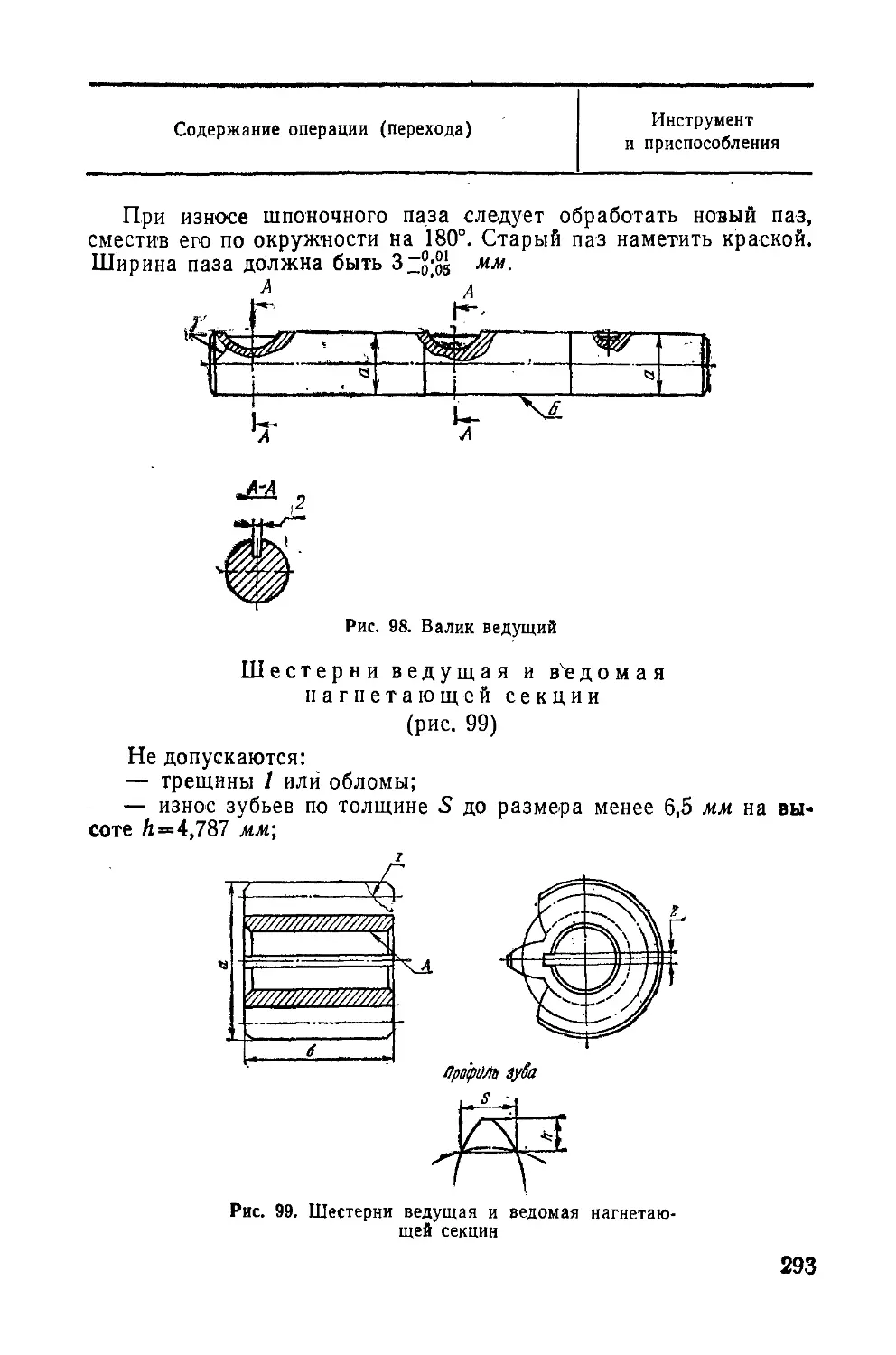
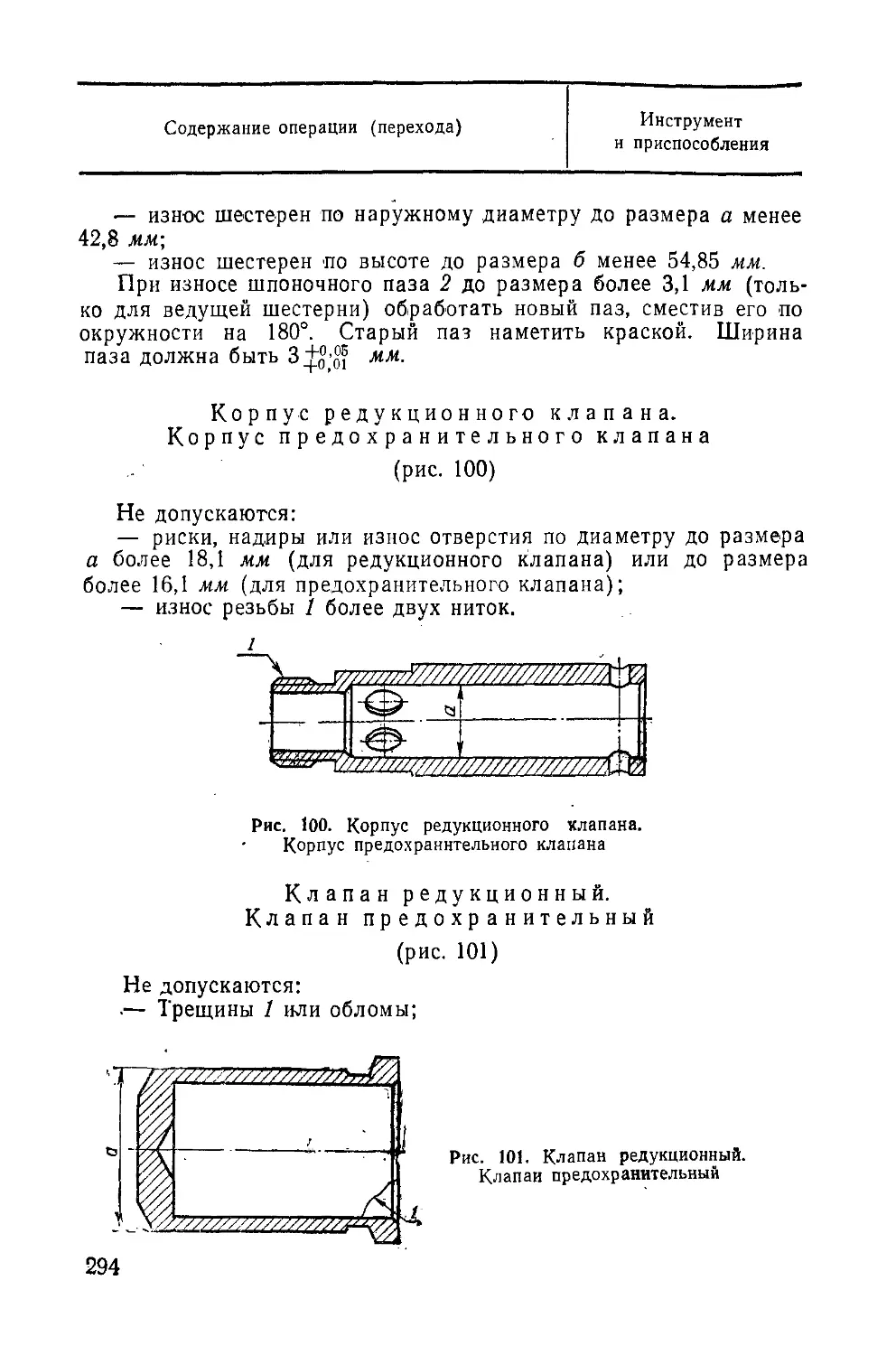
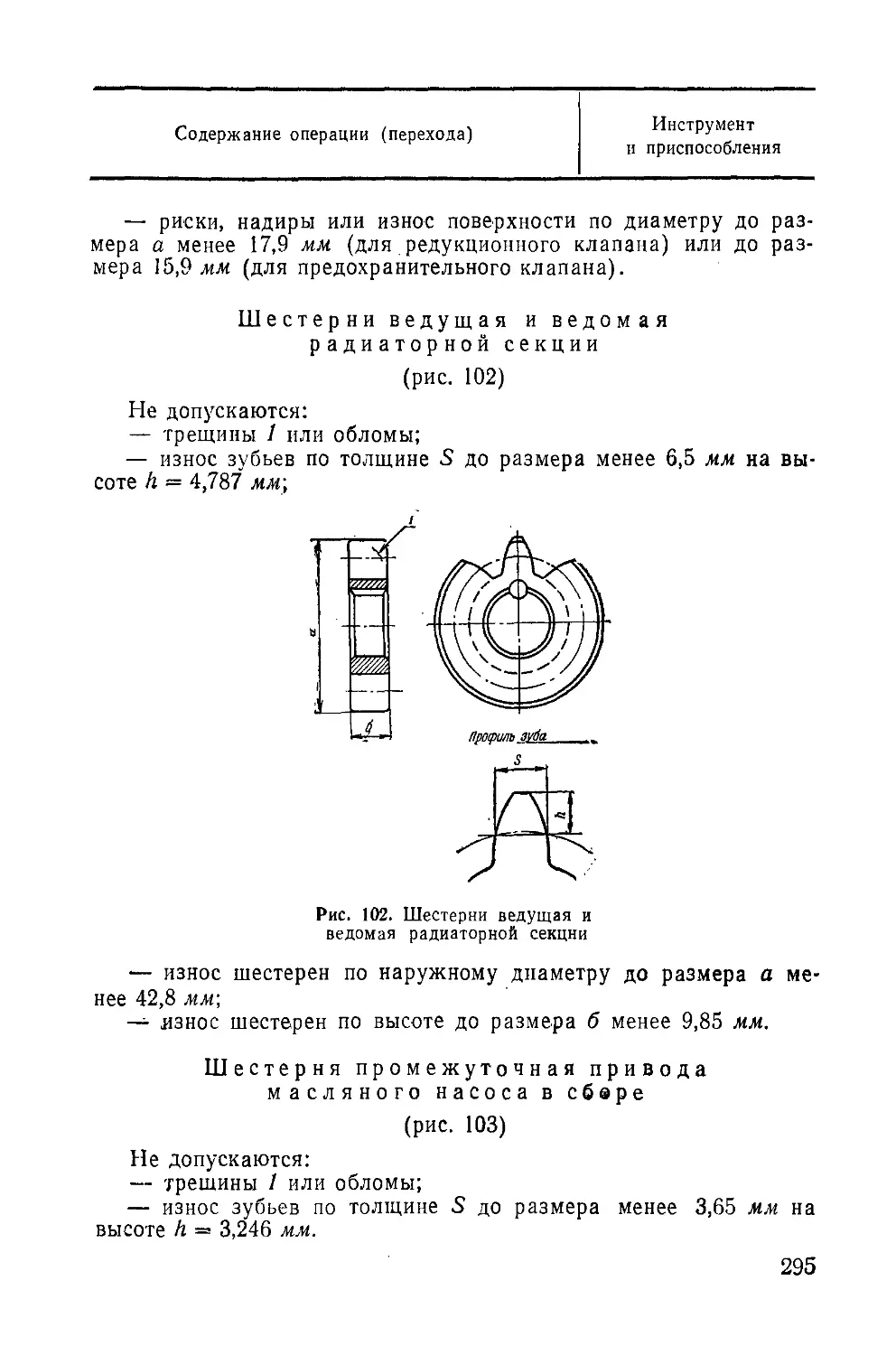
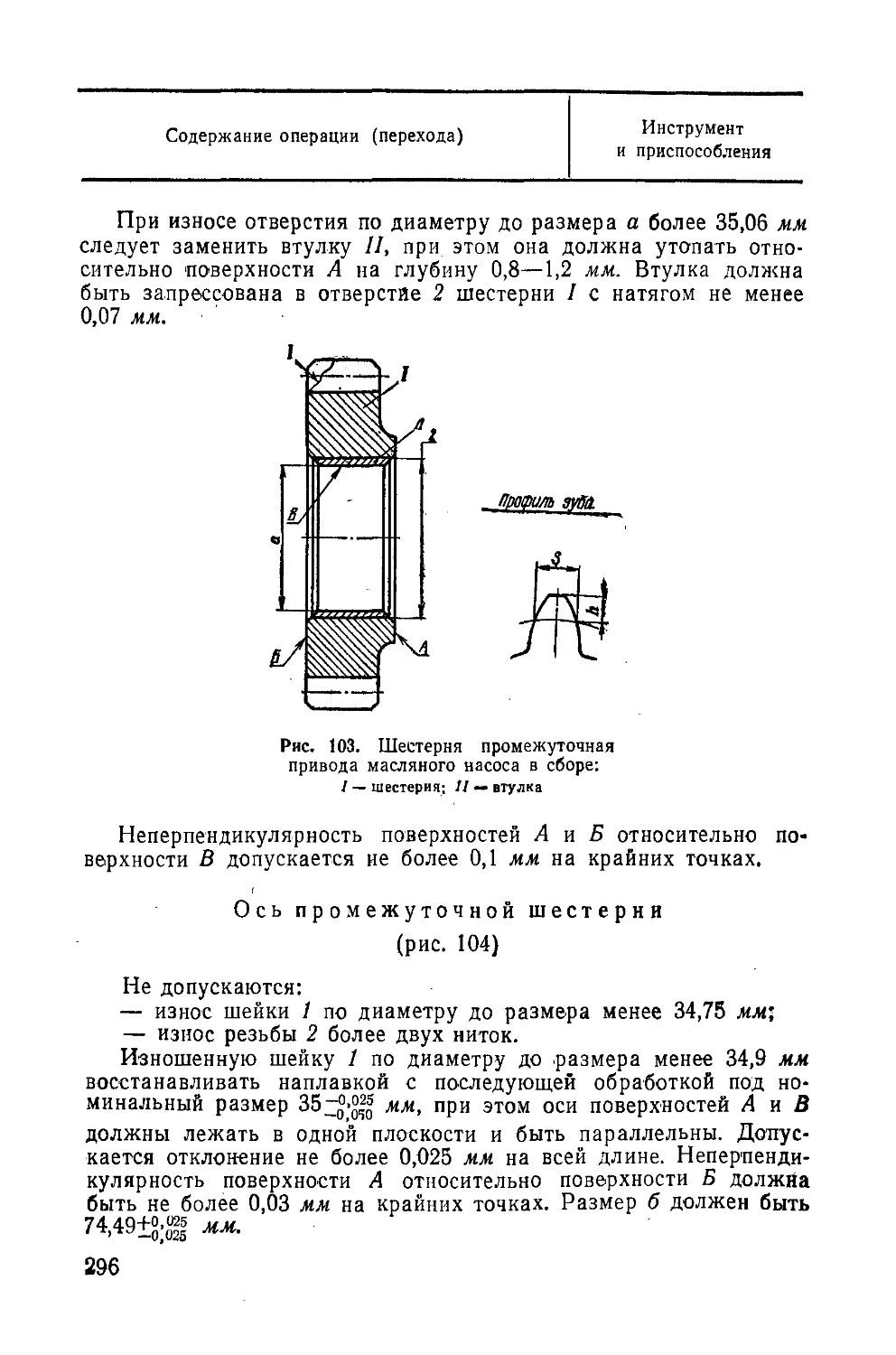
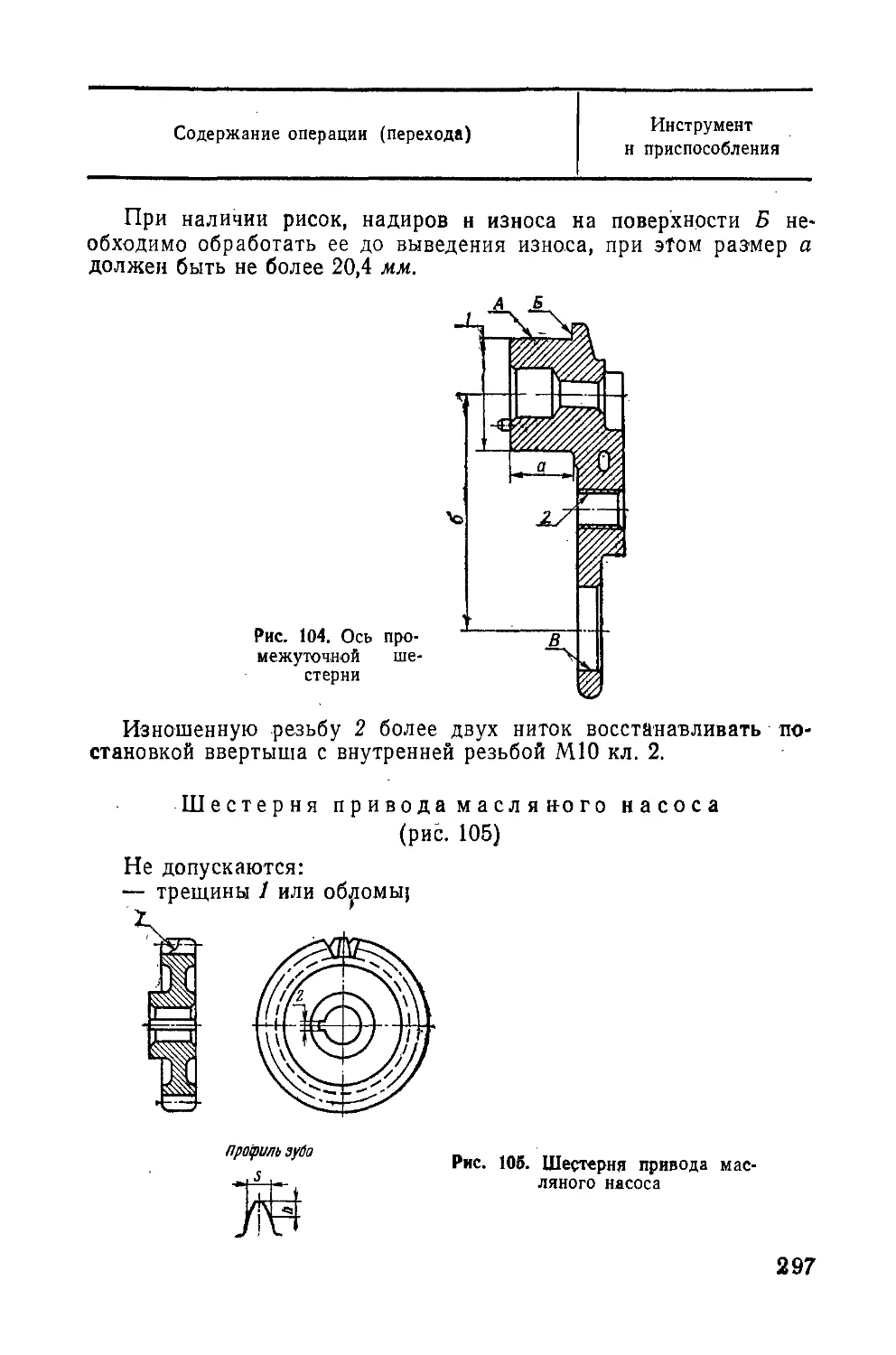
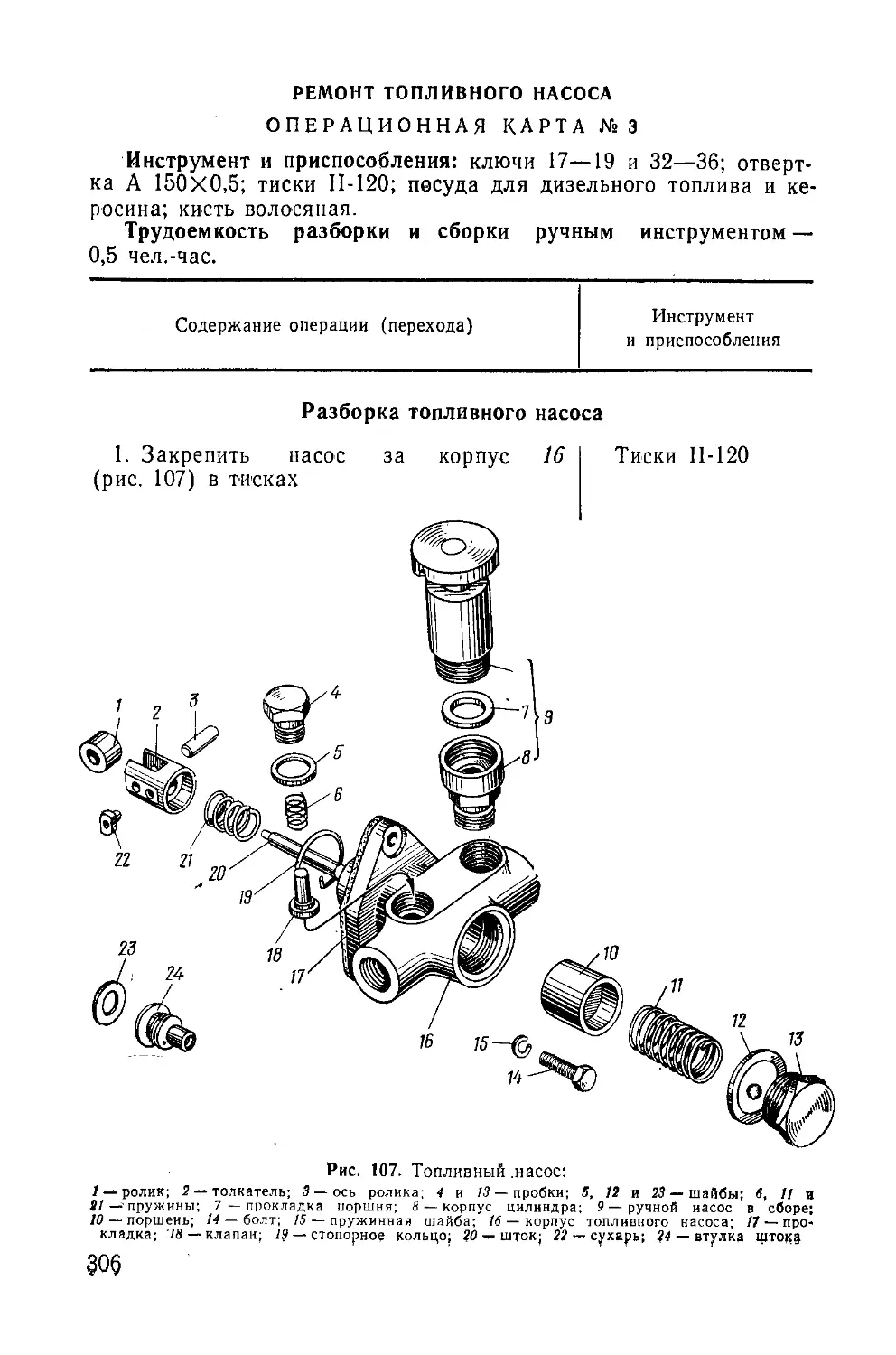
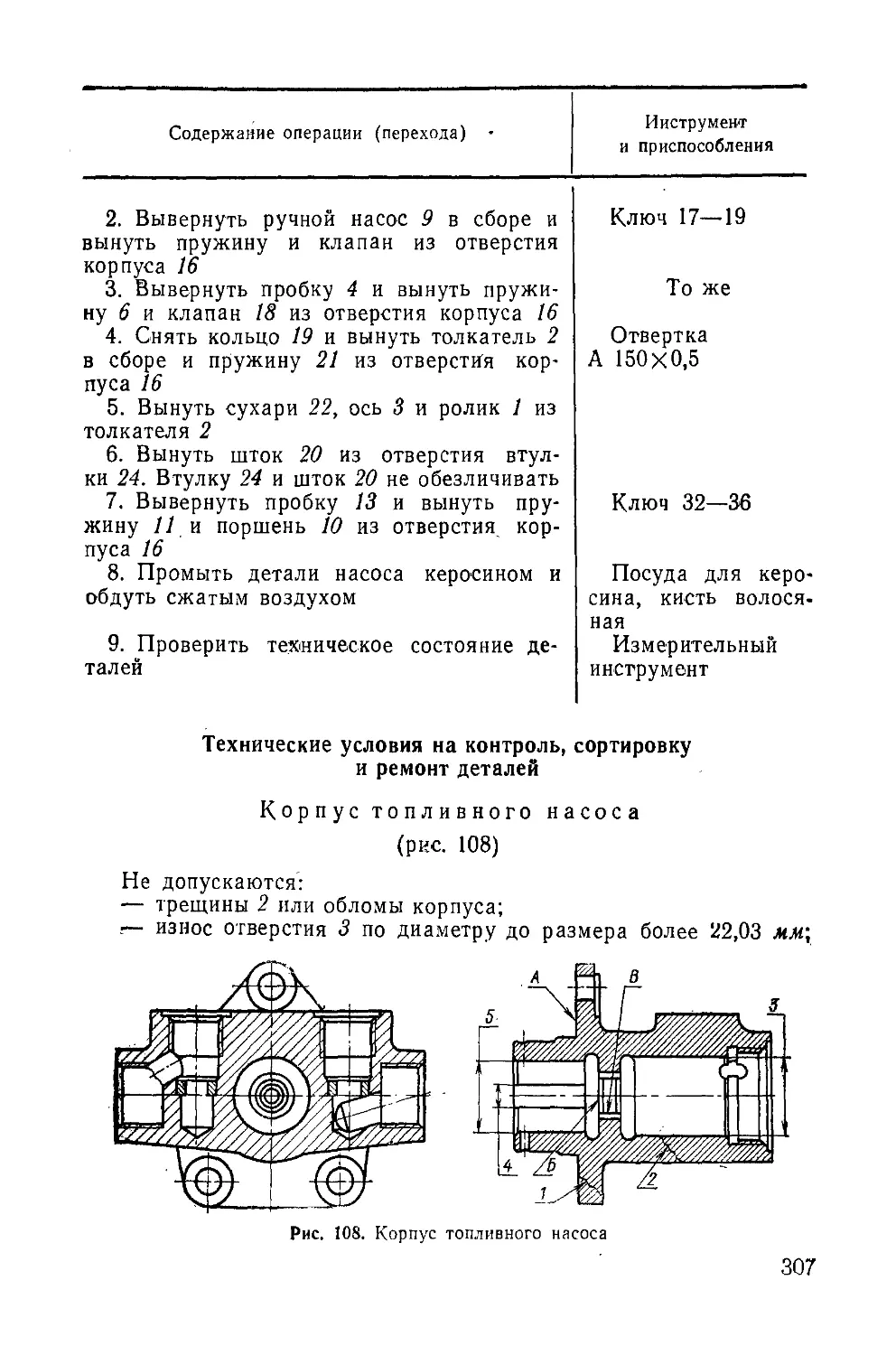
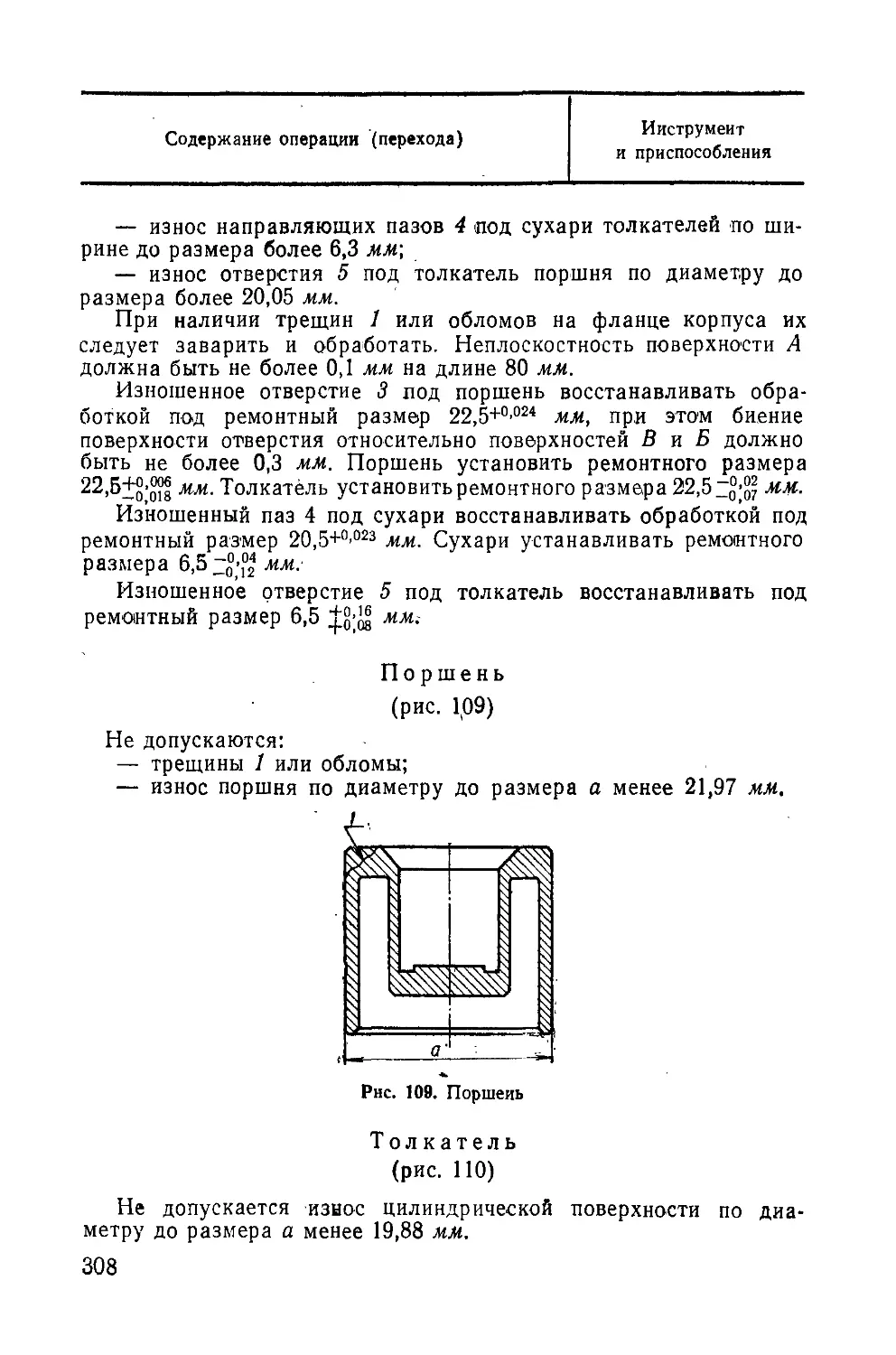
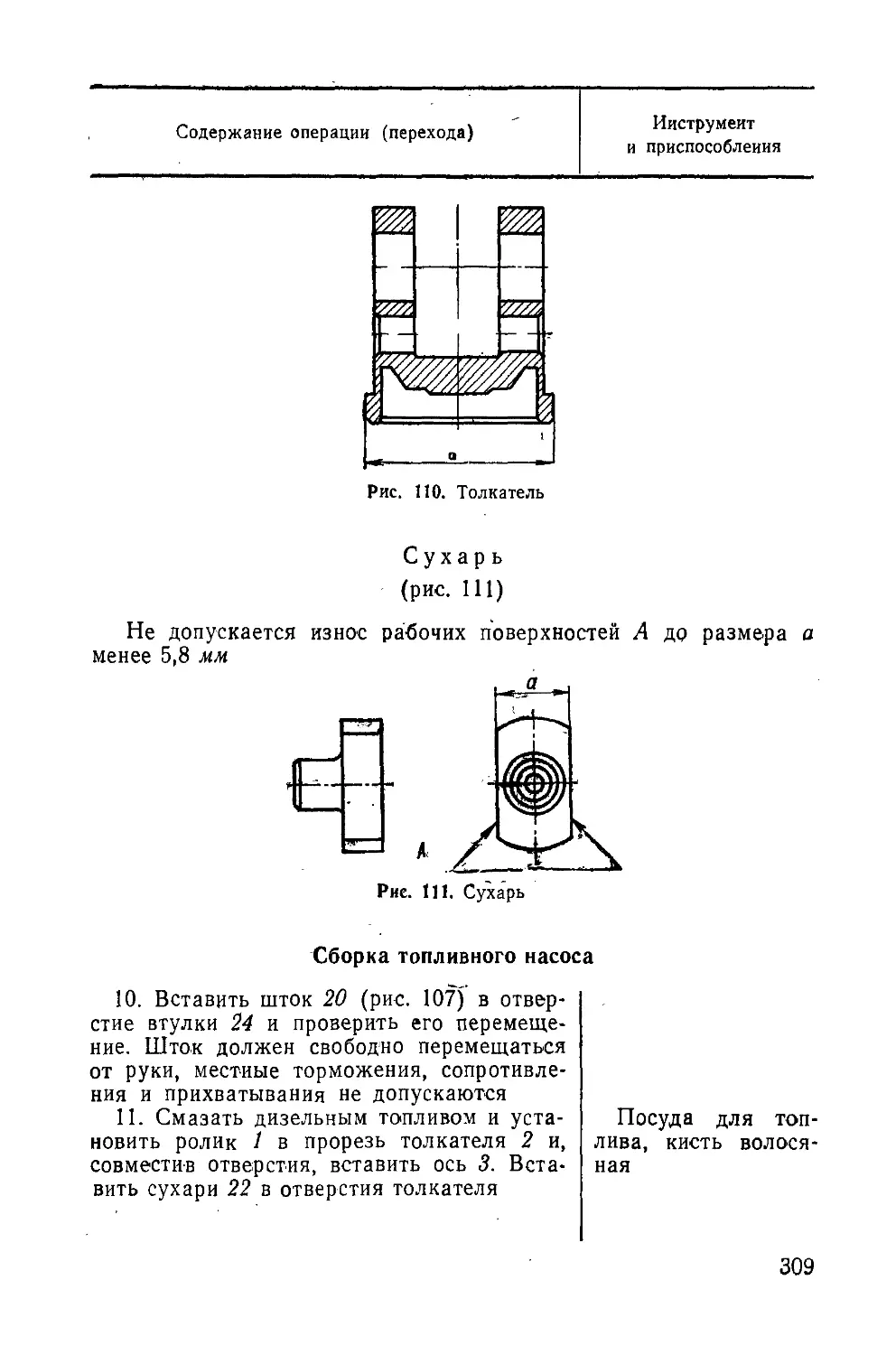
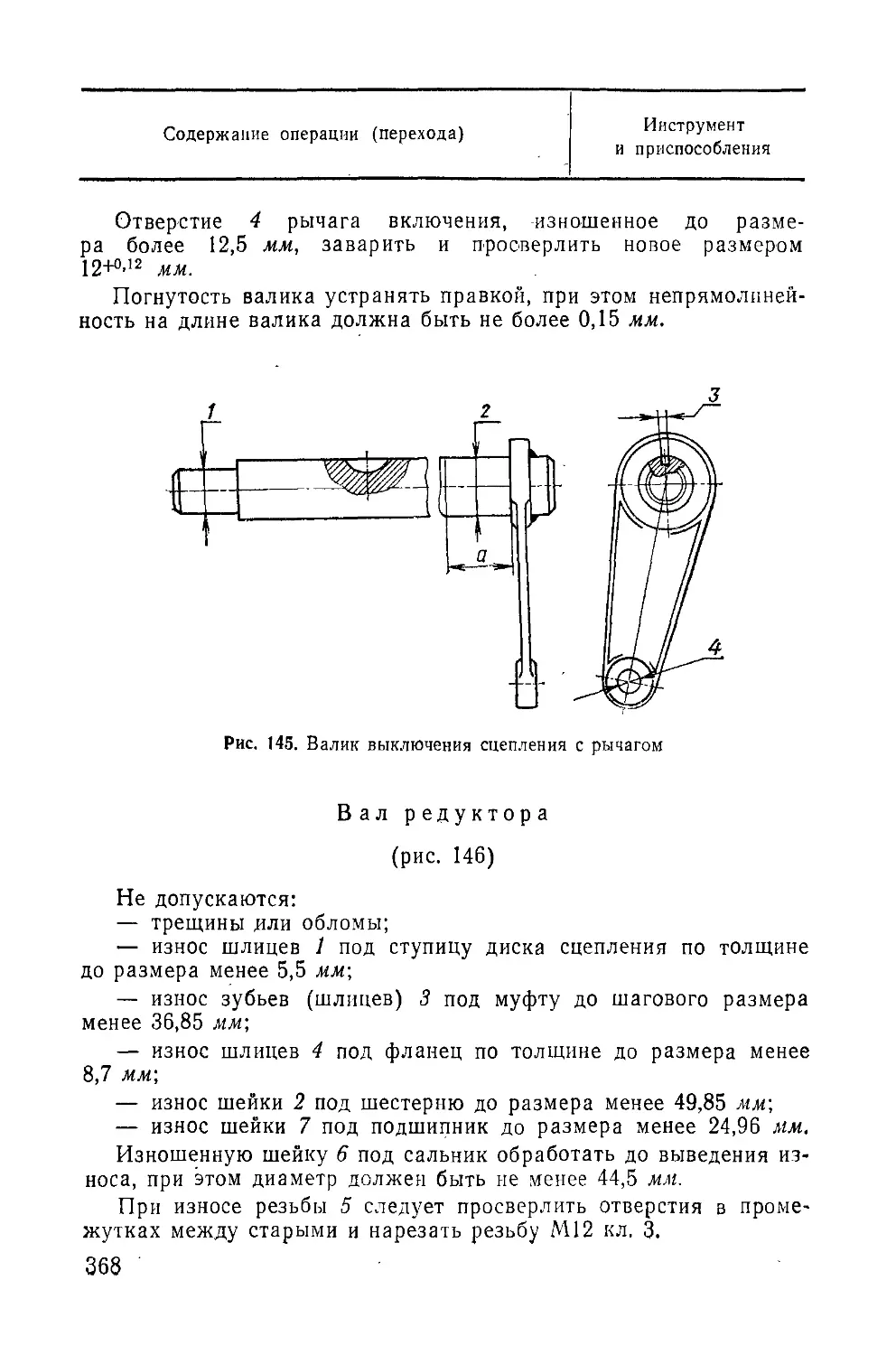
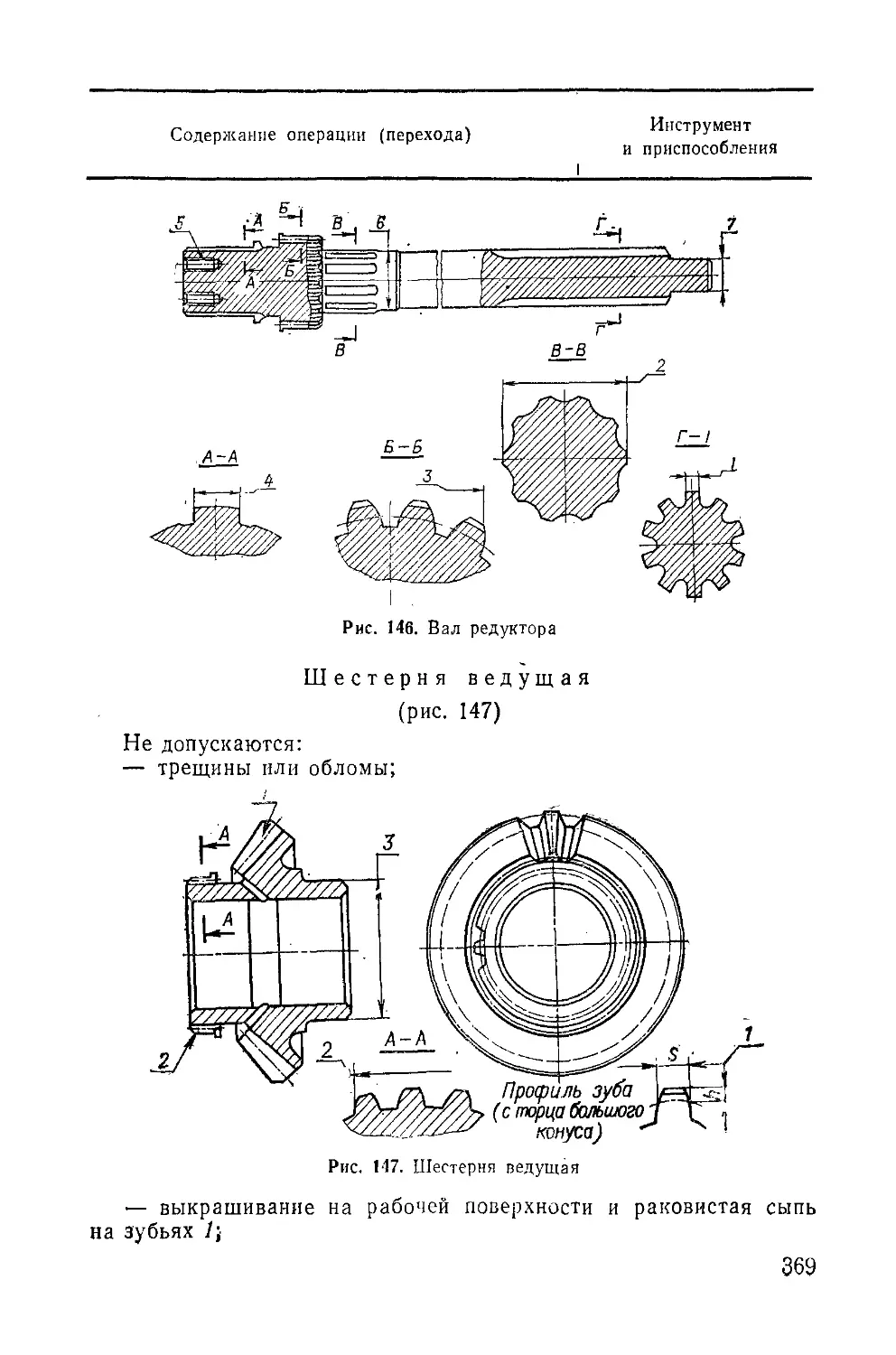
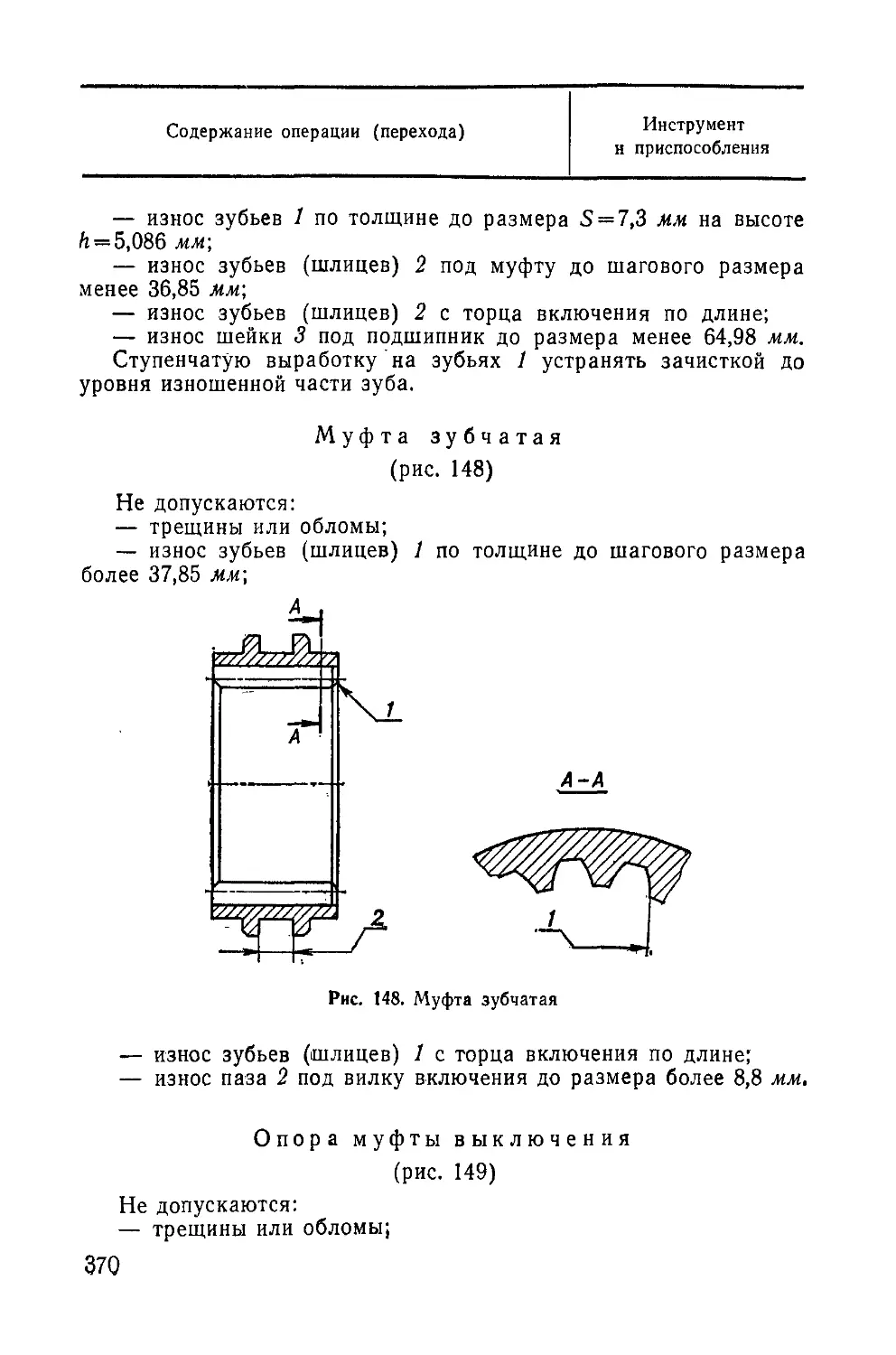
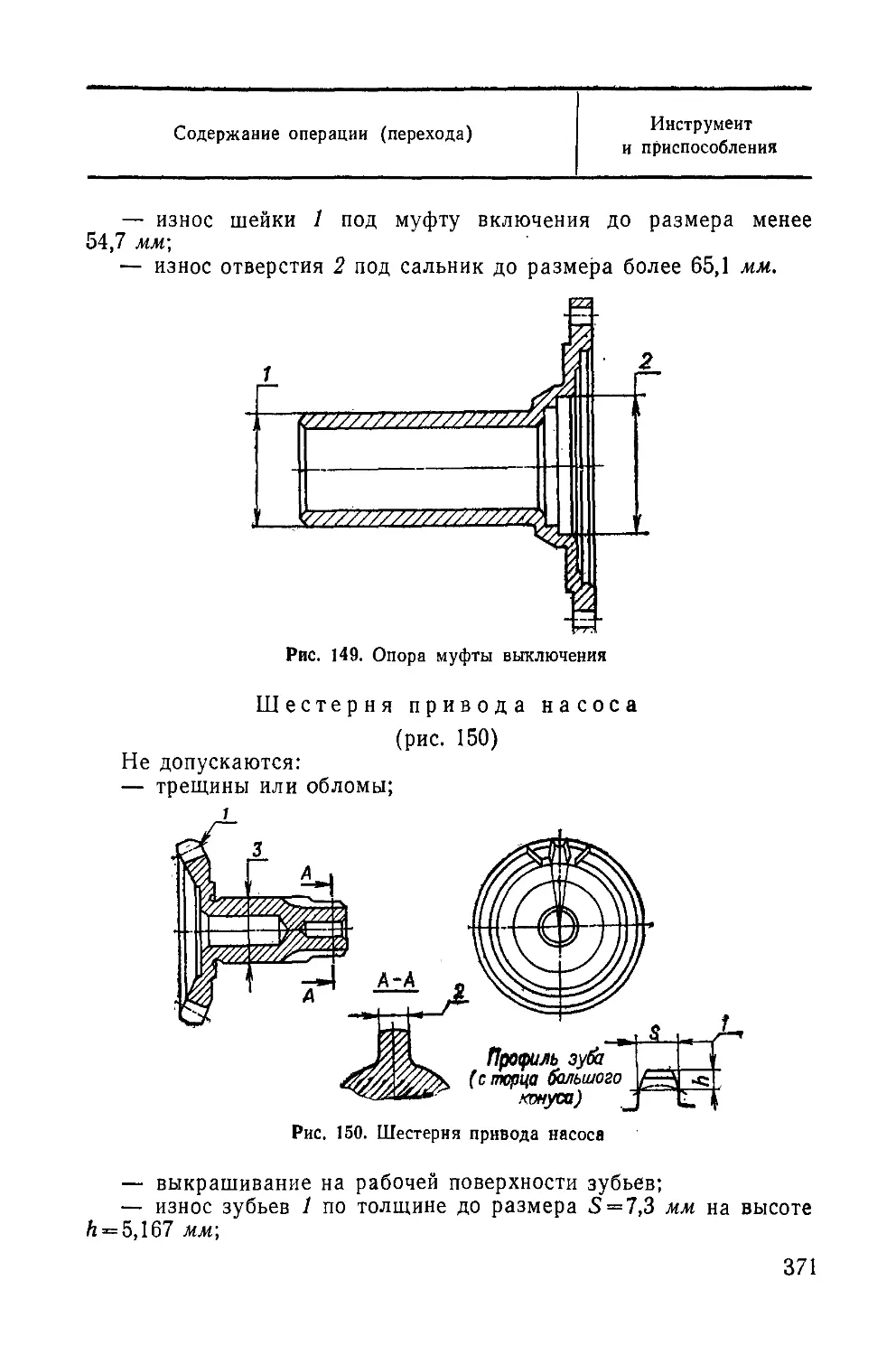
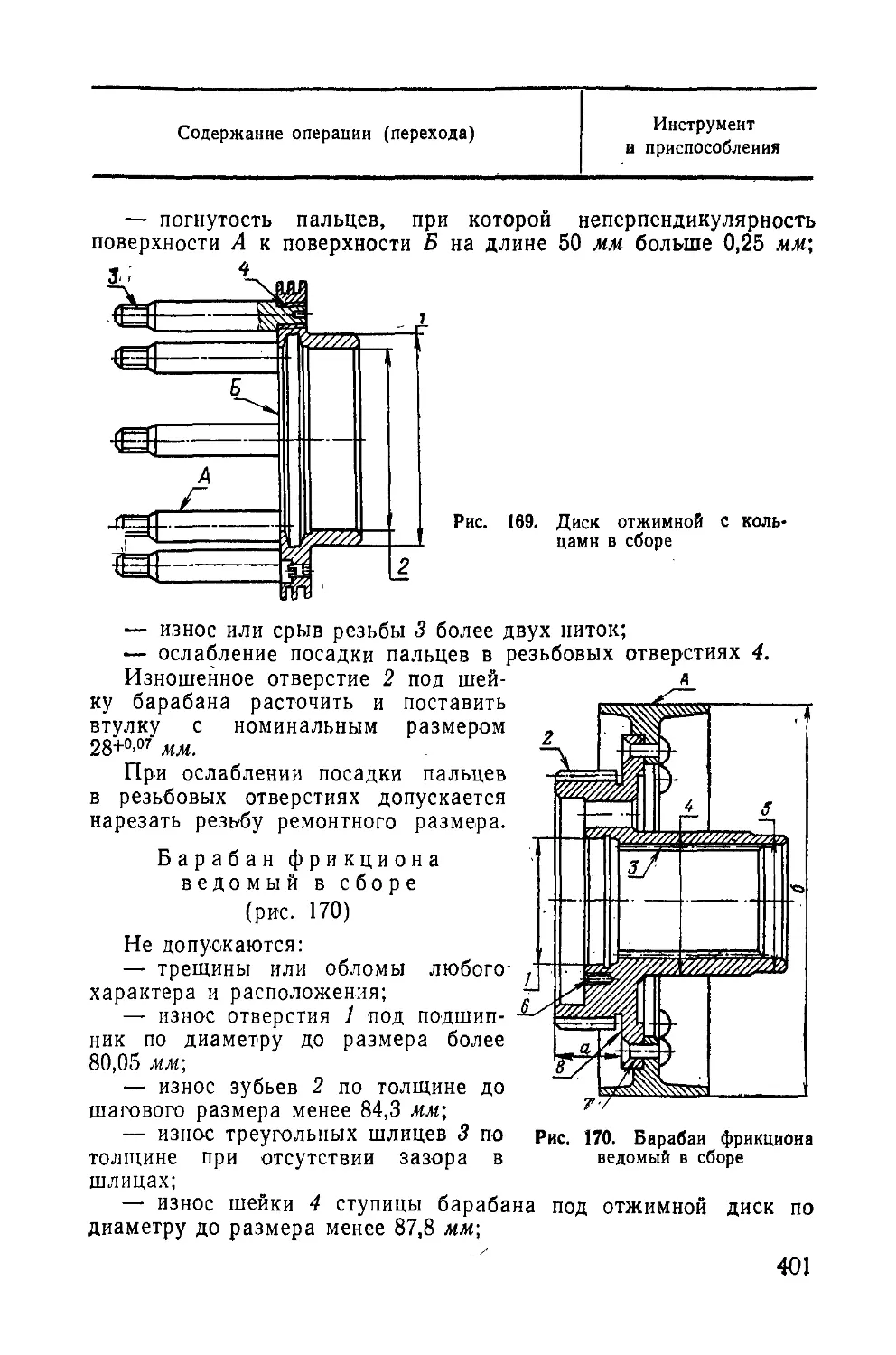
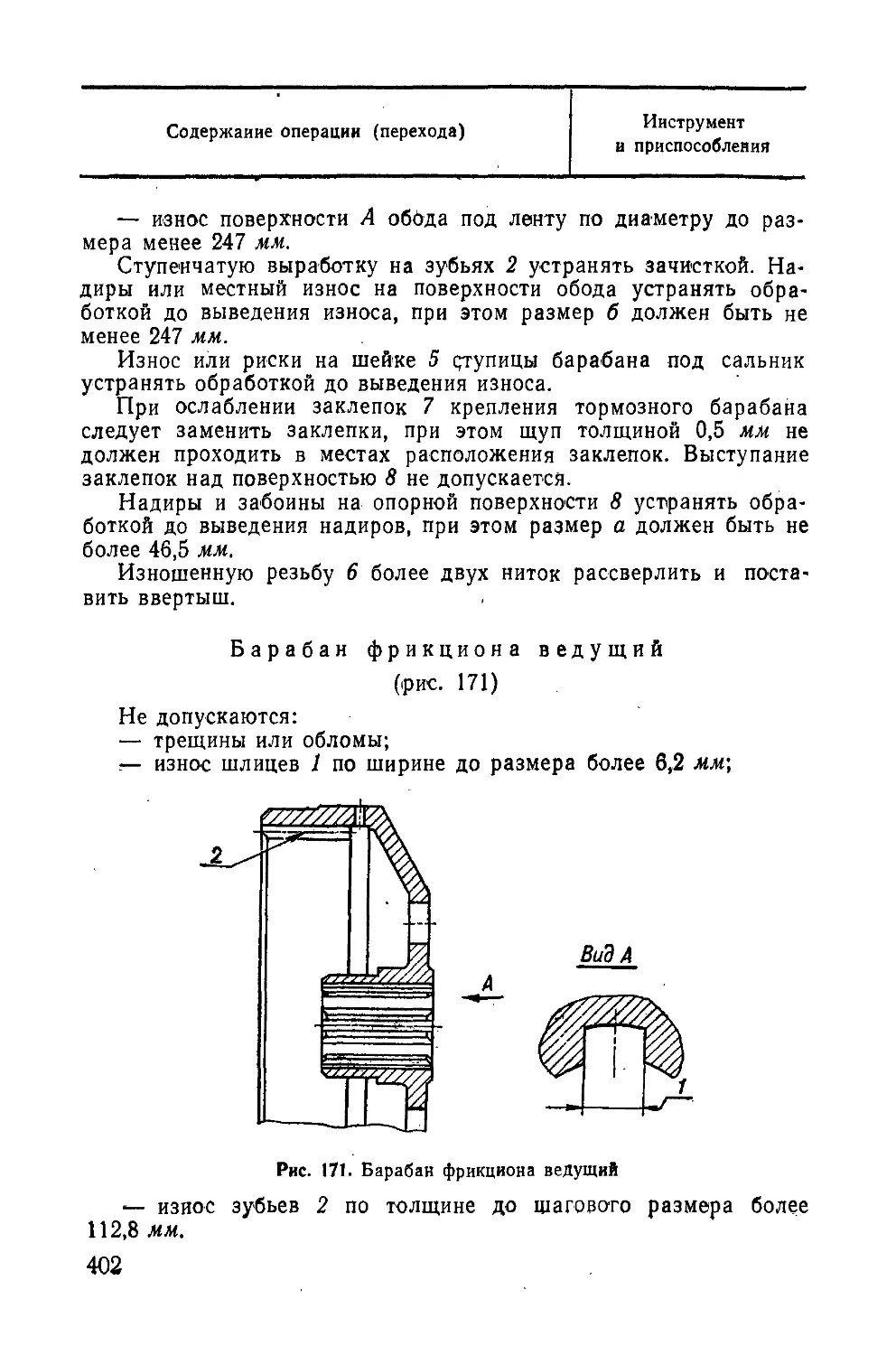
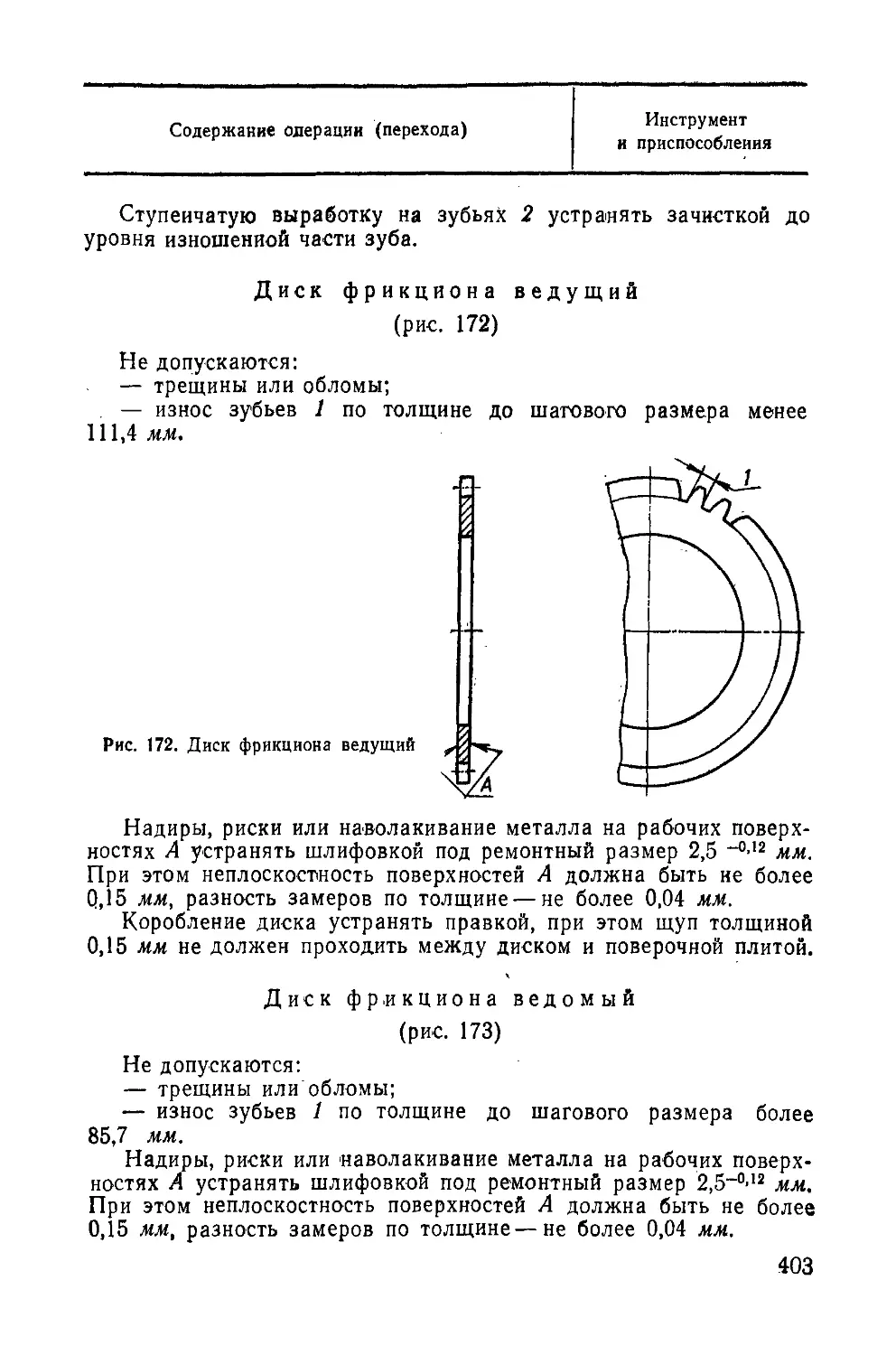
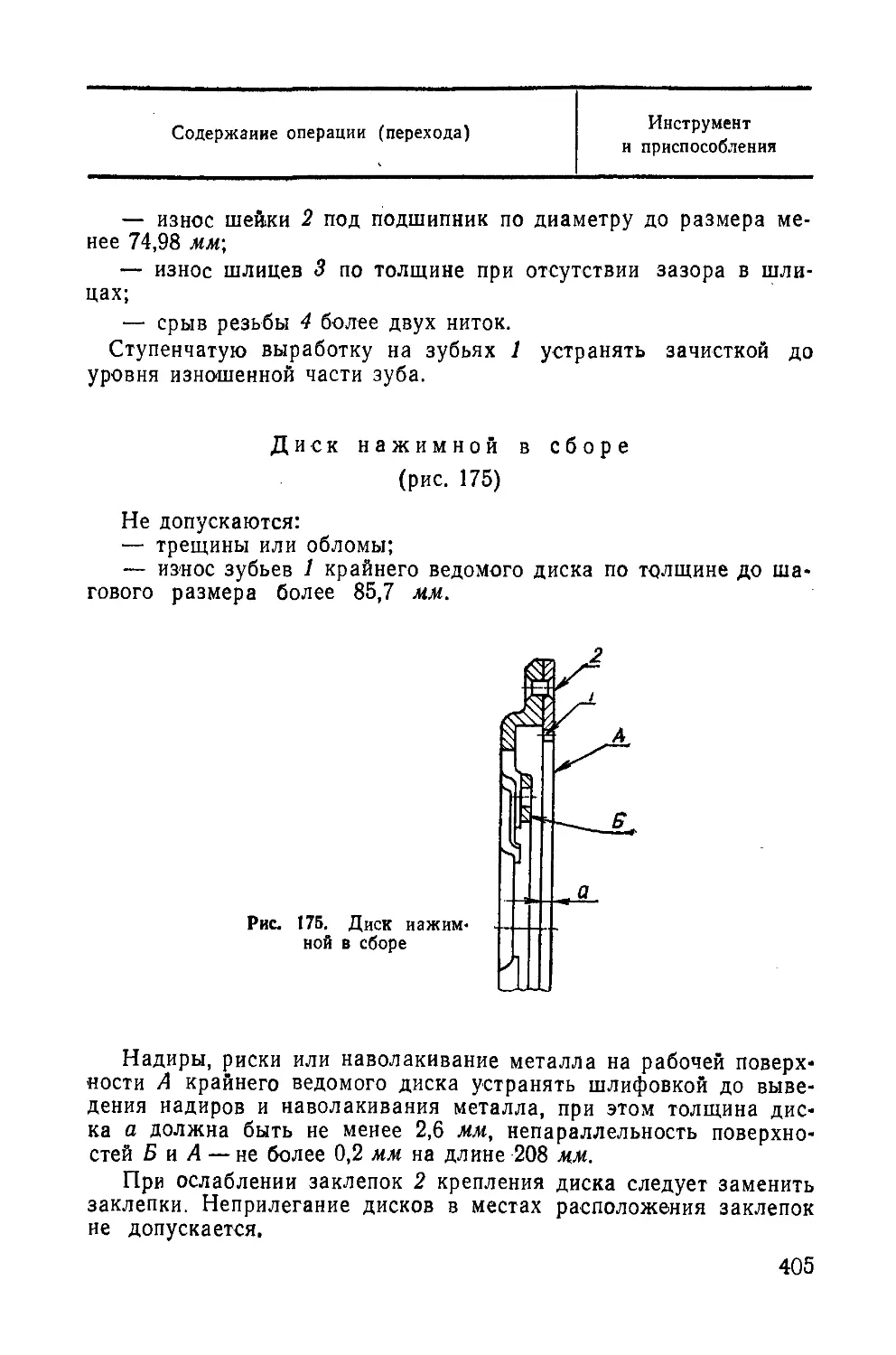
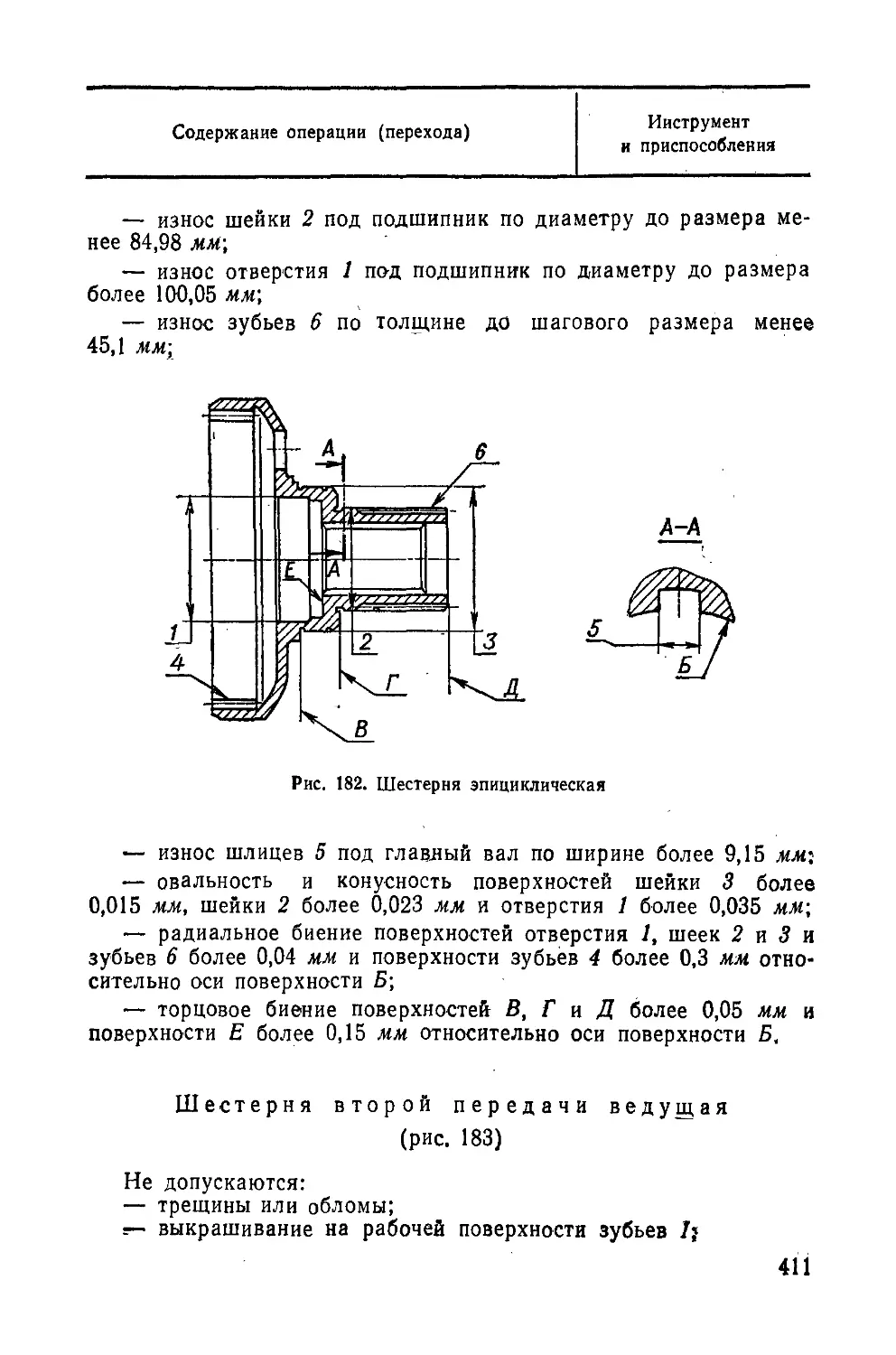
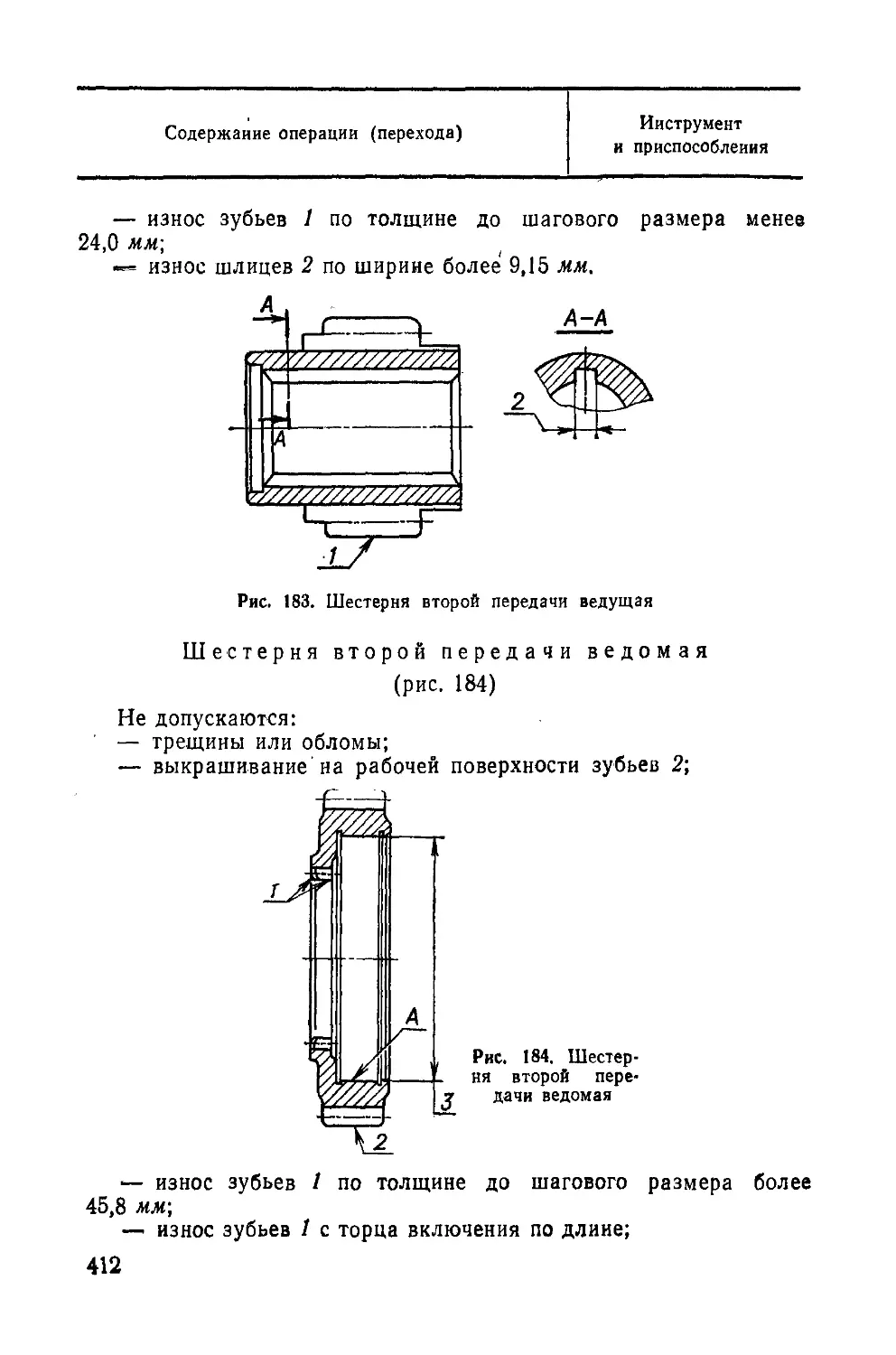
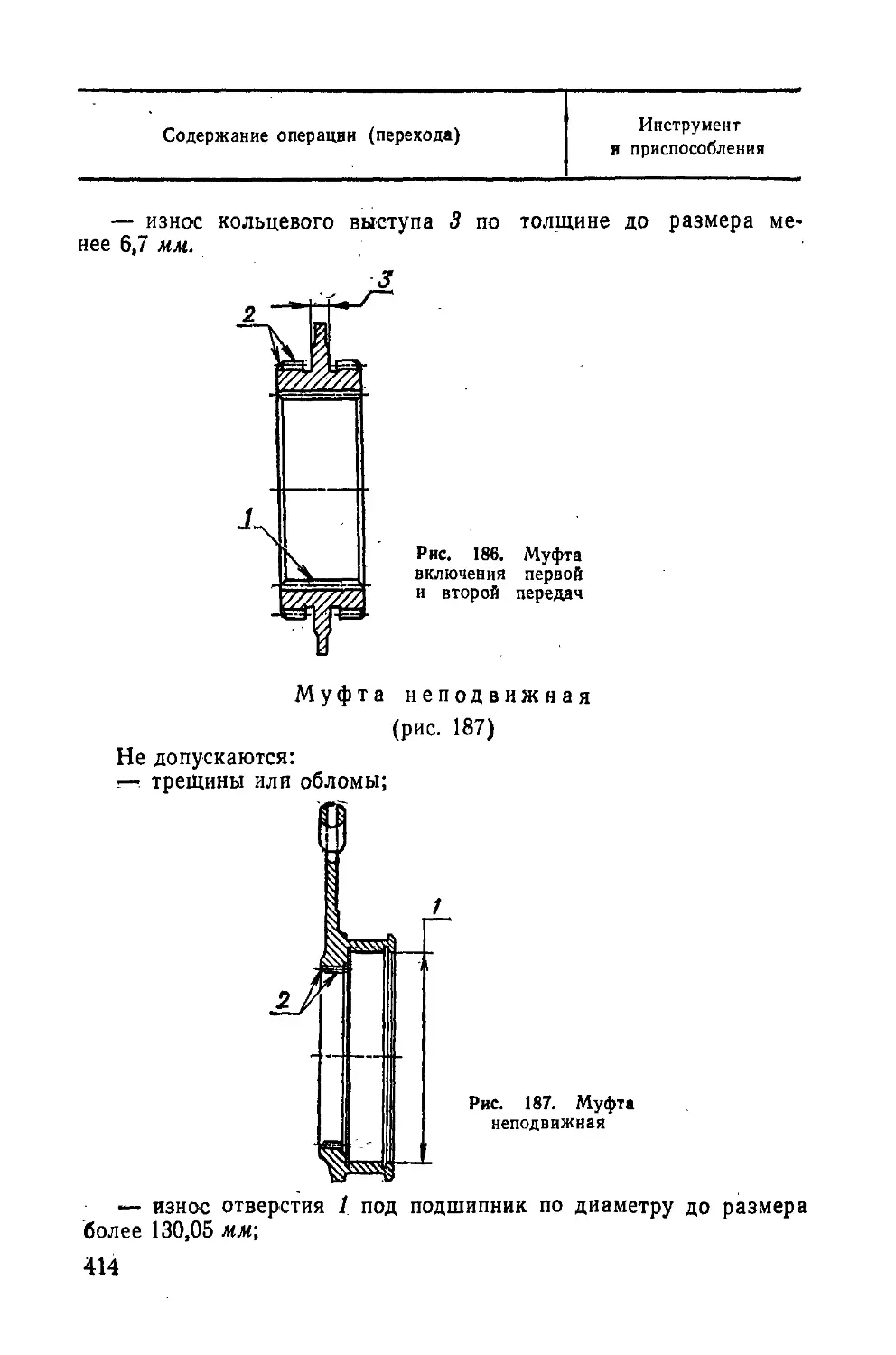
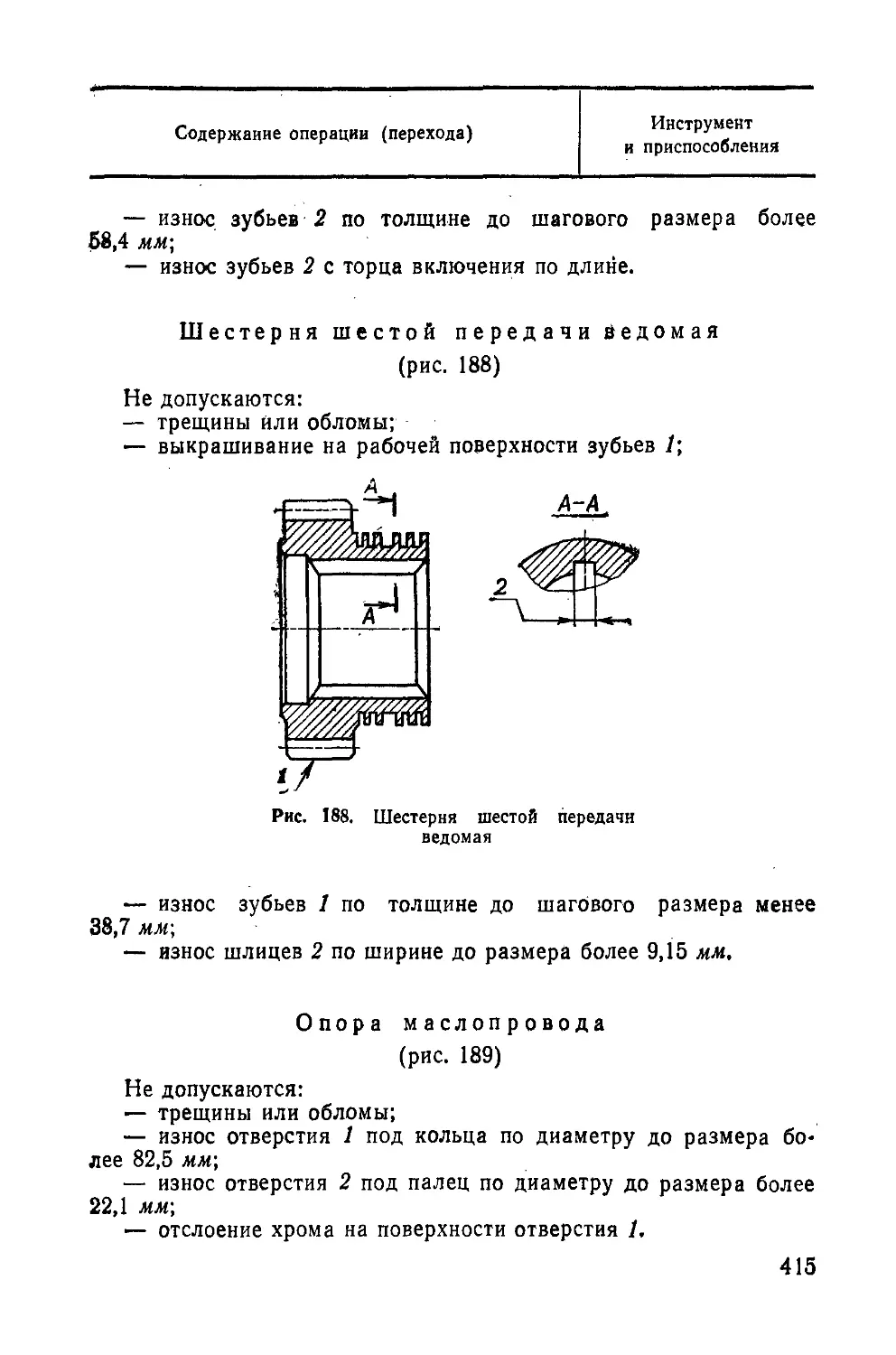
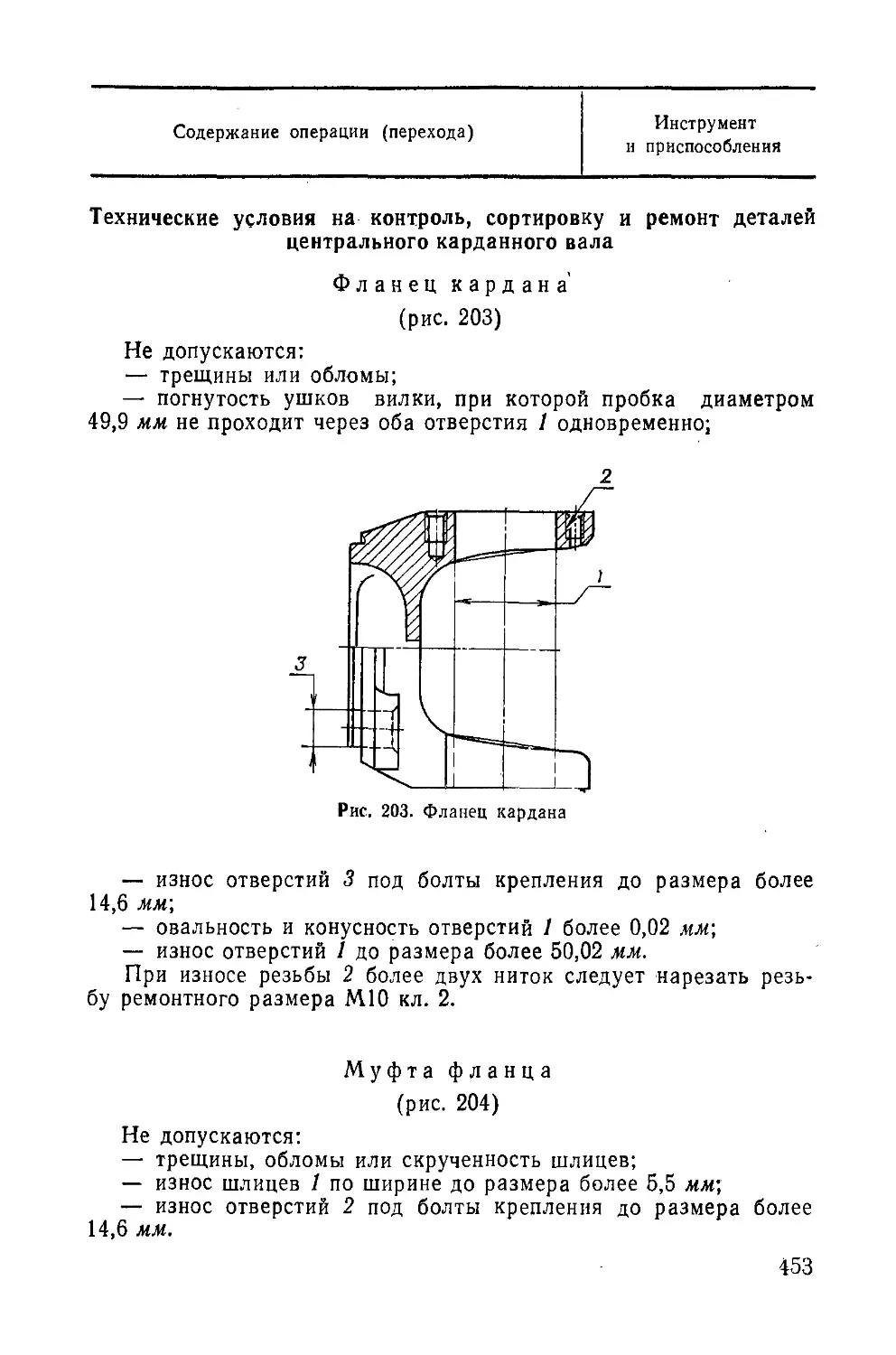
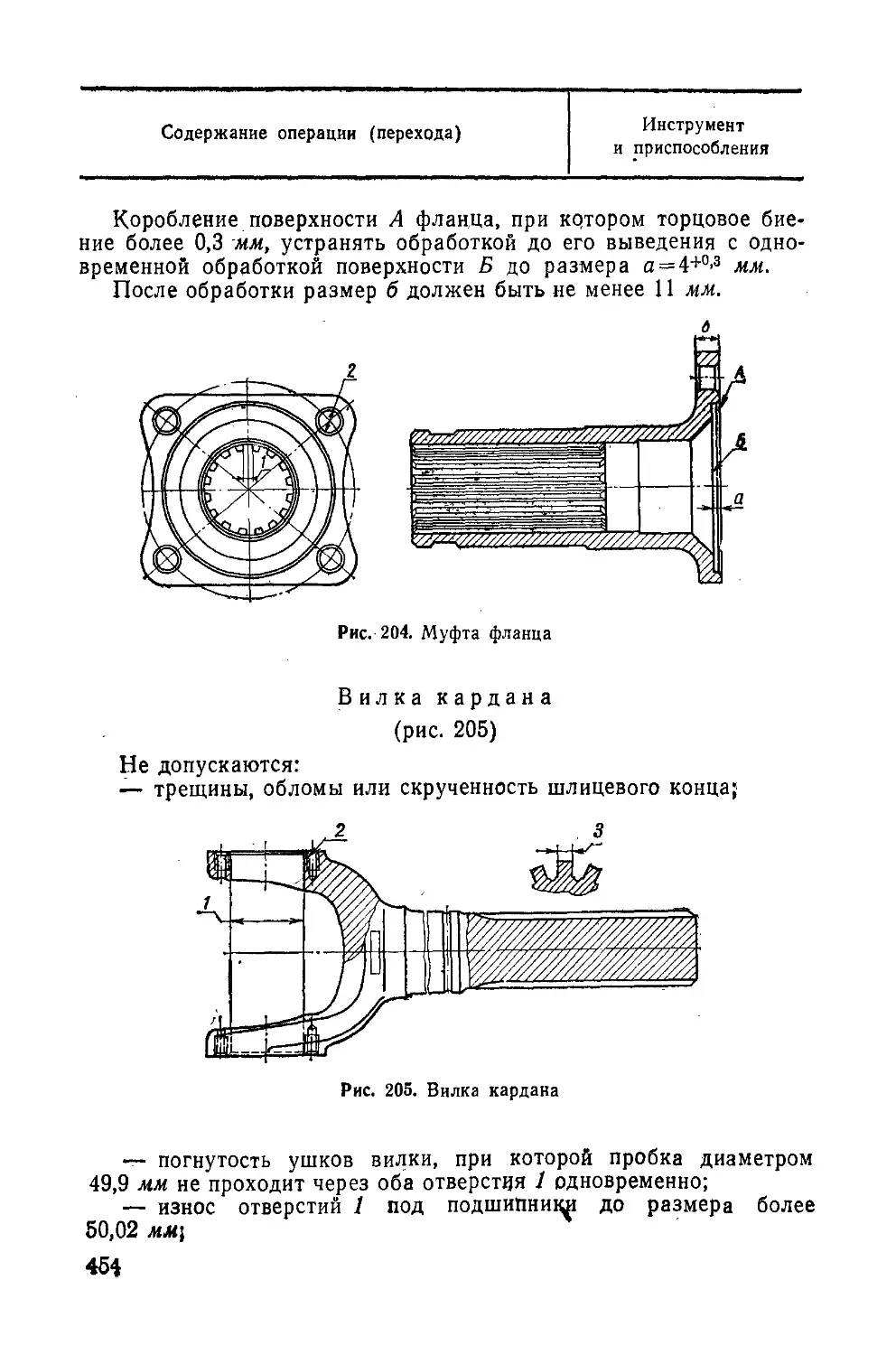
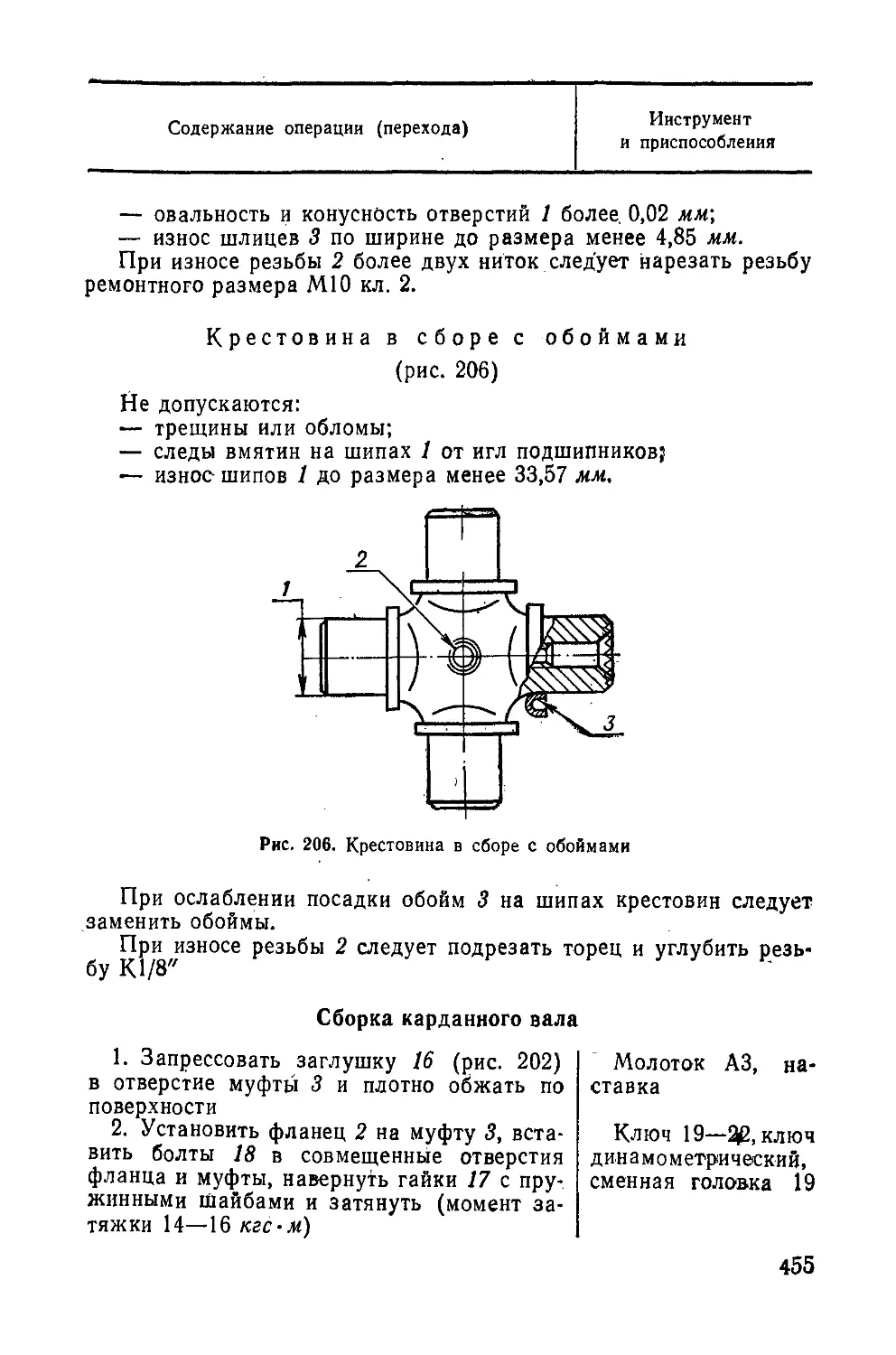
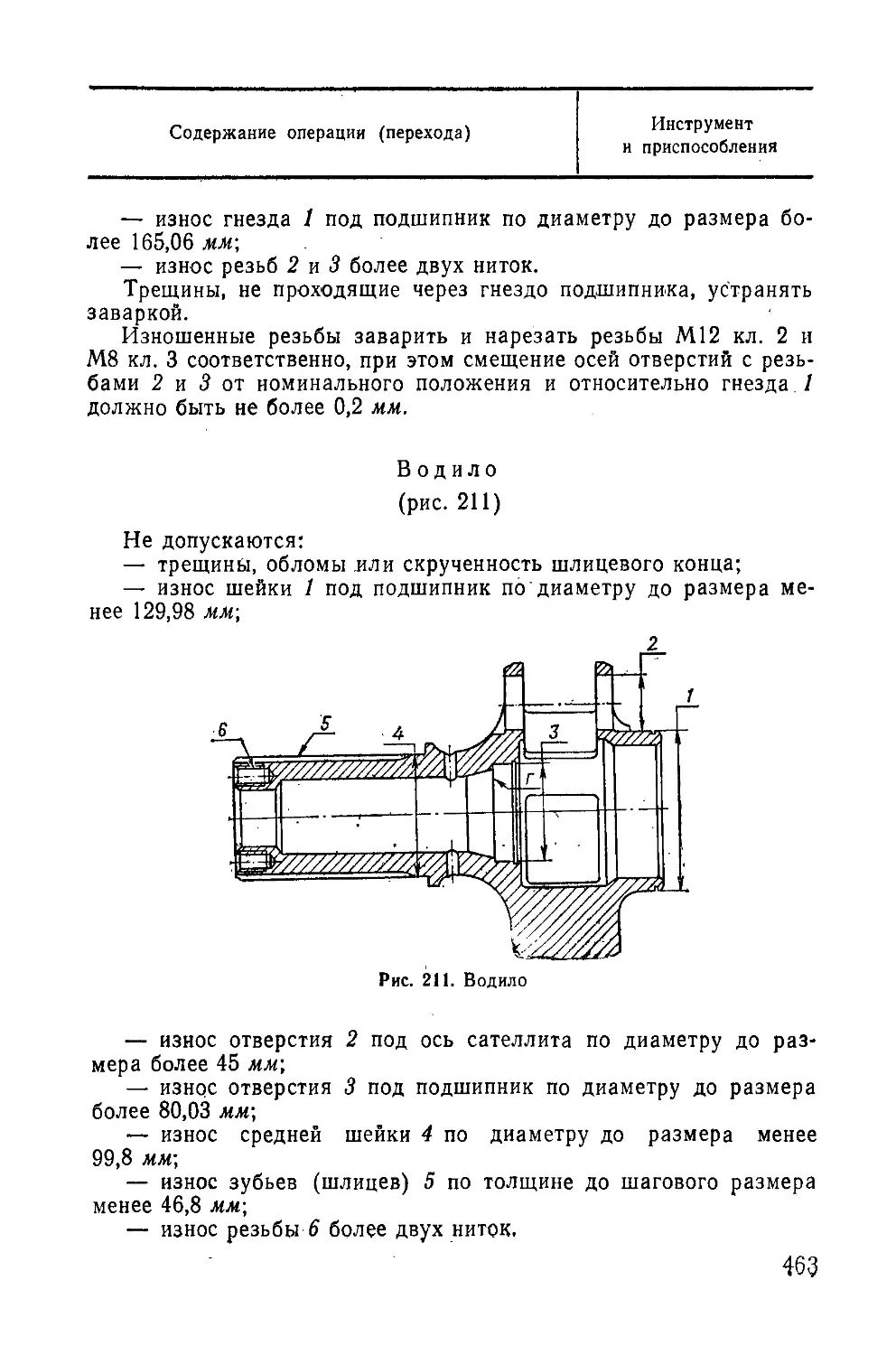
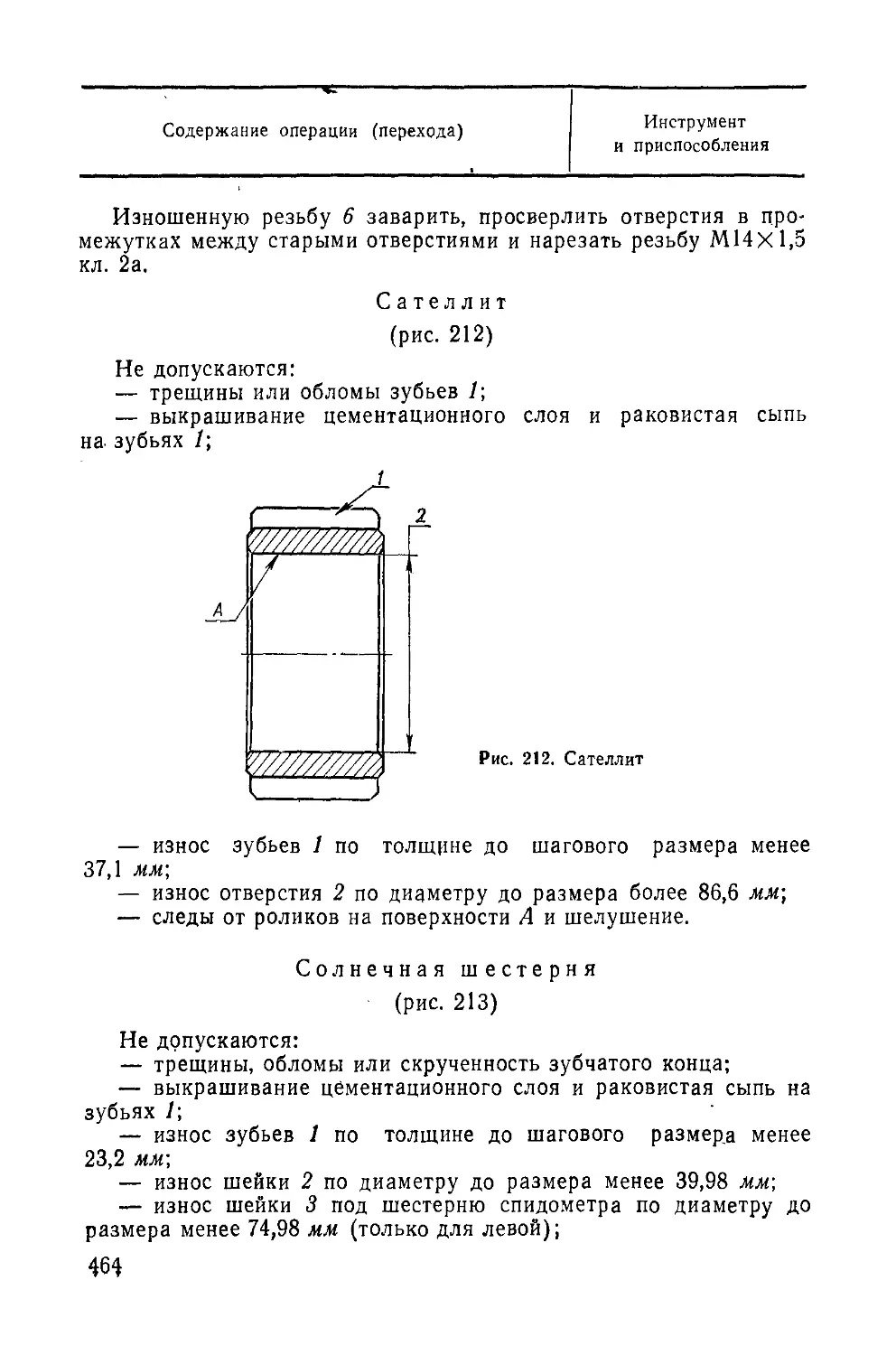
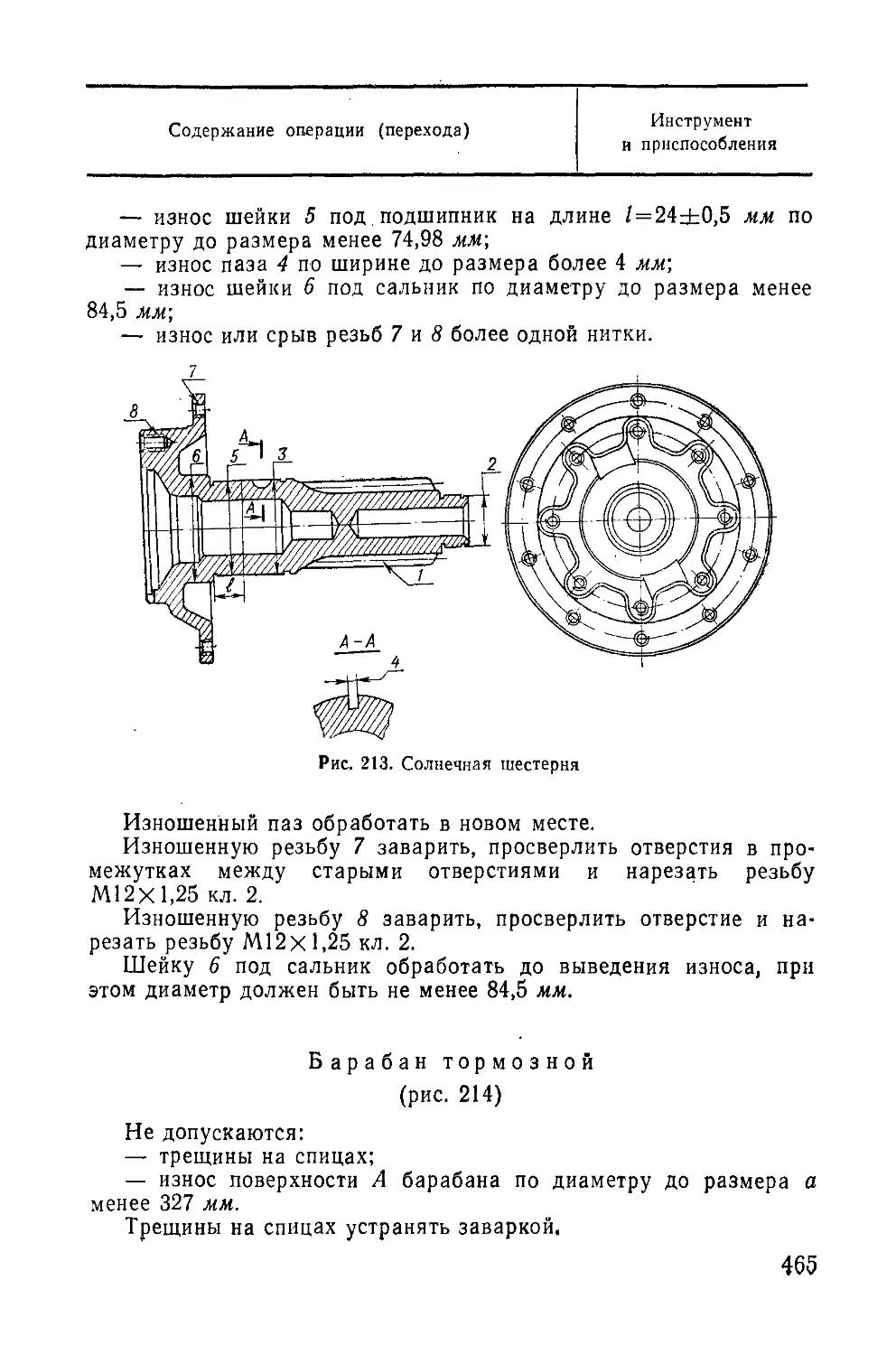
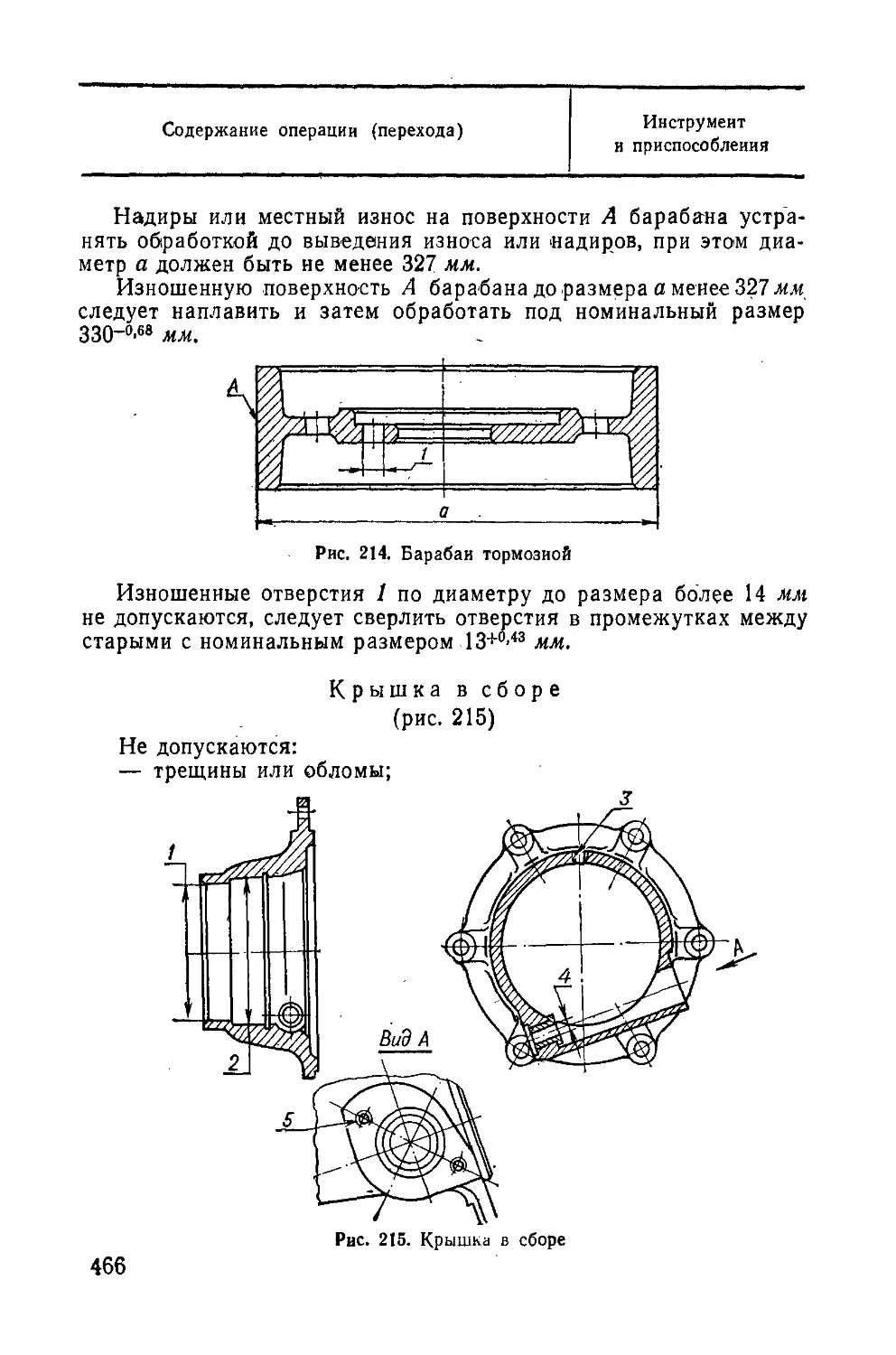
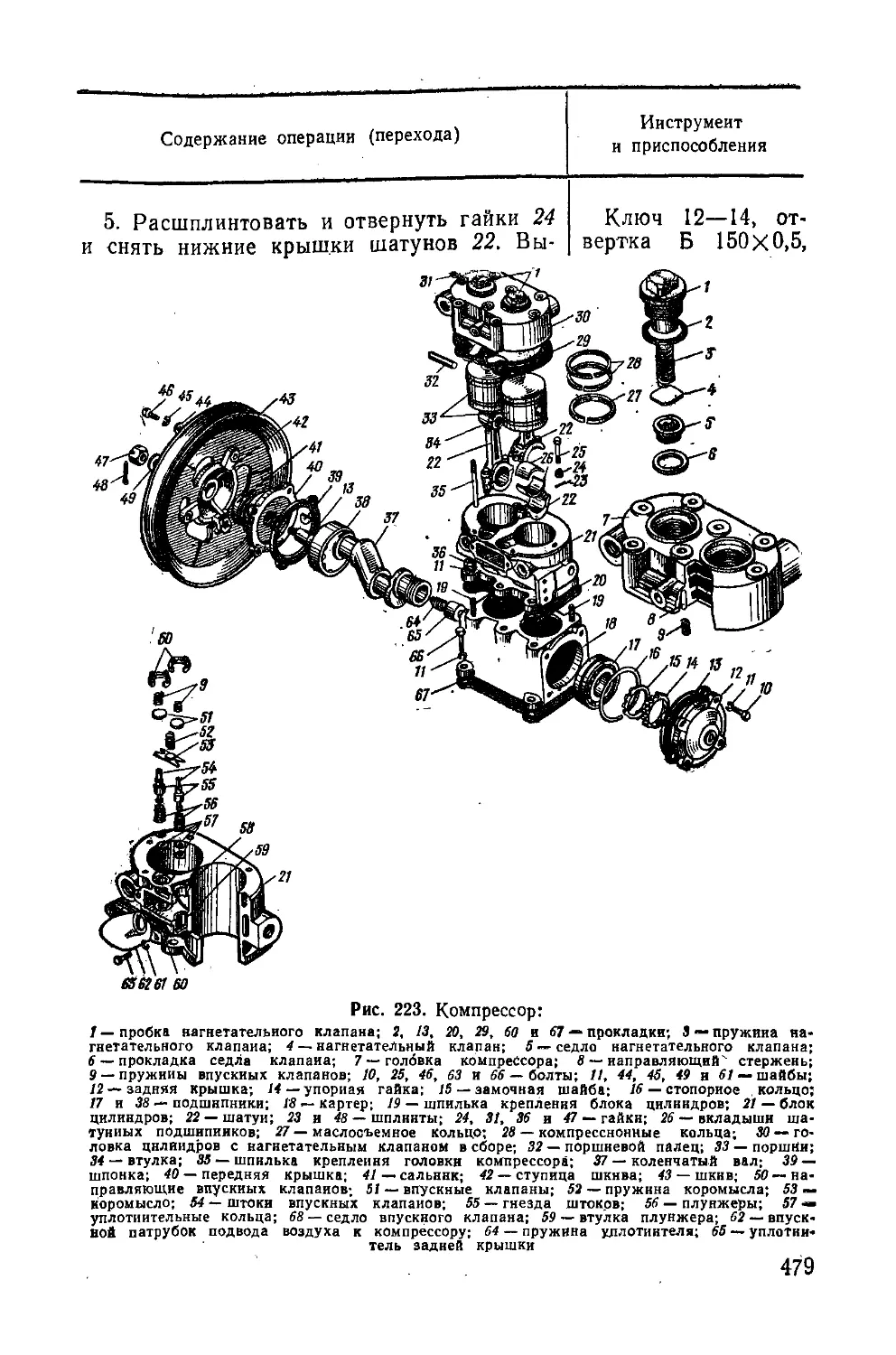
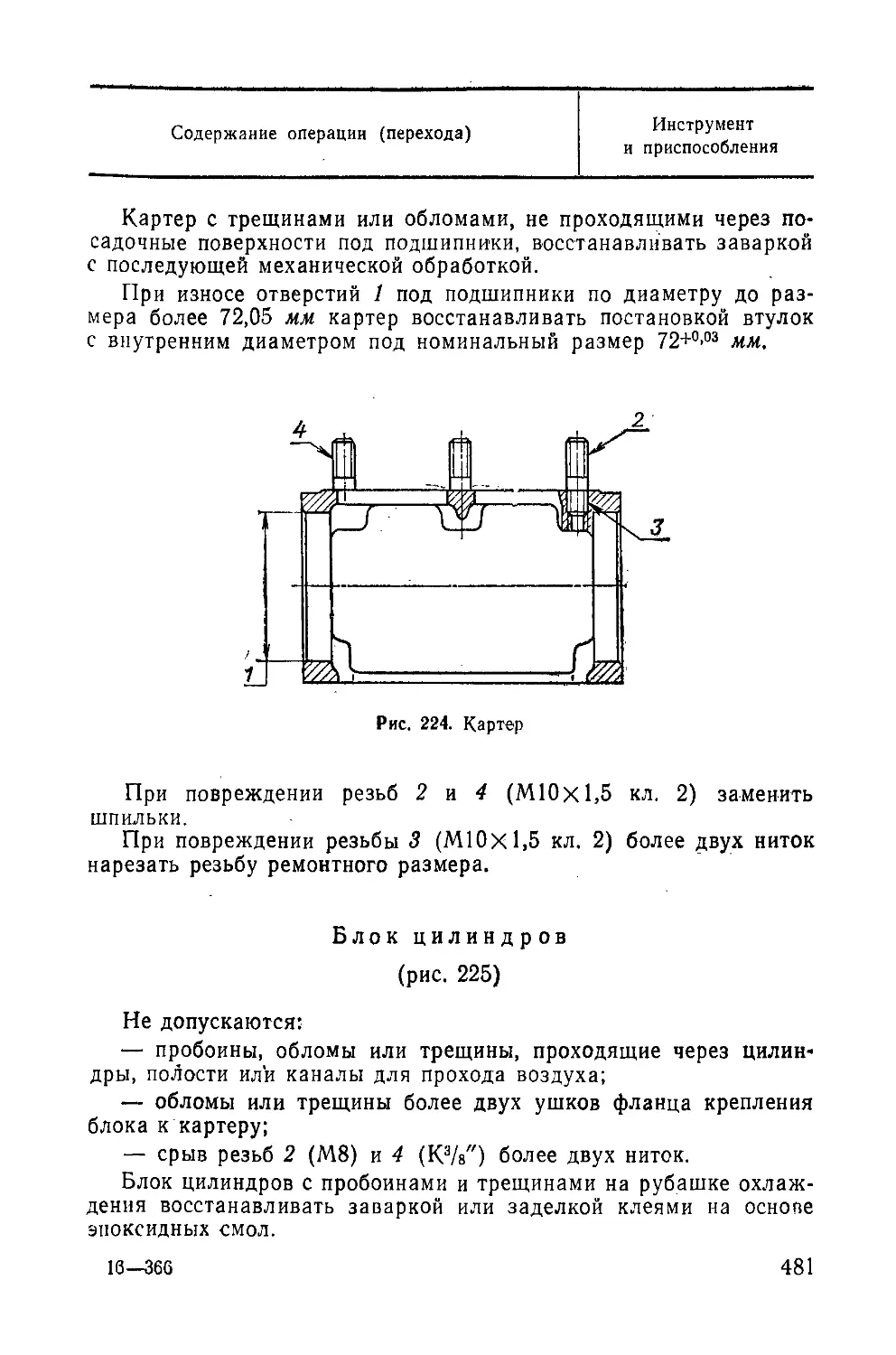
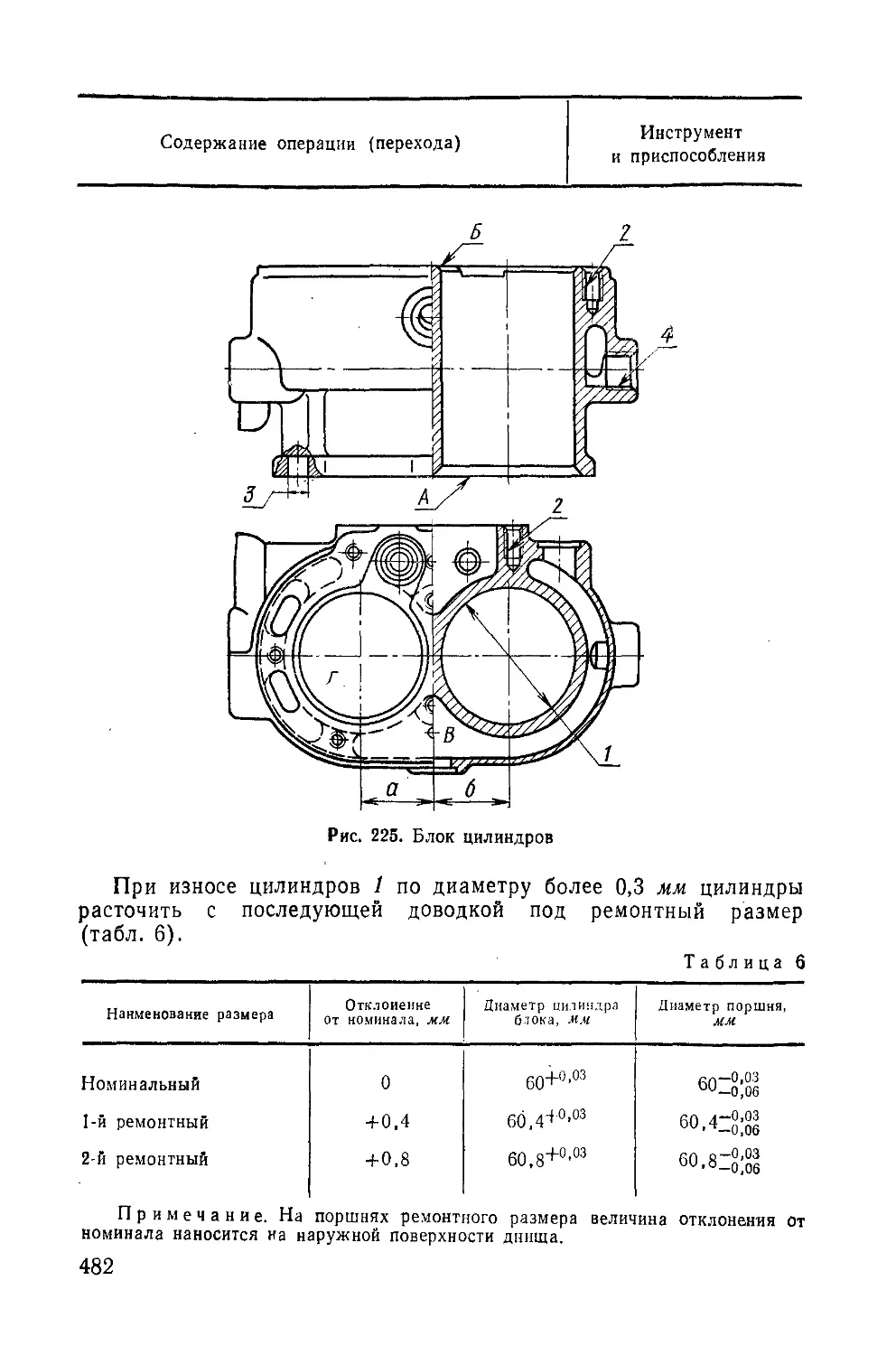
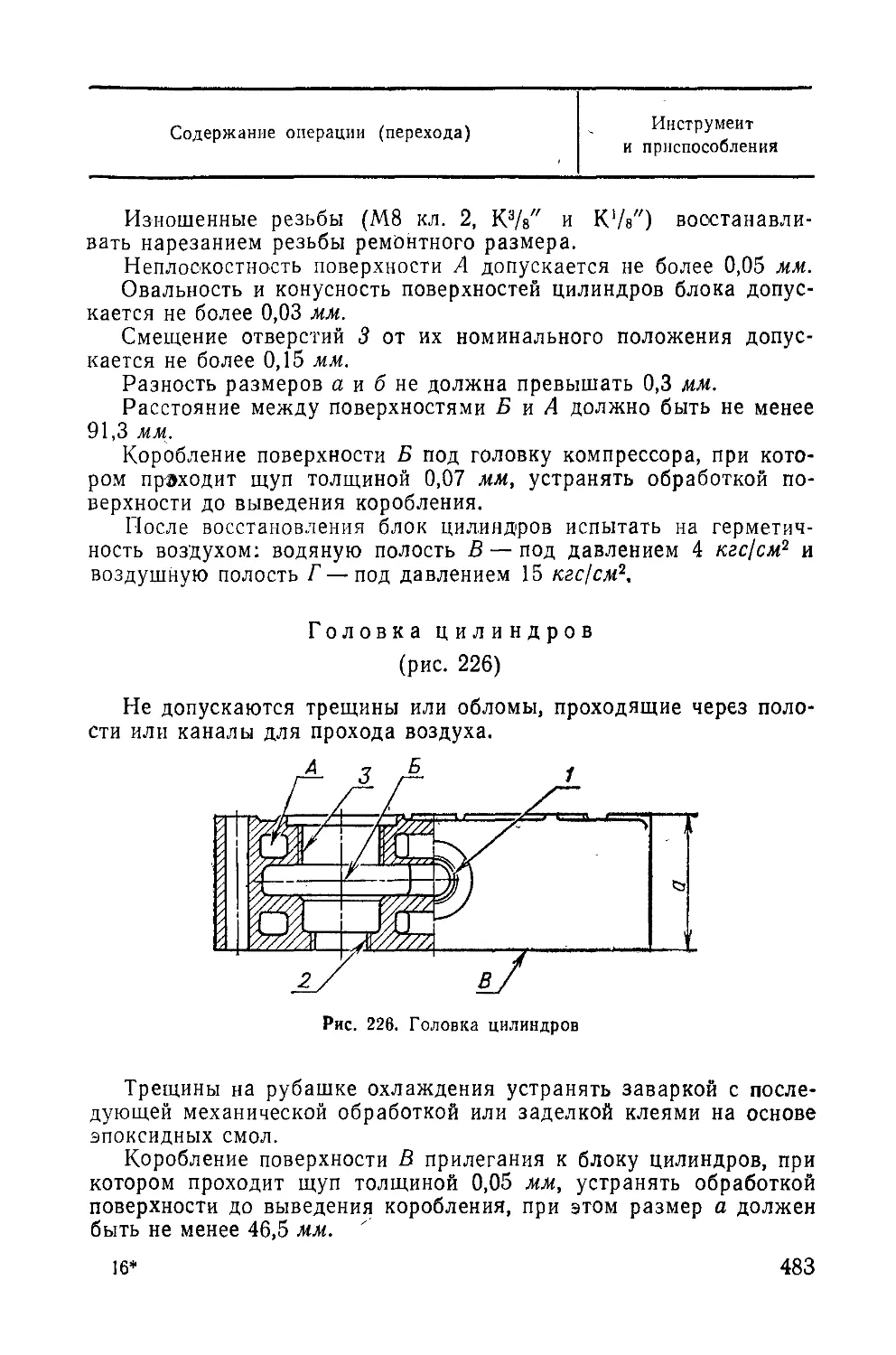
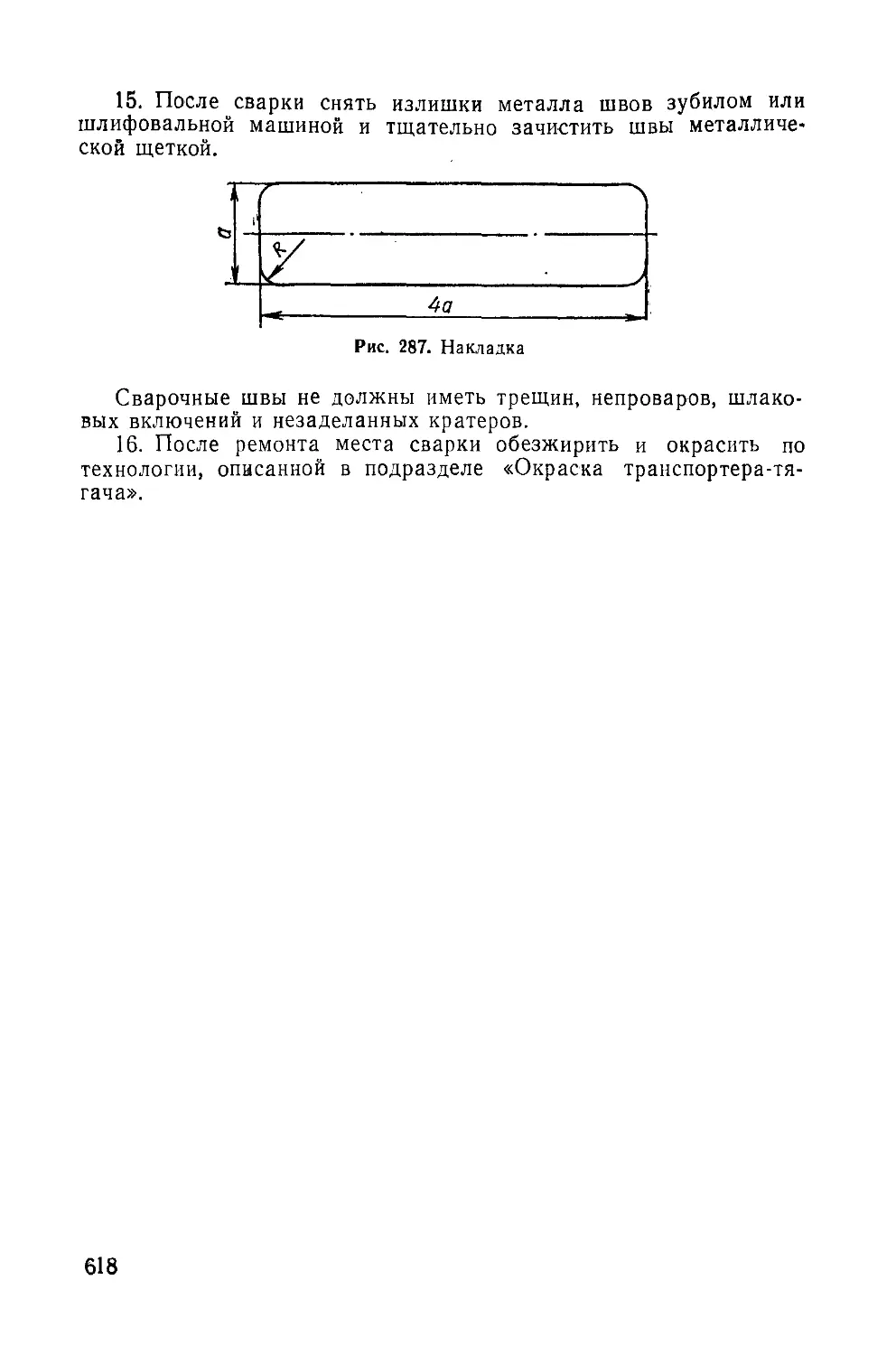
/















































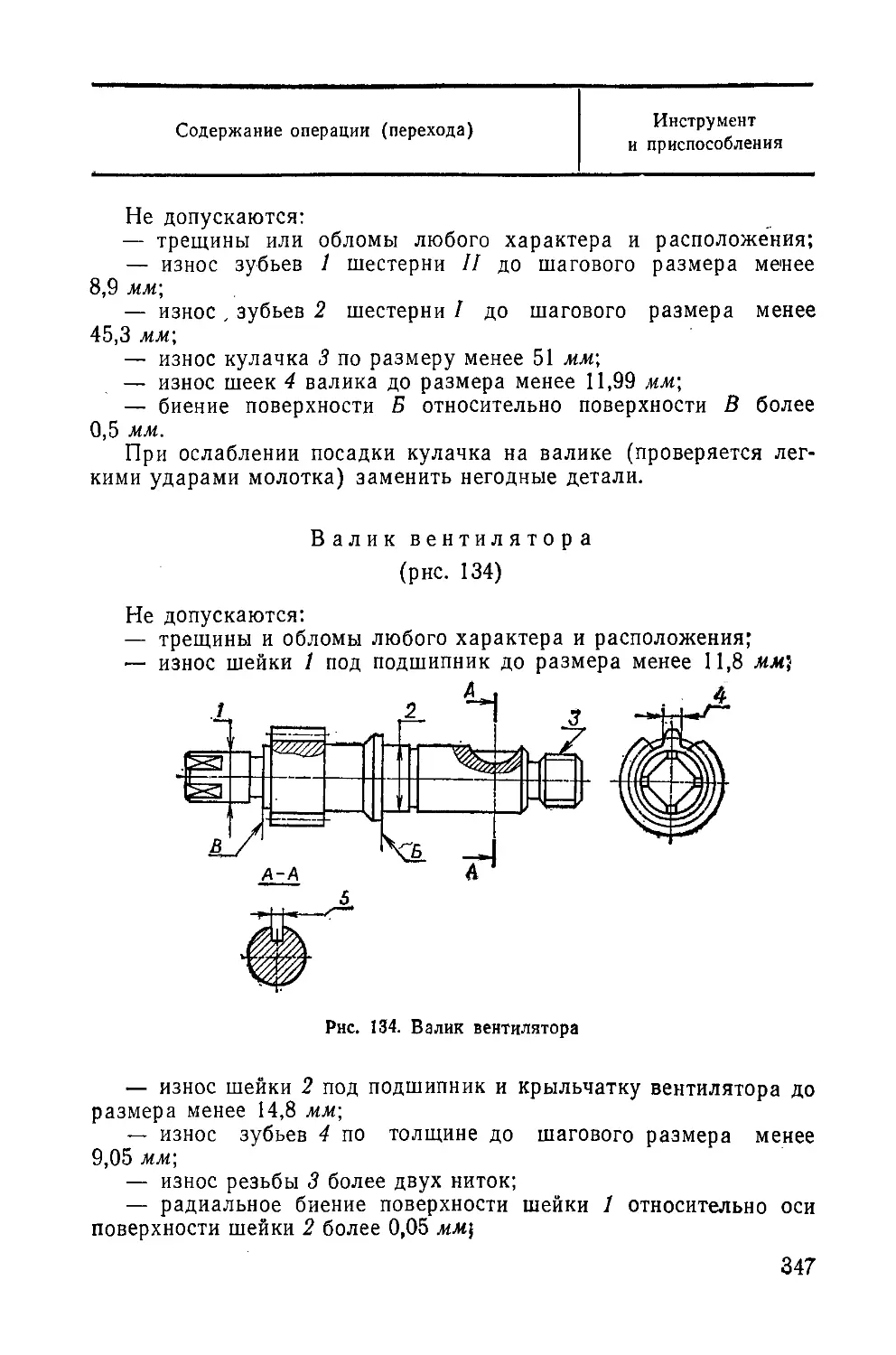






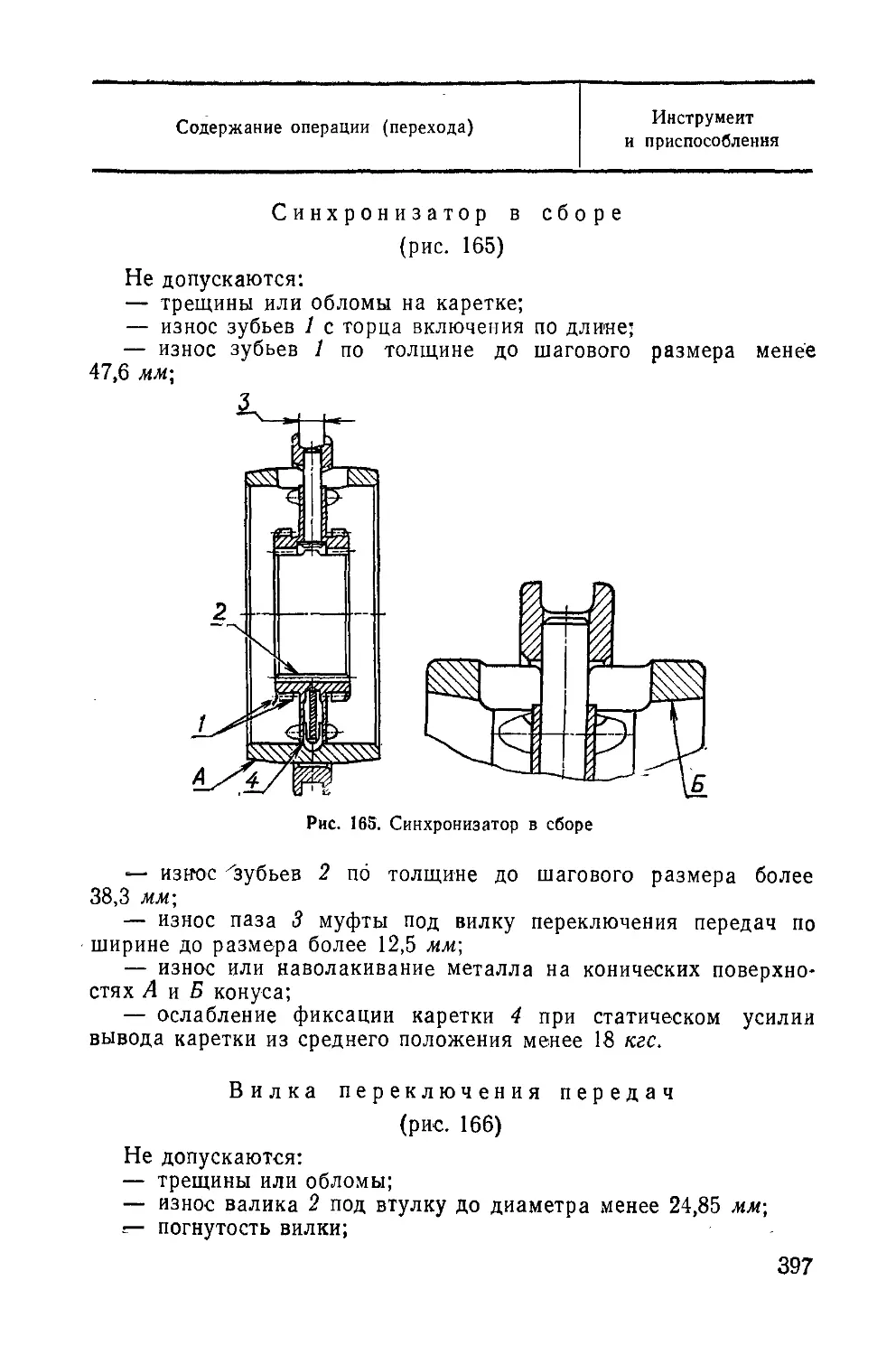










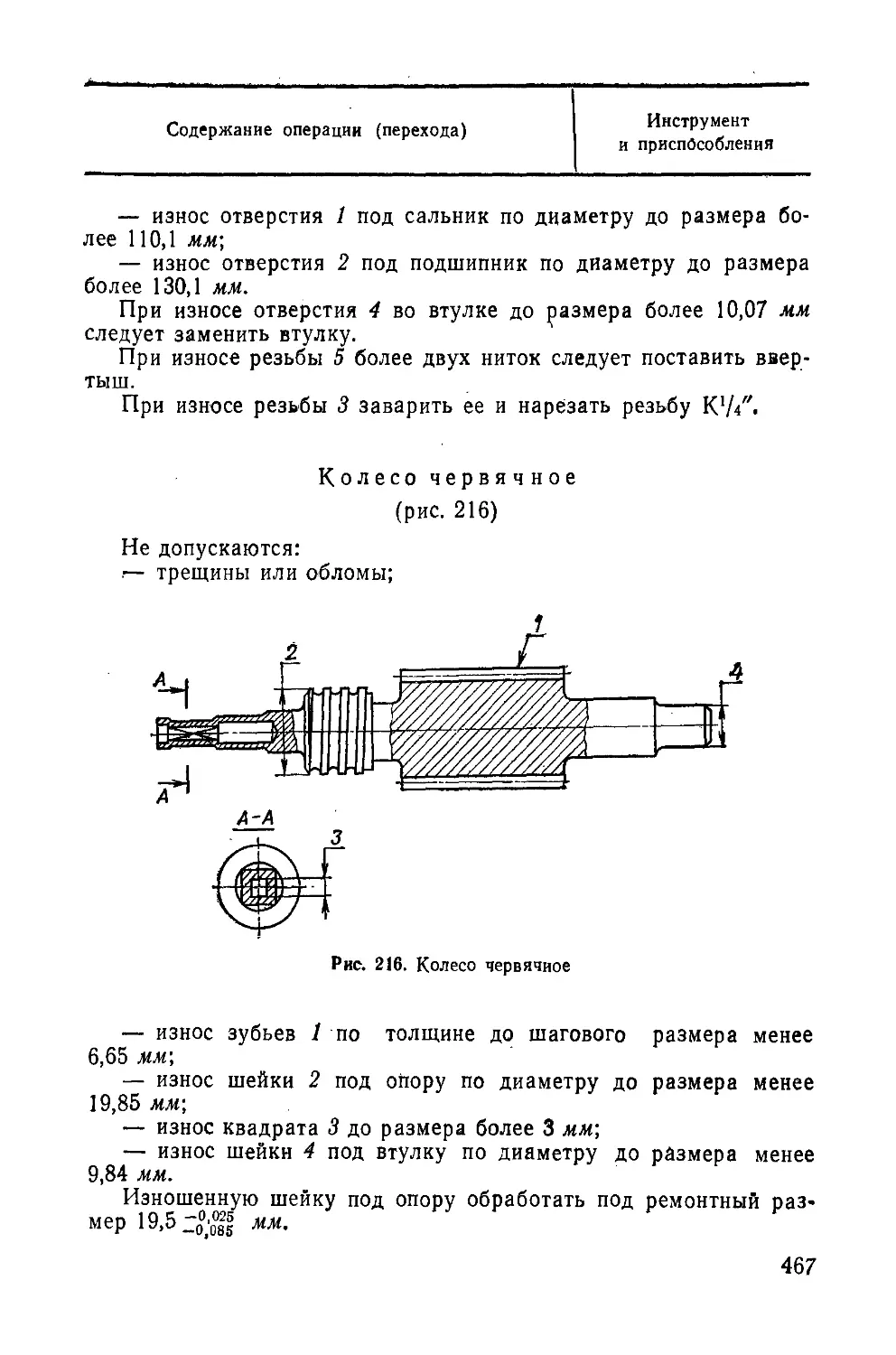
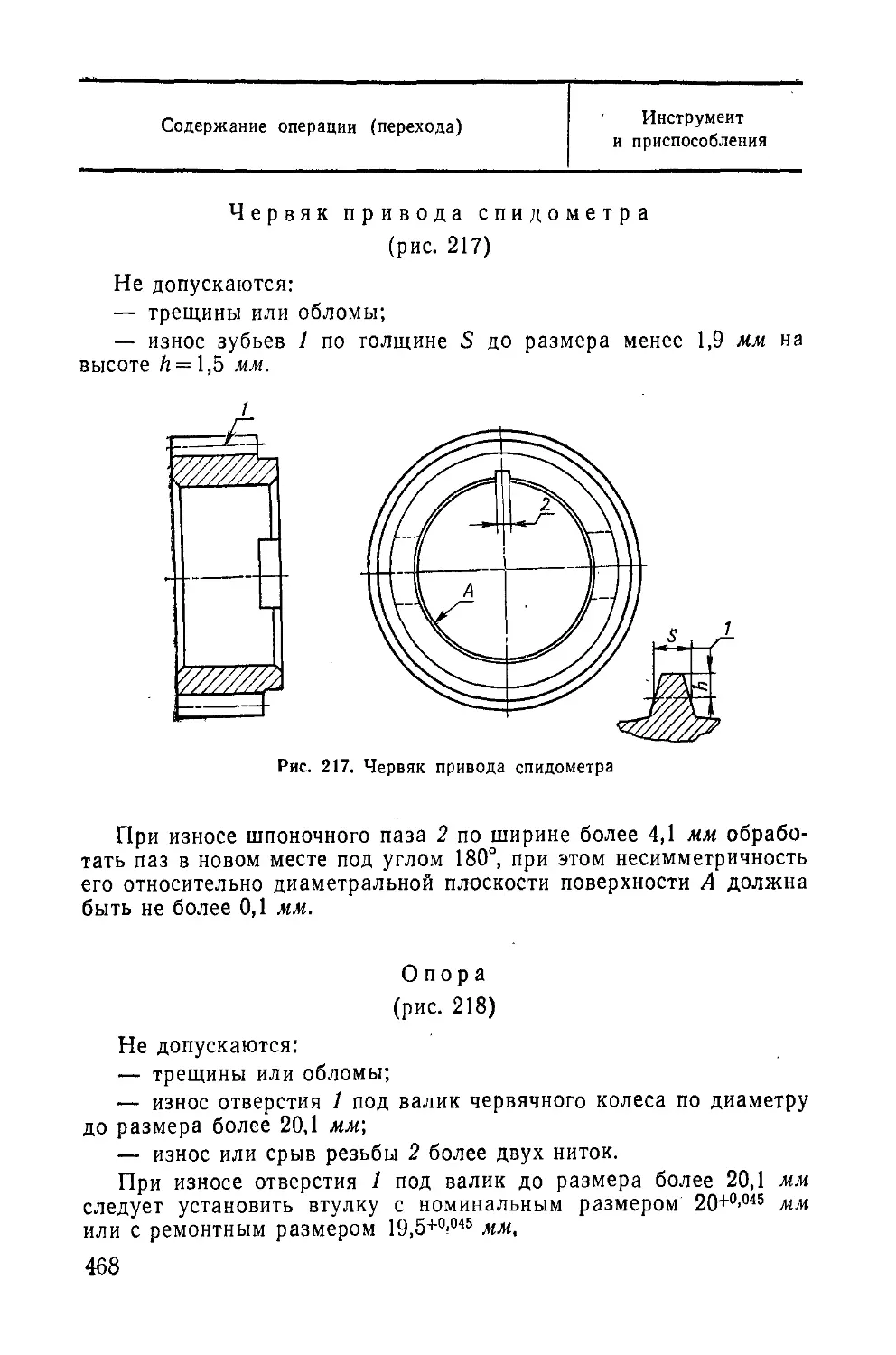
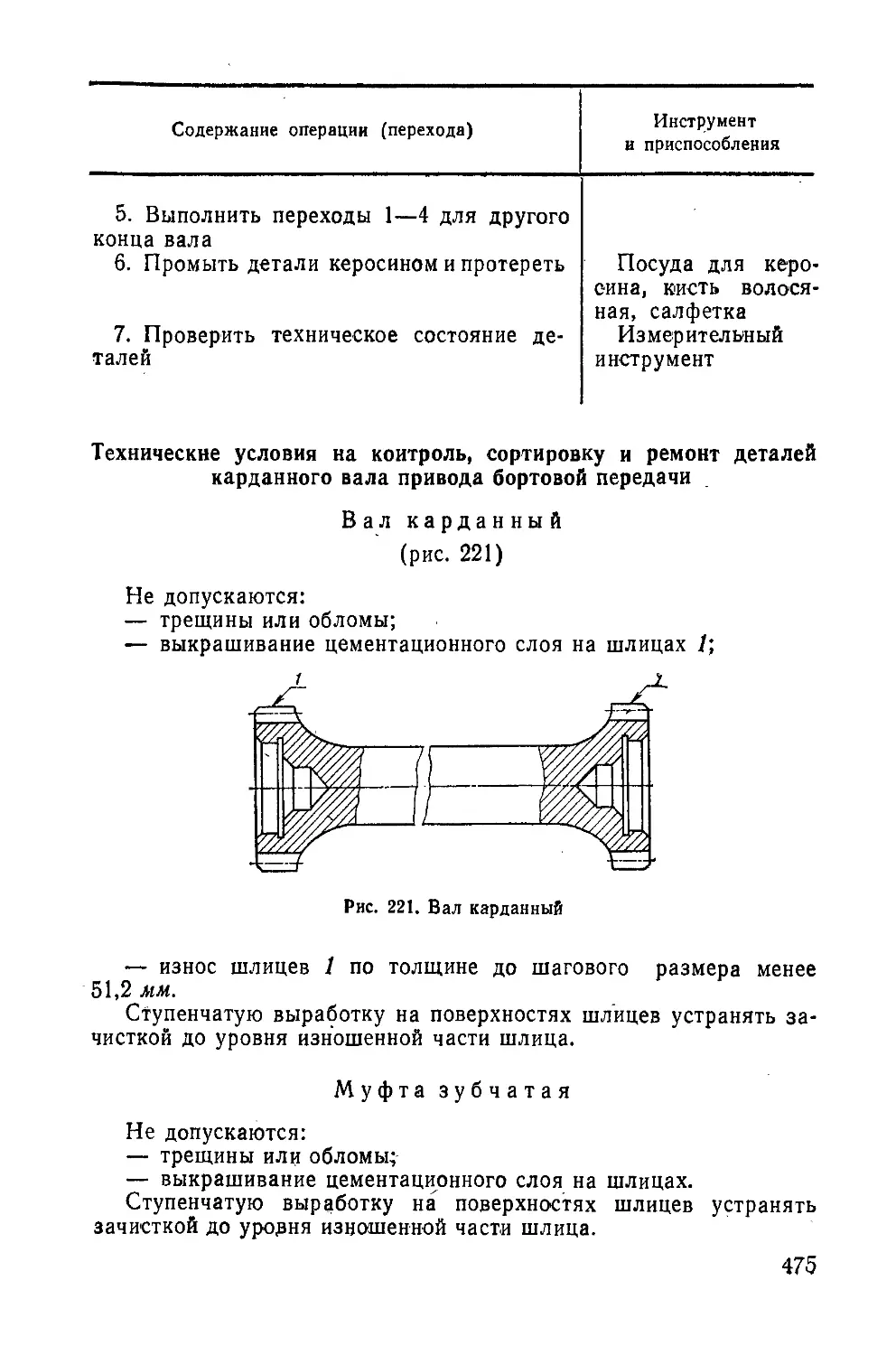

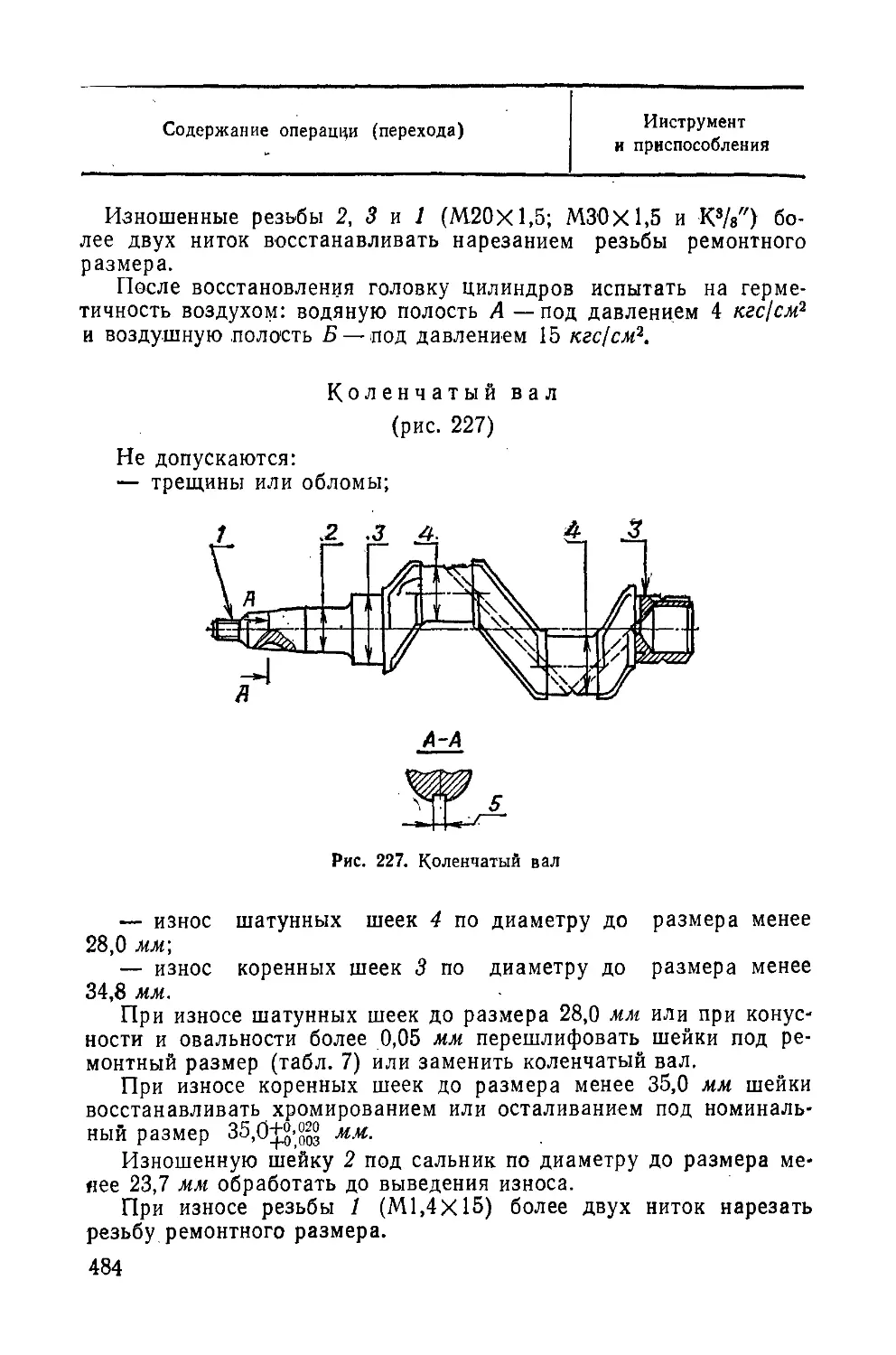
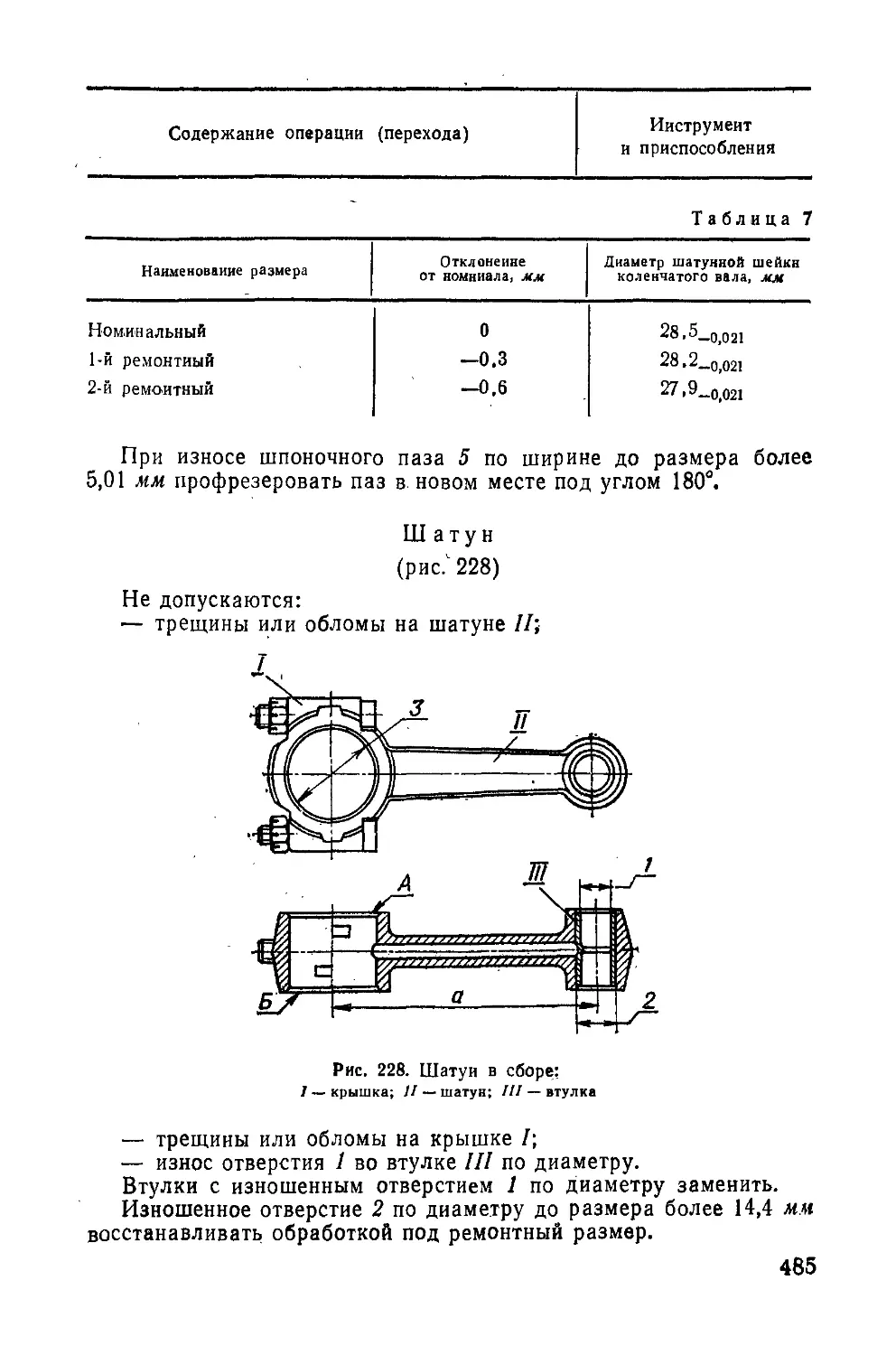
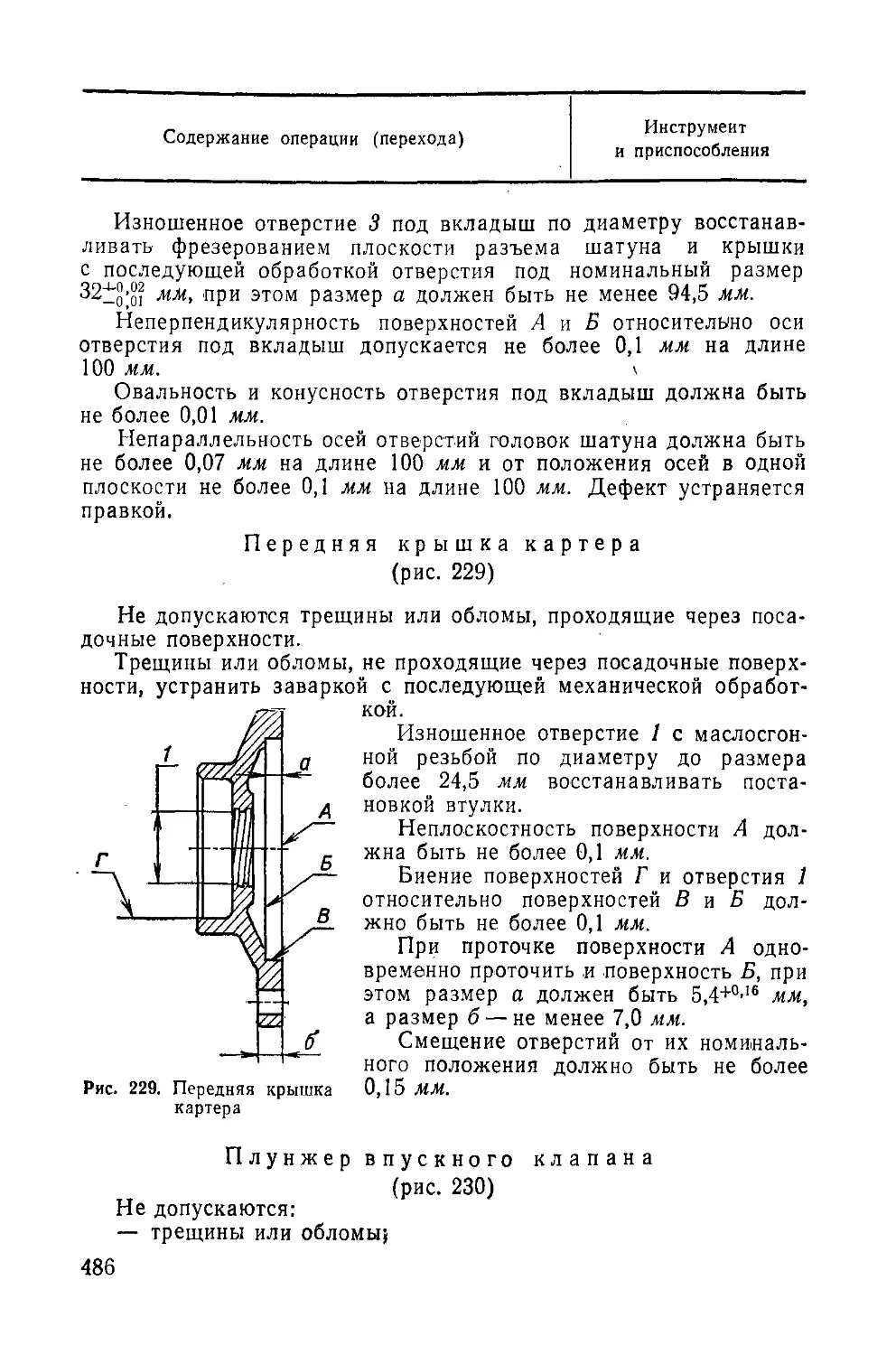
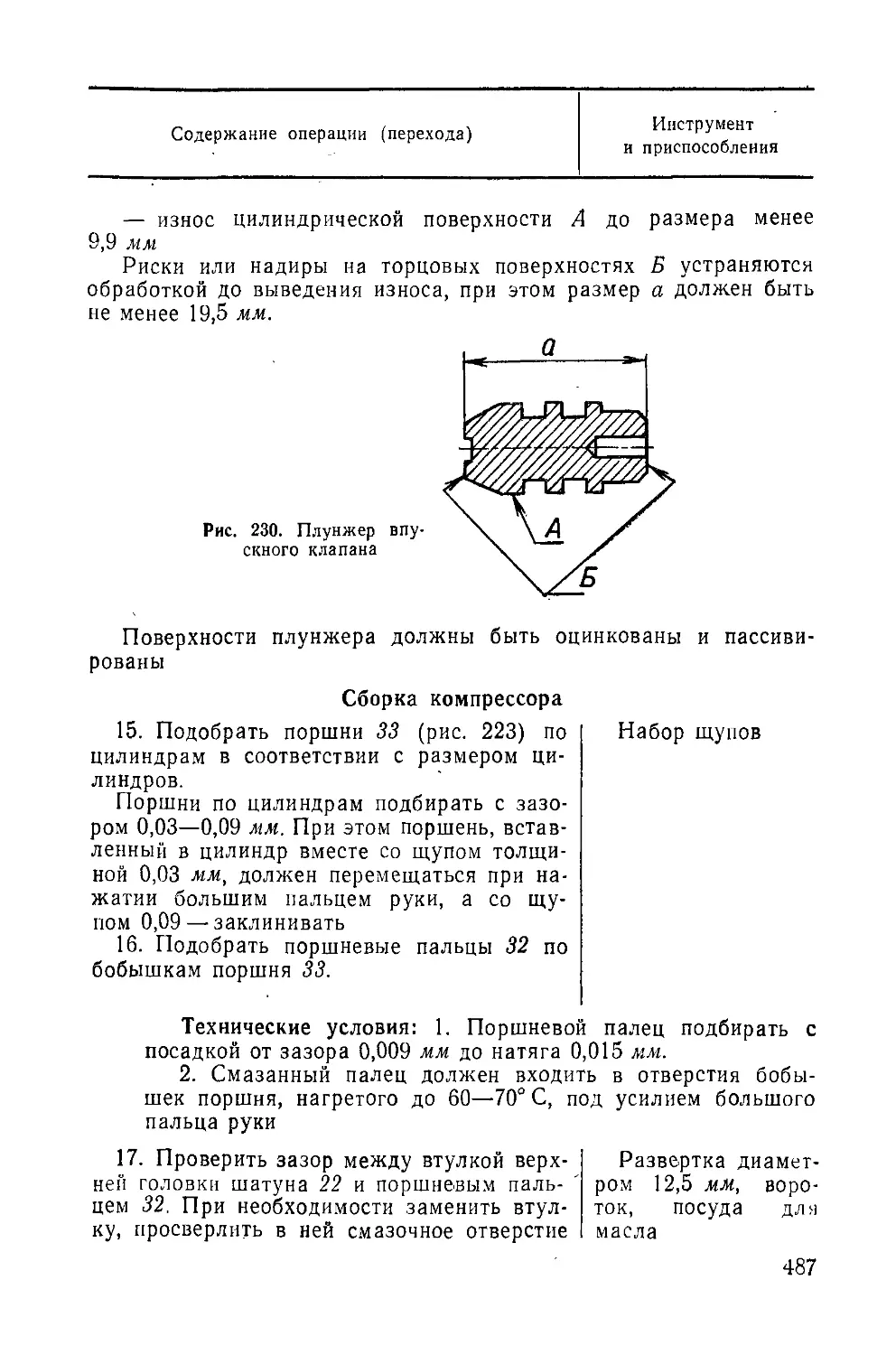

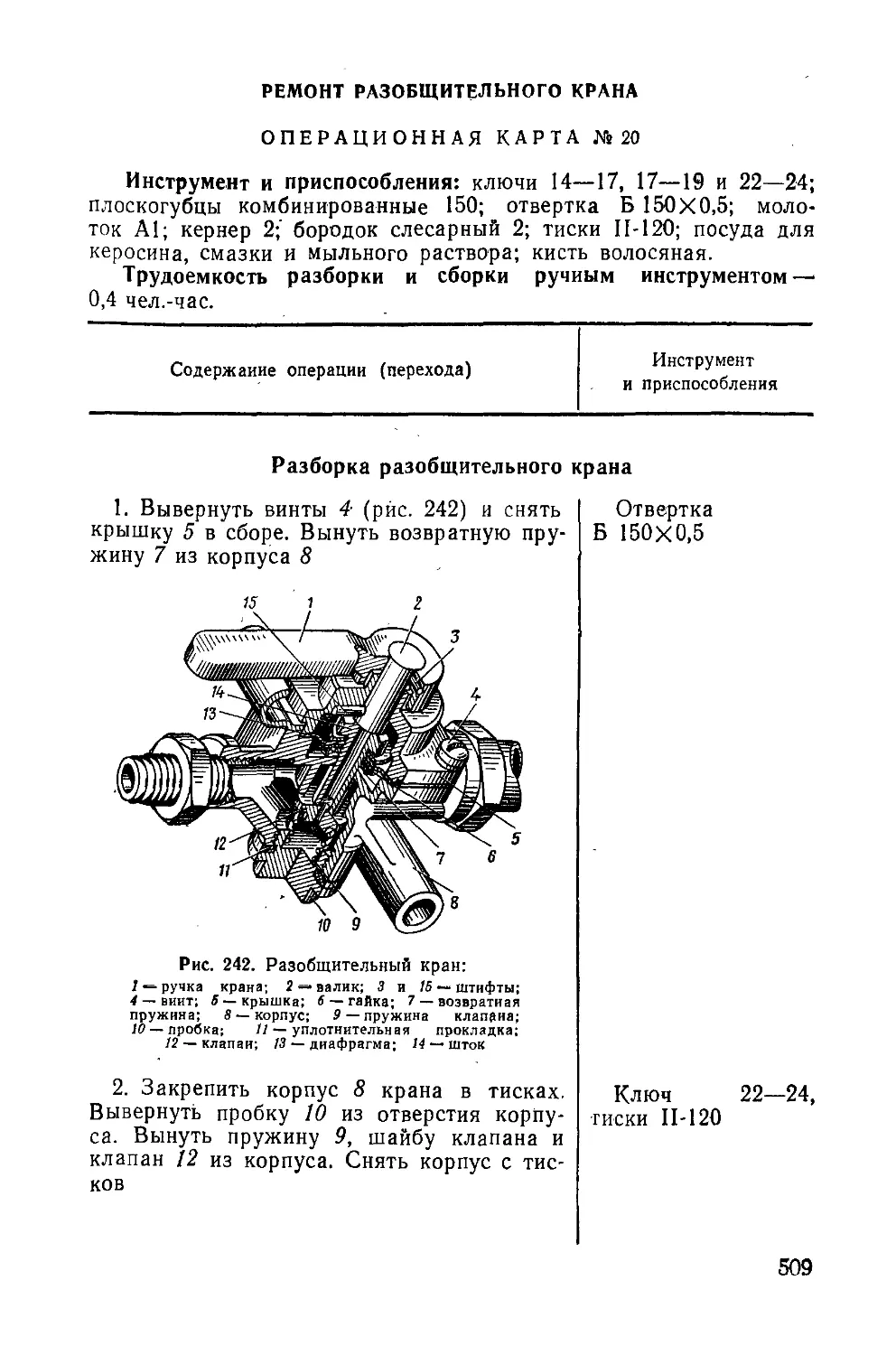

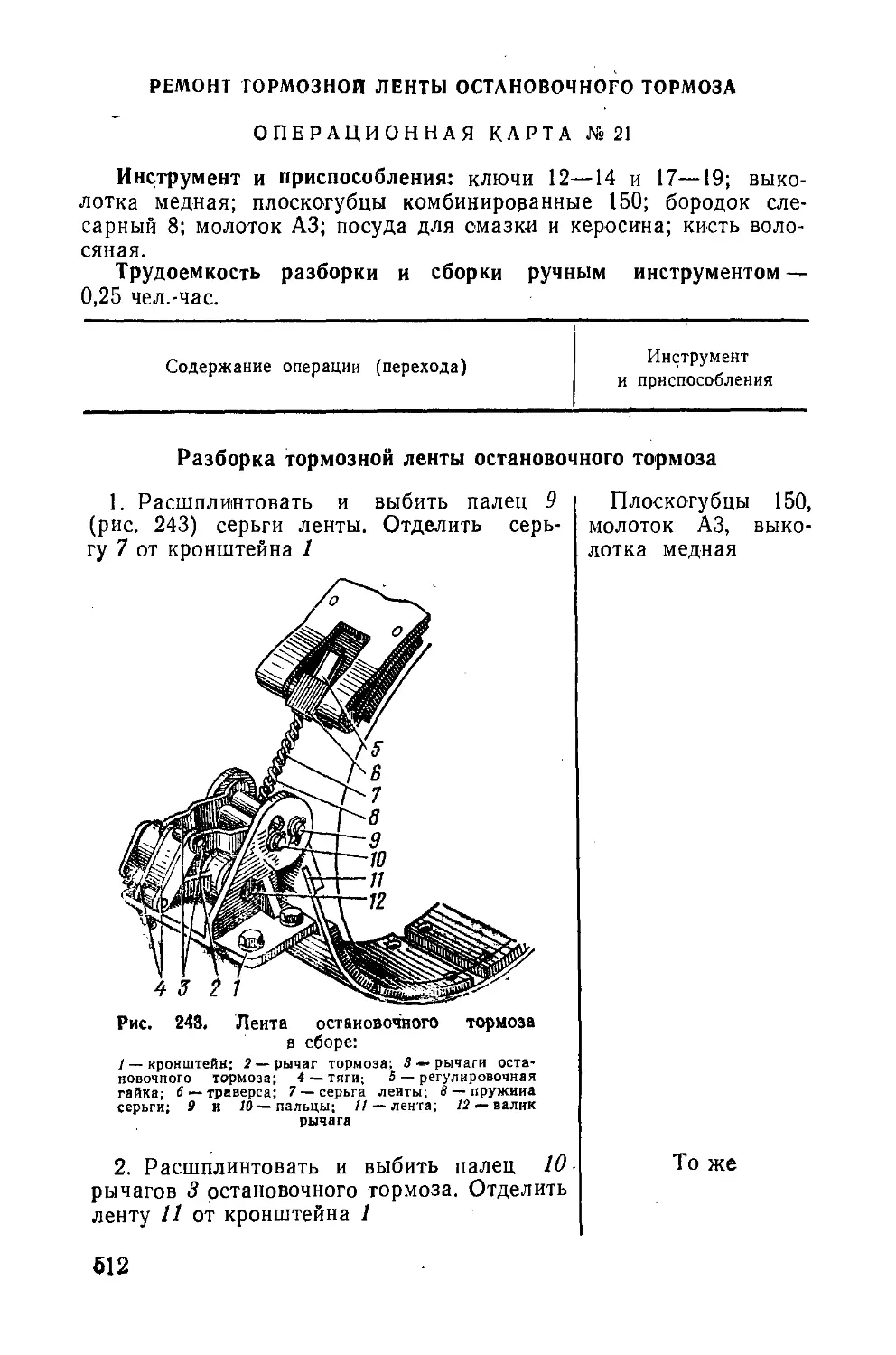


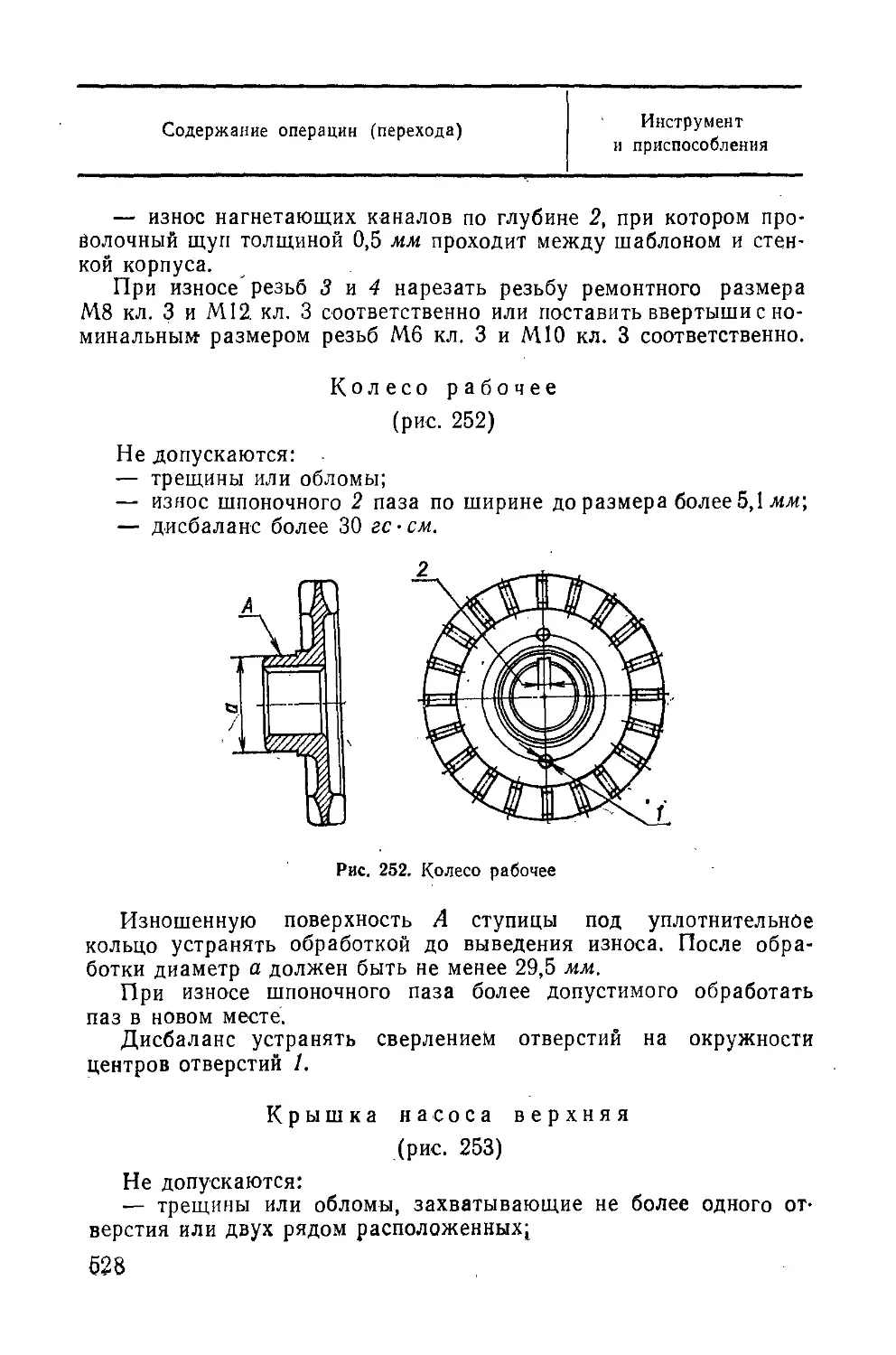
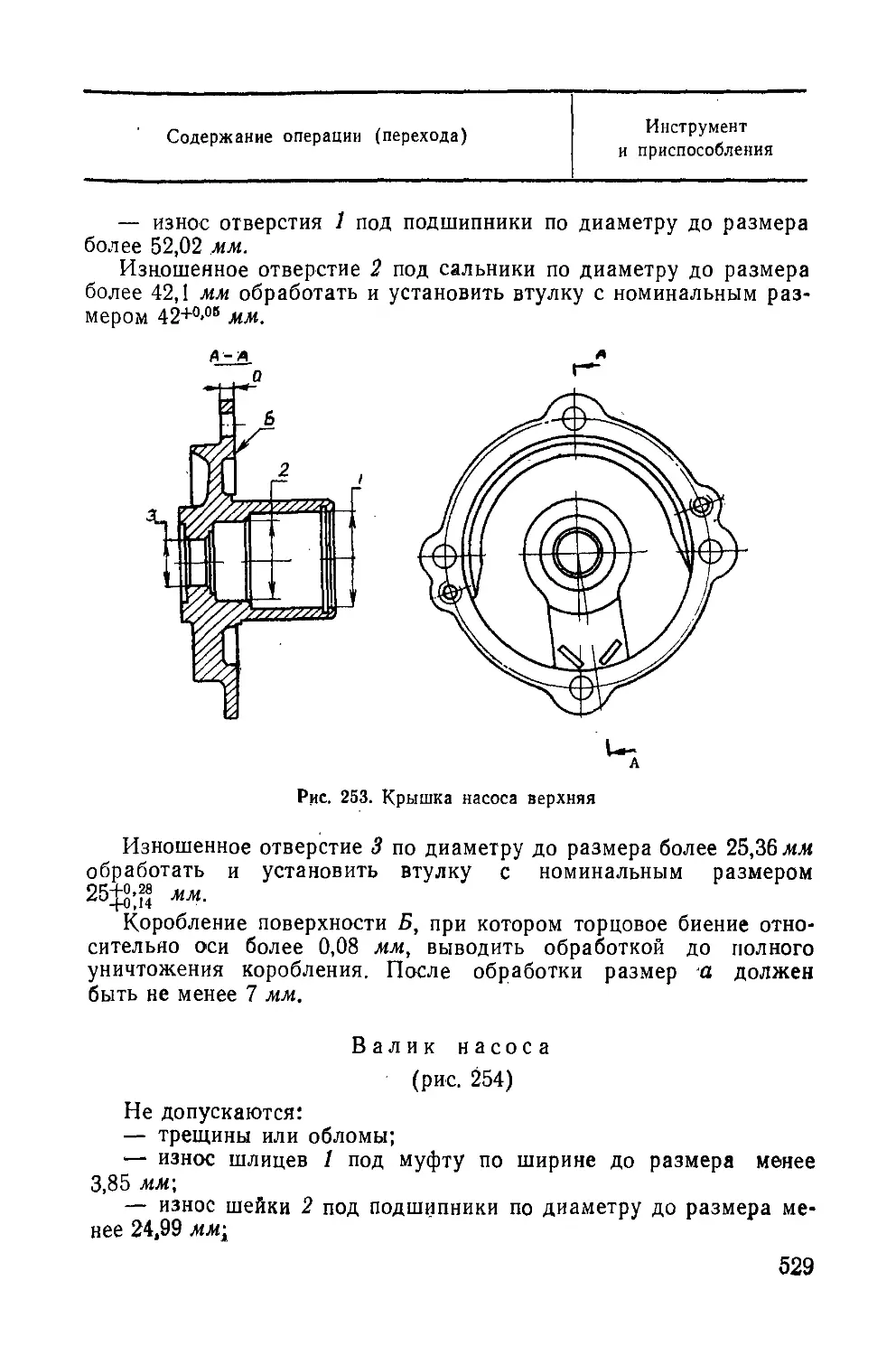


















Похожие




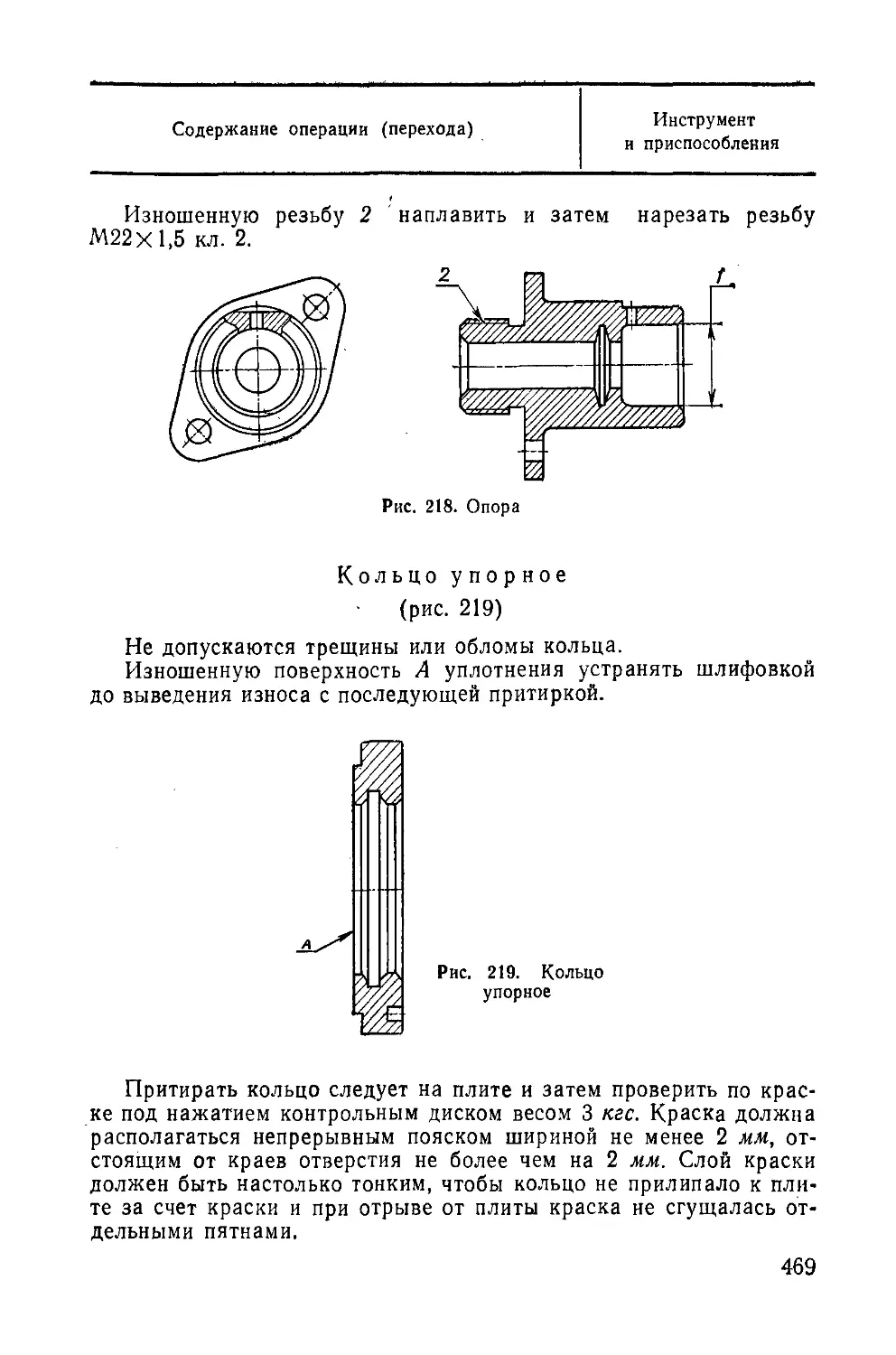
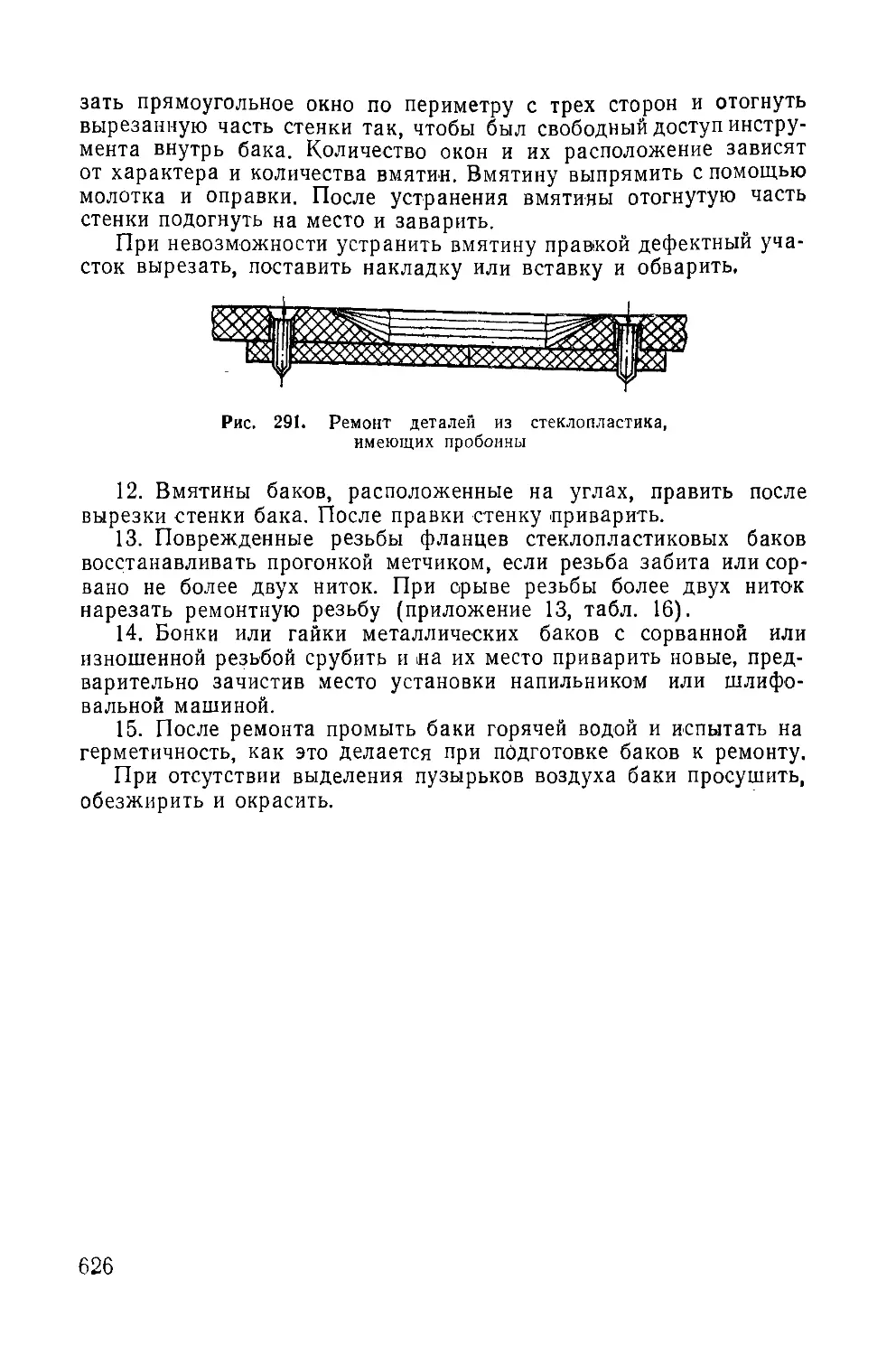
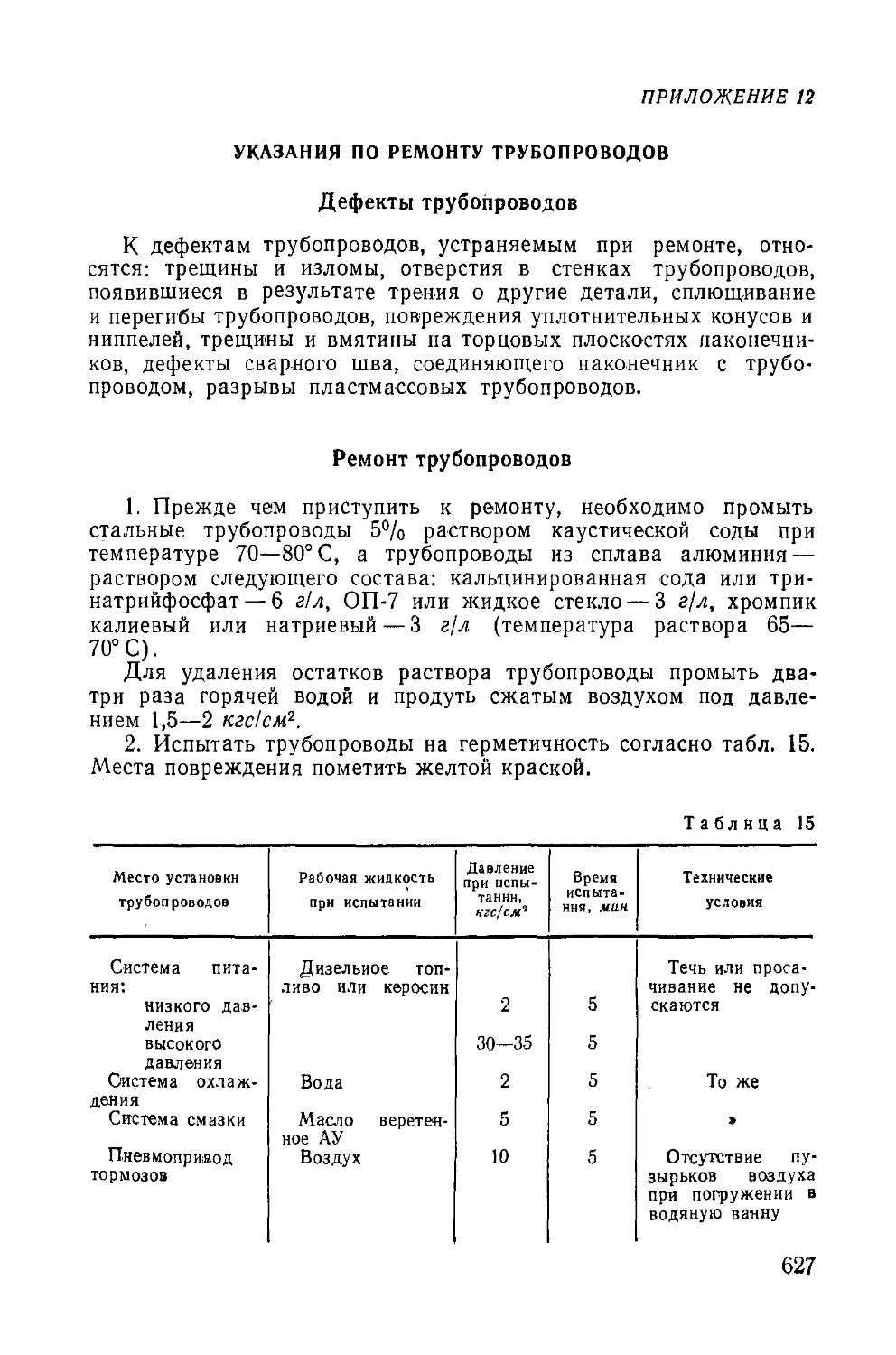
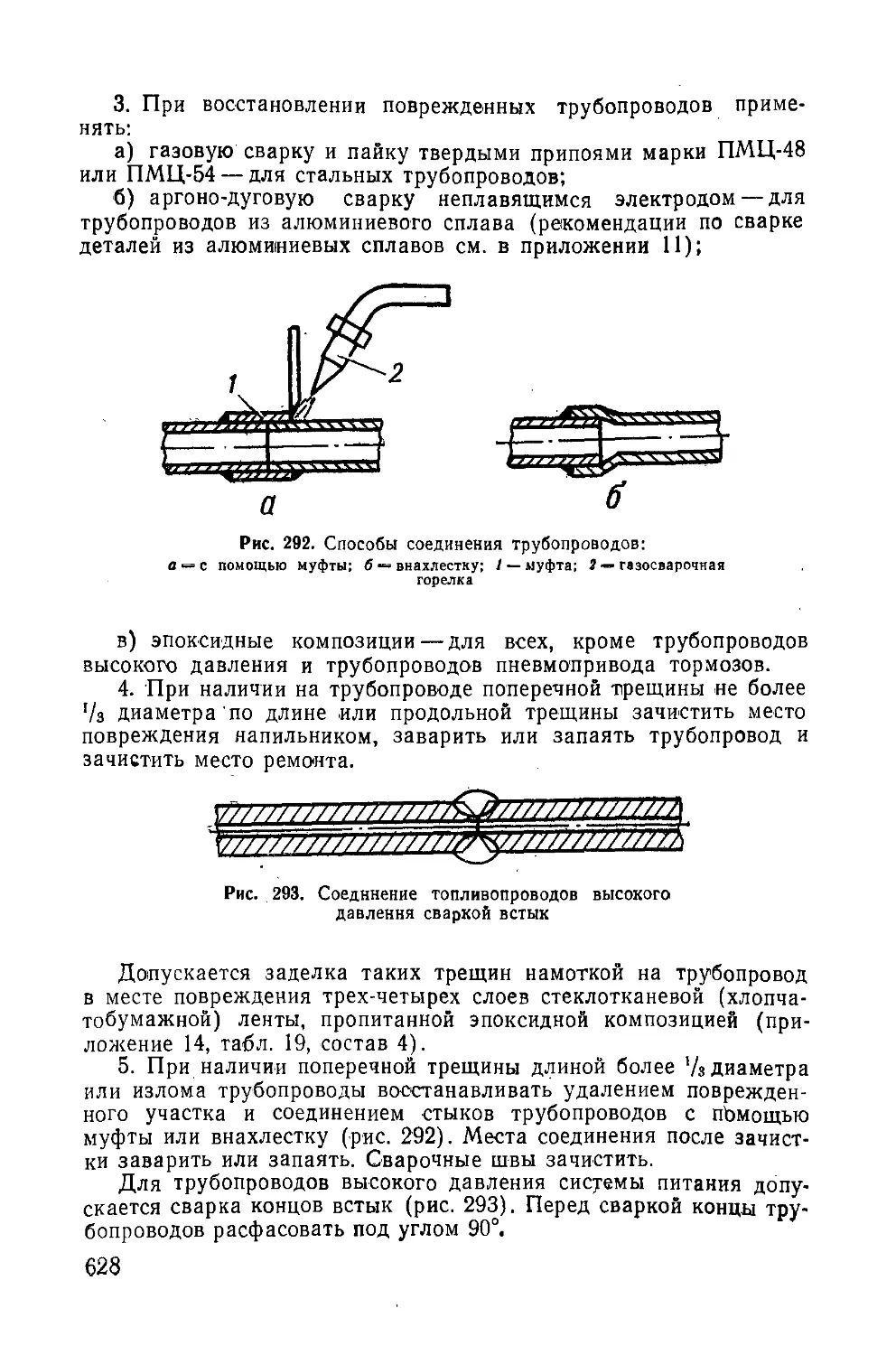
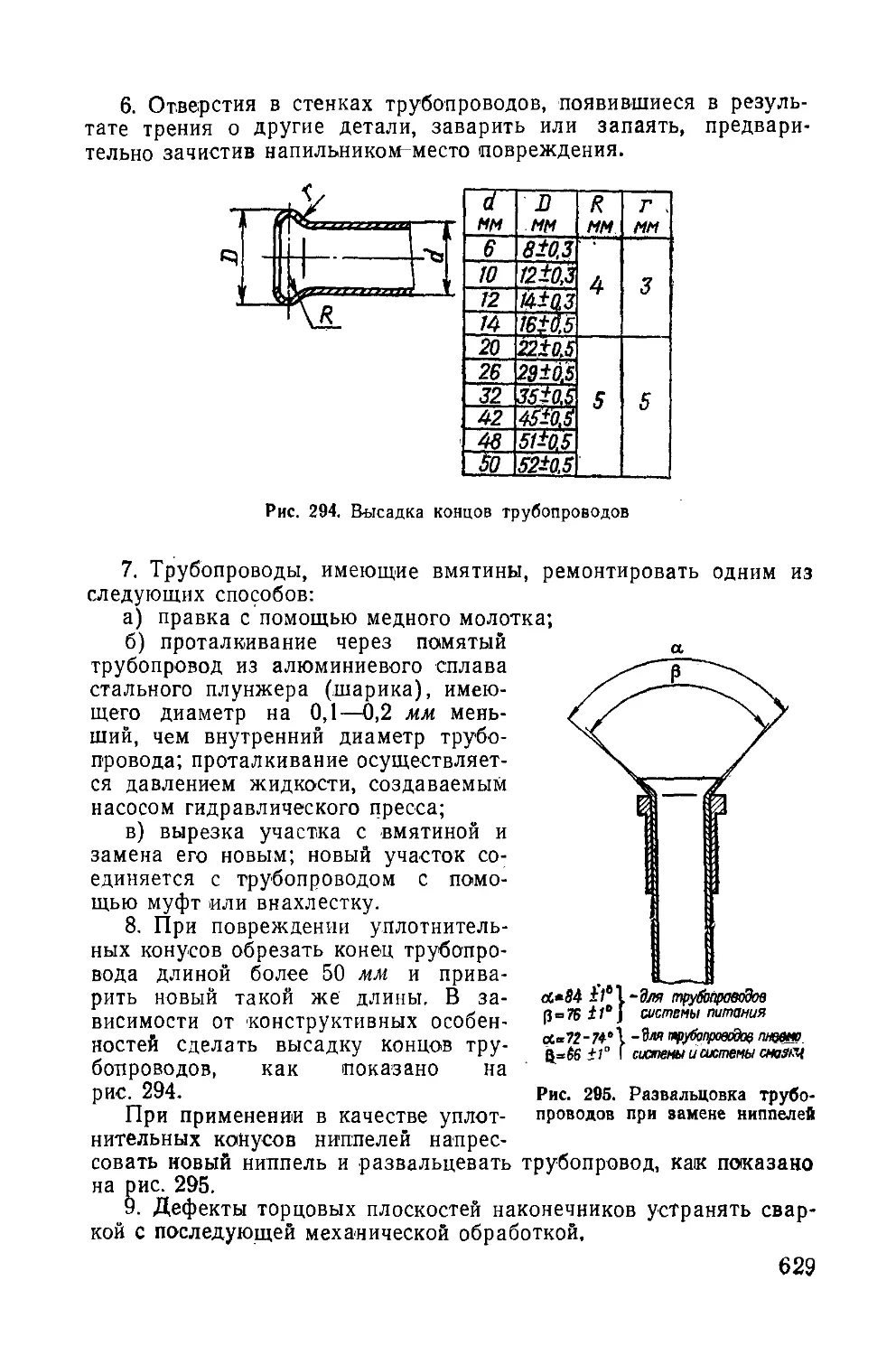
Текст
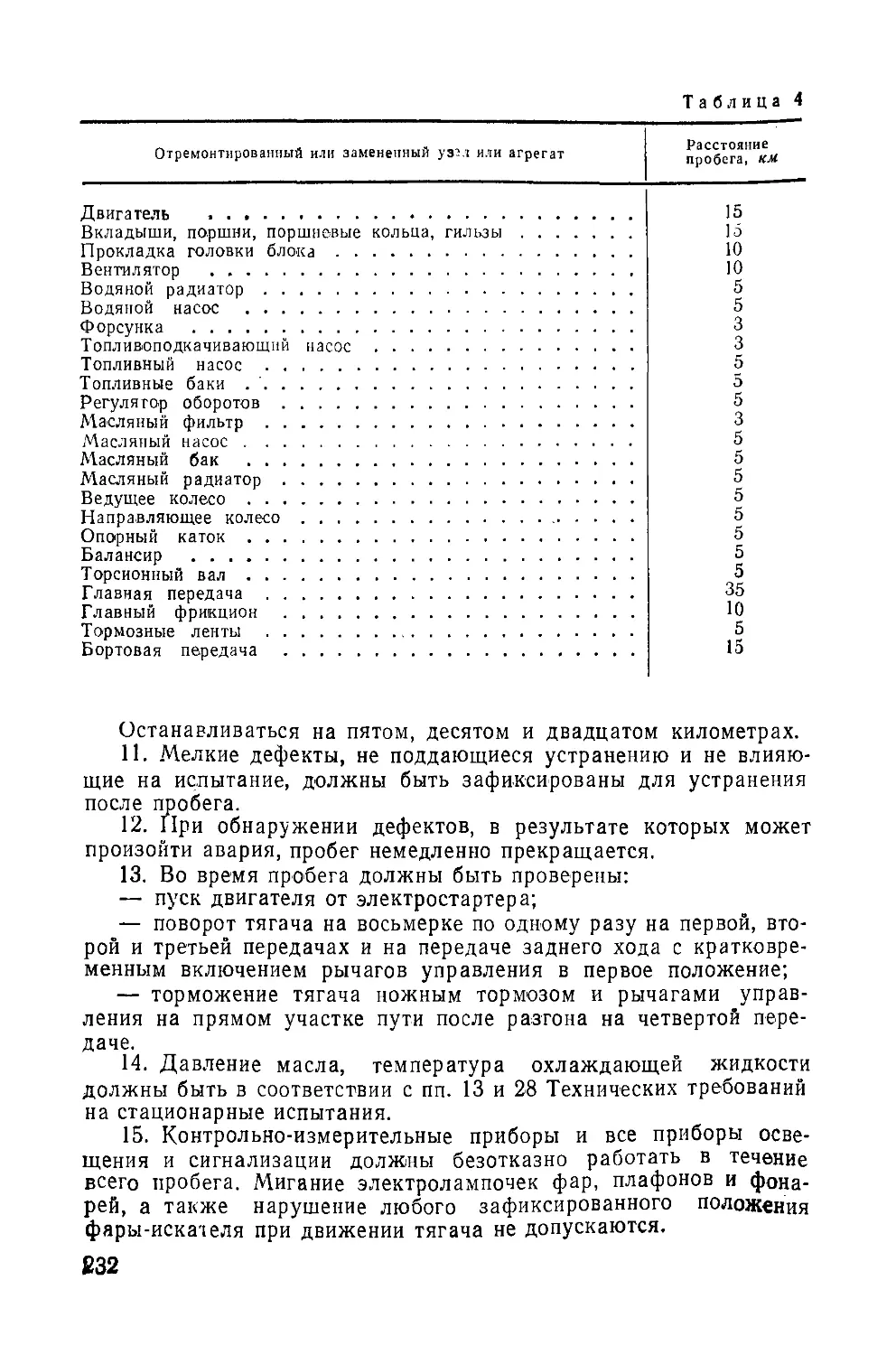
oauvoaoaxa
9If-lW
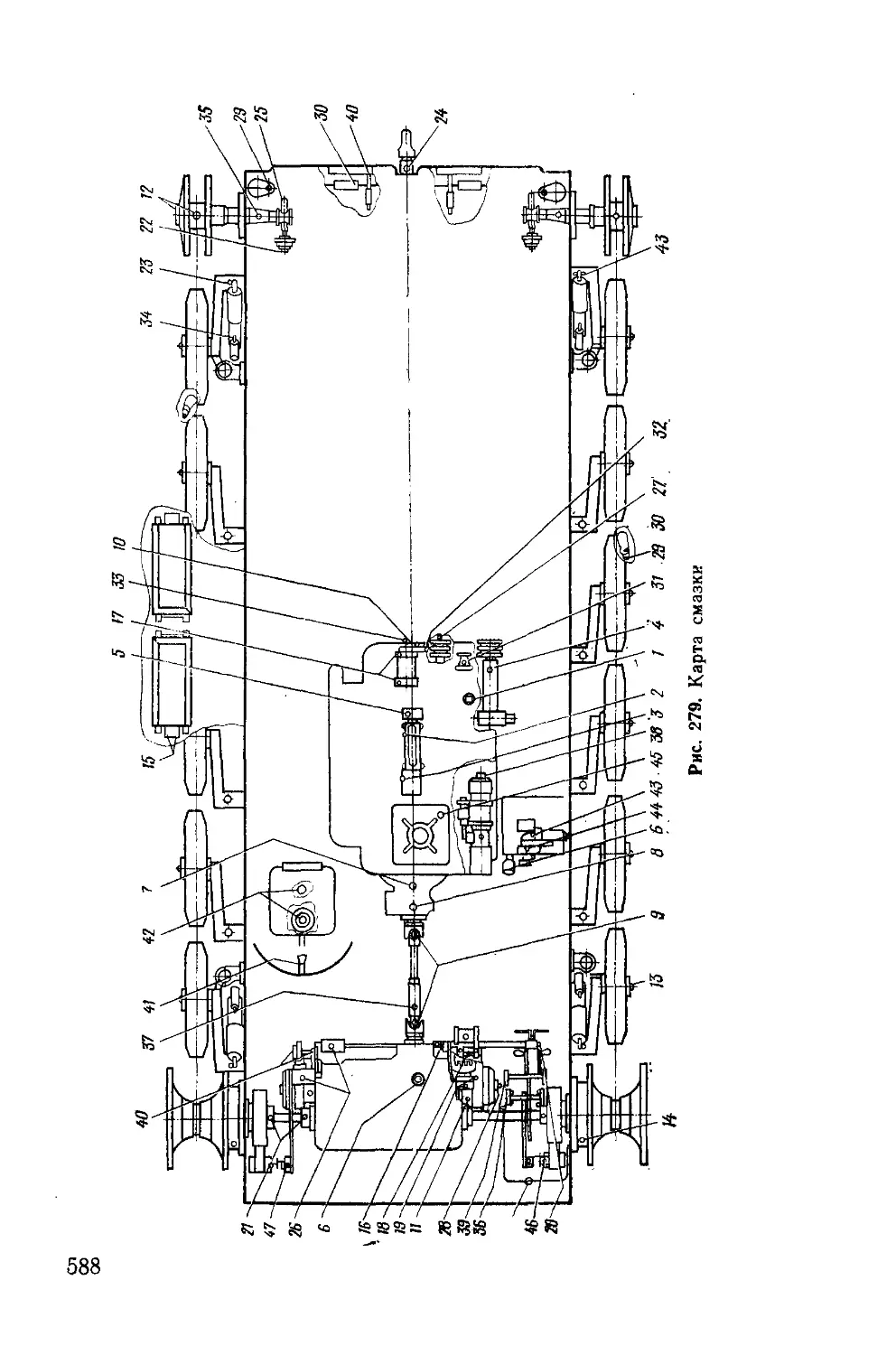
VhVJKl'VdlLdOlDHVdl
OJOHhMHZMJ
ojoflainnoJOHW ojOMJsif
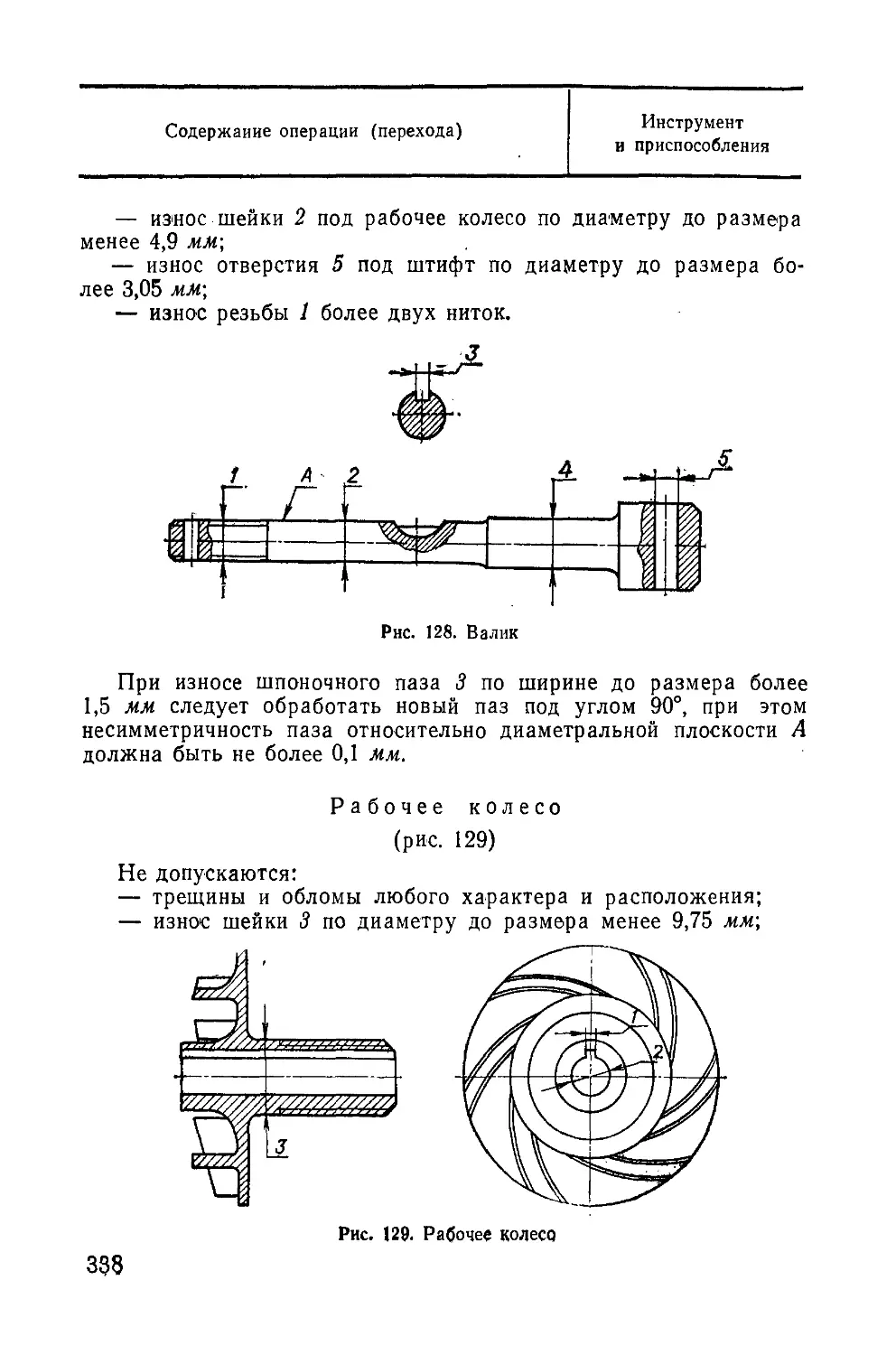
iHOwad ноаомэиоя
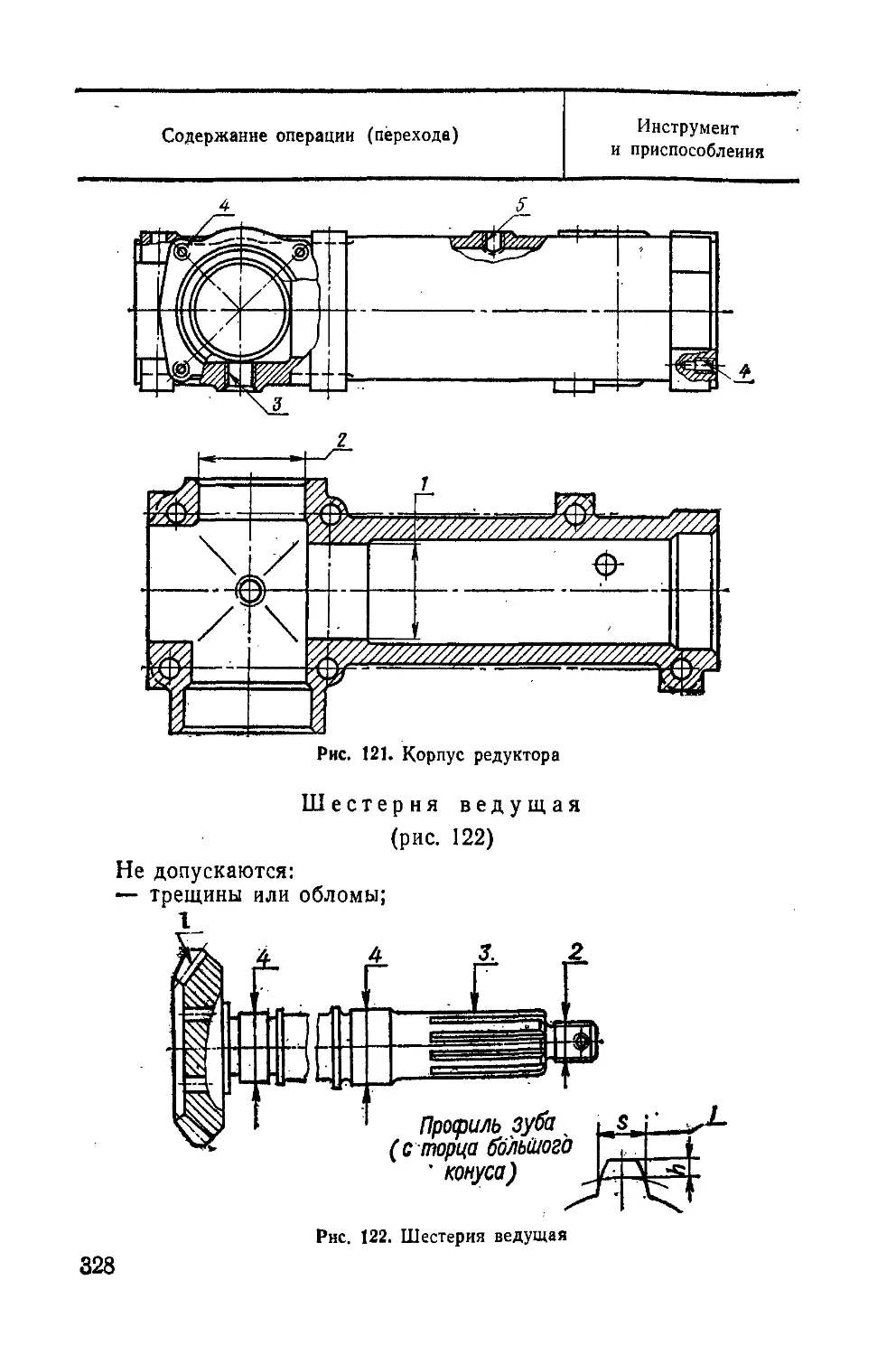
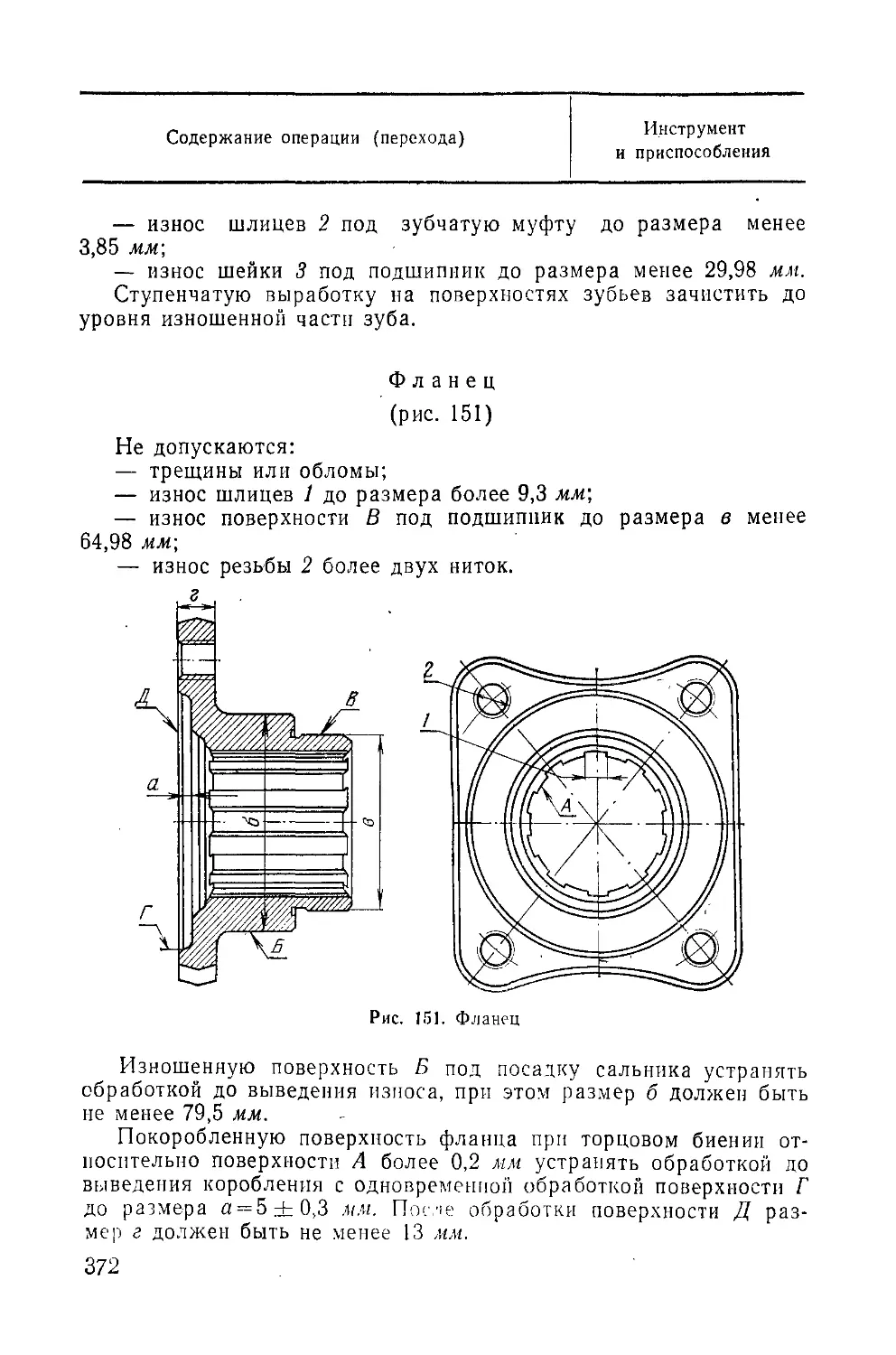
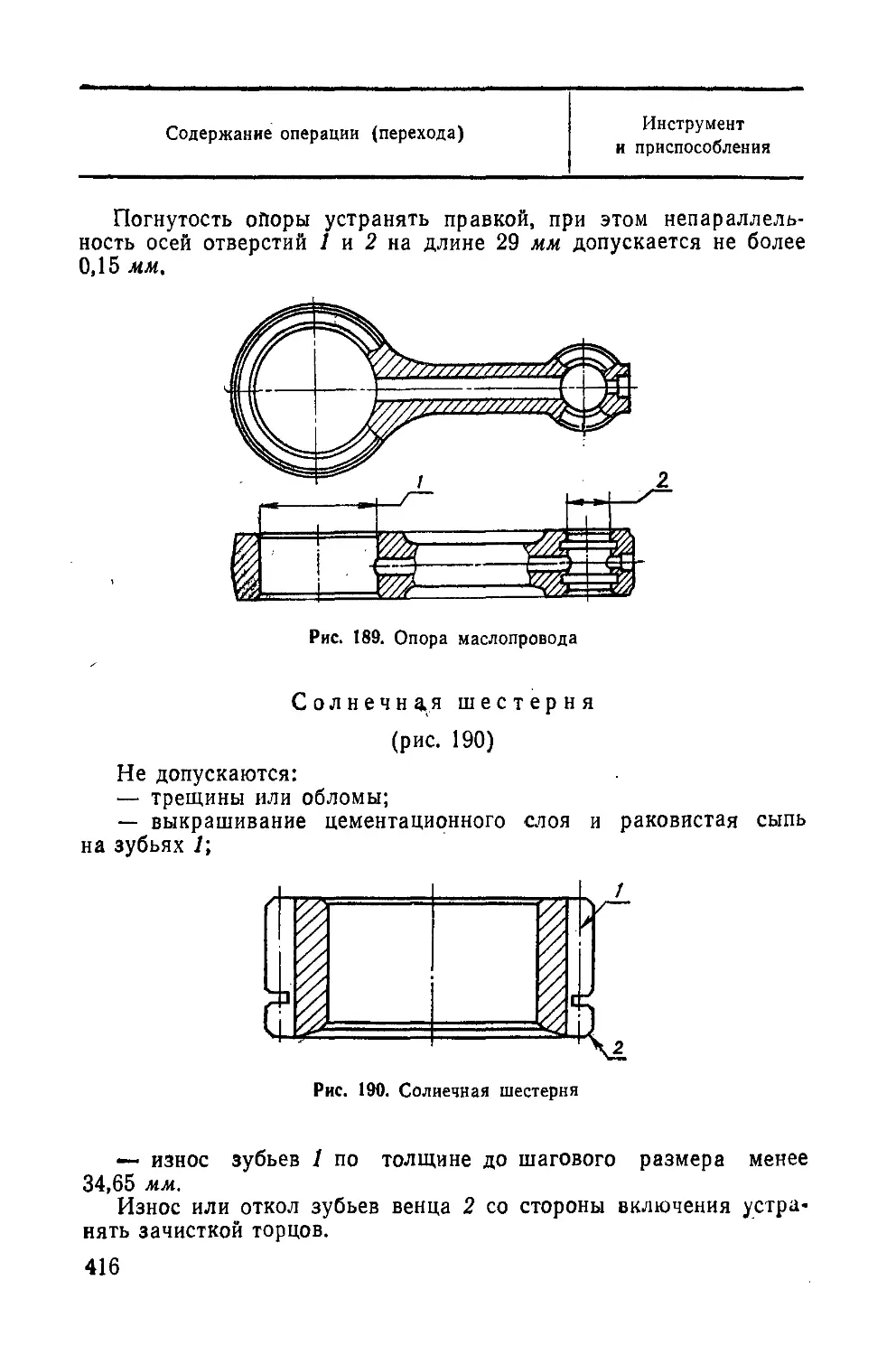
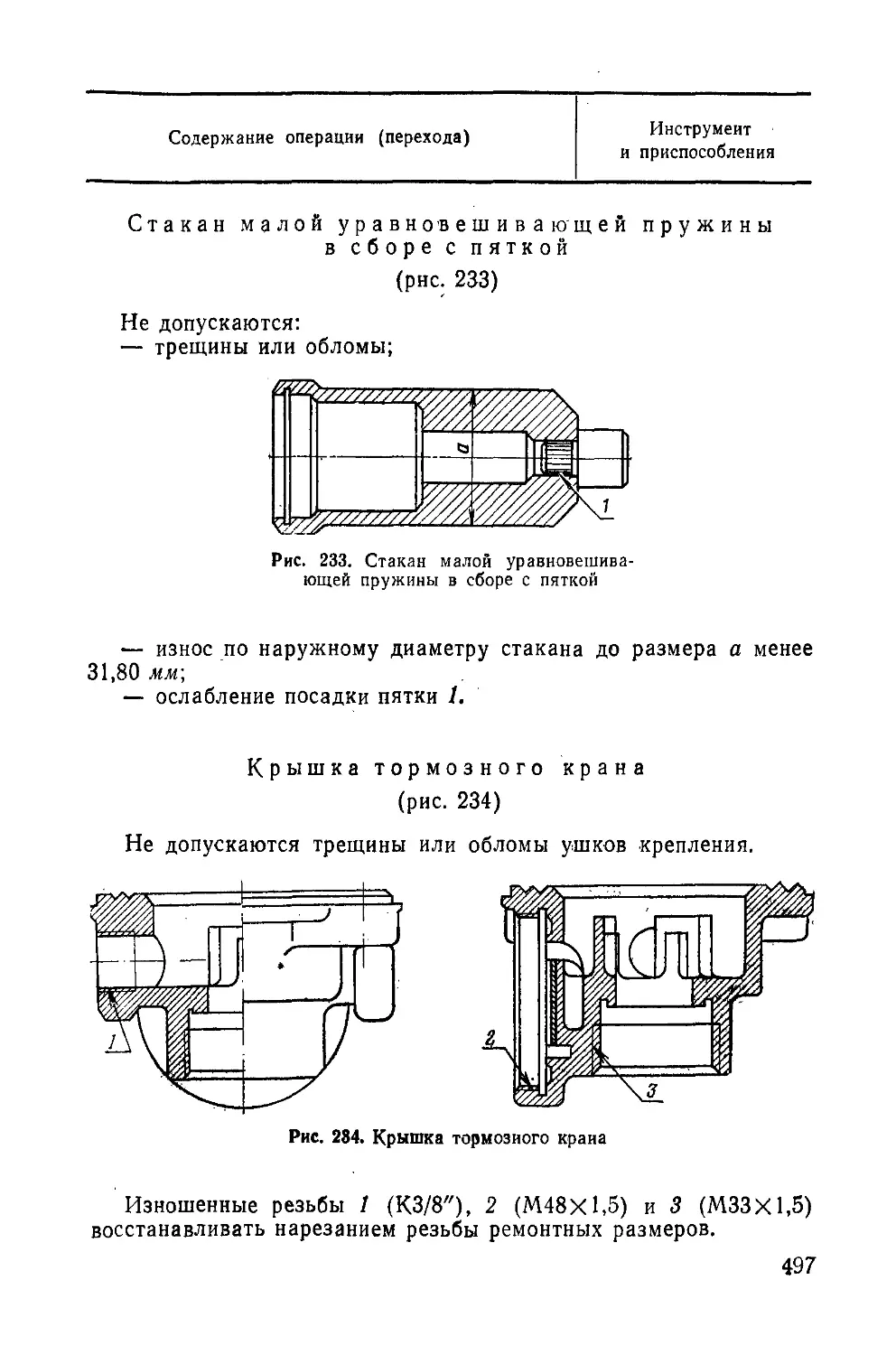
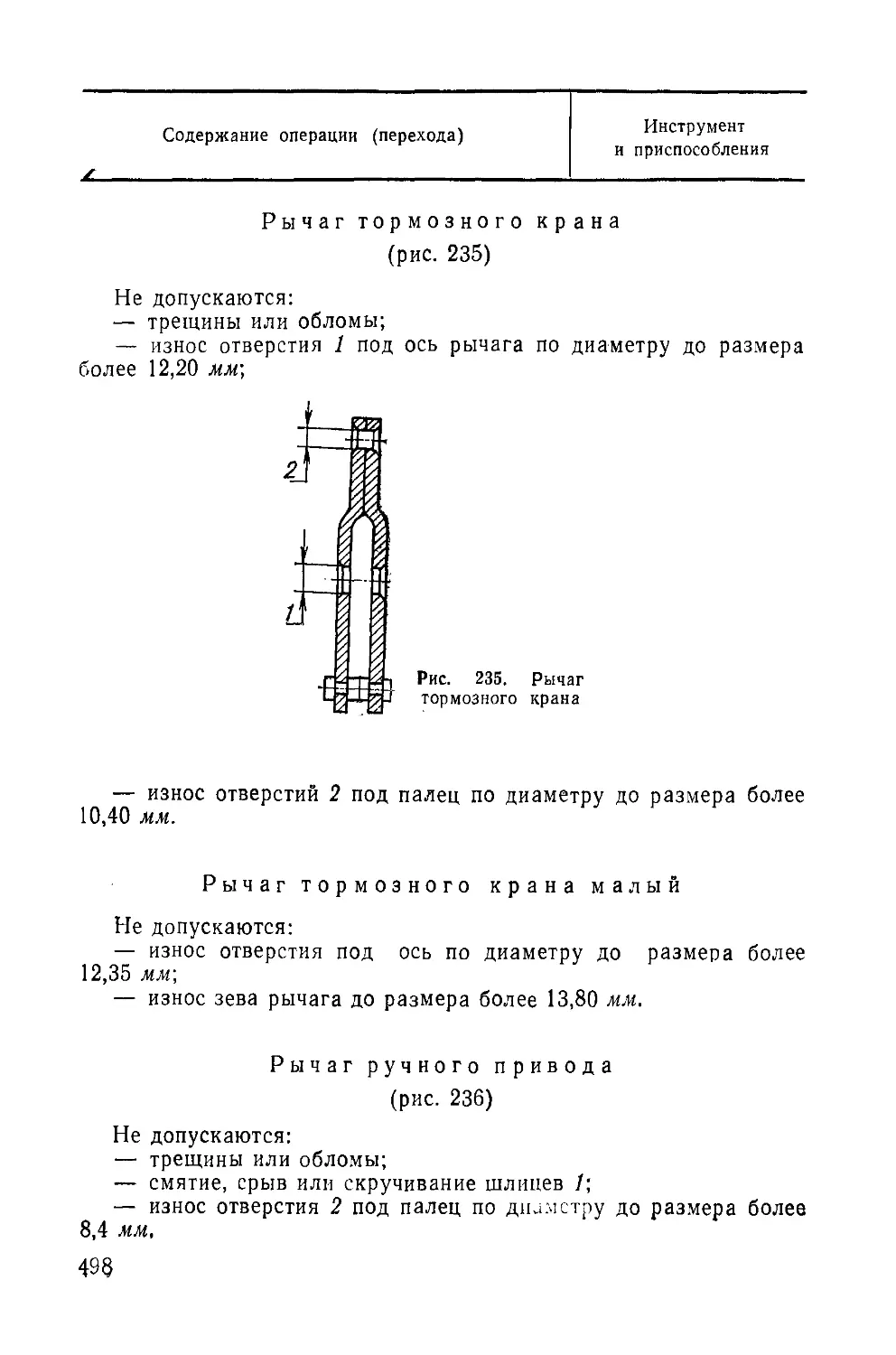
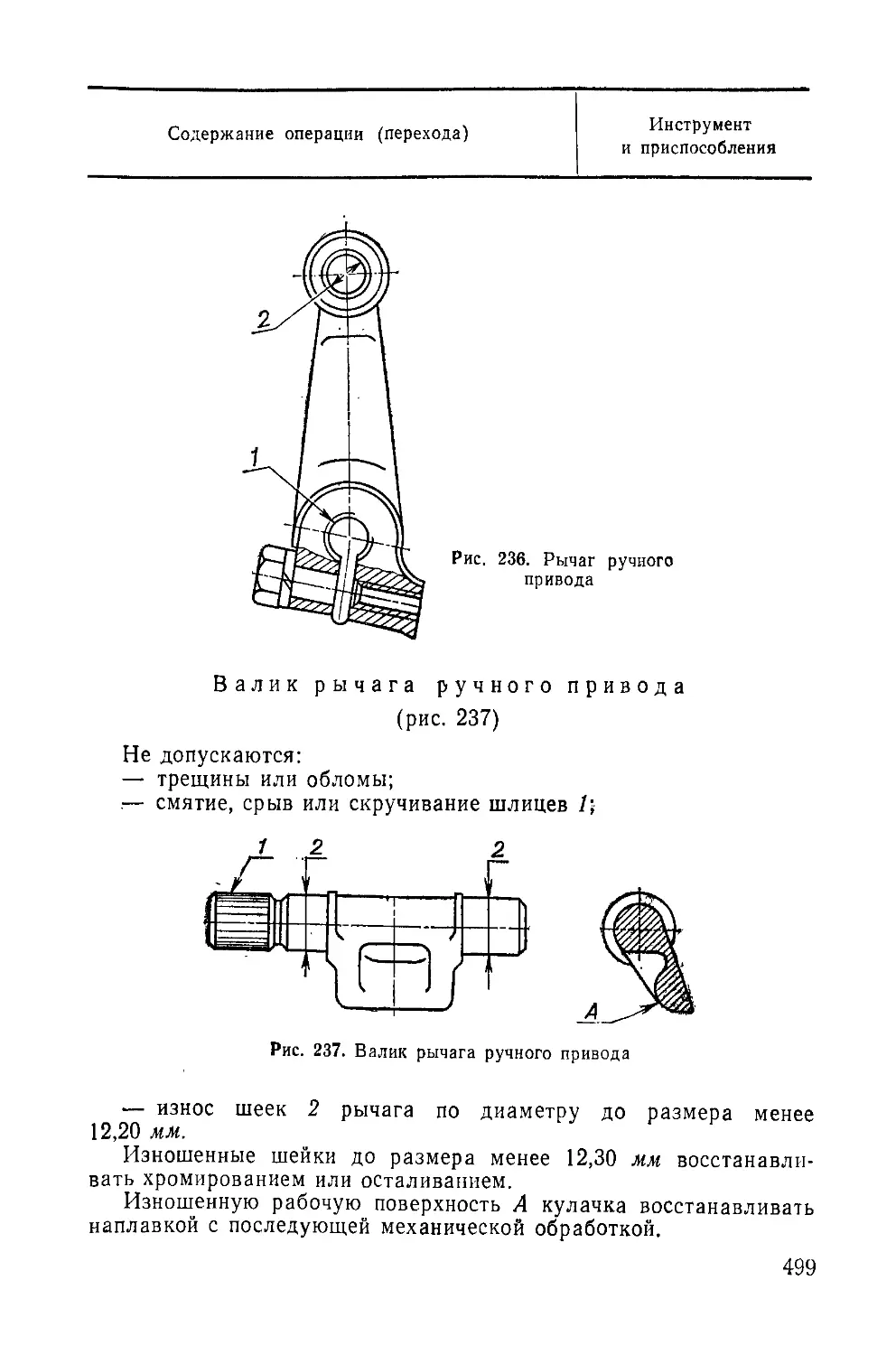
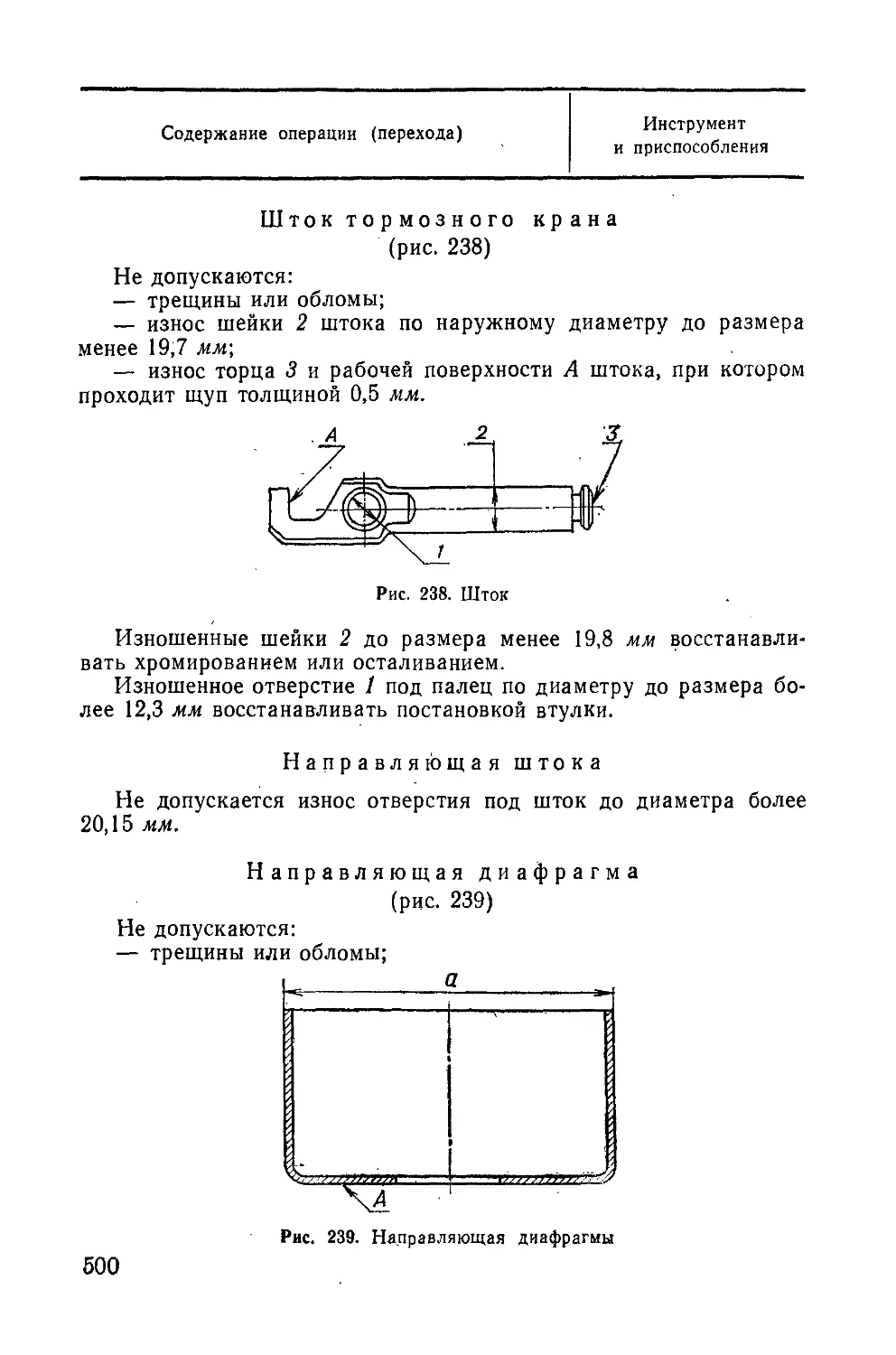
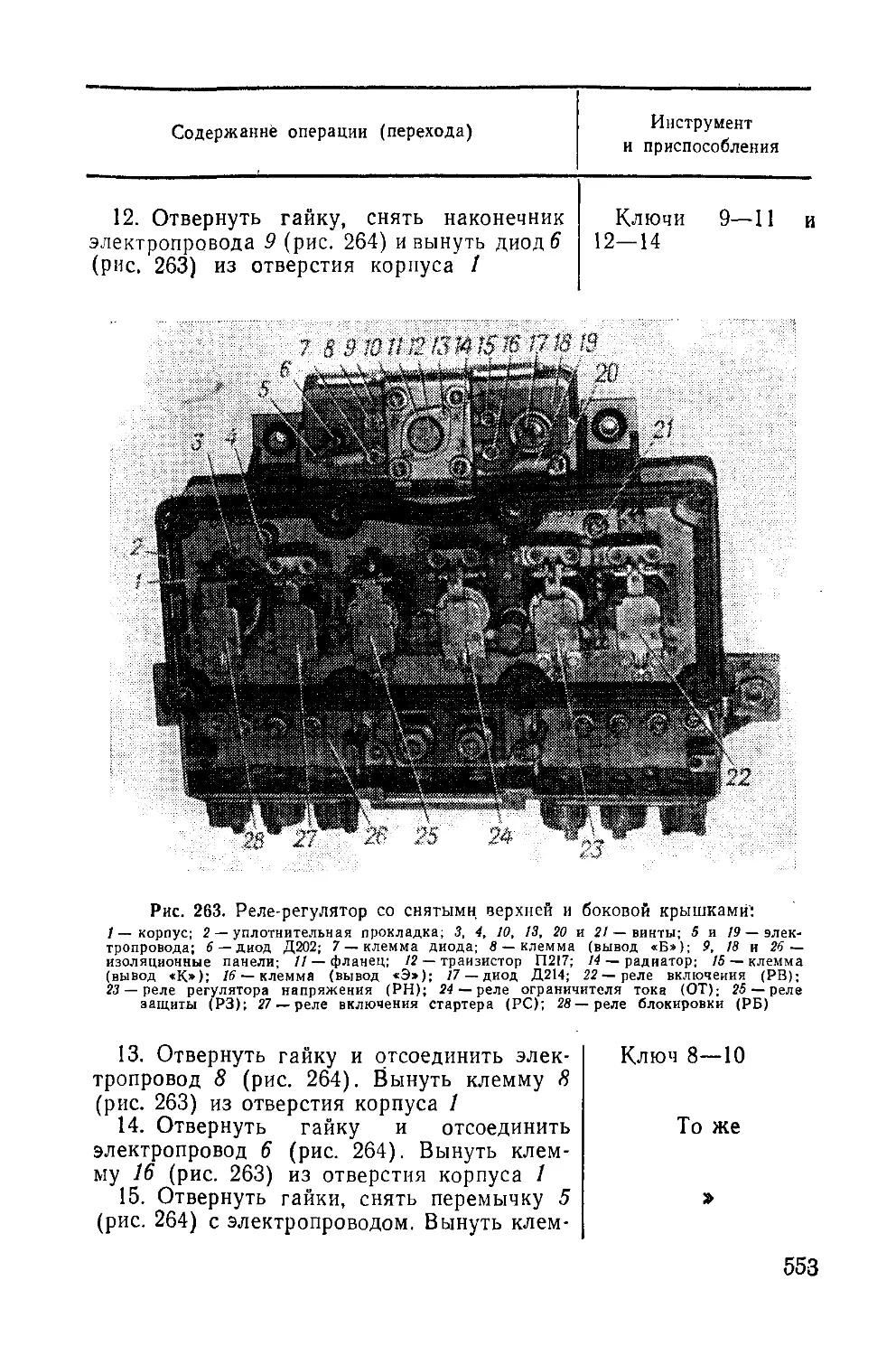
аэээ HH0d09Q oandaimnw
О111НП111ШШП1111111111111ПШ1111ГПТТ
МИНИСТЕРСТВО ОБОРОНЫ СССР
ЦЕНТРАЛЬНОЕ АВТОТРАКТОРНОЕ УПРАВЛЕНИЕ
ВОЙСКОВОЙ РЕМОНТ
ЛЕГКОГО МНОГОЦЕЛЕВОГО
ГУСЕНИЧНОГО
ТРАНСПОРТЕРА-ТЯГАЧА МТ-ЛБ
РУКОВОДСТВО
Утверждено заместителем начальника ЦАВТУ МО
Ордена Трудового Красного Знамени
ВОЕННОЕ ИЗДАТЕЛЬСТВО
МИНИСТЕРСТВА ОБОРОНЫ СССР.
МОСКВА—1975
УДК 629.1-4.004.67
Руководство разработали: Аленичев Л. А., Безносый А. Ш., Зато-
ру л ь к и н И. А., Волков Н. В., Макаров П. Ф., М а ц ю к Т. Д., Охот-
ник Б. М., Пономарев М. И., Протасов А, В.,, Романов А. Г. под
руководством Вартанова О. М,
ВВЕДЕНИЕ
• Руководство предназначено для личного состава ремонтных
частей и 'Подразделений, выполняющих текущий и средний ре-
монты транспортеров-тягачей МТ-ЛБ па готовых агрегатах, а так-
же для проведения практических занятий по войсковому ремонту
этих транспортеров-тягачей в военных учебных заведениях и
частях.
В качестве основной модели принят транспортер-тягач МТ-ЛБ
выпуска 1973 г. При разработке Руководства учтены' конструктив-
ные изменения транспортера-тягача МТ-ЛБ, влияющие на произ-
водство текущего и среднего ремонтов, внесенные до 1 августа
1973 г.
Руководство включает:
— общие указания;
— первую часть — операционные карты на замену основных
агрегатов, узлов, приборов и деталей с указанием оснораний для
замены и технических условий на сборку, а также требований по
окраске и испытанию транспортера-тягача МТ-ЛБ;
— вторую часть — операционные карты на ремонт агрегатов,
узлов и приборов, с техническими условиями на дефектовку и ре-
монт деталей, сборку агрегата, узла или прибора;
— приложения.
Перед проведением разборочно:сборочных работ должны быть
изучены и строго выполняться указания по технике безопасности
и по ремонту транспортера-тягача МТ-ЛБ, изложенные в общих
указаниях.
В операционных картах указываются все работы, выполняемые
при замене, разборке и сборке агрегатов и узлов.
При выполнении работы по переходу двумя и более исполни-
телями об этом указывается в скобках непосредственно после тек-
ста перехода. Например, при выполнении операции двумя испол-
нителями указывается в скобках (Переход выполняют два чело-
века).
Если при замене какого-либо агрегата или узла необходимо
предварительно снять или установить другой агрегат или узел, то
в данной операционной карте делается ссылка на соответствующую
карту. При этом в данной операционной карте указывается общее
время, затрачиваемое на выполнение всей работы (кроме времени
1—366' 3
на регулировки, которые выполняются при необходимости), и при-
водятся все необходимые приспособления и инструмент.
Время в операционных картах дано без учета времени на под-
готовительные работы.
Конструктивные изменения агрегатов, узлов и деталей приво-
дятся в примечаниях к соответствующим переходам операционных
карт.
Рисунки первой части Руководства помещены в конце книги.
4
ОБЩИЕ УКАЗАНИЯ
УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
1. При выполнении работ по ремонту тягача личный состав дол-
жен твердо знать и строго соблюдать правила техники безопас-
ности.
2. В своей практической работе командиры (начальники) дол-
жны руководствоваться действующими наставлениями, директива-
ми и приказами по технике безопасности.
3. При ремонтных работах применять приспособления (съемни-
ки), гарантирующие полную безопасность работ. Приспособления,
съемники и инструмент должны быть исправными и соответство-
вать своему назначению.
4. Ремонт тягача с работающим двигателем не разрешается,
кроме случаев регулировки механизмов и систем двигателя.
Запрещается пользоваться рычагами управления при работаю-
щем двигателе и нейтральном положении рычага переключения
передач.
5. Гусеницы снимать поочередно при заторможенной одетой гу-
сенице.
6. При снятии или установке агрегатов с помощью автомобиль-
ного крана или крана-стрелы личному составу не разрешается на-
ходиться под поднятым грузом, а также в зоне возможного опус-
кания стрелы. Грузозахватные приспособления, не прошедшие тех-
нического освидетельствования, в работе не применять.
7. При выполнении слесарных работ поверхности бойков сле-
сарных молотков, зубил и т. п. должны быть без трещин, не сби-
тыми и не иметь наклепа. Запрещается использовать напильники
и другие инструменты с заостренными концами, без рукоя-
ток, а также работать ножовочными полотнами со сломанными
зубьями.
8. Гаечные ключи должны соответствовать размерам гаек и
головок болтов и не иметь трещин и забоин, губки их должны
быть параллельны и не иметь износа. Нельзя удлинять рукоятки
ключей с помощью труб и других предметов.
9. При работе с пневматическим инструментом (пневматиче-
скими молотками, зубилами) глаза работающего должны быть
защищены очками типа 033-2 с бесцветными стеклами.
5
10. Присоединять (отсоединять) пневматический инструмент
к воздушной магистрали необходимо при закрытом на ней вен-
тиле.
11. Перед началом работ с использованием электрооборудова-
ния ремонтных средств проверить исправность защитно-отключаю-
щей аппаратуры и распределительных щитов (при отключенных
токоприемниках).
12. Независимо от степени обученности личного состава при
каждом виде работ с электрооборудованием ремонтных средств
ознакомить исполнителей с особенностями работы и' принять все
меры предосторожности. „
13. Работы по контрольному осмотру, обслуживанию и ремон-'
ту электрооборудования ремонтных средств должны выполнять
только электрики, сдавшие зачет по технике безопасности спе-
циальной комиссии и допущенные к работе приказом командира
(начальника).
14. При работе с ручным электрифицированным инструментом
номинального напряжения свыше 36 в и в отсутствие автомати-
ческих защитно-отключающих устройств использовать индиви-.
дуальные защитные средства (резиновые перчатки, диэлектричес-
кие галоши или резиновые коврики), а корпус электроинструмента
заземлять.
15. Во время работы с электроинструментом запрещается:
— держать инструмент за провод или касаться вращающихся?
и режущих частей;
— заменять рабочие органы до их полной остановки;
— удалять руками стружку, опилки и т. п. до полной останов-
ки инструмента;
— касаться токоведущих частей при подключенном источнике
питания. • '
16. Перегоревшие электрические лампы заменять только после
отключения светильника от сети.
17. Электросварщики могут быть допущены к самостоятельной
работе по обслуживанию электросварочных машин только после’
сдачи зачета по технике безопасности и правилам эксплуатации
закрепленного за ними оборудования. '
18. При работе сварщик должен быть одет в брезентовый кос*
тюм с брюками навыпуск, прикрывающими верх ботинок, закрыв
вать лицо, щитком или маской со вставленными в них специаль-
ными стеклами, на руки надевать рукавицы.
19. Подручные сварщиков должны иметь те же предохранитель-
ные приспособления, что и сварщики.
20. Операции по зачистке швов от шлака и металлических
брызг, а также очистку поверхностей деталей перед сваркой вы-
полнять "в защитных очках с бесцветными стеклами.
21. При сварочных работах принять меры, предупреждающие
попадание искр и брызг металла на людей.
22. Газосварочные работы производить на расстоянии не менее
10 м от ацетиленовых генераторов и не менее 5 м. от кислородных
в
и ацетиленовых баллонов, бачков с жидким горючим для бензо-
резов.
23. При обратных ударах или частых хлопках, вызываемых на-
греванием или засорением мундштука горелки (резака), как мож-
но быстрее закрыть ацетиленовый вентиль, затем — кислородный
вентиль и охладить горелку (резак) холодной водой. После ох-
лаждения прочистить мундштук латунной иглой.
24. При пользовании газосварочной аппаратурой помнить, что
кислород в соприкосновении с маслами и жирами и ацетилен в
смеси с кислородом и воздухом взрывоопасны.
25. Во время работы ацетиленового генератора нельзя под-
ходить к нему с открытым огнем, горящей папиросой или стучать
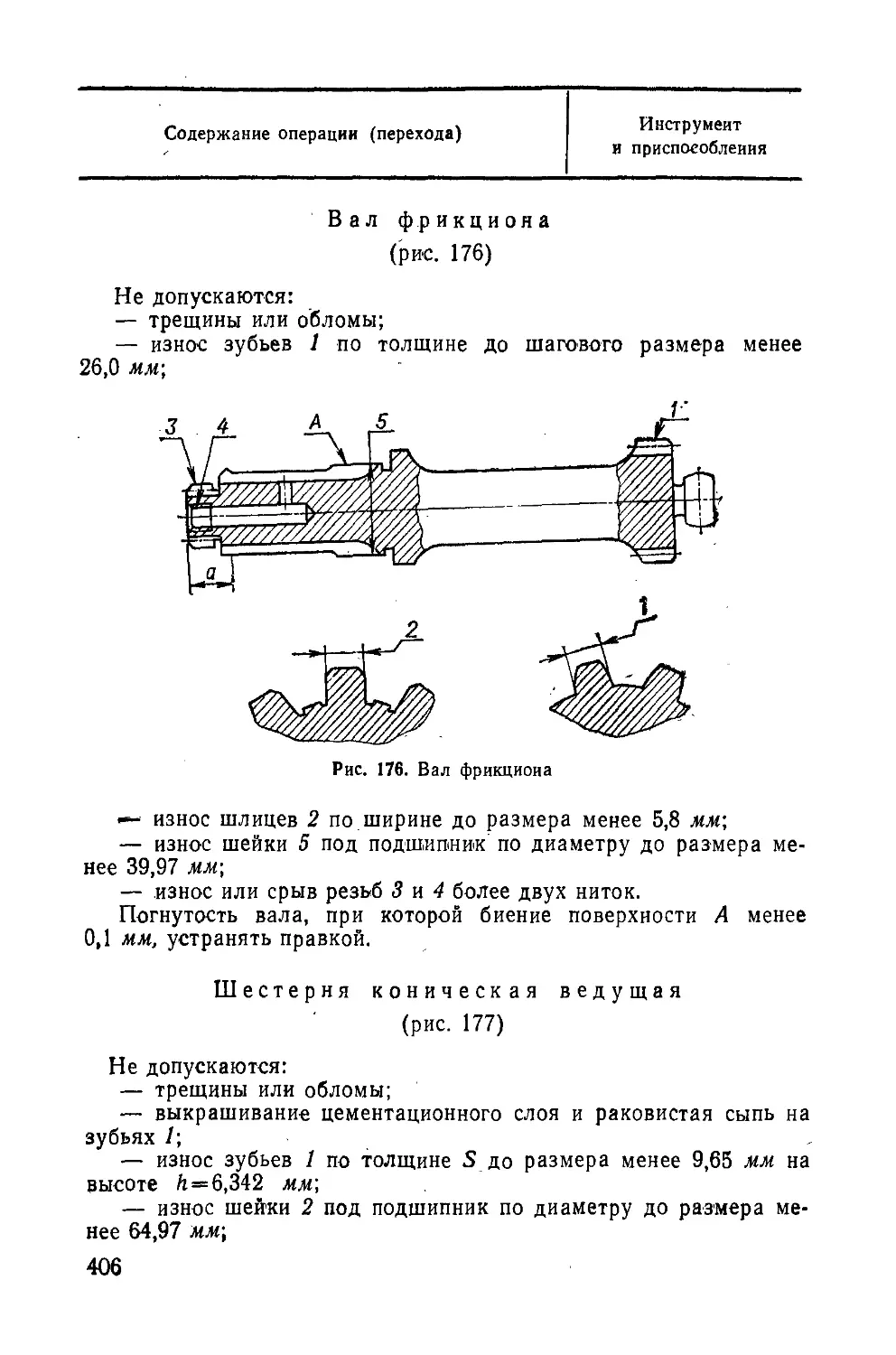
по генератору металлическими предметами, так как это может вы-
звать искру и взрыв.
26. При выполнении медницких работ кислота на рабочем мес-
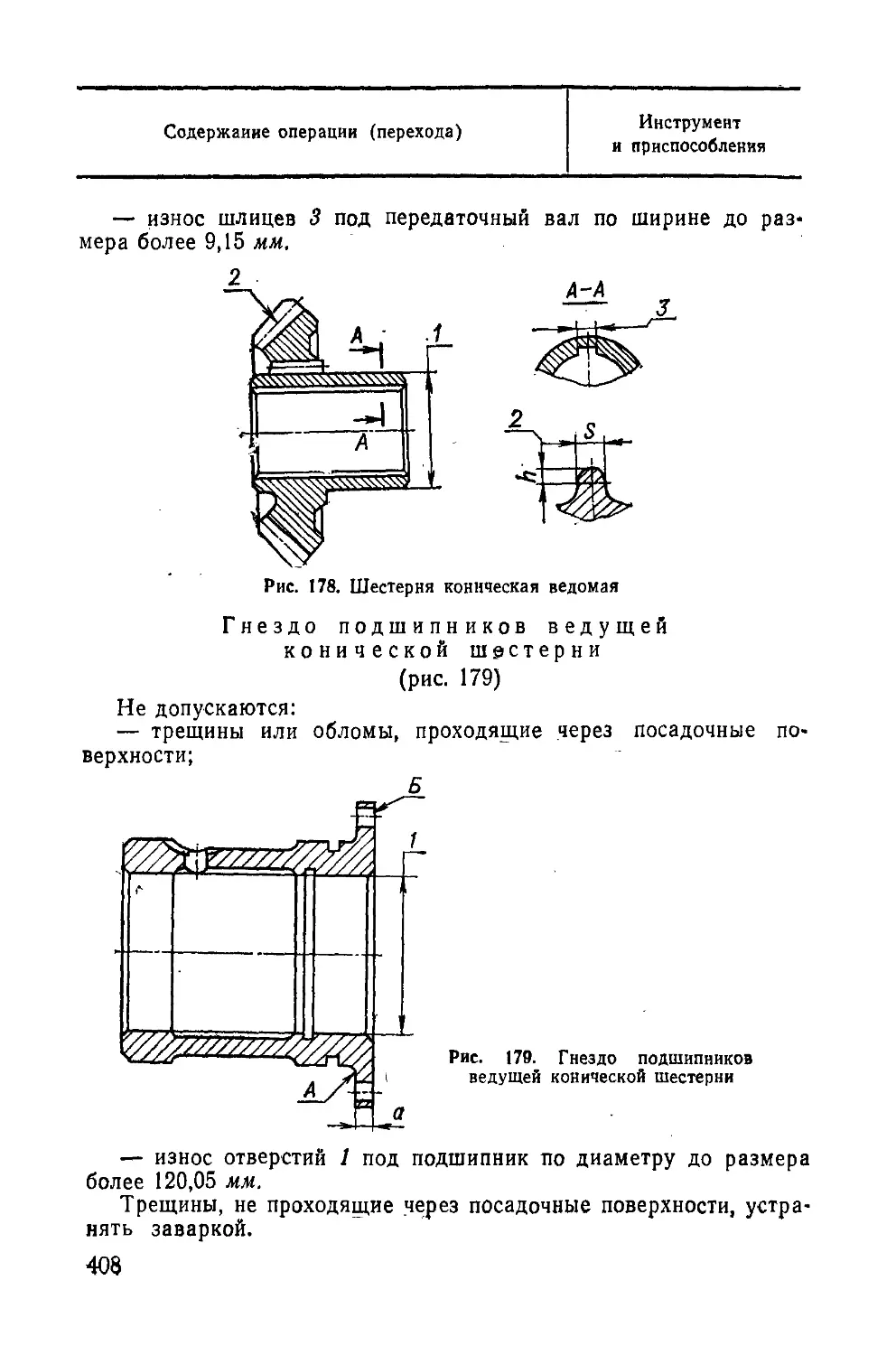
те должна быть в количестве, необходимом для работы. Для пре-
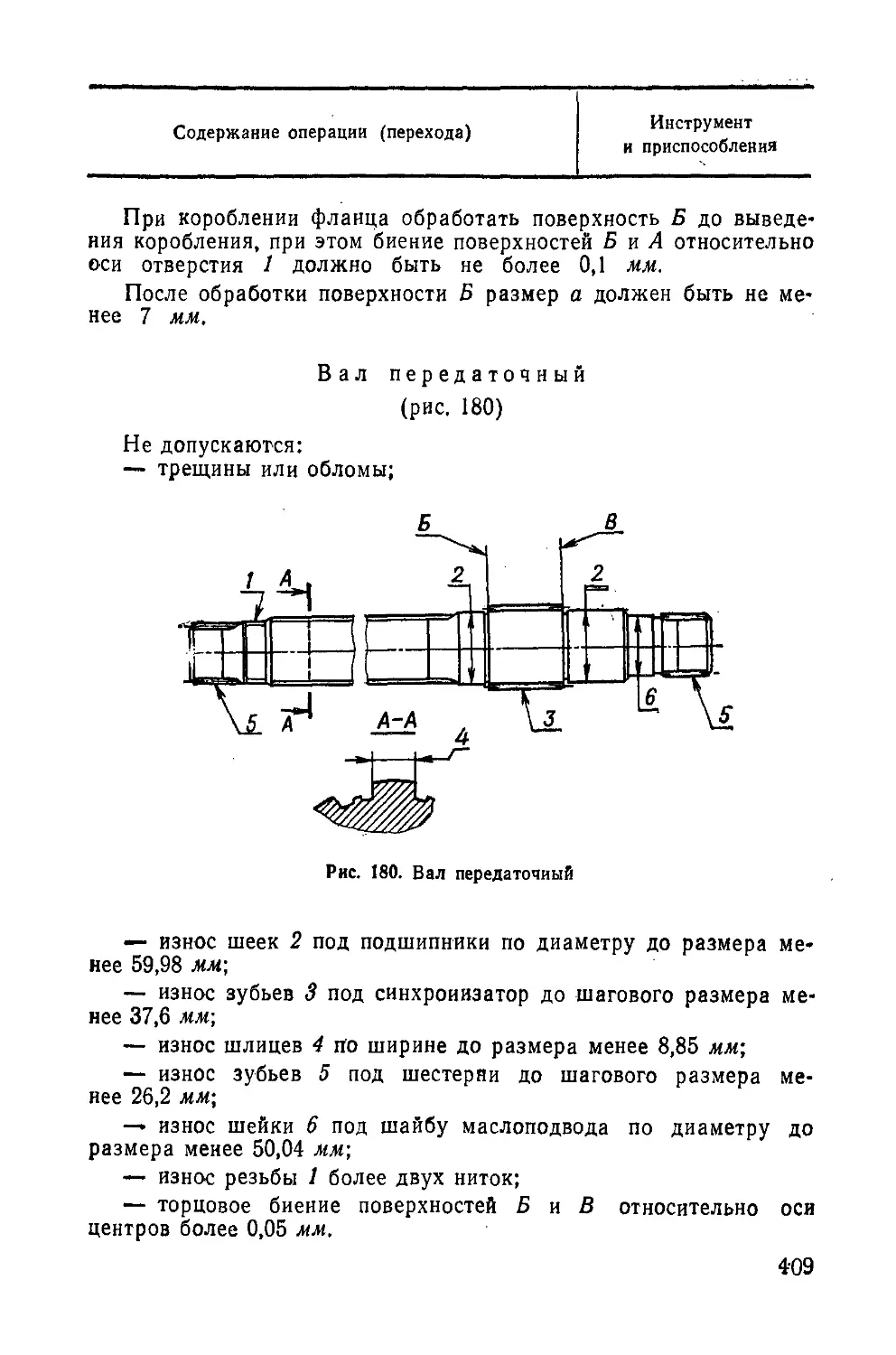
дупреждения пожара и ожогов нагретые паяльники класть на ме-
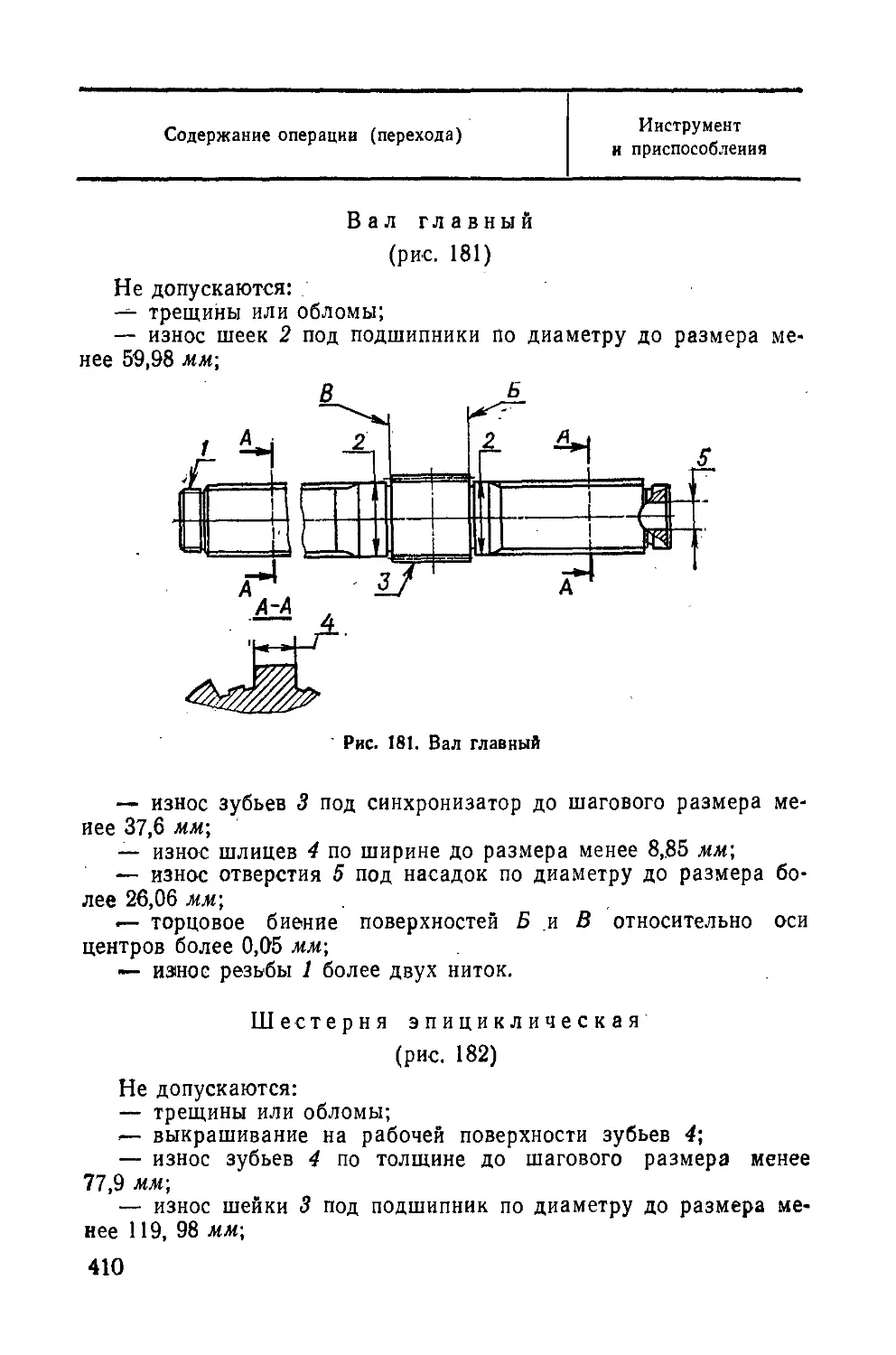
таллические подставки. Запрещается работать с неисправными
паяльными лампами. В качестве горючего для керосиновых паяль-
ных ламп применять бензин запрещается.
27. Во время работы с нитрокрасками помнить, что нитрокрас-
ки легко воспламеняются, а пары растворителей, смешиваясь с
воздухом, образуют взрывчатые смеси. Краски и растворители
хранить в металлической посуде, закрытой плотной крышкой. Во
время переливания и перемешивания нитрокрасок и раствори-
телей надевать защитные очки для предохранения глаз от
брызг.
Для защиты органов дыхания от красочного тумана и паров
растворителей применять респираторы или марлевые повязки в
несколько слоев.
' 28. При выполнении работ с аккумуляторными батареями осте-
регаться попадания электролита" на тело и одежду. При приготов-
лении электролита серную кислоту лить в воду тонкой струей. При
попадании электролита на тело или одежду, немедленно нейтра-
лизовать его 10% раствором кальцинированной (питьевой) соды
в воде.
29. При применении антифриза для заполнения системы охлаж-
дения помнить, что антифриз — ядовитая жидкость. Переливать
антифриз следует с помощью насосов или шлангов, специально
для этого предназначенных. Запрещается засасывать антифриз
ртом при переливании с помощью шлангов.
30. При случайном заглатывании антифриза необходимо выз-
вать рвоту или промыть желудок у пострадавшего и немедленно
доставить его в лечебное учреждение.
31. Все лица, соприкасающиеся с этилированным бензином,
должны быть обеспечены на время работы спецодеждой и инди-
видуальными средствами защиты. При попадании этилированного
бензина на руки или другие части тела необходимо сразу обмыть
их керосином, а затем теплой водой с мылом.
7
32. В целях предотвращения пожара запрещается:
— оставлять в кабине и моторном отсеке загрязненные маслом
и горючим обтирочные материалы;
— допускать скопления грязи, масла в корпусе транспортера-
тягача, особенно в моторном отсеке;
— оставлять включенным включатель «массы» при обслужи-
вании и ремонте транспортера-тягача;
— пользоваться открытым пламенем для определения и устра-
нения неисправностей, а также при проверке уровня электролита
в аккумуляторных батареях;
— подогревать двигатель и агрегаты открытым пламенем.
33. Специальные указания по технике безопасности, касающиеся
тех или иных работ, приводятся в соответствующих главах настоя-
щего Руководства.
УКАЗАНИЯ ПО СПЕЦИАЛЬНОЙ ОБРАБОТКЕ
ТРАНСПОРТЕРА-ТЯГАЧА
Перед ремонтом проводится контроль и при необходимости спе-
циальная обработка транспортера-тягача по технологии, преду-
смотренной действующей для этих работ инструкцией.
УКАЗАНИЯ ПО ПОДГОТОВКЕ И ПРОВЕДЕНИЮ РЕМОНТА
ТРАНСПОРТЕРА-ТЯГАЧА
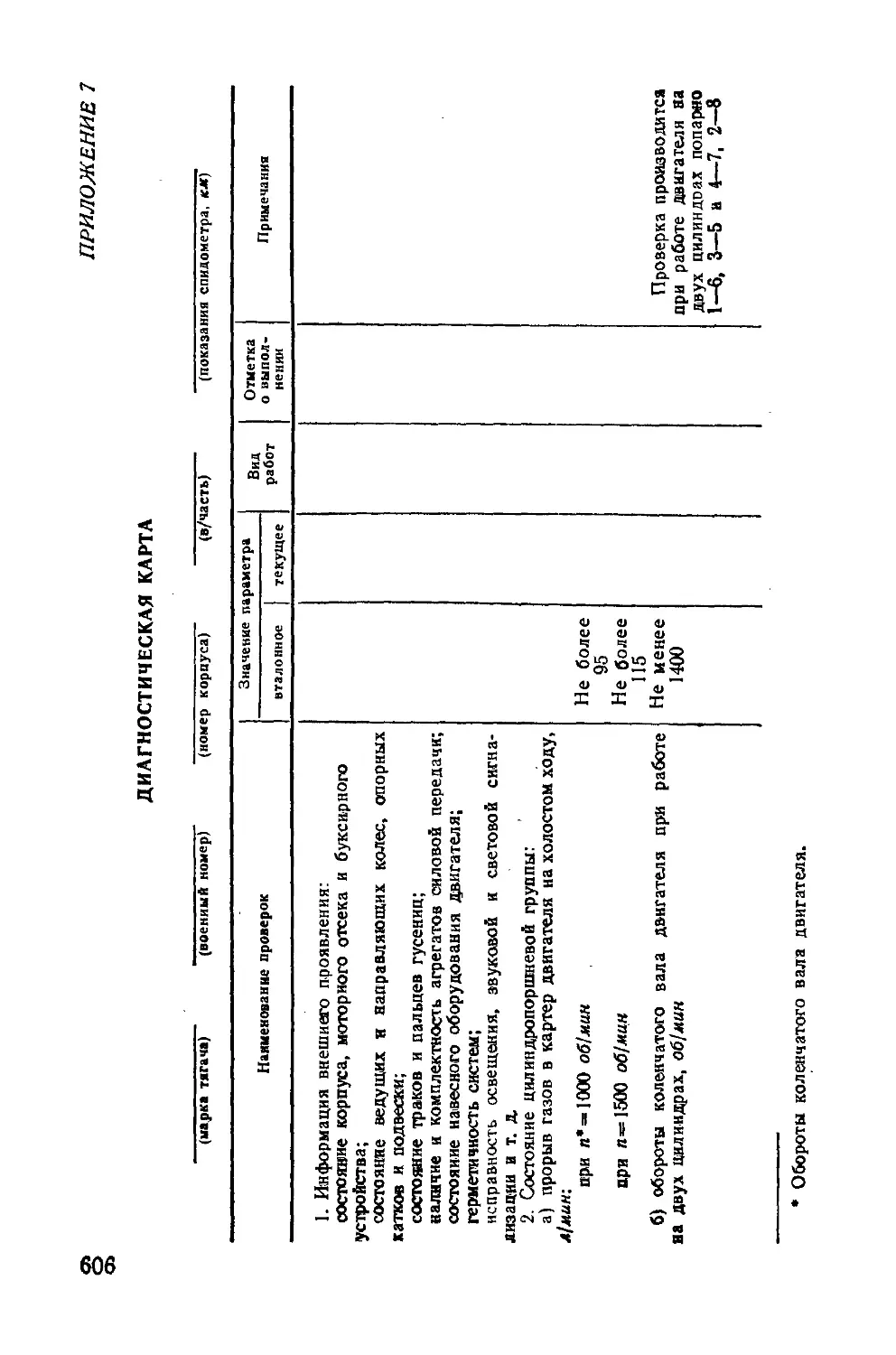
1. Техническое состояние транспортера-тягача, поступающего в
ремонт, проводить на посту диагностики с проведением контроль-
ного пробега и инструментальной проверки.
2. Техническое состояние выпускаемого из ремонта транспор-
тера-тягача проверять на посту диагностики и контрольным про-
бегом.
Проверку проводить в объеме, указанном в разделе «Испыта-
ние транспортера-тягача».
3. При войсковом ремонте транспортера-тягача агрегаты (узлы)
снимать, если их невозможно отремонтировать на шасси.
4. После определения неисправностей и объема ремонтных ра-
бот подготовить соответствующие инструмент, приспособления и
подъемно-транспортные средства.
5. При одновременной замене двух и более агрегатов (узлов)
предварительно установить объем и очередность демонтажно-мон-
тажных работ. При этом необходимо исключить повторение опе-
раций и обеспечить максимально широкий фронт работ.
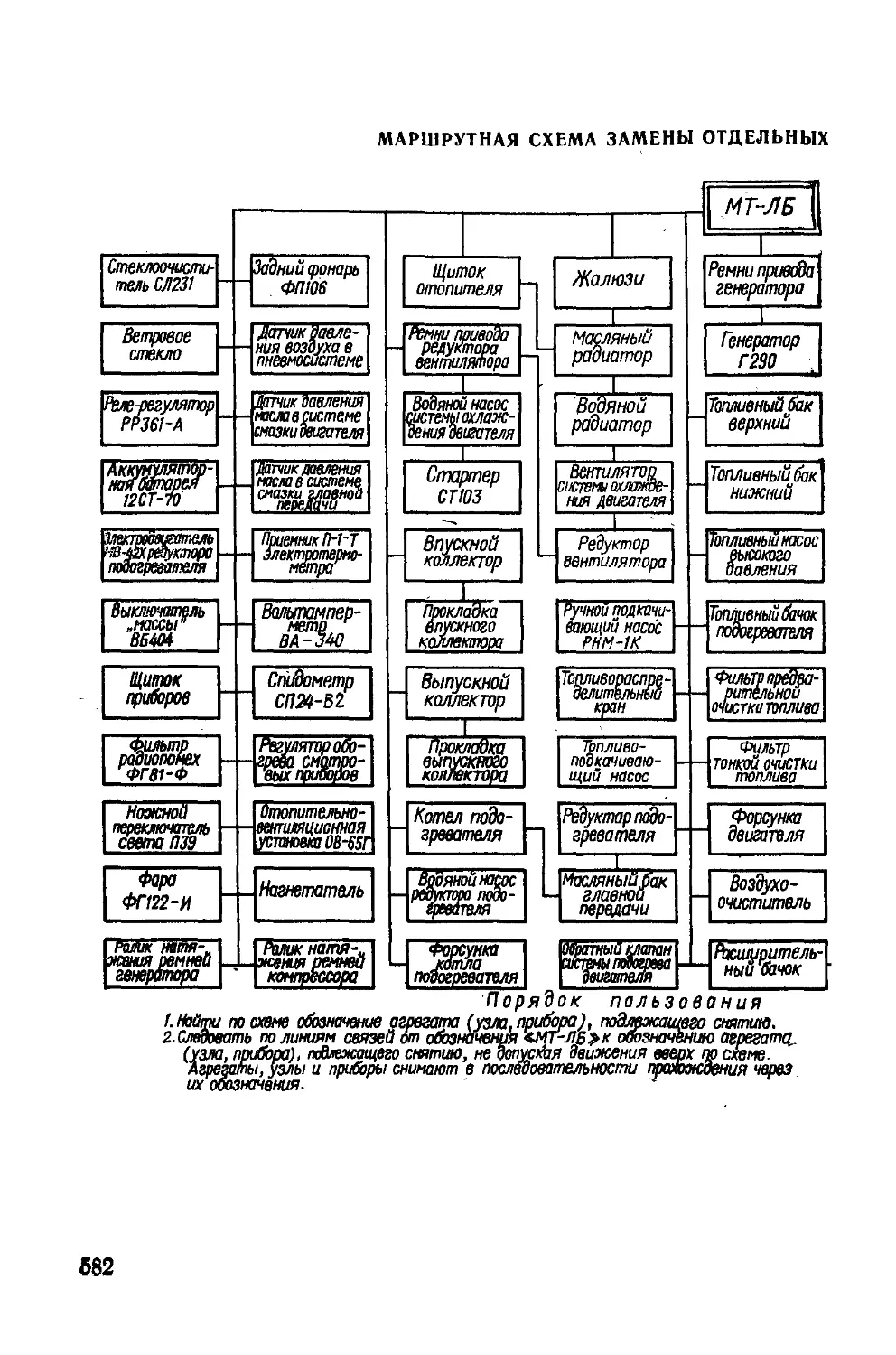
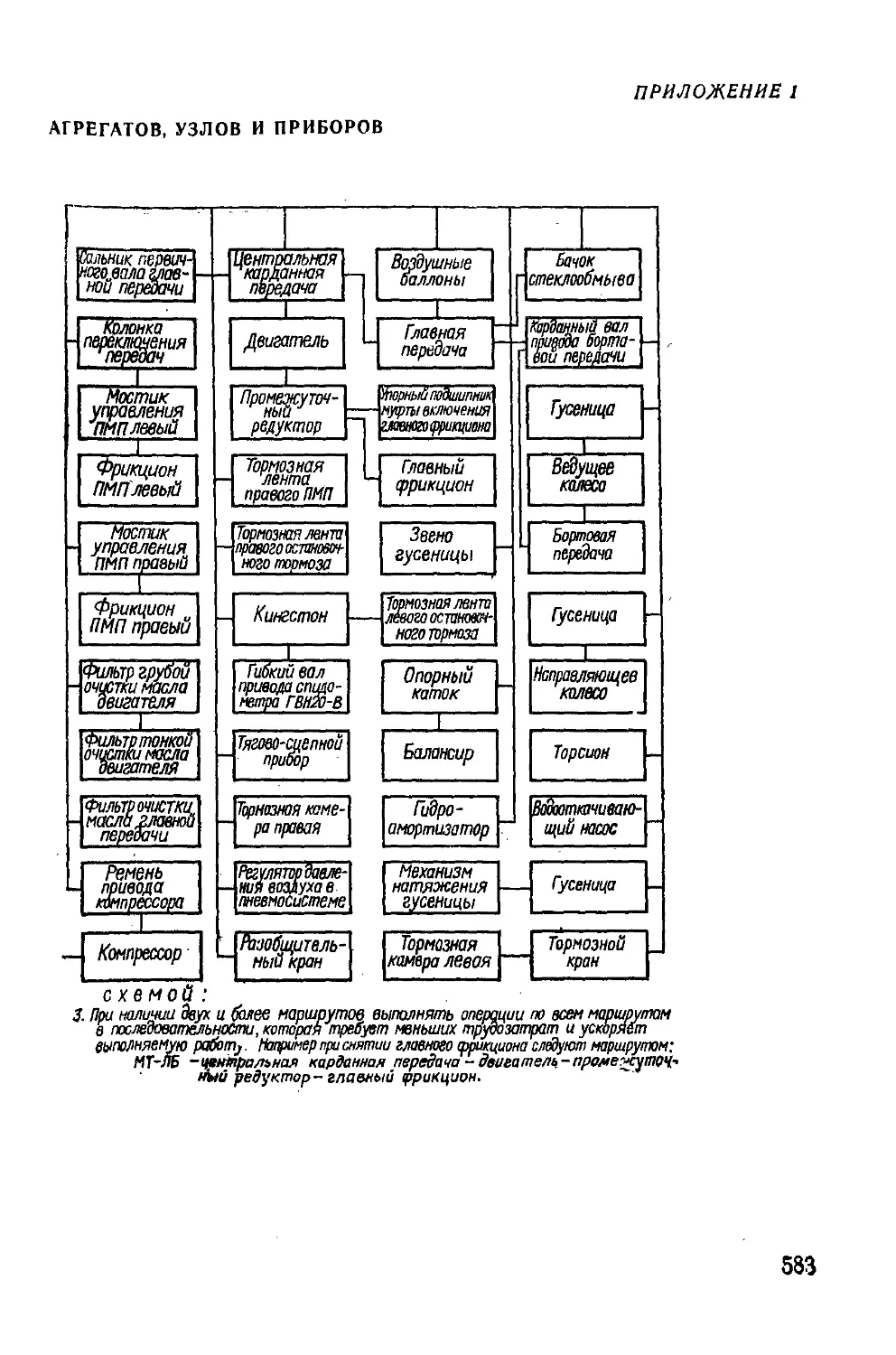
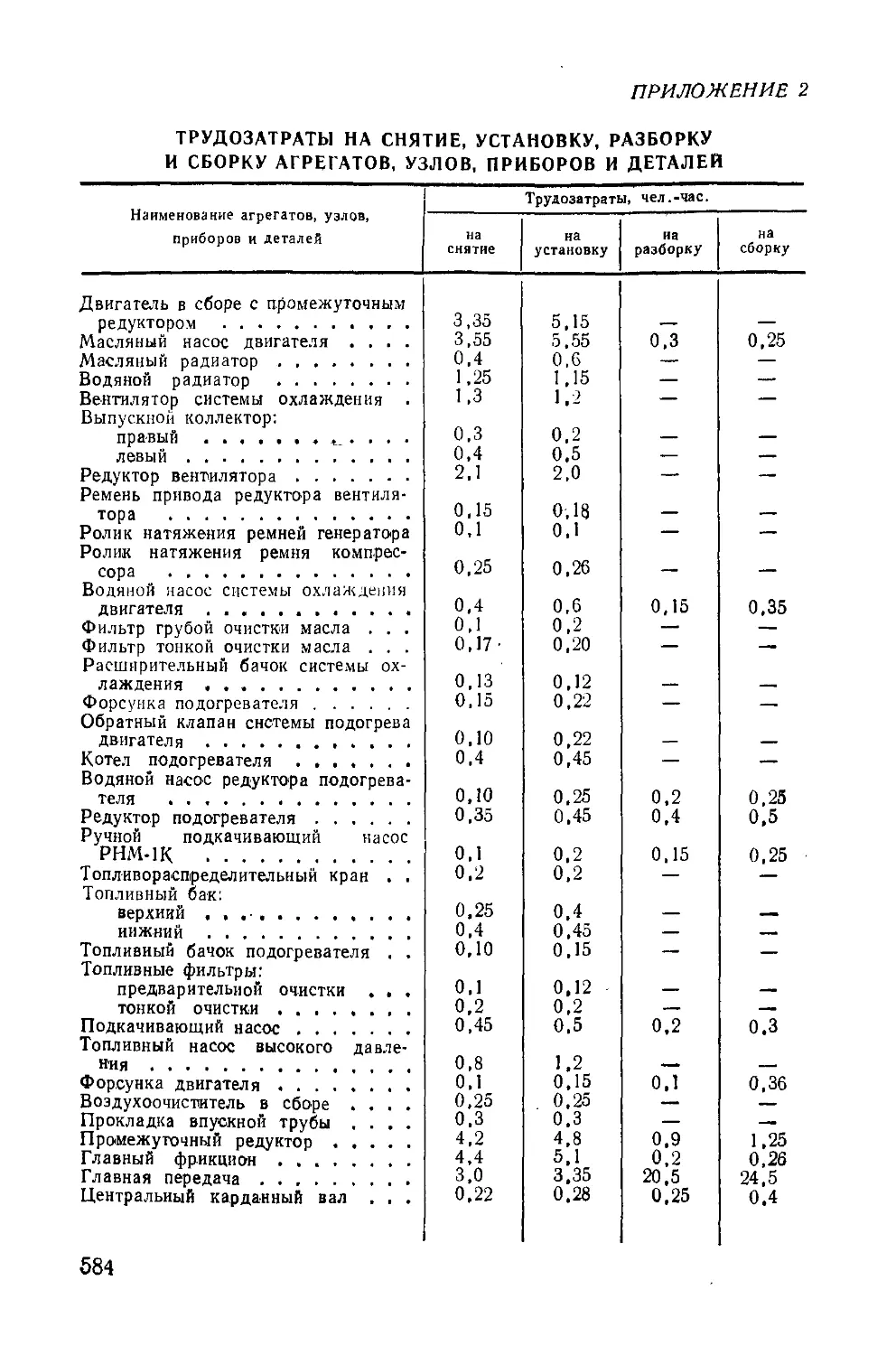
6. При определении очередности выполнения работ руководство-
ваться маршрутной схемой замены отдельных агрегатов, узлов и
приборов транспортера-тягача (приложение 1).
В первую очередь заменять узлы ходовой части.
7. Перед выполнением ремонтных работ по возможности от-
ключать «массу». Когда это невозможно, отсоединенные концы
проводов, находящихся под напряжением, изолировать.
8
8. Перед снятием узлов (деталей) пневмосистемы выпустить,
воздух из системы.
9. Агрегаты, узлы и детали, снятые с транспортера-тягача, вы-
мыть, очистить от грязи, ржавчины и старой смазки.
10. Снятые агрегаты поставить на подставки или деревянные
стеллажи и укрыть от пыли и влаги.
11. Агрегаты и узлы необходимо разбирать в закрытых поме-
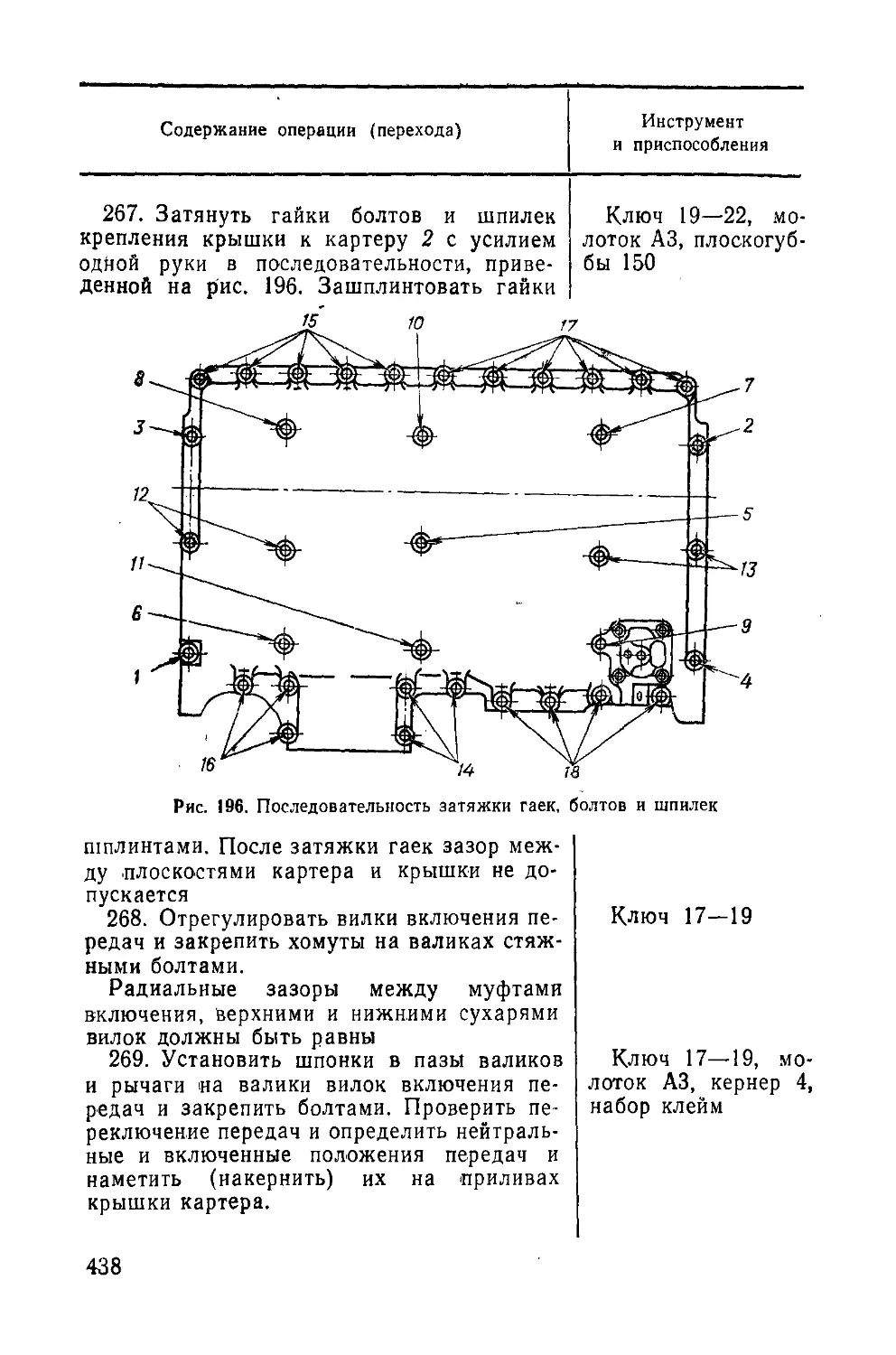
щениях и по возможности на специальных стендах.
12. Агрегаты и узлы разбирать до пределов, обеспечивающих
возможность проверки технического состояния и замены деталей.
13. Не допускается укладка снятых деталей на грунт. Снятые
детали должны укладываться на верстаки, стеллажи или деревян-
ные щиты.
14. Открытые отверстия и люки агрегатов и концы отсоединен-
ных трубопроводов закрывать заглушками или бумагой.
|5. В процессе разборки и ремонта нельзя обезличивать сопря-
гаемые детали и узлы агрегата, за исключением заменяемых де-
талей или узлов.
16. Снятые при разборке агрегата (узла) комплекты регулиро-
вочных прокладок связывать и сохранять до сборки.
17. Снятые годные крепежные детали укладывать во избежа-
ние утери в специальные ящики.
При сборке нельзя использовать крепежные детали (болты,
винты, шпильки, гайки и т. д.) нестандартного размера, болты и
шпильки с забитой и сорванной резьбой более двух ниток (кроме
особо оговоренных случаев), болты и гайки с изношенными гра-
нями, а также винты с забитыми или сорванными прорезями
головок.
18. При сборке нельзя использовать стопорящие детали (зам-
ковые шайбы и пластины, шплинты, вязальную проволоку), быв-
шие в употреблении. Пружинные шайбы должны иметь развод не
менее 1,3 мм толщины шайбы.
19. Вновь устанавливаемые агрегаты запрещается укомплекто-
вывать деталями, снятыми с заменяемых агрегатов, кроме случаев,
оговоренных в технических условиях на ремонт агрегатов.
20. Разобранный узел и его детали должны быть очищены от
грязи, вымыты и протерты насухо ветошью.
21. Перед сборкой трущиеся поверхности деталей должны быть
смазаны соответствующей смазкой:
— посадочные поверхности под подшипники — маслом МТ-16п;
— рабочие кромки сальников шейки валов и других деталей —
смазкой ЦИАТИМ-203 или ЦИАТИМ-201.
22. Перед постановкой новых подшипников качения следует
удалить с них консервационную смазку; подшипники должны быть
промыты, высушены и смазаны.
23. Подшипники качения должны напрессовываться на валы и
запрессовываться в гнезда оправками, обеспечивающими передачу
усилий при напрессовке на вал через внутреннюю обойму, а при
запрессовке в гнездо — через наружную обойму подшипника.
9
Допускается нагрев подшипника или стакана подшипника в масле
до 80—90° С перед их напрессовкой.
24. Шпонки должны быть плотно посажены в шпоночные пазы
валов с помощью молотка и оправки из цветного металла.
25. Шпильки должны быть ввернуты в резьбовые отверстия до
упора в сбег резьбы.
26. Допускается установка шпилек, болтов и конических резь-
бовых деталей, по резьбе которых возможно просачивание воды
или масла, с применением уплотняющей пасты УН-25 или резило-
вой смолы № 80 ТУ МХП 1856-48, за исключением пробок залив-
ных и сливных отверстий.
27. Агрегаты, узлы или детали должны крепиться резьбовыми
деталями постепенно и равномерно по периметру, сначала путем
предварительной затяжки, а затем окончательной. Степень затяж-
ки для всех гаек, болтов и винтов данного соединения должна
быть одинаковой.
Крепежные детали резьбовых соединений, а также ниппеля,
штуцера и другие детали (кроме особо оговоренных случаев) дол-
жны быть затянуты до отказа.
28. Длина выступающей из гайки части болта (шпильки) дол-
жна быть в пределах двух-трех ниток резьбы.
29. Детали с конической резьбой должны быть затянуты до от-
каза. При этом над поверхностью детали должен быть запас резь-
бы с полным профилем не менее одной нитки.
30. Во всех местах, где это предусмотрено, должны быть уста-
новлены пружинные шайбы, замковые шайбы, контргайки, вязаль-
ная проволока, шплинты и т. д. Замена одной стопорящей детали
другой не допускается.
31. Не допускается «проваливание» гаек и головок болтов в
пружинных шайбах.
32. Шплинты должны устанавливаться соответствующих раз-
меров, плотно .сидеть в отверстиях и ие выступать над прорезью
гайки. Концы шплинтов должны быть разведены по оси болта и
загнуты (один конец — на болт, другой — на гайку).
33. Сальники и прокладки устанавливать, как правило, новые.
Разрешается использовать также бывшие в употреблении годные
сальники и прокладки. Расслоения, складки, вырывы и выкраши-
вания прокладок не допускаются.
34. Войлочные и резино-войлочные сальники перед установкой
должны быть пропитаны маслом (войлочные сальники должны на-
ходиться в течение часа в масле, нагретом до 90—100° С, а резино-
войлочные сальники — в течение 30 мин в масле при комнатной
температуре).
35. Сальники устанавливать с применением оправок, предохра-
няющих их от повреждения, при этом оправки и валы должны быть
смазаны смазкой ЦИАТИМ-203 или ЦИАТИМ-201.
36. Прокладки дожны равномерно прилегать к сопрягаемым по-
верхностям, должны быть плотно зажаты и не выступать за края
10
сопрягаемых поверхностей. Перекрытие прокладками масляных,
водяных и воздушных каналов не допускается.
37. Отвертывать корончатые гайки по окончании затяжки для
совмещения отверстий под шплинты категорически запрещается.
Если невозможно затянуть гайку так, чтобы отверстие под шплинт
совместилось с прорезью, гайка должна быть заменена
другой.
38. Места крепления шлангов водяных, топливных и масляных
трубопроводов смазывать смазкой УС непосредственно перед на-
деванием шлангов на трубопроводы.
39. Винты хомутов и шплинты стяжных лент крепления шлан-
гов располагать так, как это удобно для монтажа. После затяжки
винтов между ушками хомутов должен оставаться зазор не менее
3 мм для их последующего подтягивания.
Шланги устанавливать на равных расстояниях от торцов со-
единяемых труб, а зазор между торцами труб должен быть для
трубопроводов системы охлаждения в пределах 15—20 мм, для ос-
тальных трубопроводов— 3—10 мм.
Торцы шлангов должны выступать за кромки хомутов и стяж-
ных лент не менее чем на 3 мм.
Хомуты или стяжные ленты устанавливать иа прямолинейном
участке труб. Установка их над галтелями зиговок не допускается.
Отклонение от соосности осей труб в шланговых соединениях
допускается не более 3 мм.
Зазор между трубами, шлангами и движущимися деталями
должен быть не менее 4 мм, а между неподвижными деталями —
ие меиеё 2 мм.
40. При ремонте и установке агрегата (узла) необходимо за-
менять все. шплинты, стопорные и замочные шайбы.
41. Если по условиям разборки или сборки для снятия или
установки ответственных деталей приходится ударять молотком по
обработанным поверхностям, необходимо применять наставки, вы-
колотки или молотки с наконечниками из цветных сплавов.
42. Перед установкой агрегата, узла или прибора проверить:
— есть ли клеймо ОТК завода-изготовителя, ремонтного завода
или части об окончательной приемке агрегата;
— есть ли в агрегате смазка и ее соответствие времени года;
— надежность затяжки болтов и гаек, наличие шайб и правиль-
ность стопорения и шплинтовки гаек и болтов;
— правильность сборки агрегата, узла, прибора, нет ли на-
ружных повреждений.
При установке агрегата (узла) вынуть заглушки и проверить,
не остались ли некоторые из них в трубопроводах.
43. Вновь устанавливаемый агрегат (узел) должен быть сна-
ружи тщательно промыт и вытерт насухо. Если агрегат (узел) был
законсервирован, то его необходимо расконсервировать.
44. Отремонтированный транспортер-тягач должен быть за-
правлен маслом и смазан согласно указаниям, изложенным в при-
ложении 3.
11
45. В целях обеспечения заданного, уровня радиопомех и обеспе-
чения надежности работы системы электрооборудования при раз-
борочно-сборочиых работах необходимо обеспечить сохранность
деталей экранировки. При сборке приборов и узлов системы элек-
трооборудования необходимо убедиться в наличии и исправном со-
стоянии уплотнительных деталей: прокладок, шайб, колец и т. д.
Неисправные уплотнительные детали приборов и узлов системы
электрооборудования должны быть заменены.
12
Часть первая
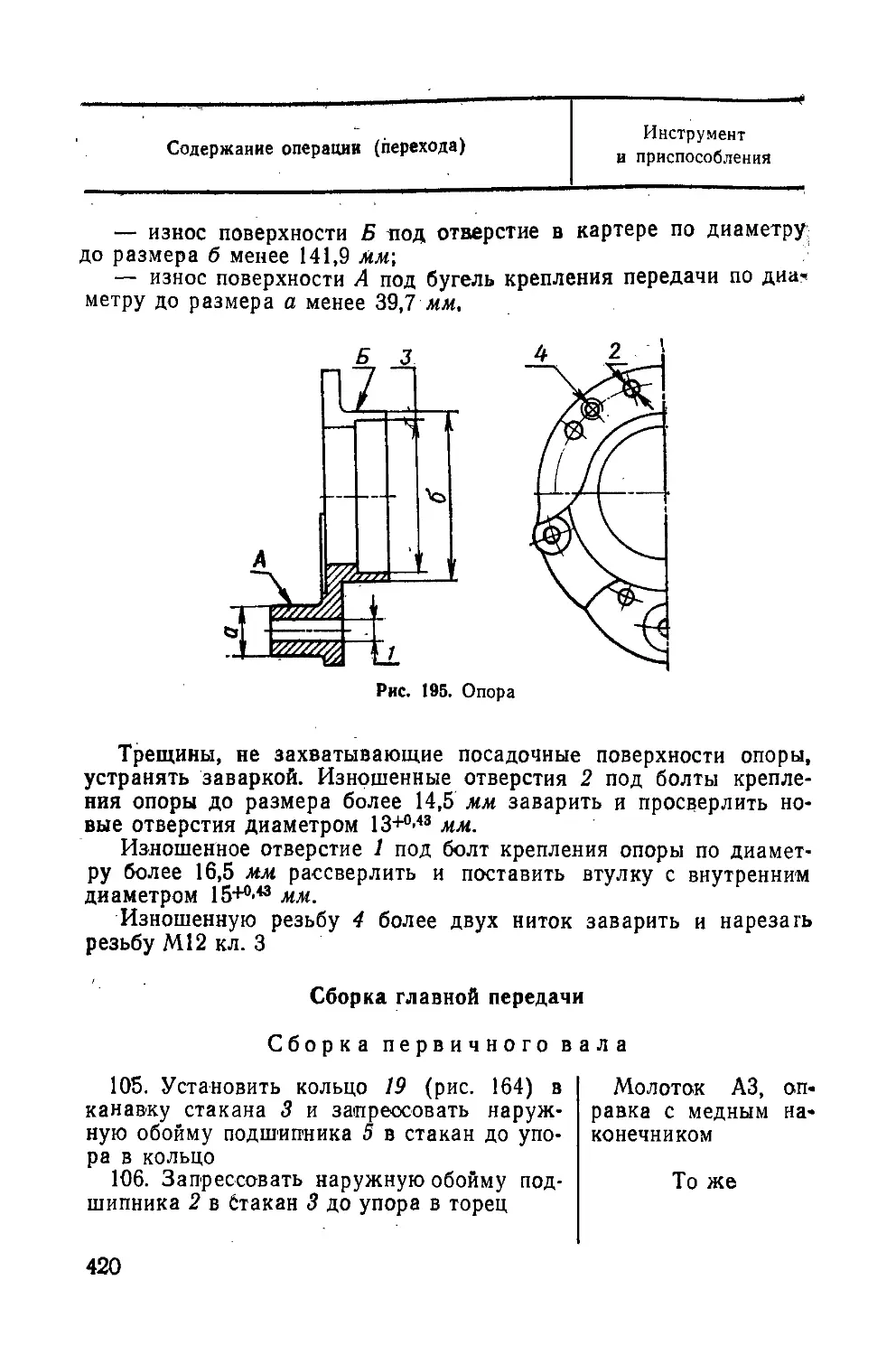
ЗАМЕНА АГРЕГАТОВ, УЗЛОВ, ПРИБОРОВ И ДЕТАЛЕЙ
ДВИГАТЕЛЬ И ЕГО СИСТЕМЫ
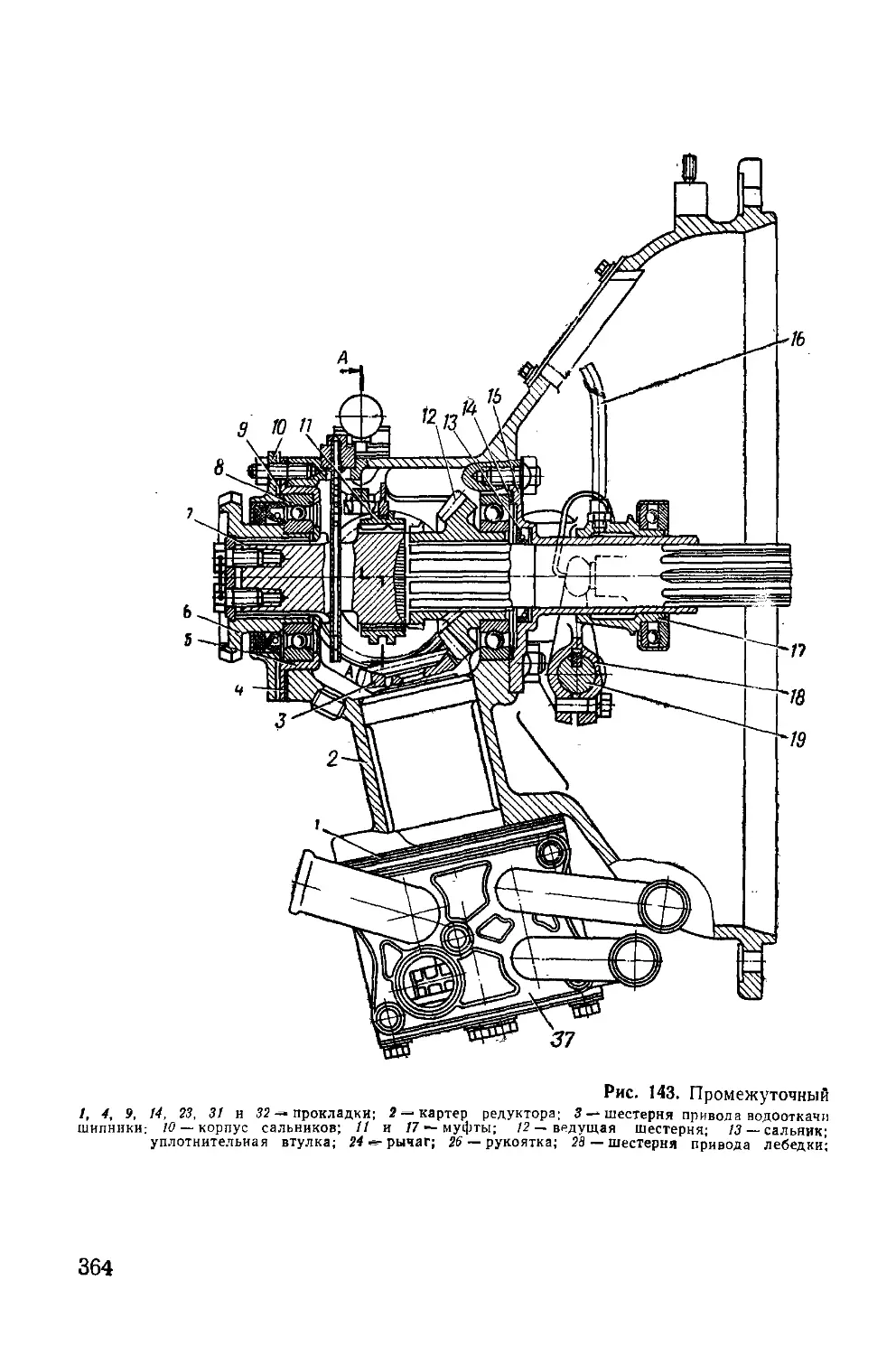
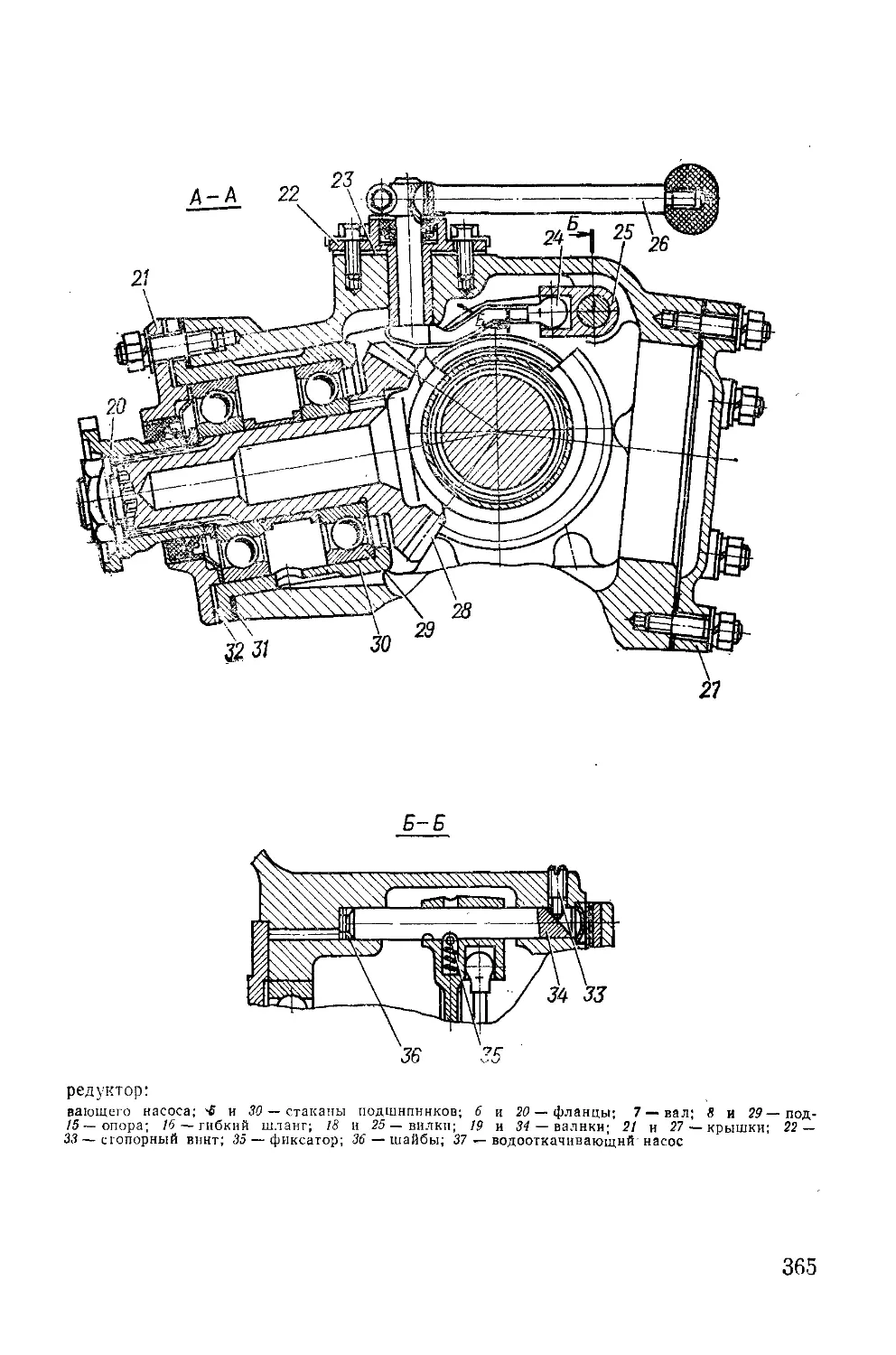
ЗАМЕНА ДВИГАТЕЛЯ В СБОРЕ С ПРОМЕЖУТОЧНЫМ РЕДУКТОРОМ
Двигатель подлежит замене при следующих неисправностях:
1. Износ поршней, гильз, поршневых колец, внешними приз-
наками которого при исправных топливном насосе высокого давле-
ния и форсунках, при правильно установленном угле опережения
подачи топлива, при промытых топливных фильтрах и воздухо-
очистителе являются:
— снижение мощности;
— увеличение расхода топлива и масла;
— значительное дымление через сапун двигателя;
— течь масла через уплотнения коленчатого вала из-за повы-
шенного давления газов в картере.
2. Износ шеек коленчатого вала, износ (выкрашивание) или
подплавление антифрикционного слоя вкладышей подшипников
коленчатого вала, внешними признаками которых при исправных
масляном насосе, редукционном клапане и нормальной вязкости
масла являются:
— стуки в двигателе;
— снижение давления масла ниже 3,5 кгс1см? при эксплуата-
ционных и ниже 0,5 кгс!см2 при минимально устойчивых оборотах
коленчатого вала, не устранимое промывкой фильтра системы
смазки двигателя;
— наличие стружки алюминиевого сплава в масляном фильтре.
3. Сильные местные перегревы двигателя, обнаруживаемые на
ощупь. Быстрое повышение температуры охлаждающей жидкости
выше 105° С при исправной системе охлаждения.
4. Прогорание прокладок головок блока цилиндров.
5. Пробоины и трещины в картере и в стейках блоков цилин-
дров или поломка шатуна, поршневого кольца, коленчатого вала.
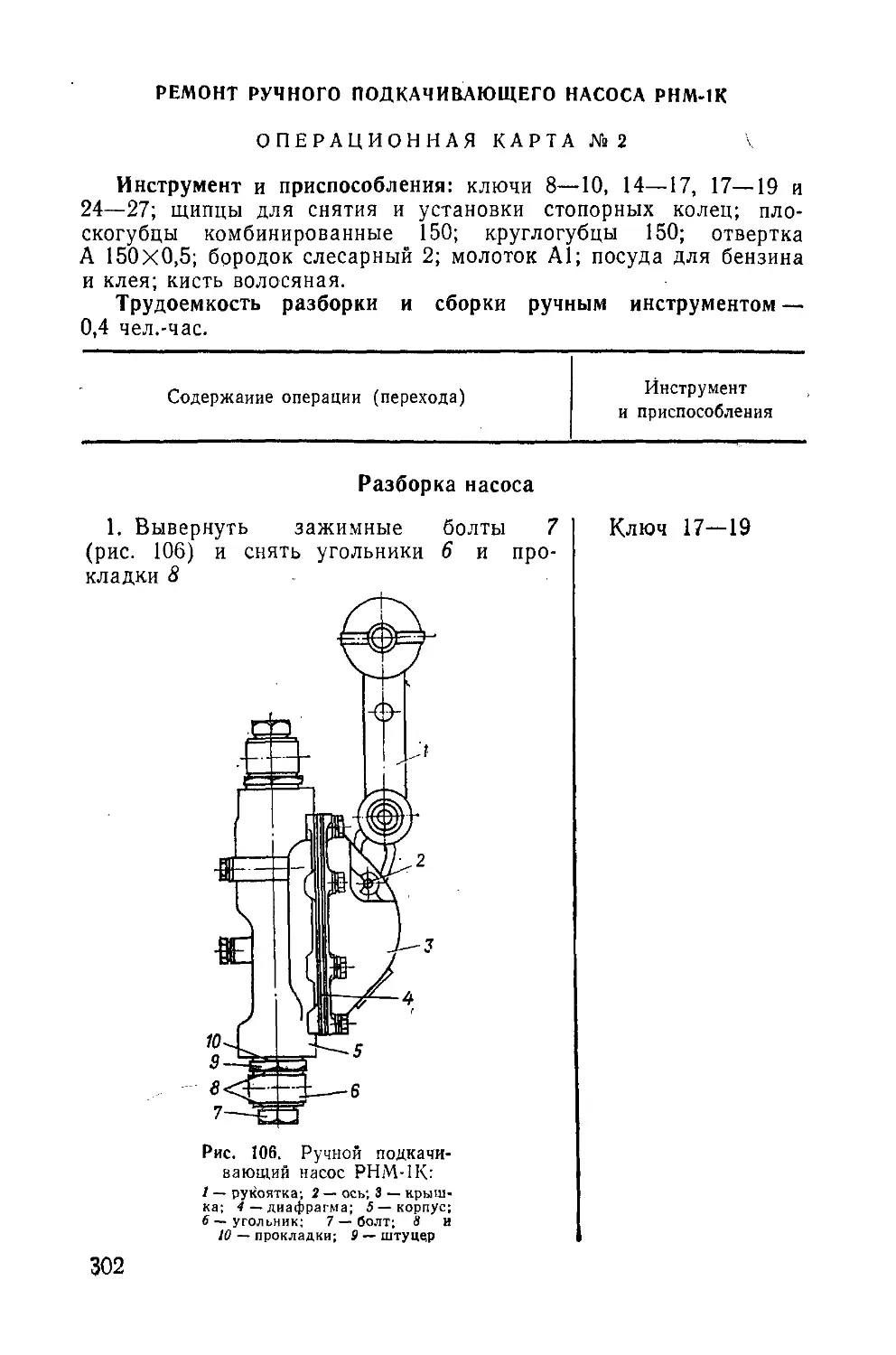
ОПЕРАЦИОННАЯ КАРТА№1
Инструмент и приспособления: ключи 8—10, 10—12, 14—17,
17—19, 19—22, 24—27 и 32; ключи торцовые 10, 12, 17, 19—22 и
32; ключ 6.61.101 запора; ключ 8.61.129 паровоздушного клапана;
13
монтажный ломик (2 шт.); выколотка медная; вороток; захват для
подъема двигателя; подставка под двигатель; кран-стрела 1,5-7;
отвертки А 150X0,5 и Б 175x0,7; плоскогубцы комбинированные
150; молоток АЗ; линейка измерительная металлическая 300; скре-
бок; щетка металлическая; набор щупов Н-2 кл. 1; шланг 5.61.067
для слива охлаждающей жидкости; посуда для охлаждающей'жид-
кости, масла, смазки, керосина, клея и краски; кисть волосяная;
воронки под масло и охлаждающую Жидкость; салфетка хлопчато-
бумажная.
Трудоемкость замены ручным инструментом — 8,5 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие двигателя в сборе с промежуточным редуктором
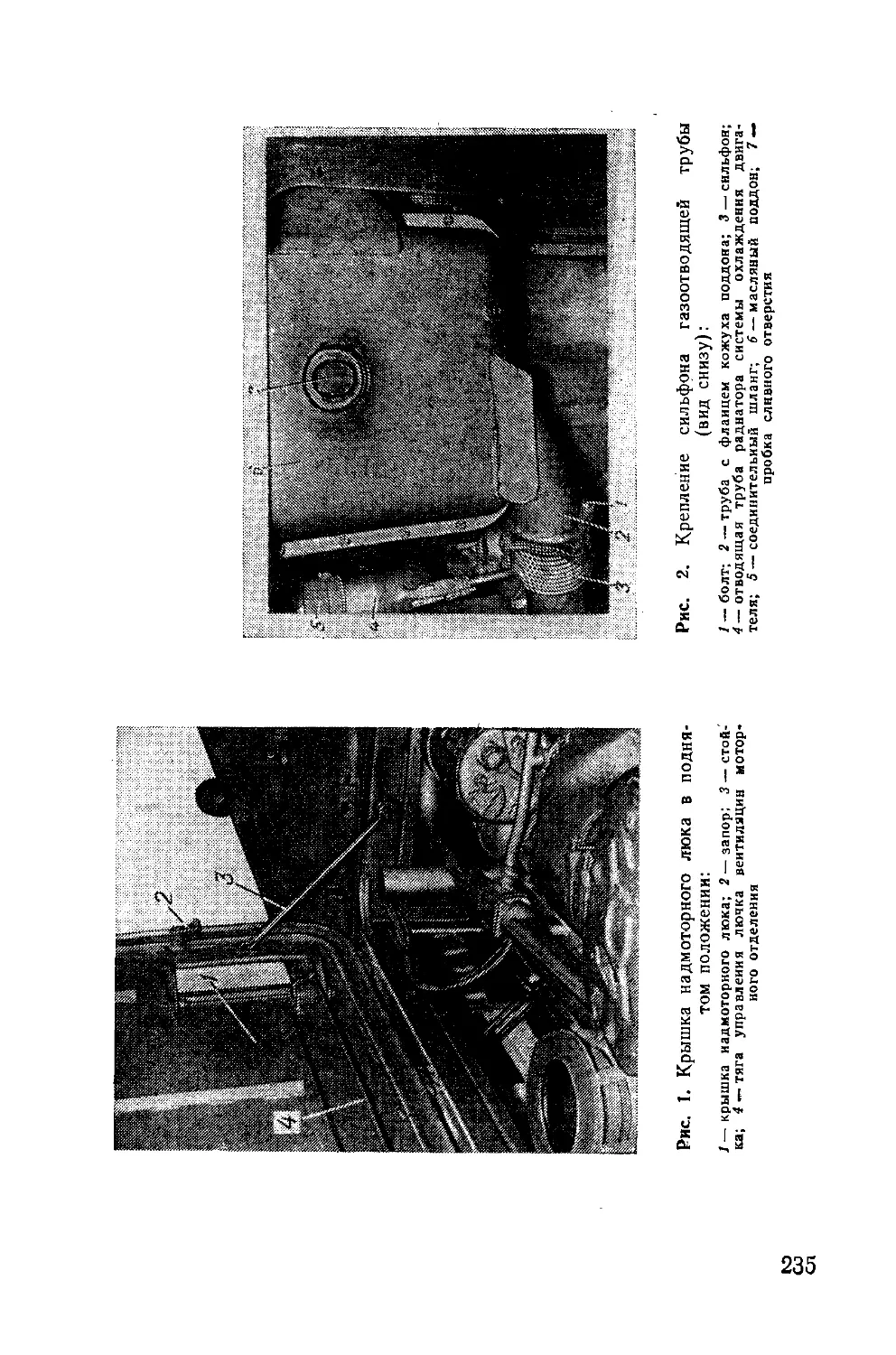
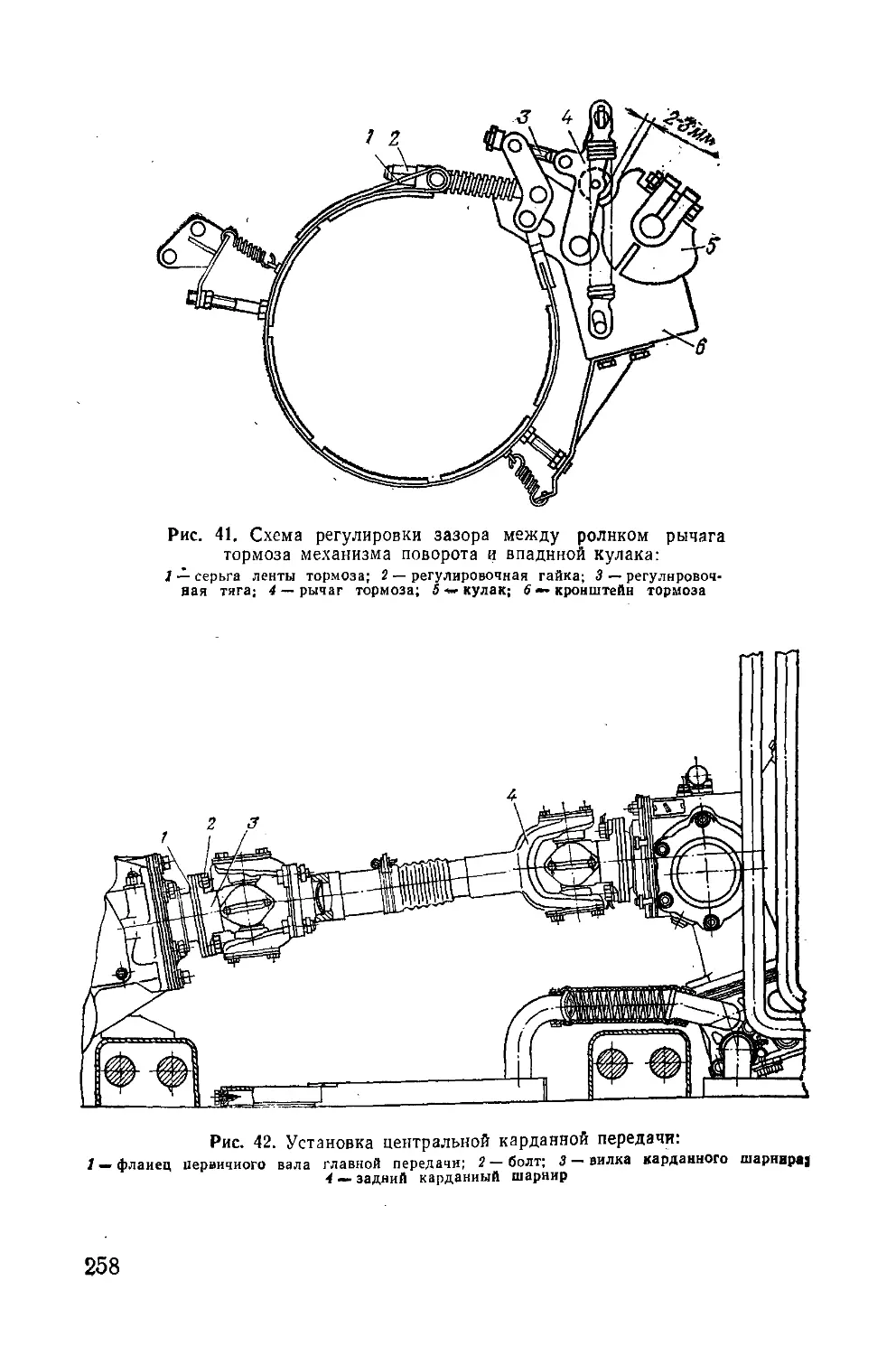
1. Открыть лючок вентиляции моторно-
го отделения, переместив рукоятку в край-
нее правое положение. Открыть запоры,
поднять крышку 1 (рис. 1) и зафиксиро-
вать стойкой 3
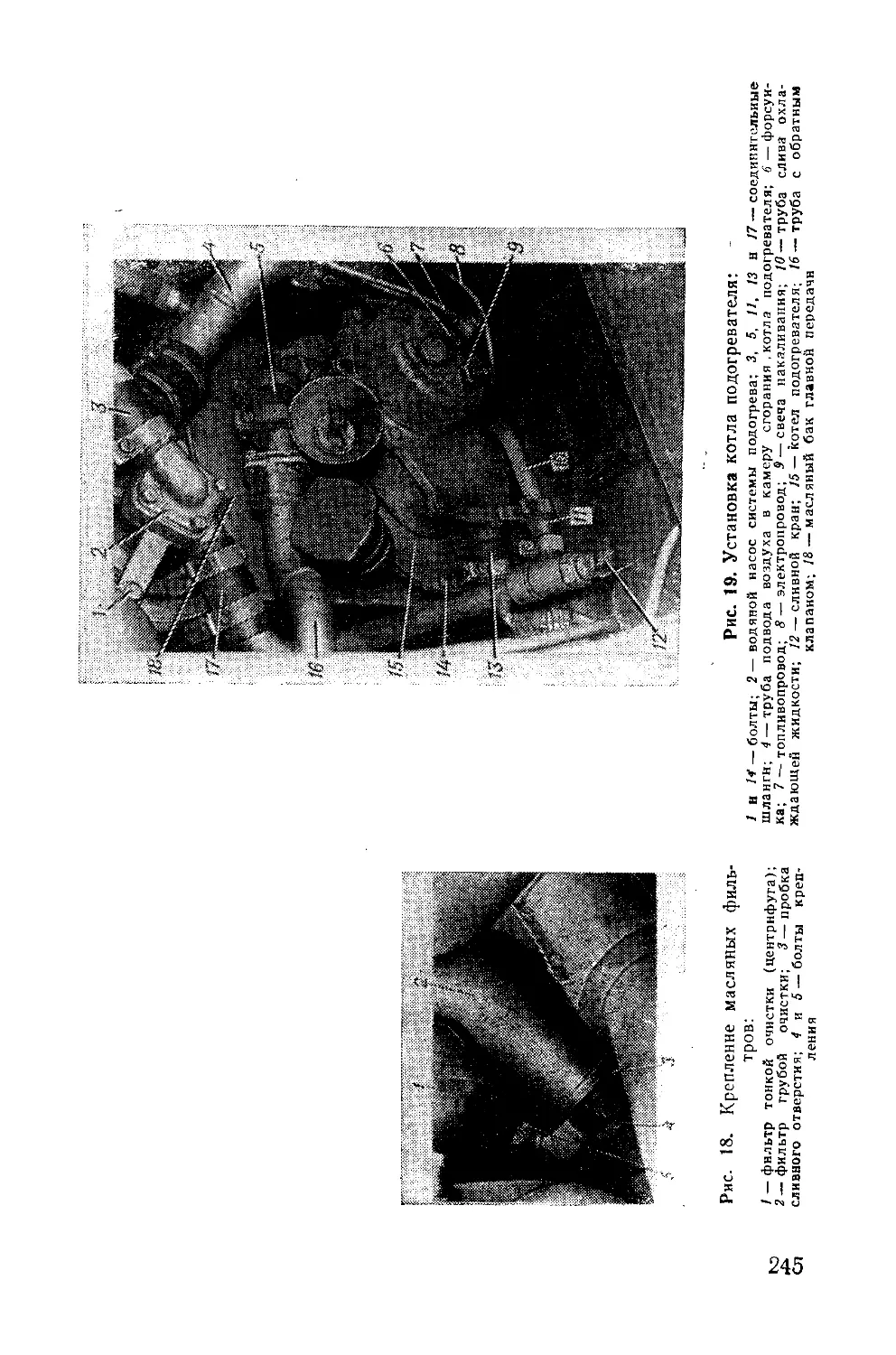
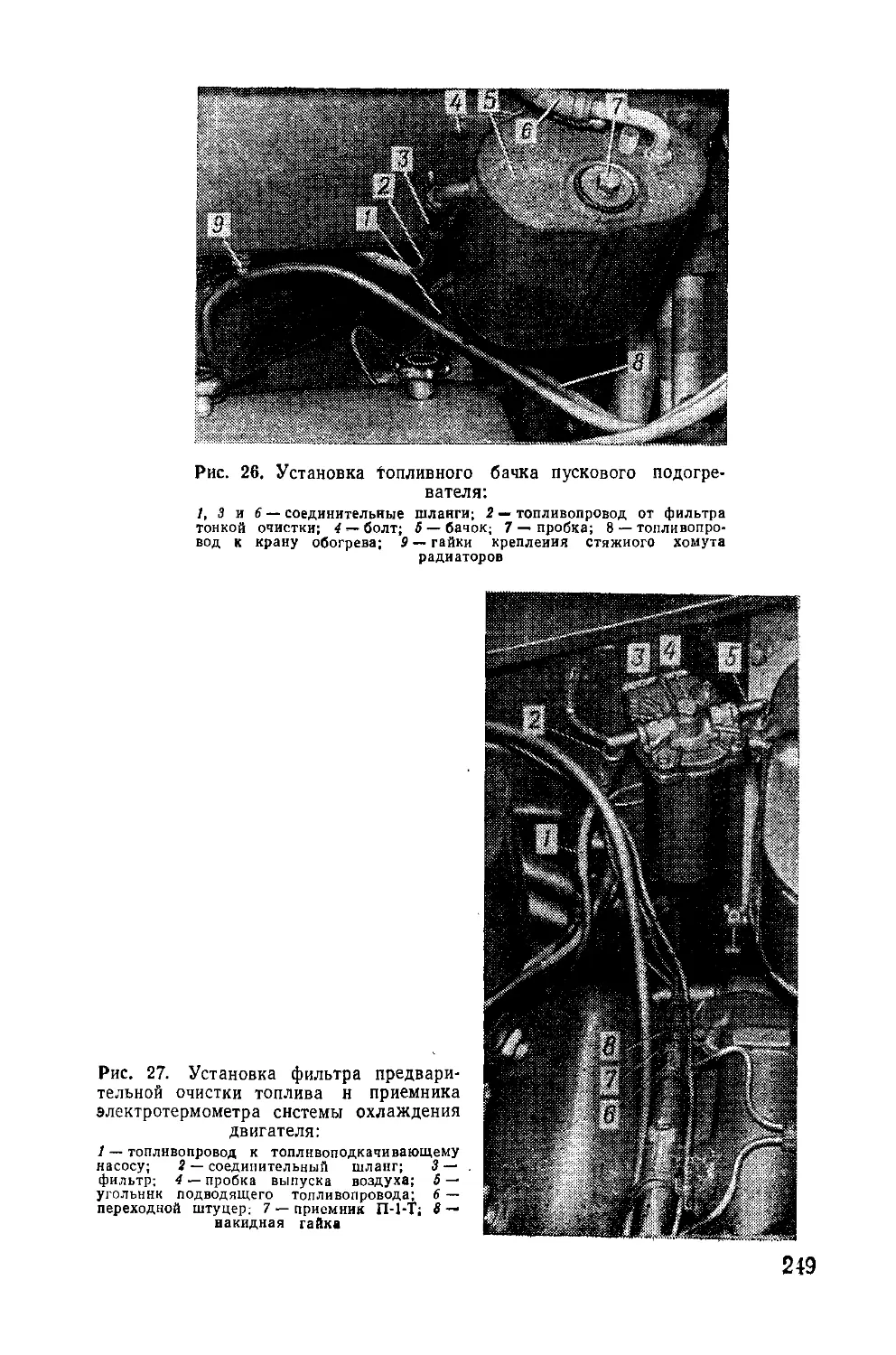
2. Вывернуть клапан 6 (рис. 5) из бач-
ка 5
3. Вывернуть резьбовую пробку из отвер-
стия угольника за вторым левым опорным
катком и ввернуть штуцер сливного шланга
4. Откинуть сиденье водителя вперед, от-
крыть запоры и снять переднее левое ог-
раждение двигателя
5. Открыть кран 12 (рис. 19) и слить ох-
лаждающую жидкость
6. Вывернуть болты и снять крышку под-
моторного люка
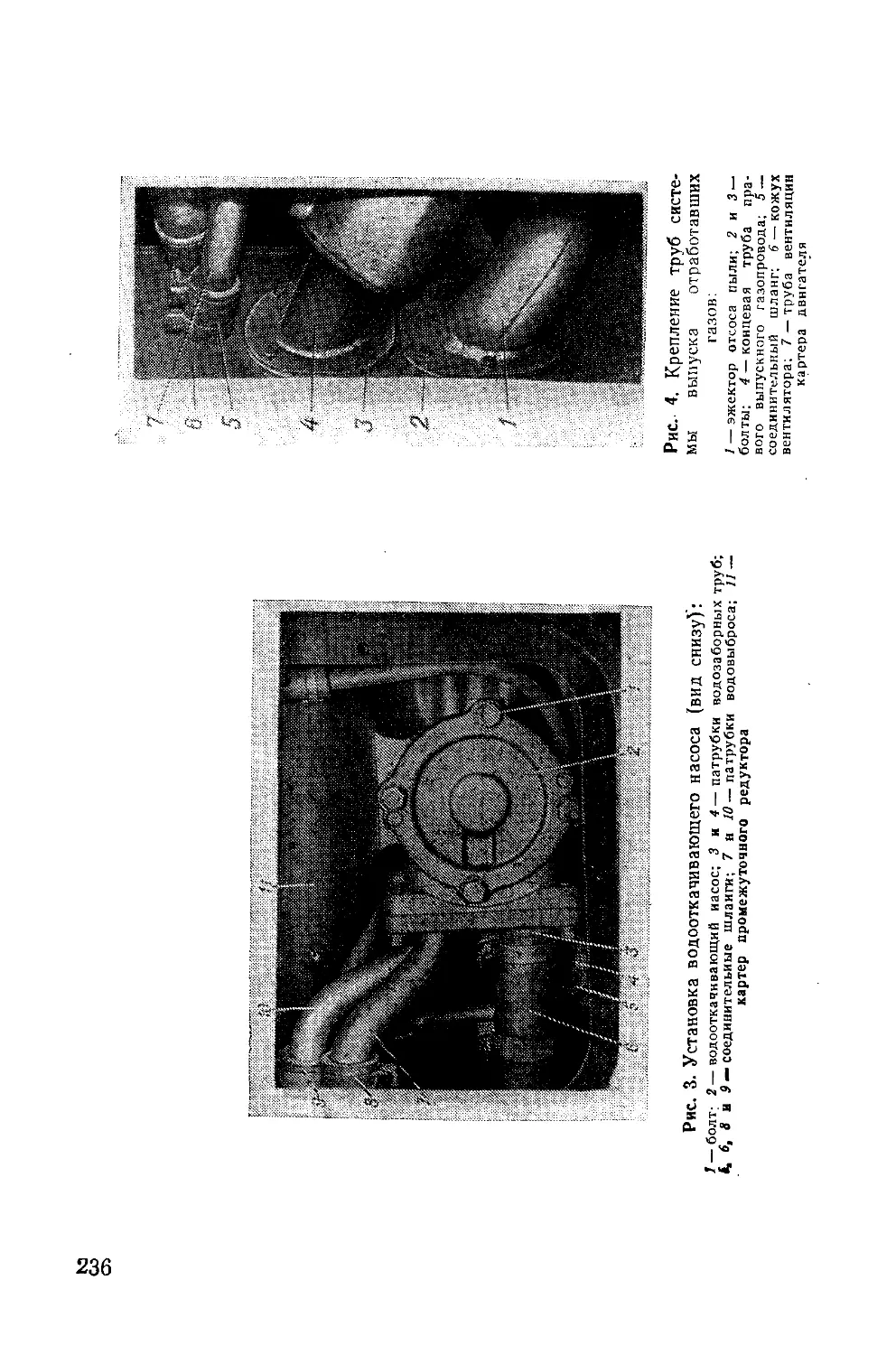
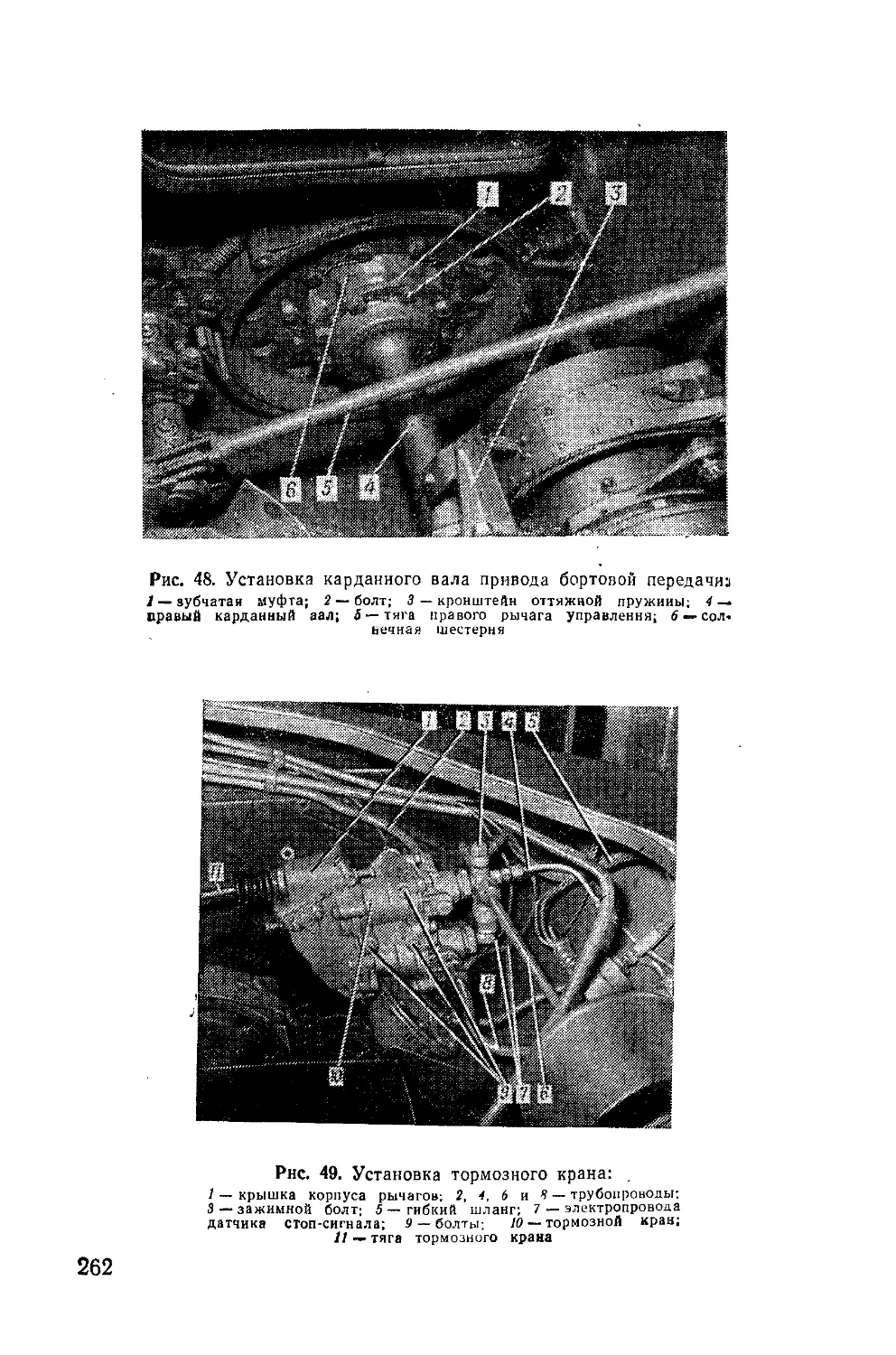
7. Вывернуть болты 1 (рис. 2), отсоеди-
нить сильфон 3 от фланца трубы 2 и от-
вести в сторону. Снять уплотнительную
прокладку
8. Ослабить винты хомутов крепления
шланга 5 и снять шланг с трубы 4
9. Вывернуть болты и снять крышку лю-
ка под промежуточным редуктором
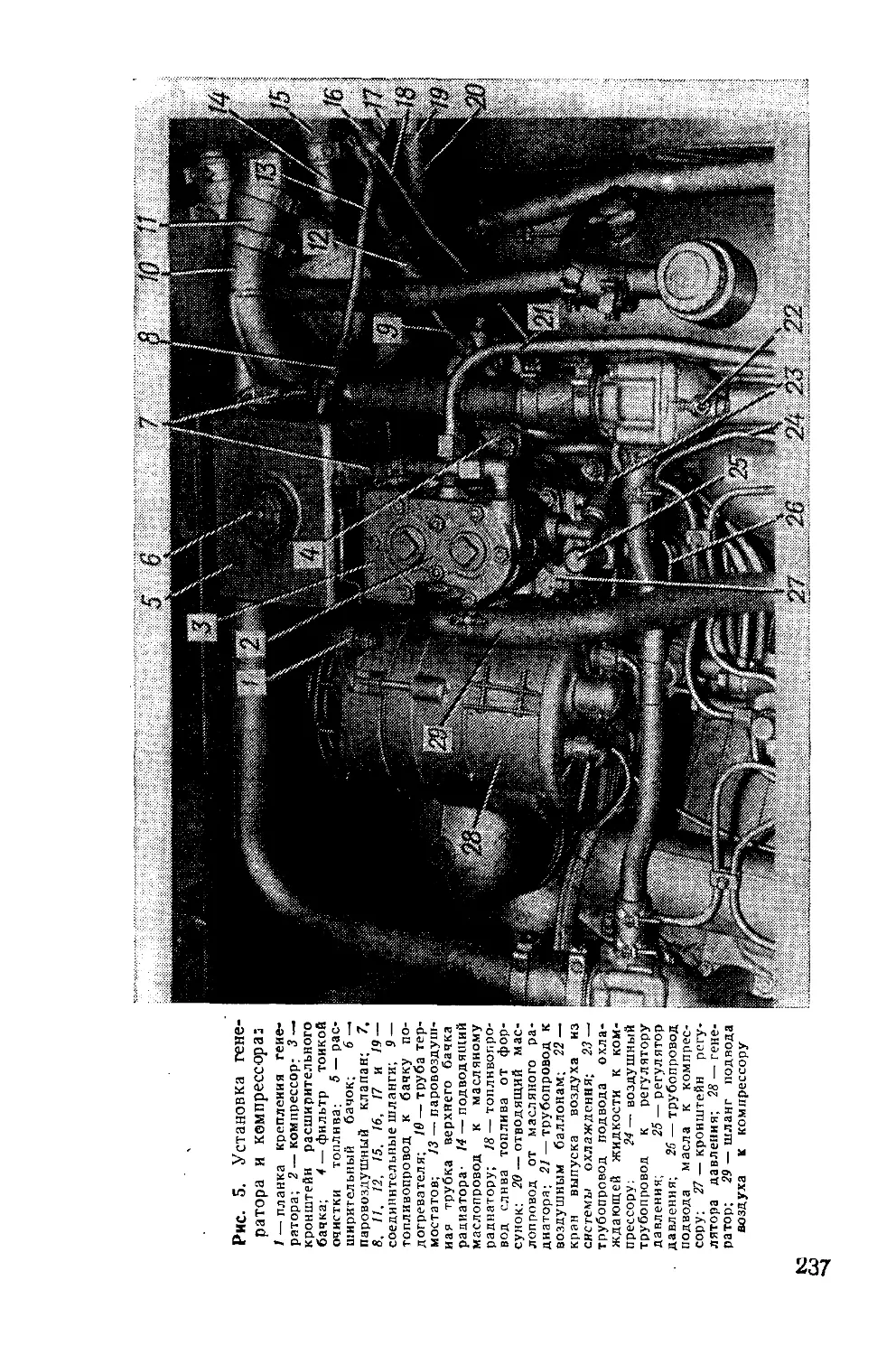
10. Ослабить винты хомутов крепления
шлангов 5 (рис. 3), 6, 8 и 9, снять шланги
с патрубков 3, 4, 7 и 10 насоса 2 и отвести
трубопроводы в сторону
Ключ 6.61.101
Ключ 8.61.129
Ключ 17—19,
шланг 5.61.067
Ключ 17—19, от-
вертка Б 175x0,7
Посуда для жид-
кости
Ключ торцовый 12
Ключ 10—12
Ключ торцовый 10-,
отвертка Б 175x0,7
Ключ торцовый 12
Ключ торцовый 10,
отвертка Б 175X0,7
14 .
Инструмент
и приспособления
Содержание операции (перехода)
11. Вывернуть болты, открыть запоры и
снять панели ограждения двигателя и па-
нель промежуточного редуктора
12. Вывернуть болт 3 (рис. 15) крепле-
ния планки 1 к газопроводу 2
13. Вывернуть болты 15 (рис. 17) и вы-
нуть трубу 5 из моторного отделения
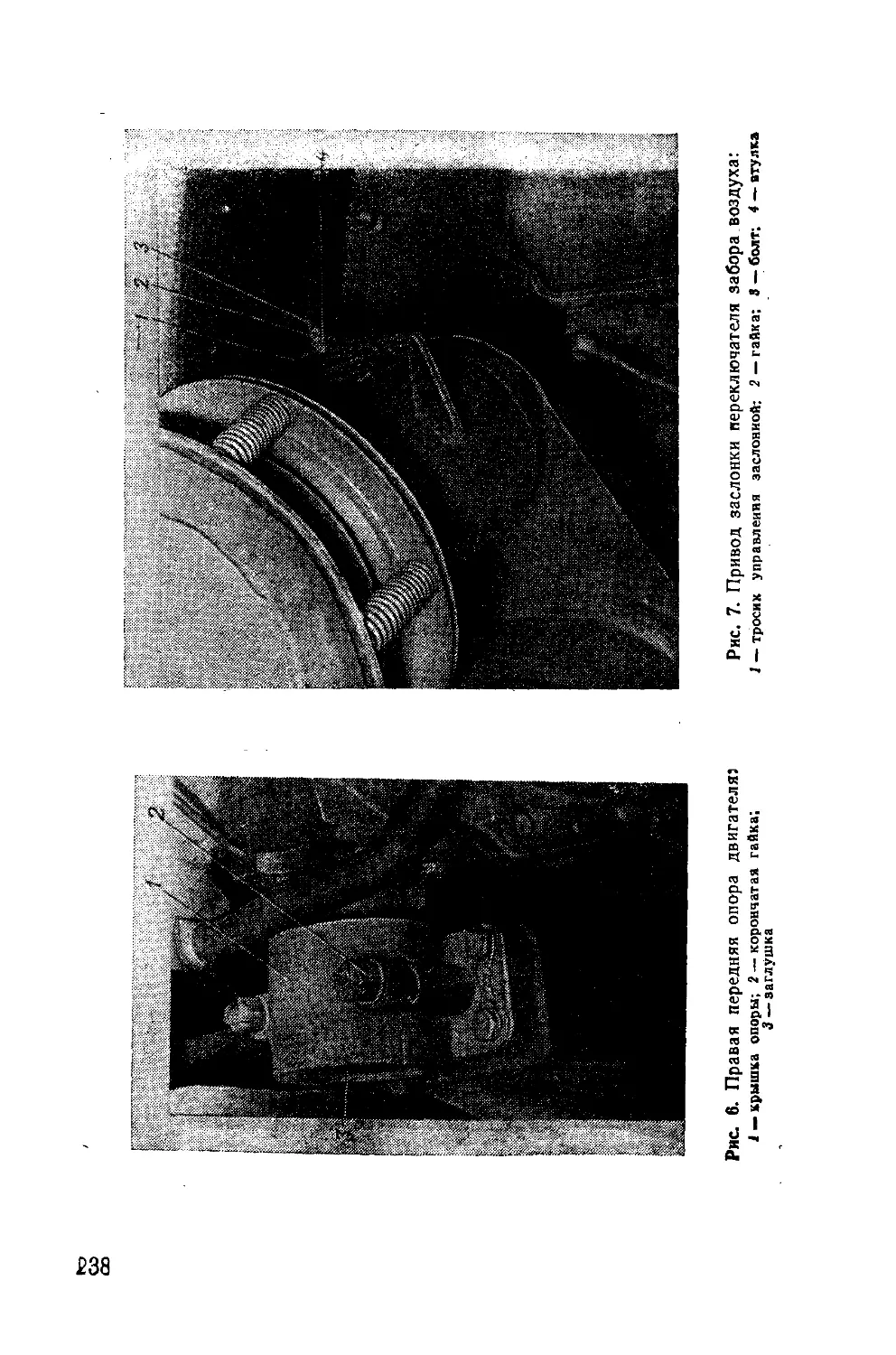
14. Вывернуть болты 3 (рис. 4) крепле-
ния фланца трубы 4 к кожуху 6
15. Вывернуть болты 2 крепления фланца
эжектора 1 к кожуху 6
16. Ослабить винты хомутов крепления
шланга 5, сдвинуть шланг с патрубка ко-
жуха 6 и отсоединить трубу 7
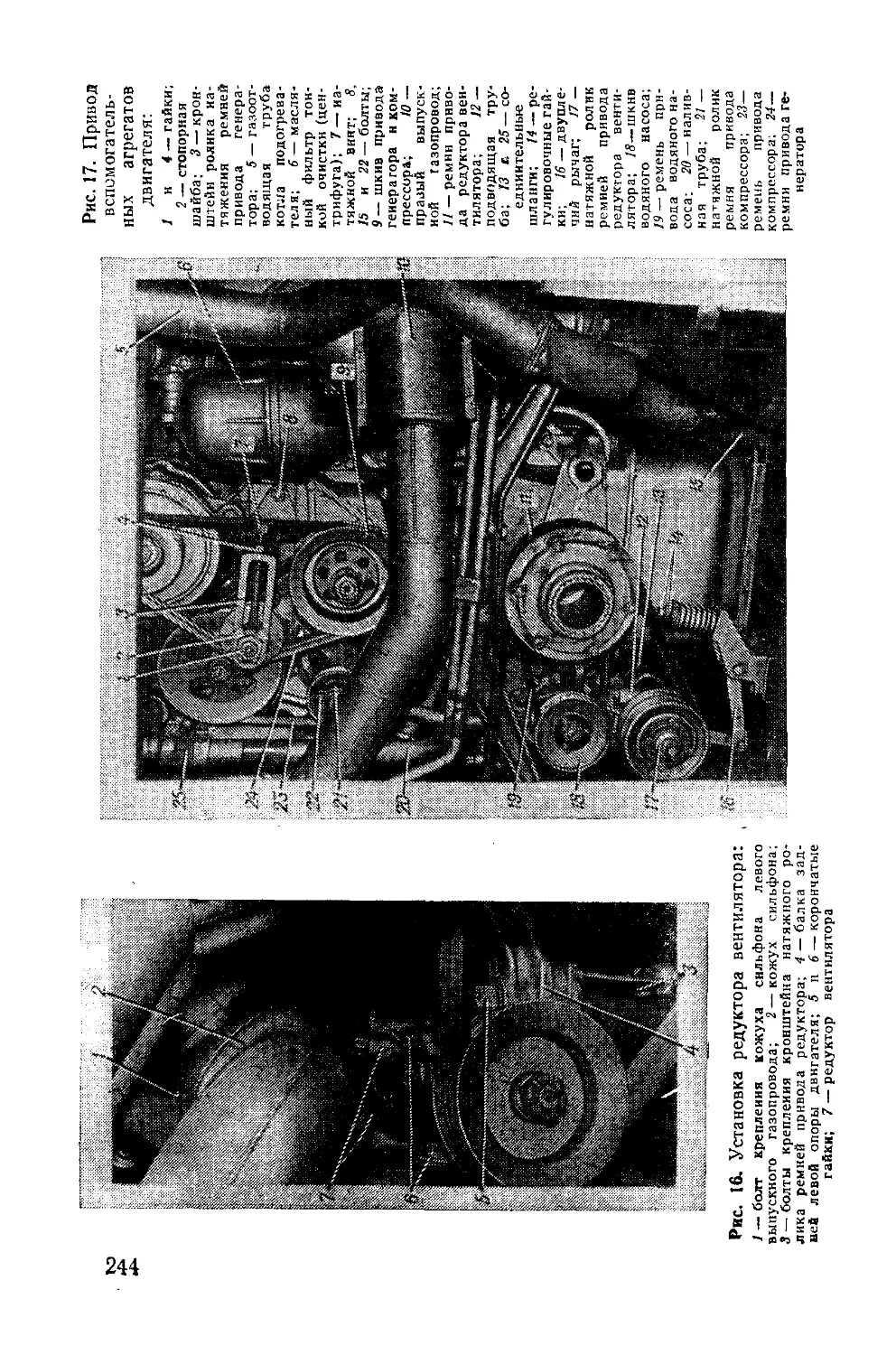
17. Ослабить гайки 14 (рис. 17) двуплече-
го рычага 16 и снять ремни 11 привода ре-
дуктора вентилятора со шкивов и натяж-
ного ролика 17
18. Расшплинтовать, отвернуть гайку 5
(рис. 16) крепления балки 4 и выбить болт
левой задней опоры двигателя
19. Повторить переход 18 для правой зад-
ней опоры двигателя
20. Расшплинтовать и разъединить штеп-
сельный разъем датчика, давления масла
21. Вывернуть винт и отсоединить элек-
тропровод сигнализатора перепускного кла-
пана от фильтра грубой очистки масла
22. Отсоединить электропровода от клемм
генератора (см. операционную карту № 69,
переходы 6 и 7)
23. Ослабить винты хомутов, сдвинуть
шланг 11 (рис. 5) и отсоединить трубу 10
от патрубка кожуха вентилятора
24. Ослабить винты хомутов, сдвинуть
шланги 15 и 19 и отсоединить маслопрово-
ды 14 и 20
25. Ослабить стяжные хомуты, сдвинуть
шланги 8, 12 и 16 и отсоединить трубку 13
И трубопроводы 9 и 18
Ключи 10—12 и
17—19, отвертка
Б 175X0,7
Ключ 14—17
Ключ 10—12
То же
Ключ торцовый 10,
отвертка А 150x0,5
Ключи 14—17 и
19—22, отвертка
Б 175X0,7
Ключ 32, ключ
торцовый 32, пло-
скогубцы 150, моло-
ток АЗ, выколотка
медная, вороток
То же
Плоскогубцы 150
Отвертка
А 150X0,5
Ключ торцовый 10,
отвертка А 150X0,5
То же
Отвертка
А 150X0,5
15
Инструмент
и приспособления
Содержание операции (перехода)
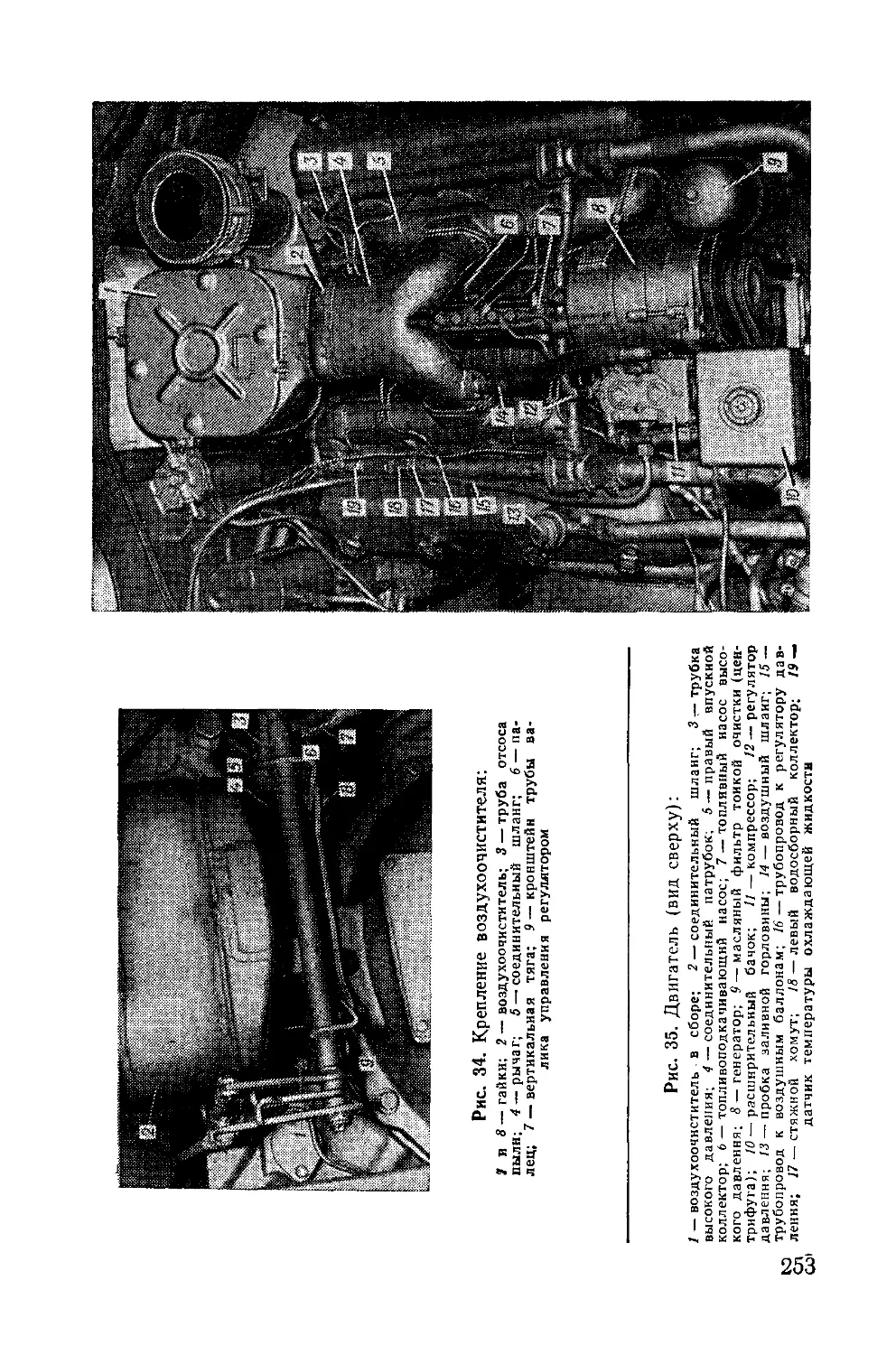
26. Отвернуть накидную гайку и отсоеди-
нить трубопровод 15 (рис. 35) от штуцера
компрессора 11
27. Отвернуть накидную гайку и отсоеди-
нить трубопровод 16 от регулятора 12
28. Расшплинтовать и рассоединить штеп-
сельный разъем датчика 19
29. Снять стяжные хомуты 17 крепления
трубопроводов 15 и 16. Отвести воздухо-
проводы в сторону
30. Отсоединить электропровода от клемм
стартера (см. операционную карту № ч70,
переходы 5 и 6)
31. Расшплинтовать, вынуть палец и от-
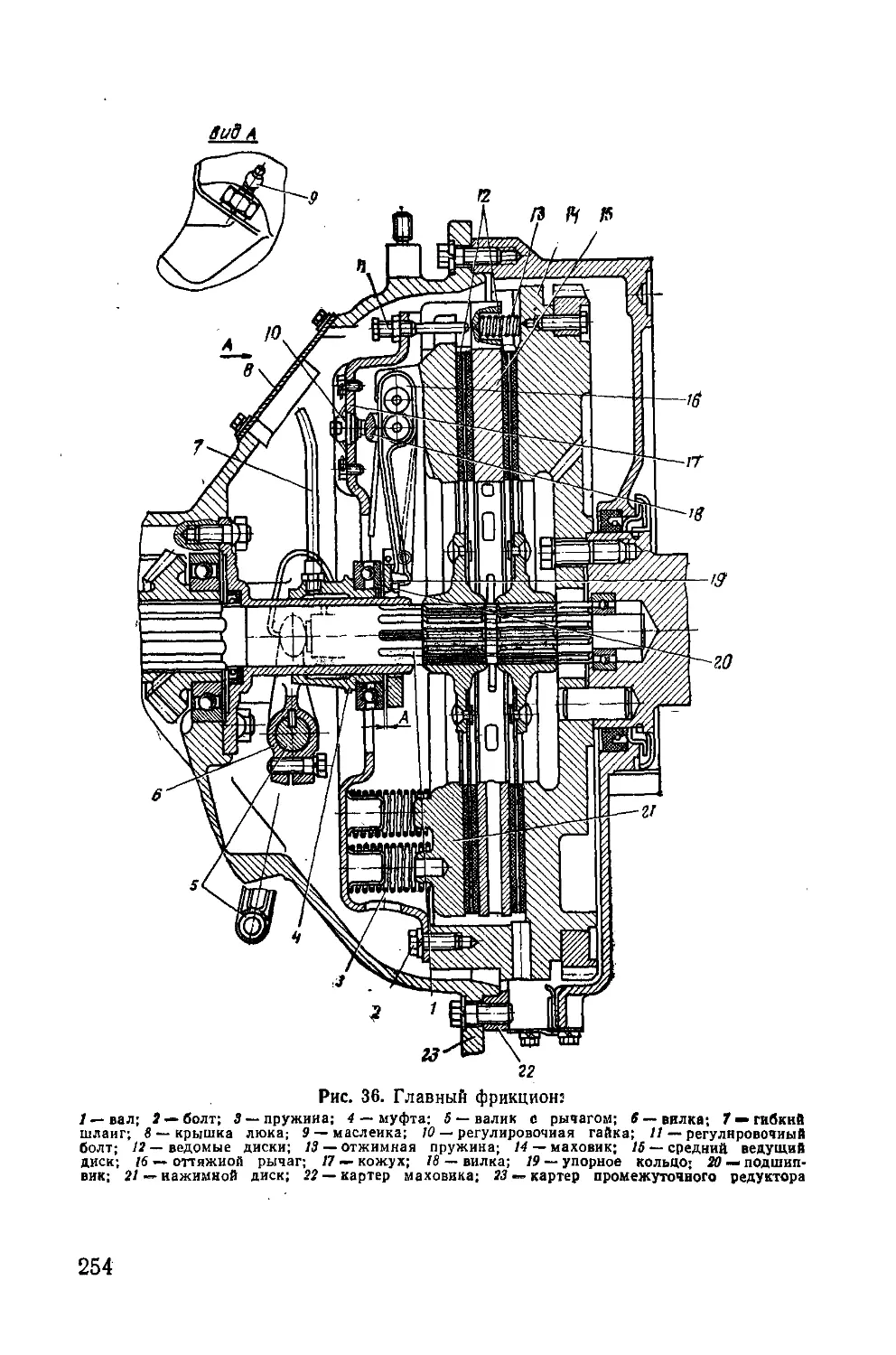
соединить тягу 13 (рис. 37) от рычага 8
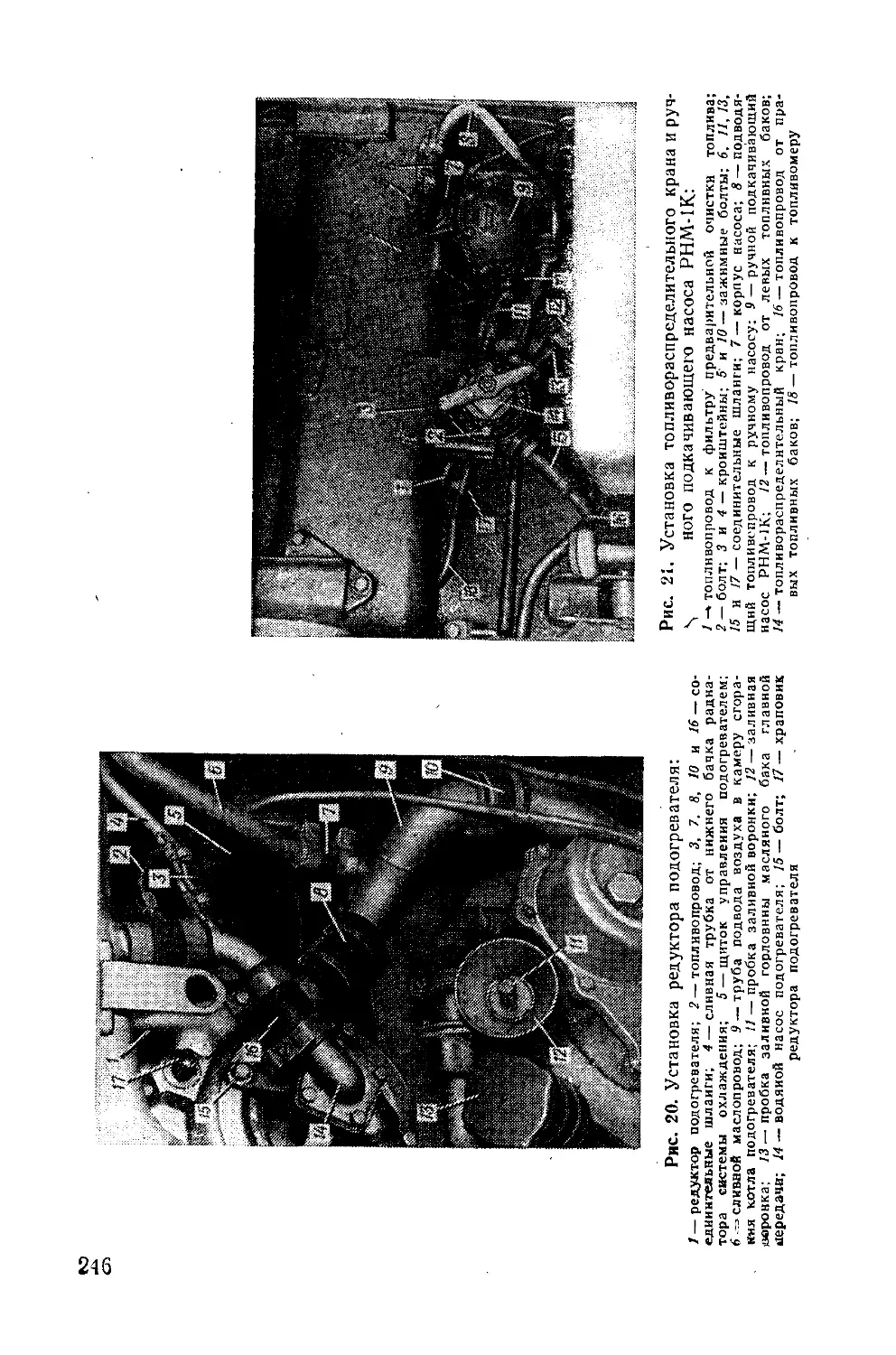
32. Поставить рукоятку топливораспреде-
лительного крана 14 (рис. 21) в положение
«Все выкл.»
33. Ослабить стяжной хомут, сдвинуть
шланг 2 (рис. 27) и отсоединить топливо-
провод 1 от угольника фильтра 3
34. Ослабить винты хомутов, сдвинуть
соединительный шланг и отсоединить тру-
бу 16 (рис. 19) от обводной трубы системы
охлаждения.
35. Расшплинтовать, вынуть палец 6
(рис. 34) и отсоединить тягу 7 от рычага 4
36. Расшплинтовать, отвернуть гайки 2
(рис. 6) и снять крышки 1 левой и правой
передних опор двигателя
37. Ослабить гайку 2 (рис. 7), удерживая
болт 3 от проворачивания, и вынуть тросик
1 из отверстий втулки 4 и болта
38. Отсоединить центральный карданный
вал (см. операционную карту № 35, пере-
ходы 1 и 3)
39. Зачалить двигатель, вынуть его из
моторного отделения и установить на под-
ставку.
(Переход выполняют три человека)
Ключ 24—27
Ключ 14—17
Плоскогубцы 150
Отвертка
А 150X0,5
Плоскогубцы 150,
отвертка А 150x0,5
Отвертка
А 150X0,5
Ключ торцовый 10,
отвертка А 150X0,5
Плоскогубцы 150,
отвертка А 150x0,5
Ключ торцовый
19—22, вороток, пло-
скогубцы 150, от-
вертка Б 175X0,7
Ключ 10—12, от-
вертка Б 175X0,7,
плоскогубцы 150
Кран-стрела 1,5-т,
захват, монтажный
ломик (2 шт.), под-
ставка
16
Инструмент
и приспособления
Содержание операции (перехода)
Установка двигателя в сборе с промежуточным редуктором
40. Очистить моторное отделение от гря-
зи и масла. Проверить наличие заглушек 3
(рис. 6) передних опор двигателя.
Перед установкой нового двигателя рас-
консервировать его согласно требованиям
Инструкции по эксплуатации двигателя
ЯЛ43-238.
Доукомплектовать двигатель (комплект-
ность его должна быть такой, при которой
он устанавливается на тягач)
41. Зачалить и установить двигатель в
сборе с промежуточным редуктором в мо-
торное отделение.
(Переход выполняют три человека)
42. Вставить болты в совмещенные отвер-
стия левой и правой задних опор двига-
теля, навернуть гайки 5 (рис. 16) с плоски-
ми шайбами и зашплинтовать шплинтами
43. Установить крышки 1 (рис. 6) левой
и правой передних опор двигателя, навер-
нуть гайки 2 с плоскими шайбами и за-
шплинтов.ать шплинтами
44. Смазать палец 6 (рис. 34) смазкой
УС, вставить его в совмещенные отверстия
тяги 7 и рычага 4, надеть на него плоскую
шайбу и зашплинтовать
45. Смазать концы патрубков 3, 4, 7 и 10
(рис. 3) тонким слоем смазки УС, надеть
шланги 6, 5, 8 и 9 и закрепить винтовыми
хомутами
46. Смазать конец трубы 4 (рис. 2) тон-
ким слоем смазки УС, надеть шланг 5 и
закрепить винтовыми хомутами
47. Смазать прокладку смазкой УСсА,
установить ее на фланец трубы 2
48. Присоединить фланец сильфона 3 к
фланцу трубы 2 и закрепить болтами 1 с
пружинными шайбами.
При сборке резьбу крепежных деталей
смазать смазкой УСсА
Скребок, щетка
металлическая, по-
суда для керосина,
кисть волосяная,
салфетка
Кран-стрела 1,5-т,
захват, монтажный
ломик (2 шт.)
Ключ 32, ключ
торцовый 32, воро-
ток, молоток АЗ, пло-
скогубцы 150
Ключ торцовый
19—22, вороток, мо-
лоток АЗ, плоско-
губцы 150
Плоскогубцы 150,
отвертка А 150x0,5,
посуда для смазки
Ключ торцовый 10,
отвертка А 150X0,5,
посуда для смазки
То же
Посуда для смаз-
ки, кисть волосяная
Ключ 10—12, по-
суда для смазки
1.7
Инструмент
и приспособления
Содержание операции (перехода)
49. Установить центральную карданную
передачу (см. операционную карту № 35,
переходы 6 и 7)
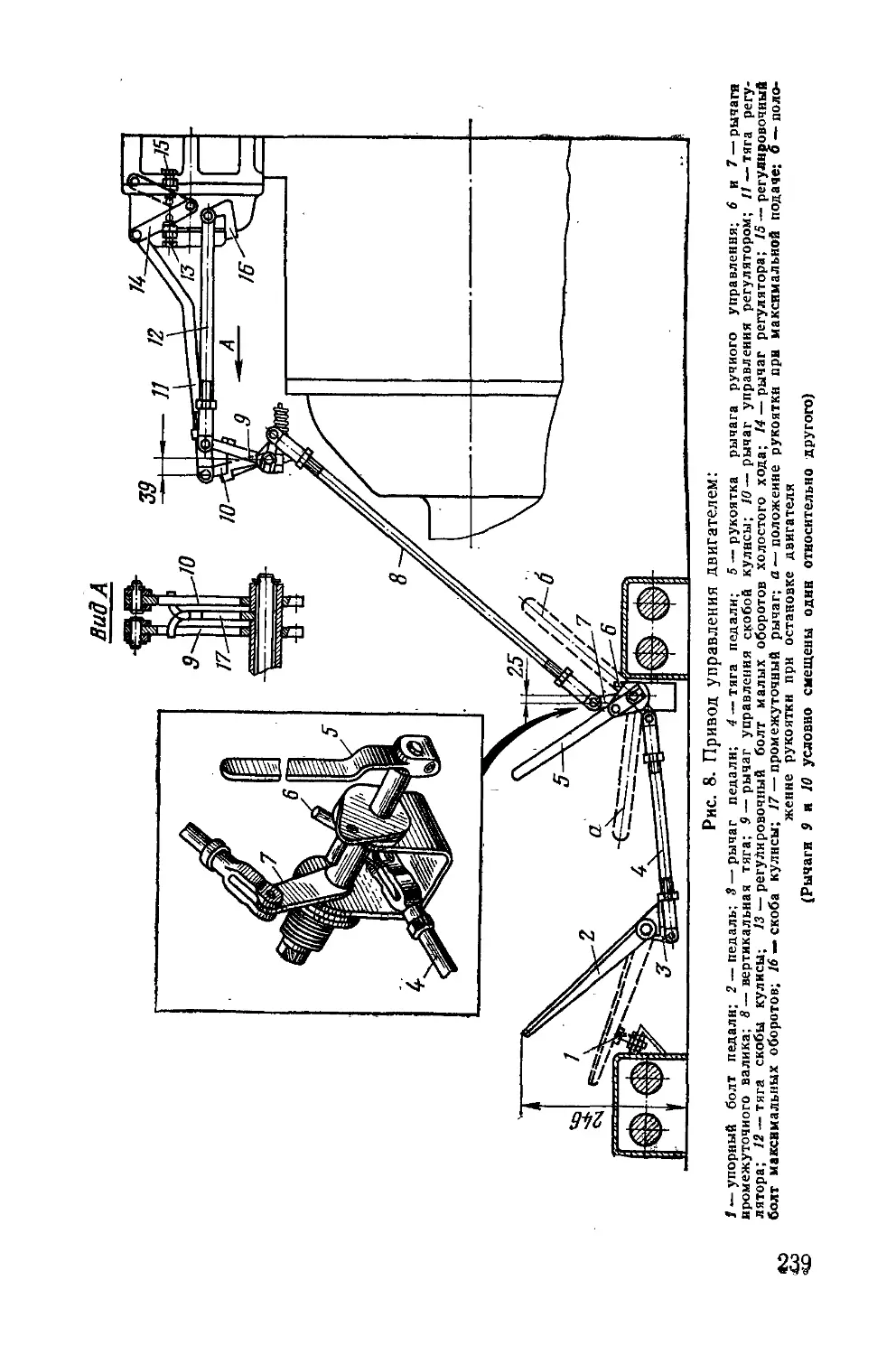
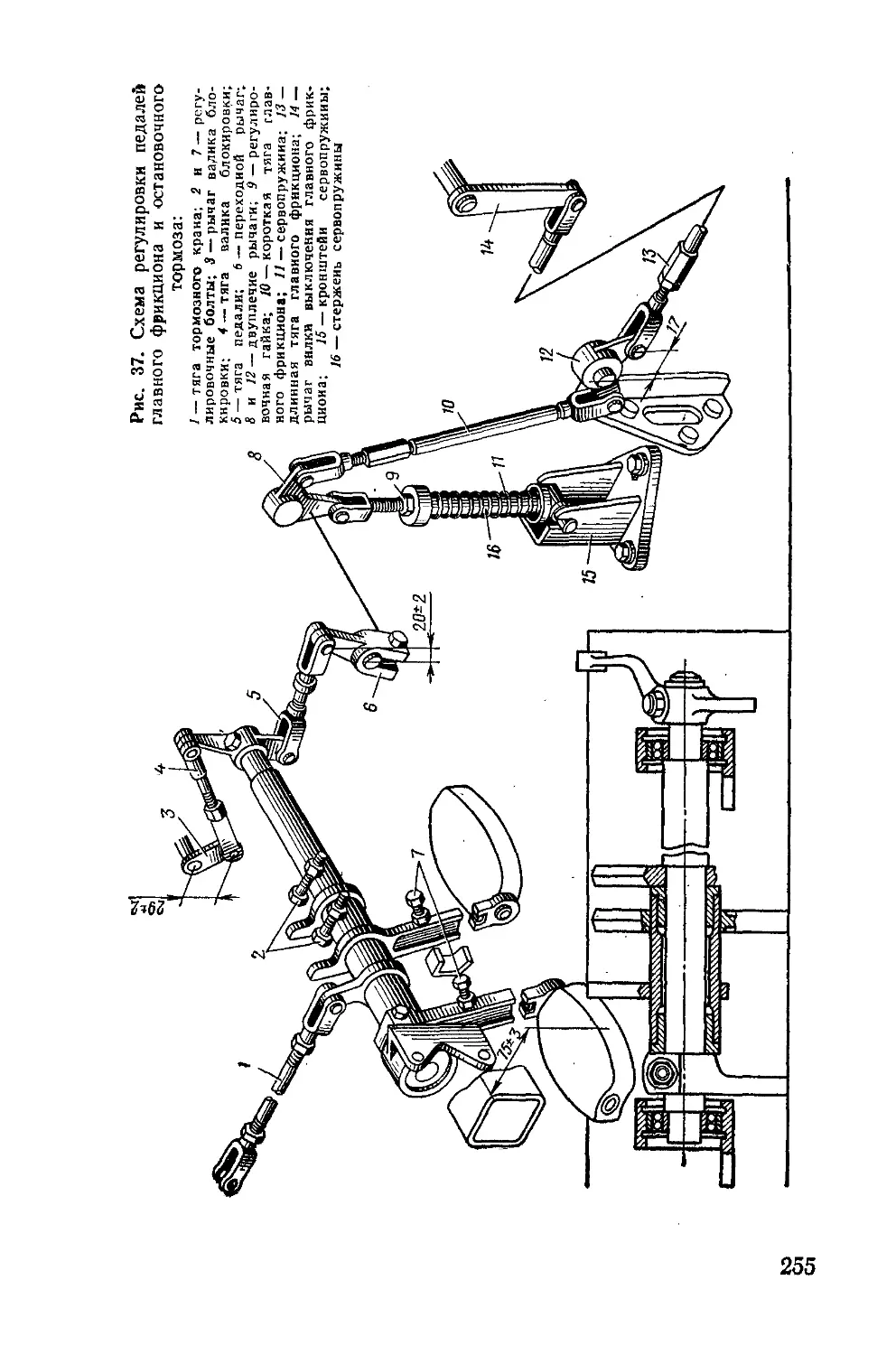
50. Отрегулировать положения тяги 11
(рис. 8) и рычагов 10 и 14, соответствую-
щие малым оборотам холостого хода дви-
гателя, для чего:
— расшплинтовать, вынуть палец и от-
соединить тягу 11 от рычага 10;
— ослабить гайку крепления наконечни-
ка тяги 11;
— подвести рычаг 14 до упора в болт 13,
а рычаг 10 установить так, чтобы расстоя-
ние от центра оси рычага 10 до вертикаль-
ной линии, проходящей по центру оси вра-
щения, было 39 мм;
— совместить отверстия рычага 10 и на-
конечника тяги 11 (вращая наконечник),
вставить палец отверстием под шплинт вле-
во, надеть на палец плоскую шайбу и за-
шплинтовать;
— закрепить наконечник тяги 11 гайкой
51. Отрегулировать положения тяги 12 и
рычагов 9 и 17, соответствующие моменту
начала выключения подачи топлива, для
чего:
— расшплинтовать, вынуть палец и от-
соединить тягу 12 от рычага 9;
— ослабить гайку крепления наконеч-
ника тяги 12;
— подвести рычаг 17 до упора в рычаг
10, перемещая ручку 5, а рычаг 9 —до упо-
ра в усик рычага 17;
— переместить тягу 12 сначала назад до
упора (в сторону кормы транспортера-тя-
гача), а затем вперед до момента начала
выключения подачи топлива (определяется
увеличением усилия при перемещении
тяги);
Ключ 14—17, от-
вертка А 150X0,5,
плоскогубцы 150, ли-
нейка 300
То же
18
Инструмент
и приспособления
Содержание операции (перехода)
— совместить отверстия рычага 9 и на-
конечника тяги 12 (вращая наконечник),
вставить палец отверстием под шплинт
вправо, надеть на палец плоскую шайбу
и зашплинтовать;
— закрепить наконечник тяги 12 гайкой.
Технические условия: 1. По окончании регулировок ры-
чаг 14 должен упираться в болт 13, рычаг ГО — в один усик
рычага 17, а рычаг 9— в другой усик рычага 17.
2. Рычаги 9, 10 и 17 должны находиться в одной плоскости
и наклонены вперед на 39 мм
52. Отрегулировать привод управления
Двигателем, для чего:
— расшплинтовать, вынуть пальцы и от-
соединить тяги 8 и 4 от рычага 7;
— переместить рычаг 7 вперед так, что-
бы расстояние от оси вращения рычага до
центра верхнего отверстия было 25 мм, и в
этом положении присоединить тягу 8\
— установить педаль 2 на расстоянии
246 мм от днища и присоединить тягу 4 к
нижнему отверстию рычага 7
53. Смазать конец трубы 16 (рис. 19) тон-
ким слоем смазки УС, надеть соединитель-
ный шланг обводной трубы и закрепить
винтовыми хомутами
54. Вставить тросик 1 (рис. 7) в отвер-
стия втулки 4 и болта 3 и закрепить гай-
кой 2
55. Смазать резьбу угольника фильтра 3
(рис. 27) цинковыми белилами, надеть
шлаиг 2 топливопровода 1 и закрепить
стяжными хомутами
56. Присоединить электропровода к клем-
мам стартера (см. операционную карту
№ 70, переходы 12 и 13)
57. Подсоединить трубопровод 15
(рис. 35) к штуцеру компрессора 11 и за-
крепить накидной гайкой
Ключ 14—17, от-
вертка А 150x0,5,
плоскогубцы 150,
линейка 300
Ключ торцовый 10,
отвертка А 150x0,5,
посуда для смазки
Ключ 10—12
Отвертка
А 150x0,5,. посуда
для краски, кисть
волосяная
Ключ 24—27,
19
Инструмент
и приспособления
Содержание операции (перехода)
58. Подсоединить трубопровод 16 к регу-
лятору 12 и закрепить накидной гайкой
59. Установить стяжные хомуты 17 на
коллектор 18 и закрепить трубопроводы 15
и 16
60. Соединить штепсельный разъем и
зашплинтовать накидную гайку датчика 19
проволокой
61. Смазать концы трубопроводов 9
(рис. 5) и 18 и трубки 13 тонким слоем
смазки УС, надеть шланги 12, 17 и 16 и за-
крепить стяжными хомутами
62. Смазать концы трубопроводов 14 и 20
тонким слоем смазки УС, надеть шланги 15
и 19 и закрепить винтовыми хомутами
63. Смазать конец трубы 10 тонким сло-
ем смазки УС, надеть шланг И и закрепить
винтовыми хомутами
64. Присоединить электропровода к клем-
мам генератора (см. операционную карту
№ 69, переходы 21 и 22) .
65. Смазать конец патрубка кожуха 6
(рис. 4) тонким слоем смазки УС, надеть
шланг 5 и закрепить винтовыми хомутами
66. Присоединить фланец эжектора 1 с
прокладкой к кожуху 6 и закрепить болта-
ми 2 с пружинными шайбами
67. Присоединить фланец трубы 4 с про-
кладкой к кожуху 6 и закрепить болтами 3
с пружинными шайбами
68. Надеть ремни 11 (рис. 17) на шкивы
и ролик 17 и отрегулировать натяжение
ремней навертыванием гаек 14.
Прогиб ремней в средней части между
шкивами редуктора и коленчатого вала при
усилии 3—4 кгс должен быть 10—15 мм
69. Установить газоотводящую трубу 5 с
прокладкой и закрепить болтами /5с пру-
жинными шайбами
70. Подвести планку / (рис. 15) к бонке
правого выпускного газопровода 2 и закре-
пить болтом 3 с пружинной шайбой
Ключ 14—17
Отвертка
А 150X0,5
Плоскогубцы 150
Отвертка
А 150X0,5
Ключ торцовый 10,
отвертка А 150x0,5,
посуда для смазки
То же
Ключ торцовый 10,
отвертка А 150x0,5,
посуда для смазки
Ключ 10—12
То же
Ключи 17—19 и
19—22, линейка 300
Ключ 10—12
Ключ 14—17
20
Инструмент
и приспособления
Содержание операции (перехода)
71. Соединить штепсельный разъем элек-
тропровода датчика давления масла и за-
шплинтовать накидную гайку проволокой
72. Присоединить электропровод сигнали-
затора перепускного клапана к фильтру
грубой очистки масла и закрепить винтом с
двумя плоскими и пружинной шайбами
73. Присоединить тягу 13 (рис. 37) к ры-
чагу 8 валика вилки выключения главного
фрикциона, вставить палец, надеть -на него
шайбу и зашплинтовать
74. Открыть пробку 13 (рис. 35) и запра-
вить двигатель маслом. Закрыть пробку.
Масло заливать до метки В на масломер-
ном щупе
75. Закрыть кран 12 (рис. 19). Открыть
кран 22 (рис. 5), вывернуть клапан 6 и за-
править двигатель охлаждающей жидко-
стью. При появлении охлаждающей жид-
кости из крана 22 закрыть его и ввернуть
клапан
76. Включить выключатель «массы»,
дать звуковой сигнал и провернуть коленча-
тый вал стартером в течение 3—4 сек без
подачи топлива. Проверить уровень охлаж-
дающей жидкости и при необходимости до-
лить. Выключить выключатель «массы».
Воду заливать до половины объема рас-
ширительного бачка, а низкозамерзающую
жидкость до появления ее в расширитель-
ном бачке
77. Установить рукоятку крана 14
(рис. 21) в положение «Все вкл.»
78. Удалить воздух из системы питания
двигателя топливом, для чего:
— вывернуть пробку 4 (рис. 27) и за-
полнить фильтр 3 топливом; ввернуть проб-
ку;
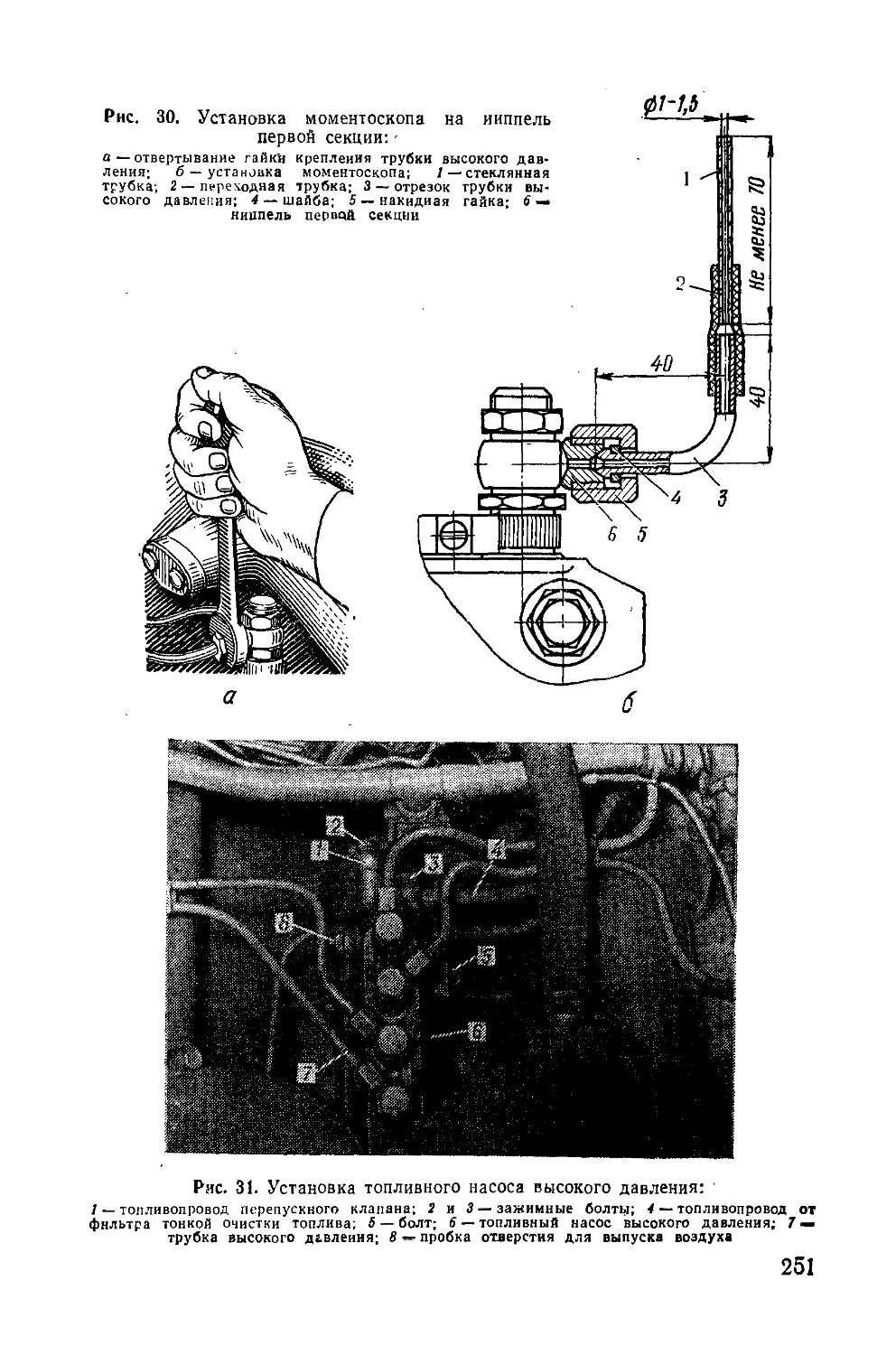
— вывернуть пробку 8 (рис. 31)( и уда-
лить воздух из топливного насоса высокого
давления; ввернуть пробку.
Воздух удалять ручным топливоподкачи-
вающим насосом
Плоскогубцы 150
Отвертка
А 150X0,5
Плоскогубцы 150
Посуда для масла,
воронка
Ключ 8.61.129, по-
суда для .жидкости,
воронка
То же
Ключи 10—12 и
19—22
21
Инструмент
и приспособления
Содержание операции (перехода)
79. Пустить двигатель, для чего:
— поставить рычаг переключения пере-
дач в нейтральное положение;
— включить выключатель «массы» и
дать звуковой сигнал;
— установить рычаг ручной подачи топ-
лива назад в положение 1/3 полного хода;
— включить включатель «возбуждения»
генератора;
— выжать педаль главного фрикциона и
нажать кнопку стартера (продолжитель-
ность нажатия не более 20 сек).
Как только двигатель начал работать, от-
пустить кнопку стартера.
В случае трех-четырех неудачных попы-
ток необходимо прекратить пуск двигателя
и выяснить причину. После устранения не-
исправности повторить пуск двигателя.
Если спустя 20—30 сек после пуска мас-
ляный манометр не показывает давление,
остановить двигатель, найти причину и уст-
ранить дефект
80. Прогреть двигатель до температуры
охлаждающей жидкости 70—80° С и прове-
рить его работу на всех режимах.
(Переход выполняют два человека).
Технические условия: 1. Минимально устойчивые обороты
холостого хода должны быть в пределах 450—550 в минуту,
максимальные обороты — 2225—2275 в минуту, номинальное
число оборотов — 2100 в минуту/
2. Давление масла в масляной системе на оборотах хо-
лостого хода должно быть не менее 1 кгс/сл2, на эксплуата-
ционных режимах — 4—7 кгс/см2.
3. Двигатель должен работать устойчиво, без перебоев и
стуков.
4. Подсос и утечка воздуха в трубопроводах, прорыв отра-
ботавших газов, течь топлива, масла и охлаждающей жидко-
сти в местах соединений и уплотнений не допускается
81. Проверить регулировку привода уп-
равления подачей топлива.
(Переход выполняют два человека).
Набор щупов
22
Инструмент
и приспособления
Содержание операции (перехода)
Правильно отрегулированный привод
должен обеспечить:
— при нажатой педали подачи топлива
до упора обороты двигателя в пределах
2225—2275 в минуту, при этом зазор между
рычагом регулятора и регулировочным бол-
том максимальных оборотов должен быть
не более 1,2 мм;
— при отпущенной педали подачи топли-
ва и при установленной рукоятке ручного
привода в крайнем переднем положении ос-
тановку двигателя
82. Остановить двигатель и через 5 мин
проверить уровень масла в поддоне и при
необходимости долить масло
83. Смазать прокладку левой задней па-
нели ограждения двигателя цинковыми бе-
лилами, установить ее в сборе с панелью
и закрепить болтами с плоскими шайбами
84. Установить панели ограждения двига-
теля и панель ограждения промежуточного
редуктора и закрепить запорами
85. Установить крышки подмоторного лю-
ка и люка под промежуточным редуктором
с прокладками и закрепить на днище бол-
тами с пружинными шайбами
86. Опустить крышку 1 (рис. 1) и закре-
пить запорами 2. Закрыть лючок вентиля-
ции моторного отделения, установив руко-
ятку в крайнее левое положение
Посуда для масла
Ключ 10—-12, по-
суда для краски,
кисть волосяная
Ключи 10—12 и
17—19, отвертка
Б 175X0,7
Ключ 10—12
Ключ 6.61.101
23
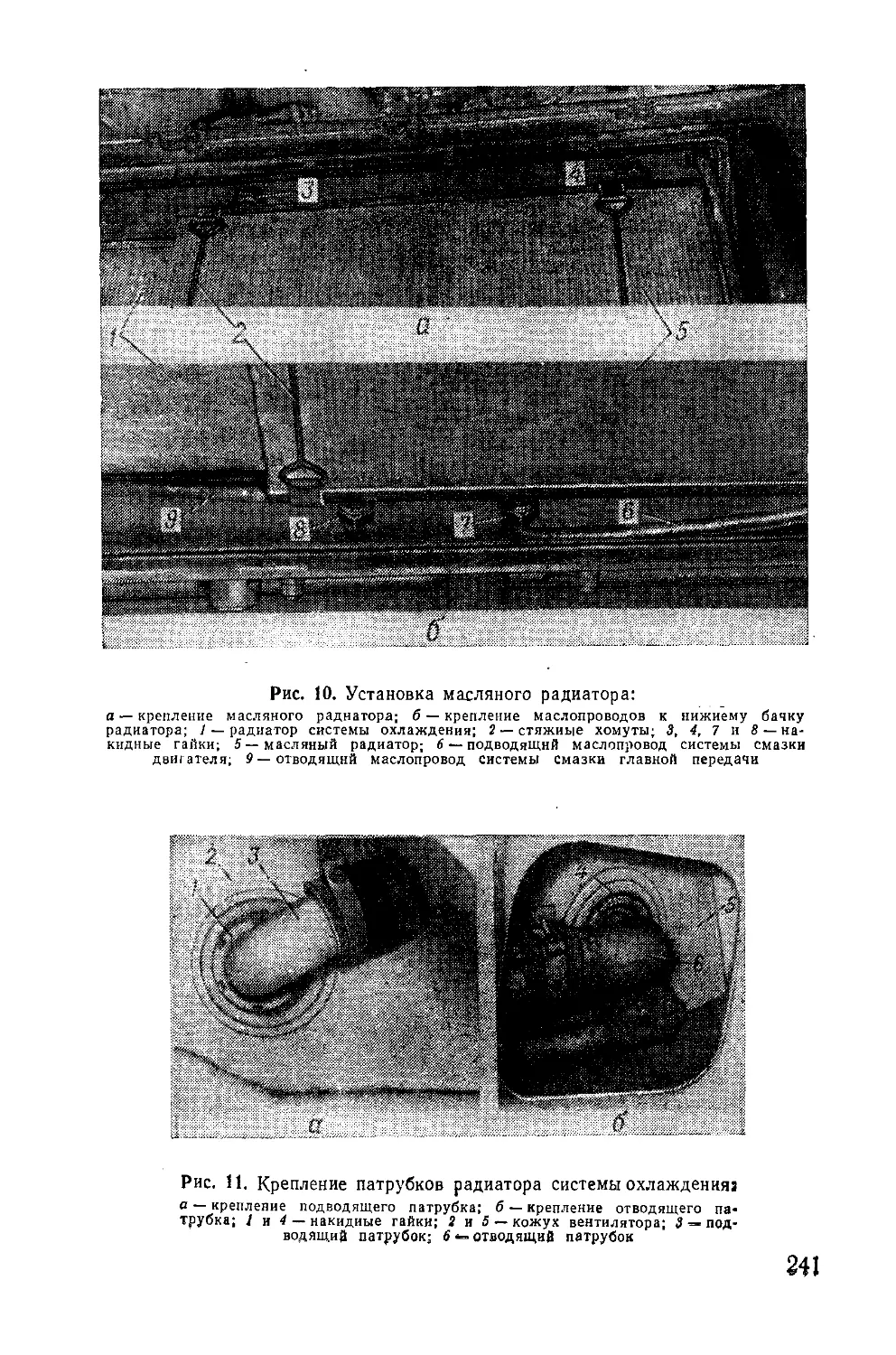
ЗАМЕНА МАСЛЯНОГО РАДИАТОРА
Масляный радиатор подлежит замене в случае течи масла при
повреждении охлаждающих и соединительных трубок, а также
бачков.
ОПЕРАЦИОННАЯ КАРТА № 2
Инструмент и приспособления: ключи 14—17, 17—19 и 41—46;
ключ торцовый 14; ключ 6.61.101 запора; плоскогубцы комбиниро-
ванные 150; отвертка В 175x0,7; монтажный ломик; щетка метал-
лическая; посуда для бензина, масла и клея; кисть волосяная; во-
ронка под масло.
Трудоемкость замены ручным инструментом — 1 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие масляного радиатора
1. Открыть лючок вентиляции моторного
отделения, установив рукоятку в крайнее
правое положение. Открыть запоры, под-
нять крышку 1 (рис. 1) и зафиксировать
стойкой 3
2. Снять щиток отопителя (см. операци-
онную карту № 66, переходы 1 и 2)
3. Отвернуть гайку 3 (рис. 9) и отсоеди-
нить рейку 2 от шарового пальца 6 тяги 5
4. Вывернуть болты 1 и снять рамку 4
5. Отвернуть гайки 3 (рис. 10), 4, 7 и 8
крепления трубопроводов к штуцерам ра-
диатора 5
6. Отвернуть гайки 9 (рис. 26) и снять
хомуты 2 (рис. 10) с прокладками. Снять
масляный радиатор.
(Переход выполняют два человека)
Ключ 6.61.101
Ключ 14—17
Ключ торцовый 14,
монтажный ломик
Ключ 41—46
Ключ 17—19
Установка масляного радиатора
7. Убедиться в наличии резиновых прокла-
док на верхнем и нижнем бачках водяного
радиатора.
При их отсутствии зачистить поверхности
Щетка металличе-
ская, посуда для
бензина и клея,
кисть волосяная
24
Инструмент
и приспособления
Содержание операции (перехода)
бачков, обезжирить бензином Б-70 и при-
клеить прокладки клеем № 88
8. Установить масляный радиатор 5
(рис. 10) на прокладки водяного радиато-
ра 1.
(Переход выполняют два человека)
9. Присоединить трубопроводы к штуце-
рам радиатора 5 и закрепить накидными
гайками 3, 4, 7 и 8
10. Закрепить нижние концы лент хому-
тов 2, уложить войлочные (картонные) про-
кладки под ленты, вставить резьбовые кон-
цы хомутов в отверстия кожуха радиато-
ров и закрепить гайками 9 (рис. 26)
11. Пустить двигатель и проверить гер-
метичность радиатора и соединений. Оста-
новить двигатель.
(Переход выполняют два человека).
Течь масла в соединениях трубопроводов,
бачках и сердцевине радиатора не допуска-
ется
12. Установить рамку 4 (рис. 9) и закре-
пить на корпусе болтами 1 с пружинными
шайбами
13. Надеть рейку 2 на палец 6 и закре-
пить гайкой 3 с пружинной шайбой
14. Установить щиток отопителя (см. опе-
рационную карту № 66, переходы 3—5)
15. Проверить уровень масла в поддоне
картера и при необходимости долить
16. Опустить крышку 1 (рис. 1) и закре-
пить запорами 2. Закрыть лючок вентиля-
ции моторного отделения, установив ру-
коятку в крайнее левое положение
Ключ 41—46
Ключ 17—19
Ключ торцовый 14,
монтажный ломик
Ключ 14—17
Посуда для мас-
ла, воронка
Ключ 6.61.101
25
ЗАМЕНА ВОДЯНОГО РАДИАТОРА
Водяной радиатор подлежит замене при следующих неисправ-
ностях:
1. Течь охлаждающей жидкости из охлаждающих трубок или
бачков радиатора.
2. Накипь в трубках радиатора, вызывающая перегрев двига-
теля при открытых створках жалюзи, исправном водяном насосе,
нормальном уровне охлаждающей жидкости и правильно отрегу-
лированном натяжении ремней привода водяного насоса и редук-
тора вентилятора.
3. Механические повреждения радиатора (смятие сердцевины,
повреждение бачков, обрывы патрубков и др.).
ОПЕРАЦИОННАЯ КАРТА №3
Инструмент и приспособления: ключи 14—17, 17—19 и 41—46;
ключи торцовые 10 и 14; ключ 6.61.101 запора; ключ 8.61.129 па-
ровоздушного клапана; ключ 8.61.107 торцовый гайки радиатора;
монтажный ломик; отвертка Б 175X0,7 и В 175x0,7; плоскогубцы
комбинированные 150; захват для подъема радиатора; кран-стре-
ла 1,5-т; щетка металлическая; шланг 5.61.067 для слива охлаж-
дающей жидкости; посуда для бензина, масла, охлаждающей жид-
кости, краски и клея; воронки под масло и охлаждающую жид-
кость; кисть волосяная.
Трудоемкость замены ручным инструментом — 2,4 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие водяного радиатора
1. Открыть лючок вентиляции моторного Ключ 6.61.101
отделения, установив рукоятку в крайнее
правое положение. Открыть запоры, под-
нять крышку 1 (рис. 1) и зафиксировать
стойкой 3
2. Слить охлаждающую жидкость (см.
операционную карту № 1, переходы 2—5)
3. Снять щиток отопителя (см. операци-
онную карту № 66, переходы 1 и 2)
4. Снять масляный радиатор (см. опера-
ционную карту № 2, переходы 3—6)
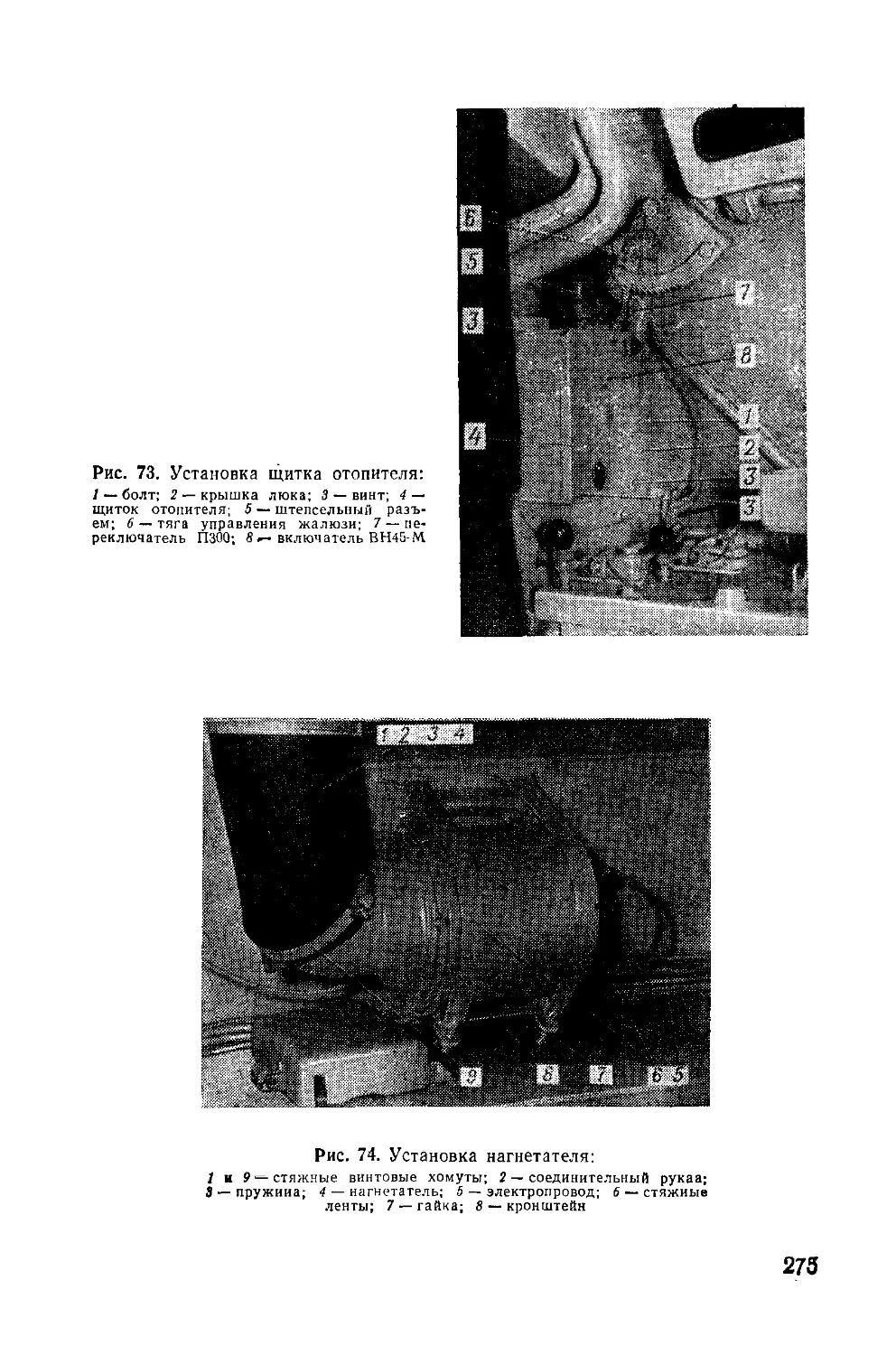
5. Вывернуть болты 1 (рис. 73), снять Ключ торцовый 10
крышку 2 и уплотнительную прокладку
26
Содержание операции (перехода) Инструмент и приспособления
6. Отвернуть гайку 4 (рис. 11) и отсоеди- нить патрубок 6 от штуцера радиатора 7. Отвернуть гайку 1 и отсоединить пат- рубок 3 от штуцера радиатора 8. Вывернуть болт 3 (рис. 12) и отсоеди- нить трубку 2 от верхнего бачка радиа- тора 4 9. Установить радиатор 4 вертикально, вывернуть зажимной болт и отсоединить Ключ 8.61.107 То же Ключ 17—19 То же
пароотводящую трубку от нижнего бачка. (Переход выполняют два человека) 10. Зачалить и снять радиатор 4. (Переход выполняют два человека) Кран-стрела 1,5-т, захват, монтажный ломик
Установка радиатора
11. Убедиться в наличии резиновых про-
кладок на кожухе.
При их отсутствии зачистить поверхности
кожуха, обезжирить бензином Б-70 и при-
клеить прокладки клеем № 88
12. Зачалить и установить радиатор вер-
тикально. Присоединить пароотводящую
трубку к нижнему бачку радиатора и за-
крепить зажимным болтом с прокладками.
Опустить радиатор.
(Переход выполняют два человека)
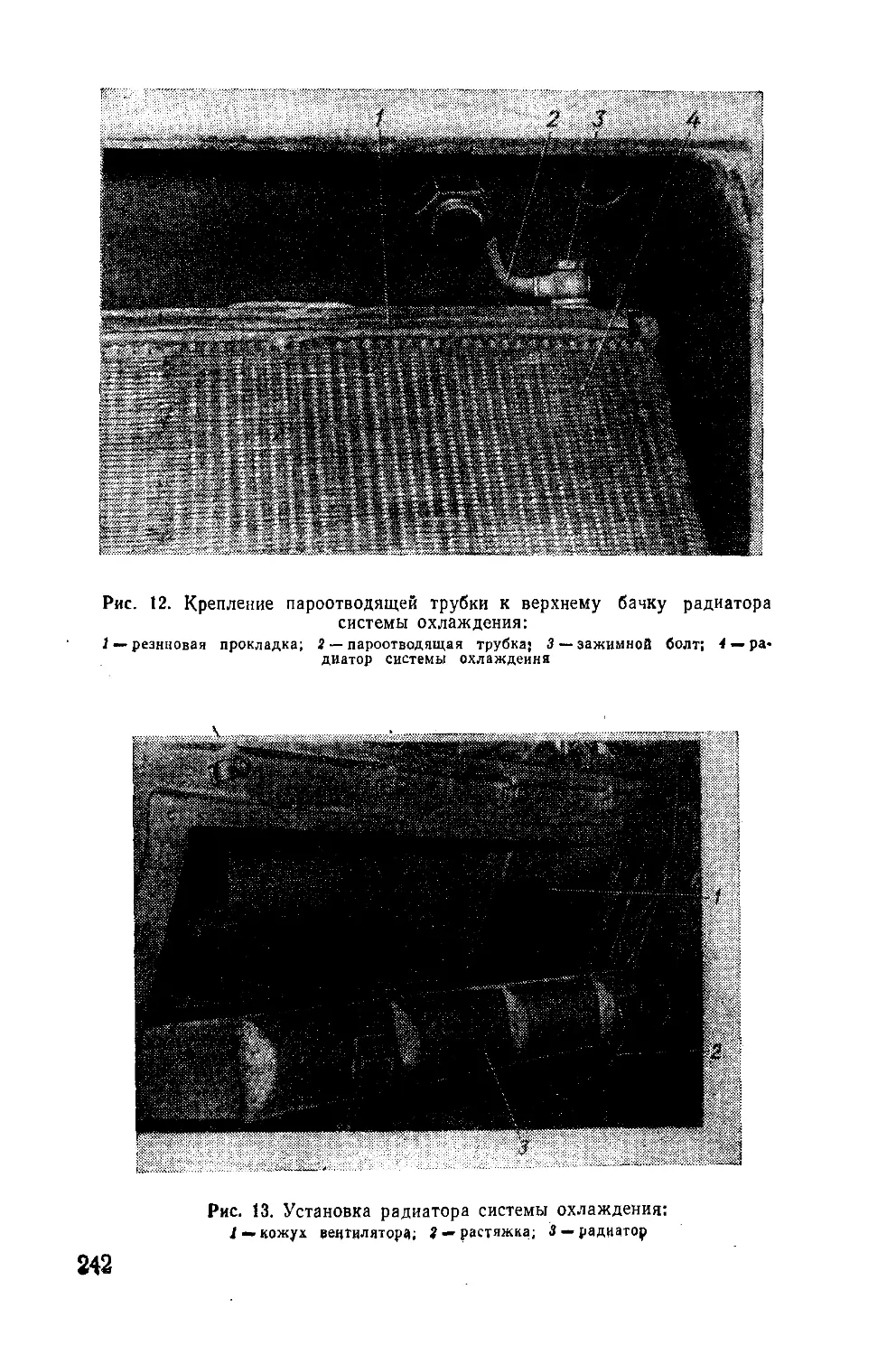
13. Присоединить трубку. 2 (рис. 12) к
верхнему бачку радиатора 4 и закрепить
болтом 3 с прокладками
14. Установить уплотнительное резиновое
кольцо на клею № 88 в патрубок 3
(рис. 11), присоединить патрубок к шту-
церу радиатора и закрепить гайкой 1
15. Установить уплотнительное резиновое
кольцо на клею № 88 в патрубок 6, присо-
единить патрубок к штуцеру радиатора и
закрепить гайкой 4
Щетка металли-
ческая, посуда для
бензина, и клея,
кисть волосяная
Ключ 17—19,
кран-стрела 1,5-7,
захват, монтажный
ломик
Ключ 8.61.107
То же
27
Инструмент
и приспособления
Содержание операции (перехода)
16. Зачистить верхний и нижний бачки
радиатора 4 (рис. 12), обезжирить бензи-
ном Б-70 и приклеить прокладки 1 клеем
№ 88
17. Установить масляный радиатор (см.
операционную карту № 2, переходы 8—10)
18. Заправить двигатель охлаждающей
жидкостью (см. операционную карту № 1,
переходы 75 и 76)
19. Пустить двигатель и проверить гер-
метичность водяного и масляного радиато-
ров и их соединений. Остановить двигатель.
(Переход выполняют два человека).
Течь масла и охлаждающей жидкости в
соединениях трубопроводов, бачках и серд-
цевинах радиаторов не допускается
20. Установить жалюзи (см. операцион-
ную карту № 2, переходы 12 и 13)
21. Смазать прокладку цинковыми бели-
лами с обеих сторон, установить ее и крыш-
ку 2 (рис. 73) на кожух и закрепить болта-
ми 1 с пружинными шайбами
22. Установить щиток отопителя (см. опе-
рационную карту № 66, переходы 3—5)
23. Проверить уровень масла в поддоне
картера и при необходимости долить
24. Опустить крышку 1 (рис. 1) и закре-
пить запорами 2. Закрыть лючок вентиля-
ции моторного отделения, установив рукоят-
ку в крайнее левое положение
Щетка металличе-
ская, посуда для
бензина и клея,
кисть волосяная
Ключ торцовый 10,
посуда для краски,
кисть волосяная
Посуда для масла,
воронка
Ключ 6.61.101
2S
ЗАМЕНА ВЕНТИЛЯТОРА СИСТЕМЫ ОХЛАЖДЕНИЯ
Вентилятор подлежит замене (снятию) при следующих неис-
правностях:
1. Коробление диска, ослабление заклепок крепления лопаток
и фланца.
2. Износ шлицев фланца, внешним признаком которого явля-
ется стук на переменных режимах работы двигателя.
3. Механические повреждения лопаток, диска (трещины, обры-
вы и др.).
ОПЕРАЦИОННАЯ КАРТА №4
Инструмент и приспособления: ключи 10—12, 14—17, 17—19 и
41—46; ключи торцовые 10, 12, 14 и 30; ключ 6.61.101 запора; ключ
8.61.129 паровоздушного клапана; ключ 8.61.107 торцовый гайки
радиатора; монтажный ломик; отвертки А 150X0,5, Б 175X0,7 и
В 175x0,7; плоскогубцы комбинированные 150; молоток АЗ; щетка
металлическая; шланг 5.61.067 для слива охлаждающей жидкости;
посуда для бензина, охлаждающей жидкости, клея и краски; во-
ронки под охлаждающую жидкость; кисть волосяная.
Трудоемкость замены ручным инструментом — 2,5 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие вентилятора системы охлаждения
1. Открыть лючок вентиляции моторного
отделения, установив рукоятку в крайнее
правое положение. Открыть запоры, под-
нять крышку / (рис. 1) и зафиксировать
стойкой. 3
2. Слить охлаждающую жидкость (см.
операционную карту № 1, переходы 2—5)
3. Снять Щиток отбпителя (см. операци-
онную карту № 66, переходы 1 и 2)
4. Снять масляный радиатор (см. опера-
ционную карту № 2, переходы 5 и 6)
5. Вывернуть болты / (рис. 73), снять
крышку 2 и уплотнительную прокладку
6. Ослабить накидные гайки 1 и 4
(рис. 11) крепления патрубков 3 и 6
7. Вывернуть болт 3 (рис. 12) и отсоеди-
нить трубку 2 от верхнего бачка радиато-
ра 4
Ключ 6.61,101
Ключ торцовый 10
Ключ 8.61.107
Ключ 17—19
29
Инструмент
и приспособления
Содержание операции (перехода)
8. Установить радиатор 3 (рис. 13) и за-
фиксировать растяжками 2 в вертикальном
положении.
(Переход выполняют два человека)
9. Вывернуть болты 4 (рис. 14) и снять
обечайку 2 с кожуха 1
10. Расшплинтовать, отвернуть коронча-
тую гайку крепления и снять вентилятор 6
с вала редуктора
Ключ торцовый 12
Ключ торцовый 30,
молоток АЗ, плоско-
губцы 150
Установка вентилятора системы охлаждения
11. Установить вентилятор 6 (рис. 14) на
шлицы вала редуктора, закрепить корон-
чатой гайкой с плоской шайбой и зашплин-
товать шплинтом
12. Установить обечайку 2 на кожух 1 и
закрепить болтами 4 с шайбами 5
13. Убедиться в наличии резиновых про-
кладок на кожухе 1. При их отсутствии за-
чистить поверхности кожуха, обёзжирить
бензином Б-70 и приклеить прокладки кле-
ем № 88
14. Опустить радиатор 3 (рис. 13), при-
соединить трубку 2 (рис. 12) к верхнему
бачку и закрепить болтом 3 с прокладками
15. Установить масляный радиатор (см.
операционную карту № 2, переходы 7—10)
16. Закрепить патрубки 3 (рис. 11) и 6
гайками 1 и 4
17. Заправить двигатель охлаждающей
жидкостью (см. операционную карту № 1,
переходы 75 и 76)
18. Пустить двигатель и проверить герме-
тичность соединений. Остановить двига-
тель.
Течь масла и охлаждающей жидкости не
допускается
19. Установить жалюзи (см. операцион-
ную карту № 2, переходы 12 и 13)
Ключ торцовый 30,
плоскогубцы 150, от-
вертка А 150X0,5,
молоток АЗ
Ключ 10—12
Щетка металличе-
ская, посуда для
бензина и клея,
кисть волосяная
Ключ 17—19
Ключ 8.61.107
80
Содержание операции (перехода) Инструмент и приспособления
20. Смазать прокладку цинковыми бели- лами с обеих сторон, установить ее и крыш- ку 2 (рис. 73) на кожух и закрепить болта- ми 1 с пружинными шайбами 21. Установить щиток отопителя (см. опе- рационную карту № 66, переходы 3—5) 22. Опустить крышку 1 (рис. 1) и закре- пить запорами 2. Закрыть лючок вентиля- ции моторного отделения, установив руко- ятку в крайнее левое положение Ключ торцовый 10, посуда для краски, кисть волосяная Ключ 6.61.101
31
ЗАМЕНА ВЫПУСКНЫХ КОЛЛЕКТОРОВ И ИХ ПРОКЛАДОК
Выпускной коллектор подлежит замене (снятию) при следую-
щих неисправностях:
1. Прогорание или разрыв прокладок, внешними признаками
чего являются следы сажи на головках блока цилиндров в местах
прогара или разрыва, а также характерный свист при работе дви-
гателя.
2. Механические повреждения коллектора (облом фланцев, тре-
щины и др.).
ОПЕРАЦИОННАЯ КАРТА № 5
Инструмент и приспособления: ключи 10—12, 14—17 и 17—19;
ключ специальный 17 для гаек крепления коллектора; ключ
6.61.101 запора; отвертка Б 175x0,7; шабер плоский; посуда для
смазки и краски; кисть волосяная.
Трудоемкость замены ручным инструментом—0,5 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие правого выпускного коллектора
1. Открыть лючок вентиляции моторного
отделения, установив рукоятку в крайнее
правое положение. Открыть запоры, под-
нять крышку / (рис. 1) и зафиксировать
стойкой 3
2. Вывернуть болты, открыть запоры и
снять верхнюю и нижнюю правые панели
ограждения двигателя
3. Отвернуть гайки 4 (рис. 15), вынуть
болты и отвести газопровод 2, снять уплот-
нительную прокладку
4. Отвернуть гайки 5, снять коллектор 6
и уплотнительные прокладки со шпилек го-
ловки блока.
Предохранить внутренние полости вы-
пускного тракта от попадания грязи и по-
сторонних предметов
Ключ 6.61.101
Ключи 10—12 и
17—19, отвертка
Б 175X0,7
Ключи 14—17 и
17—19
Ключ специаль-
ный 17
Установка правого выпускного коллектора
5. Очистить привалочные поверхности го-
ловки блока и выпускного коллектора
Шабер плоский
32
Содержание операции (перехода) Инструмент и приспособления
6. Надеть на шпильки головки блока про- кладки, коллектор 6 (рис. 15) и закрепить гайками 5 с пружинными шайбами в два приема. При сборке резьбу крепежных деталей и уплотнительные прокладки смазать гра- фитной смазкой УСсА 7. Смазать прокладку смазкой УСсА, ус- тановить ее на фланец коллектора. Присо- единить фланец газопровода 2 и закрепить болтами с гайками и пружинными шай- бами Ключ специаль- ный 17, посуда для смазки, кисть воло- сяная Ключи 14—17 и 17—19, посуда для смазки, кисть воло- сяная
8. Пустить двигатель и проверить герме- тичность соединений и уплотнений. Остано- вить двигатель. Прорыв отработавших газов в местах со- единения и уплотнений газовыпускного тракта не допускается 9. Смазать прокладку цинковыми бели- лами, установить нижнюю правую панель ограждения двигателя и закрепить болтами с плоскими шайбами 10. Установить верхнюю правую панель ограждения двигателя и закрепить запо- рами 11. Опустить крышку 1 (рис. 1) и закре- пить запорами 2. Закрыть лючок вентиля- ции моторного отделения, установив руко- ятку в крайнее левое положение Ключ 10—12, по- суда для краски, кисть волосяная Ключ 17—19, от- вертка Б 175X0,7 Ключ 6.61.101
ОПЕРАЦИОННАЯ КАРТА № 6
Инструмент и приспособления: ключи 8—10, 10—12, 14—17 и
17—19; ключ торцовый 10; ключ специальный 17 для гаек крепле-
ния коллектора; ключ 6.61.101 запора; отвертка Б 175X0,7; плоско-
губцы комбинированные 150; шабер плоский; посуда для смазки
и краски; кисть волосяная.
Трудоемкость замены ручным инструментом — 0,9 чел.-час.
2-366 33
Инструмент
и приспособления
Содержание операции (перехода)
Снятие левого выпускного коллектора
1. Открыть лючок вентиляции моторного
отделения, установив рукоятку в крайнее
правое положение. Открыть запоры, под-
нять крышку 1 (рис. 1) и зафиксировать
стойкой 3
2. Вывернуть болты, открыть запоры и
снять задние левую, верхнюю и нижнюю па-
нели ограждения двигателя
3. Ослабить винты хомутов крепления
шланга 5 (рис. 34), сдвинуть шланг и от-
соединить трубу 3
4. Расшплинтовать, отвернуть гайки бол-
тов 1 (рис. 16) и снять кожух 2.
Для удобства отвертывания нижних гаек
повернуть кожух
5. Отвернуть гайки крепления фланца
левого сильфона к выпускному коллектору
6. Вывернуть болты 2 (рис. 4), снять
эжектор 1 в сборе с сильфоном и уплотни-
тельные прокладки с кожуха 6 и фланца
выпускного коллектора
7. Отвернуть гайки, снять выпускной кол-'
лектор и уплотнительные прокладки со
шпилек головки блока.
Предохранить внутренние полости вы-
пускного тракта от попадания грязи и по-
сторонних предметов
Ключ 6.61.101
Ключ 17—19, от-
вёртка Б 175x0.7
Ключ торцовый 10,
отвертка Б 175x0,7
Ключ 8—10, пло-
скогубцы 150, от-
вертка Б 175X0,7
Ключи 14—17 и
17—19
Ключ 10—12
Ключ специаль-
ный 17
Установка левого выпускного коллектора
8. Очистить привалочные поверхности го-
ловки блока и выпускного коллектора
9. Надеть на шпильки головки блока про-
кладки, коллектор и закрепить гайками с
пружинными шайбами в два приема.
При сборке резьбу крепежных деталей и
уплотнительные прокладки смазать графит-
ной смазкой УСсА
Шабер плоский
Ключ специаль-
ный 17, посуда для
смазки, кисть воло-
сяная
84
Содержание операции (перехода) Инструмент и приспособления
10. Смазать прокладку смазкой УСсА, Ключи 14—17 и
установить ее на фланец коллектора. При- 17—19, посуда для
соединить сильфон и закрепить болтами с смазки, кисть воло-
гайками и пружинными шайбами сяная
11. Установить прокладку, присоединить фланец эжектора 1 (рис. 4) и закрепить на кожухе 6 болтами 2 с пружинными шай- бами Ключ 10—12
12. Смазать конец патрубка воздушного Ключ торцовый 10,
фильтра тонким слоем смазки УС, надеть шланг 5 (рис. 34) и закрепить винтовыми хомутами 13. Пустить двигатель и проверить гер- метичность соединений и уплотнений. Оста- новить двигатель. Прорыв отработавших газов в местах со- отвертка Б 175x0,7
единений газовыпускного тракта не допус- кается
14. Надеть кожух на сильфон, вставить Ключ 8—10, от-
болты в совмещенные отверстия, навернуть гайки и зашплинтовать вертка Б 175X0,7
15. Смазать прокладку левой задней па- Клюй 10—12, по-
нели ограждения двигателя цинковыми бе- суда для краски,
лилами, установить панель и закрепить бол- тами с плоскими шайбами кисть волосяная
16. Установить задние верхнюю и ниж- Ключ 17—19, от-
нюю панели ограждения двигателя и за- крепить запорами вертка Б 175X0,7
17. Опустить крышку 1 (рис. 1) и закре- пить запорами 2. Закрыть лючок вентиля- ции моторного отделения, установив руко- ятку в крайнее левое положение Ключ 6.61.101
2*
35
ЗАМЕНА РЕДУКТОРА ВЕНТИЛЯТОРА
Редуктор привода вентилятора подлежит замене (снятию) при
следующих неисправностях:
1. Повышенный нагрев картера редуктора и сильный шум шесте-
рен с отдельными стуками на малых оборотах.
2. Течь смазки через сальниковые уплотнения.
3. Механические повреждения (трещины, срыв резьб и др.).
ОПЕРАЦИОННАЯ КАРТА Ns 7
Инструмент и приспособления: ключи 8—10, 10—12, 12—14,
14—17, 17—19, 19—22, 24—27 и 41—46; ключ накидной 19; ключи
торцовые 10, 12, 14 и 30; ключ 6.61.101 запора; ключ 8.61.129 паро-
воздушного клапана; ключ 8.61.107 торцовый гауки радиатора;
монтажный ломик; отвертки А 150X0,5, Б 175x0,7 и В 175X0,7;
плоскогубцы комбинированные 150; молоток АЗ; линейка измери-
тельная металлическая 300; щетка металлическая; шланг 5.61.067
для слива охлаждающей жидкости; посуда для бензина, охлаж-
дающей жидкости, краски, клея и смазки; воронки под охлаж-
дающую жидкость; кисть волосяная.
Трудоемкость замены ручным инструментом — 4,1 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие редуктора вентилятора
1. Открыть лючок вентиляции моторного
отделения, установив рукоятку в крайнее
правое положение.
Открыть запоры, поднять крышку 1
(рис. 1) и зафиксировать стойкой 3
2. Слить охлаждающую жидкость (см.
операционную карту № 1, переходы 2—5)
3. Снять щиток отопителя (см. операци-
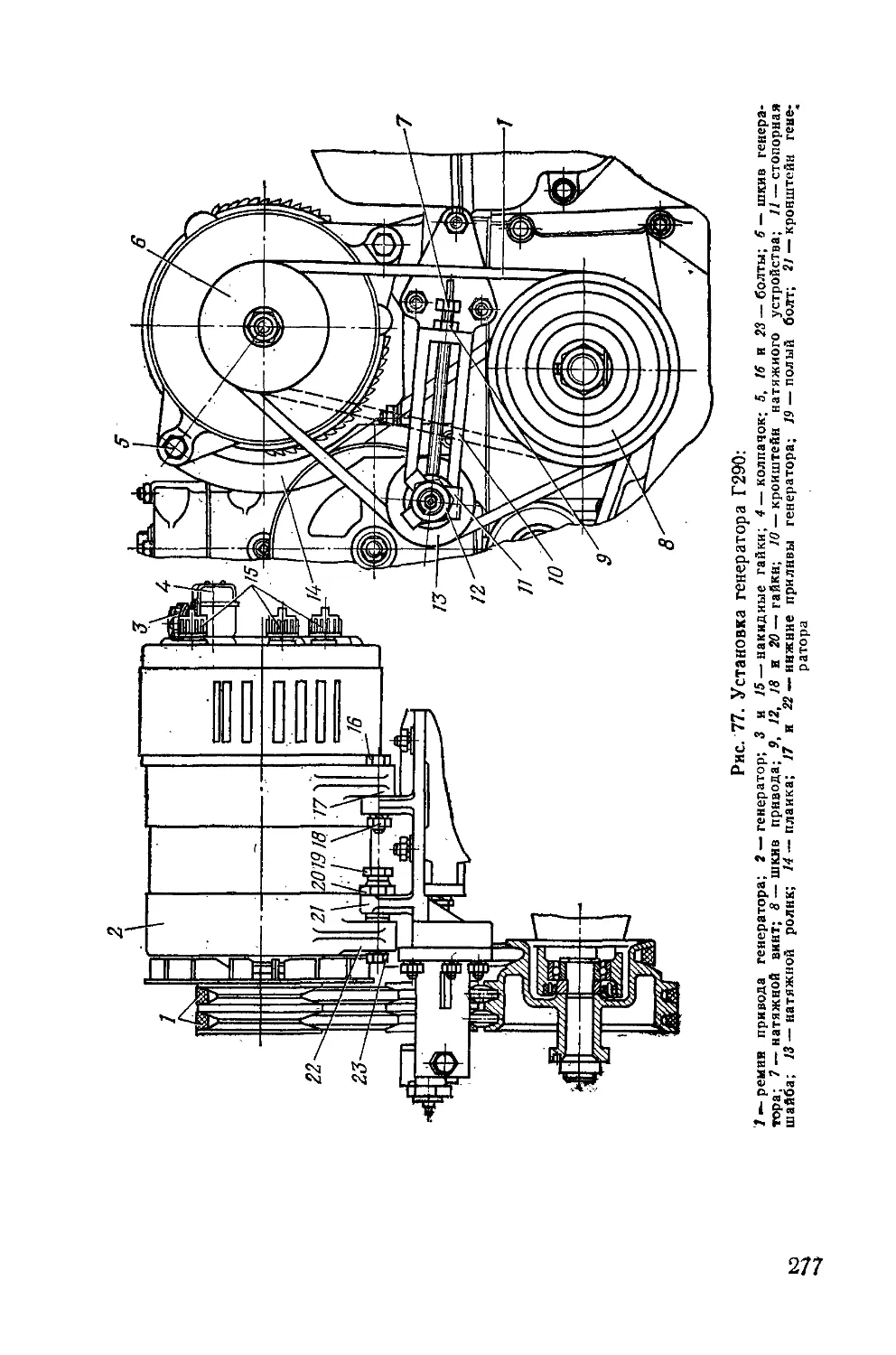
онную карту № 66, переходы 1 и 2)
4. Снять масляный радиатор (см. опера-
ционную карту № 2, переходы 3—6)
5. Снять вентилятор системы охлаждения
(см. операционную карту № 4, переходы
5—10)
6. Вывернуть болты, открыть запоры и
снять задние вертикальную, верхнюю, ниж-
нюю и правую верхнюю панели ограждения
двигателя
Ключ 6.61.101
Ключ 17—19,
ключ торцовый 12,
отвертка Б 175X0,7
36
Инструмент
и приспособления
Содержание операции (перехода)
7. Вывернуть болт 3 (рис. 15) и отсоеди-
нить планку 1 от газопровода 2
8. Отвернуть гайки 4 и отсоединить газо-
провод 2 от фланца коллектора 6
9. Вывернуть болты 3 (рис. 4) крепления
фланца трубы 4 и снять правый выпускной
газопровод в сборе
10. Снять эжектор с сильфоном в сборе
(см. операционную карту № 6, переходы
3-6)
11. Отвернуть гайки 14 (рис. 17) двупле-
чего рычага 16 и снять ремни 11 привода
редуктора вентилятора
12. Ослабить винты хомутов крепления
шлангов трубы 20, сдвинуть шланги и снять
трубу
13. Отвернуть накидные гайки и снять
трубопровод 23 (рис. 5)
14. Вывернуть болты и снять крышку под-
моторного люка
15. Расшплинтовать, отвернуть гайки 6
(рис. 16) и снять редуктор 7
Ключ 12—14
Ключи 12—14 и
17—19
Ключ 10—12
Ключи 14—17 и
19—22, отвертка
Б 175X0,7
Ключ торцовый 10,
отвертка Б 175X0,7
Ключ 24—27
Ключ торцовый 12
Ключ 17—19, ключ
накидной 19, моло-
ток АЗ, плоскогуб-
цы 150, отвертка
А 150X0,5
Установка редуктора вентилятора
16. Установить редуктор 7 (рис. 16) на
подмоторную раму. Вставить болты в сов-
мещенные отверстия, навернуть гайки 6 с
плоскими шайбами и зашплинтовать
17. Присоединить трубопровод 23
(рис. 5) к угольнику компрессора 2 и к
штуцеру крышки распределительных шесте-
рен и закрепить накидными гайками
18. Смазать концы патрубков тонким
слоем смазки УС, надеть шланги трубы 20
(рис. 17) и закрепить винтовыми хомутами
Ключ 17—19, ключ
накидной 19, моло-
ток АЗ, плоскогуб-
цы 150, отвертка
А 150X0,5
Ключ 24—27
Ключ торцовый 10,
отвертка Б 175x0,7,
посуда для смазки
37
Инструмент
и приспособления
Содержание операции (перехода)
19. Надеть ремни 11 на шкивы и ролик 17
и отрегулировать натяжение их. гайками 14.
Прогиб ремней в средней части между
шкивами редуктора и коленчатого вала при
усилии 3 кгс должен быть 10—15 мм
20. Установить эжектор в сборе с силь-
фоном (см. операционную карту № 6, пере-
ходы 10—12)
21. Смазать прокладку смазкой УСсА,
установить ее на фланец коллектора 6
(рис. 15). Присоединить фланец газопрово-
да 2 и закрепить гайками 4 с пружинными
шайбами. При сборке резьбу крепежных
деталей смазать смазкой УСсА
22. Закрепить планку 1 на газопроводе 2
болтом 3 с пружинной шайбой
23. Присоединить фланец трубы 4
(рис. 4) с прокладкой к кожуху 6 и закре-
пить болтами 3 с пружинными шайбами
24. Установить вентилятор системы ох-
лаждения (см. операционную карту № 4,
переходы 11—14)
25. Установить масляный радиатор (см.
операционную карту № 2, переходы 7—10)
26. Заправить двигатель охлаждающей
жидкостью (см. операционную карту № 1,
переходы 75 и 76)
27. Пустить двигатель и проверить гер-
метичность соединений. Остановить дви-
гатель. Течь охлаждающей жидкости и мас-
ла, прорыв отработавших газов в местах
соединений и уплотнений ие допускаются
28. Установить жалюзи (см. операцион-
ную карту № 2, переходы 12 и 13)
29. Установить щиток отопителя (см. опе-
рационную карту № 66, переходы 3—5)
30. Установить крышку подмоторного лю-
ка и закрепить на днище болтами с пру-
жинными шайбами
31. Смазать прокладку цинковыми бели-
лами, установить заднюю вертикальную
панель ограждения двигателя и закрепить
болтами с плоскими шайбами
Ключи- 17—19 и
19—22, отвертка
Б 175X0,7, линей-
ка 300
Ключи 12—14 и
17—19, посуда для
смазки, кисть воло-
сяная
Ключ 12—14
Ключ 10—12
Ключ торцовый 12
Ключ торцовый 12,
посуда для краски,
кисть волосяная
38
Содержание операции (перехода) Инструмент и приспособления
32. Установить панели ограждения двига- теля и закрепить запорами 33. Опустить крышку 1 (рис. 1) и закре- пить запорами 2. Закрыть лючок вентиля- ции моторного отделения, установив руко- ятку в крайнее левое положение Ключ 17—19, от- вертка Б 175X0,7 Ключ 6.61.101
89
ЗАМЕНА РЕМНЕЙ ПРИВОДА РЕДУКТОРА ВЕНТИЛЯТОРА
Ремни привода редуктора вентилятора подлежат замене в
случае обрыва, расслоения и вытягивания, при котором невозможно
отрегулировать натяжение.
ОПЕРАЦИОННАЯ КАРТА №8
Инструмент и приспособления: ключи 17—19 и 19—22; отвертка
Б 175x0,7; линейка измерительная металлическая 300.
Трудоемкость замены ручным инструментом — 0,33 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие ремней привода редуктора вентилятора
1. Открыть запоры и снять задние верх-
нюю и нижнюю панели ограждения двига-
теля
2. Отвернуть гайки 14 (рис. 17) двупле-
чего рычага 16 и снять ремни 11 со шки-
вов коленчатого вала двигателя, редуктора
вентилятора и натяжного ролика 17
Ключ 17—19, от-
вертка Б 175X0,7
То же
Установка ремней привода редуктора вентилятора
3. Надеть ремни 11 (рис. 17) на шкивы и
ролик 17 и отрегулировать натяжение их
гайками 14. Прогиб ремней в средней части
между шкивами редуктора и коленчатого
вала при усилии 3 кгс должен быть
10—15 мм
4. Установить задние верхнюю и нижнюю
панели ограждения двигателя и закрепить
запорами
Ключи 17—19 н
19—22, отвертка
Б 175x0,7, линей-
ка 300
Ключи 17—19 и
19—22, отвертка
Б 175X0,7
40
ЗАМЕНА РОЛИКА НАТЯЖЕНИЯ РЕМНЕЙ ГЕНЕРАТОРА
Ролик подлежит замене (снятию) при износе или разрушении
подшипников, износе ручьев шкива, а также при наличии трещин
или обломов.
ОПЕРАЦИОННАЯ КАРТА № 9
Инструмент и приспособления: ключи 17—19 и 32—36; ключ
торцовый 14—17; вороток; отвертка Б 175X0,7; молоток АЗ; ли-
нейка измерительная металлическая 300; шприц.
Трудоемкость замены ручным инструментом — 0,2 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие ролика натяжения ремней генератора
1. Открыть запоры и снять заднюю верх-
нюю панель ограждения двигателя
2. Расстопорить и отвернуть гайку 1
(рис. 17)
3. Отвернуть гайку 4, вывернуть винт 7
и снять ремни 24 со шкивов генератора,
привода генератора и натяжного ролика
4. Вывернуть болты 8 и снять кронштейн
3 в сборе с роликом. Вынуть ролик из паза
кронштейна
Ключ 17—19, от-
вертка Б 175x0,7
Ключ 32—36, мо-
лоток АЗ, отвертка
Б 175X0,7
Ключ 17—19, от-
вертка Б 175x0,7
Ключ торцовый
14—17, вороток
Установка ролика натяжения ремней генератора
5. Установить натяжной ролик в паз
кронштейна 3 (рис. 17), надеть плоскую и
стопорную шайбы и навернуть гайку на
два-три оборота
6. Установить кронштейн 3 в сборе с ро-
ликом на блок двигателя и закрепить бол-
тами 8 с пружинными шайбами
7. Надеть ремни 24 на шкивы и натяж-
ной ролик. Отрегулировать натяжение
ремией, вращая винт / по ходу часовой
стрелки.
Прогиб ремней привода генератора в
средней части между шкивами при усилии
4 кгс должен быть 10—15 мм
Ключ торцовый
14—17, вороток
Ключ 17—19, от-
вертка Б 175x0,7,
лииейка 300
41
Содержание операции (перехода) Инструмент и приспособления
8. Законтрить винт 7 гайкой 4 9. Затянуть гайку 1 и застопорить шай- бой 2, загнув усики шайбы (один на кор- пус кронштейна 3, а другой на грань гайки) 10. Смазать подшипники натяжного ро- лика смазкой 1—13 11. Установить заднюю верхнюю панель ограждения двигателя и закрепить запо- рами Ключ 17—19 Ключ 32—36, мо- лоток АЗ, отвертка Б 175X0,7 Шприц Ключ 17—19, от- вертка Б 175X0,7
42
ЗАМЕНА РОЛИКА НАТЯЖЕНИЯ РЕМНЯ КОМПРЕССОРА
Ролик подлежит замене (снятию) при износе или разрушении
подшипников, износе ручьев шкива, а также при наличии трещин
или обломов.
ОПЕРАЦИОННАЯ КАРТА №10
Инструмент и приспособления: ключ 17—19; ключ торцовый 12;
ключ 6.61.101 запора; оправка с медным наконечником; отвертки
А 150x0,5 и Б 175x0,7; молоток АЗ; линейка измерительная ме-
таллическая 300; шприц.
Трудоемкость замены ручным инструментом — 0,51 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие ролика натяжения ремня компрессора
1. Открыть запоры и снять заднюю верх-
нюю панель ограждения двигателя
2. Вывернуть болты 22 (рис. 17) и снять
крышку оси ролика 21
3. Снять стопорное кольцо с оси роли-
ка 21
4. Открыть лючок вентиляции моторного
отделения, установив рукоятку в крайнее
правое положение. Открыть запоры, под-
нять крышку 1 (рис. 1) и зафиксировать
стойкой 3
5. Отвернуть контргайку и, вращая болт-
натяжитель против хода часовой стрелки,
ослабить натяжение ремня 23 (рис. 17)
6. Снять ролик 21 с оси кронштейна
Ключ 17—19, от-
вертка Б 175X0,7
Ключ торцовый 12
Отвертка
А 150X0,5
Ключ 6.61.101
Ключ 17—19
Установка ролика натяжения ремня компрессора
7. Установить ролик на ось кронштейна,
установить стопорное кольцо и надеть ре-
мень 23 (рис. 17) на ролик
8. Отрегулировать натяжение ремня при-
вода компрессора, вращая болт-натяжитель
по ходу часовой стрелки. Законтрить болт-
Отвертка
Б 175X0,7, молоток
АЗ, оправка с мед-
ным наконечником
Ключ 17—19, ,ли-
нейка 300 '
43
Инструмент
и приспособления
Содержание операции (перехода)
натяжитель гайкой. Прогиб ремня в сред-
ней части между роликом и шкивом ком-
прессора при усилии 3 кгс должен быть
5—8 мм
9. Установить прокладку и крышку на ро-
лик 21 и закрепить болтами 22 с пружин-
ными шайбами
10. Смазать ось ролика 21 смазкой 1 — 13
11. Установить заднюю верхнюю панель
ограждения двигателя и закрепить запо-
рами
12. Опустить крышку 1 (рис. 1) и за-
крепить запорами 2. Закрыть лючок вен-
тиляции моторного отделения, установив
рукоятку в крайнее левое положение
Ключ торцовый 12
Шприц
Ключ 17—19, от-
вертка Б 175x0,7
Ключ 6.61.101
44
ЗАМЕНА НАСОСА СИСТЕМЫ ОХЛАЖДЕНИЯ ДВИГАТЕЛЯ
Насос подлежит замене (снятию) при следующих неисправ-
ностях:
1. Охлаждающая жидкость не циркулирует в системе охлажде-
ния вследствие поломки крыльчатки насоса.
2. Износ сальникового уплотнения, вследствие чего появляется
течь через контрольное отверстие корпуса насоса.
3. Износ подшипников валика, внешним признаком которого
является повышенный осевой люфт шкива.
4. Механические повреждения (обломы, трещины корпуса, а
также срыв резьб и др.).
ОПЕРАЦИОННАЯ КАРТА №11
Инструмент и приспособления: ключи 8—10, 17—19 и 19—22;
ключ накидной 17; ключи торцовые 10, 12 и 14; ключ 6.61.101 запора;
ключ 8.61.129 паровоздушного клапана; монтажный ломик; отверт-
ка Б 175x0,7; шабер плоский; линейка измерительная металличес-
кая 300; шланг 5.61.067 для слива охлаждающей жидкости; шприц;
посуда для охлаждающей жидкости, краски и смазки; воронка под
охлаждающую жидкость; кисть волосяная.
Трудоемкость замены ручным инструментом — 1 чел.-час.
Содержание операции (перехода) Инструмент и приспособления
Снятие насоса системы охлаждения двигателя
1. Открыть лючок вентиляции моторного
отделения, установив рукоятку в крайнее
правое положение. Открыть запоры, под-
нять крышку 1 (рис. 1) и зафиксировать
стойкой 3
2. Слить охлаждающую жидкость (см.
операционную карту № 1, переходы 2—5)
3. Открыть запоры, вывернуть болты и
снять задние верхнюю, нижнюю и боковую
панели ограждения двигателя
4. Отвернуть гайки 14 (рис. 17) двуплече-
го рычага 16 и снять ремни 11 со шкивов
и ролика 17
Ключ 6.61.101
Ключ 17—19, ключ
торцовый 12, отверт-
ка Б 175x0,7
Ключ 17—19, от-
вертка Б 175X0,7
45
Содержание операции (перехода) Инструмент и приспособления
5. Вывернуть болты 3 (рис. 16) и отсо- единить кронштейн оси ролика 17 (рис. 17) от подмоторной рамы. Отвести ролик в сто- рону Ключ торцовый 14
6. Отвернуть гайки и снять боковину шкива 18, регулировочные прокладки и ре- мень 19 Ключ 8—10
7. Ослабить винты хомутов крепления шлангов трубы 20 Ключ торцовый 10
8. Отвернуть гайки шпилек крепления Ключ 17—19, от-
трубы 12. Отсоединить трубу 12 от корпуса водяного насоса, одновременно сдвинув шланг трубы 20 с патрубка трубы 12. Снять уплотнительную прокладку со шпи- лек насоса вертка Б 175x0,7
9. Сдвинуть шланг 25 с патрубка расши- Отвертка
рительного бачка и снять трубу 20 Б 175X0,7
10. Ослабить винты хомутов крепления шланга, сдвинутБ шланг и отсоединить трубу малого круга циркуляции от патруб- ка водяного насоса. Отвести трубу в сто- То же
рону.
11. Отвернуть гайки шпилек крепления Ключ 17—19, ключ
водяного насоса. Вывернуть нижнюю пра- вую шпильку и снять насос и уплотнитель- ную прокладку с крышки распределитель- ных шестерен накидной 17
Установка водяного насоса системы охлаждения двигателя
12. Очистить приваленные поверхности
крышки распределительных шестерен
13. Смазать прокладку цинковыми бели-
лами с обеих сторон, установить ее на
шпильки крышки распределительных шес-
терен
14. Вставить шпильку в нижнее правое
отверстие фланца насоса, навернуть две
гайки. Установить насос на три шпильки,
одновременно ввертывая четвертую шпиль-
ку в отверстие блока. Отвернуть контргайку
и закрепить насос гайками с пружинными
шайбами
Шабер плоский
Посуда для крас-
ки, кисть волосяная
Ключ 17—19, ключ
накидной 17
46
Инструмент
и приспособления
Содержание операции (перехода)
15. Смазать прокладку цинковыми бели-
лами с обеих сторон, установить ее на
шпильки корпуса насоса
16. Смазать концы патрубков расшири-
тельного бачка и подводящей трубы тон-
ким слоем смазки УС, надеть на них шлан-
ги трубы 20 (рис. 17)
17. Установить фланец трубы 12 на
шпильки корпуса насоса и закрепить гайка-
ми с пружинными шайбами
18. Закрепить шланги трубы 20 винто-
выми хомутами
19. Смазать патрубок водяного насоса
тонким слоем смазки УС, надеть шланг тру-
бы малого круга циркуляции охлаждающей
жидкости и закрепить винтовыми хомутами
20. Установить прокладки шкива насоса,
ремень 19 и боковину шкива 18 и закрепить
гайками с пружинными шайбами. При креп-
лении боковины необходимо проворачивать
коленчатый вал двигателя, чтобы исклю-
чить «закусывание» ремня
21. Проверить и при необходимости отре-
гулировать натяжение ремня привода во-
дяного насоса.
Посуда для крас-
ки, кисть волосяная
Посуда для смаз-
ки, отвертка
Б 175X0,7
Ключ накидной 17
Ключ торцовый 10
Отвертка
Б 175X0,7, посуда
для смазки
Ключ 8—10, мон-
тажный ломик
Ключ 8—10, мон-
тажный ломик, ли-
нейка 300
Технические -условия: 1. Прогиб ремня привода водяного
насоса в средней части между шкивами при усилии 3—4 кгс
должен быть 10—15 мм.
2. Натяжение ремня регулировать изменением количества
и толщины регулировочных прокладок, устанавливаемых под
боковину шкива 18
22. Установить кронштейн оси ролика 17
на подмоторную раму и закрепить болтами
3 (рис. 16) с пружинными шайбами
23. Надеть ремни 11 (рис. 17) на шкивы
и ролик 17 и отрегулировать натяжение их
гайками 14. Прогиб ремней в средней час-
ти между шкивами редуктора и коленчатого
вала при усилии 4 кгс должен быть
10—15 мм
Ключ торцовый 14
Ключи 17—19 и
19—22, отвертка
Б 175X0,7, линей-
ка 300
47
Инструмент
и приспособления
Содержание операции (перехода)
24. Смазать подшипники водяного насоса
смазкой 1—13 до выхода ее из верхнего
контрольного отверстия
25. Заправить двигатель охлаждающей
жидкостью (см. операционную карту № 1,
переходы 75 и 76)
26. Пустить двигатель и проверить герме-
тичность соединений. Остановить двига-
тель. Течь охлаждающей жидкости в мес-
тах соединений и уплотнений не допуска-
ется
27. Промазать цинковыми белилами про-
кладку вертикальной задней панели ограж-
дения двигателя, установить панель и за-
крепить болтами с плоскими шайбами
28. Установить задние верхнюю и нижнюю
панели ограждения двигателя и закрепить
запорами
29. Опустить крышку 1 (рис. 1) и закре-
пить запорами 2. Закрыть лючок вентиля-
ции моторного отделения, установив руко-
ятку в крайнее левое положение
Шприц
Ключ торцовый 12,
посуда для краски,
кисть волосяная
Ключ 17—19, от-
вертка Б 175x0,7
Ключ 6.61.101
48
ЗАМЕНА ФИЛЬТРА ГРУБОЙ ОЧИСТКИ МАСЛА
Фильтр грубой очистки масла подлежит замене (снятию) при
следующих неисправностях:
1. Течь масла вследствие разрушения прокладки или механи-
ческих повреждений корпуса.
2. Обломы проушин фланца.
3. Срыв резьбы на стержне крепления защитного колпака
и сливного отверстия.
ОПЕРАЦИОННАЯ КАРТА №12
Инструмент и приспособления: ключи 12—14 и 17—19; ключ
торцовый 14; отвертки А 150x0,5 и Б 175x0,7; шабер плоский;
посуда для масла и краски; кисть волосяная.
Трудоемкость замены ручным инструментрм—0,3 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие фильтра грубой очистки масла
1. Открыть запоры и снять заднюю верх-
нюю панель ограждения двигателя
2. Вывернуть пробку 3 (рис. 18) и слить
масло из корпуса фильтра 2
3. Вывернуть винт крепления и отсоеди-
нить электропровод от клеммы сигнализа-
тора перепускного клапана фильтра 2
4. Вывернуть болты 4 и снять фильтр 2
и уплотнительную прокладку
Ключ 17—19, от-
вертка Б 175X0,7
Ключ 12—14, по-
суда для масла
Отвертка
А 150X0,5
Ключ торцовый 14
Установка фильтра грубой очистки масла
5. Очистить привалочные поверхности
блока и корпуса фильтра
6. Смазать прокладку цинковыми белила-
ми с обеих сторон. Установить прокладку
и фильтр 2 (рис. 18) на блок и закрепить
болтами 4 с пружинными шайбами
7. Присоединить электропровод к клемме
сигнализатора перепускного клапана фильт-
ра и закрепить винтом с двумя плоскими
и пружинной шайбами
Шабер плоский
Ключ торцовый 14,
посуда для краски,
кисть волосяная
Отвертка
А 150X0,5
49
Инструмент
и приспособления
Содержание операции (перехода)
8. Пустить двигатель, проверить работу
системы смазки и герметичность соедине-
ний. Остановить двигатель. Давление мас-
ла в системе смазки должно быть не менее
1 кгс!см2 при 450—550 обIмин. Если в те-
чение 30 сек после пуска двигателя мано-
метр не показывает давление, остановить
двигатель и устранить неисправность. Течь
масла в местах соединения не допускается
9. Проверить уровень масла в картере
двигателя и при необходимости долить.
Уровень масла в картере двигателя должен
быть по метку «В» на маслоизмерительном
щупе
10. Установить заднюю верхнюю панель
ограждения двигателя и закрепить запо-
рами
Ключ 17—19, от-
вертка Б 175x0,7
50
ЗАМЕНА ФИЛЬТРА ТОНКОЙ ОЧИСТКИ МАСЛА
Масляный фильтр тонкой очистки масла подлежит замене
(снятию) при следующих неисправностях:
1. Неудовлетворительная очистка масла 'вследствие затруд-
ненного вращения ротора из-за износа упорного подшипника, вту-
лок ротора, изгиба оси ротора. ,
2. Течь масла вследствие разрушения прокладки или механи-
ческих повреждений корпуса.
ОПЕРАЦИОННАЯ КАРТА №13
Инструмент и приспособления: ключи 12—14 и 17—19; ключ
торцовый 14; отвертки А 150x0,5 и Б 175x0,7; шабер плоский; по-
суда для масла и краски; воронка под масло; кисть волосяная.
Трудоемкость замены ручным инструментом — 0,37 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие фильтра тонкой очистки масла
1. Открыть запоры и снять заднюю верх-
нюю панель ограждения двигателя
2. Снять фильтр грубой очистки масла
(см. операционную карту № 12, перехо-
ды 2—4)
3. Вывернуть болты 5 (рис. 18) и снять
фильтр 1 и уплотнительную прокладку
Ключ 17—19, от-
вертка Б 175x0,7
Ключ торцовый 14
Установка фильтра тонкой очистки масла
4. Очистить приваленные поверхности
блока и фильтра
5. Смазать прокладку цинковыми бели-
лами с обеих сторон. Установить проклад-
ку и фильтр 1 (рис. 18) на блок и закре-
пить болтами с пружинными шайбами
6. Установить фильтр грубой очистки
масла (см. операционную карту № 12, пе-
реходы 5—7)
7. Пустить двигатель, проверить рабо-
ту системы смазки и герметичность соеди-
нений. Давление масла в системе смазки
при 450—550 об[мин должно быть не менее
1 кгс1см2.
Шабер плоский
Ключ торцовый 14,
посуда для краски,
кисть волосяная
61
Содержание операции (перехода) Инструмент ' и приспособления
После остановки двигателя в течение 2—3 мин должен быть слышен характер- ный шум работы центрифуги. Если в течение 30 сек после пуска дви- гателя манометр не показывает давление, двигатель остановить и устранить неисправ- ность. Течь масла в местах соединений не до- пускается 8. Проверить уровень масла в картере двигателя и при необходимости долить. Уровень масла в картере двигателя дол- жен быть по метку «В» на маслоизмери- тельном щупе 9. Установить заднюю верхнюю панель ограждения двигателя и закрепить запо- рами Посуда для мас- ла, воронка под масло Ключ 17—19, от- вертка Б 175x0,7
52
ЗАМЕНА РАСШИРИТЕЛЬНОГО БАЧКА СИСТЕМЫ ОХЛАЖДЕНИЯ
Расширительный бачок системы охлаждения подлежит замене
(снятию) при следующих неисправностях:
1. Течь охлаждающей жидкости из бачка в результате глубо-
кой коррозии или механических повреждений.
2. Загрязнение внутренней поверхности бачка.
3. Обрыв патрубков.
4. Срыв резьбы пробки паровоздушного клапана.
ОПЕРАЦИОННАЯ КАРТА №14
Инструмент и приспособления: ключ 17—19; ключи торцовые 10
И 14; ключ 6.61.101 запора; ключ 8.61.129 паровоздушного клапана;
отвертки А 150X0,5 и Б 175x0,7; шланг 5.61.067 слива охлаждаю-
щей жидкости; посуда для охлаждающей жидкости и смазки; во-
ронка под охлаждающую жидкость.
Трудоемкость замены ручным инструментом — 0,26 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие расширительного бачка системы охлаждения
1. Открыть лючок вентиляции моторного
отделения, установив рукоятку в крайнее
правое положение. Открыть запоры, под-
нять крышку Г (рис. 1) и зафиксировать
стойкой 3
2. Слить охлаждающую жидкость (см.
операционную карту № 1, переходы 2—5)
3. Ослабить ленточные хомуты крепле-
ния шлангов 7 (рис. 5) и 8 и сдвинуть
шланги
4. Открыть запоры и снять заднюю верх-
нюю панель ограждения двигателя
5. Ослабить винты хомутов крепления
шланга 25 (рис. 17) и сдвинуть шланг
6. Отвернуть гайки крепления кронш-
тейна 3 (рис. 5) и снять бачок 5
Ключ 6.61.101
Отвертка
А 150x0,5
Ключ 17—19, от-
вертка Б 175x0,7
Ключ торцовый 10,
отвертка Б 175x0,7
Ключ торцовый 14
Установка расширительного бачка системы охлаждения
7. Установить бачок 5 (рис. 5) с крон-
штейном 3 на головку компрессора 2 и за-
крепить гайками с пружинными шайбами
Ключ торцовый 14
53
Инструмент
и приспособления
Содержание операции (перехода)
8. Смазать концы патрубков бачка 5
тонким слоем смазки УС, надеть шланги 7
и 8 и закрепить стяжными хомутами
9. Смазать конец патрубка бачка тон-
ким слоем смазки УС, надеть шланг 25
(рис. 17) и закрепить винтовыми хомутами
10. Заправить двигатель охлаждающей
жидкостью (см. операционную карту № 1,
переходы 75 и 76)
11. Пустить двигатель и проверить гер-
метичность соединений. Остановить двига-
тель. Течь охлаждающей жидкости в ме-
стах соединений ие допускается
12. Установить заднюю верхнюю панель
ограждения двигателя и закрепить запо-
рами
13. Опустить крышку 1 (рис. 1) и закре-
пить запорами 2. Закрыть лючок вентиля-
ции моторного отделения, установив руко-
ятку в крайнее левое положение
Отвертка
А 150X0,5, посуда
для смазки
Ключ торцовый 10,
отвертка Б 175x0,7.
посуда для смазки
Ключ 17—19, от-
вертка Б 175x0,7
Ключ 6.61.101
54
ЗАМЕНА ФОРСУНКИ КОТЛА ПОДОГРЕВАТЕЛЯ
Форсунка подлежит замене (снятию) в случае струйной или
обильной капельной течи топлива, что затрудняет пуск котла по-
догревателя при исправных насосе, свече накаливания и подаче
воздуха.
ОПЕРАЦИОННАЯ КАРТА № 15
Инструмент и приспособления: ключи 17—19 и 27—30; отверт-
ка Б 175X0,7; рукоятка 6.61.032 редуктора котла подогревателя;
насадок 6.61.061 газоотводящей трубы.
Трудоемкость замены ручным инструментом — 0,37 чел.-час.
Содержание операции (перехода) Инструмент и приспособления
Снятие форсунки котла подогр( 1. Откинуть сиденье водителя вперед, открыть запоры и сиять левую переднюю панель ограждения двигателя 2. Вывернуть зажимной болт и отсоеди- нить топливопровод 7 (рис. 19) 3. Вывернуть форсунку S из котла 15 Установка форсунки котла подог 4. Ввернуть форсунку 6 (рис. 19) в от- верстие котла 15 с медной уплотнительной прокладкой 5. Присоединить топливопровод 7 и за- крепить зажимным болтом с медными уп- лотнительными прокладками 6. Пустить подогреватель, проверить ра- боту форсунки и герметичность соединений. ;вателя Ключ 17—19, от- вертка Б 175X0.7 Ключ 17—19 Ключ 27—30 )ввателя Ключ 27—30 Ключ 17—19 Рукоятка 6.61.032, насадок 6.61.061
Технические условия: 1. Работу подогревателя проверять
кратковременно (до 5 мин).
2. Подогреватель должен легко пускаться, при работе
должен быть слышен равномерный гул и не должно быть чер-
ного дымного выпуска.
3. Течь топлива в трубопроводах не допускается.
7. Установить левую переднюю панель ограждения двигателя и закрепить запо- рами Ключ 17—19, от- вертка Б 175X0,7
55
ЗАМЕНА ОБРАТНОГО КЛАПАНА СИСТЕМЫ ПОДОГРЕВА ДВИГАТЕЛЯ
Обратный клапан подлежит замене в случае его повреждения,
внешним признаком которого является быстрый перегрев двигате-
ля при исправной системе охлаждения и правильно установленном
угле опережения впрыска топлива, а также при наличии течи ох-
лаждающей жидкости в соединении.
ОПЕРАЦИОННАЯ КАРТА № 16
Инструмент и приспособления: ключ 17—19; ключ торцовый 10;
ключ 6.61.101 запора; ключ 8.61.129 паровоздушного клапана; от-
вертка Б 175x0,7; шланг 5.61.067 для слива охлаждающей жидкос-
ти; посуда для охлаждающей жидкости и смазки; воронка под
охлаждающую жидкость.
Трудоемкость замены ручным инструментом — 0,32 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие обратного клапана системы подогрева двигателя
1. Открыть лючок вентиляции моторного
отделения, установив рукоятку в крайнее
правое положение. Открыть запоры, под-
нять крышку 1 (рис. 1) и зафиксировать
стойкой 3
2. Слить охлаждающую жидкость (см.
операционную карту № 1, переходы 2—5)
3. Открыть запоры и снять переднюю па-
нель ограждения двигателя
4. Ослабить винты хомутов, сдвинуть
шланги и снять трубу 16 (рис. 19)
5. Вывернуть болты, снять патрубок и
клапан с фланца трубы 16
Ключ 6.61.101
Ключ 17—19, от-
вертка Б 175X0,7
Ключ торцовый 10,
отвертка Б 175X0,7
Ключ торцовый 10
Установка обратного клапана системы подогрева двигателя
6. Установить обратный клапан на фла-
нец трубы 16 (рис. 19) так, чтобы язычок
клапана был обращен резиновой плоско-
стью в сторону патрубка, и закрепить бол-
тами с пружинными шайбами
Ключ торцовый 10
36
Инструмент
и приспособления
Содержание операции (перехода)
7. Смазать концы патрубков трубы 16
тонким слоем смазки УС, установить тру-
бу, надеть соединительные шланги и за-
крепить винтовыми хомутами
8. Заправить двигатель охлаждающей
жидкостью (см. операционную карту № 1,
переходы 75 и 76)
9. Установить переднюю панель ограж-
дения двигателя и закрепить запорами
10. Опустить крышку 1 (рис. 1) и закре-
пить запорами 2. Закрыть лючок вентиля-
ции моторного отделения, установив руко-
ятку в крайнее левое положение
Ключ торцовый 10,
отвертка Б 175x0,7.
посуда для смазки
Ключ 17—19, от-
вертка Б 175X0,7
Ключ 6.61.101
57
ЗАМЕНА КОТЛА ПОДОГРЕВАТЕЛЯ
Котел подогревателя подлежит замене, (снятию) при следую-
щих неисправностях:
1. Чрезмерное образование нагара в камере сгорания, в резуль-
тате чего происходит выброс пламени при его работе.
2. Прогорание стенок котла, что приводит к невозможности
пуска подогревателя в результате попадания охлаждающей жид-
кости в камеру сгорания.
3. Механические повреждения котла (трещины, пробоины, срыв
резьб и др.),
ОПЕРАЦИОННАЯ КАРТА № 17
♦ Инструмент и приспособления: ключи 9—11 и 17—19; ключи
торцовые 10 и 12; ключ 6.61.101 запора; ключ 8.61.129 паровоздуш-
ного клапана; отвертки А 150X0,5 и Б 175x0,7; шабер плоский;
насадок 6.61.061 газоотводящей трубы; рукоятка 6.61.032 редук-
тора котла подогревателя; шланг 5.61.067 для слива охлаждаю-
щей жидкости; посуда для охлаждающей жидкости, краски и
смазки; воронка под охлаждающую жидкость; кисть волосяная.
Трудоемкость замены ручным инструментом — 0,85 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие котла подогревателя
1. Открыть лючок вентиляции моторного
отделения, установив рукоятку в крайнее
правое положение. Открыть запоры, под-
нять крышку 1 (рис. 1) и зафиксировать
стойкой 3
2. Слить охлаждающую жидкость (см.
операционную карту № 1, переходы 2—5)
3. Ослабить винты хомутов, сдвинуть
шланг 5 (рис. 19) и отсоединить трубу 16
в сборе от патрубка котла 15
4. Ослабить винты хомутов крепления
шлангов 11 и 13, отсоединить трубу под-
вода охлаждающей жидкости к котлу и
край 12 от трубы 10
5. Вывернуть зажимной болт и отсоеди-
нить топливопровод 7 от форсунки 6
6. Отвернуть гайку и отсоединить элек-
тропровод <8 от свечи 9
Ключ 6.61.101
Ключ торцовый 10,
отвертка Б 175x0,7
То же
Ключ 17—19
Ключ 9—11
68
Содержание операции (перехода) Инструмент и приспособления
7. Ослабить стяжные хомуты крепления шланга 10 (рис. 20) и отсоединить трубу 9 от патрубка котла 8. Вывернуть болты 14 (рис. 19), вынуть Котел 15 и снять уплотнительную проклад- ку с фланца бака 18 Отвертка А 150X0,5 Ключ торцовый 12
Установка котла подогревателя
9. Зачистить поверхности фланцев бака
и котла
10. Смазать прокладку цинковыми бели-
лами с обеих сторон и установить на фла-
нец бака 18 (рис. 19), совместив отверстия
11. Вставить котел 15 в бак 18 и, совме-
стив отверстия фланцев, закрепить бол-
тами 14 с пружинными шайбами
12. Присоединить топливопровод 7 к
форсунке 6 и закрепить зажимным болтом
с медными уплотнительными прокладками
13. Присоединить электропровод 8 к
свече 9 и закрепить гайкой с плоскими и
пружинной шайбами
14. Смазать концы патрубков котла 15
и трубы 10- тонким слоем смазки УС
. 15. Надеть шланг 10 (рис. 20) трубы 9
на' патрубок котла и закрепить стяжными
Хомутами
16. Надеть шланг 5 (рис. 19) на патру-
бок котла 15 и закрепить трубу 16 в сборе
Винтовыми хомутами
17. Надеть шланг 13 на патрубок кот-
Ла 15 и шланг 11 на конец трубы 10 и за-
крепить винтовыми хомутами
18. Заправить двигатель охлаждающей
Жидкостью (см. операционную карту № 1,
переходы 75 и 76)
Шабер плоский
Посуда для крас-
ки, кисть волосяная
Ключ торцовый 12
Ключ 17—19
Ключ 9—11
Посуда для смазки
Отвертка
А 150X0,5
Ключ торцовый 10,
отвертка Б 175X0,7
Ключ торцовый 10,
отвертка Б 175X0,7
59
Инструмент
и приспособления
Содержание операции (перехода)
19. Пустить пусковой подогреватель, про-
верить его работу и герметичность соеди-
нений.
Рукоятка 6.61.032,
насадок 6.61.061
Технические условия: 1. Работу подогревателя проверять
в течение 15 мин.
2. Степень нагрева трубопроводов, подводящих охлаждаю-
щую жидкость к двигателю, проверять на ощупь. Темпера-
туру охлаждающей жидкости по термометру доводить не
выше 80° С.
3. Течь охлаждающей жидкости, топлива, прорыв отрабо-
тавших газов в соединениях и уплотнениях, а также выброс
пламени из отводящей трубы не допускаются
; 20. Опустить крышку 1 (рис. 1) и закре-
пить запорами 2. Закрыть лючок вентиля-
ции моторного отделения, установив руко-
ятку в крайнее левое положение
Ключ 6.61.101
60
ЗАМЕНА ВОДЯНОГО НАСОСА РЕДУКТОРА ПОДОГРЕВАТЕЛЯ
Водяной насос подлежит замене (снятию) при следующих не-
исправностях:
1. Охлаждающая жидкость не циркулирует в системе подо-
грева вследствие срезания штифта вала привода.
2. Износ сальникового уплотнения, вследствие чего появляется
течь охлаждающей жидкости.
3. Механические повреждения (трещины, обломы корпуса и
др.).
ОПЕРАЦИОННАЯ КАРТА №18
Инструмент и приспособления: ключ 17—19; ключи торцовые 10
и 12; ключ 6.61.101 запора; ключ 8.61.129 паровоздушного клапана;
отвертка Б 175x0,7; шланг 5.61.067 для слива охлаждающей жид-
кости; посуда для охлаждающей жидкости и смазки; рукоятка
6.61.032 редуктора котла подогревателя; насадок 6.61.061 газоот-
водящей трубы; воронка под охлаждающую жидкость.
Трудоемкость замены ручным инструментом — 0,35 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие водяного иасоса редуктора подогревателя
1. Открыть лючок вентиляции моторного
отделения, установив рукоятку в крайнее
правое положение. Открыть запоры, под-
нять крышку 1 (рис. 1) и зафиксировать
стойкой 3
2. Слить охлаждающую жидкость (см.
операционную карту № 1, переходы 2—5)
3. Ослабить винты хомутов крепления
шлангов 3 и 17 (рис. 19) и сдвинуть шлан-
ги с патрубков насоса 2
4 Вывернуть болты 1, снять насос 2 и
защитное кольцо вентилятора
Ключ 6.61.101
Ключ торцовый 10,
отвертка Б 175x0,7
Ключ торцовый 12
Установка водяного насоса редуктора подогревателя
5. Провернуть редуктор рукояткой, уста-
новить насос 2 (рис. 19) с защитным коль-
цом вентилятора и закрепить болтами 1 с
пружинными шайбами
Ключ торцовый 12,
рукоятка 6.61,032
61
Содержание операции (перехода) Инструмент и приспособления
6. Смазать концы патрубков иасоса 2 тонким слоем смазки УС, надеть шланги 3 и 17 и закрепить винтовыми хомутами 7. Заправить двигатель охлаждающей жидкостью (см. операционную карту № 1, переходы 75 и 76) 8. Пустить пусковой подогреватель, про- верить его работу и герметичность соедине- ний. Ключ торцовый 10, посуда для смазки, отвертка Б 175X0,7 Рукоятка 6.61.032, насадок 6.61.061
Технические условия. См. технические условия к пере-
ходу 19 операционной карты № 17, пункты 1—3
9. Опустить крышку 1 (рис. 1) и закре-
пить запорами 2. Закрыть лючок вентиля-
ции моторного отделения, установив руко-
ятку в крайнее левое положение
Ключ 6.61.101
62
ЗАМЕНА РЕДУКТОРА ПОДОГРЕВАТЕЛЯ
Редуктор подлежит замене (снятию) при следующих неисправ-
ностях:
1. Подогреватель не работает из-за неподачи топлива в камеру
сгорания при наличии топлива в бачке, исправных форсунке, свече
накаливания и электродвигателе.
2. Подогреватель дымит, низкая температура отработавших га-
зов (продолжительный прогрев двигателя) вследствие неисправ-
ности вентилятора, топливного иасрса и электродвигателя. Регули-
ровкой подачи топлива дефект не устраняется.
3. Механические повреждения (трещины, срыв резьб и др.).
ОПЕРАЦИОННАЯ КАРТА № 19
Инструмент и приспособления: ключ 17—19; ключи торцовые
10, 12 и 14; ключ 6.61.101 запора; ключ 8.61.129 паровоздушного
клапана; плоскогубцы комбинированные 150; отвертки А 150X0,5
и Б 175X0,7; шланг 5.61.067 для слива охлаждающей жидкости;
рукоятка 6.61.032 редуктора котла подогревателя; насадок6.61.061
газоотводящей трубы; посула для охлаждающей жидкости и
смазки; воронка под охлаждающую жидкость.
Трудоемкость замены ручным инструментом — 0,8 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие редуктора подогревателя
1. Открыть лючок вентиляции моторного
отделения, установив рукоятку в крайнее
правое- положение. Открыть запоры, под-
нять крышку 1 (рис. 1) н зафиксировать
стойкой 3
2. Слить охлаждающую жидкость (см.
операционную карту № 1, переходы 2—5)
3. Ослабить винты хомутов крепления
шлангов 3 (рис. 19) и 17 и сдвинуть шлан-
ги с патрубка насоса 2
4. Отвернуть накидную гайку и отсоеди-
нить топливопровод 2 (рис. Й0) от насоса
редуктора 1
5. Ослабить стяжные хомуты шланга 8,
сдвинуть’шланг и отсоединить трубу 9 от
патрубка редуктора 1
Ключ 6.61.101
Ключ 17—19
Отвертка
А 150X0,5
63
Содержание операции (перехода) Инструмент и приспособления
6. Отвернуть гайки шпилек крепления переднего кронштейна редуктора к масля- ному баку главной передачи 7. Расшплинтовать, отвернуть накидную гайку 7 (рис. 81) и отсоединить электро- провод 2 от электродвигателя <3 8. Ослабить стяжные хомуты и сдвинуть шланг 4 с топливопровода 5 9. Вывернуть болт 9 и снять редуктор в сборе, развернув редуктор вправо по ходу Ключ 17—19 Плоскогубцы 150 Отвертка А 150X0,5 Ключ торцовый 14
Установка редуктора подогревателя
10. Установить редуктор подогревателя
на масляный бак 10 (рис. 81) и закрепить
болтом 9 с пружинной шайбой
11. Присоединить электропровод 2, сое-
динить штепсельный разъем и зашплинто-
вать проволокой
12. Надеть шланг 4 на топливопровод 5
и закрепить стяжными хомутами
13. Закрепить передний кронштейн ре-
дуктора гайками с пружинными шайбами
14. Присоединить топливопровод 2
(рис. 20) к штуцеру насоса редуктора 1 и
закрепить накидной гайкой
15. Смазать конец патрубка вентилятора
тонким слоем смазки УС, надеть шланг 8
и закрепить стяжными хомутами
16. Смазать концы патрубков насоса 2
(рис., 19) тонким слоем смазки УС, надеть
шланги 3 и 17 и закрепить винтовыми хо-
мутами
17. Заправить двигатель охлаждающей
жидкостью (см. операционную карту № 1,
переходы 75 и 76)
18. Пустить пусковой подогреватель и
проверить его работу и герметичность сое-
динений.
Ключ торцовый 14
Плоскогубцы 150
Отвертка
А 150x0,5
Ключ 17—19
То же
Отвертка
А 150X0,5, посуда
для смазки
Ключ торцовый 10,
посуда для смазки
Рукоятка 6.61.032,
насадок 6.61.061
Технические условия. См. технические условия к перехо-
ду 19 операционной карты № 17, пункты 1—3
64
Содержание операции (перехода) Инструмент и приспособления
19. Опустить крышку 1 (рис. 1) и закре- пить запорами 2. Закрыть лючок вентиля- ции моторного отделения, установив руко- ятку в крайнее левое положение Ключ 6.61.101
3—366
65
ЗАМЕНА РУЧНОГО ТОПЛИВОПОДКАЧИВАЮЩЕГО НАСОСА РНМ-1К
Ручной топливоподкачивающий насос подлежит замене (сня-
тию) при следующих неисправностях:
1. Заедание или залегание клапанов насоса, приводящее к пре-
кращению подачи топлива при пуске двигателя.
2. Трещины и пробоины в мембране, крышке и корпусе насоса,
поломка рукоятки.
3. Срыв резьбы в отверстиях корпуса насоса.
4. Течь топлива вследствие нарушения сальникового уплотне-
ния и повреждения прокладок.
ОПЕРАЦИОННАЯ КАРТА №20
Инструмент и приспособления: ключи 8—10 и 19—22; ключ на-
кидной 19.
Трудоемкость замены ручным инструментом — 0,3 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие ручного подкачивающего насоса
1. Откинуть сиденье водителя вперед и
установить рукоятку крана 14 (рис. 21) в
положение «Все выкл.»
2. Вывернуть болты 5 и 10 и отсоединить
топливопроводы 8 и 1 от корпуса 7
3. Вывернуть болты крепления корпуса 7
к кронштейну 4 и снять насос 9
Ключ накидной 19
Ключ 8—10
Установка ручного подкачивающего насоса
4. Присоединить топливопровод 1
(рис. 21) к корпусу 7 и ввернуть болт 10
с уплотнительными прокладками на два-
три оборота
5. Установить насос 9 на кронштейн 4 и
закрепить болтами с пружинными шайбами
6. Присоединить топливопровод 8 к кор-
пусу 7 и закрепить болтом 5 с уплотнитель-
ными прокладками. Затянуть болт 10
Ключ накидной 19
Ключ 8—10
Ключ накидной 19
66
Содержание операции (перехода) Инструмент и приспособления
_ 7. Установить рукоятку крана 14 в поло- жение «Все вкл.», вывернуть пробку 4 (рис. 27) на один-два оборота и удалить воздух из системы питания топливом, сде- лав 15—20 двойных ходов рукоятки насоса 9 (рис. 21). Ввернуть пробку 4 (рис. 27). Опустить сиденье водителя 8. Пустить двигатель и проверить герме-. тичность соединений. Остановить двига- тель. Течь топлива в местах соединений трубо- проводов не допускается Ключ 19—22
67
ЗАМЕНА ТОПЛИВОРАСПРЕДЕЛИТЕЛЬНОГО КРАНА
Топливораспределительиый кран подлежит замене (снятию) при
следующих неисправностях:
1. Трещины и обломы в корпусе топливораспределительного
крана.
2. Срыв резьбы штуцеров, вследствие чего наблюдается течь
топлива.
ОПЕРАЦИОННАЯ КАРТА К9 21
Инструмент и приспособления: ключи 17—19 и 19—22; ключи
торцовые 10 и 12; ключ 5.61.086-1 к пробкам топливных баков; от-
вертка А 150X0,5; шланг 5.61.067 для слива топлива; посуда для
топлива и краски; кисть волосяная.
Трудоемкость замены ручным инструментом — 0,4 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие топливораспределительного крана
1. Вывернуть пробку заливной горлови-
ны левого бака
2. Вывернуть болты 2 (рис. 22), снять
крышку 3 и прокладку 1
3. Ввернуть штуцер 6 со шлангом в слив-
ное отверстие корпуса 7 нижнего левого
топливного бака
4. Вывернуть пробку 4 на три-четыре
оборота и слить топливо из левых баков.
Ввернуть пробку 4 и вывернуть штуцер 6
со шлангом
5. Смазать прокладку 1 цинковыми бе-
лилами с обеих сторон, установить ее и
крышку 3 на днище тягача и закрепить
болтами 2 с плоскими шайбами
6. Ввернуть пробку заливной горловины
7. Выполнить переходы 1—6 и слить топ-
ливо из правых баков
8. Откинуть сиденье водителя вперед.
Ослабить стяжные хомуты, сдвинуть шлан-
ги 13 (рис. 21), /5 и /7 с патрубков кра-
на 14 и отсоединить топливопроводы 12,
16 и 18
Ключ 17—19
Ключ торцовый 12
Ключ 17—19,
шланг 5.61.067
Ключ 17—19, ключ
5.61.086-1, посуда
для топлива
Ключ торцовый 12,
посуда для краски!
кисть волосяная
Ключ 17—19
Отвертка
А 150X0,5
68
Содержание операции (перехода) Инструмент и приспособления
9. Вывернуть болты 2 и снять кран 14 с кронштейна 3 10. Ослабить стяжные хомуты, сдвинуть шланг с патрубка крана 14 и отсоединить топливопровод 8 Ключ торцовый 10 Отвертка А 150X0,5
Установка топливораспределительного крана
11. Надеть шланг топливопровода 8
(рис. 21) на патрубок крана 14 и закрепить
стяжными хомутами
12. Установить кран 14 на кронштейн 3
и закрепить болтами с пружинными шай-
бами
13. Надеть шланги 13, 15 и 17 топливо-
проводов 12, 16 и 18 на патрубки крана 14
и закрепить стяжными хомутами
14. Вывернуть пробки заливных горло-
вин топливных баков и заправить баки топ-
ливом. Ввернуть пробки
15. Удалить воздух из системы питания,
пустить двигатель и проверить герметич-
ность соединений (см. операционную кар-
ту № 20, переходы 7 и 8)
Отвертка
А 150X0,5
Ключ торцовый 10
Отвертка
А 150X0,5
Ключ 17—19
69
ЗАМЕНА ВЕРХНЕГО ТОПЛИВНОГО ВАКА
Топливный бак подлежит замене (снятию) при следующих не-
исправностях:
1. Нарушение герметичности в сварных швах бака, вследствие
чего появляется течь топлива.
2. Загрязнение внутренней поверхности бака, что приводит к бы-
строму засорению фильтра предварительной очистки топлива.
3. Механические повреждения бака (трещины, пробоины, обрыв
патрубков и др.).
ОПЕРАЦИОННАЯ КАРТА №22
Инструмент и приспособления: ключи 12—14 и 17—19; ключи
торцовые 10, 12 и 19; ключ 5.61.086-1 к пробкам топливных баков;
вороток; плоскогубцы комбинированные 150; отвертки А 150X0,5
и Б 175X0,7; шланг 5.61.067 для слива топлива; посуда для топли-
ва, краски и клея; кисть волосяная.
Трудоемкость замены ручным инструментом—0,65 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие левого верхнего топливного бака
1. Откинуть сидеиье водителя вперед и
установить рукоятку крана 14 (рис. 21) в
положение «Все выкл.»
2. Слить топливо из левого верхнего топ-
ливного бака (см. операционную карту
№21, переходы 1—6)
3. Ослабить стяжные хомуты, сдвинуть
шланг 8 (рйс. 23) и отсоединить трубопро-
вод 7 от патрубка бака 9
4. Отвернуть гайки 4, снять упоры 3, рас-
шплинтовать и вынуть пальцы 2 и опустить
хомуты 5 крепления бака 9
5. Вывернуть болт 1 (рис. 24) и отсоеди-
нить топливопроводы 2, 3 и 4 от бака
6. Сдвинуть чехол 1 (рис. 23) и снять
бак 9
7. Вывернуть болт И и отсоединить тру-
бопровод 10 от бака 9,
Ключ торцовый 10,
отвертка Б 175x0.7
Ключ 12—14, пло-
скогубцы 150, от-
вертка Б 175x0,7
Ключ торцовый 19,
вороток
Отвертка
А 150X0.5
Ключ торцовый 19,
вороток
70
Инструмент
и приспособления
Содержание операции (перехода)
Установка левого верхнего топливного бака
8. Проверить наличие войлочных про-
кладок на корпусе тягача и стяжных хому-
тах. При их отсутствии установить про-
кладки на клею № 88
9. Присоединить трубопровод 10 (рис. 23)
к баку 9 и закрепить болтом 11 с медными
уплотнительными прокладками
10. Установить бак 9 на прокладки кор-
пуса тягача, надеть чехол 1 на патрубок
заливной горловины и закрепить бак хому-
тами 5 с прокладками 6, для чего:
— совместить отверстия хомутов и
кронштейнов, вставить пальцы 2 и за-
шплинтовать;
— надеть упоры 3 иа болты и закрепить
гайками 4 с пружинными шайбами
It. Надеть шланг 8 на патрубок бака 9
и закрепить винтовыми хомутами
12. Присоединить топливопроводы 2
(рис. 24), 3 и 4 и закрепить болтом 1 с
медными уплотнительными прокладками
13. Вывернуть пробку заливной горло-
вины топливного бака и заправить бак
топливом. Ввернуть пробку.
Течь топлива в соединениях и трубопро-
водах не допускается
Посуда для клея,
кисть волосяная
Ключ торцовый 19,
вороток
Ключ 12—14, пло-
скогубцы 150, от-
вертка Б 175X0,7
Ключ торцовый 10,
отвертка Б 175X0,7
Ключ торцовый 19
Ключ 17—19
Правый верхний топливный бак заменяется в аналогичной
последовательности
71
ЗАМЕНА ПРАВОГО НИЖНЕГО ТОПЛИВНОГО БАКА
Топливный бак подлежит замене (снятию) при обрыве его пат-
рубков, при наличии трещин, пробоин, срыва резьб и других меха-
нических повреждениях, внешним признаком которых является
течь топлива.
ОПЕРАЦИОННАЯ КАРТАМ) 23
Инструмент и приспособления: ключи 8—10 и 17—19; ключи
торцовые 10, 12, 14 и 27; ключ 5.61.086-1 к пробке топливных
баков; плоскогубцы комбинированные 150; отвертки А 150x0,5 и
Б 175X0,7; шланг 5.61.067; посуда для топлива, краски и клея;
кисть волосяная.
Трудоемкость замены ручным инструментом — 0,85 чел.-час.
Содержание операции (перехода) Инструмент и приспособления
Снятие правого нижиего топливного бака
1. Откинуть сиденье водителя вперед.
Установить рукоятку крана 14 (рис. 21) в
положение «Все выкл.»
2. Слить топливо из правых топливных
баков (см. операционную карту № 21, пе-
реходы 1—6)
3. Расшплинтовать, вывернуть болты 7
(рис. 25) и сиять спинки 1 сидений в сборе
с прижимной планкой. Сиять сиденье с
бака
4. Расшплинтовать, вывернуть болты 8 и
снять прижимы 9 и 11
5. Ослабить стяжные хомуты, сдвинуть
шланг 3 и отсоединить трубопровод 4 от
патрубка бака 12
6. Ослабить винты хомутов, сдвинуть
шлаиг 6 и отсоединить трубу 5 от патруб-
ка бака 12
7. Вывернуть болты крепления и сиять
крышку 10 с корпуса тягача
8. Вывернуть зажимной болт и отсоеди-
нить топливопровод от бака 12
9. Сиять топливный бак.
(Переход выполняют два человека)
Ключ торцовый 14,
плоскогубцы 150
То же
Отвертка
А 150X0,5
Ключ торцовый 14,
отвертка Б 175X0,7
Ключ 8—10
Ключ торцовый 27
72
Инструмент
и приспособления
Содержание операции (перехода)
Установка правого нижнего топливного бака
10. Проверить наличие войлочных про-
кладок на корпусе тягача и при их отсутст-
вии установить новые на клею № 88
11. Установить топливный бак на про-
кладки корпуса.
(Переход выполняют два человека)
12. Установить прижимы 9 (рис. 25) и 11
и ввернуть болты 8 на три-четыре оборота
13. Установить сиденья иа бак 12 и спин-
ки 1 в сборе с прижимной накладкой. За-
крепить накладку болтами 7 и зашплинто-
вать попарно проволокой
14. Присоединить топливопровод к ба-
ку 12 и закрепить зажимным болтом с уп-
лотнительными прокладками
15. Закрепить бак 12 болтами 8 и за-
шплинтовать попарно проволокой
16. Присоединить трубу 5, надеть
шланг 6 на патрубок бака 12 и закрепить
винтовыми хомутами
17. Присоединить трубопровод 4, надеть
шланг 3 на патрубок бака 12 и закрепить
стяжными хомутами
18. Вывернуть пробку заливной горлови-
ны правого верхнего бака и заправить баки
топливом. Ввернуть пробку. Проверить гер-
метичность соединений.
Течь топлива в местах соединений шлан-
гов и трубопроводов не допускается
19. Установить крышку 10 с прокладкой
и закрепить болтами с пружинными шай-
бами
20. Установить рукоятку крана 14
(рис. 21) в положение «Все вкл.»
21. Вывернуть пробку 4 (рис. 27) на два-
три оборота и удалить воздух из системы
питания, прокачивая топливо ручным на-
сосом РНМ-1К. Ввернуть пробку.
Посуда для клея,
кисть волосяная
Ключ торцовый 14
Ключ торцовый 14,
плоскогубцы 150
Ключ торцовый 27
Ключ торцовый 14,
плоскогубцы 150
Ключ торцовый 10,
отвертка Б 175X0,7
Отвертка
А 150X0,5
Ключ 17—19
Ключ 8—10
Ключ 17—19
Левый нижний топливный бак заменяется в аналогичной по-
следовательности
73
ЗАМЕНА ТОПЛИВНОГО БАЧКА ПОДОГРЕВАТЕЛЯ
Топливный бачок подлежит замене (сияти^о) при следующих
неисправностях:
1. Нарушение герметичности в сварных швах бачка, вследствие
чего появляется течь топлива.
2. Механические повреждения бачка (обрыв кронштейнов,
патрубков, срыв резьбы и др.).
ОПЕРАЦИОННАЯ КАРТА №24
Инструмент и приспособления: ключи 12—14 и 19—22; ключ
6.61.101; отвертка А 150X0,5; посуда для топлива.
Трудоемкость замены ручным инструментом — 0,25 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие топливного бачка подогревателя
1. Открыть лючок вентиляции моторного
отделения, установив рукоятку в крайнее
правое положение. Открыть запоры, под-
нять крышку 1 (рис. 1) и зафиксировать
стойкой 3
2. Ослабить стяжные хомуты и сдвинуть
шланг 1 (рис. 26) с патрубка бачка 5
3. Вывернуть пробку 7, открыть кран и
слить топливо через патрубок из бачка 5.
Закрыть кран и ввернуть пробку
4. Ослабить стяжные хомуты, сдвинуть
шланги 3 и 6 и отсоединить топливопрово-
ды 2 и 8
5. Вывернуть болты 4 и снять бачок 5 с
кожуха вентилятора
Ключ 6.61.101
Отвертка
А 150X0,5
Ключ 19—22, по-
суда для топлива
Отвертка
А 150x0,5
Ключ 12—14
Установка топливного бачка подогревателя
6. Установить бачок на кожух вентиля-
тора и закрепить болтами 4 (рис. 26) с
пружинными шайбами
7. Надеть шланги 1, 3 и 6 на патрубки
бачка 5 и закрепить стяжными хомутами
Ключ 12—14
Отвертка
А 150X0,5
74
Инструмент
и приспособления
Содержание операции (перехода)
8. Пустить двигатель, заполнить топлив-
ный бачок 5 топливом и проверить герме-
тичность соединений. Остановить двигатель.
Течь топлива в соединениях и трубопрово-
дах не допускается
9. Опустить крышку 1 (рис. 1) и закре-
пить запорами 2. Закрыть лючок вентиля-
ции моторного отделения, установив руко-
ятку в крайнее левое положение
Ключ 6.61.101
75
ЗАМЕНА ФИЛЬТРА ПРЕДВАРИТЕЛЬНОЙ ОЧИСТКИ ТОПЛИВА
Фильтр предварительной очистки топлива подлежит замене
(снятию) при следующих неисправностях:
1. Течь топлива вследствие износа резьбы под пробку выпуска
воздуха.
2. Механические повреждения корпуса (трещины, обломы и
др.).
ОПЕРАЦИОННАЯ КАРТА №25
Инструмент и приспособления: ключи 12—14 и 19—22; ключ
6.61.101 запора; отвертка А 150X0,5.
Трудоемкость замены ручным инструментом — 0,22 чел.-час.
Содержание операции (перехода) Инструмент и приспособления
Снятие фильтра предварительной очистки топлива
1. Открыть лючок вентиляции моторно-
го отделения, установив рукоятку в крайнее
правое положение. Открыть запоры, под-
нять крышку 1 (рис. 1) и зафиксировать
стойкой 3
2. Откинуть сиденье водителя вперед
и установить рукоятку крана 14 (рис. 21)
в положение «Все выкл.»
3. Ослабить стяжные хомуты крепления
шлангов 2 (рис. 27), сдвинуть шланги с
угольников фильтра 3 и отсоединить под-
водящий и отводящий топливопроводы
4. Вывернуть болт крепления фильтра 3
к стенке моторного отсека и сиять фильтр
Ключ 6.61.101
Отвертка
А 150x0,5
Ключ 12—14
Установка фильтра предварительной очистки топлива
5. Установить фильтр 3 (рис. 27) на пе-
реднюю стенку моторного отсека, закре-
пить болтами с пружинными шайбами
6. Присоединить подводящие и отводя-
щие топливопроводы к фильтру 3, надеть
шланги 2 на угольники и закрепить стяж-
ными хомутами
Ключ 12—14
Отвертка
А 150X0,5
76
Содержание операции (перехода) Инструмент и приспособления
7. Удалить воздух из системы питания, пустить двигатель и проверить герметич- ность соединений. Остановить двигатель (см. операционную карту № 20, переходы 7 и 8) 8. Опустить крышку 1 (рис. 1) и закре- пить запорами 2. Закрыть лючок вентиля- ции моторного отделения, установив руко- ятку в крайнее левое положение Ключ 6.61.101
77
ЗАМЕНА ФИЛЬТРА ТОНКОЙ ОЧИСТКИ ТОПЛИВА
Топливный фильтр тонкой очистки подлежит замене (снятий))
при следующих неисправностях:
1. Неудовлетворительная очистка топлива вследствие повреж-
дения фильтрующего элемента.
2. Срыв резьбы в крышке фильтра под зажимы топливопрово-
дов.
3. Коррозия внутренней поверхности корпуса фильтра.
4. Течь топлива через соединения вследствие износа сопряжен-
ных поверхностей или повреждения уплотнений.
5. Механические повреждения (трещины, пробоины, обломы и
др.).
ОПЕРАЦИОННАЯ КАРТА №26
Инструмент и приспособления: ключи 12—14 и 17—19, ключ
6.61.101 запора.
Трудоемкость замены ручным инструментом — 0,4 чел.-час.
Содержание операции (перехода) Инструмент и приспособления
Снятие фильтра тонкой очистки топлива
1. Открыть лючок вентиляции моторного
отделения, установив рукоятку в крайнее
правое положение. Открыть запоры, под-
нять крышку 1 (рис. 1) и зафиксировать
стойкой 3
2. Откинуть сиденье водителя вперед и
установить рукоятку крана 14 (рис. 21) в
положение «Все выкл.»
3. Отвернуть накидную гайку и отсоеди-
нить топливопровод 7 (рис. 28) от штуцера
фильтра 8
4. Вывернуть болты 2, 4 и 5 и отсоеди-
нить топливопроводы 9, 3 и 1 от фильтра 8
5. Отвернуть гайки крепления и снять
фильтр 8 с кронштейна блока
Ключ 6.61.101
Ключ 17—19
То же
»
Установка фильтра тонкой очистки топлива
6. Установить фильтр 8 (рис. 28) иа
кронштейн блока и закрепить гайками с
пружинными шайбами
Ключ 17—19
78
Содержание операции (перехода) Ииструмеят и приспособления
7. Присоединить топливопроводы /, 3 и 9 к фильтру 8 и закрепить болтами 5, 4 и 2 с медными уплотнительными прокладками Ключ 17—19
8. Присоединить топливопровод 7 к шту- церу фильтра 8 и закрепить накидной гай- кой 9. Установить рукоятку крана 14 (рис. 21) в положение «Все вкл.» 10. Удалить воздух из системы питания двигателя топливом (см. операционную карту № 28, переходы 23—25) 11. Опустить сиденье водителя, пустить двигатель и проверить герметичность со- единений. Остановить двигатель. Течь топлива в местах соединений не до- пускается То же
12. Опустить крышку 1 (рис. 1) и за- крепить запорами 2. Закрыть лючок венти- ляции моторного отделения, установив ру- коятку в крайнее левое положение Ключ 6.61.101
79
ЗАМЕНА ТОПЛИВОПОДКАЧИВАЮЩЕГО НАСОСА
Топливоподкачивающий насос подлежит замене (снятию) при
следующих неисправностях:
1. Нет подачи топлива при исправных топливных фильтрах и
топливопроводах.
2. Механические повреждения корпуса (срыв резьбы, обломы
фланца и др.).
ОПЕРАЦИОННАЯ КАРТА №27
Инструмент и приспособления: ключ 12—14; ключ накидной
17—19; ключ 6.61.101 запора; ключ специальный 10 гаек топливо-
подкачивающего насоса; посуда для краски; кисть волосяная.
Трудоемкость замены ручным инструментом — 0,55 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие топливоподкачивающего насоса
1. Открыть лючок вентиляции моторного Ключ 6.61.101
отделения, установив рукоятку в крайнее правое положение. Открыть запоры, под- нять крышку 1 (рис. 1) и зафиксировать стойкой 3 2. Откинуть сиденье водителя вперед и установить рукоятку крана 14 (рис. 21) в положение «Все выкл.» 3. Вывернуть зажимные болты и отсое- Ключ накидной
динить подводящий и отводящий топливо- проводы от корпуса насоса 7 (рис. 29) 4. Вывернуть зажимной болт и отсоеди- 17—19 Ключ 12—14
нить топливопровод 6 от топливного насоса высокого давления 5. Вывернуть болты крепления, снять на- Ключ специаль-
сос 7 и уплотнительную прокладку с флан- ца насоса высокого давления ный 10
Установка топливоподкачивающего насоса
6. Смазать прокладку цинковыми бели-
лами с обеих сторон, установить ее и на-
сос 7 (рис. 29) на фланец насоса высокого
давления и закрепить болтами с пружин-
Ключ специаль-
ный 10, посуда для
краски, кисть воло-
сяная
S0
Инструмент
и приспособления
Содержание операции (перехода)
ными шайбами. Перед установкой топлив-
ного насоса необходимо установить экс- центрик кулачкового вала в положение «Нулевая подача»
7. Присоединить топливопровод 6 к на- сосу высокого давления и закрепить за- жимным болтом с уплотнительными про- кладками Ключ 12—14
8. Присоединить подводящий и отводя- щий топливопроводы к корпусу насоса 7 и закрепить зажимными болтами с уплотни- тельными прокладками 9. Удалить воздух из системы питания двигателя (см. операционную карту № 28, переходы 23—25) 10. Пустить двигатель и проверить гер- метичность соединений. Остановить двига- тель. Течь топлива в местах соединений не допускается Ключ накидной 17—19
11. Опустить крышку 1 (рис. 1) и закре- пить запорами 2. Закрыть лючок вентиля- ции моторного отделения, установив руко- ятку в крайнее левое положение Ключ 6.61.101
81
ЗАМЕНА ТОПЛИВНОГО НАСОСА ВЫСОКОГО ДАВЛЕНИЯ
Топливный насос высокого давления подлежит замене (сня-
тию) при следующих неисправностях:
1. Поломка пружин муфты опережения впрыска топлива, внеш-
ними признаками которой являются стуки при работе двигателя.
2. Износ прецизионных пар плунжер —гильза, в результате чего
наблюдается падение мощности двигателя, черный дымный выпуск
при исправных форсунках, топливных и масляном фильтрах, воз-
духоочистителе, при правильной регулировке привода насоса и
угла опережения подачи топлива.
3. Заедание нагнетательного клапана секции в верхнем или
нижнем положении, поломка пружины клапана или зависание
плунжера в гильзе, внешними признаками которых являются не-
равномерная работа и снижение мощности двмгателя.при исправ-
ных форсунках, топливных фильтрах, воздухоочистителе, при пра-
вильной регулировке привода насоса и угла опережения подачи
топлива.
4. Нарушение регулировки начала подачи топлива в цилиндры
отдельными секциями, внешними признаками которого являются
падение мощности и резкое повышение температуры двигателя.
5. Нарушение регулировки количества подачи топлива в ци-
линдры отдельными секциями, внешними признаками которого яв-
ляются затрудненный пуск и неустойчивая работа двигателя на ре-
жиме холостого хода при исправных форсунках и отсутствии воз-
духа в системе питания.
6. Отказ регулятора в работе или заедание зубчатой рейки на-
соса, в результате чего двигатель идет вразнос.
7. Механические повреждения корпусов насоса и регулятора:
пробоины, трещины, обломы приливов под регулировочные винты
и болты крепления насоса.
8. Срывы резьб в корпусах насоса и регулятора.
ОПЕРАЦИОННАЯ КАРТА №28
Инструмент и приспособления: ключи 12—14, 14—17 и 17—19;
ключи торцовые 10 и 12; ключ накидной 17—19; ключ 6.61.101 за-
пора; набор щупов № 2; монтажный ломик; плоскогубцы комбини-
рованные 150; отвертки А 150X0,5 и Б 175x0,7; посуда для
смазки.
Трудоемкость замены ручным инструментом — 1,25 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие топливного насоса высокого давления
1. Открыть лючок вентиляции моторного I Ключ 6.61.101
отделения, установив рукоятку в крайнее
82
Содержание операции (перехода) Инструмент и приспособления -
правое положение. Открыть запоры, под- нять крышку 1 (рис. 1) и зафиксировать стойкой 3
2. Вывернуть болты и снять крышку лю- ка под промежуточным редуктором Ключ торцовый 12
3. Вывернуть болты и снять крышку люка картера маховика и уплотнительную прокладку То же
4. Отвернуть накидную гайку, отсоеди- нить трубку высокого давления от ниппеля первой секции топливного насоса. Устано- вить моментоскоп на ниппель, как показа- но на рис. 30 Ключ 17—19
5. Установить начало подачи топлива Ключ 17—19, мон-
первой секцией топливного насоса, прово- рачивая коленчатый вал. Снять моменто- скоп. (Переход выполняют два человека). Коленчатый вал вращать по ходу часо- вой стрелки, если смотреть со стороны при- вода генератора 6. Откинуть сиденье водителя вперед и установить рукоятку крана 14 (рис. 21) в положение «Все выкл.» 7. Снять соединительный патрубок впу- скных коллекторов (см. операционную кар- ту № 31, переходы 2—4) тажиый ломик
8. Отвернуть накидные гайки и отсоеди- нить трубки 7. (рис. 31) от ниппелей насо- са 6 Ключ 17—19
9. Вывернуть болт 2 и отсоединить топ- ливопровод 1 от насоса 6 То же
10. Вывернуть болт 3 и отсоединить топ- ливопровод 4 от насоса 6.
Технические условия. После отсоединения топливопрово-
дов от насоса 6 заглушить отверстия ниппелей иасоса и топ-
ливопроводов бумажными пробками
11. Отсоединить топливопроводы от топ-
ливоподкачивающего насоса (см. операци-
онную карту № 27, переходы 3 и 4)
83
Содержание операции (перехода) Инструмент и приспособления
12. Расшплинтовать и отсоединить тягу 4 (рис. 29) от рычага 3 и тягу 5 от скобы ку- лисы останова двигателя 13. Расшплинтовать и вывернуть болты 4 (рис. 32) на два-три оборота 14. Расшплинтовать, отвернуть гайку 6 на два-три оборота, сдвинуть полумуфту 3 и снять шайбу 2 15. Вывернуть болты 2 (рис. 29) и 5 (рис. 31) и снять насос 6 в сборе с двига- Плоскогубцы 150, отвертка Б 175x0,7 Ключ 17—19. пло- скогубцы 150 Ключ 17—19, пло- скогубцы 150, от- вертка Б 175x0,7 Ключ торцовый 12
теля
Установка топливного насоса высокого давления
16. Надеть шайбу 2 (рис. 32) на муфту 1,
введя ее в зацепление с торцом полумуф-
ты 3. Установить насос в сборе на двига-
тель и закрепить болтами 5 (рис. 31) и 2
(рис. 29) с пружинными шайбами
17. Присоединить тягу 5 к скобе кулисы
останова двигателя и тягу 4 к рычагу 3,
надеть на тяги плоские шайбы и зашплин-
товать шплинтами
18. Присоединить топливопроводы к топ-
ливоподкачивающему насосу (см. опера-
ционную карту № 27, переходы 7 и 8)
19. Вынуть бумажные пробки из отвер-
стий топливопроводов и насоса 6 (рис. 31).
Присоединить топливопроводы 1 и 4 к на-
сосу и закрепить болтами 2 и 3 с уплотни-
тельными прокладками
20. Проверить расположение соедини-
тельных ниппелей насоса 6 и при необхо-
димости установить их, как показано на
рис. 33.
21. Установить моментоскоп на ниппель
первой секции насоса 6 (рис. 31) и закре-
пить накидной гайкой
22. Вынуть пробки из отверстий трубок 7
и ниппелей насоса 6, присоединить трубки
к ниппелям и закрепить накидными гай-
ками
Ключ торцовый 12
Отвертка
Б 175X0,7
Ключ 17—19
Ключ 17—19
То же
84
Инструмент
и приспособления
Содержание операции (перехода)
23. Установить рукоятку крана 14
(рис. 21) в положение «Все вкл.»
24. Включить подачу топлива, переме-
стив скобу кулисы регулятора
25. Прокачать топливом систему питания
двигателя ручным топливоподкачивающим
насосом, предварительно ослабив сначала
одну, а затем другую пробку 8 (рис. 31).
Прокачивать систему питания следует до
тех пор, пока в вытекающем топливе не
исчезнут пузырьки воздуха, после чего
ввернуть пробки
26. Заполнить топливом моментоскоп
приблизительно на ’/г—2/з уровня труб-
ки 1 (рис. 30), проворачивая вал насоса за
муфту опережения впрыска топлива, не
вращая коленчатый вал двигателя
27. Провернуть коленчатый вал против
хода примерно на оборота, а затем, мед-
ленно проворачивая его по ходу часовой
стрелки, совместить риску, обозначенную
цифрой на картере маховика 8 (рис. 32), с
указателем 5. Цифра у риски на картере
маховика 8 должна соответствовать циф-
ре, выбитой на торце муфты 1
28. Установить начало подачи топлива
первой секции насоса, для чего:
— включить подачу топлива, переме-
стив скобу кулисы регулятора;
— повернуть вал насоса за муфту опе-
режения впрыска против хода примерно на
7в оборота;
— медленно вращать муфту по ходу до
момента начала движения топлива в труб-
ке 1 (рис. 30) моментоскопа и прекратить
вращение. Ввернуть болты 4 (рис. 32) и
зашплинтовать проволокой
29. Отвернуть накидную гайку и снять
моментоскоп с ниппеля первой секции на-
соса. Присоединить трубку 7 (рис. 31) к
ниппелю и закрепить накидной гайкой
Ключ 12—14
Монтажный ло-
мик
Ключ 17—19, пло-
скогубцы 150
Ключ 17—19
85
Инструмент
и приспособления
Содержание операции (перехода)
30. Отрегулировать зазор 4 (рис. 32)
между торцами кулачков полумуфты 3 и
торцом муфты 1, а также между торцами
кулачков муфты 1 и фланцем полумуфты 3.
Ключ 17—19, на-
бор щупов, отверт-
ка Б 175x0,7
Технические условия: 1. Торцовый зазор А должен быть
не менее 0,3 мм. Отсутствие торцового зазора приводит к вы-
ходу из строя подшипников вала насоса или к заклиниванию
муфты опережения впрыска топлива.
2. Зазор А регулировать перемещением фланца 7 по валу
привода. После регулировки затянуть гайку 6 и зашплинто-
вать шплинтом.
3. Зазор проверять для всех четырех кулачков
31. Установить соединительный патрубок
впускных коллекторов (см. операционную
карту № 31, переходы 7 и 8)
32. Пустить, прогреть двигатель и про-
верить работу топливного насоса высокого
давления. Остановить двигатель.
Технические условия: 1. Двигатель должен легко пускать-
ся и работать устойчиво на всех режимах, без перебоев и сту-
ков.
2. Минимально устойчивые обороты прогретого двигателя
на холостом ходу должны быть 450—550 об/мин, максималь-
ные — 2225—2275 об/мин.
3. Течь топлива и подсос воздуха в местах соединений и
уплотнений не допускаются.
33. Установить прокладку и крышку
люка на картер маховика и закрепить бол-
тами с пружинными шайбами
34. Установить крышку люка на днище
тягача и закрепить болтами с пружинными
шайбами
35. Опустить крышку 1 (рис. 1) и за-
крепить запорами 2. Закрыть лючок венти-
ляции моторного отделения, установив ру-
коятку в крайнее левое положение
Ключ торцовый 12
То же
Ключ 6,61,101
86
ЗАМЕНА ФОРСУНКИ
Форсунки подлежат замене (снятию) при следующих неисправ-
ностях:
1. Дымный выпуск с пламенем в одной из групп цилиндров при
правильной установке угла опережения подачи топлива и при ис-
правных топливном насосе и воздухоочистителе.
2. Падение мощности и работа двигателя с перебоями при
правильной установке угла опережения подачи топлива, при ис-
правных топливном насосе, топливном фильтре и воздухоочисти-
теле.
3. Местный перегрев цилиндра с неисправной форсункой.
4. Срывы резьб в корпусе форсунки и другие механические пов-
реждения.
ОПЕРАЦИОННАЯ КАРТА №20
Инструмент и приспособления: ключи 14—17 и 17—19; ключ
торцовый 10; ключ накидной 17—19; ключ 6.61.101 запора; отверт-
ка Б 175x0,7; вилка для снятия форсунок; салфетка хлопчатобу-
мажная.
Трудоемкость замены ручным инструментом — 0,25 чел.-час.
Содержание операции (перехода) Инструмент и приспособления
Снятие форсунки 1. Открыть лючок вентиляции моторного Ключ 6.61.101
отделения, установив рукоятку в крайнее правое положение. Открыть запоры, под- нять крышку 1 (рис. 1) и зафиксировать стойкой 3 2. Ослабить винты хомутов крепления Ключ торцовый 10,
шланга 11 (рис. 28) и отсоединить трубу 10 отвертка Б 175x0,7
от патрубка заливной горловины (только при снятии' форсунки левого блока ци- линдров) 3. Отвернуть барашки крепления крыш- ки головки блока и снять ее 4. Вывернуть зажимные болты и отсоеди- Ключ 14—17
нить трубку отвода избыточного топлива от форсунок 5. Отвернуть накидную гайку и отсоеди- Ключ 17—19
нить трубку 3 (рис. 35) от штуцера сни- маемой форсунки
87
Содержание операции (перехода) Инструмент и приспособления
6. Отвернуть гайку и снять скобу креп- ления форсунки со шпильки 7. Снять форсунку и уплотнительное кольцо из стакана. Закрыть отверстие в го- ловке блока деревянной пробкой Ключ накидной 17—19 Вилка
Установка форсунки
8. Вынуть деревянную пробку из отвер-
стия в головке блока, тщательно протереть
гнездо и распылитель форсунки
9. Установить медную уплотнительную
прокладку в стакан и форсунку в гнездо
10. Установить скобу на форсунку и
{цпильку блока и закрепить гайкой с пло-
ской шайбой
11. Отвернуть защитный колпачок и
снять его со штуцера форсунки, вынуть
пробку из трубки высокого давления
12. Присоединить трубку 3 (рис. 35) к
штуцеру форсунки и закрепить накидной
гайкой
13. Присоединить трубку отвода избы-
точного топлива к форсункам и закрепить
зажимными болтами с уплотнительными
прокладками
14. Пустить двигатель и проверить его
работу. Остановить двигатель. Двигатель
должен устойчиво работать на всех режи-
мах без перебоев. Течь топлива в местах
соединений трубопроводов не допускается
15. Установить крышку головки блока и
закрепить болтами
16. Присоединить трубу 10 (рис. 28), на-
деть шланг И иа патрубок заливной горло-
вины и закрепить винтовыми хомутами
(только при установке форсунки левого
блока цилиндров)
17. Опустить крышку 1 (рис. 1) и закре-
пить запорами 2. Закрыть лючок вентиля-
ции моторного отделения, установив руко-
ятку в крайнее левое положение
Салфетка
Ключ накидной
17—19
Ключ 17—19
Ключ 14—17
Ключ торцовый 10,
отвертка Б 175X0,7
Ключ 6.61.101
88
ЗАМЕНА ВОЗДУХООЧИСТИТЕЛЯ В СБОРЕ
Воздухоочиститель подлежит замене (снятию) при следующих
неисправностях:
1. Засорение воздухоочистителя, внешними признаками кото-
рого являются снижение мощности двигателя и черный дымный
выпуск на всех режимах при исправных остальных приборах сис-
темы питания.
2. Механические повреждения корпуса воздухоочистителя, тру-
бок-циклонов, кассет второй ступени, патрубков, кронштейнов
(трещины, пробоины, обломы и вмятины), нарушающие нормаль-
ную работу воздухоочистителя.
ОПЕРАЦИОННАЯ КАРТА №30
Инструмент и приспособления: ключи 10—12, 12—14, 14—17 и
17—19; ключ торцовый 10; ключ 6.61.101 запора; монтажный ло-
мик; плоскогубцы комбинированные 150; отвертка Б 175X0,7; по-
суда для смазки.
Трудоемкость замены ручным инструментом — 0,5 чел.-час.
Содержание операции (перехода) Инструмент и приспособления
Снятие воздухоочистителя в сборе
1. Открыть лючок вентиляции моторного
отделения, установив рукоятку в крайнее
правое положение. Открыть запоры, под-
нять крышку 1 (рис. 1) и зафиксировать
стойкой 3
2. Ослабить винты хомутов и сдвинуть
шланг 2 (рис. 35) с патрубка воздухоочис-
тителя 1
3. Ослабить гайку 2 (рис. 7), удерживая
болт 3 от проворачивания. Вынуть тросик
1 из отверстий болта и втулки 4
4. Открыть запоры и снять переднюю па-
нель ограждения двигателя
5. Отвернуть гайки болтов крепления,
снять кронштейн 9 (рис. 34) в сборе с флан-
ца воздухоочистителя 2 и отвести его в сто-
рону
6. Ослабить винты хомутов, сдвинуть
шланг 5 и отсоединить трубу 3 от патрубка
воздухоочистителя 2
Ключ 6.61.101
Ключ торцовый 10,
отвертка Б 175x0,7
Ключ 10—12, пло-
скогубцы 150, от-
вертка Б 175x0,7
Ключ 17—19, от-
вертка Б 175X0,7
Ключи 12—14 и
14—17, монтажный
ломик
Ключ торцовый 10,
отвертка Б 175x0,7
89
Инструмент
и приспособления
Содержание операции (перехода)
7. Отвернуть гайки 1 и снять воздухо-
очиститель 2 в сборе со шпилек блока дви-
гателя
Установка воздухоочистителя
8. Установить воздухоочиститель 2
(рис. 34) в сборе на шпильки блока двига-
теля и закрепить гайками 1 с пружинными
шайбами
9. Смазать конец патрубка воздухоочис-
тителя 2 тонким слоем смазки УС, присо-
единить трубу 3, надеть шланг 5 и закре-
пить винтовыми хомутами
10. Установить кронштейн 9 на фланец
воздухоочистителя 2 и закрепить болтами
с гайками и пружинными шайбами
11. Вставить тросик 1 (рис. 7) в совме-
щенные отверстия болта 3 и втулки 4 и за-
крепить гайкой 2
12. Надеть шланг 2 (рис. 35) на патру-
бок воздухоочистителя 1 и закрепить вин-
товыми хомутами
13. Пустить двигатель и проверить ра-
боту системы питания воздухом. Система
питания воздухом должна обеспечивать
бесперебойную работу двигателя на всех
режимах. Подсос воздуха в местах соеди-
нений не допускается
14. Опустить крышку 1 (рис. 1) и закре-
пить запорами 2. Закрыть лючок вентиля-
ции моторного отделения, установив руко-
ятку в крайнее левое положение
Ключ 14—17
сборе
Ключ 14—17
Ключ торцовый 10,
отвертка Б 175x0,7,
посуда для смазки
Ключи 12—14 и
14—17
Ключ 10—12, пло-
скогубцы 150
Ключ торцовый 10,
отвертка Б 175X0,7
Ключ 6.61.101
•90
ЗАМЕНА ПРОКЛАДОК ВПУСКНОГО КОЛЛЕКТОРА
Прокладки впускного коллектора подлежат замене (снятию)
при нарушении герметичности соединений его с головкой блока,
не устранимом подтягиванием гаек крепления впускного коллек-
тора.
ОПЕРАЦИОННАЯ КАРТА № 31
Инструмент и приспособления: ключ 14—17; ключ торцовый 10;
ключ 6.61.101 запора; отвертка А 150X0,5; посуда для смазки.
Трудоемкость замены ручным инструментом — 0,61 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие прокладок впускного коллектора
1. Открыть лючок вентиляции моторно-
го отделения, установив рукоятку в край-
нее правое положение. Открыть запоры,
поднять крышку 1 (рис. 1) и зафиксиро-
вать стойкой 3
2. Ослабить винты хомутов крепления
шланга 2 (рис. 35) и сдвинуть шланг с пат-
рубка 4
3. Ослабить стяжной хомут крепления
шланга 14 и сдвинуть шлаиг с патрубка 4
4. Вывернуть болты крепления патрубка
4 и снять патрубок с прокладками. Закрыть
впускные окна коллекторов деревянными
пробками
5. Отвернуть гайки крепления коллекто-
ра 5 и снять коллектор с прокладками. За-
крыть впускные окна головки блока дере-
вянными пробками
Ключ 6.61.101
Ключ торцовый 10.
отвертка А 150X0,5
Отвертка
А 150X0,5
Ключ 14—17
То же
Установка прокладок впускного коллектора
6. Вынуть деревянные пробки, установить
прокладки и коллектор 5 (рис. 35) на
шпильки головки блока и закрепить гайка-
ми с пружинными шайбами
7. Вынуть деревянные пробки, установить
прокладки и патрубок 4 иа фланец коллек-
тора 5 и закрепить болтами с плоскими
шайбами
Ключ 14—17
То же
9!
Инструмент
и приспособления
Содержание операции (перехода)
8. Смазать концы патрубка 4 тонким сло-
ем смазки УС, надеть шланги 2 и 14 и за-
крепить винтовыми и стяжными хомутами
9. Пустить двигатель и проверить работу
системы питания двигателя воздухом. Оста-
новить двигатель. Подсос воздуха в местах
соединений и трубопроводах не допуска-
ется
10. Опустить крышку 1 (рис. 1) и закре-
пить запорами 2. Закрыть лючок вентиля-
ции моторного отделения, установив руко-
ятку в крайнее левое положение
Ключ торцовый 10,
отвертка А 150x0,5.
посуда для смазки
Ключ 6.61.101
92
СИЛОВАЯ ПЕРЕДАЧА
ЗАМЕНА ПРОМЕЖУТОЧНОГО РЕДУКТОРА
И УПОРНОГО ПОДШИПНИКА МУФТЫ
ВЫКЛЮЧЕНИЯ ГЛАВНОГО ФРИКЦИОНА
Промежуточный редуктор и упорный подшипник муфты выклю-
чения главного фрикциона подлежат замене (снятию) при следую-
щих неисправностях:
1. Повышенный шум при включении и работе промежуточного
редуктора вследствие износа или разрушения шестерен и подшип-
ников.
2. Самовыключение промежуточного редуктора вследствие из-
носа зубчатой муфты, лунок на валике включения и поломки пру-
жины фиксатора.
3. Механические повреждения, нарушающие нормальную рабо-
ту промежуточного редуктора.
4. Замасливание и пробуксовка дисков главного фрикциона в
результате течи масла через уплотнение в опоре муфты выключе-
ния.
5. Повышенный шум при выключении главного фрикциона в
результате износа или разрушения упорного подшипника муфты
выключения.
ОПЕРАЦИОННАЯ КАРТА № 32
Инструмент и приспособления: ключи 10—12, 14—17, 17—19,
19—22, 24—27 и 32; ключи торцовые 10, 12, 17, 19—22 и 32; ключ
накидной 17; ключ 6.61.101 запора; ключ 8.61.129 паровоздушного
клапана; монтажный ломик (2 шт.); выколотка медная; вороток;
захват для подъема двигателя; подставка под двигатель; подстав-
ка под промежуточный редуктор; кран-стрела 1,5-7; отвертки
А 150x0,5 и Б 175x0,7; плоскогубцы комбинированные 150; моло-
ток АЗ; тиски слесарные П-120; линейка измерительная металли-
ческая 300; скребок; щетка металлическая; набор щупов Н-2 кл. 1;
шприц; шланг 5.61.067 для слива охлаждающей жидкости; посуда
для охлаждающей жидкости, масла, смазки, керосина, клея и
краски; кисть волосяная; вороики под масло и охлаждающую жид-
кость; салфетка хлопчатобумажная.
Трудоемкость замены ручным инструментом — 9 чел.-час.
93
Инструмент
и приспособления
Содержание операции (перехода)
Снятие промежуточного редуктора и упорного подшипника
муфты выключения главного фрикциона
1. Открыть лючок вентиляции моторного
отделения, установив рукоятку в крайнее
правое положение. Открыть запоры, под-
нять крышку 1 (рис. 1) и зафиксировать
стойкой 3
2. Снять двигатель в сборе'с промежуточ-
ным редуктором-и установить на подстав-
ку (см. операционную карту № 1, переходы
2—39)
3. Вывернуть болты крепления фланцев
обводной трубы пускового подогревателя и
снять трубу
4. Вывернуть болты крепления картера 23
(рис. 36) к картеру 22
5. Снять промежуточный редуктор в сбо-
ре и установить на подставку
6. Вывернуть масленку 9 штуцера гиб-
кого шланга 7, отвернуть гайку и отсоеди-
нить гибкий шланг От картера 23
7. Вынуть концы пружины из отверстий
вилки 6 и снять муфту 4 с опоры в сборе
с упорным подшипником. 20
8. Установить муфту 4 в тисках и спрес-
совать подшипник 20
Ключ 6.61.101
Ключ торцовый 12
Ключ 17—19, ключ
накидной 17
Монтажный ло-
мик, подставка
Ключи 10—12,
24—27
Молоток АЗ, вы-
колотка медиая, тис-
ки П-120
Установка промежуточного редуктора и упорного подшипника
главного фрикциона ч
9. Промыть муфту 4 (рис. 36) керосином,
нагреть упорный подшипник 20 в масле до
80—100° С и напрессовать его -иа муфту 4,
совместив выемку на подшипнике с отвер-.
стием для смазки на муфте
10. Установить муфту 4 в сборе с под-
шипником 20 на опору
11. Вставить концы пружины в отверстия
вилки 6
Молоток АЗ, вы-
колотка медная, по-
суда для керосина и
масла, кисть воло-
сяная
94
Инструмент
и приспособления
Содержание операции (перехода)
12. Вставить гибкий шланг 7 в отверстие
картера 23 и закрепить гайкой с плоской
и пружинной шайбами
13. Ввернуть масленку 9 и смазать под-
шипник 20 смазкой 1 —13 или ЦИАТИМ-201.
При выходе смазки из-под наружного коль-
ца подшипника последний поворачивать на
1/6 оборота
14. Установить промежуточный редуктор
в сборе в расточку картера 22, вставив вал
в шлицевые отверстия ступиц дисков /2 и в
отверстие подшипника коленчатого вала
двигателя. Закрепить картер 23 болтами с
плоскими и пружинными шайбами
15. Установить обводную трубу пуско-
вого подогревателя, подложив под фланцы
паронитовые прокладки, предварительно
смазанные с обеих сторон цинковыми бели-
лами, и закрепить болтами
16. Установить двигатель в сборе с проме-
жуточным редуктором (см. операционную
карту № 1, переходы 40—86)
17. Опустить крышку 1 (рис. 1) и закре-
пить запорами. Закрыть лючок вентиляции
моторного отделения, установив рукоятку
в крайнее левое положение
Ключ 24—27
Шприц, посуда
для смазки
Ключ 17—19, ключ
накидной 17, моло-
ток АЗ, выколотка
медная
Ключ торцовый 12,
посуда для краски,
кисть волосяная
Ключ 6.61,101
95
ЗАМЕНА ГЛАВНОГО ФРИКЦИОНА
Главный фрикцион подлежит замене (снятию) при следующих
неисправностях:
1. Пробуксовка дисков главного фрикциона в результате ослаб-
ления или поломки нажимных пружин, износа фрикционных накла-
док ведомых дисков, при котором невозможно отрегулировать сво-
бодный ход педали главного фрикциона.
2. Неполное выключение главного фрикциона (фрикцион «ве-
дет») в результате перекоса или коробления ведомых и нажим-
ного дисков, а также ослабления заклепок ступиц ведомых дис-
ков.
3. Механические повреждения деталей главного фрикциона, на-
рушающие его работу.
ОПЕРАЦИОННАЯ КАРТА №33
Инструмент й приспособления: ключи 10—12, 12—14, 14—17,
17—19, 19—22, 24—27 и 32; ключи торцовые 10, 12, 17, 19—22 и
32; ключ коловорот; сменная головка 14; ключ 6.61.101 запора;
ключ 8.61.129 паровоздушного клапана; монтажный ломик (2 шт.);
вал-оправка; выколотка медная; вороток; захват для подъема дви-
гателя; подставка под двигатель; подставка под промежуточный
редуктор; кран-стрела 1,5-т; отвертки А 150x0,5 и Б 175x0,7;
плоскогубцы комбинированные 150; молоток АЗ; тиски слесарные
II-120; линейка измерительная металлическая 300; скребок; щетка
металлическая; набор щупов Н-2 кл. 1; шланг 5.61.067 для слива
охлаждающей жидкости; посуда для охлаждающей жидкости,
масла, смазки, керосина, клея и краски; кисть волосяная; воронки
под масло и охлаждающую жидкость; салфетка хлопчатобумажная.
Трудоемкость замены ручным инструментом — 9,5 чел.-час.
Содержание операции (перехода)
Снятие главного фрикциона
1. Открыть лючок вентиляции моторного
отделения, установив рукоятку в крайнее
правое положение. Открыть запоры, под-
нять крышку 1 (рис. 1) и зафиксировать
стойкой 3
2. Снять двигатель в сборе с промежуточ-
ным редуктором и установить на подстав-
ку (см. операционную карту № 1, перехо-
ды 2—39)
Инструмент
и приспособления
Ключ 6.61.101
96
Инструмент
и приспособления
Содержание операции (перехода)
3. Снять промежуточный редуктор (см.
операционную карту № 32, переходы 3—5)
4. Вывернуть болты 2 (рис. 36) и снять
кожух 17 в сборе с нажимным диском 21.
Болты крепления кожуха главного фрикци-
она вывертывать равномерно за два-три
приема
5. Вынуть ведомые 12 и средний ведущий
15 диски из расточки маховика 14. Вынуть
пружины 13 из отверстий диска 15
Ключ коловорот,
сменная головка 14
Установка главного фрикциона
6. Установить один из ведомых дисков 12
(рис. 36) в расточку маховика 14 длинным
плечом ступицы в сторону двигателя
7. Вставить отжимные пружины 13 в от-
верстия диска 15 и установить диск пру-
жинами в сторону маховика 14
8. Установить второй ведомый диск 12 в
расточку маховика 14 длинным плечом сту-
пицы в сторону промежуточного редуктора
9. Установить кожух 17 в сборе с нажим-
ным диском 21 на привалочную поверх-
ность маховика 14 и ввернуть болты 2 с
пружинными шайбами на три-четыре обо-
рота
10. Сцентрировать диски 12 относитель-
но маховика 14 с помощью вала-оправки,
установив его в шлицевые отверстия сту-
пиц дисков и в отверстие подшипника ко-
ленчатого вала двигателя. Затянуть бол-
ты 2 до отказа. Вынуть вал-оправку
11. Отрегулировать отход диска 15, для
чего ввернуть до упора в средний ведущий
диск 15 четыре регулировочных болта 11, а
затем отвернуть их на один оборот и за-
контрить гайками
12. Установить промежуточный редуктор
в сборе (см. операционную карту 32, пере-
ходы 14 и 15)
Ключ 12—14
Ключ коловорот,
сменная головка 14,
вал-оправка
Ключи 12-=14,
17—19
4—366
97
Инструмент
и приспособления
Содержание операции (перехода)
13. Установить двигатель в сборе с проме-
жуточным редуктором (см. операционную
карту № 1, переходы 40—86)
14. Отрегулировать исходное положение
педали главного фрикциона, для чего:
— отсоединить тяги 4 (рис. 37) и 5 от
двуплечего рычага вала педалей;
— установить педаль регулировочным
болтом 7 так, чтобы расстояние от передней
кромки подбашмачника педали (со сторо-
ны водителя) до балки было 72—78 мм\
— присоединить тяги 4 и 5 к двуплече-
му рычагу вала педалей, предварительно
отрегулировав их. Тягу 4 отрегулировать
так, чтобы расстояние от горизонтальной
оси качания рычага 3 валика блокировки
до оси отверстия под палец было 27—31 мм,
или (при наличии меток) совместить мет-
ку на рычаге валика блокировки с меткой
на корпусе колонки переключения передач,
а тягу 5 отрегулировать так, чтобы расстоя-
ние от оси качания рычага 6 до оси отвер-
стия под палец было 18—22 мм в сторону
кормы машины
15. Отрегулировать свободный ход педа-
ли. Свободный ход педали замеряется по
перемещению тяги 13 при выжиме педали
до ощутимого упора муфты выключения.
Если перемещение тяги 13 больше 8 мм, не-
обходимо отсоединить ее и укоротить ввер-
тыванием вилки тяги на требуемую вели-
чину, затем вновь соединить и законтрить
гайкой. Если перемещение тяги 13 меньше
6,5 мм, удлинить ее вывертыванием вилки
16. Отрегулировать полный ход педали.
Полный ход педали регулируется регулиро-
вочным болтом 2 так, чтобы при выжиме
педали до упора в болт 2 перемещение тя-
ги 13 было 36—39 мм
17. Отрегулировать усилие сервопружи-
ны. Под действием сервопружины И педаль
после снятия ноги должна самостоятельно
Ключи 12—14 и
17—19, линейка 300
Ключи 12—14 и
17—19, плоскогуб-
цы 150, отвертка
Б 175x0,7, линей-
ка 300
То же
98
Инструмент
и приспособления
Содержание операции (перехода)
возвращаться в исходное положение. Для
этого регулируют положение кронштейна 15
и усилие сервопружины 11. Предварительно
положение кронштейна отрегулировать так,
чтобы при выборе свободного хода педали
длинное плечо двуплечего рычага 8 и стер-
жень 16 сервопружины составляли одну
прямую. Если после этого педаль будет за-
висать в положении выбранного свободного
хода, то необходимо кронштейн 15 сместить
от его первоначального положения к корме
машины до исключения зависания педали.
Усилие сервопружины 11 регулировать в
таком порядке:
— выжать педаль главного фрикциона до
упора в регулировочный болт 2 и сжать
сервопружину с помощью гайки 9 так, что-
бы педаль удерживалась пружиной в этом
положении;
— отвернуть на несколько оборотов гай-
ку 9, добиваясь плавного возвращения пе-
дали в исходное положение
18. Опустить крышку 1 (рис. 1) и закре-
пить запорами. Закрыть лючок вентиляции
моторного отделения, установив рукоятку
в крайнее левое положение
Ключ 6.61.101
4*
99
ЗАМЕНА ГЛАВНОЙ ПЕРЕДАЧИ
Главная передача подлежит замене (снятию) при следующих
неисправностях:
1. Нет давления масла в системе смазки главной передачи в
результате поломки масляного насоса.
2. Чрезмерный напрев картера и шум в результате разрушения
подшипников или шестерен главной передачи.
‘ 3. Шум при переключении передач вследствие износа или раз-
рушения синхронизаторов и муфт включения передач.
4. Механические повреждения, нарушающие нормальную ра-
боту главной передачи (пробоины, трещины, срыв резьбы под бол-
ты и шпильки и т. д.).
ОПЕРАЦИОННАЯ КАРТА №34
Инструмент и приспособления: ключи 10—12, 12—14, 14—17,
17—19, 22—?4, 27—30; ключ коловорот; сменная головка 12; ключ
накидной 27; ключ торцовый 32; ключ торцовый Г-образный 17;
ключ 6.61.101 запора; монтажный ломик; плоскогубцы комбиниро-
ванные 150; отвертка Б 175X0,7; лом 5.61.304; захват для подъема
главной передачи; кран-стрела 1,5-т; подставка под главную пере-
дачу; щуп 8.61.190; болты-съемники М12Х1.5 (2 шт.); скребок;
щетка металлическая; посуда для керосина, смазки, масла и крас-
ки; воронка под масло; лопатка деревянная для смазки; кисть во-
лосяная.
Трудоемкость замены ручным инструментом — 6;35 чёл.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие главной передачи
1. Открыть вентиляционный лючок. 10
(рис. 38), установив рукоятку 5 (рис. 43)
в крайнее заднее положение. Открыть за-
поры, поднять крышку 1 (рис. 38) и зафик-
сировать стойкой 2
2. Вывернуть болты и снять крышки лю-
ков под картером главной передачи и под
масляным баком системы смазки главной
передачи
3. Расшплинтовать, вывернуть пробки
сливных отверстий и слить масло из карте-
ра главной передачи и масляного бака.
Ввернуть пробки
Ключ 6.61.101
Ключ коловорот,
сменная головка 12
Ключ торцовый 32,
плоскогубцы 150, от-
вертка Б 175x0,7,
посуда для масла
100
Инструмент
и приспособления
Содержание операции (перехода)
4. Вывернуть болты и снять пенал 9
5. Снять бидон 3, нагнетатель 8 и удли-
нитель воздухозаборной трубы
6. Вывернуть болты крепления и снять
гнездо 5 и гнездо нагнетателя 8
7. Снять воздушные баллоны (см. опера-
ционную карту № 51, переходы 2—5)
8. Отвернуть накидные гайки и отсоеди-
нить трубопроводы от угольника и крана
бачка 7
9. Отвернуть гайки крепления стяжных
лент, снять ленты с петель и снять бачок 7
10. Отвернуть гайки, снять кронштейн 11
(рис. 44) и пружины 10
11. Выполнить переход 10 для правого
кронштейна .
12. Расшплинтовать, вынуть палец 3 и от-
соединить тягу 4 от рычага 6
13. Расшплинтовать, вынуть палец 5 и
отсоединить тягу левого мостика управле-
ния от рычага вала кулака
14. Расшплинтовать, вынуть соединитель-
ные пальцы и отсоединить тяги 4 (рис. 39)
и 5 от рычага 3
15. Расшплинтовать, вынуть соединитель-
ные пальцы и снять тягу 1
16. Снять карданные валы привода бор-
товых передач (см. операционную карту
№ 44, переходы 3, 4, 6—8)
17. Вывернуть болты 1 (рис. 40) крепле-
ния бугелей 3 правой и левой опор главной
передачи
18. Расконтрить и рассоединить штеп-
сельный разъем щитка командира на пра-
вой передней панели ограждения кабины
19. Вывернуть болты крепления и снять
аппарат А-1
20. Расшплинтовать, вынуть соединитель-
ный палец и отсоединить тягу 4 (рис. 39)
от валика правого рычага управления
Ключ 10—12
Ключ 10—12
Ключ 14—17
То же
Ключ 14—17, пло-
скогубцы 150, от-
вертка Б 175X0,7
Плоскогубцы 150,
отвертка Б 175x0,7
То же
Ключ накидной 27
Плоскогубцы 150,
отвертка Б 175x0,7
Ключ 10—12
Плоскогубцы 150,
отвертка Б 175x0,7
101
Инструмент
и приспособления
Содержание операции (перехода)
21. Вывернуть болты и снять правую пе-
реднюю панель 8 ограждения кабины
22. Расконтрить и отвернуть накидную
гайку 7 штепсельного разъема датчика
давления масла в главной передаче. Рас-
соединить разъем
23. Вывернуть болт и отсоединить «мас-
совый» провод 6
24. Отсоединить центральный карданный
вал от фланца первичного вала главной пе-
редачи (см. операционную карту № 35, пе-
реходы 1 и 2)
25. Снять рукоятку рычага колонки пе-
реключения передач (см. операционную
карту № 36, переходы 1—3)
26. Ослабить стяжные ленты шлангов и
рассоединить маслопроводы системы смаз-
ки главной передачи
27. Отвернуть накидную гайку и отсое-
динить дренажный маслопровод от штуце-
ра картера главной передачи
28. Вывернуть болты 4 (рис. 40) креп-
ления лапки 7 к задней опоре главной пе-
редачи
29. Зачалить главную передачу за рымы,
вынуть из корпуса тягача и установить на
подставку.
(Переход выполняют три человека)
30. Снять бугеля 3 и прокладки 6 с бо-
ковых опор картера главной передачи
31. Снять прокладки 2 и 5 с опор креп-
ления главной передачи. Набор прокла-
док 2, 5 и 6 каждой опоры не раскомплек-
товывать и устанавливать их на те же
опоры.
При изменении количества и суммарной
толщины прокладок нарушается центровка,
что приводит к быстрому износу или по-
ломке привода бортовых передач
Ключ 12—14
Плоскогубцы 150
Ключ 10—12
Отвертка
Б 175x0,7
Ключ 12—14
Ключ нал^ной 27
Кран-стрела 1,5-т,
захват, подставка
102
Инструмент
и приспособления
Содержание операции (перехода)
Установка главной передачи
32. Очистить отсек главной передачи от
грязи и масла
33. Смазать внутренние полости буге-
лей 3 (рис. 40) смазкой 1 — 13, установить
регулировочные прокладки 6 и бугеля 3
на боковые опоры картера
34. Уложить прокладки 2 и 5 на опоры
главной передачи
35. Зачалить главную передачу в сборе
за рымы и установить в корпус, совместив
отверстия бугелей, лапки, прокладок 2 и 5
и опор,
(Переход выполняют три человека)
36. Закрепить главную передачу на опо-
рах болтами 1 и 4 с пружинными шайбами
37. Присоединить дренажный маслопро-
вод к штуцеру главной передачи и закре-
пить накидной гайкой
38. Соединить маслопроводы системы
смазки главной передачи шлангами и за-
крепить стяжными лентами
39. Установить рукоятку рычага колонки
переключения передач (см. операционную
карту № 36, переходы 13—15)
40. Присоединить центральный кардан-
ный вал к фланцу первичного вала главной
передачи (см. операционную карту № 35,
переходы 5 и 7)
41. Соединить штепсельный разъем дат-
чика давления масла в главной передаче,
закрепить накидной гайкой 7 (рис. 39) и
законтрить проволокой
42. Присоединить «массовый» провод 6 к
балке кабины и закрепить болтом с пло-
ской и пружинной шайбами
43. Установить панель 8 и закрепить
болтами с пружинными шайбами
Скребок, щетка
металлическая, по-
суда для керосина,
кисть волосяная
Посуда для смаз-
ки, лопатка для
смазки
Кран-стрела 1,5-т,
захват, монтажный
ломик
Ключ накидной 27
Ключ 12—14
Плоскогубцы 150,
отвертка Б 175x0,7
Плоскогубцы 150
Ключ 10—12
То же
103
Инструмент
и приспособления
Содержание операции (перехода)
44. Смазать палец смазкой УС, соеди-
нить нижний конец тяги 4 с валиком пра-
вого рычага управления пальцем и за-
шплинтовать
45. Установить аппарат A-I и закрепить
болтами с пружинными шайбами на па-
нели 8
46. Соединить штепсельный разъем щит-
ка командира, закрепить его накидной гай-
кой и законтрить проволокой
47. Установить карданные валы привода
бортовых передач (см. операционную кар-
ту № 44, переходы 9—11)
48. Смазать пальцы смазкой УС. Соеди-
нить тягу 1 с рычагом промежуточного ва-
лика и с рычагом вала привода остановоч-
ного тормоза пальцами и зашплинтовать
49. Смазать пальцы смазкой УС. Соеди-
нить тяги 4 и 5 с рычагом 3 пальцами и
зашплинтовать
50. Смазать пальцы 3 (рис. 44) и 5 смаз-
кой УС. Соединить тягу 4 с рычагом 6 и
тягу левого мостика управления с рычагом
вала кулака пальцами и зашплинтовать
51. Установить кронштейн 11 и закре-
пить гайками с пружинными шайбами.
Установить пружины 10
52. Выполнить переход 51 для правого
кронштейна
53. Установить бачок 7 (рис. 38) на
кронштейны и закрепить стяжными лен-
тами
54. Присоединить трубопроводы к уголь-
нику и крану бачка 7 и закрепить накид-
ными гайками
55. Установить воздушные баллоны (см.
операционную карту № 51, переходы 6—9)
56. Установить гнездо 5 на кронштейн и
закрепить болтами с гайками и пружин-
ными шайбами
57. Установить гнездо нагнетателя 8 на
кронштейн и закрепить болтами с гай-
ками и пружинными шайбами
Плоскогубцы 150,
отвертка Б 175x0,7,
посуда для смазки,
лопатка для смазки
Ключ 10—12
Плоскогубцы 150
Плоскогубцы 150,
отвертка Б 175x0,7,
посуда для смазки,
лопатка для смазки
То же
Ключ 14—17, пло-
скогубцы 150, -от-
вертка Б 175x0,7
Ключ 14—17
То же
Ключ 12—14
То же
»
104
Инструмент
н приспособления
Содержание операции (перехода)
58. Установить бидон 3 и нагнетатель 8
в гнезда и закрепить резиновыми шнурами
59. Установить пенал 9 и закрепить бол-
тами с гайками
60. Установить крышки с уплотнитель-
ными прокладками на люки под картером
главной передачи и под масляным баком и
закрепить болтами с пружинными шайбами
61. Вывернуть пробку-сапун и залить
масло МТ-16п в- картер главной передачи.
Ввернуть пробку-сапун
62. Откинуть спинку сиденья водителя,
снять переднюю панель ограждения дви-
гателя и залить масло МТ-16п в масляный
бак до верхней зиговки в заливной горло-
вине. Установить панель и закрепить запо-
рами. Установить спинку сиденья водителя
63. Проверить и отрегулировать зазор
между роликом рычага 4 (рис. 41) и впа-
диной кулака 5, предварительно установив
рычаги управления в первое положение.
Ключ 10—12
Ключ коловорот,
сменная головка 12
Ключ 27—30, по-
суда для масла, во-
ронка
Ключ 14—17, от-
вертка Б 175x0,7,
посуда для масла,
воронка
Ключ 14—17, щуп
8.61.190
Технические условия: 1. Зазор между роликом рычага и
впадиной кулака должен быть 2—3 мм.
2. Зазор регулировать гайкой 2. При этом зазор между
тормозным барабаном механизма поворота и колодками тор-
мозной ленты устанавливается автоматически в 1—2 мм
64. Пустить двигатель и проверить дав-
ление масла в системе смазки главной пе-
редачи и герметичность соединений и уп-
лотнений.
Технические условия: 1. Давление масла в системе смазки
должно быть 1,5—4,5 кгс!см?.
2. Течь масла в местах соединения трубопроводов и в уп-
лотнениях не допускается
65. Опустить^ крышку 1 (рис. 38) и за-
крепить запорами. Закрыть вентиляцион-
ный лючок 10, установив рукоятку 5 (рис. 43)
в крайнее переднее положение
66. Проверить работу главной передачи
в испытательном пробеге
Ключ 6.61.101
105
ЗАМЕНА ЦЕНТРАЛЬНОЙ КАРДАННОЙ ПЕРЕДАЧИ
Карданная передача подлежит замене (снятию) при следующих
неисправностях:
1. Люфт и стуки в сопряжениях вала и шарнира в результате
износа подшипников и шипов крестовин шарниров и шлицевого
соединения.
2. Механические повреждения (погнутость, скручивание, вмя-
тины, пробоины и трещины трубы) карданного вала.
ОПЕРАЦИОННАЯ КАРТА №35
Инструмент и приспособления: ключ 17—19; монтажный ломик;
плоскогубцы комбинированные 150.
Трудоемкость замены ручным инструментом — 0,5 чел.-час.
Содержание операции (перехода) Инструмент и приспособления
Снятие центральной карданной передачи
1. Открыть замки и снять крышку ограж-
дения центральной карданной передачи
2. Расшплинтовать и вывернуть болты 2
(рис. 42) крепления вилки 3 к фланцу 1
3. Выполнить переход 2 для заднего кар-
данного шарнира 4
4. Снять центральную карданную пере-
дачу в сборе
Ключ 17—19, пло-
скогубцы 150
То же
Монтажный ломик
Установка центральной карданной передачи
5. Присоединить фланец вилки 3 (рис. 42)
к фланцу 1 и закрепить болтами 2 с пру-
жинными шайбами. Болты зашплинтовать
попарно проволокой
6. Выполнить переход 5 для заднего кар-
данного шарнира 4 >
7. Установить крышку ограждения цен-
тральной карданной передачи и закрепить
замками
Ключ 17—19, пло-
скогубцы 150
То же
106
ЗАМЕНА КОЛОНКИ ПЕРЕКЛЮЧЕНИЯ ПЕРЕДАЧ
Колонка переключения передач подлежит замене (снятию) при
следующих неисправностях:
1. Самовыключение передач в результате износа валика блоки-
ровки, фиксаторов и лунок на поводках.
2. Одновременное включение двух передач в результате износа
замков.
3. Затрудненное переключение передач из-за погнутости и за-
едания поводков.
4. Механические повреждения корпуса колонки (обломы, тре-
щины, срыв резьбы под болты крепления кулисы и т. д.).
ОПЕРАЦИОННАЯ КАРТА №36
Инструмент и приспособления: ключи 10—12, 12—14, 17—19;
ключ торцовый 12; ключ 6.61.101 запора; молоток АЗ; плоскогубцы
комбинированные 150; отвертка Б 175x0,7; линейка измеритель-
ная металлическая 300; посуда для смазки; лопатка деревянная
для смазки.
Трудоемкость замены ручным инструментом—0,7 чел.-час.
Содержание операции (перехода) Инструмент и приспособления
Снятие колонки переключения передач
I. Вывернуть болты 1 (рис. 43) крепле-
ния щитка 2 приборов и повернуть щиток
на опорах в сторону водителя
2. Отвернуть гайку 4, снять рукоятку 7 и
вынуть сегментную шпонку
3. Вывернуть болты крепления панели 3
и снять панель с прокладкой
4. Открыть вентиляционный лючок 10
(рис. 38), установив рукоятку 5 (рис. 43)
в крайнее заднее положение. Открыть за-
поры, поднять крышку 1 (рис. 38) и зафик-
сировать стойкой 2
5. Расшплинтовать, вынуть пальцы 8
(рис. 44) и отсоединить вилки 9 от повод-
ков 7
6. Расшплинтовать, вынуть палец 3 и от-
соединить тягу 4 от рычага 6
7. Отвернуть гайки 1 и снять колонку 2
Ключ 10—12
Ключ 17—19, мо-
лоток АЗ, отвертка
Б 175x0,7
Ключ торцовый 12
Ключ 6.61.101
Плоскогубцы 150,
отвертка Б 175X0,7
То же
Ключ 17—19
107
Инструмент
и приспособления
Содержание операции (перехода)
Установка колонки переключения
8. Установить колонку 2 (рис. 44) на
шпильки и штифты картера главной пере-
дачи и закрепить гайками 1 с пружинными
шайбами
9. Смазать палец 3 смазкой УС. Соеди-
нить тягу 4 с рычагом 6 пальцем и зашплин-
товать
10. Смазать пальцы 8 смазкой УС. Сое-
динить вилки 9 с поводками 7 пальцами и
зашплинтовать
11. Отрегулировать положение валика
блокировки коробки передач. Регулиро-
вать положение валика изменением длины
тяги 4 так, чтобы расстояние от оси валика
блокировки до оси отверстия рычага 6 в
вертикальной плоскости было 27—31 лии,
или (при наличии меток) совмещением
метки на рычаге с меткой на корпусе ко-
лонки 2
12. Опустить крышку 1 (рис. 38) и за-
крепить запорами. Закрыть вентиляцион-
ный лючок 10, установив рукоятку 5
(рис. 43) в крайнее переднее положение
13. Установить панель 3 с прокладкой на
переднюю стенку кабины и закрепить бол-
тами с пружинными шайбами
14. Установить сегментную шпонку в паз
рычага 6, установить рукоятку 7 на конус
рычага 6 и закрепить гайкой с пружинной
шайбой
15. Повернуть щиток 2 приборов на опо-
рах в сторону главной передачи и закре-
пить болтами 1
передач
Ключ 17—19
Плоскогубцы 150,
отвертка Б 175x0,7,
посуда для смазки,
лопатка для смазки
То же
Ключи 12—14 и
17—19, линейка 300
Ключ 6.61.101
Ключ торцовый 12
Ключ 17—19, мо-
лоток АЗ
Ключ 10—12
108
ЗАМЕНА ПРАВОГО МОСТИКА УПРАВЛЕНИЯ
ПЛАНЕТАРНО-ФРИКЦИОННЫМ МЕХАНИЗМОМ ПОВОРОТА
Мостик управления планетарно-фрикционным механизмом по-
ворота подлежит замене (снятию) при следующих неисправностях:
1. Износ профильной поверхности кулака, приводящий к нару'
шению согласованного действия привода.
2. Износ ролика рычага тормоза поворота.
3. Износ подшипников валика кулака.
ОПЕРАЦИОННАЯ КАРТА №37
Инструмент и приспособления: ключи 10—12 и 17—19 (2 шт.);
ключ торцовый 12; ключ 6.61.101 запора; плоскогубцы комбиниро-
ванные 150; отвертка Б 175x0,7; щуп 8.61.190; посуда для смазки;
лопатка деревянная для смазки.
Трудоемкость замены ручным инструментом — 3,5 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие мостика управления
1. Открыть вентиляционный лючок 10
(рис. 38), установив рукоятку 5 (рис. 43) в
крайнее заднее положение. Открыть запо-
ры, поднять крышку 1 (рис. 38) и зафикси-
ровать стойкой 2
2. Снять нагнетатель 8
3. Расшплинтовать, вынуть пальцы и
снять тягу 1 (рис. 39)
4. Расшплинтовать, вынуть пальцы и
снять тягу 5
5. Расшплинтовать, отвернуть гайку 3
(рис. 45) и отсоединить тягу 4 от рычага 2
6. Расшплинтовать, снять плоские шай-
бы и вынуть пальцы 1
7. Расшплинтовать, вынуть пальцы и от-
соединить тягу 4 (рис.39) от рычага 3 и от
валика правого рычага управления
8. Расконтрить и рассоединить штепсель-
ный разъем щитка командира на правой пе-
редней панели ограждения кабины
9. Вывернуть болты' крепления и снять
аппарат А-1
Ключ 6.61.101
Плоскогубцы 150,
отвертка Б 175x0,7
То же
Ключ 10—12, пло-
скогубцы 150, от-
вертка Б 175x0,7
Плоскогубцы 150,
отвертка Б 175x0,7
То же
Ключ 10—12
109
Инструмент
и приспособления
Содержание операции (перехода)
10. Вывернуть болты и снять переднюю
панель 8 ограждения кабины
11. Отвернуть гайки 5 (рис. 45), вывер-
нуть верхнюю шпильку и снять мостик уп-
равления в сборе. Для снятия левого мо-
стика управления необходимо предвари-
тельно снять колонку переключения пере-
дач
Ключ торцовый 12
Ключ 17—19
(2 шт.)
Установка мостика управления
12. Установить мостик управления в
сборе на шпильки картера главной пере-
дачи, ввернуть верхнюю шпильку и закре-
пить кронштейн гайками с пружинными
шайбами
13. Установить переднюю панель 8
(рис. 39) и закрепить болтами
14. Установить аппарат А-1 и закрепить
болтами
15. Соединить штепсельный разъем щит-
ка командира и законтрить проволокой
16. Смазать пальцы смазкой УС. Уста-
новить тягу 4 и соединить ее пальцами с
рычагом 3 и валиком правого рычага управ-
ления. Пальцы зашплинтовать
17. Смазать пальцы 1 (рис. 45) смаз-
кой УС. Совместив отверстия прорезей
кронштейна с отверстием петли заднего
конца ленты и с отверстием серьги, вста-
вить пальцы 1. На концы пальцев 1 уста-
новить плоские шайбы и зашплинтовать
18. Смазать смазкой УС подшипник ры-
чага 2, установить по обе стороны подшип-
ника дистанционные втулки и соединить
пальцем тягу 4 с рычагом 2. Навернуть гай-
ку 3 и зашплинтовать
19. Смазать пальцы смазкой УС. Соеди-
нить тягу 5 (рис. 39) с рычагом 3 пальцем
и зашплинтовать
20. Смазать пальцы 2 смазкой УС. Сое-
динить тягу 1 с рычагом промежуточного
Ключ 17—19
(2 шт.)
Ключ торцовый 12
Ключ 10—12
Плоскогубцы 150,
отвертка Б 175x0,7
Плоскогубцы 150,
отвертка Б 175x0,7,
посуда для смазки,
лопатка для смазки
То же
Ключ 10—12, пло-
скогубцы 150, от-
вертка Б 175X0,7,
посуда для смазки,
лопатка для смазки
Плоскогубцы 150,
отвертка Б 175x0,7,
посуда для смазки
То же
1 10
Инструмент
и приспособления
Содержание операции (перехода)
валика и рычагом вала привода остановоч-
ного тормоза пальцами и зашплинтовать
21. Отрегулировать зазор между роли-
ком рычага. 4 (рис. 41) и впадиной кула-
ка 5, предварительно установив рычаги уп-
равления в первое положение.
Ключ 14—17, щуп
8.61.190
Технические условия. См. технические условия к переходу
64 операционной карты № 34, пункты 1 и 2
22. Установить нагнетатель 8 (рис. 38) и
закрепить резиновым шнуром
23. Опустить крышку 1 и закрепить за-
порами. Закрыть вентиляционный лючок 10,
установив рукоятку 5 (рис. 43) в крайнее
переднее положение
Ключ 6.61,101
ЗАМЕНА ТОРМОЗНОЙ ЛЕНТЫ
ПРАВОГО ПЛАНЕТАРНОГО МЕХАНИЗМА ПОВОРОТА
Тормозная лента подлежит замене (снятию) при следующих
неисправностях:
1. Износ накладок тормозной ленты,
2. Обрыв тормозной ленты.
ОПЕРАЦИОННАЯ КАРТА № 38
Инструмент и приспособления: ключи 12—14, 14—17 и 17—19;
ключ 6.61.101 запора; плоскогубцы комбинированные 150; отверт-
ка Б 175x0,7; щуп 8.61.190; посуда для смазки; лопатка деревян-
ная для смазки.
Трудоемкость замены ручным инструментом — 0,5 чел.-час.
Содержание операции (перехода)
Снятие тормозной ленты
1. Открыть вентиляционный лючок 10
(рис. 38), установив рукоятку 5 (рис. 43)
в крайнее заднее положение. Открыть за-
поры, поднять крышку 1 (рис. 38) и за-
фиксировать стойкой 2
2. Снять нагнетатель 8
3. Расконтрить и ввернуть регулировоч-
ные болты 3 (рис. 46) и 14
4. Отвернуть регулировочную гайку 7 и
снять траверсу 8 с серьги 6, освободив пе-
редний конец ленты 1
5. Снять пружины 5 с кронштейнов 4 и 13
6. Расшплинтовать, снять плоскую шай-
бу и вынуть палец 11 из прорези кронштей-
на 12 и из проушины заднего конца ленты/
7. Снять тормозную ленту 1 в сборе с
накладками 2. Для снятия ленты тормоза
левого механизма поворота необходимо
предварительно снять колонку переключе-
ния передач
Инструмент
и приспособления
Ключ 6.61.101
Ключи Г2—14 и
17-19
Ключ 17—19
Плоскогубцы 150,
отвертка Б 175x0,7.
То же
112
Инструмент
и приспособления
Содержание операции (перехода)
Установка тормозной ленты
8. Надеть ленту 1 (рис. 46) в сборе с на-
кладками 2 на тормозной барабан травер-
сой 8 вперед по ходу машины
9. Смазать палец 11 смазкой УС и уста-
новить его в фигурную прорезь кронштей-
на 12 и в отверстие проушины заднего кон-
ца ленты 1. Установить на палец плоскую
шайбу и зашплинтовать
10. Установить пружины 5 на кронштей-
ны 4 и 13
11. Пропустить серьгу 6 в отверстие тра-
версы 8 и навернуть регулировочную гай-
ку 7
12. Отрегулировать зазор между роли-
ком рычага 4 (рис. 41) и впадиной кула-
ка 5, предварительно установив рычаги уп-
равления в первое положение
13. Установить равномерный зазор- меж-
ду накладками 2 (рис. 46) и тормозным ба-
рабаном болтами 3 и 14 1—2 мм. Закон-
трить болты гайками
14. Опустить крышку 1 (рис. 38) и за-
крепить запорами. Закрыть лючок 10, уста-
новив рукоятку 5 (рис. 43) в крайнее пе-
реднее положение
Плоскогубцы 150,
отвертка Б 175x0,7,
посуда для смазки,
лопатка для смазки
Ключ 17—19
Ключ 14—17, щуп
8.61.190
Ключи 12—14 и
17—19
Ключ 6.61.101
113
ЗАМЕНА ФРИКЦИОНА МЕХАНИЗМА ПОВОРОТА
Фрикцион механизма поворота подлежит замене (снятию) при
следующих неисправностях:
1. Коробление дисков фрикциона. Внешним признаком неис-
правности является плохая разворачиваемость тягача в результате
неполного выключения фрикциона (фрикцион «ведет») при нор-
мальном свободном ходе рычага поводковой коробки.
2. Пробуксовка фрикциона, вследствие чего тягач уводит в сто-
рону при исходном положении рычагов управления и нормальном
свободном ходе рычага поводковой коробки.
ОПЕРАЦИОННАЯ КАРТА №39
Инструмент и приспособления: ключи 10—12 и 17—19 (2 шт.);
ключи торцовые 12 и 19—22; ключ 6.61.101 запора; выколотка мед-
ная; плоскогубцы комбинированные 150; отвертка Б 175x0,7; во-
роток; молоток АЗ; зубило слесарное 20x60°; щуп 8.61.190; ли-
нейка измерительная металлическая 300; щетка металлическая;
посуда для смазки и краски; лопатка деревянная для смазки; кисть
волосяная.
Трудоемкость замены ручным инструментом — 5,5 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие фрикциона механизма поворота
1. Открыть вентиляционный лючок 10
(рис. 38), установив рукоятку 5 (рис. 43)
в крайнее заднее положение. Открыть за-
поры, поднять крышку 1 (рис. 38) и за-
фиксировать стойкой 2
2. Снять мостик управления (см. опера-
ционную карту № 37, переходы 2—11)
3. Расшплинтовать и ослабить три гай-
ки 10 (рис. 45)
4. Расконтрить и отвернуть гайки 13 до
упора в коробку 6
5. Выпрессовать гнездо 15 в сборе с
фрикционом из картера главной передачи
до упора в гайки 13, ударяя в торец бара-
бана 16
Ключ 6.61.101
Ключ торцовый
19—22, плоскогубцы
150, отвертка
Б 175x0,7, вороток
Ключ 17—19, мо-
лоток АЗ, зубило
20X60°
Молоток АЗ, выч
колотка медная
114
Инструмент
и приспособления
Содержание операции (перехода)
6. Повторить переходы А и 5. Снять
фрикцион в сборе и уплотнительную про-
кладку
7. Снять соединительную муфту со шли-
цевого конца передаточного вала главной
передачи. Для снятия левого фрикциона
механизма поворота необходимо дополни-
тельно снять колонку переключения пере-
дач, переднюю левую и угловую панели ог-
раждения кабины
Установка фрикциона механизма поворота
8. Установить соединительную муфту на
шлицевой конец передаточного вала глав-
ной передачи
9. Зачистить привалочные поверхности
картера главной передачи и гнезда 15
(рис. 45)
10. Смазать уплотнительную прокладку
с обеих сторон цинковыми белилами и
установить на шпильки крепления гнезда 15
11. Установить фрикцион в расточку кар-
тера главной передачи и запрессовать, ос-
тавив зазор между торцами шпилек креп-
ления гнезда 15 и коробкой 6 не менее 1,5
высоты гайки 13
12. Установить на шпильки стопорные
планки и закрепить фрикцион гайками 13.
Гайки застопорить попарно отгибанием
краев стопорных планок на грани гаек
13. Затянуть гайки 10 и зашплинтовать
14. Установить мостик управления (см.
операционную карту №37, переходы 12—22)
15. Проверить и при необходимости от-
регулировать свободный ход поводковой
коробки 1 (рис. 47), для чего:
— установить рычаги управления в ис-
ходное положение;
Щетка
Посуда для крас-
ки, кисть волосяная
Молоток АЗ, вы-
колотка медная
Ключ 17—19, мо-
лоток АЗ, зубило
20X60°
Ключ торцовый
19—22, плоскогуб-
цы 150, отвертка
Б 175x0,7, вороток
Ключ 17—19
(2 шт.), линейка 300
115
Содержание операции (перехода) Инструмент и приспособления
— переместить тягу 4 с рычагом короб- ки 1 сначала назад до отказа, а затем впе- ред и по перемещению пальца 2 замерить величину свободного хода.
Технические условия: 1. Свободный ход поводковой короб-
ки должен быть 7—9 мм.
2. Регулировать свободный ход изменением длины тяги 4,
предварительно ослабив гайки 3. После регулировки гайки
затянуть
16. Опустить крышку 1 (рис. 38) и за-
крепить запорами. Закрыть вентиляцион-
ный лючок 10, установив рукоятку 5
(рис, 43) в крайнее переднее положение
Ключ 6.61.101
116
ЗАМЕНА ФИЛЬТРА ОЧИСТКИ МАСЛА ГЛАВНОЙ ПЕРЕДАЧИ
Фильтр очистки масла подлежит замене (снятию) при сле-
дующих неисправностях:
1. Течь масла вследствие разрушения прокладки или механи-
ческих повреждений крышки фильтра.
2. Неудовлетворительная очистка масла вследствие сильного
загрязнения фильтра.
3. Затруднен или невозможен поворот рукоятки фильтра.
ОПЕРАЦИОННАЯ КАРТА №40
Инструмент и приспособления: ключ 14—17; ключ 6.61.101 за-
пора; щетка металлическая; посуда для краски; кисть волосяная.
Трудоемкость замены ручным инструментом — 0,2 чел.-час.
Содержание операции (перехода)
Снятие фильтра
1. Открыть вентиляционный лючок 10
(рис. 38), установив рукоятку 5 (рис. 43)
в крайнее заднее положение. Открыть за-
поры, поднять крышку 1 (рис. 38) и зафик-
сировать стойкой 2
2. Отвернуть гайки крепления крышки
фильтра 8 (рис. 45) и вынуть фильтр в
сборе из гнезда картера главной передачи.
Снять уплотнительную прокладку
Инструмент
и приспособления
Ключ 6.61.101
Ключ 14—17
Установка фильтра
3. Зачистить привалочные поверхности
картера главной передачи и крышки филь-
тра 8 (рис. 45). Смазать уплотнительную
прокладку с обеих сторон цинковыми бе-
лилами и установить на шпильки крепле-
ния крышки фильтра 8
4. Установить фильтр 8 в сборе в гнездо
картера главной передачи и закрепить гай-
ками с пружинными шайбами
5. Опустить крышку 1 (рис. 38) и закре-
пить запорами. Закрыть вентиляционный
лючок 10, установив рукоятку 5 (рис. 43) в
крайнее переднее положение
Посуда для крас-
ки, щетка, кисть во-
лосяная
Ключ 14—17
Ключ 6.61.101
117
ЗАМЕНА САЛЬНИКА ПЕРВИЧНОГО ВАЛА ГЛАВНОЙ ПЕРЕДАЧИ
Сальник подлежит замене при появлении течи масла через уп-
лотнение первичного вала главной передачи.
ОПЕРАЦИОННАЯ КАРТА №41
Инструмент и приспособления: ключи 12—14 и 17—19; монтаж-
ный ломик; оправка для сальника; плоскогубцы комбинированные
150; отвертка Б 175x0,7; молоток АЗ; щетка металлическая; по-
суда для масла, краски и клея; кисть волосяная.
Трудоемкость замены ручным инструментом — 0,7 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие сальника первичного вала главной передачи
1. Открыть замки и снять крышку ограж-
дения центральной карданной передачи
. 2. Расшплинтовать, вывернуть болты 2
(рис. 42) и отсоединить вилку 3 переднего
карданного шарнира от фланца 1
3. Расшплинтовать, вывернуть болты 12
(рис. 164*) и снять кольцо 11, шайбу 13 и
фланец 10 с хвостовика шестерни 1
4. Отвернуть накидную гайку и отсоеди-
нить маслопровод от угольника крышки 7
5. Вывернуть болты и снять крышку 7
в сборе и прокладку 17
6. Вынуть кольцо 8 и выпрессовать саль-
ник 14 и кольцо 9 с обоймой 15 и коль-
цом 16 из крышки 7
7. Выцуть кольцо 9 из обоймы 15
Ключ 17—19, пло-
скогубцы 150, от-
вертка Б 175x0,7,
монтажный ломик
Ключ 17—19, пло-
скогубцы 150, от-
вертка Б 175X0,7
Ключ 12—14
Ключ 17—19
Отвертка
Б 175x0,7, молоток
АЗ, оправка
Отвертка
Б 175X0,7
Установка сальника первичного вала главной передачи
8. Зачистить внутреннюю поверхность Щетка, посуда
обоймы 15 (рис. 164*), пропитать кольцо 9 для клея
резиновым клеем и установить его в обой-
му 15
* Рисунок см, в операционной карте № 11 (часть вторая).
118
Инструмент
и приспособления
Содержание операции (перехода)
9. Смазать детали уплотнения маслом
МТ-16п. Установить кольцо 8, сальник 14,
кольцо 16 и запрессовать обойму 15 с коль-
цом 9 в отверстие крышки 7
10. Смазать прокладку 17 с обеих сторон
цинковыми белилами, установить ее и
крышку 7 на фланец стакана 3 и закрепить
болтами с пружинными шайбами
11. Присоединить маслопровод к уголь-
нику крышки 7 и закрепить накидной гай-
кой
12. Смазать шлицы и наружную поверх-
ность фланца 10 маслом МТ-16п и осто-
рожно установить его на шлицы первичного
вала
13. Установить шайбу 13, кольцо 11 на
хвостовик шестерни 1 и закрепить болта-
ми 12. Болты зашплинтовать проволокой
14. Присоединить вилку 3 (рис. 42) пе-
реднего карданного шарнира к фланцу 1
и закрепить болтами 2. Болты попарно за-
шплинтовать проволокой
15. Установить крышку ограждения цен-
тральной карданной передачи и закрепить
замками
Молоток A3V оп-
равка, посуда для
масла
Ключ 17—19, по-
суда для краски,
кисть волосяная
Ключ 12—14
Посуда для масла,
кисть волосяная
Ключ 17—19, пло-
скогубцы 150
То же
119
ЗАМЕНА МАСЛЯНОГО БАКА СИСТЕМЫ СМАЗКИ
ГЛАВНОЙ ПЕРЕДАЧИ
Масляный бак подлежит замене (снятию) при следующих не-
исправностях:
1. Течь масла из бака в результате глубокой коррозии или ме-
ханических повреждений стенок бака.
2. Загрязнение внутренней поверхности бака.
ОПЕРАЦИОННАЯ КАРТА № 42
Инструмент и приспособления: ключи 9—11, 10—12 и 17—19;
ключи торцовые 10, 12, 14 и 32; ключ 6.61.101 запора; ключ
8.61.129 паровоздушного клапана; насадок 6.61.061 газоотводящей
трубы; рукоятка 6.61.032 редуктора котла подогревателя; плоско-'
губцы комбинированные 150; отвертки А 150X0,5 и Б 175x0,7;
шланг 5.61.067 для слива охлаждающей жидкости; посуда для ох-
лаждающей жидкости, масла, смазки и краски; кисть волосяная;
воронки под охлаждающую жидкость и масло.
Трудоемкость замены ручным инструментом — 2,85 чел.-час.
Содержание операции (перехода)
Снятие масляного бака
1. Вывернуть болты и снять крышку
люка днища тягача под масляным баком
2. Расшплинтовать, вывернуть пробку
сливного отверстия масляного бака и слить
масло
3. Слить охлаждающую жидкость (см.
операционную карту № 1, переходы 1—5)
4. Снять котел подогревателя (см. опе-
рационную карту № 17, переходы 3—8)
5. Снять редуктор подогревателя в сборе
с электродвигателем (см. операционную
карту № 19, переходы 3—9)
6. Ослабить стяжные хомуты шлангов и
отсоединить сливной отводящий и дренаж-
ный маслопроводы от патрубков масляного
бака
7. Вывернуть стяжные винты из бобы-
шек, снять стяжные ленты, масляный бак
и прокладки
Инструмент
и приспособления
Ключ 10—12
Ключ торцовый 32,
посуда для масла
Отвертка
А 150X0,5
Отвертка
Б 175X0,7
120
Инструмент
и приспособления
Содержание операции (перехода)
Установка масляного бака
8. Смазать места под прокладки на крон-
штейне бака и на угольнике цинковыми бе-
лилами и уложить прокладки
9. Установить на постель масляный бак,
надеть на петли стяжные ленты, вставить
в стяжные ленты бобышки и закрепить бак
стяжными винтами
10. Надеть шланги сливного, отводящего
и дренажного маслопроводов на патрубки
бака и закрепить стяжными хомутами
11. Установить редуктор подогревателя в
сборе с электродвигателем (см. операцион-
ную карту № 19, переходы 10—15)
12. Установить котел подогревателя (см.
операционную карту № 17, переходы 9—17)
13. Ввернуть пробку в сливное отверстие
масляного бака и зашплинтовать проволо-
кой
14. Установить крышку с уплотнитель-
ной прокладкой на люк под масляным ба-
ком и закрепить болтами с пружинными
шайбами
15. Открыть крышку заливной горловины
и залить в бак масло МТ-16п до уровня
верхней зиговки. Закрыть крышку залив-
ной горловины
16. Заправить двигатель охлаждающей
жидкостью (см. операционную карту № 1,
переходы 75 и 76)
17. Пустить пусковой подогреватель, про-
верить его работу и герметичность соеди-
нений.
Посуда для крас-
ки, кисть волосяная
Отвертка
Б 175x0,7
Отвертка
А 150X0,5
Ключ торцовый 32,
плоскогубцы 150
Ключ 10—12
Посуда для мас-
ла, воронка
Рукоятка 6.61.032,
насадок 6.61.061
Технические условия. См. технические условия к переходу
19 операционной карты № 17, пункты 1—3
18. Пустить двигатель, проверить давле-
ние масла в системе смазки главной пере-
дачи и герметичность соединений.
121
Инструмент
и приспособления
Содержание операции (перехода)
Технические условия: 1. Давление масла в системе смазки
должно быть 1,5—4,5 кгс/см2.
2. Течь масла в соединениях маслопроводов не допус-
кается
19. Опустить крышку / (рис. 1) и закре-
пить запорами 2. Закрыть лючок вентиля-
ции моторного отделения, установив руко-
ятку в крайнее левое положение
Ключ 6,61.101
122
ЗАМЕНА БОРТОВОЙ ПЕРЕДАЧИ
Бортовая передача подлежит замене (снятию) при появлении
постороннего шума и повышенного нагрева картера бортовой пере-
дачи вследствие износа или разрушения подшипников или шесте-
рен, а также при наличии механических повреждений, нарушаю-
щих нормальную работу бортовой передачи или вызывающих течь
масла.
ОПЕРАЦИОННАЯ КАРТА №43
Инструмент и приспособления: ключи 10—12, 12—14, 14—17 и
17—19; ключи торцовые 12, 17, 19 и 22; ключ ИТ-147 торцовый 27;
ключ 6.61.101 запора; ключ 5.61.086-1 к пробке картера бортовой
передачи; выколотка 8.61.022 пальцев гусеницы; стержень 8.61.118
для выбивания пальцев гусеницы; наставка 8.61.110 для расклепки
пальцев гусеницы; монтажный ломик; вороток; болты-съемники
М14Х1.5 (2 шт.); захват для подъема бортовой передачи; плоско-
губцы комбинированные 150; отвертка Б 175x0,7; молотки АЗ и
А6; кувалда 5.61.088; зубило слесарное 20x60°; пломбир; кран-
стрела 1,5-т; линейка измерительная металлическая 300; нагнета-
тель масла; посуда для масла и краски; кисть волосяная.
Трудоемкость замены ручным инструментом — 3,1 чел.-час.
Содержание операции (перехода)
Снятие бортовой передачи
1. Открыть вентиляционный лючок 10
(рис. 38), установив рукоятку 5 (рис. 43) в
крайнее заднее положение. Открыть за-
поры, поднять крышку 1 (рис. 38) и за-
фиксировать стойкой 2.
2. Снять гусеницу с ведущего колеса со
стороны снимаемой бортовой передачи (см.
операционную карту № 52, переходы 1—6)
3. Снять ведущее колесо (см. опера-
ционную карту № 55, переходы 2—5)
4. Вывернуть пробки 23 (рис. 207*) и 24
сливного и контрольного отверстий и слить
масло из картера 25, Ввернуть пробки
Инструмент
и приспособления
Ключ 6.61.101
Ключ 5.61.086-1,
посуда для масла
* Рисунок см, в операционной карте № 14 (часть вторая)',
123
Инструмент
и приспособления
СЬдержание операции (перехода)
5. Расконтрить и ввернуть болты 4
(рис. 52) в кронштейны и, отвернув гайку 2
на три-четыре оборота, ослабить ленту 5
6. Расшплинтовать и вывернуть болты
крепления зубчатой муфты к торцу шестер-
ни 12 (рис. 207 *)
7. Расшплинтовать и вывернуть болты
крепления барабана 19. Снять барабан с
фланца шестерни 12, ввернув болты-съем-
ники. Вывернуть болты-съемники
8. Отвернуть накидную гайку и снять са-
пун 10
9. Расшплинтовать, отвернуть накидную
гайку и вынуть гибкий вал привода спидо-
метра из 'торцевого отверстия колеса 18
(только для левой бортовой передачи)
10. Расстопорить и отвернуть гайки бол-
тов 21 крепления картера 25 к корпусу тя-
гача
11. Зачалить и снять бортовую передачу
в сборе.
(Переход выполняют два человека)
Ключи 10—12 и
14—17
Ключ 17—19, пло-
скогубцы 150, от-
вертка ,Б 175x0,7
Ключ торцовый 17,
плоскогубцы 150,
болт-съемник
М14Х 1,5 (2 шт.)
Ключ 14—17
Плоскогубцы 150
Ключ торцовый 22,
молоток АЗ, зубило
20x60°. вороток
Кран-стрела 1,5-т,
захват, монтажный
ломик
Установка бортовой передачи
12. Зачалить бортовую передачу в сборе
и установить ее на болты 21 (рис. 207*)
крепления. Надеть на болты попарно сто-
порные плаики. Закрепить бортовую пере-
дачу гайками и застопорить их, отогнув
края планок на грани гаек.
(Переход выполняют два человека)
13. Вставить гибкий вал привода спидо-
метра в гнездо колеса 18, закрепить накид-
ной гайкой и запломбировать
14. Присоединить сапун 10 к штуцеру и
закрепить накидной гайкой
Ключ торцовый 22,
молоток АЗ, зуби-
ло 20X60°, вороток,
кран-стрела 1,5-т,
захват, монтажный
ломик
Пломбир
Ключ 14—17,
• Рисунок см. в операционной карте № 14 (часть вторая).
124
Инструмент
и приспособления
Содержание операции (перехода)
15. Установить барабан 19 на фланец
шестерни 12 и закрепить болтами. За-
шплинтовать болты попарно проволокой
16. Присоединить зубчатую муфту кар-
данного вала к торцу шестерни/2 и закре-
пить болтами. Зашплинтовать болты попар-
но проволокой
17. Отрегулировать зазор между на-
кладками ленты и барабаном остановочного
тормоза.
Ключ торцовый 17,
плоскогубцы 150,
молоток АЗ
Ключ 17—19, пло-
скогубцы 150
Технические условия. См. технические условия к перехо-
ду 11 операционной карты № 50, пункты 1—3
18. Вывернуть пробку 24 и залить масло
МТ-16п в картер 25 до уровня контроль-
ного отверстия. Ввернуть пробку
19. Установить ведущее колесо (см. опе-
рационную карту № 55, переходы 6—9)
20. Надеть гусеницу (см. операционную
карту № 52, переходы 11 —13)
21. Опустить крышку 1 (рис. 38) и за-
крепить запорами. Закрыть вентиляцион-
ный лючок 10, установив рукоятку 5
(рис, 43) в крайнее переднее положение
Ключ 5.61.086-1,
нагнетатель, посуда
для масла, воронка
Ключ 6.61.101
125
ЗАМЕНА КАРДАННОГО ВАЛА ПРИВОДА БОРТОВОЙ ПЕРЕДАЧИ
Привод бортовой передачи подлежит замене (снятию) в случае
износа зубчатого соединения, погнутости и скручивания кардан-
ного вала.
ОПЕРАЦИОННАЯ КАРТА №44
Инструмент и приспособления: ключи 12—14 и 14—17; ключ
торцовый Г-образный 17; ключ 6.61.101 запора; плоскогубцы ком-
бинированные 150; болты-съемники М12Х1.5 (2 шт.); лом 5.61.304;
посуда для смазки и краски; кисть волосяная; лопатка деревянная
для смазки.
Трудоемкость замены ручным инструментом—1,2 чел.-час.
Содержание операции (перехода)
Сняти.е карданного вала
1. Открыть вентиляционный лючок 10
(рис. 38), установив рукоятку 5 (рис. 43)
в крайнее заднее положение. Открыть за-
поры, поднять крышку 1 (рис. 38) и за-
фиксировать стойкой 2
2. Снять бидон 3 и нагнетатель 8
3. Отвернуть гайки и снять кронштейн 3
(рис. 48)
4. Расшплинтовать, вынуть пальцы и
снять тягу 5 (только для правого кардан-
ного вала)
5. Вывернуть болты и снять гнездо 5
(рис. 38) и гнездо нагнетателя 8
6. Включить первую передачу и, прово-
рачивая центральный карданный вал, по-
очередно расшплинтовать и вывернуть бол-
ты 2 (рис. 48)
7. Параллельно выполнить переход 6
для другого конца карданного вала
8. Снять карданный вал 4, ввернув бол-
ты-съемники в отверстия зубчатых муфт 1.
Вывертывание винтов ригелей и отвертыва-
ние обойм нажимных узлов карданных ва-
лов не допускается
Инструмент
и приспособления
Ключ 6.61.101
Ключ 14—17
Плоскогубцы 150
Ключ 12—14
Ключ торцовый
Г-образный 17, пло-
скогубцы 150, лом
5.61.304
То же
Ключ 14—17, бол-
ты-съемники
М12Х 1,5 (2 шт.)
126
Инструмент
н приспособления
Содержание операции (перехода)
Установка карданного вала
9. Смазать привалочные поверхности
зубчатых муфт 1 (рис. 48) цинковыми бели-
лами, выставить фланец 11 (рис. 45) и сол-
нечную шестерню 6 (рис. 48) так, чтобы
пазы для ригелей были расположены вер-
тикально, и, совместив ригели с пазами,
установить карданный вал 4
10. Закрепить зубчатую муфту 1 болта-
ми 2. Болты попарно зашплинтовать прово-
локой
11. Выполнить переход 10 для другого
конца карданного вала
12. Установить гнездо нагнетателя 8
(рис. 38) на кронштейн и закрепить бол-
тами с гайками и пружинными шайбами
(для левого карданного вала установить
гнездо 5 и закрепить болтами с пружинны-
ми шайбами)
13. Смазать соединительные пальцы
смазкой УС, установить тягу 5 (рис. 48), на-
деть на нижний палец плоскую шайбу и
зашплинтовать пальцы (только для право-
го карданного вала)
14. Установить кронштейн 3 на шпильки
картера главной передачи и закрепить гай-
ками с пружинными шайбами
15. Установить бидон 3 (рис. 38) и на-
гнетатель 8 в гнезда и закрепить резиновы-
ми шнурами 4
16. Опустить крышку 1 и закрепить за-
порами. Закрыть вентиляционный лючок 10,
установив рукоятку 5 (рис. 43) в крайнее
переднее положение
Посуда для крас-
ки, кисть волосяная
Ключ торцовый
Г-образный, плоско-
губцы 150
То же
Ключи 12—14 и
14—17
Плоскогубцы 150,
посуда для смазки,
лопатка деревянная
Ключ 14—17
Ключ 6.61,101
127
ТОРМОЗА
ЗАМЕНА КОМПРЕССОРА
Компрессор подлежит замене (снятию) при следующих неис-
правностях:
1. Износ подшипников коленчатого вала компрессора, вследст-
вие чего происходит биение шкива.
2. Износ деталей кривошипно-шатунного и клапанного меха-
низмов, вызывающий увеличение количества масла в конденсате,
сливаемом из воздушного баллона, а также снижение максималь-
ного давления в пневматической системе ниже 5 кгс/см2 при ис-
правных регуляторе давления, тормозном кране и трубопроводах.
3. Течь масла через сальник переднего конца коленчатого вала.
4. Механические повреждения картера компрессора (трещины,
обломы, срыв резьб и др.).
ОПЕРАЦИОННАЯ КАРТА №45
Инструмент и приспособления: ключи 10—12, 12—14, 14—17,
17—19, 19—22, 24—27 и 32—36; ключи торцовые 10 и 14; ключ-
6.61.101 запора; ключ 8.61.129 паровоздушного клапана; вороток;
отвертки А 150x0,5 и Б 175x0,7; молоток АЗ; зубило слесарное
20X60°; шланг 5.61.067 для слива охлаждающей жидкости; линей-
ка измерительная металлическая 300; шприц; посуда для охлаж-
дающей жидкости, смазки, краски и мыльного раствора; кисть
волосяная; воронка под охлаждающую жидкость.
Трудоемкость замены ручным инструментом — 0,6 чел.-час.
Содержание операции (перехода)
Снятие компрессора
1. Открыть лючок вентиляции моторного
отделения, установив рукоятку в крайнее
правое положение. Открыть запоры, под-
Инструмент
и приспособления
Ключ 6.61.101
123
Инструмент
и приспособления
Содержание операции (перехода)
нять крышку 1 (рис. I) и зафиксировать
стойкой 3
2. Слить охлаждающую жидкость (см.
операционную карту № 1, переходы 2—5)
3. Снять расширительный бачок (см.
операционную карту № 14, переходы 3—6)
4. Отвернуть гайку крепления планки 1
(рис. 5) и вынуть болт
5. Расстопорить и ослабить гайку /
(рис. 17); отвернуть гайку 4 и, вывернув
натяжной винт 7, ослабить натяжение рем-
ней 24
6. Ослабить болты крепления генерато-
ра 28 (рис. 5) к кронштейнам и переме-
стить его' в сторону
7. Отвернуть накидные гайки и отсоеди-
нить трубопроводы 21 и 23 от штуцера и
угольника компрессора 2
8. Отвернуть накидную гайку и отсоеди-
нить трубопровод 24 от штуцера регуля-
тора 25
9. Отвернуть накидную гайку и отсоеди-
нить маслопровод 26 от штуцера компрес-
сора 2
10. Ослабить стяжной хомут и снять
шланг 29 с патрубка компрессора 2
11. Отвернуть контргайку и, вращая
болт-натяжитель против хода часовой
стрелки, ослабить натяжение ремня и снять
его со шкива компрессора
12. Отвернуть гайки шпилек крепления,
снять компрессор 2 и прокладку с картера
двигателя
13. Вывернуть болты, снять кронштейн 27
в сборе с регулятором 25 и уплотнительную
прокладку
Установка компрессора
14. Смазать прокладку цинковыми бели-
лами с обеих сторон, установить ее и крон-
штейн 27 (рис. 5) в сборе с регулятором 25
Ключи 17—19 и
19—22
Ключи 17—19 и
32—36, молоток АЗ,
отвертка Б 175X0,7
Ключи 24—27 и
32—36
Ключи 19—22 и
24—27
Ключ 10—12
То же
Отвертка
А 150X0,5
Ключ 17—19
Ключ торцовый 14,
вороток
Ключ 12—14
Ключ 12—14, по-
суда для краски,
кисть волосяная
5—366
129
Инструмент
и приспособления
Содержание операции (перехода)
на привалочную поверхность блока комп-
рессора и закрепить болтами с пружинны-
ми шайбами
15. Смазать прокладку цинковыми бели-
лами с обеих сторон, установить ее и комп-
рессор 2 на шпильки картера двигателя и
закрепить гайками с пружинными шайбами
16. Надеть ремень на шкив компрессора
и отрегулировать натяжение ремня, вращая
болт-натяжитель по ходу часовой стрелки.
Законтрить болт-натяжитель гайкой. Про-
гиб ремня в средней части между роликом
и шкивом компрессора при усилии 3 кгс
должен быть 5—8 мм
17. Надеть шланг 29 на патрубок комп-
рессора 2 и закрепить стяжным хомутом
18. Присоединить маслопровод 26 к шту-
церу компрессора и закрепить накидной
гайкой
19. Присоединить трубопровод 24 к шту-
церу регулятора 25 и закрепить накидной
гайкой
20. Присоединить трубопроводы 21 и 23
к штуцеру и угольнику компрессора и за-
крепить накидными гайками
21. Вставить болт в отверстия прилива
генератора 28 и планки 1. Закрепить гене-
ратор гайкой с пружинной шайбой
22. Закрепить генератор 28 на кронштей-
нах
23. Отрегулировать натяжение ремней
генератора (см. операционную карту № 69,
переходы 18 и 19)
24. Установить расширительный бачок
(см. операционную карту № 14, переходы
7—9)
25. Заправить двигатель охлаждающей
жидкостью (см. операционную карту № 1,
переходы 75 и 76)
26. Пустить двигатель. Проверить работу
компрессора и герметичность соединений.
Остановить двигатель. Компрессор должен
Ключ торцовый 14,
вороток, посуда для
краски, кисть воло-
сяная
Ключ 17—19, ли-
нейка 300
Отвертка
А 150x0,5
Ключ 10—12
То же
Ключи 19—22 и
24—27
Ключи 17—19 н
19—22
Ключи 24—27 и
32—36
Посуда для мыль-
ного раствора, кисть
волосяная
130
Содержание операции (перехода) Инструмент и приспособления
обеспечить давление воздуха в пневмоси- стеме 6—7 кгс!см2. Утечка воздуха, течь охлаждающей жидкости и масла в местах соединений и уплотнениях не допускаются 27. Установить заднюю верхнюю панель ограждения двигателя и закрепить запо- рами 28. Опустить крышку 1 (рис. 1) и закре- пить запорами 2. Закрыть лючок вентиля- ции моторного отделения, установив руко- ятку в крайнее левое положение Ключ 17—19, от- вертка Б 175x0,7 Ключ 6.61,101
5*
131
ЗАМЕНА ТОРМОЗНОГО КРАНА
Тормозной кран подлежит замене (снятию) при следующих не-
исправностях:
1. Нарушение герметичности, внешним признаком которого яв-
ляется утечка воздуха через выпускное отверстие и в местах креп-
ления крышек к корпусу.
2. Механические повреждения корпуса, рычагов и диафрагм
крана, нарушающие его нормальную работу.
ОПЕРАЦИОННАЯ КАРТА №46
Инструмент и приспособления: ключи 6—8, 10—12, 12—14,
17—19, 22—24 и 27—30; ключ 6.61.101 запора; плоскогубцы ком-
бинированные 150; отвертки А 150X0,5 и Б 175x0,7; линейка из-
мерительная металлическая 300; посуда для смазки и мыльного
раствора; лопатка деревянная для смазки; кисть волосяная.
Трудоемкость замены ручным инструментом — 0,65 чел.-час.
Содержание операции (перехода)
Снятие тормозного крана
1. Открыть вентиляционный лючок 10
(рис. 38), установив рукоятку 5 (рис. 43) в
крайнее заднее/положение. Открыть запо-
ры, поднять крышку 1 (рис, 38) и зафикси-
ровать стойкой 2
2. Снять бидон 3
3. Отвернуть накидные гайки и отсоеди-
нить трубопроводы 2 (рис. 49), 4, 6 и 8 от
штуцеров крана 10
4. Вывернуть болт 3 и отсоединить гиб-
кий шланг 5 от крана 10
5. Отвернуть гайки и отсоединить элек-
тропроводы 7 от клемм датчика стоп-сиг-
нала
6. Вывернуть болты крепления, отсоеди-
нить крышку 1 от корпуса рычагов крана 10
и переместить ее по тяге 11 влево
7. Расшплинтовать, вынуть палец и от-
соединить тягу 11 от верхнего рычага кра-
на 10
Инструмент
н приспособления
Ключ 6.61.101
Ключи 22—24 и
27—30
Ключ 17—19
Ключ 6—8
Ключ 10—12
Плоскогубцы 150,
отвертка Б 175x0,7.
132
Содержание операции (перехода) Инструмент И приспособления
8. Ослабить ленту хомута и снять защит- ный чехол с крышки 1. Снять крышку с тя- ги 11 9. Установить прокладку и крышку 1 на корпус рычагов крана 10 и закрепить бол- тами с пружинными шайбами 10. Отвернуть гайки болтов 9 и снять кран 10 в сборе с кронштейна Отвертка А 150x0,5 Ключ 10—12 Ключи 12—14 и 17—19
Установка тормозного крана
11. Надеть на болты 9 (рис. 49) плоские
шайбы и вставить болты в отверстия крана
10. Установить кран на кронштейн и закре-
пить гайками с пружинными шайбами
12. Вывернуть болты крепления и снять
крышку 1 с корпуса рычагов крана 10
13. Вставить тягу 11 в отверстие крыш-
ки 1, надеть защитный чехол на крышку и
закрепить стяжным хомутом
14. Смазать палец смазкой УС. Соеди-
нить тягу 11 с верхним рычагом крана 10
пальцем, надеть на палец плоскую шайбу и
зашплинтовать
15. Установить прокладку и крышку 1 на
корпус рычагов крана 10 и закрепить бол-
тами с пружинными шайбами
16. Присоединить электропровода 7 к
клеммам датчика стоп-сигнала н закрепить
гайками с пружинными шайбами
17. Присоединить шланг 5 к крану 10 и
закрепить болтом 3 с уплотнительными
прокладками
18. Присоединить трубопроводы 2, 4, 6 и
8 к штуцерам крана 10 и закрепить накид-
ными гайками
19. Установить бидон 3 (рис. 38) в гнез-
до 5 и закрепить шнуром 4
Ключи 12—14 и
17—19
Ключ 10—12
Отвертка
А 150X0,5
Плоскогубцы 150,
отвертка Б 175x0,7,
посуда для смазки,
лопатка для смазки
Ключ 10—12
Ключ 6—8
Ключ 17—19
Ключи 22—24 и
27—30
133
Инструмент
и приспособления
Содержание операции (перехода)
20. Проверить и при необходимости от-
регулировать исходное положение и полный
ход педали тормоза.
Ключи 12—14 и
17—19, линейка 300
Технические условия: 1. Исходное положение педали дол-
жно быть таким, чтобы расстояние от передней кромки под-
башмачника педали со стороны водителя до балки было
72—78 мм. Исходное положение педали регулировать бол-
том 7 (рис. 37).
2. Полный ход педали.тормоза определяется по перемеще-
нию тяги 1, которое должно быть в пределах 35—43 мм при
выжиме педали до упора в болт 2. Полный ход педали регу-
лировать болтом 2 и изменением длины тяги 1
21. Пустить двигатель. Создать в пневмо-
системе давление воздуха 6—7 кгс/см2, на-
жать на педаль тормоза и проверить герме-
тичность соединений и работу стоп-сигнала.
Остановить двигатель.
(Переход выполняют два человека)
22. Опустить крышку 1 (рис. 38) и закре-
пить запорами. Закрыть вентиляционный
лючок 10, установив рукоятку 5 (рис. 43)
в крайнее переднее положение
Посуда для мыль-
ного раствора, кисть
волосяная
Ключ 6.61,101
134
ЗАМЕНА РЕГУЛЯТОРА ДАВЛЕНИЯ ВОЗДУХА
Регулятор давления воздуха подлежит замене (снятию) при
повреждении шариков и их седел, а также при поломке и ослабле-
нии пружины, вследствие чего в пневмосистеме не поддерживается
давление 6—7 кгс/см2 при герметичности уплотнительных колец
разгрузочного устройства компрессора, исправности компрессора и
других узлов пневмосистемы.
ОПЕРАЦИОННАЯ КАРТА № 47
Инструмент и приспособления: ключ 12—14; ключ торцовый 12;
ключ 6.61.101 запора; плоскогубцы комбинированные 150; отверт-
ка А 150X0,5; посуда для краски и мыльного раствора; кисть воло-
сяная.
Трудоемкость замены ручным инструментом — 0,2 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие регулятора давления воздуха
1. Открыть лючок вентиляции моторного
отделения, установив рукоятку в крайнее
правое положение. Открыть запоры, под-
нять крышку 1 (рис. 1) и зафиксировать
стойкой 3
2. Отвернуть накидную гайку и отсоеди-
нить трубопровод 24 (рис. 5) от штуцера
регулятора 25
3. Ослабить стяжной хомут и снять
шланг 29 с патрубка компрессора 2
4. Вывернуть болты крепления и снять
кронштейн 27 в сборе с регулятором 25
5. Вывернуть болты и отсоединить регу-
лятор 25 от кронштейна 27. Снять про-
кладку
Ключ 6.61.101
Ключ 12—14
Плоскогубцы 150,
отвертка А 150X0,5
Ключ торцовый 12
Ключ 12—14
Установка регулятора давления воздуха
6. Установить прокладку и регулятор 25
(рис. 5) на кронштейн 27 и закрепить бол-
тами с пружинными шайбами
Ключ 12—14
135
Инструмент
н приспособления
Содержание операции (перехода)
7. Смазать прокладку цинковыми белила-
ми с обеих сторон, установить ее и крон-
штейн 27 в сборе с регулятором 25 на ком-
прессор и закрепить болтами с пружинными
шайбами
8. Надеть шланг 29 на патрубок компрес-
сора 2 и закрепить стяжным хомутом
9. Присоединить трубопровод 24 к штуце-
ру регулятора 25 и закрепить накидной гай-
кой
10. Пустить двигатель и проверить рабо-
ту регулятора 25 и герметичность соедине-
ний. Остановить двигатель. Регулятор дол-
жен поддерживать давление в пневмосис-
теме 6—7 кгс1см2. Утечка воздуха и течь
охлаждающей жидкости в соединениях не
допускаются
11. Опустить крышку 1 (рис. 1) и закре-
пить запорами 2. Закрыть лючок вентиля-
ции моторного отделения, установив руко-
ятку в крайнее левое положение
Ключ торцовый 12,
посуда для краски,
кисть волосяная
Плоскогубцы 150,
отвертка А 150x0,5
Ключ 12—14
Посуда для мыль-
ного раствора, кисть
волосяная
Ключ 6.61.101
136
ЗАМЕНА ТОРМОЗНОЙ КАМЕРЫ
Тормозная камера подлежит замене (снятию) при следующих
неисправностях:
1. Повреждение диафрагмы, о чем свидетельствует утечка воз-
духа через отверстия корпуса тормозной камеры.
2. Механические повреждения корпуса, крышки и штока тор-
мозной камеры.
ОПЕРАЦИОННАЯ КАРТАМ 48
Инструмент и приспособления: ключи 6—8, 10—12, 12—14,
17—19, 22—24 и 27—30; ключ 6.61.101 запора; плоскогубцы комби-
нированные 150; отвертка Б 175x0,7; посуда для смазки и мыль-
ного раствора; лопатка деревянная для смазки; кисть волосяная.
Трудоемкость замены ручным инструментом — 1 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие левой тормозной камеры
1. Открыть вентиляционный лючок 10
(рис. 38), установив рукоятку 5 (рис. 43) в
крайнее заднее положение. Открыть запо-
ры, поднять крышку 1 (рис. 38) и зафик-
сировать стойкой 2
2. Снять бидон 3
3. Снять тормозной кран (см. операцион-
ную карту № 46, переходы 3—7 и 10)
4. Отвернуть накидную гайку и отсоеди-
нить трубу 2 (рис. 50) от штуцера каме-
ры 4
5. Расшплинтовать, вынуть палец 7 и от-
соединить вилку 6 от рычага 9
6. Вывернуть болты 5 и снять камеру 4
с кронштейна 3
Ключ 6.61.101
Ключ 17—19
Плоскогубцы 150,
отвертка Б 175x0,7
Ключ 17—19
Установка левой тормозной камеры
7. Установить камеру 4 (рис. 50) на крон-
штейн 3 и закрепить болтами 5 с пружин-
ными шайбами
Ключ 17—19
137
Инструмент
и приспособления
Содержание операции (перехода)
8. Отрегулировать положение вилки 6,
для чего:
— установить рычаг 7 (рис. 52) в гори-
зонтальное положение;
— вставить палец 7 (рис. 50) в прорези
вилки 6 и в отверстие рычага 9, при этом
не должно быть зазора между вилкой и
пальцем; при наличии зазора устранить его,
навернув вилку 6 на шток камеры 4 и за-
стопорив ее гайкой
9. Смазать палец 7 смазкой УС, вставить
его в совмещенные отверстия вилки 6 и ры-
чага 9, надеть шайбу 8 и зашплинтовать
10. Присоединить трубу 2 к штуцеру ^ка-
меры 4 и закрепить накидной гайкой
11. Установить тормозной кран (см. опе-
рационную карту № 46, переходы 11, 14—
18 и 21)
12. Установить бидон 3 (рис. 38) в гнез-
до 5 и закрепить шнуром 4
13. Опустить крышку 1 и закрепить запо-
рами. Закрыть вентиляционный лючок 10,
установив рукоятку 5 (рис, 43) в крайнее
переднее положение
Плоскогубцы 150,
отвертка Б 175x0,7,
посуда для смазки,
лопатка для смазки
Ключ 17—19
Ключ 6,61,101
138
ЗАМЕНА РАЗОБЩИТЕЛЬНОГО КРАНА ПНЕВМОСИСТЕМЫ
Разобщительный кран подлежит замене (снятию) в случае на-
рушения его герметичности и при механических повреждениях (по-
гнутости штока, срыва резьб и др.).
ОПЕРАЦИОННАЯ КАРТА №49
Инструмент и приспособления: ключи 10—12, 22—24 и 27—30;
ключ 6.61.101 запора; посуда для мыльного раствора; кисть воло-
сяная.
Трудоемкость замены ручным инструментом — 0,1 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие разобщительного крана
1. Открыть крышку левого люка кормо-
вого листа
2. Отвернуть накидные гайки 3 (рис. 51)
и 5 и отсоединить трубы 2 и 6 от штуцера
и угольника крана 1
3. Вывернуть болты 4 и снять кран
Ключ 6.61.101
Ключи 22—24 и
27—30
Ключ 10—12
Установка разобщительного крана
4. Вставить болты 4 (рис. 51) с пружин-
ными шайбами в отверстия корпуса кра-
на /, установить корпус на кронштейн и за-
крепить болтами
5. Присоединить трубы 2 и 6 к штуцеру
и угольнику крана 1 и закрепить накидны-
ми гайками 3 и 5
6. Пустить двигатель, создать давление в
пневмосистеме 6—7 кгс/см* 1 2 3 и проверить
герметичность соединений. Остановить дви-
гатель. Утечка воздуха в местах соедине-
ний не допускается
7. Закрыть крышку левого люка кормово-
го листа и закрепить запорами
Ключ 10—12
Ключи 22—24 и
27—30
Посуда для мыль-
ного раствора, кисть
волосяная
Ключ 6.61,101
139
ЗАМЕНА ТОРМОЗНОЙ ЛЕНТЫ
ЛЕВОГО ОСТАНОВОЧНОГО ТОРМОЗА
Тормозная лента подлежит замене (снятию) при следующих
неисправностях:
1. Износ накладок тормозной ленты.
2. Обрыв тормозной ленты.
ОПЕРАЦИОННАЯ КАРТА №50
Инструмент и приспособления: ключи 12—14 и 14—17; ключ
торцовый 12; ключ 6.61.101 запора; вороток; плоскогубцы комби-
нированные 150; отвертка Б 175x0,7; набор щупов Н-2 кл.1; по-
суда для смазки.
Трудоемкость замены ручным инструментом — 0,8 чел.-час.
Содержание операции (перехода)
Снятие тормозной ленты
1. Открыть вентиляционный лючок 10
(рис. 38), установив рукоятку 5 (рис. 43) в
крайнее заднее положение. Открыть запо--
ры, поднять крышку 1 (рис. 38) и зафикси-
ровать стойкой 2
2. Снять бидон 3
3. Вывернуть болты 3 (рис. 68) и снять
кингстон 2 в сборе с днища тягача
4. Расконтрить и ввернуть болты 4
(рис. 52) в кронштейны
5. Отвернуть гайку 2 и снять верхний ко-
нец ленты 5 с серьги 1
6. Расшплинтовать, вынуть пальцы 6, от-
соединить нижний конец ленты 5 и снять
серьгу 1 с пружиной
7. Снять пружины 3 с зацепов кронштей-
нов и ленты 5. Снять ленту в сборе с бара-
бана остановочного тормоза
Инструмент
и приспособления
Ключ 6.61.101
Ключ торцовый 12,
вороток
Ключ 14—17
То же
Плоскогубцы 150,
отвертка Б 175x0,7
Отвертка
Б 175X0,7
Установка тормозной ленты
8. Надеть ленту 5 (рис. 52) в сборе на Отвертка
тормозной барабан и установить оттяжные Б 175x0,7
пружины 3
140
Инструмент
и приспособления
Содержание операции (перехода)
9. Смазать пальцы 6 смазкой УС. Вста-
вить палец в фигурную прорезь кронштейна
и в отверстие нижнего конца ленты 5, на-
деть на палец плоскую шайбу и зашплин-
товать. Вставить второй палец в фигурную
прорезь кронштейна и в отверстие серьги 1
с пружиной, надеть на него плоскую шай-
бу и зашплинтовать
10. Вставить серьгу 1 в отверстие травер-
сы верхйего конца ленты 5 и навернуть гай-
ку 2
11. Отрегулировать зазор между наклад-
ками ленты 5 и барабаном остановочного
тормоза.
Плоскогубцы 150,
отвертка Б 175x0,7,
посуда для смазки
Ключ 14—17
Ключи 12—14 й
14—17, набор щупов
Технические условия: 1. Зазор между накладками ленты
и барабаном должен быть 1,5—2,5 мм и должен располагать-
ся равномерно по окружности барабана.
2. Зазор регулировать изменением длины серьги 1, вращая
гайку 2 и удерживая рычаг 7 в крайнем нижнем положении.
3. Равномерность зазора по окружности барабана устанав-
ливать болтами 4, вывертывая их из кронштейнов. После ре-
гулировки болты законтрить гайками
12. Установить кингстон 2 (рис. 68) и за-
крепить болтами 3 с пружинными шайбами.
Установить бидон 3 (рис. 38) в гнездо 5 и
закрепить шнуром 4
13. Опустить крышку 1 и закрепить запо-
рами. Закрыть вентиляционный лючок 10,
установив рукоятку 5 (рис. 43) в крайнее
переднее положение
Ключ торцовый 12,
вороток
Ключ 6.61.101
141
ЗАМЕНА ВОЗДУШНЫХ БАЛЛОНОВ
Воздушные баллоны подлежат замене (снятию) в случае на-
рушения их герметичности при наличии трещин, пробоины, глубо-
кой коррозии, износа или срыва резьб.
ОПЕРАЦИОННАЯ КАРТА № 51
Инструмент и приспособления: ключи 12—14, 17—19, 22—24 и
27—30; ключ 6.61.101 запора; посуда для мыльного раствора; кисть
волосяная.
Трудоемкость замены ручным инструментом — 0,5 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие воздушных баллонов
1. Открыть вентиляционный лючок 10
(рис. 38), установив рукоятку 5 (рис. 43) в
крайнее заднее положение. Открыть запо-
ры, поднять крышку 1 (рис. 38) и зафикси-
ровать стойкой 2
2. Отвернуть барашковую гайку и снять
удлинитель воздухозаборной трубы
3. Отвернуть накидные гайки и снять тру-
бу 7 (рис. 53)
4. Отвернуть накидные гайки и отсоеди-
нить трубы 1, 2 и 8 от штуцеров (угольни-
ков) воздушных баллонов
5. Отвернуть гайки 9, снять накладки 4,
вынуть прокладки 5 с крюками 10. Снять
ленты 3 с петель и снять баллоны 6
Ключ 6,61.101
Ключ 27—30
Ключи 12—14,
22—24 и 27—30
Ключ 17—19
Установка воздушных баллонов
6. Зацепить ленты 3 (рис. 53) за нижние
петли, установить баллоны 6 на кронштей-
ны корпуса машины, зацепить ленты за
верхние петли, вставить прокладки 5 с
крюками 10, установить накладки 4 на крю-
ки и, навернув гайки 9, закрепить баллоны
7. Установить трубу 7 и закрепить накид-
ными гайками
Ключ 12—14
Ключ 27—30
142
Инструмент
и приспособления
Содержание операции (перехода)
8. Присоединить трубы 1, 2 и 8 к штуце-
рам (угольникам) воздушных баллонов 6
и закрепить накидными гайками
9. Установить удлинитель воздухозабор-
ной трубы
10. Пустить двигатель, создать в пневмо-
системе давление воздуха 6—7 кгс/см2 и
проверить герметичность соединений. Оста-
новить двигатель. Утечка воздуха в местах
соединений трубопроводов не допускается
11. Опустить крышку 1 (рис. 38) и закре-
пить запорами. Закрыть вентиляционный
лючок 10, установив рукоятку 5 (рис. 43)
в крайнее переднее положение
Ключи 12—14,
22—24 и 27—30
Посуда для мыль-
ного раствора, кисть
волосяная
Ключ 6.61.101
143
ХОДОВАЯ ЧАСТЬ
ЗАМЕНА ГУСЕНИЦЫ
Гусеница подлежит замене при следующих неисправностях:
1. Ослабление натяжения гусеницы вследствие износа пальцев
и проушин траков, при котором невозможно отрегулировать натя-
жение гусеницы, не удалив одного трака из минимально допусти-
мого количества (98 траков).
2. Износ отверстий проушин траков под пальцы, при котором
толщина рабочей части проушин в месте наибольшего износа ме-
нее 6 мм.
ОПЕРАЦИОННАЯ КАРТА №52
Инструмент и приспособления: ключ 12—14; ключ ИТ-147 тор-
цовый 27; ключ 6.61.101 запора; выколотка 8.61.022 пальцев гусе-
ницы; стержень 8.61.118 для выбивания пальцев гусеницы; наставка
8.61.110 для расклепки пальцев гусеницы; монтажный ломик; трос
длиной 7 м; молоток А6; кувалда 5.61.088; линейка измерительная
металлическая 300.
Трудоемкость замены ручным инструментом — 1,2 чел.-час.
Содержание операции (перехода)
Снятие гусеницы
1. Поставить тягач на ровную площадку.
Открыть крышки люков кормового листа
2. Ослабить болт 3 (рис, 54) и снять сто-
пор 5 с головки винта 4
3. Ослабить натяжение гусеницы, вращая
винт 4 против хода часовой стрелки
4. Затормозить гусеницу, не подлежащую
снятию, поставив рычаг управления во вто-
рое положение
Инструмент
и приспособления
Ключ 6.61.101
Ключ 12—14
Ключ ИТ-147 тор-
цовый 27
144
Инструмент
и приспособления
Содержание операции (перехода)
5. Пустить двигатель, включить первую
передачу, кратковременным включением
главного фрикциона натянуть верхнюю
>етвь снимаемой гусеницы и затормозить ее
в таком положении. Остановить двигатель
6. Разъединить гусеницу между ведущим
колесом и опорным катком, для чего:
— выбить палец 4 (рис. 55) со стороны
расклепанной части на глубину 15—20 мм
выколоткой ’
— выбить палец 4 стержнем 2 из про-
ушин траков и вынуть стержень .
(Переход выполняют два человека)
7. Пустить двигатель, включить передачу
заднего хода и съехать с гусеницы, поддер-
живая крайний трак, чтобы не повредить
кожух гидроамортизатора. Остановить дви-
гатель.
(Переход выполняют два человека)
Надевание гусеницы
8. Разостлать гусеницу перед тягачом так,
чтобы траки были направлены шестью про-
ушинами вперед (по ходу машины)
9. Пустить двигатель, включить первую
передачу и наехать на гусеницу так, чтобы
перед первым опорным катком осталось
два-три трака.
(Переход выполняют два человека)
10. Надеть верхнюю ветвь гусеницы на
направляющее колесо, опорные катки и ве-
дущее колесо с помощью троса и двигателя,
затормозив другую гусеницу. Снять трос и
натянуть верхнюю ветвь кратковременным
включением главного фрикциона. Остано-
вить двигатель.
(Переход выполняют два человека)
11. Соединить концы гусеницы пальцем
и расклепать его с внутренней стороны, под-
держивая палец со стороны головки кувал-
дой
Кувалда 5.61.088,
выколотка 8.61.022,
стержень 8.61.118
Монтажный ломик
Монтажный ло-
мик, трос
Молоток Аб, ку-
валда 5.61.088, на-
ставка 8.61.110
145
Инструмент
н приспособления
Содержание операции (перехода)
12. Отрегулировать натяжение гусеницы,
для чего:
— пустить двигатель, включить передачу
заднего хода и на малых оборотах плавным
включением главного фрикциона выбрать
провисание гусеницы между первым опор-
ным катком и ведущим колесом;
— остановить двигатель;
— вращая натяжной винт 4 (рис. 54) по
ходу часовой стрелки натянуть гусеницу
так, чтобы верхняя ветвь лежала на четы-
рех опорных катках, не касаясь первого и
шестого, при этом расстояние от первого
опорного катка до беговой дорожки гусени-
цы должно быть 25—55 мм
13. Установить стопор 5 на головку вин-
та 4 и закрепить болтом 3
14. Закрыть крышки люков кормового
листа и закрепить запорами
Ключ ИТ-147 тор-
цовый 27, линей-
ка 300
Ключ 12—14
Ключ 6.61.101
146
ЗАМЕНА ТРАКА ГУСЕНИЦЫ
Трак гусеницы подлежит замене (снятию) при следующих не-
исправностях:
1. Ослабление натяжения гусеницы вследствие износа пальцев
и проушин траков, при котором невозможно отрегулировать натя-
жение гусеницы, не удалив одного трака.
2. Износ отверстий проушин трака, при котором толщина рабо-
чей части проушин в месте наибольшего износа менее 6 мм.
3. Механические повреждения трака гусеницы (трещины, раз-
рыв проушин и др.).
ОПЕРАЦИОННАЯ КАРТА №53
Инструмент и приспособления: ключ 12—14; ключ ИТ-147 тор-
цовый 27; ключ 6.61.101 запора; выколотка 8.61.022 пальцев гусе-
ницы; стержень 8.61.118 для выбивания пальцев гусеницы; настав-
ка 8.61.110 для расклепки пальцев гусеницы; молоток А6; кувалда
5.61.088; линейка измерительная металлическая 300.
Трудоемкость замены ручным инструментом — 0,8 чел.-час.
Содержание операции (перехода)
Снятие трака гусеницы
I. Открыть крышки люков кормового лис-
та
2. Выбить палец и разъединить гусеницу
(см. операционную карту № 52, переходы
2—6)
3. Выбить второй палец заменяемого тра-
ка и снять звено
Инструмент
и приспособления
Ключ 6.61.101
Кувалда 5.61.088,
выколотка 8.61.022,
стержень 8.61,118
Установка трака гусеницы
4. Совместить отверстия проушин траков, Молоток Аб, ку-
вставить пальцы и расклепать их с внут- валда 5.61.088, на-
ренней стороны, поддерживая пальцы со стороны головки кувалдой Заменять траки новыми, не бывшими в эксплуатации, не рекомендуется, так как ставка 8,61,110
147
Содержание операции (перехода) Инструмент н приспособления
вследствие разности шага нового и бывших в эксплуатации траков возможно наруше- ние зацепления 5. Отрегулировать натяжение гусеницы (см. операционную карту № 52, переходы 12 и 13)
148
ЗАМЕНА МЕХАНИЗМА НАТЯЖЕНИЯ ГУСЕНИЦЫ
Механизм натяжения гусеницы подлежит замене (снятию) при
следующих неисправностях:
1. Срыв или механические повреждения резьбы натяжного вин-
та или пальца.
2. Изиос шаровой опоры натяжного винта.
3. Разрушение упорного подшипника.
4. Облом ушков вилки.
ОПЕРАЦИОННАЯ КАРТА №54
Инструмент и приспособления: ключ 12—14; ключ ИТ-147 тор-
цовый 27; ключ А5.61.295-1 гайки оси направляющего колеса; ключ
6.61.101 запора; вороток; выколотка медная; выколотка 8.61.022
пальцев гусеницы; стержень 8.61.118 для выбивания пальцев гу-
сеницы; наставка 8.61.110 для расклепки пальцев гусеницы; плос-
когубцы комбинированные 150; молотки АЗ и А6; кувалда 5.61.088;
зубило слесарное 20x60°; линейка измерительная металлическая
300; шприц; посуда для смазки; лопатка деревянная для смазки.
Трудоемкость замены ручным инструментом — 0,8 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие механизма натяжения гусеницы
1. Открыть крышки люков кормового лис-
та
2. Ослабить болт 3 (рис. 54) и снять сто-
пор 5 с головки винта 4
3. Ослабить натяжение гусеницы, вращая
винт 4 против хода часовой стрелки
4. Затормозить другую гусеницу, поставив
рычаг управления во второе положение
5. Пустить двигатель, включить передачу
заднего хода, кратковременным включением
главного фрикциона ослабить натяжение
верхней ветви гусеницы и затормозить ее в
таком положении. Остановить двигатель
6. Разъединить гусеницу между направ-
ляющим колесом и опорным катком, для
чего:
— выбить палец 4 (рис. 55) сб стороны
расклепанной части на глубину 15—20 мм
выколоткой /;
Ключ 6.61.101
Ключ 12—14
Ключ ИТ-147 тор-
цовый 27
Кувалда 5.61.088,
выколотка 8.61.022,
стержень 8.61.118
149
Инструмент
и приспособления
Содержание операции (перехода)
— выбить палец 4 стержнем 2 из про-
ушин траков и вынуть стержень.
(Переход выполняют два человека)
7. Снять гусеницу с направляющего ко-
леса, не повредив кожух гидроамортиза-
тора.
(Переход выполняют два человека)
8. Расшплинтовать и отвернуть гайку 7
(рис. 54)
9. Расшплинтовать, вывернуть винт 21
(рис. 60) в сборе из отверстия пальца 22
10. Снять вилку 25 в сборе с пальцем 22
с оси 2. Выбить ось 2 из отверстия крон-
штейна. Вынуть палец 22 из отверстия
вилки 25
Ключ А5.61.295-1,
молоток АЗ, плоско-
губцы 150, зубило
20X60°, вороток
Ключ ИТ-147 тор-
цовый 27, плоскогуб-
цы 150, зубило
20X60°, молоток А6,
выколотка медная
Установка механизма натяжения гусеницы
11. Вставить палец 22 (рис. 60) в отвер-
стие вилки 25. Установить вилку 25 на
шлицы оси 2 так, чтобы продольная ось
вилки составляла с горизонтальной плоско-
стью угол 13°±3°30' и была направлена
вниз, при этом метка на оси должна распо-
лагаться между двумя метками вилки
12. Смазать резьбу винта 21 смазкой
УСсА и ввернуть его в отверстие пальца 22
13. Надеть шайбу 23 на винт 21 и за-
шплинтовать шплинтом 24
14. Закрепить вилку 6 (рис. 54) гайкой 7,
навернув ее до упора, а затем отвернув на
1/3—1/2 оборота для обеспечения зазора
между коленчатой осью и кронштейном.
Зашплинтовать гайку шплинтом
Ключ ИТ-147 тор-
цовый 27, посуда
для смазки, лопатка
для смазки
Молоток АЗ, пло-
скогубцы 150
Ключ А5.61.295-1,
молоток АЗ, плоско-
губцы 150
150
Содержание операции (перехода) Инструмент и приспособления
15. Смазать ось 2 (рис. 60) и подшипник винта 21 через масленки 1 солидолом С ГОСТ 4366—64 Шприц
16. Надеть гусеницу на направляющее Кувалда 5.61.088,
колесо и соединить концы гусеницы паль- молоток А6, настав-
цем. Расклепать палец с внутренней сторо- ны гусеницы, удерживая головку пальца ку- валдой ка 8.61.110
17. Отрегулировать натяжение гусеницы (см. операционную карту № 52, переходы 12 и 13) 18. Закрыть крышки люков кормового листа и закрепить запорами Ключ 6.61.101
151
ЗАМЕНА ВЕДУЩЕГО КОЛЕСА
Ведущее колесо подлежит замене (снятию) при следующих
неисправностях:
1. Течь масла через уплотнение бортовой передачи.
2. Трещины, выходящие на ступицу или на обработанные по-
верхности под венец.
3. Износ зубьев шлицев ступицы колеса по толщине до шаго-
вого размера более 47,2 мм.
4. Износ отверстий под болты крепления венца ведущего ко-
леса до размера более 17 мм.
5. Погнутость фланцев крепления венца.
6. Срыв или износ резьб более двух ниток.
ОПЕРАЦИОННАЯ КАРТА №55
Инструмент и приспособления: ключ 12—14; ключи торцовые
12 и 19; ключ ИТ-147 торцовый 27; ключ 6.61.101 запора; выколот-
ка 8.61.022 пальцев гусеницы; стержень 8.61.118 для выбивания
пальцев гусеницы; наставка 8.61.110 для расклепки пальцев гусе-
ницы; молоток А6; кувалда 5.61.088; плоскогубцы комбинирован-
ные 150; отвертка Б 175x0,7; линейка измерительная металличе-
ская 300; посуда для масла и краски; кисть волосяная.
Трудоемкость замены ручным инструментом — 0,65 чел.-час.
Содержание операции (перехода)
Снятие ведущего колеса
1. Снять гусеницу с ведущего колеса (см.
операционную карту № 52, переходы 1—6)
2. Вывернуть болты, снять крышку 28
(рис. 207 *) и уплотнительную прокладку
3. Расшплинтовать и отвернуть коронча-
тые гайки, снять прижимное кольцо 29 со
шпилек вала водила 26
4. Снять ведущее колесо в сборе со сту-
пицей 27 с водила 26
5. Снять упорное кольцо 2 с уплотнитель-
ным кольцом и прокладку 1 со ступицы 27
Инструмент
н приспособления
Ключ торцовый 12
Ключ торцовый 19,
плоскогубцы 150, от-
вертка Б 175x0,7
* Рисунок см. в операционной карте № 14 (часть вторая),
152
Инструмент
и приспособления
Содержание операции (перехода)
Установка ведущего колеса
6. Установить прокладку 1 (рис. 207 *),
упорное кольцо 2 в сборе с уплотнитель-
ным кольцом на ступицу 27 так, чтобы оно
фиксировалось от проворачивания штифтом,
запрессованным в ступицу
7. Смазать трущиеся поверхности торцо-
вого уплотнения, шлицы вала водила 26
маслом МТ-16п и установить ведущее ко-
лесо в сборе со ступицей 27 на шлицы вала
водила
8. Установить кольцо 29 на шпильки вала
водила 26, закрепить его корончатыми гай-
ками и зашплинтовать попарно проволокой
9. Смазать прокладку цинковыми бели-
лами с обеих сторон, установить ее и крыш-
ку 28 на ступицу 27 и закрепить болтами с
пружинными шайбами
10. Надеть гусеницу (см. операционную
карту № 52, переходы 11 —13)
Посуда для масла
Ключ торцовый 19,
плоскогубцы 150
Ключ торцовый 12,
посуда для краски,
кисть волосяная
* Рисунок см. в операционной карте № 14 (часть вторая),
153
ЗАМЕНА ОПОРНЫХ КАТКОВ, ИХ ПОДШИПНИКОВ
И ЛАБИРИНТНОГО УПЛОТНЕНИЯ
Опорный каток подлежит замене (снятию) при следующих не-
исправностях:
1. Отрыв резинового массива от обода.
2. Разрушение подшипников опорного катка.
3. Течь масла через лабиринтное уплотнение.
4. Механические повреждения (трещины, срыв резьб и др.).
ОПЕРАЦИОННАЯ КАРТА №56
Инструмент и приспособления: ключ 12—14; ключ коловорот;
сменная головка 14; ключ 6.1.101 запора; ключ ИТ-147 торцо-
вый 27; ключ 740-99-380 гайки опорного катка; приспособление
8.60.022 для снятия и установки торсионов, опорных катков и на-
правляющих колес; выколотка медная; плоскогубцы комбиниро-
ванные 150; отвертка Б 175x0,7; зубило слесарное 20X60°; моло-
ток АЗ; кувалда 5.61.088; линейка измерительная металличе-
ская 300; домкрат 25-т (2 шт.); подставка для вывешивания тя-
гача (2 шт.); распорка деревянная длиной-900 мм (2 шт.); нагне-
татель для масла; посуда для масла и краски; кисть волосяная.
Трудоемкость замены ручным инструментом:
— для средних катков — 0,8 чел.-час;
— для крайних катков — 1,5 чел.-час.
Содержание операции (перехода)
Снятие опорного катка
1. Вывесить борт тягача со стороны за-
меняемого опорного катка и установить на
подставки
2. Ослабить натяжение гусеницы (см.
операционную карту № 52, переходы 1—3)
3. Поставить распорки между нижней и
верхней ветвями гусеницы так, чтобы греб-
ни траков не касались снимаемого катка
4. Вывернуть пробки 4 (рис. 56) и слить
масло
5. Вывернуть болты 3, снять шайбу 7,
крышку 6 и уплотнительную прокладку
6. Расшплинтовать и отвернуть коронча-
тую гайку 5
Инструмент
и приспособления
Домкрат 25-т
(2 шт.), подставка
(2 шт.)
Кувалда 5.61.088,
распорка (2 шт.)
Ключ 12—14, по-
суда для масла
Ключ коловорот,
сменная головка 14
Ключ 740-99-380,
молоток АЗ, плоско-
губцы 150, отвертка
Б 175X0,7
154
Содержание операции (перехода) Инструмент и приспособления
7. Снять опорный каток в сборе с оси, •Ключ 12—14, при-
для чего: способление 8.60.022
— установить траверсу 6 (рис. 58) и за- крепить болтами на ступице катка; — ввернуть винт до упора шайбы 7 в фаску отверстия оси катка; — вращая винт 1 с помощью воротка 2, снять каток в сборе с подшипниками и ла- биринтным уплотнением (рис. 57)
8. Вывернуть болты и снять траверсу 6 Ключ 12—14
9. Вывернуть болты и снять лабиринтное уплотнение в сборе, снять асбестовую нить 13 (рис. 56) То же
10. Снять кольцо 12 в сборе с кольцом 11. Отвертка
Вынуть кольцо //из проточки кольца 12 Б 175X0,7
11. Выпрессовать наружный подшипник Молоток АЗ, вы-
15 из ступицы катка, ударяя с внутренней стороны в буртик втулки 16. Вынуть втулку колотка медная
12. Повернуть каток на 180° и выпрессо- вать внутренний подшипник 17 из ступицы катка То же
Установка опорного катка
13. Запрессовать внутренний подшипник
17 (рис. 56) в ступицу до упора в буртик
стакана
14. Повернуть каток на 180°, установить
втулку /6 наружным буртиком в сторону
подшипника 17 и запрессовать подшипник
/5 до упора во втулку
15. Установить кольцо 11 в проточку
кольца 12
16. Смазать лабиринтное кольцо 10 мас-
лом МТ-16п и установить на него кольцо 12
так, чтобы оно фиксировалось от проверты-
вания штифтом 18
17. Смазать привалочную поверхность
лабиринтного уплотнения цинковыми бели-
лами, уложить в кольцевую канавку асбес-
товую нить 13, предварительно пропитан-
ную цинковыми белилами, установить уп-
лотнение на ступицу катка и закрепить
болтами с пружинными шайбами
Молоток АЗ, вы-
колотка медная
То же
Посуда для масла,
кисть волосяная
Ключ 12—14, по-
суда для масла и
краски, кисть воло-
сяная
155
Содержание операции (перехода) Инструмент н приспособления
18. Смазать притертые поверхности ко- Посуда для масла,
лец 9 и 12 маслом МТ-16п 19. Установить каток 1 в сборе на ось кисть волосяная
20. Установить приспособление (рис. 57) Приспособление
на ось катка, для чего: — навернуть наставку 5 (рис. 59) на резьбовой.конец оси катка; — ввернуть винт 1 до упора шайбы 7 в фаску отверстия оси катка; v — упереть наставку 4 в торец внутрен- него кольца подшипника 8.60.022
21. Напрессовать каток на посадочные шейки оси до упора, вращая гайку 3 ворот- ком 2. Снять приспособление с оси То же
22. Закрепить каток 1 (рис. 56) гайкой 5 Ключ 740-99-380,
и зашплинтовать молоток АЗ, зуби-
ло 20X60°
23. Смазать уплотнительную прокладку Ключ коловорот,
цинковыми белилами с обеих сторон, уста- сменная головка 14,
новить ее, крышку 6 и шайбу 7 на ступицу посуда для краски,
катка и закрепить болтами 3 с пружинны- ми шайбами кисть волосяная
24. Заправить ступицу опорного катка Ключ 12—14, наг-
маслом МТ-16п до уровня контрольного от- верстия. Ввернуть пробку 4 нетатель для масла
25. Убрать распорки между ветвями гу- Домкрат 25-г
сеницы, подставки из-под тягача и опустить (2 шт.), кувалда
борт машины 26. Отрегулировать натяжение гусеницы (см. операционную карту № 52, переходы 12—14) 5.61.088
При замене первого и шестого опорных катков необходимо
снять гусеницу
156
ЗАМЕНА НАПРАВЛЯЮЩЕГО КОЛЕСА, Eft) ПОДШИПНИКОВ
И ЛАБИРИНТНОГО УПЛОТНЕНИЯ
Направляющее колесо подлежит замене (снятию) при следую-
щих неисправностях:
1. Разрушение подшипников направляющего колеса.
2. Течь масла через лабиринтное уплотнение.
3. Механические повреждения колеса (обломы, трещины, по-
гнутость, срыв резьб и др.).
ОПЕРАЦИОННАЯ КАРТА №57
Инструмент и приспособления: ключ 12—14; ключ коловорот;
сменные головки 14 и 19; ключ 6.61.101 запора; ключ ИТ-147
торцовый 27; ключ 740-99-380 гайки направляющего колеса; от-
вертка Б 175x0,7; выколотка медная; выколотка 8.61.022 пальцев
гусеницы; стержень 8.61.118 для выбивания пальцев гусеницы; на-
ставка 8.61.110 для расклепки пальцев гусеницы; плоскогубцы ком-
бинированные 150; молотки АЗ и А6; кувалда 5.61.088; зубило сле-
сарное 20X60°; линейка измерительная 300; нагнетатель масла;
посуда для масла и краски; кисть волосяная.
Трудоемкость замены ручным инструментом—1,1 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие направляющего колеса
1. Открыть крышки люков кормового
листа
2. Снять гусеницу с направляющего ко-
леса (см. операционную карту № 54, пере-
ходы 2—7)
3. Вывернуть пробки 12 (рис. 60) и слить
масло
Т. Отвернуть гайки //, снять шайбу 15,
колпак 13 с прокладкой 16 со ступицы ко-
леса.
С апреля 1969 года направляющее коле-
со неразборной конструкции. Вместо гаек//
установлены болты
5. Расшплинтовать и отвернуть гайку 14
Ключ 6.61.101
Ключ 12—14, по-
суда для масла
Ключ коловорот,
сменная головка 19
Ключ 740-99-380,
молоток АЗ, плоско-
губцы 150, зубило
20X60°
157
Инструмент
и приспособления
Содержание операции (перехода)
6. Установить приспособление (рис. 57)
и снять направляющее колесо в сборе соси
(см. операционную карту № 56, переходы
7 и 8)
7. Вывернуть болты 20 (рис. 60), снять
уплотнение 6 в сборе и асбестовую нить 7
8. Снять кольцо 4 в сборе с кольцом 3.
Вынуть кольцо 3 из проточки кольца 4
9. Выпрессовать наружный подшипник 17
из ступицы колеса, ударяя с внутренней
стороны в буртик втулки 10
10. Повернуть направляющее колесо на
180° и выпрессовать внутренний подшип-
ник 18 из ступицы колеса
Ключ коловорот,
сменная головка 14
Отвертка
Б 175x0,7
Молоток АЗ, вы-
колотка медная
То же
Установка направляющего колеса
11. Запрессовать внутренний подшип-
ник 18 (рис. 60) до упора в буртик ступицы
направляющего колеса
12. Повернуть направляющее колесо на
180°, установить втулку 10 наружным бур-
тиком в сторону подшипника 18 и запрес-
совать подшипник 17 до упора во втулку
13. Установить кольцо 3 в проточку
кольца 4
14. Смазать лабиринтное кольцо 9 маслом
МТ-16п и установить на него кольцо 4 так,
чтобы оно фиксировалось от провертыва-
ния штифтом лабиринтного кольца 9
15. Смазать фланец стакана 8 цинковы-
ми белилами, уложить в кольцевую канав-
ку стакана асбестовую нить 7, предвари-
тельно пропитанную цинковыми белилами,
установить уплотнение 6 в сборе на ступи-
цу направляющего колеса и закрепить бол-
тами 20 с пружинными шайбами
16. Смазать притертые поверхности ко-
лец 4 и 5 маслом МТ-16п
Молоток АЗ, вы-
колотка медная
То же
Посуда для мас-
ла, кисть волосяная
То же
Посуда для масла,
кисть волосяная
158
Содержание операции (перехода) Инструмент и приспособления
17. Установить направляющее колесо в сборе на ось (см. операционную карту № 56, переходы 20 и 21)
18. Закрепить направляющее колесо на Ключ специаль-
оси гайкой 14 и зашплинтовать ный 740-99-380, мо- лоток АЗ, зубило 20X60°
19. Смазать уплотнительную прокладку Ключ коловорот,
цинковыми белилами с обеих сторон, уста- сменная головка 19,
новить ее, колпак 13, шайбу 15 на шпильки посуда для краски,
ступицы колеса и закрепить гайками 11 с пружинными шайбами кисть волосяная
20. Заправить ступицу направляющего Ключ 12—14, на-
колеса маслом МТ-16п до уровня контроль- ного отверстия. Ввернуть пробки 12 21. Надеть гусеницу на направляющее колесо (см. операционную карту № 54, пе- реходы 16—18) гнетатель масла
22. Закрыть крышки люков кормового листа и закрепить запорами Ключ 6.61.101
159
ПОДВЕСКА
ЗАМЕНА БАЛАНСИРА
Балансир подлежит замене (снятию) при следующих неис-
правностях:
1. Наличие зазора в шлицевом соединении торсиона и головки
балансира в результате износа шлицев.
2. Износ или срыв резьбы более двух ниток под гайку балан-
сира и гайку крепления опорного катка.
3. Погнутость лабиринтного кольца уплотнения ступицы опор-
ного катка.
4. Погнутость балансира, трещины или обломы.
ОПЕРАЦИОННАЯ КАРТА № 58
Инструмент и приспособления: ключ 12—14; ключ коловорот;
сменная головка 14; ключ торцовый 19; ключ 6.61.101 запора; ключ
ИТ-147 торцовый 27; ключ 740-99-380 гайки опорного катка; ключ
8.61.111 крышки торсиона; вороток; приспособление 8.60.022 для
снятия и установки торсионов, опорных катков и направляющих
колес; выколотка медная; плоскогубцы комбинированные 150; от-
вертка Б 175x0,7; молотки АЗ и А6; кувалда 5.61.088; зубило сле-
сарное 20x60°; кернер 3; домкрат 25-т (2 шт.); подставка для вы-
вешивания тягача (2 шт.); распорка деревянная длиной 900 мм
(2 шт.); струна; скоба для крепления струны; линейка измеритель-
ная металлическая 300; нагнетатель для масла; посуда для масла,
смазки и краски; лопатка деревянная для смазки; кисть волосяная.
Трудоемкость замены ручным инструментом:
— для балансира средних катков — 0,85 чел.-час;
— для балансира крайних катков—1,25 чел.-час.
„ , . Инструмент
Содержание операции (перехода) .
г н приспособления
Снятие балансира
1. Вывесить борт тягача со стороны сни-
маемого балансира и установить на под-
ставки
Домкрат 25-т
(2 шт.), подставка
(2 шт.)
160
Содержание операции (перехода) Инструмент и приспособления
2. Ослабить натяжение гусеницы (см. операционную карту № 52, переходы 1—3) 3. Снять опорный каток (см. операцион- ную карту № 56, переходы 3—8) 4. Вывернуть гайку 20 (рис. 56) и снять прокладки 21 и 22 5. Вывернуть болт 19 и снять проклад- ки 23 6. Выбить балансир 27 из втулок крон- штейна подвески Ключ 8.61.111, во- роток Ключ торцовый 19 Кувалда 5.61,088
Установка балансира
7. Установить опорный каток на малую
ось балансира (см. операционную карту
№ 56, йереходы 19—24)
8. Смазать втулки балансира и запол-
нить полость кронштейна между втулками
солидолом С ГОСТ 4366-^-64
9. Установить балансир 27 (рис. 56) в
сборе с катком 1 во втулки кронштейна и
выставить каток по высоте, для чего:
— натянуть струну 1 (рис. 61) по верх-
ним головкам 2 балансиров;
— замерить расстояние от буртика ста-
кана 4 (рис. 62) катка до струны 1 и, под-
няв или опустив каток, добиться, чтобы оно
было 220—224 мм;
— ввести шлицй балансира 27 (рис. 56)
в зацепление со шлицами торсиона 24;
— проверить расстояние между бурти-
ком стакана 4 (рис. 62) катка и струной 1;
• — снять струну.
(Переход выполняют два человека)
10. Выставить каток 3 (рис. 63) по ко-
лее, для чего:
— натянуть струну 2 так, чтобы один ко-
нец ее касался внутренней плоскости нат
ружного зубчатого венца ведущего коле-
са 4, а другой конец нити располагался от
наружного торца направляющего колеса 1
на расстоянии 81 ±0,5 мм;
Посуда для смаз-
ки, лопатка для
смазки
Линейка 300, стру-
на
Молоток А6, вы-
колотка медная, ли-
нейка 300, скоба,
струна
в—Звв
161
Инструмент
, и приспособления
Содержание операции (перехода)
— ударами по верхней головке балан-
сира добиться, чтобы расстояние от стру-
ны 2 до реборды опорного катка было
78,5—81,5 мм
11. Подобрать и установить прокладки 4
(рис. 61) так, чтобы не нарушать выставку
катка по колее. Ввернуть болт 7 до плотно-
го упора
12. Снять струну 2 (рис. 63) и скобу 6
13. Подобрать и установить прокладки 5
(рис. 61) так, чтобы зазор А между торцом
гайки 8 и прокладками был 0,5—1,0 мм
14. Установить прокладку 6 на гайку 8,
ввернуть гайку в отверстие балансира 9
и раскернить в трех точках под углом 120°
15. Убрать распорки между ветвями гу-
сеницы, подставки из-под тягача и опустить
борт машины
16. Отрегулировать натяжение гусеницы
(см. операционную карту № 52, переходы
12-14)
Ключ торцовый 19,
вороток
Ключ 8.61.111, мо-
лоток АЗ, кернер 3
Домкрат 25-т
(2 шт.), кувалда
5.61.088
При замене балансиров первого и шестого опорных катков не-
обходимо снять гусеницу с ведущего или направляющего колеса
и отсоединить гидроамортизатор от кронштейна снимаемого ба-
лансира
162
ЗАМЕНА ТОРСИОНА
Торсион подлежит замене при его поломке, а также при износе
или срыве резьбы в головках более двух ниток.
ОПЕРАЦИОННАЯ КАРТА № 59
Инструмент и приспособления: ключи 17—19и22—24;ключтор-
цовый 19; ключ 8.61.111 крышки торсиона; вороток; приспособ-
ление 8.60.022 для снятия и установки торсионов, опорных катков
и направляющих колес; выколотка медная; молотки АЗ и А6; от-
вертка Б 175x0,7; кернер 3; домкрат 25-т (2 шт.); подставка для
вывешивания тягача (2 шт.); струна; скоба для крепления стру-
ны; линейка измерительная металлическая 300.
Трудоемкость замены ручным инструментом —1,1 чел.-час.
Содержание операции (перехода) Инструмент и приспособления
Снятие торсиона 1. Поднять борт тягача со стороны ба- лансира заменяемого торсиона до вывеши- вания опорного катка и установить на под- ставки 2. Вывернуть гайку 20 (рис. 56) из от- верстия балансира 27 и снять прокладки 27 и 22 3. Вывернуть' болт 19 и снять проклад- ки 23 4. С противоположной стороны торсио- на вывернуть болт 7 (рис. 64) 5. Вынуть торсион 6, для чего: — ввернуть винт 1 (рис. 65) в отверстие Торца большой головки торсиона до упора, уперев наставку 4 в торец головки балан- сира; — выпрессовать шлицевые головки тор- Оиона из кронштейна подвески и верхней Головки балансира, вращая гайку 3 с по- мощью воротка 2; — вынуть торсион из корпуса и снять приспособление Домкрат 25-т (2 шт.), подставка (2 шт.) Ключ 8.61.111, во- роток Ключ торцовый 19 Ключ 22—24 Приспособление 8.60.022 (рис. 57)
6*
163
Инструмент
и приспособлен!»
Содержание операции (перехода)
6. При поломке торсиона обломанную
часть удалять со стороны малой головки,
для чего:
— вывесить борт тягача;
— вывернуть болты 3 (рис. 64), снять
планку 5 и кольцо 7;
— установить приспособление и вынуть
обломанную часть торсиона
Установка торсиона
7. Ввернуть винт 1 (рис. 66) в отверстие
торца большой головки торсиона до упора
8. Выставить каток по высоте (см. опе-
рационную карту № 58, переход 9)
9. Вставить торсион малой головкой в
шлицевое отверстие балансира. Придержи-
вая торсион за винт 1, направить шлицы
малой головки в шлицевое отверстие крон-
штейна и легкими ударами дослать торсион
до упора. Вывернуть винт
10. Установить кольцо 7 (рис. 64), план-
ку 5 и закрепить болтами 3 с шайбами 4
(если они снимались)
11. Закрепить торсион со стороны малой
головки, ввернув болт 1 с шайбой 2 в торец
торсиона 6
12. Выставить каток по колее (см. опе-
рационную карту № 58, переходы 10—14)
13. Убрать подставки из-под тягача
и опустить борт машины
Ключ 17—19, от-
вертка Б 175x0,7,
приспособление
8.60.022 (рис. 57)
Приспособление
8.60.022 (рис. 57)
Приспособление
8.60.022 (рис. 57)
молоток АЗ
Ключ 17—19
Ключ 22—24
Домкрат 25-
(2 шт.)
164
ЗАМЕНА ГИДРОАМОРТИЗАТОРА
Ридроамортизатор подлежит замене (снятию) при следующих
неисправностях:
1. Течь амортизаторной жидкости через уплотнения штока или
резервуара. '
2. Повреждение клапанов, ослабление или поломка пружин
клапанов, внешним признаком которых является ухудшение плав-
ности хода тягача.
3. Износ втулок проушин.
4. Механические повреждения (трещины, пробоины и др.) кор-
пуса или компенсационной камеры.
ОПЕРАЦИОННАЯ КАРТА №60
Инструмент и приспособления: ключ 12—14; ключ торцовый 24;
ключ накидной 24; ключ 6.61.101 запора; ключ ИТ-147 торцо-
вый 27; вороток; выколотка медная; плоскогубцы комбинирован-
ные 150; отвертка Б 175x0,7; молоток АЗ; зубило слесарное
20x60°; линейка измерительная металлическая 300; домкрат 25-т
(2 шт.); подставка для вывешивания тягача (2 шт.); подставка де-
ревянная; посуда для смазки; лопатка деревянная для смазки.
Трудоемкость замены ручным инструментом — 1,8 чел.-час.
Содержание операции (перехода)
Инструмент
н приспособления
Снятие гидроамортизатора
1. Открыть крышки люков кормового
листа
2. Ослабить натяжение гусеницы (см.
операционную карту № 52, переходы 2 и 3)
3. Вывесить борт тягача со стороны сни-
маемого гидроамортизатора так, чтобы ба-
лансир переднего (заднего) опорного катка
переместился вниз на величину, обеспечи-
вающую доступ к кронштейну 15 (рис. 67).
Установить тягач на подставки
4. Приподнять верхнюю ветвь гусеницы
над снимаемым гидроамортизатором
5. Расшплинтовать и отвернуть гайку 11,
снять шайбу 13 и кольцо 9 с пальца 10
Ключ 6.61.101
Домкрат 25-т
(2 шт.), подставка
(2 щт.)
Подставка
Ключ накидной 24,
плоскогубцы 150, от-
вертка Б 175x0,7,
молоток АЗ
165
Содержание операции (перехода) Инструмент и приспособления
6. Выпрессовать палец 10 из нижней проушины гидроамортизатора и кронштей- на 15 в сторону борта тягача 7. Расшплинтовать и вывернуть крыш- ку 7 из отверстия верхней проушины гидро- амортизатора Молоток АЗ, вы- колотка медная Ключ торцовый 24, вороток, плоскогуб- цы 150, молоток АЗ, зубило 20X60°
8. Расшплинтовать, отвернуть гайку 6 и снять шайбу 5 с оси кронштейна 1 Ключ накидной 24, плоскогубцы 150, мо- лоток АЗ, зубило 20X60°
9. Вывести проушину гидроамортизато-
ра 16 >в сборе из кронштейна 15 и снять его
с оси кронштейна 1
10. Снять шайбы 3, 4 и кольцо 2 с оси
кронштейна 1
Установка гидроамортизатора
11. Смазать подшипники в проушинах
гидроамортизатора смазкой 1 —13
12: Установить кольцо 2 (рис. 67), шай-
бы 3 и 4 на ось кронштейна 1. Шайбу 4
устанавливать фаской в сторону основания
кронштейна
13. Установить гидроамортизатор 16 в
сборе проушиной штока на ось кронштей-
на 1 так, чтобы компенсационная камера 17
находилась вверху. Надеть шайбу 5, навер-
нуть гайку 6 и зашплинтовать
14. Ввернуть крышку 7 в отверстие про-
ушины до упора и зашплинтовать проволо-
кой
15. Установить гидроамортизатор ниж-
ней проушиной в прорезь кронштейна 15
16. Запрессовать палец 10 со стороны
борта тягача в отверстия проушины и крон-
штейна 15
Посуда для смаз-
ки, лопатка для
смазки
Ключ накидной 24,
плоскогубцы 150, от-
вертка Б 175x0,7
Ключ торцовый 24,
вороток, плоскогуб-
цы 150
Молоток АЗ
166
Инструмент
и приспособления
Содержание операции (перехода)
17. Установить втулку 14, кольцо 9 на
палец 10, закрепить гидроамортизатор гай-
кой 11 с шайбой /3 и зашплинтовать
18. Опустить верхнюю ветвь гусеницы и
борт тягача
19. Отрегулировать натяжение гусеницы
(см. операционную карту № 52, переходы
12—14)
Ключ накидной 24,
плоскогубцы 150, от-
вертка Б 175x0,7,
молоток АЗ
Домкрат 25-т
(2 шт.)
167
СПЕЦИАЛЬНОЕ ОБОРУДОВАНИЕ
ЗАМЕНА ВОДООТКАЧИВАЮЩЕГО НАСОСА
Водооткачивающий насос подлежит замене (снятию) при сле-
дующих неисправностях:
1. Износ подшипников вала насоса или их разрушение.
2. Износ уплотнения вала насоса, внешним признаком кото-
рого является появление масла в выбрасываемой воде.
3. Поломка рабочих колес.
4. Срыв резьбы на валу насоса и в корпусе.
5. Обломы патрубков крышки насоса и другие механические
повреждения, нарушающие его нормальную работу.
ОПЕРАЦИОННАЯ КАРТА № 61
Инструмент и приспособления: ключи 10—12 и 17—19; ключ
коловорот; сменная головка 12; отвертка Б 175X0,7; посуда для
смазки и краски; кисть волосяная.
Трудоемкость замены ручным инструментом — 0,3 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие водооткачивающего насоса
1. Вывернуть болты крепления и снять
крышку люка и прокладку с днища тягача
под промежуточным редуктором
2. ОсЛабить винтовые хомуты и снять
шланги 5 (рис. 3), 6, 8 и 9 с патрубков 4,
3,7 и 10
3. Вывернуть болты 1, снять насос 2 и
уплотнительную прокладку с картера 11
промежуточного редуктора. Снять соедини-
тельную муфту с вала насоса
Ключ коловорот,
сменная головка 12
Ключ 10—12, от-
вертка Б 175x0,7
Ключ 17—19.
168
Инструмент
и приспособления
Содержание операции (перехода)
Установка водооткачивающего насоса
4. Надеть соединительную муфту на шли-
цы вала насоса 2 (рис. 3)
5. Смазать уплотнительную прокладку
цинковыми белилами с обеих сторон и уло-
жить ее на корпус насоса, совместив отвер-
стия
6. Ввести в зацепление соединительную
муфту с валом привода насоса и закрепить
насос 2 на картере // болтами 1 с плоски-
ми и пружинными шайбами
7. Смазать патрубки 4, 3, 7 и 10 тонким
слоем смазки УС, надеть на них шланги 5,
6, 8, 9 и закрепить винтовыми хомутами
8. Установить крышку люка с резиновой
прокладкой на днище тягача под промежу-
точным редуктором и закрепить болтами с
пружинными шайбами
Посуда для крас-
ки, кисть волосяная
Ключ 17—19
Ключ 10—12, от-
вертка Б 175x0,7,
посуда для смазки
Ключ коловорот,
сменная головка 12
169
ЗАМЕНА КИНГСТОНА
Кингстон подлежит замене (снятию) при следующих неисправ-
ностях:
I. Течь воды через кингстон в результате повреждения рези-
новой манжеты.
2. Заедание резьбового винта вследствие его погнутости или
повреждения резьбовой части.
3. Износ гнезда под резьбовой винт.
ОПЕРАЦИОННАЯ КАРТА №62
Инструмент и приспособления: ключ торцовый 12; ключ
6.61.101 запора.
Трудоемкость замены ручным инструментом — 0,1 чел.-час.
Содержание операции (перехода)
н приспособления
Снятие кингстона в отсеке главной передачи
1. Открыть вентиляционный лючок 10 Ключ 6.61.101
(рис. 38), установив рукоятку 5 (рис. 43) в
крайнее заднее положение. Открыть запо-
ры,, поднять крышку 1 (рис. 38) и зафик-
сировать стойкой 2
2. Снять бидон 3
3. Вывернуть болты 3 (рис. 68) и снять Ключ торцовый 12
кингстон 2 в сборе с днища тягача
Установка кингстона в отсеке главной передачи
4. Установить кингстон 2 (рис. 68) в сбо- Ключ торцовый 12
ре на бонки 1 днища тягача и закрепить
болтами 3 с пружинными шайбами
5. Установить бидон 3 (рис. 38) в гнез-
до 5 и закрепить шнуром 4
6. Опустить крышку 1 и закрепить запо- Ключ 6.61.101
рами. Закрыть вентиляционный лючок 10,
установив рукоятку 5 (рис. 43) в крайнее
переднее положение
17Q
КОРПУС
ЗАМЕНА СТЕКЛООЧИСТИТЕЛЯ СЛ231
Стеклоочиститель подлежит замене при его неисправности
вследствие короткого замыкания обмоток якоря или возбуждения
электродвигателя, обгорания или загрязнения коллектора, а также
износа щеток при исправных включателях и электрической цепи.
ОПЕРАЦИОННАЯ КАРТА №63
Инструмент и приспособления: ключи 12—14 и 14—17; плоско-
губцы комбинированные 150.
Трудоемкость замены ручным инструментом — 0,15 чел.-час.
Содержание операции (перехода) Инструмент и приспособления
Снятие стеклоочистителя
1. Отвернуть гайку крепления и снять рычаг 2 (рис. 69) в сборе с тягой 1 с ва- лика 3 Ключ 12—14
2. Отвернуть гайку 4 и снять ее с ва- лика 3 Плоскогубцы 150
3. Отвернуть гайку 5, снять ее с вали- ка 3, снять стеклоочиститель 6 с кронштей- на 7 Ключ 14—17
4. Отвернуть гайку и отсоединить элек- тропровод от клеммы стеклоочистителя 6 Плоскогубцы 150
Установка стеклоочистителя
5. Присоединить электропровод к клем- ме стеклоочистителя 6 (рис. 69) и закре- Плоскогубцы 150
пить гайкой с пружинной шайбой
171
Содержание операции (перехода) Инструмент и приспособления
' 6. Установить стеклоочиститель 6 на кронштейн 7 и закрепить гайкой 5 7. Навернуть гайку 4 сальника 8. Надеть рычаг 2 в сборе с тягой 1 на валик 3 и закрепить гайкой 9. Включить стеклоочиститель и прове- рить его работу Ключ 14—17 Плоскогубцы 150 Ключ 12—14
172
ЗАМЕНА ВЕТРОВОГО СТЕКЛА
Ветровое стекло в сборе с рамкой подлежит замене (снятию)
при наличии механических повреждений стекла или уплотнителя и
при неисправности токопроводящей пленки электрообогревного
элемента.
ОПЕРАЦИОННАЯ КАРТА №64
Инструмент и приспособления: ключ 8—10; ключ динамометри-
ческий ОБ-75; сменная головка 10; отвертка В 175x0,7; нож; по-
суда для бензина и клея; кисть волосяная.
Трудоемкость замены ручным инструментом— 0,9 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие ветрового стекла и уплотнителя
1. Вывернуть винты крепления наконеч-
ников электропроводов к клеммам электро-
обогревного элемента ветрового стекла
2. Вывернуть болты 3 (рис. 70). Снять
«массовый» провод и рамку 2 со стеклом
в сборе
3. Отделить и снять резиновый уплотни-
тель 1 с корпуса тягача
Отвертка
В 175x0,7
Ключ 8—10
Нож
Установка ветрового стекла
4. Приклеить уплотнитель 1 (рис. 70) к
корпусу тягача, для чего;
— зачистить привалочную поверхность;
— обезжирить привалочную поверхность
корпуса и уплотнитель бензином Б-70;
— промазать клеем № 88 привалочную
поверхность корпуса и уплотнитель;
— установить уплотнитель на привалоч-
ную поверхность корпуса.
Нож, посуда для
бензина и клея,
кисть волосяная
Технические условия: 1. Клеем промазывать в два слоя,
второй слой наносить через 20—25 мин после первого.
2. Уплотнитель устанавливать на корпус через 15—20 мин
после нанесения второго слоя клея
173
Инструмент
и приспособления
Содержание операции (перехода)
5. Установить рамку 2 со стеклом в сбо-
ре, (ЮЬместив отверстия рамки с отверстия-
ми соответствующих бонок 4. Закрепить
рамку болтами 3 с пружинными шайбами.
Под один из болтов установить «массовый»
провод.
Затягивать болты в порядке, указанном
на рис. 71. Момент затяжки 0,6—0,8кгс-м
6. Проверить герметичность установки
стекла, поливая воду на стекло снаружи,
при этом просачивание воды не допуска-
ется
7. Присоединить электропровода к клем-
мам электрообогревного элемента винтами
с плоскими шайбами
8. Включить обогрев и проверить работу
электрообогревного элемента. Через 5—
6 мин после включения убедиться в работе
электрообогревного элемента на ощупь ру-
кой с внешней стороны стекла.
Ветровые стекла невзаимозаменяемы,
обозначаются номерами, нанесенными
тушью на пленке между стеклами. Цифра 2
в начале номера означает, что стекло левое,
а цифра 3 — правое
Ключ динамомет-
рический, сменная
головка 10
Отвертка
В 175X0,7
174
ЗАМЕНА ОТОПИТЕЛЬНО-ВЕНТИЛЯЦИОННОЙ
УСТАНОВКИ ОВ65-Г
Отопительно-вентиляционная установка подлежит замене (сня-
тию) при неисправности электродвигателя, муфты сцепления, а
также при наличии посторонних шумов во время работы установки,
заклинивании ротора, сильном снижении теплопроизводительности
и при появлении дымного выпуска.
ОПЕРАЦИОННАЯ КАРТА №65
Инструмент и приспособления: ключи 6-т-8 и 14—17; ключ тор-
цовый 10; отвертка В 175X0,7; плоскогубцы комбинированные 150.
Трудоемкость замены ручным инструментом — 1,0 чел.-час.
Содержание операции (перехода)
Снятие отопителя
1. Отвернуть гайку и отсоединить элек-
тропровод датчика 11 (рис. 72)
2. Отвернуть гайку и отсоединить электро-
провод от свечи 10
3. Вывернуть винты и отсоединить элек-
тропровода от панели 1
4. Ослабить хомут 12 патрубка 13
5. Ослабить стяжной хомут и отсоеди-
нить топливопровод 14 от патрубка отопи-
теля 16
6. Отвернуть винты крепления и снять
датчик 8 с патрубка отопителя 16
7. Отвернуть гайку 5 и снять асбестовый
уплотнитель
8. Снять пружину 9, вывернуть болт 6 и
открыть выпускную крышку 4
9. Вывернуть болты 2 и снять патрубок 3
10. Отвернуть гайки лент 15 и снять ото-
питель 16 с кронштейнов
Установка отопителя
II. Установить отопитель 16 (рис. 72) на
кронштейн и закрепить лентами 15, навер-
нув гайки с пружинными шайбами
Инструмент
н приспособления
Ключ 6—8
Отвертка
В 175X0,7
То же
»
Ключ торцовый 10,
плоскогубцы 150
Ключ торцовый 10
Ключ 14—17
Ключ 14—17
176
Содержание операции (перехода) Инструмент и приспособления
12. Установить патрубок 3 и закрепить болтами 2 с пружинными шайбами 13. Навернуть гайку 5 с асбестовым уп- лотнителем на патрубок 3 14. Закрыть крышку 4, закрепить рычаг 7 на валике болтом 6 и надеть пружину 9 15. Установить датчик 8 на патрубок ото- пителя 16 и закрепить винтами с пружин- ными шайбами 16. Надеть соединительный шланг топли- вопровода 14 и закрепить стяжным хому- том 17. Закрепить патрубок 13 хомутом 12 18. Присоединить электропровода к па- нели 1 и закрепить винтами с плоскими шайбами 19. Присоединить электропровод к све- че 10 и закрепить гайкой 20. Присоединить электропровод к дат- чику 11 и закрепить гайкой с плоской шай- бой 21. Включить отопитель и проверить его работу. Выключить отопитель Ключ торцовый 10 Ключ торцовый 10, плоскогубцы 150 Отвертка В 175x0,7 То же » » Ключ 6—8
176
ЗАМЕНА ЩИТКА ОТОПИТЕЛЯ
Щиток отопителя подлежит замене (снятию) при перегррании
контрольной спирали запальной свечи или проволочного сопротив-
ления, а также при неисправных включателях или переключателях.
ОПЕРАЦИОННАЯ КАРТА №66
Инструмент и приспособления: отвертка В 175x0,7; плоскогуб-
цы комбинированные 150.
Трудоемкость замены ручным инструментом — 0,13 чел.-час.-
Содержание операции (перехода)
Инструмент
и приспособления
Снятие щитка оТопителя
1. Расшплинтовать, отвернуть накидную гайку и рассоединить штепсельный разъем 5 (рис. 73) Плоскогубцы 150
2. Вывернуть винты 3 и снять щиток 4 в Отвертка
сборе В 175X0,7
Установка щитка отопителя
3. Установить щиток 4 (рис. 73) и закре-
пить винтами 3
4. Соединить штепсельный разъем 5, на-
вернуть накидную гайку и зашплинтовать
проволокой
5. Проверить работу щитка отопителя.
Щиток должен обеспечить включение
отопителя, контроль за работой свечи нака-
ливания по контрольной спирали и конт-
роль за режимами работы отопителя по
контрольной лампе и срабатыванию реле
перегрева
Отвертка
В 175X0,7
Плоскогубцы
150
177
ЗАМЕНА НАГНЕТАТЕЛЯ
Нагнетатель подлежит замене (снятию) при неисправностях
электродвигателя, а также при механических повреждениях, нару-
шающих нормальную работу нагнетателя.
ОПЕРАЦИОННАЯ КАРТА № 67
Инструмент и приспособления: ключ 14—17; отвертка В 175X0,7;
плоскогубцы комбинированные 150; зубило Слесарное 20x60°; мо-
лоток АЗ.
Трудоемкость замены ручным инструментом — 0,58 чел.-час.
Содержание операции (перехода)
Инструмент
н приспособления
Снятие нагнетателя
1. Расшплинтовать, отвернуть накидную
гайку и рассоединить штепсельный разъем
электропровода 5 (рис. 74)
2. Расстопорить, отвернуть гайку и снять
«массовый» провод. Навернуть гайку на
шпильку корпуса нагнетателя 4
3. Ослабить винт хомута 1 крепления ру-
кава 2 к заборному патрубку
4. Отвернуть гайки 7 и снять ленты 6
5. Снять пружину 3 с корпуса нагнета-
теля 4
6. Снять нагнетатель 4 с кронштейна 8
7. Ослабить винт хомута 9 и снять ру-
кав 2 с крышки нагнетателя 4
Плоскогубцы 150
Ключ 14—17, зу-
било 20X60°, моло-
ток АЗ
Отвертка
В 175X0,7
Ключ 14—17
Плоскогубцы 150
Отвертка
В 175X0,7
Установка нагнетателя
8. Надеть рукав 2 (рис. 74) на крышку
нагнетателя 4 и закрепить винтовым хому-
том 9
9. Установить нагнетатель 4 на крон-
штейн 8, вставить наконечники лент 6 и
закрепить гайками 7
10. Установить пружину 3
11. Расстопорить, отвернуть гайку, уста-
новить «массовый» электропровод на
шпильку корпуса нагнетателя 4 и закре-
Отвертка
В 175X0,7
Ключ 14—17
Плоскогубцы 150
Ключ 14—17, зу-
било 20X60°, моло-
ток АЗ
178
Инструмент
и приспособления
Содержание операции (перехода)
пить гайкой со стопорной шайбой. Застопо-
рить гайку, отогнув усики шайбы один на
корпус нагнетателя, а другой на грань гайки
12. Надеть рукав 2 на заборный патру-
бок и закрепить винтовым хомутом 1
13. Соединить штепсельный разъем элек-
тропровода 5, навернуть накидную гайку и
зашплинтовать проволокой
14. Включить нагнетатель и проверить
его работу. Выключить нагнетатель
Отвертка
В 175X0,7
Плоскогубцы 150
179
ТЯГОВО-СЦЕПНОЙ ПРИБОР
ЗАМЕНА ТЯГОВО-СЦЕПНОГО ПРИБОРА
Тягово-сцепной прибор подлежит замене (снятию) при следую-
щих неисправностях:
1. Большой износ зева и поломка тягового крюка.
2. Жесткие удары, передаваемые на корпус тягача от прицепа,
вследствие поломки пружины и разрушения элементов амортиза-
тора.
3. Появление трещин и погнутости тягового крюка.
ОПЕРАЦИОННАЯ КАРТА №68
Инструмент и приспособления: ключи 12—14 и 19—22; ключ
6.61.101 запора; ключ А5.61.295-1 гайки оси направляющего колё-
са; выколотка медная; вороток; плоскогубцы комбинированные 150;
отвертка Б 175x0,7; молоток АЗ; шприц; посуда для смазки и
клея; лопатка деревянная для смазки; кисть волосяная.
Трудоемкость замены ручным инструментом — 0,7 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие тягово-сцепного прибора
1. Открыть крышки люков кормового
листа
2. Вывернуть болты и снять крышку 4
(рис. 75) со скобы 3
3. Расшплинтовать и отвернуть гайку 13
(рис. 76)
Ключ 6.61.101
Ключ 12—14
Ключ А5.61.295-1,
молоток АЗ, отверт-
ка Б 175x0,7, пло-
скогубцы 150, воро-
ток
180
Инструмент
и приспособления
Содержание операции (перехода)
4. Вывернуть болты 2 (рис. 75)
5. Поочередно вывертывая болты 1, осла-
бить усилие пружины 6 (рис. 76) и снять
скобу 14 с корпуса тягача
6. Снять шайбу 12, пружину 6, амортиза-
торы 8 и 11 и упор 7 с оси крюка 1
7. Вынуть крюк 1 из отверстия обоймы 2
8. Выбить обойму 2 из отверстия втулки
кронштейна
9. Вынуть сальники 4 и 3 из канавок
втулки кронштейна и обоймы 2
Ключ 19—22
То же
Молоток АЗ, вы-
колотка медная
Отвертка
Б 175X0,7
Установка тягово-сцепиого прибора
10. Пропитать сальники 4 (рис. 76) и 3
резиновым клеем и установить в канавки
втулки кронштейна и обоймы 2
11. Смазать обойму 2 смазкой УС и уста-
новить в отверстие втулки кронштейна
12. Смазать ось крюка 1 смазкой УС и
установить в отверстие обоймы 2
13. Установить упор 7, амортизаторы 8
и 11, пружину 6 и шайбу 12 на ось крюка 1
14. Установить скобу 3 (рис. 75) и, по-
очередно ввертывая болты 1 с пружинны-
ми шайбами, сжать пружину 6 (рис. 76) и
закрепить скобу
15. Закрепить скобу 3 (рис. 75) болта-
ми 2 с пружинными шайбами
16. Навернуть гайку 13 (рис. 76) до упо-
ра в шайбу 12 и зашплинтовать
17. Установить крышку 4 (рис. 75) на
скобу 3 и закрепить болтами с пружинны-
ми шайбами
18. Смазать тягово-сцепной прибор через
масленку 5 (рис. 76) солидолом С ГОСТ
4366—64
19. Закрыть крышки люков кормового
листа и закрепить запорами
Посуда для клея
Посуда для смаз-
ки, лопатка для
смазки
То же
Ключ 19—22
То же
Ключ А5.61.295-1,
молоток АЗ, отверт-
ка Б 175x0,7, воро-
ток
Ключ 12—14
Шприц
Ключ 6.61.101
181
ЭЛЕКТРООБОРУДОВАНИЕ И ПРИБОРЫ
ЗАМЕНА ГЕНЕРАТОРА Г290
Генератор подлежит замене (снятию) при следующих неисправ-
ностях:
1. Износ или разрушение подшипников вала ротора.
2. Повреждение обмоток статора или ротора.
3. Срыв резьбы вала ротора, облом приливов крепления гене-
ратора.
Внешними признаками неисправностей являются посторонние
шумы при работе генератора или заклинивание ротора, отсутствие
зарядного тока при работе двигателя при исправных реле-регуля-
торе, аккумуляторных батареях' и электрических цепях нагрузки
генератора.
ОПЕРАЦИОННАЯ КАРТА № 69
Инструмент и приспособления: ключи 14—17, 19—22, 24—27 и
32—36; ключ торцовый 17; ключ 6.61.101 запора; отвертка
Б 175x0,7; плоскогубцы комбинированные 150; молоток АЗ; зу-
било слесарное 20x60°; шприц; линейка измерительная металличе-
ская 300.
Трудоемкость замены ручным инструментом — 0,41 чел.-час.
Содержание операции (перехода) Инструмент и приспособления
Снятие генератора 1. Открыть запоры и снять заднюю верх- нюю панель ограждения двигателя 2. Расстопорить и ослабить гайку 12 (рис. 77) 3. Отвернуть гайку 9 и'ослабить натяже- ние ремней 1, вращая винт 7 против хода часовой стрелки Ключ 19—22, от- вертка Б 175x0,7 Ключ 32—36, мо- лоток АЗ, зубило 20X60° Ключи 14—17 и 19—22
182
Инструмент
и приспособления
Содержание операции (перехода)
4. Снять ремни 1 со шкива 6
5. Открыть лючок вентиляции моторного
отделения, установив рукоятку в крайнее
правое положение. Открыть запоры, под-
нять крышку 1 (рис. 1) и зафиксировать
стойкой 3
6. Расшплинтовать, отвернуть гайки 15
(рис. 77) и разъединить штепсельные
разъемы «Л 1», «Ла» и «Ш»
7. Расшплинтовать и отвернуть гайку 3.
Открыть колпачок 4, ослабить гайку креп-
ления и отсоединить электропровод от
клеммы « + » генератора
8. Отвернуть гайку и вынуть болт 5 из
отверстий планки 14 и прилива генера-
тора 22
9. Вывернуть болт 23, ослабить гайку 20
и вывернуть болт 19 на один-два оборота
из отверстия кронштейна 21
10. Отвернуть гайку 18 и вынуть болт 16
из отверстий кронштейна 21 и прилива 17
генератора
11. Снять генератор
Установка генератора
12. Установить генератор 2 (рис. 77) на
кронштейн 21 и, совместив отверстия, вста-
вить болт 16 со стороны прилива 17 и на-
вернуть усилием руки гайку 18 с пружин-
ной шайбой
13. Совместить отверстия планки 14 и
прилива генератора 2, вставить болт 5 со
стороны прилива и навернуть гайку с пру-
жинной шайбой от усилия руки
14. Ввернуть болт 19 до плотного упора
в прилив 22 и законтрить гайкой 20
15. Закрепить генератор 2 на кронштей-
не 21, затянув гайку 18 и ввернув болт 23
с пружинной шайбой
16. Затянуть гайку болта 5
Ключ 6.61.101
Плоскогубцы 150
Ключ 24—27, ключ
торцовый 17, плос-
когубцы 150
Ключи 14—17 и
19—22
Ключи 14—17,
19—22 и 24—27
Ключи 14—17 и
19—22
Ключи 19—22 и
24—27
Ключи 14—17 и
19—22
То же
183
Инструмент
н приспособления
Содержание операции (перехода)
17. Надеть ремни 1 на ролик 13 и шкивы
6 и 8
18. Отрегулировать натяжение ремней 1
привода генератора, для чего:
— натянуть ремни, вращая винт 7 по хо-
ду часовой стрелки, и проверить прогиб их
в середине правой ветви (прогиб ремней
при усилии 4 кгс должен быть 10—15 мм)\
— законтрить винт гайкой 9;
— затянуть гайку 12 ролика./3 и засто-
порить шайбой 11, отогнув усики шайбы
на грань гайки и на кронштейн 10
19. Смазать подшипники ролика 13 смаз-
кой 1—13 или ЦИАТИМ-201, сделав три-
четыре нагнетания шприцем
20. Установить заднюю верхнюю панель
ограждения двигателя и закрепить запо-
рами
21. Присоединить электропровод к клем-
ме « + » генератора и закрепить гайкой. За-
крыть колпачок 4, навернуть гайку 3 и за-
шплинтовать проволокой
22. Соединить штепсельные разъемы
«Л1», «Лг» и «Ш», закрепить гайками 15 и
зашплинтовать проволокой
23. Пустить двигатель и проверить рабо-
ту генератора. Остановить двигатель. Ам-
перметр должен показывать зарядный ток
при включенном нагнетателе
24. Опустить крышку 1 (рис. 1) и закре-
пить запорами 2. Закрыть лючок вентиля-
ции моторного отделения, установив руко-
ятку в крайнее левое положение
Ключи 14—17,
19—22 и 32—36, мо-
лоток АЗ, зубило
20X60°, линейка
Шприц
Ключ 19—22, от-
вертка Б 175X0,7
Ключ 24—27, ключ
торцовый 17, пло-
скогубцы 150
Плоскогубцы 150
Ключ 6.61.101
184
ЗАМЕНА СТАРТЕРА СТ103
Стартер подлежит замене (снятию) при следующих неисправ-
ностях:
1. Подгорание или сильное загрязнение коллектора, нарушение
пайки контактных соединений внутри стартера, замыкания обмо-
ток, износ щеток, вследствие чего при исправных аккумуляторных
батареях стартер медленно вращает коленчатый вал двигателя
или совсем не работает.
2. Забиты или сломаны зубья шестерни стартера, вследствие
чего шестерня стартера не входит в зацепление с венцом маховика
двигателя, слышен стук шестерни о зубчатый венец.
3. Не включается реле стартера при исправных аккумулятор-
ных батареях и внешней электрической цепи стартера.
4. Механические повреждения стартера, износ деталей привода
и другие повреждения, нарушающие его нормальную работу.
ОПЕРАЦИОННАЯ КАРТА №70
Инструмент и приспособления: ключи 8—10, 14—17 Иц 17—19;
ключи торцовые 10, 12 и 14; ключ накидной 17; ключ 6.61.101 за-
пора; ключ 8.61.129 паровоздушного клапана; монтажный ломик;
кран-стрела 1,5-т; трос; отвертка Б 175x0,7; плоскогубцы комби-
нированные 150; линейка измерительная металлическая 300; шабер
плоский; шланг 5.61.067 для слива охлаждающей жидкости; шприц;
посуда для охлаждающей жидкости, смазки и краски; кисть воло-
сяная; воронка под охлаждающую жидкость.
Трудоемкость замены ручным инструментом — 3,5 чел.-час.
Содержание операции (перехода) Инструмент и приспособления
Снятие стартера
1. Открыть лючок вентиляции моторного
отделения, установив рукоятку в крайнее
правое положение. Открыть запоры, под-
нять крышку 1 (рис. 1) и зафиксировать
стойкой 3
2. Слить охлаждающую жидкость (см.
операционную карту № 1, переходы 2—5)
3. Снять водяной насос системы охлажде-
ния двигателя (см. операционную карту
№11, переходы 3—11)
Ключ 6.61.101
186
Инструмент
н приспособления
Содержание операции (перехода)
4. Ослабить ленты хомутов, сдвинуть
шланги и снять трубу подвода воды к дви-
гателю
5. Отвернуть гайку и отсоединить элект-
ропровод от клеммового болта реле стар-
тера
6. Вывернуть болт и отсоединить элек-
тропровод от реле стартера
7. Вывернуть болты крепления и снять
крышку люка под промежуточным редук-
тором
8. Расшплинтовать, вывернуть болты 4
(рис. 78) и отвести ленты 3 в стороны
9. Зачалить стартер 1, вынуть его из от-
верстия картера 2 и снять с тягача, переме-
щая назад. Снять трос.
(Переход выполняют два человека)
Установка стартера
10. Зачалить стартер 1 (рис. 78) и уста-
новить на двигатель, вставив в отверстие
картера 2 до упора. Снять трос.
(Переход выполняют два человека)
11. Закрепить стартер лентами 3, ввернув
болты 4. Зашплинтовать болты проволокой
12. Присоединить электропровод к реле
стартера и закрепить болтом с плоской и
пружинной шайбами
13. Присоединить электропровод к клем-
мовому болту реле стартера и закрепить
гайкой с пружинной шайбой
14. Включить стартер и проверить его
работу. Стартер должен проворачивать ко-
ленчатый вал двигателя без посторонних
шумов и стуков
15. Установить трубу подвода воды к
двигателю, надеть шланги на патрубки и
закрепить стяжными лентами хомутов
16. Установить водяной насос системы
охлаждения двигателя (см. операционную
карту № И, переходы 12—24)
186
Отвертка
Б 175X0,7
Ключ 17—19
Ключ 8—10
Ключ торцовый 12
Ключ 14—17, пло-
скогубцы 150
Кран-стрела 1,5-т,
трос, монтажный ло-
мик
Кран-стрела 1,5-т,
трос, монтажный ло-
мик
Ключ 14—17, пло-
скогубцы 150
Ключ 8—10
Ключ 17—19
Отвертка
Б 175x0,7
Инструмент
и приспособления
Содержание операции (перехода)
17. Заправить двигатель охлаждающей
жидкостью (см. операционную карту № 1,
переходы 75 и 76)
18. Пустить двигатель и проверить гер-
метичность соединений (см. операционную
карту № 11, переходы 26—28)
19. Опустить крышку 1 (рис. 1) и закре-
пить запорами 2. Закрыть лючок вентиля-
ции моторного отделения, установив руко-
ятку в крайнее левое положение
Ключ 6.61.101
187
ЗАМЕНА РЕЛЕ-РЕГУЛЯТОРА РР381-А
Реле-регулятор подлежит замене при повреждении контактной
системы, полупроводниковых приборов, сопротивлений и обмоток
элементов реле-регулятора.
Внешними признаками указанных неисправностей являются от-
сутствие зарядного тока и напряжения при исправных вольтампер-
метре, аккумуляторных батареях и генераторе или повышенное на-
пряжение генератора.
ОПЕРАЦИОННАЯ КАРТА № 71
Инструмент и приспособления: ключ 8—10; ключи торцовые 10
и 17; отвертка В 175x0,7; плоскогубцы комбинированные 150.
Трудоемкость замены ручным инструментом — 0,55 чел.-час.
Содержание операции (перехода)
Снятие реле-регулятора
1. Вывернуть болты 2 (рис. 79) и снять
реле-регулятор 1 с правого борта тягача
2. Вывернуть винты и снять нажимную
планку крепления экранировки электропро-
водов 6 и 7
3. Расшплинтовать и отвернуть гайки 5
4. Вывернуть винты 3 и снять планку 4
5. Ослабить винты и отсоединить электро-
провода, обозначенные «Л1», «КС», «РС»,
«Ш», «Л2» и «ВЗ»
6. Ослабить гайки и отсоединить элек-
тропровода 6 и 7
7. Установить нажимную планку и план-
ку 4 и закрепить их винтами
Инструмент
и приспособления
Ключ торцовый 10
Отвертка
В 175x0,7
Плоскогубцы 150
Отвертка
В 175x0,7
То же
Ключ торцовый 17
Отвертка
В 175X0,7
Установка реле-регулятора
8. Вывернуть винты крепления и снять
нажимную планку и планку 4 (рис. 79) с
реле-регулятора
9. Присоединить электропровода 6 и 7 к
клеммам, обозначенным « + » и «Б», и зп-
крепить гайками с шайбами
Отвертка
В 175X0,7
Ключ торцовый 17
188
Содержание операции (перехода) Инструмент и приспособления
10. Установить нажимную планку креп- Отвертка
ления экранировки электропроводов 6 и 7 и закрепить винтами с пружинными шай- бами В 175X0,7
11. Присоединить электропровода, обоз- Ключ 8—10, от-
каченные «Jli», «КС», «РС». «Ш», «Л2» и «ВЗ», к соответствующим клеммам, закре- пить винтами и законтрить гайками вертка В 175x0,7
12. Установить планку 4 и закрепить Отвертка
винтами 3 с пружинными шайбами В 175x0,7
13. Установить реле-регулятор / на бон- ки правого борта тягача и закрепить бол- тами 2 с плоскими и пружинными шайбами 14. Пустить двигатель и проверить рабо- ту реле-регулятора. Остановить двигатель. Ключ торцовый 10
Технические условия: 1. Амперметр должен показывать
зарядный ток при включенном напнетателе.
2. Напряжение должно быть 26,5—28,5 в.
189
ЗАМЕНА АККУМУЛЯТОРНОЙ БАТАРЕИ 12СТ-70
Аккумуляторная батарея подлежит замене (снятию) при сле-
дующих неисправностях:
1. Поломка или обгорание выводных зажимов.
2. Разрядка батареи более чем на 50% летом и 25% зимой.
3. Течь электролита вследствие образования трещин в баках
или крышках баков.
4. Короткое замыкание или значительный саморазряд ба-
тареи.
5. Резкое снижение емкости батареи (резкое снижение напря-
жения в сети) при включении нагрузки.
ОПЕРАЦИОННАЯ КАРТА №72
Инструмент и приспособления: ключ 14—17 (2 шт.); ключ тор-
цовый 14; нож; посуда для смазки.
Трудоемкость замены ручным инструментом — 0,25 чел.-час.
Содержание операции (перехода) Инструмент и приспособления
Снятие аккумуляторной батареи
1. Вывернуть болт и снять защитную ко-
робку выводов снимаемой батареи 6
(рис. 80)
2. Отвернуть гайки, вынуть болты и от-
соединить электропровода 1, 2, 3 и 4 от вы-
водов «+» и «—»
3. Вывернуть болты 5 и снять ленты 7
и батарею 6.
(Переход выполняют два человека)
4. Вставить болты в отверстия выводов
батареи и навернуть гайки с плоскими шай-
бами
5. Установить защитную коробку выво-
дов батареи и закрепить болтом
Ключ 14—17
(2 шт.)
Ключ торцовый 14
Установка аккумуляторной батареи
6. Вывернуть болт и снять защитную ко-
робку выводов батареи
7. Отвернуть гайки и вынуть болты из
отверстий выводов батареи
190
Инструмент
и приспособления
Содержание операции (перехода)
8. Зачистить вывод батареи от коррозии
9. Установить батарею, надеть ленты 7
(рис. 80) и закрепить болтами 5 с пружин-
ными шайбами.
(Переход выполняют два человека)
10. Присоединить электропровода 1 и 4 к
выводу « + », вставить болт в отверстия вы-
вода и наконечников электропроводов и
закрепить гайкой с плоской шайбой
11. Присоединить электропровода 2 и 3
к выводу «—». вставить болт в отверстия
вывода и наконечников электропроводов и
закрепить гайкой с плоской шайбой
12. Смазать выводы и наконечники элек-
тропроводов 1, 2, 3 и 4 тонким слоем смаз-
ки УН (технического вазелина)
13. Включить выключатель «массы» и
проверить надежность соединения электро-
проводов трехкратным включением стар-
тера.
Нож
Ключ торцовый 14
Ключ 14—17
(2 шт.)
То же
Посуда для смаз-
ки
Технические условия: 1. При включении стартера между
выводами и наконечниками электропроводов не должно быть
искрения.
2. Стартер должен легко проворачивать коленчатый вал
двигателя.
3. Вольтметр при включении стартера должен показы-
вать напряжение не менее 18 в
14. Установить защитную коробку выво-
дов батареи и закрепить болтом
Другая аккумуляторная батарея заменяется в аналогичной
последовательности
191
ЗАМЕНА ЭЛЕКТРОДВИГАТЕЛЯ МВ-42Х
РЕДУКТОРА ПОДОГРЕВАТЕЛЯ
Электродвигатель подлежит замене (снятию) при следующих
неисправностях:
I. Подгорание или сильное загрязнение коллектора, замыка-
ние обмоток, износ щеток, вследствие чего электродвигатель не
работает при исправных аккумуляторных батареях и внешней
цепи.
2. Износ, разрушение подшипников и другие повреждения, на-
рушающие нормальную работу электродвигателя.
ОПЕРАЦИОННАЯ КАРТА №73
Инструмент и приспособления: ключ 14—17; ключ торцовый 17;
ключ 6.61.101 запора; плоскогубцы комбинированные 150; посуда
для смазки; лопатка деревянная для смазки.
Трудоемкость замены ручным инструментом — 0,2 чел.-час.
Содержание операции (перехода)
Снятие электродвигателя
1. Открыть лючок вентиляции моторного
отделения, установив рукоятку в крайнее
правое положение. Открыть запоры, под-
нять крышку 1 (рис, 1) и зафиксировать
стойкой 3
2. Расшплинтовать, отвернуть гайку 7
(рис. 81) и отсоединить- электропровод 2
3. Вывернуть болт 9 крепления опоры 1
к бонке бака 10
4. Отвернуть гайки 8 и снять опору 1 с
электродвигателя 3
5. Снять электродвигатель 3 в сборе с
муфтой привода
Инструмент
и приспособления
Ключ 6.61.101
Плоскогубцы 150
Ключ торцовый 17.
Ключ 14—17 j
Установка электродвигателя
6. Смазать шлицы вала электродвига-
теля и муфты привода смазкой
ЦИАТИМ-201. Установить муфту на вал
Посуда для смаз-
ки, лопатка для
смазки
192
Инструмент
н приспособления
Содержание операции (перехода)
7. Установить электродвигатель 3
(рис. 81), соединив шлицы муфты со шли-
цами вала редуктора подогревателя
8. Установить опору 1 на шпильки 6 и
закрепить гайками 8 с пружинными шай-
бами
9. Закрепить опору 1 на бонке бака 10
болтом 9 с пружинной шайбой
10. Вставить штекер электропровода 2 в
гнездо разъема, закрепить гайкой 7, за-
шплинтовать проволокой
11. Опустить крышку 1 (рис. 1) и закре-
пить запорами 2. Закрыть лючок вентиля-
ции моторного отделения, установив руко-
ятку в крайнее левое положение
Ключ 14—17
Ключ торцовый 17
Плоскогубцы 150
Ключ 6,61.101
7-366
193
ЗАМЕНА ВЫКЛЮЧАТЕЛЯ «МАССЫ» ВБ404
Выключатель «массы» подлежит замене в случае обгоранйЯ
контактной системы, поломки пружин и при наличии других ме-
ханических повреждений, нарушающих нормальную работу вы-
ключателя.
ОПЕРАЦИОННАЯ КАРТА № 74
Инструмент и приспособления: ключи 10—12, 12—14 и 19—22;
напильник плоский.
Трудоемкость замены ручным инструментом — 0,15 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие выключателя «массы»
1. Отвернуть гайки 5 (рис. 82) и отсое-
динить электропровода 4, 6 и 7 от клеммы
выключателя 3
2. Отвернуть гайки болтов 2, вынуть бол-
ты и снять выключатель 3 с кронштейна 1
Ключ 19—22
Ключи 10—12 и
12—14
Установка выключателя «массы»
3. Зачистить привалочную поверхность
кронштейна, вставить болты 2 (рис. 82) и
закрепить гайками с пружинными шайбами
4. Присоединить электропровода 4, 6 и 7
к клемме выключателя 3 и закрепить рай-
ками 5
5. Проверить работу выключателя
«массы».
Ключи 10—12 и
12—14, напильник
плоский
Ключ 19—22
Технические условия: 1. Включенное положение должно
надежно фиксироваться.
2. При включенном положении должны работать приборы
электрооборудования.
3. В выключенном положении должны питаться штепсель-,
ная розетка и плафон
194
ЗАМЕНА ЩИТКА ПРИБОРОВ
Щиток приборов подлежит замене (снятию) при повреждении
приборов, автоматов защиты сети, электропроводки и арматуры.
ОПЕРАЦИОННАЯ КАРТА №75
Инструмент и приспособления: ключ 8—10; плоскогубцы ком-
бинированные 150; отвертка В 175x0,7; пломбир; посуда для
смазки.
Трудоемкость замены ручным инструментом — 0,33 чел-час.
Содержание операции (перехода)
Снятие щитка приборов
1. Вывернуть болты 9 (рис. 83) и отки-
нуть корпус 8 в сборе
2. Расшплинтовать, отвернуть гайку 6 и
отсоединить вал 5 от спидометра 7
3. Вывернуть винты и отсоединить элек-
тропровод 2 (рис. 84) от панели 5 и элек-
тропровода 3 и 4 от шунта 1
4. Расшплинтовать, отвернуть накидные
гайки и рассоединить штепсельные разъе-
мы 16 (рис. 83) и 17
5. Расшплинтовать, вынуть оси 14 и
снять щиток в сборе
Инструмент
и приспособления
Ключ 8—10
Плоскогубцы 150
Отвертка
В 175X0,7
Плоскогубцы 150
То же
Установка щитка приборов
6. Установить щиток в сборе, совместить
отверстия проушин 12 (рис. 83) и 13, вста-
вить оси 14, надеть на оси шайбы и за-
шплинтовать
7. Соединить штепсельные разъемы 16 и
17, навернуть накидные гайки и зашплин-
товать проволокой
8. Присоединить электропровод 2
(рис. 84), обозначенный «V», к панели 5
и закрепить винтом с плоской и пружинной
шайбами
Плоскогубцы
То же
Отвертка
В 175X0,7
150
195
Инструмент
и приспособления
Содержание операции (перехода)
9. Присоединить электропровода 3 и 4,
обозначенные «А» и « + », к шунту 1 и за-
крепить винтами с плоскими и пружинными
шайбами
10. Смазать наконечник вала 5 (рис. 83)
смазкой ЦИАТИМ-201, вставить в гнездо
спидометра 7, закрепить гайкой 6, зашплин-
товать проволокой и опломбировать. Про-
висание гибкого вала спидометра или об-
разование петли не допускается. Для исклю-
чения этого вал необходимо вытянуть в от-
деление силовой передачи через уплотнение
II. Закрепить корпус 8 щитка, ввернув
болты 9 с пружинными шайбами в отвер-
стия бояок корпуса тягача
12. Пустить двигатель, прогреть его и
проверить работу контрольных приборов.
Остановить двигатель. Показания контроль-
ных приборов должны соответствовать ре-
жимам работы двигателя, главной переда-
чи и пневмосистемы
Отвертка
В 175X0,7
Плоскогубцы 150,
пломбир, посуда для
смазки
Ключ 8—10
196
ЗАМЕНА ФИЛЬТРА РАДИОПОМЕХ ФР81-Ф
Фильтр радиопомех подлежит замене в случае обрыва электри-
ческой цепи и при наличии механических повреждений, нарушаю-
щих его нормальную работу.
ОПЕРАЦИОННАЯ КАРТА №76
Инструмент и приспособления: ключ торцовый 10; ключ 6.61.101
запора; плоскогубцы комбинированные 150.
Трудоемкость замены ручным инструментом — 0,15 чел.-час.
Содержание операции (перехода)
Снятие фильтра радиопомех
1. Открыть лючок вентиляции моторного
отделения, установив рукоятку в крайнее
правое положение. Открыть запоры, под-
нять крышку 1 (рис, 1) и зафиксировать
стойкой 3
2. Расшплинтовать, отвернуть гайки 2
(рис. 85) и отсоединить электропровода 3
от клемм фильтра 1
3. Вывернуть болты и снять фильтр 1 с
корпуса тягача
Инструмент
и приспособления
Ключ 6.61.101
Плоскогубцы 150
Ключ торцовый 10
Установка фильтра радиопомех
4. Установить фильтр 1 (рис. 85) на бон-
ки корпуса тягача и закрепить болтами с
пружинными шайбами
5. Вставить штекеры электропроводов 3
в гнезда разъемов, закрепить гайками, и
зашплинтовать попарно проволокой
6. Опустить крышку 1 (рис. 1) и закре-
пить запорами 2. Закрыть лючок вентиля-
ции моторного отделения, установив руко-
ятку в крайнее левое положение
Ключ торцовый 10
Плоскогубцы 150
Ключ 6.61,101
197
ЗАМЕНА НОЖНОГО ПЕРЕКЛЮЧАТЕЛЯ СВЕТА П39
Ножной переключатель света подлежит замене при механиче-
ских повреждениях корпуса, потере упругости или поломке воз-
вратной пружины толкателя поворотного диска и при износе пово--
ротного диска.
Внешние признаки неисправностей — ножной переключатель не
переключает свет фар с дальнего на ближний или с ближнего на
подфарники при исправных электрических цепях, центральном пе-
реключателе света и лампах.
ОПЕРАЦИОННАЯ КАРТА № 77
Инструмент и приспособления: ключ 8—10, ключ торцовый 10;
отвертка В 175x0,7.
Трудоемкость замены ручным инструментом — 0,2 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие ножного переключателя света
1. Вывернуть болты 4 (рис. 86) и снять
переключатель 2 в сборе с кронштейна 6
2. Вывернуть винты 1 и отсоединить элек-
тропровода 3
Ключ 8—10
Отвертка
В 175X0,7.
Установка ножного переключателя света
3. Присоединить электропровода 3 1 (рис. 86) к клеммам переключателя 2 и за- Отвертка В 175X0,7.
крепить винтами с шайбами: к клемме «БАТ» — провод 59; к левой клемме — провод 60; к правой клемме — провод 58. Электропровода маркированы цифрами на втулках наконечников
4. Установить переключатель 2 на крон- штейн 6 и, совместив отверстия фланца 5 с отверстиями кронштейна, закрепить бол- тами 4 с пружинными шайбами 5. Проверить работу ножного переклю- чателя света. Ножной переключатель света должен переключать свет фар с дальнего на ближний и обратно и с ближнего света фар на подфарники и обратно Ключ торцовый 10
198
ЗАМЕНА ФАРЫ ФП22-И
Фара подлежит замене при механических повреждениях оптиче-
ского элемента, трещинах в рассеивателе и потемнении отражателя
света.
ОПЕРАЦИОННАЯ КАРТА №78
Инструмент н приспособления: ключ 24—27; отвертка В 175x0,7.
Трудоемкость замены ручным инструментом — 0,25 чел.-час.
Г I 1 Содержание операции (перехода) Инструмент н приспособления
Снятие фары
1. Ослабить винты крепления наконечни- ков и отсоединить электропровода от сое- динительной панели 2. Вывернуть гайку 2 (рис. 87) и протя- нуть провода 3 наружу 3. Вывернуть винт крепления и снять на- ружный ободок фары 4. Вывернуть винты 1 (рис. 88) и снять фару 4 в сборе с кронштейна 2 5. Установить на фару 4 наружный обо- док и закрепить винтом Отвертка В 175x0,7 Ключ 24—27. Отвертка В 175X0,7 То же »
Установка фары
6. Вывернуть винт крепления и снять на-
ружный ободок фары
7. Установить фару 4 (рис. 88) в гнездо
кронштейна 2 и закрепить винтами 1
8. Вставить электропровода 3 (рис. 87) в
отверстие уплотнителя 1 и закрепить гай-
кой 2 с шайбой 4
9. Присоединить наконечники электро-
проводов 3 к соединительной панели и за-
крепить винтами с плоскими шайбами
10. Включить выключатель «массы» и
проверить действие фары
11. Отрегулировать установку фар по
экрану, для чего:
— разметить экран, как показано на
рис. 89;
Отвертка
В 175X0,7
То же
Ключ 24—27,
Отвертка
В 175X0,7
. Отвертка
В 175X0,7
199
Инструмент
и приспособления
Содержание операции (перехода)
— установить тягач на горизонтальной
площадке на расстоянии 6 м от экрана так,
чтобы средняя вертикальная линия на эк-
ране совпала с продольной осью тягача;
— закрыть крышки светомаскировочных
насадок фар;
— включить дальний свет фар;
— поочередно закрывая фары светоне-
проницаемым материалом и вращая вин-
ты <3 (рис. 88), отрегулировать установку
фар так, чтобы самая яркая точка светово-
го пятна правой или левой фары лежала
соответственно на правой или левой верти-
кальной линии, а тень от козырька, т. е.
резкая граница между освещенной и тем-
ной полосами, проходила по горизонталь-
ной линии на экране;
— установить наружные ободки фар и
закрепить их винтами;
— открыть крышки светомаскировочных
насадок фар
200
ЗАМЕНА ЗАДНЕГО ФОНАРЯ ФП19-Б
Задний фонарь подлежит замене при наличии механических
повреждений корпуса или патрона, нарушающих нормальную ра-
боту фонаря.
ОПЕРАЦИОННАЯ КАРТА №79
Инструмент и приспособления: ключ 14—17; отвертка В 175X0,7.
Трудоемкость замены ручным инструментом — 0,12 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Снятие заднего фонаря
1. Вывернуть болт крепления и поднять кожух 1 (рис. 90) 2. Отвернуть гайки 2, снять накладку 3, «массовый» провод 4 и задний фонарь 5 с кронштейна 7 Ключ 14—17 То же
Отвертка
3. Вывернуть винты крепления наконеч-
ников и отсоединить электропровода 6 от клемм фонаря 5. Ввернуть винты 4. Установить накладку 3 и закрепить гайками 2 усилием руки В 175x0,7
Установка заднего фонаря
5. Отвернуть гайки 2 (рис. 90), снять
накладку <3 и вывернуть винты из отверстий
клемм фонаря
6. Присоединить электропровода 6 к
клеммам и закрепить наконечники винтами
с шайбами
7. Вставить шпильки фонаря 5 в отвер-
стия кронштейна 7, надеть на шпильки на-
кладку 3, «массовый» провод 4 и закрепить
фонарь гайками 2 с пружинными шайбами
8. Опустить кожух 1 и закрепить его бол-
том с пружинной шайбой
9. Проверить работу заднего фонаря
Отвертка
В 175X0,7
Ключ 14—17
То же
S01
ЗАМЕНА ДАТЧИКА ДАВЛЕНИЯ ВОЗДУХА В ПНЕВМОСИСТЕМЕ
Датчик подлежит замене в случае неправильных показаний ма-
нометра при исправных электрической цепи и манометре, а также
при наличии механических повреждений, нарушающих нормальную
работу датчика.
ОПЕРАЦИОННАЯ КАРТА №80
Инструмент и приспособления: ключи 14—17 и 19—22; ключ
6.61.101 запора; плоскогубцы комбинированные 150; посуда для
мыльного раствора; кисть волосяная.
Трудоемкость замены ручным инструментом — 0,10 чел.-час.
Содержание операции (перехода)
Инструмент
н приспособления
Снятие датчика
1. Открыть вентиляционный лючок 10 Ключ 6.61.101
(рис. 38), установив рукоятку 5 (рис. 43) в крайнее заднее положение. Открыть запо- ры, поднять крышку 1 (рис. 38) и зафикси- ровать стойкой 2 2. Расшплинтовать, отвернуть гайку 13 Ключ 14—17, пло-
(рис. 50) и отсоединить шланг 14 от шту- скогубцы 150
цера датчика 1 3. Отвернуть гайку 12 и снять датчик 1 Ключ 19—22
с кронштейна 15. При наличии в кронштей- не прорези гайку только ослабить 4. Расшплинтовать, отвернуть гайку 11 и Плоскогубцы 150
рассоединить штепсельный разъем
Установка датчика
5. Соединить штепсельный разъем, на-
вернуть гайку // (рис. 50) и зашплинтовать
проволокой
6. Установить датчик 1 на кронштейн 15
и закрепить гайкой 12
7. Присоединить шланг 14 к штуцеру
датчика 1 и закрепить гайкой 13. Зашплин-
товать гайки 12 и 13 попарно проволокой
Плоскогубцы 150
Ключ 19—22
Ключ 14—17, пло-
скогубцы 150
«02
Содержание операции (перехода) Инструмент и приспособления
8. Пустить двигатель, создать давление в пневмосистеме 6—7 кгс!см?, проверить ра- боту датчика и герметичность соединений. Остановить двигатель. Утечка воздуха в соединении шланга с датчиком не допускается 9. Опустить крышку 1 (рис. 38) и закре- пить запорами. Закрыть вентиляционный Посуда для мыль- ного раствора, кисть волосяная Ключ 6.61.101
лючок 10, установив рукоятку 5 (рис. 43)
в крайнее переднее положение
203
ЗАМЕНА ДАТЧИКА ДАВЛЕНИЯ МАСЛА В СИСТЕМЕ
СМАЗКИ ДВИГАТЕЛЯ
Датчик подлежит замене в случае неправильных показаний ма-
нометра при исправных электрической цепи и манометре, а также
при наличии механических повреждений, нарушающих нормальную
работу датчика.
ОПЕРАЦИОННАЯ КАРТА №81
Инструмент и приспособления: ключи 10—12, 14—17, 17—19 и
19—22; плоскогубцы комбинированные 150.
Трудоемкость замены ручным инструментом — 0,13 чел.-час.
Содержание операции (перехода)
Снятие датчика
1. Вывернуть болты и снять крышку люка
нижней правой боковой панели ограждения
двигателя
2. Расшплинтовать, отвернуть гайку 5
(рис. 91), отсоединить шланг 4 и заглушить
пробкой
3. Вывернуть демпфер <3 из датчика /
4. Отвернуть гайку 6 и снять датчик 1 с
кронштейна 2
5. Расшплинтовать, отвернуть гайку 7 и
рассоединить штепсельный разъем
Установка датчика
6. Соединить штепсельный разъем, на-
вернуть гайку 7 (рис. 91) и зашплинтовать
проволокой
7. Установить датчик 1 на кронштейн 2
и закрепить гайкой 6
8. Ввернуть демпфер 3 в отверстие дат-
чика 1
9. Вынуть пробку, присоединить шланг 4
к демпферу 3 и закрепить гайкой 5.
Зашплинтовать гайки 5 и 6 совместно с
демпфером 3 проволокой
Инструмент
и приспособления
Ключ 10—12
Ключи 14—17 и
17—19, плоскогуб-
цы 150
Ключ 17—19
Ключ 19—22
Плоскогубцы 150
Плоскогубцы 150
Ключ 19—22
Ключ 17—19
Ключ 14—17, пло-
скогубцы 150
204
Инструмент
и приспособления
Содержание операции (перехода)
10. Пустить двигатель, проверить работу
датчика и герметичность в соединениях.
Остановить двигатель.
Технические условия: 1. Через 20—30 сек после пуска
двигателя манометр должен показывать давление масла.
Давление масла после 1—2 мин работы при 450—550 об/мин
должно быть не менее 1 кгс/см2.
2. Течь масла в местах соединений не допускается
11. Установить крышку люка нижней
правой боковой панели ограждения двига-
теля и закрепить болтами
Ключ 10—12
205
ЗАМЕНА ДАТЧИКА ДАВЛЕНИЯ МАСЛА
В СИСТЕМЕ СМАЗКИ ГЛАВНОЙ ПЕРЕДАЧИ
Датчик подлежит замене в случае неправильных показаний
манометра при исправных электрической цепи и манометре, а так-
же при наличии механических повреждений, нарушающих нор-
мальную работу датчика.
ОПЕРАЦИОННАЯ КАРТА tts 82
Инструмент и приспособления: ключи 14—17, 19—22; ключ
6.61.101 запора; плоскогубцы комбинированные 150.
Трудоемкость замены ручным инструментом — 0,10 чел.-час.
Содержание операции (перехода) Инструмент и приспособления
Снятие датчика
1. Открыть вентиляционный лючок 10 (рис, 38), установив рукоятку 5 (рис. 43) в крайнее заднее положение. Открыть запо- ры, поднять крышку 1 (рис. 38) и зафикси- ровать стойкой 2 Ключ 6.61.101
2. Расшплинтовать, отвернуть накидную Ключ 14—17, пло-
гайку, отсоединить маслопровод 9 (рис. 45) от штуцера датчика 7 и заглушить проб- кой скогубцы 150
3. Отвернуть гайку крепления и снять датчик 7 с кронштейна Ключ 19—22
4. Расшплинтовать, отвернуть накидную гайку и рассоединить штепсельный разъем Плоскогубцы 150
Установка датчика
5. Соединить штепсельный разъем, на- Плоскогубцы 150
вернуть накидную гайку и зашплинтовать проволокой 6. Установить датчик 7 (рис. 45) на крон- Ключ 19—22
штейн и закрепить гайкой 7. Вынуть пробку, присоединить масло- Ключ 14—17, пло-
провод 9 к штуцеру датчика 7 и закрепить скогубцы 150
Накидной гайкой. Зашплинтовать проволокой накидную гайку и гайку крепления датчика
206
Инструмент '
и приспособления
Содержание операции (перехода)
8. Пустить двигатель, проверить работу
датчика и герметичность соединения шлан-
га. Остановить двигатель. Давление масла
после прогрева должно быть 1,5—2 кгс!см?.
Течь масла не допускается .
9. Опустить крышку 1 (рис. 38) и закре-
пить запорами. Закрыть вентиляционный
лючок 10, установив рукоятку 5 (рис. 43) в
крайнее переднее положение
Ключ 6,61,101
207
ЗАМЕНА ПРИЕМНИКА П-l-T ЭЛЕКТРОТЕРМОМЕТРА
Приемник подлежит замене в случае неправильных показаний
электротермометра при исправных электрической цепи и электро-
термометре, а также при наличии механических повреждений, на-
рушающих нормальную работу приемника.
ОПЕРАЦИОННАЯ КАРТА №83
Инструмент и приспособления: ключи 17—19 и 19—22; ключ
6.61.101 запора; ключ 8.61.129 паровоздушного клапана; отверт-
ка Б 175x0,7; плоскогубцы комбинированные 150; шланг 5.61.067
для слива охлаждающей жидкости; посуда для охлаждающей
жидкости; воронка под охлаждающую жидкость.
Трудоемкость замены ручным инструментом — 0,06 чел.-час.
Содержание операции (перехода) • Инструмент и приспособления
Снятие приемника
1. Открыть лючок вентиляции моторного
отделения, установив рукоятку в крайнее
правое положение. Открыть запоры, под-
нять крышку 1 (рис. 1) и зафиксировать
стойкой 3
2. Слить охлаждающую жидкость из си-
стемы охлаждения двигателя (см. опера-
ционную карту № 1, переходы 2—5)
3. Расшплинтовать, отвернуть гайку 8
(рис. 27) и рассоединить штепсельный
разъем
4. Вывернуть приемник 7 из штуцера 6
Установка приемника
5. Ввернуть приемник 7 (рис. 27) с мед-
ной прокладкой в отверстие штуцера 6
6. Соединить штепсельный разъем, на-
вернуть гайку 8 и зашплинтовать ее про-
волокой совместно'с приемником 7
7. Заправить систему охлаждения дви-
гателя охлаждающей жидкостью (см. опе-
рационную карту № 1, переходы 75 и 76)
Ключ 6.61.101
Плоскогубцы 150
Ключи 17—19 и
19—22
Ключ 19—22, пло-
скогубцы 150
Плоскогубцы 150
Ж
Инструмент
н приспособления
Содержание операции (перехода)
8. Пустить двигатель, проверить работу
электротермометра и герметичность соеди-
нения приемника. Остановить двигатель.
По мере прогрева двигателя стрелка элек-
тротермометра должна отклоняться вправо.
Течь охлаждающей жидкости в соединении
приемника не допускается
9. Опустить крышку 1 (рис. 1) и закре-
пить запорами 2. Закрыть лючок вентиля-
ции моторного отделения, установив руко-
ятку в крайнее левое положение
Ключ 6.61.101
209
ЗАМЕНА ВОЛЬТАМПЕРМЕТРА ВА340
Вольтамперметр подлежит замене (снятию) при неправильных
показаниях напряжения или силы тока в цепи вследствие подгора-
ния контактной системы, заедания стрелки при исправных акку-
муляторных батареях, генераторе, реле-регуляторе и электропро-
водке, а также при отколах стекла.
ОПЕРАЦИОННАЯ КАРТА Xs »4
Инструмент и приспособления: ключ 8—10; отвертка В 175X0,7;
плоскогубцы комбинированные 150.
Трудоемкость замены ручным инструментом — 0,1 чел.-час.
Содержание операции (перехода)
Снятие вольтамперметра
1. Вывернуть винты 10 (рис. 83) и снять
панель 1Гс корпуса щитка
2. Вывернуть болты 9 и откинуть кор-
пусе в сборе
3. Расшплинтовать, отвернуть накидную
гайку и рассоединить разъем 4 (рис. 92)
4. Вывернуть винты крепления хомута
прибора к корпусу щитка и снять вольтам-
перметр 3 в сборе с хомутом
5. Ослабить винт 5 и снять хомут с вольт-
амперметра
Инструмент
и приспособления
Отвертка
В 175X0,7
Ключ 8—10
Плоскогубцы 150
Отвертка
В 175X0,7
То же
Установка вольтамперметра
6. Установить хомут на вольтамперметр Отвертка
и закрепить винтом 5 (рис. 92) В 175X0,7
7. Установить вольтамперметр в сборе с хомутом в отверстие корпуса щитка так, чтобы стекло прибора возвышалось над корпусом щитка на 3—5 мм, и закрепить винтами То же
8. Соединить разъем 4, навернуть накид- ную гайку и зашплинтовать проволокой Плоскогубцы 150
9. Закрепить щиток приборов, ввернув болты 9 (рис. 83)с пружинными шайбами в отверстия бонок корпуса тягача. Провиса- Ключ 8-гЮ
210
Инструмент
и приспособления-
Содержание операции (перехода)
ние гибкого вала спидометра или образо-
вание петли не допускается. Для исключе-
ния этого вал необходимо вытянуть в отде-
ление силовой передачи через уплотнение
10. Установить панель 11 и закрепить
винтами 10 с пружинными шайбами
11. Включить выключатель «массы» и
проверить работу вольтамперметра. При
включенном нагнетателе вольтамперметр
должен показывать разрядный ток, а при
нажатии на кнопку вольтамперметра — на-
пряжение аккумуляторных батарей
Отвертка
В 175X0,7
Электроманометры ТЭМ-15 и ЭДМУ-6, а также электротермо-
метр ТУЭ-48-Т заменяются в аналогичной последовательности
211
ЗАМЕНА СПИДОМЕТРА СП24-В2
Спидометр подлежит замене (снятию) при отсутствии или не-
правильных показаниях скорости движения и пройденного пути
при исправном гибком вале, а также при наличии механических
повреждений, нарушающих нормальную работу спидометра.
ОПЕРАЦИОННАЯ КАРТА №85
Инструмент и приспособления: ключ 8—10; плоскогубцы ком-
бинированные 150; пломбир; посуда для смазки.
Трудоемкость замены ручным инструментом — 0,15 чел.-час.
Содержание операции (перехода) Инструмент и приспособления
Снятие спидометра
1. Вывернуть болты .9 (рис. 83) и отки-
нуть щиток приборов
2. Расшплинтовать, отвернуть гайку 6 и
отсоединить вал 5 от спидометра 7
3. Снять патрон 10 (рис. 92) в сборе с
лампой
4. Отвернуть гайки И, снять электропро-
вод 8 и спидометр 9 в сборе с кронштей-
ном 13
5. Отвернуть гайки 12 и снять крон-
штейн 13 со спидометра
Ключ 8—10
Плоскогубцы 150
Ключ 8—10
То же
Установка спидометра
6. Установить кронштейн 13 (рис. 92) на
шпильки спидометра 9 и закрепить гай-
ками 12 с пружинными шайбами
7. Установить спидометр 9 в сборе на
шпильки щитка приборов, надеть электро-
провод 8, закрепить гайками 11 с пружин-
ными шайбами
8. Вставить патрон 10 в сборе с лампой
в отверстие корпуса спидометра 9
9. Смазать наконечник вала 5 (рис. 83)
смазкой ЦИАТИМ-201, вставить в гнездо
спидометра, навернуть накидную гайку 6,
Ключ 8—10
То же
Плоскогубцы 150,
пломбир, посуда для
смазки
212
Инструмент
и приспособления
Содержание операции (перехода)
зашплинтовать проволокой и опломбиро-
вать
10. Закрепить щиток приборов, ввернув
болты 9 с пружинными шайбами в отвер-
стия бонок корпуса тягача. Провисание
гибкого вала спидометра или образование
петли не допускается. Для исключения
этого вал необходимо вытянуть в отделение
силовой передачи через уплотнение
11. Пустить двигатель, включить переда-
чу и проверить работу спидометра. Выклю-
чить передачу и остановить двигатель. Спи-
дометр должен показывать скорость дви-
жения машины и пройденный путь
Ключ 8—10
213
ЗАМЕНА ГИБКОГО ВАЛА СПИДОМЕТРА ГВН20-В
Гибкий вал спидометра подлежит замене при обрывах, дефор-
мациях оболочки, нарушающих нормальную работу спидометра,
и при поломках наконечников.
Внешним признаком неисправности является ненормальная ра-
бота исправного спидометра.
ОПЕРАЦИОННАЯ КАРТА № 86
Инструмент и приспособления: ключи 8—10 и 14—17; ключи
торцовые 10 и 12; ключ 6.61.101 запора; вороток; плоскогубцы
комбинированные 150; пломбир; посуда для смазки.
Трудоемкость замены ручным инструментом — 0,45 чел.-час.
Содержание операции (перехода) Инструмент и приспособления
Снятие гибкого вала 1. Вывернуть болты 9 (рис. 83) и отки- нуть щиток приборов Ключ 8—10
2. Расшплинтовать, отвернуть гайку 6 и отсоединить вал 5 от спидометра 7 3. Вывернуть болты 2 и снять обойму 4, шайбу 3 и фланец / с корпуса тягача 4. Снять кингстон (см. операционную карту № 62, переходы 1—3) Плоскогубцы 150 Ключ 8—10
5. Расшплинтовать, вывернуть болты крепления и переместить левый тормозной барабан остановочного тормоза в сторону карданной передачи Ключ 14—17, пло- скогубцы 150
6. Расшплинтовать, отвернуть гайку 2 (рис. 93) и вынуть вал 1 из гнезда колеса 3 Плоскогубцы 150
7. Вывернуть болт крепления скобы и отсоединить гибкий вал от борта тягача. Снять скобу Ключ торцовый 10
Установка гибкого вала
8. Смазать наконечники гибкого вала Плоскогубцы 150,
смазкой ЦИАТИМ-201, вставить наконеч- пломбир, посуда для
ник вала / (рис. 93) в гнездо колеса 3, на- вернуть гайку 2, зашплинтовать проволокой и опломбировать смазки
214
Инструмент
и приспособления
Содержание операции (перехода)
9. Установить тормозной барабан на
фланец солнечной шестерни, закрепить бол-
тами с плоскими шайбами. Зашплинтовать
болты попарно проволокой
10. Надеть скобу на гибкий вал и закре-
пить-болтом с пружинной шайбой к бонке
корпуса тягача
11. Вставить свободный конец гибкого
вала в кабину водителя через уплотнение в
корпусе тягача
12. Установить кингстон (см. операцион-
ную карту № 62, переходы 4—6)
13. Установить фланец 1 (рис. 83), шай-
бу 3, обойму 4 и закрепить болтами 2 с пру-
жинными шайбами
14. Вставить наконечник вала 5 в гнездо
спидометра 7, навернуть гайку 6, зашплин-
товать проволокой и опломбировать
15. Закрепить щиток, ввернув болты 9 с
пружинными шайбами в отверстия бонок
корпуса тягача. Провисание гибкого валд
спидометра или образование петли не до-
пускается. Для исключения этого вал не-
обходимо вытянуть в отделение силовой
передачи через уплотнение
16. Пустить двигатель, включить пере-
дачу и проверить работу спидометра. Вы-
ключить передачу и остановить двигатель.
Спидометр должен показывать скорость
движения тягача и пройденный путь
Ключ 14—17, пло-
скогубцы 150
Ключ торцовый 10
Ключ 8—10
Плоскогубцы 150,
пломбир
Ключ 8—10
ЗАМЕНА РЕГУЛЯТОРА РТС-27-3
ОБОГРЕВА СМОТРОВЫХ ПРИБОРОВ
Регулятор подлежит замене, если через 5—6 мин после вклю-
чения при температуре окружающего воздуха ниже 0°С нагрев
стекла с внешней стороны рукой не ощущается при исправных
электрической цепи и токопроводящей пленке.
ОПЕРАЦИОННАЯ КАРТА №87
Инструмент и приспособления: ключ торцовый 10; плоскогубцы
комбинированные 150.
Трудоемкость замены ручным инструментом — 0,15 чел.-час.
Содержание операции (перехода) Инструмент и приспособления
Снятие регулятора 1. Вывернуть болты 4 (рис. 94) и снять регулятор 3 с корпуса тягача 2. Расшплинтовать, отвернуть накидные гайки и рассоединить разъемы /, 2, 5 и 6 Ключ торцовый 10 Плоскогубцы 150
Установка регулятора
3. Соединить разъемы 1 (рис. 94), 2, 5
и 6, навернуть накидные гайки и зашплин-
товать проволокой
4. Установить регулятор 3 на корпус тя-
гача и закрепить болтами 4 с пружинны-
ми шайбами. Под один из болтов устано-
вить «массовый» провод
5. Включить обогрев и проверить работу
регулятора. Через 5—6 мин после включе-
ния нагрев стекла смотровых приборов дол-
жен ощущаться рукой с внешней стороны
при температуре окружающего воздуха
ниже 0° С
Плоскогубцы 150
Ключ торцовый 10
$16
ОКРАСКА И ИСПЫТАНИЕ ТРАНСПОРТЕРА-ТЯГАЧА
ОКРАСКА ТРАНСПОРТЕРА-ТЯГАЧА
ОБЩИЕ ПОЛОЖЕНИЯ
1. Окраске подвергаются поверхности с поврежденной лако-
красочной пленкой, а также поверхности вновь установленных
неокрашенных деталей, узлов и агрегатов.
При войсковом ремонте допускается частичная подкраска
или полная окраска с удалением или без удаления старой
краски.
2. Поверхности металлических деталей, узлов и агрегатов, под-
лежащих окраске, должны быть тщательно очищены от грязи,
ржавчины, непрочно лежащих слоев старой краски и грунтовки,
жировых и масляных пятен.
Поверхности деревянных деталей и узлов перед окраской долж-
ны быть тщательно очищены от грязи, пыли, смолы и поврежден-
ной старой краски.
3. Ввиду того что колер (оттенок) трудно подобрать, подкрас-
ку следует производить целыми панелями, а съемные детали не-
обходимо снимать и перекрашивать полностью.
4. Для защиты неокрашиваемых поверхностей необходимо при-
менять пасту, технический вазелин, бумагу.
Паста может быть следующего состава (по массе): глицерин
30%; мел 40%; декстрин 20% и вода 10%.
С поверхностей деталей паста легко удаляется водой.
5. Окрасочные работы должны производиться в помещении( па-
латке), снабженном вентиляцией. Площадь помещения должна
позволять свободное выполнение работ по окраске.
Допускается проведение работ по окраске в полевых условиях,
вне помещения, но при этом необходимо соблюдать следующие
правила:
— машины окрашивать при температуре окружающего воздуха
не ниже 10° С и влажности не более 70%;
— нельзя окрашивать машины в дождливые дни и при наличии
ветра;
— следить за тем, чтобы на окрашиваемые поверхности не по-
падала пыль или грязь.
217
6. Наружные поверхности деталей и узлов, подвергающиеся
атмосферным воздействиям, окрашиваются в два слоя по грунту,
а не подвергающиеся непосредственному воздействию атмосферы
окрашиваются в один слой по грунту.
7. Окраске не подлежат:
— рабочие обработанные поверхности деталей;
— резьбовые и зубчатые соединения;
— резиновые, войлочные, парусиновые и стеклянные детали,
провода электрооборудования;
— детали из алюминиевых сплавов и пластмасс (кроме деталей,
по которым имеются указания об окраске);
— таблички, поверхности приборов и покупных изделий, имею-
щие противокоррозионные покрытия;
— гусеницы.
Подготовка поверхности к окраске
1. При подготовке поверхности к полной окраске с нее удаля-
ются старая краска, следы коррозии и окалины, жировые и дру-
гие загрязнения.
2. Для удаления старой краски рекомендуется применять сле-
дующие способы:
— удаление краски смывкой (со стальных деталей);
— обработка вручную скребками, металлическими щетками,
шлифовальной шкуркой;
— обработка стальными щетками с помощью электроинстру-
мента или пневмоинструмента.
Для удаления старой краски рекомендуются смывки СД (сп)
(ТУ МХП 1113-44), АФТ-1 (ТУ МХП 2648-51) или паста, состоя-
щая из 8% каустической соды (по массе) и 12% негашеной из-
вести, размешанных в воде.
Смывки наносятся на поверхность до трех раз с выдержкой
после каждого нанесения 3—4 мин, а паста наносится один раз с
выдержкой 1,5—2 ч. От действия смывок и пасты происходит на-
бухание и размягчение старой краски. Размягченная краска уда-
ляется скребками.
3. Окалину и ржавчину с подготавливаемой к окраске поверх-
ности можно удалять следующими способами:
— механическим (стальными щетками, пескоструйными аппа»
ратами и т. д.);
— термическим (газопламенной очисткой);
химическим (травлением).
Составы для травления приведены в табл. 1.
4. Подлежащие окраске поверхности должны быть обезжирены
уайт-спиритом (бензином Б-70). Уайт-спирит необходимо наносить
кистью. После нанесения уайт-спирита (бензина Б-70) поверхность
тщательно вытереть чистой хлопчатобумажной ветошью и высу-
шить в течение 10—15 мин.
216
Таблица 1
Составы для травления
Марка и ТУ Состав, % (по массе) Назначение Способ применения
Моечный состав № 1120 (ТУ МХП 271-51) Нейтрализую- щий состав № 107 (ТУ МХП 274-41) Фосфорная ки- слота (в пересче- те на 100% ки- слоту) — 30—35. Гидрохинон — 1. Бутиловый спирт — 20. Вода прн 20* С — 39-44 Водный раствор этилового спирта с аммиаком: эти- ловый спирт—не менее 40. 25% водный раствор аммиа- ка — не менее 0,5 Применяется для удаления на- летов ржавчины и остатков мине- рального масла с окрашиваемых ме- таллических по- верхностей перед нанесением грунта Предназначает- ся для нейтрали- зации металличе- ских поверхностей после травления их составом № 1120 Окрашиваемая металлическая по- верхность после снятия старой краски и зачистки от ржавчины и окалины, покрыв- шаяся тонким на- летом ржавчины, смачивается со- ставом кистью или распыл иванием. Налет ржавчи- ны растворяется в течение 2 мин, после чего состав смывают водой Протравленную составом № 1120 и промытую водой металлическую по- верхность смачи- вают нейтрализую- щим составом, по- сле чего высуши- вают струен воз- духа
Запрещается для обезжиривания применять керосин, автомо-
бильный бензин, дизельное топливо.
5. При частичной подкраске резкие обрывы в слое старой крас-
ки необходимо прошлифовать до образования плавного скоса.
Грунтование и окраска
1. Краску (грунтовку) наносить на подготовленную поверхность
пистолетом-распылителем (при большой площади окрашиваемой
поверхности) или кистью (при малой площади).
2. Краску (грунтовку) перед нанесением следует тщательно
размешать. В случае загустения разбавить соответствующим рас-
творителем. - ; . -
3. При Окраске (грунтовании) пистолетом-распылителем не до-
пускать наличия в сжатом воздухе следов воды и масла.
Давление сжатого воздуха должно быть 2,5—4,0 кгс/см2 (кон-
тролируется по манометру). При работе с красконагнетательным
баком давление в баке должно быть 1,5—2,Q кгс/см2.
219
Таблица 2
ю
ьо
Рекомендуемые лакокрасочные материалы
Наименование окрашиваемого узла, агрегата, детали, поверхности Основной материал Время сушки основного материала при темпе- ратуре 18—23°С, ч Заменитель основного материала Время сушки заменителя при темпе- ратуре 18—23°С, ч
наименование лакокрасочного материала наименование растворителя наименование лакокрасочного материала наименование растворителя
Наружная по- верхность корпуса, ведущие и направ- ляющие колеса, подвеска, гидро- амортизатор, ниж- ние топливные ба- ки, масляный бак, Эмаль ХВ-518 (ТУ 6-10-966-70) Р-4 (ГОСТ 7827—55) 4 Эмаль ХВ-113Т (МРТУ 6-10-794-69) (кроме наружной поверхности кор- пуса и деталей и узлов ходовой ча- сти) Р-24+0,5% сиккатива № 63 (ГОСТ 1003—41) 3
жалюзи, масляный и водяной радиа- торы (кроме серд- цевины), детали ограждения глав- ной передачи, пе- Грунтовка ФЛ-ОЗ-К (ГОСТ 9109—59) Сольвент (ГОСТ 1928—67), ксилол (ГОСТ 9949—62)+34-5% сиккатива № 63 12 Грунтовка ГФ-020 (ГОСТ 4056—63) Сольвент, ксилол, скипидар (ГОСТ 1571—66) 48
дали сцепления и тормоза, рычаги управления, редук- тор подогревателя, щиток приборов, установка смотро- вого прибора (цвет защитный) Шпатлевка МС-00-6 № 646 (ГОСТ 18188—72), ксилол 0.25 Шпатлевка ПФ-00-2 (ГОСТ 10277—62) Уайт-спирит (ГОСТ 3134—52), скипидар 24
Основной материал
Наименование окрашиваемого узла, агрегата, детали, поверхности наименование лакокрасочного материала наименование растворителя
Внутренняя по- верхность корпуса, верхние топливные баки, наружная сторона деталей ограждения двига- теля (цвет белый) Двигатель, котел подогревателя, труба газоотэодя- щая, внутренняя сторона деталей ограждения двига- теля, опора двига- теля, кожух под- дона, механизмы поворота, фрик- ционы (цвет алюминие- вый) кэ ьэ Эмаль НЦ-132 (ГОСТ 6631—65) Грунтовка ГФ-020 (для верхних топ- ливных баков пер- вый слой — ВЛ-08 ВТУ УХП 107-59, второй слой — ФЛ-ОЗ-К) Шпатлевка МС-00-6 Эмаль НЦ-273 (МРТУ 6-10-895-69) № 64 6 Сольвент, ксилол, скипидар (для ВЛ-08—РФГ-1 — смесь этилового и бутилового спирта 3:1) Ксилол, № 646 № 646
П родолжение
Время сушки основного материала при темпе- ратуре 18—23°С, ч Заменитель основного материала Время сушки заменителя прн темпе- ратуре 18-23°С, ч
наименование лакокрасочного материала наименование растворителя
0.25 Нитроэмаль НЦ-25 (ГОСТ 5406—60) № 646, РДВ (ГОСТ 4399—48) 1
48 (для ВЛ-08—0,25 ч) Г рунтовка ФЛ-03-К (грунтовки для верхних топливных баков заменителей не имеют) Сольвент, ксилол 16
0,25 Шпатлевка ПФ-00-2 --- Уайт-спирит, скипидар 24
16—17 БТ-177 (ГОСТ 5631—70) Сольвент, ксилол 24
Наименование окрашиваемого узла, агрегата, детали, поверхности Основной материал
наименование лакокрасочного материала наименование растворителя
Гнездо и детали крепления аккуму- ляторных батарей (цвет черный) Лак БТ-783 (ГОСТ 1347—67) Сольвент, уайт- спирит
Точки смазки, заливные горло- вины, пробки контрольных и сливных отверстий, метки на трубопро- водах согласно п. 9 (цвет красный, го- лубой, желтый, зе- леный) Эмаль НЦ-132 № 649
Опорные катки (цвет защитный) Эмаль ХВ-518 Грунтовка АК-070 Р-4 № 648
Продолжение
Время сушки основного материала при темпе- ратуре 18—23°С, ч Заменитель основного материала Время сушки заменителя при темпе- ратуре 18—23°С, ч
наименование лакокрасочного материала наименование растворителя
48 — — —
3 Эмаль ПФ-223 (ГОСТ 14923—69) Сольвент, уайт- спирит 30—36
4
I Грунтовка ВЛ-08 — первый слой, ФЛ-ОЗ-К — второй слой Для ВЛ-08— РФГ-1, для ФЛ-ОЗ-К — соль- вент, ксилол 0,25 (для ВЛ-08) 16 (для ФЛ-ОЗ-К)
4. Краска (грунтовка) должна наноситься равномерным слоем,
без потеков и сухих включений на окрашиваемой поверхности.
Краску (грунтовку) следует наносить параллельными полосами
так, чтобы каждая последующая полоса перекрывала предыду-
щую. Первый слой наносить в горизонтальном направлении, вто-
рой — в вертикальном.
5. Движение пистолета-распылителя должно быть равномер-
ным, а направление струй — перпендикулярным к окрашиваемой
поверхности. Расстояние от пистолета-распылителя до окрашивае-
мой поверхности должно быть 250—350 мм при плоской струе и
до 400 jwjw при круглой струе.
6. При нанесении краски (грунтовки) кистью необходимо опу-
стить кисть в краску (грунтовку) не более чем на 2/з длины ще-
тины, удалить избыток отжатием кисти о край емкости. Нанести
краску (грунтовку) на окрашиваемую поверхность жирными зиг-
загообразными полосами, а затем растушевать ее в двух взаимно
перпендикулярных направлениях. Для получения равномерного
слоя краски (грунтовки) следует выполнять не менее двух расту-
шевок. В процессе окрашивания кисть надо держать перпендику-
лярно к окрашиваемой поверхности.
7. Рекомендуемые лакокрасочные материалы указаны в табл. 2.
8. Все масленки, смазочные пробки, стрелки, указывающие
место смазки, и т. п. окрашивать краской ярко-красного цвета.
9. Трубопроводы из алюминиевых сплавов не окрашивается, на
них наносятся метки с двух концов различными красками*
на топливных — желтой;
на масляных — красной;
.на трубопроводах пневмосистемы — голубой;
на водяных — зеленой.
Метки длиной 40—50 мм и шириной не менее */з диаметра труб-
ки должны наноситься на расстоянии 80—100 мм от концов трубки.
Шпатлевание
1. Шпатлевание производится для устранения дефектов наруж-
ных поверхностей деталей и узлов шпатлевкой по полностью вы-
сохшему слою грунтовки.
2. Шпатлевку наносить шпателем (лопаткой) при заделке круп-
ных изъянов (местная шпатлевка) или в жидкой консистенции
пистолетом-распылителем с крупным соплом (общая шпатлевка).
3. Шпатлевку наносить слоями толщиной не более 0,5 мм. Пов-
торное шпатлевание допускается только после высыхания первого
слоя шпатлевки. Общая толщина шпатлевочного слоя не должна
превышать 2 мм во избежание растрескивания и выкрашивания
шпатлевки при вибрации и случайном механическом воздействии
на окрашенную поверхность.
4. Шпатлевка не должна сворачиваться под шпателем и дол-
жна хорошо распыливаться пистолетом-распылителем.
223
5. Полностью высохший слой шпатлевки выравнивается путем
сухой шлифовки шлифовальной шкуркой или мокрой шлифовки
водостойкой шкуркой.
После сухой шлифовки шлифовочная пыль удаляется с по-
верхности протиркой ветошью.
После мокрой шлифовки поверхность протирается чистой сухой
ветошью и высушивается на воздухе в течение 1—2 ч.
ИСПЫТАНИЕ ТРАНСПОРТЕРА-ТЯГАЧА
Контрольный осмотр
1. Контрольный осмотр производится на специально оборудо-
ванной горизонтальной площадке с твердым покрытием и пресле-
дует цель визуально оценить:
— состояние корпуса, наличие и затяжку крышек люков в кор-
пусе и на днище;
— состояние ходовой части;
— комплектность и состояние агрегатов силовой передачи;
крепление оборудования двигателя и работу его систем;
— герметичность системы смазки, питания и охлаждения
(нет ли течи);
— - работу тормозной системы;
— работу приводов управления и механизмов при переключе-
нии передач и поворотах тягача (на ходу);
— состояние и работу фар, приборов освещения и светосиг-
нального устройства, звукового сигнала, сигнала «Стоп»;
— состояние контрольно-измерительных приборов.
2. Осмотр проводит механик-водитель совместно с лицом, спе-
циально назначенным для этой цели.
3. Недостатки, обнаруженные при контрольном осмотре, зано-
сятся в диагностическую карту (приложение 7).
Инструментальная проверка технического состояния тягача*
Проверкадо ремонта
1. Инструментальная проверка технического состояния тягача
производится на специально оборудованном посту диагностики.
2. Размещение поста и контрольного оборудования определя-
ется схемой технологического процесса ремонта.
3. Пост оснащается осмотровой канавой (эстакадой), обеспечи-
вающей возможность работы как под тягачом, так и по его сто-
ронам.
4. Возле осмотровой канавы (эстакады) размещаются верста-
ки с оборудованием, контрольными приборами, инструментом и
• Здесь и далее для краткости употребляется тягач вместо транспортер-1
тягач.
224
приспособлениями, примерный перечень которых приведен в при-
ложении 8.
5. Тягач, поступающий в ремонт, подвергается поэлементной
проверке технического состояния всех его агрегатов, узлов и си-
стем.
6. Проверка преследует цель выявить потребность в ремонте,
установить необходимый перечень регулировочных работ и осу-
ществляется с помощью соответствующих диагностических при-
боров.
Результаты проверки заносятся в диагностическую карту.
7. Техническое состояние агрегатов, систем и узлов тягача оце-
нивается путем сравнения текущих (замеренных) значений выход-
ных параметров с эталонными величинами, указанными в диагно-
стической карте.
8. На посту диагностики проверяются:
— компрессия в цилиндрах двигателя (компрессометром
мод. 628);
— прорыв газов в картер двигателя (газовым счетчиком ГК-6);
— состояние цилиндро-поршневой группы и клапанов по отно-
сительной утечке воздуха (прибором для проверки цилиндро-порш-
невой группы и клапанов мод. НИИАТ К-69);
— наличие стуков в двигателе при работе на различных оборо-
тах (стетофонендоскопом);
— герметичность системы охлаждения (передвижным компрес-
сором мод. О-39А с дополнительным редуктором для понижения и
поддержания постоянного давления воздуха);
— регулировка клапанов пробки заливной горловины расшири-
тельного бачка (прибором для проверки паровоздушных клапанов
черт. 4006 38 ОпЗ);
— прогиб ремней вентилятора, компрессора, генератора и во-
дяного-насоса (измерительной линейкой);
— состояние термостата (термоэлектрическим термометром
ТЦТ-9);
— герметичность топливной магистрали (прибором для про-
верки герметичности топливной магистрали мод. НИИАТ 383);
— относительная дымность отработавших газов (универсаль-
ным фотометрическим дымомером УФМД-1П);
— угол опережения впрыска топлива (моментоскопом);
— состояние форсунок (прибором для проверки форсунок на
двигателе);
— усилие на педали главного фрикциона и остановочного тор-
моза (грузом массой 30 и 20 кг соответственно);
— исходное положение, свободный и полный ход педали глав-
ного фрикциона (измерительной линейкой);
— усилие перевода рычагов управления в первое и второе по-
ложения (динамометром);
— исходное положение рычагов управления, свободный и пол-
ный ход педали остановочного тормоза (рулеткой и измеритель-
ной линейкой соответственно);
8—366
225
— зазор между тормозными колодками и тормозными бараба-
нами (набором щупов № 2);
— состояние аккумуляторных батарей, стартера, реле-регуля-
тора (универсальным прибором для проверки электрооборудования
мод. К-301);
— установка фар (прибором для проверки установки фар мод.
НИИАТЭ-6);
— состояние контрольно-измерительных приборов (прибором
для проверки контрольно-измерительных приборов мод. Э-204 и
внешним осмотром).
Проверка после ремонта
1. После выполнения ремонтных операций тягач подвергается
контролю в целях оценки качества выполненных работ и исключе-
ния скрытых дефектов.
2. Контроль отремонтированного тягача должен включать:
а) контрольный осмотр;
б) пуск двигателя и проверку его работы;
в) проверку (в том числе и инструментальную) работы агре-
гатов, узлов и приборов и при необходимости их регулировку.
3. На отремонтированном тягаче проверяются параметры, зна-
чения которых перед постановкой в ремонт отличались от эталон-
ных, а также параметры, изменение которых может быть вызвано
ремонтом, заменой или регулировкой агрегатов, узлов, механиз-
мов и приборов.
4. Во всех случаях обязательной проверке подлежат параметры,
определяющие техническое состояние узлов, механизмов, обеспе-
чивающих безопасность движения.
5. В случаях, когда тягач подвергался ремонту с заменой от-
дельных приборов или деталей (например, деталей системы пита-
ния, электрооборудования), проверка и регулировка их могут про-
водиться на месте ремонта.
Стационарные и пробеговые испытания тягача
В целях выявления правильности монтажа, соответствия его
техническим условиям на сборку, а также проверки работы меха-
' низмов и тягача в целом каждый отремонтированный тягач должец
быть подвергнут стационарным и пробеговым испытаниям.
Технические требования
на стационарные испытания тягача
1. Стационарным испытаниям подвергаются тягачи, на которых
при ремонте был заменен один из следующих агрегатов и узлов:
— двигатель; '
— главная передача;
226
— бортовая передача;
— промежуточный редуктор.
При замене других агрегатов и узлов тягач подвергается только
пробеговым испытаниям на расстоянии, указанном в табл. 4.
2. Перед стационарным испытанием должен быть произведен
тщательный осмотр тягача. Он должен быть чистым и сухим. Все
посторонние детали, инструмент и другие предметы должны быть
удалены.
Тягач должен быть полностью заправлен водой, маслом и топ-
ливом, а с начала зимней эксплуатации —антифризом вместо воды.
Заправка должна выполняться в соответствии с Инструкцией по
эксплуатации.
3. Перед пуском двигателя должна быть испытана система по-
догрева двигателя. Испытание должно проводиться в течение
10 мин.
4. Шестерни редуктора подогревателя должны равномерно, без
заклинивания, заедания и резких стуков вращаться от усилия
руки, приложенного к пусковой рукоятке, или от электродвига-
теля^
5. Вспышки в котле подогревателя должны быть равномерными
и не прекращаться после выключения свечи накала.
б. Течь и просачивание охлаждающей жидкости, топлива и
масла через штуцера, прокладки и шланговые соединения системы
не допускаются.
Допускается слабое проникновение выпускных газов через
фланцы и уплотнения газоотводящих труб.
7. Перед пуском двигателя полностью удалить воздух из си-
стемы питания с помощью подкачивающего насоса (произвести
15—20 качаний).
. 8. Пускать двигатель стартером. Продолжительность непрерыв-
ной работы стартера должна быть не более 5 сек. Если двигатель
не начал работать, то повторный пуск двигателя допускается не
ранее чем через 15 сек.
9. Двигатель после пуска необходимо прогреть до 40—60° С,
сначала в течение 1—2 мин при малых оборотах коленчатого вала,
а затем с постепенным увеличением до средних рабочих оборотов.
Для ускорения достижения указанной температуры допускается
закрывать жалюзи радиатора. Прогрев двигателя на больших обо-
ротах запрещается.
10. Если на тягач установлен новый или капитально отремон-
тированный двигатель, то необходимо проверить его работу на хо-
лостом ходу на оборотах 1100, 1300, 1500, 1700 в минуту по 5 мин
на каждом режиме.
11. Проверить работу двигателя на минимальном режиме хо-
лостого хода.
Минимально устойчивые обороты холостого хода должны быть
в пределах 450—550 в минуту, при этом двигатель должен рабо-
тать устойчиво и не глохнуть.
8*
227
12. Проверить работу двигателя в течение 1—2 мин на макси-
мальных оборотах холостого хода.
Максимальные обороты холостого хода должны быть не более
2275 в минуту.
13. При работе двигателя на эксплуатационных оборотах (не
свыше 2100 в минуту) давление масла в системе должно быть
5—7 кгс/см2, но не ниже 3,5 кгс/см2, температура охлаждающей
жидкости 75—95° С. Допускается кратковременная работа двига-
теля при температуре охлаждающей жидкости 105° С.
14. Проверять работу двигателя на обеих группах топливных
баков.
15. Во время работы двигателя проверить места подсоедине-
ния масло-, водо- и топливопроводов. Течь и потение в местах
соединений, а также подсос воздуха в топливную систему не до-
пускаются.
16. При стационарном испытании должны быть подвергнуты
прокрутке главная передача, бортовые передачи и промежуточ-
ный редуктор при снятых гусеницах.
17. Прокрутку главной и бортовых передач производить при
1500 об/мин двигателя:
на первой передаче в течение 2 мин\
на второй передаче в течение 3 мин\
на третьей передаче в течение 4 мин\
на четвертой передаче в течение 5 мин-,
на пятой передаче в течение 5 мин-,
на шестой передаче в течение 4 мин\
на передаче заднего хода в течение 2 мин.
Передачи должны включаться в порядке их возрастания.
Включать передачу заднего хода только после остановки веду-
щих колес.
18. Прокрутку промежуточного редуктора производить в по-
ложении «включен» в течение 5 мин в период стационарной про-
крутки главной передачи. Допускается прокрутка промежуточ-
ного редуктора после прокрутки главной передачи.
19. Во время стационарной прокрутки контролируются пока-
зания приборов и проверяются регулировки:
привода управления главным фрикционом;
привода управления двигателем;
механизма управления главной передачей;
приводов управления механизмами поворота и тормозами;
привода управления промежуточным редуктором.
20. Для проверки работы регулятора двигателя, показаний
контрольных приборов, исправности электрооборудования и т. д.
после прокрутки основных механизмов допускается работа двига-
теля в течение 2—3 мин на оборотах от минимальных до макси-
мальных.
21. Главный фрикцион должен работать без пробуксовывания
и стуков в моменты выключения и включения, а также при иэме*
нении режима работы двигателя.
228
Выключение главного фрикциона должно быть полным и про-
исходить без заедания и скрипов. Педаль главного фрикциона
после выжима должна резко, без заедания, возвращаться в ис-
ходное положение.
' 22. Все передачи должны-включаться только при полном вы-
жиме педали главного фрикциона. Включение должно происхо-
дить легко и четко, без заедания, заклинивания и скрежета. Ры-
чаг переключения передач должен четко фиксироваться во всех
положениях.
23. Шум шестерен главной и бортовых передач должен быть
равномерным, без стуков и дробных перекатов.
24. Промежуточный редуктор должен включаться и выклю-
чаться четко, без заеданий и заклиниваний. При этом в крайних
положениях рычаг включения должен четко фиксироваться.
25. Тормозные ленты тормозов механизма поворота и остано-
вочного тормоза не должны касаться тормозных барабанов.
26. Рычаги управления машиной и педали главного фрикци-
она и остановочного тормоза должны перемещаться под рабочим
усилием на полный ход без заеданий и заклиниваний. Каждое по-
ложение рычагов управления должно четко фиксироваться.
27. Нагрев главной и бортовых передач не должен превышать
85—90°С (по замеру температуры масла).
28. Давление в системе смазки главной передачи при эксплуа-
тационных оборотах коленчатого вала двигателя (не свыше
2100 об/мин) и температуре масла 50—90° С должно быть 1,5—
4,5 кгс/см2.
Вытекание смазки через уплотнения крышек, гнезд подшипни-
ков, по разъему картеров, в местах подсоединения трубопрово-
дов, а также потение наружных поверхностей картера главной
передачи не допускаются.
29. Течь смазки через уплотнения бортовой передачи не до-
пускается.
Допускается обмасливание наружных поверхностей деталей
в местах торцовых уплотнений бортовых передач без капле-
падения.
30. Температура нагрева промежуточного редуктора не должна
превышать 100° С (по замеру температуры масла).
Течь смазки по уплотнениям и привалочным поверхностям
промежуточного редуктора не допускается.
31. Показания контрольно-измерительных приборов должны
быть устойчивыми. Наблюдать за показаниями приборов следует
в течение всего стационарного испытания.
32. Стеклоочистители должны работать равномерно, без зае-
дания, и вытирать мокрое стекло, не оставляя следов загряз-
нения.
33. В период стационарных испытаний работа всех потреби-
телей электроэнергии должна быть проверена включением соот-
ветствующих включателей.
229
34. Лампочки сигнала «Стоп» задних фонарей должны-заго-
раться при нажатии на педаль остановочного тормоза в первой
половине ее хода.
35. При работающем двигателе давление в пневмосистеме
должно соответствовать характеристике регулятора давления
(5,65—7,35 кгс/см2).
36. После остановки двигателя падение давления в пневмо-
системе не должно превышать 0,5 кгс/см2 в течение 5 мин при на-
чальном давлении 6—7 кгс/см2.
37. Во время стационарного испытания должна быть проверена
работа отопительно-вентиляционной установки.
Накал свечи проверять по контрольной спирали, а начало ра-
боты установки — по загоранию зеленой лампочки.
38. При работающей отопительно-вентиляционной установке
не должно быть в ней посторонних повышенных шумов.
На установившемся режиме работы дымление установки не
допускается.
39. Воздух в установке должен нагреваться до 85° С.
40. Привод управления верхними крышками всасывающих
и выпускных патрубков должен срабатывать без заеданий и за-
клиниваний и фиксироваться в определенных положениях при на-
жатии на рукоятки замка.
41. Стационарное испытание тягача должно быть приостанов-
лено при выявлении следующих дефектов:
а) падение давления масла ниже указанного в пп. 13 и 28;
б) повышение температуры охлаждающей жидкости выше
указанной в п. 13;
в) чрезмерный нагрев отдельных механизмов;
г) стуки или повышенный шум в работе двигателя, главной и
бортовых передач, промежуточного редуктора;
д) течь масла и охлаждающей жидкости, нарушающая смазку
и охлаждение двигателя, а также течь топлива;
е) пропуск выпускных газов в соединениях выпускных труб;
ж) неисправная работа приводов управления.
42. Стационарное испытание не засчитывается и проводится
повторно в полном объеме, если во время испытания или после
него обнаружены значительные дефекты двигателя, главной и
бортовых передач, в результате которых указанные узлы должны
быть сняты для разборки. и замены основных деталей или
замену целиком.
43. ’ После устранения дефектов в других узлах, требующих их
прокручивания, контрольное испытание проводится продолжитель-
ностью, достаточной для проверки устраненного дефекта, но не
более 10 мин.
44. После стационарного испытания необходимо:
а) подтянуть все штуцерные и шланговые соединения трубо-
проводов во всех доступных местах тягача;
б) установить гусеницы на тягач и отрегулировать их натя-
жение.
230
Технические требования на испытание
тягача пробегом
1. Если тягач подвергался среднему ремонту в полном объ-
еме, то его требуется испытать пробегом на расстоянии 35 км
без прицепа и груза в кузове.
2. Пробег должен проводиться в светлое время суток при лю-
бой погоде по маршруту, заранее утвержденному командиром
части.
3. Режим пробеговых испытаний приведен в табл. 3.
Таблица 3
Передача
Расстояние, км
Первая ............................................
Вторая ..................................................
Третья ..................................................
Четвертая ...............................................
Передача заднего хода....................................
Четвертая и пятая в зависимости от дорожных условий . . .
2
6.5
8
8
0.5
10
Всего . .
35
4. Для тягачей, которым проводился текущий ремонт, необ-
ходимые расстояния пробеговых испытаний в зависимости от за-
мененных агрегатов, узлов и деталей указаны в табл. 4.
5. Перед пробеговыми испытаниями тягач должен быть за-
правлен топливом, маслом и охлаждающей жидкостью в соответ-
ствии с Инструкцией по эксплуатации.
6. Течь масла, топлива и охлаждающей жидкости в местах со-
единений масло-, водо- и топливопроводов, из радиаторов, а также
из топливных и масляных баков не допускается.
7. Перед началом пробега проверить:
— исправность внутреннего и внешнего освещения, сигнала
«Стоп» и звукового сигнала;
— действие приводов управления и педалей;
— натяжение гусениц.
Все механизмы и приборы должны действовать исправно.
8. После пуска двигатель должен быть прогрет в соответст-
вии с п. 9 Технических требований на стационарные испытания.
9. Двигатель должен работать без перебоев, на всех режи-
мах от любой группы топливных баков.
10. Во время пробеговых испытаний сделать три обязатель-
ные остановки для осмотра тягача, регулировок, подтяжек и
устранения мелких неисправностей.
231
Таблица 4
Отремонтированный или замененный узм или агрегат
Двигатель ............................................
Вкладыши, поршни, поршневые кольца, гильзы............
Прокладка головки блока...............................
Вентилятор ...........................................
Водяной радиатор......................................
Водяной насос ........................................
Форсунка .............................................
Топливоподкачивающий насос ...........................
Топливный насос ......................................
Топливные баки .......................................
Регулятор оборотов....................................
Масляный фильтр.......................................
Масляный насос........................................
Масляный бак .........................................
Масляный радиатор.....................................
Ведущее колесо........................................
Направляющее колесо...................................
Опорный каток.........................................
Балансир .............................................
Торсионный вал........................................
Главная передача .....................................
Главный фрикцион .....................................
Тормозные ленты ......................................
Бортовая передача ....................................
Расстояние
пробега, км
15
15
10
10
5
5
3
3
5
5
5
3
5
5
5
5
5
5
5
5
35
10
5
15
Останавливаться на пятом, десятом и двадцатом километрах.
11. Мелкие дефекты, не поддающиеся устранению и не влияю-
щие на испытание, должны быть зафиксированы для устранения
после пробега.
12. При обнаружении дефектов, в результате которых может
произойти авария, пробег немедленно прекращается.
13. Во время пробега должны быть проверены:
— пуск двигателя от электростартера;
— поворот тягача на восьмерке по одному разу на первой, вто-
рой и третьей передачах и на передаче заднего хода с кратковре-
менным включением рычагов управления в первое положение;
— торможение тягача ножным тормозом и рычагами управ-
ления на прямом участке пути после разгона на четвертой пере-
даче.
14. Давление масла, температура охлаждающей жидкости
должны быть в соответствии с пп. 13 и 28 Технических требований
на стационарные испытания.
15. Контрольно-измерительные приборы и все приборы осве-
щения и сигнализации должны безотказно работать в течение
всего пробега. Мигание электролампочек фар, плафонов и фона-
рей, а также нарушение любого зафиксированного положения
фары-искателя при движении тягача не допускаются.
832
16. Течь охлаждающей жидкости, топлива и масла не допус-
кается. Допускается незначительное просачивание смазки (без
образования потеков) по резьбе пробок картеров бортовых пере-
дач, по шлицам ступицы тормозного барабана, в местах уплот-
нения на главной передаче и торцовых уплотнениях опорных кат-
ков и направляющих колес. При движении задним ходом допус-
кается незначительное просачивание смазки через уплотнения
главного вала главной передачи.
17. Работа главной передачи с механизмом управления, бор-
товых передач, главного фрикциона и промежуточного редуктора
должна отвечать Техническим требованиям на стационарные ис-
пытания (пп. 21—24 и 30).
18. Рычаги управления механизмами поворота и тормозами
должны без заедания переводиться из переднего в первое и вто-
рое положения и обратно. Каждое положение рычагов должно
четко фиксироваться.
Самопроизвольное перемещение рычагов из переднего поло-
жения назад не допускается.
19. Тягач должен полностью затормаживаться на подъеме
и спуске крутизной от 20 до 30° при нажатии на тормозную пе-
даль и не скатываться под уклон при установке на горный
тормоз.
При нажатии на педаль тормоза правая и левая тормозные
ленты должны затягиваться одновременно.
20. Нагрев главной передачи, бортовых передач, ступиц на-
правляющих колес и опорных катков не должен превышать 90° С.
Проверять на ощупь рукой.
21. В процессе испытания проверить тягач на герметичность.
Степень герметизации определяется избыточным давлением, соз-
даваемым внутри корпуса имеющимся на тягаче нагнетателем.
При работающем нагнетателе стартер включать запрещается.
22. Если избыточное давление ниже 20 леи вод. ст. необходимо
устранить утечку воздуха путем тщательной подгонки люков и т. д.
Место утечки можно определить с помощью пламени свечи
или дыма.
23. В конце испытания проверить тягач на герметичность на
плаву с проверкой работы водооткачивающего насоса.
Крутизна спуска при входе в воду не должна превышать 20°;
крутизна подъема при выходе из воды—15°.
Течь по сварным швам не допускается. Допускается капель-
ное просачивание воды, не переходящее в струйку, по болтам лю-
ков днища и резиновым уплотнениям кормовых люков и люков
днища.
24. Пробеговые испытания не засчитываются и назначаются
вновь, если во время пробега или после него обнаружены значи-
тельные дефекты двигателя, главной передачи или бортовых пере-
дач, в результате которых указанные агрегаты должны быть
сняты для разборки и замены основных деталей или замены их
целиком.
233
25. В случае обнаружения неисправностей в менее ответствен-
ных агрегатах и узлах или в случае обнаружения дефектов, не
требующих разборки агрегатов, перечисленных в п. 24 Технических
условий на стационарные испытания, повторный пробег не назна-
чается, устранение дефектов контролируется осмотром или ста-
ционарной прокруткой (в зависимости от характера дефекта) про-,
должительностыо не более 10 мин.
26. Если устранение дефектов не может быть проверено осмот-
ром или стационарной прокруткой (например, замена дисков
главного фрикциона, самовыключение скоростей), тягач испыты-
вается контрольным пробегом.
Расстояние пробега устанавливается в зависимости от харак-
тера дефекта в пределах 5—10 км.
, 27. После пробеговых испытаний необходимо:
— очистить тягач от грязи и промыть;
— устранить все дефекты, выявленные при пробеге;
— подтянуть в доступных местах хомуты шланговых соеди-
нений трубопроводов и все болтовые соединения;
— проверить наличие шплинтов в соединениях механизмов
управления;
— проверить отсутствие трещин по сварным швам опорных
катков, в траках и пальцах гусениц (без разборки гусениц); де-
тали, имеющие трещины, должны быть заменены;
— проверить уровень смазки в двигателе, главной и борто-
вых передачах и дозаправить все точки смазки согласно таблице
смазки;
— окончательно окрасить тягач.
28. Тягач предъявить для проверки комплектности и окон-
чательной сдачи.
234
ЬО
СО
Рис. 1. Крышка надмоторного люка в подня-
том положении:
/—крышка иадмоторного люка; 2 — запор; 3— стой-
ка; 4 — тяга управления лючка вентиляции мотор-
ного отделения
Рис. 2. Крепление сильфона газоотводящей трубы
(вид снизу):
1 — болт; 2 — труба с фланцем кожуха поддона; 3 — сильфон;
4—отводящая труба радиатора системы охлаждения двига-
теля; 5—соединительный шланг; 6 — масляный поддон; 7 —
□робка сливного отверстия
ьз
GO
Рис. 4. Крепление труб систе-
мы выпуска отработавших
газов:
1— эжектор отсоса пыли; 2 и 3 —
болты: 4— концевая труба пра-
вого выпускного газопровода; 5 —
соединительный шланг: 6 — кожух
вентилятора; 7— труба вентиляции
картера двигателя
Рис. 3. Установка водооткачивающего насоса (вид снизу):
I — болт: 2—водооткачнвающий иасос; 3 и 4—патрубки водозаборных труб;
it 6» 8 и 9 —• соединительные шланги; 7 н 10—патрубки водовыброса; JJ —
картер промежуточного редуктора
Рис. 5. Установка гене-
ратора и кемпрессораз
1 — планка крепления гене-
ратора; 2 — компрессор: 3 —
кронштейн расширительного
бачка; 4— фильтр тонкой
очистки топлива; 5—рас-
ширительный бачок; 6 —»
паровоздушный клапан; 7,
8, 11, 12, 15. 16, 17 и /9 —
соединительные шланги; 9 —
топливопровод к бачку по-
догревателя: 10 — труба тер-
мостатов; 13 — паровоздуш-
на? трубка верхнего бачка
радиатора- 14 — подводящий
маслопровод к масляному
радиатору; 18 — топливопро-
вод слива топлива от фор-
сунок: 20 — отводящий мас-
лопровод от масляного ра-
диатора; 21 — трубопровод к
воздушным баллонам; 22 —
кран выпуска воздуха из
системы охлаждения; 23 —
трубопровод подвода охла-
ждающей жидкости к ком-
прессору: 24— воздушный
трубопровод к регулятору
давления; 25 — регулятор
давления; 26 — трубопровод
подвода масла к компрес-
сору: 27 — кронштейн регу-
лятора давления; 28 — гене-
ратор; 29 — шланг подвода
воздуха к компрессору
Рис. 7. Привод заслонки переключателя забора воздуха:
J — тросик управления заслонной; 2 —гайка; 3 —болт; 4 — втулка
Рис, 6. Правая передняя опора двигателя:
J — крышка опоры; 2 —корончатая гайка;
3 — заглушка
Вид A
to
Рис. 8. Привод управления двигателем:
f — упорный болт педали: 2—педаль; 3— рычаг педали; 4 —тяга педали; 5 — рукоятка рычага ручного управления; 6 и 7 —рычаги
промежуточного валика; 8—вертикальная тяга; 9—рычаг управления скобой кулисы; 10—рычаг управления регулятором; // — тяга регу-
лятора; 12 — тяга скобы кулисы; /3 — регулировочный болт малых оборотов холостого хода; 14 — рычаг регулятора; /5 — регулировочный
болт максимальных оборотов; 16 — скоба кулисы; 17 — промежуточный рычаг; а —положение рукоятки при максимальной подаче: О —поло-
жение рукоятки при остановке двигателя
(Рычаги 9 я 10 условно смещены один относительно другого)
♦о
о
Узел А
2
Рис. 9. Установка жалюзи:
1 — болты; 2 —рейка управления; 3 — гайка; 4 — рамка; 5 — тяга управления; «—шаровой палец
Рис. 10. Установка масляного радиатора:
а — крепление масляного радиатора; б — крепление маслопроводов к нижиему бачку
радиатора; 7 — радиатор системы охлаждения; 2 — стяжиые хомуты; 3, 4, 7 и 8 —на-
кидные гайки; 5—масляный радиатор; 6 — подводящий маслопровод системы смазки
двигателя; 9 —отводящий маслопровод системы смазки главной передачи
Рис. 11. Крепление патрубков радиатора системы охлаждения;
а — крепление подводящего патрубка: б — крепление отводящего па-
трубка; 1 и 4 — накидные гайки; 2 и 5 — кожух вентилятора; 3 ~ под-
водящий патрубок; 6 — отводящий патрубок
24J
Рис. 12. Крепление пароотводящей трубки к верхнему бачку радиатора
системы охлаждения:
1 — резиновая прокладка; S — пароотводящая трубка; 3 —зажимной болт; 4 — ра-
диатор системы охлаждения
Рис. 13. Установка радиатора системы охлаждения:
J —кожух вентилятора; растяжка; 3 — радиатор
242
Рис. 14. Крепление обечайки вентилятора!
/ — кожух вентилятора; 2 — обечайка; 3 — резиновая прокладка; 4 — болт: 5 —плоская
шайба; 6 — вентилятор
Рис. 15. Крепление правого выпускного коллектора:
/ — планка крепления газоотводящей трубы котла подогревателя; 2 — правый выпускной
газопровод; 3 болт; 4 и 5 —гайки; правый выпускной коллектор
243
Рис. 16. Установка редуктора вентилятора:
1 — болт крепления кожуха сильфона левого
выпускного газопровода; 2— кожух сильфона;
3 — болты крепления кронштейна натяжного ро-
лика ремней привода редуктора; 4—балка зад-
ней левой опоры двигателя; 5 н 6 — корончатые
гайки; 7 — редуктор вентилятора
Рис. 17. Привод
вспомогатель-
ных агрегатов
двигателя:
1 н 4 — гайки;
2 — стопорная
шайба; 3— крон-
штейн ролика на-
тяжения ремней
привода генера-
тора; 5 — газоот-
водящая труба
котла подогрева-
теля; 6—масля-
ный фильтр тон-
кой очистки (цен-
трифуга); 7 — на-
тяжной винт; 8,
15 и 22—болты;
9—шкив привода
генератора н ком-
прессора; 10 —
правый выпуск-
ной газопровод;
11— ремнн приво-
да редуктора вен-
тилятора; 12 —
подводящая тру-
ба; 13 с. 25—со-
единительные
шланги; 14 — ре-
гулировочные гай-
ки; 16 — двупле-
чий рычаг; 17 —
натяжной ролик
ремней привода
редуктора венти-
лятора; 18—шкнв
водяного насоса;
19 — ремень при-
вода водяного на-
соса: 20 — налив-
ная труба; 21 —
натяжной ролик
ремня привода
компрессора; 23—
ремень привода
компрессора; 24—
ремни привода ге-
нератора
Рис. 18. Крепление масляных филь-
тров:
/ — фильтр тонкой очистки (центрифуга);
У 2—фильтр грубой очистки; 3—пробка
Од сливного отверстия; 4 и 5—болты креп-
ления
Рис. 19. Установка котла подогревателя:
1 и 14 — болты- 2—водяной насос системы подогрева; 3, 5, 11, 13 н 17 — соединительные
шланги; 4 — труба подвода воздуха в камеру сгорания , котла подогревателя; 6 — форсун-
ка- 7— топливопровод; 8 — электропровод; 9 — свеча накаливания; /0—труба слива охла-
ждающей жидкости; 12 — слнвной кран; /5—котел подогревателя; 16 — труба с обратным
клапаном; 18 — масляный бак главной передачи
to
c*>
Рис. 20. Установка редуктора подогревателя:
1—редуктор подогревателя; 2—топливопровод; 3, 7. 8, 10 и 16 — со-
единительные шланги; 4 — слнвная трубка от нижнего бачка радиа-
тора системы охлаждения; 5 — щиток управления подогревателем:
6-^ сливной маслопровод; 9— труба подвода воздуха в камеру сгора-
ния котла подогревателя; И — пробка заливной воронки; 12— заливная
.воронка: 13 — пробка заливной горловины масляного бака главной
дередачи; 14 — водяной насос подогревателя; 15—болт; 17—храповик
редуктора подогревателя
Рис. 21. Установка топливораспределительного кранаируч-
ного подкачивающего насоса РНМ-1К:
/-* топливопровод к фильтру' предварительной очистки топлива;
2—болт; 3 и 4 — кронштейны; 5‘ и 10—зажимные болты; 6, 11, 13,
15 и 17—соединительные шланги; 7—корпус насоса; 8— подводя-
щий топливопровод к ручному насосу: 9 — ручной подкачивающий
насос PHM-IK; 12 — топливопровод от левых топливных баков;
14 — топливораспределнтельный кран; 16 — топливопровод от пра-
вых топливных баков; 18—топливопровод к топливомеру
Рис. 22. Установка ключа и шланга для слива топлива из топливных
баков:
I м прокладка; 2 — болт; 3 — крышка лючка; 4 — пробка сливного отверстия; 5 —
ключ; 6 — штуцер шланга; 7 — корпус пробки
Рис. 23. Крепление левого верхнего топ-
ливного бака:
1 — защитный чехол; 2 — соединительный па-
лец; 3 — упор; 4 —гайка; 5 — стяжной хо-
мут; 6—прокладка; 7—переливная труба;
8— соединительный шланг; 9—"левый верх-
ний топливный бак; 10 — дренажный трубо-
провод; 11 — зажимной болт
Рис, 24. Узел крепления топливопро-
водов к левому верхнему топливному
баку:
/—зажимной болт; 2 — топливопровод
слива топлива от форсунок; 3 —топливо-
провод слива топлива от бачка подогре-
вателя; 4 — топливопровод от правого топ-
ливного бака
Рис. 25. Установка правого нижнего топливного бака»
/ — спинка сиденья; 2 — кронштейны; 3 и 6 — соединительные шланги; 4— дренаж-
ный трубопровод; 5 —переливная труба; 7 и 8 — болты; 9 и // — прижимы; 10
крышка люка; 12 правый нижний топливный бак
248
Рис. 26. Установка Топливного бачка пускового подогре-
вателя:
1, 3 и 6 — соединительные шланги; 2 — топливопровод от фильтра
тонкой очистки; 4 — болт; 5 — бачок; 7 — пробка; 8 — топливопро-
вод к крану обогрева; 9 — гайки крепления стяжиого хомута
радиаторов
Рис. 27. Установка фильтра предвари-
тельной очистки топлива н приемника
электротермометра системы охлаждения
двигателя:
1 — топливопровод к топлнвоподкачивающему
насосу; 2 — соединительный шланг; 5 —
фильтр; 4 —пробка выпуска воздуха; 5 —
угольник подводящего топливопровода; 6 —
переходной штуцер; 7 — приемник П-1-Т; 8 —
накидная гайка
249
Рис. 28. Установка фильтра тонкой очистки топлива:
/ — топливопровод перепускного клапана насоса высокого
давления; 2, 4 и 5 — зажимные болты; 3топливопровод
от топливоподкачивающего иасоса; 6 — топливопровод сли-
ва топлива от форсунок; 7 — топливопровод к бачку подо-
гревателя; 3 — фильтр тонкой очистки; 9 — топливопровод
к насосу высокого давления; 10 — труба вентиляции кар-
тера двигателя; 11 — соединительный шланг
Рис. 29. Установка топливоподкачивающего насоса:
1 — топливопровод от фильтра предварительной очистки топ-
лива; 2 —болт; Л —рычаг регулятора; < — тяга рычага; 5 —
тяга скобы кулисы останова двигателя; б — топливопровод на-
соса высокого давления; 7 — топливоподкачивающий насос
250
Не менее 70
Рис. 30. Установка моментоскопа на ниппель
первой секции:
а — отвертывание гайки крепления трубки высокого дав-
ления; б —установка моментоскопа; / — стеклянная
трубка; 2 —переходная трубка; 3 — отрезок трубки вы-
сокого давления; 4 — шайба; 5 —накидная гайка;
ниппель первой секции
а
б
Рис. 31. Установка топливного насоса высокого давления:
/ — топливопровод перепускного клапана; 2 и 3 —зажимные болты; # —топливопровод от
фильтра тонкой очистки топлива; 5 — болт; 3 —топливный насос высокого давления; 7 —
трубка высокого давления; 3 — пробка отверстия для выпуска воздуха
251
Вид Б
Рис. 32. Установка угла опережения впрыска топлива:
Z — муфта опережения впрыска топлива: 2 — шайба полумуфты
привода топливного насоса в сборе; 3 — полумуфта привода топ-
ливного иасоса; 4 — болт крепления фланца полумуфты; 5 — ука-
затель на картере маховика; 6 — гайка стяжного болта фланца
полумуфты; 7 — фланец полумуфты привода топливного иасоса;
8 — маховик
Рис. 33. Расположение соединительных ниппелей топливного насоса высокого
давления
252
Рис. 34. Крепление воздухоочистителя:
J и 5—гайки; 2 — воздухоочиститель; 3 — труба отсоса
пыли; 4—рычаг; 5 — соединительный шланг; 6 — па-
лец; 7 — вертикальная тяга; 9—кронштейн трубы ва-
лика управления регулятором
Рис. 35. Двигатель (вид сверху):
1 — воздухоочиститель в сборе; 2— соединительный шланг; 3 т— трубка
высокого давления; 4 — соединительный патрубок; 5—правый впускной
коллектор; 6 — топливоподкачивающнй насос; 7 — топливный насос высо-
кого давления; 8—генератор; 9 — масляный фильтр тонкой очистки (цен-
трифуга); 10 — расширительный бачок; 11— компрессор; 12—регулятор
давления; 13 — пробка заливной горловины; 14 — воздушный шланг; 15 —
трубопровод к воздушным баллонам; 16 — трубопровод к регулятору дав-
лення; 17 — стяжной хомут; 18 — левый водосборный коллектор; 19 —
Qji датчик температуры охлаждающей жидкости
вид A
Рис. 36. Главный фрикционз
/«—вал; 2 —болт; 5 —пружина; 4 — муфта; 5 — валик с рычагом; £—вилка; 7» гибкий
шлаиг; 8 — крышка люка; 9 —масленка; /0 — регулировочная гайка; // — регулировочный
болт; /Г— ведомые диски; /0 —отжимная пружина; 14 — маховик; 15 — средний ведущий
диск; 16 — оттяжной рычаг; 17 —« кожух; 18 — вилка; 19 — упорное кольцо; 20 — подшип-
вик; 2/ —нажимной диск; 22 — картер маховика; 23 — картер промежуточного редуктора
254
20*2
H 7 — pery-
вадика бло-
блокиров(<и;
рычаг;
Рис. 37. Схема регулировки педалей
главного фрикциона и остановочного
тормоза:
1 — тяга тормозного крана; 2
лировочные болты; 3— рычаг
кнровки; 4 — тяга валика
5 — тяга педали; 6—переходной
8 и 12— двуплечие рычаги; 9— регулиро-
вочная гайка; 10 — короткая тяга глав-
ного фрикциона; 11 — сервопружииа; 13 —
длинная тяга главного фрикциона; "
рычаг
циоиа;
to
Oi
O1
14 —
вилки выключения главного фрик-
75 — кронштейн сервопружииы;
16 — стержень сервопружины
Рис. 38. Общий вид главной передачи:
/ — крышка люка трансмиссионного отсека; 2 — стойка; 3 — бидон
емкостью 10 л; 4 — резиновый шиур; 5 — гнездо бидона; 6 — воздуш-
ный баллон; 7 — бачок стеклообмыва; 8 — нагнетатель масла; 9 — пе-
нал ЗИП электрооборудования; /0 — вентиляционный лючок трансмис-
сионного отсекв
Рис. 39. Привод управления правым механизмом поворота
н тормозами:
/ — тяга правого рычага управления; 2 —соединительный палец; 3 —
двуплечий переходной рычаг; 4 — промежуточная тяга правого ры-
чага управления; 5 —тяга правого мостика управления; 6 — «массо-
вый» электропровод; 7 —накидная гайка; 5 — передняя панель огра-
ждения кабины
256
Рис. 40. Установка главной передачи:
I « — болты; г, S a 6 — регулировочные прокладки; S —бугель; 7— лапка картера главной передача
Рис. 41, Схема регулировки зазора между роликом рычага
тормоза механизма поворота и впадиной кулака:
1 — серьга ленты тормоза; 2 — регулировочная гайка; 3 — регулировоч-
ная тяга; 4 — рычаг тормоза; 5 — кулак; S—кронштейн тормоза
Рис. 42. Установка центральной карданной передачи:
1 — фланец первичного вала главной передачи; 2—болт; 3 — вилка карданного шарнира]
4 — задний карданный шарнир
258
Рис. 43. Ограждение колонки переключения передач:
/—болт; 2 — щиток приборов; 3 — панель ограждения колонки пере-
ключения передач*, 4 — гайка; 5 — рукоятка привода вентиляционного
лючка; 6 — рычаг переключения передач; 7 — рукоятка рычага пере-
ключения передач
Рис. 44. Установка колонки переключения передач:
/ — гайка; 2 —колонка в сборе; 3, 5 и 8 — соединительные пальцы; 4 —
тяга блокировки; 6 — рычаг валика блокировки; 7 —поводки; 5—вилки:
/О —оттяжная пружина; // — кронштейн оттяжной пружины
9*
259
Рис. 45. Установка правого мостика управления:
1 — пальцы проушин; 5 —рычаг валика кулака; 3 и J0 — корончатые гайки; 4 —шарнирная
тяга; 5 —гайка; 6 —поводковая коробка; 7—датчик давления масла в главной передаче;
8 — фильтр очистки масла главной передачи; 9 — маслопровод; // — фланец главной пере-
дачи; /2 — кронштейн оттяжной пружины; 13 — гайка крепления гнезда фрикциона; 14 •-*
оттяжная пружина; 15 — гнездо фрикциона; 16 — барабан тормоза механизма поворота;
17 — тяга правого рычага управления
260
Рис. 46. Тормоз механизма поворота:
7 —тормозная лента; 2 — накладка; 3 и 14 — регулировочные болты; 4 я 13 — кронштейны
оттяжных пружин; 5 и 9 — оттяжные пружины; о—серьга; 7 — регулировочная гайка;
8 — траверса; 10 — гайка тяги; // — палец проушины; 12 — кронштейн мостика управления
Рис; 47. Схема привода поводковой коробки фрикциона механизма поворота:
7 —поводковая коробка; 2 — соединительный палец; 3 — контргайки; 4 — шарнирная тяга
261
Рис. 48. Установка карданного вала привода бортовой передачи^
/ — зубчатая муфта; 2 — болт; 3 — кронштейн оттяжной пружины; 4 —
правый карданный аал; 5 —тяга правого рычага управления; 6 —сол*
вечная шестерня
Рнс. 49. Установка тормозного крана:
/—крышка корпуса рычагов; 2, 4, 6 и 3 — трубопроводы:
3 —зажимной болт; 5—гибкий шланг; 7 — электропровода
датчика стоп-сигнала; 9 —болты; 10 — тормозной кран;
//—тяга тормозного крана
262
Рис. 50. Установка левой тормозной камеры:
/ — датчик ТЭМ-15 давления воздуха в пневмосистеме; 2 — труба левой тор-
мозиой камеры; 3 — кронштейн тормозной камеры; 4 — тормозная камера;
5 — болт; 6 — вилка штока тормозной камеры; 7 — соединительный палец;
8 — плоская шайба; 9 — рычаг валика остановочного тормоза; /0 —тормоз-
ной кран; 11 и /3 —накидные гайки; 12 — гайка; 14 — гибкий шланг;
15 — кронштейн
Рис. 51. Установка разобщи-
тельного крана:
/ — разобщительный край; 2 — тру-
ба к соединительной головке; 3
и 5— накидные гайки; 4 — болт;
6 — труба к тормозному крану
263
3
7
2tQ,5MM
3
S
Рис. 52. Схема регулировки остановочных тормозов:
1 — серьга; 2— регулировочная гайка; 3 — оттяжная пружина; < — регулировочный болт;
б— тормозная лента; б — пальцы проушин; 7 — нижний рычаг остановочного тормоза;
8 — рычаг
Рис. 53. Установка воздушных баллонов:
Z — труба к баллону; 2 — труба от воздушного баллона; 3 ~ стяжная
лента; 4 — накладка; 5 — прокладки; 6 — воздушные баллоны; 7 — про-
межуточная труба; 8 — труба между баллонами; 9 — гайка; 10 — крюк
264
Рис. 54. Механизм натяжения гусеницы:
1 и 3— болты; 2—кингстон; 4 — натяжной винт;
5-•стопор; 6 — вилка; 7 — корончатая гайка
Рис. 55. Замена пальцев гусеницы:
/ — выколотка; 2 — стержень для выбивания пальцев гусеницы)
3 — наставка для расклепки пальцев гусеницы; 4 — пальцы
to
о
о
/ — опорный каток; 2— шплинт; 3 в 19 — болты; 4 —коническая
пробка; 5 — гайка; 6 — крышка; 7— шайба; 8— стакан-; 9— на-
жимное кольцо; 10—лабиринтное кольцо; 11 — уплотнительное
кольцо; 12—неподвижное кольцо; 13—асбестовая нить 0 2 -и-и;
14 и 21 — прокладки; 15 и /7 — подшипники; /6 —распорная втул-
ка; 18 — штнфт; 20 — гайка (крышка) торсиона; 22 и 23 — регули-
ровочные прокладки; 24— торсиои; 25 и 26 — втулки; 27 — балансир
1
Рис. 57. Приспособление для снятия
и установки торсионов, опорных кат-
ков и направляющих колес:
/ — специальный винт; 2 — вороток; 5 —
нажимная гайка; 4 — наставка; 5 — ма-
лая наставка; d —траверса; 7 —шайба;
8 — втулка
Рис. 58. Снятие опорных катков и направляющих колес:
/ — винт; 2 — вороток; 3 — гайка- 5 —траверса; 7 —шайба
267
Рис. 59. Установка
опорных катков и на-
правляющих колес:
1 —» винт; 2 — вороток;
3 — иажимиая гайка; 4 —
ваставка; 5 — малая на-
ставка; 7 —шайба
Рис. 60. Установка направляющего колеса и механизма натяжения гусеницы?
J—-масленки; 2 — коленчатая ось; 3 — уплотнительное кольцо; # —неподвижное кольцо;
5 — нажимное кольцо; 6 —уплотнение в сборе; 7 — асбестовая нить 0 2 мм-. 8 — стакан;
9 — лабиринтное кольцо; /0 —втулка; //— гайка;4 12 — пробка; /3 — колпак; 14 — коронча-
тая гайка; /5 —шайба; 16 — прокладка; 17 и 18 — подшипники; 19 — штифт; 20 — болт;
21 — натяжной виит; 22 — палец; 23 — шайба; 24 — шплинт; 25 — вилка
268
Рис.'61. Выставка опорных катков По высоте:
1— струна (нить); 2 — верхняя головка балансира; 3 — опорный каток;
4 и 5 — регулировочные прокладки; 6 — уплотнительная прокладка; 7 —
болт; 3 —гайка (крышка) торсиона; 9 — балансир
Рис. 62. Установка линейки для выставки опор-
ных катков по высоте:
/ — струна (нить); 2 —верхняя головка балансира;
3 — линейка; 4 — стакан уплотнения катка
269
4
Рис. 63, Выставка опорных катков по колее:
/** направляющее колесо; 2 — струна (нить); 3 — опорный каток; 4 — ведущее ко-
лесо; 5 —линейка; 6 — скоба
Рис. 64. крепление торсиона со стороны малой головки:
/ и 3-^* болты; 2 и 4 —пружинные шайбы; 5 — ограничительная план-
ка; 6 —торсион; 7 —» уплотнительное кольцо
270
♦О
Рис. 65. Снятие торсиона со стороны большой
головки:
/ — винт; 2 — вороток; 3 — нажимная гайка; 4 —на-
ставка
Рис. 66. Установка торсиона:
/ — винт; 2 — вороток; 3 —нажнмная гайка
Рис. 67. Установка гидроамортизатора:
/—•кронштейн гидроамортизатора; 2 и 9 — уплотнительные кольца; 3, 4, 5 я 73 —шайбы;
6 и // — корончатые гайки; 7 —крышка; 3 —проволока; 10 — палец; 12 — шплинт; 14 —
втулка; /5 —кронштейн балансира; 16 — гидроамортизатор; 17 — компеисациониая камера
Рис. 68. Установка кингстона: 1 — бойка; г —кингстон в сборе; Л—болт
272
Рис. 70. Установка ветрового
стекла:
1 — уплотнитель; 2 — рамка со стек-
лом в сборе; 3 — болт; 4 *• бойка
Рис. 71. Порядок затяжки болтов
крепления рамки ветрового стекла
Рис. 69. Установка стеклоочистителя
СЛ231:
1—тяга; 2 — рычаг; 3—валик стеклоочи-
стителя; 4 — гайка сальника; 5—гайка
крепления; 6 стеклоочиститель; 7 — крон-
штейн
to
со
*3
Рис. 72. Установка отопителя ОВ-65Г:
/—соединительная панель; 2—болт; 3 —выпускной патрубок; 4— выпускная крышка; 5 — гайка с асбестовым уплотнителем; 6 —стяж-
ной болт; 7 — рычаг; 8 — датчик указателя горения; 9— пружина; 10 — запальная свеча; 11—датчик перегрева; /2 — хомут; 13 — забор-
ный патрубок; 14 •- топливопровод от бачка отопителя; 15 лента крепления отопителя; 16 — отопитель
Рис. 73, Установка щитка отопителя:
/ — болт; 2 — крышка люка; 3 — винт; 4 —
щиток отопителя; 5 — штепсельный разъ-
ем; 6 — тяга управления жалюзи; 7 — пе-
реключатель П300; 8 включатель ВН45-М
Рис. 74. Установка нагнетателя:
1 и 9 = стяжные винтовые хомуты; 2 — соединительный рукаа;
3 — пружина; 4 — нагнетатель; 5 — электропровод; 6 — стяжиые
ленты; 7 —гайка; 8 — кронштейн
275
Рис. 75. „Крепление тягово-сцепного при-
бора:
1 — длинный болт; 1 — короткий болт; 3 — скоба;
4 — крышка
Рис. 76. Тягово-сцепной прибор:
1 — тяговый крюк; 2 — обойма пружины; 3 и 4 — сальники; 5 — масленка; б —пружина-
7 — упор; 3 и // — амортизаторы; 9 — резиновое кольцо; 10 — проставочная шайба; /2 —
упорная шайба; 13 — корончатая гайка; 14 — скоба
276
to
Рис. 77. Установка генератора Г290:
/•-ремии привода генератора; ? —генератор; 3 и 15— накидные гайки; 4 — колпачок; 5, 16 и 23 — болты; 6 — шкив генера-
тора: 7 — натяжной винт; 8— шкив привода; 9, 12, 18 и 20 — гайки; 10 — кронштейн натяжного устройства; // — стопорная
шайба; 13— натяжной ролик; /‘/—планка; 17 и 22 — ннжние приливы генератора; 19 — полый болт; 21 — кронштейн гене-
ратора
Рис. 78. Крепление стартера СТ103
(вид снизу):
/ — стартер; 2 — картер маховика двиг'теля;
3 — стяжные леиты; 4 — болт
Рис. 79. Установка реле-регулятора РР361-А:
/ — реле-регулятор в сборе; 2 — болт; 3 — винт; 4 —плаика; 5*-на-
кидные гайки; 6 — электропровод, обозначенный «+»; 7 — электро-
провод, обозначенный «Б»
278
Рис, 80. Установка аккуму-
ляторных батарей:
1 — соединительный электро-
провод «+» между батареями;
2— электропровод «—» к пла-
фону; 3 — соединительный элек-
тропровод <—» между бата-
реями; 4 — электропровод < + »
к розетке внешнего пуска; 5 —
болт; 6 — аккумуляторная бата-
рея; 7 —• стяжные ленты
Рис. 81. Установка электродвигателя
редуктора подогревателя:
/т задняя опора редуктора подогрева-
теля Г 2 — электропровод; 3 — электродви-
гатель МВ-42Х; 4 — соединительный шланг;
5 — подводящий топливопровод к насосу
редуктора; 6 —шпилька; 7 — накидная гай-
ка; 5 —гайка; 9 — болт; 10 — масляный
бак главной передачи
Рис. 82. Установка выключателя «массы» ВБ404:
/ — кронштейн; 2 — болты; 3 — выключатель «массы»; 4 — электропровод от клеммы «—»
аккумуляторной батареи; 5 гайка; 6 — электропровод к штепсельной розетке; 7 — элек-
тропровод к корпусу плафона
279
Рис. 83. Установка щитка приборов:
/—фланец; 2 и 9 — болты; 3 — уплотнительная шайба; 4—обойма уплотнителя; 5 — гибкий вал спидометра; 5 —накидная гайка; 7-»
спидометр; 8—корпус щитка; 10— винт; 11— верхняя панель; /2 —проушина корпуса тягача; 13*^ проушина щитка; 14—• ось; 15 — рези-
новый амортизатор; 16 и /7 — штепсельные разъемы
Рис. 84. Шунт вольтамперметра
ША340;
/ — шунт; 2 — электропровод вольтметра;
3 -* электропровод амперметра; < —элек-
тропровод, обозначенный «+>; 5— панель
шунта
Рис. 85. Установка фильтра ра-
диопомех ФР81-Ф:
J — фильтр; 2 —. иакндиые гайки;
3 — электропровод
Рис. 86. Установка ножного пере-
ключателя света П39:
1 — пииты; 2 — ножной переключатель в
сборе; 3 — электропровод; 4 — болт; 5 —
фланец; 6 — кронштейн
281
Рис. 87. Уплотнение электропроводов корпуса
тягача:
/ — уплотнитель; 2 — гайка; 3 *— электропровод; 4 —
плоская шайба; 6 — корпус Тягача
Рис. 88. Установка фары ФГ122-Н:
1 н 3—винты; 2 — кронштейн; / — фара в сборе
1139 . _ 1139
Рис. 89. Разметка экрана для установки фар со
светомаскировочными насадками
282
Рис. 90. Установка заднего фонаря ФП19-Б:
/ — защитный кожух; 2 — гайка; 3—накладка; 4 — «массовый:»
проаод; 5 — задний фонарь в сборе; 6 — электропровода;
7 — кронштейн
Рис. 91. Установка датчика давления в системе смазки двигателя;
/ — датчик; 2 - кронштейн; J —демпфер; 4 -шланг; 5 и 7-накидные гайки:
о — гайка крепления
283
63
00
Рис. 92. Монтаж щитка приборов:
/ — электроманометр ТЭМ-15 давления воздуха в пневмосн*
стеме; 2—электроманометр ЭДМУ-6 давления масла в глав-
ной передаче; 3 — вольтамперметр ВА340; 4— штепсельный
разъем; 5—стяжной вннт хомута; 6 — электромаиометр
ТЭМ-15 давления масла в системе смазки двигателя; 7 — элек-
тротермометр ТУЭ-48-Т температуры охлаждающей жидкости;
8—«массовый» электропровод; 9 — спидометр СП24-В2; 10 —
датроц с лампой подсвета шкалы спидометра; И и 12 — гайки;
13 — кронштейн
И»
1
2.
3
Рис. 93. Соединение гибкого вала спидометра
с приводом левой бортовой передачи:
1 — гибкий вал; 2 —накидная гайка; 3 — червячное
колесо привода спидометра
Рис. 94. Установка регулятора РТС27-3:
lt 3, 6 и 6 *- штепсельные разъемы; 3 — регулятор;
4 — болт крепления
285
Часть вторая
РЕМОНТ АГРЕГАТОВ, УЗЛОВ И ПРИБОРОВ
ДВИГАТЕЛЬ И ЕГО СИСТЕМЫ
РЕМОНТ МАСЛЯНОГО НАСОСА
ОПЕРАЦИОННАЯ КАРТА №1
Инструмент и приспособления: ключи 12—14, 14—17 и 24—27;
ключ торцовый 12; ключ динамометрический ОБ-75; сменная го-
ловка 14; удлинитель; оправка с медным наконечником; плоскогуб-
цы комбинированные 150; отвертки А 150X0,5 и Б 175x0,7; зу-
било слесарное 20x60°; зубило слесарное притупленное; моло-
ток АЗ; тиски П-150; накладки для губок тисков; штангенциркуль
ШЦ-1-125; набор щупов Н-2 кл. 1; посуда для керосина, масла,
смазки и краски; кисть волосяная; салфетка хлопчатобумажная.
Трудоемкость разборки и сборки ручным инструментом—
0,55 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Разборка масляного насоса
1. Закрепить масляный насос в сборе за
корпус в. тисках
2. Расстопорить, вывернуть болты 45
(рис. 95) менять трубку 19 и прокладку 18
с корпуса f
3. Расстопорить, вывернуть болты и снять
трубку 24 и прокладку 18 с корпуса 23
4. Расшплинтовать и отвернуть гайки 40
болтов 31 крепления скобы 41 к кронштей-
ну 33. Вынуть болты и снять скобу и крон-
штейн с трубки 34
5. Расстопорить, вывернуть болты менять
трубку 34 и прокладку 42 с корпуса 23
Тиски П-150
Ключ 12—14, мо-
лоток АЗ, зубило
20X60°
То же
Ключи 12—14 и
14—17, плоскогуб-
цы 150
Ключ 12—14, мо-
лоток АЗ, зубило
20x60°
286
Рис. 95. Масляный насос двигателя ЯМЗ-238В:
7 — упорный фланец; 2—ведомая шестерня привода масляного насоса; 3 — промежуточная шестерня привода масляного насоса; 4 — ось
промежуточной шестерни; 5, 10, 25 н 44 — замковые н стопорные шайбы; 6, 11, 31, 38, 43 и 45 — болты; 7 — корпус нагнетающей сек-
ции в сборе; 8 — регулировочная прокладка; 9— шпилька; 12— сегментные шпоикн; /3—ведущий валик; 14 — стопорный шарик; /5 —
ведущая шестерня нагнетающей секции; 16 — ось ведомых шестерен; 17 — ведомая шестерня нагнетающей секции; 18 н 42 — прокладки
фланцев; /9 —отводящая трубка нагнетающей, секции; 20 — проставка; 21—ведомая шестерня радиаторной секции; 22— ведущая шестерня
радиаторной секции; 23 — корпус радиаторной секцнн в сборе; 24 — отводящая трубка радиаторной секции; 26 н 32 — шплинты; 27 — корпус
JO предохранительного клапана; 28 — предохранительный клапан; 29 и 49 — пружины; 30 — колпачок; 33 — кронштейн; 34 — всасывающая
S трубка; 35 — чашка заборника; 36 —.сетка заборника; 37 и 48 — шайбы; 39 — крючок; 40 и 51— гайки; 41 — скоба; 46 — корпус редукцион-
ного клапана; 47 — редукционный клапан; 50— стяжной болт
Инструмент
и приспособления
Содержание операции (перехода)
6. Снять крючок 39 и вынуть сетку 36
из чашки 35 заборника
7. Расшплинтовать, вывернуть болты 38
и снять чашку 35 заборника с трубки 34
8. Расстопорить и вывернуть корпус 27
предохранительного клапана 28 из корпу-
са 23
9. Расстопорить и вывернуть корпус 46
редукционного клапана 47 из корпуса 7
10. Расстопорить, вывернуть болт 6 и
снять фланец /, Снять шестерню 3 с оси 4
11, Снять шестерню 2 с валика 13. Вы-
бить шпонку 12 из канавки валика
12. Расстопорить, вывернуть болт 11 и
снять ось 4 с корпуса 7. Снять корпус на-
соса с тисков
13. Расстопорить и вывернуть стяжные
болты 50. Снять корпус 23 с корпуса 7
14. Снять шестерню 21 с оси 16 и ше-
стерню 22, шарик 14 с валика 13. Снять
проставку 20
15. Вынуть шестерню 17 в сборе с осью 16
и шестерню 15 в сборе с валиком 13 из кор-
пуса 7
16. Выпрессовать ось 16 из шестерни 17
17. Выпрессовать валик 13 из шестер-
ни 15. Выбить шпонку 12 из валика
Ключ 12—14, пло-
скогубцы 150 .,
Ключ 24—27, мо-
лоток АЗ, зубило
20X60°
То же
Ключ торцовый 12,
молоток АЗ, оправка
с медным наконеч-
ником, зубило
20X60°
Молоток АЗ, оп-
равка с медным на-
конечником, зубило
20X60°
Ключ 14—17, моч
лоток АЗ, зубило
20x60°, тиски П-150
Молоток АЗ, оп-
равка с медным на-
конечником, ' тиски
II-150, накладки для
тисков
Молоток АЗ,, оп-
равка с медным на-
конечником, тиски
П-150, накладки для
тисков, зубило
20X60°
288
Содержание операции (перехода) Инструмент и приспособления
18. Закрепить редукционный^ клапан за корпус 46 в тисках. Разогнуть усы шплин- та 26 и вынуть его, сжав пружину 49 19. Вынуть колпачок 30, регулировочную шайбу 48, пружину 49 и клапан 47 из кор- пуса 46. Снять корпус с тисков 20. Закрепить предохранительный кла- пан за корпус 27 в тисках. Разогнуть усы шплинта 26 и вынуть его, сжав пружину 29 21. Вынуть колпачок 30, пружину 29 и . клапан 28 из корпуса 27. Снять корпус с тисков 22. Промыть детали насоса керосином, обдуть сжатым воздухом и протереть Плоскогубцы 150, отвертка А 150x0,5, тиски П-150 Отвертка А 150x0,5, тиски П-150 Плоскогубцы 150, отвертка А 150x0,5, тиски II-150 Отвертка А 150x0,5, ’ тиски П-150 Посуда для керо- сина, кисть волося-
23. Проверить техническое состояние де- талей ная, салфетка Измерительный инструмент
Технические условия на контроль, сортировку и ремонт
деталей масляного насоса
Корпус нагнетающей секции в сборе
(рис. 96)
Не допускаются:
— трещины 1 или обломы на фланцах, захватывающие более
одного отверстия;
— трещины 2 или обломы корпуса /;
— износ отверстий 3 и 5 во втулках до размера более
16,10 мм;
— ослабление посадки втулок II в отверстиях 4 до размера
более 18,04 мм;
— износ торцовой поверхности В под ведущую и ведомую
шестерни до размера а более 55,15 мм;
— местный износ гнезд под шестерни до размера б более
77,6 мм;
— износ резьб 6 и 7 более двух ниток.
Трещины I или обломы на фланцах, захватывающие не более
одного отверстия, устранять заваркой, при этом смещение осей
отверстий от их номинального положения допускается не более
0,2 мм.
10—366
289
Инструмент
и приспособления
Содержание операции (перехода)
Втулки II с изношенными отверстиями следует заменить но-
выми, при этом втулки должны утопать на глубину 0,5—1 мм
относительно поверхностей А для втулки с отверстием 3 и В для
по стрелке:
Рис. 96. Корпус нагнетающей секции в сборе:
/ — корпус; // — втулка
втулки с отверстием 5. Биение поверхностей отверстий 3 и 5 от-
носительно поверхностей (соответственно) Д и Г должно быть не
более 0,03 мм. Втулки II должны быть запрессованы в отверстия 4
с натягом не менее 0,05 мм.
При износе торцовой поверхности В необходимо обработать ее
до выведения износа, рисок и надиров с последующей обработ-
кой поверхности Б, при этом размер а должен быть 55+0'046 мм.
Неплоскостность поверхности В и Б допускается не более 0,03 мм.
Местный износ гнезд под шестерни устранять наплавкой
цветным сплавом с последующей обработкой, при этом размер б
должен быть 77,42+0'09 мм. Неперпендикулярность поверхностей Д
и Г относительно поверхности Б должна быть не более 0,03 мм
на длине 100 мм. _ ,
290
Инструмент
и приспособления
Содержание операции (перехода)
\
Изношенные резьбы 6 и 7 более двух ниток восстанавливать
постановкой ввертышей с внутренней резьбой М20Х1 кл. 2 и
М8 кл. 2 соответственно.
Корпус радиаторной секции в сборе
(рис. 97)
Не допускаются:
— трещины 1 или обломы на фланцах, захватывающие более
одного отверстия;
Рис. 97. Корпус радиаторной секции в сборе:
/•-корпус; //—втулке
— трещины 2 или обломы корпуса Г,
— износ отверстий 3 и 5 во втулках до размера более 16,10 лш;
— ослабление посадки втулок II в отверстиях 4 до размера бо-
лее 18,04 мм;
— износ торцовой поверхности Ж под ведущую и. ведомую
шестерни до размера а более 10,12 мм;
10*
291
Инструмент
и приспособления
Содержание операции (перехода)
— местный износ гнезд под шестерни до размера б более
77,6 мм;
— износ резьб 6 и 7 более двух ниток.
Трещины 1 или обломы на фланцах, захватывающие не более
одного отверстия, устранять заваркой, при этом смещение осей от-
верстий от их номинального положения допускается не более
0,2 мм.
Втулки II с изношенными отверстиями следует заменить новы-
ми, при этом втулки должны утопать на глубину 0,5—1 мм отно-
сительно поверхности Ж. Втулки II должны быть запрессованы в
отверстия 4 с натягом не менее 0,05 мм, а отверстия во втулках
для подвода, смазки должны совпадать с каналами корпуса I.
Биение поверхностей отверстий 3 и 5 относительно поверхнос-
тей (соответственно) В и Г должно быть не более 0,03 мм.
Местный износ гнезд под шестерни устранять наплавкой цвет-
ным сплавом с последующей обработкой, при этом размер б дол-
жен быть 77,42+0'09 мм. Неперпендикулярность поверхностей В и
Г относительно поверхности Д должна быть не более 0,03 мм на
длине 100 мм.
При износе торцовой поверхности Ж необходимо обработать
ее до выведения износа, рисок и надиров с последующей об-
работкой поверхности Д, при этом размер а должен быть
Ю+0,022 мм. Неплоскостность поверхностей Ж и Д допускается не
более 0,03 мм.
Изнощенные резьбы 6 и 7 более двух ниток восстанавливать
постановкой ввертышей с внутренней резьбой М22Х1 кл. 2 и М8
кл. 2 соответственно.
Валик ведущий
(рис. 98)
Не допускаются:
— трещины 1 или обломы на поверхности Б;
— износ валика по диаметру до размера а менее 15,8 мм;
— износ шпоночных пазов 2 по ширине до размера более
3,03 мм.
При износе валика по диаметру до размера а менее 15,96 мм
хромировать или осталить с последующей обработкой под номи-
нальный размер 16~0°^ мм, а для оси ведомых шестерен —
16—0,012 ЛЖ.
Погнутость валика устранять правкой, при этом биение до-
пускается не более 0,03 мм на всей длине.
292
Инструмент
и приспособления
Содержание операции (перехода)
При износе шпоночного паза следует обработать новый паз,
сместив его по окружности на 180°. Старый паз наметить краской.
Ширина паза должна быть мм-
А 'а
Рис. 98. Валик ведущий
Шестерни ведущая и ведомая
нагнетающей секции
(рис. 99)
Не допускаются:
— трещины 1 или обломы;
— износ зубьев по толщине S до размера менее 6,5 мм на вы-
соте й=4,787 мм\
Рис. 99. Шестерни ведущая и ведомая нагнетаю-
щей секции
293
Инструмент
н приспособления
Содержание операции (перехода)
— износ шестерен по наружному диаметру до размера а менее
42,8 мм-,
— износ шестерен по высоте до размера б менее 54,85 мм.
При износе шпоночного паза 2 до размера более 3,1 мм (толь-
ко для ведущей шестерни) обработать новый паз, сместив его по
окружности на 180°. Старый паз наметить краской. Ширина
паза должна быть 3^’^ мм.
Корпус редукционного клапана.
Корпус предохранительного клапана
(рис. 100)
Не допускаются:
— риски, надиры или износ отверстия по диаметру до размера
а более 18,1 мм (для редукционного клапана) или до размера
более 16,1 мм (для предохранительного клапана);
— износ резьбы 1 более двух ниток.
Рис. 100. Корпус редукционного клапана.
Корпус предохранительного клапана
Клапан редукционный.
Клапан предохранительный
(рис. 101)
Не допускаются:
.— Трещины 1 или обломы;
Рис. 101. Клапан редукционный.
Клапан предохранительный
294
Инструмент
и приспособления
Содержание операции (перехода)
— риски, надиры или износ поверхности по диаметру до раз-
мера а менее 17,9 лш (для редукционного клапана) или до раз-
мера 15,9 мм (для предохранительного клапана).
Шестерни ведущая и ведомая
радиаторной секции
(рис. 102)
Не допускаются:
— трещины 1 или обломы;
— износ зубьев по толщине S до размера менее 6,5 мм на вы-
соте h. = 4,787 мм\
s
Рис. 102. Шестерни ведущая и
ведомая радиаторной секции
— износ шестерен по наружному диаметру до размера а ме-
нее 42,8 мм\
— износ шестерен по высоте до размера б менее 9,85 мм.
Шестерня промежуточная привода
масляного насоса в сбаре
(рис. 103)
Не допускаются:
— трещины 1 или обломы;
— износ зубьев по толщине S до размера менее 3,65 мм на
высоте /г = 3,246 мм.
295
Инструмент
и приспособления
Содержание операции (перехода)
При износе отверстия по диаметру до размера а более 35,06 мм
следует заменить втулку 11, при этом она должна утопать отно-
сительно поверхности А на глубину 0,8—1,2 мм. Втулка должна
быть запрессована в отверстие 2 шестерни I с натягом не менее
0,07 мм.
Неперпендикулярность поверхностей А и Б относительно по-
верхности В допускается не более 0,1 мм на крайних точках.
Ось промежуточной шестерни
(рис. 104)
Не допускаются:
— износ шейки 1 по диаметру до размера менее 34,75 мм',
— износ резьбы 2 более двух ниток.
Изношенную шейку 1 по диаметру до размера менее 34,9 мм
восстанавливать наплавкой с последующей обработкой под но-
минальный размер 35~°-^ мм, при этом оси поверхностей А и В
должны лежать в одной плоскости и быть параллельны. Допус-
кается отклонение не более 0,025 мм на всей длине. Неперпенди-
кулярность поверхности А относительно поверхности Б должна
быть не более 0,03 мм на крайних точках. Размер б должен быть
74,49+°-°25 мм.
296
Инструмент
н приспособления
Содержание операции (перехода)
При наличии рисок, надиров н износа на поверхности Б не-
обходимо обработать ее до выведения износа, при этом размер а
должен быть не более 20,4 мм.
Рис. 104. Ось про-
межуточной ше-
стерни
Изношенную резьбу 2 более двух ниток восстанавливать по-
становкой ввертыша с внутренней резьбой М10 кл. 2.
Шестерня при во дамасля но го насоса
(рис. 105)
Не допускаются:
профиль зуба
Рис. 105. Шестерня привода мас-
ляного насоса
297
Инструмент
н приспособления
Содержание операции (перехода)
— износ зубьев по толщине S до размера 3,65 мм на высоте
h = 3,246 леи.
При износе шпоночного паза 2 по ширине до размера более
3,1 jwjw обработать новый паз, сместив его по окружности на 180°.
Старый паз пометить краской. Ширина паза должна быть 3£{^ мм.
Сборка масляного насоса
24. Закрепить корпус 27 (рис. 95) пре-
дохранительного клапана в тисках. Вста-
вить клапан 28, пружину 29, колпачок 30
в корпус и, сжав пружину, вставить
шплинт 26 в отверстия корпуса и прорезь
колпачка. Отогнуть усы шплинта на по-
верхность корпуса. Снять предохранитель-
ный клапан в сборе с тисков
25. Закрепить корпус 46 редукционного
клапана в тисках. Вставить клапан 47, пру-
жину 49, регулировочную шайбу 48, колпа-
чок 30 в корпус и, сжав пружину, вставить
шплинт 26 в оверстия корпуса и прорезь
колпачка. Отогнуть усы шплинта на по-
верхность корпуса. Снять редукционный
клапан в сборе с тисков
26. Напрессовать шестерню 17 на ось 16,
выдержав размер 21 ±0,2 мм от торца оси
27. Запрессовать шпонку 12 в паз ва-
лика 13
28. Напрессовать шестерню 15 на ва-
лик 13, совместив шпоночный паз со шпон-
кой и выдержав размер 52±0,2 мм от тор-
ца валика со стороны шпоночного паза
29. Смазать валик 13 и ось 16 дизельным
маслом ДП-11 и установить их в сборе с
шестернями в отверстия корпуса 7
30. Установить проставку 20 на корпус 7,
совместив отверстия проставки с осью 16 и
валиком 13. Смазать шарик 14 смазкой УС
и установить в гнездо валика
Отвертка
А 150x0,5; тиски
П-150
То же
Молоток АЗ, оп-
равка с медным на-
конечником, штан-
генциркуль
Молоток АЗ
Молоток АЗ, оп-
равка с медным на-
конечником, штан-
генциркуль
Посуда для мас-
ла, кисть волосяная
Посуда для
смазки
298
Инструмент
и приспособления
Содержание операции (перехода)
31. Установить шестерню 22 на валик 13,
совместив шарик 14 с гнездом в шестерне.
Надеть шестерню 21 на ось 16
32. Смазать шестерни 15, 17, 21 и 22, ва-
лик 13 и ось 16 дизельным маслом ДП-11
и установить корпус 23 на валик и ось
33. Повернуть подсобранный насос на
180°. Соединить корпус 7 с корпусом 23,
ввернув болты 50 со стопорными шайба-
ми 5. Проверить вращение шестерен. Ше-
стерни должны вращаться свободно, без
заеданий
34. Застопорить болты 50, отогнув усики
шайб 5 на грани болтов
35. Установить ось 4 на корпус 7 и за-
крепить болтом И со стопорной шайбой 10.
Застопорить болт отгибанием усиков шай-
бы. Болт затягивать моментом 4—5 кгс-м
36. Запрессовать шпонку 12 в паз ва-
лика 13
37. Напрессовать шестерню 2 на валик 13,
совместив шпоночный паз со шпонкой 12,
выступающим торцом ступицы к корпусу 7.
Проверить зазор между торцом ступицы
шестерни и корпусом, который должен
быть 1 ±0,5 мм
38. Установить шестерню 3 на ось 4 и
фланец 1, совместив отверстие со штифтом
оси. Закрепить фланец болтом 6 со стопор-
ной шайбой 10
39. Проверить легкость вращения шесте-
рен привода и боковой зазор в зацеплении
зубьев.
Шестерни должны вращаться плавно, без
заеданий. Боковой зазор в зацеплении
зубьев шестерен должен быть 0,04—0,5 леи
40. Застопорить, болт 6, отогнув усики
шайбы 10 на грани болта
Посуда для масла,
кисть волосяная
Ключ 12—14
Отвертка
Б 175X0,7, моло-
ток АЗ
Ключ динамомет-
рический, сменная
головка 14, удлини-
тель, отвертка
Б 175X0,7, моло-
ток АЗ
Молоток АЗ
Молоток АЗ, оп-
равка с медным на-
конечником, набор
щупов
Ключ торцовый 12
Набор щупов
Молоток АЗ, от-
вертка Б 175x0,7
299
Инструмент
и приспособления
Содержание операции (перехода)
41. Проверить и при необходимости от-
регулировать начало открытия редукцион-
ного 46 и предохранительного 27 клапанов.
Стенд 9693-250
Технические условия: 1. Начало открытия редукционного
клапана должно быть при давлении масла в полости нагне-
тания 7,5 кгс/см2. Допускается регулировка клапана уста-
новкой регулировочных шайб 48 под пружину 49 не бо-
лее 4 шт.
2, Начало открытия предохранительного клапана долж-
но быть при давлении масла в полости нагнетания 0,8—
1,2 кгс/см2
42. Ввернуть предохранительный клапан
в отверстие корпуса 23 с замковой шай-
бой 25. Застопорить клапан, отогнув усик
шайбы на грань корпуса клапана
43. Ввернуть редукционный клапан в от-
верстие корпуса 7 с замковой шайбой 25.
Застопорить клапан, отогнув усик шайбы
на грань корпуса клапана
44. При наличии стенда испытать масля-
ный насос.
Ключ 24—27, мо-
лоток АЗ, зубило
притупленное
. То же
Стенд 9693-250
Технические условия: 1. Испытание проводить на дизель-
ном масле ДП-11.
2. Разряжение на всасывании должно быть
100 ±10 мм рт. ст. ,
3. Производительность нагнетающей секции насоса долж-
на быть не менее 140 л/мин при 3100 об/мин ведущего ва-
лика при температуре масла 80 ±5° С, давлении масла на
выходе из насоса z6±0,5 кгс/см2 и отрегулированном редук-
ционном клапане на давление 7,5 кгс/см2.
4. Производительность радиаторной секции насоса долж-
на быть не менее 25 л/мин при 3100 об/мин ведущего вали-
ка, температуре масла 80±5°С и давлении масла на вы-
ходе из насоса 0,5 ±0,2 кгс/см2.
5. Стук и задевание шестерен за корпус, а также закли-
нивание клапанов в процессе испытания не допускаются.
6. Течь масла в местах соединений не допускается
45. Закрепить кронштейн 33 и скобу 41
на трубке 34 болтами 31 с гайками 40.
Зашплинтовать гайки шплинтом 32
Ключи 12—14 и
14—17, плоскогуб-
цы 150
300
Инструмент
и приспособления
Содержание операции (перехода)
46. Прикрепить чашку 35 заборника к
фланцу трубки 34 болтами 38 с плоскими
шайбами 37. Зашплинтовать болты попарно
проволокой
47. Вставить сетку 36 в чашку 35 забор-
ника и закрепить крючком 39
48. Смазать прокладку 42 с обеих сто-
рон цинковыми белилами, установить про-
кладку и трубку 34 на плоскость корпу-
са 23. Закрепить трубку болтами с замко-
выми шайбами. Застопорить болтьк, отогнув
усики шайб один на корпус, другие — на
грани болтов
49. Смазать прокладку 18 с обеих сторон
цинковыми белилами, установить проклад-
ку и трубку 24 на плоскость корпуса 23.
Закрепить трубку болтами с замковыми
шайбами
50. Смазать прокладку 18 с обеих сторон
цинковыми белилами, установить проклад-
ку и трубку 19 на плоскость корпуса 7. За-
крепить трубку болтами 45 с замковыми
шайбами 44.
Ключ 12—14, пло-
скогубцы 150
Ключ 12—14, мо-
лоток АЗ, отвертка
Б 175X0,7, посуда
для краски, кисть
волосяная
Ключ. 12—14, по-
суда для краски,
кисть волосяная
То же
Примечание. Болты крепления трубок 19 и 24 стопо-
рить в процессе установки насоса на двигатель
301
РЕМОНТ РУЧНОГО ПОДКАЧИВАЮЩЕГО НАСОСА РНМ-1К
ОПЕРАЦИОННАЯ КАРТА №2
Инструмент и приспособления: ключи 8—10, 14—17, 17—19 и
24—27; щипцы для снятия и установки стопорных колец; пло-
скогубцы комбинированные 150; круглогубцы 150; отвертка
А 150x0,5; бородок слесарный 2; молоток А1; посуда для бензина
и клея; кисть волосяная.
Трудоемкость разборки и сборки ручным инструментом —
0,4 чел.-час.
Содержание операции (перехода)
Разборка насоса
1. Вывернуть зажимные болты 7
(рис. 106) и снять угольники 6 и про-
кладки 8
Инструмент
и приспособления
Ключ 17—19
Рис. 106. Ручной подкачи-
вающий насос РНМ-1К:
1 — рукоятка; 2 — ось; 3 — крыш-
ка; 4 — диафрагма; 5—корпус;
6 — угольник; 7 — болт; 8 и
/0 — прокладки; Р — штуцер
302
Инструмент
и приспособления
Содержание операции (перехода)
2. Вывернуть штуцера 9 и снять про-
кладки 10
3. Распломбировать корпус и крышку,
вывернуть болты крепления, отделить диа-
фрагму 4 от корпуса 5 и снять крышку 3
в сборе с рукояткой 1 и диафрагмой
4. Снять стопорные кольца, выбить ось 2
и вынуть рукоятку 1 из прорези крышки 3
5. Расшплинтовать, выбить ось и отсое-
динить диафрагму 4 в сборе от нижнего ры-
чага рукоятки 1
6. Отвернуть гайку, вынуть шток из дис-
ков диафрагмы и отделить диски от диа-
фрагмы
7. Снять стопорное кольцо, вынуть вса-
сывающий клапан из нижнего отверстия
корпуса 5. Снять уплотнительное кольцо
8. Снять стопорное кольцо и вынуть наг-
нетательный клапан из верхнего отверстия
корпуса 5. Снять уплотнительное кольцо
9. Снять стопорное кольцо и вынуть пе-
репускной клапан из верхнего отверстия
корпуса 5. Снять уплотнительное кольцо
10. Промыть детали насоса бензином и
продуть сжатым воздухом
Ключ 24—27
Ключ 8—10
Отвертка
А 150X0,5, боро-
док 2, молоток А1
Плоскогубцы 150,
бородок 2, молоток
А1
Ключ 14—17, от-
вертка А 150X0,5
Щипцы
»
Круглогубцы 150
Посуда для бен-
зина, кисть волося-
ная
Сборка насоса
11. Установить уплотнительное кольцо и
перепускной клапан в верхнее отверстие
корпуса 5 и застопорить кольцом
12. Установить уплотнительное кольцо и
нагнетательный клапан в верхнее отвер-
стие корпуса 5 и застопорить кольцом
13. Установить уплотнительное кольцо и
всасывающий клапан в нижнее отверстие
корпуса 5 и застопорить кольцом
Круглогубцы 150
Щипцы
»
803
Инструмент
и приспособления
Содержание операции (перехода)
14. Надеть на шток уплотнительную про-
кладку, диск, диафрагму 4, второй диск,
вторую уплотнительную прокладку и закре-
пить диски гайкой до упора.
Перед затяжкой гайки совместить отвер-
стия диафрагмы и расположить ее так,
чтобы прорезь штока находилась между от-
верстиями диафрагмы 4
15. Установить нижний рычаг рукоятки 1
в прорезь штока и, совместив отверстия,
вставить ось, надеть на ось плоскую шайбу
и зашплинтовать
16. Установить рукоятку 1 в прорезь
крышки 3 и, совместив отверстия, вставить
ось и застопорить ее с обеих сторон коль-
цами. Проверить совпадение отверстий
диафрагмы 4 и крышки
17. Смазать плоскости разъема корпуса 5
и крышки 3 резиновым клеем. Наложить
крышку в сборе с диафрагмой на корпус и,
совместив отверстия, закрепить болтами
с плоскими и пружинными шайбами.
Рукоятка должна быть направлена вверх,
а контрольное отверстие — вниз
18. Ввернуть штуцера 9 с уплотнитель-
ными прокладками 10 в резьбовые отвер-
стия корпуса 5
19. Установить угольники 6 и закрепить
их зажимными болтами 7 с прокладками 8
20. Испытать насос при наличии стенда.
Ключ 14—17, от-
вертка А 150X0,5
Плоскогубцы 150
Отвертка
А 150X0,5
Ключ 8—10, посу-
да для клея, кисть
волосяная
Ключ 24—27
Ключ 17—19
Технические условия: 1. Ручной насос испытывать на
бензине, имеющем плотность 0,72—0,76 г)см3.
2. Сухой насос должен подсасывать бензин без противо-
давления (при открытых кранах на входе и выходе) с уров-
ня ниже насоса на 1 м при 100 двойных ходах рукоятки в
минуту.
3. Производительность насоса за 100 двойных ходов ру-
коятки в минуту должна быть не менее 9 л бензина.
Результат определять как среднее арифметическое пос-
ле трехкратного замера, осуществляемого в течение
10 мин
304
Инструмент
и приспособления
Содержание операции (перехода)
4. При 100 двойных ходах рукоятки в минуту и закры-
том кране на выходе насос должен создавать давление 1,0—
1,4 кгс!см2.
5. При давлении воздуха внутри насоса 1,5 кгс/см2 воз-
дух через уплотнения не должен проходить.
Проверять насос на герметичность в течение 5 мин при
закрытых кранах на входе и выходе и при неработающем
насосе.
305
РЕМОНТ ТОПЛИВНОГО НАСОСА
ОПЕРАЦИОННАЯ КАРТА №3
Инструмент и приспособления: ключи 17—19 и 32—36; отверт-
ка А 150X0,5; тиски П-120; посуда для дизельного топлива и ке-
росина; кисть волосяная.
Трудоемкость разборки и сборки ручным инструментом —
0,5 чел.-час.
Содержание операции (перехода)
Разборка топливного насоса
1. Закрепить насос за корпус 16
(рис. 107) в тисках
Инструмент
и приспособления
Тиски П-120
Рис. 107. Топливный .насос:
/“ролик; 2 “толкатель; 3 — ось ролика; 4 и 13 — пробки; 5, 12 и 23 — шайбы; 6, 11 и
21 — пружины; 7—прокладка поршня; 8 — корпус цилиндра; 9 — ручной иасос в сборе;
10 — поршень; 14 — болт; /5 — пружинная шайба; 16 — корпус топливного насоса; 17— про-
кладка; 18 — клапан; /у—• стопорное кольцо; 20 — шток; 22 — сухарь; £4 — втулка што^з
ж
Инструмент
и приспособления
Содержание операции (перехода) •
2. Вывернуть ручной насос 9 в сборе и
вынуть пружину и клапан из отверстия
корпуса 16
3. Вывернуть пробку 4 и вынуть пружи-
ну 6 и клапан 18 из отверстия корпуса 16
4. Снять кольцо 19 и вынуть толкатель 2
в сборе и пружину 21 из отверстия кор-
пуса 16
5. Вынуть сухари 22, ось 3 и ролик 1 из
толкателя 2
6. Вынуть шток 20 из отверстия втул-
ки 24. Втулку 24 и шток 20 не обезличивать
7. Вывернуть пробку 13 и вынуть пру-
жину //и поршень 10 из отверстия кор-
пуса 16
8. Промыть детали насоса керосином и
обдуть сжатым воздухом
9. Проверить техническое состояние де-
талей
Ключ 17—19
То же
Отвертка
А 150X0,5
Ключ 32—36
Посуда для керо-
сина, кисть волося-
ная
Измерительный
инструмент
Технические условия на контроль, сортировку
и ремонт деталей
Корпус топливного насоса
(рис. 108)
Не допускаются:
— трещины 2 или обломы корпуса;
износ отверстия 3 по диаметру до размера более 22,03 мм\
Рис. 108. Корпус топливного насоса
307
Инструмент
и приспособления
Содержание операции (перехода)
— износ направляющих пазов 4 под сухари толкателей по ши-
рине до размера более 6,3 мм;
— износ отверстия 5 под толкатель поршня по диаметру до
размера более 20,05 мм.
При наличии трещин 1 или обломов на фланце корпуса их
следует заварить и обработать. Неплоскостность поверхности А
должна быть не более 0,1 мм на длине 80 мм.
Изношенное отверстие 3 под поршень восстанавливать обра-
боткой под ремонтный размер 22,5+°.°24 мм, при этом биение
поверхности отверстия относительно поверхностей В и Б должно
быть не более 0,3 мм. Поршень установить ремонтного размера
22,5+°-®'® мм. Толкатель установить ремонтного размера 22,5 z^o? мм.
Изношенный паз 4 под сухари восстанавливать обработкой под
ремонтный размер 20,5+0’023 мм. Сухари устанавливать ремонтного
размера 6,5 ’°2 мм-
Изношенное отверстие 5 под толкатель восстанавливать под
ремонтный размер 6,5 мм.
Поршень
(рис. 109)
Не допускаются:
— трещины 1 или обломы;
— износ поршня по диаметру до размера а менее 21,97 мм.
Рнс. 109. Поршень
Толкатель
(рис. 110)
Не допускается износ цилиндрической поверхности по диа-
метру до размера а менее 19,88 мм.
308
Инструмент
и приспособления
Содержание операции (перехода)
Сухарь
(рис. 111)
Не допускается износ рабочих поверхностей А до размера а
менее 5,8 мм
а
Рис. 111. Сухарь
Сборка топливного насоса
10. Вставить шток 20 (рис. 107) в отвер-
стие втулки 24 и проверить его перемеще-
ние. Шток должен свободно перемещаться
от руки, местные торможения, сопротивле-
ния и прихватывания не допускаются
11. Смазать дизельным топливом и уста-
новить ролик 1 в прорезь толкателя 2 и,
совместив отверстия, вставить ось 3. Вста-
вить сухари 22 в отверстия толкателя
Посуда для топ-
лива, кисть волося-
ная
309
Инструмент
и приспособления
Содержание операции (перехода)
12. Смазать отверстие корпуса 16дизель-
ным топливом и установить пружину 21 и
толкатель 2 в сборе. Застопорить толка-
тель кольцом 19. Толкатель должен пере-
мещаться свободно, без заеданий.
13. Смазать дизельным топливом и уста-
новить поршень 10, пружину 11, ввернуть
пробку 13 с плоской шайбой 12. Поршень
должен перемещаться свободно, без заеда-
ний
14. Установить клапан 18, пружину 6 и
ввернуть пробку 4 с плоской шайбой 5 в от-
верстие корпуса 16
15. Установить клапан, пружину и ввер-
нуть ручной насос 9 в сборе с плоской шай-
бой в отверстие корпуса 16
16. При наличии стенда испытать топлив-
ный насос.
Отвертка
А 150x0,5, посуда
для топлива, кисть
волосяная
Ключ 32—36, по-
суда для топлива,
кисть волосяная
Ключ 17—19
То же
Технические условия: 1. Насос испытывать на дизельном
топливе марки ДЛ при температуре 25—30° С.
2. При испытании насоса не должно быть подсоса воздуха
и течи топлива в местах соединений и уплотнений.
3. Насос должен засасывать топливо из бака, располо-
женного непосредственно у насоса, но не ниже его на 1 м.
4. Производительность насоса при 1040—1060 об!мин ку-
лачкового вала, разрежении у входного штуцера до 170 мм
рт. ст. и противодавлении 1,3—1,5 кгс/см2 должно быть не
менее 2,2 л!мин.
5. Максимальное давление, развиваемое насосом при
1040—1060 об!мин кулачкового вала и при полностью пере-
крытом выходном кране стенда, должно быть не менее
4 кгс[см2
310
РЕМОНТ ФОРСУНКИ
ОПЕРАЦИОННАЯ КАРТА №4
Инструмент и приспособления: ключи 14—17 (2 шт.), 19—22
и 24—27; ключ коловорот; сменная головка 17; предохранитель-
ная оправка; медная оправка; молоток медный; отвертка
Б 175X0,7; тиски 11-120; стенд 13М; посуда для бензина и ди-
зельного топлива; кисть волосяная; салфетка хлопчатобумажная.
Трудоемкость разборки и сборки ручным инструментом —
0,46 чел.-час.
Содержание операции (перехода)
Разборка форсунки
1. Закрепить форсунку за корпус 10
(рис. 112) в тисках распылителем вниз
2. Отвернуть колпак 5 и снять уплотни-
тельную шайбу 5
3. Отвернуть контргайку 6 и вывернуть
гайку 7 из корпуса 10. Вынуть пружину 8
и штангу 11 в сборе с тарелкой 9
4. Перезакрепить форсунку распылите-
лем вверх
5. Отвернуть гайку 15 распылителя и
снять распылитель в сборе. Детали распы-
лителя не обезличивать
6. Вывернуть штуцер 2 из корпуса 10
7. Вынуть втулку 16 и фильтр 17 из шту-
цера 2
8. Снять уплотнитель 1 со штуцера 2.
Снять корпус форсунки из тисков
9. Промыть детали в авиационном бен-
зине, продуть каналы форсунки и распыли-
теля сжатым воздухом
10. Проверить техническое состояние де-
талей
Инструмент
и приспособления
Тиски II-120
Ключ 19—22
Ключ 14—17
(2 шт.)
Тиски П-120
Ключ 24—27
Ключ 14—17
Тиски П-120
Посуда для бен-
зина, кисть волося-
ная, салфетка
Измерительный
инструмент
311
Инструмент
и приспособления
Содержание операции (перехода)
Рис. 112. Форсунка»
уплотнитель; 2 — штуцер; 3 — шайба; 4 — регулировочный винт;
4 — колпак; 6 — контргайка; 7 — гайка пружины; 3 — пружина;
9 — тарелка пружины; 10 — корпус форсунки; // — штаига; 12 —
штифт; 13 — корпус распылителя; 14 — игла распылителя; 13 •>
гайка распылителя; 16 — втулка; П — фильтр
Технические условия на контроль, сортировку и ремонт деталей
Распылитель в сборе
(рис. 113)
Не допускаются:
— закоксовывание отверстий 1 конуса распылителя, неподдаю-
щихся прочистке стальной проволокой диаметром 0,3 мм-,
,312
Инструмент
и приспособления
Содержание операции (перехода)
— трещины или выкрашивание цементационного с л ди на по-
верхностях А, Б и В корпуса распылителя;
— коррозия на рабочих поверхностях Г и Д иглы и корпуса
распылителя.
При заедании иглы II в корпусе / распылителя иглу и корпус
следует взаимно притереть пастой ГОИ.
Рис. 113. Распыли-
тель в сборе:
I “.корпус; //“Игла
При износе уплотняющих цилиндрических и конических по-
верхностей Е иглы II и корпуса / распылителя их следует вза-
имно притереть пастой ГОЙ и довести пастой окиси хрома. При
невозможности притирки иглу и корпус распылителя следует
заменить.
При наличии рисок или забоин наг поверхностях Б и В кор-
пуса распылителя поверхности следует притереть на плите. Чи-
стота обработки поверхности Б должна соответствовать классу
V 10 В, поверхности В — классу V 8 по ГОСТ 2789—59,
Корпус форсунки
Не допускаются:
— ослабление посадки фиксирующих штифтов и их повреж-
дение;
— риски или следы коррозии на торцовой поверхности приле-
гания корпуса распылителя,
313
Инструмент
и приспособления
Содержание операции (перехода)
Поврежденные или ослабленные по посадке фиксирующие
штифты заменить новыми. Штифты после запрессовки должны
выступать от торца корпуса форсунки на 3±0,15 мм.
При наличии рисок или следом коррозии на торцовой поверх-
ности ее следует притереть пастой ГОИ и довести пастой окиси
алюминия на плоской притирочной плите, предварительно удалив
два штифта. \
Штанга форсунки и тарелка пружины
Не допускаются:
— погнутость штанги более чем на 0,02 мм\
— ослабление посадки тарелки пружины.
Погнутую штангу править в призмах легкими ударами медного
молотка с последующей проверкой индикатором.
Посадку тарелки пружины на штанге проверять легкими уда-
рами медной оправки. При ослаблении посадки заменить одну из
деталей и обеспечить натяг при запрессовке штанги в тарелку в
пределах 0,02—0,03 мм
Сборка форсунки
11. Навернуть предохранительную оправ-
ку на резьбу штуцера 2 (рйс. 112), устано-
вить уплотнитель 1 с пружиной и отвернуть
оправку
12. Смазать детали распылителя про-
фильтрованным дизельным топливом
13. Проверить распылитель форсунки на
плавность хода иглы. Игла 14 распыли-
теля, выдвинутая из корпуса 13 на ‘/з длины
при угле наклона оси распылителя 45°,
должна опускаться плавно, без прихваты-
вания, до упора под действием собствен-
ного веса (проверять следует в разных по-
ложениях по углу поворота иглы в корпусе)
14. Закрепить корпус 10 форсунки в
тисках
15. Установить фильтр 17 и втулку 16
в штуцер 2. Ввернуть штуцер в сборе в от-
верстие корпуса 10
Оправка
Посуда для топ-
лива, кисть волося-
ная
Тиски П-120
Ключ 14—17
314
Инструмент
н приспособления
Содержание операции (перехода)
16. Установить штангу 11 в сборе с та-
релкой 9 и пружину 8 в корпус 10. Ввер-
нуть гайку 7 в сборе с винтом 4 на не-
сколько витков
17. Перезакрепить корпус 10 в тисках
винтом 4 вниз
18. Установить распылитель в сборе на
корпус 10 и навернуть гайку 15. Развернуть
распылитель против направления навинчи-
вания гайки до упора в штифты 12 и, при-
держивая его в этом положении, затянуть
гайку 15 моментом 7—8 кгс-м
19. Проверить перемещение иглы 14.
Игла распылителя должна легко переме-
щаться в корпусе 13 после затяжки гайки 15
20. Перезакрепить форсунку распылите-
лем вниз. Затянуть гайку 7 до упора и на-
вернуть контргайку 6 на регулировочный
винт 4 шлифованной поверхностью к гай-
ке 7Снять форсунку с тисков
21. Установить' форсунку на стенд. Про-
верить герметичность и качество распыли-
вания топлива.
Ключ коловорот,
сменная головка 17
Тиски П-120
Ключ 24—27.
Ключ коловорот,
сменная головка 17,
тиски II-120
Стенд 13М
Технические условия: 1. Герметичное'ь пары корпус рас-
пылителя— игла проверяется на профильтрованном летнем
дизельном топливе ДЛ при температуре 20° С. При затяжке
пружины форсунки на давление начала подъема, иглы
300 кгс/см2 падение давления с 280 до 230 кгс/см2 должно
происходить за 10—38 сек. Просачивание топлива по уплот-
нительному конусу или появление капли на носике распыли-
теля при этом не допускается.
2. Качество распыливания топлива проверять при за-
тяжке гайки пружины форсунки на давление подъема иглы
175—180 кгс/см2.
Распыленное топливо, выходящее из распылителя, долж-
но быть в туманообразном состоянии, без заметных на глаз
отдельных капель, сплошных струй и местных сгущений. На-
чало и конец впрыска должны быть четкими и должны со-
провождаться резким звуком.
Перед началом впрыска, а также после его окончания
появление топлива в виде капли из носика распылителя не
допускается.
315
Инструмент
и приспособления
Содержание операции (перехода)
22. Отрегулировать давление подъема
иглы регулировочным винтом 4 и застопо-
рить его контргайкой 6, затянув ее момен-
том 8—10 кгс‘М. Снять форсунку со
стенда.
Давление подъема иглы должно быть
175—180 кгс/см2
23. Закрепить форсунку за корпус 10 в
тисках. Установить уплотнительную шай-
бу 5 и навернуть колпак 5. Снять форсунку
в сборе с тисков
24. При наличии стенда произвести об-
катку форсунки.
Ключ 14—17
(2 шт.), отвёртка
Б 175x0,7, стенд
13М
Ключ 19—22, тис-
ки П-120
Технические условия: 1. Обкатку проводить на летнем
дизельном топливе ДЛ при 1050 об/мин кулачкового вала
топливного насоса без регулятора в течение 20 мин. Течь
топлива через гайку распылителя и через штуцер форсунки
не допускается.
2. Давление подъема иглы должно быть 175—180 кгс/см2.
3. Насос стенда должен быть отрегулирован на подачу
топлива 120 мм3 за цикл,
316
РЕМОНТ ВОДЯНОГО НАСОСА СИСТЕМЫ
ОХЛАЖДЕНИЯ ДВИГАТЕЛЯ
ОПЕРАЦИОННАЯ КАРТА №5
Инструмент и приспособления: ключи 11—14, 1Q—22 и 24—27;
ключ коловорот; сменная головка 11; съемник крыльчатки водя-
ного насоса; съемник шкива водяного насоса; оправка для втулок
сальника; оправка для подшипников; оправка для валика; выко-
лотка медная; крючок; пресс гидравлический 10-т; молоток АЗ; бо-
родок слесарный 4; зубило слесарное 20x60°; кернер 3; отверт-
ка Б 175X0,7; шприц; посуда для керосина, смазкн и краски; кисть
волосяная; лопатка деревянная для смазки; салфетка хлопчато-
бумажная.
Трудоемкость разборки и сборки ручным инструментом —
0,5 чел.-час.
Содержание операции (перехода) Инструмент и приспособления
Разборка водяного насоса
1. Отвернуть гайки крепления, снять
крышку 5 (рис. 114) и прокладку 6
2. Расстопорить и отвернуть гайку 2
крепления крыльчатки 4. Снять стопорную
шайбу 3 с вала 1 насоса
3. Снять крыльчатку 4 в сборе с вала 1
4. Расстопорить и отвернуть гайку 14
крепления шкива 15 насоса. Снять стопор-
ную шайбу 13 с вала 1
5. Снять шкив 15 насоса и выбить шпон-
ку 12 с вала 1
6. Вывернуть винты 16 крепления и снять
корпус 11 сальника и прокладку 10 с кор-
пуса 7 насоса
7. Вынуть сальник из корпуса 11
8. Выпрессовать вал 1 в оборе с подшип-
никами zS и 9 и втулками 17 сальников из
корпуса 7 насоса
9. Спрессовать подшипники 8 и 9 и втул-
ки 17 с вала 1
10. Вынуть сальник из корпуса 7 насоса
11. Выпрессовать втулку из корпуса 7
насоса
Ключ коловорот,
сменная головка 11
Ключ 19—22, мо-
лоток АЗ, зубило
20 X 60°
Съемник
Ключ 24—27, мо-
лоток АЗ, зубило
20 X 60°
Съемник, молоток
АЗ, бородок 4
Отвертка
Б 175X0,7
То же
Пресс 10-т, оп-
равка
Пресс 10-т, оправ-
ка для подшипников
Крючок
Молоток АЗ, оп-
равка
317
Инструмент
и приспособления
Содержание операции (перехода)
12. Вывернуть ниппель и масленку из Ключи
корпуса 7 насоса 24—27
11—14 и
Рис. 114. Водяной насос:
1 — вал насоса; 2 и 14 — гайки; 3 и /3 — стопорные шайбы;
4 — крыльчатка; 5 — крышка; 6 и 10 — прокладки; 7 — корпус на-
соса; 8 и 9 — подшипники; // — корпус сальника; /2 — шпонка;
15 — шкив; 16 — виит; /7 — втулка
13. Снять стопорное кольцо и вынуть
упорное кольцо, манжету с обоймами (ма-
лой и большой) и пружину сальника из
крыльчатки 4
14. Снять малую и большую обоймы с
манжеты сальника
15. Промыть детали насоса керосином и
протереть
16. Проверить техническое состояние де-
талей
Отвертка
Б 175X0,7
Посуда для керо
сина, кисть волося
ная, салфетка
Измерительный
инструмент
318
Инструмент
и приспособления
Содержание операции (перехода)
Технические условия на контроль, сортировку и ремонт деталей
Корпус водяного насоса
(рис. 115)
Не допускаются:
— трещины 3 и 2 или обломы, проходящие через отверстия под
подшипники или через отверстия фланца крепления;
— износ гнезда 4 под под-
шипник до диаметра более
47,03 мм, гнезда 6 до диаметра
более 40,03 мм\
— износ резьб 7, 8 и 9 бо-
лее двух ниток;
— износ резьб 10 и 11 на
шпильках более двух ниток;
— ослабление посадки шпи-
лек и срыв резьбы 12 более
двух ниток.
При наличии трещин 1 на
поверхностях корпуса, не про-
ходящих через отверстия под
подшипники, их следует зава-
рить.
Трещины 2 или обломы на
фланце крепления насоса к
блоку, захватывающие не бо-
лее одного отверстия под
шпильки, следует заварить, при рис. jjs. Корпус водяного насоса
этом неплоскостность поверх-
ности прилегания фланца к блоку допускается не более 0,1 мм.
При износе, рисках или надирах на поверхности А втулки под
упорное кольцо до размера а более 43 мм обработать до выведе-
ния износа, рисок и надиров, при этом размер а должен быть не
более 44 мм. В случае если размер а больше 44 мм, следует заме-
нить втулку.
При ослаблении посадки втулки в отверстии 5 до размера бо-
лее 22,03 мм — заменить втулку.
При износе резьб 7 и 8 более двух ниток поставить ввертыши.
При износе резьб 10 и 11 на шпильках более двух ниток — заме-
нить шпильками с резьбой М6Х0.75 и М10Х1 соответственно.
При ослаблении посадок шпилек заменить шпильки или наре-
зать резьбу ремонтного размера под ступенчатую шпильку. .
319
Инструмент
и приспособления
Содержание операции (перехода)
\
Валик водяного насоса
(рис. 116)
Не допускаются:
— трещины 1 или обломы;
— износ шеек 2 валика под подшипники до диаметра менее
16,8 мм-,
Рис. 116. Валик водяного насоса
— местный износ лыски валика под крыльчатку, при этом за-
зор между поверхностью В и кольцом более 0,05 мм-,
— износ шпоночного паза 3 по ширине до размера более
3,03 мм-,
— износ или срыв резьб 4 и 5 более двух ниток.
При местном износе лыски валика под крыльчатку наплавить
лыску и обработать; биение поверхности В, относительно поверх-
ности А допускается не более 0,02 мм.
При износе шпоночного паза 3 по ширине до размера более
3,03 мм паз следует заварить и затем обработать новый паз, сме-
стив его на 180° по окружности. Изношенный паз должен быть
помечен краской.
При износе резьб 4 и 5 их следует заварить и нарезать резьбу
номинального размера М16Х1.5 кл, 2 и М12Х1.25 кл. 2 соответ-
ственно.
320
Инструмент
н приспособления .
Содержание операции (перехода)
Крыльчатка водяного насоса
(рис. 117)
Не допускаются:
— трещины 2 или обломы;
— местный износ лыски, при этом зазор между поверхностью F
и контрольной пробкой более 0,1 мм,
В
Рис. 117. Крыльчатка водяного насоса
Трещины / или обломы на лопастях крыльчатки, захватываю-
щие не более '/2 высоты лопатки, необходимо заварить.
После ремонта биение поверхности А относительно поверхно-
сти Б допускается не более 0.Q2 мм на крайних точках, а биение
поверхности В относительно поверхности Б допускается не бо-
лее 0,1 мм. Статическая несбалансированность допускается ие бо-
лее 8 гс • см.
Сборка водяного насоса
17. Установить пружину сальника в
крыльчатку
18. Подсобрать манжету сальника с
большой и малой обоймами и установить
ее в пружину сальника малой обоймой вниз
19. Установить упорное кольцо в корпус
крыльчатки и застопорить кольцом. Про-
верить перемещение упорного кольца. При
11—366
321
Инструмент
и приспособления
Содержание операции (перехода)
нажатии рукой упорное кольцо должно
свободно перемещаться вдоль пазов крыль-
чатки и свободно возвращаться под дей-
ствием пружины в первоначальное положе-
ние
Рис. 118. Оправка для за-
прессовки упорной втулки
в корпус водяного насоса:
/ — винт; 2 —пружина; 3 — ша-
рик; 4 —оправка; 5 — медная
шайба
20. Установить сальники в корпус 7
(рис. 114) насоса и в корпус 11 сальника.
Перед установкой сальники следует пропи-
тать в разогретой смеси из 85°/0 солидола
УС-1 и 15% графита «П» марки А ГОСТ
8295—57 в течение 30 мин
21. Запрессовать упорную втулку в кор-
пус 7 насоса
Молоток АЗ, оп
равка для запрес
совки (рис. 118)
322
Инструмент
и приспособления
Содержание операции (перехода)
22. Ввернуть в отверстия корпуса 7 нип-
пель и масленку
23. Напрессовать подшипник 8 фетровым
уплотнением в сторону резьбы на вал 1 со
стороны длинного конца до упора в бурт
и затем втулку сальника до упора в под-
шипник
Ключи 11—14 и
24—27
Молоток АЗ, оп-
равка (рис. 119, а)
Рис. 119. Оправки:
с «для запрессовки подшипников иа валик водяного насоса; б — для запрес-
совки валика с подшипниками в сборе в корпус водяного насоса
24. Напрессовать подшипник 9 до упора
в бурт и затем втулку сальника до упора
в подшипник на другой конец вала 1
25. Заполнить полость подшипников в
корпусе 7 насоса смазкой ЦИАТИМ-'2О1 на
7з—2/з объема
26. Запрессовать вал 1 с подшипниками
в сборе в корпус 7 насоса
27. Установить прокладку 10 и корпус И
на корпус 7 насоса и закрепить винтами 16.
Головки винтов закернить
28. Запрессовать шпонку 12 в паз вала 1
29. Напрессовать шкив 15 на вал 1 и
закрепить гайкой 14 со стопорной шай-
бой 13
30. Установить крыльчатку 4 в сборе
упорным кольцом внутрь на вал 1 и закре-
пить гайкой 2 со стопорной шайбой 3
31. Проверить вращение вала насоса. Вал
насоса должен свободно, без заеданий вра-
щаться от руки
Молоток АЗ, оп-
равка (рис. 119, а)
Посуда для смаз-
ки, лопатка для
смазки
Молоток АЗ, оп-
равка (рис. 119, б)
Отвертка
Б 175x0,7, моло-
ток АЗ, кернер 3
Молоток АЗ, вы-
колотка медная
Ключ 24—27, мо-
лоток АЗ, выколот-
ка медная
Ключ 19—22
11*
323
Инструмент
и приспособления
Содержание операции (перехода)
32. Застопорить гайки 2 и 14 отгибанием
усиков стопорных шайб 3 и 13
33. Смазать прокладку 6 с обеих сторон
цинковыми белилами, установить проклад-
ку и крышку 5 на шпильки корпуса 7 и
закрепить гайками с пружинными шайбами
34. Смазать подшипники водяного насо-
са смазкой ЦИАТИМ-201 через масленку
до появления смазки из контрольного от-
верстия
35. При наличии стенда испытать насос.
Молоток АЗ, зуби-
ло 20X60°
Ключ коловорот,
сменная головка 11,
посуда для краски,
кисть волосяная
Шприц, посуда
для смазки
Технические условия: 1. Собранный насос должен быть
испытан на специальном стенде при 3800—3850 об/мин вала
насоса и противодавлении 1,2 кгс/см2. Время испытания на-
соса 10—15 мин.
2. Уровень воды в баке стенда должен быть выше испы-
тываемого насоса на 800 мм, температура воды не ме-
нее 70° С.
3. При испытании водяного насоса не допускается пере-
грев подшипников, задевание крыльчатки за корпус, течь
воды через сальниковые уплотнения, прокладки и резьбу
шпилек
324
РЕМОНТ РЕДУКТОРА ВЕНТИЛЯТОРА
ОПЕРАЦИОННАЯ КАРТА №6
Инструмент и приспособления: ключи 14—17, 22—24 и 30—32;
съемники универсальные 5805-01/№ 4 и 5805-02/№ 1; оправка с
медным наконечником; оправка для запрессовки подшипников;
оправка для запрессовки сальников; плоскогубцы комбинирован-
ные 150; отвертка Б 175X0,7; зубило слесарное 20X60°; бородок
слесарный 2; молоток АЗ; болт-съемник М8 (2 шт.); индикатор
ИЧ-1-2 на стойке; пресс гидравлический 10-т; посуд а для керосина,
масла, смазки и краски; воронка; лопатка деревянная для смазки;4
кисть волосяная; салфетка хлопчатобумажная.
Трудоемкость разборки и сборки ручным инструментом —
0,95 чел.-час. ,
Содержание операции (перехода)
Инструмент
и приспособления
Разборка редуктора вентилятора
1. Вывернуть щуп 16 (рис. 120) из шту-
цера 17 и сапун 14 из корпуса 1
2. Вывернуть пробку 12 и снять шайбу 13
3. Отвернуть гайки шпилек крепления и
снять крышку 6 и прокладку 8 с корпуса 1
4. Расшплинтовать, отвернуть гайку 23 и
снять шкив 24 с хвостовика шестерни 28^
Снять кольцо 21
5. Отвернуть гайки шпилек крепления и
снять крышку 19 с корпуса 1. Снять про-
кладки 10
6. Отвернуть гайку 23 и снять шайбу 22
с валика 7
7. Отвернуть гайки шпилек крепления и
снять крышку 31 с корпуса 1. Снять втул-
ку 33, прокладки 10 и кольцо 34
8. Вынуть сальники 20 и 32 из крышек 19
и 31
9. Отвернуть гайки шпилек крепления и
снять крышку 11 и прокладки 10 с корпу-
са 1
10. Выпрессовать шестерню 28 в сборе из
корйуса 1, ввернув болты-съемники в от-
верстия стакана 2. Снять прокладку 25.
Вывернуть болты-съемники
Ключи 14—17 и
22_24
Ключ 22—24
Ключ 14—17
Ключ 30—32, от-
вертка Б 175X0,7,
плоскогубцы 150,
молоток АЗ
Ключ 14—17
Ключ 14—17, от-
вертка Б 175X0,7
Отвертка
Б 175X0,7
Ключ 14—17
Ключ 14—17,
болт-съемник М8
(2 шт.)
825
Инструмент
и приспособления
Содержание операции (перехода)
11. Выпрессовать стакан 2 в сборе с под-
шипником 3 из корпуса 1, ввернув болты-
съемники в отверстия стакана. Снять про-
кладки 25. Вывернуть болты-съемники
Ключ 14—17, болт-
съемник М8 (2 шт.)
Рис. 120. Редуктор вентилятора:
/ — корпус; 2—стакан подшипника; 3, 9, 18 н 30 — подшипники; 4 — ведомая шестерня;
5 —шпонка; 6, 11, 19 и 31 — крышки; 7 — валик; 8, 10 и 25 — прокладки; /2 —пробка;
13, 15 и 22—плоские шайбы; 14 — сапун; 16 — щуп; /7 — штуцер; 20 и 32 — сальники; 21 и
34 — резиновые кольца; 23 — прорезная гайка; 24 — шкив; 26 — упорное кольцо; 27 — полу-
сухарь; 28— ведущая шестерня; 29 — стопорное кольцо; 33 — распорная втулка
12. Выпрессовать подшипник 9 из кор-
пуса 1 и вынуть валик 7 в сборе
Молоток АЗ, оп-
равка с медным на
конечником
326
Содержание операции (перехода) Инструмент и приспособления
13. Спрессовать подшипник 9 с валика 7 Съемник 5805-02/№ 1
14. Спрессовать шестерню 4 с валика 7. Выбить шпонку 5 Молоток АЗ, оп- равка с медным на- конечником, зубило 20X60°
15. Спрессовать подшипник 18 в сборе со стаканом 2 с хвостовика шестерни 28 16. Развальцевать полусухари 27, спрес- совать кольцо 26 и снять полусухари с хвостовика шестерни 28 17. Снять стопорное кольцо 29. Спрессо- вать подшипник 30 Съемник 5805-02/№ 1 Молоток АЗ, от- вертка Б 175x0,7 Отвертка Б 175x0,7; съемник 5805-01/№ 4
18. Выпрессовать подшипники 3 и 18 из стаканов 2 19. Промыть детали редуктора кероси- ном и протереть Пресс 10-т, оправ- ка для подшипника Посуда для керо- сина, кисть волося-
20. Проверить техническое состояние де- талей ная, салфетка Измерительный инструмент
Технические условия на контроль, сортировку
и ремонт деталей
Корпус редуктора
(рис. 121)
Не допускаются:
— трещины, обломы или пробоины, проходящие через посадоч-
ные поверхности;
— износ или срыв резьб 5, 4 и 5 более двух ниток.
Трещины или обломы, не проходящие через посадочные поверх-
ности, заварить.
Пробоины, не проходящие через посадочные поверхности,
устранять постановкой заплат.
Изношенные отверстия 1 и 2 под подшипники по диаметру до
размеров более 72,05 мм расточить и поставить втулки с номи-
нальными размерами 72+°>03 мм.
327
Инструмент
и приспособления
Содержание операции (перехода)
Шестерня ведущая
(рис. 122)
Не допускаются:
— трещины или обломы;
г
Рис. 122. Шестерня ведущая
328
Инструмент
и приспособления
Содержание операции (перехода)
— выкрашивание цементационного слоя и раковистая сыпь на
зубьях;
— износ зубьев 1 по толщине S до размера менее 5,9 мм на
высоте h = 4,102 мм\
— износ шлицев 5 по толщине до размера менее 3,8 мм\
— износ шеек 4 под подшипники по диаметру до размера ме-
нее 29,98 мм\
— овальность и конусность шеек 4 более 0,015 мм\
— износ или срыв резьбы 2 более одной нитки.
Ступенчатую выработку на зубьях 1 устранять зачисткой до
уровня изношенной части зуба
Шестерня ведомая
(рис. 123)
Не допускаются:
— трещины или обломы;
2
г-
Профиль зуба
(с торца большого
конуса)
Рнс. 123. Шестерня ведомая
— выкрашивание цементационного слоя и раковистая сыпь на
зубьях /;
— износ зубьев 1 по толщине S до размера менее 5,9 мм на
высоте /г=4,102 мм;
— износ шпоночного паза 2 по ширине до размера более
6,1 ММ',
— износ отверстия 3 под валик по диаметру до размера бо-
лее 32,06 мм.
329
Инструмент
и приспособления
Содержание операции (перехода)
Ступенчатую выработку на зубьях 1 устранять зачисткой до
уровня изношенной части зуба.
Изношенный шпоночный паз наплавить и обработать в новом
месте под углом 180°, при этом смещение и перекос паза относи-
тельно диаметральной плоскости поверхности А должны быть не
более 0,1 мм на длине 42 мм.
Валик редуктора
(рис. 124)
Не допускаются:
— трещины или обломы;
— износ шеек 1 под подшипники по диаметру до размера ме-
нее 29,98 мм\
Рнс. 124. Валик редуктора
— износ шлицев 2 по толщине до размера менее 3,85 мм\
— износ шейки 5 под подшипник по диаметру до размера ме-
нее 31,98 мм.
Изношенный шпоночный паз 4 по ширине до размера более
6,01 мм наплавить и обработать паз в нов(Тм месте, при этом сме-
щение паза относительно диаметральной плоскости поверхности Б
должно быть не более 0,1 мм.
Износ или срыв резьбы 3 более двух ниток устранять обработ-
кой резьбы под ремонтный размер.
330
Инструмент
и приспособления
Содержание операции (перехода)
Шкив
(рис. 125)
Не допускаются:
— трещины или обломы стенок ручьев 1 под ремни по окруж-
ности длиной более 10 мм\
— износ шлицев5 2 по ширине до размера более 4,15 мм.
Рис. 125. Шкив
При износе шейки 3 под сальник по диаметру до размера ме-
нее 37,7 мм обработать ее до выведения износа. После обработки
диаметр шейки 3 должен быть не менее 37,6 мм.
Сборка редуктора вентилятора
21. Запрессовать подшипники 5 (рис. 120)
и 18 в стаканы 2
22. Запрессовать шпонку 5 в канавку ва-
лика 7
23. Установить шестерню 4 на валик 7
до упора в бурт
24. Напрессовать подшипник 5 в сборе
со стаканом 2 на шейку валика 7 до упора
в шестерню 4
25. Смазать прокладку 25 с обеих сторон
цинковыми белилами и установить на фла-
Пресс 10-т, оправ-
ка для подшипника
Молоток АЗ
Молоток АЗ, оп-
равка с медным на-
конечником
Молоток АЗ, оп-
равка для подшип-
ника
Молоток АЗ, оп-
равка с медным на-
331
Инструмент
й приспособления
Содержание операции (перехода)
нец стакана 2. Запрессовать стакан 2 в
сборе с валиком 7 в корпус 1. Смазать под-
шипник маслом МТ-16п
26. Установить прокладки 10 и крыш-
ку 31 без сальника32 на шпильки корпуса/
и закрепить гайками с пружинными шай-
бами
27. Напрессовать подшипник 9 на ва-
лик 7. Смазать подшипник маслом МТ-16п
28. Установить прокладки 10 и крыш-
ку 11 на шпильки корпуса 1 и закрепить
гайками с пружинными шайбами
29. Напрессовать подшипник 30 на шей-
ку шестерни 28 и застопорить кольцом 29
30. Установить полусухари 27 на хвосто-
вик шестерни 28
31. Напрессовать упорное кольцо 26 на
полусухари 27
32. Смазать прокладку 25 с обеих сторон
цинковыми белилами и установить на фла-
нец стакана 2
33. Напрессовать подшипник 18 в сборе
со стаканом 2 на хвостовик шестерни 28 до
упора
34. Развальцевать полусухари 27
35. Смазать подшипники 30 и 18 маслом
МТ-16п
36. Запрессовать подшипник 30 и ста-
кан 2 шестерни 28 в корпус 1 до упора
37. Установить прокладки 10 и крышку/9
без сальника 20 на шпильки корпуса 1 и
Закрепить гайками с пружинными шайбами
конечником, посуда
для краски и масла,
кисть волосяная
Ключ 14—17
Молоток АЗ, оп-
равка для подшип-
ника, посуда для
масла
Ключ 14—17
Отвертка
Б 175X0,7, молоток
АЗ, оправка с мед-
ным наконечником
Молоток АЗ, оп-
равка с медным на-
конечником
Посуда для крас-
ки, кисть волосяная
Молоток АЗ, оп-
равка для подшип-
ника
Молоток АЗ, боро-
док 2
Посуда для мас-
ла, кисть волосяная
Молоток АЗ, оп-
равка с медным на-
конечником
Ключ 14—17
332
Инструмент
н приспособления
Содержание операции (перехода)
I
38. Проверить вращение валов и зацеп-
ление шестерен. Отрегулировать при необ-
ходимости боковой зазор между зубьями
шестерен 28 и 4 и зацепление их по краске.
Посуда для крас-
ки, индикатор на
стойке, кисть воло-
сяная
Технические условия: 1. Валы должны вращаться сво-
бодно, без заеданий и заклинивания.
2. Боковой зазор между зубьями шестерен должен быть
0,2—0,4 мм\ для шестерен, бывших в эксплуатации, допу-
скается зазор не более 0,6 мм.
3. Площадь пятна контакта должна быть не менее 60%
по высоте и длине зуба и должна располагаться ближе к уз-
кому концу зуба ведомой шестерни, для ведущей шестерни
пятно может выходить на кромку головки зуба.
4. Зазор в зацеплении и пятно контакта регулировать от-
носительным перемещением ведомой и ведущей шестерен.
Ведущую шестерню 28 перемещать изменением количества
или толщины регулировочных прокладок 10, устанавливае-
мых под крышкой 19, ведомую шестерню 4 — перестановкой
регулировочных прокладок 10, устанавливаемых под крыш-
ками 11 и 31, не изменяя их количества и толщины
39. Отвернуть гайки шпилек крепления и
снять крышки 19 и 31
40. Запрессовать сальники 20 и 32 в
крышки 19 и 31. Смазать рабочие кромки
сальников смазкой УС
41. Установить крышку 19 в сборе на
шпильки корпуса 1 и закрепить гайками с
пружинными шайбами
42. Установить кольцо 34 и распорную
втулку 33 на валик 7 и крышку 31 в сборе
на шпильки корпуса 1 и закрепить гайками
с пружинными шайбами. Навернуть гай-
ку 23 с плоской шайбой 22 на валик 7
43. Установить кольцо 21 и шкив 24 -на
шлицы хвостовика шестерни 28, не повре-
див сальник 20
44, Закрепить шкив 24 гайкой 23 с пло-
ской шайбой 22 и зашплинтовать шплинтом
Ключ 14—17
Молоток АЗ, оп-
равка для сальника,
посуда для смазки,
лопатка для смазки
Ключ 14—17.
То же
Ключ 30—32, пло-
скогубцы 150, моло-
ток АЗ
333
Инструмент
и приспособления
Содержание операции (перехода)
45. Смазать прокладку 8 с обеих сторон
цинковыми белилами и установить ее и
крышку 6 на шпильки корпуса 1. Закре-
пить крышку гайками с пружинными шай-
бами
46. Ввернуть сапун 14 в отверстие кор-
пуса 1
47. Ввернуть пробку 12 с шайбой 13 в от-
верстие корпуса 1
48. Залить масло МТ-16п в редуктор че-
рез отверстие под щуп 16 до уровня верх-
ней метки на щупе. Ввернуть щуп в отвер-
стие штуцера 17
49. Обкатать редуктор при наличии
стенда.
Ключ 14—17, по-
суда для краски,
кисть волосяная
Ключ 14—17
То же
Ключ 22—24, по-
суда для масла, во-
ронка
Технические условия на обкатку: 1. Обкатывать редук-
тор в течение 20 мин при 2800 об!мин.
2. В период обкатки редуктора течь масла в местах сое-
динений и уплотнений не допускается.
3. Стуки и повышенный шум шестерен и подшипников не
допускаются
334
РЕМОНТ ВОДЯНОГО НАСОСА РЕДУКТОРА
ПОДОГРЕВАТЕЛЯ
ОПЕРАЦИОННАЯ КАРТА №7
Инструмент и приспособления: ключи 10—12 и 14—17; оправка
для выпрессовки кольца; оправка с медным наконечником; отверт-
ка Б 175x0,7; плоскогубцы комбинированные 150; молоток АЗ;
посуда для керосина, смазки и краски; кисть волосяная.
Трудоемкость разборки и сборки ручным инструментом —
0,45 чел-час.
Содержание операции (перехода)
Инструмент
и приспособления
Разборка водяного насоса
1. Вывернуть болты и снять крышку 10
(рис. 126) и прокладку 11 с корпуса 6
2. Расшплинтовать и отвернуть гайку 8
крепления рабочего колеса 7
3. Снять рабочее колесо 7 с валика 1 и
вынуть валик со шпонкой 13. Вынуть коль-
цо 12
4. Снять стопорное кольцо 2 и вынуть
кольцо 3, сальник 4 и пружину 5 из кор-
пуса 6.
При отсутствии в корпусе насоса пазов
для снятия кольца 2 распилить два паза
шириной 6 мм и глубиной до кольца сог-
ласно виду А на рис. 126
5. Выбить шпонку 13 из паза валика 1
6. Выпрессовать упорное кольцо 12 из
корпуса 6
7. Промыть детали насоса керосином и
продуть сжатым воздухом
Ключ 10—12
Ключ 14—17, от-
вертка Б 175X0,7,
плоскогубцы 150
Молоток АЗ, оп-
равка с медным на-
конечником
Отвертка
Б 175X0,7
Молоток АЗ, от-
вертка Б 175X0,7
Молоток АЗ, оп-
равка
Посуда для керо-
сина, кисть волося-
ная
335
Инструмент
и приспособления
Содержание операции (перехода)
8. Проверить техническое состояние де-
талей
Измерительный
инструмент
Рис. 126. Водяной иасос
редуктора подогревателя:
1 — валик; 2 — стопорное коль-
цо; 3 — упорное кольцо: 4 —
сальник; 5 — пружина; 6 — кор-
пус насоса; 7—рабочее колесо;
8 —гайкв; S — шплинт; /0 —
крышка; // — прокладка; /2 =
упорное кольцо; 13 — шпоика
Технические условия на контроль, сортировку, и ремонт
деталей водяного насоса
Корпус насоса в сборе
(рис. 127)
Не допускаются:
— трещины или обломы, проходящие через посадочные поверх-
ности корпуса /;
336
Инструмент
и приспособления
Содержание операции (перехода)
— износ отверстия 1 в упорном кольце // по диаметру до раз-
мера более 10,1 мм\
— ослабление посадки упорного кольца, при котором отвер-
стие 2 по диаметру больше 19,05 мм\
— износ отверстия 5 под упорное кольцо сальника по диаметру
до размера более 22,1 мм.
Рис. 127. Корпус насоса в сборе:
I “ корпус; II — упорное кольцо
Трещины, не проходящие через посадочные поверхности, сле-
дует заварить.
При износе отверстия 1 в упорном кольце // по диаметру бо-
лее 10,1 мм заменить кольцо.
При ослаблении посадки упорного кольца II в отверстии кор-
пуса / заменить кольцо.
При износе отверстия 5 по диаметру более 22,1 мм наплавить
поверхность и обработать под номинальный размер 22+0-045 мм,
при этом неконцентричность отверстий I и 3 допускается не бо-
лее 0,1 мм, а неперпендикулярность оси отверстий к поверхно-
сти А — не более 0,2 мм на длине 100 мм.
При износе резьбы под болты крепления крышки более двух
ниток рассверлить отверстие и нарезать резьбу ремонтного раз-
мера.
Валик
(рис. 128)
Не допускаются:
— трещины и обломы;
— коррозия или износ шейки 4 под кольцо сальника по диа-
метру до размера менее.6,9 ММ',
337
Инструмент
и приспособления
Содержание операции (перехода)
— износ шейки 2 под рабочее колесо по диаметру до размера
менее 4,9 мм;
— износ отверстия 5 под штифт по диаметру до размера бо-
лее 3,05 мм;
— износ резьбы 1 более двух ниток.
Рнс. 128. Валик
При износе шпоночного паза 3 по ширине до размера более
1,5 мм следует обработать новый паз под углом 90°, при этом
несимметричность паза относительно диаметральной плоскости А
должна быть не более 0,1 мм.
Рабочее колесо
(рис. 129)
Не допускаются:
— трещины и обломы любого характера и расположения;
— износ шейки 3 по диаметру до размера менее 9,75 мм;
Рис. 129. Рабочее колесо
338
Инструмент
и приспособления
Содержание операции (перехода)
— износ отверстия 2 по диаметру до размера более 5,15 мм.
При износе шпоночного паза 1 по ширине до размера более
1,6 мм следует обработать паз под углом 90°, пометить старый
паз краской
Сборка водяного насоса
9. Запрессовать упорное кольцо 12
(рис. 126) в корпус 6
10. Смазать сальник 4 смазкой УС и
установить пружину 5, сальник, упорное
кольцо 5 в отверстие корпуса 6. Застопо-
рить кольцом 2
11. Запрессовать шпонку 13 в паз вали-
ка 1. Установить валик в отверстие саль-
никового уплотнения, не повредив саль-
ник 4
12. Установить рабочее колесо 7 на ва-
лик 1, совместив паз ступицы колеса со
шпонкой 13
13. Закрепить колесо 7 на валике 1 гай-
кой 8. Проверить вращение валика на-
соса. Зашплинтовать гайку шплинтом 9.
Валик в сборе с колесом должен вра-
щаться свободно, без заеданий
14. Смазать прокладку 11 с обеих сто-
рон цинковыми белилами. Установить про-
кладку и крышку 10 и закрепить ее на кор-
пусе 6 болтами с пружинными шайбами.
Прокладка должна быть изготовлена из
картона Б ГОСТ 9347—60 толщиной 1 мм
Молоток АЗ, оп-
равка с медным на-
конечником
Посуда для смаз-
ки, кисть волосяная
Молоток АЗ
Оправка с мед-
ным наконечником
Ключ 14—17, от-
вертка Б 175X0,7
Ключ 10—12, по-
суда для краски,
кисть волосяная
339
РЕМОНТ РЕДУКТОРА ПОДОГРЕВАТЕЛЯ
ОПЕРАЦИОННАЯ КАРТА №8
Инструмент и приспособления: ключи 9—11, 10—12, 12—14,
14—17, 17—19 и 22—24; ключ торцовый квадрат 10; съемник уни-
версальный 5805-02/№ 1; приспособление для вывертывания шпи-
лек; оправка для запрессовки подшипников; оправка с медным на-
конечником; наставка деревянная; плоскогубцы комбинированные
150; отвертки А 150X0,5 и А 250x1,4; зубило слесарное 20X60°;
бородок слесарный 2; молоток АЗ; пломбир; рукоятка для прово-
рачивания редуктора; шприц; посуда для керосина, дизельного
топлива, масла и краски; кисть волосяная; салфетка хлопчатобу-
мажная; воронка под топливо.
Трудоемкость разборки и сборки ручным инструментом —
0,9 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Разборка редуктора подогревателя
1. Распломбировать регулировочный
винт топливного насоса 36 (рис. 130)
2. Вывернуть пробки заливного, кон-
трольного и сливного отверстий и слить
масло из корпуса 12 редуктора
3. Отвернуть гайки шпилек 37 и снять
опору 1 и электродвигатель 28 в сборе с
муфтой 26. Снять прокладку 27
4. Вывернуть шпильки 37 из крышки 8
5. Вывернуть болты крепления и снять
водяной насос 17 в сборе и кольцо 13 с
корпуса 12
6. Отвернуть гайки шпилек крепления и
снять топливный насос 36 в сборе и про-
кладку 7 с крышки 8
7. Отвернуть гайку 15, удерживая ва-
лик 23 от проворачивания, и снять крыль-
чатку 20 в сборе с вентилятором
8. Выпрессовать шпонку 19 из паза ва-
лика 23
Плоскогубцы 150
Ключ 12—14, по-
суда для масла
Ключ 17—19
Приспособление
Ключ 12—14
Ключ 17—19
Ключ 17—19, ключ
торцовый квадрат 10
Молоток АЗ, зу-_
било 20X60°
340
Инструмент
и приспособления
Содержание операции (перехода)
9. Вывернуть пробку из крышки 8. От-
вернуть гайку и вывернуть регулировочный
винт из крышки 8
10. Ослабить гайку и вывернуть упорный
болт 35 из крышки 8
11. Отвернуть гайки шпилек крепления
крышки 8 к корпусу 12. Отвернуть гайки
болтов 33 и вынуть болты. Снять крышку 8
в сборе и прокладку 34 с корпуса
12. Снять стопорное кольцо 2 и выпрес-
совать подшипник 25 из крышки 8
13. Выпрессовать подшипник 5 и заглуш-
ку 5 из крышки 8
14. Снять шестерню 9 в сборе с кулач-
ком 4 и подшипником 11
15. Выбить штифт 6 и снять кулачок 4
и шестерню 9
16. Спрессовать подшипник 11 с шес-
терни 29
17. Выпрессовать валик 23 в сборе с под*
шипником 14
18. Вынуть шестерню 32 из корпуса 12
19. Спрессовать подшипник 14 и снять
втулку 21 и маслоотражатель 22 с вали-
ка 23
20. Выпрессовать втулку 30 и вывернуть
пробку 31 из корпуса 12
21. Промыть детали керосином и проте-
реть
22. Проверить техническое состояние де-
талей
Ключи 14—17 и
22—24, отвертка
А 250X1,4
Ключи 10—12 н
14—17
Ключи 12—14 н
14—17, отвертка
А 250X1,4
Отвертка
А 150x0,5, молоток
АЗ, оправка для под-
шипника
Молоток АЗ, оп-
равка для подшип-
ника
Молоток АЗ, оп-
равка с медным на-
конечником
Молоток АЗ, боро-
док 2
Молоток АЗ, оп-
равка с медным на-
конечником
Съемник
5805-02/Я» 1
Ключ 10—12, мо-
лоток АЗ,, оправка
с медным наконеч-
ником
Посуда для керо-
сина, кисть волося-
ная, салфетка
Измерительный
инструмент
341
Рис. 130. Редуктор
/ — задняя опора редуктора; ? —стопорное кольцо; 3 —заглушка; 4 — кулачок привода топлив
крышка редуктора; 9 —ведомая шестерня привода топливного насоса; /0 —упорная шайба;
сборе; /в—пружинная шайба; /5—шпонка; 20 — крыльчатка вентилятора в сборе; 21 — про
26 = муфта; 28 — электродвигатель; 29 ведомая шестерня ручного привода; 30—втулка;
35 — упорный болт; 36 — топливный
342
подогревателя:
7, 27 и
гайка;
насос в сборе; 37 — шпилька Р ручного привода с храповиком; 33
34— прокладки; 8 —
17 водяной иасос в
— ведущая шестерня;
— Установочный болт;
843
Инструмент
и приспособления
Содержание операции (перехода)
Технические условия на контроль, сортировку и ремонт деталей
редуктора подогревателя
Корпус (рис. 131)
Не допускаются:
— трещины или обломы, проходящие через посадочные по-
верхности;
— износ отверстия 4 во втулке по диаметру до размера более
16,1 мм\
— износ отверстия 5 по диаметру до размера более 25,05 мм\
— износ резьб 5, 6 и 7 более двух ниток;
— неплоскостность поверхности А более 0,1 мм.
Трещины, не проходящие через посадочные поверхности, зава-
рить или заклеить клеями на основе эпоксидных смол.
При износе отверстия 1 по диаметру более 35,05 мм следует
расточить отверстие и установить втулку с номинальным диамет*
ром 35+0-027 мм,
344
Инструмент
и приспособления
Содержание операции (перехода)
При износе отверстия 2 по диаметру более 32,05 мм расточить
отверстие и установить втулку с номинальным диаметром
32+°>027 мм.
При ослаблении посадки втулки в отверстии 3 обработать от-
верстие под ремонтный размер 25,5+0-023 мм и изготовить втулку
ремонтного размера с наружным диаметром 25,5ф°'щ5 мм.
При износе отверстия 8 по диаметру до размера более 10,02 мм
рассверлить отверстие до диаметра 10,2+0-016 мм и изготовить уста-
новочный болт с наружным диаметром 10,2^-^ мм. .
Крышка корпуса
(рис. 132)
Не допускаются:
— трещины или пробоины, проходящие через посадочные по-
верхности;
Рис. 132. Крышка корпуса
345
Инструмент
и приспособления
Содержание операции (перехода)
— износ отверстий 1 по диаметру более 32,05 мм;
— износ отверстия 7 по диаметру более 36,08 мм;
— износ резьб 3, 4, 5 и 6 более двух ниток.
Трещины или обломы, не проходящие через посадочные поверх-
ности, устранять заваркой или заклеиванием клеями на основе
эпоксидных смол. Пробоины устранять постановкой заплат.
При износе отверстия 1 под подшипник расточить его и устано-
вить втулку с номинальным размером 32+0’027 мм.
При износе отверстия 2 под корпус толкателя обработать отвер-
стие под ремонтный размер 28,25+0-023 мм и изготовить корпус тол-
кателя с наружным размером 28,25Zo’o4 мм-
При износе отверстия 8 под установочный болт рассверлить от-
верстие до ремонтного размера 10,2+0-016 мм и изготовить устано-
вочный болт с наружным размером 10,2^°’°^ мм.
Изношенные резьбы 4, 5 и 6 заварить с последующей нарезкой
резьб М10 кл. 3, М8 кл. 3 и К1/8" соответственно.
Изношенную резьбу 3 рассверлить и нарезать резьбу ремонт-
ного размера М18Х1,5 кл. 3
Шестерня с кулачком в сборе
(рис. 133)
Рнс. 133. Шестерня с кулачком в сборе
846
Инструмент
и приспособления
Содержание операции (перехода)
Не допускаются:
— трещины или обломы любого характера и расположения;
— износ зубьев 1 шестерни // до шагового размера менее
8,9 мм;
— износ, зубьев 2 шестерни I до шагового размера менее
45,3 мм;
— износ кулачка 3 по размеру менее 51 мм;
— износ шеек 4 валика до размера менее 11,99 мм;
— биение поверхности Б относительно поверхности В более
0,5 мм.
При ослаблении посадки кулачка на валике (проверяется лег-
кими ударами молотка) заменить негодные детали.
Валик вентилятора
(рнс. 134)
Не допускаются:
— трещины и обломы любого характера и расположения;
— износ шейки 1 под подшипник до размера менее 11,8 мм]
Рнс. 134. Валик вентилятора
— износ шейки 2 под подшипник и крыльчатку вентилятора до
размера менее 14,8 мм;
— износ зубьев 4 по толщине до шагового размера менее
9,05 мм;
— износ резьбы 3 более двух ниток;
— радиальное биение поверхности шейки 1 относительно оси
поверхности шейки 2 более 0,05 мм;
347
Инструмент
н приспособления
Содержание операции (перехода)
— торцовое биение поверхностей БнВ относительно общей оси
поверхностей шеек 1 и 2 более 0,1 мм.
При местной ступенчатой выработке у краев зубьев их следует
зачистить.
При износе шпоночного паза 5 по ширине до размера более
3,01 мм следует обработать паз в новом месте размером 32°-^ мм,
при этом несимметричность паза относительно ' диаметральной
плоскости поверхности шейки 2 должна быть не более 0,1 мм. Сме-
щение и перекос паза допускаются не более 0,1 мм на -его длине.
Шестерня с храповиком
(рис. 135)
Не допускаются:
— трещины или обломы любого характера и расположения;
— износ зубьев 1 по толщине до шагового размера менее
45,35 мм;
Рис. 135. Шестерня с храповиком
— радиальное биение поверхности В более 0,5 мм;
— .торцовое биение поверхности А более 0,15 мм и поверхно-
сти Б — более 0,3 мм.
. При износе шейки 2 под втулку до размера менее 15,8 мм шей-
ку восстанавливают хромированием или осталиванием с последую-
щей обработкой под номинальный размер 162°'?of мм.
При износе паза 3 под храповик паз восстанавливают наплав-
кой с последующей механической обработкой.
848
Инструмент
и приспособления
Содержание операции (перехода)
Крыльчатка вентилятора в сборе
(рис. 136)
Не допускаются:
— трещины или обломы любого характера и расположения;
— ослабление посадки лопаток в дисках /;
— ослабление посадки заклепок 2 крепления диска крыльчатки.
Рнс. 136. Крыльчатка вентилятора в c6Qpe
При погнутости деталей вентилятора их следует править или
заменить негодные детали, при этом биение поверхности Г-на ра-
диусе 62 мм допускается не более Г мм и поверхности Б—не бо-
лее 1 мм.
При износе отверстия 3 в. диске до размера более 15,08 мм по-
ставить втулку с внутренним диаметром 15+0’027 мм.
При износе шпоночного паза 4 по ширине более 3,08 мм обра-
ботать паз в новом месте под углом 180°, при этом смещение паза
относительно диаметральной плоскости, поверхности отверстия 5
допускается не более 0,1 мм.
При ослаблении посадок лопаток и заклепок их следует раскле-
пать с двух сторон. Потайные головки заклепок должны быть за-
чищены заподлицо с торцовой поверхностью В. После расклепки
лопаток до устранения шаткости размер а должен быть не менее
0,7 мм.
849
Инструмент
и приспособления
Содержание операции (перехода)
После ремонта деталей вентилятор должен быть статически
сбалансирован. Несбалансированность относительно поверхности
отверстия 5 допускается не более 10 гс-см.
Муфта в сборе
(рис. 137)
Не допускаются!
— трещины или обломы любого характера и расположения;
Рис. 137. Муфта
в сборе
— износ шлицев 1 и пазов 2 корпуса муфты.
При ослаблении завальцовки заменить обойму 3.
Сборка редуктора подогревателя
23. Запрессовать втулку 30 (рис. 130) в
корпус 12 до упора
24. Запрессовать подшипники 11 и 14 в
корпус 12 до упора
25. Установить шестерню 32 храповика в
отверстие втулки 30. Ввернуть масленку и
смазать храповик смазкой УС. Вывернуть
масленку и ввернуть пробку 31
26. Установить шестерню 9 на валик ше-
стерни 29 до упора. Вставить валик ше-
стерни 29 в кулачок 4, совместить отвер-
стия и запрессовать штифт 6
Молоток АЗ, оп-
равка с медным на-
конечником
Молоток АЗ, оп-
равка для подшип-
ника
Ключи 9—11 и
10—12, шприц
Молоток АЗ, бо-
родок 2, оправка с
медным наконечни-
ком
350
Инструмент
и приспособления
Содержание операции (перехода)
27. Установить шайбу 10 на валик ше-
стерни 29 и запрессовать в подшипник 11
до упора
28. Установить маслоотражатель 22 и
втулку 21 на валик 23. Запрессовать валик
в сборе в подшипник 14 корпуса 12 редук-
тора
29. Запрессовать заглушку 3 в крышку8.
Заглушка должна плотно удерживаться
в крышке, не проворачиваться и не выпа-
дать. Допускается расчеканка по контуру
заглушки
30. Установить стопорное кольцо 2 в ка-
навку крышки 8
31. Запрессовать подшипники 5 и 25 в
отверстия крышки 8 до упора
32. Смазать прокладку 34 с обеих сторон
цинковыми белилами и установить на кор-
пус 12, совместив отверстия
33. Установить крышку 8 на корпус 12.
Напрессовать подшипники 5 и 25 на валик
кулачка 4 и валик 23 вентилятора до упора
крышки в корпус
34. Закрепить крышку 8 на корпусе 12
болтами 33 с гайками и пружинными шай-
бами. Закрепить крышку гайками шпилек
крепления с пружинными шайбами
35. Ввернуть упорный болт 35 с гайкой
в отверстие крышки 8 до упора в шестер-
ню 32 и вывернуть на */4 оборота. Прове-
рить осевое перемещение храповика и за-
контрить болт гайкой.
Осевое перемещение храповика должно
быть 0,25—0,5 мм
36. Проверить вращение шестерен редук-
тора.
Шестерни должны вращаться свободно,
без заеданий и заклинивания при провора-
чивании рукой за храповик
Молоток АЗ, оп-
равка с медным на-
конечником
То же
' Молоток АЗ, оп-
равка для подшип-
ника
Посуда для крас-
ки, кисть волосяная
Молоток АЗ, нас-
тавка деревянная
Ключи 12—14 и
14—17
Ключи 10—12 и
14—17
»
351
Инструмент
и приспособления
Содержание операции (перехода)
37. Ввернуть регулировочный винт в
крышку 8 так, чтобы центр фасонной вы-
точки на головке винта был по оси при-
лива. Навернуть гайку на регулировочный
винт. Ввернуть пробку с прокладками в
отверстие крышки
38. Смазать прокладку 7 с обеих сторон
цинковыми белилами и установить ее на
шпильки крышки 8
39. Установить топливный насос 36 в
сборе в отверстие крышки 8, совместив ры-
чажок плунжера с фигурным пазом регу-
лировочного винта, и закрепить гайками с
пружинными шайбами
40. Запрессовать шпонку 19 в паз ва-
лика 23
41. Установить крыльчатку 20 в сборе с
вентилятором на валик 23 и закрепить гай-
кой 15 с пружинной шайбой 18. Проверить
вращение шестерен и крыльчатки вентиля-
тора. •
Крыльчатка должна вращаться свободно,
без заеданий и заклинивания, стук крыль-
чатки о корпус редуктора не допускается
42. Установить кольцо 13 и водяной на-
сос 17 в сборе на плоскость корпуса 12 так,
чтобы штифт 16 валика водяного насоса
вошел в прорезь гайки 15. Закрепить насос
болтами с пружинными шайбами _
43. Ввернуть шпильки 37 в резьбовые от-
верстия крышки 8
44. Смазать прокладку 27 с обеих сторон
цинковыми белилами и установить на элек-
тродвигатель 28
45. Установить электродвигатель 28 в
сборе с муфтой 26 и прокладкой 27, соеди-
нив муфту с валиком 23. Надеть опору 1
на шпильки 37 и закрепить электродвига-
тель гайками с пружинными шайбами
Ключи 14—17 И
22—24, отвертка
А 250X1,4
Посуда для крас-
ки, кисть волосяная
Ключ 17—19
Молоток АЗ, оп-
равка с медным на-
конечником
Ключ 17—19, ключ
торцовый квадрат 10,
рукоятка
Ключ 12—14
Посуда для крас-
ки, кисть волосяная
Ключ 17—19
352
Инструмент
и приспособления
Содержание операции (перехода)
46. Ввернуть пробку сливного отверстия
и залить в корпус редуктора смесь из 70%
дизельного масла ДС-8 с присадкой и 30%
дизельного топлива ДЗ до нижнего края
контрольного отверстия. Ввернуть пробки
контрольного и заливного отверстий.
47. При наличии стенда обкатать и испы-
тать редукторы подогревателя.
Ключ 12—14
Технические условия на обкатку и испытание: 1. Обкаты-
вать редуктор сначала вручную, вращая рукоятку в тече-
ние 5 мин при 60—70 об!мин, а затем от электродвигателя в
течение 5 мин, при этом редуктор должен равномерно прово-
рачиваться от рукоятки и электродвигателя без заеданий, за-
клинивания и резких стуков.
2. В период обкатки редуктора чрезмерный перегрев под-
шипников и течь топлива и масла в местах соединений и уп-
лотнений, а также перебои в подаче топлива не допускаются.
Допускается просачивание смазки в полость вентилятора
и между хвостовиком шестерни 32 и втулкой 30.
3. Муфта свободного хода должна обеспечивать равномер-
ное, без заеданий, вращение редуктора от электродвигателя
и отключение электродвигателя от редуктора при вращении
рукояткой за храповик
48. Проверить и при необходимости от-
регулировать подачу топлива насосом 36 с
подсоединенной форсункой, вращая регули-
ровочный винт. Подача дизельного топлива
должна быть 60—70 см3 за 65 оборотов при-
водной рукоятки редуктора
49. Застопорить регулировочный винт
гайкой. Связать регулировочный винт со
шпилькой крепления насоса проволокой и
опломбировать
Отвертка
А 250x1,4, посуда
для топлива, во-
ронка
Ключ 14—17, от-
вертка А 250X1,4,
плоскогубцы 150,
пломбир
12—366
353
СИЛОВАЯ ПЕРЕДАЧА
РЕМОНТ ГЛАВНОГО ФРИКЦИОНА
ОПЕРАЦИОННАЯ КАРТА №9
Инструмент и приспособления: ключ 12—14; приспособление
для разборки и сборки главного фрикциона; плоскогубцы комби-
нированные 150; отвертка А 150x0,5; молоток АЗ; кернер 2; тиски
слесарные II-120; штангенглубиномер; линейка измерительная ме-
таллическая 300; набор щупов Н-2 кл. 1; посуда для керосина и
смазки; кисть волосяная; салфетка хлопчатобумажная.
Трудоемкость разборки и сборки ручным инструментом —
0,46 чел.-час.
Содержание операции (перехода) Инструмент и приспособления
Разборка главного фрикциона
1. Расконтрить и вывернуть регулировоч-
ные болты 11 (рис. 36*). Установить на-
жимной диск 21 с кожухом 17 в сборе на
приспособление
2. Расшплинтовать (расстопорить) и вы-
вернуть болты крепления опорной пласти-
ны регулировочной гайки 10. Снять опор-
ные пластины с кожуха 17
3. Сжать нажимные пружины 3 с по-
мощью приспособления. Нанести метки на
кожухе 17 и нажимном диске 21
4. Отвернуть регулировочные гайки 10 и
снять кожух 17 в сборе
Ключ 12—14, при-
способление для раз-
борки и сборки
Ключ 12—14, пло-
скогубцы 150, от-
вертка А 150x0,5
Молоток АЗ, кер-
нер 2
Ключ 12—14
* Рисунок см. в конце первой части.
854
Инструмент
н приспособления
Содержание операции (перехода)
5. Снять петли пружин и упорное коль-
цо 19 оттяжных рычагов, нажимные пру-
жины 3, прокладки и шайбы нажимных
пружин
6. Снять нажимной диск 21 с оттяжными
рычагами 16 с приспособления
7. Снять стопорные шайбы, оси и рыча-
ги 16 с вилками/S с диска 21. Вынуть иголь-
чатые ролики из отверстий рычагов
8. Закрепить рычаг 16 в сборе в тисках.
Снять стопорную шайбу и ось рычага, вил-
ку 18 и пружину упорного кольца. Вынуть
игольчатые ролики из второго отверстия
рычага. Снять рычаг с тисков
9. Выполнить переход 8 для других ры-
чагов
10. Промыть детали керосином, обдуть
сжатым воздухом и протереть
11. Проверить техническое состояние де-
талей
Приспособление
для разборки и
сборки
Плоскогубцы 150,
отвертка А 150x0,5
Плоскогубцы 150,
отвертка А 150x0,5,
тиски II-120
Посуда для керо-
сина, кисть волося-
ная, салфетка
Измерительный
инструмент
Технические условия на контроль, сортировку и ремонт
деталей
Диск нажимной
(рис. 138)
Не допускаются:
— трещины 1 или обломы;
— риски, надйры или волосовидные трещины или износ рабо-
чей поверхности А, не выводимые обработкой до толщины
а = 23,5 мм.
Изношенную рабочую поверхность А восстанавливать механи-
ческой обработкой до толщины а не менее 23,5 мм, при этом не-
плоскостность поверхности допускается не более 0,07 мм.
12*
355
Инструмент
и приспособления
Содержание операции (перехода)
Изношенные отверстия 2 под ось рычага до размера более
10,87 мм восстанавливать постановкой втулок.
Диск ведущий средний
(рис. 139)
Не допускаются:
— трещины 1 или обломы;
— риски, надиры или волосовидные трещины или износ рабо-
чих поверхностей А, не выводимые обработкой до толщины
а = 30 мм.
Изношенные рабочие поверхности А восстанавливать шлифо-
ванием до толщины а не менее 30 мм, при этом неплоскостность
поверхностей должна быть не более 0,07 мм и непараллельность —•
не более 0,1 мм на крайних точках.
356
Инструмент
и приспособления
Содержание операции (перехода)
Рычаг оттяжной
(рис. 140)
Изношенные отверстия 2 по диаметру до размера более 15,5 мм
восстанавливать постановкой втулок, при этом непараллельность
осей должна быть не более 0,3 мм на длине 100 мм, а неперпенди-
кулярность осей относительно поверхностей А и Б — не более
0,03 мм на длине 100 мм. Твердость поверхностей отверстий 2 дол-
жна быть не менее HRC 65.
Изношенную поверхность 3 рычага восстанавливать наплавкой
с последующей механической обработкой.
Рис. 140. Рычаг оттяжной
Рис. 141. Кожух
Кожух
(рис. 141)
Не допускаются:
— трещины 1 иа кожухе, не устранимые заваркой;
— трещины 2 по сварке крепления стакана к кожуху, не устра-
нимые сваркой.
357
Инструмент
и приспособления
Содержание операции (перехода)
Трещины, устранимые заваркой, заварить, при этом неплоскост-
ность поверхности А фланца при проверке на плите должна быть
не более 0,25 мм.
Смещение осей отверстий 3 от их номинального положения дол-
жно быть не более 0,15 мм.
Диск ведомый
Не допускаются трещины или обломы на ступице.
Обломы, трещины или надиры на поверхностях фрикционных
накладок устраняются заменой накладок, при этом биение поверх-
ностей должно быть не более 0,5 мм, неплоскостность — не более
0,3 мм.
При износе шлицев по ширине до размера более 6,1 мм заме-
нить ступицу диска.
Пружина нажимная
Не допускаются:
— трещины или обломы витков пружины;
— осадка пружины до размера менее 86 мм в свободном со-
стоянии.
Муфта выключения в сборе
(рис. 142)
Не допускаются:
— трещины 1 или обломы на корпусе;
— местный износ рабочих поверхностей А сухарей более
0,2 мм.
Изношенную поверхность отверстия 3 до диаметра более
55,15 мм восстанавливать наплавкой с последующей механической
обработкой.
При ослаблении посадки подшипника на шейке 4 подшипник за-
менить.
При ослаблении посадки сухаря в отверстии 5 и при местном
износе поверхностей А сухари заменить.
При неравномерном вращении подшипника заменить его новым,
при этом новый подшипник должен быть запрессован до упора.
Выемка во внутренней обойме подшипника должна быть совме*
358
Инструмент
и приспособления
Содержание операции (перехода)
щена с отверстием 2 в муфте. Вращение колец подшипника долж
но быть плавным, бесшумным и без заеданий.
Рис. 142. Муфта выключения в сборе
Вилка выключения
Не допускаются трещины или обломы.
Изношенные сферические поверхности концов вилки восстанав-
ливать наплавкой с последующей механической обработкой.
Погнутость вилки устранять правкой
Сборка главного фрикциона
12. Закрепить рычаг 16 (рис. 36*) в тис-
ках. Смазать отверстие под ось вилки смаз-
кой 1—13 или ЦИАТИМ-201. Установить
игольчатые ролики (20 шт.) в отверстие
рычага. Установить технологическую ось
или резиновый шарик в подшипник
13. Установить вилку 18, пружину упор-
ного кольца на рычаг 16. Вставить ось в
отверстия рычага и вилки. Застопорить ось
с двух сторон замковыми шайбами. Снять
рычаг с тисков
Тиски II-120, посу-
да для смазки
Плоскогубцы 150,
молоток АЗ, тиски
П-120
* Рисунок см. в конце первой части.
359
Инструмент
и приспособления
Содержание операции (перехода)
14. Выполнить переходы 12 и 13 для дру-
гих рычагов
15. Смазать второе отверстие рычага 16
смазкой 1 —13 или ЦИАТИМ-201. Устано-
вить игольчатые ролики (20 шт.) в отвер-
стие рычага. Установить технологическую
ось или резиновый шарик в подшипник
16. Установить рычаг 16 в сборе с вил-
кой 18 на проушину нажимного диска 21 и,
совместив отверстия, соединить осью. За-
стопорить ось с двух сторон замковыми
шайбами
17. Выполнить переходы 15 и 16 для дру-
гих рычагов
18. Установить нажимной диск 21 с ры-
чагами 16 в сборе на приспособление. Уста-
новить шайбы, прокладки и нажимные пру-
жины 3 на приливы нажимного диска 21
19. Установить упорное кольцо 19 и пет-
ли пружин. Установить кожух 17 на на-
жимной диск 21, совместив ранее нанесен-
ные метки на кожухе и диске. Сжать на-
жимные пружины 3 в приспособлении и
ввести вилки 18 в отверстия кожуха. На-
вернуть регулировочные гайки 10 на вилки
20. Отрегулировать взаимное положение
плоскости нажимного диска 21 и опорной
поверхности рычагов 16 гайками 10.
Посуда для смазки
Плоскогубцы 150,
молоток АЗ
Приспособление
для разборки и
сборки
Ключ 12—14, ли-
нейка измеритель-
ная, штангенглуби-
номер
Технические условия: 1. Размер от опорной плоскости на-
жимного диска до опорной поверхности рычагов должен быть
63,5—64,5 мм, а на фрикционах ранних выпусков (без упо-
ров 1 мм под рычаги на нажимном диске) —55,5—56,5 мм.
Допускается использовать измененный нажимной диск на
фрикционах ранних выпусков, при этом следует устанавли-
вать новую муфту выключения (укороченную по длине на
10 мм} и размер 63,5—64,5 мм.
2. Опорные поверхности рычагов должны находиться в
одной плоскости
21. Проверить отход нажимного диска 21
при нажатии на упорное кольцо 19 в при-
способлении.
Набор щупов
360:
Содержание операции (перехода) Инструмент и приспособления
Отход нажимного диска должен быть в пределах 2—2,75 мм при ходе упорного, кольца 15 'Мм
22. Установить стопорные шайбы на ре- гулировочные гайки 10 и опорные пластины на нажимной диск 21. Закрепить пластины болтами. Проверить люфт вилок. Вилки не должны иметь ощутимого люф- та после затяжки болтов Ключ 12—14
23. Застопорить регулировочные гайки 10 Плоскогубцы 150,
через отверстия в упорных пластинах. За- шплинтовать болты проволокой (или засто- порить шайбами) отвертка А 150x0,5
24. Снять нажимной диск 21 с кожу- Приспособление
хом 17 в сборе с приспособления для разборки и сборки
25. Ввернуть регулировочные болты 11 и законтрить гайками Ключ 12—14
361
РЕМОНТ ПРОМЕЖУТОЧНОГО РЕДУКТОРА
ОПЕРАЦИОННАЯ КАРТА №10
Инструмент и приспособления: ключи 10—12, 12—14, 14—17,
17—19 и 22—24; ключ коловорот; сменная головка 17; оправка с
медным наконечником; оправка для сальников; съемник
5805-02/№ 1; выколотка медная; стержень диаметром 4 мм-, плос-
когубцы комбинированные 150; отвертка Б 150X0,5; молоток АЗ;
зубило слесарное 20X60°; кернер 3; индикатор ИЧ-1-2 на стойке;
набор щупов Н-2 кл. 1; подставка для редуктора; шприц; посуда
для керосина, смазки и краски; кисть волосяная, салфетка хлоп-
чатобумажная.
Трудоемкость разборки и сборки ручным инструментом —
2,15 чел.-час.
Содержание операции (перехода) Инструмент и приспособления
Разборка промежуточного редуктора
1. Установить промежуточный редуктор
в оборе на подставку
2. Вывернуть маслоизмерительный щуп
из отверстия картера 2 (рис. 143)
3. Отвернуть гайки, снять крышку 21 и
уплотнительную прокладку 32 с карте-
ра 2.
Подставка
Ключ 14—17
Ключ коловорот,
сменная головка 17
Примечание. Детали 20, 28, 29, 30 и 31 привода от-
бора мощности, показанные на рисунке 143, на тягаче моди-
фикации МТ-ЛБ отсутствуют
4. Отвернуть гайки, снять крышку 27 и
уплотнительную прокладку с картера 2
5. Вывернуть болты, снять крышку люка
и уплотнительную прокладку с картера 2
6. Вывернуть масленку из ниппеля гиб-
кого шланга 16. Отвернуть гайку и вынуть
ниппель из отверстия картера 2
7. Снять муфту 17 с опоры 15. Снять
пружины с вилки 18. Вывернуть шланг 16
из отверстия муфты
8. Вывернуть стяжной болт и вынуть ва-
лик 19 из отверстий картера 2. Выбить
шпонку из канавки валика
Ключ коловорот,
сменная головка 17
Ключ 10—12
Ключи 12—14 и
22—24
Ключ 12—14
Ключ 14—17, мо-
лоток АЗ, выколотка
медная
362
Инструмент
и приспособления
Содержание операции (перехода)
9. Расшплинтовать, вывернуть болты,
снять прижимное кольцо и уплотнительную
шайбу с торца вала 7
10. Расстопорить, отвернуть гайки и снять
фланец 6 в сборе с корпусом 10 и стака-
ном 5 с вала 7. Снять регулировочные про-
кладки 4 с картера 2 и проставочное коль-
цо с вала
11. Вынуть вал 7 и муфту 11 из картера 2
12. Спрессовать шарикоподшипник 8 в
сборе со стаканом 5 с фланца 6, Снять
маслоо'тражательную шайбу, уплотнитель-
ную прокладку 9 и корпус 10 сальников с
фланца
13. Снять проставочную шайбу, кольцо и
выпрессовать сальник из корпуса 10
14. Выпрессовать шарикоподшипник 8 из
стакана 5
15. Расстопорить, вывернуть болты и
снять опору 15, регулировочные 14 и уплот-
нительную прокладки с картера 2. Снять
упорную шайбу с опоры
16. Вывернуть винт 33, выбить валик 34
и заглушку из отверстий картера. Вынуть
вилку с фиксатором 35 и регулировочные
шайбы 36
17. Вывернуть стяжной болт и снять ру-
коятку 26 и шайбу с рычага 24. Выбить
сегментную шпонку из канавки рычага
18. Вывернуть болты и снять втулку 22.
Вынуть рычаг 24 из отверстий втулки.
Снять регулировочные прокладки 23 с кар-
тера 2
19. Снять кольцо и выпрессовать саль-
ник из отверстия втулки 22
20. Выпрессовать сальник 13 из опоры 15
Ключ 14—17, пло-
скогубцы 150
Ключ 17—19, мо-
лоток АЗ, выколот-
ка медная, зубило
20X60°
Молоток АЗ, оп-
равка с медным на-
конечником
То же
Молоток АЗ, от-
вертка Б 150x0,5,
оправка для саль-
ника
Молоток АЗ, оп-
равка с медным на-
конечником
Ключ 14—17, мо-
лоток АЗ, зубило
20X60°
Молоток АЗ, стер-
жень
Ключ 12—14, мо-
лоток АЗ, зубило
20X60°
Ключ 12—14
Молоток АЗ, оп-
равка для сальника,
отвертка Б 150x0,5
То же
363
Рис. 143. Промежуточный
I, 4, 9, 14, 23, 31 н 32 — прокладки; 2 — картер редуктора; 3 — шестерня привода водооткачи
ШИПНИКИ; 10— корпус сальников; 11 и 17— муфты; 12 — ведущая шестерня- 13 — сальник-
уплотнительная втулка; 24 ₽ рычаг; 26 — рукоятка; 23 — шестерня привода лебедки’-
364
Б-Б
редуктор:
вающего насоса; *5 и 30 — стаканы подшипников; б и 20 — фланцы; 7 —вал; 8 и 29— под-
75— опора; 16 — гибкий шланг; 18 и 25— вилки; 19 и 34 — валики; 21 и 27 —крышки; 22 —
33 — стопорный вннт; 35 — фиксатор; 36 — шайбы; 37 — водооткачивающнй насос
365
Инструмент
и приспособления
Содержание операции (перехода)
21. Вывернуть болты, снять насос 37 в
сборе и уплотнительную прокладку со ста-
кана подшипников шестерни 3. Снять муф-
ту со шлицевого конца шестерни
22. Вывернуть винты и снять стакан под-
шипников в сборе с шестерней 3 и регули-
ровочные прокладки 1 с картера 2
23. Выпрессовать подшипник с шестер-
ней 12 в сборе из картера 2. Спрессовать
подшипник с шестерни
24. Промыть детали керосином, обдуть
сжатым воздухом и протереть.
Конические шестерни не разукомплекто-
вывать
25. Проверить техническое состояние де-
талей
Ключ 17—19
Отвертка
Б 150X0,5, молоток
АЗ, выколотка мед-
ная
Молоток АЗ, съем-
ник 5805-02/№ 1, оп-
равка с медным на-
конечником
Посуда для керо-
сина, кисть волося-
ная, салфетка
Измерительный
инструмент
Технические условия на контроль, сортировку и ремонт деталей
промежуточного редуктора
Картер в сборе
(рис. 144)
Не допускаются:
— трещины или обломы картера /, захватывающие отверстия
под посадку деталей и более одного отверстия под болт;
— износ отверстия 5 под подшипник до размера более
120,03 мм\
— износ или срыв резьб 10, 11, 12, 13 под шпильки более двух
ниток.
Трещины картера на необработанных поверхностях, не захва-
тывающие отверстий под посадку деталей, а также трещины или
обломы фланца прилегания к картеру маховика, захватывающие
не более одного отверстия под болт, устранять заваркой.
Втулку // с внутренним диаметром отверстия 3 более 24,15 мм
заменить новой с номинальным размером 24+0’045 мм.
Изношенное отверстие 4 под втулку // до размера более
30,05 мм расточить под ремонтный размер ЗО,5+°’035 мм.
Втулки III с внутренним диаметром отверстия 1 более 28,15 мм
заменить новыми с номинальным размером 28+0-045 мм.
366
Инструмент
н приспособления
Содержание операции (перехода)
Изношенное отверстие 2 под втулки III до размера более
34,06 мм рдсточить под ремонтный размер 34,5+0'05 мм.
Шпильки с изношенными резьбами 6, 7, 8 и 9 заменить новыми.
При износе резьб 10, И, 12 и 13 под шпильки их следует рас-
сверлить и нарезать резьбы ремонтных размеров.
При износе резьб 14, 15, 16 и 17 следует нарезать резьбы ре-
монтных размеров.
Рис. 144. Картер в сборе
Валик выключения сцепления с рычагом
(рис. 145)
Не допускаются:
— трещины или обломы валика и рычага;
— износ шейки 1 до размера менее 23,8 мм;
— износ шейки 2 до размера менее 27,8 мм на длине а = 55 мм.
Изношенный паз 3 по ширине до размера более 6,02 мм зава-
рить и обработать новый паз размером 6^’05 мм-
367
Инструмент
и приспособления
Содержание операции (перехода)
Отверстие 4 рычага включения, изношенное до разме-
ра более 12,5 мм, заварить и просверлить новое размером
12+0-12 мм.
Погнутость валика устранять правкой, при этом непрямолпней-
ность на длине валика должна быть не более 0,15 мм.
Рис. 145. Валик выключения сцепления с рычагом
Вал редуктора
(рис. 146)
Не допускаются:
— трещины или обломы;
— износ шлицев 1 под ступицу диска сцепления по толщине
до размера менее 5,5 мм;
— износ зубьев (шлицев) 3 под муфту до шагового размера
менее 36,85 мм;
— износ шлицев 4 под фланец по толщине до размера менее
8,7 мм;
— износ шейки 2 под шестерню до размера менее 49,85 мм;
— износ шейки 7 под подшипник до размера менее 24,96 мм.
Изношенную шейку 6 под сальник обработать до выведения из-
носа, при этом диаметр должен быть не менее 44,5 мм.
При износе резьбы 5 следует просверлить отверстия в проме-
жутках между старыми и нарезать резьбу М12 кл. 3.
368
Инструмент
и приспособления
Содержание операции (перехода)
I
В В-В
2
Рис. 146. Вал редуктора
Шестерня ведущая
(рис. 147)
Не допускаются:
— трещины или обломы;
Рис. 147. Шестерня ведущая
— выкрашивание на рабочей поверхности и раковистая сыпь
на зубьях /;
369
Инструмент
н приспособления
Содержание операции (перехода)
— износ зубьев 1 по толщине до размера 5 = 7,3 мм на высоте
/1 = 5,086 мм\
— износ зубьев (шлицев) 2 под муфту до шагового размера
менее 36,85 мм\
— износ зубьев (шлицев) 2 с торца включения по длине;
— износ шейки 3 под подшипник до размера менее 64,98 мм.
Ступенчатую выработку на зубьях 1 устранять зачисткой до
уровня изношенной части зуба.
Муфта зубчатая
(рис. 148)
Не допускаются:
— трещины или обломы;
— износ зубьев (шлицев) 1 по толщине до шагового размера
более 37,85 мм',
Рис. 148. Муфта зубчатая
— износ зубьев (шлицев) 1 с торца включения по длине;
— износ паза 2 под вилку включения до размера более 8,8 мм.
Опора муфты выключения
(рис. 149)
Не допускаются:
— трещины или обломы;
37Q
Инструмент
и приспособления
Содержание операции (перехода)
— износ шейки 1 под муфту включения до размера менее
54,7 мм\
— износ отверстия 2 под сальник до размера более 65,1 мм.
Рис. 149. Опора муфты выключения
Шестерня привода насоса
(рис. 150)
Не допускаются:
— трещины или обломы;
Рис. 150. Шестерня привода насоса
— выкрашивание на рабочей поверхности зубьев;
— износ зубьев 1 по толщине до размера 5 = 7,3 мм на высоте
/г = 5,167 мм',
371
Инструмент
и приспособления
Содержание операции (перехода)
— износ шлицев 2 под зубчатую муфту до размера менее
3,85 мм;
— износ шейки 3 под подшипник до размера менее 29,98 мм.
Ступенчатую выработку на поверхностях зубьев зачистить до
уровня изношенной части зуба.
Фланец
(рис. 151)
Не допускаются:
— трещины или обломы;
— износ шлицев 1 до размера более 9,3 мм;
— износ поверхности В под подшипник до размера в менее
64,98 мм;
— износ резьбы 2 более двух ниток.
г
Рис. 151. Фланец
Изношенную поверхность Б под посадку сальника устранять
обработкой до выведения износа, при этом размер б должен быть
не менее 79,5 мм.
Покоробленную поверхность фланца при торцовом биении от-
носительно поверхности А более 0,2 мм устранять обработкой до
выведения коробления с одновременной обработкой поверхности Г
до размера а = 5±0,3 мм. После обработки поверхности Д раз-
мер г должен быть не менее 13 мм.
372
Инструмент
и приспособления
Содержание операции (перехода)
Стакан подшипников
(рис. 152)
Не допускаются:
— трещины или обломы, захватывающие более одного отвер-
стия или двух рядом расположенных;
Рнс. 152. Стакан подшипников
— износ отверстия 1 под подшипники до размера более
62,02 мм;
— износ резьб более двух ниток.
Трещины, не проходящие через отверстия, следует заварить.
Коробление поверхностей Б и В, при котором торцовое биение
относительно оси более 0,08 мм, устранять обработкой поверх-
ностей до выведения коробления. После обработки толщина флан-
ца а должна быть не менее 7 мм.
Вилка включения редуктора
(рис. 153)
Не допускаются:
— трещины или обломы;
— износ вилки по толщине до размера а менее 7,2 мм;
— износ отверстия 2 под рычаг включения до размера более
17,2 мм.
При износе отверстия 1 под валик до размера более 16,1 мм
следует рассверлить отверстие и поставить втулку с номинальным
373
Инструмент
и приспособления
Содержание операции (перехода)
размером 16+0’35 мм. Втулку устанавливать с предварительным на-
гревом вилки в масле до 180—200° С.
А-А
Рис. 153. Вилка включения редуктора
Валик включения редуктора
(рис. 154)
Не допускаются:
— трещины или обломы;
Рис. 154. Валик включения редуктора
— износ валика под посадку вилки до размера а менее
15,85 мм\
— неперпендикулярность образующих лунок 2 и донышка па-
за 1 более 0,3 мм на длине 20 мм.
374
Инструмент
н приспособления
Содержание операции (перехода)
Изношенные боковые поверхности лунок 2 устранять наплавкой
с последующей механической обработкой.
Погнутость валика более 0,15 мм устранять правкой.
Рычаг включения редуктора
(рис. 155)
Не допускаются:
— трещины или обломы;
износ валика 1 рычага до размера менее 15,85 мм’,
Рис. 155. Рычаг включения редуктора
— износ сферы 2 до размера менее 15,6 мм.
Изношенный паз 3 до размера более 4,01 мм следует заварить
и обработать паз с номинальным размером 42q’oj мм.
Втулка уплотнительная
(рнс. 156)
Не допускаются:
— трещины или обломы;
— износ отверстия 1 под валик рычага включения до размера
более 16,1 мм.
Коробление поверхностей А и Б фланца, при котором торцовое
биение относительно оси более 0,15 мм, устранять обработкой по-
верхностей до выведения коробления, при этом размер а должен
быть не менее 5,3 мм
375
Инструмент
и приспособления
Содержание операции (перехода)
Рис. 156. Втулка уплотнительная
Сборка промежуточного редуктора
26. Запрессовать шарикоподшипник ве-
дущей шестерни /2 (рис. 143) в картер 2
редуктора
27. Покрыть два-три ч зуба ведущей ше-
стерни 12 краской для проверки пятна кон-
такта. Запрессовать хвостовик шестерни в
шарикоподшипник до упора в буртик
28. Смазать цинковыми белилами и уста-
новить регулировочные прокладки / на
картер 2. Вставить шестерню 3 привода на-
соса 37 со стаканом и подшипниками в сбо-
ре в отверстие картера, введя в зацепление
с шестерней 12, и закрепить винтами
29. Смазать смазкой 1 —13 и запрессо-
вать сальник 13 в опору 15 муфты. Устано-
вить упорную шайбу. Смазать цинковыми
белилами и установить уплотнительную и
регулировочные 14 прокладки и опору 15
на картер 2 редуктора. Закрепить опору
болтами со стопорными шайбами
30. Проверить и при необходимости отре-
гулировать зацепление конических шесте-
рен по боковому зазору и пятну контакта.
Молоток АЗ, оп-
равка с медным на-
конечником
Молоток АЗ, оп-
равка с медным на-
конечником, посуда
для краски, кисть
волосяная
Молоток АЗ, оп-
равка с медным на-
конечником, отверт-
ка Б 150x0,5
Ключ 14—17, мо-
лоток АЗ, оправка
для сальника, посу-
да для смазки и
краски, кисть воло-
сяная
Ключ 14—17, мо-
лоток АЗ, зубило
20x60°, индикатор
376
Содержание операции (перехода) Инструмент и приспособления
на стойке, посуда для краски, кисть волосяная
Технические условия: 1. Боковой зазор между зубьями
конических шестерен должен быть 0,2—0,4 мм.
2. Пятно контакта должно быть не менее 50% поверхно-
сти зуба на шестерне 3 по длине и по высоте. Пятно контакта
должно быть расположено ближе к узкому торцу зуба.
3. Зазор и пятно контакта регулировать изменением ко-
личества регулировочных прокладок, устанавливаемых под
стакан шестерни 3 и опору 15 муфты.
4. После регулировки затянуть и застопорить болты.
31. Смазать смазкой 1 —13, запрессовать
сальник и установить кольцо во втулку 22
32. Смазать цинковыми белилами и уста-
новить регулировочные прокладки 23 и
втулку 22 в картер 2. Вставить рычаг 24
включения редуктора в отверстие втулки.
Закрепить втулку болтами с пружинными
шайбами
33. Установить сегментную шпонку в ка-
навку рычага 24. Надеть шайбу и рукоят-
ку 26 на рычаг и закрепить стяжн'ым бол-
том
34. Установить регулировочные шайбы 36
в отверстие под валик включения. Вставить
пружину и шарик 35 фиксатора в вилку 25.
Вставить валик 34 в отверстия картера 2 и
вилки включения. Застопорить валик вин-
том 33
35. Установить муфту 11 и вставить вал 7
в отверстия муфты, шестерни 12 и опоры 15.
Проверить и отрегулировать зазор между
муфтой 11 и зубчатым венцом шестерни 12.
Молоток АЗ, оп-
равка для сальника,
посуда для смазки
Ключ 12—14, мо-
лоток АЗ, посуда для
краски, кисть воло-
сяная
Ключ 12—14, мо-
лоток АЗ
Молоток АЗ, от-
вертка Б 150x0,5
Набор щупов
Технические условия: 1. При зафиксированном выключен-
ном положении вилки 25 зазор между муфтой и венцом ше-
стерни 12 должен быть 1,5—2,5 мм.
2. Зазор регулировать шайбами 36.
377
Инструмент
и приспособления
Содержание операции (перехода)
36. Раскернить картер 2 против паза
винта 33 и установить заглушку валика
37. Запрессовать шарикоподшипник 3 в
стакан 5
38. Смазать смазкой 1—13 и запрессо-
вать сальник в корпус 10. Вставить кольцо
в обойму уплотнения. Установить проста-
вочную шайбу на сальник
39. Установить корпус 10 в сборе на фла-
нец 6. Смазать цинковыми белилами и уста-
новить прокладку 9 на корпус. Надеть мас-
лоотражательную шайбу. Напрессовать ша-
рикоподшипник 8 в сборе со стаканом 5 на
фланец до упора в буртик
40. Надеть проставочное кольцо на вал 7
фаской в сторону буртика
41. Смазать цинковыми белилами и уста-
новить регулировочные прокладки 4 на
фланец стакана 5. Установить фланец 6 в
сборе с корпусом 10 и стаканом на вал 7
и закрепить корпус тремя гайками. Прове-
рить и при необходимости отрегулировать
зазор между торцами вала 7 и ведущей
шестерней 12.
Молоток АЗ, кер-
нер 3
Молоток АЗ, оп-
равка с медным на-
конечником
Молоток АЗ, оп-
равка для сальника,
посуда для смазки
Молоток АЗ, оп-
равка с медным на-
конечником, посуда
для краски, кисть
волосяная
Ключ 17—19, вы-
колотка медная, на-
бор щупов
Технические условия: 1. Зазор между торцами вала 7 и
шестерней 12 должен быть 1,5—3 мм.
2. Зазор обеспечить подбором регулировочных прокла-
док 4.
3. Один из пазов стакана 5 подшипника должен быть рас-
положен против расточки
42. Закрепить корпус 10 гайками и за-
стопорить шайбами
43. Установить уплотнительную шайбу и
прижимное кольцо на торец вала 7. Закре-
пить кольцо болтами.
Уплотнительная шайба должна быть
плотно прижата прижимным кольцом. Течь
масла из-под шайбы не допускается
Молоток АЗ, зуби-
ло 20x60°
Ключ 14—17, пло-
скогубцы 150
378
Инструмент
и приспособления
Содержание операции (перехода)
44. Проверить и при необходимости отре-
гулировать зазор между вилкой 25 и муф-
той 11.
Технические условия: 1. Зазор должен быть равномерным
по всей длине вилки. Зазор обеспечить подбором регулиро-
вочных прокладок 23.
2. Включенное и выключенное положения вилки должны
фиксироваться без заеданий и заклиниваний. Муфта должна
перемещаться свободно по шлицам вала и шестерни до упора
в буртик
45. Зашплинтовать болты крепления при-
жимного кольца проволокой
46. Надеть на шлицевой конец вала ше-
стерни 5 муфту. Смазать цинковыми бели-
лами и установить уплотнительную про-
кладку и насос 37 на стакан подшипников
шестерни 5. Закрепить насос болтами с
пружинными шайбами
47- Установить шпонку в канавку вали-
ка 19 и надеть вилку 18. Вставить валик во
втулки картера 2. Закрепить вилку стяж-
ным болтом с пружинной шайбой
48. Продуть гибкий шланг для смазки
муфты воздухом под давлением 2 кгс/см2.
Ввернуть шланг в отверстие муфты 17 и
установить пружины на вилку 18
49. Установить муфту на опору 15 и про-
верить ее перемещение. Муфта должна пе-
ремещаться свободно, без заеданий
50. Установить ниппель шланга 16 в от-
верстие картера и закрепить гайкой с пло-
ской и пружинной шайбами. Ввернуть мас-
ленку в ниппель и смазать муфту 17 смаз-
кой 1—13 до появления ее из зазоров
51. Установить прокладку и верхнюю
крышку люка на картер 2 и закрепить бол-
тами с плоскими и пружинными шайбами
52. Смазать цинковыми белилами и уста-
новить прокладку и крышку 27 на картер 2.
Закрепить крышку гайками с плоскими и
пружинными шайбами
Плоскогубцы 150
Ключ 17—19, вы-
колотка медная, по-
суда для краски,
кисть волосяная
Ключ 14—17, мо-
лоток АЗ, выколотка
медная
Ключ 12—14
Ключи 12—14 и
22—24, шприц, по-
суда для смазки
Ключ 10—12
Ключ коловорот,
сменная головка 17,
посуда для краски,
кисть волосяная
379
Инструмент
н приспособления
Содержание операции (перехода)
53. Смазать цинковыми белилами и уста-
новить прокладку 32 тГкрышку 2/ на кар-
тер 2. Закрепить крышку гайками с пло-
скими и пружинными шайбами
54. Ввернуть маслоизмерительный щуп в
отверстие картера 2
55. При наличии стенда обкатать и испы-
тать промежуточный редуктор, для чего:
— закрепить редуктор на стенде;
— заправить маслом МТ-16п до верхней
метки щупа.
Ключ коловорот,
сменная головка 17,
посуда для краски,
кисть волосяная
Ключ 14—17
Технические условия на обкатку и испытание: 1. Обкаты-
вать редуктор без нагрузки в течение 3—4 мин при 1400—
1500 об/мин, а затем в течение 6—7' мин при 2100—
2150 об/мин. При обкатке по два-три раза включать управле-
ние редуктором на каждом этапе.
2. Нагрев картера редуктора не должен превышать 70° С.
,3. При прокручивании не допускаются посторонние стуки
и шумы в подшипниках и узлах.
4. Течь масла через уплотнения не допускается.
5. Слить масло из картера редуктора.
380
РЕМОНТ ГЛАВНОЙ ПЕРЕДАЧИ
ОПЕРАЦИОННАЯ КАРТА №11
Инструмент и приспособления: ключи 10—12, 12—14, 14—17,
17—19, 19—22 (2 шт.), 32—36 и 46; ключи торцовые 12 и 76; ключ
динамометрический ОБ-75; сменные головки 17, 19 и 22; ключ для
круглых гаек I 75—г80; ключ специальный'40 для гайки крепления
ведомого барабана; съемники универсальные 5805-01/№ 4 и
5805-01/№ 1; оправка с медным наконечником; оправка для за-
прессовки сальников; наставка стальная; пресс 10-т; приспособле-
ние для проверки натяга подшипников первичного вала; приспо-
собление для припиловки стыков колец; приспособление для уста-
новки колец; планки прижимные; плоскогубцы комбинирован-
ные 150; отвертки А 150X0,5, Б 175x0,7 и А 200x1,0; кругло-
губцы 150; молоток АЗ; зубило слесарное 20X60°; кернеры 2, 4 и 6;
набор клейм; тиски слесарные II-120; подставка под крышку и
картер главной передачи; динамометр; индикатор ИЧ-1-2; линейка
измерительная металлическая 300; набор щупов Н-2 кл. 1; нагне-
татель масла; шприц; посуда для керосина, масла, смазки, клея и
краски; лопатка деревянная для смазки; кисть волосяная; сал-
фетка хлопчатобумажная.
Трудоемкость разборки и сборки, чел.-час:
— ручным инструментом — 45,0;
— при использовании механизированного инструмента — 38,0.
Содержание операции (перехода) Инструмент и приспособления
Разборка главной передачи
1. Установить главную передачу на под-
ставку. Вывернуть пробки сливных отвер-
стий и слить масло из картера
2. Расшплинтовать, вынуть пальцы и от-
соединить тяги 5, 6, 12, 13, 19 (рис. 157)
соответственно от рычагов 3 и 14, 2 и 7, 15
и поводка, 16 и поводка, 15 и 18. Отсоеди-
нить серьги И от поводков колонки 10
3. Расшплинтовать, вынуть палец и рас-
соединить рычаги 16 и 17
4. Расконтрить и вывернуть наконечни-
ки 4 из рычагов 2 и 3
5. Снять стопорные кольца и рычаги 7.
14, 15 и 16 с осей
6. Вывернуть болты и снять оси двупле-
чих рычагов с крышки 1 картера
Ключ 32—36, под-
ставка, посуда для
масла
Молоток АЗ, пло-
скогубцы 150
То же
Ключ 17—19
Круглогубцы 150
Ключ 14 — 17
381
Инструмент
и-приспособления
Содержание операции (перехода)
7. Отвернуть гайку и снять рукоятку 9 с
рычага 8. Выпрессовать шпонку из паза
рычага
Ключ 19—22, мо-
лоток АЗ, зубило
20X60°
Рис. 157. Управление главной передачи:
/ — крышка картера главной передачи; 2 — рычаг включения пятой и шестой пере-
дач; з _ рычаг включения третьей н четвертой передач; 4 — наконечники рычагов;
5 _ тяга включения третьей и четвертой передач; 6 — тяга включения пятой и ше-
стой передач; 7 —двуплечий рычаг пятой и шестой передач; 8 — рычаг переклю-
чения передач; Р — рукоятка рычага; /0 —колонка переключения передач в сборе;
// — серьги; 12 и 19 — тяги включения первой и второй передач; 13 — тяга включе-
ния передачи заднего хода| /-/ — двуплечий рычаг третьей и четвертой передач;
15 — двуплечий рычаг первой и второй передач; 16 — двуплечий рычаг передачи
заднего хода; и — рычаг включения передачи заднего хода; 18 — рычаг включения
первой и второй передач
8. Отвернуть гайки крепления и снять
колонку 10 в сборе
9. Вывернуть стяжные болты рычагов 2,
17 и 18 и хомутов. Снять рычаги и хомуты
с валиков вилок переключения передач.
Выпрессовать шпонки из пазов валиков
10. Расшплинтовать и вывернуть сапун
из крышки 1 картера
11. Ослабить винты стяжных хомутов и
снять шланги с маслопроводов
Ключ 19—22
Ключ 17—19, мо-
лоток АЗ, зубило
20X60°
Ключ 19—22, пло-
скогубцы 150
Отвертка
Б 175x0,7
382
Инструмент
н приспособления
Содержание операции (перехода)
12. Расстопорить, вывернуть болты и от-
вернуть гайки шпилек крепления фланцев
маслопроводов и снять маслопроводы с кар-
тера 2 (рис. 158)
13. Отвернуть гайки и снять фильтр 30 в
сборе
14. Расшплинтовать и ослабить гайки
болтов и шпилек крепления крышки к кар-
теру 2
15. Расстопорить и отвернуть гайки креп-
ления правого и левого фрикционов 5 к
крышке и картеру 2. Снять стопорные пла-
стины, фрикционы и уплотнительные про-
кладки.
(Переход выполняют два человека)
16. Вывернуть болты крепления левого 12
и правого 29 механизмов поворота к крыш-
ке и картеру 2
17. Вывернуть болты крепления первич-
ного вала 39 в сборе к крышке и картеру 2
18. Отвернуть гайки шпилек и болтов
крепления крышки к картеру 2 и снять три
рыма и кронштейн датчика
19. Перевернуть главную передачу кар-
тером вверх. Вынуть болты и снять картер 2
в сборе.
(Переход выполняют три человека)
20. Установить картер 2 в сборе на под-
ставку. Расшплинтовать и вывернуть бол-
ты с планками крепления правой и левой
трубок заборников к картеру
21. Расшплинтовать и вывернуть болты
крепления фланцев трубок (правого и ле-
вого заборников) к масляному насосу и
снять трубки
22. Расшплинтовать и вывернуть болты
крепления заборников к картеру 2 и снять
заборники
23. Расшплинтовать и отвернуть гайки
шпилек крепления масляного насоса к кар-
теру 2 и снять насос
Ключ 14—17, мо-
лоток АЗ, зубило
20x60°
Ключ 17—19
Ключ 19—22, пло-
скогубцы 150
Ключ 19—22, мо-
лоток АЗ, зубило
20X60°
Ключ 17—19
Ключ 19—22
То же
Подставка
Ключ 12—14, пло-
скогубцы 150, под-
ставка
То же
»
»
383
384
Рис. 158. Главная передача:
/ и 20 — регулировочные прокладки; 2-** картер; 3 — стопорное кольцо;^ •—уплотнительные прокладки; 5 —фрикционы механизмов поворота;
6—тормоза механизмов поворота; 7 — вал фрикциона; 8—ведущая шестерня фрикциона; 9— ось промежуточной шестерни заднего хода;
10—промежуточная шестерня заднего хода; 11— ведомая шестерня фрикциона; 12 и 29— механизмы поворота; 13 — гайка; 14— ведущая
шестерня заднего хода; 15— вилка включения заднего хода; 16— ведущая шестерня второй передачи; 17— регулировочное кольцо; 18 —
ведомая коническая шестерня; 19— вилка включения первой н второй передач; 2Д 31 и 34 — маслопроводы; 22—главный вал; 23 — ось
маслопровода; 24 — регулировочные шайбы; 25— уплотнительные кольца; 26— отверстие в оси; 27 — опор^ маслопровода; 28 — эпицикличе-
ская шестерня; 30—фильтр очистки масла; 32 и 38— гнезда подшипников; 33 — вилка включения пятой и шестой передач; 35 — синхро-
низатор включения пятой и шестой передач; 36 — вилка включения третьей и четвертой передач; 57 — передаточный вал; 39 — первич-
ный вал (ведущая коническая шестерня); 40 — муфта
со
00
Инструмент
и приспособления
Содержание операции (перехода)
24. Снять первичный вал 39 в сборе с
крышки картера 2
25. Вывернуть зажимной болт и отсоеди-
нить маслопровод 31 от опоры вала 37
26. Снять вал 37 в сборе с посадочных
мест крышки картера 2.
(Переход выполняют два человека)
Ключ 19—22
4
Рис. 159. Уплотнение вилки переклю-
чения передач:
1 — уплотнительная втулка; i — шайба;
3 — хомут; 4 — войлочное кольцо; б — ре-
зиновый сальник; 6 —болт; 7 — крышка
картера; 3 —резиновое кольцо; S—вилка
переключения передач; 10 — штуцер
27. Снять муфты 40 со шлицованных кон-
цов вала 37. Снять стопорные кольца 3
28. Отвернуть накидную гайку и отсое-
динить маслопровод 21 от оси 23
29. Снять ось 23 и шайбы 24 из опоры 27,
Извлечь из опоры кольца 25
30. Снять вал 22 в сборе с механизмами
поворота 12 и 29 с посадочных мест крыш-
ки картера А
(Переход выполняют два человека)
31. Вывернуть болты 6 (рис. 159) и вы-
прессовать втулки 1 в сборе из крышки 7.
Снять кольца 8 и 4 и сальники 5 из вту-
лок 1
Отвертка
Б 175X0,7
Ключ 32—36
Отвертка
Б 175X0,7
Ключ 12—14, мо-
лоток АЗ, оправка с
медным наконечни-
ком
386
Инструмент
н приспособления
Содержание операции (перехода)
32. Отвернуть гайки крепления трубки
распределения к распределителю и к шту-
церам 10
33. Расшплинтовать,. вывернуть болт
крепления скобы и снять трубку распреде-
ления в сборе
34. Вывернуть штуцер 10 из отверстия
крышки 7
35. Снять вилки 15 (рис. 158), 19 и 36
в сборе с сухарями с вала 22
36. Снять левый 12 и правый 29 меха-
низмы поворота в сборе из гнезд шесте-
рен 28
37. Вывернуть угольник из резьбового от-
верстия оси 9
38. Вывернуть стопорный винт оси 9,
снять стопорное кольцо подшипника оси и
выпрессовать заглушку и ось из посадоч-
ных мест крышки картера и подшипника
39. Выпрессовать подшипники из шестер-
ни оси 9 и снять стопорное кольцо
Ключ 19—22
Ключ 12—14, пло-
скогубцы 150
Ключ 17—19
40. Расшплинтовать, вывернуть болты
крепления и снять распределитель с крыш-
ки картера 2
Ключ-12—14
Молоток АЗ, оп-
равка с медным на-
конечником, отверт-
ка А 200X1,0
Молоток АЗ, оп-
равка с медным на-
конечником, отверт-
ка Б 175X0,7
Ключ торцовый
12—14, плоскогубцы
150
Разборка левЬго фрикциона поворота
41, Вывернуть масленку из резьбового от-
верстия вала 38 (рис. 160)
42. Расстопорить, отвернуть гайку и снять
барабан 23 с вала 38
43. Расстопорить и отвернуть гайки,
снять диск и прокладки 22
44. Снять поочередно диски 26, пружи-
ны 12 и диски 11 с барабана 13
45. Вывернуть болты, снять крышку 21 и
уплотнительную прокладку
Ключ 10—12
Ключ 46, моло-
ток АЗ, зубило
20X60°
Ключ 17—19, мо-
лоток АЗ, зубило
20X60°
Ключ 10—12
13*
387
Инструмент
и приспособления
Содержание операции (перехода)
46. Выпрессовать сальник 16 и кольцо 20
из крышки 21
Молоток АЗ, оп-
равка для сальни-
ков
Рис. 160. Фрикцион поворота левый в сборе:
1 — гнездо фрикциона; 2, 7 и /7 — подшипники; 3, 4, 9, 20 н 28 — уплотнительные кольца?
б — масленка; 5 —прижимная пружина; 5 —отжимной диск; 10— виит; // — ведомый диск?
12 — рвзжимная пружина; 13 — ведомый барабан; /4—нажимной диск; 15, 19 и <35 —сто-
порные кольца; 16 н 34 — резиновые сальники; 18 — гайка фрикциона; 21 — крышка; 22 —
регулировочные прокладки; 23— ведущий барабан; 24 — палец; 25 —стакан; 26 — ведущий
диск; 27 —тормозной барабан; 29 — поводковая коробка; 30 — подвижное кольцо; 31 — ша-
рик; 32 — неподвижное кольцо; 33 — маслоотражательная шайба; 36 — проставочное кольцо;
57 — шестерня фрикциона; 38 — вал фрикциона; 39** пружина
47. Переместить вал 38 влево, снять под-
шипник 17 и стопорные кольца 15 и 19
Молоток АЗ, оп-
равка с медным на-
конечником, отверт-
ка Б 175X0,7
388
Инструмент
и приспособления
Содержание операции (перехода)
48. Вынуть вал 38 из отверстия шестер-
ни 37
49. Расстопорить гайку 18, вывернув
винт 10. Вывернуть гайку из шестерни 37
50. Снять шестерню 37 в сборе с бара-
бана 13. Снять пружины 6 и шарики 31
51. Спрессовать поводковую коробку 29
в оборе со ступицы барабана 13
52. Снять пружины 39 и стаканы 25 из
отверстий барабана 13
53. Снять диск 8 в сборе с пальцами 24
из подшипника 7 коробки 29
54. Снять уплотнительные кольца 28 и 9
с диска 8
55. Выпрессовать подшипник 7 из короб-
ки 29
56. Вывернуть масленку 5 и снять коль-
ца 3 и 4 из коробки 29
57. Спрессовать подшипники 2 в сборе с
гнездом 1 со ступицы шестерни 37
58. Выпрессовать наружный подшипник 2
из гнезда 1 и снять кольца 36 и 35. Выпрес-
совать внутренний подшипник 2 и снять
шайбу 33
59. Выпрессовать сальник 34 из гнезда 1
60. Выполнить переходы 41—59 для раз-
борки правого фрикциона поворота
Ключ специаль-
ный 40, отвертка
А 200X1,0
Молоток АЗ, оп-
равка с медным на-
конечником
Отвертка
Б 175X0,7
Молоток АЗ, оп-
равка с медным на-
конечником
Ключ 12—14, от-
вертка Б 175X0,7
Молоток АЗ, оп-
равка с медным на-
конечником
Молоток АЗ, оп-
равка с медным на-
конечником, отверт-
ка Б 175X0,7
Молоток АЗ, оп-
равка для сальника
Разборка левого механизма поворота
61. Расшплинтовать, вывернуть болты 11
(рис. 161) и снять кольцо 10 с водила 21
62. Спрессовать подшипник 22 и опору 7
в сборе с водила 21. Снять кольца 18 и 23
с фланца 14, кольцо 25 с водила и вынуть
водило 21 из шестерни
Ключ 17—19, пло-
скогубцы 150
Съемник
5805-01/№ 1
389
Инструмент
и приспособления
Содержание операции (перехода)
63. Спрессовать подшипник 4 с фланца 14
и снять кольцо 5
Молоток АЗ, оп-
равка с медным на-
конечником
Рис. 161. Механизм поворота левый в сборе:
7 —сателлит; 2, 17 и 19 — стопорные кольца; 3 — ведомая
шестерня фрнкциоиа; 4, 6 и 22 — подшипники; 5 и 73—про-
ставочные кольца; 7 —опора; 3 —обойма уплотнения; 3 —ре-
зиновый сальник; 10 — прижимное кольцо; 11 — болт; 12 и
23 — уплотнительные кольца; 13 — защитное кольцо; /4 —фла-
нец кардана; /5 — уплотнительная прокладка; 16 — маслоотра-
жательиая шайба; 20 — солнечная шестерня; 21 водило; 3# —
втулка; 25 — упорное кольцо
64. Выпрессовать фланец 14 из подшип-
ника 6 опоры 7
65. Вынуть обойму 8, кольца 12 и 13,
сальник 9 и шайбу 16 из опоры 7
То же
Молоток АЗ, от
вертка Б 175x0,7
390
Содержание операции (перехода) Инструмент и приспособления
66. Снять кольцо 17 и выпрессовать под- Молоток АЗ, оп-
шипник 6 из опоры 7 равка с медным на- конечником, отверт- ка Б 175x0,7.
67. Расстопорить шестерни 20 и 3, вы- Отвертка
нуть шестерню 20 из шестерни 3 и снять кольцо 2 А 150x0,5
68. Сиять кольцо 19 и выпрессовать под- Молоток АЗ, оп-
шипник 4 из шестерни 3 равка с медным на-
69. Выполнить переходы 61—68 для раз- борки правого механизма поворота конечником, отверт- ка Б 175x0,7
Разборка главного вала
70. Расстопорить, отвернуть левую гай-
ку 16 (рис. 162), снять шестерню 17 в сборе
и зубчатую муфту И в сборе со шлицев ва-
ла 3. Снять муфту 14 с шестерни
71. Расстопорить и отвернуть правую гай-
ку 16. Снять шестерню 1 в сборе и шестер-
ню 7 в сборе с опорой 31 со шлицев вала 3
72. Снять опору 31 со ступицы шес-
терни 7
73. Опрессовать подшипники 30 в сборе
с шестерней 8 и снять синхронизатор 29 с
вала 3
74. Спрессовать подшипники 27 в сборе
с шестерней 28 с вала 3
75. Выпрессовать подшипники 27 из ше-
стерни 28. Снять стопорное и проставоч-
ное кольца
76. Выпрессовать подшипники 30 из ше-
стерни 8. Снять стопорное и проставоч-
ное кольца
77. Спрессовать подшипник 24 в сборе с
шестерней 13 со ступицы зубчатой муф-
ты И и снять муфту 12
Ключ торцовый 76,
молоток АЗ, зубило
20X60°
То же
Молоток АЗ, оп-
равка с медным на-
конечником
То же
»
»
391
17
Рис. 162. Главный вал в сборе:
и & эпициклические шестерни; 2** замковая шайба; 3 — главный вал; 4 — ведомая шестерня пятой передачи; 5, 9, 10, 20, 21 и 23 —
стопорные кольца; 6 уплотнительные кольца; 7 — ведомая шестерня шестой передачи; 3 — ведомая шестерня третьей передачи; 11— зуб-
чатая муфта; 12 — муфта включения первой и второй передач; 13 — ведомая шестерня второй передачи; 14— муфта включения передачи
мдиего хода; 15— ведомая шестерня передачи заднего хода; 16— гайка: 18 — насадка; 19, 22, 24, 26, 27 я 30 — подшипники; 25 — непо-
движная муфта; 28 — ведомая шестерня четвертой передачи; 29 *•** синхронизатор; 31 — опора маслопровода
Содержание операции (перехода) Инструмент и приспособления
78. Снять кольцо 9 и спрессовать под- Молоток АЗ, оп-
шипник 26 в сборе с муфтой 25 с зубчатой равка с медным на-
муфты 11 конечником, отверт- ка Б 175X0,7
79. Снять стопорное кольцо и выпрессо- вать подшипник 24 из шестерни 13 То же
80. Снять кольцо 9 и выпрессовать под- шипник 26 из мутфы 25
81. Снять кольцо 5 и снять шестерню 4 с шестерни 1
82. Снять кольцо 23 и спрессовать под- шипник 22 в сборе с шестерней 15 со сту- пицы
83. Снять кольцо 20 и спрессовать под- Отвертка
шипник 19 с шестерни 17 Б 175X0,7, съемник 5805-01/№ 4
84. Снять кольцо 20 и опрессовать под- шипник 19 с шестерни 1 То же
85. Снять кольцо 21 и выпрессовать под- Отвертка
шипник 22 из шестерни 15 Б 175X0,7, молоток АЗ, оправка с мед- ным наконечником
Разборка передаточного вала
86. Расстопорить, отвернуть гайку 33
'(рис. 163). Снять последовательно шестер-
ни 3 и 4, кольцо 31 и шестерни 5, 7 и 8 в
сборе с вала 1
87. Спрессовать подшипники 10 в сборе
с шестерней 9 с вала 1. Снять синхрониза-
тор 11
88. Расстопорить и снять полусухари 19.
Спрессовать подшипник 15 в сборе с опо-
рой 16 с вала 1
89. Снять шайбу 17 в сборе с кольца-
ми 21 с опоры 16. Снять кольца с шайбы
90. Снять кольцо 23 и спрессовать под-
шипники 25 в сборе с шестерней 13 с вала 1
Ключ для круг-
лых гаек 75—80, мо-
лоток АЗ, зубило
20X60°
Молоток АЗ, оп-
равка с медным на-
конечником
Молоток АЗ, оп-
равка с медным на-
конечником, зубило
20X60°
Молоток АЗ, оп-
равка с медным на-
конечником
То же
393
Рис. 163. Передаточный вал в сборе:
/. — передаточный вал; 2, 6, 10, 15 я 25 — подшипники; 3—ведущая шестерня заднего хода; 4 — ведущая шестерня вторбй передачи; 5^
ведомая коническая шестерня; 7— ведущая шестерня четвертой передачи; 8— ведущая шестерня третьей передачи; 9—ведущая шестерня
шестой передачи; // — синхронизатор; 12, 14, 18 и 28— стопорные кольца; 13— ведущая шестерня пятой передачи; 16— опора масло-
провода; 17 — шайба маслопровода; 19— полусухарь; 20 и 22— заглушки; 21 — уплотнительное кольцо; 23 и 24 — проставочные кольца;
26 — гнездо подшипников; 27 в 29 — регулировочные прокладки; 30 — кольцо; 31 — регулировочное кольцо; 32 — замковая шайба; 33 — гайка
Инструмент
и приспособления
Содержание операции (перехода)
91. Спрессовать подшипник 2 со ступицы
шестерни 3
92. Спрессовать подшипники 6 в сборе со
ступицы шестерни 5. Снять прокладки 29
и кольцо 30
93. Выпрессовать поочередно подшип-
ники 6 из гнезда 26 и снять комплект про-
кладок 27 и кольцо 28
94. Снять кольцо 14 и выпрессовать под-
шипник 15 из опоры 16
95. Выпрессовать подшипники 25 из ше-
стерни 13 и снять кольца 12 и 24
96. Выпрессовать подшипники 10 из ше-
стерни 9 и снять стопорное и проставочное
кольца
Молоток АЗ, оп-
равка с медным на-
конечником
То же
Молоток АЗ, оп-
равка с медным на-
конечником, отверт-
ка Б 175x0,7
То же
»
»
Разборка первичного вала
97. Расшплинтовать, вывернуть болты 12
(рис. 164) и снять кольцо 11, шайбу 13 и
фланец 10 со шлицевого конца шестерни 1
98. Снять крышку 7 в, сборе с фланца
стакана 3
99. Выпрессовать обойму 15 в сборе,
кольцо 16 и сальник 14 из крышки 7. Снять
кольцо 8
100. Выпрессовать шестерню 1 в оборе
из стакана 3 и снять прокладки 4 и втул-
ку 20 с хвостовика шестерни. Вынуть внут-
реннюю обойму подшипника 5 из стакана
101. Спрессовать внутреннюю обойму
подшипника 2 с шестерни 1
102. Выпрессовать наружные обоймы
подшипников 2 и 5 из стакана 3. Снять
кольцо 19
103. Промыть детали главной передачи
керосином, продуть масляные каналы и мас-
лопроводы сжатым воздухом. Обдуть все
детали сжатым воздухом и протереть на-
сухо
Ключ 19—22, пло-
скогубцы 150
Молоток АЗ, от-
вертка А 200X1,0
Молоток АЗ, оп-
равка с медным на-
конечником, отверт-
ка Б 175x0,7
Молоток АЗ, оп-
равка с медным на-
конечником
Съемник
5805-01/№ 4
То же
Посуда для керо-
сина, кисть волося-
ная, салфетка
395
Инструмент
и приспособления
Содержание операции (перехода)
Рис. 164. Первичный вал в сборе:
1 — коническая шестерня; 2 и 5 — подшипники; 5 —стакан; 4 и 6 — регули-
ровочные прокладки; 7 — крышка; 8 н 19 — стопорные кольца; 9—кольцо
сальника; 10 — фланец; // — прижимное кольцо; 12 — болт; /<? —уплотни-
тельная шайба; 14 — резиновый сальник; /5 — обойма уплотнения; 16 — за-
щитное кольцо; 17 — уплотнительные прокладки; /5 — маслоотражательная
шайба; 20 — распорная втулка
Технические условия на контроль, сортировку и ремонт деталей
главной передачи
Картер и крышка главной передачи
Не допускаются:
— трещины или обломы, проходящие через посадочные поверх-
ности и ребра жесткости;
— пробоины на стенках, захватывающие ребра жесткости;
— срыв или износ резьбы более двух ниток.
При наличии трещин, не проходящих через посадочные поверх
ности и ребра жесткости, их следует заварить или заклеить клея-
ми на основе эпоксидных смол.
Пробоины устранять постановкой заплат,
396
Инструмент
и приспособления
Содержание операции (перехода)
Синхронизатор в сборе
(рис. 165)
Не допускаются:
— трещины или обломы на каретке;
— износ зубьев 1 с торца включения по длине;
— износ зубьев 1 по толщине до шагового размера менее
47,6 мм-,
Рис. 165. Синхронизатор в сборе
— износ "зубьев 2 по толщине до шагового размера более
38,3 мм;
— износ паза 3 муфты под вилку переключения передач по
ширине до размера более 12,5 мм;
— износ или наволакивание металла на конических поверхно-
стях А и Б конуса;
— ослабление фиксации каретки 4 при статическом усилии
вывода каретки из среднего положения менее 18 кгс.
Вилка переключения передач
(рис. 166)
Не допускаются:
— трещины или обломы;
— износ валика 2 под втулку до диаметра менее 24,85 мм;
г— погнутость вилки;
397
Инструмент
и приспособления
Содержание операции (перехода)
— износ отверстий 1 под сухари до диаметра более 12,1 мм.
Трещины в сварных швах заварить. При погнутости вилок их
правят, при этом калиброванный стержень диаметром 12 мм дол-
жен свободно проходить через оба отверстия 1.
Рнс. 166. Вилка переключения передач
При износе шпоночного паза 3 по ширине до размера более
5,01 мм его следует заварить и обработать паз с номинальным
размером мм.
Гнездо фрикциона
' (рис. 167)
, Не допускаются:
— трещины или обломы любого характера и расположения;
— износ гнезда 1 под подшипник по диаметру до размера бо-
лее 130,05 мм;
— местная выработка на поверхности Г под шарик, при кото-
рой щуп толщиной 0,4 мм проходит;
— ослабление крепления неподвижного кольца 2;
— коробление фланца, при котором биение поверхности Д от-
носительно поверхности гнезда 1 более 0,15 мм.
Местную выработку на поверхности канавки Б устранять
шлифовкой до выведения износа, после чего размер б должен быть
не менее 3 мм, а размер в — не менее 9;8 мм.
398
Инструмент
и приспособления
Содержание операции (перехода)
Коробление фланца устранять механической обработкой, после
чего размер а должен быть не менее 7 мм.
Рис. 167. Гнездо фрикциона
Коробка поводковая
(рис. 168)
Не допускаются:
— трещины или обломы любого характера и расположения;
— износ гнезда 1 под подшипник по диаметру до размера
более 150,06 мм\
— местная выработка на поверхности Г под шарик, при кото-
рой щуп толщиной 0,4 мм проходит;
— ослабление заклепок 5 крепления кольца;
— износ отверстия 2 под подшипник по диаметру до размера
более 20,1 мм.
При ослаблении кольца переклепать заклепки 3, при этом
заклепки должны быть плотно обжаты между пробкой и кольцом,
щуп толщиной 0,5 мм не должен проходить. Выступание головок
заклепок, над поверхностями В и Е не допускается.
Погнутость хвостовика устранять правкой, при этом непарал-
лельность осей поверхностей отверстия 2 и гнезда 1 на длине 20 мм
допускается не более 0,1 мм. Неперпендикулярность поверхно-
399
Инструмент
и приспособления
Содержание операции (перехода)
стей Б относительно оси поверхности отверстия 2 допускается не
более 0,25 мм.
Рис. 168. Коробка поводковая
Местную выработку на поверхности канавки Д устранять
шлифовкой до выведения износа, после чего размер а должен быть
не менее 3 мм, а размер б — не менее 9,8 мм.
Диск отжимной с пальцами в сборе
(рис. 169)
Не допускаются:
— трещины или обломы;
— износ шейки 1 под подшипник по диаметру до размера ме-
нее 99,97 мм;
— износ отверстия 2 под шейку барабана по диаметру до раз-
мера более 88,2 мм;
400
Инструмент
и приспособления
Содержание операции (перехода)
— погнутость пальцев, при которой неперпендикулярность
поверхности А к поверхности Б на длине 50 мм больше 0,25 мм;
Рис. 169. Диск отжимной с коль-
цами в сборе
— износ или срыв резьбы 3 более двух ниток;
— ослабление посадки пальцев в резьбовых отверстиях 4.
Изношенное отверстие 2 под шей-
ку барабана расточить и поставить
втулку с номинальным размером
28+0’07 мм.
При ослаблении посадки пальцев
в резьбовых отверстиях допускается
нарезать резьбу ремонтного размера.
Барабан фрикциона
ведомый в сборе
(рис. 170)
Не допускаются:
— трещины или обломы любого
характера и расположения;
— износ отверстия 1 под подшип-
ник по диаметру до размера более
80,05 мм;
— износ зубьев 2 по толщине
шагового размера менее 84,3 мм;
— износ треугольных шлицев 3 по
толщине при отсутствии зазора
А
ДО
Рис.
170. Барабан фрикциона
ведомый в сборе
в
шлицах;
— износ шейки 4 ступицы барабана под отжимной диск по
диаметру до размера менее 87,8 мм;
401
Инструмент
и приспособления
Содержание операции (перехода)
— износ поверхности А обода под ленту по диаметру до раз-
мера менее 247 мм.
Ступенчатую выработку на зубьях 2 устранять зачисткой. На-
диры или местный износ на поверхности обода устранять обра-
боткой до выведения износа, при этом размер б должен быть не
менее 247 мм.
Износ или риски на шейке 5 ^тупицы барабана под сальник
устранять обработкой до выведения износа.
При ослаблении заклепок 7 крепления тормозного барабана
следует заменить заклепки, при этом щуп толщиной 0,5 мм не
должен проходить в местах расположения заклепок. Выступание
заклепок над поверхностью 8 не допускается.
Надиры и забоины на опорной поверхности 8 устранять обра-
боткой до выведения надиров, при этом размер а должен быть не
более 46,5 мм.
Изношенную резьбу 6 более двух ниток рассверлить и поста-
вить ввертыш.
Барабан фрикциона ведущий
(рис. 171)
Не допускаются:
— трещины или обломы;
— износ шлицев 1 по ширине до размера более 6,2 мм",
Рис. 171. Барабан фрикциона ведущий
— износ зубьев 2 по толщине до шагового размера более
112,8 мм.
402
Инструмент
и приспособления
Содержание олерации (перехода)
Ступенчатую выработку на зубьях 2 устранять зачисткой до
уровня изношенной части зуба.
Диск фрикциона ведущий
(рис. 172)
Не допускаются:
— трещины или обломы;
— износ зубьев 1 по толщине до шагового размера менее
111,4 мм.
Рис. 172. Диск фрикциона ведущий
Надиры, риски или наволакивание металла на рабочих поверх-
ностях А устранять шлифовкой под ремонтный размер 2,5 ~°-12 мм.
При этом неплоскостность поверхностей А должна быть не более
0,15 мм, разность замеров по толщине — не более 0,04 мм.
Коробление диска устранять правкой, при этом щуп толщиной
0,15 мм не должен проходить между диском и поверочной плитой.
Диск фрикциона ведомый
(рис. 173)
Не допускаются:
— трещины или обломы;
— износ зубьев 1 по толщине до шагового размера более
85,7 мм.
Надиры, риски или наволакивание металла на рабочих поверх-
ностях А устранять шлифовкой под ремонтный размер 2,5~°-12 мм.
При этом неплоскостность поверхностей А должна быть не более
0,15 мм, разность замеров по толщине—не более 0,04 мм.
403
Инструмент
и приспособления
Содержание операции (перехода)
Коробление диска устранять правкой, при этом щуп толщиной
0,15 мм не должен проходить между диском и поверочной плитой.
Шестерня фрикциона ведущая
(рис. 174)
Не допускаются:
— трещины или обломы;
Рис. 174. Шестерня фрикциона ведущая
— выкрашивание цементационного слоя и раковистая сыпь на
зубьях Г,
— износ зубьев 1 по толщине до шагового размера менее
39,1 мм-,
404
Инструмент
и приспособления
Содержание операции (перехода)
— износ шейки 2 под подшипник по диаметру до размера ме-
нее 74,98 мм;
— износ шлицев 3 по толщине при отсутствии зазора в шли-
цах;
— срыв резьбы 4 более двух ниток.
Ступенчатую выработку на зубьях 1 устранять зачисткой до
уровня изношенной части зуба.
Диск нажимной в сборе
(рис. 175)
Не допускаются:
— трещины или обломы;
— износ зубьев 1 крайнего ведомого диска по толщине до ша-
гового размера более 85,7 мм.
Рис. 175. Диск нажим-
ной в сборе
Надиры, риски или наволакивание металла на рабочей поверх-
ности А крайнего ведомого диска устранять шлифовкой до выве-
дения надиров и наволакивания металла, при этом толщина дис-
ка а должна быть не менее 2,6 мм, непараллельность поверхно-
стей Б и А — не более 0,2 мм на длине 208 мм.
При ослаблении заклепок 2 крепления диска следует заменить
заклепки. Неприлегание дисков в местах расположения заклепок
не допускается.
405
Инструмент
и приспособления
Содержание операции (перехода)
Вал фрикциона
(рис. 176)
Не допускаются:
— трещины или обломы;
— износ зубьев 1 по толщине до шагового размера менее
26,0 мм;
Рис. 176. Вал фрикциона
— износ шлицев 2 по ширине до размера менее 5,8 мм;
— износ шейки 5 под подшипник по диаметру до размера ме-
нее 39,97 мм;
— износ или срыв резьб 3 и 4 более двух ниток.
Погнутость вала, при которой биение поверхности А менее
0,1 мм, устранять правкой.
Шестерня коническая ведущая
(рис. 177)
Не допускаются:
— трещины или обломы;
— выкрашивание цементационного слоя и раковистая сыпь на
зубьях 1;
— износ зубьев 1 по толщине S до размера менее 9,65 мм на
высоте й = 6,342 мм;
— износ шейки 2 под подшипник по диаметру до размера ме-
нее 64,97 мм;
406
Инструмент
и приспособления
Содержание операции (перехода)
— износ шейки 3 под подшипник по диаметру до размера ме-
нее 54,97 мм;
— износ шлицев 5 под фланец по ширине до размера ме-
нее 8,7 мм;
.— износ или срыв резьбы 4 более двух ниток;
Рис. 177. Шестерня коническая ведущая
— радиальное биение поверхностей шеек 2 и 3 и поверхно-
сти В относительно центров более 0,05 мм;
— торцовое биение поверхности Б относительно центров более
0,05 мм.
Ступенчатую местную выработку на зубьях 1 устранять зачист-
кой до уровня изношенной части зуба.
Шестерня коническая ведомая
(рис. 178)
Не допускаются:
— трещины или обломы;
— выкрашивание на рабочей поверхности зубьев 2;
— износ зубьев 2 по толщине S до размера менее 9,55 мм на
высоте ft=6,342 мм;
— износ шейки 1 под подшипник по диаметру до размера ме-
нее 69,98 мм;
407
Инструмент
и приспособления
Содержание операции (перехода)
— износ шлицев 3 под передаточный вал по ширине до раз-
мера более 9,15 мм.
Рис. 178. Шестерня коническая ведомая
Гнездо подшипников ведущей
конической шестерни
(рис. 179)
через посадочные по'
Не допускаются:
— трещины или обломы, проходящие
Гнездо подшипников
конической шестерни
— износ отверстий 1 под подшипник по диаметру до размера
более 120,05 мм.
Трещины, не проходящие через посадочные поверхности, устра-
нять заваркой.
408
Инструмент
и приспособления
Содержание операции (перехода)
При короблении фланца обработать поверхность Б до выведе-
ния коробления, при этом биение поверхностей Б и А относительно
оси отверстия 1 должно быть не более 0,1 мм.
После обработки поверхности Б размер а должен быть не ме-
нее 7 мм.
Вал передаточный
(рис. 180)
Не допускаются:
— трещины или обломы;
Рис. 180. Вал передаточный
— износ шеек 2 под подшипники по диаметру до размера ме-
нее 59,98 мм;
— износ зубьев 3 под синхронизатор до шагового размера ме-
нее 37,6 мм;
— износ шлицев 4 по ширине до размера менее 8,85 мм;
— износ зубьев 5 под шестерни до шагового размера ме-
нее 26,2 мм;
— износ шейки 6 под шайбу маслоподвода по диаметру до
размера менее 50,04 мм;
— износ резьбы 1 более двух ниток;
— торцовое биение поверхностей Б и В относительно оси
центров более 0,05 мм.
409
Инструмент
и приспособления
Содержание операции (перехода)
Вал главный
(рис. 181)
Не допускаются:
— трещины или обломы;
— износ шеек 2 под подшипники по диаметру до размера ме-
нее 59,98 леле;
Рис. 181. Вал главный
— износ зубьев 3 под синхронизатор до шагового размера ме-
иее 37,6 лш;
— износ шлицев 4 по ширине до размера менее 8,85 мм;
— износ отверстия 5 под насадок по диаметру до размера бо-
лее 26,06 мм;
— торцовое биение поверхностей Б и В относительно оси
центров более 0,05 мм;
— износ резьбы 1 более двух ниток.
Шестерня эпициклическая
(рис. 182)
Не допускаются:
— трещины или обломы;
. — выкрашивание на рабочей поверхности зубьев 4;
— износ зубьев 4 по толщине до шагового размера менее
77,9 мм;
— износ шейки 3 под подшипник по диаметру до размера ме-
нее 119, 98 мм;
410
Инструмент
и приспособления
Содержание операции (перехода)
— износ шейки 2 под подшипник по диаметру до размера ме-
нее 84,98 мм\
— износ отверстия 1 под подшипник по диаметру до размера
более 10-0,05 мм;
— износ зубьев 6 по толщине до шагового размера менее
45,1 мм;
Рис. 182. Шестерня эпициклическая
— - износ шлицев 5 под главный вал по ширине более 9,15 мм;
— овальность и конусность поверхностей шейки 3 более
0,015 мм, шейки 2 более 0,023 мм и отверстия 1 более 0,035 мм;
— радиальное биение поверхностей отверстия 1, шеек 2 и 3 и
зубьев 6 более 0,04 мм и поверхности зубьев 4 более 0,3 мм отно-
сительно оси поверхности Б;
— торцовое биение поверхностей В, Г и Д более 0,05 мм и
поверхности Е более 0,15 мм относительно оси поверхности Б.
Шестерня второй передачи ведущая
(рис. 183)
Не допускаются:
— трещины или обломы;
г— выкрашивание на рабочей поверхности зубьев Zj
411
Инструмент
и приспособления
Содержание операции (перехода)
— износ зубьев 1 по толщине до шагового размера менее
24,0 леле; (
-= износ шлицев 2 по ширине более 9,15 мм.
Рис. 183. Шестерня второй передачи ведущая
Шестерня второй передачи ведомая
(рис. 184)
Не допускаются:
— трещины или обломы;
— выкрашивание на рабочей поверхности зубьев 2;
— износ зубьев / по толщине до шагового размера более
45,8 мм‘,
— износ зубьев / с торца включения по длине;
412
Инструмент
и приспособления
Содержание операции (перехода)
— износ зубьев 2 по толщине до шагового размера менее
82,9 мм\
— износ отверстия 3 под подшипник по диаметру до размера
более 130,05 мм\
=— овальность и конусность поверхности А более 0,04 мм
Опора маслоподвода
(рис. 185)
Не допускаются:
— износ отверстия 1 под подшипник по диаметру до размера
более 110,05 мм-,
Рис. 185. Опора масло-
подвода
।— износ резьбы 2 более двух ниток;
— местный износ отверстия под кольца;
— торцовое биение поверхности А относительно поверхности Б
более 0,05 мм.
Местный износ отверстия под кольца устранять обработкой до
выведения износа, при этом размер а должен быть не более 70 мм.
Изношенную резьбу 2 заварить и нарезать резьбу М14Х1.5
кл. 3.
Муфта включения первой и второй передач
(рис. 186)
Не допускаются:
— трещины или обломы;
— износ зубьев 2 с торцов включения по длине;
— износ зубьев 2 по толщине до шагового размера менее
57,6 мм;
— износ зубьев 1 по толщине до шагового размера более
36,2 мм;
413
Инструмент
и приспособления
Содержание операции (перехода)
— износ кольцевого выступа 3 по
нее 6,7 мм.
толщине до размера ме*
Рис. 186. Муфта
включения первой
и второй передач
Муфта неподвижная
(рис. 187)
Не допускаются:
г— трещины или обломы;
— износ отверстия 1 под подшипник по диаметру до размера
более 130,05 мм;
414
Инструмент
и приспособления
Содержание операции (перехода)
— износ зубьев 2 по толщине до шагового размера более
68,4 мм;
— износ зубьев 2 с торца включения по длине.
Шестерня шестой передачи ведомая
(рис. 188)
Не допускаются:
— трещины Или обломы;
— выкрашивание на рабочей поверхности зубьев 1;
Рис. 188. Шестерня шестой передачи
ведомая
— износ зубьев 1 по толщине до шагового размера менее
38,7 мм;
— износ шлицев 2 по ширине до размера более 9,15 мм.
Опора маслопровода
(рис. 189)
Не допускаются:
— трещины или обломы;
— износ отверстия 1 под кольца по диаметру до размера бо-
лее 82,5 мм;
— износ отверстия 2 под палец по диаметру до размера более
22,1 мм;
— отслоение хрома на поверхности отверстия 1.
415
Инструмент
и приспособления
Содержание операции (перехода)
Погнутость ойоры устранять правкой, при этом непараллель-
ность осей отверстий 1 и 2 на длине 29 мм допускается не более
0,15 мм.
Рис. 189. Опора маслопровода
Солнечная шестерня
(рис. 190)
Не допускаются:
— трещины или обломы;
— выкрашивание цементационного слоя и раковистая сыпь
на зубьях Г,
Рис. 190. Солнечная шестерня
— износ зубьев 1 по толщине до шагового размера менее
34,65 мм.
Износ или откол зубьев венца 2 со стороны включения устра-
нять зачисткой торцов.
416
Инструмент
и приспособления
Содержание операции (перехода)
Водило в сборе
(рис. 191)
Не допускаются:
— трещины, обломы или скрученность шлицевого кольца;
— износ отверстий 1 под ось сателлита по диаметру до разме-
ра более 24,98 мм-,
_ I
Рис. 191. Водило в сборе
— износ шейки 2 под подшипник по диаметру до размера ме-
нее 54,98 мм\
— износ шлицев 3 по толщине до шагового размера менее
26,3 мм-
— износ отверстия 5 под втулку до размера более 36,06 мм.
При износе резьбы 4 более двух ниток просверлить отверстия
под углом 90° и нарезать резьбу Ml2 кл. 2.
Палец сателлитов
(рис. 192)
Не допускаются:
— следы от роликов на поверхности пальца и шелушение;
— выкрашивание цементационного слоя;
14—366
417
Инструмент
и приспособления
Содержание операции (перехода)
— износ пальца по диаметру до размера а менее
25,01 мм.
Рис. 192. Палец сателлитов
Сателлит
(рис. 193)
Не допускаются:
— трещины или обломы;
— выкрашивание цементационного слоя и раковистая сыпь на
зубьях 1;
1
Рис. 193. Сателлит
— износ зубьев 1 по толщине до шагового размера менее 21,4 мм-,
— износ отверстия 2 по диаметру до размера более 45,05 мм\
— следы от роликов на поверхности отверстия 2 и шелушение.
418
Инструмент
и приспособления
Содержание операции (перехода)
Шестерня фрикциона ведомая
(рис. 194)
Не допускаются:
— трещины или обломы;
— выкрашивание цементационного слоя и раковистая сыпь на
зубьях Г,
— износ зубьев 1 по толщине до шагового размера менее
84,4 мм;
— износ зубьев 2 венца по толщине до шагового размера более
35,7 мм;
— износ отверстия 3 под подшипник до размера более
110,05 мм.
При износе или отколе зубьев 2 по длине до размера менее
12 мм следует зачистить торцы.
При износе зубьев 1 по длине до размера менее 28 мм следует
зачистить торцы.
Опора
(рис. 195)
Не допускаются:
— трещины, захватывающие посадочные поверхности опоры;
— износ отверстия 3 под подшипник фланца кардана по диа-
метру до размера более 130,05 мм;
14*
419
Содержание операции (перехода)
——-------- —*
Инструмент
и приспособления
— износ поверхности Б под отверстие в картере по диаметру
до размера б менее 141,9 мм;
— износ поверхности А под бугель крепления передачи по диа-
метру до размера а менее 39,7 мм.
Рис. 195. Опора
Трещины, не захватывающие посадочные поверхности опоры,
устранять заваркой. Изношенные отверстия 2 под болты крепле-
ния опоры до размера более 14,5 мм заварить и просверлить но-
вые отверстия диаметром 13+0-43 мм.
Изношенное отверстие 1 под болт крепления опоры по диамет-
ру более 16,5 мм рассверлить и поставить втулку с внутренним
диаметром 15+0-43 мм.
Изношенную резьбу 4 более двух ниток заварить и нарезать
резьбу М12 кл. 3
Сборка главной передачи
Сборка первичного вала
105. Установить кольцо 19 (рис. 164) в
канавку стакана 3 и запрессовать наруж-
ную обойму подшипника 5 в стакан до упо-
ра в кольцо
106. Запрессовать наружную обойму под-
шипника 2 в бтакан 3 до упора в торец
Молоток АЗ, оп-
равка с медным на-
конечником
То же
420
Инструмент
и приспособления
Содержание операции (перехода)
107. Нагреть внутреннюю обойму подшип-
ника 2 в масле МТ-16п до 80—90° С и на-
прессовать на шейку шестерни 1 до упора
108. Установить втулку 20 и прокладки 4
на хвостовик шестерни /. Установить ста-
кан 3 на подшипник 2
109. Напрессовать внутреннюю обойму
подшипника 5 на хвостовик шестерни 1 до
упора в регулировочные прокладки 4
110. Установить шайбу 13, фланец 10 на
шлицевой конец шестерни 1. Установить
кольцо 11 и закрепить болтами 12
111. Закрепить подсобранный узел в ти-
сках и отрегулировать преднатяг подшип-
ников, который должен быть равным 0,1 мм,
что соответствует, моменту 10—20 кгс-см
при проворачивании шестерни за фла-
нец 10. Преднатяг подшипников регулиро-
вать изменением количества и толщины ре-
гулировочных прокладок 4
112. Вывернуть болты 12, снять кольцо//
и фланец 10 с хвостовика шестерни/. Снять
подсобранный узел с тисков
113. Пропитать резиновым клеем коль-
цо 9 сальника и установить его в обойму 15
114. Смазать все детали уплотнения мас-
лом МТ-16п и установить кольцо 8, резино-
вый сальник 14, кольцо 16 и обойму 15 в
сборе в отверстие крышки 7
115. Смазать прокладку 17 с обеих сто-
рон цинковыми белилами и установить ее
и крышку 7 на фланец стакана 3 и закре-
пить технологическими болтами и гайками
116. Закрепить подсобранный узел за
фланец стакана 3 и крышку 7 в тисках
117. Установить фланец 10 и шайбу 13
на шлицевой конец шестерни. Установить
кольцо 11 и закрепить болтами 12
118. Проверить вращение шестерни /.
Шестерня должна проворачиваться от
усилия руки плавно, без заеданий и закли-
нивания
Молоток АЗ, оп-
равка с медным на-
конечником
То же
Ключ 19—22
Тиски II-120, ди-
намометр
Ключ 19—22, тис-
ки П-120
Посуда для клея
Молоток АЗ, от-
вертка Б 175x0,7,
оправка для саль-
ника
Ключ 19—22
(2 шт.), посуда для
краски, кисть воло-
сяная
Тиски П-120
Ключ 19—22, тис-
ки П-120
»
421
Содержание операции (перехода)
»
Инструмент
и приспособления
119. Зашплинтовать болты 12 попарно
проволокой. Снять первичный вал в сборе с
тисков
Плоскогубцы
тиски II-120
150,
Сборка передаточного вала
120. Запрессовать подшипник 25
(рис. 163) в отверстие шестерни 13 до
упора
121. Установить стопорное 12 и проста-
вочное 24 кольца в шестерню 13 и запрес-
совать второй подшипник 25 в шестерню,
центрируя одновременно положение про-
ставочного кольца
122. Повторить переходы 120 и 121 для
шестерни 9
123. Запрессовать подшипник 15 в отвер-
стие опоры 16 и застопорить кольцом 14
124. Запрессовать заглушку 22 в отвер-
стие опоры и закернить в трех точках
125. Установить кольцо 28 в гнездо 26
так, чтобы наружный выступ кольца вошел
в отверстие диаметром 6 мм, а стык коль-
ца совпал с отверстием диаметром 15 мм
126. Запрессовать подшипник 6 в гнез-
до 26 с одной стороны так, чтобы узкий то-
рец наружного кольца был обращен на-
ружу
127. Перевернуть гнездо 26, уложить
комплект прокладок 27 и запрессовать вто-
рой подшипник 6 в гнездо так, чтобы узкий
торец наружного кольца был обращен на-
ружу
. 128. Проверить предварительный натяг
подшипников. Предварительный натяг, рав-
ный 0,1 мм, обеспечивается подбором про-
кладок 27
129. Установить кольцо 30 на ступицу
шестерни 5 фаской к торцу шестерни. На-
деть прокладки 29 и напрессовать подшип-
ники 6 в сборе на ступицу шестерни.
Смазать подшипники маслом МТ-16п,
Молоток АЗ, оп-
равка с медным на-
конечником
Молоток АЗ, круг-
логубцы 150, оправ-
ка с медным нако-
нечником
То же
»
Молоток АЗ, на-
ставка, кернер 2
Отвертка
Б175Х0.7
Молоток АЗ, оп-
равка с медным на-
конечником
То же
Приспособление
для проверки натяга
Молоток АЗ, оп-
равка С медным на-
конечником, посуда
для масла
422
Инструмент
и приспособления
Содержание операции (перехода)
Количество прокладок 29 окончательно
определяется в процессе регулирования за-
цепления конических шестерен
130. Напрессовать подшипник 2 на сту-
пицу шестерни 3
131. Проверить и при необходимости по-
догнать зазор в замке колец 21 и устано-
вить их в канавки шайбы 17.
Зазор проверять в отверстии опоры 16,
который должен быть 0,1—0,25 мм
132. Установить шайбу 17 в сборе с коль-
цами 21 в опору 16
133. Установить заглушку 20 в отверстие
вала 1
134. Напрессовать подшипники 25 в сбо-
ре с шестерней 13 на вал 1 до упора (со
стороны коротких шлицев). Смазать под-
шипники маслом МТ-16п
135. Установить кольцо 23 на вал 1
136. Напрессовать опору 16 в сборе на
шейку вала 1 до упора в кольцо 23. Сма-
зать подшипники маслом МТ-16п. Опора
должна проворачиваться от руки свободно
137. Установить два полусухаря 19 в вы-
точку вала 1, надеть кольцо 18 выточками
до плотного упора в шайбу 17 и застопорить
полусухари развальцовкой.
Развальцовывать полусухари в четырех
равномерно расположенных местах на дли-
не 6+2 мм и на расстоянии не менее 6 мм
от стыков полусухарей
138. Установить синхронизатор 11 и на-
прессовать подшипник 10 в сборе с шестер-
ней 9 на вал 1 до упора (со стороны длин-
ных шлицев). Смазать подшипник маслом
МТ-16п
Молоток АЗ, оп-
равка с медным на-
конечником
Приспособление
для припиловки
стыков колец, при-
способление для ус-
тановки колец, на-
бор щупов
Молоток АЗ, оп-
равка с медным на-
конечником
Молоток АЗ, оп-
равка с медным на-
конечником, посуда
для масла
Отвертка
Б 175X0,7
Молоток АЗ, оп-
равка с медным на-
конечником, посуда
для масла
Молоток АЗ, нас-
тавка
Молоток АЗ, оп-
равка с медным на-
конечником, посуда
для масла
423
Инструмент
и приспособлена
Содержание операции (перехода)
139. Проверить вращение шестерен 9
и 13 я перемещение коробки синхрониза-
тора 11.
Набор щупов
Технические условия: 1. Шестерни должны проворачи-
ваться от руки свободно, без заеданий.
2. Каретка синхронизатора должна свободно перемещать-
ся в обе стороны по шлицам вала, а наружные зубья должны
легко входить в зацепление с зубьями шестерен.
3. Суммарный зазор между конусами синхронизатора и
конусами ведущих шестерен, должен быть 0,5—0,8 мм.
4. Горизонтальное перемещение конуса синхронизатора
должно быть 4—6 мм
140. Установить последовательно шестер-
ни 8, 7 и 5, кольцо 31, шестерни 4 и 3 на
шлицы вала 1
141. Установить шайбу 32, навернуть гай-
ку 33 на вал 1 и затянуть до плотного упора
набора деталей. Подшипник 2 и гнездо.26
должны проворачиваться от руки свободно,
без заеданий.
Гайки стопорить после регулировки за-
цепления шестерен
'142. Прокачать масло МТ-16п через от-
верстие опоры 16.
Масло должно свободно выходить из-под
шестерен 9 и 13. Допускается просачивание
масла из-под колец 21. Течь масла по кон-
туру заглушек 20 и 22 не допускается
Ключ для круг-
лых гаек 75—80
Нагнетатель мас-
ла
Сборка главного вала
143. Запрессовать подшипник 22
(рис. 162) в отверстие шестерни 15 и за-
стопорить кольцом 21
144. Напрессовать подшипник 19 на шей-
ку шестерни 17
Молоток АЗ, оп-
равка с медным на-
конечником, отверт-
ка Б 175X0,7
Молоток АЗ, оп-
равка с медным на-
конечником
424
Инструмент
и приспособления
Содержание операции (перехода)
145. Установить кольцо 20 в выточку
шейки шестерни 17. Продеть в отверстия
кольца проволоку, затянуть кольцо. Закру-
тить концы проволоки и прижать их к
кольцу
146. Смазать подшипник 19 маслом
МТ-16п. Проверить вращение подшипника
от руки, он должен вращаться без заеда-
ний
147. Повторить переходы 144—146 для
шестерни 1
148. Напрессовать подшипник 22 в сборе
с шестерней 15 на ступицу шестерни 17 и
застопорить кольцом 23
149. Смазать подшипник 22 и шлицы
шестерни 15 маслом МТ-16п. Проверить
вращение шестерни.
Шестерня должна проворачиваться от
руки без заеданий
150. Надеть муфту 14 на ступицу ше-
стерни 17
151. Надеть шестерню 4 на ступицу ше-
стерни 1 и застопорить кольцом 5
152. Запрессовать подшипник 26 в отвер-
стие муфты 25 до упора и застопорить коль-
цом 10
153. Запрессовать подшипник 24 в от-
верстие шестерни 13 и застопорить коль-
цом
154. Напрессовать подшипник 26 в сборе
с муфтой 25 на зубчатую муфту 11 со сто-
роны канавки под кольцо 9 до упора в шли-
цевой бурт и застопорить кольцом
155. Надеть на зубчатую муфту 11 муф-
ту 12 и напрессовать подшипник 24 в сборе
с шестерней 13 до упора
156. Проверить вращение шестерни 13,
муфты 25 и перемещение муфты 12 по шли-
цам зубчатой муфты 11.
Плоскогубцы 150,
отвертка Б 175x0,7
Посуда для масла
Молоток АЗ, оп-
равка с медным на-
конечником, отверт-
ка Б 175X0,7
Отвертка
Б 175X0,7
Молоток АЗ, оп-
равка с медным на-
конечником, отверт-
ка Б 175x0,7
То же
Молоток АЗ, оп-
равка с медным на-
конечником
»
425
Инструмент
и приспособления
Содержание операции (перехода)
Шестерня и муфта должны свободно про-
ворачиваться от руки без заеданий, а при
свободном перемещении муфты 12 по шли-
цам ее зубья должны легко входить в зацеп-
ление с соответствующими шлицами ше-
стерни и муфты
157. Смазать подшипники 24 и 26 и тру-
щиеся поверхности узла маслом МТ-16п
158. Запрессовать подшипник 27 в отвер-
стие шестерни 28 до упора и застопорить
кольцом. Установить проставочное кольцо
и запрессовать второй подшипник 27
159. Повторить переход 158 для шестер-
ни 8
160. Проверить и при необходимости по-
догнать зазор в замке колец 6 и установить
их в канавки шестерни 7.
Зазор проверять в отверстии опоры 31,
он должен быть 0,1—0,25 мм
161. Надеть опору 31 н^ шестерню 7,
сжав поочередно кольца 6
162. Напрессовать подшипники 30 в сбо-
ре с шестерней 8 на вал 3 до упора (со сто-
роны короткого шлицевого конца)
163. Надеть синхронизатор 29 на шлицы
вала 3 и напрессовать подшипники 27 в
сборе с шестерней 28 на шейку вала до
упора
164. Проверить вращение шестерен 28 и
8 и перемещение каретки синхронизатора 29.
Посуда для масла
Молоток АЗ, оп-
равка с медным на-
конечником, кругло-
губцы 150
Приспособление
для припиловки сты-
ков колец, приспо-
собление для уста-
новки колец, набор
щупов
Молоток АЗ, оп-
равка с медным на-
конечником
То же
Технические условия: 1. Шестерни должны свободно про-
ворачиваться от руки без заеданий.
2. Суммарный зазор между конусами синхронизатора и
конусами ведущих шестерен должен быть 0,5—0,8 мм.
3. Каретка синхронизатора должна свободно перемещать-
ся в обе стороны по шлицам вала, а наружные зубья должны
легко входить в зацепление с зубьями шестерен.
4. Горизонтальное перемещение конуса синхронизатора
должно быть 4—6 мм
165. Смазать подшипники шестерен 8
и 28 маслом МТ-16п
Посуда для масла
426
Инструмент
и приспособления
Содержание операции (перехода)
166. Установить шестерню 7 в сборе с
опорой 31 на шлицы вала 3 так, чтобы от-
верстия вала и шестерни совпали
167. Установить шестерню 1 в сборе и
шайбу 2 на вал 3, навернуть гайку 16 до
плотного упора шестерни в подшипник 30.
Застопорить гайку шайбой, отогнув край
шайбы на одну грань гайки.
168. Надеть зубчатую муфту 11 в сборе
до упора в подшипник 27 и шестерню 17
в сборе на шлицы вала 3
169. Установить шайбу 2 на вал 3, на-
вернуть гайку 16 до плотного упора дета-
лей. Застопорить гайку шайбой, отогнув
край шайбы на одну грань гайки
170. Прокачать масло МТ-16п через от-
верстие опоры 31.
Ключ торцовый 76,
молоток АЗ, зубило
20x60°
Ключ торцовый 76,
молоток АЗ, зубило
20x60°
Нагнетатель мас-
ла
Технические условия: 1. Масло должно свободно выходить
из насадок 18 и из-под шестерен 8 и 28.
2. Допускается просачивание масла из-под уплотнитель-
ных колец 6
Сборка левого механиз.ма поворота
171. Соединить шестерни 20 (рис. 161)
и 3 кольцом 2 и установить кольцо 25 в
шестерню 20
172. Смазать сальник 9 солидолом «С»
и запрессовать его в опору 7
173. Пропитать кольцо 12 резиновым
клеем и установить его в обойму 8
174. Установить кольцоДЗ и запрессо-
вать обойму 8 в сборе в отверстие опоры 7
175. Установить опору 7 на фланец 14,
надеть шайбу 16 выпуклостью в сторону
сальника 9
176. Напрессовать подшипник 6 на фла-
нец 14 и застопорить кольцом 17.
Перед напрессовкой подшипника между
фланцем и опорой установить пластины
Отвертка
Б 175X0,7
Молоток АЗ, оп-
равка для сальника,
посуда для смазки
Посуда для клея
Молоток АЗ, оп-
равка для сальника
Молоток АЗ, оп-
равка с медным на-
конечником, отверт-
ка Б 175x0,7
427
Инструмент
и приспособления
Содержание операции (перехода)
толщиной 4 мм для того, чтобы обойма 8
не касалась фланца
177. Установить кольцо 5 на фланец 14
178. Нагреть подшипники 4 и 22 в масле
МТ-16п до 80—90° С
179. Напрессовать один подшипник 4 на
фланец 14 до упора в кольцо 5 и устано-,
новить кольцо 18
180. Запрессовать другой подшипник 4 в
отверстие шестерни 3 и застопорить коль-
цом 19
181. Напрессовать подшипник 22 иа во-
дило 21 до упора и закернить в четырех
точках
182. Установить кольцо 23 в проточку
фланца 14. Смазать подшипники 4 и 6 и
зубья сателлитов 1 и шестерни 20 маслом
МТ-16п
183. Установить фланец 14 в сборе с опо-
рой 7 на водило 21, ввести в зацепление
шлицы фланца и водила, зубья шестерни 20
и сателлитов 1
184. Запрессовать подшипник 4 в шестер-
ню 3 до упора в кольцо 18. Проверить вра-
щение шестерни.
Шестерня должна вращаться свободно,
без заеданий, от усилия руки
18Б. Установить кольцо 10 и закрепить
болтами 11' до плотного упора набора де-
талей. Зашплинтовать болты попарно про-
волокой
186. Прокачать масло МТ-16п через от-
верстие во втулке 24. Масло должно сво-
бодно выходить по торцовым каналам са-
теллитов 1 и из-под подшипников шестер-
ни 3
187. Выполнить переходы 171—186 для
правого механизма поворота. Опоры пра-
вого и левого механизмов поворота невзаи-
мозаменяемые, их можно опознать по но-
меру детали, выбитому на полке фланца
опоры
Посуда для масла
Молоток АЗ, оп-
равка с медиым на-
конечником
Молоток АЗ, оп-
равка с медным на-
конечником, отверт-
ка Б 176x0,7
Молоток АЗ, оп-
равка с медным на-
конечником, кернер 6
Посуда для масла
Молоток АЗ, оп-
равка с медным на-
конечником
Ключ 17—19, пло-
скогубцы 150
Нагнетатель
428
Инструмент
и приспособления
Содержание операции (перехода)
Сборка левого фрикциона поворота
188. Пропитать резиновым клеем коль-
ца 3, 4, 9 и 20 (рис. 160)
189. Установить кольцо 3 в паз непо-
движного кольца 32.
Посуда для клея
Примечания: 1. Гнездо 1 в сборе, уплотнительные
кольца, поводковая коробка 29 в сборе, гайка крепления ба-
рабана 23 и вал 38 левого и правого фрикционов поворота
невзаимозаменяемые.
2. Корпусные детали левого фрикциона имеют метки или
надпись «левый», а на гайке и вале — меточные канавки
190. Смазать рабочую кромку сальника 34
смазкой 1 —13 и запрессовать его в гнездо 1
191. Установить шайбу 33 в гнездо 1 и
запрессовать подшипник 2 до упора в шай-
бу и застопорить кольцом 35
192. Установить кольцо 36 и запрессо-
вать второй подшипник 2 в гнездо 1 до упо-
ра в кольцо
193. Напрессовать подшипники 2 в сбо-
ре с гнездом 1 на ступицу шестерни 37.
Смазать подшипники маслом МТ-16п и про-
верить вращение шестерни.
Шестерня в подшипниках должна вра-
щаться свободно, без заеданий
194. Установить кольцо 4 в паз гнезда
коробки 29 и обжать оправкой
195. Ввернуть масленку 5 в резьбовое от-
верстие коробки 29.
Носик масленки должен быть направлен
в обратную сторону поводка коробки
196. Запрессовать подшипник 7 узким
торцом наружного кольца наружу в короб-
ку 29 до упора. Смазать подшипник маслом
МТ-16п
Молоток АЗ, оп-
равка для сальника,
посуда для смазки
Молоток АЗ, оп-
равка с медным на-
конечником, отверт-
ка Б 175x0,7
Молоток АЗ, оп-
равка с медным на-
конечником
Молоток АЗ, оп-
равка с медным на-
конечником, посуда
для масла
Молоток АЗ, оп-
равка для сальника,
отвертка Б 175X0,7
Ключ 12—14
Молоток АЗ, оп-
равка с медным на-
конечником, посуда
для масла
429
Инструмент
и приспособления
Содержание операции (перехода)
197. Установить кольцо 9 в паз диска 3
198. Установить правые кольца 28 в вы-
точки диска 8 и расположить замки колец
под углом 180°.
При сборке правого фрикциона устанав-
ливать левые кольца
199. Запрессовать диск 8 в сборе в под-
шипник 7 коробки 29 до упора
200. Вставить пружины 39 в стакан 25 и
установить стаканы в отверстия барабана 13
201. Установить коробку 29 в сборе на
ступицу барабана 13, вставив пальцы 24 в
отверстия стаканов 25
202. Смазать лунки колец 30 и 32 смаз-
кой 1—13. Уложить три шарика в лунки и
пружины 6 в отверстия кольца 30. Устано-
вить шестерню 37 в сборе в шлицы бара-
бана 13 так, чтобы лунки кольца 32 сов-
пали с шариками
203. Установить собранный узел паль-
цами 24 вверх, сжать пружины 39 и закре-
пить барабан 13 гайкой 18. Застопорить
гайку винтом 10 и раскернить торец гайки
204. Установить вал 38 в отверстие ше-
стерни 37
205. Установить кольцо 15 в выточку ба-
рабана 13 и кольцо 19 в выточку вала 38
206. Запрессовать подшипник 17 в бара-
бан 13 до упора в кольца 15 и 19 и смазать
подшипник маслом МТ-16п.
Подшипник запрессовывается отража-
тельной шайбой в сторону стопорных колец
207. Вставить кольцо 20 в обойму, об-
жать и запрессовать ее в крышку 21
208. Запрессовать сальник 16 в крыш-
ку 21
209. Смазать уплотнительную прокладку
с обеих сторон цинковыми белилами и уста-
новить ее и крышку 21 на барабан 13. За-
Молоток АЗ, оп-
равка для сальника,
отвертка Б 175x0,7
Отвертка
Б 175X0,7
Молоток АЗ, оп-
равка с медным на-
конечником
Молоток АЗ, оп-
равка с медным на-
конечником
Посуда для смаз-
ки
Ключ специаль-
ный 40, молоток АЗ,
пресс 10-т, отвертка
Б 200x1,0, кернер 2
Молоток АЗ, от-
вертка Б 175x0,7
Молоток АЗ, оп-
равка с медным на-
конечником, посуда
для масла
Молоток АЗ, оп-
равка для сальника
То же
Ключ 10—12, по-
суда для краски,
кисть волосяная
430
Инструмент
и приспособления
Содержание операции (перехода)
крепить крышку болтами.с пружинными
шайбами
210. Установить поочередно ведущие 26
и ведомые 11 диски, между ведомыми ди-
сками установить пружины 12 на шлицы
барабана 13. Отцентрировать положение
ведущих дисков по высоте и впадинам
зубьев с помощью барабана 23
211. Снять барабан 23 осторожно, не на-
рушив центровку ведущих дисков
212. Установить регулировочные про-
кладки 22 и диск 14 на пальцы 24 и закре-
пить гайками со стопорными шайбами. За-
стопорить гайки, отогнув края шайб на
грани гаек. На каждый палец устанавли-
вать комплект прокладок 22 одинаковой
толщины
213. Проверить толщину дисков 26 и И
в сжатом состоянии. Общая толщина дол-
жна быть 37,5—39,5 мм, обеспечивается она
подбором толщины дисков
214. Проверить и при необходимости от-
регулировать свободный ход поводковой
коробки.
Ключ 17—19, мо-
лоток АЗ, зубило
20X60°
Линейка 300
Технические условия: 1. Свободный ход поводковой ко-
робки на радиусе отверстия должен быть 14—18 мм.
2. Свободный ход регулировать изменением количества
прокладок 22.
3. Поводковая коробка должна свободно поворачиваться
на величину свободного хода от руки, без заеданий.
215. Совместить риску на плоскости ба-
рабана 23 с пазом на валу 38 и установить
барабан так, чтобы зубья внутренних шли-
цев барабана совпали с пазами дисков 26
216. Установить уплотнительную про-
кладку и стопорную шайбу на вал 38 и за-
крепить барабан 23 гайкой. Застопорить
гайку, отогнув край шайбы на грань гайки
217. Ввернуть масленку в резьбовое от-
верстие вала 38 и смазать подшипник 17
смазкой 1 — 13
Молоток АЗ
Ключ 4б, моло-
ток АЗ, зубило
20x60°
Ключ 10—12.
шприц
431
Инструмент
и приспособления
Содержание операции (перехода)
218. Выполнить переходы 188—217 .для
сборки правого фрикциона поворота
Общая сборка
219. Установить крышку картера глав-
ной передачи на подставку в положение,
удобное для сборки
220. Установить распределитель масла в
крышку картера, закрепить болтами с шай-
бами и зашплинтовать проволокой
221. Установить стопорное кольцо в ше-
стерню 10 (рис. 158) и запрессовать под-
шипник до упора в кольцо
222. Перевернуть шестерню 10 и запрес-
совать второй подшипник до упора
223. Установить ось 9 в крышку картера
через отверстие под заглушку, одновремен-
но напрессовывая на ось подшипники в
Сборе с шестерней 10. Надеть стопорное
кольцо иа ось
224. Запрессовать второй конец оси 9 в
отверстие крышки картера и застопорить
ПОДШИПНИКИ кольцом, а ось — винтом
225. Смазать подшипники маслом МТ-16п
и проверить вращение шестерни.
Шестерня должна вращаться свободно,
без заеданий
226. Ввернуть угольник в резьбовое от-
верстие на торце оси 9 до упора
227. Ввернуть два штуцера 10 (рис. 159)
в отверстия крышки 7 картера (возле от-
верстий под вйлики вилок включения пя-
той и шестой, третьей и четвертой передач)
228. Установить кольцо 8 на втулку 1
229, Смазать припадочную поверхность
втулки 1 цинковыми белилами, установить
втулку в отверстие крышки 7 картера пе-
редачи до упора и закрепить болтами 6 с
пружинными шайбами
Подставка
Ключ торцовый 12
Молоток АЗ, оп-
равка с медным на-
конечником, отверт-
ка Б 175X0,7
Молоток АЗ, оп-
равка с медным на-
конечником
То же
Отвертка
А 200X1,0
Посуда для масла
Ключ 12—14
Ключ 17—19
Молоток АЗ, ключ
12—14, посуда для
краски, кисть воло-
сяная
432
Инструмент
и приспособления
Содержание операции (перехода)
230. Выполнить переходы 228 и 229 для
трех остальных втулок
231. Продуть сжатым воздухом трубку
распределения в сборе, присоединить ее к
штуцеру распределения и закрепить гай-
кой, а три ответвления трубки присоеди-
нить и закрепить гайками к штуцерам 10
для подвода смазки к вилкам 9 переклю-
чения передач и к угольнику оси 9
(рис. 158). Ответвление трубки для подвода
масла к подшипникам первичного вала 39
прикрепить к крышке картера скобой и бол-
том. Зашплинтовать болт проволокой
232. Продуть сжатым воздухом масло-
проводы 21 и 31 главного 22 и передаточ-
ного 37 валов, присоединить их к соответ-
ствующим штуцерам распределителя и за-
крепить гайками
233. Установить левый 12 и правый 29
механизмы поворота в сборе в соответст-
вующие гнезда эпициклических шесте-
рен 28, одновременно совмещая зубья са-
теллитов с впадинами зубьев эпицикличе-
ских шестерен
234. Установить вилки 15, 19 и -36 с су-
харями на соответствующие муфты и син-
хронизатор вала 22
235. Установить вал 22 в сборе с меха-
низмами поворота 12 и 29 в крышку кар-
тера 2 так, чтобы гнезда, опор и подшип-
ники плотно входили в посадочные места, а
валики вилок 9 (рис. 159) переключения
передач вставить в отверстия втулок 1. За-
крепить вал на опорах прижимными план-
ками и смазать трущиеся поверхности де-
талей маслом МТ-1бп.
(Переход выполняют два человека)
236. Установить кольца 25 (рис. 158) в
выточки отверстия опоры 27 маслопровода
(в верхней части) и отрегулировать опору
вала 22 шайбами 24 в приливе крышки
картера 2 так, чтобы перепад между тор-
Ключи 12—14 и
19—22, плоскогуб-
цы 150.
Ключи 19—22 и
32—36
Молоток АЗ, . оп-
равка с медным на-
конечником
Ключ 19—22, мо-
лоток АЗ, планки
прижимные, посуда
для масла
Набор щупов
433
Инструмент
и приспособления
Содержание операции (перехода)
цами опоры и крайними уплотнительными
кольцами был 0,75—1,75 мм
237. Установить ось 23 маслопровода в
отверстия опоры 27 и шайб 24
238. Установить ось маслопровода в сбо-
ре с опорой 27 в приливы крышки карте-
ра 2 так, чтобы отверстие 26 совпало со
штифтом. Присоединить и закрепить масло-
провод 21 накидной гайкой
239. Установить кольца 3 в канавки муф-
ты 40 и надеть муфты на шлицевые концы
вала 37 до упора в кольца
240. Установить валик 9 (рис. 159) вил-
ки 3 во втулку 1
241. Установить вал 37 (рис. 158) в
крышку картера 2 так, чтобы отверстия в
гнездах 32 и 38 совпали соответственно со
штифтом и стопорным винтом оси 9, а
сухари вилки 33 — с кольцом синхрониза-
тора 35
242. Проверить совпадение венцов шесте-
рен 14 и 16 по длине с соответствующими
шестернями вала 22. Закрепить вал 37 при-
жимными планками
243. Отвернуть гайки и вынуть два тех-
нологических болта. Установить вал 39 в
сборе и комплект прокладок 1 в посадочное
место крышки картера так, чтобы трубка
подвода масла свободно входила в паз ста-
кана, а метки «тах» на шестерне 39 и
«min» на шестерне 18 были совмещены
244. Проверить боковой зазор между
зубьями шестерен 18 и 39 и при необхо-
димости отрегулировать.
Ключ 32—36, мо-
лоток АЗ
Отвертка
Б 175x0,7, оправка
с медным наконеч-
ником
Ключ 19—22
То же
Индикатор на
стойке
Технические условия: 1. Боковой зазор между зубьями
ведущей и ведомой шестерен должен быть 0,2—0,4 мм. Зазор
проверять индикатором по угловому люфту фланца первич-
ного вала на радиусе резьбовых отверстий на равных рас-
стояниях в четырех точках по окружности.
2. Зазор регулировать изменением количества и толщины
регулировочных прокладок 1
434
Инструмент
и приспособления
Содержание операции (перехода)
245. Проверить и при необходимости от-
регулировать зацепление зубьев шесте-
рен 18 и 39 по краске.
Посуда для крас-
ки, кисть волосяная
Технические условия: 1. Площадь пятиа контакта должна
быть не менее 60% по длине и высоте зуба и располагаться
ближе к узкому концу зуба ведомой шестерни, для ведущей
шестерни пятно контакта может выходить на кромку головки
зуба.
2. Зацепление зубьев шестерен регулировать изменением
количества и толщины регулировочных прокладок 1 и 20
246. Проверить и при необходимости от-
регулировать совпадение венцов шесте-
рен 14 и 16 с ведомыми шестернями вала 22.
Застопорить гайку 13 вала 37, отогнув край
шайбы на грань гайки.
Регулировать совпадение венцов заменой
кольца 17 большей или меньшей толщины
247. Снять вал 39 в сборе и смазать
фланцы крышки картера 2 и стакана под-
шипников вала цинковыми белилами. Уста-
новить вал с подобранными прокладками 1
и закрепить болтами с пружинными шай-
бами
248. Присоединить трубу маслопрово-
да 31 к опоре вала 37 и закрепить зажим-
ным болтом с уплотнительной прокладкой
249. Пропитать кольцо 4 (рис. 159) рези-
новым клеем и установить его в обойму, а
сальник 5 смазать маслом МТ-16п
250. Запрессовать сальник 5 в отверстие
втулки 1 пятой и шестой передач. Заложить
смазку 1 —13 в полость отверстия и запрес-
совать обойму в сборе с кольцом 4
251. Надеть шайбу 2, хомут 3 на высту-
пающий конец валика вилки 9 и ввернуть
в резьбовое отверстие хомута стяжной болт,
не затягивая
252. Выполнить переходы 249—251 для
трех остальных валиков вилок включения
передач
Молоток ,АЗ, зуби-
ло 20x60°
Ключ 19—22, по-
суда для краски,
кисть волосяная
Ключ 19—22
Посуда для клея
и масла
Молоток АЗ, оп-
равка для сальника,
посуда для смазки,
лопатка для смазки
Ключ 17—19
435
Инструмент
и приспособления
Содержание операции (перехода)
253. Проверить вращение валов и шесте-
рен. Смазать зубья всех шестерен, подшип-
ники, сухари вилок переключения передач
и конусные поверхности синхронизаторов
маслом МТ-16п.
Валы и шестерни должны вращаться сво-
бодно, без заеданий и заклиниваний при
проворачивании за фланец вала 39
(рис. 158) от усилия руки
254. Прокачать масло МТ-16п через от-
верстие в крышке картера 2 под распре-
делитель.
Посуда для масла
Технические условия: 1. Масло должно свободно выходить
из-под сателлитов механизмов поворота 12 и 29, опор шесте-
рен третьей и четвертой, пятой и шестой передач, посадочных
мест валиков вилок 33 и 36 и узлов первичного, главного и
передаточных валов.
2. Просачивание масла в местах крепления маслопроводов
не допускается.
255. Смазать привалочные поверхности
масляного насоса цинковыми белилами,
установить его на шпильки картера 2 и
закрепить насос гайками с плоскими шай-
бами. Зашплинтовать гайки шплинтами
256. Установить заборники в картер 2 и
закрепить болтами с плоскими шайбами.
Зашплинтовать болты попарно проволокой
257. Продуть сжатым воздухом трубки
левого и правого заборников. Вставить сво-
бодные концы трубок в отверстия заборни-
ков. Закрепить фланец трубок с проклад-
ками на масляном насосе болтами с плос-
кими шайбами. Зашплинтовать болты по-
парно проволокой
258. Закрепить правую и левую трубки
заборников на картере 2 планкой и болта-
ми с плоскими шайбами. Зашплинтовать
болты попарно проволокой
Ключ 17—19, пло-
скогубцы 150, посу-
да для краски,кисть
волосяная .
Ключ 12—14, пло-
скогубцы 150
То же
436
Инструмент
и приспособления
Содержание операции (перехода)
259. Снять прижимные планки, крепящие
главный 22 и передаточный 37 валы, с
крышки картера и смазать плоскости
разъема картера 2 и крышки цинковыми
белилами
260. Установить картер 2 на крышку так,
чтобы шпильки картера вошли в соответст-
вующие отверстия крышки, при этом гнезда
опор и подшипников должны плотно войти
в посадочные места картера.
(Переход выполняют два человека)
261. Вставить четыре боковых болта в
совмещенные отверстия картера и крышки,
навернуть гайки с плоскими шайбами до
выбора зазора между крышкой и картером
262. Установить болты в совмещенные от-
верстия картера и крышки, надеть на бол-
ты три рыма и кронштейн датчика. Навер-
нуть на выступающие концы болтов гайки
с шайбами до плотного прилегания деталей
к крышке
263. Навернуть гайки с плоскими шайба-
ми на выступающие концы шпилек. Окон-
чательно гайки не затягивать
264. Закрепить первичный вал в сборе со
стаканом на картере и крышке главной пе-
редачи болтами с пружинными шайбами
265. Закрепить левый 12 и Правый 29 ме-
ханизмы поворота на крышке и картере
болтами с пружинными шайбами
266. Смазать прокладки 4 с обеих сто-
рон цинковыми белилами и установить их
на шпильки крепления фрикционов 5. Уста-
новить левый и правый фрикционы гнез-
дами подшипников в отверстия картера и
крышки, введя в зацепления шлицы ва-
лов 7 со шлицами муфт 40 и зубья шесте-
рен И с зубьями шестерен 8, и, совместив
отверстия фланцев со шпильками, закре-
пить фрикционы гайками со стопорными
пластинами. Застопорить гайки, отогнув
края стопорных пластин на грани гаек
Ключ 19—22, по-
суда для краски,
кисть волосяная
Ключ 19—22
То же
Ключ 17—19
Ключ 19—22, мо-
лоток АЗ, зубило
20 x60°, посуда для
краски, кисть воло-
сяная
»
»
437
Инструмент
и приспособления
Содержание операции (перехода)
267. Затянуть гайки болтов и шпилек
крепления крышки к картеру 2 с усилием
одной руки в последовательности, приве-
денной на рис. 196. Зашплинтовать гайки
Ключ 19—22, мо-
лоток АЗ, плоскогуб-
бы 150
Рис. 196. Последовательность затяжки гаек, болтов и шпилек
шплинтами. После затяжки гаек зазор меж-
ду плоскостями картера и крышки не до-
пускается
268. Отрегулировать вилки включения пе-
редач и закрепить хомуты на валиках стяж-
ными болтами.
Радиальные зазоры между муфтами
включения, верхними и нижними сухарями
вилок должны быть равны
269. Установить шпонки в пазы валиков
и рычаги «а валики вилок включения пе-
редач и закрепить болтами. Проверить пе-
реключение передач и определить нейтраль-
ные и включенные положения передач и
наметить (накернить) их на приливах
крышки картера.
Ключ 17—19
Ключ 17—19, мо-
лоток АЗ, кернер 4,
набор клейм
438
Инструмент
и приспособления
Содержание операции (перехода)
Вилки переключения передач должны пе-
ремещать муфты н синхронизаторы до пол-
ного включения свободно, без заеданий и
заклиниваний
270. Смазать прокладку с обеих сторон
цинковыми белилами, установить ее и
фильтр 30 (рис. 158) в отверстия крышки
картера 2 и закрепить гайками с пружин-
ными шайбами
271. Продуть маслопроводы 34 сжатым
воздухом. Смазать прокладки с обеих сто-
рон цинковыми белилами, установить их и
маслопроводы на приливы картера 2 и за-
крепить болтами (гайками) со стопорными
шайбами, застопорить гайки (болты) отги-
банием усиков шайб
272. Смазать резьбу угольника цинко-
выми белилами и ввернуть угольник в от-
верстие крышки. Присоединить трубу мас-
лопровода к угольнику и закрепить накид-
ной гайкой
273. Установить на маслопроводы соеди-
нительный шланг и закрепить его стяжными
хомутами
274. Ввернуть сапун в резьбовое отвер-
стие крышки картера и зашплинтовать
проволокой
275. Ввернуть пробки сливных отверстий
с уплотнительными кольцами в отверстия
картера до плотного упора и зашплинтовать
проволокой
276. Установить оси рычагов на крышку
картера и закрепить болтами с пружинны-
ми шайбами
277. Установить колонку 10 (рис. 157)
в сборе на шпильки главной передачи, за-
штифтовать двумя штифтами и закрепить
гайками с шайбами
278. Запрессовать шпонку в паз рычага 8
и надеть рукоятку 9 на рычаг
Ключ 17—19, по-
суда для краски,
кисть волосяная
Ключ 14—17, мо-
лоток АЗ, зубило
20x60°, посуда для
краски, кисть, воло-
сяная
Ключ 14—17, по-
суда для краски,
кисть волосяная
Отвертка
Б 175X0,7
Ключ 19—22, пло-
скогубцы 150
Ключ 32—36, пло«
скогубцы 150
Ключ 14—17
Ключ 19—22, мо-
лоток АЗ
Молоток АЗ
439
Инструмент
и приспособления
Содержание операции (перехода)
279. Надеть шайбу на рычаг 2 колонки
и закрепить рукоятку рычага гайкой. На-
вернуть шаровую головку на резьбовой ко-
нец рукоятки рычага
280. Ввернуть наконечники 4 с гайками
в отверстия рычагов 2 и 3
281. Смазать оси рычагов смазкой УС,
установить на них двуплечие рычаги 7,
14, 15, 16 и застопорить стопорными коль-'
цами
282. Установить серьги 11 и соединить их
с поводками колонки 10 и рычагами 7 и 14
пальцами и зашплинтовать
283. Установить тягу 19 и соединить ее
с рычагами 18 и 15 пальцами и зашплинто-
вать
284. Соединить рычаг 16 с рычагом 17
пальцем и зашплинтовать
285. Установить рычаги 8, 2, 3, 17 и 18
в нейтральное положение и соединить тягу
6 с рычагами 2 и 7, тягу 5 с рычагами 3
и 14, тягу 12 с рычагом 15 и с правым сред-
ним поводком колонки 10 и тягу 13 с ры-
чагом 16 и с правым крайним поводком ко-
лонки, вставить пальцы и зашплинтовать.
При соединении тяг отрегулировать их так,
чтобы соединительные пальцы входили сво-
бодно в отверстия рычагов и наконечников
тяг. Наконечники и вилки тяг законтрить
гайками
286. Проверить легкость включения пере-
дач. Передачи должны включаться свобод-
но при переключении передач рукояткой 9
и фиксироваться во включенных положе-
ниях, при этом заедание и заклинивание ры-
чагов не допускаются
287. При наличии стенда испытать глав-
. ную передачу.
Ключ 19—22
Ключ 17—19
Круглогубцы 150
Плоскогубцы 150
То же
Ключи 17—19 и
19—22, плоскогуб-
цы 150
440
Инструмент
и приспособления
Содержание операции (перехода)
Технические условия на обкатку и испытания:
1. Испытание проводить на масле МТ-16п.
2. Обкатывать и испытывать сначала без нагрузки, а за-
тем под нагрузкой.
3. В период обкатки давление масла в системе должно
быть 1,5—4,5 кгс!см2, температура масла не должна превы-
шать 85° С.
4. Обкатывать без нагрузки сначала при 1000 об]мин пер-
вичного вала, а затем при 2100 об]мин поочередно на всех
передачах, начиная с нейтрального положения в течение
3—4 мин.
5. Во время обкатки без нагрузки необходимо один-два
раза включать левый и правый фрикционы поочередно на
каждой передаче, при этом допускается вращение ведомого
барабана по инерции.
6. Обкатывать под нагрузкой при 2100 об]мин первично-
го вала по режиму, приведенному в таблице 5
Таблица 5
Включенная передача Тормозной момент на каждом выходном валу, кгом Время, мин
Первая 275 ±5 2-3
Вторая 90+2,5 2-3
Третья 48±1,5 3-4
Четвертая 32± I 3-4
Пятая 24±0,6 3-4
Шестая 18+0,4 3-4
Задний ход 75±3 1,5-2
7. В процессе обкатки не должно быть постороннего шума
и стука в подшипниках и зубьях шестерен, а также течи мас-
ла в соединениях трубопроводов и в местах уплотнений.
8. В конце каждого этапа обкатки провернуть рукоятку
масляного фильтра на три-четыре оборота.
9. После обкатки слить масло и заправить свежим обезво-
женным маслом МТ-16п и зашплинтовать пробки сливных от*
верстий.
10. Снять главную передачу со стенда
441
Содержание операции (перехода) Инструмент и приспособления
288. Расшплинтовать гайки болтов и шпилек крепления крышки к картеру глав- ной передачи и окончательно затянуть их в последовательности, приведенной на рис. 196. Зашплинтовать гайки шплинтами Ключ динамомет- рический, сменные головки 17, 19 и 22, молоток АЗ, плоско- губцы 150
Технические условия: 1. Гайки затягивать после полного
остывания главной передачи.
2. Момент затяжки гаек с резьбой М12 должен быть
2—6,5 кгС'М, а с резьбой М14 — 8—10 кгс-м.
442
РЕМОНТ КОЛОНКИ ПЕРЕКЛЮЧЕНИЯ ПЕРЕДАЧ
ОПЕРАЦИОННАЯ КАРТА Ns 12
Инструмент и приспособления: ключи 12—14 и 17—19; плоско-
губцы комбинированные 150; отвертки А 250X1,4 и А 300X1,8;
молоток АЗ; шприц; посуда для керосина и смазки; лопатка дере-
вянная для смазки; кисть волосяная; салфетка хлопчатобумажная.
Трудоемкость разборки и сборки ручным инструментом —
0,55 чел.-час.
Содержание операции (перехода) Инструмент и приспособления
Разборка колонки переключения передач
1. Вывернуть масленку 18 (рис. 197) из
отверстия корпуса 1 и масленку 33 из от-
верстия валика 8 и снять шайбу 34
2. Вывернуть винты 3 и снять крышку 4
с корпуса 1
3. Вывернуть винты крепления и снять
крышки 31 и 32 с корпуса 1
4. Вывернуть болты 10 и снять кулису 9
в сборе с кожухом и прокладку 30 с кор-
пуса 1
5. Расшплинтовать и вынуть палец 22 из
отверстий фиксатора 23 и рычага 21
6. Снять фиксатор 23, пружину 24 и кры-
шку 25 с рычага 21
7. Отвернуть колпак 29 и снять его, шай-
бу 26 и пружину 27 с рычага 21. Вынуть
рычаг из гнезда корпуса 1
8. Снять кольцо 35 и вынуть валик 8 в
сборе с рычагом 37 из отверстия корпуса 1.
Снять втулку 36 с валика
9. Вывернуть пробку 17 из отверстия
корпуса Г
10. Вынуть поводок 16 из крайнего лево-
го отверстия корпуса 1. Вынуть шарик 5,
фиксатор 7 и пружину 6 из гнезда корпу-
са 1. Вынуть шарик 12 замкового устрой-
ства
11. Вынуть поводок 15 с роликом 14 из
второго левого отверстия корпуса 1. Вынуть
Ключ 12—14
Отвертка
А 250X1,4
То же
Ключ 17—19
Плоскогубцы 150
Отвертка
А 250X1,4
Отвертка
А 300X1,8
Молоток АЗ
То же
443
Инструмент
и приспособления
Содержание операции (перехода)
шарик 5, фиксатор 7 и пружину 6 из гнезда
корпуса 1. Вынуть шарик 12 замкового уст-
ройства
Рис. 197. Колонка переключения передач:
1 — корпус; - ! — поводок; 3 — виит; 4, 31 и 32—крышки; 3 — шарик фиксатора;
б, 24 и 27 — пружины; 7 — фиксатор; 8 — валик блокировки; 9 — кулиса с кожухом;
10 — болт; // — правый крайний поводок; 12 — шарик замкового устройства; 13 —
правый средний поводок; 14 — ролик замка; 13 — левый средний поводок; 16 — ле-
вый крайний поводок; 17 — пробка; 18 и 33 — масленки; 19 — шплинт; 20 и 34 —
шайбы; 2/— рычаг переключения передач; 22 — палец; 23 — фиксатор рычага; 25 —
сферическая крышка; 26 — упорная шайба; 28 —штифт; 29 — колпак; 30 — проклад-
ка; 35 — стопорное кольцо; 36 — втулка; 37 — рычаг валика блокировки
12. Вынуть поводок 13 с роликом 14 из
второго правого отверстия корпуса 1. Вы-
нуть шарик 5, фиксатор 7 и пружину 6 из
гнезда корпуса 1. Вынуть шарик 12 замко-
вого устройства
Молоток АЗ
444
Содержание операции (перехода) Инструмент и приспособления
13. Вынуть поводок 11 из крайнего пра- вого отверстия корпуса 1. Вынуть шарик 5, фиксатор 7 и пружину 6 из гнезда кор- пуса 1 14. Промыть детали керосином, продуть отверстия сжатым воздухом и протереть 15. Проверить техническое состояние де- талей Молоток АЗ Посуда для керо- сина, кисть волося- ная, салфетка Измерительный инструмент
Технические условия на контроль, сортировку и ремонт деталей
Валик блокировки с рычагом
(рис. 198)
Не допускаются:
— трещины или обломы;
Рис. 198. Валик блокировки с рычагом:
I — валик; II — рычаг
— износ шейки 1 валика / до размера менее 21,7 мм-
— износ отверстия 3 рычага II до размера более 13 мм-,
— погнутость валика / более 0,08 мм.
При износе резьбы 2 раззенковать, углубить и нарезать резьбу
номинального размера К1/8".
При замене рычага II его следует установить на валик I так,
чтобы поверхность валика Б была повернута относительно оси сим-
метрии Г—Г на угол 6°ЗО'± 1°, и затем приварить по всему пери-
метру.
Неперпендикулярность поверхности А относительно поверхно-
сти шейки 1 должна быть не более 0,4 мм на длине 35 мм. На по-
верхности шейки 1 н в зоне В = 25-г-ЗО мм брызги сварки не допус-
каются.
445
Инструмент
и приспособления
Содержание операции (перехода)
Корпус
(рис. 199)
Не допускаются:
— трещины или обломы, проходящие через поверхности отвер-
стий;
Б-Б
Рис. 199. Корпус
— износ поверхности Д, при котором щуп толщиной 0,5 мм
проходит между сферами рычага переключения передач и кор-
пуса;
— износ отверстий 4 под поводки до размера более 20,1 мм;
— износ отверстия 5 под валик блокировки до размера более
22,15 мм;
— срыв или износ резьб /, 2 и 3 более двух ниток.
Трещины или обломы на фланцах устранять заваркой.
Изношенные штифты I до размера б менее 5,8 мм заменить
новыми с номинальным размером 6 мм.
При ослаблении штифтов в отверстиях корпуса //, когда раз-
мер а более 6,025 мм, следует рассверлить отверстия и установить
штифты ремонтного размера.
446
Инструмент
и приспособления
Содержание операции (перехода)
Изношенную резьбу 2 рассверлить и нарезать резьбу М8 кл. 3.
Изношенные резьбы 3 и 1 заварить с последующей нарезкой резьб
М8 кл. 3 и К1/8" соответственно.
Рычаг переключения передач
(рис. 200)
Не допускаются:
— трещины или обломы;
— износ поверхности В опоры рычага, при котором щуп тол-
щиной 0,5 мм проходит между сферами рычага и корпуса колонки.
Износ сферических поверхностей В н Г устранять наплавкой с
последующей механической обработкой.
Износ пазов 1 под штифты до размера более 7,2 мм устранять
наплавкой с последующей обработкой до размера 7 мм.
Износ шпоночного паза 2 до размера более 4,1 мм устранять
заваркой с последующей обработкой паза размером 4 мм. Погну-
тость рычага более 2 мм устранять правкой, при этом непрямолн-
нейность рычага на длине а должна быть не более 1 мм.
Поводок средний
(рис. 201)
Не допускаются:
— трещины или обломы;
— износ шейки 1 до размера менее 19,85 мм;
447
Инструмент
и приспособления
Содержание операции (перехода)
— износ отверстия 2 под палец до размера более 12,4 мм.
Износ боковых поверхностей А и Б устранять наплавкой с по-
следующей обработкой под размер шарика фиксатора или замка.
Износ боковых поверхностей В паза поводка под рычаг пере-
ключения передач устранять наплавкой с последующей, обработ-
кой
Сборка колонки переключения передач
16. Вставить пружину 6 (рис. 197), фик-
сатор 7 и шарик 5 в крайнее правое гнез-
до корпуса 1. Смазать трущиеся поверхнос-
ти поводка 11 солидолом УС и установить
в крайнее правое отверстие корпуса 1
17. Установить шарик 12 замкового уст-
ройства в отверстие корпуса 1. Вставить
пружину 6, фиксатор 7 и шарик 5 во вто-
рое правое гнездо корпуса 1. Смазать тру-
щиеся поверхности поводка 13 солидолом
УС и установить его и ролик 14 во второе
правое отверстие корпуса 1
18. Установить второй шарик 12 замко-
вого устройства в отверстие корпуса 1.
Вставить пружину 6, фиксатор 7 и шарик 5
во второе левое гнездо корпуса 1. Смазать
трущиеся поверхности поводка 15 солидо-
лом УС и установить его и ролик во второе
левое отверстие корпуса 1
Посуда для смаз-
ки, лопатка для
смазки
То же
»
448
Инструмент
и приспособления
Содержание операции (перехода)
19. Установить третий шарик 12 замково-
го устройства в отверстие корпуса 1. Вста-
вить пружину 6, фиксатор 7 и шарик 5 в
крайнее левое гнездо корпуса 1. Смазать
трущиеся поверхности поводка 16 солидо-
лом УС и установить в крайнее левое от-
верстие корпуса 1
20. Ввернуть пробку 17 в отверстие кор-
пуса 1
21. Смазать валик 8 блокировки солидо-
лом УС, надеть втулку 36 на валик и уста-
новить его в сборе с рычагом 37 в отверстие
корпуса 1. Установить стопорное кольцо 35
в канавку валика
22. Установить шайбу 34 и ввернуть мас-
ленку 33 в резьбовое отверстие валика 8
23. Установить рычаг 21 в шаровое гнез-
до корпуса 1, совместив прорези рычага со
штифтами 28 (шпоночный паз должен быть
обращен в сторону поводков). Заполнить
шаровую полость смазкой 1 —13
24, Установить пружину 27, шайбу 26 и
навернуть колпак 29 на резьбу шарового
гнезда корпуса 1
25. Установить крышку 25, пружину 24 и
фиксатор 23. на рычаг 21. Совместить от-
верстия рычага и фиксатора, вставить па-
лец 22, надеть на палец шайбу 20 и за-
шплинтовать палец шплинтом 19
26. Установить прокладку 30 и кулису 9
в сборе с кожухом на корпус 1. Закрепить
кулису болтами 10 с пружинными шайбами
27. Проверить перемещение поводков И,
13, 15 и 16 рычага 21, вращение валика 8,
фиксацию поводков и рычага и работу зам-
кового устройства.
Посуда для смаз-
ки, лопатка для
смазки
Отвертка
А 300x1,8
Посуда для смаз-
ки, лопатка для
смазки
Ключ 12—14
Посуда для смаз-
ки, лопатка для
смазки
Плоскогубцы 150
Ключ 17—19
Технические условия: 1. При переключении передач ры-
чагом поводки должны перемещаться свободно, без заеданий
и заклиниваний.
2. Все положения поводков должны надежно и четко фик-
сироваться фиксаторами 7. Замковое устройство должно обес-
15—366
449
Инструмент
и приспособления
Содержание операции (перехода)
печивать поочередное перемещение только одного поводка из
четырех.
3. Фиксатор 23 должен надежно фиксировать рычаг 21 в
пазах нейтрали
28. Установить крышку 32 на корпус 1 и
закрепить винтами с пружинными шайбами
29. Установить крышку 31 на корпус 1
и закрепить винтами с пружинными шай-
бами.
30. Установить крышку 4 на корпус 1 и
закрепить винтами 3 с пружинными шай-
бами.
С июля 1971 года вместо крышки"следу-
ет запрессовывать заглушку в отверстие
корпуса и плотно обжимать по поверхности
осаживанием молотком
31. Ввернуть масленку 18 в резьбовое от-
верстие корпуса 1
32. Смазать валик 8 и поводки смаз-
кой 1—13
Отвертка
А 250X1,4
То же
Ключ 12—14
Шприц, посуда
для смазки
450
РЕМОНТ ЦЕНТРАЛЬНОГО КАРДАННОГО ВАЛА
ОПЕРАЦИОННАЯ КАРТА №13
Инструмент и приспособления: ключи 12—14, 17—19 и 19—22;
ключ динамометрический . ОБ-75; сменная головка 19; наставка
для обжатия заглушки; отвертка А 250X1,4; выколотка медная;
молоток АЗ; бородок слесарный 3; посуда для керосина, масла и
смазки; шприц; кисть волосяная; лопатка деревянная для смазки;
салфетка хлопчатобумажная.
Трудоемкость разборки и сборки ручным инструментом —
0,65 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Разборка карданного вала
1. Расстопорить, вывернуть болты 10
(рис. 202) и снять пластины 6 и крышки 9
с фланца 11 и вилки 5
2. Выбить подшипники 8 из отверстий
фланца 11. Снять подшипники и фланец с
крестовины 7
3. Выбить подшипники 8 из отверстий
вилки 5. Снять подшипники и вынуть кре-
стовину 7 из вилки
4. Ослабить'ленту хомута 15. Вынуть вил-
ку 5 в сборе,с чехлом 4 из шлицевого от-
верстия муфты 3. Снять чехол с вилки
5. Выполнить переходы 2 и 3 для друго-
го карданного шарнира
6. Отвернуть гайки 17 болтов 18 крепле-
ния фланца 2 к муфте 3 и снять фланец
7. Выбить заглушку 16 из муфты 3
8. Промыть детали керосином, обдуть
сжатым воздухом и протереть
9. Проверить техническое состояние де-
талей
Ключ 12—J4, от«
вертка А 250x1,4,
молоток АЗ
Молоток АЗ, вы-
колотка медная
То же
Бородок 3
Ключи- 17—19 и
19—22
Молоток АЗ, вы-
колотка медная
Посуда для керо-
сина, кисть волося-
ная, салфетка
Измерительный
инструмент
16*
451
Рис. 202. Центральный карданный вал:
1, 2 и 11— фланцы; 3 — муфта; 4*-чехол; 5— вилка; 6— стопорная пластина; 7 — крестовина; 8 — игольчатый подшипник; 9 —• крышка
подшипника; 10 и 18 — болты; 12 уплотнение; 13 •• контрольный клапан: 14 ~ масленка; 15— стяжной хомут; 16 — заглушка; 17 — гайка;
А — полость муфты
Инструмент
и приспособления
Содержание операции (перехода)
Технические условия на контроль, сортировку и ремонт деталей
центрального карданного вала
Фланецкардана'
(рис. 203)
Не допускаются:
— трещины или обломы;
— погнутость ушков вилки, при которой пробка диаметром
49,9 мм не проходит через оба отверстия 1 одновременно;
Рис. 203. Фланец кардана
— износ отверстий 3 под болты крепления до размера более
14,6 мм\
— овальность и конусность отверстий 1 более 0,02 мм\
— износ отверстий 1 до размера более 50,02 мм.
При износе резьбы 2 более двух ниток следует нарезать резь-
бу ремонтного размера М10 кл. 2.
Муфта фланца
(рис. 204)
Не допускаются:
— трещины, обломы или скрученность шлицев;
— износ шлицев 1 по ширине до размера более 5,5 мм\
— износ отверстий 2 под болты крепления до размера более
14,6 мм.
453
Инструмент
и приспособления
Содержание операции (перехода)
Коробление поверхности А фланца, при котором торцовое бие-
ние более 0,3 мм, устранять обработкой до его выведения с одно-
временной обработкой поверхности Б до размера а = 4+°’3 мм.
После обработки размер б должен быть не менее 11 мм.
Рис. 204. Муфта фланца
Вилка кардана
(рис. 205)
Не допускаются:
— трещины, обломы или скрученность шлицевого конца;
Рис. 205. Вилка кардана
— погнутость ушков вилки, при которой пробка диаметром
49,9 мм не проходит через оба отверстия 1 одновременно;
— износ отверстий 1 под подшипнику до размера более
50,02 мм}
45*
Инструмент
и приспособления
Содержание операции (перехода)
— овальность и конусность отверстий 1 более. 0,02 лелг,
— износ шлицев 3 по ширине до размера менее 4,85 мм.
При износе резьбы 2 более двух ниток следует нарезать резьбу
ремонтного размера М10 кл. 2.
Крестовина в сборе с обоймами
(рис. 206)
Не допускаются:
— трещины или обломы;
— следы вмятин на шипах 1 от игл подшипников;
• — износ шипов 1 до размера менее 33,57 мм.
Рис. 206. Крестовина в сборе с обоймами
При ослаблении посадки обойм 3 на шипах крестовин следует
заменить обоймы.
При износе резьбы 2 следует подрезать торец и углубить резь-
Сборка карданного вала
1. Запрессовать заглушку 16 (рис. 202)
в отверстие муфты 3 и плотно обжать по
поверхности
2. Установить фланец 2 на муфту 3, вста-
вить болты 18 в совмещенные отверстия
фланца и муфты, навернуть гайки 17 с пру-
жинными Шайбами и затянуть (момент за-
тяжки 14—16 кгс-м)
Молоток АЗ, на-
ставка
Ключ 19—22, ключ
динамометрический,
сменная головка 19
455
Инструмент
и приспособления
Содержание операции (перехода)
'3. Установить крестовину 7 в сборе с уп-
лотнениями 12 в отверстия фланца 2 так,
чтобы масленка 14 была обращена в сто-
рону фланца
4. Смазать подшипники 8 маслом МТ-16п
и установить в отверстия фланца 2 и на
шипы крестовин 7
5. Установить крышки 9 и пластины 6 на
фланец 2. Закрепить крышки болтами 10
6. Установить фланец 1 на шипы кресто-
вины 7
7. Смазать подшипники 8 маслом МТ-16п
и установить в отверстия фланца 1 и: на
шипы крестовины 7
8. Установить крышки 9 и пластины 6 на
фланец 2. Закрепить крышки болтами 10
9. Установить крестовину 7 в сборе с уп-
лотнениями 12 в отверстия вилки 5 так,
чтобы масленка 14 была обращена в сто-
рону вилки
10. Смазать подшипники 8 маслом
МТ-16п и установить в отверстия вилки 5
и на шипы, крестовины 7
11. Установить крышки 9 и пластины 6
на вилку 5. Закрепить крышки болтами 10
12. Установить фланец 11 на шипы крес-
товины 7
13. Смазать подшипники’ 8 маслом
МТ-16п и установить в отверстия фланца 11
и на шипы крестовины 7
14. Установить крышки 9 и пластины 6
на фланец 11. Закрепить крышки болта-
ми 10
15. Заполнить полость А смазкой УС. На-
деть чехол 4 на муфту 3 и закрепить хому-
том 15
16. Смазать шлицевый конец вилки 5
смазкой УС и установить вилку в шлице-
вое отверстие муфты 3 так, чтобы оси рас-
точек под подшипники фланцев 1 и 11 на-
ходились в одной плоскости, а масленки бы-
ли обращены в одну сторону
Выколотка медная,
посуда для масла,
кисть волосяная
Ключ 12—14
Выколотка мед-
ная, посуда для мас-
ла, кисть волосяная
Ключ 12—14
Выколотка мед-
ная, посуда для мас-
ла, кисть волосяная
Выколотка мед-
ная, посуда для мас-
ла, кисть волосяная
Ключ 12—14
Бородок 3, посуда
для смазки, лопатка
для смазки
Посуда для смаз-
ки, лопатка для
смазки
456
Содержание операции (перехода) Инструмент и приспособления
17. Смазать подшипники крестовин 7 че- Шприц, посуда
рез масленки 14 маслом МТ-16п до появ- ления его из клапанов 13 18. При наличии стенда обкатать кардан- ный вал. При вращении карданного вала не допус- кается течь масла в местах установки кла- для масла
панов и масленок
19. Застопорить болты 10 отгибанием уси- Отвертка
ков пластин на одну из граней болтов А 250X1,4, моло- ток АЗ
457
РЕМОНТ БОРТОВОЙ ПЕРЕДАЧИ
ОПЕРАЦИОННАЯ КАРТА №14
Инструмент и приспособления: ключи 10—12 и 17—19; ключ
коловорот; сменная головка 14; ключ торцовый 12; оправка для
осн сателлита; оправка конусная; оправка с медным наконечни-
ком; монтажный ломик; съемник 5805-01/№ 4; плоскогубцы
комбинированные 150; отвертки Б 175x0,7 и А 300X1,8; зубило
слесарное 20x60°; молотки АЗ и А6; кернер 4; набор щупов Н-2
кл. 1; посуда для клея, масла и краски; кисть волосяная.
Трудоемкость разборки и сборки ручным инструментом —
1,9 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Разборка левой бортовой передачи
1. Расшплинтовать и вывернуть болты
крепления крышки 1[ (рис. 207) и снять ее
в сборе с солнечной шестерней 12 с
крышки 9
2. Вывернуть болты и снять опору 17, ре-
гулировочные прокладки и червячное коле-
со 18 с крышки 11
3. Снять стопорное кольцо и спрессовать
червяк 20 с солнечной шестерни 12 и вы-
прессовать сегментную шпонку _из канавки
шестерни
4. Выпрессовать солнечную шестерню 12
из крышки 11
5. Выпресовать сальник 13, снять шайбу
и выпрессовать уплотнение 14 из отверстия
крышки 11
6. Снять стопорное кольцо и выпрессо-
вать подшипник 15 из крышки 11. Снять
маслоотражательную шайбу
7. Вывернуть винты и снять крышку 9 и
прокладку 22 с картера 25
8. Спрессовать картер в сборе с подшип-
ником 5 и снять маслоотражательную шай-
бу с водила 26
9. Вывернуть пробки 23 и 24 из сливно-
го и заливного отверстий картера 25
Ключ 17—19, пло-
скогубцы 150
Ключ 10—12, от-
вертка Б 175X0,7
Отвертка
Б 175x0,7, моло-
ток АЗ
Молоток А6, оп-
равка с медным на-
конечником
Отвертка
Б 175x0,7
Отвертка
Б 175x0,7, молоток
АЗ, оправка с мед-
ным наконечником
Отвертка
А 300X1,8
Молоток А6, оп-
равка с медным на-
конечником
Ключ торцовый 12
458
Рис. 207. Бортовая передача:
1 и 22 — уплотнительные прокладки; 2 — упорное кольцо; 3 — торцовое уплотнение;
4 — регулировочные прокладки; 5 и /5 — шарикоподшипники; 6, 7 и 16 — роликопод-
шипники; 8 —сателлит; 9, И и 28 — крышки; 10 — сапун; 12 — солнечная Шестерня;
/3 — войлочный сальник; 14 — самоподжимное уплотнение; /7 —опора; /8 — червячное
колесо; 19 — тормозной барабан; 20 — червяк; 21 — болт крепления бортовой передачи;
23 и 24 •» пробки; 2S — картер; 26 — водило; 27 — ступица ведущего колеса; 29 — при-
жимное кольцо
459
Содержание операции (перехода) Инструмент и приспособления
10. Расстопорить, вывернуть болты и Ключ коловорот,
снять торцовое уплотнение 3, регулировоч- сменная головка 14,
ные 4 и уплотнительную прокладки с кар- молоток АЗ, зубило
тер а 25 20X60°
И. Выпрессовать подшипник 5 из кар- Молоток АЗ, оп-
тера 25 равка с медным на- конечником
12. Выпрессовать наружное кольцо под- шипника 16 из крышки 9 То же
13. Снять стопорное кольцо. Спрессо- Съемник
вать подшипник 16 без наружного кольца 5805-01/№ 4, моло-
с водила 26 ток АЗ, оправка с медным наконечни-
t ком
14. Выпрессовать оси сателлитов 8 из Молоток АЗ, оп-
отверстий водила 26. Снять сателлиты в равка для оси са-
сборе с подшипниками 7 из пазов водила. Снять подшипники 7 и проставочные кольца из отверстий сателлитов 8 теллита
15. Снять стопорное кольцо и выпрессо- Отвертка
вать подшипник 6 из проточки водила 26 Б 175x0,7, моло- ток АЗ, оправка с медным наконечни- ком
16. Проверить техническое состояние де- Измерительный
талей инструмент
Технические условия на контроль, сортировку и ремонт деталей
бортовой передачи
Картер с бонками
(рис. 208)
Не допускаются:
— трещины или обломы на венце эпицикла;
— износ зубьев 1 венца по толщине до шагового размера бо-
лее 99,9 мм;
— износ гнезда 3 под подшипник по диаметру до размера бо-
лее 180,04 мм;
— овальность и конусность поверхности гнезда 3 более 0,05 мм.
Изношенную резьбу 2 более двух ниток заварить, просверлйть
отверстия в новом месте, сместив их на 15° по отношению к ста-
рым, и нарезать резьбу М10 кл. 3,
460
Инструмент
и приспособления
Содержание операции (перехода)
Изношенные резьбы 4 и 5 более двух ниток заварить и наре-
зать новые М8 кл. 3 и КЗ/4" соответственно, при этом смещение
осей отверстий 5 от номинального положения должно быть не бо-
лее 0,2 мм.
Пробоины картера устранять приваркой заплат.
Рис. 208. Картер с бонками
Кольцо нажимное в сборе
(рис. 209)
Не допускаются .трещины, обломы или разрыв диафрагмы.
Изношенную поверхность А нажимного кольца II устранять
шлифовкой до выведения износа с последующей притиркой. Пос-
ле обработки толщина нажимного кольца а должна быть не менее
12,5 мм.
Притирать нажимное кольцо по поверхности А следует на пли-
те и затем проверить плотность прилегания по краске. Краска дол-
жна располагаться непрерывным пояском шириной не менее 2 мм,
отстоящим от краев отверстия не более чем на 2 мм. Слой краски
должен быть настолько тонким, чтобы кольцо не прилипало к пли-
те за счет краски и при отрыве кольца от плиты краска не сгу-
щалась отдельными пятнами,
461
Инструмент
и приспособления
Содержание операции (перехода)
Диафрагма I должна быть плотно и равномерно зажата меж-
ду кольцами. Кольцо /// должно быть напрессовано радиусом за-
кругления в сторону диафрагмы /.
Рис. 209. Кольцо
нажимное в сборе
Крышка картера
(рис. 210)
Не допускаются:
— трещины или обломы, проходящие через гнездо подшипника;
Рис. 210. Крышка картера
462
Инструмент
и приспособления
Содержание операции (перехода)
— износ гнезда 1 под подшипник по диаметру до размера бо-
лее 165,06 мм;
— износ резьб 2 и 3 более двух ниток.
Трещины, не проходящие через гнездо подшипника, устранять
заваркой.
Изношенные резьбы заварить и нарезать резьбы М12 кл. 2 и
М8 кл. 3 соответственно, при этом смещение осей отверстий с резь-
бами 2 и 3 от номинального положения и относительно гнезда 1
должно быть не более 0,2 мм.
Водило
(рис. 211)
Не допускаются:
— трещины, обломы или скрученность шлицевого конца;
— износ шейки 1 под подшипник по диаметру до размера ме-
нее 129,98 мм;
Рис. 211. Водило
— износ отверстия 2 под ось сателлита по диаметру до раз-
мера более 45 мм;
— износ отверстия 3 под подшипник по диаметру до размера
более 80,03 мм;
— износ средней шейки 4 по диаметру до размера менее
99,8 мм;
— износ зубьев (шлицев) 5 по толщине до шагового размера
менее 46,8 мм;
— износ резьбы 6 более двух ниток,
463
Инструмент
и приспособления
Содержание операции (перехода)
Изношенную резьбу 6 заварить, просверлить отверстия в про-
межутках между старыми отверстиями и нарезать резьбу М14Х1.5
кл. 2а.
Сателлит
(рис. 212)
Не допускаются:
— трещины или обломы зубьев /;
— выкрашивание цементационного слоя и раковистая сыпь
на зубьях /;
— износ зубьев 1 по толщине до шагового размера менее
37,1 мм;
— износ отверстия 2 по диаметру до размера более 86,6 мм;
— следы от роликов на поверхности А и шелушение.
Солнечная шестерня
(рис. 213)
Не допускаются:
— трещины, обломы или скрученность зубчатого конца;
— выкрашивание цементационного слоя и раковистая сыпь на
зубьях Г,
— износ зубьев 1 по толщине до шагового размера менее
23,2 мм;
— износ шейки 2 по диаметру до размера менее 39,98 мм;
— износ шейки 3 под шестерню спидометра по диаметру до
размера менее 74,98 мм (только для левой);
464
Инструмент
и приспособления
Содержание операции (перехода)
— износ шейки 5 под подшипник на длине / = 24±0,5 мм по
диаметру до размера менее 74,98 мм\
— износ паза 4 по ширине до размера более 4 мм\
— износ шейки 6 под сальник по диаметру до размера менее
84,5 мм\
— износ или срыв резьб 7 и 8 более одной нитки.
Рис. 213. Солнечная шестерня
Изношенный паз обработать в новом месте.
Изношенную резьбу 7 заварить, просверлить отверстия в про-
межутках между старыми отверстиями и нарезать резьбу
М12х 1,25 кл. 2.
Изношенную резьбу 8 заварить, просверлить отверстие и на-
резать резьбу М12Х1.25 кл. 2.
Шейку 6 под сальник обработать до выведения износа, при
этом диаметр должен быть не менее 84,5 мм.
Барабан тормозной
(рис. 214)
Не допускаются:
— трещины на спицах;
— износ поверхности А барабана по диаметру до размера а
менее 327 мм.
Трещины на спицах устранять заваркой.
465
Инструмент
и приспособления
Содержание Операции (перехода)
Надиры или местный износ на поверхности А барабана устра-
нять обработкой до выведения износа или надиров, при этом диа-
метр а должен быть не менее 327 мм.
Изношенную поверхность А барабана до размера а менее 327 мм
следует наплавить и затем обработать под номинальный размер
330-0-68 мм.
Изношенные отверстия 1 по диаметру до размера более 14 мм
не допускаются, следует сверлить отверстия в промежутках между
старыми с номинальным размером 13+°>43 мм.
Крышка в сборе
(рис. 215)
Не допускаются:
— трещины или обломы;
Рис. 215. Крышка в сборе
466
Инструмент
и приспособления
Содержание операции (перехода)
— износ отверстия 1 под сальник по диаметру до размера бо-
лее 110,1 лш;
— износ отверстия 2 под подшипник по диаметру до размера
более 130,1 мм.
При износе отверстия 4 во втулке до размера более 10,07 мм
следует заменить втулку.
При износе резьбы 5 более двух ниток следует поставить ввер-
тыш.
При износе резьбы 3 заварить ее и нарезать резьбу К1//'.
Колесо червячное
(рис. 216)
Не допускаются:
.— трещины или обломы;
Рис. 216. Колесо червячное
— износ зубьев 1 по толщине до шагового размера менее
6,65 мм;
— износ шейки 2 под опору по диаметру до размера менее
19,85 мм;
— износ квадрата 3 до размера более 3 мм;
— износ шейки 4 под втулку по диаметру до размера менее
9,84 мм.
Изношенную шейку под опору обработать под ремонтный раз-
мер 19,5 Zo('o85 ММ'
467
Инструмент
и приспособления
Содержание операции (перехода)
Червяк привода спидометра
(рис. 217)
Не допускаются:
— трещины или обломы;
— износ зубьев 1 по толщине S до размера менее 1,9 мм на
высоте h = 1,5 мм.
Рис. 217. Червяк привода спидометра
При износе шпоночного паза 2 по ширине более 4,1 мм обрабо-
тать паз в новом месте под углом 180°, при этом несимметричность
его относительно диаметральной плоскости поверхности А должна
быть не более 0,1 мм.
Опора
(рис. 218)
Не допускаются:
— трещины или обломы;
— износ отверстия 1 под валик червячного колеса по диаметру
до размера более 20,1 мм\
— износ или срыв резьбы 2 более двух ниток.
При износе отверстия 1 под валик до размера более 20,1 л*.и
следует установить втулку с номинальным размером 20+°>045 мм
или с ремонтным размером 19,5+0-045 мм.
468
Инструмент
и приспособления
Содержание операции (перехода)
Изношенную резьбу 2 наплавить и затем нарезать резьбу
М22х 1,5 кл. 2.
Рис. 218. Опора
Кольцо упорное
(рис. 219)
Не допускаются трещины или обломы кольца.
Изношенную поверхность А уплотнения устранять шлифовкой
до выведения износа с последующей притиркой.
Рис. 219. Кольцо
упорное
Притирать кольцо следует на плите и затем проверить по крас-
ке под нажатием контрольным диском весом 3 кгс. Краска должна
располагаться непрерывным пояском шириной не менее 2 мм, от-
стоящим от краев отверстия не более чем на 2 мм. Слой краски
должен быть настолько тонким, чтобы кольцо не прилипало к пли-
те за счет краски и при отрыве от плиты краска не сгущалась от-
дельными пятнами.
469
Инструмент
и приспособления
Содержание операции (перехода)
Сборка левой бортовой передачи
17. Запрессовать подшипник 6 (рис. 207)
в протачку водила 26 до упора и застопо-
рить кольцом
18. Смазать отверстия трех сателлитов 8
маслом МТ-16п. Установить подшипники 7
с проставочными кольцами в отверстия са-
теллитов
19. Установить сателлиты 8 в сборе с
подшипниками 7 в пазы водила 26
20. Запрессовать последовательно три оси
сателлитов 8 в отверстия водила 26, сов-
местив отверстия водила с отверстиями под-
шипников 7 и проставочных колец конус-
ной оправкой
21. Проверить вращение сателлитов 8 на
своих осях.
Молоток АЗ, оп-
равка с медным на-
конечником, отверт-
ка Б 175X0,7
Посуда для масла,
кисть волосяная
Молоток АЗ, оп-
равка для оси са-
теллита, оправка ко-
нусная
Набор щупов
Технические условия: 1. Сателлиты должны вращаться
на осях свободно, без заеданий.
2. Осевой разбег сателлитов в собранном водиле должен
быть не менее 0,2 мм. Щуп толщиной 0,2 мм должен свобод-
но проходить между торцом сателлита и торцом водила по
всей окружности.
3. Радиальный зазор в подшипниках сателлита должен
быть не более 0,12 мм
22. Раскернить оси сателлитов с двух
сторон водила 26 в четырех точках
23. Напрессовать внутреннее кольцо под-
шипника 16 на водило 26 до упора и засто-
порить кольцом
24. Смазать зубья сателлитов 8 маслом
МТ-16п
25. Запрессовать наружное кольцо под-
шипника 16 в крышку 9 до упора
26. Запрессовать подшипник 5 в кар-
тер 25
Молоток АЗ, кер-
нер 4
Молоток АЗ, оп-
равка с медным на-
конечником
Посуда для мас-
ла, кисть волосяная
Молоток АЗ, оп-
равка с медным на-
конечником
То же
470
Инструмент
и приспособления
Содержание операции (перехода)
27. Подобрать необходимое количество
регулировочных прокладок 4, для чего:
— установить уплотнительную прокладку,
регулировочные прокладки и торцовое уп-
лотнение 3 в сборе на картер 25 до упора
уплотнения в подшипник 5;
— проверить плотность прилегания комп-
лекта прокладок к картеру 25, при этом за-
зор между картером и корпусом уплотнения
3 должен отсутствовать;
— снять торцовое уплотнение 3 и комп-
лект подобранных прокладок с картера 25
28. Смазать уплотнительную прокладку с
обеих сторон цинковыми белилами, у ст а но-,
вить ее на картер 25 и совместить отверстия
29. Установить регулировочные проклад-
ки 4 и торцовое уплотнение 3 на картер 25
так, чтобы фрезеровка для стока мдсла
была внизу. Закрепить уплотнение иа кар-
тере болтами со стопорными планками. За-
стопорить болты
30. Ввернуть пробки 24 и 23 в заливное
и сливное отверстия картера 25
31. Установить маслоотражательную шай-
бу на водило 26 и напрессовать картер 25
на водило до упора подшипника 5 в шайбу
32. Установить уплотнительную проклад-
ку 22 и крышку 9 на картер 25, совместить
отверстия и закрепить двумя винтами. Сма-
зать подшипник 16 маслом МТ-16п
33. Установить маслоотражателыную шай-
бу и запрессовать подшипник 15 в крышку И
и застопорить кольцом
34. Запрессовать уплотнение 14, устано-
вить шайбу и запрессовать сальник 13 в
крышку 11.
Сальник перед установкой должен быть
пропитан резиновым клеем
Посуда для крас-
ки, кисть волосяная
Ключ коловорот,
сменная головка 14,
молоток АЗ, зубило
20X60°
Ключ торцовый 12
Молоток А6, оп-
равка с медным на-
конечником
Отвертка
А 300x1,8, монтаж-
ный ломик, посуда
для.масла, кисть во-
лосяная
Отвертка
Б 175X0,7, молоток
АЗ, оправка с мед-
ным иаконечнико^
Молоток АЗ, оп-
равка с медным на-
конечником, посуда
для клея
471
Инструмент
и приспособления
Содержание операции (перехода)
35. Запрессовать солнечную шестерню 12
в крышку 11 со стороны уплотнения 14 до
упора в подшипник 15
36. Запрессовать сегментную шпонку в ка-
навку шестерни 12, напрессовать червяк 20
привода спидометра до упора в подшип-
ник 15 и застопорить кольцом
37. Вставить червячное колесо 18 в сбо-
ре со втулкой в крышку 11. Установить ре-
гулировочные прокладки и опору 17 на
крышку и проверить разбег червячного ко-
леса.
- Разбег червячного колеса должен быть
0,2—0,5 мм\ разбег устанавливается регу-
лировочными прокладками
38. Снять опору 17 и червячное колесо 18
с крышки 11. Установить кольцо-сальник
в отверстие опоры. Смазать трущиеся по-
верхности колеса червяка, втулки и опоры
маслом МТ-16п. Установить червячное ко-
лесо в сборе со втулкой, прокладки и опору
на крышку и закрепить болтами с пружин-
ными шайбами. Проверить вращение ко-
леса.
Червячное колесо должно вращаться
свободно, без заеданий
39. Смазать уплотнительную прокладку
цинковыми белилами. Установить проклад-
ку, крышку 11 в сборе с солнечной шестер-
ней 12 на крышку 9 в сборе с водилом 26
и картером 25, для чего:
— зубья шестерни 12 ввести в зацепле-
ние с зубьями трех сателлитов <?;
— конец шестерни 12 ввести в подшип-
ник 6;
— крышку 11 довести до упора в крыш-
ку 9
40. Закрепить крышку 11 на крышке 9
болтами с пружинными - шайбами и за-
шплинтовать попарно проволокой
Молоток А6, оп-
равка с медным на-
конечником
Отвертка
А 175x0,7, молоток
АЗ, оправка с мед-
ным наконечником
Молоток АЗ., на-
бор щупов
Ключ 10—12, от-
вертка Б 175x0,7,
молоток АЗ, посуда
для масла, кисть во-
лосяная
Посуда для крас-
ки, кисть волосяная
Ключ 17—19, пло-
скогубцы 150
472
Инструмент
и приспособления
Содержание операции (перехода)
41. При наличии стенда обкатать и ис-
пытать бортовую передачу, для чего:
— прикрепить бортовую передачу болта-
ми стенда;
— соединить солнечную шестерню 12 с
валом электродвигателя болтами стенда;
— отвернуть пробку 24 заливного от-
верстия и залить масло МТ-16п до уровня
контрольного отверстия. Ввернуть пробку.
Технические условия на обкатку и испытание: 1. Обкаты-
вать и испытывать бортовую передачу на стенде без нагрузки
в течение 12 мин в направлении вращения, соответствующем
движению машины вперед, и в течение 3 мин в обратном на-
правлении (на заднем ходу) при 1400—1500 об/мин.
2. При прокручивании в бортовой передаче не должно
быть посторонних и ненормальных шумов в подшипниках и
зубьях шестерен; не должно быть течи масла через сальники
крышки.
3. В конце обкатки нагрев картера бортовой передачи дол-
жен быть равномерным по всей поверхности и не должен пре-
вышать 75—80° С.
В местах трения сальников допускается несколько боль-
ший нагрев.
4. Слить масло из картера бортовой передачи в горячем
состоянии
Разборка и сборка правой бортовой пе-
редачи производится в аналогичной после-
довательности, при этом используются:
— солнечная шестерня 12 «правая»;
— крышка 11 «правая».
Привод спидометра отсутствует
473
РЕМОНТ КАРДАННОГО ВАЛА
ПРИВОДА БОРТОВОЙ ПЕРЕДАЧИ
ОПЕРАЦИОННАЯ КАРТА №15
Инструмент и приспособления: ключ 12—14; отвертка
А 250x1,4; шприц; посуда для керосина и смазки; лопатка дере-
вянная для смазки; кисть волосяная; салфетка хлопчатобумажная.
Трудоемкость разборки и сборки ручным инструментом —
0,25 чел.-час..
Содержание операции (перехода)
Инструмент
и приспособления
Разборка карданного вала
1. Вывернуть винты 4 (рис. 220) и снять Отвертка
ригели 5, опору 7 и пружину 6 А 250X 1,4
Рис. 220. Карданный вал привода бортовой передачи:
/ — уплотнительная шайба; 2—шайба; 3 —прижимная обойма; 4 —виит;
б—ригель; 6 — пружина; 7 — сферическая опора; в — зубчатый карданный
вал (левый или правый); 9 масленка; /0*» зубчатая муфта
2. Отвернуть обойму 3 и снять муфту 10
с вала 8
3. Снять шайбы 2 и 1 и обойму 3 с вала 8
4. Вывернуть масленку 9 из муфты 10
Ключ 12—14
474
Содержание операции (перехода) Инструмент и приспособления
5. Выполнить переходы 1—4 для другого конца вала 6. Промыть детали керосином и протереть 7. Проверить техническое состояние де- талей Посуда для керо- сина, кисть волося- ная, салфетка Измерительный инструмент
Технические условия на контроль, сортировку и ремонт деталей
карданного вала привода бортовой передачи
Вал карданный
(рис. 221)
Не допускаются:
— трещины или обломы;
— выкрашивание цементационного слоя на шлицах /;
Рис. 221. Вал карданный
— износ шлицев 1 по толщине до шагового размера менее
51,2 мм.
Ступенчатую выработку на поверхностях шлицев устранять за-
чисткой до уровня изношенной части шлица.
Муфта зубчатая
Не допускаются:
— трещины или обломы;
— выкрашивание цементационного слоя на шлицах.
Ступенчатую выработку на поверхностях шлицев устранять
зачисткой до уровня изношенной части шлица.
475
Инструмент
и приспособления
Содержание операции (перехода)
Фланец кардана
(рис. 222)
Не допускаются:
— трещины, захватывающие посадочные поверхности фланца;
— износ зубьев (шлицев) 1 до шагового размера более 26,8мм-,
— износ шейки 3 под подшипник правой опоры по диаметру до
размера менее 74,98 мм-,
Рис. 222. Фланец кардана
— износ шейки 4 под подшипник ведомой шестерни фрикциона
по диаметру до размера менее 69,96 мм.
Местный износ или риски на шейке 2 под сальник устранять
обработкой до выведения износа, при этом диаметр шейки должен
быть не менее 94,5 мм.
Трещины, не захватывающие посадочные поверхности, зава-
рить.
Коробление торцовой поверхности Д фланца устранять обра-
боткой до выведения коробления с одновременной обработкой по-
верхностей А и Б до размеров а = 2+°.12 мм и б = 4+°-3 мм, толщина
фланца в должна быть не менее 11,5 мм.
Изношенную резьбу 5 более двух ниток заварить и нарезать
резьбу Ml2x1,25 кл. 2.
Торцовое биение поверхности Д относительно поверхности Г
должно быть не более 0,1 мм.
Овальность и конусность поверхностей шеек 3 и 4 по диаметру
допускается не более 0,015 мм
476
Инструмент
и приспособления
Содержание операции (перехода)
Сборка карданного вала
8. Установить обойму 3 (рис. 220) и шай-
бы 1 и 2 на вал 8
9. Смазать шлицы вала 8 и муфты 10
смазкой 1—13. Установить муфту 10 на
вал 8 и навернуть обойму 3 на муфту
10. Ввернуть масленку 9 в резьбовое от-
верстие муфты 10
11. Установить пружину 6, опору 7 на
вал 8 и закрепить винтами 4 с ригелями 5
12. Выполнить переходы 8—11 для дру-
гого конца вала
13. Смазать шлицы муфты 10 и вала 8
смазкой 1—13 до появления ее из-под уп-
лотнительной шайбы 2
Посуда для смаз-
ки, лопатка для
смазки
Ключ 12—14
Отвертка
А 250X1,4
Шприц, посуда
для смазки
477
ТОРМОЗА
РЕМОНТ КОМПРЕССОРА
ОПЕРАЦИОННАЯ КАРТА №16
Инструмент и приспособления: ключи 12—14, 17—19, 19—22;
ключ для круглых гаек I 45—52; ключ динамометрический ОБ-75;
сменные головки 12 и 14; плоскогубцы комбинированные 150; круг-
логубцы 150; отвертки Б 150X0,5 и Б 175X0,7; набор щупов Н-2
кл. 1; молоток АЗ; зубило слесарное 20x60°; кернер 4; оправка
для сальника; оправка для подшипников; развертка диаметром
12,5 мм; вороток; выколотки медная н деревянная; съемник
20П7968; съемник 5805-02 универсальный малый; приспособление
для установки колец; приспособление для сжатия поршневых ко-
лец; ванна для поршней; посуда для керосина, масла, смазки и
краски; кисть волосяная.
Трудоемкость разборки и сборки ручным инструментом —
2,5 чел.-час.
Содержание операции (перехода)
Разборка компрессора
1. Расшплинтовать и отвернуть гайку 47
(рис. 223) крепления шкива 43
2. Снять шкив 43 с шейки вала 37 и вы-
бить шпонку 39 нз канавки
3. Отвернуть гайки шпилек 35, снять го-
ловку 30 в сборе и прокладку 29
4. Вывернуть пробки 1 из отверстий го-
ловки 30. Вынуть пружины 3 и клапаны 4.
Вывернуть седла 5 и снять прокладки 6,
пружины 9 и клапаны 51
Инструмент
и приспособления
Ключ 19—22, пло-
скогубцы 150, моло-
ток АЗ, отвертка
Б 175X0,7
Съемник 2ОП7968,
молоток АЗ, отверт-
ка Б 175x0,7
Ключ 12—14
Ключ 19—22
478
Инструмент
и приспособления
Содержание операции (перехода)
5. Расшплинтовать и отвернуть гайки 24
и снять нижние крышки шатунов 22. Вы-
Ключ 12—14, от-
вертка Б 150x0,5,
езегш во
Рис. 223. Компрессор:
7—пробка нагнетательного клапана; 2, 13, 20, 29, 60 н 67 — прокладки; 3 — пружина на-
гнетательного клапана; 4— нагнетательный клапан; 5 —седло нагнетательного клапана;
6 — прокладка седла клапана; 7 — головка компрессора; 8 — направляющий" стержень;
9 —пружины впускных клапанов; 10, 25, 46, 63 и 66 — болты; 11, 44, 46, 49 и 61 — шайбы;
/2 —задняя крышка; И—упорная гайка; /5 — замочная шайба; 16 — стопорное кольцо;
17 и 33 — подшипники; /3 —картер; 19 — шпилька крепления блока цилиндров; 21 — блок
цилиндров; 22 — шатун; 23 и 48 — шплинты; 24, 31, 36 и 47 — гайки; 26 — вкладыши ша-
тунных подшипников; 27 — маслосъемное кольцо; 28 — компрессионные кольца; 30 — го-
ловка цилиндров с нагнетательным клапаном в сборе; 32— поршневой палец; 33 — поршКи;
34 — втулка; 35 — шпилька крепления головки компрессора; 37 — коленчатый вал; 39 —
шпонка; 40 — передняя крышка; 41 — сальник; 42 — ступица шкива; 43 — шкнв; 50 — на-
правляющие впускных клапанов; 5/— впускные клапаны; 52 — пружина коромысла; 53 —
коромысло; 54 — штоки впускных клапанов; 55 — гнезда штоков; 56 — плунжеры; 57 —
уплотнительные кольца; 68 — седло впускного клапана; 59 — втулка плунжера; 62 — впуск-
ной патрубок подвода воздуха к компрессору; 64 — пружина уплотнителя; 65 — уплотни-
тель задней крышки
479
Инструмент
и приспособления
Содержание операции (перехода)
нуть шатуны в сборе с поршнями 33. На-
деть крышки на болты 25 и навернуть гай-
ки. Пометить шатуны и нижние крышки
6. Снять компрессионные 28 и масло-
съемное 27 кольца с поршнем 33
7. Выпрессовать пальцы 32 из бобышек
поршней 33 и верхних головок шатунов 22
8. Вынуть направляющие 50, пружину 52,
коромысло 53, штоки 54 с гнездами 55 и
плунжеры 56 с уплотнительными кольца-
ми 57 из отверстий блока 21 цилиндров
9. Вывернуть болты 10, снять крышку 12
и прокладку 13 с картера 18. Вынуть уп-
лотнитель 65 с пружиной 64 из углубления
торца вала 37
10. Отогнуть усик шайбы 15 и отвернуть
упорную гайку 14
11. Вывернуть болты крепления и снять
крышку 40 и прокладку 13 с картера 18.
Вынуть сальник 41 из крышки
12. Выпрессовать вал 37 в сборе с под-
шипником 17 из картера 18 в сторону пе-
реднего отверстия. Спрессовать передний
подшипник 38 с шейки коленчатого вала
13. Промыть детали компрессора кероси-
ном и обдуть сжатым воздухом
14. Проверить техническое состояние де-
талей
плоскогубцы 150,
молоток АЗ,, выко-
лотка медная, кер-
нер 4
Круглогубцы 150,
молоток АЗ, выко-
лотка медная
Отвертка
Б 150X0,5
Ключ 12—14
Ключ для круг-
лых гаек 45—52, мо-
лоток АЗ, отвертка
Б 175X0,7
Ключ 12—14, от-
вертка Б 175x0,7,
плоскогубцы 150
Молоток АЗ, оп-
равка для подшип-
ника, выколотка
медная, съемник
5805-02 .
Посуда для керо-
сина, кисть волося-
ная
Измерительный
инструмент
Технические условия на контроль, сортировку и ремонт деталей
Картер
(рис. 224)
Не допускаются трещины или обломы, проходящие через поса-
дочные поверхности под подшипники.
480
Инструмент
и приспособления
Содержание операции (перехода)
Картер с трещинами или обломами, не проходящими через по-
садочные поверхности под подшипники, восстанавливать заваркой
с последующей механической обработкой.
При износе отверстий 1 под подшипники по диаметру до раз-
мера более 72,05 мм картер восстанавливать постановкой втулок
с внутренним диаметром под номинальный размер 72+°>03 мм.
При повреждении резьб 2 и 4 (М10х1,5 кл. 2) заменить
шпильки.
При повреждении резьбы 3 (М10Х1.5 кл. 2) более двух ниток
нарезать резьбу ремонтного размера.
Блок цилиндров
(рис. 225)
Не допускаются:
— пробоины, обломы или трещины, проходящие через цилин-
дры, полости или каналы для прохода воздуха;
— обломы или трещины более двух ушков фланца крепления
блока к картеру;
— срыв резьб 2 (М8) и 4 (К3/в") более двух ниток.
Блок цилиндров с пробоинами и трещинами на рубашке охлаж-
дения восстанавливать заваркой или заделкой клеями на основе
эпоксидных смол.
16—366
481
Инструмент
и приспособления
Содержание операции (перехода)
Рис. 225. Блок цилиндров
При износе цилиндров 1 по диаметру более 0,3 мм цилиндры
расточить с последующей доводкой под ремонтный размер
(табл. 6).
Таблица 6
Наименование размера Отклонение от номинала, мм Диаметр цилиндра блока, мм Диаметр поршня, мм
Номинальный 0 6О+0,03 gn—0,03 ои- 0,06
1-й ремонтный +0,4 60,44 0,03
2-й ремонтный +0,8 60,8+°'°3 60.8=ЭД36
Примечание. На поршнях ремонтного размера величина отклонения от
номинала наносится на наружной поверхности днища.
482
Инструмент
и приспособления
Содержание операции (перехода)
Изношенные резьбы (М8 кл. 2, K3/sz/ и К7в") восстанавли-
вать нарезанием резьбы ремонтного размера.
Неплоокостность поверхности А допускается не более 0,05 мм.
Овальность и конусность поверхностей цилиндров блока допус-
кается не более 0,03 мм.
Смещение отверстий 3 от их номинального положения допус-
кается не более 0,15 мм.
Разность размеров а и б не должна превышать 0,3 мм.
Расстояние между поверхностями Б и А должно быть не менее
91,3 мм.
Коробление поверхности Б под головку компрессора, при кото-
ром преходит щуп толщиной 0,07 мм, устранять обработкой по-
верхности до выведения коробления.
После восстановления блок цилиндров испытать на герметич-
ность воздухом: водяную полость В — под давлением 4 кгс/см? и
воздушную полость Г — под давлением 15 кгс/см2.
Головка цилиндров
(рис. 226)
Не допускаются трещины или обломы, проходящие через поло-
сти или каналы для прохода воздуха.
Трещины на рубашке охлаждения устранять заваркой с после-
дующей механической обработкой или заделкой клеями на основе
эпоксидных смол.
Коробление поверхности В прилегания к блоку цилиндров, при
котором проходит щуп толщиной 0,05 мм, устранять обработкой
поверхности до выведения коробления, при этом размер а должен
быть не менее 46,5 мм. '
16*
483
Инструмент
и приспособления
Содержание операции (перехода)
Изношенные резьбы 2, 3 и 1 (М20Х1.5; М30Х1.5 и К3//') бо-
лее двух ниток восстанавливать нарезанием резьбы ремонтного
размера.
После восстановления головку цилиндров испытать на герме-
тичность воздухом: водяную полость А —под давлением 4 кгс/см2
и воздушную полость Б — под давлением 15 кгс/см2.
Коленчатый вал
(рис. 227)
Не допускаются:
— трещины или обломы;
Рис. 227. Коленчатый вал
— износ шатунных шеек 4 по диаметру до размера менее
28,0 мм\
— износ коренных шеек 3 по диаметру до размера менее
34,8 мм.
При износе шатунных шеек до размера 28,0 мм или при конус-
ности и овальности более 0,05 мм перешлифовать шейки под ре-
монтный размер (табл. 7) или заменить коленчатый вал.
При износе коренных шеек до размера менее 35,0 мм шейки
восстанавливать хромированием или осталиванием под номиналь-
ный размер 35,0+^3 мм.
Изношенную шейку 2 под сальник по диаметру до размера ме-
нее 23,7 мм обработать до выведения износа.
При износе резьбы 1 (М1.4Х15) более двух ниток нарезать
резьбу ремонтного размера.
484
Инструмент
и приспособления
Содержание операции (перехода)
Таблица 7
Наименование размера Отклонение от номинала, мм Диаметр шатунной шейки коленчатого вала, мм
Номинальный 0 28.5_0j02i
1-й ремонтный —0.3 28 >2-0,021
2-й ремонтный —0,6 27 >9-0,021
При износе шпоночного паза 5 по ширине до размера более
5,01 мм профрезеровать паз в новом месте под углом 180°.
Шатун
(рис? 228)
Не допускаются:
— трещины или обломы на шатуне /Z;
Рис. 228. Шатуи в сборе:
7 — крышка; /7 —шатун; III втулка
— трещины или обломы на крышке /;
— износ отверстия 1 во втулке III по диаметру.
Втулки с изношенным отверстием 1 по диаметру заменить.
Изношенное отверстие 2 по диаметру до размера более 14,4 мм
восстанавливать обработкой под ремонтный размер.
485
Инструмент
и приспособления
Содержание операции (перехода)
Изношенное отверстие 3 под вкладыш по диаметру восстанав-
ливать фрезерованием плоскости разъема шатуна и крышки
с последующей обработкой отверстия под номинальный размер
32^“-^ мм, при этом размер а должен быть не менее 94,5 мм.
Неперпендикулярность поверхностей А и Б относительно оси
отверстия под вкладыш допускается не более 0,1 мм на длине
100 мм. \
Овальность и конусность отверстия под вкладыш должна быть
не более 0,01 мм.
Непараллельность осей отверстий головок шатуна должна быть
не более 0,07 мм на длине 100 мм и от положения осей в одной
плоскости не более 0,1 мм на длине 100 мм. Дефект устраняется
правкой.
Передняя крышка картера
(рис. 229)
Не допускаются трещины или обломы, проходящие через поса-
дочные поверхности.
Трещины или обломы, не проходящие через посадочные поверх-
ности, устранить заваркой с последующей механической обработ-
Рис. 229. Передняя крышка
картера
КОЙ.
Изношенное отверстие 1 с маслосгон-
ной резьбой по диаметру до размера
более 24,5 мм восстанавливать поста-
новкой втулки.
Неплоскостность поверхности А дол-
жна быть не более 0,1 мм.
Биение поверхностей Г и отверстия 1
относительно поверхностей В и Б дол-
жно быть не более 0,1 мм.
При проточке поверхности А одно-
временно проточить и поверхность Б, при
этом размер а должен быть 5,4+°-16 мм,
а размер б — не менее 7,0 мм.
Смещение отверстий от их номиналь-
ного положения должно быть не более
0,15 мм.
Плунжер впускного клапана
(рис. 230)
Не допускаются:
— трещины или обломы;
486
Инструмент
и приспособления
Содержание операции (перехода)
— износ цилиндрической поверхности А до размера менее
9,9 мм
Риски или надиры на торцовых поверхностях Б устраняются
обработкой до выведения износа, при этом размер а должен быть
не менее 19,5 мм.
Рис. 230. Плунжер впу-
скного клапана
Поверхности плунжера должны быть оцинкованы и пассиви-
рованы
Сборка компрессора
15. Подобрать поршни 33 (рис. 223) по
цилиндрам в соответствии с размером ци-
линдров.
Поршни по цилиндрам подбирать с зазо-
ром 0,03—0,09 мм. При этом поршень, встав-
ленный в цилиндр вместе со щупом толщи-
ной 0,03 мм, должен перемещаться при на-
жатии большим пальцем руки, а со щу-
пом 0,09 — заклинивать
16. Подобрать поршневые пальцы 32 по
бобышкам поршня 33.
Набор щупов
Технические условия: 1. Поршневой палец подбирать с
посадкой от зазора 0,009 мм до натяга 0,015 мм.
2. Смазанный палец должен входить в отверстия бобы-
шек поршня, нагретого до 60—70° С, под усилием большого
пальца руки
17. Проверить зазор между втулкой верх-
ней головки шатуна 22 и поршневым паль-
цем 32. При необходимости заменить втул-
ку, просверлить в ней смазочное отверстие
Развертка диамет-
ром 12,5 мм, воро-
ток, посуда для
масла
487
Инструмент
и приспособления
Содержание операции (перехода)
и обработать разверткой под поршневой па-
лец.
Смазанный поршневой палец должен вхо-
дить в отверстие верхней головки шатуна
под усилием большого пальца руки, при
этом в сопряжении со втулкой обеспечива-
ется зазор 0,004—0,01 мм
18. Подобрать поршневые кольца по ци-
линдру и по поршню в соответствии с раз-
мером цилиндра.
Набор щупов
Технические условия: 1. Зазор в стыке колец, установлен-
ных в цилиндр блока, должен быть 0,2—0,4 мм. Допускается
припиливание стыков колец.
2. Кольца должны свободно, без заеданий, перемещаться
в канавках поршня. Зазор между поршневыми канавками и
кольцами по высоте должен быть 0,035—0,08 мм.
19. Собрать поршни 33 с шатунами 22,
для чего:
— нагреть поршень до 60—70° С;
— вставить шатун в поршень и, совмес-
тив отверстия бобышек поршня и верхней
головки шатуна, вставить палец 32, предва-
рительно смазав маслом для двигателя
20. Надеть поршневые кольца 27 и 28 на
поршни 33.
Компрессионные кольца должны быть ус-
тановлены выточкой на внутреннем диамет-
ре вверх к днищу поршня
21. Установить стопорное кольцо 16 в паз
подшипника 17 коленчатого вала
22. Установить подшипник 17 в отверстие
картера 18 и поставить картер на верстак
подшипником вниз. Надеть подшипник 38
на шейку вала 37, установить вал в картер
коротким концом вниз, одновременно на-
прессовать оба подшипника на вал и за-
прессовать в отверстия картера до упора
23. Надеть замочную шайбу 15 и навер-
нуть гайку 14 на задний резьбовой нако-
нечник вала 37. Застопорить гайку, отогнув
усик шайбы на грань гайки. Проверить про-
ворачивание вала.
Ванна для порш-
ней
Приспособление
для установки колец
Отвертка
Б 175X0,7
Молоток АЗ, оп-
равка для подшип-
ников
Ключ для круг-
лых гаек 45—52, мо-
лоток АЗ, зубило
20X60°
488
Инструмент
и приспособления
Содержание операции (перехода)
Крутящий момент, необходимый для про-
вертывания вала, должен быть не более
0,3 кгс’М
24. Смазать прокладку 20 с обеих сторон
цинковыми белилами, установить ее и блок
21 на шпильки 19 картера 18 и закрепить
гайками 36 с пружинными шайбами И.
Блок цилиндров должен быть установлен
так, чтобы камера разгрузочного устройст-
ва находилась с правой стороны компрессо-
ра (если смотреть со стороны привода)
25. Собрать уплотнитель 65 с пружиной
64 и вставить в отверстие заднего конца ва-
ла 37. Проверить перемещение уплотнителя
нажатием на него.
Уплотнитель должен свободно, без заеда-
ний, перемещаться в гнезде и возвращаться
под действием пружины в исходное поло-
жение
26. Смазать прокладку 13 с обеих сторон
цинковыми белилами, установить ее и
крышку 12 на картер 18 и закрепить бол-
тами 10 с пружинными шайбами И
27. Запрессовать сальник 41 в крышку 40.
Смазать шейку вала под сальник смазкой
УС. Смазать прокладку с обеих сторон цин-
ковыми белилами, установить ее и крышку
на картер 18 и закрепить болтами 46 с пло-
скими 44 и пружинными шайбами 45
28. Установить шпонку 39 в паз вала 37.
Напрессовать шкив 43 на шейку и закре-
пить гайкой 47 с плоской шайбой 49. За-
шплинтовать гайку шплинтом
29. Отвернуть гайки 24 шатунных бол-
тов 25, снять нижние крышки шатунов 22 и
при необходимости заменить вкладыши 26
в соответствии с размером шейки коленча-
того вала (табл. 7)
30. Смазать шейки коленчатого вала, ци-
линдры и поршни маслом для двигателя,
развести поршневые кольца под углом
Ключ 17—19, по-
суда для краски,
кисть волосяная
Ключ 12—14, по-
суда для краски,
кисть волосяная
Ключ 12—14, оп-
равка для сальника,
посуда для смазки,
краски, кисть воло-
сяная
Ключ 19—22, мо-
лоток АЗ, плоско-
губцы 150
Ключ 12—14
Приспособление
для сжатия поршне-
вых колец, выколот-
489
Содержание операции (перехода) Инструмент и приспособления
120° в направлении оси коленчатого вала. Вставить шатуны с поршнями в цилиндры блока 21, предварительно сжав поршневые кольца 31. Надеть крышки шатунов 22 на болты 25 и закрепить гайками 24 и зашплинто- вать. Проверить вращение коленчатого вала. ка деревянная, по- суда для масла, кисть волосяная Ключ динамомет- рический, сменная головка 12, плоско- губцы 150, отвертка Б 175x0,7, моло- ток АЗ
Технические условия: 1. Бобышки на шатуне и на крышке
должны быть расположены с одной стороны.
2. Гайки болтов нижней головки шатуна должны быть
затянуты моментом 1,5—1,7 кгс-м. Ослабление гайки для
удобства шплинтовки не допускается.
3. Момент для проворачивания вала после затяжки шатун-
ных подшипников должен быть не более 0,8 кгс-м
32. Ввернуть седла 5 нагнетательных кла-
панов с прокладками 6 в отверстия голов-
ки 30. Установить клапаны 4, пружины 3
и ввернуть пробки 1 с прокладками 2.
Устанавливать только новые клапаны и
притирать их по седлу. Ширина рабочей
поверхности седла клапана должна быть
не более 1,3 мм
33. Надеть по два уплотнительных коль-
ца 57 на плунжеры 56 в сборе со штока-
ми 54 в гнезда 55. Смазать их поверхности
смазкой ЦИАТИМ-201. Установить подсоб-
ранные узлы в направляющие втулки 59.
Установить коромысло 53 на гнезда 55 и
пружину 52 на направляющую коромысла.
Установить направляющие 50.
Ключ 19—22
Отвертка
Б 150X0,5,
для смазки
посуда
Технические условия: 1. Плунжеры должны свободно пе-
ремещаться в гнездах под действием усилия не более 0,5 кгс.
2. Впускные клапаны должны быть герметичны, при необ-
ходимости их следует притереть к седлам
34. Проверить герметичность нагнетатель-
ных клапанов под давлением воздуха и ра-
боту разгрузочного устройства.
490
Инструмент
и приспособления
Содержание операции (перехода)
Технические условия: 1. Головку в сборе испытать под
давлением 6,5—7,0 кгс/см2. Падение давления должно быть
не более 0,8 кгс/сл2 в течение 1 мин.
2. Работу разгрузочного устройства проверять под давле-
нием не более 5 кгс/см2, при этом плунжеры должны поднять-
ся и полностью открыть впускные клапаны.
Заедание плунжеров не допускается.
35. Смазать прокладку 29 с обеих сторон
цинковыми белилами и установить ее и го-
ловку 30 на блок 21 и закрепить гайками
с пружинными шайбами.
Гайки шпилек крепления головки блока
должны быть затянуты в два приема, начи-
ная со средней диаметрально расположен-
ной пары. Окончательный момент затяжки
должен быть 1,2—1,7 кгс-м
Ключ динамомет-
рический, сменная
головка 14
Испытание компрессора
Собранный компрессор должен быть испытан на стенде или на
двигателе машины.
При испытании давление масла, поступающего в компрессор,
должно быть 1,5—3 кгс/см2. Температура масла АК-6 должна быть
40—50° С, температура охлаждающей воды — 25—50° С.
Испытать компрессор без нагрузки, для чего:
— провернуть вал компрессора вручную не менее чем на три
оборота;
— отрегулировать натяжение ремня компрессора, включить
стенд или пустить двигатель и испытать компрессор (выпуск возду-
ха в атмосферу) в течение 4—5 мин, при этом проверить, нет ли
течи масла и воды через прокладки, сальники и другие уплотне-
ния, не перегреваются ли подшипники и нет ли чрезмерного шума
поршней, пальцев и клапанов.
Испытать компрессор с воздушным баллоном, снабженным при-
способлением для выпуска воздуха в атмосферу через калиброван-
ное отверстие диаметром 1,6 мм и длиной 3 мм, для чего:
— создать компрессором давление в баллоне не менее ^кгс/см2
и проверить, поддерживает ли компрессор в течение 3 мин при
1200—1300 об/мин давление в баллоне не менее 6 кгс/см2-,
— проверить количество масла, вытекающего через сливное
отверстие в нижней крышке картера в течение 5 мин при
491
Инструмент
и приспособления
Содержание операции (перехода)
1200—1350 об/мин. Количество вытекшего масла должно быть
не более 500 г.
Испытать ко-мпрессор на герметичность, для чего соединить по-
лости нагнетательных клапанов неработающего компрессора с бал-
лоном емкостью 1 л при давлении воздуха в нем 6,5—7,0 кгс/см2.
При этом падение давления в баллоне в течение 1 мин должно
быть не более 0,5 кгс/см2.
Проверить работу впускных клапанов, для чего включить стенд
или пустить двигатель, подать воздух под давлением не более
5 кгс/см2 в полости впускных клапанов. Плунжеры при этом дав-
лении должны подняться и полностью открыть впускные клапаны.
При снятии давления плунжеры должны возвратиться в исходное
положение под действием возвратных пружин
492
РЕМОНТ ТОРМОЗНОГО КРАНА
ОПЕРАЦИОННАЯ КАРТА №17
Инструмент и приспособления: ключи 10—12, 12—14, 17—19,
22—24 и 32—36; ключ для круглых гаек I 55—62; ключ рожковый
30; отвертки Б 150x0,5 и Б 175x0,7; плоскогубцы комбинирован-
ные 150; молоток А1; выколотка медная; штангенглубиномер; тис-
ки слесарные II-120; посуда для смазки, моющего раствора; кисть
волосяная.
Трудоемкость разборки и сборки ручным инструментом —
1,75 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Разборка тормозного крана
1. Вывернуть болты . 45 и 49 (рис. 231)
крепления крышки 46
2. Расшплинтовать и вынуть палец креп-
ления тяги привода. Снять крышку 46 в
сборе с тягой. Отделить крышку от тяги.
Отвернуть вилку и контргайку, снять чехол
47 и прокладку 43
,3. Вывернуть болт 40 и снять рычаг 42
4. Вывернуть болты крепления валика 41.
Легкими ударами молотка по торцу валика
выпрессовать крышку и вынуть валик из
корпуса 35
5. Ослабить гайки 36 и 51. Вывернуть ре-
гулировочные болты 39 и 44
6. Вывернуть болты 33, снять корпус 35
и прокладку 29
7. Вынуть 'шплинт 30 из отверстия оси 31
и малый рычаг 34 из корпуса 35. Выпрес-
совать ось и снять рычаг 38 со штока 56
8. Вывернуть болты 22 и 52, снять верх-
нюю и нижнюю крышки Ъ сборе, возврат-
ные пружины 2, диафрагмы 18 в сборе с
корпуса 25
9. Вынуть стакан 14 в сборе с малой
уравновешивающей пружиной 11 из гнезда
корпуса 25 -
Ключ 10—12
Ключ 17—19, пло-
скогубцы 150
Ключ 10—12, мо-
лоток А1
То же
Ключи 10—12 и
12—14
Ключ 12—14
Молоток А1, пло-
скогубцы 150
Ключи 10—12 и
12—14
493
Рис. 231. Тормозной кран:
/ — кольцо седла клапана; 2, II, 17, 57 и 65 — пружины; 3 и 67 — седла клапанов;
4 — гайка диафрагмы; 5—шайба диафрагмы; 6— прокладка выпускного седла;
7 —диафрагма; 8 — направляющая диафрагмы; 9 — стопорное кольцо; 10 и 58 —
опорные шайбы; 12 и 66— регулировочные прокладки; 13 — регулировочная шайба;
/4 — стакан пружины; /5 —пятка; 16 и 19— пробки; 18 — диафрагма в сборе; 20,
29 и 43 — уплотнительные прокладки; 21— нижняя крышка; 22, 33, 39, 44, 45, 49 и
52 —болты; 23, 36, 51, 54 и 68— гайки; 24, 32 и 50 — пружинные шайбы; 25 — кор-
пус тормозного крана; 26 — уплотнитель; 27 — крышка; 28 — винт; 30 — шплинт; 31 и
37 — оси рычагов; 34 — малый рычаг; 35 — корпус рычагов; 38 — рычаг тормозного
крана; 40 — стяжной болт; 41 — валик рычага ручного привода; 42 — рыЧаг ручного
привода; 46 — крышка корпуса рычагов; 47 — чехол; 48 — стяжная лента; 53 — кла-
пан в сборе; 55 — направляющая штока; 56 — шток; 59 — полукольца; 60 — стер-
жень клапана; 61 и 63 — малая и большая шайбы клапана; 62 конус клапана;
64 трубка стержня клапана
494
Инструмент
и приспособления
Содержание операции (перехода)
10. Вывернуть винты 28, снять крышку 27
выпускного отверстия и уплотнитель 26 с
корпуса 25
И. Сжать большую уравновешивающую
пружину 57, снять стопорные полукольца 59,
опорную шайбу 58 и пружину 57 со што-
ка 56
12. Вынуть шток 56 из направляющей 55,
отвернуть стопорную гайку 54 и вывернуть
направляющую из корпуса 25
13. Вывернуть пробки 16 и 19 из гнезд
верхней и нижней крышек. Вынуть уплотни-
тельные прокладки 20, впускные седла 67
клапанов, клапаны 53 и регулировочные
прокладки 66
14. Сжать пружину 11 в стакане 14,
снять стопорное кольцо 9, ослабить пружи-
ну. Вынуть опорную шайбу 10, пружину,
регулировочную прокладку 12 и шайбу 13
из стакана
15. Отвернуть гайку 4 и снять с седла 3
шайбу 5, диафрагму 7 и из направляющей 8
вынуть выпускное седло клапана и про-
кладку 6
16. Промыть детали моющим и ополаски-
вающим растворами при температуре 75—
80° С и обдуть сжатым воздухом.
Рекомендуются следующие составы мо-
ющего и ополаскивающего растворов (на
100 л воды):
Моющий раствор, кг
Кальцинированная сода ...... 2,0
Жидкость ОП-7 .................1,0
Жидкое стекло .................0,8
Хромпик ...............................0,5
Ополаскивающий раствор
Хромпик .............................. 0,3
17. Проверить техническое состояние де-
талей
Отвертка
Б 150X0,5
Отвертка
Б 150x0,5, выколот-
ка медная, тиски
П-120
Ключ для круг-
лых гаек 55—62,
ключ рожковый 30
Ключ 32—36
Отвертка
Б 150x0,5, плоско-
губцы 150
Ключ 22—24
Посуда для рас-
твора, кисть волося-
ная
Измерительный
инструмент
495
Инструмент
и приспособления
Содержание операции (перехода)
Технические условия на контроль, сортировку и ремонт деталей
Корпус тормозного крана
(рис. 232)
Не допускаются:
— трещины или обломы;
— износ отверстий 3 и 4 по диаметрам под направляющие до
размеров более 50,20 мм\
Рис. 232. Корпус тормоз-
ного крана
— износ отверстия 1 по диаметру под стакан малой уравнове-
шивающей пружины до размера более 32,15 мм.
Отверстия 2 и 3, а также отверстия 1 и 4 должны лежать на
одной оси. Неконцентричность допускается не более 0,1 мм.
Корпус рычагов тормозного крана
Не допускаются:
— трещины или обломы;
— износ отверстия под валик рычага по диаметру до размера
более 12,65 мм\
— износ отверстий под ось малого рычага по диаметру до раз-
мера более 12,03 мм;,
496
Инструмент
и приспособления
Содержание операции (перехода)
Стакан малой уравновешивающей пружины
в сборе с пяткой
(рнс. 233)
Не допускаются:
— трещины или обломы;
Рис. 233. Стакан малой уравновешива-
ющей пружины в сборе с пяткой
— износ по наружному диаметру стакана до размера а менее
31,80 мм-,
— ослабление посадки пятки 1.
Крышка тормозного крана
(рис. 234)
Не допускаются трещины или обломы ушков крепления.
Рис. 284. Крышка тормозного крана
Изношенные резьбы / (КЗ/8"), 2 (М48Х1.5) и 3 (МЗЗХ1.5)
восстанавливать нарезанием резьбы ремонтных размеров.
497
Инструмент
и приспособления
Содержание операции (перехода)
Рычаг тормозного крана
(рис. 235)
Не допускаются:
— трещины или обломы;
— износ отверстия 1 под ось рычага по диаметру до размера
более 12,20 мм\
— износ отверстий 2 под палец по диаметру до размера более
10,40 мм.
Рычаг тормозного крана малый
Не допускаются:
— износ отверстия под ось по диаметру до размера более
12,35 мм\
— износ зева рычага до размера более 13,80 мм.
Рычаг ручного привода
(рис. 236)
Не допускаются:
— трещины или обломы;
— смятие, срыв или скручивание шлицев /;
— износ отверстия 2 под палец по диаметру до размера более
8,4 мм,
498
Инструмент
и приспособления
Содержание операции (перехода)
Валик рычага ручного привода
(рис. 237)
Не допускаются:
— трещины или обломы;
.— смятие, срыв или скручивание шлицев 7;
Рис. 237. Валик рычага ручного привода
— износ шеек 2 рычага по диаметру до размера менее
12,20 мм.
Изношенные шейки до размера менее 12,30 мм восстанавли-
вать хромированием или осталиванием.
Изношенную рабочую поверхность А кулачка восстанавливать
наплавкой с последующей механической обработкой.
499
Инструмент
и приспособления
Содержание операции (перехода)
Шток тормозно го крана
(рис. 238)
Не допускаются:
— трещины или обломы;
— износ шейки 2 штока по наружному диаметру до размера
менее 19,7 мм-
— износ торца 3 и рабочей поверхности А штока, при котором
проходит щуп толщиной 0,5 мм.
Изношенные шейки 2 до размера менее 19,8 мм восстанавли-
вать хромированием или осталиванием.
Изношенное отверстие 1 под палец по диаметру до размера бо-
лее 12,3 мм восстанавливать постановкой втулки.
Направляющая штока
Не допускается износ отверстия под шток до диаметра более
20,15 мм.
Направляющая диафрагма
(рис. 239)
Не допускаются:
— трещины или обломы;
Рис. 239. Направляющая диафрагмы
500
Инструмент
и приспособления
Содержание операции (перехода)
— износ по наружному диаметру до размера а менее 49,6 мм.
Изношенную поверхность по наружному диаметру до разме-
ра а менее 49,7 мм восстанавливать хромированием.
Погнутость или коробление днища А устранять правкой.
Сборка тормозного крана
18. Перед сборкой тормозного крана тру-
щиеся поверхности деталей смазать смаз-
кой ЦИАТИМ-201
19. Вставить шайбу 13 (рис. 231), про-
кладку 12, малую уравновешивающую пру-
жину 11 в стакан 14. Установить одорную
шайбу 10 на пружину, сжать пружину и
застопорить кольцом 9
20. Установить прокладки 66, клапан 53 в
сборе в гнездо нижней крышки 21. Устано-
вить с другой стороны уплотнительную про-
кладку 20 и ввернуть пробку 19
21. Выполнить переходы 18—20 для верх-
ней крышки
22. Установить седло 3 клапана с про-
кладкой 6 в направляющую 8 диафрагмы.
Установить диафрагму 7, шайбу 5 на седло
и закрепить гайкой 4
23. Ввернуть регулировочные болты 39 и
44 с гайками 36 и 51 в отверстия корпуса 35
24. Установить рычаг 34 в корпус 35,
совместив отверстия в корпусе и рычаге,
запрессовать ось 31 и зашплинтовать ось
шплинтами с обеих сторон
25. Вставить валик 41 в отверстие кор-
пуса 35. Установить крышку валика и за-
крепить болтами с пружинными шайбами.
Надеть рычаг на валик и закрепить бол-
том 40
26. Ввернуть направляющую 55 в отвер-
стие корпуса 25. Вставить шток 56 в отвер-
стие направляющей
Посуда для смазки
Отвертка
Б 150x0,5, плоско-
губцы 150
Ключ 32—36
Ключ 22—24
Ключи 10—12 и
12—14
Молоток А1, пло-
скогубцы 150
Ключ 10—12, мо-
лоток А1
Ключ рожко-
вый 30
501
Содержание операции (перехода) Инструмент и приспособления
27. Надеть большую уравновешивающую пружину 57 на направляющую 55. Устано- вить опорную шайбу 58, сжать пружину и застопорить полукольцами 59. Застопорить направляющую гайкой 54 28. Вставить стакан 14 в сборе, диафраг- мы 18, возвратные пружины 2 в гнезда корпуса 25. Установить верхнюю и ниж- нюю 21 крышки на корпус 25 и закрепить болтами 22 и 52 с пружинными шайбами 24 29. Проверить и при необходимости отре- гулировать рабочий ход впускных клапа- нов 53. Ключ для круг- лых гаек 55—62, от- вертка Б 175x0,7, тиски П-120 Ключи 10—Л 2 и 12—14 Штангенглубино- мер
Технические условия: 1. Рабочий ход впускных клапанов
должен быть 2,5—3 мм (проверять через отверстия в пробке).
2. Рабочий ход впускных клапанов регулировать измене-
нием количества прокладок 66, устанавливаемых под сед-
лами 67
30. Соединить рычаг 38 со штоком 56
осью 37. Установить прокладку 29 и кор-
пус 35 на корпус 25, соединив рычаг 34 с
рычагом 38. Ввести валик 41 в паз штока
56 и закрепить корпус 35 болтами 33 с пру-
жинными шайбами 32
31. Проверить и при необходимости отре-
гулировать рабочий ход штока 56 регули-
вочным болтом 44.
Рабочий ход штока должен быть не бо-
лее 5 мм.
После регулировки затянуть контргайку
регулировочного болта
32. Проверить и при необходимости отре-
гулировать свободный ход рычага 38 регу-
лировочным болтом 44 и свободный ход ры-
чага 42 регулировочным болтом 39.
Свободный ход рычагов 38 н 42, не вы-
зывающий перемещения диафрагм крана,
должен быть 1—2 мм (определяют пока-
чиванием рычагов).
После регулировки затянуть контргайки
болтов
Ключ 10—12
Ключи 10—12 и
12—14
То же
502
Содержание операции (перехода) Инструмент и приспособления
33. Надеть чехол 47 на тягу привода тор- Ключ 17—19, пло-
мозного крана и закрепить стяжной лен- той 48. Навернуть контргайку и вилку на тягу. Вставить вилку в отверстие крыш- ки 46. Установить прокладку 43 на кор- пус 35. Соединить тягу с рычагом 38 паль- цем и зашплинтовать скогубцы 150
34. Установить крышку 46 на корпус 35 и закрепить ее болтами 45 а 49 с пружин- ными шайбами 50 Ключ 10—12
35. Установить уплотнитель 26 и крышку Отвертка
27 на выпускное отверстие корпуса 25 и за- крепить винтами 28 Б 150x0,5
36. Проверить и при необходимости отре- Ключ для круг-
гулировать давление воздуха в секции кра- лых гаек 55—62,
на прицепа, для чего: — установить тормозной кран на специ- альный стенд или на машину; — подать воздух к впускным клапанам под давлением 7 кгс/см2-, — ослабить стопорную гайку 54 и, вра- щая направляющую 55 в ту или другую сторону, установить оттормаживающее дав- ление 4,8—5,3 кгс/см2-, — навернуть стопорную гайку 54 до от- каза. ключ рожковый 30
Примечания: 1. При ввертывании направляющей 55
оттормаживающее давление повышается.
2. Регулировать давление при снятом корпусе 35 рычагов
37. Проверить герметичность тормозного
крана на специальном стенде или на ма-
шине.
Утечка воздуха по плоскостям разъема
корпуса и крышек не допускается
503
РЕМОНТ РЕГУЛЯТОРА ДАВЛЕНИЯ ВОЗДУХА
ОПЕРАЦИОННАЯ КАРТА №18
Инструмент и приспособления: ключи 9—11, 17—19 (2 шт.) и
19—22; отвертка Б 150x0,5; молоток А1; кернер 2; посуда для ке-
росина, лака, смазки и мыльного раствора; кисть волосяная.
Трудоемкость разборки и сборки ручным инструментом —
0,4 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Разборка регулятора давления
1. Вывернуть винты 7 (рис. 240) и снять Отвертка
кожух 8 Б 150x0,5
Рис. 240. Регулятор давления:
/ — шарик 0 8,731 мм; 2, 24 я 25 — прокладки; 3 я /9 —
пружины; 4 — гайка; 5 — регулировочный колпак; 6 и
// — пружинные шайбы; 7 —винт; 8 —кожух; 9 — шай-
ба; 10 т /2 — сетки; // — набивка фильтра; 13 — стопор-
ная шайба; 14 — шток; 15 — седло; 16 и /7 — регулиро-
вочные прокладки; /8 —шарики; 20 — болт; 22 —блок
клапанов; 23 —фильтр; 26 — пробка
2. Отвернуть колпак 5 и гайку 4. Вынуть Ключ 17—19
пружину 3 и шарики 1 из колпака. Снять (2 шт.)
стопорную шайбу 13 и вынуть шток 14 из
седла 15
504
Содержание операции (перехода) Инструмент и приспособления
3. Вывернуть седло 15, снять регулиро- вочные прокладки 16 и 17, вынуть шарики 18 и пружину 19 Ключ 9—11
4. Вывернуть пробку 26, снять уплотни- тельную прокладку 25 и вынуть металло- керамический фильтр 23 с уплотнительной прокладкой 24 из блока 22 5. Вынуть шайбу 9, сетку 10, набивку 11 и сетку 12 фильтра из блока 22 Ключ 19—22
6. Промыть детали керосином и продуть Посуда для керо-
сжатым воздухом 7. Проверить техническое состояние де- талей. Повреждения поверхностей шариков и их посадочных гнезд не допускаются сина, кисть волося- ная
Сборка регулятора давления
8. Вложить сетку 12 (рис. 240), набивку
11 и сетку 10 фильтра в углубление бло-
ка 22. Установить шайбу 9 и закернить в
трех точках
9. Установить металлокерамический
фильтр 23, уплотнительные прокладки 24
и 25 в блок 22. Смазать бакелитовым ла-
ком и ввернуть пробку 26
10. Смазать шарики 18 тонким слоем
смазки УН (технический вазелин). Устано-
вить шарики и пружину 19 в блок 22. Уста-
новить регулировочные прокладки 16 и 17 и
ввернуть седло 15
11. Вставить шток 14 в отверстие сед-
ла 15. Установить стопорную шайбу 13,
вставить шарики 1 и пружину 3 в колпак 5,
навернуть гайку 4 и колпак на резьбу
седла 15
12. Установить кожух 8 на блок 22 и
закрепить винтами 7 с пружинными шай-
бами 6
Молоток А1, кер-
нер 2
Ключ 19—22, по-
суда для лака,
кисть волосяная
Ключ 9—11, посу-
да для смазки
Ключ 17—19
(2 шт.)
Отвертка
Б150Х0.5
605
Инструмент
и приспособления
Содержание операции (перехода)
13. Проверить регулятор давления на гер-
метичность путем смачивания мыльной
эмульсией выпускного отверстия и резьбо-
вого соединения и путем подачи сжатого
воздуха во впускное отверстие регулятора.
Утечка воздуха через клапаны не должна
вызывать образования мыльных пузырей в
течение 5 сек. Утечка воздуха через резьбо-
вые соединения не допускается
14. Проверить регулятор давления на мо-
мент включения и выключения его совмест-
но с компрессором.
Посуда для мыль-
ного раствора, кисть
волосяная
Технические условия: 1. Регулятор должен включаться при
повышении давления в пневмосистеме до 7,0—7,4 кгс/см2,
при этом компрессор выключается и прекращает подачу воз-
духа в пневмосистему.
2, Регулятор должен выключаться при понижении давле-
ния в пневмосистеме до 5,6—6,0 кгс/см2, при этом компрессор
включается и подает воздух в пневмосистему
506
РЕМОНТ ТОРМОЗНОЙ КАМЕРЫ
ОПЕРАЦИОННАЯ КАРТА №19
Инструмент и приспособления: ключи 10—12, 12—14, 17—19
и 24—27; ключ рожковый 48; плоскогубцы комбинированные 150;
тиски слесарные П-120; бородок слесарный 8; посуда для керосина
и мыльного раствора; кисть волосяная.
Трудоемкость разборки и сборки ручным инструментом—
0,2 чел.-час.
Содержание операции (перехода)
Разборка тормозной камеры
1. Расшплинтовать, снять шайбу 16
(рис. 241) и вынуть палец 3 из отверстий
вилки 15
Инструмент
и приспособления
Плоскогубцы 150
Рис. 241. Тормозная камера:
1 и 5 — болты; 2 —шплинт; 3 — палец; 4 — пружинная шайба; 6 и 14 — гайки;
7 — крышка тормозной камеры; 8 — диафрагма; 9 — шток; /0 — возвратная пру-
жина; 11 — пружина уплотнительной шайбы; 12 и 16 — шайбы; 13 — корпус тор-
мозной камеры; /5—вилка штока
2. Вывернуть болты 1 крепления тормоз-
ной камеры из отверстий корпуса 13
3. Отвернуть гайки 6, вынуть болты 5,
снять крышку 7 и диафрагму 8 с корпу-
са 13
4. Отвернуть вилку 15 и гайку 14 со што-
ка 9. Снять пружину 10, уплотнительную
шайбу 12 и пружину 11 со штока
5. Промыть детали керосином и обдуть
сжатым воздухом
6. Заменить неисправ!ные детали исправ-
ными
Ключ 17—19
Ключи 10—12 и
12—14
Ключи 17—19 и
24—27, ключ рожко-
вый 48
Посуда для керо-
сина, кисть волося-
ная
507
Инструмент
и приспособления
Содержание операции (перехода)
f
Сборка тормозной камеры
7. Надеть пружину 11 (рис. 241), уплот-
нительную шайбу 12, возвратную пружину
10 и корпус 13 на шток 9. Навернуть гай-
ку 14 и вилку 15 на шток
8. Установить диафрагму 8 и крышку 7
на корпус '13, совместить отверстия, вста-
вить болты 5 и закрепить гайками 6.
Момент за'Гяжки должен обеспечивать
герметичность без чрезмерного спрессовы-
вания бортов диафрагмы
9. Ввернуть болты 1 крепления тормоз-
ной камеры с пружинными шайбами 4 в от-
верстия корпуса 13
10. Вставить палец 3 в отверстия вил-
ки 15 штока, надеть шайбу 16 на палец и
зашплинтовать шплинтом 2
: 11. Закрепить тормозную камеру в тис-
ках. Покрыть места стыков, уплотнений и
отверстий мыльной эмульсией, проверить ра-
боту и испытать на герметичность воздухом
под давлением 9 кгс/сл2. Снять камеру с
тисков.
Ключи 17—19 и
24—27, ключ рожко-
вый 48
Ключи 10—12 и
12—14, бородок t 8
Ключ 17—19
Плоскогубцы 150
Тиски П-20, посу-
да для мыльного
раствора
Технические условна: 1. Утечка воздуха, вызывающая об-
разование мыльных пузырей, не допускается.
2. При отключении воздуха шток тормозной камеры дол-
жен быстро, без заеданий, возвращаться в исходное поло-,
жение
608
РЕМОНТ РАЗОБЩИТЕЛЬНОГО КРАНА
ОПЕРАЦИОННАЯ КАРТА №20
Инструмент и приспособления: ключи 14—17, 17—19 и 22—24;
плоскогубцы комбинированные 150; отвертка Б 150X0,5; моло-
ток А1; кернер 2; бородок слесарный 2; тиски П-120; посуда для
керосина, смазки и мыльного раствора; кисть волосяная.
Трудоемкость разборки и сборки ручным инструментом —
0,4 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Разборка разобщительного крана
1. Вывернуть винты 4 (рис. 242) и снять
крышку 5 в сборе. Вынуть возвратную пру-
жину 7 из корпуса 8
Отвертка
Б 150X0,5
Рис. 242. Разобщительный кран:
/-= ручка крана; 2 — валик; 3 и /5 — штифты;
4 — винт; 5—крышка; 6 — гайка; 7 — возвратная
пружина; 8 — корпус; 9 —пружина клапана;
10 — пробка; // — уплотнительная прокладка;
12 — клапан; 13 — диафрагма; 14 — шток
2. Закрепить корпус 8 крана в тисках.
Вывернуть пробку 10 из отверстия корпу-
са. Вынуть пружину 9, шайбу клапана и
клапан 12 из корпуса. Снять корпус с тис-
ков
Ключ 22—24,
тиски II-120
509
Инструмент
и приспособления
Содержание операции (перехода)
3. Выпрессовать штифт 3 из отверстия
крышки 5. Спрессовать ручку 1 с валика 2.
Снять валик. Выпрессовать штифт 15 из от-
верстия валика
4. Отвернуть гайку 6 штока 14. Снять
чашкообразную шайбу, диафрагму 13, вто-
рую чашкообразную шайбу и уплотнитель-
ную шайбу со штока
5. Промыть детали керосином и обдуть
сжатым воздухом
6. Заменить неисправные детали исправ-
ными
Плоскогубцы 150,
молоток А1, боро-
док 2
Ключи 14—17 и
17—19
Цосуда для керо-
сина, кисть волося-
ная
Сборка разобщительного крана
7. Надеть уплотнительную шайбу, чашко-
образную шайбу, диафрагму 13 (рис. 242),
вторую чашкообразную шайбу на шток 14
и закрепить гайкой 6.
Момент затяжки должен обеспечить гер-
метичность без чрезмерного спрессовывания
бортов диафрагмы
8. Запрессовать штифт 15 в отверстие ва-
лика 2. Смазать валик смазкой ЦИА-
ТИМ-201 и установить в отверстие крыш-
ки 5. Напрессовать ручку 1 на валик 2. В
совмещенные отверстия запрессовать штифт
3 и раскернить его с двух сторон
9. Закрепить корпус 8 в тисках. Устано-
вить клапан 12, шайбу клапана и пружи-
ну 9 в корпус. Надеть прокладку 11 на
пробку 10. Ввернуть пробку в отверстие кор-
пуса до плотного зажатия прокладки
10. Перевернуть корпус 8 в тисках на
180° и закрепить. Установить возвратную
пружину 7 в корпус. Смазать шток 14 смаз-
кой ЦИАТИМ-201 и установить в корпус.
Снять корпус с тисков
11. Установить крышку 5 в сборе на кор-
пус 8 и закрепить винтами 4 с пружинными
шайбами. Проверить проворачивание руч-
ки 1.
Ключи 14—17 и
17—19
Молоток А1, кер-
нер 2, посуда для
смазки
Ключ 22—24, тис-
ски П-120
Отвертка
Б 150x0,5, тиски
П-120, посуда для
смазки
Отвертка
Б 150X0,5
510
Содержание операции (перехода) Инструмент и приспособления
Поворот ручки, подъем и опускание што- ка 14 должны происходить без заеданий 12. Испытать разобщительный кран на герметичность воздухом под давлением 8 кгс!см2 на специальном стенде или на ма- шине в двух положениях крана (кран за- крыт и кран открыт), при этом выходное отверстие должно быть заглушено. Покрыть все уплотнения мыльной эмульсией. Утечка воздуха не допускается Посуда для раст- вора, кисть волося- ная
511
РЕМОНТ ТОРМОЗНОЙ ленты остановочного тормоза
ОПЕРАЦИОННАЯ КАРТА Ns 21
Инструмент и приспособления: ключи 12—14 и 17—19; выко-
лотка медная; плоскогубцы комбинированные 150; бородок сле-
сарный 8; молоток АЗ; посуда для смазки и керосина; кисть воло-
сяная.
Трудоемкость разборки и сборки ручным инструментом —
0,25 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Разборка тормозной ленты остановочного тормоза
1. Расшплинтовать и выбить палец 9
(рис. 243) серьги ленты. Отделить серь-
гу 7 от кронштейна 1
Плоскогубцы 150,
молоток АЗ, выко-
лотка медная
Рис. 243. Лента остановочного тормоза
в сборе:
/ — кронштейн; 2— рычаг тормоза; 3 — рычаги оста-
новочного тормоза; 4 — тяги; 5 — регулировочная
гайка; 6 —траверса; 7 — серьга ленты; 8 — пружина
серьги; 9 и /0 —пальцы; // — лента; 12—валик
рычага
2. Расшплинтовать и выбить палец 10
рычагов 3 остановочного тормоза. Отделить
ленту 11 от кронштейна 1
То же
612
Инструмент
и приспособления
Содержание, операции (перехода)
3. Отвернуть регулировочную гайку 5 и
вынуть серьгу 7 в сборе с пружиной 8
из отверстия траверсы 6. Снять пружину с
серьги
4. Расшплинтовать и выбить пальцы из
отверстий тяг 4. Отделить тяги от рыча-
гов 2 и 3
5. Отвернуть гайку и выбить соедини-
тельный палец из отверстия рычага 2.
Снять рычаг с валика 12
6. Снять валик 12 в сборе с кронштей-
на 1
7. Промыть детали керосином и обдуть
сжатым воздухом
8. Проверить техническое состояние де-
талей
Ключ 17—19
Плоскогубцы Г50,
молоток АЗ; выко-
лотка медная
Ключ 12—14, мо-
лоток АЗ, бородок 8
Молоток АЗ
Посуда для керо-
сина, кисть волося-
ная
Измерительный
инструмент
Технические условия на контроль, сортировку и ремонт деталей
Лента остановочного тормоза
(рис. 244.)
Не допускаются:
— трещины или обломы, не устранимые заменой деталей;
Рис. 244. Лента остановочного тормоза
513
17-366
Инструмент
и приспособления
Содержание операции (перехода)
— разность- колодок 1 по толщине более 0,15 мм.
При износе колодок 1 по толщине до размера менее 7 мм или
сколах углов до размера более 15x15 мм колодки заменить. По-
гнутость ленты устранять правкой.
Ослабленные заклепки 2 и 4, а также пистоны 3 и 5 заменить.
Изношенное ушко 6 ленты по диаметру до размера а менее
2,5 мм заменить
Сборка тормозной ленты остановочного тормоза
9. Смазать трущиеся поверхности вали-
ка /2 (рис. 243) смазкой УС. Вставить ва-
лик 12 в сборе в отверстие кронштейна 1
10. Установить рычаг 2 на валик 12.
Вставить соединительный палец в отвер-
стие рычага и навернуть гайку с шайбой
на палец до плотной посадки
11. Соединить две короткие подсобранные
тяги 4 пальцами, смазанными смазкой УС,
с рычагом 2 и рычагами 3. Зашплинтовать
пальцы шплинтами
12. Надеть пружину 8 на серьгу 7. Вста-
вить серьгу в сборе с пружиной в отверстие
траверсы 6 ленты остановочного тормоза и
навернуть гайку 5 на конец серьги
13. Завести ушко ленты 11 в паз крон-
штейна 1 и, совместив его средние отвер-
стия, соединить ленту с рычагами 3 паль-
цем 10, смазанным смазкой УС. Установить
с двух сторон плоские шайбы и зашплинто-
вать палец шплинтами
14. Установить технологический палец в
отверстие серьги 7, надеть на палец с двух
сторон плоские шайбы. Поджать ленту тор-
моза и завести серьгу к рычагами 3. Сов-
местить крайние отверстия рычагов и
серьги с крайним пазом кронштейна 1,
соединить детали пальцем 9, смазанным
смазкой УС. Установить с двух сторон
плоские шайбы и зашплинтовать палеи
шплинтами
Молоток АЗ, посу-
да для смазки
Ключ 12—14, мо-
лоток АЗ
Плоскогубцы 150,
молоток АЗ, посуда
для смазки
Ключ 17—19, бо-
родок 8
Плоскогубцы 150,
молоток АЗ, посуда
для смазки
То же
514
Содержание операции (перехода) Инструмент и приспособления
15. Проверить перемещение пальцев в
пазах кронштейна Л проворачивая рычаги
вращением валика 12.
Рычаги 3 должны свободно перемещать-
ся по всей длине пазов без заеданий и за-
клиниваний
17*
515
ПОДВЕСКА
РЕМОНТ ГИДРОАМОРТИЗАТОРА
ОПЕРАЦИОННАЯ КАРТА №22
Инструмент и приспособления: ключи 14—17, 22—24 и 27—30;
ключ рожковый 76; ключ торцовый квадрат 10; плоскогубцы ком-
бинирование 150; отвертка Б 150x0,5; молоток АЗ; зубило слесар-
ное 20x60°; кернер 4; оправка для запрессовки подшипника;
пресс гидравлический 10-т; монтажный ломик; тиски слесарные
П-120; посуда для смазки амортизаторной жидкости, лака, гли-
церина и керосина; кисть волосяная; роронка; салфетка хлопчато-
бумажная.
Трудоемкость разборки и сборки ручным инструментом—
0,65 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Разборка гидроамортизатора
1. Снять уплотнительные кольца и шай-
бы из отверстий проушин амортизатора
2. Расстопорить, вывернуть болты креп-
ления н снять кожух 4 (рис. 245)
3. Вывернуть пробку клапана /8, вынуть
пружину и клапан. Установить амортиза-
тор штоком вниз и слить жидкость
4. Расшплинтовать и вывернуть крыш-
ку 15 из отверстия камеры /б. Вынуть про-
кладку
5. Вывернуть крышку 9 в сборе из ци-
линдра 3. Вынуть шток 2 в сборе из ци-
линдра
Отвертка
Б 150X0,5
Ключ 14—17, мо-
лоток АЗ, зубило
20X60°
Ключ торцовый
квадрат 10, посуда
для жидкости
Ключ 27—30, от-
вертка Б 150x0,5,
плоскогубцы 150
Ключ рожко-
вый 76
516
СП
Рис. 245. Гидроамортизатор:
1 — клапаи-золотвик; 2 — шток; S —цилиндр; 4 — кожух; 5 — опора; 6, 7, 10 в 13 — уплотнительные кольца; 3 — уплотнение:
»и 15 — крышка; // — скребок; 12 — проушина; 14 — трубка; /6 — компенсационная камера; П — головка; /в — компенсационный клапан
Инструмент
и приспособления
Содержание операции (перехода)
6. Закрепить шток 2 в тисках. Вывер-
нуть винты крепления и снять кольцо со
стопором с проушины 12. Вывернуть про-
ушину из отверстия штока
7. Снять крышки 9 в сборе со штока 2,
Вынуть кольцо, манжеторазделители и ман-
жеты из отверстия крышки
8. Вывернуть винты крепления и снять
крышку, уплотнительное кольцо 13 и скре-
бок 11. Снять уплотнительное кольцо 10
9. Вынуть пружины из отверстий опо-
ры 5. Снять опору со штока 2 и вынуть
уплотнительные кольца из канавок опоры
10. Расстопорить подшипник в проуши-
не головки 17. Установить проушину под
пресс и выпрессовать подшипник
11. Выполнить переход 10 для проуши-
ны 12
12. Вывернуть клапан-золотник 1 из што-
ка 2
13. Вынуть уплотнительное кольцо из ка-
навки штока 2. Вынуть опору пружины, пру-
жину, регулировочные прокладки и шайбу
из отверстия штока
14. Вывернуть клапан и вынуть хвосто-
вик из корпуса клапана-золотника 1
15. Промыть детали керосином, проте-
реть и продуть сжатым воздухом
16. Проверить техническое состояние де-
талей
Отвертка
Б 150X0,5, монтаж-
ный ломик, тиски
П-120
Отвертка
Б 150X0,5
То же
Оправка, пресс
10-т
Ключ 22—24
Отвертка
Б 150X0.5
То же
Посуда для керо-
сина, кисть волося-
ная, салфетка
Измерительный
инструмент
»
Технические условия на контроль, сортировку и ремонт деталей
Корпус амортизатора
(рис. 246)
Не допускаются:
— трещины или обломы, не устранимые заваркой;
— износ отверстия 1 цилиндра по диаметру до размера более
70,5 мм\
— срыв или износ резьб 4 и 5 (М78Х2 и К Va/Z) более двух
ниток.
518
Инструмент
и приспособления
Содержание операции (перехода)
Трещины, обломы и пробоины, вызывающие нарушение герме-
тичности, устранять заменой негодных деталей или подваркой де-
фектных швов.
При износе отверстия 1 цилиндра по диаметру до размера бо-
лее 70,2 мм цилиндр восстанавливать шлифованием под ремонт-
ный размер согласно табл. 8, при этом овальность и конусность
отверстия должны быть не более 0,03 мм.
Рис. 246. Корпус амортизатора
Износ гнезд 3 под клапан устранять обработкой фаски и при-
тиркой совместно с клапаном.
Изношенное отверстие 2 по диаметру до размера более 47,02 мм
восстанавливать наплавкой с последующей обработкой под номи-
нальный размер.
Таблица 8
Наименование Размеры, мм
номинальный ремонтный
Диаметр цилиндра 7О+о,ое 70,5+0-06
Диаметр поршня 7°-о,Об 70,5_010е
Опора в сборе
(рис. 247)
Не допускаются:
— трещины или обломы;
— ослабление посадки втулки 2 по диаметру;
519
Инструмент
и приспособления
Содержание операции (перехода)
— износ отверстия 1 по диаметру до размера более 27,15 мм.
При износе отверстия 1 по диаметру до размера более 27,15 мм
заменить втулку.
Изношенную поверхность А по диаметру до размера а менее
69,8 мм восстанавливать наплавкой с последующей механической
обработкой.
Шток
(рис. 248)
Не допускаются:
— трещины или обломы;
Рис. 248. Шток
— износ стержня А штока по диаметру до размера а менее
26,7 мм;
— износ канавки 2 под уплотнительное кольцо по ширине до
размера более 2,7 мм\
520
Инструмент
и приспособления
Содержание операции (перехода)
— срыв или износ резьбы / (М20Х1.5 кл. 2) более двух
ниток.
Изношенные поверхности Б по диаметру до размера б менее
69,7 мм восстанавливать постановкой втулки, при этом неконцент-
ричность поверхностей Б по диаметру относительно поверхности А
по диаметру должна быть не более 0,02 мм.
Сломанная резьбовая часть проушины в отверстии с резьбой 1
извлекается высверловкой.
Овальность и конусность поверхности А по диаметру должны
быть не более 0,03 мм.
П р.о у ш и н а
(рис. 249)
Не допускаются:
— трешины или обломы;
— износ или срыв резьб 3, 4 и 1 (М52Х1.5 кл. 2а;
М20Х1.5 и М10) более двух ниток.
А
Рис. 249. Проушина
Изношенное отверстие 2 по диаметру до размера более 47,02 мм
восстанавливать наплавкой с последующей обработкой.
При местном изибсе на поверхностях А проушину восстанав-
ливать наплавкой С последующей механической обработкой
521
Инструмент
и приспособления
Содержание операции (перехода)
Сборка гидроамортизатора
17. Смазать трущиеся поверхности кла-
пана-золотника 1 (рис. 245) и корпуса кла-
пана-золотника амортизаторной жид-
костью (50% трансформаторного и 50%
турбинного масла). Вставить хвостовик в
отверстие корпуса и ввернуть клапан-золот-
ник до упора в хвостовик. Раскернить резь-
бу в четырех точках. Проверить перемеще-
ние клапана в корпусе.
Отвертка’
Б 150X0,5, моло-
ток АЗ, кернер 4, по-
суда для жидкости
Технические условия: 1. Клапан-золотник должен без за-
еданий и заклинивания перемещаться в корпусе. Допускается
притирка клапана-золотника.
2. Перекрытие отверстий перемычками при перемещении
клапана-золотника не допускается.
В случае перекрытия вывернуть клапан-золотник на
5—6 мм, повернуть хвостовик на 90° и ввернуть клапан-золот-
ник до упора в хвостовик
18. Установить шайбу, регулировочные
прокладки, пружину и опору пружины в
шток 2. Вставить уплотнительное кольцо в
канавку штока.
Расчетный размер пружины должен быть
140 мм при нагрузке 60±0,5 кгс. При несо-
ответствии усилия необходимое усилие уста-
новить изменением количества регулировоч-
ных прокладок 4
19. Смазать корпус клапана-золотника 1
амортизаторной жидкостью и ввернуть в
шток 2. Раскернить шток по вырезу в кор-
пусе клапана-золотника
20. Установить проушину 12 под пресс,
смазать смазкой ЦИАТИМ-201 и запрес-
совать подшипник в отверстие проушины.
Застопорить подшипник кольцами.
Подшипник должен быть установлен па-
зами в сторону резьбовой части
21. Выполнить переход 20 для проушины
головки 17
Отвертка
Б 150x0,5
Ключ 22—24, мо-
лоток АЗ, кернер 4,
посуда для жидко-
сти
Оправка, пресс
10-т, посуда для
смазки
522
Инструмент
и приспособления
Содержание операции (перехода)
22. Установить клапан 18 в отверстие го-
ловки 17. Вставить пружину и ввернуть
пробку клапана.
Ключ торцовый
квадрат 10
Технические условия: 1. Фаска клапана должна быть
притерта к гнезду пастой ГОИ.
2. Клапан должен свободно, без заеданий, перемещаться
в гнезде
23. Установить уплотнительные кольца- 6
и 7 в наружную и внутренние канавки опо-
ры 5. Надеть опору па шток 2. Установить
пружины в отверстия опоры
24. Установить скребок 11 в выточку
крышки 9 и уплотнительное кольцо 10 в
канавку крышки. Установить крышку с
уплотнительным кольцом 13 на крышку 9
со смазанной привалочной поверхностью
лаком «герметик» и закрепить ее винта-
ми. Раскернить винты в двух точках
25. Установить манжету, манжеторазде-
литель, вторую манжету, второй манжето-
разделитель и кольцо в отверстие крыш-
ки 9. Надеть крышку в сборе на шток 2
26. Надеть кольцо со стопором на проу-
шину 12. Закрепить шток в тисках. Ввер-
нуть проупйгну в отверстие штока. Закре-
пить кольцо со стопором на проушине
винтами и закернить винты. Снять шток с
тисков. Проушину ввертывать с усилием
32—35 кгс•м
27. Смазать шток 2 в сборе амортизатор-
ной жидкостью и вставить его в цилиндр 3
на половину длины. Ввернуть крышку 9 в
цилиндр
28. Установить прокладку в проточку ка-
меры 16 и ввернуть крышку 15. Зашплин-
товать крышку проволокой.
Перед установкой кольцо должно быть
пропитано глицерином в течение 3—4 ч
Отвертка
Б 150x0,5
Отвертка
Б 150X0,5, моло-
ток АЗ, кернер 4, по-
суда для лака
Отвертка
Б 150X0,5, молоток
АЗ, кернер 4, мон-
тажный ломик, тис-
ки П-120
Ключ рожковый 76,
посуда для жидко-
сти
Ключ 27—30, от-
вертка Б 150x0,5,
плоскогубцы 150,
посуда для глице-
рина
523
Инструмент
и приспособления
Содержание операции (перехода)
29. Заправить амортизатор профильтро-
ванной амортизаторной жидкостью, для
чего:
— вывернуть пробку, вынуть пружину и
клапан /8;
• — вытянуть шток 2 из цилиндра 3 в
крайнее положение;
— повернуть амортизатор штоком вниз;
— заполнить амортизатор жидкостью
(900—920 г) через отверстие пробки;
— вставить пружину и клапан 18, ввер-
нуть пробку, смазанную лаком «герметик»,
до упора.
Выступание пробки за торец корпуса
амортизатора должно быть не более 1,5 мм
или утопание — не более 1,5 мм
30. При наличии стенда испытать амор-
тизатор, слить жидкость и заправить све-
жей жидкостью.
Ключ торцовый
квадрат 10, посуда
для Жидкости и ла-
ка, воронка
Технические условия на испытание: 1. При испытании на
герметичность в течение 3—5 мин ход штока должен быть
130 мм, а максимальная скорость перемещения штока —
0,2 м]сек, при этом течь жидкости не допускается.
2. Температура рабочей жидкости при испытании не
должна превышать 120° С.
3. Максимальное усилие на штоке в момент срабатыва-
ния клапана-золотника должно быть 6000—7500 кгс.
31. Установить кожух 4 на проушину 12
и закрепить болтами со стопорными пла-
стинами. Застопорить болты
32. Установить в отверстия проушин с
двух сторон шайбы и уплотнительные коль-
ца
Ключ 14—17, мо-
лоток АЗ, зубило
20X60°
Отвертка
Б 150X0,5
524
СПЕЦИАЛЬНОЕ ОБОРУДОВАНИЕ
РЕМОНТ ВОДООТКАЧИВАЮЩЕГО НАСОСА
ОПЕРАЦИОННАЯ КАРТА №23
Инструмент и приспособления: ключи 14—17, 17—19 и 19—22;
съемник универсальный 5805-02/№ 1; оправка для запрессовки
подшипника; оправка для запрессовки сальника; оправка с мед-
ным наконечником; плоскогубцы комбинированные 150; отвертка
А 250X1,4; зубило слесарное 20x60°; кернер 4; молоток АЗ; на-
бор щупов Н-2 кл. 1; посуда для керосина, смазки и краски; ло-
патка деревянная для смазки; кисть волосяная; салфетка хлопча-
тобумажная.
Трудоемкость разборки и сборки ручным инструментом —»
0,6 чел.-час.
Содержание операции (перехода) Инструмент и приспособления
Разборка насоса
1. Вывернуть болты 20 (рис. 250) и снять крышку 18 и прокладку 21 с корпуса 17 2. Вывернуть винты 29 и снять крышку 28 и прокладки 22 с корпусе 17. Снять сег- менты 23 с крышки 3. Расшплинтовать и отвернуть гайку 26 с вала 10. Снять шайбу 25 4. Снять колесо 1 с вала 10. Выбить шпонку 27 из паза вала. Снять проклад- ки 24 с вала 5. Вывернуть винты 5 и снять крышку 6 в сборе и прокладки 16 с корпуса 17. Снять сегменты 15 с крышки 6. Вынуть кольцо 2 из корпуса 17. Ключ 14—17 Отвертка А 250X1,4 Ключ 19—22, пло- скогубцы 150, моло- ток АЗ Молоток АЗ, зуби- ло 20x60°, отверт- ка А 250Х 1,4 Отвертка А 250X1,4
525
Инструмент
и приспособления
Содержание операции (перехода)
7. Снять колесо 19 с вала 10. Выбить
шпонку 3 из паза вала. Снять прокладки 4
с вала
Молоток АЗ, зуби-
ло 20x60°, отвертка
А 250x1,4
Рис. 250. Водооткачивающий насос:
/ и /р — рабочие колеса; 2 — уплотнительное кольцо; 3 и 27 — сегментные шпон-
ки; 4 и 24 — регулировочные прокладки; 5 и 29 — винты; б1 —верхняя крышка;
7 — проставочное кольцо; 8 — подшипники; 9, 11 и 13 — стопорные кольца; 10 —
вал привода; /2 —распорное кольцо; 14 — резиновые сальники; 15 и 23 — уплот-
нительные сегменты; "/6 и 22 — уплотнительные и регулировочные прокладки;
/7 —корпус; 18 — крышка насоса с патрубками; 20 — болт; 21 — уплотнительная
прокладка; 25 — плоская шайба; 26 — корончатая гайка; .28 — нижняя крышка
8. Снять стопорное кольцо 9
9. Выпрессовать вал 10 в сборе с подшип-
никами 8 из крышки 6
Отвертка
А 250X1,4
Молоток АЗ, оп-
равка с медным на-
конечником
526
Содержание операции (перехода) Инструмент и приспособления
10. Вынуть кольцо 7 из крышки 6 11. Снять кольцо 13 с вала 10 Отвертка А 250x 1,4
12. Спрессовать подшипники 8 с вала 10. Снять кольца 12 и 11 с вала 13. Вынуть сальники 14 из отверстия крышки 6 14. Промыть детали насоса керосином, обдуть сжатым воздухом и протереть Съемник 5805-02/№ 1 Молоток АЗ, оп- равка для сальника Посуда для керо- сина, кисть волося-
15. Проверить техническое состояние де- талей ная, салфетка Измерительный инструмент
Технические условия на контроль, сортировку и ремонт
деталей водооткачивающего насоса
Корпус насоса
(рис. 251)
Не допускаются:
— трещины или обломы;
— износ нагнетающих каналов по ширине 1, при котором про-
волочный щуп толщиной 1 мм проходит между шаблоном и стен-
кой корпуса;
Рис. 251. Корпус насоса
527
Инструмент
и приспособления
Содержание операции (перехода)
— износ нагнетающих каналов по глубине 2, при котором про-
йолочный щуп толщиной 0,5 мм проходит между шаблоном и стен-
кой корпуса.
При износе резьб 3 и 4 нарезать резьбу ремонтного размера
М8 кл. 3 и Ml2. кл. 3 соответственно или поставить ввертыши с но-
минальным размером резьб Мб кл. 3 и М10 кл. 3 соответственно.
Колесо рабочее
(рис. 252)
Не допускаются:
— трещины или обломы;
— износ шпоночного 2 паза по ширине до размера более 5,1 мм\
— дисбаланс более 30 гс • см.
Рис. 252. Колесо рабочее
Изношенную поверхность А ступицы под уплотнительное
кольцо устранять обработкой до выведения износа. После обра-
ботки диаметр а должен быть не менее 29,5 мм.
При износе шпоночного паза более допустимого обработать
паз в новом месте.
Дисбаланс устранять сверлением отверстий на окружности
центров отверстий /.
Крышка насоса верхняя
(рис. 253)
Не допускаются:
— трещины или обломы, захватывающие не более одного от-
верстия или двух рядом расположенных;
528
Инструмент
и приспособления
Содержание операции (перехода)
— износ отверстия 1 под подшипники по диаметру до размера
более 52,02 мм.
Изношенное отверстие 2 под сальники по диаметру до размера
более 42,1 мм обработать и установить втулку с номинальным раз-
мером 42+°>0В мм.
Рис. 253. Крышка насоса верхняя
Изношенное отверстие 3 по диаметру до размера более 25,36 мм
обработать и установить втулку с номинальным размером
25да« мм.
Коробление поверхности Б, при котором торцовое биение отно-
сительно оси более 0,08 мм, выводить обработкой до полного
уничтожения коробления. После обработки размер а должен
быть не менее 7 мм.
Валик насоса
(рис. 254)
Не допускаются:
— трещины или обломы;
— износ шлицев / под муфту по ширине до размера менее
3,85 мм\
— износ шейки 2 под подшипники по диаметру до размера ме-
нее 24,99 мм.
529
Инструмент
и приспособления
Содержание операции (перехода)
— износ шеек 3 и 4 по диаметру до размера менее 24,85 мм;
— износ резьбы 5 более двух ниток.
При износе шпоночного паза 6 по ширине до размера более
5,02 мм следует обработать паз в новом месте с номинальным
размером мм.
Рис. 254. В алик насоса
Сборка насоса
16. Смазать рабочие кромки сальников 14
(рис. 250) смазкой 1 —13 и запрессовать их
последовательно в крышку 6
17. Установить кольцо 11 в проточку ва-
ла 10. Напрессовать подшипник 8 на вал до
упора в кольцо
18. Надеть кольцо 12 на вал 10 и напрес-
совать второй подшипник 8 до упора
19. Установить кольцо 13 в проточку ва-
ла 10
20. Заполнить смазкой 1 —13 сальник 14
и установить кольцо 7 в крышку 6
21. Запрессовать подшипники 8 в сборе
с валом 10 в крышку 6 до упора в кольцо 7
22. Застопорить подшипники 8 кольцом 9.
Проверить вращение вала 10. Вал должен
проворачиваться свободно, без заеданий и
заклиниваний
23. Установить прокладки 4 на вал 10.
Запрессовать шпонку 3 в паз вала
24. Установить колесо 19 на вал 10
Молоток АЗ, оп-
равка для сальника,
посуда для смазки,
лопатка для смазки
Молоток АЗ, оп-
равка с медным на-
конечником
То же
Отвертка
А 250X 1,4
Посуда для смаз-
ки, лопатка для
смазки
Молоток АЗ, оп-
равка для подшип-
ника
Отвертка
А 250X 1,4
Молоток АЗ, оп-
равка с медным на-,
конечником
То же
530
Содержание операции (перехода) Инструмент и приспособления
25. Установить технологическую втулку на вал 10 и зажать прдсобранный узел гай- кой 26 с шайбой 25. Проверить вращение вала и замерить зазор между колесом 19 и крышкой 6. Ключ 19—22, на- бор щупов
Технические условия: 1. Зазор между колесом и крышкой
должен быть 0,15—0,25 мм.
2. Зазор регулировать изменением количества или тол-
щины прокладок 4
26. Установить прокладки 16 и крышку 6
в сборе на корпус 17 и закрепить винтами
5. Проверить вращение вала 10 и замерить
зазор между колесом 19 и корпусом, кото-
рый должен быть ОД—0,5 мм.
Зазор регулировать изменением количест-
ва или толщины прокладок* 16
27. Вывернуть винты 5 и снять крышку 6
в сборе и комплект подобранных прокла-
док 16
28. Установить сегменты 15 в крышку 6.
Смазать прокладки 16 цинковыми белила-
ми и установить их на крышку
29. Установить кольцо 2 в корпус 17. За-
полнить полость кольца смазкой УС
30. Установить крышку 6 в сборе на кор-
пус 17 и закрепить винтами 5
31. Отвернуть гайку 26 и снять шайбу 25
и технологическую втулку с вала 10
32. Установить прокладки 24 на вал 10.
Запрессовать шпонку 27 в паз вала. Напрес-
совать колесо 1 на вал и закрепить гайкой
26 с шайбой 25
33. Проверить вращение вала 10 и заме-
рить зазор между колесом 1 и корпусом 17,
который должен быть 0,1—0,2 Мм. Зашплин-
товать гайку 26 шплинтом.
Зазор регулировать изменением количест-
ва или толщины прокладок 24
Отвертка
А 250x1,4, набор
щупов
Отвертка
А 250Х1Д
Посуда для крас-
ки, кисть волосяная
Посуда для смаз-
ки, лопатка для
смазки
Отвертка
А 250X 1,4
Ключ 19—22
Ключ 19—22, мо-
лоток АЗ, оправка с
медным наконечни-
ком
Молоток АЗ, пло-
скогубцы 150, набор
щупов
531
Содержание операции (перехода) Инструмент и приспособления
34. Установить прокладки 22 и крышку 28 Отвертка
на корпус 17 и закрепить винтами 29. Про- верить вращение вала 10 и замерить за- зор между колесом / и крышкой, который должен быть 0,4—0,5 мм. Зазор регулировать изменением количест- ва или толщины прокладок 22 А 250X1,4
35. Вывернуть винты 29 и снять крыш- Отвертка
ку 28 в сборе и комплект подобранных про- кладок 22 с корпуса 17 А 250X1,4
36. Установить сегменты 23 в крышку 28. Посуда для крас-
Смазать прокладки 22 цинковыми белила- ми и установить их на крышку ки, кисть волосяная
37. Установить крышку 28 в сборе на кор- Отвертка
пус 17 и закрепить винтами 29 А 250X1,4
38. Вставить технологические болты М12 Ключи 17—19 и
(4 шт.) в отверстия крышек 6 и 28 и кор- пуса 17, стянуть насос гайками до плотного упора и проверить вращение вала 10. Вал должен вращаться свободно, без зае- даний. При тугом вращении вала прове- рить и отрегулировать зазоры между коле- сами 1 и 19, корпусом 17 и крышками 6 и 28, которые должны бытьв пределах 0,15— 0,4 мм 19—22
39. Затянуть и раскернить винты 5 и 29 Отвертка
в двух точках А 250X1,4, молоток АЗ, кернер 4
40. Отвернуть гайки и. вынуть технологи- Ключи 17—19 и
ческие болты 19—22
41. Смазать прокладку 21 цинковыми бе- Посуда для крас-
лилами и установить ее и крышку 18 на корпус 17 ки, кисть волосяная
42. Закрепить крышку 18 болтами 20 с плоскими и пружинными шайбами 43. При наличии стенда обкатать и ис- пытать насос. Ключ 14—17
Технические условия на обкатку и испытание: 1. Обка-
тать насос при 2900 об/мин сначала в течение 3—4 мин без
перекачивания воды, а затем в течение 4-^5 мин с перекачи-
ванием воды,
532
Инструмент
и приспособления
Содержание операции (перехода)
2. Испытать насос на производительность, которая дол-
жна быть для каждой секции не менее 225 л]мин при проти-
водавлении 1 кгс!см2.
3. В период обкатки и испытания просачивание воды в
разъемах насоса не допускается.
44. Заглушить патрубки насоса деревян-
ными пробками
Молоток АЗ
533
КОРПУС
РЕМОНТ ОТОПИТЕЛЬНО-ВЕНТИЛЯЦИОННОЙ УСТАНОВКИ ОВ-65Г
ОПЕРАЦИОННАЯ КАРТА №24
Инструмент и приспособления: ключи 8—10, 10—12, 14—17,
17—19 и 24—27; монтажный ломик; выколотка медная; плоско-
губцы комбинированные 150; отвертки А 150x0,5 и Б200х1,0;
бородок слесарный 3; молоток АЗ; посуда для керосина, смазки
и краски или лака; лопатка деревянная для смазки; кисть воло-
сяная; салфетка хлопчатобумажная.
Трудоемкость разборки и сборки ручным инструментом -
0,9 чел.-час.
Содержание операции (перехода) Инструмент и приспособления
Разборка установки ОВ-6 1. Вывернуть винты крепления и снять датчик- 2 (рис. 255) с крышки 1 2. Вывернуть винты крепления и снять крышку 1 с кожуха 35 3. Вывернуть винты крепления и снять датчик 12 с патрубка 14 4. Вывернуть винты крепления и снять крышку 20 с кожуха 35 5. Вывернуть винты крепления и отсое- динить электропровода от клеммной панели 6. Вывернуть винты крепления и снять клеммную панель и ограждение с кожу- ха <35 7. Вывернуть винты и снять накладку 13 с патрубка 14 (с марта 1971 года накладка не устанавливается) 5Г Отвертка Б 200X1,0 То же » » » » »
534
13
Рис. 255. Отопительно-вентиляционная установка ОВ-65Г:
1 и 20— крышки кожуха; 2— датчик перегрева; 3—пробка; 4—теплообменник; 5 — отражатель; 6 — свеча накаливания; 7—нагнетатель
воздуха; 8 — вал топливного насоса; 9 — топливный- насос; Ю — кольцо остова; //—вилка; 12— датчик указателя горения; 13 — накладка;
14—выпускной патрубок; 15— фланец; 16—рычаг включения; 17 — табличка «отопление — вентиляция»; 18— скоба муфты; 19— тяга;
21— электродвигатель; 22—вентилятор; 23 — обтекатель; 24—остов; 25— фрикционная муфта; 26 — крышка кольца остова; 27 и 30— топ-
ливные трубки; 28—всасывающий патрубок; 29 — дренажная трубка; 31 — распылитель; 32— камера сгорания; 33— диффузор; 34 — камера
догорания; 35 — кожух
Инструмент
и приспособления
Содержание операции (перехода)
8. Вывернуть винты и снять фланцы 15
патрубков 14 и 28
9. Вывернуть винты н снять табличку 17
с кожуха 35
10. Вывернуть свечу 6 накаливания
11. Вывернуть винты и снять кожух 35.
(Переход выполняют два человека)
12. Вывернуть трубки 27 и 29
13. Вывернуть патрубок 28 из отверстия
кольца 10
14. Расконтрить, отвернуть гайку крепле-
ния и снять вентилятор 22 с вала электро-
двигателя 21
15. Вывернуть винты и снять обтекатель
23, вынув электропровода из отверстий ко-
жуха 35 и обтекателя
16. Вывернуть винты крепления и вынуть
электродвигатель 21 в сборе с топливным
насосом 9 из камеры 34
17. Вывернуть винты и снять защитную
ленту
18. Вывернуть болт-ось и снять вилку 11
муфты 25
19. Отвернуть гайки тяги 19 привода муф-
ты 25, вынуть тягу, снять скобу 18. Сиять
пружину и шайбы с тяги
20. Вывернуть винты крепления и снять
электродвигатель 21 в сборе с остовом 24 с
кольца 10
21. Выбить штифт и снять ведущий ко-
нус муфты 25 с вала электродвигателя 21
22. Вывернуть винты крепления и вынуть
электродвигатель 21 из остова 24
23. Снять ведомый конус муфты 25 и
пружину с вала 8 топливного насоса 9
24. Отвернуть отражатель 5, сиять рас-
пылитель 31 и нагнетатель 7 с вала 8
25. Вывернуть зажимной болт и отсоеди-
нить трубку 30 от корпуса насоса 9
26. Вынуть топливный насос 9 из коль-
ца 10 в сборе с крышкой 26
Отвертка
Б 200X1,0
То же
Ключ 24—27
Отвертка
Б 200X1,0
Ключ 17—19, пло-
скогубцы 150
Монтажный ло-
мик
Ключ 10—12, от-
вертка Б 200X1,0,
плоскогубцы 150
Отвертка
Б 200X1,0
То же
»
Ключ 10—12
Ключ 8—10, пло-
скогубцы 150
Ключ 10—12
Молоток АЗ, боро-
док 3
Отвертка
Б 200X1,0
Ключ 14—17, от*
вертка Б 200X1,0
Ключ 10—12
536
Инструмент
и приспособления
Содержание операции (перехода)
27. Вывернуть винты крепления н снять крышку 26 с кольца 10 Отвертка Б 200X1,0
28. Вывернуть винты крепления и снять Отвертка
трубку 30 с кольца 10 А 150X0,5
29. Вывернуть винты крепления и снять Отвертка
крышку и прокладку червячной передачи топливного насоса 9 Б 200Х 1,0
30. Вывернуть пробку 3 из отверстия штуцера теплообменника 4 Ключ 14—17
31. Промыть детали керосином, продуть Посуда для керо-
сжатым воздухом и протереть 32. Заменить неисправные узлы и детали исправными сина, кисть волося- ная, салфетка
Сборка установки
33. Заполнить смазкой УТ корпус червяч-
ной пары привода топливного насоса 9
(рис. 255). Установить прокладку и крыш-
ку. Закрепить крышку винтами на корпусе
насоса
34. Установить крышку 26 и закрепить на
корпусе насоса 9 винтами с пружинными
шайбами
35. Установить трубку 30 и закрепить на
кольце 10 остова винтами с- пружинными
шайбами
36. Вставить топливный насос 9 в коль-
цо 10
37. Присоединить трубку 30 к корпусу
насоса 9 и закрепить зажимным болтом с
медными прокладками —
38. Установить нагнетатель 7 на вал 8,
совместив прорезь ступицы нагнетателя со
штифтом
39. Установить распылитель 31 и навер-
нуть отражатель 5 на вал 8. Ввести загну-
тый конец трубки 30 в полость распылителя
40. Проверить вращение вала 8 привода
топливного насоса.
Отвертка
Б 200X1,0, посуда
для смазки, лопатка
для смазки
Отвертка
Б 200X1,0
Отвертка
А 150ХД5
Ключ 10—12
Молоток АЗ, вы-
колотка медная
Ключ 14—17
537
Инструмент
и приспособления
Содержание операции (перехода)
Вал должен вращаться свободно, без зае-
даний. Зазор между распылителем 31, на-
гнетателем 7 и трубкой 30 должен быть не
менее 1,5 ±0,2 мм
41. Установить пружину и ведомый конус
йуфты 25 на вал 8
42. Установить электродвигатель 21 в ос-
тов 24 и закрепить винтами с пружинными
шайбами
43. Установить ведущий конус муфты 25
на вал электродвигателя 21 и закрепить
штифтом
44. Установить остов 24 в сборе на крыш-
ку 26 кольца 10 и закрепить винтами с пру-
жинными шайбами
45. Надеть шайбы и пружину на тягу 19
привода муфты 25. Вставить тягу резьбо-
вым концом в отверстие остова 24. Надеть
на тягу, скобу 18 и навернуть гайки
46. Установить вилку 11 привода муф-
ты 25, вставив в прорезь тягу 19, и закре-
пить болтом-осью
47. Проверить работу муфты 25, повора-
чивая рычаг 16 включения на 180°.
Фрикционная муфта должна включаться
и выключаться свободно, без заеданий, и
фиксироваться во включенном или в вы-
ключенном положении
48. Установить защитную ленту фрикци-
онной муфты и закрепить на остове 24 и
крышке 26 винтами с пружинными шай-
бами
49. Смазать асбестовый шнур суриком
или бакелитовым лаком с графитом и уста-
новить в проточку кольца 10
50. Установить электродвигатель 21 в
сборе с насосом 9, остовом 24 и кольцом 10
в камеру 34, совместив резьбовое отверстие
кольца под патрубок 28 с окном в тепло-
обменнике 4
Отвертка
Б 200X1,0
Молоток АЗ, боро
док 3
Ключ 10—12
Ключ 8—10, пло-
скогубцы 150
Ключ 10—12
Отвертка
Б 200x 1,0
Посуда для крас-
ки или лака, кисть
волосяная
Молоток АЗ, вы-
колотка медная
538
Содержание операции (перехода) Инструмент и приспособления
51. Закрепить кольцо 10 на фланце теп- Отвертка
лообменника 4 винтами Б 200X 1,0
52. Надеть кожух 35 на патрубок 14, сжать и соединить его винтами с пружин- ными шайбами. (Переход выполняют два человека) То же
53. Ввернуть патрубок 28 в отверстие Монтажный ло-
кольца 10 . МИК
54. Ввернуть дренажную трубку 29 Плоскогубцы 150
55. Ввернуть топливную трубку 27 с мед- ной' прокладкой в отверстие корпуса насо- са 9 Ключ 17—19
56. Установить обтекатель 23, вставив Отвертка
электропровода электродвигателя 21 в от- верстия обтекателя и кожуха 35. Закрепить обтекатель на корпусе электродвигателя винтами с пружинными шайбами Б 200X 1,0
57. Установить вентилятор 22 на вал Ключ 10—12, пло-
электродвигателя 21 и закрепить гайкой. скогубцы 150, моло-
Застопорить гайку отгибанием усиков шай- бы (одного усика — на грань гайки, дру- гого—на ступицу вентилятора) ток АЗ
58. Установить крышку 20 на кожух 35 и Отвертка
закрепить винтами с пружинными шайбами Б 200X1,0
59. Надеть фланец 15 на патрубок 14 и закрепить на кожухе 35 винтами с пружин- ными шайбами То же
60. Наложить накладку 13 на патрубок 14 и закрепить винтами с пружинными шайбами »
61. Надеть табличку 17 на рычаг 16 и закрепить на кожухе 35 винтами с пружин- ными шайбами »
62. Установить крышку 1 на кожух 35 и закрепить винтами с пружинными шайбами »
63. Установить датчик 2 на крышку 1 и закрепить винтами с пружинными шайбами
64. Установить датчик 12 на патрубок 14 и закрепить винтами с пружинными шай- бами »
65. Ввернуть свечу 6 накаливания Ключ 24—27
539
Содержание операции (перехода) Инструмент и приспособления
66. Установить клеммную панель и ог- Отвертка
раждение панели на кожух 35 и закрепить винтами с пружинными шайбами Б 200X1,0
67. Присоединить электропровода 0, I и II к соответствующим клеммам на панели и закрепить винтами с плоскими и пружин- ными шайбами То же
68. Ввернуть пробку 3 с уплотнительной Ключ 14—17.
прокладкой в отверстие штуцера теплооб- менника 4
69. При наличии стенда испытать отопи- тельно-вентиляционную установку. При испытании установки убедиться в от- сутствии прорыва выпускных газов нз ка- меры сгорания
540
РЕМОНТ НАГНЕТАТЕЛЯ
ОПЕРАЦИОННАЯ КАРТА Ns 25
Инструмент и приспособления: ключи 10—12, 14—17 и 19—22;
ключ трещоточный; сменная головка 24; выколотка медная; от-
вертка Б 175x0,7; зубило слесарное 20X60°; молоток АЗ; посуда
Для бензина, керосина, смазки и клея; лопатка деревянная для
смазки; кисть волосяная; салфетка хлопчатобумажная.
Трудоемкость разборки и сборки ручным инструментом —-
0,45 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Разборка нагнетателя
1. Расстопорить и отвернуть гайки шпи-
лек крепления и снять крышку 1 (рис. 256)
2. Вывернуть стопор и вынуть направляю-
щий аппарат 2 из крышки 1 (с марта 1971
года направляющий аппарат не устанавли-
вается)
3. Вывернуть винты и снять крышку 7
подшипника со стороны коллектора элек-
тродвигателя 5
4. Расстопорить и отвернуть гайку креп-
ления ротора 3, удерживая вал 10 от прово-
рачивания за гайку со стороны коллектора
5. Расстопорить, отвернуть гайки шпилек
крепления и вынуть электродвигатель 5 в
сборе из корпуса 6
6. Снять ротор 3 с вала 10. Выбить
шпонку 11 из паза вала
7. Снять возвратную пружину 9 и вы-
нуть тросик привода клапана 8 из отверстия
рычага
8. Снять резиновые уплотнительные про-
кладки с клапана 8 и фланца патрубка
корпуса 6
Ключ 10—12, мо-
лоток АЗ, зубило
20X60°
Отвертка
Б 175X0,7
То же
Ключ 19—22, ключ
трещоточный, смен-
ная головка 24, мо-
лоток АЗ, зубило
20X60°
Ключ 14—17, мо-
лоток АЗ, _ зубило
20X60°, выколотка
медная
Молоток АЗ, вы-
колотка медная, зу-
било 20x60°
Отвертка
Б 175X0,7
541
сл
й
Рис. 256. Нагнетатель:
^крышка нагнетателя; 2- направляв аннарат; £р^тор; < -//Г2--Рн°кЯаВИГаТеЛЬ: 8 ~ К°РПУС; 7“К— 8 ~ “
Содержание операции (перехода) Инструмент и приспособления
9. Промыть детали керосином, обдуть сжатым воздухом и протереть 10. Заменить неисправные детали и узлы исправными Посуда для керо s сина, кисть волося, на я, салфетка
Сборка нагнетателя
11. Зачистить поверхности клапана 8
(рис. 256) и фланца патрубка корпуса 6
и приклеить резиновые уплотнительные про-
кладки клеем 88, предварительно обезжи-
рив поверхности бензином
12. Вставить тросик в отверстие рычага
привода и установить пружину 9
13. Запрессовать шпонку 11 в паз вала 10
и напрессовать ротор 3 на вал до упора
14. Установить электродвигатель 5 в сбо-
ре в корпус 6 и закрепить гайками со сто-
порными шайбами. Застопорить гайки от-
гибанием усиков стопорных шайб
15. Закрепить ротор 3 на валу 10 гайкой
со стопорной шайбой, удерживая вал от
проворачивания за гайку со стороны кол-
лектора электродвигателя 5. Застопорить
гайку отгибанием усиков стопорной шайбы
16. Заполнить крышку 7 смазкой 1 —13,
установить ее со стороны коллектора
электродвигателя 5 и закрепить винтами с
пружинными шайбами
17. Установить крышку 1 на шпильки
корпуса 6 и закрепить гайками со стопор-
ными шайбами. Застопорить гайки отгиба-
нием усиков стопорных шайб
18. При наличии стенда обкатать и испы-
тать нагнетатель
Посуда для бензи-
на и клея, кисть во-
лосяная
Молоток АЗ, вы-
колотка медная
Ключ 14—17, мо-
лоток АЗ, зубило
20 X 60°
Ключ 19—22, ключ
трещоточный, смен-
ная головка 24, мо-
лоток АЗ, зубило
20X60°
Отвертка
Б 175X0,7, посуда
для смазки, лопатка
для смазки
Ключ 10—12, мо-
лоток АЗ, зубило
20X60°
543
ЭЛЕКТРООБОРУДОВАНИЕ
РЕМОНТ ГЕНЕРАТОРА Г290
ОПЕРАЦИОННАЯ КАРТА №26
Инструмент и приспособления: ключи 8—10, 14—17, 24—27 и
32—36 (2 шт.); съемники универсальные 5805-01/№ 4и5805-02/№ 1;
оправка с медным наконечником; оправка для подшипников; мон-
тажный ломик; подставка деревянная; отвертка Б 175x0,7; моло-
ток АЗ; кернер 2; тиски слесарные П-120; электропаяльник; стенд
модели 532М; посуда для бензина и смазки; лопатка деревянная
для смазки; кисть волосяная; салфетка хлопчатобумажная.
Трудоёмкость разборки и сборки ручным инструментом —
1,05 чел.-час..
Содержание операции (перехода)
Разборка генератора
1. Вывернуть винты 8 (рис. 257) и снять
ленту 9 с экрана 10
2. Вывернуть винты 11 и снять экран 10
с крышки 7
3. Вывернуть винт крепления и отсоеди-
нить электропровод 2 (рис. 258) от клем-
мы 11
4. Отвернуть гайки крепления и отсоеди-
нить электропровода 1, 13 и 14 от радиато-
ров 5
5. Вывернуть винты 9 и снять щеткодер-
жатель 7 в сборе с основания 3
6. Вывернуть винт 10, снять планку 6,
клемму И и вынуть щетки в сборе из щет-
кодержателя 7
Инструмент
и приспособления
Отвертка
Б 175X0,7 '
То же
Ключ 14—17
Отвертка
Б 175X0,7
То же
644
Рис. 257. Генератор Г290 в сборе:
/“вал ротора; 2 — гайка; 3 — шкив привода; 4 — вен-
тилятор; 5 и 7 — крышки; 6 — статор; 8 и 11 — винты;
9 = защитная лента; 10 — экран; 12 — болт
Рис. 258. Генератор со снятым экраном:
1 - электропровод клеммы < + »; 2 — электропровод клеммы «Ш»; 3 — основание щетко-
держателя; *4 — гайка; 5 — радиатор; 6 — планка щеткодержателя; 7 — щеткодержатель;
8 — диод в сборе; 9 и 10 — винты; // — клемма щеткодержателя; 12 — болт; 13 — электро-
провод клеммы <Л1»; 14 — электропровод клеммы «Ла»
18-366
545
Инструмент
и приспособления
Содержание операции (перехода)
7. Вывернуть болт 12 и отсоединить вы-
воды диодов 8 от основания 3
8. Вывернуть винты крепления и снять
основание 3
Ключ 14—17
Отвертка
Б 175X0,7
Рис. 259. Генератор со снятым основанием:
f — стопорная шайба; 2 — электропровод обмоток статора; 3
радиатор; 4 — вывод диода; 5 — вал ротора; 6 —крышка саль»
иика; 7 — гайка
9. Отвернуть гайку 4 и снять наконеч-
ники электропроводов 2 (рис. 259) н выво-
дов 4 с клемм радиаторов 3
10. Расстопорить, отвернуть гайку 7 и
снять шайбу 1, крышку 6 и фетровый саль-
ник с вала 5
11. Отвернуть гайку 2 (рис. 257), снять
шкив 3, вентилятор 4 и распорную втулку
с вала 1
Ключ 14—17
Ключ 32—36, от-
вертка Б 175X0,7.
молоток АЗ, мон-
тажный ломик
Ключ 24—27,
съемник
5805-02/№ 1, мон-
тажный ломик
546
Инструмент
и приспособления
Содержание операции (перехода)
12. Выбить шпонку 6 (рис. 260) из ка-
навки вала 20
13. Вывернуть болты 12 (рис. 257) и
снять крышки 5 и 7 в сборе с вала 1 ро-
тора. Вынуть ротор в сборе из статора 6.
Молоток АЗ, от-
вертка Б 175X0,7
Ключ 14—17, съем-
ник 5805-01/№ 4" мо-
лоток АЗ, кернер 2
Рис. 260. Узлы генератора:
/, 8 Ц /3—гайки; 2 и /5 — винты; 3 и 12 — подшипники; 4 и 16 — крышки сальников;
6 и 14 — крышки; 6 — сегментная шпоика; 7 —распорная втулка; 9 и 10 — полюсы ро-
тора; // — контактные кольца; /7 — статор в сборе; 18 — обмотка возбуждения; 19 —
стопорная шайба; 20 — вал ротора
Перед снятием крышек нанести метки на
крышках и статоре
14. Отвернуть гайки 1 (рис. 260), вынуть
винты 2 и снять крышки 4 и фетровые саль-
ники с крышки 5. Выпрессовать подшип-
ник 3 из отверстия крышки
15. Вывернуть винты 15, снять крышку 16
и фетровый сальник с крышки 14. Выпрес-
совать подшипник 12 из отверстия крышки
16. Отвернуть гайки 13 и снять диоды,
радиаторы и изоляционные вставки с крыш-
ки 14.
Ключ 8—10, от-
вертка Б 175x0,7,
молоток АЗ, оправ-
ка
Отвертка
Б 175X0,7, молоток
АЗ, оправка
Ключ 32—36
(2 шт.), молоток АЗ,
кернер 2
18*
547
Инструмент
и приспособления
Содержание операции (перехода)
Перед снятием радиаторов нанести метки
на крышке и радиаторах
17. Отпаять выводы обмоток 18 от ко-
лец 11 и снять кольца с вала 20
18. Вынуть клин, закрепляющий выводы
обмоток 18
19. Закрепить ротор в сборе за полюс 10
в тисках
20. Расстопорить и отвернуть гайку 8 и
снять шайбу 19 с вала 20.
Гайка со стороны привода имеет левую
резьбу
21. Снять ротор в сборе с тисков. Снять
полюс 9 и обмотки 18 с вала 20 легким
ударом торца вала 20 о подставку
22. Расстопорить, отвернуть гайку и снять
полюс 10 с вала 20
23. Промыть детали генератора бензи-
ном Б-70, протереть и обдуть сжатым воз-
духом
24. Заменить неисправные детали исправ-
ными
Электропаяльник
Тиски П-120
Ключ 32—36, мо-
лоток АЗ, отвертка
Б 175X0,7
Тиски П-120, под-
ставка
Ключ 32—36, мо-
лоток АЗ, отвертка
Б 175X0,7
Посуда для бензи-
на, кисть волосяная,
салфетка
Сборка генератора
25. Установить полюс 10 (рис. 260) на
вал 20, закрепить гайкой и застопорить
шайбой
26. Закрепить полюс 10 в тисках. Устано-
вить обмотки 18 и полюс 9 на вал 20. За-
крепить полюс гайкой 8 и застопорить шай-
бой 19. Снять ротор в сборе с тисков
27. Забить клин и закрепить выводы об-
моток возбуждения
28. Надеть кольца 11 на вал 20 и при-
паять к ним выводы обмоток 18
29. Установить изоляционные втулки,
вставки, радиаторы и диоды на крышку 14
и закрепить гайками 13 с изоляционными
втулками и пружинными шайбами.
Ключ 32—36, мо-
лоток АЗ, отвертка
Б 175X0,7
Ключ 32—36, мо-
лоток АЗ, отвертка
Б 175x0,7, тиски
П-120
Молоток АЗ
Электропаяльник
Ключ 32—36
(2 шт.)
548
Инструмент
и приспособления
Содержание операции (перехода)
Радиаторы устанавливать и соответствии
с ранее нанесенными метками
30. Запрессовать подшипники 3 и 12 в
отверстия крышек 5 и 14. Смазать подшип-
ники смазкой ЦИАТИМ-201
31. Установить крышку 16 с фетровым
сальником и закрепить винтами 15 с пру-
жинными шайбами
32. Установить крышки 4 с фетровыми
сальниками и закрепить винтами 2 с гай-
ками 1 и пружинными шайбами
33. Вставить ротор в сборе в статор 17
так, чтобы кольца 11 и выводы обмоток
статора находились с одной стороны
34. Установить втулки 7 на вал 20 с обе-
их сторон
35. Установить крышку 14 в сборе на
вал 20 до упора
36. Установить крышку 5 в сборе на вал
20 до упора. Запрессовать шпонку 6 в ка-
навку вала
37. Совместить метки, нанесенные на
крыШках 5 и 14 и статоре 17. Скрепить
крышки и статор болтами 12 (рис. 257) с
пружинными шайбами
38. Надеть распорную втулку и вентиля-
тор 4, напрессовать шкив 3 на вал 1 до
упора. Закрепить гайкой 2 с пружинной
шайбой
39. Установить фетровый сальник и крыш-
ку 6 (рис. 259) на вал 5, закрепить гай-
кой 7 и застопорить шайбой 1
40. Установить основание 3 (рис. 258) и
закрепить винтами с пружинными шайбами
41. Присоединить выводы диодов 8 к ос-
нованию 3 и закрепить болтом 12 с пружин-
ной шайбой
Молоток АЗ, оп-
равка, посуда для
смазки, лопатка для
смазки
Отвертка
Ь 175X0,7
Ключ 8—10, от-
вертка Б 175X0,7
Молоток АЗ, оп-
равка с медным на-
конечником
То же
Ключ 114—17
Ключ 24—27, мо-
лоток АЗ, оправка с
медным наконечни-
ком, монтажный ло-
мик
Ключ 32—36, от-
вертка Б 175X0’7
молоток АЗ, мон
тажный ломик
Отвертка
Б 175X0,7
Ключ 14—17
549
Инструмент
и приспособления
Содержание операции (перехода)
42. Вставить щетки в сборе и клемму 11
в щеткодержатель 7. Установить планку 6
и закрепить винтом 10 с плоской и пружин-
ной шайбами
43. Установить щеткодержатель 7 в сборе
на основание 3 и закрепить винтами 9 с
пружинными шайбами
44. Надеть наконечники электропровода 2
(рис. 259) и вывода 4 на клеммный болт
радиатора и закрепить гайкой 4 (рис. 258)
с пружинной шайбой
45. Надеть наконечники электропровода 2
(рис. 259), вывода 4 и электропровода 13
(рис. 258) на клеммный болт радиатора и
закрепить гайкой с пружинной шайбой
46. Надеть наконечники электропровода 2
(рис. 259), вывода 4 и электропровода 14
(рис. 258) на клеммный болт радиатора и
закрепить гайкой с пружинной шайбой
47. Присоединить электропровод 2 к
клемме 11 и закрепить винтом с плоской
и пружинной шайбами
48. Надеть,наконечник электропровода 1
на клеммный болт радиатора 5 и закре-
пить гайкой с пружинной шайбой
49. Надеть экран 10 (рйс. 257) на крыш-
ку 7 и закрепить винтами 11 с пружинными
шайбами
50. Установить ленту 9 на экран 10 и за-
крепить винтами 8 с квадратными гайками
51. Испытать генератор на стенде.
Отвертка
Б 175X0,7
То же
Ключ 14—17
То же
»
Отвертка
Б 175X0,7
Ключ 14—(7
Отвертка
Б 175X0,7
То же
Стенд 532М
Технические условия на испытание генератора: 1. Генера-
тор должен возбуждаться до напряжения 25 в без нагрузки
при 1450 об!мин.
2. Генератор должен возбуждаться до напряжения 25 в с
нагрузкой 150 а при 2500 об/мин
650
РЕМОНТ РЕЛЕ-РЕГУЛЯТОРА РР361-А
ОПЕРАЦИОННАЯ КАРТА №27
Инструмент и приспособления: ключи 8—10, 9—11, 12—14 и
14—17; отвертка В 175X0,7; плоскогубцы комбинированные 150;
электропаяльник; пинцет; стенд модели 532М; посуда для спирта
и краски; кисть волосяная; салфетка хлопчатобумажная.
Трудоемкость разборки и сборки ручным инструментом —
1,25 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Разборка реле-регулятора
1. Вывернуть винты 1 (рис. 261) и снять Отвертка
крышку 2 с корпуса. Снять уплотнитель- В 175x0,7
ную прокладку
Рис. 261. Реле-регулятор РР361-А в сборе:
1 и винты; 2 — верхняя крышка корпуса; 4 — верхняя планка;
5— коробка
2. Вывернуть винты 3 и снять планку 4 с
коробки 5
3. Вывернуть винты 5 (рис. 262) и снять
крышку 6
4. Вывернуть винты 1, снять крышку 2
и прокладку 3 с кожуха 4
То же
»
»
651
Инструмент
и приспособления
Содержание операции (перехода)
5. Отвернуть гайки крепления наконеч-
ников и отсоединить выводы «Б», «К» и
«Э» транзистора 12 (рис. 263) от клемм <8,
15 и 16
Ключ 8—10
Рис. 262. Реле-регулятор РР361-А (вид снизу):
1 и 5 — вннты; 2 — нижняя крышка корпуса; 3 — уплотнитель-
ная прокладка; 4 — кожух; 6 — боковая крышка
6. Вывернуть винты 10 и снять радиа-
тор 14 в сборе с транзистором 12 с кор-
пуса 1
7. Отпаять наконечники от выводов тран-
зистора 12
8. Вывернуть винты 13, снять фланец 11
и транзистор 12 с радиатора 14
9. Вывернуть винт 20 и отсоединить
электропровод 19 от корпуса /
10. Отвернуть гайку, снять наконечник 4
(рис. 264) электропроводов и вынуть диод
17 (рис. 263) из отверстия корпуса /
11. Отвернуть гайку и отсоединить элект-
ропровод 5 от клеммы 7.
Отвертка
В 175X0,7
Электропаяльник,
пинцет
Отвертка
В 175x0,7
То же
Ключи 8—10 и
12—14
Ключ 8—10
652
Инструмент
и приспособления
Содержание операции (перехода)
12. Отвернуть гайку, снять наконечник
электропровода 9 (рис. 264) и вынуть диод 6
(рис. 263) из отверстия корпуса /
Ключи 9—11 и
12—14
Рис. 263. Реле-регулятор со снятыми верхней и боковой крышками:
/—корпус; 2 — уплотнительная прокладка; 3, 4, 10, 13, 20 и 21 — винты; 5 и /9 — элек-
тропровода; 6 —диод Д202; 7 —клемма диода; в —клемма (вывод «Б»); 9, 18 и 26 —
изоляционные панели; // — фланец; 12 — транзистор П217; 14 — радиатор; /5 —клемма
(вывод «К»); 16 — клемма (вывод «Э>); /7 — диод Д214; 22 — реле включения (РВ);
23 — реле регулятора напряжения (PH); 24 — реле ограничителя тока (ОТ); 25 — реле
защиты (РЗ); 27 — реле включения стартера (PC); 28— реле блокировки (РБ)
13. Отвернуть гайку и отсоединить элек-
тропровод 8 (рис. 264). Вынуть клемму 8
(рис. 263) из отверстия корпуса /
14. Отвернуть гайку и отсоединить
электропровод 6 (рис. 264). Вынуть клем-
му 16 (рис. 263) из отверстия корпуса 1
15. Отвернуть гайки, снять перемычку 5
(рис. 264) с электропроводом. Вынуть клем-
Ключ 8—10
То же
»
553
Инструмент
и приспособления
Содержание операции (перехода)
мы 7 (рис. 263) и 15 из отверстий корпу-
са 1. Снять изоляционные панели 9, 18 и 7
(рис. 264) и изоляционные втулки из от-
верстий корпуса 13
Рис. 264. Реле-регулятор со снятой нижней крышкой:
/ — диод Д237; 2. 3, // и 12 — катушки сопротивлений в сборе; 4 , 26, 30 и 31 — на-
конечники электропроводов; 5, 10, 19 и 29 — перемычки; 6, 8, 9, 16, 17, 21 и 23 —
электропровода; 7, 20 и 27 — изоляционные панели; 13 — корпус; /4 — уплотнительная
прокладка; 15, 18, 22 и 24 — диоды Д202; 25 — шины; 28 ” диод Д214
16. Пометить клеммы всех реле цифрами
слева направо (рис. 264): верхний ряд —
с 1 по 10 и нижний ряд с 11 по 18, а при
отпайке помечать электропровода бирками
17. Отпаять выводы и снять диод / с
клемм катушки 2
18. Вывернуть винт крепления и снять
катушку 2 с корпуса 13
Электропаяльник,
пинцет
Отвертка
В 175X0,7
554
Инструмент
и приспособления
Содержание операции (перехода)
19. Отпаять электропровода от клемм 2
и 3 и наконечника 30
20. Вывернуть винт крепления и снять
катушку 3 с корпуса 13
21. Отпаять электропровода от клеммы 4
и наконечника диода 28
22. Вывернуть винт крепления и снять
катушку 11 с корпуса 13
23. Отпаять электропровода от клемм 8
и 9 и наконечника 31
24. Вывернуть винт 3 (рис. 263) и снять
катушку 12 (рис. 264) с корпуса 13
25. Отвернуть гайку и отсоединить элект-
ропровод 16 от диода 15
26. Отпаять электропровод от клеммы 10
27. Отвернуть гайку и отсоединить элект-
ропровод 23 диода 22
28. Отвернуть гайки и отсоединить элект-
ропровода 17 и 21 от клемм
29. Отвернуть гайку крепления перемыч-
ки 19 и снять панель 26 (рис. 263) в сборе
с клеммами и панель 20 (рис. 264) в сборе
с корпуса 13
30. Отпаять выводы диодов 18 и 22 от
клеммы панели 20
31. Отвернуть гайки крепления дио-
дов 15, 18, 22 и 24. Вынуть диоды из отвер-
стий панели 20, снять перемычку 19 и пере-
мычку между диодами 15 и 24
32. Отпаять электропровод диода 28 от
наконечника 26
33. Отвернуть гайку и вынуть диод 28
из отверстия панели 27
34. Вывернуть винт 21 (рис. 263) и отсое-
динить электропровод от корпуса 1
35. Отпаять электропровод от пластины
нецрдвижного контакта реле 22
36. Отпаять электропровода от клемм
11 и 12
Электропаяльник, .
пинцет
Отвертка
В 175X0,7
Электропаяльник,
пинцет
Отвертка
В 175X0,7
Электропаяльник,
пинцет
Отвертка
В 175X0,7
Ключ 9—11
Электропаяльник,
пинцет
Ключ 9—11
Ключ 8—10.
То же
Электропаяльник,
пинцет
Ключи 9—11 и
12—14
Электропаяльник,
пинцет
Ключи 8—10 и
12—14
Отвертка
В 175X0,7
Электропаяльник,
пинцет
То же
555
Инструмент
и приспособления
Содержание операции (перехода)
37. Отвернуть гайку крепления и снять
реле 22 в сборе с корпуса 1
38. Отвернуть гайки крепления и снять
шины 25 (рис. 264)
39. Отпаять электропровод от клеммы 13
40. Отвернуть гайки крепления выводов
сериесной обмотки ограничителя тока
41. Отвернуть гайки крепления и снять
реле 23 (рис. 263) и 24 в сборе совместно
с корпуса 1. Снять перемычку 29 (рис. 264)
42. Вывернуть винты крепления наконеч-
ников и отсоединить электропровод от
контактной стойки реле 25 (рис. 263) и
электропровод от ярма реле 27
43. Отпаять электропровода от клемм 5,
6 и 14
44. Отвернуть гайку крепления, отсоеди-
нить электропровод и снять реле 25 в сборе
с корпуса 1
45. Вывернуть винт 4 и отсоединить
электропровод от корпуса 1
46. Вывернуть винт крепления наконеч-
ника и отсоединить электропровод от кон-
тактной стойки реле 28
47. Отпаять электропровода от клемм 7
и 15
48. Отвернуть гайку крепления, отсоеди-
нить электропровод и снять реле 27 в сбо-
ре с корпуса 1
49. Отпаять электропровод от клеммы 17
50. Отвернуть гайку крепления, отсоеди-
нить электропровод 17 (рис. 264) и снять
реле 28 (рис. 263) в сборе с корпуса 1
51. Протереть контакты приборов реле-
регулятора, наконечники проводов и клем-
мы спиртом
52. Заменить неисправные элементы ре-
ле-регулятора исправными
Ключ 8—10
Ключ 14—17
Электропаяльник,
пинцет
Ключ 14— 17
Ключ 8—10
Отвертка
В 175X0,7
Электропаяльник,
пинцет
Ключ 8—10
Отвертка
В 175X0,7
То же
Электропаяльник,
пинцет
Ключ 8—10
Электропаяльник,
пинцет
Ключ 8—10
Посуда для спир-
та, пинцет, салфетка
656
Инструмент
и приспособления
Содержание операции (перехода)
Сборка реле-регулятора
53. Установить реле 28 (рис. 263) в сборе
на корпус /. Надеть на шпильку крепле-
ния две изоляционные втулки, изоляцион-
ную прокладку, плоскую и пружинную
шайбы, наконечник электропровода 17
(рис. 264) и закрепить гайкой
54. Припаять электропровод панели 20
к клемме 17
55. Установить реле 27 (рис. 263) в сборе
на корпус 1. Надеть на шпильку крепле-
ния перемучку 10 (рис. 264), плоскую и
пружинную шайбы, наконечник .электропро-
вода клеммы 14 и закрепить гайкой
56. Припаять электропровода к клем-
мам 7 и 15
57. Присоединить электропровод реле 27
(рис. 263) к контактной стойке реле 28 и
закрепить винтом с изоляционной, плоской
и пружинной шайбами
58. Присоединить.электропровод к кор-
пусу 1 и закрепить винтом 4 с пружинной
шайбой
59. Установить реле 25 в сборе на кор-
пус 1. Надеть на шпильку крепления пере-
мычку 10 (рис. 264), изоляционную, плос-
кую и пружинную шайбы, наконечник элек-
тропровода и закрепить гайкой
60. Припаять электропровода к клем-
мам 5, 6 и 14
61. Присоединить электропровод реле 27
(рис. 263) к контактной стойке реле 25 и
закрепить винтом с изоляционной, плос-
кой и пружинной шайбами
62. Присоединить электропровод реле 25
к ярму реле 27 и закрепить винтом с пру-
жинной шайбой
63. Надеть плоские шайбы на выводы се-
риесной обмотки реле 24 и установить ре-
ле 24 и 23 в сборе совместно на корпус /
Ключ 8—10
Электропаяльник,
пинцет
Ключ 8—10
Электропаяльник,
пинцет
Отвертка
В 175X0,7
То же
Ключ 8—10
Электропаяльник,
пинцет
Отвертка
В 175X0,7
То же
557
Инструмент
и приспособления
Содержание операции (перехода)
64. Надеть перемычку 29 (рис. 264) на
шпильку крепления регулятора напряже-
ния и вывод сериесной обмотки ограничи-
ли тока
65. Надеть на шпильку крепления ре-
ле 23 (рис. 263) изоляционную, плоскую и
пружинную, шайбы и закрепить гайкой
66. Надеть на шпильку крепления реле
24 изоляционную, плоскую и пружинную
шайбы, наконечник 31 (рис. 264) и закре-
пить гайкой
67. Надеть на выводы сериесной обмотки
реле 24 (рис. 263) плоские и пружинные
шайбы и закрепить гайками
68. Установить шины 25 (рис. 264) и за-
крепить гайками. Гайки крепления зажи-
мов « + » и «Б» спаять с шинами
69. Припаять электропровод к 'клем-
ме 13
70. Установить реле 22 (рис. 263) в сбо-
ре на корпус 1. Надеть на шпильку креп-
ления плоскую и пружинную шайбы и за-
крепить гайкой
71. Припаять электропровода к клем-
мам 11 и 12
72. Припаять электропровод к пластине
неподвижного контакта реле 22
73. Присоединить электропровод к кор-
пусу 1 и закрепить винтом 21 с пружинной
шайбой
74. Надеть на шпильку диода 28
(рис. 264) наконечник провода и вставить
диод в отверстие панели 27. Надеть на
шпильку диода плоскую и пружинную шай-
бы и закрепить гайкой
75. Припаять электропровод диода 28 к
наконечнику 26
76. Надеть на шпильки диодов 15 и 24
перемычку и вставить диоды в отверстия па-
нели 20. Надеть на шпильку диода 24 плос-
кую и пружинную шайбы и закрепить дио-
ды гайками
Ключ 8—10
То же
Ключ 14—17
Ключ 14—17.
электропаяльник
Электропаяльник
пинцет
Ключ 8—10
Электропаяльник,
пинцет
Тб же
Отвертка
В 175x0,7
Ключи 8—10 и
12—14
Электропаяльник,
пинцет
Ключи 9—11 и
12—14
558
Инструмент
и приспособления
Содержание операции (перехода)
77. Надеть на шпильки диодов 18 и 22
наконечники выводов диодов 15 и 24 и
вставить диоды в отверстия панели 20. На-
деть на шпильку диода 18 перемычку 19,
пружинную шайбу и закрепить диоды 18
и 22 гайками
78. Припаять выводы диодов 18 и 22 к.
клемме панели 20
79. Установить панель 26 (рис. 263) в
сборе с клеммами на корпус 1. Надеть на
резьбовые концы клемм по две изоляцион-
ные втулки, панель 20 (рис. 264), перемыч-
ку 19 и закрепить перемычку гайкой с пру-
жинной шайбой
80. Присоединить к клеммам электропро-
вода 17 и 21 и закрепить гайками с пру-
жинными шайбами
81. Присоединить электропровод 23 к
диоду 22 и закрепить гайкой с пружинной
шайбой
82. Припаять электропровод к клемме 10
83. Присоединить электропровод 16 к
диоду 15 и закрепить гайкой с пружинной
шайбой
84. Установить катушку 12 на корпус 13
так, чтобы штифт корпуса попал в отвер-
стие катушки, и закрепить винтом 3
(рис. 263) с плоской и пружинной шайба-
ми
*85. Припаять электропровода к клем-
мам 8 и 9 и к наконечнику 31 (рис. 264)
86. Установить катушку 11 на корпус 13
так, чтобы штифт корпуса попал в отвер-
стие катушки, и закрепить винтом с плос-
кой и пружинной шайбами
87. Припаять электропровода к клемме 4
и к наконечнику диода 28
88. Установить катушку 3 на корпус 13
так, чтобы штифт корпуса попал в отвер-,
стие катушки, и закрепить винтом с плос-
кой и пружинной шайбами
Ключи 9—11 и
12—14
Электропаяльник,
пинцет
Ключ 8—10
То же
Ключ 9—11
Электропаяльник,
пинцет
Ключ 9—11
Отвертка
В 175X0,7
Электропаяльник,
пинцет
Отвертка
В 175X0,7
Электропаяльник,
пинцет
Отвертка
В 175X0,7
559
Инструмент
и приспособления
Содержание операции (перехода)
89. Припаять электропровода к клем-
мам 2 и 3
90. Установить катушку 2 на корпус 13
так, чтобы штифт корпуса попал в отвер-
стие катушки, и закрепить винтом с плос-
кой и пружинной шайбами
91. Установить диод 1, как показано на
рис. 264, и припаять выводы диода к клем-
мам катушки 2
92. Обезжирить все места пайки спиртом
и покрыть нитроэмалью любого цвета
93. Установить панель 7 на корпус 13,
совместить отверстия и, поддерживая па-
нель, уложить в отверстия корпуса по три
изоляционные втулки, наложить панели 18
(рис. 263) и 9 на корпус
94. Вставить клеммы 7 и 15 в совмещен-
ные отверстия панелей и корпуса, надеть
на них плоские и пружинные шайбы, пере-
мычку 5 (рис. 264) и закрепить гайками
95. Вставить клемму 8 (рис. 263) в от-
верстие панелей и корпуса, надеть на нее
плоскую и пружинную шайбы, наконечник
электропровода 8 (рис. 264) и закрепить
гайкой
96. Вставить клемму 16 (рис. 263) в от-
верстие панелей и корпуса, надеть на нее
плоскую и пружинную шайбы, наконечник
электропровода 6 (рис. 264) и закрепить
гайкой
97. Вставить диод 6 (рис. 263) в отвер-
стие панелей и корпуса, надеть на шпильку
диода плоскую и пружинную шайбы, нако-
нечник электропровода 9 (рис. 264) и за-
крепить гайкой
98. Надеть наконечник электропровода 5
(рис. 263) на клемму 7 и закрепить гайкой
с плоской и пружинной шайбами
Электропаяльник,
пинцет
Отвертка
В 175x0,7
Электропаяльник,
пинцет
Посуда для спир-
та и краски, кисть
волосяная, салфетка
Ключ 8—10
То же
Ключи 9—11 и
12—14
Ключ 8—10
56Q
Инструмент
и приспособления
Содержание операции (перехода)
99. Вставить диод 17 в отверстие пане-
лей и корпуса, надеть на шпильку диода
плоскую и пружинную шайбы, наконеч-
ник 4 (рис. 264) электропроводов и закре-
пить гайкой
100. Присоединить электропровод 19
(рис. 263) к корпусу 1 и закрепить вин-
том с пружинной шайбой
101. Вставить выводы транзистора 12 в
отверстия радиатора 14, надеть на выводы
изоляционные втулки и припаять наконеч-
ники. Сдвинуть втулки на места пайки
102. Надеть наконечники выводов тран-
зистора 12 на клемму 8 (вывод «Б»), клем-
му 15 (вывод «К») и клемму 16 (вывод
«Э»), Закрепить наконечники гайками с
плоскими и пружинными шайбами
103. Надеть фланец 11 на транзистор 12
и закрепить винтами 13 с пружинными
шайбами )
104. Установить на приливы корпуса 1
изоляционные шайбы, радиатор 14 в сборе
и закрепить винтами 10 с изоляционными
втулками, плоскими и пружинными шай-
бами
105. Установить прокладку 14 (рис. 264),
крышку 2 (рис. 262) и закрепить винтами 1
с пружинными шайбами
106. Установить крышку 6 и закрепить
винтами 5 с изоляционными втулками, плос-
кими и пружинными шайбами. Опломбиро-
вать винты мастикой
107. Установить планку 4 (рис. 261) на
коробку 5 и закрепить винтами 3 с пружин-
ными шайбами
108. Испытать и отрегулировать приборы
реле-регулятора в соответствии с инструк-
цией завода-изготовителя z
109. Установить прокладку 2 (рис. 263),
крышку 2 (рис. 261) на корпус и закрепить
винтами 1 с пружинными шайбами. Оплом-
бировать винт мастикой
Ключи 8—10 и
12—14
Отвертка
В 175x0,7
Плоскогубцы 150,
электропаяльник,
пинцет
Ключ 8—10
Отвертка
В 175X0,7
Отвертка
В 175X0,7
То же
»
Стенд 532М
Отвертка
В 175X0,7
561
Инструмент
и приспособления
Содержание операции (перехода)
Технические условия на испытание реле-регулятора
1. Характеристики реле-регулятора проверяются на специаль-
ном стенде в комплекте с генератором Г290, 24-е, аккумуляторной
батареей емкостью 68—250 а (степень заряженности не ме-
нее 50%) и омической нагрузкой с минимальным значением не
ме'нее 7 а. Амперметр в цепи нагрузки генератора должен учиты-
вать зарядный ток аккумуляторной батареи.
Основные характеристики реле-регулятора приведены в табл. 9.
Таблица 9
Параметры характеристики реле-регулятора
Числовые
значения
Напряжение срабатывания реле включения, в ........
Напряжение включения реле стартера, в ..........
Пределы регулируемого напряжения, в:
в режиме п=3500 об/мин, /„=60 а и температуре ок-
ружающей среды 25±10’С ...........................
в режиме п=2500—6500 об/мин, /„ = 10— ПО а в хо-
лодном и горячем состояниях реле-регулятора и ге-
..нератора .......................................
Величина ’ограничиваемого тока, а.......................
Напряжение включения реле блокировки стартера, в ... .
Напряжение отключения реле блокировки стартера, в, не
более ..................................................
11—15
11-15
26,5—28
26,5—28,5
120±5
11—13
5
Примечания: 1. Реле защиты должно четко срабатывать в холодном
и горячем состояниях реле-регулятора при коротком замыкании цепи «шунта» на
«массу»
2. Горячим считается состояние реле-регулятора и генератора после 2,5 ч
их совместной работы при силе тока нагрузки ПО а, скорости вращения ро-
тора генератора 3500 об/мин и при температуре окружающей среды 25±10°С.
2. Напряжение срабатывания реле включения определяется
без генератора путем плавного изменения напряжения вспомога-
тельного источника постоянного тока, включенного между зажи-
мами «ВЗ», « + » и «—» реле-регулятора. Момент включения ре-
гистрируется лампочкой 24 в, включенной между зажимами «Ш»
и «—» реле-регулятора.
3. Напряжение включения реле стартера определяется без ге-
нератора путем плавного изменения напряжения вспомогателйного
источника постоянного тока, включенного между зажимами «КС»,
«Б» и «—» реле-регулятора. Момент включения регистрируется
лампочкой 24 в, включенной между зажимами «РС» и «—» реле-
регулятора,
562
Инструмент
и приспособления
Содержание операции (перехода)
4. Величина тока срабатывания реле защиты (5,6±0,25 а) ре-
гулируется без генератора в холодном состоянии реле-регулятора
при температуре окружающей среды 25±Г0°С с подключенной
к выводам сериесной обмотки реле защиты аккумуляторной бата-
реей последовательно с реостатом и амперметром.
При плавном увеличении тока срабатывание реле защиты фик-
сируется по амперметру.
Проверка срабатывания реле защиты осуществляется путем
короткого замыкания клемм «Ш» и «—» или при подаче питания
от аккумуляторной батареи на схему регулятора при нагрузке в
цепи «шунта» 3±0,5 а.
Напряжение отпускания реле защиты в холодном состоянии
реле-регулятора при температуре окружающей среды 25±10°С
должно быть не более 18 в. Напряжение отпускания реле защиты
проверяется без генератора при подаче питания от источника по-
стоянного то!ка с напряжением 24 в на клеммы « + », «ВЗ» и «—»
и нагрузке в цепи «шунта» 7—10 ом, после срабатывания реле за-
щиты от короткого замыкания клеммы «Ш» на «—» и последую-
щего удаления короткого замыкания путем плавного уменьшения
напряжения до момента замыкания контактов реле защиты, что
фиксируется по вольтметру, включенному между клеммами «ВЗ»
и «масса», и амперметру в цепи возбуждения.
5. Регулируемое напряжение регистрируется по вольтметру,
включенному между зажимами «Б» и «—» реле-регулятора.
Показания должны регистрироваться не позднее 1 мин после
включения реле-регулятора в работу.
6. Величина ограничиваемого тока проверяется с отключенной
аккумуляторной батареей при скорости вращения ротора генера-
тора 3500± 150 об!мин. Величина тока регистрируется по ампер-
метру, когда напряжение генератора снизится до 25±0,3 в.
7. Напряжение включения и отключения реле блокировки про-
веряется при работе генератора с реле-регулятором только на ак-
кумуляторную батарею при скорости вращения ротора генератора
3500± 150 об!мин путем плавного изменения напряжения реоста-
том, включенным между зажимом «Ш» реле-|регулятора и зажи-
мом «Ш» генератора. Зажим «КС» соединяется проводником с
зажимом «Б». Между зажимами «РС» и «—» реле-регулятора
включается сигнальная лампочка 24 в. Напряжение включения и
отключения регистрируется по вольтметру, присоединенному к за-
жимам «Лр и «Л2», и по моменту включения и выключения сиг-
нальной лампы.
8. Электрические параметры всех элементов реле-регулятора
регулируются путем изменения усилия противодействующих пру-
563
Инструмент
и приспособления
Содержание операции (перехода)
жин. Воздушные зазоры между якорем и сердечником и между
контактами приведены в табл. 10.
Таблица 10
Наименование элементов реле-регулятора Воздушный зазор между якорем и сердечником, мм Воздушный зазор между контактами, мм
Реле включения 1.2—1.3 0,9-1,0
Регулятор напряжения 1,2—1,3 0,^5—0,3
Ограничитель тока ........ 1,2—1,3 0,25—0,3
Реле стартера 1,2-1.3 1,0-1,1
Реле блокировки (при замкнутых
контактах) 1.0—1,1 —
Реле защиты 0.6-0.7 —
564
РЕМОНТ СТАРТЕРА СТ103
ОПЕРАЦИОННАЯ КАРТА №28
Инструмент и приспособления: ключи 8—10, 12—14 и 17—19;
оправка для выпрессовки и запрессовки втулок; пресс-отвертка;
отвертка Б 175X0,7; плоскогубцы комбинированные 150; моло-
ток АЗ; кернер 3; бородок слесарный 2; медная выколотка; дина-
мометр; проволочный крючок; аккумуляторная батарея; лампа
А24—1,5; пластинчатый шаблон с размерами 11,7 мм и 16 мм\
шлифовальная шкурка; стенд модели 532М; посуда для бензина,
масла и смазки; лопатка деревянная для смазки; кисть волосяная;
салфетка хлопчатобумажная.
Трудоемкость разборки и сборки ручным инструментом —
1,5 чел.-час.
Содержание операции (перехода)
Разборка стартера
1. Отвернуть гайки 1 (рис. 265) и снять
шину 2
2. Расшплинтовать и вынуть палец 9
3. Расстопорить, вывернуть болты 4 и
снять реле 12
4. Ослабить винты 14 и снять ленту 13
5. Вывернуть винты 3 (рис. 266) и снять
щетки 10
6. Вывернуть болты 5 и снять крышку 4,
паронитовую прокладку и корпус 2 с вала
якоря
7. Вывернуть винты 12 и снять полюса и
катушки обмоток возбуждения, как показа-
но на рис. 267.
Перед снятием полюсов нанести метки на
полюсах и корпусе стартера
8. Снять пружину 6 (рис. 265) с оси 7
9. Вывернуть винты 5 и снять крышку 8 и
ось 7 в сборе с тягой 10 и рычагом бараба-
на
10. Выбить штифты и снять тягу 10 и ры-
чаг барабана с оси 7.
Инструмент
и приспособления
Ключ 17—19
Плоскогубцы 150
Ключ 12—14, от-
вертка Б 175x0,7,
молоток АЗ
Отвертка
Б 175X0,7
Отвертка
Б 175X0,7, крючок
Ключ 12—14
Пресс-отвертка,
молоток АЗ, кер-
нер 3
Отвертка
Б 175x0,7
То же
Молоток АЗ, бо-
родок 2
565
’ Рис. 265. Стартер СТ103 в сборе:
/ — гайка; / — соединительная шина; 3 — корпус
стартера; 4 — болт; 5 — ось рычага; 6 — пружина;
7 и 14 — винты; 8 — крышка оси рычага; 9 — соеди-
нительный палец; 10 — тяга; Я —пластина; /2 —
реле стартера; 13 — защитная лента
Рис. 266. Стартер СТ103 со снятыми реле и защитной лентой:
1 я 6 — масленки; 2 —корпус стартера; 3 и 12 — винты; 4 — крышка со стороны
коллектора; 5 — стяжной болт; 7 — гайка; 8 — контактная шпилька траверсы; 9 —
пробка; 10 — щетки; //—пружина щеткодержателя; 13 — крышка со стороны при-
вода
566
Инструмент
и приспособления
Содержание операции (перехода)
11. Вывернуть болты 3 (рис. 268) и снять
крышку 4 с вала якоря 1
Ключ 8—10
Рис. 267. Вывертывание ’ винтов полюсов
стартера с использованием пресс-отвертки:
/ — ключ; 2 — пресс-отвертка; 3 —корпус стар-
тера
12. Снять с вала 4 (рис. 269) чашку 7,
сухари 6 и кольцо 5, повернув его на 90°
Рис. 268. Крепления крышки со стороны привода на валу
якоря:
/•«якорь; 2 —держатель подшипника; 3 — болт; 4 — крышка со сто-
роны привод^; 5 — шестерня стартера; 6 — упорное кольцо
567
Инструмент
и приспособления
Содержание операции (перехода)
13. Снять шестерню 8, пружину 9, пово-
док 10, барабан 11 в сборе, шайбы 2 и 3 и
держатель 1 со шлицев вала 4, нажимая на
держатель
Рис. 269. Привод стартера:
/—держатель подшипника; 2 — специальная шайба; 3 — шайба;
4 — вал якоря стартера; 5 — упорное кольцо; 6 — сухари; 7—чаш-
ка; 8 — шестерня; Р —пружина привода; 10 — поводок шестерни:
11 — барабан
14. Выпрессовать втулки из отверстий
держателя 2 (рис. 268) и крышки 4
15. Отвернуть гайку 7 (рис. 266) и снять
пружинную и плоские шайбы со шпильки 8
16. Расшплинтовать, вывернуть винты 4
(рис. 270).и вынуть траверсу 1 в сборе из
крышки 6
17. Снять пружины 3 со щеткодержате-
лей 2
18. Выбить заглушку 8 и выпрессовать
втулку 7 из крышки 6
19. Промыть детали стартера бензином
Б-70, протереть и обдуть сжатым воздухом
Молоток АЗ, оп-
равка
Ключ 17—19
Отвертка
Б 175X0,7
Плоскогубцы 150
Молоток АЗ, оп-
равка, выколотка
медная
Посуда для бензи-
на, кисть волосяная,
салфетка
568
Инструмент
и приспособления
Содержание операции (перехода)
20. Заменить неисправные детали исправ-
ными
Рис. 270. Крышка со стороны коллектора:
/ — траверса; 2 — щеткодержатель; 3 —пружина
щеткодержателя; 4 — вннты; 5 — изоляционная
втулка; 6 —крышка; 7—втулка; 3 — заглушка
Сборка стартера
21. Запрессовать втулку 7 (рис. 270) и за-
глушку 8 в крышку 6
22. Установить пружины 3 на щеткодер-
жатели 2
23. Установить изоляционные втулки и
траверсу 1 в сборе в крышку 6 и закрепить
винтами 4 со втулками 5, плоскими и пру-
жинными шайбами. Зашплинтовать винты
попарно проволокой
24. Закрепить шпильку 8 (рис. 266) гай-
кой 7 с изоляционной, плоской и пружинной
шайбами
25. Запрессовать втулки в отверстия
крышки 4 (рис. 268) и держателя 2
Молоток АЗ, оп-
равка
Плоскогубцы 150
Отвертка
Б 175x0.7, плоско-
губцы 150
Ключ 17—19
Молоток АЗ, оп-
равка
569
Инструмент
и приспособления
Содержание операции (перехода)
26. Смазать втулку держателя 1
(рис. 269) маслом ДС-11 и шлицы вала 4
смесью из 97% смазки 1 —13 и 3°/о сухого
коллоидно-графитового препарата С-1 или
С-2 ГОСТ 5261—50. Установить держатель
и шайбы 2 и 3 на вал до упора.
Специальную шайбу устанавливать вы-
пуклой стороной к держателю
27. Установить барабан 11 в сборе на вал
4 до упора в шайбу 3
28. Вставить пружину 9 в отверстие сту-
пицы шестерни 8 и поводок 10 выступами в
прорези ступицы шестерни до упора. Удер-
живая поводок в таком положении, надеть
шестерню в сборе на вал 4 до упора в бара-
бан 11. Поводок устанавливать, как показа-
но на рис. 269
29. Установить кольцо 5 меньшим диа-
метром в сторону шестерни на вал 4 и по-
вернуть в проточке вала на 90°
30. Вставить сухари 6 и застопорить чаш-
кой 7
31. Установить рычаг барабана и тягу 10
(рис. 265) на ось 7 и закрепить штифтами
32. Смазать ось 7 смазкой ЦИАТИМ-201
и установить ее в сборе с рычагами так,
чтобы рычаг барабана вошел в прорезь
крышки со стороны привода. Установить
крышку 8 и закрепить винтами 5 с пружин-
ными шайбами
33. Смазать втулку крышки 4 (рис. 268)
маслом ДС-11
34. Вставить вал якоря 1 в сборе с при-
водом в крышку 4 так, чтобы палец рычага
вошел в винтовой паз барабана 11 (рис. 269)
35. Совместить отверстия крышки 4
(рис. 268) и держателя 2 и закрепить бол-
тами 3 с пружинными шайбами
36. Установить пружину 6\ (рис 265) на
ось 7
Посуда для масла
и смазки, лопатка
для смазки
Молоток АЗ
Отвертка
Б 175X0,7, посуда
для смазки
Посуда для масла
Ключ 8—10
Плоскогубцы 150
570
Инструмент
и приспособления
Содержание операции (перехода)
37. Установить катушки обмоток возбуж-
дения на полюсы. Вставить полюсы в сборе
в корпус 2 (рис. 266) по ранее нанесенным
меткам и закрепить винтами 12. Закернить
винты
38. Установить корпус 2 в сборе на якорь
масленкой 1 в сторону крышки 13 и совме-
стить паз в корпусе со штифтом крышки
39. Установить паронитовую прокладку и
крышку 4, совместив штифт с пазом кор-
пуса 2
40. Вставить болты 5 со стопорными и
пружинными шайбами в отверстия крыш-
ки 4 и ввернуть в резьбовые отверстия
крышки 13. Застопорить болты стопорными
шайбами
41. Установить щетки 10 и закрепить на-
конечники щеточных канатиков винтами 3 с
пружинными шайбами
42. Притереть щетки 10 к коллектору
якоря, продуть сжатым воздухом и прове-
рить давление пружин 11 щеткодержателей.
Пресс-отвертка,
молоток АЗ, кернер 3
Клюй 12—14, от-
вертка Б 175X0,7,
молоток АЗ
Отвертка
Б 175X0,7, крючок
Динамометр, крю-
чок, шкурка шлифо-
вальная
Технические условия: 1. Щетки должны свободно пере-
мещаться в щеткодержателях и плотно прилегать к коллек-
тору.
2. Усилие давления пружин щеткодержателей должно
быть 1,25—1,75 кгс
43. Установить ленту 13 (рис. 265) с вой-
лочной прокладкой на крышку и закрепить
винтами 14 с квадратными гайками
44. Установить реле 12 в сборе на корпус
стартера и закрепить болтами 4 со стопор-
ными шайбами. Застопорить болты
45. Установить шину 2 на клемму реле 12
и шпильку крышки со стороны коллектора
и закрепить, гайками с пружинными шай-
бами
46. Соединить пластины 11 с тягой 10
пальцем 9 и проверить регулировку реле
стартера. Надеть плоскую шайбу на палец
и зашплинтовать.
Отвертка
Б 175X0,7
Ключ 12—14, от-
вертка Б 175X0,7.
молоток АЗ
Ключ 17—19
Плоскогубцы 150,
аккумуляторная ба-
тарея, лампа
А24—1,5, шаблон
571
Инструмент
и приспособления
Содержание операции (перехода)
Технические условия: 1. Регулировку реле стартера про-
верять по схеме, показанной на рис. 271.
2. При включенной цепи и установленном шаблоне с раз-
мером а 16 мм между торцами шестерни 5 и кольцом 6 лам-
почка 3 не должна гореть, а при шаблоне с размером
11,7 мм — должна гореть.
3. Регулировать реле изменением длины его якоря, ввер-
тывая или вывертывая винт пластин 11 (рис .265)
Рис. 271. Схема электрической цепи при проверке регулировки реле стар-
тера:
1-~ стартер; 2 — аккумуляторные батареи; 3 — контрольная лампа; 4 — реле стар-
тера; 5—шестерня привода; 6 — упорное кольцо
47. Залить в масленки стартера по 10— Посуда для масла
15 капель масла ДС-11
48. Испытать стартер на стенде Стенд 532М
Технические условия на испытание стартера: 1. В собран-
ном стартере якорь должен вращаться легко, без заеданий.
2. Возвращение привода стартера из положения зацеп-
ления в исходное должно происходить плавно, без задер-
жек.
3. При силе тока 825 а стартер должен развивать тормоз-
ной момент не менее 6 кгс-м.
4. При работе на холостом ходу якорь стартера должен
развивать не менее 5000 об!мин и потреблять ток не более
110 а при напряжении 24 в
572
РЕМОНТ АККУМУЛЯТОРНОЙ БАТАРЕИ 12СТ-70
ОПЕРАЦИОННАЯ КАРТА №29
Инструмент и приспособления: тиски 1-140; кернер 6; моло-
ток А1; отвертка Б 250X0,7; дрель ручная; сверло 4; фреза труб-
чатая 15; напильник драчовый плоский; выпрямитель селеновый*
ВСА-5; электрический паяльник 90 вт с комплектом насадок; пе-
реносной вольтметр; денсиметр аккумуляторный с пипеткой; зах-
ват-клещи; крючок; металлическая лопатка; разрядное устройство;
приспособление для извлечения блока пластин; аккумуляторная
батарея; съемник для снятия крышек с аккумуляторов; держа-
тель электрода; электрод угольный; ковш; контрольная лампа;
резиновая груша; эбонитовая пластина; посуда для электролита
и воды.
Трудоемкость разборки и сборки ручным инструментом —
5,2 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Разборка аккумуляторной батареи
1. Разрядить батарею током 7 а до на-
пряжения 1,7 в на одном из аккумуляторов
2. Накернить центры штырей на межак-
кумуляторных соединениях и просверлить
на глубину 5 мм для направления трубча-
той фрезы.
Вывернуть шурупы крепления выводных
зажимов
3. Вывернуть трубчатой фрезой
(рис. 272) в межаккумуляторных соедине-
ниях кольцевые отверстия и снять межакку-
муляторные соединения.
Допускается разрезать межаккумулятор-
ные соединения ножовкой
4. Снять заливочную мастику. Установить
батарею в приспособление (рис. 273) для
извлечения блоков пластин и вынуть блок
из бачка.
Если аккумулятор разбирается только
для замены лопнувшей крышки, то блок вы-
нимать не следует, С помощью съемника
Разрядное устрой-
ство, переносной
вольтметр
Кернер 6, молоток
А1, дрель ручная,
сверло 4, отвертка
Б 250X0,7
Дрель ручная,
фреза трубчатая 15
Электрический па-
яльник с насадкой,
металлическая ло-
патка, приспособле-
ние для извлечения
блока, съемник для
крышек
573
Инструмент
и приспособления
Содержание операции (перехода)
(рис. 274) снять дефектную крышку и заме-
нить ее исправной
5. Поставить блоки пластин наклонно на
бачки на 2—3 мин для стекания электроли-
та (рис. 275,а). Промыть блоки пластин
Захват-клещи,
крючок, посуда для
промывки и воды
Рис. 272. Трубчатая фреза:
/ — головка; 2 — центрирующий
палец; 3 — цилиндрический
штифт; 4 — пружина
Рис. 273. Приспособление для извлече-
ния блока пластин из аккумулятора
(рис. 275, б) и внутреннюю поверхность бач-
ков водой и погрузить блоки в дистиллиро-
ванную воду.
Использованный электролит не разре-
шается вторично заливать в батарею.
Блоки помещают в воду для уменьшения
окисления отрицательных пластин
574
Инструмент
и приспособления
Содержание операция (перехода)
6. Снять крышку и предохранительные
щитки. Вынуть из блока сепараторы
(рис. 275, в), разделить блоки на полублоки
Эбонитовая плас-
тина, посуда для
воды
Рис. 274. Съемник крышек аккуму-
ляторов
и погрузить полублоки отрицательных пла-
стин в дистиллированную воду
Рис. 275. Разборка аккумуляторной батареи:
а ** положение блоков пластин для стекания электролита; б — промывка блоков}
в ” Удаление сепараторов вэ блока пластин; / — захват-клещи; 2—крючок
575
Инструмент
и приспособления
Содержание операции (перехода)
Технические условия на контроль и ремонт деталей
аккумуляторной батареи
Бакикрышка
Не допускаются:
— трещины в бачках и крышках;
— отколы и повреждения на крышках.
При наличии указанных дефектов бачки и крышки заменить.
Пластины
Не допускаются:
— коробление, трещины кромок и изломы решеток;
— оползание, усадка, вздутие и высыпание активной массы
из решеток;
— наличие белой корки сульфата свинца.
Сепараторы
Не допускаются трещины, отколы и наличие отверстий
Сборка аккумуляторной батареи
7. Соединить полублоки в блоки и уста-
новить сепараторы, предохранительный щи-
ток и крышку.
Сепараторы устанавливать ребристой сто-
роной к положительным пластинам, на-
чиная с середины блока (рис. 276)
8. Установить блоки пластин в бачки.
. Блоки устанавливать в бачки, наблюдая
за положением сепараторов и правильным
чередованием полярности аккумуляторов в
батарее.
Если блок не входит в бачок, то пла-
стины необходимо обжать в тисках
9. Присоединить аккумулятор к источни-
ку тока напряжением 36 в с контрольной
лампой в цепи. Проверить отсутствие ко-
роткого замыкания.
При включении цепи контрольная лампа
не должна загораться
Захват-клещи,
крючок, тиски 1-140
Контрольная лам-
па
676
Инструмент
и приспособления
Содержание операции (перехода)
10. Уложить в щели между бачками и
крышками резиновую прокладку и залить"
поверхность расплавленной мастикой в
два слоя.
Ковш
Рис. 276. Установка сепараторов
в блок пластин
Первый слой заливать густой мастикой
(120°С), второй жидкой (180°С).
После застывания мастики трещины в
ней не допускаются
11. Установить межаккумуляторные сое-
динения и приварить их к полюсным выво-
дам. Зачистить место сварки.
Потеки свинца и раковины в местах
сварки не допускаются
12. Заполнить батарею свежим электро-
литом, зарядить батарею и откорректиро-
вать плотность электролита согласно
табл. 11.
Держатель элек-
трода, электрод
угольный, напиль-
ник драчовый пло-
ский, аккумулятор-
ная батарея
ВСА-5, денсиметр
с пипеткой, перенос-
ной вольтметр, рези-
новая груша, посу-
да для электролита
19—366
577
Инструмент
и приспособления
Содержание операции (перехода)
Таблица II
Климатический район время года Плотность электролита при 15° С, г/ся‘
Районы с резко континентальным Зима 1.31
климатом с температурой зимой ни- же —40° С Лето 1.27
Северные районы с температурой зимой до —40° С Круглый год 1.29
Центральные районы с температу- рой зимой до —30° С То же 1.27
Южные районы > 1.25
Тропики > 1,23
Технические условия: 1. Плотность заливаемого электро-
лита должна быть 1,12 г/см2 3 при 15° С.
Рис. 277. Проверка уровня электролита в акку-
муляторе
2. Уровень электролита во всех аккумуляторах должен
быть на 10—15 мм выше предохранительного щитка
(рис. 277).
3. Величина зарядного тока должна быть 5 а. Признаки
окончания заряда — постоянство плотности электролита и
напряжения, а также бурное газовыделение в течение 2 ч
578
РЕМОНТ РЕЛЕ СТАРТЕРА РС103
ОПЕРАЦИОННАЯ КАРТА №30
Инструмент и приспособления: ключи 8—10 и 19—22; ключ
торцовый 8; наставка; отвертка В 175X0,7; плоскогубцы комби-
нированные 150; молоток А1; бородок слесарный 3; электропаяль-
ник; пинцет; посуда для бензина; кисть волосяная; салфетка
хлопчатобумажная.
Трудоемкость разборки и сборки ручным инструментом —
0,3 чел.-час.
Содержание операции (перехода)
Инструмент
и приспособления
Разборка реле стартера
1. Вывернуть винт 17 (рис. 278) в сборе
с пластинами 16 из якоря 14 и вынуть
пружину 15
Рис. 278. Реле стартера РС103:
7 — пароиитовая прокладка; 2 —скоба; 3, 9, 10» //, 20 и 23 — плоские шайбы: 4 —
контактный диск в сборе; 5 и 3 —болты; 6, 21 и 24 —пружинные шайбы; 7 —сто-
порная шайба; /2 —корпус контактов; 13 — катушка релв с ярмом в сборе; /4 —
якорь а сборе; 15 и 30 — пружины; 16 — пластина; 17 — регулировочный винт; /3 —
контактный болт; 19 — крышка; 22—винт; 25 —гайки; 26 и 27 —втулки; 25 —изо-
ляционная пластина; 29 — замковая шайба; 31 — упорная шайба
2. Отвернуть гайки 25 и снять шайбы 23
и 24 с болтов 18
3. Снять наконечник электропровода с
правого болта 18. Отпаять наконечник от
электропровода
Ключ 19—22
Электропаяльник,
пинцет
19*
579
Инструмент
и приспособления
Содержание операции (перехода)
4. Вывернуть винты 22 и снять крыш-
ку 19 и прокладку / с корпуса 12. Вынуть
болты 18 из отверстий крышки
5. Снять скобу 2, шайбу 3, диск 4, шай-
бу 31, пружину 30, шайбу 3 и шайбу 29 с
якоря 14. Вынуть якорь из катушки 13
6. Отпаять электропровода от корпуса 12
и втулки 26
7. Вывернуть болт 8 (винт) и снять шай-
бы 6, 9, 10 и 11. Вынуть из корпуса 12
втулки 26 и 27 и пластину 28
Расстопорить, вывернуть болты 5 и
снять корпус 12 с катушки 13
9. Промыть детали реле бензином Б-70,
протереть и обдуть сжатым воздухом
10. Проверить техническое состояние де-
талей.
Отвертка
В 175X0,7
Плоскогубцы 150
Электропаяльник,
пинцет
Ключ 8—10, от-
вертка В 175x0,7
Ключ торцовый 8,
отвертка В 175X0,7
Посуда для бензи-
на, кисть волосяная,
салфетка
Контрольные при-
боры
Технические условия на контроль, сортировку и ремонт деталей
Крышка корпуса контактов
Не допускаются трещины, обломы и срыв резьб более двух ни-
ток в отверстиях.
Контактный диск
При глубоком выгорании контактной поверхности диск следует
переставить другой стороной, а при обгорании обеих сторон —
заменить.
Контактный болт
При износе контактной поверхности необходимо зачистить по-
верхность напильником и отполировать мелкозернистой шлифо-
вальной шкуркой со стеклянным абразивом. При значительном из-
носе контактной поверхности болт развернуть в гнезде на 180° или
заменить новым.
580
Инструмент
и приспособления
Содержание операции (перехода)
Катушка с ярмом в сборе
Сопротивление втягивающей обмотки должно быть 0,7—1,1 ом,
а удерживающей обмотки — 4,2—5,8 ом "при температуре 20° С.
При отклонении значений сопротивления обмоток от указанных
катушку с ярмом в сборе следует заменить.
Сборка реле стартера
11. Установить корпус 12 (рис. 278) на
катушку 13 и закрепить болтами 5 со сто-
порными 7 и пружинными 6 шайбами. За-
стопорить болты
12. Припаять электропровода один к
втулке 26, а второй к корпусу 12
13. Установить пластину 28 и втулки 27
и 26 в корпус 12. Установить на втулку 26
шайбы 11 и 10 и развальцевать край
втулки
14. Ввернуть болт 8 (винт) с плоской 9
и пружинной 6 шайбами
15. Вставить якорь 14 в отверстие ка-
тушки 13 и установить на него шайбы 29
и 3, пружину 30, шайбу 31, диск 4, шай-
бу 3 и закрепить скобой 2 в проточке
якоря
16. Вставить болты 18 в отверстия крыш-
ки 19 и закрепить гайками 25 с плоскими
23 и пружинными 24 шайбами
17. Установить прокладку 1 и крышку 19
в сборе на корпус 12 и закрепить винта-
ми 22 с плоскими 20 и пружинными 21
шайбами
18. Припаять наконечник к электропро-
воду
19. Надеть наконечник на правый
болт 18 и навернуть гайки 25 на оба болта
с шайбами 24
20. Вставить пружину 15 и ввернуть
винт 17 в сборе с пластинами 16 в отвер-
стие якоря 14
21. Проверить работу и испытать реле
совместно со стартером СТ103
Ключ торцовый 8,
отвертка В 175X0,7
Электропаяльник,
пинцет
Молоток А1, боро-
док 3, наставка
Ключ 8—10, от-
вертка В 175x0,7
Плоскогубцы 150
Ключ 19—22
Отвертка
В 175X0,7
Электропаяльник,
пинцет
Ключ 19—22
581
МАРШРУТНАЯ СХЕМА ЗАМЕНЫ ОТДЕЛЬНЫХ
МТ-ЛБ 1— . - —
Стеклоочисти- тель CJ1231 Задний фонарь ФПЮ6 Щиток отопителя Жалюзи Ремни привода генератора
1
Ветровое стекло - Датчик Павле- кия воздуха в пневмосистеме Ремни привода редуктора вентилятора Масляный радиатор Генератор Г230
Реле-регулятор РР361-А бртчик 'давления мосла в системе смазкиовигатеж Водяной насос системы охлаж- дения двигателя ~~ „ .у... Водяной радиатор 1 Топливный бак верхний
кккумулятор- кя батарея 12СТ-70 Датчик давления наслав системе смазки главной передачи Г- 1 Стартер СТЮЗ 1 Вентилятор системы охлажде- ния двигателя Топливный бак нижний
-
Электродвигатель W-&Xредуктора подогревателя Приемник ГН-Т электротермо- метра Впускной коллектор Редуктор вентилятора Топливный насос высокого давления
Выключатель „массы* ВБ4О4- - Вольтампер- вТЪо — Прокладка впускного коллектора Ручной подкачи- воющий насос РНМ-1К - — Топливный брюк подогревателя
Щиток приборов Спидометр СП24-В2 Выпускной коллектор Топливараспре- делительный кран Фильтр предва- рительнои очистки топлива
фильтр радиопомех ФГ81-Ф Регулятор обо- грева смотра- вых приборов Прокладка выпускного коллектора Топливо- подкачиваю- щий насос Фильтр тонкой очистки топлива
Ножной переключатель света П39 дтопительно- вентиляционная установка 0В-65Г Котел подо- гревателя Редуктор подо- гревателя Форсунка двигателя
Фара ФП22-И Нагнетатель Водяной насос рёоукторо подо- гревателя Масляный бак главной передачи Воздухо- очиститель
ролик натя- жения ремней генератора L Волик натя-и жемиясюмнеи Форсунка котла подогревателя Обратный клапан жшныптшева двигателя Расширитель- ный бачок
Порядок пользования
м о®* обозначение агрегата (узла, прибора), подлежащего снятию.
2.Следовать пр линиям связей от обозначения 4МТ-ЛБ>к обозначению агрегата
(узла, прибора), гтлежшцего снятию, не допусктя движения вверх пр схеме
Агрегаты, узлы и приборы снимают в последовательности прохождения через
682
ПРИЛОЖЕНИЕ 1
АГРЕГАТОВ, УЗЛОВ И ПРИБОРОВ
' ••
сальник первич- ногоивалй глав- мои передачи — центральная карданная передача Воздушные баллоны Бачок апеклообмыва
- Колонка переключения 'передач Двигатель Главная передача — - Карданный вал привода борта- вой передачи -
1
Мостик управления пмплевый Промеэюуточ- редуктор Горный подшипник муфты включения гювюгоурикциона Гусеница
Фрикцион ПМПлевый Тормозная лента правого ПМП Главный фрикцион Ведущее колесо
Мостик управления пмп правый Тормозная лента правого останов ново тоомоза Звено гусеницы Бортовая передача
1
Фрикцион ПМП правый - Кингстон Тормозная лента левого останжч- ноготормоза Гусеница
Фильтр грубой очистки масла двигателя Гибкий вал привода спидо- метра ГВН20-В Опорный каток Направляющее колесо
Фильтртонкой очистки масла двигателя Тягово-сцепной прибор Балансир Тарами
Фильтр очистки масла главной передачи Торнозная каме- ра правая Гидро- амортизатор Водооткачиваю- щий насос
Ремень привода компрессора Регуляпрдавле- ния воздуха в мевмосистеме Механизм натяжения гусеницы — - Гусеница -
Компрессор г Разобщитель- ный кран Тормозная камера левая — Тормозной кран -*
схемой:
3. При наличии двух и более маршрутов выполнять операции по всем маршрутам
в последовательности, которая требует меньших трудозатрат и ускоряет
выполняемую работ;. Например при снятии главного фрикциона следуют маршрутом:
МТ-ЛБ -митральная карданная передача - двигатель-проме-усуточ-
нъш редуктор-главный фрикцион.
583
ПРИЛОЖЕНИЕ 2
ТРУДОЗАТРАТЫ НА СНЯТИЕ, УСТАНОВКУ, РАЗБОРКУ
И СБОРКУ АГРЕГАТОВ, УЗЛОВ, ПРИБОРОВ И ДЕТАЛЕЙ
Наименование агрегатов, узлов, приборов и деталей Трудозатраты, чел.-час.
на снятие на установку иа разборку на сборку
Двигатель в сборе с промежуточным редуктором 3,35 5,15
Масляный насос двигателя .... 3,55 5,55 0,3 0,25
Масляный радиатор 0.4 0,6 — —
Водяной радиатор 1,25 1,15 — —.
Вентилятор системы охлаждения . 1,3 1.2 — —
Выпускной коллектор: правый ♦ . 0.3 0.2 — —
левый 0,4 0,5 — —
Редуктор вентилятора 2,1 2,0 — —•
Ремень привода редуктора вентиля- тора 0,15 0.18 — —
Ролик натяжения ремней генератора 0,1 0,1 — —
Ролик натяжения ремня компрес- сора 0,25 0,26 — —
Водяной насос системы охлаждения двигателя ............ 0,4 0,6 0,15 0,35
Фильтр грубой очистки масла . . . 0,1 0,2 —— —
Фильтр тонкой очистки масла . . . 0,17 • 0,20 — —
Расширительный бачок системы ох- лаждения 0,13 0,12
Форсунка подогревателя 0,15 0,22 — —
Обратный клапан системы подогрева двигателя . 0,10 0,22 —
Котел подогревателя 0.4 0,45 — —
Водяной насос редуктора подогрева- теля 0,10 0,25 0.2 0,25
Редуктор подогревателя 0,35 0,45 0,4 0,5
Ручной подкачивающий насос РНМ-1К 0.1 0.2 0,15 0,25
Топливораспределительный кран . . 0,2 0.2 — —
Топливный бак: верхний . , . 0,25 0.4 —
ии жни й 0,4 0,45 — —
Топливный бачок подогревателя . . 0,10 0,15 — —
Топливные фильтры: предварительной очистки . . . 0,1 0,12 — —
тонкой очистки 0,2 0,2 —- —м
Подкачивающий насос 0,45 0.5 0,2 о.з
Топливный насос высокого давле- ния 0,8 1.2 — __
Форсунка двигателя 0,1 0,15 0,1 0,36
Воздухоочиститель в сборе .... 0,25 0,25 —- —
Прокладка впускной трубы .... 0.3 о.з —
Промежуточный редуктор ..... 4.2 4,8 0,9 1,25
Главный фрикцион 4,4 5,1 0,2 0,26
Главная передача 3,0 3,35 20,5 24,5
Центральный карданный вал . . . 0,22 0,28 0,25 0.4
584
Продолжение
Наименование агрегатов, узлов, приборов и деталей Трудозатраты, чел .-час.
иа снятие на установку на разборку на сборку
Колонка переключения передач . . Мостик управления: 0.3 0,4 0,25 0.3
правый 1,9 1.6 — —
левый Тормозная лента правого планетар- 2,2 2,0 — —
ного механизма поворота .... 0,2 0,3 —
Фрикцион механизма поворота . . Фильтр очистки масла главной пере- 2,1 2,4 — —
дачи Сальник первичного вала главной 0 J 0.1 • ——
передачи Масляный бак системы смазки 0,3 0,4 — —1
главной передачи 1.3 1,55 —
Бортовая передача Карданный вал привода бортовой . 1.7 1,4 0,8 1.1
передачи 0,6 0,6 0,1 0,15
Компрессор 0,25 0,35 1,15 1,35
Тормозной кран 0,25 0,4 0,8 0,95
Регулятор давления воздуха .... Тормозная камера: 0,1 0,1 0,2 0,2
правая 0,2 0,3 0,1 0,1
левая 0,4 0,6 0,1 0.1
Разобщительный кран Тормозная лента остановочного тормоза: 0,05 0,05 0,15 0,25
правая 0,35 0,45 0,1 0,15
левая 0,35 0,45 0,1 0,15
Воздушный баллон 0,25 0,25 — —
Гусеница 0,5 0,7 — —
Трак гусеницы 0,5 0,3 *— —'
Механизм натяжения гусеницы . . 0,35 0,45 — —
Ведущее колесо Опорный каток: 0,35 0,3 — —
средний 0,3 0,5 —
крайний 0,8 0,7 — —
Направляющее колесо Балансир: 0,5 0.6 — —
средних катков < 0,35 0,55 —
крайних катков 0,55 0.7 — —
Торсион 0,4 0.7 — —
Гидроамортизатор 1,4 0,4 0.3 0,35
Водооткачивающий насос 0,15 0,15 0,25 0,35
Кингстон 0,05 0,05 — —
Стеклоочиститель 0.07, 0.08 — —
Ветровое стекло Отопительно-вентиляционная уста- 0.1 0.8 — —
иовка ОВ-65Г 0,4 0.6 0,35 0,55
Щиток отопителя 0,05 0.08 —
Нагнетатель 0,18 0,4 0,2 0,25
Тягово-ецепной прибор 0,4 0,3 — —
Генератор 0.2 0,21 0,35 0,7
Стартер . • , 1,25 2,25 0,65 0,85
585
Продолжение
Наименование агрегатов, узлов, приборов и деталей Трудозатраты, чел.-час.
иа снятие на установку иа разборку на сборку
Реле-регулятор ...................
Аккумуляторная батарея ...........
Электродвигатель редуктора подо-
гревателя ...........•..........
Выключатель «массы»...............
Щиток приборов................ .
Фильтр радиопомех ФР81-Ф . . . .
Ножной переключатель света . . .
Фара .............................
Задний фонарь ....................
Датчик манометра пневмосистемы .
Датчик манометра системы смазки
двигателя ......................
Датчик манометра системы смазки
главной передачи .................
Приемник П-1-Т электротермометра
Вольтамперметр....................
Спидометр СП24-В2.................
Гибкий вал спидометра ............
Регулятор обогрева смотровых при-
боров ..........................
0.25 0,1 0.3 0,15 0.5 2.3 0,75 2.9
0,08 0,12
0,06 . 0,09
0,13 0,2 —
0,07 0,08 —
0,12 0,08
0,1 0,15
0,06 0,06 —
0,05 0,05 — —
0,05 0,08 — —
0,05 0,05
0,03 0,03 — —-
0.05 0,05 — __
0,07 0,08 —
0,2 0,25 — —.
0,06 0,09 — —.
586
ПРИЛОЖЕНИЕ 3
ТАБЛИЦА СМАЗКИ МТ-ЛБ
Наименование точек смазки
Примечание
1. Точки смазки, смазываемые маслами ДС-11 и ДС-8 ГОСТ 5304—54
(масло ДС-11 применять при температуре окружающего воздуха, выше
плюс 5° С, а ДС-8 — ниже плюс 5° С)
1 . Картер двигателя
32
Уровень должен быть по мет-
ку <В» иа масломерном щупе
2
3
Картер регулятора топлив-
ного насоса
0,2
0,15
Уровень должен быть по
верхнюю метку на масломер-
иом щупе
То же
587
5 (7 33 10
Рис. 279. Карта смазки
Продолжение
Наименование точек смазки
Примечание
В передний подшипник за-
лить 10—15 капель масла, в
средний и задний — по 30 ка-
пель масла
II. Точки смазки, смазываемые маслом МТ.16п ГОСТ 6360—58
летом и зимой
4
Редуктор вентилятора 1
0,2
Уровень должен быть по
метку на масломерном щупе
6
Главная передача и масля- 2
ный бак главной передачи
10+11
Залить масло в бак до
верхней зиговки, заливной гор-
ловины и 10 л в главную пе-
редачу, пустить двигатель, по-
работать 1—2 мин на холо-
стых оборотах и при необхо-
димости долить до верхней зи-
говки заливной горловины.
При температуре окружаю-
щего воздуха ниже минус
25° С заливать масло МТ-14п
ГОСТ 6360-58
589
Продолжение
Наименование точек смазки
Примечание
Промежуточный редуктор
Уровень должен
верхнюю метку . на
ном щупе
быть по
масломер-
Крестовины центрального
карданного вала
Нагнетать до появления све-
жего масла из предохранитель-
ного клапана
12
Подшипники направляющих
колес
0.5
Уровень должен быть до
нижнего края контрольного
отверстия
590
Продолжение
Наименование точек смазки
Примечание
14
45
Бортовые передачи
0,55
Уровень должен быть до
нижнего края контрольного от»
верстия
1,7 То же. При температуре ниже
к аж- мийус 30* С применять масло
дая МТ-14п ГОСТ 6360—58
1 Фильтрующие кассеты про-
мыть в чистом дизельном топ-
ливе и просушить. Две верхние
кассеты пропитать маслом и
дать ему стечь до прекращения
каплепадения
59J
Продолжение
Примечание
III. Точки смазки, смазываемые смазкой 1 — 13 (УТВ) ГОСТ 1631—61
или смазкой ЦИАТИМ-201 ГОСТ 6267—59
Смазать, сделав два-три наг-
нетания шприцем
10
Подшипники натяжного ро-
лика привода генератора
i
Смазать, сделав три-четыре
нагнетания шприцем
Подшипники механизмов вы-
ключения фрикционов механиз-
мов поворота
Нагнетать до появления све-
жей смазки из-под колец
592
П родолжение
Наименование точек смазки
Примечание
Смазать, сделав пять-шесть
нагнетаний шприцем
19 Колонка переключения пере-
дач
Нагнетать до появления све-
жей смазки из-под поводков
21
Шлицевые соединения зубча-
тых карданов главной переда-
чи
Нагнетать
жей смазки
до появления све-
из-под уплотнений
593
Продолжение
Наименование точек смазки
Примечание
Смазать, сделав пять-шесть
нагнетаний шприцем
Подшипники ведущих бара-
банов фрикционов механизмов
поворота
Смазать, сделав три-четыре
нагнетания шприцем
Подшипник натяжного роли- 1
ка привода компрессора
Смазать,
нагнетаний
сделав четыре-пять
шприцем
594
Продолжение
Примечание
Смазать, сделав три-четыре
нагнетания шприцем
Нагнетать до появления све-
жей смазки из верхнего конт-
рольного отверстия
Разобрать мостики управле-
ния, очистить подшипники от
старой смазки и заложить све-
жую
595
П родолжение
Номер точки смазки на рис. 279 Наименование точек смазки Количество точек смазки Количество смазки, л Примечание
Подшипники крепления гид-
роамортизаторов
41
Смазывать при замене или
ремонте, удалив старую смаз-
ку
IV. Точки смазки, смазываемые солидолом С ГОСТ 4366—64
Валик тяги главного фрикци-
она
1 Нагнетать до появления све-
жей смазки в торцах крон-
штейна
20
1 То же
Валик рычагов управления
Переходный валик тяги ле-
вого мостика управления
То же
596
П родолжение
Наименование точек смазки
Примечание
Кронштейны подвески
12
Вывернуть пробку, ввернуть
наконечник шланга и сделать
два-три нагнетания шприцем
Подшипники натяжных вин-
тов направляющих колес
Смазать, сделав три-четыре
нагнетания шприцем
Натяжные винты направляю-
щих колес
2
Очистить винт от грязи и
смазать вручную
597
Продолжение
Наименование точек смазки
Примечание
Смазать, сделав пять-шесть
нагнетаний шприцем
Смазать,
нагнетания
сделав три-четыре
шприцем
598
Продолжение
Наименование точек смазки
Примечание
30
Разобрать механизм, удалить
старую смазку н заложить све-
жую
Разобрать шаровую опору,
удалить старую смазку н зало-
жить свежую 1
29
35
Механизмы запирания кры-
шек заливных горловин топ-
ливных баков
Кронштейны направляющих
колес
2
2
Разобрать механизм, удалить
старую смазку и заложить
свежую
Смазать, сделав 15—20 на-
гнетаний шприцем
599
П родолжение
Наименование точек смазки
Примечание
37 Шлицевое соединение цент- 1
рального карданного вала
Разобрать шлицевое соеди-
нение, удалить старую смазку
и заложить свежую
39 Подшипники валика педали 2
главного фрикциона
Разобрать валик, удалить
старую смазку и заложить све-
жую
Подшипники промежуточного
вала левого рычага управления
То же
600
Продолжение
Номер точки
смазки иа
рис. 279
Примечание
Снять сиденье, очистить по-
лости кронштейнов от старой
смазки и заложить свежую
V. Точка смазки, смазываемая смазкой
ЦИАТИМ-203 ГОСТ 8773—63
5
Муфта опережения впрыска
топлива
Разобрать муфту, удалить
старую смазку и заложить све-
жую
601
П родолжение
Наименование точек смазки
Примечание
VI. Точки смазки, смазываемые смазкой ЦИАТИМ-221
ГОСТ 9433—60 или ЦИАТИМ-201 ГОСТ 6267—59
17
Подшипники генератора
2
Разобрать генератор, удалить
старую смазку, промыть шари-
коподшипники дизельным топ-
ливом и заложить свежую
Смазку
VII. Точки смазки, смазываемые смесью из 70% масла ДС-8 ГОСТ 8581—63
с присадкой и 30% дизельного топлива марки ДЗ ГОСТ 4749—49
43
Редуктор подогревателя 1
0,1
Уровень должен быть до
нижнего края контрольного от-
верстия
44
Опора верхнего валика ре- 1
дуктора подогревателя
Отвернуть пробку и залить
2—3 см3 смесн
602
Продолжение
Наименование точек смазки
Примечание
VIII. Точки смазки, где применяется смесь из 50% трансформаторного масла
ГОСТ 982—68 и 50% турбинного масла ГОСТ 32—53
34
Г идроамортизаторы
0,9
Снять амортизатор, отвер-
нуть пробку компенсационного
клапана и через отверстие за-
лить 0,9 л смеси
603
ПРИЛОЖЕНИЕ 4
ЕМКОСТНЫЕ ДАННЫЕ
Наименование заправочной емкости
Топливная система ......................................
Правая группа баков ....................................
Левая- группа баков.....................................
Система смазки двигателя................................
Система охлаждения .....................................
Бачок топливный системы подогрева.......................
Бидон запасной с маслом.................................
Главная передача................................... . .
Масляный бак главной передачи...........................
Бортовая передача (две) ................................
Ступицы направляющих колес (две)........................
Ступицы опорных катков (двенадцать) ....................
Гидроамортизатор (четыре) ................................
Промежуточный редуктор .................................
Редуктор подогревателя .................................
Редуктор вентилятора ..... .............................
Топливный насос высокого давления.......................
Картер регулятора топливного насоса высокого давления . .
Заправочная
емкость, л
510—525
255—263
255—263
32
55
5
10
10
11
1.7
каждая
0,5
каждая
0,55
каждая
0,9
каждый
0.6
0,1
0,2
0,2
0,15
604
ПРИЛОЖЕНИЕ 5
МАССА ОСНОВНЫХ АГРЕГАТОВ, УЗЛОВ И ПРИБОРОВ, кг
Двигатель в сборе с промежуточным редуктором......... 1135.0
Масляный радиатор........................................... 83 7
Водяной радиатор .......................................... 55’4
Жалюзи в сборе ...................................... с’л
Вентилятор системы охлаждения .............................. g’g
Выпускной коллектор ........................................ ц']
Редуктор вентилятора ................................
Водяной насос системы охлаждения.............................. '
Масляные фильтры двигателя:
грубой очистки ........................... ..............
тонкой очистки ....................................
Котел подогревателя .....................................
Водяной насос редуктора подогревателя....................
Редуктор подогревателя...................................
Ручной подкачивающий насос РНМ-1К .......................
Топливораспределительный кран ...........................
Топливные баки:
верхний .................................................
нижний ............................................
Топливный бачок подогревателя ...........................
5,2
4,5
12,6
0,5
14,3
1.1
1,4
12,9
35,9
0,6
Топливные фильтры:
предварительной очистки ....................................... 3,3
тонкой очистки ............................................ 2,7
Топливный подкачивающий насос.................................. 1.0
Топливный насос высокого давления . . . .................... 28,7
Форсунка двигателя............................................. 0,8
Воздухоочиститель в сборе..................................... 34,8
Кожух в сборе с нажимным диском главного, фрикциона , . 34,2
Промежуточный редуктор........................................ 44,0
Главная передача ............................................ 343,0
Центральный карданный вал..................................... 27,9
Колонка переключения передач .................................. 8,5
Мостик управления планетарным механизмом поворота . . . 9,4
Тормозная лента механизма поворота............................. 2,8
Фрикцион механизма поворота................................... 40,7
Масляный бак системы смазки главной передачи.................. 16,4
Бортовая передача .......................................... 80,2
Карданный вал привода бортовой передачи ...................... 10,7
Компрессор ................................................... 16,3
Тормозной кран................................................. 8,2
Регулятор давления воздуха..................................... 0,4
Тормозная лента остановочного тормоза.......................... 3,9
Воздушный баллон .............................................. 3,7
Гусеница .................................................... 999,0
Трак гусеницы ................................................ 8,3.
Опорный катод ................................................ 43,4
Направляющее колесо в сборе с осью............................ 63,8
Ведущее колесо................................................ 57,9
Балансир .................................................... 19.7
Торсион ...................................................... 17,4
Гидроамортизатор ............................................. 11,0
Отопительно-вентиляционная установка ОВ-65Г .................. 22,0
Нагнетатель ................................................. 21,5
Тягово-сцепной прибор ........................................ 18,6
Генератор Г290 ............................................... 22,0
Стартер СТ 103 .............................................. 57,0
Приложение 6 на вклейке в конце книги.
605
ПРИЛОЖЕНИЕ 7
ДИАГНОСТИЧЕСКАЯ КАРТА
(марка тягача)
(военный номер) (номер корпуса)
(в/часть)
(показания спидометра, кж)
Наименование проверок Значение параметра вталонное | текущее Вид работ Отметка о выпол- нении Примечания
1. Информация внешнего проявления: состояние корпуса, моторного отсека и буксирного устройства; состояние ведущих и направляющих колес, опорных катков и подвески; состояние траков и пальцев гусениц; наличие и комплектность агрегатов силовой передачи; состояние навесного оборудования двигателя; герметичность систем; исправность освещения, звуковой и световой сигна- лизации и т. д. 2. Состояние цилиндропоршневой группы: а) прорыв газов в картер двигателя на холостом ходу, л/мин-. при л* = 1000 об!мин при л=1500 об/мин б) обороты коленчатого вала двигателя при работе на двух цилиндрах, об/мин Не более 95 Не более 115 Не менее 1400 Проверка производится при работе двигателя на двух цилиндпах попарво 1—0, 3—5 а 4—7, 2—8
* Обороты коленчатого вала двигателя.
Наименование проверок
в) компрессия в цилиндрах двигателя при
я =450—550 об!пин, кгс/см?
г) допустимая разность давлений по отдельным ци-
линдрам, кгс/см?
3. Относительная утечка воздуха, %:
цилиндры Уз
цилиндры Уз—У|
поршневые кольца или клапаны У,
4. Прослушивание двигателя иа различных оборотах
коленчатого вала
5. Состояние прокладок и крепление головок блока
6. Тепловые зазоры между стержнями клапанов и
восками коромысел клапанов (в холодном состоянии),
JHJH
7. Проверка полностью заправленной системы охлаж-
дения на герметичность воздухом под давлением
1 кгс/см?
8. Величина давления срабатывания клапанов проб-
ки заливной горловины расширительного бачка, кгс/см?:
обратного
парового
П родолжение
Значение параметра вталоиное | текущее Вид работ Отметка о выпол- .нении Примечания
Не менее 23 ±2 Не более 52' Не более 30 Не более 18 0,25—0.-30 0.04—0,08 0.5—0,7 У|—утечка воздуха при положении поршня в начале такта сжатия; У 2 — утечка воздуха при положении поршня в конце такта сжатия Шум и стук распреде- лительных шестерен, ша- тунных и коренных под- шипников, поршневых пальцев и поршней не допускаются Отсутствие пузырьков воздуха при опрессовке свидетельствует об исп- равности прокладки Течь .я просачивание не допускаются
Наименование проверок
о
о
со
9. Прогиб ремней привода:
вентилятора от нажатия на верхнюю ветвь с
усилием 4 кгс, мм
водяного насоса от нажатия с усилием 3 кгс, мм
10. Разность между температурами охлаждающей
жидкости в головках блока и верхнем бачке радиатора,
°C (состояние термостатов):
в начале прогрева
в конце прогрева
11. Давление масла в системе смазки двигателя при
температуре охлаждающей жидкости 75—90° С на ре-
жиме холостого хода, кгс/см2'.
при «=450—550 об/мин
при «=2100 об/ мин
12 Время вращения ротора фильтра центробежной
очистки масла до полной остановки, мин
13. Минимально устойчивые обороты холостого хода,
об/мин
14. Максимальные обороты холостого хода, об/мин
15. Проверка герметичности топливной магистрали
Давлением воздуха 0,1 кгс/см2
16. Давление топлива в магистрали на входе в на-
сосе высокого давления при 1050 об/мин кулачкового
вала, кгс/см2
17. Производительность ручного подкачивающего на-
соса при ста двойных ходах рукоятки, л/мин
Продолжение
Значение параметра Вид работ Отметка о выпол- нении Примечания
эталонное текущее
10—15
10—15
Более 25 5—10
Не менее 0,5 Не менее 4,0 2—3
450—550
Не более 2275
1.3—1,5 Течь и просачивание не допускаются
9.8
Наименование проверок
18. Относительная дымность отработавших газов, %:
при я=500 об/мин
при я=2100 об/мин
19. Угол опережения впрыска топлива, град
20. Время падения давления с 280 кгс/смг до
230 кгс/смг при проверке герметичности форсунки, сек
21. Давление начала подъема иглы форсунки, кгс/см?
22. Качество распиливания топлива форсункой
23. Усилие на педали главного фрикциона, кгс
24. Исходное положение педали главного фрикциона
(по расстоянию от передней кромки подбашмачника пе-
дали со стороны водителя до балки), мм
25. Ход педали главного фрикциона (по перемещению
тяги рычага выключения главного фрикциона), мм>
свободный
полный
са
40
Продолжение
Значение параметра Вид работ Отметка о выпол- нении Примечания
вталонное текущее
8— 15—20 165—170 Не более 30 85—90 6,0—8 36—39 В зависимости от типа муфты угол опережения может быть 16, 18 или 20 градусов Течь и просачивание топлива ие допускаются Топливо должно впры- скиваться в атмосферу в туманообразном состоя- нии и равномерно рас- пределяться по попереч- ному сечению конуса струи. Подтекание топ- лива при этом не допус- кается
Наименование проверок
€Г>
26. Регулировка сервопружины
27. Регулировка блокировки коробки передач (по
расстоянию от вертикальной оси качания переходного
рычага до оси отверстия под палец), мм
28, Усилия перевода рычагов управления, кгы
в первое положение
во второе положение
29, Зазор между тормозным барабаном и колодками
тормозной ленты остановочных тормозов, мм
30. Расстояние от передней балки до рукояток рыча-
гов управления, мм
31. Взаимное смещение положения рукояток рычагов
управления, лии
32. Ход педали остановочного тормоза (по переме-
щению тяги тормозного крана), мм:
свободный
полный
33. Усилие на педали остановочного тормоза, кгс
Продолжение
Значение параметра эталонное | текущее Вид работ Отметка о выпол- нении Примечания
18—22 Не более 20 Не более 25 1,5—2,5 90—100 Не более 3 1 35—43 15—20 Педаль главного фрик- циона должна плавно возвращаться в исход- ное положение после снятия иопи При этом метка на рычаге блокировки кули- сы и корпусе колонка должны быть совмещены
Наименование проверок
34. Свободный ход хвостовика поводковой коробки
фрикциона механизма поворота, мм
35. Зазор между роликом рычага тормоза механизма
поворота и впадиной кулака, мм
36. Зазор между тормозными колодками и тормозны-
ми барабанами механизма поворота, мм
37. Натяжение гусениц
38. Постоянное рабочее давление в пневмосистеме,
кгс/см2
39. Падение давления в пневмосистеме при нерабо-
тающем двигателе и начальном давлении 6—7 кгс!см?
в течение 30 мин, кгс!см2
40. Стрела прогиба ремня привода компрессора от
нажатия на середине ветви, противостоящей шкиву на-
тяжного устройства, с усилием 3 кгс, мм
41. Напряжение аккумуляторных батарей при пуске
прогретого двигателя стартером, в
42. Ток полного торможения стартера, а
43. Ток холостого хода стартера, а
П родолжение
Значение параметра Внд работ Отметка о выпол- нении Примечания
эталонное | текущее
14—18
2—3 При этом рычаги уп- равления должны нахо- диться в первом положе- нии
1.0—2 Верхняя ветвь долж- на лежать на четырех опорных катках, не ка- саясь первого и шестого катков
6—7 Не более 0.3 5-8 При свободном поло- жении органов управле- ния (педаль тормоза от- пущена)
Не менее 20
800
ПО
<л
Ю ' -
Наименование проверок
44. Регулировка реле-регулятора’
а) напряжение включения реле стартера, в
б) напряжение включения реле блокировки старте-
ра, а
в) напряжение отключении реле блокировки старте-
ра, в
г) регулируемое напряжение при токе нагрузки 60 а
н пг =3500±150 обIмин. в
д) ограничиваемый ток, а
е) напряжение включения реле включения, в
ж) ток срабатывания реле защиты, а
з) поддерживаемое напряжение при пг>=2500—
6500 обI мин, в
45. Состояние фар, правильность нх установки
46. Состояние приборов световой и звуковой сигна-
лизации
47, Состояние контрольно-измерительных приборов:
вольтамперметра
спидометра
электротермометра
электром а ио м етро в
48. Прогиб ремня привода генератора от нажатия на
короткой ветви с усилием 3 кгс, мм
49. Дополнительные проверки, выполненные при диаг-
ностике
Обороты генератора.
Продолжение
Значение параметра Вид работ Отметка о выпол- нении Примечания
эталонное текущее
Не более 15 11—13
Не более 5 27—28.5
120±5 Не более 15 3.7—4.5 27—29 Центры светового пят- на и перекрестия визир- ных линий прибора дол- жны быть совмещены
10—15 Заедание или зашка- ливание стрелок, повреж- дение корпусных деталей не допускаются
ПРИЛОЖЕНИЕ 8
ПРИМЕРНЫЙ ПЕРЕЧЕНЬ ОБОРУДОВАНИЯ, ПРИБОРОВ,
ИНСТРУМЕНТА И ПРИСПОСОБЛЕНИЙ ПОСТА ДИАГНОСТИКИ
Наименование Модель Количе- ство, шт.
Компрессор передвижной 0-39А (0-38М) ' 1
Комп р весом етр 628 1
Газовый счетчик ГК-6 - 1
Прибор для определения технического состоя- НИИАТ К-69 1
ния цилиндропоршневой группы и клапанов авто- мобильных двигателей
Универсальный переносной прибор для провер- К-301 1
ки электрооборудования
Прибор для проверки паровоздушных клапанов Черт. 4006 38 ОпЗ НИИАТ 383 1
Прибор для проверки системы питания на гер- 1
метичность
Универсальный фотометрический дымомер УФМД-1П 1
Моментоскоп черт. ВАТТ 1
Прибор для проверки форсунок на двигателе 1
Прибор для проверки установки автомобильных НИИАТ Э-6 1
фар
Нагрузочная вилка НИИАТ ЛЭ-2 1
Прибор для проверки контрольно-измеритель- Э-204 1
ных приборов автомобиля
Термометр термоэлектрический ТЦТ-9 1
Динамометр (5—50 кгс) 1
Грузы:
20 кг и 30 кг 2
Линейка измерительная металлическая длиной 1
500 мм
Набор щупов № 2 1
Секундомер СМ-60 1
Динамометрическая рукоятка 131М 1
Комплект торцовых гаечных ключей 2336-П 1
Ключи гаечные открытые двусторонние: 8
6—8, 10—12, 9—11, 11—14, 17—19, 22—24, 27—30, '32—36
Плоскогубцы комбинированные 200 1
Отвертки: 160X0,5 200X1,0 2
Рулетка (1 м) 1
21-366
613
ПРИЛОЖЕНИЕ 9
УКАЗАНИЯ ПО РЕМОНТУ КОРПУСА СВАРКОЙ
Дефекты корпуса
К дефектам корпуса, устраняемым сваркой, относятся трещины
и пробоины.
Ремонт корпуса
1. Сварочные работы при ремонте деталей корпуса тягача, кро-
ме днища и деталей внутреннего набора, производить аустенит-
ными электродами типа ЭА-1Г6 (ГОСТ 10052—62) марки
НИИ-48Г с фтористокальциевым покрытием и стержнем из свароч-
ной проволоки Св-08Х21Н10Г6 или Св-08Х20Н9ГХТ (ГОСТ
2246—70). Сварку днища и деталей внутреннего набора выполнять
электродами типа Э42-Т (ГОСТ 9467—60) марки АНО-5 диамет-
ром 4 мм с рутил-карбонатным покрытием и стержнем из свароч-
ной проволоки Св-08 или Св-08А (ГОСТ 2246—70).
2. Сварка деталей корпуса из спецстали должна выполняться
при температуре окружающего воздуха и свариваемого металла
не ниже +5° С в закрытом .помещении. Сварка на сквозняку не до-
пускается.
3. К сварке деталей корпуса из спецстали допускаются свар-
щики, имеющие стаж работы не менее двух лет и сдавшие зачет
по сварке спецсталей.
4. Диаметр электрода и величина сварочного тока при электро-
дуговой сварке спецсталей выбираются в зависимости от толщины
свариваемого металла по табл. 12.
Таблица 12
Толщина свариваемого металла, мм Днаметр электрода, мм Величина сварочного тока, а
До 5 3 100—130
5—10 4 140—180
Свыше 10 5-6 200—280
Для сварки в вертикальном положении величина сварочного
тока должна быть уменьшена на 10—15%. При сварке днища ве-
личина сварочного тока должна быть 130—180 а, а при сварке де-
талей внутреннего набора корпуса 160—230 а.
5. Ремонт деталей корпуса, имеющих трещины длиной до
250 мм, выполнять в такой последовательности:
— очистить металлической щеткой поверхность вокруг трещины
шириной 15—20 мм по всему контуру до металлического блеска,
промыть ее керосином и насухо протереть,
614
— определить концы трещины с помощью лупы семикратного
увеличения;
— отступив от видимых концов трещины на 5—6 мм, наметить
кернером центры отверстий;
Рис. 281. Ограничение трещин свер-
лением отверстий
— ограничить трещину сверлением отверстий диаметром 8 мм
напроход (рис. 281) сверлом с пластинами Ж-8 или Т15К6;
— разделать трещину по всей длине, как показано на рис. 282,
с помощью электрошлифовальной машины;
Z.-S+4W, где 8-толщина основного
Рис. 284. Установка пробки в огра-
ничительное отверстие
металла корпуса
Рис. 283. Пробка (материал —
сталь 30)
— вставить пробки (рис. 283) в ограничительные отверстия
(пробки должны выступать на 4 мм с внутренней стороны);
— приварить пробки к детали корпуса с внутренней стороны
(рис. 284);
— заварить трещину электродуговой сваркой;
— обработать поверхность шва заподлицо с основной поверх-
ностью с помощью зубила или электрошлифовальной машины.
При заварке трещины по сварочным швам необходимо весь
наплавленный металл старой сварки снять вдоль всей трещины,
21* 615
включая и участки шва длиной 25—300 мм по концам трещины,
а затем заварить поврежденный участок.
6. Трещину заваривать наложением шва в два валика по сек-
циям длиной 60—80 мм обратноступенчатым способом (рис. 285).
Перед наложением отжигающего валика шов должен быть очи-
щен от шлака и брызг металла стальной щеткой и зубилом.
Завариваемый участок в процессе сварки не должен охлаж-
даться ниже 300° С.
G екции
Направление наложений валиков в секциях
Общее направление наложения шва
А-а
Рис. 285. Заварка трещины наложением шва в два
валика обратноступенчатым способом
7. При толщине материала детали менее 5 мм трещину завари-
вать наложением шва в один валик по секциям длиной 60—80 мм
обратноступенчатым способом от одного края шва к другому.
8. Для предупреждения образования закаленных участков и
концентрации напряжений при окончании наложения валика на
секции кратеры не выводить на деталь, а располагать на аустени-
тных швах и тщательно заделывать.
9. Как средство борьбы с образованием трещин в сварных сое-
динениях рекомендуется проклепывание околошовной зоны молот-
ком, конец которого имеет сферическую форму радиусом 10—15 мм.
Проклепывать следует зону шириной 15—20 мм от границ шва
в стороны раскрытия.
,10. Днища и детали внутреннего набора корпуса сваривать
способом наложения шва в один валик от одного края шва к дру-
гому.
При сварке этих деталей не требуется применение специаль-
ных мер, направленных на предотвращение образования на участ-
ке сварки закалочных структур.
11. Детали корпуса, имеющие трещины длиной 250 мм, а также
нагруженные детали с трещинами восстанавливать согласно
пп. 5—9 с последующей установкой накладок такого же профиля,
616
что и участки с трещинами. Накладку вначале следует прихватить
в шести — восьми местах, а затем приварить по всему контуру.
Швы накладывать обратноступенчатым способом в указанном
на рис. 286-порядке, придерживаясь общего направления наложе-
ния швов. Первый валик должен приварить накладку к детали
Рис. 286. Порядок наложения сварочных швов при уста-
новке накладок
корпуса, а второй валик не должен доходить до детали на 1,5—
2 мм, он является отжигающим. Длина секций при сварке 80—
100 мм.
12. Пробоины на деталях корпуса устранять приваркой накла-
док на поврежденное место. Края пробоины необходимо предва-
рительно выровнять в холодном состоянии с помощью кувалды и
поддержки, острые углы обрезать газовой резкой и обработать
кромки с торца на глубину 3—4 мм электрошлифовальной маши-
ной.
13. Накладки (рис. 287), применяемые при ремонте, выре-
заются из выбракованных деталей корпуса тягача. В зависимости
от величины трещины (пробоины) накладка должна перекрывать
трещину на 30—50 мм.
14. Перед сваркой детали корпуса и накладки должны быть
тщательно очищены от следов краски, ржавчины, масла и хорошо
подогнаны одна к другой. Зазор между деталью корпуса и наклад-
кой допускается не более 1,5—2 мм.
617
15. После сварки снять излишки металла швов зубилом или
шлифовальной машиной и тщательно зачистить швы металлике-
ской щеткой.
4а
Рис. 287. Накладка
Сварочные швы не должны иметь трещин, непроваров, шлако-
вых включений и незаделанных кратеров.
16. После ремонта места сварки обезжирить и окрасить по
технологии, описанной в подразделе «Окраска транспортера-тя-
гача».
618
ПРИЛОЖЕНИЕ 10
УКАЗАНИЯ ПО РЕМОНТУ ВОДЯНЫХ И МАСЛЯНЫХ РАДИАТОРОВ
Дефекты радиаторов
К дефектам радиаторов, устраняемых при ремонте, относятся
трещины, вмятины и пробоины коллекторов, накипь или засорение
и трещины трубок сердцевины, пробоины сердцевины и помятости
охлаждающих пластин.
Подготовка радиаторов к ремонту
1. Радиаторы снаружи и внутри промыть водой, нагретой до
80—90° С, до полного удаления грязи и масла.
2. При наличии накипи водяной радиатор очищать в ваннах
или путем пропускания через радиатор нагретого до 60—80° С спе-
циального раствора. Для этого может быть использован один из
следующих растворов (содержание по массе):
— 5% фосфорной кислоты, 2°/0 хромового ангидрида, 93% воды;
— 5% каустической соды и 95% воды;
— 2,5% ингибитированной соляной кислоты (в раствор техни-
ческой соляной кислоты добавляется 4 г/л ингибитора ПБ-5) и
97,5% воды.
После очистки (время которой не должно превышать 40—
60 сек) радиатор тщательно промыть в горячей воде с небольшим
содержанием щелочи (до 1%), а затем в чистой воде.
3. Испытать радиаторы на герметичность воздухом в водяной
ванне при температуре 35—45° С.
Давление воздуха, подаваемого в радиаторы, должно быть:
— для водяного — 2,5—3,0 кгс/см2-,
— для масляного — 5—6 кгс/см2.
Места пропуска воздуха пометить стальными чертилками.
4. При наличии в масляном радиаторе повреждений, требую-
щих восстановления пайкой твёрдым припоем или газовой свар-
кой, промыть его керосином пять-шесть раз, пропуская керосин
через радиатор под давлением 4—5 кгс/см2, затем нагретым до
60—80° С раствором, состоящим из 5% каустической соды (по
массе) и 95% воды, в течение 1—2 мин. После этого радиатор
тщательно промыть горячей водой до полного удаления следов
масла и остатков растврра.
Для мойки внутренних поверхностей радиаторов рекомендуется
применять установку для циркуляционной промывки радиаторов.
Ремонт радиаторов
1. Коллекторы радиаторов, имеющих трещины и пробоины,
ремонтируются, как правило, газовой сваркой или пайкой твер-
дым припоем, а также приклеиванием заплат.
619
Газовая сварка производится газосварочной горелкой с нако-
нечником № 1, а пайка — с наконечником № 2. В качестве приса-
дочного материала при заварке коллекторов используется прово-
лока Св-08, а при пайке — припой ПМЦ-54. В качестве флюса
при пайке применяется бура или смесь буры с борной кислотой.
2. Ремонт коллекторов радиаторов, имеющих мелкие трещины,
следует выполнять в таком порядке:
— очистить участок с трещиной от краски и окислов;
— определить концы трещины с помощью лупы семикратного
увеличения;
— засверлить концы трещины напроход сверлом диаметром
3—4 мм\-
— заварить (запаять) трещину;
— очистить шов от окалины стальной щеткой и запилить на-
пильником.
3. Пробоины и крупные трещины коллекторов радиаторов за-
делывать наложением заплат, вырезанных из листовой стали тол-
щиной 1—1,5 мм. Заплата должна перекрывать края пробоины
или трещины не менее чём на 25 мм.
4. После зачистки заплаты и кромок дефектного участка запла-
ту прихватить к коллектору в трех-четырех местах, а затем при-
варить сплошным швом. После заварки шов очистить от окалины
стальной щеткой и запилить напильником.
5. В полевых условиях допускается заделка трещин и пробоин
наложением стеклотканевых или хлопчатобумажных заплат с
использованием эпоксидных композиций по технологии, описанной
в «Инструкции по ремонту деталей склеиванием».
6. Для правки вмятин коллекторов к вдавленной поверхности
приварить (припаять) стальную ленту в виде согнутой петли и
с помощью рычага и упора или ударами молотка выправить вмя-
тину (рис. 288).
После правки петлю обрезать и место ее установки за'пилить
напильником или шлифовальной машиной.
7. Трещины трубок сердцевины устраняются пайкой мягкими
припоями ПОССу 30—0,5, ПОССу 25—0,5 (ГОСТ 1499—70).
В качестве флюсов при пайке используются хлористый цинк
и нашатырь.
8. Пайку выполнять в следующей последовательности:
— зачистить место пайки шлифовальной шкуркой или шабе-
ром до металлического блеска;
— нагреть паяльник до вишневого цвета;
— очистить паяльник от окислов, сначала опиливая напиль-
ником, а затем погружая в хлористый цинк;
— покрыть флюсом место пайки детали;
— набрать на паяльник одну-две капли припоя и облудить его,
натирая о нашатырь;
— равномерно перемещая паяльник по шву паяемого изделия,
прогреть шов до температуры плавления припоя (при необходи-
мости в зону пайки вводится дополнительно припой).
620
9. Трубки, расположенные в глубине, можно паять с помощью
стальной пластинки длиной 300—400 мм, шириной 15 мм и тол-
щиной 3 мм, хорошо облуженной с рабочего конца.
10. При пробоинах или других значительных повреждениях
сердцевины допускается глушение трубок (запайка на глубину
10 мм) с двух сторон в количестве до 41 штуки в водяном радиа-
Рис. 288. Приспособле-
ние для правки вмятин
коллекторов радиатора
Рис. 289. Выправление охлаждающих пла-
стин радиатора специальной гребенкой
торе и до 10 штук в масляном радиаторе, при этом в одном заходе
можно глушить не более 5% трубок захода.
11. Помятости охлаждающих пластин выправлять с помощью
специальной гребенки (рис. 289). Допускается оставлять помято-
сти, не поддающиеся правке, общей площадью не более 150 см1
для водяного радиатора и до 75 см2 для масляного радиатора.
Шаг между впадинами гребенки должен быть 3,5—4 мм.
12. Отремонтированный радиатор промыть горячей водой и
испытать на герметичность, как указано выше.
621
ПРИЛОЖЕНИЕ 11
УКАЗАНИЯ ПО РЕМОНТУ ТОПЛИВНЫХ И МАСЛЯНЫХ БАКОВ
Дефекты баков
К дефектам баков, устраняемым при ремонте, относятся: тре-
щины, пробоины, вмятины, трещины в местах сварки металличе-
ских баков и повреждение резьб.
Подготовка баков к ремонту
1. Перед ремонтом баки очистить снаружи'от грязи и обмыть
горячей водой.
Промыть внутреннюю полость:
нижних топливных баков — два-три раза горячей водой или
водяным паром до полного удаления остатков и паров топлива;
верхних топливных баков—моющим раствором (состав: каль-
цинированная сода или тринатрийфосфат 20 г/л, ОП-7 или жидкое
стекло 3 г/л, хромпик калиевый или натриевый 3 г/л) в течение
10—12 мин при температуре 65—70° С;
масляных баков — 5°/0 раствором каустической соды в тече-
ние 20—30 мин при температуре 70—80° С.
После промывки растворами баки промыть два-три раза горя-
чей водой до полного удаления остатков и паров топлива или
масла.
При ремонте сваркой металлических баков без предваритель-
ной промывки следует заполнить их отработавшими газами кар-
бюраторного двигателя. Сварку начинать только после полного
вытеснения паров топлива или масла из бака. Отработавшие газы
подаются от двигателя, работающего на малых оборотах, и после
сварки до тех пор, пока бак не остынет. В ремонтируемом баке
должны быть отверстия для подачи по шлангу отработавших га-
зов и для выхода паров топлива или масла. Шланг не должен
упираться в дно заполняемого бака.
При заполнении бака отработавшими газами обязательно при-
менение искрогасителя в виде водяного затвора или в виде надеж-
ного механического искроуловителя.
Перед заполнением отработавшими газами обязательно про-
мыть внутреннюю полость баков проточной водой.
2. Испытать на герметичность воздухом в ванне с водой в те-
чение 3 мин под давлением:
топливные баки — 0,2 кгс!см2\
масляные баки — 0,3 кгс!см2.
Места пропуска воздуха пометить желтой краской.
Методы ремонта баков
1. При ремонте баков из алюминиевых сплавов, как правило,
применяется ацетиленовая или аргоно-дуговая сварка.
622
2. Ацетиленовая сварка производится с подогревом околошов-
ной зоны До 200—250° С. В качестве присадочного материала ис-
пользуется сварочная проволока Св АМгб ГОСТ 7871—63 диа-
метром 2—3 мм или прутки, нарубленные из листа сплава АМгб
толщиной 2 мм (лапша).
Перед применением присадочный материал подвергается хи-
мической очистке в такой последовательности:
— обезжирить растворителем;
— протравить при температуре 50—70° С до вспенивания с вы-
делением пузырьков газа в растворе следующего состава: 8—
12 г/л едкого натра, 40—50 г/л кальцинированной соды, 40—
50 г/л тринатрийфосфата;
— промыть в горячей и холодной проточной воде;
— осветлить в 25% растворе азотной кислоты в течение
1—2 мин-,
— просушить до полного удаления влаги.
Срок хранения присадочного материала после химической об-
работки не должен превышать 2 суток.
При невозможности химической обработки присадочного ма-
териала допускается его обезжиривание и зачистка шабером или
шлифовальной шкуркой непосредственно перед сваркой.
При сварке применяется флюс АФ-4А или флюс 34-А ТУ МХП
3930-53 (табл. 13)
Таблица 13
Состав флюса АФ-4Д Состав флюса 34-А
компоненты количество, % (по массе) компоненты количество, 7о (по массе)
Хлористый калий 50 Хлористый цинк 8
Хлористый литий 14 Хлористый литий 32
Фтористый натрий 8 Фтористый натрий 10
Хлористый натрий 28 Хлористый калий 50
3. Для аргоно-дуговой сварки неплавящимся электродом при-
меняются вольфрамовые прутки по ТУ 4819-33-73, МПТУ 2402-49,
ТУ НИО 021-612 диаметром 2—3 мм. Нейтральный газ — аргон
чистый марки А ГОСТ 10157—62. Присадочный материал и его
обработка такие же, как и при ацетиленовой сварке.
При ручной аргоно-дуговой сварке режим сварки выбирается
по табл. 14.
4. При ремонте масляных баков применяется ацетиленовая
сварка или пайка твердыми припоями. В качестве присадочного
материала при заварке баков используется проволока Св-08
ГОСТ 2246—70, а при пайке — припой ПМЦ-54 ГОСТ 1534—42.
Сварка ведется пламенем газосварочной горелки с наконечни-
ком № 1, а пайка— с наконечником Мг 2, При пайке твердыми
623
Таблица 14
Тип соединения Диаметр вольфрамового електрода, мм Диаметр придаточной проволоки, мм Сила тока, а
Стыковое .......... 2 2—3 90—100
Внахлестку Стыковое с отбортовкой двух 3 2—3 100—120
кромок 3 3 110—140
Угловое .......... 3 3 80—100
припоями в качестве флюса применяется бура или смесь буры с
борной кислотой.
5. При ремонте металлических баков, имеющих трещины дли-
ной до 100 мм, необходимо выполнить следующие работы:
— очистить участок с трещиной от грязи и масел с помощью
ветоши, обезжирить растворителем (ацетоном или бензином Б-70)
и насухо протереть;
— удалить имеющуюся краску вокруг дефектного места на рас-
стоянии 25—30 мм-,
— определить концы трещины с помощью лупы семикратного
увеличения;
— засверлить концы трещины напроход сверлом диаметром
3—5 мм\
— зачистить металлической щеткой или шлифовальной шкур-
кой поверхность на расстоянии 25—30 мм вокруг дефектного места
и заварить или запаять (паять только стальные баки) трещину;
— удалить после сварки (пайки) остатки флюса металлической
щеткой и тщательно промыть шов горячей водой.
6. При заварке трещин по сварочным швам наплавленный
прежде металл не срубается и трещина не разделывается.
7. Пробоины и трещины длиной более 100 мм на металличе-
ских баках заделываются наложением заплат, вырезанных из ли-
стового алюминия марок АМг-2, АМг-6, АМг-61 ГОСТ 4784—65
толщиной 2—3 мм (для баков из алюминиевого сплава) или из
листовой стали 08, 08кп, 10 толщиной 0,8—1,5 мм (для баков из
листовой стали). Заплата должна перекрывать края пробоины
(трещины) не менее чем на 25 мм.
После обезжиривания и зачистки дефектного места и заплаты
прихватить заплату к баку в трех-четырех местах, а затем прива-
рить сплошным швом.
Пробоины неправильной формы обрабатываются до удаления
рваных краев.
8. В полевых условиях допускается заделка трещин до 150 мм
и пробоин площадью до 20 см2 в металлических баках наложе-
нием стеклотканевых ТСЖ-07 ТУ 6-11-191-70 или АСТТ (б)=Са
МРТУ 6-11-814-61 или хлопчатобумажных заплат с помощью
эпоксидных композиций.
624
Состав эпоксидных композиций, технология их приготовления
и способы применения описаны в Инструкции по ремонту деталей
склеиванием (приложение 14).
9. При ремонте баков из стеклопластика, имеющих сквозные
трещины длиной до 100 мм, необходимо выполнить следующие ра-
боты:
— очистить участок с трещиной от грязи и краски;
— определить концы трещины с помощью лупы семикратного
увеличения;
— засверлить концы трещины напроход сверлом диаметром
3—4 мм\
Рис. 290. Ремонт деталей из стеклопластика,
имеющих трещины
— разделать кромки трещины под углом 50—60° на 2/3 тол-
щины материала;
— обезжирить ремонтируемый участок ацетоном или бензи-
ном Б-70;
— 1 заделать трещину эпоксидной композицией (приложение 14,
табл. 18, состав 6);
— зачистить после отверждения композиции (8—10 ч выдерж-
ки) шов и прилегающие поверхности от наплывов композиции на-
пильником или шлифовальной шкуркой.
10. Трещины стеклопластиковых баков длиной более 100 мм
заделывать согласно п. 9 с последующей приклейкой дополнитель-
ных слоев (накладок) из пропитанной эпоксидной композицией
(приложение 14, табл. 18, состав 4) стеклоткани ТСЖ-07 или
АСТТ(б)-Сг (рис. 290) по технологии, описанной в Инструкции по
ремонту деталей склеиванием (приложение 14).
11. Пробоины стеклопластиковых баков после предваритель-
ной разделки кромок заделывать с помощью накладок из стекло-
ткани ТСЖ-07 и АСТТ(б)-С2, пропитанных эпоксидной компо-
зицией (табл. 19, состав 4). При необходимости с внутренней сто-
роны пробоины перед наложением накладок из стеклоткани уста-
новить подкладку из стеклопластика толщиной 4—5 мм. Подклад-
ку смазать эпоксидной композицией и привернуть самонарезающи-
ми винтами диаметром 4—5 мм. Винты перед установкой смазать
эпоксидной композицией. Шаг установки винтов 30—40 мм.
Для удобства установки подкладки выполняются из двух ча-
стей (рис. 291).
Выравнивание вмятин глубиной более 10 мм на длине 300 мм
(вмятины меньших размеров допускаются) устранять следующим
образом. На противоположной стенке бака против вмятины выре-
625
зать прямоугольное окно по периметру с трех сторон и отогнуть
вырезанную часть стенки так, чтобы был свободный доступ инстру-
мента внутрь бака. Количество окон и их расположение зависят
от характера и количества вмятин. Вмятину выпрямить с помощью
молотка и оправки. После устранения вмятины отогнутую часть
стенки подогнуть на место и заварить.
При невозможности устранить вмятину правкой дефектный уча-
сток вырезать, поставить накладку или вставку и обварить.
Рис. 291. Ремонт деталей из стеклопластика,
имеющих пробоины
12. Вмятины баков, расположенные на углах, править после
вырезки стенки бака. После правки стенку приварить.
13. Поврежденные резьбы фланцев стеклопластиковых баков
восстанавливать прогонкой метчиком, если резьба забита или сор-
вано не более двух Ниток. При срыве резьбы более двух ниток
нарезать ремонтную резьбу (приложение 13, табл. 16).
14. Бонки или гайки металлических баков с сорванной или
изношенной резьбой срубить и на их место приварить новые, пред-
варительно зачистив место установки напильником или шлифо-
вальной машиной.
15. После ремонта промыть баки горячей водой и испытать на
герметичность, как это делается при подготовке баков к ремонту.
При отсутствии выделения пузырьков воздуха баки просушить,
обезжирить и окрасить.
626
ПРИЛОЖЕНИЕ 12
УКАЗАНИЯ ПО РЕМОНТУ ТРУБОПРОВОДОВ
Дефекты трубопроводов
К дефектам трубопроводов, устраняемым при ремонте, отно-
сятся: трещины и изломы, отверстия в стенках трубопроводов,
появившиеся в результате трения о другие детали, сплющивание
и перегибы трубопроводов, повреждения уплотнительных конусов и
ниппелей, трещины и вмятины на торцовых плоскостях наконечни-
ков, дефекты сварного шва, соединяющего наконечник с трубо-
проводом, разрывы пластмассовых трубопроводов.
Ремонт трубопроводов
1. Прежде чем приступить к ремонту, необходимо промыть
стальные трубопроводы 5% раствором каустической соды при
температуре 70—80° С, а трубопроводы из сплава алюминия —
раствором следующего состава: кальцинированная сода или три-
натрийфосфат— 6 г!л, ОП-7 или жидкое стекло — 3 г/л, хромпик
калиевый или натриевый — 3 г/л (температура раствора 65—
70° С).
Для удаления остатков раствора трубопроводы промыть два-
три раза горячей водой и продуть сжатым воздухом под давле-
нием 1,5—2 кгс1см2.
2. Испытать трубопроводы на герметичность согласно табл. 15.
Места повреждения пометить желтой краской.
Таблица 15
Место установки трубопроводов Рабочая жидкость при испытании Давление при испы- тании, кгс/см'1 Время испыта- ния, мин Технические условия
Система пита- ния: низкого дав- ления ВЫСОКОГО давления Дизельное топ- ливо или керосин 2 30—35 5 5 Течь или проса- чивание не допу- скаются
Система охлаж- дения Вода 2 5 То же
Система смазки Масло веретен- ное АУ 5 5 »
Пневмопривод тормозов Воздух 10 5 Отсутствие пу- зырьков воздуха при погружении в водяную ванну
627
3. При восстановлении поврежденных трубопроводов приме-
нять:
а) газовую сварку и пайку твердыми припоями марки ПМЦ-48
или ПМЦ-54 — для стальных трубопроводов;
б) аргоно-дуговую сварку неплавящимся электродом — для
трубопроводов из алюминиевого сплава (рекомендации по сварке
деталей из алюминиевых сплавов см. в приложении 11);
Рис. 292. Способы соединения трубопроводов:
а — с помощью муфты; б — внахлестку; / — муфта; 2 — газосварочная
горелка
в) эпоксидные композиции — для всех, кроме трубопроводов
высокого давления и трубопроводов пневмопривода тормозов.
4. При наличии на трубопроводе поперечной трещины не более
'/з диаметра по длине или продольной трещины зачистить место
повреждения напильником, заварить или запаять трубопровод и
зачистить место ремонта.
Рис. 293. Соединение топливопроводов высокого
давления сваркой встык
Допускается заделка таких трещин намоткой на трубопровод
в месте повреждения трех-четырех слоев стеклотканевой (хлопча-
тобумажной) ленты, пропитанной эпоксидной композицией (при-
ложение 14, табл. 19, состав 4).
5. При наличии поперечной трещины длиной более 7з Диаметра
или излома трубопроводы восстанавливать удалением поврежден-
ного участка и соединением стыков трубопроводов с пЬмощью
муфты или внахлестку (рис. 292). Места соединения после зачист-
ки заварить или запаять. Сварочные швы зачистить.
Для трубопроводов высокого давления системы питания допу-
скается сварка концов встык (рис. 293). Перед сваркой концы тру-
бопроводов расфасовать под углом 90°.
628
6. Отверстия в стенках трубопроводов, появившиеся в резуль-
тате трения о другие детали, заварить или запаять, предвари-
тельно зачистив напильником-место повреждения.
а мм Л ММ R MM г . MM
6 8+0,3 4 3
10 12+0,3
12 14±Q3
14 16+0,5
20 22+0.5 5 5
26 29+0,5
32
42
48 51±0,5
~50~ 52i0.5
Рис. 294. Высадка концов трубопроводов
7. Трубопроводы, имеющие вмятины, ремонтировать одним из
следующих способов:
а) правка с помощью медного молотка;
б) проталкивание через помятый
трубопровод из алюминиевого сплава
стального плунжера (шарика), имею-
щего диаметр на 0,1—0,2 мм мень-
ший, чем внутренний диаметр трубо-
провода; проталкивание осуществляет-
ся давлением жидкости, создаваемым
насосом гидравлического пресса;
в) вырезка участка с вмятиной и
замена его новым; новый участок со-
единяется с трубопроводом с помо-
щью муфт или внахлестку.
8. При повреждении уплотнитель-
ных конусов обрезать конец трубопро-
вода длиной более 50 мм и прива-
рить новый такой же длины. В за-
висимости от конструктивных особен-
ностей сделать высадку концов тру-
бопроводов, как показано на
рис. 294.
При применении в качестве уплот-
нительных конусов ниппелей напрес-
Рис. 295. Развальцовка трубо-
проводов при замене ниппелей
совать новый ниппель и развальцевать трубопровод, как показано
на рис. 295.
9. Дефекты торцовых плоскостей наконечников устранять свар-
кой с последующей механической обработкой.
629
При невозможности устранения дефектов указанным способом
заменить дефектные наконечники новыми и приварить или при-
паять их к трубопроводу. Место сварки (пайки) зачистить.
10. При замене пластмас-
сового трубопровода с внут-
ренним диаметром 8 мм, со-
единение которого с наконеч-
ником показано на рис. 296,
необходимо выполнить следую-
щие работы:
— отвернуть гайку 2;
Рис. 296. Соединение пластмассового
трубопровода внутреннего диаметра
8 мм с наконечником:
1 — наконечник; 2 — гайка со втулкой в
сборе; 3 — трубка
трубок с наконечниками:
а —с внутренним диаметром 5 мм; б—
с внутренним диаметром 8 мм, 1 — нако-
нечник; 3 — обжимное кольцо; 3 — трубка
Ф16,8+0'05 для трубки с Фен.8 мм
g в+0.05 $ля тру^Ки с фдн £нм
„,.2 3
Рис. 298. Приспособление для обжа-
тия пластмассовых трубок с внутрен-
ним диаметром 5 и 8 мм;
1 — упор; 2 —прнжнм; 3 — разводной
шплинт; 4 — скоба; 5 — болт
иаии1
— ровно обрезать торец пластмассовой трубки 3 и удалить ее
остаток с наконечника Г,
— нагреть конец пластмассовой трубки в горячей воде;
— натянуть трубку на нако-
нечник, предварительно надев на
нее гайку;
— завернуть гайку.
11. Сборка пластмассовых тру-
бопроводов с внутренним диа-
метром 5 мм и 8 мм, соединение
которых с наконечником показано
на рис. 297, производится с по-
мощью специального приспособ-
ления, изображенного на рис. 298.
Для сборки на нагретый в го-
рячей воде конец пластмассовой
трубки надеть новое обжимное
кольцо и собрать трубку с нако-
нечником. С помощью приспособ-
ления обжать кольцо, разместив
его, как показано на рис. 298.
12. После ремонта трубопроводы промыть горячей водой ц
испытать на герметичность, как указано выше,
630
ПРИЛОЖЕНИЕ 13
РЕКОМЕНДАЦИИ ПО РЕМОНТУ
РЕЗЬБОВЫХ ОТВЕРСТИЙ В АЛЮМИНИЕВЫХ ДЕТАЛЯХ
1. Согласно техническим условиям резьбовое отверстие подле-
жит ремонту при срыве резьбы более двух ниток от конца резь-
бового отверстия или значительных износах резьбы.
2. Состояние резьбы определяется внешним осмотром, резьбо-
вым калибром-пробкой или проверкой на легкость ввертывания но-
вых шпилек.
3. Применяются следующие способы восстановления повреж-
денных резьб:
а) прогонка поврежденной резьбы метчиком (при помятости
резьбы);
б) нарезка резьбы ремонтного размера (при срыве и износе
резьбы);
в) постановка ввертыша (при срыве и износе резьбы);
г) заварка отверстия с последующим сверлением нового от-
верстия и нарезанием резьбы номинального размера (при срыве
и износе резьбы).
4. Прогонку поврежденной резьбы производят метчиком пол-
ного профиля резьбы.
5. При нарезании резьбы ремонтного размера старую резьбу
удалить сверлом. Диаметр сверла выбирается согласно табл. 16.
6. При постановке ввертыша отверстие с изношенной или сор-
ванной резьбой рассверлить до диаметра на 5—6 мм больше на-
ружного диаметра изношенной резьбы. Диаметр сверла выбрать
по табл. 16.
В отверстии нарезать резьбу. Шаг резьбы необходимо выбрать
в зависимости от отношения длины ввертыша к его диаметру. Чем
меньше это отношение, тем шаг резьбы меньше. Ввернуть в от-
верстие ввертыш, представляющий собой резьбовую пробку. Для
вворачивания в верхней части ввертыша выполнить паз. Высту-
пающую часть ввертыша запилить и зачистить заподлицо с по-
верхностью детали. В центре ввертыша выполнить резьбовое от-
верстие с резьбой номинального размера. Это отверстие может
быть просверлено и нарезано при изготовлении ввертыша.
Для обеспечения герметичности и предупреждения проворачи-
вания ввертыш перед установкой покрывается эпоксидной компо-
зицией, а после установки заштифтовывается. В некоторых слу-
чаях для предотвращения самопроизвольного ввертывания ввер-
тыш в верхней части может иметь шестигранный буртик.
Для плотной посадки ввертыша можно часть резьбы в детали
выполнить с неполным профилем (при нарезании резьбы метчик
не прогонять по всей длине отверстия).
Надежная установка ввертыша возможна в том случае, когда
диаметр ввертыша не превышает двух длин восстанавливаемого
резьбового отверстия.
631
Таблица 16
Номинальный размер резьбы Диаметр сверла (мм) для сверления отверстия под номинальную резьбу Ремонтный размер резьбы Диаметр сверла (мм) для сверления отверстия под ремонтную резьбу
Мб 5.0 М8 6.7
М8Х1 6,9 М10х1 8,9
М8 6.7 М9 7.7
М10 8,4
M1QX1 8,9 М12Х1.25 10,6
М10 8,4 ми 9,4
М12Х1,25 10,6
М12 10,1
М12Х1.25 10.6 М14Х1.5 12,4
М12 Ю,1 М14Х1.5 12,4
М14 11,8
М14Х1.5 12,4 М16Х1.5 14,4
М14 11,8 М16Х1.5 14,4
М16 13,8
М16Х1.5 14,4 М18Х1.5 16,4
М16 13,8 М18Х1.5 16,4
М18 15,3
М18 15,3 М20Х1.5 18,4
М20Х1.5 18,4 М 22X1,5 20,4
М20 17,3 М22 19,3
М22Х1.5 20,4 М24Х2 21,8
М24Х1.5 22,3
М22 19,3 М24Х2 21,8
М24х2 21,8 М27Х2 24,8
7. Наиболее надежным способом восстановления резьбовых от-
верстий в алюминиевых деталях является способ заварки отвер-
стий с последующим сверлением нового отверстия и нарезанием
резьбы номинального размера.
Рекомендации по сварке алюминиевых деталей изложены в
приложении 11.
Таблица 17
Размер резьбы шпилек
Диаметр отверстия
М8
М10
М12
М14
М16
7+0.2
9+°,2
10.9+0,24
12.85-Ь0’24
14.85+0'24
632
Применение сварки дает возможность ремонтировать разьбо-
вые отверстия, которые имеют трещины, задиры, раковины.
8. Допускается ввертывание шпилек в гладкие отверстия, диа-
метры которых перечислены в табл. 17, способом самонарезания
с помощью ключей для вывертывания и ввертывания шпилек
черт. 5805-05А — 5805-08А.
633
ПРИЛОЖЕНИЕ 14
ИНСТРУКЦИЯ ПО РЕМОНТУ ДЕТАЛЕЙ СКЛЕИВАНИЕМ
Общие сведения
1. При восстановлении деталей склеиванием применяются клеи:
а) ВС-350 (МРТУ 6-05-1216-69) —для склеивания стальных,
медных и дюралюминиевых деталей, теплостойких пластмасс.
Перед склеиванием поверхности деталей очищаются и обезжири-
ваются. Первый слой клея выдерживается в течение 1 ч при тем-
пературе 18—23° С, затем наносится второй слой клея и детали
окончательно склеиваются при давлении 1—3 кгс/см? и темпера-
туре 200° С в течение 2 ч;
б) ВС-ЮТ (ТУ УХП-285-62) —для склеивания тканей и пласт-
масс с металлами. Склеивание производится так же, как и клеем
ВС-350, но при давлении 5—10 кгскм2 и температуре 180° С;
в) ВК-32-200 (ИУ-788-60)—для склеивания черных и цветных
металлов, пластмасс, стеклопластиков. После очистки и обезжи-
ривания на соединяемые поверхности наносится два слоя клея.
После нанесения второго слоя — выдержка в течение 20 мин при
температуре 65° С. Затем детали соединяются и выдерживаются
при давлении 6—20 кгс)см2 и температуре 180° С в течение 1—2 ч;
г) МПФ-1 (МРТУ 6-М-800-61)—для склеивания дюралюми-
ния, стали, магниевых сплавов между собой, а также с пенопла-
стом и стеклотекстолитом. Первый и второй слои клея подсуши-
ваются при равномерном повышении температуры от 20 до 100° С
в течение 1 ч на каждый слой. Окончательное склеивание произ-
водится при температуре 155±5°С давлением 1—5 kscIcm2 в тече-
ние 1 ч;
д) 88-Н (ТУ МХП УТ-880-58) —для приклеивания резиновых
уплотнителей на любой основе к металлу, дереву, стеклу, древе-
сине и для склеивания их между собой. Для приклеивания рези-
новых уплотнителей необходимо места их приклейки зачистить,
обезжирить и промазать клеем два-три раза с последующей про-
сушкой по 15 мин после каждой промазки клеем;
е) композиции на основе эпоксидных смол: ЭД-5, ЭД-6
(ГОСТ 10587—63), Э-40 (МРТУ УХП № 295-59), ДЕГ-1
(СТУ-30-14339-65). В условиях войскового ремонта наибольшее
распространение получили низкомолекулярные эпоксидные смолы'
ЭД-5 и ЭД-6.
2. Эпоксидные смолы представляют собой линейные полимеры
различной молекулярной массы, находящиеся в жидком состоя-
нии. Для перехода из жидкого состояния в твердое (нераствори-
мое) в смолу вводится отвердитель. Для придания эпоксидной
композиции различных физико-механических свойств, в смолу
перед введением отвердителя добавляются пластификатор и напол-
нители.
634
о со <л 1 Номер состава Количество компонентов, весовых частей
Смола ЭД-6 (ГОСТ 10587-63) Смола ЭД-5 (ГОСТ 10587-63) Пластифика- тор днбутил- фталат ДБФ (ГОСТ 2102-67) Отвердитель поли- этиленполиамнн ГИПХа (ТУ 6-02-594-70) Наполнители
1 100 100 15—20 10 9—12 12—16 Чугунный или сталь- ной порошок 150
2 100 100 15—20 10 9—12 12—16 Алюминиевая пудра 25
3 100 100 15—20 10 9—12 12—16 Слюда молотая 50, алюминиевая пудра 5
4 100 100 15—20 10 9—12 12—16 —
5 100 100 15—20 10 9—12 с добавкой белой сажи 35—40 12—16 с добавкой белой сажн 35—40 Слюда молотая 35, алюминиевая пудра 5
6 100 100 5—10 15—20 14—16 9—12 Рубленое стекловолок- но 15 (длина волокон 5—10 лги)
Таблица 18
Свойства Назначение
Хорошая теплопровод- ность, низкий коэффици- ент трения, высокий мо- дуль упругости Заделка трещим в <гу- гунных деталях, восста- новление неподвижных посадок
Высокая вязкость Заделка трещин и вы- работок на алюминиевых деталях
Высоковязкая, не сте- кающая с наклонных по- верхностей композиция Заделка трещин, про- боин на деталях из тон- колистовых материалов, на аккумуляторных бата- реях. Для выравнивания поверхностей
Маловязкие компози- ции (клеи) Для склеивания дета- лей
Высоковязкая, не сте- кающая с наклонных по- верхностей композиция Для ремонта деталей в полевых условиях (сос- тав расфасован в тубы)
Высокая вязкость Для ремонта деталей из стеклопластика
3. Эпоксидные композиции отверждаются без выделения побоч-
ных продуктов с номинальной усадкой. В отвержденном состоянии
они обладают рядом ценных технологических, физико-механиче^
ских и диэлектрических свойств.
4. В полевых условиях применяются композиции, расфасован-
ные в тубы (в комплектах аптечек по ремонту деталей эпоксид-
ными смолами).
5. Подбор компонентов для эпоксидных композиций и коли-
чественное соотношение этих компонентов зависят от характера
дефекта и. условий работы ремонтируемой детали.
Составы эпоксидных композиций и их назначение приведены в
табл. 18.
Подготовка поверхности восстанавливаемой детали
1. Восстанавливаемая поверхность выравнивается, очищается
от ржавчины, загрязнений, масла, краски и окислов.
2. При наличии на поверхности детали трещины следует ее
разделать под углом 60° на ’/г толщины стенки. Предварительно
там, где возможно, на концах трещины просверлить отверстия диа-
метром 3—4 мм. Если разделка трещины затруднена, то выполнить
лишь зачистку поверхности шириной 20—25 мм вокруг трещины
по всему контуру до металлического блеска.
При наличии на детали пробоины, кромки пробоины притупить
и зачистить вокруг пробоины поверхность' шириной 30—40 мм.
3. После разделки и зачистки обезжирить поверхность аце-
тоном, бензином Б-70, бензином «Галоша» или другими легколе-
тучими растворителями с последующей выдержкой на воздухе
в течение 15 мин при температуре 15—20° С. Качество обезжири-
вания контролировать нанесением на обезжиренную поверхность
капли дистиллированной воды. Капля воды должна растекаться
по поверхности.
Приготовление эпоксидных композиций
При приготовлении эпоксидных композиций компоненты сме-
шивать в количествах, указанных в табл. 18.
Смолу ЭД-6 предварительно нагреть до температуры 50—60° С
(смола ЭД-5 не нагревается), затем в смолу ввести пластифика-
тор (дибутилфталат) и тщательно перемешать со смолой до пол-
ной однородности состава. В полученную смесь ввести наполни-
тель и тщательно перемешать в течение 10—15 мин. Приготовлен-
ная тройная смесь может храниться в течение года в закупорен-
ной таре при температуре не выше 18° С без воздействия солнеч-
ного света.
Перед применением в тройную смесь, имеющую комнатную
температуру, ввести отвердитель (полиэтиленполиамия), который
предварительно выпарить при температуре 105—110° С в тече-
ние 3 ч, а затем охладить до комнатной температуры. Полученную
636
композицию тщательно перемешать в течение 4—5 мин. Отвер-
дитель вводить по частям, чтобы температура композиции не
превышала 30—40° С.
При смешивании тройной смеси и отвердителя происходит са-
моразогрев, что может привести к быстрому отверждению компо-
зиции. Поэтому композицию следует готовить в количествах не бо-
лее 100 г в противнях, при этом толщина слоя композиции не
должна превышать 20—25 мм. Срок технологической годности
композиции при температуре 22° С — 40—80 мин, с повышением
температуры срок годности уменьшается.
При приготовлении небольших количеств композиций жела-
тельно отвердитель вводить перед добавлением наполнителей.
Заделка трещин
На очищенную и обезжиренную поверхность нанести шпателем
втиранием эпоксидную композицию. Затем нанести второй слой
композиции на глубину разделки трещины с перекрытием основ-
ного материала детали на 10—15 мм толщиной 2—3 мм. При на-
личии трещин на деталях, работающих с нагрузкой или под дав-
лением, ремонт производить, наложением заплат из стеклоткани.
На нагруженных корпусных деталях (блок цилиндров, головка
блока, картер главной передачи) необходимо предварительно за-
варить трещины для обеспечения большей прочности.
Наложение заплат
1. Вырезать заплату из стеклоткани (заплаты могут быть <ме-
таллическими, из стеклоткани или хлопчатобумажных тканей), пе-
рекрывающую по своим размерам пробоину или трещину на 15—
20 мм. На очищенную и обезжиренную поверхность детали путем
втирания нанести эпоксидную композицию. Стеклотканевую зап-
лату промыть в легколетучем органическом растворителе и про-
сушить, пропитать эпоксидной композицией и наложить на место
дефекта. Также накладывать и последующие слои стеклоткани с
перекрытием предыдущих на 10—15 мм. Каждый слой после на-
ложения прикатать роликом через полиэтиленовую пленку. Общая
толщина заплаты должна быть не более 5—6 мм.
Не следует допускать излишней толщины эпоксидной компо-
зиции и заплаты в целом.
2. После выдержки отремонтированные места на деталях за-
чистить напильником или наждачной шкуркой.
Время выдержки отремонтированных деталей при определен-
ной температуре указано в табл. 19.
3. Ускорить процесс отверждения можно подогревом. Подо-
грев должен быть равномерным при невысокой температуре. Це-
лесообразно подогревать не композицию, а прилежащие слои ме-
талла. Для подогрева можно использовать рефлекторы, лампы
инфракрасного излучения, сушильные шкафы, паяльные лампы
637
Таблица 19
Температура отверждения, °C Время отверждения, ч
20 18—24
40 8—10
60 2-3
80 1,0-1,5
100 0.5
и другие средства. Паяльной лампой греть через экран из листо-
вой стали.
Подогрев рекомендуется после четырехчасовой выдержки при
комнатной температуре, в этот период резко возрастает вязкость
композиции и стекание композиции или смещение заплат исклю-
чается.
Правила техники безопасности
1. Работы с клеями и эпоксидными композициями необходимо
производить в помещениях (производственных палатках), обору-
дованных приточно-вытяжной вентиляцией, или на открытом воз-
духе. В помещениях (производственных палатках) необходимо
иметь средства пожаротушения.
2. Перед началом работы смазывать кожу рук тонким слоем
мыльной пасты. Нанесение эпоксидных композиций незащищен-
ной рукой категорически запрещается, композиция должна нано-
ситься металлическим или деревянным шпателем.
3. Брызги эпоксидной смолы или отвердителя, попавшие на
кожу, немедленно смыть тампоном, смоченным этилцеллозольвом
или ацетоном, затем промыть кожу теплой водой с мылом. При-
менение бензола, толуола, четыреххлористого углерода и других
растворителей на их основе для этих целей не допускается.
4. Категорически запрещается принимать пищу и курить на
рабочем месте, дотрагиваться немытыми руками до тела и обмун-
дирования.
5. При использовании стеклоткани необходимо предохранять
кожу рук, глаза и дыхательные пути от попадания стекловолокну.
6. При перемешивании отвердителя с эпоксидным составом
избегать вдыхания паров, выделяющихся при реакции.
7. Запрещается подогрев нанесенного слоя эпоксидной ком-
позиции открытым пламенем.
8. Ввиду трудности отмывания посуды от эпоксидной компо-
зиции рекомендуется использовать бумажную тару (стаканчики,
тарелочки), которую после работы уничтожать.
638
СОДЕРЖАНИЕ
Стр.
Введение ...................................................... . • 3
Общие указания ........................................................ 3
Указания по технике безопасности .................................. —
Указания по специальной обработке транспортера-тягача.......... 8
Указания по подготовке и проведению ремонта транспортера-тягача
Часть первая
Замена агрегатов, узлов, приборов и деталей
Двигатель и его системы............................................... 13
Замена двигателя в сборе с промежуточным редуктором......... —
Операционная карта № 1 . . •................................. —
Замена масляного радиатора ....................................... 24
Операционная карта № 2 —
Замена водяного радиатора ........................................ 26
Операционная карта № 3 .................................. —
Замена вентилятора системы охлаждения............................. 29
Операционная карта № 4 ......................................... —
Замена выпускных коллекторов и их прокладок....................... 32
Операционная карта № 5 —
Операционная карта № 6 33
Замена редуктора вентилятора ..................................... 36
Операционная карта № 7 ...................................... —
Замена ремней привода редуктора вентилятора ...................... 40
Операционная карта № 8 —
Замена ролика натяжения ремней генератора ........................ 41
Операционная карта № 9 ...................................... —
Замена ролика натяжения - ремня компрессора....................... 43
Операционная карта № 10 ..................................... —
Замена насоса системы охлаждения двигателя ....................... 45
Операционная карта № 11........................................ —
Замена фильтра грубой очистки масла ......................... , 49
Операционная карта № 12......................................... —
Замена фильтра тонкой очистки масла............................... 51
Операционная карта № 13........................................ —
Замена расширительного бачка системы охлаждения................... 53
Операционная карта № 14 ........................................ —
Замена форсунки котла подогревателя .............................. 55
Операционная карта № 15..................................... —
Замена обратного клапана системы подогрева двигателя.............. 56
Операционная карта № 16..................................... —
Замена котла подогревателя...................................... 58
Операционная карта № 17 ;................................... —
Замена водяного насоса редуктора подогревателя ................... 61
Операционная карта № 18......................................... —
639
Стр.
Замена редуктора подогревателя................................... 63
Операционная карта № 19....................................... —
Замена ручного топливоподкачивающего насоса РНМ-1К............. 66
Операционная карта К» 20........................................ —
Замена топливораспределительного крана ......................... 68
Операционная карта К» 21.....................................
Замена верхнего топливного бака ............................... 70
Операционная карта Xs 22....................................... —
Замена правого нижнего топливного бака........................... 72
Операционная карта Хе 23........................................ —
Замена топливного бачка подогревателя............................ 74
Операционная карта К» 24 ....................................... —
Замена фильтра предварительной очистки топлива .................. 76
Операционная карта № 25......................................... —
Замена фильтра тонкой очистки топлива ........................... 78
Операционная карта № 26 ...................................... —
Замена топливоподкачивающего насоса.............................. 80
Операционная карта № 27....................................... —
Замена топливного насоса высокого давления....................... 82
Операционная карта № 28 ...................................... —
Замена форсунки............................................... 87
Операционная карта № 29 ........................................ —
Замена воздухоочистителя в сборе .............................. gg
Операционная карта Хе 30 .................................... .....
Замена прокладок впускного коллектора......................... д|
Операционная карта Xs 31 ................................... .....
Силовая передача ..................................................... 93
Замена промежуточного редуктора и упорного подшипника муф-
ты выключения главного фрикциона .............................. —
Операционная карта № 32....................................... —
Замена главного фрикциона ..................................... 96
Операционная карта № 33 —
Замена главной передачи ........................................ 100
Операционная -карта Xs 34 ............................. —
Замена центральной карданной передачи .......................... 106
Операционная карта № 35 ............................. —
Замена колонки переключения передач ............................ 107
Замена правого мостика управления планетарно-фрикционным
механизмом поворота ...................................... 109
Операционная карта Xs 37 .......................... ....
Замена тормозной ленты правого планетарного механизма пово-
рота ...................................................... Н2
Операционная карта № 38 ........................... —
Замена фрикциона механизма поворота ...................... П4
Операционная карта № 39 ............... _
Замена фильтра очистки масла главной передачи............. 117
Операционная карта Хе 40 ........................... .....
Замена сальника первичного вала главной передачи .......... П8
Операционная карта № 41 . .......... ........ .....
Замена масляного бака системы смазки главной передачи .... J20
Операционная карта Xs 42 ......................... .....
Замена бортовой передачи ................................. 123
Операционная карта Хе 43................................ .....
Замена карданного вала привода бортовой передачи ......... 126
Операционная карта Хе 44 . ............................ .....
Тормоза........................................................ 128
Замена компрессора............................................
Операционная карта № 45 . . ...........................
640
Стр.
Замена тормозного крана.......................................... 132
Операционнаи карта № 46 ...................................... —
Замена регулятора давления воздуха .............................. 135
Операционная карта № 47................................... —
Замена тормозной камеры........................................ 137
Операционная карта № 48................................... —
Замена разобщительного крана пневмосистемы . '. ....... 139
Операционная карта № 49.................................... —
Замена тормозной ленты левого остановочного тормоза .... 140
Операционная карта № 50 ...................................... —
Замена воздушных баллонов ................................... 142
Операционная карта № 51 ................................ . —
Ходовая часть ..................................................... 144
Замена гусеницы. . . .................................... —
Операционная карта № 52 .................................. —
Замена трака гусеницы........................................ 147
Операционная карта № 53 ...................................... —
Замена механизма натяжения гусеницы............................ 149
Операционная карта № 54................................... —
Замена ведущего колеса......................................... 152
Операционная карта Ns 55 ................................ —
Замена опорных катков, их подшипников и лабиринтного уплот-
нения ..................................................... 154
Операционная карта Ns 56.................................... —
Замена направляющего колеса, его подшипников и лабиринтного
уплотнения................................................... 157
Операционная карта № 57 . ................................... —
Подвеска....................................................... . . 160
Замена балансира ................................................ —
Операционная карта Ns 58..................................... —
Замена торсиона ............................................... 163
Операционная карта Ns 59...................................... —
Замена гндроамортизатора ...................................... 165
Операционная карта Ns 60...................................... —
Специальное оборудование ........................................... 168
Замена водооткачивающего насоса.................................. —
Операционная карта Ns 61....................................... —
Замена кингстона............................................... 170
Операционная карта Ns 62 ................................. ' —
Корпус............................................................ 171
Замена стеклоочистителя СЙ231.................................... —
Операционная карта № 63 ,.............................. . -—
Замена ветрового стекла ....................................... 173
Операционная карта Ns 64 ... ................................. —
Замена отопительно-вентиляционной установки ОВ65-Г............. 175
Операционнаи карта Ns 65 ...................................... —
Замена щитка отопителя ........................................ 177
Операционная карта № 66....................................... —
Замена нагнетателя............................................ 178
Операционная карта № 67....................................... —
Тягово-сцепной прибор............................................... 180
Замена тягово-сцепного прибора................................... —
Операционная карта Ns 68 ..................................... —
Электрооборудование и приборы ..................................... 182
Операционная карта № 69 ................................... —
Замена стартера СТ103 .................................... 185
Операционная карта №70................................... —
Замена реле-регулятора РР361-А ............................ 188
641
Операционная карта Xs 71 ...........................
Замена аккумуляторной батареи 12СТ-70........................
Операционная карта № 72 ..................................
Замена электродвигателя МВ-42Х редуктора подогревателя . . .
Операционная карта № 73...................................
Замена выключателя «массы» ВБ404 ............................
Операционная карта № 74...................................
Замена щитка приборов........................................
Операционная карта Xs 75..................................
Замена фильтра радиопомех ФР81-Ф.............................
Операционная карта Xs 76..................................
Замена ножного переключателя света П39.......................
Операционная карта X» 77..................................
Замена фары ФГ122-И .........................................
Операционная карта X» 78 . . . . '........................
Замена заднего фонаря ФП19-Б . ..............................
Операционная карта X» 79..................................
Замена датчика давления воздуха в пневмосистеме .............
Операционная карта X» 80 .................................
Замена датчика давления масла в системе смазки двигателя . .
Операционная карта X» 81..................................
Замена датчика давления масла в системе смазки главной передачи
Операционная карта X» 82..................................
Замена приёмника П-1-Т электротермометра.....................
Операционная карта Xs 83..................................
' ' Замена вольтамперметра ВА34О...............................
Операционная карта Xs 84..................................
Замена спидометра СП24-В2 . .................................
Операционная карта Xs 85..................................
Замена гибкого вала спидометра ГВН20-В.......................
Операционная карта Xs 86..................................
Замена регулятора РТС-27-3 обогрева смотровых приборов . . .
Операционная карта Xs 87 ..............................
Окраска и испытание транспортера-тягача...........................
Окраска транспортера-тягача..................................
Испытание транспортёра-тягача................................
Часть вторая
Ремонт агрегатов, узлов и приборов
Двигатель и его системы ..........................................
Ремонт масляного насоса......................................
Операционная карта Xs 1...................................
Ремонт ручного подкачивающего насоса РНМ-1К..................
Операционная карта Xs 2...................................
Ремонт топливного насоса........................................
Операционная карта Xs 3...................................
Ремонт форсунки .............................................
Операционная карта № 4 ,
Ремонт водяного насоса системы охлаждения двигателя..........-
Операционная карта Хе 5 ....................................
Ремонт редуктора вентилятора ................................
Операционная карта Хе 6............................. . , .
Ремонт водяного насоса редуктора подогревателя ..............
Операционная карта № 7 . . . .............................
Ремонт редуктора подогревателя ....................
Операционная карта № 8 ...................................
Силовая передача .................................................
Ремонт главного фрикциона .............................. , ,
Стр.
188
190
192
194
195
197
198
199
201
202
204
206
208
210
212
214
216
217
224
286
ЭД?
306
311
317
325
335
340
354
642
Операционная карта № 9.....................................
Ремонт промежуточного редуктора...............................
Операционная карта № 10....................................
Ремонт главной передачи ......................................
Операционная карта № 11....................................
Ремонт колонки переключения передач...........................
Операционная карта № 12 ...................................
Ремонт центрального карданного вала...........................
Операционная карта № 13....................................
Ремонт бортовой передачи .....................................
Операционная карта № 14 ...................................
Ремонт карданного вала привода бортовой передачи..........••
Операционная карта № 15 ...................................
Тормоза............................................................
Ремонт компрессора ...........................................
Операционная карта № 16 ...................................
Ремонт тормозного крана ............................ .........
Операционная карта № 17 ...................................
Ремонт регулятора давления воздуха ....................... .
Операционная карта № '18...................................
Ремонт тормозной камеры ......................................
Операционная карта № 19 ...................................
Ремонт разобщительного крана..................................
Операционная карта № 20 ...................................
Ремонт тормозной ленты остановочного тормоза..................
Операционная карта № 21....................................
Подвеска...........................................................
Ремонт гидроамортнзатора .....................................
Операционная карта № 22....................................
Специальное оборудование ..........................................
Ремонт водооткачивающего насоса..............................
Операционная карта № 23 ...................................
Корпус.............................................................
Ремонт отопительно-вентиляционной установки ОВ-65Г............
Операционная карта № 24...................................
Ремонт нагнетателя............................................
Операционная карта № 25..........,........................
Электрооборудование ...............................................
Ремонт генератора Г290 .......................................
Операционная карта № 26....................................
Ремонт реле-регулятора РР361-А................................
Операционная карта № 27 ..................................
Ремонт стартера СТ103.........................'..............
Операционная карта № 28...................................
Ремонт аккумуляторной батареи 12СТ-70.........................
Операционная карта № 29 ..................................
Ремзнт реле стартера РС103...................................
Операционная карта № 30 ..................................
Прилон ения:
1. .Маршрутная схема замены отдельных агрегатов, узлов н при-
/брров ............. .......................................
%! Трудозатраты на снятие, установку, разборку и сборку эгре-
тов, узлов, приборов и деталей .............................
3. Таблица смазки МТ-ЛБ............. . .....................
4. Емкостные данные.........................................
5. Масса основных агрегатов, узлов и приборов...............
6. Принципиальная схема электрооборудования.................
7. Диагностическая карта...........-........................
Стр.
354
362
381
443
451
458
474
478
493
504
507
' 509
512
516
525
534
541
544
551
565
573
579
582
584
587
604
605
В к л.
606
643
Стр.
8. Примерный перечень оборудования, приборов, инструмента и
приспособлений поста диагностики............................. 613
9, Указания по ремонту корпуса сваркой........................ 614
10. Указания по ремонту водяных и масляных радиаторов . . . 619
11. Указания по ремонту топливных и масляных баков............. 622
12. Указания по ремонту трубопрородов.......................... 627
13. Рекомендации по ремонту резьбовых отверстий в алюмини-
евый деталях................................................... 631
14. Инструкция по ремонту деталей склеиванием.................. 634
ВОЙСКОВОЙ ремонт легкого многоцелевого гусеничного
ТРАНСПОРТЕРА-ТЯГАЧА МТ-ЛВ
Руководство
Редактор В. Т. Горячев
Технический редактор Г. Г. Митрофанова
Корректор И. А. Холодкова
Сдано_в набор 4.6.75 г. Подписано в печать 4.П.75 г.
Формат 60 X 90/lt. Печ. л. 40*/*. Усл. печ. л. 40,25-f-1 вклейка
*/, печ. л., 0,5 усл. печ. л. Уч.-изд. л. 40,5
Изд. № 5/1475 Бесплатно Зак. 366
Военнздат
103160, Москва, К-160
2-я типография Военнздата
191065, Ленинград, Д-65, Дворцовая пл„ 10
ПРИЛОЖЕНИЕ в
ПРИНЦИПИАЛЬНАЯ СХЕМА ЭЛЕКТРООБОРУДОВАНИЯ
Рис. 288. Принципиальная схема электрооборудования:
/ — передний указатель ПФ106; / — лампа А28-21; 3 —лампа А28-3; 4 — фара ФП22-Н; 5— лампа А ; ff — соедннительная панель ПС2-А2; 7 — стеклоочистительСЛ231; в — конденсатор; ‘ 9 — датчик электроманометра ЭДМУ-6; 10 — включатель стеклоочистителя; 11. — колодка ШРГ20П4ЭШ8:
22 — вставка ШР20П4НШ8; 13 — переключатель П39; 14 — датчик манометра ТЭМ-15; 15 — включатель сигнала «Стоп>; /5—вставка ШР55П31НГЗ; П — колодка ШР55П31ЭГЗ; /3 — кнопочный включатель BK3I4; 19 —колодка ШР32П12ЭШ1; 20 — вставка ШР32П12НШ1- 21 — термобиметалли-
ческие предохранители ПР310; 22 — штепсельная розетка ШР51; 23 — автомат защиты сети АЗС-5; 24 — автоматы защиты сети АЗС-10; 25 —автомат аащиты сети АЗС-2; 26 — переключатель П38-А; 27 — лампа A28-I; 23 —фонарь ПД20-К контрольной лампы; 29 —фонарь ПД20-Л контрольной
лампы; 30 —фонарь контрольной лампы; 31—стекло электрообогревиое левое; 32 —стекло электрообогревное правое; 33 — электродвигатель МЭ-205; 34 — фара ФГ16-Н; 35 — фонарь КЛСТ-64; 36—звуковой герметизированный сигнал С58; 37 — вставка ШР28УЭШ9; 33 —колодка ШРГ28П7Э1Н9;
ЗЯ__выключатели В45; 40 — соединительная панель на три клеммы; 41 — колодки ШР20П2ЭГ6;42— прерыватель PC40I указателей поворота; 43— переключатель П118 указателей поворота; 44 — предохранитель на 5 а; 45 — шунт вольтамперметра ША340- 46 — сигнальная лампа СЛЦ5Р
47 — патрон ПП6-В; 43 —спидометр СП24-В2; 49 — электромаиометр ТЭМ-15; 50 — электротермометр ТУЭ-48-Т; 51 — вольтамперметр ВА340; 52—указатель электроманометра ЭДМУ-6; 53 —регулятор температуры РТС-27-3 стекла смотровых приборов ТНПО-170А; 54 — токосъемник; 55 —
кнопка однополюсного включения (красная); / 56 — вставка ШР16ПК2НШ5; 57 — колодка ШР16ПК2ЭШ5; 53 —лампа подсветки; 59 — плафон ПК201-А; 61 — электроспуск ГГКТ; 62 — приемник П-I-T электрического термометра; 63 — соединительная панель ПС4-А2; 64 — электродвигатель
МВ-42Х: 65 — переключатель ПЗОО; 66 — электродвигатель МЭ65-В; 67 — датчик горения РС66-В; 68 — датчик перегрева РС66; 69 —свеча накаливания РС65; 70 — задний указатель ФП19-Б; 71—реле перегрева; 72 — розетка штепсельная ПС300; 73 — кнопки 5К: 74 — стартер CTI03; 75 —гене-
ратор Г290- 76 — автоматы защиты сети АЗС-25; 77 — включатель ВН45-М; 78 — фильтр радиопомех Ф1; 79 — контрольная спираль ОВ-65-2890; 86 —свеча накаливания; 81 — добавочное сопротивление: 82 — выключатель «массы> ВБ404 ; 83 — реле-регулятор PP36I-A- 84 —розетка внешнего
’ пуска; 85 — аккумуляторные батареи I2CT-70; 86 — фильтр радиопомех ФР5; 87 —плавкие вставки на 150'а; 88 — контактор ТКС-Ю1ДТ; 89 —фильтр радиопомех ФР81-Ф; 90— вставка ШР16П1ЭШЗ; 91 — электродвигатель МВ63; 92 — ТНПО-170А
Изд. № 14/1475. Зак. 366