 — 2,0 3,0
Клетьевая 6.1.1.8,г 12 90 3,0 — — 23,5
Лопастная 6.1.1.8,в 2 90 0,2 — 2,2 0,88
Рамная 6.1.1.6 2 90 2,0 0,14 2,2 1,28
Двухлопастная эмалированная 6.1.1.9, г 2 90 0,2 — 2,2 0,88
Трехлопастная эмалированная 6.1.1.9,а-в 3 90 — — — 2,3
Лопастная с наклонными 6.1.1.9, д 2 45 0,22 — 2,2 1,0
лопастями эмалированная
Якорная эмалированная 6.1.1.9, в 2 90 1,2 0,2 2,2 1,1
Скребковая 6.1.1.5, в 1-6 — — 0,04-0,2 2,2 —
Фрезерная 6.1.1.10 18 — — — — 1,5
Пропеллерная 6.1.1.7, а 3 — — — — 0,56
Вспомогательные, типовые и многофункциональные процессы и аппараты
309
Рис. 6 Л Л.6. Мешалки для перемешивания сред средней вязкости:
I — вал; 2 — якорная мешалка; 3 — рамная мешалка
Рис. 6.1.1.8. Мешалки для перемешивания сред малой и средней вязкости, характеризующиеся меньшей циркуляционной производительностью: а) импеллерная; б) двухлопастная с вертикальными лопастями; в) турбинная; г) клетьевая (беличье колесо)
Рис. 6.1.1.7. Мешалки для перемешивания сред малой и средней вязкости, характеризующиеся большей циркуляционной производительностью: а) пропеллерная; б) трехлопастная; в) шестилопастная; г) двухлопастная; д) закрытая турбинная
Ко второй группе относятся лопастные, турбинные и другие мешалки, применяемые при R > 1,5. В аппаратах без перегородок мешалки, показанные на рис. 6Л. 1.7, создают при одинаковых окружных скоростях вращения расход циркулирующей жидкости примерно в два раза больший, чем мешалки, показанные на рис. 6.1.1.8. Отметим, что скорости такого циркуляционного течения на два порядка ниже средних окружных скоростей и не оказывают влияния ни на интенсивность теплообмена со стенкой аппарата, ни на степень диспергирования газовых пузырей или капель не смешивающейся со сплошной фазой жидкости. Тем не менее, они оказывают заметное влияние на степень однородности распределения частиц суспензии в объеме аппарата.
Рис. 6.1.1.9. Мешалки эмалированные: а) импеллерная; б) трехлопастная со стреловидным креплением лопастей; в) трехлопастная; г) двухлопастная;
б) двухлопастная с наклонными лопастями; е) якорная
Выбор типа мешалки зависит от имеющегося в распоряжении проектировщика ряда частот вращения, крутящих моментов и мощностей, а также от необходимости применения гуммированных или эмалированных устройств (рис. 6.1.1.9).
310
Новый справочник химика и технолога
Рис. 6.1.1.10. Мешалка фрезерная
Рис. 6.1.1.11. Схема размещения отражательных перегородок в аппарате: 1 — корпус; 2 — отражательная перегородка
Фрезерные мешалки (рис. 6.1.1.10) отличаются от остальных тем, что создают в жидкости, находящейся вблизи мешалки, высокие скорости сдвига, что позволяет получать тонкодисперсные композиции.
Основной характеристикой перемешивающего устройства является коэффициент гидравлического сопротивления С,м (см. 2.2.8), определяющий силовое взаимодействие мешалки и обтекающей ее жидкости. Значения этого коэффициента при турбулентном режиме обтекания приведены в табл. 6.1.1.1.
Типы внутренних устройств. Интенсивность перемешивания в значительной степени зависит от наличия в аппарате неподвижных внутренних устройств. По функциональному назначению эти устройства можно разделить на три группы: устройства для организации потока; теплообменные устройства; технологические трубопроводы.
Для организации потока в аппаратах часто устанавливают отражательные перегородки (рис. 6.1.1.11), которые существенно изменяют поле скоростей — уменьшают окружные составляющие скоростей и увеличивают осевые. Установка перегородок позволяет уменьшить центробежное поле давлений и, следовательно, уменьшить глубину воронки, возникающей на поверхности перемешиваемой жидкости, ослабить разделение неоднородных сред (в центробежном поле давлений диспергируемый в аппарате газ устремляется к оси аппарата, а тяжелые твердые частицы — к его стенке). При неизменной частоте вращения мешалки установка отражательных перегородок требует увеличения подводимой на перемешивание мощности, что позволяет интенсифицировать процессы тепло- и массообмена.
Обычно отражательные перегородки выполняются в виде пластин шириной £> = 0,10, устанавливаемых осесимметрично на расстоянии I = 0,2b от стенки. В аппаратах эмалированных, гуммированных и т. п. отражательные перегородки выполняются в виде отражателей (рис. 6.1.1.12), укрепленных на съемной крышке аппарата. Отражатели выполняются из труб. Для увеличения их гидравлического сопротивления трубы сплющивают или приваривают к ним дополнительные элементы.
Рис. 6.1.1.12. Схемы отражателей:
а, б) с прямыми лопастями; в) с изогнутыми лопастями;
г) веслообразный отражатель
Рис. 6.1.1.13. Схемы теплообменных змеевиков:
1 — корпус; 2 — концентричный змеевик;
3 — секционный змеевик
Вспомогательные, типовые и многофункциональные процессы и аппараты
311
В качестве внутренних теплообменных устройств (рис. 6.1.1.13) в аппаратах с мешалками чаще всего применяют змеевики. В аппаратах объемом менее 5 м3 змеевик обычно устанавливают соосно с валом. В аппаратах большего объема чаще используют несколько периферийных змеевиков.
К технологическим трубопроводам относятся трубы передавливания и устройства для ввода жидких или газообразных компонентов. Барботеры (устройства для ввода газа) представляют собой перфорированные тру
бы, изогнутые в виде тора. Отверстия для выхода газа выполняются так, чтобы газ выходил вниз и к центру аппарата. Суммарная площадь отверстий принимается в 1,5-2 раза больше площади поперечного сечения подводящего газ трубопровода.
В табл. 6.1.1.2 приведены значения коэффициентов сопротивления С, при турбулентном режиме обтекания (см. 2.2.8) некоторых внутренних устройств. Коэффициент £ определяет силовое взаимодействие внутреннего устройства и обтекающей его жидкости.
Таблица 6.1.1.2
Характеристики внутренних устройств аппаратов с мешалкой
Тип внутреннего устройства Схема Соотношение размеров Коэффициент сопротивления £
Одиночный цилиндр [5] ! . d . h/d= 1 2 5 10 40 oo 0,63 0,68 0,74 0,82 0,98 1,2
Одиночная пластина [5] h h/a - 1 2 4 10 18 oo 1,1 1,15 1,19 1,29 1,4 2
Пластина у стенки (отражательная перегородка) h 1 1 Л I 1 h/b = 5-10 2
Отражатель - — 1,5
312
Новый справочник химика и технолога
6.1.2. Гидродинамические характеристики аппарата с мешалкой
Главная характеристика аппарата — это мощность, затрачиваемая на перемешивание. Она определяет не только выбор привода, но и интенсивность тепло- и массообменных процессов.
Анализ безразмерной формы уравнения Навье — Стокса (см. 2.2.3) позволяет установить, что силовое взаимодействие мешалки и перемешиваемой ею жидкости в геометрически подобных аппаратах может быть описано уравнением вида (2.2.3.27) Eu = /(St, Re, Fr).
Влияние силы тяжести и, следовательно, числа Фруда на мощность N незначительно, оно связано с
Рис. 6.1.2.1. Экспериментальные зависимости коэффициента мощности kN от числа Re для аппаратов
с турбинными мешалками [1] при = 1:
1 — аппарат без перегородок при R = 3;
2 — аппарат без перегородок при R = 4;
3 — аппарат с отражательными перегородками при R = 3 -ь 4
повышением уровня жидкости в аппарате, происходящим из-за образования воронки. Глубина воронки в промышленных аппаратах обычно невелика. При установившемся режиме перемешивания, когда локальное ускорение равно нулю, поле скоростей и давлений не зависит от числа Струхаля и, следовательно, выражение (2.2.3.27) для геометрически подобных аппаратов можно записать в виде
Eu=/(Re).
(6.1.2.1)
Если принять в качестве масштаба длины диаметр мешалки (Z. = л?м), масштаба скорости — U = nd* (п — частота вращения мешалки), а масштаба давлений Ар— средний перепад давлений на элементах мешалки, определяющий величину крутящего момента на валу перемешивающего устройства, то нетрудно найти выражения для соответствующих критериев:
(6.1.2.2)
(6.1.2.3)
Аналитическое решение задачи перемешивания для простейшей мешалки — диска, вращающегося в кожухе (см. 2.2.7), — привело к уравнениям именно такого вида (см. (2.2.7.16), (2.2.7.18)-(2.2.7.20)).
На рис. 6.1.2.1-6.1.2.3 приведены по данным работ [1-4, 6-8] экспериментально найденные зависимости
kN =/(Re)
(6.1.2.4)
для некоторых аппаратов с мешалками.
Рис. 6.1.2.2. Экспериментальные зависимости коэффициента мощности kN от числа Re для аппаратов с лопастными мешалками [6, 7] при = 1.
Аппарат без перегородок:
1 — R = 3,33'2 — R = 2,0;3 — R = 1,25.
Аппарат с отражательными перегородками:
4 — Я = 3,33 ;5 — Я = 2,0
Рис. 6.1.2.3. Экспериментальные зависимости
коэффициента мощности kN от числа Re при = 1: Н
1 — аппарат с рамной мешалкой [1] без перегородок R = 1,15;
2 — аппарат со шнековой мешалкой [8] с диффузором — = 0,5;
3 — тоже, — = 1,0; 4 — тоже, — = 1,5; 5 — тоже, — = 2,0
4 4 X
Вспомогательные, типовые и многофункциональные процессы и аппараты
313
В [1] предложен интегральный метод расчета мощности, потребляемой на перемешивание жидкости. Суть метода состоит в следующем.
При установившемся режиме перемешивания справедливо равенство
Мы=Мк+Мвн, (6.1.2.5)
где Мм — крутящий момент на валу мешалки; Мк — крутящий момент, воспринимаемый корпусом аппарата; МВЛ — крутящий момент, воспринимаемый установленными на корпусе внутренними устройствами.
Для расчета каждого из этих моментов можно воспользоваться уравнением (2.2.8.14). Для этого нужно разделить на прямоугольные элементы h, х bt проекцию перемешивающего устройства на меридиональную плоскость. В общем случае (рис. 6.1.2.4) момент силы сопротивления, возникающий при обтекании такого элемента жидкостью, можно вычислить по формуле
М, = 2-^f-r • • dr , (6.1.2.6)
ri 2
где Q — коэффициент сопротивления /-го элемента; Aw— скорость жидкости относительно обтекаемого элемента на радиусе г; г0 — радиус периферийной точки элемента, rL = г0 - Ь.
Для элемента мешалки
Awcp =®Лр-«(''сР)-
(6.1.2.10)
Для элемента внутреннего устройства
Awcp =w(rcP)-
(6.1.2.11)
В приведенных уравнениях со = 2пп — угловая скорость вращения вала мешалки, и — тангенциальная составляющая скорости перемешиваемой жидкости на радиусе г.
Касательные напряжения, возникающие на внутренней поверхности корпуса, можно вычислить по формуле (2.2.6.24), а момент силы трения — по формуле
Мк=Мо+М№, (6.1.2.12)
где момент сил сопротивления обечайки (при постоянной тангенциальной скорости по высоте аппарата)
MQ=2nR2H-Cf^~. (6.1.2.13)
Здесь Cf — коэффициент гидравлического трения, который при турбулентном режиме можно вычислить по формулам:
Cf = J Re:D0’25, У ср ’
(6.1.2.14)
Recp= —, (6.1.2.15)
v
20,357?-19,1
А = 0,095
при 1,05 < R < 2
при R > 2
(6.1.2.16)
Рис. 6.1.2.4. Схема элемента
Для элемента мешалки
Aw = со • г - w(r).
Для элемента внутреннего устройства
при ламинарном режиме
(6.1.2.7)
Cf = A-Re^, (6.1.2.17)
J л ср 7 4 '
&и = и(г). (6.1.2.8)
При г0 момент силы сопротивления элемента можно вычислить по упрощенной зависимости
р-Aw2
=C,i------—rjjfa, (6.1.2.9)
cp,z 2 Cp J I 7 v z
A 13,3# 1 ~ 10,056#-!
Л = 24
при R < 2
при R > 2
средняя скорость жидкости в тангенциальном направ
лении
где Awcp — среднее значение скорости обтекания жидкостью /-го элемента (рис. 6.1.2.5) на радиусе гср = О,5(го + г,),
1 R
w =— \u(r)dr;
R о
(6.1.2.18)
314
Новый справочник химика и технолога
момент сил сопротивления днища
p-w(r)2 2пг2 и , ,
А/ = fo——----------— dr^-l-R3p-w2,
' ] 1 1 cos(p) 4
(6.1.2.19)
где р — угол наклона элементарной площадки днища на радиусе г к горизонту.
Выражение (6.1.2.12) после подстановки в него уравнений (6.1.2.13) и (6.1.2.19) принимает вид:
Мк •/?3p-vv\i)Vos, (6.1.2.20)
где для аппаратов со свободным уровнем жидкости
У = —, (6.1.2.21)
Л + 1
а для целиком заполненных аппаратов
4Н
У=—• (6.1.2.22)
/\ + 2
Если принять выражение для расчета профиля окружных скоростей, содержащее только один неизвестный коэффициент, то при известных коэффициентах сопротивления можно решить его совместно с формулами (6.1.2.6)-(6.1.2.22), найти Мм, а затем и мощность
N = MMa. (6.1.2.23)
При выполнении расчетов необходимо знать режим перемешивания жидкости, который характеризуется числом Рейнольдса в форме равенства (6.1.2.3). Изменение числа Рейнольдса за счет, например, роста частоты вращения мешалки, как видно из рис. 6.1.2.1-6.1.2.3, не сопровождается каким-либо кризисным явлением. Можно условно выделить ламинарный, переходный и турбулентный режимы.
Ламинарный режим характеризуется выполнением условия ламинарного обтекания мешанки. Мешанка не генерирует турбулентные пульсации. Скорость тангенциального течения столь мана, что и трение жидкости о корпус аппарата не вызывает появления турбулентности. Ламинарный режим соответствует примерно условию Re < 50.
Переходный режим — режим обтекания элементов мешалки становится турбулентным, но генерируемые мешанкой пульсации затухают вблизи ее, режим течения жидкости в аппарате остается ламинарным. Этот режим наблюдается при Re = 50-4000.
Турбулентный режим — режим течения жидкости в аппарате и режим обтекания элементов мешалки турбулентные, он наблюдается при Re > 1 000.
Ламинарный режим перемешивания. При расчете мощности, затрачиваемой на перемешивание жидкости, допустимо принять профиль тангенциальных скоростей в виде [1]:
и(г) = 0. (6.1.2.24)
Коэффициент сопротивления С при ламинарном режиме обтекания в формуле (2.2.8.14) независимо от формы обтекаемого тела определяется зависимостью
? = /-, (6.1.2.25)
•Ч.
где коэффициент А зависит от геометрических размеров,
Reo=^i, (6.1.2.26)
v
I — характерный размер обтекаемого тела; для тела прямоугольной формы
/ = min(b, h). (6.1.2.27)
Момент силы сопротивления при обтекании элемента прямоугольного сечения (см. рис. 6.1.2.5) можно вычислить по формуле:
А/,.
^4/ггорУм(го) 6
(6.1.2.28)
При bt «С г0, а практически при — > 0.5 , расчетное уравнение упрощается:
M,=^,hrv(,vu{rv). (6.1.2.29)
Значения коэффициентов А, и Acpj для практически важных случаев могут быть найдены по рис. 6.1.2.6-6.1.2.8 [1].
Рис. 6.1.2.5. Схема элемента
Вспомогательные, типовые и многофункциональные процессы и аппараты
315
О 1,0 2,0
Рис. 6.1.2.6. Зависимость коэффифиента r ch
при — >0,5 от — при — >1,5 (см. рис. 6.1.2.5) r0 b b
Если какой-либо элемент не лежит в меридиональной плоскости, то в качестве размера h принимается высота его проекции.
Уравнение (6.1.2.30) позволяет рассчитать мощность для мешалок сложной геометрии [9].
Для мешалок типовых конструкций с повторяющимися элементами расчетные зависимости существенно упрощаются. Уравнение для лопастной, турбинной и шнековой мешалок, которые имеют только элементы
с — < 0,5 , принимает вид:
го
k -—A-z А. KN ~ г 71 л ,
6 dM
•Re1,
(6.1.2.31)
Рис. 6.1.2.7. Зависимость коэффифиента^
при — <0,5 от — при — >1,5 (см. рис. 6.1.2.5) r0 b b
где z:i — число лопастей или число заходов у шнека.
Уравнение (6.1.2.31) хорошо описывает опытные данные для шнековых мешалок при шаговом отношении — > 0,5 (s — длина шага шнека).
Рамные и ленточные мешалки состоят из zx элемен-у
тов с размерами hx и — <0,5 и из z2 элементов с ''о
размерами b2, h2 и — < 0,5. Для них уравнение 'о
(6.1.2.30) после некоторых упрощений принимает вид:
k„=Ti2<
Рис. 6.1.2.8. Зависимость коэффифиента А
т he
при — <0,5 от — при — >0,5 (см. рис. 6.1.2.5)
го 'о b
+ 4р,2
dj
z \2
z2 hz1 2bz I
6
(6.1.2.32)
Уравнение (6.1.2.32) при применении к расчету ленточных мешалок хорошо описывает опытные данные
при шаговом отношении — > 0,5.
<4
Представив мешалку в виде суммы прямоугольных элементов, приведенных на рис. 6.1.2.4 и 6.1.2.5, нетрудно найти уравнение для расчета мощности
Турбулентный режим перемешивания. Выбор уравнения для описания поля скоростей в аппарате с мешалкой зависит от величины R, соотношения диаметров аппарата D и мешалки (см. 6.1.1.1) и от степени воздействия внутренних устройств на поле скоростей в перемешиваемой жидкости, т. е. от отношения суммарного момента сил сопротивления внутренних устройств и корпуса аппарата. Это отношение приближенно можно выразить коэффициентом т:
fc.hfy
т = 2_!---
RH
(6.1.2.33)
где k — общее количество внутренних устройств. Приведем обобщения для трех случаев.
316
Новый справочник химика и технолога
Случай 1 (R > 1,5 и т < 0,5). Профиль скоростей предлагается [1] принимать в виде:
й = —= г(у173+у2Г2+1) при 0 <7 <1 (6.1.2.34) ю-г0 7
или
_ и 1 + IjJj + М/2 -zd
и =-----=----4:—— при 1 < г < R , (6.1.2.35)
ю-г0 г
где г0 — радиус мешалки; <о — угловая скорость вращения мешалки;
Г = —; (6.1.2.36)
'о
Vi и у2 — коэффициенты, связанные между собой из условия равенства производных по г при 7-1, взятых от (6.1.2.31) и (6.1.2.32), соотношением:
у2 = -0,5-1,25^ . (6.1.2.37)
Для аппаратов с горизонтальными лопастями (лопастные и турбинные мешалки) уравнение (6.1.2.23) с учетом равенств (6.1.2.6), (6.1.2.8) и (6.1.2.34) преобразуется к виду:
=3,872Х(0ЛЧ'? +0,222W2 +0,125^).
(6.1.2.38)
Равенство моментов (6.1.2.5) с учетом (6.1.2.6)-(6.1.2.29), (6.1.2.34)-(6.1.2.36) можно представить в виде:
(о, 14/? + 0,22211/^2 + 0,125м/2) =
= Лу • Я (1 + 0,4мл + 0,5\|/2 + 2(1 + м/, + Ч/2)1п (^)У ” ’ Re’°’25+
+(1+м/1 + м/2)2
<=1 ^Ср,1
(6.1.2.39) где коэффициент сопротивления мешалки (см. табл. 6.1.1.1)
г f Лл .
См = sma;
а — угол наклона лопасти к горизонту.
Совместное решение уравнений (6.1.2.39) и (6.1.2.37) позволяет найти значения коэффициентов МЛ и \|/2, далее по (6.1.2.38) — коэффициент мощности, по (6.1.2.2) — мощность на перемешивание.
Для аппаратов с вертикальными лопастями (якорные, рамные, клетьевые и др. мешалки) мощность на перемешивание можно вычислить по (6.1.2.7), а коэффициент мощности с учетом (6.1.2.34) — по формуле
*»=3,872,Д.(Ч’1+Ч'2)2. (6.1.2.40)
Равенство моментов (6.1.2.5) в этом случае преобразуется в соотношение:
(ч/1 + Ч/2)2 =
= уу Ау • R (1 + 0,4\|/] + 0,5 \|/2 + 2 (1 + МЛ + Ч>2)ln (R))' ” ’ Re'°’25+ +(1+м/1+м/2)2
(6.1.2.41)
Совместное решение уравнений (6.1.2.41) и (6.1.2.37) позволяет найти значения коэффициентов ЧЛ и ху2, далее по (6.1.2.38) — коэффициент мощности, по (6.1.2.2) — мощность.
Случай 2 (R> 1,5 и т >0,5) [1]. При увеличении сопротивления внутренних устройств происходит рост осевых и радиальных скоростей, уменьшение по величине и выравнивание по радиусу аппарата профиля тангенциальных скоростей. Это позволяет принять:
й-—-— = w = const. (6.1.2.42)
со-/о
Для аппаратов с горизонтальными лопастями (лопастные и турбинные мешалки) уравнение (6.1.2.23) с учетом (6.1.2.6), (6.1.2.8) и (6.1.2.42) преобразуется к виду:
kN = 3,87zM£„ (0,25 —0,67w + 0,5w2). (6.1.2.43)
Равенство моментов (6.1.2.5) в этом случае преобразуется в соотношение:
(0,25 — 0,671? + 0,5w2) =
=—Лу • Д2’75йЛ75 Re 025+ С,
2,2 R
(6.1.2.44)
Решив уравнение (6.1.2.44) относительно w, по (6.1.2.43) можно вычислить коэффициент мощности, затем по (6.1.2.2) — мощность.
При выполнении расчетов в (6.1.2.44) допустимо пренебречь трением о корпус аппарата по сравнению с сопротивлением внутренних устройств, т. е. пренебречь первым слагаемым правой части уравнения. Тогда найдем величину w в первом приближении
Вспомогательные, типовые и многофункциональные процессы и аппараты
317
где
0,33-^0,11-0,25(0,5-^)
0,5-Л"
(6.1.2.45)
7(7?_-1) + 1 s 28(7?-1) + 1 21(7?-1) + 1 И 2 ~ 21(7?-1) + 1 ’
(6.1.2.53)
я3
(6.1.2.46)
Мощность на перемешивание можно вычислить по (6.1.2.7), а коэффициент мощности с учетом (6.1.2.49) — по формуле (6.1.2.40).
Равенство моментов (6.1.2.5) в этом случае преобразуется в соотношение
В частных случаях, в аппаратах с четырьмя отражательными перегородками и при выполнения условия ^mZm <10, для расчета Ад-можно пользоваться приближенным уравнением [1, 10]
(6.1.2.47)
Для аппаратов с вертикальными лопастями (якорные, рамные, клетьевые и др. мешалки) уравнение (6.1.2.23) с учетом (6.1.2.7), (6.1.2.8) и (6.1.2.42) можно преобразовать к виду
^=3,872„?„(1-й;2). (6.1.2.48)
Равенство моментов (6.1.2.6) в этом случае преобразуется в соотношение:
(1 - w2) = — Al Л2,7’»1'” Re °'25 + SW С, .
м mV 7 2,2 R
(6.1.2.49)
Решив уравнение (6.1.2.49) относительно w, по (6.1.2.43) можно вычислить коэффициент мощности, затем по (6.1.2.2) — мощность.
Первое приближение для w можно найти по фор-
- 1
муле w = ....— , где К характеризуется зависимостью
y/l + K
(6.1.2.46).
Случай 3 (1,33 > R > 1,05 и т < 0,5) [1]. При применении клетьевых, якорных, рамных или других мешалок обычно устанавливаются внутренние устройства малого сопротивления. Профиль скоростей предлагается [1] принимать в виде:
w = r(\j/1F3+\|/2Г2+1) при0<7<1 (6.1.2.50) или
Z— _\1/7
й- —— = й\ I ^=—— | при1<7<7?, (6.1.2.51) о • rQ R -1J
где
V2 ~ *^2V1 •
(6.1.2.52)
2 2 я ____
?,ЛЫ (V1 + V2) = —л • Я(1 + 0,4 V1 + 0>5ц/2 +
+1,75(1 + V, + V2 )(Я -1))*’75 Re4)’25+
+0,25(1 + хИ1 + Ч/2)2Я31с,^-.
/=1 R
(6.1.2.54)
Совместное решение уравнений (6.1.2.51) и (6.1.2.40) дает значения коэффициентов \|/i и \|/2, далее по (6.1.2.38) вычисляется коэффициент мощности и по (6.1.2.2) — мощность.
Глубина воронки, образующейся на поверхности перемешиваемой мешалкой жидкости, может существенно повлиять на эффективность работы аппарата. С ростом частоты вращения мешалки глубина воронки растет и может достигнуть величины, при которой произойдет частичное оголение мешалки, т. е. центральная часть мешалки окажется над жидкостью. Это приведет к падению потребляемой на перемешивание мощности, а при возникновении неустойчивости положения воронки — к возникновению дополнительных динамических нагрузок на вал мешалки.
Поэтому одним из условий эксплуатации аппаратов с мешалкой является следующее (рис. 6.1.2.9):
HR~HB>hK.
(6.1.2.55)
При известном поле тангенциальных скоростей и(г) глубина воронки может быть вычислена по формуле
(6.1.2.56)
Рис. 6.1.2.9. Воронка в аппарате с турбинной мешалкой
318
Новый справочник химика и технолога
При описании поля скоростей уравнениями (6.1.2.34) и (6.1.2.35), которые справедливы при 7? > 1,5 и т < 0,5, расчетное уравнение принимает вид [1]:
rr ®0Г02 Г, 1 2 1 2 4
Яв =-^-2- 1 + -V1 +_V|/2+_W2 +
g V 4 3 7
ч (6.1.2.57)
+7 Ж + v2 + (1 + + V2) -75- • J KJ
При описании поля скоростей уравнениями (6.1.2.51) и (6.1.2.52), которые справедливы при 1,33 >7? >1,05 и т < 0,5, интегрирование уравнения (6.1.2.56) с учетом (6.1.2.52) может быть выполнено численно, но, т. к. в периферийной зоне аппарата рост глубины воронки замедляется, то расчетное уравнение можно применять в виде (6.1.2.57).
Циркуляционный расход. Для характеристики циркуляционного расхода применяется коэффициент расхода
(6.1.2.58) пах
При турбулентном режиме перемешивания, осуществляемом обычно в аппаратах с лопастными, турбинными, якорными или рамными мешалками, ориентировочные значения коэффициента расхода можно найти в [1,3].
Якорные и рамные мешалки имеют kq = 0,033, для фрезерных мешалок kq = 0,014.
Для расчета коэффициента расхода лопастных и турбинных мешалок можно воспользоваться зависимостью [11]
kq = Л-ехр(-6,9-(\|/1 +\|/2 +1)), (6.1.2.59)
в которой А — коэффициент пропорциональности (А = 0,0013 для турбинной и лопастной мешалок с вертикально ориентированными лопастями, А = 0,0028 для лопастных мешалок с наклонными лопастями и закрытых турбинных мешалок); vgi и 4'2 — коэффициенты, определяющие профиль тангенциальных скоростей (см. уравнения (6.1.2.34), (6.1.2.35) и (6.1.2.51)).
При ламинарном режиме перемешивания жидкостей в аппаратах с ленточной и шнековой мешалками расчет циркуляционного расхода можно найти на основе сопоставления силы сопротивления, необходимой для достижения расчетного осевого течения жидкости, и осевых составляющих силы, возникающих при обтекании элементов мешалки жидкостью [3]. Упрощенный теоретический анализ привел к зависимостям: для шнековой мешалки
, Ап2 ( D ка =---- —
q 168 <
10,5z5A(l-rB/ro)
i?HD(r2
у тр В / \ 1 * /
для ленточной мешалки
(6.1.2.61)
где
___ /_ _\ 2+1/т
= М\ ||''.)------приХ = —
2 + 1/m V '
q _ V------12--0(Х) приX = г_
2 2 + 1/т { Р 1,5
(6.1.2.62)
а функция ®(Х) задана в графической форме (рис. 6.1.2.10); А — коэффициент, величину которого можно найти по рис. 6.1.2.7 или 6.1.2.8; Аср — коэффициент, величину которого можно найти по рис. 6.1.2.6; гтр — радиус границы зон восходящего и нисходящего потоков. Для шнековых мешалок с направляющей трубой riv — это радиус трубы. В аппаратах с ленточными и шнековыми мешалками без направляющей трубы для расчета riv можно воспользоватьтся аппроксимационной формулой [12]
7^=0,57 + 0,367;, (6.1.2.63)
_ г _ г
где rvv = — и г = — ; гв — радиус вала мешалки.
Ra Ra
Рис. 6.1.2.10. Зависимость 0 от X и индекса поведения жидкости т
(6.1.2.60)
Вспомогательные, типовые и многофункциональные процессы и аппараты
319
6.1.3. Гидродинамические характеристики аппарата с прецессирующей мешалкой
В аппарате с прецессирующей мешалкой вал перемешивающего устройства и вал привода соединяются между собой при помощи шарнира Гука (рис. 6.1.1.4). В шарнире Гука происходит разложение крутящих моментов (рис. 6.1.3.1) на составляющие:
Для расчета угловой скорости прецессии можно воспользоваться уравнением [10]
+4(Л -J0)4ctg5
£2----------—-----—--------------, (6.1.3.3)
2(Л - Л)cos5
Мо = М + Мр .
(6.1.3.1)
в котором Jo — момент инерции вала и мешалки относительно оси вала мешалки:
Jo = J г2dm ;
т
(6.1.3.4)
Л — момент инерции вала и мешалки относительно оси х (рис. 6.1.3.2):
, Г 2 г 12
j. = Jy dm = mMl +-т~;
т 3
(6.1.3.5)
Рис. 6.1.З.1. Схема разложения крутящих моментов в шарнире Гука
Угловые скорости связаны между собой очевидным (рис. 6.1.3.2) соотношением
(00 = G) + Q,
(6.1.3.2)
где Мо и ©о — крутящий момент и угловая скорость вращения приводного вала, М и со — крутящий момент и угловая скорость вращения прецессирующего вала мешалки, Q — угловая скорость вращения вала мешалки относительно вертикальной оси (угловая скорость прецессии), S -— угол отклонения вала мешалки от вертикали при прецессионном движении вала (угол прецессии).
Рис. 6.1.З.2. Схема прецессирующей мешалки: а) схема угловых скоростей при работе мешалки;
б) схема угловых скоростей при вращении системы координат вокруг вертикальной оси со скоростью Q, когда прецессионное движение вала как бы останавливается;
7 — приводной вал; 2 — шарнир Гука;
3 — вал мешалки; 4 — мешалка
Мх — суммарный момент внешних сил (сил тяжести и давления), действующих на вал и мешалку относительно оси х:
мх = mMgl + mBg~ sin5 + МГ,
(6.1.3.6)
где МГ = рлd^G) j(Q • у sin S - и) • ydy — момент силы
Куэтта — Жуковского [13], действующий на прецессирующий в жидкости вращающийся вал мешалки.
В формулах (6.1.3.6) и (6.1.3.7) тм и тв — масса мешалки и вала соответственно; / — длина вала мешалки; /ж — часть длины вала, погруженная в перемешиваемую жидкость; и — локальная тангенциальная скорость жидкости на радиусе аппарата г =y sinS.
В аппаратах с прецессирующими валами обычно применяются быстроходные мешалки (лопастные или турбинные), которые устанавливаются на относительно длинных валах. При такой схеме перемешивающего устройства выполняется условие Joco2 .ДО2 и для расчета угловой скорости прецессии можно воспользоваться уравнением в виде:
Мх
Jx cos S sin S
(6.1.3.7)
Направление прецессионного движения всегда совпадает с направлением вращения приводного вала и перемешиваемой жидкости.
Вращательное движение жидкости вблизи оси аппарата примерно соответствует скорости вращения прецессирующего вала. Поэтому в (6.1.3.6) можно пренебречь моментом сил Куэтта — Жуковского. В этом случае уравнение (6.1.3.7) примет вид:
min
(6.1.3.8)
320
Новый справочник химика и технолога
Рис. 6.1.З.З. Зависимость угла прецессии от частоты вращения вала трехлопастной мешалки: 7?м - 0,11 м, D = Н = 0,6 м; вал диаметром du = 0,02 м, длина вала I = 0,41 м; плотность жидкости р - 1052 кг/м3, динамическая вязкость жидкости ц = 0,00108 Па с. Линия — расчет по уравнениям (6.1.3.1), (6.1.3.8) - (6.1.3.20), точки — опытные данные работы [16]
С ростом угловой скорости вращения приводного вала увеличивается угол прецессии (рис. 6.1.3.3), а коэффициент мощности растет от значения, соответствующего центральному расположению вала мешалки в гладкостенном аппарате, до значения (рис. 6.1.3.4), примерно равного коэффициенту мощности в аппарате с четырьмя отражательными перегородками [16].
Перепад давлений, возникающий на элементе лопасти мешалки (рис. 6.1.3.5) при обтекании его жидкостью, можно вычислить по формуле
р Aw-IAwl
= (6.1.3.9)
в которой разность скоростей лопасти и перемешиваемой жидкости составляет
Aw = o-r + (Qx-w)cosB =
v 7 (6.1.3.10)
= ш0 - r + Q-w-coscp-wcosp.
Крутящий момент на валу мешалки может быть вычислен по формуле
Мм =— j|Ар-г-Лл-dr-dtp , (6.1.3.11)
71 Rx 0
а на приводном валу с учетом перемешивающего воздействия вала мешалки на жидкость
Рис. 6.1.З.4. Зависимость коэффициента мощности kN от частоты вращения вала турбинной мешалки: R м = 0,075 м, D = И = 0,6 м; вал диаметром <7М = 0,02 м, длина вала I - 0,48 м; плотность жидкости р = 1052 кг/м3, динамическая вязкость жидкости ц = 0,00108 Па с. Линия 1 — расчет по уравнениям (6.1.3.1), (6.1.3.8)—(6.1.3.20); 2 — расчетная по (6.1.2.38) для мешалки, установленной на жестком валу; точки — опытные данные работы [16]
Мо = — j j Ихр - cos [3 • hn х dr dtp + j А/?в<7ву • sin S dy, 71 R} 0 l
(6.1.3.12)
где da — диаметр вала мешалки; Арв — средний перепад давления, возникающий при обтекании вала жидкостью:
pw(QysinS-w)|QysinS-w|
аа=(;в-^-^---------------------L. (6.1.3.13)
Поле осредненных тангенциальных скоростей при допущении независимости его от вертикальной координаты z можно найти интегрированием уравнения (2.2.1.6) в проекции на ось 0. При установившемся режиме перемешивания и при зависимости вязкости перемешиваемой жидкости от радиуса оно принимает вид:
Рис. 6.1.З.5. Расчетная схема для прецессирующей мешалки: 1 — лопасть мешалки; О — ось приводного вала;
О] — ось прецессирующего вала;
а = ZsinS — радиус прецессии мешалки;
и — локальная скорость жидкости
где Fq — тангенциальная составляющая осредненной по времени единичной массовой (отнесенной к массе жидкости Am = 2лрж-х-ЯАх) силы, действующей на жидкость от прецессирующего вала и днища аппарата
Вспомогательные, типовые и многофункциональные процессы и аппараты
321
1 "рАр-й -Ar cosp^ А <7Ах тд Лй = — —-—3-----—Чир + Ар„ -----------—,
я* Am Aw-sinS ржН
(6.1.3.15)
где касательное напряжение на днище аппарата при-р и2
мерно равно тд = 0.025——.
8
При турбулентном режиме перемешивания жидкости зависимость кинематической вязкости жидкости vT от радиуса г в соответствии с простейшей двухслойной моделью Прандтля и экспериментально установленным условием постоянства ее в ядре перемешиваемого потока может быть представлена в виде:
vT = v при х > R - 8Л
VT = 0,4w« (/? — х) при/?-8л >х>0,93/?>, (6.1.3.16)
vT = 0,028м, • R при х < 0,93/?
где толщина ламинарного слоя
6Л = 11,6—, (6.1.3.17)
и*
динамическая скорость [14] (см. 2.2.3.11)
/ \0,25 z \0,25
| V Е I I V N |
w. =2,5—= 2,5 ............... (6.1.3.18)
Уравнение (6.1.3.14) следует интегрировать при граничных условиях:
U\ П = U\ D = 0 ’ 1х=0 1х=Я
(6.1.3.19)
Мощность, расходуемая на перемешивание жидкости, связана с крутящим моментом на приводном валу соотношением
У = л/осоо. (6.1.3.20)
Решение совокупности уравнений (6.1.3.8)-(6.1.3.20) позволяет найти все основные параметры аппарата с прецессирующей мешалкой: угол прецессии 8, угловую частоту прецессии Q, мощность N. Частным случаем является задача перемешивания жидкости в гладкостенном аппарате с центрально расположенной мешалкой.
Сопоставление результатов численного расчета с экспериментальными данными [16] приведено на рис. 6.1.3.3 и 6.1.3.4.
При выполнении ориентировочных расчетов угловую скорость прецессии можно найти по (6.1.3.8), приняв cos8 = 1, коэффициент мощности — по (6.1.2.47), а угол прецессии — по формуле
/ \0,5
. г» а А. а I Та /?« i U. R. j R„ „ 11f.
sm 8 = 0,23 —rln -s-Су ,
Lp.«.Q/2 v, J RJ*
(6.1.3.21)
полученной из условия, что скорость нижнего конца прецессирующего вала мешалки пропорциональна тангенциальной скорости жидкости, величину которой можно найти интегрированием (6.1.3.14) при Fe = 0. В уравнении (6.1.3.21) касательное напряжение на стенке найдем из соотношения:
где у—коэффициент, определяемый уравнением (6.1.2.21).
6.1.4. Гидродинамические характеристики аппаратов с мешалками при перемешивании гетерогенных систем
Перемешивание суспензий. Мощность при перемешивании суспензий можно находить по уравнениям, приведенным в 6.1.2, приняв при этом, что перемешиваемая система имеет плотность
р - рж(1 - ф) + рт(р, (6.1.4.1)
где рж — плотность жидкой фазы, рт — плотность частиц твердой фазы, <р — объемная доля твердой фазы в смеси (см. 3.1.1.1), и динамическую вязкость при <р < 0,05
Ц = цж(1 +2,5ф). (6.1.4.2)
Условие взвешивания частиц с горизонтального дна аппарата определяется условием начала движения слоя частиц под действием касательного напряжения, вызываемого придонным течением жидкости (3.4.8.6):
т0>Ар£8фд/, (6.1.4.3)
где 8 — средний диаметр частиц; Ар = рт - рж; f— коэффициент трения частиц о днище; <рд — объемная доля твердой фазы в осадке, и условием взвешивания частицы
w;>woc, (6.1.4.4)
где и2 — пульсационная скорость вблизи дна аппарата, мос — скорость стесненного осаждения твердых частиц, величину которой можно рассчитать, например, с помощью (3.3.2.34). В большинстве случаев условие (6.1.4.4) является определяющим.
С учетом того, что коэффициент турбулентной диффузии в направлении оси z
D^-u'J, (6.1.4.5)
а длина пути перемешивания I пропорциональна высоте слоя жидкости в аппарате Н, условие (6.1.4.4) можно записать в виде [1,31]
Рет=^-<0,45. (6.1.4.6)
т
322
Новый справочник химика и технолога
Для расчета коэффициента продольной диффузии для аппаратов с отражательными перегородками в [1] на основе теоретического анализа процесса и с привлечением экспериментальных данных предлагается зависимость
(г j2Y/3
Dr »0,435wJMZ>HV- > (6.1.4.7)
I D У )
где n — частота вращения мешалки, dM — диаметр мешалки, D — диаметр аппарата, См — коэффициент сопротивления мешалки (см. табл. 6.1.1.1), у — коэффициент, определяемый уравнением (6.1.2.21) или (6.1.2.22).
г. н „
В аппарате при —>2, когда применяются многого
рядные мешалки (количество мешалок на валу zM> 1), уравнение (6.1.4.7) дает существенно завышенные значения коэффициента диффузии. Частично это связано с тем, что коэффициент DT учитывает не только собственно пульсационное движение жидкости, но и циркуляционное течение, создаваемое мешалкой. Многорядные перемешивающие устройства создают несколько циркуляционных контуров с меньшей циркуляционной скоростью.
Более точное решение можно получить на основе моделирования Эйлера — Лагранжа. В этом случае коэффициент диффузии частиц определяется только турбулентностью потока, а циркуляционные скорости находят расчетным путем (подробнее см. в 3.3.6).
Распределение концентраций частиц по высоте аппарата может быть рассчитано в аппарате с отражательными перегородками путем интегрирования уравнения конвективного переноса, которое при одномерной постановке задачи имеет вид
«<Л = Л^- (6-1.4.8)
dz
При допущении, что скорость стесненного осаждения постоянна по высоте аппарата, решение уравнения (6.1.4.8) имеет вид [1]:
IZ
-Рет — "Н
(6.14.9)
ФсР 1-ехр(-Рет)
На рис. 6.14.1 приведена эта зависимость в графической форме. С ростом частоты п падает Рет и выравнивается поле концентраций.
Наиболее надежным способом проектирования промышленного аппарата является масштабирование, проводимое на основе физического моделирования. Экспериментально определяется минимальная частота (им), при которой отсутствует осадок на днище аппарата, и соответствующая ей мощность N, затрачиваемая
на перемешивание производственной суспензии в модельном аппарате, геометрически подобном проектируемому.
Рис. 6.1.4.1. Зависимость концентрации частиц
от высоты безразмерной — при различных критериях Рет: Н
] — 0,1; 2 — 0,2; 3 — 0,3; 4 — 0,4; 5—1
Приведем правила масштабирования, полученные в [37] на основе анализа условия (6.1.4.3), которые практически совпадают с экспериментально найденными в [38-43]:
п = idem , (6.1.4.10)
где b = 0,78 — для аппарата с отражательными перего-, 2(1 -а)
родками, о —------- — для гладкостенного аппарата,
2-а
а — показатель степени в уравнении (6.1.2.4) при записи его в виде степенного одночлена kN - CRe".
Правила расчета мощности N, удельных энергоза-„ М
трат Р и удельного крутящего момента * = — при
масштабировании соответственно имеют вид
W,=idem, (6.14.11)
—— = idem, (6.1.4.12)
^ап
ТЕГ* = idem. (6.14.13)
Для аппарата с отражательными перегородками с = 0,34 (с - ЗЬ - 2), с - b = -0,44, для гладкостенного аппарата с = Ь, т. е
Т - const. (6.1.4.14)
Вспомогательные, типовые и многофункциональные процессы и аппараты
323
Перемешивание эмульсий. Мощность при перемешивании эмульсий можно находить по уравнениям, приведенным в 6.1.2, приняв при этом, что перемешиваемая система имеет плотность
р = рс(1-ф) + рдф, (6.1.4.15)
где рс — плотность сплошной жидкой фазы, рд — плотность диспергированной жидкой фазы, ф — объемная доля диспергированной жидкости (см. 3.1.1.1), и динамическую вязкость
ц = цс(1 + 2,5ф). (6.1.4.11)
Диспергирование жидкости в жидкости (подробнее см. в подразделе 8.2). При перемешивании двух несме-шивающихся жидкостей происходит диспергирование одной из них в другой с образованием полидисперсной системы. Одновременно с процессом диспергирования идет и процесс коалесценции капель жидкости. Анализ этого процесса в условиях турбулентного режима течения смеси [3, 17, 18] с учетом экспериментальных данных (ф = 0,05-Ю, 1) привел к расчетному уравнению:
(6.1.4.12)
где dK — средний диаметр капель; о — поверхностное натяжение на границе жидкость—жидкость; N — мощность, подводимая на перемешивание; W— объем жидкости в аппарате.
Условие равномерного распределения капель по высоте аппарата. Если принять, что распределение ф по высоте аппарата удовлетворительно при
Рет = 0,3
(6.1.4.13)
(см. рис. 6.1.4.1), то совместное решение уравнений (6.1.4.12), (3.2.6.2), (3.2.6.6), условия (6.1.4.13) и уравнения для расчета мощности (см. 6.1.2) позволяет получить формулу для расчета частоты вращения мешалки [3]:
Re = 0,172CJ!!
( \ \0,286 х 0,345 Z Х<
3(нс+нд)Аг Г Г
3Рс + 2ЦД \ Ц J U J
(6.1.4.14)
„ nd^p 4 d\ gpAp ц ц2
Перемешивание системы газ—жидкость. При расчете мощности с целью выбора приводного электродвигателя следует иметь в виду, что аппарат может временно эксплуатироваться при отсутствии подачи газа, т. е. при перемешивании только жидкости. Поэтому этот расчет следует проводить по уравнениям, приведенным в 6.1.2.
Для расчета диаметра пузырей, площади удельной межфазной поверхности, газосодержания и коэффициента массоотдачи необходимо знать мощность, потребляемую при перемешивании системы газ—жидкость. Она может быть найдена по уравнениям, приведенным в 6.1.2, если принять при этом, что перемешиваемая система в зоне мешалки имеет плотность
Р = Рж(1-фм), (6.1.4.15)
где фм — газосодержание в зоне мешалки.
Это допущение эквивалентно тому, что коэффициент сопротивления мешалки при выполнении расчета kN принят равным
См=См(1-фм), (6.1.4.16)
а искомая мощность
^пк=^Рж«^м- (6.1.4.17)
Если аппарат имеет отражательные перегородки и верна упрощенная зависимость (6.1.2.48), то уравнение для расчета мощности имеет вид:
)V„=0.7^.P,»4(l-4>.)- (6.1.4.18)
Обзор расчетных зависимостей можно найти в [1, 3].
Диспергирование газа (подробнее см. в подразделе 8.2). Газ вводится в аппарат, как правило, через барботер, расположенный под мешалкой. Структура газожидкостной смеси зависит от интенсивности перемешивания. Газ начинает диспергироваться с одновременным ростом газосодержания при частотах п > nQ. Для расчета и0 можно воспользоваться уравнением [19]:
= А + В—,
(6.1.4.19)
где для турбинных мешалок А = 1,22 и В= 1,25, для лопастных мешалок А - 2,25 и В = 0,6.
Увлечение газовых пузырей в зону ниже мешалки с образованием однородной по структуре газо-жидкостной смеси во всем объеме аппарата происходит при частоте вращения мешалки п > Для турбинных мешалок при выполнении условия 0,1<^^у <^0,2 + 1,75-^-^ величину щ можно вычислить по формуле [20]:
2 z з \0,25 z Ч 0,5
I ржст I J]
I gi4 J I D )
(6.1.4.20)
где Лм — расстояние между мешалкой и днищем аппарата.
324
Новый справочник химика и технолога
Экспериментальное исследование [21], проведенное в аппаратах диаметром 0,184 и 0,5 м с турбинными мешалками при значениях удельной мощности от 0,25 до 5 кВт/м3 и приведенных скоростях газа
Если wr> 0,018 м/с, то можно для расчета ф воспользоваться уравнением [22]:
—F = 0,003 + 0,018 м/с
D
при диспергировании в
[Л0’5 z хо,в Л \0,5z Л/ Л0,16
^Чр| + 2,16-103f— | £°’4| —Ч | ——I «nJ H™APrJ
системе вода—воздух, позволило получить уравнение для расчета среднего поверхностного диаметра пузырей
(6.1.4.29)
f Х°,6
^=4,15 — 8~°’4(р0’5 +0,0009, (6.1.4.21)
\ Рж )
Те же авторы для расчета среднего значения удельной межфазной поверхности предложили уравнения:
где среднее значение диссипации энергии в жидкости
z \0,6 / \0’5
/„=1.44 —
ИГЖ
8~Рж^ж ’
(6.1.4.22)
при w, < 0,018 м/с [21];
(6.1.4.30)
а Иж — объем жидкости в аппарате.
При приведенных к полному сечению аппарата скоростях газа wr> 0,018 м/с, т. е. при условиях, когда энергия, вводимая газом, соизмерима с мощностью, затрачиваемой на перемешивание мешалкой, в [22] предложено уравнение
Z х0,6 / \0>5 / \/ \0,16
/„ = 1,44^
при wr >0,018 м/с [24].
(6.1.4.31)
[\0,6 z х z \0,16
— 8-°V5 — — +0,0009
pj l^cjlprj
-0,4
(6.1.4.23)
где pro и рг — плотность газа при атмосферном и рабочем давлениях;
N = N +N+ N ; (6.1.4.24)
с гж кин пот ’ \ /
кинетическая энергия газового потока
V о w2 ^КИН=—(6.1.4.25)
потенциальная энергия газового потока ^=Крж^; (6.1.4.26)
Wr6 — скорость газа в отверстиях барботера.
Диаметр газовых пузырьков, находящихся в зоне непосредственного воздействия мешалки, значительно меньше средних, он может быть вычислен по формуле [21]:
z х0,6 Z х0,2
<м =0,155 — НМ 8 °’4. (6.1.4.27)
(pj <PrJ
Знание газосодержания смеси в зоне мешалки позволяет вычислить мощность на перемешивание газожидкостной смеси и найти условие, при котором происходит «захлебывание» аппарата.
Скорость движения газовых пузырей и жидкости в соответствии с уравнением (3.4.3.13) подчиняется зави-
симости иот = —----— = wn + b — , где b — коэффи-
Ф 1-ф 1-ф
циент, учитывающий «коллективность» движения системы пузырей, — определяется уравнением (3.4.3.15). Для лопастных и турбинных мешалок, которые обычно применяются для диспергирования газа, осевая составляющая скорости жидкости и’ж «С wn, но в условиях повышенных турбулентных пульсаций по сравнению с чистым барботажем следует ожидать снижения и ип, и Ь. Если предположить, что ип и b пропорциональны диссипации энергии г, то уравнение для расчета газосодержания в зоне мешалки можно записать в виде
~(Мпм + ) + 7(Кпм+^™)2+4^™(^-«ПМ)
Фм , ’
6-«пм
(6.1.4.32)
где скорость всплытия одиночного пузыря диаметром б/пм, который можно определить по уравнению (3.4.3.10), характеризуется выражением
z х0,36
I W Q |
= И- ~--------
ПМ П I .*7^1
1АА + 7М
(6.1.4.33)
Среднее газосодержание смеси определяется по уравнению [21]:
а коэффициент b определяется как
/ \°.5 , ,0;6 / \0,5
(р= —Ф + 2,16-10~31 — | 8°’4J —1 .(6.1.4.28) J
b = 1,85 f 1 . (6.1.4.34)
lAPAPj <w™S + 75eJ
Вспомогательные, типовые и многофункциональные процессы и аппараты
325
Коэффициент 75 в уравнениях (6.1.4.33) и (6.1.4.34)— это коэффициент, учитывающий соотношение средней диссипации энергии е и диссипации энергии в зоне мешалки [23], а показатели степени найдены на основе экспериментальных данных [25].
Если приведенную скорость газа в зоне мешалки вычислять по соотношению
(6.1.4.35)
то опытные данные [25] со среднеквадратичной ошибкой около 3 % коррелируются уравнением (6.1.4.18) с учетом (6.1.4.32).
Здесь Е, — объемный расход газа, SM — площадь свободного сечения для протока газа в зоне мешалки: для турбинной мешалки (<УД — диаметр диска)
з. =^-<) ,
(6.1.4.36)
для лопастной мешалки (<УСТ — диаметр ступицы)
6.1.5. Тепло- и массообмен в аппаратах с мешалками
Ламинарный режим перемешивания в аппаратах со шнековой мешалкой наблюдается при
Re <юоо.
Рэ
(6.1.5.1)
Поскольку вблизи стенки корпуса аппарата жидкость имеет в основном осевое течение, то процесс теплообмена аналогичен теплообмену в каналах [1], т. е. зависит от условий гидродинамической и тепловой стабилизации полей скоростей и температур в потоке. В промышленных аппаратах тепловая стабилизация не наступает, т. к.
рс ^ЭК _ ^рРж^^ЭК d3K > луд Я лж ’ Н
(6.1.5.2)
Здесь w — средняя расходная скорость осевого течения в периферийной зоне:
(6.1.4.37)
и> =
”й.2(|-'г/)’
(6.1.5.3)
Косвенная проверка уравнения (6.1.4.32) может быть проведена путем сопоставления результатов предлагаемого метода расчета мощности с опытными данными (рис. 6.1.4.2).
Условие «захлебывания» аппарата, т. е. условие работы аппарата, когда часть газа обтекает мешалку без диспергирования, примерно соответствует условию фм ~ 0,58.
ср и лж — удельная теплоемкость и теплопроводность жидкости соответственно; q — циркуляционный расход жидкости.
Коэффициент теплоотдачи к корпусу аппарата можно вычислить по формуле [1]:
-11/3 / \0.14 г , .0,<
Nu = l,l (1-7 )(1-^2)(1-^2У/тРе-^- — 1 + 0,121 — |
Рис. 6.1.4.2. Сопоставление мощности N^, рассчитанной по уравнению (6.1.4.18) (сплошные линии) с экспериментальными данными [25].
Условия сопоставления: аппарат с отражательными перегородками диаметром 0,24 м и трехлопастной мешалкой диаметром 80 мм: 1 — п = 200 об/мин; 2 — п- 250 об/мин;
3 — п — 350 об/мин; 4 — п = 500 об/мин
(6.1.5.4)
где
<=2^(1-^);
(6.1.5.5)
I — длина участка гидродинамической стабилизации, определяемая уравнением (см. 2.6.2)
> Z X- \т
. аз(6т + 2\п Т
I = — ------- Re- L ;
16 ( т J
(6.1.5.6)
К — консистенция; т — индекс поведения неньютоновской степенной жидкости (см. 2.6.1); число Re для степенной жидкости можно вычислить по (2.6.2.9); L — определяется по рис. 6.1.5.1, гт — по рис. 6.1.5.2. При Г > 0,3 максимальная скорость периферийного потока наблюдается при 7т « 0,5 (1 + ) .
326
Новый справочник химика и технолога
Рис. 6.1.5.1. Зависимость безразмерной длины участка гидродинамической стабилизации в трубе от индекса неньютоновского поведения
(6.1.5.9)
со0 — среднее значение тангенциальной скорости, вычисляемое по формуле [1]
V
zAA <7 ( h
л пл м 1 _ л I
2nkHD I d 1
л \ м /
(6.1.5.10)
Ламинарный режим перемешивания в аппаратах со скребковыми мешалками. По данным [28, 29], коэффициент теплообмена в этом случае можно приближенно найти по уравнению
Рис. 6.1.5.2. Зависимость радиуса максимальной осевой скорости в кольцевом канале от индекса поведения т
Г г
и соотношений: X = — ; Y = —
R R
а =0,4^ржсрХжгси.
(6.1.5.11)
Турбулентный режим перемешивания. Для описания процесса теплообмена можно воспользоваться полуэмпирической теорией турбулентного переноса (см. 4.2.3). Подобный подход был использован в [15], что позволило получить аппроксимационное уравнение
ауж = 5,5r]w0’33 Рг0,33 + Рг уж 9Рг°’75 + 25 [уж,ст>
(6.1.5.12)
в котором
1/Л
(6.1.5.13)
Ламинарный режим перемешивания в аппаратах с ленточной мешалкой. Ленточная мешалка взаимодействует с перемешиваемой жидкостью в периферийной зоне аппарата. Это взаимодействие существенно повышает тангенциальные составляющие скорости жидкости и, как следствие, увеличивает коэффициент теплоотдачи по сравнению с аппаратами со шнековой мешалкой. Расчетное уравнение имеет вид [28]:
z . 3 х 1/3 z х 0,14 Г z х I
Nu = 0,16 _L 1 + 0,121 —
I ka ) UoJ
(6.1.5.7)
где скорость сдвига в пристенном слое жидкости
(6.1.5.8)
/ — длина участка гидродинамической стабилизации, определяемая уравнением (6.1.5.6); /0 — расстояние, которое жидкость проходит между двумя механическими воздействиями мешалки:
уж и Уж,Ст — кинематическая вязкость при средней температуре жидкости и при температуре стенки соответственно.
Динамическая скорость характеризует величину пульсационной скорости. При расчете процессов переноса в аппаратах с мешалкой любой конструкции, за исключением скребковых, которые «сдирают» ламинарный пристенный слой жидкости, динамическую скорость можно [1, 14] вычислить по формуле
w* = к
(6.1.5.14)
где W — объем жидкости в аппарате, к = 2,5 — коэффициент, характеризующий отношение дисспации энергии в пристенном слое к средней по объему жидкости диссипации энергии.
Для математического описания теплообмена при турбулентном режиме перемешивания скребковой мешалкой приемлемые результаты дает пенетрационная модель [1, 27], в соответствии с которой
(6.1.5.15)
Вспомогательные, типовые и многофункциональные процессы и аппараты
327
При перемешивании суспензий происходит некоторое снижение коэффициента теплоотдачи. Теоретический анализ, подтвержденный экспериментальным исследованием, позволил авторам [26] получить расчетную зависимость
[х 0,33
1 + (р^ , (6.1.5.16)
р )
где а = 0,84-1,0.
При перемешивании газо-жидкостных систем происходит снижение мощности на перемешивание, что в соответствии с (6.1.5.14) должно привести к снижению коэффициента теплоотдачи, но относительное движение фаз приводит к росту турбулентных пульсаций. Суммарная оценка влияния на теплообмен этих двух факторов может быть учтена, если динамическую скорость вычислять по формуле:
(\0,25
4 VJV
Р,Л )
(6.1.5.17)
где ип — скорость всплытия пузырей (см. уравнение (6.1.4.33)), <р — объемное газосодержание системы (см. уравнение (6.1.4.32)).
Массоотдача к частицам твердой фазы при турбулентном режиме перемешивания суспензий не зависит от размера частиц и определяется уровнем турбулентности, мерой которого является диссипация энергии. Анализ процесса массопереноса [1], основанный на известных закономерностях турбулентного переноса в пристенных слоях жидкости, позволил найти расчетную зависимость для коэффициента массоотдачи в виде:
₽ = 0,267\ (eovM )'/4 Sc 3/4, (6.1.5.19)
где средняя диссипация энергии
А 80 =---'>
число Шмидта
v Sc = -^;
(6.1.5.20)
(6.1.5.21)
Ож — коэффициент диффузии растворяемого вещества в жидкости; — коэффициент, учитывающий
радиальную неоднородность распределения частиц
jt «(3,254-2,25)
; фсР — средняя объемная кон
центрация твердой фазы; <pRa — объемная концентрация твердой фазы вблизи стенки аппарата.
При ламинарном режиме перемешивания коэффициент массообмена характеризуется для частиц сферической формы уравнением Фрослинга [1]:
/ \1/2
= 2 + 0,6^i- Sc,/3, (6.1.5.22)
£>ж И J
где иж — скорость осаждения частиц диаметром d4.
Для характеристики массоотдачи при перемешивании в системах газ—жидкость обычно применяется понятие объемного коэффициента массоотдачи роб-р Хд, где /уд — удельная поверхность массопереноса в 1 м3 газожидкостной смеси.
При сопротивлении массопереносу в жидкой фазе зависимость 0об от условий перемешивания и свойств среды, полученная при изучении абсорбции и десорбции кислорода [30], имеет вид:
/ \0,44
роб=3800рМ ф°'бХУж°’15 •
< W )
Более подробная информация по тепло- и массопереносу в гетерогенных средах приведена в [1, 3].
6.1.6. Гомогенизация
(А.Н. Веригин)
Целью перемешивания взаимно растворимых и взаимно смешиваемых сред является достижение заданной степени относительной неоднородности концентрации вещества г|с или температуры г|г среды в объеме аппарата V за время т (время гомогенизации), меньшее, чем время пребывания среды в аппарате (см. 1.7.2). Обычно степень однородности перемешиваемой среды задают по условиям технологического процесса. Время гомогенизации определяется временем, необходимым для достижения заданной степени однородности с момента начала перемешивания неоднородной среды или с момента подачи в аппарат (при работающей мешалке) жидкого компонента, отличающегося от находящейся в аппарате среды.
Гомогенизация как процесс перемешивания характеризуется изменением концентрации одного вещества в другом. При этом (рис. 6.1.6.1) в начале процесса продукт Л1 распределен в продукте А2 таким образом, что концентрация продукта Аг постоянна и равна Сь В момент времени тн в аппарат загружают дополнительную порцию продукта Аг, в результате чего в точке ввода этого продукта местная концентрация С становится максимальной. В результате колебательного процесса концентрация достигает в конце процесса (время тк) значения, характеризующегося заданной степенью неоднородности г|с. На рисунке буквы А и Б соответствуют максимальному Сттах и минимальному Сгт]П локальным значениям массовой концентрации вещества Ai в аппарате, а В — его среднему (С) значению, определенному при т оо.
328
Новый справочник химика и технолога
Рис. 6.1.6.1. Изменение концентрации С при гомогенизации в зависимости от времени т: тн — начало процесса, ввод веществ в аппарат; тк — конец процесса
Таблица 6.1.6.1
Значения постоянной Сх
Тип мешалки Сх для аппарата
гладкостенного с отражательными перегородками
Трехлопастная 170 10
Винтовая 170 10
Открытая турбинная 90 6,2
Шести- 80 12,9
лопастная
Закрытая турбинная 65 5,1
Лопастная 35 9,2
Клетьевая 18 —
В периодически действующих аппаратах в качестве меры, определяющей однородность перемешиваемых
С сред, может быть использована зависимость г| = ,
где (С) — средняя концентрация вещества, определяемая по формуле (1.7.3.3).
Для гомогенизации используются различные типы быстроходных и тихоходных мешалок. При выборе мешалок предпочтение отдается той, которая обеспечивает при минимальных энергетических затратах заданную степень однородности вещества за меньшее время.
Гомогенизация жидких сред в аппаратах с отражательными перегородками характеризуется временем т выравнивания концентраций, величина которого пропорциональна объемной мощности перемешивания 8 и симплексу геометрического подобия Г;’, . В общем случае для определения времени гомогенизации т используют выражение хп = /(TD,Re). Так как для аппаратов с механическими перемешивающими устройствами KN = /(Re), то
™ = f(Tn,KN). (6.1.6.1)
При турбулентном режиме перемешивания во многих случаях KN = const, и с учетом симплекса геометрического подобия зависимость (6.1.6.1) имеет вид
™ = СТГ2 ,
(6.1.6.2)
в котором постоянная величина Сх определяется типом мешалки. Значения Сх представлены в табл. 6.1.6.1.
На основании анализа значительного количества опытных данных показано [2], что зависимость (6.1.6.1) представляет собой функцию
w=/(Re„). (6.1.6.3)
Для винтовых мешалок при Re4<104 функция (6.1.6.3) может быть заменена выражением
тп = 2-1О3Кец0’5, (6.1.6.4)
а при Re4 > 2 • 104 — зависимостью (6.1.6.2), в которой Сх = 87,7 = const.
В случае применения открытой турбинной мешалки в аппарате с отражательными перегородками нестандартного типа зависимость (6.1.6.2) для 103>Re4>l,0 может быть заменена выражением тпГ;,1’5 = 3Da Q’5 Hh~“2b~*’5, а для 102 < Re4 < 103 — зависимостью тпГ“1,5 = 3Z)a"0’5///zMa2^”0’5 Re-1,0, в которых a = O,25(/ZD’lo-l).
Расчет времени гомогенизации т в аппаратах различного типа целесообразно осуществлять методом последовательных приближений. При этом в качестве первого приближения для расчета аппаратов, работающих в турбулентном режиме, можно использовать кривые, приведенные для некоторых мешалок на рис. 6.1.6.2.
Кривые на рисунке ограничивают оптимальную зону работы мешалок, расположенную под кривыми, от неоптимальной, расположенной над кривыми.
Обработка приведенных на рисунке данных позволяет установить единую зависимость /УтЗр^1,0/) 5'0 = 300.
N
С учетом формулы KN = —г—- эта зависимость может быть представлена выражением хп ~ 6,7Г^3К#'3, позволяющим определить время гомогенизации т в зависимости от выбранной конструкции аппарата, характеризуемой частотой вращения мешалки п, симплексом геометрического подобия Гр и критерием мощности
В первом приближении расчета не определяется достигаемая степень неоднородности перемешиваемых сред. Для решения этой задачи во втором приближении необходимо выполнить специальный расчет.
Вспомогательные, типовые и многофункциональные процессы и аппараты
329
Рис. 6.1.6.2. Зависимость приведенного критерия мощности K*N = NDp1^
от безразмерного времени гомогенизации т* = для аппаратов:
I — с отражательными перегородками с трехлопастной или винтовой мешалкой; III — то же с лопастной мешалкой;
II — гладкостенных с рамной мешалкой;
IV — то же с лопастной мешалкой;
V — то же с ленточной мешалкой
Рис. 6.1.6.3. Схема движения потоков жидкости в гладкостенном аппарате с быстроходной мешалкой (правая часть рисунка) и двухзонная математическая модель (левая часть рисунка) этого движения
ности которых отличаются незначительно, может быть осуществлено на основании решения уравнения турбулентной диффузии. Определение функции С =/(т) рассмотренным методом требует применения ЭВМ, поэтому в инженерной практике оно может быть заменено определением времени т(т|) достижения заданной степени однородности, так как для 0,7 < т < 1,0 можно принять [2] т(т|) = т(0,87)ехр(2,25т| - 1,845), при этом т(0,87) — время достижения неоднородности г) = 0,87 — определяется по зависимости т(0,87) = 2,04Иж7;2(Гд-У2)<7“1,0ГЛ>40, где Уж — объем жидкости в аппарате и q — производительность перемешивающего устройства, определяемая по _____________________ 2г
формуле (6.1.2.58); г =— (см. рис. 6.1.6.3). Метод расче-<7М
та был использован для определения времени гомогенизации в стандартных стальных вертикальных аппаратах. Среднее время гомогенизации не превышает 45-48 с.
Степень однородности среды в гладкостенном аппарате с параметрами Ж D определяется расчетом, для выполнения которого аппарат условно делится на z концентрических ячеек идеального смешения шириной Аг. Ширина ячеек Аг одинакова. Концентрация среды в каждой ячейке постоянна, а перенос массы от одной ячейки к другой осуществляется за счет турбулентной диффузии. Сделанные предположения позволили [2] представить задачу о распределении концентрации вещества по радиусу такого аппарата в виде системы уравнений:
<7С, _ Сг+1-С,. _
dx ~ (2z-l)z (z-l)(2z-l)
ЛСг_ Cz}-Cz
dx (z-l)(2z-l)
(6.1.6.5)
в которой т — безразмерное время, равное
т = 2т(Хр(о.г4гаГд2 0.
(6.1.6.6)
Степень однородности среды в гладкостенном аппарате с параметрами H>D. Определение временит достижения заданной степени однородности среды при смешивании двух взаимнорастворимых жидкостей, плот-
В зависимости (6.1.6.6) х — время перемешивания; ар — коэффициент длины пути перемешивания по радиусу аппарата:
ар = 0,22 ± 0,04. (6.1.6.7)
Решение системы (6.1.6.5) при известных параметрах, определенных зависимостями (6.1.6.6) и (6.1.6.7), и при начальных условиях Ct = R2i\2 С2 =... = С,- ... С, = 0 при т = 0 (/•] — радиус первой ячейки) не представляет трудностей, так как в этом случае система (6.1.6.5) оказывается представленной в виде функции безразмерного времени т.
330
Новый справочник химика и технолога
Гомогенизация жидких сред в аппарате с центральной циркуляционной трубой характеризуется временем перемешивания т, величина которого определяется расчетом. Для выполнения этого расчета аппарат (рис. 6.1.6.4) условно представляют состоящим из четырех зон:
I — зона с площадью поперечного сечения Fx = 0,25тс<2;
II — зона с площадью поперечного сечения F2 = 0,25л [о2-« +28)2];
III — область от нижнего среза трубы до днища аппарата;
IV — область от верхнего среза трубы до крышки аппарата.
Рис. 6.1.6.4. Схема движения жидкости в аппарате с центральной циркуляционной трубой:
1 — шнековая мешалка; 2 — винтовая мешалка;
3 — центральная труба; 4 — корпус аппарата
Зоны I и II можно рассматривать как ячейки идеального вытеснения, а зоны III и IV — как ячейки идеального смешения. При этом в зонах III и IV существуют застойные зоны, приводящие к увеличению среднего времени пребывания среды в аппарате. Такое допущение для случая йв = hH позволяет выразить объем этих зон как И3 =Г4 ®0,25лр£2Лв =0,25лДЕ>2йн, где 0 — коэффициент, учитывающий наличие застойных зон. В соответствии с экспериментальными данными р«з,о.
Процесс массопереноса в зонах I и II определяется циркуляционной производительностью, значение кото
рой может быть получено из выражения вида
где t = —- (t — шаг винто-
вой линии).
Процесс изменения концентрации вещества в этих зонах можно представить зависимостями
FdC QdCx F2dC2. QdC2 r o4
_1--L = ---1 и -2--21 = - , (6.1.6.8)
dx dz dx dz
dC} dC2
в которых —L и —- — изменение концентрации в dx dx
т п dC2
зоне I и в зоне II во времени, а —L и —- — градиент dz dz
изменения этих же концентраций по координате z, совпадающей с осью аппарата.
Изменение концентрации (зона III) и —-dx dx
(зона IV) во времени т может быть выражено зависимостями
dc3_c2(x)-c3 dc4 д(т)-с4 dx Го ’ dx Го ’ ' ' ‘ }
0,25n$D2h в которых Го =----------.
Зависимости (6.1.6.8) и (6.1.6.9) представляют собой математическое описание процесса гомогенизации в аппаратах с центральной трубой. Этот процесс является периодическим, зависящим от величины Q, так как в период времени т = кТ (к= 1,2,3, ..., п) вид функций
. И +V
С](т) и С2(т) изменяется, поскольку Т = ~q2: .
Решение системы уравнений (6.1.6.8) и (6.1.6.9) может быть выполнено с помощью преобразований, позволяющих для nf <х<(п 4-1)7’ записать
п
sx
_______________fc=l______________
У,(г-кТ'а Т^к [(24 -1)!] ’ expf--—Т
(6.1.6.10)
Решение системы (6.1.6.8) и (6.1.6.9) в сочетании с зависимостью (6.1.6.10) и значением (3 = 3,0 позволяет определить закон изменения относительной концентра-
— С т
ции С = в функции — (рис. 6.1.6.5).
Степень однородности ц взаимносмешиваемых жидкостей на основе анализа функции С = /I — I может быть представлена графиком т| =j{xn), представленным на рис. 6.1.6.6.
Вспомогательные, типовые и многофункциональные процессы и аппараты
331
— т
Рис. 6.1.6.5. Изменение концентрации С в функции
для аппаратов с центральной циркуляционной трубой: линия — расчет по формулам (6.1.6.8)—(6.1.6.10);
точки — экспериментальные данные
Рис. 6.1.6.6. Зависимость степени неравномерности г] перемешиваемых сред в аппарате с центральной циркуляционной трубой от хп
Гомогенизация жидких сред в аппаратах с отражательными перегородками или в эмалированных аппаратах с отражателями характеризуется временем т(ц) достижения заданной степени неоднородности т] [2]:
. ч -0,431п(1-п)(н2 + £>2)
Ф)=----------V)— (бкб11)
Среднее значение коэффициента турбулентного переноса (/)т ) определяется для аппаратов с отражательными перегородками как
(DT) = O,10D.
(6.1.6.12)
Для эмалированных аппаратов с отражателями
(DT) = 0,0667 (w)D, (6.1.6.13)
где средняя скорость циркуляции жидкости в аппарате равна {w} = l,4nd2D'2^3 Н~1/3.
В случае, когда для аппарата с отражательными перегородками может быть определена пульсационная составляющая скорости, значение коэффициента турбулентного переноса может быть определено по эмпирической зависимости (Z)T) = l,25wZ>, в которой пульсационная составляющая скорости для открытых турбинных мешалок определяется следующим образом: >г = 0,73и^Г>’2/3Яч/3.
Время перемешивания (гомогенизации) жидкости в аппарате с тихоходными мешалками находят при необходимости усреднения температурных полей однородных жидкостей или гомогенизации взаимнорастворимых и смешивающихся сред. Время гомогенизации определяется временем, необходимым для достижения заданной степени равномерности концентрации вещества или температуры среды в объеме аппарата. В общем случае время гомогенизации зависит от способа замера концентрации или температуры.
Степень однородности перемешиваемой среды в конечном счете зависит от кратности ее циркуляции в аппарате. Кратностью циркуляции Кц называется число полных рабочих объемов среды Vo, проходящих через поперечное сечение аппарата (в одном направлении) под действием насосного эффекта перемешивающего устройства. Теоретическая зависимость т| =/ (Кд) для аппаратов периодического действия представлена на рис. 6.1.6.4.
Из рис. 6.1.6.7 видно, что достаточно высокая степень однородности г| ~ 0,9-5-0,95 достигается уже при четырех-пяти циркуляциях объема жидкости в аппарате (Ки = 4-5-5). И хотя ц -> 1 при Кд -> оо, необходимая степень идеальности перемешивания на практике достигается уже при Кд > 10.
В аппарате непрерывного действия с рабочим объемом V при объемном расходе жидкости Q время пребывания частиц жидкости неодинаково. Часть жидкости пребывает в аппарате больше среднего (относи-
V тельного) времени пребывания (т) = —, а часть — меньше этого времени.
Под аппаратом идеального перемешивания будем понимать аппарат, обеспечивающий за время пребывания в нем (т) кратность циркуляции жидкости Кд > 10. Для аппарата идеального перемешивания, заполненного в начальный момент работы чистой жидкостью (С(0) = 0), при поступлении в него жидкости с постоянной концентрацией вещества Со и при выходе из него жидкости со средней концентрацией С(т) = (С) условия материального баланса можно записать в виде
Q[C0 - ОД]Л = ИОД или •
Тогда зависимость распределения времени пребывания жидкости в аппарате имеет вид
^^ = l-expf-—1 (6.1.6.14)
<С> Ч
332
Новый справочник химика и технолога
Объем перемешиваемой жидкости (рабочий объем) в аппарате периодического действия с эллиптическим днищем определяют по формуле
(6.1.6.17)
Объемный циркуляционный расход жидкости Q4, создаваемый мешалками в аппарате, определяют по формуле
Рис. 6.1.6.7. Зависимость степени однородности перемешиваемой среды от кратности циркуляции в аппарате периодического действия ц =/(АГц) (кривая 7); зависимость распределения жидкости от времени пребывания в аппарате непрерывного действия при идеальном
С ( т
перемешивании — = / — (кривая 2) Со у <Т> )
Qo = A>Ze ~~ I пА •
Vo °eHAd-J
(6.1.6.18)
Значение Лц для шнековых мешалок, расположенных в направляющей трубе, находят из зависимости
(6.1.6.19)
для ленточных и скребковых мешалок — из зависимости
128 1 2\ dM)
(6.1.6.20)
Доля вещества, выходящего из аппарата за время (т) и находящегося в аппарате меньше среднего вре-
С 1
мени пребывания, составит х = — = 1 — = 0,632 .
Со е
В формуле (6.1.6.18) гл — число лопастей для рамной или число заходов витков винтовой линии для шнековой и ленточных мешалок; И — высота рабочей части мешалки.
В формулах (6.1.6.19) и (6.1.6.20) коэффициенты к\ и к2 учитывают геометрические соотношения перемешивающих устройств, а коэффициент <р — распределение осевого потока жидкости по зонам циркуляции (центральной и периодической).
Значение коэффициента ср определяют по формуле
Q с А Х I
Зависимость — = / — , Со
определяющая динамику
распределения времени пребывания жидкости в аппарате при идеальном перемешивании, представлена на рис. 6.1.6.7 кривой 2.
Для расчета времени перемешивания в аппарате с рабочим объемом жидкости V необходимо знать заданную степень гомогенизации среды ц и объемный расход циркуляции Qjj.
При этом кратность циркуляции в аппарате периодического действия будет
(«г ~ «в4)1п—- (а2 - а2 )2 (1 + а4)1п—- (1 - а2 )2 ав + аг
’ у ’ аг
(6.1.6.21)
где аг = — — относительный диаметр центральной зоны
Q х *ц=у-> (6.1.6.15)
а в аппарате непрерывного действия —
*..=%• (6.1.6.16)
циркуляции; ак - — относительный диаметр вала.
Значения коэффициента для шнековой мешалки рассчитывают следующим образом:
dj
Вспомогательные, типовые и многофункциональные процессы и аппараты
333
а значения коэффициента определяют по графику
(8 1
— на рис. 6.1.6.8.
ь<)
Рис. 6.1.6.8. Коэффициенты, учитывающие влияние зазоров между стенкой и вращающимися элементами перемешивающих устройств
Расчет времени перемешивания по формулам (6.1.6.14)-(6.1.6.21) может вестись по двум вариантам. Из графика ц (рис. 6.1.6.7) по требуемой степени гомогенизации т| находят кратность циркуляции Ки. Затем по формулам (6.1.6.15) и (6.1.6.16) для данного значения Кц и заданного времени процесса определяют объемный циркуляционный расход Qu и по формуле (6.1.6.18) находят необходимую частоту вращения мешалки. Или, определив значение QH по формуле (6.1.6.18), находят необходимое время перемешивания (пребывания в аппарате) по формулам (6.1.6.15) и (6.1.6.16). Для реакторов непрерывного действия рекомендуется иметь значения кратности циркуляции Ка > 10.
В технической литературе [2] уравнение времени перемешивания часто представляют в критериальном виде
хп = С Ret(
(6.1.6.22)
где f = -0,84-0; h = 2ч-2,6.
Уравнение (6.1.6.22) вполне удовлетворительно согласуется с зависимостями (6.1.6.15) и (6.1.6.18). В переходных и турбулентных режимах течения влияние центробежного критерия Рейнольдса Re(l весьма незначительно или отсутствует.
6.1.7. Перемешивание жидких сред при больших диссипациях мощности
{А.Н. Веригин)
Повышение требований к качеству и скорости перемешивания привело к созданию аппаратов, позволяющих управлять интенсивностью процессов. Весьма перспективными являются роторные аппараты (рис. 6.1.7.1),
способные обеспечить большую интенсивность перемешивания за счет высокой диссипации мощности при ее достаточно равномерном распределении по рабочему объему [33, 36].
Использование гладкого ротора (рис. 6.1.7.1, а) оправдано при 0,18 < 2h/Dv < 0,33 без ограничений по высоте. Перемешивание имеет место при 5 < Re < 450 000 и диссипации мощности до 800 Вт/кг. Применение ротора с дисками (рис. 6.1.7.1, б) позволяет увеличить размер рабочей области аппарата до 0,14 < 2hiDv < 0,67. При этом может быть достигнуто число Рейнольдса до 710 000, а диссипация мощности до 900 Вт/кг. В аппарате со стержневым ротором (рис. 6.1.7.1, в) тонкие стержни расположены по виткам встречных спиральных линий. Такие аппараты применяются для приготовления эмульсии при диссипации мощности до 100 Вт/кг.
Рис. 6.1.7.1. Конструкции роторов аппаратов: а) гладкий ротор; б) ротор с дисками; в) стержневой ротор
Перемешивание при больших скоростях диссипации энергии имеет ряд особенностей. Физической основой процессов, происходящих при механическом перемешивании жидкости, является соответствующее энергетическое воздействие, оказываемое перемешивающим устройством на среду. Для получения при этом требуемого результата необходимо создать энергетические потоки заданной интенсивности и сформировать определенное пространственное распределение этих пото
ков.
Расчет мощности на перемешивание. Согласно теории локально-изотропной турбулентности А.Н. Кол
могорова среднее по объему значение диссипации мощ-
ности определяется выражением е=
Re з --- v
Г
. Течение
в вихревых образованиях масштаба X является ламинарным, и диссипация энергии происходит за счет сил вязкости. Для них локальная диссипация мощности равна
£. = AReJ
1 4
. При разработке инженерных методов рас
чета часто полагают, что Reo = 1. Однако в ряде исследо
334
Новый справочник химика и технолога
ваний показано, что значение Re0 может отличаться от единицы. Это приводит к отличию значения s от пространственно-усредненной по аппарату скорости диссипации энергии 8. Установить взаимосвязь этих значений можно, воспользовавшись понятием о фрактальной размерности d (см. подраздел 7.5) поля диссипации мощно-
. ( L^\d * h
СТИ 8 = 8 — ИЛИ 8 =8 4 —т-г
Ш А3/4;
Зависимость для расчета 8, учитывающая фрактальную размерность поля диссипации мощности, имеет вид:
8 =
12/(l7-3rf)
(6.1.7.1)
Из соотношения (6.1.7.1) видно, что s ~ Re3 только в том случае, когда фрактальная размерность поля диссипации равняется топологической размерности течения (d = 3). Турбулентные образования минимального масштаба должны занимать весь объем потока. В качестве масштаба максимальных пульсаций L используется величина зазора h между стенкой корпуса и поверхностью ротора. Для переходных режимов течения жидкости скорость диссипации мощности может быть представлена в виде [34]
8=VJI(Re)+(l-^)eT(Re), (6.1.7.2)
где 8„(Re) — диссипация мощности при ламинарном течении; sT(Re) — диссипация мощности при турбулентном течении; — коэффициент отношения объема потока, оставшегося ламинарным, ко всему объему системы, являющийся функцией числа Рейнольдса.
Для изучаемых аппаратов диссипация мощности может определяться выражением
N v3
Z=^L=K—. (6.1.7.3)
pV h
Для ламинарного режима Ке ~ Re2, для турбулентного — Ке =(y-Re2)12/(17~3rf). Выражение для коэффициента Ке для переходного режима получено из совместного рассмотрения выражений (6.1.7.2) и (6.1.7.3) и имеет вид:
Ке = ул Re2n - ул -АА Re2^0-5 - yn A Re2^1 + 4 4
4 4 • А 15 4 • А
+——е-— Re + ——, 4 4
(6.1.7.4)
где т]=-----; А, А2 — геометрические параметры;
17- 3d
Ае — опытный коэффициент, зависящий от гидродинамической обстановки в аппарате.
Значения коэффициента у и фрактальной размерности d в выражении (6.1.7.1) для различных аппаратов (рис. 6.1.7.1) могут быть приняты следующие: у = 0,1, <7=2,76 для аппарата с гладким ротором; у = 0,13, <7=2,78 для аппарата с дисковым ротором, у = 0,136, <7 = 2,8 для аппарата со стержневым ротором. Значения у и <7 остаются постоянными в широком диапазоне чисел Рейнольдса для роторов одной конструкции и растут по мере увеличения рабочей поверхности ротора.
Массоперенос. С учетом связи между локальным и средним значениями скорости диссипации энергии (6.1.7.1) известное выражение для коэффициентов массоотдачи в системе жидкость—твердое может быть представлено следующим образом:
1 З-d 3
p=0,265(s7 rfv3rf’5p h 4 Sc 4. (6.1.7.5)
Выполненные в аппарате с дисковым ротором (рис. 6.1.7.1, б) эксперименты по растворению твердой фазы подтвердили значительное влияние неоднородности поля диссипации на массоперенос. При диссипациях мощности более 10 Вт/кг указанная неоднородность приводит к более быстрому росту коэффициента массоотдачи (рис. 6.1.7.2), чем этого можно было ожидать, исходя из представлений об однородной турбулентности. Эта особенность подтверждена в серии опытов в системе жидкость—твердое, которые показали высокую эффективность использования роторных аппаратов для обработки гетерогенных сред. Кроме того, было выявлено малое, по сравнению с аппаратами с традиционными мешалками, разрушение кристаллов твердой фазы.
0,01 0,1 1 ю 100 1000 1-104
8, Вт/кг
Рис. 6.1.7.2. Зависимость коэффициента массоотдачи от е для КС1:
7 — расчет по уравнению (6.1.7.5);
2 — расчет без учета фрактальности поля диссипации мощности
Вспомогательные, типовые и многофункциональные процессы и аппараты
335
Гомогенизация. Механизм переноса пассивной примеси по объему аппарата удобно рассматривать, опираясь на предположение, что в микроскопическом масштабе жидкость обладает гетерогенным строением и имеет локальные градиенты концентрации определенной пространственной протяженности. Эти участки можно представить как небольшие сгустки, капельки или агрегаты жидкости, сохраняющие определенную идентичность — «жидкие частицы». В моделировании эволюции этих «жидких частиц», которое проводилось, исходя из лагранжева описания, выделяются два этапа: макроперемешивание (перенос примеси турбулентными пульсациями) и микроперемешивание (выравнивание концентрации путем молекулярной диффузии).
На основе решения уравнения переноса пассивной примеси показано, что время макроперемешивания зависит от значения в, свойств среды и масштаба течения: rf-l 3-rf 7-rf
тмакр0~1,5Л 3 v 4 е 12 • Время макроперемешивания связано с коэффициентом турбулентной диффузии Dt
L2 следующим образом: Dt &-----. При переносе в осе-
т макро
вом направлении для роторных аппаратов в качестве масштаба течения принимаем величину зазора h.
Коэффициент продольного перемешивания в предположении L~ h имеет вид:
(6.1.7.6)
Размер неперемешанных областей, соответствующих различным моментам времени, определяется как
(6.1.7.7)
Применение выражения (6.1.7.7) возможно при т < тмакро, пока размер неперемешанных областей, содержащих примесь, не сократится до размеров минимальных турбулентных образований X. Дальнейшее выравнивание концентрации будет происходить путем микроперемешивания. Интенсификация процессов теплообмена, а также массообменных процессов связана со стадией макроперемешивания, в то время как характер микроперемешивания оказывает определяющее влияние на ход быстропротекающих многостадийных химических реакций.
Время микроперемешивания зависит от локального значения скорости диссипации энергии. Учитывая связь между локальным и средним значениями скорости диссипации, можно получить
1
( v13~3rf V
т^=0,5| 7^4,3..,,J (0,88 + lnSc). (6.1.7.8)
Рис. 6.1.7.3. Зависимость коэффициента продольного перемешивания от диссипации мощности (линии — расчет по уравнению (6.1.7.6)):
1 — для гладкого ротора; 2 — для стержневого ротора;
3 — для ротора с дисками
Значения коэффициентов к в формуле (6.1.7.6) и к} в формуле (6.1.7.7) были определены при изучении продольного перемешивания при скоростях диссипации энергии до 200 Вт/кг (рис. 6.1.7.3). Установлено, что продольное перемешивание в аппаратах с гладким ротором определяется когерентными структурами — крупномасштабными тороидальными вихрями. При использовании ротора с дисками перенос вдоль оси аппарата лимитируется пульсациями, образующимися в результате отрыва течения от края диска. В аппарате со стержневым ротором основное влияние на продольное перемешивание оказывает вихревая дорожка, формирующаяся за стержнями.
Качество перемешивания. Технологический результат, достигаемый при перемешивании, определяется не только динамикой процесса, но и получаемым качеством смеси. Неоднородность смеси в объеме аппарата обусловлена в основном двумя причинами.
Первой причиной является неравномерность перемешивания по объему аппарата, вызванная его конструктивными особенностями. Неравномерность перемешивания приводит к образованию застойных зон, контуров циркуляции и т. д. Роторные аппараты в основном лишены этого недостатка.
Вторая причина связана с нарушением масштабной инвариантности турбулентного потока, то есть с наличием в нем неоднородных зон конечных размеров. Примесь занимает дискретные области среды, и ее концентрация вдоль произвольно выбранной прямой не является гладкой функцией. Если X — некоторая величина турбулентного потока, характеризующая отдельные области конечного объема Ко, то lim(AX/AF) при AF-* 0 не существует. Для описания подобных явлений традиционный математический аппарат дифференциальных уравнений непригоден. При V>V0 необходимо проводить усреднение, приводящее к потере информации о возможных стохастических колебаниях значения X.
336
Новый справочник химика и технолога
Таблица 6.1.7.1
Качество перемешивания, определяемое по пробам различного объема
Величина Упр = 0,5см3 С = 35 % Ипр=1см3 С = 35 % Кпр= 1,5см3 С =35 % Кир = 1,5см3 С= 10% К1ф= 1,5см3 С=5%
Опыт Теория Опыт Теория Опыт Теория Опыт Теория Опыт Теория
Время перемешивания, с 4 7 4 7 4 7 4 7 4 7
Опытное среднеквадратичное отклонение с, % 20 8 15 4 12 4 3,5 1,5 2 1
ДА, рассчитанное по среднему размеру неперемешанных областей, % 6 5 5 3 6 3 2 1 1,5 1
ZkXmax, рассчитанное по максимальному размеру неперемешанных областей, % 14 7 10 4 11 4 4 1,5 2,1 1
Анализ существующих методов оценки качества перемешивания показал, что статистические критерии в силу ограниченности возможностей аппарата классической математической статистики непригодны для решения этой задачи, и поэтому необходимо использовать теорию множеств [32, 35]. Опираясь на понятие емкостной размерности множества, можно определить предельное отклонение и дисперсию концентрации /-го компонента в пробе АХ от заданного (среднего) значения концентрации X в смеси (табл. 6.1.7.1).
Опыты подтвердили влияние неоднородности поля диссипации энергии на перенос пассивной примеси. Изучение качества перемешивания проводилось в аппарате с гладким ротором на системе жидкость— жидкость (толуол—вода). Эксперименты выявили (табл. 6.1.7.1) определяющее влияние жидких агрегатов больших размеров на качество перемешивания. Подтверждено существенное влияние объема отбираемой пробы на результаты определения качества перемешивания в зависимости от объемов неперемешанных областей.
Исследования процессов переноса, протекающих при перемешивании в роторных аппаратах, проведены с использованием единого подхода, основанного на применении в качестве определяющего параметра диссипации мощности. Предложен метод анализа закономерностей диссипации мощности при различных гидродинамических режимах, опирающийся на элементы теории диссипативных систем. При этом диссипация мощности и ее локальные значения в турбулентном потоке могут быть определены, исходя из представлений о фрактальности турбулентности. Получены зависимости для расчета коэффициентов тепло- и массоотдачи и продольного перемешивания, учитывающие неоднородность поля диссипации мощности при перемешивании. Впервые изучена работа роторных аппаратов при дис
сипации мощности до 1000 Вт/кг. Разработан способ оценки качества перемешивания, позволяющий определить по значениям концентрации целевого компонента в пробе размеры неперемешанных областей.
Результаты исследований могут быть использованы для моделирования и проведения расчетов многих типов механических перемешивающих устройств, работающих в жидких средах. Аппараты рассмотренных конструкций могут быть применены при производстве силикатного стекла, диспергировании пигментов, нитровании, сульфатировании и сульфировании. Роторные аппараты способны работать в режиме, близком к идеальному вытеснению, и являются наиболее подходящими для реализации высокоинтенсивных процессов, требующих равномерного подвода большого количества энергии. Разработанные инженерные подходы к определению основных технологических параметров работы роторных аппаратов нашли применение при выполнении расчетов роторного аппарата для проведения реакций с большим тепловыделением.
Литература
1. Брагинский Л.Н., Бегачев В.И., Барабаш В.М. Перемешивание в жидких средах. Л.: Химия, 1984. 336 с.
2. Васильцов Э.А., Ушаков В.Г. Аппараты для перемешивания жидких сред. Л.: Машиностроение, 1979.272 с.
3. Стренк Ф. Перемешивание и аппараты с мешалками. Л.: Химия, 1975. 384 с.
4. Штербачек 3., Тауск П. Перемешивание в химической промышленности. Л.: Госхимиздат, 1963. 416 с.
5. Кутателадзе С.С., Боришанский В.М. Справочник по теплопередаче. М.; Л.: Госэнергоиздат, 1959. 414 с.
6. Nagata S., Jokojama Т., Joshika N. И Mem. Fac. Engng. Kyoto Univ. 1955. V.17, N 4. P. 485-491.
Вспомогательные, типовые и многофункциональные процессы и аппараты
337
7. Nagata S., Jokojama Т., Joshika N. // Ibid. 1959. V. 21, N 3. P. 260-269.
8. Serwinski M., Blasinski W., Thum E. // Chem. Eng. Techn. 1957. V. 29. P. 791.
9. Фройштетер Г.Б., Денисенко B.H. // Теория и практика перемешивания в жидких средах. М.: НИИТЭхим, 1982. С. 23-25.
10. Брагинский Л.Н., Бегачев В.И. // Теор. основы хим. технологии. 1972. Т. 6, № 2. С. 583-587.
11. Брагинский Л.Н., Бегачев В.И., Маньковский О.Н. и др. И ТОХТ. 1974. Т. 8, № 4. С. 590-596.
12. Бегачев В.И., Маньковский О.Н., Барабаш В.М., Брагинский Л.Н. // Теор. основы хим. технологии. 1977. Т. 11, №6. С. 891-897.
13. Кочин Н.Е., Кибель И.А., Розе Н.В. Теоретическая гидромеханика. Ч. 1. М.: Изд-во физико-математич. лит. 1963. 584 с.
14. Доманский И.В., Соколов В.Н. // Теор. основы хим. технологии. 1968. Т. 2, № 5. С. 792-796.
15. Лойцянский Л.Г. Труды Всесоюз. съезда по теор. и прикл. механике. М.; Л.: Изд-во АН СССР. 1962.
16. Фомин А.И. Интенсификация процесса суспендирования в аппаратах с прецессирующей мешалкой. Дисс. ... канд. техн. наук. Л., 1986. 185 с.
17. Левич В.Г. Физико-химическая гидродинамика. М.: Физматгиз, 1959. 698 с.
18. Питерских Т.П., Валашек Е.Р. // Хим. пром. 1959. № 1.С. 35
19. Wasterterp K.R., Van Direndock L.L., Draa J.I. // Chem. Eng. Sci. 1963. V. 18, N 1. P. 157-162.
20. Van Direndock L.L., Fortuit Van Derboss D. // Proc. Fourth European Symp. On the Chem. Reaction Eng. Brussel, 1968. P. 205-211.
21. Calderbank P.H., Moo-Joung M.B. // Trans. Ins. Chem. Eng. 1958. V. 36, N 5. P. 443^48.
22. Shidhar T., Potter O.E. // Ind. Eng. Chem. Fundam. 1980. V. 19, N l.P. 21-36.
23. Moskel H.O. // Chem. Techn. 1980. Bd. 32, N 3. S. 127-129.
24. Shidhar T., Potter O.E. // Chem. Eng. Sci. 1979. V. 35, N4. P. 683-695.
25. Сойфер Р.Д., Кафаров В.В. // Хим. и нефт. машиностроение. 1967. № 3. С. 16-18.
26. Консетов В.В., Юдахин Е.С. // Теор. основы хим. технологии. 1978. Т. 12, № 4. С. 443.
27. Kool J. // Trans. Inst. Chem. Eng. London, 1959. V. 55. P. 137-141.
28. Бегачев В.И., Барабаш B.M., Доманский O.B., Ушаков В.Г. // Теория и практика перемешивания в жидких средах. М.: НИИТЭхим, 1973. С. 131-137.
29. Глухов В.П., Павлов Н.Г., Лобанов А.А и др. // Промышленность синтетического каучука. 1970. № 7. С. 11-15.
30. Ефимов Б.Л., Соломаха Т.П. // Теория и практика перемешивания в жидких средах. М.: НИИТЭхим, 1976. С. 181-183.
31. РД 26-01-90-85. Механические перемешивающие устройства. Метод расчета.
32. Веригин А.Н., Ермаков А.С., Шашихин Е.Ю. Оценка качества перемешивания в масштабнонеинвариантных турбулентных потоках // Хим. и нефт. машиностроение. 1996. № 3. С. 15-16.
33. Ермаков А.С., Веригин А.Н. Особенности перемешивания жидких сред при высоких скоростях диссипации энергии // Хим. и нефт. машиностроение. 1996. №3. С. 13-14.
34. Веригин А.Н., Ермаков А.С., Шашихин Е.Ю. Диссипация энергии и фрактальная размерность турбулентных потоков // Журн. прикл. химии. 1995. Т. 68, № 6. С. 982-986.
35. Веригин А.Н., Ермаков А.С., Шашихин Е.Ю. Методика оценки состояния гетерогенных сред И Журн. прикл. химии. 1994. Т. 67, № 9. С. 1561-1562.
36. Ермаков А.С., Веригин А.Н., Романов Н.А. Закономерности диссипации энергии при механическом перемешивании в аппаратах роторного типа // Журн. прикл. химии. 1993. Т. 66, № 11. С. 2520-2525.
37. Доманский И.В., Мильченко А.И. // Сдвиговая модель суспендирования для аппаратов с мешалкой // Химическое машиностроение. 2003. Т. 80, № 12. С. 18-24.
38. Zwietering Th. N. Suspending of solid particles in liquid by agitators // Chem. Eng. Sci. 1958. V. 8. P. 244-253.
39. Chapman C.M., Nienow A.W. Particle-Gas-Liquid Mixing in Stirred Vessels. Pt. 1: Particle-Liquid Mixing // Trans I Chem. Eng. Sept. 1996. V. 74, A. P. 679-688.
40. Ibragim S., Nienow A.W. Particle Suspension in the Turbulent Regime // Trans. I. Chem. Eng. March 1983. V. 61, A. P. 71-81.
41. Gates L.E., Morton J.R., Fondy P.L. Selecting agitator systems to suspend solids in liquids // Chem. Eng. May, 1976. V. 24. P. 144-150.
42. Сидорович П.А., Мильченко А.И., ШебатинВ.Г. О пусковых нагрузках на мешалку при суспендировании осадков // Хим. и нефт. машиностроение. 1985. №3. С.11-12.
43. Einenkel W.D. Fluiddynamik des Suspendierens // Chem. Ing. Tech. 1979. V. 51, N 7. P. 697-704.
6.2. Теплообменная аппаратура
Основные обозначения
с — удельная теплоемкость, Дж/(кг • К)
F,f — площадь поверхности теплообмена, м2 G — массовый расход теплоносителя, кг/с К— коэффициент теплопередачи, Вт/(м2 • К) г — термическое сопротивление, (м2 • К)/Вт гк — теплота конденсации q — удельный тепловой поток, Вт/м2
338
Новый справочник химика и технолога
Q — тепловой поток, Вт
а — коэффициент теплоотдачи, Вт/(м2 • К)
X — коэффициент теплопроводности, Вт/(м • К)
АТ — перепад температур, К
Подстрочные индексы
ст, w — стенка
т — труба; термический
ср — средний
6.2.1. Классификация теплообменных аппаратов (В.Ф. Фролов)
Теплообменные аппараты (ТА), или теплообменники, широко используются для передачи теплоты от сред с высокой температурой к средам с более низкой температурой. В некоторых отраслях промышленности суммарная стоимость теплообменников достигает пятидесяти и более процентов от стоимости всего технологического оборудования.
Существует множество конструкций ТА, и их классификация может проводиться по разным признакам. По характеру развития теплового режима во времени различают ТА, работающие в стационарном (неизменном во времени) и нестационарном (периодическом или циклическом) режимах. В большинстве случаев ТА работают в стационарном режиме (рекуперативные ТА), что обеспечивает постоянство всех параметров (главным образом температур) на выходе из аппарата. В поверхностных ТА теплота от горячего теплоносителя к холодному передается через разделяющую теплоносители поверхность (обычно это поверхности металлических труб). В контактных ТА обладающие физико-химическим свойством взаимной нерастворимости теплоносители имеют друг с другом непосредственный контакт. Различают ТА по виду обменивающихся теплотой теплоносителей: жидкость—жидкость; пар— жидкость; газ—жидкость; газ—газ. В зависимости от наличия фазовых превращений и технологического назначения ТА различают нагреватели, охладители, конденсаторы, испарители (кипятильники). По характеру движения теплоносителей внутри рабочего объема ТА бывают с вынужденным (принудительным) движением и с естественной циркуляцией теплоносителей. По способу организации прохождения теплоносителей через аппарат теплообменники разделяются на одно- и многоходовые. Встречаются ТА, в которых обмениваются теплотой не два, а три и более теплоносителей. По конструктивным признакам различают ТА трубчатые, пластинчатые, спиральные, с оребренными теплообменными поверхностями и без оребрения, с наличием компенсации температурных расширений труб и кожуха и без такой компенсации, а также по некоторым другим конструктивным признакам. Различным аспектам теплообменной аппаратуры посвящена обширная литература [1, 3-5, 8,11-14, 16, 17,23, 34-44].
Наиболее распространенным в химической и других отраслях промышленности является рекуперативный кожухотрубчатый теплообменник, в котором два текучих теплоносителя (капельные жидкости, газы, пары или их смеси) обмениваются теплотой через цилиндрические поверхности металлических труб (рис. 6.2.1.1). Один из теплоносителей проходит внутри труб (по трубному пространству), а второй — по межтрубному пространству между наружной поверхностью всех труб и внутренней поверхностью кожуха. Величина теплообменной поверхности в таких ТА достигает 950 м2, число труб — 2500 шт. при их длине до 8 м.
Рис. 6.2.1.1. Одноходовой кожухотрубчатый теплообменный аппарат:
1 — трубы; 2 — кожух; 3 — трубные решетки; 4 — крышки
В некоторых производствах находят применение регенеративные ТА, которые имеют только одно рабочее пространство, куда горячий (греющий) и холодный (нагреваемый) теплоносители поступают поочередно. Такой ТА содержит некоторую массу (кирпичную или металлическую, как в холодильной технике) большой общей теплоемкости, которая воспринимает теплоту от греющего теплоносителя и затем отдает ее нагреваемому теплоносителю. Преимуществами регенеративных ТА являются сокращение их общего рабочего объема, что существенно при теплообмене больших газовых объемов, и относительная простота конструкции. Однако поочередность выхода теплоносителей обусловливает и основной недостаток аппаратов регенеративного типа — непрерывное изменение температур теплоносителей на выходе из аппарата в пределах каждого цикла нагревание—охлаждение. Расчет регенеративных ТА значительно отличается от расчетов рекуперативных аппаратов непрерывного действия (см. ниже), поскольку здесь необходимо определять величины коэффициентов теплоотдачи от обоих теплоносителей к теплообменной поверхности при непрерывном изменении ее температуры, а также необходимо решать задачу нестационарной теплопроводности насадки с переменным критерием Био (см. 4.1.4), в котором коэффициенты теплоотдачи зависят от переменной температуры поверхности стенки. Кроме того, начальным распределением температуры внутри теплоаккумулирующей массы насадки для каждого цикла работы ТА здесь служит неравномерный профиль температуры, соответствующий
Вспомогательные, типовые и многофункциональные процессы и аппараты
339
окончанию предыдущего цикла, что существенно усложняет расчеты. В [1, 35] описываются, как правило, приближенные методы расчетов регенеративных ТА, основанные на тех или иных упрощающих допущениях. Регенеративные ТА применяются в тех производствах, где сам технологический процесс имеет периодический характер, например в металлургических и коксохимических процессах.
Весь дальнейший материал здесь посвящен рекуперативным ТА, широко используемым в химической и многих других отраслях промышленности.
6.2.2. Расчет теплообменных аппаратов по уравнению теплопередачи
(В.Ф. Фролов)
Расчеты ТА обычно производятся либо с целью определения величины теплообменной поверхности F, необходимой для передачи задаваемой тепловым балансом теплоты Q (проектный вариант расчета), либо, наоборот, с целью определения количества теплоты, которое может быть передано в конкретном ТА с известной величиной теплообменной поверхности F (поверочный вариант расчета) [12, 34]. Рассмотрение методов расчета базируется на ТА поверхностного типа, в основном кожухотрубчатых как наиболее распространенных в химической промышленности. Однако многие элементы изложенного здесь анализа являются общими и для ТА других типов, специфика расчетов которых излагается в специальной литературе.
Основой расчетов процесса теплообмена двух теплоносителей, имеющих различные температуры Т} и Т2 и разделенных (также и не разделенных) непроницаемой для теплоносителей стенкой, служит уравнение теплопередачи
dQ = K(Tx-T2)df, (6.2.2.1)
согласно которому количество передаваемой в единицу времени теплоты dQ пропорционально разности температур теплоносителей (Т\ - Т2) по обе стороны от элементарной поверхности df. Коэффициент теплопередачи К имеет смысл термической проводимости того
пути, по которому теплота переходит от горячего теплоносителя к холодному. Численное значение коэффициента К равно тепловой мощности, передаваемой через единичную теплообменную поверхность при разности температур теплоносителей (Т\ - Т2) в один градус. Термическая проводимость обратно пропорциональна термическому сопротивлению, которое здесь
складывается из нескольких последовательных термических сопротивлений: сопротивления переносу теплоты от основной массы первого теплоносителя к стенке, с которой соприкасается этот теплоноситель (1/ai); сопротивления собственно разделяющей теплоносители
стенки
, где 8СТ и лст — толщина стенки и тепло
проводность ее материала; сопротивления теплопере-
носу от другой поверхности стенки к основной массе f И V
второго теплоносителя — . Кроме этих непременно^ J
ных термических сопротивлений в процессе эксплуатации ТА обычно появляются дополнительные сопротивления, связанные с возникновением на обеих поверхностях стенки каких-либо отложений (минеральные соли, обычно растворенные в воде; пыль из воздуха; продукты термического разложения органических веществ и т. п.).
Для плоских теплообменных поверхностей или для близких к таковым относительно тонких трубок кожухотрубчатых ТА коэффициент теплопередачи выражается через сумму частных термических сопротивлений:
к= —+2^-+—
М а2
(6.2.2.2)
Коэффициенты теплоотдачи oil и а2 от теплоносителей к соответствующим наружным поверхностям стенки определяются по корреляционным соотношениям, приводимым в 4.1.5, в зависимости от характера взаимодействия каждого из теплоносителей с твердой поверхностью (вынужденное течение при ламинарном, переходном или турбулентном режимах, грави
тационная конвекция, конденсация пара, кипение жидкости). Некоторые значения величин термических
сопротивлений загрязнений стенок
приведе-
ны в табл. 6.2.2.1 [1, 8, 12, 34].
Таблица 6.2.2.1
Среднее значение термических сопротивлений загрязнений стенок
Теплоносители rW (-104, м2 • К/Вт
Вода загрязненная 5,4-7,1
среднего качества 3,4-5,4
хорошего качества 1,7-3,4
очищенная 1,7-3,4
дистиллированная 0,86
Нефтепродукты чистые, масла, пары хладагентов 3,4
Нефтепродукты сырые 8,6
Органические жидкости, рассолы, жидкие хладагенты 1,7
Водяной пар (с содержанием 1,7
масла)
Органические пары 0,86
Воздух 3,6
Примечание. Для воды большие значения термических сопротивлений загрязнений соответствуют более высоким температурам.
340
Новый справочник химика и технолога
Расчет ТА непременно включает и уравнения тепловых балансов по обоим теплоносителям:
dQ = -cxG,dTx = -c2G2dT2, (6.2.2.3)
согласно которым теплота dQ, отдаваемая на элементарной поверхности теплопередачи df более нагретым теплоносителем, полностью воспринимается холодным теплоносителем; при этом потери теплоты в ТА полагаются отсутствующими, как и переносы теплоты теплопроводностью вдоль направления движения теплоносителей. В тех случаях, когда продольный перенос теплоты теплопроводностью (см. 4.1.1) сравним с конвективным переносом (например при медленном перемещении высокотеплопроводных, высоковязких теплоносителей) уравнения (6.2.2.3) теплового баланса дополняются конвективными слагаемыми.
Соотношения (6.2.2.3) записаны для наиболее распространенной схемы противоточного движения теплоносителей (рис. 6.2.2.1, а); для прямоточного движения (рис. 6.2.2.1, б) знак в правой части изменяется на положительный, поскольку температура второго теплоносителя здесь увеличивается в направлении увеличения поверхности f теплообмена.
Рис. 6.2.2.1. Изменение температур теплоносителей вдоль теплообменной поверхности при противотоке (а) и прямотоке (6)
Интегрирование уравнения (6.2.2.1) с учетом (6.2.2.3) в наиболее простом случае К = const и при постоянных значениях теплоемкостей Ci и с2 и расходов Gi и G2 теплоносителей приводит к известному уравнению теплопередачи для всей поверхности F теплообменника
Q = KATcpF. (6.2.2.4)
В уравнении (6.2.2.4) Q — тепловая мощность, передаваемая через полную поверхность F; — среднее по всей поверхности F значение разности температур теплоносителей. Усредненная по всей теплопередающей поверхности разность температур теплоносителей АТср определяется по известной логарифмической формуле через разности температур теплоносителей Д7[ и АГп на концах ТА:
(6.2.2.5) In—L
Формула (6.2.2.5) справедлива как для прямотока, так и для противотока; для других, более сложных видов относительного движения теплоносителей (смешанный ток, перекрестный ток (рис. 6.2.2.2)) в формулу (6.2.2.5) вводятся соответствующие поправочные множители, зависящие от численных значений безразмер-
р -Т р -р
ных комплексов —-------— и —------в которых Т\ и
/2к — /2н Ан ~ ^2н
Т2 — температуры более и менее нагретого теплоносителя соответственно. Многочисленные графики для определения численных значений таких поправочных множителей приводятся в литературе по расчетам ТА [1, 4, 8, 9 и др.]. Поскольку величина АТд, при одинаковых значениях температур Т1я, Т1к, Т2я и Т2к на входе и выходе из ТА для противотока является наибольшей, то численное значение поправочного коэффициента всегда меньше единицы.
а б
Рис. 6.2.2.2. Смешанный (а) и перекрестный (б) ток теплоносителей
Формула (6.2.2.5) справедлива независимо от того, какая из разностей температур А7] или А7И оказывается большей. В частном случае АТ] = А7П из формулы (6.2.2.5) предельным переходом следует А7ср = АТ] = А7ц.
Формула (6.2.2.5) остается справедливой и в случаях, когда температура одного из теплоносителей остается неизменной вдоль поверхности теплопередачи, как это бывает при конденсации без переохлаждения конденсата (Г1 = const) или при кипении без перегрева образующегося пара (Т2 = const) (рис. 6.2.2.3, а и б соответственно).
Рис. 6.2.2.3. Разности температур теплоносителей на концах ТА при постоянстве температур одного из теплоносителей
Вспомогательные, типовые и многофункциональные процессы и аппараты
341
Из системы уравнений (6.2.2.1) и (6.2.2.3) могут быть получены экспоненциальные распределения температур теплоносителей вдоль направления их движения
TCnATj-^ATh
(6.2.2.7)
Т = Т +С1°2
J2k Т
7]н+А7]ехр
(6.2.2.6)
Аналогичные соотношения могут быть получены также и для температуры Т2 второго теплоносителя, а также для температур поверхностей Twl и Tw2 разделяющей стенки (трубы) со стороны каждого из теплоносителей.
Расчетные формулы (6.2.2.4)-(6.22.6), как и уравнение теплового баланса (6.2.2.3), которые использованы для вывода этих формул, базируются на предположении о постоянстве величин аь а2, С] и с2 вдоль поверхности теплопередачи. При изменении значения коэффициента теплопередачи на концах ТА до двух раз ошибка расчетов при допущении К = const не превышает 7 %, как правило, в сторону занижения необходимой теплообменной поверхности. Ориентировочные значения коэффициентов теплопередачи для некоторых типовых видов теплопередачи приведены в табл. 6.2.2.2.
Помимо простых формул (6.2.2.1)-(6.2.2.6) имеются более сложные соотношения, получаемые при тех или иных предполагаемых зависимостях коэффициентов теплоотдачи ai и а2 или всего коэффициента теплопередачи К от температур теплоносителей. Так в предположении о линейной зависимости коэффициента К от температуры одного из теплоносителей К = Ко + ВТ2 с известными аппроксимационными коэффициентами Ко и В уравнение теплопередачи принимает отличную от (6.2.2.4) форму:
где Xi, Хп, АТг и ДТП — значения коэффициентов теплопередачи и разностей температур на концах ТА. Сравнение (6.2.2.4) и (6.2.2.7) показывает, что уже в случае самой простой аппроксимационной зависимости К от температуры одного из теплоносителей в получающейся расчетной формуле (6.2.2.7) значение средней по всему ТА разности температур ЛТср в явном виде не выделяется.
Физически менее формальные предположения, например, о линейных зависимостях каждого из коэффициентов теплоотдачи cq и а2 от температуры соответствующего теплоносителя, приводят к весьма громоздким соотношениям [5, 45]. Такого рода формулы дают несколько более точные результаты, но и при их выводе не учитываются возможные зависимости теплоемкостей от изменяющихся температур теплоносителей. Еще более существенно, что коэффициенты теплоотдачи а! и а2 согласно всем приводимым корреляционным формулам (4.1.5.2)-(4.1.5.11) и многочисленным аналогичным соотношениям оказываются зависящими от температур стенок Twi и Tw2. Так, при теплоотдаче без изменения фазовых состояний теплоносителей такая зависимость заключена в критерии Prw, значение которого должно определяться при температуре стенки Tw; при теплоотдаче от конденсирующегося насыщенного пара температура стенки содержится в критерии кон-г
денсации —-—, при кипении — в величине скАТ
АТ = Tw -Тющ. Следовательно, физически корректные расчеты процессов теплопередачи в ТА должны учитывать зависимости а, и а2 непосредственно от температур тех поверхностей, с которыми соприкасаются теплоносители.
Таблица 6.2.2.2
Значения коэффициентов теплопередачи К (Вт/(м2*К))
Вид теплопередачи Вынужденная конвекция Естественная конвекция
От газа к газу (при нормальных давлениях) 10-40 4-12
От газа к жидкости 10-60 6-20
От конденсирующегося пара к газу 10-60 6-12
От жидкости к жидкости (по свойствам, близким к воде) 800-1700 140-340
От жидкости к жидкости (углеводороды, масла) 120-270 30-60
От конденсирующегося водяного пара к воде 800-3500 300-1200
От конденсирующегося водяного пара к органическим жидкостям 120-340 60-170
От конденсирующихся органических паров к воде 300-800 230-460
От конденсирующегося пара к кипящей жидкости 300-2500
342
Новый справочник химика и технолога
В общем случае теплофизические свойства веществ, входящие в критерий Прандтля (вязкость и температуропроводность), зависят от температуры разнообразным и, как правило, сложным образом [1, 7], поэтому зависимости a(Tw) не представляется возможным выразить простыми аппроксимационными соотношениями. По этой основной причине система расчетных уравнений для процессов теплопередачи оказывается трансцендентной. Такие системы решаются итерационным методом или путем подбора таких значений температур стенок ТнЛ и 7^2, которые удовлетворяли бы всем уравнениям системы.
6.2.3. Итерационный и поинтервальный методы расчета
(В.Ф. Фролов}
Итерационный расчет ТА. Последовательность расчета стационарной теплопередачи методом последовательных приближений здесь приводится на примере расчета всего ТА по усредненным значениям температур обоих теплоносителей 7\ и Т2 = Т\ + АТср, где Тх — средняя по всей поверхности теплопередачи температура того из теплоносителей, температура которого изменяется в ТА меньше (точнее — того, у которого меньше изменяются теплофизические свойства) и численное значение которой может быть принято как Т +Т
среднее арифметическое 7] = ~; Т2 — средняя
интегральная температура второго теплоносителя, учитывающая через величину АТср кривизну температурного профиля Т2 вдоль теплопередающей поверхности.
Первым шагом итерационной процедуры является задание температуры поверхности со стороны одного из теплоносителей (Т^) в известном температурном интервале Тх-Т2 (рис. 6.2.3.1). При заданном в первом приближении значении Twi по соответствующей корреляционной формуле типа (4.1.5.2)—(4.1.5.11) вычисляется величина коэффициента теплоотдачи a(7’wl) со стороны первого теплоносителя (итерационная процедура может быть начата и со стороны второго теплоносителя). Теперь в первом приближении можно вычислить удельный тепловой поток со стороны первого теплоносителя к стенке qx = a^T7! - TwX). При стационарной теплопередаче, когда все температуры и тепловые потоки постоянны во времени, по найденной величине
потока qx, проходящего поперек стенки и слоя загрязнений, можно найти температуру Tw2 поверхности, соприкасающейся со вторым теплоносителем
, где гт — термические сопротив-
ления возможных загрязнений, которые здесь можно полагать сосредоточенными с одной стороны теплопередающей стенки толщиной 8СТ. Теперь по соотношению, соответствующему виду теплоотдачи (см. 4.1.5) со стороны второго теплоносителя, вычисляется коэффициент теплоотдачи a2(71w2) к этому теплоносителю. Далее вычисляется тепловой поток q2 между стенкой и вторым теплоносителем q2 = a2(Tw2 - Т2).
Рис. 6.2.3.1. К итерационному расчету стационарного потока теплоты поперек двухслойной стенки
Стационарная теплопередача означает равенство потоков qx и q2, что является проверкой правильности первоначально принятого значения TwX. Если окажется, что <7i > <?2, то первоначально принятое значение Т7^ следует увеличить и всю последовательность итерационной процедуры повторять до совпадения qx и q2 с требуемой точностью (обычно с точностью до нескольких процентов). По данным последнего приближения, дающего значение удельного теплового потока q, легко
определяется величина общей поверхности ТА F = —, q необходимой для передачи задаваемого тепловым балансом Q = CiGx(TXn - Т1к) количества теплоты. По данным последнего приближения из формулы (6.2.2.2) может быть вычислено и значение коэффициента теплопередачи К, поскольку коэффициенты теплоотдачи ai^i) и a2(Tw2) теперь найдены с учетом их зависимости от температур соответствующих стенок.
Итерационные расчеты могут быть выполнены как вручную, так и с помощью вычислительной техники. Программы таких расчетов приводятся в литературе (см., например, [1, 45]). Метод наиболее употребителен, когда интервал изменения температур каждого из теплоносителей по длине ТА не слишком велик, разность между температурами теплоносителей значительна и коэффициенты теплоотдачи СХ| и а2 существенно зависят от температур поверхностей теплопередающей стенки.
Пример 6.2.3.1. Подобрать кожухотрубчатый ТА для непрерывного нагревания 21 т/ч толуола от 20 до 95 °C сухим насыщенным водяным паром абсолютным давлением 0,2 МПа.
Для обеспечения большей интенсивности теплоотдачи толуол направляется в трубное, а конденсирующийся пар — в межтрубное пространство горизонтально располагаемого ТА.
Температура конденсации пара постоянна по всему объему межтрубного пространства и при давлении 0,2 МПа составляет Тх = 119,6 °C; теплота его конденсации гк = 2,208 • 106 Дж/кг [8].
Вспомогательные, типовые и многофункциональные процессы и аппараты
343
По формуле (6.2.2.5) определяется средняя по всей искомой поверхности F теплопередачи разность температур теплоносителей АГср = 53,6 К.
Средняя интегральная температура толуола Т2 = Г1-АГср = 66,0 °C.
Тепловая мощность, необходимая для нагревания толуола: Q = G2c2(T2k- Т2и) = 779 • 103 Вт, где с2 = - 78 • 103 Дж/(кг • К) — теплоемкость толуола при 66,0 °C [8].
Расход сухого насыщенного пара (с учетом принимаемых потерь теплоты 4 %): D = =0,339 кг/с .
Оценивается максимальное значение теплопередающей поверхности ТА по минимальной величине Амин = 120 Вт/(м2 • К) (см. табл. 6.2.2.2):
^макс=--------= 121м2.
*минлт;р
Для обеспечения турбулентного режима (Re> 104) течения толуола внутри трубок наружным диаметром 25 мм и толщиной стенок 2 мм скорость его движения должна быть не менее кмин = 104ц2/(с7вр2) - 0,214 м/с, где ц2 = 0,37 • Ю 3 Па с и р2 = 822 кг/м3 — вязкость и плотность толуола при 66,0 °C [8].
Максимальное число параллельных трубок на один ход ТА, обеспечивающих Re > 104 составляет
П —-----------= ^6 ШТ
"макс лчосд? Ш1,
0,785авм,
Условиям п < 96 и F < 121 м2 удовлетворяет, например, четырехходовой ТА с числом трубок на один ход п = 206/4 » 52 и значениями F = 32=96 м2 (см. табл. 6.2.5.1).
Определяются действительные значения скорости и числа Рейнольдса для толуола:
и = Ммии (= 0,395 м/с; Re = = 18400 .
\ п J ц2
Значение коэффициента теплоотдачи как от конденсирующегося пара (ai) к наружной поверхности трубок, так и от внутренней поверхности (а2) к толуолу зависит от температур этих поверхностей (см. (4.1.5.10) и (4.1.5.3)). Согласно итерационной процедуре, задаем первое приближение температуры наружной поверхности стенки в диапазоне - Г2, например, Twi = 117 °C.
По (4.1.5.10) определяется значение ai при свойствах воды, соответствующих средней температуре пленки 0,5(119,6 + 117) °C: р! = 943 кг/м3; М = 0,507 Вт/(м • К); ск = 4190 Дж/(кг • К); Vi = 0,244 • ПГ6 м2/с; число Прандт-ля— 1,43; a1 = 0,62Nu1X1/f4 = 8,49-103 Вт/(м2 • К), где коэффициент 0,62 принят по графику на рис. 4.1.5.6 для Цр = 14 трубок в вертикальном ряду при шахматном их расположении в ТА (см. табл. 6.2.5.1) [4].
Определяется поток теплоты от пара к единице наружной поверхности трубок qi = a^Ti - Twl) = 22,1 • 103 Вт/м2.
Термические сопротивления поверхностей стенок со стороны водяного пара и толуола принимаются по табл. 6.2.2.2: гт1 = 0,86 • 10-4 и гт2 = 1,7 • Ю 4 м2 • К/Вт соответственно.
Для стационарной теплопередачи поток теплоты поперек стенки (здесь трехслойной) каждой трубки ра-
Т -Т
вен потоку = —йИ-——, откуда Tw2 = 110,4 °C (те-
плопроводность стали 46,5 Вт/(м • К)).
Коэффициент теплоотдачи от внутренней поверхности трубок к толуолу при вынужденном турбулентном режиме определяется по (4.1.5.3), где при температурах 66 °C и 110,4 °C значения Рг для толуола соответственно составят 4,5 и 3,6, а значение теплопроводности толуола при температуре 66 °C — 0,13 Вт/(м • К). Таким образом, a2 = Nu2a2/<7bh = 668 Вт/(м2 • К).
Тепловой поток от стенки к толуолу q2 = а2(Ти2 - Т2) = = 29,7 • 103 Вт/м2.
Отсутствие совпадения потоков q} и q2 свидетельствует о том, что принятая в первом приближении температура Twl= 117 °C не соответствует действительному значению и ее необходимо изменить.
Если принять новое значение Twl = 116 °C и повторить все предыдущие вычисления с этой температурой стенки, то значения промежуточных величин окажутся следующими: а1 = 7,76-103 Вт'(м2-К); =27,9 • 103 Вт/м2;
Tw2 = 107,7 °C; a2 = 667 Вт/(м2 • К) и q2 = 27,8 103 Вт/м2, т. е. потоки qx и q2 практически совпадают и, следовательно, приведенные значения всех величин во втором приближении соответствуют действительности.
Необходимое значение поверхности теплопередачи
Q 2
определится как F = — = 28,0 м .
<h
По табл. 6.2.5.1 выбирается ТА с тем же значением числа трубок на один ход (п = 52) и ближайшей большей поверхностью 32 м2, что обеспечивает запас теплопередающей поверхности 14,3 %.
Можно произвести проверку вычислений, определив коэффициент теплопередачи К по (6.2.2.2): АГ = 518 Вт/(м2К), после чего по (6.2.2.4) находится поверхность ТА F = 28,l м2, что практически совпадает с величиной, найденной выше.
Поинтервальный метод расчета ТА. Этот наиболее общий метод учитывает зависимость теплоемкостей теплоносителей и коэффициентов теплоотдачи от изменяющихся вдоль теплопередающей поверхности температур теплоносителей, а для ai и а2 — и от температур соответствующих поверхностей стенки.
Согласно поинтервальному методу, имеющийся диапазон изменения температуры одного из теплоносителей, например от TiH до Г1к, разбивается на некоторое число малых интервалов, в пределах каждого из которых температуры теплоносителей и, соответственно, температуры поверхностей Tw\ и Tw2 можно полагать неизменными.
Проще других поинтервальным методом рассчитывается прямоточная схема движения, так как при этом расчет производится по последовательным шагам,
344
Новый справочник химика и технолога
начиная с места входа обоих теплоносителей в ТА (рис. 6.2.3.2). Поскольку температура первого теплоносителя Т{ в конце первого интервала задается первоначальной разбивкой всего интервала температур T1H-TiK, то на первом шаге температура второго теплоносителя ?2 легко находится из теплового баланса для первого интервала g' = c1G1(7]H-7],) = c2G2(7’2-Т2н), в котором значения теплоемкостей а и с2 берутся при средних температурах теплоносителей на первом интервале.
Рис. 6.2.3.2. К поинтервальному расчету теплообменника
Рис. 6.2.33. Графическое определение поверхности теплопередачи
Далее следует описанная выше процедура итерационного расчета величины удельного теплового потока на первом интервале q' = а' (7]'- ) = а2 (7^2 - Т[), в котором коэффициенты теплоотдачи а{(7^) и а2(7^2) находятся по корреляционным соотношениям типа (4.1.5.2)—(4.1.5.11) в зависимости от вида конвективной теплоотдачи. По величине удельного потока q' определяется поверхность первого элемента F', которая обеспечит температуры теплоносителей на концах рассматриваемого интервала соответственно и : F' = CiGi(7iH -T{)lq'.
В отличие от последовательных приближений для всего ТА, изменение температур здесь при малых ин
тервалах можно считать линейным, поэтому необходимость в вычислении средней логарифмической разности температур отпадает. Для малых интервалов можно также проводить расчеты не по средним температурам теплоносителей, а по их темперагурам в начале каждого интервала.
Далее последовательно рассчитываются второй, третий и последующие интервалы до известной при проектном варианте конечной температуры теплоносителя Т1к. Полученные для каждого интервала значения теплопередающих поверхностей суммируются, что и дает значение полной поверхности ТА, необходимой для реализации процесса при заданных температурах теплоносителей на концах аппарата и их расходных теплоемкостях CjGi и c2G2.
Блок-схемы поинтервального итерационного расчета применительно к различным вариантам процесса приводятся в [2, 6, 12, 34, 45].
При выполнении поинтервального расчета без компьютера операцию суммирования площадок можно заменить графическим интегрированием (рис. 6.2.3.3), то есть вычислением площади под кривой подынтегральной функции в выражении
Ч cAT\di\
F=G\ [•/; <•
(6.2.3.1)
График строится по результатам поинтервального расчета величин, входящих под знак интеграла (6.2.3.1), при этом значение коэффициента теплопередачи К(Т\) в зависимости от температуры первого теплоносителя вычисляется итерационным методом, как это описано выше.
В отличие от проектного варианта расчета ТА поверочный расчет с известной поверхностью F теплопередачи и неизвестными конечными температурами теплоносителей Т1к и Т2к требует многократного повторения описанной выше процедуры поинтервального расчета. Поверхность ТА здесь известна, поэтому поинтерваль-ная разбивка производится на малые элементы поверхности, а для вычисления конечных температур теплоносителей на каждом из элементов необходимо задаваться значением конечной температуры одного из теплоносителей и принимать предварительное значение коэффициента теплопередачи на элементе поверхности. Итерационная процедура повторяется внутри каждого интервала до получения постоянного значения К на данном элементе, после чего можно переходить к расчету следующего интервала поверхности.
Поинтервальный метод расчета ТА является наиболее физически обоснованным и учитывающим все возможные зависимости параметров теплообменного процесса от переменных значений температур теплоносителей и поверхностей теплопередающей стенки аппарата. Программы поверочных расчетов самых разнообразных вариантов реализации теплообменных процессов также приводятся в указанной литературе.
Вспомогательные, типовые и многофункциональные процессы и аппараты
345
6.2.4. Об оптимизации теплообменных аппаратов
(В.Ф. Фролов)
Расчеты, проводимые по любому методу, показывают, что реализовать процесс теплопередачи в пределах заданных значений исходных параметров (расходов, начальных температур теплоносителей и проч.) возможно, как правило, не одним, а несколькими из существующих вариантов теплообменной аппаратуры. Можно варьировать число и диаметр труб ТА, диаметр кожуха, число ходов и количество перегородок в межтрубном пространстве ТА (см., например, рис. 6.2.5.1 и др.) Кроме того, в пределах одной и той же конструкции ТА возможны различные значения линейных скоростей теплоносителей, а в некоторых случаях и вариации конечной температуры одного из теплоносителей, если его расход или конечная температура не определены из каких-либо дополнительных соображений.
Различные варианты оформления процесса в рамках заданных параметров обычно являются неравноценными по многим показателям. Поиск оптимального варианта связан с формулированием определенного критерия оптимальности, численное значение которого должно давать ответ на вопрос, какой из возможных вариантов является действительно оптимальным.
Эффективность работы ТА может рассматриваться с различных точек зрения [1, 11, 12, 34, 35]. ТА может характеризоваться с точки зрения минимума тепловых потерь в окружающую среду, при этом анализируется так называемый коэффициент удержания теплоты
5 где q — общее количество теплоты, полез-
но переданной в ТА, (?Пот — потери теплоты от наружного слоя тепловой изоляции в окружающую среду. Эксергетический коэффициент полезного действия ТА характеризует его с точки зрения необратимых потерь работоспособности потоков теплоносителей вследствие (2пот, потерь на трение при движении вязких потоков и вследствие теплопроводности в стенках аппарата. Может также анализироваться энергетическая эффективность ТА как отношение полезно передаваемой в нем теплоты к суммарной мощности, потребляемой на пе-
- Q ремещение обоих теплоносителей ———.
Ai+A2
Чисто тепловая оценка ТА часто состоит в сравнении реального аппарата с так называемым совершенным теплообменником, работающим по противоточной схеме без тепловых потерь при KF —> оо, когда теплоноситель с меньшей температурой в принципе можно нагреть до начальной температуры более горячего теплоносителя [35].
В некоторых случаях основное требование к ТА — его минимальная цена при расчетной возможности передачи в нем заданного количества теплоты. В иных случаях главным условием выбора ТА может стать минимум потребляемой им электроэнергии на перемещение теплоносителей. Иногда наиболее существенными
становятся масса или длина ТА. Критический анализ всех отмеченных показателей работы ТА приводится в [12]. Следует отметить, что при любом выборе критерия оценки теплообменных аппаратов в него затруднительно включить в качестве численных параметров такие характеристики, как, например, условия техники безопасности, влияния на окружающую среду, промышленной эстетики и т. п.
Наиболее полным и общим чаще всего считается технико-экономический критерий, который дает возможность учесть затраты на проведение процесса передачи заданного количества теплоты. При этом учитываются как капитальные затраты К3 (стоимость ТА, стоимость его доставки и монтажа), так и эксплуатационные Э (электроэнергия на перемещение теплоносителей через ТА, текущий ремонт, обслуживание и т. п.). Приведенные затраты интегрально учитывают все отмеченные и некоторые иные затраты:
ПЗ = Э + ^, (6.2.4.1)
Тн
где Тн — нормативный срок окупаемости капитальных затрат, величина которого берется из экономических справочников для того или иного оборудования. В частности, для оборудования типа ТА значение Тн часто принимается близким к 8,3 года.
Согласно постановке задачи выбора оптимального варианта ТА оптимальным является аппарат, для которого приведенные затраты ПЗ будут наименьшими.
Для конкретных расчетов величины К3 и Э должны быть выражены через конструктивные и технологические параметры и переменные, влияющие на процесс теплопередачи в ТА. При этом обычно принимается, что капитальные, транспортные и монтажные затраты пропорциональны величине поверхности теплопередачи F. Аналогично капитальные затраты на стоимость, доставку и монтаж напорных устройств для перемещения теплоносителей (насосы, воздуходувки, вентиляторы) считаются пропорциональными затрачиваемой на преодоление гидравлических сопротивлений ТА мощности.
Для строгой формализации задачи поиска оптимального варианта необходимы численные значения многих стоимостных коэффициентов (стоимость единицы поверхности ТА той или иной конструкции, выполненного из того или иного материала, стоимость доставки аппарата, стоимость монтажа и электроэнергии в зависимости от региона, число часов работы ТА в год и др.), которые берутся из соответствующей справочной технико-экономической литературы.
В итоге, правая часть выражения (6.2.4.1) для приведенных затрат приобретает довольно громоздкую структуру, содержащую много слагаемых [4, 5, 12], в некоторые из которых входят искомая поверхность теплопередачи аппарата и затрачиваемая на перемещение теплоносителей мощность N. Поверхность F вы
346
Новый справочник химика и технолога
числяется рассмотренными выше методами (в общем случае — поинтервально-итерационным методом), а
М &PV
мощность N = —— находится по гидравлическим П
формулам определения разности статического давления Др при прохождении теплоносителем трубного и межтрубного пространств ТА (см., например, [8]). Величина Др пропорциональна квадрату скорости перемеще-
Vc С
ния и = — теплоносителя через поперечное сечение 5,
S
объемного расхода потока Vc. Площадь сечения S зависит от числа трубок ТА.
Факт наличия минимума приведенных затрат обусловлен разным характером зависимости капитальных и эксплуатационных затрат от поверхности F аппарата, в свою очередь связанной с числом трубок ТА. Чем меньше F и, следовательно, меньше число трубок ТА, тем дешевле такой аппарат, но одновременно тем больше и скорость w перемещения теплоносителя в таком аппарате, больше его гидравлическое сопротивление и выше затраты на электроэнергию. Следовательно, в каждом конкретном случае возможно такое сочетание по-разному ведущих себя слагаемых соотношения (6.2.4.1), при котором суммарные приведенные затраты ПЗ будут минимально возможными.
Нахождение оптимального варианта ТА формулируется в виде математической задачи отыскания минимального значения величины ПЗ как функции нескольких переменных, то есть необходимо найти значения варьируемых переменных, при которых приведенные затраты будут иметь минимально возможную величину. При столь значительном числе варьируемых переменных и объеме расчетов каждого из нескольких вариантов поинтервально-итерационным методом поиск оптимального варианта возможен только с использованием вычислительной техники [45,46].
При расчете отдельных вариантов существенными являются ограничения на значения некоторых из переменных или иных величин, зависящих от варьируемых переменных. Характер ограничений может быть различным и связан с конкретными условиями работы аппарата. Могут быть ограничения по скоростям теплоносителей, мощности нагнетательной установки, конструктивным размерам, по допустимым температурам теплоносителей или стенок аппарата (как в процессах термического крекинга нефти, пиролиза углеводородов, синтеза аммиака, метанола и др.). Число ограничений может быть значительным, их учет в процессе расчета заключается, как правило, в отбрасывании тех вариантов, которые явно не соответствуют заданным условиям.
Практика оптимальных расчетов ТА показывает, что с учетом всегда имеющих место ограничений оказывается необходимым просчитать всего лишь несколько десятков из числа всех имеющихся в нормалях вариантов, что не является слишком большим объемом вычислений для современных ЭВМ. Поэтому задачу по
иска оптимального варианта можно решать простым перебором всех возможных вариантов ТА, что значительно упрощает поиск минимума величины приведенных затрат по развернутой форме уравнения (6.2.4.1) и гарантирует отыскание значения главного минимума.
Примеры блок-схем оптимальных расчетов, а также рекомендации по организации программ расчетов и анализ результатов конкретных расчетов ТА приводятся, например, в [12, 45—47], где систематизированы общие рекомендации по выбору типов ТА, которые полезно учитывать на этапе, предшествующем оптимальному расчету. Предварительные соображения позволяют в некоторых случаях значительно ограничить диапазон поисков оптимального варианта осуществления конкретного процесса теплообмена. Оптимизация в переделах неудачно выбранного, например, типа ТА не приводит к действительно возможному оптимальному решению, поэтому важно выбрать конструкционный материал ТА, схему взаимного движения теплоносителей, а также тип теплоносителя в тех случаях, когда он не предопределен какими-либо привходящими обстоятельствами. Такой предварительный выбор проводится на основании оценочных расчетов ТА по приближенным методам, например, в предположении о постоянстве коэффициента теплопередачи К, численное значение которого выбирается из рекомендуемых диапазонов согласно справочным данным [1, 3, 8, 9, 12, 34, 35].
6.2.5. Конструкции и выбор теплообменных аппаратов
(Р.Ш. Абиев, В.Ф. Фролов)
Выбор теплообменных аппаратов осуществляется с учетом целого комплекса технико-экономических и эксплуатационных требований. При одной и той же площади поверхности теплообменники разных типов могут оказаться практически непригодными для проведения процесса теплопередачи в силу их конструктивных особенностей. Поэтому наряду с пониманием принципа действия того или иного теплообменника инженеру необходимо знать и эксплуатационные особенности каждой конструкции ТА.
Конструкции ТА весьма разнообразны. В них используются различные греющие или охлаждающие теплоносители. Самым дешевым греющим теплоносителем являются топочные газы — продукты сгорания органических топлив: твердых (угли, сланцы), жидких (нефтепродукты) или газообразных (природный газ). Окислителем топлив служит атмосферный воздух, поэтому химический состав топочных газов отличается от воздуха лишь тем, что кислород в них частично заменен на продукты окисления водородо- и углеродосодержащих компонентов используемого топлива — пары воды и диоксид углерода. По этой причине теплофизические свойства топочных газов мало отличаются от свойств воздуха [4]. Основное преимущество топочных газов по сравнению с другими теплоносителями — это их относительно высокая темпера
Вспомогательные, типовые и многофункциональные процессы и аппараты
347
тура (до 1000 °C). Однако для нагревания топочными газами необходимы их значительные объемы, поскольку объемная теплоемкость газов приблизительно на три порядка меньше, чем у капельных жидкостей. Кроме того, коэффициенты теплоотдачи от газов составляют величины порядка 40-80 Вт/(м2 • К), что приводит к необходимости использования больших теплообменных поверхностей, примеси золы и сажи в топочных газах загрязняют эти значительные по величине теплообменные поверхности.
Греющий, обычно насыщенный водяной пар является наиболее распространенным греющим агентом, единственный, но существенный недостаток которого состоит в необходимости повышать давление при увеличении его температуры. Так, температура 150 °C соответствует давлению 6 атм. Конденсирующийся пар не загрязняет теплообменные поверхности и обладает высокими значениями коэффициентов теплоотдачи (до 10000 Вт/(м2 • К)). Аналогичными преимуществами и недостатком обладает в качестве греющего агента горячая вода.
Использование паров (или в жидкофазном состоянии) высококипящих теплоносителей (дифенильная смесь, минеральные масла, расплавы солей) позволяет получать высокие температуры (до 250-300 °C) без повышения давления сверх атмосферного.
Нагревание с помощью электроэнергии обладает практически всеми преимуществами: высокой температурой нагрева, компактностью, легкостью регулирования, отсутствием загрязнений и проч. Единственный недостаток электрического нагрева — его высокая стоимость, превышающая стоимость всех других источников нагревания по меньшей мере в 2,5 раза, что связано с величиной КПД электростанций на органическом или ядерном топливе, не превышающей 40 %.
Охлаждение веществ до температуры не ниже температуры окружающей среды можно производить природной водой или воздухом. Вода предпочтительнее, поскольку она обладает большей объемной теплоемкостью и значительно большими коэффициентами теплоотдачи (до 2000 Вт/(м2 • К)). Вода загрязняет теплообменную поверхность растворенными в ней солями, воздух может загрязнять горячие поверхности пригорающей к ним пылью. Воздушные теплообменники должны обладать значительной теплообменной поверхностью.
При необходимости охлаждения веществ до температур ниже температуры окружающей среды используются установки искусственного холода [48].
К теплообменным аппаратам в конкретных условиях их эксплуатации могут предъявляться весьма разнообразные требования: возможность соблюдения заданных температурных параметров, устойчивость материала ТА к химическим воздействиям со стороны теплоносителей, достаточная механическая прочность при высоких давлениях, возможность очистки теплообменных поверхностей от загрязнений, низкая стои
мость самого ТА и его эксплуатации и т. п. Поэтому конструкции ТА имеют значительное разнообразие.
Наиболее распространенной и универсальной конструкцией ТА является кожухотрубчатый аппарат. Самый простой вариант такого аппарата (одноходового, без перегородок в межтрубном пространстве) представлен на рис. 6.2.1.1. Аппарат позволяет работать при высоких давлениях внутри труб, диаметр которых обычно не превышает 37 мм. Крышки ТА соединяются с трубными решетками через прокладки, что делает аппарат разъемным, а внутреннюю поверхность труб — доступной для механической очистки от возможных загрязнений. Концы труб крепятся в решетках развальцовкой или с помощью сварки.
Для интенсификации теплообмена при малых скоростях теплоносителей скорость их движения увеличивают в многоходовых ТА с поперечными перегородками в межтрубном пространстве (рис. 6.2.5.1). При неизменном расходе теплоносителя I скорость его перемещения в трубном пространстве пропорциональна числу ходов, а коэффициент теплоотдачи а при вынужденном движении зависит от скорости как и’0'8 и и'0'5 для турбулентного и ламинарного режимов течения соответственно. Для теплоносителя II в межтрубном пространстве наличие поперечных перегородок с сегментными вырезами также приводит к увеличению скорости его движения и к обтеканию наружной поверхности трубного пучка под углом около 60°, что интенсифицирует наружную теплоотдачу пропорционально w°’6, где и’в— скорость теплоносителя в вырезе перегородки. Еще одна чисто механическая функция перегородок состоит в создании дополнительных механических опор для длинных (до 8 метров) труб ТА при его горизонтальном расположении.
Рис. 6.2.5.1. Четырехходовой ТА с сегментными перегородками в межтрубном пространстве
348
Новый справочник химика и технолога
Одновременно с интенсификацией теплоотдачи увеличение скорости теплоносителей приводит к быстрому (для турбулентных потоков пропорционально квадрату скорости) возрастанию гидравлического сопротивления ТА, что ограничивает число ходов (до восьми) и количество перегородок (до четырех на один метр длины ТА). Кроме того, наличие нескольких ходов по трубному пространству и установка перегородок в межтрубном пространстве не позволяют реализовать чистый противоток теплоносителей, что приводит к снижению средней движущей разности температур теплоносителей ЛГср (см. формулу (6.2.2.5) и комментарий к ней).
С целью уменьшения тепловых потерь в окружающую среду более горячий теплоноситель обычно подается в трубное пространство, а холодный — в межтрубное. Естественная для ТА разность температур теплоносителей обусловливает разность температур труб и кожуха, абсолютное удлинение которых оказывается неодинаковым, что вследствие жесткого крепления концов труб и кожуха к трубным решеткам (теплообменники типа ТН) приводит к механическим напряжениям в ТА. При ЛГср > 404-50 К такие напряжения могут стать опасными и их приходится компенсировать линзовым компенсатором (гофр) на кожухе ТА (рис. 6.2.5.2, а); такие теплообменники относят к типу ТК (теплообменники с компенсатором). Термические напряжения полностью отсутствуют в ТА с плавающей головкой (тип ТП, рис. 6.2.5.2, б) и в ТА с U-образными трубками (тип ТУ, рис. 6.2.5.2, в), в которых, кроме того, становятся доступными для механической очистки наружные поверхности труб (при разборке ТА), однако в U-образном ТА механическая очистка трубного пространства затруднительна.
Кожухотрубчатые ТА считаются наиболее надежными и устойчивыми в эксплуатации. Кроме того, расчетные формулы для расчетов теплопередачи и гидравлического сопротивления таких аппаратов разработаны и наиболее подробно представлены, например, в [1]. Кожухотрубчатые ТА используются как для однофазных теплоносителей (нагреватели, охладители), так и для проведения процессов конденсации и кипения (ис
парения). При этом конденсаторы обычно располагаются горизонтально, а конденсирующийся пар подается в межтрубное пространство. Кипятильники (испарители) чаще располагают вертикально, если кипение с интенсивным парообразованием происходит внутри труб. Вблизи входного штуцера в межтрубном пространстве конденсаторов предусмотрен отражательный металлический диск, разбивающий входной поток пара во избежание локальной эрозии труб. В испарителях предусматривается объем, сепарирующий образующийся пар от кипящей жидкости; расчет необходимой величины такого объема приведен в [1]. Сравнительная характеристика кожухотрубчатых ТА и подробные сведения об их конструктивных особенностях приводятся в [49].
Подробные методы расчетов кожухотрубчатых ТА с учетом протечек теплоносителей через зазоры между поперечными перегородками, трубками и кожухом, с учетом влияния стекающего с верхних горизонтальных трубок на нижние конденсата, а также с учетом влияния сливающихся паровых пузырей на движение парожидкостной смеси внутри вертикальных кипятильных труб и многих других осложняющих эффектов приводятся в специальной литературе [14, 10, 12, 34, 35, 45].
В качестве примера в табл. 6.2.5.1, 6.2.5.2 приведены справочные данные о некоторых теплообменниках типа ТН и ТК по ГОСТ 15122-79. Аналогичные таблицы для теплообменников типа ТП и ТУ можно найти в [59].
Пример условного обозначения кожухотрубчатого е 1000ТНГ-1-16-Б9
теплообменника. Обозначение --------------------
20Г0-4
ГОСТ 15122-79 показывает, что теплообменник с неподвижными трубными решетками в горизонтальном исполнении (буква Г в числителе) имеет кожух диаметром 1000 мм, неразъемные распределительные камеры (цифра 1 в числителе); рассчитан на условное давление 16 МПа; трубы имеют наружный диаметр 20 мм, гладкие (буква Г в знаменателе), длиной 6 м; число ходов в трубном пространстве — 4. Обозначение Б9 в числителе указывает материалы кожуха и трубок в соответствии с ГОСТ 15122-79.
Рис. 6.2.3.2. Кожухотрубчатые теплообменники с линзовым компенсатором (а), с плавающей головкой (б) и с U-образными трубками (в)
Вспомогательные, типовые и многофункциональные процессы и аппараты
349
Таблица 6.2.5.1
Площадь поверхности теплообмена в аппаратах типа TH и ТК
D d Z п нр Площадь поверхности теплообмена F (м2) при длине труб 1 (мм)
1000 1500 2000 3000 4000 6000
159 20 16 С 1,0 2,0 2,5 3,5
25 1 13 э 1,0 1,5 2,0 3,0
073 20 62 7 4,0 5,5 7,5 11
Z / Э 25 37 3,0 5,0 6,5 10
20 1 87 9 8,5 11 17 23
325 2 79 8 7,5 10 15 20
25 1 62 9 7,0 9,5 14 19
2 56 8 6,0 8,0 12 16
20 1 174 11 22 34 45 68
400 2 163 10 21 31 41 62
25 1 111 11 17 26 35 52
2 100 10 15 23 31 47
1 389 17 49 73 98 147
20 2 366 16 46 70 93 140
4 334 14 42 63 84 127
600 6 342 14 43 64 86 129
1 257 17 40 61 81 122
2 240 16 38 57 76 144
25 4 206 14 32 49 65 98
6 196 14 34 51 68 102
Примечание. Трубы гладкие с толщиной стенки 2 мм. D — диаметр кожуха теплообменника, мм; d — наружный диаметр труб, мм; z — число ходов в трубном пространстве теплообменника; п — общее число труб; пр — число рядов труб по вертикали (для горизонтальных аппаратов — по ГОСТ 15118-79).
Таблица 6.2.5.2
Площади проходных сечений трубного и межтрубного пространств в аппаратах типа TH и ТК
D Z Площадь проходного сечения одного прохода по трубам /тр-ю2,м2 Площадь проходных сечений в межтрубном пространстве
в вырезе перегородки /п-Ю2, M2 между перегородками Дг-102, м2
159 1 0,4 0,4 0,5 0,5 0,5 0,7
273 1,2 1,4 1,2 1,3 1,0 1,4
325 1 2 1,8 0,8 1,3 1,5
1 2 2,1 0,9 1,4 1,4
400 1 2 3,6 1,7 2,1 2,5
1 2 3,8 1,7 2,2 3,1
350
Новый справочник химика и технолога
Продолжение таблицы 6.2.5.2
D Z Площадь проходного сечения одного прохода по трубам /тр-102, м2 Площадь проходных сечений в межтрубном пространстве
в вырезе перегородки /п-102,м2 между перегородками /мт-102, М2
1 7,9
2 3,8 4,7 5,4
4 1,7
600 6 1,0
1 9,0
2 4,2 4,9 5,2
4 1,8
6 0,9
Рис. 6.2.Э.4. Змеевиковый погружной теплообменник с механическим перемешиванием жидкости
Рис. 6.2.5.3. Двухтрубный теплообменник «труба в трубе»
Элементные ТА представляют собой ряд последовательно соединенных одноходовых кожухотрубчатых ТА (рис. 6.2.1.1), что позволяет при многократно увеличенной поверхности теплообмена сохранить относительно высокую скорость движения теплоносителей как в трубном, так и в межтрубном пространствах без использования перегородок. Преимуществом такого способа интенсификации теплопередачи является возможность реализации практически чистого противотока теплоносителей. Еще одно достоинство элементной схемы состоит в возможности создавать большие давления в межтрубных пространствах, поскольку диаметр кожуха каждого из ТА здесь меньше, чем у единственного аппарата с перегородками при приблизительно одинаковой поверхности теплопередачи. Недостатком элементной схемы соединения аппаратов является повышенная металлоемкость.
При малых расходах теплоносителей для создания значительных скоростей теплоносителей используются двухтрубные ТА (труба в трубе — ТТ), представляющие собой набор последовательно соединенных элементов, составленных из двух труб (рис. 6.2.5.3) и потому выдерживающих значительные давления в обоих пространствах. Поперечные сечения внутренней
трубы (обычно диаметром 37-108 мм) и кольцевого сечения межтрубного пространства (диаметр наружных труб от 76 до 159 мм) невелики, что и обеспечивает для обоих жидкофазных теплоносителей достаточные для интенсивной теплоотдачи в обоих пространствах ТТ скорости (до 3 м/с). При повышенных скоростях замедляются процессы отложения загрязнений на теплообменных поверхностях. Двухтрубные ТТ имеют общую плоскую конфигурацию и, не занимая много места, удобно монтируются в одну, две или три параллельных линии, например у стенки помещения. Быстрый и гибкий перемонтаж выгодно отличает теплообменники ТТ от других типов ТА. Недостаток двухтрубных теплообменников — относительно малая теплообменная поверхность, приходящаяся на единицу их массы. Область использования теплообменников ТТ — передача относительно небольших количеств теплоты Q < 1000 кВт) через суммарную теплообменную поверхность, обычно не превышающую 50 м2. Специфика тепловых и гидравлических расчетов двухтрубных ТА представлена в [1].
Змеевиковый ТА представляет собой трубу, свернутую чаще всего в форме спирали (рис. 6.2.5.4). Иногда в спираль параллельно свернуты 2-3 трубы, внутри
Вспомогательные, типовые и многофункциональные процессы и аппараты
355
Наибольшее распространение теплообменники пластинчатого типа получили в пищевой промышленности вследствие относительной простоты разборки и легкости очистки и дезинфекции теплообменных поверхностей. Пластины могут изготавливаться из нержавеющей стали, титана, никеля или других металлов или сплавов, необходимых для конкретных химически активных теплоносителей. В качестве материала прокладок между соседними пластинами используются силикон или фторуглерод, резины и асбест. Герметичность многочисленных соединений пластин в разборных пластинчатых аппаратах представляет известную проблему, поэтому здесь вероятно некоторое взаимное проникновение теплоносителей. В герметичных сварных пластинчатых аппаратах исчезает возможность осмотра и очистки теплообменных поверхностей. Впрочем, турбулизация потоков внутри волнистых щелевых каналов более чем в два раза замедляет отложение загрязнений по сравнению с ТА кожухотрубчатого типа. Пластинчатые ТА используются, как правило, для теплообмена между теплоносителями, не изменяющими своего фазового состояния (чаще — для капельных жидкостей), но в некоторых случаях они находят применение и в качестве конденсаторов или даже испарителей, например при выпаривании небольших количеств высоковязких растворов. Существует до 60 конфигураций пластин, изготовление которых не является легкой механической операцией, особенно для пластин крупных размеров. Поэтому пластинчатые ТА обычно имеют относительно скромные габариты или собираются из наборов пластин, размеры которых не превышают одного метра. Комбинированием пластинчатых ТА сравнительно просто организуются системы противотока теплоносителей или теплообмен между тремя или более теплоносителями (рис. 6.2.5.9). Расчеты пластинчатых ТА проводятся по корреляционным соотношениям, получаемым в соответствующих опытах [1, 50, 51]. Подробные данные о конструкциях существующих пластинчатых аппаратов приводятся в [43, 44].
Пластинчатые теплообменники в соответствии с ГОСТ 12218-83 рассчитаны на избыточное давление до 0,4 МПа, а также на вакуум с остаточным давлением не ниже 0,002 МПа, и на температуры рабочих сред от -40 до +300 °C. Пластинчатые теплообменники согласно ГОСТ 12218-83 подразделяются на два типа: Р — разборные, Н — неразборные. Наиболее распространенные теплообменники типа Р имеют пять видов конструктивного исполнения: 1 — одинарные пластины крепятся на консольной раме; 2 — одинарные пластины на двухопорной раме; 3 — одинарные пластины на трехопорной раме; 4 — сдвоенные (сваренные попарно) пластины на двухопорной раме; 5 — сдвоенные пластины на трехопорной раме.
Условное обозначение пластинчатого аппарата, например, теплообменник Р-0,2-6,3-1 К, расшифровывается так: площадь поверхности одной пластины — 0,2 м2; общая площадь теплопередающей поверхно
сти— 6,3 м2; 1-е конструктивное исполнение; детали, соприкасающиеся с рабочей средой, выполнены из коррозионностойких материалов.
Информация, необходимая для технологического расчета пластинчатых теплообменников типа Р, представлена в табл. 6.2.5.5. Конструктивное исполнение аппарата выбирается из табл. 6.2.5.6 с учетом общего
F числа пластин в нем п = —, где F — рассчитанная об-
Л
щая площадь поверхности теплообмена; F\ — площадь поверхности одной пластины.
Особенности расчета коэффициентов теплоотдачи и гидравлического сопротивления пластинчатых теплообменников приведены в [59].
Оребренные ТА используются в тех случаях, когда коэффициент теплоотдачи ai для одного из теплоносителей на один или два порядка меньше коэффициента теплоотдачи а2 со стороны второго теплоносителя: aj а2. Такая ситуация типична для аппаратов воздушного охлаждения (реже — нагревания), когда вторым теплоносителем является капельная жидкость или конденсирующийся пар. Малое значение cq со стороны воздуха (в общем случае любого газа) компенсируется искусственным увеличением теплоотдающей поверхности Fb контактирующей с воздухом, так, чтобы по возможности соблюдалось соотношение a|F, ~ a2F2, в котором F2 — теплообменная поверхность со стороны жидкости (пара). Увеличение Fx (обычно в 15-25 раз по сравнению с наружной поверхностью трубы) достигается установкой поперечных или продольных металлических ребер на наружной поверхности труб. На рис. 6.2.5.10 в качестве примера показано оребрение горизонтальной трубы поперечными ребрами прямоугольной формы. Поперечные ребра могут иметь форму дисков, в том числе и уменьшающейся к периферии дисков толщины, что эффективней с точки зрения процесса теплообмена, но и дороже в изготовлении. Продольные ребра — это узкие пластины, привариваемые к наружной поверхности трубы вдоль ее оси. Существенно, что воздушный поток должен быть направлен так, чтобы вся суммарная поверхность ребер хорошо омывалась воздухом без каких-либо застойных зон. Если теплоотдача от ребер носит характер гравитационной конвекции (см. 4.1.5), то ребра должны располагаться вертикально.
Рис. 6.2.5.10. Теплообменный аппарат воздушного охлаждения с прямоугольными ребрами
352
Новый справочник химика и технолога
для охлаждающей воды. Коэффициенты теплоотдачи от наружной поверхности труб к гравитационно стекающей тонкой пленке воды имеют значительные величины. Наружная поверхность труб доступна для осмотра и механической очистки от минеральных отложений и ржавчины. С другой стороны, при работе ТА оросительного типа происходит потеря некоторой доли охлаждающей воды вследствие ее частичного испарения, кроме того, эта испаренная влага оказывается в помещении и ее необходимо удалять, если оросительный ТА не установлен специально вне помещения. Имеются определенные трудности с созданием равномерного распределения орошающей трубы воды по значительной (до 8 метров) длине труб и по их вертикальным рядам. Расчеты оросительных ТА как аппаратов пленочного типа при практическом отсутствии или с наличием заметного испарения воды с наружной поверхности пленки соответствуют условиям движения пленки по наружным поверхностям труб (см. 4.2.2) и подробно рассматриваются в литературе [1, 13, 17, 18,37].
В спиральных ТА поверхность теплопередачи и каналы для прохождения теплоносителей образуются двумя протяженными металлическими листами, спирально свернутыми в компактный аппарат цилиндрической внешней формы (рис. 6.2.5.8). Интенсивность теплообмена в таких аппаратах весьма высока ввиду значительной скорости (до 3 м/с и более) перемещения обоих теплоносителей в гладких щелевых каналах. Спиральные ТА отличаются большими значениями теплообменных поверхностей на единицу объема конструкции, в них без трудностей создается противоточное движение теплоносителей (чаще жидкофазных). Однако такие аппараты сложны в изготовлении и не могут работать при давлениях выше 0,6-1,0 МПа, поскольку торцевая герметизация металлических листов и плоских крышек таких ТА представляет серьезную механическую проблему. Разъемные уплотнения здесь недостаточно надежны, поэтому возможно попадание некоторого количества одного теплоносителя в массу другого. Зазоры между пластинами обычно не превышают нескольких сантиметров, толщина свернутых листов составляет 2-3 мм. По соображениям механиче
ской прочности величины давлений внутри каналов для одного и другого теплоносителя должны быть близкими по значению. Теплообменные поверхности спиральных ТА составляют десятки квадратных метров. Расчеты теплопередачи и гидравлического сопротивления производятся по имеющимся в литературе корреляционным соотношениям для обычно турбулентного режима движения однофазных потоков в плоских каналах с легко определяемым эквивалентным диаметром [1, 2, 8, 9]; особенности конструктивного оформления ТА спирального типа см. в [42].
Спиральные теплообменники в соответствии с ГОСТ 12067-80 рассчитаны на давление до 1 МПа и температуры рабочих сред от -20 до +200 °C. По конструктивному исполнению они подразделяются на два типа.
Конструкции типа 1 имеют два вида исполнения с вертикальной установкой. В исполнении 1 оба спиральных канала заглушены (заварены полоской металла) с противоположных торцов и перекрыты плоскими крышками. Такой аппарат предназначен для теплообмена между жидкостями и газами, текущими по спиральным каналам противотоком. В исполнении 2 оба канала — тупиковые, однако в один из них теплоноситель подается по спирали, а другой перекрыт конической крышкой, что позволяет пропускать пар в направлении оси теплообменника. Подобный аппарат предназначен для конденсации паров при перекрестном токе теплоносителей.
Конструкции типа 2 имеют три вида исполнения. В исполнении 1 (при горизонтальной установке) один канал тупиковый, а другой перекрыт плоскими крышками (сквозной). Этот аппарат предназначен для подогрева сточных вод, загрязненных рабочих сред и высоковязких жидкостей, подаваемых в широкий канал вдоль оси теплообменника. Сквозные каналы легче чистить, однако их уплотнения не исключают возможности смешения теплоносителей. В исполнении 2 (при вертикальной установке) один канал тупиковый, а другой — сквозной, перекрытый сферическими крышками. Этот аппарат предназначен для нагревания паром газа. В исполнении 3 (при вертикальной установке) один канал тупиковый, а другой перекрыт плоскими крыш-
Рис. 6.2.5.7. Однотрубный оросительный теплообменник
Рис. 6.2.5.8. Спиральный теплообменник
Вспомогательные, типовые и многофункциональные процессы и аппараты
351
которых обычно проходит более горячий теплоноситель. Второй теплоноситель (чаще нагреваемая жидкость) заполняет емкость, внутри которой и находится змеевик. Жидкость нагревается либо периодически, либо непрерывно в режиме ее непрерывного протока через емкость. В таком погружном ТА для интенсификации внешней теплоотдачи от поверхности змеевика может использоваться вращающаяся мешалка, что одновременно уменьшает скорость отложения загрязнений на наружной поверхности труб змеевика. Погружные змеевиковые ТА предельно просты, наружная поверхность труб легко доступна для осмотра и механической очистки, а малый диаметр трубок (обычно 25-37 мм) позволяет работать с весьма высокими давлениями греющего пара или жидкого теплоносителя внутри трубок. Однако змеевиковые ТА обладают сравнительно незначительной теплопередающей поверхностью, обычно не превышающей 10-15 м2.
Наиболее высокие давления и, следовательно, температуры (до 6 МПа и, соответственно, до 275 °C для насыщенного водяного пара) возможны в ТА с наружными змеевиками, которые привариваются снаружи к стенкам аппарата цилиндрической формы (рис. 6.2.5.5). Вместо полуцилиндров могут привариваться цельные стальные трубки, сворачиваемые в спираль. Это дешевле в изготовлении, но и не гарантирует хорошего контакта трубки с наружной поверхностью аппарата. Высокое термическое сопротивление поверхности контакта трубок с корпусом аппарата может существенно снизить коэффициент теплопередачи. Вместо трубок и полутрубок могут использоваться стальные уголки, что обеспечивает наилучший контакт со стенкой сосуда, но одновременно несколько снижает возможность создания высоких давлений внутри профиля некруглой формы. Дополнительное достоинство аппаратов с наружными приваренными змеевиками состоит в возможности использовать для змеевиков более дешевые материалы. Это важно в случаях, когда нагреваемое внутри емкости вещество представляет собой химически агрессивную среду. Внутренняя поверхность емкости (на
пример химического реактора) относительно просто покрывается соответствующим защитным слоем (эмалируется, гуммируется), либо корпус емкости выполняется из двухслойной стали (внутренний слой — из коррозионностойкой стали, наружный — из углеродистой), при этом контакт змеевика с химически активной средой в таких ТА отсутствует. Очистка внутренней поверхности емкости обычно не представляет трудностей. Очевидные недостатки аппаратов с наружными приваренными змеевиками — малая теплопередающая поверхность и высокая стоимость изготовления (приваривания змеевика). Особенности расчетов теплопередачи и гидравлического сопротивления ТА змеевикового типа рассматриваются в литературе по теплообменникам [1] и химическим реакторам [16].
Теплообменные аппараты с двойными стенками (с рубашкой) используются в качестве обогреваемых емкостей для проведения химических реакций (рис. 6.2.5.6). Давление теплоносителя, подаваемого в рубашку (греющий пар, горячая вода или какой-либо высокотемпературный теплоноситель), здесь ниже, чем в ТА с наружными змеевиками, и может составлять величину до 0,6-1,0 МПа, что в основном обусловлено потерей устойчивости корпуса аппарата, нагруженного наружным давлением, но и изготовление рубашки проще, чем наружных змеевиков. Поверхность теплопередачи здесь также может быть защищена, но ее величина не превышает Юм2 для сосудов даже значительных диаметров и высот.
Оросительные ТА используются, как правило, для охлаждения горячих жидкостей (реже — газов) или для конденсации паров при температурах, соответствующих температуре природной воды. Орошающая вода подается сверху из водораспределителя на наружную поверхность горизонтальных труб, по которой и стекает с верхних труб на нижние в форме тонкой пленки (рис. 6.2.5.7). Оросительные ТА предельно просты и обладают малой металлоемкостью на один квадратный метр теплопередающей поверхности, поскольку не имеют конструктивно оформленного объема
Рис. 6.2.5.5. Теплообменник с наружным приваренным змеевиком
Рис. 6.2.5.6. Теплообменный аппарат с наружной рубашкой
354
Новый справочник химика и технолога
Таблица 6.2.5.4
Основные параметры спиральных теплообменников типа 2
(условные давления 0,6 и 1,0 МПа)
Исполнение Площадь поверхности теплообмена F, м2 Ширина ленты 1, мм Толщина ленты 8, мм Длина канала L, м Площадь сечения канала/; м2 Dyl, мм Пу2, ММ
сквозной (широкий) спиральный (узкий)
1 20 500 3,5 20 0,0125 0,006 100 —
2 20 500 3,5 20 0,16 0,004 150 70
3 50 1100 6,0 22,7 0,0168 0,0168 150 —
Примечание. Диаметры условных проходов штуцеров: DyX — всех четырех или для сквозного канала; £>у2 — для узкого канала.
Таблица 6.2.5.5
Основные параметры пластинчатых теплообменников
типа Р (ГОСТ 12218-83)
Параметр пластины или канала Тип пластины
0,2 0,3 0,5 0,6 1,3
Размер пластин, м:
длинаL 0,96 1,37 1,37 1,375 1,915
ширина В 0,46 0,30 0,50 0,60 0,92
Площадь поверхности теплообмена одной пластины Fb м2 0,2 0,3 0,5 0,6 1,3
Эквивалентный диаметр канала <7э103, м 8,8 8,0 5,85 8,3 9,6
Площадь поперечного сечения канала/ЙТО3, м2 1,78 1,1 1,34 2,45 4,25
Приведенная длина канала Lnp, м 0,518 1,12 1,09 1,01 1,47
Толщина пластины 5, мм 1,0 1,0 1,0 1,0 1,0
Таблица 6.2.5.6
Число пластин и диаметры штуцеров пластинчатых теплообменников типа Р (ГОСТ 12218-83)
Площадь поверхности теплообмена одной пластины Fb м2 Исполнение Z>yi, мм Г>у2, ММ
1 2 3 4 5
0,2 8; 12; 28; 34 52; 66 84; 128; 160; 204 — — 150 80
о,з 12; 20; 30; 36 44; 56; 70 — — — 65 65
0,5 — — — 64; 100; 126; 160; 200; 280 320; 440; 560; 600; 640 200 200
0,6 20; 30; 44 56; 70; 86; 108; 136; 170; 236;270 340; 420 — — 250 200
1,3 — 156;232;310 230; 388; 464; 620 — — 300 300
Вспомогательные, типовые и многофункциональные процессы и аппараты
353
ками (уплотнение канала с торцов осуществляется прокладками). Такие аппараты используются в основном для охлаждения нитрозной серной кислоты.
Условное обозначение аппарата, например, теплообменник спиральный 1-2-20-6-К ГОСТ 12067-80 расшифровывается следующим образом: теплообменник типа 1 в исполнении 2 имеет площадь поверхности теплообмена 20 м2, рассчитан на рабочее давление 0,6 МПа и изготовлен из коррозионностойкой стали. Теплообменник из углеродистой стали обозначается буквой У.
В таблицах 6.2.5.3 и 6.2.5.4 приведены основные параметры спиральных теплообменников типа 1 и 2 соответственно.
ТА пластинчатого типа, в которых интенсивность теплообмена выше, чем в спиральных аппаратах, отличаются еще большей объемной и массовой компактностью. Пластинчатые ТА — это собранные в пакеты параллельные гофрированные металлические пластины толщиной до 1 мм, зазоры между которыми составляют обычно 3-6 мм и представляют собой щелевые волнистые каналы для параллельного движения обоих теплоносителей (рис. 6.2.5.9). При значительных скоростях движения (2-3 м/с) в таких каналах коэффициенты теп-
лоотдачи от потоков жидких теплоносителей к поверхностям пластин достигают 3000-4000 Вт/(м2 • К) при относительно невысоких гидравлических сопротивлениях. Пластинчатые ТА также не допускают заметной разности давлений в смежных каналах, где перемещаются обменивающиеся теплотой жидкие теплоносители. По некоторым данным [1] общее давление в компактных ТА пластинчатого типа может достигать 2 МПа, а предельная температура — 250 °C.
II
Рис. 6.2.5.9. Пластинчатый ТА с гофрированными каналами
Таблица 6.2.5.3
Основные параметры спиральных теплообменников типа 1
(условные давления 0,6 и 1,0 МПа)
Площадь поверхности теплообмена Г,м2 Ширина ленты /, мм Толщина ленты 8, мм Длина канала L, м Площади сечений каналов/103, м2 Dyl, мм Пу2. мм
Исполнение 1 Исполнение 2
спиральный продольный спиральный
10,0 400 3,5 12,5 4,8 83 4,8 200 65
12,5 15,6 6,0 110
16,0 500 16,0 6,0 115 6,0
20,0 400 700 25,0 14,3 4,8 8,4 174 83 250 100
4,0 4,8
25,0 500 700 3,5 4,0 25,0 17,9 6,0 8,4 174 121 8,4 6,0
31,5 500 700 3,5 4,0 31,5 22,5 6,0 8,4 222 157 8,4 6,0
40,0 1000 700 3,9 4,0 20,0 26,6 12,0 8,4 135 224 12,0 8,4
50,0 1000 1100 3,9 6,0 25,0 22,7 12,0 13,8 174 178 12,0 13,8 300 150
63,0 1000 1100 3,9 6,0 31,5 28,6 12,0 13,8 222 220 12,0 13,8
80,0 1000 1100 3,9 6,0 40,0 36,4 12,0 13,8 274 12,0 13,8
100,0 1000 1250 3,9 4,0 50,0 40,0 12,0 15,0 12,0 12,0
Примечание. Диаметры условных проходов штуцеров: Dyl — для сквозного канала; Пу2 — для заглушенного с торцов (спирального) канала
356
Новый справочник химика и технолога
Для процессов кондуктивного распространения теплоты вдоль высокотеплопроводных металлических ребер существенно наличие или отсутствие контактного сопротивления в местах присоединения оснований ребер к наружным поверхностям труб. При сварном соединении (для температур более 400 °C) контактные сопротивления практически отсутствуют, но такой способ соединения при большом числе мелких ребер затруднителен в реализации. При других способах крепления ребер (вальцовка, накатка, горячая посадка и т. п.) контактные сопротивления всегда имеют место, а их численные значения увеличиваются при возрастании разности температур теплоносителей (ДТср).
Оребренным ТА посвящена обширная литература [1, 3, 52], в том числе и справочного характера [3], где рассмотрены многие вопросы расчета температурных полей внутри ребер разнообразной конфигурации. Приводятся соответствующие графические материалы, приведены многочисленные корреляционные формулы для определения гидравлических сопротивлений и необходимых теплообменных поверхностей, рассмотрены опытные данные о возможных контактных сопротивлениях и других типах ребер. Приведены также современные основополагающие стандарты на оребренные аппараты воздушного охлаждения, анализируются области их использования, рассмотрены вопросы прочно
сти и вибро- и шумоустойчивости ТА. Исследуются основные характеристики ТА воздушного охлаждения с помощью математических моделей процесса и приво
дятся примеры конкретных расчетов.
В [59] приведены данные, необходимые для инже
нерного расчета аппаратов воздушного охлаждения. Таблицы 6.2.5.7 и 6.2.5.8 дают представление о некоторых параметрах аппаратов типа АВ и серийно изготавливаемых оребренных труб.
Изготавливаемые серийно трубы имеют наружное оребрение одного из трех исполнений: монометаллическая (алюминиевая) труба с накатанным винтовым ребром; биметаллическая, состоящая из внутренней гладкой (стальной или латунной) трубы и наружной (алюминиевой) трубы с накатанным винтовым ребром; стальная труба с приваренным ленточным ребром.
Основной характеристикой трубы является коэффициент оребрения, представляющий собой отношение площадей наружных поверхностей оребренной Fo и
F неоребренной Fn труб: К = —. Значения Fop для раз-
F н
личных типов аппаратов приведены в табл. 6.2.5.7. Наибольшее распространение получили трубы с коэффициентами оребрения 9 и 14,6 (табл. 6.2.5.8). Трубы с коэффициентами оребрения 20 и 22 изготавливаются по особому заказу.
Таблица 6.2.5.7
Основные параметры аппаратов воздушного охлаждения типа АВ
Тип аппарата Площадь поверхности теплообмена Fw м2 Число секций в аппарате zc Число рядов труб в секции пс Длина труб L, м Коэффициент оребрения АГор Диаметр вентилятора, м Число вентиляторов, шт. Мощность привода вентилятора, кВт
ВЗ НВЗ
АВМ 105-840 1 4; 6; 8 1,5-3 9; 14; 6; 20; 22 0,8 1;2 3 3
АВГ 875-6720 3 4; 8 2,8 22; 30; 37; 40 10; 18; 25
АВГ-В 890-3590 7,8
АВГ-ВВ 630-1270 8 5 5,15
АВГ-Т 7060-26880 12 4; 6; 8 8 9; 14; 6; 20; 22 4 37; 40; 75; 90
АВЗ 265-9800 6 6 5,0 1 40
АВЗ-Д 3540-13100 8 2,8 2 22; 30; 37; 40 10; 18; 25
Примечание'. Дополнительные буквенные обозначения: М — малогабаритный; Г — горизонтальный; В — для вязких жидкостей; ВВ — для высоковязких жидкостей; Т — трехконтурный (секции располагаются в три этажа); 3 — зигзагообразное расположение секций; Д — с двумя вентиляторами; ВЗ — взрывозащищенный двигатель; НВЗ — невзрывозащищенный
двигатель.
Таблица 6.2.5.8
Основные параметры оребренных труб с наружным диаметром 28 мм
Коэффициент оребрения Кор Наружный диаметр ребра 6?р, мм Количество ребер на 1 м длины трубы Наружная площадь поверхности 1 м длины трубы, м2 Высота ребра Н, мм
без учета ребер FH с учетом ребер Fo
9,0 49 286±5 0,088 0,792 6
14,6 56 333±5 0,088 1,284 10
Вспомогательные, типовые и многофункциональные процессы и аппараты
357
Пластинчато-ребристые ТА представляют собой комбинацию пластинчатых и ребристых аппаратов и используются чаще всего в криогенной технике для систем газ—газ или газ—жидкость. Это весьма компактные ТА, в которых спаянные твердым припоем ребристые пластины собираются в пакеты так, что пространство между соседними металлическими пластинами заполнено ребрами, которые предварительно штампуются и изгибаются в соответствии с выбранным профилем [1]. Толщина ребер от 0,1 до 0,25 мм, высота — от 2,5 до 20 мм. На одном сантиметре длины размещаются по 5-8 ребер, что обеспечивает их теплоотдающую поверхность до 1300 м2 на 1 м3 объема. Это на порядок больше аналогичной удельной поверхности кожухотрубчатых ТА с наименьшими трубками диаметром 19 мм. Форма ребер разнообразна: треугольные, прямоугольные (с отверстиями для прохождения теплоносителей), волнообразные, жалюзийного типа и другие. В литературе [1] содержатся данные об интенсивности теплообмена и гидравлическом сопротивлении 52 возможных форм ребер. Преимущества и недостатки пластинчато-ребристых и пластинчатых ТА аналогичны, но механическая очистка оребренных теплообменных поверхностей практически невозможна.
Интенсификация процессов теплообмена (увеличение коэффициентов теплоотдачи он и а2) проводится, как правило, каким-либо воздействием на пристенный (пограничный) слой теплоносителя в непосредственной близости от теплообменной поверхности. И если на наружной поверхности труб вместо интенсификации теплоотдачи можно установить ребра, то внутри трубок относительно небольшого диаметра ребра устанавливать затруднительно. Вместо ребер внутри трубок могут размещаться различного рода вставки (винтовые, диски, диафрагмы, спирали, кольца, наполнители в виде шаров и т. п.), которые дополнительно турбулизи-руют поток теплоносителя и возмущают пристенный слой. Наряду со вставками можно искусственно увеличивать шероховатость внутренней поверхности путем нанесения насечек. Возможны пульсации расхода теплоносителя, давления, изменение поперечного сечения канала, закручивание потока и тому подобные внешние воздействия на движущийся поток теплоносителя.
Интенсификация теплообмена с помощью перечисленных способов, особенно эффективная при низких значениях числа Рейнольдса, может достигать четырех раз для теплообмена между жидкофазными теплоносителями и двух раз в аппаратах воздушного охлаждения [36]. Искусственная шероховатость может увеличивать коэффициент теплоотдачи в 3 раза.
Созданы новые вихревые динамические ТА, в которых используются высокие скорости движения теплоносителя, развиваемые непосредственно насосом. Работа такого теплообменника основана на нарушении устойчивости вращающихся потоков в кольцевых каналах [36]. Наружный цилиндр неподвижен, а внутренний, имеющий винтовые ребра, вращается со скоро
стью от 1000 до 3000 об/мин. Внутренняя поверхность здесь является по существу элементом винтового насоса. Таким образом, два вращающихся потока теплоносителей могут перемещаться противотоком и разделены теплопередающей поверхностью внешнего ротора. Для такого ТА в [36] приведены корреляционные соотношения для определения коэффициентов теплоотдачи в зависимости от критерия Рейнольдса, определяемого с продольной скоростью и эквивалентным диаметром
, шг^Дг1’5
канала, и от специфического комплекса------, учи-
v тывающего влияние центробежных сил при вращении ротора с угловой скоростью со, его радиуса г и зазора между внутренней и внешней поверхностями Дг.
В компактных, имеющих теплопередающую поверхность F до 1 м2, вихревых теплообменных аппаратах достигнуты весьма высокие значения коэффициентов теплоотдачи: для системы вода—вода до 10 000 и для системы масло—масло до 2000 Вт/(м2 • К).
Существенно, что любые вставки и искусственная шероховатость в значительной степени увеличивают гидравлическое сопротивление движущимся потокам теплоносителей. Кроме того, различного рода вставки удорожают ТА и затрудняют очистку его теплообменных поверхностей, а вихревые динамические аппараты сложны в несерийном изготовлении и в эксплуатации.
Очень высокой удельной теплопередающей способностью обладают специфические теплообменные устройства, так называемые теплопередающие (тепловые) трубки, которые обеспечивают передаваемую тепловую мощность до 15 кВт/см2 при продольной разности температур порядка всего лишь одного градуса. Принцип действия тепловой трубки основан на интенсивном испарении (в режиме кипения) рабочей жидкости на одном конце трубки (или протяженного герметичного устройства любого другого поперечного сечения), перемещении непрерывно образующихся паров по центральному свободному каналу трубки к другому ее концу и последующей конденсации. Образующийся конденсат под действием капиллярных сил возвращается обратно благодаря мелкопористой структуре, размещаемой обычно вдоль всей внутренней поверхности трубки (рис. 6.2.5.11).
Рис. 6.2.5.11. Тепловая трубка:
I — испарительный, тепловоспринимающий участок;
II — транспортный участок; III — конденсационный участок
358
Новый справочник химика и технолога
Собственно теплопередача с помощью тепловой трубки состоит в переносе теплоты, отбираемой от какого-либо внешнего теплоносителя испарительным концом трубки и затрачиваемой на парообразование рабочей жидкости, переносе этой теплоты быстро движущимся (со скоростью, близкой к скорости звука) паром на другой конец трубки, где эта теплота выделяется при фазовом переходе пар—жидкость (конденсации). Рабочая жидкость, обладающая необходимыми свойствами в зависимости от требуемого внешнего температурного уровня, циркулирует в герметичной трубке по замкнутому контуру. Для диапазона 200-500 К в тепловых трубках используются под повышенным давлением обычные жидкости, среди которых вода обладает наибольшей теплотой фазового перехода, что существенно для тепловой производительности трубки. При низких температурах (до 200 К) в криогенной технике используются низкокипящие вещества, такие как фреоны, азот, гелий и т. п. В интервале 550-750 К используются расплавы щелочных металлов.
Применяемые в трубках капиллярные материалы должны, прежде всего, хорошо смачиваться жидкой фазой рабочего вещества. Здесь используются пакеты металлических сеток, спеченные пористые материалы, продольные канавки в самой внутренней стене трубы и т. п.
Передаваемая тепловыми трубками тепловая мощность обычно настолько велика, что фактором, лимитирующим общую скорость теплопередачи от горячего внешнего теплоносителя к более холодному, часто становятся процессы подвода теплоты к внешней поверхности испарительного и теплоотвода от наружной поверхности конденсационного участка трубки. Для интенсификации этих наружных процессов теплообмена часто используется оребрение наружных поверхностей концов тепловых трубок.
Специфика тепловых трубок состоит в том, что они без трудностей отводят значительные количества теплоты из локализованного участка пространства, где эта теплота выделяется.
Использование тепловых трубок имеет достаточно широкий спектр, однако относительно их применения в химической промышленности надежных сведений пока не имеется.
Физические процессы кипения, конденсации, перемещения потока пара, капиллярное движение рабочей жидкости и многие другие аспекты, сопровождающие работу тепловых трубок, освещаются в специальной литературе [1, 53-55].
Контактные теплообменные аппараты имеют широкое распространение в химической промышленности и в энергетике. В отличие от ТА поверхностного типа, где теплоносители разделены металлической (иногда графитовой [56]) стенкой, в аппаратах контактного типа потоки теплоносителей непосредственно соприкасаются друг с другом. Такие аппараты используются для охлаждения газов или жидкостей, а также в качестве испарителей или конденсаторов.
По сравнению с поверхностными ТА контактные аппараты обладают некоторыми преимуществами: меньшая металлоемкость, отсутствие коррозии и загрязнения несуществующей теплообменной поверхности и связанная с этим возможность использования загрязненных потоков теплоносителей. Недостатки контактных аппаратов также связаны с отсутствием теплообменной поверхности: частичное проникновение одного теплоносителя в массу другого и, часто, — трудности определения величины теплопередающей поверхности контакта фаз.
Различают аппараты с поверхностью контакта фаз, формируемой твердой насадкой, и полые аппараты, в которых жидкая фаза диспергируется на мелкие капли в объеме газа или образует мелкоячеистую пену, сквозь которую проходит газовый поток. В насадочном аппарате жидкая фаза под действием силы тяжести стекает тонкой пленкой по всей развитой поверхности насадки, а газовый поток проходит вверх в зазорах между элементами насадки (например кольцами Рашига). Поверхностью теплопередачи здесь является поверхность жидкой пленки, а интенсивность теплопередачи определяется по соотношениям для аппаратов пленочного типа (см. 4.2.2).
Режимы движения потоков жидкости и газа в насадочных аппаратах близки к режиму вытеснения, а средняя разность температур теплоносителей может определяться по логарифмической формуле (6.2.2.5).
В аппаратах распылительного и барботажного типа существуют дополнительные сложности из-за возможного продольного и поперечного перемешивания потоков.
В аппаратах контактного типа процесс теплообмена практически всегда сопровождается массообменом между обменивающимися теплотой потоками, что также затрудняет анализ и расчет происходящих процессов совместного тепломассообмена.
Конструктивное оформление контактных аппаратов чаще всего определяется спецификой процесса массообмена, поэтому соответствующие конструкции контактных аппаратов приведены в разделе, посвященном массообменной аппаратуре (см. раздел 5 и подраздел 6.9 настоящего Справочника).
Многочисленные расчетные соотношения для аппаратов с непосредственным контактом потоков теплоносителей приводятся в специальной литературе [1, 13, 15, 17, 19], а для контактных аппаратов в системе газ— дисперсная твердая фаза в [20-33, 59].
Более широкий круг вопросов использования теплоты представлен в справочнике [57-58], где содержатся все основные разделы классической теплотехники, включающие помимо теплопереноса также техническую термодинамику и описание устройств по преобразованию теплоты в механическую работу.
Выбор типа теплообменника, наиболее пригодного для заданных условий, зависит от множества противоречивых требований, предъявляемых свойствами
Вспомогательные, типовые и многофункциональные процессы и аппараты
359
теплоносителей, условиями работы и т. п. К ним относятся коррозионная стойкость материала ТА, величина коэффициента теплоотдачи и потерь давления, величина механических напряжений в элементах ТА, легкость разборки ТА и очистки теплообменных поверхностей и др. Помимо этого, в каждом конкретном случае может выдвигаться целый ряд дополнительных требований.
Рассмотрим критерии выбора направления подачи теплоносителей на примере кожухотрубчатых теплообменников. В трубное пространство кожухотрубчатых теплообменников целесообразно подавать:
- теплоносители, подаваемые с меньшей объемной производительностью, так как для получения необходимых скоростей теплоносителя можно взять многоходовой теплообменник;
- загрязненные теплоносители, поскольку чистку трубного пространства производить легче, чем межтрубного, а осаждению взвешенных частиц будут препятствовать высокие скорости теплоносителя в трубах;
- агрессивный теплоноситель. В этом случае только трубный пучок и другие детали, соприкасающиеся с теплоносителем, должны быть изготовлены из коррозионностойкого материала, а кожух и все детали межтрубного пространства могут быть выполнены из более дешевого материала. Кроме того, защитное покрытие трубного пространства легко осуществимо и более доступно для осмотра и ремонта, чем межтрубное;
- теплоноситель с высоким давлением. Во-первых, при равной прочности толщина труб значи-
Сравнительные характеристики
тельно меньше толщины кожуха; во-вторых, при большом абсолютном давлении потери давления в трубном пространстве уже не являются серьезным ограничением;
- теплоноситель с высокой (или с очень низкой) температурой, так как при этом уменьшаются потери тепла в окружающую атмосферу.
В межтрубное пространство кожухотрубчатых теплообменников следует подавать:
- насыщенный водяной пар, так как при этом облегчается удаление конденсата. Кроме того, водяной пар имеет очень высокий коэффициент теплоотдачи, поэтому уменьшается разность между температурами стенок трубок и кожуха, что снижает температурные напряжения в теплообменниках типа TH. Наконец, при малых давлениях пара потери давления могут играть существенную роль;
- газы при атмосферном давлении. Коэффициент теплоотдачи при обтекании труб выше, чем при течении внутри них. Кроме того, в этом случае можно выбрать теплообменник с оребренными трубами, что позволяет повысить эффективность работы аппарата;
- замерзающий конденсат. Кожух реже забивается, особенно если увеличить шаг размещения труб.
Для облегчения выбора в табл. 6.2.5.9 даны сравнительные показатели некоторых типов теплообменников по технологическим, эксплуатационным и экономическим признакам.
Таблица 6.2.5.9 плообменников различных типов
Тип теплообменника Возможность изготовления из чугуна и хрупких материалов Возможность осуществления чистого противотока Работоспособность Компактность и металлоемкость
доступность для чистки трубного пространства доступность для чистки межтрубного пространства ремонтопригодность поверхность нагрева на единицу объема аппарата, м2/м3 расход металла на изготовление аппарата, отнесенный к единице поверхности, кг/м2 расход металла, отнесенный к единице передаваемого тепла, отн. ед.
Кожухотрубчатые:
тип TH и ТК — 0 + — 0 18-40 35-80 1
тип ТП и ТУ 0 0 0 + 0 18-40 35-80 1
Труба в трубе:
неразъемные - - - - 4-15 175 1,5-3
разъемные + + + + + 4-10 200 2-4,5
Погружные (змееви- 4-12 90-120 1-6
ковые) + — - + +
Оросительные + — - + + 3-6 45-60 0,5-2
Спиральные - + - - - 34-72 30-50 0,2-0,9
Пластинчатые — + + + + 40-80 18-45 0,4-0,6
Условные обозначения: (+) — полное удовлетворение условий; (0) — частичное удовлетворение условий; (-) — несоответствие условию.
360
Новый справочник химика и технолога
Литература
1. Справочник по теплообменникам. В 2 т. Т. 1 / Пер. с англ.; Под ред. Б.С. Петухова, В.К. Шикова. М.: Энергоатомиздат, 1987. 560 с.: ил.; Т. 2 / Пер. с англ.; Под ред. О.Г. Мартыненко и др. М.: Энергоатомиздат, 1987. 352 с.: ил.
2. Кутателадзе С.С. Теплопередача и гидравлическое сопротивление: Справ, пособие. М.: Энергоатомиздат, 1990. 367 с.: ил.
3. Основы расчета и проектирования теплообменников воздушного охлаждения: Справочник / А.Н. Бессонный, Г.А. Драйцер, В.Б. Кунтыш и др. СПб.: Недра, СПб. отд-е, 1996. 509 с.
4. Кутателадзе С.С., Боришанский В.М. Справочник по теплопередаче. М.: ГЭИ, 1959. 216 с.
5. Романков П.Г., Фролов В.Ф. Теплообменные процессы химической технологии. Л.: Химия, 1982. 288 с.: ил.
6. Кодзоба Л.А. Решения нелинейных задач теплопроводности. Киев: Наукова думка, 1976. 136 с.
7. Обзоры по теплофизическим свойствам веществ. Обзорная информация / АН СССР. Ин-т выс. темп-р. Научи. Информ. Центр по теплофизическим свойствам чистых веществ. М., 1990. № 1(81). 136 с.; № 2(82). 105 с.; № 3(83). 53 с.
8. Романков П.Г., Фролов В.Ф., Флисюк О.М., Курочкина М.И. Методы расчета процессов и аппаратов химической технологии (Примеры и задачи). СПб.: Химия, 1993. 496 с.: ил.
9. Исаченко В.П., Осипова В.А., Сукомел А.С. Теплопередача. М.: Энергия, 1975. 486 с.
10. Исаченко В.П. Теплообмен при конденсации. М.: Энергия, 1977. 240 с.
И. Лесохин Е.И., Рашковский П.В. Теплообменники-конденсаторы в химической технологии: Моделирование, расчет, управление. Л.: Химия, 1990. 286 с.
12. Маньковский О.М., Толчинский А.Р., Александров М.В. Теплообменная аппаратура химических производств. Л.: Химия, 1976. 368 с.
13. Таубман Е.И., Горнев В.А., Мельцер В.Л. и др. Контактные теплообменники. М.: Химия, 1987. 257 с.
14. Стренк Ф. Перемешивание и аппараты с мешалками // Пер. с польск.; / Под ред. И.А. Щупляка. Л.: Химия, 1975. 384 с.
15. Брагинский Л.Н., Бегачев В.М., Барабаш В.М. Перемешивание в жидких средах. Л.: Химия, 1984. 336 с.
16. Рейхсфельд В.О., Шеин В.С., Ермаков В.И. Реакционная аппаратура и машины заводов основного органического синтеза и синтетического каучука. Л.: Химия, 1975. 392 с.
17. Воронцов Е.Г., Тананайко Ю.М. Теплообмен в жидких пленках. Киев: Техника, 1972. 196 с.
18. Соколов В.Н., Доманский И.В. Газо-жидкостные реакторы. Л.: Машиностроение, 1976. 216 с.
19. Пенный режим и пенные аппараты / Под ред. И.П. Мухленова и Э.Я. Тарата. Л.: Химия, 1977. 304 с.
20. Аэров М.Э., Тодес О.М. Гидравлические и тепловые основы работы аппаратов со стационарным и кипящим зернистым слоем. М.; Л.: Химия, 1968. 512 с.
21. Аэров М.Э., Тодес О.М., Наринский Д.А. Аппараты со стационарным зернистым слоем. Гидравлические и тепловые основы работы. Л.: Химия, 1979. 176 с.
22. Дидушинский Я. Основы проектирования химических реакторов / Пер. с польск.; / Под ред. М.Г. Слинько и Г.С. Яблонского. М.: Химия, 1972.376 с.
23. Горбис З.Р., Календерьян В.А. Теплообменники с проточными дисперсными теплоносителями. М.: Энергия, 1975. 296 с.
24. Горбис З.Р. Теплообмен и гидромеханика дисперсных сплошных потоков. М.: Энергия, 1970. 424 с.
25. Шрайбер А.А., Глянченко В.Д. Термическая обработка полидисперсных материалов в двухфазном потоке. Киев: Наукова думка, 1976. 156 с.
26. Бабуха Г.А., Шрайбер А.А. Взаимодействие частиц полидисперсного материала в двухфазных потоках. Киев: Наукова думка, 1972. 176 с.
27. Расчеты аппаратов кипящего слоя: Справочник / Под ред. И.П. Мухленова, Б.С. Сажина, В.Ф. Фролова. Л.: Химия, 1986. 352 с.
28. Псевдоожижение / В.Г. Айнштейн, А.П. Баскаков, Б.В. Берг и др. М.: Химия, 1991. 400 с.
29. Псевдоожижение / Под ред. И. Девидсона и Д. Харрисона; Пер. с англ. М.: Химия, 1974. 728 с.
30. Баскаков А.П. и др. Процессы тепло- и массопереноса в кипящем слое. М.: Металлургия, 1978. 248 с.
31. Гельперин Н.И., Айнштейн В.Г., Кваша В.Н. Основы техники псевдоожижения. М.: Химия, 1967. 664 с.
32. Матур К., Эпстайн Н. Фонтанирующий слой. Л.: Химия, 1978. 288 с.
33. Рабинович М.И. Тепловые процессы в фонтанирующем слое. Киев: Наукова думка, 1977. 174 с.
34. Бажан П.И. и др. Справочник по теплообменным аппаратам / П.И. Бажан, Г.Е. Каневец, В.М. Селиверстов. М.: Машиностроение, 1989. 366 с.: ил.
35. Хаузен X. Теплопередача при противотоке, прямотоке и перекрестном токе / Пер. с нем. И.Н. Дуль-кина. М.: Энергоиздат, 1981. 384 с.: ил.
36. Нестеров Д.В., Васильев Ю.Н. Вихревые теплообменники. М.: Недра, 1982. 159 с.
37. Трошенькин Б.А. Циркуляционные и пленочные испарители и водородные реакторы. Киев: Наукова думка, 1985. 176 с.
38. Стандартные кожухотрубчатые теплообменные аппараты общего назначения: Каталог. 3-е изд. М.: Изд-во ЦИНТИхимнефтемаш, 1985. 176 с.
39. Кожухотрубчатые теплообменные аппараты с U-образными трубами М.: Внешторгиздат, 1971. 15 с.: ил.
Вспомогательные, типовые и многофункциональные процессы и аппараты
361
40. Кожухотрубчатые теплообменные аппараты с плавающей головкой: Каталог. М.: Внешторгиздат, 1968. 47 с. с черт.
41. Теплообменники «труба в трубе». Емкостная стальная сварная аппаратура: Каталог-справочник. М.: Центр, ин-т науч.-техн. информации, 1968. 25 с. с черт.
42. Теплообменники спиральные стальные: Каталог-справочник. М., 1968. 32 с. с черт. (Укр. н.-исслед. и конструкторский ин-т химич. машиностроения).
43. Пластинчатые теплообменники для химической и нефтехимической промышленности: Информационный справочник. М.: Центр, ин-т науч.-техн. информации, 1968. 49 с. с ил.
44. Теплообменники пластинчатые разборные стальные общего назначения: Каталог-справочник. М.: ЦИНТИхимнефтемаш, 1967.6 отдельных брошюр с ил.
45. Клименко А.П., Каневец Г.Е. Расчет теплообменных аппаратов на электронных вычислительных машинах. М.;Л.: Энергия, 1966. 270 с.
46. Кафаров В.В., Мешалкин В.Д., Гурьева Л.В. Оптимизация теплообменных процессов и систем. М.: Энергоатомиздат, 1988. 191 с.
47. Кафаров В.В., Бояринов А.И. Методы оптимизации в химической технологии. 2-е изд. М.: Химия, 1975. 575 с.
48. Орехов И.И., Обрезков В.Д. Холод в процессах химической технологии. Л.: Изд-во ЛГУ, 1980. 256 с.
49. Баклаотов А.М. Проектирование, монтаж и эксплуатация теплоиспользующих установок. М.: Энергия, 1970. 568 с.
50. Кейс В.М., Лондон А.Л. Компактные теплообменники. 2-е изд. / Пер. с англ. М.: Энергия, 1967. 223 с.
51. Воронин Г.И., Дубровский Е.В. Эффективные теплообменники. М.: Машиностроение, 1973. 96 с.
52. Керн Д., Краус А. Развитые поверхности теплообмена / Пер. с англ. М.: Энергия, 1971. 496 с.
53. Ивановский М.Н., Сорокин В.П., Ягодкин И.В. Физические основы тепловых труб. М.: Атомиздат, 1978. 256 с.
54. Васильев Л.Л. и др. Низкотемпературные трубы. Минск: Наука и техника, 1976. 136 с.
55. Тепловые трубы / Пер. с англ, и нем.; Под ред. Э.Э. Шпильрайна. М., 1972. 420 с.
56. Коневский Л.С., Синявский Б.С. Углеграфитовая теплообменная аппаратура. М.: Машиностроение, 1969. 100 с.
57. Теплотехнический справочник. Т. 1. М.: Энергия, 1975. 743 с.
58. Теплотехнический справочник. Т. 2. М.: Энергия, 1976. 896 с.
59. Машины и аппараты химических производств: Примеры и задачи / И.В. Доманский, В.П. Исаков, Г.М. Островский и др.; Под общ. ред. В.Н. Соколова. СПб.: Политехника, 1992. 327 с.
6.3. Машины и аппараты для перемещения жидкостей и газов
Основные обозначения
А — работа за цикл, Дж
а — опытная константа, коэффициент
а* — критическая скорость (местная скорость звука), м/с
Ь, с — коэффициенты
b — ширина проточной части колеса, м
с — удельная массовая теплоемкость потока, Дж/(кг К)
D — диаметр колеса, диаметр патрубка, м
d—диаметр поперечного сечения потока, м
dc — диаметр поперечного сечения на выходе из диффузора, м
f— площадь поперечного сечения потока, м2
G — массовый расход, кг/с
g — ускорение свободного падения, м/с2
Н — напор насоса, м
К — эмпирический коэффициент
к — показатель адиабаты, коэффициент
L — приведенная длина транспортирования, ход поршня, м
1С — расстояние от входного сечения сопла до входного сечения камеры смешения, м
/С1 — длина свободной струи, м
/с2 — длина входного участка камеры смешения, на которой диаметр струи меняется от d± до d2, м
/д — длина диффузора, м
/к — длина камеры смешения, м
т — показатель политропы
N— мощность, Вт
п — отношение площади сечения камеры смешения к площади сечения, занимаемой инжектируемым потоком на входе в камеру смешения; частота вращения рабочего колеса, с"1
n,s — коэффициент быстроходности
Р — сила, Н
р — абсолютное статическое давление потока, Па
q — относительная массовая скорость (отношение массовой скорости pw адиабатно движущегося потока в данном сечении к массовой скорости этого потока р* • а* в критическом сечении)
Q — объемный расход среды, м3/с
R — газовая постоянная, Дж/(кг • К)
5 — площадь поперечного сечения цилиндра, м2
s — сопротивление циркуляционной системы, Па с2/м6; удельная энтропия потока в заторможенном состоянии, кДж/(кг • К)
Т — температура потока, К
Гос — температура рабочего тела в состоянии равновесия с окружающей средой, К
и — коэффициент инжекции; вектор абсолютной скорости частицы (элемента) жидкости, м/с
ик — кавитационный коэффициент инжекции
и0, «ос — объемные коэффициенты инжекции по паровоздушной смеси и сухому' воздуху соответственно
362
Новый справочник химика и технолога
Ve — объемная подача струйного насоса, м3/с
v — средняя скорость потока, м/с
w — скорость потока, м/с
z — высота расположения центров сечений, м
а — угол раскрытия диффузора; отношение коэффициентов инжекции по жидкости и твердому телу; угол между вектором абсолютной скорости и касательной к окружности колеса, град
0 — угол между образующей входного участка камеры смешения и осью эжектора, град; угол между касательными к лопатке и к окружности колеса, град
S — размер частиц, толщина лопатки, м
Др — перепад давлений среды, Па
Дрк — перепад давлений инжектируемой среды на входном участке камеры смешения, характеризующий снижение статического давления инжектируемого потока, Па
ц — коэффициент полезного действия (КПД)
0 — отношение температур инжектируемого и рабочего потоков
X — коэффициент подачи; приведенная скорость (отношение скорости газа при его адиабатном течении и' к критической скорости а*)
ц — массовая расходная концентрация дисперсной фазы, кг/кг
П — относительное давление в потоке
р — плотность потока, кг/м3
в — удельный объем потока, м3/кг
Фь ф2» Фз> ф4 — эмпирические коэффициенты
V — коэффициент, зависящий от шероховатости поверхности проточной части колеса
со — угловая частота вращения колеса, с1
Подстрочные индексы
* — параметры потока в критическом сечении (сечение *-*)
О — параметры потока в заторможенном состоянии
1 — окружность входа на лопатку колеса; параметры рабочего потока на выходе из сопла (сечение 1-1)
2 — окружность выхода с лопатки колеса; параметры рабочего и инжектируемого потоков на входе в камеру смешения (сечение 2-2)
3 — параметры сжатого (смешанного) потока на выходе из камеры смешения (сечение 3-3)
R — радиальный
s — параметры рабочего и инжектируемого потоков в произвольном сечении камеры смешения
ад — адиабатный
в — параметры воздуха; всасывание
г — газ; гидравлический
ж — жидкость
из — изотермический
мех — механический
н — нагнетание, параметры инжектируемого потока
нп — параметры насыщенного пара
об — объемный
опт — оптимальный
от — относительный п, пол — полезная ив — параметры паровоздушной среды пер — переносный
пр — параметры предельного режима р — параметры рабочего потока
рн — параметры рабочего потока на входе в камеру смешения
с — параметры сжатого (смешанного) потока
т — параметры инжектируемого твердого тела; теоретический
ц — циркуляции
эф — эффективная
6.3.1. Общие сведения о машинах для подачи жидкостей и газов
(Р.Ш. Абиев)
Основные определения и классификация устройств для подачи жидкостей и газов
Насос — устройство (гидравлическая машина или аппарат) для напорного перемещения (всасывания и нагнетания) главным образом капельной жидкости в результате сообщения ей механической энергии (потенциальной и кинетической). ГОСТ 17398-72 определяет насос как машину для создания потока жидкой среды. Устройства для безнапорного перемещения жидкости насосами обычно не называют и относят к водоподъемным машинам.
Компрессорная машина — это машина, предназначенная для подачи газовых сред путем сообщения им механической энергии. В зависимости от степени сжатия т (т. е. отношения давления на выходе к давлению на входе) лопастных компрессорных машин различают вентиляторы (т < 1,15), газодувки (1,15 < т < 3)и компрессоры (т » 3). Вследствие малого изменения давления вентиляторами термодинамического изменения газа почти не происходит. Это дает основание рассматривать теорию лопастных насосов и вентиляторов слитно, как теорию машин для подачи несжимаемой среды.
Гидравлические машины для подачи жидкостей и газов в целом часто называют также нагнетателями.
Названия большинства устройств, применяемых для всасывания и нагнетания жидкостей, состоят из слова «насос» и соответствующего определения, характеризующего, как правило, либо принцип его действия (например, центробежный, электромагнитный), либо особенности конструкции (горизонтальный, зубчатый, шиберный), либо подаваемую среду (например, конденсатный, грунтовой). Иногда определительное слово фиксирует назначение или область применения насоса (например, лабораторный, дозировочный), тип привода (с паровым приводом, с электроприводом), а также автора конструкции (например, насос Гемфри) или название фирмы (насос СИХИ — по первым буквам слов Simen Hinsch; насос Фарко — по имени владельца завода). Не
Вспомогательные, типовые и многофункциональные процессы и аппараты
363
которые из рассматриваемых устройств получили особые названия, например: газлифт, одна из конструкций которого называется маммут-насос, или насос Маммута; вытеснители, к которым относится монжус, называемый также насосом Монтежю, или пневматический насос; гидроэлеватор, инжектор и эжектор, являющиеся разновидностями струйного насоса (см. 6.3.2).
Устройства для напорного перемещения жидкостей разделяют на виды и разновидности по различным признакам, например по принципу действия и конструкции. Насосы можно также условно разделить на насосы-машины, приводимые в действие от двигателей, и насосы-аппараты, которые действуют за счет иных источников энергии и не имеют движущихся рабочих органов. ГОСТ 17389-72 подразделяет насосы на два основных класса: динамические и объемные.
Компрессорные машины также подразделяют на динамические и объемные (см. также 6.3.3).
В динамических машинах передача энергии потоку происходит под влиянием сил, действующих на жидкость (газ) в рабочих полостях, постоянно соединенных с входом и выходом насоса (компрессорной машины). Доля кинетической энергии в общем приращении энергии достаточно велика вследствие больших скоростей жидкости (газа) на выходе из машины.
Работа объемных машин выполняется путем всасывания и вытеснения жидких или газовых сред за счет циклического изменения объема в рабочих полостях (цилиндрах, корпусах специальных форм) при движении рабочих органов (поршней, диафрагм, пластин, зубцов и т. д.). Простейший пример — поршневой насос одностороннего действия. Периодичность движения поршня обусловливает неравномерность подачи и возникновения инерционных сил. Поэтому привод таких машин имеет низкую частоту вращения. Эти обстоятельства вызвали появление объемных насосов вращательного типа, называемых роторными: шестеренных, пластинчатых и винтовых.
Классификация насосов по энергетическому и конструктивным признакам представлена на рис. 6.3.1.1, аналогичная классификация компрессорных машин — на рис. 6.3.1.2.
Динамические машины представлены в современной промышленности четырьмя основными конструктивными группами: центробежными, диагональными и осевыми насосами (рис. 6.3.1.3), вентиляторами и компрессорами и вихревыми насосами. Машины первых двух групп являются лопастными, третья группа относится к машинам трения.
Лопастные насосы также подразделяются по конструкции отвода — устройства для частичного преобразования кинетической энергии жидкости в потенциальную энергию давления (со спиральным, кольцевым или лопаточным отводом), по числу потоков внутри рабочего колеса (рис. 6.3.1.4), по числу ступеней рабочих колес в насосе — одноступенчатый, многоступенчатый (одностороннее или симметричное расположение колес на одном валу с последовательным прохождением потока) и по числу потоков — однопоточные и многопоточные (с параллельным прохождением потока через колеса, расположенные на одном валу). По расположению оси вращения вала насосы подразделяются на вертикальные, горизонтальные, с наклонной осью.
В осевых и диагональных насосах лопасти на рабочем колесе могут быть жестко закрепленными во втулке или поворотными (регулируемыми) с электрическим, гидравлическим или электрогидравлическим приводом их разворота.
По способу герметизации насосы можно разделить на две группы: с уплотнением вала (обычно сальниковым или торцевым, для крупных насосов — щелевым) и герметичные (с экранированным электродвигателем, ротор и статор которого разделены тонкой цилиндрической гильзой из магнитопроницаемой стали).
Рис. 6.3.1.1. Основная классификация насосов
364
Новый справочник химика и технолога
Рис. 6.3.1.2. Основная классификация компрессорных машин
Рис. 6.3.1.3. Классификация лопастных насосов по направлению потока жидкости на выходе из рабочего колеса: а) центробежный; б) диагональный; в) осевой
Рис. 6.3.1.4, Классификация центробежных насосов по потокам внутри рабочего колеса: а) одностороннего входа;
б) двустороннего входа
Классификация насосов по назначению не может быть строгой, т. к. одни и те же насосы применяются в энергетике, водоснабжении, в химическом производстве и т. д. Например, в теплоэнергетике все центробежные насосы разделяют на следующие группы: 1) насосы для чистой воды; 2) конденсатные (для удаления конденсата с температурой до 393 К); 3) питательные (для подачи горячей воды в паровые котлы); 4) насосы для кислых сред (из нержавеющих сталей); 5) насосы для подачи смесей жидкостей и твердых частиц, в том числе песковые, шламовые (грязевые), земляные (землесосы) (для снижения износа проточная часть насосов выполнена из конструкционных или твердых белых чугунов).
Особо следует отметить химические насосы (тип X). Конструктивно они выполнены практически одинаково и различаются в основном материалом деталей проточной части в зависимости от качества перекачиваемой среды и условий эксплуатации. Химические насосы
выпускаются различных типоразмеров (X, АХ, ХБ, ХВС, ХГ, ХМ, АХП, ХО, ХП, ТХ, ТХИ) в горизонтальном и вертикальном исполнении.
Основные параметры гидравлических машин для подачи жидкостей и газов
Основными параметрами гидравлических машин для подачи жидкостей и газов (нагнетателей) являются подача, напор (или развиваемое давление), потребляемая мощность и КПД.
Подача (производительность) — количество (объем или масса) жидкости (газа), подаваемое машиной в сеть в единицу времени. Соответственно различают производительность объемную Q, м3/с, и массовую G, кг/с.
В расчетах принято приводить объемную подачу компрессоров к условиям всасывания (для вакуум-насосов — к условиям на линии нагнетания) или к нормальным условиям, т. е. к давлению 100 кПа и температуре 293 К.
Вспомогательные, типовые и многофункциональные процессы и аппараты
365
Напор насоса (м) — это удельная механическая энергия, сообщаемая насосом жидкости в единицу времени:
wg mg/t
где Е — полная механическая энергия, сообщаемая жидкости за время t, Дж; т — масса жидкости, протекающей через насос за время t, кг; g — ускорение свободного падения, м/с2.
Согласно ГОСТ 17398-72, давление, развиваемое насосом (Па), определено зависимостью
2 2
Р= Рн -Рв +Р#("н --в)+Р^у^-’ <6-ЗЛ-2)
где рв, рк — соответственно давления на входе в насос (во всасывающем патрубке) и на выходе из него (в нагнетательном патрубке), Па; р — плотность жидкости, кг/м3; zB, zK — высоты расположения центров входного и выходного сечений насоса, м; vB, vH — средние скорости потока на входе и выходе, м/с.
Связь между давлением, развиваемым насосом, и напором представляется соотношением:
Pg
(6.3.1.3)
откуда следует выражение для напора, развиваемого насосом:
Н = Рн~Р*
Pg
(6.3.1.4)
Выражение (6.3.1.4) имеет четкий энергетический смысл: первое слагаемое характеризует приращение удельной потенциальной энергии давления, приобретаемой жидкостью в насосе, второе — приращение удельной потенциальной энергии положения, третье — приращение ее удельной кинетической энергии. Сумма первых двух слагаемых характеризует развиваемое насосом увеличение статического напора, третье слагаемое — увеличение скоростного напора.
Из выражения (6.3.1.4) вытекает, что напор измеряется в метрах столба перекачиваемой жидкости. Не следует воспринимать напор насоса как геометрическую высоту столба жидкости, на которую насос может поднять жидкость. Соотношение (6.3.1.4), помимо изменения потенциальной энергии, обусловленной подъемом жидкости на высоту (zH — zB), содержит еще и приращение потенциальной энергии давления ———,
Pg
V2 -V2
а также приращение кинетической энергии ——-.
2g
Полезная мощность (мощность, сообщаемая насосом жидкости либо вентилятором газу) при известных производительности и напоре определяется из выражения
Nn = pgQH (6.3.1.5)
и может интерпретироваться как работа, затраченная на подъем на высоту Н жидкости весом pgQAt, отнесенная к промежутку времени АЛ
Эффективная (затрачиваемая) мощность — это мощность, потребляемая насосом (вентилятором) при перекачивании жидкости (газа) от механического привода, т. е. она может быть измерена на приводном валу насоса. Схема преобразования мощности N3Jf> потребляемой электроприводом, сначала в эффективную мощность Л',ф, а затем в полезную Яп представлена на рис. 6.3.1.5.
Рис. 6.З.1.5. Схема трансформации мощности при работе нагнетателя от электропривода
Коэффициент полезного действия (КПД) насоса (вентилятора)
П=А=- (63.1.6)
’эф
может быть представлен в виде
П = Лг • Поб • Пмех, (6.3.1.7)
где г|г — гидравлический КПД, учитывает потери энергии, обусловленные гидравлическими сопротивлениями внутри насоса (в клапанах и патрубках поршневых насосов, в проточных каналах лопастных насосов и т. п.), т. е. связан со снижением Я; г|об — объемный КПД, учитывает потери энергии, вызванные внутренними и внешними утечками жидкости (между всасывающим и нагнетательным патрубками, через уплотнения вала), т. е. обусловлен снижением Q\ т|мех — механический КПД, учитывает прочие потери энергии в насосе (на трение в подшипниках, уплотнениях, трение поршня о цилиндр в поршневом насосе, диссипацию энергии в жидкости между диском колеса центробежного насоса и его корпусом и т. п.).
Всасывающая способность обусловлена явлением кавитации и характеризуется максимально допустимой высотой установки насоса (см. 2.2.12) над уровнем жидкости в емкости, из которой она всасывается (при данном давлении в емкости и температуре жидкости).
366
Новый справочник химика и технолога
Подача и напор объемных и динамических машин.
Области применения насосов и компрессоров
Подача и напор нагнетателей определяются, с одной стороны, их конструкцией и скоростями движения рабочих органов, с другой — характеристикой сети, к которой подключен нагнетатель (рис. 6.3.1.9).
Поршневые и роторные машины конструктивно приспособлены для создания высоких напоров при относительно небольших подачах. Лопастные машины перекрывают область значительных подач при широком диапазоне развиваемых напоров, причем для центробежных машин характерны большие напоры, для диагональных — умеренные, для осевых — малые напоры и наибольшие подачи. Вихревые машины занимают промежуточную область между центробежными и поршневыми.
Рис. 6.3.1.6. Примерные графики подач и напоров насосов различных типов для перекачивания воды: I — поршневые; II — центробежные; III — осевые
Рис. 6.3.1.7, Области применения различных типов компрессоров по производительности и давлению: I -— поршневые; II — центробежные;
III — винтовые; IV — ротационные
Представление о подачах и напорах насосов общепромышленного назначения разных типов, где в качестве перекачиваемой жидкости принята вода, можно получить по рис. 6.3.1.6. Отдельные уникальные конструкции насосов могут иметь параметры, выходящие за пределы этого графика. Однако в целом нетрудно проследить выполнение закона сохранения энергии: при перекачивании одной и той же жидкости при постоянной полезной мощности согласно формуле (6.3.1.5) с ростом производительности напор уменьшается, и наоборот. Области применения компрессоров различных типов показаны на рис. 6.3.1.7.
Наибольшее распространение в промышленности получили центробежные нагнетатели. Центробежные насосы могут создавать напор до 3500 м и подачу 100 000 м3/ч в одном агрегате; подача центробежных вентиляторов достигает 1 000 000 м3/ч в одном агрегате.
Центробежные насосы используются в теплоэнергетических установках для питания котлов, подачи конденсата и сетевой воды, а также для подачи умеренно вязких жидкостей в химической и нефтехимической промышленности. В конденсационных установках мощных паровых турбин применяют осевые насосы. Струйные насосы используют для удаления воздуха из конденсаторов паровых турбин, а также в качестве эжекторов и инжекторов.
Вихревые насосы применяют для подачи кислот, щелочей и других химически агрессивных сред, где при малых подачах необходимы высокие напоры, а также для перекачивания сжиженного газа. Разработаны конструкции дисковых насосов, обладающих высокими антикавитационными качествами.
Поршневые насосы применяются для питания паровых котлоагрегатов малой паропроизводительности и в качестве дозаторов реагентов. Роторные нагнетатели чаще всего применяются в системах смазки (шестеренные насосы).
Осевые вентиляторы используются в установках местного проветривания, в градирнях и т. п. Прямоточные центробежные (радиальные) вентиляторы используют в установках с ограниченными размерами. Смерчевые вентиляторы целесообразно применять для перемещения среды, которую нельзя подвергать механическому повреждению, а также для пневматического транспортирования материалов, вызывающих большой износ лопаток и дисков рабочих колес. Дисковые вентиляторы благодаря их малошумности устанавливают в местных кондиционерах для вентиляции помещений. Диаметральные вентиляторы широко используют в системах вентиляции и кондиционирования воздуха, в электротермическом оборудовании, в бытовых установках.
Центробежные компрессоры являются основным видом компрессорных машин в химическом и металлургическом производствах. Поршневые компрессоры служат для снабжения сжатым воздухом пневмоинструмента, а на тепловых электростанциях — для сдува золы и сажи с поверхностей котельных агрегатов.
Вспомогательные, типовые и многофункциональные процессы и аппараты
367
Роторные компрессорные машины особенно часто используются в качестве газодувок и вакуум-насосов.
Работа насоса, подключенного к сети
Для определения фактических напора и производительности, при которых работает насос, нужно знать параметры сети, к которой он подключен (рис. 6.3.1.8).
Рис. 6.З.1.8. Насос, включенный в сеть: 1 — сеть; 2 — насос
Понятие характеристики сети введено в 2.2.12 — см. уравнение (2.2.12.49). В случае турбулентного режима течения жидкости в трубах характеристика сети близка к квадратичной и имеет вид (2.2.12.50), где Но — статический напор, т. е. в координатах Н—Q характеристика сети имеет вид параболы (рис. 6.3.1.9).
Рис. 6.З.1.9. График совместной работы насоса и сети: 1 — характеристика сети; 2 — характеристика насоса
6.3.2. Насосы
(Р.Ш. Абиев)
Центробежные насосы
Общие закономерности работы центробежных насосов
Центробежный насос состоит из корпуса, в котором вращается рабочее колесо с лопатками. Под действием возникающего центробежного поля жидкость отбрасывается от центра к периферии, так что вблизи оси насоса возникает разрежение, а на периферии давление возрастает. Схема рабочего колеса показана на рис. 6.3.2.1 (см. также рис. 6.3.2.3). На рис. 6.3.2.2 изображены планы скоростей жидкости для идеального центробежного насоса. На рис. 6.3.2.1 и 6.3.2.2 приняты следующие обозначения: индекс «1» соответствует точке входа на лопатку колеса, индекс «2» — точке выхода с лопатки; D — диаметр входа на лопатку (выхода с лопатки); b — ширина проточной части колеса; 5 — толщина лопатки; п — частота вращения рабочего колеса; и — вектор абсолютной скорости частицы (элемента) жидкости; w0T — вектор относительной скорости элемента жидкости (по отношению к лопатке); мпер — вектор переносной скорости колеса (т. е. окружная скорость колеса); uR — радиальная составляющая вектора абсолютной скорости элемента жидкости. Углы между касательными к лопатке и к окружности колеса: на входе рь на выходе — 02. Углы между вектором абсолютной скорости и и касательной к окружности колеса: на входе — аь на выходе — а2.
Рис. 6.З.2.1. Рабочее колесо центробежного насоса
Уравнение (2.2.12.50) с учетом соотношений (2.2.12.51) и (2.2.12.52) позволяет при заданных параметрах сети найти напор насоса Н для обеспечения заданного расхода Q, а значит — подобрать насос.
Точка пересечения характеристики сети и характеристики насоса (точка А на рис. 6.3.1.9) является рабочей точкой, соответствующие ей подача Qa и напор НА— это самопроизвольно устанавливающиеся параметры системы насос—сеть. Очевидно, что при выборе насоса в точке пересечения характеристик должны выполняться условия Qa > Qp и НА > Нр, где QP и НР — требуемые рабочие параметры сети. Способы регулирования производительности насосов описаны ниже (см.: Регулирование подачи центробежных нагнетателей).
Рис. 6.3.2.2. Планы скоростей: а) при входе жидкости в колесо;
6) при выходе жидкости из колеса
368
Новый справочник химика и технолога
При отсутствии специальных направляющих аппаратов подкрутка жидкости перед ее входом на лопатки рабочего колеса невелика, при этом скорость щ направлена радиально, т. е. а, = 90°, щ = uXR. Для достижения безударного входа жидкости на лопатки при заданной оптимальной подаче при конструировании центробежного насоса выбирают соответствующий угол
При бесконечно большом количестве лопаток (z —► оо) с бесконечно малой толщиной (5 -* 0) теоретический напор насоса (формула Эйлера)
^2пер C0S(«2 ) - COSfoJ g
Если подкрутка отсутствует (ai = 90°), то cos(ai) = 0; тогда, используя выражение для подачи
0т - itDibzUzK,
(6.3.2.2)
теоретический напор можно выразить в виде
Ят =-«2пер g
,. 0Tctg(P2)
2пер nD2b2
(6.3.2.3)
Действительный напор насоса меньше теоретического по следующим причинам: реальные лопатки имеют конечную толщину и их количество ограниченно, поэтому в межлопастных каналах колеса возникает циркуляция жидкости, план скоростей искажается; при течении жидкости в насосе (в межлопаточных каналах, при входе жидкости на лопатки, в улитке, во всасывающем и нагнетательном патрубках) неизбежны гидравлические потери. Первый фактор учитывают при помощи коэффициента циркуляции
*ц= 1 + 2-
Z
(6.3.2.4)
где V]/ — коэффициент, зависящий от шероховатости поверхности проточной части колеса (принимают V = 0,9-e-l,1).
Второй фактор характеризуется гидравлическим КПД — т|г, который для современных гидравлических машин колеблется в пределах 0,80-0,96.
Действительный напор насоса можно рассчитать по формуле
H=Hrx\tk^. (6.3.2.5)
Действительная подача реального насоса с учетом толщины лопаток
Q= 0т Поб кг,
(6.3.2.6)
где г|об — объемный КПД насоса; к2 — коэффициент, учитывающий стеснение проточной части насоса ло-. 1 -z5
патками: к2 =--------—-.
tiD2 sin(P2)
Отношение статического напора к полному для идеального насоса с безударным входом на лопатки (при оптимальном угле Pi)
= lfl + .₽TCtg(p2) 1 (6.3.2.7)
НТ 2^ 7rD262u2nepJ
Н 1
причем —s- = — при р2 = 90°. В реальных насосах для //т
достижения высокого КПД угол р2 выбирают в диапазоне 15-35° (лопатки загнуты назад), при этом снижается скоростной напор, а значит, и гидравлические потери внутри насоса; помимо этого, соблюдение условия р2 < 90° позволяет избежать возникновения кавитации в зоне А (рис. 6.3.2.3). В ряде конструкций центробежных вентиляторов для достижения высоких скоростных напоров лопатки выполняют загнутыми вперед, т. е. р2 > 90°, что приводит, однако, к снижению КПД.
Подводы и отводы центробежных машин
Центробежные машины содержат помимо корпуса и рабочего колеса, закрепленного на валу привода, еще два конструктивных элемента: подводы и отводы (рис. 6.3.2.3).
Подводом называют часть проточной полости машины, подводящую перемещаемую среду к входному отверстию рабочего колеса. Подвод правильной конструкции для сохранения высокого гидравлического КПД машины должен давать равномерное, осесимметричное распределение потока по входному сечению рабочего колеса. Потери в подводе должны быть минимальными, для этого скорости в его сечениях не должны быть высокими. Поэтому диаметр подводящего патрубка центробежных насосов обычно больше диаметра нагнетательного патрубка, а сам подвод выполняют либо спиральным (при поперечном потоке), либо в виде прямолинейного конфузора (при осевом потоке) — рис. 6.3.2.3.
Рис. 6.3.2.3. Схема центробежной машины:
1 — подвод конфузорного типа; 2 — рабочее колесо;
3 — спиральный отвод; 4 — приводной вал;
А — зона возможной кавитации
Вспомогательные, типовые и многофункциональные процессы и аппараты
369
Отводом называют часть проточной полости машины, принимающую перемещаемую среду из рабочего колеса и частично преобразующую кинетическую энергию этой среды в потенциальную.
Известны три типа отводов: кольцевой (цилиндрическое пространство постоянной ширины, охватывающее рабочее колесо), спиральный (представляет собой комбинацию криволинейного диффузора с кольцевым отводом — рис. 6.3.2.3) и лопаточный (обычно используется в многоступенчатых машинах и представляет собой систему нескольких диффузорных каналов, окружающих рабочее колесо — рис. 6.3.2.4).
Рис. 6.3.2.4. Лопаточный отвод центробежной машины
Подобие центробежных насосов.
Коэффициент быстроходности
Движение жидкостей (газов) в проточной полости машин весьма сложно и не поддается точному теоретическому описанию. Поэтому для определения (или уточнения) характеристик гидравлических машин промышленных размеров нередко используют метод физического моделирования, т. е. по результатам испытаний модели (лабораторного образца либо действующей промышленной машины) рассчитывают характеристики аналогичных машин с другими размерами, частотой вращения и т. д. при соблюдении законов подобия между ними.
Основное уравнение реального центробежного насоса (6.3.2.5) можно выразить в безразмерном виде
(6.3.2.8)
~ gH
где Н = ——— безразмерный напор насоса;
(«А)
Q = -^— — безразмерная производительность насоса; /?D3
7 Ь2
Ь2 = —----геометрический симплекс.
^2
Для выполнения условий гидродинамического подобия необходимо, чтобы рабочие колеса подобных центробежных насосов удовлетворяли требованиям:
- геометрического подобия, т. е. b2 = const, р2 = const, k2 = const;
- кинематического подобия, т. е. должны быть подобны поля скоростей и г|об = const, ки = const;
- динамического подобия, т. е. должны быть одинаковыми режимы течения жидкости в проточной части подобных насосов: г|г = const.
Из этих условий следует, что подобные насосы обладают тождественными характеристиками, если их представить в безразмерном виде (6.3.2.8). Ряд подобных насосов можно охарактеризовать числом подобия — соотношением оптимального напора Нот и оптимальной подачи (?0Пт, соответствующих оптимальному режиму работы, при котором наблюдается безударный вход жидкости на лопатки колеса, а значит, и максимальный КПД. В практике насосостроения в качестве такого числа подобия принят коэффициент быстроходности
1/0,75
(6.3.2.9)
где п — частота вращения рабочего колеса, с"1.
Коэффициентом быстроходности данной машины (насоса, компрессора, вентилятора) называют число, равное частоте вращения рабочего колеса машины, геометрически подобной данной, но имеющей подачу 0,075 м3/с и напор 1 м в режиме максимального КПД.
Значения коэффициента быстроходности для различных типов насосов следующие:
Центробежные 40-300
Диагональные 300-600
Осевые 600-1200
Таким образом, по мере увеличения ns производительность насосов увеличивается, а напор снижается.
Коэффициент быстроходности практически однозначно связан с геометрическими размерами рабочего колеса (см. рис. 6.3.2.1):
ns 60 100 180
3 2 1,5
Ь2 0,05 ОД 0,2
Пересчет характеристик центробежных машин при изменении частоты вращения
Пусть известны параметры Нъ Q], насоса (вентилятора) при частоте вращения п}. Требуется получить эти параметры при частоте вращения яп. При удовле
370
Новый справочник химика и технолога
творении условия гидродинамического подобия течения жидкости в проточной части насоса, т. е. ц = const, получены формулы пропорциональности
(6.3.2.10)
(6.3.2.11)
Очевидно, что эти формулы справедливы лишь в узком диапазоне изменения п, т. к. с изменением частоты вращения изменяется скорость течения жидкости в насосе, а значит, и число Рейнольдса, т. е. нарушается условие гидродинамического подобия. На практике формулами (6.3.2.11) пользуются в области 0,8 <-^-<1,25.
«I
Уравнение
~^Q2-(йГ
(6.3.2.12)
называют параболой подобных режимов (рис. 6.3.2.9), т. к. она характеризует зависимость Н от Q с изменением частоты вращения п при условии постоянства ц.
Компенсация осевых усилий в центробежных насосах
Осевые силы возникают в центробежных машинах как результат неодинакового распределения давлений, действующих на рабочие колеса с передней (обращенной к всасывающему патрубку) и задней сторон. Кроме того, осевая сила возникает и в результате динамического действия потока, входящего в рабочие колеса. В крупных многоступенчатых центробежных насосах осевые силы могут достигать нескольких тонн, приводя к преждевременному износу подшипников и уплотнений; в компрессорных машинах в силу малой плотности газа эти силы не столь значительны.
Рис. 6.3.2.5. Распределение осевых давлений по наружным поверхностям колеса центробежной машины: 1 — уплотнение колеса; 2,3 — зазоры
Пусть у входа в рабочее колесо давление равно р\ (рис. 6.3.2.5). При наличии уплотнения 1 на входном диаметре колеса конечное давление /?2 распространяется через зазоры 2 и 3 между колесом и корпусом насоса. В полости закрытого рабочего колеса между входными и выходными кромками лопаток (т. е. на радиусе от до /?2) осевые силы полностью уравновешены. Действительное осевое давление в любой точке наружной поверхности колеса определяется давлением р2 (на радиусе R2) и центробежным давлением, обусловленным вращением жидкости в зазорах 2 и 3. В передней же стороне на радиусе R? действует постоянное давление рь Вследствие этой асимметрии и возникает осевая сила Рр (рис. 6.3.2.5). В силу малости зазоров 2 и 3 средняя угловая скорость жидкости в них вдвое меньше скорости колеса на данном радиусе, что позволило получить формулу для осевой силы:
+ <)]> (6 3 2 13>
где со — угловая скорость вращения колеса, с ': со = 2пп.
Сила, обусловленная динамическим давлением входящего потока на колесо:
РД=Р0Л- (6.3.2.14)
Суммарная осевая сила, действующая на одно рабочее колесо центробежной машины:
Р0С = Рр-РЛ. (6.3.2.15)
Как видно из формулы (6.3.2.13), при данных размерах колеса и частоте вращения осевая сила тем выше, чем больше давление р2. Поэтому при дросселировании, когда р2 возрастает, осевая сила также растет.
Компенсация осевой силы происходит благодаря следующим конструктивным решениям:
- применению рабочего колеса с двусторонним входом либо с двусторонним симметричным входом (для многоступенчатых машин);
-использованию переточных отверстий и ложной ступицы;
- выполнению импеллера на задней стороне рабочего колеса;
- в многоступенчатых насосах — установке разгрузочного диска (гидравлической пяты).
Рабочее колесо с двусторонним входом (рис. 6.3.2.6, а) не передает осевой силы на вал в силу своей симметрии; колеса такого типа широко используются в одноступенчатых центробежных насосах. При использовании переточных отверстий 2 (либо специальной соединительной трубки) и ложной ступицы 3 (рис. 6.3.2.6, б) диаметр последней выполняют таким же, как и диаметр уплотнения 1 рабочего колеса. Благодаря переточным
Вспомогательные, типовые и многофункциональные процессы и аппараты
371
Рис. 6.3.2.6. Способы компенсации осевой силы в центробежных насосах: а) колесо с двусторонним входом жидкости; б) колесо с перегонными отверстиями и ложной ступицей; в) колесо с импеллером;
г) эпюра давлений для колеса с импеллером;
I — уплотнение колеса; 2 — ложная ступица;
3 — перегонные отверстия; 4 — лопасти импеллера
Рис. 6.3.2.7, Регулирование производительности лопастных насосов дросселированием:
1 — характеристика насоса;
2 — исходная характеристика сети;
3 — характеристика сети с дросселем;
4 — кривая КПД насоса;
5 — насос лопастного типа; 6 — дроссель
отверстиям давления по обе стороны колеса на радиусе Ry выравниваются и сила Рр исчезает. Динамическое усилие Рд невелико и может восприниматься подшипником. Этот способ уравновешивания удобен и прост и поэтому широко распространен. Его недостатком является некоторое понижение объемного КПД за счет дополнительного перетекания через отверстия.
Импеллер, состоящий из радиальных лопаток 4 на задней стороне рабочего колеса (рис. 6.3.2.6, в), при заданной частоте вращения создает такое центробежное поле давления, площадь эпюры которого (рис. 6.3.2.6, г) в точности равна площади эпюры центробежного давления в зазоре между передней частью колеса и корпусом (рис. 6.3.2.6, в). Это приводит к уравновешиванию осевой силы. Недостаток метода: при изменении частоты вращения эффект компенсации осевой силы нарушается.
Регулирование подачи центробежных нагнетателей
Основной задачей регулирования насоса является подача в сеть заданного расхода жидкости. Для этого может использоваться один из следующих способов: дросселирование; байпасирование; изменение частоты вращения рабочего колеса; регулирование поворотными направляющими на входе в рабочее колесо, т. е. подкрутка потока на входе. Первые три способа описаны ниже, четвертый обычно применяют для регулирования подачи вентиляторов и центробежных компрессоров;
так, при а! < 90° напор, создаваемый нагнетателем, уменьшается (см. (6.3.2.1) и план скоростей на рис. 6.3.2.2), а при а! >90° напор увеличивается. При включении нагнетателя в сеть соответственно будет уменьшаться или увеличиваться и подача.
Определив характеристику сети, при заданном расходе находят необходимый напор, а затем ориентировочно, с некоторым запасом, подбирают один или несколько типов насосов, способных обеспечить эти два параметра в сети. На практике характеристики насосов обычно заданы графически, поэтому задачи, связанные с подбором наиболее экономичного насоса либо системы параллельно или последовательно включенных насосов, а также способа его (их) регулирования, удобно решать также графически.
Регулирование производительности дросселированием
Метод заключается в том, что в сети последовательно с насосом устанавливается устройство с переменным (регулируемым) живым сечением, именуемое дросселем, в котором рассеивается (диссипируется) часть напора насоса (рис. 6.3.2.7).
В качестве таких дросселей используется запорно-регулирующая арматура, т. е. задвижки, вентили, а в воздуховодах — заслонки (поворотного типа и шиберные).
372
Новый справочник химика и технолога
Место установки дросселей для насосов лопастного типа — линия нагнетания, поскольку в случае их установки на линии всасывания давление на входе в насос уменьшается (за счет появления потерь на дросселе), в результате возрастает риск появления кавитации в насосе.
На рис. 6.3.2.7 показана совмещенная характеристика сети и центробежного насоса при дросселировании. Из графиков видно, что если включить насос в сеть без регулирующих устройств, то рабочая точка, являющаяся пересечением характеристики насоса 1 и характеристики 2 сети, будет иметь абсциссу Qo, лежащую значительно правее абсциссы заданной рабочей производительности QP.
После включения дросселя в сеть ее сопротивление возрастет. Это означает, что кривая характеристики сети станет круче. Характеристику сети можно плавно регулировать путем изменения степени закрытия дросселя. Таким путем и достигается настройка системы на требуемую производительность QP. Характеристика сети 3 при этом будет пересекать характеристику насоса 1 в точке с абсциссой Qp. Ордината этой точки Нп есть напор насоса. Из графиков видно, что этот напор складывается из двух частей: падения напора в сети Нс и потерь напора в дросселе Ьд. Величина Нс находится как ордината точки пересечения вертикальной линии Q = Qp = const с исходной характеристикой 2 сети; значение йд — как разность йд = Ян - Нс.
Особенностью регулирования производительности дросселированием является последовательное соединение насоса, сети и дросселя. Поэтому расходы в них будут одинаковыми: Qp = QH. Все характеристики насоса (напор, КПД, эффективная мощность, кавитационный запас) обычно задаются графически как функции расхода. Поэтому в данном случае КПД насоса легко находится как значение Ц] = ц(0н)- Однако общий КПД установки будет меньше, поскольку часть энергии, сообщаемой насосом жидкости, рассеется в дросселе. По определению КПД установки ц есть отношение полезной мощности Nnoa = pgQ?Hc к затраченной (эффективной) , т. е. КПД установки при дроссели-
ть
ровании
Пд=П1-^-<П1. (6.3.2.16)
В насосах объемного типа способ дросселирования использовать нельзя (см. ниже).
Регулирование производительности байпасированием
Метод заключается в том, что в сети параллельно с насосом устанавливается байпасная (обходная, by pass [англ.] — посредством перепуска, обхода) линия с дросселем, через которую пропускается избыточная часть жидкости (рис. 6.3.2.8), т. е. производительность насоса QH может быть представлена как сумма
Qu - Qc + 06?
где Qc = Qp — расход жидкости в сети (рабочий расход); Q6 — расход жидкости через байпасную линию.
В схеме регулирования производительности байпасированием полный напор насоса Нн можно считать равным изменению напора в сети Нс:
Ян = Я,
На рис. 6.3.2.8 показана совмещенная характеристика сети и насоса при байпасировании. Из графиков видно, что если включить насос в сеть при закрытом дросселе на байпасной линии, то рабочая точка, являющаяся пересечением характеристики 7 насоса и характеристики 2 сети, будет лежать правее заданной рабочей производительности Qp, при этом Qq = 0. По мере открывания байпасной линии расход через нее Qq возрастает, а напор в системе снижается (байпасная линия как бы «шунтирует» источник энергии — насос). При этом благодаря наклону характеристик сети и насоса производительность сети будет уменьшаться, а подача насоса — увеличиваться. Этот процесс регулирования продолжается до тех пор, пока расход в сети Qc не станет равным рабочему расходу Qp.
Не вся энергия, передаваемая насосом жидкости, будет использоваться в сети, поскольку часть жидкости с высоким давлением возвращается через байпасную линию на всасывающую сторону насоса с низким давлением, теряя энергию. Коэффициент полезного действия насоса ц2 определяется по его производительности QB
Рис. 6.3.2.8. Регулирование производительности насосов байпасированием:
1 — характеристика насоса; 2 — характеристика сети;
3 — кривая КПД насоса; 4 — насос;
5 — байпасная линия;
6 — байпасный регулятор расхода
Вспомогательные, типовые и многофункциональные процессы и аппараты
373
(рис. 6.3.2.8). КПД установки г| есть отношение полезной мощности Naosl = pgQpHc к затраченной (эффектив-
ной) N, = ? откуда, учитывая равенство Ян = Яс,
П2
находим КПД установки при байпасировании:
Пб=Ч2^<П2- (6.3.2.17)
Сравнивая КПД при дросселировании и байпасировании, выбирают наиболее экономичный способ регулирования.
Регулирование производительности изменением частоты вращения рабочего колеса
Изменение частоты вращения, как и геометрических размеров гидравлических машин, должно проводиться с учетом теории гидродинамического подобия (см. выше).
Пусть известна характеристика насоса 1 (рис. 6.3.2.9) при частоте вращения п', а также характеристика сети 3. Необходимо обеспечить производительность Qc, т. е. рабочей точкой должна стать точка С. Построим параболу подобных режимов 5, описываемую выражением
Пересечение линий 1 и 5 даст точку А, параметры в которой подобны параметрам в точке С, а КПД одинаковы. Искомая частота вращения п рабочего колеса определяется по любой из формул (6.3.2.10, 6.3.2.11). Учитывая постоянство размеров колеса насоса, можно записать
Этот способ регулирования производительности является теоретически наиболее экономичным, однако далеко не всегда используется на практике из-за относительно высокой стоимости регулируемого привода.
Параллельное и последовательное соединения центробежных насосов
Параллельное включение насосов
Если подобрать насос достаточной производительности не удается, либо производительность наиболее подходящего насоса чрезмерно велика, и КПД при регулировании байпасированием оказывается очень низким, то возможна установка в сети двух или более параллельно работающих насосов. Варианты соединения нагнетателей с разными характеристиками изложены в специальной литературе [6, 9].
На рис. 6.3.2.10 показан случай параллельного соединения двух одинаковых насосов, когда сопротивлением участка трубопровода, смонтированного для подключения второго насоса, можно пренебречь.
Суммарная характеристика строится следующим образом. На оси ординат выбирается некоторое значение напора /71 одиночного насоса, по характеристике 2 насоса определяется производительность одиночного насоса Qb При параллельном соединении напоры насосов одинаковы, а расходы суммируются, поэтому при значении напора производительность двух насосов составит 2(?1 • Аналогичные построения выполняются для ряда точек, по которым затем строится плавная ли
Рис. 6.3.2.9. Регулирование производительности насосов изменением частоты вращения рабочего колеса;
1 — характеристика насоса при частоте
2 — характеристика насоса при частоте п;
3 — характеристика сети; 4 — кривая КПД насоса;
5 — парабола подобных режимов
Рис. 6.3.2.10. Параллельное соединение насосов:
1 — характеристика сети; 2 — характеристика одного насоса; 3 — суммарная характеристика двух одинаковых насосов, включенных параллельно; 4 — КПД одиночного насоса; А — условная рабочая точка каждого насоса;
В — рабочая точка двух параллельно включенных насосов; С — рабочая точка одиночного насоса
374
Новый справочник химика и технолога
ния 3, которую и можно считать суммарной характеристикой двух одинаковых насосов, включенных параллельно.
При работе одиночного насоса рабочей является точка С (пересечение линий 1 и 2), ей соответствует расход Qc. При установке второго насоса рабочая точка В находится как пересечение линий 1 и 3, ей соответствует расход QB, который в общем случае не равен 2Q(. Это связано с тем, что при увеличении расхода через сеть потери напора в ней возрастают (т. е. характеристика сети 1 — возрастающая функция).
Производительность каждого из параллельно включенных насосов можно найти аналитически как QA = а также из графика, проводя горизонталь из точки В до пересечения с характеристикой 2 одиночного насоса в точке А. Каждый из двух насосов работает с подачей Qa, по которой и следует находить КПД насосов. Общий КПД установки ц есть отношение полезной мощности Nn0Jl = PzQbH? к затраченной двумя насосами
=---------, откуда нетрудно наити ц = цпар.
<пос
Подобным образом можно построить характеристику трех и более параллельно включенных насосов.
Последовательное включение насосов
В насосных установках иногда приходится с целью повышения давления устанавливать насосы последовательно, т. е. нагнетательный трубопровод одного насоса присоединяют к всасывающему патрубку следующего насоса. Таким образом, происходит сложение напоров, развиваемых насосами при выбранной производительности (рис. 6.3.2.11).
Общая характеристика 3 насосов получается суммированием ординат (напоров) Нх одиночных насосов при произвольно задаваемых подачах Qx. При работе одиночного насоса рабочей является точка С (пересечение линий 1 и 2), ей соответствует напор Нс. При установке последовательно второго насоса рабочая точка В находится как пересечение линий 1 и 3; ей соответствует напор Нв, который в общем случае не равен 2НС. Это связано с тем, что характеристика сети 1 сильно отклоняется от вертикали (удвоение напора могло бы происходить в случае строго вертикальной характеристики сети, что практически имеет место при очень большом приведенном коэффициенте сопротивления сети). В результате при увеличении напора происходит и возрастание расхода (QB > Qc)-
Напор каждого из последовательно включенных на-ff
сосов можно найти аналитически как НА = а также из графика, проведя вертикаль из точки В до пересечения с характеристикой 2 одиночного насоса в точке А. Каждый из двух насосов работает с подачей Qa - Qb = QP, по которой и следует находить КПД насосов. Общий КПД установки ц есть отношение полезной
Рис. 6.3.2.11. Последовательное соединение насосов:
7 — характеристика сети; 2 — характеристика одного насоса;
3 — суммарная характеристика двух одинаковых насосов, включенных последовательно; 4 — КПД одиночного насоса; А — условная рабочая точка каждого насоса;
В — рабочая точка двух последовательно включенных насосов; С — рабочая точка одиночного насоса
мощности Nn011 = pgQpHB к затраченной двумя насосами АТ 2PgQPHA
N3i> =------> откуда нетрудно наити г| = т]пос.
п
1пос
Из двух схем подключения выбирают ту, которая обеспечивает наибольший КПД.
Неустойчивость работы. Помпаж
В системах, состоящих из центробежных или осевых машин, подключенных к сети, могут возникать изменения режимов, обусловленные случайными срывами вихрей с кромок лопастей, резким изменением потребляемого расхода и другими флуктуациями. Такие причины выводят систему из «равновесного» состояния. Если при снятии этих возмущающих причин система приходит в исходное состояние, то она устойчива. При определенном сочетании форм характеристик машины и сети снятие возмущений не приводит к устойчивому равновесию, и в системе возбуждаются самопроизвольные колебания подачи, напора и мощности машины, т. е. автоколебания, или помпаж. Помпаж происходит у насосов, имеющих кривую H=f(Q) с западающей левой ветвью (тихоходные центробежные насосы) или с седлообразной (осевые насосы).
Для объяснения причины помпажа рассмотрим примеры (рис. 6.3.2.12). Для насоса, имеющего падающую характеристику (рис. 6.3.2.12, а), при случайном увеличении подачи на величину dQ напор, необходимый для работы сети (точка 7), оказывается больше напора насоса (точка 2), сеть как бы тормозит работу насоса, и система стремится вернуться в первоначальный режим (точка А). Если же произошло случайное уменьшение подачи на величину dQ, то напор насоса (точка 3) превысит сопротивление сети (точка 4) и
Вспомогательные, типовые и многофункциональные процессы и аппараты
375
Рис. 6.3.2.12. К анализу устойчивой работы насоса в сети: а) насос с падающей характеристикой;
6) насос с седлообразной характеристикой;
Н\ — характеристика насоса; Н2 — характеристика сети
подача насоса увеличится, а режим работы вернется к точке А. Такая работа насоса называется устойчивой, а условие устойчивости имеет вид
dHx dH2 dQ dQ
(6.3.2.18)
Для насоса с седлообразной характеристикой (рис. 6.3.2.12, б) это условие не выполняется в точке А, поэтому режим работы в этой точке неустойчивый, а в точках 5 и С — устойчивый.
Краткая характеристика основных типоразмеров центробежных насосов для химической и нефтехимической промышленности
Все центробежные насосы для химических и нефтехимических производств по расположению рабочего колеса и опор относительно друг друга можно разделить на два класса: консольные (рабочее колесо насажено на консольную часть вала, находящегося в отдельной стойке) и межопорные (рабочие колеса расположены между7 опорами вала).
По установленной классификации химические насосы подразделяются на типы и исполнения по конструктивным и эксплуатационным признакам.
К конструктивным признакам относятся:
- соединение рабочих органов с электродвигателем (насосы на отдельной стойке и моноблочные, рабочее колесо которых насажено непосредственно на вал электродвигателя);
- расположение рабочих органов относительно жидкости в питающей емкости (выносные и погружные
насосы, в последнем случае рабочее колесо погружено в емкость с жидкостью);
- уплотнение вала (насосы с уплотнением и бессальниковые)',
- положение оси вала (горизонтальное или вертикальное);
- материал проточной части (сталь, чугун, титан, неметаллические материалы).
К эксплуатационным признакам относятся:
- температура перекачиваемой жидкости;
- содержание в ней твердых частиц;
- давление на входе в насос.
В ГОСТ 10168-75 выделено шесть основных типов насосов:
1) X — химический консольный на отдельной стойке;
2) АХ — химический консольный на отдельной стойке для перекачивания абразивных жидкостей;
3) ХГ — химический герметичный моноблочный с электродвигателем;
4) ХП — химический погружной;
5) ХПА — химический погружной для перекачивания абразивных жидкостей;
6) ПХП — химический погружной с выносными опорами для перекачивания пульп.
В обозначение типоразмерного ряда насосов с вертикальной осью вала (кроме погружных насосов) входит буква В — ХВ, АХВ, ХГВ; в обозначение типоразмерного ряда насосов с обогревом корпуса входит буква О — ХО, АХО, ХПО, ХПАО, ПХПО.
Материал проточной части насоса условно обозначается буквами, представленными в табл. 6.3.2.1.
376
Новый справочник химика и технолога
Таблица 6.3.2.1
Условное обозначение материала проточной части химических насосов
Условное обозначение Материал
А Углеродистая сталь, чугун
д Хромистая сталь
к Хромоникелевая сталь
Е Хромоникельмолибденовая сталь
М Хромоникелькремниевая сталь
И Хромоникельмолибденомедистая сталь
т Титан
н Никелевые сплавы
л Ферросилид
р Резина
п Полимерные материалы
ф Фарфор, керамика
г Графит
э Различные покрытия
Б Бронза
Ю Алюминий
Уплотнение вала имеет буквенно-цифровое обозначение: мягкий сальник — 7; одинарное торцевое — 2в; двойное торцевое — 2г; торцевое с сильфоном — За; щелевое — 6; манжетное — 7.
Центробежные горизонтальные химические насосы типа X (табл. 6.3.2.2) предназначены для перекачивания нейтральных и агрессивных жидкостей плотностью до 1850 кг/м3 с содержанием твердых частиц размером не более 2 мм до 0,2 масс. %. Эти насосы включают в себя три типоразмерных ряда: насосы обычного применения, насосы для облегченной работы (в таких насосах не подается затворная жидкость в узел уплотнения), моноблочные насосы.
Маркировка химических насосов состоит из следующих элементов: обозначения диаметра напорного патрубка, уменьшенного в 25 раз; обозначения типоразмерного ряда X (у моноблочных насосов ХМ); обозначения коэффициента быстроходности (через знак умножения указывают число ступеней); обозначения исполнения насоса по материалу проточной части, диаметру рабочего колеса, типу уплотнения; далее следуют индексы насосов для облегченных условий работы.
Для изменения области применения по производительности и напору насосы каждого ряда изготавливают с рабочими колесами трех диаметров. Диаметру колеса, обеспечивающему верхнюю кривую Q—Н, индекс не присваивают, средней кривой соответствует индекс I, нижней — индекс II (см. рис. 6.3.2.14-6.3.2.27).
Примеры условного обозначения стандартизованного химического насоса типа X:
1) Х8/90: 8 — производительность в м3/ч, 90 — напор в м;
2) ЗХ-9ИП-2в-52: 3 — диаметр напорного патрубка в мм, уменьшенный в 25 раз; X — химический; 9 — коэффициент быстроходности, уменьшенный в 10 раз; И — материал проточной части; II — индекс диаметра рабочего колеса; 2в — тип уплотнения; 52 — индекс насосов для облегченных условий работы;
3) 1,5ХГ-6 X 3-2,8-2: 1,5 — диаметр напорного патрубка в мм, уменьшенный в 25 раз; X — химический; Г — герметичный; 6 — коэффициент быстроходности, уменьшенный в 10 раз; 3 — число ступеней; 2,8 — мощность электродвигателя, кВт; 2 — конструктивное исполнение (в зависимости от давления и температуры перекачиваемой жидкости).
На современном рынке нагнетателей маркировка однотипных насосов, выпускаемых разными производителями, может несколько различаться. С особенностями маркировки насосов можно ознакомиться по каталогам (см. список литературы), а самые современные данные нетрудно найти на сайтах заводов-изготовителей в сети Интернет. Соответствие маркировки некоторых центробежных насосов разных лет выпуска приведено в табл. 6.3.2.3.
Таблица. 6.3.2.2
Технические характеристики некоторых марок химических насосов и агрегатов
Шифр насоса (агрегата) Подача, м3/ч Напор, м Шифр электродвигателя Мощность, кВт Масса насоса, кг Габаритные размеры агрегата, мм Масса агрегата, кг
АХ40-25-160 6,3 32 А112М2 7,5 50 1022X305X410 171
АХ50-32-160 12,5 32 AHP100L2 5,5 50 965X305X392 153
АХ50-32-200 12,5 50 AHP160S2 15 60 1194X305X510 276
АХ65-40-200 25 50 AHP160S2 15 60 1214x305x510 276
АХ65-50-160 25 32 А132М2 11 48 1100X305X350 210
АХ 100-65-400 50 50 А200М4 37 165 1585X670X715 680
АХ 125-100-315 125 32 A200L4 45 145 1640X630X715 630
Вспомогательные, типовые и многофункциональные процессы и аппараты
377
Продолжение таблицы 6.3.2.2
Шифр насоса (агрегата) Подача, м3/ч Напор, м Шифр электродвигателя Мощность, кВт Масса насоса, кг Габаритные размеры агрегата, мм Масса агрегата, кг
АХ125-100-400 125 50 A250S4 75 170 1725X685X860 940
АХ125-80-250 80 20 АИР160М4 18,5 105 1440x430x595 385
АХ200-150-400 315 50 A280S4 ПО 360 2205x860x965 1536
АХ040-25-160 6,3 32 А112М2 7,5 53 1022x305x410 174
АХ050-32-160 12,5 32 AHP100L2 5,5 53 965x305x392 156
АХ050-32-200 12,5 50 AHP160S2 15 63 1194x305x510 279
АХ065-40-200 25 50 AHP160S2 15 63 1214x305x510 279
Х50-32-125Д(Х8/18) 12,5 20 A100S2 4 42 930x418x335 142
Х50-32-125Д 12,5 20 A100S2 4 42 930X418X335 142
Х50-32-250Д 12,5 80 А180М2 30 97 1407X430X570 383
Х65-50-125Д(Х20/18Д) 25 20 AHP100L2 5,5 62 930X418X335 158
Х65-50-125Д 25 20 A100L2 5,5 62 930x418x335 158
Х65-50-160Р-СД 25 32 А132М2 11 67 1095x305x458 220
Х80-50-160Д 50 32 АИР160М4 18,5 75 1255X460X500 320
Х80-50-160Д(Х45/31Д) 50 32 АИР160М2 18,5 75 1255x460x500 320
Х80-50-200Д 50 50 А180М2 30 85 1250X504X570 400
X80-50-200Д(Х45/55Д) 50 50 А180М2 30 85 1290x504x570 400
X100-80-160Д 100 32 А180М2 30 100 1400x514x550 360
Х100-80-60Д(Х90/ЗЗД) 18,5x3000 100 32 А180М2 30 100 1400x514x550 360
XI50-125-315Д 200 32 A250S4 75 200 1725x704x825 915
Х150-125-315Д 200 32 A250S4 75 200 1730x704x815 915
Х2/30Р-СД 2 30 A90L2 3 48 1015X280X353 126
ХМ32-20-125К5 3,15 25 А71В2 1,1 27,5 435x200x201 32,6
Х050-32-250Д 12,5 80 А180М2 30 100 1407X430X570 386
Таблица 6.3.2.3
Соответствие маркировки некоторых центробежных насосов разных лет выпуска
Тип насоса Тип насоса-аналога
с 1998 г. до 1998 г. до 1990 г. до 1982 г.
АД2500-62-2 АД2500-62-2 Д2000-62 18НДС
Д200-36 Д200-36 Д200-36 5НДВ
АД6300-27 АД6300-27 Д6300-27
Горизонтальные насосы
АД2000-21-2 АД2000-21-2 Д2000-21 16НДВ
1Д1600-90 1Д1600-90 Д1600-90 14НДС
1ДЗ15-71 1ДЗ15-71 Д320-70 6НДС
К100-65-200 К100-65-200 К90/55 4К-8
Консольные насосы К50-32-125 К50-32-125 К8/18 1,5К-6
К200-150-315 К200-150-315 К290/30 8К-12
378
Новый справочник химика и технолога
Продолжение таблицы 6.3.2.3
Тип насоса Тип насоса-аналога
с 1998 г. до 1998 г. до 1990 г. до 1982 г.
К150-125-315 К150-125-315 К160/30 6К-8
Консольные насосы КМ 100-80-160 КМ 100-80-160 КМ90/35 4КМ-12
К65-50-160 К65-50-160 К20/30 2К-6
СМ 100-65-200/4 СМ100-65-200/4 СД50/10 ФГ57,7/9,5
2СМ80-50-200/2 СМ80-50-200/2 СД50/56 ФГ51/58
Фекальные насосы 2СМ150-125-315а/4 СМ 150-125-400/4 СМ 150-125-315а/4 СМ 150-125-400/4 СД250/22,5 СД 160/45 ФГ216/24 ФГ144/46
СМ250-200-400/6 СМ250-200-400/6 СД450/22,5 ФГ450/22,5
2СМ200-150-500д/4 СМ200-150-500д/4 СД450/56 ФГ450/57,5
1ЦГ25/80К-11 1ЦГ25/80К-11 ЗХГ-6Е-14 ЦНГ-69
1ЦГ12,5/50К-4 1ЦГ12,5/50К-4 2ХГ-ЗК-14 ЦНГ-68
Герметичные насосы 1ЦГ6,3/32К-2,2 1ЦГ6,3/32К-2,2 1,5ХГ-6К-2,8 ЦНГ-70М-1
1ЦГ6,3/20К-1,1 1ЦГ6,3/20К-1,1 1,5ХГ-6К-2,8 ЦНГ-70М-1
4ЦГ50/80К-11 4ЦГ50/80К-11 2ХГ-12К-14 ЦНГ-71
АХ200-150-400 АХ200-150-400 АХ280/42
АХ65-50-160 АХ65-50-160 АХ20/31 2Х-6
АХ65-40-200 АХ65-40-200 АХ20/53 2Х-4
АХ100-65-315 АХ 100-65-315 АХ45/31 ЗХ-9
АХ100-65-400 АХ 100-65-400 АХ45/54 ЗАХ-6
АХ125-80-250 АХ125-80-250 АХ90/19
АХ125-100-400 АХ125-100-400 АХ90/49 4АХ-9
АХ250-200-315 АХ250-200-315 АХ500/37
АХП50-32-200 АХП50-32-200 АХП8/40
АХП65-50-160 АХП65-50-160 АХП20/31
АХ50-32-200 АХ50-32-200 Х8/60
Х80-50-200 Х80-50-200 Х45/54 ЗХ-6
АХ 125-100-315 АХ 125-100-315 АХ90/33 4АХ-12
Химические насосы АХ50-32-160 АХ50-32-160 АХ8/30 1,5Х-4
АХ40-25-160 АХ40-25-160 ХЗ/40
Х200-150-315 Х200-150-315 Х280/29 8Х-12
XI50-125-400 XI50-125-400 XI60/49 5Х-12
Х150-125-315 Х150-125-315 XI60/29 6Х-9
Х100-65-315 XI00-65-315 Х90/140
XI00-65-250 XI00-65-250 Х90/85 4Х-6
XI00-80-160 XI00-80-160 Х90/33 4Х-12
АХП100-65-400 АХП 100-65-400 АХП45/54
Х80-65-160 Х80-65-160 Х45/31 ЗХ-9
Х65-50-160 Х65-50-160 Х20/32 2Х-6
Х65-50-125 Х65-50-125 Х20/18 2Х-9
Х50-32-125 Х50-32-125 Х8/18 1,5Х-6
XI00-65-200 XI00-65-200 Х90/49 4Х-9
Вспомогательные, типовые и многофункциональные процессы и аппараты
379
Грязевые, фекальные насосы и насосы для сточных вод
Предназначены для перекачивания бытовых и промышленных загрязненных вод с водородным показателем pH от 6 до 8,5, плотностью до 1100 кг/м3, температурой до 90 °C, с содержанием абразивных частиц не более 1 % по объему, размером частиц до 5мм.
Насосы для сточно-массных сред: СМ, СД, ФГ, КФС, СДВ, ДФ. Насосы — центробежные, одноступенчатые, уплотнение вала — сальниковое и торцевое. Материал проточной части — серый чугун. Применяются в канализационных системах, системах очистки, водоснабжения, орошения и осушения полей, противопожарных системах. Подача 16-9000 м3/час, напор 9-95 м.
Электронасосные агрегаты типа СМ используются для перекачивания жидкостей, характеризующихся значительным разнообразием физико-механических свойств: бытовые и промышленные сточные воды; водные смеси с зерном; пищевые соки и пасты; картофель-но-крахмальные суспензии; продукты сахарного производства; лакокрасочные пульпы; цементные шламы и т. п. Используются для решения задач по удалению сточных (фекальных) вод.
Насосы центробежные двустороннего входа Д предназначены для перекачивания воды и жидкостей, имеющих сходные с водой свойства по вязкости и химической активности, температурой до 85 °C, с содержанием твердых включений, не превышающих по массе 0,05 %, а по размеру 0,2 мм.
Насосы центробежные двустороннего входа фекальные ДФ предназначены для перекачивания сточных вод и других загрязненных жидкостей с водородным показателем pH = 6,0-е-8,5, кинематической вязкостью не более 1 мм2/с, с плотностью не более 1050 кг/м3, температурой до 85 °C, с содержанием абра-
зивных частиц по объему не более 1 %, размером не более 5 % и микротвердостью не более 9000 МПа.
Особенности конструкции насосов типа Д: а) уплотняющие кольца защищают корпус и крышку от износа и уменьшают протечки жидкости из напорной полости во всасывающую; б) из напорной полости насоса к сальнику по трубке подводится жидкость, обеспечивающая гидравлический затвор сальника. В случае работы насоса с подпором сальник препятствует чрезмерной утечке жидкости. При подпоре во всасывающей линии насоса более 1,5 кг/см3 следует убрать подводящие трубки и заглушить отверстие пробками. Это предотвратит вымывание пропитывающего состава набивки и обеспечит более длительную работу сальника. При перекачивании насосом жидкости, содержащей абразивные примеси, к сальнику следует подводить холодную чистую воду от внешнего источника. При этом давление подводимой воды должно быть на 0,5-1,0 кг/см2 больше давления во всасывающей линии насоса, если насос работает с подпором, и на 1,5-2,0 кг/см2, если насос работает с разрежением.
Особенности насосов ДФ: а) колесо рабочее двустороннего входа; б) вода на сальник не подается.
Насосы грязевые, канализационные: ГНОМ, ЦМК, ЦМФ. Насосы — центробежные, переносные, погружные, моноблочные, предназначены для откачивания загрязненных, фекальных жидкостей, бытовых и производственных сточных вод. Материал основных деталей — чугун, алюминиевый сплав, сталь, бронза. Электронасосы широко применяются для откачивания гравийно-глинистых, грунтовых канализационных вод из котлованов, траншей, зумпфов в промышленном и гражданском строительстве при эксплуатации гидросооружений, метрополитенов и шахт, а также в сельском хозяйстве для орошения и осушения. Подача 10-160 м3/ч, напор 10-27 м.
Таблица. 6.3.2.4
Технические характеристики некоторых фекальных насосов
Наменование Подача, м3/ч / Напор, м Параметры электродвигателя: Мощность, кВт / Частота вращения, об/мин
Насос НС 16/25 16/25 4,0/3000
Насос НС50/56 50/56 22/3000
Насос НС 100/40 100/40 30/3000
Насос НС250/22,5 250/23 37/1500
Насос НС400/80 400/80 200/1500
Насос НЖН200А-1 300/20 22/1000
Насос НЦИ-Ф-100 100/10 11/1000
Насос «ЦМФ» «Иртыш» 60/22 З/ЗООО
380
Новый справочник химика и технолога
Таблица. 6.3.2.5
Технические характеристики некоторых агрегатов СМ, СД, ДФ, ГНОМ, АНС
Марка агрегата Подача, м3/ч Напор, м Мощность электродвигателя. кВт Частота вращения, об/мин Габаритные размеры, мм Масса, кг
СМ80-50-200/4 25 12,5 4 1500 1125X305X478 150
СМ100-65-200/2 100 50 37 3000 1678X450X647 420
СМ100-65-250/4 50 20 7,5 1500 1350X350X560 235
СМ125-80-315/4 80 32 22 1500 1645X400X668 405
СМ200-150-500/4 400 80 200 1500 3005X650X990 2240
СМС150-125-315/4 200 32 55 1500 2167X517X818 755
СД 16/10 16 10 1,5 1500 1350X310X513 200
СД25/14 25 14 3 1500 1350X310X513 200
СД50/10 50 10 4 1500 1305X310X513 200
СД80/18 80 18 11 1500 1350X350X560 235
СД 100/40 100 40 30 3000 1678X450X647 420
СД250/22,5 250 22,5 37 1500 1900X517X775 715
СД800/32 800 32 160 1000 3130X720X1150 2635
ГНОМ 10x10 10 10 1,1 3000 215X220X425 19,5
ГНОМ 16X16 16 16 2,2 3000 240X300X510 32
ГНОМ25х20 25 20 4 3000 265X280X605 52
ГНОМ53хЮ 53 10 4 3000 265X300X605 54
ГНОМ 100x25 100 25 И 3000 385X410X785 132
АНС-60 60 13 5,5 3000 1100X380X505 175
АНС-130 130 11,5 7,5 3000 1280X465X620 240
На рис. 6.3.2.13. представлен сводный график полей некоторых химических центробежных насосов, а на рис. 6.3.2.14-6.3.2.27 — их характеристики.
Рис. 6.3.2.13. Сводный график полей Q-Н некоторых насосов типа X
Вспомогательные, типовые и многофункциональные процессы и аппараты
381
Рис. 6.3.2.14. Характеристики насоса типа 1,5Х-6-1 (X 8/18), п = 2900 об/мин
Рис. 6.3.2.15. Характеристики насоса типа 1,5Х-4-1 (X 8/30), п = 2900 об/мин
382
Новый справочник химика и технолога
Рис. 6.3.2.16. Характеристики насоса типа 1,5Х-4х2 (X 8/60), п = 2900 об/мин
Рис. 6.3.2.17. Характеристики насоса типа 1,5Х-4хЗ (X 8/90), п = 2900 об/мин
Вспомогательные, типовые и многофункциональные процессы и аппараты
383
Рис. 6.3.2.18. Характеристики насоса типа 2Х-9-1 (X 20/18), п = 2900 об/мин
= 240 мм
= 190 мм
= 170 мм
Рис. 6.3.2.19. Характеристики насоса типа 2Х-4-1 (X 20/53), п = 2900 об/мин
384
Новый справочник химика и технолога
Рис. 6.3.2.20. Характеристики насоса типа 2Х-4х2 (X 20/95), п - 2900 об/мин
Рис. 6.3.2.21. Характеристики насоса типа ЗХ-9-1 (X 45/31), п = 2900 об/мин
= 168 мм
= 154 мм
= 137 мм
Вспомогательные, типовые и многофункциональные процессы и аппараты
385
Рис. 6.3.2.22. Характеристики насоса типа ЗХ-6-1 (X 45/54), п = 2900 об/мин
= 218 мм
= 200 мм - 182 мм
Рис. 6.3.2.23. Характеристики насоса типа ЗХ-4-1 (X 45/90), п = 2900 об/мин
= 255 мм
= 245 мм
= 235 мм
386
Новый справочник химика и технолога
Рис. 6.3.2.24. Характеристики насоса типа 3X-3x2 (X 45/240), п = 2900 об/мин
= 310 мм
= 286 мм
= 262 мм
Рис. 6.3.2.25, Характеристики насоса типа 4Х-12-1 (X 90/33), п = 2900 об/мин
= 182 мМ
= 173 мм
= 165 мм
Вспомогательные, типовые и многофункциональные процессы и аппараты
387
Рис. 6.3.2.26, Характеристики насоса типа 4Х-9-1 (X 90/49), п - 2900 об/мин
= 214 мм
= 200 мм
= 182 мм
Рис. 6.3.2.27, Характеристики насоса типа 4Х-6-1 (X 90/85), п = 2900 об/мин
= 260 мм
= 245 мм
= 225 мм
388
Новый справочник химика и технолога
Вихревые насосы
Вихревые насосы (рис. 6.3.2.28) относятся к машинам динамического типа. В них используется принцип перемещения жидкости между корпусом 1 и ротором 2 за счет вращения последнего. Благодаря касательным напряжениям, возникающим на поверхности ротора, жидкость вовлекается в движение, причем слои, прилегающие к ротору, имеют максимальную скорость, а слои, прилегающие к корпусу, — скорость, равную нулю. Касательные напряжения на поверхности корпуса тормозят движение, поэтому эта поверхность должна быть гладкой. Поверхность ротора должна быть, напротив, шероховатой, чтобы обеспечить максимальную передачу энергии прилегающей жидкости. Для этого поверхность ротора снабжена радиальными лопатками 3, между которыми возникают вихревые течения (вызванные главным образом центробежными силами), обусловливающие большие значения турбулентных касательных напряжений в зазоре. Ротор тщательно уплотнен как по торцевым поверхностям, так и по вершинам лопаток на участке между всасывающим 4 и нагнетательным 5 патрубками. Вал 6, вращающийся с частотой п, также имеет уплотнение.
Рис. 6.3.2.28. Схема вихревого насоса:
1 — корпус; 2 — ротор; 3 — лопатки;
4 — всасывающий патрубок;
5 — нагнетательный патрубок; 6 — вал
Производительность насоса (без учета утечек)
2 = vB6, (6.3.2.19)
где v — средняя скорость жидкости в зазоре; В — ширина ротора; 5 — радиальный зазор (расстояние от кончиков лопаток до корпуса, см. рис. 6.3.2.28).
Напор насоса
LU-eY JeY] \ ° ЪВ) \бВ) , (6.3.2.20)
4g(A + 8)
где R — радиус поверхности ротора (по основанию лопаток); Д — радиальный размер (высота) лопаток; w0 —
D п I иг. = пк— ; 0 30 J
окружная скорость поверхности ротора
Xi — коэффициент гидравлического трения на поверхности ротора с лопатками; Х2 — коэффициент гидравлического трения на поверхности корпуса.
Эффективная (потребляемая) мощность
4 I м°
-gH\
(6.3.2.21)
где р — плотность перекачиваемой жидкости; г|м — механический КПД, учитывающий потери на трение деталей насоса в уплотнениях.
Коэффициент полезного действия вихревого насоса
pgQH
растет с увеличением коэффициента Хр Это достигается подбором оптимального шага и высоты лопастей.
Для регулирования производительности вихревого насоса применяют те же методы, что и для других насосов лопастного типа: дросселирование, байпасирование и изменение частоты вращения ротора.
Таблица 6.3.2.6
Основные технические данные вихревых насосов типа ВК (ВКС, ВКО)
Марка насоса Подача, м3/ч Напор, м Мощность, кВт
ВК 1/16 3,6 16 1,5
ВК 2/26А 7,2 26 5,5
ВК 2/26АБ-2Г 7,2 26 5,5
ВК 2/26Б 7,2 26 5,5
ВК 2/26Б-2Г 7,2 26 5,5
ВК 2/26К 7,2 26 5,5
ВКС 2/26АБ-2Г 7,2 26 5,5
ВКС 2/26Б 7,2 26 5,5
ВКС 2/26Б-2Г 7,2 26 5,5
ВКО 1/16 3,6 16 1,5
ВКО 2/26А 7,2 26 5,5
ВК 4/28ДБ-2Г 14,4 28 7,5
ВК 4/28Б 14,4 28 7,5
ВК 4/28Б-2Г 14,4 28 7,5
ВК 4/28Л-2Г 14,4 28 7,5
ВКС 1/16 3,6 16 1,5
ВКС 4/28АБ-2Г 14,4 28 7,5
ВКС 4/28Б 14,4 28 7,5
ВКС 4/28Б-2Г 14,4 28 7,5
ВКО 4/28А 14,4 28 7,5
Вспомогательные, типовые и многофункциональные процессы и аппараты
389
Продолжение таблицы 6.3.2.6
Марка насоса Подача, м3/ч Напор, м Мощность, кВт
ВК 5/32А 18 32 11,0
ВК 5/32АБ-2Г 18 32 11,0
ВК 5/32Б 18 32 11,0
ВК 5/32Б-2Г 18 32 11,0
ВК 5/32К 18 32 11,0
ВК 5/32К-2Г 18 32 11,0
ВКС 5/32А 18 32 11,0
ВКС 5/32АБ-2Г 18 32 11,0
ВКС 5/32Б 18 32 11,0
ВКС 5/32Б-2Г 18 32 11,0
ВКО 5/32А 18 32 11,0
ВК 10/45 А 36 45 30,0
ВК 10/45Б 36 45 30,0
ВК 10/45К 36 45 30,0
ВКС 10/45 А 36 45 30,0
ВКС 10/45Б 36 45 30,0
ВКО 10/45А 36 45 30,0
Таблица 6.3.2.7
Технические характеристики центробежно-вихревых насосов типа ЦВК
Марка насоса Подача, м3/ч Напор, м Частота вращения, об/мин Мощность насоса, кВт Допустимый кавитационный запас, м |
ЦВК 4/112 14,4 112 2950 18 2,6
ЦВК 5/125 18 125 2950 21,5 2,8
ЦВК 6,3/160 22,7 160 2950 29 3,0
Поршневые и роторные насосы
Поршневые насосы
Поршневой насос (рис. 6.3.2.29) состоит из цилиндра 7, в котором с частотой п совершает возвратно-поступательные движения поршень. При всасывании открывается клапан 2, при нагнетании — клапан 3.
Средняя производительность идеального поршневого насоса простого действия
£>т = SLn,
(6.3.2.22)
Перекачиваемые среды: А — вода для технических нужд, Б — негорючие и нетоксичные жидкости, Б-2Г — горючие, токсичные, химически активные, взрывоопасные, легковоспламеняющиеся жидкости; АБ-2Г — токсичные, легковоспламеняющиеся, горючие и взрывоопасные жидкости с температурой от 273 до 358 К (от 0 до +85 °C).
Центробежно-вихревые насосы
Предназначены для перекачивания воды и нейтральных жидкостей вязкостью до 36 • 10 6 м2/с (36 сСт), температурой до 378 К (105 °C) с содержанием твердых включений массой не более 0,01 % и размером не более 0,05 мм. Насосы ЦБК (двухступенчатые консольные) состоят из общей для всех видов типоразмеров центробежной ступени, обеспечивающей бескавитационную работу вихревой ступени. Вихревое колесо со вставками представляет собой высоконапорную ступень, где перекачиваемой жидкости сообщается напор. Центробежное колесо закреплено от осевого перемещения; вихревое колесо — плавающее (может скользить относительно вала в осевом направлении). В центробежновихревом насосе часть полного давления развивается центробежным колесом, КПД которого выше, чем у вихревого колеса. Поэтому КПД насоса ЦВК примерно равен 0,55 (у вихревого т| ~ 0,50). Уплотнение вала — торцевое. Материал основных деталей: корпуса, крышки, центробежного колеса и вставок — чугун СЧ20; вала — сталь 45; вихревого колеса — отливка 20X13Л. Насосы изготавливаются в экспортном и экспортнотропическом исполнении.
где S' — площадь поперечного сечения цилиндра; L — ход поршня.
Средняя производительность реального насоса
Q ~ Qt Лоб»
(6.3.2.23)
где т|об — объемный КПД насоса, учитывающий утечки в клапанах (обусловленные их неплотным прилеганием к седлу и запаздыванием закрытия в сопряжении цилиндр—поршень).
Рис. 6.3.2.29. Схема поршневого насоса простого действия с воздушными колпаками: 1 — корпус насоса; 2 — всасывающий клапан; 3 — нагнетательный клапан; 4 — воздушный колпак на всасывающей линии; 5 — воздушный колпак на нагнетательной линии
390
Новый справочник химика и технолога
Для сглаживания пульсаций давления и подачи жидкости, обусловленных неравномерностью мгновенной подачи (рис. 6.3.2.30, б), поршневые насосы оборудуют своеобразными накопителями энергии и жидкости — воздушными колпаками: 4 — на линии всасывания и 5 — на линии нагнетания (рис. 6.3.2.29).
При этом в колпаке на всасывающей линии происходят следующие процессы. При движении поршня вправо идет процесс всасывания, причем наибольшая подача жидкости в насос должна происходить при максимальной скорости поршня, т. е. в середине его хода, а наименьшая — в левой и правой мертвых точках. Жидкость во всасывающем трубопроводе должна была бы тоже изменять свою скорость, на что требуются дополнительные затраты энергии. Однако благодаря наличию колпака под действием перепада давлений в нем и в рабочей камере насоса при максимальной подаче значительная часть жидкости поступает в насос из колпака, при минимальной подаче запас жидкости в колпаке пополняется из линии всасывания. Таким образом, воздух, сжимаясь, накапливает энергию, одновременно в колпаке накапливается жидкость. При «дефиците» жидкости, поступающей из всасывающего трубопровода, сжатый воздух в колпаке, расширяясь, выталкивает жидкость в насос, восполняя этот «дефицит». В результате снижаются потери энергии (т. е. возрастает действительный напор насоса), а также увеличивается допустимая высота установки насоса.
Аналогичные явления происходят и в нагнетательном воздушном колпаке, роль которого заключается в выравнивании подачи жидкости потребителю.
Средний объем воздуха в колпаках определяется требованиями, предъявляемыми к неравномерности давления. Эти требования характеризуются коэффициентом
g -Р^-Р min р р ~ср
(6.3.2.24)
где ртах, Pmin, Рср — максимальное, минимальное, среднее давления газа в колпаке.
Средний объем воздуха в колпаках должен быть:
— для насосов простого действия
Vcpi = 0,55~; (6.3.2.25)
8р
— для насосов двойного действия
Vcp2 = 0,215 — ; (6.3.2.26)
8р
— для насосов тройного действия
сг
Vcp3 = 0,009 — , (6.3.2.27)
8р
причем для всасывающих колпаков обычно принимают 6“ < 0,02, для нагнетательных — < 0,05 .
Рис. 6.3.2.30. Схема поршневого насоса двойного действия: а) 1 — цилиндр; 2 — поршень; 3 — всасывающие клапаны;
4 — нагнетательные клапаны; 5 — шток;
б) график мгновенной подачи q как функции времени t
Схема насоса двойного действия и графики мгновенной подачи q = cS (с — мгновенная скорость движения поршня) показаны на рис. 6.3.2.30. Особенностью насоса двойного действия является то, что в нем задействованы обе торцевых поверхности поршня, поэтому его производительность почти вдвое выше, чем у насоса простого действия:
Qz = (25-5ш)£иц0б, (6.3.2.28)
где — площадь поперечного сечения штока.
Кроме того, за счет более высокой равномерности подачи (когда в правой рабочей камере происходит всасывание, в левой идет нагнетание, и наоборот) объем воздушных колпаков также уменьшается (см. выражения (6.3.2.25) и (6.3.2.26)).
Характеристика идеального насоса (без утечек) представляет собой прямую линию О = const в координатах Н—Q. В действительности при увеличении давления в рабочей камере возрастают и утечки, связанные с на-пором соотношением 0 = £(//)2, где к — коэффициент, обратный гидравлическому сопротивлению уплотнений насоса (рис. 6.3.2.32, линии 1 и 2).
Методика определения максимальной высоты установки поршневого насоса описана в 2.2.12.
Шестеренные насосы
Шестеренные насосы относятся к объемным роторным машинам и используются для перекачивания вязких жидкостей (в системах смазки компрессоров и двигателей, в гидроприводах). Схема шестеренного насоса представлена на рис. 6.3.2.31.
Ведущее 1 и ведомое 2 зубчатые колеса с минимальными зазорами (как по торцевым, так и по цилиндрическим поверхностям) вращаются в корпусе 3 в направлениях, показанных стрелками. Жидкость, поступающая через всасывающий патрубок 4, попадает во впадины зубчатых колес (область, выделенная штриховкой). Каждый из таких объемов жидкости во впадине переносится колесом вдоль наружной стороны корпуса к нагнетательному патрубку 5, где и выдавливается из впадины зубом другого колеса.
Вспомогательные, типовые и многофункциональные процессы и аппараты
391
Рис. 6.3.231, Схема шестеренного насоса:
1 — ведущее колесо; 2 — ведомое колесо; 3 — корпус; 4 — всасывающий патрубок; 5 — нагнетательный патрубок
Таблица. 6.3.2.8
Технические характеристики шестеренных насосов
Марка насоса Подача, м3/ч / Напор, м Параметры электродвигателя: Мощность, кВт / Частота вращения, об/мин
НМШ2-40-1,6/16 1,6/160 3/1500
НМШ 2-40-1,6/16 1,6/160 2,2/1500
НМШ 2-40-1,6/16 1,6/160 1,5/1500
НМШ5-25-4,0/4 4/40 2,2/1500
НМШ 5-25-4,0/4 4/40 1,5/1500
НМШ 5-25-4,0/4 4/40 3/1500
НМШ5-25-2,5/6 2,5/60 1,5/1000
НМШ 5-25-2,5/6 2,5/60 2,2/1000
НМШ 5-25 2,5/6 2,5/60 3/1500
НМШ 5-25-4,0/25 4/250 5,5/1500
Ш5-25 4/40 2,2/1500 (взр)
НМШ 8-25-6,3/2,5 6,3/25 1,5/1500
НМШ 8-25-6,3/2,5 6,3/25 2,2/1500
НМШ 8-25-6,3/2,5 6,3/25 3/1500
НМШ 8-25-6,3/10 6,3/100 7,5/1500
НМШ 8-25-6,3/25 6,3/250 5,5/1500
Ш40-4-19,5/4 19,5/40 5,5/1000
11140-4-19,5/4 19,5/40 7,5/1000
Ш80/2,5 37,5/25 15/1000
11180/2,5-37,5/2,5 37,5/25 11/1000
Ш80/2,5-36/4 36/40 15/1000
Н400У 0,33/200 2,2/1500
Н403Е 2/320 22/1500
Г11-24а 3/250 3/1500
НМШФ 0,8-25 0,63/25 1,1/1500
Зубчатые колеса шестеренных насосов чаще всего выполняют одинаковых размеров. В общем случае подача шестеренного насоса равна
Q = (К Zi ni + V3 z2 п2) Поб, (6.3.2.29)
где V3 — объем зуба колеса; zb z2 — количество зубьев первого и второго колеса; пь п2 — частоты вращения первого и второго колеса; г|об — объемный КПД насоса, учитывающий перетекание жидкости через зазоры из напорной области в область всасывания.
Шестеренные насосы реверсивны, т. е. при изменении направления вращения их колес направление движения жидкости также меняется на обратное. Эти насосы обратимы: если подводить под давлением жидкость к одному из патрубков, то вал ведущего колеса будет вращаться, и с него можно снимать мощность, т. е. насос становится гидродвигателем.
Характеристика шестеренного насоса аналогична характеристике поршневого насоса. Технические данные некоторых типов шестеренных насосов приведены в табл. 6.3.2.8.
Способы регулирования производительности насосов объемного типа
Производительность насосов объемного типа (см. формулы (6.3.2.28) и (6.3.2.29)) пропорциональна частоте движения рабочего органа (поршня, шестерен, ротора и т. п.), рабочему объему и объемному КПД. С этими параметрами связаны способы регулирования производительности насосов объемного типа.
Изменение частоты движения рабочего органа и хода поршня в поршневых насосах технически не всегда легко реализовать (при этом нарушается и динамическая балансировка машины).
Иногда всасывающий клапан выполняют управляемым, задерживая его посадку на место (тем самым снижается объемный КПД машины); этот метод считают наиболее экономичным. Другой простой способ уменьшения объемного КПД — байпасирование.
Метод дросселирования в насосах объемного типа не используется, поскольку подача при этом меняется слабо, а потребляемая мощность резко возрастает.
На рис. 6.3.2.32 показана схема обвязки поршневого насоса 5, оборудованного предохранительным перепускным клапаном 6, байпасной линией 7 с регулятором расхода 8. Линия 1 соответствует идеальной характеристике насоса объемного типа (Q = const), линия 2 — характеристике реального насоса (вследствие утечек с ростом давления подача насоса снижается), предохранительный клапан которого отрегулирован на предельное давление
Рщ>=А)+ Pgttnp,
с тем чтобы защитить насос и его обвязку от разрыва. Здесь pQ — давление на линии всасывания насоса, р — плотность жидкости, Япр — предельный напор.
392
Новый справочник химика и технолога
Рис. 6.3.2.32. Работа насоса объемного типа на сеть:
1 — идеальная характеристика насоса;
2 — реальная характеристика насоса;
3 — исходная характеристика сети;
4 — характеристика сети с дросселем; 5 — насос;
б — предохранительный клапан; 7 — байпасная линия;
8 — байпасный регулятор расхода; 9 — дроссель
Пусть задан рабочий расход в сети Qc. Исходная характеристика 3 сети пересекается с характеристикой 2 насоса в рабочей точке А, и производительность (абсцисса точки А) больше заданной (рис. 6.3.2.32).
Предположим, что была предпринята попытка регулировать производительность дросселированием, для чего на линии нагнетания установили дроссель 9. Байпасную линию при этом будем считать закрытой. По мере закрывания дросселя 9 крутизна характеристики сети будет возрастать, при этом рабочая точка А будет перемещаться по характеристике насоса 2 вплоть до точки В. Заметим, что из-за практически вертикальной характеристики насоса 2 производительность при этом будет уменьшаться очень слабо. Как только характеристика сети пройдет выше точки В (а это значит, что изменение давления в сети стало больше предельного), начнет открываться предохранительный клапан 6, пропуская через себя часть жидкости с высоким напором Нпр. Когда характеристика сети станет соответствовать линии 4, подача через нее составит Qc, а через клапан будет перепускаться жидкость с расходом Qm = Qw.np- Qc.
Мощность, теряемая жидкостью при перепуске через предохранительный клапан, составит
Нпр — Р S QkSI Нцр.
Далее рассмотрим регулирование байпасированием при помощи регулятора расхода 8 на байпасной линии 7. Дроссель 9 при этом будем считать отсутствующим. При заданной подаче в сети Qc находим точку С, которой соответствует напор Н6. Сеть и байпасная линия работают параллельно, т. е. при одинаковом напоре. Продолжая горизонталь Н= Н& до пересечения с характеристикой 2 насоса, находим его производительность QH. Тогда расход через байпасную линию Q& - Q„ - Qc.
Мощность, теряемая жидкостью при перепуске через байпасную линию, равна
= р s Qe Hq л^лр,
откуда ясна чрезвычайно низкая экономичность регулирования дросселированием в объемных насосах. Кроме того, подача при таком способе регулирования определяется степенью открытия клапана, оборудованного пружиной (или грузом), которые не рассчитаны на обеспечение стабильного расхода. По этим причинам установка дросселя на линии нагнетания для объемных насосов бессмысленна. Установка же дросселя на линии всасывания недопустима по тем же обстоятельствам, что и для лопастных насосов. Поэтому способ дросселирования для регулирования подачи насосов объемного типа не применяют.
6.3.3. Компрессорные машины
(Р.Ш. Абиев)
Основные понятия. Назначение и области применения компрессорных машин
Понятие о компрессорных машинах и их классификация по некоторым признакам даны в 6.3.1.
Основными параметрами компрессорных машин являются производительность, степень сжатия и изотермический КПД. Производительность Q — количество газа, выраженное в единицах объема, подаваемое машиной в единицу времени. Производительность компрессоров обычно выражают в единицах объема газа, приведенного к нормальным условиям (273 К и 101 325 Па). Степень сжатия т — это отношение давления рк в линии нагнетания к давлению р<у на линии всасывания. Изотермический КПД т|из характеризуется отношением мощности, необходимой для сжатия газа идеальной компрессорной машиной при изотермическом процессе сжатия газа, к фактической мощности компрессорной машины.
В дополнение к классификации, приведенной в 6.3.1, компрессоры классифицируются по отрасли производства, для которой они предназначены (химические, энергетические, общего назначения и т. д.), по роду сжимаемого газа (воздушные, кислородные, хлорные, азотные, гелиевые и т. д.), по непосредственному назначению (пускового воздуха, тормозные и т. п.).
По конечному давлению различают:
- вакуум-компрессоры (вакуум-насосы) — машины, которые служат для отсасывания газа из пространства с давлением ниже или выше атмосферного; степень сжатия т таких машин обычно превышает 100;
- компрессоры низкого давления, предназначенные для нагнетания газа при давлении от 0,15 до 1,2 МПа;
- компрессоры среднего давления — с давлением в линии нагнетания от 1,2 до 10 МПа;
- компрессоры высокого давления — с конечным давлением от 10 до 100 МПа;
Вспомогательные, типовые и многофункциональные процессы и аппараты
393
- компрессоры сверхвысокого давления, предназначенные для сжатия газа выше 100 МПа.
Компрессоры называют дожимающими, если давление всасываемого газа pQ существенно превышает атмосферное.
По способу отвода теплоты различают компрессоры с водяным и воздушным охлаждением. По типу привода — с приводом от электродвигателя, двигателя внутреннего сгорания, паровой или газовой турбины. Для удобства монтажа часто используют электродвигатели, ротор которых является валом компрессора (моноблочный принцип).
Расчет, конструирование и эксплуатация компрессора ведутся с учетом свойств газа, для сжатия которого он предназначен. Свойства сжимаемого газа определяют размеры и конструкцию главных узлов и деталей компрессора. Например, при сжатии пожароопасных газов (кислород, водород, углеводородные газы и др.) необходимо обеспечение повышенной герметичности компрессора и взрывобезопасности двигателя, систем защиты и управления. При сжатии газов, отличающихся токсичностью (оксид углерода, хлор и др.) или повышенной текучестью (гелий), главное требование — герметичность компрессора. При сжатии газов с коррозионными свойствами (сероводород, хлор и др.) необходимо применение специальных материалов для деталей газового тракта компрессора.
Некоторые газы активно вступают в химическую реакцию с минеральным маслом (например кислород), растворяют минеральное масло или смывают его с трущихся поверхностей компрессора (например углеводородные газы и их смеси), поэтому необходимо применение специальной смазки или выполнение конструкции компрессора, не требующей смазки.
Области применения компрессоров по производительности и давлению (рис. 6.3.1.7) не являются постоянными и расширяются в ходе научно-технического прогресса.
Наиболее распространены и многообразны по конструктивному выполнению, схемам и компоновкам поршневые компрессоры', их различают по устройству кривошипно-шатунного механизма (крейцкопфные и бескрейцкопфные), устройству и расположению цилиндров (простого и двойного действия, L-, У- и Ш-образные, горизонтальные и вертикальные, оппозитные, со ступенчатым поршнем и т. д.), числу ступеней сжатия. Поршневые компрессоры широко применяют в установках для получения искусственных удобрений и пластических масс, в холодильной промышленности и криогенной технике. В азотнотуковой промышленности поршневыми компрессорами сжимается азотно-водородная смесь до 25-50 МПа. В производстве полиэтилена сжатие этилена осуществляется до 200-250 МПа. В нефтедобывающей и нефтеперерабатывающей промышленности поршневые компрессоры применяются в газлифтах, в процессах очистки нефтепродуктов от сернистых соединений и
каталитического риформинга легких нефтепродуктов, для получения высокооктанового бензина и ароматических углеводородов. Необходимо отметить, что производительность объемных компрессоров слабо зависит от давления нагнетания.
В области средних и больших производительностей, низких и средних давлений часто используют винтовые компрессоры. Винтовые маслозаполненные компрессоры общего назначения с воздушным и водяным охлаждением и асимметричным профилем, несмотря на меньший КПД, более эффективны (по стоимости 1 м3 сжатого газа) по сравнению с поршневыми, центробежными и ротационно-пластинчатыми компрессорами в диапазоне производительностей от 10 до 50 м3/мин. Межремонтный пробег винтовых компрессоров определяется износом подшипников, срок службы которых составляет не менее 15 тыс. ч, а в отдельных случаях достигает 100 тыс. ч. Одна из особенностей винтовых компрессоров — способность сжимать двухфазные (газ + жидкость) среды.
В 1980-х гг. появились данные о моноблочных воздушных одноступенчатых винтовых компрессорах, в полости сжатия которых вместо масла впрыскивается вода, что обеспечивает уплотнение зазоров, почти изотермический процесс сжатия и чистоту сжатого воздуха. Вода подается через регулятор, и после использования легко сепарируется с повторным использованием или сбросом в канализацию. По сравнению с аналогичными по параметрам двухступенчатыми винтовыми компрессорами сухого сжатия (без применения смазы-вающе-уплотняющей жидкости) водозаполненные компрессоры менее металлоемки, в них отсутствуют промежуточный и конечный холодильники.
Ротационно-пластинчатые компрессоры и вакуум-насосы также достаточно широко распространены и занимают устойчивое положение в области малых производительностей. Ротационно-пластинчатые компрессоры общего назначения выпускают производительностью от 0,1 до 100м3/мин, с абсолютным давлением всасывания от 0,01 до 0,1 МПа и давлением нагнетания: до 1,2 МПа — в одноступенчатом исполнении; 1,6 МПа— в двухступенчатом; 2,5 МПа — в трехступенчатом. В указанном диапазоне параметров ротационно-пластинчатые компрессоры практически не уступают поршневым компрессорам по КПД и превосходят их в компактности, уравновешенности и надежности. В выпуске ротационно-пластинчатых компрессоров общего назначения увеличивается доля машин сухого сжатия и маслозаполненных с постепенным отказом от смазываемых компрессоров.
При откачке и сжатии различных газов и газожидкостных смесей, загрязненных механическими примесями, применяются машины жидкостно-кольцевые (в частности, водокольцевые), а также машины типа Руте (машина с вращающимися профилированными роторами). По сравнению с машинами других типов эти машины получили наибольшее распространение в ка
394
Новый справочник химика и технолога
честве вакуум-насосов производительностью от самых малых до 400 м3/мин, а машины типа Руте — до 2000м3/мин при абсолютном давлении всасывания от 0,02 МПа и выше.
Наиболее экономичны в области больших производительностей центробежные компрессоры общего назначения производительностью от 20м3/мин и выше. Совершенствование конструкций центробежных машин привело к использованию их там, где традиционно применялись другие типы компрессоров. К преимуществам их относятся высокая производительность, долговечность и более высокая надежность работы, малые габариты и масса, подача газа без пульсаций давления. В настоящее время эксплуатируются центробежные компрессоры с давлением нагнетания более 100 МПа.
Осевые компрессоры характеризуются производительностью более 1000 м3/мин и относительно небольшой степенью сжатия в одной ступени (т= 104-15). В большинстве случаев — это многоступенчатые машины, применяемые в авиационной, криогенной технике, в машиностроительной, газовой, химической, металлургической и др. отраслях промышленности. Со
временные осевые компрессоры газотурбинных установок имеют степень сжатия до 25-35 и выше. В зависимости от скорости газового потока в рабочих органах различают дозвуковые и сверхзвуковые осевые компрессоры с турбо- или электроприводом с частотой вращения 500 с"1 и выше. Осевые компрессоры стационарных установок имеют преимущество перед центробежными — более высокие КПД; однако масса и габариты их несколько выше. Стоимость крупных стационарных установок центробежных и осевых компрессоров примерно одинакова. Однако осевые компрессоры имеют ограниченный диапазон рабочих режимов из-за помпажа, чувствительности к коррозии и эрозии.
Устройство компрессорных машин
Поршневые компрессоры
На рис. 6.3.3.1 показаны типовые конструктивные схемы поршневых компрессоров: крейцкопфные (крейцкопф-ползун с шарниром) — с двусторонним всасыванием и бескрейцкопфные — одностороннего всасывания (мощностью до 100 кВт). По расположению
а
Рис. 6.3.3.1. Схемы типовых конструкций поршневых компрессоров и двигателей-компрессоров: а) бескрейцкопфные (одностороннее всасывание):
1 — вертикальный; 2 — У-типа; 3 — Ш-типа; 4 — горизонтальный оппозитный (корпусного типа);
5 — вертикальный со ступенчатым поршнем; 6 — двигатель-компрессор /,-типа; 7 — двигатель-компрессор Ш-типа; б) крейцкопфные (с двусторонним всасыванием):
1 — в одну линию; 2 — Z-типа; 3 — У-типа; 4 — Ш-типа; 5 — горизонтальный оппозитный;
6 — горизонтальный со ступенчатым поршнем; 7 — двигатель-компрессор Z-типа
Вспомогательные, типовые и многофункциональные процессы и аппараты
395
цилиндров поршневые компрессоры подразделяют на вертикальные, горизонтальные и угловые. Угловые компрессоры подразделяют на прямоугольные (или А-образные, когда ряды цилиндров расположены вертикально и горизонтально, т. е. угол между их осями составляет 90°), а также У-образные и Ш-образные — машины с наклонными цилиндрами, установленными У- и Ш-образно. Оппозитные компрессоры представляют собой горизонтальные машины с встречным движением поршней и расположением цилиндров по обе стороны вала; они отличаются высокой динамической уравновешенностью, меньшими габаритами и массой, и поэтому практически полностью вытеснили традиционный тип крупного горизонтального компрессора. Для машин малой и средней производительности основными являются два типа компрессора: прямоугольный и У-образный.
По числу ступеней сжатия различают одно-, двух- и многоступенчатые компрессоры. Многоступенчатое сжатие позволяет уменьшить температуру сжатого газа, увеличить КПД машины, снизить поршневые силы.
Поршневые компрессоры с лабиринтным уплотнением выполняются без поршневых колец и без смазки, т. е. уплотнение пары трения «цилиндр—поршень» представляет собой лабиринт, состоящий из ряда круговых канавок (рис. 6.3.3.2). Для уменьшения внутренних утечек газа компрессоры с лабиринтным уплотнением выполняются быстроходными, со скоростью движения поршня не менее 4 м/с. Для сокращения утечек в атмосферу сальники выполняются графитовыми с малыми зазорами и с лабиринтными канавками на внутренней поверхности. При сжатии газов, утечка которых в атмосферу недопустима, к сальникам под давлением подводится воздух, азот или другой безвредный газ. Компрессоры с лабиринтным уплотнением выпускаются одно- и многоступенчатыми, мощностью до 750 кВт на конечное давление до 10 МПа. Их стоимость выше стоимости обычных поршневых компрессоров, поэтому они применяются преимущественно для сжатия совершенно сухих газов (хлор, кислород) или в тех случаях, когда нежелательно присутствие в газе следов графита.
Родственными поршневым являются мембранные компрессоры, в которых объем газа изменяется при возвратно-поступательном движении эластичной мембраны, зажатой между крышкой и корпусом компрессора. Мембранные компрессоры обычно применяются при малых производительностях.
Рис. 6.3.3.2. Узел цилиндра:
1 — цилиндр; 2 — поршень;
3 — лабиринтное уплотнение
Двухроторные компрессоры
Двухроторный компрессор типа Руте представляет собой бесклапанную машину объемного типа. Два идентичных, обычно симметричных, двухлопастных ротора вращаются в противоположных направлениях внутри корпуса, составленного из двух полуцилиндров с минимально возможными зазорами между роторами и между роторами и корпусом. Синхронизация вращения роторов осуществляется при помощи шестерен, расположенных снаружи корпуса. Сжатие газа в этой машине происходит одновременно с нагнетанием благодаря уменьшению объема газа вследствие встречного движения роторов (см. заштрихованную область на рис. 6.3.3.3, а, б). В тот момент, когда лопасть ротора соединяет отсеченную порцию газа с линией нагнетания, давление в рабочей камере скачкообразно увеличивается. Из Р—V диаграммы видно (рис. 6.3.3.4), что такой способ малоэкономичен и обеспечивает малую степень сжатия газа.
Машины типа Руте выпускаются производительностью от нескольких литров в минуту до 2000 м3/мин с давлением нагнетания до 0,15 МПа. Широкое применение этих машин, главным образом в качестве вакуум-насосов и газодувок, объясняется простотой их конструкций и эксплуатации, отсутствием трущихся элементов и смазки в проточной части, уравновешенностью, долговечностью.
Рис. 6.3.3.3. Принцип работы компрессора типа Руте: а) такт всасывания; б) такт отсечки; в) такт сжатия; г) такт нагнетания
Рис. 6.3.3.4. Диаграмма компрессора типа Руте: 1 — площадь abde соответствует работе сжатия в компрессоре типа Руте; 2 — площадь acde соответствует работе сжатия поршневого компрессора
Ротационно-пластинчатые компрессоры
Ротационно-пластинчатые компрессоры отличаются компактностью и высокой стабильностью подачи при изменении давления нагнетания или всасывания.
396
Новый справочник химика и технолога
Ротационно-пластинчатый компрессор (рис. 6.3.3.5) состоит из цилиндрического корпуса 7, закрытого торцевыми крышками, с размещенным в нем эксцентрично ротором 2. В пазы ротора вставлены подвижные пластины 3. Корпус имеет всасывающий 7 и нагнетательный 5 патрубки. В корпусе выполнена рубашка 4 для охлаждения компрессора, а также установлен обратный клапан 6.
Рис. 6.3.3.5. Ротационно-пластинчатый компрессор:
1 — корпус; 2 — ротор; 3 — пластина; 4 — рубашка;
5,7 — нагнетательный и всасывающий патрубки;
6 — клапан; 8 — камера сжатия
При вращении ротора пластины 3 под действием центробежной силы, перемещаясь в пазах, прижимаются к цилиндрической поверхности корпуса 7 и разделяют рабочее пространство между ротором и внутренней поверхностью цилиндра на отдельные камеры 8. Объем этих камер благодаря эксцентриситету ротора периодически меняется по мере его вращения от минимального до максимального. Камеры, расположенные слева от вертикальной плоскости, которая проходит через ось цилиндра, сообщаются с всасывающим патрубком 7. При вращении ротора их объем увеличивается и заполняется газом, т. е. осуществляется процесс всасывания.
При достижении максимального объема камера разобщается с всасывающим патрубком, и при дальнейшем движении теперь замкнутой камеры объем ее уменьшается, а давление газа увеличивается, т. е. происходит сжатие газа. Процесс сжатия продолжается до тех пор, пока передняя пластина камеры не пройдет кромку нагнетательного окна цилиндра.
Камера оказывается сообщенной с нагнетательным патрубком 5, и начинается процесс нагнетания. Когда объем достигает минимальной величины, камера разобщается с нагнетательным патрубком, и в ней остается невытесненный объем газа, который называют объемом мертвого пространства. Дальнейшее движение камеры в левую половину цилиндра приводит к ее сообщению с всасывающим патрубком, и цикл повторяется.
Ротационно-пластинчатые компрессоры используют для питания сжатым воздухом пневмоинструмента, в системах пневматического транспорта, в качестве компрессоров и вакуум-насосов для сжатия воздуха и других газов. Компрессоры этого типа выпускают со стальными пластинами и разгрузочными кольцами, уменьшающими износ пластин, а также с пластинами из антифрикционных материалов, не требующих смазки. Ротационно-пластинчатые компрессоры работают до 10 лет без замены каких-либо деталей.
Жидкостно-кольцевые компрессоры
Жидкостно-кольцевые компрессоры относятся к машинам объемного типа и по принципу действия аналогичны ротационно-пластинчатым компрессорам, с той лишь разницей, что уплотнение камер здесь производится вращающимся жидкостным кольцом, а всасывающий и нагнетательный патрубки подключены не к цилиндрической части корпуса, а к торцевым крышкам (рис. 6.3.3.6). Охлаждение сжимаемого газа осуществляется непосредственным контактом с жидкостью, поэтому процесс сжатия приближается к изотермическому.
Рис. 6.3.3.6. Жидкостно-кольцевой компрессор:
7 — лопастное колесо; 2 — корпус; 3 — окно всасывания;
4 — рабочая жидкость; 5 — окно нагнетания
Ротор 7 с жестко закрепленными лопастями эксцентрично расположен в корпусе 2. Через всасывающее окно 3 непрерывно подается жидкость, которая при вращении ротора под действием центробежных сил отбрасывается к стенкам корпуса и образует жидкостное кольцо 4. Благодаря эксцентричному расположению корпуса объем газа в рабочих камерах между лопастями и жидкостным кольцом изменяется в течение оборота вала и, таким образом, осуществляется цикл всасывания, сжатия и нагнетания газа с подачей его в нагнетательное окно 5. Жидкость от сжатого газа отделяется в сепараторе, например центробежном.
Жидкостно-кольцевой компрессор легко вписывается в любой технологический процесс, т. к. в нем можно использовать различные по физико-химическим свойствам рабочие жидкости и соответствующие им кон
Вспомогательные, типовые и многофункциональные процессы и аппараты
397
струкционные материалы. Эти достоинства определили использование компрессора во многих отраслях промышленности и в сфере обслуживания. Современные жидкостно-кольцевые компрессорные и вакуумные установки поставляются в моноблочном бесфунда-ментном исполнении. Единичная их производительность достигает 400 м3/мин, давление нагнетания — 0,25 МПа, а время гарантируемых межремонтных пробегов доходит до 10-20 лет.
Винтовые компрессоры
Надежность в работе, малая удельная металлоемкость и габаритные размеры предопределили широкое распространение винтовых компрессоров. В частности, они практически полностью вытеснили другие типы компрессоров в передвижных компрессорных станциях, судовых холодильных установках.
Типовая конструкция двухроторного компрессора сухого сжатия, работающего без подачи масла в рабочую полость, показана на рис. 6.3.3.7. На ведомом роторе 1 выполнена винтовая нарезка с впадинами. Ведущий винтовой ротор 2 с выпуклой нарезкой соединен непосредственно или через зубчатую передачу с двигателем. Между роторами существует минимальный зазор, обеспечивающий безопасную работу компрессора, а синхронизация их вращения происходит при помощи шестерен 3. Роторы расположены в горизонтальноразъемном корпусе 4, имеющем несколько разъемов, а также расточки под винты, подшипники, уплотнения и камеры всасывания и нагнетания.
Уплотнения, состоящие из графитовых или баббитовых колец, отделяют подшипниковые узлы от рабочего объема корпуса. Между группами колец подается запирающий газ, препятствующий попаданию масла из подшипников в сжимаемый газ.
На рис. 6.3.3.8 схематично изображен принцип работы винтового компрессора. Между винтовыми поверхностями роторов и стенками корпуса образуются рабочие камеры (число их равно количеству заходов винтовой нарезки). Рассмотрим рабочий процесс на примере одной из камер. При вращении роторов объем камеры увеличивается; когда выступы роторов удаляются от впадин, происходит процесс всасывания (рис. 6.3.3.8, а). Когда объем камеры достигает максимума, процесс всасывания заканчивается, и камера ока-
Рис. 6.3.3.7. Винтовой компрессор сухого трения:
1 и 2 — ведомый и ведущий роторы;
3 — синхронизирующие шестерни; 4 — корпус
зывается изолированной стенками корпуса и крышками от всасывающего и нагнетательного патрубков. При дальнейшем вращении во впадину ведомого ротора начинает внедряться сопряженный выступ ведущего ротора. Внедрение начинается у переднего торца и постепенно распространяется к нагнетательному окну. С некоторого момента времени обе винтовые нарезки образуют общую полость (рис. 6.3.3.8, б), объем которой непрерывно уменьшается благодаря поступательному перемещению линии контактирования сопряженных элементов по направлению к нагнетательному окну. Дальнейшее вращение роторов приводит к вытеснению газа из полости в нагнетательный патрубок (рис. 6.3.3.8, в). Благодаря наличию нескольких камер и высокой частоте вращения роторов компрессор создает непрерывный поток газа.
Отсутствие клапанов обеспечивает винтовым компрессорам возможность работать с высокими частотами вращения, т. е. получать большую производительность при сравнительно небольших габаритах. Существует также однороторная конструкция винтового компрессора, где замыкание камер реализуется при помощи двух отсечных шестерен, причем оси их вращения нормальны к плоскости, в которой лежит ось вращения ротора.
Рис. 6.3.3.8. Процесс работы винтового компрессора
398
Новый справочник химика и технолога
Центробежные компрессоры
Центробежные компрессоры по сравнению с поршневыми имеют малые габариты и массу, приходящиеся на единицу производительности, обеспечивают подачу сжатого газа без пульсаций, в них отсутствуют поступательно движущиеся части, а значит, инерционные силы, передаваемые на фундамент, незначительны. Сжатие газа происходит без загрязнения его маслом, т. к. в зоне сжатия нет трущихся пар, смазываемых маслом. По конструктивным особенностям центробежный компрессор экономичен при больших производительностях (более 120 м3/мин).
На рис. 6.3.3.9 показана принципиальная схема центробежного компрессора. Центробежные компрессоры
имеют несколько ступеней, число которых зависит от требуемой степени сжатия газа. Каждая ступень состоит из рабочего колеса 3, диффузора 4 и направляющего аппарата 5 и по конструкции напоминает устройство центробежного насоса. При вращении рабочего колеса 3 вблизи его оси образуется разрежение, вследствие чего газ поступает по всасывающему патрубку 7. В рабочем колесе под действием центробежных и газодинамических сил, возникающих при обтекании лопастей, происходит повышение давления и скорости газа. В диффузоре 4 скорость снижается, а давление увеличивается. В следующую ступень сжатый газ поступает через обратный направляющий аппарат 5. Пройдя все ступени, газ попадает в выходную улитку 6 и направляется в нагнетательный трубопровод.
Рис. 6.3.3.9. Схема трехступенчатого центробежного компрессора:
1 — всасывающий патрубок; 2 — вал; 3 — рабочее колесо;
4 — диффузор; 5 — направляющий аппарат;
6 — выходная улитка; 7 — подшипник
Осевые компрессоры
Степень сжатия в одной ступени осевого компрессора невелика и составляет т = 1,15-ь 1,3 5. Поэтому для получения высокого давления осевые компрессоры выполняют многоступенчатыми.
В многоступенчатых осевых компрессорах (рис. 6.3.3.10) газ через входной патрубок 7 и конфузор 2 поступает в проточную часть компрессора и перемещается последовательно от лопаток входного направляющего аппарата 3 через группу ступеней сжатия, спрямляющий аппарат 6, диффузор 7 и выходной патрубок 9. Рабочие колеса 4 ступеней вместе с валом, на котором они насажены, образуют ротор, опирающийся на подшипники 8; направляющие аппараты 5 (служащие для частичного преобразования кинетической энергии в потенциальную) вместе с корпусом, в котором они закреплены, — статор.
Входной патрубок 7 служит для равномерного подвода газа к кольцевому конфузору 2, который предназначен для ускорения потока перед входным направляющим аппаратом и создания равномерного поля скоростей и давлений.
Рис. 6.3.3.10. Схема осевого компрессора:
1,9 — патрубки всасывания и подачи; 2 — конфузор; 3 — входной направляющий аппарат; 4 — рабочие лопасти; 5 — направляющие лопатки; б — спрямляющий аппарат; 7 — диффузор; 8 — подшипник
Конструкции вентиляторов
Центробежный (радиальный) вентилятор по конструкции аналогичен центробежному насосу (рис. 6.3.2.3). Это тип вентиляторов — один из наиболее часто используемых в химической промышленности.
Вспомогательные, типовые и многофункциональные процессы и аппараты
399
Хотя вентиляторы относятся к компрессорным машинам, расчет характеристик вентиляторов допустимо проводить в рамках теории насосов (см. 6.3.2), исходя из того, что степень сжатия газов в вентиляторах незначительна, т. е. изменением термодинамических параметров газов в них можно пренебречь.
В качестве основных параметров вентиляторов приняты: производительность Q, м3/с; полное давление Др = pgH, Па; статическое давление ЛрС1 = Др - Дрдин, Па; эффективная мощность Аэф, Вт; КПД, вычисленные по полному и статическому давлениям соответственно:
vs
эф эф
По предложению ЦАГИ коэффициентом быстроходности вентилятора принято считать частоту вращения вентилятора данного типа, который в режиме максимального КПД подает 1 м3/с газа, создавая условное давление 294 Па (30 кгс/м2), т. е. для вентиляторов коэффициент быстроходности равен
п
(6.3.3.1)
где Ноат — оптимальный напор, приведенный к плотности газа 1,2 кг/м3.
Рис. 6.3.3.11. Типичная универсальная характеристика центробежного вентилятора (ВВД № 11) при п = var
Подробнее с особенностями конструкций и рабочими характеристиками центробежных вентиляторов можно ознакомиться по справочникам и каталогам [38-44]. Технические характеристики некоторых вентиляторов и дымососов представлены в табл. 6.3.3.1-6.3.3.6, а типичная универсальная характеристика (построенная при разных частотах вращения рабочего колеса) центробежного вентилятора — на рис. 6.3.3.11.
Таблица 6.3.3.1
Технические характеристики вентиляционных агрегатов с центробежными вентиляторами типа ЦП7-40 Тульского котельно-вентиляторного завода (значения полного давления и производительности вентиляторов даны для КПД = 0,5; максимальное значение КПД составляет 0,565)
№ агрегата Тип электродвигателя АО2 Мощность электродвигателя, кВт Частота вращения, тыс. об/мин Полное давление, Па Производительность, тыс. м3/ч Масса агрегата, кг
71-2 22 2,6 3000 9
52-2 13 2,6 3800 3,2
62-2 17 2,4 2500 8,5
51-2 10 2,4 3250 3,1
с 52-2 13 2,2 2150 7,8 От 280
«у 42-2 7,5 2,2 2700 2,9 до 440
51-2 10 2,0 1750 7,2
41-2 5,5 2,0 2250 2,6
42-2 7,5 1,8 1450 6,4
41-2 5,5 1,8 1800 2,3
81-4 40 2,12 3150 14,7
71-4 22 2,12 3850 7
72-4 30 2,0 2800 14
А 62-4 17 2,0 3400 6,7 От 445
71-4 22 1,8 25250 12,5 до 720
61-4 13 1,8 2800 6,1
62-4 17 1,6 1750 11,2
52-4 10 1,6 2200 5,4
400
Новый справочник химика и технолога
Продолжение таблицы 6.3.3.1
№ агрегата Тип электродвигателя АО2 Мощность электродвигателя, кВт Частота вращения, тыс. об/мин Полное давление, Па Производительность, тыс. м3/ч Масса агрегата, кг
52-4 10 1,4 1350 9,8
л 51—4 7,5 1,4 1700 4,8 От 445
51—4 7,5 1,2 1000 8,3 до 720
42—4 5,5 1,2 1250 4
82—4 55 1,7 3300 23,5
81-4 40 1,7 4000 9
81—4 40 1,6 2900 23
72—4 30 1,6 3700 8,5
81—4 40 1,5 2600 22
72—4 30 1,5 3250 7,7
72—4 30 1,4 2250 20 От 830 до 1085
8 71—4 22 1,4 2850 7,4
72-4 30 1,3 2000 18,5
62—4 17 1,3 2450 7
71-4 22 1,2 1650 17,5
62-4 17 1,2 2100 6,5
62—4 17 1,1 1400 16
61-4 13 1,1 1750 6
61^4 13 1,0 1150 14
Таблица 6.3.3.2
Технические характеристики вентиляторов типа Ц6-30
Тульского котельно-вентиляторного завода
№ вентилятора Производи-тельность, м3/ч Полное давление при различной температуре перемещаемой среды, Па КПД Мощность электродвигателя (синхронный, 300 об/мин)
20 °C 150 °C 250 °C
5,6 4300 5500 3800 3100 10
6,3 6200 6800 4800 3900 0,6 30
8 12700 11200 7800 6300 55
Таблица 6.3.3.3
Технические характеристики вентиляторов ВМ
Показатели Типоразмер вентилятора
ВМ15 ВМ16 ВМ17 ВМ18 ВМ18А ВМ19А ВМ20А
Производительность, тыс. м3/ч 38 48 58 70 108 130 150
Полный напор, Па, при t = 70 °C 7300 8100 9200 10200 10650 11600 12900
Потребляемая мощность, кВт
(при t = 70 °C и частоте вращения
1500 об/мин) 95 130 175 240 370 500 640
Максимально допустимая
температура газа, °C 200 200 200 200 200 200 200
Максимальное значение КПД, % 0,82 0,82 0,82 0,82 0,81 0,81 0,81
Масса без электродвигателя, кг 3025 3060 4015 4065 4290 4350 4680
Маховой момент, кг • м2 333 581 761 850 1032 1267 1530
Габариты, мм:
длина 2155 2420 2645 2690
ширина 2550 2115 3135 3374
высота 2660 3002 3172 3424
Вспомогательные, типовые и многофункциональные процессы и аппараты
401
Таблица 6.3.3.4
Технические характеристики дутьевых вентиляторов ВДН
Тип машины Диаметр колеса, мм Масса без электродвигателя, кг Частота вращения, об/ мин Параметры на режиме максимального КПД при температуре 30 °C
производительность, тыс. м3 полное давление, Па потребляемая мощность, кВт
ВДН-8 800 602 750 4,8 600 1,0
1000 6,3 1060 2,4
1500 9,0 2500 7,7
ВДН-9 900 651 750 7,0 760 1,8
1000 9,5 1320 4,3
1500 14,0 3000 13,5
ВДН-10 1000 843 750 9,5 940 3,2
1000 13,0 1640 7,2
1500 18,0 3800 22,3
ВДН-11,2 1120 1160 750 14,0 1180 5,5
1000 18,0 2070 12,8
1500 25,0 4800 41
ВДН-12,5 1250 1470 750 18,5 1480 9,5
1000 25,0 2580 22
1500 35,0 6000 72
ВДН-15 1500 2350 1000 54 3200 60
ВДН-17 1700 2630 1000 60 4800 90
Таблица 6.3.3.5
Технические характеристики дутьевых вентиляторов ВДН и ВГД
Тип машины Диаметр колеса, мм Частота вращения, об/мин Производительность, тыс. м3/ч Полное давление, Па кпд Потребляемая мощность, кВт
ВДН-18-П 1800 750 1000 130 170 2300 3900 0,83 95 200
ВДН-18-Пу 1800 750 1000 85 115 2100 3650 0,82 65 140
ВДН-2СКП 2000 750 1000 175 225 2800 4700 0,83 160 360
ВДН-20-Пу 2000 750 1000 125 165 2600 4500 0,82 ПО 255
ВДН-22-П 2200 590 760 190 210 2100 3300 0,85 115 230
ВДН-24-П 2400 590 760 210 275 2250 3550 0,85 180 355
ВДН-26-П 2600 590 760 280 350 2950 4650 0,85 260 530
ВДН-28-Пу 2800 590 760 240 300 3600 5500 0,85 350 700
Примечание. В числителе приведены параметры, соответствующие низким частотам вращения, а в знаменателе — высоким.
402
Новый справочник химика и технолога
Таблица 6.3.3.6
Технические характеристики дымососов и вентиляторов горячего дутья
Типоразмер машины Диаметр рабочего колеса, мм Масса без электродвигателя, кг Частота вращения, об/мин Параметры на режиме максимального КПД
производительность, тыс. м3/ч давление, Па потребляемая мощность, кВт температура расчетная, °C
Дымососы
ДН-9 900 725 750 6,8 500 1,2 200
1000 9,5 850 2,7
1500 14,0 1900 9,1
ДН-10 1000 927 750 9,3 620 2,0 200
1000 13,0 1050 4,8
1500 18,0 2400 15,0
ДН-11,2 1120 1265 750 13,5 770 3,5 200
1000 17,6 1320 8,2
1500 25 2900 25,0
ДН-12,5 1250 1610 750 18,5 960 6 200
1000 24,2 1540 14
1500 35,0 3800 45,0
ДН-15 1500 2620 1000 50 2300 40 200
ДН-17 1700 2990 1000 76 3000 73 200
ДН-17 1700 2990 750 57 1700 31 200
ДН-19 1900 7220 1000 105 4800 172 100
750 79 2700 72
600 63 1730 38
ДН-21 2100 1000 144 5800 276 100
750 110 3300 124
600 90 2120 65
ДН-22, ДН-22ГМ 2200 8030 750 144 3400 172 100
ДН-24, ДН-24ГМ 2400 8940 750 185 4000 262 100
ДН-26, ДН-26ГМ 2600 10100 750 600 237 4700 395 100
190 3000 210
ДН-22х2-0,62 2200 18400 750 285 3400 349 100
ДН-22х2-0,62ГМ 600 230 2190 183
ДН-24х2-0,62 ДН-24х2-0,62ГМ 2400 21500 750 370 4000 525 100
ДН-26х2-0,62 ДН-26х2-0,62ГМ 2600 29100 750 475 4700 790 100
Вентилятор горячего дутья
ВГДН-11,2 1120 1500 30 1930 20
ВГДН-12,5 1250 1500 42 2400 34,2
ВГДН-15 1500 2730 1500 68 3800 85 200
ВГДН-17 1700 2990 1000 68 2100 50
ВГДН-19 1900 6800 1000 106 2720 98
ВГДН-21 2100 1000 144 3320 162
Дымососы для агрессивных газов
ДН-11,2НЖ 1120 1500 30 1930 30
ДН-12,5НЖ 1250 1500 42 2400 34,2
ДН-15НЖ 1500 2490 1500 68 3800 85 200
ДН-17НЖ 1700 2850 1000 68 2100 50
ДН-19НЖ 1900 6800 1000 106 2720 98
Вспомогательные, типовые и многофункциональные процессы и аппараты
403
В осевом вентиляторе (рис. 6.3.3.12) поток движется преимущественно в направлении оси вращения. Осевые вентиляторы просты в изготовлении, компактны и реверсивны. По сравнению с центробежными вентиляторами они имеют более высокие КПД и подачу при относительно малой степени сжатия.
Рис. 6.3.3.12. Схема осевого вентилятора;
1 — коллектор; 2 — входной направляющий аппарат;
3 — рабочее колесо; 4 — выходной направляющий аппарат; 5 — кожух (обечайка); 6 — обтекатель
В прямоточном радиальном вентиляторе (рис. 6.3.3.13) газ вначале движется в осевом направлении и поступает во вращающееся рабочее колесо, где под действием центробежной силы проходит в радиальном направлении через межлопаточные каналы и выходит сквозь кольцевой радиальный лопастной диффузор (направляющий аппарат); в диффузоре часть динамического напора преобразуется в статический, КПД вентилятора достигает 70 %. Одним из его преимуществ является возможность размещения электродвигателя внутри кожуха, что снижает шумность вентилятора.
Рис. 6.3.3.13. Схема прямоточного вентилятора:
1 — корпус; 2 — рабочее колесо; 3 — диффузор
Смерчевой вентилятор (рис. 6.3.3.14) имеет рабочее колесо с небольшим числом лопаток, прикрепленных к заднему диску. Это колесо размещено в специальной нише в задней стенке спирального кожуха. При вращении колеса возникает вихревое течение, аналогичное смерчу, в центральной и периферийной частях которого образуется перепад давлений, являющийся побудителем движения воздуха. Вследствие этого часть потока с содержащимися в нем примесями проходит через нагнетатель, минуя рабочее колесо. КПД вентилятора не превышает 60 %.
Рис. 6.3.3.14. Схема смерчевого вентилятора: 1 — кожух; 2 — лопатка; 3 — задний диск
Диаметральный вентилятор (рис. 6.3.3.15) имеет следующий принцип действия. Если во вращающееся колесо барабанного типа поместить неподвижное тело, расположенное несимметрично относительно оси колеса, то осесимметричный вихрь, образующийся вокруг колеса, смещается в сторону, и возникает направленное течение газа перпендикулярно к оси вращения колеса. Поперечное течение появляется также при установке лопаточного колеса в несимметричном коленообразном корпусе. Диаметральные вентиляторы могут создавать значительные давления даже при невысоких окружных скоростях рабочих колес, поскольку поток газа дважды пересекает лопатки колеса. К недостаткам диаметральных вентиляторов относятся невысокий КПД (максимальный 60-65 %), повышенная шумность работы, существенные перегрузки электродвигателя при уменьшении сопротивления сети.
Рис. 6.3.3.15. Схема диаметрального вентилятора:
1 — рабочее колесо; 2 — корпус; 3 — неподвижное тело
Элементы теории компрессорных машин
Основные закономерности работы компрессорных машин объемного типа рассмотрим на примере поршневого компрессора. Расчеты многообразных динамических типов компрессоров приведены в [4, 6, 8].
Для упрощения анализа работы поршневого компрессора вводят понятие идеального поршневого компрессора, которому приписывают следующие свойства: 1) объем мертвого пространства равен нулю; 2) клапаны безынерционны, и их гидравлическое сопротивление равно нулю; 3) отсутствует теплообмен между газом и компрессором (адиабатный процесс); 4) отсутствуют утечки газа; 5) перекачиваемый газ — идеальный.
Производительность идеального поршневого компрессора определяется по формуле
404
Новый справочник химика и технолога
2т = SLn,
(6.3.3.2)
где S — рабочая площадь поверхности поршня, L — ход поршня; п — число двойных ходов поршня в единицу времени.
Работа за цикл идеального поршневого компрессора равна
4“='ГТА>/1
к-1
Т к -1
(6.3.3.3)
где к — показатель адиабаты сжимаемого газа; р\ — давление на линии всасывания; V] — всасываемый объем.
Средняя мощность идеального поршневого компрессора
^вд =777^
К 1
*-1
т к -1
(6.3.3.4)
а средняя мощность поршневого компрессора при изотермическом сжатии
= р£, 1п(т).
(6.3.3.5)
Производительность реального поршневого компрессора связана с 2т через коэффициент подачи X:
2о - ^2т-
(6.3.3.6)
Коэффициент подачи, в свою очередь, определяется как произведение частных коэффициентов подачи:
щий влияние подогрева газа на производительность; ХР — коэффициент подачи, учитывающий влияние сопротивления всасывающего клапана на производительность компрессора; Хг — коэффициент герметичности, учитывающий влияние прямых утечек газа на производительность компрессора (является аналогом объемного КПД насосов); Хф — коэффициент подачи, учитывающий влияние влажности газа на производительность (при сжатии газа часть паров конденсируется, что приводит к дополнительному снижению объема сжатого газа).
Индикаторная диаграмма реального поршневого компрессора (рис. 6.3.3.16) является важным средством для контроля над работой компрессора; для ее построения используется специальный самописец, устанавливаемый обычно непосредственно на компрессоре. Работа за цикл пропорциональна площади индикаторной диаграммы. Процессу всасывания соответствует линия 4-7, процессу сжатия газа — линия 7-2, процессу нагнетания — линия 2-3, расширение газа, оставшегося в мертвом пространстве, описывается линией 3-4. «Всплески» вблизи точек 2 и 4 характеризуют инерционность клапанов, приводящую к запаздыванию их открытия. При появлении тех или иных неполадок в работе поршневого компрессора индикаторная диаграмма искажается, что позволяет использовать ее как средство диагноза технического состояния компрессора.
Среднюю мощность, потребляемую реальным поршневым компрессором (при условии, что показатели политропы сжатия и расширения газа практически равны), можно определить по формуле
X — Хв А,. Хр Хг Хф.
(6.3.3.7)
Здесь Хв — коэффициент всасывания, характеризующий снижение производительности из-за мертвого пространства; Хр — коэффициент подачи, учитываю-
N _ т p0Q0 км Ю-1Т1ХЛЛ
(6.3.3.8)
Рис. 6.3.3.16. Индикаторная диаграмма работы поршневого компрессора
где т — показатель политропы сжатия и расширения; г| — механический КПД машины; р0 — давление на линии всасывания (р0 > р^).
Регулирование производительности компрессорных машин
Способы регулирования производительности машин динамического типа — те же, что и динамических (в частности, центробежных) насосов (см. 6.3.2).
Для регулирования подачи поршневого компрессора как типичного представителя объемных машин используют один из следующих способов:
- периодическое отключение привода компрессора. Этот способ реализуют при наличии на линии нагнетания газонакопительной емкости (ресивера), обычно для машин малой производительности с воздушным охлаждением;
- изменение частоты двойных ходов поршня п (допустимо в ограниченных пределах, не приводящих к существенному нарушению динамической балансировки машины);
Вспомогательные, типовые и многофункциональные процессы и аппараты
405
- увеличение объема мертвого пространства путем подключения к рабочей камере машины одного или нескольких баллончиков (приводит к снижению производительности компрессора);
- дросселирование газа (производится на линии всасывания, при этом снижается коэффициент лР).
- байпасирование — перепуск части газа на линию всасывания (для воздуха возможен сброс в атмосферу);
- задержка момента закрытия всасывающего клапана (при помощи специального механизма, например кулачкового; является самым экономичным способом, т. к. снижение производительности примерно пропорционально уменьшению затрат мощности).
6.3.4. Общие сведения о струйных аппаратах
(В.А. Некрасов)
Устройства, в которых путем непосредственного контакта (смешения) осуществляется процесс передачи кинетической энергии одного потока другому, называют струйными аппаратами (СА).
СА используются в разнообразных технологических процессах. Широкое их применение обусловлено рядом достоинств: простотой конструкции и технологии изготовления; малыми габаритами и массой; отсутствием подвижных рабочих органов; полной герметичностью; легкостью совмещения с другим технологическим оборудованием; надежностью в эксплуатации и долговечностью. Эти достоинства, несмотря на весьма низкий КПД СА, обеспечили им применение в самых различных областях техники.
С А используются в качестве:
- паро-воздушного эжектора для обеспечения высокого вакуума [10], в том числе в конденсационных установках паровых турбин ТЭС и АЭС [11];
- газового эжектора для повышения эффективности эксплуатации систем нефтегазосбора [12];
- паро-воздушного компрессора в холодильных установках [13]; для охлаждения воды в системе кондиционирования воздуха;
- паро-воздушного дутьевого инжектора в котельных установках [13, 14];
- газовой инжекционной горелки в печах [13] и сушилках [31];
- паро-жидкостного инжектора в роли питательного насоса в энергетических установках [10, 14, 16];
- тягового органа для реактивных двигателей самолетов [28], а также судовых движителей [16, 29];
- диспергатора в системах жидкость—жидкость [17];
- элеватора для присоединения отопительных установок к тепловым сетям [14];
- гидроструйного насоса для перемещения жидкостей и суспензий [14, 18-20];
- водогазового эжектора (гидроструйного эжектора или компрессора) для отсасывания газов и создания вакуума в различных емкостях [14];
- для сбора и транспорта нефтяных газов [21];
- диспергирования и смешения газа в жидкости [14, 18,22];
- побудителя тяги для пневмотранспорта [14, 23-26] и пылеуборки [27].
Струйные аппараты относятся к нестандартному оборудованию. Это в какой-то мере объясняет появление в технической литературе различных названий одного и того же типа СА и появление ошибок при их проектировании. Классификация СА, а также теория и основные задачи, которые приходится решать при разработке различных типов СА, наиболее полно изложены в [14].
Общие вопросы расчета и проектирования струйных аппаратов. Смешиваемые в СА потоки могут относиться к одной и той же фазе или к разным фазам. Фазовое состояние смешиваемых потоков может оставаться неизменным или же изменяться (например, пар может превратиться в жидкость). Поток, вступающий в процесс смешения с большей скоростью, называют рабочим (активным), с меньшей скоростью — инжектируемым (пассивным). Обычно давление смешанного (сжатого) потока на выходе из СА выше давления инжектируемого потока перед аппаратом, но ниже давления рабочего потока рк < рс < рр. Это связано с выравниванием скоростей потоков в камере смешения, а также с преобразованием кинетической энергии в потенциальную в диффузоре.
Схемы конструктивного исполнения СА весьма разнообразны. На рис. 6.3.4.1 приведены схемы наиболее известных и распространенных конструкций нерегулируемых СА, а на рис. 6.3.4.2 — СА с регулируемыми геометрическими параметрами. Несмотря на разнообразие конструкций СА, можно выделить следующие основные элементы: активное (рабочее) сопло, камеру смешения (горловину), диффузор, входной участок горловины для пропуска пассивного потока, выполняемый, как правило, в виде конфузора (приемная камера). В зависимости от конфигурации рабочего сопла (насадка), исполняемого в виде конфузора, сопла Лаваля, сопла Вентури или кольца, его устанавливают соосно (по центру) с камерой смешения (рис. 6.3.4.1, а), либо по периферии камеры смешения (рис. 6.3.4.1, б) или комбинированно (рис. 6.3.4.1, в). В некоторых случаях применяют многосопловые С А (рис. 6.3.4.1, г).
Одним из основных показателей СА является коэффициент инжекции и, представляющий собой отношение массового расхода инжектируемого потока Сн к массовому расходу рабочего потока:
« = -^. (6.3.4.1)
gp
Как следует из перечня областей применения СА, свойства и условия взаимодействия рабочего и инжектируемого потоков существенно отличаются друг от друга в аппаратах различного типа. При этом в СА могут возникать различные сопутствующие смешению
406
Новый справочник химика и технолога
процессы, например конденсация, кавитация, инверсия фаз и т. д. Они существенно отражаются на работе аппаратов данного типа и должны учитываться при их расчете.
Агрегатное состояние среды определяет ее упругие свойства или сжимаемость. Однако сжимаемость в движущемся потоке проявляется лишь при достаточно большой скорости, сравнимой со скоростью звука. В случае достижения потоком скорости звука все его параметры — плотность, скорость, давление, температуру, а также площадь сечения, занимаемую потоком, называют критическими и обозначают соответственно: р*, w*, р*, Т* и f*. При этом происходит значительное изменение давления, а значит и удельного объема или плотности среды. Поэтому для СА с упругими средами существенное значение имеют такие показатели работы, как степень сжатия инжектируемой среды — (бо-
Рп
лее строго — степень повышения давления) и степень
расширения рабочего потока — (более строго — сте-
Рп
пень снижения давления). Здесь рс, рн, р? — абсолют
ные давления в смешанном, инжектируемом и рабочем потоках соответственно.
В случаях большой степени расширения рабочего потока (сверхкритического)
Рн П*
где И, = — — относительное давление в критическом А
сечении, т. е. отношение давления в критическом сечении р* к давлению торможения pQ (давление, соответствующее покоящейся среде), на сопле устанавливают расширения в виде диффузора либо сопла Лаваля.
Если в этих условиях рабочее сопло выполнить сужающимся, то в выходном сечении сопла установится критическое давление рр* > рп и дальнейшее расширение рабочего потока от рр* до р» будет происходить за соплом с повышенными потерями. При этом расход рабочего потока Ср не зависит от давления в приемной камере рк.
СА с большой степенью расширения рабочего пото-
Рис. 6.3.4.1. Схемы нерегулируемых С А:
а) с центральным соплом; б) с кольцевым соплом;
в) с центральным и кольцевым соплом; г) многосопловый;
1 — сопло; 2 — конфузор; 3 — камера смешения (горловина);
4 — диффузор
Рис. 6.3.4.2. Принципиальные схемы СА
с регулируемыми геометрическими параметрами:
а) с регулируемой площадью выходного сечения сопла;
б) с регулируемой площадью поперечного сечения камеры смешения;
1 — сопло; 2 — конфузор; 3 — камера смешения (горловина);
4 — диффузор; 5 — «игла» для регулирования площади выходного сечения сопла; 6 — дополнительная полость для изменения площади поперечного сечения камеры смешения;
7 — переточная трубка
Вспомогательные, типовые и многофункциональные процессы и аппараты
407
ка и умеренной степенью сжатия 2,5 > — > 1,2 , со-I Л )
гласно [14], называют газоструйными или пароструйными компрессорами. Их применяют, в частности, для повышения давления газа (пара) в сети.
При малых степенях сжатия — <1,2 инжекти-
)
руемый и смешанный потоки можно условно считать неупругими. Удельный объем газа мало меняется. Тем не менее, небольшая неточность в определении степени сжатия приводит к существенной ошибке в определении достижимого коэффициента инжекции. Поэтому в качестве расчетного показателя целесообразно принять
не степень сжатия —, а перепад давлений Дрс = рс ~Рн Р»
или относительный перепад давлений инжектируемой
Арс Рс 1 Л
среды —— = — -1. Это позволяет избежать сущест-Рн Рн
венных ошибок в определении достижимого коэффициента инжекции.
Аппараты, в которых степень расширения может быть как сверхкритической, так и докритической, называют инжекторами. В соответствии с этим конфигурация сопла имеет форму сопла Лаваля и конфузора.
Рис. 6.3.4.3. Принципиальные расчетные схемы СА с центральным соплом:
а) расширяющееся сопло (сопло Лаваля) — > ;
Р«
~ Р? 1
б) коническое сопло — <-
Р*
В случае малой степени расширения рабочего пото-(р
ка —<1,25 можно пренебречь свойствами упруго-)
сти всех потоков. Это присуще как однофазным, так и разнофазным СА. При этом расход рабочего потока Gp зависит не только от давления перед соплом рр, но и от давления в приемной камере рн.
Однофазные СА, в которых рабочей и инжектируемой средой является жидкость, называют струйными однофазными насосами (СОН). Рабочее сопло, как правило, имеет форму конфузора. Однако с целью интенсификации целого ряда технологических процессов посредством наложения на струйные течения кавитации рабочее сопло может быть выполнено в форме трубы Вентури [32].
Принципиальные расчетные схемы СА с упругой и неупругой рабочей средой несколько отличаются обозначениями друг от друга (см. рис. 6.3.4.3, а и 6.3.4.3, б).
К разнофазным относятся СА для пневмотранспорта зернистых материалов и жидкости, СА для гидротранспорта зернистых материалов и жидкостно-газовые СА (ЖГСА).
Рабочими характеристиками СА являются зависимости типа Рс/Рн =/(«, РР /Рн), Рн /Рр =/(«, Рс /рР), Арс /рн = =f(u, Pp/рн), Дрс/Дрр -f(u) и др., получаемые на основе законов сохранения импульса и массы. При этом важно отметить, что любая из характеристик зависит не от абсолютных геометрических размеров аппарата fp*,fpi и f3, а от отношения^ /fp* nf3/fpl (см. рис. 6.3.4.3, а) или от отношения/^! (см. рис. 6.3.4.3, б). Эти отношения являются геометрическими параметрами подобия СА. Аппараты, имеющие различные абсолютные размеры, но одинаковое отношение размеров, имеют одинаковые характеристики. СА с малым отношением f3lfp* или fs /fpi создают более высокую степень сжатия, но не могут развивать больших коэффициентов инжекции. При увеличении f3 !fp* или f3 /fpi степень сжатия падает, а коэффициент инжекции растет.
Для расчета указанных типов струйных аппаратов, кроме ЖГСА, наиболее приемлемой является полуэм-пирическая методика ВТИ [14], основой которой являются известные законы сохранения массы, импульса и энергии.
6.3.5. Струйные аппараты для пневмотранспорта зернистых материалов и жидкости
(В.А. Некрасов)
В зависимости от принципа действия пневмотранс-портной установки (ПУ) СА устанавливается в начале, в конце, а в некоторых случаях и в середине пневмотрассы [14, 25, 30]. В установках нагнетательного действия возможны различные варианты применения эжектора (см. рис. 6.3.5.1).
Так, например, СА, изображенные на рис. 6.3.5.1, а и 6.3.5.1,6 представляют собой устройства, обеспечивающие необходимые параметры пневмотранспортного
408
Новый справочник химика и технолога
потока — давление и расход газа. Причем в обоих случаях возможен подсос атмосферного воздуха. Из рис. 6.3.5.1, б следует, что применение эжектора с кольцевым соплом весьма актуально в ПУ всасывающе-нагнетательного действия, причем крупность материала не имеет принципиального значения. На рис. 6.3.5.1, в СА играет роль тягового эжектора. В этом качестве СА широко используется при разработке различных пневмонасосов [25], а также при проектировании всасывающих сопел (см. 6.6.2 и рис. 6.6.3.2).
СА, изображенные на рис. 6.3.5.1, а и 6.3.5.1, б, следует отнести к аппаратам с большой степенью расши-
( Рр . 1
рения — > — и достаточно высокой степенью сжа-nJ
тия 2,5 > — > 1,2 , т. е. рабочая и инжектируемая сре-I Рп )
ды являются упругими. В СА, изображенных на рис. 6.3.5.1, г и 6.3.5.1,Э, в качестве рабочей среды также используется упругая среда — газ, а инжекти-
11 12
Рис. 6.З.5.1. Применение СА для пневмотранспорта зернистых материалов (а, б, в, г) и жидкости (б): а) в ПУ нагнетательного действия; 6) в ПУ всасывающе-нагнетательного действия;
в), г), д') в качестве тягового эжектора, питателя и струйного однофазного насоса соответственно;
1 — СА с центральным соплом; 2 — загрузочное устройство; 3 — СА с кольцевым соплом; 4 — фильтр;
5 — промежуточная емкость; 6 — шахта; 7 — задвижка; 8 — транспортный трубопровод; 9 — обратный клапан;
10 — противовес; 11 — сопло; 12 — пористое днище; 13 — всасывающий трубопровод; 14 — колодец
Вспомогательные, типовые и многофункциональные процессы и аппараты
409
руемой средой является неупругая среда — сыпучее твердое тело или жидкость. Степень расширения рабочего потока может быть как сверхкритической (рР И „ /
— > — , так и докритическои ( рр > рн и одновре
менно рн < — . Степень сжатия, напротив, мала
— <1,2-?1,4 , т. к. инжектируемая среда представляли )
ет собой смесь сыпучего твердого материала и газа (чаще воздуха) или жидкости.
СА на рис. 6.3.5.1, г представляет собой питатель, в который материал, подлежащий транспортировке, подается непосредственно в приемную камеру, а далее увлекается струей воздуха, выходящей с большой скоростью из рабочего сопла. Общее сопротивление ПУ не должно превышать (0,24-0,4) 105 Па.
СА, принципиальная схема которого представлена на рис. 6.3.5.1, д, применяется для перекачки жидкости из резервуаров и колодцев и других целей.
Поскольку уравнения, характеризующие состояние упругой (1) и неупругой (2) сред, имеют вид
const
И 1)2 = const,
(6.3.5.1)
то условию неупругости (несжимаемости) соответствует показатель адиабаты к - оо.
При расчете любого СА широко используются газодинамические функции, связывающие термодинамические параметры потока (температуру, давление, плотность и др.) с его приведенной скоростью X, представляющей собой отношение скорости газа при его адиабатном течении w к критической скорости а*:
(6.3.5.2)
Поскольку для упругой среды
/ 2£ __ I 2k / 2k рп at=J------RT0 = J------povo =--------(6.3.5.4)
Vк + 1 0 U + l 0 0 ук + l p0
(6.3.5.5)
В уравнениях (6.3.5.1)-(6.3.5.5) к — коэффициент адиабаты; TQ, р0, о0, р0 — параметры торможения потока: температура (К), давление (Па), удельный объем (м3/кг) и плотность (кг/м3). Из (6.3.5.5) видно, что X
к + 1
может изменяться от 0 до Хтяг =-------гг при Т=0,
шах / _ \и,э х 3
(к-\)
т. е. при истечении потока в абсолютный вакуум. Для условно несжимаемой среды (к = оо) будем
иметь
w = 72A/7Uo = 1^ = l2^ , (6.3.5.6)
Y Ро V Ро
(6.3.5.7)
(6.3.5.8)
По смыслу выражения (6.3.5.7) критическая скорость неупругой среды равна скорости истечения этой среды в абсолютный вакуум, когда внешнее давление р = 0.
Наиболее часто используются следующие функции:
- //(X) — относительное давление, т. е. отношение давления р адиабатно движущегося газа в данном сечении к давлению торможения ро;
- е(Х) — относительная плотность, т. е. отношение плотности р адиабатно движущегося потока в данном сечении к его плотности р0 в заторможенном состоянии;
- д(Х) — относительная массовая скорость, т. е. отношение массовой скорости pw адиабатно движущегося потока в данном сечении к массовой скорости этого потока р*д* в критическом сечении, определяемая как
?=-£^ = Л2-£о=^. (6.3.5.9)
Р*«* о* Ро р* £*
Взаимосвязь основных газодинамических функций для упругой и неупругой сред приведена в табл. 6.3.5.1.
Исходные данные для расчета:
- GH (Gp или Gc) — расход газа в инжектируемом (рабочем или смешанном) потоке, кг/с;
- Рр (Ря или Рс) — статические давления рабочего (инжектируемого или смешанного) потоков, Па;
~ Тр, ТК — температуры рабочего и инжектируемого потоков, К;
- рр (рн или рс) — плотности рабочего (инжектируемого или смешанного) потоков, кг/м3;
- Ар = = к — показатель адиабаты;
- Rp- RH = R — газовая постоянная, Дж/(кг • К);
Основные задачи расчета СА:
1. Определение максимально достижимого коэффициента инжекции или максимально достижимого давления сжатия при заданных параметрах рабочего (от компрессора) (рр, Тр) и инжектируемого (рн, Тн) потоков перед СА и заданном либо давлении сжатия рс, либо коэффициенте инжекции и;
2. Определение геометрических размеров С А;
410
Новый справочник химика и технолога
3. Расчет поля рабочих характеристик СА.
Решение первой задачи существенно зависит от степени расширения и сжатия, что связано с возникновением так называемого предельного режима работы. В наибольшей мере это относится к СА с большой степе-
рР. И
нью расширения —- > — и умеренной степенью П*)
сжатия 2,5 > —> 1,2 . К таким аппаратам относятся, I Рн )
согласно [5], газо- и пароструйные компрессоры.
Расчет СА с большой степенью расширения (рр/рн>1/П*) и умеренной степенью сжатия (1,2 <рс/рн < 2,5). Критические скорости рабочего и инжектируемого потоков ар* и аи*, равные местной скорости звука, находят из выражения (6.3.5.6). Далее по величине относительного давления 77рн = рк/ рр, воспользовавшись соотношениями, приведенными в табл. 6.3.5.1, находят параметры рабочего потока на входе в камеру смешения — лрн и </рн-
Поскольку максимально достигаемый коэффициент инжекции и зависит от параметров потоков в сечениях 2-2 и 3-3 камеры смешения (см. рис. 6.3.4.3), то решение задачи, связанной с его определением, возможно лишь методом перебора целого ряда значений Хс3 в вы
ходном сечении 3-3 камеры смешения. Интервал возможных значений Хс3 ограничивается рядом условий, приведенных ниже.
Прежде всего, этот интервал находится в области Хс3 < 1, т. к. скорость смешанного потока не может быть больше критической. Скорость инжектируемого потока должна соответствовать аналогичному требованию в любом сечении л--л- цилиндрической камеры смешения, т. е. ХНЛ < 1. Поэтому реальный интерес имеют лишь те значения Хс3, при которых это условие выполняется. Если ХНЛ = 1 и 7цЛ = 1. то в аппарате возникает второй предельный режим, характеризующийся максимально возможным коэффициентом инжекции:
Л J__А,1
Рс Ясз рР q?s
(6.3.5.10)
Т аг
где 0 = — = . В этом случае
тг аг.
Р„ = Р.,= Р„' = РЛ" (6.3.5.11)
Таблица 6.3.5.1
Взаимосвязь основных газодинамических функций для упругой и неупругой сред
Функция Основные соотношения Значения газодинамических функций
Х = 0 X =1,0 X — Х1пах
X ИтХ &->00 п lim/7 А—>х £ lime к—>оо q limtz к—>оо X X к f, 2У-1 1 А + 1 ) (1-Х2) fi-MvF 1 А + 1 ) 1 1 ( к + 1 к-1 Хх 1 2 J г Н х 1—3~ 7 2 \ Лтах J X 1 ^тах Nl-П к у/1-П п п П1 1 X f—? X тги\77у х 1 xNl-П к y/l-n 0 0 1,0 1,0 1,0 1,0 0 0 х, =1,0 X, =1,0 к „ ( 2 У-1 0 lim кП* = 2 к—кх> 1 ( 2 У-1 е* = U+i) 6, =1,0 =1,0 </. = 1,0 А = lk + j ^тах л j -« V к-\ X = 1,0 0 0 Ит кП* = 2 к—>оо 0 1,0 0 1,0
Вспомогательные, типовые и многофункциональные процессы и аппараты
411
а величина дс3 должна отвечать условию
Л
?сЗ <~%S Рс
(6.3.5.12)
В противном случае работа СА невозможна. Параметры рабочего потока в этом сечении (1^ и qps) находят также по величине относительного давления [Jps, для которой с учетом (6.3.5.11) можно записать
/у £е.= А^А.==77и./7 (6.3.5.13)
Р, Р. Р„
где 77н* = 77*.
Расчет достижимого коэффициента инжекции для ряда значений Хс3 осуществляется методом последовательных приближений по следующей схеме.
Задаваемая величина лс3 однозначно определяет остальные газодинамические функции 77с3 и qc3, характеризующие смешанный поток (см. табл. 6.3.5.1). Невыполнение условия (6.3.5.12) означает переход к следующему более низкому значению Хс3. В противном случае находят (?/Пр)25 воспользовавшись формулой (6.3.5.10). Этот параметр определяет взаимосвязь между газодинамическими функциями смешанного потока в сечении 3-3 (см. рис. 6.3.4.3) и аналогичными функциями инжектируемого потока в некотором сечении s-s, где = 1 и qliS - 1. Принимая эту величину в качестве предварительного значения г/= (?/||р)2. можно найти приведенную массовую скорость q^ инжектируемого потока на входе в камеру смешения из выражения
Рс ЯсЗ <?рн
(6.3.5.14)
Воспользовавшись зависимостью q(K) (см.
табл. 6.3.5.1), можно записать
9
xf -xLxV +—x-Lo^1 = о. (6.3.5.15) н2 рас, н2 । цас, нх \ 7
Разрешая уравнение (6.3.5.15) любым численным методом, следует иметь в виду неравенство Хн2 < 1. т. к. q неоднозначным образом определяет X. Зная Хн2, нетрудно найти 77н2. Далее, воспользовавшись методом итераций, находят уточненное значение и. При этом расчеты проводятся в следующей последовательности:
77с2 == 77н2 — ; (6.3.5.16)
Рс Рп Рс Рс
К = 1 + Фз
Рр ^Лз^рн ’
(6.3.5.17)
+ П^- (6.3.5.18)
Рн ^Лз<?н2
= -рн k-~c3 , (6.3.5.19)
^С3-^н2
где ki = (р]ф2фз; к2 = ф2фзф4- В свою очередь фь ф2; ф3; ф4— эмпирические коэффициенты, численные значения которых рекомендуется принимать соответственно 0,95; 0,975; 0,9 и 0,925. При этом кх = 0,834; к2 = 0,812.
Если полученное значение и > (и^2, то окончательно принимают и = (Ujjp)^ Если и < (и^, то задаются = и и по формулам (6.3.5.14)—(6.3.5.19) продолжают вычисления до тех пор, пока не будет достигнуто \и'~ и\ < 10 \
Аналогичные расчеты проводятся и для других значений лс3. Затем из полученных данных осуществляется выбор оптимальных параметров X^, q^, Хс3 и qc3, при которых и = и^ы-
Таким же образом решается задача по определению достижимой степени сжатия в случае, когда задан коэффициент инжекции и, только вместо (wnp)2 находят f—• {рн) , \ Г н / пр2
С
ЯсЗ ’
(6.3.5.20)
где
1 + Uy/® — ~^— + Uy/& Рр 4ps
(6.3.5.21)
D Рс
Величина — определяется соотношением:
Л
Рс ^Лрн + Фз а (^2^н2 + Фз^) + W>/® j \з
РК <pJ73(a + u\[®c]
(6.3.5.22)
Ярн k 1
где а =----—, b =----, с =----------.
n.kq^ n,kqpti ntkqK2
Принимая предварительно искомое значение (pjРн)' = (рс/РнУц>2, находят q^2 по (6.3.5.14), затем аналогично предыдущему Х^ и, наконец, П„2. Уточненное значениеpJpH определяется из выражения (6.3.5.22).
Если полученное по (6.3.5.22) значение pj рИ> > (Рс / Рн)ир2, ТО принимают pj pa=(pj Рн)пр2- В противном случае задаются (pj рн)' = pj рн и продолжают вычисления по приведенному алгоритму до тех пор, пока не будет достигнуто |(рс /РнУ ~Рс /Р* I < Ю"3.
Полученная информация является основой для расчета геометрических размеров СА.
412
Новый справочник химика и технолога
Рис. 6.3.5.2. К определению положения сопла относительно входа в камеру смешения в зависимости от диаметра свободной струи d4: a) d4 > dy, б) d4 < dy, 1 — свободная струя; 2 — камера смешения; 3 — рабочее сопло
при и > 0,5
при и > 0,5
/С1 = L/0,083 + 0,76w - 0,29)—
v '2а к
d, = 3,4tZ1A/0,083 + 0,76«
, 0,37 + w .
=~7~л—4
4,4а
d4 -1,55*4 (1 + и)
(6.3.5.27)
где а — опытная константа, лежащая для упругих сред в пределах 0,07-0,09 (меньшее значение опытной константы рекомендуется принимать при и < 0,2).
Если d2 > d4 (см. рис. 6.3.5.2, а), то расстояние 1С от входного сечения сопла до входного сечения камеры смешения принимают равным Zci. В этом случае более близкая установка сопла (Zc < Zcl) практически не влияет на работу сопла. Удаление же сопла от камеры смешения (Zc > Zci) существенно ухудшает работу СА.
Если диаметр камеры смешения d2 < d4 (рис. 6.3.5.2, б), то Zc принимается равной
Определение геометрических размеров СА. Зная GH = рн£?н и «, нетрудно найти массовые расходы газа в рабочем и смешанном потоках:
Gp=—; G =(1 + «)G. (6.3.5.23)
и
Площади критического и выходного сечений расширяющегося сопла (сопла Лаваля) можно выразить из уравнений расхода и неразрывности, соответственно
Gpa+ /р*
Г — Р • f — J Р
Р* ~ 7 ГТ ’ / pl ~
Яра
(6.3.5.24)
Площадь входного сечения сопла fp определяется по скорости в подводящем трубопроводе:
G
4= — - (6.3.5.25)
Ppwp
В свою очередь, площадь сечения камеры смешения находят из уравнения
РР
Рн
(6.3.5.26)
Сечения fa, fa и f2 определяют все основные поперечные размеры эжектора.
Положение рабочего сопла зависит от длины свободной струи /С1 и соответствующего этой длине диаметра струи й?4 (см. рис. 6.3.5.2), которые определяются формулами:
k 41 + 4г ’
(6.3.5.28)
где Zc2 — длина входного участка камеры смешения, на которой диаметр струи меняется от d4 до d2.
d^ d2
2 tgP '
(6.3.5.29)
Здесь p — угол между образующей входного участка камеры смешения и осью эжектора, обычно принимаемый равным 45 °.
Длина цилиндрической камеры смешения выбирается в пределах ZK = (6 -И 0)(/2. Длина диффузора определяется исходя из угла его раскрытия а = 8 4- 10° по формуле
/д=(6 + 7)(</с-<У.). (6.3.5.30)
где dc =-----— .
\ TCpcwc
Определившись с геометрией эжектора, можно перейти к решению третьей задачи, алгоритм которой зависит от условий работы СА.
Расчет поля рабочих характеристик СА. Если СА применяется в качестве побудителя тяги для пневмотранспорта и установлен в конце ПУ, то рс, как правило, постоянно, а давление в инжектируемом потоке газа рИ будет переменным, т. к. сопротивление ПУ существенно зависит как от концентрации, так и от характеристики транспортируемого материала. Давление газа в рабочем потоке рр также может изменяться в зависимости от нагрузки на компрессор. Однако в этом
Вспомогательные, типовые и многофункциональные процессы и аппараты
413
случае целесообразно иметь возможность регулирования для поддержания оптимальных условий эксплуатации СА. Рабочая характеристика СА определяется уравнением
1
А
Рр
Рр fvQ, Фз /н2
|"^Лр2 “(1 +wV® ^Хс3
(6.3.5.31)
Если эжектор установлен в начале ПУ, то pw как правило, постоянно, а рр и рс могут изменяться по тем же соображениям. В этом случае рабочая характеристика определяется уравнением
П.
р2
Рс
А
Рр Лз , jj fK2 . Л>* Рр
Ря /з /з Фз /з Рн
х[*Лр2 + к2и4®К2 ~(1 + mV® )хс3]
(6.3.5.32)
Расчет характеристики заключается в определении рн или рс для целого ряда значений коэффициента инжекции и.
В том и другом случае задача решается методом итераций. В качестве примера приведем алгоритм определения /?н.
Вначале задаются предварительно ожидаемым давлением рп при известных значениях и и рр. Значения массовых скоростей рабочего, инжектируемого и смешанного потоков определяют по уравнениям:
А Л v 7
(6.3.5.33)
(6.3.5.34)
(6.3.5.35)
Соответствующие значения А,р2, и Ас3 находят на основе уравнения (6.3.5.15). Поскольку каждому значению q (кроме <?= 1) соответствуют два значения Л, то Ар2 > 1, если степень расширения рабочего потока в сопле (рр / рн) > 1 /77р*. Приведенные же скорости и лс3 всегда меньше единицы.
Определив ^р2, Ка и Ас3, находят соответствующие им значения 77р2, /7н2 и Яс3, а затем по уравнению (6.3.5.31) — текущее значение р'н, которое сравнивают с предварительно заданным рк. Если
|р:-й|>10-3, (6.3.5.36)
то Рн присваивают значение р’к. Итерационный процесс заканчивается, если условие (6.3.5.36) не соблюдается. Определив зависимость рн от и, проводят аналогичные расчеты для других возможных значений рр.
Предельные режимы СА. Увеличение коэффициента инжекции, сопровождающееся уменьшением степени сжатия, возможно до тех пор, пока его величина не достигнет своего предельного значения и = ицр. При этом СА определенных размеров развивает производительность, максимальную для данных начальных параметров рабочего и инжектируемого потоков, т. е. начинает работать на предельном режиме. Такой режим характеризуется тем, что скорость какого-либо потока (инжектируемого или смешанного) в произвольном сечении камеры смешения s-s достигает критического значения. Это возможно в следующих случаях: 1) w'h2 = л»; 2) wHS = а*'> 3) wc3 = а*. Соответствующие коэффициенты инжекции определяются как:
(6.3.5.37)
где П - — ; qps — массовая скорость рабочего потока
Р Р
1р
в сечении s-s. При этом производительность СА ограничивается тем предельным режимом, который наступает при наименьшем коэффициенте инжекции. Эти ограничения должны учитываться в алгоритме расчета СА, что нетрудно сделать, определив предельные расходы газа в инжектируемом потоке (G’HIip)i. (G^ и (GHIip)3 по уравнению (6.3.5.23).
При цилиндрической камере расширения первое условие не реализуется, так как второе условие наступает обычно раньше первого.
Совершенство СА характеризуется величиной КПД, определяемым как
U\jc ~^~Тос^с ~5н)]
*рЧГос(*р-*с)
(6.3.5.38)
где zp, zH, zc, sp, 5H, sc — удельные энтальпии и энтропии рабочего, инжектируемого и сжатого потоков в заторможенном состоянии; Тос — температура рабочего тела в состоянии равновесия с окружающей средой (обычно Тос = 293 К). В свою очередь
z’ + uL sn + us„
L =-£--------; sc =-2-------. (6.3.5.39)
1 + и 1 + zz
Оценка эффективности СА особенно целесообразна в тех случаях, когда аппарат работает в системе, не являющейся замкнутой.
414
Новый справочник химика и технолога
Пример 6.3.5.1. Определить геометрические размеры СА и построить его рабочую характеристику для обеспечения процесса пневмотранспортирования гранитной крошки, используемой в качестве посыпки в производстве рубероида, из сушилки кипящего слоя в бункер готовой продукции (см. рис. 6.3.5.3).
Рис. 6.3.5.3. Схема ПУ:
1 — сушилка КС; 2 — регулировочный вентиль подсоса воздуха; 3 — струйный аппарат СА;
4 — шахтный затвор; 5 — бункер готовой продукции;
6 — сброс воздуха в систему пылеулавливания
Исходные данные: производительность по материалу G2 = 4,2 10-4 кг/с; плотность материала р2 = 2600 кг/м3; дисперсионный состав: 5 = 3 0,5 мм; приведенная длина транспортирования L = 65 м; диаметр трубопровода Dy = 68 мм; концентрация дисперсной фазы ц =4.8 кг/кг; необходимый массовый расход несущей среды, с учетом 20 % запаса, G\ = 0,0861 кг/с; общие потери давления Ар = 0,203 1 05 Па. Максимальное давление в сети сжатого воздуха рр = 6 • 105 Па.
Выбор схемы включения СА для организации пнев-мотранспортного процесса осуществляется с учетом сопротивления трассы. В данном случае, учитывая возможность изменения рабочего давления, предпочтение следует отдать схеме, изображенной на рис. 6.3.5.1, а. Особенностью решения данной задачи является определение минимального рабочего давления рр, при котором коэффициент инжекции и максимален, т. е. постановка задачи отличается от изложенных выше. Поэтому в алгоритме решения должен быть предусмотрен анализ различных вариантов расчета, в которых задаваемые величины рр и и обеспечивали бы необходимую
степень сжатия —, т. е. Арс = Др- Кроме этого надо
Рн
иметь в виду, что на предприятиях рабочее давление воздуха не превышает 6 атм. Поэтому при незначитель-
Рр ных степенях расширения — <6 и степенях сжатия
Рн
— <1,2 достижимый коэффициент инжекции не Рн
больше 2, а (Хс3)опт находится в диапазоне от 0,5 до 0,6. При этом, чем меньше величина (Хс3)опт, тем меньше рс, f3
и и отношение , что в некоторых случаях является Л*
весьма существенным обстоятельством. В табл. 6.3.5.2 приведены результаты расчетов, выполненных при рн = 0,1 МПа и Рр 0,3 и 0,4 МПа.
На рис. 6.3.5.4 представлены рабочие характеристики С А для вариантов 1 и 2. Пунктирными линиями (линии 3 и е; 4 и е соответственно) обозначены расчетные варианты.
Вертикальными пунктирными линиями обозначен необходимый расход газа для обеспечения пневмотранспорта. Пологие участки характеристик описываются уравнением (6.3.5.32). Вертикальные участки характеристик соответствуют третьему предельному режиму. Из анализа данных табл. 6.3.5.2 и рис. 6.3.5.4 следует, что второй вариант расчета предпочтительнее как с точки зрения геометрии (размеры меньше), так и с точки зрения потребности в количестве рабочего газа для обеспечения заданного перепада давления.
Расчет С А с малой степенью сжатия (рс1рв< 1,2). К таким аппаратам, согласно [14], можно отнести инжекторы, а также СА для пневмотранспорта зернистых материалов и жидкости (см. рис. 6.3.5.1, г и д). Алгоритм расчета этих аппаратов менее трудоемок, поскольку в них, как правило, предельные режимы не имеют места.
Принципиально для расчета достижимых параметров таких СА применимы уравнения, приведенные выше. Однако, поскольку в этом случае инжектируемый и смешанный потоки практически проявляют себя как неупругие среды (удельный объем газа мало меняется в отличие от рабочего потока), то небольшая неточность в величине степени сжатия приводит к существенной ошибке в определении достижимого коэффициента инжекции. В этих условиях полезная мощность, сооб-
Таблица 6.3.5.2
Влияние степени расширения рабочего потока — на геометрию СА
Рв
№ варианта Рн Рс Р. ^сЗ /з//Р* б/р*, мм <^pb мм <^з, мм С?4, ММ мм 1с, ММ /кем, ММ мм
1 3 1,164 0,54 1,093 8,57 7,9 8,2 23 32 68 43 184 270
2 4 1,204 0,59 1,218 10,371 6,8 7,52 22 29 68 39 176 276
Вспомогательные, типовые и многофункциональные процессы и аппараты
415
щаемая инжектируемому потоку в СА, без большой погрешности может быть определена как
^ = —(л-Р«) = —ДРе- (6.3.5.40)
Р, Р«
Поэтому в качестве расчетного показателя в данном случае принимают абсолютный или относительный перепад давлений инжектируемой среды:
на основе зависимостей (6.3.5.35), (6.3.5.36), (6.3.5.10) и
соотношений, приведенных в таблице 6.3.5.1, —
(6.3.5.43)
Кз = v-0+»); (6.3.5.44)
2 у &
Лрс = л-р«;—=—-! (6.3.5.41)
р. р.
Уравнение рабочей характеристики можно получить из выражения (6.3.5.32), если принять:
на основе зависимостей (6.3.5.4) и (6.3.5.7) —
^н* _ I Рн^н .
&р* I к у Рр^р
J& + 1 | рсос к ] ppvp
Ян2=1-?н22; Яй=1-Й. (6.3.5.45)
После соответствующих преобразований (6.3.5.32) получим уравнение характеристики газоструйного инжектора для условий сверхкритической степени
I Рр 1 I расширения — > — :
Iph 1Ч
1 /„
рк fy Рн kllpt fpt
+Ф1Ф2\1 + PpJ
+ (ф2ф4-0,5)£
/н2 Рр
—-0,5>|ф(1 + м)2£ >,
Фз ) /з Рр]
(6.3.5.42)
(6.3.5.46)
Обозначения линий 1 2 3 4 5 6
Рабочее давление рр-1О’Па 2,0 2,5 3,0 3,5 4,0 4,5
Обозначения линий 1 2 3 4 5 6
Рабочее давление рр-10“’Па 2,0 2,5 3,0 3,5 4,0 4,5
Обозначения линий а b с d е g h i
Коэффициент инжекции и 0 0,4 0,8 1,2 1,5 1,6 1,8 2,0
Обозначения линий а b с d е g h i
Коэффициент инжекции и 0 0,4 0,8 1,2 1,5 1,6 1,8 2,0
Рис. 6.3.5.4. Рабочие характеристики СА
416
Новый справочник химика и технолога
В условиях докритической степени расширения
— — имеем 77м = —, а замена Л* равнозначной кА П-) Р?
величиной <7рн./р i дает
1 + ит и 1 и U
U = D ----L + U--— = и -----+ 1)-------—
с С 1 + W т 1 + и l + pc 1 + W.1 + P,
1 Нс
= иСг——+ DT——, 1 + цс 1 + Цс
—^- = А77
А Р Р /3 А
Ф1Ф2 — + (ф2Ф4 - °, 5)еР. ~~и
?рн /н2 ”р
(6.3.5.47)
Отношения удельных объемов — и — в случае
р р
одинаковых газовых постоянных и теплоемкостей ра-бочего и инжектируемого потоков, т. е. при Rp = RH и ср = сн, можно найти из очевидных соотношений
у» РрГ„. ^=Рр_Т\ ' «р Р» Гр ’ «р Рс Гр ’
(6.3.5.52)
G
где wr = —— коэффициент инжекции по газу;
Ч
wT = — — коэффициент инжекции по твердому телу;
Ч
цн — удельный объем инжектируемой среды, м3/кг; Gw, ^нг — расход, кг/с, и удельный объем инжектируемого газа, м3/кг; G'T. в, — расход, кг/с, и удельный объем инжектируемого твердого тела, м3/кг; Gp — расход рабочего газа кг/с; нс — удельный объем смешанного потока, м3/кг; Gcr, осг — расход, кг/с, и удельный объем сжатого газа на выходе из СА, м3/кг.
Параметры вш и осг определяются уравнениями (6.3.5.48). Подставляя (6.3.5.49), (6.3.5.51Н6.3.5.52) в (6.3.5.46) и в (6.3.5.47), нетрудно получить:
Если СА используется для пневмотранспорта (см. рис. 6.3.5.1, г, д'), то как инжектируемая, так и смешанная среда представляют собой смесь газа с сыпучим твердым телом (зернистый или порошкообразный материал) или с жидкостью. При условии равномерности распределения твердой фазы в движущемся потоке газовой фазы и отсутствии относительной скорости между фазами, воспользовавшись понятием массовой pac-о. ходнои концентрации, можно записать: цн = —-
ц. = О-. В свою очередь из баланса массы нетрудно
Чг
получить:
— = И7 Р.
+(ф2ф4-0,5)£р.
для инжектируемой среды
и=7Г = = А +иТ =мг(1 + цн), (6.3.5.49)
р р
fр* Рр 1 Jpi
+ ф]ф2хр1 +
Рн
Рр
(6.3.5.53)
+Ф1Фг—+£р. (ф2ф4 - 0,5)^- и I иг + Ь.ит
Qp. /н2 V4 Ч
(6.3.5.54)
а для смешанной среды
G. Gc,+G. G,. + G„+G, .
Gp Gp Gp (6.3.5.50)
= l + wr(l + pH)=(l + wr)(l + pc).
Тогда удельные объемы инжектируемой и смешанной сред можно выразить как
и и 1 ц
4,=^-+^- = ^;-------------+ (6.3.5.51)
и и 1 + цн 1 + Цн
Эмпирические коэффициенты ф1; ф2; ф3; ф4 принимают указанные выше значения, если инжектируемый и рабочий потоки однофазны. Если же потоки разнофаз-ны, то в случае пневмотранспорта зернистых материалов рекомендуется принимать: ф] = 0,95; ф2 - 0,875; Фз = 0,81; ф4= 0,83, а в случае жидкости: ф1 = 0,95; ф2 = 0,875; фз = 0,83; ф4 = 0,925. Испарением жидкости при этом можно пренебречь.
Расчет СА для пневмотранспорта зернистых материалов. При сверхкритической степени расширения
рабочего потока газодинамические функции
ia 4J
Вспомогательные, типовые и многофункциональные процессы и аппараты
417
77р! и Xpi находятся однозначно по <?р| =
. Если заданы
величины р™ /7Р и и, то оптимальное отношение сечений
-Ь + ^Ь2 -4ас
2а
(6.3.5.59)
/з
А-
соответствует максимальному перепаду давлений Дрс,
где
развиваемому СА. На основании (6.3.5.53) из условия
44-М)
(6.3.5.55)
Ф^г+Чн
следует
+—wT
где
-(ф2Ф4 -0,5)нм
При подстановке
в (6.3.5.54) находят
(6.3.5.56)
п _ /3 _ /з//р* _ faff?* _ /з/'/pl
/н2 /з//р* -/р1//р* /з//р*-1/<7рн /з//р1-1
(6.3.5.57)
Совместное решение (6.3.5.56) и (6.3.5.57) дает
' /з 1 _-b + jb2-4ac
=---------------, (6.3.5.58)
. Jp* J ^а
где a = 9^pH;
достижимое Лрс.
Если заданной величиной является z\pc, а искомой величиной — достижимый коэффициент инжекции и, то весьма удобными для расчета оказываются зависимости
^рЧ* Ф1Ф2Хрн .
2 &РС/Рр ’
Ф1Ф2Хрн?рн
2 Аа/Рр
(6.3.5.60)
Тогда, с учетом (6.3.5.53) или (6.3.5.54), в условиях 1)тмт <§: ucr (1 + иг) и з)тмт « онгмг, а также при равенстве температур рабочего и инжектируемого потоков (/> = Тн - Тс), достижимый коэффициент инжекции по к (Рр 1 Рр 1 1 твердому телу wT в обоих случаях — >-, — <-----
[Рн ПР* Рн ПР>)
можно найти из уравнения
с = 2-^-|——0,5 + -^-(1 + ^) + — и |.
9РДфз ) ир J
ит—и — иг
2 2л 2 1 + “г
*Ф1Ф2М-гу^уг
1 + и
-иг,
(6.3.5.61)
-(ф2ф4 -0,5)имг
Газодинамические функции АрН, БрН и дрн однозначно определяются по известному относительному давлению
V рабочего потока на выходе из сопла П = —. При под-
Рр
потока
становке в (6.3.5.53) находят достижимое Дг>с.
\ /* / \ v /опт
Для условий докритического расширения рабочего
Рр 1
Рп
по аналогии следует
гдех =
При расчете по (6.3.5.61) мг должен быть заранее за
дан или выбран.
При сверхкритической степени расширения рабоче-
го потока
pv 1 _
— >----- основные размеры рабочего со-
п>-)
пла (/,/*’ЛО рассчитываются по формулам (6.3.5.24),
418
Новый справочник химика и технолога
(6.3.5.25). При докритической степени расширения ра
бочего потока
рабочие сопла имеют кони-
ческую форму, а выходное сечение сопла рассчитывается по формуле, являющейся модификацией соотношений (6.3.5.24):
6рар*
Р1 *р#р*Рр<7рн
(6.3.5.62)
Для определения осевых размеров СА следует воспользоваться выражениями (6.3.5.27)-(6.3.5.30).
Пример 6.3.5.2. Определить геометрические размеры СА для пневмотранспорта песка. Построить рабочую характеристику аппарата Ьрс/рн =fluT). Расход песка GT= 1,39 кг/с. Параметры рабочего воздуха перед струйным аппаратом: рр = 2,943 1 05 Па; /р = 20°С. Песок поступает в аппарат в состоянии рыхлой насыпки, т. е. вместе с воздухом, защемленным между зернами песка, при давлении рп = 9,81104 Па. На выходе смешанной среды из аппарата должно быть создано при расчетном режиме давление рс- 1,0791 105 Па. Истинная плотность песка рт = 2600 кг/м3. Насыпная плотность песка ртн = 1400 кг/м3.
Оценим количество воздуха, поступающего в СА (см. рис. 6.3.5.1, г) вместе с песком. Пористость песка в
рыхлой насыпке 8] =——— = 0,462. Тогда
PT-Pi
G
СУ = РЛ —т-2—г = 1 • 10 3 кг/с, что на 3 порядка мень-Рт(1-Е1)
ше расхода песка. Это означает, что иГ - 0 и 1)н = 1)г. Результаты расчета приведены в таблице:
Gp, кг/с 0,36 с/р1, м 0,027
/>р-105,Па 2,943 с/3, м 0,088
рн-105,Па 0,981 da, мм 0,134
рс-105,Па 1,079 /с, м 0,344
Tpi^p* 1,093 /кем, М 0,703
м* 11,72 /д, ММ 0,275
dp*, м 0,026
На рис. 6.3.5.5 представлены рабочие характеристики СА. Из приведенных данных видно, что (рис. 6.3.5.5, а) достижимый коэффициент инжекции при заданном рс ниже, чем при(/з /_4*)опт- Влияние изменения удельного объема исг проявляется в наибольшей степени при fy/fp* < (А^/р*)опт как при fi/fp* > С/з//р*)опт, так и при Уз/Л* < (Л/Л*)опт- Увеличение давления (рис. 6.3.5.5, б) рабочего воздуха при одном и том же создаваемом перепаде давлений приводит к ощутимому росту коэффициента инжекции по твердому телу. Влияние изменения удельного объема псг на характер зависимости Лрс/рн = =Х“т) становится тем заметнее, чем больше примесь воздуха в инжектируемом потоке (рис. 6.3.5.5, в). В случае обеспечения Дрс = idem это также приводит к снижению производительности СА по твердому телу.
6.3.6. Струйные однофазные насосы
(В.А. Некрасов)
Уравнение характеристики струйных насосов (СН
или СОН, см. рис. 6.3.5.1, д), согласно [14], имеет вид
(6.3.6.1)
О I f Э 1 Л>1 2
+ 2ф2 2 ~7~U
I ф4 ) UP /н2
/<» 2 \ Uc Л>1 /1 , \2
-(2-ф3)------— (! + «)
Л
Рис. 6.3.5.5. Характеристики СА для пневмотранспорта песка:
а) рр = 3 атм; uY = 0; (/3 //р*)опт = 11,724; 6) иг = 0; (/3 //р*)опт = 11,724; в) рр = 3 атм; (/3 //р*)опт = 11,724 Сплошные линии — при постоянстве осг; точки — с учетом изменения осг
Вспомогательные, типовые и многофункциональные процессы и аппараты
419
w -где Дрр=Рр-ря; Ьрс=рс-ря', pp=ppl+-J~;
2 2 2
Кг ^зФз
Рп = Р^ +7-т~; Рс = Рз +-Z— 2ф4рн 21)с
Как следует из анализа соотношений (6.3.6.3)-f f
(6.3.6.5), величины — и —— являются переменными, Jр2 -fн2
зависящими от и. Характер зависимости показан на рис. 6.3.6.1.
Ai = /pi 1
/н2 /з-/р1 _/_/ /Р1
Уравнение (6.3.6.1) — результат применения теоремы об изменении количества движения (см. 2.2.12) для цилиндрической камеры смешения (см. рис. 6.3.4.3, б) с использованием коэффициентов фь ф2, фз и ф4, названных коэффициентами скорости сопла, камеры смешения, диффузора и входного участка камеры смешения (конфузора). Основное допущение при выводе— это неизменность сечения рабочего потока, т. е. fpl =fp2 = idem. Значения коэффициентов фь ф2, фз и ф4 рекомендуется принимать [14] соответственно 0,95; 0,975; 0,9 и 0,925.
При расчете высоконапорных СН, характеризую-f щихся отношением — <4, уравнение (6.3.6.1) дает fPi
^Рс
завышенную величину —— в области повышенных
значений и. Поэтому расчет таких СН должен проводиться по более точному уравнению (6.3.6.2), учитывающему изменение сечения рабочего потока на входном участке камеры смешения (/р2 вызванное снижением статического давления на этом участке (?2=Л2=Рн2<Рн):
Рис. 6.3.6.1. Зависимости —— (а) и —— (6) от и: fJн2
1 — без учета снижения статического давления;
2 — с учетом снижения статического давления
При расчете характеристики по уравнению (6.3.6.2) следует предварительно для каждого значения и найти — ^рк ./pi fP\
любым численным методом ——, а затем —— и —— .
^Рр fpl /н2
Совершенство струйного насоса (СН) определяется величиной КПД. В применении к СН выражение (6.3.5.38) преобразуется к виду:
T) = и--5—
Vp-APc
(6.3.6.6)
(6.3.6.2)
Определение достижимых параметров и опти-f
мального отношения сечений При заданных fpi
где Ьрк = рп-р2 — снижение статического давления на входном участке камеры смешения; р2 = рр2 = рН2 — статическое давление во входном сечении камеры сме-
величинах Дрр и и оптимальное отношение сечений
шения;
соответствует максимальному значению пере-
м=_
и
ф4 U
(6.3.6.3)
пада давлений Арс. развиваемого СН, и поэтому находится аналогично СА для пневмотранспорта зернистых материалов:
, л (I 2~<^(1+“)г42ф2^];г”“2
7з _______Р_____х___Т4 J ир
(6.3.6.4)
(6.3.6.5)
I /pl JnnT Ф2
X F /опт
(6.3.6.7) где
А „== -^/41 (в. з .6.8)
/»2 Л//р1-’
420
Новый справочник химика и технолога
Из совместного решения (6.3.6.7)-(6.3.6.8) следует
(6.3.6.9) и (6.3.6.10). Там же приведены характеристики
зависимость для однозначного определения
где
а = ф2; b = - ф2 +
с
опт
-b + y/b2 -4ас
2а
р
опт
(6.3.6.9)
1 I и , 2ф2-— —и2 Ф4М
в (6.3.6.1) находят дости-
опт жимый перепад давлений Ьрй.
Совместное решение (6.3.6.7) и (6.3.6.1) дает зависимость для непосредственного расчета достижимого относительного перепада давлений СН без необходи-
При подстановке
мости предварительного расчета
опт
&Рс
Ф?ф2
'------г------. (6.3.6.10)
2ф2 пи1
ФдА
р
Характер зависимостей достижимых параметров
и
СН с различным отношением —. Как видно из Ур1
рис. 6.3.6.3, кривая оптимальных параметров является огибающей семейства характеристик СН с различным
отношением —— и касается этих характеристик в точках, соответствующих оптимальным режимам их работы.
И
0,32
0,16
ЛРр
0,3
0,2
0,1
&pf
, т] при — ^Рр ^Рр l-Ая уопт чения и представлен на рис. 6.3.6.2, что позволяет осуществить приближенный выбор СН.
Если задан Арс, а искомой величиной является достижимый коэффициент инжекции и, то, предварительно определив из совместного решения (6.3.6.7) и (6.3.6.10)
п = для каждого зна-./н2
от коэффициента инжекции и струйного насоса
2 2 "р
= Ф1Ф2-Н1>
опт и
(6.3.6.11)
Гл=6’5Т
а также п из (6.3.6.8), после преобразований (6.3.6.10) нетрудно получить
—b + э/б2 - 4ас и =--------------
2а
где а
с = -
р
А? .
- 2(р2—£ = 2(2-Фз2)—;
V,
Др. ' «р
На рис. 6.3.6.3 показана расчетная кривая достижи-мых параметров —- = /(w), построенная с помощью АР.
Ж
Расчетная зависимость
0,10
0,08
0,06
0,04
0,22
0,20
0,18
0,16
0,14
Гч. i\ 1 р
\ |8,?х\
•\
113,8|
1
1 1
0 0,5 1 1,5 2 2,5 3 3,5 4 и
Рис. 6.3.6.3. Характеристики CH = f (и)
при различных
•/pi
Вспомогательные, типовые и многофункциональные процессы и аппараты
421
Расчет геометрических размеров СН. Выходное сечение рабочего сопла находят по формуле
г = 2l ГУ. р1 Ф1 V2z^p'
(6.3.6.12)
Осевые размеры СН определяются по тем же формулам, что и в случае расчета СА. Однако, согласно [14], опытная константа для водоструйных насосов а = 0,16.
При работе СН на замкнутый контур, например, в качестве смесительного аппарата в узлах присоединения отопительных установок к водяным тепловым сетям, либо диспергатора для приготовления водотопливной эмульсии, или в установках с лопастными насосами (см. рис. 6.3.6.4), Арс можно представить в виде:
Лрс = sG2 (1 + «)2 г>2 = sG2v2 = sV?, (6.3.6.13)
где 5 — сопротивление системы, в которой струйный насос создает циркуляцию жидкости, Па • с2/м6; Vc — объемная подача СН, м3/с.
Совместное решение уравнений (6.3.6.7), (6.3.6.10), (6.3.6.12), (6.3.6.13) или (6.3.6.1), (6.3.6.12), (6.3.6.13) дает
На основе этих зависимостей в [14] приведена номограмма для подбора размеров СН конструкции ВТИ— Теплосеть Мосэнерго, широко используемых на практике. Там же приведены конструкция и основные размеры СН.
При установке сопла, рассчитанного по (6.3.6.15), затрачивается минимальный перепад давлений рабочей среды на работу СН. На основе (6.3.6.15) производится пересчет диаметра сопла СН, работающего на замкнутый контур. Если СН имеет диаметр сопла ф и развивает при этом коэффициент инжекции и, то для получения на этом же насосе при работе на тот же контур другого коэффициента инжекции и' необходимо установить новое сопло диаметром d{:
ф = ф
1 + и'
(6.3.6.16)
Из совместного решения (6.3.6.1), (6.3.6.12), (6.3.6.13) выводится также формула для расчета ожидаемого коэффициента инжекции
-b + ^lb2 -4ас и ----------------
2а
(6.3.6.17)
где
\2
U 1
1 + и у
2.я>
(2-Фз)- 2ср2--т I—п
I ф4А
(6.3.6.14)
Это соотношение оказывается весьма полезным при работе насоса с заданными сечениями камеры смешения Уз и соплаУр] на замкнутую систему с заданным сопротивлением 5. Из анализа (6.3.6.17) следует, что при уменьшении Ур! растет абсолютное значение с, ас ним и коэффициент инжекции СН. В реально возможном
а б в
Рис. 6.3.6.4. Принципиальные схемы работы СН на замкнутый контур:
а ) присоединение отопительной установки к тепловой сети по зависимой схеме;
б ) система подготовки к утилизации нефтешлама в котельной установке; в) установка для подъема жидкости с большой глубины 7 — СН; 2 — радиатор; 3 — воздухосборник; 4 — грязевик; 5 — центробежный насос; 6 — емкость для перемешивания;
7 — бак; 8 — источник (резервуар); РР — регулятор расхода; РД — регулятор давления до себя; ГМГ — газомазутная горелка
422
Новый справочник химика и технолога
диапазоне изменения fa отношение —— практически
/и 2
не меняется, и на этом основано применение СН с регулируемым сечением рабочего сопла для местного количественного регулирования отопительной нагрузки. Уменьшение полезной площади выходного сечения
сопла ведет к снижению объемного расхода рабочего потока, однако благодаря увеличению при этом коэффициента инжекции расход циркулирующей жидкости снижается не столь значительно. Коэффициент скоро
сти сопла с регулирующей иглой определяется эмпири-
J р1и к >
ческой формулой =0,7+ 0,2
где /Р1и — пло-
щадь сечения сопла при введенной в него игле.
Наличие иглы приводит также к увеличению потерь во входном участке камеры смешения, в результате чего рекомендуется, согласно [14], принимать <р4 = 0,9.
Пример 6.3.6.1. Подобрать СН для присоединения отопительной установки здания к тепловой сети, определить требующийся перепад давлений в сопле Арр, построить характеристику СН Арс = /(Кс) и рассмотреть режимы работы отопительной установки при изменении действующего рабочего перепада давлений в сети перед СН, а также при изменении сопротивления отопительной установки (пример заимствован из [14], где при расчете допущены ошибки).
Расчетный массовый расход воды в отопительной установке Gc = 11 кг/с. При этом гидравлические потери составляют Лрс=104Па. Расчетный коэффициент инжекции и = 2,2. Удельные объемы воды цр = цн = цс = = 1,03 103.
Из (6.3.5.23) нетрудно выразить необходимый мас-
0
совый расход рабочего потока G =—— = 3,438кг/с. 1 + w
В соответствии с (6.3.6.13) сопротивление отопительной установки 5 = 7,79 • 104 кПа • с2/м6.
В результате совместного решения методом итераций (6.3.6.14), (6.3.6.15) с учетом (6.3.6.8) определим (/3)„ = 2,188 • 10 3 м2, (/pi)„m= 2,711 • КГ м2, п= 1,141
и
= 8,071. Тогда d3 = 0,053 м и fa = 0,0186 м. опт
В этом случае необходимый перепад давлений в сопле
Г G₽ 1
найдем из (6.3.6.12): Ар = ——
Vp = 9,173-Ю4 Па.
Согласно [14], ближайший размер серийного СН: d3 = 0,047 м, что даетТз = 1,735 • Ю3 м2. Тогда в соответствии с (6.3.6.8), (6.3.6.15) будем иметь/р1 = 2,672 • 10-4 м2, f
fa = 0,0184 м, и =1,182 и — = 6,572. Уменьшение /pi
Л /з
по отношению к вызывает снижение до-
стижимого коэффициента инжекции при одновремен
ном увеличении относительного перепада давлений (см. рис. 6.3.6.2 и 6.3.6.3). Для обеспечения заданных условий уменьшение диаметра рабочего сопла естественно приводит к увеличению Арр = 9,446 • 104 Па.
На основе (6.3.6.1) легко построить характеристику Арс =/(Ю для разных значений Арр, а также характеристику отопительной установки Арс = Л'ИС2 при двух значениях s (см. рис. 6.3.6.5).
Анализ рис. 6.3.6.5 достаточно наглядно показывает закономерности и возможности регулирования работы СН на замкнутый контур.
2 4 6 8 10 12 14 Кс-10\м7с
Рис. 6.3.6.5. Совмещенные характеристики Арс = /(Fc) СН и отопительной установки при различных Арр и сопротивлении 5
Предельные (кавитационные) режимы струйных насосов. Если статическое давление на каком-либо участке проточной части СН снижается до давления насыщенных паров текущей жидкости, то в ней возникает парообразование (холодное кипение). Образовавшаяся паро-жидкостная смесь при последующем перемещении попадает в область повышенного давления, где происходит быстрая конденсация паров. Жидкость мгновенно заполняет остающиеся полости, вызывая гидравлические удары. Это явление называют кавитацией, а режим работы СН — кавитационным. Возникновение такого режима наиболее вероятно на участках с наиболее высокой температурой и наиболее низким статическим давление. Такими участками в СН являются выходной участок рабочего сопла и входной участок камеры смешения. Для первого из них характерно струйное истечение высоконапорной вскипающей жидкости, для второго — струйное кавитационное течение инжектируемой или смешанной жидкости.
Кавитация в СН сопровождается режимами так называемого предельного расхода среды, характерными тем, что снижение давления за участком кавитации не сопровождается увеличением расхода; при этом внешние возмущения после участка кавитации не передаются через этот участок. Это обстоятельство свидетельст
Вспомогательные, типовые и многофункциональные процессы и аппараты
423
вует о том, что скорость среды на участках кавитации равна местной скорости звука.
Кавитационная эрозия проточной части СА рассмотрена в [16].
Кавитационные струйные течения — одно из перспективных направлений ускорения химических реакций, смешения жидкости с жидкостями и газами, получения эмульсий, диспергирования и испарения жидкостей, интенсификации массообменных процессов [32]. Например, в случае использования СН в качестве диспергатора [17] для получения водотопливной эмульсии (ВТЭ) или при подготовке к сжиганию загрязненных вод отмечается благотворное влияние кавитации на качество смешения и качество ВТЭ.
Кавитационный режим сопла. Подобный режим в СН с сужающимся соплом имеет место при истечении однородной «недогретой» или насыщенной рабочей среды с высокой температурой. Задача по определению предельного расхода среды в этом случае является одной из ключевых с точки зрения анализа аварийных ситуаций на атомных электростанциях, в аппаратах химической технологии, нефтепроводах и других установках современной техники [15, 33].
Кавитационный режим сопла реализуется также в случае выполнения сопла в виде трубы Вентури и рассмотрен в [32], где предлагается физико-математическая модель кавитации и процесса эжекции.
Кавитационный режим камеры смешения. Минимальное давление инжектируемого или смешанного потока имеет место во входном сечении 2-2 цилиндрической камеры смешения (см. рис. 6.3.4.3, б). Это минимальное давление р2 = ря - Арк, где Арк — падение давления на входном участке камеры смешения, определяемое по (6.3.6.3). При давлении р2, равном давлению насыщенного пара смешанного потока рт}, проходящего через камеру смешения, в насосе возникает кавитационный режим. Давление pim зависит от температуры смешиваемых потоков и /„ и коэффициента инжекции и. При одинаковых теплоемкостях взаимодействующих сред (ср = сн = сс) температура смешанного потока
При заданных температурах рабочего и инжектируемого потоков и одинаковых теплоемкостях взаимодействующих сред каждой температуре смешанного потока tc согласно (6.3.6.18) соответствует коэффици-— А ент инжекции и = —---.
tc-tH
Кавитация в насосе наступает при и > ик. Если tp = tK= tc, давление насыщенного пара psm -fiQ — величина постоянная.
Пример 6.3.6.2. Основной геометрический параметр f
струйного насоса — = 6,25 . Параметры рабочей воды: /pi
рр = 1100 кПа; /р = 150 °C; нр = 0,0011 м3/кг; рт = 476,2 кПа. Параметры инжектируемой воды: рн = 500 кПа; /„=130 °C; пн = 0,00107 м3/кг. Проверить возможность возникновения кавитационного режима и построить характеристику Арс = f (и) (пример заимствован из [14]).
С целью проверки возможности возникновения кавитационного режима на входном участке камеры смешения зададимся рядом значений коэффициента инжекции и. Для каждого из них по (6.3.6.18) найдем среднюю температуру смешанного потока tc и соответствующее ей давление насыщенного пара рИП. Далее по найденным рт и заданным рр, рн и — найдем по фор-
Ли
муле (6.3.6.19) кавитационные коэффициенты ик. Кавитационный режим на входном участке камеры смешения возникает при и = ик.
Результаты расчета приведены в таблице и представлены графически на рис. 6.3.6.6.
и Рн, кПа мк
0 0,5 1,0 2,0 3,0 4,0 150,0 143,3 140,0 136,7 135,0 134,0 476,2 396,7 361,1 328,2 312,7 303,7 1,023 2,152 2,505 2,758 2,925 2,998
Принимая р2=рт, из (6.3.6.3) нетрудно получить зависимость для расчета кавитационного коэффициента инжекции ик в виде
Рис. 6.3.6.6. К расчету кавитационного режима камеры смешения: а) определение кавитационного коэффициента инжекции и, ик = /(/с); б) характеристика струйного насоса
Как видно из (6.3.6.19), ик растет с увеличением
/pi
и рн, а также при снижении рт и Арр.
424
Новый справочник химика и технолога
Как видно из графика (рис 6.3.6.6, а), кавитационный режим во входном сечении камеры смешения возникает при /с = 135,1 °C, когда и = ик = 2,917. Характеристика СН (рис. 6.3.6.6, б) построена по (6.3.6.1). При w = 2,917 в насосе возникает кавитационный режим. Снижение создаваемого перепада давлений Арс не приводит к увеличению коэффициента инжекции.
6.3.7. Струйные аппараты для гидротранспорта зернистых материалов
(В.А. Некрасов)
В струйных аппаратах в качестве рабочей среды используется обычно вода, поступающая с большой скоростью из сопла в приемную камеру. Инжектируемой средой является твердое тело (песок, шлак и др.) или смесь воды и твердого тела. Если допустить равномерность распределения твердой фазы в движущемся потоке жидкости и отсутствие относительной скорости между фазами, то можно воспользоваться соотношениями (6.3.5.49) и (6.3.5.52), в которых целесообразно
Чж
заменить wr на и = ——.
Ч
Основным уравнением для расчета СА для гидротранспорта зернистых материалов является уравнение характеристики СН (6.3.6.1), которое с учетом (6.3.5.48), (6.3.5.50)-(6.3.5.51) преобразуется к виду:
Обычно в струйных аппаратах для гидротранспорта зернистых материалов удельные объемы рабочей, инжектируемой и смешанной жидкостей одинаковы, т. е.
^нж ^сж-
В предварительных расчетах струйных аппаратов для гидротранспорта задаются теми же значениями коэффициентов скорости, что и в случае пневмотранспорта. Затем указанные коэффициенты должны быть скорректированы на основе испытания аппаратов в лабораторных или промышленных условиях.
При заданных значениях А/?р = рр - р„ и коэффици-
Ч /з енте инжекции и оптимальное отношение сечений
fP\
СН находится из совместного решения уравнений (6.3.6.7) и (6.3.6.8) или непосредственно из (6.3.6.9). Применительно к СА для гидротранспорта уравнение (6.3.6.7) записывается в виде
(6.3.7.2)
а коэффициенты а, b и с в уравнении (6.3.6.9) имеют вид:
с = (2-фз)[1 + мт (1 + ос)]
Если задан перепад давлений А/?с, развиваемый СА, а искомой величиной является достижимый коэффициент инжекциии аппарата, то, предварительно определив ' f У
— и п на основе (6.3.6.11) и (6.3.6.8), после пре-\ -Ч) опт
образований (6.3.6.10) нетрудно получить
-b + yjb2 - Дас иГ =----------------
т 2а
(6.3.7.3)
(6.3.7.1)
где а = (1 + а)
Выходное сечение рабочего сопла определяется по (6.3.6.12).
Для расчета осевых размеров СА для гидротранспорта могут быть использованы формулы (6.3.5.27)-(6.3.5.30).
Пример 6.З.7.1.. Рассчитать СА для гидротранспорта песка. Производительность аппарата по песку GT = 30 кг/с. Аппарат должен развивать избыточное давление Л/?с = /?с рн = 1 • 105 Па. Инжектируемой средой является смесь песка и воды а = — = = 1. Дав-
«т ч
ление инжектируемой среды />н=1105Па. Распола
Вспомогательные, типовые и многофункциональные процессы и аппараты
425
гаемое избыточное давление рабочей воды Арр = =р -рп = 1 • 106 Па; = 0,1. Удельный объем воды
Ч
"Онж = ^сж = Вр =1 -10 3 м3/кг. Удельный объем песка 1)т = 5-1(Г4 м3/кг. Коэффициенты q>i = 0,95; ср2 = 0,875;
<Рз = 0,81; ср4 = 0,83 (пример заимствован из [14]).
Согласно (6.3.6.11) и (6.3.6.8), найдем
= 6,91
и л = 0,145.
Достижимый коэффициент инжекции по твердому телу мт определим по (6.3.7.3): а = 2,985; /> = 4,704; с = 5,566; Up = 0,789.
Задаваясь рядом значений мт, построим рабочую характеристику СА (рис. 6.3.7.1).
Рис. 6.3.7.1. Рабочая характеристика -^- = /(мт) струйного
аппарата для гидротранспорта песка: = 6,91; а = 1
/Р1
Для расчетного режима определим основные сечения аппарата. Согласно формуле (6.3.6.12) и с учетом равенства Gr = urGp имеем
= = 8.95-10 4м2,
мтФ1 2Дрр
Соответствующие диаметры рабочего сопла и камеры смешения равны: <7р1 ~ 34 мм; d3 ~ 89 мм.
6.3.8. Жидкостно-газовые струйные аппараты
(В.А. Некрасов)
В таких аппаратах рабочий (жидкость) и пассивный (газ) потоки находятся в разных агрегатных состояниях, почти не изменяющихся в процессе смешения. В силу большой разницы плотностей взаимодействующих сред массовый коэффициент инжекции имеет величину порядка К) 5, а объемный коэффициент инжекции 0,2-3,0.
В зависимости от типа струи различают жидкостногазовые аппараты с компактной и с диспергированной струей. В зависимости от соотношения температур рабочей и пассивной сред рассматриваемые аппараты
разделяют также на две группы: термодинамическую, в которой смешиваемые потоки имеют существенно разные температуры, и изотермическую, когда разница температур незначительна и ею можно пренебречь при расчете гидравлических процессов эжектирования.
В большинстве случаев аппараты с компактной струей относятся к изотермической группе. Наряду с традиционной формой проточной части (рис. 6.3.4.1, а) применяются ЖГСА, в которых рабочая жидкость подается в камеру смешения через несколько рабочих сопел или одно сопло (многоструйное, рис. 6.3.4.1, г) с несколькими отверстиями. Увеличение поверхности контакта фаз взаимодействующих сред приводит к увеличению коэффициента инжекции при прочих равных условиях. Эффективность ЖГСА возрастает также в случае увеличения длины камеры смешения до 40-50 вместо 8-10 калибров для однофазных СА. Это связано с тем, что образование однородной газо-жидкостной эмульсии требует большей длины пути перемешивания, чем выравнивание профиля скорости однофазного потока. В этом случае отпадает необходимость в диффузоре.
ЖГСА с диспергированной струей в качестве рабочего сопла используют различные распылители жидкости (форсунки). Эти аппараты нашли широкое применение в химической, микробиологической, пищевой промышленности, системах очистки воды [34-36].
Расчет ЖГСА. Существующие методики расчета ЖГСА (все они разработаны для водовоздушных эжекторов, применяемых в основном в энергетике как вакуумные струйные насосы) являются эмпирическими, справедливыми в достаточно узком диапазоне режимных и конструктивных параметров. Анализ этих методик выполнен в [18].
Течение в камере смешения представляется следующим образом. Струя жидкости поступает в камеру смешения, сохраняя свою первоначальную цилиндрическую форму. Примерно на расстоянии 2-3 калибров d3 от начала камера смешения оказывается заполненной молочно-белой водовоздушной эмульсией (пеной), причем у стенок камеры смешения наблюдаются обратные токи водовоздушной эмульсии, которая снова захватывается струей и увлекается ею. Это возвратное движение обусловлено повышением давления по длине камеры смешения. Давление рн в начале камеры смешения равно давлению в приемной камере. При низких противодавлениях повышение давления в цилиндрической камере смешения сравнительно невелико. Основное повышение давления происходит в диффузоре. При увеличении противодавления эта картина изменяется: степень повышения давления в диффузоре уменьшается, а в камере смешения — резко увеличивается, причем это происходит на сравнительно небольшом участке камеры смешения скачкообразно. Чем меньше от-f
ношение —, тем более резко выражен скачок Ур1
давления. Место скачка хорошо различимо, т. к. после
426
Новый справочник химика и технолога
него движется уже не молочно-белая эмульсия, а прозрачная вода с пузырьками воздуха.
f
Чем больше отношение —, тем более развиты об-Ур1
ратные токи водовоздушной эмульсии. С увеличением противодавления скачок давления перемещается против течения струи и, наконец, при определенном противодавлении (рс)тах достигает начала камеры смешения. При этом эжекция воздуха водой прекращается, вся камера смешения заполнена прозрачной водой без пузырьков воздуха. Аналогичные явления имеют место, если при неизменном противодавлении снижается давление рабочей воды перед соплом.
Согласно [14], отношение объемных расходов инжектируемой и рабочей сред сохраняется достаточно стабильным при изменении в широких пределах параметров его работы (рр, рн, рс и Gp). Поэтому, в отличие от рассмотренных выше СА, в ряде методик расчета используются объемные коэффициенты инжекции (подсоса) по паровоздушной смеси и сухому воздуху:
м и ж=^~, (6.3.8.1)
k/р к/р
где (7ПН, Qw и Qp — объемные расходы соответственно инжектируемой (паровоздушной), воздушной и рабочей (жидкостной) сред, м3/с.
В камере смешения происходит насыщение воздуха парами воды. Температура пара в эмульсии практически равна температуре воды Тр. Поэтому газовая фаза эмульсии представляет собой насыщенную паровоздушную смесь, полное давление которой в начале камеры смешения равно давлению инжектируемого сухого воздуха в приемной камере ра. Парциальное давление воздуха рв в смеси меньше этого давления на давление насыщенного пара /Лш при температуре рабочей жидкости Тр, т. е. рв = рИ-рт.
Поскольку сжимаемый в СА воздух входит в состав паровоздушной смеси, то Qm в (6.3.8.1) представляет собой объемный расход паровоздушной смеси. Воспользовавшись законом Дальтона и уравнением Менделеева — Клайперона, нетрудно выразить массовый расход инжектируемого сухого воздуха в виде
Q . РeQns _ (Рн Phh^Qw g 2]
н ЗД vP
Тот же расход можно выразить через параметры инжектируемого сухого воздуха:
Gh=£hSh, (6.3.8.3)
где Qw Ти — объемный расход и абсолютная температура сухого воздуха на всасывании.
Из этих уравнений нетрудно установить взаимосвязь между и0 и иос
= (р-...pJL. = kk > (6 .3.8.4)
Рн TV
где к = 1--^ ; = Тя/Тр.
Р»
В случае рИ » рт иТ„~ Тр имеем иос ~ и0.
При Сн = 0 (иж = 0) ря = рнп, т. е. давление всасывания равно давлению насыщенного пара при температуре рабочей воды Тр. Несмотря на равенство иж = 0 и0 > 0, т. к. в приемной камере эжектора происходит вскипание рабочей воды и выделившийся пар отсасывается этой же рабочей водой.
Для расчета ЖГСА с компактной струей и короткой цилиндрической камерой смешения (длиной около 10 калибров) можно воспользоваться формулами для СН.
Если предположить одинаковые удельные объемы рабочей и сжатой сред, скорость эжектируемой среды равной нулю, то после замены массового коэффициента инжекции и объемным и0 будем иметь следующие уравнения, определяющие:
- достижимый объемный коэффициент инжекции
где К — эмпирический коэффициент (для водовоздушного СА равный 0,85); Арр =Рр-ра — располагаемый перепад давления рабочей воды; Арс = рс -ря — пере
пад давления, создаваемый эжектором;
- отношение
Vi
<-А»1 2 опт
(6.3.8.6)
- характеристику ЖГСА, аналогичную СН (см. уравнение (6.3.6.1) при условии рг=рп, чему отвечает
/^ = 00 и, соответственно, = 0)
./н2
(6.3.8.7)
Уравнение (6.3.8.7) может быть представлено в следующей модификации
(6.3.8.8)
которой удобно пользоваться для определения объемного коэффициента инжекции ЖГСА по заданным от-~ /з - ДРс
ношениям сечении и перепадов давлении -z-£-. /pl
Вспомогательные, типовые и многофункциональные процессы и аппараты
427
Из уравнения (6.3.8.8) следует, что для аппарата ( f данных размеров — = const в области глубокого y/pi J
вакуума, когда при постоянных значениях рр и рс существенные изменения рн практически не меняют отно-
шения , объемный коэффициент инжекции остает-ся постоянным. Поскольку при этом расход рабочей воды практически не меняется, то и объемный расход паровоздушной смеси также остается постоянным.
Наряду с изложенной предлагаются и другие методики расчета ЖГСА с короткой камерой смешения, приведенные в [15, 18].
В [14] содержится информация для расчета ЖГСА с удлиненной цилиндрической камерой смешения, а также многоструйного ЖГСА.
Методы расчета ЖГСА с диспергированной струей, как и других типов гидроструйных аппаратов, основываются также на эмпирических или полуэмпирических моделях. Законченной теории расчета в настоящее время нет.
Несмотря на большую работу по исследованию СА, эффективность ЖГСА осталась на уровне, достигнутом в 1920-е гг., что объясняется сложностью внутренних процессов в ЖГСА и их недостаточной изученностью. Поэтому весьма важной задачей является дальнейшее изучение механизма рабочего процесса ЖГСА с целью разработки более строгой методики расчета.
Очевидно, что эмпирический подход к решению этой задачи малоперспективен.
Полуэмпирический подход, включающий в себя ту или иную физико-математическую модель с разной степенью приближения к реальному физическому процессу, которая затем коррелируется эмпирическими данными, более перспективен.
Достаточно успешно в рамках теории взаимопроникающих континуумов осуществлено моделирование гидродинамики в ЖГСА с диспергированными и компактными струями в [37]. Различные примеры использования ЖГСА приведены в 6.7.4.
Литература
1. Башта Т.М. Машиностроительная гидравлика. М.: Машгиз, 1963. 696 с.
2. Доманский И.В. Насосы и компрессоры: Учеб, пособие. Л.: ЛТИ им. Ленсовета, 1984. 59 с.
3. Механические вакуумные насосы / Е.С. Фролов, И.В. Автономова, В.И. Васильев и др. М.: Машиностроение, 1989. 288 с.
4. Михайлов А.К., Ворошилов В.П. Компрессорные машины: Учебник для вузов. М.: Энергоатомиздат, 1989. 288 с.
5. Насосы АЭС: Справочное пособие / П.Н. Пак, А.Я. Белоусов, А.И. Тимшин и др.; Под общ. ред. П.Н. Пака. М.: Энергоатомиздат, 1989. 328 с.
6. Поляков В.В., Скворцов Л.С. Насосы и вентиляторы: Учебник для вузов. М.: Стройиздат, 1990. 336 с.
7. Рахмилевич 3.3. Насосы в химической промышленности: Справочн. изд. М.: Химия, 1990. 240 с.
8. Страхович К.И., Френкель М.И., Кондряков И.К., Рис В.Ф. Компрессорные машины. М.: ГИТЛ, 1961. 600 с.
9. Черкасский В.М. Насосы, компрессоры, вентиляторы: Учебник для вузов. М.: Энергоатомиздат, 1984. 416 с.
10. Справочная книга для инженеров, архитекторов, механиков и студентов. М.; Л.: ГНТИ, 1931. Т. 2. 1481 с.
11. Белевич А.И. Методические указания по расчету и проектированию пароструйных эжекторов конденсационных установок паровых турбин ТЭС и АЭС. М.: ВТИ, 1984.
12. Булычев Г.А. Применение эжектирования при эксплуатации нефтяных и газовых скважин. М.: Недра, 1989. 116 с.
13. Теплотехнический справочник. М.; Л.: ГЭИ, 1958. Т. 2. 672 с.
14. Соколов Е.Я., Зингер Н.М. Струйные аппараты. 3-е изд., перераб. М.: Энергоатомиздат, 1989. 352 с.
15. Соколов Е.Я., Зингер Н.М. Струйные аппараты. 2-е изд., перераб. М.: Энергия, 1970. 288 с.
16. Шаманов Н.П., Дядик А.Н., Лабинский А.Ю. Двухфазные струйные аппараты. Л.: Судостроение, 1989. 240 с.
17. Дубровин Е.Р., Дубровин И.Р., Некрасов В.А. Опыт термической утилизации нефтесодержащих вод на кораблях // Морской сборник. 1994. № 12. С. 70-72.
18. Лямаев Б.Ф. Гидроструйные насосы и установки. Л.: Машиностроение, Ленингр. отд-е, 1988. 256 с.
19. Юфин А.П. Гидромеханизация: Учебник для вузов. М.: Стройиздат, 1965. 466 с.
20. Джвашейшвили А.Г. Гидротранспортные системы горнообогатительных комбинатов. М.: Недра, 1973. 352 с.
21. Донец К.Г. Гидроприводные струйные компрессорные установки. М.: Недра, 1990. 174 с.
22. Стахов Е.А. Очистка нефтесодержащих сточных вод предприятий хранения и транспорта нефтепродуктов. Л.: Недра, 1983. 263 с.
23. Успенский В.А. Пневматический транспорт. Свердловск: Металлургиздат, 1959. 232 с.
24. Смолдырев А.Е. Гидро- и пневмотранспорт в металлургии. М.: Металлургия, 1985. 280 с.
25. Пневмотранспортное оборудование: Справочник / Под общ. ред. М.П. Калинушкина. Л.: Машиностроение, Ленингр. отд-е, 1986. 286 с.
26. Потураев В.Н., Волошин А.И., Пономарев Б.В. Вибрационно-пневматическое транспортирование сыпучих материалов. Киев: Наукова думка, 1989. 248 с.
27. Дребница А.В., Гагауз Ф.Г. Малогабаритный щелевой пневматический эжектор // Шахтное строительство. 1971. № 11. С. 14-15.
428
Новый справочник химика и технолога
28. Ганич Г.А., Неймарк Р.В. Экспериментальное исследование эжекторного увеличителя тяги с кольцевым подводом эжектирующего газа // Тр. ЦАГИ. 1978. Вып. 1958.
29. Башкатов В.А., Орлов П.П., Федосов М.И. Гидро-реактивные пропульсивные установки. Л.: Судостроение, 1977. 296 с.
30. РТМ По проектированию пневматического транспорта и складов силосного хранения полимеров в производствах по переработке пластических масс. Ростов-на-Дону, 1990. 120 с.
31. Мазуров Д.Я. Теплотехническое оборудование заводов вяжущих материалов. М.: Стройиздат, 1982. 288 с.
32. Холпанов Л.П., Запорожец Е.П., Зиберт Г.К., Ка-шицкий Ю.А. Математическое моделирование нелинейных термогидрогазодинамических процессов в многокомпонентных струйных течениях. М.: Наука, 1998. 320 с.
33. Нигматуллин Р.И. Динамика многофазных сред. Ч. II. М.: Наука, 1987. 360 с.
34. Семеновский Ю.В. Исследование процессов тепло-и массообмена при распыливании жидкости в воздушной колонне // Водоснабж. и сан. техника. 1980. № 10. С. 8-10.
35. Семеновский Ю.Г., Акулынин В.А., Пыжиков В.С. Эжекционная система аэрации в установках для очистки сточных вод // Водоснабж. и сан. техника. 1980. №7. С. 4-6.
36. Галустов В.С. Прямоточные распылительные аппараты в теплоэнергетике. М.: Энергоатомиздат, 1989. 240 с.
37. Трубаев В.И. Гидродинамика в жидкостно-газовых инжекторах с компактными и диспергированными струями жидкости: Автореф. дис. канд. техн. наук. СПб.: СПбГТИ(ТУ). 2000. 20 с.
38. Вентиляторы: Каталог-справочник. М.: ЦНИИТЭ-строймаш, 1977. 90 с.
39. Вентиляторы: Отраслевой каталог 20-89-10. М.: ЦНИИТЭИтяжмаш, 1989. 165 с.
40. Галимзянов Ф.Г. Вентиляторы: Атлас конструкций. М.: Машиностроение, 1968. 167 с.
41. Сидоров М.Д. Справочник по воздуходувным и га-зодувным машинам. М.: Машгиз, 1962. 260 с.
42. Соломахова Т.С., Чебышева К.В. Центробежные вентиляторы: Справочник. М.: Машиностроение, 1980. 175 с.
43. Степанов А.И. Центробежные и осевые компрессоры, воздуходувки и вентиляторы. М.: Машгиз, 1960. 347 с.
44. Центробежные вентиляторы / Т.С. Соломахова и др. М.: Машиностроение, 1975. 405 с.
45. Байбаков О.В. Вихревые гидравлические машины. М.: Машиностроение, 1981. 197 с.
46. Берлин М.А. Ремонт и эксплуатация насосов нефтеперерабатывающих заводов. М.: Химия, 1970. 280 с.
47. ГОСТ 17398-72. Насосы. Термины и определения. Изд. стандартов, 1972. 36 с.
48. Динамические насосы для сточных жидкостей: Каталог. М.: ЦИНТИхимнефтемаш, 1986.
49. Дозировочные насосы и агрегаты: Каталог. М.: ЦИНТИхимнефтемаш, 1985.
50. Кириллов И.И. Теория турбомашин. М.: Машиностроение, 1972. 536 с.
51. Компрессорные машины: Каталог. М.: ЦИНТИхимнефтемаш, 1987. 192 с.
52. Ломакин А.А. Центробежные и осевые насосы. М.: Машиностроение, 1966. 364 с.
53. Лопастные и роторные насосы: Каталог. М.: ЦИНТИхимнефтемаш, 1985.
54. Михайлов А.К., Малюшенко В.В. Лопастные насосы. М.: Машиностроение, 1977. 288 с.
55. Насосный справочник на освоенное и серийно выпускаемое насосное оборудование. М.: ЦИНТИхимнефтемаш, 1979.
56. Насосы осевые типа О, ОП и центробежные вертикальные типа В: Каталог-справочник. М.: ЦИНТИхимнефтемаш, 1970. 52 с.
57. Насосы центробежные и осевые: Справочник. М.: Минводхоз СССР, ЦБНТИ, 1972.
58. Нефтяные центробежные насосы: Каталог. М.: ЦИНТИхимнефтемаш, 1980.
59. Осевые вертикальные насосы (типов ОВ и ОПВ). М.: ЦИНТИхимнефтемаш, 1983.
60. Отраслевые каталоги на насосное оборудование. М.: ЦИНТИхимнефтемаш, 1987.
61. Подобуев Ю.С., Селезнев К.П. Теория и расчет центробежных и осевых компрессоров. М.: Машгиз, 1957. 320 с.
62. Поршневые компрессоры / С.Е. Захаренко и др. М.: Машгиз, 1961. 454 с.
63. Поршневые химические насосы: Каталог-справочник. М.: ЦИНТИхимнефтемаш, 1967.
64. Пфлейдерер К. Лопаточные машины для жидкостей и газов. М.: Машгиз, 1960. 683 с.
65. Рис В.Ф. Центробежные компрессорные машины. М.; Л.: Машиностроение, 1964. 336 с.
66. Робожев А.В. Насосы для атомных электрических станций. М.: Энергия, 1979. 135 с.
67. Синев Н.М., Удовиченко П.М. Бессальниковые водяные насосы. М.: Атомиздат, 1972. 495 с.
68. Скважинные насосные установки для воды: Каталог. М.: ЦИНТИхимнефтемаш, 1977.
69. Степанов А.И. Центробежные и осевые насосы. М.: Машгиз, 1960. 320 с.
70. Ушаков К.А., Брусиловский И.В., Бушель А.Р. Аэродинамика осевых вентиляторов и элементы их конструкций. М.: Госгортехиздат, 1960. 422 с.
71. Френкель М.И. Поршневые компрессоры. М.: Машиностроение, 1969. 743 с.
72. Центробежные герметичные электронасосы: Каталог. М.: ЦИНТИхимнефтемаш, 1985.
Вспомогательные, типовые и многофункциональные процессы и аппараты
429
73. Центробежные горизонтальные и вертикальные химические насосы с проточной частью из металла: Каталог. М.: ЦИНТИхимнефтемаш, 1981.
74. Центробежные грунтовые и фекальные насосы: Каталог. М.: ЦИНТИхимнефтемаш, 1971.
75. Центробежные консольные насосы общего назначения типов К и КМ для воды: Каталог. М.: ЦИНТИхимнефтемаш, 1977.
76. Центробежные консольные насосы с осевым входом для воды типов К и КМ: Каталог. М.: ЦИНТИхимнефтемаш, 1985.
77. Центробежные консольные насосы унифицированного ряда: Каталог. М.: ЦИНТИхимнефтемаш, 1984.
78. Центробежные насосы двустороннего входа (Д): Каталог. М.: ЦИНТИхимнефтемаш, 1982.
79. Центробежные насосы типа АХ: Каталог. М.: ЦИНТИхимнефтемаш, 1976.
80. Центробежные насосы типа ТХ: Каталог. М.: ЦИНТИхимнефтемаш, 1979.
81. Центробежные насосы типа X: Каталог. М.: ЦИНТИхимнефтемаш, 1974.
82. Центробежные насосы типа ХО: Каталог. М.: ЦИНТИхимнефтемаш, 1977.
83. Центробежные насосы типа ЦНС: Каталог. М.: ЦИНТИхимнефтемаш, 1975.
84. Центробежные погружные химические насосы: Каталог. М.: ЦИНТИхимнефтемаш, 1984.
85. Центробежные химические насосы из титана: Каталог. М.: ЦИНТИхимнефтемаш, 1975.
86. Центробежные электронасосы для загрязненных вод (ГНОМ): Каталог. М.: ЦИНТИхимнефтемаш, 1974.
87. Шерстюк А.Н. Насосы, вентиляторы, компрессоры. М.: Высшая школа, 1972. 342 с.
88. Яременко О.В. Испытания насосов. М.: Машиностроение, 1976. 223 с.
6.4. Хранение и перевозка зернистых материалов
Основные обозначения
Fo = -0,431п(1 - т|)
А — коэффициент а — ускорение, м2/с b — линейный размер, м D, d— диаметр, размер, м F — площадь, м2
/ — удельная сила межфазного сопротивления, вызванная относительным движением фаз, Па; коэффициент внутреннего трения
,/п; ,/с и fM — коэффициент внешнего трения покоя; функции истечения сосуда и материала
g — ускорение внешних массовых сил и силы тяжести, м/с2
h — высота, м
Кя — коэффициент истечения
р — давление, Па
Q — массовый расход, кг/с
7? — функция распределения (остаток) массы (числа) частиц по размерам; радиус, гидравлический радиус, м
5 — удельная поверхность (поверхность частиц, отнесенная к их объему), м'1
t — время, с
v — скорость, м/с
х.у — пространственные декартовы координаты, м а — угол, град
8 — размер частицы пленки, м
8 — пористость
ц — коэффициент расхода
П — периметр, м
р — плотность, кг/м3
о — нормальное напряжение, Па
оь о3 — главные нормальные напряжения, Па
ой/ <Ур — главные уплотняющее и разрушающее напряжения, Па
т; т0 — касательное напряжение, Па; начальное сопротивление сдвигу, Па
ср — угловая координата, рад; угол, град
ср; фэ; фп — углы: внутреннего трения, эффективый внутреннего трения, внешнего трения покоя, град
В химической технологии, как и в любой другой, проблемы, связанные с хранением и перевозкой зернистых материалов, стоят достаточно остро. Материалы в процессе хранения или перевозки их в емкостях ухудшают свои реологические характеристики — уплотняются, слеживаются, увлажняются, смерзаются. Это существенно осложняет процессы их выгрузки, дозировки и транспорта. Если эти проблемы не учитываются при проектировании, если не проводятся исследование физико-механических свойств зернистых материалов и численное моделирование, то неизбежны последствия, связанные с потерями зернистых материалов, ухудшением санитарно-гигиенических условий рабочих мест, низким уровнем автоматизации и механизации и пр.
6.4.1. Давление материала на стенки сосудов и элементы аппаратов
(Г.М. Островский)
Для определения давления на стенки сосудов могут быть использованы уравнения, приведенные в 2.7.3. Решение этих уравнений во многих случаях требует серьезных наукоемких затрат. Однако с достаточной для практики точностью можно с успехом использовать упрощенные подходы (см. 2.7.4), которые рассмотрены ниже.
На рис. 6.4.2.3 приведены два типа сосудов. Общим для них является наличие цилиндрической или призматической части и конуса или пирамиды.
Для цилиндрических и призматических частей сосудов давление определяется уравнениями, приведенными в примерах 2.7.4.1 и 2.7.4.2.
430
Новый справочник химика и технолога
В конусах и пирамидах реализуется пассивное напряженное состояние, поскольку материал подвергается боковому сжатию. В примере 2.7.4.3 дана постановка такой задачи.
В случае существенной зависимости пористости от уплотняющих напряжений к перечисленным уравнениям добавляется компрессионная характеристика (2.7.1.1), записанная относительно главного уплотняющего напряжения как
е = е(СТ1Р.
На рис. 6.4.1.1 показано распределение давления на стенку конического и цилиндро-конического сосудов [1], откуда следует, что на границе цилиндра с конусом происходит скачок давления, что обусловлено переходом материала в этой зоне от активного состояния к пассивному. Давление материала по мере приближения к вершине конуса зависит только от формы конуса и свойств материала и не зависит от напряжений в основании конуса.
Приближенные решения с увеличением угла между образующей конуса и вертикалью дают возрастающую погрешность. При плоском днище в сосуде формируется зона неподвижного материала, играющего роль фиктивного днища. В результате давление над отверстием истечения так же, как и в конусных частях, не зависит от высоты слоя и определяется диаметром отверстия или расстоянием от геометрической вершины конуса.
Рис. 6.4.1.1. Распределение давления на стенках в конусных частях сосудов при ср = 30 °, fn = 0,27, а = 20 °:
I — для конического сосуда;
2 — для цилиндро-конического сосуда
6.4.2. Явления своде- и трубообразования
(Г.М. Островский)
Существуют две причины, препятствующие истечению зернистой среды из отверстий сосуда, — сводо- и трубообразование (рис. 6.4.2.1). Эти явления крайне нежелательны, поскольку могут остановить весь технологический процесс, в котором участвует сосуд с зернистой средой. Правильное проектирование сосуда исключает сводо- и трубообразование и снижает экономические потери от них.
Рис. 6.4.2.1. Препятствие истечению зернистой среды из отверстий сосудов:
а) сводообразование; б) трубообразование
Рис. 6.4.2.2. К определению условия прочности свода:
7 — круг Мора, определяющий прочность материала при оз = 0;
2 — опытная линия предельных напряжений
Сводо- и трубообразование имеют одну природу, но разную форму сводчатых структур. Если у свода преобладает сферическая форма, то у трубы — цилиндрическая.
Сформулируем условия разрушения свода, воспользовавшись схемой на рис. 6.4.2.2, а. При этом будем полагать, что необходимым и достаточным условием будет разрушение свода под действием собственного веса. Это обстоятельство позволяет рассматривать сформировавшуюся сводчатую структуру в виде некоторой оболочки, изолированной от вышележащих слоев материала. Главные напряжения ориентированы нормально и тангенциально к поверхности свода, а минимальное главное напряжение ст3 = 0. В вершине свода напряжения Gt минимальны, а у его основания максимальны. Их обозначим стр и назовем разрушающими. Радиус сферы свода определяет его вес и одновременно разрушающее напряжение стр. В частности, при 7?с -* оо вес свода минимален, но стр —► оо. Отсюда следует, что
Вспомогательные, типовые и многофункциональные процессы и аппараты
431
для каждого диаметра отверстия существует оптимальный радиус свода, при котором разрушающее напряжение минимально. И, наконец, разрушение свода произойдет, если ар превысит прочность материала.
С другой стороны, разрушающее напряжение для материала в ситуации, когда ст3 = 0, определяется соответствующим (рис. 6.4.2.2, б) построением круга Мора к линии предельных напряжений. Величина стр, как и прочностные характеристики материала т0 и <р (см. рис. 2.7.1.5), зависит от уплотняющего напряжения ст1у. Таким образом, прочность материала можно определить функцией
= (6.4.2.1)
которую называют функцией истечения материала. Функцию истечения именуют мгновенной, если время уплотнения практически равно нулю, и временной, если оно определяется временем выдержки образца под уплотняющей нагрузкой. При рыхлении материала, например, вибрацией в материале нарушаются возникшие при хранении связи между частицами. Это равносильно переходу функции истечения из временной в мгновенную.
Аналогичная функция может быть определена и для самого сосуда, поскольку диаметр отверстия определяет как разрушающее напряжение в основании свода, так и уплотняющее напряжение (см. рис. 6.4.1.1):
(6.Д.2.2)
Совместное решение уравнений (6.4.2.1) и (6.4.2.2) дает критическое значение диаметра отверстия, при котором свод находится в предельном напряженном состоянии. При большем диаметре отверстия разрушающее напряжение превышает прочность материала, и свод не образуется. Аналогичная (6.4.2.2) функция истечения существует и для трубообразующего отверстия.
Этот метод определения условий истечения материала из отверстия сосуда разработан Дженике [2]. Численные расчеты для различных свойств материалов и форм сосудов аппроксимированы им в виде графиков, позволяющих вести инженерные расчеты [1—4].
Размеры выпускных отверстий b (минимальный) для истечения без сводообразования и d (максимальный) для истечения без трубообразования (рис. 6.4.2.3) рассчитываются по уравнениям:
b>A—, (6.4.2.3)
Pg
d>A'—, (6.4.2.4)
Pg
где А и А' — коэффициенты, определяемые из графиков (рис. 6.4.2.4). Для сводообразующего отверстия коэффициент А находится по рис. 6.4.2.4, а в зависимости от формы отверстия и от максимального значе-
ния угла наклона а образующей днища к вертикали (6.4.2.3, а). Для пирамидальных днищ это будет угол между ребром и вертикалью. Для трубообразующего отверстия коэффициент А' определяется по рис. 6.4.2.4, б
Рис. 6.4.2.4. Значения коэффициентов А и А' в уравнениях (6.4.2.3) и (6.4.2.4): а) для сводообразующего отверстия:
1 — круглое отверстие; 2 — квадратное отверстие;
3 — прямоугольное отверстие при а > ЗЬ;
б) для трубообразующего отверсия
Рис. 6.4.2.3. Схемы сосудов со сводообразующими (а) и трубообразующими (б) отверстиями
Величина разрушающего напряжения стр находится при совместном решении зависимостей (6.4.2.1) и (6.4.2.2), причем зависимость (6.4.2.2) аппроксимирована уравнением вида
ст =-^, (6.4.2.5)
₽ V
где Кк — коэффициент истечения, определяемый графиками на рис. 6.4.2.5 и 6.4.2.6.
Фэ=30 <рэ=40 фэ=50 (рэ=60 ср =70
Новый справочник химика и технолога
Рис. 6.4.2.5. Значения коэффициента К„: а) отверстия квадратное и круглое; б) отверстие прямоугольное (а > 3h); пунктиром обозначена область рекомендуемых значений <р„ = arctg/, и а
Вспомогательные, типовые и многофункциональные процессы и аппараты
433
Рис. 6.4.2.6. Значения коэффициента КИ при трубообразовании
Если отверстие имеет прямоугольную форму, то при расчете на трубообразование ширину отверстия b проверяют расчетом на сводообразование с помощью уравнения (6.4.2.3). При этом принимают значения а = 30° иКп= 1,7.
Для сыпучих материалов препятствием истечению может быть случайное заклинивание частиц. Практика показывает, что диаметр отверстия подчиняется зависимости
О>(3^5)8т„> (6.42.6)
где 5тах —максимальный размер частиц.
Рекомендуется принимать D = 58тах при 5тах < 0,1 м И D = 35тах ПР11 5тах > «Л М.
При наличии в связной среде крупных частиц рассчитанные размеры отверстий уточняют по уравнению [3]
b’ > b -(Ь - £>)( Я (3 10 3 ))2, (6.4.2.7)
где b — размер отверстия, рассчитанный по (6.4.2.3); D— размер отверстия для крупных фракций, определяемый по (6.4.2.6); 7?(з 10“3) — доля частиц, размер которых больше 3 мм (см. 3.1.3). При этом следует учитывать, что функция истечения материала (6.4.2.1) определяется на сдвиговом приборе (см. рис. 2.7.1.5) после отсева фракции крупнее 1 мм [2].
Расчетам на сводо- и трубообразование обычно предшествует выбор типа истечения материала, который рассмотрен в 6.4.3. Там же рассмотрены и примеры расчета по выбору диаметра отверстия истечения.
6.4.3. Истечение из отверстий сосудов
(Г.М. Островский)
Различают два вида истечения материала из сосуда: массовое и несвободное. При массовом истечении материал течет во всем объеме сосуда, при несвободном — движется в виде столба над отверстием, стекая с поверхности откоса (рис. 6.4.3.1).
Рис. 6.4.З.1. Картина течения зернистой среды в сосуде: а) массовое течение; б) несвободное течение
При массовом истечении исключаются застойные зоны, обеспечивается равномерное время пребывания частиц в сосуде и частичное смешение материала. Этот вид истечения рекомендуется для связных материалов, он незаменим для материалов, склонных к слеживанию и уплотнению. Характерное отличие формы сосуда — а < 20° (рис. 6.4.3.1, а).
При несвободном истечении время пребывания материала крайне неравномерно. Материал, загруженный первым, может быть выгружен только после полного опорожнения сосуда. Этот вид истечения целесообразен для сыпучих материалов и особенно для абразивных, поскольку в отличие от массового истечения здесь отсутствует скольжение частиц вдоль стенок сосуда.
Если на образовавшийся конус подавать материал в виде струи, то крупные или тяжелые частицы с поверхности конуса (рис. 6.4.3.2) скатываются к его основанию, мелкие или легкие концентрируются в центральной части. При выпуске материала из сосуда мелкая или легкая фракция выгрузится первой. Поэтому, если не допускается разделение материала на фракции после выгрузки из сосуда, необходимо обеспечивать загрузку сосуда из нескольких точек.
Рис. 6.4.3.2. Разделение материала на фракции:
1 — подача материала в сосуд; 2 — мелкая фракция;
3 — крупная фракция
Путем решения уравнений статики зернистой среды совместно с уравнением предельного напряженного состояния Дженике получены обобщения для различных сосудов и материалов. Области существования режимов течения определяются теми же графиками
434
Новый справочник химика и технолога
(см. рис. 6.4.2.5 и 6.4.2.6), которые определяют области сводо- либо трубообразования: предельное состояние материала, предшествующее массовому истечению, — сводообразование; предельное состояние материала для несвободного истечения — трубообразование.
Скорость истечения зернистой среды через отверстие сосуда так же, как и при истечении жидкостей, определяется нормальным давлением над плоскостью, нормальной к направлению потока материала в зоне течения:
v = (6.4.3 Л)
Поскольку величина напряжения над отверстием не зависит от высоты засыпки, а определяется в основном диаметром отверстия, то на практике для сыпучих материалов получило распространение уравнение Зенкова [5]:
v = (6.4.3.2)
где R — гидравлический радиус отверстия, равный F D
R = (для круглого отверстия R = —); ц — коэффициент расхода, р = 0,354-1,2 (меньшие значения принимаются для порошкообразных материалов, большие — для сыпучих крупнозернистых).
При расчетах следует учитывать приближенный характер зависимости (6.4.3.2).
Пример 6.4.3.1. Выдать рекомендации для проектирования цилиндро-конического сосуда, предназначенного для хранения измельченного абразивного материала. Выпуск материала осуществляется с максимальным промежутком по времени t\ = 2 суток и с производительностью не менее 50 т/ч. Свойства материала: максимальный размер кусков в материале Smax = 50 10”3 м; плотность материала р = 1800 кг/м3; угол внешнего трения <рп = 30°; эффективный угол внутреннего трения фэ = 40°; функция истечения материала при t = t\ имеет вид ар = 66,4о°;5; угол внутреннего трения ср = 30°; массовая доля частиц крупнее 3 • 105 м составляет 0,3.
Учитывая абразивные свойства материала и наличие в нем крупных кусков, выбираем сосуд с несвободным истечением. Найдем величину максимального размера без трубообразования. Для этого из рис. 6.4.2.6 при фэ = 40° и ф = 30° примем значение Кк = 1,7. Решая совместно (6.4.2.5) и уравнение функции истечения материала, данного в условии, получим ар = 7500 Па.
По рис. 6.4.2.4, б найдем значение коэффициента А' = 2,5. Из выражения(6.4.2.4) следует, что величина максимального размера выпускного отверстия составит
1,1 м. Поскольку размер отверстия оказался значительным, примем его форму прямоугольной и найдем ширину, при которой не будет образовываться свод.
Согласно рекомендациям, данным в 6.4.2, примем а = 30°, КИ = 1,7. Следовательно, как и в первом случае, ар = 7500 Па. Значение коэффициента А определим из рис. 6.4.2.4, а: А = 1,16. Из (6.4.2.3) получим b ® 0,5 м. Уточним размер с учетом крупной фракции по (6.4.2.7). По (6.4.2.6) примем D = 0,25 м. Тогда b > 0,47 м. При известных b и d, приняв ц = 0,35, из (6.4.3.2) получим скорость истечения v = 0,44 м/с и массовый расход Q = 3,64 кг/с, что удовлетворяет исходным данным.
Пример 6.4.3.2. Выдать рекомендации для проектирования сосуда со свободным истечением порошкообразного материала. Максимальный временной интервал в выпуске материала составляет tx = 3 суток, фэ = 50°, фп = 25°, р = 1800 кг/м3. Функции истечения: ар = 30а°у4 при t = 0; ар =40а°’55 при t = t\. Размер отверстия не должен превышать 0,3 м.
Приняв форму отверстия круглой, из рис. 6.4.2.5, а при заданных фэ и фп находим: КЛ= 1,3 при а = 17° или Кя = 1,4 при а = 20°. Примем КЛ = 1,3 и а = 17°.
Решая совместно (6.4.2.5) и функцию истечения при t = ti, получим ор = 5002 Па. Из рис. 6.4.2.4, а находим значение коэффициента А = 2,26. Тогда по формуле (6.4.2.3) b = 0,64 м.
Поскольку размер отверстия превышает требуемый, применим вибрационные воздействия. В этом случае происходит разрушение сил сцепления между частицами, поэтому возможно использование мгновенной функции истечения.
При КЛ - 1,3 из (6.4.2.5) и функции истечения при t = 0 с учетом полуторного запаса по производительности получим ор = 676 Па. По формуле (6.4.2.3) диаметр b = 0,087 м.
На рис. 6.4.3.3 показана рекомендуемая конструкция разгрузочной части сосуда, в котором вибрации подвергается только переходник с D = 0,64 м на D- 0,087 м.
Рис. 6.4.33. Сосуд с вибрирующим переходником (иллюстрация к примеру 6.4.3.2):
I — конусная часть сосуда; 2 — герметичное эластичное соединение;
3 — шарнирное соединение; 4 — переходник;
5 — направление вибрационных воздействий
Вспомогательные, типовые и многофункциональные процессы и аппараты
435
В тех случаях, когда расчетная величина отверстия истечения сосуда получается нерационально большой, приходится искать методы борьбы со своде- и трубооб-разованием. К таким методам относятся различные динамические воздействия, включая механические удары по стенкам сосуда и вибрацию их элементов (как это показано в примере 6.4.3.2), струйную аэрацию и пр. Хороший результат может дать применение эффекта волны разрушения [6] (см. 3.4.9).
На рис. 6.4.3.4 показан разгрузочный узел бункера. После образования свода заслонка закрывается, и материал насыщается сжатым газом под незначительным избыточным давлением. Затем заслонка открывается, в материале возбуждается волна разрушения, свод обрушивается, и возобновляется процесс истечения материала из бункера.
Если под отверстием истечения из бункера будет установлен шлюзовый барабанный или шнековый питатель, то при незначительном избыточном давлении в материале при работающем (по существу в пульсирующем режиме) питателе нетрудно обеспечить бесперебойную подачу материала из бункера.
В тех случаях, когда материал загружается теплым и содержит влагу в виде пара, стенки бункера необходимо теплоизолировать либо обеспечить их подогрев. Это предотвратит конденсацию влаги на стенках сосуда и снизит вероятность слеживания материала.
В иных случаях исключить конденсацию влаги можно разовой продувкой материала сухим (не дающим росы при понижении температуры в сосуде) газом.
Рис. 6.4.3.4. Обрушение свода в бункере: а) накопление избыточного давления в материале;
б) обрушение свода:
7 — аэрационный элемент днища; 2 — подача газа;
3 — поворотная заслонка; 4 — бункер
Рис. 6.4.3.5. Удаление влаги из материала путем конденсации пара на охлаждаемой стенке: 7 — бункер; 2 — ложное пористое днище; 3 — конденсат;
4 — поворотная заслонка; 5 — сток конденсата
Если предлагаемые варианты трудно выполнимы, можно использовать ложное пористое днище, которое пропускает пары воды для последующей их конденсации на охлаждаемой стенке (рис. 6.4.3.5).
6.4.4. Перевозка зернистых материалов в транспортных емкостях
(В.А. Некрасов, ГМ. Островский)
Перевозка насыпных грузов осуществляется различными видами транспорта — железнодорожным, автомобильным и водным. В зависимости от вида транспортного средства и длительности нахождения груза в пути изменяются физико-механические свойства материала, которые во многом определяют эффективность процессов его разгрузки и дальнейшего перемещения.
При перевозке груза морскими судами возникают вопросы, связанные с безопасностью самой транспортировки.
При перемещении в железнодорожных вагонах сыпучие грузы подвержены значительным и продолжительным толчкам и вибрациям, насыщению влагой из воздуха и температурным воздействиям. В результате насыпной груз изменяет свои реологические характеристики (угол внутреннего трения и начальное сопротивление сдвигу), а для материалов при содержании влаги более 4 % при отрицательных температурах высока вероятность смерзания.
В автомобильном транспорте происходят те же воздействия, однако интенсивность и продолжительность их существенно меньше.
Для борьбы с насыщением материала влагой в процессе транспортировки могут быть использованы методы, перечисленные в 6.4.3, — теплоизоляция стенок, замещение в межзерновом пространстве материала влажного воздуха на сухой, использование транспортных емкостей с ложным пористым днищем (рис. 6.4.3.5).
Эффективным способом рыхления материала перед разгрузкой может быть применение эффекта волны разрушения (см. 3.4.9). Пример подобного рыхления остатков фосфоритной муки после пневматической разгрузки железнодорожного вагона-цистерны показан на рис. 6.4.4.1. В цистерне с остатками груза сначала создают давление, затем, по мере насыщения пор материала сжатым газом, давление сбрасывают путем открытия запорного устройства. Давление газа падает, в результате в материале формируется волна разрушения. Материал рыхлится и за счет расширения газа увеличивает свой объем, приобретая текучесть, свойственную псевдоожиженному слою. По данным [7], применение этого способа позволяет в 3,2 раза сократить простои вагонов с ненормативными остатками груза после разгрузки.
При транспортировании насыпных грузов морскими судами приходится сталкиваться с опасностью смещения груза и, как следствие, — потерей остойчивости судна [8-11]. Чтобы избежать катастрофических по
436
Новый справочник химика и технолога
следствий, необходимо контролировать поля давлений, напряжений и пористости в массиве материала, чтобы корректировать курс судна.
Для связных материалов (например для песка), которые не создают заметных проблем фильтрации газа, задача о смещении груза (рис. 6.4.4.2) может быть решена в рамках равновесия плоской модели, для которой уравнение (2.7.3.2) записывается с инерционными членами:
cto дх
pa =—-+—
(6.4.4.1)
где ax и ay — составляющие удельной массовой силы, определяемой как сумма векторов ускорения свободного падения и ускорения, вызванного качкой судна, м/с2.
Рис. 6.4.4.1. Рыхление материала в железнодорожной цистерне: а) насыщение материала сжатым воздухом; б) сброс давления: 1 — цистерна; 2 — остаток уплотненного материала;
3 — аэрационное днище; 4 — клапан для сброса давления
Рис. 6.4.4.2. Схема к уравнению (6.4.4.2):
G — сила тяжести; Р — сила Архимеда
Связь напряжений в (6.4.4.1) определяется условием прочности Мора — Кулона (2.7.2.5), в котором величины т0 и ф зависят от уплотняющих напряжений и времени.
Для сыпучих материалов достаточно определить параметры качки судна, при которых не произойдет смещения поверхностного слоя груза. Согласно уравнению (2.7.1.7), при с — 0 это условие представляется в виде
a = ф, (6.4.4.2).
где a — угол между нормалью к поверхности и вектором ускорения массовых сил (см. рис. 6.4.4.3)
Рис. 6.4.4.3. Схема к определению условия равновесия слоя, продуваемого фильтрующимся газом
При загрузке трюма порошкообразным материалом задача существенно усложняется. Насыщенный воздухом материал под действием гравитации изменяет во времени и пространстве реологические свойства и плотность. Например, для портландцемента насыпная плотность груза на поверхности может быть менее 1000—1200 кг/м3, тогда как на дне трюма она может превышать 1500—1750 кг/м3. При этом избыточное давление газа на дне может достигать 105 Па. За счет возникшего градиента давления в пространстве трюма организуется восходящая фильтрация газа, в результате чего верхний слой материала имеет существенную подвижность. Таким образом, если допускаемые параметры качки определены для полностью консолидированного материала (когда давление газа в любой точке пространства трюма равно атмосферному), может произойти аварийное смещение груза.
Поскольку прочность материала возрастает с удалением от поверхности, то наиболее подвержен сдвигу поверхностный слой (рис. 6.4.4.3). Для плоской задачи уравнение сохранения импульса для сплошной фазы (3.3.4.1) в проекциях на оси координат дает:
0 = ^; (6.4.4.3)
ОХ
0 = -<,£,5-8.^ . у 2 1 ду
(6.4.4.4)
Вспомогательные, типовые и многофункциональные процессы и аппараты
437
В свою очередь для дисперсной фазы уравнение (3.3.4.2) в проекциях на оси координат запишется в виде, аналогичном (3.3.4.3) и (3.3.4.4). Поскольку длина слоя намного больше его толщины (см. также пример 3.3.4.3),
Эст. дт .
то —- = — = 0, и окончательно можно записать
дх дх
Л Эт
О =-/?2s2ax;
ду
(6.4.4.5)
др dov
О = -p2s2a + /„£25 “ £2------------ (6.4.4.6)
Н2 2 у Jy 2 2 ду ду
(индекс «1» относится к жидкости, индекс «2» — к твердой фазе; е — объемная доля фазы; 5— удельная поверхность частиц; f — удельная сила межфазного трения, определяемая уравнением (2.2.13.18) или (2.2.13.19), где u=y-v2, либо выражением (3.3.2.5), где можно ограничиться только первым слагаемым (ламинарная фильтрация)).
Интегрируя (6.4.4.5), с учетом граничных условий Ъ=о=тсл ит>=А = 0, получим
тсл = P2^2axh (6.4.4.7)
С другой стороны,
тсл=аЛСлШФ + то> (6.4.4.8)
где О),>сл — реакция откоса на выделенный слой; ф — угол внутреннего трения материала; т0 — начальное сопротивление сдвигу.
Из уравнений (6.4.4.4) и (6.4.4.6) следует:
Зо др
—- =——-p2s2« , откуда после интегрирования при ду ду
условиях П^=о) =ОЛСЛ, =0 получим
<^,сл = |т- + р2е2^ \h-
(6.4.4.9)
Из (6.4.4.7), (6.4.4.8) и (6.4.4.9) можно найти угол,
при превышении которого произойдет смещение слоя:
а = arctg
частности, при т0
«0
(6.4.4.10)
где f = tgq> — коэффициент внутреннего трения;
др ду p2s2acosa
I 22* а = Jax + ау
Из анализа (6.4.4.10) следует, что при отсутствии [Ян А
т.е. при — = 0 0 = 0 и a = ф.
ду )
В случае, если имеет место процесс фильтрации, интенсивность которого убывает во времени от момента
формирования насыпного груза, a < ф и при
др ду
Р2^а
а -> 0. Т. е. сдвиг слоя будет происходить при любом ускорении ах или, иначе говоря, при любом угле крена судна. Помимо этого при сдвиге слоя возможно обнажение более глубокого среза материала, на поверхности которого давление резко падает до атмосферного (рис. 6.4.4.4). Образовавшийся скачок давления на обнаженной поверхности формирует в материале волну разрушения (см. 3.4.9), сообщающую материалу скорость в направлении фильтрации, приводящую к массовому (т. е. аварийному) его смещению.
Рис. 6.4.4.4. Изменение давления по глубине слоя груза;
1 — до сдвига; 2 — в момент сдвига слоя толщиной /г;
р0 — атмосферное давление; Др — скачек давления на обнаженной поверхности
Таким образом, условие безопасности морских перевозок порошкообразных материалов навалом сводится к определению времени консолидации порошкообразного сырья в трюме судна, что позволяет контролировать как величину градиентов давления, так и возможность аварийного смещения груза. Вопросы фильтрационной консолидации порошкообразного материала будут подробнее рассмотрены в 10.2.3.
Для материалов, содержащих поверхностную влагу (например, рудных концентратов), задача нахождения условий сдвига груза существенно усложняется. Связано это с тем, что за счет гравитационного стока жидкости к дну трюма и уплотнения материала, вызванного колебаниями ускорения массовых и вибрационных сил, может сложиться ситуация, при которой у дна все пространство между частицами заполнится жидкостью вплоть до возникновения напорной фильтрации, способной резко снизить величину предела прочности материала.
На рис. 6.4.4.5 приведена схема, поясняющая картину изменения влагосодержания по глубине трюма при
438
Новый справочник химика и технолога
условии, что в момент формирования груза поверхностная влага образовывала непрерывную жидкостную пленку по всей высоте насыпи. Только в этом случае возможна миграция влаги под действием сил тяжести, которым противодействуют лишь силы вязкого трения и силы поверхностного натяжения на границе, обозначенной на рис. 6.4.4.5 пунктирной линией. При перемещении границы вниз происходит срыв жидкостной пленки. Выше границы остается лишь влага, содержащаяся в точках контакта между частицами, ниже — непрерывная пленочная влага. Очевидно, что на некоторой глубине будет формироваться другая граница, перемещающаяся вверх и отделяющая массив груза с пленочной влагой от слоя частиц, пространство между которыми полностью заполнено жидкостью. На этой второй границе (разрыве) стыкуются две задачи.
Рис. 6.4.4.5. Фрагмент влажного зернистого слоя:
1 — частица; 2 — остаточная влага в точках контакта частиц;
3 — газовые пустоты; 4 — граница раздела частиц с различным влагосодержанием;
5 — направление стока поверхностной влаги;
6 — непрерывная поверхностная (пленочная) влага
Ниже границы разрыва пустоты между частицами материала заполнены жидкостью, и уравнения сохранения импульса в соответствии с условиями (3.3.4.1) и (3.3.4.2) записываются для двух фаз как
Z С дР Р1еА=-Л£25-е1^ дх
z С др P^ay=-fy^2S-^^-
др до дт
Р2£2«х = р2е2&х + Л£25 - е2 7" - 77 дх дх
др ди
р2е2ау = P2e2gy + fy&2S ~ £2 7" - 77
>, (6.4.4.12)
дт дх
а уравнения сохранения массы в виде
4%) а(ад,)
-----1---------1--------= ц
dt дх ду
^2 , , г(£Л',. ) д
dt дх ду
(6.4.4.11)
(6.4.4.13)
Выше границы разрыва — «сухой» материал, для которого справедливы уравнения (6.4.4.1). При этом необходимо решать задачу от начала формирования насыпного груза до начала качки и ситуации смещения груза, вводить уравнения, определяющие приток жидкости через границу разрыва из зоны «сухого» материала, компрессионную и прочностные характеристики материала в зависимости от уплотнения, а также переменную плотность частиц «сухого» материала с учетом содержания как остаточной, так и пленочной жидкости.
Из изложенного следует, что контролируемое в рамках механики зернистой среды поведение влагосодержащего груза возможно только в том случае, если материал не содержит непрерывную пленочную влагу. Превышение влагосодержания создает условия миграции влаги на дно трюма. Это усложняет задачу до вида, формализованного в виде уравнений (6.4.4.11)-(6.4.4.13). Если влагосодержание существенно настолько, что возможно защемление в массиве груза газовых полостей, препятствующих стоку жидкости и накоплению ее над этими полостями, могут возникнуть непредсказуемые ситуации. В этом случае зоны возможной подвижки груза могут располагаться вблизи от его поверхности.
Сдвигу зернистой среды всегда предшествует деформация, при которой происходит дилатансия (расширение) материала и, как следствие, интенсивное всасывание жидкости. При снятии нагрузки частицы вновь плотно упаковываются, однако жидкость не успевает вернуться в поры, и материал разжижается, приобретая текучие свойства. Этот эффект многие могли замечать на пляже [1]. Наступая ногой на мокрый песок, мы видели, как вода уходила, всасываясь в зазоры между раздвигающими частицами. Но стоило снять нагрузку с песка, как тут же образовывалась на поверхности пленка воды. Упаковываясь, частицы вытесняли воду.
При динамических воздействиях и качке в массиве груза будут обязательно формироваться периодические деформационные волны, приводящие к миграции жидкости в межзерновом пространстве и к некоторому ква-зистационарному состоянию, определяемому периодическим полем массовых сил. Это говорит о том, что в произвольных местах трюма, где «фокусируются» волны от динамических воздействий, в консолидированном материале могут формироваться зоны с трещинами, в которых будет находиться разжиженный груз в виде суспензии. Совместное существование консолидированного и разжиженного слоев материала вполне подтверждается уравнением, которое приведено в примере 3.3.4.3, если вместо угла внешнего трения подставить (р:
tga = tg(p 1 81 , (6.4.4.14)
81-8!
где 81 и s' — объемные доли жидкости в консолидированном и взвешенном слоях. При ej -> 8 угол наклона поверхности откоса стремится к 90°.
Вспомогательные, типовые и многофункциональные процессы и аппараты
439
Литература
1. Островский Г.М. Прикладная механика неоднородных сред. СПб.: Наука, 2000. 359 с.
2. Дженике Э.В. Складирование и выпуск сыпучих материалов / Пер. с англ. М:. Мир, 1968. 164 с.
3. Руководство по определению характеристики материала, заполнения и геометрических параметров бункеров. М.: Стройиздат, 1978. 125 с.
4. Каталымов А.В., Любартович В.А. Дозирование сыпучих и вязких материалов. Л.: Химия, 1990. 240 с.
5. Зенков Р.Л. Механика насыпных грузов. М.: Машиностроение, 1964. 251 с.
6. Островский Г.М. Перспективные направления химии и химической технологии. Л.: Химия, 1991. С. 219-226.
7. Данилова М.А., Некрасов Б.Н., Садовский А.В. // Пром, транспорт. 1988, № 7. С. 21-22.
8. Регистр СССР. Нормы остойчивости морских судов. Л.: Морской транспорт, 1962.
9. Штеренлихт Д.В. Гидравлика: Учеб, для вузов. В 2-х кн.: Кн. 1. 2-е изд., перераб. и доп. М.: Энер-гоатомиздат, 1991. 351 с.
10. Быков В.М. Равновесие и смещение сыпучего груза при регулярной качке судна. Регистр СССР, 1963.
И. Коробцев В.И. Морская перевозка насыпных грузов. М.: Транспорт, 1969. 232 с.
6.5. Конвейерный транспорт
(Ю.А. Пертен)
Основные обозначения
А — амплитуда, м
а' — размер куска, м
а — размер куска груза, м; количество грузов L\B,H— длина; ширина; высота, м b — рабочая ширина ленты, м
D, d — диаметр, м
F — площадь поперечного сечения, м2
f— частота колебаний, с1; коэффициент трения
g — ускорение свободного падения, м2/с
G — масса вращающихся частей, кг i — передаточное число, число прокладок /п — погонная емкость ковшей, м3/м
Кр, К$ — коэффициент: типа роликоопор, угла наклона конвейера
k\ кз', кр — коэффициент учета напряжения изгиба в криволинейных частях спирали; коэффициент запаса; предел прочности, Н/м
ку, к„ к„ — коэффициенты производительности, учитывающие угол наклона, геометрическую форму и конструктивные особенности грузонесущего полотна
I — шаг, м
т — масса, кг
п — частота вращения, с-1
N — мощность, Вт
Q — производительность, кг/с, м3/с
q — линейная нагрузка, Н/м
Rz — допускаемое напряжение на разрыв, Па
S — натяжение ленты, Н
v — скорость, м/с
W — сопротивление, окружное усилие, Н
w — коэффициент сопротивления
z — число зубьев
а — угол обхвата, рад
аж — угол желобчатости, град
[3 — наибольший допускаемый угол наклона, рад
5 — толщина, м
П-КПД
<р — угол естественного откоса, град
ц — коэффициент сцепления
р — плотность, объемная масса, кг/м3
со — угловая скорость, рад/с
ф — коэффициент заполнения
6.5.1. Классификация и область применения
Из всех видов непрерывного транспорта наибольшее применение в химической и перерабатывающей промышленности для перемещения насыпных и штучных грузов получили конвейеры. Они бывают с тяговым (ленточным, цепным, канатным) и без тягового элемента.
По направлению перемещения груза конвейеры могут быть с горизонтальной, наклонной, вертикальной и сложной пространственной трассой.
Конвейеры являются неотъемлемой частью современного технологического процесса, они устанавливают и регулируют темп производства, обеспечивают его ритмичность, способствуют повышению производительности труда и увеличению выпуска продукции. Наряду с выполнением транспортно-технологических функций конвейеры являются основой комплексной механизации и автоматизации погрузочно-разгрузочных и складских операций.
Тесная связь конвейеров с общим технологическим процессом обусловливает высокую ответственность их работы. Поэтому они должны быть надежными (безотказными), прочными, удобными в эксплуатации и способными работать в автоматических режимах.
Перемещаемые конвейерами грузы подразделяются на штучные и насыпные. Их физико-механические свойства имеют решающее значение при выборе и расчете конвейеров. В ряде случаев одна и та же транспортная операция может быть выполнена различными конвейерами.
При решении задачи рационального выбора типа конвейера, обеспечивающего наибольший технический и экономический эффект в химической промышленности, необходимо учитывать следующие факторы: свойства транспортируемых грузов; расположение аппаратов, пунктов загрузки и разгрузки, а также расстояние между ними; потребную производительность машин и аппаратов; требуемую степень автоматизации производственного процесса, обслуживаемого проектируемой транспортной установкой; способ хранения груза
440
Новый справочник химика и технолога
в пункте загрузки (в бункерах, штабелях и т. п.) и характеристику устройства, принимающего груз (конвейер, бункер, технологический аппарат и т. п.); характеристику места установки конвейера (в отапливаемом или неотапливаемом помещении, на открытой местности); размеры пространства, отводимого под транспортирующую установку; конфигурацию трассы; особые факторы, вызванные спецификой обслуживаемого
установкой производства (недопустимость пыления, шума); возможность частого изменения трассы транспортирования или системы адресования; требования техники безопасности и др.
Характерные типы конвейеров в зависимости от производительности, области применения, перемещаемого груза и транспортно-технологических функций приведены в табл. 6.5.1.1.
Таблица 6.5.1.1
Область применения конвейеров в химической промышленности
Тип конвейера Основные параметры Область применения, перемещаемый груз, возможные трассы и транспортно-технологические функции
Производительность, О. т/ч Длина£ (высота Н), м Скорость, V, м/с
Л енточный 10-500 5-100 0,25-2,0 Межцеховой и внутрицеховой транспорт мелкокусковых насыпных грузов по горизонтальным и наклонным трассам. Погрузочно-разгрузочные операции с насыпными и штучными грузами
Пластинчатый пппппппппппппп. ^iluuuuuuuuuuuuu® 10-100 4-6 0,05-1,0 Внутрицеховое транспортирование крупнокусковых и штучных грузов по горизонтальным и наклонным трассам (известняк, грузы после обжига и т. д.)
с кребковый 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 ii , 5-80 5-30 0,05-0,8 Внутрицеховое транспортирование мелкокусковых, порошкообразных и пылеобразных малоабразивных насыпных грузов (карбид кальция, известь, гранулированная сажа, кальцинированная сода, ядохимикаты и т. д.) по горизонтальным, крутонаклонным и сложным пространственным трассам
Ad Т А
Двухленточные, с трубчатой и специальными лентами (с выступами, перегородками и ячейками) /Ки чЬ / 10-200 5-50 0,25-5,0 Внутрицеховое транспортирование и погрузочно-разгрузочные операции с мелкокусковыми, порошкообразными насыпными грузами (апатит, суперфосфат, известняк, серый колчедан, сода, тальк, калийная соль и т. д.) по крутонаклонным и вертикальным трассам
Kot 1 1 1 ? 1 и «новый 1 5-30 20-60 0,10-0,3 Внутрицеховое перемещение хорошо сыпучих сухих грузов по горизонтально-вертикальной трассе
Вспомогательные, типовые и многофункциональные процессы и аппараты
441
Продолжение таблицы 6.5.1.1
Тип конвейера Основные параметры Область применения, перемещаемый груз, возможные трассы и транспортно-технологические функции
Производительность, Q. т/ч Длина L (высота Н), м Скорость, V, м/с
Элеватор < С < с $ 5-100 4^10 0,1-5,0 Внутрицеховое перемещение сухих порошкообразных и мелкокусковых и пылевидных сухих насыпных грузов по вертикальным и крутонаклонным трассам
Винтовой 4-30 3-10 0,02-0,1 Внутрицеховое перемещение сухих порошкообразных и мелкозернистых насыпных грузов по горизонтальным, наклонным и вертикальным трассам
Вибрационный 777777Т77ТГГГГТ77777777Т77Т ’ 5-100 5-30 0,1-5,0 Внутрицеховое транспортирование насыпных грузов в герметически закрытых трубах с совмещением технологических операций (сушка, смешивание, охлаждение и т. д.) по горизонтальным и редко по вертикальным трассам
Грузоведущие и подвесные нтш и fci и и 5-100 10-100 0,01-0,5 Межцеховое, внутрицеховое и складское перемещение тарно-штучных грузов по горизонтальным, наклонным и сложным пространственным трассам
Вертикалью n>ie цепные 5-200 4^10 0,05-0,5 Межэтажное, внутрицеховое и внутрискладское транспортирование штучных и пакетированных грузов по вертикальным и горизонтальновертикальным трассам
442
Новый справочник химика и технолога
Рис. 6.5.2.1. Схемы ленточных конвейеров: а) горизонтальный; б, в) горизонтальные наклонные; г) промежуточная разгрузка с помощью сбрасывающей техники
6.5.2. Ленточные конвейеры
Ленточные конвейеры (рис. 6.5.2.1) являются наиболее распространенными устройствами непрерывного транспортирования различных насыпных и штучных грузов в химической и перерабатывающей промышленности. Несущим и тяговым элементом ленточного конвейера является бесконечная гибкая лента, опирающаяся верхней 3 и нижней 2 ветвями на роликовые опоры 4 и огибающая на концах конвейера приводной 6 и натяжной 1 барабаны. Для увеличения тяговой способности (угла обхвата) устанавливается прижимной барабан 5. У коротких конвейеров, часто используемых для перемещения штучных грузов, рабочая ветвь ленты может скользить по деревянному или металлическому настилу. Необходимое натяжение ленты создается натяжным устройством винтового типа. Груз подается на ленту через загрузочную воронку или лоток. Разгрузка может быть концевой или промежуточной, для чего используют плужковые сбрасыватели (рис. 6.5.2.2) и сбрасывающие тележки (рис. 6.5.2.1, г).
Конвейерные ленты выбирают по ГОСТ 20-85 в зависимости от условий работы и свойств груза.
Унифицированный параметрический и типоразмерный ряд оборудования стационарных ленточных конвейеров общего назначения соответствует ГОСТ 22644-77 «Конвейеры ленточные. Основные параметры и размеры» (табл. 6.5.2.1).
Характеристики передвижных и стационарных ленточных конвейеров приведены в табл. 6.5.2.2.
Рис. 6.5.2.2. Плужковые сбрасыватели: а) двустороннего действия;
б) одностороннего действия
Таблица 6.5.2.1
Ряды значений параметров ленточных конвейеров для химической промышленности
Параметр Принятый ряд значений
Ширина ленты, мм Скорость движения ленты, м/с Тип ленты Диаметр барабана, мм Диаметр ролика, мм 300; 400; 500; 650; 800 0,4; 0,5; 0,63; 0,8; 1,0; 1,25; 1,6; 2,0; 2,5 Резинотканевая 160;200; 250;315;400;500 63; 89; 108;133
Вспомогательные, типовые и многофункциональные процессы и аппараты
443
Таблица 6.5.2.2
Технические характеристики стационарных и передвижных ленточных конвейеров
Показатели Условный тип конвейера
I II III IV V VI VII
Производительность, т/ч 100 80 90 90 70 70 270
Длина конвейера, м — — 10 15 40 80 20
Скорость движения ленты, м/с 1,25 1,0 1,6 1,6 1,6 1,6 1,6
Ширина ленты, мм 500 500 500 500 500 500 650
Высота разгрузки, м — — 3,8 5,5 15 7 —
Мощность привода, Вт 5,5 2,2 2,2 4,0 5,5 7,5 —
Диаметр приводного барабана, мм 160; 250; 400;500
Режимы работы конвейера определяются классами использования его по времени и производительности [1, 3].
Условия работы конвейера характеризуются производственными условиями окружающей среды. Принято различать четыре группы производственных условий, характеристики которых приведены в [1, 3]: легкие (Л), средние (С), тяжелые (Т) и весьма тяжелые (ВТ). Проектная схема конвейера должна быть максимально простой, прямолинейной и без лишних перегибов. \
В табл. 6.5.2.3 приведены максимальные углы наклона стационарных ленточных конвейеров для ряда насыпных грузов химической промышленности. При равномерной непрерывной загрузке конвейеров указанные в табл. 6.5.2.3 углы наклона ленты можно увеличить на 2-3°. Для передвижных и переносных конвейеров допустимые углы наклона ленты уменьшаются на 5-10 %. При транспортировании штучных грузов углы наклона ленты выбираются по табл. 6.5.2.4.
Выбор скоростей ленты производится с учетом условий эксплуатации конвейера, характеристики транспортируемого груза, ширины ленты, назначения и месторасположения конвейера, способа загрузки и разгрузки его и т. д. Выбранная скорость ленты должна соответствовать ГОСТ 22644-77, обеспечивать сохранность груза и наибольшую долговечность ленты и ро-ликоопор конвейера. Наибольшая скорость ленты при разгрузке через головной барабан в зависимости от транспортируемого груза выбирается по табл. 6.5.2.5.
Таблица 6.5.2.3
Максимальные углы наклона стационарных ленточных конвейеров для насыпных грузов
Транспортируемый груз Плотность р, кг/м3 Угол естественного откоса (р, град Наибольший допускаемый угол наклона конвейера 0, град
Апатитовый концентрат 1700-1800 30-40 16
Известняк мелкий 1300-1600 35-40 16
Удобрения минеральные 1000-2000 35-40 15
Суперфосфат из апатита, гранулированный 1000-1100 43 46 20
Сера гранулированная 1200-1400 42-45 18
Соль калийная 1000-1200 42-46 18
Щебень сухой 1500-1800 35-45 18
Мука фосфатная 1100-1800 37-45 12
Глинозем порошкообразный 900-1800 33-36 12
Таблица 6.5.2.4
Наибольшие допустимые углы наклона конвейера с прорезиненной лентой при транспортировании штучных грузов
Грузы Наибольший допустимый угол наклона конвейера с лентой, град
гладкой рифленой
Ящики деревянные 15-17 20
Ящики металлические 12-15 22
Коробки картонные 14-16 25
Мешки льняные 18-20 32
и джутовые Мешки бумажные 15-17 31
Таблица 6.5.2.5
Рекомендуемая скорость ленты в зависимости от транспортируемого груза
Характеристика груза Скорость ленты Гщах, м/с
Легкосыпучие сухие, порошкообразные и пылевидные (цемент, апатит, нефелин, пылеуголь, пылеглина и т. д.) 1,5-2,0
Зернистые и мелкокусковые (песок, грунтовая земля и др.) 2,0-5,0
Известняк крупного дробления и т. д. 2,0-3,0
Штучные грузы (коробки, ящики с удобрениями и др.) 0,5-1,0
444
Новый справочник химика и технолога
Производительность горизонтального ленточного конвейера при скорости v = 1 м/с
Таблица 6.5.2.6
Ширина Угол откоса груза Объемная производительность, м3/ч, при роликоопорах:
прямой желобчатой, трехроликовой
ленты, мм в движении <р, угол желобчатости аж, град
град 0 20 30 45
10 16 33 46 55
400 15 23 45 52 60
20 32 53 60 68
10 25 63 77 92
500 15 38 75 88 100
20 52 88 100 ПО
10 45 115 139 167
650 15 70 135 160 184
20 95 160 181 200
При транспортировании насыпных грузов необходимая ширина ленты определяется по расчетной производительности с учетом условий полного отсутствия просыпания груза с ленты в процессе движения: b = 0,9В, где В — полная ширина ленты; Ь — рабочая ширина ленты.
Исходя из заданной или расчетной производительности конвейера определяют необходимую ширину ленты (в м):
В= Р^- + 0,05, (6.5.2.1)
VpVP
где Кр — коэффициент типа роликоопор [3]; — ко-
эффициент угла наклона конвейера [3]; v — скорость ленты; р — плотность насыпного груза.
Для приближенного выбора ширины ленты по заданной производительности можно использовать данные, приведенные в табл. 6.5.2.6.
Лента может опираться на ролики, сплошной настил из листовой стали, гладких деревянных досок, пластмассовых пластин, а также на комбинированные опоры, состоящие из чередующихся роликоопор и настила.
Сплошной и комбинированный настилы применяются для транспортирования штучных грузов и для насыпных легких сильно пылящих грузов, требующих перемещения в закрытом желобе.
Окружное (тяговое) усилие на приводном барабане:
= Sc6 (ехр(ма) -1), (6.5.2.2)
где Внб — натяжение ленты, набегающей на приводной барабан; Всб — натяжение ленты, сбегающей с приводного барабана, ц — коэффициент сцепления, а — угол обхвата барабана.
По расчетному окружному усилию определяется мощность электродвигателя (в Вт):
У = (6.5.2.3)
Л
где k3 = 1,104-1,2 — коэффициент запаса; т| — общий КПД привода; v — скорость ленты.
Более подробный расчет выполняется в соответствии с [1, 3].
Конвейеры со стальной цельнопрокатной лентой применяются для транспортирования насыпных и штучных грузов по горизонтальной, наклонной и комбинированной трассам; при повышенной температуре окружающей среды и транспортируемых грузов; при требовании гигиеничности и отсутствия запаха; для транспортирования липких и тестообразных материалов; для сушильных, охладительных и моечных установок. Стальная конвейерная лента изготавливается по ТУ 14-1-525-73 шириной 400; 500 и 600 мм, толщиной 0,8 и 1,0 мм, массой погонного метра 2,5; 3,1; 3,9; 4,7 кг. Скорость движения стальной ленты обычно не превышает 1,25 м/с, а в технологических установках определяется условиями технологического процесса и ограничивается пределами 0,1-0,5 м/с. Производительность конвейера определяется так же, как и для плоской ленты на прямых роликоопорах.
Конвейеры с проволочно-сетчатыми лентами применяются для транспортирования штучных грузов— в печах для обжига материала, в моечных, сушильных, охладительных и тому подобных технологических установках. Проволочная лента выгодно отличается от стальной цельнопрокатной ленты большей гибкостью и разнообразием материалов. Ее можно изготовлять как из стальной, так и из проволоки любого другого материала в зависимости от эксплуатационных
Вспомогательные, типовые и многофункциональные процессы и аппараты
445
условий. Большая гибкость проволочной ленты позволяет применять ее на конвейерах с барабанами такого же диаметра, что и для прорезиненной ленты. Ленты проволочные по способу изготовления бывают плетеные и шарнирно-звеньевые. Последние благодаря высокой прочности получили повсеместное применение. Сортамент и технические характеристики шарнирнозвеньевых лент из углеродных сталей марок Ст 20 (спираль) и Ст 30 (стержень) включают: ширину ленты 400; 500; 650; 800; 1000 мм; два типа плотности навивки спирали; диаметр проволоки: спирали — 2; 2,5; 3 мм, стержня — 3,5; 4; 5 мм; шаг: спирали — 6; 8; 10; 12 мм, стержня — 25; 32; 40 мм; масса 1м — 5; 6,2; 7,3; 10,7; 12,4; 26,5 кг; диаметр барабана — 400; 500; 650; 800 мм.
Допускаемое натяжение ленты по прочности проволоки спирали на разрыв при стержне диаметром JCT = 1,5dn определяется по формуле:
5 = 0,156— d2R, (6.5.2.4)
д kl
где dn — диаметр проволоки спирали; Rz — допускаемое напряжение на разрыв (для стали марок Ст 15 и Ст 20 Rz = 50 • 106 Па); k — коэффициент учета напряжения изгиба в криволинейных частях спирали, k = 2-?2,5; I — шаг витков спирали.
Для стальных и проволочных лент применяют прямые роликоопоры или сплошной настил. Привод и натяжное устройство — обычного типа. Минимальный диаметр барабана /Зт1П > 12/ст, где /ст — шаг стержней. Скорость движения — не выше 1,25 м/с. Производительность и тяговый расчет определяются обычным методом.
Пример 6.5.2Л. Наклонно-горизонтальный ленточный конвейер (рис. 6.5.2.3) производительностью g-400 т/ч (111 кг/с) для транспортировки несортированного известняка с объемной насыпной массой
1600 кг/м3. Максимальный размер куска атлх = 70 мм, в общей массе материала содержится до 10 % таких кусков. Длина наклонного участка конвейера Ц = 24 м, горизонтального Ь2 = 26 м, высота подъема груза ЬМ м. Транспортер установлен в закрытом неотапливаемом помещении. Привод — в конце горизонтального участка. Разгрузка осуществляется плужковым сбрасывателем, установленным непосредственно перед приводным барабаном.
Принимаем (учитываем наличие плужкового разгрузчика) скорость движения ленты v = 1,25 м/с, угол естественного откоса материала в движении 35°, для груженой ветви принимаем желобчатую трехроликовую опору с углом наклона боковых роликов 30° [1,3, 11].
Угол подъема наклонного участка конвейера:
B = arcsin— = 9°35'.
А
Размер типичного куска транспортируемого рядового материала а' = 0,8 • ятах = 0,056 м, материал относится к категории мелкокусковых насыпных грузов.
Ширина ленты конвейера по формуле (6.5.2.1) В = 0,72 м с учетом = 1 и Кр = 0,153.
Исходя из характеристики груза выбираем конвейерную ленту общего назначения типа 2 шириной В = 800 мм, объемной массой рл= 1120 кг/м3 (лента Л2-800-4Б-820-3-1, ГОСТ 20-62) и пределом прочности прокладок ленты Ар = 550 Н/м. Толщина ленты определяется из очевидного соотношения:
8 = 8р + /8пр+8н, (а)
где 8Р — толщина резиновой обкладки с рабочей стороны; i — число прокладок; 5ир — толщина прокладки из бельтинга; 8Н — толщина обкладки с нерабочей стороны.
Необходимое число прокладок определяют исходя из допускаемой нагрузки — величины на одну про
Рис. 6.5.2.3. Схема к расчету наклонно-горизонтального ленточного конвейера
446
Новый справочник химика и технолога
кладку максимального тягового усилия. Для этого определим ряд необходимых величин.
Сопротивление на сообщение скорости поступающему грузу: Wn = Qv = 140 Н.
Сопротивление от бортов загрузочного лотка: Жл = 50/, где I — длина бортов загрузочного лотка. При/ = 2 м Жл = 100 Н.
Линейная нагрузка от массы груза: q = = 890 Н/м.
v
Линейная нагрузка от массы ленты составит
Ял = P« W (Ь)
Принимаем расстояние между роликоопорами рабочей и холостой ветвей конвейера /р = 1,3 м и /х = 2,5 м. Для выпуклых участков трассы расстояние между роликоопорами примем равным половине расстояния между роликоопорами для прямолинейных участков трассы, т. е. 0,65 м для груженой и 1,25 м для холостой ветви конвейера, масса вращающихся частей желобчатой роликоопоры Gp = 22 кг.
Линейная нагрузка от массы вращающихся частей роликоопор на груженой qp и холостой qx ветвях кон-
G g G е
вейера: qp = —— = 170 Н/м , qx = = 88 Н/м.
Линейная нагрузка от движущихся частей конвейера:
<7к=2<7л+<7х+<7р- (с)
Коэффициент сопротивления роликоопор принимаем равным w = 0,04; коэффициент, учитывающий конкретные отличительные признаки конвейера, принимаем равным к» = 1,14.
Длина проекции конвейера на горизонтальную плоскость: £л = Z^cosP + L2 = 49,7 м.
Сопротивление плужкового разгрузчика:
= 3,5qB = 2500 Н.
Примем коэффициент сцепления между прорезиненной лентой и стальным барабаном для влажной атмосферы ц = 0,25, а угол обхвата барабана лентой — а = 200°.
Необходимое число прокладок ленты определяется как
Длина приводного и натяжного барабанов принимается на 150 мм больше ширины ленты.
Разобьем конвейер на отдельные участки, пронумеровав их границы так, как показано на схеме (рис. 6.5.2.3).
Определим натяжения ленты в отдельных точках конвейера методом обхода по контуру. Обход начинаем с точки 7, натяжение в которой 5]. Определим натяжение в каждой точке:
S2= S.kn, (g)
где Ап = 1,03 — коэффициент сопротивления при огибании отклоняющего барабана при угле обхвата 90°.
^3 =^2+(^+^)A-3w- (h)
S4=S3k, (i)
где к = 1,03 — коэффициент сопротивления движению при движении по роликоопорам (при угле обхвата а = 1,06 рад).
s5 = s4 + (ял + я*) Д_5 (wcos Р -sin Р) •
56 = S'kn.
Si=S6k,,
0)
(к)
(1)
где Ат = 1,05 — коэффициент сопротивления при огибании натяжного барабана при угле обхвата 180°.
S^S. + W+ W. (m)
S9=S&+[q + qn+qp)(wLr+Hy (п)
Sio = S9kP > (°)
где Ар = 1,04 — коэффициент сопротивления при огибании батареи роликоопор.
$и=^+(я + Ял+Яр)™Ц0-п- (Р)
где По = 9 — номинальный запас прочности конвейерной ленты.
Требуемый диаметр приводного барабана
(е)
где а - 125 мм — коэффициент.
Диаметр натяжного барабана:
^нб=0,8£)пб. (f)
я12=Яи+^- (ч)
Совместное решение уравнения (6.5.2.2) и уравнений (a)-(q) при условии, что 5, = 5сб и 5J2 = дает i = 3,82. Принимая целое число прокладок i = 4, окончательно получим: 51 = 7800 Н; S2 = 8000 Н; S3 = 8180 Н; 54 = 8540 Н; S5 = 8000 Н; 56 = 8250Н; 57 = 8630Н; 58 = 8870 Н; S9 = 14 430 Н; 510 = 15 000 Н; 5ц = 16 200 Н; 512 = 18 700 Н; 7)Пб = 500мм; £)нб = 400мм; 5 =10 мм; Wo = 10 900 Н. Диаграмма натяжения ленты приведена на рис. 6.5.2.4.
Вспомогательные, типовые и многофункциональные процессы и аппараты
447
Рис. 6.5.2.4. Диаграмма натяжения ленты
КПД приводного барабана тъ =-------------- = 0,91,
l + w6(2As-l)
где и’б = 0,04 — коэффициент сопротивления барабана.
Wvk
Мощность электродвигателя: N = —2—— = 169000 Вт,
Л бар Л ред
Аз = 1,1 — коэффициент запаса, г|ред = 0,96 — КПД редуктора.
Выбираем электродвигатель типа А02-71-6 номинальной мощностью N = 17 кВт при частоте вращения п = 970 об/мин.
у
Частота вращения приводного барабана п^ =------=
л£>пб
= 0,795 об/с (47,7 об/мин).
п
Передаточное число привода i = —— = 20,3.
-60
бар
Выбираем редуктор типоразмера Ц2-300 с передаточным числом /ф = 19,83, рассчитанного на мощность 20,6 кВт и частоту вращения 1000 об/мин или 16,6 об/с на быстроходном валу.
TiD^n
Уточняем скорость ленты: у = —у-52- = 1,28 м/с.
Ч
Фактическая производительность конвейера
А(0,9В-0,05)2ур
q = н = 140 кг/с (505 т/ч).
Крутонаклонные конвейеры предназначены для транспортирования насыпных и штучных грузов под углами, превышающими максимальные (критические)
углы, при которых груз, находящийся на гладком гру-зонесущем полотне, еще не имеет гравитационного перемещения. Груз удерживается на грузонесущем элементе путем повышения коэффициента сцепления груза с поверхностью полотна, увеличением давления груза на грузонесущее полотно и создания подпора груза на грузонесущем полотне.
Сила сцепления транспортируемого материала с поверхностью ленты может быть увеличена путем создания более шероховатой поверхности. Все рифленые ленты предназначаются для транспортирования штучных и реже — насыпных грузов в пределах угла естественного откоса (30-35°). Грузы в жесткой упаковке (пакеты, ящики, коробки и т. д.) могут транспортироваться рифлеными лентами под углом 45°. Ленты с выступами нашли широкое применение за рубежом (табл. 6.5.2.7). Высота выступов колеблется в пределах 5-25 мм, ширина лент 400-900 мм. В России разработаны конструкции лент с выступами шириной 400; 500; 650; 800; 1000 и 1200 мм. Конструктивную основу представляет обычная стандартная лента, на рабочей поверхности которой методом горячей вулканизации в пресс-форме сделаны выступы высотой 8-10 мм (рис. 6.5.2.5). Основные параметры передвижных и переносных крутонаклонных ленточных конвейеров установлены по ГОСТ 2103-89 (табл. 6.5.2.8).
Для увеличения угла подъема конвейера до 60-70° применяются конвейерные ленты с перегородками — поперечными выступами высотой 50-300 мм самых разнообразных конструкций. Ленты с перегородками (рис. 6.5.2.6) подразделяются на плоские, угловые и лотковые. Шаг перегородок по длине ленты принимается равным 300-600 мм.
Рис. 6.S.2.5. Конвейерные ленты с выступами: а) типа «елочка» с продольными боковыми ребрами; б) с разрезом для изгиба на трехроликовой опоре; в) овальной формы с боковыми ребрами
448
Новый справочник химика и технолога
Таблица 6.5.2.7
Технические характеристики специальных зарубежных лент
Фирма-изготовитель Ширина ленты, мм Высота планок, мм Расстояние между планками, мм Предельный угол наклона, град Максимальный размер куска транспортируемого материала, мм Тип роликоопоры
«Континенталь» 400-800 15 200-400 30 50-150 Трехроликовая с
(Германия) углом наклона боковых роликов 20°;
двухроликовая с углом наклона 45°
«Данлоп» 600-700 25 200 25 225 Трех- и двухроли-
(Великобритания) «Жако, Бержено Ко» (Франция) 400-800 10 250 30 10 ковая
«Бриджестон Тайр 400-450 3,2 200-400 22-24 40
Ко» (японский фи- 300-400 3,5
лиал) 500-900 4,8
«Фредештайн» (Голландия) 500-600 10 300 45-50 250
Таблица 6.5.2.8
Основные параметры и размеры передвижных ленточных конвейеров общего назначения (ГОСТ 2103-78)
Параметр Нормы по типоразмерам
КЛП-400 КЛП-500 КЛП-650
Ширина ленты, мм 400 500 650
Расстояние между центрами барабанов м 5 10 5 10 15 10 15
Наибольшая высота разгрузки Н, м, не менее: для конвейеров с гладкой лентой для конвейеров с ребристой лентой 2,1 3,3 3,8 6,2 2,1 3,3 3,8 6,2 5,5 9,0 3,8 6,2 5,5 9,0
Наименьшая высота разгрузки м, не более 1,5 1,8 1,5 1,8 2,2 1,8 2,2
Габаритные размеры, м, не более: общая длина конвейера L (без разгрузочного устройства) ширина конвейера 6,0 1,6 11,0 1,6 6,0 1,6 11,0 1,6 16,0 2,2 11,0 1,6 16,0 2,2
Масса конвейера (без транспортной ленты), кг, не более: с гладкой лентой с рифленой лентой 450 500 600 650 550 600 850 900 1150 1250 1100 1200 1500 1600
Примечание. Скорость движения ленты 0,5-3,2 м/с; диаметр ролика верхней роликоопоры — 76 мм; шаг расстановки верхних опор — не более 1300 мм; угол наклона боковых роликов — не более 30°; диаметры барабана, мм, не менее: приводного — 270, ведомого — 200.
Таблица 6.5.2.9
Технические характеристики лент ячейкового типа
Тип ленты Общая ширина Полезная ширина ленты Высота поперечных перегородок Высота продольных перегородок Максимальный угол наклона, град
мм
КЛ-40 310-1040 40 50 50
КЛ-60 400-1200 280-980 62 70 50
КЛ-90 270-990 90 93 60
Вспомогательные, типовые и многофункциональные процессы и аппараты
449
Рис. 6.5.2.6. Конвейерные ленты с перегородками: а) угловые; б) лотковые
Рис. 6.5.2.7. Крутонаклонный двухленточный конвейер: а) принципиальная схема;
б) варианты создания герметичного рабочего сечения
Рис. 6.5.2.8. Конвейер с трубчатой лентой: а) общий вид; б) рабочие сечения
В Германии изготавливают ленты ячейковой конструкции нескольких типоразмеров в зависимости от высоты перегородки, числа продольных планок и ширины ленты (табл. 6.5.2.9). Фирма «Континенталь» (Германия) выпускает ленты четырех типоразмеров шириной 500; 600; 800 и 1000 мм с двумя треугольными перегородками и ленты трех типоразмеров шириной 1000; 1200 и 1400 мм с тремя перегородками. Эти ленты в зависимости от придаваемой им формы желобча-тости способны транспортировать насыпные грузы при углах наклона конвейера до 70°.
Увеличение угла наклона ленточного конвейера обычной конструкции может быть достигнуто при помощи второй ленты 2, которая, проходя параллельно несущей ветви рабочей ленты 1, создает необходимое давление на груз, увеличивая его сцепление с лентой (рис. 6.5.2.7). К достоинствам двухленточных конвейеров следует отнести возможность транспортирования материала под углом до 90°, высокую скорость движения, достигающую 6 м/с, независимость производительности от угла наклона и возможность герметичного транспортирования насыпных грузов, что имеет особое значение при перемещении пылящих материалов. Двухленточные конвейеры успешно эксплуатируются на предприятиях химической промышленности для транспортирования насыпных и штучных грузов. Их производительность составляет свыше 500 единиц в час, а угол наклона 40-90°. За рубежом применяются несколько разновидностей конструкций конвейеров с прижимными лентами, имеющими на рабочей поверхности укрепленный (привулканизированный) слой легко сжимаемого материала (губки, поролона и т. п.). Эти конвейеры широко применяют при транспортировании хрупких малогабаритных грузов.
Применение в конвейерах трубчатой ленты (рис. 6.5.2.8) позволяет значительно увеличить угол наклона. Принцип работы трубчатых конвейеров, основанный на увеличении давления между грузом и лентой, заключается в том, что непрерывно подаваемый на плоскую часть ленты насыпной груз увлекается ею и обжимается при сворачивании ленты в трубу. Достоинствами конвейеров с трубчатой лентой является герметичность перемещения груза, простота конструкции и высокие скорости транспортирования. Существуют самые различные конструкции соединения краев лент в трубу: клиновые, типа застежки «молния», магнитные, а также ролики и обжимные оболочки с воздушной подушкой.
Расчетная производительность крутонаклонных и вертикальных конвейеров при транспортировании насыпных грузов определяется по формуле:
Q = kykrknFvp, (6.5.2.5)
где ку, к^ ка — коэффициенты производительности, учитывающие угол наклона, геометрическую форму и конструктивные особенности грузонесущего полотна [5];
450
Новый справочник химика и технолога
F — площадь поперечного сечения насыпного груза; v — скорость перемещения груза; р — насыпная плотность груза.
Особенности расчета крутонаклонных конвейеров со специальными лентами, двухленточных и с трубчатой лентой рассмотрены в [3, 5].
6.5.3. Пластинчатые конвейеры
Пластинчатые конвейеры (рис. 6.5.3.1) применяют для транспортирования в горизонтальном и наклонном направлениях различных насыпных и штучных грузов в химической, перерабатывающей и других отраслях промышленности. Одновременно с транспортированием грузы-изделия могут подвергаться технологическим операциям: охлаждению, мойке, сушке, контролю и т. п.
Преимуществами пластинчатых конвейеров по сравнению с ленточными являются их большая приспособленность для транспортирования крупнокусковых, острокромочных, горячих и других подобных грузов, вызывающих повреждение лент; работоспособность как при нормальных, так и при высоких или низких температурах; возможность транспортирования более широкого ассортимента насыпных, навалочных и штучных грузов; большое разнообразие трасс транспортирования (включая горизонтально замкнутые и пространственные с более крутыми подъемами и меньшими радиусами переходов с одного направления на другое, что обеспечивает компактность конвейеров и уменьшение до минимума потерь производственных площадей на участках подъема); возможность установки промежуточных приводов (что практически не решено для конвейеров других типов), обеспечивающих бесперегру-зочное транспортирование на дальние расстояния; большая площадь сечения груза на полотне (при лотковой форме настила) и высокая производительность при относительно небольшой скорости движения; возможность выполнения настила со специальными устройствами для крепления грузов с учетом использования конвейеров в технологических поточных линиях; возможность загрузки непосредственно из бункера (без специальных питателей), обеспечиваемая конструкцией полотна и малой скоростью его движения.
К недостаткам пластинчатых конвейеров относятся большая масса, сложность изготовления и высокая стоимость ходовой части (пластинчатый настил с цепями); меньшая скорость движения полотна по сравнению со скоростью ленточных конвейеров; сложность промежуточной разгрузки конвейеров с бортовым настилом; усложнение эксплуатации из-за большого числа шарнирных соединений, требующих постоянного наблюдения и ухода (очистки, смазывания) и подверженных повышенному износу; сложность замены изношенных катков; значительно большие сопротивления движению по сравнению с ленточными конвейерами (в связи с большей собственной массой несущего полотна). Наиболее широкое применение получили стационарные вертикально замкнутые конвейеры с прямолинейными трассами, которые называют конвейерами общего назначения. На химических заводах и предприятиях стройматериалов их используют для перемещения крупнокусковых нерудных материалов (например, известняка).
Основные параметры стационарных пластинчатых конвейеров общего назначения установлены ТУ 24.09.495-85:
Ширина настила ходовой части, мм
Высота борта (внутренний размер), мм
Шаг тяговой цепи, мм
Число зубьев звездочек
Скорость движения ходовой части, м/с
Номинальная производительность, м3/ч
400;500;650; 800;1600
80; 100; 125; 160; 200;
500
80; 100; 125; 160; 200;
800
6; 7; 8; 9; 10; 11; 12; 13
0,01; 0,04; 0,08; 0,10;
0,20; 1,00
10; 25; 40; 100; 500;
2000
В стандартных пластинчатых конвейерах общего назначения тяговым элементом служат, как правило, тяговые цепи (ГОСТ 588-81). Большинство конвейеров имеют две тяговые цепи, и только легкие конвейеры шириной до 400 мм имеют одну тяговую цепь. В спе
Рис. 6.5.З.1. Пластинчатый конвейер:
1 — натяжное устройство; 2 — загрузочная воронка; 3 — тяговые цепи;
4 — настил; 5 — станина; 6 — направляющие рельсы; 7 — приводная звездочка
Вспомогательные, типовые и многофункциональные процессы и аппараты
451
циальных конвейерах легкого типа с шириной настила 80-200 мм, применяемых в химической промышленности для транспортирования штучных грузов, цепь объединяется с настилом, скользящим по направляющим металлическим или пластмассовым путям. Плоские настилы выполняют с разомкнутыми или сомкнутыми пластинами с бортами или без бортов. Настилы изготавливают из стальных пластин, пластмассовых или деревянных планок. В химической и пищевой промышленности широко используют пластинчатые конвейеры с плоским петлевым настилом для перемещения бутылок, банок и пр. Передвижные пластинчатые конвейеры используют на складах, погрузочно-разгрузочных, сортировочных и упаковочных пунктах для перемещения тарно-штучных грузов.
В химической промышленности применяется широкая номенклатура специальных пластинчатых конвейеров. Поэтому при их выборе следует руководствоваться, прежде всего, данными отраслевых каталогов и номенклатурных справочников (с учетом ГОСТ 22281-76).
Пластинчатые конвейеры обычно рассчитываются в два этапа. Исходными данными для проектировочного расчета являются физико-механические свойства груза, производительность, параметры трассы и режим работы конвейера. Задача расчета сводится к выбору скорости полотна и типа настила, определению его геометрических размеров (ширины, высоты бортов), натяжения тягового элемента и мощности привода, выбору типоразмеров тягового элемента, электродвигателя и передаточного механизма [1,3].
Максимальное натяжение цепей можно определить по приблизительной формуле:
=S0+w[(qr+q0)£B + q0LB] + (qr+q0)W >
(6.5.3.1)
где So — начальное натяжение цепей, LB — горизонтальная проекция полной длины загруженной ветви конвейера; £н — то же для незагруженной ветви; q0 — линейная нагрузка от холостой части конвейера; qr — линейная нагрузка от перемещаемого груза; и — коэффициент сопротивления движению ходовой части на прямолинейных участках, Н — высота подъема груза.
При поверочном расчете кроме данных, указанных выше, задаются характеристики предварительно выбранного конвейера, и проверяется его соответствие заданным условиям использования [1,3].
Пример 6.5.З.1. Рассчитать пластинчатый горизонтальный конвейер (рис. 6.5.3.2) производительностью Q= 130 т/ч для перемещения штучных грузов с размером по диагонали 700 мм, массой от = 180 кг. Длина конвейера £ = 45 м. Разгрузка в конце груженой ветви. Условия работы — средние.
На основании рекомендаций [1, 3, И] принимаем безбортовой плоский настил с катками без направляющих.
Рис. 6.5.3.2. Схемы к расчету пластинчатого конвейера
Исходя из размеров груза и рекомендуемой добавки (50 мм на каждую сторону), выберем ширину настила В = 0,8 м. Полученное значение В соответствует ГОСТ 2035-54.
Принимаем скорость равной v = 0,2 м/с.
В качестве тягового органа принимаем две пластинчатые втулочно-катковые разборные цепи со специальными пластинами с шагом I = 400 мм и разрушающей нагрузкой S = 500 000 Н по ГОСТ 588-75.
Линейная нагрузка от груза: q = = 1800 Н/м.
v
ТУТ 7 тё у
Шаг расположения грузов на настиле: I - —— = 1 м.
q
Линейная нагрузка от ходовой части конвейера qK « 600В + А = 600 0,8 + 450 = 930 Н/м, где А = 450 Н/м — коэффициент для легкого типа настила.
Выбираем коэффициент сопротивления движению и = 0,09, полагая, что диаметр валика цепи более 20 мм.
Приняв за наименьшее натяжение цепей в точке их сбегания с приводных звездочек Smin = S) = 1000 Н, определим натяжение в характерных точках конвейера методом обхода по контуру. Обход начинаем от точки с наименьшим натяжением. Сопротивление на участке холостой и нагруженной ветвей конвейера Wx = qKLw = = 3770 Н; + q)£w = 11 000 Н.
Натяжение цепей в точке набегания на натяжные звездочки: S2 = Si + Wx= 4770 Н.
Сопротивление на натяжных звездочках: WRQB = = S2(k- 1)= 0,05В2, где к = 1,05 — коэффициент сопротивления при огибании звездочки.
Натяжение цепей в точке сбегания с натяжных звездочек S3 = S2 + Жпов = 5000 Н.
Натяжение в точке набегания груженых ветвей цепей на приводные звездочки S4 = S3 + = 16 000 Н.
Величина тяговой силы конвейера 1Г0 = 54 - S) = = 15 000 Н.
Определим максимальное статическое натяжение цепей: Smax = 1,05(Smin + Жо) = 16 700 Н.
Расчетное натяжение цепей S^ = 0,7Smax = 11 690 Н.
Коэффициент запаса прочности цепей к = 8, тогда разрушающая нагрузка > к S^ = 95 680 Н, т. е. намного меньше разрушающей нагрузки выбранной цепи, равной 500 000 Н.
Необходимая мощность на приводном валу конвейера Уо= lFov = 3 • 103 Вт.
Требуемая мощность двигателя при КПД привода
kN
ц = 0,94 и коэффициенте запаса £ = 1.2: А" =—- =3830 Вт.
Ц
452
Новый справочник химика и технолога
Выбираем электродвигатель А02-51-8 мощностью 4 кВт при частоте вращения 12 м/с (720 об/мин).
Частота вращения приводного вала конвейера при условии, что число зубьев приводной звездочки z - 5,
V
равна: п№ = — = 0,1об/с (6 об/мин). zt
п
Передаточное число привода: i = — = 120 .
"дв
Выбираем коническо-цилиндрический трехступенчатый редуктор КЦ2-750 с передаточным числом /ред = 118 и допустимой мощностью на быстроходном валу 6,4 кВт при 1000 об/мин.
Уточняем скорость ходовой части: v. = = 0,203 м/с,
i
ред
что практически не отличается от принятой.
6.5.4. Скребковые конвейеры
Скребковые конвейеры охватывают группу транспортирующих машин, в которых груз перемещается при помощи движущихся скребков по неподвижному желобу или трубе. Скребковые конвейеры подразделяются по форме скребков — со сплошными и контурными скребками, а также по высоте скребков — с высокими и низкими скребками. Скребковые конвейеры с
высокими скребками применяют для горизонтального и наклонного перемещения насыпного груза (рис. 6.5.4.1). Такой конвейер имеет стационарный открытый желоб, одну или две вертикально замкнутые цепи, связанные с приводными и натяжными звездочками. Конвейеры со скребками шириной 200-320 мм, высотой 100-160 мм и шагом 320-500 мм при скорости 0,1-1,0 м/с имеют производительность 10-150 м7ч. Эти конвейеры применяют при транспортировании насыпных грузов, не подверженных крошению.
Скребковые конвейеры с низкими скребками имеют ширину желоба 125; 200; 320; 500 и 650 мм, рабочую высоту 90; 125; 200; 320 и 400 мм и производительность для зернистых грузов при скорости транспортирования 0,1-0,4 м/с от 3 до 300 м7ч.
Трубчатые скребковые конвейеры предназначены для герметичного транспортирования разнообразных пылевидных, порошкообразных, зернистых и мелкокусковых грузов. Конвейер имеет бесконечную цепь с прикрепленными к ней круглыми сплошными или контурными скребками, которая движется внутри герметичной трубы и обеспечивает перемещение груза непрерывным потоком. Схема трубчатого конвейера с пространственной трассой показана на рис. 6.5.4.2, а, а элементы его ходовой части — на рис. 6.5.4.2, б. Груз
Рис. 6.5.4.1. Скребковый конвейер:
/ — тяговая цепь; 2 — скребки; 3 — приводная звездочка;
4 — выпускные отверстия; 5 — станина; 6 — желоб; 7 — натяжное устройство
Таблица 6.5.4.1
Рекомендуемые параметры трубчатых скребковых конвейеров
Размеры трубы (ГОСТ 8732-78), мм Размеры ходовой части, мм Масса 1 м ходовой части**, кг Расчетная производительность при скорости 0,16 м/с, м3/ч
Наружный диаметр Толщина стенки Диаметр скребка Шаг скребка*
Тип трассы
горизонтальная комбинированная
108 4 94 320-400 160-200 8,7 4
159 4,5 142 320-400 160-200 11,6 9
219 6 198 480-600 320-600 17,6 16
* Кратный шагу цепи 80-100 мм.
** Для разборной тяговой цепи типа Р2-100-220 при шаге стальных скребков 200-400 мм для комбинированной трассы.
Вспомогательные, типовые и многофункциональные процессы и аппараты
453
перемещается непрерывным потоком в трубе 1 круглого (реже прямоугольного) сечения. Цепь 2 с прикрепленными к ней скребками (дисками) 3 приводится в движение от приводной звездочки, вращаемой приводным механизмом 6. Загрузочные 4 и разгрузочные 5 устройства расположены на горизонтальных участках трассы. В конце разгрузочного участка устанавливают устройство 7 (обычно вибрационного типа) для очистки ходовой части от остатков груза. Цепь натягивают опусканием нижнего участка конвейера под действием натяжного устройства (на рис. не показано).
Трубчатые скребковые конвейеры целесообразно применять при производительности от 4 до 35 м3/ч и
скорости транспортирования 0,16-0,32 м/с, длине прямолинейных участков до 60 м и высоте подъема до 20 м. Параметры трубчатых конвейеров приведены в табл. 6.5.4.1.
Применение контурных скребков позволяет создавать конвейеры с разнообразными трассами. Внешнее очертание контурного скребка повторяет с некоторым зазором рабочий контур желоба конвейера, поэтому контурный скребок может более эффективно, чем низкий сплошной скребок, перемещать насыпной груз. Такие конвейеры применяют для транспортирования мелкосыпучих, пылевидных, зернистых и сортированных мелкокусковых грузов. Конвейеры с контурными
Рис. 6.5.4.2. Трубчатый конвейер: а) схема конвейера с пространственной трассой;
б) элемент ходовой части:
1 — трубопровод; 2 — тяговая цепь; 3 — диск; 4 — загрузочные воронки;
5 — приемные бункеры; 6 — приводное устройство; 7 — очистное устройство
Таблица 6.5.4.2
Основные параметры и размеры скребковых конвейеров (ГОСТ 12924-78)
Минимальное рабочее сечение кожуха, мм Габаритные размеры скребка, мм Срасч, КГ/с V, м/с, не более /ц, мм Шаг скребков Число зубьев звездочки, не менее
130 х 80 120 х 71 До 6 1,8 31,75 4; 6; 8 7
150 х 80 140 х 71 До 6 38,00
160 х 85 150 х 75 6-8
170 х100 160 х 90 8-12 2,0
210 х 140 200 х 100 12-20
220 х115 10
300 х 125 260 х100 20-32 2,2
454
Новый справочник химика и технолога
скребками имеют скорость движения скребков 0,1-0,25 м/с. В типаже предусмотрены конвейеры с желобом 125 X 90; 200 X 125; 320 X 200 мм, которые при скорости движения контурных скребков 0,16 м/с по комбинированной трассе обеспечивают производительность от 3 до 33 м3/ч.
К достоинствам конвейеров с контурными скребками и трубчатых скребковых конвейеров можно отнести герметичность трассы, возможность промежуточной загрузки и разгрузки на горизонтальных и наклонных участках, разнообразие трасс перемещения грузов, саморегулирование загрузки без применения питателей; к недостаткам — интенсивное изнашивание цепи, скребков и желоба (трубы), невозможность транспортирования липких грузов и грузов с твердыми включениями. Скребковые конвейеры выпускаются серийно рядом заводов нашей страны. В табл. 6.5.4.2 приведены основные параметры и размеры одноцепных скребковых конвейеров с закрытым и полузакрытым рабочим желобом прямоугольного сечения (ГОСТ 12224-78), предназначенных для перемещения зернистых грузов с небольшой плотностью.
Конвейеры с низкими и контурными скребками и герметичным желобом применяют в химической промышленности для транспортирования мелкосыпучих материалов.
При расчете скребковых конвейеров по заданной производительности определяется скорость полотна, размеры желоба, натяжение тяговой цепи, окружное усилие на приводной звездочке и мощность двигателя [1, 3]. При поверочном расчете производительность конвейера определяется по формуле:
Q = vp\[iF, (6.5.4.1)
где v — скорость движения; р — насыпная плотность груза; — коэффициент заполнения желоба; F — площадь поперечного сечения желоба.
Сила сопротивления перемещению тяговых цепей со скребками на прямолинейном участке трассы:
W = g(^ + qwx)Lr ±(q0+q)H, (6.5.4.2)
где q и qQ — линейная нагрузка от скребкового полотна и перемещаемого груза; w, ыж — коэффициенты сопротивления движению соответственно ходовой части и груза по желобу; Lr — длина расчетного участка конвейера; Н — высота подъема на расчетном участке (знак «+» при подъеме груза, «-» — при опускании).
6.5.5. Грузоведущие и подвесные конвейеры
Грузоведущие тележечные конвейеры (рис. 6.5.5.1) выполняются с расположением тяговой цепи: ниже уровня пола, на уровне пола под тележкой, на уровне пола сбоку тележки и выше уровня пола. Тяговая цепь по ГОСТ 589-85 может быть одношарнирной с шагом 80; 100 или 160 мм или двухшарнирной с шагом 160— 200 мм; грузоподъемность тележек 50; 125; 250; 500 кг.
Скорость движения тележек следует выбирать из ряда 0,300; 0,375; 0,475; 0,600; 0,750 ... 23,600 м/мин. Радиусы поворотных устройств должны соответствовать: 400; 500; 630; 1000 ... 2500 мм. Достоинством грузоведущих конвейеров является компактность и простота конструкции, надежность в эксплуатации.
Грузоведущие конвейеры целесообразно использовать для внутрицехового, внутрискладского и межцехового транспортирования грузов, а также для связи складов с цехами. Конструкция тележек обеспечивает их остановку или включение в движение с автоматическим или ручным управлением.
Расчетная производительность конвейера определяется по формуле:
Q = ~y, (6.5.5.1.)
где а — количество грузов в штуках на одной тележке; v — скорость конвейера; / — шаг тележки.
Полный расчет конвейера выполняется в соответствии с [3].
Подвесные конвейеры (рис. 6.5.5.2) подразделяют на грузонесущие, толкающие, грузоведущие и комбинированные. Тяговым элементом является цепь, к которой присоединены каретки с ходовыми катками, движущимися по подвесным путям. Цепь приводится в движение при помощи приводной звездочки или цепи гусеничного привода. У грузонесущих подвесных конвейеров подвески несут грузы; каретки грузоведущих конвейеров соединены разъемно со штангами напольных тележек. У подвесных толкающих конвейеров цепи выполнены с кулаками, ведущими тележки, свободно установленными на грузовом подвесном пути. Подвесной путь для перемещения грузонесущих тележек толкающих конвейеров имеет ответвления с переводными стрелками. Это позволяет создать систему автоматического адресования грузов с управлением стрелками при помощи специальных запоминающих и программирующих устройств. Применяются также несуще-толкающие конвейеры, которые сочетают свойства грузонесущих и толкающих конвейеров. По виду трассы подвесные конвейеры разделяют на горизонтальные и пространственные.
Подвесные конвейеры применяют в химической промышленности: для перемещения полуфабрикатов с одного рабочего места на другое, а также при транспортировании и складировании готовой продукции, выполнении погрузочно-разгрузочных работ.
Основными параметрами подвесных конвейеров являются производительность, скорость цепи, шаг цепи, грузоподъемность каретки. Шаг разборных цепей составляет 80; 100 и 160 мм (ГОСТ 589-85). Расчетные нагрузки на каретки равны 2,5; 5 и 8 кН.
Технические характеристики подвесных конвейеров отечественных и зарубежных конструкций приведены в табл. 6.5.5.1.
Расчет подвесных грузонесущих и толкающих конвейеров приводится в [1, 3].
Вспомогательные, типовые и многофункциональные процессы и аппараты
455
Рис. 6.5.5.2. Схемы подвесных конвейеров: а) грузонесущий; б) толкающий; в) грузоведущий: 1 — каретка; 2 — подвесной путь; 3 — тяговая цепь; 4 — грузонесущая подвеска; 5 — груз; 6 — тележка; 7 — кулак-толкатель; 8 — соединительная штанга
Рис. 6.5.5.1. Грузоведущий тележечный конвейер:
1 — тяговая цепь; 2 — каток;
3 — грузонесущая тележка; 4 — кулак-захват
Таблица 6.5.5.1
Технические характеристики подвесных грузонесущих конвейеров отечественных и зарубежных конструкций
Наибольшая нагрузка Тяговая цепь Скорость движения цепи,
Производитель на каретку Тип цепи Шаг звена, Разрывное
на горизонтальном пути, кН мм усилие, кН м/с
0,2 Двухшарнирная 200 20 0,012-0,66
Россия, 0,5 То же 200 40 0,012-0,51
Украина 2,5 Разборная 80 106 0,007-0,40
(ГОСТ 5946-79) 5,0 То же 100 220 0,010-0,37
8,0 » 160 400 0,010-0,37
ВЕББ 0,5 50,3 27
(США) 0,9 Разборная 76,2 109 0,01-0,50
КФК 1,8 101,6 220
(Франция) 5,5 152,4 385
ФАТА 1,5 Разборная 100,0 100 0,05-0,40
(Италия) 2,5 Специальная 101,6 250
0,2 Пластинчатая 20 20 0,09
секционная
«Тсубакимото» (Япония) 0,5 Двухшарнирная 50 50 0,17 0,20
3,0 Разборная 215 215
5,0 То же 385 385 0,20
456
Новый справочник химика и технолога
6.5.6. Ковшовые элеваторы
Ковшовые элеваторы предназначены для транспортирования пылевидных, зернистых и мелкокусковых грузов (муки, зерна и т. п.) на предприятиях химической и других отраслей промышленности.
По виду тягового элемента ковшовые элеваторы бывают ленточные (рис. 6.5.6.1) и цепные. В зависимости от количества цепей, к которым крепятся ковши, различают одноцепные и двухцепные элеваторы. По расположению трассы элеваторы подразделяют на вертикальные и наклонные. Загрузка ковшей осуществляется либо зачерпыванием груза из нижней части кожуха элеватора, либо засыпанием груза в ковши. Разгрузка ковшей бывает центробежной, самотечной свободной и самотечной направленной. При центробежной разгрузке скорость ковшей элеватора принимают обычно 1-5 м/с. Свободная самотечная и направленная разгрузка применяется у тихоходных элеваторов при скорости движения ковшей 0,4-0,8 м/с. По расположению ковшей различают элеваторы с расставленными и сомкнутыми ковшами.
Рис. 6.5.6.1. Ковшовый элеватор: 1 — приводной барабан;
2 — разгрузочный патрубок;
3 — смотровой люк;
4 — кожух;
5 — тяговый элемент;
6 — направляющие;
7 — натяжное устройство;
8 — загрузочный патрубок;
9 — ковши
В России выпускаются ленточные и цепные элеваторы производительностью 3-100 т/ч. Ленточные элеваторы модели ЛГ-160 оснащены глубокими расставленными ковшами шириной 160 мм с шагом 320 мм, они имеют производительность 8-15 т/ч. Такую же производительность имеют цепные элеваторы модели 1ДГ-160 с аналогичными ковшами емкостью 1,1 л. Более мощные элеваторы моделей ЛГ-400 и ЦГ-400 обеспечивают производительность 50-70 т/ч при скорости 1-2 м/с; производительность аналогичных элеваторов с мелкими ковшами моделей ЛМ-400 и ЦМ-400 равна 35-50 т/ч.
Параметры ковшовых элеваторов для мелкозернистых и пылевидных грузов предусматривают производительность 5-500 т/ч. Они используются на зернохранилищах, мукомольных и комбикормовых предпри
ятиях при высоте подъема до 60 м и скорости ковшей до 4 м/с.
В качестве тягового элемента ленточных элеваторов используют тканевую прорезиненную многопрокладочную ленту (ГОСТ 20-85) шириной 125-700 мм. В цепных элеваторах применяют пластинчатые цепи (ГОСТ 588-81) с шагом 100-630 мм и круглозвенные сварные. В вертикальных элеваторах используют втулочные и втулочно-роликовые цепи, а в наклонных элеваторах — втулочно-катковые. В элеваторах применяют ковши с цилиндрическим днищем, остроугольные и с полукруглым днищем с бортами на торцевой стенке.
Расчет ковшовых элеваторов рассмотрен в [1, 3,11].
ты элеватора N =l,lQHg
Пример 6.5.6.1. Рассчитать вертикальный ковшовый элеватор (рис. 6.5.6.2) для транспортировки фрезерного торфа производительностью Q = 40 т/ч. Насыпная плотность торфа 500 кг/м3, высота подъема груза Н = 20 м.
Выбираем ленточный быстроходный элеватор с расставленными глубокими ковшами и центробежной разгрузкой. Средний коэффициент заполнения ковшей у = 0,8, рекомендуемая скорость ленты 1,25-2,0 м/с [1, 3, 11]. Принимаем скорость v = 1,5 м/с. "
Необходимая погонная емкость ковшей: i = -±— = WP = 0,0185 м3/м.
Выбираем для /п= 19 л/м глубокий ковш емкостью 12 л с шагом /ков = 630 мм и шириной Вк = 500 мм. Ширину ленты принимают на 25-150 мм шире ковша [11]. Примем В = 650 мм.
Погонная нагрузка от массы груза: q = =2- = 74 Н/м . v
Погонная нагрузка от массы ходовой части конвейера: qK = Qkg = 180 Н/м, где к = 1,62 — коэффициент.
Сопротивление зачерпыванию груза = qka4 = = 150 Н, где ^заЧ — 2 —— коэффициент.
Мощность на приводном валу, потребная для рабо-1+*2£+
Q
С = 0,042 — коэффициент.
Окружное усилие на приводном барабане N
Р = — = 3440 Н . v
Принимаем коэффициент сцепления между прорезиненной лентой и барабаном р = 0,1 (для очень влажной атмосферы), угол обхвата барабана лентой а - 180°.
Рехр (на)
Максимальное усилие в ленте Smax = - 7 ч =
(exp(pa)-l)
= 12700 Н.
Приняв номинальный запас прочности п0 = 9 (предполагая, что число прокладок в ленте будет не более 4) и предел прочности прокладок кр = 55 000 Н/м (для бельтинга Б-820), найдем необходимое число прокла-
— = 5050 Вт, где Н J
Вспомогательные, типовые и многофункциональные процессы и аппараты
457
5 п
док в ленте: i = —= 4, где k0 = 0,9 — коэффициент, кВк
Р о
учитывающий ослабление ленты в местах крепления ковшей.
Диаметр приводного барабана: Dn§ = 0,204 • v2 = 0,46 м.
Принимаем в соответствии с ГОСТ 10624-68 /)пб = 400 мм.
Толщина ленты: 5 = Sp + z'8lip + SH = 10 мм, где 8р = 3 мм — толщина резиновой обкладки с рабочей стороны; i — число прокладок; S„p = 1,5 мм — толщина прокладки из бельтинга; 8Н = 1 мм — толщина обкладки с нерабочей стороны. х
Масса одного погонного метра ленты = рл В S g =
= 71,5 Н, где рл = 1120 кг/м3 — объемная масса ленты.
Примем приближенно массу одного ковша G’K0B = 15 кг, найдем линейную нагрузку от массы ков-
G 2
шей ~ ' ^кр =270 Н/м, где &кр = 1,14 — коэффи-
^ков
циент, учитывающий массу крепежных деталей.
Линейная нагрузка от ходовой части конвейера Як = qn + Яков "341,5 Н/м.
Выполним уточненный тяговой расчет элеватора методом обхода по контуру, начиная с точки 1 (рис. 6.5.6.2), где натяжение Si = Smin. Расчет проводится аналогично расчету ленточного конвейера: S2 = + = 1,05 +150;
S3 = S2 + (q + q*) H = 1,05 • S, + 8460;
S'. = S', + qrH = SX + 8460. Из соотношения < S4 exp (pa)
и соотношений для S3 и находим Sj < 2800 H.
Принимаем Sinm = Si = 1000 H, тогда S2 ~ 1200 Н, S3 - 9500 Н, S4 = 7830 Н.
Поскольку величина S3 = Smax = 9500 Н оказалась меньше полученной по предварительному расчету Smax — 12700 Н, то проверка не требуется.
Тяговая сила на барабане Wo = knS3 - S4 = 2170 Н.
Мощность на приводном валу элеватора No = Wov = = 3250 Вт.
Потребная мощность двигателя при коэффициенте k N запаса к^ = 1,2 и КПД ц = 0,96 составляет N = 0 ~
П ~ 4000 Вт.
Рис. 6.5.6.1. Расчетная схема (а) и диаграмма натяжений (б) тягового органа вертикального элеватора
6.5.7. Вертикальные конвейеры (Н.В. Эбервейн, Ю.А. Пертен)
Полочные и люлечные элеваторы (рис. 6.5.7.1) предназначены для вертикального транспортирования штучных и тарных грузов. Полочные элеваторы состоят из цепей, к которым на определенном расстоянии друг от друга прикреплены полки. В верхней части элеватора расположен привод, а в нижней — натяжное устройство. Полки-захваты выполняются в виде кронштейнов с изогнутой или плоской формой опорной части в зависимости от конфигурации груза. Загрузка или разгрузка полок элеватора производится автоматически или вручную. Для автоматизации загрузки и разгрузки применяют гребенчатые полки и колосниковые столы. Люлечные элеваторы состоят из вертикально замкнутых цепей, к которым с определенным шагом шарнирно прикреплены люльки. Такая конструкция элеватора позволяет производить автоматическую загрузку люлек на восходящей ветви и разгрузку в любом месте нисходящей ветви. Технические характеристики люлечных элеваторов приведены в табл. 6.5.7.1. Тяговым элементом полочных и люлечных элеваторов служат пластинчатые втулочные и втулочно-катковые цепи (ГОСТ 588-81) с шагом 80-
Таблица 6.5.7.1
Технические характеристики вертикальных люлечных конвейеров
Тип элеватора Грузоподъемность Скорость Размер груза Шаг цепи Шаг люльки Мощность электро-
люльки, кг движения, м/с мм двигателя, кВт
ВЛК-1 10 0,25 300 х 500 100 1600 1,7
ВЛК-2 10 0,60 450 х 670 25 1250 0,4
ВЛК-3 10 0,30 100 х 500 160 640 1,7
ВЛК-4 50 0,50 300 х 500 35 2700 1,0
ВЛК-5 100 0,16 500 х 700 100 3300 1,5
458
Новый справочник химика и технолога
Рис. 6.5.7.1. Полочный и люлечный элеваторы: а) люлечный; б) полочный:
7 — приводной вал; 2 — люлька; 3 — тяговый орган;
4 — натяжное устройство
Рис. 6.5.7.2. Четырехцепной вертикальный конвейер:
1 — привод; 2 — приводные звездочки; 3 — тяговые цепи;
4, 6 — отклоняющие звездочки; 5 — грузонесущая платформа;
7 — натяжное устройство; 8 — роликовый конвейер
400 мм. Для легких люлечных элеваторов могут быть приняты роликовые длиннозвенные облегченные цепи с шагом 38-72,2 мм. Определение основных параметров полочных и люлечных элеваторов приводится ниже, а полный расчет см. в [1, 3]. Четырехцепные вертикальные конвейеры (рис. 6.5.7.2) получили широкое применение для транспортирования крупногабаритных тарно-штучных грузов в химической промышленности (пакетированные мешки весом от 100 до 1000 кг.). Четырехцепной конвейер состоит из двух внешних и двух внутренних бесконечнозамкнутых цепей [6, 7]. Цепи приводятся в синхронное движение электродвигателем через редуктор, который передает крутящий момент на приводной вал головных звездочек. Отклоняющие звездочки придают цепям на вертикальном участке конвейера определенное положение, зависящее от размеров и формы грузонесущих платформ, которые передними траверсами крепятся к внутренним цепям, а задними — к внешним цепям.
Платформы конвейера обладают односторонней гибкостью, позволяющей им огибать приводные и отклоняющие звездочки и затем опускаться или подниматься в вертикальном положении. Штучные грузы, пакетированные на поддонах, подаются на платформу с помощью приводного роликового конвейера, а для приема поднятых вверх грузов используется роликовый стол или приводной конвейер. Для исключения самопроизвольного опускания грузов вниз при выключении тока привод конвейера снабжается колодочным тормозом или стопорным устройством. В нижней части кон
вейера устанавливается винтовое натяжное устройство. Разработано большое количество конструкций вертикальных конвейеров, а также конвейерных систем на их основе. Классификация вертикальных конвейеров приводится на рис. 6.5.7.3.
Грузонесущая платформа является одним из главных элементов конвейера. Классический вариант платформы (рис. 6.5.7.4) — это платформа, состоящая из передней и задней траверс, направляющих роликов, через которые она опирается на уголки рамы конвейера, и шарнирных звеньев, обеспечивающих огибание платформой звездочек и блоков, а также необходимую жесткость для транспортирования груза по вертикали. В настоящее время все большее применение находят платформы с двусторонней гибкостью, конструкция которых позволяет огибать звездочки в обоих направлениях и при этом сохранять жесткость на рабочем участке транспортирования. Эти платформы значительно сложнее, однако они позволяют создавать конвейеры со сложной трассой. Находят применение также жесткие платформы. Они просты в изготовлении, однако цепи в конвейерах с использованием таких платформ испытывают большие динамические нагрузки, кроме того, при использовании платформ, постоянно закрепленных на цепях, увеличиваются размеры конвейера для создания возможности огибания звездочек. При транспортировании грузов до 50 кг получили применение гибкие прямоугольные платформы, изготовленные из отрезков конвейерной ленты или из набора жестких реек, прикрепленных к отрезку брезента.
Вспомогательные, типовые и многофункциональные процессы и аппараты
459
Рис. 6.5.7.3. Классификация вертикальных конвейеров
Основным преимуществом четырехцепных вертикальных конвейеров являются небольшие габаритные размеры в поперечном сечении и высокая производительность при автоматической загрузке и разгрузке конвейера, а также его реверсивность, позволяющая не только поднимать, но и опускать груз одним конвейером.
В табл. 6.5.7.2 приводятся технические характеристики четырехцепных вертикальных конвейеров для
транспортирования тарно-штучных грузов, разработанных автором и широко применяемых в химической и других отраслях промышленности [3, 5, 6]. С целью автоматизации процессов многопозиционной разгрузки вертикальных четырехцепных конвейеров (рис. 6.5.7.5) разработана конструкция, в которой на промежуточных уровнях вертикальные трассы обеих пар цепей образуют вытянутые горизонтальные участки (петли).
460
Новый справочник химика и технолога
Рис. 6.5.7.4. Грузонесущая платформа
Рис. 6.5.7.5. Четырехцепной вертикальный конвейер с многопозиционной разгрузкой:
1 — приводные звездочки; 2 — отклоняющие звездочки;
3 — внешние тяговые цепи; 4 — внутренние тяговые цепи; 5 — грузонесущая платформа; 6 — приемный транспортер
Конвейер работает следующим образом. При загрузке платформа перемещается по вертикали тяговыми цепями. При прохождении петлевого разгрузочного участка, расположенного под углом к горизонтали, платформа получает наклон, и если фиксирующее устройство, установленное на платформе, разомкнуто, то груз скатывается под действием собственного веса на приемный транспортер, который расположен под тем же углом, что и петлевой разгрузочный участок. Транспортер может быть как с подвижным настилом, так и с роликовым, как показано на схеме. При замкнутом положении фиксирующего устройства (стопора) груз остается на платформе и после прохождения петлевого разгрузочного участка продолжает движение по вертикали до следующего этажа [9].
Проблема автоматической многопозиционной поэтажной разгрузки-загрузки успешно решена в разработанных автором высокопроизводительных вертикальных четырехцепных конвейерных системах (рис. 6.5.7.6) [7 - 9].
Расчет четырехцепных вертикальных конвейеров имеет ряд особенностей.
При выборе типа цепи следует учитывать максимальные ожидаемые отклонения по длине, которые могут привести к перекосу платформы; возможность шарнирного соединения цепей с платформой, обеспечивающего достаточную прочность; стоимость цепи и условия эксплуатации (смазка, срок службы, ремонт). Этим и другим требованиям наиболее полно удовлетворяют тяговые и некоторые пластинчатые приводные цепи по ГОСТ 13568-75, ГОСТ 588-81, ГОСТ 589-85 с шагом 12-100 мм. В зависимости от веса и габаритов груза выбирается конструкция грузонесущей платформы и способ ее крепления к цепи: с помощью специальной пластины или замены валика цепи консольным пальцем. Исходя из габаритов штучного груза, принимается шаг платформ:
/п = \,5h + L , (6.5.7.1)
где h — высота груза; L — длина платформы.
Технические характеристики вертикальных четырехцепных конвейеров для транспортирования тарно-штучных грузов
Таблица 6.5.7.2
Тип конвейера Грузоподъемность одной платформы, кг Высота подъема, м Скорость транспортиро-вания, м/мин Размеры грузо-несущей платформы Шаг тяговой цепи Разрывное усилие, Н Мощность привода, кВт
мм
ВК-75 75 5,0 20 600 X 800 25 5 • 104 2,2
ВК-101 100 4,2 16-30 780 X 900 35
ВК-102 6,2
ВК-103 7,2 2,8
ВК-104 10,0
ВК-750 750 4,2 10-40 1100 X 1200 50 12 • 104
ВК-1000 1000 6,2-20 4,5-10
ВК-1500 1500 6,2-30 10-40 1100 X 1200 100 15 • 104 7-15
Вспомогательные, типовые и многофункциональные процессы и аппараты
461
Скорость движения цепи
v = -^, (6.5.7.2)
п
где Q2 — производительность конвейера; п — число штучных грузов на платформе.
Линейная нагрузка холостой ветви
кт ?
Я0=Яц+^~, (6.5.7.3)
где Лц — коэффициент неравномерности распределения нагрузки между цепями; qtl — линейная нагрузка от веса цепи; тт — масса платформы.
Линейная нагрузка груженой ветви:
где т — масса штучного груза.
Расчет тягового усилия ведется отдельно для внешней и внутренней цепей, так как их трассы имеют различные конфигурации (табл. 6.5.7.3).
С целью ускорения расчетов при сложных трассах вертикальных четырехцепных конвейеров, особенно с многопозиционной загрузкой-разгрузкой, применяется вычислительная техника. При ориентировочном расчете можно принять следующие значения коэффициентов 9i = 1,03-5-1,05; 92 = 1,054-1,07. Коэффициент w' при хороших, средних и тяжелых условиях работы конвейера равен соответственно 0,03; 0,04; 0,05. Выбор цепи осуществляется по разрушающей нагрузке S^, которую
Рис. 6.5.7.6. Вертикальная конвейерная система с многофункциональной загрузкой-разгрузкой: 1,2,3 — приводные натяжные и отклоняющие звездочки;
4 — тяговые цепи; 5 — грузонесущие платформы;
б — опорные ролики; 7 — упор;
8 — приемо-подающие роликовые конвейеры;
9 — подающие роликовые конвейеры; 10 — стыкующая секция; И — толкатель; 12 — цепная передача
Таблица 6.5.7.3
Расчет натяжения цепей вертикального четырехцепного конвейера
Внешний контур Внутренний контур
Подъем Опускание Подъем Опускание
Si =s0 s6 = s0 Si=S0 s6 = s0
S2 = 9р$1 S5 = 91^6 Si = 91S1 S5 ~ 91^*6
S3 = S2 + Qoh-з^' S4 = S5 + ^4-5 w’ S3 = S2 + qol2-3 • w' S4 ~ S5 +
S4 = 92S3 S3 = 92S4 S4 ~ 92S3 S3 -
S5 — 1S4 + qj^w' S2 = S3 + Цд1з-2^' S5 = S4 + t/r/4 5H’' Si~ S3 + qJi-iw'
^6 = 91S5 Si — 91S2 S6 = 91S5 Si = 91S2
Sy — S(, + qoh^ S10 ~ Si + s7 ~ s6 + q^h-i-f. S8 = Si + qji\-i
Si — 91'5’7 Sy — S(, + q/i^n s8 = Si + Sy — 5б + qrhb-i
s9-s8 S„=1/(9,S7) — —
S10 - Si + ^0^10-1 s9 = s8 — —-
PPn = 9i(S9-Si0) 1TO = 91(S1()-S9) ^'n = 92(S7-S8) rf0 = 92(S8-S7)
Примечание. В таблице обозначены: So — начальное натяжение цепи; (pb <р2, w'— коэффициенты сопротивления соответственно на поворотных 90° и 180° и горизонтальных участках; — соответственно длины прямолинейных
горизонтальных и вертикальных участков.
462
Новый справочник химика и технолога
определяют по формуле
S > п S , (6.5.7.5)
разр з max ’ v /
где л3 — коэффициент запаса прочности (п3 = 8-е-10); 5тах — максимальное расчетное натяжение цепи, определяемое тяговым расчетом. Для приведенной в табл. 6.5.7.3 конфигурации трассы 5тах определяется по формуле
Я0Ф?Ф2 + ч7?-з —АцФи>'+
<? = к • п
°тах ц / \
Sm+m->sk^
4/ иФ| к ч‘п 7
(6.5.7.6)
Пример 6.5.7.1. Рассчитать вертикальный четырехцепной конвейер, предназначенный для подъема грузов массой т = 275 кг (10 мешков с полипропиленом массой 25 кг на поддоне массой 25 кг). Известны: размеры груза 1200 х 1000 х 800 мм; производительность 0=15 т/час (Qz= 55 шт/час); высота подъема Н= 6 м.
Выбираем в качестве тягового органа цепь ПР-31,75-8850 (5разр = 88 500 Н) по ГОСТ 13568-75.
Рекомендуемая скорость движения цепи [1, 3, 5] — от 0,05 до 0,2 м/с. При этих скоростях можно не учитывать динамические нагрузки в тяговом элементе. Для рассматриваемого случая примем скорость движения цепи v = 0,1 м/с.
Уточняем производительность конвейера 0Р = kQ = = 19,5 т/час, где к = 1,3 - коэффициент неравномерности подачи груза (к = 1,25-е-1,5) [5].
Штучная производительность конвейера
Qz =1000—= 70,9 шт/час. т
Минимальное значение шага по формуле (6.5.7.1) /"”" - 1,5 • 800 + 1200 = 2400 мм = 2,4 м.
mv
Шаг между платформами /п=3,6— = 5,1м, что Qp
превышает величину /"'"’.
Линейная нагрузка холостой ветви по формуле (6.5.7.3) при qH = 38 н/м, к^ = 1,3 и = 150 кг составит q0= 134 Н/м.
Линейная нагрузка груженой ветви по (6.5.7.4) составляет q,v - 293,3 Н/м.
Производим тяговый расчет методом обхода по контуру отдельно для внутренней и внешней цепей по формулам, приведенным в табл. 6.5.7.3. Результаты заносим в табл. 6.5.7 А и строим эпюры натяжения цепей (рис. 6.5.7.7).
Определим коэффициент запаса по формуле
(6.5.7.5): л3=—^- = 20,3. Полученное значение удов-“^тах
летворяет условию прочности.
Рис. 6.5.7.7. Эпюры натяжения тягового органа вертикального конвейера: а) внутренний контур; б) внешний контур
Таблица 6.5.7.4
Тяговый расчет натяжения цепей вертикального четырехцепного конвейера
Внешний контур Внутренний контур
Со .Со Со СО со ,Со Со ,Со Со со ° II II II II II II II II II tzi © & © © -6 izj оо 1—< cs — -й» м м |_у q 7|_ и + 5/3 + >5° + & и « 6 и £ и и £ и £ ^40 си W f Mi •— о <э Ji. т 90 6. in с ~ I X чо ьэ 3 <1 ч о Д 11 а I к if д || д й г £ 2 a a g д д д д й = So = 2000 Н S2 = Ф151 = 2100 Н S3 = S2 + qol2_3w' = 2110 Н S4 = Фг^з = 2257 Н S5 = S4 + ^гр/т зИ’’ = 2280 Н S6 = Ф155 = 2394 Н Sj = S^ + q!Vh3^ = 4154 Н S8 = Si + qoh^8 = 2804 H
К =Ф1(59-5ю)= 1404Н W: =ф2(57-58)= 1445 Н
Определяем наружное тяговое усилие на приводных звездочках №0 =2И;Ч2^4-Ф1(2^4-2^) = 5983 Н.
Wv
Определяем мощность привода N = —2- = 750 Вт, П
где т| = 0,8 — КПД привода.
Помимо четырехцепных конструкций вертикальных конвейеров существуют двухцепные конструкции*, которые представляют интерес с точки зрения уменьшения металлоемкости машины. Они также используются для транспортировки тарно-штучных грузов по вертикали. Если материал сыпучий, то он должен быть запакован в ящики, коробки, бумажные или полимерные пакеты.
* В подготовке материала принял участие С.А. Боровский.
Вспомогательные, типовые и многофункциональные процессы и аппараты
463
Рис. 6.5.7.S. Двухцепной вертикальный конвейер: а) схема конвейера:
7 — электродвигатель; 2 — редуктор; 3 — приводной вал; 4 — приводные звездочки;
5 — отклоняющие звездочки; 6 — натяжные звездочки; 7 — тяговые цепи;
8 — грузонесущие платформы; 9 — груз; б) расстановка критических точек
Первая цепь
Вторая цепь
12 11
Схема одной из возможных конструкций двухцепного вертикального конвейера представлена на рис. 6.5.7.8. Конфигурация трассы предложенной конструкции позволяет производить загрузку и разгрузку с двух сторон и совмещать операции спуска и подъема груза, что невозможно в четырехцепном конвейере. Как и в четырехцепном конвейере, внешние очертания цепного контура формируют приводные 4, отклоняющие 5 и натяжные 6 звездочки. Натяжные звездочки жестко закреплены на натяжном валу;
Конвейер работает следующим образом. Грузонесущие платформы 8 (см. рис. 6.5.7.8) с грузом 9 движутся по трасе посредством тяговых цепей 7. При об
ходе поворотных пунктов грузонесущая платформа изгибается. Тяговые цепи приводятся в движение приводными звездочками 4, которые жестко закреплены на приводном валу 3. Вращательный момент от электродвигателя 1 передается на приводной вал через редуцирующее устройство 2 (редуктор, цепная или зубчатая передача). Привод может быть реверсивным, т. е. направление движения тяговых цепей может изменяться как для разгрузки, так и загрузки.
Крепление грузонесущей платформы к тяговым цепям в двух точках может быть осуществлено с использованием двух торсионных валов. Также для двухцепного варианта вертикального конвейера предлагается
464
Новый справочник химика и технолога
Рис. 6.5.8.1. Винтовой конвейер:
1 — загрузка; 2 — промежуточная опора; 3 — шнек; 4 — разгрузка; 5 — желоб; 6 — муфта; 7 — редуктор; 8 — электродвигатель
новая конструкция грузонесущей платформы с односторонней жесткостью, которая крепится к тяговым органам при помощи двух специальных кронштейнов. Каждый кронштейн крепится к цепи в двух точках, расположенных через целое число шагов (количество шагов определяется числом зубьев огибаемых звездочек).
Такой вид вертикального конвейера целесообразно применять в тех случаях, когда необходимо обеспечить возможность одновременного спуска и подъема груза, а также требуется возможность загрузки и разгрузки конвейера с обеих сторон. Этот конвейер может быть перспективной заменой грузовым лифтам, подъемникам (если работа конвейера не является непрерывной, то он, по сути, и представляет из себя подъемник). Такой конвейер перспективно устанавливать в многоэтажном здании для транспортировки тарно-штучных грузов между этажами. Поэтому в геометрическом расчете тягового контура заданными являются максимальная высота подъема Н, длина платформы Lm шаг платформ /п. Удобно, если шаг платформ равен высоте этажа, т. к. тогда возможна загрузка и разгрузка конвейера на разных этажах одновременно.
При расчете задаются значением величины ах — расстоянием между центрами звездочек, огибаемых внешней цепью. Далее рассчитывают длину одной тяговой цепи по формуле:
£ =2(Н + 2(ц,+4) + </(! +л)), (6.5.7.7)
где d — делительный диаметр звездочек.
L
Количество платформ определяется как —. После hi
выбора ближайшего целого числа по формуле (6.5.7.7) уточнятся длина цепи £ц. По этому значению и находят реальное значение аъ
Наиболее благоприятные условия работы привода конвейера будут в случае полной загрузки поднимающей и опускающей ветвей тягового контура, т. к. они уравновешивают друг друга и, соответственно, уменьшают потребную мощность двигателя. В лифтах этой цели достигают применением противовесов.
Тяговый расчет методом «обхода по точкам» проводится для самых тяжелых условий работы конвейера, когда нагружена только часть, поднимающая груз. Для первой цепи гружеными прямолинейными участками будут участки 1—2, 9-10 и 11-12, наименьшее натяжение цепи будет в точке 4, наибольшее — в точке 12. Для второй цепи груженые прямолинейные участки 7-8, 9-10, 11-12, наименьшее натяжение цепи — в точке 2, наибольшее — в точке 12. На участках 2-3, 4-5, 6-7 учитываются дополнительные силы сопротивлений с соответствующими коэффициентами <р.
6.5.8. Конвейеры без тягового элемента
К конвейерам без тягового элемента относятся винтовые, инерционные, роликовые и шагающие конвейеры, а также вращающиеся транспортирующие трубы и гравитационные (самотечные) устройства.
Винтовые конвейеры применяют для транспортирования преимущественно сыпучих грузов. Они малопригодны для перемещения кусковых, липких и влажных грузов. Основным достоинством этих конвейеров является закрытый транспортный тракт, компактность, безопасность в работе и обслуживании, пригодность для транспортирования горячих, пылящих и токсичных материалов. Винтовой конвейер (рис. 6.5.8.1) состоит из неподвижного желоба, нижняя часть которого имеет форму полуцилиндра, закрытого сверху крышкой, приводного вала с укрепленными на нем витками транспортирующего шнека, концевых и промежуточной опор, привода, загрузочного и разгрузочного устройств. Витки шнека, изготовленные из стального листа толщиной 4-8 мм, приварены к валу. Для перемещения слеживающихся грузов или для совмещения транспортных и технологических операций (смешения, дробления и т. п.) применяются фасонные витки. Желоб винтового конвейера обычно выполняют из листовой стали толщиной 2-8 мм. Диаметры винтов горизонтальных и наклонных конвейеров тестированы: 100; 125; 150; 200; 250; 300; 400; 500; 600 мм. Диаметр вала винта принимается <4 = 35 + 0,1 £>в, где DB — диаметр винта в мм. Шаг винта /в = DB для горизонтальных конвейеров и 1В = 0,8 DB — для наклонных.
Вспомогательные, типовые и многофункциональные процессы и аппараты
465
Диаметр винта определяется по формуле
у Епурк^п
(6.5.8.1)
где Q — производительность; — коэффициент (£р = 1 при Р = 0° и £р = 0,8 при р > 0°); \|/ — коэффициент заполнения желоба конвейера: для легкоподвижных грузов (муки, зерна) \|/ = 0,45, для грузов средней подвижности (мелкокусковая соль, сахар) \|/ = 0,3; р — насыпная плотность груза; пв — частота вращения шнека (для соли пв = 634-100 об/мин, для зерна пв = 80-^-140 об/мин); Е — отношение шага шнека /ш к его диаметру D. Подробный расчет винтового конвейера приводится в [1, 3, 11].
Пример 6.5.8.1. Рассчитать винтовой горизонтальный конвейер для перемещения сырого песка объемной массой 1,6 т/м3. Расчетная производительность 0 = 35 т/ч, длина конвейера L = 20 м.
В соответствии с [1, 3, И] принимаем Е = 0,8 (для абразивных материалов), кр =1 (конвейер горизонтальный), \|/ = 0,125. В соответствии с ГОСТ 2037-65 принимаем п = 40 об/мин (0,66 об/с).
По формуле (6.5.8.1) находим D = 0,485 м. Принимаем D = 0,5 м, а шаг шнека /ш = 0,4 м.
Максимально допустимая частота вращения шнека j
пт1а = -j= = 42,5 об/мин, где А = 30; погонная нагрузка от массы вращающихся частей конвейера qK~ 800 • D = = 400 Н/м; коэффициент сопротивления движению вращающихся частей конвейера wB = 0,01 (для подшипников качения); коэффициент сопротивления движению груза w = 4.
При осевой скорости перемещения груза v = /тп = = 0,27 м/с определим мощность на валу шнека /Vo = QLwg + kpqHLvwB = 7651,6 Вт. Мощность двигателя для привода конвейера при коэффициенте запаса к = 1,25 и КПД редуктора т] = 0,96 составляет kN
N =—^ = 10000 Вт. п
Вибрационные конвейеры (рис. 6.5.8.2) служат для перемещения сыпучих и штучных грузов по днищу колеблющегося в заданном направлении желоба или трубы. Закономерности движения груза и выбор типа конвейера зависят от характера и направления движения желоба, от амплитуды и частоты его колебаний. Если материал по желобу движется скачками, то такой конвейер называется вибрационным. Амплитуда и частота колебаний желоба таких конвейеров лежат в пределах А = 0,54-15 мм и/= 6,54-50 с-1. Если перемещение материала происходит без подбрасываний, то конвейеры называют качающимися. Для них соответствующие величины имеют порядок: А = 204-150 мм, /= 0,54-6,5 с”1.
Рис. 6.5.8.2. Вибрационный конвейер:
7 — труба (желоб); 2 — привод; 3 — упругие связи
Простота и малогабаритность конструкции, удобство загрузки и разгрузки, возможность герметизации рабочего органа, совмещение транспортирования с технологическими операциями (подсушивание, охлаждение, разделение груза по фракциям) предопределили широкое применение инерционных конвейеров. Вибрационные конвейеры особенно удобны при дозированной подаче материала. Качающиеся конвейеры находят применение на предприятиях химической промышленности при транспортировании насыпных грузов с повышенной хрупкостью и плохой воздухопроницаемостью. Технические требования на горизонтальные и пологонаклонные вибрационные конвейеры приведены в ГОСТ 11732-78. Особенности расчета конвейеров этой группы рассмотрены в [1,3].
Шагающие конвейеры (рис. 6.5.8.3) имеют пульсирующий принцип действия, который заключается в периодическом перемещении грузов на один шаг под действием возвратно-поступательно движущейся легкой грузонесущей рамы, приводимой в движение приводом с кривошипно-шатунным механизмом. Цикл перемещения состоит из четырех этапов: подъем штучных грузов, перемещение на один шаг, опускание их на рабочее место, обратный холостой ход рабочего органа конвейера. При полностью заполненном конвейере подвижная грузонесущая рама перемещает штучные грузы на всех рабочих позициях на один шаг вперед через равные промежутки времени, соответствующие технологическому ритму [1,3].
Шагающие конвейеры находят применение на предприятиях химической промышленности для межоперационного перемещения относительно тяжелых штучных грузов.
Роликовые конвейеры служат для перемещения штучных грузов: ящиков, коробок, пакетированных грузов на поддонах, контейнеров, тары и т. п. Грузы перемещаются по стационарным опорным вращающимся роликам или дискам. Необходимым условием транспортирования является наличие у грузов основания с гладкой опорной плоскостью. Роликовые конвейеры могут быть приводные и неприводные. На непри-
466
Новый справочник химика и технолога
Рис. 6.5.8.3. Шагающий конвейер:
/ — привод: 2 — подвижная рама; 3 — опорные катки; 4 — направляющие ролики; 5 — неподвижная рама; 6 — подъемники; 7 — груз
Рис. 6.5.8.4. Неприводные роликовые конвейеры: а) стационарный; б) передвижной; в) передвижной раздвигающийся
водных конвейерах груз движется при небольшом уклоне роликового настила под действием составляющей силы тяжести (гравитационные конвейеры) или принудительным способом приложенной извне силы. У приводных конвейеров груз перемещается под действием сил сцепления с вращающимися опорными роликами от группового или индивидуального приводного устройства.
Роликовые конвейеры используют в качестве средства межоперационного внутрицехового транспорта, а также для погрузочно-разгрузочных и складских работ. Элементы роликовых конвейеров часто применяют в виде составных частей во многих погрузочных и перегрузочных устройствах, в пакетоформирующих машинах, в технологических линиях на приеме и выдаче штучных грузов в сочетании с другими подъемно-транспортными машинами и технологическим оборудованием. Роликовые конвейеры могут составлять сложные транспортные системы, имеющие большую
длину, многочисленные разветвления и пересечения трасс, прямолинейные и криволинейные секции, передающие и отборочные устройства, накопители, тормозные ролики, подъемные устройства и столы, а также другие элементы, служащие целям создания полной комплексной механизации и автоматизации производственных процессов в химической промышленности.
Неприводные роликовые конвейеры (рис. 6.5.8.4) выполняют стационарными (а), легкими передвижными на колесном ходу с постоянным (б) или изменяющимся (в) шагом роликов (раздвижные), а также переносными. Неприводные роликовые конвейеры могут иметь прямолинейные и криволинейные секции, а на местах пересечения трасс — вращающиеся и невращающиеся шариковые поворотные столы. Для сохранения цеховых проходов применяют откидные секции. На разветвлениях трассы устанавливают стрелки с укороченными роликами или механический стрелочный перевод. Для соединения нескольких линий роликовых конвейе
Вспомогательные, типовые и многофункциональные процессы и аппараты
467
ров служат передаточные тележки с роликовыми настилами и цепным (канатным) приводом [1].
Диаметр £>р, длину роликов В и шаг их расстановки /р выбирают из ряда: £>р = 40, 57, 73, 105, 155 мм; В = 160,200, 250, 320, 400, 500, 650, 800, 1000, 1200 мм;
/р = 50, 60, 80, 100, 125, 200, 250, 315,400, 500, 630 мм.
Ширину конвейера (длину ролика) В определяют по ширине груза b,v: В = k3blv, где к3 = 1,14-1,2 — коэффициент запаса ширины. Шаг роликов принимают
/р < (0,45-гО,2)/^; практически /р = i l^, где /1р — длина
груза.
Наклон настила роликовых конвейеров к горизонтали на практике принимают равным: 0,5-2,5 % — для ящиков и поддонов из строганых досок; 1-3 % — для металлических контейнеров; 4-7 % — для картонных коробок и 10% — для мешков с порошкообразным глиноземом.
Дисковые конвейеры применяют для транспортирования нетяжелых грузов с небольшой опорной плоскостью и грузов с жестким основанием. Дисковые ролики могут быть расположены в шахматном порядке на близких друг от друга расстояниях. Диски выполняют из стали, алюминия и пластмассы. Хрупкие изделия перемещают на резиновых дисках. Ширину дискового конвейера можно определить по тем же зависимостям, что и для роликовых конвейеров. Наклоны трасс дисковых конвейеров следует уменьшать на 30 % по сравнению с роликовыми. Ширина дисковых переносных конвейеров составляет 160; 250; 400 и 650 мм. Шаг дисков вдоль конвейера /д может быть 40, 80 и 160 мм. Шаг дисков поперек конвейера можно принимать равным (0,5-Н,0)/д.
Приводные роликовые конвейеры применяются на складах и в линиях с другими конвейерами. Преимуществами их являются стабильность скорости движения груза; возможность одновременной работы с различными ритмами; удобство выполнения технологических и погрузочно-разгрузочных операций. Вместе с тем приводные конвейеры имеют более сложную конструкцию и повышенную стоимость по сравнению с неприводными конвейерами, а также конвейерами других типов. При транспортировании легких грузов используют фрикционный привод с гибким тяговым органом, например с узкими ремнями. Грузы средней массы, для которых требуется более высокое тяговое усилие, транспортируют с меньшими скоростями при помощи общей цепи, звездочек, закрепленных на роликах, и натяжных промежуточных звездочек.
Для конвейеров с постоянной подачей груза мощность двигателя можно определить по приближенной зависимости через производительность Q, длину горизонтальной проекции трассы Аг, высоту подъема Н и вес вращающихся частей ролика Gp:
QgH + QgLpv' + zpGw"v
(6.5.8.1)
И
, fd + 2р.
где w = —2---------коэффициент сопротивления под-
шипников вращению и качению груза по роликам;
_ fd , , w =—- — коэффициент сопротивления подшипни-
ков вращению; zp — число роликов в конвейере; т|п — КПД передачи; v — скорость перемещения груза, f— приведенный к диаметру da подшипника коэффициент трения (/= 0,034-0,06); ц — коэффициент трения качения груза (ц = 0,54-0,8 мм).
6.5.9. Рекомендации к проектированию и расчету
Техническое задание на проектирование конвейерной установки должно содержать характеристику транспортируемого груза, максимальную производительность машины, сведения об условиях работы и схему трассы транспортирования со всеми необходимыми размерами. В характеристике насыпного груза указывается его наименование, насыпная плотность, род груза (рядовой, сортированный), максимальный размер типичных кусков а' и наибольших кусков атах, влажность, коэффициент внутреннего f и внешнего f трения, процентное содержание максимальных кусков и самых мелких фракций (порошкообразных и пылевидных).
В характеристике штучных грузов указывается их наименование, масса одной штуки, форма и габаритные размеры груза. Кроме того, приводятся сведения об особых свойствах грузов (взрывоопасности, абразивности, острокромчатости, липкости, недопустимости загрязнения, крошения, высокой температуре и т. п.).
Таблица 6.5.9.1
Условия работы конвейера
Условия работы Характеристика
Легкие (Л) Чистое, сухое, отапливаемое, хорошо освещенное помещение; отсутствует абразивная пыль; конвейер доступен для обслуживания, осмотра и ремонта
Средние (С) Отапливаемое помещение; небольшое количество абразивной пыли; временами влажный воздух; средние освещенность и доступность для обслуживания
Тяжелые (Т) Работа в неотапливаемом помещении и на открытом воздухе; возможны большое количество абразивной пыли или повышенная влажность воздуха; плохие освещенность и доступность для обслуживания
Весьма тяжелые (ВТ) Очень пыльная атмосфера и наличие факторов, вредно влияющих на работу конвейера
468
Новый справочник химика и технолога
Рис. 6.5.9.1. Схемы для расчета шага грузонесущих подвесок, люлек, платформ на различных участках: а) горизонтальном; б) наклонном; в) вертикальном
Таблица 6.5.9.2
Параметры, определяющие условия работы конвейера
Параметр Условия работы
Легкие Средние Тяжелые Весьма тяжелые
Время работы в сутки, ч До 6 6-12 12-18 Свыше 18
Свойства груза: насыпная плотность, т/м3 размер куска, мм До 0,6 До 20 0,6-1,1 20-60 1,1-2,0 60-160 Свыше 2,0 Свыше 160
Абразивность и коррозионность Нет Слабые Средние Сильные
Влажность воздуха, % До 50 50-65 65-90 Свыше 90
Запыленность воздуха, мг/м3 До ю 10-100 100-150 Свыше 150
Температура окружающей среды, °C: от до +5 +25 0 +30 -20 +30 -40 +40
В условия работы включаются следующие сведения: число часов работы в сутки и дней работы в год; место установки (отапливаемое или неотапливаемое помещение, на открытом воздухе и т. п.); пределы колебаний температуры окружающей среды; наличие повышенной влажности, запыленность воздуха и т. п.
Виды условий работы конвейера приведены в табл. 6.5.9.1 и 6.5.9.2.
При расчете различных конвейеров часть расчетных формул носит общий характер, т. е. одни и те же формулы могут применяться для расчетов отдельных параметров всех или нескольких типов конвейеров. К общим расчетам относятся определение производительности, сопротивлений движению рабочего органа, натяжений тягового элемента, динамических усилий в цепи, тягового усилия конвейера, мощности привода и др.
Вспомогательные, типовые и многофункциональные процессы и аппараты
469
Производительность различают массовую Qm, объемную Qv и штучную Qz. В приведенных выше примерах расчета конвейеров для насыпных грузов были рассмотрены все особенности определения основных параметров, поэтому ниже приводятся формулы расчета конвейеров для транспортирования штучных грузов.
Шаг 7 подвесок, люлек, полок или платформ конвейеров для штучных грузов при заданной производитель-
vm ности Qz или Qm определяется по формуле I = —. По-
Qz лученный расчетом шаг 7 проверяется на проходимость при огибании звездочек и на подъемах по условию 7 ± 7min-
В горизонтально замкнутых конвейерах (рис. 6.5.9.1, а) Tmin определяется из условия, чтобы подвески не задевали друг друга при обходе звездочек:
L =2^tga0; tga, » , <6 5.9.1)
где 7?о — радиус начальной окружности звездочки; Ьл — ширина люльки; Ат1П — минимальный зазор между подвесками.
В вертикально замкнутых конвейерах (рис. 6.5.9.1, б) 7т1П определяется из условия, чтобы люльки не задевали одна за другую при огибании цепью звездочек:
- пневматические питатели, работающие на принципе насыщения сыпучего материала воздухом; при этом сыпучий материал истекает из наклонного аэрожелоба, расположенного под бункером, как жидкость.
Ленточные питатели (рис. 6.5.10.1) применяют для подачи мелкозернистых, мелкокусковых и крупнокусковых материалов. Максимальный размер кусков легких материалов может достигать 100-150 мм. Загрузку материала на ленточный питатель рекомендуется производить так, чтобы лента не испытывала на себе непосредственного активного давления содержимого бункера, а воспринимала лишь отраженное давление. Для этого в бункерах делают наклонное выходное отверстие. Обычно длина ленточного питателя составляет 1-5 м, ширина ленты — 400-1000 мм, мощность привода — от 0,5 до 4 кВт. Большинство ленточных питателей имеют невысокую точность подачи материала (до ±15 %). Производительность ленточного питателя определяется по следующей формуле [2]:
Q^kk.bvh, (6.5.10.1)
где к — коэффициент наполнения ленты; к\ — поправочный коэффициент к величине объемной массы; b — расстояние между бортами; v — скорость движения ленты; h — толщина слоя материала на ленте.
l=b -//.&-l+/?otga, mm л jj oo t7
где H = h +——; h — высота люльки; Л л * Л 7
(6.5.9.2)
Я г.
н
угол р, определяется из условия: sin-1.
Щ)
На наклонных участках трассы конвейеров (рис. 6.5.9.1, в) наименьший шаг между осями подвесок проверяется по условию свободной проходимости:
7 =(L + А )cosp, (6.5.9.3)
min \ max min / ~ ’ V /
где Limx — максимальная длина подвески с грузом; р — угол наклона трассы к горизонтали (Р< 45°).
На вертикальных участках 7min = hn + Amin, где hn — максимальная высота подвески.
6.5.10. Питатели
В химической промышленности применяют питатели разнообразных конструкций. По принципу действия их можно классифицировать на четыре основные группы:
- питатели с тяговым органом (ленточные, пластинчатые, скребковые и т. д.);
- питатели с вращающимся рабочим органом (шнековые, тарельчатые, секторные);
- питатели с колебательным рабочим органом (качающиеся, вибрационные и т. д.);
Коэффициент наполнения ленты обычно равен 0,7-0,8 и зависит от отношения ширины ленты к ширине выходного отверстия бункера, а также от угла естественного откоса материала. Поправочный коэффициент к величине объемной массы принимают 0,7-1,0; он уменьшается по мере увеличения скорости движения ленты (v = 0,054-0,45 м/с). Низкие скорости (0,05-0,1 м/с) соответствуют тяжелым и абразивным материалам; средние скорости (0,15-0,2 м/с) — средним по массе и малоабразивным материалам; высокие скорости (до 0,45 м/с) — легким и неабразивным материалам.
Пластинчатые питатели, как и пластинчатые транспортеры (см. 6.5.3), используют для перегрузки насыпных грузов, а также в тех случаях, когда давление материала, передаваемое на полотно питателя, весьма значительно. Принципиальная конструкция питателя мало чем отличается от конструкции пластинчатого транспортера (рис. 6.5.3.1).
470
Новый справочник химика и технолога
К преимуществам пластинчатых питателей следует отнести надежную выгрузку материала из бункера и равномерное питание приемного устройства, например конвейера.
Ширина полотна пластинчатых питателей обычно 400-1200 мм; скорость полотна 0,02-0,25 м/с, мощность привода 2-6 кВт.
Пластинчатые питатели рассчитаны обычно на большую производительность при низких скоростях движения пластинчатого полотна, поэтому в них устанавливают неподвижные высокие борта, укрепленные на раме, сами пластины без бортов либо с низкими бортами.
Производительность пластинчатых питателей колеблется в широких пределах (0,005-0,3 м3/с) в зависимости от размеров питателя, характера транспортируемого материала и определяется по формуле (6.5.10.1), в которой k = 0,74-0,9, а А] = 1.
Нижний предел скорости соответствует тяжелым условиям работы питателя. Размер выпускного отверстия выбирают в зависимости от гранулометрического состава и угла естественного откоса материала.
Цепные питатели представляют собой устройства для разгрузки бункеров, состоящих из свободно подвешенных на барабане бесконечных цепей, находящихся над наклонным выходным из бункера лотком. В этом случае происходит преимущественно самотечный процесс разгрузки материала из бункеров, но с принудительно регулируемой скоростью истечения материала. Цепной питатель может работать на материале почти любой крупности, пригоден для мелкосыпучего, сортированного и рядового материала.
Производительность питателей составляет 0,002-0,1 м3/с и определяется по формуле:
Q = kFvp, (6.5.10.2)
где F — площадь поперечного сечения желоба, v — скорость цепи (обычно v = 0,054-0,2 м/с); kH — коэффициент использования желоба.
Секторный питатель представляет собой вращающийся вертикальный или горизонтальный барабан, расположенный под выходным отверстием бункера и разделенный радиальными стенками на несколько (4—12) ячеек. Принципиальная схема секторного (шлюзового) питателя может быть проиллюстрирована рис. 6.6.4.1. Принцип действия секторного питателя основан на заполнении ячеек при прохождении их над выпускным отверстием питателя. Эти питатели широко применяют в химической промышленности для подачи и дозирования порошкообразных сильнопылящих материалов, склонных к самопроизвольному истечению. Секторные питатели конструктивно просты, имеют небольшие размеры по сравнению с другими типами питателей, надежны в работе. Производительность секторного питателя зависит от геометрических параметров и режима работы. Геометрические параметры характеризуются
диаметром ротора, количеством ячеек, их размерами, а также размером входного и выходного отверстий корпуса питателя, режим работы — частотой вращения ротора.
Производительность секторного питателя определяется с учетом коэффициентов, полученных в результате исследований [4], по следующим формулам:
Q = kknitpBn(R2 - г2) л(7? + г)-С7 л(7?-г) о2 (4(/?2-/?r + r2)cos(p0> Д 3(Я + г)(я-2Фо) ,
(6.5.10.3)
где В — длина ротора питателя; R — радиус ротора; г — радиус вала ротора; п — частота вращения ротора питателя; k — коэффициент использования объема ячеек; Ап — коэффициент наполнения ячеек; со — угловая скорость; ф0 — угол раскрытия входного отверстия питателя, рад; g — ускорение свободного падения; С — толщина стенки ребра; i — число ячеек в роторе.
Рекомендуемые окружные скорости ротора 0,025-1 м/с.
Шнековые питатели (рис. 6,5.10.2) рекомендуется применять для мелкозернистых пылевидных материалов, не боящихся крошения. Применение шнеков для работы с тонкодисперсными материалами обусловлено специфическими свойствами этих материалов — повышенной способностью к сводообразованию и самопроизвольному истечению.
Рис. 6.5.10.2. Шнековый питатель
На точность работы питателя влияет заполнение шнека материалом, которое зависит от диаметра винта шнека, угла наклона винтовой поверхности и свойств материала.
Производительность шнековых питателей со сплошным полностенным шнеком определяется по формуле:
Q-Fvp = —D2lknp, (6.5.10.4)
4
Вспомогательные, типовые и многофункциональные процессы и аппараты
471
где F =---- — площадь поперечного сечения мате-
4
риала; v = Sn — скорость поступательного движения материала по желобу; D — диаметр винта; I — шаг винта; к — коэффициент наполнения желоба; п — частота вращения винта.
Коэффициент наполнения желоба при отсутствии промежуточных подшипников равен 0,7-1,0. Частоту вращения винта принимают равной 0,5-1,5 об/с в зависимости от физико-механических свойств материала.
Тарельчатый питатель (рис. 6.5.10.3) предназначен для выгрузки из бункера продуктов помола, мелкозернистых и мелкокусковых материалов с размером частиц до 100 мм. Он работает по принципу сбрасывания материала заслонкой с горизонтального вращающегося диска, расположенного под выпускным отверстием бункера. Наибольшее распространение получили тарельчатые питатели диаметром 600-1300 мм, с частотой вращения 0,003-0,017 об/с. Производительность питателя регулируется изменением частоты вращения тарелки-диска, высоты кольцевой щели между манжетой и диском и расстояния кромки ножа от центра диска. Производительность тарельчатого питателя определяется по формуле:
л/г2ир[ D h । tga ( 2 3tgaJ’
(6.5.10.5)
где h — высота расположения манжеты над диском; п — частота вращения диска; р — объемная масса насыпного груза; a — угол откоса насыпного груза, лежащего на диске; D — диаметр патрубка.
Рис. 6.5.10.3. Тарельчатый питатель
Вибрационные питатели рекомендуется применять для подачи из бункеров мелкозернистых и кусковых материалов, в том числе и абразивных с максимальной крупностью частиц 50-100 мм. По принципу действия и принципиальному устройству они мало чем отличаются от вибрационных транспортеров (см. рис. 6.5.8.2).
Движение материала по желобу вибрационного питателя осуществляется в результате изменения давления материала на дно желоба и придания ему направленных колебаний, обеспечивающих продвижение материала к выпускному краю питателя. Обычно частота колебаний составляет 3000 в минуту, а амплитуда до 2 мм.
Производительность вибрационного питателя:
Q = Bhflpy, (6.5.10.6)
где В — ширина лотка; h — высота слоя материала в лотке; f — частота колебаний; I — ход лотка; — эмпирический коэффициент (\д = 0,62-Ю, 7).
Встряхивающие питатели осуществляют перемещение материала за счет направленных колебаний, которые передаются ему от встряхивающего лотка. Ширина желоба встряхивающих питателей составляет 800-1000 мм, глубина желоба 300-400 мм; амплитуда качания желоба 30-50 мм; частота колебаний (частота вращения кривошипа) 2,5-4 об/с. Производительность встряхивающих питателей 15-20 кг/с; мощность привода 3-5 кВт.
Качающиеся подвесные и каретчатые питатели служат для равномерной подачи порошкообразных сыпучих сухих грузов почти всех категорий. Производительность питателей регулируется за счет изменения высоты слоя материала с помощью заслонки, частоты и амплитуды качания, а также угла наклона лотка и равна 0,0025-0,1 м3/с.
Литература
1. Зенков Р.Л., Ивашков И.И., Колобов Л.Н. и др. Машины непрерывного транспорта. М.: Машиностроение, 1987. 432 с.
2. Зенков Р.Л., Гриневич Г.П., Исаев В.С. Бункерные устройства. М.: Машиностроение, 1977. 222 с.
3. Конвейеры: Справочник / Под ред. Ю.А. Пертена, Л.: Машиностроение, 1984. 367 с.
4. Орлов С.П. Дозирующие устройства. М.: Машиностроение, 1966. 288с.
5. Пертен Ю.А. Крутонаклонные конвейеры. Л.: Машиностроение, 1977. 216 с.
6. Пертен Ю.А. и др. Вертикальный цепной конвейер для транспортирования штучных грузов. А.с. №466157. Бюл. № 13, 1975.
7. Пертен Ю.А. и др. Вертикальная конвейерная система для штучных грузов. А.с. № 1680599. Бюл. №36, 1985.
8. Пертен Ю.А. Вертикальная конвейерная система для штучных грузов. А.с. № 1808784. Бюл. № 14, 1993.
9. Пертен Ю.А. Вертикальная конвейерная система. Патент № 2068381. Бюлл. № 30, 1996.
10. Пертен Ю.А., Ямников В.А., Ермилов Ю.А. Вертикальная конвейерная система. Патент №2083454. Бюл. № 19, 1997.
11. Марон Ф.Л., Кузьмин А.В. Справочник по расчетам механизмов подъемно-транспортных машин. Минск: Выш. школа, 1977. 272 с.
472
Новый справочник химика и технолога
6.6. Пневматический и гидравлический транспорт зернистых материалов
Основные обозначения
А — коэффициент
D,d— диаметр, размер, м
г- 2
F — площадь, м
f — удельная сила межфазного сопротивления, вызванная относительным движением фаз, Па
g — ускорение внешних массовых сил и силы тяжести, м/с2
h — высота, м
L,l — длина, м
т, mv — массовое и объемное отношение расходов фаз соответственно
р — давление, Па
21 и Q2 — массовый расход газа и материала, кг/с
R — газовая постоянная, Дж/(моль • К)
S — удельная поверхность (поверхность частиц, отнесенная к их объему), м”1
Т — температура, К
t — время, с
V— объем, м3
v — скорость, м/с
8] и 82 — объемная доля газа и материала в слое
р — плотность, кг/м3
— осредненное по сечению осевое нормальное напряжение, Па
срв — угол внешнего трения
Пневматический транспорт представляет собой один из наиболее прогрессивных способов внутри- и межцеховых перемещений, широко применяющийся почти во всех отраслях промышленности. Его преимущества — герметичность перемещения, гибкость трасс, возможность полной автоматизации процесса, небольшие капитальные затраты на строительство, лучшие по сравнению с конвейерным транспортом санитарно-гигиенические условия труда — позволяют ему конкурировать с конвейерным транспортом, а иногда делают его просто незаменимым, например, при перемещении токсичных и дорогостоящих зернистых материалов. Пневматический транспорт получил также большое распространение в технологиях, связанных с тепло- и массобменными и реакционными процессами, такими как катализ, пиролиз, сушка и т. п.
6.6.1. Способы организации пневмотранспортных процессов и их аппаратурное оформление
(Г.М. Островский)
Основные принципы организации пневмотранспорта и компоновки его соответствующим оборудованием определяются выполняемыми технологическими задачами, дальностью транспортирования и производительностью. Основные типы пневмотранспортных установок представлены на рис. 6.6.1.1—6.6.1.6 в виде ряда принципиальных схем. На всех рисунках буквами М и Г обозначены материал и газ соответственно.
На рис. 6.6.1.1, а показана схема установки, предназначенной для забора материала из насыпного слоя. За счет разрежения, создаваемого газодувной машиной 6, материал засасывается из насыпи заборным устройством 2 и по трубопроводу 3 поступает в отделитель 4, затем в фильтр 5. Из отделителя и фильтра материал выгружается с помощью питателя 7.
В качестве воздуходувной машины применяются вентиляторы, газодувки либо вакуумные насосы (расположены в порядке возрастания потерь давления на транспортирование). Конструкции заборных устройств определяются производительностью установки и физико-механическими свойствами насыпного груза. Они могут перемещаться вручную или специальными подъемными устройствами, а также могут быть самоходными. Для связных материалов перед заборными устройствами применяют специальные узлы для рыхления. Подробнее конструкции заборных устройств рассмотрены в 6.6.2. Очистка газа от частиц обычно осуществляется в две стадии — сначала в циклоне 4. затем в фильтре 5. Разгрузка фильтра и циклона осуществляется через шлюзовый питатель 7.
На рис. 6.6.1.1, б представлена схема установки вса-сывающе-нагнетательного действия. Такие установки позволяют преодолевать более высокое сопротивление пневмотрасс (или иметь более высокие напорные характеристики). Здесь функции циклона и фильтра совмещаются в отделителе 8. Из отделителя материал перегружается в шлюзовый или винтовой питатель 9, который подает материал в нагнетательную часть трассы. Применение винтового питателя позволяет создавать установки, напорные характеристики которых могут быть в два раза выше, чем у установок со шлюзовым питателем. Конструкции винтовых и шлюзовых питателей рассмотрены в 6.6.4.
Простой по конструкции, однако с существенно более низкой напорной характеристикой, является пнев-мотранспортная установка, схема которой приведена на рис. 6.6.1.1, в. Она содержит струйный аппарат 10 (см. 6.3.4), в который газ подается от газодувки либо компрессора (на рис. не показано). В некоторых случаях при транспортировании не содержащих пыли крупнозернистых и гранулированных материалов возможна реализация очень простых систем без циклонов и фильтров.
Установка с максимальной напорной характеристикой представлена на рис. 6.6.1.1, г. Здесь полностью реализуется напор, создаваемый на линии всасывания, а после перегрузки материала с помощью шлюзового и винтового питателей создаются условия для подачи его в систему, находящуюся под сравнительно высоким избыточным давлением.
Типовые схемы нагнетательных пневмотранспортных установок показаны на рис. 6.6.1.2, из которых наиболее простой является установка с питателем 1 (рис. 6.6.1.2, а), где зернистый слой высотой h определяет напорную характеристику системы (см. 6.6.3).
Вспомогательные, типовые и многофункциональные процессы и аппараты
473
Рис. 6.6.1.1. Схемы установок для забора материала из насыпного слоя:
а) всасывающего действия; б) всасывающе-нагнетательного действия с одной газодувной машиной;
в) всасывающе-нагнетательного действия с газоструйным аппаратом;
г) всасывающе-нагнетательного действия с двумя газодувными машинами:
7 — насыпной слой; 2 — заборное устройство; 3 — материалопровод; 4 — циклон; 5 — фильтр;
6 — газодувная машина; 7 — шлюзовый (винтовой) питатель; 8 — отделитель, совмещающий циклон с фильтром; 9 — винтовой (шлюзовый) питатель; 10 — газоструйный аппарат; 77 — затвор
Рис. 6.6.1.2. Схемы нагнетательных пневмотранспортных установок:
а) с питателем с плотным зернистым слоем; б) со шлюзовым питателем; в) периодического действия с камерным питателем; г) непрерывного действия с камерным питателем и шлюзовой камерой
7 — питатель с плотным зернистым слоем; 2 — бункер (силос); 3 — инерционный отделитель (циклон);
4 — фильтр; 5 — затвор; 6 — материалопровод; 7 — шлюзовый питатель; 8 — камерный питатель;
9 — клапан; 10 — шлюзовая камера
474
Новый справочник химика и технолога
На рис. 6.6.1.2, б представлена установка, в которой материал подается в пневмотрассу с помощью шлюзового либо винтового питателя. Для шлюзовых питателей максимальное сопротивление трассы обычно не превышает 0,15 МПа, для винтовых — 0,3 МПа.
На рис. 6.6.1.2, в показана схема периодической пневмотранспортной установки с одиночным камерным питателем 8. Принципиальное отличие установок с камерным питателем — возможность подачи материала в трассу, находящуюся под высоким избыточным давлением. При монтаже двух камерных питателей, работающих периодически на одну пневмотрассу, работа установки становится непрерывной. При монтаже над камерным питателем шлюзовой камеры 10 (рис. 6.6.1.2, г), периодически догружающей материал в питатель, работа установки также становится непрерывной. Детальный анализ работы камерных питателей приведен в 6.6.5.
При больших длинах трасс монтируют последовательно несколько пневмотранспортных установок. На рис. 6.6.1.3 приведена подобная схема с винтовыми питателями, общий напор которых может достигать 0,6 МПа. Если вместо винтовых питателей использовать серийно выпускаемые камерные питатели, то общий напор может достигнуть 1,2 МПа.
В тех случаях, когда требуется подача материала из разных источников к одному потребителю, применяют схемы, аналогичные изображенной на рис. 6.6.1.4. Противоположный случай — подача материала от одного источника к нескольким потребителям — приведен на рис. 6.6.1.5. Если первая установка может забирать материал одновременно из нескольких точек, то вторая требует остановки пневмотранспортного процесса, продувки трассы от остатков материала и перестройки ее с помощью переключателей 4 (см. 6.6.7) на очередного потребителя. Подобные установки могут быть всасывающего и нагнетательного действия. В частности, если установку на рис. 6.6.1.4 перестроить на нагнетательную, т. е. переставить газодувную машину в начало трассы, то затворы 6 и шлюзовые питатели 5 следует также поменять местами.
Значительное место отводится пневмотранспорту в технологиях, связанных с проведением тепло-, массообменных и реакционных процессов. Примерами таких процессов могут быть: охлаждение или нагревание транспортируемого материала через стенку трубопровода; катализ, где транспортируемый материал является катализатором; пиролиз, где транспортируемый материал является источником тепла; сушка и т. п.
Рис. 6.6.1.3. Схема нагнетательной пневмотранспортной установки с промежуточной станцией перегрузки материала: 1 — винтовой питатель; 2 — бункер (силос);
3 — первая пневмотрасса; 4 — инерционный отделитель;
5 — фильтр; б — затвор; 7 — промежуточный бункер;
8 — вторая пневмотрасса
Рис. 6.6.1.4. Схема всасывающей пневмотранспортной установки для подачи материала от нескольких источников к одному потребителю:
1 — бункер; 2 — инерционный отделитель; 3 — фильтр;
4 — вакуум-насос; 5 — шлюзовый питатель; 6 — затвор
Рис. 6.6.1.5. Схема нагнетательной пневмотранспортной установки для раздачи материала от одного источника к нескольким потребителям:
1 — камерный питатель; 2 — клапан; 3 — бункер (силос); 4 — переключатель;
5 — инерционный уловитель; 6 — фильтр; 7 — затвор; 8 — приемник пыли
Вспомогательные, типовые и многофункциональные процессы и аппараты
475
Рис. 6.6.1.6. Реактор с пневмотранспортной циркуляцией зернистого катализатора:
1 — подача реакционного газа; 2 — пористая перегородка;
3 — псевдоожиженный слой; 4 — газоподающие отверстия;
5 — опускная труба; 6 — пневмотранспортная труба;
7 — отбойник; 8 — реактор; 9 — выход продукта;
10 — дымовые газы; 11 — регулятор расхода
На рис. 6.6.1.6 приведена схема наиболее сложного аппарата, в котором зернистый материал может находиться в различных состояниях (плотный слой, псевдоожиженный слой, газодисперсный поток), типичных для указанных выше процессов. В данной конструкции осуществляется замкнутая циркуляция зернистого материала. По опускной трубе 5 материал попадает в псевдоожиженный слой 3, откуда распределяется по пневмотранспортным трубам 6. На уровне газоподающих отверстий 4 восходящий псевдоожиженный слой переходит в газодисперсный поток, который интенсифицирует теплообмен в пневмотранс-портных трубах, количество которых определяется теплопередающей поверхностью. Регулировка циркуляционного расхода осуществляется вертикальным перемещением конуса 11.
Как правило, циркуляционное движение материала организуется в аппаратах с двумя трубами — пневмотранспортной и опускной. Связано это со сложностью организации одновременного транспортного процесса в нескольких трубах. Однако система с двумя параллельно взаимодействующими пневмотранспорт-ными трубами неустойчива — поочередно в трубах происходит остановка и возобновление пневмотранс-портного процесса. Увеличение числа пневмотранс-портных труб стабилизирует циркуляционное движение материала. При пяти и более трубах в аппарате процесс становится практически устойчивым. В частности, опытная установка Санкт-Петербургского технологического института содержала 6 пневмотранс-портных труб.
6.6.2. Устройства для забора материала из насыпи (Г.М. Островский, М.М. Шanyнов)
При проектировании устройства для забора материала из насыпи должны учитываться обстоятельства формирования груза и изменение его физико-механических свойств в процессе перевозки. При этом важно, чтобы устройство обладало максимальной производительностью при заданных параметрах разрежения, равномерной и регулируемой подачей воздуха в зону забора материала, возможностью глубинного (более 1 м) и поверхностного (при зачистке) засасывания материала.
На рис. 6.6.2.1 приведены две принципиальные схемы всасывающих заборных устройств — с кольцевой и центральной струей. Их оптимальные геометрические размеры могут быть определены на основе теории струйных апаратов (см. 6.3.5) в зависимости от условий формирования газовых потоков для трех способов.
б
Рис. 6.6.2.1. Схема всасывающих заборных устройств: а) с кольцевой газовой струей; б) с центральной газовой струей;
1 — транспортная труба; 2 — кожух;
3 — входной участок трубопровода; 4 — конфузор;
5 — заслонка; 6 — центральное сопло
Первый способ реализуется с вакуумным насосом, а заборное устройство соединяется с транспортным трубопроводом, находящимся под разрежением. При этом все газовые потоки поступают в заборное устройство из атмосферного воздуха. Часть газа поступает из насыпи вместе с материалом, другая часть — через кольцевое (зазор между элементами 3 и 4 на рис. 6.6.2.1, а) либо центральное (рис. 6.6.2.1, б, поз. 6) сопло. Оптимальные параметры заборного устройства обеспечиваются перемещением транспортной трубы 1 и поворотом заслонки 5. Как правило, в подобном исполнении заборного устройства эжектирующий эффект струи достаточно слаб. Поэтому заслонкой 5 изменяют лишь соотношение между поступающими расходами газа. В частности, при увеличении расхода газа через сопло падает расход газа, поступающего с материалом из насыпи, следовательно, падает и производительность установки.
476
Новый справочник химика и технолога
Второй способ реализуется с компрессором, а заборное устройство соединяется с транспортным трубопроводом, находящимся под избыточным давлением. Сжатый газ через заслонку 5 поступает в кольцевое либо центральное сопло и эжектирует газ из насыпи вместе с материалом. В подобном исполнении эффективность заборного устройства в значительной степени зависит от геометрических параметров его элементов — камеры смешения, диффузора (на рис. 6.6.2.1 не показаны).
В третьем способе заборное устройство соединяется с транспортным трубопроводом, находящимся под разрежением, сжатый газ через заслонку 5 поступает в кольцевое либо центральное сопло, а газ из насыпи вместе с материалом засасывается под действием разрежения и эжектирующего эффекта газовой струи, вытекающей из сопла. В подобном исполнении для изменения расхода материала в зависимости от сопротивления пневмотранспортирования устанавливают дополнительный подсос атмосферного газа сразу за заборным устройством (на рис. 6.6.2.1 не показано). Как и во втором способе, эффективность устройства зависит от геометрических параметров его элементов. Однако эта зависимость определяется соотношением энергий, подводимых к заборному устройству, как вакуумным насосом, так и компрессором. Очевидно, что чем выше доля энергии сжатого газа, тем сильнее недочеты расчета и проектирования будут сказываться на эффективности заборного устройства.
Если сравнить возможные затраты энергии при заданных производительности и дальности транспортирования, то первый способ является самым эффективным. Наименьшей эффективностью обладает второй способ, поскольку эффективность струйного насоса всегда ниже эффективности вакуумного насоса. Промежуточное место занимает третий способ. Однако часто целесообразность и формальная эффективность не стыкуются на практике. В частности, за счет суммарной напорной характеристики, создаваемой как ва-
Рис. 6.6.2.2. Устройство для забора материала в самозагружающийся автоцементовоз:
1 — регулятор подсоса воздуха; 2 — труба подвода воздуха;
3 — транспортная труба;
4 — кольцевое сопло;
5 — конфузор
Рис. 6.6.2.3. Схемы заборных устройств с вибраторами: а) с пневматическим вибратором:
1 — аэратор; 2 — труба; 3 — решегчатый конус; 4 — пневматический вибратор; 5 — тяги ;
6 — подвеска; 7 — резинотканевый рукав; 8 — гибкий воздухопровод; 9 — гибкий воздухопровод; б) с электромеханическим вибратором:
1 — наружная труба; 2 — внутренняя труба; 3 — подвеска; 4 — резинотканевый рукав;
5 — фланец; 6 — электромеханический вибратор; 7 — окно для подвода воздуха; 8 — заслонка
Вспомогательные, типовые и многофункциональные процессы и аппараты
477
куумным насосом, так и компрессором, можно получить более высокие значения по производительности и дальности транспортирования.
В качестве примера на рис. 6.6.2.2 приведена конструкция устройства, которое применяется для забора материала в самозагружающиеся автоцементовозы [1]. Нетрудно увидеть, что его конструкция аналогична рис. 6.6.2.1, а.
Для разгрузки материалов, склонных к слеживанию и уплотнению, используются конструкции с вибрацией и различными механическими рыхлителями.
На рис. 6.6.2.3, а показана схема заборного устройства с пневматическим вибратором [1], применяемого для выгрузки цемента из барж разгрузчиком ТА-37 (см. 6.6.8). В пространстве трюма устройство перемещается краном-манипулятором.
Решетчатый усеченный конус 3 (рис. 6.6.2.3, а) упруго закреплен на трубе 2 с помощью гибких элементов и тяг 5. На решетчатом конусе закреплен пневматический вибратор 4, работающий в определенном диапазоне частот. Направление вибрации перпендикулярно продольной оси трубы 2. Снизу расположен кольцевой аэратор 7. Сжатый воздух к вибратору поступает по трубопроводу 8, а из вибратора импульсами, частота которых синхронна частоте вибраций, отводится по гибкому трубопроводу 9 в полость аэратора 7. Таким образом, эффективность забора материала обеспечивается одновременным воздействием импульсной аэрации материала и вибрации.
Заборное устройство с электромеханическим вибратором представлено на рис. 6.6.2.3, б. Оно используется для выгрузки насыпных грузов из железнодорожных вагонов бункерного типа. Габариты устройства обеспечивают его беспрепятственное опускание в железнодорожный вагон через верхние люки и некоторое маневрирование внутри вагона. Выходной фланец заборного устройства соединяется с резинотканевым рукавом всасывающей линии пневморазгрузчика. Включение вибратора производится периодически, в зависимости от состояния насыпного груза. Корпус выполнен из двух труб, между которыми атмосферный воздух поступает в зону захвата материала. На наружной трубе 7 для этой цели имеется окно 7, входное сечение которого регулируется перемещением заслонки 8. На кронштейне, приваренном к корпусу 2, установлен электромеханический вибратор 6.
На рис. 6.6.2.4 показано самоходное всасывающее устройство с рыхлителями, применяемое обычно для забора насыпных грузов, поступающих в крытых железнодорожных вагонах [1]. Подобные заборные устройства широко используются с пневмораз
грузчиками цемента как всасывающего, так и всасы-вающе-нагнетательного действия.
Заборное устройство представляет собой самоходную тележку безрамной конструкции на двух ребристых металлических колесах 9, привод которых осуществляется от индивидуальных электродвигателей 7 через специальные червячные редукторы 8. В центральной части тележки смонтирован редуктор 4 с электродвигателем 5, обеспечивающий вращение подгребающих дисков 7, расположенных под углом к плоскости пола вагона. В дисках выполнены пазы (перфорации) определенной формы. С помощью перфораций разгружаемый сыпучий материал подается вращающимися дисками в зону всасывания. Режим работы дискового питателя обеспечивает дозированную подачу материала. Для разрушения вертикальных откосов заборное устройство оборудуется дополнительными неподвижными рушителями 3 (в иных конструкциях используются вращающиеся рушители). К верхней час-
Рис. 6.6.2.4. Самоходное заборное устройство:
/ — подгребающий перфорированный диск; 2 — всасывающий патрубок;
3 — рушитель; 4 — редуктор привода дисков; 5 — электродвигатель;
6 — резинотканевый рукав; 7 — электродвигатель; 8 — редуктор привода колеса;
9 — колесо; 10 — поворотный патрубок; 11 — зачистной элемент
478
Новый справочник химика и технолога
ти заборного устройства крепится поворотный патрубок 10, на который насаживается гибкий резинотканевый рукав 6, соединяющий устройство с пневмотрассой. Для улучшения зачистки пола вагона от остатков материала снизу крепится зачистной элемент.
В пневматических транспортных установках высокой производительности (200-500 т/ч), обеспечивающих выгрузку сыпучих грузов из морских судов, применяются навесные заборные устройства с дисковыми питателями или специальными фрезерными головками для слеживающихся грузов. Устройства подобного типа выпускаются фирмами «Claudius Peters» (Германия) и « Buller « (Швеция).
С соплами, предназначенными для зачистки поверхностей от остатков насыпных грузов, можно ознакомиться в [2, 3].
6.6.3. Питатели и затворы с запирающим слоем материала
{Г.М. Островский)
Исполнение затворов и питателей возможно с использованием псевдоожиженного и плотного зернистых слоев.
На рис. 6.6.3.1 показана схема затвора с псевдоожиженным слоем [21], который обычно используется для герметизации узла разгрузки циклона или фильтра, находящегося под избыточным давлением либо под разрежением. В подобных аппаратах материал из циклона либо фильтра по центральной трубе попадает в псевдоожиженный слой, откуда перетекает через перегородку и попадает в бункер или какое-либо транспортное средство. По принципу действия такой затвор ничем не отличается от гидрозатвора, широко распространенного в быту и в промышленной технологии.
Перепад давления Др, который может обеспечивать такой затвор, определяется разностью уровней h псевдоожиженного слоя в центральной и кольцевой частях аппарата. Разность уровней находится из уравнения
Др = р2^, (6.6.3.1)
где рг — плотность материала; е2 — объемная доля материала в псевдоожиженном слое, при которой обеспечивается его текучесть.
Расход газа, необходимый для псевдоожижения материала, несоизмеримо мал в сравнении с расходом газа, проходящим через циклон или фильтр, и может быть рассчитан по уравнению (3.3.2.11) или (3.3.2.12).
Для загрузки зернистого материала в нагнетательные пневмотранспортные системы используют питатели с плотным зернистым слоем. Принципиальная схема такого затвора с установкой струйного насоса (эжектора) показана на рис. 6.6.3.2. Материал под действием собственного веса продвигается вниз, препятствует ему фильтрующийся противотоком газ. При равенстве в какой-либо точке стояка градиента давления фильтрующегося газа насыпному весу материала
dp dx
P2^2S ’
(6.6.3.2)
материал перейдет в состояние псевдоожижения, а газ будет прорываться в виде пузырей через слой.
Рис. 6.6.З.1. Схема затвора с псевдоожиженным зернистым слоем: а) затвор, изолирующий систему, работающую под разрежением;
б) затвор, изолирующий систему, работающую под избыточным давлением;
1 — патрубок, соединяющий затвор с циклоном или фильтром;
2 —- псевдоожиженный слой; 3 — газораспределительная решетка; 4 — патрубок для подачи газа;
5 — патрубок, соединяющий затвор с бункером либо транспортным средством (например, шнековым транспортером);
Г — газ; М — материал
Рис. 6.6.3.2. Схема питателя с плотным зернистым слоем:
1 — бункер (силос); 2 — стояк;
3 — газораспределительная решетка; 4 — сопло;
5 — патрубок для подачи газа под решетку; 6 — подача зернистого материала и газа в пневмотранспортную линию;
7 — подача газа в сопло; 8 — подача газа для аэрации материала
Вспомогательные, типовые и многофункциональные процессы и аппараты
479
Общий перепад давления, который можно обеспечить в такой системе, будет складываться из сопротивления фильтрации через слой материала газа Дрс и дополнительного перепада давления, создаваемого эжектором &рэ, т. е. Др = Дрс + Дрэ.
Расчет Дрс, в том числе и определение утечек газа Q\ через движущийся зернистый слой, можно найти из численного решения системы уравнений, приведенных в 3.3.5.
В соответствии с уравнениями (3.3.5.1)-(3.3.5.3) (см. там же пример 3.3.5.1) для случая, когда координата х направлена вверх при р2 » рь уравнения установившегося движения и уравнения сохранения массы для газовой (индекс 1) и твердой (индекс 2) фаз примут вид
0 = -г,^-/г25; (6.6.3.3)
ах
О = -P2s2g + f&2S - Ч ’ (6.6.3.4)
ах ах С]
(6.6.3.5)
nD2 02=^-^-, (6.6.3.6)
4
где — осредненное по сечению осевое нормаль-
4tg®
ное напряжение; В = ; Сх — константа, опреде-
ляемая уравнением (2.7.4.9); срв — угол внешнего трения; f — удельная сила межфазного сопротивления.
Замыкать систему (6.6.3.3)-(6.6.3.6) будет уравнение р
состояния для газа р, = -Е—. При этом в процессе реше
ния необходимо контролировать выполнения условия ф .
— < P2s2g •
ах
При оптимальном проектировании можно получить величину утечек газа, пренебрежимо малую в сравнении с расходом газа, требуемым для пневмотранспортирования материала. В некоторых случаях возможно нагнетание газа движущимся материалом в зону загрузки материала в транспортный трубопровод.
Максимально возможное сопротивление слоя соответствует условию его псевдоожижения и может быть оценено по зависимости (6.6.3.1). Однако в таком случае движение зернистого слоя становится неустойчивым, поскольку возможно зависание материала в стояке.
6.6.4. Шлюзовые и винтовые питатели
(Г.М. Островский, М.М. Шanyнов)
Шлюзовые и винтовые питатели применяют в тех случаях, когда между аппаратом, из которого забирается материал, и пневмотрассой существует значительный перепад давления, не позволяющий обойтись простыми устройствами, рассмотренными в предыдущих параграфах. По возможности преодолевать перепад давления и связанные с ним утечки газа винтовые питатели превосходят шлюзовые, однако они более сложны в конструктивном исполнении, более энергоемки и используются в основном для мелкозернистых и порошкообразных материалов.
Шлюзовые питатели применяют для загрузки в пневмотрассу малоабразивных сыпучих материалов и материалов с незначительным начальным сопротивлением сдвигу (например, таких как мука, цемент, зерно, гранулированные полимеры, древесина и т. д.). Максимальный перепад давления, который способны преодолевать существующие конструкции, составляет порядка 0,15 МПа.
Рис. 6.6.4.1. Схема шлюзового питателя марки ХПШ:
/ — диффузор; 2 — входной патрубок; 3,6 — подшипники; 4, 5 — крышки; 7 — вал;
8 — ячейковый барабан; 9 — корпус; 10 — бронзовые накладки;
11 — выходной патрубок; 12 — камера смешения
480
Новый справочник химика и технолога
На рис. 6.6.4.1 приведена схема одной из конструкций широко используемого в зерноперерабатывающей промышленности шлюзового питателя ХПШ [1]. Питатель состоит из корпуса 9, внутри которого вращается ячейковый ротор 8. Для уплотнения ячеек и снижения утечек газа ротор по периферии лопастей облицован бронзовыми накладками 10, допускающими регулировку зазора между корпусом и ротором. Газ для транспортирования подается через патрубок 2, а газодисперсный поток выводится в патрубок И. Привод питателя состоит из электродвигателя, редуктора и цепной передачи (на рис. не показаны). Мощность привода не превышает 1 кВт. Технические характеристики питателя приведены в табл. 6.6.4.1.
ОАО «Димитровградхиммаш» выпускает шлюзовые питатели типа ШЗ с максимальным перепадом давления 0,15 МПа, предназначенные для сыпучих порошковых и зернистых материалов, с размером гранул не более 10 мм и температурой до +250 °C.
Технические характеристики ряда типоразмеров данных питателей приведены в табл. 6.6.4.2 (всего выпускается 63 типоразмера (см. табл. 6.6.4.2 и каталог завода-производителя)). Серийно изготавливаются модификации питателей ШЗ с ручным или дистанционным регулированием производительности; с электродвигателем в нормальном или взрывозащищенном исполнении; из углеродистой или антикоррозионной стали для деталей, соприкасающихся с транспортируемым продуктом.
Принципиальной особенностью шлюзовых питателей является возможность изменять их производительность. Это может достигаться изменением числа оборотов ячейкового барабана либо дозированной подачей материала в сам питатель.
Существенным недостатком шлюзовых питателей являются утечки газа, величина которых может превышать 50 % от общего расхода газа, подаваемого в питатель. Величина утечек определяется в основном габаритами ротора и перепадом давления на питателе и может быть лишь оценена по графикам, приведенным на рис. 6.6.4.2 для питателей ХПШ [4].
Рис. 6.6.4.2. Зависимость утечек воздуха через шлюзовый питатель от перепада давления (сопротивления пневмотрассы) при производительностях от 2 до 8 т/ч: а) ХПШ-5; б) ХПШ-10; в) ХПШ-20:
1 — на холостом ходу'; 2 — при подаче материала
Таблица 6.6.4.1
Технические характеристики шлюзовых питателей типа ХПШ
Параметры ХПШ-5 ХПШ-10 ХПШ-20
Производительность при транспортировании муки, т/ч 5 10 20
Предельный перепад давления, МПа 0,15 0,15 0,15
Габаритные размеры с приводом: длина X ширина X высота, мм 1060 X 965 X 570 1060 X 980 X 600 1385 X 1060 X 750
Масса, кг 386 450 532
Таблица 6.6.4.2
Технические характеристики шлюзовых питателей типа ШЗ
Типоразмер ШЗ-15РНК ШЗ-15ПНК ШЗ-15БВК ШЗ-20РНК ШЗ-20ПНК ШЗ-ЗОРНК шз-зопнк
Производительность, м3/ч 0,18-1,65 0,46-4,4 1,56-14,8
Мощность, кВт 0,49 1,0
Габаритные размеры с приводом: длина X ширина X высота, мм 595Х556Х Х345 697Х685Х Х410 577Х572Х Х345 644X563 X Х403 747Х685Х Х484 810Х742Х Х506 845Х884Х Х586
Масса, кг 105 129 101 142 166 266 270
Вспомогательные, типовые и многофункциональные процессы и аппараты
481
Винтовой питатель. Принципиальные схемы типовых конструкций винтовых питателей приведены на рис. 6.6.4.3. Основным элементом питателя является шнек, число оборотов которого в различных типах машин колеблется от 600 до 1800 об/мин. За счет сравнительно высокого числа оборотов создается плотная пробка из материала, позволяющая преодолевать существенно более высокий (чем мог это сделать шлюзовый питатель) перепад давления, достигающий у выпускаемых конструкций 0,3 МПа. Утечки газа в этих конструкциях несопоставимо ниже утечек в шлюзовом питателе.
Напорная и расходная характеристики шнека обеспечиваются необходимым соотношением диаметра и шага навивки шнека, его длиной, а также особенностями поверхности броневой гильзы. В частности, нанесение на ее поверхности продольных валиков, выполненных из износостойкой наплавки, позволяет снизить окружное проскальзывание материала и увеличить его расход. Наличие обратного клапана 4 (у большинства конструкций) создает дополнительное уплотнение пробки и препятствует случайному прорыву газа через шнек. Шнек может быть как консольным (рис. 6.6.4.3, а и б), так и двухопорным (в). Последний вариант исключает соприкосновение шнека с гильзой и последующее новообразование, что позволяет использовать питатель для пожаро- и взрывоопасных материалов.
Камера, где происходит смешение материала с газом, может быть выполнена без каких либо принципиальных особенностей (в), с аэрационным днищем (а, поз. 5) и со струйным насосом (б). Насосы с аэрационным днищем чаще применяют для пневмотрасс, которые начинаются с вертикального участка. Использование струйного насоса позволяет увеличить напорную характеристику питателя, поскольку общая напорная характеристика создается как шнеком, так и струей, вытекающей из сопла.
Напорные и расходные характеристики шнека зависят от свойств материала и достигаются сравнительно высокими эксплуатационными затратами, включающими как затраты на энергию, необходимую для вращения шнека, так и затраты на ремонт, связанные с износом шнека и гильзы. Возможные последствия износа сужают круг транспортируемых материалов из-за их абразивных свойств.
Наличие в транспортируемом материале значительной доли крупных частиц увеличивает фильтрационный проскок газа через пробку материала. Это снижает производительность и напорную характеристику питателя и делает нецелесообразным его использование для крупнозернистых продуктов, например для пшеницы или гранулированных удобрений.
Для некоторых материалов возможно «срастание» со шнеком и, как следствие, прекращение их подачи. К ним относятся такие материалы, у которых резко возрастает величина начального сопротивления сдвигу с ростом уплотняющего напряжения, пластифицирую-
Рис. 6.6.4.3. Схема винтовых питателей:
а) с консольным валом и аэрационной камерой;
б) с консольным валом и струйным насосом;
в) с валом на двух опорах:
7 — шнек; 2 — загрузочная камера; 3 — броневая гильза;
4 — обратный клапан; 5 — аэрационное днище;
6 — сопло; 7 — подшипниковая опора
щиеся при нагревании от трения на поверхности шнека и гильзы (к ним можно отнести и материалы, содержащие кристаллизационную влагу), а также содержащие жиры и волокна. Такими рискованными к применению материалами являются: сырые пески; содержащие жиры корма; полимерные материалы; гидрат глинозема; перборат натрия; пыль от электрофильтров с высоким содержанием азотнокислых солей калия; пыль оксидов железа; резиновые частицы.
Во всех конструкциях винтовых насосов шнеки имеют упрочненные рабочие поверхности витков и концевой части вала. Это обеспечивается износостойкой наплавкой соответствующими электродами или износостойкой порошковой лентой.
В табл. 6.6.4.3 приведены технические характеристики низконапорных винтовых питателей ПШМ, которые сконструированы ВНИИЗом по схеме рис. 6.6.4.3, а, но без обратного клапана. Эти питатели широко используются вместо элеваторов для подъема легких материалов в зерноперерабатывающей и пищевой промышленности.
В табл. 6.6.4.4 приведены технические характеристики винтовых подъемников ОАО «Строительные машины», которые в отличие от ПШМ имеют обратный клапан. Это позволяет несколько повысить перепад давления и использовать их для тех же целей, но для более тяжелых материалов (например, цемента). В традиционной литературе по пневмотранспортному обо-
482
Новый справочник химика и технолога
рудованию их называют пневмовинтовыми подъемниками цемента.
Из зарубежных фирм, выпускающих аналогичное оборудование, необходимо выделить фирму «МбПег» (Германия), которая выпускает 14 типоразмеров пнев-мовинтовых подъемников для транспортирования различных пылевидных материалов (цемента, известняка, гипса, нерудных полезных ископаемых, золы и т. д.) с производительностями от 4 до 233 м3/час. Особенность
конструкций этой фирмы — отсутствие обратного клапана, однако вместо аэрационного днища установлен вертикально струйный насос.
Для увеличения напорной характеристики винтового питателя и, следовательно, дальности транспортирования увеличивают длину шнека и устанавливают струйный насос (см. рис. 6.6.4.3, б). Технические характеристики подобных машин приведены в табл. 6.6.4.5 и 6.6.4.6.
Таблица 6.6.4.3
Технические характеристики питателей ПШМ
Параметры ПШМ-1 ПШМ-2 ПШМ-3
Производительность, т/ч 2-6 8-12 5-18
Максимальный перепад давления, МПа 0,07-0,01 0,08-0,05 0,14-0,1
Мощность привода шнека, кВт 3 5,5 7,5
Габаритные размеры с приводом: длина X ширина X высота, мм 1750 X 340 X 695 1850 X 340 X 746 2500 X 500 X 828
Масса, кг 260 280 690
Таблица 6.6.4.4
Технические характеристики пневмовинтовых подъемников
Параметры ТА-20А ТА-52 ТА-53
Транспортируемый материал цемент цемент минеральный порошок цемент минеральный порошок
Производительность, т/ч 20 50 30 100 60
Расход сжатого воздуха, м3/мин 3,5 9 12
Максимальный перепад давления, МПа 0,12
Мощность привода шнека, кВт 13 30 37
Габаритные размеры с приводом: длина х ширина х высота, мм 2000x710x 820 2280x700x940 2320 х 700 х 1000
Масса, кг 510 640 900
Таблица 6.6.4.5
Технические характеристики винтовых питателей ОАО «Строительные машины»
Параметры ТП-1 ТА-14Б ТГ-1
Производительность по цементу, т/ч 7 36 63
Максимальный перепад давления, МПа 0,3 0,2 0,2
Дальность подачи (приведенная), м 230 230 230
в т. ч. по вертикали 50 30 30
Расход сжатого воздуха, м3/мин 5 14,5 22
Мощность электродвигателя привода шнека, кВт 15 30 37
Габаритные размеры с приводом: длина X ширина X высота, мм 1925 X 650 X 675 2490 X 950 X 860 2585 X 640 X 790
Масса, кг 510 800 965
Вспомогательные, типовые и многофункциональные процессы и аппараты
483
Таблица 6.6.4.6
Технические характеристики винтовых питателей ЗАО «Бецема»
Параметры ТА-39А ТА-4ОА ТА-41А ТА-42А ТА-54 ТА-54-1
Производительность по цементу, т/ч 36 63 63 ПО 70-110 40-70
Максимальный перепад давления, МПа 0,3 0,2 0,3 0,2 0,3 0,3
Дальность подачи (приведенная), м, в т. ч. по вертикали 430 30 230 30 430 30 230 30 200-450 35 200-450 35
Расход сжатого воздуха, м3/мин 25 22 41 38 40 28
Мощность электродвигателя привода шнека, кВт 75 55 132 110 90; НО; 132 55; 75
Габаритные размеры с приводом: длина X ширина X высота, мм 4510 X 970 X X 830 4295 X 975 X X 820 4550 X 970 X X 940 4500 X 975 X X 895 4215 X 1300 X X 890 3750 х 1300 х X 785
Масса, кг 2270 2035 2610 2380 3520 2680
Таблица 6.6.4.7
Технические характеристики винтовых питателей фирмы «Claudius Peters»
Параметры Х-115 Х-150 Х-200 Х-250 Х-300 Х-350
Максимальная производительность, м3/ч 12 40 125 230 425 640
Максимальная дальность подачи, м 1500
Максимальный перепад давления, МПа 0,2-0,3
Мощность привода, кВт 8 45 55 ПО 132 160
В питателях ТА-54 и ТА-54-1 напорный шнек установлен на двух опорах, а смесительная камера может изменять направление газодисперсного потока.
Из зарубежных фирм винтовые питатели выпускает фирма «Claudius Peters» (Германия). Она производит два варианта: с консольнорасположенным шнеком и шнеком, закрепленным на двух опорах (см. рис. 6.6.4.3, б и в). При нормальном исполнении питателя могут транспортироваться материалы с температурой до 200 °C, при исполнении с водяным охлаждением — до 400 °C. Для взрывоопасных материалов (угольная пыль, сажа и т. п.) предусмотрено защитное исполнение. При выборе режима работы питателя в зависимости от свойств материала на фирме принято деление материалов на три группы:
1) агрессивные пылевидные, мелкозернистые и гранулированные материалы — бокситы, глинозем, доломит, зола с высоким содержанием SiO2, известковая крошка, керамический лом, карбиды, коксовая мука,
корунд, клинкерная пыль, кварцевый песок, медный концентрат, полевой шпат, стеклянная мука, фосфат, шамотная мука, цемент;
2) нормальные пылевидные и мелкозернистые материалы — апатит, бентонит, золы с малым содержанием SiO2, известковая мука, известковый азот, негашеная известь, угольная пыль, сульфат натрия, сырьевая мука, соль, сульфат бария, сода кальцинированная;
3) сравнительно неабразивные материалы — гипс, гидрат извести, каолин, красящие пигменты, корма, мел, пластмассы (порошкообразные и гранулированные), окись свинца.
В зависимости от группы материала выбирается максимально допустимая частота вращения шнека и определяется напорная характеристика питателя.
В табл. 6.6.4.7 приведены технические характеристики питателей фирмы «Claudius Peters» со шнеком на двух опорах.
484
Новый справочник химика и технолога
Рис. 6.6.4.4. Схема совмещения шлюзового и винтового питателей:
7 — шлюзовый питатель; 2 — винтовой питатель
Производительность винтовых питателей связана с необходимостью поддержания устойчивой пробки материала, которая определяет напорную характеристику питателя и предотвращает прорыв газа в зону загрузки. По этой причине производительность винтовых питателей не может быть произвольно уменьшена, как это позволяет шлюзовой питатель.
Максимальная длина транспортирования, которая указывается в паспортных данных, может быть повышена без увеличения напорной характеристики. Это может достигаться установкой дополнительно шлюзового питателя над зоной загрузки (рис. 6.6.4.4), и тогда напорные характеристики системы суммируются, либо применением пневмотрасс большего диаметра с соответствующим увеличением расхода газа и снижением концентрации материала. То же следует и из табл. 6.6.4.7, где указана максимальная дальность подачи 1500 м. Увеличением диаметра пневмотрассы можно добиться повышения дальности подачи свыше 1500 м, однако это нецелесообразно из-за высоких затрат энергии. В таких случаях используют камерные питатели.
6.6.5. Камерные питатели
(Г.М. Островский, М.М. Шапунов)
Различные способы компоновки пневмотранспорт-ных систем с использованием камерного питателя были рассмотрены в 6.6.1. Принципиальной особенностью таких систем является возможность подачи материала в трубопровод под высоким давлением, величина которого может существенно превышать возможности рассмотренных выше питателей, и ограничена либо давлением газа в сети, либо прочностью сосуда. В свою очередь, величина давления определяет производительность или дальность транспортирования.
Производительность пневмотранспортной установки не может быть охарактеризована простой констатацией количества килограммов в секунду. При компоновке камерных питателей в пневмотранспортную установку рассматривают мгновенную и техническую производительности.
Мгновенная производительность определяется за короткий промежуток времени, когда установка работает в оптимальном режиме.
Техническая производительность определяется за достаточно большой промежуток времени, который характеризует технические особенности установки. Это касается способа подачи сжатого газа. Например, газ может подаваться индивидуальным компрессором либо из общей сети предприятия; камерный питатель может работать с предварительным набором давления либо без такового.
На рис. 6.6.5.1, а приведены характерные диаграммы полного временного цикла работы одиночного камерного питателя в режиме предварительного набора давления.
Обозначим временные циклы: 0-1 — загрузка питателя материалом; 1 — начало подачи сжатого газа;
Рис. 6.6.5.1. Диаграммы полного временного цикла работы одиночного камерного питателя: а) с предварительным набором давления; б) без предварительного набора давления: р» — давление в питателе; Qi — расход материала
Вспомогательные, типовые и многофункциональные процессы и аппараты
485
1-2 — набор давления в питателе; 2 — начало разгрузки питателя; 2-3 — разгрузка камерного питателя; 3 — окончание разгрузки; 3-4 — продувка трассы от материала; 4 — момент освобождения трассы от материала; 3-5 — падение давления в питателе (момент отключения подачи сжатого газа в питатель находится в интервале 3-5 и зависит от объема камерного питателя и длины трассы); 5 — начало очередной загрузки питателя материалом.
Мгновенная производительность питателя соответствует величине (Лм и определяется давлением, длиной трассы и ее конструктивными особенностями, расположением и конструкцией газоподводящих источников, а также соотношением расходов между ними. Для больших длин трасс (соответственно и больших давлений газа) несовершенства конструктивных оформлений питателей при одинаковых расходах газа не сказываются на его мгновенной производительности, поскольку гидравлическое сопротивление входа газодисперсного потока в трубопровод становится пренебрежимо малым в сравнении с сопротивлением пневмотрассы.
Техническая производительность питателя будет определяться соотношением
ea=7jfeW<*. (6.6.5.1) h о
Связь между мгновенной и технической производительностями определяется как
е2т=лб2м, (б.б.5.2)
где А — коэффициент запаса производительности. Коэффициент А меньше единицы и стремится к ней, если работа питателя приближается к непрерывному режиму.
Режим работы одиночного камерного питателя без предварительного набора давления иллюстрируется рис. 6.6.5.1, б. Отличие этого режима от предыдущего состоит во временном цикле 1-2. Здесь разгрузка питателя при правильной организации процесса начинается
с одновременной подачей в него сжатого газа. Этому моменту на диаграмме соответствует точка 1 (производительность представлена по изменению массы камерного питателя).
Сравнение двух режимов работы питателя — с предварительным набором давления и без него — показывает преимущество первого. Объясняется это трудностями управления подачей газа в питатель в момент заполнения пневмотрассы материалом. При оптимальной организации начального момента набора давления в питателе технические характеристики двух режимов работы становятся сопоставимыми.
На рис. 6.6.5.2 представлена сравнительная характеристика диаграмм разгрузки одиночного и спаренных питателей, работающих в режиме предварительного набора давления. Из рисунка видно, что для спаренных питателей техническая производительность практически равна мгновенной и временные циклы набора и сброса давления не играют значимой роли.
Для организации стабильного транспортного процесса необходимым и достаточным является условие vH vrp- гДе vn — скорость газа на входе в транспортный трубопровод, гтр — минимальная скорость газа, обеспечивающая транспортирование материала (скорость трогания). Для камерного питателя без предварительного набора давления заполнение трубопровода материалом начинается одновременно с подачей газа в питатель. При этом следует учесть, что в начальный момент работы в соответствии с темпом заполнения трассы материалом должен быть обеспечен рост давления р в питателе. Оптимальная функция p(t) может быть определена с помощью уравнения сохранения массы газа в свободном от материала объеме питателя V:
8>=v^+v,P.F’ (6.6.5.3)
at
где Q1 — массовый расход газа на входе в питатель, рн — плотность газа в камере питателя, F — площадь поперечного сечения трубопровода.
Рис. 6.6.5.2. Диаграммы разгрузки камерных питателей с предварительным набором давления: а) одиночный питатель; о) спаренные питатели
486
Новый справочник химика и технолога
Приближенное решение уравнения (6.6.5.3) дает [5]: при t<ti
п _PoVY Ув , _ , nJ й ---- —+ Ро + Bt
Po w? J
B = 2Po+AlJ
Z 2 I Po J
при t> ti
gi = PoVl(Po+Ap);
Po
t _____2^0_____
vBc(2/?0 + Др) ’
(6.6.5.4)
(6.6.5.5)
(6.6.5.6)
где po — плотность газа при атмосферном давлении р0 и температуре процесса Т; с — коэффициент скольжения фаз (0,6-0,8); — время набора давления или время заполнения трассы материалом; Др — сопротивление трассы при устойчивом транспортировании; I — геометрическая длина трассы.
На рис. 6.6.5.3, а показан вид функции Q\(t) согласно формулам (6.6.5.4)-(6.6.5.6). Из графика следует, что в момент t = t\ расход газа должен резко снизиться. К этому моменту трасса полностью заполнена материалом, перепад давления на трассе достигает конечного значения, и нет необходимости подавать газ на увеличение давления в питателе. Очевидно, что чем больше V и меньше F, тем большим должен быть скачок расхода А0].
Рис. 6.6.5.3. Зависимость расхода газа от времени: а) оптимальная подача газа;
б) подача газа через регулировочный вентиль
Реализовать такой режим подачи газа с индивидуальным компрессором невозможно, но с централизованным источником сжатого газа, позволяющим покрывать пиковые нагрузки по расходу, вполне реально. На практике, однако, часто газ подается в питатель через обычный регулировочный вентиль, и зависимость Qi(t) имеет противоположную рис. 6.6.5.3, а направленность. В этом случае с одной стороны вентиля давление постоянно и равно давлению в воздухосборнике (ресивере), а с другой изменяется от р0 до (р0 + Ар). Вид
зависимости Qi(t) представлен на рис. 6.6.5.3, б. В начальный момент времени в питатель поступает большой расход газа, которому соответствуют высокие значения скорости материала и скорости набора давления. Однако с течением времени перепад давления между питателем и ресивером падает, что ведет к падению Qi(t) и уменьшению скорости газа на входе в трубопровод. Возможна ситуация, когда vH < vrp и происходит остановка транспорта и завал трубопровода материалом. Поэтому настройка потоков газа, подаваемых в разные точки питателя, становится уделом специалистов, имеющих чисто практический опыт. Тем не менее, и при вполне удовлетворительной настройке газовых потоков камерные питатели, работающие без специальных регуляторов расхода газа [5], имеют заниженные эффективность и производительность.
Запуск камерного питателя с предварительным набором давления не зависит от режима набора давления. Загрузка материала в трубопровод начинается после открытия клапана на входе в пневмотрассу. Несмотря на большую разность давлений между трубопроводом и питателем, расход материала в начальный момент времени ограничен скоростью истечения газопорошковой смеси (см. 2.5.3). Оснащение питателя индивидуальным компрессором позволяет обеспечить высокую надежность пневмотранспортного процесса. В случае централизованного источника сжатого газа необходимо устройство регулировки расхода газа в зависимости от колебаний давления в сети. Принципиальная схема подачи газа в питатель показана на рис. 6.6.5.4. Согласно схеме, на входе в питатель поддерживается постоянный расход газа независимо от давления в сети.
В общем случае коэффициент запаса производительности в формуле (6.6.5.2) определяется уравнением
А =------*1-----, (6.6.5.7)
Zo +?i +t2 +<з
где /0, h, t2 и t3 — время заполнения питателя материалом, время набора давления, время установившегося режима работы и время продувки трассы от материала соответственно.
Рис. 6.6.S.4. Схема подачи газа через регулятор расхода:
1 — компрессор; 2 — ресивер; 3 — регулировочный вентиль с автоматическим управлением; 4 — измеритель расхода;
5 — блок управления; 6 — запорный клапан; 7 — камерный питатель;
8 — запорный клапан на материалопроводе
Вспомогательные, типовые и многофункциональные процессы и аппараты
487
Расчет величин /0, Л и t2 не представляет особых проблем. Определение величины /3 для сыпучих материалов также не представляет трудностей. Однако для связных материалов определение величины /3 численному анализу не поддается. Исследования показывают [6], что /3 существенно зависит от свойств материала и конструкции питателя, наличия различных побудителей для обрушения остатков материала, которые определяют интенсивность разгрузки материала из полупустого питателя, и в некоторых случаях может превышать половину времени полного рабочего цикла (см. также 6.6.6). Для питателей с предварительным набором давления заключительный период разгрузки может быть сокращен отключением пневмотрассы до момента полной разгрузки остатков материала. В этом случае сброс давления из питателя должен осуществляться через систему газоочистки, а продувка трассы — через дополнительный трубопровод от источника сжатого газа.
Для камерных питателей без предварительного набора давления обычно принимают А ~ 0,5. Для питателей с предварительным набором давления А ~ 0,67. Для спаренных питателей А ~ 0,9.
Для режима с предварительным набором давления независимо от конструкции камерного питателя (с верхней или нижней выгрузкой материала) принципиальное распределение потоков сжатого газа можно организовать в соответствии с рис. 6.6.5.5.
Газ подается в три зоны. В нижнюю часть сосуда — через аэрационные элементы, в верхнюю часть сосуда — через клапан 3 и в транспортный трубопровод — через устройство 8. Подача газа в камерный питатель обеспечивает выгрузку материала с производительностью, пропорциональной расходу сжатого газа. Дополнительная подача газа в трубопровод обеспечивает необходимую скорость транспортирования и необходимую концентрацию газодисперсного потока. Изменяя
соотношение между расходами газа, подаваемыми в питатель и в трубопровод, можно изменять и производительность питателя. При заданном рабочем давлении в сети изменением соотношения расходов газа можно обеспечивать транспортирование материала на различные расстояния, причем с увеличением длины трассы производительность будет убывать. Для этого на линии подвода газа в трубопровод 7 установлен регулировочный вентиль 13.
Существенную роль в выгрузке материала из питателя играет соотношение расходов газа между верхней и нижней частями сосуда.
При подаче газа только в верхнюю часть сосуда, особенно в период набора давления, происходит сильное уплотнение материала, а во время разгрузки питателя возникает большое сопротивление при входе материала в трубопровод. Это снижает производительность питателя, а для тонкодисперсных уплотняющихся материалов приводит к пульсирующему режиму разгрузки и даже закупорке трубопровода. Очевидно, что нужно стремиться к такой подаче газа, при которой сопротивление входу материала в трубопровод будет минимальным. В этом случае избыточное давление в питателе полностью реализуется в производительность.
Минимальная продолжительность полного цикла разгрузки камерного питателя реализуется по схеме, представленной на рис. 6.6.5.6. Особенность этой схемы заключается в том, что продувка трассы и сброс давления в питателе происходит одновременно. В случае высоких давлений и коротких трасс газ в пневмотрассу может подаваться только для ее продувки.
Схема устройства для дополнительной подачи газа в трубопровод показана на рис. 6.6.5.7.
Дополнительные данные по конструктивному оформлению камерных питателей можно получить из [1, 7—9].
Рис. 6.6.5.5. Схема подвода сжатого газа к камерным питателям с верхней (а) и нижней (б) разгрузкой питателя:
1,3,4, 11, 12 — газовый клапан; 2,13 — регулировочный вентиль; 5 — бункер;
6 — загрузочный клапан; 7 — пневмотрасса; 8 — устройство для дополнительной подачи газа;
9 — клапан для газодисперсной смеси; 10 — аэрационный элемент
488
Новый справочник химика и технолога
Рис. 6.6.5.6. Циклы подачи газа при разгрузке камерного питателя: а) заполнение камеры материалом; б) набор давления; в) разгрузка; г) сброс газа из камеры и продувка трассы;
^4 — клапан открыт; И — клапан закрыт
Пример 6.6.5.1. Определить зависимость мгновенной производительности камерного питателя с индивидуальным компрессором от длины транспортирования зернистого материала в трубопроводе диаметром J=150mm. Известны: максимальное избыточное давление в питателе (равное избыточному давлению в ресивере компрессора) Д/? = 5105Па; плотность частиц р2 = 2800 кг/м3; пористость материала в состоянии рыхлой насыпи £ = 0,6; плотность воздуха pi= 1,25 кг/м3 при атмосферном давлении и температуре транспортного процесса. Сопротивление трассы определяется зависимостью [6]:
Л =AexP(b^vH)> (а)
Рис. 6.6.5.7. Схема устройства для дополнительной подачи газа
где рн — давление в начале трассы; р§ — давление на конце трассы (атмосферное); А; = 21 • КГ6 (с/м2) — коэффициент, характеризующий трение при транспортировании; т — расходная концентрация материала ( QA
т = ; vH — приведенная к сечению трубопровода
k Q\)
скорость газа в начале трассы.
При решении примера использовать формулы из 2.5.3.
Потерями давления на разгон материала вдоль трассы пренебречь.
Поскольку ря = р^+ Ьр ,
рн = рн —, то уравнение (а) примет вид А
Р»
= р0 ехр
,Л^2Ро
уяРи^2
4 ’
(Ь)
Из уравнений (2.5.3.5) и (2.5.3.6) определим значения критического давления и критического расхода: /»кр = 3,54 • 105 Па; g2Kp = 349 кг/с.
Вспомогательные, типовые и многофункциональные процессы и аппараты
489
Подставив в уравнение (b) pQ = ркр и ^2кр, получим некую критическую длину LKp =13,48 м.
При длине трассы менее этой величины производительность установки не превысит ^2кр- При L> производительность питателя будет определяться уравнением (2.5.3.7), в котором давление на выходе из сосуда соответствует давлению в начале трассы (р0 = /?н), а соответствующая длина трассы будет находиться из уравнения (Ь).
Результаты расчета приведены на рис. 6.6.5.8.
Рис. 6.6.5.8. Зависимость производительности камерного питателя от длины трассы при постоянном давлении в камере
В табл. 6.6.5.1 приведены технические характеристики камерных питателей, выпускаемых ЗАО «Беце-ма». Конструкции питателей предусматривают возможность транспортирования материала с температурой до 150 °C. Максимальный перепад давления 0,6 МПа. Звездочками указаны параметры, которые получены при испытаниях одиночных камерных питателей для конкретного диаметра трассы. Однако эти параметры могут изменяться в очень широких пределах в зависимости от конкретных условий практического использования. В частности, использование спаренных питателей позволит повысить производительность в два раза, а уменьшением производительности можно увеличить дальность транспортирования.
6.6.6. Минимальная скорость транспортирования. Максимальная концентрация материала. Завал
(Г.М. Островский)
Снижение скорости газа и увеличение концентрации материала при пневмотранспортировании являются основными направлениями в повышении эффективности транспортного процесса. В свою очередь, эффективность определяется снижением энергозатрат, а также снижением интенсивности износа пневмотрассы и истирания транпортируемого материала.
Скорость и концентрация материала определяют соответствующую структуру двухфазного потока. Наиболее ярко неоднородность структуры двухфазного потока проявляется в горизонтальной трубе (рис. 6.6.6.1). С увеличением концентрации материала и при переходе от движения одиночными частицами к движению в виде гребней минимальная скорость транспортирования снижается.
Рис. 6.6.6.1. Режимы транспортирования зернистого материала в горизонтальной трубе: а) движение частиц с низкой концентрацией (практически одиночные частицы);
б) движение основной массы материала в виде слоя; в) движение материала в виде гребней
В 3.2.3 и 3.4.8 предложены уравнения, позволяющие определить скорость уноса частицы в трубопроводе. В первом случае начало движения частицы обусловлено силой лобового давления обтекающего ее потока, во втором — силой трения потока о поверхность слоя частиц.
На рис. 6.6.6.2 приведена зависимость отношения скоростей уноса для слоя vyc и для одиночной частицы vy ч от толщины ламинарного пристенного слоя. Из графика видно, что для мелких частиц скорость уноса определяется силой трения потока о поверхность слоя,
Таблица 6.6.5.1
Технические характеристики камерных питателей АО «Бецема»
Параметры Тип питателя
ТА-23Б ТА-28Б ТА-29Б
Производительность по цементу, т/ч 20,5-11 100 60
Дальность подачи (приведенная), м, 430-210 1000 1000
в т. ч. по вертикали* 35 50 50
Внутренний диаметр трубопровода, мм* 150 250 200
Габаритные размеры: длина X ширина X высота, мм: 1765 х 1520 х 2597 6000 x4155 x 5500 3770 X 3350 X 4340
Масса, кг 1550 14500 7900
* Значения получены при испытаниях одиночных камерных питателей для конкретного диаметра трассы.
490
Новый справочник химика и технолога
для крупных — силой лобового давления. При выборе минимальной скорости транспортирования следует ориентироваться на минимальное значение скорости уноса (см. примеры 3.2.3.1 и 3.4.8.2).
Рис. 6.6.6.2. Зависимость отношения скоростей уноса для слоя и частицы от отношения размера частицы к толщине ламинарного пристенного слоя
На практике минимальная скорость транспортирования может быть как меньше, так и больше расчетной. Снижение скорости объясняется тем, что частица либо слой частиц обтекаются не чистым газом, а газом со взвешенными частицами, которые интенсифицируют обмен импульсом между потоком и неподвижными частицами. Этим в частности объясняется гистерезис скорости трогания, согласно которому для взвешивания первоначально неподвижного слоя частиц требуется большая величина скорости, чем для выпадения частиц из потока в неподвижный слой.
Потребность в увеличении скорости связана с колебаниями ее величины вдоль трубопровода по причине сжимаемости газа. Чем короче трасса, чем меньше концентрация материала и, главное, чем равномернее подача материала в трубопровод, тем слабее проявляют себя колебания параметров двухфазного потока вдоль трубопровода.
Существующие в литературе расчетные уравнения по предельной концентрации материала весьма противоречивы. Объясняется это особенностями экспериментальной установки, определяющими уровень неравномерности ввода материала в трубопровод. Источники неравномерности ввода материала могут быть весьма разнообразными. Приведем два характерных примера для пневмотранспорта с низкой и высокой концентрацией материала.
На рис. 6.6.6.3 изображены устройства, предназначенные для загрузки материала питателем, например шлюзовым, во всасывающую или нагнетательную пневмотранспортную установку с низкой концентрацией материала. В первом случае (рис. 6.6.6.3, а) материал подается в трубопровод по наклонному загрузочному патрубку и имеет отрицательную начальную скорость. За счет инерционных сил материал прижимается к стенке трубы, образуя своеобразный холмик, который периодически смывается набегающим потоком газа. Это определяет частоту и амплитуду пульсаций давления газа в загрузочном устройстве.
Рис. 6.6.6.3. Схема загрузочных устройств «тройник» для вертикальных труб при начальной скорости материала: а) отрицательной; б) нулевой; в) положительной:
1 — транспортная труба; 2 — патрубок ввода материала; 3 — полка; М — материал; Г — газ
Во втором (рис. 6.6.6.3, б), несколько усложненном варианте материал имеет уже нулевую скорость в направлении движения потока. При этом наблюдается аналогичная предыдущей картина течения материала, однако с существенно меньшими амплитудами.
На рис. 6.6.6.3, в показана конструкция загрузочного устройства, в котором материал с положительной начальной скоростью подается на полку в виде компактной струи, которая размывается далее газовым потоком. В этой конструкции пульсации давления возникают за счет колебаний самой струи (на рисунке зона колебаний показана пунктиром), однако амплитуды этих пульсаций намного меньше, чем у предыдущих конструкций.
Исследования зависимости предельной концентрации материала от скорости газа на одинаковых пневмо-транспортных установках, но разных загрузочных устройствах дают совершенно отличные друг от друга результаты.
Другой типичный пример приведен на рис. 6.6.6.4, где по данным киносъемки воспроизведена картина поведения связного материала на протяжении всего цикла разгрузки плоской модели камерного питателя с предварительным набором давления [6]. Здесь можно выделить зри характерных периода.
В период предварительного набора давления воздух выходил из аэрационной трубки и через образующиеся в материале трещины проходил в зоне шириной А (рис. 6.6.6.4, а). В этой зоне наблюдалось интенсивное перемешивание материала. По мере возрастания давления в питателе происходила усадка материала (на рис. уровень усадки обозначен пунктиром).
В момент открытия клапана на транспортном трубопроводе (начало второго периода) вблизи трубопровода образовывался узкий канал с движущимся в нем материалом (рис. 6.6.6.4, б). Как только граница движущегося в канале материала достигала входа в трубопровод, канал мгновенно заваливался материалом (рис. 6.6.6.4, в), и образовывался новый канал (рис. 6.6.6.4, г), по которому также двигался материал. Этот процесс протекал в устойчивом ритме при постоянном давлении в камерном
Вспомогательные, типовые и многофункциональные процессы и аппараты
491
Рис. 6.6.6.4. Картина разгрузочного цикла камерного питателя:
1 — камера питателя; 2 — транспортный трубопровод;
3 — аэрационная трубка; 4 — клапан
питателе. Частота пульсаций давления с максимальными амплитудами, фиксируемая манометром на начальном участке трассы, совпадала с частотой образования каналов. Воздух, выходящий из аэрационной трубки, разделялся теперь на два потока: один устремлялся в трубопровод, другой — через трещины в материале — вверх.
По мере разгрузки питателя формировалась воронка— характерный признак третьего периода. При обнажении воронкой днища питателя оголялся вход в трубопровод, в который воздух прорывался практически без захвата материала (рис. 6.6.6.4, д). В питателе происходило падение давления, заканчивавшееся обрушением материала с откосов воронки. Вход в трубопровод заваливался материалом (рис. 6.6.6.4, е), давление в питателе несколько увеличивалось. Далее разгрузка питателя сопровождалась образованием каналов аналогично картине второго периода (рис. 6.6.6.4, ж), однако формирование новой воронки происходило быстрее. Описанный цикл повторялся (при общем падении производительности и давления воздуха в питателе) либо до окончательной разгрузки питателя с определенным остатком материала в нем, либо до прекращения процесса транспортирования завалом (рис. 6.6.6.4, з). При этом было замечено, что с увеличением скорости воздуха в начале трубопровода величина остатка материала <р (отношение объема остатка к объему питателя) и вероятность завала р (отношение числа опытов, закончившихся завалом, к общему числу опытов при постоянной скорости воздуха) уменьшается (см. рис. 6.6.6.5 и б.б.б.б).
Картину процесса можно пояснить следующим образом.
По мере заполнения питателя в материале возникают сжимающие напряжения, которые неравномерно распределены в объеме питателя. Воздух проходит в зоне минимальных напряжений, образуя сеть трещин и каналов. С ростом давления в питателе воздух фильтруется в материал и уплотняет его (см. также рис. 3.4.4.3).
Образование узкого канала с движущимся в нем материалом, следующее за открытием запорного клапана,
Рис. 6.6.6.5. Зависимость величины остатка материала от приведенной скорости газа
Рис. б.б.б.б. Зависимость вероятности завала от приведенной скорости газа
аналогично формированию несвободного течения в бункерах (рис. 6.4.3.1). Если для сыпучего материала благодаря подтеканию с поверхности канал будет заполнен материалом всегда, то для связного материала возможно полное освобождение канала от материала: в бункерах это явление называют трубообразованием (рис. 6.4.2.1). В этом случае давление в канале падает, материал обрушивается и заваливает канал. В соответствии с этим происходит изменение давления на начальном участке трассы — давление падает при движении по трубопроводу воздуха и повышается при движении по трубе материала.
Образование воронки существенно изменяет картину процесса разгрузки. При оголении входного участка трассы воздух из пространства над материалом устремляется в трубу. Давление в питателе падает и, как только
492
Новый справочник химика и технолога
в поверхностных слоях откосов воронки создается необходимый градиент давления, происходит обрушения материала в воронку. Материал вновь поступает в материалопровод, а давление в питателе начинает восстанавливаться.
По мере разгрузки питателя время формирования каждой новой воронки уменьшается, в трубопровод поступает большее количество воздуха без захвата материала, и давление в питателе уже не успевает восстанавливаться. В результате происходит общее падение как производительности разгрузки, так и давления в питателе. Наконец, при очередном падении давления возможен момент (особенно при низких скоростях газа), когда при обрушении откосов воронки давление в питателе становится недостаточным, чтобы протолкнуть образовавшийся в трубопроводе поршень материала. Происходит завал.
Таким образом, режим транспортирования материала с низкими скоростями и высокими концентрациями материала неустойчив и может заканчиваться завалом трубопровода. Как уже указывалось в 3.4.6, Молерус считает границей устойчивого режима транспортирования движение материала в виде слоя. Однако практика показывает, что гребневая структура потока также может быть весьма устойчива.
Например, в [6] приведены данные по транспортированию различных порошкообразных материалов с несколько меньшими приведенными скоростями газа в начале трассы, чем дает уравнение (3.4.8.7). В частности, для каустической пыли (насыпная плотность р = 800 кг/м3, приведенная длина трассы L - 220 м, диаметр трубы d = 51 мм, избыточное давление в питателе Др = 2,2 • 105 Па) минимальная скорость воздуха составила v = 2,65 м/с при концентрации материала т = 148 кг/кг. Для глинозема (р = 970 кг/м3, L = 106 м, d = 69 мм, Др = 1,85 • 105 Па) v = 3,18 м/с и т = 166 кг/кг. Для совместного помола шамота и глины (р = 970 кг/м3, L = 106 м, d = 50 мм, Др - 1,3 • 105 Па) v = 2,98 м/с и т = 183 кг/кг.
Механизм формирования завала в соответствии с [6] представляется следующим образом. При транспортировании в гребневой структуре возможно возникновение поршня, полностью перекрывающего поперечное сечение трубопровода. При этом скорость скольжения поршня и скорость газа в трубе будут падать, что приведет к выпадению материала из потока. По мере продвижения поршня длина его будет увеличиваться за счет осевшего материала. Наконец, сформировавшаяся пробка остановится. Со временем разность давлений на концах пробки будет расти. Это приведет к последующему продвижению пробки, увеличению ее длины до очередной остановки. Процесс дискретного роста пробки будет продолжаться до тех пор, пока не сформируется окончательная длина, при которой будет сдерживаться избыточное давление в питателе.
Таким образом, вероятность возникновения завала можно практически исключить, если регламентировать
процесс образования поршней, которые ему предшествуют.
Одной из первых работ, показавших такую возможность, является исследование Липперта [10-11]. Им был предложен дополнительный байпасный трубопровод (рис. 6.6.6.7). Позже фирмой «МбПег» была предложена аналогичная система, однако байпасная труба располагалась внутри транспортного трубопровода (рис. 6.6.6.8). Подобному способу транспортирования фирма присвоила название «Turbuflow». На рис. 6.6.6.9 приведена близкая по принципу действия схема участка трассы, воспроизведенная по рекламному проспекту фирм «Gebriider Buhler AG» и «Buhler - Miag».
Рис. 6.6.6.7. Схема пневмотрассы, используемой в исследованиях Липперта:
1 — транспортный трубопровод; 2 — байпасный трубопровод
Рис. 6.6.6.8. Система «Turbuflow»:
7 — транспортный трубопровод; 2 — байпасный трубопровод;
3 — шайба (размеры приблизительные, поскольку сняты с фотографии проспекта)
Рис. 6.6.6.9. Система «Buhler»:
7 — транспортный трубопровод; 2 — шланг;
3 — тройник (размеры приблизительные, поскольку сняты с фотографии проспекта)
Начиная с исследований Липперта [10-11], в последующих публикациях [12-15] повторяется одно и то же достаточно противоречивое пояснение механизма разрушения образующегося в трубе поршня. Эти же пояснения даются и в различных рекламных проспектах указанных выше фирм. Исключением является проспект фирмы «МбПег» и рекламная статья самого Мёллера
Вспомогательные, типовые и многофункциональные процессы и аппараты
493
с соавторами [16], где полагают, что вдувание газа лишь создает турбулентное перемешивание материала в трубопроводе. Подобное представление противоречит экспериментальным данным и никак не аргументируется самими авторами.
Предложим свою интерпретацию механизма разрушения поршня с помощью байпасной трубы, воспользовавшись схемой на рис. 6.6.6.10. При устойчивом гребневом режиме транспортирования газ движется по двум параллельным трубам, однако расход газа через байпасную трубу существенно меньше. При возникновении поршня возникает и перепад давления на его границах, что сразу увеличивает расход газа через байпасную трубу между соответствующими отверстиями (на рис. 6.6.6.10 переток газа через отверстия показан стрелками). Это не позволяет снизить скорость газа в транспортном трубопроводе, не позволяет выпасть материалу из потока и, следовательно, исключает дальнейший рост поршня при его скольжении. Однако, и это главное, длина поршня не может превысить расстояние между отверстиями. Это следует из рис. 6.6.6.10 — справа от точки «0» давление в трубопроводе меньше давления в байпасной трубе. Следовательно, при продвижении поршня мимо среднего отверстия газ будет поступать в поршень и разрушать его.
Рис. 6.6.6.10. Распределение давления при формировании поршня в транспортном трубопроводе: / — байпасный трубопровод; 2 — транспортный трубопровод;
3 — изменение давления в байпасном трубопроводе;
4 — изменение давление по длине поршня;
Др0 — потери давления при входе и выходе газа через отверстия, соединяющие байпасный и транспортный трубопроводы
Для порошкообразных материалов возникновение поршневого режима и последующее образование завала не является особо неприятным событием, если его вероятность относительно невысока. В таких случаях для разрушения пробки можно использовать эффект волны разрушения (см. 3.4.9). Схема пневмотранспортной установки, реализующей способ ликвидации завала, показана на рис. 6.6.6.11.
На конце трубопровода 2 установлен клапан 3. В случае образования завала клапан закрывается и в определенные места трубопровода подается сжатый газ. Такими местами являются любая точка трубопровода перед пробкой (позади пробки давление определяется давлением в камерном питателе) и перед вертикальными участками, в которых при завале происходит заполнение нижней части вертикальной трубы выпавшим из потока материалом. Таким образом, происходит быстрое насыщение пробки сжатым газом с двух сторон (расчет времени насыщения см. в [6]). После выравнивания давления по всей длине трассы клапан открывается. При падении давления в газовом пространстве перед пробкой в ней формируется волна разрушения. Материал рыхлится и за счет энергии сжатого газа, содержащегося в трубопроводе и камерном питателе, пневмотранспортный процесс возобновляется. Эффективность этого процесса зависит от скорости срабатывания клапана. В частности, применение пробкового крана с проходным отверстием, равным диаметру транспортной трубы, и открывание его вручную на действующей установке апатитового концентрата (геометрическая длина трассы 100 м, диаметр трубопровода 150 мм) показало высокую надежность способа [17].
в отделитель
Рис. 6.6.6.11. Схема установки, позволяющей ликвидировать завал с помощью волны разрушения:
7 — камерный питатель; 2 — транспортный трубопровод; 3 — клапан
В силу низкой стоимости практической реализации способа ликвидации завала следует признать полезшим оснащение подобной системой высоконапорных установок для пневмотранспортирования порошкообразных материалов. В особенной степени полезность этой системы будет ощущаться в процессе пусконаладочных работ.
Рассмотренный способ ликвидации завалов с помощью волны разрушения позволяет предложить новые системы транспортирования, использующие его как основной элемент процесса [6].
Например, установка на рис. 6.6.6.11 может работать в импульсном режиме. В камерный питатель, заполненный материалом, и в трубопровод при закрытом клапане на его конце подается сжатый газ. После выравнивания давления во всей системе запорный клапан открывают. За счет энергии сжатого газа материал продвигается по материалопроводу и поступает к потреби
494
Новый справочник химика и технолога
телю. Выброс материала происходит до тех пор, пока накопленная энергия газа не иссякнет. После этого клапан закрывают, и цикл повторяется, причем время между циклами может быть произвольным.
На рис. 6.6.6.12 представлена зависимость производительности установки от начального давления в питателе, полученная экспериментально на трассе с приведенной длиной 50 м и диаметром трубы 32 мм [6]. В качестве транспортируемого материала использовался сепарированный мел со средним размером частиц 60 мкм.
Рис. 6.6.6.12. Зависимость производительности импульсной установки от начального избыточного давления в питателе
Другой случай — это раздача материала из одного источника к нескольким потребителям. Существующие схемы установок включают в себя переключатели, которые срабатывают только при свободной от материала трассе. Поэтому перед каждым переключением осуществляют полную разгрузку камерного питателя и продувку трассы. При использовании эффекта волны разрушения пневмопровод представляет собой разветвленную систему (типа водопровода), где перед каждым потребителем установлен запорный клапан. Установка находится под давлением. При открытии какого либо клапана начинается пневмотранспорт. После загрузки потребителя клапан закрывают. После выравнивания давления по все длине трассы установка готова к загрузке очередного потребителя. Предложенная система раздачи материала будет работать наиболее эффективно в том случае, если использовать камерный питатель непрерывного действия.
6.6.7. Аэрожелобы
(Г.М. Островский)
Этот вид транспортной установки (рис. 6.6.7.1) основан на способности зернистой среды в состоянии псевдоожижения течь наподобие жидкости. При обычном наклоне канала (а = 2 4- 6°) материал течет под действием сил тяжести в сторону наклона аэрожелоба. При низких скоростях течения псевдоожиженного слоя (w = 0,5 4- 5 м/с) истирание материала и пористой перегородки незначительно.
Расчетом определяются расход газа, необходимый для псевдоожижения материала, и площадь поперечного сечения транспортного канала, обеспечивающего заданную производительность.
Объемный расход газа определяется из очевидного соотношения
Qi-v^LB, (6.6.7 Л)
где L и В — длина и ширина транспортного канала; Vi— скорость газа при псевдоожижении материала; £1 — пористость псевдоожиженного слоя.
Скорость газа можно рассчитать по уравнению (3.3.2.11) или (3.3.2.12), задавшись пористостью псевдоожиженного слоя, при которой обеспечивается достаточная подвижность частиц.
Сопротивление слоя находится как
(6.6.7.2)
где h — высота псевдоожиженного слоя.
Расход материала определяется уравнением
22=р2(1-8>, (6.6.7.3)
где скорость квазигомогенной среды можно найти из уравнения Дарси — Вейсбаха (2.2.6.21), в котором плотность псевдожидкости p = p2(l-sj, разница давлений по длине желоба Др = р2 (1 - )gsinaZ, а эквива-
4/г лентный диаметр транспортного канал d3 = —хт- •
Рис. 6.6.7.1. Схема аэрожелоба:
1 — загрузочный патрубок; 2 — патрубок для подачи газа; 3 — газораспределительный канал;
4 — транспортный канал; 5 — разгрузочный патрубок; 6 — патрубок сброса газа; 7 — пористая перегородка
Вспомогательные, типовые и многофункциональные процессы и аппараты
495
Коэффициент гидравлического трения X определяется опытным путем. В частности, если воспользоваться эмпирическими уравнениями для производительности желоба, то по данным [1]
? 19,62J3 С2В
где рекомендуется принимать коэффициент С = 10; по данным [18]
(6.6.7.4)
где на примере глинозема С = 24,6 -е- 21,4 .
Пример 6.6.7.1. Определить производительность аэрожелоба для следующих данных: h = 0,3 м, а = 3°, р2 = 2800 кг/м3, 8] = 0,75.
Определим: эквивалентный диаметр канала ф = 0,3 м, плотность псевдоожиженного слоя р = 700 кг/м3, удель-
ные потери давления ~~~ 359,4 Па/м и коэффициенты гидравлического трения, которые в соответствии с уравнениями (6.6.7.4) и (6.6.7.5J примут значения X = 0,294 и X-0,129-0,171.
Из уравнения (2.2.6.21) найдем соответствующие скорости псевдожидкости: и- = 1 м/с и и- = 1,54-1,34 м/с.
Из уравнения (6.6.7.3): Q2 = 42 кг/с и Q2 = 65-56 кг/с.
При идеальном распределении газа по сечению пористой перегородки скорость газа может быть достаточно близка к скорости начала псевдоожижения. Этого добиваются использованием пористых материалов с равномерным распределением коэффициента проницаемости и повышением сопротивления фильтрации пористой перегородки до такой величины, при которой колебания высоты псевдоожиженного слоя не будут особенно сказываться на газораспределении. На практике, однако, не всегда удается получить идеальное газораспределение. Поэтому скорость газа для псевдоожижения увеличивают. Например, по данным [19-20] действительная скорость псевдоожижения в 2,5-6 раз превышает начальную скорость псевдоожижения.
6.6.8. Реализация и компоновка пневмотранспортных установок
(Г.М. Островский, М.М. Шалунов)
Применение пневматических транспортирующих систем для перемещения сыпучих материалов до настоящего времени представляет определенные трудности. Выбор типа пневмотранспортной установки, как и последующая комплектация ее соответствующим оборудованием зависят от многих факторов. К основным из них относятся: физико-механические свойства подлежащих транспортированию материалов; дальность
перемещения и конфигурация трассы; необходимая техническая производительность; температурные условия; тип транспортных средств доставки и емкостей для складирования; требования экологии и техники безопасности; затраты на эксплуатацию и обслуживание. При этом следует учесть, что установка может быть как стационарной, так и передвижной, получать воздух или газ от общей системы предприятия или от оборудования, входящего в комплект установки.
Соответственно выбранной схеме пневмосистема комплектуется: материале- и воздухопроводами; переключателями; задвижками; агрегатами для выработки сжатого газа или его вакуумирования; системами подготовки воздуха (осушка и очистка); аппаратами, предназначенными для выделения частиц из газа (инерционные отделители, циклоны и фильтры); приборами управления и контроля.
Массовые перевозки насыпных грузов осуществляются морскими судами и железнодорожным транспортом, в вагонах бункерного типа, крытых и специализированных цистернах с пневморазгрузкой. Для приема и хранения основных материалов применяются силосные склады различной вместимости, оборудованные пневмотранспортными установками, основные параметры которых разрабатывались в соответствии с наиболее рациональной технологией разгрузочных и складских работ.
Разгрузка морских судов, крытых железнодорожных вагонов и вагонов бункерного типа обычно осуществляется стационарными установками, схемы которых соответствуют рис. 6.6.1.1.
Технические характеристики пневмотранспортной установки для разгрузки морских судов, реализованной по схеме рис. 6.6.1.1, а и представленной общим видом на рис. 6.6.8.1, приведены в табл. 6.6.8.1.
Таблица 6.6.8.1
Технические характеристики перегружателя зерна ТА-45
Производительность, т/ч 175
Максимальный вылет зернопровода, м 20
Максимальная длина вертикального зернопровода, м 16
Длина хода телескопической части горизонтального зернопровода, м 8
Длина хода телескопической части вертикального зернопровода, м 5
Поворот стрелы, градус 180
Длина перемещения по рельсовому пути, м 90
Ширина колеи рельсового пути, м 6
Общая установленная мощность, кВт 400
Масса, кг 85000
496
Новый справочник химика и технолога
Основная масса груза перегружается из трюма судна всасывающим заборным устройством 19, остатки груза — самоходным заборным устройством 20. Материал отделяется от газа в осадительной камере 8 и через шлюзовый питатель 14 подается на транспортеры
5 и 6. Очистка газа от пыли осуществляется в фильтре 9, откуда он поступает в турбовоздуходувку 3.
Технические характеристики установок для разгрузки вагонов, также реализованных по схеме рис. 6.6.1.1, а, приведены в табл. 6.6.8.2.
Рис. 6.6.8.1. Общий вид установки ТА-45 для перегрузки насыпных грузов из речных судов:
1 — портал; 2 — механизм передвижения; 3 — турбовоздуходувка; 4 — регулятор расхода газа;
5,6 — ленточный транспортер; 7,14 — шлюзовый питатель; 8 — осадительная камера;
9 — фильтр; 10 — узел наклона стрелы; 11 — кабина машиниста; 12 — лебедка;
13 — поворотная платформа; 15 — стрела; 16 — шарнир; 17 — лебедка;
18 — телескопический трубопровод; 19, 20 — заборное устройство
Таблица 6.6.8.2
Технические характеристики пневморазгрузчиков всасывающего действия
Параметры Модели разгрузчиков
ТА-18 (С-1040) ТА-17 (С-1039) ТА-5 (С-578А) ТА-35 С-559Х
Производительность, т/ч 90* 50* 15* 40** 30**
Дальность транспортирования, м 12 12 9 12 10
Рабочий вакуум, % 50 50 50 30 30
Общая установленная мощность электродвигателей, кВт 83,6 43,8 28,8 121,2 54,9
Диаметр всасывающего трубопровода (внутренний), мм 150 150 100 200 175
Габаритные размеры осадительной камеры с винтовым питателем: длинах ширинах высота, мм 1900х 1660х х 2800 1900х1205х х 2500 1735х915х х 1770 3270 х 2530 х х 3730 2300х 1810х х 2600
Масса, кг 5025 3500 1960 8400 3932
Тип вакуум-насоса или воздуходувки РМК-4 РМК-3 или ВВП-12 РМК-2 или ВВН-2 ТВ-80-1,4 РУТ
Примечание. Данные приведены по результатам испытаний для цемента (*) и для семян хлопчатника (**).
Вспомогательные, типовые и многофункциональные процессы и аппараты
497
1130(1420) 985(1135)
Рис. 6.6.8.2. Общий вид пневматического разгрузчика всасывающего действия:
1 — самоходное заборное устройство; 2 — резинотканевый рукав; 3 — осадительная камера;
4 — винтовой питатель; 5 — вакуумный насос; 6 — электрошкаф
Рис. 6.6.8.3. Общий вид пневморазгрузчика фирмы «Neuero»:
1 — заборное устройство; 2 — всасывающий материалопровод; 3 — колено; 4 — циклон; 5 — воздухопровод; б — регулятор расхода; 7 — газодувка; 8 — электродвигатель привода газодувки; 9 — электрошкаф; 10 — рама; 77 — нагнетательная смеситальная камера; 72 — мотор-редуктор шлюзового питателя; 13 — шлюзовый питатель
498
Новый справочник химика и технолога
Установка (рис. 6.6.8.2) состоит из самоходного заборного устройства 1 (рис. 6.6.2.4), гибкого материало-провода 2, осадительной камеры 3, объединяющей инерционный отделитель и фильтр, винтового питателя 4, выполненного в соответствии с рис. 6.6.4.3, а, но без аэрационной камеры, вакуум-насоса 5 и шкафа с электроаппаратурой 6.
Выгрузка насыпного груза из крытого железнодорожного вагона осуществляется с применением самоходного заборного устройства, управление работой которого осуществляет оператор с ручного пульта. При разгрузке вагонов бункерного типа через верхние люки используется навесное вибрационное сопло (рис. 6.6.2.3, б), для перемещения которого применяется какое-либо подъемное устройство.
В осадительной камере, оборудованной рукавными фильтрами, воздух очищается от частиц транспортируемого материала перед его поступлением в вакуум-насос. Для обеспечения нормальной эксплуатации разгрузчика в зимнее время требуется размещение вакуум-насоса в утепленном помещении. Очистка рукавных фильтров осуществляется обратной продувкой атмосферным воздухом при открывании соответствующих клапанов механизма очистки.
Винтовой питатель перегружает материал из осадительной камеры, находящейся под разрежением, в приемный бункер с атмосферным давлением. Если материал из вагона загружается в силосный склад, то под приемным бункером устанавливается вторая, но уже напорная, пневмотранспортная линия.
Сходные по техническим характеристикам разгрузочные установки всасывающе-нагнетагельного действия, реализованные по схеме рис. 6.6.1.1, б, выпускаются фирмами «Spenser» (Англия), «Vac-u-Vator» и «Dunbar Kapple» (США) и «Neuero» (Германия). Один из примеров реализации такой схемы приведен на рис. 6.6.8.3. В конструкции в качестве отделителя применен циклон 4, установленный над шлюзовым питателем 13. Воздуходувка 7 допускает прохождение через ее корпус частиц транспортируемого материала. Подобные установки выполняются с широким диапазоном производительностей (100-500 т/ч) и монтируются на порталах на рельсовом или пневмоколесном ходу.
Наибольшими напорными характеристиками обладают пневмотранспортные установки, реализуемые по схеме рис. 6.6.1.1, г.
На рис. 6.6.8.4 приведена принципиальная схема пневморазгрузчика всасывающе-нагнетагельного действия. В отличие от схемы, приведенной на рис. 6.6.8.2, здесь применен винтовой питатель с аэрационной камерой (рис. 6.6.4.3, а), в которую газ подается от компрессора. Технические характеристики пневморазгрузчиков ОАО «Строительные машины» приведены в табл. 6.6.8.3.
На рис. 6.6.8.5 приведен вид подобной, но обладающей более высокой напорной характеристикой, пневмотранспортной установки фирмы «Claudius Peters» (Германия), предназначенной для перегрузки насыпного груза из судна. Заборное устройство 1 оборудовано вращающимися дисками, подгребающими мате
Рис. 6.6.S.4. Схема работы пневморазгрузчика всасывающе-нагнетагельного действия:
1 — самоходное заборное устройство; 2 — всасывающий трубопровод; 3 — осадительная камера; 4 — винтовой питатель;
5 — аэрационная камера; б — нагнетательный трубопровод; 7 — обратный клапан; 8 — вакуумный насос;
9 — указатель уровня материала; 10 — механизм продувки; 11 — навесное заборное устройство
Вспомогательные, типовые и многофункциональные процессы и аппараты
499
риал к всасывающему патрубку. Разрежение в системе создается воздуходувкой 8. Отделенный от газа материал собирается в бункере-отделителе 3, который, если поддерживать в нем достаточно высокий уровень материала, может выполнять функцию питателя с плотным зернистым слоем (см. рис. 6.6.1.2, а и 6.6.3.2) и обеспе-
чить существенное повышение давления в зоне перегрузки материала в нагнетательную пневмотранспорт-ную установку. Из бункера-осадителя материал по аэрожелобу 11 подается в винтовой питатель 10. Газ из аэрожелоба очищается от пыли в фильтре 9.
Рис. 6.6.8.5. Схема пневматического перегружателя фирмы «Claudius Peters»:
1 — заборное устройство; 2 — всасывающий трубопровод; 3 — бункер; 4 — указатель уровня;
5 — рукавный фильтр; 6 — воздухопровод; 7 — фильтр тонкой очистки; 8 — воздуходувка;
9 — фильтр для газа из аэрожелоба; 10 — винтовой питатель; 11 — аэрожелоб
Таблица 6.6.8.3
Технические характеристики пневморазгрузчиков всасывающе-нагнетательного действия
Параметры Модели разгрузчиков
ТА-26 ТА-27 (ТА-27А) ТА-32 ТА-33 (ТА-ЗЗА) ТА-51 ТА-37
Производительность (по цементу), т/ч 20 50 40* 90-100 50
Приведенная дальность подачи, не менее, м 45 55 100
Высота подачи, не менее, м 25 35 30
Рабочий вакуум, не менее, % 50 60
Рабочее давление в смесительной камере, не более, МПа 0,12 0,15 0,12 0,2
Расход сжатого воздуха, не менее, м3/мин 4,8 7,2 12 12(11) 22
Внутренний диаметр всасывающего трубопровода, мм 100 152
Общая установленная мощность электродвигателей (без компрессора), кВт 30,4 48,4 102 98,2 153,3
Масса, кг 2400 3000 5450 5100 8000
* Производительность дана для известняковой и фосфоритной муки.
500
Новый справочник химика и технолога
Рис. 6.6.8.6. Схема комплекса для разгрузки и транспортирования мела:
1 — нагнетательный пневмопровод; 2 — силос; 3 — вытяжной вентилятор; 4,12, 26 — фильтр;
5 — клапан для импульсной продувки фильтра; 6 — указатель уровня; 7 — воздухопровод; 8 — винтовой конвейер;
9 — ленточный транспортер; 10 — всасывающий воздухопровод; 11 — территория склада; 73 — винтовой питатель;
14 — компрессор; 75 — масловлагоуловитель; 16 — ресивер; 17 — трубопровод сжатого воздуха;
18,21,23 — резинотканевый рукав; 19 — вагон; 20, 22 — самоходное заборное устройство;
24 — редукционный клапан; 25 — винтовой питатель с аэрационной камерой;
27 — вакуум-насос; 28 — двухходовой переключатель; 29 — всасывающий воздухопровод
Нередки случаи, когда на расширяющемся или перепрофилируемом предприятии отсутствуют силосные склады для насыпных грузов, а поступление больших объемов насыпных грузов железнодорожным транспортом на подобные предприятия требует применения современных разгрузочно-транспортных технологий. В различных конкретных условиях необходимо индивидуальное комплексное решение, позволяющее наиболее рационально применить положительные свойства пневмотранспортирования с учетом имеющегося опыта разработки оборудования и его эксплуатации. В ряде случаев требуется использовать существующие на предприятии крытые площади для промежуточного хранения поступающих грузов с обеспечением их дальнейшего перемещения пневмосистемами.
В качестве примера можно привести пневмокомплексы, разработанные для разгрузки и перемещения мела (рис. 6.6.8.6) и кальцинированной соды (рис. 6.6.8.7).
В обоих случаях требовалось осуществить выгрузку материалов из различных железнодорожных вагонов и обеспечить их подачу не только в приемные емкости, но и на территорию склада для промежуточного хранения. Забор материала со склада и подача его в расходные бункеры осуществляется теми же пневмоустановками.
Перегрузка мела из вагона 19 в силос 2 (рис. 6.6.8.6) осуществляется винтовым питателем 25 с помощью самоходного заборного устройства 22. Разрежение на всасывающей линии создается вакуум-насосом 27. Сжатый воздух подается компрессором 14. Очистка воздуха от пыли перед выпуском его в атмосферу производится фильтром 4 с помощью вытяжного вентилятора 3.
При заполнении силоса 2 дальнейшая выгрузка мела осуществляется на территорию склада 11. Для этого используется винтовой питатель 13, который перетру-
Вспомогательные, типовые и многофункциональные процессы и аппараты
501
Рис. 6.6.8.7. Схема комплекса для разгрузки и транспортирования кальцинированной соды:
1 — клапан для импульсной продувки фильтра; 2,15, 32 — фильтр; 3 — вытяжной вентилятор; 4 — силос;
5 — указатель уровня; 6,9 — двухходовой переключатель; 7 — нагнетательный пневмопровод;
8,10 — всасывающий воздухопровод; 11,20 — подъемное устройство; 12 — матерчатый контейнер;
13 — пневмопережимной клапан; 14 — вакуум-насос; 16, 31 — винтовой питатель со струйным насосом;
17 — всасывающий материалопровод; 18,30 — самоходное заборное устройство; 19 — вагон;
21 — трубопровод сжатого воздуха; 22 — всасывающее забороное устройство с вибратором;
23 — вагон-хоппер; 24 — ресивер; 25 — масловлагоуловитель; 26 — компрессор;
27 — ленточный транспортер; 28— винтовой питатель без аэрационной камеры; 29 — территория склада
жает мел с помощью того же самоходного заборного устройства 22. Распределение материала по территории склада осуществляется посредством винтового 8 и ленточного 9 транспортеров. Перегрузка мела со склада в силос осуществляется с помощью самоходного заборного устройства 20.
Как видно из приведенной схемы, в системе комплекса используется один вакуум-насос, к которому через двухходовой переключатель 28 поочередно подсоединяются винтовые питатели 13 или 25.
Использование подобного резервного склада позволяет сгладить пиковую нагрузку на силос и ускорить разгрузку вагонов.
На рис. 6.6.8.7 приведена схема пневмотранспортно-го комплекса для разгрузки кальцинированной соды. В отличие от предыдущей схемы здесь разгрузка материала ведется из крытых вагонов 19, вагонов-хопперов 23 и матерчатых контейнеров 12.
Поочередная разгрузка трех источников исходного сырья осуществляется в силос 4, а в случае его переполнения сода перегружается из вагонов винтовым питателем без аэрационной камеры 28 (на рис. показан фрагмент) и распределяется по территории склада 29 с помощью транспортера 27. Со склада сода самоходным заборным устройством 30 подается винтовым питателем 37 в силос.
502
Новый справочник химика и технолога
Переключатели потока и клапаны. В пневмотранспортных установках, имеющих несколько мест разгрузки или выгрузки, применяют переключатели потока. Существует большое количество разновидностей многоходовых переключателей.
На рис. 6.6.8.8, а и б показаны переключатели, позволяющие поочередно подавать материал от одного источника к двум потребителям. Первый снабжен клапаном-заслонкой, второй — тяговым клапаном, запирающим незагруженный трубопровод не только от усилия пружины, но и от избыточного давления в трубопроводе.
Переключатели на рис. 6.6.8.8, в и г применяются преимущественно для поочередной подачи материала от двух источников к одному потребителю. Применение переключателя с шаровым клапаном из-за быстрого увеличения массы шара с ростом его диаметра ограничено диаметром трубопровода (d< 150 мм). Переключатель с поворотным клапаном, перемещение которого производится специальным приводом, этого ограничения не имеет.
На рис. 6.6.8.9, а показана схема многоходового револьверного переключателя. Герметичность между поворотным участком переключателя и корпусом обеспечивается специальным уплотнением, а фиксация поворотного участка осуществляется конечным выключателем.
Двухходовые переключатели обладают более высокой надежностью, а последовательная компоновка нескольких переключателей позволяет создавать системы с произвольным числом как источников, так и потребителей транспортируемого материала. Принципиальной же особенностью револьверных переключателей является возможность их применения во всасывающих пневмотранспортных линиях.
Для перекрытия материалопроводов, в том числе и в режиме пневмотранспортирования, например, с камерным питателем предварительного набора давления, используются пробковые и пережимные клапаны (рис. 6.6.8.9, б). Первые сложны по конструкции и менее надежны в условиях пневмотранспорта, но доступны, в силу широкого их применения в промышленности. Вторые просты по конструкции и надежны, однако выпускаются ограниченным числом фирм.
Рис. 6.6.8.9, б соответствует конструкции пережим-ного клапана германской фирмы «Premaflex». Клапаны выпускаются для трубопроводов диаметром от 40 до 100 мм, рассчитаны на максимальное избыточное давление в материалопроводе 0,6 МПа и имеют пережим-ное давление (избыточное по отношению к давлению в материалопроводе) 0,2 МПа. На рис. 6.6.8.10 приведена конструкция пережимного клапана, где в качестве эластичного элемента используется резинотканевый гофрированный шланг. В Санкт-Петербургском государственном технологическом институте разработан типоразмерный ряд таких клапанов для трубопроводов диаметром от 50 до 200 мм, рассчитанных на макси-
Рис. 6.6.8.8. Схемы переключателей:
а и б) от одного источника к двум потребителям;
в и г) от двух источников к одному потребителю: а — с клапаном-заслонкой; б — с тяговым клапаном;
в — с шаровым клапаном; г — с поворотным клапаном
Рис. 6.6.8.9. Схемы многоходового револьверного переключателя (а) и пережимного клапана (б)
мальное избыточное давление в материалопроводе 0,6 МПа. Благодаря применению гофры пережимное давление удалось снизить до 0,05 МПа.
Вспомогательные, типовые и многофункциональные процессы и аппараты
503
Рис. 6.6.8.10. Схема пережимного клапана с гофрированным эластичным элементом: / — входной патрубок; 2 — корпус; 3 — хомут;
4 — резинотканевый гофрированный шланг;
5 — патрубок для подачи и сброса сжатого газа; 6 — выходной патрубок
Рис. 6.6.8.11. Зависимость влагосодержания воздуха от температуры и абсолютного давления на линии насыщения
Очистка воздуха от влаги и масла. Воздух, который подводится к пневмотранспортному оборудованию от компрессорной установки, должен быть очищен от влаги и масла, в противном случае не может быть обеспечена надежная эксплуатация пневмотранспортного оборудования. В особой степени это касается пористых элементов, например аэрационных трубок, перегородок и днищ. Влага и масло, проникая вместе с частицами транспортируемого материала в поры таких элементов, снижают их проницаемость вплоть до невозможности выполнения своих функций.
Источником влаги в сжатом воздухе служит водяной пар, всасываемый компрессором вместе с атмосферным воздухом. Влагосодержание воздуха зависит от температуры и относительной влажности паровоздушной смеси. Если влагосодержание превышает величину влагосодержания на линии насыщения (см. рис. 6.6.8.11), то произойдет конденсация и лишняя влага из пара перейдет в капельную жидкость.
Основным источником загрязнения воздуха маслом является масло, смазывающее поршневую группу компрессора. Предельная концентрация паров масла в воздухе, так же как и паров воды, уменьшается с понижением температуры и повышением давления. Количество масла в сжатом воздухе определяется исходя из норм расхода смазки в поршневых компрессорах различных типов. В ротационных и винтовых маслозаполненных компрессорах вынос масла в линию нагнетания в 1,5-2 раза выше, чем в поршневых, и колеблется в пределах от 50 до 300мг/м3. В центробежных и мембранных компрессорах вынос масла в линию практически отсутствует. В некоторых случаях, когда не допускается загрязнение транспортируемого материала маслом, приходится отказываться от системы нагнетательного пневмотранспорта.
Содержащаяся в воздухе капельная жидкость обычно удаляется различного рода инерционными аппаратами либо аппаратами с зернистыми слоями. Для получения сухого воздуха наиболее надежными являются абсорбционные сушилки.
Пневмотранспортные установки для проведения тепло- и массообменных и реакционных процессов не имеют определенных типовых очертаний. В каждом отдельном процессе имеются свои решения. Приведем два примера.
В первом случае рассмотрим вариант совмещения горизонтального пневмотранспортирования с теплообменом. На рис. 6.6.8.12 приведена схема горизонтальной секции охладителя цемента, в котором охлаждение осуществляется через стенку материалопровода водой, подаваемой в межтрубное пространство.
Рис. 6.6.8.12. Секция горизонтального охладителя цемента: / — материалопровод; 2 — уплотняющая втулка;
3 — фланец; 4 — уплотнение; 5 — корпус теплообменника;
6 — вход охлаждающей жидкости; 7 — газодисперсный поток;
8 — выход охлаждающей жидкости
504
Новый справочник химика и технолога
В частности, по данным [22], для охлаждения цемента водой при следующих исходных данных: начальная температура цемента 90 °C; конечная температура цемента 65 °C; начальная температура охлаждающей воды 20 °C; диаметр материалопровода 150 мм; мгновенная производительность по цементу 5 кг/с; расход воздуха 0,25 нм3/с; расход воды 3 кг/с — требуется 10 расположенных последовательно теплообменников длиной по 10 м.
Второй случай касается процесса пиролиза этана в реакторе с пневмотранспортной циркуляцией твердого теплоносителя (рис. 6.6.8.13).
Рис. 6.6.8.13. Реактор пиролиза этана с пневмотранспортной циркуляцией твердого теплоносителя: I — этан; II — водяной пар; III — пирогаз; IV — топливо;
V — воздух; VI — дымовые газы;
7 — камера охлаждения; 2 — реакционная пневмотранспортная труба; 3 — опускная труба; 4 — источники теплового излучения;
5 — средняя камера; 6 — газоподающее отверстие;
7 — нижняя камера; 8 — регулятор расхода;
а, б, в, г — термопары
Особенность этого процесса заключается в жестких условиях на время пребывания газа в заданном для реакции интервале температур. Чем строже выполняются эти условия, тем выше выход целевого компонента.
Такие условия можно выполнить, используя в качестве зоны реакции вертикальный пневмотранспортный
трубопровод, в котором весьма высоки коэффициенты теплоотдачи и за короткое время можно подвести необходимое для реакции тепло.
Отличительной особенностью реактора является комбинированный способ пиролиза, при котором нагрев сырья осуществляется в псевдоожиженном слое, а разложение — в восходящем потоке тердого теплоносителя с дополнительным подводом в зону реакции тепла от источников теплового излучения [23].
Пиролиз в реакторе осуществляется следующим образом. Паросырьевая смесь по трубопроводу поступает в нижнюю камеру, создает взвешенный слой и нагревается твердым теплоносителем до температуры реакции 825 °C. В реакционной трубе за счет дополнительного подвода тепла от источников излучения осуществляется реакция пиролиза. Пирогаз и дымовые газы из реактора отводятся через соответствующие патрубки.
По данным [23], максимальный выход этилена 68 % по массе соответствовал времени реакции 0,32 с и массовой концентрации т = 91,9 кг/кг.
6.6.9. Реализация и компоновка установок гидротранспорта
(Ю.А. Пертен)
Установки гидравлического транспорта [25] применяют для перемещения насыпных грузов в смеси с водой (пульпы) по трубам или желобам. Их разделяют на напорные и безнапорные. В напорных установках пульпа перемещается под напором, создаваемым насосом, а в безнапорных (самотечных) — под действием силы тяжести.
Насыпной груз в напорных гидротранспортных установках подается в транспортный трубопровод при помощи пульпонасосов и из бункеров. Гидротранспорт-ная установка с пульпонасосом показана на рис. 6.6.9.1, а. Транспортируемый материал подается ленточным конвейером 2 в резервуар 7 с пульпой, откуда последняя извлекается пульпонасосом 4 и по пульпопроводу 5 подается на грохот 8. В нем насыпной груз отделяется от воды и по наклонным решеткам поступает в приемный бункер 9. Вода, отделившаяся от частиц насыпного груза, через воронку 7 стекает в резервуар 10 и оттуда насосом 6 подается по водоводу 3 в резервуар 7, в котором снова смешивается с насыпным грузом, образуя пульпу.
Преимуществом описанной системы является простота устройства, а недостатком — ускоренный износ пульпонасоса под абразивным воздействием частиц перемещаемого груза. Этого недостатка не имеют системы с подачей груза из бункера.
В гидротранспортной установке с подачей груза из бункера (рис. 6.6.9.1, б) насос 72 подает чистую воду из резервуара 77 в трубопровод 14. Насыпной груз поступает в этот же трубопровод из бункера 13, снабженного питателем. Частицы груза, падая в поток быстро движущейся воды, увлекаются в направлении транспортирования.
Вспомогательные, типовые и многофункциональные процессы и аппараты
505
Рис. 6.6.9.1. Схемы гидротранспортных установок с подачей груза:
а) пульпонасосом; б) из бункера:
1,10,11 — резервуары; 2 — ленточный конвейер; 3 — водовод; 4 — пульпонасос; 5 — пульпопровод;
6,12 — насос; 7 — воронка; 8 — грохот; 9 — приемный бункер; 13 — бункер с питателем; 14 — трубопровод
Гидротранспортные установки применяют в горной промышленности для транспортирования полезных ископаемых из шахт и подачи в шахты закладочного материала, на обогатительных фабриках, в химической промышленности. К их преимуществам относятся компактность трубопроводов, герметичность, хорошая приспособляемость к производственным помещениям, возможность создавать любую по очертанию пространственную трассу, обеспечение загрузки и разгрузки в любой точке, удобство разветвлений трассы. Недостатками установок гидравлического транспорта являются особые требования к перемещаемому грузу (допустимость увлажнения, ограничения по гранулометрическому составу), изнашиваемость трубопроводов и другого оборудования абразивными грузами, потребность в большом количестве воды, повышенная энергоемкость, возможность замерзания пульпы зимой.
Пульпонасосы, применяемые в установках, как правило, центробежные и, в редких случаях, при перемещении неабразивных грузов из мелких фракций — поршневые. Недостатками поршневых пуль-понасосов являются повышенный износ, большие габаритные размеры, а также пульсирующее действие, в результате которого из пульпы в трубопроводе могут выпадать частицы твердых фракций. К их преимуществу относится возможность создания высоких давлений.
По конструкции и принципу действия центробежные насосы для пульпы мало отличаются от насосов для воды. В зависимости от числа рабочих колес в одном кожухе различают одно-, двух- или многоступенчатые насосы. Для пульпы обычно применяют одноступенчатые насосы, в редких случаях, для получения более высокого давления — двухступенчатые. Однако двухступенчатые насосы имеют недостатки — сложность конструкции и большой износ, а при перемещении таких грузов, как уголь — сильное его измельчение. Специфическими требованиями, предъявляемыми к пульпонасосам, являются обеспечение транспортирования достаточно крупных кусков (практически до 100 мм), возможно большая износостойкость частей и удобство ремонта и замены наиболее быстро изнашивающихся элементов, особенно уплотнений, а также несильное измельчение частиц груза от ударов при
входе пульпы на колесо и при дальнейшем движении внутри насоса. Для повышения срока службы колеса и других подверженных изнашиванию деталей применяют специальные стали и высокохромистый чугун, производят наплавление слоя металла высокой твердости или армирование навулканизированной резиной. Для перекачки особо агрессивных гидросмесей могут использоваться гуммированные песково-химические насосы. Корпус, крышка и рабочее колесо такого насоса покрыты слоем износоустойчивой резины. В уплотнениях предусмотрена возможность подвода промывочной воды. Насосы данного типа выпускаются для относительно небольшого расхода пульпы (до 300-400 м3/ч) и давления (до 0,5 МПа). Наибольший расход и давление имеют грунтовые насосы: до 4000 м3/ч и 0,66 МПа, а по специальному заказу — до 7000 м3/ч и 0,71 МПа [24].
Для увеличения напора одноступенчатые насосы иногда монтируют по два в одной установке и соединяют между собой последовательно. На длинных трубопроводах или при большой высоте подъема трубопровод делят на участки с промежуточными насосами. Это осуществляют одним из двух способов: либо трубопровод предыдущего участка соединяют непосредственно с всасывающим патрубком последующего участка, либо в местах сопряжения участков устанавливают промежуточные резервуары (зумпфы), из которых насосом засасывается пульпа. Первый способ связан с меньшими гидравлическими потерями, но требует более согласованной работы всех находящихся на значительном расстоянии друг от друга насосов.
В напорных гидротранспортных установках с подачей груза из бункеров применяют обычные насосы для чистой воды, в том числе водоструйные.
Гидротранспортные установки для подъема груза называются гидроэлеваторами. Схема гидроэлеватора со струйным насосом показана на рис. 6.6.9.2 (подробнее о струйном насосе см. в 6.3.7). Транспортируемый груз подается в патрубок 3. Вода, поступающая с большой скоростью по соплу 1, смешивается в камере 2 с насыпным грузом и увлекает образующуюся пульпу в диффузор 4, где скорость движения пульпы уменьшается, в результате чего повышается давление, обеспечивающее подъем пульпы на заданную высоту.
506
Новый справочник химика и технолога
Питатели, или загрузочные устройства, и насосы представляют собой главное механическое оборудование гидротранспортных установок. Загрузочные устройства, служащие для ввода насыпного груза в находящийся под высоким давлением трубопровод, не должны при работе пропускать воду из трубопровода. Это достигается двумя способами. В первом способе используются струйные насосы и винтовые питатели, во втором — камерные. Струйные насосы и винтовые питатели характеризуются непрерывностью действия, а камерные — цикличностью, причем цикл их работы складывается из времени наполнения камеры, ее опорожнения и маневрирования поочередно закрывающимися и открывающимися затворами. Для достижения непрерывного или почти непрерывного действия камерные питатели устраивают обычно из двух рядом стоящих секций, и управление затворами осуществляется на них таким образом, что в период, когда выпускная камера одной секции заполняется грузом, вторая разгружается в трубопровод. Отличительной особенностью камерных питателей является возможность создания гидротранспортных установок с высоким давлением.
Винтовой питатель непрерывного действия (рис. 6.6.9.3) состоит из трех узлов: привода 3 (двигатель, турбомуфта и редуктор), винта 2 в цилиндрическом кожухе, входящего с одной стороны в приемную воронку, и трубопровода 1, примыкающего к свободному от винта цилиндрическому патрубку и образующего в этом месте смесительную камеру. Трубопровод снабжен задвижками, которые могут перекрывать его или перепускать воду для промывки в обход смесительной камеры. Зернистый материал подается ленточным конвейером в воронку и из нее перемещается винтом к цилиндрическому патрубку и далее — к смесительной камере, в которой образуется пульпа. Создающееся в цилиндрическом патрубке уплотнение материала (для чего винтовой питатель выполняют иногда с уменьшающимся к выходному отверстию шагом винта) препятствует проникновению воды через винт в воронку. Однако надежная герметизация достигается только при условии, что
Рис. 6.6.9.2. Гидроэлеватор
1 — сопло; 2 — камера; 3 — патрубок; 4 — диффузор
скорость подачи материала шнеком превышает скорость фильтрации воды через толщу уплотненного материала. Поэтому винтовые питатели не применяют при транспортировании неуплотняемых и хорошо фильтруемых материалов грузов.
Нецелесообразно использовать питатели этого типа и при перемещении абразивных грузов, вызывающих повышенный износ винта, кожуха и патрубка. Расход энергии и износ в винтовых питателях высок. Если считать полезной работу ввода в трубопровод груза и вытеснения воды под давлением (пропорциональную произведению объема груза в единицу времени на давление воды в трубопроводе), то КПД винтового питателя, подсчитанный по установленной мощности двигателя, не превышает 20-30 %. Преимуществом винтового питателя являются непрерывность его действия и относительно небольшие размеры. Однако из-за трудности достижения герметичности и высокой производительности на стационарных установках более широкое применение находят камерные питатели, производящие «шлюзование» насыпного груза из внешнего пространства в трубопровод высокого давления.
На рис. 6.6.9.4 показана схема двухкамерного питателя для угля. Принцип его действия заключается в следующем. Уголь дробится на куски определенного размера и подается в бункер 7. При этом верхний клапан 4 закрыт, а нижний 2 открыт, вследствие чего уголь из камеры 5 падает в камеру 3.
Рис. 6.6.9.3. Винтовой питатель гидротранспортной установки
Вспомогательные, типовые и многофункциональные процессы и аппараты
507
Рис. 6.6.9.4. Двухкамерный питатель:
1 — насос высокого давления; 2 — нижний клапан; 3,5 — камеры; 4 — верхний клапан; 6 — перепускной кран; 7 — бункер; 8,11 — трубопровод; 9 — резервуар; 10 — насос
Уголь из нижней камеры 3 поступает в трубопровод 8 и поднимается по нему к месту доставки. После заполнения бункера 7 и опорожнения верхней камеры 5 нижний клапан 2 закрывается, а верхний 4 открывается. Уголь из бункера поступает в верхнюю камеру 5, а вытесненная углем вода из верхней камеры поднимается в бункер 7. Излишек воды удаляется через перепускной кран 6 и насосом 1 высокого давления перекачивается в трубопровод 8. После этого верхний клапан 4 закрывается, и уголь поступает в бункер 7, нижний клапан 2 открывается, и цикл повторяется. Вода насосом 10 подается из резервуара 9 по трубопроводу 11.
Производительность подобных установок для угля с кусками размером 80 мм достигает 700 т/ч при давлении жидкости около 10 МПа.
В последнее время в установках для транспортирования рядовых и кусковатых грузов под высоким напором все более широкое применение находят камерные трубчатые питатели, характеризующиеся относительной простотой конструкции, автоматичностью действия и приспособленностью для работы с кусковатыми грузами.
Схема трубчатого питателя, состоящего из двух камер-труб 4 с соответствующей арматурой, показана на рис. 6.6.9.5. Концы труб соединяются с одной стороны с подающим пульпу трубопроводом 1 и подающим воду трубопроводом 2, а с другой — с транспортным магистральным трубопроводом 5. Ввод в камеры-трубы пульпы и вымывание ее водой в магистральный трубопровод регулируются четырьмя автоматически управляемыми обратными клапанами 3, а подвод и слив воды производятся по программе при помощи задвижек 8 и 6, управляемых с пульта 7. Таким образом, процессы попеременного заполнения одной камеры пульпой и подачи пульпы в магистральный трубопровод из другой камеры происходят одновременно и почти непрерывно.
Расчет гидротранспортных установок включает определение производительности, давления и мощности.
Объемный расход пульпы складывается из соответствующих объемных расходов зернистого материала и жидкости, т. е. Кп = Км + 1Ж. Объемное соотношение между расходами фаз в пульпе характеризуется расходной объемной концентрацией твердой фазы
т= Км . (6.6.9.1)
V +V м ж
Рабочая скорость пульпы, представляемая как V +V
v = —---—, где F — площадь сечения трубопровода,
F
должна быть больше, чем критическая скорость vmili, иначе частицы груза будут выпадать из потока пульпы
Рис. 6.6.9.5. Схема камерно-трубчатого питателя:
1,2 — трубопроводы; 3 — обратные клапаны; 4 — камеры-трубы; 5 — магистральный трубопровод; 6, 8 — задвижки; 7 — пульт
508
Новый справочник химика и технолога
и осаждаться на дне трубы. Величина vmjn определяется уравнением (3.4.7.18).
Диаметр трубы должен удовлетворять условию D > (2,54-3,0)-5тах (здесь 5^ — размер максимального куска груза).
Потери давления представляются в виде
ДР = £ Ч + Z +Х ^Рп > (66.9.2)
где — потери давления на горизонтальных трассах; ЕД/?в — потери давления на вертикальных участках; ЕДрп — потери давления на поворотах и других местных сопротивлениях.
Наклонный участок длиной L условно заменяют эквивалентными горизонтальным и вертикальным участками. Их длина и высота определяются соотношениями
Lr = Л cos а и Нв =Zsina, (6.6.9.3) где а — угол наклона участка.
Потери давления на вертикальных участках можно рассчитать по уравнению
£ДРВ = ’ (6.6.9.4)
где рп — плотность пульпы; i — индекс, отличающий трубопроводы нисходящий (ускорение g принимается со знаком «+») и восходящий (ускорение g принимается со знаком «-»).
Точный расчет плотности пульпы можно сделать с учетом скорости скольжения фаз (см. 3.3.2). В тех случаях, когда скольжением фаз можно пренебречь, плотность пульпы может быть найдена из условия квазиго-могенного приближения
р V +о V
= Рмгм (Б.6.9.5)
п V +V ж м
Потери давления на разгонных участках и на поворотах определяются уравнениями, приведенными в 3.4.7.
По полученным расчетным значениям потерь давления Др и расхода пульпы Кп выбирают пулыюнасос.
По числу ступеней пульпонасосы разделяют на одно- и двухступенчатые. Наиболее распространенные пульпонасосы имеют следующие характеристики:
Число ступеней 1 2
V, м3/ч 350 900
Давлениер', кПа 1250 2500
Мощность двигателя, кВт 320 1050
Ап
Мощность (Вт) пульпонасоса N = И —, где П
Г| = 0,38^-0,6 — КПД насосной установки.
Основной задачей автоматического регулирования гидротранспортных установок является поддержание наиболее благоприятного (оптимального) режима работы. В общем случае оптимальный режим достигается при работе с такой консистенцией и скоростью движения пульпы по трубопроводу, при которых расход жидкости для перемещения насыпного груза не превышает расход, необходимый для достижения требуемой производительности по твердой фракции, при обеспечении устойчивой и надежной работы установки. При оптимальном режиме, как правило, уменьшается расход энергии на транспортирование пульпы, а также на перекачку воды для последующего ее использования.
Для одной и той же установки расход энергии зависит от потери напора на единицу длины трубопровода. В горизонтальном трубопроводе потеря напора обусловлена только сопротивлениями при движении пульпы.
Как видно из полученной экспериментальным путем диаграммы (рис. 6.6.9.6), потери напора растут с увеличением концентрации твердой фазы, однако общий объем перекачиваемой пульпы с увеличением концентрации уменьшается значительно быстрее, поэтому в общем случае рациональной является работа с пульпой, имеющей высокую (до известного предела) концентрацию твердых частиц. Та же диаграмма показывает влияние скорости движения пульпы: для воды потери напора растут почти пропорционально квадрату скорости, а для пульпы сначала уменьшаются (до значения, при котором частицы груза в основном начинают двигаться в пульпе во взвешенном состоянии), а затем возрастают также пропорционально квадрату скорости. Таким образом, устойчивый экономичный режим работы достигается при скоростях пульпы, несколько превышающих наименьшие ее значения, т. е. примерно по пересекающей прямой на рис. 6.6.9.6.
w = 0,4 /и,= 0,3 wv= 0,2 wv= 0,1 т=0
Скорость пульпы
Рис. 6.6.9.6. Зависимость потерь напора от концентрации пульпы и скорости ее движения
Вспомогательные, типовые и многофункциональные процессы и аппараты
509
Рис. 6.6.9.7. Самотечная гидротранспортная установка:
1— бункер для породы; 2 — смесительная воронка;
3 — пульпопровод
Допускаемая концентрация гидросмеси зависит главным образом от свойств перемещаемого насыпного груза. Для нетяжелых и легко перемещаемых грузов (например, торфа, мелкого угля) она может быть выше, чем для трудно перемещаемых (например, руды). Нередко свойства груза не остаются неизменными; в этом случае изменяются потери напора и поэтому следует соответственно регулировать и концентрацию пульпы.
Рассмотрим автоматическое изменение концентрации пульпы в зависимости от действительной потери напора в горизонтальном трубопроводе, а следовательно, и сопротивления в нем на примере установки с естественным напором в вертикальном (или наклонном) трубопроводе (рис. 6.6.9.7).
Давление на выходе из трубопровода близко к атмосферному, следовательно, в начале горизонтального трубопровода скоростной напор выходящей струи приблизительно равен сопротивлению по всей его длине.
Установленный в этом месте дистанционный манометр может служить датчиком, регистрирующим сопротивление, и через соответственную аппаратуру по кабелю передавать импульс вверх к загрузочной станции. Последняя состоит из бункера, питателя под бункером, смесительной воронки и трубопровода.
При постоянном количестве подаваемой в систему воды автоматическое регулирование концентрации пульпы может производиться изменением количества загружаемого в воронку груза, что достигается перестановкой над питателем заслонки или изменением режима работы питателя (наиболее просто это осуществляется на питателе вибрационного типа). При увеличении сопротивления в трубопроводе сверх определенного предела питатель должен уменьшать количество загружаемого в воронку груза, а при уменьшении сопротивления — увеличивать.
Еще одна задача регулирования гидротранспортной установки состоит в обеспечении нормального режима при неравномерном по техническим причинам поступлении твердой фракции и пульпы, например при подаче от котлов гидросмеси со шлаками. Наиболее просто это выполняется на установке с пульпонасосом регулированием частоты вращения его рабочего колеса. Две схемы таких установок с автоматически регулируемой производительностью в зависимости от указателя уровня пульпы в резервуаре 1, из которого она засасывается пульпонасосом, показаны на рис. 6.6.9.8. На установке, показанной на рис. 6.6.9.8, а, частота вращения рабочего колеса пульпонасоса 8 изменяется регулированием гидромуфты 3, соединяющей вал колеса с короткозамкнутым асинхронным двигателем 4\ на установке, изображенной на рис. 6.6.9.8, б, — регулированием частоты вращения электродвигателя 4 с фазовым ротором. В обоих случаях импульс для регулирования передается от указателя уровня пульпы в резервуаре, сигнал
Рис. 6.6.9.8. Схемы гидротранспортных установок с пульпонасосом с автоматическим регулированием производительности: а) с применением гидромуфты:
1 — указатель уровня пульпы; 2 — резервуар; 3 — гидромуфта; 4 — электродвигатель;
5 — регулятор скорости; 6 — сервомотор; 7 — контрольный аппарат; 8 — пульпонасос; б) с применением регулируемого электродвигателя:
1 — указатель уровня пульпы; 2 — контрольный аппарат; 3 — контроллер; 4 — двигатель с фазовым ротором
510
Новый справочник химика и технолога
от указателя уровня воспринимается контрольным аппаратом. В установке, изображенной на рис. 6.6.9.8, а, контрольный аппарат посылает соответствующий импульс на исполнительный механизм, изменяющий с помощью сервомотора 6 положение рычага регулятора 5 скорости ведомого вала гидравлической муфты 3.
В установке, показанной на рис. 6.6.9.8, б, контрольный аппарат 2 передает импульс на барабанный контроллер 3, регулирующий частоту вращения двигателя 4 с фазовым ротором.
Для плавного регулирования частоты вращения рабочего колеса пульпонасоса в широких пределах можно использовать имеющую высокий КПД объемную гидропередачу. Для этой цели применяют гидротрансформаторы и установки с выпрямителем и двигателем постоянного тока.
На некоторых установках автоматическим регулированием соотношения твердого и жидкого компонентов поддерживается определенная концентрация пульпы. На установках с камерным питателем может регулироваться степень заполнения или продолжительность цикла работы питателя, а также количество нагнетаемой в трубопровод воды. Датчиками в обоих этих случаях могут служить специальные приборы для автоматического определения концентрации (консистенции) пульпы — консистометры. Из них наиболее перспективны радиометрические датчики, производящие просвечивание трубопровода у-лучами. Действие одного из таких приборов основано на том, что при прохождении через пульпопровод у-лучей происходит их ослабление в зависимости от насыщенности гидросмеси твердым компонентом. В ионизационной камере, расположенной по диаметру с противоположной стороны трубопровода, возникает ионизационный ток, сила которого пропорциональна интенсивности проникших в камеру у-лучей. Ток усиливается в усилителе, и сигнал поступает на измерительный прибор, шкала которого градуирована в долях содержания твердого компонента в гидросмеси. От такого прибора могут получать импульсы устройства, подающие груз в гидро-транспортную систему и регулирующие ее заполнение грузом.
Подробнее с установками гидротранспорта можно ознакомиться в [23-25].
Литература
1. Пневмотранспортное оборудование: Справочник / М.П. Калинушкин, М.А. Коппель, В.С. Серяков, М.М. Шапунов; Под общ. ред. М.П. Калинушкина. Л.: Машиностроение, 1986.286 с.
2. Калинушкин М.П., Грачев Ю.Г. Вакуумная пыле-уборка на предприятиях легкой промышленности. М.: Легпромбытиздат, 1987. 68 с.
3. Минко В.А. и др. Обеспыливание в литейных цехах машиностроительных предприятий. М.: Машиностроение, 1987. 224 с.
4. Малис А.Я. Пневматический транспорт сыпучих материалов при высоких концентрациях. М.: Машиностроение, 1969. 178 с.
5. Островский Г.М., Иванов В.М. // Журн. прикл. химии. 1987. №5. С. 1057-1061.
6. Островский Г.М. Пневматический транспорт сыпучих материалов в химической промышленности. Л.: Химия, 1984. 104 с.
7. Промышленный транспорт: Справочник проектировщика / Под ред. А.С. Гельмана и С.Д. Чуборева. М.: Стройиздат, 1984. 416 с.
8. Малевич И.П., Матвеев А.И. Пневматический транспорт сыпучих строительных материалов. М.: Стройиздат, 1979. 143 с.
9. Малевич И.П., Серяков В.С., Мишин А.В. Транспортирование и складирование порошкообразных строительных материалов. М.: Стройиздат, 1984. 184 с.
10. Lippert A. Die Staub - Luft - Forderung von Pulvem und Schuttgiitem mit hohen Gutkonzentration im Gasstrom. Ein neuer Fordervorgang. Experimentelle und theoretische Untersuchung. Diss. TH. Karlsruhe, 1965.
11. Lippert A. // Chemie Ing. Techn. 1966. Jg. 38, H. 3. S. 350-355.
12. Linder H.J. // Acero у energia. 1970. V. 27, N 159. P. 430-432.
13. Schrepfer G. // Transport und Lagertechnik. 1972. Bd. 27, №. 5. S. 18-19.
14. Hoppe H. // Aufbereitungs. Technik. 1982. N 5. S. 243-247.
15. Wirth K.E. 3R international. Jg 25. H. 7/8, Juli/August 1986. S. 371-377.
16. Moller H., Pust J., Liibbe T. // International Journal of Storing and Handling Bulk Materials. 1985. V. 5, N 4.
17. Островский Г.М. и др. Метод повышения надежности систем пневмотранспорта апатитового концентрата И Фосфорная промышленность. 1978. N 4. С. 17-20.
18. Сегаль И.С. Пневматическиие гранспортные желоба / Тр. ВНИИПТМаш. М.: Машгиз, 1950. Кн. 10. С. 68.
19. Справочник по теплообменникам. В 2 т. Т. 1 / Пер с англ.; Под ред. Б.С. Петухова, В.К. Шикова. М.: Энергоатомиздат, 1987. 560 с.
20. Muschelknauts Е., Wojahn Н. Fordem, Insbes, Fliess-rin enf Fliessrinnenforderung // Ullmanns Enzyklpadie der technischtn Chemie. B. 3. Verlag Chemie, Weinheim, 1973. S.131-184.
21. Справочник по пыле- и золоулавливанию / М.И. Биргер, А.Ю. Вальдберг, Б.И. Мягков и др., Под общ. ред. А.А. Русанова. М.: Энергоатомиздат, 1983.312 с.
22. Косоротиков Р.В. Теплообмен при пневмотранспорте порошкообразных материалов. Дисс. ... канд. техн. наук. Л., ЛТИ, 1989. 125 с.
23. Аверкиева В.И. Разработка и исследование аппарата с пневмотранслортной циркуляцией твердого
Вспомогательные, типовые и многофункциональные процессы и аппараты
511
теплоносителя. Дисс. ... канд. техн. наук. Л.: ЛТИ, 1981. 115 с.
24. Зенков Р.Л., Ивашков И.И., Колобов Л.Н. и др. Машины непрерывного транспорта. М.: Машиностроение, 1987. 432 с.
25. Спиваковский А.О., Дьячков В.К. Транспортирующие машины. М.: Машиностроение, 1983. 487 с.
26. Смолдырев А.Е. Гидро- и пневмотранспорт в металлургии. М.: Металлургия, 1985. 280 с.
27. Оборудование промышленное. Завод «Димитров-градхиммаш». Димитров, 1992. 185 с.
6.7. Барботажные аппараты
(М.А. Яблокова)
Основные обозначения
А — коэффициент
В — безразмерный коэффициент b — ширина элемента аппарата, м С — коэффициент гидравлического сопротивления D — диаметр аппарата, м; коэффициент диффузии, м2/с; коэффициент продольного перемешивания, м2/с
d — диаметр элемента аппарата (трубы), насадочного тела, межзернового канала, м
Е — скорость диссипации энергии в единице объема жидкости, Вт/м3
F— площадь поверхности контакта фаз, м2
g — ускорение свободного падения, м/с2
Н— высота аппарата или слоя насадки, напор, м h — высота элемента аппарата, м
К — коэффициент теплопередачи, Вт/(м2 • К)
к — коэффициент пропорциональности
I — линейный размер, масштаб толщины, капиллярная постоянная, м
т — показатель степени
N— мощность, Вт
п — показатель степени; угловая скорость мешалки, с1
р — давление, Па
Ар — потери давления, Па
Q — объемный расход фазы, м3/с
R — радиус аппарата, его элемента, м
S — площадь поперечного сечения аппарата или его элемента, м2
Sy — удельная площадь поверхности контакта фаз, м2/м3
5 — шаг винта, м
t — температура, °C; время, с и — истинная скорость фазы, м/с И — объем аппарата, фазы, м3 v — скорость фазы, приведенная к свободному сечению аппарата (элемента аппарата), м/с
X — безразмерный параметр
х — концентрация твердой фазы, кг/м3
у — координата, расстояние, м z — число элементов
а — коэффициент теплоотдачи, Вт/(м2 К); угол наклона, град
Р/.- — поверхностный коэффициент массопереноса, м/с ри — объемный коэффициент массопереноса, с л 5 — диаметр пузыря, твердой частицы; толщина стенки, м
£ — объемная доля фазы
г| — безразмерное расстояние; КПД
0 — температура, °C
% — коэффициент пропорциональности
X — коэффициент трения; коэффициент теплопроводности, Вт/(м2 • К)
ц — коэффициент динамической вязкости, Па • с
v — коэффициент кинематической вязкости, м2/с
П —периметр трубы или канала, м
р — плотность вещества или фазы, кг/м3
о — поверхностное (межфазное) натяжение, Н/м
т — касательное напряжение на стенке или на границе раздела фаз, Па
V — безразмерная температура
Критерии подобия и безразмерные числа
v2
Fr =----число Фруда
gl
у
К- =----— число режима барботажа
(V*g)
я
KN - —ГТ — коэффициент мощности
Nu =-----число Нуссельта
X
Рг - — — число Прандтля X
Re = — число Рейнольдса
Р
v
Sc =-----число Шмидта
D
Sh = — — число Шервуда D
We = ---число Вебера
12pg
Подстрочные индексы
б — барботажный
вх — вход
вых — выход
г — газ
гж — газо-жидкостная смесь
ж — жидкость
з — зазор
зм — змеевик
и — истинный
к — межзерновой канал
кр —- критический
512
Новый справочник химика и технолога
л — лопасть
м — местное сопротивление, мешалка
о — отверстие
от — относительный
п — пузырь, перегородка
пр — продольный
р — рубашка
расх — среднерасходный
с — стакан
ср — средний
ст — стенка
т — твердая фаза
тр — труба, трение
ц — циркуляционный
цб — центробежный
э — эквивалентный
т — максимальный
N — мощность
V — объемный (усредненный по объему)
* — динамический
Барботажные аппараты предназначены для осуществления химических реакций и межфазных взаимодействий в системах газ—жидкость, газ—жидкость— твердое, газ—несмешивающиеся жидкости. Они широко применяются как газо-жидкостные химические реакторы и ферментаторы, флотаторы, а также в процессах физической абсорбции, жидкостной экстракции, смешения жидкостей, аэрации и озонирования воды.
Основным параметром, характеризующим эффективность газо-жидкостных процессов, является площадь поверхности контакта газа с жидкостью, поэтому в основу классификации существующих аппаратов может быть положен способ ее формирования. В зависимости от способа образования этой поверхности газожидкостные аппараты можно подразделить на следующие основные группы:
- с образованием межфазной поверхности за счет энергии компримированного газа (барботажные колонны, газлифтные аппараты);
- за счет энергии устройств, механически перемешивающих жидкость (аппараты с самовсасывающими мешалками);
- за счет энергии насосов, осуществляющих циркуляцию жидкости (инжекционно-струйные);
- за счет одновременного ввода энергии в жидкую и газовую фазы (аппараты с принудительной подачей газа под механические мешалки или в струйные диспергаторы).
В барботажных и газлифтных аппаратах поверхность контакта фаз образуется при введении газа через распределительные устройства в слой соответственно неподвижной или циркулирующей жидкости. В системах с механическим диспергированием газовой фазы вовлекаемый или нагнетаемый в аппарат газ перемешивается с жидкостью специальными устройствами. В струйных аппаратах инжектируемый или принуди
тельно подаваемый газ диспергируется струями жидкости, создаваемыми выносным циркуляционным насосом.
Аппараты с образованием межфазной поверхности за счет энергии компримированного газа целесообразно применять в тех случаях, когда требуется большой рабочий объем жидкости, а в качестве газовой фазы используется воздух, содержащий около 80 % инертного азота, кинетической энергии которого достаточно для обеспечения необходимых условий пневмоперемешивания и массообмена. В таких аппаратах газовые пузыри обычно имеют достаточно крупные размеры (от 3 до 20 мм), практически не зависящие от конструкции газораспределительных устройств, а определяемые только условиями устойчивости пузырей в турбулентном газо-жидкостном потоке [1, 2]. Поверхность контакта фаз невелика и, как правило, не превышает 200-250 м2/м3. Объемный коэффициент массопереноса обычно находится в пределах от 0,01 до 0,05 с"1.
В сооружениях очистки сточных вод с барботажной системой аэрации в качестве газораспределителей используют пористые фильтросные элементы и перфорированные трубы. При этом во многих литературных источниках [3-5] первые называют «мелкопузырчатыми», а вторые — «среднепузырчатыми» аэраторами. Однако в действительности разница в размерах пузырей проявляется лишь на очень небольшом расстоянии от барботеров, поскольку мелкие пузырьки быстро коалесцируют, образуя пузыри размером не менее 5-7 мм. Исследования [6] показывают, что уменьшение диаметра отверстий газораспределителя в десять раз практически не сказывается на величине поверхности контакта фаз и скорости массопереноса.
Достоинствами барботажных и газлифтных аппаратов являются простота конструкции и малый удельный расход энергии на растворение газа в жидкости. К их недостаткам следует отнести сравнительно низкую интенсивность массопереноса и постепенное возрастание аэродинамического сопротивления барботеров в результате засорения и зарастания мелких отверстий. Регенерация пористых фильтросных элементов сложна и трудоемка, их замена требует полной остановки и опорожнения рабочих емкостей. Кроме того, для барботажных систем необходимы дорогие и достаточно сложные в обслуживании газодувные или компрессорные машины.
6.7.1. Барботажные колонны
Барботажные колонные аппараты (рис. 6.7.1.1) обычно выполняются в виде вертикальных цилиндрических емкостей 1, в придонной части которых размещены газораспределители — барботеры 2. Колонны могут быть пустотелыми или секционированными горизонтальными перегородками 3, которые служат промежуточными газораспределителями и уменьшают продольную циркуляцию жидкости. Теплообменными устройствами служат размещенные внутри змеевики или стенки аппарата, заключенные в рубашку.
Вспомогательные, типовые и многофункциональные процессы и аппараты
513
Простота конструкции барботажных колонн позволяет проектировать их на большие объемы, допускает установку антикоррозионной футеровки, обеспечивает высокую надежность в эксплуатации.
Характерным признаком работы барботажных колонн является неорганизованная и слабая циркуляция жидкости, поэтому при анализе гидродинамики таких аппаратов обычно считают, что газ барботирует через жидкость, не имеющую направленного движения. Слабая циркуляция не позволяет обрабатывать в барботажной колонне неоднородные жидкие системы (суспензии, эмульсии) с большой разностью плотностей фаз.
Пропускная способность барботажных колонн по газу лимитируется его приведенной (отнесенной к площади свободного сечения аппарата) скоростью около 0,1 м/с. При более высоких скоростях газа образуются слишком крупные пузыри, возникают крупномасштабные пульсации, влекущие за собой значительные колебания давления и вибрацию аппаратов. Пропускная способность по жидкости (при непрерывном процессе) определяется необходимым временем пребывания ее в колонне.
С точки зрения математического моделирования, при упрощенном подходе барботажные колонны, не секционированные горизонтальными перегородками, обычно относят к аппаратам идеального смешения по жидкой фазе и вытеснительного типа по газовой. При секционировании каждая секция рассматривается как аппарат идеального смешения.
Пустотелые колонны наиболее целесообразно использовать для реакций, продолжительных по времени, т. е. протекающих в кинетической области, и сопровождаемых малым тепловым эффектом. Если роль теплообменной поверхности выполняют стенки колонны, заключенные в рубашку, то площадь этой поверхности растет пропорционально диаметру колонны D, а количество выделяющейся реакционной теплоты — пропорционально D2. При увеличении объема аппарата или его диаметра может возникнуть ситуация, когда площадь поверхности боковых стенок не обеспечит отвод теплоты реакции. В этом случае внутри колонны устанавливают змеевики или трубчатые вертикальные теплообменные элементы (рис. 6.7.1.2).
Помимо полых барботажных колонн в химической промышленности используются в качестве газожидкостных реакторов и колонны, заполненные твердыми телами. В одном случае они являются насадкой, необходимой для увеличения поверхности контакта фаз в системе газ—жидкость, а в другом — катализатором.
Насадочные реакторы-колонны, работающие в режиме противотока фаз, обычно применяют для реакций, протекающих в диффузионной области. По конструкции они практически не отличаются от абсорбционных и ректификационных насадочных колонн.
Барботажные колонны с затопленной насадкой применяют для осуществления химических превращений, как в диффузионном, так и в кинетическом ре-
Газ
Рис. 6.7.1.1. Барботажный колонный аппарат:
1 — емкость; 2 — барботер; 3 — перегородка
А-А
Рис. 6.7.1.2. Барботажная колонна с вертикальными теплообменными элементами
жиме. Насадка может быть неподвижной, выполненной из керамических колец, или подвижной, представляющей собой полые шары со средней плотностью, почти не отличающейся от плотности жидкости. В колоннах с неподвижной насадкой трудно осуществлять равномерный отвод реакционной теплоты из всего объема аппарата, так как перенос жидкости в радиальном направлении затруднен насадочными телами. В этом отношении более совершенны колонны с подвижной насадкой, которые, к тому же, обеспечи-
514
Новый справочник химика и технолога
вают и более высокую эффективность массопереноса реагирующего компонента из газа в жидкость [1, 7]. Общим недостатком колонн с насадкой является то, что значительная часть реакционного объема занята инертными телами, что снижает среднее время пребывания жидкости в аппарате.
Реакторы с насадкой в виде гранулированного катализатора нашли применение в ряде каталитических газо-жидкостных процессов. Такие аппараты выполняют в виде барботажных колонн 1 (рис. 6.7.1.3), весь объем катализатора в которых разделен на слои. Каждый слой 2 уложен на газораспределительную решетку с сеткой и сверху пружинами поджат другой сеткой. Пространства 3 между слоями служат для перераспределения газовой фазы и дополнительного ввода газа или сырья (если это необходимо). Отвод теплоты реакции в таких аппаратах может осуществляться тремя способами: хладагентом, подаваемым в змеевики (рис. 6.7.1.3, а), предварительно охлажденными газом (рис. 6.7.1.3, б) или жидкостью (рис. 6.7.1.3. в), вводимыми в пространства между слоями катализатора. Реакторы со стационарным слоем катализатора работают обычно при восходящем потоке газо-жидкостной смеси, но поскольку скорость жидкости очень мала, по гидродинамическим условиям их можно отнести к барботажным колоннам.
Рис. 6.7.1.З. Барботажные колонные реакторы с зернистым катализатором
Основные неудобства эксплуатации таких реакторов связаны со сроком службы катализатора. Если время его эффективной работы невелико, то реактор становится аппаратом периодического действия. Существенным недостатком является также большое сопротивление аппарата, достигающее 2,5 105 Па на метр высоты слоя. Это сопротивление может сильно возрастать за счет осмоления катализатора и закупорки межзерновых каналов.
В более благоприятных условиях с этой точки зрения работают аппараты с суспендированным катализатором, который можно к тому же регенерировать, не прекращая ведения процесса. Однако для выделения катализатора требуются надежные сепарирующие устройства, усложняющие конструкцию реакторного узла и его эксплуатацию.
Газосодержание. Одной из основных характеристик газо-жидкостной смеси в любом барботажном аппарате является ее объемное газосодержание
ег=^-, (6.7.1.1)
Г гж
где Г’гж — объем газо-жидкостной смеси, заполняющей аппарат; VT — объем газа, заключенного в объеме Егж.
При постоянстве объемного расхода барботирующего газа усредненное по времени и по объему слоя истинное газосодержание составляет
8r=^ = i, (6.7.1.2)
*^гж Мг
где 5™ — площадь свободного сечения аппарата, занятая газо-жидкостной смесью; Sr — площадь сечения аппарата, занятая газом; vr — приведенная скорость газа (расход газа, отнесенный к площади свободного сечения аппарата); щ — истинная скорость газа в аппарате.
Усредненная величина ег определяет объем жидкости в газо-жидкостной смеси
Иж = Ига(1-8г); (6.7.1.3)
высоту слоя газо-жидкостной смеси в аппарате (при высоте исходного слоя жидкости Яж)
(6.7.1.4)
Е, плотность газо-жидкостной смеси
Ргж Рж(1 ЕГ) + Рг^г> (6.7.1.5)
где рж и рг — плотности жидкости и газа.
При барботаже газа через жидкость образуется поверхность контакта фаз с площадью F. Анализируя эффективность работы барботажных аппаратов, обычно пользуются понятием удельной площади межфазной
о F
поверхности Sv = —. Если условно принять, что газо-^гж
жидкостная смесь содержит однородные пузыри шарообразной формы со средним диаметром 8П, то
6е
Sy =-^-. (6.7.1.6)
8п
Полидисперсность газовых пузырей может быть учтена введением в уравнение (6.7.1.6) дополнительного
Вспомогательные, типовые и многофункциональные процессы и аппараты
515
множителя, однако в реальных условиях его значение близко к единице [1].
Удельная площадь межфазной поверхности поли-дисперсной системы газовых пузырей определяется свойствами жидкости и газа, их скоростями и практически не зависит от вида газораспределителя. Влияние конструкции барботера на газосодержание и на удельную площадь поверхности контакта фаз проявляется только при малых высотах барботажного слоя, например на ситчатых тарелках массообменных аппаратов, где высота расширяющейся струи газа соизмерима с общей высотой газо-жидкостного слоя.
Влияние свойств газа и жидкости на величину Sv при массовом барботаже является очень сложным. При приблизительно одинаковых вязкости, поверхностном натяжении и плотности жидкостей величина Sv для растворов электролитов оказывается значительно выше, чем для недиссоциированных жидкостей. Различие значений Sy наблюдается и для разных растворов электролитов при постоянстве указанных физических свойств жидкостей.
Наиболее существенное влияние на величину Sy оказывает присутствие в жидкости поверхностноактивных веществ (ПАВ). Небольшие и часто практически нефиксируемые добавки ПАВ могут в значительной степени изменять структуру газо-жидкостной системы, приводить к образованию устойчивых пен с повышенным газосодержанием.
Из-за высокой сложности учета физико-химических свойств жидкостей в реальных технологических процессах до сих пор не установлено надежных рекомендаций, пригодных для расчета удельной площади поверхности контакта фаз газ—жидкость в промышленных барботажных аппаратах.
В газо-жидкостных системах, образованных чистыми жидкостями, т. е. не содержащих ПАВ, различают три режима барботажа — пузырьковый, динамической ячеистой пены и динамической неячеистой пены.
При пузырьковом режиме в жидкости всплывают отдельные небольшие пузыри, диаметр которых Sn определяется диаметром So отверстий барботера, свойствами жидкости и не зависит от давления при изменении его до 106 Па. Режим наблюдается только в том случае, когда скорость газа в отверстиях барботера v0 не превышает скорости всплывания газовых пузырей (v0 < Vn). Для одиночных газовых пузырей с диаметрами менее 1 мм скорость всплывания можно оценить по формуле (3.2.6.7). Для пузырей более крупных размеров скорость всплывания представляет собой практически постоянную величину, которую можно рассчитать по уравнению (3.2.6.13). Размер пузырей, отрывающихся от отверстий диаметром So - Н5 мм, при пузырьковом режиме барботажа можно оценить [1] по формуле
5=1,5 J............ (6.7.1.7)
V(P»-Pr)g
Более точные соотношения см. в 8.1.1.
Режим динамической ячеистой пены наступает, когда скорость газа в отверстиях газораспределителя превышает скорость свободного всплытия пузыря (v0 > vn). Для системы вода—воздух при массовом барботаже скорость уп = 0,25-Ю,26 м/с (см. рис. 3.2.6.2). В отверстиях барботеров промышленных аппаратов скорость газа обычно существенно превышает эту величину и может достигать 10-15 м/с. При этом газ вырывается из отверстия в виде расширяющейся струи, распадающейся на пузыри различных размеров на некотором расстоянии от барботера. Образующаяся газо-жидкостная смесь имеет ячеистую структуру, и высота ее слоя возрастает с увеличением расхода газа. Верхняя граница существования режима динамической ячеистой пены определяется [2] условием
(6-7Л-8)
где — критерий режима барботажа.
Режим динамической неячеистой пены наступает при Кб> 18. При этом образуется подвижная газожидкостная смесь, состоящая из разноразмерных газовых пузырей неопределенной формы, несущих в себе капли жидкости. Если барботажная колонна имеет небольшой диаметр (труба), то газ поднимается вверх в виде удлиненных крупных пузырей (снарядов), разделенных прослойками жидкости с мелкими пузырями. В этом случае говорят о снарядном, или пробковом, режиме барботажа.
Промышленные барботажные колонны обычно работают в режиме динамической ячеистой пены. Средний размер Sn образующихся при этом газовых пузырей может быть рассчитан [31 ] по формуле
[з Л0,2
, (6.7.1.9)
рж£ )
где Е —- скорость диссипации энергии в единице объема жидкости, заполняющей газо-жидкостный аппарат, Вт/м3; для барботажных колонн [1,2]
E = vrp*g. (6.7.1.10)
Три гидродинамических режима различают также и в барботажных аппаратах с неподвижным зернистым слоем насадки или катализатора [1, 2]. Пузырьковый режим, соответствующий малым расходам газа, характеризуется движением отдельных изолированных друг от друга пузырьков газа в межзерновых каналах, заполненных сплошной жидкой фазой. При увеличении расхода газа возникает пульсационный режим, подобный вышеописанному снарядному режиму для аппаратов с полыми трубами. Дальнейшее увеличение скорости газа приводит к струйному режиму, при котором газ проходит в виде сплошной фазы по каналам с наименьшей плотностью упаковки зернистого материала.
516
Новый справочник химика и технолога
При этом наблюдается срыв капель и брызг жидкости с поверхности твердых частиц. Области существования различных режимов показаны на диаграмме, приведенной на рис. 6.7.1.4. Верхняя граница существования пузырькового режима определяется в основном скоростью газового потока и соответствует значению vr = 0,124-0,16 м/с. Возрастание скорости газа выше указанного значения вызывает переход, в зависимости от скорости жидкости, либо к пульсационному, либо к струйному режиму. Последний режим почти не используется в промышленных аппаратах с зернистым слоем, поскольку условия их работы в этом режиме далеки от оптимальных. Большинство промышленных колонн с неподвижными слоями насадки или катализатора работают в пузырьковом режиме барботажа.
Рис. 6.7.1.4. Области существования различных режимов восходящего течения газо-жидкостной смеси в неподвижном зернистом слое:
1 — пузырьковый режим;
2 — пульсационный режим; 3 — струйный режим
Газосодержание барботажного слоя в пустотелых колоннах изменяется как по высоте аппарата, так и по его сечению. При больших высотах исходного слоя величина £г резко возрастает на расстоянии 100-150 мм от газораспределителя, затем остается практически неизменной по всей высоте газо-жидкостного слоя и только в верхней его части вновь увеличивается [1]. В промышленных барботажных колоннах высота газожидкостного слоя достаточно велика, что позволяет пренебречь влиянием концевых эффектов и принимать среднее газосодержание по всей высоте аппарата постоянным. Такое допущение правомочно [1] при усло-
JgH
вии —----— >30, где Нж — высота исходного слоя жид-
Vr
кости.
В пустотелых барботажных колоннах среднее газосодержание слоя достаточно большой высоты, образованного из маловязкой жидкости, можно рассчитать по формуле (3.4.3.11), полученной [8] в результате обобщения опытных данных многих исследователей. Для вязких жидкостей в уравнение (3.4.3.11) рекомендуется [1] вводить дополнительный сомножитель (3.4.3.12).
В барботажных колоннах с восходящим течением газо-жидкостной смеси через слой неподвижной насад
ки газосодержание не зависит от формы и размеров насадочных тел, от скорости жидкости в пределах от 0 до 0,007 м/с и от диаметра аппарата. При вязкости жидкости уж = 0,0014-0,025 Па • с газосодержание в насадочных колоннах может быть рассчитано [1] по уравнению
£ — --------1-- , .
l + l,3^/(gd,)’
(6.7.1.11)
где d3 — эквивалентный диаметр насадочного тела.
Гидравлическое сопротивление пустотелой барботажной колонны в рабочих условиях можно выразить соотношением:
Р v2
*p = ^+^=C^+HPnig, (6-7.1.12)
где Д/^гр — потери давления в отверстиях газораспределителя; Д/?сл — статическое давление слоя газожидкостной смеси с высотой Н\ — коэффициент сопротивления односторонне затопленного отверстия, для определения которого можно пользоваться данными
Рис. 6.7.1.5. Коэффициент сопротивления отверстий при истечении газа в жидкость при следующих значениях коэффициента поверхностного натяжения жидкости (в Н/м): 1 — 0,02; 2 — 0,03; 3 — 0,04; 4 — 0,05; 5 — 0,06;
б —0,07; 7 —0,08
Гидравлическое сопротивление барботажной колонны с неподвижным слоем мелкозернистой насадки при восходящем потоке газо-жидкостной смеси с достаточной для инженерных расчетов точностью можно рассчитать по уравнению
Др = Нрж£ + -^|\, 1-£.Д
1,75 Иг |Ржуж
Re, Г 2
(6.7.1.13)
Здесь 5НД — удельная площадь поверхности насадки (отношение поверхности насадки к объему слоя); £т — объемная доля твердого в слое; Rex — критерий Рейнольдса по жидкости
Иеж
гжб?эк
(6.7.1.14)
Вспомогательные, типовые и многофункциональные процессы и аппараты
517
где d3K = —--— — эквивалентный диаметр межзер-
*^вд
новых каналов (см. также уравнение (3.1.4.2)).
Входящий в уравнение (6.7.1.13) коэффициент трения жидкости о зернистый слой следует рассчитывать по формуле Розе [1]
. 40 2,26 п „
х”=^+^+0’46' (6-7115)
Уравнение (6.7.1.13) проверено экспериментально [15] при vr = 0,054-0,8 м/с; гж = 0,0036-Ю,025 м/с; Рж = 0,0014-0,035 Па с. Отклонения опытных значений Др от расчетных составляют в среднем 20 %. Однако в области малых приведенных скоростей жидкости (гж<0,01 м/с) зависимость (6.7.1.13) дает существенно завышенные результаты. В этом случае сопротивление неподвижного зернистого слоя при восходящем потоке газо-жидкостной смеси можно оценить [2] как сумму гидростатического давления барботажного слоя и потерь давления на трение в межзерновых каналах:
Др = Рж(1-ег)гЯ + Х„^-£ф> (6.7.1.16)
< 2
где гжи =------~---------истинная скорость жидкости
(1-ет)(1-ег)
в межзерновых каналах.
При расчете лтр по формуле (6.7.1.15) следует пользоваться значением критерия
= (6.7.1.17)
Продольное перемешивание. Вследствие неравномерности распределения газосодержания по сечению барботажной колонны, в ней возникает циркуляция жидкости с восходящим потоком, как правило, в центральной части и с нисходящим — около стенок. Условное распределение скоростей жидкости по радиусу аппарата показано на рис. 6.7.1.6, из которого видно, что на некотором расстоянии г0 от оси колонны существует граница раздела восходящего и нисходящего потоков. Для промышленных барботажных колонн может быть принято среднее значение г0 = 0,557?.
По оценочным данным [1], максимальная скорость восходящего потока жидкости в центре колонны voc = 1, lvr0,4, а нисходящего потока вблизи стенок vCT=0,9vr0’4.
Скорость циркуляции жидкости как одна из гидродинамических характеристик барботажного слоя пока еще практически не используется при расчетах пустотелых колонн. Но очевидно, что через нее можно выразить интенсивность перемешивания неоднородных жидких систем, теплоотдачу к теплообменным элементам, размещенным в колонне, изменение движущей силы процессов массообмена.
Рис. 6.7.1.6. Профиль скоростей циркуляции жидкости в барботажной колонне
С точки зрения продольного перемешивания жидкости пустотелые барботажные колонны (учитывая высокие скорости циркуляции) можно рассматривать как аппараты идеального смешения. Интенсивность продольного перемешивания зависит от отношения высоты колонны Н к ее диаметру D. Согласно рекомендациям, приведенным в [1], коэффициент 7)пр продольного перемешивания жидкости в пустотелых барботажных колоннах можно рассчитать по следующим формулам.
При — < 6,5
^ = 6,5№";
(6.7.1.18)
при — > 6,5
----= — пгт .
D пр
(6.7.1.19)
В этих уравнениях Fr = —— — критерий Фруда; gD
В= 10 и и = 0,45 при vr < 0,027 м/с; В = 2,7 и п = 0,3 при vr > 0,027 м/с.
Зависимости для расчета коэффициента продольного перемешивания в барботажных колоннах с затопленной насадкой предложены в [9].
При vr < 0,05 м/с
(6.7.1.20)
при 0,05 < vr < 0,15 м/с
(6.7.1.21)
518
Новый справочник химика и технолога
где уг.кр — критическая приведенная скорость газа, при которой коэффициент турбулентной диффузии максимален (vr кр = 0,05 м/с).
Определение скоростей циркуляционных течений, как и дисперсии времени пребывания жидкой и газовой фаз, может быть осуществлено на основе численных экспериментов в координатах Эйлера — Лагранжа (см. 3.3.6).
Теплообмен в барботажных колоннах. Для определения требуемой площади поверхности теплообменных элементов необходимо уметь рассчитывать коэффициенты теплоотдачи к ним от газо-жидкостной смеси. На основании анализа многочисленных исследований теплообмена между твердой стенкой и омывающей ее газо-жидкостной смесью, не имеющей направленного движения, авторами [1] сделан вывод, что коэффициент теплоотдачи не зависит от свойств газа, от давления в аппарате (до 2 МПа), от поверхностного натяжения на границе газ—жидкость, от конструкции газораспределителя (если высота расположения теплообменного элемента над барботером превышает высоту факела газа, выходящего из отверстия), от места расположения теплообменного элемента в пучке горизонтальных труб. Слабо выражена также зависимость коэффициента теплоотдачи от диаметра трубы, омываемой газо-жидкостной смесью. Существенное влияние на коэффициент теплоотдачи а оказывают приведенная скорость барботирующего газа vr и свойства жидкости (вязкость, теплопроводность). Изменение направления теплового потока на величине коэффициента теплоотдачи не отражается.
Термическое сопротивление лимитируется теплопе-реносом в пристенном слое жидкости. Для расчета коэффициента теплоотдачи можно воспользоваться полученным в [1] на основе полуэмпирической теории турбулентного переноса уравнением (4.2.3.6), где динамическая скорость «. = % (уж£уг (1 - ег )2j .
Это же уравнение для барботажных колонн можно записать и в виде
Nu = %(l-e )'/2 V4—, (6.7.1.22)
V
где Nu — критерий Нуссельта (Nu = ——; /ст — мае-
(v2T
штаб толщины пристенного слоя, равный /ст = — ;
VS )
Kq — критерий режима барботажа (см. уравнение (6.7.1.8)).
Рг
Значение — в уравнениях (4.2.3.6) и (6.7.1.22) лег-V
ко определить по рис. 4.2.3.1. Однако для определения безразмерного расстояния от стенки в широком диапазоне газосодержаний целесообразнее использовать уравнение
n.=x(l-er)V2^’47t- (6.7.1.23)
Анализ [10] многочисленных данных показал, что для барботажных колонн можно принять % = 2,2.
Величина ут в уравнении (6.7.1.23) представляет собой расстояние от стенки, на котором температура жидкости претерпевает основное изменение. Авторы [1] рекомендуют принимать: ут = 0,5d — для одиночной трубы, размещенной в барботажном слое; ут = 0,5(.s -d)— для змеевика или пучка труб с наружным диаметром d и шагом размещения s; ут = 0,17)— для колонны диаметром D, имеющей теплообменную рубашку на корпусе.
Для ориентировочных расчетов коэффициента теплоотдачи в барботажных слоях, образованных жидкостью с небольшой вязкостью (до 0,1 Па • с), со средним газосодержанием ег < 0,3 уравнение (6.7.1.22) может быть аппроксимировано более простыми зависимостями (4.2.2.5), которые могут быть переписаны в виде
Nu -- 0,146АГб1/4Рг1/3 при К5 < 18; (6.7.1.24)
Nu = 0,ЗРг1/3 при К5 > 18. (6.7.1.25)
Уравнения (6.7.1.24) и (6.7.1.25) удовлетворяют точности инженерных расчетов. Они проверены экспериментально [1] в диапазоне значений vr = 0,014-2,5 м/с и Рг = 2-4-300 при теплоотдаче к змеевикам и одиночным трубам с наружными диаметрами d = 8^-38 мм. Широкий диапазон проверенных скоростей газа позволяет использовать уравнения (6.7.1.24) и (6.7.1.25) для расчета коэффициента теплоотдачи не только в пустотелых барботажных, но и в тарельчатых колоннах в случае размещения змеевиков для охлаждения жидкости на тарелках.
Методика теплового расчета барботажных колонн с неподвижными слоями насадки или зернистого катализатора подробно изложена в [2, 11, 12].
Массообмен в барботажных колоннах. Многочисленные экспериментальные данные по массопереносу из газа в жидкость в пустотелых барботажных колоннах были обобщены в [13] эмпирическим критериальным уравнением
2 z х0,5
= (),O5Re/Sc0'5 = 0,05-~- -М , (6.7.1.26) £>ж *ж
где pjz — объемный коэффициент массопереноса из газа в жидкость (отнесен к объему жидкости в аппарате), с1; р(- = p^Sjz; / — капиллярная постоянная;
I = ; 7)ж — коэффициент молекулярной диффузии
газа в жидкости.
В [16] на основе полуэмпирической теории турбулентного переноса вещества получена зависимость, показывающая связь поверхностного коэффициента
Вспомогательные, типовые и многофункциональные процессы и аппараты
519
массопереноса из газа в жидкость со скоростью диссипации энергии Е в жидкости (см. уравнение (6.5.1.10)), заполняющей газо-жидкостной аппарат:
Данные [14] показывают, что в пределах 2<Re3K<150 коэффициент массопереноса рж может быть рассчитан по уравнению
JZ \0,5
D. —
I.VJ
(6.7.1.27)
В d2
sh* = i>63 ReV3Sci/3 (6.7л 32)
В отличие от пустотелых колонн в барботажных аппаратах с насадкой массоперенос в жидкой фазе протекает по иным закономерностям. Процессы массообмена в колоннах с крупной насадкой, работающих в режиме противотока, обстоятельно описаны в литературе [16, 17]. Для расчета объемного коэффициента массопереноса из газа в жидкость в колоннах с мелкозернистой насадкой, работающих при восходящем движении газожидкостной смеси, в области пузырького режима барботажа (при vr < 0,14 м/с) можно использовать [1, 2] зависимость:
Связь составляющей коэффициента массопереноса ржг с гидродинамическими параметрами процесса барботажа можно установить [14], опираясь на полуэмпи-рическую теорию турбулентного переноса вещества:
Рж, = 0,062м. Sc’23,
(6.7.1.33)
где для случая барботажа газа через зернистый слой с непроточной жидкостью динамическая скорость
i 3Г
’ < Е )
м.
(6.7.1.34)
Shr3K = 0,08Re°’5 Re°/Sc0’5, (6.7.1.28)
где Sh^
——; Re, =———; Re.
D (1-е )v
ж V т / ж
(!-£тК ’
v
Sc = ^-
Ож
В области пульсационного режима движения газа, отвечающей условиям vr = 0,14ч-0,4 м/с,
8Ьгж = 2,4 Re°’5Sc0’5 We“0’25, (6.7.1.29)
где We = —-----.
В струйном режиме [1,2]
ShrA = 1,2 Re°’2 Re°,5Sc0,5We“0,25. (6.7.1.30)
Механизм массопереноса к неподвижным частицам, омываемым потоком жидкости, дополнительно турбу-лизованной барботирующим газом, до сих пор полностью не раскрыт. Можно предположить, что он связан как со скоростью сплошного потока жидкости, так и с пульсациями, проникающими в пристенный слой от деформирующихся газовых пузырьков. Причем закономерности массопереноса из турбулентного ядра межзернового канала и из узких прослоек жидкости между частицами вблизи точек их соприкосновения будут различными. В таких сложных случаях для трехфазной системы обычно принимают
Ржг^Рж + Ржг, (6.7.1.31)
где рж — коэффициент массопереноса в гомогенном потоке жидкости; Ржг — коэффициент массопереноса в условиях непроточной жидкости, турбулизованной газом.
6.7.2. Барботажные газлифтные аппараты
Газлифтные аппараты (рис. 6.7.2.1) отличаются от барботажных колонн тем, что внутри их корпуса 1 установлены одна или несколько барботажных труб 2, в которые с помощью газораспределителя 3 вводится газ. При подаче газа в затопленный жидкостью аппарат в барботажных трубах образуется газо-жидкостная смесь, плотность которой меньше плотности однородной жидкости в циркуляционной зоне (на рис. 6.7.2.1 — в межтрубном пространстве), вследствие чего в аппарате возникает циркуляция жидкости с восходящим потоком смеси в барботажных трубах. Конструктивное исполнение газлифтных аппаратов может быть различным, но независимо от конструкции в основу их работы положен принцип циркуляционного контура, состоящего из восходящего газо-жидкостного потока и нисходящего потока жидкости с небольшим количеством захваченных ею газовых пузырей.
Рис. 6.7.2.1. Барботажный газлифтный аппарат
520
Новый справочник химика и технолога
Максимальная приведенная скорость газа в барботажных трубах, определяющая производительность аппарата по газу, составляет 2 м/с, что в пересчете на свободное сечение кожуха аппарата дает скорость до 1 м/с. Скорость циркулирующей жидкости может достигать 1-2 м/с. Это позволяет обрабатывать в газлифтных аппаратах неоднородные жидкие системы с большой разностью плотностей сплошной и дисперсной фаз.
Интенсивная циркуляция способствует лучшему теплообмену между жидкостью и теплообменными поверхностями (заключенным в рубашки корпусом колонны, стенками барботажных труб). Возможность размещения в газлифтных аппаратах больших поверхностей теплообмена без нарушения принципа циркуляции делает их эффективными устройствами для проведения сопровождающихся большими тепловыми эффектами химических реакций и процессов аэробной ферментации на концентрированных питательных средах.
Стремление увеличить удельную (отнесенную к единице объема) поверхность теплообмена привело к конструкциям многотрубных газлифтных аппаратов. Наиболее совершенными из них следует признать устройства, в которых барботажные и циркуляционные трубы объединены в общем кожухе. Два варианта таких кожухотрубных газлифтных аппаратов показаны на рис. 6.7.2.2.
Рис. 6.7.2.2. Кожухотрубные газлифтные аппараты: а) с равномерным распределением труб; б) с центральной цикуляционной трубой
Аппарат, представленный на рис. 6.7.22, а, выполнен в виде трубчатого теплообменника с увеличенной по высоте верхней крышкой 7, где происходит отделение газа от жидкости. Закрепленные в решетках трубы делятся на барботажные 2 и циркуляционные 3. Ниж
ние концы всех труб выведены под трубную решетку на длину / = (4,5 + 5)<7, где d — внутренний диаметр труб. В стенках выступающих концов барботажных труб на расстоянии h\ - 4d от нижнего среза просверлены отверстия 4, расположенные на одном уровне. Диаметр и количество отверстий в одной трубе выбираются исходя из условий работы газораспределителя.
Жидкость вводится в аппарат через штуцер 5 и, заполнив трубное пространство, сливается через штуцер 6. При подаче в аппарат газа через штуцер 7 под нижней трубной решеткой образуется газовый слой, отжимающий жидкость вниз до тех пор, пока не откроются отверстия 4 и газ не устремится через них в барботажные трубы. Расчетная высота h газового слоя (от оси отверстий до уровня жидкости) будет определяться сопротивлением односторонне затопленных отверстий, зависящим в основном от скорости проходящего через них газа. Для устранения волнения поверхности жидкости газ направляется под нижнюю трубную решетку отбойным листом 8. Межтрубное пространство аппарата используется для подачи в него теплоносителя.
В ряде случаев целесообразно устанавливать в аппарате циркуляционную трубу большого диаметра, как это показано на рис. 6.7.22, б. При этом желательно, чтобы площадь сечения этой трубы была равна суммарной площади сечений барботажных труб. Установка одной или нескольких циркуляционных труб большого диаметра и увеличение диаметра d барботажных труб позволяют изменять как рабочий объем аппарата Гф (объем трубного пространства), так и его теплообменную поверхность.
Режимы движения газо-жидкостного потока. При малых приведенных скоростях газа (vr<0,l м/с) в потоке жидкости распределены отдельные пузыри различных размеров, не зависящих от условий входа газа в трубу. Такой режим движения газо-жидкостной смеси в барботажных трубах газлифтного аппарата можно назвать пузырьковым. При увеличении скорости газа, а соответственно и скорости циркулирующей жидкости, газо-жидкостная смесь приобретает структуру динамической пены, состоящей из деформированных пузырей различных размеров, заполняющих весь объем трубы. Этот режим называют пенным. С дальнейшим увеличением скорости газа пенный режим переходит в стержневой, когда основная масса газа движется в центре трубы, окруженная кольцевым восходящим потоком жидкости. Стержневой режим наступает при скоростях газа более 10 м/с, при которых газлифтные аппараты обычно не работают. Переход от одного режима движения к другому происходит плавно, без проявления каких-либо кризисных явлений в гидродинамических характеристиках газо-жидкостной смеси. Подробнее о структурах двухфазного течения см. в 3.4.1.
Газосодержание. В любой точке циркуляционной зоны газлифтного аппарата газосодержание можно принять приблизительно одинаковым и равным егц.
Вспомогательные, типовые и многофункциональные процессы и аппараты
521
Исключение составляют верхние слои образующейся (при наличии в жидкости ПАВ) устойчивой пены, слабо участвующие в циркуляции. Для расчета величины £щ пока нет надежных рекомендаций. Она определяется экспериментально после отбора проб газо-жидкостной смеси из лабораторных или промышленных реакторов. При отсутствии в жидкости ПАВ можно принимать Em - 0,2-ь0,4; в пенящихся средах Ещ = 0,64-0,65 [2].
Если бы в аппарате циркулировала чистая жидкость, то при вводе газа в барботажную трубу в ней образовывалась бы газо-жидкостная смесь с газосодержанием £г. Но поскольку в газлифтном аппарате циркулирует газожидкостная смесь с газосодержанием £щ, его величина в барботажной трубе £rP отличается от £, и £щ. В [2] показано, что
£гб егц Сг £гц£г- (б .7.2.1)
Направленное движение газо-жидкостной смеси, образованной в барботажных трубах из чистой жидкости, характеризуется истинными скоростями: газа
иТ=^, (6.7.2.2)
ет
жидкости
Мж=-^- (6.7.2.3)
1-£т
и приведенными скоростями (отнесенными к свободному сечению трубы) vr и гж.
Вследствие действия подъемных сил, обусловленных разностью плотностей фаз, истинные скорости газа и жидкости отличаются друг от друга на величину относительной скорости мот. При восходящем движении газо-жидкостной смеси
«от=«г-«ж=--7?2Ц5 (6.72.4)
ег 0-М
а при нисходящем движении
(6.12.5) (1-ег) е.
Из (6.7.2.4) можно получить уравнение
характеризующее £г в восходящем потоке газожидкостной смеси, образованной из чистой жидкости.
В [2] показано, что в газлифтном аппарате мот можно отождествлять со скоростью всплывания пузыря мп только при vr~ >0. При оценке относительной скорости фаз в газлифтном аппарате авторами [2] рекомендовано руководствоваться эмпирическим уравнением
ит = 0,35 + 2vr. (6.7.2.7)
При расчетах по формуле (6.7.2.6) в первом приближении рекомендуется принимать £г = 0,154-0,2.
Более подробный и полный обзор зависимостей для оценки газосодержания в барботажных трубах газлифтных аппаратов приведен в 3.4.3.
Скорость циркуляции. Одной из основных задач гидродинамического и теплового расчета газлифтного аппарата является определение скорости циркуляции газо-жидкостной смеси или приведенной скорости жидкости гжб в барботажных трубах. Основное уравнение газо-жидкостного циркуляционного контура
Рж(^гб ~ ^гц)^7/ Арб + Арц (6.7.2.8)
показывает, что движущий напор газлифта, обусловленный разностью газосодержаний (£гб~£гц)? затрачивается на преодоление гидравлического сопротивления контура (Н— высота труб аппарата).
Потери давления в барботажных трубах (Лрб) и циркуляционных зонах (ДМ газлифтного аппарата можно представить как
ДРб(ц) — + А/?Вх.б(ц) АрвЫх.б(ц) + АРпоВ180 + Арин.б(ц),
(6.7.2.9)
где Артрдц) — потери давления на гидравлическое трение; Арвх б(ц) и Арвых б(ц) — потери давления при входе и выходе газо-жидкостной смеси из соответствующей зоны газлифта; Арпов180 — потери при повороте газожидкостного потока на 180 градусов; Дриндц) — инерционный напор двухфазного потока, обусловленный изменением газосодержания по высоте зоны [1,2]. При Н< 10 м последним слагаемым можно пренебречь, так как Арин <£ Арвь1Х.
Потери давления на трение при течении газожидкостной смеси
Л _Л Ржужб(ц) Т//7б(ц) /гаэщх
А^трбСц) “ АТр.б(ц) / 41,75 о ’ (6.7.2.10)
где Хтр.бм — коэффициент гидравлического трения жидкости для барботажных или циркуляционных труб (учитывая развитую турбулентность газо-жидкостной смеси, допустимо принимать б ~ лтр,ц « 0,03); Х^ц) — площадь сечения барботажной или циркуляционной зоны; — ее смоченный периметр.
Связь между приведенными скоростями жидкости в барботажных трубах гжб и в циркуляционной зоне гжц выражается соотношением
V = V — жц г жб g
(6.7.2.11)
где Хб и Хц — площади поперечных сечений барботажной и циркуляционной зон соответственно.
522
Новый справочник химика и технолога
Потери давления при входе газо-жидкостной смеси в барботажную трубу и циркуляционную зону или при выходе из них, а также при поворотах потока на 180° рассчитываются как потери на местных сопротивлениях:
РжУжб(ц) 2(1 ~ егб(ц) )
(6.7.2.12)
где — коэффициент местного сопротивления. Для входа в круглую барботажную трубу £вх = 0,5; для выхода из нее £вых = 1,0; при повороте потока на 180° £18о ~ 2,3 [18].
В итоге уравнение для расчета приведенной скорости жидкости в барботажных трубах имеет вид
сб + свькб| Чб ял6 । 2(1-eJ2 8(1-ег6)175
^вхц+^выхц
(6.7.2.13)
В случаях, когда газосодержание в циркуляционной зоне аппарата неизвестно, для ориентировочных расчетов £гц можно рекомендовать [54] эмпирическое соот-Е ношение — = 1,17(1 - sro) - 0,33.
£гб
В аппаратах с отношением — <0,1 (например, в
кюветных газлифтных ферментаторах [2]), когда гидравлическое сопротивление циркуляционной зоны невелико, приведенную скорость жидкости в барботажных трубах с внутренним диаметром можно рассчитать без большой погрешности по упрощенной формуле:
(l-£r6)2g
(6.7.2.14)
где — суммарный коэффициент сопротивлений в
барботажной зоне; SQ6 = £вхб + £ВЫхб +2£i80 + —т2- • Из d6
формулы (6.7.2.14) очевидно, что для увеличения скорости циркуляции жидкости в газлифтном аппарате необходимо снижать гидравлические сопротивления его элементов (например, придавать обтекаемую форму нижней и верхней кромкам барботажной трубы и т. п.).
Расчет газораспределительного устройства. В газлифтном трубчатом аппарате роль газораспределительного устройства выполняют нижние концы барботажных труб с отверстиями в их стенках. Расчет этого уст
ройства сводится к определению скорости vro газа в отверстиях, обеспечивающей при выбранном их диаметре и количестве устойчивую высоту h газового слоя под нижней трубной решеткой. Этим гарантируется равномерность распределения газа по всем барботажным трубам.
Общая высота газового слоя, образующегося под нижней трубной решеткой многотрубного (с числом барботажных труб z6 > 5) газлифтного реактора, определяется уравнением
(U5vro)2pr ржт*
2g(p*-Pr) “2g(p,-pr)
(6.7.2.15)
где £0 — коэффициент гидравлического сопротивления отверстий при истечении газа в жидкость (определяется по графикам, приведенным на рис. 6.7.1.5); цвх — коэффициент гидравлического сопротивления входу жидкости в барботажную трубу (рис. 6.7.2.3).
Рис. 6.7.2.3. Коэффициент сопротивления входу жидкости в барботажную трубу при следующем поверхностном натяжении жидкости (в Н/м):
1 — 0,026; 2 — 0,045; 3 — 0,074
Соответственно расходная скорость газа в отверстиях газораспределителя может быть рассчитана по формуле
J2g(p)[t-pr)/? ! 5вхРжУж £оРг £оРг
(6.7.2.16)
При расчетах газлифтных реакторов следует принимать h = (0,504-0,75)Ль где hi — расстояние от оси отверстий до нижнего среза барботажной трубы; hi ~ 4<7б.
Количество отверстий в одной барботажной трубе
Qr 0,785<2vroz6 vrot<J
(6.7.2.17)
Диаметры отверстий рекомендуется [1] выбирать следующими: при обработке чистых жидкостей d0 = 2-М- мм; при обработке суспензий d0 = 4-нб мм.
Теплообмен в газлифтных реакторах. В газлифтных реакторах высота и диаметры как барботажных, так и циркуляционных труб определяются уравнениями
Вспомогательные, типовые и многофункциональные процессы и аппараты
523
гидродинамики и кинетики химических превращений. Следовательно, поверхность теплообмена, образованная этими трубами, уже известна, и тепловой расчет аппарата сводится к нахождению температурного напора А/ср, обеспечивающего при известной величине количества отводимой теплоты Q заданный тепловой режим работы аппарата. Так как гидродинамическая обстановка в барботажных и циркуляционных трубах различна, то и коэффициенты теплоотдачи от реакционной жидкости к стенкам труб будут в них различными. Температурный напор следует рассчитывать по формуле
(6.7.2.18)
где F6 и Fu — поверхности теплообмена соответственно барботажных и циркуляционных труб; КТ 6 и КТ ц — коэффициенты теплопередачи через стенки барботажных и циркуляционных труб.
При инженерных расчетах можно пренебречь захватом газовых пузырей в циркуляционные трубы и рассчитать величину Лтц по известным зависимостям (см. 4.2.3) при условии течения в трубе гомогенной жидкости со скоростью Гц.
При определении КТ 6 коэффициент теплоотдачи при восходящем движении газо-жидкостной смеси в трубах газлифтных аппаратов можно рассчитывать [1, 2] по уравнению (4.2.3.6), приняв для динамической скорости выражение
и* ~ +5С4ужЛег(1-£г)2- (6-7.2.19) ПРжУ
Здесь т — касательные напряжения при течении в барботажной трубе газо-жидкостной смеси:
т =---(6.7.2.20)
(1-8г)175
тж — касательные напряжения при течении в барботажной трубе чистой жидкости:
0,316 ржУ*
Re0/5 8
Коэффициент % с достаточной для инженерных расчетов точностью может быть принят постоянным и равным 1,9.
Массоперенос в газлифтных аппаратах. Поверхностный коэффициент $F массопереноса из газа в жидкость в барботажных трубах газлифтных реакторов так же, как и в барботажных колоннах, может быть рассчитан по уравнению (6.7.1.27), где скорость диссипации энергии Е = Vropxtg. Объемный коэффициент массопереноса в газлифтном аппарате 0r= Р/. • Sy, приведенный к
объему жидкости в барботажной зоне, можно оценить [2] по формуле
р,. =l,45v*4srt. (6.7.2.22)
Значение объемного коэффициента массопереноса в газлифтных аппаратах может достигать 0,1 с-1.
Массопереносом в циркуляционных зонах газлифтных аппаратов обычно пренебрегают, так как площадь поверхности контакта фаз и содержание целевого компонента в газовых пузырях там значительно ниже, чем в барботажных трубах.
6.7.3. Барботажные аппараты с механическими перемешивающими устройствами
В барботажных аппаратах с механическим перемешиванием жидкости, вследствие развитой турбулентности, достигается наиболее тонкое диспергирование газовой фазы, что при достаточно высоком газосодер-жании создает большую площадь поверхности контакта фаз. Благодаря этому достоинству аппараты с механи
ческим диспергированием газа получили широкое распространение в промышленности. Опыт эксплуатации как газо-жидкостных химических реакторов, так и фер
ментаторов показал, что аппараты с механическим перемешиванием газа в жидкости целесообразно выполнять с номинальным объемом не более 100 м3 при диаметре сосуда не более 3,6 м. Пропускная способность таких аппаратов по газу обычно не превышает 2000 м3/ч. Различают аппараты с мешалками в свободном объеме и с мешалками в циркуляционном контуре.
Барботажные аппараты с мешалками в свободном объеме. Газо-жидкостные аппараты с перемешивающими устройствами в свободном объеме (рис. 6.7.3.1, а и б) обычно выполняются в виде сосудов 1 (с эллиптическими или плоскими крышками и днищами), заключенных в рубашку 2. На аппаратах с объемом менее 6,3 м3 рубашка делается сплошной, а при объемах более 6,3 м3 — секционированной. Внутри сосуда на вертикальном валу закреплены мешалки 3, число которых обычно составляет от одной (рис. 6.5.3.1, а) до четырех (рис. 6.5.3.1, б) и зависит от высоты аппарата. Под нижней мешалкой размещают газораспределитель (барботер) 4. Вдоль образующих сосуда устанавливают три или четыре отражательные перегородки 5 шириной Ьп = 0,17)
(6.7.2.21)
и высотой hu
Нж
1 —£.
где D — внутренний диаметр ап
парата; 7/ж — высота исходного слоя жидкости в нем. При емкости сосуда более 16 м3 внутри него устанавливают дополнительные теплообменные элементы — змеевики 6.
Наиболее эффективными для диспергирования газа в жидкости считаются [2, 19] открытые турбинные мешалки 7 с прямыми или изогнутыми лопастями (рис. 6.7.3.2)
при следующих соотношениях размеров их элементов: £*- = 0,2 -е- 0,3; = 0,2; -i- - 0,25 .
D da du
524
Новый справочник химика и технолога
Рис. 6.7.3.1. Барботажные аппараты с мешалками в свободном объеме: а) с одним перемешивающим устройством; б) с несколькими перемешивающими устройствами на одном валу
Рис. 6.7.3.2. Турбинная мешалка и первичный газораспределитель (барботер)
Рис. 6.7.3.3. Турбинная самовсасывающая мешалка
Газораспределитель (барботер) выполняют в виде тора или кольцевого открытого снизу желоба с равномерно распределенными по верхней кромке отверстиями. Диаметры отверстий d0 = 2ч-5 мм при шаге размещения а ~ 2d0. При диаметре сосуда D > 2 м необходимо устанавливать несколько параллельно работающих кольцевых желобов. Их количество и основные
геометрические размеры определяют по методике, изложенной в [2].
При размещении одного кольцевого желоба (наружного при многокольцевом варианте) (рис. 6.7.3.2) используются следующие установочные размеры относительно турбинной мешалки: Do = (0,75-И )<ZM; hT = 0,25<ZM.
В аппаратах небольших объемов или с малой глубиной заполнения для диспергирования газа могут применяться самовсасывающие турбинные мешалки. Отличительная особенность такой мешалки (рис. 6.7.3.3) заключается в том, что внутри ее корпуса 1 на прямых лопастях 2 закреплен кольцевой конический газораспределитель 3 с патрубком 4 для подвода газа. Патрубок с помощью уплотняющего устройства соединяется с неподвижной воздухозаборной трубой, выведенной из аппарата наружу.
Использование самовсасывающих мешалок исключает необходимость принудительной подачи газа в аппарат. В этом их основное достоинство. Особенно часто такие мешалки применяют для подсоса в жидкость воздуха из окружающей среды в процессах аэрирования и ферментации. Однако разрежение, создаваемое самовсасывающими мешалками, относительно невелико. Это ограничивает глубину их погружения, которая, по данным Иркутского НИИХиммаш [2], обычно не пре-
„ 0,Зи2^
вышает Н ----------, где п — частота вращения ме-
g
шалки, об/с.
Самовсасывающие мешалки как устройства для ввода газа в жидкость имеют невысокий энергетический КПД. Однако хорошее дробление газа, обеспечивающее большую площадь поверхности контакта фаз, ставит эти мешалки по удельным энергозатратам (на единицу массы поглощенного целевого газообразного компонента) на один уровень с высокоинтенсивными диспергирующими устройствами.
Основные расчетные зависимости, характеризующие мощность на перемешивание газо-жидкостной смеси, газосодержание, интенсивность тепло- и массопереноса в аппаратах с мешалками в свободном объеме приведены в 6.1.4.
Барботажные аппараты с мешалкой в циркуляционном контуре. Конструктивно такие аппараты могут быть выполнены в двух вариантах: с винтовой (пропеллерной) мешалкой внутри циркуляционного стакана и с открытой турбинной мешалкой, расположенной под циркуляционным стаканом.
Аппарат первого типа изображен на рис. 6.7.3.4. Он выполнен в виде сосуда 3 с отношением высоты к диаметру =5 :10. Внутри сосуда установлен циркуля-
ционный стакан 4, диаметр которого рассчитывается из условия равенства площадей сечений самого стакана и кольцевого зазора, образованного им со стенками сосуда. Нижняя часть стакана имеет уменьшенное сечение, и в ней размещены винтовая мешалка 7, выполняющая функции осевого насоса, и спрямляющие поток устрой
Вспомогательные, типовые и многофункциональные процессы и аппараты
525
ства. Практика эксплуатации таких аппаратов показала, что в качестве насоса может быть использована мешалка с прямыми лопастями, имеющими угол наклона к горизонтали а = 15-е-45°.
Рис. 6.7.3.4. Барботажный аппарат с винтовой мешалкой в циркуляционном контуре: А — жидкость или суспензия; Б и Г — газ;
В — продувочный азот (только при работе с взрывоопасными газами)
При нижнем расположении перемешивающего устройства повышаются требования к узлу герметизации вала, поэтому здесь устанавливают торцовые уплотнения или используют специальные электроприводы 8 с экранирующей гильзой [28].
В аппаратах небольших объемов теплообменным элементом служит стенка сосуда, заключенная в рубашку 6. При увеличении объема аппарата, а следовательно, и тепловой нагрузки появляется необходимость в дополнительном теплообменном элементе. В этом случае циркуляционный стакан выполняется из кольцеобразно расположенных труб 5, соединенных друг с другом вдоль образующих пластинами-перемычками и объединенных вверху и внизу кольцевыми коллекторами 2.
Аппарат наиболее эффективно работает в условиях полного заполнения его объема газо-жидкостной смесью, поэтому вывод непоглощенного газа и жидкости осуществляется через верхний штуцер, соединенный с сепаратором газо-жидкостной смеси 1.
Газ целесообразно подавать под мешалку, которая обеспечивает первичное его диспергирование. В дальнейшем размеры газовых пузырей определяются турбулентностью жидкости в центральном стакане и кольцевом зазоре.
Конструктивно аппарат с одним циркуляционным стаканом может быть выполнен на объем до 20 м3. При установке в одном сосуде нескольких стаканов с перемешивающими устройствами объем аппарата можно увеличить до 100 м3, что позволяет существенно сни-
f и зить удельную мощность перемешивания — . На-
пример, в аппарате с тремя стаканами она может быть уменьшена на 40 %.
Пропускная способность аппарата по газу определяется предельной приведенной скоростью его в циркуляционном стакане, которая не должна превышать 0,02 м/с. В противном случае возможен срыв работы мешалки и нарушение циркуляции жидкости. Устойчивая работа перемешивающего устройства определяется газосодержанием системы, предельная величина которого составляет ег ~ 0,4, поэтому аппараты с винтовой мешалкой в циркуляционном контуре можно применять только для жидкостей, не образующих устойчивых пен с высоким газосодержанием.
Если в реакции участвуют газы с возможным образованием взрывоопасной смеси, аппарат с циркуляцией газо-жидкостной смеси является одним из наиболее надежных устройств. При раздельной подаче газов под мешалку каждый из них диспергируется в свою систему пузырей. Необходимо только предусмотреть, чтобы в объеме реактора не возникало больших объемов газов с взрывоопасной концентрацией. В рассматриваемом аппарате это достигается за счет полного его заполнения газо-жидкостной смесью. В верхней же части сепаратора опасная ситуация может быть устранена за счет непрерывной продувки его азотом.
Второй вариант аппарата с мешалкой в циркуляционном контуре изображен на рис. 6.7.3.5. Конструктивно от первого (рис. 6.7.3.4) он отличается тем, что турбинная открытая шестилопастная мешалка 3 с первичным газораспределителем (барботером) 4 размещена под циркуляционным стаканом 2. Совместное расположение мешалки и барботера ранее было показано на рис. 6.7.3.2. Из рис. 6.7.3.5 видно, что вдоль образующих сосуда установлены две отражательных перегородки 7, которые гасят вращательное движение газожидкостного потока, восходящего в кольцевом зазоре.
Рис. 6.7.3.5. Аппарат с турбинной мешалкой в циркуляционном контуре
526
Новый справочник химика и технолога
По результатам испытаний обоих типов реакторов [29], наиболее эффективным по массопереносу вещества из газа в жидкость оказался аппарат с турбинной мешалкой под циркуляционным стаканом. В нем достигается лучшее диспергирование газа, и он устойчиво работает при повышенных газосодержаниях системы и даже на устойчивых пенах. Однако пропускная способность по газу у этого аппарата также невелика. По данным [29], он работает устойчиво только при скоростях vr < 0,1 м/с.
Гидродинамика в барботажных аппаратах с мешалкой в циркуляционном контуре. В аппарате с винтовой мешалкой создаваемый ею напор в основном затрачивается на преодоление гидравлического сопротивления циркуляционного контура. В практике расчетов таких аппаратов принято [28] рабочие характеристики мешалки и циркуляционного контура (сети) строить в обобщенных координатах (рис. 6.7.3.6): ко-
и коэффициент расхода
Л' = , где Н — напор, создаваемый мешалкой;
бжц — расход жидкости, циркулирующей в аппарате.
Потери напора на гидравлическое трение в центральном стакане:
1С уж
dc 2g(l-er)2
(6.7.3.1)
Потери напора на гидравлическое трение в кольцевом зазоре:
Н2
/с уж
^2g(l-sr)2'
(6.7.3.2)
#g эффициент напора Кн = 2 2 п d
Для этих уравнений коэффициенты трения X рассчитываются по формулам, известным из гидравлики
(см. 2.2.6), по значениям критерия Кеж = ———2—г . v»(l-er)
Потери напора при переходе газо-жидкостной смеси из циркуляционного стакана в кольцевой зазор рассчитываются по формуле для местных сопротивлений:
#3=^3
2g(l-sr)2’
(6.7.3.3)
Рис. 6.7.3.6. Совместная характеристика сети (7) и мешалки (2)
Линия 1 на рис. 6.7.3.6 (характеристика сети) показывает изменение гидравлического сопротивления аппарата при увеличении расхода (2жц, а линия 2 (характеристика мешалки) — понижение напора, создаваемого мешалкой, при увеличении подачи жидкости. Пересечение этих линий дает рабочую точку А, характеризующую условия работы аппарата.
Расход циркулирующей жидкости определяется ее приведенной скоростью в нисходящем потоке, т. е. в кольцевом зазоре между стенкой сосуда и центральным стаканом. Эта скорость должна быть больше скорости всплывания одиночного пузыря. Обычно принимают гж ~ 0,5 м/с. Такой же будет скорость и в центральном стакане, если площадь его сечения равна площади сечения кольцевого зазора.
Общие потери напора в циркуляционном контуре, исходя из условия, что в любой его зоне движется ква-зигомогенная газо-жидкостная система с газосодержанием ег, можно выразить следующими составляющими.
Потери напора при переходе потока из кольцевого сечения в циркуляционный стакан, учитывая его суженное сечение, определяемое диаметром мешалки dM, следует рассчитывать по формуле
Коэффициенты местных сопротивлений G и С4 зависят от ряда конструктивных параметров аппарата (подробно этот вопрос освещен в справочном пособии [28]), в том числе от основного параметра
Х = —|^, (6.7.3.5)
где h — расстояние от кромки центрального стакана до днища или крышки аппарата; dc ср — средний диаметр стакана; D — диаметр аппарата.
Величина h выбирается из условия сохранения приведенной скорости циркулирующей жидкости в зазоре между кромкой стакана и крышкой или днищем такой же, как и в циркуляционном стакане. Это условие опре-
деляет зависимость h = —, где dc ср принимается по верхней, наиболее широкой части стакана.
Средний диаметр стакана dc ср = dc + 8, где 8 — толщина стенки стакана (ширина кольцевого коллектора, в котором закреплены теплообменные трубы).
При заданном значении X коэффициенты местных сопротивлений и С4 можно рассчитать по следующим
Вспомогательные, типовые и многофункциональные процессы и аппараты
527
формулам. Для случая течения потока из циркуляционного стакана в кольцевой зазор:
- 0,82г1’5 приХ< 0,5; (6.7.3.6)
= 1,3JT°’6 при 0,5 <Х< 0,8. (6.7.3.7)
Для случая течения потока из кольцевого зазора в циркуляционный стакан, учитывая плавное расширение потока в нем:
^4 = 0,82Г15 при2Г<0,4;
(6.7.3.8)
Рис. 6.7.3.7. Характеристика трехлопастной мешалки (а = 24°): при значениях Ь':
1 — ОД 2 — 0,3; 3 — 0,2; 4 ~ 0,15; 5 — 0,1; при значениях т|: Г — 0,75; 2' — 0,7; 3' — 0,65; 4' — 0,6; 5' — 0,55; б’ — 0,5; 7' — 0,4
^4 = 1,92Г°’6 при 0,4 <Х< 0,6. (6.7.3.9)
С учётом приведенных выше зависимостей выражение для коэффициента напора приобретает вид
Ql
(7 1
Ч Ч 44<J(1-Sr)2««2
(6.7.3.10)
При известном расходе циркулирующей жидкости 0жц =0,785б/сУж, найденном по заданной приведенной ее скорости гж, рассчитанные значения коэффициентов Кн и Kq будут определять положение рабочей точки А на характеристике сети. Характеристика мешалки подбирается такой, чтобы она проходила через точку А или лежала выше нее. Для трехлопастных мешалок положение характеристики можно изменить за счет подбора
относительной ширины лопасти />' = —, где b — дей-ствительная ширина лопасти, или за счет изменения угла а ее наклона к горизонтали. Эти характеристики показаны на рис. 6.7.3.7 и 6.7.3.8. На этих же рисунках нанесены линии гидравлических КПД мешалок г|. Величина этого КПД определяет потребляемую мешалкой мощность
п
(6.7.3.11)
где 77ц — мощность, затрачиваемая на циркуляцию жидкости:
Ац Рж(1 ^г)^Н^Жц.
(6.7.3.12)
Характеристики перемешивающих устройств, приведенные на рис. 6.5.3.7 и 6.5.3.8, получены [28] экспериментально на гомогенной жидкости (воде). При их использовании применительно к газо-жидкостным смесям напор, создаваемый мешалкой при заданном расходе циркулирующей жидкости, следует уменьшить пропорционально величине (1 - £г).
Рис. 6.7.3.8. Характеристика трехлопастных мешалок (Ь' = 0,3): при значениях а: 1 —45°; 2 — 35°; 3 — 24°; 4 — 15°; при значениях rj: 1' — 0,7; 2' — 0,65; 3' — 0,60; 4' — 0,55; 5' — 0,50;6' — 0,45; 7' — 0,40
Методика определения скорости жидкости в аппарате с турбинной мешалкой мало чем отличается от вышеизложенной. Основная трудность расчета состоит в том, что в литературе нет данных о характеристиках этих мешалок, работающих в режиме насоса.
Тепломассоперенос в аппарате с циркуляционным контуром. Аппарат с мешалкой в циркуляционном контуре имеет три расчетные поверхности тепло-
( F А
обмена. Одна из них I -у-1 расположена в циркуляционном стакане и образована половиной поверхности его теплообменных труб (поверхность перемычек, соединяющих трубы вдоль их образующих, в расчет не принимается). Две другие расположены в кольцевом зазоре и образованы второй половиной поверхности труб ( F 2
I 1 и стенкой сосуда, заключенного в рубашку (Fp).
528
Новый справочник химика и технолога
Если в трубах стакана и в рубашке хладагент (вода) имеет одинаковую среднюю температуру 0ср, а газожидкостная смесь имеет среднюю температуру fcp, то общая тепловая нагрузка аппарата рассчитывается как
а-М> <6-7-3-13)
где Кй и К3 — общие коэффициенты теплопередачи для циркуляционного стакана и кольцевого зазора соответственно.
При интенсивной циркуляции квазигомогенной газо-жидкостной смешГс одинаковыми скоростями жидкости, как в циркуляционном стакане, так и в кольцевом зазоре, условия теплоотдачи в обеих зонах можно принять одинаковыми. Следовательно, коэффициенты Кс и К3 могут быть различными только за счет коэффициентов теплоотдачи от стенок теплообменных элементов к хладагенту. Эти коэффициенты теплоотдачи обычно и лимитируют перенос теплоты от рабочей (реакционной) среды к хладагенту.
Для математического описания теплопереноса от циркулирующей газо-жидкостной смеси к стенкам теплообменных элементов можно воспользоваться [2] общими закономерностями полуэмпирической теории турбулентного переноса с привлечением зависимостей, характеризующих теплообмен в аппаратах газлифтного типа.
Движение газо-жидкостной смеси в циркуляционном контуре аналогично ее движению в циркуляционных трубах газлифтного аппарата, поэтому в основу анализа теплоотдачи можно положить уравнение (6.2.3.6), а динамическую скорость рассчитывать по т
формуле (6.7.2.19). Отношение — в данном случае Рж
можно [2] представить как
т _ \v2
Рж ~8(1-£г)2 ’
(6.7.3.14)
где коэффициенты гидравлического трения к, рассчитываются раздельно для циркуляционного стакана и кольцевого зазора.
Согласно многочисленным опытным данным [1], можно принять в формуле (6.7.2.19) коэффициент пропорциональности % = 2, а в качестве относительной скорости газовой фазы — скорость всплывания одиночного пузыря г/„ - 0,24ч-0,26 м/с.
Данных о массопереносе вещества из газа в жидкость в аппаратах с принудительной циркуляцией газожидкостной смеси очень мало. Более или менее обстоятельно массообмен изучен лишь в аппарате с винтовой мешалкой в циркуляционном стакане. Установлено, что при оптимальном, с точки зрения авторов [30], отношении — - 0,62 существуют два режима работы аппара
та, определяемые среднерасходным газосодержанием
епаСх =-2— > где и — приведенные скорости
Р V +V ГЦ жц
газа и жидкости в циркуляционном стакане.
В соответствии с этим
при Брасх = 0,05-^0,15:
2 Г 1 Л1’55 ( 2 Л0’6 Г Х.1,07
^0 95| ,Sco,5 РЖУЖ _£ .
£>ж I Уж J I J I <4 J
(6.7.3.15)
при 8расх = 0,15=0,25:
2 z 2 \1.55 f 2 X 0,6 z х 1,07
Рл'*^1 q 168б"0,84 I I Sc0,51 I I $ ] dx ~ ’ расч уж J ' ) и;
(6.7.3.16)
где s — шаг винта с мешалкой. Для мешалок с прямыми наклонными лопастями s = tZMtga. Уравнения (6.7.3.15) и (6.7.3.16) экспериментально проверены при — = 0,6-3 и ^- = (0,3 = 1)-106.
В целом, в аппаратах с диспергированием газа механическими перемешивающими устройствами получают высокие скорости массопереноса из газовой фазы в жидкость. Интенсивный ввод энергии в зону контакта, большая поверхность раздела фаз газ—жидкость (до 600 м2/м3) позволяют добиваться объемных коэффициентов массопереноса до 0,2 с-1 и достаточно высоких степеней использования целевого газового компонента. Однако с увеличением диаметра мешалок затраты мощности на перемешивание резко возрастают, что делает неэкономичным создание аппаратов большого объема. Кроме того, наличие непосредственно в реакционном объеме движущихся частей (вала с мешалкой) требует уплотнения вращающихся деталей с помощью сложных в конструктивном отношении устройств, нуждающихся в постоянном квалифицированном обслуживании (особенно при проведении процесса под давлением или в присутствии агрессивных компонентов). Использование громоздкого привода (мотора-редуктора) с жестко заданной частотой вращения вала и ограниченным выбором мощности делает конструкцию аппарата металлоемкой, не позволяет плавно регулировать интенсивность перемешивания, вести процесс в энергетически оптимальном режиме.
Поиск путей повышения эффективности и надежности газо-жидкостной аппаратуры привел к разработке статических устройств для вовлечения и диспергирования газа струями жидкости, создаваемыми выносным насосом.
Вспомогательные, типовые и многофункциональные процессы и аппараты
529
6.7.4. Барботажные аппараты с инжектированием и диспергированием газа струями жидкости
Захватывание газа турбулентной струей жидкости с последующим его диспергированием может быть успешно использовано в газо-жидкостных аппаратах, предназначенных для проведения таких технологических процессов, как абсорбция с химической реакцией, аэрация и озонирование воды, аэробные микробиологические процессы, флотация и др. Основным элементом таких аппаратов является стационарный струйный диспергатор, в который жидкость подается выносным центробежным насосом, а газ подсасывается за счет инжекционного эффекта или вводится принудительно.
Все разнообразие аппаратов, работающих с использованием струйного диспергирования газа в жидкости, можно схематично представить четырьмя основными базовыми устройствами, изображенными на рис. 6.7.4.1. На рис. 6.7.4.1, а представлено устройство с инжектированием газа свободной струей, падающей на открытую поверхность жидкости; на рис. 6.7.4.1, б — устройство с инжектированием газа струей жидкости, ограниченной опускной трубой. Для аппаратов этих двух типов характерно нисходящее движение струй жидкости и увлечение ими газа. Это самовсасывающие устройства.
Рис. 6.7.4.1. Основные типы барботажных струйных аппаратов: а) с инжектированием газа свободной струей;
б) с инжектированием газа струей жидкости, ограниченной опускной трубой;
в) с восходящим струйным движением жидкости; г) с горизонтальным движением жидкости
На рис. 6.7.4.1, в показан аппарат с восходящим струйным движением жидкости и диспергированием принудительно подаваемого газа в специальном элементе типа трубы Вентури (кожухотрубчатый вариант аппарата см. на рис. 6.7.4.4).
На рис. 6.7.4.1, г изображено устройство с горизонтально направленным движением жидкости и с диспергированием принудительно подаваемого газа в газожидкостной плавучей струе.
В рассматриваемых струйных аппаратах гидродинамическое состояние газо-жидкостной системы можно представить единой принципиальной схемой. Объем, занимаемый газо-жидкостной смесью, можно разделить на две области: активную и барботажную. В активной области А (рис. 6.7.4.1) диспергирование попавшего в нее газа происходит за счет кинетической энергии струи жидкости. При высокой скорости диссипации энергии в объеме Va активной области пузырьки газа могут достигать размеров 8па< 1мм. Соответственно в этой зоне аппарата образуется система пузырей с большой удельной поверхностью контакта фаз газ—жидкость (S'p'a).
Из активной области газо-жидкостная смесь перетекает в барботажную область Б, где происходит всплывание газовых пузырей (рис. 6.7.4.1, а и б) или их газлифтное перемешивание (рис. 6.7.4.1, в и г). В этой зоне основную роль играют не инерционные силы жидкостного потока, а гравитационные силы с гораздо меньшей скоростью диссипации энергии. Здесь происходит укрупнение газовых пузырей до 2-5 мм (главным образом за счет их коалесценции) и соответственно — уменьшение удельной площади межфазной поверхности.
В аппараты, работающие в условиях самовсасыва-ния газа, вся энергия, диссипируемая в газо-жидкостной смеси, вводится только с жидкостью. При расчетах же аппаратов с принудительной подачей газовой фазы (рис. 6.7.4.1, в и г) следует учитывать также дополнительную энергию, вносимую газом.
В Санкт-Петербургском государственном технологическом институте разработаны и исследованы [31, 32] несколько видов газо-жидкостных аппаратов с инжектированием и диспергированием газа струями жидкости.
Простейшее струйное самовсасывающее устройство представляет собой насадок, при свободном истечении из которого струя жидкости захватывает газ и увлекает его в объем жидкости. Количество газа, увлекаемого в пограничном слое движущейся поверхностью жидкости, пропорционально периметру струи, поэтому для увеличения расхода инжектируемого газа была предложена конструкция насадка, формирующего кольцевую струю жидкости, которая захватывает газ наружной и внутренней поверхностями [31-34]. Исследования [31, 33] показали, что при неизменном расходе жидкости кольцевая струя, по сравнению с цилиндрической, позволяет увеличить расход инжектируемого газа в 1,3-1,5 раза.
530
Новый справочник химика и технолога
Рис. 6.7.4.2. Многополочный струйный аппарат
Рис. 6.7.4.3. Инжекционный аппарат с опускными трубами
А Отработанный
газ
Рис. 6.7.4.4. Аппарат с диспергированием газа в кольцевых трубках Вентури (тип 2)
Рис. 6.7.4.5. Аппарат с диспергированием газа в кольцевых трубках Вентури (тип 1)
Устройства с инжектированием газа свободно падающими струями жидкостями целесообразно использовать в открытых бассейнах больших объемов (более 100 м3), например, для поверхностной аэрации воды в неглубоких аэротенках или в биореакторах с иммобилизованной микрофлорой [35]. Это же устройство может быть использовано в струйных аппаратах для окисления сульфитных щелоков (в целлюлозно-бумажной промышленности) и в ферментаторах (рис. 6.7.4.2), работающих на разбавленных культуральных средах с содержанием редуцирующих веществ до 1,5% [34]. Аэрационная часть аппарата представляет собой колонну, разделенную горизонтальными перегородками
на ряд камер. В каждой перегородке установлены насадки для струйного истечения жидкости. Расстояние между перегородками определяется высотой слоя аэрированной культуральной среды, обеспечивающей необходимую скорость ее истечения из насадка, и высотой слоя газа (около 0,3 м), необходимого для формирования кольцевой струи жидкости.
Инжекционный аппарат с опускными трубами (рис. 6.7.4.3) может служить газо-жидкостным химическим реактором, массообменным устройством и гидрокомпрессором [36]. Его рабочий объем, включающий опускные трубы, сепарационную емкость и циркуляционный контур, обычно не превышает 20 м3.
Вспомогательные, типовые и многофункциональные процессы и аппараты
531
Рис. 6.7.4.6. Аппарат с диспергированием газа затопленными радиально-веерными струями жидкости
Отработанный
Рис. 6.7.4.7. Аппарат с диспергированием газа затопленными плоскими струями жидкости
Аппарат может работать как на чистых газах, так и на смеси их с воздухом или на воздухе в режиме само-всасывания газовой фазы, создавая избыточное давление до 3-5 м вод. ст. (30-50 кПа). Отвод теплоты реакции осуществляется через рубашку на сепарационной емкости или с помощью установленных в ней змеевиков.
Для струйных аппаратов с принудительной подачей газа разработаны два варианта диспергаторов: кольцевая трубка Вентури и щелевой. Кольцевая трубка образуется при установке в трубе специальной вставки, имеющей цилиндро-коническую форму (рис. 6.7.4.4, узел А). Аппараты с диспергаторами в виде трубок Вентури могут иметь два конструктивных исполнения. Первая конструкция (рис. 6.7.4.5) имеет укороченные газораспределительные патрубки с цилиндро-коническими вставками, образующими кольцевые трубки Вентури, и расширенную сепарационную емкость с естественным (газлифтным) циркуляционным контуром [37]. Такой аппарат, рабочий объем которого, как правило, не превышает 30 м3, может работать при повышенных давлениях как на чистых газах, так и на смеси их с воздухом. Возможна одновременная подача в аппарат различных газов. Теплота реакции отводится через рубашки центрального циркуляционного стакана и корпуса аппарата.
Во втором варианте (рис. 6.7.4.4) цилиндроконические вставки установлены в нижней части барботажных труб [38, 39]. Основная особенность этой конструкции заключается в развитой поверхности теплообмена. Данный аппарат рабочим объемом до 10 м3 рекомендуется для реакций с чистыми газами, протекающих с большим тепловым эффектом и при повышенных давлениях.
Принцип действия щелевых струйных диспергаторов (рис. 6.7.4.6, узел А) основан на дроблении струи
газа охватывающими ее сверху и снизу струями жидкости. При совместном истечении жидкости и газа из щелей диспергатора в объеме аппарата образуется горизонтальная плавучая газо-жидкостная струя с развитой межфазной поверхностью. Щелевые диспергаторы газа могут иметь в плане как круглую, так и прямоугольную форму, и могут устанавливаться как в цилиндрических (рис. 6.7.4.6) [40], так и в прямоугольных емкостях (рис. 6.7.4.7) [41^43]. Последнее позволяет осуществлять интенсивный массоперенос в аппаратах, где традиционные механические перемешивающие устройства работают в гидродинамически неуравновешенных силовых условиях. Рекомендуемый рабочий объем аппаратов — до 100 м3. Теплообменной поверхностью аппарата являются стенки аппарата, заключенного в рубашку, или змеевики в барботажной зоне.
В аппаратах инжекционного типа расход вовлекаемого газа следует рассчитывать, исходя из условий захвата его шероховатой поверхностью струй жидкости, распадающихся на капли [31, 33, 44^47]. Коэффициент инжекции в таких аппаратах обычно находится в диапазоне от 0,5 до 1,5. Для ориентировочных расчетов расхода инжектируемого газа можно пользоваться зависимостями, приведенными в 6.3.8.
В струйных аппаратах с принудительной подачей газа его оптимальный расход [48-50] близок к объемному расходу жидкости, подаваемой в диспергатор.
Известные на сегодняшний день области применения струйных барботажных аппаратов перечислены в табл. 6.7.4.1.
Протекающие в струйных аппаратах гидродинамические и массообменные процессы были проанализированы с единых теоретических позиций и тщательно экспериментально исследованы на лабораторных и опытно-промышленных установках [31]. Для каждого аппарата определены оптимальные соотношения раз
532
Новый справочник химика и технолога
меров его конструктивных элементов и диспергаторов газа, а также оптимальные соотношения расходов фаз [33, 46, 48-50]. Для аппаратов с самовсасыванием газовой фазы на основе теории пограничного слоя получены уравнения для расчета расхода инжектируемого газа [31,33, 36,44,45].
При рассмотрении гидродинамических и массообменных процессов во всех указанных струйных аппаратах используется единый принципиальный подход: в рабочем объеме выделяют активную зону, в которой диспергирование газа осуществляется за счет кинетической энергии струй жидкости, и барботажную зону, где происходит всплывание газовых пузырей или их газлифтное перемешивание. Для каждой из выделенных зон предложены и экспериментально подтверждены зависимости для расчета истинного объемного газосодержания, среднего размера газовых пузырей, удельной площади межфазной поверхности [31, 51-54].
Для обоснованного выделения активных зон, в которых скорость диссипации энергии и интенсивность массопереноса существенно выше, чем в остальном объеме аппарата, расчетным путем определены поля скоростей и газосодержаний в затопленных газожидкостных струях, распространяющихся в жидкости или в спутном потоке газо-жидкостной смеси [31, 49, 51, 52, 54]. Получены выражения для расчета линейных размеров и объемов активных зон во всех рассматриваемых типах струйных аппаратов [31,48,49, 51, 52, 54].
Таблица 6.7.4.1
Преимущественные области применения газо-жидкостных струйных аппаратов
Тип аппарата Область применения
С инжектированием газа струями жидкости, падающими на свободную поверхность Системы аэрации сточных вод (аэротенки, аппараты с иммобилизованной микрофлорой), окисление сульфитных щелоков, ферментация на низкоконцентрированных субстратах
Инжекционные с опускными трубами Аэрация и озонирование воды, флотация и озоно-флотация
С диспергированием газа в кольцевых трубках Вентури Химические реакции (при повышенном давлении и малых расходах газа), ферментация на газовом питательном сырье
С диспергированием газа затопленными горизонтальными струями жидкости (со щелевыми диспергаторами) Аэрация и озонирование воды, дегазация технологических растворов сточных вод, флотация
В [31, 55, 56] предложены и экспериментально проверены зависимости для определения поверхностных коэффициентов массопереноса в барботажных и активных зонах аппаратов. Все эти зависимости имеют структуру (6.7.1.27), и только скорости диссипации энергии Е в различных зонах аппаратов различных конструкций рассчитываются по уравнениям, характерным для устройств конкретного типа.
Установлены изменения концентрации целевого компонента в газовых пузырьках в зависимости от времени их пребывания в активной и барботажной зонах, что позволяет рассчитывать степень использования целевого газообразного компонента в любом аппарате [57].
Проведенные в Санкт-Петербургском государственном технологическом институте исследования показали, что струйные газо-жидкостные аппараты не уступают по интенсивности массопереноса системам с механическими мешалками [58]. При этом они не содержат погруженных в жидкость подвижных устройств и сложного привода, что существенно повышает их эксплуатационную надежность и ремонтопригодность. Выносной насос удобен для осмотра, прост в обслуживании. В случае неполадок в его работе наличие резервного насоса позволяет провести ремонт без остановки технологического процесса. Интенсивность работы струйных аппаратов легко регулируется изменением расхода циркулирующей жидкости. Еще одним важным достоинством аппаратов со струйными диспергаторами газа является отсутствие трудностей масштабирования, поскольку увеличение объемов перерабатываемых сред требует только увеличения числа параллельно работающих струйных элементов.
Литература
1. Соколов В.Н., Доманский И.В. Газо-жидкостные реакторы. Л.: Машиностроение, 1976. 216 с.
2. Соколов В.Н., Яблокова М.А. Аппаратура микробиологической промышленности. Л.: Машиностроение, 1988. 278 с.
3. Попкович Г.С., Репин Б.Н. Системы аэрации сточных вод. М.: Стройиздат, 1986. 136 с.
4. Филин В.Я. Аэраторы для процессов очистки сточных вод. М.: ЦИНТИХимнефтемаш, 1977. 66 с.
5. Худенко Б.М., Шпирт Е.А. Аэраторы для очистки сточных вод. М.: Стройиздат, 1973. 112 с.
6. Царьков А.В., Аверьянова Т.М., Кукушкина Л.Я., Голиков Ю.П. // Химия и технология воды. 1986. Т. 8, №5. С. 80-81.
7. Балабеков О.С., Балтабаев Л.Ш. Очистка газов в химической промышленности. Процессы и аппараты. М.: Химия, 1991. 256 с.
8. Кутателадзе С.С., Стырикович Н.А. Гидродинамика газо-жидкостных систем. М.: Энергия, 1976. 296 с.
9. Соколов В.Н., Яблокова М.А. // Журн. прикл. химии. 1983. Т. 56, № 4. С. 924 926.
Вспомогательные, типовые и многофункциональные процессы и аппараты
533
10. Доманский И.В. Гидродинамика и теплообмен в газо-жидкостных аппаратах химической технологии // Дисс. ... д-ра техн. наук. Л.: ЛТИ им. Ленсовета, 1977. 268 с.
11. Соколов В.Н., Яблокова М.А., Крылов В.М. // Журн. прикл. химии. 1983. Т. 56, № 3. С. 580-585.
12. Соколов В.Н., Яблокова М.А. // Журн. прикл. химии. 1983. Т. 56, № 3. С. 577-580.
13. Соколов В.Н., Аксенова Е.Г. // Журн. прикл. химии. 1982. Т. 55, № 10. С. 2354-2356.
14. Соколов В.Н., Карбонель X., Аксенова Е.Г., Доманский И.В. // Журн. прикл. химии. 1979. Т. 52, № 11. С. 2553-2558.
15. Соколов В.Н., Аксенова Е.Г., Бушков М.Д. // Теор. основы хим. технологии. 1975. Т. 9, № 5. С. 763-764.
16. Кафаров В.В. Основы массопередачи. М.: Высш, шк., 1979. 439 с.
17. Рамм В.М. Абсорбция газов. М.: Химия, 1976. 656 с.
18. Идельчик И.Е. Справочник по гидравлическим сопротивлениям. М.: Машиностроение, 1975. 559 с.
19. Брагинский Л.Н., Бегачев В.И., Барабаш В.М. Перемешивание в жидких средах. Л.: Химия, 1984. 335 с.
20. Сойфер Р.Д., Кафаров В.В. // Хим. и нефт. машиностроение. 1967. № 3. С. 16-18.
21. Joshi J.B., Pandit А.В., Sharma М.М. II Chem. Eng. Sci. 1982. V. 37, N 6. P. 813-844.
22. Ферментаторы для производств микробиологического синтеза: Методика расчета основных конструктивных элементов и режимов работы. РД РТМ 26-01-127-80. ИркутскНИИхиммаш, 1980. 66 с.
23. Кафаров В.В., Винаров А.Ю., Гордеев Л.С. Моделирование биохимических реакторов. М.: Лесная промышленность, 1979. 344 с.
24. Calderbank Р.Н. // Trans. Inst. Chem. Engrs. 1965. V. 35, № 6. P. 443-463.
25. Miller D.N. // AIChEJ. 1974. V. 20, № 3. P. 445^153.
26. Стренк Ф. Перемешивание и аппараты с мешалками. Л.: Химия, 1975. 383 с.
27. Литманс Б.А., Кукуреченко И.С., Туманов Ю.В. // Теор. основы хим. технологии. 1974. Т. 8, № 3. С. 344-350.
28. Васильцов Э.А., Ушаков В.Г. Аппараты для перемешивания жидких сред: Справочное пособие. Л.: Машиностроение, 1979. 272 с.
29. Keitel G., Onken U. // Ger. Chem. Eng. 1981. Bd. 4, N 3. S. 250-258.
30. Осипов A.B. Исследование гидродинамики и массообмена при абсорбции труднорастворимых газов в аппаратах с циркуляционным контуром // Авто-реф. дисс. ... канд. техн. наук. Л.: ЛТИ им. Ленсовета, 1970. 18 с.
31. Яблокова М.А. Аппараты с инжектированием и диспергированием газа турбулентными струями жидкости // Автореф. дисс. ... д-ра техн. наук. СПб.: СПбГТИ(ТУ), 1995. 20 с.
32. Соколов В.Н., Яблокова М.А. // Хим. и нефт. машиностроение. 1996. № 3. С. 32-35.
33. Яблокова М.А., Соколов В.Н., Сугак А.В. // Теор. основы хим. технологии. 1988. Т. 22, № 6. С. 734-739.
34. А.с. 1371967 СССР, МКИ С12М1/04. Аппарат для выращивания микроорганизмов / М.А. Яблокова, А.Ф. Константинов, А.В. Сугак, В.Н. Соколов // Заяви. 08.04.86; № 4053355/ 31-13; опубл. 07.02.88; БИ № 5.
35. А.с. 1542916 СССР, МКИ C02F3/00. Установка для микробиологической очистки сточных вод / Г.А. Быстров, М.А. Яблокова, В.Н. Соколов, и др. //Заяви. 29.12.87; №4378391/31-26; опубл. 15.02.90; БИ № 6.
36. Лапшин А.А. Гидродинамика и массоперенос в инжекционных аппаратах с опускными трубами // Автореф. дисс. ... канд. техн. наук. СПб.: СПбГТИ, 1994. 20 с.
37. А.с. 1680299 СССР, МКИ B01J10/00. Газожидкостной аппарат / В.Н. Соколов, М.А. Яблокова, С.Г. Метелица // Заявл. 04.01.89; № 4663729/26; опубл. 30.09.91; БИ №36.
38. А.с. 1389837 СССР, МКИ B01J10/00. Газо-жидкостной химический реактор / В.Н. Соколов, М.А. Яблокова, С.Г. Метелица// Заявл. 14.07.86; № 4092385/31-26; опубл. 23.04.88; БИ № 15.
39. А.с. 1745329 СССР, МКИ B01J10/00. Газожидкостной аппарат / М.А. Яблокова, С.Г. Метелица, В.Н. Соколов // Заявл. 25.09.90; № 4888200/26; опубл. 07.07.92; БИ №25.
40. Патент РФ № 1341168. Устройство для аэрирования жидкости / В.Н. Соколов, М.А. Яблокова, С.И. Петров // Заявл. 30.12.85; № 4001893/31-26; опубл. 30.09.87; БИ № 36.
41. А.с. 1443946 СССР, МКИ B01D53/18, C02F3/22. Абсорбер / М.А. Яблокова, С.И. Петров, В.Н. Соколов // Заявл. 09.01.87; № 4179205/31-26; опубл. 15.12.88; БИ №46.
42. А.с. 1449546 СССР, МКИ C02F3/22. Аппарат для насыщения жидкостей газом / В.Н. Соколов, С.И. Петров М.А. Яблокова // Заявл. 17.11.86; №4146766/31-26; опубл. 07.01.89; БИ№ 1.
43. А.с. 1731742 СССР, МКИ C02F3/22. Аппарат для обработки жидкостей газом / М.А. Яблокова, С.И. Петров // Заявл. 12.01.90; № 4781634/26; опубл. 07.05.92; БИ № 17.
44. Соколов В.Н., Яблокова М.А., Сугак А.В. // Известия ВУЗов. Химия и химическая технология. 1987. Т.30,№3. С. 109-111.
45. Яблокова М.А., Соколов В.Н., Лапшин А.А. Ред. Журн. прикл. химии. РАН. СПб., 1994. Деп. в ВИНИТИ 11.07.94, № 1742-В94. 17 с.
46. Соколов В.Н., Яблокова М.А. // Химическая промышленность. 1998. № 8 (515). С. 57-60.
47. Трубаев В.Н., Яблокова М.А. // Журн. прикл. химии. 2000. Т. 73, № 9. С. 1496-1500.
534
Новый справочник химика и технолога
48. Соколов В.Н., Яблокова М.А., Петров С.И. // Журн. прикл. химии. 1989. Т. 62, № 9. С. 1945-1950.
49. Бондаренко В.И., Яблокова М.А., Соколов В.Н. // Журн. прикл. химии. 1992. Т. 65, № 3. С. 714.
50. Соколов В.Н., Яблокова М.А. // Журн. прикл. химии. 1997. Т. 70, № 11. С. 1841-1846.
51. Яблокова М.А., Поспелов А. А. // Журн. прикл. химии. 1994. Т. 67, № 11. С. 1824-1829.
52. Лапшин А.А., Яблокова М.А., Соколов В.Н. Ред. Журн. прикл. химии. РАН. СПб., 1994. Деп. в ВИНИТИ 14.11.94, № 2573-В94. 14 с.
53. Соколов В.Н., Яблокова М.А. // Журн. прикл. химии. 1998. Т. 71, № 3. С. 442-446.
54. Яблокова М.А., Соколов В.Н. // Журн. прикл. химии. 2000. Т. 73, № 2. С. 262-267.
55. Яблокова М.А., Бондаренко В.И. И Журн. прикл. химии. 1993. Т. 66, № 10. С. 2241-2247.
56. Яблокова М.А., Соколов В.Н., Лапшин А.А. Ред. Журн. прикл. химии. РАН. СПб., 1994. Деп. в ВИНИТИ 14.11.94, № 2572-В94. 14 с.
57. Соколов В.Н., Яблокова М.А. И Межвуз. сб. науч, трудов: Теоретические и экспериментальные исследования интенсификации процессов, машин и агрегатов пищевой технологии. СПб.: СПГАХПТ, 1996. С. 67-71.
58. Яблокова М.А., Петров С.И., Соколов В.Н. Ред. Журн. прикл. химии. АН СССР. Л., 1988. 13 с. Деп. в ВИНИТИ 20.05.88, № 3941-В88.
6.8. Пленочные аппараты
{И.В. Доманский)
Основные обозначения
A k — амплитуда k-Й гармоники
D — диаметр канала, аппарата, м
DT — коэффициент диффузии в газовой фазе, м2/с /9Ж — коэффициент диффузии в жидкой фазе, м2/с d3K — эквивалентный диаметр канала, м Н— высота труб, пластин, м
h — расстояние между пластинами в плоском канале, м
g — ускорение свободного падения, м/с2
N— мощность, Вт
р — давление, Па
Rw — радиус трубы, м
Р — сцла, Н
S' — площадь поперечного сечения, площадь поверхности, м2
s — шаг винтовой линии, м
Q — тепловой поток, Вт
«от — относительная скорость фаз, м/с
Тг — объемный расход газа, м3/с
Гж — объемный расход жидкости, м3/с и* — динамическая скорость на стенке, м/с w — средняя расходная скорость, м/с н-у — приведенная скорость газа, м/с
— приведенная скорость жидкости, м/с
W — объем, м3
Y— относительный унос z — ось координат, направленная вертикально гл — число лопастей
а — коэффициент теплоотдачи, Вт/(м2 • град)
р — коэффициент массоотдачи поверхностный, м/с — коэффициент массоотдачи объемный, 1/с
Г — объемная плотность орошения, м2/с у — угол подъема винтовой линии, рад А — зазор между корпусом и кромкой лопасти, м Ар — перепад давления, Па
Ар — разность плотностей жидкости и газа, кг/м3 6 — толщина пленки, м е — коэффициент сжатия потока
9 — объемное газосодержание
0 — краевой угол смачивания, рад
Хг — коэффициент теплопроводности газа, Вт/(м • град) лж — коэффициент теплопроводности жидкости, Вт/(м • град)
л1Т — коэффициент гидравлического трения для потока газа
^гж — коэффициент гидравлического трения для потока жидкости
ц — молекулярная динамическая вязкость, Па • с; коэффициент расхода
v — кинематическая вязкость, м2/с
vT — турбулентная кинематическая вязкость, м2/с
Уэф — эффективная кинематическая вязкость, м2/с рг — плотность газа, кг/м3 ргк — плотность газа с каплями жидкости, кг/м3 рж — плотность жидкости, кг/м3 о — поверхностное натяжение, Н/м т — касательное напряжение, Па т0 — касательное напряжение на стенке, Па ^гж — касательное напряжение на границе раздела газа и жидкости, Па
со — угловая скорость, рад/с
£ — коэффициент местного сопротивления
Критерии подобия
р W2
Frr = г -г--число Фруда для газовой фазы
Apg£) р w2
Бгж = ж ж----число Фруда для жидкой фазы
ApgD
wDx
PeD =---*----число Пекле диффузионное
^ж
УжРжС
Ргж = Р — число Прандтля для жидкости А
Г> ТХ ~
Rer = —-----число Рейнольдса для потока газа
vr
р 4Г г> -
Кеж = —-— = — — число Рейнольдса для потока V V ж ж
жидкости
V
Sh = —----число Шмидта
Вспомогательные, типовые и многофункциональные процессы и аппараты
535
Проведение тепло- и массообменных процессов в тонком слое жидкости всегда связано с повышением их интенсивности, малым временем пребывания жидкости в аппарате, низким сопротивлением по газовой фазе и хорошо развитой поверхностью контакта газа с жидкостью. Этими качествами во многом и определяется область применения пленочных аппаратов. Высокие значения коэффициентов теплоотдачи позволяют использовать пленочные аппараты в качестве выпарных аппаратов, работающих с низкими температурными напорами, т. е. применять их для создания батарей многокорпусной выпарки, или использовать дешевые теплоносители с низкими теплотехническими параметрами. Малое время пребывания жидкости в аппарате позволяет успешно применять их для концентрирования растворов термолабильных (быстро разлагающихся при повышенных температурах) веществ без потери качества продукта. Низкое сопротивление по газовой фазе позволяет с успехом применять пленочные аппараты для проведения массообменных процессов при низком давлении и высоком (более тысяч) объемном отношении расхода газовой фазы к жидкости. Пленочные аппараты применяются и для проведения химических превращений в системах газ—жидкость, когда реакция протекает быстро с выделением или поглощением большого количества теплоты.
По способу организации течения жидкости в виде пленок различают аппараты: со стекающей пленкой; с восходящей пленкой; с закрученным газо-жидкостным потоком; с механически перемешиваемой пленкой.
6.8.1. Аппараты со стекающей пленкой
Аппараты со стекающей пленкой применяются как для проведения процессов, требующих подвода или отвода большого количества теплоты (испарители, реакторы), так и для проведения массообменных процессов, когда тепловой эффект близок к нулю (абсорбция, десорбция).
Для проведения процессов с большим тепловым эффектом применяются аппараты с развитой теплообменной поверхностью. Наиболее совершенной конструкцией этого типа является кожухотрубный аппарат-испаритель (рис. 6.8.1.1). Жидкость, подаваемая на верхнюю трубную решетку, равномерно распределяется по трубам 4 и в виде пленки, образованной оросителем 2, стекает вниз пс внутренней поверхности труб. Вторичный пар, образующийся в результате испарения, отводится из нижней части аппарата вместе с жидкостью и направляется в сепаратор. Если проведение процесса требует подвода газа, который должен двигаться противотоком с жидкостью, то в нижней части аппарата необходимо расположить газораспределительную тарелку 2 с патрубками 4 (рис. 6.8.1.2).
Для проведения процессов с незначительным тепловым эффектом применяются пластинчатые аппараты (рис. 6.8.1.3).
Рис. 6.8.1.1. Кожухотрубный аппарат со стекающей пленкой: 1 — подача пара; 2 — ороситель; 3 — подача жидкости; 4 — трубы;
5 — отвод конденсата; 6 — отвод жидкости и пара
Рис. 6.8.1.2. Газораспределитель кожухотрубного реактора со стекающей пленкой:
1 — подача газа; 2 — газораспределительная тарелка; 3 — выход жидкости; 4 — патрубки
Рис. 6.8.1.3. Пластинчатый аппарат со стекающей пленкой: 1 — подача газа; 2 — ороситель; 3 — подача жидкости;
4 — пластины; 5 — вывод жидкости и газа
536
Новый справочник химика и технолога
Как трубчатые, так и пластинчатые аппараты имеют распределительное устройство для жидкости и газа, оросительные устройства и сепаратор.
Распределительные устройства необходимы для обеспечения равномерной раздачи жидкости и газа по отдельным элементам (трубам, каналам, пластинам). Особенно строго выполнять это требование следует в аппаратах, применяемых на завершающей стадии технологического процесса. Стремление улучшить качество распределения жидкости привело к появлению одно-, двух- (рис. 6.8.1.4, а) и даже трехъярусных перераспределительных тарелок.
гидравлическое сопротивление проходящему потоку газа, иметь максимальные размеры пленкообразующих зазоров (каналов), способных длительно работать без засорения.
Рис. 6.8.1.4. Конструкции распределителей жидкости: а) с одноярусной перераспределительной тарелкой;
б) с кольцевым коллектором;
в) с центральным патрубком
Как правило, подвод жидкости к трубам осуществляется из кольцевого коллектора (рис. 6.8.1.4, б), размещенного по контуру трубной решетки, или при помощи одиночного центрального патрубка (рис. 6.8.1.4, в). Такие способы подвода обеспечивают равномерное распределение жидкости по отдельным трубам при достаточно высоком слое ее на трубной решетке. Например, по данным [1, 2] в аппарате диаметром 0,9 м отклонение действительного расхода от среднего не превышает 5 % лишь при высоте слоя более 90 мм.
Распределительное устройство для газа в аппарате со стекающей пленкой необходимо только при противоточном движении фаз. Для трубчатых аппаратов оно выполняется в виде тарелки с патрубками (рис. 6.8.1.2).
Для распределения жидкости по каналам и одновременно по ширине пластин пластинчатого аппарата можно применить коллектор (рис. 6.8.1.5), выполненный из труб.
Оросительное устройство предназначено для распределения жидкости по периметру каждого элемента. Оно должно отвечать следующим требованиям: обеспечивать равномерность орошения, иметь минимальное
Рис. 6.8.1.5. Трубчатый распределитель жидкости:
Q — полный расход жидкости на орошение;
Q, — расход жидкости через г-й патрубок
По способу образования пленки оросительные устройства можно подразделить на следующие виды: переливные, щелевые, разбрызгивающие, капиллярные и струйные.
Образование пленки в переливных устройствах происходит при переливе жидкости через верхние кромки труб (рис. 6.8.1.6, а) или через прорези различной конфигурации (рис. 6.8.1.6, б). Такие устройства работают при высоте уровня жидкости над переливом 5-20 мм, т. е. они могут быть применены в трубчатых аппаратах, имеющих малое число труб, либо в многотрубных аппаратах с установленными в них перераспределительными тарелками (рис. 6.8.1.4, а).
К щелевым оросителям относятся устройства, в которых пленка образуется при истечении жидкости через затопленные щели или каналы различного профиля. Устройства с кольцевой щелью по условиям истечения могут иметь ширину зазора не более 0,5 мм. В связи с этим они требуют точной обработки деталей и концов труб и могут быть применены только при работе на чистых жидкостях без механических примесей.
Удовлетворительное качество распределения жидкости достигается при применении оросителей с тангенциальной подачей ее на поверхность труб при помощи одного или двух винтовых каналов (рис. 6.8.1.6, г) или отверстий (рис. 6.8.1.6, в).
Применение щелевых оросителей позволяет удерживать на трубной доске слой жидкости высотой 100 мм и более.
К разбрызгивающим относятся оросители, в которых жидкостная пленка формируется из капель, образующихся при дроблении жидкости форсунками. Их можно использовать при работе аппарата по схеме нисходящего прямотока.
Вспомогательные, типовые и многофункциональные процессы и аппараты
537
Рис. 6.8.1.6. Типы оросительных устройств: а, б) переливные; в, г) щелевые; д) струйный; е) струйно-разбрызгивающий; ж) капиллярно-щелевой
Струйные оросители — это устройства, в которых жидкость подается на орошаемую поверхность в виде струй. Такие оросители (рис. 6.8.1.6, д и е) весьма надежны при больших плотностях орошения и пригодны как для трубчатых, так и для пластинчатых аппаратов. Струйно-разбрызгивающие оросители (рис. 6.8.1.6, е) можно применять только в аппаратах, в которых нет сквозного протока газа, например в испарителях или в выпарных аппаратах.
При небольших плотностях орошения, когда динамический напор струи мал, для транспортирования жидкости вдоль периметра орошаемой поверхности можно применять капиллярный распределительный канал (рис. 6.8.1.6, ж).
Основной характеристикой оросительного устройства является коэффициент неравномерности плотности орошения кн, который определяет начальное распределение плотности орошения Гн по периметру П орошаемого элемента [1,2].
Начальную (в верхней части орошаемого канала) экспериментально найденную плотность орошения можно представить в виде ряда:
00 г.=гср+£4 1=1
. X
COS I — + 0, I П ’
(6.8.1.1)
где Гср — средняя объемная плотность орошения, т. е. отношение объемного расхода жидкости на один элемент к его периметру П; А, — амплитуда z-й гармоники; 0г — угол сдвига по фазе z-й гармоники.
Коэффициент неравномерности по z-й гармонике есть отношение
ки.=А. (6.8.1.2)
1 ср
Совокупность значений кю и О, (z = 1,2,..., оо) дает полную характеристику оросительного устройства. Практически же достаточно знать khi (рис. 6.8.1.7) и к^.
20 60 100 140 Л, мм
Рис. 6.8.1.7. Зависимость степени неравномерности орошения трубы диаметром 34 мм от высоты слоя жидкости h над отверстием:
/ — щелевой ороситель с одним тангенциальным отверстием диаметром 3 мм (рис. 6.8.1.6, в);
2 — капиллярно-щелевой ороситель с одним тангенциальным отверстием диаметром 3 мм (рис. 6.8.1.6, ж)
538
Новый справочник химика и технолога
По мере стекания по поверхности вертикальных труб при волновом и турбулентном режимах происходит выравнивание характера этого распределения (рис. 6.8.1.8), при этом изменение коэффициентов неравномерности орошения можно описать уравнением
зования на поверхности пленки (см. уравнение
(2.2.10.4));
— скорость жидкости, приведенная
к, = ки exp -С
/2 аугЛ ~2~R )
(6.8.1.3)
к полному сечению орошаемой трубы S; Уж — объемный расход жидкости, приходящийся на один канал.
Анализ уравнения (6.8.1.3) показывает, что темп затухания коэффициента неравномерности пропорционален ?, т. е. высшие гармоники быстро затухают и не-
в котором С = 3/4 — для ламинарного и С = 2/3 — для турбулентного режимов течения жидкости. В этом уравнении z — расстояние от оросителя до расчетного сечения; R — радиус орошаемой трубы;
равномерность орошения можно характеризовать только величиной кн|.
Если же трубы отклонены от вертикального положения на угол у, то по мере стекания пленки происходит перераспределение плотности орошения. Чем больше угол у, тем хуже распределение (рис. 6.8.1.9).
гя ’
ср
(6.8.1.4)
8 — толщина стекающей пленки.
Рис. 6.8.1.8. Распределение плотности орошения Г по периметру и высоте вертикальной трубы диаметром 34 мм при средней плотности орошения Гср = 5-10 5 м2/с (v = 1,2-Ю-6 м2/с): 1 — z = 0,25 м; 2 — z = 1,25 м; 3 — z - 2,75 м
Рис. 6.8.1.9. Распределение плотности орошения по периметру трубы диаметром 34 мм, отклоненной от вертикали на угол у, при установившемся течении и Re = 4I7v = 160: 7— у= 15'; 2 —у = 30'; 3 — у = 60'
Коэффициент, характеризующий перенос импульса уэф, можно найти по эмпирической зависимости [1,2]
v«b = v« при Re.<Re„
v,* =v,+0,17-10-v*(Rey-Rei,!)
при ReB i < RejK < 1200
уэф = уж+0,23-10”4v^3 Кеж8 при Кеж>1200
(6.8.1.5)
Число Рейнольдса для пленочного течения
Выбор плотности орошения. При эксплуатации пленочных аппаратов необходимо добиваться полного смачивания всей поверхности орошаемых элементов. Это условие выполняется лишь в том случае, если локальная плотность орошения в любой точке поверхности элемента превышает некоторое минимально допустимое значение Гт;п. Если же это условие не выполняется, то пленка разрывается, и жидкость течет отдельными струйками.
Уравнения для расчета минимальной плотности орошения можно получить [1] на основе анализа сил, действующих в месте разрыва пленки. Для свободно стекающей пленки, когда касательное напряжение между пленкой и газовым потоком пренебрежимо мало по сравнению с напряжением на стенке, уравнение имеет вид:
(6.8.1.6)
Г_ _ 2Га(1-со5е)УЛ
V« 3l V»/3P«^ J
(6.8.1.7)
«V
Г w D
Re« =4— = ^~ V V
где vH< — кинематическая вязкость жидкости; ReM — число Рейнольдса, характеризующее начало волнообра-
где р — плотность жидкости; 0 — краевой угол смачивания; о — поверхностное натяжение жидкости.
Вспомогательные, типовые и многофункциональные процессы и аппараты
539
Краевой угол смачивания обладает, как известно, гистерезисным свойством, т. е. жидкость с сухой поверхностью твердого тела образует угол 0Ь а с предварительно смоченной — 02 > вь Этим можно частично объяснить наличие двух значений минимальной плотности орошения. Tinini — плотность орошения, необходимая для обеспечения смачивания всей поверхности элемента. Экспериментально она находится при увеличении Г от нуля. Гп„п? — плотность орошения, при которой происходит срыв пленочного режима течения жидкости. Экспериментально она находится путем уменьшения Г после смачивания всей поверхности.
Значения Гт1п| и rmin2 могут отличаться в 10 и более раз. Условием надежной эксплуатации пленочного аппарата является условие Г > Imini- Аппарат может работать и при условии Гт1п1 > Г > rmin?, но при пуске необходимо смочить всю поверхность, т. е. временно создать условие Г > Tmini.
Толщина пленки. Трубы промышленных аппаратов, как правило, имеют диаметр 25-70 мм, и кривизна поверхности не оказывает существенного влияния на процессы переноса в жидкости. Поэтому для расчета толщины стекающей пленки можно воспользоваться уравнениями, полученными при течении по плоской поверхности: (2.2.10.7), (2.2.10.10) — для ламинарно стекающей пленки (Re < ReBJI); (2.2.10.11) — для волнового режима (ReBJI < Re < 1200); (2.2.10.15) — для пленки, стекающей при турбулентном режиме (Re > 1200), или по данным, представленным на рис. 2.2.10.4.
Гидравлическое сопротивление при течении газа в канале с орошаемыми стенками. Волнообразование на поверхности стекающих жидкостных пленок приводит к возникновению нерегулярной шероховатости стенок канала [3]. Если высота волн больше толщины ламинарного подслоя в газовом потоке, то каналы становятся гидравлически шероховатыми.
При раздельном течении газа и жидкости, когда практически отсутствует брызгоунос, вычисление потерь давления на трение можно вести по формуле Дарси — Вейсбаха (2.2.6.21) в виде
н рл02т
<кв 2
(6.8.1.8)
где Хтг — коэффициент гидравлического трения для газового потока; мот — относительная скорость фаз;
<7)КВ — эквивалентный диаметр канала (d3KB = D-2S — для труб круглого сечения диаметром D, d3VB = 2(h - 5) — для плоскопараллельного канала с расстоянием h между пластинами); рг — плотность газа.
Относительная скорость фаз — это разность сред-( wr А
ней истинной скорости газа —— и скорости жидко-ц-ф;
сти на поверхности пленки. С учетом того, что скорость газа (когда она оказывает влияние на толщину пленки) значительно выше скорости течения жидкости, допустимо принять при прямотоке
wr Г _ wr и>ж
<р 8 (р 1-(р
(6.8.1.9)
и при противотоке
+ Г_^г ^ж
(р 8 (р 1-(р
(6.8.1.10)
Здесь и-’г — средняя скорость газа, приведенная к полному сечению канала S. Если Vr — объемный рас
ход газа через один канал, то и-’г =
К s'
Величина (р — объемная доля газа в канале, в кото
ром течет газо-жидкостная смесь, — и толщина пленки 8 при отсутствии брызгоуноса с поверхности пленки связаны между собой соотношением:
для труб круглого сечения
(6.8.1.11)
для плоско-параллельного канала
1 25
<Р = 1—~ п
(6.8.1.12)
Характер зависимости коэффициента гидравлического трения Хи от числа Рейнольдса для газа w D
(Rer = —-—, где vr — кинематическая вязкость газа) Vr
соответствует [3] сопротивлению труб с некоторой условной шероховатостью. Уравнение для расчета коэффициента гидравлического трения [4], обобщающее большое число экспериментальных данных, имеет вид:
Ч=\»11 + — l = Xrt,(l + 75(l-q>)). (6.8.1.13)
где Ато — коэффициент гидравлического трения при течении газа в неорошаемых трубах.
Течение с брызгоуносом наступает, когда относительная скорость фаз превышает некоторое предельное значение. Газ с каплями жидкости образует практически гомогенную газо-жидкостную смесь с плотностью
W
Ргк =РГ+Рж— Ж.
(6.8.1.14)
где и-’ж — скорость жидкости, приведенная к полному сечению канала; У — унос, характеризующий долю жидкостного потока, взвешенного в газе:
W
у = жг
(6.8.1.15)
и^жг — приведенная к полному сечению канала скорость жидкостного потока, диспергированного в газе.
540
Новый справочник химика и технолога
В этом случае действительная плотность орошения поверхности труб составляет
Г = ^-(1-7). (6.8.1.16)
Для количественной оценки величины уноса в длинных трубах, когда процессы срыва и осаждения капель на поверхность пленки приходят в динамическое равновесие, можно воспользоваться зависимостью [5], представленной в виде графика на рис. 3.4.2.1 (следует уточнить, что в соответствии с принятыми здесь
w V р | р | обозначениями Y = ср, а X = - I — ).
о кРж?
Для расчета сопротивления орошаемого жидкостью канала необходимо совместно решить систему уравнений, включающую одно из уравнений для расчета толщины пленки и уравнение (6.8.1.8), предварительно определив унос по данным рис. 3.4.2.1. Плотность газа в (6.8.1.8) следует с учетом уноса найти по (6.8.1.14).
Режим «захлебывания» аппарата. При противоточном движении фаз с ростом скорости газа сначала увеличивается толщина пленки, а при некотором значении скорости газа wr3x течение жидкости вниз с заданным расходом становится невозможным. Оценить величину и'г зх можно из условия равновесия сил, действующих на пленку, с последующим нахождением области отсутствия решения задачи [1]. С привлечением данных работ [4, 6, 7] получено расчетное уравнение
[2 \0’25 / 2 \0’25
О W I fowl
+ т\ Нж...ж_.. =0,9, (6.8.1.17)
Ap-g^J
где т = 2,2Re“°’25 при Re < 25 и т = 1 при Re > 25.
Уравнение (6.8.1.17) справедливо только для труб длиной более двух метров.
Теплообмен в аппаратах со стекающей пленкой. Коэффициент теплоотдачи при стабилизированном теплообмене, когда температурный напор определяется как разность температуры стенки и средней температуры пленки, можно вычислить по формуле (4.2.2.1) — при ламинарном режиме стекания и (4.2.2.2) — при турбулентном. Практический интерес представляет и область волнового режима. Совокупность уравнений (4.2.2.1), (4.2.2.2) и экспериментальных данных при волновом режиме может быть формально обобщена [1] одним уравнением, справедливым во всем диапазоне чисел Иеж и Рг = 4+300:
С 2 Л1/3 / \1/3
— = — + 10-4Re°/PrJ ,(6.8.1.18)
Ч g ) <Re )
где а — коэффициент теплоотдачи; Лж — теплопровод-
РжСЛж „
ность жидкости; Ргж =--1— — число Прандтля для
Хж
жидкости; ср — удельная теплоемкость жидкости; С = 8,8 при вычислении температурного напора по средней температуре пленки; С = 1,35 при вычислении температурного напора по разности температур стенки и свободной поверхности пленки. Последнее имеет практическое значение, когда идет процесс либо конденсации, либо кипения, и температура свободной поверхности равна температуре насыщения. В графической форме зависимость коэффициента теплоотдачи а от Re» представлена на рис. 6.8.1.10.
Массообмен в аппаратах со стекающей пленкой.
Интенсивность процесса теплообмена между газом и стекающей пленкой в общем случае зависит от диффузионных сопротивлений газовой и жидкой фаз. Общий коэффициент массопередачи при этом может быть вы-
числен по формуле К = —-----------, где Вж и Вг —
1/Р.+1/ФА)
коэффициенты массоотдачи в жидкой и газовой фазах соответственно, Нр — константа фазового равновесия.
При теоретическом и экспериментальном изучении процессов массопереноса в пленках обычно принимается, что поверхность массопередачи равна смоченной площади элементов насадки.
Рис. 6.8.1.10. Зависимость коэффициента теплоотдачи от числа Re» при свободном пленочном течении:
1 — ламинарное течение, уравнение (4.2.2.1);
2 — турбулентное течение, уравнение (4.2.2.2);
3 — уравнение (6.8.1.18)
Массообмен в жидкости. В 5.4.1 приведено теоретическое решение задачи массообмена для ламинарного режима течения пленки и при отсутствии силового взаимодействия ее с газом. С достаточной для инженерных расчетов точностью это решение может быть аппроксимировано [8] следующими уравнениями:
В ( 2 \1/3 /2
Sh = bLp!L = 3,76 Re^3+ 0,04 Ре „
для; Чяя
( 2 Л1/3
I V I при Ре,. —s-
Чяя3)
<80,
(6.8.1.19)
Вспомогательные, типовые и многофункциональные процессы и аппараты
541
( 2 AV6
Sh = 0,725 Re^3 Sc1/2 -Ц-
U#3J
---= 3, оо
Л
при Рег —<12, (6.8.1.24)
( 2 Л1/3 ирн Ре4> I
>80,
(6.8.1.20)
Ал/ ( d »
^—=1,61 Ре — при Рег — > 12, (6.8.1.25)
Dr \ T Н ) г Н
где Рж — коэффициент массотдачи; Н — высота трубы; v
Sc = ——; £>ж — коэффициент диффузии в жидкости;
4Г wxD
PeD = — = —------критерии Пекле диффузионный.
^ж
Уравнение (6.8.1.19) характеризует массообмен при стабилизированном профиле концентраций, когда толщина диффузионного слоя равна толщине пленки. Уравнение (6.8.1.20) — на участке формирования поля концентраций и роста диффузионного слоя. Уравнение, экспериментально полученное Дытнерским и Борисовым для волнового и турбулентного режимов [9] и приведенное к переменным уравнений (6.8.1.19) и (6.8.1.20), имеет вид:
/ 2 Л1/6
Sh = 0,89 Re0/5 Sc1/2 -Ц. при ReBJI < Re < 1600 , ж г г 3 * вл ж '
\gH )
(6.8.1.21)
( 2 \/б
Sh = 3,35 • 10“4 Re0? Sc1/2
U#3J
при Re)K > 1600.
(6.8.1.22)
Уравнения (6.8.1.21) и (6.8.1.22) получены при течении пленки по внутренней поверхности труб с диаметрами 16; 22 и 28 мм. Длина их варьировалась в диапазоне 0,5-1,5 м, при этом скорость газа вплоть до «захлебывания» аппарата (и-г~ 10м/с) не оказывала заметного влияния на интенсивность массообмена.
Массоотдача в жидкой фазе при больших скоростях газа (и-г > 10 м/с) в нисходящем прямотоке заметно интенсифицируется. В [10] на основе опытов по абсорбции СО2 водой получено уравнение
рж = 0,55-10 6 Re^3 w^/2. (6.8.1.23)
Эмпирическая зависимость, приведенная в [11], получена также при абсорбции СО2 водой при орошении труб диаметром 13,8; 16,8 и 18 мм в диапазоне чисел Рейнольдса RenjI = 4004-1000 при wr = 204-80 м/с и Н „ _ — = 7-24. D
Массообмен в газовой фазе. При ламинарном режиме и установившемся течении газа в трубе задача решается теоретически [12] на основе уравнения конвективного массообмена. Решение хорошо аппроксимируется уравнениями:
где Рег = -g—, d = D - 2S — диаметр канала для газа;
“от — относительная скорость, определяемая уравнениями (6.8.1.9) или (6.8.1.10); |3Г — коэффициент массоотдачи в газовой фазе; DT — коэффициент диффузии в газовой фазе.
Аналогичные зависимости для орошаемого плоскопараллельного канала имеют следующий вид:
= 7,5 при Рег < 70, (6.8.1.26)
g J / J I
^-^ = 1,85 Рег-^ приРег^->70, (6.8.1.27)
DT У Т Н ) г Н
где Рег = , д?эк = 2(й - 25) — эквивалентный диа-
г
метр канала для газа; h — расстояние между пластинами.
Для расчета коэффициента массообмена при турбулентном режиме течения можно воспользоваться уравнением
Shr =—RerSCy3, (6.8.1.28)
8
В и d v
в котором Sh = ------, Re = от эк , Sc = ; А,тг — ко-
эффициент гидравлического трения, определяемый по уравнению (6.8.1.13). Эта зависимость остается справедливой вплоть до начала интенсивного брызгоуноса.
6.8.2. Аппараты с восходящей пленкой
Аппараты с восходящей пленкой применяются для проведения концентрирования растворов, конденсации паров из парогазовой смеси и других процессов, требующих развитой поверхности массообмена между газом и жидкостью и высоких коэффициентов массотдачи, протекающих с большим тепловым эффектом.
Пленочный испаритель с восходящей пленкой (рис. 6.8.2.1) — это вертикальный кожухотрубный аппарат с сепарационным пространством в верхней части. Статический напор жидкости в нем поддерживается на уровне 1/3 высоты труб. При подаче теплоносителя в межтрубное пространство жидкость, находящаяся в трубах, вскипает, и вторичный пар увлекает жидкость в виде капель и пленки вверх.
В газо-жидкостных аппаратах в нижней его части размещено распределительное устройство (рис. 6.8.2.2), которое позволяет равномерно распределить подавае-
542
Новый справочник химика и технолога
мую в аппарат жидкость по трубам. Оросителем поверхности труб может служить отверстие в стенке трубы 1. Газ, подаваемый снизу в трубы со скоростью 10-50 м/с, увлекает жидкость вверх в виде капель и пленки, равномерно распределенной по периметру трубы.
ся эмпирическим уравнением, предложенным Уоллисом [4]:
Ftr0,5 = 0,9 + 0,6Fr°’5 при Ргж <2,25; (6.8.2.1)
Рис. 6.8.2.1. Пленочный испаритель с восходящей пленкой: 1 — вход жидкости; 2 — подача пара; 3 — вывод вторичного пара; 4 — вывод жидкости; 5 — вывод конденсата
Frr0’5 = 7 + 0,06— Fr°-5 при Ггж > 2,25, (6.8.2.2)
I Pj
где
р w2
Ft =.fr-L-;
Ap-gD’
17 Рж^Ж
* =\--
ApgD
др = рж-рг; D —
внутренний диаметр труб.
Дальнейшее увеличение скорости газа приводит к интенсивному брызгоуносу с поверхности восходящей пленки. Такой режим течения называется капельно-пленочным или дисперсно-кольцевым (см. также рис. 3.4.1.1). Количественно величину брызгоуноса можно оценить по формуле (6.8.1.15) и рис. 6.8.1.10.
Газосодержание при восходящем течении. Уравнения (3.4.2.8) и (3.4.2.9) можно записать в следующем виде: для жидкости —
Рис. 6.Я.2.2. Распределительное устройство:
/ — отверстие; 2 — ввод жидкости; 3 — ввод газа
. (tiD2 л(П-2бН
7tDT0+Apg —-------=
4 4
k 7
v 7 dz 4 4
k 7
(6.8.2.3)
(где т0 — касательное напряжение на стенке трубы, z — координатная ось, направленная вверх), для газового потока —
я(Р-25)гг,=-^я(Д425) (6.8.2.4)
(в котором Тгж — касательное напряжение на границе раздела фаз).
С учетом уравнений (6.8.1.11), (6.8.1.13)-(6.8.1.16), а также соотношений
По сравнению с аппаратами со стекающей пленкой аппараты с восходящей пленкой имеют высокое гидравлическое сопротивление.
Область существования режима восходящей пленки. При скорости газа в аппарате, отвечающей условию (6.8.1.17), нисходящее течение пленки становится невозможным. При этом внутри канала устанавливается циркуляционное течение: нисходящее по стенкам и восходящее в ядре потока. Высокие волны на поверхности пленки смыкаются, образуя жидкостные пробки. Пленочный режим переходит в снарядный.
Условие смены снарядного режима кольцевым (режим восходящего пленочного течения) характеризует-
X , X (w
= —рг? =—— р —-гж 8 Рг от 8 ф
( ^ж Т0 = ^Рж —’“
8
12
(6.8.2.5)
(6.8.2.6)
в которых в соответствии с рекомендациями Хьюитта [12]
при Иеж < 1200
тж
64
Яеж
(6.8.2.7)
Вспомогательные, типовые и многофункциональные процессы и аппараты
543
а при Re» > 1200
<6-8-28)
уравнение можно преобразовать, принимая во внимание и реально существующий унос, к виду
^Егж(1-Г/+(1-ф) =
= Frr (1 + 75(1 - ф))Г 1 - ^:"М‘1>2 '
2 Рг wrD 1 - ср)
(6.8.2.9)
Решение этого уравнения, выполненное Уоллисом [4], в графическом виде представлено на рис. 6.8.2.3.
Рис. 6.8.2.4. Падение давления при восходящем прямотоке [4], А = (X»Fr)0,5
Потери давления при восходящем пленочном течении. Потери давления и касательные напряжения тгж на границе раздела фаз связаны между собой соотношением (6.8.2.4). Подстановка в него выражений (6.8.1.11), (6.8.1.13Н6.8.1.16), (6.8.2.5) и (6.8.2.6) при учете уноса позволяет найти соотношение
ьр К» рсм
Ap-g/V 2 рг
Fr (1 + 75(1 - Ф))(1 -4r(1. П Ф 1-2.5 wrD 1 - ср J
(6.8.2.10)
которым легко воспользоваться, если предварительно найти величину <р.
Совместное численное решение уравнений (6.8.2.9) и (6.8.2.10), выполненное в [4], позволяет без предварительного расчета ср определить потери давления на трение (рис. 6.8.2.4).
При высоких скоростях газа, когда Apg5 «: , т. е.
вес пленки пренебрежимо мал по сравнению с силами межфазного трения, математическая формулировка задачи существенно упрощается. Из условия равновесия сил, действующих на газо-жидкостный поток в целом, с учетом соотношения (6.8.2.6) найдем:
= Чк Рж^ж . (6.8.2.11)
dz D 2(1-ф)2
Градиент давления при движении гомогенного потока жидкости при пренебрежении ее весом:
dp dz
к р w2 тж «ж ж
(6.8.2.12)
D 2 ’
причем выражения для расчета X» в обоих случаях совпадают. Отношение градиентов давления для двух рассмотренных случаев
ф2 _ dp/dz _ 1
(ФМ)ж (1-<р)2 ‘
(6.8.2.13)
По аналогии нетрудно установить, что
ф2=^.= 1 + 750-9) (6Л2,4)
{dp/dz\ ф ’
Отношение двух последних выражений, введенное Локкартом и Мартинелли [13], выражающее собой отношение градиентов давлений при течении гомогенной жидкости (dpldz)x и газа (dpldz)n зависит только от величины газосодержания ф, т. е.
= (1 + 75(1-9))(1-9)2 . (6Л2Л5) Ф, 9
Величина X обычно называется параметром Мартинелли.
544
Новый справочник химика и технолога
Взаимосвязь величин X и ср в графическом виде представлена на рис. 6.8.2.5.
Вычислив величину X по отношению градиентов
2 (ФМ)ж (ФМ)Г
(6.8.2.16)
и определив с помощью (6.8.2.15) или рис. 6.8.2.5 значение ср, можно затем по (6.8.2.11) или (6.8.2.14) рассчитать dpldz или найти его по зависимостям, приведенным на рис. 6.8.2.6.
т. е. по расходу ее в пленке, а плотность газа считать равной плотности газо-жидкостной смеси в ядре потока (см. уравнение (6.8.1.14)).
Теплообмен в аппаратах с восходящей пленкой. Для нахождения решения задачи при ламинарном режиме течения следует решить уравнение конвективного теплообмена (4.1.2.2), приняв профиль скоростей по уравнению (2.2.10.6) и частное решение для простейшего случая, когда касательное напряжение т,-ж » ApgS в [13]. В этом случае уравнение (2.2.10.6) и уравнение для расчета толщины пленки (2.2.10.7) принимают вид:
l-<Pi
Рис. 6.8.2.S. Зависимость газосодержания ф от параметра Мартинелли X
(6.8.2.18)
2РжужГ
т J
гж /
(6.8.2.19)
Для участка течения пленки, на котором уже закончилось формирование профиля температур, при отсутствии теплообмена со стороны свободной поверхности
(т. е. при граничных условиях: Т - Тст при у = 0 и — = 0 ду
при у = 5) уравнение для расчета коэффициента теплоот-«8 15 z, „ ~
дачи принимает вид — = — или, с учетом (6.8.2.19):
Рис. 6.8.2.6. Соотношение Локарта — Мартинелли для потери давления на трение [12] (индексация: т — турбулентный, л — ламинарный)
При турбулентных режимах течения газа и жидкости, т. е. при Rer > 2300 и Кеж > 1200, параметр Мартинелли можно вычислить по формуле
(6.8.2.17)
Если совместное течение газа и жидкости сопровождается интенсивным брызгоуносом, то при вычислении X по (6.8.2.16) или (6.8.2.17) следует принимать в качестве расчетной скорость жидкости, равную м>ж(1 - У),
--/=^= = СКеж0’5, (6.8.2.20) А дЛгж/Рж
где С = 2,66, если температурный напор равен разности температуры стенки и средней температуры пленки; С = 1,41, если температурный напор равен разности температуры стенки и температуры на свободной поверхности пленки (для процессов конденсации или кипения); С = 2,12, если тепловой поток целиком проходит через пленку к газовому потоку.
Теплообмен при турбулентном режиме. Для расчета коэффициента теплоотдачи можно воспользоваться уравнением полуэмпирической теории турбулентного переноса (4.2.3.12). В соответствии с этой теорией коэффициент теплоотдачи примерно пропорционален динамической скорости м*, которая и в случае восходящего течения пленки может быть вычислена по фор-
муле (2.2.6.10), т. е. w* = .
Решение удобно представить в виде отношения коэффициента теплоотдачи при пленочном течении а к коэффициенту теплоотдачи аж при течении в том же канале лишь жидкости с той же приведенной скоростью жж:
(6.8.2.21)
Вспомогательные, типовые и многофункциональные процессы и аппараты
545
ФЖ(А), представленной на рис. 6.8.2.6, позволяет найти взаимосвязь отношения а/аж и параметра Мартинелли X(уравнение (6.8.2.16)).
Зависимость а/аж =/А) приведена на рис. 6.8.2.7 (линии 3 и 4). Здесь же для сравнения нанесены линии, построенные по эмпирической зависимости вида а/аж = аХь, в которой, по данным Денглера и Адамса [14], а = 3,5; £> = 0,5; по данным Кольера и Пуллинга а = 2,2; b = 0,7.
Рис. 6.8.2.7. Зависимость коэффициента теплообмена от параметра Мартинелли при восходящем пленочном течении:
Рис. 6.8.2.8. Зависимость коэффициента массоотдачи в жидкой фазе |3Ж от скорости газа wr (йеж = 70; D = 16,6 мм; Н- 0,2 м) [7]: 1 — противоток; 2 — восходящий прямоток;
3 — нисходящий прямоток;
4 — нисходящий закрученный прямоток
Рис. 6.8.1.9. Зависимость коэффициента массоотдачи в газовой фазе |3Г от скорости газа wr [7] при различных HID'.
1 — 20 (противоток); 2 — 22 (нисходящий прямоток);
3 — 25 (восходящий прямоток)
1 — уравнение Кольера и Пуллинга;
2 — уравнение Денглера и Адамса;
3 — уравнение (6.8.2.21), ламинарная пленка;
4 — уравнение (6.8.2.21), турбулентная пленка
Массообмен в аппаратах с восходящей пленкой. Процесс массообмена при восходящем течении пленки происходит не только на свободной поверхности пленки, но и на каплях, постоянно срывающихся с пленки и осаждающихся на нее. Экспериментальные исследования массообмена наглядно иллюстрируют высокую интенсивность массопереноса как в жидкой фазе, так и в газовой (см. рис. 6.8.2.8 и 6.8.2.9).
6.8.3. Аппараты с закрученным газо-жидкостным потоком
Аппараты этого типа (рис. 6.8.3.1) отличаются от аппаратов, рассмотренных в 6.8.1 и 6.8.2, тем, что внутри каждой трубы 1 установлены винтовые вставки — завихрители 2, сообщающие газовому потоку вращательное движение.
Рис. 6.8.З.1. Реактор пленочный с закрученным газо-жидкостным потоком: 1 — труба; 2 — завихрители;
3 — газораспределительные патрубки
546
Новый справочник химика и технолога
Жидкость, подаваемая сверху (в данной схеме), после первого завихрителя приобретает вращательное движение и отбрасывается к стенке трубы. Касательное напряжение на границе раздела фаз поддерживает крутку пленки и далее. Вследствие трения крутка газожидкостного потока уменьшается, и для поддержания ее на требуемом уровне необходимо устанавливать по длине трубы ряд завихрителей. Самый нижний завихритель играет роль сепаратора. Возможны конструкции с восходящим прямотоком, работающие при более высоких скоростях, а следовательно, с более высокими коэффициентами тепло- и массообмена, но и с повышенным сопротивлением по газовой фазе.
Аппараты с закрученным газо-жидкостным потоком по сравнению с аппаратами со стекающей пленкой имеют в два-три раза более высокий коэффициент массообмена. Поэтому массообменные колонные аппараты с тарелками, снабженными патрубками с завихрителями, нашли достаточно широкое применение при проведении абсорбционных процессов [15].
Крутка газо-жидкостного потока позволяет равномерно распределить жидкость по поверхности каждой из труб даже при малых плотностях орошения. Поэтому в аппаратах с закрученным газо-жидкостным потоком применяются простейшие оросительные устройства, задача которых — подача определенного количества жидкости в область действия интенсивно закрученного газового потока.
Жидкость может быть введена или через одиночное отверстие 1 в стенке трубы (рис. 6.8.3.2, а), или с помощью питательного патрубка 2, расположенного в центре газового потока (рис. 6.8.3.2, б).
Рис. 6.8.3.2. Оросительные устройства аппарата с закрученным газо-жидкостным потоком: а) питание через тангенциальное отверстие в стенке трубы; б) центральное питание через патрубок (закрутка газа с помощью тангенциальных щелей)
Одной из наиболее важных характеристик устройств, закручивающих газо-жидкостный поток, является угол крутки у (угол между вектором абсолютной скорости в периферийной части трубы и осью трубы).
По конструктивному исполнению закручивающие устройства (завихрители) разделяются на осевые и тангенциальные. Наиболее распространены осевые завихрители: ленточные (рис. 6.8.3.3, а), шнековые (рис. 6.8.3.3, б) и лопаточные (рис. 6.8.3.3, в).
Рис. 6.8.3.3. Типы осевых завихрителей: а) ленточный; б) шнековый; в) лопаточный
Скрученная лента или шнек могут устанавливаться или на всей высоте трубы, или в виде отдельных вставок с некоторым интервалом. Из технологических соображений при у < 45° завихрители выполняются в виде ленты, при у > 45° — в виде шнека. Скрученная лента и шнек обычно имеют постоянный шаг, поэтому они обеспечивают постоянную крутку потока по всей длине трубы. Шаг спирального завихрителя и угол крутки связаны между собой соотношением
jiD
y = arctg—. (6.8.3.1)
Лопаточные завихрители создают наибольшую крутку непосредственно за собой. В дальнейшем крутка потока постепенно ослабевает (у—>0), и для ее поддержания по высоте трубы необходимо устанавливать с некоторым интервалом ряд лопаточных завихрителей.
Тангенциальные завихрители (см. рис. 6.8.3.2, б), с помощью которых газ вводится в трубу через тангенциальные отверстия круглого или прямоугольного сечения, конструктивно более просты. Однако размещаться они могут только на конце трубы, и для поддержания крутки в трубах большой длины необходимо дополнительно устанавливать осевые завихрители.
Вспомогательные, типовые и многофункциональные процессы и аппараты
547
Полное сопротивление контактных труб обычно принято представлять в виде суммы
Др = Др,, + Др„ + Чх + ДР3> (6.8.3 -2)
Коэффициент гидравлического трения Л3 можно вычислить по формулам, полученным Щукиным [16] на основе опытных данных ряда исследователей.
При ламинарном режиме, когда Re < ReKp:
где Дртр — потери давления на трение по длине канала; Дрвх — потери давления при входе в трубу; Дрвых — потери давления при выходе из трубы; Др3 — потери давления на создание крутки газо-жидкостного потока.
При расчете местных сопротивлений можно применять формулы [16]:
(\0,263
— I D J
25,6 +-----.
Re
При турбулентном режиме, когда Re > ReKp:
(6.8.3.8)
р W2
(6.8.3.3)
2ф
(\0,09 z \0,65
—+0,09р?|
А А
(6.8.3.9)
I р w2 р w2 ,\п =Г Нг г + И)У-.Ж.............
d вых *вых л л \ 2
I 2ф 2(1 - ф)
Здесь критическое число Рейнольдса
(6.8.3.4)
где Свх и Свых — коэффициенты местных сопротивлений при входе и выходе потока из трубы, рассчитываемые по уравнениям для гомогенной жидкости.
Потери давления на создание крутки газо-жидкостного потока для ленточных завихрителей могут быть определены из условия вращения газового потока по условию вращения потока как твердого тела [16]:
(z>Y
Re =2300 + 87000 —
I s J
(6.8.3.10)
wd
Re = —— ; D3 — диаметр кривизны спирального канала v
A=l+4
D 2 л2
s
D
(6.8.3.11)
л£> Y ( Prw2 ржи>2
5 Д 4ф +2(1-ф)2
(6.8.3.5)
где D — внутренний диаметр трубы; s — шаг винтовой линии ленты (рис. 6.8.3.3), ф — газосодержание потока.
Гидравлическое сопротивление трубы с ленточным завихрителем. При течении гомогенных потоков сопротивление канала можно вычислить по формуле Дарси — Вейсбаха (см. также (2.2.6.21)):
= К
Н pw2
(6.8.3.6)
где Н — длина трубы; w — осевая составляющая средней расходной скорости. Эквивалентный диаметр канала (рис. 6.8.3.4) с ленточным завихрителем
45 _ (tiZ)-45,ih)Z) П nD + 2D
(6.8.3.7)
Рис. 6.8.3.4. Сечение трубы с ленточным завихрителем
Зависимости (6.8.3.8) и (6.8.3.9) справедливы при
— = 3,6 + 22.
D
Из условия равновесия сил, действующих на жидкостную пленку и газовый поток [1], и при выполнении условия, что скорость газа во много раз выше скорости жидкости, уравнение для расчета сопротивления канала с ленточным завихрителем принимает вид:
_ Н prw2 1 + 46(1 -ф)
-А-;—7,-----------Тз---• (6.8.3.12)
“эк 2 Ф
Величина л3 в (6.8.3.12) может быть вычислена по (6.8.3.8) или (6.8.3.9), если в них подставлять число
Рейнольдса для газового потока Re = •---.
vr
Толщина жидкостной пленки в трубе с ленточным завихрителем. Анализ сил, действующих на газовый поток и пленку, приводит к зависимости, аналогичной (6.8.2.9):
А Fr~ + (1 - ф) = (1 + 75(1 - Ф)) ч>-2 5В,
2(1-ф) cosy 2
(6.8.3.13)
D 1 + (2л + 75)(1-ф) _
где В = — -------——— — коэффициент, величина
1 + 75(1 -ф)
которого слабо зависит от ф, поэтому в расчетах допустимо принять ф = 1. При заданных расходах газа и жидкости газосодержание ф можно вычислить по (6.8.3.13).
548
Новый справочник химика и технолога
Газосодержане ф и толщина пленки связаны между , „ fD-28?
собой соотношением ф = ------- .
< D )
Для нахождения ф можно воспользоваться также рис. 6.8.2.3, если на оси ординат откладывать ( А0’5
L Fr
—— , а в качестве параметра А принять
cosy)
(\Frr)0’5.
Здесь, как и ранее, Frr и Ргж определяются зависимостями Fr = —— и Fr = -Р^ж
ApgZ) ApgD
При высоких осевых скоростях, когда выполняется условие Apg8«: т|Ж cosy, допустимо пренебречь в уравнении (6.8.3.13) слагаемым (1 - ф) в левой части. Тогда уравнение можно преобразовать к виду
где — эквивалентный коэффициент сопротивления, а и’г — приведенная к площади 5 скорость газа на входе в завихритель, то для нахождения £ можно воспользоваться рекомендациями [17], полученными путем теоретического анализа (линия 1 на рис. 6.8.3.5) и экспериментального исследования течения воздуха в трубе диаметром D - 200 мм и высотой Н = 2 м (линии 2 и 3 на рис. 6.8.3.5). Теоретическое исследование не учитывает потери на трение. Влияние жидкости, подаваемой на орошение, в [17] предлагается учитывать введением поправочного множителя (коэффициента) к в уравнение (6.8.3.18). Характер влияния плотности орошения на коэффициент к показан на рис. 6.8.3.6. Величина к определяется дополнительными затратами энергии на ускорение и дробление жидкостного потока, снижением крутки газового потока с вводом жидкости и другими факторами.
^=^. = (1 + 75(1-ф))(1-(рУ> (6g3i4)
где Х3 — параметр закрученного газо-жидкостного потока:
[А2
..I . (6.8.3.15)
w ) D cosy
Поскольку выражение (6.8.3.14) тождественно (6.8.2.15), то для нахождения Q - ф) по известному значению Х3 можно воспользоваться графической зависимостью, приведенной на рис. 6.8.2.2. При вычислении величины Атж, входящей в (6.8.3.15) и другие уравнения этого подраздела, следует воспользоваться выражениями (6.8.2.7) или (6.8.2.8) при
Рис. 6.8.3.5. Зависимость коэффициента сопротивления £ тангенциального завихрителя от геометрического параметра Лт: 1 —- теоретическая кривая;
2 и 3 — экспериментальные зависимости (2 — при Rer = 105; 3 — при Rer = 104)
Re, = - Ц*° ; (6.8.3.16)
УжСО5у
величина А3 рассчитывается по уравнениям (6.8.3.8) или (6.8.3.9).
Сопротивление трубы с тангенциальным завихрителем. Основной характеристикой тангенциального завихрителя является соотношение
(6.8.3.17)
где S — площадь сечения трубы, So — суммарная площадь сечения тангенциальных отверстий (щелей).
Если полное падение давления в трубе с тангенциальным завихрителем для однофазного потока записать в виде
Рис. 6.8.3.6. Зависимость поправочного коэффициента к в уравнении (6.8.3.17) от плотности орошения Г при АТ = 16,6: 7 — Rer=105;2 — Rer=106
(6.8.3.18)
APr=Q
2
Вспомогательные, типовые и многофункциональные процессы и аппараты
549
Теплообмен в аппаратах с закрученным двухфазным потоком. При ламинарном режиме течения жидкостной пленки для расчета коэффициента теплоотдачи можно применить уравнение (6.8.2.21), в котором касательное напряжение
А 2
т,. = + 75<’ - <Р)) (6-8-3-19)
8 q> cosq>
При турбулентном режиме уравнение для расчета коэффициента теплоотдачи можно привести к виду [1]:
а 1
аж (l-cp)cosy*
(6.8.3.20)
Экспериментальное исследование [18] теплообмена между восходящим закрученным двухфазным потоком и стенкой трубы (D = 12,8 мм) с ленточным завихрителем показало, что с уменьшением шага спирали увеличивается коэффициент теплоотдачи. При кольцевой структуре газо-жидкостного потока расхождение опытных данных и рассчитанных по уравнению (6.8.3.20) не превышает 20 % (рис. 6.8.3.7).
а
Рис. 6.8.3.7. Зависимость коэффициента теплоотдачи от скорости газа при Яеж = 4060: сплошная линия — опытные данные;
пунктир — расчетные данные по уравнению (6.8.3.20);
1— — =3,47; 2— — =5,95 D D
Массообмен в аппаратах с закрученным двухфазным потоком. Крутка потока приводит к росту не только сопротивления и теплообмена, но и массопереноса. На рис. 6.8.3.8 приведены результаты сравнительных исследований [19] эффективности массопередачи аппаратов с различной организацией пленочного течения, из которых следует, что наиболее интенсивным является восход ящий закрученный прямоток.
В [20] при исследовании абсорбции и десорбции СО2 в коротких патрубках (D = 16,8 мм; Я = 200 мм) с ленточным завихрителем при wr= 15-?55 м/с и Г = (1,1-5-7) • 10"4 показано, что процессы массопереноса
при осевом и закрученном течении можно обобщить одним уравнением вида:
₽. =—Ж). (6.8.3.21)
cosy
в котором и-’,. — отношение объемного расхода газа к площади живого сечения канала.
Рис. 6.8.3.8. Зависимость объемного коэффициента массоотдачи (Зжа от скорости газа [18]: 1 — восходящий закрученный поток;
2 — нисходящий закрученный поток;
3 — восходящее осевое движение;
4 — нисходящее осевое движение
6.8.4. Роторные пленочные аппараты
Роторные пленочные аппараты применяются для проведения процессов концентрирования (упаривания) растворов, массообмена между газом и жидкостью, для проведения химических превращений в системах газ— жидкость. Они практически незаменимы при переработке вязких, кристаллизующихся и термолабильных сред (разлагающихся при повышенных температурах).
Основными элементами конструкции аппарата (рис. 6.8.4.1) являются корпус с рубашкой 1, вал 2 с лопастями 3 и распределитель жидкости 4. Корпус аппарата может быть цилиндрическим или коническим (рис. 6.8.4.2). Перемещение ротора в горизонтальном направлении (вдоль оси вращеия) в аппаратах с коническим корпусом позволяет изменять величину зазора между корпусом и лопастями. Аппараты с цилиндрическим корпусом устанавливаются, как правило, вертикально, а с коническим — горизонтально.
550
Новый справочник химика и технолога
Рис. 6.8.4.1. Вертикальный роторный пленочный аппарат:
1 — корпус; 2 — вал; 3 — лопасти; 4 — распределитель жидкости
Роторы вертикальных цилиндрических аппаратов, в основном, имеют три разновидности (рис. 6.8.4.3) — жесткие, шарнирные и маятниковые.
Рис. 6.8.4.3. Роторы вертикальных роторных пленочных аппаратов:
а) жесткий; б) шарнирный; в) маятниковый
У жестких роторов лопасти жестко соединены с валом и имеют постоянный зазор с внутренней поверхностью корпуса (рис. 6.8.4.3, а). У шарнирных лопасти крепятся шарнирно, и во время работы зазор А между кромкой лопасти и корпусом аппарата самоустанавли-вается, достигая в режиме «стирания» значения А = 0 (рис. 6.8.4.3, б). Маятниковые роторы имеют лопасти, которые закреплены шарнирно, но зазор всегда больше нуля (рис. 6.8.4.3, в).
Распределительное устройство вертикальных роторных аппаратов выполняется в виде кольца (см. рис. 6.8.4.1), вращающегося вместе с валом ротора, и выполняет функции предварительного распределения расхода жидкости по периметру корпуса. Образовавшаяся жидкостная пленка перемешивается лопастями ротора, в результате чего происходит выравнивание распределения жидкости по поверхности аппарата, интенсифицируется теплообмен между корпусом аппарата и жидкостью, улучшается процесс массообмена в жидкой фазе.
Иногда вертикальные роторные аппараты применяются и в тех случаях, когда процесс массопередачи лимитируется условиями массообмена в газовой фазе. В этом случае устанавливаются роторы жесткой конструкции с зазором А, превышающим толщину стекающей жидкостной пленки.
Вертикальные цилиндрические роторные аппараты изготавливаются диаметром от 0,15 до 1,0 м и имеют площадь теплообменной поверхности до 16 м2. В них можно обрабатывать жидкие среды, максимальная вязкость которых достигает 20 Па • с.
В аппаратах с жестким ротором окружная скорость ротора обычно составляет 5-12 м/с, а зазор между корпусом и ротором А = 0,64-3 мм. Эти аппараты следует применять при получении продуктов, когда недопустимо их загрязнение частицами, появляющимися при трении лопасти о стенки корпуса. Аппараты с жестким ротором требуют точной обработки внутренней поверхности корпуса и кромок лопастей ротора, строгой соосности корпуса и ротора.
В аппаратах с шарнирными лопастями окружная скорость ротора составляет 1,5-5 м/с. Поскольку в них не исключена возможность трения лопастей о внутреннюю поверхность корпуса, то возможно загрязнение продукта частицами износа.
Аппараты с шарнирными лопастями менее дорогостоящи, т. к. их корпус допускает большую овальность и менее строгую соосность с ротором.
Горизонтальные аппараты с коническим корпусом имеют площадь теплообменной поверхности до 7 м2. Угол конусности обычно составляет 2-5°.
Роторы горизонтальных конических аппаратов изготавливаются жесткими. Зазор А между кромками лопастей и корпусом легко регулируется за счет осевого перемещения ротора. Эти аппараты обладают повышенной удерживающей способностью по сравнению с вертикальными. Время пребывания жидкости в них может составлять от нескольких секунд до нескольких минут.
При переработке высоковязких жидкостей (до 50 Па • с) последние следует подавать в аппарат со стороны узкой части корпуса. В этом случае центростремительное ускорение способствует увеличению осевой составляющей скорости течения в сторону выгрузки продукта.
При переработке жидкостей низкой вязкости подача осуществляется со стороны широкой части корпуса.
Вспомогательные, типовые и многофункциональные процессы и аппараты
551
В этом случае аппарат обладает гарантированной удерживающей способностью, и даже при низких расходах жидкости сохраняется высокая интенсивность процессов тепло- и массообмена.
Удерживающая способность вертикальных роторных аппаратов при непосредственном воздействии ротора на жидкость. При перемешивании жидкостной пленки перед каждой лопастью образуется валик (рис. 6.8.4.4). За лопастью остается слой жидкости толщиной 3. Удерживаемый в аппарате полный объем жидкости
Жж=л2)ЯЗ + глЖвл, (6-8.4.1)
где D — внутренний диаметр корпуса аппарата; Н — высота рабочей зоны аппарата; — число лопастей длиной Я; SB]I — площадь сечения валика.
В аппарате с жестким ротором величина А — известный конструктивный параметр. В аппарате с маятниковыми и шарнирными лопастями зазор А самоуста-навливается и определяется условием равенства моментов от силы гидродинамического воздействия жидкостного валика на лопасть и от центробежной силы массы лопасти относительно оси шарнира. При вычислении зазора в аппарате с шарнирными лопастями величину А следует принять меньшей из рассчитанных по формулам:
(6.8.4.3)
А = 230 Re„;« Rer f-^4'’ (sin 2₽)’и,
и \b + 2.С J
Рис. 6.8.4.4. Схема распределения жидкости в сечении аппарата: 7 — корпус; 2 — лопасть ротора
(6.8.4.4)
где b, с и p — характеристики лопасти, приведенные на рис. 6.8.4.6; kN — коэффициент мощности, определяемый по формуле (6.8.4.19);
(6.8.4.5)
(6.8.4.6)
Г — плотность орошения; п — частота вращения ротора; — кинематическая вязкость жидкости.
Связь толщины слоя жидкости 3 и зазора между кромкой лопасти и корпусом А определяется зависимостью
8 = еА,
(6.8.4.2)
где е — коэффициент сжатия, который можно определить по экспериментальной зависимости, приведенной на рис. 6.8.4.5.
Рис. 6.8.4.5. Зависимость коэффициента сжатия 4со/? пленки е от кеист ------------
Рис. 6.8.4.6. Лопасть роторного аппарата. Ширина неуравновешенной части лопасти Ь = 40 мм, с = 20 мм, р = 60°
Уравнение (6.8.4.4), если оно определяет величину А, всегда дает значение зазора больше нуля. Однако из-за несоосности ротора и корпуса, непараллельности кромки лопасти и образующей поверхности корпуса при некотором значении А„цП лопасть касается корпуса. Если расчет дал значение А < АП1|П, то это означает, что лопасти работают в режиме «стирания», если же А > Amin — в режиме «плавания». При выполнении практических расчетов можно принять Amin =0,1 мм.
552
Новый справочник химика и технолога
При ламинарном режиме течения жидкости в валиках площадь сечения валика
( V v У’5 S = 3,75 -22-^-
IgsinpJ
(6.8.4.7)
при турбулентном режиме течения жидкости
с
= 0,95Reut76Fru°656
10,12 z \0,56
—Д (sinpr0’32
J
При ламинарном режиме течения пленки напряжения т1Ж хотя и увлекают пленку во вращательное движение, но не влияют на ее толщину и, следовательно, на удерживающую способность аппарата. Толщину пленки в этом случае можно найти по формулам (2.2.10.10) или (2.2.10.11).
При турбулентном режиме (Кеж > ReKp) увеличение результирующего касательного напряжения на стенке приводит к росту динамической скорости. Толщину пленки в этом случае можно оценить по формуле [1]:
(6.8.4.8)
Величина SK1 принимается большей из рассчитанных по формулам (6.8.4.7) и (6.8.4.8), в которых
(6.8.4.13)
(6.8.4.9)
kNl — коэффициент мощности, рассчитываемый по формуле (6.8.4.16) при работе лопастей в режиме «стирания» или (6.8.4.19) — при работе в режиме «плавания».
Расход жидкости через сечение валика перед лопастью вычисляется по формуле
где 80 — толщина свободно стекающей пленки, определяемая по формуле (2.2.10.15).
Рост динамической скорости приводит к развитию турбулентного режима течения пленки при меньших плотностях орошения. Анализ, выполненный в [1], позволил найти выражение для расчета критического числа Рейнольдса:
Л
= 1200 1 +
\-0,44
т гж
(рж^0)\
(6.8.4.14)
Г -V
ж пл
(6.8.4.10)
где Кж — общий расход жидкости в аппарате; — расход жидкости через пленку толщиной 5.
При работе ротора в режиме «стирания» = 0, а при работе в режиме «плавания»
(6.8.4.11)
пл пл ‘ v •'
В области Кеж > ReKT — наблюдается турбулентный режим течения пленки.
Касательное напряжение на свободной поверхности пленки с учетом того, что газ вблизи нее движется со
скоростью, близкой к &R (со = 2тт, R = а величина
коэффициента гидравлического трения Лг характеризуется уравнением (6.8.1.13), можно вычислить по формуле [1]:
где Гпд — плотность орошения через пленку толщиной
8, которую можно рассчитать по одной из формул:
• ж = р^£Г1+зоо41+^ юо I щ л
(6.8.4.15)
Т7 п D
Fr„6 =------>
g
К
^ = 0,33^- при ^-<1150 V V V
жж ж
z ~ \ 0,625 ,
г I и83 ] ?83
=4,8 при Д->1150
V, I К ) <
(6.8.4.12)
Удерживающая способность вертикальных роторных аппаратов при отсутствии контакта лопастей ротора и жидкости. Жидкость непосредственно не взаимодействует с лопастями ротора, если плотность орошения в аппарате меньше величины, вычисленной по формулам (6.8.4.12). В этом случае взаимодействие ротора и пленки происходит посредством газовой фазы — на поверхности жидкости возникают касательные напряжения т|Ж, действующие в тангенциальном направлении.
Мощность, затрачиваемую на перемешивание жидкости жестким ротором, можно найти по уравнению, которое было получено на основании упрощенного теоретического анализа и проверено экспериментально [1]:
к,
N аУГ 102
рж»3Г»4Я Ч ЯД
(6.8.4.16)
где параметр у, характеризующий размер валика в радиальном направлении, можно найти по уравнению:
ъ.г И Я—_0,33 тъ _0,27 тэ Л-0,38тх.0,17 г>
V = 2,4zn’ Re* Reu6 Fr,6 smp.
(6.8.4.17)
Вспомогательные, типовые и многофункциональные процессы и аппараты
553
Для ротора, лопасти которого не касаются жидкостной пленки, мощность, затрачиваемую на перемешивание газового потока, можно вычислить по уравнению:
N = . (6.8.4.18)
Мощность, затрачиваемая на перемешивание жидкости ротором с шарнирными лопастями. Если лопасти работают в режиме «плавания», то для вычисления мощности можно воспользоваться уравнением [1], полученным теоретическим путем:
=15,5 Ид/”л2 Z? + 2Csin2p, (6.8.4.19) рж£> Ь + с
где тЛ — масса лопасти длиной 1 м; Ь и с — см. рис. 6.8.4.6.
Если лопасти работают в режиме «стирания», то мощность, расходуемую на перемешивание жидкости, можно вычислить по уравнению (6.8.4.16), приняв в нем А = 0.
При подборе мощности привода полезно иметь и величину мощности N^, расходуемой на вращение ротора при отсутствии подачи жидкости, т. е. при сухом трении лопастей по внутренней поверхности корпуса аппарата:
N=3\z m n3D2H-—^----------------, (6.8.4.20)
115 л л ь+с i+4tgp’
гдеyjp — коэффициент трения пары лопасть—корпус.
Теплообмен в роторном аппарате. Для расчета коэффициента теплоотдачи в режиме «плавания» лопасти необходимо предварительно найти среднюю толщину пленки
при ц < 11,6 и условии, что передаваемый через поверхность стенки аппарата тепловой поток существенно меньше мощности на перемешивание жидкости,
В уравнениях (6.8.4.24) и (6.8.4.25) Аж — теплопро-
„ РжСРУЖ л-г
водность жидкости, Рг =---------число Прандтля,
а
вл
k D(sinp)0,5 ,
(6.8.4.26)
В режиме «стирания» расчет а можно проводить по формуле [21]:
а = 1,13(илржсрАжн)°’
500
1750+ Рг
(6.8.4.27)
Массоперенос в роторных пленочных аппаратах. Аппараты с пленкой, перемешиваемой непосредственно лопастями, целесообразно применять в тех случаях, когда сопротивление массопереносу сосредоточено в жидкой фазе. Для оценки коэффициента массообмена в таком случае в [22] предложено уравнение, полученное на основе пенетрационной модели:
₽.=0.22ReiJi^mD, , (6.8.4.28)
z V
Зс + с₽ nDH
(6.8.4.21)
где £>ж — коэффициент диффузии в жидкости.
Перемешивание газового потока жестким ротором, если лопасти не погружены в жидкостную пленку, может быть применено в случаях, когда сопротивление массопереносу сосредоточено в газовой фазе. Коэффициент масоотдачи в этом случае можно вычислить [22] по уравнению:
динамическую скорость
н*
= 0,82
nD,
(6.8.4.22)
Dr \D) цб г
(6.8.4.29)
безразмерную толщину пленки
где DT — коэффициент диффузии в газе; Req6 =-;
«*8ср
(6.8.4.23)
При ц > 11,6 механизм переноса теплоты в пленке является турбулентным, и коэффициент теплообмена определяется уравнением
« уж = 5,5тГ0’33Рг°-15 + Рг/ 0,6 0,2
Аж и* 9Рг0,75 + 25 ' Л
(6.8.4.24)
Литература
1. Соколов В.Н., Доманский И.В. Газо-жидкостные реакторы. Л.: Машиностроение, 1976. 214 с.
2. Федоров Г.С. Исследование распределения жидкости в трубчатых пленочных аппаратах. Автореф. канд. дисс. ЛТИ им. Ленсовета, 1972. 21 с.
3. Живайкин Л.Я. К вопросу о методике расчета гидравлического сопротивления пленочных аппара
554
Новый справочник химика и технолога
тов// Теор. основы хим. технологии. 1969. Т. 3, № 1. С. 145-147.
4. Уоллис Г. Одномерные двухфазные течения. М.: Мир, 1972. 410 с.
5. Paleev I.I., Filippovich B.S. Phenomena of liquid transfer in two-phase dispersed annular flow // Int. J. Heat and Mass Transfer. 1966. V. 9. P. 1089-1093.
6. Дытнерский Ю.И., Борисов Г.С. и др. К определению скоростей захлебывания в колоннах с регулярной насадкой // Хим. машиностроение. 1963. №6. С. 18-19.
7. Жаворонков Н.М., Малюсов В.А. Исследование гидродинамики и массопередачи в процессах абсорбции и ректификации при высоких скоростях потоков // Теор. основы хим. технологии. 1967. Т. 1, № 5. С. 562-577.
8. Рамм В.М. Абсорбция газов. М.: Химия, 1976.656 с.
9. Дытнерский Ю.И., Борисов Г.С. Гидродинамика, тепло- и массопередача // Процессы химической технологии. М.: Наука, 1965. С. 266-270.
10. Конобеев Б.И., Малюсов В.А., Жаворонков Н.М. Изучение пленочной абсорбции при высоких скоростях газа // Хим. промышленность. 1961. №7. С. 475-481.
11. Николаев Н.А., Жаворонков Н.М. Исследование гидродинамики и массообмена в аппарате с прямоточными контактными устройствами // Хим. промышленность. 1965. № 4. С. 290-293.
12. Хоблер Т. Массопередача и абсорбция. Л.: Химия, 1964. 479 с.
13. Хьюитт Г., Холл-Тейлор Н. Кольцевые двухфазные течения. М.: Энергия, 1974. 408 с.
14. Тонг Л. Теплоотдача при кипении и двухфазное течение. М.: Мир, 1969. 344 с.
15. Ершов А.И. Разработка, исследование и применение элементных ступеней контакта с взаимодействием фаз в закрученном прямотоке. Автореф. дисс.... докт. хим. наук. Л.: ЛТИ им. Ленсовета, 1975.44 с.
16. Щукин В.К. Теплообмен и гидродинамика внутренних потоков в полях массовых сил. М.: Машиностроение, 1970.
17. Алимов Р.З. Гидравлическое сопротивление и тепломассообмен в закрученном потоке И Теплоэнергетика. 1965. №3.С. 81-85.
18. Nooruddin A.F., Church W.Z. Perforated-plate distila-tion columns. // Ing. Eng. Chem. 1952. V. 44, №91. P. 2238-2249.
19. Сергеев А.Д. Исследование гидродинамических закономерностей и массопередачи при восходящем пленочном течении жидкости. Автореф. дисс. ... канд. хим. наук. Казань: Казанский ХТИ, 1972. 18 с.
20. Сергеев А.Д., Николаев Н.А., Николаев А.М. Мас-соотдача в пленке жидкости при восходящем винтовом движении фаз // Труды Казанского ХТИ. 1971. Вып. 47. С. 40-42.
21. Azoory S., Bott T.R. Local heat transfer coefficient in a model falling film scraped surface exchanger // Can. J. Chem. Eng. 1970. V. 48, N 4. P. 373-377.
22. Кулов H.H., Малюсов В.А. Массообмен в роторных пленочных аппаратах // Теор. основы хим. технологии. 1968. Т. 2, № 5. С. 665-676.
6.9. Контактные аппараты с неподвижным и взвешенным зернистым слоем
Основные обозначения
а — удельная поверхность насадки, м2/м3
А — амплитуда колебаний, м
D — диаметр аппарата, м
d — диаметр входного отверстия аппарата, м
F—сила, Н
f — частота колебаний вибрирующего органа, с~1
g — ускорение свободного падения, м/с2
Н — высота, м
К — безразмерное ускорение вибрации
т — масса, кг
Ар — гидравлическое сопротивление, Па
q — удельный массовый расход фазы, кг/(с • м2)
Q — объемный расход фазы, м3/с
Q — массовый расход фазы, кг/с s — толщина пленки жидкости, м S — площадь, м2
Si? — межфазная поверхность газ—жидкость, м2/м3 U — плотность орошения, м3/(м • с) Т — температура, К, °C t — время, с V — объем, м3 w — скорость, м/с wi — фиктивная скорость газа, м/с wio — действительная скорость газа, м/с а — коэффициент линейного теплового расширения, К-1; угол наклона колеблющейся плоскости к горизонту, град
Р — угол между направлением колебаний и плоскостью, град; объемная доля жидкости, удерживаемая насадкой
Г — линейная массовая плотность орошения, кг/(м • с)
Г — линейная скорость орошения, м/с
5 — диаметр твердой частицы, толщина жидкой пленки, м
£ — пористость зернистого слоя
9 — угол раствора конуса аппарата, град
ц — динамическая вязкость сплошной среды, Па • с
0 — угол смачивания, град
р — плотность, кг/м3
о — поверхностное натяжение, Н/м
со — круговая частота, с-1
С, — коэффициент гидравлического сопротивления
V — скважность дутья
V, Wa — доля смоченной и активной поверхности насадки
Вспомогательные, типовые и многофункциональные процессы и аппараты
555
Критерии подобия:
Ar = ^Ц-lp - рс | ре — критерий Архимеда ц
Г7 Р2#§2 Ч
Ео = -----критерий Этвеша
о
w2
Fr =------критерий Фруда
_ gS3p2 w „
Ga = -2-^---критерии Галилея
Н
о wSP - п -
Re = —- — критерии Рейнольдса
Н
We = —критерий Вебера
сг
Подстрочные индексы:
Аг — относится к силе Архимеда
max — максимальное значение
— отнесено к толщине пленки
S' — определяется по эквивалентному диаметру одного насадочного тела
V — определяется по диаметру эквивалентного шара
S — определяется по номинальному размеру насадки
а — относится к аппарату или к активной поверхности насадки
А — автомодельный режим
в — относится к вибрации
вх — вход в аппарат
д — динамическая задержка жидкости
кр — критическое состояние при псевдоожижении или фонтанировании
куф — конечные условия устойчивого фонтанирования
мф — относится к минимальной скорости фонтанирования
нуф — начальные условия устойчивого фонтанирования
о — неподвижный зернистый слой
ор — орошаемая насадка
отв — относится к отверстиям газораспределителя пл — пленка жидкости
пр — приведенная
с — сплошная среда, сухая насадка
сеп — сепарационное пространство аппарата
сл — относится к слою частиц
ст — стенка аппарата, статическая задержка жидкости
т — твердый материал
у — состояние уноса, условный
ф — относится к фонтанирующему слою
э — эквивалентный
1 — газовая (паровая) фаза, одно насадочное тело
2 — жидкая фаза
6.9.1. Общая характеристика зернистых слоев
(А.В. Маркова)
Многие теплообменные и реакционные технологические процессы реализуются в аппаратах с неподвижным зернистым слоем. При этом зернистый слой может выполнять роль как активного участника этих процессов, так и вспомогательного инертного тела. Зернистые слои могут состоять из элементов, разнообразных по химическому составу, внутренней структуре, форме и размерам [1,2].
Свойства частиц, составляющих слой, определяются их ролью в технологическом процессе: зернистый материал может быть сырьем, промежуточным или конечным продуктом технологического цикла, являться сорбентом или катализатором, служить в качестве инертной насадки для увеличения поверхности контакта взаимодействующих сплошных сред и снижения дисперсии времени их пребывания.
Многообразие процессов с участием дисперсной твердой фазы определяет разнообразие химического состава зернистых материалов: от сравнительно дешевых кусковых насадок до дорогостоящих катализаторов, содержащих редкие элементы [3,4].
Частицы твердой фазы имеют сложное строение внутренних пор, зависящее от природы материала: возможны как нерегулярная стохастическая совокупность структурных элементов (пор или глобул), так и однородная периодическая структура твердого скелета зерна с порами определенного размера (цеолиты). Подробнее о внутренней структуре дисперсных частиц см. в 3.1.
Форма частиц, составляющих дисперсные слои, может быть самой разнообразной (рис. 6.9.1.1). В простейшем случае, когда нет особых требований к форме, зерна представляют собою раздробленные куски с острыми краями, например раздробленная шихта. Встречаются также округлые гранулы неправильной формы, простые геометрические тела: шары, цилиндры, таблетки, соломка. Частицы правильной формы применяют обычно в сорбционных и каталитических процессах. Элементы сложной формы называются насадками (см. 6.9.3).
Рис. 6.9.1.1. Форма частиц зернистых материалов
556
Новый справочник химика и технолога
Зернистые слои могут состоять из моно- или поли-дисперсных частиц. В массообменных и каталитических процессах предпочтительнее использовать равные по размеру зерна, добиваясь при этом одинаковой степени отработки зерен или скорости внутренней диффузии компонента в каждом зерне. Монодисперсные элементы насадок обеспечивают равномерную плотность орошения в насадочных аппаратах, меньшее гидравлическое сопротивление и более высокую эффективность по сравнению с кусковой насадкой. Обычно в процессах получения или подготовки дисперсной твердой фазы (кристаллизация, грануляция, дробление) образуются зерна полидисперсного состава. Хотя в дальнейшем и предпочтительнее использовать частицы одного размера, однако необходимо учитывать дополнительные затраты, связанные с приготовлением монодисперсного материала.
Размеры частиц твердой фазы колеблются в широких пределах: от нескольких микрон в мелкодисперсных порошках до десятков миллиметров в крупных кусках. Уменьшение размеров частиц (и увеличение удельной поверхности слоя) приводит к возрастанию скорости той стадии процесса, которая зависит от вели
чины поверхности контакта фаз (например кинетической в гетерогенных реакциях). Измельчение частиц позволяет ускорить и внутридиффузионные процессы, так как сокращается путь вещества, диффундирующего из глубины пор к поверхности материала. Однако с уменьшением размера частиц увеличивается гидравлическое сопротивление слоя и требуются дополнительные затраты энергии на измельчение.
Неподвижные слои дисперсных частиц характеризуются способом укладки его составных элементов. Неорганизованная укладка образуется при произвольной засыпке частиц любой формы. Организованную укладку составляют частицы правильной формы, уложенные специальным образом, либо особые блочные или регулярные элементы [4]. Организованная укладка представляет собой структуру с определенной геометрической периодичностью и обладает меньшим гидравлическим сопротивлением, однородным значением пористости.
В табл. 6.9.1.1 приведены характеристики некоторых видов катализаторов и сорбентов, образующих неподвижный зернистый слой и находящих применение в отечественной и зарубежной практике по данным [3].
Таблица 6.9.1.1
Характеристика некоторых видов сорбентов и катализаторов
Марка сорбента или катализатора Назначение Основные компоненты Форма частиц Диаметр, мм Высота, мм Насыпная плотность, кг/м3
Силикагели ГОСТ 3956-76
КСМГ ШСМГ КСКГ ШСКГ МСКГ АСКГ КСМК шсмк мсмк АСМК Оксид А1 активный, ГОСТ 8136-85 Уголь ативный АГ-2, марка А, ГОСТ 23998-80 Адсорбент для очистки или осушки газов, паров, воздуха, некоторых жидкостей, носитель для катализатора То же » » » » » » » » Носитель катализаторов, катализатор, осушитель Для получения поглотителей и катализаторов xSiO2«H2O То же » » » » » » » » у-А12О3 Уголь Гранулы овальные или сферические То же » » » » Зерна неправильной формы То же » » Гранулы цилиндрической формы То же 2,8-7,0 1,0-3,6 2,8-7,0 1,0-3,6 0,25-0,20 0,20-0,50 2,8-7,0 1,5-3,6 0,25-2,00 0,20-0,50 5,0±0,1 2,8 — не более 7 %; 1,5 — не менее 84,4 %; 1,0 — не более 0,6 % 18 720-760 720 400 400 400 400 670 670 670 670 450-550
Вспомогательные, типовые и многофункциональные процессы и аппараты
557
Продолжение таблицы 6.9.1.1
Марка сорбента или катализатора Назначение Основные компоненты Форма частиц Диаметр, мм Высота, мм Насыпная плотность, кг/м3
АП-56 Катализатор риформинга Pt на оксиде А1 Экструдаты 2,6 4 600
КР-1 То же Pt на оксиде А1 То же 1,8 6 630
АКМ Катализатор гидроочистки Со, Мо на оксиде А1 Экструдаты-гранулы 4-5,5 4-7 640-670
ХЕРОКС 44-0 Осушитель газов и жидкостей Оксид А1 Шарики 3-5; 5-8 900±100
5800/S Носитель катализатора риформинга бензиновых фракций То же Экструдаты 1,5 3-12 550-600
5810/WS Носитель катализатора гидроочистки Оксиды А1, Si Экструдаты специального сечения (клеверный лист) 1,8 (описывающий) 3-10 400-480
И КТ-0 2 6 Микросферический носитель для катализатора оксихлорирования этилена в дихлорэтан Оксид А1 Порошок < 45 мкм 20-50 %; < 80 мкм не менее 80 % 900±100
ХЕЗАКАРБЭЦ В качестве сорбента или катализатора Сажа Шарики 0,5-2,5 125-135
INS Поглотитель; для тонкой очистки газов от сернистых соединений Оксид Zn, карбонат Zn Таблетки 5,0-8,0 2,5-4,0 1400
ИКТ-4-3 Катализатор тонкой очистки этилена от СО в процессе производства полиэтилена Оксиды Си, Mg То же 4-6 4-6 1100-1300
ВО-6М Катализатор глубокой очистки инертных газов, низкомолекулярных олефинов, Н2, N2 от следов О2, Н2О, СО и сернистых соединений Полиметаллический нанесенный катализатор Экструдаты 3-5 5-15 600-700
СУМС-1 Сорбент для очистки биологически активных жидкостей (лимфы, плазмы, крови) от высокомолекулярных соединений, токсинов и микробов Углерод-минераль-ный сорбент Гранулы сферической формы 0,6-1,2 700-800
САМВ-5Р Катализатор синтеза аммиака Оксиды Fe, Al, Са Зерна неправильной формы или округлые гранулы 5-7; 7-10; 10-15 2000;2500-3000
Г-0117 Катализатор конверсии природного газа в трубчатых печах под давлением с целью получения технического водорода и смесей его с N2 или СО Оксид Ni на оксиде А1 Кольца 16x6 16 1000±100
558
Новый справочник химика и технолога
Продолжение таблицы 6.9.1.1
Марка сорбента или катализатора Назначение Основные компоненты Форма частиц Диаметр, мм Высота, мм Насыпная плотность, кг/м3
ХЕРОКС36-01 Катализатор гидроочистки нефтяных фракций Оксиды Со, Мо на оксиде А1 Таблетки 5 5 750±100
8221/S Катализатор гидрооблагораживания вакуумных дистиллятов Оксиды Ni, Мо на алюмосиликатах Экструдаты 7 10-15 600
8206 Катализатор гидроочистки дизельных топлив Оксиды Ni, Мо, Si на оксиде А1 Экструдаты в форме позвонков 1,8 1,5-5,0 650
ГКД-202П Катализатор гидроочистки высокосернистых дизельных фракций Оксиды Мо, Со на оксиде А1 Экструдаты-гранулы 1,5-2,7 600-700
3078 Катализатор гидрирования нефтяных фракций с целью превращения ароматических соединений в нафтеновые Оксиды Ni, W на алюмосиликатах Таблетки 10 6 1400±150
ИК-30-1 Катализатор получения На основе Экструдаты 2 3 650-680
высокооктановых бензинов из прямогонных фракций газовых конденсатов высоко-кремнеземистого цеолита Шарики 2-3
ИКТ-3-20 Катализатор гидрирования нитросоединений, аминов, ароматических соединении до алифатических Pd на углеродном носителе Порошок фр. 0,004-0,15 мм не менее 90% 500-700
620 Катализатор синтеза метанола Оксиды Си, Zn, Сг Кольца 10 х4 10 1250 ±150
ХЕРОКС 40-00 Катализатор очистки водорода и водородсодержащих газов от кислорода Pd на оксиде А1 Таблетки 5 5 750±50
ХЕРОКС 39-02 Катализатор очистки отходящих газов промышленности и выхлопных газов автотранспорта от углеводородов, СО, N2 Pt на оксиде А1 Кольца 5x2 5 600±50
ИКТ-12-8 Катализатор очистки промышленных газовых выбросов от токсичных органических веществ и СО Оксиды Сг, Си на оксиде А1 Цилиндрические гранулы 3-8 7-15 500-900
КО-9 Катализатор дожигания СО в СО2 в газах регенерации Pt на оксиде А1 Микросферы 0,04-0,1 750-900
Примечание. Для колец — наружный и внутренний диаметр.
Вспомогательные, типовые и многофункциональные процессы и аппараты
559
6.9.2. Конструкции аппаратов с неподвижным зернистым слоем
(А.В. Маркова)
Аппараты с неподвижным зернистым слоем в конструктивном отношении довольно просты и представляют собой емкости, заполненные неподвижными элементами, которые располагаются на специальных поддерживающих перфорированных решетках, пропускающих поток сплошной среды (рис. 6.9.2.1) [6-12].
Рис. 6.9.2.1. Аппараты с неподвижным зернистым слоем: а) вертикальный с аксиальным вводом сплошной среды;
б) горизонтальный с боковым вводом сплошной среды;
в) кольцевой с радиальным вводом сплошной среды;
г) трубчатый: I — корпус; 2 — зернистый слой;
3 — опорно-распределительная решетка; 4,5 — вход и выход сплошной фазы; 6,7 — вход и выход теплоносителя
Достоинствами аппаратов с неподвижным зернистым слоем являются:
- невысокая стоимость;
- масштабируемость (работают как на малых, так и на больших производительностях);
- возможность проведения процессов при высоких давлениях и температурах;
- отсутствие движущихся устройств;
- режим движения сплошной среды близок к идеальному вытеснению, что увеличивает движущую силу процесса;
- возможность длительного использования дорогостоящих зернистых материалов (сорбентов, катализаторов) за счет сохранения целостности твердой фазы.
Недостатками аппаратов с неподвижным зернистым слоем являются:
- неполная степень использования поверхности зерна вследствие контактирования частиц друг с другом;
- трудности с отводом теплоты, выделяющейся при экзотермическом процессе;
- наличие радиальных градиентов скорости, температуры и концентрации;
- возникновение локальных неоднородностей в слое материала при засыпке материала в аппарат (например появление «горячих» или «холодных» пятен при экзо- и эндотермическом процессах).
Аппараты с плотным зернистым слоем классифицируются по ряду признаков:
- по форме зернистого слоя (горизонтальные, вертикальные, кольцевые, трубчатые);
- способу подачи сплошной фазы относительно горизонтальной поверхности слоя (аксиальные, с боковым вводом, радиальные);
- производительности (мало-, средне-, крупнотоннажные);
- организации процесса (непрерывные, периодические);
- по количеству секций (одно- и многосекционные).
Основные виды односекционных аппаратов с неподвижным зернистым слоем показаны на рис. 6.9.2.1 [6-12].
Самым простым и наиболее распространенным является вертикальный аппарат (рис. 6.9.2.1, а) с аксиальным (центральным) вводом сплошной среды, обычно цилиндрической формы, при высоких давлениях имеет форму шара. Сплошная среда поступает в рабочую камеру аппарата из трубопровода меньшего диаметра, поэтому входной поток имеет ярко выраженный неравномерный профиль скорости по сечению аппарата. Для выравнивания потока по сечению используют различные приемы и устройства [13]. Можно увеличивать высоту зернистого слоя по сравнению с расчетной, так как зернистый слой обладает выравнивающим действием. Однако такой способ не всегда приемлем, например, в случае использования дорогостоящего катализатора или по причине спекания зерен в областях с повышенной температурой слоя. Используют также укладку подложки из инертного материала (рис. 6.9.2.2) [11-13]. Расположение инертных частиц на подложке неравномерное: обычно внизу на перфорированной решетке располагаются крупные куски, далее их размер последовательно уменьшается. Инертный материал препятствует просыпанию мелочи и забиванию отверстий решетки. Сверху слой во избежание уноса покрывают сеткой или таким же слоем инертного материала.
Для выравнивания входного потока применяют также специальные способы формирования поверхности в зернистом слое (рис. 6.9.2.3, а и б), например выпуклую засыпку или укладку сплошных шайб на торец слоя. Кроме того, используют различные дополнительные устройства (рис. 6.9.2.3, в-д) — шайбы и диски,
560
Новый справочник химика и технолога
разбивающие и направляющие поток, перфорированные решетки или системы решеток с подобранным коэффициентом сопротивления. Для плавного расширения потока, входящего в рабочую камеру, на входной патрубок устанавливают различные насадки: зонты, системы диффузоров, распределительные перфорированные трубы различных конструкций (рис. 6.9.2.3, е, ж, з и к). Также используют комбинацию различных типов распределительных устройств, например диффузор плюс система решеток. Подробнее конструкции выравнивающих устройств описаны в [13].
В горизонтальных аппаратах высота слоя неподвижного материала меньше его диаметра. В такие аппараты сплошная среда может подаваться параллельно поверхности (аппараты с боковым вводом, рис. 6.9.2.1, б). Эти аппараты работают при больших производительностях по сплошной фазе и при малом времени контакта фаз, имеют небольшое гидравлическое сопротивление, однако им свойственна неравномерность распределения потока сплошной среды по сечению.
В кольцевых аппаратах зернистый материал располагается в форме полого цилиндра (рис. 6.9.2.1, в), а сплошная среда проходит через перфорированные боковые стенки радиально. Такие аппараты могут, подобно горизонтальным, пропускать большое количество сплошной фазы при малом времени контакта фаз, имеют малое гидравлическое сопротивление и занимают гораздо меньше производственных площадей. В кольцевых аппаратах также существует проблема равномерной раздачи потока через перфорированные боковые стенки, но несущественны неоднородности, вызванные пристенными эффектами.
В аппаратах в виде трубчатого теплообменника зернистый слой засыпан в трубки, а греющая или охлаждающая среда проходит в межтрубном пространстве. Такие аппараты используют при необходимости подвода (отвода) тепла в сильно экзотермических (эндотермических) процессах (рис. 6.9.2.1, г).
Аппараты с зернистым слоем большой высоты обычно секционируют (рис. 6.9.2.4). Число секций, как правило, не более трех. Секционирование позволяет уменьшить нагрузку материала на поддерживающую решетку, организовать дополнительный подвод или отвод тепла между секциями, вводя промежуточные теплообменники.
Рис. 6.9.2.2. Укладка подложки в аппаратах с неподвижным зернистым слоем:
1 — инертный материал; 2 — зернистый слой;
3 — перфорированная решетка
Рис. 6.9.2.3. Способы выравнивания входного потока:
а) округлая поверхность слоя; б) укладка шайбы на торец слоя;
в) распределительная решетка с диском-экраном в центральной части;
г, д) решетки и шайбы, разбивающие и направляющие поток;
ё) зонт с перфорацией; ж, з) кольцевые диффузоры;
к) перфорированная труба с направляющими элементами
Вспомогательные, типовые и многофункциональные процессы и аппараты
561
Рис. 6.9.2.4. Двухсекционный аппарат с неподвижным зернистым слоем:
1 — корпус; 2 — зернистый слой; 3 — опорная решетка;
4, 5 — вход и выход сплошной среды
Аппараты с неподвижным зернистым слоем периодического действия снабжены устройствами для загрузки зернистого материала и выгрузки его по истечении срока службы. В случаях, когда отработанный зернистый материал подвергается регенерации в том же аппарате, где происходит основной процесс, предусмотрены штуцеры ввода и вывода регенерирующих агентов. Таким образом, периодически действующий аппарат может работать постадийно: стадия протекания основного процесса — стадия регенерации отработанной твердой фазы [6-11].
Для организации непрерывного процесса периоди
чески работающие аппараты соединяются в батареи: одна часть аппаратов работает в основном режиме, другая — в режиме регенерации или загрузки-выгрузки твердой фазы [6-11]. Однако при этом требуется большое количество аппаратов и производственных площадей.
Непрерывность процесса можно обеспечить за счет организации движения плотного слоя. Существуют аппараты, в которых таким образом совмещены несколько последовательных стадий технологического процесса [6-11]. Преимуществом аппаратов с движущимся плотным слоем является возможность полной его автоматизации, однако возникает необходимость дополнительных технических решений для осуществления транспорта твердой фазы (рис. 6.9.2.5).
На рис. 6.9.2.5, а показано перемещение неподвижного зернистого материала при помощи ленточного конвейера. Твердый материал питателем 1 непрерывно подается на движущийся ленточный транспортер 2, перемещается вместе с ним, затем ссыпается на следующий транспортер и так далее до выгрузочного устройства. Сплошная среда (газ) подается противотоком движению материала. Такие аппараты нашли применение в процессах сушки и нагрева твердых материалов.
Рис. 6.9.2.5, б иллюстрирует работу аппарата карусельного типа, вращающегося вокруг своей оси с помощью ротора 1. Аппарат перегородками 2 разделен на секции 3, в которых последовательно протекают различные стадии процесса: загрузка твердой фазы, многократное взаимодействие со сплошной средой (жидкостью или газом), протекающей сквозь каждую секцию, выгрузка твердой фазы.
В некоторых случаях непрерывный процесс можно осуществить путем движения собственно твердой фазы
Рис. 6.9.2.5. Схемы непрерывнодействующих установок с движущимся плотным слоем зернистого материала: а) ленточный конвейер (/ — питатель, 2 — ленточные транспортеры); б) аппарат карусельного типа (7 — ротор, 2 — перегородки, 3 — секции): А — вход твердого материала; В — выход твердого материала;
С — вход сплошной среды; D — выход сплошной среды
562
Новый справочник химика и технолога
по замкнутому контуру [6-11]. При этом часть пути зернистый материал движется вниз плотным слоем за счет нисходящего сползания материала под действием сил тяжести, часть пути — вверх в режиме пневмотранспорта. В качестве примера на рис. 6.9.2.6. показана схема адсорбционно-десорбционной установки непрерывного действия. Из накопительного бункера 1 материал плотным слоем продвигается в зону подготовки материала (холодильника адсорбента) — аппарат 2, далее в аппарат 3, где протекает основной процесс (адсорбция), затем отработанный материал продвигается в аппарат 4, в котором происходит его регенерация. По выходе из зоны регенерации материал подхватывается потоком газа и в режиме пневмотранспорта по трубе 5 подается в бункер 1. Недостатком последнего способа движения является истирание твердой фазы и ее абразивное воздействие на стенки аппарата.
Рис. 6.9.2.6. Схема установки непрерывного действия с плотным движущимся слоем:
1 — бункер; 2 — холодильник; 3 — массообменный аппарат;
4 — аппарат для регенерации твердой фазы;
5 — пневмотранспортная труба;
А, В — вход и выход транспортирующего газа;
С, D — вход исходной и выход очищенной смеси;
Е, F— вход и выход хладагента;
G, Н— вход и выход регенерирующего агента
6.9.3. Особенности аппаратов с насадками
(А.В. Маркова)
В аппаратах с насадками осуществляется взаимодействие двух сплошных фаз, обычно жидкой и газовой (абсорбция, ректификация, экстракция, химические реакции). Аппараты представляют собой одно- или многосекционные колонны (рис. 6.9.2.1, а и 6.9.2.4), заполненные насадочными телами. В отличие от зернистых слоев насадочные имеют высокую пористость и большую удельную поверхность (свободную поверхность засыпки, отнесенную к единице объема слоя). В аппаратах с насадками жидкая фаза, как правило, не занимает весь свободный объем, а растекается пленкой по поверхности насадки.
Простейшей и самой дешевой насадкой является кусковой материал (обычно получаемый методом дробления), загружаемый навалом. Такая насадка обладает малой удельной поверхностью и большим гидравлическим сопротивлением.
На рис. 6.9.3.1 показаны основные виды насадок, использующиеся в химической промышленности [4, 14, 15]. Кольца Рашига (рис. 6.9.3.1,1) — тонкостенные цилиндры высотой, равной их наружному диаметру, изготавливаются из металлов, керамики, пластических масс. Кольца с перегородкой, с крестообразной перегородкой и кольца Палля с вырезом в стенках и перегородкой (керамические и металлические), с внутренними спиралями (рис. 6.9.3.1, 2-5) обладают большей удельной поверхностью, чем кольца Рашига. Керамические седла Берля с поверхностью в форме части гиперболического параболоида, седла «Инталокс» с поверхностью в форме части тора (рис. 6.9.3.1, 7 и 8) обладают меньшим гидравлическим сопротивлением и большей удельной поверхностью по сравнению с кольцами Рашига. Полиэтиленовые розетки Теллера (а = 250м2/м3, 8 = 0,83) (рис. 6.9.3.1, 9) имеют низкое гидравлическое сопротивление, большую удельную поверхность и высокую эффективность.
В табл. 6.9.3.1 и 6.9.3.2 приведены характеристики основных видов насадок [4, 14, 15]. Размеры элемента насадки: для колец — наружный диаметр х высота х х толщина стенки, для седел — условный размер (среднее арифметическое трех основных размеров).
Рис. 6.9.З.1. Виды насадок:
1 — кольцо Рашига; 2 — кольцо с перегородкой; 3 — кольцо с крестообразной перегородкой;
4 — кольцо Палля; 5 — кольцо с внутренними спиралями; 6 — пропеллерная насадка,
7 — седло Берля; 8 — седло «Инталокс»; 9 — розетка Теллера
Вспомогательные, типовые и многофункциональные процессы и аппараты
563
Таблица 6.9.3.1
Характеристика насадок
Вид насадки Размеры элемента насадки, мм Удельная поверхность, м2/м3 Свободный объем (пористость), м3/м3 Масса 1 м3, кг
Беспорядочно засыпанные насадки
Стальные кольца Рашита 10X10X0,5 500 0,88 960
15X15X0,5 350 0,92 660
25X25X0,8 220 0,92 640
50X50X1 НО 0,95 430
Керамические кольца Палля 25X25X3 220 0,74 610
35X35X4 165 0,76 540
50X50X5 120 0,78 520
60X60X6 96 0,79 520
Стальные кольца Палля 15X15X0,4 380 0,9 525
25X25X0,6 235 0,9 490
35X35X0,8 170 0,9 455
50x50x1 108 0,9 415
Керамические седла Берля 12,5 460 0,68 720
25 260 0,69 670
38 165 0,7 670
Керамические седла «Инталокс» 12,5 625 0,78 545
19 335 0,77 560
25 255 0,775 545
38 195 0,81 480
50 118 0,79 530
Регулярные насадки
Деревянная хордовая 10 100 0,55 210
(10X100 мм) 20 65 0,68 145
30 48 0,77 ПО
Таблица 6.9.3.2
Характеристика стандартных керамических насадок
Вид насадки Размеры элемента насадки, мм Удельная поверхность, м2/м3 Свободный объем (пористость), м3/м3 Масса 1 м3, кг
фарфор полуфарфор шамот
Седла Берля 35 131 0,76 580 — —
50 106 0,81 550 — —
75 76 0,83 520 — —
Кольца Рашита 15X15X3 387 0,52 1161 1113 —
рядами 25X25X3 245 (242) 0,67 890 753 696
35X35X3 245 0,75 785 — —
50x50x5 121 0,73 692 634 776
60X60X5 121 0,79 629 — —
80X80X8 68 0,75 688 — 642
100X100X10 59 0,73 644 — 600
120X120X12 43 0,77 562 — 590
150X150X15 30 0,79 494 — 594
564
Новый справочник химика и технолога
Продолжение таблицы 6.9.3.2
Вид насадки Размеры элемента насадки, мм Удельная поверхность, м2/м3 Свободный объем (пористость), м3/м3 Масса 1 м3, кг
фарфор полуфарфор шамот
Кольца Рашига 15X15X3 256 0,62 904 866 —
навалом 25X25X3 186(184) 0,75 596 572 702
35X35X3 176 0,75 580 — 498
50X50X5 93 0,79 552 487 —
60X60X5 88 0,79 540 — 476
80X80X8 58 0,79 536 — 466
100X100X10 47 0,73 509 — —
Примечание. В скобках указаны значения для колец из шамота.
Таблица 6.9.3.3
Характеристика стандартных регулярных насадок
Характеристика Насадка
плоскопараллельная Z-образная гофрированная
исполнение 1 исполнение 2
Шаг, мм Удельная поверхность, м2/м3 Высота пакета, мм Плотность орошения, м3/(м2 • ч) F-фактор (f = и>1ЛУр^), мс1 л/кг/м3 Гидравлическое сопротивление 1 метра высоты насадки, Па/м Высота, эквивалентная теоретической тарелке, м 10 15 20 180 125 95 400 400 400 0,5-120 0,55-8,0 1,33-333 0,6-1,5 16 20 26 140 ПО 85 310 340 400 1,0-120 0,4-5,0 4,0-ЛОО 0,5-1,0 7 450 150 0,1-10,0 0,2-2,5 20-300 0,175-0,200 7 14 200 100 150 150 0,2-2,5 0,5-3,5 10-600 0,40-0,75
Рис. 6.9.3.2. Виды регулярных насадок: а) блочная, б) хордовая, в) насадка «Спрейпак»
Насадочные кольца с наружным диаметром свыше 50 мм обычно размещают правильными рядами со смещением в соседних рядах. Организованную укладку образуют также специальная блочная, хордовая и сетчатая насадки (рис. 6.9.3.2). Блочная насадка состоит из пластмассовых или керамических блоков, укладываемых регулярными рядами. Хордовая насадка состоит из поставленных на ребро пластин, скрепленных штырями и образующих решетку. Решетки укладывают одна на другую с поворотом на 90° или на 45°. Хордовую насадку изготавливают из графита, пластмасс, металла, а также из дерева, пропитанного специальными растворами. Стандартная регулярная насадка изготавливается
из металлических перфорированных листов из коррозионностойкой стали, алюминия или титана, плоских, Z-образных или гофрированных [14].
Плоская насадка может изготавливаться из листов без перфорации, а гофрированная — из тканой проволочной сетки.
Регулярная насадка укладывается в колонну слоями, состоящими из пакетов. Характеристики регулярных насадок, находящих применение в абсорбции, десорбции и ректификации, приведены в таблице 6.9.3.3. Размеры элемента насадки — шаг в свету.
В аппаратах с насадками большое внимание должно быть уделено подбору распределителя жидкости, орошающего насадку, так как жидкость имеет тенденцию растекаться по насадке неравномерно и часть поверхности насадки может оставаться сухой. Для создания равномерного орошения насадки используются специальные распределительные устройства — оросители. Оросители подразделяются на струйчатые и разбрызгивающие (рис. 6.9.3.3) [4]. К струйчатым оросителям относят распределительные плиты, желоба, брызгалки, оросители типа сегнерова колеса и др. (рис. 6.9.3.3, а-е), к разбрызгивающим — тарельчатые, центробежные (рис. 6.9.3.3, ж из).
Вспомогательные, типовые и многофункциональные процессы и аппараты
565
Рис. 6.9.3.3. Конструкции оросителей: a-в) распределительные плиты: а) с затопленными отверстиями;
б) с затопленными отверстиями и газовыми патрубками;
в) со свободным сливом (7 — решетка; 2 — патрубки для жидкости; 3 — патрубки для газа); г) распределительные желоба; д) брызгалки (7 — цилиндрическая, 2 — полушаровая, 3 — щелевая);
е) ороситель типа сегнерова колеса (7 — вращающаяся дырчатая труба; 2 — подпятник); ж, з) разбрызгивающие оросители: ж) тарельчатые разбрызгиватели (7 — с тарелкой с бортами; 2 — с тарелкой без бортов; 3 — многотарельчатый);
з) центробежный (7 — привод; 2 — распределительный конус; 3 — разбрызгиватель)
566
Новый справочник химика и технолога
в
Рис. 6.9.3.4. Перераспределители жидкости между слоями насадки: а) конический; б) патрубковый; в) конический с патрубками
Несмотря на наличие распределителей, все же наблюдается значительная доля пристеночного течения жидкости, а газовая фаза проходит преимущественно в центральной зоне [4]. Для выравнивания потока и равномерного орошения насадки в многосекционных аппаратах между секциями устанавливаются перераспределительные устройства. Перераспределительные устройства также направляют поток от периферии к центру аппарата (рис. 6.9.3.4). \
6.9.4. Неоднородности в аппаратах с плотным зернистым слоем
(А.В. Маркова, Г.М. Островский)
Масштабирование и расчет аппаратов с неподвижным зернистым слоем тесно связаны с проблемами однородного распределения материальных и тепловых потоков по сечению аппарата.
Масштабные коэффициенты и расходные показатели, усредненные по всему объему аппарата, могут значительно отличаться от локальных параметров процесса [16, 17]. При проектировании и расчете таких аппаратов следует учитывать причины возникновения неоднородностей, возможность их устранения, оценивать влияние неоднородности на показатели работы аппарата.
На распределение потока сплошной среды в зернистом слое прежде всего влияют внешние условия — состояние потока перед слоем, начальное распределение газа или жидкости, колебания по температуре и составу [13].
Для устранения влияния этих факторов разработаны распределительные и смесительные устройства различных конструкций, обеспечивающих однородное распределение параметров потока на входе в аппарат (см. 6.9.2, 6.9.3). Кроме того, установлено, что регулярно уложенный зернистый слой обладает самовыравни-вающим действием [13].
Обычно начальный участок слоя по длине аппарата является зоной стабилизации потока или зоной выравнивания возмущений, связанных с входом потока в зернистый слой. В этой зоне происходит формирование профиля скорости потока. Далее при отсутствии локальных возмущений наступает стабилизация течения с постоянным радиальным профилем скорости по длине аппарата. При равномерном начальном распределении потока зона стабилизации может отсутствовать. Напротив, в аппаратах малой длины при неравномерном начальном распределении потока область стабильного течения может не достигаться.
Другим фактором, влияющим на распределение материальных и тепловых потоков в зернистом слое, являются внутренние неоднородности, порождаемые собственно слоем [16, 17]. Причины возникновения внутренних неоднородностей связаны с тем, что свойства зернистых материалов с одной стороны определяются дискретностью — геометрической структурой упаковки частиц, с другой — характером взаимодействия частиц, подчиняющихся действию законов механики зернистых сред (см. 2.7.1). Состояние засыпки слоя в промышленном аппарате, определяемое геометрическими и структурно-механическими свойствами зернистых материалов, обусловливает появление радиальных составляющих скорости, температуры и концентрации (рис. 6.9.4.1, 6.9.4.2) [13, 16]. Кроме того, при протекании экзо- или эндотермических процессов экспериментально обнаружено появление в реакционной зоне локальных областей, в которых значение параметров процесса резко отличается от средних показателей — т. н. «горячих» или «холодных» пятен [16, 17].
Рис. 6.9.4.1. Характерные профили скорости газа, измеренные термоанемометром, за слоем насадки при различных числах Рейнольдса, рассчитанных по диаметру частиц [13]:
/ —Re= 177;2 —Re = 522;3 —Re= 1210;4 —Re = 2850
Неоднородности, порождаемые зернистым слоем, можно разделить на стохастические (мелкомасштабные) и пространственные.
К стохастическим (мелкомасштабным) относятся неоднородности, имеющие пространственный масштаб, соизмеримый с размерами зерна. Они возникают при случайной укладке сыпучего материала и связаны с тем, что каждая частица имеет различное число точечных контактов с соседями, т. н. «координационное число» (см. 3.1.4), а следовательно, и неодинаковое обтекание потоком сплошной среды и неравнодоступность к поверхности каждой частицы. Уплотнение или вибрационное воздействие приводит к переупаковке частиц слоя, при этом формируется новая случайная структура с более низкой пористостью. Однако с уменьшением средней пористости растет дисперсия «координационного числа» [1], что приводит к увели
Вспомогательные, типовые и многофункциональные процессы и аппараты
567
чению дисперсии локальных параметров процесса, особенно при ламинарной фильтрации газа через слой [18]. Мелкомасштабные пульсации скорости на кривой w (рис. 6.9.4.2) связаны, по-видимому, именно с указанными неоднородностями. Стохастическая неоднородность, определяемая случайной упаковкой частиц, может являться источником появления «горячих» и «холодных» пятен и ведет к снижению эффективности процесса. Стохастическую неоднородность необходимо учитывать при зажигании или затухании сильноэкзотермических процессов [16]. Стохастическая неоднородность может быть существенно снижена за счет организованной укладки частиц.
Рис. 6.9.4.Z. Распределение относительной скорости (кривая ) и безразмерной температуры (кривая ®) паров изобутилового спирта и воздуха на выходе из слоя катализатора, полученные на экспериментальной установке при 7?0 = 300 мм, Го = 305 °C, Гвх = 211 °C, Re = 220, 5 = 3 мм, высоте слоя 150 мм [16]
Пространственные неоднородности представляют собою области переменной пористости. Масштабы таких областей значительно превышают размеры одного зерна, принимая значения от нескольких десятков диаметров частицы до характерных размеров слоя в целом [16].
Причины, вызывающие пространственные неоднородности, проявляются все одновременно, отслеживаются на протяжении всей истории формирования и функционирования зернистого слоя. Тем не менее, в зависимости от причины возникновения, пространственные неоднородности принято разделять на:
- пристенные неоднородности;
- неоднородности, возникающие при засыпке слоя;
- неоднородности, вызванные деформациями зернистого слоя после засыпки;
Пристенные неоднородности связаны с повышенным значением пористости вблизи ограничивающих поверхностей, например твердой стенки.
Пристенные неоднородности имеют масштаб высоты неподвижного зернистого слоя. На рис. 6.9.4.1 и 6.9.4.2 увеличение скорости газа вблизи стенок («уши») вызвано пристенными неоднородностями.
Повышенное значение пористости вблизи ограничивающих поверхностей можно объяснить изменением геометрии укладки частиц вблизи стенки. В этом случае область влияния твердой стенки по радиусу аппарата достигает 4-6 диаметров частиц [6, 19]. Очевидно, что для аппаратов (или их трубчатых элементов), диаметр которых во много раз больше размера зерна катализатора, пристенная неоднородность не играет существенной роли.
Для исключения влияния стенки предлагается вводить в реактор конструктивные элементы, создающие дополнительные сопротивления потоку вдоль стенки и способствующие равномерному его растеканию, например горизонтальные перфорированные листы, узкие кольца, примыкающие к стенкам и др. [13].
Неоднородности пористости в слое зернистого материала возникают в процессе его засыпки в аппарат [19-22]. Масштабы таких неоднородностей могут быть различны — от размеров слоя в целом до нескольких десятков размеров частиц. Появление неоднородностей могут вызвать некоторые способы формирования неподвижного слоя материала, например при загрузке, осуществляющейся в виде падающей струи частиц. В месте падения образуются более плотные структуры. Кроме того, чем больше высота падения струи частиц или чем больше скорость падающих частиц, тем больше уплотнение и меньше пористость слоя. Неоднородности, определяемые условиями засыпки, являются основным источником появления будущих «горячих» и «холодных» пятен в зернистом слое. Однако эти неоднородности существенно сглаживаются соответствующими приемами формирования засыпки.
Деформации в зернистом слое протекают после засыпки материала в аппарат под действием веса самого материала (усадка), а также под действием сил трения фильтрующегося газа [13, 16, 17, 19-24].
При деформациях масштабы неоднородности пористости принимают различные значения — от локальных до размеров слоя в целом. Рисунки 6.9.4.1 и 6.9.4.2 (кривая 0) служат иллюстрацией существования крупномасштабных деформаций всего зернистого слоя, так как параметры процесса неоднородны по всему диаметру аппарата.
Если происходит усадка и трение материала о стенку меньше внутреннего трения, то материал скользит по стенке аппарата, в противоположном случае вдоль стенки аппарата материал остается неподвижным, а сдвиг происходит внутри слоя [16].
Для первого случая, как показывают расчеты, происходит изменение пористости (уменьшение) по радиусу к центру аппарата на расстояние 8-25 диаметров частиц, а от поверхности засыпки в глубь слоя — на расстояние 80-150 диаметров частиц.
568
Новый справочник химика и технолога
При сдвиге материала по слою изменения пористости по радиусу аппарата может усиливаться вследствие дилатансии сыпучих сред [25] (см. также 2.7.1). Эффект дилатансии проявляется в изменении объема сыпучего материала при сдвиге.
Дополнительную деформацию зернистого слоя может вызывать также прогиб поддерживающей его решетки. Однако расчеты показывают, что при прогибе решетки деформация слоя невелика [19].
Многочисленные примеры из практики свидетельствуют, что при небольших перемещениях нижележащих слоев материала под действием вышележащих может сформироваться крупномасштабный статический свод (см. 6.4.2 и [16]). К возникновению крупномасштабных сводов при усадке приводят способы загрузки, дающие рыхлую упаковку слоя.
Помимо крупномасштабной, в объеме зернистой среды может происходить и локальная усадка с образованием локальных сводов [16]. Возникновению мелкомасштабных сводов способствуют локальные неоднородности пористости, появляющиеся вследствие загрузки сыпучего материала.
Сводообразование приводит к возникновению неоднородностей в виде полостей с £ = 1. При этом система зернистый слой—сплошная среда становится неустойчивой [16].
И, наконец, еще одной причиной крупномасштабной неоднородности является тепловая деформация зернистого слоя. Подавляющая часть каталитических процессов в газовой фазе протекает при высоких температурах, однако формирование зернистого слоя в каталитическом реакторе всегда происходит при нормальных температурных условиях. В результате несоответствия теплового расширения катализатора и стенок аппарата могут возникнуть в слое новые области сдвиговых деформаций [16]. Возможны различные случаи деформации зернистого слоя. При аст = а (аст, а — коэффициенты линейного теплового расширения материала стенки аппарата и материала слоя) тепловые деформации в слое отсутствуют. При аст > а стенки реактора уходят от материала и в слое происходит подвижка частиц, приводящая к его рыхлению. Причем ближе к стенке это рыхление будет нарастать. При аст < а в слое возникают распорные усилия, которые могут привести к нарушению прочности зернистой среды и внезапной подвижке частиц, обеспечивающей сброс напряжений (наподобие землетрясения).
Неоднородности, связанные с деформациями зернистого слоя, являются основным источником радиальной неравномерности пористости и, как следствие, главным источником неоднородности гидродинамических, температурных полей, конверсии и степени превращения реагентов. Радиальная неоднородность пористости является неизбежным фактом, и ее надо уметь учитывать.
Для устранения некоторых видов неоднородностей разработаны специальные способы и устройства для загрузки зернистого материала в аппарат, предотвра
щающие образование локальных зон уплотнения (разрыхления) [16, 26]. Известны более 20 способов формирования неподвижного зернистого слоя, среди которых основные:
- загрузка материала через шланг, последовательно зафиксированный в нескольких точках над слоем;
- загрузка через шланг, непрерывно перемещающийся над слоем;
- загрузка в аппарат, предварительно разделенный вертикальными перегородками по всей высоте слоя (после загрузки перегородки либо остаются, либо с определенной скоростью извлекаются из слоя);
- перемешивание загружаемого слоя с помощью специальных устройств;
- загрузка на структурированную поверхность — матрицу, задающую расположение нижних слоев частиц в определенном порядке;
- загрузка с помощью устройств, распределяющих частицы по сечению аппарата с их дальнейшим падением в формируемый слой.
Перечисленные способы расположены в порядке уменьшения локальных неоднородностей в образовавшейся засыпке [26].
Кроме этих методов существует также загрузка с помощью вращающегося в реакторе бункера с одновременной вибрацией частиц; воздействие низкочастотной вибрации; осаждение слоя, переведенного в псевдоожиженное состояние; воздействие волны разрежения и др. Установлено, что при формировании неподвижного зернистого слоя образованию локальных неоднородностей способствуют следующие операции:
- образование холмов на поверхности засыпки;
- перераспределение частиц по поверхности слоя или выравнивание холмов;
- различные высоты падения струи частиц в слой.
Загрузочные устройства создают более плотные слои материала, имеющие стабильную во времени и сравнительно однородную структуру, препятствующую развитию деформаций, связанных с уплотнением слоя.
В аппаратах с малым соотношением — (например, 5
в трубчатых) возможно самопроизвольное формирование регулярной укладки частиц сферической формы с пористостью 0,35 при падении частиц на специальную матрицу с концентрическими лунками, однако при встряхивании или вибрации укладка становится неупорядоченной [27].
6.9.5. Движение газо-жидкостных потоков через слой насадки
(А.В. Маркова)
Движение газа и жидкости через слой насадки осуществляют противотоком или прямотоком. Противоточное движение фаз обычно организуют в процессах абсорбции, десорбции, ректификации, а прямоточное — при проведении химических реакций. Для расчета аппаратов необходимо знать основные гидродина
Вспомогательные, типовые и многофункциональные процессы и аппараты
569
мические режимы движения фаз, условия перехода из одного режима в другой, а также уметь определять: гидравлическое сопротивление (или коэффициент трения); долю газа или жидкости в свободном объеме насадки; долю смоченной или активной поверхности слоя или межфазную поверхность газ—жидкость.
В литературе при описании движения двухфазных потоков через слой неподвижной насадки используются следующие термины и критерии.
Эквивалентный диаметр насадки 5, определяется как эквивалентный диаметр каналов, по которым движется газ:
4s §э=-а
(6.9.5.1)
где е — доля свободного объема или пористость насадки, а — удельная поверхность насадки.
Номинальным размером насадки S для колец является наружный диаметр, для седел — условный размер (среднее арифметическое из трех основных размеров).
Эквивалентный диаметр одного насадочного тела равен диаметру шара с той же поверхностью S1? что и насадочное тело:
Диаметр эквивалентного шара — это диаметр шара, имеющего такой же объем, что и данное насадочное тело:
(6.9.5.3)
Фиктивная или приведенная скорость газа и’| — это скорость в полном сечении аппарата:
(6.9.5.4)
где Q\ — объемный расход газа. Здесь и в дальнейшем индекс «1» относится к газовой фазе, индекс «2» — к жидкой фазе.
Действительная скорость газа и-ю — это скорость в живом сечении насадки:
W w10=-k (6.9.5.5)
е
Приведенная толщина пленки жидкости:
8пр=
И”
(6.9.5.6)
где ц — динамическая вязкость, р — плотность.
Плотностью орошения (приведенной скоростью жидкости) (U = w2) называется объемный расход жидкости через единицу площади сечения аппарата:
Sa
(6.9.5.7)
Линейная массовая плотность орошения'.
Г Ж (6.9.5.8)
Л
Линейная плотность орошения'.
Г = -^-. (6.9.5.9)
Удельный массовый расход фазы (расходонапря-женность):
? = f-. (6.9.5.10)
Критерий Рейнольдса для жидкости в аппаратах с насадкой рассчитывается по эквивалентной толщине пленки (5пл = 45, где 5 — толщина пленки) и выражается через плотность орошения:
Re2=^2.. (6.9.5.11)
<Ш2
Некоторые исследователи вычисляют критерий Рейнольдса для жидкости, принимая в качестве определяющего размера толщину пленки s:
Re2s = ^ = JL. (6.9.5.12) ац2 Щ12
Критерий Рейнольдса для газа в аппаратах с насадкой рассчитывается по эквивалентному диаметру насадки и действительной скорости газа:
(6.9.5.13)
Pi ар,
В некоторых аппроксимационных соотношениях в качестве определяющего размера в выражении для критерия Рейнольдса принимается либо номинальный размер насадки S, либо эквивалентный диаметр одного насадочного тела , либо диаметр эквивалентного шара 5jz (обозначается соответственно Re5, Re s, Re и).
Условный критерий Рейнольдса для газа рассчитывается по номинальному размеру насадки и вязкости жидкости:
R (6.9.5.14)
Иг
570
Новый справочник химика и технолога
Критерий Фруда для жидкости:
Fr2= —. (6.9.5.15)
g
Критерий Фруда для газа (по номинальному размеру насадки):
w2
Fr^-L. (6.9.5.16)
Критерий Галилея для жидкости рассчитывается через приведенную толщину пленки жидкости:
Ga2=—= (6.9.5.17)
(л8пр) а^2
либо по номинальному размеру насадочного тела:
GaM=^. (6.9.5.18)
Hi
При расчете аппаратов с насадкой используются аппроксимационные соотношения, полученные опытным путем. Использование таких формул ограничено диапазоном их применимости, а результаты, полученные разными исследователями, могут несколько расходиться. Ниже приводятся наиболее используемые аппроксимации.
При противоточном движении фаз через слой насадки (жидкость движется сверху вниз) определяют несколько характерных режимов движения потоков в зависимости от скорости газа. Области существования этих режимов зависят не только от скорости газа, но и от плотности орошения жидкостью, свойств жидкости и газа (плотности и вязкости), типа и размера насадки [4, 46-48].
На рис. 6.9.5.1 схематично показана зависимость гидравлического сопротивления насадки от фиктивной скорости газа для различных гидродинамических режимов.
Первый режим — пленочный (линия ОА на рис. 6.9.5.1) — наблюдается при малых скоростях газа и небольших плотностях орошения. В этом режиме взаимодействие фаз незначительно, газовый поток не влияет на скорость течения жидкой пленки по насадке и, следовательно, на количество жидкости, удерживаемой на насадке лишь силами поверхностного натяжения. Пленочный режим заканчивается в первой переходной точке А, называемой точкой подвисания.
Второй режим — режим подвисания (линия АВ). В этом режиме повышение скорости газа приводит к заметному увеличению сил трения между фазами и торможению жидкости газовым потоком. Вследствие этого скорость течения жидкости уменьшается, а толщина ее пленки и количество удерживаемой в насадке жидкости
Рис. 6.9.5.1. Зависимость гидравлического сопротивления насадки от фиктивной скорости газа при различных гидродинамических режимах:
1 — сухая насадка; 2 — орошаемая насадка; А — точка подвисания; В — точка инверсии фаз; С — точка «захлебывания»
увеличиваются. Спокойное течение жидкости нарушается, появляются завихрения, брызги, увеличивается смоченная поверхность насадки и соответственно интенсивность тепло- и массообмена. Этот режим заканчивается в точке В, называемой точкой инверсии фаз. В этой точке накопление жидкости в свободном объеме насадки достигает такого значения, при котором наступает обращение или инверсия фаз (жидкость становится сплошной фазой, а газ — дисперсной).
Третий режим — режим эмульгирования (линия ВС). В этом режиме газо-жидкостная система по внешнему виду напоминает барботажный слой (пену) или газо-жидкостную эмульсию. Режим эмульгирования соответствует максимальной интенсивности аппарата вследствие увеличения поверхности контакта фаз, которая определяется в основном поверхностью газовых пузырей и интенсивной турбулизацией потоков. Однако этот режим сопровождается резким увеличением гидравлического сопротивления аппарата. Кроме того, режим эмульгирования трудно поддерживать без специальных устройств, поскольку узок интервал изменения скоростей газа, при котором насадочный аппарат работает в этом режиме. Режим эмульгирования заканчивается в точке С, называемой точкой «захлебывания».
Четвертый режим — режим уноса или обращенного движения жидкости, выносимой из аппарата газовым потоком — вторичная инверсия фаз (линия выше точки С). Этот режим на практике не используется.
Противоточное движение газовой и жидкой фаз через неподвижную насадку обычно осуществляют при абсорбции, десорбции, ректификации, экстракции.
Для определения скоростей подвисания и «захлебывания» существуют различные зависимости в форме уравнений и графиков, обобщающие многочисленные экспериментальные данные [2,46, 47].
Вспомогательные, типовые и многофункциональные процессы и аппараты
571
Предельная фиктивная скорость газа (пара) wlnp при подписании и захлебывании рассчитывается по уравнению
( 2
VP1 t ££3Рг
)0,1б\
/--х 1/4 z х 1/8
= А-В &] Ь-
V Qi) \Р2 J
(6.9.5.19)
где = 10 3Па • с — вязкость воды при 20 °C.
Значения коэффициентов А и В для различных насадок приведены в табл. 6.9.5.1.
Таблица 6.9.5.1
Значения коэффициентов А и В в формуле (6.9.5.19)
Насадка А В
Подвисание
Плоскопараллельная 0 1,75
Пакетная 0,062 1,55
Кольца навалом -0,073 1,75
Кольца Палля 50 мм -0,49 1,04
Седла 25 мм -0,33 1,04
Седла 50 мм -0,58 1,04
«Захлебывание»
Пакетная (h — высота пакета) Z , хО.ЗЗ 0,176 — 1,0,05 ) 1,55
Кольца навалом 0,022 1,75
Седла 0,026 1,75
Скорости «захлебывания» и подвисания можно также определить по графической зависимости Эдулджи, представленной на рис. 6.9.5.2 [4, 48]. Коэффициенты X и Y определяются выражениями:
x = = (6.9.5.20)
01 Q1 р2
(Х2 z х 0,85
Pj
pJ Ipb J
(6.9.5.21)
где ри, рв — плотности воды и воздуха. Значения коэффициента С приведены в табл. 6.9.5.2.
По рис. 6.9.5.2 можно также определить рабочую
скорость газа. Задавшись величиной —— (гидравличе-Н
ским сопротивлением 1 м орошаемой насадки) и зная X, по рис. 6.9.5.2 находят Y и затем скорость. Рекоменда-д
ции по выбору — приведены в табл. 6.9.5.3 [47].
Н
Рис. 6.9.5.2. Графическая зависимость Эдулджи для определения скорости газа и сопротивления орошаемой насадки (пунктирные линии соответствуют постоянству гидравлического сопротивления одного метра орошаемой насадки, Па/м): 7 — 100; 2 — 200; 3 — 300; 4 — 600;
5 — 900; 6 — 1200; 7—1800
Таблица 6.9.5.2
Значения коэффициента С в формуле (6.9.5.21)
Насадка Пределы 5, мм С
Кольца Рашига навалом 9,5-51 1
Металлические кольца Рашига навалом 25-51 0,61
Кольца Рашига укладкой 15-38 0,254
Металлические кольца Палля навалом 25-38 0,261
Седла «Инталокс» 13-38 0,37
Седла Берля 13 0,447
Розетки Теллера 25 0,418
Проволочные спирали 13 0,447
Спиральные кольца укладкой 76 1,33
Кусковая насадка 15-35 2,75
Таблица 6.9.5.3
Рекомендуемые сопротивления насадочных колонн
Процесс АР г. , —, Па/м Н
Ректификация при атмосферном 600-800
или повышенном давлении
Абсорбция 200-400
Ректификация под вакуумом 80-400
572
Новый справочник химика и технолога
Гидравлическое сопротивление насадки можно определить одним из следующих способов.
Потери давления на 1 м высоты сухой насадки определяются выражением
Ф =х ^loPi , ^12Р]Д dx с Чс 25э Чс 883 ’
где — эффективный коэффициент сопротивления, учитывающий суммарные потери давления на трение и местные сопротивления насадки.
Величина коэффициента зависит от режима движения газа и является функцией критерия Рейнольдса для газа Rei. Для беспорядочных насадок, в которых пустоты распределены равномерно по всем направлениям (шары, седла), применяют уравнение Эргуна (2.2.13.20):
£с =-----+ 2,34. (6.9.5.23)
Для кольцевых насадок навалом при ламинарном движении (Rei < 40)
140
Q= — , (6.9.5.24)
Re,
при турбулентном движении (Rei > 40)
Чс Re®’2
(6.9.5.25)
Для регулярных насадок величина £,с уменьшается с повышением Reb но, начиная с определенного значения Re ю, принимает постоянное значение С,А. При дальнейшем повышении Re] снова наступает режим, в котором Сс понижается. Режим = const называется автомодельным и соответствует наиболее важному для практики интервалу скоростей газа (0,5-2 м/с).
Для автомодельного режима (Rei > Rei0) [4]
^ = ^ = 0,053 + 414-—+*). (6.9.5.26)
I v е 8 )
при Ret < Reio
(6.9.5.27)
Г
Здесь Re10 =3000-30—, I — высота элемента на-5э
садки. Значения коэффициентов а и b приведены в табл. 6.9.5.4.
Сопротивление орошаемой насадки возрастает в связи с уменьшением свободного объема насадки при орошении, волнообразованием на поверхности текущей пленки жидкости и, возможно, другими причинами.
Таблица 6.9.5.4
Значения коэффициентов ан в в формуле (6.9.5.26)
(6.9.5.22)
Насадка а в
Кольца Рашига укладкой (размером 25-100 мм) 4,2 3,9
Хордовая (значения ориентировочные) 0,52 -0,67
Для определения гидравлического сопротивления орошаемой насадки можно использовать графическую зависимость Эдулджи (рис. 6.9.5.2), предварительно определив значения комплексов X и К Для пленочных режимов можно также использовать выражения, требующие предварительного определения гидравлического сопротивления сухой насадки. Для ряда насадок навалом (колец Рашига размером 30-50 мм, седел Берля размером 35 мм, седел «Инталокс» размером 25-35 мм) на рис. 6.9.5.3 представлена графическая зависимость Ар
—от коэффициента К [4, 48], определяемого равен-Фс
ством
К = 0,12Fr2Re2°’8(1 + 7,5 10’5Re,). (6.9.5.28)
ТТ Фор л
Для вычисления —- часто применяют более про-Фс
стые выражения, учитывающие влияние только плотности орошения U [4]:
Фор _ | Ф
(6.9.5.29)
Значения коэффициента dприведены в табл. 6.9.5.5.
Рис. 6.9.5.3. Графическая зависимость ——
от коэффициента К
Вспомогательные, типовые и многофункциональные процессы и аппараты
573
Таблица 6.9.5.5
Значения коэффициента d в формуле (6.9.5.29)
Насадка Номинальный размер, мм d
Кольца Рашига укладкой 50 173
80 144
100 119
Кольца Рашига навалом 25 184
50 169
Кольца Палля 50 126
Седла «Инталокс» 25 33
50 28
Седла Берля 25 30
Объемная доля жидкости, удерживаемой насадкой (Р), складывается из внешней и внутренней. Внутренняя доля имеет место при наличии пористой насадки. Внешняя доля состоит из неподвижной (статической) части рст и подвижной (динамической) Рд:
Р = Рст+Рд- (6.9.5.30)
Статическая составляющая рст представляет собой количество жидкости, задерживаемое на насадке капиллярными силами и остающееся после слива основного количества жидкости из аппарата. Величина рст зависит от формы, размера и материала насадочных тел, а также от физических свойств жидкости; величина Рд определяется гидродинамическими условиями.
Для определения статической доли жидкости предложена формула [4]
. m п
рст =687-4^, (6.9.5.31)
Рг
где о — поверхностное натяжение, мН/м; Ь, р, т, п — постоянные, значения которых приведены в табл. 6.9.5.6.
Таблица 6.9.5.6
Значение постоянных />, р, /п, п в формуле (6.9.5.31)
Насадка Ь- 105 Р т п
Кольца фарфоровые 5 1,21 0,02 0,99
Кольца угольные 448 1,21 0,02 0,23
Седла Берля 7 1,56 0,04 0,55
Динамическую долю жидкости в пленочном режиме можно рассчитать по формулам [4]:
для насадочных тел различной формы
Рд = 41,8Re2gGa50,5, (6.9.5.32)
для колец размером 15 и 25 мм
Рд = JRe°’64Ga’m, (6.9.5.33)
для колец и седел размером до 25 мм
Рд = 0,38Re°’56Gain , (6.9.5.34)
для колец 50 мм укладкой
рд =0,00263 Re0;5. (6.9.5.35)
Для формул (6.9.5.33-6.9.5.35) Re2 = ; Ga = .
ац2 а ц2
Значения коэффициентов А и т приведены в табл. 6.9.5.7.
Таблица 6.9.5.7
Значения коэффициентов Л, т в формуле (6.9.5.33)
Насадка А т
Кольца навалом 0,747 0,42
Кольца укладкой 0,226 0,35
Суммарное значение Р можно определить по формулам [4]:
для колец навалом
Р = 4,83 10--^-Года, (6.9.5.36)
6;
для колец укладкой
р = 16,3 • . (6.9.5.37)
В пленочном режиме (ниже точки подвисания) доля жидкой фазы в слое Р возрастает с увеличением плотности орошения и не зависит от скорости газа. В режиме подвисания увеличение скорости газа приводит к возрастанию р.
В режиме подвисания величину р для колец диаметром 16-35 мм (навалом и укладкой) и кусковой насадки тех же размеров можно определить, воспользовавшись графиком на рис. 6.9.5.4 [4]. Определив по графику от-ношение — (&’ — свободный объем орошаемой насад-е
ки, и £?2 — объемные расходы газа и жидкости), на-R fl И
ХОДИМ Р = 8 1---.
k s J
574
Новый справочник химика и технолога
При работе насадочных аппаратов в пленочном режиме (ниже точки подвисания) обычно не вся поверхность насадки смочена жидкостью. Кроме того, часть поверхности, покрытая неподвижной пленкой жидкости, неактивна для массообмена. Неподвижные застойные зоны жидкости образуются, например, в точках контакта между элементами насадки. При работе аппарата в режимах выше точки подвисания активная поверхность контакта фаз может превышать геометрическую поверхность насадки за счет образования волн на поверхности жидкой пленки, наличия капель жидкости в свободном объеме насадки. Доли смоченной и активной поверхностей насадки \|/ и \ра называются соответственно коэффициентами смоченности (смачивания) и активности. Методы экспериментального определения коэффициентов и уа приведены в [4].
При увеличении плотности орошения U до некоторого предельного значения С7эф (минимальной эффективной плотности орошения) коэффициенты и \ра существенно возрастают и при дальнейшем увеличении U остаются постоянными или возрастают незначительно. Предельное значение С7Эф определяется равенством
^=«Гэф, (6.9.5.38)
где Гэф — эффективная линейная плотность орошения. Для колец размером более 75 мм и хордовых насадок с шагом более 50 мм рекомендуют Гэф = 3,3 • 10 5 м2/с, для остальных насадок — Гэф = 2,2 • 10~* м2/с [4].
Для регулярных насадок при U > Сэф обычно достигается полное смачивание насадки, и активная поверхность становится равной геометрической (\у = \уа= 1). Для неупорядоченных насадок при U > достигается некоторая постоянная степень смачивания, возрастающая лишь при переходе к режиму подвисания.
Коэффициент активности насадки \ра для неупорядоченных и регулярных насадок определяется равенством (при числе точек подачи орошения 560 на 1 м2) [4]:
где к п с — постоянные, зависящие от типа и размера насадки (см. табл. 6.9.5.8).
Таблица 6.9.5.8
Значения коэффициентов кис в формуле (6.9.5.39)
Насадка Номинальный размер, мм к-106 с - 103
Кольца Рашига 50 5,39 8,6
укладкой 80 2,42 11,3
100 2,17 14,6
Кольца Рашига 25 10,2 8,6
навалом 50 6,67 12
Кольца Палля 50 5,83 11,6
При абсорбции плохо растворимых газов на насадках размером 12,5 и 25 мм навалом [4]
\ya= Aq2 455 сГ9 ,
(6.9.5.40)
где q = Ы5~\ а — поверхностное натяжение, мН/м; А, Ь, z — коэффициенты, значения которых приведены в табл. 6.9.5.9.
Таблица 6.9.5.9
Значения коэффициентов в уравнении (6.9.5.40)
Насадка А b Z
Кольца 2,26 0,83 0,48
Седла 0,767 0,495 0,98
Некоторые исследователи считают, что активная поверхность определяется не только гидродинамическими факторами, но и видом протекающего в аппарате массообменного процесса [4].
Смачивание насадки зависит от способа подачи орошения. Струйчатые оросители характеризуются числом точек подачи орошения п, приходящимся на 1 м2 площади сечения аппарата. С возрастанием п увеличивается смоченная и активная поверхности, достигая максимума при бесконечно большом п.
Коэффициент смоченности насадки можно определить по следующим уравнениям.
Для насадок навалом (при п > 114) [4]
у = ЗО,6-^/3Зч’2<Г”, (6.9.5.41)
где т = 1,338~°’5, о выражено в мН/м, а номинальный
размер насадки 8 дан в см. При «<114 уравнение ре-
U
а(£ + с£7) ’
(6.9.5.39)
комендуется умножить на
1114 J
Вспомогательные, типовые и многофункциональные процессы и аппараты
575
Для регулярных насадок (кольца размером 50 и 80 мм) при орошении водой (q2 = 0,47 + 12,2 кг/(м2 • с) и п > 35,7) [4]
f ( , x2\-,0S'l
ехр^-4,332 — М-
/ к О )
(6.9.5.42)
(нь Y9,645
где г = 0,894 ---- ; Н— высота насадки, м; I —
\ I 8 J
высота элемента насадки, м. Для п < 37,5 уравнение
Z \3,3326 I П I рекомендуется умножить на I I
Прямоточное движение фаз встречается при проведении каталитических процессов и осуществляется нисходящим или восходящим потоком газа и жидкости [49]. В массообменных процессах прямоточное движение фаз встречается редко, что связано с уменьшением движущей силы массопередачи.
При нисходящем прямотоке газа и жидкости через неподвижный слой зернистого материала выделяют два основных гидродинамических режима взаимодействия фаз: режим раздельного их течения (режим слабого взаимодействия или режим орошения) и режим совместного движения (режим сильного взаимодействия).
В режиме слабого взаимодействия движение жидкости осуществляется в виде струй, равномерно или частично смачивающих зерна катализатора или насадки, а газа — посредством пузырей или газовых струй в пространстве между зернами. Гидродинамическое взаимодействие между фазами практически не осуществляется.
Режим сильного взаимодействия, в котором происходит взаимодействие фаз, подразделяется на несколько промежуточных. В качестве сплошной фазы может выступать как жидкость (пузырьковый, дисперсный режим), так и газ (капельный). В сплошной фазе распределены включения дисперсной — пузыри и капли соответственно. Поршневой режим относится к сильному взаимодействию и представляет собой движение чередующихся газофазных и жидкофазных поршней с включениями дисперсной фазы. Существуют также режимы, переходные между основными.
Одна из обобщенных диаграмм гидродинамических режимов представлена на рис. 6.9.4.5 [49]. Здесь
Г 211/3
, P1P2 И 2 ( Р1
Л, = -, у = —— , индексы: в — воз-
Р.Рв ° Pw \Pw )
дух, w — вода.
В [49] представлен обзор зависимостей, описывающих границу перехода от режима слабого взаимодействия к режиму сильного взаимодействия, например:
1) экспериментальные данные для сфер, седел и колец 8 = 6мм, =0,8-н43,7 кг/(м2 с), ф = 0,54-3 кг/(м2 • с):
lgffi+<72
8
5 Qi
(6.9.5.43)
2) экспериментальные данные для сфер 8 = 3 мм, колец 8 = 6 мм:
„ Z 4 Л-0,265
* / *
W-> 3 Wi
__= 45 -10~3|
£д/8^ \ >
(6.9.5.44)
3) из теоретических рассуждений с использованием уравнения Бернулли получено:
Лл|/<?2
10* 3 6101 3 6 10" 3 610' 3
Рис. 6.9.5.5. Обобщенная диаграмма гидродинамических режимов двухфазного течения через зернистый слой при нисходящем прямотоке фаз.
Заштрихованная область — переходная между режимами сильного и слабого взаимодействия: А — режим раздельного движения фаз (орошения); Б — дисперсный и пузырьковый режимы;
В — поршневой и пенный режимы; Г — капельный режим
_* * I 2 I 4о 8jz
<71 =8Р1а — —-p2g—
уР1(6и 2
где
а=4,/Гр-(1-₽), 3 =
1,75 +
200 ] w2 R-e2K J
(6.9.5.45)
-11/4 1-8
Здесь «*» означает значение параметра, при котором происходит переход в режим сильного взаимодействия фаз.
При восходящем прямотоке газа и жидкости через неподвижный зернистый слой выделяют, как и при нисходящем, режим сплошной жидкости и режим сплошного газа, а также переходный, включающий элементы обоих видов движения. Граница перехода от режима сплошной жидкости к режиму сплошного газа рассчитывается по соотношению:
1g
, Z х0,16~] z_ х0’25/ х 0,125
сх =1,765 ^ Н
ge р2
(6.9.5.46)
576
Новый справочник химика и технолога
Здесь Ci — эмпирическая константа: для верхней границы режима сплошной жидкости Cj = 0,0884, а для нижней границы режима сплошного газа Ci = -0,1722.
Существует более подробная классификация гидродинамических режимов: пузырьковый, снарядный, поршневой, дисперсно-пленочный и капельный [49].
Пузырьковый режим характеризуется движением газа в виде изолированных друг от друга пузырей, движение пузыря осуществляется в масштабе от одного зерна до нескольких зерен. Теоретический и экспериментальный анализ показывает, что пузырьковая структура может существовать до газосодержания 0,3-0,4.
Снарядный режим реализуется при больших скоростях газа, характеризуется движением относительно устойчивых больших пузырей газа, длина которых значительно больше их ширины и составляет несколько размеров элемента насадки.
Поршневой режим сопровождается образованием поршней и жидких перемычек, размеры которых совпадают с диаметром колонны, и подобен поршневому режиму при нисходящем прямотоке.
Дисперсно-пленочный режим относится к режимам раздельного движения фаз и характеризуется ситуацией, когда жидкость в виде пленки движется по поверхности частиц, а газ по системе каналов в пространстве между зернами.
Увеличение расхода газа приводит к разрушению пленочной структуры и переходу в капельный режим течения.
На рис. 6.9.5.6 приведена диаграмма гидродинамических режимов в насадочном слое зерен при восходящем прямотоке, собранная из работ, имеющих согла-* w сующиеся результаты [49], в координатах <р =-!,
Wj + w2
Fr^(Wl+W2)2 t
g8K£2
Под гидравлическим сопротивлением при прямотоке понимают сопротивление движению газожидкостного потока через слой насадки или катализатора.
В [49] показано, что гидравлическое сопротивление
Ф12
газо-жидкостного потока через слои зернистой dx
насадки может быть выражено через перепады давле-
ний однофазных потоков. Последние могут быть dx
найдены по формуле Эргуна:
dx
150 + 1,75-₽^
(l-e)pj в8г2
z = l, 2.
(6.9.5.47)
В случае нисходящего прямотока рекомендуется эмпирическая формула для всех гидродинамических режимов:
O = l,3 + 2.8x°s. (6.9.5.48)
Для восходящего прямотока имеется ограниченное количество работ, однако рекомендуется формула [49]:
Ф = 1,25 + 2,8%“0,75. (6.9.5.49)
Формула (6.9.5.49) хорошо описывает экспериментальные данные при больших скоростях фаз в снарядном и поршневом режимах и плохо — в пузырьковом режиме.
Для формул (6.9.5.48) и (6.9.5.49) Ф = ;
\dp2
Х= Ж;0,1<%<20.
\dp.
Статическую долю жидкости в зернистом слое катализатора можно рассчитать по соотношениям:
при 0,25 < Еое < 30
20 + 0,9Еое ’
(6.9.5.50)
Рис. 6.9.5.6. Гидродинамические режимы при восходящем прямотоке. Линии соответствуют границам между режимами
для метанола, керосина и воды
°’П
’ст 1 + Еое’
(6.9.5.51)
~ ГА P2§$v Г? Г7 е
где критерии Этвеша Ео = — $.. > Eos = Ео--- .
При нисходящем прямотоке для определения динамической доли жидкой фазы рекомендуется пользоваться соотношением [49]:
/ ™ \0,65
Рд =3,86Re02 545Ga~0-42p-^
при 3 < Re2 < 470,
(6.9.5.52)
Вспомогательные, типовые и многофункциональные процессы и аппараты
577
„ bvP2(gp2 + dpnldx) dpl2 _
ц2 dx
(см. формулу (6.9.5.48).
При восходящем прямотоке рассчитывают долю газовой, а не жидкой фазы в газо-жидкостном потоке. Для расчета доли газовой фазы рекомендуются эмпирические зависимости [49]:
2) при 1,2 • 10 3<We2< 0,27; 0,75 < Re2s < 500;
2,5 • 10 9 < Fr2 < 2,5 • 10“2; 0,3 < стс / ст < 2
<|/ = 1 - ехр
/ х-0,75
l,45Re2g Fr2-0’05We2’2|—
(6.9.5.59)
3) при 13,4 < Re2 < 339,4 для колец Рашига
а) непенообразующие жидкости
0,34,4
Ф =------------>
1 + 0,34,4
(6.9.5.53)
(6.9.5.60)
б) пенообразующие жидкости
для седел Берля
0,92 Л
(р =---------
1+0,92,4
(6.9.5.54)
/_ А0’2
= 0,35 НМ
(6.9.5.61)
где А = Eo-^Re^Re/’^Fn0’36.
Для расчета межфазной поверхности газ—жидкость Si2 при прямотоке для всех насадок, кроме колец Палля, рекомендуются формулы [49], проверенные экспериментально как для восходящего, так и для нисходящего прямотока:
^ = о4^Гпри^>1, а \ dx а) dx а
/ , х 0,875 ,
*512 л 1 «I dpn s । ару} s ,
—— = 0,15 — при-0^— <1.
а [ dx a) dx а
Для колец Палля:
, х 0,875
^- = 0,72|^12--| а [ dx а)
(6.9.5.55)
(6.9.5.56)
(6.9.5.57)
Доля смоченной поверхности зернистого слоя у является одним из параметров, характеризующих эффективность использования катализатора или насадки. Обзор формул, полученных для расчета доли внешней смоченной поверхности при незначительном тепловыделении или его отсутствии, в условиях химической реакции или без нее, приведен в [49]. Здесь даются некоторые из них:
1) при 2,1 • 10 6 < We2 < 1,24 О-2; 0,5 < Re2s < 85; 7,7 • 10 7 < Fr2 < 4,7 • 10 3; 0,3 < стс/ ст < 1,05
z х-0,182
<|/ = 1,045 Re2s°41 We2133 — , (6.9.5.58)
lCTc J
где ac — критическое поверхностное натяжение, кри-—2
терий Вебера We, = ;
стр2а
4) р2 = 780+1620 кг/м3; U= (0,59+19) 10^ м3/(м2 • с); ст = (22+73) • 103 Н/м; 7Х 25 °C
V = 0,76(We2Fr2)°’15(l - 0,93cos0)~ V’6Re2/’2,
(6.9.5.62)
где 9 — угол смачивания.
При протекании газа и жидкости через слой насадки гидродинамические режимы течения взаимодействующих фаз можно создавать искусственно: затоплением насадки жидкостью или псевдоожижением слоя насадки восходящим потоком газа.
В первом случае аппарат работает в режиме барботажа: жидкость является сплошной фазой, а газ — дисперсной. Насадка препятствует продольному перемешиванию жидкости. Уровень жидкости в аппарате поддерживается с помощью специального затвора — утки (рис. 6.9.5.7). Аппараты такого типа используются как абсорберы, экстракторы, реакторы [4, 46].
Рис. 6.9.S.7. Насадочный абсорбер со сплошным барботажным слоем: 1,2 — вход и выход газа; 3,4 — вход и выход жидкости; 5 — колонна; 6 — насадка;
7 —утка
В аппаратах с подвижной насадкой используются легкие или полые насадочные тела из полиэтилена, полипропилена и др. пластических масс в форме шаров
578
Новый справочник химика и технолога
или колец [4] (рис. 6.9.5.8). Положение слоя шаров фиксируется нижней (опорной) и верхней (ограничивающей) решетками. Такие аппараты могут работать при больших скоростях газа, однако их недостатком являются большое гидравлическое сопротивление и брызгоунос. Они используются в качестве абсорберов.
подвижном зернистом слое Др описывается известным двучленным уравнением Эргуна (2.2.13.20). Начальный участок кривой QB соответствует режиму фильтрации, а зависимость Др от скорости сплошной среды определяется критерием Рейнольдса. Например, на рис. 6.9.6.1 участок 0А соответствует ламинарному режиму фильтрации, а АВ — переходному и турбулентному режимам фильтрации.
Рис. 6.9.5.8. Абсорбер с псевдоожиженным слоем насадки:
1 — корпус колонны; 2 — решетка; 3 — шаровая насадка; 4 — распределитель жидкости; 5,7 — вход и выход газа;
6, 8 — выход и вход жидкости
Рис.6.9.6.1. Зависимость гидравлического сопротивления зернистого слоя от фиктивной скорости сплошной среды и гидродинамические режимы работы аппаратов с зернистым слоем:
0А — ламинарная фильтрация через неподвижный зернистый слой; АВ — турбулентный режим фильтрации через неподвижный зернистый слой;
ВС — взвешенный слой дисперсных частиц;
CD — унос частиц из аппарата (условно); СЕ — режим пневмотранспорта (условно)
6.9.6. Режимы работы аппаратов с взвешенным зернистым слоем
(А.В. Маркова, Г.М. Островский)
Взаимодействие сплошной среды с зернистым слоем осуществляется в контактных аппаратах с принудительным движением сплошной среды через зернистый материал. Разность статических давлений в потоке под и над слоем дисперсного материала определяет энергию, переданную зернистому слою. На рис. 6.9.6.1 представлена экспериментальная зависимость гидравлического сопротивления слоя частиц от фиктивной скорости легкой фазы (скорости, отнесенной к полному поперечному сечению слоя) [28-32]. При этом газ или жидкость подается под слой частиц, свободно лежащих на проницаемой распределительной решетке. Кривая, показанная на рис. 6.9.6.1, идеализирована, однако она отражает качественную картину гидродинамических процессов, происходящих при течении сплошной среды через любой зернистый материал.
Зависимость Др(и’) имеет несколько характерных точек излома. Область невысоких скоростей — линия 05 — соответствует фильтрации сплошной среды через неподвижный зернистый слой. Перепад давления в не-
Если не имеется препятствий расширению слоя (зернистый материал свободно покоится на газопроницаемой подложке, а сплошная фаза подается снизу), то при определенной скорости движения среды, называемой критической и'кр (точка В), когда силовое воздействие сплошной среды превысит вес частицы, последние приобретают подвижность и начинают перемещаться относительно друг друга, образуя взвешенный слой (участок ВС, рис. 6.9.6.1). Частицы твердой фазы во взвешенном слое хаотически движутся, вращаясь и соударяясь. Общий объем слоя увеличивается, увеличивается его пористость. Взвешенный слой твердых частиц называется также псевдоожиженным или кипящим, поскольку он, подобно жидкости, обладает текучестью. В момент начала псевдоожижения — в точке В — наблюдается пик перепада давления, что связано, в основном, с преодолением сил трения слоя частиц о стенку аппарата и в меньшей степени — сцеплением частиц друг с другом, перераспределением энергии газовых струй из отверстий решетки. Всплеск перепада давления для неуплотненных материалов в среднем составляет 5-10 % от Др. При уменьшении скорости сплошной среды и обратном переходе слоя в неподвижное состояние пик перепада давления отсутствует (пунктир
Вспомогательные, типовые и многофункциональные процессы и аппараты
579
на рис. 6.9.6.1). При уплотнении материала это значение сильно возрастает, а для порошков может превышать кр на порядок и более (например, при образовании пробок в условиях пневмотранспорта [33]).
В состоянии псевдоожижения при увеличении фиктивной скорости (или расхода) сплошной среды слой расширяется, при этом локальная скорость среды в промежутках между частицами остается почти постоянной и перепад давления не зависит от фиктивной скорости — линия ВС, рис. 6.9.6.1. Перепад давления на границах слоя определяется его весом (см. пример 3.3.4.1):
АР = (РсБ0 + Рт (1 ~ Б0 )) gH0 = (PcS + Рт (1 " Б)) gH’
(6.9.6.1)
где рт, рс — плотность твердого материала и ожижающего агента, кг/м3; е0, е — пористость слоя в неподвижном состоянии и при псевдоожижении; Но, Н — высота слоя в неподвижном состоянии и при псевдоожижении.
В тех случаях, когда перепад давления определяется без учета гидростатического давления среды (например, при измерении его U-образным манометром), из перепада давления, определенного по (6.9.6.1), необходимо вычесть величину peg//, т. е.
А/ = (рт - Рс)(1 -е0)g//0 = (рт “ Рс)(1 -e)g//-
В аппаратах с псевдоожиженным слоем можно выделить три зоны с различной структурой: прирешеточ-ную зону, основной кипящий слой и надслоевое пространство (рис. 6.9.6.2) [28-32].
Рис. 6.9.6.2. Аппарат с псевдоожиженным слоем:
I — газораспределительная решетка; 2 — прирешеточная зона;
3 — основной кипящий слой; 4 — надслоевое пространство;
5 — вход газа; 6 — выход газа
(6.9.6.2)
При дальнейшем увеличении скорости сплошной среды слой продолжает расширяться, концентрация частиц падает настолько, что каждую частицу можно рассматривать как одиночную. По достижении значения скорости потока, соответствующего скорости витания одиночной частицы, материал уносится из аппарата. На рис. 6.9.6.1 эта ситуация условно иллюстрируется линией CD. Точка С соответствует началу уноса материала, скорость и’у называется скоростью уноса. Таким образом, взвешенный слой твердых частиц существует в определенном диапазоне скоростей потока от Wkp до wy, а участок ВС — область работы аппаратов со взвешенным слоем. В интервале скоростей потока, не превышающих vvKp, работают аппараты с неподвижным зернистым слоем.
Если в аппарат с псевдоожиженным слоем непрерывно подавать зернистый материал, то высота псевдоожиженного слоя будет расти до верхнего среза аппарата, а лишний материал выгружаться. В этом случае реализуется процесс пневмотранспорта, который отличается от псевдоожижения тем, что средняя скорость частиц материала отлична от нуля. Таким образом, явление уноса является частным случаем пневмотранспорта.
В прирешеточной зоне происходит формирование и развитие струй газа, истекающих из отверстий газораспределительной решетки. Газораспределительная решетка служит для равномерной подачи легкой фазы в аппарат, препятствует провалу частиц в газоподводящий коллектор или камеру и образованию застойных зон материала на ее поверхности. Для равномерного распределения газа по сечению аппарата необходимо, чтобы решетка, обладая достаточным гидравлическим сопротивлением, обеспечивала одинаковый расход через все отверстия. Следовательно, необходимо, чтобы падение давления на распределителе было значительно больше сопротивления входа. Сопротивление решетки рекомендуется выбирать из следующих соображений [32]: Арреш.шах = max (0,1 Арсл, 350 мм вод. ст., 100Дрвх), где крпх — перепад давления за счет расширения при входе в аппарат.
Основными типами промышленных газораспреде-лителей являются пористые, дырчатые и колпачковые (рис. 6.9.6.3) [28-32]. Пористые газораспределители представляют собою пористую плиту. Гидравлическое сопротивление пористых газораспределителей довольно велико и имеет линейную зависимость от скорости газа. При использовании пористых распределителей слой более однороден, а образующиеся газовые пузыри имеют меньшие размеры. Провал твердых частиц через
580
Новый справочник химика и технолога
пористый газораспределитель невозможен. Однако при использовании пористых газораспределителей требуется очистка газа (например, от капельной влаги либо масла).
а б в
Рис. 6.9.6.3. Основные типы газораспределителей: а) пористые; б) дырчатые; в) колпачковые
Наиболее простую конструкцию и широкое распространение имеет дырчатый газораспределитель — перфорированная решетка. Для исключения провала частиц перфорированные решетки закрываются сверху металлической сеткой. Еще один типичный промышленный газораспределитель — колпачковый — представляет собою решетку с колпачками различных конструкций. Газораспределители других конструкций рассмотрены в [34].
Гидравлическое сопротивление сухой газораспределительной решетки:
w
= (6.9.6.3)
где н’01В — скорость газа в отверстиях решетки, С, — коэффициент гидравлического сопротивления решетки.
Коэффициент сопротивления зависит от скорости газа [32]. Ориентировочно можно принять для колпачковых решеток £ = 1,5 [29]; для решеток с круглыми отверстиями С,= 1,8+2 [7]. Сопротивление решетки со слоем частиц возрастает на 10-20 % вследствие частичного забивания отверстий и стесненного развития струй газа.
Живое сечение решетки (отношение суммарной площади отверстий к свободному поперечному сечению аппарата) по различным рекомендациям составляет от 2 до 30 %.
Зона основного кипящего слоя — область взаимодействия сплошной и дисперсной фаз и зона протекания основных физико-химических процессов в кипящем слое. Характер псевдоожижения дисперсного материала и диапазон рабочих условий, при которых поддерживается псевдоожижение, значительно меняются для различных систем газ (жидкость)—твердое и зависят как от свойств дисперсной и сплошной фаз, так и от конструкции аппарата, в котором проводится процесс.
Подробное описание различных состояний псевдоожиженных слоев приведено в 3.4.4 и в [28-32].
Для расчета критической скорости начала псевдоожижения и скорости уноса существует большое количество расчетных формул, приведенных в [28]. Ниже приводятся соотношения для однородно кипящего слоя, получившие наибольшее распространение в отечественной практике.
В интервале скоростей от и-'кр до и'у слой расширяется, его пористость 8 и общая высота Н возрастают по сравнению с их первоначальными значениями 80 и Яо для неподвижного слоя:
Н = Х—^нй. (6.9.6.4)
1-8
В (6.9.6.4) величина 8 рассчитывается из уравнения (3.3.2.34), которое для принятых здесь обозначений примет вид
Аг-р4’75
Re =------АГ £. (6.9.6.5)
18 + 0,59л/ Аг-84,75
_ w8p . g831 ।
где Re = —-; Ar = pT - pc pc; о — размер частиц; ц ц
ц — динамическая вязкость среды. Относительно искомой величины уравнение записывается в виде
/ > \0,21
(18Re+0,351Re ]
8 = ---------------
I Аг ]
(6.9.6.6)
Для неоднородных псевдоожиженных систем пористость заметно ниже, чем для однородных [7], однако для практических расчетов уравнение (6.9.6.6) вполне приемлемо [28].
При расчете псевдоожижения несферических частиц необходимо учитывать фактор формы частиц. Для по-лидисперсных слоев характерно наличие интервала скоростей начала псевдоожижения и уноса, связанного с тем, что для разных фракций своя критическая скорость и скорость уноса. Для полидисперсных слоев при расчете по уравнениям (6.9.6.5) или (6.9.6.6) в качестве расчетного размера частицы следует подставлять эквивалентный [30]. Если псевдоожижению подвергаются частицы различной плотности, то может происходить полное смешение, частичное смешение и сегрегация частиц. Условием отсутствия сегрегации при небольших значениях критериев Re и Аг является равенство: рД = Р2^2 [28].
Верхняя зона кипящего слоя — надслоевое (сепарационное) пространство или зона уноса, где концентрация твердых частиц падает с высотой. Существует два вида уноса [28-32]: унос мелких частиц, для которых скорость уноса меньше скорости газа, и выбросы частиц, обусловленные неоднородностью кипящего слоя, формированием и развитием газовых пузырей. Снижению уноса способствуют различного вида устройства типа отбойных решеток. Увеличение высоты надслое
Вспомогательные, типовые и многофункциональные процессы и аппараты
581
вого пространства до определенной величины приводит к снижению интенсивности уноса, дальнейшее увеличение высоты сепарационной зоны не влияет на величину уноса. Ориентировочно величину надслоевого пространства можно оценить по соотношению:
Ясеп ~ 0,8Н
(6.9.6.7)
Обзор уравнений для расчета уноса частиц из псевдоожиженного слоя и рекомендации по расчету высоты надслоевого пространства приведены в [28-30].
Фонтанирующий слой имеет ярко выраженную организованную циркуляцию частиц твердой фазы и образуется в цилиндрических, конических или коническо-цилиндрических аппаратах с небольшим отверстием для входа легкой фазы (рис. 6.9.6.4) [31, 36, 37].
Рис. 6.9.6.4. Фонтанирующий слой в коническо-цилиндрическом и коническом аппаратах:
I — ядро фонтана; 2 — кольцо; 3 — вход сплошной фазы;
4 — выход сплошной фазы
Если скорость легкой фазы достаточно высока, то образующаяся струя газа заставляет частицы быстро подниматься в разреженном по твердой фазе потоке в центральном ядре, вокруг которого находится плотный слой твердой фазы — кольцо. Поднимающиеся частицы, достигнув некоторой высоты над уровнем слоя, ссыпаются в кольцевую зону между ядром и стенкой колонны, где они плотным слоем медленно опускаются вниз и частично внутрь фонтана. Поднимаясь, ожижающий агент проникает в кольцевую зону. Таким образом, фонтанирующий слой в целом складывается из разреженного центрального ядра или фонтана, в котором частицы движутся вверх, увлекаемые восходящим потоком ожижающего агента, и кольцевой зоны, где твердая фаза опускается вниз. Установившееся таким образом систематическое циклическое движение твердых частиц обусловливает уникальную гидродинамическую обстановку, которая в некоторых случаях более целесообразна, чем в общепринятых системах легкая фаза—твердое вещество. Фонтанирование не следует
путать с интенсивным псевдоожижением, реализующимся в конических аппаратах.
Устойчивое фонтанирование существует в узком диапазоне изменения параметров, за пределами которых слой вырождается в неоднородный псевдоожиженный. Для устойчивого режима фонтанирования должны быть, как правило, выполнены несколько условий [31]:
- размер частиц зернистого материала не должен быть меньше 1 мм;
- высота начального слоя должна не менее чем в два раза превосходить диаметр входного патрубка;
- отношение диаметров верхнего и нижнего оснований слоя должно быть больше трех;
- для аппаратов конической формы угол раскрытия конуса должен быть более 30-40°.
Срыв фонтанирования может быть вызван также волновыми возмущениями потока ожижающего агента.
Механизм перехода от неподвижного слоя к фонтанирующему показан на рис. 6.9.6.5 [36] в виде зависимости гидравлического сопротивления фонтанирующего слоя от скорости газа.
Рис. 6.9.6.5. Зависимость гидравлического сопротивления фонтанирующего слоя от скорости газа
На участке 0А слой частиц неподвижен, и Др подчиняется зависимости, описывающей фильтрацию через неподвижный зернистый слой. При дальнейшем увеличении расхода газа над входным отверстием формируется относительно пустая полость, над которой образуется уплотненный купол частиц (АВ), и поэтому давление продолжает увеличиваться до максимального значения в точке В. Скорость ожижающего агента в этой точке обозначается как критическая скорость фон-танирования(и-Кр ф).
На участке ВС внутренний фонтан раздувает купол, и перепад давления начинает уменьшаться. В точке С происходит зарождение фонтанирования, участок CDE соответствует формированию центрального фонтана, наконец, в точке Е весь слой становится подвижным, и в области ЕЕ' начинается спокойное фонтанирование.
При дальнейшем увеличении расхода газа фонтанирующий слой вырождается в неоднородно псевдоожи
582
Новый справочник химика и технолога
женный. Точке Е соответствует скорость начала устойчивого фонтанирования (м^ф), точке Е' — скорость конца устойчивого фонтанированияСи^ф). Скорость зарождения фонтана (точка С) и скорость начала устойчивого фонтанирования зависят от состояния исходного материала и поэтому полностью не воспроизводятся. Лучше всего воспроизводится минимальная скорость фонтанирования (м>Мф), значение которой получается при медленном уменьшении расхода сплошной среды (точка С). Дальнейшее уменьшение расхода приводит к «захлебыванию» фонтана и увеличению перепада давления до точки В'.
При дальнейшем снижении расхода перепад давления непрерывно уменьшается вдоль линии В'А. С увеличением высоты слоя значения скоростей начала и конца устойчивого фонтанирования сближаются и при некоторой максимальной высоте слоя Нотах фонтанирующий слой получить не удается (рис. 6.9.6.6) [36, 37].
Рис. 6.9.6.6. Влияние высоты слоя Н на область устойчивой работы фонтанирующего слоя: < Я2 < Н3 < Hi < н5 < н6
Гидродинамические режимы и переходные точки при фонтанировании, изображенные на рис. 6.9.6.5 и 6.9.6.6, определяются экспериментально; формулы, полученные разными исследователями, приведены в [31, 36, 37]. Ниже даны лишь некоторые приближенные оценки и аппроксимации.
Перепад давления при устойчивом фонтанировании [36]:
«(0,64+0,75)g(pT-рс)(1 - е0)Н0- (6.9.6.8)
Максимальный перепад давления при фонтанировании в коническом аппарате [37]:
- (1,5-2) Арф. (6.9.6.9)
Тягодутьевое оборудование для аппаратов фонтанирующего слоя необходимо выбирать по максимальному перепаду давления.
Минимальная скорость фонтанирования для цилиндрического аппарата (формула Матура) [37]:
(xl/3 / xl/2
~^\ С2^Яо(Рт.-Р,_)^ (6.9.6.10)
D J I р J
a J \ гс J
где d — диаметр входного отверстия, Z)a — диаметр аппарата.
Формула получена для аппаратов диаметром от 76 до 305 мм с использованием в качестве ожижающего агента воздуха и воды.
Для критической скорости фонтанирования [36]:
n Wkp45P (D .Y’82^ ф'
ReKP4> =—= 0,364 Re --1 tgy ц y\d ) < 2
(6.9.6.11)
wv8p
где Re = —-—, D — диаметр верхнего сечения слоя. И
Скорость начала устойчивого фонтанирования [36]:
/ r-ч \0,82 z
Ке„ф = = 0,706 ftg|
ц < d ) V 2л
(6.9.6.12)
Скорость конца устойчивого фонтанирования [36]:
Re _ '‘MSP
Кекуф “ ц
[ х-и,ио/ z -J XV,о z п \V,«Z х
— 1 I — I I —I I tg- I
d ) < d J V d ) V 2)
(6.9.6.13)
где Яа — высота аппарата, Z)cen — диаметр верхнего основания конуса (начала сепарационной камеры).
Для приближенной оценки максимальной высоты слоя имеется зависимость [36]:
Н (Н У’66 (D Y1’15
—^ = 0,06 -Ь- J. tg^ . (6.9.6.14)
d \ d J [d J\ 2 J
Формулы (6.9.6. ll)-(6.9.6.14) получены для зернистых материалов при Rey = 20+2460 в аппаратах коническо-цилиндрической формы с диаметром нижнего основания конуса d = 26+76 мм; диаметр цилиндрической части /7сеп = 112+220 мм, угол раствора конуса ф= 16+70°.
Параметры, характеризующие внутреннюю гидродинамику кипящего слоя: скорость легкой фазы и частиц в ядре и кольце, размеры и форма ядра фонтана, распределение пористости, время циркуляции частиц— определяют экспериментально или на основе расчетных моделей [31, 36, 37].
Вспомогательные, типовые и многофункциональные процессы и аппараты
583
Фонтанирующий слой имеет определенные преимущества перед обычным псевдоожиженным. Ожижающий агент, поступающий в аппарат, имеет довольно высокую скорость, поэтому исключается контакт материала с горячей распределительной решеткой (в некоторых случаях можно обойтись и без решетки). В аппаратах фонтанирующего слоя обеспечивается хорошее перемешивание твердых частиц, а в ядре фонтана происходит распад конгломератов за счет высоких скоростей столкновения частиц и значительное их истирание. В режиме фонтанирования целесообразно осуществлять процессы, протекающие циклически в две стадии: в ядре потока и в периферийной зоне, работать с дисперсным материалом широкого фракционного состава.
Аппараты с фонтанирующим слоем применяются для обработки пастообразных, комкующихся и чувствительных к нагреву материалов. Одной из популярных областей применения аппаратов с фонтанирующим слоем является гранулирование из паст, суспензий и растворов. В аппаратах с фонтанирующим слоем осуществляется сушка растворов на поверхности инертных частиц, пригодных для фонтанирования. Подробнее о фонтанирующем слое см. [31, 36, 37].
Имеются другие способы организации направленной циркуляции материала в аппарате при помощи создания специальных устройств или способов ввода ожижающего агента, например особых направляющих газораспределительных решеток, тангенциального ввода газа в аппарат и других [31, 36, 37].
6.9.7. Псевдоожижение под воздействием колебаний (А.В. Маркова)
При псевдоожижении плохосыпучих (тонкодисперсных, слипающихся) и разнофракционных материалов применение техники кипящего слоя становится неэффективным, поэтому вместо него используют нестационарное или импульсное псевдоожижение [5, 29, 38-43]. При создании низкочастотных возмущений (0,5-5 Гц) применяют пульсационную технику, для оказания среднечастотного воздействия (10-100 Гц) используют вибрационные устройства и высокооборотные мешалки. Для возбуждения высокочастотного резонанса на уровне отдельных зерен засыпку облучают акустическими (ультразвуковыми) волнами. Выбор частотного диапазона зависит от конкретных требований, предъявляемых к технологическому процессу, и от свойств гетерогенной среды.
На практике все вибрирующие слои рассматривают, исходя из соотношения силы межфазного взаимодействия F и силы инерции вибрации FB, пропорциональной ускорению вибрации Л со2, где А — амплитуда, (о = 2пf— угловая скорость (круговая частота), f — частота колебаний вибрирующего органа.
В слоях с сильным взаимодействием фаз F > FB энергия колебаний от источника к зернам, независимо от его типа (вибровозбудитель, пульсатор), передается
через посредство сплошной фазы. Рассматриваемый режим характерен для тонко дисперсных (5 = 0,14-40 мкм) и мелкодисперсных (5 = 50^150 мкм) материалов. Основная масса слоя колеблется благодаря упругой компрессии газа в межзерновых промежутках и управляется изменением скорости колебаний vB = Ао. Воздействуя на среду с определенной частотой, можно добиться возникновения стоячих волн, при котором резко возрастает амплитуда колебаний слоя [5,43].
Вибрирующие слои, характеризующиеся слабым межфазным взаимодействием F «: FB, ведут себя как механические системы и выделяются в класс крупнозернистых (5 > 24-5 мм). Перенос энергии и возбуждение колебаний здесь осуществляются чисто механическим способом — взаимодействием с вибрирующим органом. Среднезернистые слои (F < FB и 5 = 0,24-2 мм), хотя и обладают свойствами тех и других классов (комбинированно-гидродинамическими в фазе полета частиц и механическими при вхождении их в контакт с днищем), все же тяготеют к механическим системам.
Наибольшее распространение в промышленной практике получили виброожиженные слои, образующиеся при воздействии сил инерции, возникающих в результате механических вибраций определенных узлов аппарата, создаваемых при помощи специальных устройств — вибраторов [38, 39]. Вибрирующими элементами аппаратов могут быть днища, наклонные лотки, рабочие камеры, а также вибропобудители в виде труб, пластин или перегородок, введенных непосредственно в рабочую камеру. Траектория колебательного движения может представлять собой прямую, направленную по вертикали или под углом к горизонту, окружность, эллипс и др. Колебания могут быть гармоническими и поличастотными. Наиболее часто используются гармонические колебания частотой 5-50 Гц [39]. Вибрационное воздействие может сочетаться с фильтрацией газа или жидкости. Фильтрация газа используется в случаях, когда создать кипящий слой путем продувки газа невозможно, а также трудно создать и чисто виброкипящий слой. Примером таких материалов являются тонкодисперсные порошки. Вибрация уменьшает образование сквозных газовых каналов с проскоком газа, снижает унос мелкой фракции. Скорость продуваемого через слой газа ниже, чем при псевдоожижении только газом. Аппараты с виброожи-женным слоем материала могут использоваться в процессах, протекающих при повышенных или пониженных давлениях, а оснащенные специальными сальниками — для работ с огне- и взрывоопасными продуктами.
Обнаружено, что под виброкипящим слоем периодически (из-за расхождения колебаний днища и частиц) образуется статическое разряжение, при этом воздух подсасывается снизу и вытесняется кверху, т. е. виброкипящий слой обладает насосным действием [39].
Процесс виброожижения характеризуется величиной безразмерного ускорения вибрации К, которое определяется из баланса сил, действующих на слой час
584
Новый справочник химика и технолога
тиц. В общем случае для слоя частиц, лежащего на плоскости, наклоненной к горизонту под углом а и совершающей гармонические колебания с частотой со и амплитудой А в направлении, образующем угол р с данной плоскостью, при фильтрации газа или жидкости через слой в направлении под углом ср к этой плоскости (рис. 6.9.7.1), условие отрыва от поверхности записывается в виде [35, 39] (минимальное критическое ускорение будет при фазовых углах 90° и 270° при sinco/ = ±1):
. 2
4р % sinp } L f sincp
(6.9.7.1)
g cos a mg mg cos a
где FAr — сила Архимеда, Fc — сила, действующая на слой со стороны газового потока, т — масса частиц слоя. В формуле принято FAr = Vmpcg, Vm — объем частиц слоя, Fc = SAp, где 5 — площадь слоя материала, \р — перепад давления на слое.
Рис. 6.9.7.1. Схема сил, действующих на частицы в виброкипящем слое
Безразмерное ускорение вибрации с учетом фильтрующейся через слой среды:
Х = (6.9.7.2)
g cos a mg mg cos а
К = 1 соответствует минимальному критическому ускорению.
Для слоя, лежащего на горизонтальной вертикально вибрирующей поверхности, поток газа или жидкости к которой направлен по нормали:
Ao2 F + F К =----+—------
g mg
(6.9.7.3)
При направленном церемещении материала по наклонному днищу без пропускания сплошной среды виброкипящий слой образуется при
Ав)2 sinP > geos а
(6.9.7.4)
В самом простом случае для вертикально вибрирующей горизонтальной поверхности:
(6.9.7.5)
Обычно рабочие значения К лежат в диапазоне 1,2 < К< 8 [39].
Состояние материала, подвергающегося вибрационному воздействию, зависит от параметров вибрации. На рис. 6.9.6.2 в качестве примера приведена диаграмма состояния материала, заимствованная из [39]. Сплошной линией обозначена критическая область псевдоожижения К = 1. При ускорениях вибрации ниже критических (область I, К < 1) наблюдается виброуплотнение слоя. При этом происходит проскальзывание частиц без потери контактов друг с другом. Зона вблизи критической — область максимального уплотнения материала. При увеличении параметров вибрации выше критических К > 1 связи между частицами разрываются, слой расширяется (область II). Для полидисперсных материалов и частиц разного удельного веса выше указанной границы перехода из зоны I в зону II наблюдается сепарация частиц (область Па). В области Пб существует однородный виброкипящий слой. При увеличении К однородный виброкипящий слой переходит в виброфонтанирующий.
Заштрихованная область соответствует максимальному уплотнению.
Рис. 6.9.7.Z. Состояние слоя сыпучего материала, подвергаемого вибрации:
I — зона уплотнения; II — зона виброкипения; для полидисперсных материалов и частиц разного удельного веса: На — область сепарации;
Пб — область однородного псевдоожижения
Сопротивление слоя материала при продувке его газом зависит как от параметров вибрации, так и от свойств слоя. Высота виброкипящего слоя в промышленных аппаратах не превышает 300-500 мм [7]. Расчетные соотношения для виброожиженных слоев, как правило, получают аппроксимацией экспериментальных данных, примеры приведены в [5, 35, 38-43].
Вспомогательные, типовые и многофункциональные процессы и аппараты
585
Импульсное псевдоожижение осуществляется при пульсирующей подаче ожижающего агента [29, 42]. Пульсации сплошной среды устраняют застойные зоны, агломераты твердой фазы, увеличивают турбулизацию потока, снижают продольное перемешивание, уменьшают внешнедиффузионное сопротивление в массообменных процессах. Импульсная подача жидкости или газа обеспечивается с помощью специальных устройств — пульсаторов. Виды и конструкции пульсаторов рассмотрены в [42]. При пульсирующей подаче ожижающего агента скорость дутья может изменяться по синусоидальному закону около определенного среднего значения или ступенчато. В последнем случае наиболее часто пульсирующий слой создается периодическим включением (активная часть периода) и выключением дутья (пассивная часть периода). Пульсирующий слой характеризуется средней скоростью ожижающего агента w, частотой пульсации дутья f и скважностью (долей активной части периода). Выбор дутьевого оборудования осуществляют по максимальному давлению Л^тах в активном периоде [29]:
Apmax = (1 - £o)pTgHo(l + 1055((w/\|>)/wKp - 1)).
(6.9.7.6)
В активной части периода образование взвешенного слоя проходит через ряд последовательных стадий: образование над решеткой поршня сплошной фазы, поднимающего слой материала, расширение слоя, прорыв поршневого пузыря, обычное псевдоожижение. В пассивной части периода слой постепенно оседает на решетку. При низких частотах пульсаций (менее 1 Гц) и при достаточной длительности активного и пассивного периодов свойства пульсирующего слоя в активной части периода обычно считают такими же, как у кипящего, в пассивной части — как у плотного [29]. При более высоких частотах (более 1 Гц), когда в течение активного периода не успевает установиться обычное псевдоожижение, наблюдаются волновые движения слоя. При частотах выше 5 Гц колебательное движение вырождается, и пульсирующий слой внешне ничем не отличается от обычного кипящего.
6.9.8. Конструкции аппаратов взвешенного слоя
(А.В. Маркова)
Широкое распространение аппаратов взвешенного слоя в химической промышленности обусловлено следующими их преимуществами по сравнению с аппаратами неподвижного слоя:
- увеличение поверхности контакта частицы с взаимодействующей сплошной средой, так как во взаимодействии участвует вся поверхность частицы;
- интенсивное перемешивание твердой фазы, обладающей большой объемной теплоемкостью, приводит к выравниванию температуры по всему объему слоя и к высоким значениям коэффициента теплоотдачи к погруженным в слой поверхностям;
- гидравлическое сопротивление кипящего слоя не зависит от скорости газа, поэтому повышение количества подаваемого газа практически не требует затрат энергии на преодоление сопротивления слоя;
- взаимное движение фаз приводит к уменьшению внешнедиффузионного сопротивления в массообменных процессах и увеличению коэффициента массоотдачи к сплошной фазе;
- текучие свойства псевдоожиженных слоев позволяют организовать перемещение, транспортировку слоя частиц и облегчают организацию непрерывного процесса по твердой фазе;
- во взвешенном слое можно обрабатывать запыленные газы или жидкости, содержащие примеси, тогда как в неподвижном слое это недопустимо.
Аппараты взвешенного слоя обладают рядом недостатков, которые ограничивают их применение:
- ограниченный диапазон существования псевдоожиженного слоя;
- истирание частиц при столкновении их между собою и стенками аппарата, приводящее к образованию пыли:
- эрозия стенок аппарата;
- снижение движущей силы процесса, поскольку движение твердой фазы близко к идеальному перемешиванию;
- большой разброс времени пребывания частиц в слое и, как следствие, различная степень отработки частиц в аппарате, работающем непрерывно по твердой фазе;
- увеличение высоты аппарата, связанное с расширением слоя;
- необходимость установки пылеулавливающей аппаратуры;
- электростатический заряд, который может возникать при псевдоожижении диэлектрических материалов.
Аппараты псевдоожиженного слоя классифицируют по различным признакам [28]:
- по способу создания взвешенного слоя;
- по гидродинамическому режиму работы (псевдоожижение, фонтанирование, пневмотранспорт);
- по режиму работы (периодическому или непрерывному);
- по направлению взаимного движения фаз (прямоток, противоток, перекрестный ток);
- однокамерные или многокамерные (секционированные);
- по производительности (лабораторные, пилотные, промышленные мало-, средне-, крупнотоннажные);
- по целевому компоненту (целевой компонент — твердая или сплошная фаза);
- по характеру процесса (механический, физический, химический).
Простейшим аппаратом является однокамерный (рис. 6.9.8.1). В общем случае однокамерный аппарат состоит из камеры, которую занимает псевдоожиженый
586
Новый справочник химика и технолога
Рис. 6.9.8.1. Однокамерные аппараты с псевдоожиженным слоем: а) сушилка; б) печь для обжига; в) сушилка; г) гранулятор: А — исходный продукт; В — конечный продукт;
С — вход ожижающего агента; D — выход ожижающего агента
слой 1, сепарационного пространства для разделения твердых частиц и ожижающей среды 2, подводящего короба 3 для ввода сплошной среды, подающейся снизу аппарата, газораспределительной решетки 4, необходимой для равномерного распределения сплошной среды по сечению аппарата.
Однокамерные аппараты в поперечном сечении могут иметь форму круга, квадрата или прямоугольника. Следует избегать появления застойных зон твердой фазы, образующихся в углах некруглых аппаратов. Сепарационная камера может быть постоянного по высоте сечения (рис. 6.9.8.1, а и б), расширяться кверху (с целью уменьшения уноса твердой фазы) (рис. 6.9.8.1, в) или сужаться (если аппарат работает в режиме уноса) (рис. 6.9.8.1, г).
Процесс псевдоожижения может быть организован как в периодическом, так и в непрерывном режиме. Периодический процесс проводится обычно при малой производительности или при наработке опытных партий продукта и сопровождается остановками для загрузки и выгрузки твердой фазы. При большой производительности аппараты работают в непрерывном режиме. При проведении непрерывного процесса требуется установка узлов загрузки и выгрузки дисперсного материала.
Загрузочные и разгрузочные устройства обеспечивают заданную производительность по твердой фазе и обеспечивают поддержание избыточного давления или вакуума. Наиболее часто используются винтовые, шлюзовые, тарельчатые питатели и вибрационные питатели-активаторы [35]. Загрузочные устройства обычно располагаются сбоку или сверху около стенки, так что загружаемый материал смешивается с кипящим слоем. Выгрузка производится из зоны основного кипящего слоя за счет перетока в выгрузочное устройство либо потоком ожижающего агента.
При осуществлении некоторых процессов (таких как сушка, грануляция, кристаллизация) требуется
подача жидкой фазы (суспензии или раствора) в аппарат. В таких случаях жидкую фазу вводят (сбоку, сверху, снизу под решетку и т. д.) в аппараты специальными устройствами (форсунками, разбрызгивателями) [30, 32, 35].
В зависимости от производительности технологических линий и характера процесса размеры однокамерных аппаратов кипящего слоя колеблются в очень широких пределах (табл. 6.9.8.1) [28].
Таблица 6.9.8.1
Диаметр и площадь сечения аппаратов кипящего слоя в различных технологических процессах
Технологический процесс Диаметр аппарата, м Площадь распределительной решетки, м2 Отношение высоты неподвижного слоя к диаметру аппарата
Сушка сыпучих материалов 0,3^1,2 0,07-15 0,025-0,50
Каталитический 0,05^1,57 — 2-120
крекинг
Обжиговые печи 0,25-7,0 2,0-30 0,2-1,5
Сорбционные установки 0,5-12,0 — 0,003-5
Кристаллизаторы 0,5-3,0 — 1,0-3,0
В аппаратах большой производительности не всегда удается создать однородную по сечению кипящего слоя гидродинамическую обстановку. В таких случаях их выполняют батарейными, состоящими из отдельных ячеек (рис. 6.9.8.2, а).
Вспомогательные, типовые и многофункциональные процессы и аппараты
587
Рис. 6.9.8.2. Горизонтальное масштабирование аппаратов кипящего слоя:
а) батарейный аппарат фонтанирующего слоя с тангенциальным вводом газа; б) вибросушилка: А — вход твердой фазы; В — выход твердой фазы; С — вход сплошной среды; D — выход сплошной среды;
Е — направление колебаний
Для повышения равномерности обработки материала и уменьшения влияния циркуляционных течений аппараты большой производительности выполняют вытянутыми (отношение длины к ширине от 2 до 5). По структуре потока твердой фазы такие аппараты приближаются к аппаратам идеального вытеснения (рис. 6.9.8.2, б).
В зависимости от особенности технологического процесса возможны различные модификации однокамерного аппарата [30]. При обработке материалов, склонных к налипанию, комкообразованию, каналооб-разованию, в кипящий слой вводят различные механические побудители: мешалки-ворошители (рис. 6.9.8.3, а), вибрирующие или вращающиеся газораспределительные решетки, шнеки, движущиеся перегородки и т. п. С целью организации однородного кипящего слоя в аппарат помещают различные элементы: горизонтальные сетки, спирали, тормозящие направленное движение частиц и способствующие разрушению пузырей и созданию так называемого организованного кипящего слоя [28].
При работе под большим избыточным давлением, под вакуумом или при высоких температурах аппараты изготавливаются в соответствии со специальными требованиями: толстостенные, с футеровкой из жаропрочного материала, оснащенные соответствующими уплотнениями [30]. При проведении сильноэкзотермических или сильноэндотермических процессов (сжигание топлив, обжиг, каталитические процессы, процессы при высоких степенях превращения или высоких концентрациях реагентов) в слой вводятся охлаждающие или нагревательные элементы (рис. 6.9.8.3, б). Существуют также трубчатые аппараты с псевдоожиженным слоем (рис. 6.9.8.3, в) [30].
Рис. 6.9.8.3. Модификации аппаратов кипящего слоя [3]:
а) реактор с мешалкой; б) многополочный реактор с кипящим слоем и встроенными поверхностями охлаждения (X — холодильники); в) трубчатый реактор с кипящим слоем (/, 2 — входной и выходной потоки теплоносителя):
И — исходные вещества; П — продукты
588
Новый справочник химика и технолога
Рис. 6.9.8.4. Горизонтальная секционированная сушилка с частичной рециркуляцией теплоносителя:
1 — камера; 2 — перегородки; 3 — решетка; 4 — газовые коллекторы; 5 — кипящий слой;
А — вход твердой фазы; В — выход твердой фазы; С — вход сплошной среды; D — выход сплошной среды
Секционирование аппаратов псевдоожиженного слоя осуществляют по следующим причинам:
- для повышения равномерности обработки материала, снижения проскока газа и увеличения движущей силы процесса. По твердой фазе такие аппараты приближаются к аппаратам идеального вытеснения. Перемешивание наблюдается в пределах одной секции;
- при необходимости утилизации или отвода теплоты отходящих газов и твердых продуктов;
- с целью совмещения двух стадий технологического процесса в одном аппарате (зоны реакции— охлаждения, зоны адсорбции—десорбции).
Секционирование может быть горизонтальным и вертикальным. Наиболее простым является горизонтальное секционирование — камеры, разделенные перегородками, расположенные на одном уровне. В этом случае легко можно организовать любое взаимное движение двух фаз: противоток, прямоток, перекрестный ток (рис. 6.9.8.4) [36].
Вертикальное секционирование может осуществляться как со стационарным кипящим слоем, так и с проточным. Вертикальное секционирование приводит к экономии производственных площадей, однако возрастают габариты аппарата (в каждой секции необходимо надслоевое пространство), увеличивается его сопротивление, появляются сложные переточные устройства.
Секционирование стационарного кипящего слоя производится в технологических процессах с длительным сроком службы дисперсной фазы (адсорбентов, катализаторов) (рис. 6.9.8.3, б).
Проточный кипящий слой используется в непрерывных по твердой фазе процессах [28-32].
Рис. 6.9.8.S. Вертикальное секционирование аппаратов кипящего слоя:
а) трехполочный реактор кипящего слоя с непрерывным обновлением катализатора;
б) многозонная печь кипящего слоя
(1 — зона нагрева; 2 — зона обжига; 3 — зона охлаждения);
в) адсорбционно-десорбционная установка
(1 — зона теплообмена; 2 — зона адсорбции; 3 — зона десорбции): А — вход твердой фазы; В — выход твердой фазы;
С — вход сплошной среды; D — выход сплошной среды;
Е — подача топлива; F— вход десорбирующего агента;
G — выход десорбирующего агента
Вспомогательные, типовые и многофункциональные процессы и аппараты
589
Рис. 6.9.8.6. Конструкции переточных устройств:
а) тарелки, закрепленные шарнирно; б) переток с помощью секторных дозаторов; в) переток через перегонные трубы; ?) переток через тарелки провального типа
На рис. 6.9.8.5, а показан трехсекционный реактор с непрерывным обновлением катализатора, имеющего кратковременный срок службы.
На рис. 6.9.8.5, б показана многозонная печь эндотермического обжига, в которой в верхних секциях происходит утилизация тепла уходящих газов, нагревающих поступающий материал, в зоне подачи топлива — обжиг твердой фазы, в нижних секциях — охлаждение твердой фазы входящими газами.
На рис. 6.9.8.5, в приведена схема адсорбционнодесорбционной установки. В верхних ее секциях протекают процессы (равномерное распределение твердой фазы по сечению, теплообмен между поступающей твердой и уходящей сплошной фазами), предваряющие основной процесс — адсорбцию, которая протекает в нижележащих секциях. Секции в нижней половине такого аппарата работают как десорбер.
Конструкции переточных устройств показаны на рис. 6.9.8.6. Переток материала из одной секции в другую осуществляется, как правило, из верхней секции в нижнюю [30, 31]. Число вертикальных секций обычно не более 3-4 [30].
Литература
1. Аэров М.Э., Тодес О.М., Наринский ДА. Аппараты со стационарным зернистым слоем. Л.: Химия, 1976. 176 с.
2. Хейфец Л.И., Неймарк А.В. Многофазные процессы в пористых средах. М.: Химия, 1982. 320 с.
3. Промышленные катализаторы. Материалы координационного центра. Вып. 16. / Составитель И.Л. Михайлова. Новосибирск: 1987. 69 с.
4. Рамм В.М. Абсорбция газов. М.: Химия, 1976. 656 с.
5. Островский Г.М. Прикладная механика неоднородных сред. СПб.: Наука, 2000. 359 с.
6. Касаткин А.Г. Основные процессы и аппараты химической технологии. М.: Химия, 1971. 784 с.
7. Общий курс процессов и аппаратов химической технологии: В 2-х кн. / Под ред. В.Г. Айнштейна. М.: Химия, 2000. 1760 с.
8. Нигматулин Р.И. Основы механики гетерогенных сред. М.: Наука, 1978. 336 с.
9. Гельперин Н.И. Основные процессы и аппараты химической технологии. М.: Химия, 1981. 812 с.
10. Дытнерский Ю.И. Процессы и аппараты химической технологии: Учебник для вузов. 2-е изд. В 2-х кн. Кн. 2. Массообменные процессы и аппараты. М.: Химия, 1995. 368 с.
11. Кельтцев Н.В. Основы адсорбционной техники. М.: Химия, 1984. 592 с.
12. Суханов В.П. Каталитические процессы в нефтепереработке. М.: Химия, 1971. 344 с.
13. Идельчик И.Е. Аэродинамика технологических аппаратов. М.: Машиностроение, 1983. 351 с.
14. ОСТ 26-01-1029-86. Насадки регулярные стальных колонных аппаратов. Типы, параметры, конструкция и размеры. 26 с.
15. ГОСТ 17612-89. Насадки кислотоупорные керамические. Технические условия. М.: Изд-во стандартов, 1989. 12 с.
16. Аэродинамика химических реакторов с неподвижными слоями катализатора (сб. статей) / Отв. ред. Ю.Ш. Матрос. Новосибирск: Наука, 1985. 172 с.
17. Аэродинамика в технологических процессах: Сборник / Отв. ред. В.В. Струминский. М.: Наука, 1981. 248 с.
18. Островский Г.М., Брисовский И. // Теор. основы хим. технологии. 1999. Т. 33, № 3. С. 247-251.
19. Гольдштик М.А. Процессы переноса в зернистом слое. Новосибирск: СО АН СССР, 1984. 163 с.
20. Кленов О.П., Матрос Ю.Ш., Луговской В.И., Лах-мостов В.С. // Теор. основы хим. технологии. 1983. Т. 17, №3. С. 337-341.
21. Абаев Г.Н., Попов Е.К., Лукьяненко И.С. и др. // ДАН СССР. 1981. Т. 259, № 3. С. 655-659.
590
Новый справочник химика и технолога
22. Боресков Т.К., Матрос Ю.Ш., Кленов О.П. и др. // ДАН СССР. 1981. Т. 258, № 6. С. 1418-1420.
23. Колескин В.Н., Штерн П.Г. // Инж.-физ. журнал. 1992. Т. 62, № 1.С. 70-76.
24. Котелкин В.Д., Мясников В.П. // ДАН СССР. 1979. Т. 247, № 1. С. 170-174.
25. Николаевский В.Н. // Прикл. мех. и матем. 1971. Т. 35, вып. 6. С. 1070-1082.
26. Кленов О.П. // Хим. пром. 1996. № 4. С. 57-63.
27. Адинберг Р.З. // Теор. основы хим. технологии. 1992. Т. 26, № 3. С. 383-389.
28. Тодес О.М., Цитович О.Б. Аппараты с кипящим зернистым слоем. Л.: Химия, 1981. 296 с.
29. Псевдоожижение / Под ред. В.Г. Айнштейна, А.П. Баскакова. М.: Химия, 1991. 398 с.
30. Расчеты аппаратов кипящего слоя: Справочник / Под ред. И.П. Мухленова, Б.С. Сажина, В.Ф. Фролова. Л.: Химия, 1986. 352 с.
31. Процессы и аппараты химической технологии. Т. 2. Явления переноса, макрокинетика, подобие, моделирование, проектирование / Под ред. А.М. Кутепова. М: Логос, 2001.
32. Кунии Д., Левеншпиль О. Промышленное псевдоожижение. М.: Химия, 1976.447 с.
33. Островский Г.М. Пневматический транспорт сыпучих материалов в химической промышленности. Л.: Химия, 1984. 104 с.
34. Буевич Ю.А., Минаев Г.А. Струйное псевдоожижение. М.: Химия, 1984. 136 с.
35. Муштаев В.И., Тимонин А.С., Лебедев В.Я. Конструирование и расчет аппаратов со взвешенным слоем. М.: Химия, 1991. 344 с.
36. Романков П.Г., Рашковская Н.Б. Сушка во взвешенном состоянии. Л.: Химия, 1979. 272 с.
37. Матур К., Эпстайн Н. Фонтанирующий слой. Л.: Химия, 1978. 288 с.
38. Варсонофьев В.Д., Кольман-Иванов Э.Э. Вибрационная техника в химической промышленности. М.: Химия, 1985. 240 с.
39. Членов В.А., Михайлов Н.В. Виброкипящий слой. М.: Наука, 1977. 344 с.
40. Кармазин В.Д. Техника и применение вибрирующего слоя. Киев, 1977. 239 с.
41. Гончаревич И.Ф., Урьев Н.Б., Галейсник М.А. Вибрационная техника в пищевой промышленности. М., 1977. 278 с.
42. Карпачева С.М., Рябчиков Б.Е. Пульсационная аппаратура в химической технологии. М.: Химия, 1973.229 с.
43. Островский Г.М., Аксенова Е.Г. // Теор. основы хим. технологии. 1997. Т. 31, № 1. С. 5-10.
44. Веу О., Eigenberger G. Bestimmung und EinfluP von radialer Stromungsverteilung und radialem War-metransport in katalytischen Festbettreaktoren // Chem. Ing. Techn. 1997. B. 69, № 9. S. 1308.
45. Hein S., Vortmeyer D. Konsistente Koeffizientensatze zur Simulation chemister Festbettreaktoren // Chem. Ing. Techn. 1997. B. 69, № 9. S. 1309.
46. Кафаров В.В. Основы массопередачи. М.: Высшая школа, 1979. 439 с.
47. Расчеты основных процессов и аппаратов нефтепереработки: Справочник / Г.Г. Рабинович, П.М. Рябых, П.А. Хохряков и др.; Под ред. Е.Н. Судакова. М.: Химия, 1979. 568 с.
48. Александров И.А. Ректификационные и абсорбционные аппараты: Методы расчета и основы конструирования. М.: Химия, 1978. 280 с.
49. Кириллов В.А. Реакторы с участием газа, жидкости и твердого неподвижного катализатора. Новосибирск: СО РАН, 1997. 483 с.
6.10. Перспективы применения резонансных пульсационных воздействий в процессах и аппаратах
(Г.М. Островский)
Основные обозначения
А — амплитуда колебаний, м а — скорость звука, м/с
С — жесткость упругого элемента, Н/м; коэффициент гидравлического сопротивления
D — коэффициент молекулярной диффузии, м2/с d — диаметр, м f— частота колебаний, Гц g — ускорение свободного падения, м/с2 Н, h — высота, м т — масса, кг р — давление, Па
S — площадь, м2
Т — температура, К; период колебаний, с t — время, с и, w — скорость, м/с
Р, Р; — коэффициент массоотдачи, с1; объемный коэффициент массоотдачи, с 1
у — показатель политропы 5 — размер частицы, м
£, £0 — объемная доля фазы; диссипация мощности, Вт/кг
ц — динамическая вязкость сплошной среды, Па • с v— кинематическая вязкость, м2/с р — плотность, кг/м3
о — поверхностное натяжение, Н/м со — круговая скорость, с"1
— коэффициент гидравлического сопротивления газораспределителя.
Критерии подобия
g§3. .
Аг = рт - рс рс — критерий Архимеда Ц
Re = v.^P.c — число Рейнольдса Р
Вспомогательные, типовые и многофункциональные процессы и аппараты
591
6.10.1. Введение
Несмотря на большую разновидность аппаратов для проведения энерго-, массообменных и реакционных процессов, все они имеют типичные недостатки, о которых можно судить на примере самого распространенного из них — аппарата с мешалкой.
Если выделить в таком аппарате зоны по спектру диссипируемой мощности е0 (рис. 6.10.1.1), то оказывается, что в объеме, непосредственно прилегающем к мешалке, диссипируемая мощность на два порядка превышает среднюю по объему аппарата, а на поверхности она на порядок ниже средней [1 ].
Рис. 6.10.1.1. Аппарат с мешалкой: / — вал; 2 — аппарат; 3 — мешалка; N— мощность вводимая в аппарат; т — масса жидкости в аппарате
В аппарате возникают сложные циркуляционные потоки. Небольшая их часть проходит в непосредственной близости от мешалки, подвергаясь мощному динамическому воздействию. При обработке систем жидкость—жидкость или жидкость—газ именно эта зона является сильным источником дисперсии. В аппарате формируется сложный процесс образования частиц с изменяющейся во времени поверхностью контакта фаз (рис. 6.10.1.2). Однако даже при известной поверхности контакта фаз, например в системах жидкость—твердое, возникают не меньшие трудности в определении потоков переноса массы и энергии через поверхность раздела фаз, поскольку они имеют тот же спектр, что и диссипируемая мощность.
Если в таком аппарате в непрерывном режиме протекает какой-нибудь реакционный процесс, то естественно ожидать, что одна часть вещества не успеет прореагировать, другая, если реакционные процессы продолжаются, успеет потерять свои качества, например подвергнется разложению.
Однако даже если аппарат работает периодически, дисперсия интенсивности обмена все равно играет свою негативную роль. Это хорошо иллюстрирует пример растворения твердых частиц, которые в исходном состоянии имеют один размер, — частицы, растворяясь, исчезают не все сразу, а постепенно.
Рис. 6.10.1.2. Изменение во времени функции плотности распределения массы капель по размерам в аппарате с мешалкой < /2 < 6)
Столь сложная гидродинамика трудна для аналитического описания и численного моделирования, а переход к промышленному аппарату требует значительных затрат на последовательное масштабирование. Интенсивно развившееся в последние годы аппроксимационное математическое моделирование (термин «аппроксимационное» введен автором), используя чисто формальные модели, например сочетание ячеек идеального вытеснения и идеального перемешивания, не может решить этих проблем в принципе.
Рассмотрим обменный процесс в некотором колеблющемся сосуде, содержащем смесь сплошной и дисперсной фаз (рис. 6.10.1.3) [2].
Рис. 6.10.1.3. Схема простейшего резонасного пульсационного аппарата:
1 — частица; 2 — жидкость;
3 — упругий элемент;
4 — направление внешних воздействий
Аппарат, соединенный с основанием через упругий элемент, имеет собственную частоту колебаний
(6.10.1.1)
где С — жесткость упругого элемента; т — масса заполненного аппарата.
При частоте внешних воздействий, близких к собственной частоте колебаний сосуда, наблюдается явление резонанса — резкое возрастание амплитуды колебаний
592
Новый справочник химика и технолога
сосуда, величина которой определяется равенством подводимой энергии и энергии, диссипируемой внутри объема (диссипацию энергии в пружине не будем принимать во внимание). За счет разности плотностей фаз (для простоты рассуждений исключим из рассмотрения гравитационное поле) будет происходить периодическое проскальзывание частиц относительно сплошной среды. Таким образом, диссипация энергии будет иметь место вблизи поверхности раздела фаз, и вся подводимая от внешнего источника энергия колебаний переходит в полезную, определяющую интенсивность обменных процессов.
Поскольку вся неоднородная среда совершает колебания, то при равномерном распределении частиц по объему аппарата диссипация энергии будет происходить с одинаковой интенсивностью во всем объеме и силы межфазного взаимодействия будут также одинаковы для всех частиц одинакового размера. Последнее качество весьма важно для капель и пузырей, поскольку их размер определяется интенсивностью обмена импульсом силы между сплошной и дисперсной фазами, вследствие чего размер становится одинаковым. Это способствует одновременному завершению обменных или реакционных процессов во всем объеме аппарата, обеспечивая высокое качество получаемого продукта. Помимо этого, диссипируемая в колеблющемся объеме мощность пропорциональна количеству частиц, тогда как в аппарате с мешалкой подводимая мощность практически не зависит от того, сколько частиц в аппарате и есть ли они вообще.
На основании вышеизложенного нельзя делать вывод о том, что все аппараты с мешалкой следует заменить на пульсационные резонансные аппараты. Однако можно сформулировать некоторые преимущества, которые ожидается получить при предлагаемой замене аппаратов:
- снижение дисперсии комплекса параметров, определяющих протекание обменных процессов, например относительной скорости фаз, объемной доли и размеров деформируемых капель и пузырей, времени пребывания реагирующих фаз в аппарате;
- повышение эффективности использования вводимой в аппарат мощности;
- снижение энергозатрат;
- возможность предсказуемого математического моделирования и снижения издержек, связанных с последовательным масштабированием.
Обнаруженные здесь преимущества достаточно очевидны и обнадеживающи, чтобы не попытаться расширить анализ механизмов переноса при резонансных пульсационных воздействиях в рамках уже известных физических парадигм.
6.10.2. Нестационарная гидродинамика
Внешняя (обтекание тела) и внутренняя (течение в канале) задачи прикладной гидродинамики базируются на теории стационарного пограничного слоя.
Например, сила сопротивления потока, обтекающего частицу, определяется уравнением Ньютона
pJvP]-w2)-|wi -w2|
Р = FC-^——-----y-L-*---H s (6.10.2.1)
где F — площадь проекции тела на плоскость, нормальную к вектору относительной скорости; С — коэффициент гидравлического сопротивления частицы; pi — плотность потока; wh w2 — скорости потока (на бесконечном удалении от частицы) и частицы соответственно; удельные потери давления при течении жидкости в канале определяется уравнением Дарси — Вейсбаха
1 Pi(wi)2
gradр = 2 " ’ (6-10.2.2)
где А — коэффициент гидравлического трения канала; d3 — эквивалентный диаметр канала; — средняя по сечению канала скорость потока.
Существующий опыт канонизируется в виде различных теоретических и множественных эмпирических соотношений для расчетов коэффициентов С и Л. в зависимости от критериев Рейнольдса. Для частицы
I- w,18р,
Re4 = ।-----!--, где 8 — размер частицы; щ — ди-
(и'ЛЗр, намическая вязкость потока; для канала Re = -—---.
Pi
г, 24 , 64
В частности, соотношения С =------ и А = — дают
Re4 Re
известные уравнения Стокса при обтекании шара и Хагена — Пуазейля для течения потока в цилиндрическом канале, полученные теоретически.
По аналогии с переносом импульса силы, массы и энергии, напряжения на поверхности частицы или канала, выражаемые через уравнения (6.10.2.1) и (6.10.2.2), определяют соответствующие коэффициенты переноса массы и энергии — так называемые коэффициенты массо- и теплоотдачи.
В нестационарных условиях обтекания, которые свойственны для быстрых периодических процессов, ситуация кардинально меняется — при равенстве относительных скоростей между потоком и частицей или стенкой канала импульс силы на поверхности раздела существенно возрастает. Причем величина его тем больше, чем меньше время периода изменения скоростей Т, определяемых, например, периодом колебаний.
В частности, силу сопротивления, действующую на частицу в условиях нестационарного обтекания, представляют в виде (см. также 2.2.2.)
P^=P + Pm+PB+Pg, (6.Ю.2.3)
где Р — сила сопротивления (см. уравнение (6.10.2.1)), Рт — сила инерции присоединенной массы среды;
Вспомогательные, типовые и многофункциональные процессы и аппараты
593
Рв— нестационарная сила, вызванная формированием пограничного слоя на поверхности частицы; Pg— сила, определяемая градиентом давления в потоке. Если рассмотреть отношение силы сопротивления при установившемся режиме обтекания к сумме всех сил, характеризующих нестационарность, то зависимость этого отношения от времени периода колебаний можно представить в виде
lim-?- -> оо.
7'->0 р
(6.10.2.4)
Аналогичная ситуация прослеживается и при течении жидкости в канале [3]. На рис. 6.10.2.1 приведен профиль амплитудной скорости колеблющегося потока в цилиндрическом канале в сравнении со стационарным профилем скорости при равенстве максимальных и абсолютных значений касательных напряжений на стенке канала. Как следует из рис. 6.10.2.1, одна и та же величина касательных напряжений, а значит одни и те же коэффициенты массо- и теплоотдачи при колебаниях достигаются при нулевой осредненной за период скорости потока и при существенно меньшем значении средней амплитудной скорости , чем средняя скорость стационарного течения (wq}.
нениях (6.10.2.4) и (6.10.2.5) имели порядок немногим больше единицы. Это объясняется тем, что исследователь использовал периодические воздействия напрямую, сталкиваясь с огромными усилиями в приводах (пульсаторах), обеспечивающих пульсационные воздействия, и, как следствие, проблемами надежности как пульсаторов, так и самих аппаратов.
Решительно изменить ситуацию можно, если обрабатываемая в технологическом процессе среда будет иметь собственную частоту колебаний, при которой обеспечивается требуемый эффект массо- и энергопереноса. В этом случае необходимо, чтобы внешние воздействия были резонансными, при этом место приложения этих воздействий уже не будет играть существенной роли.
Иллюстрация этой ситуации приведена на рис. 6.10.2.2. Введение в аппарат упругого элемента позволяет легко изменять частоту собственных колебаний системы. Например, если в качестве упругого элемента использовать наполненную газом эластичную оболочку, то его упругость С (см. уравнение (6.10.1.1)) будет определяться его объемом и давлением в нем газа.
Рис. 6.10.2.1. Эпюры скоростей при турбулентном стационарном течении потока (7) и при колебательном движении потока со средней за период нулевой скоростью (2)
Аналогично (6.10.2.4), можно записать условие
(6.10.2.5)
ТЛК)
Рис. 6.10.2.2. Схема пульсационного аппарата (а) и резонансного пульсационного аппарата (б): 1 — аппарат; 2 — рабочая среда; 3 — пульсатор;
4 — источник внешних воздействий; 5 — упругое тело (например, наполненная газом эластичная оболочка)
Применение в промышленности периодических воздействий для интенсификации массо- и энергопереноса известно (например, так называемая пульсационная аппаратура), однако оно не вышло за рамки локальных внедрений, поскольку не дало значимых результатов, способных привести к решительным действиям по модернизации существующих технологий. В известных применениях характерная величина периода изменения скоростей была слишком велика, и отношения в урав-
Если сохранить источник внешних воздействий, то его размеры будут много меньше, а конструкция много проще, поскольку в функции пульсатора входит не разгон и торможение рабочей среды в аппарате, а лишь восполнение диссипируемой энергии колебаний. При этом становится неважным место приложения энергии внешних воздействий: это могут быть колебания сосуда, изменения давления в пространстве над рабочей средой, либо колебания в периодическом магнитном поле магнитных тел, взвешенных в жидкости.
Подобным образом нетрудно организовать работу большого числа тепло-, масообменных и реакционных процессов. Рассмотрим некоторые примеры.
594
Новый справочник химика и технолога
Рис. 6.10.2.3. Кинетические кривые растворения Nb2O5 со средним размером частиц 50 мкм плотностью 8570 кг/м3 в водном растворе HF и Н2О2 (объемные доли компонентов: Н2О — 0,688; HF — 0,114; Н2О2 — 0,185; Nb — 0,013): / — ПР А: амплитуда колебаний жидкости А = 50 мм, частота /= 4,5 Гц, (е0) = 3 Вт/кг;
2 — аппарат с якорной мешалкой: (е0) = 3,5 Вт/кг (по данным АО «Красный химик»)
Рис. 6.10.2.4. Зависимость коэффициента массоотдачи от диссипации мощности при растворении бензойной кислоты в водном растворе едкого натра (□ и Д — таблеток размером 0 9 х 3,4 мм; О — и частиц со средним размером 400 мкм): / — в ПР А; 2 — в аппарате с турбинной мешалкой и отражательными перегородками
Пульсационный резонансный теплообменник. В обычном теплообменнике скорость протока жидкости определяет коэффициент теплоотдачи: чем выше скорость, тем выше коэффициент теплоотдачи и меньше время пребывания жидкости в зоне теплообмена. Помимо этого, на поверхности теплообменных труб возникают отложения, увеличивающие термическое сопротивление теплопередающих поверхностей, поэтому приходится периодически прибегать к дорогостоящей операции чистки теплообменных труб.
Теплообменник, где рабочая среда движется в колебательном резонансном режиме, будет иметь явное преимущество перед традиционной конструкцией. Колебательный режим движения жидкости обеспечит высокий коэффициент теплоотдачи, а низкая скорость протока жидкости — большое время пребывания жидкости в аппарате; от отложений можно избавиться либо существенно увеличить время между операциями очистки поверхностей.
Результаты теоретических и экспериметальных исследований гидродинамики в конструкции многотрубного теплообменника приведены в [4].
В 2002 г. германскими фирмами «АЕЬ» (Apparate-bau Engineering Leisnig) и «G&P» (Ingenieugesellschaft fur Verfahrenstechnik Sicherheitstechnik und Umwelt-schutz GmbH) с целью снижения отложений на теплообменных трубах при участии автора был внедрен резонансный теплообменник для отработанного масла. В 2003 г. результаты промышленных испытаний были представлены на выставке «Ahema» во Франкфуте-на-Майне (Германия).
Пульсационный резонансный трубчатчатый микрофильтр из-за отложений на поверхности фильт
рационных труб (эквивалентный диаметр 6 мм и менее) требует высоких скоростей (до 4-5 м/с) протока суспензии (как правило, циркуляционный расход суспензии превышает фильтрационный в 100 и более раз) и периодической регенерации. Для обеспечения таких скоростей протока необходимы столь значительные затраты энергии, что приходится охлаждать циркулирующую суспензию в теплообменниках.
Использование резонансных колебаний фильтруемой суспензии позволит исключить циркуляцию, снизить затраты энергии и упростить всю конструкцию микрофильтра, исключив циркуляционный насос и теплообменник, а также увеличить период работы фильтра между циклами регенерации [5].
Массообмен между твердым и жидкостью может быть реализован во множестве аппаратов, из которых аппарат с мешалкой обладает несомненными преимуществами по интенсивности воздействий на взаимодействующие фазы.
Для сравнения резонансного пульсационного аппарата (ПРА) и аппарата с мешалкой был взят процесс растворения. Анализ показал, что растворение мелких частиц (менее 100 мкм) проводить в аппарате с мешалкой неэффективно, поскольку вводимая в аппарат мощность потребляется в основном на взвешивание частиц и не играет существенной роли в интенсификации обменных процессов, а скорость растворения определяется скоростью осаждения частиц.
Растворение крупных частиц (более 1 мм), напротив, протекает в аппарате с мешалкой наиболее эффективно, поскольку определяется вводимой в аппарат мощностью и слабо зависит от скорости их осаждения.
Вспомогательные, типовые и многофункциональные процессы и аппараты
595
При колебаниях силовое взаимодействие жидкости и мелких частиц при нестационарном обтекании может в несколько раз превышать таковое при осаждении и существенно интенсифицировать растворение. Для крупных частиц с ростом скорости проскальзывания возрастает и интенсивность диссипируемой мощности, что в целом дает ощутимое увеличение интенсивности растворения. В зависимости от вводимой в аппарат мощности скорость обмена в резонансных колебаниях растет быстрее, чем в аппарате с мешалкой, что справедливо для частиц различного размера.
Результаты апробации приведены на рис. 6.10.2.3 и 6.10.2.4 [6].
6.103. Капиллярная нестационарная гидродинамика
Оценка эффективности использования резонансных колебаний при массо- и энергопереносе в капиллярнопористых телах проводилась для задач теплопроводности, экстракции и капиллярной пропитки.
Вибрационная теплопроводность. В капиллярнопористом теле теплота передается за счет теплопроводности его скелета и за счет конвекции в порах сплошной среды. В подавляющем числе практических случаев определяющей является конвекция. Конвективный перенос можно увеличить, если заставить сплошную среду колебаться внутри пористого тела. Тогда, при наличии в теле в направлении колебаний сплошной среды температурного градиента, возникнет тепловой поток.
На рис. 6.10.3.1 показано изменение температуры произвольной газовой частицы за время одного периода колебаний газа в пористом теле (подобная картина характерна для сплошной среды, теплоемкость которой несоизмеримо мала в сравнении с теплоемкостью скелета пористого тела).
Рис. 6.10.3.1. Изменение температуры газовой частицы при колебательном движении газа в пористом теле: 7 — изменение температуры по длине пористого тела; 2 — площадь, определяющая количество тепла, переносимого газом за один период колебаний; / — длина пробега газовой частицы, равная двум амплитудам колебаний газа
На рис. 6.10.3.2 показано изменение температуры для различных идеализированных случаев, из которых нетрудно заметить существенное влияние параметров колебаний и теплопередающих свойств взаимодействующих сред на перенос теплоты.
Рис. 6.10.3.2. Изменение температуры газовой частицы для идеализированных случаев при колебательном движении газа в пористом теле: а) теплообмен между пористым телом и газовой частицей отсутствует (очень быстрое перемещение газовой частицы или слишком низкий коэффициент тплоотдачи);
б) бесконечно большая интенсивность теплообмена между пористым телом и газовой частицей (слишком медленное перемещение газовой частицы или слишком большой коэффициент теплоотдачи);
в) газовая частица мгновенно перескакивет из одной точки в другую и находится в покое до выравнивания ее температуры с температурой пористого тела
На рис. 6.10.3.3 приведена схема эксперимента по охлаждению блочного пенополиуретана при вибрационных воздействиях [7]. При периодическом сжатии и расширении блока в нем организовывался колебательный фильтрационный поток.
Начальная температура блока составляла 150-160 °C. Темп охлаждения блока в состоянии покоя составлял
— = 2 • 10 3 град/с, при вибронагружении блока с часто-dt
той /= 47,5 Гц — — - 2,5 • 10 3 град/с, а при вибронаг-dt
ружении с частотой / - 4 Гц, которая была близка к резонансным упругим колебаниям блока, —— = 4 -10 3 град/с.
dt
Рис. 6.10.3.3. Схема опыта по вибрационному охлаждению блока пенополиуретана:
1 —термопара; 2 — блок пенополиуретана с размерами 2x1x0,8 м;
3 — вибратор с дебалансом ИВ-92; 4 — опорный лист
В [8] приведены результаты по исследованию теплопроводности при колебаниях газа в плотном зернистом слое, которые также однозначно показывают ее существенное увеличение. Например, в отдельных
596
Новый справочник химика и технолога
опытах для гранул полистирола (имитировавших слой катализатора) с эквивалентным размером частиц 4 мм в сравнении с состоянием покоя теплопроводность слоя при колебаниях возрастала почти на порядок. Опыты показали, что максимальный эффект теплопроводности зависит от многих факторов, однако частота колебаний всегда имела экстремум.
Вибрационный массоперенос. Перенос теплоты и массы вещества — аналогичные по физической сущности процессы. При колебаниях жидкости в пористом теле, в котором сформировался профиль концентраций, каждая частица жидкости за один период колебаний будет переносить определенную долю целевого компонента. Графики, представленные на рис. 6.10.3.1 и 6.10.3.2, будут качественно идентичны картине массопереноса, если на вертикальной оси вместо температуры отложить концентрацию целевого компонента.
Были проведены численные эксперименты [9] на плоской модели капиллярно-пористого тела с бидис-персной структурой, характерной для тел растительного происхождения (рис. 6.10.3.4) — через частицу проходит транспортный канал, боковые стенки которого граничат с пористым массивом.
Рис. 6.10.3.4. Модель капиллярно-пористого тела с бидисперсной структурой:
1 — пористый массив; 2 — транспортный канал
Из пористого массива в канал происходит молекулярная диффузия вещества (на рис. 6.10.3.4 показано стрелками). В самом канале рассматривается одновременно молекулярная и конвективная диффузия. Совокупность мелких капилляров пористого массива рассматривалась как анизотропная пористая структура с заданной пористостью е = 0,4. Принималось, что в начальный момент времени мелкие капилляры заполнены концентрированным раствором целевого компонента. Анизотропия заключалась в том, что диффузия рассматривалась только в направлении оси у.
В транспортном канале эпюра скоростей принималась параболической. Закон изменения максимальной скорости принимался в виде М(у^о) = Mmax sm(co/). На границах (х - 0 и х = L) концентрация компонента при втекании жидкости в транспортный канал принималась равной нулю. Начальная концентрация составляла С = 10 кг/м3, коэффициент диффузии D = 5 • 1010 м2/с.
На рис. 6.10.3.5 приведены кривые (результаты расчета для частицы размером порядка 10 мкм), характеризующие продолжительность экстрагирования как
функции угловых частот колебаний жидкости в канале при различных амплитудах скорости жидкости. На всех кривых наблюдается четкий экстремум, соответствующий минимальной продолжительности процесса, который и можно считать оптимальной частотой.
Рис. 6.10.3.5. Зависимость безразмерного времени экстрагирования (остаток целевого компонента в пористом теле 2,5 %) от угловой частоты колебаний жидкости при различной амплитудной скорости итах(м/с):
1 — 5 • 10 4; 2 — 10 \ 3 — 2,5 • 10’3; 4 — 5 • 10 3; 5 — 7,5 1 СТ3.
Параметры модели: L = 1(Г5 м; hi = /г2 = 10-6 м; т = 1 отвечает продолжительности экстракции при со = 0
Важным для практики вопросом является влияние размера частиц (длины канала L) на ускорение процесса экстракции посредством колебаний. Как показывают расчеты, чем мельче частицы, тем слабее влияние колебаний (рис. 6.10.3.6). Действительно, в случае сильно измельченных частиц при условии их равномерного смачивания процесс извлечения целевого вещества будет проходить довольно быстро за счет молекулярной диффузии. С точки зрения энергозатрат и простоты технологии выгоднее, по-видимому, не слишком сильно измельчать сырье, а использовать ПРА при оптимальной частоте.
Рис. 6.10.3.6. Зависимость продолжительности экстрагирования (остаток целевого компонента в пористом теле 2,5 %) от угловой частоты колебаний жидкости при различных размерах частицы Дм): 7 —-10-6; 2 —2 • ЦТ6; 3 — 5- 10Д4— 15 • 10-6.
Параметры модели: hi = h2 = 10-6 м; т - 1 отвечает продолжительности экстракции при со - 0 для данного значения L
Вспомогательные, типовые и многофункциональные процессы и аппараты
597
Проведенный теоретический анализ подтверждается многочисленными экспериментальными наблюдениями [10-12], в которых экстрагировались высушенные растительные ткани в водных растворах этанола. Во всех опытах продолжительность процесса не превышала 90-120 мин. Как правило, при пульсационных вибрационных воздействиях на 20-30 % увеличивался выход
целевых компонентов.
Вибрационная капиллярная пропитка. В сквоз
ных капиллярах полностью погруженных в жидкость тел, смачиваемых по всей наружной поверхности, из-за встречного движения жидкости происходит защемление газов и образование газовых полостей, препятствующих дальнейшей пропитке. Устойчивость газовых полостей определяется степенью растворения газа в капиллярной жидкости и дальнейшей его диффузией за пределы пористого тела. Продолжительность этих со
вместно протекающих процессов и определяет время
его пропитки.
На рис. 6.10.3.7 показан капилляр с защемленной газовой полостью. Равновесие газовой полости определяется гистерезисом угла смачивания.
Сверху и снизу на газовую полость действуют капилляр
Рис. 6.10.3.7. Схема к рассмотрению условий равновесия газовой полости в полностью погруженном в жидкость капилляре
ные силы, но они определяются разными углами смачивания. Под действием выталкивающей силы газовая полость продвигается по капилляру. При этом верхний периметр будет смоченным, а ниж-
Сорбция в плотном зернистом слое. Любой, по внешнему виду однородный, зернистый слой имеет хаотичную структуру пор. Хаотичность пористой структуры приводит к хаотическому движению жидкости или газа. Струйки жидкости в порах имеют различную скорость, что предопределяет дисперсию количества жидкости, приходящейся на отдельные частицы, и снижает эффективность сорбционных процессов. Влияние дисперсии пористости особенно сильно сказывается при ламинарном режиме фильтрации (подавляющее число сорбционных процессов протекает при этом режиме). Это следует из уравнения фильтрации, согласно которому при постоянном перепаде давления приведенная скорость фильтрации зависит от пористости слоя как w ~ е4,75 (см. также уравнение (3.3.2.34)).
Исключить дисперсию пористости можно, если заставить частицы периодически переупаковываться. В этом случае пористость в каждой точке будет периодически изменяться, однако за время протекания технологического процесса она будет постоянной во всем пространстве слоя. Таким образом, заставив слой периодически колебаться, можно существенно повысить сорбционную емкость зернистого слоя или, что то же, — увеличить продолжительность работы аппарата до момента регенерации слоя.
На рис. 6.10.3.8 приведены результаты исследований ионообменного процесса при резонансных колебаниях слоя ионообменной смолы [14], откуда следует, что за счет увеличения емкости смолы продолжительность работы аппарата повышается примерно на 70 %. При этом несколько повышается и степень очистки (кривая 2 проходит несколько ниже кривой 7).
ний — сухим. В результате разность сил капиллярного
давления уравновесит силу гидростатического давле-
ния.
При пульсациях давления в жидкости будет пульсировать и газовая полость. Верхний и нижний периметры периодически становятся мокрыми либо сухими, капиллярные силы сверху и снизу газовой полости одинаковыми, и силы гидростатического давления выталкивают газовую полость из капилляра. Теоретический анализ механизма колебаний жидкости в капилляре [13] позволил связать максимальную частоту колебаний с амплитудой давления, вязкостью жидкости, углом смачивания, величиной поверхностного натяжения и размера капилляров, при которых будет реализован эффект вытеснения газовой полости.
Эксперименты проводились на пористой сфере диаметром 25 мм, спрессованной из табачной пыли с размером частиц порядка 10 мкм. Сфера помещалась в капроновую сетчатую ткань и погружалась в воду на глубину 0,2 м [10]. За момент полного смачивания сферы принимался момент потери плавучести. При колебаниях давления ±0,5 МПа и угловой частоте пульсаций 15,9рад/с этот момент наступал через 1 минуту. Без колебаний в покоящейся жидкости его ожидание
Рис. 6.10.3.8. Изменение концентрации ионов никеля во времени на выходе воды из аппарата:
1 — аппарат с неподвижным слоем; 2 — ПРА (по рис. 6.10.2.2, б);
3 — предельно допустимая концентрация;
/М — временная ширина фронта фильтрационной волны, ч; t — время перемещения центра диффузионной волны, ч; tk — время достижения предельно допустимой концентрации ионов никеля в воде; Со — исходная концентрация ионов никеля в воде
теряло смысл из-за длительности процесса.
598
Новый справочник химика и технолога
6.10.4. Колебания поверхности капель и пузырей
Капли и пузыри при движении в одних случаях могут вести себя как твердые частицы, в других — колебаться, причудливо изменяя свою форму. При движении в покоящейся жидкости условие, при котором возможны колебания формы капель и пузырей, определяется критерием Вебера (см. 3.2.6 и 8.1.4)
6р -™пГ
We = 7V 7------> 1, (6.10.4.1)
о
где о — поверхностное натяжение. Из формулы (6.10.4.1) следует, что для начала колебаний воздушного пузыря, всплывающего в воде (р^= 1000 кг/м3, а = 72 • 10 3 Н/м), необходимо выполнить условие 8 > 1,2 мм, а для капли бензальдегида, осаждающейся в воде (рр = 1047 кг/м3, о = 19,6 • 10”3 Н/м), — 8 > 2,8 мм.
Колебания поверхности весьма полезны, поскольку они обеспечивают интенсивное перемешивание как снаружи, так и внутри частицы. По данным [15], отношение коэффициентов эффективной и молекулярной диффузии для колеблющихся капель превышает 10.
Массообмен к каплям обычно протекает в процессах экстракции, а его интенсивность определяется как внутренним, так и внешним диффузионным сопротивлением. В гравитационных экстракционных колоннах для эффективного массопереноса размер капель должен удовлетворять условию (6.10.4.1). В противном случае капли при всплытии сохраняют сферическую форму. Таким образом, реализация эффективного процесса массопереноса связана с дилеммой — получить высокую поверхность контакта фаз, т. е. уменьшить размер капель 8, или повысить коэффициент массоотдачи, т. е. увеличить 8.
В аппаратах с мешалкой капли и газовые пузыри в жидкости, содержащей поверхностно-активные вещества, образуются в зоне вращения мешалки и попадают в основной объем с таким размером, при котором их форма остается сферической и не зависит от гидродинамической обстановки в основном рабочем объеме аппарата. Таким образом, коэффициент массоотдачи от таких капель и пузырей мало чем отличается от такового для твердых частиц.
Для реализации массообмена между газом и жидкостью наиболее распространены как наиболее простые аппараты — барботажные, так и наиболее интенсивные — аппараты с отражательными перегородками и турбинной мешалкой. Интенсивность массообмена в них зависит от поверхности контакта фаз и коэффициента массоотдачи, величина которого в барботажных аппаратах в основном определяется скоростью всплытия пузыря, в аппаратах с мешалкой — диссипацией мощности.
В барботажных аппаратах для систем вода—воздух при атмосферном давлении и комнатной температуре размер пузыря колеблется в зависимости от приведенной
скорости газа w = 0,014-0,06 м/с в пределах от 11 до 8 мм. В аппаратах с мешалкой размер пузыря при w = 0,02 м/с и диссипации мощности - 0,2-гЮ Вт/кг составляет от 7 до 3,5 мм.
При колебаниях ситуация резко меняется. Этому способствует как возможность достижения высоких относительных скоростей и ускорений, так и возможность воздействия на частицу с частотой, соответствующей ее собственной частоте колебаний формы, определяемой уравнением Ламба (см., например, в [16]):
z \0,5
/ = —(6.10.4.2) Ц3р2 + 2р] )3 ?
(в частности, для всплывающего в воде пузыря размером 5 мм собственная частота колебаний составит примерно 36 Гц; для осаждающейся в воде того же размера капли бензальдегида— 12 Гц).
Рассмотрим сначала эффективность образования поверхности контакта фаз.
Максимальный размер капель и пузырей, образующихся при дроблении в потоке сплошной среды, определяется, в основном, тремя механизмами. Это неустойчивость Кельвина — Гельмгольца, определяемая величиной относительной скорости (й; -й’2). неустойчивость Рэлея — Тейлора, определяемая величиной относительного ускорения а, и колмогоровский механизм дробления турбулентными пульсациями, определяемый величной диссипации мощности
(см. 8.1.6). Максимальный размер образующихся частиц описывается соответствующими уравнениями (8.1.4.3), (8.1.4.4), в которых вместо g следует подставлять g +—(й^-й2), и (8.1.5.4) с соответствующими dt
эмпирическими коэффициентами си, ся, и ст, величины которых для приближенных расчетов могут быть приняты равными 1. Максимальный размер частиц в условиях совместного действия нескольких механизмов дробления определится уравнением (8.1.6.1).
В частности, размер капель дождя определяется уравнением (8.1.4.3) (8„« 3,5 мм при скорости падения капли 9,8 м/с), размер всплывающих в жидкости одиночных капель и пузырей — также уравнением (8.1.4.3) (при всплытии воздушного пузыря в воде 8а » 17 мм), размер воздушных пузырей в воде в барботажной колонне (s0 = wg, где w — приведенная к сечению аппарата скорость газа) и в аппарате с мешалкой
(sQ = wg + —, где N — мощность на валу, а т — масса т
жидкости в аппарате) — уравнениями (8.1.4.4) и (8.1.4.5). Размер воздушного пузыря в воде, колеблющейся с частотой 30 Гц и амплитудой 10 мм, при ускорении g + Л (2 л/)2 составит 2,8 мм. Исходя из уравнения (8.1.5.4), такой размер пузыря можно получить только при диссипации мощности порядка 100 Вт/кг.
Вспомогательные, типовые и многофункциональные процессы и аппараты
599
Приведенные примеры приводят к заключению, что при сопоставимых значениях диссипации мощности колебания позволяют получать существенно более высокие значение поверхности контакта фаз при высоких коэффициентах массоотдачи за счет колебаний поверхности капель и пузырей.
На рис. 6.10.4.1 [17] приведена зависимость объемного коэффициента массоотдачи pv от приведенной скорости воздуха для барботажной колонны с резонансными колебаниями и без колебаний. Как видно из графика, значения pv при резонансных колебаниях в 6-12 раз больше, чем в барботажной колонне без колебаний.
Столь значительное увеличение pv объясняется не только более высокими интенсивностями обмена и поверхностью контакта фаз, но и повышенным газосодержанием. Это объясняется тем, что при колебаниях снижается скорость всплытия пузыря, тогда как в барботажном аппарате возникают циркуляционные течения, вызванные неоднородностью распределения газа в рабочем объеме, увеличивающие скорость всплытия пузырей.
Рис. 6.10.4.1. Зависимость объемного коэффициента массоотдачи от приведенной скорости воздуха при окислении сульфита натрия в воде кислородом воздуха в барботажной колонне при резонансных колебаниях (7) и без колебаний (2)
В [16] приведены экспериментальные данные, подтверждающие увеличение коэффициента массоотдачи от колеблющейся капли. Это же подтверждается и экспериментальными данными [6] (где оценка делалась по затратам мощности), показавшими, что эффективность массообмена в ПР А может в четыре и более раз превышать эффективность в аппарате с мешалкой.
6.10.5. Гидродинамика стоячих волн в газосодержащих многофазных средах
Наличие газовых пузырьков в порошкообразных или жидкофазных средах резко снижает в них скорость распространения механических возмущений (скорости звука). Скорость звука определяется уравнением (2.5.3.4), характер которого иллюстрируется рис. 2.5.3.1.
Столь существенное снижение скорости звука в газосодержащей среде дает возможность в промышленных условиях с помощью пульсационных резонансных воздействий создавать продольные стоячие волны в произвольном объеме многофазной среды (см. 2.5.4).
На рис. 6.10.5.1 показаны формы колебаний (значения скоростей и давлений по границам полупериода колебаний), которые образуются при резонансных воздействиях на газосодержащие среды.
Рис. 6.10.5.1. Формы колебаний столба газосодержащей среды: а, в) скоростей; б, г) давлений;
I, II, III — номер резонансной частоты; а, б) с нулевой скоростью на нижней границе; в, г) с ненулевой скоростью на нижней границе
Если энергия колебаний многофазной среды превысит энергию хаотических циркуляционных течений, создающих локальные неоднородности и различного рода дисперсии, то в самой среде организуется четкая и однородная структура. Это дает возможность кардинально изменить способы проведения процессов массо-и энергопереноса и существенно повысить их эффективность.
Вибрационное псевдоожижение порошков, организованное в пульсационном резонансном режиме, является тому примером. Недостатки традиционного способа псевдоожижения порошков заключаются в следующем:
- при скоростях газа, близких к скорости начала псевдоожижения, в слое образуются трещины и каналы, через которые газ проходит, практически не взаимодействуя с основной массой материала;
- необходимая для проведения технологических процессов подвижность слоя реализуется при скоростях, в десятки раз превышающих скорость начала псевдоожижения;
600
Новый справочник химика и технолога
- при большом отношении высоты слоя к его диаметру образуются поршни, а сам процесс скорее напоминает пневмотранспорт;
- высокий пылеунос.
Все перечисленное существенно осложняет проведение различных технологических процессов.
Исследования проводились на различных порошках с насыпной плотностью от 120 до 3000 кг/м3, при изменениях высот слоев от 0,05 до 2,2 м и их диаметров от 0,015 до 0,2 м. Схема установки представлена на рис. 6.10.5.2.
Рис. 6.10.5.2. Схема экспериментальной установки:
1 — поршень; 2 — цилиндрическая колонка;
3 — пористая перегородка; 4 — подача газа;
5 — направление колебаний; 6 — сброс газа
Рис. 6.10.5.4. Зависимость относительной высоты ожиженного слоя порошка А1(ОН)3 при первой резонансной частоте от скорости воздуха для Н = 0,64 м (7) и 2,1 м (2)
Рис. 6.10.5.3. Зависимость амплитуды колебаний поверхности слоя порошка А1(ОН)3 от частоты колебаний при приведенной скорости воздуха 0,0015 м/с, высоте слоя Н = 2,1 м и диаметре <7= 40 мм
Эксперименты показали, что псевдоожиженный слой имеет однородную структуру без каналов и пузырей. Псевдоожижение сопровождается медленной конвекцией порошка, осуществляется при скоростях, близких к скорости начала псевдоожижения, практически при любом отношении высоты слоя к его диаметру, носит явно выраженный резонансный характер (рис. 6.10.5.3, пунктирная линия) и при определенных условиях сопровождается подсосом газа с поверхности в слой (рис. 6.10.5.4). Расчетные значения резонансных частот по уравнению (6.10.6.4) показали хорошее соответствие эксперименту (рис. 6.5.10.3, точки) [18].
В 2003 г. германская фирма «DVA» (Deutsche Vacu-umapparate Holland-Merten GmbH) представила на выставке «Ahema» изготовленный по патенту [19] аппарат кипящего слоя для сушки порошков в резонансном режиме. Главная особенность аппарата — он практически не требует пылеулавливающего оборудования.
Вибрационное перемещение. На рис. 6.10.5.5 показана схема, поясняющая эффект вибрационного перемещения в трубе поршня из порошкообразного материала при пульсационном сбросе давления на одной из его границ.
Рис. 6.10.5.5. Схема к пояснению эффекта вибрационного перемещения в трубе поршня порошкообразного материала
Рис. 6.10.5.6. Схема установки для вибрационного транспортирования порошкообразного материала: 1 — приемный бункер; 2 — трубопровод;
3 — направление транспортирования; 4 — питающий сосуд; 5 — воронка; 6 — направление колебаний воронки
Вспомогательные, типовые и многофункциональные процессы и аппараты
601
Впервые об этом эффекте было сообщено в [20]. В узком диапазоне частот было обнаружено движение массива как единого целого вдоль вертикального цилиндрического сосуда. Например, при избыточном давлении 105Па для слоя порошка (пористость s = 0,6; а высота h = 0,3 м; плотность частиц р2 = 2300 кг/м3) резонансная частота сброса давления составила/= 14 Гц. Это значение с точностью до 9 % совпало с расчетным.
Один из способов практического использования этого эффекта показан на рис. 6.10.5.6 [21].
Исследования проводились на порошкообразном материале ПВХ-Е-6650М. Параметры установки были следующими: гибкий трубопровод диаметром 15 мм и длиной 2 м; высота подъема не более 0,5 м; частота колебаний воронки 12 Гц, амплитуда 5 мм; диаметр воронки 70 мм, угол конуса 90°. Способ был реализован при подаче сажи в резиносмесительную машину на ПО «Красный треугольник».
6.10.6. Принципы создания пульсационных резонансных аппаратов (ПРА) [6, 22]
На рис. 6.10.1.3 показана схема подвижного неуравновешенного аппарата. На рис. 6.10.2.2, б — схема неподвижного аппарата. На рис. 6.10.6.1 — два подвижных, но динамически уравновешенных аппарата.
Рис. 6.10.6.1. Схема динамически уравновешенных ПРА
Неподвижные аппараты с колеблющейся либо неподвижной рабочей средой, но изменяющимся периодически каким-либо параметром (например, давлением) представляют для практики наибольший интерес. Это касается, прежде всего, крупногабаритных и массивных аппаратов (например, аппаратов высокого давления), а также аппаратов с разветвленной системой подвода реагирующих потоков.
На рис. 6.10.6.2 приведены принципиальные схемы неподвижных ПРА, где рабочая среда считается несжимаемой. При несущественном изменении жесткости газовых полостей (вследствие расширения либо сжатия в них газа) собственные частоты колебаний жидкости в них определятся уравнениями
J 2пУ I
2л V т I
1 |С1+С2 ! 2g
2л V т I
, 1 2СГ,
f =---J--- 1-COS----
2 л у т I п + 1
(а)
(Ь)
(е)
(6.10.6.1)
где I — длина (развернутая) жидкостного столба; т — масса колеблющейся жидкости; п — число колеблющихся масс жидкости в колонне; / — порядковый номер гармоники колебаний (z = 1, 2, ..., А).
Рис. 6.10.6.2. Схемы ПРА и их эквивалентные механические колебательные системы: а) U-образный аппарат с двумя свободными жидкостными поверхностями;
б) U-образный аппарат с одной замкнутой газовой полостью;
в) U-образный аппарат с двумя газовыми замкнутыми полостями;
г) колонный аппарат с тремя замкнутыми газовыми полостями (пунктирными линиями обозначено условное деление жидкостного столба на две жидкостные массы, движущиеся в противофазе)
В уравнениях (6.10.6.1) I соответствует также длине механического маятника, aw — массе качающегося груза. В (6.10.6.1, bd) С определяет жесткость газовой полости или пружины. В (6.10.6.1, b и с) т — масса всей жидкости в аппарате, а в (6.10.6.1, d) — массы жидкостей, разделенных газовыми полостями.
Если принять, что объем газовой полости представляет собой цилиндр высотой h и площадью S (равной площади зеркала жидкости), то жесткость будет определяться выражением
С=^, (6.10.6.2)
h
где у — показатель политропы, который может быть принят равным показателю адиабаты; р — давление покоя в газовой полости.
Из уравнения (6.10.6.2) следует, что жесткость газовой полости, как и собственную частоту колебаний системы, можно регулировать изменением ее высоты либо объема.
Конструкции аппаратов на рис. 6.10.6.2, ав, не являются полностью динамически уравновешенными. Колонна на рис. 6.10.6.2, г, напротив, может быть полностью уравновешена. В уравнении (6.10.6.1, d) при противофазном движении двух масс жидкостей, что соответствует полностью динамически уравновешенному колонному аппарату, i = 2 и п = 2.
В тех случаях, когда обрабатываемая рабочая среда содержит газ (например, газо-жидкостная или газо-порошковая смесь), возможны иные варианты компоновки ПРА. Некоторые из них приведены на рис. 6.10.6.3.
602
Новый справочник химика и технолога
Рис. 6.10.6.3. Схемы ПР А с газосодержащими средами и их эквивалентные механические системы с упругими стержнями и пружинами: а) со свободной поверхностью;
б) с замкнутой газовой полостью
Рис. 6.10.6.5. Общий вид горизонтального трубчатого ПРА для проведения массообменных и реакционных процессов в жидкофазных средах:
1,3 — подача исходного сырья; 2 — резонансная газовая полость; 4 — подвод внешних пульсационных воздействий;
5 — мембрана для передачи пульсаций;
6 — уровни жидкости; 7 — отвод готового продукта
Рис. 6.10.6.4. Общий вид ПР А для проведения массообменных и реакционных процессов в жидкофазных средах:
1 — мембрана для передачи пульсаций;
2 — центральная труба; 3 — газовые резонансные полости;
4 — реактор; 5 — теплообменный элемент, выполняющий роль центральной трубы; 6 — выход теплоносителя;
7 — обтекатель; 8 — штуцеры; 9 — уровни жидкости в трубном и межтрубном пространствах; 10 — ввод теплоносителя;
11 — подвод внешних пульсационных воздействий
Если пренебречь изменением упругости газосодержащей среды и гравитационной составляющей колебаний, что вполне правомерно для невысоких газосодержащих столбов, то собственные резонансные частоты для ПРА типа а (рис. 6.10.6.3) будут определяться, как и для одномерного упругого стержня, уравнением
. (6.10.6.3)
2/z
где к = 1, 2, 3,...; а — скорость звука в газосодержащей среде, определяемая уравнением (2.5.3.4); Н— высота газосодержащего столба.
а б в
для экстракции частиц растительного сырья:
а) погружение частиц, содержащих в порах газ, под решетку;
б) цикл подачи давления в аппарат, сжатия защемленного в порах частиц газа и пропитки частиц экстрагентом;
в) цикл сброса давления, расширения защемленного газа и вытеснения экстрагента из частиц
Для случая б (рис. 6.10.6.3) собственные частоты определяются из трансцендентного уравнения (см. пример 2.5.4.2)
tg^. = _±4PA + PA)Z, (6.10.6.4) 2па 2лу/?
в котором значения h, у и р определяются, как и в (6.10.6.2), параметрами замкнутой газовой полости.
Практическая реализация аппаратов может отличаться от схем, представленных на рисунках, например, в части конструкции газонаполненных упругих элементов, а также конфигурации аппаратов в целом. Так, U-образные системы могут быть заменены на конструкцию типа «труба в трубе» (рис. 6.10.6.4), а аппараты с распределенными упругими элементами могут быть и горизонтальными (рис. 6.10.6.5).
Особые случаи — интенсификация обменных процессов внутри капиллярно-пористых тел или частиц, в которых массоэнергоперенос лимитируется процесса
Вспомогательные, типовые и многофункциональные процессы и аппараты
603
ми, протекающими внутри частиц. Поэтому при разработке ПРА следует обращать внимание не на увеличение скорости скольжения между взаимодействующими фазами, а на параметры пульсаций, при которых интенсифицируется массоэнергоперенос внутри частицы.
Простейший пример аппарата, реализованного по способу, описанному в [13,23], приведен на рис. 6.10.6.6, где показан случай с погружением отяжелевших после пропитки частиц на дно.
Использование ПРА, приведенных на рис. 6.10.6.1-6.10.6.5, может быть весьма эффективным, поскольку в них легко достигается как высокая амплитуда пульсаций давления, так и деформирование частиц при их столкновении.
Литература
1. Брагинский Л.Н., Нечаев В.И., Барабаш В.М. Перемешивание в жидких средах. Л.: Химия, 1984.
2. Островский Г.М. // Сборник: Научные основы создания унифицированных блоков и модулей для аппаратурного оформления универсальных химико-технологических схем. Л.: НПО ГИПХ, 1990. С. 20-25.
3. Галицейский Б.М., Рыжов Ю.А., Якуш Е.В. Тепловые и гидродинамические процессы в колеблющихся потоках. М.: Машиностроение, 1977.
4. Briesovsky J., Ostrovsky G.M., Schmidt W. Vibration und Verfarenstechnik. Preprints, Universit dt Karlsruhe, 1998.
5. Островский Г.М., Аксенова Е.Г., Абиев Р.Ш. Патент РФ № 2077374. 20.04.97. Бюл. №11.
6. Островский Г.М., Абиев Р.Ш. // Хим. промышленность. 1998. № 8. С. 10.
7. Козинцев В.А., Константинов А.Ф., Малышев П.А., Островский Г.М. // Пожарная профилактика: Сб. науч. тр. М.: ВНИИПО, 1982. С. 114.
8. Островский Г.М., Ослонович В.А., Иваненко А.Ю., Некрасов В.А. Л.: ЛТИ, 1986. Деп. в ВИНИТИ. № 3672-В86.
9. Абиев Р.Ш., Островский Г.М. // Теор. основы хим. технологии. 2001. Т. 35, № 3. С. 270-275.
10. Васильев С.Н., Рощин В.И., Ягодин В.И. и др. // Изв. вузов. Лесной журн. 1994. № 5-6. С. 126.
11. Аксенова Е.Г., Абиев Р.Ш., Островский Г.М. и др. // Изв. вузов. Лесной журн. 1993. № 2-3. С. 176.
12. Абиев Р.Ш., Аксенова Е.Г., Островский Г.М. // Хим. промышленность. 1994. № 11. С. 44.
13. Островский Г.М., Иваненко А.Ю., Аксенова Е.Г. // Теор. основы хим. технологии. 1995. Т. 29, № 6. С. 607.
14. Островский Г.М., Брисовский И. // Теор. основы хим. технологии. 1999. Т. 33, № 3. С. 247.
15. Sherwood Т.К., Pigford R.L., Wilke C.R. Mass Transfer. New York: McGraw-Hill, 1975.
16. Siemes W., Franke M. // Chemie-Ing. Techn. 1958. Jg. 30, №3.S. 165-170.
17. Островский Г.М., Малышев П.А., Аксенова Е.Г. // Теор. основы хим. технологии. 1990. Т. 24, № 6. С.835.
18. Островский Г.М., Аксенова Е.Г. // Теор. основы хим. технологии. 1997. Т. 31, № 1. С. 5.
19. Brandauer Е., Pohler W., Brisowski J., Ostrovsky G.M. Deutsches Patent № 221102 PA.
20. Малышев П.А., Островский Г.М., Цапенко A.C., Чистяков Ю.Г. // Вибротехника. 1985. № 4(44). С. 111.
21. Островский Г.М., Горин С.Н., Аксенова Е.Г. Патент РФ № 2029714. 27.02.95. Бюл. № 6.
22. Ostrovsky G.M., Briesovsky J. «Nuntzung rezonanter Schwingungen in der Prozesstechnik». 25 September 2002 in Halle. S. 5-22.
23. Островский Г.М., Аксенова Е.Г., Иваненко А.Ю. Патент РФ № 2083270. 10.07.97. Бюл. № 9.
Раздел 7
МЕТОДЫ МАТЕМАТИЧЕСКОГО МОДЕЛИРОВАНИЯ
В данном разделе изложены методы создания моделей, имитирующих работу аппаратов химических производств. Из множества хорошо разработанных методов математического описания процессов и явлений здесь рассматриваются только наиболее приемлемые для описания функционирования аппарата или химикотехнологического процесса. Основное внимание уделено математическим аспектам создания моделей и их связи с физическими особенностями конкретного технологического процесса. Предлагаемые модели просты по своей структуре и обладают достаточной универсальностью.
В подразделе 7.1 рассмотрены формальные методы математического моделирования, которые используются в тех случаях, когда есть большой объем экспериментальных данных, а аналитическое описание либо описание в виде определенного комплекса критериев подобия отсутствует.
В подразделе 7.2 кратко приведены традиционные методы описания структуры потоков в аппарате как основы построения любой модели, описывающей его работу.
В подразделе 7.3 даны методы оценки эффективности работы химико-технологического агрегата с использованием математического аппарата цепей Маркова. Показана его достаточная универсальность от моделирования структуры потоков до процессов обслуживания технологического оборудования штучных производств.
В подразделе 7.4 изложены методы Монте-Карло в инженерном приложении. При этом основной упор делается на постановку самой задачи и ее правильную физическую интерпретацию.
Подраздел 7.5 посвящен методам стохастического моделирования дисперсных систем. Дисперсные системы очень широко распространены в химической технологии, однако их описание с использованием моделей механики неоднородных сред не всегда представляется возможным, особенно в тех случаях, когда происходит изменение гранулометрического состава дисперсной фазы.
Подред. д.т.н., проф. А.Н. Веригина
7.1. Формальные математические модели
(В.М. Крылов)
7.1.1. Основные понятия и характеристики
При недостаточном знании механизма исследуемого процесса исследователю целесообразно обратиться к методике построения статистических математических моделей. В основе такого построения лежат методы математического планирования эксперимента. Модели строятся по принципу «черного ящика» и устанавливают аналитическую связь между входными и выходными параметрами. Полученное таким образом математическое описание может быть использовано не только для определения оптимальных условий проведения процесса, но и как основа для создания системы оптимального управления и регулирования. Такой подход к решению задач оптимизации оказывается весьма полезным.
Основоположником статистического математического планирования эксперимента является английский статистик Рональд Фишер [11-13]. В современном виде методы построения статистических моделей стали развиваться после выхода работы Бокса и Уилсона [10] в 1951 г.
В нашей стране основоположником теории и практики построения статистических математических моделей является В.В. Налимов, опубликовавший в 1960 г. первую кишу [2], посвященную этому вопросу.
В статистическом моделировании принято независимые переменные величины, влияющие на протекание процесса, называть факторами и обозначить хь ...,хп. Зависимые величины называют функциями отклика и обозначают ...,ут. Любую статистическую модель можно представить в виде зависимости
у7 =у7(х,,..., х„), 7=1,2,..., т. (7.1.1.1)
Геометрический образ, соответствующий функции отклика (7.1.1.1), называют поверхностью отклика, а координатное пространство, по осям которого отложены
606
Новый справочник химика и технолога
факторы, — факторным пространством. Для удобства рассмотрения поверхность отклика может быть представлена на факторной плоскости (хь х2) изолиниями — линиями постоянного значения функции отклика.
Проверка воспроизводимости эксперимента по критерию Кохрена. Прежде чем приступить к планированию эксперимента, необходимо убедиться в том, что опыты воспроизводимы. Для этой цели проводят несколько серий параллельных опытов в рассматриваемой области изменения влияющих факторов.
Для каждой серии параллельных опытов вычисляют среднее арифметическое значение функции отклика (см. данные табл. 7.1.1.1):
У, = |£у,, О' = 1,2,..., N), (7.1.1.2)
Л ,=1
где k — количество параллельных опытов, проведенных при одинаковых условиях, 2 < k 9.
Далее вычисляют оценку дисперсии для каждой серии параллельных опытов:
Проверки воспроизводимости по критерию Бартлетта. Критерий Бартлетта используется для проверки гипотезы о воспроизводимости опытов в тех случаях, когда имеются результаты нескольких серий параллельных опытов, однако число опытов в этих сериях разное. В этом случае по уравнению (7.1.1.2) для каждой серии опытов вычисляют среднее арифметическое значение функции отклика.
Оценку дисперсии для каждой серии параллельных опытов определяют из выражения (7.1.1.3).
С каждой из этих оценок связано число степеней свободы fj = kj> - 1. Далее рассчитывают средневзвешенную оценку дисперсии
V /=1 ) \ /=* )
N
Обозначив f = вычисляют вспомогательный 7=1
коэффициент
(7.1.1.3)
1
3GV-1)
(7.1.1.6)
Для проверки воспроизводимости опытов находят отношение наибольшей из оценок дисперсий к сумме всех оценок дисперсий:
(7.1.1.4)
Это соотношение называется расчетным значением критерия Кохрена. Оно соответствуют доверительной вероятности р = 0,95 и сравнивается с табличным значением критерия Кохрена (см. табл. 7.1.1.2) [5, 9]. Величина (1-/?) называется уровнем значимости. Для нахождения табличного значения критерия Кохрена G необходимо знать общее количество оценок дисперсий N и число степеней свободы / связанных с каждой из них, причем/= k - 1.
Если выполняется условие (7Р < G, то опыты считаются воспроизводимыми, а оценки дисперсий однородными.
Таблица 7.1.1.1
Результаты эксперимента и проверки воспроизводимости
№ серии опытов, J Выход целевого компонента, у, % Л У}
1-й опыт 2-й опыт 3-й опыт 4-й опыт
1 85,2 83,8 86,4 — 2 85,1 1,70
2 92,7 90,5 89,8 93,4 3 91,6 2,97
3 76,4 74,3 77,9 — 2 76,2 3,27
а затем значение критерия Бартлетта:
2,30259 С
/ig4
(7.1.1.7)
В =
После этого проверяют выполнение условия В < %2 для уровня значимости р и числа степеней свободы f=N- 1. Если условие выполнено, то принимается гипотеза о воспроизводимости опытов. Для проверки воспроизводимости эксперимента с помощью критерия Бартлетта число опытов в каждой серии должно быть не менее трех.
Таблица 7.1.1.2
Значения критерия Кохрена (р = 0,95)
У Число степеней свободы f= к - 1
1 2 3 4 5 6 7 8
2 0,999 0,975 0,939 0,906 0,877 0,853 0,833 0,816
3 0,967 0,871 0,798 0,746 0,707 0,677 0,653 0,633
4 0,907 0,768 0,684 0,629 0,590 0,560 0,637 0,518
5 0,841 0,684 0,598 0,544 0,507 0,478 0,456 0,439
6 0,781 0,616 0,531 0,480 0,445 0,418 0,398 0,382
7 0,727 0,561 0,480 0,431 0,397 0,373 0,354 0,338
8 0,680 0,516 0,438 0,391 0,360 0,336 0,319 0,304
9 0,639 0,478 0,403 0,358 0,329 0,307 0,290 0,277
10 0,602 0,445 0,373 0,331 0,303 0,282 0,267 0,254
12 0,541 0,392 0,326 0,288 0,262 0,244 0,230 0,219
15 0,471 0,335 0,276 0,242 0,220 0,203 0,191 0,182
20 0,389 0,271 0,221 0,192 0,174 0,160 0,150 0,142
* Количество оценок дисперсий.
Методы математического моделирования
607
Пример 7.1.1.1. Проверить воспроизводимость эксперимента с помощью критерия Бартлетта по данным табл. 7.1.1.1, в которой у представляет собой выход целевого компонента.
Для каждой серии параллельных опытов вычислим среднее арифметическое значение по формуле (7.1.1.1) и запишем их в соответствующий столбец табл. 7.1.1.1.
По формуле (7.1.1.3) рассчитаем оценки дисперсий s2 для всех серий параллельных опытов, которые также запишем в табл. 7.1.1.1. Этим оценкам дисперсии будут соответствовать следующие степени свободы: /1 = 2,/2 = 3,/3 = 2.
Средневзвешенная оценка дисперсии по формуле (7.1.1.5) составит =2,69. С этой оценкой дисперсии связано число степеней свободы f=fx +fz +f$ = 7. Вспомогательный коэффициент С по формуле (7.1.1.6) составит С =1,2, а значение критерия Бартлетта по (7.1.1.7)— В = 0,191.
По табл. 7.1.1.3 находим для р = 0,95 и числа степеней свободы f-N- 1=2 значение критерия Бартлетта %2 = 5,99. Поскольку х2 > В, то следует принять гипотезу о воспроизводимости эксперимента.
Если опыты невоспроизводимы, то можно попытаться достигнуть воспроизводимости выявлением и устранением источников невоспроизводимости эксперимента, а также использованием более точных методов и средств измерений. Если же никакими способами не удается добиться воспроизводимости эксперимента, то методы математического планирования к такому эксперименту применить нельзя.
Таблица 7.1.1.3
Значения критерия Бартлетта %2 в зависимости от числа степеней свободы f для различных уровней значимости 1-р
f 0,99 0,95 0,80 0,20 0,05 0,01
1 0,000157 0,00393 0,0642 1,642 3,841 6,635
2 0,0201 0,0103 0,446 3,219 5,991 9,210
3 0,115 0,352 1,005 4,642 7,815 11,345
4 0,297 0,711 1,649 5,980 9,488 13,277
5 0,554 1,145 2,343 7,289 11,070 15,086
6 0,872 1,635 3,070 8,558 12,592 16,812
7 1,239 2,167 3,822 9,803 14,067 18,475
8 1,646 2,733 4,594 11,030 15,507 20,090
9 2,088 3,325 5,380 12,242 16,919 21,666
10 2,558 3,940 6,179 13,442 18,307 23,209
12 3,571 5,226 7,807 15,812 21,026 26,217
14 4,661 6,571 9,467 18,151 23,685 29,141
16 5,812 7,962 11,152 20,465 26,296 32,000
18 7,015 9,390 12,857 22,760 28,869 34,805
20 8,260 10,851 14,578 25,038 31,410 37,566
25 11,524 14,611 18,940 30,675 37,652 44,314
30 14,953 18,493 23,364 36,250 43,773 50,892
Вычисление погрешности эксперимента. Оценки однородных дисперсий нескольких серий параллельных опытов можно усреднить и найти величину
(7.1.1.8)
называемую оценкой дисперсии воспроизводимости. С ней связано число степеней свободы f = N(k -1).
Оценку дисперсии среднего значения рассчитывают по формуле
2
(7.1.1.9) к
В этом случае число степеней свободы f- Nk-\.
Если при проведении эксперимента опыты дублируют и пользуются средним значением функции отклика, то при обработке экспериментальных данных следует использовать . В случаях, когда опыты не дублируются, следует использовать величину s2y.
7.1.2. Полный факторный эксперимент
Метод полного факторного эксперимента [1, 3] дает возможность получить математическую модель в некоторой локальной области, лежащей в окрестности точки с координатами (х01, х02,..., хОя). Эта точка называется центром плана. Она выбирается на основании имеющейся информации об изучаемом процессе. Перенесем начало координат в эту точку (рис. 7.1.2.1).
Рис.7.1.2.1 Схема полного двухфакторного эксперимента 22: х — физические переменные; X — кодированные переменные;
и Дх2 — интервал варьирования по первой и второй переменным соответственно; индексы «в» и «н» соответствуют верхнему и нижнему уровням
С этой целью введем новые переменные
Xt = Xi.., (7.1.2.1)
Аху
где zXx, — масштаб по оси Xt, i = 1, 2,..., п. Величина X, называется кодированной переменной, а масштаб Дх, — интервалом варьирования.
608
Новый справочник химика и технолога
Метод полного факторного эксперимента служит для получения математического описания в виде отрезка ряда Тейлора, ограниченного линейной частью разложения и членами, содержащими произведения факторов в первой степени. Удается находить уравнение локального участка поверхности отклика, определяемое интервалами варьирования, при условии, что кривизна поверхности в пределах этого участка не очень велика.
На основании полного факторного эксперимента математическая модель может быть записана в виде уравнения:
У ~ h +Ь}Хх + Ь2Х2 + ... + ЬпХп +
+^2^1 %2 +- + Ь(п_1)пХп_}Хп.
Это уравнение называется уравнением регрессии, а входящие в него коэффициенты — коэффициентами регрессии.
Для удобства проведения вычислений и определения коэффициентов регрессии все факторы в ходе проведения полного факторного эксперимента варьируются на двух уровнях, соответствующих значениям кодированных переменных +1 и -1. Таким образом, общее число опытов N в случае полного факторного эксперимента будет равно N = 2”. В табл. 7.1.2.1 приведена матрица полного трехфакторного эксперимента. При ее построении уровни варьирования первого фактора чередуются от опыта к опыту. Частота смены уровней варьирования у каждого следующего фактора вдвое меньше, чем у предыдущего.
Матрица планирования полного факторного эксперимента обладает следующими свойствами:
где j — номер опыта; z, /, т — номера факторов. Свойства (7.1.2.2) позволяют вычислять коэффициенты уравнения регрессии независимо друг от друга по простым формулам:
где 1^т.
Некоторые из коэффициентов регрессии могут оказаться пренебрежимо малыми — незначимыми. Чтобы проверить значимость коэффициента, необходимо вычислить оценку дисперсии si, с которой он определяется:
Таблица 7.1.2.1
Полный трехфакторный эксперимент
%2 уэ
1 +1 + 1 +1 Уэ1
2 -1 + 1 +1 Уэ2
3 +1 -1 +1 У эЗ
4 -1 -1 +1 Уэ4
5 + 1 + 1 -1 Уэ5
6 -1 + 1 -1 Уэб
7 + 1 -1 -1 Уэ7
8 -1 -1 -1 уэ8
S
(7.1.2.4)
С помощью полного факторного эксперимента все коэффициенты в уравнении регрессии определяются с одинаковой точностью. Считается, что коэффициент в уравнении регрессии значим, если выполняется условие
(7.1.2.5)
где t — значение критерия Стьюдента. Если условие (7.1.2.5) не выполняется, то коэффициент уравнения регрессии считается незначимым и соответствующее слагаемое из уравнения регрессии может быть исключено.
Значения критерия Стьюдента приведены в табл. 7.1.2.2.
Методы математического моделирования
609
Таблица 7.1.2.2
Значения критерия Стьюдента /р в зависимости от числа степеней свободы f и вероятности р
f Вероятность р
0,8 0,7 0,6 0,5 0,4 0,3 0,2 0,1 0,05 0,02
1 0,325 0,510 0,727 1,000 1,376 1,963 3,078 6,314 12,706 31,821
2 0,289 0,445 0,617 0,816 1,061 1,386 1,886 2,920 4,303 6,965
3 0,277 0,424 0,584 0,765 0,978 1,250 1,638 2,353 3,182 4,541
4 0,271 0,414 0,569 0,741 0,941 1,190 1,533 2,132 2,776 3,747
5 0,267 0,408 0,559 0,727 0,920 1,156 1,476 2,015 2,571 3,365
6 0,265 0,404 0,553 0,718 0,906 1,134 1,440 1,943 2,447 3,143
7 0,263 0,402 0,549 0,711 0,896 1,119 1,415 1,895 2,365 2,998
8 0,262 0,399 0,546 0,706 0,889 1,108 1,397 1,860 2,306 2,896
9 0,261 0,398 0,543 0,703 0,883 1,100 1,398 1,836 2,262 2,821
10 0,260 0,397 0,542 0,700 0,879 1,093 1,372 1,812 2,229 2,764
11 0,260 0,396 0,540 0,697 0,876 1,088 1,363 1,796 2,201 2,718
12 0,259 0,395 0,539 0,695 0,873 1,083 1,356 1,792 2,179 2,681
13 0,259 0,394 0,538 0,694 0,870 1,079 1,350 1,771 2,160 2,650
14 0,258 0,393 0,537 0,692 0,868 1,076 1,345 1,761 2,145 2,625
15 0,258 0,393 0,536 0,691 0,866 1,074 1,341 1,753 2,131 2,602
16 0,258 0,392 0,535 0,690 0,865 1,071 1,337 1,746 2,120 2,583
17 0,257 0,392 0,534 0,689 0,863 1,069 1,333 1,740 2,110 2,567
18 0,257 0,392 0,534 0,688 0,862 1,067 1,330 1,737 2,101 2,552
19 0,257 0,391 0,533 0,688 0,861 1,066 1,328 1,729 2,093 2,539
20 0,257 0,391 0,533 0,687 0,860 1,064 1,325 1,725 2,086 2,528
21 0,257 0,391 0,532 0,686 0,859 1,063 1,323 1,721 2,080 2,518
22 0,256 0,390 0,532 0,686 0,858 1,061 1,321 1,717 2,074 2,508
23 0,256 0,390 0,532 0,685 0,858 1,060 1,319 1,714 2,069 2,500
24 0,256 0,390 0,531 0,685 0,857 1,059 1,318 1,711 2,064 2,492
25 0,256 0,390 0,531 0,684 0,856 1,058 1,316 1,708 2,060 2,485
26 0,256 0,390 0,531 0,684 0,856 1,058 1,315 1,706 2,056 2,479
27 0,256 0,389 0,531 0,684 0,855 1,057 1,314 1,703 2,052 2,473
28 0,256 0,389 0,530 0,683 0,855 1,056 1,313 1,701 2,048 2,467
29 0,256 0,389 0,530 0,683 0,854 1,055 1,311 1,699 2,045 2,462
30 0,256 0,389 0,530 0,683 0,854 1,055 1,310 1,697 2,042 2,457
Полученное уравнение регрессии следует проверить на адекватность. Эту проверку проводят с помощью критерия Фишера, который представляет собой отношение:
ле— наименьшая из указанных дисперсий. Оценку дисперсии адекватности вычисляют по формуле:
max
1 и о
ад n-b^Vj
(7.1.2.7)
(7.1.2.6)
где — оценка дисперсии адекватности. В числителе дроби (7.1.2.6) находится наибольшая, а в знаменате-
где В — число значимых коэффициентов в уравнении регрессии; у],у^ — экспериментальное и расчетное значения функции отклика в /-м опыте; N — число опытов полного факторного эксперимента.
610
Новый справочник химика и технолога
С оценкой дисперсии адекватности связано число степеней свободы fw=N-В. Математическая модель считается адекватной, если выполняется условие
FP<F, (7.1.2.8)
где F — табличное значение критерия Фишера. Некоторые значения критерия Фишера F V2 а представлены в табл. 7.1.2.3, где vb v2 — число степеней свободы
числителя и знаменателя соответственно и
F
Л vi.vj.a
а = 1 - j ®(F}dF. Соответствующее значение F для о
(1 - а) можно найти из соотношения F u „ = (F v Г1.
Более полные таблицы критериев Кохрена, Бартлетта, Стьюдента и Фишера можно найти в [9].
Таблица 7.1.2.3
Значения критерия Фишера
V2 V] при а = 0,005
1 2 3 4 5 10 20 оо
1 16211 20000 21615 2250 23056 24224 24836 25465
2 198,50 199,00 199,17 199,25 199,30 199,40 199,45 199,51
3 55,552 49,799 47,467 46,195 45,392 43,686 42,778 41,829
4 31,333 26,284 24,259 23,155 22,456 20,967 20,167 19,325
5 22,785 18,314 16,530 15,556 14,940 13,618 12,903 12,144
10 12,826 9,4270 8,0907 7,3428 6,8723 5,8467 5,2740 4,6385
20 9,9439 6,9865 5,8177 5,1743 4,7616 3,8470 3,3178 2,6904
оо 7,8794 5,2983 4,2794 3,7151 3,3499 2,5188 1,9998 1,0000
Vj при а = 0,001
1 4052,2 4999,5 5403,3 5624,6 7663,7 6055,8 6106,3 6208,7
2 98,503 99,000 99,166 99,249 99,299 6055,8 6208,7 6366,0
3 34,116 30,817 29,457 28,710 28,237 27,229 26,690 26,125
4 21,198 18,000 16,694 15,977 15,522 14,546 14,020 13,463
5 16,258 13,274 12,060 11,392 10,967 10,051 9,5527 9,0204
10 10,044 7,5594 6,5523 5,9943 5,6363 4,8492 4,4054 3,9090
20 8,0960 5,8489 4,9382 4,4307 4,1027 3,3682 2,9377 2,4212
оо 6,6349 4,6052 3,7816 3,3192 3,0173 2,3209 1,8783 1,000
Vj при а = 0,05
1 161,45 199,50 215,71 224,58 230,16 241,88 250,09 254,32
2 18,513 19,000 19,164 19,247 19,296 19,396 19,462 19,496
3 10,128 9,5521 9,2766 9,1172 9,0135 8,7855 8,6166 8,5265
4 7,7086 6,9443 6,5914 6,3883 6,2560 5,9644 5,7459 5,6281
5 6,6079 5,7861 5,4095 5,1922 5,0503 4,7351 4,4957 4,3685
10 4,9646 4,1028 3,7083 3,4780 3,3258 2,9782 2,6996 2,5379
20 4,3513 3,4928 3,0984 2,8661 2,7109 2,3479 2,0391 1,8432
оо 3,8415 2,9957 2,6049 2,3719 2,2141 1,8307 1,4591 1,0000
V] при а - 0,5
1 1,0000 1,5000 1,7092 1,8227 1,8937 2,0419 2,1190 2,1981
2 0,6666 1,0000 1,1349 1,2071 1,2519 1,3450 1,3933 1,4427
3 0,5850 0,8811 1,0000 1,0632 1,1024 1,1833 1,2252 1,2680
4 0,5486 0,8284 0,9405 1,0000 1,0367 1,0730 1,1106 1,1490
5 0,5280 0,7988 0,9071 0,9647 1,0000 1,0730 1,1106 1,1490
10 0,4897 0,7335 0,8551 0,8988 0,9319 1,0000 1,0349 1,0705
20 0,4719 0,7177 0,8162 0,8683 0,9003 0,9662 1,0000 1,0343
оо 0,4549 0,6932 0,7887 0,8392 0,8703 0,9342 0,9669 1,0000
Методы математического моделирования
611
7.1.3. Дробный факторный эксперимент
С увеличением количества факторов, согласно методу полного факторного эксперимента, резко возрастает общее число опытов. Однако для нахождения коэффициентов регрессии не всегда требуется полное число опытов, определяемое полным факторным экспериментом. Если воспользоваться методом дробного факторного эксперимента [1-5], то можно уменьшить общее число опытов. Этот метод заключается в том, что для нахождения уравнения коэффициентов регрессии используется некоторая часть полного факторного эксперимента: 1/2, 1/4, 1/8 и т. д. Такие части полного факторного эксперимента называются дробными репликами. В табл. 7.1.3.1 приведены дробные реплики полного трехфакторного эксперимента.
Таблица 7.1.3.1
Полный трехфакторный эксперимент и его дробные реплики
N х2 Хз Дробные реплики
1 2 -1 +1 -1 -1 -1 -1 X Уг 14 реплики 14 реплики
3 4 5 -1 +1 -1 +1 +1 -1 -1 -1 + 1 Уз У4 у1 % реплики
14 реплики 14 реплики
6 7 8 +1 -1 +1 -1 +1 +1 +1 + 1 + 1 У36
У1 у> 14 реплики
Расчет коэффициентов уравнения регрессии, проверка значимости коэффициентов регрессии и адекватности математического описания в случае дробного факторного эксперименга проводятся так же, как и в случае полного факторного эксперимента.
Пусть требуется найти коэффициенты математической модели
y = b0+b3X3+b2X2+b3X3. (7.1.3.1)
Если использовать матрицу планирования полного факторного эксперимента, то необходимо будет провести 8 опытов. Однако эту задачу можно решить с помощью дробного факторного эксперимента. Для этого возьмем матрицу полного двухфакторного эксперимента и произведение ХхХ2 приравняем к фактору Х3.
Матрица такого плана представлена в табл. 7.1.3.2. Поскольку столбцы для произведенияХ}Х2 и фактора^ в табл. 7.1.3.2 полностью совпадают, то коэффициенты bi2 и Ь3 не могут быть определены независимо друг от друга. По формулам полного факторного эксперимента можно определить только их сумму:
(7.1.3.2)
Этот недостаток рассматриваемого плана является своеобразной платой за уменьшение общего количества опытов.
Такое планирование эксперимента, когда некоторые факторы приравниваются к произведениям других факторов, называется планированием со смешиванием. Его обозначают выражением 2п р (р — число факторов, которые приравнены к произведениям).
Таблица 7.1.3.2
Дробный факторный эксперимент типа 23"1
N Хг Лг ад Хз
1 -1 -1 +i + 1 У*
2 +1 -1 -1 -1 Уг
3 -1 + 1 -1 -1 У’,
4 +1 + 1 +1 +1 У4
7.1.4. Планы второго порядка
Если математическая модель, полученная по методу полного или дробного факторного эксперимента, оказывается неадекватной, то это означает, что исследователь находится в области высокой кривизны поверхности отклика. Для составления математических моделей, описывающих область высокой кривизны поверхности отклика, используются планы второго порядка. В этом случае применяется ортогональное центральное композиционное планирование и ротатабельное планирование [1-5].
Центральное ортогональное композиционное планирование. Количество опытов при центральном ортогональном композиционном планировании определяется по формуле
ДГ = 2”+2и + 1, (7.1.4.1)
где 2” — число опытов, образующих полный факторный эксперимент; 2п — число опытов в так называемых звездных точках, имеющих координаты (±а, 0,..., 0), (0, ±а, 0,..., 0),... ,(0, 0,..., +а), единица— опыт в центре плана. Величина а называется звездным плечом.
Из зависимости (7.1.4.1) следует, что если с помощью полного факторного эксперимента не удается составить адекватную математическую модель, то к опытам полного факторного эксперимента следует добавить опыты в звездных точках и опыт в центре плана. Значения величины звездного плеча а для различных п, выбранные из условия ортогональности матрицы планирования, представлены в табл. 7.1.4.1.
612
Новый справочник химика и технолога
Таблица 7.1.4.1
Зависимость величины звездного плеча от числа факторов
Переменные величины
п 2 3 4 5
а 1,000 1,215 1,414 1,547
(/ — номер опыта, i — номер фактора) введены для того, чтобы матрица планирования была ортогональной и коэффициенты уравнения регрессии определялись независимо друг от друга. В табл. 7.1.4.2 приведена мат-
На рис. 7.1.4.1 представлена схема опытов центрального ортогонального композиционного планирования для двух факторов.
рица ортогонального центрального композиционного планирования для двух факторов.
Для того чтобы получить уравнение регрессии в обычном виде
Рис.7.1.4.1. Схема опытов центрального ортогонального композиционного планирования для двух факторов: 1, 2, 3,4 — опыты полного факторного эксперимента;
5, 6, 7, 8 — опыты в звездных точках;
9 — опыт в центре плана
Уравнение математической модели при центральном ортогональном композиционном планировании ищется в следующем виде:
У -ъ0 +Ь}Х{ +...+ЬпХп +Ь]2Х}Х2 + ...+ + Ь(П-1)ПХП-1ХП +bnXl +'" + bnnXt>
тг
находят величину к N kN
ь{=ьг0-^-Ух2-...-^-Ух21П.
0 0 N tf " N tf J
Коэффициенты регрессии рассчитываются дующим формулам:
1 N
ь°
--
IX)
(/^0)
(7.1.4.3)
по сле-
(7.1.4.4)
(/ Ф к)
blk=^-----
£(*л>2
N
у — +Ь.Х, + Ь2Х2 +... + ь X + ь.2х.х. +... + У и 11 22 П П 12 12
+ ^(п-\)пХп-}Хп +^ПХ* +- + ^ппХп-
(7.1.4.2)
*,,=+-----
Таблица 7.1.4.2
Ортогональное центральное композиционное планирование для двух факторов
Система опытов N Xi Xi -^1^2 х\ х\
1 -1 -1 +1 +0,33 +0,33
Полный факторный 2 +1 -1 -1 +0,33 +0,33
эксперимент 3 -1 +1 -1 +0,33 +0,33
4 +1 +1 + 1 +0,33 +0,33
5 +1 0 0 +0,33 -0,67
Опыты в звездных 6 -1 0 0 +0,33 -0,67
точках 7 0 +1 0 -0,67 +0,33
8 0 -1 0 -0,67 +0,33
Центр плана 9 0 0 0 -0,67 -0,67
Методы математического моделирования
613
Для расчета оценок дисперсий в определении коэффициентов регрессии используют выражения:
2В[(и + 2)В-л] nN
(n + ZKN-N,)
(7.1.4.6)
(7.1.4.5)
где п — число факторов, N — общее число опытов ротатабельного планирования, No — число опытов в центре плана.
Далее на основании результатов эксперимента вычисляют следующие суммы:
Значимость коэффициентов математической модели и ее адекватность проверяются по формулам (7.1.2.5) и (7.1.2.8).
Ротатабельное планирование позволяет получить более точное математическое описание по сравнению с ортогональным центральным композиционным планированием. Это достигается благодаря увеличению опытов в центре плана и специальному выбору величины звездного плеча.
В табл. 7.1.4.3 приведены основные характеристики матриц ротатабельного планирования.
7=1
5, =^%луДгде / = 1, 2,..., п)
7=1
7=1
sit =Е%^<где /=1’2’-’
(7.1.4.7)
Формулы для расчета коэффициентов математической модели будут иметь следующий вид:
Э AD п
bo=~ SoB(n + 2)-CYS„ ,
(7.1.4.8)
Таблица 7.1.4.3
Характеристики ротатабельного планирования
Число факторов 2 3 4 5 (ПФЭ)* 5(ДФЭ)*
Число опытов ПФЭ 4 8 16 32 16
Число опытов в звездных точках 4 6 8 10 10
Число опытов в центре плана 5 6 7 10 6
Общее число опытов 13 20 31 52 32
Величина звездного плеча а 1,414 1,680 2,000 2,378 2,000
* ПФЭ — полный факторный эксперимент; ДФЭ — дробный факторный эксперимент.
Для вычисления коэффициентов математической модели и соответствующих оценок дисперсий первоначально находят следующие константы:
(7Л.4.9)
N
Ь^=-^Т <где(7.1.4.10) BN
Ь„ = р„С [ В(п + 2) - и] + С(1 - В)± S„ - 2BS„ |.
(7.1.4.11)
Оценки дисперсий в определении коэффициентов математической модели вычисляют по формулам:
2 =2^g(n + 2)^ (7.1.4.12)
N у
S2
Sb = \г (где 1 = 1, 2,..., и), (7.1.4.13)
' N-N,
C2s2
i = (где z * ’ V'1,4‘14)
614
Новый справочник химика и технолога
AC2s2
»V=—^[S(«+ !)-(«-!)] (7.1.4.15)
Оценку дисперсии адекватности рассчитывают по формуле:
s2 = ^У1 У'^—(7.1.4.16)
“ W-O,5(n + 2)(n + l)-(Wo-l)
С этой оценкой дисперсии связано число степеней свободы
/« = A,-|(«+2X«+l)-(-V0-l). (7.1.4.17)
Проверку значимости полученных коэффициентов регрессии и адекватность математической модели проводят с помощью критериев Стьюдента и Фишера по соотношениям (7.1.2.5) и (7.1.2.8) соответственно.
Пример 7.1.4.1. Исследовался процесс каталитического окисления метилового эфира w-толуиловой кислоты кислородом воздуха в реакторе газлифтного типа. Необходимо проверить воспроизводимость эксперимента и построить статистическую математическую модель второго порядка.
Для проверки воспроизводимости эксперимента проводилось три серии по четыре параллельных опыта. Условия эксперимента и его результаты представлены в табл. 7.1.4.4.
Определим значение yj по формуле (7.1.1.2), а значения s2 — по формуле (7.1.1.3) при k=3. Расчетное значение критерия Кохрена, определенное по формуле (7.1.1.4), составило Gp= 0,413. Соответствующее табличное значение критерия Кохрена (см. табл. 7.1.1.2) для случая N = 4 и /= 2 равно G = 0,768. Таким образом, Gp < G, что дает возможность считать опыты воспроизводимыми, а оценки дисперсий — однородными.
Таблица 7.1.4.4
Условия и результаты экспериментов по проверке воспроизводимости
№ опыта Результаты измерений, у, кмоль/м3 Условия эксперимента X
1 2 3 Т, °C wr, м/с
1 2,41 2,56 2,29 165 0,805 2,42 0,0465
2 2,00 2,21 2,15 155 0,805 2,12 0,0234
3 2,05 2,24 2,01 165 0,585 2,10 0,0302
4 2,62 2,75 2,81 155 0,585 2,73 0,0125
Величина оценки дисперсии воспроизводимости s1-, определенная по формуле (7.1.1.3), составила 5у= 0,0398, а соответствующее ей число степеней свободы f=N(k-V) = 8. Оценка дисперсии среднего значе
ния по формуле (7.1.1.3) составила s~ =0,0133, а число степеней свободы/= Nk- 1 = 11.
На первом этапе построения математической модели использовался метод полного факторного эксперимента 22. Явный вид математической модели отыскивался в форме отрезка ряда Тейлора у = b() + b}X] + ЬХ2 + + Ь]2ХХ В табл. 7.1.4.5 приведены основные характеристики плана эксперимента. Матрица планирования и результаты эксперимента представлены в табл. 7.1.4.6.
Таблица 7.1.4.5
Основные характеристики плана эксперимента
Факторы Уровни факторов Интервал варьирования
Нижний -1 Нулевой 0 Верхний +1
X, — температура, °C 165 160 155 5
Х2 — приведенная скорость, м/с 0,805 0,695 0,585 0,11
Таблица 7.1.4.6
Матрица планирования и результаты эксперимента
№ опыта Температура, X Приведенная скорость, Х2 у\ кмоль/м3 кмоль/м3
1 165 (+1) 0,805 (+1) 2,41 2,515
2 155 (-1) 0,805 (+1) 2,00 2,025
3 165 (+1) 0,585 (-1) 2,05 2,025
4 155 (-1) 0,585 (-1) 2,62 2,515
Коэффициенты математической модели Ь} рассчитывались по уравнениям (7.1.2.3). Они составили: bQ = 2,27; \ = -0,04; Ь2 = -0,065 ; Ьп = 0,245.
Искомая математическая модель может быть предварительно представлена в виде у = 2,270 - 0,040X1 -- 0,065Х2 + 0,245Х]Х2.
Далее проверяем значимость коэффициентов уравнения и оцениваем адекватность модели.
Проверка значимости коэффициентов. Величина оценки дисперсии, с которой определялись коэффициенты математической модели, вычислялась по формуле (7.1.2.4): si = 0,00995, откуда величина $ь = 0,0997. По табл. 7.1.2.2 для вероятности /> = 0,05 и /= 8 величина критерия Стьюдента t = 2,306 и, соответственно: 5^ = 0,23. Таким образом, неравенства (7.1.2.5) будут иметь следующий вид: |ф 2,270 >0,23; |^| = 0,040 < 0,23; |52| = 0,065 < 0,23; |&12| = 0,245 > 0,23 . Это дает возможность считать, что коэффициенты Ь} и Ь2 незначимы. Математическая модель может быть записана в виде у = 2,270 + 0,245Х!Х2.
Методы математического моделирования
615
Таблица 7.1.4.7
Ротатабельный план центрального композиционного планирования второго порядка
Система опытов № Хг Х2 Хгх2 у3
1 +1 +1 +1 +1 +1 2,41 2,36
Опыты полного 2 -1 +1 -1 +1 +1 2,00 1,95
факторного 3 +1 -1 -1 +1 +1 2,05 2,10
эксперимента 4 -1 -1 +1 +1 +1 2,10 2,58
5 +1,41 0 0 0 0 2,42 2,40
Опыты в звездных 6 -1,41 0 0 0 0 2,50 2,51
точках 7 0 +1,41 0 0 2 1,85 1,93
8 0 -1,41 0 0 2 2,29 2,23
9 0 0 0 0 0 2,22 2,27
10 0 0 0 0 0 2,34 2,27
Опыты в центре 11 0 0 0 0 0 2,08 2,27
плана 12 0 0 0 0 0 2,26 2,27
13 0 0 0 0 0 2,38 2,27
Для проверки адекватности найденной математической модели определялись расчетные значения ур.
Проверка адекватности математической модели. Оценка дисперсии адекватности определялась по формуле (7.1.2.7): 4 =0,01165.
Следовательно, расчетное значение критерия Фишера (формула (7.1.2.6)) будет Fp = 3,416, а число степеней свободы, связанное с оценкой дисперсии адекватности, составит fw = 2. Табличное значение критерия Фишера (см. табл. 7.1.2.3), соответствующее числу степеней свободы числителя 8 и числу степеней свободы знаменателя 2 при а = 0,05, равно F» 19,3. Поскольку F> Fp, то, согласно условию (7.1.2.8), найденную математическую модель следует признать адекватной.
Однако ее нельзя признать пригодной для анализа и исследования процесса окисления по следующим причинам: во-первых, в ней отсутствуют исследуемые факторы Х} и Х2, т. к. соответствующие коэффициенты оказались незначимыми, а во-вторых — коэффициент, учитывающий кривизну поверхности отклика, практически на порядок превышает значения коэффициентов при влияющих факторах. Это дает возможность считать, что эксперимент проводился в области высокой кривизны поверхности отклика. Следовательно, для детального исследования процесса окисления необходимо проведение эксперимента по плану второго порядка.
Для получения математической модели использовалось ротатабельное композиционное планирование. Матрица планирования и результаты эксперимента представлены в табл. 7.1.4.7.
Коэффициенты математической модели определялись по формулам (7.1.4.6)-(7.1.4.10). В результате вычислений математическая модель процесса окисления была записана в виде
у = 2,275 - 0,0342А\ - 0,109Х2 + 0,240JQХ2 -
-0,0898+7 ~ 0,0973+ +
Проверка значимости коэффициентов показала, что все коэффициенты значимы, а проверка адекватности установила, что математическая модель адекватно описывает эксперимент.
7.1.5. Составление формальных математических моделей в нестационарных условиях
Рассмотренные методы получения статистических математических моделей требуют стабилизации исследуемых параметров во время проведения экспериментов на постоянных уровнях, соответствующих нижнему и верхнему значениям. Однако в ряде случаев, например при изучении процессов химической кинетики, исследование целесообразно проводить с учетом переменных значений параметров. Это относится в первую очередь к экзотермическим реакциям, протекающим в неизотермических условиях. В этом случае стабилизируется температура, соответствующая только начальному моменту реакции. Во время протекания реакции температура не регулируется, а изменяется по некоторому закону, который фиксируется.
Для обработки результатов таких экспериментов используются различные методы. Наиболее эффективным следует признать метод интегральной комплексной оценки [6, 7].
Теоретические основы метода. Пусть у — действительная функция отХ= ОиДз)? определенная на объединении двух непересекающихся множеств Ех и Е2 точек, содержащихся в шаре B(xQ, г) с центром х = (хОь х02) и радиусом г [6, 7]:
у = Ьо + Ъх Хх + ъ2х2 + ъХ2ххх2 d(x^X)<r = ±l и X j е Ех, Х2&Е2.
Зададим значения, принимаемые аргументом Х= (Xi, Х2), в виде табл. 7.1.5.1, соответствующей матрице полного факторного эксперимента.
(7.1.5.1)
616
Новый справочник химика и технолога
Таблица 7.1.5.1
Значения аргумента X=(Х2, Х2)
Х2 + 1 -1 + 1 -1
Х2 + 1 + 1 -1 -1
Теперь потребуем выполнения тождественности отображений ф,: Ех -> Ех и ф2: Е2 -> Е2, т. е.:
Ш£1(Л)=Л1 (7152)
Х/Х2еЕ2 idE2(X2) = X2\' 1 ‘ 7
В этом случае для х = (хь х2) будет выполнено условие ортогональности
'£Хихл = 0 при / * £, (7.1.5.3)
Z = 1
и тогда значения коэффициентов Ь. можно определить по формулам (7.1.2.3).
Нарушение условия тождественности отображений (7.1.5.2) влечет за собой невыполнение свойства ортогональности (7.1.5.3), а следовательно, и невозможность вычисления коэффициентов Ь, по формулам (7.1.2.3).
Пусть по какой-либо причине произошло такое нарушение тождественности отображения, например, для (pi, т. е. пусть есть взаимнооднозначное
соответствие, действующее в пространстве Е + Е'. Выделим в нем подпространство Р и введем оператор J, действующий в Р следующим образом: элементы из Р под действием J снова преобразуются в элементы из Р, т. е. VJV, е Р ./(%,)е Л Иными словами, мы потребуем, чтобы подпространство Р было инвариантно по отношению к J.
Очевидно, что для этого необходимо выполнение следующего соотношения:
J(X[) = j(X')J^y(X')l=y(X')2,r№ Х'еЕ. (7.1.5.4)
Теперь ясно, что возможна замена на J и что значения аргумента Х} = (.1, Х2) могут быть заданы таблицей 7.1.5.2, которая аналогична таблице 7.1.5.1.
Таблица 7.1.5.2
Значения аргумента Xj = (J, Х2)
J + 1 -1 + 1 -1
Х2 + 1 + 1 -1 -1
Если фактором Хх является температура проведения химического процесса и нарушение тождественности отображения (7.1.5.2) происходит для него, то это значит, что рассматривается случай неизотермического течения химической реакции. При обработке таких экспериментальных данных, полученных в нестационарных условиях, в качестве оператора J целесообразно взять интегральную форму вида:
Ч ( Е \
J= (ехр------L/т, (7.1.5.5)
0J Ч лдт);
где £0 — обобщенная энергия активации, R — универсальная газовая постоянная, Т — температура, т — время, т* — время реакции.
Для вычисления интегральной комплексной оценки (7.1.5.5) необходимо знать аналитический вид зависимости Т(7) и величину Eq. Аналитический вид зависимости T(t) ищется путем аппроксимации экспериментальных данных температуры от времени для каждого опыта. Значение £0 ищется на основании свойства (7.1.5.4). Для двух различных законов изменения температур Дт) и Г(т) равенство (7.1.5.4) имеет вид:
г Z71 А г ТТ ।
(ехр-----2— <£с = (ехр------2—\ch. (7.1.5.6)
о Ч W)J 0J Ч
Это уравнение может быть решено любым численным методом. Однако легче всего его решать графически. Для этого необходимо задать несколько значений величины Ео и последовательно вычислить интеграл (7.1.5.5) для каждого закона изменения температуры. Если равенство (7.1.5.6) выполняется, то отношение левой и правой его частей будет равно единице. Поэтому искомое значение £0 будет определяться точкой пе
J
ресечения зависимости
J’
в координатах
— —Eq С
ординатой, равной единице, где — — отношения ин
тегральных комплексных оценок при различных законах изменения температуры. Для того чтобы увеличить точность определения величины £0, следует вычислить
отношение — для всевозможных комбинаций условий
проведения опытов. Например, для четырех опытов (полный факторный эксперимент 22) таких комбинаций будет шесть. Схема определения величины £0 представлена на рис. 7.1.5.1.
Рис. 7.1.5.1 Схема определения величины обобщенной энергия активации £0 в зависимости от отношения
интегральных комплексных оценок
при различных законах изменения температуры
J'
Методы математического моделирования
617
Далее при найденной величине Ео вычисляется зависимость интегральной комплексной оценки (7.1.5.6) для каждого опыта как функция времени проведения эксперимента. Выбирается нулевой уровень и интервалы варьирования для величины интегральной комплексной оценки ./, проводится замена факторного пространства температуры на факторное пространство величины / определяются времена фиксации величины параметра отклика у, соответствующие изотермическому процессу, и составляется уравнение математической модели. Статистический анализ полученной математической модели проводится по формулам (7.1.2.5) и (7.1.2.8). Схематически этот процесс представлен на рис. 7.1.5.2.
Рис. 7.1.5.2. Схема замены факторного пространства температур на факторное пространство интегральной комплексной оценки:
(+) — верхний уровень; (-) — нижний уровень;
(0) — нулевой уровень
Пример 7.1.5.1. Исследовался процесс окисления «-ксилола до «-толуиловой кислоты в реакторе газлифтного типа в неизотермических условиях. Требовалось по результатам полного факторного эксперимента построить математическую модель, отвечающую матрице планирования 22.
Результаты экспериментов представлены в табл. 7.1.5.3 и 7.1.5.4.
Таблица 7.1.5.3
Зависимость температуры реакции от времени, начальной температуры и приведенной скорости газа
т, с Температура реакции окисления Т= Т(т),°С, при различных приведенных скоростях
Опыт № 1 140 °C 0,123 м/с Опыт № 2 135 °C 0,123 м/с Опыт № 3 140 °C 0,048 м/с Опыт № 4 135 °C 0,048 м/с
0 140 135 140 135
600 145 140 141 136
1200 160 149 142 137
1800 165 165 144 138
2400 177 180 146 139
3000 183 193 149 142
3600 190 201 152 150
Таблица 7.1.5.4
Зависимость концентрации и-толуиловой кислоты от времени, начальной температуры и приведенной скорости газа
т, с Концентрация «-толуиловой кислоты у, кмоль/м3
Опыт № 1 140 °C 0,123 м/с Опыт № 2 135 °C 0,123 м/с Опыт № 3 140 °C 0,048 м/с Опыт № 4 135 °C 0,048 м/с
0 0 0 0 0
900 1,05 0,90 0,45 0,30
1800 1,60 1,50 0,80 0,80
2700 1,75 1,80 1,08 1,03
3600 1,70 1,90 1,20 1,12
Явный вид зависимости Дт) определялся по методу наименьших квадратов в форме полинома
п
7'(т) = . Результаты определения представлены
7=0
в табл. 7.1.5.5. Значения аппроксимируемой температуры задавались в °C.
Таблица 7.1.5.5
Значения коэффициентов fy полиномиалного разложения Т(т)
Параметр bj Условия окисления
Опыт № 1 140 °C 0,123 м/с Опыт № 2 135 °C 0,123 м/с Опыт № 3 140 °C 0,048 м/с Опыт № 4 135 °C 0,048 м/с
bo 413 408 413 408
bi 1,938 -0,516 0,550 0,340
^2 -0,609 0,997 0,027 -0,112
b5 0,162 -0,218 -0,294 102 0,011
64 -0,014 -0,025 0,705-10 4 -0,134-10 3
b5 0,514-1О3 -0,145-10 -г — —
be -0,687-Ю5 0,392-10 4 — —
bi — -0,402-10 6 — —
Величина обобщенной энергии активации определялась по зависимости (7.1.5.6). Результаты определения представлены на рис. 7.1.5.3, из которого видно, что величина £0 = 2000 кал/моль.
и условий окисления
618
Новый справочник химика и технолога
Кривые 1-6 на рис. 7.1.5.3 соответствуют всевозможным комбинациям опытов полного факторного эксперимента типа 22.
Согласно рис. 7.1.5.3, величина обобщенной энергии активации Ео = 2000 кал/моль. Интегрирование зависимости (7.1.5.5) с учетом данных табл. 7.1.5.5 и рис. 7.1.5.3 дало следующий явный вид зависимости (7.1.5.5):
Д(т) = 0,6825 • I0 3 т,
/2(т) = 0,6819 'Ю3т, /3(т) = 0,6075 • I0 3 т, /4(т) = 0,5833 • 10“3 т.
С учетом результатов интегрирования табл. 7.1.5.2 примет форму табл. 7.1.5.6, где верхний и нижний уровни интервалов варьирования интегральной комплексной оценки равны соответственно 2,0 и 1,2.
Таблица 7.1.5.6
Значения аргумента Xj = (J, Х2)
Фактор № опыта
1 2 3 4
/(т) 2,0 (+1) 1,2 (-1) 2,0 (+1) 1,2 (-1)
wr, м/с 0,123 (+1) 0,048 (-1) 0,048 (-1) 0,048 (-1)
По полученным уравнениям /(т) = кх с учетом данных табл. 7.1.5.6 находилось новое время отбора проб, по которому с помощью табл. 7.1.5.4 определялась концентрация //-толуиловой кислоты, соответствующая этому времени. Результаты определения представлены в табл. 7.1.5.7.
Таблица 7.1.5.7
Новое время отбора проб и концентрация n-толуиловой кислоты
№ опыта, уровень интервалов варьирования Время отбора пробы т, с Концентрация «-толуиловой кислоты, кмоль/м3
1(+1), (+1) 3000 1,780
2 (-1), (+1) 1980 1,580
з (+D,(-i) 3300 1,220
4 (-!),(-!) 2100 0,800
В результате обработки данных табл. 7.1.5.7 по формулам подраздела 7.1.2 была получена следующая математическая модель:
у = 1,350 + 0,155/ + 0,335Х2 - 0,055/¥2.
7.1.6. Анализ и исследование статистических моделей в области высокой кривизны поверхности отклика
Каноническая форма уравнения регрессии. Уравнение регрессии (7.1.4.3) содержит в себе информацию о форме поверхности отклика, поэтому анализ стати
стической модели целесообразно начать с приведения его к канонической форме [14]:
у-у^Ъ^х? > (71б1>
7=1
где ус = ХХь •• •, Хсп) — значение параметра оптимизации в центре поверхности отклика; —канонические коэффициенты; Х'} —новые координаты;Хс1, ...,Хсп — координаты центра поверхности.
Знаки канонических коэффициентов определяют форму поверхности отклика. Если все канонические коэффициенты имеют один знак, то поверхность отклика представляет собой эллиптический параболоид вращения. Если все канонические коэффициенты положительны, то ветви параболоида направлены вверх, если отрицательны — то вниз. Если канонические коэффициенты имеют разные знаки, то поверхность отклика представляет собой гиперболический параболоид, т. е. поверхность типа седла.
Приведение уравнения регрессии к канонической форме представляет собой поворот координатных осей на угол q>, обеспечивающий их совмещение с главными осями поверхности и перенесение центра начала координат в центр поверхности.
Величину ф для пары координатных осей можно определить по зависимости
tg2<p = —, (7.1.6.2)
1 ^22
а координаты центра поверхности (Хс1,..., Хсп) — в результате решения системы уравнений
(7.1.6.3)
представляющей собой необходимые условия существования экстремума.
Уравнение математической модели (7.1.4.3) эквивалентно следующей квадратичной форме:
(й]]Х] + а}2х2 + ••• + ^1>и + 1 )*i +
+ (а2]х1 + а22х2 + ... + а2 „+1)*2 + ... +
+ («„1*1 + «2*2 + ••• + «„,„ + l)*„ +
+ «л + 1,1*1 + «„+1,2* 2 + + «„ + !,„*„ + «„ + ],„ + ! ~ 0-
(7.1.6.4)
Методы математического моделирования
619
Коэффициенты а и b в уравнениях (7.1.4.3) и (7.1.6.4) связаны между собой соотношениями:
^0 ~ «п+1, п+1
bi=ai,n^’ X П
Ьу=2а^, /=1, 2,..., n+l;j=l, 2,
Ьц=аи, i=J=l, 2,п
., п+1; i*j\. (7.1.6.5)
ai} afl
Для вычисления канонических коэффициентов ц необходимо решить относительно величины ц уравнение вида
(«п ц) я12 ... я|п
«21 («22 ~М) • • • ®2п
ап1 ап2 ••• К-М)
Поскольку матрица, задающая уравнение (7.1.6.6), является симметричной, то величины ц есть ее собственные значения и, как следствие этого, они всегда будут действительными числами.
Раскрывая зависимость (7.1.6.6), например, для случаев п = 2, п = 3, п =4, п =5, получаем:
ц2 - 7ц + J = 0, п - 2
ц3 -7ц2 +<7ц-7) = 0, и = 3
ц4 - 7ц3 + /ц2 - Dp + А - 0, п = 4
ц5 -7ц4 + /ц3 -Dp2 + Ар-В = 0, п = 5
Величины А, В являются инвариантами относительно поворота и параллельного переноса координатных осей и определяют свойство поверхности отклика независимо от ее положения в пространстве. Эти величины представляют собой суммы определителей соответствующего порядка: первого для 7, второго для J, третьего для D, четвертого для А, пятого для В и т. д.
Количество слагаемых в каждой сумме определяется числом сочетаний
и!
---- ----, (7.1.6.8) т!(п- т)\
vhq п — число независимых факторов; т — порядок соответствующего определителя в системе (7.1.6.7).
Определители, входящие в коэффициенты системы (7.1.6.7), получаются путем одновременного вычеркивания из матрицы, задающей уравнение (7.1.6.6), соответствующего количества строк и столбцов. Например, чтобы получить выражение для коэффициента 7, необходимо вычеркнуть (п - 1) строк и столбцов во всевозможных сочетаниях. Чтобы получить выражение для коэффициента J. необходимо вычеркнуть соответственно (п - 2) строк и столбцов и т. д.
Соответствующие определители для случая п = 5 приведены в выражениях (7.1.6.9) - (7.1.6.13):
7 = аи + д22 + «33 + а44 + «55; (7.1.6.9)
«11 «12
«21 «22
«22
«32
«23
«33
«33
«43
«34
«44
«44
«54
«45
«55
«55
«15
«51
«II
«55
«25
«52
«22
«55
«35
«53
«33
«44
«24
«42
«22
«44
«14
«41
О„
«33
«13
«31
«11
(7.1.6.10)
«21
«31
«12
«22
«32
«14
«23
«33
«22
«32
«42
«23
«33
«43
«24
«34
«44
«33
«43
«53
«34
«44
«54
«35
«45
«55
«44
«14
«24
«41
0,1
«21
«42
«12
«22
«<
«15
«25
«51
0,1
«21
«52
«12
«22
«44
«45
«14
«45
«15
а.
«21
«31
«41
«12
«22
«32
«42
«13
«23
«33
«43
«41
«51
«44
«35
«14
«43
«33
«13
«41
«31
О„
«22
«32
«52
«23
«33
«53
«25
«35
«55
«31
«51
«13
«33
«53
«15
«35
«55
«22
«42
«52
«24
«44
«54
«25
«45
«55
(7.1.6.11)
«14
«24
«34
«44
«22
«32
«42
«52
«23
«33 «43
«53
«24
«34
«44
«54
«25
«35
«45
«55
а.
аз\
«41
«51
«13
«33
«43
«53
«14
«34
«44
«54
«15
Оз«
«45
«55
а,
«21
«31
«41
«51
«12 «22 «32
«42 «52
«13
«23
«33
«43
«53
«14
«24
«44
«44
«54
а,
«21
«41
«51
«12
«22
«42
«52
«14
«24
«44
«54
«15
«25
«45
«55
а.
«21
«31
«51
«12
«22
«32
«52
«13
«23 «33 «53
«15
«25 «35 «55
(7.1.6.12)
«15
«25
«45
«45
«55
(7.1.6.13)
D =
А =
В =
620
Новый справочник химика и технолога
Таким образом, решение уравнения (7.1.6.6) с учетом уравнений (7.1.6.9)-(7.1.6.13) дает искомое значение канонических коэффициентов ц при соответствующем числе переменных п.
Если поверхность представляет собой эллиптический параболоид, то определение экстремальных значений параметра отклика не представляет труда. Если же поверхность представляет собой гиперболический параболоид, то для определения экстремальных значений параметра отклика необходимо провести ее дополнительное исследование.
Исследование статистической модели второго порядка удобно проводить с помощью неопределенных множителей Лагранжа [1, 15]. Для этого на зависимость (7.1.4.3) следует наложить ограничение в виде уравнения сферы радиуса R, центр которой совпадает с центром плана проведения эксперимента:
^X2=R2. (7.1.6.14)
При такой постановке задачи можно допустить некоторую экстраполяцию, находя координаты точек условных экстремумов у постепенно, шаг за шагом, каждый раз увеличивая радиус R обследуемой сферы (7.1.6.14) и анализируя линию пересечения сферы с исследуемой поверхностью.
Для этого необходимо решить систему линейных уравнений
(в-хж=-ол^,
(7.1.6.15)
где Е — единичная матрица,
п
Очевидно, что в л-мерном пространстве на сфере (7.1.6.14) найдутся точки, в которых исследуемая математическая модель (7.1.4.3) достигает своих локального и глобального максимумов и минимумов.
Если изменять значение радиуса R в небольших пределах, то соответственно будут меняться значения Х1 и y(Xi). Таким образом, можно построить ряд кривых, которые дают возможность определить поведение экстремумов функции (7.1.4.3) при различных значениях параметров.
Решение системы (7.1.6.15) целесообразно провести согласно следующему алгоритму:
1. При фиксированных значениях X рассмотреть R как переменную от
2. Фиксированные значения X ввести в систему (7.1.4.3) и решить ее относительно X,.
3. По найденным значениям Xt определить радиус сферы R.
4. Вычислить значение функции (7.1.4.3) в полученной точке Х,.
В результате такого решения получится множество точек (X/, JQ, в которых функция (7.1.4.3) имеет экстремальное значение. При этом, чтобы определить вид найденного экстремума, необходимо сопоставить значения неопределенного множителя Лагранжа X со значениями канонических коэффициентов. Сравнение значений X и ц определяет вид экстремальной точки на сфере радиуса R. При этом сравнении возможно выделение следующих случаев:
1. Если Ху > ц, для V i и j, то в точках на сфере радиуса R, соответствующих решению системы (7.1.6.15), функция (7.1.4.3) достигает своего локального максимума.
2. Если Х7 < ц, для V i и j, то в точках на сфере радиуса R, соответствующих решению системы (7.1.6.15), функция (7.1.4.3) достигает своего локального минимума.
3. Если Ху выбирается больше большего или меньше меньшего из значений ц„ то функция (7.1.4.3) в этих случаях достигает соответственно абсолютного максимума или абсолютного минимума.
С возрастанием радиуса сферы функция (7.1.4.3) может монотонно убывать или возрастать, проходить через максимум, а затем монотонно убывать или проходить через минимум, а затем монотонно возрастать.
На рис. 7.1.6.1 показана зависимость изменения радиуса обследуемой сферы R от значений Ху. Областью определения X, считается интервал (-оо, +оо), разделенный, в свою очередь, каноническими коэффициентами на интервалы (-oo, gj, (ць ц2), (ци, +оо), причем Ц1 < ц2 < ••• < Цп- Из рисунка видно, что если X pi, то R —» оо и Х1 ±оо. Если же X ±оо, то /?^0иХ1 *0.
МА1
Hi Мз
Рис. 7.1.6.1. Изменение радиуса обследуемой сферы R в зависимости от значений канонических коэффициентов ц
Зависимости рис. 7.1.6.1 следует рассматривать как точные внутри области планирования эксперимента. При больших значениях R они приобретают приближенный характер. Кроме того, большие значения R на практике, как правило, мало интересны.
На рис. 7.1.6.2 схематически представлено изменение экстремумов функции (7.1.4.3) для двух переменных при изменении радиуса обследуемой сферы R. Область, ограниченная линиями 1 и 4, дает принципиально
Методы математического моделирования
621
достижимые значения функции отклика (7.1.4.3). Значения, лежащие выше линии 1 и ниже линии 4, не могут быть получены принципиально. Таким образом, рис. 7.1.6.2 дает возможность определить значения R, а следовательно, и Xt, при которых может быть достигнуто требуемое значение параметра оптимизации.
Рис. 7.1.6.2. Изменение значений функции отклика у в зависимости от радиуса R обследуемой сферы:
Утр — требуемое значение параметра оптимизации
Пример 7.1.6.1. Исследовался процесс получения и отверждения эпоксидно-новолачных блок-сополимеров (ЭНБС) [15, 32]. В качестве исследуемых факторов были выбраны: Xi — соотношение исходных компонентов в ЭНБС, масс. %; Х2 — время их предварительного взаимодействия при 120 °C, ч; Х3 — время отверждения, ч; Х4 — температура отверждения, °C. В качестве выходного параметра У была выбрана величина разрушающего напряжения при сжатии, МПа. Статистическая математическая модель была получена в виде:
У = 141-0,9^ -1,2^2 + 2,75У3 + 8,45^4 -0,7Х,Х2 +
+1,3^3 -0,8X^3 +1,7^4 -l,0^2^4 -2,ЗХ3Х4 -
-5,6Х2 + 7,4Xf + 3,ЗУ2 -5,4Х2.
Требуется привести полученную математическую модель к канонической форме и построить зависимость глобального максимума и глобального минимума параметра оптимизации от радиуса обследуемой сферы.
Согласно зависимостям (7.1.6.9)-(7.1.6.13), при п = 4 имеем следующую явную форму уравнения (7.1.6.7): ц4 + 0,300ц3 - 66,040ц2 - 52,005ц + 777,322 = 0. Его решение дает возможность записать каноническую форму вида (7.1.6.1) как F'=-6,380^'2 +7,552Х22 + + 3,348А'3'2— 4,819Л"'2. Таким образом, Цтах=7,552, а Цппп = -6,380, что дает возможность для построения линии глобального максимума выбрать значения неопределенного множителя Лагранжа X > 7,552, а для построения линии глобального минимума выбрать значения неопределенного множителя Лагранжа X < -6,380.
Результаты решения системы (7.1.6.15) при выбранных значениях коэффициентов представлены в табл. 7.1.6.1.
Таблица 7.1.6.1
Результаты оптимизации математической модели
Значения глобального максимума
Х2 х3 х4 к R У
-0,06 1,3 0,5 0,33 7,5 1,45 156,8
-0,05 0,9 0,5 0,32 7,8 1,10 150,0
-0,04 0,6 0,5 0,32 8,0 0,86 147,0
-0,03 0,2 0,4 0,30 8,5 0,57 144,8
-0,02 -0,03 0,3 0,28 9,5 0,45 144,2
Значения глобального минимума
1,05 0,07 -0,04 -1,70 -7,0 2,0 99,3
0,35 0,05 -0,06 0,97 -9,4 1,0 125,0
0,14 0,03 -0,06 0,57 -12,0 0,6 133,0
0,09 0,03 -0,06 0,40 -15,0 0,4 136,0
7.7.7. Формальные математические модели множественной регрессии
Статистические модели множественной регрессии широко используются в химической технологии. Достаточно сказать, что в виде таких моделей представлены все критериальные уравнения, применяемые для расчетов процессов тепло- и массообмена.
Задача составления статистической модели множественной регрессии формулируется следующим образом. Пусть имеются экспериментальные точки, представляющие собой зависимость выходного параметра у от независимых факторов х}, х2, ..., х„. Этот набор экспериментальных точек получен без какой-либо системы проведения опытов. Он может содержать в себе результаты, полученные по методу планирования эксперимента, данные пассивного промышленного эксперимента, а также литературные данные других исследователей. При этом статистическая модель множественной регрессии формулируется в виде зависимости [1,8]:
у = ^П^(х,), (7.1.7.1)
в которой F^x,) — наилучшим образом аппроксимирующая зависимость у от х(. Считается, что индекс i должен быть тем меньше, чем больше влияние фактора Xj на у. Таким образом, на первом этапе составления модели определяется зависимость yl=Fl{xl). Затем по формуле
составляется новый столбец экспериментальных значений у2 и определяется аппроксимирующая зависимость у2 = F(x,) . Далее этот процесс повторяется п раз.
622
Новый справочник химика и технолога
Значение коэффициента А в уравнении (7.1.7.1) определяется как среднее арифметическое у„ :
<7л-7-з>
где N — общее число экспериментальных точек.
Аппроксимирующие функции 5>г=/7(х,) следует искать методом наименьших квадратов, сравнивая между собой различные виды зависимостей, линеаризация которых представлена в табл. 7.1.7.1.
Таблица 7.1.7.1
Функции F(x) и их линеаризация
N Функция F(x) Новое х Новое у
1 b0 + Ь}х X У
1 1
2
Ьо + Ь}х X У
3 j_ У
X X
X X
4
b0 +Ьрс X У
5 bobi X 1п(у)
6 bQ ехр(^х) X 1п(у)
7 г>ою*1Х X 1п(х)
1 1
8 ехр(-х)
60 + Ь} ехр(-х) У
9 V1' 1п(х) 1п(у)
10 b0 + й]1п(х) 1п(х) У
11 Ьо + Мп(х) lg(*) У
1
12 X —
Ь}+х У
13 V j_
Ьу+х X У
14 к Ь VXP~ 1п(х)
X X
15 Z>010Vx 1п(х)
X
16 b0+ b\xk хк У
При этом выбирается зависимость, наиболее близко аппроксимирующая экспериментальные данные. В виде полинома оптимальной степени п0, в ряде случаев более удобно не пользоваться данными табл. 7.1.7.1, а искать зависимости F,(xz).
7.2. Математические модели структуры потоков
7.2.1. Исследование структуры потоков
(А.Н. Веригин)
Модели структуры потоков, как правило, имеют мало общего с реальным течением обрабатываемой среды. Однако они достаточно просты и при их правильном построении достаточно точно отражают реальный физический процесс. Модели структуры потоков позволяют обобщить особенности гидродинамики различных по конструкции аппаратов.
При проведении химико-технологических процессов часто важно знать степень их завершенности [16, 17]. Например, для сушильного агрегата — это степень удаления влаги из высушиваемого материала, для химического реактора — степень превращения исходных продуктов в конечные (целевые) и т. д. Завершенность процессов зависит от многих факторов, в том числе от того, как организовано движение взаимодействующих сред. Некоторые элементы потока могут задержаться в аппарате, а другие, наоборот, проскочить, не вступив во взаимодействие. Распределение времени пребывания элементов потока в аппарате имеет стохастическую природу и оценивается статистическим распределением.
Наиболее существенными причинами неравномерности распределения элементов потока по времени пребывания в промышленных аппаратах являются [18]:
- неравномерность профиля скоростей потока;
- турбулизация потока;
- наличие застойных областей;
- образование каналов, байпасные и перекрестные токи;
- высокие температурные градиенты и связанные с ними течения;
- непосредственно процессы тепло- и массообмена между фазами.
Примерами могут служить неравномерный профиль скорости газа или жидкости при их течении через слой неподвижного дисперсного материала (см. подраздел 6.9.4), возникновение циркуляционных течений в барботажных аппаратах (см. рис. 3.3.6.4 и 3.3.6.5) или в аппаратах с перемешивающим устройством, образование каналов в аппаратах с псевдоожиженным слоем (см. рис. 3.4.4.2).
Может оказаться, что истинное время пребывания в аппарате элементов потока недостаточно для осуществления процесса массообмена, а от этого зависит эффективность некоторой технологической операции в целом. Наиболее наглядно рассматривать модели структуры потоков можно на примере процессов массопередачи, так как эти процессы протекают достаточно медленно, благодаря чему представляется возможность установить перемещение и распределение вещества в потоках.
Построению модели могут предшествовать экспериментальные исследования структуры потоков. Их сущность заключается в том, что в поток на входе
Методы математического моделирования
623
в аппарат каким-либо способом вводят индикатор, а на выходе из аппарата замеряют концентрацию индикатора как функцию времени. Эта выходная кривая называется функцией отклика системы на типовое возмущение по составу потока. В качестве индикатора используют пассивную примесь (краситель, раствор соли или кислоты, изотопы), которая не оказывает влияние на гидродинамическую обстановку в аппарате. При этом должно быть обеспечено подобие поведения частиц индикатора в аппарате и частиц основного потока. С этой точки зрения лучшими индикаторами являются изотопы, так как они мало различаются с основным потоком по свойствам. Однако на практике обычно применяют доступные индикаторы, концентрация которых может быть легко замерена. К таким индикаторам относятся растворы солей (электролиты).
В общем случае закон изменения концентрации индикатора во времени на входе потока в аппарат может быть абсолютно произвольным, что усложняет анализ результатов замера. На практике используют так называемые стандартные сигналы: импульсный, ступенчатый и циклический. Последний сигнал обычно имеет форму синусоиды. В зависимости от вида возмущающего сигнала различают следующие методы исследования структуры потоков: импульсный, ступенчатый и циклический. Первые два [19] ниже рассмотрены более подробно.
Импульсный метод. Допустим, что на входе в аппарат в поток практически мгновенно ввели индикатор и определили функцию отклика на это возмущение. Вид функции представлен на рис. 7.2.1.1. Для выявления физического смысла зависимости концентрации от времени С(т) желательно произвести преобразование переменных.
Рис. 7.2.1.1. Типичная функция отклика системы на импульсное возмущение
Величина концентрации зависит от введенного количества индикатора т. Но сам по себе индикатор никакого отношения к работе аппарата не имеет. Количество т для анализа процесса совершенно несущественно. Поэтому лучше характеризовать работу аппарата величиной, не зависящей от т.
Целесообразно преобразовать и величину времени. Это объясняется тем, что масштабы времени оригинала и модели могут быть различны из-за различия их размеров. Указанная задача решается введением приве
денных переменных, которые получают при измерении величин не общими эталонами, а внутренними, свойственными конкретной задаче, а не данному классу величин вообще. Полученные приведенные величины обладают следующим свойством: их значения одинаковы для подобных друг другу аппаратов.
В данном случае за единицу масштаба времени удобно принять среднее время пребывания частиц жид
кости в аппарате
<т> =
К
V'
. Среднее время пребывания
частиц потока в аппарате тем больше, чем больше объем, и тем меньше, чем больше расход через аппарат.
Введем безразмерную концентрацию С(0) как функцию безразмерного времени 0:
С(е) = ^^> 0 = ^ = -Д. (7.2.1.1)
Л/ Ка (т)
Количество индикатора, время пребывания которого в аппарате изменяется от т до (т + dx), составляет
dM = V’C(x)dx. (7.2.1.2)
Отношение dM ко всему количеству индикатора М выражает долю индикатора, вышедшего из аппарата за время от х до (т + dx):
dM V'C(x)dx М ~ М
Так как поведение индикатора в аппарате идентично поведению основного потока, то выражение (7.2.1.3) представляет собой долю потока, время пребывания которого в аппарате изменяется от х до (т + dx).
Уравнение (7.2.1.3) можно привести к виду
= (7.2.1.4)
М MVaV'
Соотношение (7.2.1.4) определяет физический смысл безразмерной концентрации С(0).
Индикатор как таковой нужен только для того, чтобы выделить частицы жидкости, вошедшие в аппарат в определенный момент времени. Время пребывания данной частицы жидкости в аппарате предсказать нельзя, это есть случайная величина.
Вероятность случайной непрерывной величины можно определить следующим образом: вероятность того, что случайная непрерывная величина U примет какое-нибудь значение в интервале от и до (и + du), равна р(и < t/ < и + du) =fiu)du.
Функция f(u) называется плотностью вероятности или дифференциальной функцией распределения величины U. Сопоставление данного выражения и соотношения (7.2.1.4) показывает, что С(0) есть дифференциальная функция распределения (плотность вероятности) времени пребывания частиц жидкости в аппарате.
624
Новый справочник химика и технолога
Общее количество введенного индикатора определяется выражением
00
Л/ = Г|С(т)4/т. (7.2.1.5)
о
Из уравнений (7.2.1.2) и (7.2.1.4) следует:
С(6) = VC.{^ = . С(Т) W = с’(г)<т), (7.2.1.6) мм /ОДЛ
О
где выражение
Рис. 7.2.1.2. Изображение С-кривой в безразмерных координатах
Экспериментальная С-кривая в координатах С(0)—0 приведена на рис. 7.2.1.2.
Заштрихованная площадь под кривой равна
е {С(0)Л0 (7.2.1.8)
о
и означает долю потока, время пребывания которого в аппарате изменяется от 0 до 0. Очевидно, что
JC(0)dO = l. (7.2.1.9)
о
Таким образом, С-кривая является характеристикой распределения элементов потока по времени их пребывания в аппарате.
Для проверки правильности проведения экспериментальных исследований по С-кривой может быть определено среднее время потока в аппарате
(х) = Jt<Zt = JtC(0)o/0. (7.2.1.10)
о о
Полученное значение необходимо сравнить с расчетом по выражению (7.2.1.1).
Метод ступенчатого возмущения. В поступающий в аппарат поток жидкости в некоторый момент времени вводят индикатор. Концентрация индикатора в потоке изменяется скачком до некоторого значения Со и в дальнейшем поддерживается на этом уровне. Кривая отклика, соответствующая сигналу ступенчатой формы, имеет вид, изображенный на рис. 7.2.1.3.
С'(т)=/'(Т) (7.2.1.7)
|С(т)й?т
Рис. 7.2.1.З. Типичная функция отклика системы на ступенчатое возмущение
Если время выражено в безразмерных единицах, то зависимость изменения концентрации индикатора во времени в потоке, выходящем из аппарата, называется F-кривой. Величина, равная отношению текущей концентрации к концентрации во входном потоке, изменяется от нуля до единицы.
Доля элементов потока, время пребывания которых в аппарате находится в пределах от 0 до (0 + <70), есть
dF(&) = С(0)<70. (7.2.1.11)
Доля элементов потока, время пребывания которых в аппарате меньше 0, равна
е
F(0) = |C(0)d0. (7.2.1.12)
о
Функция F(0) в уравнении (7.2.1.12) определяет вероятность того, что время пребывания некоторой частицы окажется меньше т. Ее называют интегральной функцией распределения времени пребывания.
Так как сумма всех долей жидкости в аппарате равна 1, то площадь под F-кривой равна 1 и F(0) 1 при
0^00.
Согласно выражению (7.2.1.10), среднее время пребывания потока в аппарате:
(т) = |тС(0)й?0 = JtJF = - JtJ(1 - F). (7.2.1.13) О 0 0
Для нахождения последнего интеграла в выражении (7.2.1.13) воспользуемся интегрированием по частям:
JtJ(1 - F) = т(1 - F) | ”- j(l - F) dx. (7.2.1.14) о о
Методы математического моделирования
625
Первое слагаемое в уравнении (7.2.1.14) равно нулю. Тогда среднее время пребывания потока в аппарате независимо от его конструкции выразится через значения функции распределения элементов потока на выходе так:
00
<х>= J(l-F)tZx. (7.2.1.15)
о
Геометрически среднее время пребывания соответствует площади над кривой ДО) (рис. 7.2.1.4).
Рис. 7.2.1.4. Изображение Г-кривой в безразмерных координатах
Приведенные методы позволяют получить больше информации о структуре потоков в аппарате, чем только среднее время пребывания.
Перечислим основные свойства функций С(0) и ДО).
1. С(0) > 0; ДО) > 0 (вероятность не может быть отрицательной).
2. ДО) — функция неубывающая; она либо возрастает со временем, либо (на тех участках, где С(0) = 0) параллельна оси абсцисс.
3. ДО) = С(0) = 0 при х < О (время пребывания не может быть отрицательным).
4. Вероятность того, что частица жидкости, вошедшая в аппарат в момент х = О, выйдет из аппарата в промежутке времени от х = 0 до х = оо, равна единице.
Функции распределения, описывающие работу определенной группы аппаратов, могут обладать и другими свойствами. Указанные свойства являются наиболее общими.
7.2.2. Основные характеристики распределения элементов потока по времени пребывания в аппарате
(А.Н Веригин)
В силу стохастической природы движения элементов потока время их пребывания в аппарате является случайной величиной. Дальнейший анализ экспериментальных кривых отклика возможен, если принять, что С-кривая характеризует плотность вероятности, а Г-кривая — интегральное распределение частиц потока по их времени пребывания. Основные свойства распределения случайной величины можно описать числовыми характеристиками, которые определяют наиболее
существенные особенности распределения. Такими характеристиками являются моменты распределения случайной величины, которые систематизируются по трем признакам: по порядку момента г; по началу отсчета случайной величины; по виду случайной величины [19].
Порядок г момента может быть любым целым числом. Практически же рассматривают моменты от нулевого до четвертого порядка, т. е. г = 0, 1, 2, 3, 4. В зависимости от начала отсчета случайной величины различают начальные и центральные моменты. Общий вид начальных моментов функции распределения:
Мг = рС(хДх. (7.2.2.1)
о
Каждый из моментов имеет определенный физический смысл. Нулевой момент (площадь под кривой изменения концентрации во времени) характеризует массу введенного индикатора. Первый момент позволяет рассчитать среднее значение (в рассматриваемом случае среднее время пребывания) или математическое ожидание случайной величины.
Случайные величины, отсчитываемые от математического ожидания, называются центрированными. Моменты центрированной случайной величины называются центральными. Общий вид центральных моментов:
= J(T - (x))rC(x)afr. (7.2.2.2)
о
Второй центральный момент характеризует рассеяние случайной величины относительно среднего времени пребывания, он называется дисперсией’.
а2 = ц2 = j(T - (х))2 С(х) dx. (7.2.2.3)
о
Чем меньше дисперсия, тем меньше разброс по времени пребывания различных элементов потока в аппарате.
Третий центральный момент характеризует асимметрию распределения:
00
Ц, = (7.2.2.4)
О
Знание асимметрии распределения различных элементов потока по времени их пребывания позволяет судить о движении жидкости в аппарате. Если ц3 положителен и значительно больше единицы, то в аппарате существуют зоны, обмен которых с основным потоком незначителен (застойные зоны).
Четвертый центральный момент определяет островершинность распределения:
00
Н4 = ](т-<т»4С(т)Л. (7.2.2.5)
О
626
Новый справочник химика и технолога
Оценкой плотности распределения элементов потока по времени пребывания в аппарате может служить С-кривая, снимаемая на выходе из аппарата при импульсном возмущении. Тогда моменты С-кривой являются основными характеристиками распределения элементов потока по времени пребывания, определяя тем самым структуру потока.
Учитывая выражения (7.2.1.1) для безразмерной концентрации С(0) и времени 0, получим
Мг = |(0<т>)г -^<т)^0 = <т>г j’0rC(0)^0. (7.2.2.6) о о
По определению, интеграл в правой части уравнения (7.2.2.6) является начальным моментом порядка г безразмерного времени пребывания М*. Отсюда получается соотношение, связывающее размерный и безразмерный начальные моменты порядка г.
Мг=(у)гМ*.
(7.2.2.7)
Аналогично получаем соотношение между размерным и безразмерным центральными моментами:
и, = ОУ IV
(7.2.2.8)
Пример 7.2.2.1. При исследовании гидродинамики потоков в аппарате использовался импульсный метод. В результате внесения импульсного возмущения (импульсный ввод индикатора) были получены следующие значения концентрации индикатора на выходе из аппарата [19]:
Время т, мин 0 5 10 15 20 25 30 35
Концентрация индикатора в жидкости С„ г/м3 0 3 5 5 4 2 1 0
Определить структуру потоков в аппарате.
Решение задачи представим в виде следующей последовательности действий, задав, в соответствии с опытными данными, интервал времени отбора проб Ат = 5 мин.
7
Вычислим сумму значений Ат С( =100, ну-
/=0
левой центральный момент распределения согласно 7
(7.2.2.1) Мо =^Су=20, первый центральный момент /=0
7
Mj=^t;C( =300, среднее время пребывания потока в /=0
аппарате (т)=
Мх
безразмерные значения времени 0„
нормированной СП/ и относительной концентрации C0j
Расчетные значения сведем в таблицу:
0=А 0 0,333 0,667 1 1,333 1,667 2 2,333
с =-$-"• Ес 0 0,03 0,05 0,05 0,04 0,02 0,01 0
ce.=c»,-(t) 0 0,45 0,75 0,75 0,6 0,3 0,15 0
По этим данным построим С(0)-кривую распределения (рис. 7.2.2.1).
Рис. 7.2.2.1. С-кривая, построенная по результатам экспериментов
Анализ экспериментальных данных по изменению концентрации индикатора во времени предполагает два этапа. Первоначально необходимо рассчитать основные центральные моменты функции распределения, затем определить значения плотности вероятности или интегрального распределения частиц потока по времени их пребывания в аппарате.
7.2.3. Влияние структуры потоков на степень завершенности физико-химических процессов
(А.Н. Веригин)
Наиболее важным для практики является учет влияния данных по распределению времени пребывания на ход химических процессов в непрерывно действующих аппаратах. Будем рассматривать этот процесс на примере протекания необратимой реакции 1-го порядка. Скорость реакции определяется выражением:
г„ = к(Сл-С:). (7.2.3.1)
Для простоты допустим, что реакция протекает при постоянных значениях температуры и объема. Тогда кинетическое уравнение будет иметь вид
—£ = -кС4. (7.2.3.2)
ах
Интеграл этого уравнения имеет вид:
Сл = С°ехр(-кт). (7.2.3.3)
Здесь т — время протекания реакции. Однако частицы жидкости, которые на выходе перемешиваются, в непрерывно действующем аппарате имеют разное время
Методы математического моделирования
627
пребывания (а стало быть, и разную степень завершенности реакции). Подстановка в формулу (7.2.3.3) среднего времени пребывания в общем случае дает неверный результат.
Для получения верного ответа проанализируем единичный объем вещества. Рассортируем частицы жидкости по времени пребывания и рассчитаем количество не принявшего участия в реакции вещества А в какой-либо частице жидкости. Расчет будем вести в при
веденном времени. Константа скорости также примет приведенное значение. Вследствие того, что размерности кит взаимно обратимы, получим:
к* = к<т>. (7.2.3.4)
Рассмотрим элемент объема V жидкости, прошедший через аппарат единичного объема. Доля молекул, время пребывания которых лежит в интервале от G до (О + t/9), от их общего числа равна dV = C(&)dQ. Концентрацию вещества т в объеме dV можно выразить формулой (7.2.3.3), поскольку время пребывания частиц в этом объеме одинаково с точностью до <79:
Сл=С°ехр(-к*9).
Количество вещества в объеме равно произведению концентрации на элементарный объем:
dmA =CAdV=CQA ехр(-к 9)С(9)<79 . (7.2.3.5)
Общее количество вещества во всем прошедшем через аппарат объеме получается интегрированием уравнения (7.2.3.5) при 9 = 94-оо (поскольку необходимо учитывать частицы с любым временем пребывания):
тА = С\ ]ехр(-к*9)С(9)<79.
о
При смешении всех частиц средняя концентрация в вытекающем объеме равна тА (так как было принято, что анализируемый объем равен единице). Переходя к степени превращения, получим
х = ^~оС4„ = 1 _ |еХр(-к 6)С(9) J9. (7.2.3.6) ^А О
Пример 7.2.З.1. Рассчитать степень превращения для необратимой реакции 1-го порядка при к = 9,1 мин1. Данные к примеру являются исходными и расчетными данными примера 7.2.2.1.
Приведенная константа скорости реакции согласно выражению (7.2.3.4) при (т) = 15 составит Ki - к(т) =1,5.
В зависимости от безразмерного значения времени 9( и относительной концентрации вычислим промежуточные безразмерные функции CAj и тА.;
е'=м' 0 0,333 0,667 1 1,333 1,667 2 2,333
с.,=с,-ф 0 0,45 0,75 0,75 0,6 0,3 0,15 0
С4 =ехр(-к-9,) 1 0,606 0,368 0,223 0,135 0,082 0,049 0,03
тА1 а, ' 1 0,272 0,275 0,167 0,081 0,025 0,007 0
По полученным данным можем рассчитать степень 7
превращения х=\-^\тА Д9=9,274.
ы
Столь низкое значение степени превращения связано с большой дисперсией плотности распределения времени пребывания частиц жидкости в модельном аппарате.
Выражение (7.2.3.6) не обладает достаточной наглядностью, чтобы показать, как влияет вид функции С(9) на степень превращения. Как правило, степень превращения тем выше, чем меньше дисперсия функции С(9) или ее второй центральный момент (см. уравнение (7.2.2.3)).
Таким образом, зная распределение частиц жидкости по времени пребывания, можно оценить эффективность работы реактора, не проводя химических превращений.
Алгоритм, с помощью которого получена формула (7.2.3.6), применим не только для расчета степени химического превращения, но и для анализа других процессов, в которых распределение времени пребывания обрабатываемой среды будет влиять на степень их завершенности.
Например, рассмотрим процесс сушки в аппарате с псевдоожиженным слоем. Если известна зависимость
влагосодержания частиц дисперсного материала от времени при работе аппарата в периодическом режиме м(т), то, зная плотность распределения времени пребывания, можно вычислить среднее влагосодержание частиц на выгрузке.
Для этого приведем время к безразмерному виду. Выделим из материала, поступающего на выгрузку, N частиц и рассортируем их по времени пребывания. Пусть A/V, — количество частиц, находящихся в аппарате в течение промежутка времени от 9, до 9/+i, i - 9, 1, 2, ..., п. Тогда среднее влагосодержание на выгрузке можно вычислить по формуле
(«>=-!-£В(9,)ДЛГ,, (7.2.3.7)
N м
где количество частиц ДА(, связанное со значением функции плотности распределения времени пребывания С(9), определяется как
ДА, = АС(9,)Д9. (7.2.3.8)
628
Новый справочник химика и технолога
Подставив выражение (7.2.3.7) в формулу (7.2.3.8) и перейдя к пределу при 0 —* 0, получим выражение
<и> = p(0)C(0) J0, (7.2.3.9)
о
которое аналогично соотношению (7.2.3.6). Отличие заключается в том, что функция а(0) задана в общем виде и может быть для каждого конкретного случая своей.
Аналогичные рассуждения можно распространить и на другие процессы. Например, можно учесть структуру потоков в грануляторе с псевдоожиженным слоем материала и рассчитать распределение частиц по степени их покрытия. При этом для расчета аппаратов, работающих в непрерывном режиме, необходимо знать вид функции плотности распределения частиц потока по их времени пребывания. В некоторых случаях эта функция может быть получена аналитически.
7.2.4. Модели идеального смешения и идеального вытеснения
(А.Н. Веригин)
По структуре потока аппараты делятся на несколько типов. В аппаратах, относящихся к одному и тому же типу, потоки обладают многими общими чертами. Выделение основных, наиболее характерных черт привело к введению понятия об идеальных аппаратах.
Идеальные аппараты, как и любая идеализация, — это абстракция, которую нельзя точно осуществить на практике. Однако ясность физической картины и простота математического описания идеальных аппаратов чрезвычайно удобны для анализа процессов, протекающих в химико-технологических агрегатах. Обычно различают два типа идеальных аппаратов. Первый тип— аппарат идеального смешения — это аппарат с мешалкой. Интенсивность циркуляции жидкости в нем такова, что поступающий поток мгновенно равномерно перемешивается со всей массой, уже находящейся в аппарате.
Второй тип характеризуется тем, что поток в аппарате движется равномерно. Частицы жидкости имеют одинаковую скорость и, следовательно, одинаковое время пребывания. Фронт потока движется как твердый поршень. Это аппарат идеального вытеснения.
Модель идеального смешения. Согласно определению, концентрация вещества в любой точке аппарата равна концентрации на выходе из него. Уравнение материального баланса модели идеального смешения запишется в виде:
dC
И-7Г = Г(С--С)' С-2.4.1)
ат
Отклик модели идеального смешения на входное возмущение для метода вымывания (импульсного введения индикатора) соответствует убывающей экспо
ненциальной зависимости с начальной концентрацией Сн (кривая 1 на рис. 7.2.4.1):
С(т)=Снехр --Ь
I <т>.
(7.2.4.2)
При импульсном возмущении уравнение имеет аналогичный вид, так как происходит мгновенное распределение введенного индикатора в количестве т по всему объему и сразу начинается его вымывание. Началь-
т „
ная концентрация при этом равна Сн = —. Соответ
ственно изменение концентрации на выходе потока из аппарата описывается уравнением (7.2.4.2) (кривая 1 на рис. 7.2.4.1).
Рис. 7.2.4.1. Функции отклика для модели идеального смешения:
1 — метод вымывания (метод импульсного введения индикатора); 2 — метод ступенчатого введения индикатора
При ступенчатом введении индикатора со скачкообразным изменением концентрации в момент времени т = 0отС=0доС=Сй функция отклика принимает вид:
С(т) = С° 1-ехр
(7.2.4.3)
(кривая 2 на рис. 7.2.4.1).
В аппарате идеального смешения дифференциальная функция распределения времени пребывания имеет максимум при т = 0, а затем, согласно формуле (7.2.4.2), убывает по следующему закону:
С(0) = ехр
I <т>.
(7.2.4.4)
Интегральная функция распределения, в свою очередь, согласно формуле (7.2.4.3), будет иметь вид:
F(0) = 1-ехр ~ I <т>.
(7.2.4.5)
Модель идеального смешения отличается значительной простотой. Вместе с тем в ряде случаев ее применение вполне обосновано. Это относится в первую очередь ко многим аппаратам с механическими перемешивающими устройствами. Основное условие применения — это интенсивность перемешивания.
Методы математического моделирования
629
Модель идеального вытеснения. В основе модели идеального вытеснения лежит допущение о поршневом характере течения обрабатываемой среды. Перемешивание вдоль потока отсутствует, и имеет место равномерное распределение вещества в направлении, перпендикулярном движению. Время пребывания всех частиц в системе одинаково и равно отношению объема аппарата к объемному расходу жидкости. Например, такой поток имеет место в трубчатом аппарате при турбулентном течении жидкости через него, когда профиль скорости можно считать равномерным, т. е. принять одинаковым время пребывания отдельных элементов потока.
Уравнение модели идеального вытеснения запишется в виде:
Решение уравнения (7.2.4.6), удовлетворяющее начальному условию
С(0,х) = С°(х) при т = 0, 0 < х < I (12А.Т)
и граничному условию
С(т, 0) = Сн (т) при х = 0, т > 0, (7.2.4.8)
есть
С°(/-мт),
(72.4.9)
Из решения (7.2.4.9) следует, что любое изменение концентрации на входе в аппарат идеального вытеснения появляется на его выходе через время, равное сред-с , ч I нему времени пребывания (т) = —. w
Отклики на импульсное и ступенчатое возмущения для идеального вытеснения изображены соответственно на рис. 72.4.2, а и б. Первый из них является дифференциальной, а второй — интегральной функциями распределения времени пребывания. Так как время пребывания для всех частиц одинаково, то при т < (т) выхода не достигает ни одна частица: С = 0 (рис. 72.42, а). При т > (т) на выходе также не будет меченых частиц, все они уже прошли С = 0. Функция С(0) отлична от нуля только при т = (т).
Если функция отлична от нуля только в одной точке, а площадь под ее кривой не равна нулю, то ей в этой точке приходится придать бесконечное значение. Такая функция называется ^-функцией Дирака. Для данного случая (бесконечное значение при т = <т» она имеет вид:
С(0) = 8(т-(т».
(7.2.4.10)
График 8-функции, изображенный на рис. 7.2.42, а, является условным. Это возможно только в том случае,
С
Вход
Выход
л - Вход-
Выход
а б
Рис. 7.2.4.2. Модель идеального вытеснения, отклик на: а) импульсное возмущение; б) ступенчатое возмущение
если изменение концентрации индикатора во времени на входе в аппарат представляет собой 8-функцию.
Интегральная функция распределения для данного случая приведена на рис. 72.4.2, б. При т < (т) значение F(&) равно нулю. При т > (т) оно равно единице, т. е. при любом т > (т) из аппарата уже вышла вся жидкость, поступившая туда в начальный момент и содержащая индикатор. При т = (т) функция совершает скачок от нуля до единицы.
Химические реакции в идеальных аппаратах. Для практики важно оценить полноту прохождения химических реакций в идеальных аппаратах и выяснить, почему и как различается степень превращения в аппаратах обоих типов, если среднее время пребывания и константа скорости реакции в том и другом аппаратах одинаковы [18].
В аппарате идеального вытеснения реакция во времени протекает так же, как в аппарате периодического действия, причем каждому моменту времени соответствует определенное поперечное сечение аппарата. Смесь реагирующих веществ равномерно движется от входа к выходу. При этом концентрация вещества А падает за счет реакции. Время реакции пропорционально пути, пройденному потоком. Согласно уравнению (7.2.3.6), степень превращения вещества А имеет вид:
х=1 - |ехр(-к*0)С(0)</0 =1 - ехр(-к*0).
0
(7.2.4.11)
В аппарате идеального смешения концентрация вещества А постоянна по всему объему аппарата. Причем на входе концентрация претерпевает резкий скачок. Входящая жидкость мгновенно смешивается с жидкостью в аппарате, а концентрация вещества А в этой жидкости уже уменьшилась в результате реакции. На выходе же скачка нет, и во всем объеме аппарата и на выходе концентрация одинакова.
Для аппарата идеального смешения расчет степени превращения по уравнению (7.2.3.6) имеет вид:
х = Са~^л = 1 - |ехр(-к* 0)С(0)6?0 =
Са 0 (7.2.4.12)
00 1 к*
= 1- [ехр(-к*0)ехр(-0)<?0=1—;—- = —;—-.
J х ’ к +1 к +1
630
Новый справочник химика и технолога
Этот же вывод можно получить с помощью уравнения материального баланса по реагирующему компоненту для аппарата идеального смешения, учитывая равенство концентраций СА (а значит, и скорости реакции) во всем объеме аппарата: ГС>ЕакСл + ГСл. В левой части уравнения находится количество вещества А, вносимое в аппарат потоком. Первый член правой части — расход вещества в реакции, второй — вынос
ГЛ Са , 1
его потоком из аппарата. Отсюда —^-=1-х=—— и С“ к +1
К*
к +1
Сравнение вычисленных по формулам (7.2.4.11) и (7.2.4.12) значений степени превращения для одной и той же реакции в аппаратах того и другого типа при одинаковых значениях константы скорости реакции показывает, что при больших значениях к разница весьма велика. Реактор идеального вытеснения дает намного больший выход по сравнению с реактором идеального смешения (табл. 7.2.4.1).
Еще наглядней эта разница выявляется из сравнения объемов аппаратов обоих типов, необходимых для достижения одной и той же степени превращения (табл. 7.2.4.2).
Таблица 7.2.4.1
Степень превращения реакции первого порядка в идеальных аппаратах
Приведенное время реакции к* = к(т) 0,5 1 2 4 6 10
Идеальное вытеснение 0,394 0,632 0,865 0,982 0,997 0,999
Идеальное смешение 0,333 0,500 0,667 0,800 0,856 0,909
Таблица 7.2.4.2
Соотношение объемов аппаратов идеального смешения и идеального вытеснения при одинаковой степени превращения
Степень превращения 0,5 0,7 0,9 0,95 0,99 0,999
Отношение V объемов —— V выт 1,5 2 4 6,3 22 140
Если требуется не очень высокая степень превращения, то аппарат, близкий к идеальному смешению, может оказаться достаточно выгодным, поскольку стоимость аппарата в большой степени зависит от сложности его конструкции. Конструкция аппаратов, близких к идеальному вытеснению, часто достаточно сложна. Особенно трудно в таких аппаратах отводить тепло. В аппаратах же, близких к идеальному смешению, отвод тепла сильно упрощен, поскольку интенсивное перемешивание улучшает условия теплопередачи.
7.2.5. Диффузионная модель
(А.Н. Веригин)
Основное уравнение диффузионной модели. В основе диффузионной модели лежит допущение, что структура потока описывается уравнением, аналогичным уравнению молекулярной диффузии [19]. Параметром модели является коэффициент продольного перемешивания Di, называемый также коэффициентом турбулентной диффузии или коэффициентом обратного перемешивания.
Уравнение сохранения массы целевого компонента, согласно конвективным и диффузионным потокам, проходящим через элемент аппарата Дх, как показано на рис. 7.2.5.1, примет вид
5Дх—— = wSC + D,S—\ С+—Дх -Эт дх v дх )
-ws(С +—Дх1-D,S—.
V дх ) дх
(7.2.5.1)
Преобразуя это уравнение и переходя к пределу при Дх —► 0, получаем
дС д2С дС
дт дх2 дх
(7.2.5.2)
Данное уравнение является основным для диффузионной модели. В качестве начального условия для уравнения (7.2.5.2) обычно задается профиль концентрации по аппарату в начальный момент времени
С(0,х) = Сн(х) при т = 0. (7.2.5.3)
Объем аппарата идеального смешения может отличаться от объема аппарата идеального вытеснения в сто и более раз. Это положение имеет общий характер. Чем выше требуемая степень превращения, тем сильнее влияние характера распределения времени пребывания. Проблема распределения потоков приобретает особую остроту в связи с непрерывным возрастанием требований к глубине протекания реакций, глубине очистки и т. д.
Рис. 7.2.5.1. К выводу основного уравнения диффузионной модели
Методы математического моделирования
631
Граничные условия могут быть заданы из условия материального баланса на концах аппарата (условия по Данквертсу). Рассмотрим левый конец аппарата, в который поступает поток с некоторой средней скоростью w (рис. 7.2.5.2, а).
Приведем к безразмерной форме граничные условия (7.2.5.4) и (7.2.5.6). После преобразования получаем
(С°-С) + —— = 0 при z = 0, (7.2.5.9)
х ’ Ре dz
Рис. 7.2.5.2. Схема потоков: а) у левого конца аппарата; б) у правого конца аппарата
----= 0 при z = 1. (7.2.5.10) dz
Функция отклика на импульсное возмущение. В зависимости от используемых граничных условий получены решения для аппарата бесконечной, полубес-конечной и конечной длины [20]. В последнем случае решение представляется в виде бесконечного медленно сходящегося ряда. В связи с этим при расчетах выбирается такое число членов ряда, при котором обеспечивается необходимая точность:
Сумма потоков вещества, подходящих к границе х = 0, должна быть равна потоку вещества, отходящего от границы:
^(С°-С) + Д —= 0. (7.2.5.4)
' dx
Для правого конца аппарата (рис. 7.2.5.2, б) имеем
wC = wCK +Dt—. (7.2.5.5)
dx
Предполагается, что на выходе из аппарата не происходит изменения концентрации вещества в потоке, т. е. С ~ Ск. С учетом этого граничное условие (7.2.5.3) примет вид
— = 0. (7.2.5.6)
dx
Условия (7.2.5.3) и (7.2.5.5) называются граничными условиями по Данквертсу.
На практике обычно используют безразмерную форму записи основного уравнения. В качестве безразмерных переменных можно использовать переменные
X т
z=—, 6 = —. С учетом принятых обозначений урав-
I <т)
нение (7.2.5.2) принимает вид:
wldC wlBC d2C
D, se D, dz dz2 ' ' ' ' ’
ИЛИ
„ас „ас д2С
Ре + Ре ае dz = -^, (7.2.5.8) a z
поскольку множитель — представляет собой безразмерное число Пекле Ре.
С(6) = Х
2 (Ре Ре 2 49
2Х, ехр---9-А, —
'42 4 'Ре
( РеЛ 1 + — A.sin2A,. - 1 2 J ' ’Ре Г Ре У ’ Г К; 4 < 4 ) cos2A,
(7.2.5.11)
где kj — корни трансцендентных уравнений
А. А. Ре
—tg—= —
2 2 4
А. А, Ре
—etg—=----
2 2 4
0 = 1, 3, 5,...);
0 = 2, 4, 6,...).
(7.2.5.12)
Решение (7.2.5.11) дает удовлетворительные результаты в области 9 > 9,91 и Ре < 10. Вне указанных пределов необходимо пользоваться приближенными решениями.
При больших числах Ре влияние диффузии мало и С-кривые для любых условий на входе и выходе близки между собой. Потоки, незначительно отличающиеся от идеального вытеснения, часто встречаются на практике. С-кривые могут быть достаточно точно аппроксимированы кривой нормального распределения
1 Г Pel
С<0) = Т7=7^ехР • <7-2-5-13)
2д/л:/Ре [ 4 J
Максимальная ошибка при такой аппроксимации составляет 5% при Ре =100 и 0,5 % при Ре = 1000. Графически F-кривые для различных режимов течения показаны на рис. 7.2.5.3. Из рисунка видно, что для значения Ре ~ 100 F-кривая достаточно близко отражает режим идеального вытеснения. При малых значениях числа Пекле Ре ~ 0,05 F-кривая близка к кривой для аппарата идеального смешения. Таким образом, диффузионная модель расположена между двумя предельными случаями: моделями идеального смешения и идеального вытеснения.
632
Новый справочник химика и технолога
Рис. 7.2.53. F-кривые, рассчитанные на основании диффузионной модели для различных значений числа Пекле:
1— Ре = 0,05; 2 — Ре = 2; 3 — Ре = 10; 4 — Ре = 100
ет поток, в котором имеет место продольное перемешивание. Импульсное возмущение подается на вход аппарата, а отклик определяется на выходе из аппарата. Уравнение связи между параметрами диффузионной модели и моментами экспериментальных кривых распределения времени пребывания элементов потока в аппарате имеет следующий вид:
2
pfPe-l+expf-Pe)). (7.2.5.15)
При значениях числа Ре больше 10 можно принять
2 2_ ае ~ п
Ре
(7.2.5.16)
Функция отклика на ступенчатое возмущение. Для аппарата конечных размеров с граничными условиями по Данквертсу функция отклика на ступенчатое возмущение имеет вид:
/ IV 12 ( 4Х2+Ре2
„ ч (-1)-16-Х;ехр—— ---------0
® 4Рр
F(0) = 1 - 2Ре • exp — • У -т—-
Ч 2 ) (4Х2+Ре2)(4Х2 + Ре2 +4Ре)
(7.2.5.14)
Так же, как и в предыдущем случае, решение (7.2.5.14) представляет собой медленно сходящийся ряд. Удовлетворительное решение может быть достигнуто в области 0 > 0,01 и Ре < 10. Величины X, являются корнями уравнений (7.2.5.12).
Коэффициент Db определяющий величину числа Пекле, является основным параметром модели. При стремлении Di к нулю диффузионная модель переходит в модель идеального вытеснения.
Оценка параметра Ре диффузионной модели. Определение числа Ре по экспериментальным данным основано на использовании функции отклика системы на типовое возмущение. Методы определения можно разделить на две группы:
- методы, использующие решение уравнения (7.2.5.8);
- методы, в основе которых лежат уравнения связи между статистическими параметрами функции отклика и параметрами модели.
Для определения Ре с помощью методов первой группы необходимо знать решения уравнения (7.2.5.8). Такие решения (см. уравнения (7.2.5.11)-(7.2.5.14)) имеют вид медленно сходящегося ряда, чем обусловлены трудности практического использования этих решений.
Наибольшее распространение получили методы второй группы. Пусть через закрытый аппарат протека-
Уравнение (7.2.5.15) является основным, используемым для расчета числа Ре по экспериментальным данным.
Пример 7.2.5.1. Структура потока жидкости в колонне с насадкой исследовалась импульсным методом. Было предложено описать структуру потока диффузионной моделью. Результаты обработки экспериментальной С-кривой, снятой на выходе потока жидкости из насадочной колонны, приведены в таблице. Требуется оценить число Ре.
Время т, с 0 40 80 120 160 200 240
Эксперимент Сэ(т), г/л 0 0,3 0,5 0,35 0,2 0,1 0
Определение основного параметра модели представим в виде следующей последовательности действий, задав в соответствии с опытными данными интервал времени отбора проб Ат = 40 с.
Рассчитаем среднее время пребывания ivc, .
(т)=—-----=100,69; нулевой момент Мо =2_iCi -Дт=58;
fc, 1=0
безразмерную С-кривую как функцию безразмерного времени 0 (см. таблицу):
0=А 0 0,379 0,794 1,191 1,589 1,986 2,384
А Сг W С0, =-^-L Мо 0 0,517 0,862 0,603 0,345 0,172 0
безразмерный шаг по времени Л0=у—=0,397;
Методы математического моделирования
633
второй момент безразмерной С-кривой М2 =(т)2 ^0,2С0/А0=12219,2; дисперсию безразмерно
„ _ „ Л/, , „
ноиС-кривои ст2 =—у-1=0,213 .
0
Из уравнения (7.2.5.15) методом последовательных приближений находим значения критерия Пекле Ре = 9,365.
Применение диффузионной модели оправдано в тех случаях, когда один из геометрических размеров аппарата значительно превышает два других и наблюдается разброс по времени пребывания отдельных частиц потока.
7.2.6. Ячеечная модель
(А.Н. Веригин)
Вывод основных уравнений модели. Рассматриваемая модель, впервые предложенная для каскада реакторов с мешалками, является одной из наиболее простых. Согласно данной модели, аппарат представляется состоящим из ряда последовательно соединенных ячеек, через которые проходит поток вещества (рис. 7.2.6.1).
1 2 3 4 5 N
Рис. 7.2.6.1. Схема ячеечной модели:
1,2,3, ...,N — номера ячеек
Сделаем следующие допущения: в каждой ячейке осуществляется идеальное перемешивание; между ячейками отсутствует обратное перемешивание.
Параметром ячеечной модели служит число ячеек полного перемешивания N одинакового объема Ия. С увеличением N структура потока приближается к модели полного вытеснения, а с уменьшением N — к модели идеального смешения.
Запишем уравнения сохранения массы для каждой из ячеек:
Соответствующие начальные условия для системы уравнений (7.2.6.1) имеют вид
С\=С?, С2=С°, CN=C°N прит = 0. (7.2.6.2)
Система уравнений (7.2.6.1) и начальные условия (7.2.6.2) образуют ячеечную модель структуры потоков. Для того чтобы проанализировать свойства модели, рассмотрим отклики ячеечной модели на стандартные возмущения.
Отклик модели на ступенчатое возмущение со скачкообразным уменьшением концентрации до нуля (метод вымывания). Будем искать отклик модели, последовательно решая уравнения системы (7.2.6.1), начиная с первой ячейки.
В методе вымывания концентрация на входе равна нулю. Следовательно, Сн = 0 и исходное уравнение для первой ячейки сводится к следующему:
(7.2.6.3)
или, после разделения переменных:
dCY _ dx
Интегрирование уравнения (7.2.6.4) дает Q = Kexpf--^.
(7.2.6.4)
(7.2.6.5)
Неизвестную константу К найдем из начального условия K = CQ. Подставив ее в уравнение (7.2.6.5), получаем вид отклика на выходе из первой ячейки:
С, = С°ехр —— ч
(7.2.6.6)
Входом для второй ячейки является выход первой, а отклик на выходе второй ячейки имеет вид:
С2=С° 1+— ехр
2 I <t>J I <4
(7.2.6.7)
dx
dx
Продолжая аналогичные рассуждения для третьей, четвертой, ..., TV-й ячейки, получаем следующее выражение для отклика ячеечной модели на скачкообразное уменьшение концентрации до нуля:
dCi dx
(7.2.6.1)
Г z х , / \2 . / / \
Ч , I Т I 1 I Т I 1 I Т I I Т I -4-= 1+ — +— — +---------------- — ехр-----------.
С [_ Ut>J 24t)J (7V-1)!<<t>J ] Ч W
С -С =(т)-С-dx J
(7.2.6.8)
Уравнение (7.2.6.8) удобнее записать в безразмерном виде:
634
Новый справочник химика и технолога
С(0) =
1 + #0+1(ТУ0)2 + -®—
2 (TV-1)!
ехр(-TV0).
С
Вводя безразмерную концентрацию F(0) = — и
(7.2.6.9)
На рис. 7.2.6.2 изображены результаты расчета по зависимости (7.2.6.9) для различного числа ячеек. Чем больше число ячеек, тем ближе мы приходим к аппарату идеального вытеснения.
время 0 = —, находим <т>
F(0) = 1-
1 + TV0 + —(TV0)2+... +—!—(TV0Y
2V 7 CV-l)!v 7
exp (-VO).
(7.2.6.11)
Рис. 7.2.6.2. Функции отклика для ячеечной модели на скачкообразное уменьшение концентрации для различного числа ячеек:
1 — при идеальном смешении (N= 1);
2,3,4 — соответственно для числа ячеек N= 2, 5,30;
5 — при идеальном вытеснении
На рис. 7.2.6.3 изображена зависимость выходной концентрации при ступенчатом возмущении для различного числа ячеек.
Рис. 7.2.6.3. Функции отклика для ячеечной модели на скачкообразное возмущение концентрации для различного числа ячеек:
1 — при идеальном вытеснении;
2,3,4 — соответственно для числа ячеек N= 2, 5, 30;
5 — при идеальном смешении (N = 1)
Отклик модели на ступенчатое повышение концентрации. Так как для данного вида возмущения концентрация на входе Сн отлична от нуля, то уравнение сохранения вещества для первой ячейки запишется как
Сн-С,=(г>^, ах
а начальное условие как Ci = 0 при т = 0.
На выходе первой ячейки получим функцию отклика
Согласно определению, функция отклика F(0) называется F-кривой и характеризует распределение элементов потока по времени пребывания.
С,=Сн 1-ехр -Ч-
I I <т>.
Оценка параметра TV-ячеечной модели. Для оценки параметра TV-ячеечной модели определим функцию отклика на импульсное возмущение. Для этого будем
Входом для второй ячейки является отклик первой ячейки, а отклик на выходе второй ячейки имеет вид
С,=СН 1- 1+— ехр -—
Il W Ч <4
аналогично предыдущим случаям находить отклик на выходе первой, второй и т. д. ячеек.
Для первой ячейки получим уравнение, полностью аналогичное уравнению (7.2.6.4):
Аналогичные решения для третьей, четвертой, ..., TV-й ячейки дают следующую общую функцию отклика на выходе из последней ячейки:
Т ] 1 Т |
С, =С°ехр -—
I <4
£ с.
1 (
1 I т 1 (TV-l)!^
Входом для второй ячейки является выход первой:
ехр------.
Ч w
(7.2.6.10)
С2=С°—ехр
<т> Ч <4
Методы математического моделирования
635
Продолжая аналогичные рассуждения для третьей, четвертой, ..., Л'-й ячейки, получаем следующее выражение для отклика ячеечной модели на импульсное возмущение:
г 1 ( V-1 ( А
-4 =--------- — ехр . (7.2.6.12)
С° (7V-1)!<<t>J Ч <t)J
Уравнение (7.2.6.12) запишем в безразмерном виде:
С(0)=с^ехр(’те)-
(7.2.6.13)
Для наглядности формулы ее графическое изображение приведено на рис. 7.2.6.4.
Рис. 7.2.6.4. Функции отклика для ячеечной модели на импульсное возмущение концентрации для различного числа ячеек:
1 — при идеальном смешении;
2,3,4 — соответственно для числа ячеек У= 2, 5, 30
Для расчетов уравнение (7.2.6.13) преобразуем к виду
Nn^n~x
С(0’ N) = GV^j!eXP(’M) ’
Из рисунка видно, что по мере роста числа ячеек кривые распределения становятся все более похожими на график 5-функции. Анализ показывает, что при N = 1 уравнение (7.2.6.13) переходит в уравнение (7.2.4.4), а при N—> оо — в уравнение (7.2.4.10). Таким образом, аппараты идеального смешения и идеального вытеснения являются крайними случаями ячеечной модели соответственно при N = 1 и при N —> оо.
Увеличение кривизны кривых связано с уменьшением дисперсии. Между дисперсией функции распределения и параметром ячеечной модели существует простая связь. С целью ее установления определим второй момент функции отклика на импульсное возмущение согласно (7.2.2.6):
Мг =<T>2je2C(0)d0= <т)2 j02^|CeXp(-W0)d0 = о О У™ V-
= W + 1)<T)2 = <Т,>2|1 + 1 ].
I А У
Соответственно центральный размерный момент второго порядка определяется выражением
2 (Т )2
р2=М2-<та) = (7.2.6.14)
Разделив выражение (7.2.6.14) на квадрат среднего времени пребывания в системе (та)2, получим уравнение связи параметра ячеечной модели N с безразмерной дисперсией 4 функции отклика ячеечной модели на импульсное возмущение:
A=-V. (7.2.6.15)
Выражение (7.2.6.15) — основное для оценки параметра ячеечной модели N по экспериментальным кривым отклика на импульсное возмущение.
Пример 7.2.6.1. По данным примера 7.2.5.1 оценить параметр ячеечной модели.
При расчетном значении безразмерной С-кривой по уравнению (7.2.6.15) число ячеек модели составит
N =-!- = 4,685.
В рассмотренном примере получено нецелое значение N. Разумеется, физическая схема с нецелым числом ячеек смысла не имеет. В этом случае приходится считать N эмпирическим поправочным коэффициентом. Когда число ячеек связано с совершенно определенным числом элементов конструкции аппарата (например, тарелок массообменной колонны), как правило, рассчитанное по функции распределения значение N отличается от этого числа и не является целым числом. Это различие объясняется отклонением движения жидкости на каждой ступени от идеального. Сравнение экспериментальной С-кривой с расчетами по модели при N = 5 представлено на рис. 7.2.6.5.
Рис. 7.2.6.5. Сравнение экспериментальной С-кривой с расчетами по модели при N= 5:
1 — теория; 2 — эксперимент
636
Новый справочник химика и технолога
Степень превращения для ячеечной модели. Поскольку с ростом N уменьшается дисперсия функции распределения элементов потока по времени пребывания в аппарате, то одновременно должна увеличиваться степень превращения. К этому же выводу можно прийти, рассматривая изменение концентрации по длине аппарата. На рис. 7.2.6.6 изображено изменение концентрации по длине аппарата, состоящего из трех ячеек. Для последней ячейки концентрации и скорости реакции в ячеечной модели и в аппарате идеального смешения совпадают. Но первые ячейки работают при больших концентрациях СА и соответственно при больших скоростях реакции. И здесь ячеечная модель при 1 < N < оо занимает промежуточное положение между идеальными моделями.
Рис. 7.2.6.6. Функции отклика на скачкообразное уменьшение концентрации для ячеечной модели с различным числом ячеек:
1 — при идеальном вытеснении;
2 — при идеальном смешении (N= 1);
3,4,5 — соответственно для числа ячеек Л'= 2,3,4
Количественное решение для степени превращения проще всего получить следующим образом. Вначале рассмотрим аппарат из двух ячеек. Аналогично формуле (7.2.4.12) составим уравнения материального баланса по веществу А. Уравнение для первой ячейки совпадает с формулой (7.2.4.12), если объем аппарата разделить на число ячеек. В результате его разрешения получим
С = С°_____-____
Al AV + V.k/2
(7.2.6.16)
Уравнение для второй ячейки получается так же, но концентрация вещества А на входе в нее равна ее значению на выходе из первой ячейки
V + VAk/2 ’
Подставив в это выражение значение CAi из уравне-(V -------------------------------------- , или, К к / 2 j
поделив левую и правую части на СА, а в скобках числитель и знаменатель — на объемный расход, получим
x=i----------!-----Т.
(1 + 4<т,>/2)2
Совершенно так же проводится вывод для любого числа ячеек. Число уравнений материального баланса при этом равно N. В результате получим
х = 1--------!------ . (7.2.6.17)
(1 + А:<та>/У)
При N~ 1 получаем выражение (7.2.4.12), при N~> оо уравнение (7.2.6.17) в пределе переходит в уравнение (7.2.4.11).
Пример 7.2.6.2. Необходимо исследовать зависимость степени превращения от числа ячеек при условии, что значение произведения константы реакции на среднее время пребывания £(та) = 6.
По уравнению (7.2.6.17) рассчитаем степень превращения в аппарате с различным числом ячеек. Данные расчета сведем в таблицу:
N 1 2 3 6 оо
X 0,857 0,938 0,963 0,984 0,996
Как следует из таблицы, уже при N = 6 степень превращения мало отличается от максимально возможной, поэтому на практике можно ограничиться шестью ячейками.
Если параметр модели найден из опытных данных и содержит дробную часть, расчет степени превращения также можно вести по формуле (7.2.6.17).
Приведенные рассуждения будут справедливы не только для расчета степени химического превращения, но могут быть использованы и для других процессов, в которых распределение времени пребывания обрабатываемой среды влияет на степень их завершенности.
Пример 7.2.6.3. Дать прогноз результатов реконструкции сушилки периодического действия с псевдоожиженным слоем в аппарат непрерывного действия при условии, что размеры камеры псевдоожижения остаются неизменными.
При периодическом режиме работы аппарата единовременная загрузка материалом с насыпной плотностью р = 1000 кг/м3 составляет 150 кг (по сухому продукту). Сушка материала от исходной влажности ия = 0,1 кг/кг до конечной влажности мк = 0,01 кг/кг происходит в течение 50 мин. Материал содержит в основном внутреннюю влагу, и обмена ею между частицами материала в процессе сушки не происходит. Кривая сушки представлена на рис. 7.2.6.7.
Методы математического моделирования
637
Рис. 7.2.6.7. Зависимость изменения влажности материала от времени сушки
Реконструируемый аппарат представляет собой сушильную камеру с размерами L X Lx - 2000 X 400 мм, в которой сушка материала проводится в псевдоожиженном слое горячим воздухом. Реконструкция заключается в секционировании сушильной камеры путем установки перегородок (рис. 7.2.6.8).
Рис. 7.2.6.8. Устройство для сушки сыпучих материалов:
1 — корпус; 2 — сепарационное пространство;
3 — перегородка; 4 — газораспределительная решетка;
5 — распределительный конус; 6 — штуцер для отвода воздуха;
7 — штуцер для загрузки материала; 8 — штуцер для выгрузки материала
Очевидно, что при непрерывном режиме работы на выгрузку будут попадать частицы с различным временем пребывания и, следовательно, с разным влагосо-держанием. Согласно уравнению (7.2.3.9), для проведения расчетов необходимо знать плотность распределения времени пребывания или С-кривую.
Секционирование аппарата приводит к образованию ограниченных стенками камеры и перегородками локальных зон циркуляции, в пределах которых может быть принят режим полного перемешивания. В модер-„ L г
лизированном аппарате будет пять секций — = 5 и, А
следовательно, для описания структуры потоков в нем
может быть принята ячеечная модель с параметром 7V= 5. Согласно уравнению (7.2.6.13), функция плотности распределения времени пребывания будет иметь вид:
С(0) = ^-^ехр(-МЭ) = 130,204ехр(-50). (а)
Приведем время к безразмерному виду и построим кривые w(0) и С(0), учитывая, что при сохранении производительности среднее время пребывания составит (т) = 50мин. Этому значению физического времени будет соответствовать значение безразмерного времени 0 = 1.
Для расчета среднего влагосодержания материала на выгрузке определим значение С-кривой и заменим интеграл в формуле (7.2.3.9) суммой:
(и) = Jw(0)C(0)d9 = и($ )С(0, )А0. (б)
О '=1
Значения влагосодержания и($) возьмем из полученной экспериментально зависимости и(х) при работе аппарата в периодическом режиме (рис. 7.2.6.7).
Зададим безразмерный шаг по времени Дт
/Х0 = — = 0,1 и введем безразмерное время 0, = /ДО, \V
приняв число шагов i - 14. По формуле (а) рассчитаем функцию плотности распределения времени пребывания. Данные вычислений сведем в таблицу:
т, мин 9 С(9) м(9)х102, кг/кг w(9)C(0)xlO2, кг/кг
0 0 0 10 0
5 0,1 0,008 9,8 0,078
10 0,2 0,076 9,0 0,684
15 0,3 0,24 8,0 1,92
20 0,4 0,46 6,0 2,76
25 0,5 0,68 4,7 3,2
30 0,6 0,855 3,8 3,25
35 0,7 0,97 3,0 2,9
40 0,8 1,0 2,0 2,0
45 0,9 0,98 1,5 1,47
50 1,0 0,9 1,0 0,9
55 1,1 0,81 0,7 0,567
60 1,2 0,7 0,3 0,21
65 1,3 0,58 0,1 0,058
70 1,4 0,47 0 0
По формуле (б) рассчитаем среднее влагосодержание (и) = 0,02 кг/кг.
Таким образом, влагосодержание материала на выгрузке в реконструированном аппарате непрерывного
638
Новый справочник химика и технолога
действия по сравнению с аппаратом периодического действия увеличилось в два раза. Полученный результат является следствием того, что на выгрузку попадают и частицы материала с малым временем пребывания и, следовательно, с высоким влагосодержанием.
Чтобы обеспечить требуемое влагосодержание высушенного материала, следует в данном случае уменьшить расход материала на входе в сушилку. При этом уменьшится производительность аппарата. Зададимся новым средним временем пребывания (т ), большим чем (т). Поскольку С-кривая является функцией безразмерного времени, то ее вид не изменится, а значения м(9,) в таблице изменятся, так как моменты безразмерного времени 9, теперь соответствуют другим значениям физического времени т, = 9;(т ). Преобразовав м(9г) в соответствии с новым (т ) и проведя вычисления по той же схеме, находим такое значение <т*>, при котором влагосодержание материала на выгрузке станет равным требуемому значению wK = 0,01 кг/кг. Производитель-
ность аппарата при этом составит G* = ——.
<т*>
Результаты расчетов показывают, что даже незначительное отличие режима работы аппарата от режима идеального вытеснения не позволяет получить необходимый результат. Например, увеличение числа секций даже до 30 не позволяет получить влажность на выходе меньше 0,012. Требуемую влажность можно получить, если увеличить время пребывания в аппарате до 66 мин. Некоторое оптимальное решение можно найти при определенном сочетании двух факторов — времени пребывания и числа секций. Например, получить необходимое значение влажности материала на выходе из аппарата возможно при (т) = 60 мин и N = 8.
В рамках ячеечной модели аппарат идеального вытеснения является наилучшим вариантом для протекания необратимой реакции первого порядка, а аппарат идеального смешения — наихудшим. Это не противоречит полученным ранее результатам и полностью может быть отнесено к массообменным процессам.
7.2.7. Комбинированные модели
(А.Н. Веригин}
На практике наличие струйных или отрывных течений, застойных зон, циркуляции потока в аппарате, резких его поворотов при ударе о преграду, когда течение вырождается в интенсивный поток вдоль преграды, и другие причины вызывают отличие действительной картины течения потоков от режима идеального вытеснения или смешения. Ни классическая ячеечная модель, ни диффузионная модель в этом случае не описывают фактический режим течения обрабатываемой среды в аппарате. В то же время такие гидродинамические условия часто можно встретить в промышленных установках, например в аппаратах с мешалками или в аппаратах с псевдоожиженным слоем зернистых материалов. В этих случаях целесообразно рассматривать реальный аппарат как совокупность взаимосвязанных областей потока,
причем модели движения жидкости в каждой из них могут быть приняты различными. Указанные модели называют смешанными, или комбинированными.
При конструировании комбинированной модели для различных областей реактора могут быть использованы следующие простые режимы течения:
- идеального смешения,
- идеального вытеснения,
- вытеснения с диффузией.
Они могут быть усложнены за счет учета:
- проскока, то есть части потока, который не смешивается с основным объемом вещества в аппарате и сразу попадает на выгрузку;
- обратного, или циркуляционного, потока, который выходит за пределы аппарата или определенной его части и вновь возвращается, перемешиваясь с веществом в месте входа;
- струйного потока, мгновенно переносящего вещество непосредственно из одной зоны в другую.
При построении модели, включающей перечисленные компоненты, одна из важных задач заключается в определении объемов зон аппарата с различными типами течения жидкости. Эту задачу необходимо решать так, чтобы форма кривой, которая характеризует отклик системы на возмущение, предсказанная на основании модели, по возможности близко совпадала с экспериментальной кривой, полученной для реального объекта. Число параметров, входящих в предполагаемую модель, определяется, с одной стороны, точностью, с которой она должна отражать изучаемый поток в пределах данного класса режимов, с другой — степенью сложности математических представлений, необходимых для анализа модели.
По мере увеличения числа параметров модель охватывает все более широкий круг явлений. Однако при изучении некоторой реальной ситуации необходимо сначала стремиться к простейшей модели, согласующейся с опытными данными. Модель должна вытекать из действительных условий движения обрабатываемой среды в аппарате. Только в этом случае параметры модели будут иметь конкретный физический смысл и могут быть определены независимыми методами.
При включении в комбинированную модель застойной зоны обычно предполагают, что ее содержимое полностью неподвижно или очень медленно обменивается с основным потоком, проходящим через аппарат. В первом случае понятие застойной зоны сильно упрощается. Второй случай в большей мере отражает реальный процесс, но требует значительно более сложного анализа.
Пример 7.2.7.1. В результате экспериментальных исследований получен отклик для аппарата с механическим перемешивающим устройством на ступенчатое возмущение. Экспериментальная F-кривая (см. рис. 7.2.7.1) лежит выше F-кривой для модели полного перемешивания. Провести корректировку модели.
Методы математического моделирования
639
Рис. 7.2.7.1. Кривые отклика на ступенчатое повышение концентрации:
1 — для модели полного перемешивания;
2 — экспериментальная кривая
Перемешиваемый у объем
Иа(1 -т) \
Застойная зона
V
а б
Рис. 7.2.7.2. Представление аппарата с мешалкой моделью полного перемешивания с застойной зоной: а) реальный аппарат; б) модель
Рис. 7.2.7.3. К определению объема застойной зоны:
7 — для модели полного перемешивания;
2 — экспериментальная кривая
0 0 —0 *
Отсюда находим 02 = —— или т = —----------. Если F
\ — т 02
выбрать так, чтобы оно было достигнуто в аппарате полного перемешивания в момент 02 = 1, то последнее выражение примет вид т = 1 - 0Ь
Из рис. 7.2.7.1 находим т = 0,12, т. е. доля объема, занятого застойной зоной, в аппарате составляет 12 %.
Дальнейшее усложнение модели может быть связано, например, с учетом байпасных потоков. Предполагается, что часть вещества покидает аппарат практически мгновенно. При этом значительно усложняется постановка эксперимента и обработка полученных данных, так как С-кривая представляется комбинацией двух функций, одна из которых — S-функция (рис. 7.2.7.4, б). На практике для определения параметров модели удобнее анализировать ступенчатое возмущение, создаваемое за счет скачка концентрации на входе в аппарат.
Поскольку экспериментальная F-кривая лежит выше F-кривой для модели полного перемешивания, то сред-
к Га
нее время пребывания меньше величины , и можно утверждать, что часть объема аппарата занята застойной зоной.
На рис. 7.2.7.2 показаны реальный объект и его представление ячейкой полного перемешивания и застойной зоной. Параметром модели является величина 0 < т < 1 — доля объема, занятого застойной зоной. Поскольку перемешиваемый объем равен Иа(1 -т), то отклик ячейки полного перемешивания на ступенчатое повышение концентрации по уравнению (7.2.4.5) будет иметь вид:
И 10
F(0) = 1 - ехр7 ---1 = 1- ехр] --
[ Уа(1-т)] ( \-т
Выберем какое-нибудь значение F-кривой, например F (рис. 7.2.7.3). Это значение будет достигнуто в аппарате полного перемешивания в момент 02, а по данным эксперимента, оно достигнуто в момент 0Ь Следовательно, можно записать:
Рис. 7.2.7.4. К определению параметров комбинированной модели
F* = 1 — ехр{—02} = 1-ехр<-—
I 1-т
640
Новый справочник химика и технолога
На рис. 7.2.7.4 представлена F-кривая, соответствующая комбинированной модели (рис. 7.2.7.5), которая включает зону вытеснения, зону полного перемешивания и застойную зону. Параметрами модели являются относительные доли объемов каждой зоны и величина байпасного потока.
Введем обозначения:
Уйт — объем застойной зоны, 0 < т < 1;
УЛп — объем зоны вытеснения, 0 < п < 1;
УЛ{\-т-п) — объем зоны полного перемешивания, 0 < {т + п)< 1;
V2 = V’~УХ = К(1-х) — величина байпасного потока, 0 < х< 1.
Рис. 7.2.7.S. Представление аппарата с мешалкой моделью полного перемешивания с зоной вытеснения и застойной зоной:
а) реальный аппарат; б) комбинированная модель
7.2.8. Волновая модель продольного перемешивания (А.И. Мошинский)
Область применения волновой модели. Диффузионная модель не позволяет адекватно описывать процессы в проточных трубчатых реакторах при интенсивных химических превращениях. В.В. Дильманом и А.Е. Кронбергом [21, 22 и др.] предложена волновая (или релаксационная) модель продольного перемешивания. Волновая модель предполагает отказ от градиентных законов потока вещества (тепла) Фика (Фурье) в пользу релаксационного закона типа закона Максвелла, связывающего массовый (тепловой) поток с производными концентрации (температуры) более сложным образом. Размерную форму уравнений волновой модели можно записать следующим образом:
+F^-+0(C) = O, дт дх дх
dj dj ^дС
—+V— + K— +
дт дх дх
Г|+е'(с)Ъ=о.
J
(7.2.8.1)
F-кривая аналитически записывается в виде
1-х
F(0) =
1 - х•ехр
1
-х------
\-m-n
при
при
где К, У, 0 — коэффициенты модели (U — средняя скорость переноса). Функция С — средняя по сечению аппарата концентрация. Переменная j естественным образом связана с потоком вещества J = Kj. Поскольку переменные Knj имеют самостоятельное значение, их предпочтительнее использовать отдельно, а не в единой «связке» J, как в приведенной формуле.
В зависимости от метода вывода уравнений (7.2.8.1), для расчета параметров К, V, 0 можно использовать различные формулы, например соотношения
(7.2.7.1)
Структура уравнения (7.2.7.1) и геометрия F-кривой таковы, что параметры модели легко могут быть определены по опытным данным.
В начальный момент времени, при 0 = 0, имеем F(0) = (1 - х). Отсюда может быть определена величина байпасного потока (рис. 7.2.7.4, а).
Изменение концентрации на выходе из аппарата начинается в момент 0 = nix. Определив заштрихованную над кривой площадь S = (1 -х), можно получить величину параметра т (рис. 7.2.7.4, а).
Следует иметь в виду, что при изменении взаимного расположения ячеек с различным режимом течения соответственно будет меняться и уравнение (7.2.7.1).
Комбинированные модели можно рассматривать в качестве перехода от простых к более сложным моделям, которые построены на самых общих основаниях и не требуют введения специальных типов течения обрабатываемой среды, кроме ячейки полного перемешивания. При этом выбор объема отдельных ячеек и потоков между ними позволяет описать любую кривую отклика.
К{х) = 4]rR(r)r,(r<x')dr, V-U = 4p?2(r)K,(r,xM-, а о а о
(7.2.8.2)
( 7 V ч г
где R(r) = 4 (ЗОп2 - 7 - 20т]’); П =-; х) — <57) а
компонента скорости пульсационного движения, равная разности истинной и средней скоростей. Для определенности считаем, что направление оси х выбрано совпадающим с направлением вектора средней скорости U, т. е. U> 0. Параметр К может быть как положительным, так и отрицательным. При выбранной функции R(r) из третьего соотношения (7.2.8.2) имеем а2 280 DS~ 19
В общем случае параметры К, V, 0 могут зависеть от координаты (АГ и К — за счет такой зависимости у пульсационной скорости Ух, а 0 — в случае зависимости коэффициента диффузии от координаты, что встречается при турбулентных течениях жидкости). Далее считаем АГ, V и 0 постоянными величинами.
Методы математического моделирования
641
Параметр 13 имеет размерность времени и по физическому смыслу соответствует характерному времени выравнивания (релаксации) концентрации вещества поперек канала. Этот параметр релаксационной модели, как и скоростные характеристики U, V, К, имеет ясный физический смысл, что представляет определенное преимущество перед диффузионной моделью, где коэффициент D* — единственный и поэтому служит для «подгонки» влияния различных факторов, отражающих физическую ситуацию, но не включенных (или не очень удачно включенных) в математическое описание процесса.
Величины К, V и 13 согласно соотношениям (7.2.8.2) выражаются через определенные интегралы, связанные с полем скоростей в аппарате и с выбранной «основной» функцией R(r) метода Галеркина [23], идеи которого лежат в основе вывода уравнений (7.2.8.1). Однако на проблему моделирования процессов переноса в аппаратах можно посмотреть и по-другому, если считать уравнения (7.2.8.1) заданными заранее и определять коэффициенты К, V и Я, сопоставляя экспериментальные и теоретические результаты. Например, для различных модификаций диффузионной модели для этих целей широкое распространение получил моментный подход [23, 24].
Связь с уравнением диффузионной модели проследим, приведя уравнения релаксационной модели к безразмерной форме:
дС dJ „
+—+ —+ 2(0 = 0 OZ OZ
(dJ dJ\ _! dC ( т а
+ v +Ре — + (1 + 8 qQ(C))J = Q,
\dt dz J dz ' '
(7.2.8.3)
V SU
где v = —; 8Н = —---параметр, показывающий отно-
сительную значимость времени релаксации 13 и време-„ L а
ни переноса Т' = — на протекание процесса; 8е = —-
параметр, отражающий роль химического превращения с характерным временем Tq, по отношению к релаксационным процессам. Величина Tq равна обратной величине от масштаба производной интенсивности реак-+ /-\
ции , где Q и С — размерные величины. Число
2 jj у
— . При этом
J
можно сказать, что коэффициент дисперсии находится из соотношения D* = К2д.
Переход к диффузионной модели происходит, когда оба параметра е„ и пренебрежимо малы, т. е. когда наименьшим временным масштабом в системе является время релаксации 13. При « I и « I получаем из dC
второго уравнения (7.2.8.3) J = -Ре1 — — соотноше-dz
ние закона Фика в безразмерной форме, подставив которое в первое уравнение (7.2.8.3), приходим к безразмерному уравнению диффузионной модели.
Чтобы число Ре было порядка единицы, необходимо при Т2»13 выполнение предельного неравенства U|Х], которое означает, что осредненная согласно уравнениям (7.2.8.2) пульсационная скорость Vx существенно превосходит среднюю U. Выполнение этого условия возможно, когда в аппарате наблюдается ин
тенсивное перемешивание.
Малая величина времени релаксации 13 по сравне
нию с характерным временем переноса через аппарат
Т = —
Q U
— достаточно типичное явление, тогда как не
равенство 13 Tq часто может нарушаться.
В случае реакции первого порядка Q(C) = кЛС имеем
То - —, и для применимости диффузионной модели
К
необходимо выполнение предельного неравенства 13 А, <§: 1. Потеря точности расчета по диффузионной модели по сравнению с расчетом по фундаментальному уравнению конвективной диффузии, когда имеют место соотношения тЗА, = (9(1) или 13£i » 1, проиллюстрирована в [21, 22]. Релаксационная модель дает вполне удовлетворительные результаты и при 13 А, » 1. В случае, когда имеет место неравенство 13 Г2, но
13 » Tq не выполняется, переход от волновой модели к диффузионной нецелесообразен.
Виды постановок задач для волновой модели. Классификация волновых моделей. Для использования уравнений волновой модели необходимо сформулировать дополнительные условия к ним. При любых соотношениях между параметрами волновой модели, связанными с характеристиками (U, V, К) скоростного поля в аппарате, имеют место начальные условия
С|«, = С,(х), /|„„ = л(+ (7.2.8.4)
показывающие распределение переменных С и j при запуске процесса. Эти условия получаются после применения процедуры метода Галеркина к начальному распределению концентрации. Теоретически случай 7о(х) 0 вполне допустим и может встречаться на практике, однако он несколько «искусственен», и можно практически всегда рекомендовать вариант у0(х) = 0 в условиях (7.2.8.4). При постановке граничных условий для аппарата конечной длины фундаментальное значение для волновой модели имеет знак (или обращение в нуль) величины А = UV- К2.
При А > 0 два граничных условия необходимо ставить во входном сечении аппарата х = 0. Эти условия связаны с равенством потоков целевого вещества слева и справа от границы х = 0 и заданием концентрации вещества С+(/) на входе в аппарат. Если поток вещества слева от входного сечения (вне аппарата) равен UC+(t), то приходим к следующим соотношениям:
642
Новый справочник химика и технолога
СЦ=С.«), У|„» = 0. Л>0. (7.28.5)
которые, в известном смысле, можно считать родственными граничным условиям Данквертса. В этом случае длина аппарата не имеет значения для расчетов (аппарат можно считать полубесконечным).
При А = О (UV= К2) остается только одно граничное условие на входе в аппарат — равенство потоков вещества слева и справа от сечения х = 0:
(CU +jK)\I=o = UC+(t), А = 0. (7.2.8.6)
Случай Д < 0 требует постановки граничных условий как на входе в аппарат (х = 0), так и на его выходе (х = L). На входе по-прежнему имеет место граничное условие (7.2.8.6), а на выходе считаем, что за пределами аппарата поток не подвергается перемешиванию и поэтому j = 0. При равенстве потоков вещества на выходе из аппарата, условии j(t, L + 0) = 0 и требовании непрерывности значений средней концентрации слева (х = L - 0) и справа (х = L + 0) от выходного сечения, приходим к следующему аналогу условий Данквертса:
(С1/ + да|„о = 1/СДО, 7|„1=0,Д<0. (7.2.8.7)
В волновой модели для проточных аппаратов (1/^0) режим идеального перемешивания наблюдается при \К\ » U, а режим идеального вытеснения — при |А] U. Параметры U и К связаны со скоростным полем в аппарате (уравнения (7.2.8.2)), тогда как критерий
Ре = —, выполняющий роль показателя близости к предельным режимам идеального перемешивания и идеального вытеснения, содержит в своем определении длину аппарата L, что неестественно для характеристики перемешивания вещества в аппарате. В случае одинакового порядка скоростных параметров V и U (что обычно и бывает) при \К\ U величина А = UV - К2 положительна, т. е. для аппарата, параметры течения которого удовлетворяют неравенству А > 0, естественным предельным режимом будет режим идеального вытеснения, поэтому такие аппараты можно условно назвать аппаратами вытеснения. Волновая модель продольного перемешивания для описания структуры потоков в них требует постановки граничных условий
(типа (7.2.8.2)) только на входе в аппарат.
В режиме идеального перемешивания в аппарате, в соответствии с вышесказанным, А < 0 при значениях параметров |А] » U. Такие аппараты можно условно назвать аппаратами перемешивания. Для применения волновой модели в них требуется ставить граничные условия на входе в аппарат и на выходе из него (типа условий (7.2.8.7)). Таким образом, наблюдаются качественные отличия процессов при А > 0 и А < 0, а для анализа тепломассопереноса на основе волновой модели продольного перемешивания используются различные алгоритмы. В частности, при А > 0 можно не учитывать конечность длины аппарата при проведении расчетов.
Отсюда следует вывод, что для релаксационной модели важнейшей характеристикой продольного перемешивания является величина А = UV- К2 (от нее зависят вид и место постановки граничных условий), причем для режима идеального перемешивания подходящим будет случай А < 0, а для режима идеального вытеснения — А > 0.
При А = 0 осуществляется промежуточный (между перемешиванием и вытеснением) режим работы реактора. Второй вариант (А = 0) постановки граничных условий (7.2.8.6) требует выполнения равенства IJV -- К2, что может быть нарушено малым изменением скоростного поля в аппарате, т. е. этот вариант в известном смысле неустойчив. В этом случае может потребоваться построение более детальной модели, чем волновая.
Нестационарные решения уравнений волновой модели. Рассмотрим аппарат вытеснения (А > 0), на вход которого подается в виде импульса вещество индикатора (см. рис. 7.2.4.2). Для математической постановки задачи воспользуемся системой уравнений (7.2.8.1) при условии, что химическая реакция отсутствует (Q = 0), концентрация индикатора в аппарате в начальный момент времени равна нулю (С0(х) =jo(x) - 0) и входная функция имеет вид C.(f) = Q8(t). Решение задачи для среднерасходной концентрации Су, связанной со средней по сечению концентрацией С и потоком вещества J соотношением
СГ=С + ^, (7.2.8.8)
запишем в виде:
Q /7. J5(z-2/u_) + 5(?-2/u+) С/2 + Г-Аг^ , х , Ч1
= ехр(-/Г - Ez) |±----------------------------[5(r - z / и.) - 5(? - z / и+) j -
-[H(t-z/v_)-H(t-z/\\)]
^[^/(r-z/uJ(;-z/u+)]<_(U2+K2-ti)t y/(t-z/'o^)(t-z/,o+) ^2 А 2(0 U
(7.2.8.9)
+7^Jo I"
US® l j
Методы математического моделирования
643
£7 + К±<о
(7.2.8.10)
/———г—-у г V-U . к2+и2-& где o = ^(U-V) +4К , Е = —^, 1 =--------—-----,
Эю' &CD
. 2Ку/Х fl,z>0
Q = ---5— , H(z) = — функция Хевисайда,
(0 , z < О
Jo(z) и J^z) — функции Бесселя соответствующего индекса [25, 26]. Величины п+ представляют собой две волновые скорости, определяющие скорость распространения наиболее быстрого (п+) и наиболее медленного (и_) возмущения концентрации.
Для аппарата вытеснения (А > 0) обе волновые скорости будут положительны: п+ > 0. Знак или равенство нулю параметра Е зависит от скорости (V - U) «рассогласования» скоростей переноса величин С и у, вызванного несимметричностью профиля локальной скорости относительно поперечного сечения аппарата [21,22].
Формула (7.2.8.9) демонстрирует волновое поведение решения. Если взять некоторую точку z > 0 внутри аппарата, то возмущение концентрации С, заданное на границе z = 0 в виде 5-функции, дойдет до нее через z
время t=— . Следовательно, возмущение распростра-и+
няется с максимальной из двух характеристических
скоростей. Далее в промежуток времени — < t <— о+ и-будет происходить определенное (согласно формуле (7.2.8.9)) изменение концентрации в выбранной точке.
z
В момент времени t=— в точку z со скоростью 1) и_
приходит возмущение, которое в данной задаче полностью «уничтожает» первоначальное возмущение концентрации, и, согласно зависимости (7.2.8.9), среднемассовая концентрация Cv становится равной нулю.
Значения волновых скоростей п+ могут, когда это удобно, заменить параметры К и V в полном наборе параметров U, V, К, д релаксационной модели. Связь между К и V, с одной стороны, и и+, В — с другой, определяют вытекающие из уравнения (7.2.8.10) формулы
К=в+ + п_-£/ и К2 = U(v+ +в_) - if - в+в.
Полубесконечный аппарат в режиме перемешивания. Если для аппарата вытеснения его длина не имеет значения, то для аппарата в режиме перемешивания это не так. Волновая скорость В здесь при А < 0 отрицательна, и поэтому, в отличие от аппаратов вытеснения (А > 0), когда п+ > 0, имеет место перенос возмущений концентрации против потока (U > 0). С этим обстоятельством связана постановка граничных условий для уравнений волновой модели. При п± > 0 (А > 0) необходимы два условия (7.2.8.5) на входе в аппарат. В этом случае возмущения распространяются только по течению. В случае А < 0 следует ставить одно условие на входе (связанное с положительностью в,) вместе
с одним на выходе (связанным с условием ц_ < 0) (условия (7.2.8.7)). Аппарат перемешивания (А < 0) можно считать полубесконечным, если граница аппарата х = L не вносит возмущений концентрации. При этом второе условие (7.2.8.7) j(t, L) - 0 не обязано выполняться в любой момент времени.
Математическая постановка задачи включает те же соотношения, что и рассмотренная выше, за исключением условия (7.2.8.5), которое заменяется условием (7.2.8.7). В рассматриваемом случае используется произвольная подача вещества на вход (С(/)). не обязательно равная 0,5(/)). Второе условие (для функции у) заменяется требованием ограниченности решения при х -> оо. Решение сформулированной задачи имеет вид:
Cv = exp(-/r - Ez)H(t - z I в+) j C+ (t - z I v+) +-——5- x
( 0(v+-v_)
_,/'+V(2-V_O(v+£-*) )
(7.2.8.11) где — модифицированная функция Бесселя
[25,26], р = —т.
&CD
Решение в форме (7.2.8.11) можно использовать для идентификации релаксационной модели. При этом удобно в качестве функции С+ взять импульсную функцию Дирака (5-функцию) с некоторым множителем, выражающим количество введенного вещества (трассера) С.(/) = 0 5(/). В результате получим следующее выражение для среднерасходной концентрации Cv:
— = ехр(-// - Ez)H11 - — if 5-—- +
6+ I U+A u-
+ fI v _ z) .
2^(z- vj)(v+t-z) J
(7.2.8.12)
Для аппарата перемешивания (при А < 0) о+ < 0.
Решение (7.2.8.12) разбивается на две области. При z > \),t (впереди «фронта» волны z = В./) состояние покоя. На самом фронте сохраняется особенность решения в виде 5-функции, в отличие от диффузионной модели, когда подобная особенность моментально сглаживается. Поскольку величина I + о+£ всегда положительна, экспоненциальный множитель на фронте волны z = В./ будет быстро убывать при возрастании времени. После прохождения фронта волны в точках пространства при z < v+t остается возмущение концентрации,
определяемое вторым слагаемым соотношения (7.2.8.12). При неограниченном возрастании времени и при конечных значениях z (z < L) данное возмущение будет иметь асимптотический вид
-It - - Ez
t-+ оо,г = <Х1)-
644
Новый справочник химика и технолога
С течением времени возмущение среднемассовой концентрации стремится к нулю, поскольку 7 > 0(-А)12. Формулы (7.2.8.11) и (7.2.8.12) описывают начальную стадию эволюции концентрационного профиля Су в более общей задаче для аппарата конечной длины.
Решение для аппарата промежуточного типа получается предельным переходом А —► 0 в приведенных зависимостях. Например, из формулы (7.2.8.11) следует
= ехр(-7/ - Ez)H(t - z / о+ ) {С+ (t - z I о+ ) +
9и+Л>Л(иЛ-г) L
(7.2.8.13)
В этом случае волновая скорость 1) обращается в нуль (,и_ = 0), поэтому возмущения распространяются только вперед со скоростью т)+.
Стационарные решения уравнений волновой модели для химической реакции первого порядка. Рассмотрим примеры точного интегрирования системы уравнений (7.2.8.1) в стационарном варианте. Интегрирование этой системы при нелинейной функции Q(C) вряд ли возможно аналитическими методами в общем случае. Поэтому рассмотрим только простейший вариант наличия реакции первого порядка, положив в системе (7.2.8.1) Q(Q = kxC, где ki = const. Имеем следующие уравнения:
+К— + к.С = 0, dz dz
T,dj r.dC (1 , V _
V— + K—+ — + к 7=0. dz dz kS J
(7.2.8.14)
При условии К* 2 3 * * & UV систему (7.2.8.1) можно свести к одному линейному уравнению второго порядка
^-+2A-^-+bI{C,j,C,} = 0, (7.2.8.15)
dz dz \
(Ub~x+k,\ + Vk. kA&~x+k,\
где2A = ------22----1 ,B = -±----22, д = цу _ к2.
А А
Среднерасходная концентрация вещества Су, так же как величины С и у, будет удовлетворять уравнению (7.2.8.15).
Дополнительные условия к уравнению (7.2.8.15) будут зависеть от соотношений между коэффициентами системы (7.2.8.14). Возможны три варианта, связанные со знаком величины А = UV - К2.
1. Пусть А > 0 (аппарат вытеснения). В этом случае начальными условиями для системы (7.2.8.14) будут условия (7.2.8.5) в стационарном варианте: С+ = const. Если использовать уравнение (7.2.8.15) для любой из переменных С, j и Су, то начальные условия к нему
можно получить из условий (7.2.8.5), комбинируя уравнения (7.2.8.14) и учитывая определение функции Су. Например для среднерасходной концентрации имеем следующие начальные условия:
С,.Ц=С., = <7-2-8-16)
dz U
Дополнительные условия к уравнению (7.2.8.15) будут содержать, как и условия (7.2.8.16), параметр кь характеризующий химическую реакцию. Этого нет в условиях диффузионной модели.
Решение задачи (7.2.8.15), (7.2.8.16) имеет вид:
= pexp[-z(A + у)] + (1 - p)exp[z(y - Л)],
(7.2.8.17)
где
j— 2
+4Л1(31+£1)£2
j__ Л к, 2 2у + 2 27у ‘
Преимущество данного решения перед решением соответствующей задачи для диффузионной модели было доказано в [27].
2. Пусть А < 0 (аппарат перемешивания). Граничными условиями краевой задачи для системы уравнений (7.2.8.14) служат стационарные условия (7.2.8.7). Из них и уравнений (7.2.8.14) можно получить следующие граничные условия для функции Су.
C„\^=Ct, -^+-^1^=0. (7.2.8.18)
dz U
Решение задачи (7.2.8.15), (7.2.8.18) имеет вид
С(. _ ехр(-Лг)[ехр(у/)(у-JT) + exp(-yZ)(y +JT)]
С+ (у-уГ)ехр(-у2) + (у + уГ)ехр(у2)
(7.2.8.19)
где/ = г-2, Х = ^-А.
Длина аппарата L в данном варианте входит в решение и является существенным параметром. Это принципиальное положение.
3. В случае А = 0 из равенства А = UV- К2 = 0 и сис-
темы (7.2.8.14) следует, что переменные Си/ связаны
соотношением
^с=Н1+А-.
\. xz J
(7.2.8.20)
Методы математического моделирования
645
Используя формулу (7.2.8.20) и одно из уравнений (7.2.8.14), можно получить следующее уравнение для одной из функций C,j или Су.
(7.2.8.21)
Решение уравнения (7.2.8.21) для функции С при начальном условии Cv 12=0 = С+ имеет вид:
(7.2.8.22)
Приняв во внимание зависимости (7.2.8.20), (7.2.8.22) и определение среднерасходной концентра-
~ „ Kj
ции Су = С + -jj, можно наити также выражения для функций С и j. Формулу (7.2.8.22) можно получить из соотношений (7.2.8.17) и (7.2.8.19) предельным переходом А > 0. Это говорит о непрерывности перехода (преемственности) выражений (7.2.8.17), (7.2.8.19) и (7.2.8.22) при изменении параметров задачи.
7.3. Моделирование на основе марковских процессов (А.Н. Веригин)
7.3.1. Стохастические модели
Методы математического описания физико-химических процессов и явлений химической технологии достаточно хорошо разработаны. Здесь кратко рассмотрен только метод математического описания, который позволяет наиболее полно показать особенности функционирования непосредственно аппарата.
В основе большинства процессов химической технологии, а значит, и в основе работы аппаратов, лежат явления, вероятностные (стохастические) по своей природе. Стохастические особенности процессов химической технологии проявляются, прежде всего, в неравномерности распределения элементов фаз по времени пребывания, по размерам, по траекториям, в неоднородности удерживающей способности аппарата по зонам, в случайном характере распределения потоков фаз по рабочему объему аппарата. Неоднородности гидродинамической обстановки в объеме аппарата, неравномерность и случайный характер распределения материальных и тепловых потоков в нем, различия физико-химических свойств реакционной среды особенно характерны для проточных аппаратов с механическим подводом энергии.
В связи с этим большое распространение получили модели, рассмотренные в подразделе 7.2. Однако они не учитывают возможность возникновения колебаний параметров работы аппарата, отражающих их случайные изменения. Эти ограничения снимаются, если переходить к стохастическим моделям, при построении которых описываются и анализируются явления реального мира в предположении, что они представляют собой стохастические процессы.
К стохастическим можно отнести модели, построенные с использованием математического аппарата цепей Маркова [28].
Общее представление о марковских процессах дает уравнение, построенное на основе баланса физических явлений, приводящих протекание процесса в аппарате к определенному состоянию Q, и явлений, уводящих процесс из этого состояния.
Очевидно, что
ах
где R{Q} соответствует переходам в состояние Q в единицу времени; RJjQ) соответствует уходам из состояния Q в единицу времени.
При эксплуатации любого аппарата или машины имеют место флуктуации параметров его работы (гидродинамических, кинетических, структурных), представляющих собой локальные события, имеющие определенные пространственные и временные масштабы. Если предположить, что переходы осуществляются благодаря флуктуациям, то можно ожидать, что скорости перехода будут зависеть только от некоторого состояния Q и смежных с ним состояний. Иными словами, считается, что процесс последовательных переходов, обусловленных флуктуациями, сохраняет память лишь о последнем переходе. В рамках этого условия определяется чрезвычайно важный класс процессов, известных под названием марковских. Эти процессы обладают важным свойством — они необратимы во времени [29, 30].
Приведем примеры некоторых стохастических процессов химической технологии.
Процессы с двумя состояниями. Простейший пример, имеющий в основном методологический характер, — работа некоторого аппарата в определенное время (день, смену, час, минуту) или простой, например вследствие ремонта. Изменение возможно всегда в конце рассматриваемой единицы времени. Предположим, что каждое утро аппарат проверяется с точки зрения его исправности. Таким образом, выявляются два возможных состояния аппарата — эксплуатация и ремонт, которые исключают друг друга. Они всегда возникают в определенный момент (утром) и изменяются во времени дискретно. Эволюция рассматриваемого процесса эксплуатации аппарата определяется только его состоянием в предшествующий момент, и переход из состояния в состояние осуществляется в дискретные
646
Новый справочник химика и технолога
моменты времени. Последовательность состояний аппарата — эксплуатация (Э) и ремонт (Р)— может иметь вид: ЭЭРЭЭЭЭЭЭРРРЭЭРЭРЭЭР. Такой процесс называется цепью Маркова.
Аналогичную последовательность можно получить при бросании монеты. Но в отличие от этого процесса, где можно предположить, что следующие друг за другом испытания независимы, в примере с аппаратом следует скорее считать, что между последовательными состояниями существует определенная связь. Эта связь может распространяться как на одно, так и на несколько предшествующих состояний. Чтобы проследить ее, нужно изучить условные относительные частоты, которые представляют собой средство ддя изучения условных вероятностей.
Условность частот определяется предшествующим состоянием. Анализ процесса с помощью условных частот позволяет более глубоко изучить явления по сравнению с констатацией частот состояний ремонт и эксплуатация.
В табл. 7.3.1.1 приведены частоты возможных событий для рассматриваемого примера. Таблица получена следующим образом: за 100 % принято число случаев, которым на и-м шаге соответствует состояние Э в предположении, что на (п + 1)-м шаге в 57 % случаев опять произошло событие Э и в 43 % случаев — событие Р. Подобным же образом составлена вторая строка таблицы: если на и-м шаге имело место событие Р, то в 71 % случаев на (п + 1)-м шаге произошло событие Э и в 29 % случаев произошло событие Р.
Таблица 7.3.1.1
Частота возможных событий
Ситуация (состояние) на шаге (и) Ситуация (состояние) на шаге (п + 1)
Э(1) Р(2)
Э(1) 57 43
Р(2) 71 29
Для изучения явлений, которые имеют вероятностный характер и изменяются во времени, можно применить модели, в которых предполагается, что система условных вероятностей известна. В нашем примере это
система (или матрица) вида
Рп
Р12
, где рп озна-
чает вероятность события Э на (и+1)-м шаге в предположении, что на и-м шаге также имело место событие Э, и т. д. Временно будем предполагать, что условные
вероятности, называемые также вероятностями перехо
да, постоянны, т. е. не меняются от шага к шагу.
Вероятности перехода не могут быть произвольными, так как если на шаге п произошло событие Э, то обе
возможности — сохранение того же состояния или переход к состоянию Р — исчерпывают список событий, и сумма их вероятностей равна единице:
Р\\ +Р12 = 1,
Р21 + Р22 ~ 1-
Следовательно, систему вероятностей перехода достаточно описать двумя величинами, которые можно выбирать. Поэтому иногда матрица вероятностей перехода для подобных задач записывается в виде
1-Х
Р
X 1-ц
, где 0<Х<1и0<ц<1.
Если известно, с какого состояния начался процесс, либо заданы вероятности состояний в начальный момент времени, то можно с помощью исходных и условных вероятностей определить вероятности появления события на каждом последующем шаге. Это означает, что если мы находимся на 0-м шаге (в момент 0) в состоянии Р, то вероятность этого события записывается как /?2(0); если этим состоянием будет Э, то /9,(0).
На 1-м шаге (в момент 1) возможно состояние Э в результате его сохранения после 0-го шага или в результате перехода от состояния Р к состоянию Э. Формально это записывается как/?1(1) i + />2(0)Ai-
Вероятность /?i(l) называется также абсолютной вероятностью события Э после одного шага. Аналогичным образом можно записать вероятность события Р после (и+1)-го шага.
Для общего случая перехода от момента п к моменту п + 1 эту операцию можно записать в виде Р\(п + 1) =р}(п)рп +р2(п)р21.
Следовательно, с помощью стохастической модели можно изучить ряд свойств моделируемого процесса.
В приведенной модели, однако, не были учтены некоторые факторы, потому что было решено считать их несущественными при описании аналогичного явления. Мы временно согласились с тем, что наши знания определяются системой условных вероятностей, которые зависят только от предшествующего состояния, и вероятности не меняются от шага к шагу (во времени). Если же представить себе работу некоторого аппарата, который изнашивается, то по мере его старения условные вероятности будут изменяться в зависимости от срока службы. В этом случае можно говорить о неоднородном процессе (см. далее).
Если все переходные вероятности Pi}{i,j= 1,2) состояний изучаемой модели ненулевые, то можно говорить, что появление каждого состояния в любой момент времени имеет ненулевую вероятность. Следовательно, состояния будут все время чередоваться. Такие состояния называются рекуррентными (возвратными).
Рассмотренные модели могут применяться для описания систем, в которых изменения происходят в следующие друг за другом дискретные моменты времени. В действительности реальный технологический процесс не всегда идет в соответствии с такой моделью. Но при этом он протекает в течение достаточно больших интервалов времени в относительно постоянных условиях, что и позволяет применять модель.
Методы математического моделирования
647
В качестве примера можно привести работу некоторого автоматического пресса. Чередование опусканий плунжера при прессовании и его подъема при выталкивании готового изделия происходит ежесекундно или поминутно, так что, например, двухчасовой период его работы можно было бы описать моделью, относительно которой предполагается, что она функционирует достаточно долго.
Предположим, что одно состояние не позволяет вернуться к предыдущему, тогда вероятность остаться в нем равна 1. Если переходы повторяются в течение некоторого периода, то можно интуитивно предположить, что вероятность состояния, к которому нет переходов, будет все меньшей. Можно говорить о транзитивном (переходном) и абсорбционном (поглощающем) со-
А1 Р\2 стоянии. Модель будет иметь вид .
Состояние 1 будет транзитивным, 2 — абсорбционным. Эту модель можно интерпретировать так: имеем некоторые совокупности элементов, часть которых может функционировать, а другие бездействуют (поломка оборудования). Неисправные элементы не могут вернуться к исходному состоянию, так что система постепенно прекращает функционирование.
Процессы с числом состояний больше двух. Расширение числа изучаемых состояний требует учета большего количества возможностей. Приведем пример системы условных вероятностей, которая была получена при анализе работы аппарата в периодическом режиме. Наблюдение осуществлялось сначала в один, затем в другой момент времени. Система относительных (округленных) частот, аппроксимирующих переходные вероятности для состояний работа, разгрузка, промывка и загрузка, приведена в табл. 7.3.1.2.
Таблица 7.3.1.2
Возможные частоты процесса с четырьмя состояниями
Характеристика состояния Номер состояния Вероятность перехода в момент времени (п + 1) в состояние:
1 2 3 4
Работа 1 0,7 0,05 0,2 0,05
Разгрузка 2 0,3 0,05 0,55 0,1
Промывка 3 0,15 0 0,05 0,8
Загрузка 4 0,2 0 0 0,8
За исключением некоторых случаев, обусловленных округлением до нуля, возможны все переходы, причем всегда с разными вероятностями. Например, из состояния работа аппарат переходит к другим состояниям, как правило, через состояние загрузка. Применение таких моделей для описания процессов химической технологии рассмотрено далее.
Большие системы с ограниченными возможностями перехода. Разработка больших систем связана с трудностями определения вероятностей перехода. Аппарат, состоящий из отдельных секций (тарельчатая колонна), можно точно разбить на ячейки, но их трудно выделить, если обрабатываемая среда представляет собой единое целое (аппарат с мешалкой). Встречаются трудности и вычислительного характера. Например, чтобы рассчитывать абсолютную вероятность некоторых состояний, необходимо решать большие системы уравнений. Уже сам анализ условий существования решения может представить сложную задачу. Поэтому целесообразно строить простые модели. В ряде случаев оказывается, что приблизиться к описанию действительности можно в результате изучения переходов лишь между соседними состояниями. В таком случае появляется возможность более подробно исследовать эти состояния.
Например, при описании работы тарельчатой колонны можно предположить, что переход жидкости возможен только между соседними тарелками. Такая модель хорошо описывает действительность. Переход жидкости, минуя соседнюю (верхнюю или нижнюю) тарелку, маловероятен. Для большинства типов тарелок такой вероятностью можно пренебречь.
Пусть переходы осуществляются лишь между соседними состояниями системы в дискретные моменты времени. Для создания простой модели движения жидкости в тарельчатом колонном аппарате, например с пятью тарелками, можно записать матрицу вероятностей перехода, имеющую элементы по трем диагоналям. Примем, что а обозначает вероятность перехода жидкости с нижележащей тарелки на вышележащую. Вероятность перехода жидкости с вышележащей тарелки на нижележащую обозначим р. Вероятности жидкости остаться на соответствующей тарелке обозначим 1 - а, 1 - р, 1 - а - р. С учетом принятых обозначений матрица переходных вероятностей будет иметь следующий вид:
Т2 |Р| = 73 1 —а а 0 0 0 р 1-а-р а 0 0 0 р 1-а-Р а 0 0 0 р 1-а-р а 00 о р 1-р
Понятно, что колонна может иметь гораздо большее число состояний (тарелок). Жидкость с нижней тарелки должна уходить из аппарата. Следовательно, должно быть добавлено абсорбционное состояние, которое отражает выход жидкости из аппарата. Жидкость также должна поступать на первую тарелку, поэтому в модели необходимо добавить состояние, из которого осуществляется данный переход. Перечисленные добавления не меняют общую структуру матрицы переходных вероятностей. Естественно, что вероятности перехода не обя
648
Новый справочник химика и технолога
зательно должны быть постоянными и могут меняться как во времени, так и в зависимости от состояния, в котором находится система. Такие модели будут рассмотрены ниже.
Следующий класс моделей, в которых наряду с переходом между соседними состояниями возможно ограниченное число других переходов, описывает рециркуляцию жидкости в аппарате. Приведем пример такой простой модели. Обозначим вероятность перехода между отдельными близлежащими ячейками аппарата через а, а вероятность возврата жидкости с последней ячейки в первую через [3. Вероятности перехода можно записать в виде:
ООО а О О
1-а-Р а О
Р 1-а~р а
О 0 1-р
Рециркуляция жидкости в аппарате является важным технологическим приемом, позволяющим повысить эффективность его работы. Рециркуляция снижает вероятность выхода жидкости из аппарата без необходимой ее обработки.
Системы с поглощающими состояниями. Здесь возможны следующие состояния: работающие аппараты, ремонтируемые аппараты и аппараты, вышедшие из строя. В этом случае матрица строится как
51 Paa Pai Раг
И = ^2 Pia Pii Pit
S3 О О 1
Все приведенные вероятности перехода будут изменяться во времени. Вероятности выхода из строя будут расти по мере увеличения срока службы аппарата. Следовательно, переходные вероятности будут зависеть и от того, с какого момента мы начинаем изучать поведение системы (совокупности некоторых аппаратов, образующих производство). Независимость от срока службы может проявляться для некоторого небольшого интервала времени. Например, интенсивный износ оборудования начинается после определенного периода эксплуатации (4-6 лет). Если изучается помесячное изменение состояния аппарата (эксплуатация, ремонт, авария), то для аппаратов примерно одного возраста зависимость от срока службы можно не учитывать.
Дальнейшее упрощение модели произойдет в том случае, если система не допускает обратных переходов. Например, изготовление детали из заготовки происходит в результате выполнения отдельных технологических операций. Процесс изготовления на отдельных операциях может заканчиваться, повторяться, но никогда не возвращается на предыдущую операцию. Нужно
отобразить структуру процесса изготовления. Переходы возможны лишь в результате прекращения изготовления (с вероятностью р) или перехода к следующей операции (с вероятностью г), обратного пути нет. Отдельные операции повторяются с вероятностью q. Для простоты предположим, что условные вероятности не меняются в зависимости от типа технологической операции.
Примем следующие обозначения: 5] — первая технологическая операция, S2 — вторая, ..., S5 — окончание процесса изготовления в результате разбраковки детали, S6 — успешное завершение процесса изготовления и отправка детали на склад готовой продукции.
Матрица вероятностей перехода выглядит следующим образом:
Я
г 0 0 р О q г 0 р О О q г р О О 0 q р г 0 0 0 1 0 0 0 0 0 1
Прекращение изготовления детали может быть либо в результате его завершения, либо в результате брака на некоторой технологической операции. После попадания детали в пятое состояние деталь из процесса изготовления выбывает. В шестое состояние деталь может попасть только пройдя все технологические операции. Таким образом, состояния S5 и S6 будут поглощающими (абсорбционными). Нумерацию состояний можно как угодно изменить. Часто по формальным соображениям выбирается такой подход, при котором единичная подматрица находится в левом верхнем углу. В нашем случае состояния нумеровались бы так, что — окончание, S2 — склад, S3 — четвертая технологическая операция, S4 — третья, S5 — вторая, S6 — первая. Тогда матрица переходных вероятностей имеет вид:
|1 s5 1 0 0 1 Р г Р о Р 0 Р 0
0 0 0 0 0 0 0 0 q 0 0 0 г q 0 0 0 г q 0
0 0 г q
Такая модель позволяет рассчитать количество бракованных и годных деталей в зависимости от особенностей работы отдельных технологических операций (численных значений вероятностей перехода).
Процессы с непрерывным временем. В некоторых рассмотренных примерах, иллюстрировавших течение жидкости между тарелками колонного аппарата, предположение о дискретном во времени изменении не является до конца оправданным. Изменение состояний
Методы математического моделирования
649
эксплуатация—ремонт в процессе должно относиться к моментам, следующим с небольшим интервалом. Поэтому часто целесообразно предположить, что моменты, в которых осуществляются переходы, приближаются к нулю. Вероятности перехода при этом также становятся близкими к нулю.
Предположим, что существуют пределы выражений
д(т,т+Дт)
—---------~а , которые называются интенсивностями
Дт
перехода. При z=j есть смысл требовать существова-
1-р„(т,т+Дт)
ния предела выражения -------------=а(. ; при незна-
Дт
читальном изменении времени почти достоверным становится сохранение состояния i. Поэтому к нулю стремится выражение 1 - ру (т, т + Дт).
В примере с двумя состояниями существуют четыре вероятности, которые попарно связаны между собой. С учетом принятых обозначений вероятности перехода (от момента т до момента (т + Дт)) можно записать следующим образом:
1-а12(т)Дт а12(т)Дт 1 0 -а12(т) а12(т)
= +Лт
а21(т)Дт 1-а21(т)Дт 0 1 а21(т) -а21(т)
Для вероятности некоторого события /, произошедшего в момент времени (т + Дт), абсолютная вероятность р,(т + Дт) определяется выражением
р;(т + Дт)= 2ру(т)р7,(т).
7=1,2,.
В случае двух состояний имеем:
А (т+Дт)=д (т)-д (т)а12 (т)Дт+д (т)а21 (т)Дт 1
А (т+Дт)=д (т)+д (т)а12 (т)Дт-д (т)а2} (т)ДтJ '
(7.3.1.1)
д(т + Дт)-д(т)
Так как lim —-------------— = д (т),
Дг->0 Дх
то получаем дифференциальные уравнения:
А'СО = ~А(т)«12(т) + д(т)а21(т)1 (7 3 J 2)
= АСОМ*)" Д(5)«21(т) J
в результате решения которых можно определить величины /?j(t) и д(т).
Интенсивность aLI в ряде практически интересных случаев можно считать постоянной. Если абсолютные вероятности р,(т) не зависят от времени (в результате того, что процесс уже стабилизировался), то производные равны нулю. Поэтому для величины д(т) = const получим два уравнения, из которых одно лишнее, т. к. д(т)+д(т)= 1.
В случае, когда состояние д(т) является поглощающим, величина а21(т) равна нулю. Для д(т) (в предпо
ложении, что a2i(x) не зависит от времени) получим А'СО = "Аг А СО или А СО = к ехр(-д2т).
Приведенные примеры показывают, что процессы с непрерывным временем аналогичны процессам с дискретным временем. Применительно к ним не нужно вводить новых понятий.
При изучении процессов с непрерывным и дискретным временем использовались состояния, определяемые конечной или счетной последовательностью значений параметра, например последовательностью целых (положительных) чисел. Параметр, которым описывались эти состояния, представлял собой дискретно изменяющуюся величину. Возможны также процессы, где изменение состояния описывается непрерывным параметром. Так можно описать диффузионные процессы. Как правило, аналитические решения таких моделей очень сложны и не всегда возможны. При получении решения с использованием ПЭВМ осуществляется переход к дискретному описанию процесса. В связи с этим более оправданно такой переход осуществить уже на стадии построения модели, что делает модель достаточно простой и понятной.
7.3.2. Цепи Маркова
Под стохастическим процессом, как правило, понимается последовательность случайных переменных {Х(т)|, которые соответствуют определенным значениям времени т. Случайные переменные могут принимать значения, которые изменяются дискретно или непрерывно, время т также может изменяться дискретно или непрерывно [31].
Стохастический процесс можно описать распределением вероятности случайных переменных А'(т,). С помощью функции распределения это можно сделать следующим образом:
A[jf(Ti), Х(т2), ..., Jf(xn), X], х2,..., хп] —
= Р[Аг(т1)<Х1,Х(т2)<х2, ..., Х(т„)<х„].
Функция распределения равна вероятности того, что случайные переменные А'(т() не превышают х,. Процесс определен, если дана «-мерная функция распределения для каждого конечного множества величин T15...,Tn. Процесс можно описать также с помощью условных вероятностей. Условная вероятность того, что случайная переменная Х(хп) будет равна хп в предположении, что случайные переменные А'(т„_1). .А'(Т]) будут иметь значения хп1,..., х,, записывается следующим образом:
F[X(T„)=х. I Дт,) = х,].
Значения случайных переменных соответствуют состояниям: в момент Ti может произойти одно из событий ^,/2,..., , в момент т2 — одно из событий
ит. д.
650
Новый справочник химика и технолога
В дальнейшем будет рассматриваться одно и то же множество состояний. В каждый момент оно будет состоять из событий \,i2,..., iN. Если состояния пронумеровать числами 1,2, ...,7V, то случайная переменная Х(хп) будет с некоторой вероятностью равна одному из них, например jn. Тогда для приведенной выше вероятности можно записать:
• Лт,)=л]
Это означает, что система в момент тп находится в состоянии jn, если в предшествующие моменты она находилась в состояниях jn-\, Состояние системы обусловлено, следовательно, состояниями во всех предшествующих моментах времени. Можно говорить также о системе с (п - 1)-кратной связью.
На практике изучать процессы с такой сложной связью трудно. Поэтому применяется ряд упрощающих предположений. Важнейшее из них состоит в том, что для описания процесса достаточно прибегнуть к простой связи.
Процессы с простой связью, протекающие в дискретном времени, называются процессами Маркова или цепями Маркова.
Для цепи Маркова можно записать:
Р[Х(хп) =jn\X(xn_l) =jn^, ..., ДтО =71] =
= Р[Х(уп) =jn\X(Tn^) =Л-1].
Состояние системы в момент т„ зависит лишь от состояния в момент тп_1, т. е. P[j, xn\i, т„_ 1]. Цепь описывается условными вероятностями, означающими, что если система в момент т„ _i была в состоянии i, то в момент т„ она будет в состоянии j.
Эти вероятности зависят от параметров т„, т„ _i и называются переходными Их можно представить как зависимость от определенного параметра тп _i (исходного момента) и от разности т„ - т„ _i (между двумя моментами времени).
Если вероятности перехода не зависят от начального момента времени, а зависят лишь от числа шагов, то цепь будет однородной. В противном случае получим неоднородную цепь. Неоднородные цепи описывают главным образом физико-химические процессы, когда параметры состояния системы меняются во времени. При моделировании структуры потоков в аппарате можно ограничиться однородными процессами и цепями.
При рассмотрении однородных цепей интервалы времени, в течение которых происходят переходы, обычно принимаются равными, поэтому величины т; путем изменения масштаба могут быть приведены к значениям ряда натуральных чисел 0,1, ...,«.
Вероятности перехода из состояния i в состояние j в однородной цепи для одного периода обозначаются через ру и образуют переходную матрицу
Рп Рп ••• PlN
|р|_ Рг\ Р22 ••• Pin
Рт Pn2 ••• Pnn
Для отдельных вероятностей имеем 0 < ptJ < 1, N
рч = 1. Число состояний N будет считаться, как пра-7=1
вило, конечным.
В дальнейшем будут рассматриваться однородные конечные цепи Маркова.
Основными задачами, которые относятся к этим цепям (их можно распространить и на самые общие случаи), являются, прежде всего, следующие:
- При каких условиях цепь определена, т. е. исходя из какой основной информации можно получить все другие данные о любой ситуации в системе?
- Каково распределение вероятности после некоторого числа переходов п (задача абсолютных или безусловных вероятностей) и приближается ли она с ростом п к некоторому предельному распределению (задача стабилизации системы)?
- Каковы вероятности перехода из состояния i в состояние j на л-м шаге?
Решение этих задач позволяет перейти к более глубокому изучению цепей. С их помощью можно осуществить классификацию отдельных состояний и исследовать разные виды средних величин.
Если есть правило, с помощью которого можно определить вероятность последовательности событий
---dn (являющихся реализацией цепи) в моменты 0, 1, ..., п, то цепь определена. На основе теоремы об условных вероятностях имеем:
^(/nsjn-b • • •> Jb Jo) ~ P(jnjn - b •••>JbJo)*
Для цепи Маркова получим P(jn\jn_x,..., J1,J0)=JP„-i,n •
Следовательно, можно записать P(jn, jn_x,..., jx, j0) = = Pn-X,nP{jn-x\jn~2^--J^h}-
Аналогично выводятся все последующие вероятности. Окончательно получим:
P(jn> jn-\ ’ • • -’jl’Jo) ~ Pn-l,n ' Рп-2,п-\ • • Pl,2 ' Po,l •
Каждая из величин рпЧп,рп1п^Д2,р0>1 представляет собой условную вероятность некоторого события (из данного множества событий 1,2, ...,7V) в предположении, что в предшествующий момент произошло другое событие, принадлежащее этому множеству. Все эти вероятности и составляют переходную матрицу. Например, p}Q есть вероятность некоторого события из данного множества в начале процесса. Перебирая jo = 1, 2, ..., 7V, получим элементы исходного распределения вероятности. То есть для определения вероятности последовательности событий j0, jx, достаточно иметь исходное распределение вероятности и матрицу переходных вероятностей.
Методы математического моделирования
651
Основное уравнение цепей Маркова. Цепь Маркова определяется распределением вероятностей в некоторый момент и матрицей переходных вероятностей. Для упрощения предположим, что известно распределение вероятностей в нулевой момент (в начале процесса). Распределение вероятностей по прошествии одного периода (одного шага) определяется с учетом всех возможных исходных состояний, из которых осуществляется переход к одному общему состоянию. Для распределения вероятностей в первый момент времени получим
N
А0) = А (°)A, +Pi(Q)P2i +••• + Pn(q)Pn, =2а(°)Рд-
7=1
Отдельные элементы вектора исходных вероятностей умножаются на элементы первого столбца матрицы переходных вероятностей. Для вектора Д(1), т. е. вероятности отдельных событий по прошествии одного периода, имеем в матричной форме:
р(1)=р(0)|Р|.
Вектор исходных вероятностей умножается справа на матрицу переходных вероятностей. Говоря о векторах, мы, как правило, имеем в виду строки. Можно использовать и столбец, который слева умножается на транспонированную матрицу. Этот случай не находит широкого практического применения. На следующем шаге получим для вектора абсолютных вероятностей ^(2)=р(1)|Р|. По прошествии п периодов времени (шагов, переходов) будем иметь р(п)-р(п- 1)|р| .
Подставляя вместо вероятности р(п-1) значение р(п — 1) = /7(и-2)|р| и т. д., в итоге получаем Ди)=р(1)|р|”.
Распределение вероятностей, которое не изменяется при изменении п, называется стационарным.
Если цепь имеет предельное распределение с ненулевыми вероятностями для всех событий, то при достаточной продолжительности процесса каждое событие произойдет хотя бы один раз. Практически система и при меньшем числе состояний достигнет распределения, близкого к предельному состоянию, уже после 5-10 шагов. В этом случае говорят, что система стабилизируется (переходит в установившийся режим).
Уравнение Чапмэна — Колмогорова. Вероятность перехода из состояния i в состояние j через п шагов, т. е. переходная вероятность по прошествии произвольного числа шагов, обозначается . Для определения переходных вероятностей применяется следующий подход. Найдем вероятность того, что система в нулевой момент будет в состоянии /, по прошествии п} периодов — в состоянии к, а через п2 периодов — в состоянии j. Так как процесс имеет простую связь, то P(i,k,j;Q,n},nx + п2) = рХ^Рл^Р^- Чтобы рассчитать
вероятность P(i,j‘, 0, п\, П\ + л2), просуммируем все Р(/, к,р, 0, «1, «1 + и2) по к и получим
^Р(/, к, j; 0, nl+n2) = P(i, j; 0, «, + п2). к
Так как одновременно P(i, j; 0, п,+п2 ) = Д (0)д^+”2), то можно записать
n("l+«2) _ V Pij Pik Pkj к
Последняя формула носит название формулы Чапмэна — Колмогорова. При п} = п2 = 1 получается выражение, определяющее элементы матрицы, являющейся произведением двух матриц вероятностей перехода, т-е- [а$2)] =1р I2 •
Вероятности перехода за п шагов из состояния i в состояние j определяются элементами матрицы | Р |". Этот вывод соответствует правилу, полученному при изучении абсолютных вероятностей. Диагональные элементы матрицы | Р |я дают вероятности р^ возврата к тому же состоянию после п шагов.
Классификация цепей Маркова. Вероятности могут использоваться для определения возможности возвращения в состояние / после того, как было проведено большое число шагов и, т. е. для определения, имеет ли д(я) при росте п предел, отличный от нуля, а также для проверки того, насколько эта возможность в смысле вероятности близка к нулю. В первом случае речь идет о возвратных (рекуррентных), во втором — о невозвратных (транзитивных) состояниях.
Рекуррентные состояния могут быть эргодическими, если возврат к исходному состоянию может произойти через любое число шагов, периодическими, если возврат может произойти только по прошествии конечного числа шагов, или рекуррентными в случае бесконечного числа шагов.
Вероятности перехода за п шагов р^ позволяют, кроме того, различать достижимые и недостижимые состояния. К состоянию j можно прийти от состояния /, если р™ > 0, то есть если существуют ненулевые вероятности перехода из состояния i в состояние j по прошествии п шагов. В противном случае состояние J недостижимо из состояния i.
Взаимно достижимые состояния называются последовательными (сообщающимися).
Совокупность сообщающихся состояний называется замкнутой (изолированной, эквивалентной) группой. Если цепь имеет одну такую группу, она называется неразложимой (неприводимой). Если все состояния цепи образуют одну замкнутую группу и являются эргодическими, то цепь называется регулярной. Если для одного или нескольких состояний pit = 1 (сохранение состояния i достоверно) и к ним есть переход, то система постепенно задерживается в этом состоянии. В этом случае говорят о поглощающих (абсорбционных) состояниях. Остальные состояния обязательно должны
652
Новый справочник химика и технолога
быть транзитивными, так как постепенно их вероятности приближаются к нулю.
Если цепь приводимая, то это означает, что можно получить нулевые подматрицы, перенумеровав состояния в переходной матрице.
К основным понятиям относится также вероятность первого перехода. Речь идет о вероятности того, что через п шагов после начала процесса перехода из состояния i впервые появится состояние у:
Ч"’ = РИ(^)=Л /=1,2...»-1|А7(т0)=/].
Для i =j можно говорить о вероятности первого возвращения.
Для практического применения цепей Маркова возможны два пути. Первый предполагает аналитическое решение задачи с последующим теоретическим анализом результатов решения. Аналитические решения возможны только для самых простых однородных цепей. Второй путь предполагает непосредственное моделирование марковского процесса с использованием вычислительной техники. В этом случае говорят о процессе с непрерывным временем, или, кратко, о марковском процессе [31].
7.3.3. Процессы Маркова с непрерывным временем
Общие свойства процессов с непрерывным временем. Основное свойство цепи Маркова — появление некоторого события — зависит лишь от появления события, непосредственно предшествующего первому из них. Если предположить, что переходы между состояниями могут осуществляться за сколь угодно малые интервалы времени, то можно описать изменение в непрерывном времени.
Случайные переменные Х(т) получают значения, приписываемые отдельным состояниям. В момент т, может наступить одно из состояний zp z2,..., iN; моменты т,, т;+1,... различаются на величину Ат, стремящуюся к нулю. С помощью процесса Маркова можно описать явления, в которых изменения происходят в любые моменты времени. Например, дисперсная частица, попавшая в аппарат, может находиться в любой его зоне и непрерывно осуществлять переходы из одной его зоны
Матрицу переходных вероятностей, включающую условные вероятности состояний в момент (т + Ат) при предположении появления определенных состояний в момент т, можно записать в виде
1-ц„(т)Ат ц12(т)Ат . • М'ОА'с
|Р(т,т + Ат)| = ц21(т)Ат 1-ц22(т)Ат . • МО^
ця2(т)Ат . • 1-МОДт (7.3.3. 1)
Поскольку сумма элементов каждой строки равна
единице:
1-ц„(т)Ат + £цДт)Ат = 1,
7*'
то Н„(т) = 2Х(т).
7*'
Системы дифференциальных уравнений
Ф,(т)
dt
однозначно определяют соответствующие вероятности, если дано исходное состояние системы, число состояний конечно и интенсивности ц,/т) непрерывны.
Деление состояний на рекуррентные и транзитивные (см. подраздел 7.3.1) относится и к процессам Маркова. Если течение процесса не зависит от времени, прошедшего с его начала, то этот процесс называют однородным, в противном случае — неоднородным.
Матрица интенсивностей перехода для однородного процесса с конечным числом состояний обозначается |Л| — , где интенсивность ау не зависит от времени.
Однородные процессы Маркова. В случае постоянных интенсивностей переходных вероятностей абсолютная вероятность определяется по формуле
Р СО = р(О | Дт) |. (7.3.3.2)
Это система дифференциальных уравнений для величин р,(т), в результате решения которых получим
в другую.
Если изменения происходят в моменты, различаю-
(7.3.3.3)
щиеся по времени на Ат, то для этого интервала и нужно определять вероятность перехода. Изменяются, следовательно, и вероятности перехода при стремлении Ат к нулю. Для описания этих изменений следует предположить существование пределов:
.. Я(т,т + Ат)
1Ш1 —-----------
Дт->0
= ц,7(т)>0; z*j;
1-^(т,т + Ат) пт---------------
Дт->° Д-j
= ц/т)>0.
Первый из них представляет интенсивность вероятности перехода из состояния z в состояние j, второй — интенсивность выхода из состояния j.
где к = ^(0).
Вероятность р(х) с точностью до исходного вектора р(0) определяется степенным рядом.
Матрица интенсивностей перехода для двух состоя-
ний имеет вид -а а Р -Р , поэтому в результате
преобразований системы (7.3.3.3) получим
Р а а а
а + (3 а + Р + ехр{-(а + Р)т} а + Р а + Р
Р(О = р(0) Р а Р Р
а + Р а + р а + Р а + Р
Методы математического моделирования
653
Первая матрица в квадратных скобках включает векторы стационарных вероятностей. Если учесть, что стационарное распределение не зависит от времени т, то из системы дифференциальных уравнений следует, что /?'(т)=|0|= р| Л|, где р —вектор стационарных вероятностей.
Между переходными вероятностями и интенсивностями существует соотношение Р =| 11 +1А | Дт, поэтому для вектора р имеем /?([ 11 -1Р |)(Ат)*’ = 0, а так как т 5* 0, то р = р | Р |.
Это система уравнений, с помощью которых с учетом условия (7.3.3.1) определяются стационарные вероятности в цепи Маркова.
В качестве примеров рассмотрим системы, имеющие два состояния.
Двусторонняя реакция. Система может находиться в двух состояниях сс>1 и (£>2 (ah — нераспавшаяся частица, со2 — распавшаяся). Пусть возможен как процесс распада — переход из О] в ©2 с вероятностью аАт + О(Ат) за время Дт, так и процесс восстановления— переход из со2 в coi с вероятностью рАт + О(Ат) за время Дт. В этом случае Л12 = а, Л21 = р, Аи = -а, Л2 = -р •
Уравнения (7.3.3.2) дают
-^^ = -ар1(т) + рр2(т),
dx
^^- = ар1(т)-рр2(т).
dx
Пусть задано начальное распределение вероятностей ai=l, а2 = 0. Подставив в первое уравнение р2(т) = 1-рх(х), найдем -^^ = -(а + р)р1(т) + р, от-dx
куда получим решение
рА (т) = ехр{ - (а + р)т} [1 - ехр{-(а + р)т}],
Л(т) = ^р[1-ехр{-(а + Р)т}].
„ z ч Р z ч а
При т —> оо р (т)=——, р2(т)=---, т. е. процесс
а+р а+Р
эргодичен. Если восстановление невозможно (например, радиоактивный распад), то Р = 0 и р,(т) = ехр{- ат}, р2(т) = 1 - ехр{- ат}.
Двухпозиционное реле. Пусть двухпозиционное реле находится под воздействием случайной последовательности управляющих импульсов, имеющих с одинаковой вероятностью знаки плюс или минус, причем положительный импульс создает или сохраняет состояние соь а отрицательный — состояние а^. Тогда z4i2 = Л21 = а и, согласно уравнениям (7.3.1.1), А и - А22 = -а. Это частный случай предыдущего примера: р = а. Найдем переходные вероятности. Решая систему уравнений (7.3.3.3) с начальными условиямири^о) = получаем
ЛгСО = AiCO = " ехр{-2а(т - т0)}],
Рп(т) = Аг(*) = |[1 + ехр{-2а(т - т0)}].
При т —> оо вероятности перехода стремятся к значению 1/2.
Существуют процессы, в которых возможности перехода между состояниями ограничены лишь некоторыми из них. При исследовании таких процессов появляется возможность в явном виде выразить вероятности перехода. Если речь идет об аппроксимации действительности с помощью модели, на основе которой изучается поведение системы перед ее стабилизацией, то часто целесообразно абстрагироваться от некоторых аспектов процесса и упростить модель. Ниже рассмотрены нескольких типов таких моделей.
Процесс Пуассона. Наиболее простым случаем марковского процесса является процесс Пуассона — процесс, в котором изменения возможны лишь в результате перехода к ближайшему более высокому состоянию.
При этом учитываются предположения, что:
- вероятность перехода из состояния п к состоянию п + 1 в интервале (т, х + Ат) равна ХАт + <9(Ат);
- вероятность остаться в этом же состоянии в момент (т, т + Ат) равна 1 - ХАт + О(Ат);
- вероятность остальных переходов в сравнении с указанными выше пренебрежимо мала, то есть равна О(Дх).
Величины (9(Ат) включают выражения порядка (Ат)2 и более высоких порядков.
Вероятность Рп(х + Ат) того, что система в момент (т + Ат) будет в состоянии п, равна
Р„(х + Ат) = (1 - ХАт)Р„(т) + ХАтР^т) + (9(Ат).
После преобразования и перехода к пределу при Ат > 0 имеем Рп'(х) = -ХЛ(т) + ХЛ1(т). Это соотношение действительно для п > 0.
Если Pq(x) определено в форме PQ(x) = ехр{-Хт}, то путем подстановки в последующие уравнения для п = 1,2,... можно получить решения для вероятностей Р„(х). В частности, для Л(т) получим
= -A/J (т) + Хехр{- Хт}, dx
откуда Л(т)= Хтехр{-Хт}.
В общем случае:
Ри(т) = ехр{-Хт] х|Ри_1(т)ехр^т)Л + си ,
о
где п~ 1,2,... , или, после преобразований с использованием производящей функции, относящейся к дискретной переменной, которой является число состояний:
/>и(т) = ^7-ехр{-^}-
п\
654
Новый справочник химика и технолога
Данный подход целесообразен также и потому, что вместо ряда линейных дифференциальных уравнений остается лишь одно уравнение.
Среднее и дисперсия распределения Пуассона равны величине Хт.
Распределение Пуассона является распределением числа изменений за период т. В этом распределении Р0(т) = ехр{-Хт} показывает вероятность того, что за время т изменений не будет. Величину Р0(т) можно интерпретировать также как вероятность того, что время ожидания Т больше, чем т, т. е. Р\Т > т] = ехр{-Хт}. Наоборот, вероятность того, что время ожидания изменения равно или меньше т, составит Р\Т < т] = 1 - ехр {- Хт}.
Полученная функция распределения времени между двумя изменениями в системе является функцией экспоненциального распределения с плотностью вероятности Хехр{-Хт}.
Следовательно, если число изменений системы в некотором периоде распределяется по закону Пуассона, то для этого процесса распределение времени между изменениями будет экспоненциальным.
Процесс Пуассона можно описать и с помощью матрицы интенсивностей перехода:
-X X О ...
О -X X О
О О -X X
О О О -X
Число состояний здесь бесконечно, но стационарное распределение существует. Для больших значений п члены этого распределения стремятся к нулю, и их сумма равна единице.
Процессы рождения и гибели. Среди процессов Пуассона часто встречаются процессы, в которых допускается переход лишь на один шаг вперед, а интенсивности изменяются так, что являются функцией состояния, в котором система находилась в предыдущий момент.
Наиболее простой тип такого процесса — процесс рождения, когда количество элементов, начиная с некоторого уровня, постепенно возрастает пропорционально их числу (например, процесс измельчения с постоянной скоростью, не зависящей от размера частиц).
Матрица интенсивностей вероятностей перехода имеет вид
0 0 0 0 0
0 -X X 0 0
А = 0 0 -2Х 2Х 0
0 0 0 -зх зх
^>=-Ь^(Т)+Х(И-1)/^,(А «>>• ат
Для « = 1 получим:
^^=-Х7’(т); Р1(т)=с1ехр{-Хт}. ат
Если начальное условие записать в виде
ТО ПОЛуЧИМ С] 71.
Последовательной подстановкой получим рекуррентное соотношение для произвольного значения п:
Р„(т) = ехр{-Хт}
где для сп с учетом начального условия имеем ci = 1 и с„ = 0 при п 1.
Последовательным вычитанием получим
Рп(т) = ехр{-Хт}[1-ехр{-Хт}]" 1, « = 1,2,...
Для среднего приведенного распределения
<Р„ (л)> = ехр {-Хт} п [1 - ехр {-Хт} или, что то же,
Л=1
<Р„(«)> = ехр{Хт}.
Дисперсия определяется как а2(«) - ехр{Хт}[ехр{Хт} -1] .
И для этого случая также достаточно найти решение одного дифференциального уравнения вместо решения нескольких уравнений.
Для аналогичного процесса гибели, в котором число элементов, начиная с некоторого уровня, постепенно убывает пропорционально их числу, матрицу интенсивностей перехода можно представить в виде
где ц — интенсивность гибели или выхода из строя.
Отсюда можно непосредственно получить систему дифференциальных уравнений
tZP„(x) _ . . . ..
— = -р«Р„(т) + р(« + 1)Р„+1(Т).
Система дифференциальных уравнений для абсолютных вероятностей:
Теперь нужно учесть некоторое начальное количество элементов в системе. Предположим, что это коли-
Методы математического моделирования
655
чество п = «о- Тогда граничное условие можно записать в форме Р„(0) = б„,„о. Решение системы (аналогично предыдущему случаю) с учетом исходного уровня процесса получим в виде:
рп (т) = ”° ехр {-иорт} [ехр {цт} -1 ]”°
Среднее значение числа состояний, которые прошла система, выражается как
(Ри(и)) = иоехр{-цт}.
Дисперсия равна о2 (и) = иоехр {-рт} [1 - ехр {-рт}].
Процессы блуждания. Практический интерес представляют также классические процессы блуждания.
Случайное блуждание с поглощением. Пусть частица может передвигаться вдоль прямой линии под действием случайных толчков. В точках х = 1 и х = N стоят поглощающие экраны. Пусть при каждом случайном толчке частица передвигается на единицу длины вправо с вероятностью р или влево с вероятностью q (т. е. р + q - 1), однако, попав в точки х = 1 и х = N, частица остается в этих точках.
Таким образом, имеем состояния частицы: (О/ = {частица находится в точке х = /},/= 1, ..., N.
Переходные вероятности в этом случае равны: А)0=1, Aw=l, Ри+\=Р, Pi.t-\=q, А = о Д™ всех остальных i и j.
Матрица перехода имеет вид
10 0 ... 0
q 0 р ... 0
0 q 0 р ... 0
ООО ... q 0 р
ООО ...001
Случайное блуждание с отражением. Рассмотрим ту же схему, что и в предыдущем примере, но теперь примем, что в точках х = 1 и х = N стоят отражающие экраны, то есть вероятность остаться в крайних состояниях равна нулю. Все частицы, попавшие в эти состояния, на следующем шаге их покинут с вероятностью, равной единице.
В этом случае матрица переходов имеет вид
010 ... 0
q 0 р ... 0
0 q 0 р ... 0
0 0 0 ... q 0 р
0 0 0 ... 0 1 0
Подобные системы были обобщены как на случай нелинейных функций состояний, так и на случай возможных изменений интенсивностей вероятностей переходов во времени.
Однако дальнейшее обобщение системы не вносит в оценку изменений реальных процессов существенных уточнений, поскольку уже и для рассмотренных моделей очень трудно собрать точные статистические данные, особенно если речь идет об описании процессов химической технологии в дисперсных системах.
7.3.4. Моделирование структур потоков с использованием цепей Маркова
Для описания потоков со сложной структурой в химических агрегатах более целесообразным представляется построение моделей структуры потоков из множества однотипных элементов, простейшими из которых являются ячейки идеального смешения. Каждая ячейка соответствует участку объема аппарата, в пределах которого градиентом концентрации можно пренебречь. Распределение времени пребывания элементов потока в каждой ячейке подчиняется экспоненциальному закону. Соединив ячейки между собой, можно построить модель структуры потоков, отвечающую действительному характеру движения жидкости. Такие структуры обладают достаточной гибкостью, конструкцию их можно легко деформировать при отражении конкретной топологии потоков и специфических макронеоднородностей содержимого аппарата, связанных с его конструктивными и технологическими особенностями. Кроме того, указанные ячеечные структуры допускают применение достаточно простых и эффективных алгоритмов расчета, основанных на использовании математического аппарата цепей Маркова.
Допустим, что реальному течению жидкости (газа) в аппарате соответствует некоторая топологическая структура потоков. Структура представлена рядом ячеек идеального смешения, связанных межъячеечными потоками, которые могут быть нестационарными и иметь самую различную физическую природу. Каждая ячейка характеризуется объемом Vt и физическими параметрами, определяющими состояние находящейся в ней среды. В зависимости от интенсивности перемешивания в той или иной части аппарата, объемы ячеек могут быть различными. Как показывает практика создания и применения таких моделей, в качестве параметров состояния обрабатываемой среды необходимо принимать такие интегральные характеристики, как, например, содержание в ячейке массы растворенного в жидкой фазе компонента А — М“ (т) = С° (т)1; , ее теплосодержание 0,(т) = рсК/,(т) и т. д.-
Аппарат с перемешивающим устройством. Рассмотрим в качестве примера циркуляционную модель структуры потоков в аппарате с перемешивающим устройством. Для описания циркуляции в пределах объема аппарата ограничимся пятью ячейками, которые соединены между собой в соответствии с возможными
656
Новый справочник химика и технолога
линиями тока жидкости. Для разных типов перемешивающих устройств схема соединения ячеек может быть различной. Ячейка под номером шесть не принадлежит объему аппарата и введена для учета количества целевого компонента, покинувшего аппарат.
При построении модели нет необходимости рассматривать перемешивание как непрерывный процесс. Можно интересоваться перераспределением концентрации ключевого компонента между выделенными ячейками в течение времени Дт. Рассмотрим случайную величину X, которая может принимать дискретные целочисленные значения (в нашем случае по количеству ячеек от нуля до шести). Вероятность того, что X примет одно из возможных значений х = 1, 2,..., 6, равна Л(т), z= 1, 2, ..., 6.
Величины Pj(x) могут быть интерпретированы как вероятности нахождения меченой частицы в ячейке с номером z. Процесс х(т), определяемый вектором Р с элементами Pt(x), является однородным марковским процессом с конечным числом состояний, одно из которых (z = 6) является поглощающим. Переходные вероятности ру связаны с объемом аппарата Ка, объемом ячеек объемным расходом через аппарат V и циркуляционным потоком Кц, создаваемым перемешивающим устройством.
Переходы осуществляются через некоторые определенные моменты времени Дт, в течение которых системы не успевают претерпевать существенных изменений.
Расчет вероятности нахождения меченой частицы ключевого компонента в некоторой ячейке в произвольный момент времени может быть проведен по основному уравнению цепей Маркова:
/>(» + !) = £/>,.(л)рЛ,(и), 1=1,2, ...,4.
./=0
Обычно принимается, что целевой компонент с определенной долей вероятности pfi может перейти только из j-й ячейки в соседнюю z-ю ячейку, связанную потоком. Остальные переходы ввиду малости промежутка времени Дт невозможны. Это позволяет значительно упростить структуру матрицы переходных вероятностей, которая в нашем случае имеет размерность 6x6.
Дальнейшее конструирование модели связано с определением явного вида зависимостей для расчета p}i. Здесь можно воспользоваться самыми различными физическими и математическими соображениями, которые должны учитывать закономерности физико-химических процессов и явлений, протекающих в каждой ячейке и аппарате в целом, исходя из их двойственной стохастической и детерминированной природы.
Предположим, что меченая частица находится в ячейке с номером z. Вероятность того, что меченая частица останется в состоянии z в течение промежутка времени Дт, найдем исходя из экспоненциального распределения времени пребывания в ячейке:
Дт р = 1-ехр-------
V IV г и
Z= 1,2,
.,5,
где Кц; — объемный поток через ячейку с номером z.
Для случая одноконтурной циркуляции (рис. 7.3.4.1, а) в аппаратах с пропеллерной мешалкой = Иц, z = 1,2, 3,4; К 5 = Vu + К; Кц6 = 0. Поскольку должно вы-k
подняться условие Ру = 1, то ДЛЯ * * J
/=1
* I V
Хр„ =“Р ~
,=| k 7
Обозначим через Vy долю потока, проходящего через ячейку под номером z и попадающего в ячейку под номером j. Тогда получим
A,=exp --т^-Дт , z>j.
Далее разложим экспоненту в ряд Тейлора и перей
дем к пределу при Дт —> 0. После исключения величин второго и более высших порядков малости от Дт, полу-
гг Ат „
чим р = Vv. — . Следовательно, для достаточно мало-
J J j/
го промежутка времени Дт в случае однонаправленной циркуляции (рис. 7.3.4.1, а)
V Дт С Дт
р^=^Г’ = /=1’2’3’4;
ИДт ГДт > Р55 -1
(Гц + К)Дт
’ Рбв ~ 1 •
Матрица переходных вероятностей щий вид:
имеет следую-
Ри Рп 0 0 0 0
0 Р22 Р13 0 0 0
р = 0 0 Рзз Ад 0 0
0 0 0 Ад Р45 0
0 0 0 Р55 Аб
0 0 0 0 0 1
Опираясь на физическое понятие вероятности, покажем связь абсолютных вероятностей Рг(т) с концентрациями целевого компонента в ячейках. Пусть в некоторый момент времени концентрации в ячейках, принадлежащих объему аппарата, были равны сь с2, ..., с5. Масса целевого компонента в аппарате найдется как 5
сумма масс в отдельных ячейках = . Тогда
1=1
С
можно предположить, что Т’(т) = ' ' .
М
Методы математического моделирования
657
Рис. 7.3.4.1. Модели структуры потоков в аппарате с механическим перемешивающим устройством: а) одноконтурная циркуляционная модель;
6) двухконтурная циркуляционная модель
По определению, зависимость безразмерной концентрации в ячейке под номером 5 (из которой производится вывод жидкости из аппарата) от выраженного в относительных единицах времени называется с (т)
С-кривой С(9) = /у > отсюда находим связь между
V абсолютной вероятностью Р,(т)и С(0): С(0) = /’(т)—.
^5
В общем случае, если i — номер ячейки, в которую импульсно вводится индикатор, то начальные условия процесса имеют следующий вид:
9 = 0, Л(0) = 1, Р/0) = 0, i, />(0) = %-,
К
/=1,2, ...Д-1, />(0) = 0.
(7.3.4.1)
Для рассматриваемого примера, если принять объемы ячеек равными, то 9 = 0, Pz(0) = 0,2, i = 1,2, ..., 5, Л(0) = 0.
Вероятность того, что меченая частица выйдет из аппарата через N шагов (при 9 = A97V), равна
n N У Ат лг
=£р,(т)—=Хс(0)
0 0*5 0
У5 УЛт
К ^5
= £С(9)Д9. о
0
В пределе, при А9 -* 0, получим Р6(9) = jc(9)d9. о
Таким образом, величина Р6(9) (в общем случае Р^&)) является функцией распределения времени пребывания индикатора в рассматриваемой системе. Этот вывод совпадает с физической трактовкой вероятности n/m W)
Pk (9) =--- как относительной доли массы индикато-
М
ра, вышедшего из аппарата до момента времени 9.
Для получения функции распределения элементов потока по времени пребывания не потребовалось специально получать кривую отклика путем имитации ступенчатого повышения концентрации индикатора на входе. В этом случае пришлось бы ввести ячейку, из которой осуществляется дозировка индикатора, и дать физическую интерпретацию переходных вероятностей и абсолютной вероятности нахождения меченых частиц в этой ячейке.
При моделировании процесса перемешивания с начальными условиями, соответствующими импульсному способу внесения возмущения в поток на входе в аппарат, получим сразу С-кривую и функцию распределе-нияс(е)=р1ч(е)^, F(e)=pt(6).
*А-1
При моделировании процесса перемешивания в периодическом режиме следует положить И= 0, тогда переходная вероятность Pk \,к также будет равна нулю. Задав начальные условия аналогично условиям (7.3.4.1), можно определить момент времени тсм, когда абсолютные вероятности Д(т) будут отличаться друг от друга на сколь угодно малую величину 8, т. е. |/^(т) - Р} (т)| <8, /V j.
Таким образом, для заданной степени распределения индикатора по объему аппарата и скорости циркуляции Уц можно установить время, за которое происходит усреднение концентрации введенного в какую-либо ячейку целевого компонента по всему объему аппарата. Для аппаратов с перемешивающим устройством величина Уц равна насосному эффекту мешалки.
Программная реализация данного подхода, как правило, не вызывает значительных затруднений в связи с появлением ЭВМ с высоким быстродействием.
Пример 7.3.4.1. Необходимо определить время смешения для аппарата периодического действия с перемешивающим устройством (см. рис. 7.3.4.1).
Предположим, что применима ячеечная модель с ячейками одинакового объема, переходы между ячейками возможны только в направлении циркуляции основного потока.
Обозначив объем аппарата Ка=1, поступающий в аппарат поток жидкости V = 0, зададим вероятность перехода индикатора из одной ячейки в другую (из условия сходимости решения задачи) d=0,05; полное число ячеек £=5; относительное время процесса (отношение времени процесса к среднему времени пребывания) Тк = 2.
Рассчитаем:
- вероятность того, что перемешиваемое вещество остается в ячейке: г = 1 -17= 0,95;
658
Новый справочник химика и технолога
- шаг по времени, отнесенный к среднему времени пребывания в одной ячейке: АО = — = 0,01;
к
х.
- число шагов по времени: т = = 200;
- матрицу переходных вероятностей:
£2 = 0, 1,.. к-1
£3 = 0, 1, .. ,к-1 0,95 0,05 0 0 0
Рк2,кЗ = 0 0,95 0,05 0 0
Рк2,к2=Г Р = 0 0 0,95 0,05 0
£1 = 0,1,... ,к-2 0 0 0 0,95 0,05
Рк1,кПЛ = d 0,05 0 0 0 0,95
Pk-i.O ~
Результаты расчетов показывают (рис. 7.3.4.2), что процесс перемешивания имеет колебательный характер. Период колебания совпадает со средним временем пребывания потока в отдельной ячейке. При постоянной скорости циркуляции с возрастанием числа ячеек период колебаний уменьшается (частота растет). Независимо от номера ячейки процесс перемешивания завершается в одно и то же время. Различие наблюдается только в начальный момент времени.
Поскольку трассер попадает первоначально только в одну ячейку, то существует задержка в его поступлении в последующие ячейки.
Колонный аппарат. Для колонного аппарата матрица переходных вероятностей имеет следующий вид [86,100]:
- начальное распределение концентрации индикатора по ячейкам:
к2 = 0, 1, ...Д-1
с0Л2=0 с = (1 0 0 0 0).
С0,0 = 1
Моделирование работы аппарата предполагает:
- перебор по времени работы: п = 0,1, ..., т;
- перебор по ячейкам: i = 0, 1, ..., к -1;
- перебор по ячейкам, из которых возможен переход в данную ячейку: j = 0, 1,...,к -1, cn+ll = Xc»j‘Pj> •
Рассчитаем изменение концентрации трассера во времени по ячейкам:
С1и:-1 спк_} С2и:-1 спА_2 СЗй: —1 спк_3
Рис. 7.3.4.2. Изменения концентрации в ячейке (для аппарата из десяти ячеек с однонаправленной циркуляцией) при вводе целевого компонента во вторую ячейку:
1 — третья ячейка; 2 — пятая ячейка; 3 — седьмая ячейка;
4 — девятая ячейка; 5 — первая ячейка
Рп Рп
Р22 Ргз
Рк,к Рк,к+\
1
При построении матрицы переходных вероятностей приняты следующие допущения:
- продольное перемешивание отсутствует, и переходы возможны только между соседними ячейками в
направлении основного потока;
- последняя ячейка к аппарату не относится, она характеризует сток массы. Вероятность остаться в ней
равна единице.
Исходя из принятых допущений, вероятности перехода определим как отношение объема, который может покинуть ячейку за один шаг по времени, к объему ячейки. В этом случае выражения для их расчета будут иметь
И Ат Ат
вид р1 (+1 =--= ——; Рп = 1 ~A,/+b i= °, h 2, 3, ..., к, где
V, <О
V — объемный расход поступающего в аппарат потока, V, — объем одной ячейки; если аппарат разбит на ячейки
равного объема, гоИ =-
К к-1'
Для обеспечения надежной сходимости решения задачи вероятность покинуть ячейку не должна превышать некоторого максимально допустимого значения Pi,i+i < 0,03 -;-0,05. Из этих соображений и должен выбираться шаг по времени.
Пример 7.3.4.2. Определить F-кривую для аппарата колонного типа непрерывного действия.
Так же, как и в предыдущем примере, предположим, что применима ячеечная модель с ячейками одинакового объема и переходы между ячейками возможны только в направлении движения основного потока.
Обозначив объем аппарата Ка=1, поступающий в аппарат поток жидкости V =0,01, зададим вероятность
Методы математического моделирования
659
перехода индикатора из одной ячейки в другую из условия сходимости решения задачи <7=0,05; полное число ячеек к = 5; относительное время процесса (отношение времени процесса к среднему времени пребывания) = 4.
Рассчитаем:
- вероятность того, что перемешиваемое вещество остается в ячейке: г = 1 - d~ 0,95;
- среднее время пребывания: тср
V
— = 100;
V
- шаг по времени, отнесенный к среднему времени пребывания в одной ячейке: АО = —— = 0,0125 ;
т.
- число шагов по времени: т = = 320;
- матрицу переходных вероятностей:
£2: = 0, 1,.. „к-1
£3: = 0, 1, .. ,к-\ 0,95 0,05 0 0 0
Рк2,кЗ' ~ 0 0 0,95 0,05 0 0
Рк2,к2- = Г Р = 0 0 0,95 0,05 0
£1: = 0, 1, ... ,к-2 0 0 0 0,95 0,05
Рк\,к\+П ~ 0 0 0 0 1
Рк-\,к~\ - ~ 1
- начальное распределение концентрации индикатора по ячейкам:
£2 = 0, 1, ...,£-1
<«2=о <М» 1 0 0 0).
С00 = 1
Моделирование работы аппарата предполагает:
- перебор по времени работы: п = 0, 1,..., т ;
- перебор по ячейкам: i = 0, 1, ...,£-1;
- перебор по ячейкам, из которых возможен переход в данную ячейку: j = 0, 1,..., k-l, cn+l, = ^cnj-pJt.
Расчет F-кривой осуществляется путем определения отношения количества индикатора, перешедшего в последнюю ячейку, к общему количеству индикатора, поступившему в аппарат: Fn = 1 - сп к_А.
Введем безразмерное время 0я = п • А0 .
Результаты расчета по предложенной модели представлены на рис. 7.3.4.3. Результаты расчета мало отличаются (в пределах погрешности расчета) от результатов для ячеечной модели. Различия можно наблюдать, если расчеты проводить для разных объемов ячеек.
Дальнейшее уточнение модели связано с необходимостью учета продольного перемешивания. В данном случае речь идет об аналоге диффузионной модели. При наличии продольного перемешивания появляется вероятность перехода из некоторой ячейки в ячейку, противоположную основному потоку. Если £)эф —
коэффициент продольного перемешивания, то появляется дополнительный поток, который изменяет значения вероятностей перехода:
D __ _ D^s> Ат _ 1 Ат .
2 A/? ~2VM, <т,> “ Ре, <г,>’
Ат 1 Ат L 1 | Ат
М+1 <т,> Ре, <т,> Ре, J<t,>
Рп ~ 1 — Pi,i~\ ~ Pi,i+\ ’ — 1» 2, 3,..., к,
где Ре, =
w,A< _ Г AZ,.
D . D.S, ‘
Эф эф I
Предполагалось, что ячейки имеют не только одинаковый объем, но и одинаковые линейные размеры. Матрица переходных вероятностей также изменится из-за появления возможности перехода в направлении, противоположном основному потоку:
Рт Poi
Ai Рп
Pi\ Р22 Р23
Рк,к-\ Рк,к Рк,к+\
1
Учитывалось, что обратный переход возможен только в пределах аппарата и вероятности /?ю и равны нулю. Вероятности перехода из предпоследней в последнюю ячейку рассчитываются так же, как и в предыдущем случае. Диффузионный поток на выходе из аппарата учитываться не должен.
Рис. 7.3.4.3. Результаты расчета F-кривой для колонного аппарата:
1 — с одной ячейкой; 2 — с тремя ячейками;
3 — с десятью ячейками
660
Новый справочник химика и технолога
Пример 7.3.4.3. Необходимо определить F-кривую для аппарата колонного типа непрерывного действия, в котором существует продольное перемешивание.
Как и в примере 7.3.4.2, предположим, что применима ячеечная модель с ячейками одинакового объема и переходы между ячейками возможны только в направлении движения основного потока.
Примем, что объем аппарата Ка= 1, поступающий в аппарат поток жидкости V = 0,01, критерий Ре = 0,6, и зададим: вероятность перехода индикатора из одной ячейки в другую (из условия сходимости решения задачи) d = 0,05; полное число ячеек к = 5; относительное время процесса (отношение времени процесса к среднему времени пребывания) тк = 4.
Рассчитаем:
- вероятность перехода вещества по направлению потока: dl = <F| 1+—| = 0,133;
I Ре J
- вероятность перехода против направления потока: d2 = — = 0,083 ;
Ре
- вероятность остаться в ячейке: г = 1 -d\ <£2-0.783;
V
- среднее время пребывания: тср = = 100;
- шаг по времени, отнесенный к среднему времени пребывания в одной ячейке: АО = —— = 0,0125 ;
к 1
т, - число шагов по времени: т - = 320.
Зададим элементы матрицы переходных вероятностей:
- диагональные и первоначальные значения остальных элементов: к2 = 0, 1, ... Д-1; кЗ = 0, 1, ... ,к -1; Рк2,кЗ ~ О’ Рк2,к2 = Г ’
- элементы по направлению движения потока Л1 = 0, 1, ..., к — 2, Рк\,к\+\ ~ ’
- элементы против направления движения потока М = 0, 1, ...Д-2; рк1к1_х =d2 ;
- элементы на выходе в аппарат р00 = 1 - d\;
- элементы на входе из аппарата ркЛк.2 = 0; ркЛк.2 = 1;
А-2Л-1 = Рк-2,к-2 ~ 1 ~ — d .
Полученные значения элементов сведем к матрице переходных вероятностей:
0,867 0,133 0 0 0
0,083 0,783 0,133 0 0
р = 0 0,083 0,783 0,133 0
0 0 0,083 0,867 0,05
0 0 0 0 1
Зададим начальное распределение концентрации индикатора по ячейкам, соответствующее импульсному
вводу индикатора: к2 = 0, 1,... Д-1, cot2=O, cOi=l> с = (0 1 0 0 0).
Моделирование работы аппарата предполагает перебор по времени работы п = 0,1,..., т , перебор по ячейкам i = 0, 1, ...Д-1 и перебор по ячейкам, из которых возможен переход в данную ячейку: j = 0, 1, ...Д-1; си+1)=^cnj-PjJ.
Проведем расчет F-кривой Fn = 1 - спк_}, задав безразмерное время 0и = п • АО .
Результаты расчетов по предложенной модели представлены на рис. 7.3.4.4. При равном числе ячеек отклонение от ячеечной модели тем больше, чем меньше критерий Пекле, то есть чем больше коэффициент продольного перемешивания. Для сравнения на рисунке представлены результаты расчета для того же числа ячеек при отсутствии продольного перемешивания (кривая 2). Продольное перемешивание приводит к размыванию F-кривой и, следовательно, к увеличению дисперсии распределения по времени пребывания индикатора в аппарате.
Рис. 7.3.4.4. Результаты расчетов F-кривой по ячеечной модели:
1 — с продольным перемешиванием;
2 — без продольного перемешивания
Несмотря на простоту и эффективность рассмотренного выше математического описания структуры потоков для проточных аппаратов и возможных при этом методов моделирования протекающих в нем процессов, существует еще ряд не решенных до конца проблем. Речь идет о поиске математических методов формализованного построения топологических моделей аппаратов конкретной конструкции с учетом особенностей протекающего в нем процесса. Достигнутые в настоящее время успехи позволяют говорить о наличии в нашем распоряжении достаточно универсального метода, позволяющего осуществлять моделирование работы химических агрегатов неидеального перемешивания.
Методы математического моделирования
661
7.4. Метод Монте-Карло в инженерном приложении
7.4.1. Общие представления о методе
(А.Н. Веригин)
Метод Монте-Карло, теоретическая основа которого известна с 1949 г., называют также методом статистических испытаний. Простая структура вычислительного алгоритма сделала его одним из универсальных методов решения множества математических задач. Метод Монте-Карло часто оказывается единственным численным методом, позволяющим решить задачу, не имеющую аналитического решения. Особенно эффективно он используется при решении тех задач, в которых достаточно получить результат с точностью 5-10 %.
Метод Монте-Карло позволяет моделировать любой процесс, на проведение которого влияют случайные факторы, поэтому он нашел широкое применение при исследовании многих технологических процессов и решении различных инженерных задач.
7.4.2. Получение и преобразование случайных величин на ЭВМ
(А.Н. Веригин)
Получение случайных величин. Обычно различают три способа получения случайных величин [33-35]: таблица случайных чисел, генераторы случайных чисел, метод псевдослучайных чисел.
Таблицы случайных чисел используются, как правило, при расчетах по методу Монте-Карло вручную.
В качестве генератора случайных чисел возможно использовать различные датчики, например шумы в электронных схемах.
Числа, полученные по какой-либо формуле и имитирующие значение случайной величины у, называются псевдослучайными. Под словом «имитирующие» подразумевается, что эти числа удовлетворяют ряду тестов так, как если бы они были значением этой случайной величины.
Большинство алгоритмов для получения псевдослучайных чисел имеют вид
Y,+1=^(yJ. (7.4.2.1)
Если начальное число у0 задано, то все последующие числа уь у2, ... вычисляется по одной и той же формуле (7.4.2.1) при к = 0, 1,2, ...
Первый алгоритм для получения псевдослучайных чисел был предложен Дж. Нейманом [32]. Он называется методом середины квадратов. Но наибольшее распространение получил метод, предложенный Д. Леме-ром. В основе этого метода, который называют методом сравнений или вычетов, лежит функция
y = gr-[gx], (7.42.2)
где g — очень большое число (например, 517), a [gx] — целая часть числа.
При реализации алгоритма на ЭВМ определяется последовательность целых чисел т^, в которой задано начальное число т0 = 1, а все последующие числа тъ т2, ... вычисляются по одной и той же формуле:
mk+l = 517(mod240), k = 0, 1, 2,... (7.4.2.3)
Затем по значениям тк вычисляются псевдослучайные числа
у*=2'4Ч. (7.4.2.4)
Формула (7.4.2.3) означает, что число mk+i равно остатку, полученному при делении 517 тк на 240. В теории сравнений (разделе теории чисел) такой остаток называют положительным наименьшим вычетом по модулю 240. Отсюда происходят оба названия алгоритма — метод сравнений или метод вычетов. Формулы (7.4.2.3) и (7.4.2.4) легко реализовать на ЭВМ, работающих с 40-разрядными числами, при помощи команды умножения с удвоенным количеством разрядов с последующим использованием младших цифр произведения. Период последовательности генерируемых псевдослучайных чисел составляет 238. Он содержит все целые числа вида 4и +1, не превосходящие 240.
Скорость генерирования случайных чисел по методу вычетов имеет тот же порядок, что и скорость работы ЭВМ, т. к. программа вычислений предельно проста и на получение каждого числа затрачивается всего несколько простых операций. В этом главное достоинство метода. Единственный его недостаток — периодичность последовательности псевдослучайных чисел уь у2, ..., вычисляемых по формуле (7.4.2.1), и, соответственно, ограниченность их количества. Однако период последовательности псевдослучайных чисел для метода вычетов столь велик, что превосходит любые практические потребности.
Преобразование случайных величин. При решении инженерных задач часто приходится моделировать различные случайные величины. Значение любой случайной величины можно получить путем преобразования значений какой-либо одной случайной величины. Обычно такую роль играет случайная величина, равномерно распределенная в интервале (0,1).
Процесс нахождения значения какой-либо случайной величины % путем преобразования одного или нескольких значений у принято называть розыгрышем случайной величины %. Допустим, что нужно получить значения случайной величины % с распределением
Г Х1,Х2,...,ХЛ
\PI,P2,..., рп)
Вероятность того, что равномерно распределенная в интервале (0, 1) величина у окажется в некотором интервале (0 <у <pi), (pi <у<Р\ + Рг), (Pi + Рг + + + pt_i <у <pi + Рг + • • + pi), будет равна длине этого
662
Новый справочник химика и технолога
интервала pt. Составим алгоритм розыгрыша Для этого расположим числа хх,х2,...,хп в ячейках накопителя подряд и вероятности рх, р\ + р2, р\ + р2 +рз, ... — тоже подряд. Алгоритм розыгрыша случайной величины £ показан на рис. 7.4.3.1.
Рис. 7.4.З.1. Алгоритм преобразования (розыгрыша) случайной величины S, на ЭВМ
Если все значения £ равновероятны £ w । ।
<п'п ’п >
то для разыгрывания % можно предложить формулу: £ = , z = 1 + [иу ], где [ну] — целая часть числа.
Розыгрыш случайной непрерывной величины. Значение случайной величины £,, распределенной в интервале (а, Ь) с плотностью р(х), можно находить из уравнения
5 а
(7.4.2.5)
то есть, выбрав определенное значение у, решить уравнение (7.4.2.5) и найти очередное значение
В случае, когда интеграл от плотности р(х), не выражается через элементарные функции или когда р(х) задана графически, может оказаться, что разрешить уравнение (7.4.2.5) относительно % достаточно трудно.
7.4.3. Применение метода Монте-Карло при проектировании технологического оборудования
(А.Н. Веригин)
Моделирование систем массового обслуживания. Примером простой системы обслуживания может служить система, состоящая из п линий (каналов или пунктов обслуживания), каждая из которых может обслуживать заявки, поступающие в случайные моменты времени [36]. Поступающая заявка передается на свободную линию с наименьшим номером, начиная с № 1. Если в момент хк поступления к-й заявки линия
№ 1 занята, то заявка мгновенно передается на линию № 2, и т. д. Наконец, если все линии в момент хк заняты, то система дает отказ. Требуется определить, сколько (в среднем) заявок обслужит система за время т и сколько даст отказов.
Задача такого типа встречается при исследовании работы связанных в единую технологическую цепочку машин и автоматов роторно-конвейерных линий, а также при анализе функционирования целых производств и предприятий. В некоторых частных случаях [37] удается найти аналитическое решение, однако в сложных случаях получить конкретный результат возможно только при использовании метода Монте-Карло.
Поток заявок. Простейшим потоком (или потоком Пуассона) называется такой поток заявок, когда промежуток времени Ат между двумя последовательными заявками есть случайная величина, распределенная в интервале (0, оо) по экспоненциальному закону.
Формулу для розыгрыша Ат легко получить из уравнения для экспоненциального распределения:
Ат = -—Iny. (7.4.3.1)
А
Обозначим момент освобождения z-й линии через тг. За начальный момент расчета выберем момент поступления первой заявки Ti = 0. Можно считать, что в этот момент все tz равны Т], т. е. все линии свободны. Время окончания расчета равно ткон = т, + т.
Первая заявка поступает на линию № 1. Значит, в течение времени Ат3 эта линия будет занята. Поэтому ti заменяется новым значением TiH0B = tj + Ат3, к счетчику выполненных заявок добавляется единица и происходит переход к рассмотрению второй заявки.
Предположим, что некоторое количество к заявок уже рассмотрено. Тогда надо разыграть момент поступления (А+1)-й заявки. Для этого выберем очередное значение у и по формуле (7.4.3.1) вычислим для него значение Ат = Ат* и момент поступления т*+1 = т* + Ат*.
Выполнение условия
г,<г,+] (7.4.3.2)
будет означать, что к моменту т*+1 линия уже освободилась и может обслуживать эту заявку. В этом случае Ti заменяется на (т*+1 + снова добавляется единица к счетчику выполненных заявок и происходит переход к следующей заявке. Если условие (7.4.3.2) не выполнено, то это значит, что первая линия в момент времени т*+1 занята. Тогда проверяется, свободна ли вторая линия:
т2<т*+1. (7.4.3.3)
Если условие (7.4.3.3) выполнено, то т2 заменяется на (тм + Ат3), добавляется единица к счетчику выполнения заявок и происходит переход к следующей заявке. Если и условие (7.4.3.3) не выполнено, то рассматривается третья линия.
Методы математического моделирования
663
Может оказаться, что тг > т*+1 при всех i = 1-^и, т. е. все линии в момент Thi заняты. Тогда надо добавить единицу к счетчику отказов и перейти к рассмотрению следующей заявки.
При выполнении условия t^i > т опыт заканчивается. Условие проверяется каждый раз при вычислении очередного значения т*+1. В счетчике выполненных заявок и в счетчике отказов будут храниться числа ивып, ^отк-
Описанный опыт повторяется N раз, и результаты всех расчетов усредняются. После этого делается заключение о работоспособности изучаемой линии массового обслуживания.
Пример 7.4.З.1. Провести оценку емкости кассетного накопителя станка, работающего в составе роторноконвейерной линии, если поступающие на обработку детали образуют пуассоновский поток с параметром Х = 0,1 мин-1. Длительность обработки станком одной детали составляет 0,1 мин.
Поступающие в станок детали будем называть заявками. Обслуживающим каналом — станок. Интервалы
времени между поступающими деталями в результате случайных задержек на предыдущих этапах обработки являются случайными величинами, которые могут быть
рассчитаны в соответствии с установленным законом х л 1 1
распределения по формуле Дт3=—In у .
А,
Необходимость установки кассетного накопителя обусловлена тем, что детали приходят неравномерно — случайным образом. И хотя по условию задачи производительность станка и предшествующего участка со
ответствуют друг другу, существует вероятность того, что в течение некоторого промежутка времени деталей будет приходить больше, чем их может обработать станок. Поэтому в его конструкции должно быть предусмотрено приемное устройство, где приходящие «лишние» детали будут размещаться и откуда будут извлекаться по мере освобождения рабочего инструмента станка в те моменты времени, когда деталей приходит меньше. Определить, сколько необходимо предусмотреть позиций для размещения деталей в кассетном накопителе.
Построим модель для имитации описанной ситуации и проведения статистических испытаний на ЭВМ в соответствии с поставленной задачей.
Отличие данной задачи от уже рассмотренного примера состоит в количестве обслуживающих каналов. В данном случае канал (станок) — один. Следовательно, необходимо осуществлять проверку только одного условия — закончена ли обработка предыдущей детали к моменту поступления следующей или нет:
Tt + b
где т — очередной момент окончания обработки детали, т*+1 — момент поступления новой детали.
Если это условие не выполнено, деталь должна помещаться в кассетный накопитель. Таким образом, другое отличие состоит в дисциплине очереди, которую образуют приходящие заявки. В предыдущем примере при отказе заявки пропадали. В данном случае заявки не пропадают, а образуют очередь. Ее величина в любой момент времени не должна превышать емкости кассетного накопителя. Задача состоит лишь в том, чтобы определить верхнюю границу очереди.
Отсчет времени будем проводить с момента прихода первой детали. Деталь сразу поступает на обработку, следовательно, рабочий инструмент освободится через время, равное длительности обработки детали Дт = тобр.
Вычислим момент поступления второй детали:
т2=т1+Лт3
Если окажется, что т2 < Дт, то к счетчику деталей в накопителе прибавляем единицу. Если же т2 > Дт, то к моменту прихода второй детали рабочий инструмент уже освободился, и она не будет размещена в накопителе, а сразу поступит на обработку.
Пусть к некоторому моменту Дт„ завершена обработка, и очередная деталь извлечена из накопителя. Обозначим количество оставшихся в накопителе деталей через NR. Предположим, что NR > 0, и рассмотрим возможные варианты развития событий. Момент поступления следующей детали найдем по формуле
( 1 .
Ь1+1 =T»+ •
у Л J
Если условие (Дтя+тобр)=Дтй+1<ти+1 выполняется, то к Nr прибавляется единица. До момента Дти+1 на обработку может поступить не одна деталь, т. е. может ока-
заться, что Дтй+1 < тя+2 = тя+1 + --1пуя+1 .
Л у
В этом случае к NR прибавляется не единица, а двойка, и т. д.
Допустим, что к моменту времени Дт„,, в накопителе стало N*r деталей. В момент ДтЛ/-1 одна из них будет извлечена для дальнейшей обработки. В накопителе останется (Л^-1) деталей.
Может оказаться, что в промежутке времени Дт„+1 - Дт„ не поступит ни одной детали. Это произойдет в случае, если (Лтя+тобр)=Дтя+1 >тя+1.
Тогда в момент Лт„+1 в накопителе останется NR - 1 деталей.
Проводя вычисления в соответствии с приведенной схемой, получим одну из возможных реализаций искусственного процесса рождения и гибели в соответствии с заданными вероятностными характеристиками действительного процесса. Пусть в течение времени непрерывной работы станка максимальная длина
664
Новый справочник химика и технолога
очереди (количество деталей в накопителе станка) составила . Понятно, что — случайная величина и ее нельзя принять в качестве емкости кассетного накопителя. Проведем расчет по принятой схеме N раз. В результате получим ряд значений N(£, i- 1,2, ...,N. Из них найдем максимальное количество деталей в накопителе <Vmax =тах|л^г)|. Если N достаточно велико, то 7Vmax может служить оценкой количества позиций для приема деталей в накопителе станка.
Описанный в примере метод позволяет рассчитывать несравненно более сложные системы. Например, величина Атобр может быть не постоянной, а случайной и различной для различных линий. При этом представляется возможным учесть различную производительность станков или различную квалификацию обслуживающего персонала. Схема расчета остается в основном такой же, но значение времени обслуживания придется разыгрывать для каждой линии.
Можно моделировать так называемые системы с ожиданием, в которых заявки сохраняются в системе некоторое время, и если за это время какая-то из линий освободится, то она обслужит эту заявку. Можно учесть случайный выход из строя отдельных станков и случайное время ремонта каждого из них, изменение плотности потока деталей и многое другое.
Чтобы получить имеющие практическую ценность результаты расчетов таких сложных систем, приходится достаточно тщательно изучать действительные потоки заявок, проводить хронометраж работы отдельных узлов и т. д. В некоторых случаях необходимо знать вероятностные законы работы отдельных частей системы. Тогда метод Монте-Карло позволяет проводить расчет работы всей системы, как бы сложна она ни была.
Такие методы расчета чрезвычайно полезны при планировании предприятий: вместо проведения дорогостоящего или невозможного эксперимента можно экспериментировать на ЭВМ, моделируя различные варианты организации работы или использования оборудования.
Моделирование технологических процессов. Метод Монте-Карло может оказаться весьма эффективным при анализе процессов, в которых вещество при переработке проходит через зоны с различными режимами. Если изменение свойств веществ в этих зонах зависит от времени нелинейно, то информации о распределении элементов потока вещества по времени пребывания в аппарате в целом для расчета степени обработки недостаточно. Если зон с разным режимом много, то решить задачу аналитически, даже при линейной зависимости параметров процесса от времени, весьма сложно. В этом случае метод Монте-Карло может оказаться иногда единственно приемлемым способом решения задачи.
Рассмотрим снова пример 7.2.6.3. Изменим условия задачи, оставив в силе предположение об отсутствии обмена влагой между отдельными частицами. Пусть
теперь высушиваемый материал последовательно проходит через участки с различной температурой. Например, в первую секцию подается воздух с высокой температурой, которая снижается от секции к секции по мере приближения к выгрузке. Такая схема организации процесса может встретиться при сушке термочувствительных продуктов.
Предположим, что изменение влагосодержания материала в течение промежутка времени Ат, от момента входа частицы в зону i до момента выхода из нее происходит в соответствии с некоторой известной кинетической зависимостью. Тогда имеется возможность вычислить изменения определенного свойства за промежуток времени Ат; в этой зоне. Например, условия процесса в каждой зоне могут быть обобщены в виде кривых сушки в периодическом режиме при разной температуре.
Если считать одну секцию в течение промежутка Ат, периодически действующим аппаратом, то при некоторых допущениях аналитические зависимости для кривых сушки могут быть использованы для расчета изменения влагосодержания частицы в данной секции. Поскольку время Ат, — случайная величина, то ее значение может быть определено путем розыгрыша величины у с последующим ее преобразованием в соответствии с действующей структурой потоков, определяющей распределение времени пребывания вещества в этой зоне. Например, для ячейки полного перемешивания, в качестве которой может быть принята одна секция аппарата с псевдоожиженным слоем, длительность Ат, может быть определена по формуле Атг =-{тг)1пу;, где (т,) — среднее время пребывания потока в ячейке с номером i.
Аналогичным образом можно определить значение времени пребывания для каждой зоны в аппарате, после чего рассчитать значение определяемого свойства на момент перехода из одной зоны в другую. После попадания частицы в очередную зону расчет производится в соответствии с новым условием обработки.
Будем считать, что представление кривых сушки при разных температурных режимах в нашем примере возможно в виде простой зависимости [38] и = моехр[-Л(/)т], где k(t) — постоянная для данного температурного режима величина (на практике для приближенного расчета могут потребоваться две-три функции для аппроксимации отдельных участков экспериментальных кривых сушки).
Последовательность расчетов влагосодержания частиц на выгрузке видна из рис. 7.4.3.1. Каждая кривая соответствует зависимости влагосодержания от времени при сушке материала в периодическом режиме при определенной температуре. Выделенные участки кривых представляют одну из возможных «траекторий» имитируемого процесса сушки для отдельной частицы.
Полученное значение щ конечного влагосодержания одной частицы является случайной величиной, и по нему нельзя судить о работе аппарата. Для получения
Методы математического моделирования
665
полной картины результатов процесса сушки необходимо провести проделанный статистический эксперимент не один раз. Результатом расчета должна стать кривая распределения влагосодержания частиц, попавших на выгрузку, по которой можно судить об эффективности работы аппарата в целом.
Дополнительную информацию может дать распределение времени пребывания частиц в аппарате в це-5
лом (та)=^Дт( . Возможно, что решающим фактором Ы
для данного примера с термочувствительным материалом может стать время пребывания частиц в аппарате, начиная с момента времени, когда их влагосодержание достигает некоторого критического значения и*.
Расчет характеризующих процесс сушки параметров по приведенной схеме может быть легко автоматизирован. Моделирование на ЭВМ дает возможность сэкономить дорогостоящие материалы и время поиска оптимальных условий, при которых будет достигнуто удовлетворительное соотношение между доступным уровнем потерь и уровнем качества материала и производительностью аппарата. Оптимизация проводится за счет изменения размеров секций, температуры воздуха в секциях, времени пребывания.
Аналогичная схема расчетов может быть применена и для других технологических процессов, в которых для отдельных частиц обрабатываемого материала наблюдается неравномерное распределение времени пребывания в зонах с разным режимом. Например, указанным способом расчета можно воспользоваться при определении вероятности попадания нерастворенных частиц на выгрузку из каскада аппаратов непрерывного действия. Изменяющимися от одного аппарата каскада к другому условиями в данном случае будут температура среды, концентрация, интенсивность перемешивания, различная структура потоков.
Рис. 7.4.З.1. Кривые сушки в периодическом режиме и одна из возможных траекторий процесса сушки отдельной частицы в непрерывном режиме
7.4.4. Исследование волновой модели продольного перемешивания методом Монте-Карло
(В. А. Сиренек)
Основные обозначения
С — средняя концентрация вещества по сечению аппарата, моль/л
С; — локальная концентрация вещества в характерной области i, моль/л
Z)j_ — эффективный коэффициент радиальной диффузии, м2 • с"1
i — индекс характерной области волновой модели, i= 1,2
k — константа скорости химической реакции, с-)
5 — площадь поперечного сечения трубы, м2; S = Sj+S2
S, — площадь поперечного сечения характерной области Z, м2
t — время, с
t, — среднее время задержки в характерной области z, с _ и,+щ
и = -- — средняя по сечению аппарата скорость
потока, м/с
и, — абсолютное значение линейной волновой скорости в системе координат, движущейся со средней скоростью потока, м/с
х — продольная декартова координата, м
vv, — линейная волновая скорость в неподвижной системе координат, м/с
0 — время релаксации, с
D — коэффициент продольного перемешивания, м2 • с 1
При математическом моделировании нестационарных физических процессов, когда время протекания процесса t сопоставимо со временем релаксации 0, часто используют гиперболические системы дифференциальных уравнений в частных производных первого порядка [39, 40]. Однако при численном решении гиперболических уравнений методом конечных разностей получают неадекватную с реальным физическим процессом картину — например, несоответствие профилей концентрационных полей в диффузионных процессах.
Весьма эффективным в этом отношении является принципиально иной, теоретико-вероятностный метод решения, свободный от недостатков метода конечных разностей. Кроме того, вероятностный подход к исследованию процессов переноса является хорошим дополнением к другим методам исследования и особенно оправдан тогда, когда физическая природа моделируемых явлений сама подсказывает их стохастическую интерпретацию [39-41]. В основе этого подхода лежит построение случайного процесса (случайного блуждания), согласованного со статистикой элементарных актов взаимодействия переносимых частиц со средой. Специальным образом построенные функционалы от этого процесса удовлетворяют уравнению переноса. В настоящее время известна связь гиперболических уравнений с марковскими процессами [41], на основе
666
Новый справочник химика и технолога
которой имеется возможность привлечь для решения этих уравнений сравнительно простой при его реализации численный метод Монте-Карло.
Волновая модель продольного перемешивания. Классические одномерные диффузионные модели различных режимов течения жидкости в трубах имеют существенные ограничения — дают удовлетворительные результаты лишь при медленно изменяющихся полях концентрации [42]. При моделировании процессов продольной дисперсии в трубчатых аппаратах химической технологии, как показала практика, необходимо учитывать влияние на эти процессы крупномасштабных неоднородностей распределения скоростей в потоке. Таким образом, приходят к необходимости учета релаксационных явлений. При этом времена релаксации процессов достигают часто значительных величин, связь между дисперсионным потоком и градиентом концентрации перестает быть локальной, и параметры дисперсионного потока определяются значениями градиента концентрации во все предшествующие моменты времени в соответствующих точках. Такие процессы достаточно хорошо описываются гиперболическими уравнениями. Рассмотрим эти процессы подробно.
При изучении продольного распространения примеси в трубе было установлено [40], что в системе координат, движущейся со средней по сечению трубы скоростью потока w, профили скорости и концентрации примеси несимметричны относительно плоскости, перпендикулярной направлению потока. Это означает неравноправность направлений, перпендикулярных указанной плоскости. В этой системе координат в аппарате формируются две характерные области течения: первая — со скоростью щ, направленной в сторону возрастания х, вторая — со скоростью и2, направленной в сторону убывания х. При этом происходит непрерывный стохастический обмен веществом между этими областями. Время задержки вещества в каждой из характер-ных областей подчиняется соотношению /.----------,
Dr
(i = 1, 2). Фактически этот процесс представляет собой двухкомпонентный массоперенос с межкомпонентным обменом. Процесс массопереноса может быть осложнен химической реакцией. Здесь, следуя положениям [39], учитываются только реакции первого порядка. Волновые модельные скорости в неподвижной системе координат выражаются соотношениями:
Wj-й + их; w2 = и — и2. (7.4.4.1)
Традиционным подходом к моделированию такого процесса является составление материального баланса в элементарном объеме трубы. Относительно величин S С
С, = ——L (i = 1, 2) математическая модель процесса S
представляет собой гиперболическую систему дифференциальных уравнений в частных производных:
dC, dt
dC2 dt
dC ~ С С
= -W]^-kCx-^+^-dx t, t7
ac2 ~ c2 g
= ~w7—-~kC7 —-+— dx t2 tx
(1AA2)
Эта система может быть записана в операторной
форме:
— = АС, С = {С,Г dt 1
(7.4.4.3)
где оператор А выражается матрицей
Традиционно систему уравнений (7.4.4.3) сводят в одно гиперболическое уравнение второго порядка. Введем среднюю (средневзвешенную) концентрацию С: C-Ct +С2. Тогда система (7.4.4.3) с учетом выражений (7.4.4.1) для скоростей w, и равенства = u2S2 переходит в дисперсионное уравнение [40]:
^d2C .d2C
0 —— + (2w + и, — и7) 0-F
dt2 v 1 27 dxdt
Г—2 — I \ /1
+|м +u\ux-u2)-uxu2 J0—^- + (1 + 2x0)— + dx dt
dC —
+[(1 + 2к®)й + (их - и2 )£©]— + к(1 + к&)С = 0. dx
(7.4.4.5)
S S
Здесь 0 =-----—----------время релаксации модели-
ст + S2 )D±
руемого процесса, определяемое из соотношения
1 1 1
— — —I—.
© tx t2
(7.4.4.6)
Уравнение (7.4.4.5), полученное в неподвижной системе координат и называемое в литературе волновой моделью продольного перемешивания, представляет собой уравнение гиперболического типа и, в отличие от параболического уравнения, учитывает конечность скорости распространения возмущений физического поля. При известном профиле скорости и механизме радиального переноса вещества определяются три параметра этого уравнения — щ, и2, © [43].
Связь гиперболических уравнений конвективного массопереноса с марковскими процессами. Движение материальной частицы при конвективном двухкомпонентном переносе с межкомпонентным обменом
Методы математического моделирования
667
опишем в терминах случайного блуждания. При этом траекторию частицы будем считать траекторией некоторого марковского процесса в фазовом пространстве Q. Представим Q в виде объединения двух параллельных прямых на плоскости с заданными скоростями и;] и w2 на этих прямых: Q = (-°о,+оо) х {wb w2}. Точки пространства Q будем обозначать через z или (х, и;;). Состояние марковского процесса в момент времени t обозначим через Zt или (x(t), w(t)) € Q, где w(7) — случайное значение скорости, a x(t) — случайное положение процесса в момент времени t. Предположим, что переключение скорости происходит случайным образом с интенсивностью а]2 при переходе процесса с первой прямой на вторую и с интенсивностью a2i при переходе процесса со второй прямой на первую. Возьмем, для определенности, точку на первой прямой такую, что х(0) = х, и’(0) = wi, и потребуем, чтобы марковский процесс из состояния (х, iij) за бесконечно малый промежуток времени (0, dt) с вероятностью, равной 1 - aA2dt + Q(dt), переходил в состояние (х + wxdt, wj, а с вероятностью andt + Q(dt) совершал скачок в об-
ласть (х + 0(1), w2) на второй прямой. Здесь _> о, dt
0(1) 0 при dt 0.
Допустим, что у частицы имеется возможность «гибели» с частотой k. Тогда вероятность «выживания» частицы за время dt будет равна 1 - kdt + Q(dt).
Пусть P(t, z, В) — переходная функция марковского процесса, представляющая собой вероятность перехода этого процесса за время t из некоторой точки z 6 Q в какую-либо точку множества В <= Q [44]. Всякой функции F — ограниченной и измеримой на Q — можно поставить в соответствие функцию:
H(z,t) = t > 0, z е Q, (7.4.4.7)
а также функцию
T(z)=lim^^t£i£25 (7.4.4.8)
/->0 t
если этот предел существует. Говорят, что F принадлежит области определения производящего оператора марковского процесса А и записывают это как F € DA, если предел (7.4.4.8) существует равномерно по z G Q. В операторной форме соотношение (7.4.4.8) можно записать как
L=AF.
(7.4.4.9)
Известно, что если F € DA, то функция H(z, t) удовлетворяет дифференциальному уравнению
—H(z,t) = AH(z,t) (7.4.4.10)
dt
Так как Q состоит из двух прямых, функцию F удобно задавать парой функций {^(х)}^ или вектором,
где х € (-оо, +оо). Соответственно, парой функций будет определяться тогда и H(z,t) = {Hl(x,t)}2; при этом компоненты Щх, f) истолковываются как математические ожидания вектор-функции F(x) от значений координаты x(t) случайного процесса Zt при условии, что процесс начал движение из точки х со скоростью иу.
HXxd) = E{xw){F(Zt)}, (z = l,2)'
F(x,wy) = F;(x), (j = 1,2)
(7.4.4.11)
Теперь соотношение (7.4.4.9) выражается в вектор-( Lx А ( Fx >
ной форме = А\ , где £b L2 — компоненты
L, которые можно найти по определению (7.4.4.8). Пользуясь определением математического ожидания, можно вычислить выражения (7.4.4.11) для времени dt:
Нх (х, dt) - [(1 - a^dt + O(dZ)) Л (х + v\dt) + (a^dt + 0(<7/)) x xF2 (x + 0(1))] (1 - kdt + 0(<7z)) = (x) + ( v^F'tx) -
(x + M\dt) + al2F2 (x + 0(1))) dt~^ (1 - kdt) + Q(dt),
где Fx(x) — производная отFi(x) nox.
Отсюда находим
Lx(x) = lim H^dt^ F.SX) = 1 dt
= wxF/(x) - kFx(x) - a12Fj(x) + al2F2(x).
Если рассмотреть в качестве исходной точки процесса точку на второй прямой: х(0) = х, w(0) = w2, то, действуя аналогичным образом, получим выражение:
F, (х) = w2F2 (х) -kF2(x)-a2lF2(x)+a2XFx (х).
Производящий оператор А примет вид:
Подставляя (7.4.4.12) в (7.4.4.10), получим следующую гиперболическую систему дифференциальных уравнений в частных производных:
dH. dHj ?
L = ж-—— kH. - а.,,Н. + а^Н, л--------------1-J 1Z 1 1Z Z
dt дх
= w kH2 - a2XH2 + a2.H. dt dx
. (7.4.4.13)
Таким образом, установлена связь между введенным выше случайным процессом и гиперболической системой (7.4.4.13). При k = 0 эта система рассматривалась
668
Новый справочник химика и технолога
в [41]. Уравнение (7.4.4.10) представляет собой обратное уравнение Колмогорова [44]. Несмотря на то, что построенный нами случайный процесс качественно отражает физику реального процесса (случайное блуждание можно считать моделью миграции примеси в трубе с учетом двух характерных областей в потоке), уравнение (7.4.4.10), в отличие от математической модели (7.4.4.3), имеет формальный характер. Время t в уравнении (7.4.4.10), как это следует из определения производящего оператора (7.4.4.8), означает время до окончания случайного процесса; при этом момент окончания случайного процесса t = 0. Кроме различия знаков при скоростях Wi и w2 операторы А и Л различаются также выражениями, характеризующими межкомпонентный обмен при условии, что интенсивности переключения скорости у случайного процесса а12 и а21 являются интенсивностями перехода материальной частицы из одной характерной области потока в другую и определяются как
«.2 (7.4.4.14)
Функция Я(г, /). как видно из выражения (7.4.4.7), представляет собой условное математическое ожидание, не имеющее непосредственной физической интерпретации. В прямых уравнениях Колмогорова искомой функцией является плотность вероятностей соответствующего случайного процесса. Эту функцию можно считать пропорциональной потенциалу физического поля (например, концентрации). Известно [44], что от обратного уравнения Колмогорова можно перейти к прямому уравнению. В данном случае прямое уравнение Колмогорова будет иметь вид
Д D
— =Л-Я. Я = (7.4.4.15)
dt
Здесь время t уже отсчитывается от начала процесса, А — оператор, сопряженный с оператором А. Используя определение сопряженного оператора через скалярное произведение (#,g)=CMg), находим, что А* = А, где А выражается матрицей (7.4.4.4).
Таким образом, математическая модель продольного перемешивания в виде уравнения (7.4.4.3) представляет собой в точности прямое уравнение Колмогорова (7.4.4.15) при /? = С . Несмотря на то, что прямые уравнения Колмогорова в качестве средства описания физических процессов имеют несомненные преимущества перед обратными уравнениями, в современной теории случайных процессов более широко используются обратные уравнения. Они имеют следующие преимущества перед прямыми уравнениями: предъявляют меньшие требования к гладкости функций и допускают введение аддитивных и мультипликативных функционалов от случайного процесса, что в прямых уравнениях проблематично.
функционала от этих реализаций: Н (x,t)« —
N
Решение гиперболических уравнений методом Монте-Карло. Рассмотрим для прямого уравнения Колмогорова (7.4.4.3) задачу Коши с некоторым заданным для функции С(х,/) начальным условием:
дС ~ ~ ~
— = AC, С(х,0) = F(x) , (7.4.4.16)
dt
где F(x) — вектор-функция {/\ (х)}^. Решение задачи Коши (7.4.4.16) сведем к решению аналогичной задачи для обратного уравнения (7.4.4.10). В этом случае функция F(x) будет задавать условие для Н(х, t) в момент окончания случайного процесса, т. е. при Z — 0:
— = АН, Я(х,0) = F(x). (7.4.4.17)
dt
Требования к функции F(x) те же, что и в определении (7.4.4.7). Эта функция достаточно удобна при решении практических задач.
Математическое ожидание функционала от случайного процесса приближенно определяют моделированием достаточно большого числа реализаций случайного процесса с последующим осреднением значений
N tF(z! 7=1
(/ = 1, 2), где N — число реализаций, Z\ — l-я реализация случайного процесса, соответствующая времени t. Такой подход в вычислениях принято называть методом Монте-Карло.
Моделирование случайного двумерного процесса Zt -(x(t),w(t)) определяется параметрами щ, ау, к. Из описанных выше построений видно, что изменение скорости не зависит от текущего значения координаты. Функция и'(г) сама образует марковский процесс с конечным фазовым пространством. Интервал времени, в течение которого и'(/) принимает определенное значение w,-, есть показательно распределенная случайная величина с параметром a(J и плотностью вероятностей ау QyyA -ay t). Процедура моделирования траектории w(/) при начальном условии и (0) = и-. следующая.
1. Моделируется показательно распределенная случайная величина Т (время «жизни» процесса) с параметром к. При этом процесс считается исчезнувшим в момент времени Т.
2. Моделируется показательно распределенная случайная величина Ti с параметром ау. При этом w(z) = W, для t € [0, Ti) (i,j =1,2;/^ j).
3. Аналогично пункту 2 моделируется показательно распределенная случайная величина т2 с параметром а,,. При этом w(t) = Wj для t € [Ti, Ti + т2) и т. д.
Всякий раз моделирование показательно распределенной случайной величины с параметром X следует
осуществлять по известной формуле [45] £ = ~> где г — случайная величина, равномерно распределенная на(0, 1).
Методы математического моделирования
669
Первая компонента x(t) двумерного процесса Zt определяется по второй компоненте w(t) однозначно. Действительно, при известной реализации w(Z) значение x(t) детерминировано:
t x(t) = х(0) + jw^)^. о
Тем самым решен вопрос о моделировании Zt. Рассчитав согласно формулам (7.4.4.11) значения Ht(x,t), т. е. решив задачу (7.4.4.17), находим решение СДх,/) исходной задачи (7.4.4.16).
Изложенное выше остается в силе и для неоднородного случайного процесса, т. е. когда коэффициенты а1} и k зависят от времени. В этом случае моделирование показательно распределенной случайной величины с параметром Л(0 удобнее всего проводить по методу Колемана [46].
Решение волновой модели продольного перемешивания. Для решения гиперболического уравнения второго порядка (7.4.4.5) введем вспомогательные величины:
Проведем в системе (7.4.4.13) замену: w’1=w’ + w0, w2= -w + w0. Получим систему, соответствующую случайному блужданию со скоростями = w и иъ - -w на первой и второй параллельных прямых соответственно. Блуждание, кроме того, теперь характеризуется скоростью сноса м>о- Относительно величины Н = IL + Н2 система (7.4.4.13) сводится в гиперболическое уравнение второго порядка:
d2H о д2Н ( 2 Лд2Н , ^,.оН
+ -Wo)^r + («12+a21+2^)^- +
dt dxdt v 7 dx dt
+(w(«2l - a12) + w0 (a12 + «21 + 2^))^ +
+(«12 + a21 +k}kH = 0.
(7.4.4.19)
Обратное уравнение Колмогорова (7.4.4.19) и прямое уравнение (7.4.4.5) являются сопряженными. Учет соотношений (7.4.4.1), (7.4.4.6), (7.4.4.14), (7.4.4.18) показывает, что эти уравнения отличаются лишь знака-
ми при членах, содержащих —. Решая уравнение dx
(7.4.4.19) с помощью излагаемого вероятностного подхода, находим решение уравнения (7.4.4.5).
С помощью детерминированной замены переменных решение уравнения (7.4.4.19) может быть сведено к решению более простого уравнения. Так, H(x,t) имеет следующее представление:
H(x,t) = ехр(Х(х + со()/)-(ц + k)t)C(x+ wQt,t),
(7.4.4.20)
где X = -аЯ.
2w
^12 ^21 I
Ц = . ' “ V"12^21 • ФУНКЦИЯ
С(х,0 — решение уравнения (известного в литературе как телеграфное):
д2С „ dC 2dC Л
—- + 2а--------w —- = 0, (7.4.4.21)
dt2 dt dx2
где а ^12^21 *
Уравнение (7.4.4.21) — обратное уравнение Колмогорова, но по внешнему виду оно совпадает со своим сопряженным (прямым) уравнением и поэтому записано относительно функции C(x,t) из (7.4.4.5). Это уравнение описывает случайное блуждание с параметрами Wj = w, w2 = -w, «12 ’ «21 = a, w0 = 0,k = 0.
Система (7.4.4.13), соответствующая такому случайному блужданию, имеет вид:
dHx dHx „ и
—- ~ w—- - аН + «/7, az ar 1 2
dH2 dH2 „ „
—- = -w—- - aH7 + aH
dt ar 2 1
(7.4.4.22)
Параметрам полученного случайного блуждания соответствуют следующие значения скоростей в модели продольного перемешивания: щ = и2 = w, й = 0 . Уравнение (7.4.4.5) при этом переходит в простейшую волновую модель продольного перемешивания:
а2с ас а2с
0~+—-= о, (7.4.4.23)
dt2 dt dx2
где D = w2&. Уравнение вида (7.4.4.23) имеет многочисленные аналоги при моделировании процессов мас-соэнергопереноса [47].
Сведение дифференциального уравнения (7.4.4.19) к более простому (7.4.4.21) требует соответствующего преобразования начальных и граничных условий.
Рассмотрим задачу Коши для уравнения (7.4.4.21) с начальными условиями общего вида
С(х, 0) = Ф(х), = Т(х). (7.4.4.24)
Уравнению (7.4.4.21) удовлетворяют функции R = Hi + Н2 и L = Hi - Н2. Пусть ф^х) и ф2(х) — начальные условия для Н\(х. f) и Н2(х, t) соответственно. Тогда с учетом уравнений (7.4.4.22) функции R и L имеют следующие начальные условия:
R(x, 0) = Ф1 (х) + <р2(х); .
dt l=0 ах
L (х, 0) - (pi(x) - ф2(х);
az(x,z) <у(ф1(х)+ф2(х)) п . ...
-г"- = w + 2«(ф2 (х) - Ф1 (х)).
dt ,_п ах
670
Новый справочник химика и технолога
Рассмотрим две начальные задачи для системы (7.4.4.22): одну с <рг = <р2 = ф, другую с ф] = ф2 = ф. При этом решение первой задачи обозначим через Нх, Н2, а решение второй — через Н1, Н2. Решение уравнения (7.4.4.21) представим в виде C = R + L, где R = НА+Н2, L = ~Н2. Функции R и L имеют следующие начальные условия: R(x, 0) = 2ф(х);
dR(x,t) - 0 • L(x 01 - 0 • О ^Ф
dt v 9 .LyX., Uj v , „ dx t=0
Начальные условия для С принимают вид:
Расчет начальной стадии процесса. Изложенный выше вероятностный способ решения задачи Коши для гиперболических уравнений может быть использован для решения практических задач. При решении краевых задач рекомендуется применять методы сведения их к задаче Коши (см. метод распространяющихся волн в [50]) с последующим применением формулы (7.4.4.28).
Математическое описание начальной стадии распространения поступающей через торец реактора примеси представляет собой краевую задачу на полупрямой. В простейшем случае для волновой модели продольного перемешивания (7.4.4.23) с типовыми начальными и граничными условиями в безразмерных переменных эта задача имеет вид:
С(х, 0) = 2ф(х); = 2w—. (7.4.4.25)
dt п dx !=0
а2 *у SY _ а2у аг7 дТ ~ dX2 ’
(7.4.4.29)
Сравнивая (7.4.4.24) и (7.4.4.25), найдем выражения для ф(х) и ф(х):
У(Х,0) = 0, — = 0, (Х>0), (7.4.4.30)
ф(х) = , $(х) = -L . (7.4.4.26)
2 2w'
С учетом того, что ф] = ф2, формулы (7.4.4.11) при-
У(0, Т) - 1, (Г> 0).
(7.4.4.31)
нимают вид:
Я, (х,0 = Е {ф(х + (Г))};
~ X (7.4.4.27)
Ht (x,t) = Е {ф(х + w. - (Г))},
где i - 1, 2, Wi = w, w2 = -w;
чайная величина; Na(s) — случайная величина, имеющая распределение Пуассона с параметром а и определяющая количество перемен направления движения частицы за время блуждания 5.
С учетом выражений (7.4.4.26) и (7.4.4.27) решение С (х, 0 задачи (7.4.4.21), (7.4.4.24) принимает вероятностное представление в виде математического ожидания: У(
Здесь У(Х,Т) = С^,Г^ Сн , Т = X = ^-, постоян-
ен ~СН 0 w0
ные С , Сн — средние значения концентрации поступающей в реактор примеси соответственно на торце реактора и в его глубине (в данном случае Сгр > Сн). Уравнение (7.4.4.29) — уравнение типа телеграфного (7.4.4.21) при а=у, w=l.
Аналитическое решение задачи (7.4.4.29)-(7.4.4.31) известно [47]:
2
х+ча(0
— J Ч'(у)^-
y/s2-X2
2
2/ y/s2-X2
—й^ + ехр!-у-1 Х<Т.
С(х,?) = Е
(7.4.4.32)
+Е^
(7.4.4.28)
Выражение (7.4.4.28) представляет собой среднее значение от известной формулы Даламбера для решения волнового уравнения (уравнения (7.4.4.21) с а = 0) с теми же начальными условиями (7.4.4.24) и рандомизированным (случайным) временем ч«(0- Формула (7.4.4.28) была получена в частном случае начальных условий (Т(х) = 0) — в [48], в общем случае — в [49].
Здесь Л (...) — модифицированная функция Бесселя первого рода первого порядка. В каждый момент времени Т в реакторе имеется невозмущенная область (при X > Т) и область концентрационного следа (X< Т). Вертикальный фронт профиля распространяется в глубину реактора с постоянной скоростью (в данной задаче эта скорость равна единице). Высота фронта концентраци-
онного профиля, равная expl I, со временем уменьшается: сглаживание фронта происходит практически при Т > 10.
Методы математического моделирования
671
Таблица 7.4.4.1
Результаты расчета приведенной концентрации Y(X, Т) двумя методами*
X Т
0,01 ОД 0,5 1 3 10
0,01 0,9950 0,9952 0 0 0 0 0
0,1 0,9951 0,9954 0,9510 0,9509 0 0 0 0
0,5 0,9956 0,9957 0,9556 0,9548 0,7788 0,7793 0 0 0
1 0,9960 0,9958 0,9599 0,9606 0,8005 0,7995 0,6831 0,6812 0 0
3 0,9971 0,9971 0,9707 0,9700 0,853 0,8529 0,7108 0,7099 0,2231 0,2247 0
10 0,9982 0,9984 0,9821 0,9825 0,9104 0,9139 0,8220 0,8283 0,4990 0,5007 0,0067 0,0069
* В верхней строке приведены значения Y(X, Т), рассчитанные по детерминированной формуле (7.4.4.32), в нижней — по вероятностной формуле (7.4.4.35).
Начально-краевая задача (7.4.4.29)-{7.4.4.31) может быть сведена к задаче Коши с помощью следующего приема. Пусть Y(X,T) —решение уравнения (7.4.4.29) с начальными условиями:
а ~
y(JGO) = OQO = sign(x),—Y оТ т=0
= Т(Х) = о.
(7.4.4.33)
Поскольку (7.4.4.29) инвариантно относительно замены X на (-Х), то Y(-X,T) = -Y(X,T) и, в частности, У(О, Г) = 0 . Но тогда функция Y(X, Т) = 1 - Y(X, Г) при X > 0 является решением исходной краевой задачи, что проверяется непосредственно. Более того, эта функция сама по себе является решением задачи Коши для уравнения (7.4.4.29) с начальными условиями:
а ~
y(jr,0) = O(2r) = l-sign(jr),—Y ST r=0
=Щ)=о,
X е(-оо,+оо).
(7.4.4.34)
Таким образом, решая задачу Коши (7.4.4.29), (7.4.4.34) для X > 0, получаем и решение краевой задачи (7.4.4.29)--(7.4.4.31). Используя вероятностное представление решения Y(X,T) в виде (7.4.4.28), имеем
Г(^7-)=1-|[е{Ф(^Чш(П)}+е{ф(Л'+^,2(7’))}].
Учитывая ступенчатый вид функции Ф(.У) из решения (7.4.4.33) и используя определение математического ожидания случайной величины, получаем
вероятностное представление решения задачи (7,4.4.29)-(7.4.4.31):
Г(ХП=1-^{|МФ*}=7к,,(г<(*) ’ (7.4.4.35)
где Р{...} — вероятность события {...}. Решение Y(X, Т) в виде (7.4.4.35), соответствующее времени Т, выражается через функцию распределения /^^(20 случайной величины |^1/2(Т')| — смещения блуждающей частицы за время Т. В табл. 7.4.4.1 приведены значения концентрации Y(X, Т), рассчитанные по формулам (7.4.4.32) и (7.4.4.35). При численной реализации вероятностной формулы (7.4.4.35) методом Монте-Карло моделировалось 105 траекторий процесса Пуас-1 сона с параметром а = — .
7.5. Стохастическое моделирование дисперсных систем
(А.Н. Веригин)
7.5.1. Дисперсные системы
Понятие дисперсной системы. Под дисперсной системой подразумевается совокупность частиц дисперсной фазы (пузырей, капель или твердых частиц), взаимодействующих между собой непосредственно или посредством несущей среды (газа или жидкости). Применение концепции дисперсных систем имеет смысл в том случае, если необходимо учитывать различия свойств частиц, например при кристаллизации, конденсации, коагуляции, измельчении, смешении. Частица дисперсной фазы характеризуется, с одной стороны, положением ее центра тяжести х, поступательной w и угловой ю скоростями и, с другой стороны, ее размером /, объемом V, формой Т, плотностью р(/. концентрацией целевого компонента С и т. д. Для сокращения записи параметры х, w, ю, 7, V и другие можно считать компонентами некоторого обобщенного вектора а. Область изменения многомерного вектора а, некоторой z-й частицы составляет многомерное пространство А(. Совокупность компонент векторов а множества дисперсных частиц составляет некоторое обобщенное фазовое пространство А. Если в дисперсной системе находится N частиц, а вектор а для каждой частицы состоит из NM компонент, то пространства А, будут Л'у-мерными, а пространство А будет NM X Л'-мерным.
Микрофизическое состояние дисперсной фазы определяется фиксированным набором NM параметров для N частиц. Поэтому его можно представить в виде некоторой точки в пространстве А. Эту точку называют изображающей. При непрерывном изменении микрофизи-ческого состояния со временем изображающие точки, соответствующие различным моментам времени, образуют в пространстве А траекторию. Дифференциальные уравнения, описывающие эту траекторию, имеют в общем
672
Новый справочник химика и технолога
случае вид —f (а{,а2,...,аыът). Число уравнений рав-но произведению числа частиц в системе на число компонент вектора а, т. е. N X NM.
Информация о микрофизике движения ансамбля частиц в фазовом пространстве содержится в уравнении, а макроскопические проявления этого движения описываются непрерывными (либо кусочно-непрерывными) функциями обобщенных координат. Статистическая механика служит связующим звеном между двумя уровнями описания — устанавливает соответствие между любой микроскопической динамической функцией и единственной макроскопической динамической функцией распределения. Поэтому в теории дисперсных систем для получения общих физических закономерностей используют статистико-вероятностное описание [51,52].
Следуя Гиббсу, рассматривают не саму систему частиц, а выбирают в начальный момент времени М различных дисперсных систем, в каждой из которых находится ровно Н дисперсных частиц. Эти системы можно представить точками в пространстве А. Пусть М настолько велико и системы выбраны таким образом, что можно ввести в пространстве А непрерывную функцию р, равную плотности точек, изображающих системы. При анализе физических процессов задаются точностью определения параметров. Значения параметров, различающиеся лишь в пределах заданной точности, считаются физически неразличимыми. Таким образом, установив точность определения компонент вектора а, тем самым задают размеры некоторого объема АЛ. Изображающие точки систем, попавшие в него, будут физически неразличимы. Непрерывность функции р в пространстве А означает совпадение значений этой функции на АЛ в пределах заданной точности ее определения. Объем АЛ можно считать бесконечно малым dA. Набор переменных и точность их измерения определяют уровень описания системы.
Совокупность систем, для которых можно ввести непрерывную функцию pN, составляет статистический ансамбль. Отдельную систему ансамбля называют его индивидуальной реализацией. Функция pN представляет собой многочастичную плотность вероятности, т. е. pN •dAl-dA2-...-dAN есть вероятность того, что в заданный момент времени первая частица находится в физически бесконечно малом объеме dA}. вторая — в dA2 и так далее. Эту функцию называют TV-частичной функцией распределения. Она определяет ансамбль частиц в целом. С помощью TV-частичной функции осуществляется полное статистико-вероятностное описание ансамбля, состоящего из TV частиц. Если число частиц дисперсной фазы в индивидуальных реализациях ансамбля со временем не меняется, то уравнение эволюции TV-частичной функции можно записать в виде уравнения сохранения плотности изображающих точек в А, которое аналогично известному из статистической физики уравнению Лиувилля:
д ~ ч Л д [da,
~.PN\ai’a2’> j Рк\а\-‘а2^ •
dr oa^dT
,aN,z) =0.
(7.5.1.1)
Уравнение (7.5.1.1) является обычным уравнением непрерывности и отражает лишь факт постоянства числа изображающих точек. Информация о свойствах сис-
г.
темы содержится в векторах —В статистической dr
физике метод TV-частичной функции довольно хорошо разработан [52, 53]. Успешное применение этого метода для анализа макрофизических свойств дисперсных систем дано в [54-58]. В общем случае TV-частичная функция содержит значительно больше информации, чем это необходимо для описания тех или иных макрофизических характеристик химико-технологических процессов. К сокращенному описанию приходят, используя вместо TV-частичной функции распределения унарную и бинарную функции распределения.
Унарную функцию из TV-частичной получают исходя из предположения, что пространства изменения переменных частиц совпадают, А, = Ао; i = 1, 2, ..., N. Путем интегрирования TV-частичной функции по переменным частиц кроме z-й получают плотность вероятности того, что параметры z-й частицы будут находиться в физически бесконечно малой окрестности переменной точки пространства Aq при произвольных значениях параметров других частиц. Чтобы получить унарную функцию, следует дополнительно провести усреднение по всем частицам коллектива:
Т(а,т) = -iy [^(fl!,^,...,^,!)^...^^...^.
N j J
Для решения довольно большого числа задач достаточно только информации об эволюции во времени унарной функции. Кинетическое уравнение, описывающее эволюцию этой функции, записывают, исходя из феноменологических соображений, основанных на общих законах сохранения. Оно может иметь лишь эвристический характер. Строгий его вывод из уравнения Лиувилля чрезвычайно труден, предполагает усреднение по ансамблю реализации [59]. На практике имеют дело с унарной нормированной функцией fd = Nf, jfd(x,P,x)dP = п(х,х) и рг(х,т)а5с = У(т), где н(х,т) — концентрация частиц в системе; N — полное число частиц, зависящее от пространственных переменных х, характерного размера частиц V и времени т. По определению TV"1 fd(x,V,x)dVdx = f(x,V,x)dVdx . Функция f (x, V, т) представляет собой вероятность попадания в момент времени т произвольной частицы, которая имеет размер в интервале от К до К + АГ, в достаточно малый объем ейс с постоянным содержанием дисперсной фазы и с координатами х. Функции fd(x,V,T) и f (х, V, т) называются плотностью функций распределения в фазовом пространстве, функциями распределения
Методы математического моделирования
673
или просто распределениями (fd(x,V,x) нормирована на число частиц в системе, a f (х, V, т) — на единицу).
Дальнейший анализ уравнения Лиувилля предполагает учет физических свойств конкретных дисперсных систем.
7.5.2. Фрактальная размерность дисперсной системы
Особенности эволюции дисперсной системы во времени наиболее наглядно проявляются при построе-
, . , да
нии фазового портрета (график зависимости — от а). дх
Если а — случайная величина, то фазовый портрет представляет собой множество точек. В этом случае наиболее доступной численной характеристикой поведения дисперсной системы является размерность точечного множества [61-63], которую можно определить различными способами. Рассмотрим очень нерегулярный отрезок кривой (недифференцируемой в бесконечно большом числе точек — такие траектории описывает частица, совершающая броуновское движение в жидкости) [64-66]. Требуется вычислить длину некоторой его части, заключенной между точками А и В, и размерность отрезка, т. е необходимо узнать «полную длину» множества, занятого состояниями, и размерность этого множества. С целью определения длины отрезка выби-рем длину мерного стержня, равную £ и сосчитаем число сторон (одинаковой длины е) открытого многоугольника, вершины которого расположены на кривой. Если £ — достаточно малая величина, то несущественно, с какого конца — А или В — начинают. В результате получают некоторую оценку длины Z(e), которая сильно зависит от в, и вычисляют /.(£) при нескольких значениях 8, используя функцию вида Z(s) ~ /1е' <У. Константа d больше или равна единице. Постоянная d называется фрактальной размерностью исследуемой кривой и может быть нецелым числом.
Прямая в евклидовом пространстве имеет размерность 1 и, следовательно, для любого положительного целого N отрезок 0 < х <Х может быть разложен на N {п-\)Х пХ неперекрывающихся отрезков вида ———<х<-^-, где п принимает значения от 1 до N. Каждый из этих отрезков получается из целого преобразованием подо-
бия с коэффициентом подобия r(N) = — . Плоскость
N
имеет размерность 2, следовательно, для любого точного квадрата (числа) N прямоугольник 0 < х < X, О < у < Y может быть разложен на N неперекрываю-(k-l)X кХ щихся прямоугольников вида —<х <—]==,
(m-l)Y mY
-— ' <у <—г=, где к и т принимают значения от 1 y/N y/N
до при условии, что y/~N — целое. Каждая из этих частей получается из целого преобразованием подобия
с коэффициентом подобия r(N) = -j=. В общем слу-_i_
чае, если Nd — положительное целое число, то мерный прямоугольный параллелепипед d может быть разложен на N параллелепипедов, каждый из которых получается из исходного преобразованием подобия с коэффициентом подобия r(N) = ^l/d . Емкостная размерность d (от английского capacity dimension) характеризуется соотношением
, 1пА
d =---------
lnr(7V)
(7.5.2.1)
Размерность множества точек, расположенных вдоль некоторой линии (рис. 7.5.2.1) в трехмерном пространстве, определяется через число N кубиков размера £, необходимых для его покрытия. Множество точек No покрывают малыми кубами с ребром длиной £ и вычисляют минимальное количество таких кубов N(&), покрывающих множество (А'(е) < No). Если число No велико, то количество кубов, покрывающих линию, будет
изменяться в зависимости от s: N(e) « -. Аналогично,
£
если точки распределить равномерно по двумерной поверхности в трехмерном пространстве, то минимальное количество кубов, покрывающих множество, будет изменяться в зависимости от е как N (е) «-i-. Размер-Е
ность в общем случае определяют следующим законом подобия:
W(e)«4-
6
или
d = lim
£->0
In N(y) In^"1)
(7.5.2.2)
Неявно в этом определении содержится требование, согласно которому число точек множества должно быть большим, или Nq -* оо. Точечное множество называется фрактальным, если оно имеет нецелую размерность, — отсюда термин «фрактальная размерность».
Рис. 7.5.2.1. Пример покрытия множества точек кубиками с длиной ребра в
674
Новый справочник химика и технолога
Поточечную размерность определяют из анализа траектории в фазовом пространстве (рис. 7.5.2.2.) на протяжении продолжительного интервала времени [67]. Производят, во-первых, выборку точек с тем, чтобы получить на траектории достаточно большое число представляющих точек. Во-вторых, описывают вокруг какой-нибудь точки на траектории сферу радиуса г и подсчитывают число выборочных точек N(f), попавших внутрь сферы. Вероятность того, что выборочная точка окажется внутри сферы, получают, разделив N(f) на полное число выборочных точек на траектории:
, . N(r) „
p(r) = —Поэтому логично определять размерность No
траектории в точке хг путем измерения доли времени, проводимого траекторией внутри малой сферы d = fan I*1—"—*') . На практике ^в103^Ю4 точек, г^° 1пг
поэтому TV ~ 102-Ч03.
Рис. 7.5.2.2. Вычисление поточечной фрактальной
размерности множества точек
можно определить по наклону прямой на графике (In /7, In г). Применимость степенного закона ограничена значением г, достаточно малым по сравнению с размерами фазового пространства. При увеличении г число точек, попавших в контрольную сферу, достигает насыщения и, следовательно, Fk(r) 1. При очень малых значениях г число пар точек (z,j), расстояние между которыми меньше г, становится малым, поскольку число точек в фазовом пространстве конечно. На практике степенной закон выполняется только в ограниченном диапазоне значений г и может быть использован для определения корреляционной размерности траектории в фазовом пространстве.
Рис. 7.5.2.3. К расчету корреляционной размерности
Корреляционная размерность. Этот вариант фрактальной размерности используют экспериментаторы [68-76]. Как и при определении поточечной размерности, непрерывная траектория заменяется множеством из точек [х,] в фазовом пространстве (рис. 7.5.2.3). Траекторию восстанавливают по точкам на основании значений простой переменной Х(т) методом запаздывающего аргумента. С этой целью используют пространство с координатами Х(т), Х(т + Ат), Х(х + 2Ат). Затем вычисляют расстояние между парами точек sy - |х,- х7|, используя либо обычную евклидову меру расстояния (квадратный корень из суммы квадратов компонент), либо какую-нибудь эквивалентную меру (например, сумму абсолютных компонент вектора). Так как точки лежат в фазовом пространстве, то существует корреляция, которую можно охарактеризовать с помощью некоторой функции, которая вычисляется, если описать в фазовом пространстве сферу вокруг каждой точки х, и подсчитать число точек в каждой сфере:
= lim-b££#(r-|x,-x |), i*j, (7.5.2.3) 7V->oo Д/ ' • J''
1 ’ ;=1 у=1
где Н — функция Хевисайда (Я = 1 при г - s > 0 и Я=0 при r-sy<: 0). Корреляционная размерность отличается от поточечной размерности тем, что суммирование проводится вокруг каждой точки и зависит от г при г -* 0 по степенному закону: lim Fk (г) = ardt . Ее
Информационная размерность. Понятие информационной размерности тесно связано с измерениями, когда рассматривают измерительный прибор с равномерной шкалой и ценой деления е. Измерение любой из
N переменных таким прибором дает одно из - возмож-е
ных чисел. Если по одному такому измерительному прибору использовать для измерения каждой из N переменных динамической системы, то дискретность шкал N приборов приведет к разбиению пространства состояний, т. е. к некоторому набору непустых непере-секающихся измерительных «гиперкубов». Область фазового пространства оказывается разделенной на XN ячеек, каждая из которых имеет размер е. Совокупность этих ячеек образует разбиение, где каждое измеримое состояние соответствует какой-то ячейке, а п(с) — число ячеек, покрывающих фазовое пространство с ненулевой вероятностью (т. е. содержащих, по крайней мере, одну точку фазового пространства). «Естественная мера» данной области пропорциональна частоте, с которой попадает в нее поток, и р,(е) — плотность вероятности того, что точка фазового пространства окажется в z-й ячейке [63]. Для вычисления информационной размерности находят число точек Nt в каждой из ячеек «(е) покрытия и оценивают вероят-N ность pt (s) найти точку в z-й ячейке р (s) = —-,
p7(s) = 1, где No — общее число точек множества,
Методы математического моделирования
675
причем No ф п(е). Среднее количество информации, содержащееся в одном измерении с разрешающей спо-и(е)
собностью 8, равно 7(8) = -^jEr(8)log2jEr(£) [бит].
/=1
При уменьшении 8 число ячеек возрастает, и получаются новые распределения вероятности. Информационная размерность dj есть скорость увеличения количества информации при увеличении точности измере-, 7(e) ,
ния d, = lim—, и dj определяется асимптоти-е->0 1
log2-
8
ческим значением углового коэффициента графика 7(8) в зависимости от log2 —.
8
Если информационная размерность фазового пространства известна, то количество информации 7(e), содержащееся в одном измерении состояния, производимом с разрешающей способностью 8, оценивается величиной 7(e) - <7; |log2e|. Если вероятность ячеек в разбиении равна, то 7(e) = log2H(s) , и информационная размерность достигает своего максимума, когда совпадает с фрактальной размерностью (7.5.2.2):
d = lim
s—>0
log2 [и(8)]
log2-
8
(7.5.2.4)
Фрактальная размерность есть верхняя граница информационной размерности. Однако предел (7.5.2.4) может существовать далеко не всегда [63]. В том случае, когда предел не существует, вводят понятия нижней и верхней информационной размерности. Более подробный анализ понятия информационной размерности представлен в [70, 77, 78].
Пример 7.5.2.1. Расчет фрактальной размерности дисперсной системы. Однородные дисперсные системы содержат дисперсные частицы разных размеров. Чтобы это различие измерить, одной только дисперсии недостаточно, необходимо использовать еще какую-то характеристику смеси. Такой характеристикой может быть фрактальная размерность множества частиц.
Для решения задачи выполним численное моделирование системы со случайным равномерным распределением дисперсных частиц [79]. Предположим, что размер дисперсных частиц очень мал и имеет значение только их положение в пространстве. Построим двумерную модель дисперсной системы. Воспользуемся методом Монте-Карло и расположим определенное число частиц в квадрате со стороной, равной единице. В случае плоского приближения выражения для определения координат отдельных частиц имеют вид х1 = у, у, = Р, где у, 3 — случайные числа с равномерным распределением от нуля до единицы.
Фрактальная размерность модельной дисперсной системы рассчитывалась согласно уравнению (7.5.2.2). Для этого строилась зависимость числа частиц N от
размера рассматриваемой области г, который изменялся от 0,000625 до 1. Если дисперсные частицы равномерно распределены по поверхности единичного квадрата, то величина фрактальной размерности должна быть <7=2. Результаты моделирования показывают, что получить значение <7 = 2 не представляется возможным при проведении вычислений с конечной точностью. Это значение менялось с изменением числа частиц. При числе частиц 10 000 устойчиво получалось значение <7=2 с точностью до третьего знака. Среднее значение фрактальной размерности составило <7 = 1,981546. Можно говорить об однородности распределения частиц (математических точек) по поверхности единичного квадрата, несмотря на то что их положение задавалось случайным образом и дисперсия отлична от нуля.
На втором этапе расчетов принималось, что дисперсные частицы представляют собой диски размером г0, которые случайным образом распределены по плоскости квадрата со стороной, равной единице. Диски не должны перекрывать друг друга. Так как положение диска можно задать двумя его координатами, основное ограничение будет иметь вид ~х2)2 +(у1 - У2 )2 - 2г0 > 0. Количество дисков определяет то объемное содержание ключевого компонента, которое необходимо получить в дисперсной системе. Для расчета дисперсии распределения частиц необходимо: выбрать размер пробы; разбить единичный квадрат на ячейки, равные размеру пробы; подсчитать, сколько дисков (частиц) попало в каждую ячейку. Вычислению дисперсии предшествует определение среднего содержания дисперсных частиц в ячейке или доли занятой ими поверхности единичного квадрата, которая будет равна (с) = л r2N0. Размер ячейки задает-
ся как часть от единичного размера квадрата — . Выра-п
жение для расчета дисперсии распределения частиц по отдельным ячейкам с учетом особенности решаемой задачи имеет вид:
J1 п п п п
п • J i J
При этом Ttr2Kl j — доля поверхности, занятая частицами ячейки с координатами (/, j). Второе выражение отражает тот факт, что общее число частиц равно их сумме в ячейках. Результаты расчета при распределении No =961 дисков размера г = 0,0075 представлены на рис. 7.5.2.4. Доля занимаемой ими площади 0,0405. Диски далеко не равномерно распределены по поверхности квадрата, что и следовало ожидать. Результаты расчета фрактальной размерности дисперсной системы (рис. 7.5.2.4) показали, что она уже существенно отличается от 2 и равна d~ 1,8901, а система является далеко не однородной. При изменении количества и размера дисков представляется возможным менять объемное содержание ключевого компонента в системе, а также исследовать непосредственное влияние размера
676
Новый справочник химика и технолога
дисперсных частиц на равномерность их распределения. Предложенная модель позволяет также проводить анализ дисперсной системы с использованием проб различного размера (см. рис. 7.5.2.5). С увеличением количества дисперсных частиц и их размера равномерность распределения увеличивается, о чем свидетельствует уменьшение дисперсии по отношению к среднему значению содержания частиц. Характер зависимости дисперсии от размера пробы хорошо согласуется с результатами экспериментов [58], т. е. предложенная модель правильно отражает особенности распределения дисперсных частиц по объему дисперсной системы.
Не всякая дисперсная система со случайным распределением компонентов является однородной, величина фрактальной размерности непосредственно связана с характером распределения частиц в системе и наряду с дисперсией может являться численной характеристикой системы. Ввиду достаточной простоты и прозрачности предложенная модель дисперсной системы может быть с успехом использована, например, при разработке композиций с одинаковой равномерностью распределения в смеси дисперсных материалов.
0,8
ап
0,6
!**«> - ffF* Ж—— р о «.
0,4 °- t*
Чт
eg £
3*
0’2^
о
flip Д <-------------------а
Пример 7.S.2.2. Построение модели дисперсной системы со случайным распределением частиц. Необходимо определить возможное отклонение содержания дисперсных частиц в произвольном объеме (пробе) от его среднего значения для системы со случайным распределением частиц. Известны: объем отдельной частицы v0 и объемная средняя концентрация п0 - .
Внешними условиями являются: общий объем смеси V. объем пробы V.
Для решения поставленной задачи воспользуемся фрактальной размерностью для непосредственного анализа системы со случайным распределением дисперсных частиц [58, 66, 79]. В качестве критерия оценки состояния дисперсных систем будем использовать емкостную (информационную) размерность множества. При этом оказывается возможным оценить возможные неоднородности в системе дисперсных частиц.
От многокомпонентной смеси объемом V можно перейти к анализу системы, объединяющей множество координат частиц ее компонентов. В общем случае фрактальная размерность такого множества определяется выражением (7.5.2.1), которое при условии конеч-
_ , In#
ности размеров частиц будет иметь вид: а=------,
1п(1 /е)
где N — число элементов множества (число частиц ключевого компонента в смеси); е — размер единичных кубов (шаров), покрывающих точки множества (мера множества). В качестве меры множества примем размер частицы, тогда число элементов системы, имеющих
- eV
концентрацию с0 и объем частиц v0, равно: у = = n .
vo
В качестве меры множества примем следующее отношение, которое предполагает, что дисперсные части-/ у/з
цы имеют размер s = [ I . Выражение для фрактальной размерности смеси примет вид:
Г*
‘-°
° гг
> л
0,2
0,4
0,6
0,8
X
Рис. 7.5.2.4. Результаты моделирования случайного распределения частиц конечного размера
Объем пробы
31п#0
1п(И/у0) '
(7.5.2.5)
Рис. 7.5.2.5. Зависимость дисперсии распределения ключевого компонента от объема пробы: 1 — г0 = 0,004, (с0) = 0,1849, / = 1,589;
2 — г0 = 0,0035, <с0) = 0,1170, / = 1,465;
3 — г0 = 0,0025, <с0> = 0,0680, / = 1,340
На рис. 7.5.2.6 показан пример расчета фрактальной размерности для объема системы 10~3 м3 в зависимости от объема частицы v0- Минимальный объем частицы принят равным 1 мм3, максимальный — 100 мм3.
Методы математического моделирования
677
При концентрации ключевого компонента, равной 0,5, фрактальная размерность очень близка к 3, т. е. распределение дисперсных частиц близко к равномерному. С уменьшением концентрации распределение становится случайным. Величина d характеризует предельное (однородное) состояние дисперсной системы при заданном значении концентрации и размере частиц. Под предельным понимается такое состояние системы, когда дальнейшее улучшение ее качества путем только случайного перераспределения частиц не представляется возможным.
Рис. 7.5.2.6. Зависимость фрактальной размерности от отношения объема частицы к объему дисперсной системы: 1 — со = 0,01; 2 — со = 0,1; 3 — с0 = 0,5
При слишком малой концентрации уменьшается число частиц и достижимая равномерность их распределения, о чем свидетельствуют малые значения величины фрактальной размерности (близкие к 2). Примерно такой же прямолинейный характер зависимости сохраняется в более широком диапазоне значений объемов частиц от 10“2 до 103 мм3. Увеличение общего числа частиц приводит к увеличению фрактальной размерности. Таким образом, между степенью однородности системы и ее основными параметрами существует однозначная количественная связь. Для установления этой связи необходимо ввести в рассмотрение объем пробы. Только по результатам анализа содержания частиц в пробе можно судить об их распределении по объему системы. Для пробы объемом V* =aV (0 < а < 1) емкостная размерность найдется аналогично фрактальной (уравнение 7.5.2.5):
_ 31п(аУ0) 1п(аИ/г0)
Очевидно, что ддя а < 1 должно выполняться условие d <d, т. е. нарушается масштабная инвариантность пространственного распределения компонентов. Дальнейшее решение задачи предполагает, используя выражения для d и d , определить предельную (минимальную) дисперсию распределения частиц по отдельно взятым пробам. Исходят из предположения [81], что
мерой неопределенности того, как распределены частицы по объему системы, является дисперсия, рассчитанная на основе анализа проб определенного размера, и минимальная дисперсия смеси соответствует случайному распределению частиц (за исключением случая упорядоченного распределения частиц, когда дисперсия равна нулю). Пусть система имеет достаточно большие размеры, когда число частиц очень велико. Перейдем от значения их концентрации в конкретных n-Nc
точках п к новой переменной с = , где 7Vс —
среднее значение числа частиц. Такой переход оправдан, поскольку п — дискретная величина, ас — величина непрерывная, и ее можно рассматривать как непрерывный источник информации.
Оценка неопределенности выбора для непрерывного источника информации имеет определенную специфику [64]. Во-первых, значения концентрации частиц с, реализуемые в различных точках системы, математически отображаются случайной непрерывной величиной. Во-вторых, вероятности значений этой случайной величины не могут использоваться для оценки неопределенности состояния системы, поскольку в данном случае вероятность любого конкретного значения равна нулю. В этом случае естественно связывать неопределенность выбора значения случайной непрерывной величины с плотностью распределения вероятностей этих значений /?(с). Если объем системы не ограничен, то выражение для энтропии 1С непрерывного источника информации имеет вид [64]:
Ic = - j/?(с)1п p(c)dc- lim In Ac . (7.5.2.6)
-ос
Первый член в правой части соотношения (7.5.2.6) имеет конечное значение, которое зависит от закона распределения случайной величины С и не зависит от точности ее определения Ас. Он имеет точно такую же структуру, как энтропия дискретного источника информации. Второй член в правой части стремится к бесконечности при стремлении к нулю разницы между соседними значениями случайной величины Ас —> 0, поскольку неопределенность выбора из бесконечно большого числа возможных состояний (значений ключевого компонента в конкретных точках дисперсной системы) бесконечно велика. Именно в этом кроется причина того, что величина 1С обращается в бесконечность. Для получения конечной характеристики информационных свойств непрерывного источника известны два подхода.
Первый подход. В качестве неопределенности принимают первый член соотношения (7.5.2.6):
1с=~ •
—со
Определенная аналогичным образом энтропия, или дифференциальная энтропия, трактуется как средняя неопределенность выбора случайной величины С
678
Новый справочник химика и технолога
с произвольным законом распределения по сравнению со средней неопределенностью выбора случайной величины, изменяющейся в диапазоне от нуля до единицы и имеющей равномерное распределение. Предполагают [64], что ограничения на область значений случайной непрерывной величины С со средним значением, равным (С) = 0, отсутствуют, но известно, что дисперсия ограничена. Тогда максимальной дифференциальной энтропией будет обладать нормальное распределение величины С, и энтропия будет равна:
/;=log2(ocV2^). (7.52.7)
При втором подходе к использованию соотношения (7.52.6) для количественного определения информации принимают во внимание невозможность практического обеспечения высокой точности различия значений непрерывного источника информации. Значение концентрации может быть определено только при достаточно большом объеме пробы, когда вероятность найти в ней хотя бы одну частицу близка к единице. При случайном выборе пробы из смеси среднее количество информации, содержащееся в каждой отдельной пробе, относительно количества информации, содержащегося в смеси в целом, равно разности априорной и апостериорной энтропии источника информации (дисперсной системы). Информационная энтропия зависит от точности измерения а размера пробы, и выражение для оценки максимальной энтропии смеси, содержащейся в одном измерении, имеет следующий вид:
/(а) = ^tZ log2(a) = ^tZ-cZ*j + log2^-Z). (7.52.8)
При этом учитывается, что масштабная инвариантность для смеси не сохраняется и фрактальная размерность зависит от объема пробы. В результате сравнения выражений (7.52.7) и (7.52.8) имеем
(d-d) exp(d-d*}
сгс - ----v-----------. После преобразований по-
\12пе
лучим искомое выражение для оценки дисперсии распределения частиц по отдельно взятым пробам при
_ V*
известном их объеме a = —, числе частиц в системе V
V
No, их возможном максимальном числе N = — и сред-vo
нем содержании в анализируемом объеме Nc = Noa:
о„ = expAtZ . (7.52.9)
у/2пе
Если do — размерность пространства решаемой задачи, то выражение для разности фрактальных размерностей дисперсной системы d в целом и контрольного объема tZ* имеет вид:
л* - л byo biaTVo 1п(а)1п(У0/У) |_1пУ InaTVj ln(A) ta(aA)
(7.52.10)
При постоянном значении средней концентрации частиц (см. рис. 7.52.7) дисперсия уменьшается с рос-
АГ V
том максимально возможного числа А =— частиц в vo
системе и увеличением объема пробы. При значении a = 1 дисперсия равна нулю, поскольку частицы сосредоточены в анализируемом объеме, и их число совпадает со средним значением. Анализ влияния объема системы на отклонение числа частиц в пробе показывает, что общий характер зависимостей сохраняется, с увеличением средней концентрации частиц в системе их дисперсия в отдельно взятой пробе уменьшается. С увеличением средней концентрации растет число частиц, одновременно попадающих в анализируемый объем, следовательно, уменьшается относительная дис-сг
Персия —, хотя абсолютное значение дисперсии о при
этом возрастает. Правильность выбора анализируемого объема зависит от характера решаемой задачи. Задачу можно считать решенной полностью, если известна вероятность р(п, а) найти в некотором контрольном
V*
объеме а = — число частиц п при их числе в системе
V
No, их максимально возможном числе N = — и среднем vo
содержании в анализируемом объеме Nc. Выражение для вероятности р(п, а) имеет вид:
Рис. 7.5.2.7. Зависимость дисперсии от объема пробы при средней концентрации частиц 10 % и различном, максимально возможном, числе частиц в системе: 1 — 5000; 2—10 000; 3 — 100 000; 4 — 1 000 000
Методы математического моделирования
679
Практическое применение выражения (7.5.2.9) зависит от особенностей конкретной дисперсной системы. При его написании учитывалось, что основным параметром данной модели является анализируемый объем (объем пробы а), который в явном виде не входит в выражение (7.5.2.11). Распределение р(п, а) является нормальным распределением Гаусса и обладает всеми присущими ему свойствами.
В рамках решаемой задачи возникает вопрос о подобии дисперсных систем. При случайном выборе пробы из смеси единственным критерием подобия может быть разность фрактальных размерностей смеси в целом и отдельно взятой пробы (7.5.2.10) при условии, что среднее число частиц в пробе сохраняется постоянным.
Пример. 7.5.2.3. Расчет вероятности образования зародышей при конденсации. Предположим, что про
исходит конденсация паров воды при температуре от
100 до 20 °C и изменении пересыщения 5 от 1 до 6. Для паров воды имеем с = 0,072 Н/м, р^= 1000 кг/м3,
Мт = 18. Газовая постоянная R„ = 8,31441 Дж/(моль К), число Авогадро NA = 6,02 • 1023 моль1. Согласно [60],
диаметр молекул газа меняется от 0,2 до 0,5 нм. При этом объем молекулы будет меняться от 4,19 • 1О 30 до 65,45 • 1О“30 м3. Для воды можно принять значение объема молекулы Ко = 30 • 10 30 м3.
Для расчета вероятности образования зародышей
воспользуемся распределением дисперсных частиц по объему системы (7.5.2.11). Под дисперсной системой здесь понимается совокупность атомов или молекул, участвующих в конденсации и занимающих определенный объем. Определим вероятность того, что в некотором контрольном объеме число частиц стало достаточным для образования зародыша, размер которого превышает критический.
Число молекул газа в объеме дисперсной системы зависит от температуры и давления и рассчитывается без учета объема, занимаемого вновь образующимися дисперсными частицами — зародышами:
R7\ V2
(7.5.2.12)
Индекс «1» относится к параметрам газа до расширения, «2» — к параметрам газа после расширения. При известном относительном пересыщении 5 отношение V2 — может быть рассчитано из решения уравнения К
(8.7.1.1). Тогда выражение для концентрации молекул - N V
будет иметь вид N = °.
Величина контрольного объема может быть рассчитана исходя из числа молекул, образующих зародыш критического размера. Размер критического зародыша
равен R* = ——. Отсюда его объем найдется как
. 4л(/?*У
V =—v В капле объемом V содержится
. V*
N = — молекул. В момент образования зародыша эти К
молекулы должны быть расположены в некотором объеме VK, который должен быть больше V*, т. е. можно предположить, что размер контрольного объема равен /к = KrR*. Параметр Xi больше единицы и зависит от расстояния между молекулами, на котором силы притяжения между ними преобладают над силами отталкивания и становится возможным образование зародыша. Он может быть определен в результате учета силового взаимодействия между молекулами газа. В ходе расчетов было получено выражение = 1 + 0,000225 • (474 - Т})2 для зависимости параметра Д от температуры 7\. Раз-4л/3
мер контрольного объема равен И = . При этом
доля объема дисперсной системы, приходящегося на контрольный объем, равна а = . Среднее число мо-
лекул, приходящееся на контрольный объем, — a/V0. Из уравнения (7.5.1.12) с учетом уравнения Клапейрона — Менделеева —— = следует N = aNn =NnK.
RT Mm
Условием образования зародыша является присутствие в некоторый момент времени в контрольном объеме молекул числом N . Согласно (7.5.2.11), такая вероятность равна:
♦ л/в
PW ) = ---------Г7ехР]
Ас/ехрАс/
~ N* / N-Г -ле -----—
Ас/ехрАс/
Уравнение (7.5.2.10) для расчета основного параметра модели дисперсной системы Ас/ будет иметь сле-
< N Xd - 3 3
дующий вид: Ас/ = In —- = ln/Vni/, w. =----------.
N ) In У 1паУ
Полученное выражение учитывает только вероятность образования капель критического размера R . Поскольку могут образовываться капли и больших размеров R > R*, то общая вероятность образования новой фазы будет равна
х — 1
э2'
P(N*) = [---------ехр<
J Ас/ехрАс/
>dx,
-ле -----------
Ас/ехрАс/
(7.5.2.13)
У* - _ _ _
где х, =---; Ас/ ехр Ас/ = In У ехр(1п Уп<1) = У "i/ In У .
Согласно принятой модели, дисперсная система разбита на ряд отдельных контрольных объемов, в которых могут образоваться зародыши. Число таких кон-
трольных объемов пропорционально —. Выражение
680
Новый справочник химика и технолога
(7.5.2.13) позволяет рассчитать вероятность того, что в некотором контрольном объеме может образоваться зародыш. Тогда общее число зародышей, которые могут образоваться в некоторый момент времени, равно
. РОИ
N =—^— а
В результате образования зародышей происходит нарушение теплового равновесия в дисперсной системе, которое может установиться только по прошествии некоторого времени т . Можно предположить, что в течение этого времени новые зародыши образоваться не могут, и выражение дня скорости зародышеобразо-PN* вания будет иметь следующий вид J - —- . При этом, ат
чем больше начальная температура дисперсной системы, тем меньше время установления теплового равновесия т и выше скорость зародышеобразования J.
С увеличением переохлаждения растет как относительное пересыщение, так и количество образующихся одновременно зародышей J (рис. 7.5.2.8). При этом наблюдаются устойчивые колебания J во всем диапазоне начальных температур и переохлаждений (при малых начальных температурах они не столь заметны). Наиболее явно колебания наблюдаются при построении зависимости отношения числа молекул в зародыше N к их средним значениям в контрольном объеме Nc (рис. 7.5.2.9) от переохлаждения. При больших переохлаждениях ярко проявляется регулярность этих колебаний, и с изменением начальной температуры вид их несколько меняется. С уменьшением начальной температуры амплитуда колебаний скорости зародышеобразования уменьшается.
Рис. 7.5.2.8. Зависимость скорости зародышеобразования от переохлаждения при различной начальной температуре (давлении) водяного пара:
1 — 100 °C; 2 — 80 °C; 3 — 60 °C; 4 — 40 °C; 5 — 20 °C
Рис. 7.5.2.9. Зависимость отношения числа молекул в зародыше к их среднему значению в дисперсной системе от переохлаждения при различной начальной температуре (давлении):
1 — 100 °C; 2 — 80 °C; 3 — 60 °C; 4 — 40 °C; 5 — 20 °C
В выбранном температурном диапазоне величина относительного пересыщения S<6. Расчеты согласно уравнению (8.7.1.3) показывают, что при S'= 6 зародыш должен состоять из 52 молекул и иметь размер 1,4-10 3 мкм. Столь малые размеры зародыша приводят к тому, что при больших пересыщениях наблюдаются наиболее значительные колебания скорости зародышеобразования. Столь необычный вид зависимости скорости зародышеобразования от переохлаждения связан с изменением отношения числа молекул в зародыше N к их средним значениям в контрольном объеме Nc (рис. 7.5.2.9). Величины N* и Nc могут принимать только целые значения, что, по всей видимости, и является причиной наблюдаемого характера изменения от-
TV* ношения —.
Если рассматривать колебания при низких начальных температурах (рис. 7.5.2.9, кривые 4 и 5), то их можно отнести к так называемому шуму, который имеет место как в натурных экспериментах, так и при численном моделировании. Однако столь сильно периодический сигнал не может возникать из-за слабого шума, связанного с ошибкой округления при проведении вычислений. Тем более, что увеличение точности вычисления не меняет характер колебаний. Согласно [67], наблюдаемые колебания амплитуды вероятности образования зародышей не могут служить признаком упорядоченности или периодичности поведения дисперсной системы.
Методы математического моделирования
681
С целью дальнейшего анализа задачи необходимо обратиться к некоторым вопросам теории хаотических колебаний. При математическом исследовании динамических систем отображением называют временную выборку данных {x(Tj),x(t2), х(тя), ...,x(tjV)}, для которой вводят обозначение хп s х(т„). Простое детерминированное отображение имеет вид =f(x^. Понятие «отображение» обобщается и на большее число переменных, в частности на две. При хаотичном движении частицы, отображенном в фазовой плоскости [х(т),х(т)], траектория стремится заполнить некоторую область фазового пространства. Если фиксировать ее динамические характеристики только в отдельные моменты времени, то движение будет представлено последовательностью точек фазовой плоскости. Если хп = х(т„) и уп = х(т„), то эта последовательность точек фазового пространства представляет собой двумерное отображение х„ +i =/(х„, у^, уп +} = g(x„, уп}.
Если моменты выборки т„ подчиняются определенному правилу, это отображение называют отображением Пуанкаре. При выборе фазовой плоскости в качестве независимой переменой примем пересыщение S, которое по определению является относительной величиной. Поскольку в нашем случае время явно не присутствует и шаг изменения пересыщения принят постоянным, то при построении фазовой плоскости скорость может быть заменена относительным приращением вероятности об-
м N* разования зародышей или отношения N = — :
- N -N AN = / *+_.. п .
Nn
Отображение Пуанкаре на фазовой плоскости уп = NNn и х„ = S„ представлено на рис. 7.5.2.10.
Рис. 7.5.2.10. Отображение Пуанкаре для расчета вероятности образования зародышей при конденсации пара
При численном моделировании можно увеличить часть отображения Пуанкаре и обнаружить более тонкую структуру, как это показано на рис. 7.5.2.11. Степень увеличения на рис. 7.5.2.11 еще не достаточна, чтобы наблюдать на фазовой плоскости только отдельные точки. Хотя стремление к этому наблюдается, и
общий характер структуры отображений Пуанкаре сохраняется. Если структура множества точек сохраняется после нескольких увеличений, то говорят, что система ведет себя как странный аттрактор. Множества с подобным вложением одной структуры в другую часто называют канторовыми множествами. Появление в отображении Пуанкаре структур, подобных канторо-вым множествам, является сильным индикатором хаотических проявлений. Поскольку в нашем случае мы имеем типичный пример странного аттрактора, то можно утверждать, что наблюдаемые колебания вероятности образования зародышей являются хаотическими. Для каждого конкретного значения пересыщения имеется только одно значение вероятности образования зародышей. Незначительное изменение пересыщения приводит к переходу с одного уровня на другой, т. е. приводит к хаотическим колебаниям вероятности образования зародышей. Чем точнее задано пересыщение, тем более явно проявляется структура странного аттрактора. Наблюдается общая тенденция устойчивого роста вероятности образования зародышей с увеличением пересыщения, несмотря на возможность локального ее уменьшения за счет хаотических колебаний.
Рис. 7.5.2.11. Отображение Пуанкаре для расчета вероятности образования зародышей при конденсации пара после двукратного увеличения
Пример 7.S.2.4. Расчет константы коагуляции.
Изучалась коагуляция аэрозольных частиц воды размером R = 10-9^- Ю 7 м в воздухе при температуре 20 °C и следующих значениях физических параметров: pd = 1000 кг/м3, рс = 1,2 кг/м3, цс = 1,2-10-5 н/м2.
Экспериментальное значение константы коагуляции может быть заметно выше теоретического. По всей видимости, это связано с тем, что приведенные рассуждения правомерны в том случае, если аэрозольные частицы равномерно распределены по объему. В любой дисперсной системе имеются флуктуации распределения числа частиц по объему. При этом равномерность распределения зависит от общего числа частиц в системе No, их размера Ко, размера контрольного объема Ик и общего объема системы И, который может быть принят равным единице.
682
Новый справочник химика и технолога
Пусть N — максимально возможное число аэро-
зольных частиц, которое можно разместить в системе, и у / v
(С) — их средняя концентрация. Тогда -^- = ^C)VQ.
Применительно к задаче коагуляции можно записать следующее выражение для плотности вероятности рас-
пределения числа частиц по отдельным элементам системы (7.5.2.11), размер которых равен контрольному объему:
Р(С) =
1 (С)сул/2л
ехр*
где, согласно формуле (7.5.2.9),
С-<С>
<С>л/2п
(F0<C))-"ln(F0<C))"* и 3 3
л/Злё ’ “ ln(F/F„) 1п(Г4/Г0)'
Чтобы оценить, как неравномерность распределения аэрозольных частиц по объему дисперсной системы может повлиять на суммарную скорость коагуляции, нужно рассчитать эту скорость в каждом контрольном объеме с учетом возможной в нем концентрации час-
V тиц. Всего таких контрольных объемов NK = —. Из
Рис. 7.5.2.12. Зависимость поправки константы скорости коагуляции от размера аэрозольных частиц при различной их концентрации:
1 — 1 г/м3; 2 — 0,1 г/м3; 3 — 0,01 г/м3; 4 — 1 мг/м3
них в N^piC) контрольном объеме концентрация аэрозольных частиц равна С, а соответствующая ей ско-
рость коагуляции равна
/со(с)2 ( с У
п =----= По -------- > где
2 \<C>J
т|о — скорость коагуляции, соответствующая средней концентрации (С). Тогда можно рассчитать некоторый коэффициент, равный отношению средней скорости коагуляции к скорости коагуляции при средней концен-ад<с>2 Л
трации ц =---------. Фактически ц является поправ-
кой константы скорости коагуляции в уравнении (8.7.3.2). Для того чтобы воспользоваться предложенной моделью, нужно задать величину контрольного объема или некоторый линейный масштаб. Примем в качестве такого масштаба псевдосредний свободный
z [ш7
путь аэрозольной частицы 1В = тои-’ = т0 I-, который
для частицы диаметром 0,01 мкм составит 0,032 мкм. Как показали расчеты, 1В значительно меньше, чем это необходимо для получения физически правильных результатов. При проведении расчетов величина линейного масштаба была принята равной L = 0,000775 м, что соответствует контрольному объему Кк ~ 2 • 10“9 м3.
При малых размерах аэрозольных частиц поправка очень мало отличается от единицы (рис. 7.5.2.12). Для частиц большего размера расчеты не проводились, поскольку для них применимость рассматриваемого механизма коагуляции аэрозоля требует специального обоснования. Поправка константы скорости коагуляции зависит от концентрации аэрозольных частиц в воздухе. При концентрации, равной 1 г/м3, поправка близка
к единице и с увеличением размера частиц при малых концентрациях 1 мг/м3 становится значительной. Полученная поправка учитывает наличие флуктуаций числа частиц в дисперсной системе и позволяет теоретически обосновать влияние на скорость коагуляции размера и средней концентрации аэрозольных частиц. Применимость полученных результатов к коагуляции коллоидных частиц требует специального обоснования.
7.5.3. Кинетическое уравнение ансамбля дисперсных частиц
Стохастические свойства дисперсных систем наиболее полно проявляются при анализе поведения ансамбля дисперсных частиц, когда одновременно происходит их образование, дальнейший рост (или растворение), агломерация и дробление. Для описания этих свойств и используется кинетическое уравнение (или уравнение баланса числа частиц по размерам). Хотя данное уравнение используется давно [57, 82], вопросам его обоснования и пределам применимости стали уделять внимание только в последние годы [83-85]. Необходимость в этом возникла в связи со стремлением учесть наибольшее число явлений при описании конкретных процессов: кристаллизации [86], растворения [87], классификации [88], конденсационного пылеулавливания [89]. К таким явлениям в первую очередь необходимо отнести агломерацию и дробление частиц, которые иногда весьма существенны в промышленных аппаратах. Эти явления и сами по себе находят широкое применение в промышленности [84, 90].
Введем понятие одночастичной функции распределения. Пусть f{x,V,x)(£cdV есть вероятность того, что дисперсная частица (кристалл, капля) из заданной
Методы математического моделирования
683
совокупности имеет координаты в интервале от х до х + Дх и объем в интервале от V до У + ДУ. Плотность распределения вероятности /(х,К,т) нормирована на единицу:
^'т
ffff/(5,r,T)^ = l, lim /(х,К,т) = 0. L3 Го
Для однородной системы, учитывая, что в общем случае число дисперсных частиц меняется, можно использовать функцию /(х,Г,т) =/(Г,т), характеризующую объемом V их число, приходящееся на единицу пространства. Изменение дисперсности частиц происходит за счет их роста, разрушения или агломерации, а также при наличии их стока и притока извне.
Случай роста частиц. Уравнение, которое отражает изменение дисперсности кристаллов в результате их роста при периодической кристаллизации, впервые выведено О.М. Тодесом [91]. Оно имеет следующий вид:
^^ = -^[п(М)/(К,т)] (7.5.3.1)
и допускает возможность аналитического решения.
Учет флуктуаций скорости роста. Детерминированно-стохастическая природа массовой кристаллизации проявляется в наличии флуктуаций скорости роста кристаллов одного размера [86, 93], колебание которой является следствием непостоянства скорости их осаждения (движения), различиями свойств поверхности, а также неоднородностью пересыщения по объему системы. Флуктуации происходят около среднего (для данного объема кристалла) значения объемной скорости роста (n(F))- Следовательно, г|(К) = (т|(К)} + ц(/, где fj(. — пульсационная составляющая объемной скорости роста. В некоторых случаях пульсационные составляющие могут достигать значений порядка от 5 до 50 % полной скорости роста кристалла [94]. Предполагается, что пульсационная составляющая не зависит от К и изменяется весьма быстро по сравнению с изменением V. Кроме того подразумевается, что существует такой интервал времени Ат, в течение которого изменение V будет весьма малым, тогда как fjK за тот же интервал времени может испытать несколько флуктуаций. С учетом возможных флуктуаций получим
(7.5.3.2)
где Dv — коэффициент диффузии кристаллов в пространстве параметра V.
Учет убыли и притока дисперсных частиц извне. Дальнейшее уточнение уравнения (7.5.3.1) связано с учетом убыли и притока частиц (кристаллов) извне, который равен произведению их плотности распределения Уо(К, т) на объемный расход потока, поступающе
го в систему извне. Для проточной дисперсной системы баланс притока частиц и их убыли сохраняется, что приводит к выражению:
где (тн), (тк) — среднее время пребывания исходных частиц и кристаллов в аппарате соответственно. Исходные частицы, попав в аппарат, становятся неотличимы от кристаллов. Поскольку в рассматриваемом процессе непрерывно образуются новые частицы, их среднее время пребывания не равно среднему времени пребывания потока; для частиц различных размеров оно тоже разное [82]. Кроме того, вследствие большой дисперсности частиц на выходе из аппарата может сказываться гидродинамическое отставание крупных частиц и проскок мелких. Реальное время пребывания дисперсных частиц в аппарате зависит от их размеров.
Учет дробления дисперсных частиц. К дисперсной системе помимо материальных потоков извне подводится также механическая энергия, которая необходима для создания определенной гидродинамической обстановки в аппарате. Часть вводимой энергии расходуется на придание скорости движения частицам относительно сплошной фазы. В результате наблюдается интенсивное взаимодействие как между отдельными дисперсными частицами, так и между кристаллами и конструктивными элементами аппарата, что приводит к дроблению частиц. Дробление по своей природе является вероятностным (случайным марковским) процессом, и его аналитическое описание возможно при определенных физических ограничениях. Предполагается, что любые две одинаковые частицы, взятые в некоторый момент времени, разрушаются за время dx независимо от времени их существования в данном интервале размеров. Разрушающиеся частицы дают осколки, имеющие достаточно устойчивый спектр размеров. В этом случае поведение системы дисперсных частиц описывается по следующей схеме. Пусть функция fQ(V, Уу) характеризует плотность распределения частиц объема У, образовавшихся в единицу времени в результате разрушения частиц объемом С учетом изменения суммарного объема частиц за счет их роста и условия нормировки получим интегро-дифференциальные уравнения
^122 = -~[п<|/)Л1'.т)]+ ох дУ
V *к0
V
\vf(V,V,)dV = Vv
Vo
Уравнение может быть упрощено, если представить /о(К,К]) = 0(Р1)/(К,Р1), где 0(Г1) есть величина,
684
Новый справочник химика и технолога
обратная времени существования частицы объемом С учетом нормировки получим [95]:
^2 = -|;[п(Г)/(К>т)]+
+ )dV,
V
Практическое применение данного уравнения достаточно сложно, так как в большинстве случаев не удается априорно установить вид функций 0(Г]) и /(К Ki) и требуются дополнительные экспериментальные и теоретические исследования по их определению. Окончательные расчетные зависимости могут быть получены только в результате обработки экспериментальных данных на основании данной модели.
Учет агломерации дисперсных частиц. Еще более сложное уравнение получается при рассмотрении агломерации, которое также можно построить из соображений баланса [59]. С учетом величины, обратной частоте парных столкновений между дисперсными частицами в единице объема [3(Г. Ki), уравнение агломерации имеет вид:
Й W-*:-VJdV^ -
Перемешивание как динамическая система. Наиболее общее эволюционное уравнение, которое может быть положено в основу описания перемешивания в дисперсных системах, связывающее условные вероятности, записанные для перемещения частицы р(ХрТ, |хрт.), друг с другом и удовлетворяющее постулату Маркова, — это уравнение Чепмена — Колмогорова в его интегро-дифференциальной форме [97, 109]:
от , ozt
[в {z,T)p{z,X I у, т')] +
2 7“ ozpz L J
+ fdx[w(z | x, т)р(х,t I у,t') - w(x | z,z)p(z,т | у,t')] .
(7.5.3.3)
Здесь At(z, t) — вектор сноса; Д/z, т) — положительно определенная симметричная диффузионная матрица; w(z\ х, т) — при определенном нормировании определяет распределение частиц, уходящих из точки х, и описывает скачкообразные движения.
В общем случае, когда A,(z, т), Ву(г, т) и w(z| х, т) не обязательно обращаются в нуль, уравнение (7.5.3.3) описывает траектории, являющиеся кусочно-непрерыв
ными линиями, состоящими из частей, соответствующих диффузионному процессу с отличным от нуля вектором сноса, на который накладываются флуктуации.
При By(z, т) = 0 получают траектории, которые можно ожидать в разреженном газе, где свободно движущиеся частицы испытывают мгновенное изменение импульса.
При B,j(z, т) = 0 и w(z|x,t) = w(x|z,t) = 0 уравнение (7.5.3.3) описывает детерминированный процесс и принимает частную форму уравнения Лиувилля (7.5.1.1), которое преобразуется в уравнение Гамильтона при условии сохранения фазового объема.
Если A,(z, т) = 0 и By(z, т) = 0, то уравнение (7.5.3.3) описывает скачкообразные процессы и носит название уравнения Колмогорова — Феллера. В этом случае типичная траектория состоит из отрезков прямых, чередующихся с разрывными скачками, распределение которых дается функцией w(z| х, т). Переход к безусловным вероятностям приводит к дифференциально-разностным уравнениям Колмогорова.
В пределе бесконечно малых скачков, когда скачкообразное движение многокомпонентной смеси отсутствует, т. е. w(z | х, т) = и’(х | z, т) = 0, и выполняется гипотеза масштабной инвариантности, уравнение (7.5.3.3) преобразуется в уравнение Фоккера — Планка:
(7.5.3.4)
Функция распределения /(х,т) также подчиняется уравнению Фоккера — Планка. Данное уравнение широко используется при описании перемешивания в аппаратах непрерывного типа. Дифференциальноразностные уравнения Колмогорова находят применение при моделировании перемешивания в аппаратах периодического действия. Еще одна перспективная область применения уравнения Фоккера — Планка — описание совмещенных процессов, например перемешивания дисперсных частиц с одновременным их измельчением или агломерацией.
Приведенные модели пригодны для описания как периодических, так и непрерывных процессов. Основной проблемой для периодического процесса остается правильное задание начального распределения частиц по объему дисперсной системы. Если использовать модели, построенные на основе марковских процессов, то в силу их эргодичности можно утверждать, что при достаточно длительном времени проведения процесса начальное состояние смеси не будет оказывать влияние на результат перемешивания. Конечный результат будет зависеть от интенсивности воздействия рабочих органов на дисперсный материал и свойств исходных компонентов.
Обобщенное кинетическое уравнение. Полученные выше частные случаи уравнения баланса числа частиц по размерам могут быть представлены общим кинетическим уравнением:
Методы математического моделирования
685
д д г)2 3 л 3 Л2
—f (х, V, т) +—[<т](И))/(х, V, т)] -—[Dvf(x, V, О] + £—[w,, (х, V, x)f(x, V, т)] - £—[Dt (х)/(х, V, т)] =
С/Т С/V OV 7=] OX j—] ОХл
\Тн/ \тк/ 2Г0К0
Рт ут
-f(x,v,z) -е(и)/(г,т).
Го V
Ряд упрощений и предположений, сделанных при выводе уравнения (7.5.3.5), требует осторожного отношения к пределам его применимости, особенно в тех случаях, когда учитываются измельчение и агломерация. Не исключена возможность, что в отдельных случаях форма членов уравнения, учитывающих измельчение и агломерацию, будет отличаться от (7.5.3.5). Рецептурных (однозначных) методов решения интегро-дифференциальных уравнений нет. Ввиду большой значимости кинетического уравнения для практических расчетов и серьезных математических трудностей, связанных с его решением, приходится создавать на его основе более простые модели.
7.5.4. Модель динамики ансамбля дисперсных частиц как неоднородная цепь Маркова
Конденсационное пылеулавливание (растворение, кристаллизация, истирание и т. д.) рассматривается как процесс эволюции во времени большой системы дисперсных частиц. Рост одиночной частицы шаровой формы из переохлажденного пара или газа, пересыщенного парами жидкости, подчиняется общим законам гидродинамики и тепло-массообмена в сплошных средах, которые позволяют достаточно точно предсказать скорость ее роста. Если анализировать усредненное поведение ансамбля одинаковых частиц, то можно говорить о среднем непрерывном изменении размера частиц на фоне флуктуаций этого изменения. Скорость изменения объема частиц в ансамбле можно представить как сумму средней непрерывной скорости роста <Т1(Е)> и случайной функции времени %(т), отражающей колебания «мгновенной» скорости роста относительно среднего значения [98]:
^ = <Л(О)+М»- (7.5.4.1)
ат
Под влиянием каждой отдельной флуктуации, вызванной изменением условий взаимодействия отдельных частиц со средой, происходит малое отклонение скорости роста от ее среднего значения. Единственное утверждение, которое можно высказать относительно флуктуаций, заключается в том, что они весьма многочисленны и чрезвычайно нерегулярны по своей величине. Это утверждение дает необходимую основу для применения закона больших чисел и теории вероятностей в описании процесса. Величину (т) нельзя счи-
(7.5.3.5)
тать заданной функцией времени, однако можно сделать разумные предположения о влиянии флуктуации при усреднении по большому числу одинаковых частиц, т. е. по их ансамблю. Аналогично нельзя предсказать скорость роста или объем капли в каждый момент времени т, но можно предсказать средний результат большого числа экспериментов, выполненных в одинаковых условиях. Уравнение (7.5.4.1) является типичным представителем класса так называемых стохастических уравнений и относится к теории стохастических процессов [99]. Поэтому используют некоторые общие идеи и методы теории стохастических процессов, которые позволяют свести решение уравнения (7.5.4.1) к решению параболического дифференциального уравнения для плотности распределения дисперсных частиц по размерам/(И, т).
Если переменная V — объем капли — детерминированная величина, то существует функция времени т, определяющая значение V в каждый момент времени т по соответствующим начальным условиям при т = 0.
Если V — случайная переменная, то такой функции не существует. В каждый момент времени переменная V может принимать любое значение, лежащее в области изменения этой переменной. Однако каждому возможному значению V в момент времени т присваивается некоторая вероятность, которая может принимать любое значение, заключенное между нулем и единицей.
Представление о случайном процессе дает рис. 7.5.4.1. Наиболее вероятные значения V в последовательные моменты времени т изображены жирными точками. Через эти точки можно провести наиболее вероятную траекторию. Ничто не препятствует существованию двух или большего числа равновероятных траекторий.
Рис. 7.5.4.1. Траектория случайного процесса во времени
686
Новый справочник химика и технолога
В дальнейшем изложении основную роль играет понятие цепи Маркова (см. подраздел 7.3.2). Это понятие распространяется на случай, когда состояние системы может быть определено через сколь угодно малые промежутки времени (т — непрерывный параметр) и когда состояние системы определяется заданием ряда параметров V2, Vn. Ряд таким образом определенных следующих непрерывно друг за другом состояний образует цепь Маркова, если можно ввести вероятность перехода р(т0; Ео । т; И) из состояния Уо, которое система имела в момент т0, в состояния, для которых объем лежит между V и V+ dV к моменту т. Причем вероятность должна быть полностью определена заданием Ко в любой момент т0- Следовательно, в случае непрерывного физического процесса на достаточно малых промежутках времени между последовательными событиями должна существовать связь. Если удастся установить, что в момент времени т0 переменная принимает значение Ио, то это обстоятельство будет влиять на вероятность того, что объем частицы имеет значение Ki в момент ть Для случайного марковского процесса связь между двумя последовательными событиями устанавливается через вероятность перехода следующим образом:
1^о) = а(^;т1 К;то)Ж>то)-
Это соотношение, определяющее р}, говорит о том, что совместная плотность вероятности | Е0;т0)
найти значение Vo в момент т0 и V\ в момент т1 равна плотности вероятности нахождения значения Ио в момент т0, умноженной на вероятность перехода от Ио к V\ за промежуток времени (ti - т0). Вероятность перехода должна обладать следующими свойствами:
Vm
|Го;г„)>0, JA(^;t1|F0;z0)^=l; (7.5.4.2) ''О
Vm
f<№= I Г0;т„)Ж,г„Ж. (7.5.4.3)
К)
Если переход из одного состояния Ко в другое V2 осуществляется, минуя некоторое промежуточное состояние Ki, то для величины # (Г2;т2 | Е0;т0) можно записать следующее выражение:
V,n
Pl(^2’^2 I^O’To)“ JP1(^2’^2 I ^1’^1 )P1 (^15^1 I •
f'o
(7.5.4.4)
Физическая интерпретация этого уравнения очевидна. Можно вычислить вероятность перехода от значения Ео в момент т0 к значению V2 в момент т2, если взять произведение вероятности перехода к некоторому промежуточному значению V\ в любой промежуток времени Ti на вероятность перехода от этого значения к конечному значению в момент т2 и просуммировать по
всем промежуточным значениям. Будучи вероятностью перехода между двумя состояниями, р\ является независимой единственной вероятностью перехода в марковском процессе, поэтому индекс «1» излишен и в дальнейшем опускается. Интегральное уравнение (7.5.4.4) часто рассматривают как определение марковского процесса и называют уравнением Смолуховского.
Решение интегрального уравнения Смолуховского может быть сведено к решению уравнения (7.5.3.4) в частных производных, которое известно под названием уравнения Фоккера — Планка. Функция распределения f(V, т) также подчиняется уравнению Фоккера — Планка
(7.5.4.5)
Это уравнение отражает эволюцию любого начального распределения дисперсных частиц по размерам V к равновесному состоянию. Картина, описываемая уравнением Фоккера — Планка, согласуется с уравнением Ланжевена (7.5.4.1), рассматриваемым совместно со статистическими допущениями относительно fjr(x). Однако в уравнении (7.5.4.5) информация об изучаемом процессе представлена в значительно более компактной форме. Статистическое обоснование полного кинетического уравнения (7.5.3.5) можно найти в работе [83]. Непосредственное его решение возможно только для довольно ограниченного числа частных случаев [59].
При решении многих прикладных задач нет необходимости рассматривать непрерывный процесс как таковой, поскольку при некотором приближении можно интересоваться не точным объемом частицы, а вероятностью того, что частица принадлежит заданному интервалу объемов. Такой подход оправдан тем, что решение задачи проводится с помощью ЭВМ. Возникает задача разработки дискретной модели непрерывного процесса. В связи с этим рассматривают систему, имеющую конечное число возможных состояний Hi, V2, ..., Vk. Для системы дисперсных частиц в качестве случайной величины может выступать характерный размер частицы — ее объем V, который принимает дискретные значения V2, ..., Vk. Закономерности случайного марковского процесса Е(т) определяются совместным распределением вероятностей/ХУь Е2,..., Vk) его значений K(Tj), Е(т2), ..., Е(тл) в различные моменты времени т1? т2, ..., тк и могут быть описаны с помощью условных вероятностей. Дискретный аналог уравнения (7.5.4.3) имеет вид:
(и +1) = ЕФ/^Pij№ = 1,2, 3,..., Л,
7=1
(7.5.4.6)
где (рг(л) — вероятность нахождения частицы в Е(-м состоянии в момент времени т„; p}I(ri) — условная вероятность перехода частицы из состояния Vj в состояние V]
Методы математического моделирования
687
за время Ат = т„^ - т„. Очевидно, что условные вероятности неотрицательны и удовлетворяют условию нор-k
мировки £ Pji (п) = 1; Pj,(n) > 0. г=1
При построении дискретной модели накладываются определенные ограничения на выбор состояний системы и шага по времени. Состояния системы должны выбираться таким образом, чтобы по возможности обеспечить равенство переходных вероятностей. Шаг по времени можно выбирать таким, при котором частица может перейти в близлежащие состояния. В этом случае уравнения (7.5.4.6) примут вид:
<р1(лг + 1) = <р1(лг)р1](лг),
ф2 (« + 1) = Фг {п)р22 (п) + ф! (п)рп (п),
Ф, (« +1) = ф; («)л («) + Ф/-1 («) А-и (и) + ф,-2 (Л)Л-2,г («)>
z = 3,4,..., к.
(7.5.4.7)
Если задано начальное состояние ф,(0) дискретной системы, то модель (7.5.4.7) описывает дискретный во времени процесс ее эволюции в результате роста дисперсных частиц при постоянных внешних условиях. В случае разрывных марковских процессов, когда система имеет конечное число состояний при непрерывной ее эволюции во времени, для малых интервалов времени Ат вероятности перехода имеют вид
Ра (”) = р (К; т+л* IКт) =1 - ъ, («)Дг+о( Дт),
\ \ (7.5.4.8)
Pji(n} = Р(К5т + ДтI Vj;т) = (л)Ат + 0(Ат).
Здесь символом 0(Ат) обозначены члены высшего а г 0(Ат) .
порядка малости относительно Ат, т. е. lim ——- -> 0.
Дх->0
Судя по соотношениям (7.5.4.8), характерная черта массовой конденсации (кристаллизации) состоит в том, что для малых Ат вероятность л„- неизменности состояния превышает вероятность его изменения и физически выражает два факта. Во-первых, при Ат = 0 частица не меняет своего состояния Ег. Во-вторых, вероятность перехода из состояния Vt в любое другое возможное состояние зависит от рассматриваемого момента времени (процесс неоднородный). Для малого Ат вероятность перехода пропорциональна величине этого интервала. Подставив выражения (7.5.4.8) в правую часть уравнения (7.5.4.7) и перейдя к пределу при Ат 0, получим систему линейных дифференциальных уравнений:
-^- = -ф1(т)л11, ат
z/ф, /X / \
-j = -ф2(^22 +Ф1(т)л12, ат
= -ф, (т)+ 9,..! (т)i + Фг—2 fr)V21, z = 3,4,..., к, ат
где величины удовлетворяют условию нормировки
£я/т)Ат = 1; л7,(т)>0; j,i = 1,2,3, ...,к. (7.5.4.10) г=1
Эти дифференциальные уравнения нужно интегрировать при начальных условиях
ф/т0) = (рг°. (7.5.4.11)
Разрывный марковский процесс (7.5.4.9)-(7.5.4.11) описывает непрерывную во времени эволюцию дискретной системы в результате роста дисперсных частиц при постоянных внешних условиях и равной нулю скорости образования новых частиц. В теории марковских процессов [99] доказывается, что любой непрерывный марковский процесс может рассматриваться как предельный случай разрывного марковского процесса, а решение уравнения (7.5.4.5) можно аппроксимировать решениями дифференциальных уравнений (7.5.4.9).
Установить связи между условными вероятностями перехода и параметрами непрерывного процесса <т|(Р)) и £>ДЕ) можно, если рассмотреть предельный переход от цепи Маркова (7.5.4.7) к непрерывному процессу [86].
При этом модель дискретного марковского процесса роста ансамбля дисперсных частиц (7.5.4.5) запишется в виде:
Ф, (п +1) = Ф, (п)ри (п) + ф(_, (п)р,_х, (п) + ф,_2 (и)Р,_2>, (л) ,
(7.5.4.12)
где
1 Ат ч Pi-2,i
Согласно физическому определению вероятности, в момент времени т„ под величиной ф,(а?) можно понимать отношение объема дисперсных частиц К, с размерами от V, до К/ + АКк суммарному объему всех час-
V. V
тиц : ф( (п) = . Подставив данное выраже-
г=1
ние в уравнение (7.5.4.2) и умножив его обе части на плотность жидкости pd, получим
(п +1) = М, (jn)plt (я) + М,_х (п)р,_Х1 (п) + М'_2 (п)р^2, (п)-,
i = 1,2,3, ...,к,
(7.5.4.9)
(7.5.4.13)
688
Новый справочник химика и технолога
Рис. 7.5.4.2. Схема возможных переходов при росте дисперсных частиц (кристаллов)
где р,/л) образуют матрицу переходных вероятностей вида
Ai Аг Аз
Р22 Аз А4
A A,+i А.,+2
A-i.it-i
А-1д
1
(7.5.4.14)
Структура матрицы задается выбранной схемой возможных переходов при росте дисперсных частиц (рис. 7.5.4.2). Предполагается, что переходы возможны как за счет роста частиц с некоторой средней скоростью, так и из-за пульсаций скорости роста, которые могут уменьшать или увеличивать среднюю скорость роста. Данное явление отражает случайный характер изменения во времени объема частицы. Отличие в скоростях роста одной и той же частицы за короткий промежуток времени может достигать 20-30 %. Соотношение (7.5.4.13) описывает изменение массы дисперсных частиц М^п) различного объема во времени при их росте. Состояния системы должны выбираться таким образом, чтобы по возможности обеспечить равенство переходных вероятностей р/;.
Пример 7.5.4.1. Рост ансамбля дисперсных частиц при постоянном пересыщении [100]. Предположим, что скорость роста аэрозольных частиц зависит от их размера и величина, характеризующая флуктуации скорости роста Dy(V), пропорциональна этой скорости К)). Коэффициент Kv имеет размерность [м3]. Выражение для вероятностей перехода (7.5.4.12) может быть представлено следующим образом:
J АС Г|о AC J
„ .(п(О) к„
Ч» 2ДК'
Отношение —— должно быть меньше единицы. АК
Рис. 7.5.4.3. Распределение аэрозольных частиц по размерам: а — после 8000 шагов по времени;
б — после 16 000 шагов по времени
и (У)
В свою очередь отношение т|* = -v - выбирается так, По
чтобы выполнялись условия сходимости задачи. Поскольку по условиям задачи т|*(Р) зависит от объема частицы, то его максимальная величина не должна превышать ра = 0,01 ч- 0,05. Дисперсные частицы могут иметь только определенные, заранее заданные размеры, т. е. находиться в одном из заранее заданных состояний. Выбор этих состояний определяет как точность расчета функции распределения частиц по размерам, так и время решения задачи. Пусть размеры аэрозольных частиц меняются по следующему закону: V, = Ио(1 + АР7), z — 0, 1,2, ..., к. Объем частицы минимальных размеров Vo может совпадать с размером зародыша. В свою очередь, А И задает шаг изменения объема аэрозольных частиц, а к — общее число возможных состояний. Чем меньше А К, тем больше состояний требуется для задания одного и того же интервала изменения размеров частиц.
Примем, что для скорости роста имеет место степен-
V | — (z = 0,1,2, ...,к). ^0 )
Соотношение для т|* задано так, что при z = 0 получим
Методы математического моделирования
689
т|*(Г) =ра, и ра есть относительная скорость роста частицы минимального размера, которая учитывает и существующее в дисперсной системе пересыщение. Согласно [98], значение b равно 1/3 и оговаривается областью размеров, в которой это уравнение применимо. Исходя из принятой постановки задачи, шаг по времени напрямую не участвует в расчетах. Он может быть рассчитан из ус-ц(Г0)Ат
ловил ра = —. Результаты расчетов по предложен-
АГ
ной модели представлены на рис. 7.5.4.3. Были приняты следуюпще значения параметров: ра = 0,02, к = 600, К
А И =0,00625. -^ = 0,95. В начальный момент времени при п = 0 А7о(О) = 1 и частицы имели размер Ко.
7.5.5. Примеры построения стохастических моделей
Пример 7.5.5.1. Стохастическая модель зародышеобразования. Необходимо в рамках стохастических представлений построить модель гомогенного и гетерогенного зародышеобразования (см. подраздел 8.7.1) для описания скорости образования кристаллов из жидкой фазы на основе представления о рождении и гибели кластеров [120]. При решении поставленной задачи считается, что зародышеобразование протекает по известной схеме случайного процесса гибели и рождения с конечным числом состояний [29, 99, 121, 122]. Пусть объем пересыщенного пара, незначительно превосходящий объем критического зародыша, содержит (п + 1) атомов или молекул. Символом Ео обозначим состояние этого объема, когда в нем содержится (п + 1) одиночных атомов пара, символом £t — состояние системы, заключающееся в образовании одного комплекса из двух атомов, £2 — одного комплекса из трех атомов и, наконец, £й_1— одного комплекса из п атомов. Этот комплекс представляет собой критический зародыш жидкой фазы, который после присоединения еще одного атома (переход в состояние £й) способен к дальнейшему самопроизвольному росту. Обозначим через Хо вероятность перехода из состояния £о в £ь через X] — вероятность перехода из состояния £i в £2 и так далее, т. е. вероятности присоединения одиночных атомов к соответствующим комплексам. Через Ц1 обозначим вероятность перехода из состояния £i в £0, через ц2 — вероятность перехода из состояния £2 в Е\ и так далее, т. е. вероятности отрыва одиночных атомов от соответствующих комплексов. Тогда граф-схема процесса будет иметь вид, представленный на рис. 7.5.5.1. Вероятность перехода системы из состояния Еп в состояние £й_! полагаем равной нулю ц(й = 0), т. е. состояние £„ для этой схемы является поглощающим.
Рис. 7.5.5.1. Граф-схема процесса образования центра конденсации в объеме пара, содержащего (п + 1) атомов (молекул)
Проведем анализ этой модели применительно к однородному, микростационарному с физической точки зрения, процессу зародышеобразования. Вероятности переходов X/ и будем считать постоянными, не зависящими от времени, но зависящими от размеров комплексов Xj Х7 при i j. Тогда кинетика процесса описывается однородной системой дифференциальных уравнений с постоянными коэффициентами [120]:
ф- = AjPoCO + HiPiCO, -
di
= Хм (т) -(Х; + ц,)Pi + ц/+1р<+1 (т), ...
di
di
где р/т) — вероятность нахождения системы в состоянии £,; X; — вероятность присоединения одиночного атома к соответствующему кластеру, а ц, — вероятность отрыва атома от кластера. Эта система должна интегрироваться при заданных начальных условиях: т = 0 pt =Pi(O), i = 0, 1, ..., п. С физической точки зрения начальные состояния системы представляют собой равновесную функцию распределения частиц по размерам в исходном пересыщенном состоянии пара. Поэтому задание начальных условий системы, различных с математической точки зрения, позволяет исследовать влияние перегрева пара на кинетику зародышеобразования.
Предположим, что существует внешний источник пара. При этом единичные атомы или молекулы переходят в пересыщенное состояние со скоростью N (шт/с) и мгновенно передают свою энергию системе [119]. Тепловое движение атомов в объеме обеспечивает их взаимные столкновения. Во время случайного блуждания в объеме пересыщенного пара два атома (молекулы) могут столкнуться и соединиться с образованием двухатомного агрегата. Дальнейшее присоединение атомов ведет к образованию триплетов и более крупных агрегатов (зародышей, кластеров). Концентрацию таких агрегатов, состоящих из i атомов, обозначим через гц (шт/м3). Скорость образования их равна произведению концентрации атомов Л/(т) (которая может изменяться во времени) на столкновительный фактор Wj (м • с"1), в который входит коэффициент диффузии D (м2 • с1) и геометрический множитель Si (w; = £,£>).
Агрегат с малым числом атомов неустойчив, он может терять атомы. Частота (с-1) распада или диссоциации агрегатов рассчитывается по формуле Томсона для давления пара над малыми каплями. Для очень малых зародышей эта формула не выполняется, поэтому ц/ — неизвестная величина, которую наряду с X, необходимо определять экспериментально. Если i < 6, значение энергии связи нужно рассчитывать методами квантовой механики. Для малых агрегатов распад вероятнее роста: ц, > Х„ i < f; для больших справедливо обратное. Зародыш из /* атомов называется критическим,
690
Новый справочник химика и технолога
если |Л* = А,,». Для вычислений делаются следующие допущения: присоединяться к агрегатам и отрываться от них могут только единичные атомы, но не пары и не большие кластеры; подвижны только атомы, а не зародыши. Тогда процесс зародышеобразования описывается системой уравнений:
бЦ V1 л v4
dx хА ti ti
— = \п1 -(Х2+ц2)и2+ц3«з; ... ах
— = Х,_1и;_1 -(X, +ц,.>; + ц,+!и1+1. ах
Агрегаты образуются со скоростью Xz_i«,_i путем захвата единичных атомов агрегатами из (г - 1) атомов; вероятность захвата в единицу времени равна /, _ь Число агрегатов п, может меняться либо за счет захвата, либо за счет потери ими одного атома, что дает член (X, + Ц;)н,. Распад зародышей п, +i дает еще ц, +1и,- +1 агрегатов в секунду, состоящих из i атомов. Уравнения преобразованной системы для всех nh i> 1, аналогичны. Только уравнение для i = 1 существенно отличается от прочих («1 — концентрация атомов). Эти уравнения подробно обсуждаются в [123], где установлена их связь с хорошо известными результатами Фаркаса, Беккера — Деринга, Френкеля — Зельдовича.
Как правило, скорость зарождения дисперсной фазы рассчитывают по термодинамической формуле [80]. Это вполне корректно, если конденсация идет вблизи равновесия при небольших пересыщениях. Но при конденсации в расширяющихся соплах пересыщения очень велики, поскольку расширение происходит при сильном отклонении от равновесия, когда существенную роль играют нестационарные процессы (например, поглощение атомов растущими зародышами). В этом случае нужно пользоваться кинетическими уравнениями.
Пример. 7.5.S.2. Модель периодической кристаллизации. Рассмотрим периодический процесс, когда объем и общее количество целевого компонента в системе остаются неизменными, а меняются внешние условия (например, температура раствора) [86]. Обозначим через Мх величину массы целевого компонента в растворе, соответствующую его равновесной концентрации С при заданной температуре t, и через Л/2 — величину массы целевого компонента, находящегося в метастабильном состоянии, равную произведению величины пересыщения на объем раствора (см. рис. 7.5.5.2). Пусть М3, М4, М5, Mk — массы кристаллов соответствующих фракций в системе. Таким образом, кристаллизационная система в каждый момент времени хп будет характеризоваться набором величин М2(п), М3(п), ..., Мк(п), каждую из которых можно считать мерой вероятности пребывания целевого компонента в том или ином состоянии. Здесь речь
идет о «физическом» понятии вероятности. При необходимости величины М\(п), М2(п), М3(п), Мк(п) могут быть нормированы на единицу. Если заданы начальное распределение вероятностей Л/,(0) для i = 1,2 ,3,..., к и матрица переходных вероятностей Рь то основное рекуррентное соотношение запишется в виде
Л/,(и + 1) = £м,(л)рДИ); ' = 1,2,3,...,к. (7.5.5.1) 7=1
Рис. 7.5.5.2. К расчету вероятности перехода массы целевого компонента из раствора М\ в метастабильное состояние М2
Матрица переходных вероятностей имеет следующий вид:
Ри Рп
Р22 Р23 Ргь
P2i ... Р2к
и
(7.5.5.2)
Не описанные в матрице элементы равны нулю. Ес-dt
ли — — скорость охлаждения раствора, то вероят-di
ность перехода целевого компонента в метастабильное состояние и вероятность остаться в исходном состоянии выражаются:
dt dc Ат .
Р\2~~, ~7 ~ •> Р\\~^~Р\2‘ ат at с
Целевой компонент из метастабильного состояния распределяется между различными фракциями кристаллов пропорционально вероятности изменения их состояния. Можно предположить, что вероятность перехода пропорциональна произведению скорости роста кристалла на шаг по времени и обратно пропорциональна изменению его объема при переходе в следующее состояние:
Jt^AtM. р.дг;
P2i M2
Два последних множителя учитывают перераспределение массы М2 между отдельными фракциями.
Методы математического моделирования
691
С учетом выражения для скорости роста (г|(^.)> = ккП получим:
п =—К—• z = 3 4 ,5, А, (7.5.5.3)
11 му'
где к(/ — константа скорости кристаллизации или константа в выражении для скорости роста, П — пересыщение.
Зародышеобразование в рамках принятой модели описывается вероятностью перехода массы целевого компонента из метастабильного состояния:
JV.m.M, Дт
^23 =-------= К/----
М2 т7
Вероятность для целевого компонента метастабильном состоянии равна
, Дт ^4 М,кгДт с„=1-к,----> ——-—
J Tj му
(7.5.5.4)
остаться в
(7.5.5.5)
Таким образом, рекуррентное соотношение (7.5.5.1) совместно с матрицей (7.5.5.2) и уравнениями, определяющими величины переходных вероятностей, представляет собой стохастическую модель периодической кристаллизации в дисперсной системе при изменении ее температуры во времени.
Шаг по времени Дт выбирается из условия, что вероятность остаться в том или ином состоянии не должна быть меньше некоторой величины р„ > ра или ра = 0,90 4- 0,99. Так как в процессе счета наибольшее изменение претерпевает величина М2, то должно выполняться уСЛОВИе р22 Ра-
Пример 7.5.5.3. Стохастическая модель непрерывной кристаллизации. При непрерывной массовой кристаллизации необходимо учитывать изменение массы целевого компонента в кристаллизаторе за счет его поступления с исходным раствором и убыли с маточным, а также убыль из системы массы дисперсных частиц различных фракций. При этом предполагается, что в аппарате достигается режим идеального смешения по сплошной фазе — раствору. Обозначим через М\ массу целевого компонента в исходном растворе, через М2 — в растворе кристаллизатора, через М3— в метастабильном состоянии и через М4 — массу целевого компонента в маточном растворе на выгрузке. Введем также в рассмотрение массы кристаллов различных фракций, поступающих на выгрузку. Это связано с тем, что необходимо различать кристаллы одинакового объема, находящиеся в аппарате и на выгрузке. Основное рекуррентное соотношение для М,{п) как меры вероятности пребывания целевого компонента в том или ином состоянии не изменится. Изменится структура матрицы переходных вероятностей Р2, которая записывается с учетом работы проточного кристаллизатора:
Рн
Р22
Р2 =
Р13
Р23
РзЗ Р34 Р35
1
........ Рз,к+4 к
1^1 и
(7.5.5.6)
где | — матрица переходных вероятностей, отражающая изменение числа дисперсных частиц за счет их роста и была определена ранее (7.5.4.14), |ж| — матрица переходных вероятностей, описывающая процесс попадания кристаллов на выгрузку р^к- Целевой компонент может находиться в исходном состоянии Мх. Вероятность покинуть это состояние и перейти в мета-стабильное М3 пропорциональна объемному расходу раствора VJn), поступающего в кристаллизатор dV
pi3 =—---------- Согласно условию нормировки,
<Ут[Дт/Ки(п)]
, dV
вероятность остаться р,. =1--------------. Данное
11 dT[/M/Vu(n)]
уравнение следует из допущения о том, что исходный раствор находится в емкости, из которой он дискрет-dV 4
ными порциями —Дт в определенные моменты вре-
di
мени т„ (п = 0, 1, 2, 3,...) поступает в кристаллизатор. Моделирование прекращается тогда, когда заканчивается исходный раствор.
Вероятность р22 для целевого компонента покинуть раствор, находящийся в кристаллизаторе, и перейти в метастабильное состояние рассчитывается так же, как и для периодического процесса, по уравнению (7.5.5.4). Соответствующим образом по уравнению (7.5.5.5) рассчитывается и р22. Из метастабильного состояния в проточном кристаллизаторе целевой компонент может перейти вместе с маточным раствором и попасть на выгрузку в состояние Л/4, где он без изменения и будет находиться все дальнейшее время. Тот факт, что, попав в состояние Л/4, целевой компонент покинуть его не сможет, очевиден из равенства р44 - 1. Вероятность попасть в это состояние пропорциональна объемному расходу раствора, поступающего в (покидающего) кристаллизатор, и обратно пропорциональна его объему, находящемуся в кристаллизаторе И0(и):
р., = \М. (п) + М3 (п)1——-—-----;
34 L Л ц dz м2(пу0(пу
!>,(«) Р» -5
Из метастабильного состояния целевой компонент может попасть в кристаллическое состояние М5 за счет зародышеобразования. Вероятность такого перехода р35 может быть рассчитана согласно уравнению (7.5.5.4).
692
Новый справочник химика и технолога
Возможен переход целевого компонента из метаста-бильного в кристаллическое состояние и за счет роста кристаллов различных фракций с вероятностью р$, (i = 6,7,..., к + 4), определяемой уравнением (7.5.5.3).
Для целевого компонента, находящегося в кристаллическом состоянии, характерно перераспределение его массы между различными фракциями и попадание на выгрузку из кристаллизатора вместе с маточным раствором. Вероятность попадания дисперсных частиц на выгрузку зависит от характера их движения в кристаллизаторе. Если достигаются условия равномерного распределения дисперсной фазы по его объему, то вероятность попадания частиц на выгрузку обратно пропорциональна среднему времени пребывания раствора в
Ат
аппарате pt i+k = — (i = 5, 6, 7,..., к + 4), и фракцион-<т)
ный состав выгружаемых кристаллов будет таким же, как и в кристаллизаторе. Во многих практически интересных случаях вероятность попадания дисперсных
Ф(Е)Ат частиц на выгрузку зависит от их размера р = - А-и— <т)
(z = 5, 6, 7, ..., к + 4). Функция Ф(К) зависит от размера выгружаемых кристаллов и может принимать численные значения как больше, так и меньше единицы, т. е. время пребывания кристаллов различных размеров может быть как больше, так и меньше среднего времени пребывания раствора в аппарате (т).
Модель позволяет определить величину пересыщения; среднее объемное содержание дисперсной фазы; производительность кристаллизатора; средний массовый размер дисперсных частиц в кристаллизаторе и на выгрузке из него. Она обладает также важным свойством консервативности. На любом шаге по времени масса целевого компонента в системе исходная емкость— кристаллизатор—приемная емкость остается неизменной. Имеется возможность как исследовать работу кристаллизатора в условиях конкретного производства, так и оптимизировать технологические параметры его работы с целью получения кристаллов заданного среднего размера. Правильный выбор режима выгрузки позволит обеспечить даже получение кристаллов заданного распределения по размерам.
Пример 7.5.5.4. Стохастическая модель коагуляции. Предположим, что аэрозоль вначале состоит из частиц с размерами 1,2, ..., т. Изменение концентрации частиц размера i происходит не только из-за уменьшения количества частиц этой группы при соединении их с другими частицами, но и вследствие увеличения количества частиц этой группы в результате соединения более мелких частиц. Это может быть записано как АУ, = АУ,+ - АУ,7, где ДУ, — изменение количества частиц z-ro размера, A/V; — увеличение за счет меньших частиц, достигших z-ro размера, и АУ," — уменьшение количества частиц z-ro размера вследствие соединения их с другими частицами, или, более подробно:
— = -УХ, ГД ,-УадС,; i,j = l, 2, 3, .., т.
dx 2“f 7’"7 J '~J ~ 4 ‘ ] J
Уравнения скорости коагуляции частиц различных размеров образуют систему обыкновенных нелинейных дифференциальных уравнений. Поскольку происходит коагуляция, количество уравнений, требуемых для описания распределения совокупности размеров аэрозоля, может составить 1000 и более. Например, для определения изменений в распределении размеров для нескольких прошедших коагуляцию монодисперсных и полидисперсных аэрозолей Хайди [101] решал систему из 600 уравнений, и даже тогда имелись примеры, когда материал был потерян, так как некоторое количество частиц коагулировало до размеров, больших, чем наибольший учитывавшийся размер. Эти потери при коагуляции ограничивали скорость численных расчетов.
Примем, что число возможных значений размеров частиц конечно и равно т, и переход из одного состояния в другое система осуществляет за время Ат. Тогда получим уравнение, аналогичное основному рекуррентному соотношению для процесса Маркова:
Cj(w + l) = Cj(w)
т
J=1
7=1
., к.
При этом приняты следующие допущения: ptJ = KtjCj (п)&х — вероятность перехода в результате коагуляции частиц из состояния z (размером в состоя-Ат ние j (в частицы размером V,), р = К ------
j, j j, j j 2 вероятность перехода в результате коагуляции частиц из состояния z - j (размером Vi_j) в состояние j (в частицы к
размером FJ), рй = 1 - X Ptj — вероятность остаться в 7=1
СОСТОЯНИИ Z.
Пример 7.5.5.5. Стохастическая модель измельчения для среднего размера частицы. Как следует из статистического анализа измельчения дисперсных материалов в различных аппаратах, измельчение можно рассматривать как случайный марковский процесс [102]. Такой подход впервые был использован в [ЮЗ-106], где на основе математического аппарата случайных процессов, постулируя для макрокинетических актов законы измельчения Кирпичева — Кика, Риттин-гера, Бонда и др., получено математическое описание изучаемого процесса. Учитывая дискретность структуры дисперсных материалов, полагаем, что для описания измельчения можно использовать и математический аппарат разрывных процессов Маркова [95, 107, 108]. Следуя [НО], измельчение представим в виде схемы (рис. 7.5.5.3), которая соответствует неоднородному марковскому процессу рождения. В этой схеме сочетание сплошных и пунктирных линий означает, что
Методы математического моделирования
693
в данный момент времени происходит измельчение не всех частиц совокупности, а только части. Введем следующие обозначения: пусть N(x) — случайная величина, характеризующая число частиц в совокупности в момент времени т; х — целочисленное значение, которое может принять эта случайная величина; 7?(х,т) = p{N(x) = х} — вероятность того, что N(x) примет значение х.
[111]. К первичным можно отнести деформацию тел, их разрушение. Вторичные — агрегирование частиц измельчаемого материала. Образование агрегатов происходит в два этапа: этап неустойчивого образования агрегатов измельченных частиц и этап устойчивого образования агрегатов. Ддя первого этапа характерно образование точечных контактов между измельченными частицами материала, поэтому агрегаты легко разрушаются. С увеличением степени дисперсности частиц возрастает доля энергии, расходуемой на активацию поверхностного слоя, в результате чего точечные контакты при наличии прижимающих частицы сил переходят в контакты по поверхности и прочность агрегатов растет. Явление агрегирования снижает эффективность воздействий, направленных на инициирование основных процессов. Наиболее полно механизм агломерации изложен в [95]. Для того, чтобы учесть явление агрегирования измельчаемых частиц в рамках математического аппарата случайных процессов Маркова, введем наряду с интенсивностью Х(х). характеризующей измельчение, интенсивность переходов х -+ х - 1 за время Ат в виде ц(х) = рх, характеризующую агломерацию; и — коэффициент интенсивности агрегирования. Тогда в соответствии с постулатами неоднородного процесса рождения и гибели уравнение Маркова, учитывающее измельчение и агломерацию частиц, будет иметь вид:
Рис. 7.5.5.3. Схема процесса измельчения: А — количество исходных частиц
Исходя из представлений о неоднородном марковском процессе рождения, будем полагать, что интенсивность k(N) пропорциональна числу частиц в совокупности в момент времени х, умноженному на некоторую функцию от времени, ввод которой основан на следующем положении. По мере измельчения относительная доля частиц, которые при измельчении могут быть разрушены и находятся в зоне воздействия рабочих органов, уменьшается и при предельном значении времени измельчения х = хЛ становится равной нулю. Будем считать, что указанный факт характеризуется линейной функцией вида Ф(т) = 1 - 0т, где (3 — параметр, определяющий долю частиц, находящихся в зоне измельчения, на которые активно воздействуют рабочие органы. При достижении времени Too произведение (Зтоо становится равным единице, и процесс прекращается. В таком случае уравнение для математического ожидания (К(т)) (среднего размера измельчаемых частиц) неоднородного процесса Маркова запишется в виде:
ах
Математический аппарат случайных процессов Маркова позволяет учесть и агломерацию измельчаемых частиц дисперсных материалов. Процессы, протекающие при измельчении дисперсных материалов, условно можно подразделить на первичные и вторичные
Полученные простые выражения, где число неизвестных параметров сведено к минимуму, могут быть использованы для описания кинетики измельчения, если необходима только некоторая осредненная характеристика дисперсного материала — средний размер частицы или удельная поверхность.
Пример 7.5.S.6. Стохастическая модель динамики распределения числа частиц по размерам. В тех случаях, когда необходимо контролировать распределение частиц дисперсного материала по размерам, может быть использована следующая модель [112-114], которая также построена с использованием математического аппарата цепей Маркова. Модель имеет следующий вид:
При записи выражения были использованы следующие обозначения. Матрица-столбец {fk} гранулометрического состава измельчаемого материала, полученного после А-го нагружения или в k-й момент времени (примем, что одно нагружение происходит за один момент времени), имеет размерность NX 1. При этом f}k, f2k,..., fNk — число измельченных частиц
694
Новый справочник химика и технолога
соответственно 1,2,TV-й фракции в Л-й момент времени; N — число фракций частиц или число размерных интервалов; 1 — соответствует частицам самого маленького размера, a N — самого большого, т. е. 1-я фракция самая тонкая, а N-я — самая крупная. При этом {fijc-i} — матрица-столбец размером N X 1 гранулометрического состава измельчаемого материала в Д-1)-й момент времени, а {/о} — матрица-столбец исходного гранулометрического состава материала, подаваемого на измельчение в первый момент времени. Диагональная матрица вероятностей разрушения [р;/] имеет размерность NxN ; рх,р2, ...,pN — вероятности разрушения частиц соответственно 1,2, ..., Л'-й фракций. Треугольная матрица распределения [Ху] размером NxN :
0 0 ^12 0 х,23 ^23 ^IZV-l • ^2ЛМ
0 0 0 . 0
0 0 0 . .. 0 0
где Х12,Х13, ...,X17V —вероятности образования частиц 1-й фракции при разрушении более крупных частиц соответственно 2,3, ..., TV-й фракций; Х23 Д24,...,X27V — вероятности образования частиц 2-й фракции при разрушении более крупных частиц соответственно 3, 4, ..., Л'-й фракций; Xx_wN — вероятность образования частиц (7V—1)-й фракции при разрушении частиц TV-й фракции. Единичная матрица [8J размером NxN:
1 0 ... О
О 0 ... 1
ГО, если / j [1, если i = j
Значения элементов матрицы вероятностей разрушения и матрицы распределения определялись в [112-114] экспериментально. Практическое использование рассмотренной модели во многом зависит от правильности задания или экспериментального определения элементов матрицы [Ху], определяющей вероятность образования частиц конкретных размеров при разрушении некоторой произвольной частицы. Таким образом, необходимо уметь прогнозировать характер разрушения частиц конкретных размеров в аппарате конкретной конструкции при известном механизме силового (энергетического) воздействия на частицу дисперсного материала. Предложенные модели не учитывают возможность накопления повреждений в частице, в результате которых она может разрушиться. Модели на основе математического аппарата цепей Маркова не обладают памятью.
Пример 7.5.5.7. Стохастическая модель перемешивания. Термин «перемешивание» используется применительно к описанию явлений переноса дисперсных частиц, явно не отличающихся своими свойствами. В таком случае дисперсная система представляет собой совокупность частиц, отличающихся по цвету, форме, плотности или влажности. Такие задачи имеют место при усреднении больших партий дисперсных материалов с целью стабилизации их физических свойств. Цель настоящего примера — описать поведение дисперсной системы, содержащей частицы одного размера, когда имеет место равновесное динамическое состояние.
Описание модели. Для моделирования перемешивания дисперсных частиц с успехом применяется математический аппарат цепей Маркова [96,115-117]. Говорят о пакете, состоящем из частиц, движущихся в одном направлении и имеющих одинаковую энергию. Взаимное перемещение частиц внутри пакета и обмен частицами между двумя соседними пакетами рассматриваются, исходя из описания Лагранжа поведения этих связных структур. Модель эволюции динамической дисперсной системы построена с использованием двух основных допущений [95, 118]. Слой обрабатываемого материала может быть представлен как совокупность элементарных групп частиц (пакетов), сохраняющих определенную пространственную связность. Подводимая при обработке к материалу энергия равномерно распределяется по объему системы.
Пусть Nx — функция состояния микроканоническо-го ансамбля, или пакета, частиц — характеризует значение контролируемых параметров, изменяющихся при перемешивании. Переход к микроканоническому ансамблю частиц приводит к потере информации о макромасштабных флуктуациях функции состояния Nx. Изменение функции состояния во времени описывается дифференциально-разностным уравнением эволюции динамической системы, которое представляет собой модифицированное уравнение Колмогорова [109], записанное для независимой переменной <р( (цвет, плотность, влажность) в дискретной форме. Если в аппарате содержится I компонентов, а его объем разделен на М пакетов из k частиц, то функция состояния N(i,j,n) соответствует числу j(j е. [ОД]) частиц z-ro компонента (zg[0,/]), находящихся в п-м пакете (ие[0,Л/]). Перемешивание представляет собой обмен частицами между соседними пакетами. Тогда уравнение эволюции системы имеет вид [79]:
м
& j, п)=j, п)+X А [X лr) -N. (*> J’«)] • Г=1
Функция DT является аналогом коэффициента диффузии и имеет смысл условной вероятности перехода частиц из пакета в пакет. Разность значений функции состояния Nx в соседних пакетах частиц в момент времени т характеризует движущую силу перемешивания. Интенсивность перехода системы из одного состояния
Методы математического моделирования
695
в другое связана со случайным перемещением частиц внутри элементарных объемов. Она должна зависеть от величины вероятности p(i, j) перехода j частиц /-го компонента между элементарными объемами смеси DT = DT (p(i, j)). Вид функции Dx(i, j, ri) может быть определен из соображений о существовании встречного движения потоков частиц между пакетами, и DT(j, j, ri) имеет смысл условной вероятности перехода частиц из пакета в пакет:
Л & j, п) = XX О’ п) р(<р J’ Pi)p(<bk~q, Pi)] • q=0
(7.5.5.7)
Функция Dx(i,j, ri), заданная в виде (7.5.5.7), позволяет определить потоки частиц даже при достижении системой равновесного состояния. При нулевом значении этой функции динамические условия не обеспечивают реализацию перемешивания. Частицы совершают незначительные колебания внутри пакета, и вероятность покинуть его пренебрежимо мала. Модели, основанные на уравнении диффузии, не обладают такой возможностью. Достижение равновесной концентрации в них равносильно прекращению потока вещества, что для перемешивания дисперсных материалов лишено физического смысла.
Вероятность одновременного движения группы из j частиц /-го компонента рассчитывается по формуле биномиального распределения:
Щ-р,)^
p(j,k,pt) =
Для одиночной частицы компонента i вероятность pt совершить за время Ат полный цикл осцилляции в заданном направлении либо остаться в своем пакете может быть определена через число возможных направлений ее перемещения R:
_ ^i.aPoi
Pi ~ R + \
Коэффициент Qj? учитывает различие в свойствах частиц компонентов и возможную анизотропию в свойствах слоя материала в различных направлениях, вызванную, в частности, силой тяжести. В общем случае величину вероятности перехода отдельной частицы pQi необходимо рассчитывать с учетом различия плотностей компонентов.
Структура уравнений, описывающая изменения состояния смеси, должна быть инвариантна по отношению к энергетике процесса, а интенсивность этого изменения должна определяться размером пакета и подводимой к нему энергией. Согласно условию задачи, в аппарате содержится один материал, а его объем разделен на М пакетов. В качестве пакета, как правило, рассматривают отбираемую из смесителя пробу. Если рассматривать смесь, состоящую из одинаковых частиц, то можно определить общее число частиц к в каждой пробе (пакете) объемом 17п:
Р V
к _ нас, п , где к — целое; md — масса одной частицы
сыпучего материала, а затем, исходя из заданных концентраций, и число меченых частиц J в них, при условии, что смесь достигла равновесного состояния.
Перемешивание представим в виде обмена частицами между находящимися в контакте пакетами 1 и 2. Можно определить число / частиц (./ е (0; к)) ключевого компонента (частиц другого цвета), находящихся в каждом из двух пакетов с общим числом частиц к, в момент времени (т + Ат), если известно их содержание в момент времени т. Уравнения, описывающие перемещение частиц из пакета в пакет, можно записать следующим образом:
J,(x + Дг) = +(Д/2(Т)),
Л(г + Дг) = Л(г)-(Л/2(т)) + (Д/,(г)),
(7.5.5.8)
где
(А/](т)) = ^[qp^J^p^p^k-J^p^}, Z <7-5-5-9)
(Д/2 (т)} = £ [qp (q, J2, р02) p(q,k - J., pm )].
9=1
При написании уравнений приняты следующие обозначения. Число частиц ключевого компонента в пакете 1 в моменты времени т и (т + Ат) соответственно равно /1(т) и /](т + Ат). Согласно (7.5.5.9), (Д/^т)) — число частиц ключевого компонента, которые могут перейти из пакета 1 в пакет 2 (иначе говоря, покинуть пакет 1) за время Ат.
В свою очередь, (А/2(т)) — число частиц ключевого компонента, которые могут перейти из пакета 2 в пакет 1 за время Ат. Выражение для вероятности одновременного перехода q частиц при полном числе частиц в пакете к запишется следующим образом:
p(q,k,pQ) =
klp^-p^ q\k-q)\
В пакете 1, для которого будем строить графические зависимости концентрации частиц ключевого компонента от времени в начальный момент времени т = 0, разместим максимально возможное для данной концентрации и объема пробы число частиц ключевого компонента. Величины (AJi(t)) и (А/2(т)) будут зависеть от вероятностей перехода /Ли и Рт одиночной частицы ключевого компонента из пакета в пакет и от вероятности pj одновременного перехода групп таких частиц. Вероятность перехода одиночной частицы можно опре-Ат .
делить из соотношения р0 = —-, где Ат — характер-Ат
ный временной интервал процесса без учета влияния коэффициента извилистости; Ат' — действительный временной интервал. Величины (А/^т)) и (Д/2(т)) должны быть рассчитаны на каждом шаге для момента
696
Новый справочник химика и технолога
времени (т +Ат'), где Ат'= Ат + (Ат?-AT^md(l). Причем результатом расчетов должно быть целое число. Полученные значения J|(t + Ат') и J2(t + Ат') служат основой для следующего шага вычислений с вновь полученным числом частиц в пакетах.
Время Ат определяется величиной энергии Е, подводимой к системе. За малый промежуток времени Ат находящиеся в одном из пакетов частиц ключевого компонента могут либо перейти в соседний пакет, либо остаться на месте. Аналогично ведут себя частицы ключевого компонента Л в смежном пакете. Важно, чтобы величина Ат была такой, что частица могла бы перейти в соседний пакет, но не имела бы возможности перескочить через него в следующий. Подводимая к системе энергия расходуется на обеспечение подвижности частиц дисперсного материала. Частица способна перейти из одного пакета в другой (при этом одновременно гарантируется, что она не перескочит через него в следующий), если она за время Ат перемещается на расстояние AZ« , где Vn — объем пробы (пакета).
Если NE — мощность, затрачиваемая на смешивание, и [, \1/3
AZ PZct | —2N j ’
где — плотность частиц ключевого компонента. Реальное время перехода частицы может быть рассчитано, Л ' А/2
исходя из основного уравнения диффузии Ат =----------.
^пер
Выражение для определения вероятности перехода одиночной частицы pQ не изменится. Эффективный коэффициент перемешивания (диффузии) определяется, согласно [78], как £>пер = 0,037/w(p(A'*)'5/3. Для аппаратов с механическим перемешиванием и'о — линейная скорость движения перемешивающего устройства, Z» Ra — линейный масштаб перемешиваемой области, который может быть принят равным радиусу аппарата. При использовании планетарного смесителя скорость и>ф может быть принята пропорциональной скорости движения перемешивающего устройства. С изменением скорости вращения перемешивающего устройства изменяется величина диссипируемой в объеме смеси энергии. Энергия затрачивается на преодоление сил трения между отдельными частицами и между дисперсным материалом и перемешивающим устройством, и, в конечном счете, переходит в тепло. Коэффициент К представляет собой отношение минимальной мощности, которую необходимо затратить на поддержание дисперсных частиц во взвешенном (подвижном) состоянии, к истинной скорости диссипации энергии в системе. Величина К не будет постоянной по объему смеси и должна зависеть от объема анализируемой пробы. Чем меньше объем пробы, тем выше значение X*.
Численное моделирование по предложенной методике. Положим, что исследуемая смесь состоит из частиц полистирола со средним размером 3 мм. Рассмотрим различные величины заданной концентрации
ключевого компонента: 20 %; 30 %; 40 % (при проведении экспериментов в качестве ключевого компонента можно рассматривать частицы, отличающиеся от остальных по цвету). Моделирование динамики процесса будем проводить для пакетов (проб) различного объема— 10, 30, 50 мл; соответственно а равно 0,002; 0,006 и 0,01. Исходные данные: мощность, затрачиваемая на перемешивание, NE = 15 Вт; плотность дисперсных частиц pd= 870 кг/м3; число частиц в пакете 210; заданное (равновесное) число частиц ключевого компонента в пакетеу0 равно 42, 63, 84. Характерное время процесса— шаг по времени без учета извилистости Ат = 0,12 с.
На рис. 7.5.5.4 представлены результаты расчетов до достижения общего времени перемешивания 12 с, т. е. для данного значения Ат число шагов вычислений я «100. Из рисунка видно, что вначале концентрация ключевого компонента намного отличается от равновесной. Но по прошествии определенного времени («с ~ 20) значения концентрации (числа частиц ключевого компонента) уже близки к заданным, и в дальнейшем наблюдаются их колебания с незначительной амплитудой. Следовательно, имеется возможность для определения времени достижения смесью равновесного состояния (травн « 2^-4 с) в зависимости от мощности, затрачиваемой на смешение. На основании рассмотрения графических зависимостей J-flY) для различных заданных концентраций ключевого компонента и различных объемов ячеек можно получить значения концентраций ключевого компонента в любой момент времени. При этом нет возможности выявить закономерности и характер изменения концентрации в равновесном состоянии. В этом случае необходимо построить и проанализировать фазовый портрет изучаемого процесса.
Рис.7.5.5.4. Изменение количества частиц ключевого компонента в пробе объемом 30 мл при различной его концентрации:
7 — 20 %; 2 — 30 %; 3 — 40 %
В классическом понимании построить фазовый портрет не представляется возможным. Построим так называемый псевдофазовый портрет перемешивания как зависимость относительного числа перешедших в данный момент времени частиц ключевого компонента Y,
Методы математического моделирования
697
от их относительного содержания в этот момент времени в пакете Xt. Определим величину У, как относительную разность числа частиц ключевого компонента в предыдущий Tj и последующий (т; + Ат) моменты v J](t + At)-Jj(t) ^iW-7o г?
времени: Yt = ——--------, Хг = 1 —— . Если
ЛОО Л
частицы ключевого компонента покидают ячейку, то величина Y{ отрицательная, а если приходят в нее — положительная.
Для достижения максимальной полноты картины имеющих место переходов частиц рассмотрим большее, чем при построении графиков на рис. 7.5.5.4, число шагов и положим п = 5000. На рис. 7.5.5.5 приведены точечные диаграммы для различной концентрации ключевого компонента 20 %, 30 %, 40 % и различного
объема пробы, которые можно рассматривать как аналог фазового портрета перемешивания [66]. Точки покрывают строго определенные области, симметричные относительно осей координат. Для определенной равновесной концентрации и определенного объема пробы существует некоторая область так называемых «разрешенных» переходов, в которой сконцентрировано основное число точек. Помимо зоны «разрешенных» переходов, существует и зона «запрещенных» переходов, характеризующаяся отсутствием точек на фазовом портрете. Из фазовых портретов следует, что существует некоторое распределение вероятностей для одновременного перехода определенного числа частиц. Для выявления такого распределения проведем обработку результатов расчета следующим образом.
Рис. 7.5.5.5. Фазовые портреты процесса смешения бинарных композиций из частиц одного размера при различном объеме пробы: а) 10 мл; б) 30 мл; в) 50 мл
698
Новый справочник химика и технолога
Предположим, что известно (или предполагается) существование некоторого распределения амплитуды колебания у хаотической системы в двумерном фазовом пространстве с физическими переменными {Y„,Xn}. В случае смешения предполагается, что Y— относительное число перешедших в данный момент времени частиц ключевого компонента из ячейки в ячейку, а X — их относительное содержание в этот момент времени в пробе. Необходимо провести дискретизацию изучаемого процесса. Речь идет о выборке временных значений {YmX„} через интервал, который должен быть меньше времени установления равновесного состояния в системе. В нашем случае временной интервал задается условиями задачи. Каждому интервалу времени соответствует точка zn = {У(«Ат),А'(«Ат)} на фазовом портрете. Для вычисления усредненной поточечной размерности выбирают случайным образом несколько точек zn (см. подраздел 7.5.2). Для каждой выбранной точки вычисляют расстояние до ближайших окружающих точек zm. Использовать евклидову меру расстояния необязательно. Воспользуемся суммой абсолютных величин: Smt = |(т) - (т - Ат)| +1Jx (т) - J, (т + Ат)|, где snm равно среднему за два шага числу частиц, перешедших одновременно на некотором шаге по времени. Пусть Nq — общее число точек в выборке. Подсчитаем, используя функцию Хевисайда /Л сколько раз одновременно переходило не более чем i частиц, и найдем искомую вероятность как функцию параметра i:
Ы) =
Пример получаемого распределения представлен на рис. 7.5.5.6. Выбор i требует известной осмотрительности. Верхний предел значений i гораздо меньше максимальной величины числа частиц в ячейке, но достаточно велик, чтобы ухватить крупномасштабную структуру в окрестности точки zn. Расчеты показывают, что минимальное значение i может быть принято равным 1. Другим ограничением на минимальную величину i является уровень реального шума, или неопределенность в измерениях переменных состояния {Yn,Хп}. В любом реальном эксперименте существует сфера неопределенности, окружающая каждую измеренную точку в фазовом пространстве. Как видно из рисунка, вероятность одновременного перехода значительного числа частиц стремится к нулю, и в нашем случае возможен одновременный переход не более 40-50 частиц. Искомое распределение является экспоненциальным и имеет вид: F(e) = l-exp{-£(e + w)}. При построении приведенных на рис 7.5.5.6 кривых были приняты следующие ,1 1 3 10
значения параметров: к=— и т=—, —,— соответст-4 4 4 4
венно для первой, второй и третьей кривой.
Рис. 7.Э.5.6. Функция распределения числа одновременно перешедших из пакета в пакет нескольких частиц для пробы объемом 50 мл при различной концентрации частиц ключевого компонента: 7 — 40 %; 2 — 30 %; 3 — 20 %
Рис. 7.5.5.7. Зависимость дисперсии распределения частиц ключевого компонента по объему смеси от относительного объема пробы:
1 — 20 %; 2 — 30 %; 3 — 40 %
При расчете относительной дисперсии распределения ключевого компонента в дисперсной системе проводится усреднение по времени с использованием значений числа частиц в пробе только для равновесного состояния. Число шагов п при моделировании должно быть значительно больше, чем это необходимо для достижения равновесного состояния. Исходные данные: средний размер одиночной частицы 3 мм; общий
Методы математического моделирования
699
объем смеси 5 л. Результаты расчетов представлены на рис. 7.5.5.7. Линия — расчет по выражению (7.5.2.3), точки— расчет на основе динамической модели. За исключением проб малого объема, дисперсия, рассчитанная с использованием динамической модели, превышает величину предельно достижимой дисперсии. Таким образом, она позволяет учесть дополнительные факторы, влияющие на качество реальной смеси, в частности степень подвижности частиц и фактор их взаимодействия друг с другом, а также количество подводимой к дисперсной системе энергии. В случае увеличения заданной концентрации ключевого компонента величина с падает, т. е. при прочих равных условиях может быть достигнута большая однородность дисперсной системы.
7.6. Моделирование кинетики сложной газо-жидкостной реакции
(В.М.Крылов, А.Н.Веригин)
Моделирование кинетики химической реакции осуществляется на основании использования закона действующих масс и принципа независимости протекания химических реакций. Процесс моделирования начинается с выбора его механизма, причем в первую очередь следует рассматривать те вещества, для которых известны кинетические кривые. Если при этом построить адекватное математическое описание не удается, то его следует усложнить, включив в механизм процесса вещества, для которых кинетические кривые неизвестны. Однако следует иметь в виду, что в этом случае возрастает число параметров, подлежащих идентификации.
В качестве примера рассмотрим процесс совместного каталитического окисления w-ксилола и метилового эфира «-толуиловой кислоты кислородом воздуха [124]. Механизм процесса можно представить следующей системой последовательно-параллельных реакций:
1. «-ксилол, взаимодействуя с кислородом воздуха, окисляется до «-толуиловой кислоты и воды;
2. л-метилтолуилат, взаимодействуя с кислородом воздуха, окисляется до монометилового эфира терефталевой кислоты и воды;
3. продукты окисления — «-толуиловая кислота и монометиловый эфир терефталевой кислоты — вступают между собой в реакцию переэтерификации, в результате которой образуется терефталевая кислота и и-метилтолуилат — исходный продукт.
Обозначим через у2, у3, у4, у5, У’в концентрации соответственно «-ксилола, «-толуиловой кислоты, терефталевой кислоты, монометилового эфира терефталевой кислоты, метилового эфира «-толуиловой кислоты и воды. Учитывая введенные обозначения, приведенные реакции можно записать в виде:
У1—^->У2+Уб>
у5—
У2+У4~^У5+Уз’
где k}, k2, k3 — константы скорости реакций.
Результаты окисления смеси «-ксилола и метилового эфира «-толуиловой кислоты кислородом воздуха при температуре реакции ?= 160 °C и приведенной скорости воздуха и-’ = 0,54 м/с сведены в табл. 7.6.1.
Таблица 7.6.1
Экспериментальные значения концентраций реагирующих веществ у, (кмоль/м3)
X, мин У1 у2 Уз У4 У5
5 1,32 0,98 0,004 0,19 2,91
15 0,42 1,84 0,060 0,51 2,60
25 0,12 2,04 0,200 0,69 2,39
35 0,04 1,99 0,350 0,92 2,33
45 0,02 1,72 0,520 0,97 2,21
Рассматривая процесс окисления как квазигомоген-ный и предполагая, что порядок реакции по каждому компоненту равен единице, а скорость процесса окисления не зависит от концентрации кислорода в жидкости, запишем скорости реакций на основании закона действующих масс — основного постулата химической кинетики:
^Vp гг =к2у5, Гз=кзУ2У4-
Эти скорости связаны со скоростями реакций по отношению к каждому компоненту следующими соотношениями:
на основании которых скорости реакций по каждому компоненту можно записать в виде системы дифференциальных уравнений:
6^2 I I
— = Vi-МгЛ
dx
- к VV
— ~ КзУ2У4
dx I
4^ = к2У5~кзУ2У4
dx
~Г = -к2У^кзУ2У4
dx
^ = кгУ,+к2У5 dx J
где уг = у?; у5 = у5°; у2 = у2 = у3 = у, =у4= у° = у6 =
= = 0 при т = 0 есть начальные условия.
700
Новый справочник химика и технолога
Упростим эту систему, используя понятие ключевых компонент, и выбирая в качестве их вещества: w-ксилол (концентрация ji), w-метилтолуилат (у5), терефталевая кислота (у3). Получим следующую систему уравнений с вышеприведенными начальными условиями:
dx
ах
^- = к3у2у4 ах
У2 =У1-У1~Уз
У 4 = У 5 ~ У 5
У>=У°-у-у+У°+ЗУ
Эта система значительно проще предыдущей, т. к. она содержит только три дифференциальных уравнения и три алгебраических соотношения. Ее решение возможно, если значения кинетических констант, входящих в нее, будут известны. Эти значения следует искать в результате решения обратной задачи.
Для этого целесообразно сначала определить их начальные приближения.
Определение начального приближения для кинетической константы ку Первое уравнение системы — это уравнение с разделяющимися переменными. Его решение:
У = У° ехр(-^т).
Таким образом, величина к3 равна тангенсу угла наклона прямой, построенной в координатах In Д- — т.
1у )
Если экспериментальные точки в этих координатах ложатся на прямую линию, то предположение о независимости скорости реакции от концентрации кислорода в жидкости следует признать справедливым.
Определение начального приближения для кинетической константы к2. Используя принцип независимости химических реакций, протекающих в одной системе, скорость собственно реакции окисления л-метил-толуилата без учета его образования за счет переэтерификации можно выразить уравнением:
^5 У^ =_k у dx
Это также уравнение с разделяющимися переменными. Его решение можно записать:
Inf О^Х-^Т, I Уз )
Уз = Уз +^5°ехр(-ад.
Таким образом, величина к2 равна тангенсу угла накло-
на прямой, построенной в координатах 1п — т.
\ ^5 J
Из полученных зависимостей следует, что величина концентрации у3 всегда меньше у5. Если этот результат не противоречит экспериментальным данным и если экспериментальные точки в указанных координатах ложатся на прямую линию, то предположение о независимости скорости реакции от концентрации кислорода в жидкости следует признать справедливым.
Определение начального приближения для кинетической константы к3. Для поиска этой константы производную следует заменить конечными прираще-dy. ДУз г.
ниями, положив при этом Величина кон-
dx Ат
станты к3 будет равна тангенсу угла наклона прямой в
Ау3
координатах ———у^у*.
Ат
Учитывая вышеприведенные зависимости, окончательно математическую модель процесса окисления можно представить в виде системы из одного обыкновенного дифференциального уравнения и пяти алгебраических соотношений:
^Г = кз (у° - У° ехр(-^т) -у3)(у5° - у3 - у5° ехр(-£2 т)) dx 7
У = у0 ехр(-^т)
Уг = У°" Уз - Уз L
У 4 = Уз~Уз
у = у+у ехР(~М)
У =У°-у-У + У0+У
где у = у0; у5=у5°; у2 = у° =у3 = у° =у4 = у0 = у6 = = у” = 0 при х = 0.
Начальные приближения кинетических констант, определенные по данным таблицы 7.6.1, составили: У = 2,34 • 10 3 с"1, к2 = 2,75 • 10^ с’1, к3 = 1,23 • 10“3 м3/(кмоль • с).
Уточнение кинетических констант путем решения обратной задачи дало следующие значения кинетических констант:
У = 1,835 • 10 3 с1,
= 2,335 • 10-4 с1,
к3 = 2,665 • Ю4 м3/(кмоль • с).
Результаты решения уравнений математической модели с уточненными значениями кинетических констант при температуре реакции t = 160 °C и приведенной скорости воздуха и' = 0,54 м/с представлены в табл. 7.6.2.
Методы математического моделирования
701
Таблица 7.6.2
Расчетные значения концентраций реагирующих веществу,, кмоль/м3
т, мин У1 У2 Уз У4 У5
5 1,37 1,00 0,003 0,21 2,99
15 0,46 1,85 0,070 0,54 2,66
25 0,15 2,02 0,240 0,74 2,46
35 0,05 2,00 0,380 0,86 2,34
45 0,02 1,79 0,570 0,92 2,28
Сравнение результатов табл. 7.6.1 и 7.6.2 показывает, что построенная модель процесса адекватна эксперименту.
Литература
1. Ахназарова С.Л., Кафаров В.В. Оптимизация эксперимента в химии и химической технологии. М.: Высш, шк., 1978. 320 с.
2. Налимов В.В., Чернова Г.А. Статистические методы планирования экстремальных экспериментов. М.: Наука, 1965. 340 с.
3. Бондарь А.Г., Статюха Г.А. Планирование эксперимента в химической технологии. Киев: Вища школа, 1976. 184 с.
4. Хартиан К., Лецкий Э., Шефер В. Планирование эксперимента в исследовании технологических процессов. М.: Мир, 1977. 552 с.
5. Саутин С.Н. Планирование эксперимента в химии и химической технологии. Л.: Химия, 1975. 47 с.
6. Брейтман В.М. Кинетические критерии интегрального подобия, получаемые из дифференциальных уравнений химической кинетики при переменной температуре // ДАН СССР. 1957. Т. 78, №3. С. 513-516.
7. Крылов В.М., Соколов В.Н. О методе планирования экстремальных экспериментов при переменных параметрах // Процессы переноса в гетерогенных системах. Черкассы, 1984. С. 162-169. Деп. в ОНИИТЭХИМ. № 14, XII-Д84.
8. Дьяконов В.П. Справочник по алгоритмам и программам на языке Бейсик для персонала ИВЦ. М.: Наука, 1987. 240 с.
9. Худсон Д. Статистика для физиков. М.: Мир, 1970. 296 с.
10. Box G.E., Wilson К.В. // J. Royal Stat. Soc. Ser. В. V. 13,N 1. 1951.
11. Fisher R. The correlation between relatives on the supposition of Mendelian inheritance I I Transaction of the Roy. Soc. of Edinburg. 1919. V. 52, Pt. 2.
12. Fisher R. The design of experiments. Edinburg; L., 1935.50 р.
13. Фишер P. Статистические методы для исследователей. М., 1958. 380 с.
14. Александров П.С. Лекции по аналитической геометрии. М.: Наука, 1968. 913 с.
15. Крылов В.М., Саутин С.Н., Черемисин В.И. Исследование и оптимизция статистических моделей химико-технологических процессов с помощью неопределенных множителей Лагранжа. Л.: Изд-во ЛТИ им. Ленсовета, 1988. 129 с.
16. Кроу К., Гамилец А., Хоффман Т. Математическое моделирование химических производств. М.: Мир, 1973.
17. Левеншпиль О. Инженерное оформление химических процессов. М.: Химия, 1969.
18. Закгейм А.Ю. Введение в моделирование химикотехнологических процессов. М.: Химия, 1982.
19. Кафаров В.В., Глебов М.Б. Математическое моделирование основных процессов химических производств. М.: Высш, шк., 1991.
20. Дильман В.В., Кронберг А.Е. Соотношение временных масштабов процесса и моделирование хи-миических реакторов // Хим. пром-ть, 1983. № 8. С.464-470.
21. Дильман В.В., Кронберг А.Е. Релаксационные явления при продольном перемешивании // Теор. основы хим. технол. 1983. Т. 17, № 5. С. 614-629.
22. Дильман В.В., Полянин А.Д. Методы модельных уравнений и аналогий в химической технологии. М.: Химия, 1988. 304 с.
23. Кафаров В.В., Дорохов И.Н. Системный анализ процессов химической технологии. Основы стратегии. М: Наука, 1976. 500 с.
24. Гельперин Н.И., Пебалк В.Л., Костанян А.Е. Структура потоков и эффективность колонных аппаратов химической промышленности. М.: Химия, 1977. 246 с.
25. Лебедев Н.Н. Специальные функции и их приложения. М.; Л.: Физматгиз, 1963. 360 с.
26. Справочник по специальным функциям / Под ред. М. Абрамовица и И. Стиган. М.: Наука, 1979. 832 с.
27. Сафонов М.С., Воскресенский Н.М. Продольная дисперсия при гомогенной реакции в ламинарном потоке // Теор. основы хим. технол., 1975. Т. 9, № 3. С. 375-379.
28. Бартлетт М.С. Введение в теорию случайных процессов. М.: Изд-во иностр, лит-ры, 1958.
29. Баруча-Рид А.Т. Элементы теории марковских процессов и их приложение. М.: Наука, 1969.
30. Филлер В. Введение в теорию вероятностей и ее приложения. М.: Мир, 1984.
31. Тихонов В.И. Миронов М.А. Марковские процессы. М.: Советское радио, 1977.
32. Тризно М.С., Сидякова В.П., Крылов В.М. Оптимизация технологического процесса получения и отверждения эпоксидно-новолачных блоксополи-меров // Журн. прикл. химии. 1979. Т. 52, № 12. С. 2759.
33. Соболь И.М. Численные методы Монте-Карло. М.: Наука, 1973.
34. Ермаков С.М. Метод Монте-Карло и смежные вопросы. М.: Наука, 1975.
702
Новый справочник химика и технолога
35. Ермаков С.М., Михайлов Г.А. Курс статистического моделирования. М.: Наука, 1976.
36. Нивергельт Ю., Фарар Дж. Машинный подход к решению математических задач. М.: Мир, 1977.
37. Пытьев Ю.П., Шишмарев И.А. Курс теории вероятностей и математической статистики для физиков. М.: Изд-во Моск, ун-та, 1983.
38. Лыков А.В. Теория сушки. М.: Энергия, 1968.
39. Сиренек В.А. Волновая диффузия в технике // И.Н. Таганов, В.А. Сиренек. Волновая диффузия. СПб.: НИИХ СПбГУ, 2000. С. 107-209.
40. Вестертерп К.Р., Дильман В.В., Кронберг А.Е., Беннекер А. Волновая модель продольного перемешивания // Теор. основы хим. технологии. 1995. Т. 29, № 6. С. 580.
41. Сиренек В.А., Черемисин В.И. О связи некоторых моделей процессов гетерогенного катализа с марковскими процессами // Гетерогенные каталитические процессы: Межвуз. сб. науч, трудов ЛТИ им. Ленсовета. Л., 1984. С. 7.
42. Дильман В.В., Кронберг А.Е. Релаксационные явления при продольном перемешивании // Теор. основы хим. технологии. 1983. Т. 17, № 5. С. 614.
43. Westerterp K.R., Dilman V.V., Kronberg А.Е. Wave model for longitudinal dispersion: Development of the model // AIChEJ. 1995. V. 41. P. 350.
44. Гихман И.И., Скороход А.В. Теория случайных процессов. Т. 2. М.: Наука, 1973. 396 с.
45. Ермаков С.М. Метод Монте-Карло и смежные вопросы. М.: Наука, 1975. 472 с.
46. Coleman W.A. Mathematical verification of a certain Monte Carlo sampling technique and application of the technique to radiation transport problems // Nuclear Sci. and Eng. 1968. V. 32, N 1. P. 76.
47. Таганов И.Н. Моделирование процессов массо-энергопереноса // Л.: Химия, 1979. 208 с.
48. Кац М. Несколько вероятностных задач физики и математики // М.: Наука, 1967. 176 с.
49. Kisynski J. On М. Kac’s probalistic formula for the solution of the telegraphist’s equations // Annales polonici mathematici. 1974. V. 29. P. 259-272.
50. Тихонов A.H., Самарский A.A. Уравнения математической физики // М.: Высш, шк., 1964. 559 с.
51. Дорохов И.Н., Кольцова Э.М., Кафаров В.В. // ДАН СССР. 1980. Т. 251, № 3. С. 659-664.
52. Боголюбов Н.Н. Проблемы динамической теории в статистической физике. М.; Л.: Гостехиздат, 1946.
53. Пригожин И. Неравновесная статистическая механика. М.: Мир, 1964.
54. Степанов А.С. К выводу уравнения коагуляции И Труды ИЭМ. 1971. Вып. 23. С. 3-16.
55. Степанов А.С. Вывод уравнения коагуляции для броуновски движущихся частиц // Труды ИЭМ. 1971. Вып. 23. С. 42-64.
56. Степанов А.С. Кинетическое уравнение диффузионного роста капель // Изв. АН СССР. Физика атмосферы и океана. 1972. Т. 8, № 8. С. 853-865.
57. Степанов А.С. Об использовании кинетических уравнений для описания облачных сред // Труды ИЭМ. 1974. Вып. 8 (46). С. 124-139.
58. Веригин А.Н., Джангирян В.Г., Емельянов М.В., Петров В.Г. Оценка качества смеси дисперсных материалов в равновесном состоянии // Теория и практика процессов измельчения, разделения, смешения и уплотнения: Тез. докл. междунар. научи. конф. Одесса: Одесская гос. морская академия, 1998. С. 90-95.
59. Волощук В.М., Седунов Ю.С. Процессы коагуляции в дисперсных системах. Л.: Гидрометеоиздат, 1975.
60. Салтанов Г.А. Сверхзвуковые двухфазные течения. Минск: Высш, шк., 1972.
61. Лихтенберг А., Либерман М. Регулярная и стохастическая динамика. М.: Мир, 1984.
62. Николис Дж. Динамика иерархических систем. Эволюционное представление. М.: Мир, 1989.
63. Неймарк Ю.И., Ланда П.С. Стохастические и хаотические колебания. М.: Наука, 1987.
64. Дмитриев В.И. Прикладная теория информации. М.: Высш, шк., 1989.
65. Веригин А.Н., Ермаков А.С., Шашихин Е.Ю. Методика оценки состояния гетерогенных сред // Журн. прикл. химии. 1994. Т. 67, № 9. С. 1561-1562.
66. Мун Ф. Хаотические колебания: Вводный курс для научных работников и инженеров. М.: Мир, 1990.
67. Хокин Р., Иствуд Дж. Численное моделирование методом частиц. М.: Мир, 1987.
68. Олемский А.И., Флат А.Я. Использование концепции фрактала в физике конденсированной среды [мультифракталы] //УФН. 1993. Т. 163, № 12. С. 1-50.
69. Смирнов Б.М. Физика фрактальных кластеров. М.: Наука, 1991.
70. Михайлов Е.Ф., Власенко С.С. Образование фрактальных структур в газовой фазе // УФН. 1995. Т. 165, №3. С. 263-283.
71. Зосимов В.В., Лямшев Л.М. Фракталы в волновых процессах // УФН. 1995. Т. 165, № 4. С. 361-401.
72. Поликарпов М.И. Фракталы, Топологические дефекты и невылет в решеточных калибровочных теориях // УФН. 1995. Т. 165, № 6. С. 627-647.
73. Батунин А.В. Фрактальный анализ и универсальность Фейтенбаума в физике адронов // УФН. 1995. Т. 165, № 4. С. 645-660.
74. Романов О.М. Наглядное моделирование фрактальных структур // УФН. 1995. Т. 165, №9. С. 1095-1098.
75. Климантович Ю.Л. Нелинейное броуновское движение // УФН. 1994. Т. 164, № 8. С. 811-844.
76. Эфрос А.Л. Физика и геометрия беспорядка. М.: Наука, 1982.
77. Фракталы в физике // Труды VI международного симпозиума по фракталам в физике (МЦТФ, Триест, Италия, 9-12 июля, 1985). М.: Мир, 1988.
Методы математического моделирования
703
78. Вареных Н.М., Веригин А.Н., Джангирян В.Г. Химико-технологические агрегаты смешивания дисперсных материалов. СПб.: Изд-во СпбГУ, 2001.
79. Веригин А.Н., Джангирян В.Г., Емельянов М.В. и др. // Журн. прикл. химии. 2001. Т. 54, № 1. С. 91-95.
80. Стрикленд-Констэбл Р.Ф. Кинетика и механизм кристаллизации. Л.: Мир, 1971.
81. Прутковский X. С., Цитович О. Б. // Журн. прикл. химии. 1974. Т. 47, № 10. С. 2335-2336.
82. Веригин А.Н., Щупляк И.А., Михалев М.Ф. и др. // Журн. прикл. химии. 1979. Т. 52, № 8. С. 1898-1900.
83. Кафаров В.В., Дорохов И.Н. Системный анализ процессов химической технологии. М.: Химия, 1979.
84. Кафаров В.В., Дорохов И.Н., Кольцова Э.М. Системный анализ процессов химической технологии. Процессы массовой кристаллизации из растворов и газовой фазы. М.: Наука, 1983.
85. Мелихов И.В., Меркулова М.С. Сокристаллизация. М.: Химия, 1975.
86. Веригин А.Н., Щупляк И.А., Михалев М.Ф. Кристаллизация в дисперсных системах. Л.: Химия, 1986.
87. Веригин А.Н., Ермаков А.С. // Химическое и нефтяное машиностроение. 1996. № 3. С. 13-14.
88. Веригин А.Н., Данильчук В.С., Бурмистров С.П. Моделирование гравитационной классификации дисперсных материалов. Проблемы экологии и экономики в химической промышленности: Сб. науч. тр. / СПб.: Изд-во СПбГУ, 2000. С. 90-101.
89. Веригин А.Н., Федоров В.С., Малютин М.С. Химико-технологические агрегаты конденсационного улавливания пыли. СПб.: Изд-во СПбГУ, 2000.
90. Ходаков Г.С. Физика измельчения. М.: Наука, 1972.
91. Тодес О. М. // Проблемы кинетики и катализа. Т. 7. М.; Л.: 1949. С. 137-142.
92. Мелихов И.В. // Хим. пром-ть. 1981. № 11. С. 47-50.
93. Инюшкин Ф.П., Заостровский Ф.П. // Тез. докл? II Всесоюзн. конф, по массовой кристаллизации и кристаллизационным методам разделения смесей. Черкассы, 1980. С. 31-32.
94. Трейвус Е.Ю. Кинетика роста и растворения кристаллов. Л.: Изд-во ЛГУ, 1979.
95. Кафаров В.В., Дорохов Н.Н., Арутюнов С.Ю. Системный анализ процессов химической технологии. Процессы измельчения и смешения сыпучих материалов. М.: Наука, 1985.
96. Ахмадиев Ф.Г., Александровский А.А. // Современные аппараты для обработки гетерогенных сред: Межвузовский сб. Л.: ЛТИ, 1984. С. 74-79.
97. Балеску Р. Равновесная и неравновесная статистическая механика. М.: Мир. 1978.
98. Веригин А.Н., Щупляк И.А., Михалев М.Ф. // Инж.-физ. журн. 1979. Т. 37, № 6. С. 970-976.
99. Тихонов В.И., Миронов М.А. Марковские процессы. М.: Советское радио, 1977.
100. Веригин А.Н., Федоров В.Н., Данильчук В.С. Химико-технологические агрегаты: Имитационное моделирование. СПб.: Изд-во СПбГУ, 1998.
101. Hidy J.M. On the theory of the coagulation of noninteracting particles in Brownian motion // J. Colloid. Sci. 1965. V. 20. P. 123-144.
102. Непомнящий E.A. Некоторые результаты изучения кинетики сепарирования и смешивания дисперсных материалов // Инж.-физ. журн. 1967. Т. 12, №5. С. 583-591.
103. Непомнящий Е.А. Кинетика некоторых процессов переработки дисперсных материалов // Теор. основы хим. технологии. 1973. Т. 7, № 5. С. 754-763.
104. Непомнящий Е.А. Кинетика измельчения // Теор. основы хим. технологии. 1977. Т. 11, №3. С. 477-480.
105. Непомнящий Е.А. Закономерности тонко дисперсного измельчения, сопровождаемого агрегированием частиц // Теор. основы хим. технологии. 1978. Т. 12, №4. С. 576-580.
106. Александровский А.А., Галиакберов З.К., Эмих Л.А. и др. Исследование процесса измельчения в вибромельнице // Изв. вузов. Сер. химия и хим. технология. 1979. Т. 22, № 1. С. 97-100.
107. Auer А. // Powder Technol. 1981. V. 28, N 1. Р. 77-82.
108. Fan Liaag-Shih, Srivastava P.C. // Chem. Eng. Sci. 1981. V. 36, № 6. P. 1091-1096.
109. Климантович Ю.Л. Статистическая физика. M.: Наука, 1982.
ПО. Падохин В.Л., Афанасьева Т.А., Блиничев В.Н., Афонин С.Б. Исследование процесса агломерации при измельчении материалов в вибромельнице // Изв. вузов. Сер. химия и хим. технология. 1980. Т. 23, №9. С. 1174-1176.
111. Смирнов Н.М. Исследование процесса тонкого помола и разработка методики расчета гранулометрического состава материала, измельченного в мельницах ударно-отражательного действия: Автореф. дис. ... канд. тех. наук. Иваново, 1977. 25 с.
112. Смирнов Н.М., Блиничев В.Н., Стрельцов В.В., Гу-юмджян П.П. Расчет гранулометрического состава продуктов разрушения одиночных частиц // Изв. вузов. Сер. химия и хим. технология. 1977. Т. 20, № 1. С. 123-125.
113. Смирнов Н.М., Блиничев В.Н., Стрельцов В.В. Определение вероятности разрушения зернистого материала при многократном высокоскоростном ударном нагружении // Изв. вузов. Сер. химия и хим. технология. 1977. Т. 20, № 4. С. 601—603.
114. Макаров Ю.И. Аппараты для смешения сыпучих материалов. М.: Машинстроение, 1973.
115. Александровский А.А. Дисс. ... канд. хим. наук. Казань: КХТИ, 1977. С. 297.
116. Ахмадиев Ф.Г., Александровский А.А. Моделирование и реализация способов приготовления смесей. // Журн. всесоюзного хим. общ-ва им. Д.И. Менделеева. 1988. Т. 38, № 4. С. 448-453.
704
Новый справочник химика и технолога
117. Богданов В.В. и др. // Смешение полимеров. Л.: Химия, 1979.
118. Макаров Ю.И. // Процессы и аппараты химической техники. Системно-информационный подход. М.: МИХМ, 1977. С. 143-148.
119. Цинмайстер Г. Дж. // Процессы роста и синтеза полупроводниковых кристаллов и пленок. Ч. 1. Новосибирск, 1975. С. 11-16.
120. Александров Л.Н., Кидяров Б.И. // Процессы роста и синтеза полупроводниковых кристаллов и пленок. Ч. 1. Новосибирск, 1975. С. 24-29.
121. Гнеденко Б.В., Беляев Ю.К., Соловьев А.Ф. Математические методы в теории надежности. М.: Наука, 1965.
122. Гнеденко Б.В., Коваленко Н.Н. Введение в теорию массового обслуживания. М.: Наука, 1966.
123. Русанов А.И. Фазовые переходы и поверхностные явления. М., 1967.
124. Крылов В.М., Соколов В.Н., Теллис Ю.К. Исследование окисления л-ксилола и метилового эфира и-толуиловой кислоты в газлифтном реакторе // Журн. прикл. химии. 1975. Т. 48, № 8. С. 1877.
Раздел 8
ПРОЦЕССЫ ДИСПЕРГИРОВАНИЯ
Подред. д.т.н., проф. ГМ. Островского
8.1. Образование капель и пузырей в объеме сплошной среды Основные обозначения
а — скорость звука, м/с
В — коэффициент из интегрального члена уравнения Клаузиуса — Клапейрона
С — концентрация частиц
С2 — нормировочный множитель
Ст — содержание твердого в пульпе, масс. % или доли единицы
с — циркулирующая нагрузка, % или доли единицы D — диаметр мельницы, м или мм
D(/ — коэффициент диффузии частиц d — диаметр шаров, мм dc — диаметр стержней, мм
^95, б/80 — номинальная крупность исходного питания мельниц, равная размеру отверстий, через которые проходит 95 или 80 % материала, мм
/— частота отрыва пузырей, с-1; коэффициент крепости; коэффициент трения
к — константа в уравнении кинетики; относительная скорость измельчения
Z, I — длина мельницы, масштаб, м; размер узкого класса крупности, мм
т — молекулярная масса, кг; показатель степени при времени t в уравнении кинетики, второй параметр уравнения
п — отношение удельных теплоемкостей газа при постоянных давлении и температуре; число молекул в капле
п, Пщ — частота, мин-1: вращения барабана мельницы; критическая частота вращения
Р — давление, Па
р — масса пробы руды в мельнице, кг
Q — расход газа, м3/с; производительность, т/ч
q — удельная производительность мельницы по общему питанию или по вновь образованному классу, т/(м3 • ч) или кг/(л • ч)
R — функция распределения (остаток) массы (числа) частиц по размерам; радиус мельницы, м или мм
R = Ж/Т — разжижение пульпы (отношение массы жидкого к массе твердого в объеме пульпы)
R] и R2 — размер соответственно мелкой и крупной частицы, м
г, rN — радиус шара; радиус отверстия или сопла, м или мм
5 — степень пересыщения
Т, t — время, с (мин)
1\ — абсолютная температура газа до расширения
и — скорость, м/с
V, VK — объем, м3: пузыря, мельницы; камеры истечения
и V2 — объемы газа соответственно до и после расширения
Vc и Vd — объемы на одну молекулу в паровой и жидкой фазах
v — отрывной объем пузыря, м3; скорость, м/с
w — скорость, м/с
и’о(/?2) — установившаяся скорость падения одиночной частицы, м/с
Ри, Рк — содержание в материале до и после измельчения класса мельче данного отверстия сита, доли единицы или %
у — насыпная плотность, т/м3
6 — размер частицы, м; плотность твердого (руды) кг/дм3 (т/м3); толщина футеровки мельницы, мм
Е0 — диссипация мощности, Вт/кг
ц — динамическая вязкость, Па • с
v — коэффициент Пуассона; частота возмущения, с-1
р — плотность, кг/м3; содержание твердого в пульпе по массе
рп — плотность пульпы, кг/дм3 (т/м3)
о — поверхностное натяжение, Н/м;
х — время, с
Ф — коэффициент заполнения объема мельницы измельчающей средой, % или доли единицы
Т — частота вращения барабана мельницы, % от критического
Н — общий КПД механического привода мельниц, % или доли единицы
т|эл — КПД электродвигателя, доли единицы
т|ред — КПД редуктора, доли единицы
706
Новый справочник химика и технолога
8.1.1. Образование капель и пузырей при истечении диспергируемой среды из одиночных отверстий и сопел
(В.В. Щеголев)
Механизм образования пузырей и капель чрезвычайно сложен и определяется очень большим числом параметров, влияющих на процесс образования пузырей. Параметры можно подразделить на конструктивные, связанные со свойствами газов и жидкостей, и режимные. К конструктивным относятся диаметр, форма, ориентация и конструкция сопла, а также материал, из которого оно изготовлено, объем камеры истечения. К параметрам, связанным со свойствами выбранной системы, можно отнести поверхностное натяжение на границе раздела фаз, плотность и вязкость жидкости и газа, угол смачивания и скорость звука в газе. Режимные параметры включают объемный расход диспергируемой фазы, величину и направление скорости сплошной фазы, высоту уровня жидкости в колонне, перепад давления в сопле и температуру.
Ниже будут рассмотрены лишь процессы, протекающие при истечении газов и жидкостей из круглых одиночных отверстий или сопел с острыми кромками в достаточно высокий слой неподвижной в среднем жидкости, которая смачивает материал сопла или перфорированной пластинки.
Образование пузырей. В зависимости от расхода газа в процессе образования пузырей можно выделить три основных режима: квазистатический, динамический и струйный.
Квазистатический режим имеет место только при очень малых расходах газа (Qs < 1 см3/с). В этом режиме объем пузыря в момент отрыва (отрывной объем) не зависит от расхода газа, в то время как частота образования пузырей растет пропорционально его расходу.
Задача определения формы пузыря и его отрывного объема при квазистатическом истечении решается путем рассмотрения равновесных форм свободной поверхности жидкости, находящейся под действием сил тяжести и поверхностного натяжения. За отрывной объем принимается такой объем пузыря или капли, при котором равновесная поверхность теряет устойчивость. Формула для отрывного объема пузыря, аппроксимирующая численные расчеты с погрешностью, не превышающей 2,5 %, имеет вид [1]:
7=0, 89tiRn, (8.1.1.1)
где
/. \3/2 /л \V2
TZ _ .. . I I . D | /О 1 1
> KN~rN Hr- ’ (8.1.1.2)
V 2a J k 2c J
v — отрывной объем пузыря; rN — радиус отверстия или сопла; Ар = р/ - pg; р/ и pg — плотности жидкости и газа
соответственно; а — поверхностное натяжение. Уравнение (8.1.1.1) выполняется для 1,27 • 1 (Г4 <RN< 0,565. Частота отрыва пузырей определяется из соотношения
f = 0,18 • • —, где Qg — объемный расход газа.
a rN
В динамическом режиме основную роль в процессе образования пузырей играют динамические эффекты, связанные с ускорением жидкости, окружающей образующийся пузырь. Отрывной объем пузыря и частота отрыва возрастают с увеличением расхода газа. При больших расходах газа частота отрыва выходит на приблизительно постоянный уровень, а отрывной объем растет примерно пропорционально расходу газа. Наиболее важными параметрами, характеризующими процесс образования пузыря, являются объемный расход газа, диаметр сопла или отверстия и объем камеры истечения.
Камерой истечения называется полость, заключенная между отверстием, из которого происходит истечение газа в пузырь, и сечением в газовом потоке, в котором имеет место значительный перепад давления (место установки клапана, вентиля, капилляра и пр., регулирующего или ограничивающего подачу газа в камеру истечения). При очень малых и больших (свыше 10 литров) объемах камеры истечения отрывной объем не зависит от ее величины. При промежуточных значениях объема камеры истечения объем образующихся пузырей возрастает с ростом объема камеры. Бесконечно малый объем камеры фактически соответствует большому перепаду давления на сопле. В этом случае истечение газа в пузырь происходит практически при постоянном расходе газа. При бесконечно большом объеме камеры флуктуации давления, вызываемые ростом и отрывом пузырей, практически не сказываются на давлении в камере. Поэтому при расчете скорости истечения его можно считать постоянным.
Поверхностное натяжение существенно при относительно малых расходах газа. Эффекты вязкости в жидкой фазе проявляются либо при очень больших расходах газа, либо при работе с очень вязкими жидкостями. Плотность газа становится существенной при очень высоких скоростях истечения и при повышенных давлениях.
Мак-Кан и Принс [2] в динамическом режиме образования пузырей выявили шесть подрежимов в зависимости от объема камеры истечения и расхода газа: одиночные пузыри, одиночные пузыри с задержкой истечения, двойные пузыри, двойные пузыри с задержкой истечения, парные пузыри, двойные парные пузыри. Области существования указанных подрежимов иллюстрируются графиком на рис. 8.1.1.1, на котором по оси абсцисс отложена скорость газа в отверстии z/ v, а по оси ординат — величина, обратная объему камеры ис-
«р
течения: Вк = —-, где а — скорость звука, а 7К — объ-ем камеры истечения.
Процессы диспергирования
707
Рис. 8.1.1.1. Области существования различных подрежимов в динамическом режиме образования пузырей при истечении газа из одиночного отверстия [2]:
1 — парные пузыри; 2 — одиночные пузыри; 3 — одиночные пузыри с задержкой истечения; 4 — двойные пузыри с задержкой истечения;
5 — двойные пузыри; 6 — двойные парные пузыри.
Система воздух—вода, dN = 6,35 мм
Режим образования одиночных пузырей имеет место при небольших расходах газа и промежуточных значениях объемов камеры истечения. При малых объемах камеры истечения давление в ней за счет образования пузыря может резко упасть до уровня давления в пузыре. В этом случае истечение в пузырь прекращается до тех пор, пока необходимый перепад давлений не будет восстановлен. Такой режим авторы [2] назвали режимом образования с задержкой истечения. При больших расходах газа и средних значениях объема камеры истечения могут образовываться двойные пузыри (дуплеты) (рис. 8.1.1.2, б). За первым пузырем сразу образуется второй, который, попадая в след предыдущего, вытягивается и вместе с жидкостью вжимается в его кормовую часть. В конце концов оба пузыря сливаются в один. При малых объемах камеры истечения в режиме двойных пузырей также возможна задержка истечения, которая проявляется в этом случае только при образовании первого пузыря. При больших объемах камеры и не слишком больших расходах газа» наблюдается режим образования парных пузырей (рис. 8.1.1.2, а). Второй пузырь начинает образовываться еще до отрыва первого. Этот второй пузырь сразу сливается с первым, образуя как бы его «хвост». При отрыве пузыря хвост разрушается, образуя маленький пузырек-спутник. При больших расходах газовой фазы и больших объемах камеры начинается образование двойных парных пузырей (двух последовательных пузырей с «хвостами»). Этот режим крайне нестабилен: два, три или четыре пузыря могут появляться в любой последовательности.
Теоретические модели, основанные на точном решении уравнений динамики жидкости и газа с минимальным количеством упрощающих предположений, позволяют рассчитывать форму одиночного пузыря и его мгновенный объем в динамическом режиме с использованием достаточно сложных численных методов. Расчеты [3] показали, что процесс отрыва пузыря связан с уменьшением диаметра шейки за счет возвратного
течения жидкости, вызываемого ростом пузыря. Момент отрыва естественно определяется моментом времени, когда диаметр шейки становится равным нулю.
Для проведения практических расчетов используют упрощенные модели, значительно идеализирующие процесс. Как правило, считается, что пузырь в период образования имеет сферическую форму. Наибольшее распространение получили две идеализированные модели процесса образования пузыря: одностадийная [4] (рис. 8.1.1.3, а) и двухстадийная [5] (рис. 8.1.1.1, б).
Рис. 8.1.1.2. Кинограммы процессов образования пузырей [2]: а) парные пузыри:
VK = 28830 см3; «^ = 9,15 м/с; </v= 6,35 мм;
б) двойные пузыри:
= 170 см3; = 3,05 м/с; dN- 6,35 мм
Рис. 8.1.1.3. Идеализированная последовательность процесса образования пузыря: а) одностадийная модель [4]; б) двухстадийная модель [5]
708
Новый справочник химика и технолога
В одностадийной модели центр пузыря в начальный момент времени находится в точке, в которую помещен точечный источник газа. Расширяясь, пузырь одновре-
В [5] приведены полученные указанным способом уравнения для расчета отрывного объема, учитывающие влияние вязкости сплошной фазы и поверхностно-
менно двигается вверх за счет действующих на него сил. Предполагается, что отрыв пузыря происходит в тот момент, когда расстояние s от центра пузыря до плоскости сопла становится равным s - г + rN, где г — текущий радиус пузыря, rN — радиус сопла. Уравнение движения пузыря с учетом только сил тяжести и силы
го натяжения.
Уравнения (8.1.1.5) с погрешностью порядка 30 % можно преобразовать и получить формулу для определения отрывного объема (8.1.1.4) с константой С = 0,976.
Несмотря на очевидную условность моделей, уравнения (8.1.1.4) и (8.1.1.5) дают удовлетворительное
сопротивления, связанной с воздействием присоединенной массы жидкости, при Р/ » Pg записывается в виде
d („ ,ds\
Л ?p,v Т =v p|g •
dt\ dt J
(8.1.1.3)
Здесь C, = 11/16 — коэффициент присоединенной массы жидкости для случая сферы, движущейся в направлении от стенки и находящейся от нее на расстоянии порядка г; v' - текущий объем пузыря. Для случая истечения с постоянным расходом: v' = Qgt. Интегрирование уравнения (8.1.1.3) при начальных условиях t = 0,
Л ds Л
5 =0, — = 0 и при г » rN позволяет получить для от-dt
рывного объема выражение
е6/5
v = C^, (8.1.1.4)
8
где константа С = 1,378.
Согласно двухстадийной модели [5], в процессе образования пузырь проходит стадию расширения и стадию отрыва. На первой стадии пузырь остается вблизи отверстия, а на второй — удаляется от него вплоть до момента отрыва. Первая стадия заканчивается, когда выталки-
совпадение с экспериментом для жидкостей с нормальной вязкостью и Qg > 15 см3 /с.
Простая модель образования пузыря при истечении с постоянным расходом предложена в [6]. В качестве основы для разработки модели принята двухстадийная схема образования пузыря. Для определения момента отрыва использовался наблюдаемый экспериментально факт, что длина шейки в момент отрыва имеет значение, примерно равное половине радиуса пузыря. Уравнение для расчета отрывного диаметра пузыря
/л V/3
х I 6v I
о = — , полученное с учетом сил тяжести, поверх-
V л у
ностного натяжения, сопротивления пузыря и инерции жидкости и газа, имеет вид
&=S + - + ~. (8.1.1.6)
8 8
Здесь 5 6^g ^_We у dN=2rN,
(P/-Pg)g 7u(P/-pg)g
Т (135 27Р A p,Q2g
T = ---+- h--------— И Ц/— вязкость жидкости.
И71 7CP/J(P/-p)g
вающая сила становится равной равнодействующей сил, удерживающих пузырь у сопла, т. е. сил инерции жидкости, вязкого сопротивления, поверхностного натяжения. Равенство сил при условии постоянства расхода газа позволяет определить объем пузыря в конце стадии расширения: v = V] + где tm — время отрыва, отсчитываемое от начала второй стадии. Оно определяется путем интегрирования дифференциального уравнения, описывающего поступательное движение пузыря. При этом используется предположение, что в момент отрыва длина шейки пузыря, или, что то же самое, расстояние, пройденное центром пузыря только за счет поступательного движения, становится равным радиусу пузыря в
Для низких и средних давлений газа (pg «Р/ j получено простое аппроксимационное решение уравнения (8.1.1.6), которое дает погрешность при определении 8 всего на 2 % выше, чем исходное уравнение. Это решение имеет вид
8=
б^ст^1 ( 81p.zgg P/g J I ngpt
135g; Y/3V/4 4Tt2g I
. (8.1.1.7)
Уравнение (8.1.1.6) проверено в широких диапазонах расходов газа (0-80 см3/с), вязкости жидкостей
( v У/3 (0,001-1 Па • с), диаметров сопел (0,2-6 мм). Как ука-
конце первой стадии rx =р—J • Система уравнений зывают авторы [6], отклонение расчетных и экспери-для определения отрывного объема, полученных только ментальных значений отрывного диаметра в основном с учетом сил тяжести и инерции жидкости, имеет вид: не превышает 10 %.
Наиболее успешные результаты при исследовании образования пузырей из камер бесконечно большого и произвольного объема достигнуты с использованием одностадийной модели [4, 7-9]. В этом случае расход газа через сопло является переменной величиной и определяется законом истече-
УЖ+11/16рЛ\ Apg Qt
12тс(3/4тс)2/3 Apg J ’ 2g(pg+11/16P/)’ 127с(3/4л)2/3
(8.1.1.5) ния газа через отверстие. Кроме того, в слу-
Процессы диспергирования
709
чае произвольного объема камеры истечения давление и в пузыре, и в камере изменяется периодически, причем предполагается, что процесс сжатия—расширения в камере протекает адиабатически, а в пузыре — изотермически. Решение системы двух уравнений (уравнения, описывающего процесс расширения пузыря, и уравнения движения его под действием сил тяжести и инерции жидкости), полученное в [9] для не слишком больших пузырей, представлено на рис. 8.1.1.4.
Рис. 8.1.1.4. Определение отрывного объема пузыря при произвольном объеме камеры истечения
На рисунке приняты следующие обозначения:
г-*-о
v.
(8.1.1.8)
где Ра — капиллярное давление в пузыре в начальный момент его образования, Па; ВК — величина, обратная объему камеры истечения, Па/м3; QK — расход газа в камеру истечения, м3/с; у — показатель адиабаты; Р«о — среднее давление в камере истечения, Па; к — £
коэффициент сопла, м3’5 • кг-0,5; ^=1,5+Х— — коэф-dN
фициент сопротивления сопла; л — коэффициент трения для гладких труб; Ъ — толщина перфорированной пластинки или длина сопла, м.
График на рис. 8.1.1.4 может быть использован для оценки отрывного объема пузыря, образующегося в жидкостях с нормальной вязкостью при v < 2+2,5 см3 и Qo < 25 см3/с.
Пунктирными линиями на рис. 8.1.1.4 обозначены асимптоты расчетных кривых, которые описываются уравнением
О6/5
И = 1,378-^-. (8.1.1.9)
Это уравнение представляет собой уравнение (8.1.1.4), записанное в безразмерных переменных (8.1.1.8), и может быть использовано для расчета объема пузырей при малых объемах камеры истечения. Влияние объема камеры истечения проявляется только при малых расходах газа Q* < 1. При QK > 1 модель предсказывает постоянный расход газа через сопло, равный Qg, и объем пузыря рассчитывается по уравнению (8.1.1.9).
Струйный режим образования пузырей визуально характеризуется появлением над отверстием неисчезающего газового потока (факела), который вдали от отверстия дробится на отдельные пузыри небольшого диаметра. На расстоянии 91 см от одиночного отверстия наблюдается нормально-логарифмическое распределение пузырей по размерам [10]. Однако точно определить условие перехода от динамического режима образования к струйному не представляется возможным. Детальные исследования, проведенные с использованием скоростной киносъемки [И], показали, что в исследуемом диапазоне скоростей истечения (5-80 м/с) газовый поток имел пульсирующий характер и устойчивая стационарная струя или факел устанавливались только на расстоянии от отверстия, много меньшем размера образующихся пузырей. Картина образования газожидкостных структур (пузырей) при струйном режиме напоминала картину образования двойных пузырей при динамическом режиме (рис. 8.1.1.2, а) с той лишь разницей, что над отверстием после отрыва пузыря всегда существовала очень небольшая область струйного потока. Пузырь, получившийся после слияния двух первоначально образующихся пузырей, имел форму вытянутого в направлении движения сфероида. Объем его можно оценить по формуле (8.1.1.4), в которой С = 1,090. Такое значение константы получено в [12], исходя из двухстадийной модели образования пузыря. На первой стадии пузырь представляет собой расширяющуюся полусферу, а на второй стадии до момента отрыва растет как сфера, в соответствии с моделью Дэвидсона и Шуле [4]. Центр сферы в начальный момент находится в точке, соответствующей центру масс полусферы, образовавшейся на первой стадии.
Уравнение (8.1.1.4) с константой С= 1,090 достаточно хорошо описывает экспериментальные данные из разных источников [13]. При этом результаты (численные значения v), полученные на установках с камерами истечения как маленьких, так и больших объемов, оказываются на одной кривой. По-видимому, при больших скоростях истечения отверстие имеет значительное гидравлическое сопротивление, которое обеспечивает постоянный расход газа через него. Объем образующихся пузырей практически не зависит от поверхностного натяжения, плотности и вязкости жидкости. При истечении воздушных струй в глицерин (ц/= 1500 мПа • с) размеры пузырей всего лишь на 10-15 % больше, чем размеры пузырей, образующихся в воде.
710
Новый справочник химика и технолога
Пример 8.1.1.1. Определить отрывной диаметр пузыря при истечении воздуха из отверстия диаметром 5 мм с постоянными расходами: а — 0,01 л/с и б — 0,02 л/с. Истечение происходит в 50%-й водный раствор глицерина плотностью р/ = 1126 кг/м3, с поверхностным натяжением о = 69,6 • 1О3 Н/м и вязкостью Р/ = 6,03 Па • с.
Из уравнения (8.1.1.7) для двух значений расходов получим:
Ъа =((0,00108 + 0,000141 + 0,00427) • 10 6 )'/4 =0,0086 м;
Ъб =((0,00108 + 0,000141 + 0,0129) 10 6 )1/4 =0,0109 м.
Сравнение промежуточных вычислений показывает, что третье слагаемое, учитывающее инерцию жидкости, через отверстие диаметром 5 мм при расходе газа 0,01 л/с превышает в 4 раза первое, учитывающее поверхностное натяжение, а при расходе газа 0,02 л/с — более чем в 10 раз. Второе слагаемое, учитывающее вязкость жидкости, пренебрежимо мало в обоих случаях.
Пример 8.1.1.2. Оценить объем пузыря, образующегося при истечении воздуха в воду из одиночного отверстия в тарелке. Расход газа в камеру истечения 0,015 л/с, диаметр отверстия 3 мм, толщина тарелки 4 мм, объем камеры истечения 0,24 л, плотность воздуха pg = 1,2 кг/м3, вязкость воды pg = 17 • 10 6 Па • с, поверхностное натяжение а = 72,8 • 10“3 Н/м, среднее давление в камере истечения Рк0 = 1,033 105 Па, показатель адиабаты у = 1,4.
Расчет проводим по графику на рис. 8.1.1.4. Вычисляем необходимые параметры по формулам (8.1.1.8): Вк = 5,91 • 108; Ра = 97,1.
Для нахождения коэффициента сопротивления со-
Е о UN^N?g
пла с, определяем число Rev =------- и режим тече-
Pg
ния: uN = 1,98 м/с; Rev = 419.
Значение критерия Rev соответствует ламинарному режиму течения газа через отверстие. Коэффициент тре-64 ния X определяем по формуле: X =--= 0,153; ^ = 1,704;
Re„
к-6,98 • 10"6; gK= 0,204; Z= 0,0613.
По значениям Z и QK из графика на рис. 8.1.1.4 находим К = 3,9.
Отсюда v = 0,641 • 10^ м3 или 0,64 см3.
Образование капель в несмешивающихся жидкостях. В процессе образования капель можно выделить те же три основных режима: квазистатический, динамический и струйный, что и в процессе образования пузырей.
В квазистатическом режиме отрывной безразмерный объем капли обычно определяют по уравнению [14, 15], которое с точностью до корректирующего множителя совпадает с уравнением (8.1.1.1):
К = я/г„т1. (8.1.1.10)
В уравнении (8.1.1.10) величины V и RN определяются из (8.1.1.2), где v — отрывной объем капли; rN — радиус капли; Др=|рс-рд|; рс — плотность жидкости, образующей сплошную фазу; рд — плотность жидкости, образующей дисперсную фазу; а — межфазовое натяжение.
Корректирующий множитель ц, иногда называемый множителем Хакинса и Брауна, зависит от RN. Уравнения, аппроксимирующие экспериментальные данные с погрешностью, не превышающей 2 %, имеют вид [16]:
ц(Я„)=0,9998-0,9969/?J/3+0,7738/?J/3 для 0<Я„<0,3
ц(7?лг)=-------------—-----------ттг для 0,3<7?лг<2
v N) 0,1478+0,2155/$3-0,0987Я*/3 N
(8.1.1.11)
По данным [14], условием существования квазиста-тического режима образования капель является выполнение неравенства
7?^ We^ <0,01, (8.1.1.12)
у,, UN &N (Р<7 + РС )
где We=--------*-----uN —средняя скорость истече-
сг
ния жидкости из отверстия.
Моделирование процесса образования капель в динамическом режиме проводилось как с определением формы поверхности [17], так и по упрощенным двухстадийным моделям [5, 17]. Полученные в этих работах уравнения для расчета отрывных диаметров капель либо имеют достаточно громоздкий вид [17], либо не дают удовлетворительного совпадения с экспериментальными данными [5]. Поэтому для проведения инженерных расчетов следует использовать эмпирические корреляции.
Корреляция Кагана с сотрудниками [19]:
----—r=l+2,39/?vWe1/3-0,485We+197?^31
^Л(^) I ° )
(8.1.1.13)
О W (Рс+Рд)"^ ,
Здесь: We = -----------, функция т](л\) рассчиты-
о
вается по уравнениям (8.1.1.11).
Корреляция Чезэла и Райена [20]:
= г|(/< ) + 3,296/?Л!/]'3—-0,429We;i(l+ р). (8.1.1.14)
Процессы диспергирования
711
Здесь: Wen =2р^-"-; (8.1.1.15)
ст
Voo — предельная скорость движения капель, определяемая по формулам, приведенным в 3.2.6; для динамического режима р = 0. Для приближенных расчетов можно принять (погрешность не более 5 %) т| - 0,625.
Струйный режим при диспергировании жидкостей начинается при значительно меньших скоростях истечения (0,1-0,2 м/с), чем при диспергировании газа. При некотором расходе диспергируемой жидкости капли начинают коалесцировать в непосредственной близости от сопла, и при дальнейшем увеличении расхода из сопла начинает вытекать сплошная струя, которая вследствие возникающих на ее поверхности возмущений дробится на капли. Переход к струйному истечению в системах жидкость—жидкость более ярко выражен, чем в системах газ—жидкость, однако все же существует заметный интервал скоростей истечения, в пределах которого происходит формирование развитого струйного режима. Этот факт дал основание некоторым исследователям [21] выделить в качестве самостоятельного переходный режим между динамическим и струйным. Его существенное отличие заключается в том, что в момент отрыва капля находится на конце шейки короткой струи, длина которой может в два раза превышать диаметр капли. Этот режим существует в наиболее широком интервале скоростей истечения в том случае, когда вязкость дисперсной фазы значительно превышает вязкость сплошной. Визуально начало переходного режима проявляется в заметном увеличении частоты образования капель и соответственно в уменьшении их объема. Скорость истечения в точке перехода может быть определена из уравнения [19, 20]:
Wea = 2,14(1 -Rn)2. (8.1.1.16)
Размер капель в переходном режиме определяется по уравнению (8.1.1.14), в котором Д вычисляется по формуле
Р = 0,404^. (8.1.1.17)
Верхний предел применимости уравнения (8.1.1.14), указывающий на окончание переходного режима, может быть определен из эмпирического уравнения [20]
причем этот размер наименьший. Значение и™ для жидкостей с близкими значениями вязкостей находится из уравнения
Weoirr=(0,23Bo0/5+0,347)-1’5. (8.1.1.19)
Здесь
\ 0,5 2
? во„=^^
СТ J ст
Др = |рс-рд|.
Для жидкостей с существенно различными значе-
ниями вязкостей — >20 , где щ и Цп — динамические \Рп )
вязкости фаз, причем всегда щ > цп, оптимальная ско-
рость и°т должна быть скорректирована по формуле
1/ г и
-Л_=ехр|-(0,65 lgц-0,52)21+0,1, (8.1.1.20) UN
где Д = —; н°пт — оптимальная скорость истечения, Рп
рассчитанная по формуле (8.1.1.19); ur°m — истинная оптимальная скорость.
Диаметр капель, образующихся при uN=u°™, определяют как
еопт
—=0,91Во;1/6, (8.1.1.21)
d2&pg
где Во, = —---, d, — диаметр струи, который нахо-
7 ст
дится из соотношения
7 (0,23 Во0/5+ 0,347)’
Для жидкостей с существенно различными значе-
I ц )
ниями вязкостей — > 20
<Рп )
Wea=0,720—. (8.1.1.18)
Рд
В развитом струйном режиме струя при дроблении образует облако капель. Методика определения среднего диаметра капель предложена в [22]. В этом режиме истечения для каждого диаметра отверстия существует такая оптимальная скорость истечения и0™, при которой образуются капли примерно одинакового размера,
gom
0,298^2,379-^—' 0,567
\ Re^
-0,26 +1,14 Bo;v%
l,39-lgBo„ )
(8.1.1.23)
„ «74Pa n u™dNpf
где Re =——~; Rev =——; р/ и p; — плотность Рд Р/
и вязкость фазы, имеющей большую вязкость.
712
Новый справочник химика и технолога
Размер капель при любых скоростях в развитом струйном режиме может быть определен из уравнения
S=exi
;р(лМ)[б“+0,067^М .
(8.1.1.24)
4 Re ’
В уравнении (8.1.1.24) А = — при —— <0,08, 9 ReN
Fr0’25 Re0’5 (<т)2
А =------ при —> 0,08, где число Фруда Fr=----------— .
7 Re„ gdN
Коэффициент
UN
Пример 8.1.1.3. Рассчитать размер капель, образующихся при истечении гексана в воду через сопло диаметром 4 мм со скоростями: а) и^ = 0,05 м/с и б) uN = 0,4 м/с.
Даны плотности гексана рд = 655 кг/м3 и воды рс = 996 кг/м3, их вязкости цд = 0,294 10 3 Па • с и цс = 0,887 10 3 Па с; межфазное натяжение о = = 49,5 • Ю 3 Н/м.
Случай а. Определяем безразмерный радиус сопла по формуле (8.1.1.10): RN= 0,368.
Находим число We для капель и определяем режим истечения по соотношению (8.1.1.12): We = 0,167; 7?vWe13 = 0,202 > 0,01.
Следовательно, режим истечения не квазистатиче-ский, а динамический. Безразмерный объем капли определяем, используя корреляцию (8.1.1.13), при этом значение функции r|(7?w) находим из второго соотношения (8.1.1.11): t\(Rn) = 0,684; V= 1,106.
Находим отрывной объем капли и отрывной диаметр: v = 0,178 • 10-6 м3; 5 = 0,00698 м.
Случай б. По уравнению (8.1.1.18) определяем число We., на границе переходного и развитого струйного режима истечения: We., = 2,266.
Предельная для переходного режима скорость истечения определяется из формулы для критерия Wefl (см. соотношение (8.1.1.15)) uN = 0,207 м/с. Поскольку w.v < 0,4 м/с, то режим истечения считаем развитым струйным.
Находим оптимальную скорость истечения по уравнению (8.1.1.19): ВоЛ- 1,081; Weom = 2,255; и™ = 0,31 м/с.
Диаметр капель при оптимальной скорости истечения находим по уравнениям (8.1.1.21) и (8.1.1.22): dt = 0,00688 м; Во, = 3,20; 50пг = 0,0056 м/с.
Размер капель при скорости истечения 0,4 м/с находим по уравнению (8.1.1.24) при значениях: Re., = 2763;
Re0,5
Rew = 1392; —2- = 0,378 < 0,08; А = 0,444; К = 1,29; Re^,
5 = 0,00589 м.
8.1.2. Капиллярная неустойчивость жидкой струи
(Ю.Н. Чесноков)
Струя жидкости, вытекающая через отверстие из сосуда, самопроизвольно распадается на капли. Это происходит в результате неустойчивости течения жидкости в струе по отношению к малым возмущениям, причиной которого является действие сил поверхностного натяжения на поверхности струи. Если цилиндрическая поверхность струи деформируется таким образом, что радиус струи уменьшается, капиллярные силы вызывают увеличение давления в этой части струи. Наоборот, при локальном увеличении радиуса струи давление уменьшается. В результате возникает течение жидкости из мест с более высоким давлением в места с более низким давлением, и нарастающее возмущение приводит к появлению капель (рис. 8.1.2.1).
Характерный масштаб времени tQ, в течение которого происходит рост возмущений, можно оценить с помощью условия баланса сил инерции и сил поверхност-
/ М/2 / гр ) ' _
ного натяжения как /0 = — . Здесь г — радиус
у о )
струи, р — плотность жидкости, о — поверхностное натяжение на поверхности струи. Если радиус струи порядка 1 мм, а плотность и поверхностное натяжение жидкости величины такого же порядка, как у воды, то характерный масштаб времени оказывается равным нескольким миллисекундам. Это означает, что заключительный этап дробления струи жидкости на капли протекает очень быстро.
Возмущения, которые вызывают дробление струи на капли, могут иметь различную природу. Они могут представлять собой возмущения формы поверхности или скорости жидкости. Возмущения могут создаваться искусственно, и тогда будет происходить вынужденный распад струи жидкости на капли. Если искусственно
Рис. 8.1.2.1. Капиллярная неустойчивость жидкой струи.
Вода вытекает под давлением из четырехмиллиметровой трубы [23]
Процессы диспергирования
713
созданные возмущения отсутствуют, будет наблюдаться рост тех случайных возмущений, которые возникают в любом реальном техническом устройстве. Рассмотрим основные факторы, влияющие на распад струи жидкости на капли.
Предположим, что имеется возмущение скорости жидкости, вытекающей через сопло в окружающую газообраз-
( V2
ную среду, следующего вида:г = у0 + е— sin(2Ttvh.
VProJ
Здесь v — скорость жидкости на срезе сопла, v0 и rQ — невозмущенные значения скорости жидкости в струе и радиуса самой струи, v — частота возмущения, связанная с длиной волны возмущения X следующим образом:
Х= —. Типичные значения частоты имеют порядок v
нескольких кГц. Наиболее важный параметр, влияющий на распад струи жидкости на капли, — волновое
, 2лгп ТЛ
число возмущения: к = —-. К уменьшению поверхно-X
сти струи приводят только осесимметричные возмущения поверхности струи с волновым числом к < 1. Поэтому именно такие возмущения будут расти под действием капиллярных сил. Другие параметры, определяющие характер распада струи жидкости на
2
капли, — числа Вебера We = и Рейнольдса о
о W л/ргос о
Re = = ----. Здесь ц — вязкость жидкости,
ц ц
F
и0 = /— — так называемая капиллярная скорость.
V Рго
Если скорость жидкости в струе достаточно велика, влиянием силы тяжести на процесс распада жидкости на капли можно пренебречь. С другой стороны, при не слишком больших значениях скорости жидкости можно пренебречь влиянием взаимодействия жидкости с окружающей средой (газом). В этом случае процесс распада струи жидкости на капли будет определяться значениями четырех параметров: начальным значением безразмерной амплитуды возмущения а, волновым числом к, значениями чисел Вебера и Рейнольдса.
Задача о развитии малых возмущений на поверхности цилиндрической струи идеальной жидкости была решена еще Рэлеем. Он показал, что в том случае, когда в начальный момент времени имеется малое синусоидальное f kz
возмущение поверхности струи r~rQ 1 + ecos— , где
I го)
z — координата, отсчитываемая вдоль оси струи, на начальном этапе развития возмущения его амплитуда будет изменяться с течением времени по экспоненциаль-( , at kz}
ному закону: г = r0 1 + еехр—cos— .
к го J
Величина а, определяющая скорость роста возмущения, и длина волны возмущения к связаны между собой соотношением (см., например, [24]):
а2 = Ч^)/]_42\ (8.1.2.1)
Здесь IQ(x) и It(x) — модифицированные функции Бесселя нулевого и первого порядка соответственно. Из данного соотношения следует, что наибольшую скорость роста имеют возмущения с волновым числом кт = 0,697. Соответствующее значение а = 0,343. В том случае, когда наблюдается самопроизвольный распад струи жидкости на капли, в начальный момент времени имеются возмущения с различными длинами волн. На начальном этапе развития возмущений рост возмущений с различными длинами волн происходит независимо. Так как наиболее быстро увеличивается амплитуда возмущения с волновым числом кт, то распад струи жидкости на капли произойдет в результате роста возмущения с указанным волновым числом. Диаметр капель, образующихся при распаде струи, может быть найден по формуле
Если вязкость жидкости оказывает заметное влияние на процесс развития возмущений, зависимость между величинами а и к становится более сложной:
t2 к2 , Лк2
О-*2 Ixv Z ixc
(8.1.2.3) где
i.2=r + aRe, F(x) = -^44.
2/,М
На рис. 8.1.2.2 при помощи уравнения (8.1.2.3) построены зависимости а(к) при различных значениях Re. Как видно из этого рисунка, значение волнового числа, при котором достигается максимальное значение а, уменьшается при уменьшении Re.
Рис. 8.1.2.2. Влияние числа Рейнольдса на скорость увеличения амплитуды возмущения: / — оо;2—10; 3 — 5; 4—1; 5 —0,1
714
Новый справочник химика и технолога
При вынужденном распаде струи одна основная гармоника в начальном сечении струи имеет существенно большую амплитуду, чем все остальные. Обычно возбуждается гармоника с частотой, близкой к той, при которой наблюдается наиболее быстрый рост амплитуды возмущения. В зависимости от значения волнового числа, при дроблении струи кроме капель основного размера образуются также так называемые «капли-сателлиты» меньшего диаметра. Образование капель-сателлитов объясняется нелинейным взаимодействием возмущений, в результате которого кроме основной гармоники возбуждаются также кратные гармоники. Более подробные сведения по рассматриваемым вопросам можно найти в [25].
Пример 8.1.2.1. Рассмотрим процесс самопроизвольного дробления струи жидкости диаметром 2,8 мм на капли. По формуле (8.1.2.2) находим, что диаметр капель, образующихся в результате дробления, равен 5,3 мм. Это согласуется с данными, представленными на рис. 8.1.2.1, где дробление струи происходит в результате роста возмущений с длиной волны, близкой к рэлеевской.
8.1.3. Диспергирование капель и пузырей в сдвиговом поле
(А.Ю. Иваненко)
Жидкие капли и пузыри, попадающие в область сдвигового течения сплошной среды, могут дробиться под действием сил вязкостного трения. Исследования этого механизма дробления капель начались в 1930-е гг. и продолжаются до сих пор. Проведены многочисленные эксперименты по изучению дробления капель в плоском и цилиндрическом течении Куэтта, обзор литературы по данному вопросу см. в [26-29]. Условие дробления капли под действием вязких сил записывается как [29]:
H,/(H)grad(t/)S^-, (8.1.3.1)
W Ям) = ^Иг+^‘. (8.1.3.2)
16ц2 +16Ц,
Данный механизм дробления капель наблюдается при малости динамических сил по сравнению с вязкостными:
ДИ р,ДИ2
H1V» 2^’ (8.1.3.3)
Конечный результат дробления зависит от соотношения вязкостей сплошной и дисперсной фаз. Как показали экспериментальные исследования [28, 29], при соотношении вязкостей — > 1 капля, деформирующая-
ся в вытянутый эллипсоид, при достижении критическо
го отношения L > нВ (где L — большая и В — малая полуоси эллипсоида), становится неустойчивой и распадается на две капли неравных размеров. При соотношении вязкостей — < 1 при достижении крити-ческой деформации капля резко вытягивается в длинную нить, которая затем распадается на ряд мелких неравновеликих капелек. Кроме того, было замечено, что при очень малом соотношении вязкостей — <0,001 деформирующаяся капля принимает сига-рообразную форму, с острых концов которой отрываются очень мелкие капельки.
8.1.4. Образование капель и пузырей при гидродинамической неустойчивости границы раздела фаз
(Г.М. Островский)
Процесс диспергирования капель и пузырей рассматривается с позиции гидродинамической неустойчивости, которая заключается в следующем. На заданное течение двух сред накладывается небольшое по величине возмущение и определяется, будет ли со временем амплитуда возмущений уменьшаться или увеличиваться. Если возмущение затухает, система возвращается к первоначальному состоянию — устойчивому течению, если же, напротив, амплитуда возмущения возрастает, то это соответствует неустойчивому течению, которое приводит к дроблению частиц. Характерным примером гидродинамической неустойчивости является переход от ламинарного течения к турбулентному, когда силы внутреннего трения не способны подавить инерционные силы.
Рассмотрим наиболее характерные для процессов диспергирования капель и пузырей виды гидродинамической неустойчивости.
Неустойчивость Кельвина — Гельмгольца наблюдается, когда две жидкости движутся с разными продольными скоростями относительно поверхности раздела. Если при определенной скорости скольжения двух жидкостей наблюдается нарастание амплитуды волнообразного возмущения поверхности, то это способствует разрушению поверхности раздела и образованию частиц размером, приближенно равным длине волны (рис. 8.1.4.1). Для идеальных жидкостей из условия
неустойчивости и образование частицы
Процессы диспергирования
715
равновесия сил поверхностного натяжения и инерции следует (см., например, в [30]):
х> = 2яа(р,+р;), (8141)
Р1Р2М
где о — поверхностное натяжение; pi и р2 — плотности граничащих фаз; и — относительная скорость фаз.
Пример 8.1.4.1. На поверхности ламинарной жидкостной струи, истекающей из насадка со скоростью 25 м/с в газовое пространство, образуются гребни, которые по мере удаления струи от сопла увеличивают свою высоту вплоть до образования капель (рис. 8.1.4.2). Оценить расстояние между гребнями и максимальный размер отрывающихся капель. Известны плотность жидкости pi = 1000 кг/м3, ее поверхностное натяжение ст = 70 • 10-3 Н/м и плотность воздуха р2 = 1,25 кг/м3.
На поверхности струи возможно возникновение только неустойчивости Кельвина — Гельмгольца. Согласно уравнению (8.1.4.1), длина волны (или расстояние между гребнями) = 563 • 106 м.
Размер отрывающихся капель составит величину одного порядка с А,„.
Нетрудно заметить, что на фотографии, заимствованной из [23] (рис. 8.1.2.1), струя на своем начальном участке ламинарна, но уже на расстоянии, равном диаметру струи, появляются осесимметричные волны неустойчивости. Волны хаотически разрастаются, и процесс завершается выбросом за пределы струи капель. Расстояние между гребнями волн и размер капель вполне согласуются с расчетом.
Другой характерный вид неустойчивости — неустойчивость Рэлея — Тейлора. Поверхность между двумя жидкостями неустойчива, если на эти жидкости нормально границе раздела фаз действует вектор ускорения, имеющий направление от легкой фазы к тяжелой.
В качестве примера можно рассмотреть покоящийся сосуд с водой. Вода испытывает ускорение, равное гравитационному и направленное от тяжелой жидкости к газу (легкой жидкости). В этом случае поверхность устойчива, и любое возмущение поверхности затухает.
Если сосуд перемещать вниз с ускорением 2g, направленным в противоположную сторону (что равносильно переворачиванию сосуда), то поверхность раздела теряет устойчивость, и возмущение, как и в первом случае (рис. 8.1.4.1), будет приводить к образованию капель в газе и пузырей в жидкости, имеющих размер одного порядка с длиной волны
Для идеальных жидкостей из аналогичных уравнению (8.1.4.1) условий (см., например, в [30]):
Г ст Y’5
X = 2 л 1 :
<|Р1 -P2\g)
(8.1.4.2)
Пример 8.1.4.2. Оценить диаметр перевернутой пробирки, при вытаскивании которой из воды последняя будет вытекать (рис. 8.1.4.3). Известны плотность жидкости pi = 1000 кг/м3, ее поверхностное натяжение ст = 70 • 10~3 Н/м и плотность воздуха р2 = 1,25 кг/м3.
Рис. 8.1.4.З.
Схема к опыту по определению устойчивого состояния воды в перевернутой пробирке
В соответствии с уравнением (8.1.4.2) получим
= 16,7 мм. Для того чтобы поверхность раздела была неустойчивой, необходимо выполнить условие, при котором d >
Поскольку сферическую частицу размером 8 могут разрушить только возмущения с длинами волн X < 8, то в рамках принятых моделей можно сформулировать условия, определяющие их максимальный размер:
(8.1.4.3)
P1P2W
Рис. 8.1.4.2. Водяная струя, вытекающая в неподвижный воздух. Диаметр насадки 6 мм, скорость струи 25 м/с
716
Новый справочник химика и технолога
(8.1.4.4)
где си и cg — поправочные коэффициенты, по величине близкие к единице.
В критериальной форме эти условия формулируются следующим образом:
We„ = 8р1р2“2 = We; «2л, (8.1.4.5)
<ЦР1 +Р2)
Во = 8 lp’-_£-2lg = во* « 4л2, (8.1.4.6)
а
где We; ~ 2л и Во* » 4л2 — критические значения критериев Вебера и Бонда.
Очевидно, что критерии We; и Во* или поправочные множители си и cg должны определяться из опыта, так как дробление капель и пузырей всегда происходит в вязких средах, действия возмущений конечны во времени, а возмущаемые поверхности далеко не плоские.
Пример 8.1.4.3. Определить механизм дробления, определяющий критический размер газового пузыря, всплывающего в воде. Известны плотность жидкости Р] = 1000 кг/м3, ее поверхностное натяжение а = = 70 • 10 3 Н/м и плотность воздуха р2 = 1,25 кг/м3.
Согласно рис. 3.2.6.2, б, примем скорость всплытия пузыря и = 0,3 м/с. Тогда из (8.1.4.3) и (8.1.4.4) при си = 1 и cg = 1 получим 8М = 3,9 м и 8g = 16,8 • 10~3 м.
Первый результат явно не соответствует нашим наблюдениям, следовательно, условие дробления всплывающего пузыря определяется неустойчивостью Рэлея — Тейлора.
8.1.5. Диспергирование капель и пузырей под действием турбулентных пульсаций
(А.Ю. Иваненко, Г.М. Островский)
Особый практический интерес представляет образование дисперсной фазы в турбулентном потоке, когда пузырь или капля подвергаются воздействию пульсационных струй, разрывающих их на две части (рис. 8.1.5.1).
В соответствии со схемой дробления можно положить, что условие разрыва капли или пузыря представляется в виде [31]
стРЛ!=^, (8.1.5.1)
О
где vT — пульсационная скорость турбулентного потока; сТ — эмпирическая константа порядка единицы.
Рис. 8.1.5.1. Механизм дробления капли пульсационными струями турбулентного потока
Определение скоростей пульсационных струй vT строится на теории изотропной турбулентности, предложенной Колмогоровым и Обуховым [32, 33]. Согласно этой теории, среднеквадратичная разность пульсационных скоростей -^Av2 , измеряемых в двух точках движущейся среды на расстоянии А, друг от друга, составляет
7^7=(£<л)1/3 ’
(8.1.5.2)
где £0 — скорость диссипации энергии в единице массы сплошной среды.
Зависимость (8.1.5.2) соблюдается в области А,м «А.<< L, т. е. масштаб рассматриваемого объема должен быть меньше масштаба L основного движения (L = d при движении потока в трубе диаметром d), но больше микромасштаба турбулентности А,м. Под А,м понимается такой минимальный масштаб пульсаций, которые благодаря вязкости полностью вырождаются и их энергия диссипируется в тепло. Численное значение микромасштаба турбулентности можно определить по формуле [34]
(8.1.5.3)
Из анализа схемы дробления частицы, представленной на рис. 8.1.5.1, нетрудно сделать заключение, что пульсации с масштабом А, ® 8 являются определяющими. Таким образом, из уравнений (8.1.5.1) и (8.1.5.2) при 8 = А, и 2vT = AvT следует известное уравнение Колмогорова [31]:
8 = 3,48
3 3 2
СтР1£0
(8.1.5.4)
Уравнение Колмогорова (8.1.5.4) справедливо в тех случаях, когда вязкость дисперсной фазы достаточно велика, чтобы погасить осцилляции капли, возбуждаемые турбулентными пульсациями. Если же вязкость
Процессы диспергирования
717
дисперсной фазы мала, то распад капли может происходить в результате ее осцилляций. Очевидно, что наибольшая вероятность распада капли в результате осцилляций будет при совпадении собственной частоты колебаний жидкой капли и частоты возмущающей силы, т. е при резонансе. Собственная частота колебаний ®2 жидкой капли равна:
®2 =®*>/1-к2 , (8.1.5.5)
где со* — частота гармонических колебаний [35]:
Мощности, вводимые в трубу и выводимые из нее,
составят 7vH = рк----и и Лк = рк-----и, гдерн ирк —
4 4
давление в начале и конце участка трубы. Тогда скорость диссипации энергии
е Арц (а)
0 /PjTTfi?2 /Р; Zp2
4
Подставив в (а) потери давления, определяемые уравнением Дарси — Вейсбаха (2.2.6.21), получим
(Зр2+2р])г3
а к — декремент затухания колебаний капли [36]:
1,15(ц2 +2pJ ^(з^+грг)
(8.1.5.6)
Если характерную частоту турбулентных пульсаций принять как
ш, = 2тг
(8.1.5.7)
то для минимального размера капель, дробящихся в турбулентном потоке, можно получить:
8Т
(8.1.5.8)
где Ст — коэффициент, зависящий от декремента затухания колебаний, т. е. от вязкости дисперсной фазы, и изменяющийся в пределах Ст = 0,5 • 1,0 при изменении декремента затухания к = 0 4- 0,5. Если же значение декремента затухания к > 0,5, то силы вязкости практически полностью демпфируют колебания и размер капли будет определяться уравнением (8.1.5.4).
Сравнение выражений (8.1.5.4) и (8.1.5.8) показывает, что в случае возбуждения резонансных колебаний размер капель получается в несколько раз меньше.
В случае осцилляционного механизма разрушения капли наиболее вероятным результатом будет ее распад на капли примерно одинакового размера.
Коэффициент гидравлического сопротивления трубопровода из (2.2.6.27) составит X = 0,01.
Из уравнения (Ь): е0 = 27 Вт/кг.
Из уравнения (8.1.5.4) при ст = 1 получим максимальный размер капель 8 = 2,17 • 10”3 м.
Для полученного значения размера капель определим декремент затухания их осцилляций по уравнению (8.1.5.6) к = 0,0044, что достаточно мало для демпфирования осцилляций капли. Окончательно из уравнения (8.1.5.8) при Ст = 1 получим максимальный размер капель 8 = 0,63 • Ю 3 м.
Полученный в примере 8.1.5.1 результат не связан с длиной трубы. В реальном процессе размер капель, если последние не подвержены слиянию, будет уменьшаться по длине трубы [37, 38]. Это связано с неравномерным распределением величины пульсационных скоростей по сечению канала (рис. 8.1.5.2).
Пример 8.1.5.1. В горизонтальный гидравлически гладкий трубопровод диаметром d = 0,1 м, по которому со скоростью и = 8 м/с движется вода с плотностью Pi = 1000 кг/м3 и вязкостью - 10 3 Па с, вводится тетрахлорид углерода с плотностью р2 = 1595 кг/м3 и вязкостью ц2 = 0,97 • 10 3. Оценить размер капель четыреххлористого углерода, если поверхностное натяжение о - 41 • Ю 3 Н/м.
Определим скорость диссипации энергии в трубе. Для этого выделим отрезок трубы длиной / и запишем для него баланс энергии.
Рис. 8.1.5.2. Изменение турбулентных пульсаций скорости в прямоугольном канале (по Райхардту [39]) в зависимости от безразмерного расстояния от стенки:
1 — продольные пульсации 2 — поперечные пульсации
3 — осредненные скорости й/и .
Максимальная скорость потока и = 100 см/с
718
Новый справочник химика и технолога
Таким образом, процесс дробления капли в трубопроводе носит случайный характер, а нарастание доли мелких капель будет определяться вероятностью их попадания в зону трубы с высокими значениями пульсационных скоростей. При известном профиле пульсационных скоростей задача дробления должна решаться с использованием уравнения (8.1.5.1) в координатах Лагранжа с применением методов Монте-Карло, моделирующих турбулентные пульсации сплошной среды (см. 3.3.6).
8.1.6. Дробление капель и пузырей при совместном действии нескольких механизмов диспергирования
(Г.М. Островский)
В большинстве технологических процессов дробление капель и пузырей происходит при одновременном действии нескольких механизмов диспергирования, рассмотренных выше. Трудности аналитического решения задачи совмещения этих механизмов заключаются в следующем. Неустойчивость Кельвина — Гельмгольца и Рэлея — Тейлора, имеющие одну волновую природу, возникают на разных участках поверхности частицы. Например, на лобовой поверхности падающей капли возбуждаются колебания под действием ускорения свободного падения g, а на боковой ее поверхности возбуждаются колебания, вызванные максимальной скоростью обтекания. В то же время механизм дробления частиц под влиянием турбулентных пульсаций имеет иной характер и действует на произвольные участки поверхности частицы.
В [40] дается упрощенное выражение, позволяющее оценить размеры частиц при совместном действии нескольких механизмов диспергирования:
Скорость падающей капли найдем из уравнения (3.2.4.10) при С = 0,44 и р2 » р.
|38p2g
Pi
(с)
Из (b) и (с) размер капли 8 = 3,4 10 3 м, а скорость ее падения, согласно (с), и = 8,9 м/с.
Достаточно близкое соответствие расчетов экспериментам следует ожидать в тех случаях, когда структура потока однородна в объеме. К таким случаям можно отнести, например, барботажную колонну. На рис. 8.1.6.1 приведено сопоставление расчетных данных для системы вода—-воздух в барботажной колонне диаметром Z) = 0,15 м по уравнению (8.1.6.1) с известными корреляциями [41]:
и [42]
0,6 0,37 ( ~ Л0,2
х 1 Ф | Pi I
8 = 1,25 е0,4 0,2 ~
£о Pi 4Р2 )
(8.1.6.3)
£0 = Wg
В приведенных уравнениях индекс «1» относится к жидкости, индекс «2» — к воздуху, w — приведенная к сечению колонны скорость воздуха.
Здесь 8„, 8g и 8Т — размеры, определяемые уравнениями (8.1.4.3), (8.1.4.4) и (8.1.5.4) либо (8.1.5.8), в которых поправочные множители си, cg и ст можно уточнить из эксперимента. Для приближенных расчетов коэффициенты могут быть приравнены единице.
Пример 8.1.6.1. Оценить максимально возможный размер капель дождя. Даны плотности фаз pi = 1,25 кг/м3, р2 = 1000 кг/м3 и ст = 70 • 10“3 Н/м.
Дробление падающей капли происходит под действием двух механизмов неустойчивости: Кельвина — Гельмгольца и Рэлея — Тейлора. Тогда из (8.1.6.1)
Рис. 8.1.6.1. Зависимость размера пузырей воздуха в барботажной колонне диаметром 0,15 м от приведенной скорости воздуха при р2 = 1,25 кг/м3, pj = 1000 кг/м3 и ст = 70 10 3 Н/м, рассчитанного по уравнениям: 1 — (8.1.6.2); 2 — (8.1.6.1); 3 — (8.1.6.3)
Из уравнений (8.1.4.3), (8.1.4.4) и (а) при р2»р, получим
1 2 . / х0,5
8 2лст 2л V ст J
Процессы диспергирования
719
Другой случай — с однородной структурой потока — приведен ниже.
На рис. 8.1.6.2 показана схема установки для экспериментального определения размера пузыря в колеблющейся жидкости [43]. Внешние воздействия на жидкость передавались пульсатором 4 при резонансной частоте, определяемой массой жидкости и упругостью газового объема 6, расположенного под мембраной 5. Диаметр трубы составлял 50 мм, амплитуда и частота колебаний жидкости составляли А = 7 мм и / = 15 Гц соответственно, диаметр пузыря 8 = 2,3 мм, измеренная ранее в [44] скорость диссипации энергии So = 8 Вт/кг.
Рис. 8.1.6.2. Схема установки для определения размера пузыря в колеблющейся жидкости:
7 — труба; 2 — жидкость; 3 — газовый пузырь (при колебаниях представляется в виде столбика);
4 — пульсатор; 5 — эластичная мембрана; 6 — газовый объем, выполняющий роль пружины; 7 — подача газа; А — амплитуда колебаний жидкостного столба
Расчеты по уравнению (8.1.6.1) показали, что размер
1 1 1 пузыря определяется двумя механизмами — = — + —,
5 8g 8т поскольку даже при максимальной скорости скольже-
ния (пузырь неподвижен) величина — ~ 0. В уравне-8«
ние (8.1.4.4) подставлялось максимальное ускорение, которое определялось как gv = g + A(2nJ)2. При этом 8g = 6,2 мм, 8т = 4,8 мм, а искомый максимально возможный размер пузыря 8 = 2,7 мм.
Примером с неравномерной структурой двухфазного потока является аппарат с перемешивающим устройством, где скорость диссипации мощности вблизи мешалки может на два порядка превышать среднюю по объему. В этом случае процесс диспергирования приобретает явно выраженный случайный характер. Дисперсный состав частиц зависит от времени пребывания диспергируемой среды в аппарате.
Для несливающихся частиц при известных полях циркуляционных течений и пульсационных скоростей задача определения дисперсного состава аналогична задаче диспергирования в трубе (см. 8.1.3). Но при достаточно большом времени пребывания дисперсной
фазы в аппарате, когда вся она успевает пройти через зону мешалки, размер частиц можно определить по максимальной скорости диссипации мощности (подробнее см. в 8.1.7).
Для сливающихся частиц (например, воздушных пузырей в воде) в задаче дополнительно следует учесть вероятность коалесценции. Однако при высоких значениях газосодержаний, когда мало расстояние между пузырями и велика вероятность их слияния, и здесь возможно получение упрощенных и близких к практике оценок, поскольку величина 8Т будет определяться средней по объему аппарата скоростью диссипации мощности.
Ниже приведена известная корреляция Кальдербан-ка для среднего размера пузыря [45] (см. также в 6.1.4), справедливая при м < 0,02 м/с:
8 = 4,15 — E^V’+S-IO-4
kPi)
ф=Г^Г2,1б^Е4йП-Г
(8.1.6.4)
где ип — скорость всплытия одиночного пузыря; sM — диссипация мощности мешалки (подробнее см. в 6.1.4).
Согласно уравнению (8.1.6.4), размер пузыря тем меньше, чем ниже величина газосодержания ср. Это противоречит физическому смыслу, поскольку с увеличением ср растет диссипируемая в объеме мощность и, следовательно, размер пузыря должен уменьшаться. Эта логика очевидна в процессе диспергирования в барботажной колонне (рис. 8.1.6.1).
На самом деле, корреляция (8.1.6.4) косвенно отражает через ср механизм коалесценции — с увеличением расстояния между пузырями уменьшается вероятность сближения пузырей, и размер основной их массы определяется скоростью диссипации энергии в зоне мешалки.
Рис. 8.1.6.3. Зависимость размера пузырей от диссипации мощности в аппарате с мешалкой при pi = 1000 кг/м3, р2 = 1,25 кг/м3, w = 0,02 м/с и о = 70 • Ю 3 Н/м:
7 — по уравнению (8.1.6.1); 2 — по уравнению (8.1.6.4)
720
Новый справочник химика и технолога
При W > 0,02 м/с основная масса пузырей коалесцирует, и их размер определяется средней в объеме аппарата диссипацией мощности, и следует ожидать соответствия результатов, получаемых по уравнению (8.1.6.1), с экспериментом. Это видно из рис. 8.1.6.3, где приведено сопоставление расчетных данных по уравнениям (8.1.6.1) и (8.1.6.4) для системы вода—воздух при подаче воздуха под мешалку с приведенной скоростью w = 0,02 м/с. В расчетах принималось иП = 0,24 м/с, в уравнении (8.1.6.1) величина диссипации мощности определялась мощностями, вводимыми мешалкой и газом: е0 = ем + wg, где g — ускорение силы тяжести.
8.1.7. Дробление пузырей и капель в аппаратах с мешалками
(В.М. Барабаш)
Дробление пузырей газа при механическом перемешивании имеет смысл рассматривать лишь применительно к условиям, при которых обеспечивается формирование газо-жидкостной системы в аппарате, т. е. имеет место однозонный режим — пузырьки газа распределены во всем рабочем объеме аппарата [46].
Системы с коалесценцией. В газо-жидкостной системе отсутствуют какие-либо поверхностно-активные вещества (ПАВ) или электролиты, препятствующие коалесценции. Таким образом, в рабочем объеме аппарата наряду с дроблением имеет место коалесценция пузырей, в результате чего устанавливается некоторый равновесный размер пузыря, обусловленный в первую очередь свойствами жидкой и газовой фазы. В этом случае необходимая интенсивность перемешивания требуется только для формирования газо-жидкостной системы и достижения необходимого газосодержания (удерживающей способности аппарата по газу).
В рассматриваемом случае размер пузырей обычно определяют по уравнению (6.1.4.21). Автор отдает предпочтение расчетным зависимостям, в основе которых лежит информация о расстоянии между пузырями при обычно используемых на практике значениях газосодержания, а также об особенностях всплывания пузырей с образованием следовой области в их кормовой части [46]:
(80с,Г4, (8.1.7.1)
где 8П — диаметр газового пузыря; о — поверхностное натяжение; р — плотность сплошной среды.
Скорость диссипации энергии в зоне отрывного течения (следовая область) может быть определена следующим образом:
0,6 2о |gSnh Рг |
8Л8П(р-Рг) 2l pjj
(8.1.7.2)
где рг — плотность газовой фазы; g — ускорение силы тяжести.
Системы с подавленной коалесценцией. При наличии в рабочей среде ПАВ или электролитов размер пузырьков в основном объеме аппарата оказывается идентичным размеру пузырьков в зоне мешалки. Этот эффект связан с особенностями образования дисперсной фазы в объеме аппарата. Подача газа в аппаратах типовой конструкции организована таким образом, что при отсутствии «захлебывания» весь газ, поступающий в аппарат, проходит через поверхность, образованную внешней кромкой лопасти вращающейся открытой турбинной мешалки. Поскольку в области этой поверхности имеет место наиболее высокая скорость диссипации энергии [46], то при отсутствии коалесценции размер пузырей в рабочем объеме аппарата будет определяться условиями дробления в этой зоне:
8 «0,707^1 М (80„f'4, (8.1.7.3)
0,16 (Tint/ )3
где еОм =-------------значение скорости диссипации
Ч
энергии вблизи края лопасти мешалки; п — частота вращения мешалки; Лл — высота лопасти мешалки.
Дробление капель. Для получения эмульсии и снижения степени ее дисперсности при механическом перемешивании наиболее целесообразно использовать такую компоновочную схему аппарата и типы перемешивающих устройств, которые обеспечивают высокие значения диссипации мощности в зоне дробления. В отличие от формирования газо-жидкостной системы, где весь газ подается в зону с максимальной диссипацией мощности, в системах жидкость—жидкость диспергируемый компонент распределяется по всему объему аппарата. В результате дисперсионный состав капель изменяется во времени, поскольку определяется вероятностью попадания капли в зону с максимальной диссипацией мощности, а средний размер капель уменьшается во времени.
Результаты исследований, приведенные в [47], свидетельствуют о том, что кинетика дробления капель при подавленной коалесценции в турбулентном потоке определяется статистикой пульсаций давления в зонах потока с максимальной скоростью диссипации энергии и может быть описана, исходя из закона «двух третей» и нормального закона распределения турбулентных пульсаций.
В основе процесса дробления лежит механизм, выявленный в результате киносъемки, согласно которому в процессе деформации капля принимает форму вытянутого эллипсоида, преобразующегося затем в «гантель», и распадается на две равновеликие капли диаметром
5 = -^. (8.1.7.4)
Средняя продолжительность существования капли размером 80 в зоне с локальной диссипацией еОм до ее
Процессы диспергирования
721
дробления с учетом доли пульсаций P(U), необходимой для дробления масштаба (X = 2,1780), приводящих к распаду капли 80, может быть определена как
й W
0 0,6^Р(и)'
(8.1.7.5)
где U =
Наиболее высокий уровень турбулизации в аппаратах с мешалками создается в вихревых зонах, образующихся непосредственно за лопастями мешалки при их движении в потоке, движущемся со значительно меньшей окружной скоростью. В этих зонах величина максимального локального значения скорости диссипации энергии еОм может быть определена как
Ю0Г0(1-ф)5Ш{Зл
£0м — г
(8.1.7.6)
V
где ср = ——; рл — угол наклона лопасти мешалки к ®ого
горизонтальной плоскости, град. Величина v0 — окружная составляющая скорости потока на радиусе края лопасти го — определяется расчетным путем [48] с учетом геометрии мешалок и аппаратов. Для аппаратов с отражательными перегородками обычно (р = 0,05^-0,25. Значение 1т — наибольший характерный размер вихревой зоны — принимается равным длине /л лопасти при . Ал (ИД h
4 > Н™ половине ее ширины I — I при -у- > 1т.
Для дробления капель размером 80 эмульсия должна находиться в области с диссипацией энергии еом в течение времени 0О, определяемого уравнением (8.1.7.5). Применительно к аппаратам с отражательными перегородками средняя продолжительность пребывания эмульсии в зоне со скоростью диссипации энергии £qm связана с общим временем перемешивания т соотношением:
е. = Л. (8.1.7.7)
Таким образом, условием дробления капель 80 является равенство
А = е0. (8.1.7.8).
Объем зоны дробления Vm равен сумме объемов вихревых зон за лопастями
Vm ~ 2 ^л ‘
(8.1.7.9)
Капли диаметром 80 образуются в результате последовательного многократного деления более крупных капель, и общее время, требуемое для образования ка-
е 80 _ м
пель диаметром 8 = -^-, представляет собой сумму
значений 0, для цепочки делений, начиная с некоторого начального размера z80, где z »1.
В промышленных условиях расчет размера капель в монодисперсном приближении можно производить исходя из характеристик вихревой зоны еом и Vm, определяемых по уравнениям (8.1.7.6) и (8.1.7.9), полагая общее время перемешивания практически равным времени т0> необходимому для последнего дробления.
8.2. Введение в процессы диспергирования твердых тел
(Л. Ф. Биленко}
8.2.1. Назначение операций диспергирования твердых тел
Диспергирование твердых тел принято называть дроблением и измельчением. Принципиально процессы дробления и измельчения не различаются между собой. Условно считают, что при дроблении получают продукты преимущественно крупнее, а при измельчении — мельче 5 мм. Для дробления применяют дробилки, а для измельчения — мельницы.
Дробление и измельчение на обогатительных фабриках, химических и металлургических заводах являются подготовительными операциями перед началом переработки и имеют своим назначением разъединение (раскрытие) зерен различных минералов, содержащихся в полезном ископаемом, тесно переплетенных и сросшихся между собой. Чем полнее раскрываются (освобождаются один от другого) минералы при дроблении и измельчении, тем успешнее последующая переработка полезного ископаемого.
Породы обладают различными физико-механическими свойствами. После дробления или измельчения таких ископаемых в специально подобранных условиях одни, более твердые и прочные минералы, будут представлены крупными кусками, другие, хрупкие и менее твердые, — кусками значительно меньшего размера. Последующий рассев дробленого продукта позволит отделить одни минералы от других, т. е. произвести более или менее совершенное обогащение полезного ископаемого. Дробление или измельчение в этом случае имеет значение обогатительной операции и называется избирательным дроблением.
Крупность зерен, до которой необходимо дробить или измельчать исходный материал перед обогащением, определяется размером вкрапленности полезных минералов и процессом, принятым для дальнейшей переработки данного материала. Эта крупность устанавливается опытным путем при исследованиях процесса переработки каждого полезного ископаемого.
722
Новый справочник химика и технолога
Процессы дезинтеграции применяются не только на обогатительных фабриках. На электростанциях, сжигающих топливо в пылевидном состоянии, измельчению подвергают уголь или сланец. На коксохимических заводах перед коксованием измельчают уголь, известняки и доломиты, используемые в качестве флюсов на металлургических заводах. Камень дробят с целью приготовления щебня для промышленного и дорожного строительства и т. д. В перечисленных примерах продукты дробления и измельчения используются непосредственно, и процесс дробления имеет самостоятельное значение. Крупность получаемых при этом продуктов устанавливается исходя из требований технологии потребляющих производств.
8.2.2. Степень сокращения крупности
Отношение размеров кусков или зерен исходного материала к размеру кусков или зерен дробленого или измельченного продукта называется степенью дробления или степенью измельчения соответственно [49].
Степень дробления — количественная характеристика процесса, показывающая, во сколько раз уменьшился размер кусков или зерен материала при дроблении или измельчении. Со степенью дробления связаны расход энергии и производительность дробилок и мельниц. Для определения степени дробления предложено несколько расчетных формул.
Чаще всего степень дробления определяется как отношение размеров максимальных по крупности кусков материала до и после дробления:
z = -5hs^, (8.2.2.1)
^ктах
где битах и бктах — размер максимального куска материала до и после дробления соответственно.
В практике обогащения диаметром кусков сыпучих материалов считают наименьший размер отверстия сит, через которые при грохочении куски еще проходят. Поэтому степень дробления по формуле (8.2.2.1) вычисляется как отношение диаметров предельных отверстий сит грохочения дробимого материала и дробленого продукта. Форма отверстий сита при этом должна быть одинаковой, так как она влияет на результаты грохочения.
Степень дробления, подсчитанная по (8.2.2.1), характеризует процессы дробления и измельчения недостаточно полно. Правильнее вычислять ее как отношение средних размеров, которые находятся с учетом характеристик крупности исходного материала и продукта дробления:
8
i = -^-, (8.2.2.2)
SK ср
где 5Н ср, 5К ср — средний размер кусков исходного материала и дробленого продукта соответственно.
Иногда для вычисления степени дробления применяют формулу
>=К (8.2.2.3)
где 5Н и 8К — размер квадратных отверстий сита, через которое проходит определенная доля дробимого или измельчаемого материала.
Для дробления эта доля составляет 0,8 (чаще всего в зарубежной практике), а для измельчения — 0,95. Размеры отверстий сит, через которые проходит 80 или 95 % материала выбраны не случайно. Опыт показал, что размеры наиболее крупных кусков, составляющих небольшую часть материала (не более 20 % для продуктов дробления и не более 5 % для продуктов измельчения), не характеризуют его крупность. Величины 8Н и 5К зависят от вида суммарных характеристик крупности материала, до и после дробления (или измельчения) и определяются по соответствующим кривым. Степень дробления, вычисленная с учетом соответствующих характеристик крупности по формулам (8.2.2.2) и (8.2.2.3), позволяет достаточно полно характеризовать процессы дробления или измельчения.
8.2.3. Стадии и схемы дробления и измельчения
На обогатительных фабриках и металлургических заводах дробление и измельчение полезных ископаемых перед обогащением производятся с высокой степенью сокращения крупности. Например, перед флотационным обогащением полезное ископаемое иногда измельчают до крупности менее 0,1 мм. Если при этом руда поступает с карьеров, то размер максимальных кусков в исходном материале может доходить до 1500 мм. Тогда степень измельчения i = ^222 = 15 000 [49].
0,1
Перед гравитационным обогащением полезное ископаемое часто дробят до 10 мм. При крупности максимальных кусков в исходном материале около 300 мм л • 300 ал
степень дробления i = - 30.
Получение таких высоких степеней дробления в одной дробильной машине практически невозможно. Вследствие своих конструктивных особенностей машины для дробления и измельчения эффективно работают только при ограниченных степенях измельчения, поэтому рациональнее дробить и измельчать материал от исходной крупности до требуемого размера в нескольких последовательно работающих дробильных и измельчающих машинах. В каждой из таких машин будет осуществлена лишь часть общего процесса дробления или измельчения, называемая стадией дробления или измельчения.
В зависимости от крупности дробимого материала и дробленого продукта стадии дробления имеют особые названия: первая стадия — крупное дробление (от 1500-300 до 350-100 мм); вторая стадия — среднее
Процессы диспергирования
723
дробление (от 350-100 до 100-40 мм); третья стадия — мелкое дробление (от 100-40 до 30-5 мм)
Последующая операция, в которую поступает материал после среднего или мелкого дробления (куски размером менее 50 мм), называется измельчением. В зависимости от требуемой крупности материал перед обогащением можно измельчать в одну, две или даже в три последовательные стадии, которые соответственно называются первой, второй и третьей стадиями измельчения.
Степень дробления, достигаемая в каждой отдельной стадии, называется частной, а во всех стадиях — общей степенью дробления. Общая степень дробления i равна произведению частных степеней дробления г):
п
/=Щ/, (8.2.3.1)
где п —число стадий дробления.
Процессы дробления и особенно измельчения весьма энергоемки. Например, на обогатительных фабриках на эти процессы расходуется более половины потребляемой энергии. Поэтому, руководствуясь принципом «не дробить ничего лишнего», на фабриках стремятся в возможно большей степени сокращать потоки измельчаемых материалов.
В материалах, подлежащих дроблению или измельчению, всегда имеются куски (зерна) мельче того размера, до которого идет дробление или измельчение в данной стадии. Такие куски целесообразно выделить из исходного материала перед дробильными или измель-чительными машинами на специальных аппаратах (грохотах или классификаторах).
В материалах, подлежащих измельчению, всегда содержится некоторая доля зерен, уже не являющихся сростками полезных минералов с пустой породой, а поэтому не нуждающихся в дальнейшем измельчении. Если содержание таких зерен большое или если они представляют собой весьма ценные минералы, которые при последующем измельчении могут быть потеряны вследствие переизмельчения, то для их выделения иногда вводят промежуточные операции обогащения.
Дробилки и мельницы могут работать в открытом и замкнутом циклах (рис. 8.2.3.1).
При открытом цикле материал проходит через дробилку или мельницу один раз, и в дробленом продукте всегда присутствует некоторая доля кусков избыточного размера* *2.
При замкнутом цикле материал неоднократно проходит через дробилку или мельницу. Дробленый продукт поступает на классифицирующий аппарат, выде
’’ Пределы крупности исходного материала и дробленого продукта, ограничивающие стадии, условны и приблизительны.
*2 Кусок избыточного размера, или «избыточное зерно», имеет размер больше ширины разгрузочной щели.
ляющий из него куски избыточного размера, которые возвращаются для додрабливания (или доизмельчения) в ту же дробилку или мельницу.
измельчение
Дробление 4 или О
Грохочение или
классификация
Грохочение или классификация Дробление или измельчение
д
Предварительное
грохочение или классификация
Дробление р------
| или А
измельчение j
Поверочное
Измельчение
Грохочение или классификация
грохочение или классификация
Рис. 8.2.3Л. Схема открытого и замкнутого циклов дробления и измельчения:
а) открытый цикл; б) открытый цикл с предварительным грохочением или классификацией; в) замкнутый цикл с совмещенными предварительной и поверочной классификациями;
г) замкнутый цикл с раздельными операциями грохочения или классификации; д) замкнутый цикл
Для классификации продуктов дробления применяют грохоты, а для классификации продуктов измельчения — механические классификаторы, гидроциклоны и грохоты.
Последовательность операций при дроблении называется схемой дробления. Такие схемы поясняются чертежом, на котором кроме наименования стадий указываются масса, выход и крупность продуктов дробления, а также размеры выпускных щелей дробилок в каждой стадии.
8.2.4. Механические свойства горных пород
Для характеристики прочности горных пород основным испытанием является одноосное сжатие, реже растяжение. Образцы пород цилиндрической формы или прямоугольного сечения нагружаются на испытательном прессе до разрушения. В процессе испытаний определяют предел прочности при сжатии и растяжении о, модуль продольной упругости Е (модуль Юнга) и коэффициент Пуассона v. Соответствующие величины находят расчетным путем по уравнениям
Т2А
Новый справочник химика и технолога
РЛ1
(8.2.4.1)
F l&d dM
где F — площадь поперечного сечения образца; /, d — длина и диаметр образца; AtZ и А/ — изменения диаметра и длины образца, соответствующие изменению нагрузки на величину АР; Ргаах — максимальная нагрузка.
Обычно изменения определяемых в уравнениях (8.2.4.1) величин лежат в пределах: [осж] =1074-3 • 108 Па; [стр] = 0-2 • 107 Па; Е = 109ч-104 Па; v = 0,1Я),45. Испытания также показывают, что при одноосном сжатии большинства горных пород началу разрушения предшествуют пластические деформации, поэтому наивыгоднейшим видом деформирования для разрушения материала является растяжение. Это необходимо иметь в виду при суждении о конструкциях дробильно-измельчительных аппаратов и машин.
Показатели механических свойств горных пород зависят от их состава и строения. Силы сцепления между кристаллитами, цементирующим веществом и обломками их колеблются в широких пределах, что обусловливает большие колебания в механических свойствах горных пород.
Сопротивление разрыву горных пород в несколько раз меньше по сравнению с временным сопротивлением сжатию. Отношение ор/осж по опытам колеблется в широких пределах, в частности, для горных пород Хибинского массива оно в среднем равно 0,046, т. е. сопротивление разрыву меньше сопротивления сжатию в 21,7 раза.
Испытания горных пород на сдвиг и изгиб проводятся только при специальных исследованиях. Прочность на сдвиг выше, чем прочность на изгиб и растяжение (разрыв): осж > тс > ои > ор, где ои, ор, тс — временное сопротивление на сжатие, изгиб, растяжение и сдвиг соответственно.
Многочисленными испытаниями прочностных свойств горных пород установлена высокая степень изменчивости экспериментальных показателей даже для образцов одних и тех же пород и зависимость их от многих факторов, которые не поддаются количественной оценке.
Анизотропия свойств горных пород связана с их слоистостью и трещиноватостью. С увеличением трещиноватости степень анизотропии понижается. Практически об анизотропии прочности горных пород судят по показателям прочности, определенным поперек и вдоль слоистости. Коэффициентом относительной анизотропии свойств называют отношение показателя свойства поперек слоистости к показателю того же свойства вдоль слоистости.
Коэффициент анизотропии на сжатие для многих горных пород в среднем равен 1,34. Для показателей временного сопротивления растяжению коэффициент анизотропии бывает в среднем 0,59, т. е. сопротивление поперек слоистости меньше.
Масштабный фактор. Согласно статистической теории прочности, дефекты в строении твердого тела распространены в объеме стохастически. Чем больше объем нагружаемого куска, тем выше вероятность встречи в нем с крупным дефектом, предопределяющим разрушение куска по всему сечению при заданной нагрузке. С уменьшением размера кусков в них уменьшается число больших дефектов, так как они были уже реализованы при разрушении до данного размера. В результате удельная прочность кусков повышается.
Зависимость прочности твердых тел от их линейных размеров называют масштабным эффектом или масштабным фактором.
Большая часть экспериментов подтверждает положение, что образцы (куски) материала меньших размеров, при прочих равных условиях, обладают большей удельной прочностью по сравнению с кусками больших размеров. Для горных пород наблюдается заметное увеличение прочности зерен размером 0,1-0,5 мм. Особенное значение масштабный фактор имеет для пород или руд, в которых зерна твердого минерала связаны (сцементированы) более мягким связующим минералом. В этом случае разрушение до размера зерен проходит относительно легче, чем разрушение самих твердых зерен.
Горные породы настолько разнообразны по своему составу и свойствам, что в некоторых случаях наблюдается обратное влияние масштабного фактора, т. е. удельная прочность кусков возрастает с увеличением их размеров. Поэтому влияние масштабного фактора должно изучаться применительно к конкретной породе (руде) и интересующему диапазону крупностей кусков.
Твердость породы определяет ее сопротивляемость внедрению твердого инструмента.
Простой способ определения твердости, так называемой контактной прочности, разработан в Институте горного дела. В нешлифованную поверхность куска породы вдавливают стальной цилиндрический штамп диаметром 2-3 мм с плоским основанием. Контактная прочность определяется в момент выкола лунки по нагрузке, отнесенной к площади штампа. К самым твердым относят породы, имеющие контактную прочность более 5,66 кН/мм2, к породам средней твердости — 0,65-1,25 кН/мм и к слабым — менее 0,3 кН/мм.
Общий коэффициент крепости горных пород. Вследствие большой изменчивости показателей свойств пород и зависимости их от технологических процессов, для которых они определяются, в практике нашли применение частные показатели свойств, характерные для определенных процессов: показатели буримости, взрываемости, дробимости, абразивности, измельчаемости горных пород и др.
Процессы диспергирования
125
Общая методика разработки частных показателей, характерных для данного технологического процесса, следующая. Процесс моделируют (воспроизводят) в малом масштабе, изготовляют специальную аппаратуру и приборы, на которых определяют показатели на отдельных пробах. Эти показатели сопоставляют с показателями промышленных установок и выявляют корреляционные зависимости между ними. После этого показатель, полученный при испытаниях пробы, можно использовать для расчета промышленных установок и проектирования технологического процесса.
Для характеристики прочностных свойств горных пород существует общий показатель (коэффициент) крепости, разработанный проф. М.М. Протодьяконо-вым [49, 50]. Этот коэффициент крепости обоснован многолетней горной практикой и специальными испытаниями, и хотя по точности он не может заменить
частных показателей, применяемых к конкретным процессам, его можно использовать при ориентировочных расчетах для общего сравнения прочности горных пород в разных отраслях промышленности и для разных процессов.
По шкале проф. М.М. Протодьяконова (табл. 8.2.4.1) все горные породы делятся на 10 категорий, характеризуемых коэффициентами крепости от 0,3 (для самых слабых, плывучих грунтов) до 20 (для наиболее прочных и вязких кварцитов и базальтов).
Коэффициент крепости f как показали исследования, можно приближенно определить по временному сопротивлению раздавливанию [осж] цилиндрического образца (d=h = 32+42 мм) по формуле [50]
(8.2.4.2)
Таблица 8.2.4.1
Шкала прочности горных пород по М.М. Протодьяконову
Категория горных пород Классификация крепости пород Породы f
I В высшей степени крепкие Наиболее крепкие, плотные и вязкие кварциты и базальты. Исключительные по крепости другие породы 20
II / Очень крепкие Очень крепкие гранитовые породы. Кварцевый порфир, очень крепкий гранит, кремнистый сланец; менее крепкие, чем указанные выше, кварциты. Самые крепкие песчаники и известняки 15
III Крепкие Гранит (плотный) и гранитовые породы. Очень крепкие песчаники и известняки. Кварцевые рудные жилы. Крепкий конгломерат. Очень крепкие железные руды 10
Ша То же Известняки (крепкие), некрепкий гранит, крепкие песчаники, крепкий мрамор, доломит, колчеданы 8
IV Довольно крепкие Обыкновенный песчаник, железные руды 6
IVa То же Песчаные сланцы, сланцевые песчаники 5
V Средние Крепкий глинистый сланец, некрепкий песчаник и известняк, мягкий конгломерат 4
Va То же Разнообразные сланцы (некрепкие), плотный мергель 3
VI Довольно мягкие Мягкий сланец, очень мягкий известняк, мел, каменная соль, гипс, мерзлый грунт, антрацит, обыкновенный мергель. Разрушенный песчаник, сцементированная галька и хрящ, каменный грунт 2
Via То же Щебенистый грунт, разрушенный сланец, слежавшаяся галька и щебень, крепкий каменный уголь, отвердевшая глина 1,5
VII Мягкие Глина (плотная), мягкий каменный уголь, крепкий нанос — глинистый грунт 1
Vila То же Легкая песчанистая глина, лесс, гравий 0,8
VIII Землистые Растительная земля, торф, легкий суглинок, сырой песок 0,6
IX Сыпучие Песок, осыпи, мелкий гравий, насыпная земля, добытый уголь 0,5
X Плывучие Плывуны, болотистый грунт, разжиженный лесс и другие разжиженные грунты 0,3
726
Новый справочник химика и технолога
8.2.5. Законы дробления
Механические свойства твердых материалов в силу их неоднозначности невозможно использовать для получения строгих расчетных уравнений, определяющих энергетические затраты на дробление и измельчение. Поэтому существующая практика базируется на соотношениях, являющихся обобщением большого эмпирического опыта, канонизированного в виде законов дробления.
Под законами дробления понимается зависимость между затраченной на дробление энергией (работой) и крупностью продукта, получаемого в результате дробления (измельчения).
Общее выражение эмпирической зависимости, характеризующей энергетические затраты на сокращение крупности, может быть представлено в виде
dx
dE = -k—-£-, (8.2.5.1)
где Е — удельная энергия, сообщаемая единице объема разрушенного тела, необходимая для прироста энергии вновь образованной поверхности; к — коэффициент пропорциональности; х — средний диаметр зерен; /(х)— показатель степени, зависящий от крупности частиц.
Уравнение (8.2.5.1) может быть представлено в более простой форме:
dE = -k—, (8.2.5.2)
где п — коэффициент, который зависит от диапазона крупности и способа дробления (измельчения).
Рис. 8.2.5.1. Зависимость удельного расхода энергии Е от крупности разрушаемых частиц при различных значениях коэффициента п в уравнении (8.2.5.2):
1 — п-4,2 — п = 2 (Ритгингер);3 — п = 1,5 (Бонд);4 — п = 1 (Кик)
На рис. 8.2.5.1 показана геометрическая интерпретация выражения (8.2.5.2). Эта зависимость есть обобщенная форма теоретических и эмпирических уравнений Риттингера, Кика, Кирпичева, Бонда, Свенссона, Холмса и других авторов [49-51].
Наиболее известными являются уравнения Риттингера, Кика — Кирпичева, Бонда, которые принято называть «законами». Первые два закона (Риттингера и Кика — Кирпичева) имеют теоретическую основу, но они неприменимы для всего диапазона крупностей. Третий закон (Бонда) является чисто эмпирической зависимостью, выведенной из анализа результатов периодического измельчения большого числа руд.
В результате обработки данных многочисленных серий опытов, охватывающих широкий диапазон руд, Бонд (1951) нашел, что
(8.2.5.3)
Общий вид уравнения, используемого Бондом:
Е = къ
(8.2.5.4)
где Z)80 и dm — размер отверстий сита, через которые проходит 80 % материала до и после дробления соответственно; £б — коэффициент пропорциональности по Бонду.
Уравнения (8.2.5.3) и (8.2.S.4) могут быть получены из (8.2.5.2) при интегрировании для п = 1,5.
Выражение (8.2.5.4) широко используется в зарубежной практике для выбора дробилок.
В работах Бонда [51] и каталогах фирмы «Алис— Чалмерс» подобная формула также рекомендуется для определения производительности (кВт • ч/т) дробилок:
е“ о,9о?Тад;
где N — мощность приводного двигателя рассчитываемой дробилки, кВт; Q — производительность рассчитываемой дробилки, т/ч; Wj — индекс работы по Бонду; Dw, й?8о — размер отверстий сит, через которые проходит 80 % исходного материала и 80 % дробленого продукта, мкм.
Индексом работы Wl (табл. 8.2.5.1) Бонд называет удельный расход энергии в киловатт-часах на короткую тонну*, необходимый для дробления от породы с начальным размером куска £>ср = оо (бесконечного массива) до продукта, 80 % частиц которого имеют размер менее 100 мкм. В этом случае уравнение (8.2.5.5) пре-
* Короткая тонна — единица измерения массы, принятая в США, равна 0,907 метрической тонны.
Процессы диспергирования
727
л Е U 1 1 I л
образуется к виду — = лБ —р= , а индекс рабо-
Q V V100 л/оо)
ты в (кВт • ч/кор.т) • мкм-0,5 — к виду:
= 0,907Е = Г_1 —1^ 9 = 9()7 (8 2.5.6)
Q IV100 4^) Ю
Таблица 8.2.5.1
Индекс работы для некоторых полезных ископаемых, определенный Бондом опытным путем
Полезные ископаемые Плотность, 103 кг/м3 Индекс работы Wh (кВт • ч/кор.т) • мкм-0,5
Медные руды 3,02 12,73
Золотые руды 2,81 14,93
Железные гематито- 3,53 12,84
вые руды
Железные магнети- 3,88 9,97
товые руды
Свинцовые руды 3,35 11,9
Свинцово-цинковые 3,36 10,93
руцы
Никелевые руды 3,28 13,65
Пиритные руды 4,06 8,93
Оловянные руды 3,95 10,9
Цинковые руды 3,64 11,56
Титановые руды 4,01 12,33
Кварц 2,65 13,57
Уголь .1,4 13,0
Цементный клинкер 3,15 13,45
Для определения производительности дробилки необходимо мощность приводного электродвигателя дробилки разделить на удельный расход энергии, вычисленный по формуле (8.2.5.5).
8.2.6. Принципы селективного раскрытия минералов
Теоретические исследования и богатый промышленный опыт позволяют утверждать, что физической основой рациональной организации процессов дробления и измельчения применительно к задачам обогащения руд является селективность дезинтеграции. То обстоятельство, что традиционные способы дробления и измельчения, применяемые при обогащении полезных ископаемых, по своей физической организации являются процессами неселективного разрушения, всегда отрицательно сказывалось на технологических и технико-экономических показателях работы фабрик. При переработке крупно- или мелковкрапленных руд это обстоятельство не имело решающего значения. При массовом же вовлечении в эксплуатацию месторождений тонковкрапленных руд к проблеме колоссальных
энергетических затрат на рудоподготовку добавились проблемы переизмельчения рудных минералов с одновременным неполным раскрытием их сростков с породой, что стало основной причиной потерь металлов на обогатительных фабриках. В связи с этим технологами постоянно предпринимаются попытки найти варианты схем в рамках существующих технологий рудоподго-товки, позволяющие снизить указанные потери за счет более селективного раскрытия минералов.
В настоящее время все более актуальной становится задача разработки новых ресурсосберегающих технологий дезинтеграции, а также новых перспективных машин, обеспечивающих селективное раскрытие минералов и более тонкое измельчение горнорудного сырья.
В институте «Механобр» на основе результатов исследований механизма разрушения рудного сырья и составляющих его компонентов были разработаны основные принципы рациональной организации раскрытия минеральных сростков при подготовке рудного сырья к обогащению [84].
Эти принципы сводятся к тому, чтобы в целях снижения шламообразования разрушающая нагрузка выбиралась по прочности более слабого компонента, а в целях повышения селективности раскрытия целевого минерала в сложных поликомпонентных рудах производилось предварительное разупрочнение связей в зонах контакта зерен этого минерала.
Примером разработки новых технологий является использование рациональной дозировки нагрузок при совместном измельчении разнопрочных материалов — известняка и нефелиновой руды, обеспечившей значительное повышение эффективности процессов подготовки глиноземсодержащей шихты при комплексной переработке нефелинов на глинозем, соду, поташ, цемент на Ачинском глиноземном комбинате. Это позволило существенно увеличить извлечение глинозема из сырья со значительным экономическим эффектом [85].
Для медно-никелевых руд Норильска и медных колчеданных руд Урала разработана технология селективного измельчения, способствующая значительному повышению извлечения металлов из руд.
Важным условием обеспечения селективности раскрытия минералов является организация предварительного разупрочнения руды на ранних стадиях рудопод-готовки. При ведении горных работ энергия взрыва стала использоваться не только для отделения руды от массива, но и для разупрочнения кусков отбитой руды. Достигается это за счет некоторого увеличения расхода взрывчатых веществ, изменения расположения зарядов (сетки скважин) и кинетики взрыва. При этом часть энергии взрыва расходуется не на образование новой поверхности, а на создание сети зародышевых трещин. В результате разупрочнения взрывом резко увеличивается эффективность последующих процессов дробления и измельчения, причем раскалывание руды идет уже по ослабленным местам, преимущественно по плоскостям срастания минералов.
728
Новый справочник химика и технолога
Реализация способов интенсификации взрывной отбойки железистых кварцитов позволяет увеличить производительность экскаваторов на погрузке отбитой горной массы на 10-15 %, дробилок крупного дробления — на 15-20 %, среднего и мелкого дробления — на 3-5 %, мельниц — на 5-7 % и увеличить извлечение металла при обогащении на 1-1,5 %. Причем необходимая степень раскрытия зерен в руде, взорванной путем разупрочняющей отбойки, достигается при более грубом измельчении.
Промышленные испытания интенсифицированной взрывной отбойки на предприятиях цветной металлургии также дали положительные результаты. Исследования, выполненные институтом «Механобр» на одном из месторождений медных порфировых руд, показали, что увеличение расхода взрывчатых веществ на 40 % по сравнению с обычной практикой взрывной отбойки позволяет: снизить средневзвешенный размер взорванной массы на 12,6 %; повысить производительность карьерного экскаватора на 8 %, дробилки крупного дробления — на 21 %, а узла среднего дробления — на 18 %; снизить прочность руды при дроблении на 10 % и повысить измельчаемость руды на 7,6 %.
Развитие рудоподготовительного передела идет по пути определенного упрощения операций дробления и измельчения в технологических схемах. Основные направления этих изменений заключаются в уменьшении числа операций за счет применения агрегатов, обладающих высокой степенью измельчения и повышенной производительностью, использования эффекта разрушения руды кусками той же руды и внедрения технологии разупрочнения сырья в ходе проведения процессов рудоподготовки.
Продолжаются работы по переносу объемного разрушения из более энергоемких циклов измельчения в менее энергоемкие циклы дробления, то есть по снижению крупности питания мельниц. При этом не только повышается производительность мельниц и снижается общий расход энергии, но и повышаются технологические показатели обогащения за счет сосредоточения полезных компонентов в эффективно обогащаемых классах и уменьшения потерь при флотации как во фракциях крупнее 0,15 мм, так и в шламовых фракциях.
Например, разработанные в институте «Механобр» конусные инерционные дробилки КИД-2200 позволяют получать в открытом цикле дробленый продукт со средним размером частиц 6 мм, а максимальным — 14 мм. При загрузке таким материалом мельниц обеспечивается повышение селективности измельчения сростков минералов с пустой породой.
Существенного повышения селективности выделения из руды целевого минерала можно добиться применением дробилок ударного действия, так как в момент удара в куске руды формируются упругие волны сжатия и растяжения, способствующие селективной дезинтеграции. Величина возникающих напряжений пропорциональна скорости соударяемых тел.
Повышение скоростей до 80-100 м/с позволяет выйти на качественно новый уровень технологии измельчения. Промышленные испытания показали, что при дроблении гранита крупностью до 100 мм степень сокращения достигает 15-20 при расходе электроэнергии до 3,5-4,0 кВт • ч/т. При этом крупность продукта дробления составляет 85-95 % класса менее 5 мм, 50-60 % класса менее 1 мм и 25-30 % класса менее 0,1 мм.
В существующих молотковых и роторных дробилках эти скорости явно недостаточны. Однако центробежные дробилки метательного типа, используемые для среднего и мелкого дробления, способны обеспечить требуемые скорости.
Разработка таких высокоскоростных ударных машин ведется в НПО «Центр» (г. Минск), в институте «Механобрчермет» (г. Кривой Рог) и в ОАО «Новые технологии» (г. Санкт-Петербург).
В НПО «Центр» разработан ряд машин для дробления руд и материалов производительностью от 0,5 до 250 т/ч с получением готового продукта крупностью 10-0 мм в открытом цикле. Наряду с дробилками ударного действия, создана высокопроизводительная мельница, позволяющая получать материал флотационной крупности.
Для проведения исследований влияния способов дезинтеграции и схем рудоподготовки на показатели обогащения был подготовлен стенд, состоящий из дробилки и мельницы ударно-отражательного типа с соответствующей пускорегулирующей аппаратурой. В институте «Механобр» испытания разных способов разрушения руды проводились в стандартной щековой^ конусной и валковой дробилках и шаровых мельницах, результаты которых затем сравнили с результатами разрушения в ударно-отражательной дробилке [84]. Для исследований использовались медная сульфидная руда Кальмакырского месторождения (алмалыкская) и вольфрамо-молибденовая руда Тырныаузского месторождения.
Минералогический аначиз медной руды, измельченной до флотационной крупности, показал, что раскрытие минеральных сростков значительно лучше происходит при ударном разрушении. Содержание раскрытых сростков халькопирита в классе более 0,16 мм при высокоскоростном ударном разрушении составляло от 80 до 95 %, в то время как при стандартных режимах дезинтеграции оно доходило лишь до 55-60%, а содержание свободных (раскрытых) зерен пирита в классе крупности более 0,16 мм составляло 85 % против 75 % при стандартном разрушении. Преимущество более селективного ударного разрушения наблюдалось и в других классах крупности пирита и сфалерита. При комбинированном способе (дробление в ударной дробилке, измельчение в шаровой мельнице) степень раскрытия сростков была ниже, чем при ударном, но выше, чем при стандартном способе дезинтеграции.
Проведенные исследования показали, что наиболее высокие результаты получены при флотации руды,
Процессы диспергирования
729
подготовленной к обогащению ударным способом дезинтеграции. В случае подготовки как медной, так и медно-молибденовой руды с использованием центробежно-ударного дробления имело место повышение извлечения металлов с улучшением качества концентратов.
Комбинированный способ — дробление в ударной дробилке и измельчение в шаровой мельнице — также обеспечил при флотации хорошие результаты.
Комбинированная схема рудоподготовки вольфра-мо-молибденовой руды так же, как и медной, улучшила результаты обогащения по сравнению со стандартным способом дезинтеграции.
Наряду с центробежно-ударным способом измельчения перспективным также является комбинированный способ подготовки руд (центробежно-ударное дробление и измельчение в барабанной мельнице), который обеспечивает как повышение производительности измельчительного передела, так и повышение селективности раскрытия минералов.
Таким образом, направление на использование в промышленности дробильно-измельчительных машин нового поколения, основанных на применении экономичных видов разрушающих усилий и обеспечивающих высокую селективность измельчения полезных ископаемых, следует признать стратегическим в технологии дробления и измельчения.
8.3. Дробление твердых материалов
8.3.1. Эволюционное развитие приемов дробления [40]
(Л.Ф. Биленко, Г.М. Островский)
Одной из первых машин, предназначенных для дробления твердых материалов, стала валковая дробилка (Англия, 1806 г.). В ней материал затягивается силами трения и раздавливается между двумя параллельными цилиндрическими валками, вращающимися навстречу друг другу (рис. 8.3.1.1).
Рис. 8.З.1.1. Схема захвата куска материала гладкими валками
Степень измельчения в валковых дробилках i ~ 4. При i > 4 в объеме, ограниченном валками, возрастает концентрация материала вплоть до его запрессовыва-ния. При этом резко возрастает усилие дробления. По
этому в традиционных конструкциях валковых дробилок при превышении некоторого порогового усилия валки раздвигаются.
Позднее было замечено, что создание высоких давлений в плотном слое зернистого материала способствует образованию паутины микротрещин, которые развиваются вглубь каждого куска от множества точек контакта кусков друг с другом. В результате снижается прочность руды, повышается селективность раскрытия минеральных зерен и, как следствие, существенно сокращаются затраты энергии на последующих стадиях измельчения.
Желание достичь таких показателей на практике позволило создать новый класс машин — валковые дробилки высокого давления (валковые прессы). В середине 1980-х гг. они были впервые применены в Германии в цементной промышленности при производстве клинкера [52-53].
Из условий равновесия сил, действующих на дробимое тело (рис. 8.3.1.1), следует условие затягивания куска валками
a<2arctg/ (8.3.1.1)
где а — угол захвата, f — коэффициент трения куска материала о поверхность валка.
Из геометрических соотношений нетрудно получить выражение для отношения диаметра валка d к максимальному размеру куска 5, затягивание которого еще возможно:
а а
J cos-----
2 Ъ
8 , а
1 —cos— 2
(8.3.1.2)
где а — зазор между валками.
При а = 0 и/« 0,3 (значение коэффициента трения для большинства твердых материалов) из соотношений (8.3.1.1) и (8.3.1.2) получим
-^>20. (8.3.1.3)
Условие (8.3.1.3) определяет принципиальный недостаток конструкции валковой дробилки — практическую невозможность создания машин для крупного дробления, так как при 8 = 0,5 м габариты машины уже превысят 20 метров.
Отношение (8.3.1.3) можно уменьшить за счет увеличения коэффициента трения в (8.3.1.1). Применение рифленых валков позволило снизить это отношение до 10, а использование зубчатых — до 3. Однако рифленые валки могут быть использованы только для материалов средней прочности, а зубчатые — только для мягких. В современных гладковалковых дробилках максимальный размер валка не превышает 1,5 м, что соответствует 8 = 75 мм.
730
Новый справочник химика и технолога
Кардинально снизить отношение габаритного размера машины к размеру куска удалось в появившейся в 1858 г. в США щековой дробилке с простым движением щеки.
Материал в щековой дробилке (рис. 8.3.1.2) дробится между двумя плитами — щеками. Одна щека неподвижна, другая качается от приводного механизма.
Подобная конструкция позволила создать машины, которые дробят породу с начальным размером куска до 2 м и могут иметь степень измельчения выше, чем у валковых дробилок. Однако и для этих машин отношение максимального размера куска к ширине разгрузочного отверстия а (рис. 8.3.1.2) колеблется в пределах 4-6. Это объясняется тем, что пропускная способность дробильного пространства машины уменьшается прямо пропорционально расстоянию между щеками. Поэтому g создание машин с большим отношением —прак-а
тически нецелесообразно, поскольку при малой производительности машина будет иметь большие габариты. Экономичнее разделить процесс дробления на две или несколько стадий и вести его в различных машинах.
Рис. 8.З.1.2. Схема щековой дробилки с простым движением щеки:
1 — неподвижная щека; 2 — ось подвеса; 3 — подвижная щека; 4 — эксцентриковый вал; 5 — шатун; 6 — распорные плиты
Рис. 8.3.1.3. Возможная ситуация выброса куска из дробящего пространства дробилки (стрелкой показана равнодействующая усилия дробления)
Угол захвата а щековой дробилки так же, как и валковой, определяется зависимостью (8.3.1.1). Однако на практике его принимают несколько меньшим (обычно 24°), чтобы уменьшить вероятность выброса куска в ситуации, изображенной на рис. 8.3.1.3.
Минимальная величина хода щеки S определяется условиями достижения в куске разрушающих деформаций. Выражение для разрушающей деформации куска кубической формы имеет вид:
[А8] = еб = , (8.3.1.4)
Е
где е — относительная деформация; [осж] — разрушающее напряжение сжатия; Е — модуль упругости.
Пример 8.3.1.1. Определить минимальную величину хода щеки щековой дробилки, обеспечивающей дробление куска гранита с пределом прочности [е>сж] - 344 • 106 Па, модулем упругости Е - 5,2 • 1О10 Па и размером бнпих = 0,8 м.
Из условия (8.3.1.4) получим б = 5,3 • Ю-3 м. Согласно рис. 8.3.1.2, минимальная величина хода подвижной щеки дробилки наблюдается в верхней зоне дробильного пространства. Следовательно, должно быть S' > [AS].
Очевидно, что при определении хода щеки необходимо учитывать и деформацию щек дробилки.
Основной недостаток щековой дробилки с простым движением щеки — неравномерное распределение усилия дробления во времени (рис. 8.3.1.4). Очевидно, что если время хода щеки на графике будет пропорционально ходу щеки, то за время холостого хода совершаемая дробилкой работа равна 0, а за время рабочего хода —
Рис. 8.З.1.4. Зависимость усилия в приводе дробилки от хода подвижной щеки
На графике пунктиром обозначена работа, которую можно было бы совершить за один оборот приводного эксцентрикового вала при неизменном усилии дробления. Нетрудно заметить, что эта площадь в четыре раза
Р S
больше величины .
2
Процессы диспергирования
731
Для сглаживания пиковых нагрузок щековым дробилкам необходимы мощные маховики. Неуравновешенная масса подвижной щеки требует установки массивных фундаментов и затрудняет размещение дробилок крупного дробления на вторых этажах зданий. Наконец, конструкция щековой дробилки с простым движением щеки не позволяет создавать машины, у которых работа дробления определялась бы площадью, ограниченной пунктирной линией.
В различное время появлялись конструкции, в которых пытались снизить неравномерность усилия дробления, например, конструкции с двумя неподвижными щеками (рис. 8.3.1.5, а). В такой конструкции у эксцентрикового вала отсутствует холостой ход, а совершаемая работа возрастает в два раза (рис. 8.3.1.5, б) при неизменном максимальном усилии дробления (или при неизменной прочности основных деталей дробилки). Появились также конструкции с несколькими подвижными щеками, подвешенными на общей оси. Каждая щека имела свои распорные плиты и шатун, однако они все приводились в движение от одного эксцентрикового коленчатого вала. Такая машина имела существенно более равномерное распределение усилия дробления во времени (рис. 8.3.1.5, в).
На рис. 8.3.1.6 представлена щековая дробилка со сложным движением щеки. В верхней части подвижная щека подвешена на эксцентриковом валу, в нижней части — опирается на распорную плиту. Это позволяет в какой-то степени перераспределить усилие дробления во времени, поскольку нижняя и верхняя части подвижной щеки совершают работу попеременно. При описанном характере движения подвижной щеки холостой ход занимает примерно 1/5, а не половину оборота коленчатого вала. Остальную часть оборота вала занимает рабочий ход, в течение которого дробление всей щекой идет примерно в продолжение 1/5 оборота, а в течение 3/5 оборота материал дробится попеременно верхней и нижней частями подвижной щеки. Совершая такие движения, подвижная щека развивает не только раздавливающие усилия, но и создает мощные сдвиговые деформации. В результате, по сравнению с другими типами щековых дробилок, расход энергии уменьшается, а производительность несколько увеличивается. У щековых дробилок со сложным качанием подвижной щеки дробящие усилия полностью передаются на эксцентрик коленчатого вала. Сравнивая рис. 8.3.1.2 и рис. 8.3.1.6, нетрудно заметить, что уменьшились и габаритные размеры дробилки. По-видимому, из всего многообразия щековых дробилок эта является наиболее совершенной.
В 1880 г. в США появилась конусная дробилка, конструкция которой принципиально исключает неравномерность распределения усилия дробления (за исключением случайных флуктуаций, вызванных упаковкой кусков в дробящем пространстве, дисперсионным составом исходного материала, колебаниями его прочности и т. д.). В отличие от щековых дробилок, процесс
Рис. 8.З.1.5. Принципы уменьшения неравномерности усилия дробления:
а) щековая дробилка с двумя неподвижными щеками;
б) зависимость усилия в приводе дробилки с двумя неподвижными щеками от хода подвижной щеки;
в) то же для дробилки с четырьмя подвижными щеками и коленчатым эксцентриковым валом
Рис. 8.3.1.6. Схема щековой дробилки со сложным движением щеки:
1 — неподвижная щека; 2 — эксцентриковый вал; 3 — подвижная щека; 4 — распорная плита
дробления материала в такой машине идет непрерывно. В конусной дробилке работой занято все пространство под пунктирной линией (рис. 8.3.1.4 и 8.3.1.5). Это значит, что при неизменном максимальном усилии дробления в сравнении, например, со щековой дробилкой с простым движением щеки конусная дробилка дает четырехкратное увеличение производительности. Схема конусной дробилки приведена на рис. 8.3.1.7.
732
Новый справочник химика и технолога
Рис. 8.3.1.7. Схема конусной дробилки крупного дробления:
1 — узел подвеса подвижного конуса; 2 — вал;
3 — подвижный конус; 4 — неподвижный конус;
5 — эксцентриковый стакан
Рис. 8.3.1.8. Профиль дробящего пространства конусных дробилок:
а) крупного дробления; б) среднего и мелкого дробления
Рис. 8.З.1.9. Схема конусных дробилок среднего и мелкого дробления:
1 — неподвижный конус; 2 — подвижный конус;
3 — сферическая опора; 4 — эксцентриковый стакан
Материал разрушается между двумя конусами, один из которых неподвижен, другой, внутренний, благодаря вращению эксцентрикового стакана качается так, что каждая его точка описывает в горизонтальной плоскости окружность. Таким образом, конусную дробилку можно рассматривать как состоящую из бесконечного числа элементарных щековых дробилок, работающих последовательно по периметру конуса. Подобная конструкция дробилки позволила создать машины с существенно более высокой производительностью, чем щековые.
Однако при разработке машин для среднего и особенно мелкого дробления выявился недостаток конструкции конусных дробилок с сужающимся книзу конусом дробящего пространства, который существенно сдерживал возможность создания высокопроизводительных машин, — меньшая пропускная способность нижней части зоны дробящего пространства по сравнению с верхней.
Стремление увеличить производительность дробилки привело к созданию машин с криволинейным профилем дробильного пространства (рис. 8.3.1.8, а). Криволинейный профиль обеспечивает большую производительность за счет увеличения среднего диаметра объемного кольца материала, вываливающегося за один оборот эксцентрикового стакана. У некоторых современных дробилок (редукционные дробилки) зона с наименьшей пропускной способностью смещена в сторону загрузочного отверстия.
При создании машин для среднего и мелкого дробления изменения конструкции заключались в увеличении пропускной способности разгрузочного отверстия за счет значительного увеличения среднего диаметра объемного кольца. Это привело к созданию иного профиля дробящего пространства с расширяющимся книзу неподвижным конусом (рис. 8.3.1.8, б). Поскольку при таком профиле значительно увеличивается угол между образующей конуса и вертикалью и, следовательно, также значительно растет вертикальная составляющая равнодействующей усилия дробления Р3, то становится нецелесообразным использование конструкции с подвесным валом подвижного конуса (рис. 8.3.1.7). В результате практически все конструкции дробилок среднего и мелкого дробления имеют подвижный конус, опирающийся на сферическую опору (рис. 8.3.1.9).
Принцип работы новой конструкции дробилки, нашедшей применение для среднего и мелкого дробления, аналогичен принципу работы конусной дробилки крупного дробления.
В рассмотренных выше машинах степень измельчения определяется геометрией дробящего пространства и практически не зависит от свойств материала, что в значительной степени характеризует эффективность процесса дробления, поскольку с уменьшением прочности дробимого материала увеличивается неиспользованный резерв мощности машины.
Процессы диспергирования
733
В процессе дробления, основанном на ударе, этот недостаток может быть устранен, а диапазон эффективной работы машины расширен, так как с уменьшением прочности материала будет увеличиваться его степень измельчения. Это следует и из уравнения (1.1.3.2): при N = const с уменьшением [осж] увеличивается величина /. Принципиальная схема такой дробилки, появившейся в США еще в 1895 г., представлена на рис. 8.3.1.10.
Рис. 8.3.1.10. Схема молотковой дробилки:
1-4 — ротор: 1 — молоток; 2 — палец; 3 — диск; 4 — вал;
5 — колосниковая решетка; 6 — отбойная плита
Материал дробится ударами молотков 1, шарнирно закрепленных с помощью пальцев 2 на дисках 3, вращающихся вместе с валом 4. Отскочившие от молотка отдельные куски материала дробятся об отбойную плиту 6. Оставшиеся крупные куски дробятся о колосниковую решетку 5.
Современные молотковые дробилки отличаются от дробилок раздавливающего действия высокой производительностью, приходящейся на единицу их массы, и простотой конструкции. Максимальный размер дробимого куска доходит до 600 мм, а степень измельчения может превышать 25.
Недостатком этих машин является износ рабочих органов (молотков, колосниковой решетки), особенно при дроблении прочных материалов. Поэтому молотковые дробилки применяются для дробления материалов средней прочности и мягких [54].
Интенсивность износа резко возрастает при неправильном режиме эксплуатации, в частности, когда большую роль при дроблении возлагают на колосниковую решетку, уменьшая расстояние (рис. 8.3.1.10) между колосниками а и зазор b между колосниковой решеткой и молотками. Колосниковая решетка предназначена для того, чтобы дробить отдельные крупные куски, которые остаются в силу случайного характера процесса дробления. При оптимальном значении величин а и b (а примерно в 2 раза больше максимального куска в дробленом продукте, b — в 3 раза) роль колосниковой решетки невелика. Если машина работает в замкнутом цикле (крупные куски после грохочения возвращаются в дробилку), то колосниковая решетка бесполезна.
z В случае, когда глубина проникновения куска в зону дробления мала и удар молотка по куску становится скользящим, резко возрастает износ молотков и снижа
ется производительность дробилки. Если глубина проникновения куска определяется высотой сбрасывания материала в дробилку Н, то ее величина находится из уравнения
Н» 0,018(5,^ )2, (8.3.1.5)
где п — частота вращения ротора, с"1; zp — число продольных рядов молотков на роторе (ра рис. 8.3.1.10 таких рядов 4).
Отбойная плита, как показывает практика, не играет заметной роли в дроблении (при условии, что кинетической энергии молотка достаточно для разрушения куска ударом). Об этом говорит хотя бы тот факт, что срок службы колосниковой решетки на два порядка превышает срок службы молотков.
Если предположить, что взаимодействие куска материала с молотком происходит по закону взаимодействия абсолютно неупругих тел, то с учетом соотношения (1.1.3.1) можно получить условие дробления куска в молотковой дробилке в виде:
ру2 3[oJ g (8316)
где W| — масса дробимого куска; т2 — приведенная к точке удара масса молотка; и — скорость удара (примерно соответствует окружной скорости молотка в точке удара); т)р — коэффициент полезного действия способа разрушения.
Из уравнения (8.3.1.6) видно, что при увеличении массы молотка степень измельчения растет замедленно и при w, т2 величина i стремится к предельному значению (как правило, масса молотка изменяется в пределах 4-75 кг). С увеличением скорости (окружная скорость молотка колеблется в пределах 40-120 м/с) величина i растет ускоренно.
Очевидно, что выгоднее увеличивать скорость удара, чем массу молотка. Однако эта выгода имеет свои границы. Получив импульс силы в результате удара в направлении, обратном направлению вращения ротора, молоток начинает поворачиваться (рис. 8.3.1.11) относительно точки подвеса (при этом угол поворота не должен превышать предельное значение, определяемое конструкцией молотка). Молотку мешает поворачиваться центробежная сила. Таким образом, его движение относительно оси подвеса напоминает колебания маятника, которые должны затухнуть за счет сил трения в оси подвеса за время одного оборота вала.
Возможность поворота молотка вокруг оси подвеса позволяет в идеальном варианте создать такую конструкцию молотка, при которой импульс силы в точке подвеса при ударе будет равен 0, и следовательно, ударная нагрузка не будет передаваться ни на ось подвеса, ни на вал. Это иллюстрируется рис. 8.3.1.12, из которого следует, что при ударе в различные точки мо
734
Новый справочник химика и технолога
лотка направление реакции в оси подвеса меняет свое направление. Таким образом, можно найти такое положение точки удара или так распределить массу молотка относительно точки удара, что импульс силы в точке подвеса будет равен 0.
Рис. 83.1.11. Поведение молотка при ударе
Рис. 83.1.12. Схема к пояснению возможности снижения ударной нагрузки в оси подвеса: 1 — приложение удара от дробимого куска;
2 — реакция силы от оси подвеса;
3 — положение центра тяжести молотка
Практически свести ударную нагрузку в оси подвеса к 0 нельзя, поскольку это связано с такими случайными величинами, как размер куска и глубина его проникновения в зону дробления, однако уменьшить и приблизить к 0 ее среднюю величину возможно.
Увеличение массы молотка снижает остроту проблем, связанных с допускаемым углом отклонения (рис. 8.3.1.11) и появлением ударных нагрузок в оси подвеса (рис. 8.3.1.12). Тем не менее, увеличение массы молотка увеличивает опасность последствий, связанных с отрывом молотка из-за усталостного разрушения как самого молотка, так и оси подвеса.
Попытки уйти от этих условий привели к появлению роторных дробилок, которые отличаются от молотковых тем, что молоток (било) жестко связан с ротором. Это позволило резко увеличить массу условного ударяющего тела, поскольку в ударе уже участвует вся масса ротора (рис. 8.3.1.13). Подобное изменение конструкции позволило расширить диапазон дробилок ударного действия и довести максимальный размер дробимого куска до 1,5 м.
Рис. 8.3.1.13. Схема роторной дробилки:
1 — корпус; 2 — цепная завеса;
3 — отбойные колосники; 4 — било; 5 — ротор
Ведущие позиции в технологии дробления в ближайшее время могут занять виброинерционные и ударно-отражательные дробилки.
Виброинерционные машины созданы на основе конструкций щековых и конусных дробилок (см. рис. 8.3.3.1 и 8.3.4.1). Принципиальной отличительной особенностью этих машин является отсутствие эксцентриковых приводных механизмов. Колебания дробящих плит у щековой и внутреннего конуса у конусных дробилок обеспечиваются вращающимися неуравновешенными массами (дебалансами). Это позволило резко увеличить частоту колебаний дробящих органов и существенно увеличить производительность и степень измельчения.
Ударно-отражательные дробилки (см. рис. 8.3.6.4) имеют принципиальное отличие от молотковых и роторных дробилок — в них дробимый материал разгоняется в центробежном поле и выбрасывается с большой скоростью на неподвижную преграду.
8.3.2. Валковые дробилки и прессы
(Л. Ф. Биленко)
Валковые дробилки бывают с гладкими (рис. 8.3.1.1), рифлеными и зубчатыми валками. Дробящее действие дробилок основано на сжатии при некотором участии сдвиговых деформаций. Для дробилок с зубчатыми валками дополнительно возникают усилия раскалывания. Однократность сжатия кусков дробимого материала при прохождении между валками обусловливает малый выход мелочи в дробленом продукте. Эти дробилки не пе-реизмельчают материал.
Дробилки с гладкими и рифлеными валками используют главным образом для среднего и мелкого дробления твердых пород и пород средней прочности [49].
Дробилки с зубчатыми валками применяют исключительно для крупного и среднего дробления мягких материалов. Эти дробилки бывают одно-, двух- и многовалковые. Последние вследствие громоздкости и неудобства их эксплуатации не получили распространения.
В технологии измельчения получили распространение валковые прессы. В отличие от известных кон
Процессы диспергирования
735
струкций валковых дробилок валковый пресс позволяет развивать давление между валками в 4-5 раз выше. Это достигается установкой домкратов высокого давления на подвижных валках. За счет высокого давления качественно изменяется механизм разрушения — разрушение частиц осуществляется в спрессованном слое. При этом с момента захвата материала валками происходит непрерывное нарастание давления на его частицы. Это создает предпосылки для непрерывного наращивания напряжений до критической величины, что приводит к последовательному разрушению все более мелких частиц без сброса давления в сжимаемом слое, за счет чего достигается уменьшение затрачиваемой энергии, необходимой для реализации высокой степени дробления. Степень дробления в валковых прессах по среднему зерну достигает 8-10 против 2-3 в валковых дробилках. Материал, прошедший через пресс, имеет форму спрессованных лепешек. Применение валковых прессов обеспечивает по сравнению с традиционными способами дробления и измельчения снижение суммарных затрат электроэнергии. Помимо этого, за счет разупрочнения зерен руды, прошедшей валковый пресс, возрастает производительность мельниц.
В гладковалковых дробилках [49] (рис. 8.3.1.1) дробящие валки изготавливаются из чугуна и футеруются по внешней поверхности бандажами из марганцовистой или углеродистой стали.
Размеры валковых дробилок определяются двумя величинами — диаметром и длиной валков. Длина валков всегда в 1,5-3 раза меньше их диаметра. Окружная скорость валков составляет 3-6 м/с.
Валковые дробилки с рифлеными и зубчатыми валками [49] являются разновидностью дробилок с гладкими валками. Изготовляют дробилки как с двумя рифлеными валками, так и с одним рифленым (зубчатым) валком. Эти дробилки применяют для дробления материалов высокой и средней твердости (предел прочности на сжатие до 250 МН/м2). Окружная скорость рифленых (зубчатых) валков на 10-20 % ниже скорости гладких, т. е. составляет 2,7-5 м/с.
Технические характеристики валковых дробилок с гладкими, рифлеными и зубчатыми валками даны в табл. 8.3.2.1 и 8.3.2.2.
Максимальный размер загружаемого куска и угол захвата см. в 8.3.1.
Таблица 8.3.2.1
Технические характеристики дробилок с гладкими и рифлеными валками
Показатели ДР-400х250, ДГР-400x250 ДР-600x400, ДГР-600x400 ДГ-800х500 ДГ-1000х550 ДГ-1500x600 ДЧГ-900х700
Размеры валков, мм: диаметр 400 600 800 1000 1500 900
длина 250 400 500 550 600 700
Ширина щели между 5-20 10-30 4-26 4-18 4-20 10-40
валками, мм Производительность, м3/ч 5,6-24 18-54 10,8 43 11,9-53,5 13-65 (верхние) 2-10 (нижние) 120
Наибольший размер 40 60 40 50 75 40
загружаемых кусков, мм Сила давления на 1 см 15-30 9-20 15-30 17-35 20-40 3,5
длины валка, кН/см Частота вращения валков, 120; 180; 240 100; 130; 160 100; 145; 172 57; 90; 115 38; 60; 76 115
мин1 Мощность электро- 8 22 30 45 55 (верхние) 180 (нижние) 40
двигателя, кВт Масса дробилки, т 1,7 5 7,8 13,3 33 35
Примечание. ДГ — двухвалковая дробилка с гладкими валками для среднего и мелкого дробления твердых руд; ДР — то же, с рифлеными валками для дробления руд средней твердости; ДГР — то же, с гладкими и рифлеными валками; ДЧГ — четырехвалковая дробилка с гладкими валками для мелкого дробления кокса и мягких руд.
736
Новый справочник химика и технолога
Таблица 8.3.2.2
Технические характеристики двухвалковых зубчатых дробилок
Показатели ДЦЗ-4 ДЦЗ-6 дцз-10 ДЦЗ-16 ДЦЗ-3-9х9 ДЦЗ-Э-75х2
Размеры валков, мм:
диаметр 450 630 1000 1600 900 1500
длина 500 800 1250 2000 900 2100
Окружная скорость валка, м/с 1,51 1,65 1,9 3,42 2,0 3,15
Крупность материала, мм:
загружаемого 100 х 200 х 400 х 500 х 400 х 600 х 1200 х 1300 х 250 900
хЗОО х 600 х 1000 х 1300
дробленого 25; 50; 75; 50; 75; 100; 100;125; 200;300 40; 75; 100 15; 100; 150
100 125 150; 200
Производительность в т/ч (для угля), при крупности дробленого материала, мм:
наименьшей 20 60 125 650 120 150
наибольшей 50 125 320 1000 — —
Частота вращения валков, мин-1 64 50 36 41 42 40
Мощность электродвигателя, кВт 11 20 50 320 40 75
Масса дробилки, т ЗД 5,2 23,5 124 13,3 32
Производительность валковых дробилок определяется произведением окружной скорости валков «окр = nDn и площади разгрузочной щели между валками La (см. рис. 8.3.1.1):
0 = 7tZ)wZapT£T, (8.3.2.1)
где D — диаметр валка; п — частота вращения валков; L — длина валка; а — ширина щели между валками; рт — плотность материала, &т— объемная доля твердого в плоскости разгрузочной щели (коэффициент разрыхления).
При расчетах производительности валковой дробилки по формуле (8.3.2.1) установленную ширину щели между валками увеличивают на 20-30 %, учитывая неизбежное перемещение подвижного валка при дроблении. Коэффициент разрыхления выбирают в диапазоне 0,2-0,3.
Мощность валковых дробилок определяется линейной зависимостью от параметра u0KpDL. Для двухвалковых дробилок отечественных заводов действительно приближенное соотношение:
7V=(114-14)L>ZwOKp. (8.3.2.2)
Валковые прессы. Одной из особенностей конструкции валковых дробилок высокого давления, называемых еще валковыми прессами, является способ их загрузки (рис. 8.3.2.1). Загрузка материала осуществля
ется с помощью питателя, выполненного в виде вертикально установленного трубопровода (короба) высотой, существенно превышающей ширину, нижняя часть которого вплотную примыкает к зоне дробления. Исходный материал целиком заполняет питатель, уплотняется и оказывает определенное давление на слой дробимого материала, находящегося в зоне захвата его валками. Таким образом, дробление слоя материала происходит в замкнутом пространстве, ограниченном поверхностью валков, вертикальными стенками камеры и уплотненными кусками материала, поступающими сверху по питателю.
Рис. 8.З.2.1. Схема валкового пресса:
1 — коробчатый питатель; 2 — плотный зернистый слой исходного материала; 3 — валок;
4 — лента спрессованного материала
Процессы диспергирования
737
Таблица 8.3.2.3
Технические характеристики валковых прессов фирмы KRUPP Polysius
Показатели 10/4-S 12/5-S 12/6-S 14/5-S 15/6-S 16/8-S 17/8-S 18/10-S 20/12-S
Диаметр валка, мм 1050 1200 1250 1400 1500 1600 1740 1870 2050
Производительность, т/ч 110 160 200 260 330 420 540 670 840
Мощность привода, кВт 300 450 560 900 1100 1450 1650 1900 2500
Габариты (мм):
длина 4130 5000 5150 5635 6555 7230 7670 8686 9585
ширина 3235 3770 3945 4265 4810 5085 5840 6145 6430
высота (без питателя) 1485 1800 1855 1855 2030 2315 2720 2800 3220
Давление, оказываемое валками, передается на весь слой зерен в зоне разрушения, поэтому дробление осуществляется в основном путем взаимодействия (взаи-моразрушения) кусков руды, т. е. в полном объеме материала. Это снижает износ оборудования при одновременном повышении производительности [55, 56]. Силу давления валков на слой руды регулируют с помощью гидравлической системы.
Основными изготовителями валковых дробилок высокого давления являются немецкие фирмы KHD Hum-bolt-Wedag и KRUPP Polysius AG, которые применяются для дробления руд, угля, цементного сырья, металлургического шлака в ряде стран мира [57]. Некоторые технические характеристики валковых прессов фирмы KRUPP Polysius приведены в табл. 8.3.2.3.
Разработано множество типоразмеров валковых прессов производительностью до 900 т/ч (фирма Norgem). В настоящее время в промышленности разных стран мира уже работает свыше 20 технологических линий с валковыми прессами.
Валковые прессы применяются для предварительного измельчения сырья перед шаровыми мельницами. Однако область их применения в настоящее время пока ограничена сравнительно легко измельчаемым сырьем для строительной индустрии (клинкер, известняк, шлаки, уголь).
Проведенные исследования по измельчению в валковом прессе фосфатных руд, прочность которых существенно превышает прочность измельчаемых в настоящее время за рубежом строительных материалов, показали возможность и целесообразность использования этого оборудования на рудах средней прочности и позволили определить параметры валкового пресса для аналогичного сырья.
При одном прохождении каратауской руды через валки при максимальном давлении 300 мПа получен продукт с содержанием готового класса 8 < 0,2 мм [58]. Измельчение руды до конечной крупности (25 % класса 8 > 0,18 мм для руды каратауских фосфоритов, 8 % для Кольских апатитов) достигается при одностадийном измельчении за счет циркуляционной нагрузки или при многостадийном за счет многократного прохождения через последовательно установленные валки.
Важной особенностью процесса измельчения фосфоритов в валках является уменьшение удельного расхода электроэнергии с повышением степени измельчения. При шаровом измельчении со снижением крупности обычно происходит повышение удельного расхода электроэнергии. Это прослеживается в опытах со все возрастающей циркуляционной нагрузкой из мелких зерен 8 > 0,2 мм, прошедших валковый пресс один или два раза, а также при последовательном многократном прохождении исходной руды через валки. Опыты показали, что циркуляционная нагрузка в виде фосфоритной крупки 8 > 0,2 мм, прошедшей через валковый пресс, обладает меньшей прочностью, и ее подача не приводит к снижению производительности пресса. Снижение прочности крупки соответствует общепризнанному положению, что валковый пресс разу-прочняет частицы материала. Необходимо отметить, что если время пребывания исходного материала в объеме шаровой мельницы зависит от величины циркуляционной нагрузки, то в валковом прессе время пребывания в рабочей зоне постоянно и крупность размола определяется только количеством циклов и прочностью зерен.
Была проведена оценка степени разупрочнения частиц фосфорита, прошедших стадию измельчения в валковом прессе. С этой целью определялась удельная поверхность характерного класса крупности продукта, прошедшего через пресс, а также этого класса, полученного дроблением в щековой дробилке. Удельная поверхность зерен крупностью 0,063 < 8 < 0,315 мм, прошедших через валковый пресс, оказалась в три раза-выше, чем зерен той же крупности, раздробленных в лабораторной щековой дробилке (2,2 и 6,4 м2/г соответственно). По кривым кинетики установлено, что затраты электроэнергии на измельчение фосфоритов, прошедших через валки, меньше, чем при измельчении исходного дробленого продукта. Аналогичные результаты получены и при многократном пропускании материала через валковый пресс в открытом цикле.
При применении валковых прессов в большей степени наблюдается избирательность процесса измельчения. Для фосфоритов это проявляется в том, что снижается переизмельчение фосфоритных зерен, за счет чего
738
Новый справочник химика и технолога
содержание Р2О5 в фосфоритной муке повышается на 2-4 %, а вредной примеси (MgO) снижается.
Важным показателем при измельчении в валковом прессе является снижение шламообразования. Так, при измельчении Кольских апатитов содержание частиц шлама в измельченном продукте уменьшилось на 10 %.
Наибольший эффект при измельчении фосфоритов в валковом прессе достигнут по снижению расхода электроэнергии. Сравнение полученных удельных расходов электроэнергии в опытах на валках и в шаровых мельницах на действующих предприятиях приведено в табл. 8.3.2.4.
Наиболее рациональными в промышленных условиях являются две технологические схемы сухого измельчения фосфоритов с применением валковых прессов — в одну стадию в сочетании с шаровой мельницей (рис. 8.3.2.2, а) и в две стадии (рис. 8.3.2.2, б).
При сочетании валковых прессов с шаровыми мельницами мокрого помола, например, при измельчении апатитовой руды, в первой стадии сырье проходит валковый пресс, далее поступает в спиральный классификатор, в котором готовая часть продукта выделяется в слив, а остальная часть поступает в шаровую мельницу. При такой схеме на измельчение в шаровую мельницу будет поступать в 1,4 раза меньше материала. Благодаря разупрочнению рудных частиц удельные затраты электроэнергии в шаровых мельницах понижаются до уровня затрат в валковых прессах, в связи с чем производительность шаровых мельниц возрастает в два раза. Это позволяет увеличить производительность секции в 2,5-3 раза при суммарной экономии электроэнергии на размол на 52 %. Использование предложенной схемы приводит также к уменьшению частиц шлама в измельченном продукте на 8-10 %.
Рис. 8.3.2.2. Схемы дробильных установок с применением валковых прессов: а) в первой стадии измельчения; б) в двух стадиях измельчения:
1 — бункер исходной руды; 2 — питатель; 3 — валковый пресс; 4 — шаровая мельница; 5 — готовый продукт; 6 — воздушный классификатор; 7 — ковшовый элеватор
Таблица 8.3.2.4
Сравнение расходов электроэнергии при измельчении руд в шаровых мельницах с предварительным разупрочнением в валковом прессе и без него
Сравниваемые технологические схемы и показатели при измельчении руды крупностью 0-25 мм Удельный расход электроэнергии при измельчении фосфатных руд, кВт • ч/т
Обогатительные фабрики
Каратау Верхнекамский рудник ОАО «Апатит»
Без валкового пресса 16 18 12
С валковыми прессами 8,5 И,7 5,7
Экономия в % от существующих затрат 47 44 52
Процессы диспергирования
739
Таким образом, применение валковых прессов для измельчения фосфатных руд имеет существенные преимущества по сравнению с традиционным способом измельчения в шаровых мельницах (особенно за счет экономии электроэнергии). Высокая эффективность этого оборудования позволяет сделать вывод о целесообразности его широкого применения на предприятиях горной химии в ближайшей перспективе [58].
8.3.3. Щековые дробилки
(Л.Ф. Биленко)
Наибольшее распространение получили конструкции щековых дробилок с простым (рис. 8.3.1.2) и сложным (рис. 8.3.1.6) движением подвижных щек [49]. В них подвижные щеки подвешены в верхней части. Однако встречаются машины и с нижним подвесом подвижной щеки. Во всех конструкциях колебательные движения щеки создаются вращающимся эксцентриковым валом.
Крупность максимальных кусков в дробленом продукте определяется шириной выходной щели а.
При верхнем подвесе подвижная щека имеет наибольший размах внизу, у места выхода дробленого продукта, при этом ширина выходной щели переменная. При нижнем подвесе — наибольший размах вверху, у места поступления исходного материала, и ширина выходной щели постоянная.
Щековые дробилки с верхним подвесом подвижной щеки получили широкое промышленное применение
при дроблении полезных ископаемых и в различных отраслях промышленности, где приходится иметь дело с разрушением больших масс крупных кусков различных горных пород с временным сопротивлением сжатию до 300 МПа (граниты, базальты, кварциты, известняки, угли и другие руды). Из щековых дробилок с верхним подвесом подвижной щеки наибольшее распространение получила дробилка с вертикальным шатуном (рис. 8.3.1.2).
Дробилки со сложным движением подвижной щеки (рис. 8.3.1.6) находят применение в строительстве, дорожных работах и на обогатительных фабриках малой производительности. В 1990-х гг. появились щековые дробилки со сложным движением подвижной щеки больших размеров, которые успешно применяют на подземных дробильных комплексах.
В России выпускаются щековые дробилки следующих типов: с простым движением щеки (ЩДП); со сложным движением щеки и отношением длины приемного отверстия к его ширине более 1,6 (ЩДС-1); со сложным движением щеки и отношением длины приемного отверстия к его ширине до 1,6 включительно (ЩДС-П). Пример условного обозначения: ЩДС-1-2,5х9— щековая дробилка со сложным движением щеки с приемным отверстием шириной 250 мм и длиной 900 мм [2].
Технические характеристики отечественных щековых дробилок даны в табл. 8.3.3.1.
Таблица 8.3.3.1
Технические характеристики щековых дробилок
Показатели С простым движением щеки Со сложным движением щеки
ЩДП 9x12 ЩДП 12x15 ЩДП 15x21 ЩДС-1-1,6x2,5 ЧО X 40 »«ч и g 04 X 40 и » 04 X V4 ГЧ и § ЩДС-1-4х9 "х" V") сч б § ЩДС-П-6х9 X vy и g ЩДС -11-9x12
Размеры приемного отверстия, мм: ширина В длина L 900 1200 1200 1500 1500 2100 160 250 160 600 160 900 250 900 400 900 250 400 600 900 750 900 900 1200
Ширина выходной щели в фазе раскрытия, номинальная, мм 130 155 180 30 30 30 40 60 40 100 180 150
Диапазон регулирования, мм, не менее ±35 ±40 ±45 ±15 -13 ±15 -13 ±15 -13 ±20 ±30 -20 -20 ±25 ±20 ±50
Производительность, м3/ч, для руд средней твердости 180 310 600 3 14,5 21 22 30 7,8 78 ПО 230
Максимальный размер кусков в питании, мм 750 1000 1300 130 130 130 210 340 210 500 600 750
740
Новый справочник химика и технолога
Продолжение таблицы 8.3.3.1
Показатели С простым движением щеки Со сложным движением щеки
ЩДП 9x12 ЩДП 12x15 ЩДП 15x21 vy сч X so б § 40 X чо б g 05 X чо б g 05 X б ЩДС-1-4x9 ЩЦС-П-2,5х4 ЩДС-П-6х9 ЩДС-П-7,5х9 ЩДС-П-9Х12
Приводной электродвигатель: мощность, кВт 90 160 250 7,5 30 37 45 45 18,5 75 90 НО
Масса дробилки, т 57 116 233 1,6 5 5,8 8,4 12 2,8 18,5 21 41
Габариты, мм:
длина 5300 6400 7200 2400 1780 1780 2300 2500 1400 3000 2800 3540
ширина 6000 6800 7000 1200 1865 2165 2400 2400 1300 2500 2270 2700
высота 4000 5000 6000 1335 1352 1352 1900 2200 1500 2600 2720 3160
* Производительность указана для номинальной щели.
Таблица 8.3.3.2
Поправочные коэффициенты на условия дробления
На крупность, *кр Содержание класса +0,5а в питании, %
5 1,1 10 1,08 20 1,05 25 1,05 30 1,03 40 1,00 50 0,97 60 0,95 70 0,92 80 0,89
На влажность, ^вл Влажность руды, %
4 1 5 1 6 0,95 7 0,9 8 0,85 9 0,75 10 0,65 11 0,65
На твердость, ^тв Крепость по шкале М.М. Протодьяконова
5-9 1,2 10-11 1,1 12-13 1,0 14 0,97 15-17 0,95 18 0,93 19-20 0,9
Производительность Q (т/ч) дробилки определяется уравнением
Q = (1479^5-40В>/в)£(втрт), (8.3.3.1)
где рт — плотность материала, т/м3;BwL — ширина и длина приемного отверстия, м; Ъ — максимальная (в момент отхода щеки) ширина разгрузочной щели, м.
Формула (8.3.3.1.) получена только из геометрических представлений и поэтому не учитывает влияние на производительность дробилки физических свойств дробимого материала. Несмотря на это, формула (8.3.3.1) дает представление о влиянии основных механических факторов, определяющих производительность дробилки*.
Для расчета производительности щековых дробилок предложено несколько эмпирических формул, состав
* Если в формуле (8.3.3.1) принять рт = 1,6 т/м3, то по ней можно точно вычислить производительность щековых дробилок, изготавливаемых американской фирмой «Алис—Чалмерс» для средних значений Ь.
ленных исходя из предположения, что производительность дробилок пропорциональна площади выходной щейи.
Например, эмпирическая формула института «Ме-ханобр»
Q = (150 + 750О)£йргет, (8.3.3.2)
где ккр, къЛ, кп — поправочные коэффициенты на условия дробления (крупность, влажность и твердость породы), принимаются по табл. 8.3.3.2.
Для выпускаемых машин производительность принимают по средним данным заводов-изготовителей с введением поправок на насыпную плотность дробимого материала, условия дробления и расчетную ширину разгрузочной щели др:
а„ о £
(8.3.3.3)
где Qn — производительность дробилки при паспортном значении ширины щели ап (по каталогам заводов-изготовителей) .
Процессы диспергирования
741
Отечественные заводы поставляют щековые дробилки с электродвигателем, мощность которого достаточна для дробления очень прочной породы с пределом прочности на сжатие 250 МПа/м2 при производительности, соответствующей пропускной способности дробилки при заданной выходной щели. Поэтому дробилка выбирается по размеру максимального куска 5гаах в исходном материале и по производительности при заданной выходной щели. Ширина приемного отверстия должна быть не менее (1,154,20) 5гаах.
Зарубежные заводы-изготовители поставляют один и тот же типоразмер дробилки с электродвигателями разной мощности. В этом случае мощность электродвигателя подбирается с учетом производительности, твердости руды, крупности исходного материала и продукта. Требуемую мощность электродвигателя фирма «Алис—Чалмерс» рекомендует рассчитывать по закону Бонда. Индекс работы W, определяется для данной руды специальным испытанием дробимости 30-40 отобранных кусков руды размерами 50-75 мм. Куски разрушаются двумя встречными молотами, падающими, как маятники, и ударяющими кусок с двух сторон. Индекс работы, вычисленный по данным испытаний, измеряется в киловатт-часах на тонну.
Потребная энергия W для дробления 1 т рассчитывается по формуле
(10JP 10JP
FK = 0,75 -Н-—/=^ , (8.3.3.4)
(Л
где W, — индекс работы, кВт • ч/(кор.т • мкм0,5); 5П — крупность продукта, соответствующая ситу, через которое проходит 80 % материала, мкм; 5ИСХ — крупность исходного материала, соответствующая ситу, через которое проходит 80 % материала (в расчетах принимается 5ИСХ = (0,5-s-0,67)2?)5 мкм.
Весьма мягкие породы имеют индекс работы менее 9, а весьма твердые — более 26.
Мощность (в кВт) на дробление определяется выражением N = WQ, trq Q — производительность дробилки в т/ч.
Если рассчитанная мощность превышает паспортную, то следует изменить условия дробления, например, увеличить размер выпускной щели.
Для определения мощности установленного электродвигателя Ny может быть рекомендована формула института «Механобр»
Ау= l,5PLH(b-a) п, (8.3.3.5)
где Р — удельная работа дробления (для дробилок с простым движением щеки Р= 5 кВт • ч/м3, со сложным движением щеки — Р = 4,5 кВт ч/м3); п — число качаний щеки, мин1; b и а— максимальная и минимальная ширина разгрузочной щели; L — длина приемного отверстия, м; Н— высота подвижной щеки, м (зависит от ширины приемного отверстия В дробилки):
В, м 0,4 0,6 0,9 1,2 1,5
Я,м 1,1 2,2 2,7 3,1 3,6
Виброщековые дробилки (рис. 8.3.3.1) нашли применение для среднего и мелкого дробления материалов любой прочности — от ферросплавов до гранита [59].
Рис. 8.З.З.1. Схема виброщековой дробилки:
1 — корпус; 2 — торсион; 3 — амортизатор;
4 — подвижная щека; 5 — приводной дебалансный вибровозбудитель (стрелками показаны направления вращения вибровозбудителей и качаний щек)
Виброщековые дробилки имеют две подвижные щеки, смонтированные на корпусе с помощью стержневых торсионов и снабженные индивидуальными приводными дебалансными вибраторами, не имеющими между собой кинематической связи. Вибраторы самосинхро-низируются, вращаясь противофазно каждый от своего электродвигателя. Степень дробления регулируется усилиями со стороны вибраторов и может меняться в пределах от 4 до 15, в то время как традиционные щековые дробилки имеют степень дробления не более 4.
Технические характеристики отечественных вибро-щековых дробилок приведены в табл. 8.3.3.3.
По своим технологическим возможностям виброщековые дробилки с самосинхронизирующимися вибраторами приближаются к эксцентриковым щековым дробилкам ударного действия фирмы «Крупп». Однако масса и стоимость последних в 5 раз больше, чем виб-рощековых дробилок, а надежность при дроблении ферросплавов существенно ниже.
Институтом «Ленинградоргстрой» был разработан проект вибрационной щековой дробилки с инерционным приводом для дробления бракованных и устаревших железобетонных конструкций. Указанная дробилка предназначена для применения в качестве основного агрегата цеха переработки железобетона. Как показало технико-экономическое обоснование, срок окупаемости такого цеха составляет 3 года.
Основная отличительная особенность машины — близкое к горизонтальному расположение дробящей камеры. Подобное расположение камеры дробления обеспечивается способностью уравновешенной щековой дробилки продвигать материал в направлении разгрузки.
742
Новый справочник химика и технолога
Таблица 8.3.3.3
Технические характеристики виброщековых дробилок (ВЩД)
Параметры 80x300 130х 300 440х 800 440х 1200 1200х 1500
Производительность, т/ч 1-2 2-3 30 50 300
Наибольшая крупность исходного 65 ПО 350 350 950
продукта, мм
Крупность конечного продукта, мм 15 20 40 50 90
Мощность электродвигателя, кВт 7,5x2 11x2 30x2 45x2 55x2
Габаритные размеры, мм
длина 1515 1760 2600 4000 4000
ширина 1240 1370 2100 3150 3500
высота 1400 1200 2000 2500 4000
Масса, т 1,4 1,5 15 20 50
Над проблемой разрушения железобетона работают и за рубежом. В США действуют две установки, одна из которых перерабатывает отходы от строительства метрополитена, а другая (передвижная) предназначена для дробления лома от разрушенных зданий.
В Великобритании, например, сконструирована дробилка «Ниблер», действие которой основано на принципе «грызущих челюстей». Дробилка пропускает в 1 ч до 54 м2 бетонных плит при толщине бетона 25,4 см.
В Японии для переработки железобетона используется дробилка с гидравлическим приводом [59].
8.3.4. Конусные дробилки
(Л. Ф. Биленко)
Конусные дробилки с эксцентриковым приводом наиболее широко применяются в мировой практике [49]. Их конструктивная схема была предложена еще в 1859 г. и не изменилась до настоящего времени. В зависимости от крупности дробления их разделяют на дробилки крупного, среднего и мелкого дробления (см. 8.3.1).
Основное дробящее действие конусных дробилок — раздавливание, но имеет место и разлом кусков при изгибе, возникающем, когда кусок с вытянутой формой зажат между вогнутой поверхностью чаши и выпуклой поверхностью дробящего конуса.
Вал с закрепленным на нем подвижным конусом (рис. 8.3.1.7) совершает более сложные движения, чем это описано в 8.3.1. Силы выталкивания и трения, возникающие между стенками эксцентрикового стакана 5 и нижним концом вала 2, а также между поверхностью дробящего конуса 3 и кусками дробимого материала, заставляют вал медленно поворачиваться вокруг своей оси в сторону, обратную вращению эксцентрикового стакана. На холостом ходу ситуация изменяется: если силы трения в эксцентриковом стакане превышают силы трения в точке подвеса, то вал вращается вокруг своей оси в том же направлении, что и эксцентриковый стакан.
Ширина выходной щели у дробилок составляет (0,1-4),2)7? (здесь В — ширина приемного отверстия
Арт, (8.3.4.1)
дробилки), а максимальный диаметр дробящего конуса— порядка 1,5В. Современные конусные дробилки для крупного дробления имеют футеровку, придающую камере дробления криволинейные очертания (рис. 8.3.1.8, а). Футеровки такого профиля уменьшают забивание дробящего пространства дробилки рудой.
Типоразмерный ряд конусных дробилок крупного дробления (ККД), выпускаемых отечественной промышленностью, приведен в табл. 8.3.4.1. Их массовая производительность в т/ч выражается эмпирической формулой
420,5В3 + 195,8В2-7,2В V2B + 1
где В — ширина приемного отверстия дробилки, м; к — коэффициент разрыхления.
Формула (8.3.4.1) получена для средних значений ширины выходной щели, эксцентриситета и основных размеров камеры дробления. Для перехода к другим значениям ширины выходной щели и длины хода дробящего конуса достаточно вычислить производительность на 1 мм и умножить на новое значение.
Конусные дробилки для крупного дробления выбирают по размеру максимального куска, поступающего в дробилку (В ~ 1,277), и по производительности при заданной ширине выходной щели. Производительность принимается по данным заводов-изготовителей.
Если конусная дробилка изготовляется с разными эксцентриситетами, то выбирают тот типоразмер, который соответствует выпускной щели. Мощность электродвигателя проверяется по методу, изложенному при выборе щековых дробилок.
ККД могут работать под завалом, хотя пуск и остановка в таком режиме невозможны.
Профиль дробилок среднего и мелкого дробления обеспечивает условия (см. 8.3.1), при которых производительность дробилок пропорциональна площади выходной щели (рис. 8.3.1.8, б). Дробилки среднего и мелкого дробления должны работать при выходной щели
Процессы диспергирования
743
Таблица 8.3.4.1
Технические характеристики конусных дробилок крупного дробления
Параметры Для первичного дробления Для вторичного дробления (редукционные)
ККД-500/75 ККД-900/140 ККД-1200/150 i ККД-1500/180 ККД-350/160(140) КРД-700/75 КРД-700/100
Ширина приемного отверстия В, мм 500 900 1200 1500 1350 700 700
Номинальная ширина выходной 75 140 150 180 160 (140) 75 100
щели в фазе раскрытия профилей, мм Диаметр основания дробящего 1200 1700 1900 2520 2040 1200
конуса, мм Производительность при дроблении 200 420 730 1520 1070 (930) 400 780
руды средней твердости влажностью не более 4 % (насыпная плотность 1,6 т/м3), м3/ч Наибольший размер кусков 400 750 1000 1200 1100 550 550
в питании, мм Частота качаний корпуса, мин1 Мощность электродвигателя, кВт 200 НО 140 250 120 320 НО 400 400 125 250 400
Масса дробилки, т 40,6 145 240 405 330 138 237
Габариты, мм: длина 4500 9000 10000 11800 11600 4800 11500
ширина 4600 5000 6500 6800 5300 3600 6500
высота 5100 7800 8900 10500 8700 7600 9100
небольшой ширины, а поэтому для увеличения площади щели увеличивают ее длину, что достигается применением пологих дробящих конусов. Кроме того, при пологих конусах увеличивается роль качаний конуса, способствующих разгрузке дробленого продукта.
Конусные дробилки среднего и мелкого дробления имеют сходные конструкции (принципиальную схему см. на рис. 8.3.1.8, 8.3.1.9) и различаются лишь в некоторых деталях. Следующее ниже описание относится к обеим дробилкам.
Станина дробилки представляет собой цилиндрическую отливку. Нижним фланцем станина устанавлива-ется на фундаменте. Для установки дробилок большего размера (2200 и 3000 мм) применяют фундаментные плиты. На верхнем фланце лежит опорное кольцо, представляющее собой также цилиндрическую отливку, на внутренней поверхности которой сделана винтовая нарезка. Кольцо своим фланцем скрепляется с фланцем станины длинными болтами и пружинами. Всего по окружности станины дробилки размещают от 20 до 30 стяжных болтов с пружинами в зависимости от размера дробилки. Головка болтов располагается на
фланце кольца. Внизу болты проходят через отверстия в дуговых шайбах и затягиваются гайками. Сила прижатия кольца пружинами составляет 4 • 103 кН для дробилок наибольшего размера.
Пружины служат для защиты дробилок от поломок. При попадании в камеру дробления недробимых предметов пружины сжимаются, наружная чаша вместе с установочным кольцом приподнимается и недробимый предмет проходит через дробилку. Если недробимый предмет настолько велик, что не выходит из камеры дробления, то конус заклинивается и дробилка останавливается — срабатывает система защиты. Для удаления застрявшего предмета современные дробилки снабжаются гидравлическими домкратами, позволяющими дополнительно поднять опорное кольцо с неподвижной чашей и освободить застрявший предмет.
При установке дробилки пружины должны затягиваться так, чтобы оставался некоторый запас сжатия (60-85 мм) на случай попадания в дробилку недроби-мого предмета. Наружная неподвижная чаша представляет собой отливку с нарезкой на внешней цилиндрической поверхности, которой чаша ввинчивается в нарезку
744
Новый справочник химика и технолога
на опорное кольцо. Внутренняя поверхность наружной чаши сделана конической, более широкой в нижней части. Она покрывается футеровкой из марганцовистой стали. Футеровка крепится с наружной стороны чаши болтами, зацепляющимися с крючьями, отлитыми заодно с футеровкой, которые пропускаются через отверстия в чаше. В нижней части чаши футеровка ложится на обработанный бурт, а на всей остальной поверхности плотность прилегания футеровки обеспечивается цинковой заливкой. Проемы, в которых размещены крепящие футеровку болты, закрыты сверху кольцевым кожухом, соединенным с чашей стержнями с клиновым креплением. На кольцевом кожухе укреплена приемная воронка.
В нижней части станины имеется цилиндрическая втулка, отлитая с ребрами жесткости и станиной как одно целое. Вертикальные оси станины и втулки совпадают. Во втулку вставляется и жестко к ней крепится сменная бронзовая цилиндрическая втулка, выполняющая роль подшипника для эксцентрикового стакана, выполненного в виде цилиндрической отливки с хорошо обработанной боковой поверхностью. В верхней части эксцентрикового стакана закреплена большая коническая шестерня. В самом стакане сделана коническая расточка, расположенная эксцентрично относительно вертикальной оси стакана. В этой расточке укреплена бронзовая втулка, в которую входит нижний конец рабочего вала.
Частота вращения эксцентрикового стакана составляет более 200 мин”1.
Нижняя поверхность дробящего конуса тщательно обработана по сфере радиуса R. Этой сферической нижней поверхностью дробящий конус лежит на сферической опоре, служащей для него подпятником и связанной со втулкой станины. Сферический подпятник воспринимает вес дробящего конуса, вес рабочего вала и вертикальную составляющую усилия дробления. Таким образом, вал посредством дробящего конуса как бы подвешен на сферическом подпятнике. При вращении эксцентрикового стакана ось рабочего вала описывает коническую поверхность с вершиной в точке, являющейся центром соприкасающихся сферических поверхностей конуса и подпятника. При этом дробящий конус скользит по поверхности подпятника. Последний покрыт сменным бронзовым вкладышем, по которому скользит сферическая поверхность дробящего конуса.
Для предотвращения проникновения пыли к сферическому подпятнику и приводному механизму в дробилке имеется гидравлический затвор. Избыток воды переливается через порог канавки и по спускной кольцевой выточке и трубопроводу отводится из дробилки. К внутренней поверхности дробящего конуса прикреплен воротник, свободный обрез которого при работе дробилки все время погружен в воду, заполняющую
канавку. Летом гидравлический затвор заполняется водой, а зимой, если дробилка стоит в неотапливаемом помещении, — минеральным маслом.
Параллельная зона у дробилок мелкого дробления (короткоконусных) имеет длину, приблизительно равную 1/6, а у дробилок среднего дробления — 1/10-1/12 диаметра дробящего конуса. Частота вращения эксцентрикового стакана рассчитана так, чтобы каждый кусок дробимого материала был хотя бы один раз раздавлен в параллельной зоне. Ширина параллельной зоны считается шириной выходной щели. Она регулируется путем вращения наружной чаши относительно опорного кольца. При этом происходит вывинчивание или ввинчивание чаши и соответствующее увеличение или уменьшение ширины выходной щели. Чаша поворачивается при помощи гидравлических цилиндров.
При эксплуатации конусных дробилок среднего и мелкого дробления необходимо обеспечить равномерное поступление в них дробимого материала по всей окружности приемного отверстия. Для этого материал должен подаваться на установленную на вершине подвижного конуса распределительную тарель с небольшой скоростью и почти вертикально. Тем не менее распределительная тарель не гарантирует требуемую равномерность подачи исходного материала. Это связано либо с образованием на тарели наростов мелочи, искажающих геометрию ее поверхности, либо с трудностью подачи потока материала в центр тарели. В таких случаях дробилка работает неравномерно, с пиковыми напряжениями в деталях и узлах привода. Износ брони носит волнообразный характер, образуются местные выработки, в которые проваливаются крупные куски материала. Для компенсации этого явления на ряде фабрик осуществляют механическую обработку брони (один-два раза за срок их службы), удорожающую эксплуатацию дробилок.
Конусные дробилки среднего и мелкого дробления характеризуются размером D (диаметр основания дробящего конуса). Дробилка каждого размера может изготавливаться с футеровками разных профилей — для грубого и тонкого дробления. Кроме того, конусные дробилки мелкого дробления выпускаются с уменьшенным эксцентриситетом и повышенной частотой качаний для так называемого сверхтонкого дробления.
Футеровки дробилок для грубого дробления имеют большие ширину приемного отверстия и выпускную щель. Технические характеристики конусных дробилок среднего и мелкого дробления приведены в табл. 8.3.4.2 и 8.3.4.3.
В 1990-х гг. типоразмерный ряд дробилок увеличился за счет новых модернизированных дробилок крупного, среднего и мелкого дробления, более приспособленных для рационального сочетания их по стадиям для получения более мелкого конечного продукта.
Таблица 8.3.4.2
Технические характеристики конусных дробилок среднего дробления
Показатели КСД-600 КСД-900 КСД-1200Гр КСД-1200Т КСД-1750Гр2-Д КСД-1750Т-Д КСД-2200Гр КСД-2200Гр2-Д КСД-2200Т КСД-ЗОООТ-Д КСД-ЗОООГр-Д
Диаметр основания дробящего конуса, мм 600 900 1200 1200 1750 1750 2200 2200 2200 3000 3000
Ширина приемного отверстия в фазе раскрытия профилей, мм 75 130 185 125 350 200 350 450 275 475 600
Ширина разгрузочной щели в фазе сближения профилей, мм 12-25 15-40 20-50 10-25 35-65 15-30 30-60 30-60 15-30 25-50 50-80
Длина параллельной зоны, мм 50 70 НО 130 180 150 250
Производительность*, м3/ч, не менее 12-40 46-88 77-115 42-95 210-360 100-190 360-610 500-800 180-360 425-850 550-700 (850-1300)
Наибольший размер загружаемых кусков в питании, мм 60 105 150 100 300 160 300 380 250 380 500
Число качаний дробящего конуса, мин-1 350 330 260 260 260 200 242 242 242 185 185
Приводной электродвигатель: мощность, кВт 30 55 75 75 160 160 250 250 250 400 400
Масса дробилки, т 4,05 12,5 22 22 52 51 86 87 86 217 225
Габариты, мм:
длина 1600 2800 3500 3500 4400 4400 5500 5500 5500 8500 8500
ширина 1500 2500 2500 2500 3400 3400 4300 4300 4300 5200 5200
высота 1465 2400 3100 3100 4400 4400 5100 5100 5100 6350 6350
* Производительность дана для случая дробления в открытом цикле кристаллических материалов средней твердости с содержанием влаги до 4 % при минимальной и максимальной ширине разгрузочной щели.
Процессы диспергирования 745
Таблица 8.3.4.3
Технические характеристики конусных дробилок мелкого дробления
Показатели КМД-900 КМД-1200Гр КМД-1200Т КМД-1750Гр КМД-1750Т КМД-1750Т2-Д КМД-2200 Гр(Гр2-Д) КМД-2200 Т1 КМД-2200 Т2 КМД-2200Т5 (Т6)-Д КМД-2200 Т2-ДП КМД-3000 Гр-Д КМД-3000Т2 (ТЗ)-Д
Диаметр основания дробящего конуса, мм 900 1200 1200 1750 1750 1750 2200 2200 2200 2200 2200 3000 3000
Ширина приемного отверстия в фазе раскрытия профилей, мм 70 100 50 130 80 70 140 (200) 100 85 85 (70) 85 220 85 (70)
Ширина разгрузочной щели в фазе сближения профилей, мм 5-15 5-15 3-12 9-20 5-15 7-12 10-20 (15-25) 5-15 7-15 6-12 (5-Ю) 8-12 15-25 8-15 (7-12)
Производитель-ность , м /ч, не менее 12-40 45-60 27-50 100-150 85-110 85-110 220-260 (260-350) 160-220 150-210 160-235 (150-200) 180 360-620 315-475 (300-400)
Наибольший размер загружаемых кусков в питании, мм 60 80 40 100 70 60 ПО (160) 80 75 70 (60) 70 180 80 (60)
Мощность, кВт 55 75 75 160 160 200 250 250 315 315 315 400 400
Масса дробилки, т 12 21 21 53 53 52 90 90 93 94 95 220 228
Габариты, мм: длина ширина высота 2800 2500 2400 3500 2500 3100 3500 2500 3100 4400 3400 4400 4400 3400 4400 4400 3400 4400 5700 4300 5900 5700 4300 5900 5500 4300 5900 5700 4300 5900 5700 4300 5900 8500 5200 6900 8500 5200 6900
* Производительность указана ориентировочно для случая дробления в открытом цикле кристаллических материалов средней твердости с насыпной плотностью 1,6 т/м3 и содержанием влаги до 4 % при минимальной и максимальной ширине разгрузочной щели.
Новый справочник химика и технолога
Процессы диспергирования
747
Снижение крупности дробленого продукта может быть достигнуто в основном за счет воздействия на дробимый материал больших дробящих усилий, то есть за счет форсирования процесса дробления. Вместе с тем увеличение дробящих воздействий ограничено величиной деформации до начала прессования (физическая константа для определенного материала) и является по существу максимально возможной степенью дробления, которая для конусных дробилок не превышает 4-5. Поэтому для получения более мелкого продукта необходимо снижение крупности питания дробилок мелкого дробления с соответствующим изменением геометрии камеры дробления. Решение этой проблемы требует интенсификации процесса дробления на предыдущих стадиях, где, как показывает анализ, имеют место недостаточная загрузка дробилок (степень дробления не более трех) и, зачастую, нерациональное сопряжение их по стадиям.
Создание новых и модернизация существующих дробилок, кроме установления более рациональных размеров приемной и загрузочной щелей с соответствующей корректировкой параметров камер дробления и усовершенствованием конструкции отдельных узлов, предполагает обязательное оснащение дробилок средствами для дистанционного регулирования разгрузочной щели.
Одним из основных требований при этом является максимально возможная взаимозаменяемость новых и действующих дробилок и их основных узлов.
В табл. 8.3.4.1 приведены технические характеристики новых конструкций дробилок типа ККД и КРД, рекомендуемых для использования на проектируемых предприятиях.
Эксплуатация дробилок ККД-1500 с разгрузочной щелью 140 мм объясняется необходимостью их большей загрузки при сравнительно небольшом объеме переработки. При этом возможен перевод действующих дробилок ККД-1500/180 на режим работы с разгрузочной щелью 140 мм путем замены отдельных узлов.
Создание дробилки ККД-1350/160 (140) обосновывается наличием спроса предприятий и положительным опытом работы наиболее распространенной дробилки аналогичного размера (приемная щель — 1370 мм) на зарубежных предприятиях.
При дроблении весьма крепких руд после ККД применяются поддрабливающие дробилки типа КРД-700/100. Анализ их работы на Стойленском ГОКе показывает незначительную их загрузку ввиду несоответствия приемной щели поступающему продукту, а также завышенного размера разгрузочной щели. Для повышения эффективности процесса разрушения в камере дробления приемное отверстие в дробилках уменьшено с 700 до 600 мм, а разгрузочная щель от 100 до 85 мм с соответствующим изменением геометрии камеры дробления. При работе этих дробилок можно получить продукт крупностью 150-170 мм. Сопряжение модернизированной дробилки КРД-700/100, например, с дробил
кой КМД-2200Гр2 (вместо КСД-2200Т) обеспечивает получение дробленого продукта крупностью 30-50 мм вместо 80-90 мм.
Модернизация камер дробления дробилок типа ККД и КРД и перенос части работы по разрушению материала с последней стадии дробления на предыдущие обусловливают необходимость перевода дробилок среднего дробления на форсированный режим.
Модернизированные дробилки среднего дробления приведены в табл. 8.3.4.2 (с индексом Д). У дробилки КСД-3000Т2-Д размер приемной щели уменьшен с 475 до 350 мм, что обеспечивает более эффективное разрушение в рабочей камере при использовании в качестве питания продукта дробилки ККД-1500/180. В дробилках КСД-2200Гр2-Д и КСД-2200Т2-Д интенсификация режима дробления достигается за счет модернизации камер дробления и использования для главного привода электродвигателей мощностью соответственно 315 и 400 кВт вместо 250 кВт. Производительность дробилки КСД-2200Т2 выше производительности базовой стандартной дробилки КСД-2200Т в 1,6 раза.
Снижение крупности дробленого продукта после среднего дробления до 50-70 мм (вместо 80-100 мм) создает благоприятные условия для более эффективного процесса разрушения на стадии мелкого дробления.
В табл. 8.3.4.3 приведены технические характеристики новых дробилок (с индексом Д) с форсированным режимом дробления — КМД-ЗОООТ2(ТЗ)-Д и КМД-2200Т5(Т6)-Д. При работе этих дробилок с минимальной разгрузочной щелью возможно получение в открытом цикле дробленого продукта крупностью 14-16 мм (вместо 22-25 мм при использовании старых дробилок). Более рациональному режиму дробления способствует наличие системы дистанционного регулирования разгрузочной щели, что позволяет поддерживать минимальную ее величину в процессе эксплуатации дробилок.
Опыт эксплуатации на многих предприятиях (Ковдорский ГОК, Михайловский ГОК, Учалинский ГОК, комбинат «Апатит», ГМК «Печенганикель», Алмалыкский ГМК (Узбекистан), СП «Эрдэнэт» (Монголия)) позволил установить, что применение новых конструкций дробилок и модернизация технологий дробления позволяют увеличить производительность по переработке руды на 12-15 % или использовать образующийся резерв мощности в циклах измельчения для более тонкого помола руды с последующим повышением качества концентрата. При этом крупность дробленой руды перед измельчением может быть снижена до 16-18 мм, а в замкнутом цикле мелкого дробления — до 12 мм.
В мировой практике для получения кубовидного щебня наиболее распространены конусные дробилки с эксцентриковым приводом. Стандартные дробилки типа «Саймонс» с диаметром дробящего конуса 2200 и 1750 мм обеспечивают получение щебня с содержанием кубовидных частиц 60-70 %, в то время как для
748
Новый справочник химика и технолога
строительной промышленности требуется, чтобы содержание частиц кубовидной формы во фракциях щебня 10-20 и 5-10 мм составляло не менее 85 %.
Использование дробилок КМД-2200Т7-Д и КМД-1750Т7-Д позволяет получить щебень с требуемой кубовидностью зерен за счет организации в них разрушения материала в стесненных условиях. Для этого дробилки выполняются с укороченным дробящим конусом (без традиционной распределительной тарели), что позволяет работать под завалом (с «шапкой»), а форма камеры и разгрузочная щель выбираются таким образом, чтобы дробление происходило в режиме, исключающем прессование материала.
Для поддержания «шапки» из загружаемого материала дробилки оборудуются специальным датчиком контроля уровня материала в приемной зоне. Стесненный режим разрушения материала по существу является также форсированным режимом и требует, как в описанных выше дробилках, применения усиленного привода и системы амортизации.
Предлагаемые для поставки дробилки и выпускаемые стандартные дробилки взаимозаменяемы.
Получение продукта более высокого качества (содержание лещадных зерен до 8-12 %) достигается также при использовании дробилок типа КИД с диаметром дробящего конуса 600, 900 и 1200 мм. Указанные типоразмеры дробилки пользуются повышенным спросом у предприятий стройиндустрии.
Конусные инерционные дробилки (КИД) разработаны институтом «Механобр» и ПО «Уралмаш» [60-63].
Станина дробилок представляет собой массивную стальную отливку, снаружи близкую по форме к усеченному конусу (рис. 8.3.4.1).
Внутри по центральной оси конуса на радиальных ребрах удерживается цилиндр для размещения инерционного привода и опоры дробящего конуса. Нижним фланцем станина опирается на фундамент через амортизаторы — пневматические баллоны. На верхний обрез внутреннего цилиндра станины устанавливается сферический подпятник для подвеса дробящего конуса. Устройство верхней части дробилки и самой камеры дробления в основном аналогично подобному устройству для конусных дробилок мелкого дробления.
Отличительная особенность заключается в том, что опорное кольцо закреплено на станине дробилки болтами, тогда как на конусных дробилках среднего и мелкого дробления оно прижато к станине через пружины. На нижний конец вала дробящего конуса надет подшипник (стакан), на наружной поверхности которого посажен дебаланс (неуравновешенный груз). Стакан с дебалансом через фигурный фланец опирается на верхнюю головку первого шарового шпинделя, нижний конец которого шарнирно соединен с промежуточным валом, проходящим по оси станины.
Промежуточный вал через муфту и второй шпиндель шарнирно соединен с вертикальным валом редуктора. Редуктор, имеющий пару конических зубчатых колес, установлен по оси дробилки на особом выступе фундамента. Горизонтальный вал редуктора через промежуточную вставку вала и эластичную муфту приво-
Рис. 8.З.4.1. Упрощенная схема конусной инерционной дробилки:
1 — наружный конус; 2 — внутренний конус; 3 — корпус; 4 — приводной дебалансный вибровозбудитель; 5 — эластичная муфта; 6 — резиновый амортизатор; 7 — металлическая опора
Процессы диспергирования
749
Таблица 8.3.4.4
Технические характеристики конусных инерционных дробилок (КИД)*
Параметры КИД-60 КИД-100 КИД-200 КИД-300 КИД-450 КИД-600 КИД-900 КИД-1200 КИД-1750 КИД-2200 КИД-2200М
Диаметр конуса, мм 60 100 200 300 450 600 900 1200 1750 2200 2200
Максимальный размер исходного продукта, мм 6 10 20 25 (50) 35 (70) 50 (100) 70 (130) 80 (160) 90 (180) ПО (200) 100 (70)
Производитель-
ность по граниту (т/ч): Не
сухой процесс 0,005 0,01 0,15 1,5 8 25 45 120 220 350 менее
мокрый процесс 0,110 0,2 0,3 3,0 16 50 90 240 440 700 260
Максимальные размеры частиц, мм, в готовом продукте при настройке на крупность: ♦ ♦ минимальную максимальную 0,2 3 0,3 5 0,7 10 2(3) 12 3(5) 20 5 30 6 35 8(Ю) 45 10(14) 50 12(16) 60
Мощность электродвигателя, кВт 0,55 1,0 5,5 10 30 65 160 200 400 600 630
Габаритные размеры:
длина, мм 300 350 580 1300 1500 2170 3210 4000 6500 6600 6600
ширина, мм 100 210 380 800 1000 1280 1890 2500 4000 4000 4000
высота, мм 380 400 770 1450 1650 2170 2210 2700 5400 6400 6400
Масса, т 0,015 0,05 0,2 2 3,5 6,5 16 35 90 140 180
* Чаще всего используется сокращенное название «КИД», являющееся торговой маркой «Механобр».
** В скобках указано значение для открытого цикла.
дится в движение от электродвигателя. Такая передача вращения от редуктора к стакану через два шарнирных шпинделя необходима, так как при работе дробилки станина колеблется . Первый (верхний) шпиндель имеет большую амплитуду соответственно качаниям конца вала дробящего конуса, второй шпиндель (нижний) — малую амплитуду качания, соответствующую колебаниям станины.
* Дробилка в целом представляет собой систему из двух масс (одна — дробящий конус, другая — станина), свободную в пространстве (станина установлена на амортизаторах) и колеблющуюся под действием внутренних сил. Центр масс такой системы остается неподвижным в пространстве, а массы колеблются с амплитудами, определяемыми отношением их величин.
Под действием инерционной силы, развиваемой при вращении дебаланса, ось дробящего конуса описывает коническую поверхность с вершиной в центре сферы, по которой обработан сферический подпятник. Конус обкатывается по конической неподвижной чаше и дробит материал, находящийся в камере дробления. В отличие от обычных конусных дробилок, в инерционной дробилке нет фиксированной амплитуды качаний конуса. При постоянных частоте вращения и массе дебаланса в зависимости от сопротивления, которое оказывает материал в зоне дробления, конус может приближаться или отходить от чаши. Поэтому в инерционной дробилке отсутствует зависимость между крупностью продукта и размером выходной щели.
Дробилки типа КИД при работе в открытом цикле позволяют достигнуть степени дробления (рассчитанной по среднему размеру) 15-20. Дробление в них осу
750
Новый справочник химика и технолога
ществляется инерционной силой, возникающей при вращении неуравновешенного груза, что позволяет в 2 раза повысить число качаний дробящего конуса и существенно увеличить дробящее усилие по сравнению с таковым в эксцентриковых конусных дробилках типа КМД. Из механических достоинств дробилок КИД можно отметить следующие: отсутствие инерционных нагрузок, передаваемых на фундаменты; исключение поломок от попадания недробимых предметов.
Расход энергии на 1 т руды в пересчете на единицу вновь образованной поверхности в дробилках типа КИД в 1,4-1,6 раза ниже, чем в КМД. Дробилки КИД можно устанавливать вместо дробилок КМД в открытом цикле и получать при этом мелкий продукт, содержащий 90-95 % класса 12 мм вместо 90-95 % класса 25 мм. Применение дробилок КИД в открытом цикле вместо дробилок КМД, работающих в замкнутом цикле, дает возможность получить более мелкий продукт и существенно упростить схему третьей стадии дробления, поскольку питание шаровых мельниц материалом меньшей крупности повышает их производительность.
Технические характеристики дробилок КИД приведены в табл. 8.3.4.4.
Производительность. По каталогам заводов-изготовителей производительность дробилок ставится в прямую зависимость от ширины выпускной щели и поэтому для данного типоразмера дробилки можно говорить об удельной производительности на 1 см ширины щели.
Упрощенно объемную теоретическую производительность можно рассчитать на основании следующих допущений. Если обозначить продвижение материала в рабочей зоне за один оборот эксцентрика через х, то из дробилки выпадет кольцо материала объемом
V=xbTtDc,
где b — ширина выходной щели; Dc — диаметр окружности, описываемой центром тяжести прямоугольника ABCD. Для упрощения можно принять Z)c = D, где D — диаметр основания конуса, что даст незначительную погрешность. Если принять, что длину параллельной зоны 7 материал проходит за один или два оборота, т. е. х = 7 или х = 7/2, а 7 пропорциональна диаметру конуса, т. е. 7 = kD, где к — конструктивный параметр дробилки, то теоретическая объемная производительность дробилки, м3/ч:
V = ebpnblD = konbD\ (8.3.4.2)
где п — частота качаний конуса, мин-1; b,lnD — в м; к и ко — коэффициенты пропорциональности, р — коэффициент разрыхления.
Переход к массовой производительности затруднен неизвестностью коэффициента разрыхления в момент разгрузки. Действительная производительность дробилок типов КСД и КМД колеблется в широких пределах в зависимости от крепости и крупности руды, ее влаж
ности, глинистости и схемы дробления. Приводимые в каталогах производительности относятся к усредненным условиям. Средние удельные производительности дробилок приведены в табл. 8.3.4.5, в которой производительность для замкнутого цикла дана по материалу, прошедшему через дробилку, т. е. по исходному питанию плюс циркулирующая нагрузка.
Таблица 8.3.4.5
Удельная производительность дробилок КСД и КМД, м3/(см • ч)
Типоразмер дробилки Открытый цикл Типоразмер дробилки Открытый цикл Замкнутый цикл
КСД-1200 35 КМД-1200 60 80
КСД-1750 60 КМД-1750 ПО 145
КСД-2200 ПО КМД-2200 205 270
КСД-3000 175 КМД-3000 390 500
Примечание. Влияние крепости, влажности и крупности руды учитывается поправочными коэффициентами (см. табл. 8.3.3.1).
Зависимость удельной производительности от частоты качаний и диаметра основания конуса приблизительно прямо пропорциональна произведению nD2, входящему в формулу (8.3.4.2.) Ориентировочные поправки к производительности на крепость руды, влажность и крупность приведены в табл. 8.3.3.2.
Мощность электродвигателя для дробилок типов КСД и КМД приблизительно прямо пропорциональна производительности, т. е. произведению nD2 (см. формулу (8.3.4.2)):
N№ = 0,21иО2.
Средняя потребляемая мощность составляет от 50 до 75 % мощности электродвигателя.
Дробилки выбираются по ширине загрузочного отверстия и по производительности при заданной ширине выходной щели.
Дробилки типов КСД и КМД поставляются с электродвигателями, мощность которых определяется заводом для каждого типоразмера. Поэтому проверка мощности, как это делается для дробилок крупного дробления, не производится.
8.3.5. Сравнительная характеристика эксцентриковых и вибрационных дробилок
(Л.Ф. Биленко)
Вибрационные щековые и конусные дробилки в сравнении с эксцентриковыми машинами (см. 8.3.1) являются машинами нового поколения, позволяющими получить ряд очевидных преимуществ [59, 60].
Преимущества вибрационных машин обусловлены следующими принципиальными особенностями механизма разрушения:
Процессы диспергирования
751
- куски материала подвергаются силовому воздействию во всей объемной массе;
- за время прохождения зоны дробления нагружение кусков происходит многократно и быстротечно;
- куски подвергаются комбинированному нагружению, включающему деформации сжатия, сдвига, изгиба и кручения;
- в промежутках между циклами нагружения куски приобретают относительную подвижность, обеспечивающую их взаимную переориентацию, своевременное удаление из слоя частиц готовой крупности;
- разрушающие нагрузки регулируются в зависимости от прочности и выносливости дефектных зон.
Кумулятивное действие перечисленных особенностей позволяет добиваться селективного разрушения (особо это относится к очень прочным породам), которое не может быть реализовано даже в машинах, где разрушение происходит при совместном участии деформаций сжатия и сдвига, например, в прокатных валках фирмы Клекнер — Гумбольд.
Принципиальной разницы в механизмах измельчения у щековых и конусных вибрационных дробилок нет, за исключением двух отличий:
- зона одновременного дробления в щековой дробилке определяется шириной щек, которая всегда больше ширины зоны дробления между подвижным и неподвижным конусами КИД в зоне их сближения. Это позволяет создавать в зоне дробления КИД большие удельные нагрузки и, следовательно, добиваться измельчения более прочных материалов;
- конусные дробилки по сравнению со щековыми и эксцентриковыми имеют существенно большую производительность (см. 8.3.1).
Вибрационные дробилки универсальны и могут по желанию владельца производить щебень для дорог с кубовидностью до 92 % при образовании не более 26 % мелочи менее 5 мм или измельчать до заданного гранулометрического состава любую руду от мела до сверхтвердых пород и даже древесину [61].
Дробилки КИД даже при более крупном питании позволяют получать продукт, по верхнему классу совпадающий с продуктом эксцентриковых дробилок. Что касается класса мельче 5 мм, который не входит в состав товарного щебня и считается отходом, то дробилки КИД снижают его наличие в продукте до 0,15-0,2 от уровня 0,35-0,4, характерного для эксцентриковых дробилок. Кубовидность щебня при этом достигает для КИД 0,85-0,92, а для эксцентриковых 0,80-0,86. Как известно, чем выше уровень кубовидности щебня, тем выше прочность и долговечность дорог и железобетонных изделий [62].
Дробление в вибрационных дробилках может вестись всухую или с подачей воды, что позволяет реализовывать процесс в замкнутом цикле с гидро- или пневмосепараторами.
Степень измельчения может плавно регулироваться от 4 до 30, а в замкнутом цикле — до 100. На перенастройку машины требуется не более 15 минут.
Новые дробильно-измельчительные машины могут объединяться с грохотами, конвейерами, элеваторами и сепараторами (магнитными, электрическими, гравитационными и пневматическими) в компактные фабрики различного назначения. Такие фабрики имеют в два-три раза меньшее энергопотребление и занимаемые площади, не требуют фундаментов и дозаторов, расход металла мелющих тел на них значительно ниже, чем на традиционных фабриках.
Вибрационные дробилки, в отличие от эксцентриковых, не имеют ограничительного фактора опасности повреждения их механизма в связи с переполнением дробящей полости перерабатываемым материалом высокой прочности. Пуск и остановка дробилки осуществляются под нагрузкой, не требуются дозирующие питатели (материал загружается самотеком непосредственно из бункера), а попадание недробимых тел не вызывает поломок механизма дробилки. Это позволяет исключить из дробильного комплекса предохранительные устройства и упростить систему автоматизированного управления.
Износ футеровки дробящего пространства практически не сказывается на крупности продукта.
Наибольший опыт эксплуатации КИД при производстве щебня накоплен в Японии, где по чертежам института «Механобр» на основе лицензионного соглашения к 2000 г. изготовлено уже 200 дробилок КИД с диаметрами конусов 600, 900 и 1750 мм. По надежности и по технологическим параметрам они существенно превосходят эксцентриковые конусные дробилки. В Японии используются и виброщековые дробилки «Механобра» для переработки железобетона.
В более тяжелых режимах дробилки КИД работают при получении мелкого продукта или порошков. В частности, на АО «Джезказганцветмет» 8 лет (данные 2000 г.) работают дробилки КИД-2200 на медной сульфидной руде с твердостью по шкале Протодьяконова 18-20. Принимая куски 130 мм, при производительности до 350 т/ч в сухом режиме они дают 90 % частиц менее 10 мм [63].
В России, США, Японии и других странах дробилки КИД применяются для дробления и измельчения абразивов, огнеупоров, древесины и пищевых продуктов.
Универсальность вибрационных дробилок, широкий диапазон их настройки под требования заказчика позволяют считать развитие этого направления весьма перспективным.
8.3.6. Дробилки ударного действия
(Л.Ф. Биленко)
Принципиальные особенности дробления и конструкции молотковых и роторных дробилок были рассмотрены в 8.3.1. Основные модификации молотковых дробилок приведены на рис. 8.3.1.10 и 8.3.6.1.
Молотковые дробилки выпускают с колосниковыми решетками и без них [49, 54]. Дробилки с колосниковыми решетками предназначены для получения про
752
Новый справочник химика и технолога
дукта с определенной крупностью максимального куска, их применяют главным образом для мелкого дробления. Молотковые дробилки без колосниковых решеток выдают продукт нужной крупности вследствие повышенной частоты вращения ротора. Дробилки для дробления влажных глинистых материалов имеют подвижную отбойную плиту, представляющую собой тяжелый пластинчатый конвейер, встроенный в дробил
ку. Подачей вязкого материала к ротору исключается забивание дробилки. Молотковые дробилки делают с вращением ротора в одном направлении и реверсивными. Возможность изменения вращения ротора в реверсивных дробилках позволяет двустороннее использование молотков для их поворота без разборки дробилки.
По числу рабочих валов молотковые дробилки разделяются на одно- и двухроторные. Двухроторные дро
в
М13-15 и М20-30
ДМРИЭ 14,5x13
Рис. 8.З.6.1. Классификация молотковых дробилок:
а), б), в) однороторные нереверсивные с колосниковыми решетками; г), д) то же, без решеток; е), ж) двухроторные с решетками; з) однороторная реверсивная с решеткой;
и), к) то же, без решеток
ДМРИЭ 15x15
Процессы диспергирования
753
билки имеют большие, чем однороторные, размеры загрузочного отверстия, что позволяет дробить в них материал, содержащий куски больших размеров. В молотковых дробилках окружная скорость по концам молотков обычно составляет 35-65 м/с, иногда она достигает 115 м/с. ГОСТ 7090-72 предусматривает для каждого типоразмера молотковых дробилок три значения окружных скоростей: 40, 50 и 65 м/с.
Молотковые дробилки предназначены для крупного, среднего и мелкого дробления материалов, но чаще всего их применяют для среднего и мелкого дробления. В молотковых дробилках достигается степень дробления до 30-40. Они характеризуются высокой производительностью на единицу массы; удельный расход энергии на дробление в них ниже, чем у щековых, конусных или валковых дробилок.
На рис. 8.3.6.1, б приведена схема наиболее распространенной однороторной молотковой дробилки, в которой молотки располагаются на роторе рядами. Для крупного дробления устанавливается меньшее число рядов при более тяжелых молотках, для мелкого дробления — большее число рядов и легкие молотки. Верхняя часть корпуса дробилки футеруется сменными плитами, которые крепятся к корпусу болтами. В нижней части корпуса дробилки размещена колосниковая решетка, поддерживаемая опорами и занимающая 135-180° окружности, описываемой молотками.
Решетка состоит из двух секций: поворотной и выдвижной.
Поворотная секция в верхней части подвешена к корпусу дробилки на двух полуосях, она может поворачиваться с помощью двух регулировочных болтов. Выдвижную секцию в зависимости от характеристики дробимого материала можно выкатывать на катках по направляющим полкам за пределы корпуса или устанавливать под ротором дробилки. Для изменения ширины зазора между молотками и решеткой выдвижная секция поднимается или опускается вместе с направляющими полками с помощью двух эксцентриковых валов. Эти валы поворачиваются вручную через червячные редукторы. Предел регулирования — до 40 мм.
Колосниковая решетка образуется блоками колос
ников, или отдельными колосниками, или стальным перфорированным листом, свальцованным по радиусу. Щели между колосниками расширяются в сторону разгрузки под углом 10-20°. Они наклонены к радиусу ротора под углом 40-50° в сторону движения материала, что уменьшает залипание решетки при дроблении материалов повышенной влажности. Колосники обычно делают из марганцовистой стали.
Для наблюдения за внутренними деталями дробилки, чистки колосниковой решетки и смены колосников в нижней части корпуса имеются люки.
Молотки делаются из износоустойчивых сталей с наплавкой твердым сплавом; для дробления твердых материалов ставят молотки из марганцовистой стали. В зависимости от свойств дробимого материала и требуемой крупности дробленого продукта применяют молотки различной формы и массы, которая колеблется от 3,5 до 180 кг. Обычно молотки всех форм заменяются после износа с обеих сторон.
На рис. 8.3.6.2 приведены конструкции молотков, получившие наибольшее распространение. Молотки колосникового типа (рис. 8.3.6.2, а) применяют для дробления хрупких малоабразивных и мягких пород, например угля. Некоторые из молотков имеют два отверстия для посадки на оси. При износе обеих сторон с одного конца, молотки насаживают на оси другим отверстием и срабатывают обе стороны другого конца. Молотки бандажного типа (рис. 8.3.6.2, б) имеют утолщения на рабочем конце и применяются для дробления прочных материалов средней абразивности. Скобообразные молотки (рис. 8.3.6.2, в) применяются при тех же условиях работы, что и молотки колосникового типа. Усиленная скобообразная конструкция (рис. 8.3.6.2, г) используется для дробления прочных материалов. Молотки скобообразной формы работают более эффективно, чем простые колосниковые, но эксплуатация дробилок с молотками такой формы сложнее. При неравномерном износе скобообразных молотков быстро нарушается уравновешенность ротора.
Технические характеристики молотковых дробилок приведены в табл. 8.3.6.1.
Рис. 8.3.6.2. Формы молотков: а) колосникового типа; б) бандажного типа; в) скобообразного типа; г) усиленного скобообразного типа
754
Новый справочник химика и технолога
Таблица 8.3.6.1
Технические характеристики некоторых однороторных и самоочищающихся молотковых дробилок (ГОСТ 7090-72)
Показатели Нереверсивные Реверсивные Самоочищающиеся
М6-4Б М8-6Б М10-8В М10-12 М13-16В М20-21Г М20-30Г ДМРЭ 10x10 ДМРИЭ 14,5 х 13 ДМЭ 17 х 14,5 СМД-102 ДМЭ 21 х 8,5
Размеры ротора, мм: диаметр длина 600 400 800 600 1000 800 1000 1200 1300 1600 2000 2100 2000 3000 1000 1000 1450 1300 1700 1450 1700 1450 2100 1850
Максимальная крупность кусков в питании, мм 150 250 300 300 300 600 600 80 80 600 600 350
Минимальная ширина выходной щели решетки, мм 25 13 45 45 10 20 20 3-5 3-5 — до 20 до 20
Частота вращения ротора, мин”1 1250 1000 950- 2580 950- 2580 735 490 500 735- 1480 1000 492 590 582
Производительность при дроблении известняка, т/ч 12-15 19,5- 48 34-54 52-84 150- 200 600 850- 1000 80- 100 ДО 250 150- 500 200- 600 500- 600
Мощность привода, кВт 17 55 76- 120 100-180 260 1000 1250 200 500-700 400 800 920
Масса дробилки, т 1,15 2,7 — — И 46 60 8,3 18,9 70,6 80 65,6
Таблица 8.3.6.2
Технические характеристики однороторных дробилок (ГОСТ 12375-70)
Параметры СМД-75А ДРК16*12 (СМД-95) ДРК20И6 (СМД-87) ДРС12х12 (СМД-94)
Размеры ротора, мм: диаметр длина 1000 1000 1600 1250 2000 1600 1250 1250
Наибольший размер загружаемых кусков, мм 300 800 100 375
Регулируемая ширина верхней и нижней щелей, мм 16-200 16-150 32-320 32-200 40-400 40-250 20-250 20-185
Производительность, м3/ч 135 200 370 210
Мощность привода, кВт 132 160 250 200
Масса, т 8,74 29,3 66,1 17,2
Роторные дробилки. Схемы роторных дробилок основных типов изображены на рис. 8.3.1.13 и 8.3.6.3. Роторные дробилки бывают одно- и двухроторные с нижней контрольной колосниковой решеткой и без нее. Однороторные дробилки бывают реверсивные и с вращением ротора в одну сторону [49].
Отличительной особенностью роторных дробилок, определяющей технологические свойства этих машин (см. 8.3.1), является то, что в ударах по кускам дробимого материала участвует вся масса ротора. Поэтому роторные дробилки можно применять в первой стадии дробления для разрушения крупных
кусков сравнительно прочных материалов. Роторные дробилки используют также для среднего и мелкого дробления.
Технические характеристики роторных дробилок даны в табл. 8.3.6.2.
Глубина проникновения (см. 8.3.1) кусков дробимого материала в зону вращающегося ротора влияет на гранулометрический состав дробленого продукта, производительность дробилки, расход энергии при дроблении и износ молотков или бил. Дробящее действие наиболее эффективно, если молотки (била) дробят куски центральными, а не скользящими ударами.
Процессы диспергирования
755
Рис. 8.3.6.3. Классификация роторных дробилок:
а) однороторная нереверсивная с колосниковой решеткой; б) то же, без решетки; в) двухроторная с решеткой; г) то же, без решетки; д) однороторная реверсивная
При скользящих ударах наблюдаются обкалывание и истирание кусков в месте ударов, при этом готовый продукт получается с большим содержанием мелких классов крупности, ударные детали (молотки или била) быстро изнашиваются, истираясь по верхней поверхности, производительность дробилки снижается. Проникновение кусков в зону вращающегося ротора на глубину не менее 0,6 максимального размера куска при дроблении в молотковых дробилках или на глубину, равную высоте била, при дроблении в роторных дробилках обеспечивает разрушение кусков центральными ударами. Молотки и била наносят удары боковой поверхностью своей рабочей части. Содержание тонких классов в дробленом продукте меньше, а производительность дробилки выше, чем при дроблении скользящими ударами.
Необходимая глубина проникновения дробимого куска в зону вращающегося ротора обеспечивается скоростью его падения при загрузке его в дробилку (см. уравнение (8.3.1.5)).
В роторных дробилках высота била обычно менее 0,6 максимального размера куска, поэтому в них все куски, достигшие тела ротора, попадают под центральные удары молотков. Однако особенности формы тела ротора дробилок приводят к тому, что не все куски могут попасть под эффективные центральные удары.
Чтобы эта часть кусков не выходила из камеры дробления нераздробленной, устанавливают отражательные плиты или отражательные решетки, удерживающие такие куски до тех пор, пока они не попадут под центральный удар.
Диаметр ротора определяется размером максимального куска в исходном материале и производительностью дробилки. Для молотковых дробилок по ГОСТ 7090-72 диаметр ротора Dp больше диаметра максимального куска в 3,2—4 раза. Наибольшее значение относится к малым дробилкам (диаметр до 600 мм).
Для роторных дробилок крупного дробления по ГОСТ 12375-70 диаметр ротора Dp больше диаметра куска в 1,7-2 раза; меньшее значение относится к самым большим дробилкам.
Для роторных дробилок среднего и мелкого дробления по ГОСТ 12376-71 диаметр ротора Dp больше диаметра куска в 3,3 раза. По условиям производительно
сти и загрузки длина ротора L по соответствующим ГОСТам принимается соразмерной с его диаметром Dp: для молотковых дробилок — £ : £)р = 0,7 4- 1,5; для роторных среднего и мелкого дробления — L : Dp = 1; для роторных крупного дробления — Z : Dp = 0,8.
Теоретический расчет мощности молотковых и роторных дробилок пока не разработан. Мощность приводного электродвигателя определяют по следующим эмпирическим формулам, в которых мощность (кВт) зависит от размеров ротора (Dp и L) и частоты его вращения п:
У = 0,125DpZn; (8.3.6.1)
N = Q,l50D^Ln. (8.3.6.2)
Формула (8.3.6.1) применяется для угольных дробилок. Формула (8.3.6.2) дает результаты, согласующиеся с мощностями, приведенными в ГОСТ 7090-72.
Для роторных дробилок эмпирические формулы связывают мощность (кВт) приводного электродвигателя только с размерами ротора:
^=(100 - 30)D/. (8.3.6.3)
В формулах (8.3.6.1)-(8.3.6.3) Dp и L выражены в метрах. Формула N = 80Dp£ дает результаты, соответствующие приведенным в ГОСТ 12375-70.
Для роторных дробилок среднего и мелкого дробления установленная мощность, подсчитанная по формуле (8.3.6.3), несколько ниже, чем указано в ГОСТ 12376-71. Удовлетворительное совпадение мощности для этих дробилок дает формула N = 120Dp£.
Производительность молотковых и роторных дробилок зависит от конструкции и механических параметров дробилки, т. е. от диаметра, длины и частоты вращения ротора, числа, массы и формы молотков, расположения и профиля отбойных плит, способа загрузки и глубины проникновения кусков в зону ротора. Производительность зависит также от физических свойств дробимого материала: прочности, характеризуемой временным сопротивлением сжатию и растяжению, или дробимости (измельчаемости) ударом, содержания гли
756
Новый справочник химика и технолога
нистых веществ, влаги, крупности исходного и дробимого продукта (степени дробления). Многочисленность количественно трудно оцениваемых факторов и недостаточность опытных данных при большой изменчивости дробимых материалов не позволяют теоретически рассчитать производительность молотковых и роторных дробилок.
Производительность, степень дробления и потребляемая мощность взаимосвязаны. При дроблении данного материала в данной дробилке при той же мощности привода увеличение производительности по исходному материалу уменьшает степень дробления, и наоборот.
Производительность Q пр массе молотковых дробилок, работающих в открытом цикле, пропорциональна мощности электродвигателя N№ и обратно пропорциональна удельному расходу энергии
Q Е ’
где к г_3,65
коэффициент пропорциональности;
— удельный расход энер-
гии, кВт • ч/т; А;ю — коэффициент размолоспособности (£ло= l-J-1,7 — для углей; кяо ~ 0,3 — для известняка); 7?” и Т?5 — остаток на сите 5 мм в исходном материале и продукте дробления соответственно; N№ — определяется по формулам (8.3.6.1) — (8.3.6.3).
Зависимость между номинальной крупностью известняка du и размером сита, на котором остаток равен 5 %, приведена в табл. 8.3.6.3.
Ударно-отражательные дробилки. В 1980-е гг. в России и за рубежом появились новые ударно-отражательные дробилки [64]. Принципиальная схема одного из типов таких машин, разработанного в НПО «ЦЕНТР» (г. Минск), «Титан-Д» представлена на рис. 8.3.6.4.
Благодаря оригинальной и простой по конструкции воздушной опоре вращающийся на воздушном подвесе ротор дробилки или мельницы «Титан» не вызывает вибраций и не требует массивных фундаментов. Воздушная опора позволяет реализовать на практике машины с высокими окружными скоростями. При этом допустимый уровень неуравновешенной массы ротора на порядок выше, чем у существующих аналогов с традиционными подшипниковыми узлами (до 2,5 кг против 250 г).
Использование в конструкции дробилок высококачественных твердосплавных и закладных элементов, а также самофутеровка большинства элементов дробимым материалом (в основном при дроблении), позволили значительно снизить затраты на износ.
Возможность варьирования окружных скоростей ротора в диапазоне от 35 до 120 м/с позволяет создать различные по своему функциональному назначению дробилки и мельницы:
для грануляции (щебня) для дробления
для измельчения
35-45 м/с;
45-65 м/с;
65-120 м/с.
Центробежные дробилки ЗАО «Новые технологии» могут комплектоваться ускорителями диаметром до 2,5 м и иметь окружные скорости на них свыше 120 м/с. В этом случае, при компоновке их совместно с воздушными классификаторами, они превращаются в мельницы.
Таблица 8.3.6.3
Суммарный остаток R5 на сите 5 мм при различной номинальной крупности материала
Номинальная крупность известняка, dn мм Остаток на сите 5 мм, R5, %
5 5
8 22
10 35
13 46
16 56
20 66
25 73
35 82
50 89
100 95
200 98
Рис. 8.3.6.4. Схема мельницы «Титан-Д»:
1 — загрузка материала; 2 — центробежный ускоритель частиц;
3 — камера измельчения; 4 — подушка из измельчаемого материала;
5 — поток частиц, выбрасываемых центробежным ускорителем;
6 — предохранительный узел на случай аварийного отключения подачи воздуха в воздушную опору; 7 — ротор; 8 — статор;
9 — вал; 10 — выход измельченного продукта;
11 — выход воздуха; 12 — вентилятор
Другой метод расчета производительности основан на формуле Бонда (8.2.5.5).
Процессы диспергирования
757
Таблица 8.3.6.4
Технические характеристики дробилок «Титан-Д»
Параметры Титан Д-125 Титан Д-160 Титан Д-250
Производительность, т/ч* Крупность питания, мм** Установленная мощность, кВт Скорость удара, м/с Габаритные размеры, м: длина х ширина х высота Масса, т До 150/220 До 60/100 110-200 35-100 2,9 х 2,6 х 3,44 9 До 250/330 До 70/110 160-315 35-100 3,9 х 3,2 х 3,7 15 До 500/650 До 100/150 315-500 35-100 6,2 х 4,3 х 4,5 30
* Производительность указана: в числителе — для замкнутого цикла, в знаменателе — для открытого.
** Крупность питания через ротор (в числителе) и через рудный карман (в знаменателе).
Роторно-цепные дробилки [65]. В г. Могилев (Беларусь) сконструирована оригинальная ударная роторно-цепная дробилка. В основу конструкции (рис. 8.3.6.5) положен принцип многоярусной дробилки с вертикальной осью вращения рабочего органа. Однако в качестве рабочих элементов применены цепи или шарнирно закрепленные (по два и более) пластинчатые ударные элементы. Между рядами ударных элементов установлены отбойные элементы, предотвращающие проскоки недодробленного материала вдоль стенок корпуса и возвращающие материал вновь в зону обработки.
Рис. 8.3.6.5. Роторно-цепная дробилка «Млын Д»:
1 — загрузочный патрубок; 2, 3 и 5 — отбойные элементы;
4 — била; б — ротор; 7 — разгрузочный патрубок;
8 — клиноременная передача;
9 — электродвигатель; 10 — корпус
Схема ударного взаимодействия, реализуемая в роторно-цепной дробилке, представлена на рис. 8.3.6.6. Ударное усилие бил Fya во много раз превышает силу
инерции дробимого куска FHH, в результате чего осколки дробления, приобретая значительную кинетическую энергию, разлетаются в разные стороны, способствуя самоочищению рабочей поверхности ударных элементов и корпуса дробилки.
Попадание недробимых включений не приводит к разрушению рабочего органа, так как ударный элемент отклоняется в сторону, не препятствуя его прохождению.
Рис. 8.3.6.6. Схема ударного нагружения куска материала в роторно-цепной дробилке
На рис. 8.3.6.7 представлен один из вариантов выполнения рабочего органа в виде соединенных по два или более ударных элементов, шарнирно скрепленных между собой и с ротором.
Рис. 8.3.6.7. Вариант выполнения ударного элемента:
7 — ротор; 2 — пальцы; 3 — ударные элементы; 4 — била
758
Новый справочник химика и технолога
Такая конструкция бил дробилки позволяет не только повысить степень дробления, но и существенно снизить энергозатраты на процесс дробления.
Прочность разрушаемого куска материала значительно (на 30-40 %) уменьшается при нанесении удара сразу по нескольким плоскостям. Это объясняется тем, что в случае многоточечного приложения разрушающего усилия возрастает «опасный» объем материала, концентрация дефектов структуры в котором достигает критического значения.
Изменение диаметра куска дробимого материала по мере продвижения вдоль оси дробилки диктует необходимость уменьшения толщины пластинчатых ударных элементов и зазора между ними. Это обеспечивает соответствие геометрии частицы геометрии рабочего органа. Например, при дроблении кускового материала с исходной крупностью 80-150 мм до конечной крупности 1-3 мм размер (толщина) ударных элементов изменяется по высоте дробилки от 10-20 мм до 1-3 мм.
Так как основу механического усилия разрушения составляет энергия удара, то основными параметрами регулирования являются масса ударных элементов и линейная скорость их движения. Линейная скорость конца била в традиционных дробилках составляет 30-60 м/с, что гарантирует крупное и среднее дробление, для мелкого дробления такая скорость часто недостаточна. В зависимости от технологической задачи каждый типоразмерный ряд роторно-цепных дробилок «Млын» при одном и том же диаметре корпуса имеет различную частоту вращения — от 500 до 3000 мин-1. С ростом частоты вращения растут требования, предъявляемые к качеству изготовления и монтажа ротора. Однако как с энергетической, так и с экономической точек зрения, более выгодно повышать частоту вращения, нежели диаметр конуса. Затраты мощности на преодоление сопротивления движению рабочего органа в среде прямо пропорциональны кубу частоты вращения и пятой степени диаметра ротора.
Наиболее подвержены износу концы ударных элементов и корпус дробилки. Самым распространенным методом защиты корпуса от износа является его футеровка броневыми плитами из марганцовистых сталей. Выполнение ударных элементов из коротких шарнир-носочлененных звеньев также позволяет использовать быстросъемные броневые насадки на концах рабочих звеньев, таких как клин, сегмент, пластины или цепи. Высокая угловая скорость газодисперсного потока в дробилке обусловливает движение материала в тонком кольцевом слое у стенок. Отрыв материала от стенок и его возврат в зону действия ударных звеньев осуществляется отбойными элементами, смонтированными между рядами бил у стенок корпуса. Большую роль в управлении износом играет правильный выбор зазора между концом била и корпусом. Он должен составлять 3-5 диаметров осколков дробления на данном уровне. Малый зазор приводит к повышенной скорости износа. Разработаны конструкции роторно-цепных дробилок,
позволяющие выводить из зоны дробления не только пылевидные частицы, но и частицы заданной крупности (3, 5, 10, 15 мм и т. д.).
Возможно также совмещение процессов дробления и смешивания. При одновременном дроблении нескольких компонентов, например песка и комовой извести, происходит хорошее их распределение в объеме смеси. Спиралеобразный жгутовый характер движения компонентов смеси, переворачивание слоя на отбойных плоскостях и ударное внедрение (втирание) их друг в друга обеспечивают высокую степень перемешивания.
Рассмотренные технологические особенности роторно-цепных дробилок «Млын» обусловливают широкие возможности их применения для обработки различных материалов.
Разработанный типоразмерный ряд дробилок «Млын» (Д-400, Д-700, Д-1000, Д-1800) охватывает диапазон производительностей от 1 до 50 т/ч по готовому продукту класса 3 мм.
Для ПО «Экостром» (г. Киев) разработана установка для сушки и дробления карьерной глины перед полусухим прессованием кирпича. Производительность по готовому продукту 8-10 т/ч, исходная влажность материала 18-20 %, конечная — 6-8 %. Установка позволяет выделять из готового продукта недробимые каменистые включения. Производственный объем установки вместе с двухступенчатой системой пылеочистки составляет 520 м3 при высоте 8 м.
На МП «Прогресс» (г. Запорожье) дробилки типа «Млын Д-700» эксплуатируются в подготовительных операциях сырья для производства кирпича и строительных блоков. Они используются для дробления доменных граншлаков (дают 20 % готового продукта крупностью 200 мкм после первого прохода), для дробления глины и для смешивания и дробления комовой извести и песка.
Нашли применение дробилки «Млын» и в сельском хозяйстве. Здесь они используются для переработки гранулированных комбикормов (птицефабрики г. Волгограда и г. Молодечно), для дробления ракушечника (МП «Меридиан», г. Анапа).
В НТО «Гурт» (г. Могилев) и в Госуниверситете (г. Гомель) дробилки используются для селективного процесса разрушения отходов абразивного камня. В этом процессе важно было сохранить целостность абразивного зерна и разрушить связующий материал. После первого прохода 75-78 % исходного абразивного зерна выделяется в готовый продукт класса 400-500 мкм. Отсевы мельче 100 мкм в основном представляют собой тонкоизмельченную керамическую массу, которую можно сразу отдувать. Микроскопический анализ показал хорошую сохранность исходного зерна электрокорунда, достаточную для повторного его использования в абразивном инструменте.
Хорошие результаты получены при дроблении минералов кальциевой группы: кальцитов, баритов, мрамора, доломита, известняков и др. При дроблении барита
Процессы диспергирования
759
исходной крупностью 10-20 мм наблюдается хорошее выделение железистых кварцитов, что указывает на перспективность использования дробилок «Млын» в обогащении руд.
Хрупкие материалы, например стеклобой, с исходных размеров, равных размеру бутылки из-под шампанского, измельчаются по желанию заказчика практически до любой конечной крупности — от 20-30 мм до 100 мкм (МП «Компакт», г. Могилев; МП «Прогресс», г. Москва).
В НТО «Гурт» (г. Могилев) роторно-цепные дробилки «Млын» используются для дробления боя красного кирпича в засыпочный материал теннисных кортов. Готовый продукт имеет полидисперсную структуру окатанной формы, гарантирующую хорошее качество покрытия на его основе. Наиболее вероятной областью эффективного использования дробилок «Млын» могут стать высоковлажные карьерные и рудные материалы, склонные к налипанию, и хрупкие материалы твердостью до 16 единиц по шкале проф. Про-тодьяконова, требующие очень мелкого дробления или селективного разрушения.
8.4. Измельчение твердых материалов
8.4.1. Эволюционное развитие приемов измельчения [40]
(Л.Ф. Биленко, Г.М. Островский)
При разработке машин для измельчения твердых материалов используются в основном раздавливание и удар. Однако при этом возникают три основные проблемы, связанные с уменьшением размеров измельчаемых частиц. Во-первых, обратно пропорционально размеру частиц увеличивается поверхность рабочих органов машины. Во-вторых, проявляется тормозящее действие на процесс измельчения наличия в измельчаемом материале очень мелких частиц, которые не должны были бы подвергаться измельчению. В-третьих, при измельчении, основанном на ударном разрушении, проявляется тормозящее действие газа, снижающего скорость ударного взаимодействия.
Анализируя рассмотренные ранее конструкции дробилок раздавливающего действия, нетрудно сделать заключение, что наиболее приемлема для измельчения валковая дробилка (рис. 8.3.1.1), где валки прижимаются друг к другу (например, с помощью пружин). Для увеличения поверхности измельчения валков может быть несколько. Наиболее типичные конструкции подобных машин приведены на рис. 8.4.1.1, где роль валков выполняют различные ролики, шары, катки и пр.
Из-за малости размера частиц и плотной их упаковки в зоне раздавливания измельчить материал за один проход до нужного размера не представляется возможным. Поэтому такие машины работают в замкнутом
цикле, обеспечивающем возврат крупных частиц на повторное измельчение. Максимальный размер частиц, который может быть затянут в зону раздавливания, определяется, так же как и у гладковалковой дробилки, неравенствами (8.3.1.1) или (8.3.1.3).
В этих машинах, несмотря на схожесть принципов разрушения с валковой дробилкой, за счет разности окружных скоростей между роликом и чашей (рис. 8.4.1.2, а) либо между шаром и нажимным и размольным кольцами (рис. 8.4.1.2, б) помимо сжимающих деформаций возникают и сдвиговые деформации, повышающие эффективность измельчения. По этой причине подобные машины часто относят к классу раздав-ливающе-истирающего действия.
Применение подобных мельниц ограничено их сравнительно низкой производительностью, которая определяется поверхностью помола либо числом мелющих тел (роликов, шаров). Несоизмеримо больше число мелющих тел у барабанных мельниц с мелющими телами (рис. 8.4.1.2). Объем мелющих тел, как правило не превышает 0,6 от общего объема барабана, а объем материала на 15 %, превышает объем пустот между мелющими телами.
Барабанные мельницы — это машины, в которых реализуются процессы как грубого, так и тонкого измельчения в многотоннажных производствах. Рабочие элементы этих мельниц — мелющие тела в виде шаров и цилиндров из стали, керамики, фарфора (иногда применяется морская галька).
При вращении барабана загрузка приходит в движение. При низких оборотах либо гладкой футеровке внутренней поверхности барабана формируется каскадный режим загрузки (рис. 8.4.1.3, б). Основной механизм разрушения при каскадном режиме — раздавливание частиц между мелющими телами и истирание частиц при их относительном проскальзывании. В качестве мелющих тел более целесообразно использовать цилиндры (цильпепсы), оси которых ориентируются вдоль оси вращения барабана. При грубом помоле часто применяют стержни длиной с помольную камеру. Эффективность этого режима увеличивается с увеличением диаметра барабана мельницы, поскольку усилия разрушения частиц определяются давлением загрузки. Каскадный режим чаще используется при тонком помоле.
При увеличении оборотов барабана формируется водопадный режим движения загрузки. Загрузка прижимается центробежной силой к стенке барабана, имеющей рифленую поверхность (рис. 8.4.1.3, в), поднимается, затем, достигнув некоторой высоты, падает по параболической траектории. При этом за счет кинетической энергии падающих шаров ц перехода кинетической энергии падающей загрузки в энергию давления возрастает эффективность помола. Таким образом, материал помимо раздавливания измельчается еще и ударом.
760
Новый справочник химика и технолога
ж з и
Сырье
Рис. 8.4.1.1. Схемы истирающе-раздавливающих измельчителей:
а) жернова; б) бегуны; в) катково-чашевая мельница;
г) катково-тарельчатая мельница; д) центробежная шаро-кольцевая горизонтальная мельница;
е) центробежная шаро-кольцевая вертикальная мельница;
ж) одноярусная шаро-кольцевая мельница; з) двухъярусная шаро-кольцевая мельница;
и) двухъярусная трехрядная шаро-кольцевая мельница;
к) вальцовая мельница; л) бисерная мельница
Процессы диспергирования
761
Рис. 8.4.1.2. Схема ролико-кольцевой (а) и шаро-кольцевой (б) мельниц:
1 — ролик; 2 — чаша; 3 — нажимное кольцо;
4 — шары; 5 — размольное кольцо
Рис. 8.4.1.3. Схема барабанной мельницы непрерывного действия: а) барабан в состоянии покоя; б) каскадный режим; в) водопадный режим:
1 — загрузочная цапфа; 2 — мелющие тела с измельчаемым материалом; 3 — решетка; 4 — разгрузочные ребра; 5 — циркуляция загрузки; 6 — неподвижная относительно барабана загрузка; 7 — контуры падающей загрузки
Дополнительное давление в слое загрузки определяется зависимостью
Qu
S ’
(8.4.1.1)
где Q — расход падающей загрузки; и — скорость падения загрузки; S — площадь, накрываемая падающей загрузкой.
При достаточно большом диаметре мельницы возможно эффективное измельчение материала без мелющих тел. Диаметр барабанных мельниц самоизмельче-ния достигает Юм.
Износ мелющих тел — неизбежный процесс при измельчении в барабанных мельницах. При периодической дозагрузке мелющих тел в мельнице формируется их определенный дисперсионный состав. Для повышения эффективности измельчения необходимо разделять мелющие тела по крупности — крупные ко входу, мелкие к выходу. В свое время появились конусные мельницы, сужающиеся к выходу, в которых за счет наклона стенок удавалось сепарировать крупные шары ко входу. Однако появление многокамерных мельниц и каблуч-ковой футеровки (рис. 8.4.1.4) вытеснили конусные мельницы с производств.
Преимущество барабанных мельниц — возможность организации мокрого помола с различными добавками, снижающими поверхностную энергию измельчаемого материала.
Эффективность измельчения в барабанных мельницах зависит как от усилия раздавливания между мелю
щими телами, так и от интенсивности относительного движения мелющих тел, определяющих число совершаемых ими актов разрушения в единицу времени.
При каскадном режиме (рис. 8.4.1.3, 6) раздавливающее усилие определяется давлением загрузки, величина которого пропорциональна диаметру мельницы, а число актов разрушения — скоростью относительного смещения слоев мелющих тел (которая также пропорциональна диаметру мельницы), отнесенной к размеру мелющего тела. При водопадном режиме (рис. 8.4.1.3, в) раздавливающее усилие может быть существенно выше статического давления загрузки, соответствующей каскадному режиму, а его величина, в соответствии с формулой (8.4.1.1), будет пропорциональна скорости падения загрузки или диаметру мельницы D0,5 (в силу закона свободного падения и = ^2gH «^2gD ). Из приведенных рассуждений следует, что уменьшение диаметра мельницы ведет к снижению ее эффективности, а использование мельниц диаметром менее 1 метра теряет практический смысл.
Рис. 8.4.1.4. Схема трехкамерной мельницы с каблучковой футеровкой
762
Новый справочник химика и технолога
Подкупающая простота барабанной мельницы, тем не менее, привела к созданию высокоэффективных малогабаритных мельниц, в которых необходимое усилие разрушения между мелющими телами создается периодическим ускорением, а частота циклов разрушения — частотой колебаний ускорений. Такие мельницы (вибрационные и планетарные) нашли широкое распространение в мало- и среднетоннажных производствах. Принципиальная схема вибрационной мельницы приведена на рис. 8.4.1.5.
Рис. 8.4.1.5. Схема вибрационной мельницы с внутренним эксцентриковым валом:
1 — корпус мельницы; 2 — эксцентриковый (или дебалансный) вал; 3 — шаровая загрузка с измельчаемым материалом; 4 — пружинные опоры;
5 — направление циркуляции загрузки;
6 — направление вращения вала
Частота колебаний вибрационных мельниц соответствует частоте вращения электродвигателя и составляет от 1500 до 3000 об/мин. Это позволяет при малых диаметрах барабана мельницы создавать в зоне контакта материала и мелющих тел необходимые для разрушения материала усилия (известны лабораторные образцы объемом в 10 л).
Создание мельниц, основанных на свободном ударе, натолкнулось на трудности, связанные с тормозящим действием воздуха. Из схемы молотковой дробилки (рис. 8.3.1.10) очевидно, что воздух в ней, как в вентиляторе, вращается с той же скоростью, что и ротор. Чем мельче частицы, тем легче они разгоняются газом и тем меньше их скорость относительно догоняющего молотка в момент удара. Из уравнения (8.3.1.6) при т1«:т2 и z = 2 следует, что при некотором значении скорости удара измельчение частицы размером <5Н не будет происходить. Само условие разрушения можно представить в виде:
(8.4.1.2)
Попытки снизить циркуляцию привели к созданию иных конструкций. Схема одной из них (дезинтегра
тора) представлена на рис. 8.4.1.6. Два ротора с двумя рядами концентрически закрепленных на них пальцев вращаются навстречу друг другу. Проходя через последовательный ряд пальцев, за счет многократного ударного взаимодействия материал измельчается. Чем больше скорость вращения роторов и чем больше число пальцев в рядах, тем меньший размер частиц поддается измельчению. Помимо чисто ударного разрушения в частице возможно накопление усталостных деформаций от большого числа ударов и как следствие — усталостное разрушение.
Рис. 8.4.1.6. Схема измельчения в дезинтеграторе:
1 — траектория движения измельчаемой частицы;
2 — ударяющее тело (палец); 3 — ротор с правым вращением;
4 — ротор с левым вращением
Здесь также отмечается тормозящее действие газа, однако если для молотковых измельчителей, основанных на конструкции с одним ротором (рис. 8.3.1.10), границей целесообразного использования являются частицы размером порядка сотен микрон, то для дезинтегратора или подобной ему машины — порядка десятка микрон.
Высокие значения скорости и частоты ударов частиц могут быть обеспечены в наиболее простых по конструкции струйных мельницах. В таких мельницах (рис. 8.4.1.7) отсутствуют быстро вращающиеся рабочие органы, к тому же подверженные эрозионному износу, а частицы разгоняются газовым потоком до скоростей, достигающих 100 м/с и выше. Разрушение частиц происходит при их взаимодействии с футеровкой помольной камеры и друг с другом.
Скорость частиц, как и частота ударного взаимодействия, определяется скоростью несущего газового потока и количеством вводимого материала. Однако если скорость частиц пропорциональна скорости потока и длине разгонного участка (длина разгонной трубки на рис. 8.4.1.7), то увеличение концентрации частиц снижает количество движения, передаваемого частицам газовым потоком, и, как следствие, уменьшает скорость частиц. Поэтому оптимальные соотношения между расходами газа и материала определяются экспериментально.
Принципиальной отличительной особенностью струйных мельниц является возможность измельчения
Процессы диспергирования
763
сверхтвердых материалов, для которых трудно найти прочные и стойкие к износу мелющие тела или пальцы. На рис. 8.4.1.7 показана одна из существующих моделей струйных мельниц, где струи газа с частицами движутся навстречу друг другу.
В качестве газа в струйных мельницах может использоваться сжатый воздух, пар либо газ от сгораемого топлива. При превышении давления в помольной камере более чем в два раза скорость газа в сопле будет превышать скорость звука.
Рис. 8.4.1.7. Схема противоточной струйной мельницы: 1 — газоподающая трубка; 2 — сопло;
3 — разгонная трубка; 4 — помольная камера;
М — материал; Г — газ
8.4.2. Измельчители раздавливающего и истирающего действия [66]
(Л.Ф. Биленко)
Измельчение материала на машинах раздавливающего и истирающего действия (см. 8.4.1) осуществляется под действием напряжений сжатия и сдвига. Однако если усилия сжатия в различных конструкциях создаются по-разному, то сдвиговые деформации во всех конструкциях осуществляются одинаково. Исключение составляют только жерновые измельчители, где сдвиговые деформации являются преобладающими. Схемы, приведенные на рис. 8.4.1.1, далеко не исчерпывают разнообразие конструкций, используемых в технологии измельчения. Некоторые виды измельчителей более подробно рассмотрены ниже.
Бегуны (рис. 8.4.1.1, 6) состоят из катков, закрепленных на полуосях, шарнирно соединенных с водилом центрального вала, опирающегося на подпятник и через втулку на чашу. Водило, вращаясь, увлекает за собой катки, заставляя их бегать (отсюда «бегуны») по дну чаши. Сырье подается в чашу, где измельчается катками до нужной тонины. В процессе измельчения материал смещается бегунами к наружной стенке чаши, откуда его возвращают снова под катки с помощью специальных скребков.
В бегунах сжимающие усилия определяются силой тяжести валков (в конструкциях СМ-268 и СМ-21Б, табл. 8.4.2.1, усилие давления катков увеличивается пружинами), а сдвигающие — проскальзыванием поверхностей трения бегуна и чаши относительно диаметра Do (см. рис. 8.4.1.1). Точки, расположенные по
ширине катка, имеют различные скорости, эпюра которых показаны на рис. 8.4.2.1.
Рис. 8.4.2.1. Эпюра скоростей на валках бегунов
На бегунах можно получить измельченный продукт, в котором размер частиц не превышает 40 мкм.
До появления барабанных мельниц бегуны широко применялись во многих отраслях промышленности. В настоящее время их используют реже, в основном для измельчения вязких материалов в сочетании с перемешиванием.
Существуют различные конструкции бегунов и для сухого, и для мокрого измельчения. Встречаются бегуны с приводом, расположенным под чашей и над нею, с вращающимися катками или вращающейся чашей.
В современных бегунах масса одного катка достигает 5 т. При вращении таких катков относительно центрального вала развиваются большие центробежные силы, усложняющие узел крепления катков на приводном валу. По этой причине бегуны с большим диаметром катков изготавливают с вращающейся чашей, а катки при этом поворачиваются только относительно собственных осей.
У бегунов с вращающейся чашей есть еще одно преимущество перед бегунами с поворачивающимися катками: при мокром измельчении под действием центробежных сил суспензия прижимается к наружному борту чаши и легче проникает через сетки в этих бортах. В табл. 8.4.2.1 приведены технические характеристики бегунов отечественного производства.
Зависимость диаметра катков от размеров кусков сырья, которые можно измельчить этими катками, определяется уравнением:
В^-8.
(8.4.2.1)
764
Новый справочник химика и технолога
Таблица 8.4.2.1
Технические характеристики бегунов
Номер или Технологическое Размеры катков, мм § « оротов валин-4 Мощность привода, кВт z 5 я й Габаритные размеры бегунов, мм of Q
тип бегуна назначение бегуна диаметр ширина е в 2 Число об ла, г и м Я о о. н— длина ширина высота й
1 Мокрое измельчение золотых и платиновых руд 900 200 Чугун 5 0,03-0,06 3500 2500 2600 3
2 То же 1300 250 То же 14 7,5 0,12-0,25 4400 3000 3500 11,6
3 » 1800 300 » 12 16 0,4-0,8 5600 3800 4100 24,8
1 Сухое измельчение с вращающейся чашей 600 200 » 26 4,5 0,4 2000 1000 1600 12,5
2 То же 1000 250 » 24 10 0,75 3400 2400 3200 18
3 » 1600 450 » 22 30 1,5 4900 3250 4300 29,7
4 СМ-268 Ш-21А-СХ СМ-21 СМ-139 СМ-21 Б, пружинный нажим » Мокрое измельчение Сухое измельчение Перемешивание Сухое измельчение Мокрое измельчение 1800 1800 1200 1200 1400 1200 450 550 350 350 400 350 » » » » Гранит То же 20 19,3 27 27-31 16 30 40 60 15 19 16 19 2,0 14-18 2,4 3-6 до 10 4950 3250 4600 35,2
Катково-тарельчатые мельницы имеют несколько модификаций: с глубокой размольной чашей (тарелкой), с мелкой или плоской чашей; с центробежным прижатием роликов или прижатием роликов с помощью пружин; с приводом на прижимные ролики или на чашу.
На рис. 8.4.1.1, г показана модель катковотарельчатой мельницы. Рабочими элементами измельчителя являются тарелка с укрепленным в ней размольным кольцом и катки, вращающиеся на осях. Катки прижимаются к размольному кольцу специальным механизмом, состоящим из оси, рычага и нажимной пружины. Измельчаемый материал подается во вращающуюся тарелку, отбрасывается центробежной силой к размольному кольцу, попадает под катки, измельчается, выбрасывается из тарелки, подхватывается газовым потоком и уносится в сепаратор. Газ подается снизу через кольцевую щель между тарелкой и корпусом мельницы. Отделяемые в сепараторе крупные частицы снова возвращаются на тарелку, а целевой продукт уходит с газовым потоком на дальнейшую обработку.
Глубина тарелки этого измельчителя существенно уменьшена в сравнении с конструкцией, представленной на рис. 8.4.1.2. Это облегчает вывод измельченного материала из зоны измельчения и увеличивает влияние истирающего эффекта на процесс измельчения.
Катково-тарельчатые измельчители в сравнении с бегунами, где усилие раздавливания лимитируется ве
сом катков, обладают несомненным преимуществом — они имеют существенно меньшие габаритные размеры.
Компактные катково-тарельчатые измельчители можно устанавливать непосредственно под сепараторами, создавая единый размольный агрегат. Это, однако, не означает, что катково-тарельчатые измельчители могут во всех случаях заменить бегуньи Рассматриваемые мельницы применяют для сухого и тонкого измельчения неразмывающихся и неслипающихся материалов. При необходимости материал в мельнице предварительно подсушивают нагретым воздухом, который используют затем для транспортирования из мельницы измельченного материала.
В рабочем положении между катками и тарелкой устанавливают зазор, равный примерно 0,5 мм, который предохраняет рабочие поверхности машины от преждевременного износа. Пуск машины осуществляют при освобожденных пружинах. Перед остановкой прекращают питание мельницы с таким расчетом, чтобы на тарелке не оставалось материала. Это облегчает пуск машины. Пружины натягивают после пуска, причем силу натяжения контролируют приборами.
Катково-тарельчатые измельчители с плоской тарелкой различных размеров выпускают предприятия Германии. В табл. 8.4.2.2 приведены технические характеристики этих мельниц.
Процессы диспергирования
765
Таблица 8.4.2.2
Технические характеристики катково-тарельчатых измельчителей с плоской тарелкой
Показатели Тип мельницы
650 900 1250
Диаметр тарелки, мм Частота вращения, об/мин Потребляемая мощность, кВт Производительность, т/ч Крупность сырья, мм Масса мельницы без сепаратора, кг 650 90 23-28 0,3-1,7 10-15 4150 900 68 44-60 3,0-5,5 15-20 6630 1250 53 130-160 7,0-12,0 25-30 26660
Ролико-кольцевые мельницы различают вертикальные и горизонтальные. Схема одной из конструкций ролико-кольцевых мельниц с вертикальным расположением размольного кольца показана на рис. 8.4.2.2.
Рабочими элементами мельницы являются ролики 2 и 8 и размольное кольцо 1, висящее на роликах. Ролик 8 соединен с приводом и является ведущим. Ролики 2 установлены на осях и пружинами б через рычаг 4 прижимаются к кольцу 1. Усилия пружин, действующих на ролики, регулируют с помощью винтов 3. Кольцо и ролики размещаются в корпусе 5, закрытом крышкой 7.
Материал через питающую воронку И попадает на кольцо и измельчается, находясь между вращающимся кольцом и роликами. Часть измельченного материала, пройдя первый ролик, сбрасывается с кольца и попадает в нижнюю часть корпуса, другая, прижатая центробежной силой к внутренней поверхности кольца, под
нимается ко второму ролику, а затем попадает к ведущему ролику. Измельченный между роликами и размольным кольцом материал вытесняется сырьем, непрерывно поступающим в мельницу.
Материал, попавший в нижнюю часть корпуса, содержит кроме целевого продукта и более крупную фракцию. Поэтому ролико-кольцевую мельницу обычно устанавливают в замкнутом цикле с сепаратором, где крупные частицы отделяются и возвращаются в измельчитель на доизмельчение, а целевой продукт направляют по назначению.
Способ измельчения материала между внутренней поверхностью вращающегося кольца и наружной поверхностью находящихся в нем роликов используется довольно широко. В промышленности применяют ряд конструкций таких измельчителей, которые отличаются друг от друга некоторыми особенностями. В табл. 8.4.2.3 приведены технические характеристики вертикальных ролико-кольцевых мельниц.
В отличие от ролико-кольцевых вертикальных измельчителей, у горизонтальных мельниц (рис. 8.4.1.2, а) размольное кольцо и ролики расположены горизонтально, а прижатие их к кольцу осуществляется центробежными силами, возникающими при вращении роликов относительно вертикального вала. Рабочими органами этой машины являются размольное кольцо и ролики. Число роликов колеблется обычно от двух до шести и зависит от размеров мельницы.
Исходное сырье питателем подают в чашу измельчителя через штуцер. Затем скребками материал поднимают на размольное кольцо, где он попадает под вращающиеся ролики и размалывается. Измельченный материал потоком воздуха, поступающего через отверстия из короба, перемещается в сепаратор, где крупная фракция отделяется и возвращается на доизмельчение, а целевая направляется на дальнейшую переработку.
Рис. 8.4.2.2. Ролико-кольцевая вертикальная мельница:
1 — размольное кольцо; 2 — ролики; 3 — винт; 4 — рычаг;
5 — корпус; 6 — нажимная пружина; 7 — крышка; 8 — ведущий ролик;
9 — ось ролика; 10— коромысло; 11 — питающая воронка
766
Новый справочник химика и технолога
Таблица 8.4.2.3
Технические характеристики вертикальных ролико-кольцевых мельниц
Размеры, мм Частота вращения, мин’1 Окружная скорость, м/с Потребляемая мощность, кВт Производительность, кг/ч
размольного кольца роликов
DK вк ^р
250 60 100 60 160 2,1 1,5-3 25-185
350 85 145 85 145 2,65 2,5-5 50-375
450 ПО 185 ПО 125 2,95 4-8 100-750
650 160 265 160 100 3,4 7-13 200-1500
800 200 345 200 90 3,8 23-25 400-3000
1000 250 425 250 76 4,0 20-40 800-6000
1250 310 515 310 66 4,35 35-65 1400-10 000
1500 375 620 375 58 4,55 45-90 2000-15 000
2150 535 890 535 50 5,65 80-160 3200-24 000
3000 750 1240 750 40 6,3 150-3000 6400-48 000
Шаро-кольцевые мельницы. В этих мельницах раздавливание происходит под действием усилий, передаваемых на шары сжатыми пружинами (рис. 8.4.1.1, ж), либо центробежных сил размольного кольца (рис. 8.4.1.1, д').
В одноярусной шаро-кольцевой мельнице шары прижимаются пружинами к размольному кольцу, укрепленному на водиле. Измельчаемый материал подается питателем в центральную часть водила. При вращении водила материал отбрасывается центробежной силой, попадает под шары и измельчается. Идущий снизу из воздушного короба воздух подхватывает измельченный материал и выносит его в сепаратор. Регулировочными винтами можно изменять силу давления шаров на размольное кольцо, что позволяет измельчать в такой мельнице хрупкие материалы различной прочности.
На рис. 8.4.1.1, д схематически изображен шарокольцевой измельчитель с горизонтальным расположением размольного кольца, где прижатие шаров к кольцу происходит под действием центробежных сил.
Измельчаемый материал через штуцер поступает на вращающееся водило, отбрасывается центробежной силой к размольному кольцу и попадает под шары, где и измельчается.
Снизу из воздушного короба через специальные окна в корпусе и кольцевую щель между размольным кольцом и водилом поднимается воздух, который подхватывает измельченный материал и выносит его в сепаратор.
Измельчители этого типа имеют диаметр размольного кольца от 600 до 1450 мм; частота вращения шаров относительно оси измельчителя от 300 до 130 об/мин при потребляемой мощности от 8 до 100 кВт.
Эти мельницы применяют для размола мела, гипса, известняка, барита, мрамора, угля, клинкера и других материалов с аналогичными свойствами. В зависимости
от измельчаемого материала производительность мельницы при тонине помола 0,075 мм колеблется от 3 до 12 т/ч.
Известны и другие, более сложные конструкции шаро-кольцевых мельниц с двумя ярусами шаров и многоярусные. Шаро-кольцевые многоярусные измельчители с пружинным прижатием колец изготовлялись в США для размола углей (производительностью до 50 т/ч). В других странах они не нашли применения.
Бисерные мельницы. Бисерный, или песочный, измельчитель, показанный на рис. 8.4.2.3, состоит из корпуса 1, дискового ротора 2 и станины 8. внутри которой размещаются насосы.
Рабочую камеру 10 примерно на 2/3 или 3/4 объема заполняют специально приготовленным кремнекварцевым бисером (размер частиц 1-2 мм) или крупнозернистым износостойким песком (размер частиц 0,6—0,8 мм). При вращении ротора его диски приводят бисер или песчинки в движение, интенсивность которого растет с увеличением частоты вращения ротора.
Бисерные измельчители находят широкое применение в производстве красок, эмалей, грунтовок и других аналогичных материалов. Суспензия, предварительно подготовленная из пигмента и связующего, подается насосом через штуцер а в цилиндр, поднимается вверх, проходит через слой вибрирующих бисеринок или песчинок, интенсивно измельчается, перетирается, затем фильтруется через сито и выводится по желобу в на дальнейшую обработку. Измельчение твердой фазы происходит раздавливанием и истиранием. Очевидно, чем медленнее подъем суспензии по цилиндру и интенсивнее вибрация бисеринок, тем лучше перетирание пигмента и его смешение со связующим. Для охлаждения цилиндра в кожух между корпусом и цилиндром через штуцер б подают, а через штуцер г отводят холодильный агент.
Процессы диспергирования
767
Рис. 8.4.2.3. Бисерный (песочный) измельчитель:
1 — корпус; 2 — дисковый ротор; 3 — вал; 4 — диски;
5 — сито; 6 — приемник; 7 — электродвигатель;
8 — станина; 9 — бисер или песок;
10 — рабочая камера; а, б, г — штуцеры; в — желоб
Рис. 8.4.2.4. Жерновая мельница:
1 — установочный маховик; 2 — выводной штуцер;
3 — нижний жернов; 4 — верхний жернов; 5 — бандаж;
6 — питающая воронка; 7 — кожух; 8 — нажимные пружины;
9 — опорно-приводное колесо; 10 — центральный вал с приводом; И — червячная пара; 12 — подпятник
Теория бисерных измельчителей пока не разработана, и поэтому их размеры и технологические показатели выбирают на основании опытных данных. Соотношение между диаметром и высотой цилиндра обычно составляет 1:4. Диски изготовляют из особо твердой стали диаметром около 4/5 внутреннего диаметра цилиндра. Окружная скорость дисков по наибольшему диаметру от 9 до 11 м/с. Производительность бисерной мельницы по товарной эмали, дисперсность которой 10-15 мкм, составляет 6-8 кг/ч на литр рабочего объема цилиндра, расход энергии от 40 до 50 кВт • ч/т продукта. Емкость цилиндра бисерных мельниц, применяемых в ряде стран, колеблется от 1,5 до 500 л.
В настоящее время широкое распространение получили бисерные мельницы с горизонтальной рабочей камерой. По сравнению с вертикальными они имеют следующие преимущества:
- количество загружаемого бисера увеличивается с 60 до 80 %;
- уменьшается потребляемая энергия;
- диспергируемый материал легче перемещается в рабочей камере, упрощается ее герметизация.
В России горизонтальные бисерные мельницы выпускает фирма «Дисконд» (г. Долгопрудный Московской обл.) [147].
Жерновые мельницы. Основными рабочими элементами жернового измельчителя (рис. 8.4.2.4) являются два каменных круга 3 и 4, называемых жерновами. Один из жерновов приводится во вращение, а второй остается неподвижным. Верхний жернов своей тяжестью, а также с помощью пружин 8 прижимается
к нижнему подвижному. Материал, подлежащий измельчению, через воронку 6 поступает внутрь верхнего жернова и затем центробежными силами, а также с помощью специальных насечек на рабочих поверхностях жерновов затягивается между последними и измельчается.
Измельченный материал выбрасывается в кожух 7 и выходит через штуцер 2. Крупность помола регулируется установочным устройством 1, позволяющим перемещать один из жерновов в осевом направлении.
При измельчении и растирании материалов частично изнашиваются и рабочие поверхности измельчителя. Продукты изнашивания переходят в продукт измельчения. Например, загрязнение красителя металлом приводит к изменению цвета красителя, неустойчивости его при воздействии света, тепла или атмосферных осадков. Такая опасность уменьшается, если рабочие поверхности измельчителя изготовлены из инертного материала (камня).
Жерновые измельчители имели широкое применение в мукомольном производстве. В настоящее время они вытеснены более производительными измельчителями — вальцовыми. В химической промышленности жерновые измельчители применяют для размалывания и растирания красителей.
Долгое время считали, что не стоит усовершенствовать жерновые измельчители, так как их целесообразнее заменить более совершенными машинами. Однако в последнее время эти измельчители стали снова широко использоваться, известны даже случаи получения патентов на них.
768
Новый справочник химика и технолога
В современных жерновых измельчителях жернова изготовляют из корунда, а детали, соприкасающиеся с измельчаемым материалом, — из легированной стали. Частота вращения нижнего жернова достигает 3000 об/мин и более [66].
8.4.3. Вибрационные и планетарные мельницы
(Л.Ф. Биленко)
Вибрационная мельница. На рис. 8.4.1.5 показана вибрационная мельница с центральным расположением вибратора. При вращении дебалансового вала корпус измельчителя вибрирует, передавая колебания шарам. При соударении вибрирующих шаров, а также их взаимном перемещении происходит интенсивное измельчение поступающего в корпус материала.
Измельчители, имеющие вибратор с дебалансовым валом, называются инерционными. Известны также модели вибрационных мельниц с вибратором гираци-онного типа. На валу вибратора такого измельчителя вместо дебалансового груза предусматриваются эксцентриковые шейки или колена, на которые с помощью подшипников подвешивается барабан мельницы. При вращении вала-вибратора барабан мельницы вместе с находящимися в нем шарами совершает круговые движения в соответствии с величиной эксцентриситета шейки или колена вала. Мельницы с таким вибратором носят название гирационных. По эффективности измельчения они ничем не отличаются от инерционных, но ввиду трудности их уравновешивания не получили распространения.
Частота колебаний вибрационных измельчителей соответствует частоте вращения электродвигателя, равной 1500-3000 об/мин.
Существуют вибрационные измельчители как периодического, так и непрерывного действия. Непрерывность процесса измельчения достигается в результате отвода из корпуса измельчителя целевой фракции воздушным потоком и непрерывной подачи в зону измельчения сырья. Для подачи воздуха и вывода пылевоздушной смеси в корпусе мельницы предусматривают специальные штуцеры.
Вибрационные измельчители с центральным вибратором предназначены для измельчения материала с исходной крупностью частиц 1-2 мм до частиц размером 1-5 мкм. Высокая степень измельчения и такая дисперсность продуктов измельчения достигаются как за счет самого способа (удар с истиранием), так и за счет состояния материала в измельчителе. Частицы материала все время находятся во взвешенном состоянии и вибрируют, что препятствует их слипанию и спрессовыванию. Тонина помола в вибрационной мельнице периодического действия зависит от времени пребывания материала в зоне измельчения, а производительность измельчителя — от его параметров, физикомеханических свойств измельчаемого материала и условий ведения процесса. На производительность данного измельчителя большое влияние оказывают тонина
готового продукта и сопротивляемость материала размолу. С увеличением тонины размола и прочности материала производительность мельницы уменьшается. Например, мельница модели М-200-3 выдает 0,7-0,8 т/ч цемента (средний размер частиц 15-20 мкм и остаток на сите 0060 от 3 до 4 %), а при измельчении красителей до тонины, характеризующейся содержанием фракции частиц размером < 1 мкм не менее 97-98 %, его производительность составляет всего 2,5-3 кг/ч.
Тонина помола в измельчителях непрерывного действия зависит также от скорости прохождения газового потока в камере измельчения. Чем выше расход воздуха через камеру измельчителя, тем крупнее выносимые частицы.
Описанные выше инерционные и гирационные виброизмельчители имеют ряд конструктивных технологических недостатков. В частности, вследствие размещения вибратора внутри барабана затрудняется работа мелюших тел, снижается эффективность помола, повышается удельный расход энергии и увеличивается износ деталей, особенно корпуса вибратора, а из-за высокого коэффициента заполнения камеры мельницы мелющими телами (ср = 0,8ч-0,9) затруднен непрерывный и равномерный вывод готового продукта из зоны измельчения. Конструктивно не удается осуществить продувку мельницу по всему объему.
Эти недостатки в значительной мере устранены в вибрационном измельчителе с вынесенным вибратором (рис. 8.4.3.1).
Измельчитель состоит из трех барабанов, расположенных горизонтально друг над другом. В среднем барабане размещен дебалансовый вал 4, вращающийся в подшипниках 5. В крайние барабаны загружаются мелющие тела 9. Материал, подлежащий измельчению, подается через штуцер 6. В конце первого барабана перед переточным рукавом 8 установлена решетка 3, которая пропускает материал и задерживает мелющие тела. Материал, выйдя из верхнего барабана, по переточным рукавам попадает в нижний барабан, где вторично измельчается. Готовый продукт, пройдя заградительную решетку 3, выходит через штуцер 7. Измельчитель устанавливают на пружинных подвесках или на пружинных опорах. Устройство описанного измельчителя напоминает двухкамерную барабанную мельницу. Так как по мере продвижения материала от первой к последней камере крупность его уменьшается, размер шаров по ходу движения материала целесообразно уменьшать.
Такие мельницы можно изготовлять с двумя или большим числом барабанов, работающих как параллельно, так и последовательно.
Наряду с вышеупомянутыми измельчителями разработана и прошла промышленные испытания вибрационная мельница БГМ, использующая сложные многомодальные колебания для приведения в действие шаровой загрузки. Привод этой машины устроен таким образом, что шары совершают синусоидальные колеба
Процессы диспергирования
769
ния в разных направлениях, обеспечивая вращение шаровой загрузки внутри поверхности барабана и взаимное соударение в трех направлениях (по всем трем осям). Этим обеспечиваются высокая эффективность воздействия мелющей загрузки на обрабатываемый материал, существенная экономия энергии и высокая удельная производительность при сверхтонком помоле. Мельницы компактны, занимают мало места, динамически уравновешены и не требуют фундаментов.
Разработан целый ряд универсальных вибромашин БГМ с регулируемой частотой от 10 до 100 Гц и амплитудой от 0 до 10 мм, обеспечивающих виброускорение от 12,5 до 120 g, от лабораторных с объемом камер 0,05-5 дм3 до промышленных с объемом камер 0,2-Ю,5 м3 — 1-е-З м3. Такая интенсивность воздействия на материал позволяет получать крупность помола до 1-5 мкм при высокой энергии вновь образованной поверхности.
Эти мельницы используются для механохимической обработки различных материалов и их смесей в разнообразных средах, в том числе любых порошков, суспензий, эмульсий, шликеров и т. п., что позволяет проводить в мельнице плакирование, синтез разных продуктов и другие операции.
Производительность этих мельниц разных модификаций доходит до нескольких сотен кг/ч.
Центробежно-эллиптические мельницы (ЦЭМ). Мельницы серии ЦЭМ предназначены для проведения механохимических процессов в непрерывном режиме. ЦЭМ характеризуются производительностью от 25 до 3000 кг/ч и высокой для проточных машин интенсивностью ускорения воздействующих измельчающих тел.
Барабан-реактор представляет собой цилиндр, заполненный мелющими телами, двигающимися по эклиптической траектории с радиусом, меньшим радиуса цилиндра. Характерной особенностью серии ЦЭМ является использование двух барабанов, движение которых самоуравновешивается. Другой особенностью является использование реакторов секционного строения. Каждая секция может снабжаться измельчающими телами различной формы (шарами, стержнями, перфорированными трубами) и предназначается для выполнения операций дезинтеграции, смешения, ударного или сдвигового воздействия на смесь порошков.
Мельницы типа ЦЭМ используются в технологических линиях по производству различных типов керамик, строительных материалов, красителей, удобрений, медицинских препаратов и т. д., а также для проведения научно-исследовательских работ в области механохимии. Технические характеристики этих мельниц приведены в табл. 8.4.3.1.
Рис. 8.4.З.1. Вибрационная мельница с вынесенным вибратором:
1 — штуцер для вывода размолотого материала; 2 — барабан;
3 — решетка; 4 — вал с дебалансом; 5 — подшипники; б — штуцер питания;
7 — амортизаторы; 8 — перегонные рукава; 9 — мелющие тела
770
Новый справочник химика и технолога
Таблица 8.4.3.1
Технические характеристики мельниц типа ЦЭМ
Характеристики ЦЭМ-7В ЦЭМ10-1 ЦЭМ-20ДВ ВЦМ-50А
Потребляемая мощность, кВт 5,5 7,5 15 30
Количество помольных барабанов-реакторов 2 2 2 2
Объем одного барабана, л 2 7 30 98
Производительность одного барабана при непрерыв- 25-30 100-120 400 1500
ном режиме по кварцевому песку, кг/ч
Размер частиц материала на входе в барабан, мм 2 2 3-5 5-10
Центробежное ускорение мелющих тел в долях До 40g До 40g До 30g До 20g
ускорения силы тяжести
Размер частиц на выходе, мкм < 10 < 10 <50 <80
Габаритные размеры, мм:
длина 700 700 1700 2500
ширина 540 620 700 1200
высота 420 450 510 700
Масса, кг 120 150 870 2100
Таблица 8.4.3.2
Технические характеристики базовых моделей планетарных мельниц
Модель Производительность, т/ч, при измельчении до крупности Мощность привода, кВт Габариты (длина, ширина, высота), м
менее 40 мкм менее 10 мкм
Периодического действия
МПЛ-1 2-3 кг/ч 0,2-0,5 кг/ч 1,1-1,5 0,7x0,5x0,4
МПЛ-2 0,4-5 кг/ч 0,8-1 кг/ч 3^1 0,7x0,7x0,5
МПЛ-3 8-10 кг/ч 2-3 кг/ч 5,5-7,5 0,8x0,8x0,6
Непрерывного действия
МП-0 0,07-0,15 0,02-0,05 5,5-7,5 1,0x0,5x0,6
МП-1 0,8-1,5 0,15-0,2 15-32,0 2,2x1,2x2,8
МП-2 2-3 0,3-0,5 60-95 2,6x1,4x3,2
МП-3 3-5 0,5-0,8 110-150 3,8x1,5x2,2
МП-4 5-7 1-1,5 160-300 5,4x1,6x2,5
МП-5 10-15 2-3 300-600 6,0x2,0x2,6
МП-6 20-30 5-7 1500-3000 6,7x2,2x2,8
МП-7 40-50 10-15 5000-5500 7,5x6,7x3,0
Планетарная мельница (рис. 8.4.3.2) представляет собой несколько небольших барабанных измельчителей 3, смонтированных на вертикальном водиле 2. На оси каждого измельчителя насажены шестерни 5, которые находятся в зацеплении с неподвижными зубчатыми колесами 4. При вращении водила барабанные измельчители вращаются как относительно его оси, так и относительно собственных осей. Находящиеся в барабанах мелющие тела приобретают сложное движение и
при взаимном столкновении со стенкой барабана и друг с другом измельчают материал.
Планетарные мельницы (самоизмельчения и шаровые) предназначены для грубого, тонкого и сверхтонкого помола различных материалов сухим и мокрым способом. Они обеспечивают полное раскрытие полезных компонентов из руд до 5 мкм, а также легкое получение супертонких порошков из алмазов, твердого сплава, корунда и других минералов. Мельницы являются иде-
Процессы диспергирования
771
альными смесителями многокомпонентных продуктов. Масса и габариты планетарных мельниц для одной и той же степени помола составляют 20-25 % от традиционных шаровых мельниц. Небольшие рабочие объемы помольных барабанов позволяют выгодно применять сверхтвердые и сверхчистые дорогостоящие футеровки и мелюшие тела. Технические характеристики некоторых видов планетарных мельниц представлены в табл. 8.4.3.2.
Рис. 8.4.3.2. Планетарная мельница:
1 — станина; 2 — водило; 3 — барабанная мельница;
4 — неподвижное зубчатое колесо;
5 — приводная шестерня; 6 — ведущий вал
8.4.4. Мельницы ударного действия
(Л. Ф. Биленко)
К мельницам ударного действия относят машины с вращающимися роторами, на которых закреплены различной конструкции молотки, била и пальцы, а также струйные измельчители.
Шахтные мельницы по существу являются прототипом молотковой дробилки. Название «шахтные» измельчители получили потому, что они предназначены для работы в цикле с сепараторами-сушилками шахтного типа. На рис. 8.4.4.1 изображена схема шахтной мельницы. Подлежащий измельчению материал питателем через отверстие 4 подают в ротор 1.
Сюда же через штуцера в торцевых стенках кожуха 7 поступает газ. Продукты измельчения подхватываются газовым потоком и поднимаются по шахте вверх. Если скорость витания частиц больше скорости газового потока, эти частицы, поднявшись над измельчителем, снова вернутся в зону измельчения, если меньше — то этим потоком они будут вынесены из шахты в осадительное устройство. Чем выше шахта, тем лучше сепарация частиц по крупности. Для измельчителей небольшой производительности высоту шахты принимают около 4 м, а для больших измельчителей определяют по эмпирической формуле
Яш>2,5(£ш + /)ш), (8.4.4.1)
где £ш и — соответственно длина и ширина шахты.
Для повышения сепарационной способности шахты иногда в ней устанавливают отбойные решетки или
жалюзи с поворотными лопастями. Шахта имеет прямоугольное сечение, размеры которого соответствуют размерам размольной части кожуха измельчителя. В тех случаях, когда в шахту поступает горячий газ для подсушки материала, шахта расширяется вверху для выравнивания газового потока по высоте. Однако такое расширение может привести к скоплению материала на наклонных боковых стенках шахты и к периодическому обрушению накопившихся слоев в зону измельчения. В лучшем случае это ведет к неравномерной загрузке мельницы материалом и неравномерному и преждевременному износу бил, в худшем — к завалу измельчителя материалом.
Рис. 8.4.4.1. Схема шахтной мельницы в сборке:
I — ротор мельницы; 2 — корпус; 3 —шахта; 4 — штуцер питания;
5 — шибер; 6 — выводное окно; 7 — штуцер для ввода газа
Чтобы уменьшить действие обвалов, наклонными (не меньше 60°) лучше выполнять не торцевые, а заднюю и переднюю стенки шахты. Шахту укрепляют на самостоятельных опорах, отдельно от корпуса измельчителя. Так как верх шахты подвергается наиболее частым ударам вылетающих из мельницы твердых частиц, его выполняют из листовой стали повышенной толщины или повышенной прочности.
Основным недостатком шахтных мельниц, как и всех других молотковых или бильных измельчителей, является быстрый износ бил, особенно крайних рядов, перегружаемых при обвалах. Это затрудняет эксплуатацию таких измельчителей и делает их недостаточно надежными. Комплект бил при размоле углей работает всего 150-200 ч (расход металла около 200 г/т измельченного материала). Истирание бил приводит к уменьшению диаметра ротора и снижению производительности измельчителя. По этим причинам шахтные мельницы используют преимущественно для измельчения мягких материалов (бурый уголь, торф, мел, каолин и т. п.) при грубом помоле.
772
Новый справочник химика и технолога
Таблица 8.4.4.1
Технические характеристики шахтных аксиальных мельниц
Тип Диаметр ротора, мм Длина ротора по билам, мм Частота вращения, об/мин Окружная скорость бил, м/с Число бил на роторе, шт Мощность электродвигателя, кВт Производительность по подмосковному углю, т/ч Масса машины без электродвигателя, т
ШМА-1 800 391 960 40 21 30 2,0 2,1
ШМА-2 1000 407 960 50 32 45 3,0 2,8
ШМА-3 1000 707 960 50 44 70 4,4 3,2
ШМА-4 1300 944 730 50 56 120 7,6 52
ШМА-5 1500 1181 730 57 90 175 11,0 7,5
ШМА-6 1500 1668 730 57 90 220 15,0 14
ШМА-7 1660 2004 730 63 108 260-320 20,0 18
Таблица 8.4.4.2
Технические характеристики шахтных тангенциальных мельниц
Тип Диаметр ротора, мм Длина ротора по билам, мм Частота вращения, об/мин Окружная скорость бил, м/с Число бил на роторе, шт Мощность электродвигателя, кВт Производительность по подмосковному углю, т/ч Масса машины без электродвигателя, т
ШМТ-1 1000 470 980 51,2 24 40 2,8 3,3
ШМТ-2 1000 707 980 51,2 33 75 4,3 4
ШМТ-3 1000 944 980 51,2 42 95 5,6 4,5
ШМТ-4 1300 1332 735 50 55 155 10 9,5
ШМТ-5 1300 2004 735 50 80 210 15 13
ШМТ-6 1300 2564 735 50 100 245 20 15
В табл. 8.4.4.1 и 8.4.4.2 приведены технические характеристики шахтных мельниц.
Производительность шахтных мельниц, как и других измельчителей, зависит от природы измельчаемого материала и требуемой тонины помола. Указанная в табл. 8.4.4.2 производительность по подмосковному углю является ориентировочной.
Дезинтеграторы и ударно-отражательные мельницы все более широко применяются для тонкого и сверхтонкого дробления мягких минеральных и органических материалов.
Принципиальная конструкция дезинтегратора показана на рис. 8.4.1.6. Окружная скорость внешнего ряда пальцев в некоторых конструкциях доходит до 200 м/с. За счет вращения роторов в разные стороны скорость взаимного соударения дробимых частиц и пальцев может достигать 400 м/с. Пальцы роторов (била) могут иметь различное поперечное сечение (круг, прямоугольник, лопасть, многогранник) в зависимости
от типа дробимого материала и конечной крупности. Била подвергаются наибольшему износу. Их изготовляют из специальной стали и закрепляют на дисках разными способами. Удлинение срока службы бил достигается путем наплавки твердыми сплавами. Износ металла роторов составляет 50-100 г/т обрабатываемого известняка.
Дезинтеграторы характеризуются диаметром рабочего диска и шириной ротора, определяющей длину бил. Вращающиеся части (роторы) требуют тщательной балансировки. Исходный материал в дезинтеграторы равномерно загружают питателями.
Степень дробления материала в дезинтеграторах доходит до 40 и регулируется изменением скорости вращения роторов. Чем выше степень дробления, тем ниже производительность аппарата.
Перед дезинтегратором следует устанавливать магнитные уловители металла, чтобы в дезинтегратор не попадали недробимые предметы.
Процессы диспергирования
773
В дезинтеграторе одновременно с дроблением происходит хорошее перемешивание компонентов обрабатываемого материала. Поэтому их применяют для дробления угольной шихты перед коксованием, приготовления порошковых полимерных композиций, в производстве модификаторов резины, для измельчения легкоплавких полимеров, катализаторов, переработки отходов стеклопластиков, для нужд агропромышленного комплекса при производстве комбикормов, при изготовлении порошковых красок и пигментов и др.
Выпускаются дезинтеграторы разных типоразмеров от лабораторных до промышленных. Промышленные дезинтеграторы позволяют дробить сыпучие материалы с крупностью зерен менее 10 мм и твердостью по шкале Мооса до 4 единиц (известняк, мрамор, тальк, кальцит, бентонит, каолин, барит, фосфорит, зола, шлаки и др.). Крупность дробленого продукта от 1 до 0,1 мм. В табл. 8.4.4.3 приведены технические характеристики дезинтеграторов Д-80.
Ударно-отражательные мельницы типа «Титан-Д» освещены в 8.3.6.
Таблица 8.4.4.3
Технические характеристики дезинтегратора Д-80 для дробления известняка при производстве известняковой муки
Производительность, т/ч 25-80
Мощность привода (суммарная), 700-1100
кВт
Диаметр роторов, мм До 1400
Частота вращения роторов, мин-1 До 1500
Габаритные размеры, мм 3600X2400X2600
Масса, кг До 13 000
Струйные мельницы. Эффективность измельчения в струйных мельницах (см. 8.4.1) определяется скоростью и частотой соударения частиц друг с другом и футеровкой. Поэтому конструкции струйных мельниц определяются не только прочностными свойствами частиц, но и их размером. Это хорошо видно из уравнения (2.2.8.29), где время разгона частицы (время релаксации) пропорционально размеру частицы во второй степени. В свою очередь (см. 8.4.1), время разгона определяет и длину разгонного участка струйной мельницы.
В газоструйном измельчителе наибольшему износу подвергаются разгонная трубка и размольная плита. Эти детали выполняют из высокопрочных материалов. При измельчении полукокса до крупности готовой пыли, соответствующей остатку 21-88 % на сите 0088 (88 мкм), удельный расход энергии составляет 26-33 кВт • ч/т, а расход воздуха 3-3,5 м3/кг.
При размоле бурого угля примерно в тех же условиях расход энергии колебался от 38 до 53 кВт ч/т при остатке 21,5 % на сите 0088. Эти измельчители дают сравнительно грубый помол при высоком удельном расходе энергии.
Газоструйный измельчитель, созданный Всесоюзным теплотехническим институтом, показан на рис. 8.4.4.2. Здесь подлежащий измельчению материал через штуцер 4 подают в приемную трубу 5. В эту же трубу снизу через штуцер 3 поступает газ-энергоноситель, который подхватывает куски материала и поднимает их в разгонную трубку 6, где они приобретают необходимую скорость и разрушаются при лобовом ударе о размольную плиту 7. Измельченный таким образом материал поступает в кожух сепаратора 8, где предварительно разделяется на две фракции. Крупная фракция отделяется в бункер возврата 13, а тонкая выносится потоком газа через направляющие лопасти 10 во внутренний конус сепаратора 9, где под действием центробежных сил происходит вторичное разделение измельченного материала на фракции. Тонкая целевая фракция потоком газа выводится через штуцер 11, а крупная опускается на дно по наклонным стенкам внутреннего конуса и через рукава 12 попадает в бункер возврата 13. Из бункера через барабанный затвор-питатель 14 и штуцер 15 крупная фракция возвращается в приемную трубу на доизмельчение. Крупность помола регулируют изменением положения направляющих лопастей сепаратора.
Рис. 8.4.4.2. Газоструйный измельчитель с длинной разгонной трубой:
1 — мигалки; 2 — колчеданный мешок; 3 — штуцер подачи энергоносителя; 4 — штуцер питания; 5 — приемная труба;
6 — разгонная трубка; 7 — размольная плита; 8 — кожух сепаратора;
9 — внутренний конус сепаратора; 10 — направляющие лопасти;
11 — штуцер для вывода целевой фракции;
12 — рукава возврата крупной фракции; 13 — бункер возврата;
14 — барабанный затвор-питатель; 75 — штуцер возврата
774
Новый справочник химика и технолога
Как и в высокоскоростном газоструйном измельчителе, наибольшему износу подвергаются разгонная трубка и размольная плита, поэтому их изготовляют из износостойких материалов, а при конструировании измельчителя предусматривают легкую замену этих элементов.
Длина разгонной трубки для получения необходимой скорости движения частиц материала составляет 6,5-7 м. Скорость газа в разгонной трубке достигает 65-90 м/с, а на выходе из трубки — 30-40 м/с.
Производительность измельчителя зависит от природы измельчаемого материала и крупности целевого продукта. Например, при измельчении подмосковного угля в измельчителе 342/60 и получении конечного продукта с остатком на сите R88 = 124-25 % производительность измельчителя составляет 10-20 т/ч, а при остатке на сите R88 = 284-40 % производительность увеличивается до 20-26 т/ч при удельном расходе энергии от 55 до 20 кВт ч/т.
С увеличением крупности питания производительность измельчителя снижается.
Низкоскоростные газоструйные измельчители ВТИ громоздки, имеют высокую энергоемкость и дают грубое измельчение материалов. Ввиду этих недостатков измельчители не получили распространения в других отраслях промышленности, а применение их в теплоэнергетике тоже ограничено.
Развитие газоструйных измельчителей пошло по пути создания высокоскоростных аппаратов с использованием в качестве энергоносителя сжатого воздуха и перегретого пара.
По устройству размольных камер современные высокоскоростные газоструйные измельчители делятся на три группы: с плоской горизонтальной камерой, трубчатой вертикальной размольной камерой и с противоточной камерой.
На рис. 8.4.4.3 схематически показано устройство струйного измельчителя с горизонтальной размольной камерой фирмы «Micronizer Со.». Измельчитель состоит из размольной камеры А и установленного под камерой циклона-осадителя Б.
Подлежащий измельчению материал специальным инжектором подается в зону измельчения через штуцер 5. В эту же зону из распределительного кольца через сопла 2 поступает газ или пар. Сопла направлены таким образом, что струи газа внутри камеры пересекаются. Частицы материала, увлекаемые струями газа, в местах пересечения струй соударяются с большой скоростью и измельчаются. Поскольку струи газа входят в зону измельчения под некоторым углом, вся масса пылегазовой смеси приобретает вращательное движение в направлении струй. В результате частицы оказываются в поле центробежных сил и разделяются на фракции. При этом более крупные сосредоточиваются в периферийной части зоны измельчения, а мелкие оттесняются к центру. Так как в размольную камеру непрерывно поступает свежий энергоноситель, пылегазовый поток,
вращаясь, непрерывно вытекает из зоны измельчения в корпус циклона-носителя Б и, отдав здесь до 80 % твердой фазы, направляется через отводную трубу 7 на окончательную очистку.
Рис. 8.4.4.3. Струйный измельчитель с горизонтальной размольной камерой: А — размольная камера; Б— циклон-осадитель;
/ — камера измельчения; 2 — сопла; 3 — штуцер подачи энергоносителя; 4 — газораспределительное кольцо;
5 — штуцер питания; 6 — корпус сепаратора; 7 — труба для вывода тонкой фракции; 8 — сборник крупной фракции
В конструктивном отношении мельницы с плоской размольной камерой отличаются большим многообразием.
Струйные мельницы с плоской помольной камерой применяют для тонкого измельчения серы, фенольных смол, двуокиси титана, сурика, талька, барита, известняка и т. д. Крупность исходного сырья для таких мельниц находится в пределах 100-500 мкм, но иногда доходит до 8 мм. Конечный продукт имеет крупность 20 мкм и ниже. При измельчении оксида титана удается получить продукт крупностью менее 1 мкм.
Расход сжатого воздуха при давлении 6,8 • 105 Па составляет 4-12 м3, а пара при давлении 9,8 105 Па — 2-5 кг/кг продукта. Диаметр помольной камеры мельниц изменяется от 50 до 1000 мм при производительности 100-3000 кг/ч. Удельный расход энергоносителя и производительность измельчителя зависят от природы измельчаемого материала и требуемой тонины помола.
В газоструйных измельчителях в качестве энергоносителя можно использовать сжатый газ или перегретый пар. Применение сжатого воздуха не вносит принципиально нового в технологическую схему измельчения
Процессы диспергирования
775
с воздушной сепарацией, если не считать компрессора, необходимого для сжатия воздуха до заданного давления.
На рис. 8.4.4.4 показана схема установки с противоточной струйной мельницей (см. также рис. 8.4.1.7) с выводом измельченного материала в верхней его части и одной ступенью сепарации. Измельчитель состоит из размольной камеры 1, в которую с противоположных концов входят разгонные трубки 2.
К разгонным трубкам 2 присоединены рукава 4, по которым поступает материал, подлежащий измельчению. По их осям размещены сопла 3, через которые подается энергоноситель. Измельченный материал из размольной камеры выносится потоком воздуха через трубу 5 в специальный сепаратор 6, где происходит разделение его на две фракции. Крупная фракция оседает на дно сепаратора, по рукавам 4 спускается к разгонным трубкам и снова попадает в камеру 1 на доизмельчение. Мелкая фракция, представляющая собой целевой продукт, потоком газа выносится из сепаратора через верхний штуцер 7 и направляется на отделение. Исходный материал подается питателем 8 в нижнюю часть сепаратора и по рукавам 4 направляется к разгонным трубкам.
Рис. 8.4.4.4. Противоточная двухструйная мельница с верхним выводом помола:
1 — камера измельчения; 2 — разгонные трубки; 3 — сопла;
4 — рукава питания и возврата крупной фракции из сепаратора;
5 — выводная труба; 6 — сепаратор: 7 — штуцер для отвода тонкой фракции; 8 — шнек питания
Противоточные измельчители применяют для измельчения твердых материалов с крупностью исходного сырья около 10 мм до частиц 50-80 мкм. Такие измельчители применяют для измельчения антрацита, угля, кокса, асбеста, древесной целлюлозы, слюды, руды, пластмасс, известняка, красителей, плавикового
шпата, фурфурола, инсектицидов, фунгицидов и других материалов, а также для смешения порошков.
В качестве энергоносителей применяют сжатый воздух и перегретый пар. Известны размольные установки для угля производительностью до 30 т/ч при расходе пара 0,15 кг/кг угля.
Другие типы мельниц и их расчет приведены в трудах В.А. Акунова [67, 68].
8.4.5. Барабанные мельницы (конструкции и основные характеристики)
(Л.Ф. Биленко)
Для измельчения твердых материалов наибольшее распространение получили барабанные мельницы (см. рис. 8.4.1.3). По режиму работы мельницы делят на машины периодического и непрерывного действия [49].
В зависимости от формы барабана различают мельницы цилиндро-конические и цилиндрические. Последние, в свою очередь, бывают трех типов — короткие, длинные и трубные. У коротких мельниц длина барабана меньше диаметра или близка к нему; у длинных она достигает 2-3 диаметров, а у трубных длина барабана больше диаметра не менее чем в 3 раза. Трубные мельницы применяются в цементной промышленности.
В зависимости от вида мелющих тел различают мельницы шаровые, стержневые, галечные, рудногалечные, полусамоизмельчения (с небольшой добавкой шаров) и самоизмельчения [49-51]. Последние типы мельниц стали применять на крупнотоннажных обогатительных фабриках. У шаровых мельниц в качестве мелющих тел используют стальные или чугунные шары, у стержневых — стальные стержни, у галечных — кремневую гальку или руду, у мельниц самоизмельчения — крупные куски измельчаемой руды.
В зависимости от способа разгрузки измельченного продукта различают мельницы с центральной разгрузкой и разгрузкой через решетку. У мельниц с центральной разгрузкой измельченный продукт удаляется свободным сливом через пустотелую разгрузочную цапфу. Для этого необходимо, чтобы уровень пульпы в барабане был выше уровня нижней образующей разгрузочной цапфы. Поэтому мельницы с центральной разгрузкой называют иногда мельницами сливного типа или мельницами с высоким уровнем пульпы. У мельниц с разгрузкой через решетку имеется подъемное устройство, принудительно разгружающее измельченный продукт. Поэтому в мельницах такого типа уровень пульпы может быть ниже уровня разгрузочной цапфы. Мельницы с разгрузкой через решетку иногда называют мельницами с принудительной разгрузкой или мельницами с низким уровнем пульпы.
Цилиндрические шаровые и стержневые мельницы широко применяются на обогатительных фабриках для измельчения руд. Стержневые мельницы могут быть использованы как аппараты мелкого дробления перед шаровыми мельницами и для измельчения мелковкрап
776
Новый справочник химика и технолога
ленных руд перед гравитационными или электромагнитными процессами обогащения. Галечные мельницы применяются в тех случаях, когда нельзя допустить даже ничтожных примесей железа к измельчаемому материалу. Мельницы самоизмельчения успешно конкурируют с мельницами со стальной шаровой загрузкой и в некоторых случаях не только удешевляют процесс рудоподготовки, но и улучшают технологические показатели переработки руд.
Шаровая мельница с центральной разгрузкой по конструкции аналогична стержневой (см. рис. 8.4.5.3) и состоит из цилиндрического барабана 1 с торцевыми крышками, имеющими пустотелые цапфы, посредством которых барабан опирается на коренные подшипники 4. Барабан и крышки футеруют внутри стальными плитами 5. В барабан загружают стальные или чугунные шары разного диаметра (от 40 до 120 мм). Вращение барабану передается от электродвигателя посредством зубчатого венца на барабане. Исходный материал загружается в мельницу улитковым питателем 2 через полую втулку 3. Измельченный материал разгружается через цапфу с разгрузочной воронкой.
Барабан изготовляется сварным или клепаным из толстой листовой стали. На оба конца барабана приклепываются или привариваются стальные обработанные фланцы для прикрепления торцевых крышек. Иногда барабан изготовляют литым из стали и чугуна или стали с фланцами на концах.
В мельницах малых размеров, где диаметр разгрузочной цапфы недостаточен для введения футеровки внутрь мельницы, на барабане устраивается один или два диаметрально расположенных люка. Торцевые крышки с пустотелыми цапфами отливаются из чугуна или стали в зависимости от размеров мельницы. К фланцам барабана мельницы они крепятся болтами. Для уплотнения соединения болтами и уменьшения нагрузки на них предусмотрен кольцевой выступ. Разгрузочная горловина (воронка) имеет несколько больший диаметр, чем загрузочная, для создания уклона пульпы в мельнице. Край разгрузочной воронки имеет форму раструба. Снаружи на ней установлен кольцевой выступ для предотвращения попадания пульпы в подшипник. Коренные подшипники делаются с большой опорной поверхностью. Часто применяются самоуста-навливающиеся подшипники с баббитовыми вкладышами, имеющими шаровую опору в корпусе подшипника.
У мельниц малого размера приводной вал вращается от электродвигателя через ременную или клиноременную передачу. У мельниц большого размера, если применяется электродвигатель с большой частотой вращения (750-1000 мин-1), устанавливается редуктор, а при применении тихоходного электродвигателя вал последнего соединяется с приводным валом мельницы через муфту.
Преимущественное распространение имеют низкоскоростные синхронные электродвигатели с диапазо
ном частоты вращения 150-250 мин-1. Для крупных шаровых мельниц с двигателем мощностью 2500-3000 кВт экономически целесообразным считается применение двойных приводов, когда на зубчатый венец приходится две ведущих шестерни. Приводной вал с малой шестерней изготовляется из кованой стали. Подшипники приводного вала располагаются на фундаментной плите, являющейся опорой для одного коренного подшипника.
Для предохранения обечайки мельницы от износа используются футеровочные плиты, которые также предназначены для уменьшения скольжения между обечайкой и измельчающей средой. Для замены изношенной футеровки мельница останавливается на ремонт. Футеровки различаются в зависимости от материала, профиля и метода монтажа.
Конструкция футеровочных плит барабана должна допускать легкую их установку и смену. Обычно плиты изготовляют из чугуна или марганцовистой и хромистой сталей, а также резины и (редко) керамики. Литая марганцовистая сталь применяется при больших нагрузках шаров большого диаметра. Толщина футеровочных плит принимается от 50 мм для малых мельниц и до 130-150 мм для больших.
Профили футеровочных плит показаны на рис. 8.4.5.1. Для грубого измельчения применяют ребристые футеровки 5, 6, 8, 9, 12-15, а для тонкого — гладкие 10 или волнистые 1-4, 7,11. Резиновую футеровку 16 применяют в шаровых мельницах в основном для тонкого измельчения. Для первичных мельниц самоизмельчения толщина футеровки принимается 140-160 мм.
Форма футеровки барабана мельницы оказывает заметное влияние на ее работу. Футеровки барабанов шаровых мельниц, работающих на крупном исходном материале, имеют ребра. Для мельниц, работающих на мелком материале, применяются футеровки с мелкими ребрами или совсем гладкие. Высота, взаимное расположение и форма ребер определяют силу сцепления дробящей среды с барабаном и результаты работы мельницы. Поэтому важно, чтобы при изнашивании футеровки характер ее поверхности резко не изменялся.
В 1990-е гг. освоено производство резиновой футеровки для шаровых мельниц. Установлено, что применение резиновой футеровки рационально в мельницах II и III стадий измельчения, в которых используются шары диаметром менее 80 мм. В этом случае применение резиновой футеровки заметно снижает эксплуатационные расходы. Масса резиновой футеровки на 80-85 % меньше, чем стальной, срок службы в 2-3 раза больше, а время замены футеровки меньше соответствующих показателей для стальной футеровки. Кроме того, существенно снижается уровень шума при работе мельниц. Обычно резиновые футеровки имеют более высокую первоначальную стоимость, но это компенсируется экономией на эксплуатационных расходах.
Процессы диспергирования
777
Рис. 8.4.5.1. Типы футеровой цилиндрической части барабана мельниц: 1-15 — стальные футеровки; 16 — резиновая футеровка с лифтером;
17,18 — футеровка мельниц самоизмельчения;
4 и 15 — с безболтовым креплением, остальные — с болтовым креплением к барабану
Несмотря на наличие большого ассортимента футеровочных плит (как по профилю, так и материалу), редко случается, когда первоначально выбранная футеровка является окончательным вариантом. Поиски оптимальных с точки зрения первоначальной стоимости вариантов, удобства монтажа и обслуживания, срока эксплуатации привели к появлению нового типа футеровки, так называемой «рудной постели» (рис. 8.4.5.2). Эта футеровка впервые была предложена шведской фирмой «Скега».
На внутренней стороне обечайки мельницы расположены керамические магниты чередующейся полярности, которые для облегчения монтажа вулканизированы резиной. Открытые полюса подковообразных магнитов притягивают слой магнитовосприимчивой руды или шарового скрапа, образуя так называемую «рудную постель», предохраняющую футеровку от износа и удара. Изношенный шаровой материал содержит обломки шаров всех размеров и форм, которые закрепляются в верхней части футеровки и образуют волнообразный профиль. Магнитное поле полностью поглощается этим слоем и не допускает любого смещения шаров. Магниты удерживают футеровку на месте и притягивают предохраняющую рудную постель. Слой материала «рудная постель» непрерывно обновляется по мере износа. Наружный слой «рудной постели», где магнитные силы слабее, непрерывно удаляется и заменяется. Благодаря этому футеровка сохраняет постоянный профиль и сама не изнашивается. Общая толщина футеровки, включая предохранительный слой, много
тоньше, чем у традиционных футеровок. Это способствует повышению производительности мельницы за счет увеличенного эффективного диаметра. Возможно увеличение частоты вращения барабана мельницы без увеличения износа футеровки. Использование новой футеровки способствует снижению удельного расхода электроэнергии.
Футеровка цапф может быть с гладкой внутренней поверхностью или со спиралью. В загрузочной цапфе спираль служит для транспортирования материала, а в разгрузочной обратная спираль предназначена для облегчения возврата крупного материала.
Технические характеристики шаровых мельниц с центральной разгрузкой даны в табл. 8.4.5.1.
Рис. 8.4.5.2. Футеровка «Рудная постель»: 1 — гомогенная постель тонкого магнитного материала;
2 — грубая постель мелких частиц магнитного материала;
3 — текучая постель тонкого и грубого магнитного материала;
4 — резина; 5 — сталь; 6 — постоянный магнит
оо
Таблица 8.4.5.1
Технические характеристики шаровых мельниц мокрого измельчения с центральной разгрузкой
Показатели МШЦ-900ХХ1800 МШЦ-1500x3100 МШЦ-2100x2200 МШЦ-2100x3000 МШЦ-2700Х3600 МШЦ-3200Х3100 МШЦ-3200Х4500 МШЦ-3 600x4000 1 МШЦ-3600Х5500 МШЦ-4000Х5500 МШЦ-4500Х6000 МШЦ-4500Х8000 МШЦ-5500Х6500 МШЦ-5500Х8000 МШЦ-7000Х9000
Толщина футеровки, мм 60 70 80 80 95 105 105 110 120 120 120 120
Внутренние размеры барабана (без футеровки), мм: диаметр длина 900 1800 1500 3100 2100 2200 2100 3000 2700 3600 3200 3100 3200 4500 3600 4000 3600 5500 4000 5500 4500 6000 4500 8000 5500 6500 5500 8340 7000 9500
Рабочий объем, м3 0,9 4,4 6,5 8,8 18,0 22,0 32,0 36,0 49,0 61,0 85,0 114 141 173 320
Частота вращения барабана: мин’ % критической 40 83,7 30 82,9 24,4 80,3 24,4 80,3 21,0 78,9 19,8 81,0 19,8 81,0 18,10 78,7 17,4 79,9 16,5 80,4 16,5 80,4 13,6 74,0
Приводной электродвигатель: мощность, кВт частота вращения ротора, мии1 22 1460 / 110 1450 160 735 200 735 400 187 600 250 900 167 1000 1250 187 2000 150 2500 150 3150 100 4000 100 6300 8400
Масса, т: мельница без двигателя мельница без двигателя и шаров шаровой загрузки 5,2 1,7 23 8,4 40 12,5 46,5 17,1 77 34 90,0 42 140 61 142 160 95 250 118 355 165 450 220 690 273 650 1035
Новый справочник химика и технолога
Процессы диспергирования
779
Таблица 8.4.5.2
Технические характеристики шаровых мельниц мокрого измельчения с решеткой
Показатели МШР-900x1000 МШР-1200X1300 МШР-1500x1600 МШР-2100X1500 МШР-2100x2200 МШР-2100x3000 МШР-2700x2100 МШР-2700X3600 МШР-3200x3100 МШР-3200X3800 МШР-3600x4000 МШР-3600x5000 МШР-4000x5000 МШР 4500X5000
Толщина футеровки, мм 60 65 70 80 80 80 95 95 105 105 НО 110 120 120
Внутренние размеры барабана (без футеровки), мм: диаметр длина 900 1000 1200 1300 1500 1600 2100 1500 2100 2200 2100 3000 2700 2100 2700 3600 3200 3100 3200 3800 3600 4000 3600 5000 4000 5000 4500 5000
Рабочий объем, м3 0,5 1,2 2,3 4,3 6,3 8,5 10 17,5 22 27 36 45 55 71
Масса шаровой загрузки, т 1 2,4 4,8 9,1 13,4 18,3 21,5 37 45 55 74 93 115 148
Частота вращения барабана: мин-1 в % от критической 40 83,7 35 85,6 30 82,9 24,4 80,3 24,4 80,3 24,4 80,3 21 78,9 21 78,9 19,8 81,0 19,8 81 18,1 78,7 18,1 78,7 17,4 79,9 16,5 80,4
Мощность привода, кВт 13 30 55 132 200 200 400 400 630 800 1000 1250 2000 2500
Масса мельницы без двигателя и шаров, т 5,3 10,5 16,5 34,5 40,1 44,9 65 77 92,6 — 162 165 258 300
Шаровая мельница с решеткой имеет в разгрузочном конце барабана решетку с отверстиями для разгрузки измельченного материала. На стороне, обращенной к торцевой разгрузочной крышке, решетка имеет радиальные ребра-лифтеры, делящие пространство между решеткой и торцевой крышкой на секторные камеры, открытые в цапфу. При вращении барабана ребра действуют как элеваторное колесо и поднимают пульпу до уровня разгрузочной цапфы. Такое устройство позволяет поддерживать низкий уровень пульпы в мельнице и сокращает время нахождения в ней материала вследствие уменьшения объема пульпы. Перегородка перед торцевой крышкой собирается из отдельных секторных решеток. Стальные решетки (секторы) могут быть литыми с продолговатыми отверстиями или собранными из колосников трапециевидного сечения, сваренных вместе. Секторные решетки крепятся к торцевой крышке при помощи литых полос из марганцовистой стали на болтах.
Экономические и эксплуатационные преимущества агрегатов большой производительности настолько велики, что в настоящее время изготовляются мельницы огромных размеров (Dx£ = 5,5x6,5 м) объемом 141 м3. Намечается освоение мельниц МШР-6000Х8000 объемом 308 м3.
Технические характеристики шаровых мельниц с разгрузкой через решетку даны в табл. 8.4.5.2.
Стержневые мельницы. Конструкция стержневой мельницы (рис. 8.4.5.3) подобна конструкции шаровой мельницы. Чтобы снизить уровень пульпы и увеличить скорость прохождения измельчаемого материала, диаметр разгрузочной горловины стержневой мельницы делается значительно больше, чем у барабана шаровой мельницы того же диаметра. Загрузочная горловина должна беспрепятственно пропускать большое количество материала, особенно при работе мельницы в открытом цикле при малых степенях измельчения. Разгрузочные горловины диаметром 1200 мм и более позволяют проникать через них внутрь барабана для осмотра и смены футеровки. Это исключает необходимость устройства специального лаза в барабан. Для установки футеровки в барабаны мельниц с горловинами меньшего диаметра, не имеющих лаза, необходимо снимать одну из торцевых крышек.
Торцевые крышки барабана стержневой мельницы защищают футеровкой, образующей плоские торцовые поверхности, ограничивающие продольное перемещение стержней. Применяют также и слегка конические торцевые стенки для облегчения загрузки в мельницу измельчаемого материала.
780
Новый справочник химика и технолога
Рис. 8.4.5.3. Стержневая мельница:
1 — барабан; 2 — улитковый питатель; 3 — загрузочная втулка;
4 — подшипник; 5 — футеровка барабана;
6 — венцовая шестерня; 7 — разгрузочная горловина
Для стержневых мельниц применяется волнистая или ступенчатая футеровка барабана внахлестку. Гладкая футеровка из-за сильного скольжения стержней быстро изнашивается. Стержневые мельницы в зависимости от назначения снабжаются улитковыми, барабанными или комбинированными питателями.
Отношение длины барабана к диаметру для стержневых мельниц обычно составляет 1,4-2. Считается, что нельзя изготовлять стержневые мельницы длиной менее 1,25Z> по условиям спутывания стержней; обычно это отношение составляет (1,4-*-1,6)D.
Работа стержневых мельниц имеет специфические особенности, измельчение в ней происходит в резуль-
тате ударов и трения по линейному контакту вдоль образующей соприкасающихся стержней, поэтому к их футеровкам предъявляются определенные требования.
Для нормальной работы стержневой мельницы необходимо, чтобы стержни, изношенные до некоторого предельного диаметра, не гнулись в мельнице, а ломались на короткие прямые куски и выходили из мельницы вместе с пульпой. Чем больше длина стержней и мельницы, тем больше диаметр изношенных стержней, которые ломаются в мельнице. При длине стержней 6 м средний диаметр изношенных стержней достигает 50 мм. Если сделать стержни из недостаточно хрупкой стали, то более длинные, изношенные до малого диаметра, опутают остальные, как проволокой. В настоящее время предельной считается длина стержневой мельницы 6 м, этот предел определяется трудностями изготовления стержней большей длины.
С увеличением длины мельницы падает ее пропускная способность из-за недостаточного уклона потока пульпы. Поэтому не удается использовать в полной мере увеличение производительности мельницы за счет увеличения ее диаметра; в настоящее время предельным диаметром стержневой мельницы считается 4,5 м.
Технические характеристики стержневых мельниц даны в табл. 8.4.5.3.
Мельницы самоизмельчения делят на собственно мельницы самоизмельчения, полу самоизмельчения и рудногалечные (табл. 8.4.5.4).
В табл. 8.4.5.5 приведены технические характеристики шаровых мельниц сухого измельчения.
Таблица 8.4.5.3
Технические характеристики стержневых мельниц мокрого измельчения
Показатели МСЦ-900Х1800 МСЦ-1200x2400 МСЦ-1500x3100 МСЦ-2100x2200 МСЦ-2100Х3000 МСЦ-2700Х3600 МСЦ-3200Х4500 МСЦ-3600Х4500 МСЦ-3600Х5500 МСЦ-4000Х5500 МСЦ-4500Х6000
Толщина футеровки, мм 60 65 70 80 80 95 105 ПО ПО 120 120
Внутренние размеры барабана (без футеровки), мм: диаметр длина 900 1800 1200 2400 1500 3100 2100 2200 2100 3000 2700 3600 3200 4500 3600 4500 3600 5500 4000 5500 4500 6000
Рабочий объем, м3 0,9 2,2 4,2 6,3 8,5 17,5 32 40 49 60 82
Масса стержневой загрузки, т 2 5 10 15 20 41 73 114 141 196
Частота вращения барабана, мии1 в % от критической 32 66,8 27 66,0 24,4 67,2 18,7 61,6 19,7 64,9 15,6 58,4 14,40 58,9 13,71 59,6 13,02 59,7 12,5 60,8
Мощность привода, кВт 22 40 100 160 200 400 900 1000 1000 2000 2500
Масса мельницы без двигателя и стержней, т 5,2 13,5 21,0 46 52,0 81,0 141 159 172 250 310
Процессы диспергирования
781
Таблица 8.4.5.4
Технические характеристики мельниц самоизмельчения и рудногалечных
Мельницы сухого самоизмельчения Мельницы мокрого самоизмельчения Мельницы руцногалечные
Наименование 00 чо еч СП ММС-70Х23А тип привода О СП о о 40 ем о ЧО X
показателей МСС 57X1 X 00 О О S ммс sox; редукторный без редуктора ммс 7ох; ММС 90X3 ММС 105> ММС 70Х ММС 87Х X о £ X сц МШРГУ 45
Размеры барабана, мм диаметр длина 5700 1850 8700 2600 5000 2300 7000 2300 7000 2300 7000 2300 9000 2960 10500 5400 7000 6790 8700 2600 4000 7500 5500 7500 4500 6000
Допустимая крупность материала, загружаемого в мельницу, мм 350 — 400 400 400 800 500 1200 300 500 100 100 100
Мощность электродвигателя главного привода, кВт 800 3150 630 1600 1600 1600 4000 2x4000 4000 3150 1600 3150 2500
Габариты, мм длина ширина высота 10900 11000 8200 12460 7342 4780 17600 10300 7900 18500 10300 7900 17600 10300 7800 23600 14450 7850 20000 20000 10000 20000 13500 12000 17300 8570 6250 21500 12400 7200 16000 9100 6800
Масса мельницы с электрооборудованием, т 250 680 215 430 425 435 816 1650 — 840 315 650 345
Номинальный объем мельницы, м3 45 140 36 80 80 80 160 410 230 140 83 160 83
Частота вращения, мин 13,2 11,4 15,2 13,0 13,0 13,0 Н,1 10,0 13,0 Н,4 17,1 13,6 16,5
Таблица 8.4.5.5
Технические характеристики шаровых мельниц сухого помола
Основные параметры оборудования Сырьевые мельницы Цементные Угольные
МШС 1600x4600 МШС 3200x4500 МЦ 3200x9000 МЦ 3200x12000 ШБМ 287/470 (Ш-16) Ш-30 Ш-60 МБ-56/29
Внутренний объем барабана (без футеровки), м3 9,2 36,4 72,4 96,5 30,4 50 118,8 71,4
Внутренний диаметр барабана, мм 1600 3200 3200 3200 2870 3600 4100 5600
Длина барабана, мм 4600 4520 9000 12000 4700 4920 9000 2900
Частота вращения барабана, об/мин 26,25 18,4 18,5 18,5 18,81 17,28 1517,28 13,73
782
Новый справочник химика и технолога
Продолжение таблицы 8.4.5.5
Основные параметры оборудования Сырьевые мельницы Цементные Угольные
МШС 1600X4600 МШС 3200x4500 МЦ 3200X9000 МЦ 3200X12000 ШБМ 287/470 (Ш-16) Ш-30 Ш-60 МБ-56/29
Масса мелющих тел, т 13,6 65 103 140 — — — —
Установленная мощность электродвигателя, кВт 160 900 2000 3150 500 800 2000 2460
Напряжение, В 380 6000 6000 6000 6000 6000 6000 6000
Масса мельницы, без электродвигателя и маслостанции, т 49,5 121,7 129,3 140 64,3 117,2 264,5 257,9
Мельницы рудного самоизмелъчения делают большого диаметра (до 12 м), обычно короткими с отношением D : L ~ 3 : 1, но иногда и более длинными с D : £ = 1,2 : 1 и D : £=2:1. Загрузка мельницы состоит из кусков руды крупностью 300-0 мм.
Мельницы рудного полусамоизмелъчения отличаются от мельниц рудного самоизмельчения добавкой в мельницу стальных шаров большого диаметра (100-125 мм) в количестве 6-10% объема мельницы. Шары добавляют при недостатке крупных кусков в дробленой руде, а также для увеличения производительности мельницы.
Рудногалечные мельницы принимают руду крупностью 6-0 мм или мельче. Мелющие тела — рудная галька размером 100-40 или 75-30 мм, отбирается после II стадии дробления руды или выделяется при рудном самоизмельчении.
По сравнению с измельчением в шаровых и стержневых мельницах мельницы самоизмельчения позволяют из всего процесса измельчения исключить стадии среднего и мелкого дробления (поскольку необходимый для измельчения размер кусков может быть получен после первой стадии дробления), достичь экономии в расходе стали (так как не применяются стальные шары), уменьшить переизмельчение руды (благодаря разлому кусков преимущественно по межзерновым контактам) и, в некоторых случаях, улучшить технологические показатели последующего обогащения.
Удельная производительность мельниц самоизмельчения ниже, чем шаровых и стержневых, а расход энергии выше в 1,3-1,4 раза по сравнению с расходом энергии при работе по обычным схемам дробления и измельчения стальной средой.
Расход футеровки в мельницах самоизмельчения выше, чем в обычных шаровых и стержневых мельницах.
Процесс самоизмельчения не универсален, т. е. его нельзя без предварительных испытаний рекомендовать для всех материалов и руд. Наиболее подходят для самоизмельчения хрупкие руды зернистого сложения. Для выбора процесса рудоподготовки самоизмельчени-
ем необходимо провести полупромышленные, а лучше промышленные исследования по самоизмельчению данной руды.
Основная технологическая особенность рудного самоизмельчения, отличающая этот процесс от измельчения в мельницах со стальной средой, — накапливание в мельнице кусков критического размера, т. е. кусков размерами от 25 до 75 мм, которые слишком малы, чтобы дробить другие куски, и слишком велики и прочны, чтобы быть раздробленными крупными кусками. Для борьбы с накапливанием критических кусков в мельнице рудного самоизмельчения приходится принимать специальные меры, которые усложняют работу фабрики. Самоизмельчение производится сухим способом в мельницах «Аэрофол» и мокрым — в мельницах «Каскад».
Мельница мокрого самоизмелъчения «Каскад» показана на рис. 8.4.54. Барабан изготовлен из двух половин, соединенных горизонтальными фланцами. В барабане предусмотрен люк для выгрузки материала при ремонтах. К торцевым крышкам конической формы прикреплены литые полые цапфы. Внутри цапф вставлены втулки. Загрузочная воронка снабжена спиралью для ускорения подачи материала в мельницу. Футеровочные плиты барабана имеют скосы для сопряжения с ребрами (лифтерами), предназначенными для крепления плит к барабану и подъема руды.
Разгрузочная решетка состоит из отдельных секторов. За решеткой имеются радиальные перегородки — лифтеры. К разгрузочной цапфе прикреплена съемная бутара, служащая для классификации пульпы, выходящей из мельницы. Рудная галька выделяется из мельницы через окна, предусмотренные в разгрузочной решетке. Зубчатый венец привода смонтирован на разгрузочной цапфе, с ним сопряжены через шестерни один или два вала, приводимых от одного или двух электродвигателей.
При ремонтах коренных подшипников барабан приподнимают с помощью четырех гидравлических домкратов, устанавливаемых на фундаменте мельницы.
Процессы диспергирования
783
Рис. 8.4.5.4. Мельница мокрого самоизмельчения (ММС):
1 — загрузочная воронка; 2 — подшипник; 3 — барабан;
4 — футеровка; 5 — разгрузочная решетка; 6 — венцовая шестерня; 7 — бутара для вывода крупной фракции
Ниже рассмотрены конструктивные решения основных узлов мельниц мокрого самоизмельчения.
Торцевые крышки барабанов мельниц диаметром более 8 м по условиям прочности должны иметь коническую форму с радиальными усиливающими ребрами. Угол конусности крышек около 15° (угол конуса при вершине 150°). По условиям транспортирования по авто- и железным дорогам барабаны делаются разборными. Детали имеют фланцы, скрепленные болтами. Сварка на месте установки не рекомендуется, так как после нее остаются внутренние напряжения, снижающие прочность барабана.
Для мельниц рудного самоизмельчения (без добавки шаров диаметром 100-125 мм) с реверсивным вращением барабана хорошо зарекомендовали себя футеровочные плиты из твердого никелевого чугуна со сменными прижимными полосами — ребрами из хромо-молибденовой стали. Расстояние между ребрами в цилиндрической части барабана около 450 мм. Установлено, что ребра на футеровке в мельницах самоизмельчения играют важную роль: при изношенных ребрах мельницы не могут работать из-за скольжения материала. Число радиальных ребер на торцевых крышках назначают, исходя из расстояния между ними 900-1000 мм по дуге окружности с диаметром, равным внутреннему диаметру барабана.
Для удлинения периода между перефутеровками утолщают броневые плиты и ребра отливают заодно с ними. Для крепления футеровки применяют стальные болты диаметром 40-50 мм.
Мельницы самоизмельчения хорошо работают только при низком уровне разгрузки; при высоком уровне пульпы в мельнице падающие дробящие куски теряют силу удара в большей степени, чем шары, имеющие большую плотность. Производительность по разгрузке зависит не только от площади отверстий решетки в свету, но и от вместимости камер, образованных радиальными перегородками (лифтерами) за решеткой. Если
камеры малы, пульпа будет возвращаться (перетекать) в мельницу и ее пропускная способность будет низкой.
Для разгрузки из мельницы рудной гальки и изношенных шаров в решетке предусматривают «окна» размером 75x75 или 100x100 мм.
На горловине мельницы предусматривают барабанный грохот-бутару для выделения крупных кусков и скрапа с целью защиты насосов и гидроциклонов и для возврата крупного материала в мельницу в разгрузочном конце. Такие бутары позволяют избежать установки конвейеров для возвращения крупного материала в мельницу. Недостаток состоит в том, что не видно, какой материал и в каких количествах возвращается. Часто для выделения крупных кусков применяют вибрационные грохоты, устанавливаемые при мельнице, которые одновременно работают и как классифицирующий аппарат в комбинации с дуговыми ситами или гидроциклонами.
Характеристика мелющей загрузки. Плотность р кованых и катаных стальных шаров составляет в среднем 7800, литых — 7500; чугунных при низком качестве литья (наличие раковин и пр.) — 7100, кремневой гальки — 2500-г2600 кг/м3.
Практически шаровая загрузка мельницы представляет собой разноразмерные шары, беспорядочно уложенные в мельнице. Опытным путем определено, что в шаровой загрузке объемная доля шаров s » 0,6. Таким образом, насыпная плотность стальных шаров при заполнении ими объема загрузки на 60 % составляет рн » 4,6 т/м3. Эту цифру принимают при ориентировочных расчетах шаровой загрузки. Рудная галька имеет упаковку, аналогичную шаровой загрузке, и ее насыпная плотность определяется в зависимости от плотности породы как рн«0,6р. Насыпная плотность стержней вследствие их более плотной упаковки (е ® 0,8) составляет р„ « 6,25 т/м3.
Массу мелющих тел Л/м в мельнице с внутренними размерами D х L (в метрах) при объемной доле мелющей загрузки в мельнице <р определяют по формуле
nD2
Мм=рнФ—L. (8.4.5.1)
4
При расчетах полезной мощности барабанных мельниц плотность загрузки следует определять с учетом заполнения пульпой пустот между дробящими телами. Плотность пульпы в мельнице определяется по формуле
Рп = Рр£р + Рс 0 - ер) > Рп =-7-Tv <8-4-5-2)
Рр-лЦРр-1)
где рр — плотность руды, т/м3; 8р— объемная доля руды в пульпе (ер « 0,58); рс— плотность среды, запол-
* Плотность пульпы в мельнице несколько выше плотности пульпы, разгружаемой из мельницы, вследствие более быстрого прохождения воды через мельницу.
784
Новый справочник химика и технолога
няющей пространство между частицами (для воды рс = 1000 кг/м3); т — массовая доля твердого в пульпе (для шаровых и стержневых мельниц т ~ 0,8).
В общем случае объемная масса загрузки с учетом заполнения пустот пульпой будет:
Р.=Р,+(1-е.)р„. (8.4.5.3)
Объемная масса загрузки мельницы полусамоиз-мельчения р3 рассчитывается с учетом объема добавляемых шаров (ршд и степени заполнения мельницы дробящим материалом ср:
р, = ^-0,6-7,8+‘Р~<Ршд0,6р + 0,4Sn, (8.4.S.4) ф Ф
где (Рш.д — отношение объема шаров (с пустотами) к объему мельницы (обычно оно составляет 0,06-0,1); Ф — отношение объема загрузки (шары плюс крупные куски руды плюс пульпа) к объему мельницы; —- — 9 объемная доля, занятая шарами с пустотами в загрузке; о-о
----— доля, занятая рудными кусками с пустота-9
ми. Обычно ср = О,3-Н),35;
Конкретное значение ср в формулах (8.4.5.1) и (8.4.5.4) зависит от типа мельницы, вида футеровки, схемы измельчения. Мельницы с разгрузкой через решетку могут работать при ср ~ 0,5, так как решетка не позволяет шарам покидать мельницу. Для мельниц сливного типа (р определяется опасностью выхода шаров из барабана и составляет ср < 0,45. Стержневые мельницы ограничены величиной ср = 0.35 ?0,4, так как при подаче исходного питания суммарное заполнение (стержни + руда) увеличивается до 40-50 %. Фактическое заполнение может быть оценено при остановленной мельнице по формуле
9 = 1,13-1,26^, (8.4.5.5)
где Нв — внутреннее расстояние от верха мельницы до верха стационарной загрузки, м; D — внутренний диаметр мельницы с футеровкой, м.
Механика дробящей загрузки. Режим работы шаровой мельницы определяется частотой вращения барабана (рис. 8.4.1.2). При некоторой скорости движения шара любого слоя по круговой траектории в точке А (рис. 8.4.5.5) сила тяжести G может быть уравновешена силой трения Т (определяемой в том числе и сопротивлением последующего ряда шаров) и центробежной силой С. Уравнение движения тела массой т записывается в виде:
m— = C + T + G. dt
Рис. S.4.5.5. Траектория падения тела в барабанной мельнице
Условие отрыва тела (Т = С = 0) будет определяться соотношением
nnf
- = mg cos a ,
(8.4.5.6)
где R— радиус круговой траектории (соответствует радиусу барабана мельницы при бесконечно малом размере тела). В этом случае, оторвавшись от точки А, шар будет двигаться по параболической траектории как тело, брошенное под некоторым углом а к горизонту со скоростью w, равной окружной скорости барабана.
nRn z
При w = -^- (где п — частота вращения мельницы, мин-1), получим
30 I--------- 30 I------
п = ——Jgcosa « —=vcosa . (8.4.5.7) ti4r Jr
При a = 0 точка отрыва тела соответствует точке А на рис. 8.4.5.5, и уравнение (8.4.5.7) дает значение критической скорости
(8.4.5.8)
При п > /?Кр тело будет двигаться по круговой траектории, или, как говорят, будет «центрифугировать».
Из уравнений (8.4.5.7) и (8.4.5.8) следует
п = п„п л/cos ос .
КР
(8.4.5.9)
Частоту вращения мельницы большей частью определяют не абсолютным числом и, а в долях критической частоты, обычно в процентах. Таким образом, в формуле (8.4.5.9) величина Vcos ос определяет долю частоты вращения барабана п от критической, т. е. п =
При критической частоте вращения барабана начинает центрифугировать только внешний, бесконечно тонкий слой шаров, т. е. фактически не центрифугирует ни один слой шаров, и работа измельчения продолжается.
Процессы диспергирования
785
По мере увеличения частоты вращения за пределы «кр в центрифугирование постепенно вступают слои шаров, расположенные ближе к оси мельницы. При некоторой сверхкритической частоте все слои шаров начинают центрифугировать, и падение шаров прекращается. Мельница в этот момент уподобляется маховому колесу, и работа измельчения равна нулю.
Однако если шары проскальзывают относительно поверхности барабана, то работа мельницы возможна и при сверхкритической частоте вращения. Отставание шаров от футеровки может произойти при малых загрузках дробящих тел или при малом коэффициенте трения, характерном для гладких или слабоволнистых футеровок, крупных шаров и обладающих смазывающими свойствами пульп. Режим работы мельницы, при котором барабан вращается с частотой выше критической, называется сверхкритическим.
Общая картина движения шаров при сверхкритических частотах вращения барабана может быть каскадной или водопадной и соответствует скорости, с которой движется внешний слой шаров, скользящий по футеровке. Часть работы измельчения выполняется на поверхности скольжения между футеровкой и мелющими телами. При этом наблюдается большой износ футеровки.
Сверхкритический режим работы неустойчив, поскольку при увеличении коэффициента трения (например, вследствие изменения твердости, крупности или влажности руды) мельница может перейти в режим махового колеса и измельчение прекратится.
Мощность, потребляемую электродвигателем привода мельницы из сети, можно определить по формуле
(8.4.5.10)
ППэл
где N — мощность, затраченная на движение загрузки внутри барабана (см. уравнение 8.4.5.11), кВт; — мощность, затрачиваемая только на трение в главных подшипниках, которая определяется как мощность на вращение барабана при концентрически расположенном в нем грузе, равном по массе общей загрузке барабана (обычно трактуется как полезная); т] — общий КПД механического привода, учитывающий потери в венцовой зубчатой передаче, подшипниках вала шестерни и редукторе (если он предусмотрен в приводе); т|эл — КПД электродвигателя (для больших мощностей (600-1000 кВт) т]эл = 0,915 -г 0,94). Величина N определяется как
N = ApVjDS, (8.4.5.11),
12~
где А = —— = 2,31 м1’5 • с~3; р — плотность загрузки, т/м3; бтг
V — внутренний объем мельницы, м3; D — внутренний диаметр мельницы, м; S — безразмерный коэффициент, зависящий от степени заполнения барабана ср и относительной частоты вращения ф.
Для промышленных больших мельниц (D > 2 м) и мельниц самоизмельчения потери на плюс потери в венцовой зубчатой передаче и подшипниках вала шестерни будут равны приблизительно 2,5 % полезной мощности.
КПД редуктора т]ред принимают около 0,98 1 (при двух зубчатых парах).
При указанных условиях
Пользуясь формулой (8.4.5.12), можно ориентировочно определить полезную мощность мельницы по замеренной мощности, потребляемой из сети.
Износ мелющих тел. При эксплуатации барабанных мельниц со стальными мелющими телами расходы на покрытие износа шаров, стержней и футеровки составляют одну из главных статей затрат на измельчение и достигают стоимости энергетических затрат, а иногда и превышают их. Например, при обогащении криворожских магнетитовых кварцитов стоимость стержней и шаров составляет 30-35 % общей стоимости измельчения. В некоторых случаях решающим фактором является расход стали при измельчении.
Большое значение имеет выбор мелющих тел. Исследования с различной формой мелющих тел (шары, шары со сферическими вогнутостями, кубы, тетраэдры, сдвоенные призмы, сдвоенные усеченные конусы, цилиндры и эллипсоиды) показали, что по эффективности измельчения и в отношении износа лучшими являются шары. В практике рудообогатительных фабрик применяют стержни и шары.
Стержни изготовляют прокаткой из углеродистой стали. Они должны разламываться на короткие куски (а не скручиваться) после изнашивания до некоторого диаметра.
Шары изготовляют прокаткой, ковкой или штамповкой из сталей различных марок. Диаметр шаров — от 15 до 125 мм (в диапазоне 30-110 мм через 10 мм)* *2.
Шары диаметром 15-60 мм должны быть из стали с содержанием углерода не менее 0,35 %, а шары диаметром 70-125 мм — из стали с содержанием углерода не менее 0,7 %. Шары должны подвергаться закалке и иметь следующую твердость (по Бринеллю): диаметром 15-80 мм — не менее 400 НВ; диаметром 90-110 мм — не менее 350 НВ; диаметром 125 мм — не менее 300 НВ. На поверхности шаров не допускаются трещины, пузыри и шлаковые включения.
При сухом измельчении мелющие тела изнашиваются в основном в результате абразивного действия. При мокром измельчении в агрессивных (химически активных) водных средах абразивное изнашивание со
*1 Если редуктора нет, т]ред = 1.
*2 ГОСТ 7524—83. Мельницы шаровые. Шары мелющие стальные.
786
Новый справочник химика и технолога
провождается коррозионным, при котором металл разрушается вследствие химического или электрохимического взаимодействия со средой.
Коррозионный износ при мокром измельчении является главной составляющей общего износа, благодаря чему расходные коэффициенты на порядок выше, чем при сухом измельчении. В практике износ шаров и стержней колеблется в широких пределах. При измельчении магнетитовых кварцитов Кривого Рога расход по нескольким фабрикам за длительный период работы составил, кг/т: стержней 0,4-0,5; шаров 1,2-2,2; футе-ровок 0,14-0,2. По медным флотационным фабрикам средний расход шаров составил 1,5 кг/т, футеровки 0,1 кг/т; по свинцовоцинковым — шаров 1,3 кг/т, футе-ровок 0,2 кг/т; по медноникелевым — шаров 1,6 кг/т, футеровок 0,12 кг/т. Средний расход шаров при различной крупности измельченного продукта приведен в табл. 8.4.5.6.
Таблица 8.4.5.6
Расход (кг) шаров на 1 т руды
Материал шаров Измельчение
крупное (до 0,2 мм) среднее (до 0,15 мм) тонкое (до 0,074 мм)
Хромистая сталь 0,5 0,75 1
Углеродистая сталь 0,75 1 1,25
Чугун 1 1,25 1,5
Расход мелющих тел на 1 т измельченной руды непостоянен, так как он связан с производительностью мельницы, которая зависит от твердости и абразивности руды.
Для стальных мелющих тел ударное и абразивное сопротивления находятся в противоречии друг с другом. Например, марганцовистая сталь имеет достаточное сопротивление удару, но низкое абразивное сопротивление; сталь на основе хрома обладает противоположными свойствами. Ударное сопротивление резины, особенно армированной металлом, может быть выше благодаря более высокой эластичности.
Любой фактор, который увеличивает энергию отдельных составляющих среды, приводит к более значительному износу. Установлено, что износ пропорционален квадрату частоты вращения мельницы.
Чтобы поддерживать массу шаровой загрузки постоянной, в мельницу периодически добавляют необходимую долю новых мелющих тел.
Износ шара проявляется в уменьшении его диаметра. Так как шары поступают в мельницу разновременно, в ней будут находиться шары различного размера — от самых крупных, только что загруженных в мельницу, и до самых мелких, поступивших значительно раньше.
Соотношение массы крупных и мелких шаров в шаровой загрузке оказывает большое влияние на работу мельницы.
Для определения вида дисперсной характеристики шаровой загрузки при разных способах питания мельницы шарами необходимо знать закономерности изнашивания шаров.
Существует несколько гипотез относительно закономерности изнашивания шаров в шаровой мельнице.
К.А. Разумов предположил, что скорость изнашивания шара определяется уравнением
— = -kDm, (8.4.5.13)
dt
где т изменяется от 2 до 3, и доказал, что в уравнении характеристики показатель степени п = 6 - т [81].
Для компенсации износа мелющих тел в мельницах на практике используются два способа догрузки: регулярная — догрузка одноразмерными наиболее крупными измельчающими телами (шары, стержни, минеральная галька) и рационная — догрузка разноразмерными измельчающими телами при определенном соотношении тел различных размеров.
Металлическая мелющая загрузка обычно догружается периодически от одного раза в смену до одного раза в 3-5 суток. Догрузка шаров осуществляется через загрузочные воронки разовыми порциями заданной массы, причем по мельницам шары развозятся в специальных мерных контейнерах (кюбелях) мостовым краном. На ряде фабрик мельницы оборудуются шаропи-тателями (ПШ1, ПШ2), представляющими из себя комбинацию шарового бункера с дозатором и устройством управления. Нередко питатели осуществляют подачу шаров в автоматическом режиме по массе переработанной руды или чистому времени работы мельницы, либо по более сложному алгоритму. Как при ручном, так и при автоматизированном способе шары в мельницу подгружаются на ходу, без остановки измельчительно-го агрегата. Стержни в мельницу могут подаваться также с помощью мостового крана или стержнепогрузочной машины, но при остановленной мельнице.
Из практики измельчения известно, что чем крупнее и тверже измельчаемый материал, тем более крупных мелющих тел он требует (табл. 8.4.5.7).
Состав мелющих тел и их масса влияют на оптимальную циркулирующую нагрузку, пропускную способность мельницы и эффективность измельчения. Для выбора шара (стержня) наибольшего диаметра в первоначальной загрузке и при догрузке используется ряд эмпирических формул вида:
^/щ(сг) kd ,
где 44(сг) — наибольший диаметр шара (стержня); к и т— эмпирические константы, зависящие от физикомеханических свойств измельчаемого материала, диаметра, частоты вращения барабана и типа мельницы.
Процессы диспергирования
787
Таблица 8.4.5.7
Оптимальные размеры мелющих тел в зависимости от крупности исходного материала
Крупность исходного материала, мм 2,4-3,3 4,7-6,7 6,8-9,5 13-19 27-38 35-53 53-60
Диаметр шаров, мм 40 50 60 70-80 90-100 100-110 125
Крупность исходного материала, мм 10-12 15 20 25 30 40 50
Диаметр догружаемых стержней, мм 50-60 60-80 65-90 75-100 80-110 95-125 100-125
Например, Бондом предложены следующие формулы:
(8.4.5.14) где </80 — номинальная крупность исходного питания, мм; Wj — индекс работы по Бонду; рр — плотность руды, т/м3; — относительная частота вращения мельницы; D — внутренний диаметр барабана мельницы, м.
По К.А. Разумову:
= 28^</95 ,
где d95 — номинальная крупность исходного питания мельниц, мм.
Состав мелющей загрузки и ее количество в мельнице влияют на величину оптимальной циркулирующей нагрузки, пропускную способность мельницы и, соответственно, на эффективность процесса измельчения. Для каждого сочетания дисперсного состава, общей массы шаровой загрузки, физических свойств измельчаемой руды и других факторов существует оптимальный дисперсный состав мелющей загрузки, отвечающей наибольшей производительности и эффективности мельницы.
По данным, полученным из практики измельчения руд черных и цветных металлов в России, США и Канаде, мельницы, загружаемые шарами разного ассортимента (т. е. 4-5 типоразмеров), имеют существенно более высокую производительность, чем мельницы, загруженные одноразмерными шарами.
Поэтому выбор рациональной крупности и состава шаровой загрузки мельниц с целью повышения эффективности цикла измельчения были и остаются актуальной задачей многих обогатительных фабрик и рудоподготовительных отделений металлургических заводов.
Применение в процессе измельчения более износостойких мелющих тел, каковыми являются шары малых размеров, значительно снижает себестоимость рудо-подготовки, поскольку износ стальных шаров составляет существенную долю затрат, приходящихся на обогащение руд.
Большинство рудоподготовительных отделений обогатительных фабрик применяют для догрузки мельниц шары максимального размера (100-120 мм), необ
ходимые для разрушения наибольших кусков загружаемой руды, крупность которых составляет в среднем 20-30 мм. Эти куски разрушаются уже в начале мельницы, на первых метрах от загрузочного патрубка. Дальше по ходу материала эти крупные шары оказываются малоэффективными для измельчения кусков руды крупностью 3-10 мм, для которых достаточно ударов шаров не крупнее 60 мм. Отсутствие в загрузке мельниц достаточного количества шаров мельче 60 мм снижает эффективность мелющей загрузки.
Промышленными испытаниями на фабрике Моренси [52] было установлено, что шары 63 мм оказались достаточными для измельчения исходного материала крупностью 20 мм в мельницах диаметром 3050 мм. В то же время максимальный диаметр шара должен быть таким, какой еще производит измельчение, так как износ шаров и футеровки возрастает с увеличением диаметра шара [49].
С другой стороны, чем мельче крупность готового продукта, тем меньше оптимальный диаметр измельчающей среды. Эта зависимость объясняется тем, что мелкий продукт наиболее эффективно производится истиранием, поэтому максимальная производительность по мелким классам получается при наибольшей истирающей поверхности, т. е. при мелких шарах. Практический предел устанавливается тенденцией к выносу мелких шаров из мельницы и высоким процентом отходов при добавлении слишком мелких шаров.
На фабрике Лэйк Шор (США) при снижении диаметра добавляемых шаров с 32 до 20 мм удалось повысить производительность трубной мельницы (размером 1525X4880 мм, измельчающей руду до 56 мкм) на 23,5 % (при увеличении стоимости шаров на 7,1 %). На фабрике Холлинджер снижение размера добавляемых шаров с 75 до 63 мм повысило производительность мельницы (размером 1980x4420 мм, измельчающей руду от 10 мм до 0,3 мм) на 5,4 % (без изменения других условий или результатов) [52].
На фабрике комбината Эрдэнэт (Монголия) промышленными испытаниями показано, что снижение диаметра догружаемых шаров со 100 до 80 мм в мельницах МШЦ-5500Х6500 повысило удельную производительность мельницы по вновь образованному классу (мельче 0,08 мм) примерно на 10 %.
В действующей мельнице установившаяся шаровая загрузка, содержащая измельчающие тела всех размеров, начиная от вновь добавляемых и до разгружаю
788
Новый справочник химика и технолога
щихся автоматически, дает лучшее измельчение по сравнению с новой загрузкой. Из этого следует, что загрузка должна подбираться (рационироваться) применительно к крупности материала, поступающего в мельницу, т. е. она должна содержать дробящие тела таких размеров, которые наилучшим образом подходят для измельчения частиц разной крупности. В зарубежной практике новую мельницу обычно загружают шарами различных размеров, стараясь приблизиться к некоторой установившейся загрузке. После этого производят периодическую добавку шаров разного размера в зависимости от характеристики крупности материала, циркулирующего в цикле, до достижения оптимальных результатов измельчения. После этого компенсация износа производится шарами максимального размера с периодической корректировкой крупности шаров после осмотров путем добавки более мелких тел.
Необходимость догрузки в мельницу шаров разного размера можно подтвердить также следующими соображениями. Измельчение руды в мельнице осуществляется как ударами шаров, так и раздавливанием и истиранием ее между шарами и между шаром и футеровкой. Чем больше контактов в единицу времени, тем эффективнее происходит процесс измельчения. Надо иметь в виду, что масса шара диаметром 100 мм составляет 4,1 кг, масса шара 80 мм — 2,1 кг, шара 60 мм — 0,89 кг, шара 40 мм — 0,28 кг. В одной тонне мелющей загрузки их количество составляет соответственно 240, 460, 1120 и 3800 штук. Мелкие шары за каждый оборот мельницы произведут по материалу гораздо большее число ударов, чем крупные. Отсюда становится понятной более высокая эффективность рационирования (оптимизации) мелющей загрузки.
Соотношение шаров разных размеров в мелющей загрузке рассчитывается в зависимости от крупности максимального куска и характеристики крупности подаваемого в мельницу материала (включая циркулирующую нагрузку) [69].
По данным практики измельчения руд цветных металлов, а также клинкера, мельницы с шарами разного ассортимента имеют на 30 % более высокую производительность, чем мельницы, загруженные одноразмерными шарами.
Переход от загрузки в мельницы (размером 3,2x15 м) шаров диаметром 100 мм к рационированной загрузке шарами четырех типоразмеров (100, 80, 60 и 40 мм) в сырьевом цехе "Ачинского глиноземного комбината позволил повысить производительность мельниц с 60 до 76 т/ч и снизить расход мелющих тел с 3 до 1,6 кг/т шихты, в т. ч. шаров с 1,6 до 1,0 кг/т и цилъпеб-са с 1,4 до 0,6 кг/т. Расход электроэнергии снизился при этом с 40 до 35 кВт/ч на тонну шихты, т. е. на 12,5 % [70].
Применение рационированной загрузки мельниц шарами является одним из важных факторов повышения эффективности предела измельчения на любом из предприятий горноперерабатывающей промышленности.
8.4.6. Технология измельчения в барабанных мельницах
(Л.Ф. Биленко)
Кинетика измельчения. Для управления процессом измельчения материала в шаровой мельнице и подбора условий наивыгоднейшей ее работы необходимо знать, как протекает данный процесс во времени, т. е. знать его кинетику.
Крупность измельченного материала контролируется при помощи контрольного сита, размер отверстий которого соответствует предельной крупности измельчения. Зерна, прошедшие через отверстия сита, образуют готовый продукт. Остаток на контрольном сите представляет собой недоизмельченный крупный класс.
Исходный материал, подлежащий измельчению, может состоять исключительно из зерен крупного класса либо из смеси зерен крупного класса и готового продукта.
Если при работе шаровой мельницы периодического действия отбирать через определенные интервалы времени пробы измельченного материала, определять в них массу крупного класса и результаты представлять в виде графика, то получатся кривые, изображающие зависимость суммарной массы остатков крупного класса на контрольном сите от продолжительности измельчения t. Эти графики показывают закономерное уменьшение содержания крупного класса в измельченном материале и имеют общую для всех руд форму гиперболической кривой (рис. 8.4.6.1), что указывает на существование устойчивой связи между долей недоиз-мельченного материала и продолжительностью измельчения.
Вид кривых зависит от свойств измельчаемого материала и условий измельчения. Поэтому исследование кривых — основа изучения кинетики измельчения в шаровых мельницах.
Рис. 8.4.6.1. Зависимость массы остатков крупного класса от времени измельчения на контрольном сите:
1 — 0410; 2 — 0290; 3 — 0210; 4 — 0150; 5 — 0100; 6 — 0074
Процессы диспергирования
789
Закономерный характер убывания массы крупного класса в зависимости от времени измельчения в шаровых мельницах замечен уже давно, известны также многочисленные попытки вывести уравнение кинетики измельчения экспериментальным или теоретическим путем.
В простейшем случае можно предположить, что скорость измельчения (скорость убывания массы крупного класса) пропорциональна массе недоизмельченно-го крупного класса, находящегося в данный момент времени в мельнице [7].
На основании такого определения имеем
& = -kQ, (8.4.6.1)
at
где О — масса остатка крупного класса в момент /; t — продолжительность измельчения; к — постоянный коэффициент (относительная скорость измельчения), зависящий от условий измельчения.
Из соотношения (8.4.6.1) следует
2 = 2оехр(-^), (8.4.6.2)
где Qo — масса крупного класса, поступившего на измельчение.
Массу крупного класса Q можно выразить также в процентах (g0 =100 %) от массы крупного класса в исходном материале:
у=-2-100 =100exp(-fc). (8.4.6.3)
бо
Формулы (8.4.6.2) и (8.4.6.3) представляют собой уравнения кинетики измельчения в шаровой мельнице.
Опытная проверка этих уравнений, однако, показала, что кинетика измельчения не всегда следует уравнению (8.4.6.2). Поэтому В.В. Товаров предложил другое экспоненциально-степенное уравнение кинетики, которое лучше описывает опытные кривые, полученные при разных продолжительностях измельчения:
е = еоехр(-^т).
(8.4.6.4)
Уравнение (8.4.6.2) без степенного показателя т можно рассматривать как частный случай уравнения (8.4.6.4) при т = 1.
В системе координат lg/; lg 1g— уравнение V Qo J) изображается прямой линией с угловым коэффициентом т.
Если опытные точки содержаний остатка и соответствующие им продолжительности измельчения, нанесенные на указанной координатной сетке, разместятся близко к прямой линии, то можно считать, что кинетика измельчения подчиняется уравнению (8.4.6.4).
Если кинетика измельчения выражается уравнением (8.4.6.4), то скорость измельчения определяется производной по времени
— = Q(} Qxp{-ktm}(-krntm'y) = -kmf^Q.
_ , dQ dQ n _
Если m > 1, то = оо при t = оо и = 0 при t = 0.
Если m < 1, то = 0 при P co и = оо при t = 0. dt dt H
Таким образом, уравнение (8.4.6.4) теряет физический смысл при граничных условиях, так как скорость измельчения должна иметь конечное значение в начале процесса измельчения и в его конце. Поэтому уравнение кинетики (8.4.6.4) нужно рассматривать как эмпирическое уравнение, пригодное для описания измельчения в определенных условиях [71, 72].
Параметры уравнения находятся по аналогии с соответствующими параметрами уравнения Розина — Раммлера.
Уравнение (8.4.6.4) в дальнейшем усовершенствовал С.Ф. Шинкоренко:
Q = ftexp [-4 (Г1п(г +1)")]. (в.4.6.5)
Для железных руд Криворожского бассейна на графиках, характеризующих кинетику измельчения по
уравнению (8.4.4.5) в координатах lg/; lg lg— ,
< V QoJ) получены прямые линии.
Уравнение кинетики, имеющее физический смысл и при граничных условиях, получено К.А. Разумовым, В.А. Перовым, В.В. Зверевичем и Л.Ф. Биленко [72], принявшими относительную скорость измельчения к переменной, а не постоянной, как в уравнении (8.4.6.1):
е=_______.
exp(pk„t)-} +р
(8.4.6.6)
Это новое уравнение хорошо описывает опытные результаты [72-75]. Параметры р и ко находят по двум опытам (для решения системы уравнений удобно принять продолжительность измельчения во втором опыте в 2 раза больше, чем в первом, т. е. Qx при tx и Q? при 2/1) [72]:
(8.4.6.7)
Уравнение (8.4.6.6) является достаточно хорошей моделью процессов измельчения узких классов крупности
790
Новый справочник химика и технолога
разнопрочных минералов, а также их смесей в шаровой мельнице [73-77]. Расчетные и опытные данные практически совпадают.
Дальнейшее развитие кинетика измельчения получила в работах О.Н. Тихонова [78, 79], который, базируясь на работе А.И. Загустина, предложил оценивать быстроту изменения во времени массовой доли любого узкого класса (Z, I + dl) при периодическом дроблении (измельчении) следующим интегро-дифференциальным уравнением:
Qdl =
dM = Qdl dt
J q(R,l,t)dR- jq(l,r,t)dr . i о
(8.4.6.8)
где Q — суммарная масса материала в зоне дробления, кг; y(Z, t) — дифференциальная гранулометрическая характеристика измельчаемого материала, м-1; q(R, I, t), q(l, г, t) — функции распределения потоков между узкими классами: «питающим» крупным R и «питаемым» мелким г, 1/(с • м2); Q<r<l<R< Zmax.
Уравнение (8.4.6.8) есть материальный баланс для произвольного узкого класса (Z, I + dl): скорость изменения массы этого класса (левая часть уравнения) равна суммарному «притоку» в него из более крупных классов 1<R< Zmax (первый член в правой части) минус «отток» из него в более мелкие классы 0 < г < I (второй член в правой части).
Знание кинетики измельчения дает возможность обосновать ряд практически важных технических решений, например расчет производительности мельниц, определение циркулирующей нагрузки и др.
Измельчаемость руд. Одним из важнейших факторов, определяющих кинетику измельчения материалов, является измельчаемость. Она характеризует склонность материалов к разрушению в барабанных мельницах. Так как прочностные свойства руд изменяются в широких пределах и по-разному проявляются в различных условиях измельчения, вполне надежно установить измельчаемость руды и производительность мельницы можно только на основе промышленных или полупромышленных испытаний, измельчив пробу руды в большой мельнице от исходной крупности до заданной.
При строительстве обогатительных фабрик так и поступают: перерабатывают крупные партии руды на опытных фабриках и опытных секциях, затем на основании полученных технических показателей проектируют и строят всю фабрику. Этот путь надежный, но дорогой и занимает много времени. Поэтому разработано несколько лабораторных методик определения измельчаемости. При этом часто получают измельчаемость по отношению к какой-либо известной (эталонной) руде, по измельчению которой имеется промышленный опыт. Можно пользоваться также и абсолютными показателями (граммы на один оборот лабораторной мельницы, граммы в минуту на один
литр объема, килограммы на один киловатт в час и т. д.).
Рассмотренный ранее индекс работы по Бонду (см. табл. 8.2.5.1) также является показателем измельчаемости.
Показатели измельчаемости изменяются в зависимости от условий и методики их определения, и поэтому, пользуясь ими, необходимо учитывать условность лабораторных определений.
Для лабораторного определения измельчаемости при работе мельницы в открытом цикле можно использовать способ Механобра. Проба руды дробится (на валках) до крупности 6 0 мм и измельчается при постоянных условиях, принятых для лабораторной мельницы. При этом снимается кинетика измельчения по всем классам крупности стандартного набора сит (например, 0300; 0200; 0150; 0100; 0074). В результате получаются кривые кинетики, аналогичные приведенным на рис. 8.4.6.1.
Если провести на таком графике прямую, параллельную оси абсцисс на выходе остатка на ситах 10 % (или 5 %), то точки пересечения этой прямой и кривых кинетики позволят определить продолжительность измельчения, необходимую для получения продукта с остатком 10 % (или 5 %) на разных ситах. Измельчаемость до крупности 10% остатка на определенном сите можно найти как удельную производительность по вновь обра-
Р(В -В )6О зованному классу q по формуле q = ? где
Р — масса пробы руды в мельнице, кг; ри и рк — содержание класса мельче данного отверстия сита в исходном материале и после измельчения (если было условие, что измельчение должно быть до 10 % остатка, то рк = 0,9), доли ед.; V — объем мельницы, л; Т — продолжительность измельчения, найденная по графику (мин).
По этой же методике определяется удельная производительность q3 мельницы на эталонной руде.
Отношение — дает коэффициент относительной измельчаемости.
Для малообъемных проб разработана методика определения измельчаемости с использованием уравнения кинетики измельчения (8.4.6.6) [80].
Разработаны и применяются методики лабораторного определения измельчаемости в замкнутом цикле в условиях порционной загрузки мельницы.
Абразивность руд. Все горные породы в процессе переработки способны изнашивать металл при трении. Изнашиваются футеровки дробящих поверхностей дробилок, молотки и била ударных дробилок, шары, стержни и футеровка барабанных мельниц, транспортных желобов и воронок, рабочие поверхности грохотов и т. п. Изнашивание металла породой (рудой) оценивается ее особым физико-механическим свойством, называемым абразивностью.
Абразивность горной породы зависит от конкретных условий взаимодействия породы и металла в тех
Процессы диспергирования
791
нологической операции. Изменение этих условий может вызвать столь существенное изменение изнашивания, что показатели абразивности, полученные в других условиях, не будут качественно и количественно характеризовать интересующий нас процесс. Поэтому предложено много разных методов для определения абразивности горных пород.
Особые методики разработаны для изучения абразивности горных пород применительно к процессам бурения, для характеристики абразивности пород в раздробленном состоянии и др.
Для изучения изнашивания целесообразно пользоваться моделями процессов и на них определять показатели абразивности как характеристики этих процессов. Показатели, определенные на моделях, должны коррелироваться с производственными показателями изнашивания; их можно использовать для проектных, инженерных расчетов и прогнозирования технических показателей.
Можно представить себе следующую физическую картину абразивного изнашивания металла горной породой.
Если порода и металл обладают разной твердостью, то при достаточном усилии прижатия выступающие частицы более твердого тела действуют как резцы и снимают стружку или выкалывают частицы с поверхности менее твердого. Крупнозернистые породы с остроугольными зернами при равной твердости обладают большей абразивностью, чем мелкозернистые с окатанной формой зерен. При этом взаимодействии изнашивается и более твердое тело. Выступающие на его поверхности частицы подвергаются многократным переменным нагрузкам, и вследствие явлений «усталости» тело разрушается с поверхности.
В отдельных точках соприкосновения металла и руды вследствие малой площади местного контакта возникают большие концентрации напряжений.
В этих условиях на взаимное изнашивание соприкасающихся тел будут влиять также их пластические и упругие свойства. При одинаковой твердости более пластичный материал оказывается более износостойким. В точках контакта при больших нагрузках могут возникать высокие температуры, которые заметно влияют на процесс изнашивания.
Важное значение имеет среда, в которой происходит изнашивание. Среда определяет различные химические, адсорбционные и другие эффекты в поверхностных слоях изнашиваемых тел, что приводит к образованию тонкой прослойки между взаимодействующими телами, отличающейся по свойствам от исходных тел. Свойства этой прослойки определяют так называемую смазочную способность среды. Абразивное изнашивание часто сочетается с коррозией.
Для определения относительной абразивности руд при измельчении Днепропетровским горным институтом предложен и отработан способ, основанный на оценке потери массы пустотелого ролика с наружным
диаметром 42 мм и длиной 90 мм с первоначальной массой 200 г, изготовленного из стали марки Ст 3. Истирание пробы руды крупностью 5-3 мм массой 50 г указанным роликом в течение 10 мин проводится в вибрационном роликовом истирателе конструкции института «Механобр». Коэффициент относительной абразивности определяется из выражения
Р -Р
А=^—(8.4.6.9) Р-Р д.э о.э
где Рд и Ро — масса ролика до и после опыта, «и» и «э» — индексы, характеризующие соответствующие показатели для исследуемой и эталонной руды.
Рассчитанные по формуле (8.4.6.9) показатели абразивности коррелируются с результатами оценок по методике фирмы «Алис—Чалмерс». Оценку абразивности фирма осуществляет по уменьшению массы стальной лопатки, изнашиваемой рудой во вращающемся барабане.
Пульпа. Измельчение полезных ископаемых на обогатительных фабриках, цементных и металлургических заводах производится в основном мокрым способом, т. е. с водой. С помощью воды производится транспортировка руды между агрегатами. Поэтому необходимо знать и учитывать свойства пульпы.
Пульпой называется смесь минеральных частиц и воды, в которой твердые частицы равномерно распределены в объеме воды. Взвешивание минеральных частиц в воде достигается перемешиванием пульпы или движением ее с достаточной скоростью. Чем крупнее частицы, тем легче пульпа расслаивается. Равномерно перемешанная пульпа обладает многими свойствами жидкости более тяжелой, чем вода.
Состав пульпы характеризуется следующими показателями:
- содержанием твердого в пульпе по массе, т. е. отношением массы твердого вещества к массе всей пульпы. Данное отношение выражается в процентах или долях единицы. Для сильно разжиженных пульп массу твердого относят к объему жидкого, т. е. указывают, сколько граммов или миллиграммов твердого приходится на 1 м3 или 1 л воды. Так характеризуются, например, сливы сгустителей и фильтраты. Содержание твердого в мельницах поддерживают в пределах 70-80 %, в сливах классифицирующих устройств — от 15 до 45 %, в песках — 60-80 %;
- разжижением, т. е. отношением массы жидкого к массе твердого в объеме пульпы:
Ст т Я + 1
где Ст — содержание твердого в пульпе, масс. %;
- плотностью пульпы при известной плотности твердого. По этим двум величинам можно подсчитать содержание твердого в пульпе и величину R.
792
Новый справочник химика и технолога
Объем единицы массы пульпы равен сумме объемов твердого и воды
= % + (1-С), о
Рл
откуда плотность пульпы
5
Рп " Ст +5(1-Ст) ’
(8.4.6.10)
где Ст — содержание твердого в пульпе, доли ед.; 5 — плотность твердого, кг/м3.
Плотность пульпы можно выразить также через ее разжижение R. Известно, что
Ст =^— т Я + 1
Заменив в уравнении (8.4.6.10) Ст, получим
отсюда R = —-—. (8.4.6.12)
5(рп-1)
Вязкость — весьма важное свойство пульпы. Вязкость пульпы возрастает с увеличением содержания в ней твердого вещества. При добавках твердого вязкость вначале увеличивается сравнительно медленно, а после того, как содержание твердого превысит 20-25 об. %, возрастает очень быстро даже при незначительных добавках твердого, и пульпа совершенно теряет свою текучесть при содержании твердого 35-42 %.
Крупнозернистые пульпы менее вязки, чем тонкозернистые при том же содержании твердого. Присутствие в пульпе очень мелких частиц твердого (менее 10-20 мкм), называемых шламами, сильно изменяет ее вязкость. В этом отношении особое значение имеют первичные шламы, т. е. мелкие минеральные глинистые частицы, присутствующие в некоторых рудах и освобождающиеся при мокром измельчении. Незначительное количество первичных шламов может заметно повысить вязкость пульпы и ее устойчивость к расслоению. Мелкие частицы кристаллического строения, образованные из минералов при измельчении, не оказывают такого сильного влияния на вязкость пульпы. Добавкой химических веществ можно изменить вязкость пульпы и ее устойчивость. Для повышения устойчивости в пульпу добавляют вещества, называемые стабилизаторами. Часто для этой цели служит жидкое стекло. Добавка в пульпу коагулянтов, например извести, в некоторых случаях наоборот, вызывая слипание мелких частиц, ускоряет расслоение пульпы. С повышением температуры вязкость пульпы уменьшается.
Циркулирующая нагрузка и ее расчет по результатам опробования. Производительность мельницы по вновь образуемому готовому продукту АР приблизительно прямо пропорциональна среднему содержанию в мельнице класса 7?ср, превышающего по своей крупности готовый продукт,
\P = kR^ (8.4.6.13)
где к — коэффициент пропорциональности.
Выделение в операции предварительной классификации готового продукта повышает содержание 1?ср и вследствие этого увеличивает АЛ а также уменьшает ошламование продукта, вредно влияющее на все процессы обогащения. Небольшое содержание шламов в пульпе при измельчении кристаллических руд в некоторых случаях полезно. Шламы, увеличивая вязкость пульпы, способствуют более равномерному и полному покрытию ею поверхности шаров, при этом уменьшается число холостых ударов шаров [81].
Возможность и целесообразность включения в схему измельчения операции предварительной классификации зависят в основном от максимальной крупности зерен руды в питании мельницы и содержания в нем готового продукта. Руду, содержащую слишком крупные зерна, нельзя загружать ни в механические классификаторы, ни в гидроциклоны, а руду, содержащую слишком малое количество готового продукта, нецелесообразно подвергать предварительной классификации.
Предварительная классификация перед первой стадией измельчения применяется редко и только при крупности руды не более 6-8 мм и содержания в ней готового продукта не менее 15 %.
Поверочная классификация в замкнутом цикле применяется для контроля крупности измельченного продукта, повышения производительности мельницы, уменьшения ошламования продукта при измельчении.
При наличии поверочной классификации некондиционный по крупности продукт возвращается обратно в мельницу (циркулирующая нагрузка), в питании мельницы увеличивается содержание крупного класса и вследствие этого возрастает ее производительность по готовому продукту.
Циркулирующей нагрузкой с одностадийной схемы измельчения (рис. 8.4.6.2) принято называть отношение:
с - Q*. = Ql = Q ~^4
а а а ’
где Qj — масса продукта.
Между величиной циркулирующей нагрузки и относительной производительностью мельницы существует определенная зависимость.
Рассмотрим работу мельницы в замкнутом цикле в идеальных условиях, когда в питании мельницы не со
Процессы диспергирования
793
держится готового продукта, классификатор (гидроциклон) работает с эффективностью, равной 100 % (крупный класс продукта не содержится в сливе, а находится в песках классификатора), и мельница независимо от величины циркулирующей нагрузки всегда имеет оптимальное заполнение пульпой.
Рис. 8.4.6.2. Одностадийная схема измельчения: 1 — исходная руда; 2 — питание мельницы (руда + циркулирующая нагрузка);
3 — разгрузка мельницы;
4 — слив классификатора; 5 — пески классификатора
Допустим, что /?ср приближенно равно среднему арифметическому из R2 и R3 (рис. 8.4.6.2), тогда
R2 + R3 QA + QsR, Q,-l + cQ,l ,
2 Q}+Q5 Ql+cQ1
Формула (8.4.6.16) выведена на основе допущения, что между изменением содержания крупного класса и циркулирующей нагрузкой (при прохождении материала через мельницу) существует прямолинейная зависимость. В действительности это изменение происходит по экспоненте. На практике обычно с > 1, в этом случае ошибка, вызываемая принятым допущением, незначительна.
Из формулы (8.4.6.16) следует, что по мере увеличения циркулирующей нагрузки от 0 до оо относительная производительность мельницы возрастает в два раза (от 0,67 до 1,34). Зависимость между с, R и-
Ас приведена в табл. 8.4.6.1.
гч ЛК
Отношение ---- показывает увеличение производи-
ла
тельности мельницы при увеличении циркулирующей нагрузки. Это отношение с увеличением циркулирующей нагрузки прогрессивно уменьшается.
Увеличение циркулирующей нагрузки от 0 до 100 % увеличивает производительность мельницы на 50 % (от 0,67 до 1,0), а увеличение циркулирующей нагрузки от 400 до 500 % повышает производительность мельницы всего лишь на 2 % (от 1,20 до 1,22). Влияние циркулирующей нагрузки на производительность замкнутого цикла можно уточнить, приняв во внимание эффективность классификации (извлечение мелкого (готового) класса в слив) и содержание крупного (остатка) в исходном материале. Если за эталон принять производительность мельницы при режиме с = 1, £’*=1и/?1 = 1, то относительная производительность будет равна
а+е5 q^q
(84б14)
1__________2(1-7?4)-£0,65(7?1-7?4)
0,75 + 0,25£4 2£°’65(1 + с)(0,75 + 0,25£4) '
(8.4.6.17)
1 с
R 1 + с _ 1 + 2с _2(1 + с)-1_1 0,5
45 2 2(1 + с) 2(1+ с) 1 + с
(8.4.6.15)
KP = kR=к\ 1—1.
I 1 + cJ
Если производительность мельницы при с = 1 принять за эталон для сравнения АРэм, то относительная производительность К мельницы, работающей в идеальных условиях, приближенно будет
Здесь Ri и R4 — содержание остатка в исходном материале и в конечном продукте измельчения.
Технологическое значение циркулирующей нагрузки состоит в том, что она определяет среднее содержание крупного класса мельницы и относительную ее производительность. Если эффективность классификации равна 100 %, то циркулирующая нагрузка в точности равна отношению содержания крупного класса к содержанию готового продукта в разгрузке мельницы. Действительно, из формулы (8.4.6.14) следует:
с = -^- = ^-, 1-^ Рз
(8.4.6.18)
где р3 — содержание готового (мелкого) класса в продукте 3 (рис. 8.4.6.2).
Если эффективность классификации меньше 100 %,
(8.4.6.16)
* Е — эффективность классификации.
794
Новый справочник химика и технолога
Таблица 8.4.6.1
Зависимость относительной производительности мельницы от циркулирующей нагрузки K=f (с)
с 0 1,0 2,0 3,0 4,0 5,0 10,0 100,0 оо
Rep 0,5 0,75 0,83 0,875 0,90 0,915 0,955 0,955 1,00
к 0,67 1,0 1,11 1,17 1,20 1,22 1,27 1,33 1,34
АК Ас 0,33 0,11 0,06 0,03 0,02 0,01 0,0007 0
Отношение —, равное для одностадийной схемы Рз
измельчения циркулирующей нагрузке, является критерием при оценке эффективности работы мельницы в открытом цикле и при выборе значений циркулирующей нагрузки для отдельных стадий двухстадийных схем измельчения [81].
Циркулирующую нагрузку можно определить непосредственным взвешиванием пробы песков, получаемых за определенный промежуток времени. Однако чаще циркулирующую нагрузку исчисляют по данным опробования отдельных потоков цикла измельчения. Расчет по данным опробования производится на основе баланса материала, поступающего в операцию классификации и выходящего из нее. Опробованию подлежат продукт разгрузки мельницы, поступающий на классификацию, и продукты классификации (слив и пески).
Циркулирующую нагрузку определяют по данным ситового анализа продуктов классификации, отношению Ж : Т в них, содержанию влаги и т. д. [81].
Для примера определим массу продуктов для замкнутого цикла измельчения по рис. 8.4.6.2. Продукты занумерованы, масса продукта обозначена Qn, содержание в нем класса определенной крупности — Р„, разжижение — Rn. Индекс «п» обозначает номер продукта по схеме.
Составим баланс класса крупности в операции классификации-. 0зРз = £>404 + 05р5.
Баланс твердого материала Q3 = О4 + Q3.
Решение системы уравнений баланса дает
где с — циркулирующая нагрузка, относительные единицы, в процентах или долях единицы; — в процентах или долях единицы.
Масса песков
а = ее, =0^51-. (8.4.6.20)
Рз Н5
Составим баланс воды в операции классификации: (?ЗрЗ = (?4р4 + 05^5-
Баланс твердого материала Q3 = Од + Q5.
Аналогично формулам (8.4.6.19) и (8.4.6.20) получим
Qi _ Qs _
Q4~Qr Ri-Ri ’
(8.4.6.21)
е,=се,=й-у-4-- (8.4.6.22)
Если известна влажность продуктов (отношение массы воды к массе пульпы), то нужно сначала перейти к разжижениям, а затем воспользоваться формулами (8.4.6.21), (8.4.6.22).
Пользуясь формулами типа (8.4.6.19), (8.4.6.21), можно получить для одной и той же схемы несколько оценок циркулирующей нагрузки, рассчитанных по балансу различных компонентов (класс крупности, разжижение и т. д.). Эти оценки, как правило, отличаются друг от друга. Различия оценок объясняются наличием неувязок баланса из-за погрешностей в отборе, подготовке и анализе проб продуктов технологической схемы. Поэтому значения, полученные для разных классов, усредняют.
Основные формулы для расчета разных схем измельчения сведены в табл. 8.4.6.2.
Таблица 8.4.6.2
Формулы для расчета схем измельчения по данным опробования
Схема измельчения Формулы для расчета
[/ Операция классификации: Qi = A + Q3;a=Q^^ Р2 Рз
I2 Р
1 Замкнутый цикл при подаче исходного продукта в классификацию: операции предварительной и поверочной классификации совмещены: Q\ ~ 0$, Q\ - Qi\ Q = Q Рз ЙР5-Р4
* d
Процессы диспергирования
795
Продолжение таблицы 8.4.6.2
Схема измельчения Формулы для расчета
17 Замкнутый цикл при подаче исходного продукта в классификацию: операции предварительной и поверочной классификации разделены: Q\ ~ Qi, Qi + Qe = Qz, й = й^^-; Р2-Рз Qi= Qi -Оз', Оз= Qe', Qi = Оз -"--Р5 Р5-Р7
2
8
1 . Частично замкнутый цикл; нужно знать Qi п =—; Оз Оз = Q > (P4-P5)-V(P4-P5) т. е. в каком отношении разделены пески: 04=Й-(1-«)й
2 Q 13 7
4 7^ У
Закономерности совместного измельчения разнопрочных компонентов. Изучение закономерностей поведения смесей разных компонентов при их измельчении имеет не только теоретическое, но и большое народно-хозяйственное значение, так как позволяет интенсифицировать и совершенствовать процессы приготовления шихты на существующих глиноземных и цементных заводах, повышать качество проектов сырьевых цехов новых предприятий и экономить значительные средства [73, 82].
Этим вопросам в последнее время уделяется значительное внимание как в России, так и за рубежом. В то время как зарубежные исследователи не вышли за рамки теоретических изысканий и лабораторных исследований, нам удалось установить некоторые основные закономерности совместного измельчения разнопрочных компонентов в шаровых мельницах и проверить их в лабораторных, полупромышленных и промышленных условиях. Разработанные на этой основе рациональные схемы шихтоподготовки с опережающим измельчением более твердого компонента, внедренные на Волховском алюминиевом заводе и на Ачинском глиноземном комбинате, позволили существенно повысить извлечение полезных компонентов и снизить расходы мелющих тел и электроэнергии с повышением производительности сырьевых переделов.
Наиболее важной закономерностью совместного помола представляется положение о независимом измельчении различных компонентов в шаровой мельнице, будь то минералы или отдельные классы крупности.
Это положение проверялось путем определения кинетики измельчения отдельных классов крупности и их смесей, а также разных минералов при раздельном и совместном измельчении в различных соотношениях по уравнению (8.4.6.6).
Лабораторными исследованиями на примере измельчения смесей известняка и нефелиновой руды, составляющими шихту для производства глинозема, на Ачинском глиноземном комбинате установлено, что одно и то же уравнение (с одинаковыми параметрами рък) хорошо описывает как кинетику измельчения отдельного минерала, так и кинетику измельчения этого материала в смеси с другим при любом их соотношении (рис. 8.4.6.3). Подтверждается важное положение, характеризующее процесс измельчения: каждый компонент смеси измельчается независимо один от другого [75].
Рис. 8.4.6.3. Зависимость содержания класса +0,071 мм (71 мкм и более) в измельчаемой смеси известняка и нефелина от времени измельчения в лабораторной мельнице: I — 100 % нефелина; 2 — 70 % нефелина и 30 % известняка;
3 — 42 % нефелина и 58 % известняка;
4 — 30 % нефелина и 70 % известняка; 5 — 100 % известняка; А — опытные значения; ° — расчетные значения
Измельчаемость известняка в 2-2,5 раза выше из-мельчаемости нефелиновой руды. Следовательно, указанное положение справедливо для довольно различных по измельчаемое™ материалов при любом их соотношении.
Это положение, сформулированное на основании лабораторных и полупромышленных опытов, подтверждено в промышленных условиях на Ачинском глиноземном комбинате при измельчении известняковонефелиновой шихты в мельницах 3,2X15 м. В продукте помола, кроме ситового состава, определялся химический состав как общей пробы, так и отдельных классов +0,08 (крупнее 80 мкм) и -0,08 (мельче 80 мкм) для расчета в них соотношения нефелина и известняка. Замерялась также производительность мельниц по нефелину и по известняку. Испытания проведены при раз
796
Новый справочник химика и технолога
ной производительности мельниц. По результатам проведенных опробований рассчитаны удельные производительности мельниц по готовому продукту для фракции класса -0,08 мм (80 мкм и менее) при разных производительностях по общему питанию как для шихты, так и для каждого компонента. Сравнение рассчитанных удельных производительностей (как суммы производительностей обоих компонентов) с фактически полученными показателями приведено на рис. 8.4.6.4.
Рис. 8.4.6.4. Зависимость удельной производительности мельницы 3,2x15 м по классу -0,08 мм смеси нефелина и известняка от расхода каждого компонента:
Д — опытные значения; о — расчетные значения
Суммарная расчетная удельная производительность мельниц по нефелину и известняку почти в точности совпадает с фактической удельной производительностью мельниц. Это подтверждает основное положение процесса измельчения смесей о независимом измельчении отдельных компонентов в шаровой мельнице.
Специальными исследованиями установлено, что характеристики крупности нефелиновой руды и известняка, полученные при раздельном помоле, аналогичны характеристикам крупности, определенным для этих компонентов при их совместном измельчении. Это также подтверждает независимость измельчения компонентов в смеси.
Установленная закономерность о независимости измельчения отдельных компонентов материальной загрузки мельницы, будь то отдельные минералы или узкие классы крупности, является следствием и одновременно подтверждением статистического характера процесса измельчения, происходящего в мельнице.
Специальными опытами со смесями известняка и нефелина, в которых по специально разработанной ме
тодике рассчитывалось содержание минералов в классах крупности при различном времени измельчения, установлена следующая закономерность: с увеличением времени измельчения повышается содержание твердого минерала (нефелина) в крупных классах и содержание мягкого минерала (известняка) в мелких классах. Более мягкий известняк при измельчении быстрее переходит в мелкие классы, в то время как твердый нефелин остается более крупным, и для его измельчения до конечной крупности требуется больше времени и, следовательно, энергии, чем для известняка [83].
Опытами при разной крупности исходных продуктов, загружаемых в мельницу, показано, что содержание нефелина в классе +0,071 мм (71 мкм и более) составляет 76-83 % независимо от крупности исходного материала, в то время как исходный продукт содержал 42,5 % нефелина. При совместном помоле нефелин всегда остается более крупным, если исходная крупность компонентов перед смешением одинаковая. Это говорит о том, что перед смешением нефелин должен быть измельчен более тонко по сравнению с известняком, если мы хотим получить в классах крупности продукта совместного помола одинаковое соотношение указанных компонентов (заданное, например, отношением оксида кальция к кремнезему, обеспечивающим полное прохождение твердофазных реакций при спекании шихты). Для данных исходных материалов и при данных конечных требованиях к продукту измельчения перед совместным измельчением руда должна пройти две стадии помола, в то время как известняк — только одну либо добавляться в смесь сразу после дробления.
Эта закономерность дала возможность разработать новую, более совершенную технологическую схему приготовления известняково-нефелиновой шихты с опережающим измельчением рудного компонента для Ачинского глиноземного комбината, которая позволила увеличить производительность мельниц, повысить на 1,5-2,0 % извлечение глинозема и щелочей из руды, снизить на 20 % расход электроэнергии и в 2-3 раза расход шаров и цильпебса.
На рис. 8.4.6.5. изображена проектная и усовершенствованные схемы подготовки шихты Ачинского комбината [83]. Внедрение совместного измельчения известняка и нефелиновой пульпы позволило существенно повысить технологические и экономические показатели. Результаты работы сырьевого цеха комбината на этих схемах приведены в табл. 8.4.6.3.
Процессы диспергирования
797
а) Действующая схема (проектная)
Измельчение
нефелиновой руды
Готовая шихта
Измельчение
известняка
(8 мельниц)
б) Внедренная схема (внедрена в 1974 г.). Трехстадийное измельчение руды
Измельчение нефелиновой руды
в) Четырехстадийная схема подготовки шихты (после 1979 г.)
I стадия II стадия
III стадия (8 мельниц)
Рис. Я.4.6.5. Усовершенствование схемы измельчения в сырьевом цехе АГК
798
Новый справочник химика и технолога
Таблица 8.4.6.3
Показатели работы сырьевого цеха АГК по схемам
Наименование показателей Существующая схема (1973 г.) Трехстадийная схема (1977 г.) Четырехстадийная схема (1990 г.)
1. Производительность мельниц, в том числе: рудных:
I стадия 42,4 62,0 68,3
II стадия — — 138,3
известняковых 86,4 94,5 95,3
домольных 153 168,1 182,8
2. Удельная производительность мельниц по классу -0,08 мм (80 мкм и менее), т/(м3 • ч):
рудных 0,317 0,404
известняковых 0,663 0,624
домольных 0,174 0,265
в среднем 0,400 0,597 0,617
3. Остаток на сите 0080, % 7,0 9,3 6,3
4. Расход на тонну шихты:
шаров, кг/т 1,23 1,035 0,727
цильпебса, кг/т 0,75 0,476 0,409
всего мелющих тел, кг/т 1,98 1,501 1,136
электроэнергии, кВт • ч/т 37,4 34,17 35,63
Оценка энергетических затрат на измельчение нефелиновой руды и известняка исходной крупностью 6 и 20 мм каждого материала в разных по размерам мельницах (300x200; 500x260 и 3200X15 000 мм) и сравнение этих затрат при переходе от лабораторных мельниц к промышленным показали следующее.
При измельчении нефелиновой руды крупностью 6,0 мм от 80 до 99 % класса -0,08 мм (80 мкм и менее) энергетические затраты возрастают в 2,8 раза для мельниц диаметром 300 и 500 мм. При измельчении руды крупностью 20-0 мм в мельницах диаметром 500 и 3200 мм энергетические затраты при аналогичном снижении крупности готового продукта возрастают на одинаковую величину — в 2,5 раза. Аналогичная зависимость наблюдается и для известняка для мельниц разных типоразмеров: затраты энергии возрастают в 2,6 раза как для мельницы диаметром 500 мм, так и для мельницы диаметром 3200 мм при одинаковом снижении крупности помола.
Таким образом, установлено, что относительное возрастание затрат энергии при снижении крупности измельчения компонентов шихты (известняка и нефелиновой руды) оказалось одинаковым как для лабораторной, так и для промышленной мельницы при измельчении данного материала одной и той же крупности. Эту важную закономерность, вытекающую из
особенностей примененного уравнения кинетики измельчения, можно использовать для условий моделирования процесса промышленного измельчения в лабораторных мельницах. Определив кинетику измельчения исследуемой руды в лабораторной мельнице и введя поправку на крупность руды, загружаемой в промышленную мельницу, можно определить кинетику измельчения материала в промышленной мельнице и относительные затраты энергии при помоле до различной крупности в промышленных условиях.
Установленная закономерность позволяет также разработать более достоверную методику определения измельчаемости руд и энергетических затрат в промышленной мельнице. Такая методика была разработана в 1978 г. Результаты исследований изложены в [80].
В результате изучения особенностей совместного измельчения различных по твердости и измельчаемости компонентов установлены следующие закономерности [75, 82]:
1) каждый компонент рудной загрузки мельницы измельчается в смеси по своему индивидуальному закону, определенному для раздельного измельчения;
2) достичь равномерного распределения компонентов по фракциям удается только для двух расчетных классов крупности (по плюсу и минусу данного размера) при установленной степени измельчения, для дру-
Процессы диспергирования
799
гих классов это соотношение будет определяться индивидуальной характеристикой крупности каждого компонента на данной стадии измельчения;
3) характеристика крупности компонента, измельченного в смеси с другим компонентом, остается такой же, как и при раздельном измельчении его до той же крупности;
4) коэффициент опережающего измельчения, показывающий степень предварительного помола твердого компонента в схеме измельчения двухкомпонентных смесей, не зависит от количества твердой составляющей в смеси, а определяется только свойствами измельчаемых материалов;
5) при увеличении времени предварительного измельчения твердого компонента перед совместным помолом с мягким содержание первого в расчетном классе конечной шихты снижается и при определенных условиях становится меньше, чем в среднем составе шихты;
6) относительное возрастание затрат электроэнергии при снижении конечной крупности измельчения компонентов шихты (известняка и нефелиновой руды) оказалось одинаковым как для лабораторных, так и для промышленной мельницы при измельчении данного материала одинаковой исходной крупности.
Наиболее удобным и достоверным методом оценки поведения компонентов при совместном измельчении является метод определения кинетики измельчения компонентов.
На основе метода определения индивидуальной характеристики крупности компонентов в измельченной двухкомпонентной шихте в [83] предложена номо-граммма для экспрессного определения крупности измельчения каждого компонента по результатам химического анализа шихты и расчетного класса. Эта номограмма применяется для регулирования процесса приготовления шихты на одном из глиноземных предприятий. Данный метод можно использовать для двухкомпонентной шихты любого состава. На основе изучения кинетики измельчения компонентов разработана теоретическая база для дальнейшего углубленного исследования поведения компонентов при их совместном измельчении, определены основные принципы построения рациональных схем подготовки полимине-ральной шихты.
8.4.7. Производительность барабанных мельниц
(Л. Ф. Биленко)
При измельчении полезную мощность мельницы представляют в виде уравнения
У=Э(Д£удШ (8.4.7.1)
где Q — производительность мельницы, кг/с; Э4Л8ур) — удельная энергия измельчения, Дж/кг.
Величина Э(Д5уд) определяется как свойствами материала, так и приростом его удельной поверхности в процессе измельчения: АБуя = S^-S^h, где индексы
«к» и «н» обозначают удельную поверхность материала после и до измельчения.
При проектировании обогатительных фабрик крупность исходного материала принимается на основании технико-экономических расчетов с учетом наименьших общих затрат на дробление и измельчение. Производительность мельницы тем выше, чем меньше крупность исходного материала и чем крупнее продукт измельчения, и наоборот. Однако выяснить количественные закономерности измельчения можно только на основе опытных данных для конкретного материала, так как в зависимости от физических свойств различные материалы при измельчении ведут себя по-разному.
На основе практики принята оптимальная крупность питания стержневых мельниц 15-20 мм, шаровых — 10-15 мм. Такую крупность возможно получить при дроблении в три стадии с замкнутым циклом в третьей стадии. Для мельниц самоизмельчения крупность питания составляет 250-300 мм после одной стадии крупного дробления.
В тех случаях, когда 5’у1 .к»|£уД,н (т. е. при мелком конечном продукте измельчения), изменение крупности исходного материала не оказывает существенного влияния на производительность мельницы.
Влияние на производительность мельницы ее размеров и технологических параметров. Полезная мощность, потребляемая мельницей, в зависимости от ее размеров определяется в соответствии с уравнением (8.4.5.11) соотношением N * D^L. После подстановки этого соотношения в (8.4.7.1) получим Q » 3(hSy„)D^L, или
Q=kD2,5L. (8.4.7.2)
Здесь к — эмпирическая константа, зависящая от свойств материала, от начального и конечного размеров частиц и от технологических параметров мельницы (коэффициента заполнения мельницы, типа футеровки, скорости вращения и пр.).
Удельная производительность, т. е. производительность, приходящаяся на единицу внутреннего объема барабана мельницы:
кГ)г5Т
-=аД'5. (8Л7‘3)
nD L/4
4к
Здесь а=—.
л
Из (8.4.7.2) и (8.4.7.3) следует:
а_д2%. д д2 % ’
/ \0,5
41 _ I д । Яг ’
(8.4.7.4)
(8.4.7.5)
800
Новый справочник химика и технолога
vixQ связь между Q и q при внутреннем объеме мельницы V выражается как
Q=qV=aD05V. (8.4.7.6)
Практические данные о зависимости полезной мощности и производительности от размеров мельницы достаточно близки полученным соотношениям. Так, полезная мощность и производительность шаровой мельницы зависят от ее диаметра в степени 2,3, стержневой — в степени 2,33. В то же время для шаровых мельниц диаметром более 4 м степень при диаметре примерно соответствует 2, т. е. полезная мощность и производительность больших мельниц растет пропорционально объему мельницы.
Влияние конструкции мельниц и формы футеровки на их производительность установлено на основании практических данных. Мельницы, работающие с низким уровнем пульпы, имеют производительность несколько большую, чем мельницы с высоким уровнем пульпы. В частности, производительность шаровых мельниц с решеткой приблизительно на 15 % больше производительности мельниц с центральной разгрузкой. Производительность мельниц с гладкой футеровкой меньше, чем мельниц с ребристой футеровкой.
Влияние замкнутого цикла измельчения и измельчение в открытом цикле рассмотрены в 8.4.6.
Производительность мельницы и полезная мощность растут с увеличением степени заполнения объема мельницы дробящей средой и достигают максимума при коэффициенте заполнения ср = 0,5. Дальнейшее увеличение ср приводит к уменьшению расхода энергии и производительности мельницы. В частности, на обогатительных фабриках шаровые мельницы работают при ср = 0,4-Ю,5, стержневые мельницы — при ср = 0,35-Ю,45, мельницы самоизмельчения — при ср = 0,3 -Ю,3 5.
Поскольку число ударов шаров в мельнице увеличивается с уменьшением их диаметра, то желательно применение шаров наименьшего размера. Однако размеры шаров существенно влияют на производительность мельниц. Крупные и прочные руды требуют применения шаров большего размера, мелкие и мягкие руды лучше измельчаются шарами меньших размеров. Загрузка мельницы шарами разного размера предпочтительнее, чем загрузка одноразмерными шарами. Таким образом, для каждого материала в зависимости от его прочности и крупности можно подобрать характеристику крупности шаровой смеси, обеспечивающую наиболее высокую производительность мельницы.
Производительность шаровых мельниц изменяется примерно прямо пропорционально плотности дробящей среды. Увеличение твердости измельчающих тел дает некоторое повышение производительности. Наибольшую производительность мельницы имеют в том случае, когда измельчающая среда составлена неизношенными, не потерявшими своей формы шарами или стержнями.
Содержание воды в пульпе определяет ее текучесть и способность проходить через мельницу. Совершенно сухой материал при тонком измельчении достаточно текуч и легко проходит через цилиндрическую мельницу. Когда же в материале, особенно глинистом, содержится от 8 до 15 % воды, то при измельчении образуется плотная, вязкая масса, которая с трудом проходит через мельницу или совсем не проходит. При содержании воды около 20 % материал достаточно свободно проходит через мельницу. Однако с ростом разжижения пульпы в мельницах с решеткой увеличивается проскок крупных частиц, что приводит к укрупнению продукта на выходе. В мельницах с центральной разгрузкой, напротив, укрупнение материала на выходе происходит с уменьшением разжижения пульпы.
Зависимость полезной мощности мельницы от частоты вращения ее барабана при разных <р имеет экстремум. На обогатительных фабриках мельницы работают при частоте вращения барабана от 50 до 85 % критической. Чаще частота вращения составляет 65-70 % критической.
Расчет производительности мельницы. Условия работы мельницы могут изменяться в широких пределах, поэтому определение ее производительности по теоретическим формулам невозможно. Производительность мельниц для вновь проектируемых обогатительных фабрик рассчитывают на основе метода подобия, т. е. исходя из практических данных работы мельниц на действующих установках при режиме, близком к оптимальному.
При расчете учитывают влияние на производительность только типа и размеров мельницы, измельчаемости материала и крупности исходного материала и измельченного продукта. Влияние на производительность эксплуатационных условий не учитывают, полагая, что проектируемая мельница будет работать при режиме, который близок к режиму действующей мельницы.
При выборе типа мельницы руководствуются главным образом требованиями к крупности продукта измельчения. Стержневые мельницы по сравнению с шаровыми снижают долю крупных классов на выходе. Однако они рекомендуются для измельчения до 1-3 мм и широко применяются при подготовке руд к гравитационным и магнитным процессам. Их также применяют в первой стадии двухстадийного измельчения.
В связи с заменой классификаторов гидроциклонами стали чаще применять мельницы сливного типа; продукт, разгружаемый из этих мельниц, содержит меньше крупных зерен, что облегчает работу насосов и гидроциклонов.
Расчет мельницы можно вести двумя методами — по удельной производительности и по эффективности измельчения.
Расчет мельницы по удельной производительности ведется по руде или расчетному классу. За расчетный принимают обычно класс -0,074 мм. По содержанию этого класса можно судить о размере максимального
Процессы диспергирования
801
зерна в продукте измельчения. За размер максимального зерна принимают размер квадратного отверстия сита, через которое проходит 95 % продукта измельчения. Ниже приведены средние практические данные о крупности продуктов измельчения и содержания в них класса -0,04 и -0,074 мм:
Крупность продукта измельчения, мм 0,4 0,3 0,2 0,15 0,1 0,074
Содержание класса -0,074 мм (74 мкм и менее), % 0,4 0,48 0,65 0,72 0,85 0,95
Содержание класса -0,04 мм (40 мкм и менее), % 0,25 0,32 0,45 0,5 0,65 0,8
Содержание класса -0,074 мм в материале, поступающем на измельчение, рекомендуется принимать в соответствии с таблицей:
Крупность продукта дробления, мм 40 20 10 5 3
Содержание класса -0,074 мм (74 мкм и менее), % 3 6 10 20 23
Для начала расчетов ориентируются на удельную производительность действующей мельницы по вновь образуемому расчетному классу. Например, по данным обогатительных фабрик при измельчении руды от крупности -30 мм до крупности 60-65 % класса -0,074 мм удельная производительность шаровых мельниц с решеткой диаметром 2,7 м составляет в зависимости от твердости руды 0,8-1,3 т/(м3 • ч).
Чтобы от удельной производительности q\ действующей мельницы перейти к производительности q2
проектируемой мельницы, вводят ряд поправочных коэффициентов, которые учитывают измельчаемость руд (Хи), тип мельницы (Хт), поправку на длину и диаметр мельницы (Х£, Хо), крупность исходного материала и измельченного продукта (Хк), заполнение мельниц измельчающей средой (Хф) и частоту вращения барабана (Х^).
Хи определяется экспериментальным путем как отношение производительности мельницы по вновь образованному расчетному классу при измельчении исследуемой руды к производительности той же мельницы и по тому же классу при измельчении принятой для сравнения руды. В обоих случаях крупность исходного материала, содержание расчетного класса в измельченном продукте и все условия измельчения должны быть одинаковыми.
Хт вводится, если тип разгрузки проектируемой мельницы отличается от принятой для сравнения (эталонной). Значения Хт принимаются в соответствии с таблицей:
Соотношение типа проектируемой и эталонной мельниц МШР/МШЦ и и МШЦ/МШР
Хт 1,1 1,0 0,9
Хк определяется по формуле Хк =—, где т — от-носительная производительность проектируемой мельницы при запроектированной крупности исходного и конечного продуктов; тэ — то же для эталонной мельницы, работающей в промышленных условиях.
Значения относительной производительности т и тэ следует принимать из табл. 8.4.7.1.
Таблица 8.4.7.1
Относительная производительность шаровых мельниц
Крупность исходного материала, мм Относительная производительность шаровых мельниц при содержании расчетного класса -0,074 мм (74 мкм и менее) измельченном продукте
30% 40% 48% 60% 72% 85% 95%
40 0,68 0,77 0,81 0,83 0,81 0,80 0,78
20 0,81 0,89 0,92 0,92 0,88 0,86 0,82
15 0,87 0,95 0,98 0,96 0,91 0,88 0,83
10 0,95 1,02 1,03 1,00 0,93 0,90 0,84
5 1,11 1,15 1,13 1,05 0,95 0,91 0,85
3 1,17 1,19 1,16 1,06 0,92 0,91 0,85
802
Новый справочник химика и технолога
Ку вводится при наличии разницы между частотами вращения проектируемой ф и эталонной фэ мельниц и
определяется по формуле К =—, где ф и фэ — час-Уэ
тоты вращения для проектируемой и эталонной мельниц, % критической скорости.
Предельные значения частот ф (%) для мельниц различного типа по ГОСТ 10141-81 составляют: МСЦ — 60-72; МШЦ и МШР (объемом до 50 м3) — 75-85; МШЦ и МШР (объемом до 100 м3) — 75-82; МШЦ и МШР (объемом более 100 м3) — 70-78.
По практическим данным для большинства типоразмеров отечественных мельниц частоты вращения имеют следующие значения: МСЦ — 60-65; МШР и МШЦ — 79-81; МШЦ 5500x6500 — 74,2.
Лф вводится при наличии разницы в степени заполнения мелющими телами проектируемой (<р) и эталон-
, х ~ Ф 1,07-Ф
нои (<рэ) мельниц: К =—-----—. Максимальный ко-
<рэ 1,07-фэ
эффициент заполнения ф по ГОСТ 10141-81 принимается: МСЦ — 0,35; МШЦ — 0,42; МШР — 0,45.
Z \0,15
KL определяется по формуле KL = — , где L и
\Jb)
— длины проектируемой и эталонной мельниц.
v , I 7)-28
KD определяется по формуле KD = I-----, где D и
D3 — диаметры проектируемой и эталонной мельниц, 8 и 8Э — толщина футеровки проектируемой и эталонной мельниц.
Удельная производительность (т/(м3 • ч)) для проектируемой мельницы определяется по формуле
q = q3K^KyK^K9KLKD , (8.4.7.7)
где q и q3 — удельные производительности проектируемой и эталонной мельниц по вновь образованному расчетному классу (обычно -0,074 или -0,044 мм).
Для действующей на фабрике мельницы, принимаемой за эталонную, удельная производительность q3 определяется по формуле
, (8.4.7.8)
где рк и ри — содержание расчетного класса крупности в готовом и исходном продуктах, доли ед.; Гэ — объем мельницы, м3, равный Гэ = 0,785(7) - 28)27; D — внутренний диаметр барабана без футеровки; L — длина цилиндрической части барабана; 8 — толщина новой футеровки (8 = 0,12 м для D > 4 м, 8 = 0,04 + 0,027) для D < 4 м).
Необходимое для установки число мельниц определяется как п=-^~, где Q — производительность всей йм
установки.
Для проектируемой фабрики необходимо произвести сравнение мельниц нескольких типоразмеров, определив наименее металло- и энергоемкий вариант мельниц для установки.
Производительность мельницы по твердому (руда + пески) П = Q(c+l), где с — циркулирующая нагрузка в относительных единицах, определяемая по результатам опробования.
Пропускная способность мельниц МСЦ и МШЦ определяется главным образом производительностью загрузочных, а мельниц МШР — разгрузочных устройств и регламентирована ГОСТ 10141-81.
Производительность барабанных мельниц может также быть рассчитана по эффективности измельчения [1]. Эта методика используется также при расчете мельниц самоизмельчения и рудногалечных.
В зарубежной практике используется методика Ф. Бонда [49].
Получаемые по различным материалам данные желательно сопоставлять с граничными значениями производительности, приведенными в ГОСТ 10141-81.
Пример 8.4.7.1. Определить производительность шаровой мельницы размером 7)2х72 = 4000x5000 мм с разгрузкой через решетку. Крупность исходного материала -15+0 мм. Содержание расчетного класса мельче 0,074 мм в исходном материале а2 = 8 %, требуется получить в измельченном продукте р2 = 60 %. Коэффициент измельчаемости руды, которая будет перерабатываться на проектируемой фабрике, по отношению к руде действующей обогатительной фабрики, по данным исследований, оказался равным 0,89.
На действующей фабрике принятая за эталон руда измельчается в мельнице с разгрузкой через решетку размером = 3600X4000 мм. Крупность исходной руды -20 мм. Содержание расчетного класса в исходной руде а] = 6 %, в измельченном продукте Pi = 40 %. Удельная производительность мельницы по расчетному классу-0,074 мм составляет: qx = 1,2 т/(м3 • ч).
1. Находим значения коэффициентов, входящих в уравнение (8.4.7.7).
Согласно условию, КИ = 0,89.
Для определения А?к воспользуемся табл. 8.4.7.1, из которой найдем относительную удельную производительность по вновь образованному расчетному классу проектируемой w2 и эталонной тх мельниц. Для крупности исходной руды -15 мм при содержании расчетного класса в продукте измельчения р2 = 60 % имеем т2 = 0,96. Для крупности исходного материала -20 мм
при Pi = 40 % имеем т} = 0,89. Тогда Кк =—=1,08.
Ку = 1, так как обе мельницы одинакового типа (с разгрузкой через решетку).
Ку определяется по техническим характеристикам мельниц. Характеристика мельниц с решеткой приведена в табл. 8.4.5.2, откуда видно, что частота вращения барабана для проектируемой мельницы (МШР-4000Х5000)
Процессы диспергирования
803
Т2 = 79,9 %, а для эталонной (МШР-3600Х4000) — Т, = - 78,7 %. Отсюда ^=-^-=1,02 .
V!
= 1, так как полагаем, что обе мельницы работают в оптимальных условиях, т. е. с максимально возможной степенью заполнения шарами.
z х0,15
=1,03.
KD определяется с учетом толщины футеровки барабана, которая для мельницы диаметром 4 м равна 32 = 120 мм, а для мельницы диаметром 3,6 м —
I D-28
8i = 110 мм. Таким образом, KD = j----=1,05 .
2. По уравнению (8.4.7.7) находим <у2 = 1,27 т/(м3 • ч).
3. Определяем внутренний объем проектируемой тг tiD-, , _ _ _ з мельницы V2 ——-L=55,5 м .
4
4. По уравнению (8.4.7.8) определим производитель-у q
ность проектируемой мельницы Q2 =—= 136 т/ч.
Р2 ~ ^2
5. Далее определяем число мельниц, необходимых для обеспечения переработки проектного объема руды путем деления проектного объема на производительность одной мельницы.
8.5. Механическая активация при диспергировании твердых материалов
(Л.Ф. Биленко)
8.5.1. Сущность механической активации материалов и области ее использования
Тонкое и сверхтонкое измельчение всегда сопровождается увеличением запаса свободной (внутренней и поверхностной) энергии измельченного продукта. Эту энергию с успехом можно использовать для увеличения эффективности последующих технологических процессов (ускорения химических реакций, повышения извлечения ценных компонентов, получения новых материалов и т. п.). Значительный интерес к механическим методам ускорения химических реакций, особенно между твердыми телами, начал проявляться в конце XIX в. Д.И. Менделеев, изучая реакции между твердыми телами, указывал, что «необходимо сколь возможно мелко измельчить и перемешать их между собой. Через это взаимодействие значительно ускоряется» [86].
Согласно определению, данному академиком Ребиндером, который активно занимался механохимиче-скими реакциями, сопровождающими процессы измельчения, «цель механохимии состоит в использовании или предотвращении тех химических реакций, которые вызываются или ускоряются механической активацией».
Особый интерес представляет механическая активация твердых тел и реакций с их участием, так как установлено, что часть механической энергии, подведенной к твердому телу во время активации, усваивается им в виде новой поверхности, линейных и точечных дефектов. Кроме того, известно, что химические свойства кристаллов определяются наличием в них дефектов, их природой и концентрацией. С помощью механической активации удается использовать в химии ряд физических явлений, происходящих в твердых телах при больших скоростях деформации. К ним относятся: изменение структуры твердых тел; ускорение процессов диффузии при пластической деформации; образование активных центров на свежеобразованной поверхности; возникновение импульсов высоких локальных температур и давлений и т. д. Впервые к использованию этих эффектов в химии подошли исследователи, изучавшие влияние ударных волн и высоких давлений со сдвиговыми деформациями на свойства твердых тел. Однако указанные эффекты можно получить и с использованием измельчительного оборудования, что с практической точки зрения более целесообразно и осуществимо, особенно для непрерывных процессов. В результате совершенствования этого оборудования появились аппараты с высокой интенсивностью подвода энергии, и роль этих эффектов при измельчении сильно возросла.
Технической основой для проведения работ в области сверхтонкого измельчения служит скоростная из-мельчительная техника. Малогабаритная и быстроходная, с большой частотой воздействия на измельчаемый материал и высокой концентрацией энергии в единице рабочего объема, работающая как в ударном, так и в истирающем режиме, эта техника позволяет исследовать и использовать на практике эффекты, обусловленные сверхтонким измельчением веществ.
Известно, что вещества в тонкодисперсном состоянии характеризуются не совсем обычными свойствами — они становятся более химически активными, бурно, иногда со взрывом, реагируют с другими веществами, плавятся при более низких температурах, лучше спекаются, дают более прочные спеки и т. д. Изменение свойств веществ, подвергнутых измельчению, иногда настолько показательно, что в литературе приводятся термодинамические параметры веществ после их измельчения (например, MgO кристаллический и MgO тонкоизмельченный).
Точно так же известно, что вещества изменяют свой состав или строение под действием механических сил. Например, галогениды ртути разлагаются при растирании в ступке с образованием металла, кремнезем реагирует с известью, желтый оксид ртути превращается в свою красную модификацию и т. п. Яркий пример химических реакций, инициированных трением, — воспламенение спичечной головки или взрыв иодида мышьяка при осторожном сметании его птичьим перышком с гладкой стальной пластины.
804
Новый справочник химика и технолога
Таким образом, чисто физические процессы трения или измельчения, связанные с приложением механических сил, становятся причиной химических реакций или изменения реакционной способности твердых веществ.
В. Оствальдом в 1887 г. введен в литературу термин «механохимия», образованный по тому же принципу, что и термины «фотохимия» или «электрохимия». В этих названиях отражается причинная зависимость химической реакции от способа ее инициирования.
Новый этап в развитии механохимии неорганических веществ связан с появлением высокоэнергонапряженной измельчающей техники и ростом потребностей промышленности в тонкодисперсных материалах. Современное научное направление в области изучения и использования тонкодисперсных систем и физико-химических процессов, обусловленных диспергированием, создано трудами ряда ведущих ученых: В.В. Болдырева, Б.В. Дерягина, Н.А. Кротовой, В.Д. Кузнецова, П.А. Ребиндера, А.Н. Фрумкина, Е.Д. Щукина и др. Их исследования положены в основу современных научных представлений об особых свойствах веществ, обусловленных дисперсным состоянием.
Многообразные физические явления, сопровождающие удар или трение, превращаются, в конечном счете, в химические явления. Удар и трение — основные способы механического воздействия на твердые тела при измельчении. Они вызывают следующие физические явления [87]:
- инициируют излучение электромагнитных волн в широком диапазоне;
- производят тепло, вызывающее разогрев измельчаемого материала;
- стимулируют эмиссию электронов и создают разность потенциалов;
- приводят к нарушению сплошности материала и увеличивают свободную поверхность вещества;
- вызывают упругие и пластические деформации (релаксация деформаций и остаточных напряжений в твердых телах при невысокой температуре протекает достаточно медленно, и, следовательно, вещество, подвергнутое действию механических сил, какое-то время обладает запасом «избыточной» энергии);
- искажают кристаллическую решетку минералов, являются причиной возникновения точечных дефектов и линейных дислокаций, несущих соответствующий запас «избыточной» энергии;
- через нарушение сплошности измельчаемого материала приводят к разрыву химических связей вещества (образующиеся при этом некомпенсированные химические связи или свободные радикалы обладают запасом «избыточной» энергии).
Физико-химические явления, обусловленные механическим воздействием на твердые тела, особенно ярко проявляются при измельчении материалов. Современные представления о внутренней сущности механохи-мических превращений веществ при тонком измельче
нии опираются на понятия об активации твердых реагентов механическими силами (механохимическая активация, механоактивация). Понятие «механоактивация» введено в литературу А. Смекалом. Этот процесс определяется как изменение энергетического состояния, физического строения и химических свойств минеральных веществ под действием механических сил при диспергировании, причем изменение энергетического состояния относится к гетерофазной системе, твердые компоненты которой подвергались механическому воздействию. Введение в определение механоактивации энергетического состояния системы открывает возможность математического выражения и количественной оценки активации: механоактивация численно равна изменению свободной энергии системы под действием механических сил.
Одно из главных положений заключается в том, что может быть механоактивация без измельчения, но не может быть измельчения без активации. Отсюда следует, что, во-первых, нельзя разделить измельчение и активацию: любое измельчение есть активация, так как под действием внешних сил увеличивается запас энергии измельчаемого вещества хотя бы за счет увеличения поверхностной энергии; во-вторых, любой измельчающий аппарат является механоактиватором.
Влияние размеров частиц измельчаемого вещества на его физическое состояние и химические свойства не учитывать нельзя. Рассуждая абстрактно, представим иной вид измельчения, при котором происходит разрушение вещества строго по кристаллографическим плоскостям и при этом не создается никаких дефектов кристаллической решетки, а в частицах не остается остаточных напряжений. Даже при таком виде измельчения существует некоторый предел в размерах частиц, по достижении которого неизбежно должны произойти изменения измельчаемого вещества. Как только поперечные размеры частиц станут соизмеримы с параметрами кристаллической решетки, так сразу кристаллическое вещество изменит свою структуру, оставаясь кристаллическим телом, но с меньшими параметрами решетки, либо превратившись в аморфное вещество с поглощением энергии, равной энергии кристаллической решетки, либо произойдет деструкция вещества (механолиз, механокрекинг, диссоциация и т. п.). Опыт сверхтонкого измельчения минеральных веществ в планетарных мельницах показывает, что глубокое изменение исходного вещества осуществляется при размерах частиц, в сотни раз превышающих параметры кристаллической решетки [87].
Принятое положение о масштабном факторе позволяет утверждать, что размеры частиц при диспергировании минеральных веществ являются одной из причин глубоких изменений вещества наряду с другими причинами, такими, как дефекты кристаллической решетки и остаточные напряжения. Кроме того, оно дает возможность определить границы между тонким и сверхтонким измельчением. Тонким измельчением следует
Процессы диспергирования
805
считать такую степень дисперсности, при которой еще не наблюдается глубоких изменений структуры и элементного состава исходного вещества. При сверхтонком измельчении исходный минерал перестает существовать в своей изначальной структуре или химическом составе, превращаясь в новое вещество с иными свойствами, структурой и даже элементным составом.
Некоторые исследователи объясняют физические и химические явления, происходящие при механическом разрушении твердых тел, волновой природой как самого разрушения, так и химических процессов, инициированных нарушением сплошности твердого тела. Разрушение под действием слабых, но часто повторяющихся импульсов механических сил рассматривается как сложение совпадающих по фазе волн сжатия—растяжения, возникающих при ударах или трении.
Из принятого волнового механизма разрушения вытекают некоторые следствия:
- разрушение может быть вызвано сколь угодно малыми импульсами механического воздействия, далеко не достигающими даже предела упругости, но часто следующими друг за другом;
- разрушение может произойти как угодно далеко от точки приложения механических сил, но, вероятнее всего, по границам однородности вещества, по границам отражения и преломления волн;
- условия разрушения твердых тел определяются стохастическими законами, флуктуации в данном случае играют решающую роль.
Активация измельчением как новый способ ускорения физико-химических процессов находит все более широкое применение. Она уже вышла из рамок лабораторных исследований и используется как средство ускорения технологических процессов или как способ снижения технологических параметров режима обработки минерального сырья. Единственным препятствием на пути широкого применения активации минералов при их измельчении является отсутствие серийного производства надежных высокопроизводительных аппаратов — механохимических активаторов или активаторов-измельчителей.
Активация минеральных веществ измельчением с успехом применяется в технологии угля, для интенсификации гидрометаллургических процессов, при производстве удобрений, стройматериалов, композиционных смесей и т. д.; открывает перспективу вторичной переработки минерального сырья, складируемого в отвалы, повышения комплексного и рационального использования минеральных ресурсов, а также ослабления вредного воздействия промышленности на окружающую среду.
Наиболее перспективно использование активации измельчением в процессах выщелачивания, экстракции, селективного и валового растворения веществ. Снятие лимитирующих стадий процесса позволяет многократно ускорить перевод твердых компонентов в растворенное состояние. Энергетические затраты на актива
цию окупаются экономией времени и более полным извлечением растворяемых компонентов.
Другое перспективное направление использования активации измельчением — подготовка композиционных смесей. Композиционные смеси широко используются в самых различных отраслях промышленности. Их готовят в виде шихты перед пиропроцессами; применяют при подготовке пресспорошков; используют при подготовке твердых растворов для катализаторов или других целей; на их основе работает керамическая промышленность; их применяют: при подготовке формовочных земель, флюсов; для покрытия электродов; для штамповки металлокерамических деталей, клеевых композиций и т. п.
Активация измельчением должна найти применение при решении вопросов комплексного использования минеральных ресурсов и снижения вредного воздействия продуктов переработки промышленности на окружающую среду. В частности, это могут быть: утилизация отходов производства и ликвидация отвалов; очистка сточных вод с улавливанием на активированной поверхности ценных (и вредных) компонентов; облагораживание торфа, угля и горючих сланцев перед сжиганием с одновременным извлечением металлов, серы и других ценных компонентов; замена обжига сульфидных и мышьяксодержащих концентратов без-обжиговым процессом, основанным на механоактивации.
Активация измельчением, по всей видимости, получит дальнейшее развитие как новый способ химического синтеза неорганических веществ.
Наконец, активация измельчением может оказаться основой принципиально новых технологических процессов, когда вспомогательная операция становится главной и основной.
Активация измельчением как новый способ интенсификации физико-химических процессов нуждается в соответствующем техническом оснащении. Требуется создание активаторов-измельчителей лабораторного и промышленного типов для изучения и практического использования эффектов, проявляемых при диспергировании, а также серийное производство механоактиваторов, специально предназначенных для ускорения тех или иных технологических процессов.
8.5.2. Характеристика физико-химических эффектов на поверхности твердого тела
Процесс измельчения — это не просто уменьшение размеров частиц. Это сложный физико-химический процесс увеличения потенциальной энергии вещества и повышения его химической активности вследствие увеличения поверхностной энергии и энергии внутреннего строения.
Активированные твердые вещества характеризуются термодинамической неустойчивостью вследствие нарушения стабильного расположения структурных элементов (ионов, атомов, молекул и их элементарных
806
Новый справочник химика и технолога
группировок), слагающих твердое тело. По сравнению с идеальными монокристаллами активированное измельчением вещество характеризуется иными значениями стандартной свободной энергии образования А(7обр, теплоты образования (энтальпии) ДЯобр и энтропии S. В таблицах термодинамических величин иногда специально указывают различия в состоянии вещества, обусловливающие изменения их термодинамических параметров.
Рассмотрим изменение поверхностной и внутренней энергии вещества при измельчении детальнее.
Известно, что любое твердое тело характеризуется некоторой поверхностной энергией, которая измеряется работой, необходимой для перемещения внутренней частицы твердого тела на его поверхность. Таким образом, частицы, выведенные на поверхность, обладают некоторым «избытком» энергии. На поверхности твердого тела формируется поверхностный слой, в котором концентрируется «избыточная» энергия. Этот избыток энергии поверхностного слоя, отнесенный к единице поверхности, называют удельной поверхностной энергией и обозначают о. Размерность о указывает на близость понятий «поверхностная энергия» и «поверхностное натяжение», используемых для характеристики жидкостей. Физический смысл понятия «поверхностное натяжение жидкости» идентичен понятию «поверхностная энергия твердого тела», однако имеются и коренные отличия о твердых тел от о жидких. Из-за однородности жидкости (или бесструктурного строения) ее поверхностное натяжение о не зависит от направления действия разрывающей силы. Удельная поверхностная энергия кристаллических твердых тел зависит от направления приложения сил (поскольку всегда существует анизотропия кристаллов), твердости минералов, температуры, а также среды измельчения. Тонкое измельчение не осуществляется избирательно по заданным направлениям, поэтому при характеристике поверхности пользуются некоторым усредненным значением о, которое находят эмпирически. Определение удельной поверхностной энергии основано на методах определения твердости минералов — царапании, шлифовании, вдавливании или же измерении теплоты растворения (или смачивания) дисперсных порошков.
Работа диспергирования и, следовательно, поверхностная энергия неизменно возрастают по мере увеличения дисперсности, так как увеличивается число молекул, выводимых па поверхность, и в том числе вскрываемых по двум плоскостям.
Исследованиями, проведенными В.Д. Кузнецовым и Л.А. Шрейнером, установлена зависимость между твердостью минералов шкалы твердости Мооса и их поверхностной энергией (табл. 8.5.2.1) [87]. В этой шкале, в значительной степени условно, принята за основу поверхностная энергия галита (NaCl). Относительно нее определена поверхностная энергия других минералов по шкале твердости Мооса. При измельчении минералов до размеров, близких к молекулярным,
работа диспергирования, отнесенная к единице вновь образованной поверхности (удельная поверхностная энергия), составляет от 4 • 104 до 2,7 • 10 3 Дж/см2.
Таблица 8.5.2.1
Расчетная работа диспергирования (Дж) минералов шкалы твердости Мооса при различной дисперсности
Минерал Принятое значение о, 10-7 Дж/см2 Удельная поверхность частиц s, см2/г
1 • 104 5 104 1 • 105 5 • 105 1 • 106
Алмаз 11400 11,4 57,0 114 570 1140
1200 1,2 6,0 12 60 120
1550 1,55 7,75 15,5 77,5 155
Корунд 7000 7,0 35,0 70,0 350 700
1600 1,6 8,0 16,0 80 160
1080 1,08 5,4 10,8 54 108
Топаз 4000 4,0 20,0 40 200 400
1200 1,2 6,0 12 60 120
780 0,78 3,9 7,8 39 78
Кварц 2200 2,2 11,0 22,0 ПО 220
1000 1,0 5 10 50 100
358 0,36 1,8 3,58 18 35,8
Ортоклаз 1200 1,2 6,0 12,0 60 120
820 0,82 4,1 8,2 41 82
176 0,19 1,0 1,86 10 186
Апатит 700 0,7 3,5 7,0 35 70
650 0,65 3,25 6,5 32,5 65
Флюо- 146 0,15 0,73 1,5 7,3 15
рит 400 0,4 2,0 4,0 20 40
590 0,59 2,95 5,9 29,5 59
Каль- 78 0,08 0,39 0,78 3,9 7,8
цит 220 0,22 1,1 2,2 11 22
460 0,46 2,3 4,6 23 46
39 0,04 0,2 0,4 2 4
Галит 150 0,15 0,75 1,5 7,5 15
400 0,40 2,0 4,0 20 40
25 0,025 0,125 0,25 1,25 2,5
Тальк 80 0,08 0,4 0,80 4 8
350 0,35 1,75 3,5 17,5 35
Процессы диспергирования
807
Как видно из табл. 8.5.2.1, удельная поверхностная энергия и, соответственно, работа диспергирования колеблются в широких пределах, что объясняется трудностями определения о, но единая закономерность возрастания поверхностной энергии с увеличением твердости минералов и степени их дисперсности прослеживается во всех случаях.
Зависимость прочности горных пород и минералов от среды измельчения (явление адсорбционного понижения твердости) известно давно. Максимальная работа разрушения (и, следовательно, наибольшее изменение удельной поверхностной энергии) отмечается при диспергировании в вакууме, в среде инертного газа или несмачивающей жидкости. Минимальная работа разрушения (и, соответственно, минимальная удельная поверхностная энергия) отмечалась при диспергировании в жидких средах, содержащих поверхностноактивные вещества (ПАВ). Однако из этого не следует, что минеральные вещества, диспергированные в среде ПАВ, отличаются меньшей химической активностью: уменьшение значения о компенсируется соответствующим увеличением свободной поверхности, при этом произведение as остается постоянным или изменяется незначительно.
Произведение — работа диспергирования, А — отражает изменение свободной энергии диспергируемого вещества: AG = сДя, или (с учетом влияния среды измельчения) AG = (<тгв+<тжп+<т!Ж)Ау. Приведенное рассуждение справедливо, если не учитывать теплообмен с окружающей средой. С учетом теплообмена работа образования единицы новой поверхности Ai = а, + qn где q.t — скрытая теплота образования 1 см2 новой поверхности. Отсюда удельная работа диспергирования (или изменение энтальпии вещества при увеличении его поверхности на 1 см2): Ai = (сттв + дтв) + (стжв + q.^) -~ (Нт* + ^смач), где Отв — удельная поверхностная энергия твердого тела при контакте с воздухом; ожв — поверхностное натяжение жидкости при контакте с воздухом; <э1Ж — адгезия при контакте твердого тела с жидкостью; qm — скрытая теплота образования единицы новой поверхности при разрушении твердого тела в воздухе; джв — то же, жидкости в воздухе; дсмач — теплота смачивания твердого тела данной жидкостью.
8.5.3. Изменение внутренней энергии при диспергировании
Упругое тело, имеющее зародышевую трещину, деформируется при измельчении до определенных пределов, за которыми начинаются рост трещины и разрушение. При наличии трещины или дефекта кристаллической структуры, который можно рассматривать как зародыш трещины, внутренняя энергия тела рассматривается как сумма энергии упругой деформации всего тела (за исключением участка, находящегося вблизи трещины), энергии упругой деформации, связанной с трещиной и обязанной своим существованием этой трещине, и поверхностной энергии самой трещины.
При увеличении разрывающей силы два первых слагаемых возрастают до определенного предела, при котором начинается рост трещины. С этого критического момента суммарная энергия тела стремится к минимуму до тех пор, пока энергия упругой деформации не перейдет в поверхностную энергию трещины.
Если примем \W — изменение общей энергии данного тела в критический момент, АС/ — увеличение поверхностной энергии при развитии трещины и АГ — изменение энергии упругих напряжений, сосредоточенных около трещины, то условия равновесия при критическом состоянии разрушаемого тела можно выразить как &W = &U + АГ, а условия развития трещины— \W>\U+\V.
Из этого уравнения и рассуждений А.А. Гриффитса об условиях развития трещины вытекает, что суммарная внутренняя энергия разрушаемого тела больше прироста поверхностной энергии, образующейся при разрушении. Этот «избыток» энергии должен рассеиваться со временем, что определяется скоростью релаксации остаточных напряжений. Скорость релаксации возрастает с увеличением температуры, поэтому максимальные значения аккумулируемой энергии при диспергировании тем выше, чем ниже температура измельчения.
Рассматривая диспергирование минеральных веществ с позиций усталостного разрушения под действием многократно повторяющихся нагружений силами, далеко не достигающими предела упругости, приходим к представлениям о формировании зон остаточных напряжений, которые не успевают релаксировать за время разгрузки и накапливают энергию в количестве, достаточном для разрушения твердого тела.
При любой модели разрушения предполагается изменение внутренней энергии вещества на стадии, предшествующей нарушению целостности, и (или) во время развития трещины. Однако если работа диспергирования количественно выражается через изменение поверхностной энергии, то мер измерения внутренней энергии вещества при его измельчении не имеется. Определения внутренней энергии вещества в процессе его диспергирования в подавляющем большинстве случаев основаны на косвенных измерениях.
Первый способ измерения суммарной энергии, аккумулированной материалом при его диспергировании, основан на изменении теплоты термической диссоциации, второй основан на изменении растворимости.
Изменение свободной энергии в процессе механической активации описывается уравнением
AGm = «Tln^-, (8.5.3.1)
где R — газовая постоянная; Т — абсолютная температура; Са — равновесная концентрация активированного материала; Си — равновесная концентрация исходного материала.
808
Новый справочник химика и технолога
Таким образом, изменение свободной энергии вещества вследствие механохимической активации обусловлено изменением суммы поверхностной и внутренней энергии. Как показали эксперименты [49], изменение внутренней энергии за счет дефектов структуры при растворении измельченного пирита почти в 10 раз превышает прирост поверхностной энергии.
8.5.4. Реакционная способность активированных твердых материалов
Многочисленные исследования, проведенные по различным методикам, указывают на то, что активированные измельчением минеральные вещества характеризуются повышенным запасом свободной энергии AG, причем только 5-10 % ее связано с увеличением поверхностной энергии. Изменение внутренней энергии вещества под действием механических сил — главное слагаемое прироста запаса свободной энергии. Изменение запаса свободной энергии AG вещества, подвергнутого действию механических сил, можно объяснить остаточными напряжениями упругих деформаций, а время действия механохимической активации связать со скоростью релаксации остаточных напряжений. Например, кристаллическое тело с вполне упорядоченной структурой подвержено механической нагрузке, вызывающей деформацию и не превышающей предела упругости. Работа внешних сил, определяемая как произведение силы на деформацию, численно равна изменению свободной энергии данного тела. Вполне естественно, что упругодеформированное тело будет реагировать не так, как реагирует недеформированное.
Согласно другим представлениям, активация механическими силами связана не с упругими, а с пластическими деформациями, однако и в этом случае изменение свободной энергии вещества равно работе внешних сил. При прямом определении усвоенной энергии при механическом активировании измельчением в планетарной мельнице установлено, что при активации в течение 5 мин измельчаемый материал запасает энергии около 33 кДж/моль, а за 10 мин — 40 кДж/моль.
Различия между этими представлениями об активации состоят в том, что выделение аккумулированной энергии в одном случае связано с релаксацией упругих деформаций (с возвратом некоторого количества частиц к первоначальным размерам), а в другом — с релаксацией остаточных напряжений с сохранением формы и размеров деформированных частиц. Механическое воздействие (удар или трение), как правило, связано с тепловым воздействием, которое, в свою очередь, становится причиной изменения размеров (деформации) тела. Поскольку возврат к первоначальным размерам отстает от изменения температуры, то и действие тепловых импульсов можно связать со скоростью релаксации остаточных напряжений.
Установлено, что теплота растворения не нарастает монотонно вместе с увеличением удельной поверхности, так как зависит не только от степени дисперсности,
но и от дефектности кристаллической структуры измельчаемого вещества. Дефектность изменяется по своему закону накопления—разрядки застывших тепловых колебаний. Эта периодичность определяется способом воздействия на измельчаемый материал, и для каждого измельчающего аппарата наблюдается своя кинетика. Например, измельчение в дезинтеграторе обеспечивает быстрый прирост теплоты растворения при низких степенях дисперсности, но при измельчении в аттриторе* высокая степень дисперсности (порядка 4-5 м2/г) не обеспечивает большей активности кварца (измеренной по теплоте растворения).
Эта же закономерность периодического изменения свойств веществ, активированных измельчением, проявляется и в других случаях. Так, прочность изделий из силиката алюминия, активированного измельчением в струйной, вибрационной и планетарной мельницах, периодически колеблется в зависимости от времени измельчения (т. е. степени дисперсности). Отмеченные колебания изменений свойств минеральных веществ, активированных измельчением, очень затрудняют исследование процесса и сопоставление эффективности измельчающих аппаратов, используемых в качестве активаторов.
Изменение запаса свободной энергии вещества при измельчении можно объяснить искажением кристаллической решетки, повышением ее дефектности или полным разрушением с переходом кристаллического вещества в аморфное состояние. Например, если идеальный монокристалл подвергнут механическим воздействиям, которые привели к образованию точечных дефектов кристаллической решетки или дислокациям, то изменение свободной энергии монокристалла равно сумме энергий всех дефектов и дислокаций. Если нарушение кристаллической структуры дошло до полной аморфи-зации вещества, то изменение свободной энергии можно рассчитать, исходя из энергии кристаллической решетки минерала.
В исследованиях процессов тонкого диспергирования минералов многие авторы придерживаются волновой модели механохимической активации. Единичный акт (удар, сжатие и т. п.) воздействия на твердое тело не всегда приводит к разрушению кристалла, но обязательно является точечным источником вынужденных колебаний. Упругие волны механического импульса, распространяясь в соответствии с физическими законами внутри твердого тела, отражаясь и преломляясь на границах неоднородности, приводят к локальным концентрациям напряжений.
Нарушение сплошности кристаллического твердого тела наиболее вероятно по зонам нарушения однородности его строения. Разрыв или локальные концентрации напряжений могут произойти, как при сложении
* Аттритор — диспергирующая машина со свободно движущейся мелющей загрузкой, снабженная лопастными мешалками.
Процессы диспергирования
809
волн. Поэтому активация измельчаемого материала тем выше, чем выше частота механического воздействия.
При разрыве целостности твердого тела излучаются электромагнитные волны в широком диапазоне: звуковые и световые прямо фиксируются наблюдателем, волны других частот можно зафиксировать приборами. Спектр свечения и длительность его соответствуют искровому разряду. Эмиссия быстрых электронов с энергиями, достигающими десятков килоэлектронвольт, и радиоизлучение происходят при разрушении кристаллических диэлектриков; аморфные тела при разрушении не эмитируют электроны.
При механическом разрушении твердых тел в вакууме или в инертной атмосфере на свежеобразованной поверхности появляются химически активные центры, время существования которых возрастает при низких температурах. Химически активные центры фиксируются методами электронно-парамагнитного резонанса как парамагнитные центры или методом микрокалориметрии, применяемой для изучения непарамагнитных центров. Образование химически активных центров объясняют появлением свободных радикалов, происхождение которых связывают с разрывом химических связей в молекулах разрушаемого твердого тела.
Разнообразие применяемых методов свидетельствует о многообразии процессов, связанных с разрывом целостности твердого тела. Совокупностью всех методов исследования установлено следующее:
- свежеобразованная поверхность не является равновесной. Разрыв сплошности твердого тела сопровождается формированием точечных дефектов и дислокаций — организованной совокупностью точечных дефектов или искажением кристаллической решетки. Термодинамически существование дефектов определяется энергией их образования;
- любая равновесная поверхность не является гладкой, хотя при данной кажущейся площади общая поверхностная энергия действительно минимальна. Если поверхность плоская, то для обеспечения этого минимума энергии требуется маловероятная перегруппировка, тогда как минимум энергии шероховатой поверхности обеспечивается оптимумом между поверхностной энтропией и общей энергией;
- многогранник — наиболее стабильная форма кристалла, его поверхностная энергия представляет среднюю энергию равновесных граней. Грани и обломки реальных кристаллов, как правило, незавершенные и несовершенные;
- характер свежеобразованных поверхностей обломков реальных кристаллов в значительной мере определяется механическими факторами диспергирования и средой измельчения.
После измельчения свободная поверхность не является равновесной и статически устойчивой. В приповерхностном слое начинаются процессы перестройки в направлении к равновесному состоянию. Неравенство между свободной поверхностной энергией и поверх
ностным натяжением — одна из причин появления дефектов. Способность свежеобразованной поверхности освобождаться от неравновесных напряжений, переводить неоднородность поверхностного слоя в более стабильное, но отличающееся увеличением числа новых дефектов состояние, зависит от температуры. Свежеобразованная поверхность расколотого кристалла, таким образом, насыщается дефектами и дислокациями.
Описанные явления протекают в приповерхностном слое и связаны с его перестройкой. Перестройка вещества, диспергированного до такой степени, что десятки процентов молекул оказываются обнаженными по двум и более плоскостям скола, захватывает весь объем дисперсных частиц. Упорядочение структуры или переход «порядок—беспорядок—новый порядок» в очень большой степени зависит от общей температуры системы. Перестройка кристаллической структуры приповерхностного слоя при высокой дисперсности захватывает весь объем вещества. Отдельные фрагменты кристаллической структуры изменяют координацию и характер связей, так как кристаллическая структура измельчаемого вещества перестраивается в другую.
8.5.5. Физические процессы, инициированные измельчением
Перестройка кристаллической структуры — яркий пример физических процессов, инициированных измельчением. В настоящее время известно достаточно много полиморфных превращений веществ в процессе диспергирования, а в некоторых случаях диспергирование рассматривается как единственный способ получения вещества. Например, красный оксид ртути можно получить только растиранием желтого оксида в ступке (другие способы получения оксида этой модификации неизвестны).
В табл. 8.5.5.1 приведены некоторые полиморфные превращения веществ, происходящие при механическом измельчении. Закономерности изменения термодинамических функций при фазовых переходах, стимулированных измельчением, не проявляются, но увеличение плотности вещества прослеживается почти во всех случаях.
При растворении диспергированных веществ избыточная поверхностная энергия проявляется в избыточной теплоте растворения. Так, разность теплот растворения грубо- и тонкоизмельченного вещества (которая иногда приводится в справочниках) может быть использована для определения удельной поверхностной энергии.
При высокой дисперсности вещества, когда его состояние неодинаково во всем объеме, отнесение изменений энергетического состояния к единице свободной поверхности вряд ли можно считать справедливым. Если механическое измельчение способно изменять кристаллическое строение вещества или переводить его в аморфное состояние, то изменение его энтальпии и энтропии нельзя считать характеристикой поверхности твердого тела.
810
Новый справочник химика и технолога
Таблица 8.5.5.1
Полиморфные превращения веществ и их термодинамическая характеристика при механическом измельчении
Исходное вещество Переход Плотность, 103 кг/м3 Л7/О0р, кДж/моль Д^обр’ кДж/моль 5, Дж/(град • моль)
фазовый кристаллической структуры
SiO2 Кварц-* ->коэсит Г ексагональная-* -»моноклинная 2,65 2,93 -858,6 -856,1 -804,2 -802,1 41,8 43,3
TiO2 Анатаз-» —эрутил Т етрагональная-* -*тетрагональная 3,9 4,2-5,2 -936,7 -942,2 -882,4 -887,4 49,7 50,3
FeS2 Пирит-» -* марказит Кубическая-* -*ромбическая 4,9 4,9-5,2 -171,4 -160,0 52,9
ZnS Сфалерит-* -*вюрцит Кубическая-* -»гексагональная 3,94 3,98 -202,7 -189,3 -198,1 -184,7 67,9 57,7
HgS Киноварь-* -»метацин Тригональная-* -»кубическая 8,0 7,0 -58,1 -53,9 -48,8 -46,2 77,7 83,2
HgO Желтый-* -*красный Неопределенная-* —»ромбическая 11,3 11,08 -90,1 -90,6 -58,3 -58,5 73,1 71,9
CaCO3 Кальцит-* -*арагонит Тригональная-* -*ромбическая 2,71 2,95 -1205,7 -1205,9 -1127,7 -1126,6 92,9 88,6
PbO Желтый-» -*красный Ромбическая-* -*тетрагональная 8,70 9,51 -217,6 -219,0 -188,3 -189,1 69,4 67,7
8.5.6. Механохимические реакции, инициированные измельчением
Тонко дисперсные минеральные вещества при поглощении газов или жидкостей заметно увеличиваются в объеме. Это явление объясняется адсорбцией. В определенных условиях адсорбция описывается соотношением между относительным линейным расширением твердого тела и поверхностным давлением адсорбированного вещества. Адсорбция паров воды, более известная как гигроскопичность, — важное свойство тонкодисперсного минерального вещества. Максимальная гигроскопичность, т. е. доля воды, прочно сорбированной дисперсным минералом из воздуха, насыщенного парами воды, есть величина постоянная для данного минерала и температуры. Адсорбция паров воды в экспериментах по измельчению минералов в некоторых случаях приводит к образованию новых минеральных форм. При измельчении оксидов образуются гидроксиды, при измельчении слюд — гидрослюды. Гидрослюды характеризуются повышенным содержанием воды.
Сорбция веществ на свежеобразованных поверхностях твердых реагентов при их диспергировании сопровождается химическим взаимодействием адсорбента и адсорбата. Исключительно высокая химическая активность свежеобразованной поверхности — причина необратимой сорбции воды и некоторых других (преимущественно органических) жидкостей. Так, при измельчении кварца в присутствии паров воды, спирта, бензола протекает необратимая сорбция веществ; при тепловой десорбции выделяются водород и другие газы или свободные радикалы. Сорбируемые вещества обра
зуют слои ориентированных молекулярных диполей, между которыми существуют силы взаимного электростатического отталкивания. Силы ван-дер-ваальсового притяжения значительно слабее сил, обусловливающих хемосорбцию. Поэтому при хемосорбции более важное значение имеют силы взаимного отталкивания адсорбированных частиц. Гетерогенные реакции, протекающие на поверхности раздела фаз, играют важную роль в технологических процессах.
Рассмотрим самый простой пример — растворение твердого реагента. Утверждение, что скорость данного процесса прямо пропорциональна свободной поверхности твердого тела, не совсем точно отражает действительность. Помимо зависимости от значения свободной поверхности, скорость растворения определяется еще и характеристикой поверхности, способом приготовления дисперсного порошка, структурой вещества и рядом других параметров процесса. Например, считается, что скорость растворения кремнезема в плавиковой кислоте определяется скоростью реакции SiO2 + HF, которая является функцией состояния кремнезема. Для кристаллического кварца скорость реакции будет минимальной, для кварцевого стекла — средней, для аморфного кремнезема, осажденного из раствора, — выше средней и для рентгено-аморфного кварца, полученного сверхтонким измельчением, — максимальной.
Кинетика реакций, протекающих с образованием новой фазы, обычно осложняется тем, что твердые новообразования затрудняют доступ газообразного или жидкого реагента к непрореагировавшим частям твердого тела. Так, при коррозии алюминия твердая и плот
Процессы диспергирования
811
ная оксидная пленка защищает металл от действия воды или кислорода.
Во время измельчения, когда поверхность твердого реагента непрерывно обновляется с выводом продуктов реакции в отдельную твердую фазу, скорость реакции не лимитируется диффузионными процессами и описывается простыми линейными уравнениями.
Изучение кинетики растворения в соляной кислоте пирита, активированного измельчением, показало, что константа скорости выщелачивания железа в малой степени зависит от температуры растворения, но в большей — от продолжительности и условий измельчения—активации. После активации пирита измельчением в воде в течение 2 мин в планетарной мельнице скорость его растворения в соляной кислоте возрастает почти в 4 раза с увеличением температуры выщелачивания с 23 до 80 °C. Также в 4 раза возрастает скорость растворения пирита при увеличении времени активации с 2 до 10 мин. Пирит, активированный измельчением в течение 10 мин, растворяется при 23 °C с такой же скоростью, как и пирит, активированный измельчением в течение 2 мин, при температуре 80 °C [88].
При сухом измельчении пирита активация его протекает интенсивнее. После 2 мин сухого измельчения в планетарной мельнице скорость растворения пирита становится близкой к скорости растворения пирита, активированного измельчением в воде в течение 10 мин.
Кинетика гетерофазных реакций, протекающих на свежеобразованных поверхностях измельчаемых реагентов, — малоисследованная область химии.
8.5.7. Основные направления интенсификации технологических процессов с использованием механохимии
Активация минеральных веществ измельчением применяется в технологии различных производств. Например, в топливно-энергетическом комплексе она используется при производстве водорода, механокрекинге каменного угля, синтезе жидкого топлива и т. д.
Опыт, накопленный при исследовании физико-химических превращений минеральных веществ при их измельчении, позволяет определить перспективные направления интенсификации металлургических процессов.
Активация измельчением перспективна в гидрометаллургии, так как позволяет резко сократить время выщелачивания и экстракции, а также управлять селективностью процесса посредством введения соответствующих реагентов [88]. Она может использоваться и как метод вскрытия сырья наряду с обжигом или взамен обжига.
Активация рудного сырья перед спеканием позволяет снизить оптимальную температуру спекообразова-ния и расширить температурный интервал спекания. Снижение температуры спекообразования позволяет в некоторых случаях отказаться от пламенных печей,
заменив их электрическими. Это повышает культуру производства, позволяет применить автоматизацию и улучшить санитарно-гигиенические условия труда. Как правило, активация шихты перед спеканием способствует более полному вскрытию сырья и повышает степень извлечения ценных компонентов на стадии выщелачивания [89].
Активация рудного сырья измельчением, связанная с одновременной генерацией водорода, позволяет переводить в раствор элементы из природных соединений, которые характеризуются крайней химической инертностью. Это открывает перспективу применения гидрометаллургических методов переработки стойких оксидов металлов, расширяет возможности комплексного использования минерального сырья.
Опыты по прямому механохимическому восстановлению металлов в процессе механической активации при измельчении руд и концентратов позволяют говорить о зарождении новой отрасли — механометаллургии. Ее отличительная особенность состоит в том, что вспомогательный процесс — предварительное измельчение— становится главным и основным процессом металлургии. Окончательные перспективы нового гидрометаллургического процесса еще не ясны, но теоретические расчеты показывают, что посредством применения водорода «в момент его выделения» можно восстановить почти все металлы, за исключением щелочных и щелочноземельных, а применение менее ценных восстановителей (угля, кокса, природного газа) открывает широкие возможности прямого получения металлов из руды.
Активация измельчением может использоваться также для интенсификации осаждения металлов из растворов с целью исключения потерь ценных компонентов со сточными водами или для очистки промышленных сточных вод. В измельчительных аппаратах с высокой энергонапряженностью возможно проведение синтеза различных продуктов, восстановление окислов, механическое легирование, плакирование, механореакции и т. п.
Рассмотрим некоторые примеры интенсификации технологических процессов, основанной на применении механоактивации рудного сырья.
На Люберецком комбинате стройматериалов и конструкций сочетание процесса механической активации поверхности кварцевого песка с гашением извести в струйной мельнице позволило существенно повысить качество строительных изделий и снизить их стоимость [90].
Использование газоструйного измельчения на Верхнеднепровском ГМК в операции измельчения циркониевого концентрата позволило сократить содержание железа и органических примесей в концентратах, повысить качество (белизну) продукта и исключить прокалку и сушку концентрата.
Использование планетарной трехбарабанной мельницы на Скопинском гидрометаллургическом заводе
812
Новый справочник химика и технолога
для доизмельчения и активации вольфрамо-молибденовых концентратов позволило повысить извлечение металлов при их гидрометаллургической переработке.
Обработка извести, содержащей большое количество нерастворимого остатка, в дезинтеграторах-активаторах на ряде сельхозпредприятий позволила резко повысить ее активность и перевести большую ее часть в растворимую форму.
Многолетние исследования, проводимые в институте «Механобр» на ряде измельчительных аппаратов, показали, что активация поверхности обрабатываемого материала зависит не столько от продолжительности измельчения, сколько от способа дезинтеграции и энергонапряженности процесса.
Применяемые для получения сверхтонких порошков измельчительные аппараты (планетарная и струйная мельницы, скоростной дезинтегратор-активатор) ввиду своей высокой энергонапряженности являются механическими активаторами. Их свойства были использованы для изучения возможности улучшения качеств активированного материала и изделий из него, а также для повышения извлечения металлов из минерального сырья и промежуточных продуктов.
Были исследованы возможности использования эффекта механической активации для повышения реакционной способности вольфрамо-молибденовых концентратов перед их автоклавно-содовым выщелачиванием. Для этой цели концентраты с исходной крупностью 80 % класса -0,044 мм подвергались доизмельчению до крупности 96-98 % класса -0,044 мм как в шаровой мельнице, так и в энергонапряженных измельчительных аппаратах: планетарной, струйной мельницах и скоростном дезинтеграторе-активаторе, при этом измельчение в струйной мельнице осуществлялось при различных значениях температур энергоносителя [90,91].
Результаты автоклавно-содового выщелачивания исходных и измельченных концентратов показали, что измельчение в обычной тихоходной шаровой мельнице практически не повысило извлечение металлов.
Обработка концентратов в скоростном дезинтеграторе, планетарной и струйной мельницах при холодном энергоносителе позволила обеспечить одинаковое с исходным концентратом извлечение металлов в процессе выщелачивания при пониженном на 10 % расходе соды, а при равных условиях выщелачивания — повысить извлечение вольфрама с 99,3 до 99,5-99,6 % и молибдена с 92 до 93 % за счет дополнительного перевода сульфидного молибдена в окисленную форму (с 15-20 до 35-40 %).
Наибольший эффект в повышении извлечения молибдена был достигнут после обработки концентратов в струйной мельнице с горячим энергоносителем. В условиях термомеханической активации из сульфидной в окисленную форму было переведено 85-90 % молибдена. Это позволило обеспечить общее извлечение молибдена на уровне 96-98,6 %. Кроме этого, тер
мическая обработка концентратов в вентилируемом пространстве позволила обеспечить возгонку жирнокислотных собирателей, присутствующих в концентратах, и тем самым ликвидировать нежелательное ценообразование, имеющее место при переработке концентратов.
Способ газоструйной обработки был применен и для бедных концентратов, что позволило повысить извлечение сульфидного молибдена также до 85-90 % и обеспечить повышение извлечения общего молибдена до 95-97 % против 86 % при выщелачивании неактивированного молибдена. Полученные результаты указывают, что этот способ обработки концентратов вполне может конкурировать со способом высокотемпературного автоклавного выщелачивания.
Оценивая преимущества струйной мельницы перед другими активаторами, следует отметить связанное с принципом разрушения обеспечение более узкой гранулометрической характеристики продукта измельчения, что благоприятно отражается на последующих процессах обезвоживания.
Автоклавно-содовое выщелачивание гюбнеритовых концентратов с добавкой едкого натра (30-60 г/л) при механической активации перед выщелачиванием в дезинтеграторе или планетарной мельнице с получением материала крупностью 90-95 % класса -44 мкм обеспечило извлечение вольфрама в раствор 95-99 %. По обычной технологии извлечение вольфрама в раствор не превышает 70 %.
Выщелачивание в чистом едком натре (с концентрацией 140 г/л при 225 °C) концентратов, измельченных в шаровой мельнице до крупности 92-95 % класса -44 мкм, обеспечивает те же показатели, что и в первом варианте.
Таким образом, сочетание механической и химической активации в процессе выщелачивания позволяет в одну стадию в течение двух часов перевести в раствор 98-99 % вольфрама при температуре 225 °C. При этом достигается высокая экономия дорогостоящего и дефицитного едкого натра.
Исследования по улучшению показателей обогащения золотосодержащих руд и промежуточных продуктов месторождений Сухоложского, Суздальского и Борро показали, что применение высоконапряженных измельчительных аппаратов обеспечивает требуемую крупность помола с превышением производительности шаровых мельниц в десятки раз. При этом достижение расчетного класса крупности сопровождается значительно большим выходом тонких (шламовых) фракций, что, с одной стороны, способствует достижению большего извлечения золота при цианировании, а с другой— приводит к ухудшению флотируемости и сгущаемости пульпы. Поэтому для улучшения кинетики процесса химического обогащения целесообразно применение сорбционного процесса цианирования.
Применение энергонапряженной измельчительной техники для подготовки гравитационных концентратов
Процессы диспергирования
813
к цианированию показало устойчивый положительный эффект при их измельчении до крупности более 95 % класса мельче 71 мкм. Извлечение золота из концентратов с содержанием 50 г/т возросло по сравнению со стандартной их подготовкой к цианированию более чем на 1 %. Использование высоконапряженных аппаратов в рудном цикле целесообразно только при небольших объемах переработки с высоким содержанием драгоценных металлов. Рациональной областью их применения является цикл промежуточных продуктов на золотообогатительных фабриках для подготовки к цианированию и сорбции упорных гравитационных и флотационных концентратов.
Следующий пример иллюстрирует использование эффекта механической активации для целенаправленного изменения технологических свойств обрабатываемых материалов, например цемента.
Активация цемента осуществлялась при разных режимах и условиях измельчения с целью определения влияния механической активации, выбора рационального способа и режима измельчения. Исследования проводились как с низкокачественным цементом (марка 300), так и с цементом высокого качества — марки 400 — при обработке его в планетарной, пружинной мельнице и в скоростном дезинтеграторе-активаторе.
Из активированного и неактивированного цемента изготовлялись образцы размером 40x40x160 мм, выдерживались необходимое время под водой и испытывались на изгиб и сжатие на прессе ДСУ-125. Отмечено, что при механической активации цемента имеет место явное улучшение его качества. При обработке цемента в планетарной мельнице в течение 60 секунд качественные показатели цемента возрастают в 3 раза. При обработке цемента в других аппаратах этот показатель увеличивается в 2 раза. Исследования подтвердили не только улучшение характеристики активированного цемента в конечной стадии созревания бетона (через 28 суток), но и улучшение кинетики затвердевания, т. е. обработанный цемент через 14 суток выходил на те же характеристики, которые необработанный приобретал только через 28 суток.
Создание надежных конструкций крупных энергонапряженных аппаратов сталкивается с определенными техническими трудностями, связанными с повышенным износом и низкой надежностью оборудования, а для некоторых аппаратов — высокими удельными энергозатратами. Существующие аппараты малопроизводительны — от килограмма до нескольких тонн в час, однако компоновка крупнотоннажных производств большим количеством малопроизводительных активаторов зачастую выглядит предпочтительней. Это связано с надежностью таких аппаратов, разумной стоимостью и возможностью легкой замены. При этом эффект, полученный от механической активации, перекрывает дополнительные затраты на операцию диспергирования.
8.5.8. Технические средства процессов активации
Рациональное использование измельчающих аппаратов в качестве механоактиваторов имеет большое значение. При кажущейся простоте выбор правильного аппаратурного решения и оптимизация режимов активации измельчением представляют сложную инженерную задачу. Попытки объективного сравнения активаторов-измельчителей предпринимались неоднократно. Однако сложная зависимость активации от многих параметров измельчения и отсутствие единой количественной меры активации обрекали сравнительные испытания на неудачу.
Изучение активации измельчением как физико-химического процесса и опыт практического использования механоактиваторов в различных условиях позволяют определить инженерный подход к выбору измельчающего аппарата, используемого как активатор.
Для тонкого измельчения и механической активации применяются аппараты ударного и ударно-истираю-щего действия.
В качестве аппаратов ударного действия используются: дезинтеграторы, дисмембраторы, струйные мельницы и т. п. Ударно-истирающие измельчители: шаровые и вибрационные мельницы, бисерные мельницы и планетарные мельницы.
В настоящее время накоплен достаточно большой опыт по активации рудного сырья в струйных мельницах. Их эффективность как активаторов доказана на примерах измельчения железистых кварцитов, обработки сульфидных концентратов и механохимического вскрытия сырья редкоземельных металлов. Оптимальное значение массовой концентрации материала в несущем потоке струйной мельницы составляет от 0,05 до 3 кг на 1 кг газа- или пара-носителя.
В планетарных мельницах материал измельчается под действием мелющих тел посредством ударов, раздавливания или истирания. Использование центробежных сил вместо силы тяжести открывает возможности создания высокоэнергонапряженных механизмов с большой частотой воздействия на измельчаемый материал. Эффективность планетарных мельниц как аппаратов для быстрого и тонкого измельчения очень высока. Малые габариты, высокая энергонапряженность, быстрое измельчение до очень высоких степеней дисперсности выдвигают планетарные активаторы-измельчители в число важнейших технических средств для исследования физико-химических процессов, инициированных измельчением [91].
Для лабораторных исследований превращений минеральных веществ при тонком и сверхтонком измельчении разработан и создан ряд специализированных планетарных активаторов-измельчителей. Эти аппараты стали основными техническими средствами активации минеральных веществ при исследовании физико-химических процессов, вызванных диспергированием.
814
Новый справочник химика и технолога
Появились также высокоэнергонапряженные вибрационные мельницы с вынесенным в сторону вибратором, которые могут конкурировать с планетарными по силе воздействия на измельчаемый материал. Производительность этих мельниц разных модификаций доходит до нескольких сотен кг/ч.
Такая мельница производительностью до 2-5 т/ч в зависимости от крупности помола создана фирмой «Лурги» (Германия). Разработаны такие мельницы и российскими фирмами.
Вынесенный вибратор через раму передает шарам в барабане мельницы сложные пространственные вибрации в трех направлениях по трехосной системе координат при перемещении всей массы шаров по круговой траектории. Шары ударяются друг о друга, создавая усиленное поле воздействия на материал с энергонапряженностью до 50-100 g (ускорений силы тяжести). Такая интенсивность воздействия на материал позволяет получать крупность помола до 1-5 мкм при большой энергии вновь образованной поверхности. Одновременно протекают механохимические реакции, что позволяет проводить в мельнице плакирование, синтез разных продуктов, дисперсное упрочнение, механическое легирование и т. п. (подробнее см. в 8.4.3).
8.6. Измельчение в процессах переработки полимеров [92-96]
(В.В. Богданов, В.П. Бритов, О.О. Николаев)
8.6.1. Общие положения
К процессам измельчения прибегают при подготовке: полимерных материалов для их использования в специальных технологических процессах (напыление, нанесение покрытий); компонентов композиционных материалов к смешению (наполнители, красители, твердые ингредиенты и т. п.); полимерных материалов для их повторного использования (дробление отходов).
Последняя группа процессов является наиболее многочисленной, при этом выбор технологии и оборудования для измельчения определяется не только типом материала, но и видом утилизируемого изделия (листы, пленки, пустотелые крупногабаритные изделия, массивные изделия и т. п.).
Уменьшение размеров исходных компонентов, осуществляемое при смешении в ходе приготовления композиций, чаще называют диспергированием (принципиальной разницы между терминами измельчение и диспергирование нет). Данный процесс происходит под действием напряжений сдвига, возникающих вследствие относительного движения в системе «полимер— частица». К таким процессам относятся, в частности, разрушение агломератов наполнителей в каучуках, уменьшение размеров капель отвердителя при его введении в эпоксидные олигомеры и др. (см. Переработка полимеров).
Повторному использованию отходов термопластов, как правило, предшествует переработка, связанная не
только с их измельчением, но и с гранулированием. С этой целью разработаны специальные машины и установки для переработки отходов самых разнообразных форм и размеров для получения вторичного сырья, которое по форме и размерам в значительной мере соответствовало бы первичному сырью.
Для гранулирования наиболее часто используются режущие грануляторы (дробилки), переработка отходов в которых происходит между роторными и статорными ножами, а сито, расположенное в нижней части машины, определяет заданную величину гранул. В подготовительном производстве промышленности пластмасс используются экструзионные агрегаты для гранулирования (см. Переработка полимеров', Экструзия).
Характер поведения полимерных композиционных материалов при диспергировании определяется способом измельчения (см. рис. 1.1.3.1). Хрупкие материалы можно измельчать раздавливанием, ударом или срезом. Пластичные и эластичные материалы лучше измельчаются срезом и истиранием. В большинстве видов оборудования для измельчения эти процессы накладываются друг на друга.
В технологии переработки полимеров встречаются все перечисленные в 1.1.3 группы измельчения. Крупное измельчение, как правило, связано с разрушением крупногабаритных отходов производства изделий методом термоформования, коллоидное — с получением порошкообразных материалов, а также с подготовкой пигментов и красителей.
Крупногабаритные отходы пластмасс предварительно нарезаются на циркуляционных пилах или ленточнопильных станках, после чего они поступают в оборудование для дробления.
При измельчении эластичных термопластов, таких как полиамид, полиэтилен, пластифицированный поливинилхлорид и др., а также отходов резинового производства производительность измельчителей резко падает. Для измельчения таких материалов применяют криогенную технику. Отходы охлаждают в среде жидкого азота (Гкип = — 198 °C), при этом полимер переходит в стеклообразное состояние и становится хрупким, процесс измельчения упрощается.
В ряде случаев отходы можно измельчать после охлаждения в среде сжиженного углекислого газа (/"кип " -78,5 °C). Хладагенты вводят или непосредственно в измельчитель, или в специальные устройства (емкости, контейеры), где полимерные отходы предварительно охлаждают, а затем подают на измельчение.
Экономическая целесообразность криогенного измельчения полимерных отходов по сравнению с измельчением при нормальной температуре, но с использованием измельчителей специальных конструкций, не доказана. В то же время в ряде случаев криогенная техника измельчения имеет ряд преимуществ.
Для подготовки к переработке объемных отходов пластмасс, например, пленок, используют агломерацию (компактирование, регрануляция). В этом случае мате
Процессы диспергирования
815
риалы с низкой насыпной плотностью попадают в специальные машины — агломераторы, где расплавляются и выдавливаются через головку с отверстиями или прорезями. Имеются также машины, позволяющие проводить агломерацию без плавления в области размягчения термопластов (см. 8.6.4).
8.6.2. Основное оборудование для измельчения
В табл. 8.6.2.1 приведены сведения об основных видах оборудования, применяемого для измельчения полимеров.
В процессе изготовления изделий из листовых тер-мопластичныых материалов и полуфабрикатов из не-вулканизованной резины образуются отходы. В поточных каландровых линиях предусмотрен их возврат в производство в виде шлейки. В производстве изделий из термопластов отходы перерабатывают на валковых машинах и в определенных массовых соотношениях
добавляют в рецептуру перерабатываемого материала.
В связи с развитием резиновой промышленности, особенно в связи с резким увеличением выпуска автомобильных шин, имеется большое количество отработанных резиновых изделий. При осуществлении специальной обработки (регенерации) появляется возможность повторного использования старых резиновых изделий и отходов (регенерата). Применение регенерата в производстве резиновых изделий приводит к экономии каучука, наполнителей, мягчителей и других ингредиентов. Основным процессом регенератного производства является девулканизация резины, т. е. перевод ее из эластичного состояния в пластическое.
Для измельчения предварительно нарубленного на специальных машинах резинового сырья используются дробильные вальцы (крекер-вальцы). Их конструкция принципиально не отличается от конструкции других типов вальцов (см. Вальцевание'), но есть некоторые
Таблица 8.6.2.1
Основные виды оборудования для измельчения полимеров
Тип машины Размеры частиц материала, мм Производительность, т/ч Расход энергии на 1 тонну продукта, МДж Назначение
до дробления после дробления
Валковые дробилки с гладкими валками Толщина 60-70 (длина не ограничена) 6-16 3-150 2,6-3,96 Дробление и перетирание жестких и хрящевидных частиц в пластичных смесях
Валковые дробилки с рифлеными валками Толщина 70-400 (длина не ограничена) 50-100 5-1000 0,54-1.3 То же
Ножевые дробилки Толщина 1-200 (длина не ограничена) 1-15 0,02-3 (1,87-5,55)- 102 Измельчение отходов
Молотковые дробилки 0,8-1000 0,045-50 0,05-400 2,6-530 Измельчение подогретых, охлажденных мягких и твердых материалов
Роторные дробилки 2-250 0,35-3 0,2-600 1,33-26 Измельчение высокопрочных материалов малой и средней абразивности с возможным отделением пылевидных частиц
Шаровые мельницы 0,6-25 0,075-0,8 0,5-75 26-54 Измельчение хрупких и термочувствительных материалов, для совмещения процессов измельчения, смешения и предварительной сушки
Струйные мельницы 0,15-15 ю3о,оз 0,1-10 — Измельчение до размера порядка нескольких микрометров, измельчение термочувствительных материалов
816
Новый справочник химика и технолога
особенности. Поверхности валков дробильных вальцов имеют выступы (рифы), направленные под углом 15° к продольной оси валков, и фрикцию (отношение скоростей быстроходного и тихоходного валов) от 2,55 до 3,08. Кроме того, валки могут быть разными по диаметру. Выпускают дробильные вальцы с длиной рабочей
( 490 550
части валков до 800 мм Др 800------, Др 800 -----,
610 550
710Л
Др 800с двигателем мощностью 350 кВт.
Размалывающие вальцы ^Рз предназначе-
ны для более тонкого измельчения вулканизованной резины и работают с очень высокой фрикцией (около 4). При обработке шинной резины размалывающие вальцы используют с агрегатом, снабженным вибрационным ситом для механического удаления ткани из резиновой крошки. Конструктивно размалывающие вальцы не отличаются от дробильных, за исключением того, что поверхность валков гладкая, а в некоторых конструкциях привод валков осуществляется через блок-редуктор с двумя выходными валами. Мощность двигателя составляет 125 кВт.
В существующих дробилках применяют ряд различных способов резки, им соответствуют различные конструкции режущих органов и форма частиц получаемого материала. Возможна резка полос заданной ширины, при которой получают частицы кубической формы (или в виде удлиненных параллелепипедов). Размер частиц можно регулировать, изменяя число установленных на роторе ножей, скорость вращения ротора и скорость подачи материала. Применяется также резка на частицы неправильной формы.
Процесс резки можно начинать в одной точке, а затем распространять разрез на всю ширину полосы или выполнять резку сразу по всему фронту. Первый способ создает более мягкие условия работы, позволяет снизить мощность привода, уменьшить шум и количество пылевидных отходов. Во втором случае необходимо увеличивать мощность привода и чаще заменять ножи из-за более интенсивного их износа.
Конструкция ножевой дробилки («дайсер») для получения гранул кубической формы представлена на рис. 8.6.2.1. Дробилка состоит из продольно-резатель
ного устройства с дисковыми ножами 1 и 4, ножевого барабана 9, установленного в кожухе 8 на приводном валу 10. Подлежащий измельчению листовой материал 2 проходит через направляющие 3 и поступает в продольно-резательное устройство, циркуляционные ножи которого 1 и 4 режут лист в продольном направлении на полосы постоянной ширины. Верхний нож 4 укреплен на поджимаемой пружиной 5 подвижной опоре. Далее полосы поступают на тянущие ролики 6 и 14, которые продвигают их к неподвижному ножу 13. Ролик 6 поджимается пружиной 7. Попадая на нож, полосы разрезаются в поперечном направлении вращающимися ножами 11 барабана 9. Измельченный материал выводится из дробилки через разгрузочную воронку 12. Характеристики ножевых дробилок приведены в табл. 8.6.2.2.
Рис. 8.6.2.1. Дробилка с дисковыми ножами и режущим ротором («дайсер»):
1,4 — дисковые ножи; 2 — измельчаемый материал;
3 — направляющие; 5,7 — пружины; 6,14 — тянущие ролики;
8 — кожух; 9 — ножевой барабан; 10 — приводной вал;
II — вращающиеся ножи; 12 — разгрузочная воронка;
73 — неподвижный нож
Качество измельчения и потребляемая мощность существенно зависят от конструкции ротора и подвижных ножей. Частота вращения вала ротора обычно составляет 315-3000 об/мин (наиболее распространенные значения 600-800 об/мин). Число подвижных ножей обычно составляет от 2 до 4 (имеются конструкции с 27 подвижными ножами). Число неподвижных ножей обычно равно 2 (имеются конструкции с 12 ножами).
Таблица 8.6.2.2
Характеристики ножевых дробилок
Назначение Толщина отходов, мм Ширина отходов, мм Размер получаемых гранул, мм Производительность, кг/ч Потребляемая мощность, кВт
Измельчение листов ДоЗ От 60 до 500 От 2 (ширина) до 25 (длина) От 40 до 7500 От 0,8 до 180
Измельчение литников, облоя, отходов пленки, брака Определяется формой и размерами загрузочного бункера (у отдельных дробилок достигает 1,5 м2) Варьируется От 20 до 2000 От 0,8 до 180
Процессы диспергирования
817
Таблица 8.6.2.3
Особенности конструкций ножевых дробилок
Назначение и особенности ведения процесса Особенности конструкции
Измельчение мягких и пластичных материалов Ножи устанавливают таким образом, чтобы измельчение происходило за счет среза
Измельчение хрупких материалов Крепление ножей к барабану должно обеспечивать передачу динамических нагрузок от резания непосредственно на тело ротора, а не на устройство крепления ножей
Измельчение отходов пленки, полых изделий (тонкие материалы). Легкие условия работы Роторы выполняются сварными и сборными, представляют рамы с закрепленными на них ножами
Измельчение крупногабаритных отходов Ротор выполняют в виде сплошного цилиндра, играющего роль маховика. Соотношение длины ротора и его диаметра L/D = 5, у дробилок общего назначения это соотношение лежит в интервале 0,5-2
Измельчение плотных массивных отходов. Особо тяжелые условия работы В качестве роторов используют специальные фрезы
Измельчение отходов трубного производства Дробилка снабжается наклонными бункерами-желобами для приема длинных кусков бракованных труб
Измельчение пенопластов при сохранении их ячеистой структуры Применяют ножи со спиральными лезвиями
Уменьшение выброса измельчаемого материала из загрузочного бункера (особенно при измельчении пенополистирола и отходов производства полых изделий, получаемых методом раздува) Используют упругие шторки или металлические дверцы
Уменьшение уровня шума Использование звукоизоляции бункера и загрузочного устройства (20-25 дБ), применение массивных корпусов и пониженных частот вращения роторов (10-15 дБ)
Профиль ножей зависит от свойств измельчаемого материала. Учитывая быстрый износ рабочих кромок, ножи изготавливают с несколькими режущими кромками (до четырех) и переставляют по мере износа. Измельченный материал выгружается из камеры дробилки через металлическую сетку, расположенную в нижней части камеры. Площадь сетки составляет от 36 до 60 % всей цилиндрической поверхности камеры. Размеры ячеек в сетке рассчитаны на прохождение через них частиц диаметром от 1 до 15 мм (в зависимости от размеров дробилки).
В табл. 8.6.2.3 приведены сведения об особенностях конструкций дробилок в зависимости от их назначения и особенностей ведения процесса.
К дополнительным устройствам, устанавливаемым на ножевых дробилках, относятся магнитные ловушки, приспособления для снятия статического электричества и системы электромеханической блокировки, исключающие возможность доступа оператора к вращающемуся ножевому ротору. В больших дробилках камера закрывается при помощи гидроцилиндров. Для отвода избыточного тепла ротор и камера имеют системы водяного охлаждения. Питание дробилки осуществляется вручную или автоматически. Из механических устройств применяют червячные и роликовые питатели, механические конвейеры и пневмотранспорт. Схема
Рис. 8.6.2.2. Ножевая дробилка с червячным питателем:
1 — бункер; 2 — червяк; 3 — корпус; 4 — цилиндрический корпус;
5 — ножевой ротор; 6 — неподвижные ножи;
7 — подвижные ножи; 8 — сито; 9 — разгрузочный патрубок
ножевой дробилки с червячным питателем представлена на рис. 8.6.2.2.
Измельчаемый материал загружается в бункер, из которого захватывается червяком и подается в цилиндрический корпус, где установлен ножевой ротор. Материал захватывается ножевым ротором и, попадая в пространство между неподвижными и подвижными ножами,
818
Новый справочник химика и технолога
Таблица 8.6.2.5
Технические характеристики роторных дробилок для термопластов
Параметры ИПР-100 ИПР-150 ИПР-300 ИПР-450
Производительность,кг/ч 25-60 70-150 700-900 1500
Максимальные габариты перерабатываемых изделий, мм 520x460x1015 300x130x110 600x485x185 800x325x270
Диаметр ротора, мм 100 150 300 450
Число ножей:
ротора 3 3 3 15
статора 2 2 2 3
Зазоры между ножами, мм 0,1 0,1 0,1-0,2 0,2-0,4
Частота вращения ротора, об/мин 1500 1300 1350 750
Диаметр отверстий в калибровочной решетке, мм 6-8 6-8 6-8 6-8
Мощность, кВт 1 1,6 13 27,5
Масса, кг 80 252 — 2800
измельчается. Куски материала, отрубленные ножами, отбрасываются на сито, установленное в нижней части корпуса. Если их размер меньше размера ячеек сита, то они проваливаются через ячейки в разгрузочный патрубок, через который дробленый материал попадает в приемную емкость или с помощью пневмотранспорта подается на повторную обработку.
Значительным недостатком ротационных дробилок является высокий уровень шума, достигающий 115 дБ.
Молотковые дробилки применяют для измельчения как мягких, так и твердых материалов. Описание их конструкций и принципы выбора изложены в 8.3.1 и 8.3.6.
Выбор окружных скоростей вращения ротора в зависимости от требуемого размера частиц материала можно осуществить на основе данных табл. 8.6.2.4.
Роторные дробилки в отличие от молотковых применяют для дробления крупных кусков отходов. Конструкции роторных дробилок и особенности их выбора приведены в 8.3.1 и 8.3.6.
Технические характеристики роторных дробилок для термопластов приведены в табл. 8.6.2.5.
Для тонкого и сверхтонкого измельчения применяют шаровые и струйные мельницы. Сведения о принципах измельчения в этих мельницах даны в 8.4.1, 8.4.5 и 8.4.6.
Таблица 8.6.2.4
Выбор окружных скоростей вращения ротора молотковых дробилок
Требуемый размер частиц, мм Окружные скорости вращения ротора, м/с
1 0,1 0,005 0,001 15-40 40-80 80-150 150-200
8.6.3. Экструзионные агрегаты для гранулирования
При проведении процессов подготовительного производства — окраски, введения наполнителей (мел, каолин, тальк и др.), мягчителей, стабилизаторов, совмещения полимеров друг с другом, удаления из полимеров летучих и других ингредиентов — полимерные композиции подвергают гранулированию. Гранулы могут иметь форму цилиндра, шара, чечевицы, куба или прямоугольной пластинки. Но в одной партии форма гранул и их размеры должны быть одинаковыми. Размеры гранул влияют на насыпную плотность полимера и задаются при гранулировании с учетом последующего метода переработки полимера. Гранулы получают на экструзионных агрегатах. Экструзионные агрегаты для гранулирования состоят из экструдера (см. Переработка полимеров', Экструзия) и гранулирующего устройства, которое включает формующий инструмент, гранулятор, устройство для охлаждения гранул.
В промышленности пластмасс используют различные способы гранулирования, которые выбираются в зависимости от требуемой формы гранул с учетом вязкости расплава. Наиболее часто гранулы цилиндрической или чечевицеобразной формы из высоковязких полимеров изготавливают методом выдавливания расплава через цилиндрические отверстия с последующей отрезкой расплава экструдата на решетке вращающимся ножом. При горячей резке, когда срезаются жгуты в виде расплава, нож должен перемещаться по торцу решетки без значительного зазора. Срезанные части экструдата подхватываются струей сжатого воздуха и транспортируются с помощью пневмотранспорта в бункер. Охлаждение гранул при этом осуществляется воздухом в течение времени их продвижения от гранулятора до бункера. В ряде случаев срезанные гранулы охлаждаются на вибротранспортере, а затем загружаются в бункер.
Процессы диспергирования
819
На рис. 8.6.3.1 представлен общий вид установки грануляции горячим способом. Установка состоит из экструдера 7, бункер которого оснащен мешалкой с электродвигателем, и устройства для резки и охлаждения гранул. Выдавливаемый через гранулирующую головку расплав срезается ножом, вращаемым электродвигателем 3, непосредственно на торце головки. Сжатым воздухом, нагнетаемым вентилятором 4, гранулы предохраняются от слипания, после чего подаются в нижнюю часть вибротранспортера 2. Поднимаясь по вибротранспортеру, гранулы охлаждаются и загружаются в тележку 1 для дальнейшей транспортировки.
Резка расплава на фильере осуществляется с помощью вращающихся ножей, установленных соосно с головкой или эксцентрично к ней. При соосном расположении режущих ножей отверстия на решетке размещены по концентрическим окружностям (рис. 8.6.3.2, а), а при эксцентрическом расположении ножей отверстия размещены равномерно по всей плоскости плиты (рис. 8.6.3.2, б).
Диаметр dr и длина /г гранул, получаемых при горя
чей резке экструдата, зависят от коэффициента эластического восстановления струи:
2V nmR2G)K2
где <7Р — диаметр решетки; Кэ — коэффициент эластического восстановления струи; рр и р0— плотность расплава и полимера при 20 °C соответственно; V — объемная производительность агрегата; п — число ножей; т — число отверстий в решетке; R — радиус отверстий в решетке; со — угловая скорость вращения ножей.
В табл. 8.6.3.1 приведены сведения о назначении и особенностях ведения процесса при различных способах гранулирования полимеров с помощью экструзионных агрегатов.
В зависимости от типа экструдера и способа гранулирования производительность агрегатов составляет от 100 до 4000 кг/ч.
Рис. 8.6.З.1. Экструзионная установка для грануляции полимеров горячим методом с охлаждением на вибротранспортере:
1 — тележка; 2 — вибротранспортер; 3,6 — электродвигатели;
4 — вентилятор; 5 — устройство для резки гранул; 7 — экструдер
Рис. 8.6.3.2. Гранулятор горячей резки:
а) соосное расположение режущих ножей; б) эксцентрическое расположение режущих ножей: 1 — перфорированная плита; 2 — формующее отверстие; 3 — режущий нож;
4 — вал привода режущих ножей; 5 — кожух; 6 — торпеда
820
Новый справочник химика и технолога
Таблица 8.6.3.1
Сведения о способах гранулирования полимеров
Способ гранулирования Назначение способа Особенности ведения процесса и аппаратурного оформления
На фильере Гранулирование различных материалов Прочность гранул обеспечивается охлаждением их в области резки воздухом, распылением воды, омыванием водой. Последующее окончательное охлаждение гранул осуществляется также водой или воздухом
Сухое гранулирование на фильере Для переработке материалов с относительно низкой энтальпией при соответствующей температуре экструзии и повышенной прочности расплава и незначительной прили-паемости его к металлам (непласти-фицированный и пластифицированный ПВХ, высоконаполненные полиолефины) Резка расплава производится непосредственно на фильере с помощью вращающихся ножей. Охлаждение воздушное
Горячее гранулирование в увлажненной среде Гранулирование полимеров с высокой энтальпией, имеющих склонность прилипать к металлическим поверхностям, при относительно малой прочности расплава, упрочнение которого требует интенсивного предварительного охлаждения (полиолефины, полистирол и др.) Резка расплава производится на плоскости фильеры вращающимися ножами, упрочнение гранул достигается водяной пылью (туманом), окончательное охлаждение — холодным воздухом
Мокрое гранулирование с горячей резкой Для расплавов полимеров с высокой энтальпией и относительно высокой прочностью расплава, но склонных прилипать к металлическим поверхностям — полиолефинов, АБС-пластика, поликарбоната и др. Резка производится, как и в случае горячего гранулирования, в увлажненной среде, упрочнение материала осуществляется воздухом, а окончательное — водой, подаваемой различными устройствами
Полумокрый способ гранулирования с горячей резкой расплава То же Горячая резка в водяном тумане сопровождается охлаждением водой
Подводное гранулирование При переработке материалов с высокой энтальпией и малой прочностью расплава, а также при крупнотоннажном производстве гранул (производительность экструдера выше 1000 кг/ч) Резка производится соосно расположенными ножами, охлаждение гранул — водой. Для предотвращения переохлаждения решетки при ее непосредственном контакте с водой применяют дополнительный подвод тепла или теплоизоляцию решетки
Холодное гранулирование Для различных материалов Выдавливается заготовка в виде круглых прутков и лент, которые предварительно охлаждаются воздухом или водой, а затем режутся специальным инструментом
8.6.4. Агломерация термопластичных отходов
Существующее в настоящее время оборудование дает возможность производить переработку различных видов отходов', пленок, волокон, тканей, пенопласта, тары из полиэтилентерефталата (ПЭТФ) — в сыпучий гранулят с высокой насыпной плотностью. При этом могут перерабатываться как незагрязненные отхо
ды производства, так и смешанные виды пластмасс, как очищенные, так и загрязненные.
На рис. 8.6.4.1 представлена схема комплексной системы агломерации отходов термопластов с использованием пласткомпактера фирмы «NETZCH-CONDUX» GmbH.
Процессы диспергирования
821
Рис. 8.6.4.1. Схема комплексной системы агломерации отходов термопластов:
А) узел предварительного измельчения исходных термопластов;
В) промежуточная емкость с подающим агрегатом; С) пласткомпактор с питателем;
D) вентилятор с сепаратором; Е) гранулятор; F) секция сепарации; G) секция охлаждения и сепарации; Н) пневмосепаратор; Г) металлоискатель; К) пневмотранспортная система; Z) силос;
1 — бункер ручной загрузки отходов; 2 — механизм подачи материала; 3 — питатель предварительно измельченным материалом; 4 — питатель инжекторного типа; 5 — прямой узел подачи материала;
б — рыхлитель; 7 — подающий конвейер; 8 — гильотина; 9 — металлоискатель
На начальном этапе исходный материал дробится при помощи ножа-гранулятора (узел А) и по пневмотранспортеру поступает в промежуточную емкость подающего агрегата (узел В). Емкость снабжена лопастями для предотвращения зависания продукта. При помощи транспортирующего шнека с плавно регулируемой скоростью вращения измельченный материал подается в пласткомпактор (узел С). Агломерация материала происходит в пространстве между роторным и статорным дисками, установленными на определенном расстоянии друг от друга, за счет тепла, выделяющегося при трении. При этом компактирование материала происходит без его плавления в области размягчения, что является существенным, так как материал проходит зону уплотнения за короткий промежуток времени, и влияние температуры на его свойства нивелируется. В дальнейшем это предотвращает термическую деструкцию и снижает потерю вязкости. После комплектования материал перемещается к краям дисков и подхватывается потоком холодного воздуха. Температура на дисках пласткомпактора поддерживается при помощи водяного охлаждения. Контакт перерабатываемого материала с водой отсутствует. При помощи пневмотранспортера агломерат поступает на промежуточное охлаждение или напрямую в нож-гранулятор (узел £), который оборудован ситом. Здесь агломерированный материал режется на примерно равные фракции, при этом получаются гранулы неправильной формы. После
гранулирования материал с помощью пневмотранспортера доставляется в классификатор, откуда поступает на фасовку в мешки или на склад. Классификатор оснащен пневмосепаратором (узел Н), который отводит мелкие частицы и пыль обратно в пласткомпактор.
8.6.5. Технологические линии для измельчения отходов пластмасс
Отходы ПЭТФ-тары представляют значительную опасность для окружающей среды, так как для их разложения в естественных условиях требуется более 100 лет. В настоящее время в развитых странах каждая третья емкость производится из вторичного ПЭТФ — чистого продукта переработки бытовых отходов. Кроме того, продукт переработки бытовых отходов ПЭТФ-тары используется как дешевый волоконный материал для производства изоляции, стройматериалов, матрацев, геотекстиля, автомобильных сидений, спортивных сумок, рюкзаков, шнурков, спортивной обуви, обвязочных средств.
Оборудование для измельчения отходов пластмасс является неотъемлемым звеном технологических линий переработки отходов. Схемы таких линий во многом аналогичны. Рассмотрим построение технологической линии переработки отходов пластмасс на примере линии переработки бытовой ПЭТФ-тары завода пластмассовых изделий «Спектр» (рис. 8.6.5.1).
822
Новый справочник химика и технолога
Рис. 8.6.5.1. Линия переработки бытовых отходов ПЭТФ-тары:
1 — загрузочный наклонный транспортер; 2 — электронный металлодетектор; 3 — ножевая дробилка для измельчения и мойки;
4 — шнековый осушающий транспортер; 5 — промежуточная центрифуга I; 6 — промежуточный всасывающий вентилятор;
7 — тележка для отделенного продукта; 8 — разделительная ванна; 9 — бункер для хранения измельченного продукта;
10 — промежуточная центрифуга II; 11 — всасывающий вентилятор; 12 — горизонтальный бункер; 13 — промывочная ванна I;
14 — шнековый загрузчик; 75 — промывочная ванна II; 16 — насос; 77 — экран вибрирующий; 18 — узел нагрева воды;
19 — насос для воды и измельченного продукта с центрифугой; 20 — установка для сушки; 27 — вибротранспортер;
22 — наклонный шнековый загрузчик; 23 — смеситель вертикальный; 24 — центральный шкаф автоматики
Бытовые отходы ПЭТФ-тары подаются на наклонный загрузочный транспортер 1 длиной 5 м и шириной 1 м. Лента транспортера, имеющая по ширине загрузочные полоски, в нижней части оборудована загрузочным бункером с предохранительными приспособлениями. Она приводится в движение с помощью электромотора с регулируемым числом оборотов, оснащена автоматической системой пуска-остановки в зависимости от работы ножевой дробилки и мойки. Над лентой транспортера смонтирован электронный металлодетектор для поиска цветных и черных металлов, которые могут попадать на транспортер вместе с ПЭТФ-тарой. С транспортера ПЭТФ-тара загружается в ножевую дробилку для измельчения и мойки. Тщательная промывка осуществляется в процессе измельчения тары путем периодической подачи мощных струй воды, направленных в камеру измельчения. Это позволяет полностью отделить загрязняющие вещества от материала, подлежащего дальнейшей переработке. Ротор ножевой дробилки оснащен пятью наклонными ножами, камера измельчения оснащена двумя неподвижными ножами. Данная схема работы дробилки предохраняет лезвия ножей и другие части внутри камеры измельчения от быстрого износа, существенно сокращает время на переналадку и регулировку. Ножевая дробилка является герметичной, не позволяет просачиваться воде.
Мощность ножевой дробилки составляет 90 кВт. Измельченный материал шнековым осушающим транспортером транспортируется из ножевой дробилки в промежуточную центрифугу I, где отделяется от грязной воды. Мощность промежуточной центрифуги составляет 30 кВт, скорость вращения 2200 об/мин. Из промежуточной центрифуги измельченные отходы промежуточным всасывающим вентилятором транспортируются в разделительную ванну объемом 6 м3, которая предназначена для разделения компонентов в воде в зависимости от их плотности. ПЭТФ опускается на дно, полиолефины, дерево и бумага — всплывают.
Вверху разделительной ванны специальная лента продвигает материал к краю ванны, а в нижней части ванны специальная система ремней непрерывно отбирает затонувший ПЭТФ. Габариты разделительной ванны 5600 х 1400 х 2000 мм. Тележка 7 для полиолефинов, дерева и бумаги обеспечивает удаление отделенного продукта из разделительной ванны и имеет отверстия в нижней части для выхода воды, остающейся в отделенном продукте.
Измельченный ПЭТФ транспортируется шнековым транспортером в бункер 9 объемом 3 м3, откуда подается в промежуточную центрифугу II, где дополнительно происходит отделение оставшейся грязной воды от промытого измельченного ПЭТФ. Всасывающий вен
Процессы диспергирования
823
тилятор транспортирует измельченный ПЭТФ в бункер. Далее шнековым загрузчиком ПЭТФ направляется в промывочные ванны, где с использованием горячей воды осуществляется удаление остаточных частиц бумаги и клея. Насос используется для откачки грязной воды на вибрирующий экран, где осуществляется ее фильтрационная очистка. С вибрирующего экрана частицы ПЭТФ отделяются от воды, которая вновь используется для подачи в промывочные ванны. Насос для воды и измельченного ПЭТФ с центрифугой используется для отделения грязной воды от промытого ПЭТФ. Далее промытый ПЭТФ транспортируется в установку для сушки мощностью 65 кВт, где происходит окончательная сушка измельченного ПЭТФ. Вибротранспортер проводит отделение остатков бумаги от материала с помощью воздуха. Далее наклонный шнековый загрузчик транспортирует материал в вертикальный смеситель, где высушенный измельченный ПЭТФ непрерывно перемешивается для создания однородного продукта. Смеситель имеет в нижней части разгрузочную камеру для затаривания измельченного ПЭТФ. Измельченный и тщательно промытый ПЭТФ используется в дальнейшем для переработки в тару для пищевых продуктов, для технических продуктов, для изготовления волокон.
Вышеописанная схема и оборудование для переработки бытовых отходов ПЭТФ-тары могут быть использованы для создания линий производительностью до 500 кг/ч с установленной мощностью 520 кВт.
8.6.6. Оборудование для измельчения в технологических линиях переработки отходов резины
Среди резиновых отходов наиболее трудно поддаются утилизации изношенные шины. Технологические линии переработки резиновых отходов, как правило, включают стадию переработки резиновых отходов в крошку, которая может использоваться самостоятельно или подвергаться дальнейшей переработке (девулканизации).
Современная технология и оборудование для переработки резиновых отходов в крошку основана на многоступенчатом энергоемком процессе. На первом этапе шину после отделения бортового кольца разрезают. Существует технология отделения и измельчения протектора и боковин.
В России создано несколько линий по переработке шин в крошку, основанных как на криогенном измельчении, так и на измельчении при положительных температурах. В частности, разработанное ЗАО «Камские экологические технологии» производство предназначено для низкотемпературной переработки изношенных шин с металлическим и текстильным кордом. Предлагаемая технология позволяет осуществлять переработку шин экологически чистым способом, так как при этом не выделяются летучие продукты. Конечными продуктами являются резиновая крошка различных фракций
(0,2-5 мм), размер которой определяется дальнейшим использованием, текстильный корд, состоящий из синтетических волокон, и металлический корд. В данной линии не используются жидкий азот, фреон, аммиак, поэтому ее удельная энергоемкость сравнительно невысока.
Линия подразделяется на блоки:
- грубое дробление; включает установку для удаления бортовых колец, грубого дробления резины и систему удаления металлокор да;
- низкотемпературный модуль; состоит из системы подготовки и очистки холодного воздуха, низкотемпературной холодильной камеры и низкотемпературной молотковой дробилки;
- тонкая очистка; объединяет установку отделения текстильного корда, установку отделения металлокорда и установку разделения крошки на фракции;
- бункерная система накопления и растаривания; состоит из бункеров-накопителей, системы растаривания и взвешивания;
- транспортные системы подачи продукта; включают систему конвейеров и пневмотранспортера с узлом очистки воздуха;
- установка тонкого дробления; состоит из диспергатора;
- установка автоматизации линии.
Технические характеристики низкотемпературной линии приведены в табл. 8.6.6.1.
Таблица 8.6.6.1
Технические характеристики линии (ЗАО «Камэкотех»)
Производительность, кг/ч 500-1000
Потребляемая энергия, кВт/ч 520
Производственная площадь, м2 650
Мощность производства, т/г. 3000
Численность обслуживающего персо- 15
нала при трехсменной работе, чел.
Максимальный размер шин (наруж- 1200
ный диаметр), мм
Температура охлаждения резины,°C до -80
Хладагент Атмосфер-
ный воздух
Выход материала, %:
резиновой крошки 65
корда текстильного 17
металла 17
Отходы, % 1
В технологии измельчения шин при положительных температурах также используется различное оборудование. На рис. 8.6.6.1 представлена схема технологической линии измельчения изношенных и бракованных покрышек, предложенной НПО «Резерв», ОАО «НИИшинмаш»
824
Новый справочник химика и технолога
Рис. 8.6.6.1. Технологическая линия измельчения изношенных и бракованных покрышек:
1 — бортоотрезной станок; 2 — измельчитель валково-дисковый предварительного измельчения;
3 — измельчитель валковый грубого измельчения; 4 — магнитный сепаратор; 5 — сито вибрационное;
6 — измельчитель валковый для тонкого помола
совместно с Ярославским государственным технологическим университетом (ЯГТУ). В качестве оборудования для измельчения используются различные валковые измельчители.
Технические характеристики линии приведены в табл. 8.6.6.2.
Таблица 8.6.2.2 Технические характеристики линии
(НПО «Резерв», АО «НИИшинмаш», ЯГТУ)
Производительность, т/г. 8000-10000
Суммарная установленная мощность, кВт 660
Потребляемая энергия, кВт/ч 500
Масса установленного оборудования, т 11
Производственная площадь, м2 700
Численность обслуживающего персонала при трехсменной работе, чел. 15
В основу технологической линии, разработанной Государственным научно-производственным предприятием (ГНПП) «Кордэкс», положена так называемая бародеструкционная технология (БД-технология) переработки автошин с металлокордом. Технология основана на явлении псевдоожижения резины при высоких давлениях и истечении ее через отверстия специальной камеры. Резина и текстильный корд при этом отделяются от металлического корда, измельчаются и выходят из отверстий в виде первичной резино-тканевой крошки, которая подвергается дальнейшей переработке — доизмельчению и сепарации. Металлокорд извлекается из камеры в виде спрессованного брикета.
Промышленная линия, разработанная на основе БД-технологии, позволяет осуществлять переработку легковых и грузовых автошин с металлокордом и без него диаметром до 1200 мм и шириной профиля до 320 мм. Линия представляет собой мини-завод по получению резиновой крошки, текстильного и металлического корда. В состав технологической линии входят следующие модули: отделения металлокорда и получения первичной крошки; измельчения; фракционирования и упаковки. Технические характеристики линии приведены в табл. 8.6.2.3.
Таблица 8.6.2.3
Технические характеристики линии (ГНПП «Кордэкс»)
Максимальный объем переработки шин при трехсменной работе, т/г. 6000
Выход товарной резиновой крошки, т/г. 3850
Выход текстильного корда, т/г. 1050
Выход металлокорда, т/г. 1100
Занимаемая производственная площадь, м2 700
Высота помещения (не менее), м 7,5
В целом проблема превращения отходов резины в крошку решена, однако полученный материал можно использовать только в качестве наполнителя-разбавителя. Для того чтобы использовать крошку в качестве эффективного наполнителя, ее необходимо модифицировать. Это требует применения дорогостоящих модификаторов. Поэтому более целесообразен подход, при котором наряду с измельчением покрышек происходит и девулканизация резины.
Процессы диспергирования
825
8.7. Образование дисперсной фазы конденсацией и коагуляцией
(А.Н. Веригин)
8.7.1. Фазовый переход жидкость—пар
В термодинамической теории фазовых превращений рассматривается лишь равновесие между исходной и новой фазами при допущении, что последняя фаза достигла полного развития и поверхность раздела между обеими фазами является плоской. При этом под температурой перехода понимают температуру, при которой обе фазы могут оставаться в равновесии друг с другом неограниченно долгое время. Образование и начальное развитие новой фазы с достаточной для ее обнаружения скоростью возможно только при некотором отступлении от условий равновесия. Отступления от условия равновесия могут быть гораздо более существенными, чем необходимо для роста новой образующейся фазы. Фазовый переход пар—жидкость (жидкость—кристалл) возможен только в том случае, когда исходная паровая фаза оказывается в состоянии, исключаемом из рассмотрения в обычной термодинамике как термодинамически неравновесное. Оно может сохраняться в течение более или менее продолжительного времени, поскольку скорость возникновения новой фазы достаточно мала. Подобные состояния называются ме-тастабильными. Возникновение новой фазы в метаста-бильной паровой фазе происходит в форме зародышей, которые рассматриваются как маленькие капельки. Предположение, что маленькие капельки или комплексы частиц отличаются от макроскопических тел в жидком состоянии только своими размерами, не может считаться правильным [97]. В случае зародышей малых размеров в чрезвычайной степени возрастает роль поверхностной энергии и поверхностного натяжения при оценке общей и свободной энергии образуемой ими системы. Кульер в 1875 г. и Айткен в 1880 г. [98] обнаружили, что для образования облака путем адиабатического расширения влажного воздуха необходимо наличие маленьких частиц пыли. Если же воздух пыли не содержит, то образование облака начинается только при очень сильном расширении.
При образовании аэрозолей прежде всего требуется поверхность для конденсации, которую образуют маленькие кластеры молекул пара, ионы, ионные кластеры и небольшие частицы различных веществ, называемые ядрами конденсации. Если конденсация пара происходит исключительно на кластерах, образованных молекулами этого же пара, то имеет место спонтанное, или гомогенное, зародышеобразование. При этом жидкость, из которой состоит капля, обычно переохлаждается до температуры ниже точки ее замерзания, так как в жидкости отсутствуют инородные тела. Водяные капли можно переохладить до температуры ниже -40 °C. Даже если капля содержит одно ядро конденсации, она легко переносит переохлаждение, т. е. любая частица, образовавшаяся в результате конденсации, проходит
через жидкую фазу, хотя время ее нахождения в этой фазе может быть очень малым.
Если же пар конденсируется на ядре из другого вещества, то имеет место гетерогенное зародышеобразование, которое проходит в три стадии. Во-первых, пар при расширении должен стать настолько пересыщенным, чтобы происходила его конденсация. Во-вторых, должны образоваться малые молекулярные кластеры, или зародыши. В-третьих, пар должен конденсироваться на зародышах, которые при этом растут, превращаясь в капли. В случае гетерогенного образования капель имеют место только первая и третья стадии.
Степень пересыщения пара в газе можно предста-„ Р
вить в виде 5 =-----, где Р„ — давление пара над
горизонтальной поверхностью. Известно, что при S > 1 газ вместе с паром является пересыщенным. Когда 5=1, газ насыщенный, а при S < 1 газ с паром будет ненасыщенным. При адиабатическом расширении парогазовой системы, используя первый закон термодинамики, степень пересыщения газа, являющегося насыщенным до расширения, можно представить в виде [99]:
В ехр< —
(8.7.1.1)
Для водяного пара константы п и В в интервале температур 20-60 °C равны 1,4 и 5367 соответственно. Постоянная В вычислена из приближенного уравнения для
В
давления пара In Рх (Т) = А -—при А =21,18. Переохлаждение рассчитывалось как разница между начальной температурой пара и его температурой после расширения АГ = Ti - Г2. Используется следующая зависимость между давлением насыщенного водяного пара и температурой: Р(Т) = (ехр (0,04157-4,05) - 0,0 1 05)105.
Маленькие капли будут испаряться, даже если они находятся в насыщенном паром газе. Для поддержания же капли в равновесии необходимо пересыщение газа, так как вероятность потери молекулы выпуклой поверхностью больше, чем плоской. Молекуле, покидающей маленькую сферическую каплю, гораздо труднее найти обратную дорогу, чем молекуле, покидающей плоскую бесконечную поверхность. Таким образом, высокие пересыщения, необходимые при образовании капли путем спонтанной конденсации, связаны с размерами капли.
Уравнение Кельвина рассматривает энергетический баланс конденсирующейся капли. По мере образования капли (или зародыша) ее свободная поверхностная энергия изменяется от 0 до 4x/?jcr. Если свободная энергия одной молекулы равна ис в паровой фазе и ud в жидкой фазе, а общее число молекул, находящихся в
„ ~ 4 .
капле размером Rd и массой —nRdpd, составляет
826
Новый справочник химика и технолога
то полное изменение свободной энер
гии капли АС/равно
AU= 4л/^ст
v ( 4тг
(WlnS) -Д — SjpJ , (8.7.1.2)
где Na — число Авогадро.
Как видно из данного уравнения, существует энергетический барьер, препятствующий росту капель с размером, меньшим критического. Капли, размер которых больше критического, будут расти, поскольку для них при увеличении размера свободная энергия системы уменьшается, т. е. капля отдает энергию. Если же размер капель меньше критического, то они испаряются, поскольку при испарении капель их свободная энергия уменьшается. Критический размер капли R можно определить, продифференцировав АС/ по Rd. Приравняв результат к нулю, получаем уравнение Кельвина
(8.7.1.3) pRTR
Если для капли радиусом Rd связанная с ним величина S меньше критического пересыщения, то капля будет испаряться, если больше — капля будет расти. При определении свободной энергии капли предполагалось, что поверхностное натяжение не зависит от размера капель. Однако если капля очень мала, то к ней трудно применить обычное определение поверхностного натяжения [100]. Некоторые авторы считают вполне приемлемым использование для очень маленьких капель величин, полученных для плоской поверхности [101]. Пока не достигнуто очень высокое пересыщение, спонтанная конденсация незначительна. Например, образование видимого тумана при адиабатическом расширении влажного воздуха, имеющего комнатную температуру, произойдет, если пересыщение влажного воздуха без пыли составит 600 %. При такой степени пересыщения критический диаметр капли равен приблизительно 0,001 мкм, что соответствует кластеру из 50 молекул. При гомогенном процессе зародыши ядер конденсации представляют собой агрегаты молекул пара, которые непрерывно образуются и распадаются под действием случайных факторов. Кластер начинает расти, если его размер превышает критический. Вероятность его образования зависит от степени пересыщения [102].
Ядра конденсации. В большинстве практических случаев пар конденсируется на мелких частицах пыли, и для протекания такого процесса не требуется такого высокого пересыщения, как при гомогенной конденсации. Этим частицам пыли дано название ядра конденсации, и они могут иметь размеры от молекулярного до 1 мкм и более. Классификация ядер конденсации, используемая в физике атмосферы [103], предполагает: ядра Айткена 0,001-0,4 мкм, большие ядра 0,4-2,0 мкм,
гигантские ядра более 2,0 мкм. Число атмосферных ядер конденсации в 1 см3 приблизительно обратно пропорционально кубу диаметра частиц, т. е. в атмосфере преобладают малые ядра конденсации. Размеры частиц и их число в 1 см3 зависят от метеорологических условий, высоты местности над уровнем моря, растительного покрова и степени индустриализации (т. е. наличия пыли). Число ядер конденсации меняется в зависимости от времени суток и времени года. На их концентрацию влияют также скорость и направление ветра. Характерная концентрация атмосферных ядер — от 100 до 106 частиц в см3.
Ядра конденсации могут состоять как из органического, так и из неорганического вещества, могут быть растворимыми, нерастворимыми или же нерастворимыми с тонким внешним слоем, состоящим из растворимого вещества (в этом случае они называются смешанными ядрами). Из-за многообразия существующих в природе растворимых веществ химический состав ядер конденсации не определен достаточно хорошо. Исследование смога показало, что около 60 % частиц состоят из неорганических веществ или минералов, а остальные представляют собой сложную смесь органических компонентов, угля и пыльцы [98]. Такое процентное соотношение не является неизменным везде. Частицы разных размеров могут отличаться и по химическому составу. Например, установлено [103], что большинство ядер диаметром 0,4-2 мкм состоит, главным образом, из сульфата аммония, в то время как состав частиц с диаметром, превышающим 2 мкм, менее специфичен: иногда такие частицы содержат значительное количество хлорида или нитрата натрия. Различают два типа нерастворимых ядер конденсации: легко смачиваемые и несмачиваемые. Легко смачиваемые ядра быстро образуют капли. Для теоретического предсказания роста и испарения таких частиц ядро можно рассматривать как чистую каплю и непосредственно применять к нему уравнение Кельвина (но при меньшем предельном размере ядра). Конденсация пара на частицах с несмачиваемой поверхностью более затруднена. Конденсирующаяся жидкость на поверхности такой частицы стремится собраться в маленькие шарики, и жидкий слой образуется только тогда, когда поверхность покроется шариками целиком. Пока не достигается высокая степень пересыщения, конденсация на несмачиваемой частице не происходит [104].
8.7.2. Гомогенное зародышеобразование
Изучение структуры зародышей и их взаимодействий приводит к становлению теории кластеров [105, 106]. Широким фронтом ведутся работы по нестационарной и неизотермической теории зародышеобразования, обзор дан в работе [107]. Развиваются статистические подходы на основе математической теории случайных процессов — пуассоновских [108], марковских [109], приводящих к описанию зародышеобразования уравнениями типа Фоккера — Планка [107, 108],
Процессы диспергирования
827
А.Н. Колмогорова и другими стохастическими уравнениями (см. 7.5). Большое число работ посвящено непосредственному решению уравнений типа Фоккера — Планка численными методами. Работы этого направления выделяются в особую ветвь науки — молекулярную динамику [110, 111]. В работах Цинмайстера [112], Л.Н. Александрова [113], Б.И. Кидярова [104] и других исследователей развивается модель образования и гибели кластеров на основе теории статистической надежности, порядковых статистик [114] и теории массового обслуживания [115]. В работе И.М. Лифшица и др. [116] развивается квантовая теория фазовых превращений. Существуют статистические теории конденсации [117, 118], в которых не рассматривается равновесие между исходной фазой и зародышем. Л.Я. Щербаков и др. [цит. по 99] развивают теорию для кластеров, в которых нельзя, как в сферической капле, выделить объемную и поверхностную составляющие термодинамического потенциала. Теория кинетики зародышеобразования из расплава разработана Тарнбаллом, Фишером [цит. по 120, 121] и др. Кинетика образования зародышей в жидких и твердых растворах изучалась в [103, 120-122], а в атмосфере — в [119]. Большой интерес представляет создание теории полиморфных превращений [ПО, 121]. Теория поверхностных явлений уже сформировалась как самостоятельная ветвь науки [117]. Интенсивно развивается также направление, связанное с термодинамикой необратимых процессов [97].
Если сплошная фаза находится в термодинамически устойчивом состоянии и ис < ud, то АС/ представляет собой монотонно возрастающую функцию числа молекул. Согласно общим принципам статистической механики, даже в термодинамически устойчивой системе должны происходить флуктуации, т. е. местные и переходящие отклонения от нормального состояния, которые приводят систему в состояния с большим термодинамическим потенциалом, т. е. менее вероятные. Пока основная фаза остается термодинамически устойчивой (ис < ud), возникающие в ней зародыши новой фазы являются нежизнеспособными, т. е. они возникают, достигают незначительных размеров и погибают, не обнаруживая тенденции к росту. Однако когда основная фаза метастабильна (ис < ud), эта тенденция оказывается преобладающей у зародышей новой фазы после достижения ими некоторых критических размеров R = R , соответствующих максимуму свободной энергии АС/тах.
Зародыши способны к дальнейшему росту, и должен начаться фазовый переход, скорость которого ограничена необходимостью перейти через потенциальный барьер АС/тах, т. е. еще до начала обычного скачкообразного перехода сплошная фаза не вполне гомогенна и содержит зародыши дисперсной фазы. Френкель [123] рассматривал образование капель жидкости из паровой фазы при условии, что капли некоторого размера, слегка превышающего критический, удаляются из системы по мере своего образования и заменяются эквивалентным числом отдельных молекул. Число капель любого
размера, включая и индивидуальные молекулы, должно оставаться постоянным, и кинетическое уравнение зародышеобразования для функции Ди), полученное исходя из статистической теории флуктуаций, позволяет трактовать образование дисперсных частиц как некоторый случайный марковский процесс их рождения и гибели. Если величина (т](и)) характеризует среднюю скорость систематического изменения числа частиц из п молекул в системе, а величина £>(«) — меру интенсивности флуктуаций скорости их образования, то кинетическое уравнение зародышеобразования имеет вид:
дп
= 0.
(8.7.2.1)
Стационарное распределение получим в результате о/*/ \
решения уравнения (8.7.2.1) при условии —— = 0, что дх
эквивалентно условию J(ri) = const. Исходя из принятого допущения о постоянстве в системе числа капель любого размера (с точностью до постоянной) имеем:
... . .. J АС/(и)1 N(n) = N ехр<---------->.
I J
(8.7.2.2)
Выражение для числа зародышей критических раз-Г-тсоТ?*2] меров в системе имеет вид Nd, = N exp <-->.
[ ЗкТ J
Согласно термодинамической теории флуктуаций [124], равновесная функция распределения зародышей различных размеров Д, через которую выражается число зародышей dn в интервале размеров dr в единице объема среды dn = fodr, также определяется выражением вида функции распределения Максвелла — Больцмана или канонического распределения Гиббса — уравнение (8.7.2.2). Это в известной мере оправдывает постулат Фольмера и Вебера, когда вероятность образования зародышей новой фазы критических размеров в единицу времени определяется выражением, аналогичным уравнению (8.7.2.2) с учетом приращения свободной энергии, обусловленной образованием зародыша. Величина предэкспоненциального множителя определяется спецификой конкретного типа фазового перехода (конденсация, испарение, вскипание, кристаллизация и др.) и, подобно АС/, является функцией термодинамических параметров.
Предэкспоненциальный множитель обычно принимается пропорциональным числу молекул в единице объема исходной фазы N. Чтобы учесть неравновес-ность процесса, в теории Фольмера и Вебера вводится неравновесный фактор Сь связывающий неравновесную функциюДп) с равновесной/о(и), т. е.Ди) = CJo(n). Если через Q обозначить скорость перехода капли через критический размер, то частота образования зародышей будет равна
828
Новый справочник химика и технолога
N,t = Ml’C. С2 ехр J [ = NB' ехр J d 1 2 F] 3kT I 1 I 3kT
(8.7.2.3)
где Bi = Q*CiC2. Райс и Катц [цит. по 125] для конден-V
сации пара ввели поправку Q— п. Для спонтанной Vd
конденсации Ci = 102-г10. Б.В. Дерягин [126] оценивает величину поправочного множителя как Ci « 103.
Уточнению сомножителей в формуле для потока зародышей посвящено много работ. Я.И. Френкель [123] указал на необходимость учета внешних степеней свободы кластеров. Лоте и Паунд [127] ввели поправку в формулу (8.7.2.3) для учета поступательных и вращательных степеней свободы кластера и предложили выражение для множителя Однако при неизменном экспоненциальном множителе значение вычисленное по этому выражению, отличается от найденного по формуле (8.7.2.2) в 1017 раз, и указанную поправку считают не соответствующей действительности. М. Фоль-мер [цит. по 128] при расчете стационарной конденсации полагал, что капли, достигшие критического радиуса, выбывают из рассмотрения, превращаясь в новую фазу, и заменяются эквивалентным числом молекул пара. Скорость образования зародышей определяется как произведение числа зародышей в единице объема N, достигших критического размера, на количество сконденсировавшихся молекул при столкновении с единицей поверхности в единицу времени и на
Т 3N}b\U поверхность зародыша Jo =-----1 .
аехр-^----)
I ЬТ J
Согласно более поздним расчетам по кинетической k* *
теории, b = —г=== . Коэффициент конденсации к yjlTtmkT
определяется как отношение числа конденсирующихся молекул пара к числу падающих на поверхность.
Более точное выражение для скорости зародышеобразования Jq было получено Р. Беккером и В. Дерингом, которые решили при определенных допущениях основное кинетическое уравнение зародышеобразования (8.7.2.2). Позже Я.Б. Зельдович и Я.И. Френкель уточнили формулу Р. Беккера и В. Деринга, предложив более простой ее вывод, базирующийся на принципе детального равновесия. Окончательный вид формулы для скорости образования ядер конденсации:
r Р [-4л7?*2Сг1 /оплп
О«------^^ехР (8.72.4)
I 2tT J kl ------—
V лот.
Процесс конденсации в этом случае трактуется как стационарный, и скорость его определяется числом капелек критического размера, удаляющихся из системы в единицу времени, а данное выражение характеризует число ядер конденсации, возникающих в единицу вре
мени в единице объема. Оно может быть представлено в более удобной для практических расчетов форме [129]:
f-Z21
Л ~ %оР\ еХР 1 , 2Б I ’
In Р
(8.7.2.5)
- р хт
где pi — давление пара; Р = — ; Ni — число молекул
пара, приходящихся на единицу его массы (3,35 • 1025 кг1). Комплексы Zo и Z\ зависят в основном только от температуры.
Проводившиеся сопоставления экспериментальных исследований с расчетами спонтанной конденсации пара в соплах показали их значительное расхождение [128]. Наиболее существенная разница наблюдалась в зоне высоких давлений пара. Широкое распространение получил метод, основанный на введении экспериментальных поправочных коэффициентов а и Р: f-pz21
= aZ0/>2exp^ ^,2 >. Исследователи рекомендуют разные значения поправочных коэффициентов аир. Разброс значений коэффициентов а и Р объясняется тем, что для теоретического расчета используются разные системы уравнений для двухфазных сред, а сопоставления проводятся при неодинаковых условиях эксперимента по градиентам скоростей, относительным давлениям, начальным и граничным условиям. Иногда используются различные данные по термодинамическим параметрам среды. Важным является также выбор параметров, по которым производится сопоставление. Так как непосредственно измерить скорость зародышеобразования не представляется возможным, сопоставления обычно производятся по месту начала бурной спонтанной конденсации пара. Введение поправок а и Р является вынужденным средством уточнения расчетов спонтанной конденсации в условиях, близких к тем, в которых определялись аир.
Как уже отмечалось, в основу определения скорости зародышеобразования J положено предположение о квазистационарности процесса. При быстром расширении среды процесс существенно отличается от рассмотренного ранее. На основании исследований, проведенных А. Кантровицем, Я.Б. Зельдовичем и др., нестационарный процесс образования ядер конденсации
, г ( ВД1
можно представить в виде J = Joexp^-------->, где
[ TT|(«)J
Jo— значение скорости зародышеобразования в стационарных условиях; т|(й) — скорость роста капелек жидкости (увеличение числа молекул в единицу времени); К{п), — константа, примерно равная числу молекул в зародыше п. Для быстротечных процессов, когда пересыщение создается за короткий промежуток времени, действительная скорость зародышеобразования будет ниже по сравнению со стационарной скоростью Jo-Скорость J достигает значения O,9Jo, по имеющимся расчетам, за время т0,9« Ю 6-И0 5 с. [130].
Процессы диспергирования
829
8.7.3. Коагуляция монодисперсных сферических частиц. Приближение Смолуховского
При высоких концентрациях аэрозоля отдельные частицы соединяются в большие цепочки или хлопья, которые состоят из многих частиц. Коагуляция осуществляется исключительно за счет случайных движений и последующих столкновений частиц (часто называемых тепловой коагуляцией). Столкновения могут быть вызваны также внешними воздействиями, такими как турбулентность или электрические силы. В общем случае эти внешние воздействия будут способствовать увеличению скорости коагуляции.
Фридлендер и Ванг [98] предположили, что коагулирующий аэрозоль со временем достигает установившегося распределения частиц по размерам, которое не зависит от первоначального распределения. Это распределение называется равновесным распределением по размерам. Когда достигается такое состояние, прирост частиц данного размера уравновешивается их потерями в результате коагуляции или осаждения. Для очень мелких частиц потери при осаждении незначительны, для очень больших частиц потерями при коагуляции можно пренебречь. Отсюда следует существование трех различных функций распределения для всего интервала размеров частиц. Однако если нет источника частиц, то в пределе из системы будут удалены все частицы, что приведет к нулевой функции распределения. Хайди [131] нашел, что спектральные кривые действительно стремятся к асимптотическому значению с течением времени. Позднее Хайди и Брок [132] показали, что это значение само зависит от времени и стремится к нулю. Согласно Хайди, квазистационарный спектр уста-911
навливается за время т=——. Кларк и Витби [133] кТС,.
использовали теорию равновесного спектра Фридлендера, чтобы объяснить общий вид наблюдаемого распределения размеров атмосферных аэрозолей. Хотя образование такого распределения происходит медленно, но имеется небольшая вероятность существования этой формы распределения в большинстве случаев. Возможно, что для некоторых глобальных аэрозолей квазистационарный спектр Фридлендера действительно имеет место.
Мюллер [134] предположил, что должна существовать аналогия между электростатическими величинами и различными характеристиками коагуляции. Поскольку напряженность поля высока в областях сильного искривления поверхностей носителей заряда, скорость коагуляции частиц также должна быть высокой в подобных местах на несферических частицах [98]. Можно продолжить аналогию, предположив, что частицы с формой, отличной от сферической, будут способствовать увеличению коагуляции по сравнению с коагуляцией на больших сферических частицах. Однако меньшая подвижность частиц несферической формы будет способствовать снижению коагуляции. Поэтому приближение Мюллера следует использовать только для
качественных оценок влияния формы частицы на скорость коагуляции. По-видимому, верно предположение, что осаждение частиц происходит преимущественно на острых выступах поверхностей частиц.
При коагуляции в электрических полях в результате диффузии частицы могут сблизиться до такого расстояния, что между ними начнут действовать электрические силы. Тогда их движение становится упорядоченным. Скорость коагуляции в электрическом поле может возрастать или понижаться в зависимости от знака и величин зарядов на частицах. Отношение констант коагуляции для заряженных и незаряженных частиц впервые было рассчитано Фуксом [135]. Позднее этот вопрос был детально рассмотрен Фуксом и Зибелем.
Для слабо заряженного биполярного аэрозоля увеличение коагуляции вследствие притяжения компенсируется уменьшением, вызванным отталкиванием. С другой стороны, для очень сильно заряженного биполярного аэрозоля возрастание коагуляции благодаря притяжению значительно превосходит ее уменьшение вследствие отталкивания, что приводит к суммарному увеличению скорости коагуляции. Хайди и Брок [132] использовали модель Дебая — Хюккеля для анализа электростатических эффектов при коагуляции. Они показали, что для биполярных аэрозолей, когда электростатическое отталкивание сильное, константы коагуляции будут возрастать, тогда как высокозаряженные униполярные аэрозоли будут иметь уменьшенные константы коагуляции. Хайди и Брок предостерегают, что эти оценки являются приближенными, так как поляризация в электрическом поле может значительно изменить эффект зарядки при коагуляции. Фукс [135] указал, что коагуляция туманов увеличивается только в очень сильных электрических полях (превосходящих 200 В/см). В результате поляризации твердых частиц в электрическом поле увеличивается образование структур в виде цепочек.
Наиболее простой вид коагуляции — это тепловая коагуляция монодисперсных сферических частиц, которая впервые была рассмотрена Смолуховским [136, 137]. Она может также использоваться для аэрозолей в пределах ограничений, рассмотренных выше [138]. В приближении Смолуховского предполагается, что при т = 0 расстояния между частицами диаметром 2R хаотически распределены. Если частицы перемещаются также хаотически путем тепловой диффузии, то необходимо знать вероятность их столкновения в течение некоторого времени. Смолуховский первым рассмотрел случай, когда одна частица, фиксированная в пространстве, является центром коагуляции для других частиц, и определил скорость диффузии других частиц к этой центральной частице. Уравнение нестационарной диффузии в сферически симметричной системе координат 6(Сг) _ d2(Cr) D
имеет вид ——- = D,-------. Решение данного урав-
дх. дг2
нения позволяет расчитать число столкновений в единице объема, которые происходят за время dv.
830
Новый справочник химика и технолога
dC dx
~—xRDdC2
2 d
1 + 2R
(8.7.3.1)
dC
центрации частиц —, то константы коагуляции воз-dx
можно объединить в одну:
Второй член в скобках можно не учитывать, так как он будет гораздо меньше единицы, если т достаточно 27?
велико. Фукс [135] показал, что . = % — вероят-
yjnDdx
ность того, что частица первоначально находится вблизи фиксированной частицы. Таким образом, £ стремится к нулю по мере того, как стационарная скорость увеличивается. Так как в реальных условиях £ очень мало, этой величиной пренебрегают. Однако следует иметь в виду, что в некоторых случаях £ надо учитывать. Этот член приводит к увеличению скорости коагуляции. Определяя
SkTL
константу коагуляции Ко как Ко = 16nRDd =-----, по-
лучаем результаты, которые, по крайней мере, для крупных частиц не будут зависеть от размера частиц. Коэффициент — поправка Каннингема — применяется в том случае, если размер дисперсной частицы близок к длине свободного пробега молекул среды. Используя Ко как константу коагуляции и пренебрегая вторым членом в уравнении (8.7.3.1), получаем обычную форму уравнения коагуляции
dC = _K£^ (8.7.3.2)
dx 2
Интегрируя уравнение (8.7.3.2) при начальном усло-
~ 1 1 К.х
вии С = Со, когда т - 0, находим-------= ——, т. е.
С Со 2
обратная величина концентрации частиц является линейной функцией времени, причем наклон прямой дает константу коагуляции. Если т — время, за которое концентрация уменьшается в два раза, то получим С
С =----—т . Данное выражение может быть примене-
1 + х/х
но для обработки экспериментальных данных по коагуляции.
При рассмотрении коагуляции частиц двух различных размеров можно использовать то же приближение, что и в случае монодисперсного аэрозоля, за исключением замены 2R на (/?] + /?2) и 2Dd на (Dd} + D^). Тогда константа коагуляции Кц — 4л(/?] + Rz)(Dd\ + ад. Выражение для константы коагуляции через подвижности частиц имеет вид:
АЪ = 4л(/?] + /?2)(Bi + B2)kT.
D, С
Здесь В = —- = - с — подвижность частицы. kT 6лц7?
Константа коагуляции имеет минимальное значение в случае частиц равных размеров.
Рассматривая коагуляцию полидисперсных частиц, Тихомиров, Туницкий и Петрянов [138] также показали, что если необходимо знать изменение только кон-
К* =4kT
\1\/ \к/ \к /
которая будет выражаться через средние величины (R), I—\ и I—-\. Здесь С;. — поправка Каннингема, равная \R/ \R I
1,26; и ld — свободный средний путь частицы в газе. Таким образом, К* можно использовать так же, как Ко в уравнении (8.7.3.2). С возрастанием полидисперсности константа коагуляции А* может стать довольно большой, поскольку предельные значения размеров частиц быстро возрастают вследствие соединения частиц, особенно меньших размеров. Скорость коагуляции для полидисперсного аэрозоля больше, чем для монодисперсного. Однако коагуляция монодисперсного аэрозоля вначале приводит к увеличению полидисперсности, так что для любого коагулирующего аэрозоля константа коагуляции не постоянна, а зависит от скорости коагуляции. Интерпретация данных по коагуляции трудна, тем не менее изложенная здесь теория коагуляции пригодна для описания многих случаев.
8.7.4. Особенности коагуляции в движущейся среде
При движении частиц скорость коагуляции увеличивается. Имеются два типа такого движения. Во-первых, может существовать упорядоченный поток, в котором частицы движутся в одном направлении с различными скоростями, как, например, при осаждении полидисперсного аэрозоля под действием силы тяжести при неизменных условиях течения. Во-вторых, движение может быть неупорядоченным, как, например, в случае турбулентного смешения.
Рассмотрим коагуляцию при упорядоченном движении, когда крупная частица движется через облако гораздо более мелких частиц. Скорость упорядоченного движения мелких частиц много меньше скорости крупной частицу, и крупная частица в единицу времени может захватывать мелкие частицу, заключенные в объеме TtRlw0(R2). Некоторые мелкие частицу могут перемещаться с потоком в сторону от передней части крупной частицы при ее обтекании. Вследствие этого крупной частицей будет уловлена только некоторая доля находящихся в объеме частиц — е, называемая эффективностью, или коэффициентом, захвата. Количество мелких частиц N, уловленных крупной частицей в единицу времени, равно N = mR2w0C при условии, что С — число мелких частиц в единице объема. Не каждое столкновение может привести к слиянию капель, и более логично величину е назвать коэффициентом столкновений (соударений) [139]. Исследований вероятности слипания частиц после столкновения частиц проведено пока мало, определенной ясности в этом
Процессы диспергирования
831
вопросе нет. По-видимому, в большинстве ситуаций, реализующихся при эволюции дисперсных систем, вероятность слипания частиц близка к единице.
Для частиц примерно равного размера прогнозирование поля течения чрезвычайно затруднено, потому что должны рассматриваться комбинированные потоки обеих частиц. Попытка моделирования этой ситуации для вязкого потока была сделана Хокингом [140], который пришел к заключению, что столкновения между частицами приблизительно одинаковых размеров не надо учитывать для частиц диаметром меньше 36 мкм. Данные Хокинга были подвергнуты критике, и в настоящее время считают, что небольшое взаимное влияние существует.
Для коагуляции, вызванной турбулентностью потока, следует рассмотреть два случая. Если импульс частиц аэрозоля приблизительно такой же, как у среды, то они будут двигаться примерно с такой же скоростью, как и участки воздуха, окружающие их. В этом случае движение частиц описывается с помощью коэффициента турбулентной диффузии Z)T. Этот коэффициент может иметь значение в 104—106 раз больше, чем коэффициенты тепловой диффузии. Диффузия Броуна преобладает в тех случаях, когда диаметры частиц меньше 1О6 см.
Второй случай коагуляции аэрозоля в турбулентном потоке характеризуется возникновением инерционных различий между частицами разных размеров. Вследствие турбулентности частицы ускоряются до различных скоростей, зависящих от размера, и могут затем сталкиваться друг с другом. Для монодисперсного аэрозоля этот механизм не имеет значения. Для полидисперсного аэрозоля с известным распределением по размерам Левин [141] показал, что скорость коагуляции пропорциональна основной скорости турбулентного потока в степени 9/4, т. е. скорость коагуляции возрастает очень быстро с увеличением скорости турбулентного потока. Так как очень мелкие частицы быстро ускоряются, значение этого механизма уменьшается с уменьшением размера частиц, причем он является наиболее важным для частиц, диаметры которых составляют 10“5-10 4 см.
Пусть две сферические частицы (капли) соизмеримых размеров движутся в невозмущенной среде под действием сил тяжести. Радиусы этих частиц обозначим и R2 и положим, что < R2. Радиус малой частицы считаем настолько большим, чтобы можно было пренебречь ее броуновским блужданием. Если бы взаимное влияние гидродинамических полей частиц не сказывалось на их движении в среде, то с большой каплей сталкивались бы малые капли, находящиеся ниже ее в цилиндре, радиус которого равен (R^ + /?2), и выражение для константы коагуляции имело бы вид:
К12 = * + *2 Г [W0 “ W0 (Д )] •
Взаимное влияние гидродинамических полей частиц и возможнее взаимодействие между ними приводят к
искривлению их траекторий в поле сил тяжести, и выражение для константы коагуляции принимает следующий вид:
/Г12 =е(/?1,/?2)л(7?1 +/?2)2[w0(/?2)-w0(/?1)] .
Величина s(/?i, R2) характеризует отклонение сечения захвата от геометрического, которое вызвано взаимным искривлением траекторий частиц, и называется коэффициентом захвата. Предположим, что размеры капель различны: /?! <§: R2. Тогда можно считать, что малая частица движется просто в гидродинамическом поле большой, причем при определении силы сопротивления среды ее движению неоднородностью этого поля можно пренебречь. Если расстояние между поверхностями капель в несколько раз больше /?ь то можно также пренебречь силами гидродинамического взаимодействия движущейся сферы с неподвижной плоской стенкой. Эти предположения позволяют уравнение движения малой частицы представить в виде
kc = (v - w)[l + (Re * |v - w|)], (8.7.4.1) w -> е при Т -> -ОО,
2рХ (^) Ке- = «£Л»(Ы
Здесь е— единичный вектор, направленный по вертикали вверх; kc — число Стокса (параметр инерционного столкновения); v — вектор гидродинамического поля большой частицы в системе координат, жестко связанной с ней. Распространяя формально приведенное уравнение движения малой частицы вплоть до физического контакта обеих частиц, мы приходим к задаче чисто инерционного осаждения, подробно исследованной в [46]. Коэффициент захвата при этом вычисляется следующим образом. Выберем цилиндрическую систему координат с центром, расположенным в центре большой капли, и радиальной координатой у, перпендикулярной к направлению ее падения. Пусть у -> у» при т -оо. Тогда существует такое уо, что при всех ую < у0 малая капля столкнется с большой, а при у/; > Уо обойдет ее. Определив у0, коэффициент захвата 2
можно вычислить по формуле е = . Расчеты коэф-
^2
фициента захвата в приближении чисто инерционного осаждения впервые были предприняты Лэнгмюром и Блоджеттом [119]. Поле скоростей среды v в этих работах было выбрано следующим образом. Для малых чи-
„ I „ /?,р wJRf.) |
сел Рейнольдса Re = 2 с — ползущее поле I Не J
скоростей Стокса, для больших чисел Рейнольдса — безотрывное потенциальное. Анализ применимости этих моделей гидродинамических полей для расчета коэффициента захвата был проведен в [142]. Оказалось, что модель ползущего обтекания не может привести
832
Новый справочник химика и технолога
к правильной асимптотике при -> оо, а модель безотрывного потенциального обтекания приводит к несколько завышенным результатам для коэффициента захвата во всем диапазоне значений кс. Для Re* 1 Лэнгмюр [144] предложил следующие формулы, полученные путем аппроксимации:
--------г при к > — и Re »1,
(Лс+0,5) 12
z х-2
I1 + ———I при к_ >1,214 и Re«:l.
4^-l,214j с
(8.7.4.2)
Численные расчеты Лэнгмюра и Блоджетта неоднократно проверялись другими исследователями [145]. Расхождение результатов получилось небольшое, поэтому при анализе инерционной коагуляции частиц существенно разных размеров, по нашему мнению, с достаточной точностью можно использовать довольно простые формулы (8.7.4.2), конечно, в пределах их применимости. Для средних чисел Re Лэнгмюр [144] рекомендовал использовать интерполяционную формулу
1
l + Re/30
G 3 1П2^' У' Re
+4 кс- l,214j +(£с+0,5)2 30
(8.7.4.3)
Расчеты коэффициента захвата были проведены при формальном распространении уравнения движения малой частицы (8.7.4.1) вплоть до ее физического контакта с поверхностью большой капли (точнее, вплоть до касания центра малой частицы с поверхностью большой). Законность такой операции далеко не очевидна хотя бы по следующим соображениям. С одной стороны, само понятие физического контакта двух дисперсных частиц требует дополнительного уточнения. Более естественным было бы предположение об его существовании, когда поверхность малой частицы (а не ее центр!) коснулась поверхности большой капли. Такое определение захвата введено Н.А. Фуксом в [146]. А еще более точным в рассматриваемой задаче было бы считать, что частицы столкнулись, если их поверхности сблизились на расстояние, на котором уже становится эффективным действие молекулярных сил притяжения или любых других сил притяжения негидродинамической природы. С другой стороны, на малых расстояниях между поверхностями капель начинают действовать не учтенные в уравнении (8.7.4.1) силы гидродинамического взаимодействия (в гидродинамическом приближении неограниченно возрастающие при уменьшении зазора между поверхностями капель). При малых числах Рейнольдса эти силы заведомо препятствуют сближению капель.
Литература
1. Буевич Ю.А., Бутков В.В. // Теор. основы хим. технологии. 1971. Т. 5, № 1. С. 74.
2. McCann D.J., Prince R.G.H. // Chem. Eng. Sci. 1971. V. 26. P. 1505-1512.
3. Hooper A.P. // Chem. Eng. Sci. 1986. V. 41. P. 1879-1890.
4. Davidson J.E., Schuler B.O.G. // Trans. Inst. Chem. Eng. 1960. V. 38. P. 144, 335.
5. Kumar R., Kuloor N.R. // Adv. Chem. Eng. 1970. V. 8. P. 255-368.
6. Gaddis E.S., Vogelpohl A. // Chem. Eng. Sci. 1986. V.41.P. 97-105.
7. La Nauze R.D., Harris I.J. // Chem. Eng. Sci. 1972. V. 27. P. 2102-2105.
8. McCann D.J., Prince R.G.H. // Chem. Eng. Sci. 1969. V. 24. P. 801-814.
9. Titomanlio G., Rizzo G., Aciemo D. // Quad, dell'ing. chim. ital. 1976. V. 12. P. 112-117.
10. Leibson T., Holcomb E.G., Casoso A.G., Jacmic S.S. // AIChEJ. 1956. V. 2, N 3. P. 296.
11. Васильев A.C., Талычев B.C., Павлов В.П., Пла-новский А.Н. // Теор. основы хим. технологии. 1970. Т. 4, №5. С. 727-735.
12. Wraith А.Е. // Chem. Eng. Sci. 1971. V. 26. Р. 1659-1671.
13. Охотский В.Б. // Теор. основы хим. технологии. 1997. Т. 31, №5. С. 458-464.
14. Ковалев Ю.Н., Каган С.З., Захарычев А.П. // Тр. МХТИ. 1976. Вып. 90. С. 39-50.
15. Захарычев А.П., Ковалев Ю.Н., Каган С.З. // Ibid. 1973. Вып. 73. С. 135-139.
16. Броунштейн Б.И., Щеголев В.В. Гидродинамика, массо- и теплообмен в колонных аппаратах. Л.: Наука, 1986. 336 с.
17. Izard D. //AIChEJ. 1972. V. 18, № 3. Р. 634-638.
18. Heertjes Р.М., De Nie L.H., De Vries // Chem. Eng. Sci. 1971. V. 26. P. 441-449; 451-459.
19. Каган C.3., Ковалев Ю.Н., Захарычев А.П. // Теор. основы хим. технологии. 1973. Т. 7, № 4. С. 565-570.
20. De Chazal L.E.M., Ryan J.T. // AIChEJ. 1971. V. 71, № 5. P. 1226-1229.
21. Kalita W. // Arch. Meeh. Stosow. 1975. V. 27, № 4. P. 649-663.
22. Горбунов A.B., Лосев Б.Д., Левина K.C. // Журн. прикл. химии. 1986. Т. 59, № 5. С. 1041-4144.
23. Альбом течений жидкости и газа // Пер с англ.; Сост. Ван-Дайк. М.: Мир, 1986. 184 с.
24. Аметистов Е.В., Блаженков В.В., Гордеев А.К. и др. Монодиспергирование вещества: принципы и применение. М.: Энергоатомиздат, 1991. 336 с.
25. Eggers J. Nonlinear dynamics and breakup of free-surface flows // Review of Modem Physics. 1997. V. 69, N 3. P. 865-929.
26. Mietus W.G.P., Matar O.K., Lawrence C.J., Briscoe S.J. Droplet deformation in confined shear and
Процессы диспергирования
833
extensional flow И Chem. Eng. Sci. 2002. V. 57. P. 1217-1230.
27. Navot Y. Critical behaviour of drop breakup in axi-symmetric viscous flow // Physical Fluids. Ser. A. V. 11. P. 990.
28. Taylor G.I. The formation of emulsions in definable fields of flow // Proc. R. Soc. 1934. V. 29, A. 146. P. 501-523.
29. Rumscheidt F.D., Mason S.G. Particle motions in sheared suspensions // J. Colloid Sci. 1961. V. 16, N.3.P. 210-261.
30. Нигматулин Р.И. Динамика многофазных сред. М.: Наука, 1987. Ч. 1. 464 с.; Ч. 2. 360 с.
31. Колмогоров А.Н. // Докл. АН СССР. 1949. Т. 46, № 5. С. 825- 828.
32. Колмогоров А.Н. // Докл. АН СССР. 1941. Т. 30, № 4. С. 224-229.
33. Обухов А.М. // Изв. АН СССР. Сер. геогр. и геофиз. 1941. №5. С. 453—463.
34. Монин А.С., Яглом А.М. Статистическая гидромеханика. М.: Наука, 1967. Т. 2. 720 с.
35. ЛамбГ. Гидродинамика. М.: Гидротехиздат, 1947.
36. Lang S.B., Wilke С. Hydrodynamic mechanism of coalescence of liquid drops // Ind. and. Eng. Chem. Fundam. 1971. V. 10,N3.P. 341.
37. Sleicher C.A. I AIChEJ. 1962. V. 8, N 4. P. 471—477.
38. Karabelas A.J. I AIChEJ. 1978. V. 24, N 2. P. 170.
39. Шлихтинг Г. Теория пограничного слоя / Пер. с нем. М.: Наука, 1969. 742 с.
40. Островский Г.М. Прикладная механика неоднородных сред. СПб.: Наука, 2000. 359 с.
41. Akita К., Yoshida F. // Ind. Eng. Proc. Des. Develop. 1974. V. 13, N l.P. 84-89.
42. Меткин В.П., Соколов В.Н. // Журн. прикл. химии. 1985. Т. 58, №5. С. 1132-1134.
43. Островский Г.М., Малышев П.А., Аксенова Е.Г. И Теор. основы хим. технологии. 1990. № 6. С. 835-839.
44. Абиев Р.Ш. Режимы работы и конструктивное оформление пульсационной резонансной аппаратуры. Дис. ... канд. техн. наук. Л.: ЛТИ им. Ленсовета, 1991. С. 166.
45. Calderbank Р.Н. // Trans. Inst. Chem. Engrs. 1985. V. 25. P. 443-463.
46. Barabash V.M. Gas (Vapor) Liquid Systems. Chapter 6. Hydrodynamics and mass transfer in agitated gas-— liquid systems / Ed. by N.N. Kulov. New York: Nova Science Publishers Inc., 1996. P. 215-265.
47. Braginsky L.N. and Belevitskaya M.A. Liquid— Liquid Systems. Chapter 1. Kinetics of drops break-up in agitated vessels / Ed. by N.N. Kulov. New York: Nova Science Publishers Inc., 1996. P. 1-36.
48. Брагинский Л.Н., Бегачев В.И., Барабаш В.М. Перемешивание в жидких средах. Л.: Химия, 1984. 336 с.
49. Перов В.А., Андреев Е.Е., Биленко Л.Ф. Дробление, измельчение и грохочение полезных ископае
мых: Учеб, пособие для вузов. 4-е изд., перераб. и доп. М.: Недра, 1990. 301 с.
50. Справочник по обогащению руд / Гл. ред. О.С. Богданов. Т. I. Подготовительные процессы. М.: Недра, 1972. 448 с.
51. Справочник по обогащению руд. Подготовительные процессы / Под ред. О.С. Богданова, В.А. Олевско-го. 2-е изд., перераб. и доп. М.: Недра, 1982. 366 с.
52. Справочник по обогащению полезных ископаемых / Под ред. А.Ф. Таггарта. Т. II. М.: Металлург-издат, 1950. 956 с.
53. Мельница Polycom фирмы KRUPP Polysius AG — революция в области дробильного оборудования И Горная промышленность. 1996. № 4. С. 20-21.
54. Барабашкин В.П. Молотковые и роторные дробилки. М.: Госгортехиздат, 1963. 167 с.
55. Использование валковых дробилок высокого давления при обогащении золотосодержащих руд // Горный журнал. 1996. № 11-12. С. 99-105.
56. Гзогян Т.Н., Губин С.Л. Опыт применения валкового пресса для дезинтеграции железных руд И Горный информационно-аналитический бюллетень. 2001. №3. С. 232-234.
57. Kellerwessel Н., Rubin G. Die Gutbettzerklinerung von Erzenwittels Rolienpressen-Chance und Heraus-forderung // Erzmetall. 1987. B. 40, N 4. S. 170-176.
58. Шинкоренко С.Ф. // Горнорудная промышленность. 2000. № 4. С. 4-10.
59. Ревнивцев В.И., Денисов Г.А., Зарогатский Л.П., Туркин В.Я. Вибрационная дезинтеграция твердых материалов. М.: Недра, 1992. 430 с.
60. Селективное раскрытие электрокорунда в конусной инерционной дробилке / В.И. Ревнивцев, Н.А. Иванов, Л.П. Зарогатский и др. И Совершенствование процессов рудоподготовки. Л.: Ин-т Механобр. Л., 1980. С. 124-131.
61. Ревнивцев В.И., Барзуков О.П., Иванов Н.А. и др. Основные закономерности изменения состояния слоя сыпучего материала при сжатии // Обогащение руд. 1984. № 4. С. 3-6.
62. Вайсберг Л.А., Шулояков А.Д. Технологические возможности конусных инерционных дробилок при производстве кубовидного щебня // Строительные материалы. 2000. № 1. С. 8-9.
63. Зарогатский Л.П., Сафронов А.Н., Черкасский В.А. Опыт применения инерционных конусных дробилок на горнообогатительных комбинатах // Обогащение руд. 2000. № 1. С. 32-36.
64. Дробление, измельчение, классификация. Рекламные материалы ЗАО «Новые технологии». СПб, 2002. С. 16.
65. Шуляк В.А., Сиваченко Л.А. Селезнев Н.Г. Адаптивные роторно-цепные дробилки // Обогащение руд. 1994. № 3. С. 40-44.
66. Сиденко П.М. Измельчение в химической промышленности. 2-е изд., перераб. М.: Химия, 1977. 368 с.
834
Новый справочник химика и технолога
67. Акунов В.И. Современное состояние и перспективы внедрения струйных мельниц и процессов. Оборудование для дезинтеграции минерального сырья И Сб. научи, тр. ин-та Механобр. СПб., 1991. С. 83-93.
68. Акунов В.И Струйные мельницы. М.: Машиностроение, 1967.262 с.
69. Биленко Л.Ф., Яценко А.А. Уточненная методика расчета оптимального гранулометрического состава мелющей загрузки барабанных мельниц И Обогащение руд. 1988. № 4. С. 5-9.
70. Биленко Л.Ф., Дашкевич Р.Я. и др. Рационированная догрузка трубных мельниц измельчающей средой И Обогащение руд. 1974. № 5. С. 32 - 35.
71. Биленко Л.Ф. Экспериментальная проверка параметров уравнения кинетики измельчения И Обогащение руд. 1974. № 2. С. 23-25.
72. Разумов К.А., Перов В.А., Зверевич В.В., Биленко Л.Ф. И Тр. VIII Международного конгресса по обогащению полезных ископаемых. Доклад А-1. Т. I. Л., 1968. С. 13-21.
73. Биленко Л.Ф., Сизяков В.М., Шморгуненко Н.С. Кинетика совместного измельчения минералов различной прочности И Тр. ВАМИ. Л., 1974. № 1. С. 45 - 50.
74. Биленко Л.Ф., Дашкевич Р.Я. и др. Проверка применимости уравнения кинетики К.А. Разумова к процессу измельчения материалов разной твердости и крупности // Совершенствование процессов рудо-подготовки. Л.: Ин-т Механобр, 1980. С. 84-90.
75. Биленко Л.Ф. Закономерности измельчения в барабанных мельницах. М.: Недра, 1984. 200 с.
76. Биленко Л.Ф. Метод определения параметров управления кинетики измельчения в промышленной мельнице И Обогащение руд. 1990. № 4. С. 3-5.
77. Биленко Л.Ф., Костин И.М., Киселев А.И. Совместное измельчение различных материалов в шаровых мельницах // Тр. ин-та Механобр. Л., 1982. С. 16-22.
78. Тихонов О.Н. Об одном обобщении уравнения Загустила И Изв. высш. учеб, заведений. Сер. цветная металлургия. 1978. № 1. С. 3-7.
79. Тихонов О.Н. И Изв. высш. учеб, заведений. Сер. цветная металлургия. 1970. № 4. С. 3-7.
80. Биленко Л.Ф., Дашкевич Р.Я., Костин И.М. Исследования применимости уравнения кинетики к оценке измельчаемости руд // Тр. ин-та Механобр. Л., 1978. С. 24-32.
81. Разумов К.А., Перов В.А. Проектирование обогатительных фабрик. М.: Недра, 1982. 518 с.
82. Биленко Л.Ф. Закономерности совместного измельчения разнопрочных минеральных компонентов И Обогащение руд. 2000. № 1. С. 7-9.
83. Особенности приготовления известняково-нефелиновой шихты глиноземного производства / Л.Ф. Биленко, Р.Я. Дашкевич, А.И. Пивнев, В.П. Логачев. СПб., 1993. 190 с.
84. Биленко Л.Ф. О предварительном разупрочнении при дезинтеграции руд и принципах селективного раскрытия минералов // Обогащение руд. 1997. № 5. С. 3-6.
85. Биленко Л.Ф., Дашкевич Р.Я., Логачев В.П. Оптимизация технологии измельчения руды / Цветные металлы. 1991. № 6. С. 66-68.
86. Аввакумов Е.Г. Механические методы активации химических процессов. 2-е изд., перераб. и доп. Новосибирск: Наука, 1986. 306 с.
87. Молчанов В.И., Селезнева О.Г., Жирнов Е.Н. Активация минералов при измельчении. М.: Недра, 1988. 208 с.
88. Кулебакин В.Г. Применение механохимии в гидрометаллургических процессах. Новосибирск: Наука, Сиб. отд-е. 1988. 272 с.
89. Биленко Л.Ф., Срибнер Н.Г. Исследования влияния механической активации поверхности при дезинтеграции на процессы переработки глиноземсодер-жащего сырья // Обогащение руд. 1996. № 5-6. С. 3-5.
90. Бортников А.В., Лукницкий В.А. // Тр. ин-та Механобр. 1991, С. 60-64.
91. Бортников А.В., Михайлова В.С., Беликов В.В.// Обогащение руд. 1984. № 6. С. 6-10.
92. Бобович Б.Б. Переработка промышленных отходов. М.: СП Интермет Инжиниринг, 1999. 445 с.
93. Бортников В.Г. Производство изделий из пластических масс. Т. 2. Технология переработки пластических масс. Казань: Дом печати, 2002. 399 с.
94. Переработка пластмасс: Справочное пособие / Под ред. В.А. Брагинского. Л.: Химия, 1985. 296 с.
95. Техника переработки пластмасс / Под ред. Н.И. Басова и В. Броя. Совместное издание СССР и ГДР (Изд-во «Дейтчер Ферлаг Фюр Грундштоффинду-стри», Лейпциг). М.: Химия, 1985. 528 с.
96. Торнер Р.В., Акутин М.С. Оборудование заводов по переработке пластмасс. М.: Химия, 1986. 400 с.
97. Скрипов В.П., Коверда В.П. Спонтанная кристаллизация переохлажденных жидкостей. Зарождение кристаллов в жидкостях и аморфных твердых телах. М.: 1984.
98. Райст П. Аэрозоли. Введение в теорию М.: Мир, 1987.
99. Амелин А.Г. Теоретические основы образования тумана при конденсации пара. М.: Химия, 1972.
100. Сутугин А.Г. Спонтанная конденсация пара и образование конденсационных аэрозолей И Успехи химии. 1969. Т. 38. Вып. 1. С. 166-191.
101. Мейсон Б. Физика облаков. М.: Гидрометеоиздат, 1961.
102. Дерягин Б.В., Михельсон М.Л. Конденсационный метод пылеулавливания для осаждения рудничной пыли И Металлургия и топливо. Изд. АН СССР, ОТН, 1952. № 2. С. 124-158.
103. Юнге Х.Е. Химический состав и радиоактивность атмосферы. М.: Мир, 1965.
Процессы диспергирования
835
104. Кидяров Б.И. Кинетика образования кристаллов из жидкой фазы. Новосибирск, 1979.
105. Лушников А.А., Сутугин А.Г. // Успехи химии 1976. Т. 45. Вып. 3. С. 385-414.
106. Кулик П.Л., Норман Г.Э., Поляк Л.С. // Химия высоких энергий. 1976. Т. 10, № 3. С. 203-220.
107. Башкиров А.Г., Фисенко С.П. Вывод уравнений неизотермической нуклеации. Препринт / Ин-т проблем механики АН СССР. № 68. М., 1976.
108. Гихман И.И., Скороход А.В. Введение в теорию случайных процессов. М.: Наука, 1972.
109. Гнеденко Б.В. Курс теории вероятностей. М.: ГИФМЛ, 1961.
НО. Уленбек Дж., Форд Дж. Лекции по статистической механике. М.; 1965.
111. Климонтович Ю.Л. Статистическая физика. М.: Наука, 1982.
112. Цинмайстер Г.Дж. // Процессы роста и синтеза полупроводниковых кристаллов и пленок. Ч. 1. Новосибирск, 1975. С. 11-16.
113. Александров Л.Н., Кидяров Б.И. // Процессы роста и синтеза полупроводниковых кристаллов и пленок. Ч. 1. Новосибирск, 1975. С. 24-29.
114. Гнеденко Б.В., Беляев Ю.К., Соловьев А.Ф. Математические методы в теории надежности. М.: Наука, 1965.
115. Гнеденко Б.В., Коваленко Н.Н. Введение в теорию массового обслуживания. М.: Наука, 1966.
116. Лифшиц Е.М., Питаевский Л.П. Физическая кинетика. М.: Наука, 1979.
117. Русанов А.И. Фазовые переходы и поверхностные явления. М., 1967.
118. Гейликман Б.Т. Статистическая теория фазовых превращений. М.: Мир, 1954.
119. Langmuir I., Blodgett К.В. A mathematical investigation of water droplet trajectories // U.S. Air Forces, Tech. Rept. 1946. N 5418.
120. Стрикленд-Констэбл Р.Ф. Кинетика и механизм кристаллизации. Л.: Мир, 1971.
121. Хирс Л., Паунд Г. Испарение и конденсация. М.: Мир, 1966.
122. Любов Б.Я. Кинетическая теория фазовых превращений. М., 1969.
123. Френкель Я.И. Кинетическая теория жидкостей. Л.: Наука, 1975.
124. Ландау Л.Д., Лифшиц Е.М. Статистическая физика. М.; Л.: ГИТТЛ, 1951.
125. Скрипов В.П. Метастабильная жидкость. М.: ГРФМЛ, 1972.
126. Дерягин Б.В. // Журн. эксперим. и теор. физики. 1973. Т. 65. Вып. 6(12). С. 2261-2271.
127. Хирс Дж., Лоте Дж. и др. Гетерогенное горение. М.: Мир, 1967. С. 468-498.
128. Дейч М.Е., Филлипов Г.А. Газодинамика двухфазных сред. М.: Энергоиздат, 1981.
129. Gyarmathy G. Grundlagen einer Theorie der Nass-dampfhirbine. Zurich, 1962. S. 421.
130. Салтанов Г.А. Сверхзвуковые двухфазные течения. Минск: Высшая школа, 1972.
131. Hidy J.M. On the theory of the coagulation of noninteracting particles in Brownian motion // J. Colloid. Sci. 1965. V. 20. P. 123-144.
132. Hidy J.M., Brock J.R. The dynamic of aerocolloidal systems. Oxford: Pergamon-Press, 1970.
133. Clark W., Whitby T. Concentration and size distribution measurements of atmospheric aerosols and a test of the theory’ of self-preserving size distributions // J. Atm. Sci. 1967. V. 24, N 6. P. 677-687.
134. Коагуляция коллоидов: Сб. статей. Вып. 7. / Под ред. А.И. Рабиновича, П.С. Васильева. М.; Л.: ОНТИ, 1936.
135. Фукс Н.А. Механика аэрозолей. М.: Изд-во АН СССР, 1955.
136. Смолуховский М. Опыт математической теории кинетики коагуляции коллоидных растворов /7 Коагуляция коллоидов. М.: ОНТИ, 1936. С. 7-39.
137. Смолуховский М. Три доклада о броуновском молекулярном движении и коагуляции коллоидных частиц // Броуновское движение. М.: ОНТИ, 1936. С. 332-417.
138. Тихомиров М.В., Туницкий Н.Н., Петрянов И.В. // Докл. АН СССР. 1942. Т. 94. С. 865.
139. Мейсон Б.Дж. Физика облаков. Л.: Гидро-метеоиздат, 1961.
140. Hocking L.M. The collision efficiency of small drops // Quart. J. Roy. Met. Soc. 1959. V. 85, N 363, P. 44-50.
141. Левин В.Г. Физико-химическая гидродинамика. M.: Физматгиз, 1959.
142. Волощук В.М. Введение в гидродинамику грубодисперсных аэрозолей. Л.: Гидрометеоиздат, 1971.
143. Волощук В.М. Гидродинамические аспекты теории коагуляции аэрозольных частиц // Тр. ИЭМ. 1970. Вып. 19. С. 81-115.
144. Langmuir 1. The production of rain by chain reaction in cumulus clouds at temperatures above freezing 11 J. Met. 1948. V. 5. P. 175-192.
145. Heme H. The classical computation of the aerodynamic capture by spheres // In: Aerodynamic capture of particles. N. Y.: Pergamon Press, 1960. P. 26-34.
146. Фукс H. А. К теории дождевания «теплых» облаков // Докл. АН СССР. 1951. Т. 81, № 6. С. 1043-1045.
147. Современное оборудование для производства высокодисперсных материалов // Лакокрасоч. материалы и их применение. 2004. № 9.
СОДЕРЖАНИЕ
Предисловие...................................5
Раздел 1. Описание основных процессов и аппаратов
1.1. Образование дисперсной фазы............7
1.1.1. Полезная и затраченная работа
диспергирования........................7
1.1.2. Механизмы диспергирования капель
и пузырей..............................9
1.1.3. Основные принципы механического
разрушения твердых тел.................9
1.2. Классификация дисперсных частиц.......11
1.2.1. Классификация с помощью сит...........11
1.2.2. Классификация в потоках жидкости .....13
1.2.3. Классификация в потоках газа..........13
1.3. Выделение дисперсной фазы из жидкостей
и газов...............................19
1.3.1. Осаждение.............................19
1.3.2. Фильтрование .........................21
1.3.3. Коагуляция............................21
1.3.4. Выпаривание...........................23
1.3.5. Вымораживание ........................23
1.4. Выделение компонентов из растворов....24
1.4.1. Выделение газа из жидкости............24
1.4.2. Выделение жидкого компонента из смеси
жидкостей испарением .................28
1.4.3. Выделение солей из расплавов и растворов
кристаллизацией.......................29
1.4.4. Мембранное разделение жидкостей.......32
1.4.5. Мембранное выделение солей из растворов....33
1.4.6. Выделение растворенных компонентов
путем поглощения твердым телом........34
1.4.7. Выделение компонентов раствора
экстракцией...........................34
1.5. Разделение газовых смесей.............38
1.5.1. Разделение газов путем растворения
в жидкости............................38
1.5.2. Разделение путем поглощения
твердым телом.........................42
1.5.3. Мембранное разделение ................44
1.5.4. Разделение путем конденсации .........46
1.6. Растворение различных фаз
ч и их компонентов в жидкости...........47
1.6.1. Растворение газов.....................47
1.6.2. Растворение жидкостей ................48
1.6.3. Растворение твердых веществ...........49
1.7. Смешение различных фаз
и их компонентов .....................51
1.7.1. Основные принципы смешения............51
1.7.2. Перемешивание жидкофазных сред..........52
1.7.3. Смешение зернистых материалов...........54
1.7.4. Приготовление полимерных композиций.....55
1.8. Реакционные процессы ...................56
1.8.1. Основные понятия химической кинетики....56
1.8.2. Простые и сложные реакции. Теория
переходного состояния...................56
1.8.3. Моделирование химических реакторов.
Основные понятия........................57
1.8.4. Гидродинамическая модель химического
реактора................................57
1.8.5. Лимитирующая стадия
химико-технологического процесса........58
1.8.6. Моделирование реакторов для проведения
гомогенных процессов....................58
1.8.7. Моделирование реакторов для проведения
реакций в гетерогенных системах.........58
1.8.8. Устойчивость химических реакторов.......59
1.8.9. Высокотемпературные химические
реакторы (печи и плазмохимические реакторы)...............................59
Литература.....................................61
Раздел 2. Прикладная механика сплошных сред
2.1. Основы механики сплошных сред ..........64
2.1.1. Основные понятия и определения..........64
2.1.2. Силы, действующие в сплошных средах.....65
2.1.3. Классификация жидкостей.................66
2.1.4. Основные уравнения механики сплошных
сред....................................67
2.2. Несжимаемые ньютоновские жидкости ......67
2.2.1. Основные уравнения механики
несжимаемых ньютоновских жидкостей......67
2.2.2. Уравнение Рейнольдса....................68
2.2.3. О подобии гидромеханических процессов...69
2.2.4. Плоские задачи гидромеханики ...........70
2.2.5. Уравнения пограничного слоя.............71
2.2.6. Течение жидкости в трубах и каналах.....72
2.2.7. Безнапорное течение жидкости............78
2.2.8. Обтекание тел...........................80
2.2.9. Течение затопленных струй...............84
2.2.10. Пленочное течение......................85
2.2.11. Гидростатика...........................87
2.2.12. Одномерная гидромеханика (гидравлика)..89
2.2.13. Фильтрация в не деформируемой
пористой среде ........................102
2.3. Полуэмпирическая теория турбулентности 106
Содержание
837
2.3.1. Введение............................106
2.3.2. Уравнения Рейнольдса и способы
их замыкания........................107
2.3.3. Модели турбулентной вязкости........108
2.3.4. Модели, не использующие гипотезу
Ж.В. Буссинеска.....................113
2.3.5. Формулировка некоторых наиболее
распространенных моделей турбулентности......................116
2.3.5.1. Алгебраические и полудифференциальные модели......................................116
2.3.5.2. Модели с одним дифференциальным уравнением.................................116
2.3.5.3. Модели с двумя дифференциальными уравнениями................................117
2.3.5.4. Модели с тремя дифференциальными уравнениями................................119
2.3.5.5. Явные алгебраические модели рейнольдсовых напряжений (EARSM)...........119
2.4. Современные подходы к численному
моделированию турбулентности .......121
2.4.1. Прямое численное моделирование
турбулентности......................121
2.4.2. Метод моделирования крупных вихрей..121
2.4.3. Метод моделирования отсоединенных
вихрей и другие гибридные подходы...122
2.5. Сжимаемые жидкости..................123
2.5.1. Одномерное движение идеального газа.123
2.5.2. Фильтрация газа в недеформируемой
пористой среде .....................125
2.5.3. Скорость звука в газосодержащих средах.
Истечение газосодержащих сред.......127
2.5.4. Стоячие волны в газосодержащих
средах .............................128
2.6. Неньютоновские жидкости.............130
2.6.1. Законы переноса в неньютоновских
жидкостях ..........................130
2.6.2. Сопротивление при течении в трубах
и каналах...........................133
2.6.3. Общий случай течения неньютоновских
жидкостей...........................135
2.7. Зернистые среды ....................137
2.7.1. Физико-механические свойства
зернистых сред......................137
2,7.2. Предельное напряженное состояние
зернистой среды.....................140
2.7.3. Статика зернистой среды.............141
2.7.4. Приближенные уравнения статики
зернистой среды.....................143
Литература.................................145
Раздел 3. Прикладная механика неоднородных сред
3.1. Морфологические и дисперсионные свойства неоднородных сред................152
3.1.1. Пространственное соотношение долей
компонентов и его следствия..........152
3.1.2. Форма и размеры дисперсных частиц....152
3.1.3. Математическое представление
распределения частиц по размерам.....154
3.1.4. Капиллярно-пористые среды............156
3.2. Движение одиночных частиц............158
3.2.1. Влияние градиента давления в потоке
на движение частиц...................158
3.2.2. Несимметричное обтекание частиц......159
3.2.3. Обтекание частицы у стенки...........161
3.2.4. Моделирование движения частиц
в координатах Лагранжа...............162
3.2.5. Моделирование движения частиц
в координатах Эйлера.................167
3.2.6. Движение капель и пузырей............170
3.3. Взаимопроникающие континуальные
среды................................177
3.3.1. Законы сохранения массы и импульса...177
3.3.2. Одномерные вертикальные
дисперсные потоки....................178
3.3.3. Моделирование одномерных двухфазных
многокомпонентных потоков............195
3.3.4. Фильтрация в деформируемой пористой
среде................................197
3.3.5. Одномерное моделирование
двухфазных потоков...................200
3.3.6. Моделирование движения частиц
в координатах Эйлера — Лагранжа......203
3.4. Взаимопроникающие структурные среды..207
3.4.1. Структуры и режимы течения
газо-жидкостных потоков..............208
3.4.2. Одномерные модели газо-жидкостных
потоков..............................209
3.4.3. Г азосодержание вертикальных
газо-жидкостных потоков..............211
3.4.4. Структуры неоднородного
псевдоожиженного слоя................213
3.4.5. Моделирование неоднородного
псевдоожиженного слоя................214
3.4.6. Структуры и режимы течения потоков
с частицами..........................215
3.4.7. Моделирование потоков с частицами
при пневмо- и гидротранспорте........217
3.4.8. Условия равновесия слоев частиц у стенки 221
3.4.9. Эффект волны разрушения
в зернистой среде....................222
Литература..................................224
Раздел 4. Теплообменные процессы
4.1. Основы теплообменных процессов.......227
4.1.1. Основные виды переноса теплоты.......228
4.1.2. Уравнение распространения теплоты.
Условия однозначности................228
838
Содержание
4.1.3. Стационарная теплопроводность
твердых тел...........................229
4.1.4. Нестационарная теплопроводность
твердых тел...........................231
4.1.5. Основы конвективного теплообмена
между теплоносителем и поверхностью...237
4.1.6. Основы лучистого теплообмена..........245
4.2. Теплообмен в технологической аппаратуре 246
4.2.1. Теплообмен при механическом
перемешивании жидкости................246
4.2.2. Теплообмен в газо-жидкостных средах...248
4.2.3. Полуэмпирическая теория турбулентного
переноса теплоты......................250
4.2.4. Теплообмен при ламинарном течении
неньютоновских жидкостей в трубах и каналах.............................252
4.2.5. Теплообмен в системах с дисперсной
твердой фазой.........................256
4.2.6. Аналогия процессов конвективного
переноса импульса и теплоты (аналогия Рейнольдса).................260
Литература...................................262
Раздел 5. Массоперенос
5.1. Концентрационное равновесие...........265
5.2. Кинетика массопереноса................266
5.2.1. Элементарные виды переноса массы......266
5.2.2. Уравнение конвективно-диффузионного
переноса вещества в однофазном потоке.268
5.2.3. Модели массоотдачи....................269
5.2.4. Уравнение массоотдачи.................271
5.2.5. Критерии массообменного подобия.......271
5.2.6. Уравнение массопередачи...............273
5.3. Массоперенос при движении частиц......273
5.3.1. Общие замечания.......................273
5.3.2. Масссоперенос в сплошной фазе.........275
5.3.3. Массоперенос в частице................280
5.3.4. Массоперенос при соизмеримых
сопротивлениях фаз....................286
5.3.5. О применимости уравнения аддитивности
фазовых сопротивлений.................288
5.4. Массообмен при пленочном течении
жидкости..............................290
5.4.1. Массоперенос в жидкой пленке..........290
5.4.2. Массообмен в газовой фазе.............292
5.5. Продольная диффузия...................294
5.5.1. Тейлоровская диффузия.................294
5.5.2. Модели продольного перемешивания......295
5.6. Особенности массопереноса в твердых
телах. Волновая диффузия..............296
5.6.1. Гиперболическое уравнение диффузии....296
5.6.2. Использование волновой модели диффузии
для обработки экспериментальных данных 300
Литература...................................302
Раздел 6. Вспомогательные, типовые и многофункциональные процессы и аппараты
6.1. Аппараты с перемешивающими
устройствами.........................305
6.1.1. Конструкции аппаратов с перемешивающими устройствами............................306
6.1.2. Гидродинамические характеристики аппарата с мешалкой........................312
6.1.3. Г идродинамические характеристики аппарата с прецессирующей мешалкой.........319
6.1.4. Г идродинамические характеристики аппаратов с мешалками при перемешивании гетерогенных систем..........321
6.1.5. Тепло- и массообмен в аппаратах
с мешалками..........................325
6.1.6. Г омогенизация.......................327
6.1.7. Перемешивание жидких сред при больших
диссипациях мощности.................333
Литература..................................336
6.2. Теплообменная аппаратура.............337
6.2.1. Классификация теплообменных
аппаратов ...........................338
6.2.2. Расчет теплообменных аппаратов
по уравнению теплопередачи ..........339
6.2.3. Итерационный и поинтервальный
методы расчета.......................342
6.2.4. Об оптимизации теплообменных
аппаратов............................345
6.2.5. Конструкции и выбор теплообменных
аппаратов............................346
Литература..................................360
6.3. Машины и аппараты для перемещения
жидкостей и газов....................361
6.3.1. Общие сведения о машинах для подачи
жидкостей и газов ................. 362
Основные определения и классификация устройств для подачи жидкостей и газов... 362 Основные параметры гидравлических машин для подачи жидкостей и газов..364
Подача и напор объемных и динамических машин. Области применения насосов и компрессоров...366
Работа насоса, подключенного к сети.367
6.3.2. Насосы...............................367
Центробежные насосы.................367
Грязевые, фекальные насосы и насосы для сточных вод................... 379
Вихревые насосы.....................388
Центробежно-вихревые насосы.........389
Поршневые и роторные насосы.........389
Шестеренные насосы..................390
Способы регулирования производительности насосов объемного типа......................391
Содержание
839
6.3.3. Компрессорные машины...................392
Основные понятия. Назначение и области применения компрессорных машин.......392
Устройство компрессорных машин.......394
Конструкции вентиляторов.............398
Элементы теории компрессорных машин................................403
Регулирование производительности компрессорных машин..................404
6.3.4. Общие сведения о струйных аппаратах....405
6.3.5. Струйные аппараты для пневмотранспорта зернистых материалов и жидкости.............407
6.3.6. Струйные однофазные насосы.............418
6.3.7. Струйные аппараты для гидротранспорта зернистых материалов .......................424
6.3.8. Жидкостно-газовые струйные аппараты....425
Литература....................................427
6.4. Хранение и перевозка зернистых
материалов.............................429
6.4.1. Давление материала на стенки сосудов и элементы аппаратов........................429
6.4.2. Явления сводо- и трубообразования......430
6.4.3. Истечение из отверстий сосудов.........433
6.4.4. Перевозка зернистых материалов
в транспортных емкостях................435
Литература....................................439
6.5. Конвейерный транспорт..................439
6.5.1. Классификация и область применения.....439
6.5.2. Ленточные конвейеры....................442
6.5.3. Пластинчатые конвейеры.................450
6.5.4. Скребковые конвейеры...................452
6.5.5. Грузоведущие и подвесные конвейеры.....454
6.5.6. Ковшовые элеваторы.....................456
6.5.7. Вертикальные конвейеры.................457
6.5.8. Конвейеры без тягового элемента........464
6.5.9. Рекомендации к проектированию
и расчету..............................467
6.5.10. Питатели..............................469
Литература....................................471
6.6. Пневматический и гидравлический
транспорт зернистых материалов.........472
6.6.1. Способы организации пневмотранспортных
процессов и их аппаратурное оформление 472
6.6.2. Устройства для забора материала
из насыпи..............................475
6.6.3. Питатели и затворы с запирающим слоем
материала..............................478
6.6.4. Шлюзовые и винтовые питатели...........479
6.6.5. Камерные питатели......................484
6.6.6. Минимальная скорость транспортирования.
Максимальная концентрация материала. Завал..................................489
6.6.7. Аэрожелобы.............................494
6.6.8. Реализация и компоновка
пневмотранспортных установок...........495
6.6.9. Реализация и компоновка установок гидротранспорта............................504
Литература..................................510
6.7. Барботажные аппараты ................511
6.7.1. Барботажные колонны..................512
6.7.2. Барботажные газлифтные аппараты......519
6.7.3. Барботажные аппараты с механическими
перемешивающими устройствами.........523
6.7.4. Барботажные аппараты с инжектированием и диспергированием газа струями жидкости...................................529
Литература..................................532
6.8. Пленочные аппараты...................534
6.8.1. Аппараты со стекающей пленкой........535
6.8.2. Аппараты с восходящей пленкой........541
6.8.3. Аппараты с закрученным газо-жидкостным потоком....................................545
6.8.4. Роторные пленочные аппараты..........549
Литература..................................553
6.9. Контактные аппараты с неподвижным
и взвешенным зернистым слоем.........554
6.9.1. Общая характеристика зернистых слоев.555
6.9.2. Конструкции аппаратов с неподвижным зернистым слоем............................559
6.9.3. Особенности аппаратов с насадками....562
6.9.4. Неоднородности в аппаратах с плотным зернистым слоем............................566
6.9.5. Движение газо-жидкостных потоков через слой насадки.........................568
6.9.6. Режимы работы аппаратов с взвешенным зернистым слоем............................578
6.9.7. Псевдоожижение под воздействием колебаний .................................583
6.9.8. Конструкции аппаратов взвешенного слоя... 585
Литература..................................589
6.10. Перспективы применения резонансных
пульсационных воздействий
в процессах и аппаратах..............590
6.10.1. Введение............................591
6.10.2. Нестационарная гидродинамика........592
6.10.3. Капиллярная нестационарная
гидродинамика........................595
6.10.4. Колебания поверхности капель и пузырей.... 598
6.10.5. Гидродинамика стоячих волн
в газосодержащих многофазных средах..599
6.10.6. Принципы создания пульсационных
резонансных аппаратов ...............601
Литература..................................603
Раздел 7. Методы математического моделирования
7.1. Формальные математические модели......605
7.1.1. Основные понятия и характеристики.....605
7.1.2. Полный факторный эксперимент..........607
840
Содержание
7.1.3. Дробный факторный эксперимент........611
7.1.4. Планы второго порядка................611
7.1.5. Составление формальных математических
моделей в нестационарных условиях....615
7.1.6. Анализ и исследование статистических
моделей в области высокой кривизны поверхности отклика..................618
7.1.7. Формальные математические модели
множественной регрессии..............621
7.2. Математические модели структуры
потоков..............................622
7.2.1. Исследование структуры потоков.......622
7.2.2. Основные характеристики распределения
элементов потока по времени пребывания в аппарате...........................625
7.2.3. Влияние структуры потоков на степень
завершенности физико-химических процессов ...........................626
7.2.4. Модели идеального смешения и идеального
вытеснения...........................628
7.2.5. Диффузионная модель..................630
7.2.6. Ячеечная модель......................633
7.2.7. Комбинированные модели ..............638
7.2.8. Волновая модель продольного
перемешивания........................640
7.3. Моделирование на основе марковских
процессов ...........................645
7.3.1. Стохастические модели................645
7.3.2. Цепи Маркова.........................649
7.3.3. Процессы Маркова с непрерывным
временем.............................652
7.3.4. Моделирование структур потоков
с использованием цепей Маркова.......655
7.4. Метод Монте-Карло в инженерном
приложении...........................661
7.4.1. Общие представления о методе ........661
7.4.2. Получение и преобразование случайных
величин на ЭВМ.......................661
7.4.3. Применение метода Монте-Карло
при проектировании технологического оборудования.........................662
7.4.4. Исследование волновой модели
продольного перемешивания методом Монте-Карло..........................665
7.5. Стохастическое моделирование
дисперсных систем....................671
7.5.1. Дисперсные системы...................671
7.5.2. Фрактальная размерность дисперсной
системы..............................673
7.5.3. Кинетическое уравнение ансамбля
дисперсных частиц....................682
7.5.4. Модель динамики ансамбля дисперсных
частиц как неоднородная цепь Маркова..685
7.5.5. Примеры построения стохастических
моделей..............................689
7.6. Моделирование кинетики сложной газо-жидкостной реакции.......................699
Литература....................................701
Раздел 8. Процессы диспергирования
8.1. Образование капель и пузырей в объеме сплошной среды..............................705
8.1.1. Образование капель и пузырей при истечении диспергируемой среды из одиночных отверстий и сопел..............706
8.1.2. Капиллярная неустойчивость жидкой струи.......................................712
8.1.3. Диспергирование капель и пузырей в сдвиговом поле............................714
8.1.4. Образование капель и пузырей при гидродинамической неустойчивости границы раздела фаз.........................714
8.1.5. Диспергирование капель и пузырей
под действием турбулентных пульсаций.716
8.1.6. Дробление капель и пузырей при
совместном действии нескольких механизмов диспергирования...........718
8.1.7. Дробление пузырей и капель в аппаратах
с мешалками .........................720
8.2. Введение в процессы диспергирования
твердых тел..........................721
8.2.1. Назначение операций диспергирования
твердых тел..........................721
8.2.2. Степень сокращения крупности.........722
8.2.3. Стадии и схемы дробления и измельчения ... 722
8.2.4. Механические свойства горных пород...723
8.2.5. Законы дробления.....................726
8.2.6. Принципы селективного раскрытия
минералов............................727
8.3. Дробление твердых материалов.........729
8.3.1. Эволюционное развитие приемов
дробления ...........................729
8.3.2. Валковые дробилки и прессы ..........734
8.3.3. Щековые дробилки.....................739
8.3.4. Конусные дробилки....................742
8.3.5. Сравнительная характеристика
эксцентриковых и вибрационных дробилок 750
8.3.6. Дробилки ударного действия...........751
8.4. Измельчение твердых материалов.......759
8.4.1. Эволюционное развитие приемов
измельчения..........................759
8.4.2. Измельчители раздавливающего
и истирающего действия...............763
8.4.3. Вибрационные и планетарные мельницы..768
8.4.4. Мельницы ударного действия...........771
8.4.5. Барабанные мельницы (конструкции
и основные характеристики)...........775
8.4.6. Технология измельчения в барабанных
мельницах............................788
Содержание
841
8.4.7. Производительность барабанных мельниц....799
8.5. Механическая активация
при диспергировании твердых материалов ...803
8.5.1. Сущность механической активации материалов и области ее использования.......803
8.5.2. Характеристика физико-химических эффектов на поверхности
твердого тела........................805
8.5.3. Изменение внутренней энергии при диспергировании.........................807
8.5.4. Реакционная способность активированных твердых материалов..........................808
8.5.5. Физические процессы, инициированные измельчением................................809
8.5.6. Механохимические реакции, инициированные измельчением.................810
8.5.7. Основные направления интенсификации технологических процессов
с использованием механохимии..........811
8.5.8. Технические средства процессов активации...................................813
8.6. Измельчение в процессах переработки
полимеров.............................814
8.6.1. Общие положения.......................814
8.6.2. Основное оборудование для измельчения.815
8.6.3. Экструзионные агрегаты
для гранулирования....................818
8.6.4. Агломерация термопластичных отходов...820
8.6.5. Технологические линии для измельчения
отходов пластмасс.....................821
8.6.6. Оборудование для измельчения в
технологических линиях переработки отходов резины........................823
8.7. Образование дисперсной фазы
конденсацией и коагуляцией............825
8.7.1. Фазовый переход жидкость—пар..........825
8.7.2. Гомогенное зародышеобразование........826
8.7.3. Коагуляция монодисперсных сферических
частиц. Приближение Смолуховского.....829
8.7.4. Особенности коагуляции в движущейся
среде.................................831
Литература...................................832
Й^ЬЖЙЙШИ f
.ТТ. Ш'ЖТ-' ДТЖ^4Х.КД.1ТТ.1 и Семья^ Профес^дндА<СПй
М&ВЬГЙ: СПРАВОЧНИК ХИМИКА И ТЕХНОЛОГА
Процессы и аппараты химических технологий
Часть I
Научное издание
Издание подготовлено АНО НПО «Профессионал» 191023, Санкт-Петербург, ул. Садовая, 28-30, корп. 35. Тел.: (факс) 321-67-38; 110-59-91; 110-57-93; 115-14-35.
www.naukaspb.ru,www.npomis.com mail@naukaspb.ru, mis@npomis.com
Ответственный за издание: А.А. Полуда Ответственный за выпуск: НВ. Емельянова Ответственный за подготовку: Л. В. Белканова Научный редактор: В.А. Столярова Редактор-корректор: С.Е. Парфенова, Э.И. Чудновская Компьютерная верстка: ТА. Бойченко, А.А. Николаева Техническое сопровождение: Т.Н. Жадобина Оператор цифровой печати: А.В. Кеда
Отпечатано в центре цифровой печати АНО НПО «Профессионал» 191023, Санкт-Петербург, ул. Садовая, 28-30, корп. 35. Тел.: (факс) 321-67-38; 110-59-91; 110-57-93; 115-14-35.
Сдано в набор 16.04.2002. Подписано к печати 12.12.2004. Формат 60x90/8. Бумага офсетная, плотность 80 г/м2 Объем 106 п. л. Тираж 1000 экз.
|Мир и Семья, Профессионал, СПб
мовым: СПРАВОЧНИК ХИМИКА И ТЕХНОЛОГА
Процессы и аппараты химических технологий
Часть I
НПО “Профессионал” Санкт-Петербург 2004
II
III
IV
VI
VII
VIII
8
10
1 H
1,00794(7)
ВОДОРОД
ydro;
1s1
jenium
3 Li
6,941(2) He2s1
ЛИТИЙ 2
lithium
4 Be
9,012182(3)
He 2s2
БЕРИЛЛИЙ
2
2 beryllium
5
6
7
8
9
10,811(7) He 2s22p1
БОР
2 borum
12,0107(8) He 2s22p2
УГЛЕРОД
2 carboneum
14,00674(7) He 2s22p3
АЗОТ
5
2 nitrogenium
15,9994(3) He 2s22p4
КИСЛОРОД
2 oxygenium
18,9984032(5)
He 2s22p5
ФТОР
2 ftorum
nNa
22,989770(2)
Ne 3s1
НАТРИЙ
________natrium
8
12Mg
24,3050(6)" ’
Ne 3s2
МАГНИЙ
19K
39,0983(1) Ar 4s1
КАЛИЙ
8
8
2 kalium
29 Cu
63,546(3)
Ar 3d104s1
МЕДЬ
18 8
2
cuprum
37 Rb
85,4678(3) Kr 5s1
РУБИДИЙ
8
18 8
2 rubidium
47 Ag
107,8682(2)
18
Kr4d105s1 18
СЕРЕБРО 2
________argentum
55 CS ;
132,90545(2) 18
Xe6s’ 18
ЦЕЗИЙ
__________cesium
79 л
Au,;
196,96655(2) 32
Xe 4f145d106s1 18
ЗОЛОТО
aurum
87 Fr
[223,0197] Rn 7s1
ФРАНЦИЙ
8 18
32 18
8 2 francium
2 8
2 magnesium
20Ca
40,078(4) Ar 4s2
КАЛЬЦИЙ
2 8
8
2 calcium
30 Zn
65,39(2) 2
Ar 3d104s2
ЦИНК
___________zincum
38 Sr
87,62(1)
Kr 5s2
СТРОНЦИЙ
strontium
2
8
18
8
48 Cd
112,411(8) Kr 4d105s2
КАДМИЙ
2 18 18
8 2 cadmium
56 Ba
137,327(7) Xe 5s2
БАРИЙ
2
8
18
18
8
2
barium
80 ту Hg,s
200,59(2) 32
Xe 4f145d106s2 18
РТУТЬ 2
hydrargyrum
88 Ra
[226,0254]
Rn 7s2
РАДИЙ
2
8
18
32
18
8
2 radium
2 He
4,002602(2)
1s2
ГЕЛИЙ 2
helium
10
20,1797(6)
He 2s22pB
НЕОН
neon
13 26,981538(2) Ne 3s23p1 3 АЛЮМИНИЙ 2 aluminium 14 28,0855(3) Ne 3s23p2 4 КРЕМНИЙ 2 silicium |
21 Sc
44,955910(8)
Ar 3d14s2
СКАНДИЙ
scandium
2
9
8
22 .j.
47,867(1) 2
Ar3d24s2 1®
ТИТАН 2
__________titanium
15
16
17
18
31
32
30,973761(2)
Ne 3s23p3
ФОСФОР
2 ihosphorum
32,066(6) Ne 3s23p4
СЕРА
e
2 sulfur
35,4527(9) Ne 3s23p5
ХЛОР
2 chlorum
39,948(1) Ne3s23p6 8
АРГОН
argon
69,723(1) 3
Ar3d104s24p1
ГАЛИЙ 2
___________qalium
72,61(2) 4
Ar3d104s24p2 13
ГЕРМАНИЙ 2
germanium
39
88,90585(2) Kr 4d15s2
ИТТРИЙ
18 8 2 ttriiim
40 Zr
91,224(2) Kr 4d25s2
ЦИРКОНИЙ
2
10
18
2 zirconium
49
50
114,818(3) Kr 4d1Q5s25p1
ИНДИЙ
118,710(7)
Kr 4d105s25p2 18
ОЛОВО 2
stannum
18
18
18
8
2 indium
57-71 *j
La- •Lu
72 Hf
178,49(2) Xe 4f145d26s2
ГАФНИЙ
10 32
18 8
2
hafnium
81
82
18
32
204,3833(2)
Xe 4f145d106s26p118
ТАЛИЙ 2
___________thallium
89-103 **
Ac—Lr
18
32
1207,2(1)
Xe 4f145d106s26p218
СВИНЕЦ 2
________plumbum
104 Rf
[263,1125]
Rn 5f146d27s2
РЕЗЕРФ0РДИЙ2
rutherfordium
2
10
32
32
23 v
50.9415(1) 2
Ar3d34s2 1g
ВАНАДИЙ 2
________vanadium
24 Cr
51,9961(6)
Ar 3d54s1
ХРОМ
________chromium
13
8
25 Mn
54,938049(9) 2
Ar 3d54s2 13
МАРГАНЕЦ 2
manganum
26 Fe
55,845(2) 2
Ar 3d64s2 14
ЖЕЛЕЗО
ferrum
33
34
35
36
74,92160(2) 5
Ar 3d104s24p3 18
МЫШЬЯК 2
________arsenicum
78,96(3) 6
Ar3d104s24p4 18
СЕЛЕН 2
_________selenium
79,904(1) 7
Ar3d104s24p5
БРОМ
bromum
83,80(1) 8
Ar 3d104s24p6 '?
КРИПТОН 2
krypton
41 Nb
92,90638(2)
Kr 4d45s1
НИОБИЙ
51
12
18
8
2
niobium
42 Mo ,
95,94(1) 13
Kr4d55s2
МОЛИБДЕН 2 molybdaenum
43 Tc
[97,9072]
Kr 4d55s2
ТЕХНЕЦИЙ
2 13 18
8 2 technetium
44 Ru ,
101,07(2) 15
Kr 4d75s1 18
РУТЕНИЙ 2
ruthenium
52
53
54
121,760(1) Kr 4d1 °5s25p3
СУРЬМА
5 18
18 8
2
stibium
127,60(3)
Kr4d105s25p4
ТЕЛЛУР 2
tellurium
18
126,90447(3) 18
Kr4d105s25p5
ИОД 2
_________iodum
8
18
131,29(2) Kr 4d105s25p6 1®
КСЕНОН
xenon
73 Ta >
180,4979(1) 32
Xe 4f145d36s2 18
ТАНТАЛ
_________tantalum
74 w
183,84(1)
Xe 4f145d46s2
ВОЛЬФРАМ
12
32
18
8
2
wolframium
75 n
Re
186,207(1) 32
Xe 4f145d56s2 1®
РЕНИЙ
rhenium
76 Os,;
190,23(3) 32
Xe 4f145dB6s2 18
ОСМИЙ
osmium
83
5
18
208,98038(2) 32
Xe4f145d106s26p318
ВИСМУТ
_______bismuthum
106 Db .?
32
[262,1144] 32
Rn 5f146d37s2 18
ДУБНИЙ
_________dubnium
84
6
18
32
85
86
[208,9824]
Xe 4f145d106s26p418
ПОЛОНИЙ 2
polonium
106
2
12
32
[266,1219] 32
Rn5f146d47s2 18
СИБОРГИЙ 2
seaborgium
18
32
[209,9871]
Xe 4fl45d106s26p518
АСТАТ 2
astatium
107Bh j
[264,1247] 32
Rn 5f146d57sz 1?
БОРИЙ
borium
8
18
32
[222,0176]
Xe 4f145d106s26p’ 18
РАДОН
radon
_________________
108 Hs
32
[269,1341] 32
Rn 5f146d67s2 18
ХАССИЙ
__________hassium
57 La I 138,9055(2) 18 Xe 5d16s2 18 ЛАНТАН 2 lanthanum 58 Ce , 140,116(1) 20 Xe 4f26s2 18 ЦЕРИЙ cerium 59 Pr , 140,90765(2) 21 Xe4f36s2 18 ПРАЗЕОДИМ 2 praseodymium 60Nd г 144,24(3) 22 Xe4f46s2 18 НЕОДИМ 2 neodymium 61Pm , [144,9127] 23 Xe4fs6s2 18 ПРОМЕТИЙ 2 promethium 62Sm , 150.,36(3) 24 Xe4f66s2 18 САМАРИЙ 2 samarium 63 Eu; 151,964(1) 25 Xe 4f76s2 18 ЕВРОПИЙ г europium 64 Gd > 157,25(3) 25 Xe4f75d16s2 18 ГАДОЛИНИЙ 2 gadolinium 65 Tb J 158,92534(2) 27 Xe 4f96s2 18 ТЕРБИЙ 2 terbium |
18 [227,0277] 32 Rn 6d’7s2 18 АКТИНИЙ 2 actinium 90 Th » 18 232,0381(1) 32 Rn6d27s2 18 ТОРИЙ 2 thorium 91 Pa t 20 231,03588(2) 32 Rn 5f26d’7s2 18 ПРОТАКТИНИЙ 2 protactinium 92 U J 238,0289(1) 32 Rn SfWZs2 18 УРАН 2 uranium 93 Np j [237,0482] 32 Rn Srtd^s2 18 НЕПТУНИЙ 2 neptunium 94 Pu ; i M 24 [244,0642] 32 Rn 5f67s2 18 ПЛУТОНИЙ 2 plutonium 95Am j [243,0614] 32 Rn 5f77s2 18 АМЕРИЦИЙ 2 americium "Cm J [247,0703] 32 Rn 5f76d’7s2 18 КЮРИЙ curium [247,0703] 32 Rn 5f97sz 18 БЕРКЛИЙ 2 berklium |
27 Co I28 Ni
58,933200(9) 2 SB 58,6934(2) 2
Ar3d74s2 Ar3d84s2l|
КОБАЛЬТ 21 {НИКЕЛЬ
cobaltum ' ' niccolum
45
Rh ,
102,90550(2) 16
Kr4d85s1
РОДИЙ
rhodium
46 Pd .
106,42(1) 18
Kr4d10
ПАЛЛАДИЙ 2 palladium
www.naukaspb.ru
[о
о oYo
oYo
жймйчесв»
Руководители проекта
A.A. Полуда, H.B. Емельянова
Под общей редакцией доктора технических наук, профессора
Г.М. Островского
д.т.н., проф. Г.М. Островский
д.т.н., проф. Р.Ш. Абиев д.т.н., проф. В.М. Барабаш д.т.н., с.н.с. Л.Ф. Биленко д.т.н., проф. В.В. Богданов
д.т.н., проф. В.П. Бритов д.т.н., проф. М.З. Вдовец д.т.н., проф. А.Н. Веригин к.т.н., доц. В.С. Данильчук д.т.н., проф. И.В. Доманский к.т.н., с.н.с. О.В. Доманский к.т.н., доц. А.Ю. Иваненко к.т.н., доц. Е.В. Иванов к.т.н., доц. В.М. Крылов к.т.н., с.н.с. В.С. Леонтьев д.х.н., проф. А.А. Малыгин
Авторы:
А.В. Маркова к.т.н. А.И. Мошинский к.т.н. Ю.Н. Муравьев к.т.н., доц. В.А. Некрасов к.т.н., доц. О.О. Николаев д.т.н., проф. Ю.А. Пертен к.т.н., доц. В.А. Сиренек д.ф.-м.н., проф. М.Х. Стрелец д.х.н., проф. Ю.П. Удалов д.т.н., проф. В.Ф. Фролов к.ф.-м.и., доц. Ю.Г. Чесноков к.т.н., доц. М.М. Шапунов к.т.н. В.В. Щеголев к.т.н. Н.В. Эбервейн д.т.н., проф. М.А. Яблокова
MMIV
Санкт-Петербург
2004