/


































Текст
ББК 34.63—5Я2
П49
УДК 621.753.5 (031)
Рецензент чл.-кор. АН УССР, д-р техн, наук П. Р. Родин
Редакция литературы по машиностроению и транспорту
Зав. редакцией П. Ф. Боброва
/
Полевой С. Н., Евдокимов В.Д.
П49 Обработка инструментальных материалов: Справочник—2-е
изд., перераб, и доп.— К.: Тэхника, 1988.— 175с.
ISBN 5—335—00109—7
В справочнике приведены данные о ковке, сварке, наплавке,
пайке, химической, химико-термической и гальвано-термической об-
работке инструментальных материалов. Рассмотрены применяемые
составы рабочих сред, оборудование, режимы обработки, методы конт-
роля обработанной оснастки. Второе издание дополнено справоч-
ными сведениями по обработке абразивных инструментальных ма-
териалов.
Рассчитан на инженерно-технических работников.
2704010000-124
П М~202 (04)-88 КУ-.№3-303-88 ББК 34.63—5Я2
ISBN 5—335—00109—7
(g) Издательство «Тэхника», 1988
ПРЕДИСЛОВИЕ
z-yЗной из главных задан перестройки в области машиностроения является
(j лшчительное улучшение качества выпускаемых машин, оборудования
и приборов, повышение их надежности. Эксплуатационные характеристики
многих машин в значительной степени зависят от качества обработки их де-
пилгй, которое обеспечивается при использовании определенной технологиче-
ской оснастки, в том числе и инструмента. От того, какая технологиче-
ская оснастка используется в процессе обработки, зависит шероховатость
обработанной поверхности и точность обработки.
Для повышения качества технологической оснастки, снижения расхода
металла при ее изготовлении в настоящее время все шире используют новое
высокопроизводительное оборудование, внедряют прогрессивные технологиче-
ские процессы, совершенствуют режимы и методы обработки. Кроме того,
для инструментов применяют новые, обладающие высокими режущими свой-
ствами и прочностью материалы. Постоянно растет объем информации
о достижениях науки и техники в области металлообработки. Однако эта
информация содержится в разрозненных многочисленных справочниках по уз-
ким специальным вопросам, в учебниках и периодических изданиях, что ска-
зывается на оперативности подбора необходимых сведений и внедрения новых
технологических решений на предприятии. С целью оказания помощи техно-
логу инструментального цеха создана эта книга. В ней собраны и системати-
зированы сведения по большинству процессов обработки инструментальных
материалов. При подборе справочных данных и практических рекомендаций
авторы использовали хорошо зарекомендовавшие себя на практике научные
разработки, передовой опыт инструментальных цехов отдельных машино-
строительных предприятий. Большинство сведений в справочнике представ-
лено в сжатой, табличной форме, что облегчает пользование этими данными
в условиях производства.
Учитывая пожелания читателей, авторы включили во второе издание
книги дополнительные, накопившиеся в практике, сведения о новых инстру-
ментальных материалах и методах их обработки, в том числе выполняемых
на базе современных достижений фундаментальной науки и, прежде всего,
о методах электроимпульсной, лазерной, химической, криогенной обработки,
а также сведения о параметрах режимов резания инструментальных мате-
риалов, методах обработки абразивных и других шлифующих инструментов.
Отзывы и пожелания просим направлять по адресу: издательство «.Тех-
ника». 252601 Киев 1, ул. Крещатик, 5.
г
ИНСТРУМЕНТАЛЬНЫЕ МАТЕРИАЛЫ
БЫСТРОРЕЖУЩИЕ СТАЛИ
Химический состав основных марок быстрорежущих сталей приведен
в табл. 1, а краткие сведения об областях их применения — в табл. 2.
1. Химический сос/ав быстрорежущих сталей в состоянии поставки,
% по массе.
Сталь с Сг W V Со Мо
11РЗМЗФ2 2,00—2,1 3,8-4,4 2,5—3,0 2,1—2,7 V 2,5—3,0
Р6МЗ 0,85—0,95 3,0—3,6 5,5—6,5 2,0—2,5 ". 3,0—3,6
Р6М5 0,80—0,88 3,8—4,4 5,5-6,5 1,7—2,1 — 5,5-5,5
Р6М5К5 0,8 —0,88 3,8-4,3 6,0—7,0 1,7—2,2 4,8—5,3 4,8—5,3
Р6М5ФЗ 0,96—1,06 3,8—4,4 t 5,7—6,7 2,2—2,6 —• 5,5-6,0
Р6М5Ф2К8 0,95—1,05 3,8—4,4 5,5—6,0 1,8—2,4 7,5—8,0 4,6-5,2
10Р6М5К5 1,00—1,1 3,8—4,4 6,0—7,0 1,2—1,6 4,8-5,3 4,8-5,3
10Р6М5 1,00—1,15 3,8—4,4 5,5—6,5 1,8—1,9 5,7—6,7 3,4—4,0
Р8МЗК6С 1,05—1,13 3,5-4,0 8,0—8,5 1,6—1,9 5,7-6,7 3,4—4,0
Р9 0,85—0,95 3,5—4,4 8,5-10,0 2,0—2,6 — До 1,0
Р9М4К8 1,0 —1,1 3,0—3,6 8,5—9,5 2,1—2,5 7,5—8,5 3,8—4,3
Р9К5 0,9 —1,0 3,8-4,4 9,0—10,5 2,0—2,6 5,0—6,0 До 1,0
Р9Ф5 1,4 —1,5 3,8—4,4 9,0—10,5 4,3—5,1 — » 1,0
Р9КЮ 0,9 —1,0 3,8—4,4 9,0—10,5 2,0—2,6 9,5—10,5 » 1,0
Р10Ф5К5 1,45-1,55 4,0—4,6 10,0—11,5 4,3—5,1 5,0—6,0 » 1,0
Р10М4ФЗКЮ 1,17—1,27 3,8-4,3 16,0—11,2 3,3—3,8 9,5-10,5 3,7—4,2
Р12 0,8 —0,9 3,1-3,6 12,0—13,0 1,5—1,9 — До 0,5
Р12ФЗ 0,94—1,04 3,5-4,0 12,0-3,5 2,5-3,0 — 0,5—1,0
Р12Ф4К5 1,25—1,4 3,7-4,2 12,5—14,0 3,2—3,9 5,0-6,0 0,5—1,0
Р12МЗФ2К8 0,95—1,05 3,8-4,4 11,0—13,0 1,8—2,4 7,5—8,5 2,8—3,4
Р14Ф4 1,2 —1,3 4,0—4,6 13,0—14,5 3,4—4,1 — До 1,0
Р18 0,70—0,8 3,8—4,4 17,0—18,5 1,0—1,4 — » 1,0
Р18Ф2 0,85—0,95 3,8—4,4 17,5—19,0 1,8—2,4 — » 1,0
Р18Ф2К5 0,85—0,95 3,8—4,4 17,5—19,0 1,8-2,4 5,0—6,0 » 1,0
Р18Ф2К8М 0,95-1,09 5,8-4,4 17,0—18,5 1,8—'2,5 7,8-8,5 0,8—1,2
8МЗФ2С 0,85 5,5 — 2,2 — 3,2
8МЗФЗС 0,85 4,5 — 2,8 — 3,0
9МЗФЗС 0,96 5,0 — 3,4 — 3,0
10М6Ф2 0,98 4,3 — 2,4 — 6,3
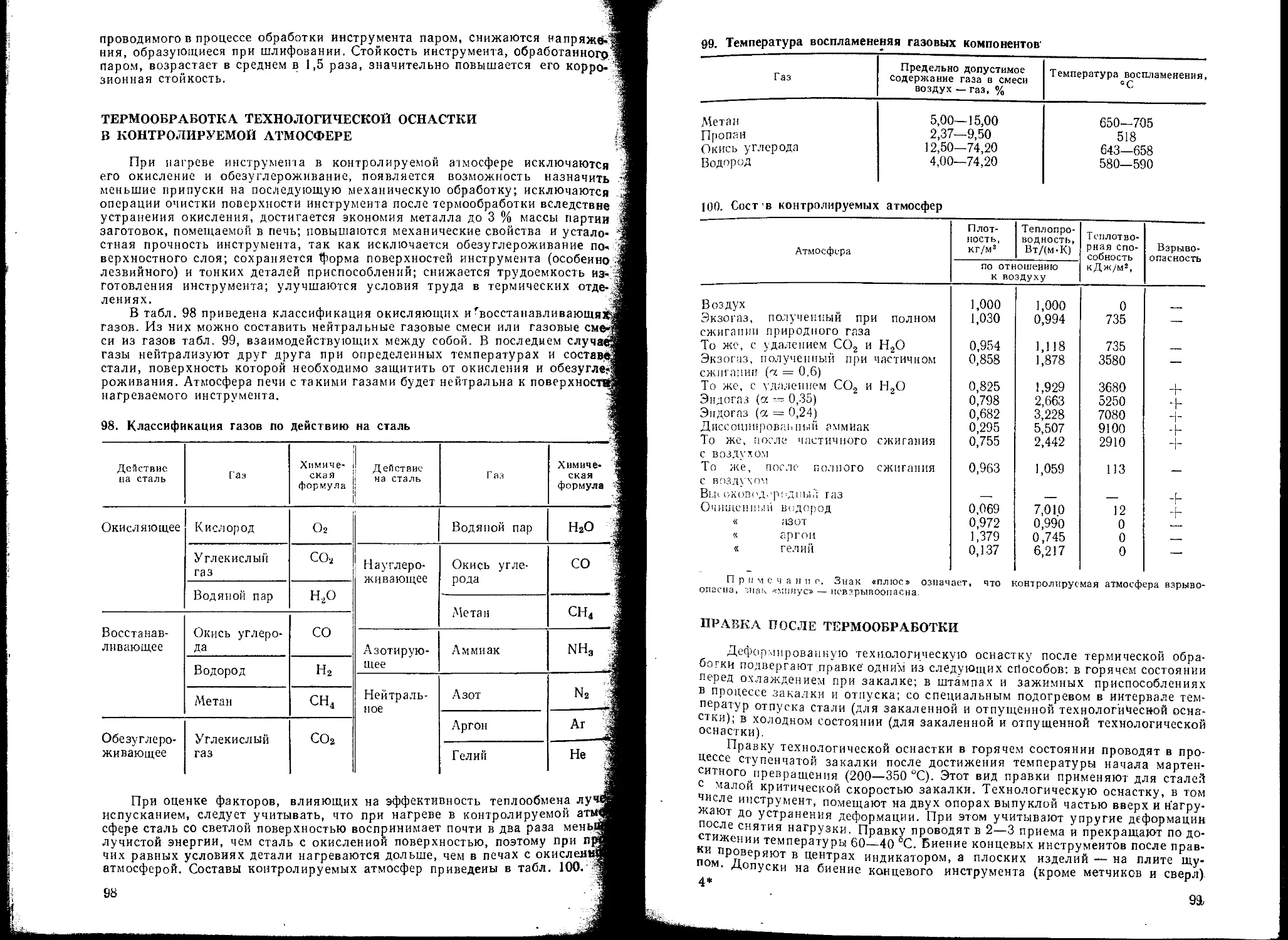
Примечания: 1. В стали 10Р6М5 кроме указанных элементов содержатся Zr (0,1—
—0,2%), Nb (0,05 — 0,25 %), N (0,05—0,12 %), в стали 10Р6М5К5 Nb (0,05—0,25 %).
2. В сталях всех указанных марок содержатся 0,4 % Мп (кроме стали марок
11РЗМЗФ26 и Р12Ф4К5, в которых содержится соответственна 0,6 и 9,5 % Мп) ие более
0,03% S и Р, до 0,4 % Ni, 0,4—0,5 % Si (кроме стали P8M3K6Q в которой содержится
0.8—1,2% Si), остальное — Fe.
3. В группе безвольфрамовых экономно легированных быстрорежущих сталей, пре-
имущественно рекомендуемых для изготовления дереворежущего инструмента (особен-
но сталь марки 8МЗФЗС), кроме указанных элементов содержатся (соответственно по-
^35^0 ^асположеиия маР°к в табл,, сверху вниз) Si (1,2: 0,8; 0,5: 0,5) и Мп (0,34;.0,36;
4
4.
Для легирующих элементов в марках сталей приняты следующие бук-
венные обозначения: А — азот, Б — ниобий, В — вольфрам, Г — марта-
нец д —медь, Е — селен, М — молибден, Н — никель, П — фосфор, Р —
б ’ с _ кремний, Т — титан, У — углерод, Ф — ванадий, X — хром,
И___ цирконий, Ю — алюминий.
В маркировке за каждой из букв указаны цифры, определяющие содер-
жание в процентах соответствующего легирующего элемента. Отсутствие
цифры означает, что среднее содержание легирующего элемента, закодиро-
ванного этой буквой, равно одному проценту. Цифры, стоящие в маркировке
первыми, указывают содержание в металле углерода в сотых долях процен-
та.^ Элементы, содержание которых в металле менее одного процента, в мар-
кировку не включаются.
Принципы маркировки быстрорежущих сталей аналогичны указанным.
Исключение составляет вольфрам, закодированный буквой Р, а ие буквой В;
в марках этих сталей также опущены данные о содержании углерода и хрома.
Буква А в конце марки указывает, что сталь высококачественная с по-
ниженным содержанием серы и фосфора.
УГЛЕРОДИСТЫЕ И ЛЕГИРОВАННЫЕ
ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ
Углеродистые инструментальные стали маркируются в зависимости от
содержания в них углерода;
Сталь
Количество углерода,
% по массе
От 0,65 до 0,74 .
« 0,75 « 0,84 . .
« 0,85 « 0,94 . .
« 0,95 « 1,04. .
« 1,05 « 1,14. .
« 1,15 « 1,24. .
« 1,25 « 1,35. .
V7 V7A
’ Ув’ У8А, У8Г, У8ГА
У9, У9А
У10, У10А
УН, УНА
У12, У12А
У13, У13А
Кроме углерода, в химический состав углеродистых инструментальных
сталей входят следующие элементы, % по массе: Si — 0,15...0,35, Мп —
0,20...0,40; Сг — 0,10...0,40; Си - 0,20...0,25; Ni — 0,12...0,25; S — до
0,03; Р — до 0,035; Fe — остальное. В сталях У8Г и У8ГА Мп — 0,35...0,60.
Стали с индексом А содержат серы не более 0,02, фосфора—ие более0,03 %.
Химический состав основных марок инструментальных и конструк-
ционных легированных сталей, используемых в инструментальном производ-
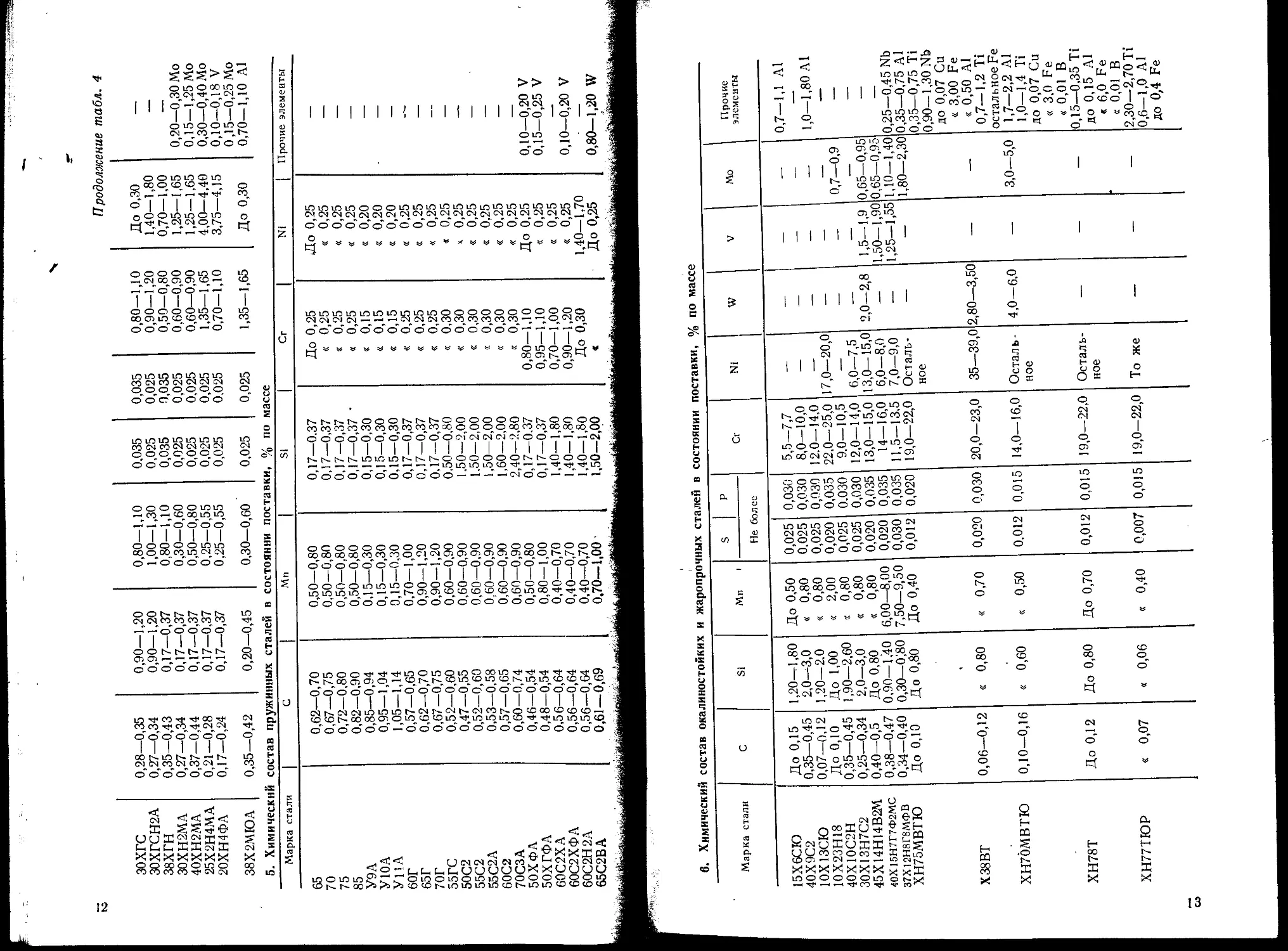
стве, приведен в табл. 3—7.
Температура критических точек инструментальных сталей указана
в табл. 8.
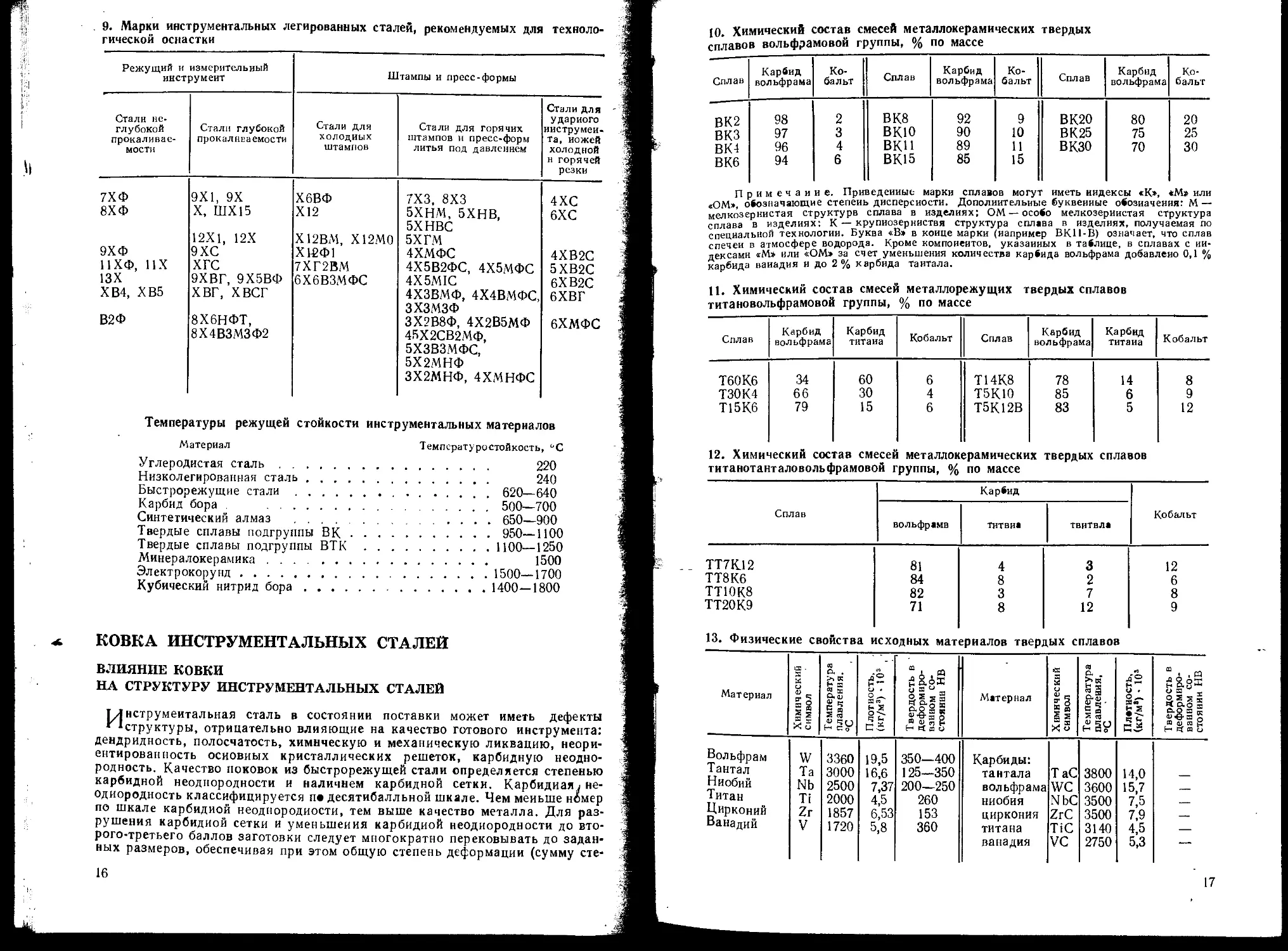
Марки инструментальных легированных сталей, рекомендуемых для
изготовления технологической оснастки, приведены в табл. 9.
МЕТАЛЛОКЕРАМИЧЕСКИЕ ТВЕРДЫЕ СПЛАВЫ
И МИНЕРАЛОКЕРАМИЧЕСКИЕ
1 СВЕРХТВЕРДЫЕ МАТЕРИАЛЫ
• Твердые металлокерамические композиции (твердые сплавы) изготов
i ляются методами порошковой металлургии. Состоят из твердых, тугоплав-
; ких соединений с более легкоплавкими цементирующими металлами, чаще —
) кобальтом. Основу твердых сплавов составляют соединения углерода, азота,
| бора, кремния (соответственно, карбиды, нитриды, бориды, силициды) с ту-
, гоплавкими металлами IV, V и VI групп (по периодической системе элемен-
Stob Д. И. Менделеева) — титаном, ванадием, хромом, цирконием, ниобием,
молибденом, гафнием, танталом,вольфрамом. Отличаются большой твердо-
, ствю и высоким сопротивлением износу при трении о металлы и неметаллы,
5
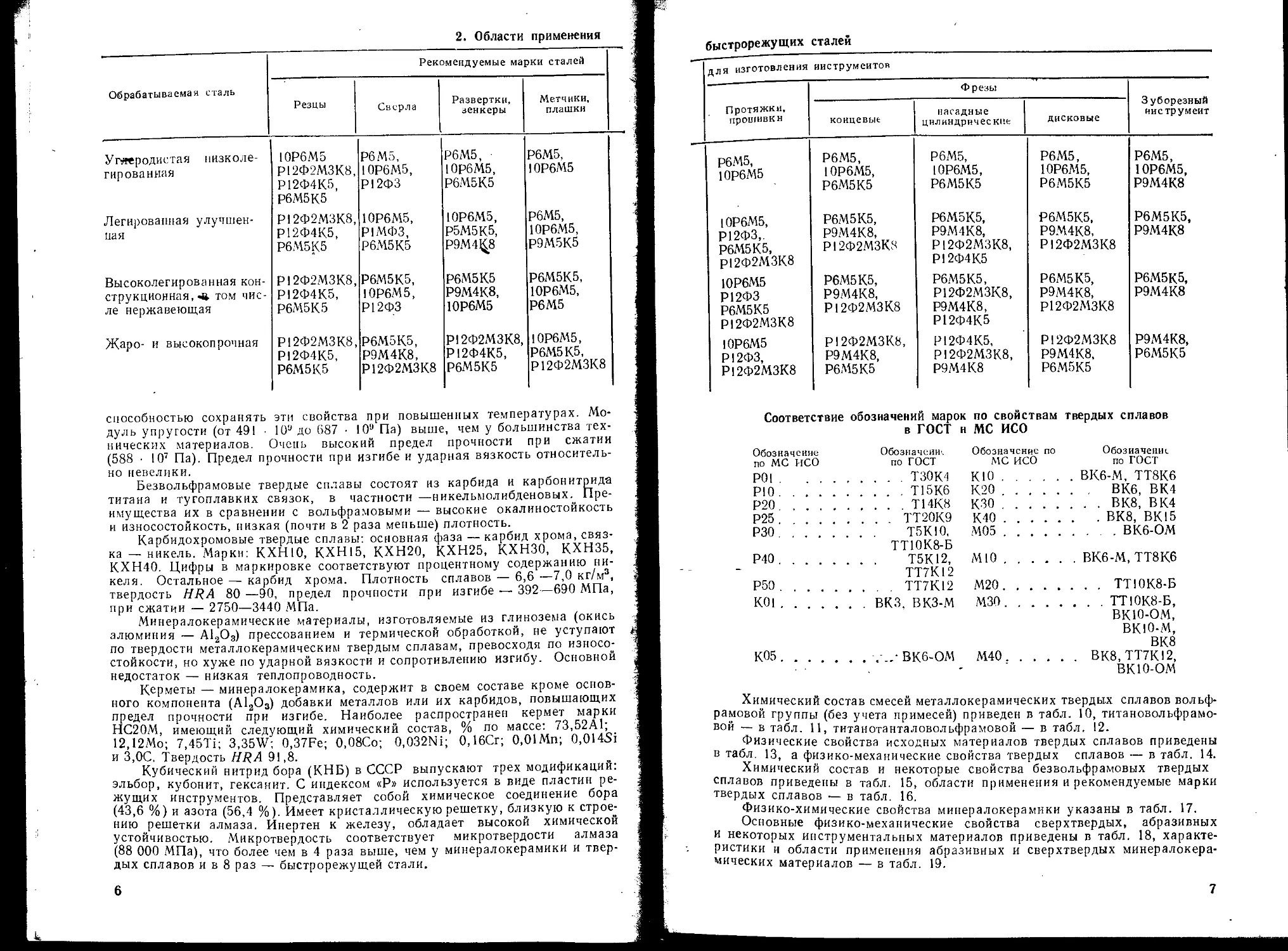
2. Области применения
Рекомендуемые марки сталей
Обрабатываемая сталь Резцы Сверла Развертки, зенкеры Метчики, плашки
Углеродистая низколе- гированная 10Р6М5 Р12Ф2МЗК8, Р12Ф4К5, Р6М5К5 Р6М5, 10Р6М5, Р12ФЗ Р6М5, 10Р6М5, Р6М5К5 Р6М5, 10Р6М5
Легированная улучшен- ная Р12Ф2МЗК8, Р12Ф4К5, Р6М5К5 10Р6М5, Р1МФЗ, Р6М5К5 I0P6M5, Р5М5К5, Р9М4^8 Р6М5, 10Р6М5, Р9М5К5
Высоколегированная кон- струкционная, «а. том чис- ле нержавеющая Р12Ф2МЗК8, Р12Ф4К5, Р6М5К5 Р6М5К5, 10Р6М5, Р12ФЗ Р6М5К5 Р9М4К8, 10Р6М5 Р6М5К5, 10Р6М5, Р6М5
Жаро- и высокопрочная Р12Ф2МЗК8, Р12Ф4К5, Р6М5К5 Р6М5К5, Р9М4К8, Р12Ф2МЗК8 Р12Ф2МЗК8, Р12Ф4К5, Р6М5К5 10Р6М5, Р6М5К5, Р12Ф2МЗК8
способностью сохранять эти свойства при повышенных температурах. Мо-
дуль упругости (от 491 10° до 687 • 10° Па) выше, чем у большинства тех-
нических материалов. Очень высокий предел прочности при сжатии
(588 • 107 Па). Предел прочности при изгибе и ударная вязкость относитель-
но невелики.
Безвольфрамовые твердые сплавы состоят из карбида и карбонитрида
титана и тугоплавких связок, в частности —никельмолибденовых. Пре-
имущества их в сравнении с вольфрамовыми — высокие окалиностойкость
и износостойкость, низкая (почти в 2 раза меньше) плотность.
Карбидохромовые твердые сплавы: основная фаза — карбид хрома, связ-
ка — никель. Марки: КХН10, КХН15, КХН20, КХН25, КХНЗО, КХН35,
КХН40. Цифры в маркировке соответствуют процентному содержанию ни-
келя. Остальное — карбид хрома. Плотность сплавов — 6,6 —7,0 кг/м3,
твердость HRA 80 —90, предел прочности при изгибе — 392—690 МПа,
при сжатии — 2750—3440 МПа.
Минералокерамические материалы, изготовляемые из глинозема (окись
алюминия — А12О3) прессованием и термической обработкой, не уступают
по твердости металлокерамическим твердым сплавам, превосходя по износо-
стойкости, но хуже по ударной вязкости и сопротивлению изгибу. Основной
недостаток — низкая теплопроводность.
Керметы — минералокерамика, содержит в своем составе кроме основ-
ного компонента (А12О3) добавки металлов или их карбидов, повышающих
предел прочности при изгибе. Наиболее распространен кермет марки
НС20М, имеющий следующий химический состав, % по массе: 73.52А1;
12,12Мо; 7,45Ti; 3,35W; 0,37Fe; 0,08Со; 0,032Ni; 0,16Сг; 0,01Mn; 0,014Si
и 3,0C. Твердость HRA 91,8.
Кубический нитрид бора (КНБ) в СССР выпускают трех модификаций:
эльбор, кубонит, гексанит. С индексом «Р» используется в виде пластин ре-
жущих инструментов. Представляет собой химическое соединение бора
(43,6 %) и азота (56,4 %). Имеет кристаллическую решетку, близкую к строе-
нию решетки алмаза. Инертен к железу, обладает высокой химической
устойчивостью. Микротвердость соответствует микротвердости алмаза
(88 000 МПа), что более чем в 4 раза выше, чем у минералокерамики и твер-
дых сплавов и в 8 раз — быстрорежущей стали.
быстрорежущих сталей
для изготовления инструментов
Фрезы Зуборезный инструмент
Протяжки, прошивки концевые насадные цилиндрические дисковые
Р6М5, 10Р6М5 Р6М5, 10Р6М5, Р6М5К5 Р6М5, 10Р6М5, Р6М5К5 Р6М5, 10Р6М5, Р6М5К5 Р6М5, 10Р6М5, Р9М4К8
10Р6М5, Р12ФЗ,. Р6М5К5, Р12Ф2МЗК8 Р6М5К5, Р9М4К8, Р12Ф2МЗК8 Р6М5К5, Р9М4К8, Р12Ф2МЗК8, Р12Ф4К5 Р6М5К5, Р9М4К8, Р12Ф2МЗК8 Р6М5К5, Р9М4К8
ЮР6М5 Р12ФЗ Р6М5К5 Р12Ф2МЗК8 Р6М5К5, Р9М4К8, Р12Ф2МЗК8 Р6М5К5, Р12Ф2МЗК8, Р9М4К8, Р12Ф4К5 Р6М5К5, Р9М4К8, Р12Ф2МЗК8 Р6М5К5, Р9М4К8
10Р6М5 Р12ФЗ, Р12Ф2МЗК8 Р12Ф2МЗК8, Р9М4К8, Р6М5К5 Р12Ф4К5, Р12Ф2МЗК8, Р9М4К8 Р12Ф2МЗК8 Р9М4К8, Р6М5К5 Р9М4К8, Р6М5К5
Соответствие обозначений марок по свойствам твердых сплавов
в ГОСТ н МС ИСО
Обозначение Обозначен»',
по МС МСО по ГОСТ
Р01 .... ТЗОК4
РЮ .... Т15К6
Р20 .... Т14К8
Р25 . . . ТТ20К9
РЗО . . Т5КЮ,
ТТ10К8-Б
Р40............... Т5К12,
ТТ7К12
Р50................ТТ7К12
К01............вкз, вкз-м
Обозначение по Обозначение
МС ИСО по ГОСТ
К05.............ВК6-ОМ
К Ю..........ВК6-М, ТТ8К6
К20............. ВК6, ВК4
КЗО..............ВК8, ВК4
К40..............ВК8, ВК15
М05...............ВК6-ОМ
М10...........ВК6-М, ТТ8К6
М20.............ТТ10К8-Б
М30.............ТТЮК8-Б,
ВКЮ-ОМ,
ВКЮ-М,
ВК8
М40..........ВК8.ТТ7К12,
ВКЮ-ОМ
Химический состав смесей металлокерамических твердых сплавов вольф-
рамовой группы (без учета примесей) приведен в табл. 10, титановольфрамо-
вой — в табл. 11, титанотанталовольфрамовой — в табл. 12.
Физические свойства исходных материалов твердых сплавов приведены
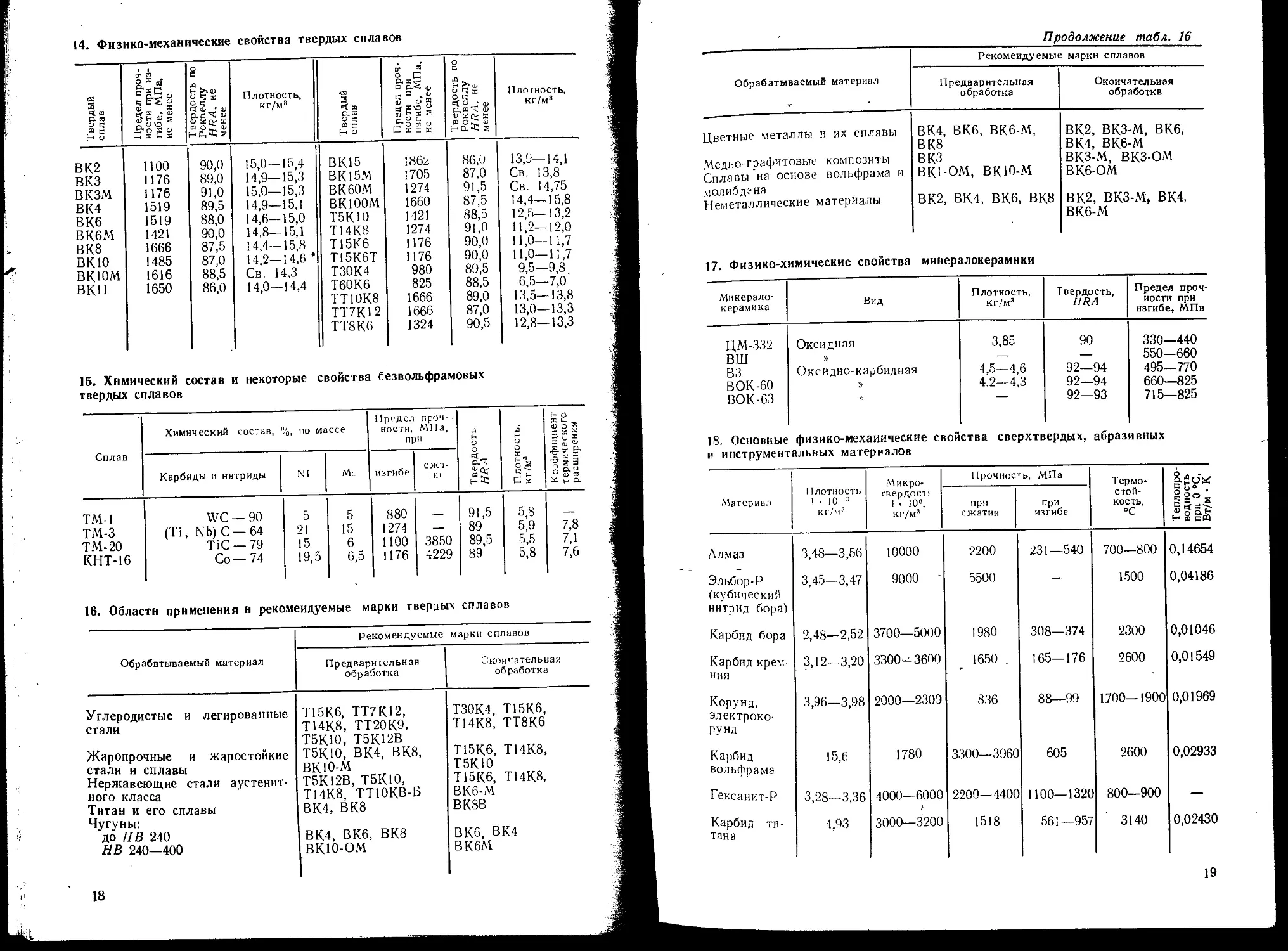
в табл. 13, а физико-механические свойства твердых сплавов — в табл. 14.
Химический состав и некоторые свойства безвольфрамовых твердых
сплавов приведены в табл. 15, области применения и рекомендуемые марки
твердых сплавов — в табл. 16.
Физико-химические свойства минералокерамики указаны в табл. 17.
Основные физико-механические свойства сверхтвердых, абразивных
и некоторых инструментальных материалов приведены в табл. 18, характе-
ристики и области применения абразивных и сверхтвердых минералокера-
мических материалов — в табл. 19.
7
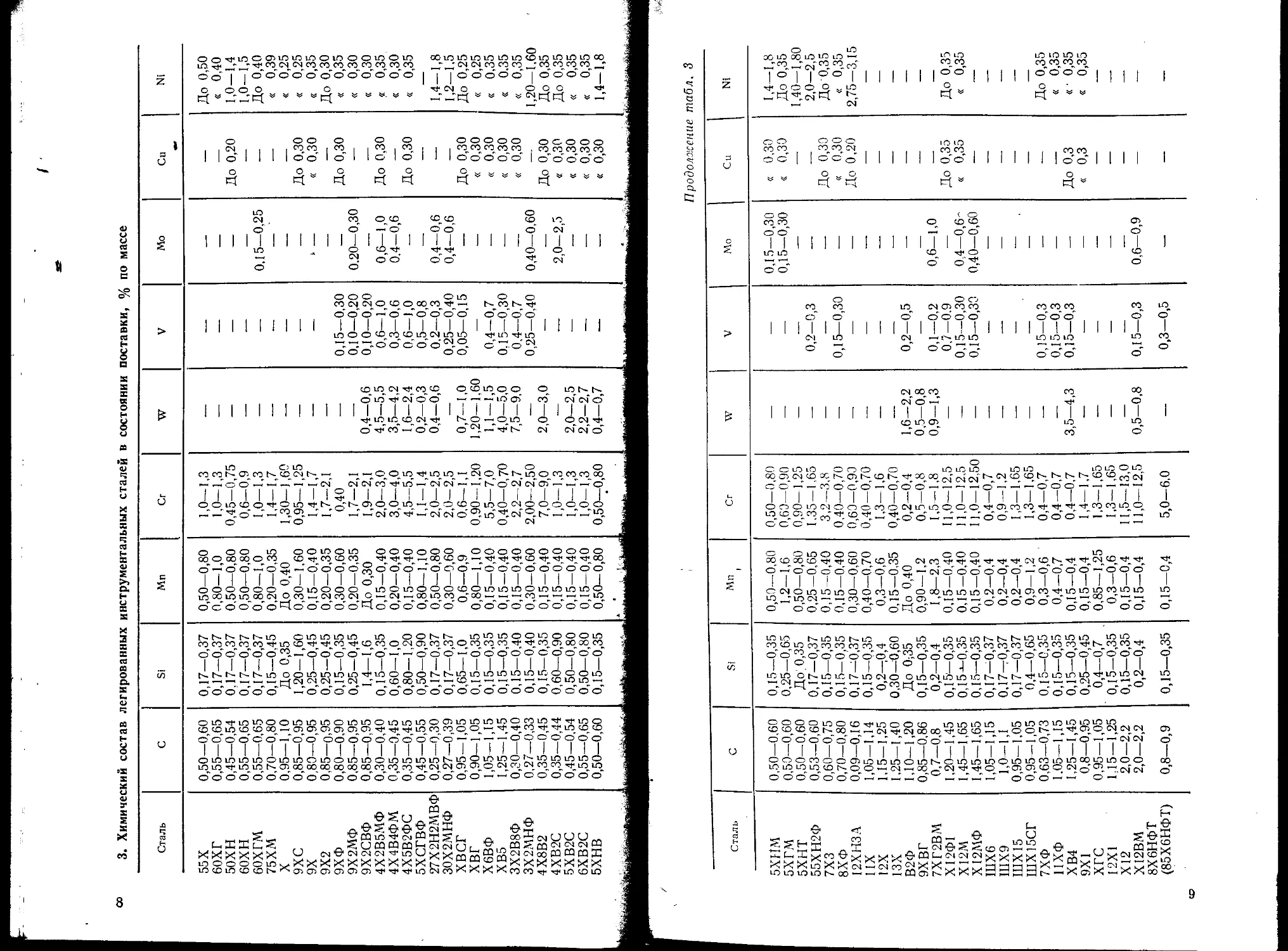
3. Химический состав легированных инструментальных сталей в состоянии поставки, % по массе
Сталь с Si Мп Сг W V Мо Си Ni
55 X 0,50—0,60 0,17—0,37 0,50—0,80 1,0—1,3 До 0,50
60ХГ 0,55—0,65 0,17—0,37 0,80—1,0 1,0—1,3 — « 0,40
50ХН 0,45—0,54 0,17—0,37 0,50—0,80 0,45-0,75 — До 0,20 1,0—1,4
60ХН 0,55—0,65 0,17—0,37 0,50—0,80 0,6—0,9 — 1,0-1,5
60ХГМ 0,55—0,65 0,17—0,37 0,80—1,0 1,0—1,3 — 0,15—0,25 — До 0,40
75ХМ 0,70—0,80 0,15—0,45 0,20—0,35 1,4—1,7 — — « 0,39
X 0,95—1,10 До 0,35 До 0,40 1,30—1,60 — — « 0,25
9ХС 0,85—0,95 1,20—1,60 0,30—1,60 0,95—1,25 — До 0,30 « 0,25
9Х 0,80—0,95 0,25—0,45 0,15—0,40 1,4—1,7 — J. « 0,30 « 0,35
9X2 0,85—0,95 0,25—0,45 0,20—0,35 1,7-2,1 — — До 0,30
9ХФ 0,80—0,90 0,15—0,35 0,30—0,60 0,40 — 0,15—0,30 До 0,30 « 0,35
9Х2МФ 0,85—0,95 0,25—0,45 0,20—0,35 1,7—2,1 — 0,10—0,20 0,20—0,30 — « 0,30
9Х2СВФ 0,85—0,95 1,4—1,6 До 0,30 1,9-2,1 0,4—0,6 0,10—0,20 .— « 0,30
4Х2В5МФ 0,30—0,40 0,15—0,35 0,15—0,40 2,0—3,0 4,5—5,5 0,6-1,0 0,6—1,0 До 0,30 « 0,35
4Х4В4ФМ 0,35—0,45 0,60—1,0 0,20—0,40 3,0-4,0 3,5-4,2 0,3—0,6 0.4—0,6 — « 0,30
4Х5В2ФС 0,35—0,45 0,80—1,20 0,15—0,40 4,5-5,5 1,6-2,4 0,6—1,0 До 0,30 « 0,35
5ХСГВФ 0,45—0,55 0,50—0,90 0,80—1,10 1,1 —1,4 0,2—0,3 0,5-0,8
27Х2Н2МВФ 0,25—0,30 0,17—0,37 0,50—0,80 2,0—2,5 0,4—0,6 0,2—0,3 0,4—0,6 — 1,4-1,8
30Х2МНФ 0,27—0,39 0,17—0,37 0,30—0,60 2,0-2,5 — 0,25—0,40 0,4—0,6 — 1,2-1,5
ХВСГ 0,95 — 1,05 0,65—1,0 0,6—0,9 0,6—1,1 0,7—1,0 0,05—0,15 До 0,30 До 0,25
ХВГ 0,90—1,05 0,15—0,35 0,80—1,10 0,90—1,20 1,20—1,60 — « 0,30 « 0,25
Х6ВФ 1,05—1,15 0,15—0,35 0,15—0,40 5,5—7,0 1,1 —1,5 0,4—0,7 « 0,30 « 0,35
ХВ5 1,25—1,45 0,15—0,35 0,15—0,40 0,40—0,70 4,0—5,0 0.15—0,30 « 0,30 « 0.35
ЗХ2В8Ф 0,30—0,40 0,15—0,40 0,15—0,40 2,2—2,7 7,5—9,0 0,4—0,7 « 0,30 « 0,35
ЗХ2МНФ 0,27—0,33 0,15—0,40 0,30—0,60 2,00—2,50 — 0,25—0,40 0,40—0,60 — 1,20—1,60
4Х8В2 0,35—0,45 0,15-0,35 0,15-0,40 7,0—9,0 2,0—3,0 — До 0,30 До 0,35
4ХВ2С 0,35—0,44 0,60—0,90 0,15—0,40 1,0—1,3 — 2,0—2,5 « 0,30 До 0,35
5ХВ2С 0,45—0,54 0,50—0,80 0,15—0,40 1,0—1,3 2,0—2,5 « 0,30 « 0,35
6ХВ2С 0,55—0,65 0,50—0,80 0,15—0,40 1,0-1,3 2,2—2,7 « 0,30 « 0,35
5ХНВ 0,50—0,60 0,15—0,35 0,50-0,80 0,50—0,80 0,4—0,7 — — « 0,30 1,4—1,8
табл. 3
Продолжение
Сталь С Si Мп Сг W V Мо Си №
5ХИМ 0,50—0,60 0,15-0,35 0,50—0,80 0,50—0,80 0,15-0,30 « 0,30 1,4—1,8
5ХГМ 0,50—0,60 0,25—0,65 1,2—1,6 0,60—0,90 — — 0,15—0,30 « 0,30 До 0,35
5ХНТ 0,50—0,60 До 0,35 0,50—0,80 0,90—1,25 — — — — 1,40—1,80
55ХН2Ф 0,53—0,60 0,17—0,37 0,25—0,65 1.35—1,65 —- 0,2—0,3 — — 2,0—2,5
7X3 0,60—0,75 0,15—0,35 0,15—0,40 3,2—3,8 — — — До 0,39 До 0,35
8ХФ 0,70—0,80 0,15—0,35 0,15—0,40 0,40—0,70 — 0,15—0,30 — « 0,30 « 0,35
12ХНЗА 0,09—0,16 0,17—0,37 0,30—0,60 0,60—0,90 — — — До 0,20 2,75—3,15
ИХ 1,05—1,14 0,15—0,35 0,40—0,70 0,40—0,70 — — — — —
12Х 1,15—1,25 0,2—,0,4 0,3—0,6 1,3—1,6 — — — — —
13Х 1,25—1,40 0,30—0,60 0,15—0,35 0,40—0,70 — —. — — —
В2Ф 1,10—1,20 До 0;35 До 0,40 0,2—0,4 1,6—2,2 0,2—0,5 — — —
9ХВГ 0,85—0,86 0,15—0,35 0,90 — 1,2 0,5—0,8 0,5—0,8 — — — —
7ХГ2ВМ 0,7—0,8 0,2—0,4 1,8—2,3 1,5—1,8 0,9—1,3 0,1—0,2 0,6—1,0 — —
Х12Ф1 1,20—1,45 0,15—0,35 0,15—0,40 11,0—12,5 — 0,7—0.9 — До 0,3о До 0,35
Х12М 1,45—1,65 0,15-*- 0,35 0,15-0,40 11,0—12,5 — 0,15—0,30 04—0,6- « 0,35 « 0,35
Х12МФ 1,45—1,65 0,15—0,35 0,15—0,40 11,0—12,50 — 0,15—0,30 0,40—0,60 — —
ШХ6 1,05—1,15 0,17—0,37 0,2—0,4 0,4—0,7 — — — — —
ШХ9 1,0—1,1 0,17—0,37 0,2—0,4 0,9—1,2 — — — — —
ШХ15 0,95—1,05 0,17—0,37 0,2—0,4 1,3—1,65 — — — — —
ШХ15СГ 0,95—1,05 0,4—0,65 0,9—1,2 1,3—1,65 — — — — —
7ХФ 0,63—0,73 0,15—0,35 0,3—0,6 0,4—0,7 — 0,15—0,3 — — До 0,35
11ХФ 1.05—1,15 0,15—0,35 0,4—0,7 0,4—0,7 — 0,15—0,3 — — « 0,35
ХВ4 1,25—1,45 0,15—0,35 0,15—0,4 0,4—0,7 3,5—4,3 0,15—0,3 — До 0,3 « 0,35
9X1 0,8—0,95 0,25—0,45 0,15—0,4 1,4—1,7 — — — « 0,3 « 0,35
ХГС 0,95—1,05 0,4—0,7 0,85—1,25 1,3—1,65 — — — — —
12X1 1.15—1,25 0,15—0,35 0,3—0,6 1,3—1,65 — — — — —
Х12 2,0—2,2 0,15—0,35 0,15—0,4 11,5—13,0 — — — — —
Х12ВМ 2,0—2,2 0,2—0,4 0,15-0,4 11,0—12,5 0,5—0,8 0,15—0,3 0,6—0,9 — —
8Х6НФТ
(85Х6НФТ) 0,8—0,9 0,15—0,35 0,15—0,4 5,0-6,0 — 0,3—0,5 — — —
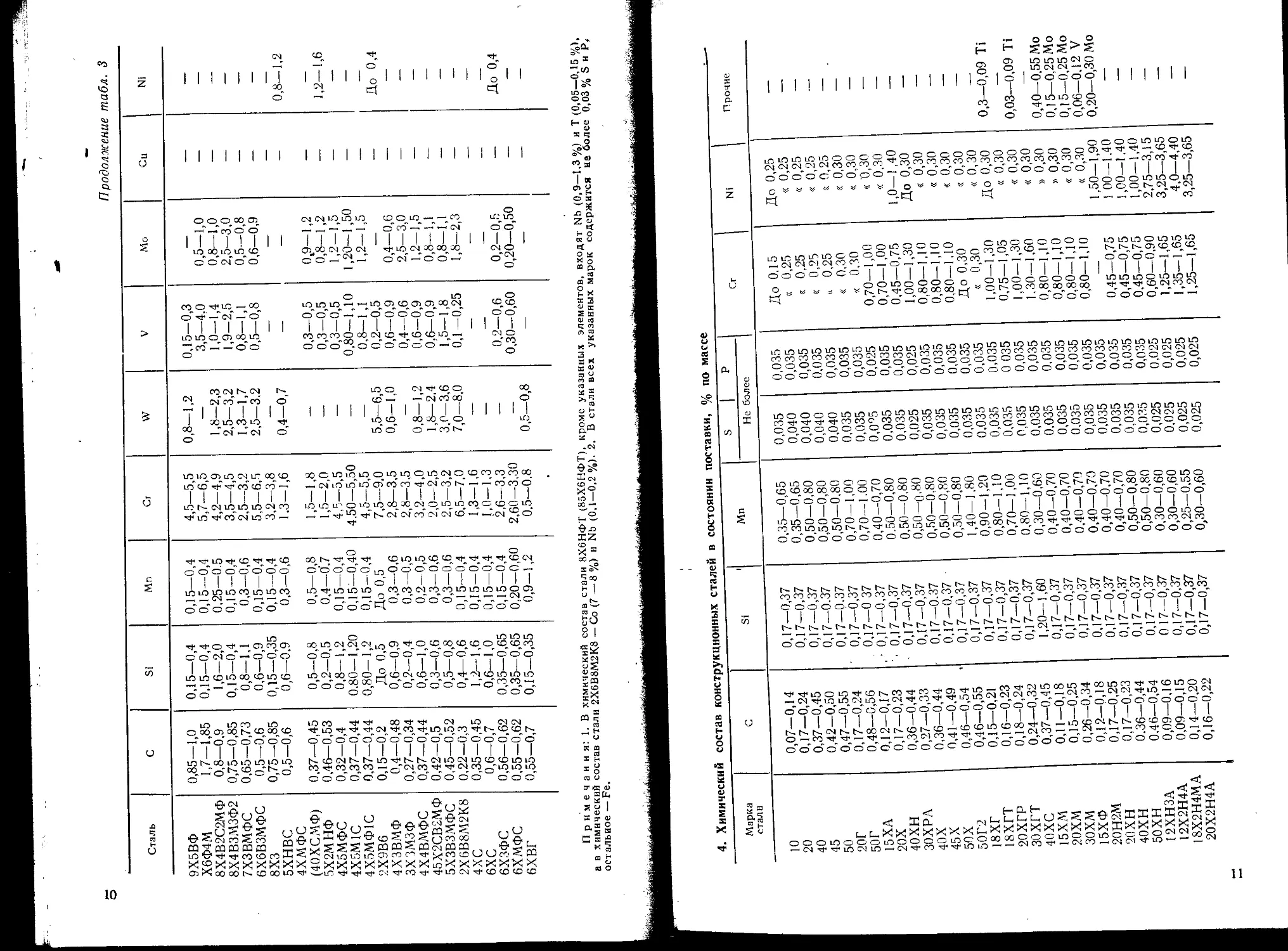
Продолжение табл. 3
Сталь с Si Мп Сг W V Ио Си NI
9Х5ВФ 0,85—1,0 0,15—0,4 0,15—0,4 4,5—5,5 0,8-1,2 0,15—0,3
Х6Ф4М 1,7—1,85 0,15—0,4 0,15—0,4 5,7-6,5 3,5—4.0 0,5—1,0
8Х4В2С2МФ 0,8—0,9 1,6—2,0 0,25—0.5 4,2—4,9 1,8—2,3 1,0—1,4 0,8—1'0
8Х4ВЗМЗФ2 0,75—0,85 0,15—0,4 0,15-0,4 3,5—4,5 2,5—3,2 1,9—2,5 2,5—з',0
7ХЗВМФС 0,65—0,73 0,8—1,1 0,3-0,6 2,5—3,2 1,3—1,7 0,8—1,1 0,5—0,8
6Х6ВЗМФС 0,5—0,6 0,6—0,9 0,15—0,4 5,5—6,5 2,5—3,2 0,5—0,8 0,6—0,9
8X3 0,75—0,85 0,15—0,35 0,15—0,4 3,2—3,8
5ХНВС 0,5—0,6 0,6—0,9 0,3-0,6 1,3—1,6 0,4—0,7 0 8 12
4ХМФС
(40ХСМФ) 0,37—0,45 0,5—0,8 0,5—0,8 1,5—1,8 — 0,3—0,5 0,9—1,2
5Х2МНФ 0,46—0,53 0,2—0,5 0,4—О',7 1,5—2,0 — 0,3—0,5 0,8-1,2 1,2—1,6
4Х5МФС 0,32—0,4 0,8—1,2 0,15-0,4 4,5—5,5 — 0,3—0,5 1,2—1,5
4Х5М1С 0,37—0,44 0.80—1,20 0,15—0,40 4,50—5,50 0,80—1,10 1,20—1,50
4Х5МФ1С 0,37—0,44 0,80-1,2 0,15-0,4 4,5—5,5 — 0,8—1,1 1,2—1,5
2Х9В6 0,15—0,2 До 0,5 До 0,5 7,5—9.0 5,5—6,5 0,2—0,5 До 0,4
4ХЗВМФ 0,4—0,48 0,6—0,9 0,3-0,6 2,8—3,5 0,6—1,0 0,6—0,9 0,4—0,6
ЗХЗМЗФ 0,27—0,34 0,2—0,4 0,3—0,5 2,8—3,5 — 0,4—0,6 2,5—3,0
4Х4ВМФС 0,37—0,44 0,6—1,0 0,2—0,5 3,2—4,0 0,8—1,2 0,6—0,9 1,2—1,5
45Х2СВ2МФ 0,42—0,5 0,3—0,6 0,3—0,6 2,0—2,5 1,8—2,4 0.6—0,9 0,8—1,1
5ХЗВЗМФС 0,45—0,52 0,5-0,8 0,3—0,6 2,5—3,2 3.0—3,6 1,5—1,8 0,8—1,1
2Х6В8М2К8 0,22—0,3 0,4—0,6 0,15—0,4 6,5—7,0 7,0—8,0 0,1—0,25 1,8—2,3
4ХС 0,35—0,45 1,2—1,6 0,15-0,4 1,3-1,6
6ХС 0,6—0,7 0,6—1,0 0,15—0,4 1,0—1,3 __
6ХЗФС 0,56—0,62 0,35—0,65 0,15-0,4 2,6—3,3 0,2—0,6 0,2—0,5 До 0,4
6ХМФС 0,55-0,62 0,35—0,65 0,20—0,60 2,60—3,30 0,30—0,60 0,20—0,50
6ХВГ 0,55—0,7 0,15—0,35 0,9-1,2 0,5—0.8 0,5—0,8 — — — —
Примечания: 1. В химический состав стали 8Х6НФТ (85Х6НФТ), кроме указанных элементов, входят Nb (0,9—1,3 %) и Т (0,05—0,15 %),
а в химический состав стали 2Х6В8М2К8— Со (7 —8 %) и Nb (0,1—0,2 %). 2, В стали всех указанных марок содержится на более 0,03% S и р,-
остальное — Fe.
4. Химический состав конструкционных сталей в состоянии поставки, % по массе _____
Марка стали С Si ' Мп S 1 р 1 1 1 1 о 1 Ni 1 Прочие Не более | | |
10 20 40 45 50 20Г 50 Г 15ХА 20Х 40ХН ЗОХРА 40Х 45 X 50 X 50Г2 18ХГ 18ХГТ 20ХГР ЗОХГТ 40ХС 15ХМ 20ХМ 30ХМ 15ХФ 20Н2М 20 ХН 40ХН 50 ХН I2XH3A 12Х2Н4А 18Х2Н4МА 20Х2Н4А 0,07—0,14 0,17—0,24 0,37—0,45 0,42—0,50 0,47—0,55 0,17—0,24 0,48—0,56 0,12—0,17 0,17—0,23 0,36—0,44 0,27—0,33 0,36—0,44 0,41—0,49 0,46—0,54 ’ 0,46—0,55 0,15—0,21 0,16—0,23 0,18—0,24 0,24—0,32 0,37—0,45 0,11—0,18 0,15—0,25 0,26—0,34 0,12—0,18 0,17—0,25 0,17—0,23 0.36—0,44 0,46—0,54 0,09—0,16 0,09—0,15 0,14—0,20 0,16—0,22 0,17—0,37 0,17—0,37 0,17—0,37 0,17—0.37 0,17—0.37 ' 0,17—0,37 0,17—0 37 , 0,17—0,37 ’• 0,17—0,37 . 0,17—0,37 0,17—0,37 0,17—0.37 0,17—0,37 0,17—0,37 0,17—0,37 0,17—0,37 0,17—0,37 0,17—0,37 0,17—0,37 1,20—1,60 0,17—0,37 0,17—0,37 0,17—0,37 0,17—0,37 0,17—0,37 0,17—0,37 0,17—0,37 0,17—0,37 017—0,37 0,17—0,37 0,17—0,37 0,17—0,37 0,35—0,65 0,35—0,65 0 50—0,80 0,50—0,80 0,50—0.80 0,70—1,00 0,70 — 1.00 0,40—0,70 0.50—0,80 0,50—0,80 0,50—0.80 0,50—0,80 0,50—0,80 0,50—0,80 1,40—1,80 0,90-1,20 0,80—1,10 0,70—1,00 0,80—1,10 0,30—0,60 0,40—0,70 0,40—0,70 0,40—0,70 0,40—0.70 0,40—0,70 0,40—0,70 0,50—0,80 0,50—0,80 0,30—0,60 0,30—0,60 0,25-0,55 0,30—0,60 0,035 0,040 0,040 0,040 0,040 0,035 0,035 0,0°5 0,035 0,035 0,025 0,035 0,035 0,035 0,035 0,035 0,035 0,035 0,035 0,035 0,035 0,035 0.035 0,035 0,035 0,035 0,035 0,035 0,025 0,025 0,025 0,025 0,035 0,035 0,035 0,035 0,035 0,035 0,035 0,025 0,035 0,035 0,025 0,035 0,035 0,035 0,035 0,035 0,035 0 035 0,035 0,035 0,035 0,035 0,035 0,035 0,035 0,035 0,035 0,035 0,025 0,025 0,025 0,025 До 0,15 « 0,25 « 0,25 « 0,25 « 0,25 « 0,30 « 0.30 0,70—1,00 0,70—1,00 0,45—0,75 1,00—1,30 0,80—1,10 0,80—1,10 0,80—1.10 До 0,30 « 0,30 1,00—1,30 0,75—1,05 1,00-1,30 1,30—1,60 0,80—1,10 0,80—1,10 0,80—1,10 0,80—1,10 0,45—0,75 0,45—0,75 0,45—0,75 0,60—0,90 1,25—1,65 1,35—1,65 1,25—1,65 До 0,25 « 0,25 « 0,25 « 0,25 « 0,25 « 0,30 « 0,30 « 0,30 « 0,30 1,0—1,40 До 0,30 « 0,30 « 0,30 « 0,30 « 0,30 « 0,30 До 0,30 « 0,30 « 0,30 « 0,30 » 0,30 » 0,30 « 0,30 « 0,30 1,50—1,90 1 00—1.40 1,00—1,40 1,00—1,40 2,75—3,15 3,25—3,65 4,0—4,40 3,25—3,65 0,3—0,09 Ti 0,03—0,09 Ti 0,40—0,55 Mo 0,15—0,25 Mo 0,15—0,25 Mo 0,06—0.12 V 0,20—0,30 Mo
Продолжение табл. 4
зохгс 0,28—0,35 0,90—1,20 0,80—1,10 0.035 0,035 0,80—1,10 До 0,30
30ХГСН2А 0,27—0,34 0,90—1,20 1,00—1,30 0,025 0,025 0,90—1,20 1,40—1,80 —
38ХГН 0,35—0,43 0,17—0,37 0,80—1,10 0,035 9,035 0,50—0,80 0,70—1,00 —
30ХН2МА 0,27—0,34 0,17—0,37 0,30—0,60 0,025 0,025 0,60—0,90 1,25—1,65 0,20—0,30 Мо
40ХН2МА 0.37—0,44 0,17—0,37 0,50—0,80 0,025 0,025 0,60—0,90 1,25—1,65 0,15—1,25 Мо
25Х2Н4МА 0,21—0,28 0,17—0,37 0,25—0,55 0,025 0,025 1,35—1,65 4,00—4,40 0,30—0,40 Мо
20ХН4ФА 0,17—0,24 0,17—0,37 0,25—0,55 0,025 0.025 0,70—1,10 3,75—4,15 0,10—0,18 V 0,15—0,25 Мо
38Х2МЮА 0,35—0,42 0,20—0,45 0,30—0,60 0,025 0,025 1,35—1,65 До 0,30 0,70—1,10 А1
5. Химический состав пружинных сталей в состоянии поставки, % по массе
Марка стали С Мп | Si | Сг | Ni | Прочие элементы
65 0,62—0,70 0,50—0,80 0,17—0.37 До 0,25 До 0,25
70 0,67—0,75 0,50—0,80 0,17—0,37 « 0,25 « 0,25 —
75 0,72—0,80 0,50—0,80 0,17-0,37 « 0,25 « 0,25 —
85 0,82—0,90 0,50—0,80 0,17—0,37 ' « 0,25 « 0,25 —
У9А 0,85—0,94 0,15—0,30 0,15—0,30 « 0,15 « 0,20 —
У10А 0,95—1,04 0,15—0,30 0,15—0,30 « 0,15 « 0,20 —
У НА 1,05—1,14 0,15—0,30 0,15—0,30 « 0,15 « 0,20 —
60Г 0,57—0,65 0,70—1,00 0,17—0,37 « 0,25 « 0,25
65Г 0,62—0,70 0,90—1,20 0,17—0,37 « 0,25 « 0,25 —
70Г 0,67—0,75 0,90—1,20 0,17—0,37 « 0,25 « 0,25 —
55ГС 0,52—0,60 0,60—0.90 0.50—0,80 « 0,30 « 0,25 —
50С2 0,47—0,55 0,60—0,90 1,50—2,00 « 0,30 X 0,25
55С2 0,52—0,60 0,60—0,90 1.50—2,00 « 0,30 « 0,25 —
55С2А 0,53—0,58 0.60—0,90 1,50—2,00 « 0,30 « 0,25 —
60С2 0,57—0,65 0,60—0,90 1,60—2,00 « 0,30 « 0,25 —
70СЗА 0,60—0,74 0,60—0,90 2,40—2,80 « 0,30 « 0,25 —
50ХФА 0,46—0,54 0,50—0,80 0,17—0.37 0,80—1,10 До 0,25 0,10—0,20 V
50ХГФА 0,48—0,54 0,80—1,00 0,17—0,37 0,95—1,10 « 0,25 0,15—0,25 V
60С2ХА 0,56—0,64 0,40—0,70 1,40—1,80 0,70—1,00 « 0,25 —
60С2ХФА 0,56—0,64 0,40—0,70 1,40—1,80 0,90—1,20 « 0,25 0,10—0,20 V
60С2Н2А 0,56—0,64 0,40—0,70 1,40—1,80 До 0,30 1,40—1,70 —
65С2ВА 0,61—0,69 0,70—1,00' 1,50—2,00 < До 0,25 0,80—1,20 W
6. Химический состав окалиностойких и жаропрочных сталей в состоянии поставки, % по массе ;.
Марка стали С Si Мп I S Не бо р лее Сг Ni W V Мо Прочие элементы
15Х6СЮ 40Х9С2 10Х13СЮ 10Х23Н18 40Х10С2Н 30Х13Н7С2 45Х14Н14В2М 40Х15Н7Г7Ф2МС 37Х12Н8Г8МФВ ХН75МВТЮ Х38ВТ ХН70МВТЮ ХН78Т ХН77ТЮР До 0,15 0,35—0,45 0,07—0,12 До 0,10 0,35—0,45 0,25—0,34 0,40—0,5 0,38—0,47 0,34—0,40 До 0,10 0,06—0,12 0,10—0,16 До 0,12 « 0,07 1,20—1,80 2,0—3,0 1,20—2.0 До 1,00 1,90—2,60 2,0—3,0 До 0,80 0,90—1,40 0,30—0180 До 0,80 « 0,80 « 0,60 До 0,80 « 0,06 До 0,50 « 0,80 « 0,80 « 2,00 « 0,80 « 0,80 « 0,80 6,00—8,00 7,50—9,50 До 0,40 « 0,70 « 0,50 До 0,70 « 0,40 0,025 0.025 0,025 0,020 0,025 0,025 0,020 0,020 0,030 0,012 0,020 0.012 0,012 0,007 0,030 0,030 0,030 0,035 0.030 0,030 0,035 0,035 0,035 0,020 0,030 0,015 0,015 0,015 5,5—7,7 8,0—10,0 12.0—14,0 22,0—25,0 9.0—10,5 12,0—14,0 13,0—15,0 I 14—16,0 11,5—13,5 19,0—22,0 20,0—23,0 14,0—16,0 19,0—22,0 19,0—22,0 17,0—20,0 6,0—7,5 13,0—15,0 6,0—8,0 7,0—9,0 Осталь- ное 35—39,0 Остал ь - ное Осталь- ное То же 2,0—2,8 2,80—3,50 4,0—6,0 1,5-1,9 1,50—1,90 1,25—1,55 0,7—0,9 0,65—0,95 0,65—0,95 1,10—1,40 1,80—2,30 3,0—5,0 0,7—1,1 А1 1,0—1,80 А1 0,25—0,45 Nb 0,35—0,75 Al 0,35—0,75 Ti 0,90—1,30 Nb до 0,07 Си « 3,00 Fe « 0,50 Al 0,7—1,2 Ti остальное Fe 1,7—2,2 Al 1,0—1,4 Ti до 0,07 Си « 3,0 Fe « 0,01 в 0,15—0,35 Ti до 0,15 Al « 6,0 Fe « 0,01 В 2,30—2,70 Ti 0,6—1,0 Al | до 0,4 Fe
Химический состав нержавеющих сталей в состоянии поставки, % по массе
Z До 0,60 « 0,60 g « 0,60 « 0,60 8 o' 09*0 1,5—2,5 ОЪ 1—0*8 8,0—9,50 3,70—4,70
и — 14,0 — 14,0 — 14,0 — 14,0 -18,0 -17,0 -27,0 об 1 -19,0 -19,0 -14,0
12,0 0б1 12,0- 12,0 16,0- 15,0- 24,0,- 16,0- 17,0- 17,0- 12,0-
о. 0,030 0,030 0,030 0,030 0,035 0,035 0,035 0,030 0,035 0,035 0,050
О * - X
о 1.0 g см ю g ю ю g ю 8 ю
о с с с с о о" о*
о г< v X
X о .< 0,80 :< 0,80 < 0,80 ОС < 0,80 об 08*0 ! 00*2 > < 2,00 7
об*
0,80 0,80 0,80 0,80 0,80 0.80 1,00 0,80 08*0 0,80 08*С
О —г X - *
3,15 я й см 00* ю Г- см см о
и 1 | 1 о 1 о 7 с о 7
0,09- 0,16- 0,26- 0,36- о 0,90- До 0,11- До « 0,15-
га s * =; сх га Оз
2 СО со см 00 X LO fe О') >С 1Л СМ X X о X 00 X см X 00 X X X см
8 Температура критических точек превращения в инструментальных сталях, °C
Сталь Критические точки
Превращение перлита (феррита) в аустенит (при нагревании) Превращение аусте- нита в перлит (при охлаждении) Мартеиснтиое превращение
Начало Ас, Коней Ас., Начало — Аг, Конец — Агя Начало — /Ми Конец — Мк
. —' Х12Ф1 810 760 225 0
Х12М 830 — 760 — 230 (980) 0 (980)
5ХНВ 730 780 -— — 205 —
5ХНМ 720 780 610 640 230 —
6ХС 770 830 — —. 250 —
9ХС 770 870 730 — 160 (875) —30 (875)
ХВГ 750 940 710 — 210 (850) —50 (820)
ШХ15 745 900 700 — 245 (860) —30 (850)
У7, У7А 730 770 700 — 280 (950) -55
У8, У8А 720 740 700 — 245 (810) -55
У10, У10А 730 800 700 — 210 (800) —
У11, УНА 730 810 700 — 200 (785) —
У12, У12А 730 820 700 — 200 (780) -20 (780)
У13, У13А 730 830 700 — 190 (825) —
X 745 900 — — 240 —
ИХ — — 710 — 195 (810) —
13Х 760 780 625 740 — —
Х6ВФ ЗХ2В8Ф 815 800 850 690 750 150 (10251 380 — 100 (1025)
4Х8В2 820 — — — — —
4ХВ2С 780 840 — — — —
5ХВ2С 775 860 — — 295 —
6ХВ2С 775 810 — — — —
5ХГМ 700 800 — 215 —
7X3 770 — 730 — — —
7ХФ 770 780 710 740 — —
4Х2В5МФ — 840 690 840 20' — 100
4Х4В4ФМ 860 890 — — — —
4Х5В2ФТ 800 875 730 840 275 -90
30Х2МНФ 780 830 — — —
9Х 745 860 700 — — —
9X2 756 783 — —
9Х2МФ 748 784 — —
9Х2СВФ 792 829 — — —
50ХН 725 770 680 — — —
Р6МЗ 820 760 — 197 (1225) -70
Р6М5 815 880-.. 730 790 —
Р6М5ФЗ 81-5 875 —
Р6М5К5 840 875 765 8q5 — —
Р9 810 — 760 180 (1220) — НО (1220)
Р9 К5 815 850 725 760 — —
Р9К10 840 870 785 820 — —
Р9М4К8 800 840 750 790 — —
Р10К5 — — 170 (1240) —
Р12 820 — 760 — 180 (1250) —
Р14Ф4 820 — 760 — 200 (1260) —
Р18 820 760 — 120 (1300) — 100
Р18К5Ф2 820 760 215
Р18Ф2 800 850 725 770
Р18Ф2К8М 780—830 720-680 220—270 —
Примечание. В скобках указан i температурь нагрева под закалку.
14
15
9. Марки инструментальных легированных сталей, рекомендуемых для техноло-
гической оснастки
Режущий и измерительный инструмент Штампы и пресс-формы
Стали не- глубокой прокаливае- мости Стали глубокой прокалнваемости Стали для холодных штампов Стали для горячих штампов и пресс-форм литья под давлением Стали для ударного инструмен- та, иожей холодной н горячей резки
7ХФ 9X1, 9Х Х6ВФ 7X3, 8X3 4ХС
8ХФ X, ШХ15 12X1, 12Х Х12 Х12ВМ, Х12М0 5ХНМ, 5ХНВ, 5ХНВС 5ХГМ 6ХС
9ХФ 9ХС Х12Ф1 4ХМФС 4ХВ2С
11ХФ, ИХ ХГС 7ХГ2ВМ 4Х5В2ФС, 4Х5МФС 5ХВ2С
13Х ХВ4, ХВ5 В2Ф 9ХВГ, 9Х5ВФ ХВГ, ХВСГ 8Х6НФТ, 8Х4ВЗМЗФ2 6Х6ВЗМФС 4X5MIC 4ХЗВМФ, 4Х4ВМФС, ЗХЗМЗФ ЗХ2В8Ф, 4Х2В5МФ 45Х2СВ2МФ, 5ХЗВЗМФС, 5Х2МНФ ЗХ2МНФ, 4ХМНФС 6ХВ2С 6ХВГ 6ХМФС
Температуры режущей стойкости инструментальных материалов
Материал Темпсратуростойкость, °C
Углеродистая сталь .................................. 220
Низколегированная сталь.............................. 240
Быстрорежущие стали............................. 620—640
Карбид бора .................................... 500—700
Синтетический алмаз ......................... 650—900
Твердые сплавы подгруппы ВК................... 950—1100
Твердые сплавы подгруппы ВТК..................1100—1250
Минералокерамика.................................... 1500
Электрокорунд................................. 1500—1700
Кубический нитрид бора..........................1400—1800
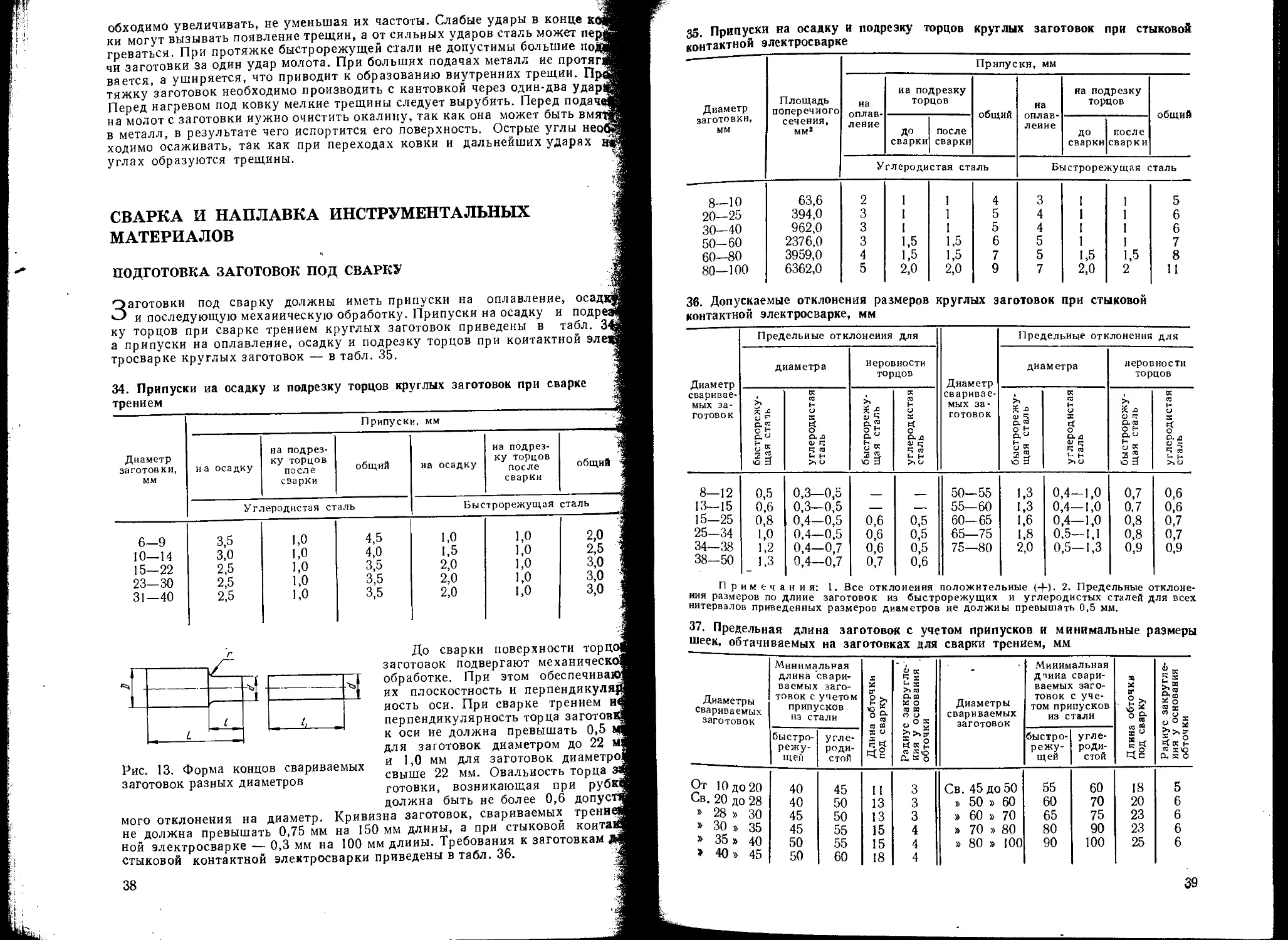
КОВКА ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
ВЛИЯНИЕ КОВКИ
НА СТРУКТУРУ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
ТЯнструмеитальная сталь в состоянии поставки может иметь дефекты
‘ ‘структуры, отрицательно влияющие на качество готового инструмента:
дендридность, полосчатость, химическую и механическую ликвацию, неори-
ентирован ность основных кристаллических решеток, карбидную неодно-
родность. Качество поковок из быстрорежущей стали определяется степенью
карбидной неоднородности и наличием карбидной сетки. Карбидная i не-
однородность классифицируется п* десятибалльной шкале. Чем меньше номер
по шкале карбидной неоднородности, тем выше качество металла. Для раз-
рушения карбидной сетки и уменьшения карбидной неоднородности до вто-
рого-третьего баллов заготовки следует многократно перековывать до задан-
ных размеров, обеспечивая при этом общую степень деформации (сумму сте-
16
10. Химический состав смесей металлокерамических твердых
сплавов вольфрамовой группы, % по массе
Сплав Карбид вольфрама Ко- бальт Сплав Карбид вольфрама Ко- бальт Сплав Карбид вольфрама Ко- бальт
ВК2 98 2 ВК8 92 9 ВК20 80 20
вкз 97 3 вкю 90 10 ВК25 75 25
ВК4 96 4 ВКИ 89 11 вкзо 70 30
ВК6 94 6 ВК15 85 15
Примечание. Приведенные марки сплавов могут иметь индексы «К», *М* или
«ОМ» обозначающие степень дисперсности. Дополнительные буквенные обозначения: М —
мелкозернистая структура сплава в изделиях; ОМ —особо мелкозернистая структура
сплава в изделиях; К — крупнозернистая структура сплвва в изделиях, получаемая по
специальной технологии. Буква «В» в конце марки (например БК11-Б) означает, что сплав
спечеи в атмосфере водорода. Кроме компонентов, указанных в таблице, в сплавах с ин-
дексами «М» или «ОМ» за счет уменьшения количества карбида вольфрама добавлено 0,1 %
карбида ванадия и до 2% карбида тантала.
11. Химический состав смесей металлорежущих твердых сплавов
титановольфрамовой группы, % по массе
Сплав Карбид вольфрама Карбид титана Кобальт Сплав Карбид вольфрама Карбид титаиа Кобальт
Т60К6 34 60 6 Т14К.8 78 14 8
Т30К4 66 30 4 Т5КЮ 85 6 9
Т15К6 79 15 6 Т5К12В 83 5 12
12. Химический состав смесей металлокерамических твердых сплавов
титанотанталовольфрамовой группы, % по массе
Сплав Карбид Кобальт
вольфраме титвиа твитвла
TT7KJ2 81 4 3 12
ТТ8К6 84 8 2 6
ТТ10К8 82 3 7 8
ТТ20К9 71 8 12 9
13. Физические свойства исходных материалов твердых сплавов
Материал Химический символ Температура плавления. °C Плотность. (кг/м3) • 103 ( • Твердость в ' деформиро- ванном со- стоянии НВ Материал Химический символ Температура плавления, °C 1 Платность, (кг/ма) • 10s Твердость в деформиро- ванном со- стоянии НВ
Вольфрам W 3360 19,5 350—400 Карбиды:
.Тантал Та 3000 16,6 125-350 тантала ТаС 3800 14,0
Ниобий Nb 2500 7,37 200—250 вольфрама WC 3600 15,7
1итан Ti 2000 4,5 260 ниобия NbC 3500 7,5
Цирконий Zr 1857 6,53 153 циркония ZrC 3500 7,9 —
Ванадии V 1720 5,8 360 титана TiC 3140 4,5 —
ванадия VC 2750 5,3 —
17
14. Физико-механические свойства твердых сплавов
Твердый ; сплав Предел проч- ности при из- i гибе, МПа, не менее ; Твердость по 1 Роквеллу HRA, ие 1 менее Плотность, кг/м3 I Твердый сплав Предел проч- ности при изгибе, МПа, не менее Твердость по Роквеллу HRA. не менее Плотность, кг/м3
ВК2 1100 90,0 15,0—15,4 ВК15 1862 86,0 13,9—14,1
ВКЗ 1176 89,0 14,9—15,3 ВК15М 1705 87,0 Св. 13,8
ВКЗМ 1176 91,0 15,0—15,3 ВК60М 1274 91,5 Св. 14,75
ВК4 1519 89,5 14,9—15,1 вкюом 1660 87,5 14,4—15,8
В Кб 15(9 88,0 (4,6—15,0 Т5К10 1421 88,5 12,5—13,2
ВК6М 1421 90,0 14,8—15,1 Т14К8 1274 91,0 11,2—12,0
ВК8 1666 87,5 14,4—15,8 Т15К6 1176 90,0 11,0—11,7
вкю 1485 87,0 14,2—14,6 * Т15К6Т 1176 90,0 11,0—11,7
BK10M 1616 88,5 Св. 14,3 Т30К4 980 89,5 9,5—9,8
ВК11 1650 86,0 14,0—14,4 Т60К6 825 88,5 6,5—7,0
ТТЮК8 1666 89,0 13,5-13,8
ТТ7К12 1666 87,0 13,0—13,3
ТТ8К6 1324 90,5 12,8—13,3
15. Химический состав и некоторые свойства безвольфрамовых
твердых сплавов
Сплав Химический состав, %, по массе Предел проч-, ности, МПа, при Твердость HR А Л О ® п о S ч Т? С ж Коэффициент термического расширения
Карбиды и нитриды Ni Me изгибе СЖ'1- ) И1
ТМ-1 WC — 90 5 5 880 91,5 5,8
тм-з (Ti, Nb) С—64 21 15 1274 — 89 5,9 7,8
ТМ-20 TiC — 79 15 6 1100 3850 89,5 5,5 7,1
КНТ-16 Со—74 19,5 6,5 1176 4229 89 5,8 7,6
16. Области применения и рекомендуемые марки твердых сплавов
Обрабатываемый материал Рекомендуемые марки сплавов
Предварительная обработка Окончательная обработка
Углеродистые и легированные стали Жаропрочные и жаростойкие стали и сплавы Нержавеющие стали аустенит- ного класса Тнтан и его сплавы Чугуны: до НВ 240 НВ 240—400 TI5K6, ТТ7К12, Т14К8, ТТ20К9, Т5КЮ, Т5К12В Т5КЮ, ВК4, ВК8, вкю-м Т5К12В, Т5КЮ, Т14К8 ТТЮКВ-Б ВК4, ВК8 ВК4, ВК6, ВК8 вкю-ом ТЗОК4, Т15К6, Т14К8, ТТ8К6 Т15К6, Т14К8, Т5КЮ Т15К6, Т14К8, BK6-M BK8B ВК6, ВК4 ВК6М
18
Продолжение табл. 16
Обрабатываемый материал Рекомендуемые марки сплавов
Предварительная обработка Окончательная обработке
Цветные металлы и их сплавы Медно-графитовые композиты Сплавы на основе вольфрама и молибдена Неметаллические материалы ВК4, ВК6, ВК6-М, ВК8 В КЗ ВК1-ОМ, ВК10-М ВК2, ВК4, ВК6, ВК8 ВК2, ВКЗ-М, ВК6, ВК4, ВК6-М вкз-м, вкз-ом ВК6-ОМ ВК2, ВКЗ-М, ВК4, ВК6-М
17. Физико-химические свойства минералокерамнки
Минерало- керамика Вид Плотность. кг/м3 Твердость, HRA Предел проч- ности при изгибе, МПв
ЦМ-332 Оксидная 3,85 90 330—440
вш » —. — 550-660
вз Окси дно-карбидная 4,5—4,6 92—94 495—770
ВОК-60 » 4,2—4,3 92—94 660—825
ВОК-63 у. — 92—93 715—825
18. Основные физико-мехаиические свойства сверхтвердых, абразивных
и инструментальных материалов
Материал Плотность I . ю-3 кг/м3 Микро гвердоси 1 . 10е, кг/м3 Прочность, МПа Термо* стой- кость, °C 1 Теплопро- водность при 0 °C, 1 Вт/м • К
при сжатии при изгибе
Алмаз 3,48—3,56 10000 2200 231—540 700—800 0,14654
Эльбор-Р (кубический нитрид бора) 3,45—3,47 9000 ' 5500 — 1500 0,04186
Карбид бора 2,48—2,52 3700—5000 1980 308—374 2300 0,01046
Карбид крем- ния 3,12—3,-20 3300- 3600 1650 . 165—176 2600 0,01549
Корунд, электроко- рунд 3,96—3,98 2000—2300 836 88—99 1700—1900 0,01969
Карбид вольфрама 15,6 1780 3300—3960 605 2600 0,02933
Гексанит-Р 3,28—3,36 4000—6000 2200—4400 1100—1320 800—900 —
Карбид ти- тана 4,93 3000—3200 1518 561—957 3140 0,02430
19
19. Характеристики и области применения абразивных и сверхтвердых
минералокерамических материалов
Материал Условное обозначение Область применения
Наждак природный 1 Н Шлифование и заточка свободным абразивом (шкурка, бруски, пр.)
Корунд природный Е Доводка, притирка, по- лирование металлов, стек- ла, пр.
Электрокорунд: 16А, 15А, 14А, Шлифование и заточка
нормальный
13А, 12А стальных режущих инст- рументов
белый 25А, 24А, 23А То же
хромистый 34А, 33А, 32А Предварительное шлифо- вание углеродистых, не- закаленных сталей
титанистый 37А Заточка и шлифование труднообрабатываемых материалов
циркониевый эц Шлифование с неравно-
мерными нагрузками
Монбкорунд 45А, 44А, 43А Шлифование и заточка закаленных труднообра- батываемых и быстроре- жущих сталей
Сферокорупд СфК Обработка мягких и вяз- ких материалов
Карбид кремния: Шлифование, заточка, до- водка твердосплавных и минералокерамических инструментов, правка кругов
зеленый 63С, 64С
черный 55С, 54С, 53С, 52С То же
дробленый лд
металлизирова н ный ЛОМ
со стеклопокрытием лос Доводка поверхностей деталей из твердых спла- вов, минералокерамики, стали, чугуна, цветных металлов
Карбид бора КБ
Алмаз природный А Лезвийный и правящий инструмент, волоки
Алмаз синтетический: АС Шл ифова ни е, доводка стальных, твердосплав- ных минералокерамиче- ских поверхностей
обычной прочности АСО, (АС2) Чистовая заточкаг и до- водка
повышенной прочности АСР (АС4) Снятие больших припус-
- КОВ
высокой прочности АСВ (АС6) Работа при повышенных удельных нагрузках
20
Продолжение табл. 19
-- Условное обозначение Область применения
Материал
Кристаллы АСК (АС15) Особо тяжелые условия шлифования
Монокристаллы сортированные ACC (АС32) Буровые инструменты, правка кругов
Баллас АСБ (АСВ1) Заточка и шлифование труднообрабатываемых материалов, волоки, рез- цы
Карбонады АСПК (АРК4) То же
Кубический нитрид бора: — Шлифование, заточка, доводка труднообрабаты-
гексанит г
кубонит к ваемых н быстрорежуш.их закаленных сталей
Эльбор: обычной прочности повышенной прочности ло лп То же
пеней осадки и вытяжки) не менее 10. Заготовки малого диаметра из горяче-
катаной стали проковки не требуют. Критическая степень деформации ек
при ковке стали зависит от мощности ковочного оборудования н регламенти-
руется температурой ковки /:
/, °C
От 1150 до 1200 ..................................
» 950 » 1100 ....................................
» 850 » 950 .....................................
» 800 » 850 ................................. .
От 25 до 30
» 15 » 20
» 6 » 15
До 6
Карбидная неоднородность заготовок для инструментов различных групп
допускается в следующих пределах:
Группа инструментов Допустимый
балл карбид-
ной неодно-
родности
Особо сложный режущий инструмент................. 1—2
Особо сложные рабочие элементы штампов для раз-
деления тонкого материала........................ 1_____2
Инструмент для пластической деформации........... 1—2
Режущий инструмент диаметром до 20 мм............ 1—2
То же, свыше 20 мм............................... о______з
Холодновысадочный инструмент......................... 2—3
Горячевысадочный и штамповый инструмент .... 3__4
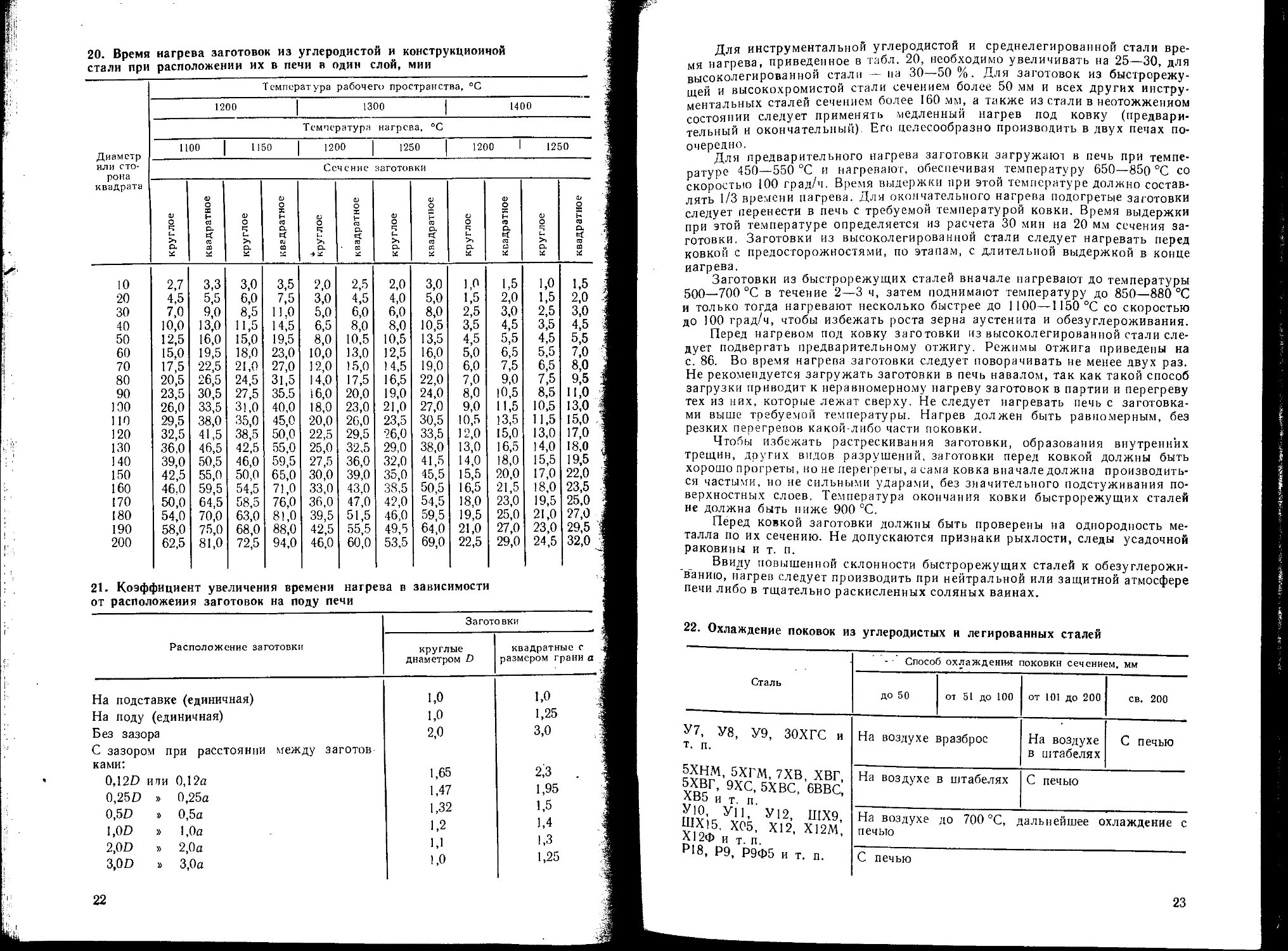
НАГРЕВ МЕТАЛЛА ПОД КОВКУ
Продолжительность нагрева холодных заготовок до температуры ковки
при расположении их в печи в один слой приведены в табл. 20. Значения
коэффициента увеличения времени нагрева, учитывающего способ располо-
жения заготовок на поду печи, указаны в табл. 21. На продолжительность
нагрева влияет отношение диаметра или толщины заготовки к ее высоте:
D/H Коэффициент сокращения времени нагрева D/H Коэффициент сокращения времени нагрева
0,25 . . . 1,0 0,66 . . . . 0,77
0,33 . . . 0,96 0,80 . . . . 0,73
0,40 . . . 0,92 1,00 . . . . 0,66
0,50 . . . 0,86 2,00 . . . . 0,48
21
20. Время нагрева заготовок из углеродистой и конструкционной
стали при расположении их в печи в один слой, мии
Температура рабочего пространства, °C
1200 | 1300 | 1400
Температура нагрева, °C
1100 1150 1200 1250 1200 1 1250
или сто- Сечение заготовки
квадрата
о ТО то
о
то н ТО ь то н
о «з о то О то О То
Ч CL Ч сх Ч CL ч Cl
t * то ti b то то ti
>3 то >1 то >•> то >1 то
Cl ca сх то сх то CL ТО
* * * * а « * X U U
10 2,7 3,3 3,0 3,5 2,0 2,5 2,0 3,0 1,0 1,5 1,0 1,5
20 4,5 5,5 6,0 7,5 3,0 4,5 4,0 5,0 1,5 2,0 1,5 2,0
30 7,0 9,0 8,5 11,0 5,0 6,0 6,0 8,0 2,5 3,0 2,5 3,0
40 10,0 13,0 11,5 14,5 6,5 8,0 8,0 10,5 3,5 4,5 3,5 4,5
50 12,5 16,0 15,0 19,5 8,0 10,5 10,5 13,5 4,5 5,5 4,5 5,5
60 15,0 19,5 18,0 23,0 10,0 13,0 12,5 16,0 5,0 6,5 5,5 7,0
70 17,5 22,5 21,0 27,0 12,0 15,0 14,5 19,0 6,0 7,5 6,5 8,0
80 20,5 26,5 24,5 31,5 14,0 17,5 16,5 22,0 7,0 9,0 7,5 9,5
90 23,5 30,5 27,5 35.5 16,0 20,0 19,0 24,0 8,0 10,5 8,5 11,0
100 26,0 33,5 31,0 40,0 18,0 23,0 21,0 27,0 9,0 11,5 10,5 13,0
НО 29,5 38,0 35,0 45,0 20,0 26,0 23,5 30,5 10,5 13,5 11,5 15,0
120 32,5 41,5 38,5 50,0 22,5 29,5 26,0 33,5 12,0 15,0 13,0 17,0
130 36,0 46,5 42,5 55,0 25,0 32,5 29,0 38,0 13,0 16,5 14,0 18,0
140 39,0 50,5 46,0 59,5 27,5 36,0 32,0 41,5 14,0 18,0 15,5 19,5
150 42,5 55,0 50,0 65,0 30,0 39,0 35,0 45,5 15,5 20,0 17,0 22,0
160 46.0 59,5 54,5 71,0 33,0 43,0 38,5 50,5 16,5 21,5 18,0 23,5
170 50,0 64,5 58,5 76,0 36,0 47,0 42,0 54,5 18,0 23,0 19,5 25,0
180 54,0 70,0 63,0 81,0 39,5 51,5 46,0 59,5 19,5 25,0 21,0 27,0
190 58,0 75,0 68,0 88,0 42,5 55,5 49,5 64,0 21,0 27,0 23,0 29,5
200 62,5 81,0 72,5 94,0 46,0 60,0 53,5 69,0 22,5 29,0 24,5 32,0
21. Коэффициент увеличения времени нагрева в зависимости
от расположения заготовок на поду печи
Расположение заготовки Заготовки
круглые диаметром D квадратные с размером грани а
На подставке (единичная) 1,о 1,0
На поду (единичная) 1,0 1,25
Без зазора 2,0 3,0
С зазором при расстоянии между заготоп
ками:
0,120 или 0,12а 1,65 2,3
0,250 » 0,25а 1,47 1,95
0,50 » 0,5а 1,32 1,5
1,00 » 1,0а 1,2 1,4
2,00 » 2,0а 1,1 1,3
3,00 » 3,0а 1,0 1,25
22
Для инструментальной углеродистой и среднелегированной стали вре-
мя нагрева, приведенное в табл. 20, необходимо увеличивать на 25—30, для
высоколегированной стали — на 30—50 %. Для заготовок из быстрорежу-
щей и высокохромистой стали сечением более 50 мм и всех других инстру-
ментальных сталей сечением более 160 мм, а также из стали в неотожжениом
состоянии следует применять медленный нагрев под ковку (предвари-
тельный и окончательный). Его целесообразно производить в двух печах по-
очередно.
Для предварительного нагрева заготовки загружаю! в печь при темпе-
ратуре 450—550 °C и нагревают, обеспечивая температуру 650—850 °C со
скоростью 100 град/ч. Время выдержки при этой температуре должно состав-
лять 1/3 времени нагрева. Для окончательного нагрева подогретые заготовки
следует перенести в печь с требуемой температурой ковки. Время выдержки
при этой температуре определяется из расчета 30 мин на 20 мм сечения за-
готовки. Заготовки из высоколегированной стали следует нагревать перед
ковкой с предосторожностями, по этапам, с длительной выдержкой в конце
иагрева.
Заготовки из быстрорежущих сталей вначале нагревают до температуры
500—700 °C в течение 2—3 ч, затем поднимают температуру до 850—880 °C
и только тогда нагревают несколько быстрее до 1100—1150 °C со скоростью
до 100 град/ч, чтобы избежать роста зерна аустенита и обезуглероживания.
Перед нагревом под ковку заготовки из высоколегированной стали сле-
дует подвергать предварительному отжигу. Режимы отжига приведены на
с. 86. Во время нагрева заготовки следует поворачивать не менее двух раз.
Не рекомендуется загружать заготовки в печь навалом, так как такой способ
загрузки приводит к неравномерному нагреву заготовок в партии и перегреву
тех из них, которые лежат сверху. Не следует нагревать печь с заготовка-
ми выше требуемой температуры. Нагрев должен быть равномерным, без
резких перегревов какой-либо части поковки.
Чтобы избежать растрескивания заготовки, образования внутренних
трещин, других видов разрушений, заготовки перед ковкой должны быть
хорошо прогреты, но не перегреты, а сама ковка вначале должна производить-
ся частыми, но не сильными ударами, без значительного подстуживания по-
верхностных слоев. Температура окончания ковки быстрорежущих сталей
не должна быть ниже 900 °C.
Перед ковкой заготовки должны быть проверены на однородность ме-
талла по их сечению. Не допускаются признаки рыхлости, следы усадочной
раковины и т. п.
Ввиду повышенной склонности быстрорежущих сталей к обезуглерожи-
ванию, нагрев следует производить при нейтральной или защитной атмосфере
печи либо в тщательно раскисленных соляных вайнах.
22. Охлаждение поковок из углеродистых и легированных сталей
Сталь •- Способ охлаждения поковкн сечением, мм
до 50 от 51 до 100 от 101 до 200 св. 200
у7, У8, У9, ЗОХГС и т. п. 5ХНМ, 5ХГМ, 7ХВ, ХВГ уп?Г’ 9ХС- 5ХВС. 6ВВС, и т, п. У'0. У11, У12- ШХ9, ШХ15, Х05, XI2, Х12М, л.12ф и т. п. В'8, Р9, Р9Ф5 и т. п. На воздухе вразброс На воздухе в штабелях С печью
На воздухе в штабелях С печью
На воздухе до 700 °C, дальнейшее охлаждение с печыо
С печью
23
23. Скорость охлаждения на воздухе стальных заготовок, °С/мин
Интервал температуры, °C Диаметр заготовки, мм Интервал температуры, °C Диаметр заготовки, мм
70 80 100 120 70 80 100 120
900—800 ' 16,7 15,2 14,5 13,6 400—300 3,3 3,0 2,9 2,7
800—700 12,4 11,3 10,7 10,0 1 300—200 2,3 2,2 2,0 1,9
700—600 9,6 8,3 7,9 7,4 200—100 1,5 1,4 1,4 1,2
600—500 6,7 6,0 5,7 5,4 100—150 1,2 1,0 1,0 0,8
500—400 4,8 4,3 4,1 3,8
4
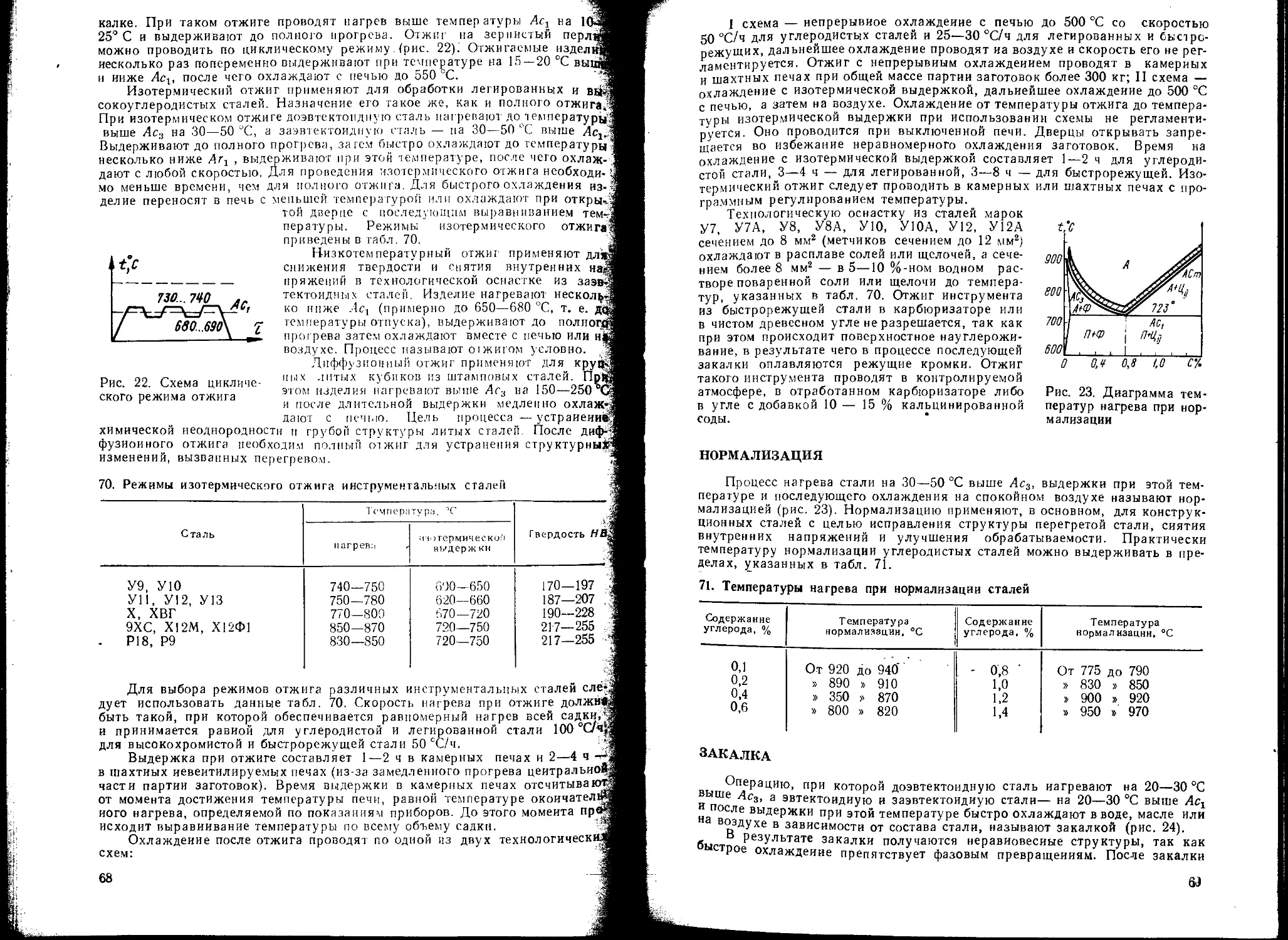
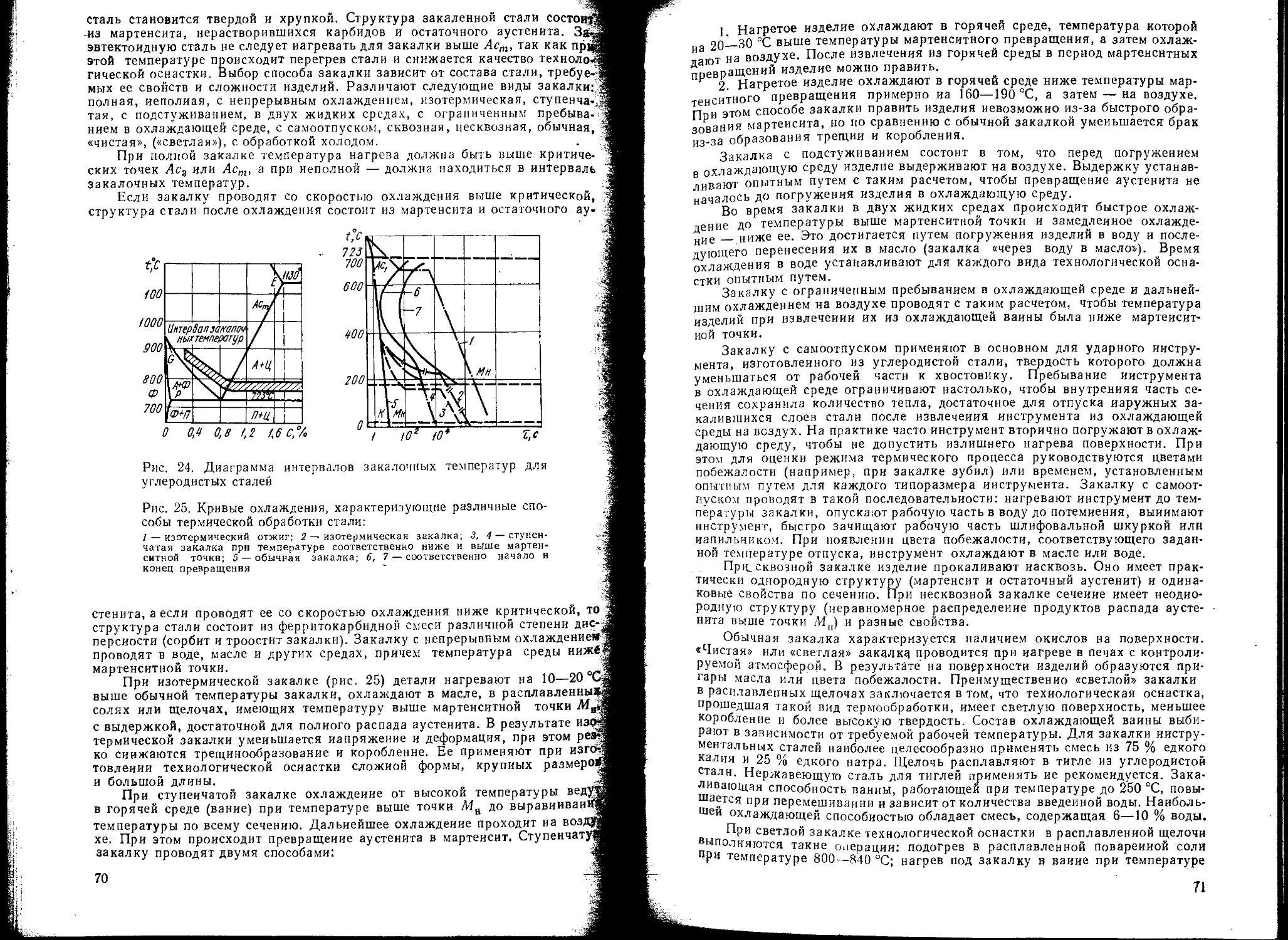
24. Рекомендуемые температурные режимы ковки
инструментальных сталей
Сталь Температура окончатель- ного нагрева, °C (начало ковки) Охлаждение до темпера- туры, °C (конец ковки) Сталь Температура окончатель- ного нагрева, °C (начало ковки) Охлаждение до темпера- туры, сС (конец ковки)
У7, У7А 1100—1125 750—850 6ХВ2С 1150—1170 820—920
У8, У8А 1100—1125 750-850 6ХВГ 1160—1180 800—920
У9, У9А 1075-1100 770—860 7ХФ 1100—1120 800—850
У10, У10А 1075—1100 770-860 8ХФ 1100—1120 800—850
У11, УНА 1075—1100 770—860 9ХС 1100—1120 800-850
У12, У12А- 1075—1100 770—860 9ХФ 1100—1120 800—850
У13, У13А 1075—1100 770—860 ИХ 1100-1120 800—850
Х6ВФ 1050—1150 850—900 13Х 1100—1120 800—850
Х12 1140—1160 880—920 I1JX15 1120—1150 860-880
Х12М 1160—1180 850—900 Р6МЗ 1080—1120 870—900
Х12Ф1 1160—1190 850-875 Р6М5 1130—1160 850—870
ХВ1 1120—1150 800—860 Р8МЗК6С 1140—1160 950—980
ХВ5 1100—1125 850— 900 Р9 1150—1200 900—920
ХВГ 1120—1150 800—860 Р9Ф5 1140-1160 850—870 '
ХВСР 1120—1150 800—860 Р9К10 1180-1200 850—870
4ХС 1160-1180 800—950 Р9М4К8 1170—1190 870—900
4ХВ2С 1160—1180 800—920 Р10К5Ф5 1140—1180 930— 950
5ХНМ 1180—1200 850—870 Р12 1100—1150 875—900
5ХГМ 1180—1200 850—870 Р12Ф2К8МЗ 1160—1180 880— 900
5ХНВ 1170—1200 850—870 Р14Ф4 1150—1180 900- 920
5ХНСВ 1180—1220 870—900 Р18 1150—1200 900- 920
5ХВ2С 1160—1180 800-920 Р18Ф2 1140—1130 875-900
6ХС 1160—1180 820—920 Р18К5Ф2 1140-1180 875-900
24
ОХЛАЖДЕНИЕ ПОКОВОК
Поковки из инструментальной стали следует охлаждать в соответствии
с рекомендациями, приведенными в табл. 22. Расчет времени охлаждения
поковок до нижнего предела температурного интервала ковки проводят
с учетом скорости охлаждения (табл, 23). Комбинированное охлаждение при-
меняют в кузнечных отделениях инструментальных цехов для поковок из
быстрорежущей стали. При таком охлаждении загрузку поковок в нагрева-
тельную печь производят при температуре 750—800 °C, выдерживают в печи
1 5—2 ч и затем охлаждают в сухом песке до 80—120 °C.
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ КОВКИ
ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
Режимы ковки инструментальных сталей приведены в табл. 24. Необхо-
димо строго соблюдать начальную и конечную температуру ковки инстру-
ментальной стали, так как при перегреве заготовки возникают внутренние
трещины, а при пережоге заготовка может даже рассыпаться на отдельные
части. Не допускается понижение температуры ковки ниже допустимого ниж-
него предела, так как при этом уменьшается пластичность стали, появляется
наклеп и образуются трещины. Нижним пределом температуры ковки счи-
тают температуру окончания ковки, при которой поковка имеет равноосную
мелкозернистую структуру и в ней отсутствует наклеп. Нижний предел
ковочных температур для заэвтектоидных сталей принимают ниже верхней
критической точки. В случае повышения температуры окончания ковки быст-
рорежущей стали при неэнергичных ударах происходит резкий рост зерна,
образуется цафталинистый излом, обусловливающий понижение стойкости
инструментов.
Для предохранения от появления в зимнее время трещин в поковках
из высоколегированной стали заготовки перед загрузкой в печь для нагрева
рекомендуется выдержать в помещении цеха для выравнивания их началь-
ной температуры. Чтобы предотвратить образование поперечных трещин на
поковках из инструментальной высоколегированной стали, следует формиро-
вать поковки без острых ребер и резких переходов.
Ковку заготовок из высоколегированной стали необходимо производить
путем многократной обратной вытяжки, технологическая сущность кото-
рой состоит в том, что заготовку в процессе последовательных переходов мно-
гократно осаживают и протягивают вдоль взаимно перпендикулярных осей.
МЕТОДЫ СВОБОДНОЙ КОВКИ
В УСЛОВИЯХ ВСПОМОГАТЕЛЬНОГО ПРОИЗВОДСТВА
Уменьшение высоты заготовки с одновременным увеличением попереч-
ных размеров выполняется путем осадки. Во избежание продольного изгиба
высота осаживаемой заготовки не должна превышать ее диаметр (наимень-
шую сторону) более чем в 2,5 раза, а ось заготовки должна быть перпендику-
лярна к рабочей плоскости бойков. При большей высоте заготовок осадку
выполняют обжатием легкими ударами молота с частой кантовкой заготов-
ки. Исправление возникающего продольного изгиба производят по боковой
поверхности либо по части торца заготовки. Коэффициент укова при осадке
сплошной заготовки определяют по формуле
Ку = НО!НГ = D\/Dl
где Но, Do соответственно высота и диаметр исходной заготовки, мм, Hlt
** соответственно высота и диаметр поковки, мм. Тогда
D. = Do УТЦЦц.
25
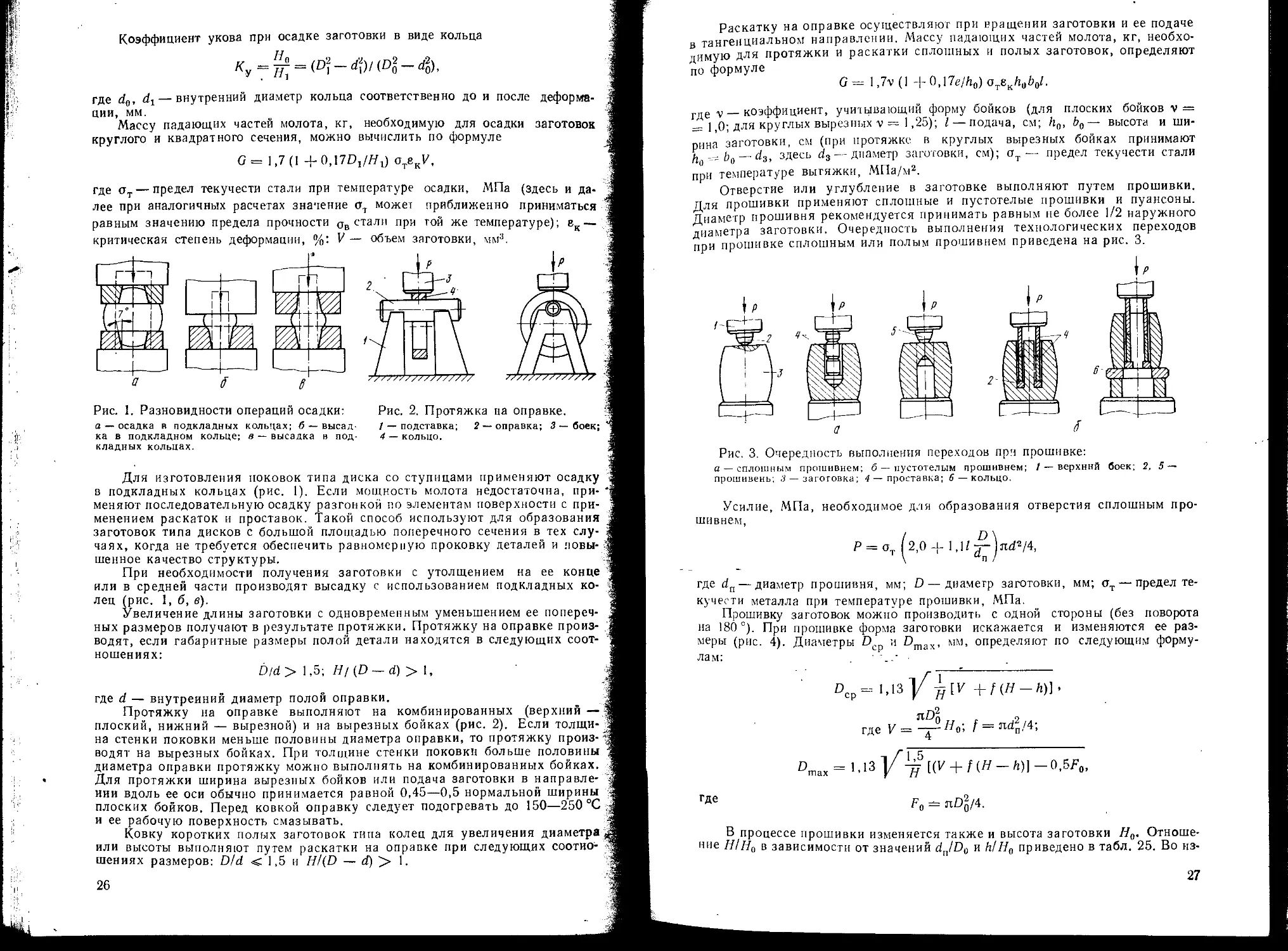
Коэффициент укова при осадке заготовки в виде кольца
где dg, dx— внутренний диаметр кольца соответственно до и после деформа-
ции, мм.
Массу падающих частей молота, кг, необходимую для осадки заготовок
круглого и квадратного сечения, можно вычислить по формуле
G= 1,7(1 +0,17£>1/77г) oTeKV,
степень деформации, %: V — объем заготовки, мм3.
где от — предел текучести стали при температуре осадки, МПа (здесь и да-
лее при аналогичных расчетах значение от может приближенно приниматься
равным значению предела прочности Ов стали при той же температуре); ек —
критическая
кольцах; б — высад-
в — высадка в под-
Рис. 1. Разновидности операций осадки:
а — осадка в подкладных
ка в подкладном кольце;
кладных кольцах.
Рис. 2. Протяжка на оправке.
/ — подставка; 2 — оправка; 3 — боек;
4 — кольцо.
поковок типа диска со ступицами применяют осадку
Для изготовления
в подкладных кольцах (рис. 1). Если мощность молота недостаточна, при- '
меняют последовательную осадку разгонкой по элементам поверхности с при-
менением раскаток и проставок. Такой способ используют для образования
заготовок типа дисков с большой площадью поперечного сечения в тех слу-
чаях, когда не требуется обеспечить равномерную проковку деталей и новы- '
шейное качество структуры.
При необходимости получения заготовки с утолщением на ее конце ’
в средней части производят высадку с использованием подкладных ко-
(рис. 1, б, в).
Увеличение длины заготовки с одновременным уменьшением ее попереч-
размеров получают в результате протяжки. Протяжку на оправке произ-
или
лец
НЫХ
водят, если габаритные размеры полой детали находятся в следующих соот-
ношениях:
D/d> 1,5; НЦЬ — d)
где d — внутренний диаметр полой оправки. '
Протяжку на оправке выполняют на комбинированных (верхний —j
плоский, нижний — вырезной) и на вырезных бойках (рис. 2). Если толщи-
на стенки поковки меньше половины диаметра оправки, то протяжку произ-'
водят на вырезных бойках. При толщине стенки поковки больше половины
диаметра оправки протяжку можно выполнять на комбинированных бойках.
Для протяжки ширина вырезных бойков или подача заготовки в направле-
нии вдоль ее оси обычно принимается равной 0,45—0,5 нормальной ширины
плоских бойков. Перед ковкой оправку следует подогревать до 150—250 °C
и ее рабочую поверхность смазывать.
Ковку коротких полых заготовок типа колец для увеличения диаметра,
или высоты выполняют путем раскатки на оправке при следующих соотно-
шениях размеров: D/d < 1,5 и H/(D — d) > 1.
26
Раскатку на оправке осуществляют при вращении заготовки и ее подаче
0 тангенциальном направлении. Массу падающих частей молота, кг, необхо-
димую для протяжки и раскатки сплошных и полых заготовок, определяют
по формуле
G ~ 1,7v (1 + 0,17e/hg) отекН0Ь01.
где v__коэффициент, учитывающий форму бойков (для плоских бойков v =
= 1,0; для круглых вырезных v = 1,25); I — подача, см; /г0, Ьо— высота и ши-
рина заготовки, см (при протяжке в круглых вырезных бойках принимают
ba — d3, здесь d3— диаметр заготовки, см); от— предел текучести стали
при температуре вытяжки, МПа/м2.
Отверстие или углубление в заготовке выполняют путем прошивки.
Для прошивки применяют сплошные и пустотелые прошивки и пуансоны.
Диаметр прошивня рекомендуется принимать равным не более 1/2 наружного
диаметра заготовки. Очередность выполнения технологических переходов
при прошивке сплошным или полым прошивнем приведена на рис. 3.
Рис. 3. Очередность выполнения переходов при прошивке:
а — сплошным прошивнем; б — пустотелым прошивнем; / — верхний боек; 2, 5 —
прошивень; 3 — заготовка; 4 — проставка; 6 — кольцо.
Усилие, МПа, необходимое для образования отверстия сплошным про-
шивнем,
Р = от 2,0 + 1,1Z д—)
где dn — диаметр прошивня, мм; D — диаметр заготовки, мм; от — предел те-
кучести металла при температуре прошивки, МПа.
Прошивку заготовок можно производить с одной стороны (без поворота
на 180°). При прошивке форма заготовки искажается и изменяются ее раз-
меры (рис. 4). Диаметры £>ср и £>тах, мм, определяют по следующим форму-
лам:
Dcp= +/(//-/!)].
Л Da , , о
где V = -4— f = ndn/4',
Dma* = 1.13 [(V + /(//-/«)] - 0.5Л»
где
Fo =±= nD^/4.
В процессе прошивки изменяется также и высота заготовки Но. Отноше-
ние Н!На в зависимости от значений dn/D0 и h/H0 приведено в табл. 25. Во нз-
27
бежание перекосов прошивня торцы заготовки выравнивают с помощью осад-
ки. Прошивку следует выполнять со смазкой из смеси мазута либо машин-
ного масла с порошкообразным графитом; либо из графита с коксом или тол-
ченым древесным углем. В качестве смазки также могут быть использованы
сухие древесные опилки, стеклосмазка, 5—10 %-ный водный раствор колло-'
идного графита, 15—20 %-ный раствор жидкого стекла и др. Смазку наносят!
следующим образом: прошивень вдавливают в металл на глубину 10—30 му
и приподнимают. В образовавшееся углубление укладывают смазку и про-
изводят дальнейшее вдавливание прошивня.
25. Зависимость отношения Н!Н0 от условий прошивки
й//7„ при du/D0
0,2 0,4 и,5 0,6
1 1 1» 1 1
0,8 0,98 0,95 0,93 0,91
0.6 0,95 0,92 0,90 0,83
0Л 0,90 0,85 0,82 0,77
0,2 0,90 0,85 0,80 0,73
0,1 0,90 0,85 0,82 0,77
Поворот одной части заготовки относительно другой вокруг продольной;
оси на заданный угол выполняют путем закручивания, которое производят?
при помощи рычагов-вилок.'
При закручивании необхо-
димо учитывать, что зато-:
товка укорачивается, воз-
можно образование трещин
и расслоений. Во избежа-
ние этого место скручива-
ния необходимо подвергнуть
Рис. 4. Схема для расчета^
изменения формы заготовки '
при прошивке.
кузнечной либо механической обработке до получения гладкой поверхности.,
и плавных переходов к смежным участкам, выполнить местный равномер-
ный прогрев закручиваемой шейки в специальной печи или закрытом горне
(каждую шейку отдельно). Усилие, необходимое для закручивания цилинд-:
ра, МН, г;
Р = nd^aT/24Z cos a,
где с!ш— диаметр шейки в месте кручения, мм; от — предел текучести метал-;
ла при температуре закручивания, МПа; /— длина плеча вилки, мм; a—,
угол поворота вилки от горизонтальной плоскости, град.
Разделение заготовки на отдельные части по наружному и внутреннему;
контуру, удаление прибылей и технологических хвостовиков осуществляют
в процессе рубки (отрубки, вырубки). Рубку заготовок выполняют зубила-
ми, подсечками, топорами, квадратами. Существует несколько способов руб-
ки: с одной стороны, с двух, с трех и с четырех сторон.
Рубку с одной стороны применяют для разделения на части прутков
и болванок небольшого сечения. При этом способе топор ударами молота
внедряют в заготовку на глубину, равную 85—90 % высоты заготовки, за-
тем заготовку поворачивают на 180° и просекают перемычку металла квадра-
том, сторона которого превышает ширину перемычки в 1,5—2 раза. •!
28
Рубку с двух сторон применяют для болеее крупных заготовок и выпол-
няют на плоских бойках. Поковку с одной стороны прорубают высоким то-
пором на глубину, несколько меньшую высоты сечения, затем поворачивают
ее на 180° и производят окончательную разрубку квадратом-просечкой, что
исключает образование заусеницы.
Рубку с трех сторон производят в вырезных бойках при ковке крупных
поковок на прессах. Топор устанавливают на середине бойка и прорубают
поковку на глубину, большую глубины расположения центра сечения. После
поворота поковки на 120° производят еще одну прорубку на ту же глубину.
Оставшийся участок прорубают с третьей стороны коротким трапецеидаль-
ным топором.
Рубку с четырех сторон применяют для заготовок больших сечений и про-
изводят с кантовкой заготовки на 90° после каждой надрубки.
Изменение формы заготовки по заданному контуру выполняют в процес-
се гибки универсальным инструментом или с помощью гибочных штампов,
Рис. 5. Искажение поперечного сечения заготовки при гибке и
схема к расчету длины нейтральной линии:
1 — продольное растяжение и поперечное сжатие со стороны внешнего
радиуса /?; 2 — продольное сжатие 6 поперечное растяж еиие со сторо-
ны внутреннего радиуса г.
При назначении операции гибки следует учитывать, что нейтральная линия
сечения заготовки в процессе гибки смещается в сторону сжатого волокна.
Если г <(1 ... 1,5) d, то можно считать, что нейтральная линия проходит
на расстоянии g d (рис. 5) от внутренней поверхности угловой части поков-
ки. Внутренней радиус г заготовки при гибке получается близким по значе-
нию к радиусу оправки. Внешний радиус заготовки при гибке R > г + d,
причем это превышение зависит от отношения r/d, а также от свойств металла,
угла и условий гибки.
ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА
ДЛЯ ВЫПОЛНЕНИЯ ОПЕРАЦИЙ
СВОБОДНОЙ КОВКИ
Классификация технологической оснастки,' используемой для выпол-
нения операций свободной ковки на молотах, приведена на рис. 6. При изго-
товлении поковок партиями, размеры которых оправдывают совмещение
свободной ковки и штамповки, кроме технологической оснастки, применяют
штампы, вспомогательные устройства и контролирующие приборы различ-
ной сложности. ;
Формы рабочих поверхностей бойков показаны на рис. 7. При одина-
ковых условиях свободной ковки выбор формы бойков определяется ее влия-
нием на качество деформирующей поверхности, степень увеличения началь-
ных поперечных размеров сечения заготовки, интенсивность вытяжки вдоль
оси при постоянном усилии обжатия. При плоской форме рабочей поверхно-
сти бойков образуется наибольшее уширение, качество поверхности поковки
и интенсивности вытяжки низкие. В случае применения бойков с плоской
рабочей поверхностью необходимо увеличение мощности молота и времени
29
ковки по сравнению с мощностью и временем при использовании ручьевых
форм поверхности бойков — радиальной, ромбической или комбинирован-
ной. Наиболее эффективной формой рабочей поверхности бойков для опера-
ций вытяжки является радиальная с разделкой переходных кромок под уг-
лом 60°. Для изготовления поковок с большой степенью вытяжки при невы-
соких требованиях к состоянию поверхности поковок рекомендуются бойки
Рис. 6. Классификация технологической оснастки для выполнения операций
свободной ковки
с ромбическими ручьями с разделкой кромок под углом 90 и 12O'J. В резуль-
тате комбинирования плоской формы поверхности верхнего бойка и ручьевой
формы поверхности нижиего бойка можно совместить их достоинства.
Обжимки, пережимки, раскатки, топоры и их разновидности, квадраты
для изготовления поковок показаны на рис. 8. Захватные приспособления —
охватывающие, продольные, попереч-
ные, комбинированные, специальные,
ручные и крановые клещи — представ-
лены на рис. 9, а некоторые формы куз-
нечных прошивней, матриц и оправок
для раскаток — на рис. 10.
Рис. 7. Формы рабочих поверхностей бой-
ков:
а — плоская; б — плоская и радиальная; в —
радиальная; г — плоская и ромбическая; д —
ромбическая
На рис. 11 схематично показаны конструктивные разновидности стоек
для кузнечной раскатки. Такие стойки рационально устанавливать иа само-
стоятельные фундаменты по сторонам шабота молота. В ряде случаев нх мож-
но использовать, монтируя на массивной опорной плите, помещаемой осно-
ванием в шаботном гнезде станины молота. Разновидности формы кузнечных
кронциркулей и нутромеров приведены иа рис. 12. Для объемных изме-
рений сплошных пространственных изделий, изготовляемых кузнечной гиб-
кой из листового металла, используют лекала — набор плоских шаблонов
форм промежуточных сечений изделия, установленных на общем основании.
30
Рис. 8. Инструменты для свободной ковки:
а — топоры и квадраты; б — пережимки; в — об-
жимки; г — раскатки
Рис. 9. Типы захватных приспо-
соблений: а — клещи ручные;
б — клещи крановые
Рис. 10. Кузнечные прошивни (а) и оправки (б) с от- Рис. 11. Стойки для
верстиямя для рукояток кузнечной раскатки на
оправке:
а — сборные; б — сплош
иые
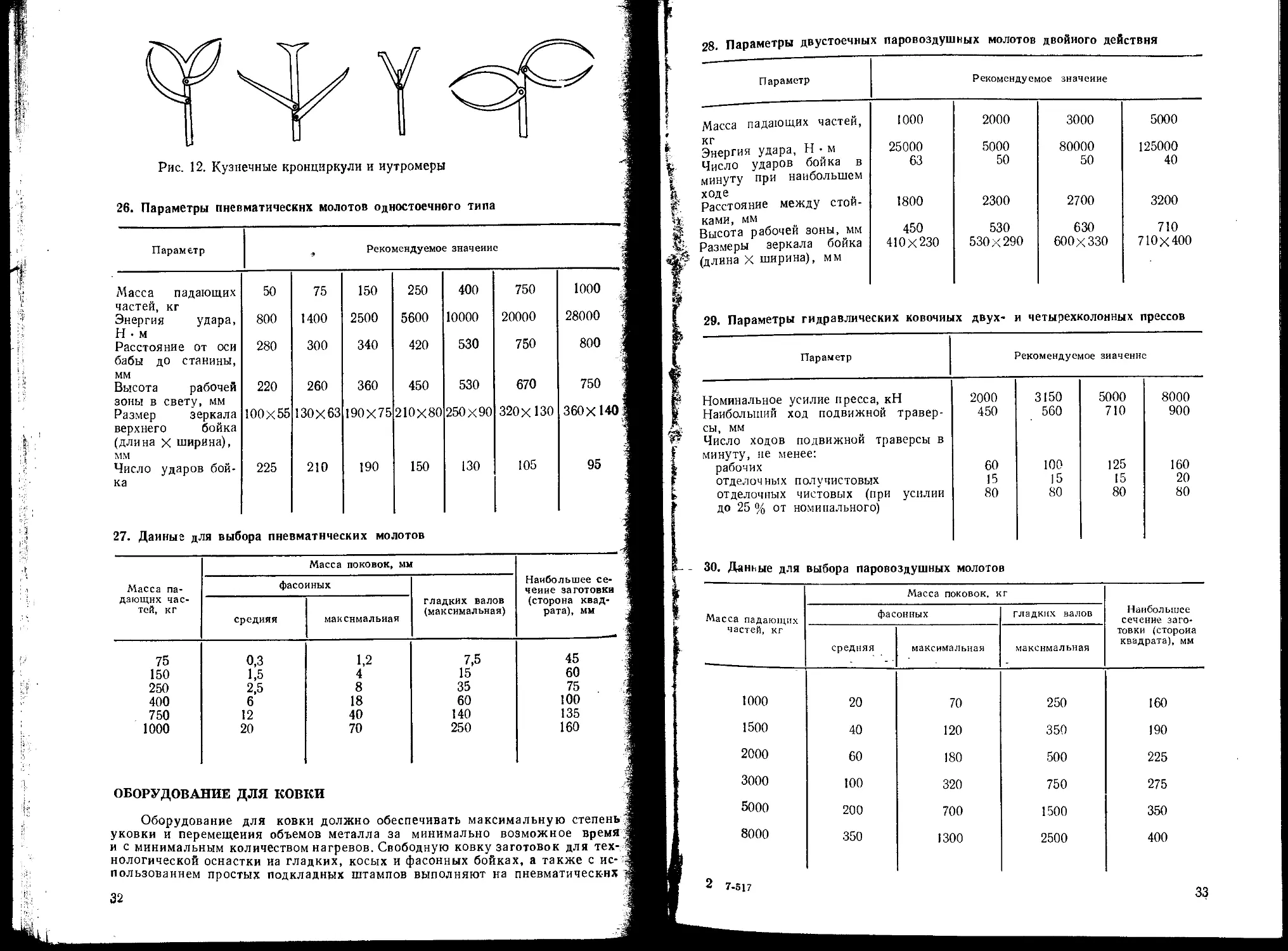
Рис. 12. Кузнечные кронциркули и нутромеры
26. Параметры пневматических молотов одностоечного типа
Параметр $ Рекомендуемое значение
Масса падающих частей, кг 50 75 150 250 400 750 1000
Энергия удара, Н • м 800 1400 2500 5600 10000 20000 28000
Расстояние от оси бабы до станины, мм 280 300 340 420 530 750 800
Высота рабочей зоны в свету, мм 220 260 360 450 530 670 750
Размер зеркала верхнего бойка (длина х ширина), мм 100x55 130X63 190X75 210X80 250x90 320X130 360X140
Число ударов бой- ка 225 210 190 150 130 105 95
27. Данные для выбора пневматических молотов
Масса па- дающих час- тей, кг Масса поковок, мм Наибольшее се- чение заготовки (сторона квад- рата), мм
фасонных гладких валов (максимальная)
средняя максимальная
75 0,3 1,2 7,5 45
150 1,5 4 15 60
250 2,5 8 35 75
400 6 18 60 100
750 12 40 140 135
1000 20 70 250 160
ОБОРУДОВАНИЕ ДЛЯ КОВКИ
Оборудование для ковки должно обеспечивать максимальную степень;
уковки и перемещения объемов металла за
минимально
возможное
и с минимальным количеством нагревов. Свободную ковку заготовок для тех-
нологической оснастки на гладких, косых и фасонных бойках, а также с не- :
пользованием простых подкладных штампов выполняют на пневматических
32
28. Параметры двустоечных паровоздушных молотов двойного действия
Параметр Рекомендуемое значение
Масса падающих частей, 1000 2000 3000 5000
кг тт Энергия удара, Н • м 25000 5000 80000 125000
Число ударов бойка в минуту при наибольшем 63 50 50 40
ходе Расстояние между стой- 1800 2300 2700 3200
ками, мм Высота рабочей зоны, мм 450 530 630 710
Размеры зеркала бойка (длина X ширина), мм 410x230 530x290 600x330 710x400
29. Параметры гидравлических ковочных
двух- и четырехколонных прессов
Параметр Рекомендуемое значение
Номинальное усилие пресса, кН 2000 3150 5000 8000
Наибольший ход подвижной травер- сы, мм Число ходов подвижной траверсы в минуту, не менее: 450 560 710 900
рабочих 60 100 125 160
отделочных получистовых 15 15 15 20
отделочных чистовых (при усилии до 25 % от номинального) 80 80 80 80
30. Данные для выбора паровоздушных молотов
Масса падающих частей, кг Масса поковок, кг Наибольшее сечение заго- товки (сторона квадрата), мм
фасонных гладких валов
средняя максимальная максимальная
1000 20 70 250 160
1500 40 120 350 190
2000 60 180 500 225
3000 100 320 750 275
5000 200 700 1500 350
8000 350 1300 2500 400
2 7-517
33
одностоечных молотах (табл. 26). Ориентировочные данные для оценки не-
обходимой мощности пневматических молотов в зависимости от формы и раз-
меров поковок приведены в табл. 27.
Ковку заготовок для технологической оснастки в закрытых штампах
производят на паровоздушных молотах двустоечного типа (табл. 28) либо на
ковочных прессах (табл. 29). При выборе мощности паровоздушного мслота
следует руководствоваться данными табл. 30.
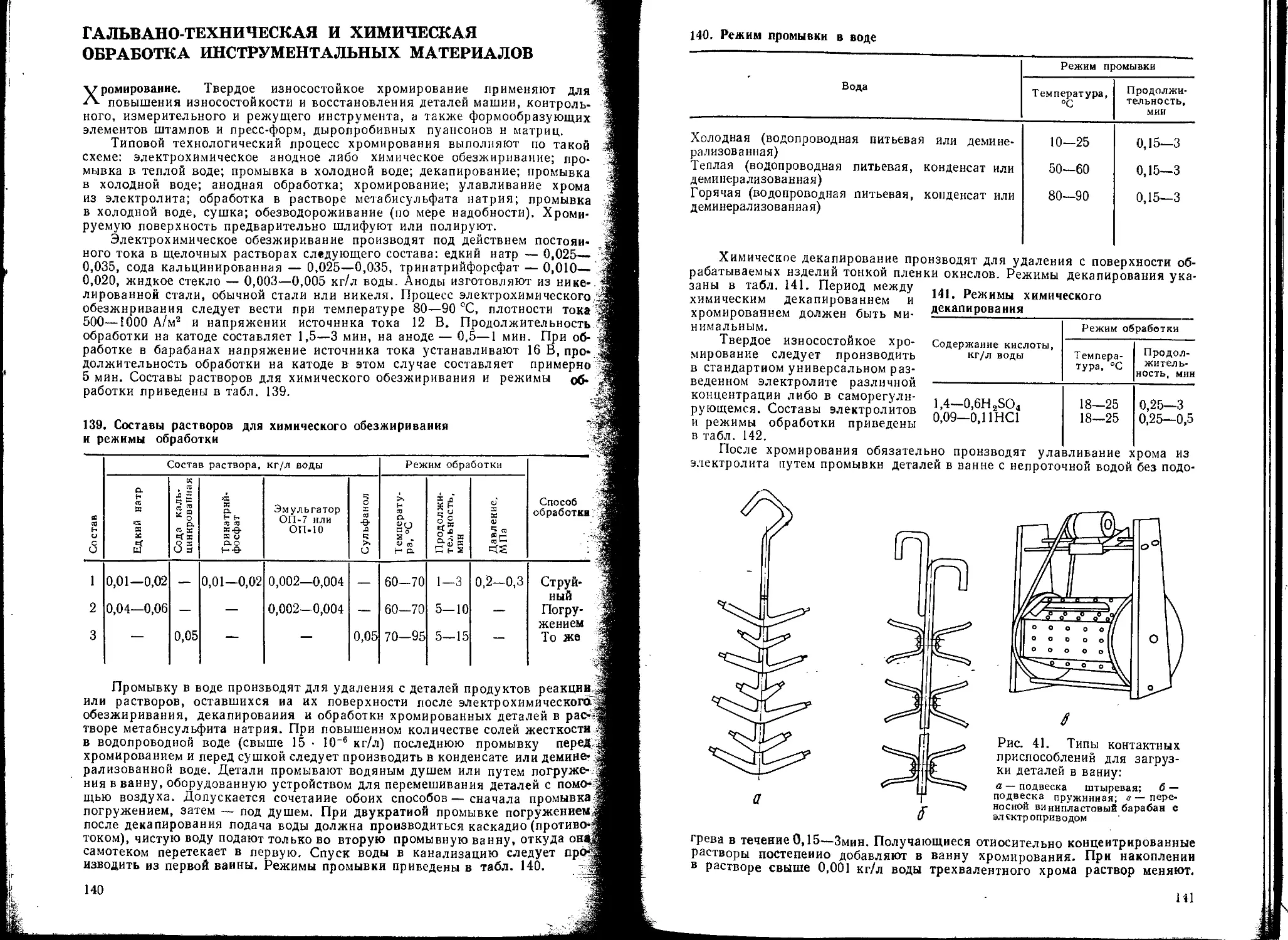
УДАЛЕНИЕ ОКАЛИНЫ
С ПОВЕРХНОСТИ ЗАГОТОВОК И ПОКОВОК
Для выявления поверхностных пороков исходного материала и кованых
заготовок их подвергают очистке от окалины. Окалина, покрывающая по-
верхность углеродистой стали, состоит из трех слоев: наружного (Fe2O3),
среднего (Fe3O4) и внутреннего (FeO). В окалине, покрывающей поверхность
легированной стали, кроме того, содержатся в небольших количествах (2—
3 %) окислы легирующих элементов (Сг2О3; SiO2 и др.). Окалину удаляют
травлением, абразивным, газопламенным, вибрационным, пескоструйным,
дробометным способами очистки или галтовкой.
Травление выполняют в растворах серной, соляной и азотносоляиой
кислот. Для уменьшения степени растворения чистого железа, предохране-
ния металла от перегрева и уменьшения выделения газов в травильные ванны
добавляют специальные органические присадки (типа КС, Ж1, ЧМ) в коли-
честве от 0,1 до 0,2 % от массы раствора. Приготовленный раствор подогре-
вают до температуры 50—80 °C и перемешивают.
Заготовки и поковки очищают от грязи и песка, после чего укладывают
в специальные скобы из кислотоупорного материала. Между рядами загото-
вок (поковок) укладывают деревянные или кислотоупорные прокладки. Ре-
жимы травления легированных сталей приведены в табл. 31. Протравленный
металл тщательно промывают водой. Нейтрализацию остатков кислоты,
сохранившихся на поверхности поковок, проводят в щелочных или извест-
ковых ваннах при температуре 85—100 "С путем многократного погружения.
Затем поковки промывают в ванне с горячей водой и сушат теплым воздухом.
Для получения чистой, не перетравленной поверхности металла применяют
комбинированное травление в щелочно-кислотных растворах. При этом
способе металл обрабатывают 10—15 мин в ванне из расплавленных щелоч-
ных солей (97—98 % каустической соды NaOH и 2—3 % нитрита натрия
NaH или 60—90 % по массе каустической соды и 10—40 % по массе селит-
ры), после чего проводят травление в кислотных растворах до удаления ока-
лины. Отбеливание протравленного металла от шлама производят в растворе
азотной кислоты.
31. Режимы травления легированных сталей
Стзль Плотность серной кислоты, г/см3 । Количество сер- ной кислоты для 18 %-иого раст- вора, л/м3 воды Температура нагрева водного 1 раствора кис- лоты. °C i Продолжительность травления, ч, при сечении заготовок Количество присад- ки, кг/м3 раствора
140x14 1 и 160Х160 мм 120X120 и 105x105 мм КС Ж: 4М
У7, У8, УЮ, УН, У12, 9ХС ШХ6, ШХ9, 1,60—1,61 1,63—1,67 152 147 50—60 2,5—3,5 1,0—2,0 1 1 1,5
ШХ15, 4ХС, 9Х, ХВГ, 9ХВГ 20Х, 6ХВ2С 1,75—1,79 121 — — —
34
32. Характеристика способов очистки заготовок и поковок от окалины
Способ очистки Масса, кг Конфигурация оч ищаемой заготовки Качество очи- 1щаемой поверх- ности Вид заготовок Шероховатость поверхности после очистки Кг, мкм Применение
Галтовка: сухая До 50 Прямоли- Очищает- Про- 320—160 Очистка от ока-
мокрая До 16 пей пая без тон- ких ребер и отверс- тий мало- го диа- метра То же ся пол- ностью, кроме отвер- стий То же кат По- ковки » 320—40 20—0,63 липы и ржавчины Очистка необра-
Пескостру- В бараба- Неболь- Очища- Про- 320—160 батываемых неот- ветственных заго- ловок при больших радиусах скруг- лений Очистка тонко-
пая ппев- нах — до того се- ется пол- кат 320—40 стенных поковок
матическая 50 кг; на пения без ностыо По- с острыми кром-
очистка Дробемет- столах — до 100 кг, в каме- рах — лю- бой массы То же отверстий То же То же КОВКИ Про- 320—160 ками Очистка обраба-
пая цен- тробежная очистка кат По- ковки 320—40 тывае.мых и необ- рабатываемых по- ковок
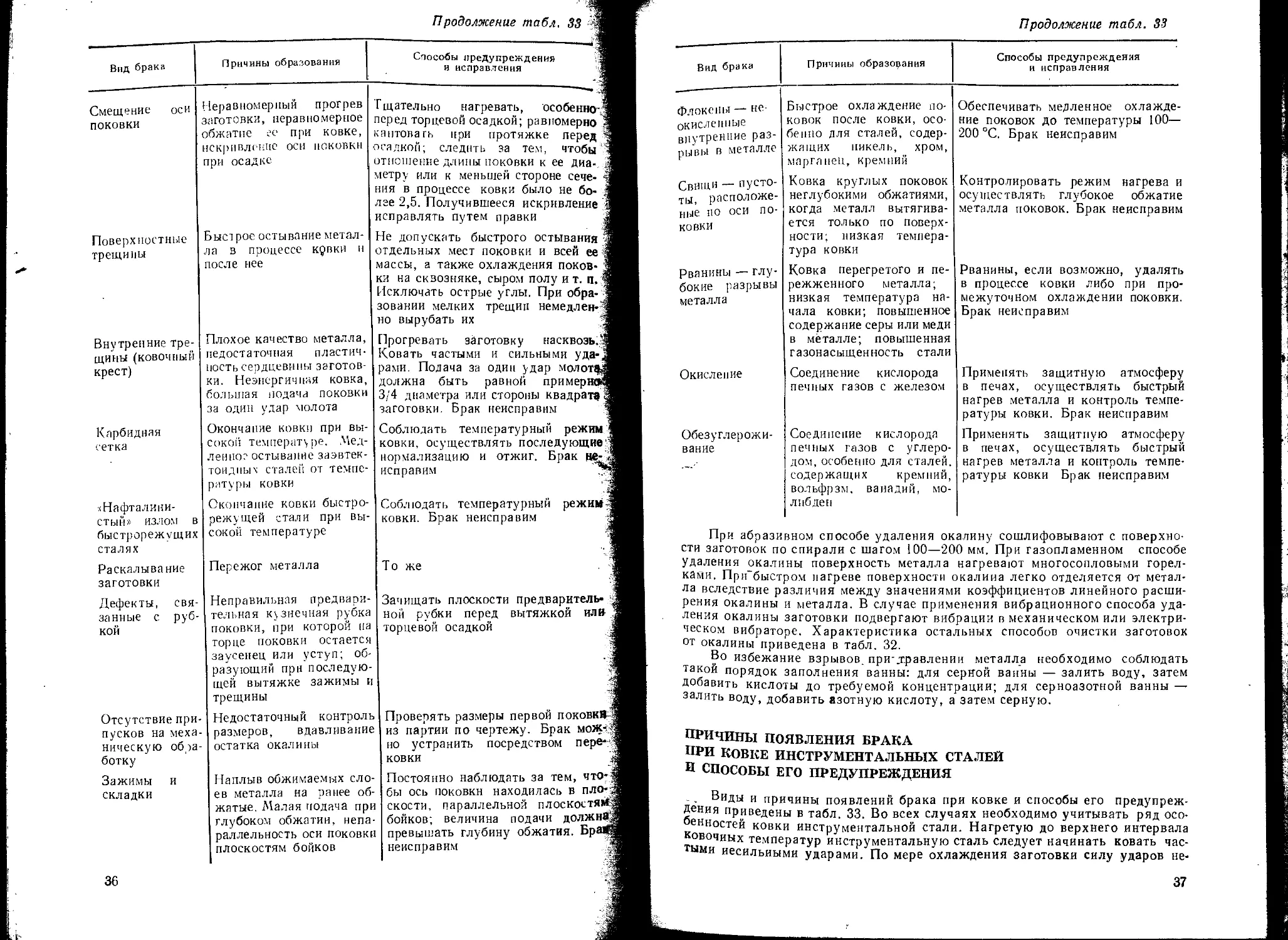
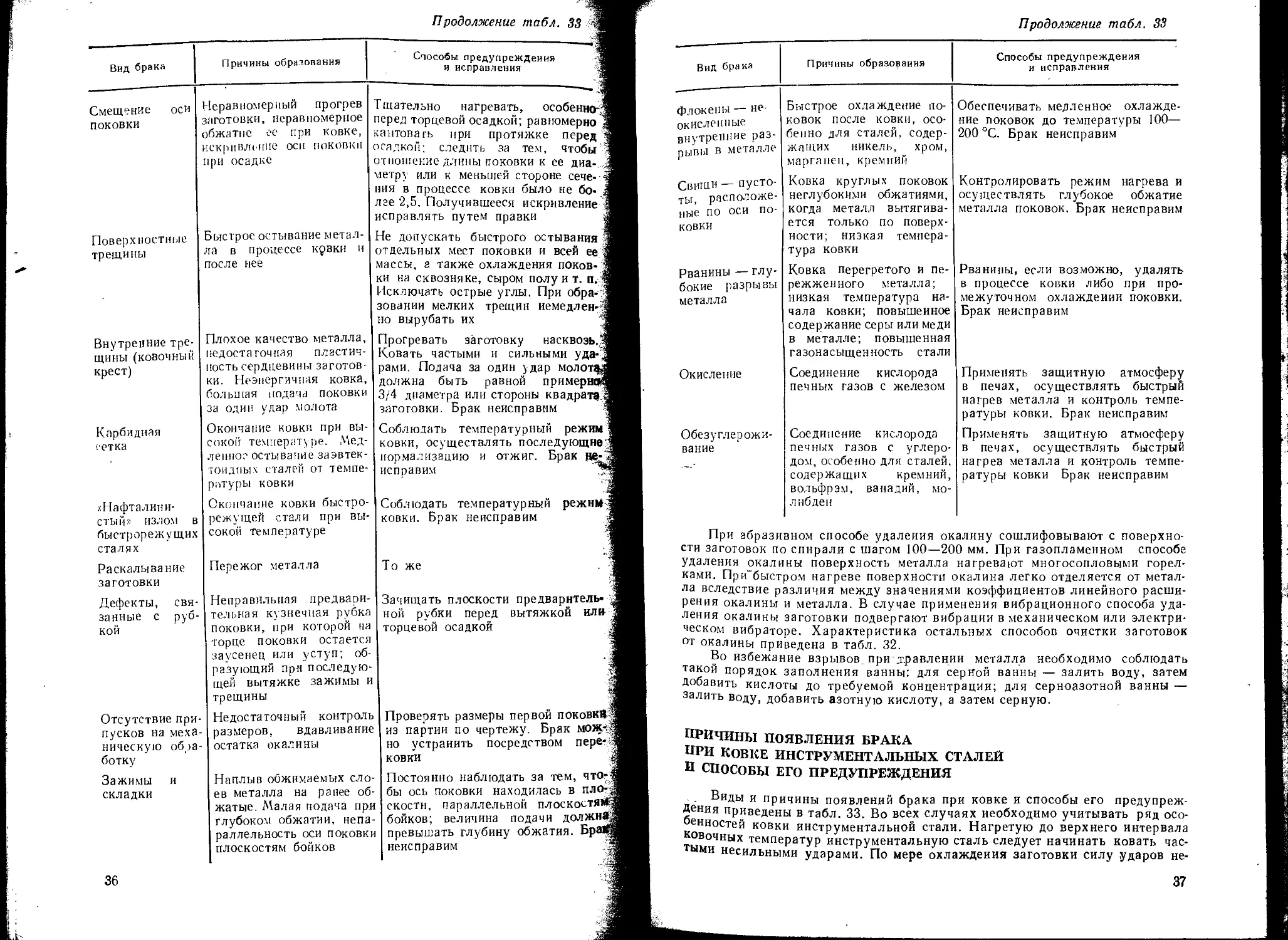
33. Вид брака при ковке, способы его предупреждения и исправления
Вид брака Причины образования Способы предупреждения и исправления
Волосовина — группа мелких трещин Плены — от- стающие СЛОИ металла Следы усадоч- ных пороков Пузыри, залипы, неметал- лические скопления, рас- ковки складок^ •заковов и зажимов Заливы и брызги метал- ла, приставшие к поверх- ности слитка и при про- кате растянутые в тонкий слой Недостаточное удаление в отход прибыльной части слитка металла перед прокатом Осматривать заготовки после на- грева, охлаждения нли специаль- ной очистки поверхности. Волосови- ны, замеченные на холодном метал- ле, зачищать до нагрева заготовки под ковку Зачищать поверхность металла от брызг и заливов перед ковкой. Брак неисправим Полностью удалять прибыльную часть слитка. Брак неисправим
2*
35
Продолжение табл, 33 '3
Вид брака Причины образования Способы предупреждения и исправления |Я
Смещение оси Неравномерный прогрев Тщательно нагревать, особенно-я
поковки заготовки, неравномерное перед торцевой осадкой; равномерно J
обжатие ее при ковке, кантовать при протяжке перед
искривление оси поковки осадкой; следить за тем, чтобы «
при осадке отношение длины поковки к ее диа- ,1 метру или к меньшей стороне сече- о] ния в процессе ковки было не бо- Я лее 2,5. Получившееся искривление -Д исправлять путем правки л
Поверхностные Бысг рое остывание метал- Не допускать быстрого остывания Я
трещины ла в процессе kqbkh и отдельных мест поковки и всей ее Я
после нее массы, а также охлаждения поков- Я ки на сквозняке, сыром полу и т. п, Ц
Исключать острые углы. При обра- J зовании мелких трещин немедлен-уЯ но вырубать их Ц
Внутренние тре- щины (ковочный Плохое качество металла, Прогревать заготовку насквозь.Зя
недостаточная пластич- Ковать частыми и сильными уда-Я
крест) ность сердцевины заготов- рами. Подача за один удар молотая
ки. Неэнергичная ковка, должна быть равной примернаМ
большая подача поковки 3/4 диаметра или стороны квадрата Я
за один удар молота заготовки. Брак неисправим я
Карбидная Окончание ковки при вы- Соблюдать температурный режима
сетка сокоп температуре. Мед- ковки, осуществлять последующие 1
ленное остывание заэвтек- нормализацию и отжиг. Брак не-Л
тоидных сталей от темпе- исправим
ратуры ковки
хНафталини- Окончание ковки быстро- Соблюдать температурный режим-3
стый» излом в режущей стали при вы- ковки. Брак неисправим я
быстрорежущих сокой температуре
сталях
Раскалывание Пережог металла То же i
заготовки
Дефекты, свя- Неправильная предвари- Зачищать плоскости предваритель- ь
занные с руб- тельная кузнечная рубка ной рубки перед вытяжкой или- ;
КОЙ поковки, при которой на торцевой осадкой .-j
торце поковки остается я
заусенец или уступ; об-
разующий при последую- щей вытяжке зажимы и
трещины
Отсутствие при- Недостаточный контроль Проверять размеры первой поковка-
пусков на меха- размеров, вдавливание из партии по чертежу. Брак мож--
ническую общ- остатка окалины но устранить посредством пере* ч
ботку КОВКИ 4
Зажимы и Наплыв обжимаемых ело- Постоянно наблюдать за тем, что-5
складки ев металла на ранее об- бы ось поковкн находилась в пло-д
жатые. Малая подача прг скости, параллельной плоскостям^
глубоком обжатии, непа бойков; величина подачи должна^
раллельность оси покоем превышать глубину обжатия. Брай|
плоскостям бойков неисправим /
36
П родолжение табл. 33
Вид брака Причины образования Способы предупреждения и исправления
флокены — не- окисленные внутренние раз- рывы в металле Быстрое охлаждение по- ковок после ковки, осо- бенно для сталей, содер- жащих никель, хром, марганец, кремний Обеспечивать медленное охлажде- ние поковок до температуры 100— 200 °C. Брак неисправим
Свищи — пусто- ты, расположе- ние по оси по- ковки Ковка круглых поковок неглубокими обжатиями, когда металл вытягива- ется только по поверх- ности; низкая темпера- тура ковки Контролировать режим нагрева и осуществлять глубокое обжатие металла поковок. Брак неисправим
Рванины — глу- бокие разрывы металла Ковка перегретого и пе- режженного металла; низкая температура на- чала ковки; повышенное содержание серы или меди в металле; повышенная газонасыщенность стали Рванины, если возможно, удалять в процессе ковки либо при про- межуточном охлаждении поковки. Брак неисправим
Окисление Соединение кислорода печных газов с железом Применять защитную атмосферу в печах, осуществлять быстрый нагрев металла и контроль темпе- ратуры ковки. Брак неисправим
Обезуглерожи- вание Соединение кислорода печных газов с углеро- дом, особенно для сталей, содержащих кремний, вольфрзм. ванадий, мо- либден Применять защитную атмосферу в печах, осуществлять быстрый нагрев металла и контроль темпе- ратуры ковки Брак неисправим
При абразивном способе удаления окалину сошлифовывают с поверхно-
сти заготовок по спирали с шагом 100—200 мм. При газопламенном способе
удаления окалины поверхность металла нагревают многосопловыми горел-
ками. ПргГбыстром нагреве поверхности окалина легко отделяется от метал-
ла вследствие различия между значениями коэффициентов линейного расши-
рения окалины и металла. В случае применения вибрационного способа уда-
ления окалины заготовки подвергают вибрации в механическом или электри-
ческом вибраторе. Характеристика остальных способов очистки заготовок
от окалины приведена в табл. 32.
Во избежание взрывов при-.т.равлении металла необходимо соблюдать
такой порядок заполнения ванны: для серной ванны — залить воду, затем
добавить кислоты до требуемой концентрации; для серноазотной ванны —
залить воду, добавить азотную кислоту, а затем серную.
ПРИЧИНЫ ПОЯВЛЕНИЯ БРАКА
ПРИ КОВКЕ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
И СПОСОБЫ ЕГО ПРЕДУПРЕЖДЕНИЯ
-. Виды и причины появлений брака при ковке и способы его предупреж-
дения приведены в табл. 33. Во всех случаях необходимо учитывать ряд осо-
енностей ковки инструментальной стали. Нагретую до верхнего интервала
овочиых температур инструментальную сталь следует начинать ковать час-
ми несильными ударами. По мере охлаждения заготовки силу ударов не-
37
Продолжение табл. 33 ЯН
Вид брака Причины образования Способы предупреждения и исправления Я
Смещение оси поковки Поверхностные трещины Внутренние тре- щины (ковочный крест) Карбидная сетка хНафталини- стын» излом в быстрорежущих сталях Раскалывание заготовки Дефекты, свя- занные с руб- кой Отсутствие при- пусков на меха- ническую обра- ботку Зажимы и складки 36 Неравномерный прогрев заготовки, неравномерное обжатие ее при ковке, искривление оси поковки при осадке Быстрое остывание метал- ла в процессе кфвки и после нее Плохое качество металла, недостаточная пластич- ность сердцевины заготов- ки. Неэнергичная ковка, большая нодача поковки за один удар молота Окончание ковки при вы- сокой температуре. Мед- ленное остывание заэвтек- тоидпых сталей от темпе- ратуры ковки Окончание ковки быстро- режущей стали при вы- сокой температуре Пережог металла Неправильная предвари- тельная кузнечная рубка поковки, при которой на торце поковки остается заусенец или уступ; об- разующий при последую- щей вытяжке зажимы и трещины Недостаточный контроль размеров, вдавливание остатка окалины Наплыв обжимаемых сло- ев металла на ранее об жатые. Малая подача при глубоком обжатии, непа раллельность оси поковкт плоскостям бойков Тщательно нагревать, особенно-Я перед торцевой осадкой; равномерно Я кантовать при протяжке перед ! осадкой; следить за тем, чтобы 1 отношение длины «оковки к ее диа- Д метру или к меньшей стороне сече- Я ния в процессе ковки было не бо- .Я лее 2,5. Получившееся искривление Я исправлять путем правки л Не допускать быстрого остывания Я отдельных мест поковки и всей ее Я массы, а также охлаждения поков- Я ки на сквозняке, сыром полу и т. п. 9 Исключать острые углы. При обра-Я зовании мелких трещин иемедлен-Я но вырубать их Я Прогревать заготовку насквозь.® Ковать частыми и сильными уда-Я рами. Подача за один удар молотмВ должна быть равной примершЯ 3/4 диаметра или стороны квадрата Я заготовки. Брак неисправим Я Соблюдать температурный режим! ковки, осуществлять последующие! нормализацию и отжиг. Брак Нв-3 исправим Соблюдать температурный режим! ковки. Брак неисправим л То же . 1 Зачищать плоскости предварнтель- » ной рубки перед вытяжкой или- j торцевой осадкой J Проверять размеры первой поковкЯл из партии по чертежу. Брак мож-ш но устранить посредством пере-( КОВКИ § Постоянно наблюдать за тем, что-1 бы ось поковки находилась в пло?| скости, параллельной плоскостям^ бойков; величина подачи должна/ превышать глубину обжатия. Epaif| неисправим |
Продолжение табл. 33
Вид брака Причины образования Способы предупреждения и исправления
флокены — не- окисленные внутренние раз- рывы в металле Быстрое охлаждение по- ковок после ковки, осо- бенно для сталей, содер- жащих никель, хром, марганец, кремний Обеспечивать медленное охлажде- ние поковок до температуры 100— 200 °C. Брак неисправим
Свиши — пусто- ты, расположе- ние по оси по- ковки Ковка круглых поковок неглубокими обжатиями, когда металл вытягива- ется только по поверх- ности; низкая темпера- тура ковки Контролировать режим нагрева и осуществлять глубокое обжатие металла поковок. Брак неисправим
Рванины — глу- бокие разрывы металла Ковка перегретого и пе- режженного металла; низкая температура на- чала ковки; повышенное содержание серы или меди в металле; повышенная газонасыщенность стали Рванины, если возможно, удалять в процессе ковки либо при про- межуточном охлаждении поковки. Брак неисправим
Окисление Соединение кислорода печных газов с железом Применять защитную атмосферу в печах, осуществлять быстрый нагрев металла и контроль темпе- ратуры ковки. Брак неисправим
Обезуглерожи- вание Соединение кислорода печных газов с углеро- дом, особенно для сталей, содержащих кремний, вольфрам, ванадий, мо- либден Применять защитную атмосферу в печах, осуществлять быстрый нагрев металла и контроль темпе- ратуры ковки Брак неисправим
При абразивном способе удаления окалину сошлифовывают с поверхно-
сти заготовок по спирали с шагом 100—200 мм. При газопламенном способе
Удаления окалины поверхность металла нагревают многосопловыми горел-
ками. При”быстро.м нагреве поверхности окалина легко отделяется от метал-
ла вследствие различия между значениями коэффициентов линейного расши-
рения окалины и металла. В случае применения вибрационного способа уда-
ления окалины заготовки подвергают вибрации в механическом или электри-
ческом вибраторе. Характеристика остальных способов очистки заготовок
от окалины приведена в табл. 32.
Во избежание взрывов при .травлении металла необходимо соблюдать
такой порядок заполнения ванны: для серной ванны — залить воду, затем
добавить кислоты до требуемой концентрации; для серноазотной ванны —
залить воду, добавить азотную кислоту, а затем серную.
ПРИЧИНЫ ПОЯВЛЕНИЯ БРАКА
ПРИ КОВКЕ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
И СПОСОБЫ ЕГО ПРЕДУПРЕЖДЕНИЯ
-. Виды и причины появлений брака при ковке и способы его предупреж-
дения приведены в табл. 33. Во всех случаях необходимо учитывать ряд осо-
енностей ковки инструментальной стали. Нагретую до верхнего интервала
тым°ЧНЫХ темпеРатУР инструментальную сталь следует начинать ковать час-
ми несильными ударами. По мере охлаждения заготовки силу ударов не-
37
Т’-
обходимо увеличивать, не уменьшая их частоты. Слабые удары в конце koJ
ки могут вызывать появление трещин, а от сильных ударов сталь может nepgj
греваться. При протяжке быстрорежущей стали не допустимы большие под)
чи заготовки за один удар молота. При больших подачах металл ие протяг|
вается, а уширяется, что приводит к образованию внутренних трещин. Пре
тяжку заготовок необходимо производить с кантовкой через один-два удара
Перед нагревом под ковку мелкие трещины следует вырубить. Перед подаче
на молот с заготовки нужно очистить окалину, так как она может быть вмя!
в металл, в результате чего испортится его поверхность. Острые углы нео<
ходимо осаживать, так как при переходах ковки и дальнейших ударах н
углах образуются трещины.
СВАРКА И НАПЛАВКА ИНСТРУМЕНТАЛЬНЫХ
МАТЕРИАЛОВ
ПОДГОТОВКА ЗАГОТОВОК ПОД СВАРКУ
Заготовки под сварку должны иметь припуски на оплавление, осадв
и последующую механическую обработку. Припуски на осадку и подре
ку торцов при сварке трением круглых заготовок приведены в табл. 3‘
а припуски на оплавление, осадку и подрезку торцов при контактной элю
тросварке круглых заготовок — в табл. 35.
34. Припуски иа осадку и подрезку торцов круглых заготовок при сварке
трением
Диаметр заготовки, мм Припуски, ММ ' ч
н а осадку на подрез- ку торцов после сварки общий иа осадку иа подрез- ку торцов после сварки общий 1
Углеродистая сталь Быстрорежущая сталь
6—9 3,5 1,0 4,5 1,0 1,0 2,0 1
10—14 3,0 1,0 4,0 1,5 1,0 2,5 1
15-22 2,5 1,0 3,5 2,0 1,0 3,0 |
23—30 2,5 1,0 3,5 2,0 1,0 3,0
31—40 2,5 1,0 3,5 2,0 1,0 3,0 1
Рис. 13. Форма концов свариваемых
заготовок разных диаметров
До сварки поверхности торцо|
заготовок подвергают механическся
обработке. При этом обеспечиваю!
их плоскостность и перпендикуляр
иость оси. При сварке трением не
перпендикулярность торца заготовку
к оси не должна превышать 0,5 м
для заготовок диаметром до 22 М|
и 1,0 мм для заготовок диаметров
свыше 22 мм. Овальность торца за
готовки, возникающая при рубке
должна быть не более 0,6 допусти
мого отклонения на диаметр. Кривизна заготовок, свариваемых трений
не должна превышать 0,75 мм на 150 мм длины, а при стыковой коитав
ной электросварке — 0,3 мм на 100 мм длины. Требования к заготовкам
стыковой контактной электросварки приведены в табл. 36. j
38
35. Припуски на осадку и подрезку торцов круглых заготовок при стыковой
контактной электросварке ___________________________________________
Диаметр Площадь поперечного Припуски» мм
на иа подрезку торцов общий на оплав- ление на подрезку торцов ZX А г г т ufi
заготовки, мм сечения, мм4 ление ДО после ДО после иикЦпЛ
сварки сварки сварки сварки
Углеродистая сталь Быстрорежущая сталь
8—10 63,6 2 1 1 4 3 I 1 5
20—25 394,0 3 1 1 5 4 1 1 6
30—40 962,0 3 1 1 5 4 1 1 6
50-60 2376,0 3 1,5 1,5 6 5 1 1 7
60-80 3959,0 4 1,5 1,5 7 5 1,5 1,5 8
80—100 6362,0 5 2,0 2,0 9 7 2,0 2 11
38. Допускаемые отклонения размеров круглых заготовок при стыковой
контактной электросварке, мм
Предельные отклонения для Диаметр Предельные отклонения для
диаметра неровности торцов диаметра неровности торцов
сваривае- мых за- готовок быстрорежу- щая стать углеродистая сталь быстрорежу- щая сталь углеродистая сталь сваривае- мых за- готовок быстрорежу- щая сталь углеродистая сталь | быстрорсжу- 1 щая сталь углеродистая । сталь
8—12 13—15 15—25 25-34 34—38 38-50 0,5 0,6 0,8 1,0 1,2 1,3 0,3—0,5 0,3—0,5 0,4—0,5 0,4—0,5 0,4—0,7 0,4—0,7 0,6 0,6 0,6 0,7 0,5 0,5 0,5 0,6 50—55 55-60 60—65 65—75 75—80 1,3 1,3 1,6 1,8 2,0 0,4—1,0 0,4—1,0 0,4—1,0 0.5—1,1 0,5—1,3 0,7 0,7 0,8 0,8 0,9 0,6 0,6 0,7 0,7 0,9
Примечания: I. Все отклонения положительные 2. Предельные отклоне-
ния размеров по длине заготовок из быстрорежущих и углеродистых сталей для всех
интервалов приведенных размеров диаметров ие должны превышать 0.5 мм.
37. Предельная длина заготовок с учетом припусков и минимальные размеры
Шеек, обтачиваемых на заготовках для сварки трением, мм
Диаметры свариваемых заготовок Минимальная длина свари- ваемых заго- товок с учетом припусков из стали Длина обточки под сварку Радиус закругле- ния у основания обточки Диаметры свариваемых заготовок Минимальная дпииа свари- ваемых заго- товок с уче- том припусков из стали Длина обточки под сварку Радиус закругле- ния у основания обточки
быстро- режу- щей угле- роди- стой быстро- режу- щей угле- роди- стой
От Ю до 20 40 45 11 3 Св. 45 до 50 55 60 18 5
Св. 20 до 28 40 50 13 3 » 50 » 60 60 70 20 6
8 28 » 30 45 50 13 3 » 60 » 70 65 75 23 6
8 30» 35 45 55 15 4 » 70 » 80 80 90 23 6
8 35 » 40 50 55 15 4 » 80 » 100 90 100 25 6
» 40 » 45 50 60 18 4
39
Поверхности торцов, подлежащих сварке, следует очистить от грязи»
масел, окисных пленок и заусенцев механическим или химическим путем]
При сварке заготовок разных диаметров заготовку большого диаметра необ»
ходимо обточить до диаметра меньшей заготовки (рис. 13) по размерам, при»,
веденным в табл. 37 и 38. Неконцентричность шейки относительно оси за-
готовки не должна превышать 0,5 мм. Минимальные размеры заготовок для
стыковой контактной электросварки в зависимости от диаметра и усилия
зажатия указаны в табл. 39.
38. Длина шейки, обтачиваемой на заготовках при стыковой контактной
электросварке, мм
d/D = 1/1.2 d/D = 1/1,5 d/D = 1/1,2 | d/D = 1/1,5
Диаметр свариваемых заготовок Сталь Диаметр свариваемых заготовок Сталь
О е. с К а. се углеро- дистая быстро- режущая углеро- дистая быстроре- жущая углеро- дистая быстроре- жущая углеро- 1 дистая I
От 8 до 12 Св. 12 до 15 » 15 » 25 » 25 » 34 » 34 » 40 » 40 » 50 8,0 8,0 9,0 10,0 12,0 13,0 8,0 8,0 11,0 15,0 18,0 18,0 9,0 10,0 11,0 12,0 13,0 15,0 10,0 10,0 12,0 13,0 18,0 22,0 Св. 50 до 55 » 55 i 60 » 60 » 65 » 65 » 75 » 75 » 80 » 80 » 85 14,0 15,0 16,0 17,0 18,0 20,0 18,0 20,0 20,0 22,0 22,0 25,0 15,0 18,0 18,0 20,0 21,0 23,0 22,0 , 25,О' 25,0 28,0 28,0 32,0
39. Минимальные размеры заготовок для стыковой контактной электросварки;
Диаметр заготовки, мм Площадь свариваемого сечения, мм2 Усилие Вылет заго- товок из гу- бок машины, мм Длина заго- товки Для зажима в губ- ках машины, мм 1 Минимальная । длина заго- товки, мм 1.
зажатия. кг/с
От 8 до 11 От 50 до 95 От 300 д< 340 10/15 20/25 30/40 1
Св. И до 15 » 115 » 180 Св. 340 » 390 13/15 22/25 35/40 |
» 15 » 25 Св. 180 » 490 От 550 » 630 20/24 24/28 44/52 ’
» 25 » 35 » 490 » 900 » 1200 » 1400 24/28 28/32 52/60
» 35 » 40 » 900 » 1200 » 1570 » 1830 32/36 31/34 63/70 '
» 40 » 50 » 1200 » 2000 » 2400 » 2780 38/42 32/36 70/78 '
» 50 » 55 » 2000 » 2400 » 3200 » 3700 42/48 36/40 78/88 j
» 55 » 60 » 2400 » 2800 » 3300 » 3960 45/50 38/44 83/94 |
» 60 » 65 » 2800 » 3300 » 4500 » 5400 47/51 40/49 87/100 /j
» 65 » 75 » 3300 » 4400 » 4800 » 5750 50/54 41/52 91/106
» 75 » 80 » 4400 » 5000 » 6000 » 7000 52/57 42/53 94/110 J
» 80 » 85 » 5000 » 5700 » 6600 » 7300 53/60 43/55 97/1151
ТЕХНОЛОГИЯ СВАРКИ ТРЕНИЕМ
Сварка трением является основным процессом соединения заготовок осе-
вого инструмента круглого сечения в диапазоне диаметров 6—40 мм (рис. 14).
Соединение обеспечивается за счет тепла, образующегося в зоне контак'
свариваемых поверхностей заготовок при их взаимном вращении с разнык
угловыми скоростями и постоянном усилии прижима, направление
вдоль оси.
Сварка трением обладает рядом преимуществ по сравнению со стыковс
контактной электросваркой: малым потреблением энергии, высоким и ст
40
Пильным качеством сварного соединения, возможностью сварки деталей с не-
обработанными поверхностями, не очищенными от грязи и ржавчины (кроме
окалины), при неперпендикулярности торцов заготовок к оси вращения 5—
7° отсутствием вредных газовых выделений и ультрафиолетового излучения,
образующихся при контактной электросварке, простотой и доступностью ме-
аниз’ации и автоматизации процесса, его высокой экономической эффектив-
ностью.
При всех способах сварки инструмента приближенно считают, что сва-
лочный шов равнопрочен конструкционной стали той марки, из которой вы-
полнена заготовка хвостовика инструмента.
Перед началом работы машину для сварки трением настраивают на ра-
бочий режим, параметры которого подбирают в зависимости от размеров
и марок сталей свариваемых заготовок. К технологическим параметрам ре-
жима относятся давление нагрева Рн, давление осадки Рос, время нагрева
T.; время осадки тос. Расчетное
значение усилий, кг, на штоке
цилиндра машины
Р = F„ Рсс ,
НУД СУД
Рис. 14. Схема процесса сварки
трением (а) и график (б) измене-
ния усилий при нагреве и осадке
по времени:
1,2 — свариваемые детали
Q
где F— площадь поперечного сечения заготовки, мм2; Р„ , Р„„
нуд осуд
удель-
ные давления соответственно нагрева и осадки.
Рабочее усилие на штоке Р, равное Рн при нагреве или Рос при осадке,
контролируют манометром по тарировочному графику машины, показываю-
щему зависимость усилия па штоке цилиндра от давления в цилиндре.
В перечень работ по настройке машины для сварки трением входят также ра-
боты по установке цанг и упоров, граничных положений реле контроля рабо-
чего и осадочного давлений, реле времени. Преимущественно сварку трением
быстрорежущей стали с углеродистой выполняют при частоте вращения ра-
бочего шпинделя 1000—1500 об/мин, осевом усилии при подогреве 8—
10 кг/мм2, осевом усилии при осадке (проковке) 15—20 кг/мм2. Машинное
время сварки при этих режимах, настраиваемое с помощью реле времени,
приведено в табл. 40.
40. Машинное время, с, сварки быстрорежущей стали со сталью 45
Диаметр свариваемых заготовок, мм Продолжительность Диаметр свариваемых заготовок, , мм Продолжительность
Подогрев Осадка Подогрев Осадка
10—12 5 2 25 11 3
13—15 7 2 26 и 3
16—19 9 3 27 11 4
20—21 10 3 28 11 4
22 10 3 29 12 4
23 И 3 30 12 4
24 11 3
Для сварки трением заготовку из быстрорежущей стали следует устано-
ить в шпиндель, а заготовку из углеродистой стали — в подвижный суппорт
таким образом, чтобы вылет заготовки из быстрорежущей стали был
2 3 мм больше вылета заготовки из углеродистой стали. Вылет заготовки
41
из зажимов необходимо ограничить регулируемыми упорами. С целью п
вильного формирования грата в стыке и предотвращения кольцевого неп
вара на заготовку из углеродистой стали устанавливают осадочную матри:
Полный цикл сварки заготовок (нагрев, осадка и проковка) производи'.,
машиной автоматически после нажатия на кнопку «Пуск». В тех случая
когда для сварки трением используются машины, не имеющие автоматич
ского цикла работы, выполняется ручное управление, при котором фазы ци
ла контролируют по приборам. После окончания процесса сварки следу!
снять матрицу, вынуть сваренную заготовку из зажима и, не давая заготовк
остыть, поместить ее в печь для отжига или в термостат. Начальная темперг
тура в термостате должна быть 150—200 °C. После медленного охлаждени
в термостате заготовки, имеющие температуру не более 50 °C, выгружают дл
последующего отжига.
Сварка заготовок с двумя стыками выполняется в такой последовател:
ности: сваривают один стык, затем помещают заготовку в термостат с темп
ратурой 750—800 °C и выдерживают при этой температуре в течение 3 j
после охлаждения заготовки грубо очищают торец под сварку второго стык
сваривают второй стык, после чего заготовку помещают в термостат с темп
ратурой 100—150 °C для медленного охлаждения.
ТЕХНОЛОГИЯ СТЫКОВОЙ КОНТАКТНОЙ ЭЛЕКТРОСВАРКИ
Для соединения заготовок инструмента фасонного, прямоугольно!
и круглого сечения с площадью более 1300 мм2 (диаметр 40 мм) применяет!
стыковая контактная электросварка (рис. 15). При этом способе сварки пр
исходит нагрев относительно малых слоев металл
прилегающих к поверхностям свариваемых тори
заготовок, теплом, выделяющимся при прохожден!
электрического тока через зону сварки, обладают
переменным омическим сопротивлением.
Рис. 15. Схема процесса электроконтактной сварки:
1, 2 — свариваемые детали; 3 — трансформатор; Р — усил
прижима
К технологически параметрам режима стыковой контактной электр’
сварки относятся плотность сварочного тока при нагреве и оплавлении, к
пряжение на губках машины, время и давление осадки. Ориентировочи»
режимы стыковой контактной сварки быстрорежущей стали со сталь
45 (40Х) приведены в табл. 41. При стыковой контактной электросвар!
вылет заготовки быстрорежущей стали из губок сварочной машины прии!
мается равным половине диаметра заготовки, но не менее 10 мм. Вылет з;
готовки из углеродистой стали может быть в 1,5 раза больше. Длина час:
заготовки, зажимаемой в губках машины, зависит от усилия зажатия, н
как правило, должна быть не меньше диаметра заготовки.
41. Режимы стыковой контактной сварки быстрорежущей ст;
Диаметр свариваемых аагптовок. Плотность сварочного тока, А/мм2 Напряжение на губках машины,
Подогрев Оплавление Холостой ход Подогрев
мм
От 8 до 20 От 40 до 30 От 12,5 до 10,0 От 3,8 до 4,0 От 2,5 до 2^
Св. 20 » 30 Св. 30 » 20 Св. 10 до 7,5 Св. 2,8 до 3,0 Св. 2,8 » 3,4
» 30 » 40 » 20 » 15 » 7,5 » 4,5 » 3,0 » 3,5 » 3,0 » 3,
» 40 » 50 » 15 » 10 » 3,5 » 3,0 » 3,5 » 4,0 » 3,5 » 4*
» 50 » 60 » 10 » 8 » 3,0 » 2,6 » 4,0 » 4,4 » 4,0 » 4,
» 60 » 70 » 8 » 6,5 » 2,6 » 2,4 » 4,4 » 4,0 » . 4,4 » 4;
70 » 80 » 6,5 » 6,0 » 2,4 » 2,0 » 4,8 » 4,7 » 4,8 » 4»
42
Процесс стыковой контактной электросварки быстрорежущей стали
с углеродистой осуществляют в три перехода: предварительный подогрев;
оплавление, осадка. Предварительный подогрев производится путем перио-
дического замыкания стыкуемых поверхностей заготовок. Длительность
замыкания составляет 0,08—0,2 с, длительность паузы между замыканиями
0 12—0,3 с, число замыканий — 2—40. После окончания периода предвари-
тельного подогрева, т. е. когда достигнута температура 1000—1200 “С, заго-
товки сближают для осуществления процесса непрерывного оплавления
торнов. Затем производят осадку, т. е. сдавливают разогретые торцы под
током, и после этого — без тока (в момент окончания оплавления). Скорость
осадки 10—20 мм/с, давление осадки 2,5—4,0 кг/мм2, время осадки 0,1 —
0 2 с. После подбора всех параметров режимов сварки следует произвести
пробную сварку трех— пяти заготовок. Стыки на пробных заготовках долж-
ны иметь стабильное качество. Если обнаружен непровар или другие дефек-
ты сварки, режим корректируют: увеличивают мощность, уменьшают осадку
без тока или снижают скорость оплавления. Корректировку параметров ре-
жима продолжают до получения требуемого качества сварки.
ОТЖИГ ПОСЛЕ СВАРКИ
Отжиг заготовок после сварки производят для снятия внутренних на-
пряжений, возникающих в процессе сварки, уменьшения твердости зоны
сварного стыка и подготовки структуры заготовки для закалки. Для полу-
чения заготовок высокого качества их следует немедленно после сварки по-
мещать в термостаты с температурой не ниже 700 °C (740—750 °C). При отсут-
ствии термостатов можно использовать отпускные шахтные электропечи,
снабженные приспособлением для загрузки сварных заготовок. Приспособ-
ление выполняют в виде желоба, по которому заготовки перемещаются
к впускному клапану в крышке печи и навалом загружаются в корзины.
Отжиг следует проводить немедленно после окончания сварки всей партии
заготовок. Режимы проведения полного отжига сварных заготовок анало-
гичны режимам отжига кованых заготовок из быстрорежущей стали. Тем-
пературу в печи повышают до 860—880 °C со скоростью не более 100 град/ч
и выдерживают заготовки при этой температуре 3—4 ч. После прогрева
заготовок температуру снижают до 740 — 750 °C со скоростью 30 —
40 град/ч, выдерживают их в печи при этой температуре 6—8 ч, затем
охлаждают вместе с печью до 600 — 650 °C со скоростью 40— 50 град/ч.
Окончательное охлаждение заготовок выполняют на воздухе (сквозняки
должны быть устранены). Для предотвращения обезуглероживания свар-
ных заготовок отжиг проводят в контролируемой атмосфере или в контейне-
ре, куда^ вместе с заготовками насыпают 50 % новой и 50 % отработанной
чугунной стружки. Отожженные заготовки в зоне сварного шва должны
иметь твердость НВ 207—255. Сварные заготовки следует править сразу пос-
ле отжига.
МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ ЗАГОТОВОК
со сталью 45(40 X)
Удельная мощность, кВ Контроль качества А/см’ сварных заготовок осу-
Оплавление Подогрев ществляют внешним Оплавление осмотром, испытаниями на изгиб и удар, провер-
От 3,6 до 3,8 Св. 3,8 » 4 2 » 4,2 » 5> » 5,2 » 6,0 » 6,0 » 6,5 » 6,5 » 7,о * 7,0 » 7,2 От 10,0 до 8,0 Св. 8,0 до 6,0 » 6,0 » 5,3 » 5,3 » 4,0 » 4,0 » 3,5 » 3,5 » 3,1 » 3,1 » 2,8 кой твердости в зоне От 4,5 до 3,8 стыка. Внешнему осмот- Св. 3,8 » 3,2 ру следует подвергать » 3,2 » 2,3 всю партию сваренных » 2,3 » 1,8 заготовок. При внешнем » 1,8 » 1,7 осмотре заготовок выяв- » 1,7 » 1,65 ляются следующие види- » 1,7 » 1,65 мые дефекты: трещины в зоне стыка; каиавки
43
по наружной части стыка; выплески металла на быстрорежущей части за«
готовки; вкованный металлический грат, уменьшающий сечение в мест?
стыка; смещение осей заготовок более чем на 0,5 мм для диаметра до 20 мм,
на 1,0 мм для диаметра 20—50 мм и на 1,5 мм для диаметров свыше 50 мм.
Для испытаний на изгиб и удар, а также для контроля твердости сварного
шва и прилегающих зон из партии заготовок отбираются образцы в коли-
честве до 2 % от общего числа в партии.
Испытание на изгиб производят после снятия грата. Для этого из партии
заготовок в 100 шт. выборочно берется 5—6 шт. Размеры образцов выбирают
в зависимости от диаметра заготовки:
Диаметр
заготовки, мм
Минимальная
длина
образца, мм
25................210
28 .............. 220
30 .............. 230
32 ............. 240
Диаметр Минимальная
заготовки, мм длина
образца, мм
36 ................. 260
38 ................ 270
40 ................ 280
45 ................ 305
Расстояние между опорами при испытании должно составлять 6d заго-
товки. Усилия, прилагаемые к заготовке при испытании на изгиб, должны-
быть не менее указанных ниже:
Диаметр
образца, мм
Усилие, кг
25 ............................................... 2600
35 ............................................... 5000
45 ............................................... 8000
50 ............................................... 10200
55 ...............................................13000
Для грубого определения прочности стыкового соединения проводят
испытания легким ударом хвостовой части заготовки о металлическую плиту
дважды с поворотом заготовки на 180°. Место приложения удара — 15—
20 мм от сварного стыка. Прочность стыка считают удовлетворительной,
если заготовка не разрушается.
Для определения качества отжига после сварки производят проверку
твердости в зоне стыка (на расстоянии 3—5 мм от него). Твердость заготово!
в зоне стыка не должна превышать НВ 285.
МЕТОДЫ НАПЛАВКИ, ПРИМЕНЯЕМЫЕ
ДЛЯ УПРОЧНЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ.
ТРЕБОВАНИЯ К МЕТАЛЛУ, НАПРАВЛЕННОМУ
НА РАБОЧИЕ ПОВЕРХНОСТИ ШТАМПОВ
Процесс упрочнения технологической оснастки, в том числе упрочнения
штампов наплавкой, заключается в нанесении на ее поверхность расплавлен^
ного слоя металла, обеспечивающего увеличение ее размеров или повышение
износостойкости. Классификация существующих методов наплавки привей
дена на рис. 16.
По условиям работы штампы разделяют на работающие без значительны:
ударных нагрузок (обрезка, прошивка, калибровка и т. д.) и выполняющш
горячую н холодную штамповку (группа А), работающие со значительным!
ударными нагрузками (молотовые и высадочные) прн повышенных темпера
турах (группа Б).
__ Металл, наплавленный на поверхности штампов группы А, должен обла
дать высокими твердостью в рабочем состоянии, износостойкостью, сопр~
тнвлением к скалыванию, теплостойкостью (для штампов горячей штампе
ки). Металл, которым наплавляют штампы группы Б, должен иметь высоку
ударную вязкость, среднюю твердость (высокая твердость повышает скло:
44
Э л ек тро ду гов ая
Рис. 16. Классификация методов наплавки
ность к трещинам разгара), удовлетворительную обрабатываемость резание®
непосредственно после наплавки (промежуточный отжиг с последующей
калкой приводит к короблению штампа, имеющего значительные размеры^
и высокую термостойкость.
ТЕХНОЛОГИЧЕСКИЕ РЕКОМЕНДАЦИИ
ПО ВЫПОЛНЕНИЮ НАПЛАВКИ
Детали, подлежащие наплавке, тщательно очищают от грязи, масла,
ржавчины и краски. Если технологическим процессом наплавки предусмот-
рен предварительный подогрев, экономически целесообразно сочетать с иим
очистительный отжиг, обеспечивающий быстрое выгорание масла не только
с поверхности детали, но и из пор, раковин и трещин. После отжига окислы,
образовавшиеся на поверхности детали, удаляют металлической щеткой.
Наплавляют металл на очищенную поверхность. Канавки, пазы и отверстия
на поверхности, которые необходимо сохранить, заделывают медными, гра-
фитовыми или угольными вставками. Ненаплавляемые поверхности закры-
вают сухим или мокрым асбестом. На наплавляемых переходных плоскостях
и кромках делают фаски либо канавки шириной ие более 16 мм и глубиной
не более 8 мм по форме, показанной на рис. 17.
Рис. 17. Форма разделки фа-
сок под наплавку:
а — открытая; б —закрытая
Рис. 18. Формы, применяв-'
мые при наплавке ванным*
способом:
/ — графитовые разборные фор-
мы; 2— наплавляемая деталь;
3 — наплавленный металл
Детали из легированных и конструкционных сталей, содержащих более
0,3 % углерода, перед наплавкой подогревают. Для штампов небольших
размеров достаточно подогреть только участок начала наплавки до темпера-
туры, устанавливаемой в зависимости от марки стали штампов и электродов.
Штампы для холодной листовой штамповки, холодной и горячей обрезки,
наплавляемые электродами ЭН-60М, подогревают до 300—400 °C, молотовые
и высадочные формообразующие штампы — до 400—500 °C. Прошивные, ка-
либровочные пуансоны, матрицы прессования, наплавляемые электродами
ОЗН-1, ОЗН-З, подогревают до температуры 400—500 °C, а наплавляемые
электродами УОНИ-13/85— до 300—400 °C. Все закаленные детали перед
наплавкой необходимо обязательно подогревать. Чугунные штампы наплав-
ляют без подогрева. Предварительный подогрев деталей производят в печах,
индукторах. Допускается местный подогрев газопламенными горелками. Ре-
комендации по предварительному подогреву различной технологической
оснастки приведены на с. 23. Наплавку необходимо выполнять непрерывно,
так чтобы температура подогрева деталей не снижалась более чем на 100 °C.
При необходимости допускается повторный общий или местный подогрев.
Отдельные валики наплавляют рассредоточение обратноступенчатым спо-
собом или «горкой».
Толщина многослойной наплавки может быть 3—12 мм, количество
слоев — в зависимости от марки применяемых электродов: ОЗН-1 — 1—•
3 слоя, ОЗШ-1 — 1—5, ЭН-60М — 2—5. ОЗН-З — 1—3 слоя.
Наплавку больших объемов металла производят ванным способом н.
постоянных режимах тока с применением медных и графитовых форм (рис. 18),
в результате чего значительно повышается качество наплавки, увеличиваете:
ее производительность и уменьшается коробление детали.
При многослойной наплавке наиболее ответственных мест в штампах
особенно молотовых, наплавленные валики проковывают непосредствеив
после наплавки отдельных валиков в горячем (по возможности пластическом
состоянии ручным пневматическим молотком. При послойной наплавке <Я
дельные валики тщательно очищают от шлака и брызг. Наплавку ведут на
постоянном токе обратной полярности короткой дугой и с неглубоким
проплавлением в нижнем и вертикальном положениях.
н Чугунные штампы наплавляют рассредоточенно, медленно, не допуская
перегрева. Многослойные наплавки (более трех слоев) для чугуна не рекомен-
дуются. Лучшее качество наплавки получают при ширине валика, равной
2 5 диаметра электрода. Валики накладывают так, чтобы каждый последую-
щий перекрывал предыдущий на 1/2—1/3 ширины. Припуск на механическую
обработку после наплавки должен составлять 2—3 мм. Необходимо сле-
дить, чтобы впадины между валиками находились выше линии обработки по-
верхности после наплавки. Соотношения между толщиной слоя наплавки,
диаметром электрода, числом слоев наплавки и силой тока приведены
в табл. 42, режимы автоматической наплавки под флюсом — в табл. 43 и 44,
режимы электрошлаковой наплавки проволочными электродами — в табл.
45. Силу тока при ручной дуговой сварке определяют по формуле I —
= Ыэл, где / — ток наплавки, A; k — коэффициент, равный 35—40; Дл —
диаметр электрода, мм.
42. Условие наплавки стали в зависимости от толщины наплавляемого слоя
Толщина наплавляе- мого слоя, мм Условия наплавки
Диаметр электрода, мм Число слоев наплавки Сила тока, А
До 1,5 3 1 80—100
До 5 4-5 1—2 130—180
Св. 5 5—6 2 и более 180— 240
43. Зависимость режима автоматической наплавки стали под слоем флюса
от толщины наплавленного слоя
Толщина наплавки, мм Диаметр электродной проволоки, мм Сила тока, А Скорость подач и электродной проволоки, м/ч Скорость наплавки, м/ч Напряжение на дуге, В
2—3 2 160— 220 101 — 121 20—25 30—32
3-4 2 340—350 191 25 32—34
4—5 3 360—460 91,5 20—25 32—34
5-6 5 650—700 191—256 24—30 34—36
Наплавленные детали, которые могут быть обработаны абразивами, сра-
зу после наплавки подвергают отпуску в течение 1—2 ч для снятия внутрен-
них напряжений.
Детали, рабочие кромки и поверхности которых необходимо обработать
режущим инструментом, после наплавки отжигают, а после механической
обработки закаливают и отпускают. Режимы термической обработки приве-
дены в табл. 46.
Наплавка дисперсионио-твердеющими сталями. Применяется для изго-
товления, упрочнения и восстановления рабочих поверхностей разделитель-
ных штампов. Обеспечивает увеличение стойкости в 3—6 раз по сравнению
со стойкостью термически обработанного не наплавленного инструмента. Вы-
полняют плавящимися электродами типа ОЗИ-4, ОЗИ-5, ХАДИМ-1. Тип
наплавленного металла — Х5М5В6К15Ф (электрод ОЗИ-4)), Х2М10В11К18Ф
(электрод ОЗИ-5) 5Х12В8МФ (электрод ХАДИМ-1).
После наплавки получают металл с низкой твердостью, обычно не пре-
вышающей 30—40 2//?С, что позволяет производить механическую обработку
обычными резцами, фрезами, сверлами. После окончательной механической
47
44. Режимы наплавки стали под слоем флюса
Вылет элект- рода, мм 25—30 До 20 20—25 20—25
Скорость подачи элект- родной прово- локи, м/ч 153 77—90 155 77
Шаг на- плавки, мм 1 1 к iC LO
Скорость на- плавки, м/ч сч сч Ю 1 сю СО 1 СО СЧ СП
Напряжение на дуге, В 27—29 До 28 26—28 28—30
Сила тока, А 300—320 До 220 240—260 280—300
Флюс АН-348А АН-348А АН-20 АН-200
Диаметр про- волоки, мм о о Ч.Ч (N СО” OJ 1^11 О С О) LQ сч ^со с4
Проволока Св. 18ХГСА ПГ1-2ХЗВ10ГТ ПП-ЗХ2В8 ПП-5Х4ВЗФ
Сталь < ЬЙГЕГЕ ёххх со со -а- -а-
46 Термическая обработка стальных деталей до наплавки и после иее
Обработка наплавлен- ного ме- таллэ Электрод Температура, °C Получае- мая твер- дость HRC
подогрева отпуска отжига закалки
Абрази- вом ОН-60М 300—400 200—400 50-56
ОЗН-1 650—700 400—650 50—56
О.ЗН-З 400—700 400—650 — — 50—56
Режу- щим ин- струмен- том ОН-60М 300—400 — 740—860 790—900 50—58
ОЗН-1 650—700 — 900, 730 1200—1380 56-60
ОЗШ-З 400—700 400—650 900, 730 1000—1280 56-60
ОЗШ-1 400—700 400—650 — — 32—42
обработки наплавленные штампы подвергают нагреву в стандартных терми-.
ческих печах при температурах, обеспечивающих развитие процессов дис-
персионного твердения.
При нагреве во всем объеме наплавленного металла выделяются интер-
металлидные упрочняющие фазы, что вызывает повышение твердости до
требуемого уровня: HRC 49—56 для штампов горячего и до HRC ,60—64 —
для штампов холодного деформирования. В процессе эксплуатации твердость
наплавленного металла фактически не изменяется, что обусловливает уве-
личение стойкости штампов. Технологический процесс изготовления штам-
пов с применением наплавки предусматривает последовательное выполнение
следующих операций: предварительная механическая обработка детали по
контуру, с оставлением припуска 0,20—0,23 мм под окончательную меха-
ническую обработку, термическая обработка по режимам, рекомендованным
для применяемых марок сталей с целью обеспечения твердости основного
металла в пределах HRC 49—54; наплавка слоя высотой 12—14 мм (напри-
мер, по торцу рабочей части пуансона) с припуском под механическую об-
работку по периметру наплавленного слоя до 2 мм; предварительная меха-
ническая обработка наплавленного слоя с припуском под окончательную
механическую обработку; окончательная механическая обработка по всему
контуру детали.
Аргоно-дуговая наплавка рабочих поверхностей сложных фасонных
геометрических фигур штампов, валков, пресс-форм, пресс-матриц и подоб-
ных инструментов для горячего прессования, изготовляемых нз сталей типа
ЗХ2В8Ф. “Инструмент предварительно очищают от загрязнений в песко-
струйной камере. Глубокие трещины разделывают. Трещины глубиной до
2 мм могут быть оплавлены аргоно-дуговой горелкой без присадочного ма-
п^РоЭЛа' ^гРед наплавкой и оплавлением инструмент, например, из стали
ЗХ2В8Ф нагревают в электропечи до 750—800 °C. Режим наплавки: свароч-
ный ток — ЮЭ А, полярность — прямая, расход аргона — 5—10 л/мин.
Присадочный материал: наплавочная проволока диаметром 3 мм из инстру-
ментальной стали мартенситно-карбидного класса, типа 65ХЗВ10МФГТ.
Способ позволяет получить беспористый слой износостойкого материала,
сократить трудоемкость слесарно-доводочных работ, повысить стойкость
инструмента.
Наплавка порошковыми проволоками и легированными электродами.
Ряде случаев позволяет заменить инструментальные стали, например,
ипа 5ХВ2С, Р6М5 конструкционной сталью типа СтЗ.
Режимы наплавки приведены в табл. 47.
а ^готовки перед наплавкой подогревают до температуры 300—350 °C,
в ПОсле наплавки подвергают высокому отпуску при температуре 650 °C
^течение 2 ч для снятия внутренних напряжений и термофиксации размеров.
- плавленный металл обрабатывают абразивным инструментом.
л-имический состав наплавленного металла приведен в табл. 48.
спав Р°К СЛУЖ®Ы наплавленных ножей увеличивается в 2—2,5 раза по
Р нению с ножами из инструментальных сталей.
48
49
47. Режимы наплавки 'порошковой проволокой и сложиолегированными
электродами
Тип наплавлен- ного материала Диаметр электрода, мм Напряжение на дуге. В Сварочный ток, А Скорость по- дачи электрод- ной проволоки, м/ч КоличаЫ во наллй| ляемыз^ слоев"
ПП-АН 170 3,2 30—34 320—380 158 3
ИН-1 5 24—28 150—180 — 4 .
48. Химический состав металла, наплавленного порошковой проволокой
и сложиолегированными электродами
Тип напла- воч ио- го ма- териа- ла Химический состав наплавленного металла, % Твер- дость HRC « плавл< ИОГО талл1
с Мп Si Сг W V TI S р
ПП-АН 170 0,5— 0,7 0,4— 0,6 0,4— 0,5 18—22 2,5— 2,9 __ 0,2— 0,4 0,04 0,04 54—58
ИН-1 0,3— 0,4 0,8— 1,0 0,6- 0,7 2,1 — 2,4 6,8— 8,2 0,2— 0,3 — 0,04 0,04 52—54
Восстановление изношенных поверхностей инструментов, работаю^
при ударной нагрузке при добыче и переработке минералов. Перед наплавке
на восстанавливаемую поверхность детали наносят слой толщиной 6 мм п
рошковой смеси угольно-металлических порошков С—Сг—Fe; С—Сг—В—F
С—Сг—W—Fe иа связующем — натриевой карбонметил — целлюло
и высушивают в течение 8 ч при нормальной температуре. Наплавку прои
водят угольным электродом диаметром 10 мм при отрицательной полярное
сварочным током 250 А.
Повышение стойкости режущих инструментов из быстрорежущих стал*
На переднюю поверхность резца вблизи вершины главной режущ
кромки наносят порошки карбидов вольфрама, титана, тантала и других
таллов или окислов, нитридов, боридов, в том числе кубического нитрида б
зернистостью 10—300 мкм, с последующим оплавлением их при помощи
точииков высоких энергий (плазменного луча, электронного луча диамет
0,03—0,1 мм) и образованием ванночек расплава. Наилучшие результ
дает расположение ванночек расплавленных составов на расстоянии 0,
1 мм от вершины резца. Особо подчеркивается необходимость расположе!
ванночек расплава иа расстоянии 0,3—1 мм от вершины резца. Способ по
шеиия стойкости инструмента прост и дает значительный экономический
фект.
Метод скоростной наплавки твердых сплавов. Подлежащий иапла
участок детали включают в цепь тока высокой частоты (50—10 000 к!
Одновременно н ием индуцируют ток индуктором. За счет прямого и ииду
рованного токов поверхностный слой участка детали быстро (до 3 с) наг
вается до расплавления, после чего в него засыпается порошок твердого сп
ва, карбида вольфрама, окиси алюминия, нитрида кремния, карбида кр
ния зернистостью менее 0,25 мм. Находясь в жидком металле, порошок “
ле отверждения металла прочно в ием удерживается и образует с ним изй
стойкое покрытие. Для наплавки детали иа заданной длине индукторе 1
тактами плавно перемещают вдоль детали, непрерывно посыпая порой
расплавленную часть слоя. В результате получают равномерный слой по)
тни. Высокая скорость наплавки достигается за счет большой плоти
50
энергии (например, 20 кВт/см!) на небольшом участке поверхности детали.
Расстояние от проводиика-иидуктора до поверхности наплавляемой
детали зависит от частоты тока и толщины нагреваемого слоя (от 0,05
до 1,0 мм).
Наплавка хромо-никелевого покрытия с включениями распределенных кар-
бидов вольфрама. Область применения — кондукторные втулки, клапан-
ные уплотнения, распылители н другие детали из инструментальной или ле-
гированной стали. Поверхность очищенной детали покрывают слоем конси-
стентной густой смазки, изготовленной путем смешивания клея, порошка
Ni__Сг-сплава с раствором борной кислоты в дистиллированной воде. Раз-
мер зерен порошка не должен превышать нескольких мкм. Влажный клей
посыпают WC-порошком и высушивают при температуре 176—204 °C до пол-
ного выпаривания влаги. После охлаждения детали до комнатной темпера-
туры опять наносят слой клея описанного состава, а иа влажный клей — слой
Ni—Сг-порошка. Деталь с нанесенным покрытием толщиной 0,15—0,20 мм
высушивают при температуре 176—204 °C до полного выпаривания влаги;
охлаждают до комнатной температуры и помещают в вакуумную печь с тем-
пературой 1040—1097 °C на 3—5 мин. В печи порошок Ni—Сг-сплава пла-
вится н заполняет промежутки между WC-зернами. Заключительными опе-
рациями являются закалка и отпуск детали. Затем поверхность детали под-
вергают механической обработке. Окончательная толщина покрытия состав-
ляет ~ 0,08 мм. Стальная деталь с покрытием по твердости не уступает де-
тали, целиком изготовленной из WC, и в то же время сохраняет коэффициент
расширения, характерный для стали, что позволяет избежать хрупкости,
присущей WC.
Поверхностное легирование крупногабаритных деталей (типа прокатных
валков) методом локальной электроконтактиой наплавки порошками из леги-
рующих элементов можно выполнить способом по а. с. СССР № 865974.
В соответствии с его описанием, поверхность, подлежащую легированию,
вначале предварительно обрабатывают резанием-точеннем или шлифованием,
с заданной величиной шероховатости и необходимым объемом впадин, обра-
зованных микронеровиостями. В полученные впадины насыпают порошок
из легирующих элементов (хром, вольфрам, молибден и т. д.) и одновременно
производят обработку поверхности изделия давящим инструментом, напри-
мер, обкатывают твердосплавным роликом.
Через контакт давящего инструмента с изделием пропускают электри-
ческий ток низкого напряжения.
Изменением шероховатости (величины Дг) поверхности достигают задан-
ной степени (насыщенности) легирования поверхностного слоя и расхода ле-
гирующих элементов.
Локальный нагрев изделия совместно с порошком легирующих элемен-
тов только в зоне контакта давящего инструмента с изделием происходит без
наличия окисляющей среды. Получается гладкая и чистая без окислов и ока-
лины упрочненная поверхность,с плотным поверхностным слоем, обладающим
повышенной термической и механической стойкостью.
МАТЕРИАЛЫ ДЛЯ НАПЛАВОЧНЫХ РАБОТ
Для ручной электродуговой наплавки применяют такие электроды:
Наплавляемая технологическая оснастка Марка
электрода
Штампы для холодной листовой штамповки, холодной
и горячей обрезки, работающие прн температуре собст-
венного нагрева до 400 °C и имеющие твердость HRC
50-60..................................................ЭН-60М
Молотовые и высадочные формообразующие штампы
твердостью HRC 35—15, режущие инструменты . . . ОЗШ-2
Прошивные и калибрующие пуансоны, матрицы прессо-
вания твердостью HRC 55—60 ........................... 0311-1
0311-3
51
49. Порошковая проволока для наплавки'1
Химический состав, % по массе
Проволока С Мп .$ Сг W
ПП-ЗХ2В8 1,45 0,3 2,8 9,75
ПП-Р18 1,1—1,3 0,4 0,4 4,2—4,4 18,5—19,5
ПП-Р9 1,3—1,5 0,4 0,4 4,1—4,3 10,0—1,0
ПП-Х12 2,7—2,9 0,6 0,4 14,0—15,0
ПП-Х12ВФ 2,3—2,5 0,6 0,4 14 5—15,5 1,2—1,5
ПП-Х12ТФ 2,1—2,3 0,6 0,4 14,0-15,0 —
ПП-Г13А 0,9—1,2 14,0—16,0 0,6—0,9
Примечание. В проволоке всех указанных марок содержится по 0,04 % S и F
50. Высокомарганцовистые флюсы для наплавки углеродистых
Флюс Материал зерна флюса Размер зерна, мм Химический Я
SiO2 МпО I
АН-348-А АН-348-АН АСЦ-45 АСЦ-45-М АН-60 ЭМК-31 АН-3 АН-348-АН АН-348 Првмечавн Стекло » » » Пемза » » Стекло » е. Во всех ук 5 3,0—0,53 1,6-0,25 3,0—0,35 1,6—0,25 5,0—0,2 азаввых флюсах с , Ннзкокремиис- 41,0 —44,0 41,0—44,0 38,0—44,0 38,0—47,0 42,5—46,5 42.5—46,5 48,0—50,0 41,0—44,0 42,5—45,5 □держится не бо^ гые флюсы для с 34,0—38,0 -Я 34,0—38,0 1 38,0—47,0 J 38,0— 47,0 | 37,0—40,0 | 47,0—51,0 | 15,5-18,5 1 34,0—38,0 | 31,5-35,5 ] ее 0,15 % ’S я аплавки средне^
Флюс Материал флюса Химический состав^
SiO2 МпО CaF2 А!2О, J
АН-26 АН-22 АН-10 АН-10-А АН-20 АН-28 АН-21М 48-0Ф-6 48-0Д-9 48-0Д-9 П р и м е ч Пемза Стекло Пемза » Стекло или пемза То же Пемза » » » » н н е. Во флю 30—32 18—21 20—23 19—23 19-20 2-5 5—10 9,13 4.0 9—10 10—12 се АН-21-М нар 2,5-3,5 6,0-9,0 29,5-33,5 29,5—33,5 0,5 0,5 1,0 о,з 6,з 4,5 0,3 яду с указанны 20-25 20-24 18—24 18—24 27—32 19—23 5-15 26—30 45—60 35—40 40—50 мн составляюп 20—24 Я 19—23 4 19—21 Д 19—21 | 27—32 а 39—44 J 36—45 2,0 J 20—27 1 14—21 а 25—30 | днив содерЖИ
52
под флюсом
V TI Na2SiF, Назначение
0,3 1,5—1,6 2,6—2,8 0,3—0,4 0,3—0,4 0,5—0,6 2,0 3,5—4,0 3,5—4,0 2,5—3,0 2,5—3,0 2,5—3,0 2,0—2,2 Наплавка штампов для горячей штамповки Наплавка режущего инструмента То же Наплавка штампов холодной штамповки То же » » Наплавка деталей, работающих в условиях абразивного износа при сильных ударных нагрузках
за исключением проволоки ПП-Г13А, в которой содержится 0,04% S и 0,03 % Р,
и низколегированных сталей
состав, % по массе
CaF 2 MgO MnOt CaO Al,О, Fe2O,
не б злее
4,0-5,5 5,0—7,5 о,1-0,3 6,5 4,5 2,0
3.5—4,5 5,0—7,5 0,1-0,3 6,5 4,5 2,0
0,6—9,0 2,5 — 6,5 5,0 2,0
6,0—9,0 2,5 6,5 5,0 2,0
5,0-7,5 0,5—3,0 — 3,8 5,0 1,7
1,5—3,5 — — — — —
2,5-3.5 8,5—10,5 — 15,0—18,0 — —
3,5—4,5 5,0—7,5 — 6,5 4,5 2,0
6,4—7,5 0,7—3,5 1,0—1,5 6,5—9,5 2,5 1,5
более 0,15 % Р.
и высоколегированных сталей
% по массе
CaO MgO K,O | FeO s р
не более
5,0—6,5 16-18 1,0 0,01 0,10
12— 15 11,5—15,0 1,3—1,7 1,0 0,06 0,06
3,0-7,0 0,5—1,2 0,4-0,6 1,2 0,15 0,20
3,0—7,0 3,0—9,0 0,5—1,2 0,3—13,0 0,4-0,6 2,3—3,0 1,0 1,0 0,15 0,08 0,06 0,05
16—20,5 13—16 1,0 0,05
35—44 2,0 1,0—2,0 2,0 0,08 0,08
3—5 11—13 1,0 0,10 0,05
16—23 3,0 0,04
12—15 15-18 — 0,01 0,01
5—7 10—13 — — 0,01 0,01
ся 38-42 % тю,.
53
52. Химический состав легирующих керамических флюсов Г £
Флюс :асо, CaFt тю 2 SiO2 MgO Na,O С SI £
КС-Х12Т КС-Х12М КС-Х14Р КС-ЗХЗВ8 КС-Р18Р КС-Р9Р 0—43 18—42 37—40 10—43 25—28 31,5— 23,5 53. 5,0-6,0 5,0-6,0 8,0—10,0 8,0—9,5 8,5—9,0 8,0—10,0 Химичес 5,0—6,0 5,0—6,8 13,5—14,5 8,5—9,8 8,0—9,0 кий соста 8,6—10 8,6—10 8,6—10 3,0—5,0 3,0—5,0 4,0—5,5 в флюса 12—14 ДЛЯ э 1,5—1,7 1,5—1,7 1,5—1,7 1,5—2,0 1,5—2,0 1,4—1,6 лектроц» 2,3—3,0 2,0-2,4 2,0—2,3 0,4—0,5 1,2—1,4 1,5—1,8 1ЭКОВОЙ 0,7 0,7 2,1—2,4 2,0—2,5 0,7 0,7 наплавки,, и 1 ttt. ft
Флюс SiO, Al jOa МпО СаО М gO
АН-8 АН-8М АН-22 АН-25 ФЦ-7 АНФ-1 АНФ-6 АНФ-7 48-ОФ-6 33—36 35—36 18—21,5 6-9 46—48 До 5 До 4 54. Сое До 5 До 5,0 19—23 До 3 25 20—27 гав легируюц 21—26 28—32 6—9 24—26 0,3 jhx керамиче 4—7 4-8 12—15 12—15 До 3 20 16—23 ских флюсов, % 5-7 До 1,0 • 11,5—15 2,4 16—18 3,0 по массе, i л !fc-
Марка Мрамор Плавико- вый шпат Кварцевый песок Дву- ОКИСЬ титана Графит Ферро- вольфрам Ферро- хром
Флюс: Р18 Р9 КС-Р18Р КС-Р9Р Паста: Р18 Р9 П р н м е ч 54 46,3 45,0 28,7 35,6 а и и е. Соде 5,0 10,0 10,0 10,0 ржание жад 13,0 11,0 (кого стеклг 9,0 9,0 указано 1,7 2,0 0,5 1,0 2,7 2,7 в проце 10,0 5,0 31,0 20,0 345,3 173,7 тгах к общ 6,0 8,0 8,0 8,0 76,5 73,2 гй массе. E 1 V-
серии КС, % по массе
Мп Сг W V Мо А| Ti s Р Карбид бора Fe в ферро- сплавах
не бс >лее
0,7 16,5—18,0 14—19
0,7 16,5—18,0 — — 0,7— 1,4 0,8—1,1 3,5— 4,0 о,1 0,1 — 14—19
0,7 17,0—18,5 — — — — — 0,1 0,1 2,8—3,0 7,0—8,0
0,7— 1,0 3,0-3,6 10,0— 12,0 0,4—0,7 — 0,2—0,3 1,0- 1,5 0,1 0,1 — 10
0,7 4,9—6,2 20,0— 22,5 2,2—3,0 — 0,6—0,9 0,7— 1,0 0,15 0,15 0,7—0,8 17,5— 19,0
0,7 4,9—6,2 13,5— 15,0 4,0—5,5 — 0,6—0,9 0,7— 1,0 0,5 0,5 0,3-0,4 17—20
% по массе
№2О, К2О СаЕ, TiO, Fe s р
не более
13—19 1,5 0,15 0,15
3,0—4,0 12—16 — 1,5 0,15 0,15
1,3—1,7 20—24 — 1,0 0,06 0,06
—. 33—40 30—40 —. 0,10
0,6—0,8 5-6 Не менее 92 — 1,5 0,15 0,10 0,10
— 65 — — — —
— 80 ——
— 45—60 — 1,5 0,05 0,04
н паст, г на 100 мм3 наплавленного металла
Ферро- ванадий ФеррО-- титан Ферроалю- миний 'Карбид бора Ферро- марганец Ферро- силиций Глицерин Жидкое стекло
1,о 15,0 2,0 25
2,0 15,0 2,0 25
6,0 5,0 1,о 0,8 — —— 18
10,0 5,0 1,0 0,4 — — — 18
35,1 9,5 37,6
61,7 — 9,5 — — — 25,6 —
55
Обрезные и вырубные штампы из сталей У10, Х12М,
Х12МФ и др..........................................ОЗШ-З
Штампы и вальцы с температурой рабочей поверхности
до 700—750 °C (штамповка и вальцовка инструменталь-
ных и жаропрочных сталей)..........................0311-1
Режущий инструмент и штампы, работающие при тем-
пературе 800—850 °C.................................0311-5
Состав некоторых марок порошковых проволок и назначение их при
наплавке под флюсом и в среде углекислого газа указаны в табл; 49.
Для наплавки углеродистых и низколегированных сталей применяют
высокомарганцовистые флюсы марок АСЦ-45, АН-3, АСЦ-45-М, АН-348
и др. Химический состав и размер зерен высокомарганцовистых флюсов при-
ведены в табл. 50. При
наплавке средне и вы-
соколегированных ста-
лей применяют низко-
кремнистые флюсы марок
АН-22, АН-26, АН-10,
48-ОФ-Ю и др. Химиче-
ский состав низкокремни-
стых флюсов приведен
в табл. 51.
Керамические флю-
сы КС-Х12Т и КС-Х12М
предназначены для на-,
плавки штампов, ножей
гильотинных
резьбонакатных
ков, накатных
и другой технологичес-
кой оснастки для холод-
ной обработки металлов
давлением. Флюс КС-
для наплавки штампов горячей
флюс КС-Х14Р — для наплавки
55. Характеристи-
ка чувствительно-
сти методов луче-
вого контроля
сплошности метал-
лов
Толщина ме- талла, мм Чувствитель- ность, % не- выявленных дефектов
прн рентге- ногра- фии прн гамма- графни
5 3,5 6,о
10 2,5 4,0
20 1,5 3,0
50 2,0 2,5
100 2,5 3,0
150 — 4,0
табл.
56. Свинцовые., эквиваленты
безопасности труда при рабо-
те с рентгеновскими лучами
Максималь- ное напряже- ние, кВ Толщина свинца, мм Максималь-: иое напряже- ние, кВ Толщина свинца, мм
До 75 1,0 250 6,0
100 1,5 300 9,0
125 2,0 350 12,0
150 2,5 400 15,0
175 3,0 500 22,0
200 4,0 600 34,0
225 5,0 1000 81,0
ножниц,
роли-
плашек
52,
ЗХ2ВФ
штамповки
деталей, работающих в условиях абразивного износа.
Химический состав керамических флюсов серии КС
флюсов для электрошлаковой наплавки — в табл. 53,
применяют
металла,
приведен в
легирующих керамических флюсов и легирующих паст, применяемых при
наплавке режущего инструмента — в табл. 54.
При выборе конкретной марки флюса из перечисленных в каждой группе
руководствуются необходимостью образования наплавленного слоя с задан-
ным химическим составом.
При наплавке инструментов можно использовать любой из указанных
защитных газов независимо от вида инструмента и марки материала, из ко-
торого он изготовлен. Однако при возможности выбора предпочтение следует
отдавать маркам, в состав которых входит наибольшее количество инертных
газов. При наплавке также может быть использован углекислый газ (СО»),
имеющий при О °C и 760 мм рт. ст. плотность по отношению к воздуху 1,524
и удельный вес 1,98 г/л.
МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА НАПЛАВЛЕННЫХ ДЕТАЛЕЙ
Все наплавленные детали подвергают внешнему осмотру при хорошем-
освещении с применением лупы 20-кратного увеличения. Браковочными
признаками служат непровары, отслоения, трещины, поры и раковины, рас-
положенные на режущих (формующих) кромках и плоскостях. Для контро-.j
ля качества наплавки используют люминесцентный, магнитный, рентгенов-,
ский, гаммаграфический и ультразвуковой методы контроля.
56
При люминесцентном методе контроля качества наплавки деталь погру-
жают в люминофор на несколько минут или наносят на нее люминесцентную
жидкость. Остатки люминофора смывают водой, затем поверхность детали
просушивают теплым воздухом и посыпают тонким порошком окиси магния,
углекислого магния, талька или силикагеля. Порошок пропитывается остав-
шимся в трещинах и порах люминофором, остатки порошка удаляют струей
воздуха. Подготовленную таким образом деталь облучают в затемненном по-
мещении ультрафиолетовыми лучами, под действием которых люминофор
светигся. Люминесцентным методом можно выявить поверхностные трещины
шириной не менее 0,01 и глубиной не менее 0,02 мм. Достоинством люмине-
сцентного метода является высокая чувствительность, простота аппаратуры
и малая стоимость. Схема контроля качества наплавки люминесцентным ме-
тодом приведена на рис. 19.
Магнитный метод контроля основан на явлении рассеяния магнитного
потока в зоне нарушения сплошности или однородности металла. Если на-
плавленный металл однороден, то магнитный
поток распределяется в нем равномерно, без
искажений. При наличии неоднородных включе-
ний с другой магнитной проницаемостью или
нарушении сплошности магнитный поток иска-
жается. Искажение вызывает появление мест-
ных магнитных потоков рассеяния, которые рас-
полагаются над дефектами, что и обнаруживается
визуально с помощью порошка карбинольного
железа. Для контроля качества наплавленного
Рис. 19. Схема контроля
качества наплавки люми-
слоя магнитным методом используют также и
магнитные дефектоскопы.
Рентгеновский, гаммаграфический и ультра-
звуковой методы контроля основаны на явле-
несцентным методом:
1 — ртутно-кварцевая лампа;
2 — светофильтр; 3 — наплав-
ленный металл; 4 — деталь
нии рассеяния или отклонения пучка направ-
ленных рентгеновских лучей, гамма-лучей или ультразвуковых волн при
прохождении ими зоны неоднородного или несплошного материала. Для
осуществления контроля качества наплавленного металла с помощью этих
методов требуется специальная аппаратура. Чувствительность методов
в зависимости от толщины контролируемого изделия указаны в табл. 55.
Для обеспечения безопасности при использовании рентгеновских установок
должна применяться защита со свинцовыми эквивалентами, приведенными
в табл. 56.
ПАЙКА И СКЛЕИВАНИЕ ИНСТРУМЕНТАЛЬНЫХ
МАТЕРИАЛОВ
ПОДГОТОВКА ПОВЕРХНОСТЕЙ К ПАЙКЕ
Перед пайкой поверхности пластины и-паза в’корпусе инструмента еле-
•дует очистить от окалины, окислов, выступающих заусенцев, остатков
припоя и ранее напаянных пластин (при восстановлении инструмента),
Различных загрязнений, масел и ржавчины. Необходимо также проверить
соответствие размеров и форм опорных и боковых поверхностей пластин
и пазов в корпусах инструментов. Для удаления окисных пленок, загрязне-
нии и устранения короблений перед пайкой шлифуют опорные поверхности
пластинок твердого сплава. Для закрепления пластин при шлифовании
используют различные приспособления — индивидуальные и многоместные
тиски, сепараторы с ограничительными окнами, упорки и др. Применяют
также специальные технологические методы: примораживание или вакууми-
рование (после соответствующей модернизации оборудования),' приклеива-
ие или припаивание пластин мягкими припоями (предварительно омеднен-
1х пластин) к промежуточным плоскопараллельным листам из малоугле-
родистой стали.
57
Опорные поверхности пластинок можно очищать путем химико-механн-ч
ческого алмазного шлифования в растворе сернокислой меди (медиого купо-Я
роса) на специальном станке либо на вертикально-сверлильном стайке алмаз-;1]
иым чашечным кругом. При этом пластины твердого сплава устанавливают?!
в тонком диске (сепараторе) с окнами, форма которых соответствует форме 1
пластин. j
СБОРКА ИНСТРУМЕНТОВ ПОД ПАЙКУ
Пайку твердосплавного инструмента осуществляют с использованием |
компеисациоииых прокладок или без иих. Прокладки выполняют из мало- I
углеродистой стали в форме пластин или сеток, В результате применения J
компеисациоииых прокладок уменьшаются внутренние напряжения в пая- Э
ном соединении и в прилегающих к нему зонах твердосплавной пластины 1
и корпуса инструмента вследствие выравнивания скоростей объемного и ли- 1
иейиого расширения металлов в этих зонах. я
Рис. 20. Способы крепления
пластин твердого сплава в
корпусах инструментов пе-
ред пайкой:
а — кериеине; б —обвязка ас-
бестовым шнуром; в — техноло-
гический штифт; е — технологи-
ческая стенка; д — открытый
паз; е — закрытый паз
При применении компеисациоииых прокладок сборку инструмента передМ
пайкой осуществляют в такой последовательности: покрывают поверхиостьЯ
паза тонким слоем флюса; укладывают в паз компенсационную прокладку
покрывают поверхность прокладки флюсом; устанавливают полоску припоя^
и пластинку твердого сплава; покрывают поверхность пластинки твердого-.^
сплава сверху флюсом.
Для пайки многолезвийного инструмента производят сборку каждого?!
зуба, обеспечивая жесткое закрепление пластинок. Пластинки твердого*
сплава в корпусах многолезвийного инструмента закрепляют кернением,J
обвязкой асбестовым шнуром, технологическим штифтом, либо прижимают^
технологической стенкой — тонкой (0,3—0,6 мм) перемычкой, оставляемой^
иа корпусе инструмента при образовании в ием гнезда под пластину (рис. 20). Я
Кроме указанных способов, пластины из быстрорежущей стали можноJ
укреплять для припаивания, запрессовывая их в пазы корпуса инструментуя
по посадке (7-го квалитета точности Пр13). При этом способе припоДЦ
запрессовывают или зачекаиивают так, чтобы он располагался в продолжен
иии паза (иад пластиной).
ПАЙКА ИНСТРУМЕНТОВ С ПЛАСТИНАМИ Я
ИЗ БЫСТРОРЕЖУЩИХ СТАЛЕЙ 3
Пайку инструментов, оснащаемых пластинами из быстрорежущих ствв
лей, осуществляют тугоплавкими припоями с температурой плавления, блиэя
кой к температуре закалки быстрорежущих сталей, тугоплавкими припоями
68
на основе ферросплавов, припоями с температурой плавления не Выше
640 °C, высокотемпературной коитактио-реактивиой пайкой с использова-
нием компенсационной стальной борированной пластины.
Пайку первым способом используют для изготовления различных
инструментов (одиолезвийиых и многолезвийных). При этом нагрев инстру-
мента в процессе пайки выполняют в соляных вайнах. В тех случаях, когда
специальных припоев или соляных ваин иет, первый способ заменяют вто-
рым. Третий способ применяют для напайки закаленных пластин из быстро-
режущих сталей. Четвертым способом пользуются при изготовлении особо-
сложного многолезвийного инструмента.
ПАЙКА С ИСПОЛЬЗОВАНИЕМ НАГРЕВА
В СОЛЯНЫХ ВАННАХ
Пайка производится одновременно с изотермической закалкой быстро-
режущих сталей в соляных вайнах и осуществляется тугоплавкими само-
флюсующимися припоями ГФК или припоем 6ММ, применяемыми в виде
пластинок, стружки или порошка. Химический состав и механические свой-
ства припоев ГКФ и 6ММ приведены в табл. 57. Пайку с изотермической за-
калкой в соляных ваннах ведут со ступенчатым нагревом (в две или три сту-
пени). Предварительно собранный инструмент устанавливают в приспособ-
ление, подсушивают у борта ваииы, затем погружают в соляную ваину с тем-
пературой расплава солей 820—840 °C для предварительного подогрева
в течение 2—3 мин. Во избежание возможной деформации инструмента круп-
ных размеров (диаметром более 180 мм) его предварительно подогревают до
температуры 500 °C в электрической камерной печи. Инструмент, подогре-
тый до температуры 820—840 °C, переносят в хорошо раскисленную хлоро-
бариевую соляную ваниу с температурой расплава солей 1190—1250 °C, где
происходит расплавление припоя и осуществляется пайка с одновременным
нагревом быстрорежущей пластины под закалку.
При пайке инструмента с пластинами, закрепленными в открытых пазах
корпуса, его размещают над ванной так, чтобы уровень расплава солей на-
ходился ниже торцевой поверхности инструмента на 3—5 мм, нагревают
в течение 1—2 мин, затем полностью окунают в расплав, нагревают до тем-
пературы, прн которой припой расплавляется и заполняет зазоры, образуя
паяное соединение. Время выдержки в ваиие зависит от марки быстрорежу-
щей стали и контролируется путем закалки контрольных образцов. Режимы
нагрева под пайку и последующую термообработку некоторых быстрорежу-
щих сталей приведены в табл. 58.
_ Для .повышения износостойкости быстрорежущих пластин в процессе
пайки и закалки применяют метод «удара холодом». При этом методе напа-
янный инструмент, нагретый до температуры закалки быстрорежущей стали,
57. Химический состав и механические свойства тугоплавких припоев ГФК
и 6ММ
Химический состав, % по-массе
Механические
свойства
Марка (тип) припоя Si Мп Ni Zn Fe Си в Мо Сг Темпера- тура плавле- ния, °C тср (при 20 °C), кг/мм*
ГФК 3-4 5-6 4-5 6—8 5-7 Ос- та ль- — — — 935 40—46
6А1М 6—8 — Ос- таль- ное — 3-5 иое 5-15 0,2— 0,5 10—15 8—10 1150— 1200 50—55
59
58. Режимы закалки и отпуска при пайке инструментов с пластинами из +»
быстрорежущей стали *-
Быстрорежуща я сталь Закалка Отпуск
Температура нагрева, °C ± 5 °C Температура охлаж- дающей среды, °C ± 10 °C Температу- ра нагрева, °C ± 5 °C Количест- во отпус- ков
Р6М5 1200-1230 600—650 560 2
Р6М5К5 1200—1230 600-650 560 2
Р9М4К8 1215—1235 600—650 560 3
Р12Ф2МЗК8 1235—1245 600—650 555 3
из которой изготовлена пластина, охлаждают путем окунания в жидкий азот
с небольшой (10—15 мин) выдержкой в нем после выравнивания температу-
ры. Метод «удара холодом» используется в целях повышения стойкости и при
прочих видах термообработки, а та"кже при пайке инструментов.
После полной термообработки н охлаждения инструмент промывают
в горячей воде до полного удаления остатков солей и затем просушивают
на воздухе.
ПАЙКА ТУГОПЛАВКИМИ ПРИПОЯМИ
НА ОСНОВЕ ФЕРРОСПЛАВОВ
Пайку осуществляют с использованием нагрева в камерных газовы!
печах или на установках ТВЧ. Состав сварочных порошков, используемых;
в качестве тугоплавких припоев, приведен в табл. 59 (температура плавлений
порошков 900—1100 °C). Перед началом процесса пайки в паз корпуса инстру- ;
мента насыпают порошок слоем толщиной 2—3 мм, укладывают пластину;
из быстрорежущей стали и сверху засыпают обезвоженную буру. Собранный
таким образом инструмент предварительно подогревают до 800—850 °C
(у края пода печи), после чего передвигают в печь для окончательного нагре-
ва под пайку (закалку). Ориентировочный режим пайки указан в табл. 60.
59. Составы ферросплавных сварочных порошков для пайки пластин из
быстрорежущей стали, % по массе
Припой Ферросилиций Бура обезвоженная Стружка Г Сода техническая
стальная (У8, У9, У10) медная
1 38,0 32,0 13,0 15,0 2-0 |
2 38,0 30,0 7,0 15,0 ю,о
60. Режимы иагрева для пайки быстрорежущей стали сварочными порошкам^
на основе ферросплавов
Сталь Нагрев, °C Время выдержки, миа
предварительный оконч ательный
Р6М5 800—850 1210—1230 10—15
Р6М5К5 800—850 1225—1235 10—15
Р9М4К8 800—850 1225—1235 10—15
Р12Ф2МЗК8 800—850 1240—1250 10—15
60
После расплавления сварочного порошка инструмент вынимают из зоны на-
грева, поправляют пластину в пазе державки и прижимают ее для удаления
шлаков и излишков припоя. Затем инструмент охлаждают Для закалки одним
из описанных выше способов.
ПАЙКА ТЕРМИЧЕСКИ ОБРАБОТАННЫХ ПЛАСТИН
Пайку термически обработанных пластин из быстрорежущих сталей
выполняют на установках ТВЧ при температуре отпуска быстрорежущей ста-
ли припоями, составы которых приведены в табл. 61, с использованием флю-
сов (табл. 62). Ориентировочная норма расхода припоя 0,2—0,3 г/см2, флюс-
са — 0,1—0,15 г/см2. Для пайки используют рамно-петлевые индукторы.
Нагрев пластин из быстрорежущей стали следует производить за счет тепло-
отдачи нагретой державки. При пайке многолезвийного инструмента средне-
го и крупного размеров выполняют нагрев основания каждого зуба в отдель-
ности, поочередно.
61. Химический состав и свойства припоев для пайки термически обработан-
ных пластин из быстрорежущей стали
Припой Содержание элементов, % по массе тср КГС/ММ* Темпера- тура плав- ления, °C
Мп \g Си Zn Cd Ni при 20 °C при 400 °C
ПСр40 ПСр37,5 8,2 40,0 37,5 16,7 Осталь- ное 17,0 5,5 26,0 0,3 20—25 8—10 595—605 725
62. Химический состав и технические характеристики флюсов для пайки
термически обработанных пластин из быстрорежущей стали
Флюс Содержание, % по массе Интервал активного действия, °C
. KF KbF, вгоя L1OH
Ф71 284 14—16 33—37 Остальное 40—44 10—12 23—25 0,5—1,5 500—750 , 500—850
КОНТАКТНО-РЕАКТИВНАЯ ПАЙКА
Пайку производят с использованием компенсационной борированной
стальной пластинки. Роль припоя-"при этом способе пайки выполняет жидкая
фаза боридной эвтектики, образующаяся в результате термодиффузионной
реакции бора с железом. Для изготовления борированных прокладок при-
меняют холоднотянутую ленту или листы из стали 08пс, 08кп, 08сп толщи-
ной 0,5—0,7 мм. Для борирования ленты или полос сухим способом в порош-
ке карбида бора их очищают от масла и грязи; укладывают в контейнер
и пересыпают порошком карбида бора слоем толщиной в 5—7 мм. Кон-
тейнер закрывают крышкой и герметизируют силикатом натрия (силикат —
глыба). Затем контейнер нагревают в течение 0,5—1 ч до температуры бори-
рования (920—930 °C) и выдерживают при этой температуре в течение 7 ч,
после чего охлаждают на воздухе и выгружают. Борированные ленты (поло-
ы) очищают от неспекшихся частиц порошка бора металлической щеткой
или дробеструйной очисткой и разрезают по размеру соединяемых пластин
з быстрорежущей стали. Глубину борированного слоя проверяют на микро-
копе МИМ-7. Глубина слоя должна быть в пределах 80—100 мкм.
61
В открытый паз корпуса инструмента устанавливают борироваин]
пластинку, а затем пластинку из быстрорежущей стали, тщательно под|
ияют нх по месту, сжимают струбциной и фиксируют двумя или четырь
точками электросварки электродами УОНИ 13/45 диаметром 3 мм. Пр
сборке многолезвийного инструмента борированные пластины и пластик
из быстрорежущей стали в паз корпуса инструмента запрессовываются.
Поверхности пластин из быстрорежущей стали, пазов корпуса иистру®
мента и борированных пластин перед сборкой должны быть тщательно’
обезжирены и плотно подогнаны друг к другу. Наличие зазоров не допускает®:
ся. Пайку н последующую термообработку производят в соляных ваннах:
по технологии, предусматривающей закалку и отпуск быстрорежущей стали,:
Механическая прочность соединения на срез после пайкн контактно-
реактивным способом составляет 20—30 кг/ммв и не уменьшается при на-
греве паяного соединения до 400 °C. л
ПАЙКА ИНСТРУМЕНТА, ОСНАЩЕННОГО ПЛАСТИНАМИ
ИЗ ТВЕРДОГО СПЛАВА
Пайку пластин из твердого сплава к корпусам инструментов осущест!
ляют на установках ТВЧ с применением рамно-петлевых индукторов, раз
меры и форма которых зависят от сечения корпуса инструмента, обеспечива
между индуктором и корпусом инструмента (рис. 21) зазор 5—10 мм. Пайк
выполняют припоями, состав которых приведен в табл. 63. При их отсутствй
в качестве припоя применяют листовую латунь высоких марок (типа Л6С
Л62). Припои обладают более высокой по сравнению с латунью пластичнс
стью, сохраняющейся при повышенных температурах. В случае примеиени
припоев паяное соединение получается малонапряженным.
63. Химический состав припоев для пайки твердосплавных пластин
При пайке твердосплавных пластин применяют порошковые флюсы
став которых указан в табл. 64. Процесс пайки осуществляют в такой пс
довательности: сначала в индуктор вводят корпус инструмента и иагре!
его рабочую часть до 700—800 °C. Затем в зону активного нагрева пер
щают места пайки. В момент начала растекания припоя пластинку из твер
62
сплава раскачивают вдоль паза в обе стороны. Этим обеспечивается запол-
нение зазоров припоем и вывод шлаков. Затем положение пластин фикси-
руют, прижимая их к корпусу до наступления кристаллизации припоя.
84. Химический состав флюсов для пайки пластин твердого сплава и их
техническая характеристика
Флюс Химический состав Содержа* ние, % по массе Т ехническая характеристика
Темпера- тура плав- ления, °C Интервал активного действия, °C
100 Окись кобальта Окись вольфрама Фторборат калия Обезвоженная бура 2—3 14—16 32—36 Остальное 620—650 850—1000
100А Окись кобальта Вольфрамат кобальта Окись вольфрама Фтористый натрий Борный ангидрид Обезвоженная бура 0,5—1 2—3 8—10 7—8 14—16 Остальное 600—630 850—1000
Для пайки инструмента рекомендуется следующий режим работы лам-
пового генератора ТВЧ: анодный ток — 1,8—2 А, сеточный — 0,25—0,6 А,
анодное напряжение — 8,0—8,2 В, напряжение контура н накала — соот-
ветственно 6,0—7,0 и 12 В.
Скорость нагрева твердого сплава при пайке не должна превышать ука-
занную в табл. 65. Время нагрева, с, для пайки одного зуба инструмента
рассчитывают по формуле Т = 1,5 Q/w, где Q — температура плавления
припоя, °C; <о •— допускаемая скорость нагрева, °С/с. Время выдержки
припоя в расплавленном состоянии не должно превышать 10—15 с.
65. Допустимая скорость нагрева пластин твердого сплава при пайке, °С/с
Толщина пластин, мм Тип сплава
Т30К4 Т15К6 Т5К10 ВК8
До 5 32 • 42 60 100
Св. 5 до 7 20 26 40 ' 65
» 7 12 10 13 20 32
С целью предупреждения образования трещин в пластинах нз твердого
сплава группы ВК инструмент после пайки с использованием компенсацион-
ных пР°*лаД0К охлаждают на воздухе или в подогретом до температуры
и °C песке, а инструмент с пластинами твердого сплава группы ТК
1ТК (с содержанием карбидов титана до 14 %) по окончании замедленного
хлаждеиия в подогретом песке подвергают отпуску (релаксации) в шахт-
ЫХ или камерных электропечах при температуре 220—240 °C с выдержкой
в течение 6—8 ч.
При напайке на инструмент пластин твердого сплава группы ТК и ТТК
L содержанием карбидов титана свыше 14 % без компенсационных прокла-
) корпус инструмента закаливают. Закалку корпуса однолезвийиого
65
инструмента выполняют после извлечения инструмента из индуктора и охлажд
дения на воздухе до температуры 850 °C. При.этой температуре паяный имМ
струмеит погружают в теплую (40—60 °C) воду так, чтобы уровень ее бш|
ниже твердосплавной пластинки на 3—4 мм. Повторный нагрев однолезвиМ|
ного инструмента, полностью остывшего после пайки, вблизи твердосплам!
ной пластинки производить не рекомендуется. (Я
Нагрев под закалку корпуса многолезвийного инструмента осуществ-'З
ляют в соляных ваннах. Для охлаждения применяют индустриальном
масло. I
После закалки однолезвийный и многолезвийный инструменты подвер.,|
гают релаксации при температуре 220—240 °C в течение 6—8 ч. '1
МЕТОДЫ КОНТРОЛЯ ПАЯНЫХ СОЕДИНЕНИЙ 1
Готовый инструмент с напаянными режущими пластинами, очищенный»
от флюса, шлака и затеканий при-поя, контролируют на соответствие размеЯ
рам и техническим условиям чертежа, полноту пропайки, правильность раса!
положения пластин в корпусе инструмента, наличие трещин в режущий
пластинах, твердость (при использовании пластин из быстрорежущей сталиД
Допустимый непропай может составлять не более 5 % от общей длины перия
метра паяного шва. Контроль пластин на наличие трещин производят выб(Й|
рочно люминесцентным методом или цветными красками. Я
При люминесцентном методе контролируемый инструмент погружакЯ
на 4—5 мин в люминофор, состоящий из 25 % трансформаторного масли
и 75 % керосина, затем извлекают и промывают его в проточной воде в течей
ние 2—3 мин, после чего сушат струей сжатого воздуха и наносят на поверх!
пость твердого сплава тонкий слой талька. Подготовленный таким образож
инструмент подвергают ультрафиолетовому облучению в затемненном места!
При этом люминофор, оставшийся в трещинах на поверхности твердого сплй
ва и паяного шва, ярко светится. Ц
66. Состав красок для контроля качества паяных соединений
Компонент
Красная краска
составов
Белая
краска
Компонент
Красная
краска
составов
ВелаД'1
красим
1-го 2-го
Бензин
Керосин
Масло авиаци-
онное
Скипидар
Краситель:
«Судан-1»
70 г 90 мл
30 г —
— 65 мл
60 мл
20 мл
«Судан-3»
«Судан-4»
Нитроэмаль
белая
Окись цинка
Растворитель
№ 648
1 г
При контроле качества паяного соединения методом цветных краса
контролируемый инструмент предварительно очищают от излишков флюс
и припоя, а пластинку твердого сплава обезжиривают ацетоном или 10—Ц
%-ным содовым раствором. Затем на поверхность пластинки твердого спла|
наносят одни слой красной краски, просушивают в течение одной мину!
и наносят второй слой. После полного высыхания краску удаляют раствора!
состоящим из 30 % керосина и 70 % трансформаторного масла. На очище!
иую поверхность наносят слой белой краски. При наличии трещин в пласти!
ках твердою сплава на белой краске появляются красные линии, копируя
щие расположение трещин. Возможные составы красной краски и сост|
белой краски приведены в табл. 66. Л
64
КЛЕЕВЫЕ СОЕДИНЕНИЯ ЭЛЕМЕНТОВ
ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Применение клеевого соединения элементов технологической оснастки
(в том числе инструментов) позволяет сократить трудоемкость сборочных
работ при ее изготовлении и металлоемкость ее конструкций, увеличить мно-
гократность применения элементов.
К достоинствам клеевых соединений относятся: возможность соеди-
нения разнородных материалов при весьма малой их толщине; исключение
необходимости сверления отверстий в деталях для болтов и винтов; отсут-
ствие дефектов термообработки в зоне соединений корпуса инструмента с ре-
жущей частью; сохранение исходных физико-механических свойств и струк-
туры приклеиваемых режущих элементов; уменьшение вибрации инструмен-
та при резании; обеспечение разрыва цепи термоЭДС, возникающей при ре-
зании; экономия материала режущей части инструмента (например, твердого
сплава пли быстрорежущей стали) за счет сокращения брака, получающего-
ся при пайке.
Недостатками клеевых соединений являются относительно низкая проч-
ность при одностороннем неравномерном отрыве и меньшая долговечность
по сравнению со сварными и клепаными соединениями.
Общее требование к клеям — высокая адгезия к инструментальным ма-
териалам. Термопластичные клеи для инструмента применять нельзя. Для
склеивания элементов технологической оснастки, в том числе инструментов,
применяют фсиоло формальдегидные, эпоксидные, полиуретановые, поли-
эфирные, термореактивные клеи, имеющие прочность при сдвиге 160 —
200 кг/см2 при 20 °C и 50—80 кг/см2 при 250 °C. Прн нагревании и при нор-
ма.плюй температуре эти клеи переходят в вязкотекучее или твердое нерас-
творимое необратимое состояние (в зависимости от состава клея), в результате
чего можно получить жесткое клеевое соединение, обладающее достаточной
прочное г ыо.
Клееные соединения инструментов должны выдерживать от 4 до 10 пере-
точек. Предел усталостей прочности соединений составляет 30—50 кг/см4
при 250 число циклов нагружения — не менее 5 • 10а, снижение прочно-
сти np.'i .хранении в среде СОЖ за 30 с\т — не более 15 %, сопротивление
прохождению электрического тока — пс менее 2 МОм. Для регулирования
вязкости клея применяю; растворители.
Д:я увеличения прочности клеевой прослойки, уменьшения усадки
и коэффициента термического расширения в состав клея входят наполнители
(кварцевая пли фарфоровая .мука, порттандский цемент, окись цинка, алю-
миниевая пудра, абразивный порошок зернистостью 400—500). Хрупкость
клеевой пленки снижают пластификаторы, также входящие в состав клея.
Прочностная характеристика клеевых соединений на основе эпоксидной
смолы ЭД-6 приведена в табл. 67.
67. Характеристика клеевых соединений, кг/мм2
Склеиваемые металлы °Р тсд
Сталь + сталь 8.1 6.61 3,19
Сталь 4- чугун 7,9 5,85 8,6
Чугхн Д- 4XTV1! 7.5 5,60 8,3
сь ^ЛЯ сбоРки инструментов применяются клеи в виде пастообразной мас-
6 пленки, порошка, прутка. При использовании клеев в виде. порошков
прутков необходимо обязательно подогревать детали до 100—180 °C
"Рижимать их, обеспечивая давление 1—3 кг/см2. Пленочные клеи исполь-
нииТСЯ ограниченно из-за необходимости создания давления при отвержде-
пииЛ кг/см2. Наиболее технологичные пастообразные клеи, нх состав
Р еден в табл. 68, а технологические свойства в табл. 69.
3 7-517
65
68. Составы пастообразных клеев, применяемых для соединения элементов
технологической оснастки, весовых частей
Компонент ЭКИ-1 ЭКИ-2 Эки-3 ТКЛ-75 Т км- 75 ТКС-75 ВК-9 КХТ-2
Эпоксидная смола ЭД-16 50 — 100
Эпоксидная кремнийорга- 50 — 100 — — — — —
ническая смола Till Эпоксидная алифатичес- кая смола ДЭГ-1 15 — 10 — — — — 40
Дициандиамид 15 — — — — — —
Маршаллит 150 — — — — — — —
Пудра алюминиевая 8 — —• — — — — ——
Азотсодержащая крем- ни Йорга ническая смола ЭДС-1 — 100 — — — — — ——
Кварц пылевидный — 60 150 — — — — 150
Полиамидная смола Л-20 — — 40 50 — — — ——
Смола ТК-75 — — 100 — 100 — —
Нитрид бора — — — 30 30 20 — —
Карбид титана — — — 40 65 20 — —
Малеиновый ангидрид — — — — 30 15 — —
Пиромеллитовый ангид- — — — — — 25 — —
рид Смола ЭД-20 60
Отвердитель ПО-ЗОО .— — — — — — 40 —
Катализатор АДЭ-3 и АГН-3 (в соотношении 98: 2) — — — — — 0,6 —
Двуокись титана — — — — —— — 10 ——
Полиэтиленполиамин — — — — — 1 - — 14
Цинковая пыль — — —— — — 50
69. Технологические свойства клеев, применяемых для сборки инструмента
Клей Состо- яние клея Коли- чество компо- нентов Период пригод- ности Теплостой- кость, °C Режим отверждения
Удельное давление,- кг/см* Температура, °C Время, я
ВК-9 Паста 4 1,5 ч 150 Контактное 20 или 60 24 или К
КХТ-2 » 5 1,5 ч 80 » 20 или 80 48 » 3
ТКЛ-75 » 4 4 ч . 150—200 » 20 или 80 48 » 4
ЭКИ-1 6 3 мес 100 0,1—0,2 160 3
ЭКИ-2 » 2 15 дней 200—250 0,1—0,2 200 5
ЭКИ-3 » 4 1,5 ч 150 Контактное 20 или 80 48 или 4|
ВК-24 Пленка 1 1 год 160 0,5—1,0 170 1 i
ВК-28 Паста 1 1 мес 250—300 Контактное 150 затем 200 1 затем «
ТКМ-75 » 5 24 ч 220 200 3
ТКС-75 » 4 4 ч 280 200 3
ВК-13М Пленка 1 1 ГОД 200—250 3-5 170 или 130 2 или 4
ВК-13 » 1 1 ГОД 300 6-8 200 2
Т-73 Паста 1 24 ч 350 Контактное 200 3 1
Т-30 » 1 4 ч 400 200 3 3
ВК-20 3 4—7 ч 700 0,3—1,5 150 3 1
Примечание. В режимах отверждения большей температуре соответствует М®1
шее время и наоборот.
66
Склеиваемые поверхности обрабатываются.стальиым или чугунным пес-
ком в дробеструйной установке. Давление в соплах должно быть не менее
4—6 атм, расстояние до обрабатываемых поверхностей — 100—150 мм. Этот
процесс производится ие более чем за сутки до склеивания. Склеиваемые по-
верхности обезжиривают бензином, затем ацетоном. Обезжиренные детали
высушивают .в вытяжном шкафу при температуре 18—25 °C в течение 10—
15 мин. Порошкообразные наполнители обезжиривают промывкой в ацетоне
и просушивают в вытяжном шкафу при 18—25 °C в течение 2 ч, затем в термо-
шкафу в течение 3 ч при температуре 200—250 °C.
Клей наносят на обе склеиваемые поверхности с помощью шпателей или
металлических палочек, обезжиренных в ацетоне. Толщина слоя должна
быть пе менее 0,2 мм. Поверхности со слоем клея выдерживают на воздухе
в течение 2—3 мни для клеев с растворителями и 20—30 мин — для клеев
с наполнителями.
После выдержки склеиваемые поверхности совмещают и слегка прити-
рают друг к другу.
Инструменты с зафиксированными режущими элементами помещают для
отверждения клея в термошкаф с температурой не выше 60 °C.
ТЕРМИЧЕСКАЯ ОБРАБОТКА ИНСТРУМЕНТАЛЬНЫХ
СТАЛЕЙ
отжиг
Для получения структур, близких к равновесному состоянию, применяют
отжиг—нагрев стали до заданной температуры, выдержку при ней и по-
следующее медленное охлаждение.
В процессе отжига выравнивается химический состав стали; улучшаются
механические свойства и обрабатываемость ее иа станках; уменьшаются оста-
точные деформации; структура стали приводится в равновесное состояние
для последующей термической обработки, изменяются свойства наклепан-
ного металла.
По этим причинам отжиг как технологическая операция включается
составной промежуточной частью в большинство комплексных технологиче-
ских процессов обработки и упрочнения инструментальных сталей.
Различают следующие виды отжига: рекристаллизационный, полный,
неполный; отжиг на зернистый перлит (сфероидизация); изотермический;
низкотемпературный; диффузионный (гомогенизация).
Рекр'исталлизационный отжиг применяют для снятия наклепа холодно-
деформированного металла. Нагрев при рекристаллизационном отжиге ста-
лей марок У7, У8, У9, У10, УН, У12, У13, X, 9ХС, ХВГ, 7X3, ХВ5, 6ХВ2С
осуществляют при 670—700 °C; марок Х12, Х12М, Х12Ф1 — 730—750 °C,
а марок Р18, Р9 — 760—780 °C. При температуре рекристаллизации де-
тали после нагрева выдерживают ие более одного часа.
Полный отжиг применяют для уменьшения твердости, снятия напряже-
ния и исправления структуры после ковки в случае неправильного нагрева
или охлаждения технологической оснастки, изготовленной из доэвтектоид-
ных и эвтектоидных сталей. В результате полного отжига происходит полная
перекристаллизация металла, структура получается мелкозернистая с рав-
номерным распределением перлита и феррита. При полном отжиге сталь на-
гревают выше Ас3 (см. табл. 88) иа 20 —30 °C, выдерживают до полного про-
грева, после чего медленно охлаждают до 500—600 °C, а затем — с любой
скоростью.
Неполному отжигу подвергают доэвтектоидиую сталь, прошедшую пра-
вильный режим ковки.При этом сталь нагревают до температуры, находя-
щейся между Ас1 и Ас3 и выдерживают при такой температуре до полного
прогрева. Способ охлаждения такой же, как при полном отжиге.
Отжиг иа зернистый перлит применяют для снижения твердости, улуч-
ения обрабатываемости и подготовки структуры стали к последующей за-
делие переносят в печь с
калке. При таком отжиге проводят нагрев выше температуры Асг на 10ЛИ
25° С и выдерживают до полного прогрева. Отжиг на зернистый перлиЯ
можно проводить по циклическому режиму, (рис. 22). Отжигаемые изделиИ
несколько раз попеременно выдерживают при температуре на 15 — 20 °C вып»
и ниже Асг, после чего охлаждают с печью до 550 °C. бчЯ
Изотермический отжиг применяют для обработки легированных и ВЫ-Я
сокоуглеродистых сталей. Назначение его такое же, как и полного отжигаЯ
При изотермическом отжиге доэвтектопдную сталь нагревают до температурьЯ
выше Ас3 на 30—50 °C, а заэвтектоидную сталь — па 30—50 °C выше ЛС1л|
Выдерживают до полного прогрева, затем быстро охлаждают до температуры!
несколько ниже Аг1 , выдерживают при этой температуре, после чего охлаж-1
дают с любой скоростью. Для проведения изотермического отжига необходи- а
мо меньше времени, чем для полного отжига. Для быстрого охлаждения из-3
меньшей температурой или охлаждают при открыла
той дверце с последующим выравниванием тем~я
пературы. Режимы изотермического отжигаЯ
приведены в табл. 70. Я
Низкотемпературный отжиг применяют длжЯ
снижения твердости и снятия внутренних наЦ
пряжений в технологической оснастке из заэвЯ
тектоидных сталей. Изделие нагревают несколы|
ко ниже .4с, (примерно до 650—680 °C, т. е.
температуры отпуска), выдерживают до полногм
прогрева затем охлаждают вместе с печью или нж|
воздухе. Процесс называют о1жигом условно. /Я
Диффузионный отжиг применяют для круцЯ
пых литых кубиков из штамповых сталей. ПоЙи
этом изделия нагревают выше Ася иа 150—250 43
и после длительной выдержки медленно охлажЯ
дают с ric4i.ro. Цель процесса —устраиеиив
химической неоднородности ц грубой структуры литых сталей. После дифИя
фузиоиного отжига необходим полный отжиг для устранения структурным
изменений, вызванных перегревом.
Рис. 22. Схема цикличе-
ского режима отжига
70. Режимы изотермического отжига инструментальных сталей
Сталь Температура. ЭС Твердость Hfl
нагрева изотермической выдержкн
У9, У10 740—750 690—650 170—197 '
УН, У12, У13 X, хвг 750—780 620—660 187—207 .
770—800 670—720 190—228
9ХС, Х12М, Х12Ф1 850—870 720—750 217—255 .
- Р18, Р9 830—850 720—750 217—255 ‘
Для выбора режимов отжига различных инструментальных сталей слеО
дует использовать данные табл. 70. Скорость нагрева при отжиге должн»
быть такой, при которой обеспечивается равномерный нагрев всей садки,'3
и принимается равной для углеродистой и легированной стали 100 °С/<и
для высокохромистой и быстрорежущей стали 50 сС/ч.
Выдержка при отжиге составляет 1—2 ч в камерных печах и 2—4 ч
в шахтиых иевеитилируемых печах (из-за замедленного прогрева центральной
части партии заготовок). Время выдержки в камерных печах отсчитывают^
от момента достижения температуры печи, равной температуре окоичателв||
иого нагрева, определяемой по показаниям приборов. До этого момента пр^Ч
исходит выравнивание температуры по всему объему садки. -Зя
Охлаждение после отжига проводят по одной из двух технологическим
схем: Л
68
L. Ж
I схема — непрерывное охлаждение с печью до 500 °C со скоростью
50 °С/ч для углеродистых сталей и 25—30 °С/ч для легированных и быстро-
режущих, дальнейшее охлаждение проводят на воздухе и скорость его не рег-
ламентируется. Отжиг с непрерывным охлаждением проводят в камерных
и шахтных печах при общей массе партии заготовок более 300 кг; II схема —
охлаждение с изотермической выдержкой, дальнейшее охлаждение до 500 °C
с печью, а затем на воздухе. Охлаждение от температуры отжига до темпера-
туры изотермической выдержки при использовании схемы не регламенти-
руется. Оно проводится при выключенной печи. Дверцы открывать запре-
щается во избежание неравномерного охлаждения заготовок. Время на
охлаждение с изотермической выдержкой составляет 1—2 ч для углероди-
стой стали, 3—4 ч — для легированной, 3—8 ч — для быстрорежущей. Изо-
термический отжиг следует проводить в камерных или шахтных печах с про-
граммным регулированием температуры.
Технологическую оснастку из сталей марок
У7, У7А, У8, У8А, У10, У10А, У12, У12А
сечением до 8 мм2 (метчиков сечением до 12 мм2)
охлаждают в расплаве солей или щелочей, а сече-
нием более 8 мм2 — в 5—10 %-ном водном рас-
творе поваренной соли или щелочи до темпера-
тур, указанных в табл. 70. Отжиг инструмента
из быстрорежущей стали в карбюризаторе или
в чистом древесном угле не разрешается, так как
при этом происходит поверхностное науглерожи-
вание, в результате чего в процессе последующей
закалки оплавляются режущие кромки. Отжиг
такого инструмента проводят в контролируемой
атмосфере, в отработанном карбюризаторе либо
в угле с добавкой 10— 15 % кальцинированной
соды.
t,C
бот . , , \ ,
0 0,4 0,8 !,0 С7.
Рис. 23. Диаграмма тем-
ператур нагрева при нор-
мализации
НОРМАЛИЗАЦИЯ
Процесс нагрева стали на 30—50 °C выше Ас3, выдержки при этой тем-
пературе и последующего охлаждения на спокойном воздухе называют нор-
мализацией (рис. 23). Нормализацию применяют, в основном, для конструк-
ционных сталей с целью исправления структуры перегретой стали, снятия
внутренних напряжений и улучшения обрабатываемости. Практически
температуру нормализации углеродистых сталей можно выдерживать в пре-
делах, указанных в табл. 71.
71. Температуры нагрева при нормализации сталей
Содержание углерода, % Температура нормализации, °C Содержание углерода, % Температура нормализации, °C
0,1 От 920 до 940 ’ - 0,8 ‘ От 775 до 790
0,2 » 890 » 910 1,0 » 830 » 850
0,4 » 350 » 870 1,2 » 900 » 920
0,6 » 800 » 820 1,4 » 950 » 970
ЗАКАЛКА
Операцию, при которой доэвтектоидную сталь нагревают на 20—30 °C
выше Ас3, а эвтектоидную и заэвтектоидную стали— на 20—30 °C выше
после выдержки при этой температуре быстро охлаждают вводе, масле или
воздухе в зависимости от состава стали, называют закалкой (рис. 24).
б ° результате закалки получаются неравновесные структуры, так как
трое охлаждение препятствует фазовым превращениям. После закалки
6J
сталь становится твердой и хрупкой. Структура закаленной стали состоит*
из мартенсита, нерастворившихся карбидов и остаточного аустенита. За»,
эвтектоидную сталь не следует нагревать для закалки выше Аст, так как прц
этой температуре происходит перегрев стали и снижается качество технолог
гической оснастки. Выбор способа закалки зависит от состава стали, требуе».
мых ее свойств и сложности изделий. Различают следующие виды закалки: i
полная, неполная, с непрерывным охлаждением, изотермическая, ступенча».
тая, с подстуживанием, в двух жидких средах, с ограниченным пребыва-
нием в охлаждающей среде, с самоотпуском, сквозная, несквозная, обычная,
«чистая», («светлая»), с обработкой холодом.
При полной закалке температура нагрева должна быть выше критиче-
ских точек Ас3 или Аст, а при неполной — должна находиться в интервале
закалочных температур.
Если закалку проводят со скоростью охлаждения выше критической,
структура стали после охлаждения состоит из мартенсита и остаточного ау-
Рис. 25. Кривые охлаждения, характеризующие различные спо-
собы термической обработки стали:
/ — изотермический отжиг; 2 — изотермическая закалка; 3, 4 — ступен-
чатая закалка прн температуре соответственно ниже и выше мартен-
ситной точки; 5 — обычная закалка; 6, 7 — соответственно начало в
конец превращения
Рис. 24. Диаграмма интервалов закалочных температур для
углеродистых сталей
стенита, а если проводят
структура стали состоит
ее
из
со скоростью охлаждения
ниже
критической,
ферритокарбиднон смеси различной степени дис-
персности (сорбит и троостит закалки). Закалку с непрерывным охлаждение»
проводят в воде, масле и других средах, причем температура среды нижё
мартенситной точки.
При изотермической закалке (рис. 25) детали нагревают на 10—20 °1
выше обычной температуры закалки, охлаждают в масле, в расплавленны
солях или щелочах, имеющих температуру выше мартенситной точки М,
с выдержкой, достаточной для полного распада аустенита. В результате из<
термической закалки уменьшается напряжение и деформация, при этом ре:
ко снижаются трещинообразование и коробление. Ее применяют при изп
товлеиии технологической оснастки сложной формы, крупных размере
и большой длины.
При ступенчатой закалке охлаждение от высокой температуры вед;
в горячей среде (ванне) при температуре выше точки Л4Н до выравнивай:
температуры по всему сечению. Дальнейшее охлаждение проходит на воз/
хе. При этом происходит превращение аустенита в мартенсит. Ступенчат;
закалку проводят двумя способами:
70
1 Нагретое изделие охлаждают в горячей среде, температура которой
я 20—30 °C выше температуры мартенситного превращения, а затем охлаж-
и на воздухе. После извлечения из горячей среды в период мартенситных
превращений изделие можно править.
2 . Нагретое изделие охлаждают в горячей среде ниже температуры мар-
тенситного превращения примерно иа 160—190 °C, а затем — на воздухе.
Пои этом способе закалки править изделия иевозможио из-за быстрого обра-
зования мартенсита, но по сравнению с обычной закалкой уменьшается брак
из-за образования трещин и коробления.
Закалка с подстуживаиием состоит в том, что перед погружением
в охлаждающую среду изделие выдерживают на воздухе. Выдержку устанав-
ливают опытным путем с таким расчетом, чтобы превращение аустенита не
началось до погружения изделия в охлаждающую среду.
Во время закалки в двух жидких средах происходит быстрое охлаж-
дение до температуры выше мартенситной точки и замедленное охлажде-
ние _ ниже ее. Это достигается путем погружения изделий в воду и после-
дующего перенесения их в масло (закалка «через воду в масло»). Время
охлаждения в воде устанавливают для каждого вида технологической осна-
стки опытным путем.
Закалку с ограниченным пребыванием в охлаждающей среде и дальней-
шим охлаждением на воздухе проводят с таким расчетом, чтобы температура
изделий при извлечении их из охлаждающей ванны была ниже мартенсит-
ной точки.
Закалку с самоотпуском применяют в основном для ударного инстру-
мента, изготовленного из углеродистой стали, твердость которого должна
уменьшаться от рабочей части к хвостовику. Пребывание инструмента
в охлаждающей среде ограничивают настолько, чтобы внутренняя часть се-
чения сохранила количество тепла, достаточное для отпуска наружных за-
калившихся слоев стали после извлечения инструмента из охлаждающей
среды на воздух. На практике часто инструмент вторично погружают в охлаж-
дающую среду, чтобы не допустить излишнего нагрева поверхности. При
этом для оценки режима термического процесса руководствуются цветами
побежалости (например, при закалке зубил) или временем, установленным
опытным путем для каждого типоразмера инструмента. Закалку с самоот-
пуском проводят в такой последовательности: нагревают инструмент до тем-
пературы закалки, опускают рабочую часть в воду до потемнения, вынимают
инструмент, быстро зачищают рабочую часть шлифовальной шкуркой или
напильником. При появлении цвета побежалости, соответствующего задан-
ной температуре отпуска, инструмент охлаждают в масле или воде.
Прц_ сквозной закалке изделие прокаливают насквозь. Оно имеет прак-
тически однородную структуру (мартенсит и остаточный аустенит) и одина-
ковые свойства по сечению. При несквозной закалке сечение имеет неодно-
родную структуру (неравномерное распределение продуктов распада аусте-
нита выше точки Мн) и разные свойства.
Обычная закалка характеризуется наличием окислов на поверхности.
«Чистая» или «светлая» закалкя проводится при нагреве в печах с контроли-
руемой атмосферой. В результате на поверхности изделий образуются при-
гары масла или цвета побежалости. Преимущественно «светлой» закалки
в расплавленных щелочах заключается в том, что технологическая оснастка,
прошедшая такой вид термообработки, имеет светлую поверхность, меньшее
коробление и более высокую твердость. Состав охлаждающей ванны выби-
рают в зависимости от требуемой рабочей температуры. Для закалки инстру-
ментальных сталей наиболее целесообразно применять смесь из 75 % едкого
калия и 25 % едкого натра. Щелочь расплавляют в тигле из углеродистой
талн. Нержавеющую сталь для тиглей применять не рекомендуется. Зака-
ливающая способность ванны, работающей при температуре до 250 °C, повы-
ается при перемешивании и зависит от количества введенной воды. Наиболь-
еи охлаждающей способностью обладает смесь, содержащая 6—10 % воды,
вы При светлой закалке технологической оснастки в расплавленной щелочи
п,"о’1',я,отся такие операции: подогрев в расплавленной поваренной соли
ри температуре 800—840 °C; нагрев под закалку в ваиие при температуре
71
на 10—20 °C выше соответствующей температуры закалки (ванны, имеют
в составе хлористый барий, для светлой закалки применять нельзя, так
последний загрязняет щелочную ванну; целесообразнее использовать хлор
стый кальций); охлаждение в расплавленной щелочи до полного выравни!
ння температуры при ступенчатой закалке и до окончания превращения
при изотермической (время выдержки в щелочной ванне при ступенчас.
закалке принимают равным 15 с на 1 мм сечения); промывка в воде, имеющё
температуру 70—90 °C; промывка в проточной воде; окунание в 2—5 %-ны:
водный раствор нитрита натрия, предохраняющего от коррозии. t
Детали с твердостью HRC 60 и выше не следует после закалки в щелочг
ной ванне сразу промывать в горячей воде, так как это может привести к рас»!
трескиванию и значительному короблению. В этом случае детали необхо»,
димо охлаждать примерно до 100 °C на воздухе, а затем промывать в горяче
воде. Детали, подвергаемые светлой закалке, не должны иметь следов жир
во избежание появления в этих местах темных пятен.
В результате такого метода термообработки можно повысить качест]
технологической оснастки благодаря минимальной деформации, снизить тр;
доемкость процесса и сократить время на термообработку.
Закалку с последующей обработкой холодом применяют для более па
ного разложения аустенита. При этом закаленную технологическую оснаст!
дополнительно охлаждают ниже 0 °C. Закалку с обработкой холодом выпо
няют в такой последовательности: нагрев до температуры закалки, закалк
дополнительное охлаждение до температур ниже 0 °C, отпуск. Режимы з
калки инструментальных сталей приведены в табл. 88.
Определяя необходимость разложения остаточного аустенита, нуж1
учитывать, что при наличии в структуре стали более 25 % остаточного ауст
нита твердость стали заметно снижается, а износостойкость возрастает. По»
ложительное влияние на износостойкость оказывают мелкозернистая струй
тура, наличие остаточного аустенита и отсутствие нерастворенных карбидов.'
Для обеспечения высокой абразивной износостойкости хрупкая и тверда^
структура не должна иметь карбидов; в мягкой и пластичной карбиды долж-
ны быть высокой степени дисперсности и распределены по всей матрице.
В последние годы все шире применяются быстрорежущие стали с 1,05—
1,15% С до 2,7 % V. Эги стали подвергаются аустенизации при 1190—1210 ®С
и отпуску при 540—570 °C (HRC 67—70). Второй отпуск проводится при
температуре на 30 °C ниже, чем первый. Перед аустенизацией эффективен
нагрев при 950 °C в течение 30 мин. Для повышения качества быстрорежу-
щей стали карбиды в ее структуре должны быть дисперсными и равномерней
распределенными.Температура нагрева должна точно регулироваться на все|
стадиях термической обработки. С
Закалка кобальтовых сталей типа Р9К5, Р9КЮ, Р12К8Ф2МЗ>
Р6К8Ф2М5 с температур ближе к верхнему пределу оптимальной темпера-
туры и выдержке при нагреве под закалку не менее 8 с/мм сечения обеспе-
чивает высокие режущие свойства режущих инструментов, например, резцоА
и фрез. Инструменты, закаленные с пониженных температур на 15—20 °C
ниже оптимальной температуры, имеют низкие режущие свойства. Уменьшен
ние времени выдержки при оптимальной температуре до 4.,с/мм приводи*,
к резкому снижению вторичной твердости и стойкости инструмента.
72. Глубина проникновения электрического тока в сталь в зависимости
от частоты тока
Частота тока, гц Глубина проникновения, мм, при температуре Частота тока, гц Глубина проникновения, мМ* при температуре '
15 °C 800 °C 15 °C 800 °с й
50 10,0-5,0 70,8 10000 0,70—0,35 5,0 :
500 3,0-1,5 22,0 50000 0,30—0,15 2,2 .Г
2500 1,5—0,7 10,0 250000 0,15—0,07 1,0 з
72
Температуру нагрева под закалку выбирают в зависимости от формы, змеров, назначения и условий нагружения технологической оснастки. Температура нагрева зависит от состава стали. Она зависит от положения литических точек Асг и Ас3 на диаграмме интервалов закалочных темпера- тур железоуглеродистых сплавов. Нагрев под закалку проводят преимущественно в электропечах-ваннах расплавах солей. Реже применяют печи сопротивления, газовые печи или установки ТВЧ. Данные для установления режима нагрева стальных изде- лий на установках ТВЧ приведены в табл. 72, 73, 74. 73 Рекомендуемая частота электрического тока, Гц, для нагрева под закалку иа заданную глубину
Характерис- тика частоты тока Глубина закаливания, мм
1,0 1.5 2.0 3,0 4,0 6,0 10,0
— Наивысшая Наинизшая Оптималь- ная 74. Температ лнзованных 250 000 15000 60 000 ура иагре улучшен 100 000 7000 25 000 за ТВЧ не зых стале 60 000 4000 15000 которых з в завися 30 000 1500 7000 предварите мости от 15000 1000 4000 ЛЬИО ОТОЯ времени а 8000 500 1500 кженпых устениз ч 2500 150 500 иорма- ии
Марка стали Температура нагрева, °C, при суммарном времени аустениза- ции, с Марка стали Температура нагрева, °C, при суммарном времени аустени* эации, с
ю 3 1 10 3 1
35 880—900 900—940 940—980 40Х, 45Х 880—920 920—960 940—980
860—880 880—920 920—960 40ХНМ 840—880 860—900 880—920
840—860 860—900 900—940 40ХН, 45ХН 860—880 900—940 920-960
40 860—880 880—920 920—960 820—840 840—880 860—900
840-860 860—900 900—940 40 ХС, ЗОХГС 920—940 940—980 960—1000
820—840 840—880 880—920 880—900 920—960 940-980
850—870 870—910 910—950 ШХ15, ШХ12 890—930 920-960 940-980
45, 50 45Г2,50Г ~65Г 830—850 850—890 890—930
9Х 850-870 880—920 900—940
810—830 830—870 870—910
Щ) С6, 880—920 900—940 920—960
840—860 860—900 880—920 ПП
840—860 860—900 880—820
820—840 830—870 860—900
У8, У9, У10 780-800 820—860 840—880
800—820 810—850 840-880
820—840 840-880 860—900 У11, У12 760—780 800—840 820—860
800—820 810—850 850—890 ХВГ 860—880 840—880 860-900
790-820 790—830 . 830—870 820—840 820—860 840-880
73
Отношение продолжительности предварительного подогрева и окончат!
ного нагрева инструмента под закалку
Группа инструментальной стали Первый подогрев Второй подогрев я
Темпера* тура, °C Отно- шение Темпера- тура, сС Отно^ шенн^
Углеродистая и легированная 400-500 1:1 — *•
Высокохромистая и быстрорежущая 400-500 2:1 840—860 2:1 ?
Быстрорежущая 400—500 2:1 1040—1060 1:1 .'i
Для безопасной работы соляных ванн (устранения разбрызгивания ра
плавленных солей при загрузке влажного или холодного инструмента) пр
меняют ступенчатый нагрев под дакалку. Инструмент из углеродистой и j
гированной стали подогревают один раз для подсушивания инструмента и <
кращения времени окончательного нагрева, инструмент из быстрорежущ
стали подогревают дважды: первый подогрев проводят для подсушивав
инструмента, второй — для предотвращения его деформации в процессе !
калки. й
Для крупногабаритного сложнофасонного инструмента применяют т[
тий подогрев (при 1050 °C), после которого сокращается продолжительное
окончательного нагрева при закалке, а следовательно, уменьшается об<
углероживание. Первый подогрев при закалке сталей Р12, Р18, Р18Ф2
Р18К5Ф2, Р14Ф4, Р10К5, Р9К5, Р9КЮ, Р6МЗ, У7, У7А, У8, У8А, У1
У10А, У12, У12А, Х12Ф1, Х12М, ХВГ, 9ХС проводят до температуры 400
500 °C, второй подогрев при закалке сталей Р12, Р18, Р18Ф2, Р14Ф-,
Р10К5Ф5, Р9К5, Р9КЮ, Р6МЗ — до 840—860 °C. а сталей Х12Ф
Х12М — 800—820 °C.
Данные для расчета времени нагрева инструмента под закалку привед
ны в табл. 75—79.
Время прогрева заготовок в пламенной печи приведено в табл. 80.
Для предупреждения окисления и обезуглероживания, а также дл
уменьшения коробления и трещинообразования нагрев и охлаждение тех»
логической оснастки, в том числе инструментов, из углеродистой ста,
проводят в соляных ваннах (исключение составляют отдельные виды спет
ального инструмента, например, длинные протяжки, для которых нет ст:
дартных электрических ванн необходимого размера). Во избежание обезуг;
роживания поверхности технологической оснастки в процессе нагрева не'
ходимо проверять химический состав солей, не применять соли, имеюп
отклонения по составу от стандарта или технических условий, и период
чески добавлять в ванну раскислители (буру, борную кислоту, фторист
магний).
Выбор среды для охлаждения зависит от марки стали, требуемой твер,
сти, формы, размеров технологической оснастки. По составу и свойствам'
закалочные среды подразделяются на четыре группы: вода и водные расг
ры, масла, расплавленные соли и щелочи, воздух. Скорость охлаждения <
ли в различных средах приведена в табл. 81. Воду и водные растворы п
меняют при закалке технологической оснастки и инструментов простой с
мы диаметром или толщиной от 8 до 12 мм из углеродистой стали. Темп'
туру воды необходимо-дгоддерживать примерно 18—25 °C. При темперач
ниже 18 °C увеличивается скорость структурных превращений, что ве.
к трещинообразованию. В случае повышения температуры воды свыше
и загрязнения ее маслами и мылом резко снижается охлаждающая спо.
ность в интервале 550—650 °C, что приводит к образованию мелких пяте»
поверхности закаленного инструмента. '
Технологическую оснастку сложной конфигурации из углеродистой-
ли охлаждают в двух средах — в воде до 250—300 °C, а затем — в ма
Продолжительность выдержки в воде до перенесения в масло составляет
2 с на каждые 6 мм диаметра или толщины изделия. Переносить иистру!
из воды в масло следует быстро во избежание отпуска. Масла имеют 6
74
76 Зависимость времени нагрева в различных средах от отношения объема
заготовки К, см», к ее поверхности F, см2
Среда Темпера- тура, °C Отно- шение F/V Время нагрева, мнн Среда Темпера- тура, °C Отно- шение V/F Время нагрева, мнн
850 0,50 1,00 1,50 4 15 32 300 0,50 1 00 1,50 3,5 8 14
Ванна из по- варенной соли 950 0,50 1,00 1,50 3 11 22 Ванна из смеси солей 450 0,50 1,00 1,50 2,5 6 10
0,50 2 600 0,50 0,50 1,00 1,50 1,4 1,4 4 7
1050 1,00 1,50 7 14
100 0,50 14 0,25 0,6-0,8
1,00 1,50 0,50 23 32 И Свинцовая ванна 650...850 0,50 1,00 1,50 2,00 2,50 1,2—1,6 3-4 5,1—6,8
Масляная ванна 200 1,00 1,50 18 24 7,8—11,0 11 — 15
300 0,50 1,00 1,50 8 14 И Электричес- кая печь 500 750 900 0,12 0,08 0,12 0,08 0,12 0,08 25 45 20 26 15 22
77. Продолжительность
- оснастки под закалку
подогрева
и окончательного нагрева технологической
Инструмент Продолжнтел догрева, мнн, ратурь 550—600 □ность по- до темпе- . °с 800-850 Продолжи- тельность окончательно- го нагрева для закалки, мнн
Метчики, развертки, сверла, круглые протяжки и другой стержневой инстру- мент т = bD т = cD г = aD
Фрезы, насадные развертки и зенкеры, У которых D~d^h 2 <h Круглые, а также накатные плашки и Фрезы, у которых —~ - > h ,D — d 2 D—d i=c—— D — d i-a 2
75
Продолжение табл. 77
Инструмент Продолжительность по- догрева, мин, до темпе- ратуры, °C Продолжи- тельность окончательно- го нагрева для закалки, мин
550—600 800—850
Молотовые штампы и штампы для холод- ного деформирования стали т = bh т = ch т — ah
Круглые протяжки из легированных ста- лей, нагреваемые в электропечи Шпоночные протяжки т = (d 4) b — г = d-4-4
т = (h 4- 4)Ь — т = h 4- 4
Примечание. В таблице введены следующие обозначения: D — диаметр режу
щей части инструмента, мм; d — диаметр отверстия инструмента, мм; 6 — высота и тол-
щина, мм; а, Ь, с— коэффициенты (см. табл. 78).
78. Значения коэффициентов а, Ь, с, мм/мин, для расчета продолжительности
нагрева инструментов под закалку
Материал инструмента Коэф- фици- ент Тип печи
Соляная ванна Печь периодичес- кого действия
Углеродистая сталь а 0,10—0,17 0,30—0,35 (без перегрева) 0,7—0.8 1,2-1,5 (без подогрева)
ь 0,30—0,40 1,4—2,5
Легированная сталь а b 0,15-0,20 0,30-0,40 1,0—1,2 1,4-2,5
Высоколегированная сталь типа Х12, Х12М а b с 0,17-0,18 0,30-0,40 0,30—0,35 1 О — О 00 1 1 1 •-‘ЮО 1 — елся
Быстрорежущая сталь типа Р18 и Р9 а 0,9—0,12 0,25-0,35
Примечание. Если ванна не соляная, а свинцовая, то коэффициент а для
углеродистой стали составляет 0,1 (без подогрева).
79. Зависимость продолжительности нагрева и выдержки от сечения при
закалке технологической оснастки из углеродистой стали
Площадь Пламенная печь Соляная ванна Пламенная печь Соляная ванна
прогревав- «X Й « прогревае- Й ® Й «
мого сече- мого сече-
НИЯ, мм8 ая си g О.® о 2 НИЯ, мм2 &> <у S §3 Q. Я CU S
кС . кС КС .
-2 и Зч О Ja со CQ До Зч О иЗ со со * 1 СО Г X к? £ со ей а К о со ей *
25 20 5 7 3 125 100 25 40 20
50 40 10 17 8 150 120 30 50 25
75 60 15 24 12 175 140 35 55 30
100 80 20 33 17 200 160 40 65 35
Примечания: 1. Для легированной стали продолжительность нагрева н выдер-
жки должна быть увеличена на 25—-40 %.
2. Температура печи должна быть иа 10—30 °C выше заданной температуры аакалки.
76
go Время подогрева цилиндрических и квадратных заготовок в пламенной
пеЧи, мин
Темпера
туру печи
н заготов-
ки. °C
50
Диаметр цилиндра (сторона квадрата), мм
150 | ООО | 250 | 300
75
100
300
500
650
750
900
1000
1100
1200
20
14 —
13 -
11 14
9 13
7 11
37
32
31
21
25
25
23
20
Цилиндр
3
ч
к
Я
я
62 .
— 47 — — — — — — —
. 47 — — — —
35 47 50 70 70 200 250 350 400
25 32 42 70 70 120 160 200 250
35 60 — 90 120 180 200
22 31 32 40 40 80 110 160 180
30 — 40 — 70 100 120 150
81 Скорость охлаждения стали в различных закаливающих средах
Закаливающая среда Скорость охлаж- дения, °С/с, в интервале темпе- ратур Закаливающая среда Скорость охлаждения, °С/с, в интервале температур
650-550 300- 200 650—550 300—200
Вода при темпера- туре, СС: 18 25 50 75 Мыльная вода Эмульсия- масла в воде Вода, насыщенная углекислотой 600 500 100 30 30 70 150 270 270 270 200 200 200 200 10%-иый водный раствор при !8СС: едкого натра поваренной соли соды 5%-иын раствор марганцевокисло- го калия Керосин Масло индустри- альное Спокойный воздух Сжатый воздух 1100—1200 800 800 450 160-180 120 3 30 300 270 270 100 40—60 25 1 10
82. Критический диаметр, мм, инструментальных сталей при закалке
в Различных средах
Сталь Среда
Вода Масло Селитра Воздух
У7, У7А, У8, У8А, УЮ, УЮА, У'1, УНА У12, У12А 15-20 10—12 4—6 4—6 4—6 4—6 Не закаливается
77
Продолжение табл. 82
Сталь Среда *
Вода Масло Селитра Воздух
У13, У13А 10—20 4—6 4—6 Не закаливается
ИХ 15-25 7—10 4—10 Не закаливается при
диаметре инструмента
свыше 20 мм
X, ХШ15 —. 8-35 8—27 Не закаливается
ХВСГ — 80 80 25—30
Х6ВФ — 80—100 80—100 —
Р9 — — — До 10
Х12М Сплошная *
прокаливав-
мость 80—100 80—100 50-60
Х12Ф1 То же 80—100 80—100 50—60
9ХС » 15—50 12—35 Не закаливается
хвг » 15—70 15—40 »
Р.18 » Сплошная прокалива-
емость
10—15
Примечание. Критический диаметр соответствует твердости Н RC 60 и твердое*5
ти НRC 62 и более на его поверхности.
низкую скорость охлаждения, чем вода. Охлаждение в масле проводят в и и*-
тервале температур от 18 °C до температуры на 40—50 °C ниже температуры,-
вспышки масла.
Для сталей с устойчивым аустенитом (Р18, Р9, Х12М, Х12Ф1) охлаж-5
дающей средой служит воздух, подаваемый компрессором или вентилятором*^
либо спокойный воздух. При охлаждении воздухом, подаваемым компрес-j
сором или вентилятором, перед закалкой проверяют, нет ли в воздухопрово»
де воды, так как попадание ее на изделие может быть причиной появлений
трещин.
Критический диаметр некоторых марок инструментальных сталей npi
закалке в различных средах приведен в табл. 82. Назначение и рекомендуй
мые составы соляных вани указаны в табл. 83.
Нагрев технологической оснастки можно выполнять в «кипящем» слое,
Для этого на под печи укладывают трубчатый змеевик для подачи газовоздуШ*
ной смеси. Печь оборудуют вытяжной системой вентиляции. Под печи запол»
няют частицами корунда размером 0,3 — 0,4 мм так, чтобы на поверхности
змеевика образовался слой толщиной 1,5—2 толщины одного ряда обраба
тываемых заготовок. Частицы во время работы находятся во взвешенном сг
стоянии в газовоздушной смеси. Смесь сжигают с коэффициентом избыт!
воздуха 0,6—1,2. Высота плотного слоя обычно составляет 60—250 мм. Hi
греваемые твердые частицы корунда, «бомбардируя» поверхность нагрева
мого металла, ускоряют нагрев (скорость нагрева достигает 15 мм/мии
Коэффициент теплоотдачи составляет 550—600 Вт/(м2 • с). В процессе нагре’
поверхностные слои металла выгорают. Угар металла в «кипящем» слое с
ставляет 0,2—0,25, а при нагреве в электропечах — 1,0—1,7 %.
Высокое качество термической обработки обеспечивается при нагре
инструментальных сталей в вакууме. Нагрев в вакууме при давлении 10 Г
и менее практически исключает окисление, науглероживание и обезуглероя
вание поверхности стальных изделий, благодаря чему этот способ нагр!
особенно предпочтителен при термической обработке сталей, легироваяи
хромом, титаном, цирконием, алюминием и марганцем. В последние годы р,
работаны специальные установки, которые наряду с отжигом в вакуу
78
83. Назначение и рекомендуемые составы соляных ванн для термообработки
инструмента
Назначение расплава I емпера- турный интервал. °C Составы ванн, % по массе Температура плавления, еС
ВС12 MgF, NaCI NaNO2 NaOH KNO,
Быстрорежущие стали.
Второй подогрев под закалку 840—860 68 2 30 — — — 650
840—860 78 — 22 — — — 654
1040—1060 97 3 — — — — 950
1040—1060 100 — — — — — 960
Окончательный на- 1200—1300 95 5 — — — — 940
грев под закалку 1200—1300 100 — — — — — 960
Нагрев иод свет- лую закалку 150—250 — — — — 25 — 140
Охлаждение при ступенчатой за- калке 180—240 — — 50 — 50 145
Отпуск 150—300 — — — 45 — 55 137
Высокохромистые инструментальные стали
Второй подогрев 840—860 68 2 30 — — — 650
под закалку 840—860 78 — 22 — — — 654
Окончательный 980—1050 68 ' 2 'зо — — — 650
нагрев под закалку 980—1050 78 — 22 — — — 654
Охлаждение при 360—600 — 100 335
ступенчатой закал- ке 350—700 — —- — — 100 — 322
Отпуск 400—560 100 355
400—560 — — —— — 15 85 226
400—560 —-' — — — 100 — 328
79
Продолжение табл. 83
Назначение Темпера- турный Составы ванн. % но массе атура НИЯ.
расплава интервал, °C ВС1 , NaCl >г №011 KNO„ Т емпер плавов °C
Углеродистые и легированные инструментальные
Нагрев под закал- 770—900 68 2 30 — — — 650
ку 770—900 78 — 22 — — — 654
790—90Э — 70 — — — 730
700—900 — 44 — — 5(> — 655
Примечания: 1. Для раскисления* соляных ванн применяют суру в количе-
стве 0,8—I % нли ферросилиций в количестве 0,5—1.5 % от массы сопи.
2. Для раскисления щелочных ванн используют желтую кровяную соль в количе-
стве 0,2—0,5 % от массы щелочи.
3. В расплаве, применяемом для нагрева иод закалку при 790—900 °C для углеро-
дистых И легированных инструментальных сталей, содержатся дополнительно к указан-
ному количеству NaCl 'примерно 25 % КС1 и 5 % примесей, а в расплаве для нагрева
под светлую закалку при 150—250 °C, кроме 25 % NaOH содержится еще 71 % КОН.
дают возможность проводить при необходимости цементацию с последующей
закалкой в различных средах. Современные вакуумные печи, работающие
при температурах до 3000 °C, позволяют производить высококачественную
термическую обработку различного инструмента из углеродистых, легиро-
ванных и быстрорежущих сталей с высокой экономической эффективностью.
Для закалки инструмента в жидких средах применяются многокамерные
вакуумные печи шлюзового типа.
Преимущества термической обработки в вакууме инструментальных ста-
лей: чистота поверхности, снижение содержания газов, хорошая воспроизво-
димость результатов, меньшее коробление, повышенная ст он кость инстру-
мента. Инструментальные стали подвергаются термической обработке в
вакууме от 0,13 до 66,5 Па. При термической обработ ке в вакууме рекоменду-
ется считаться с возможностью испарения net ирующьх элементов, в особен-
ности Мо и С. Скорость испарения зависит от вакуума. Для стали, содержа-
щей 14 %С, при температуре 990 °C н вакууме 0,01 Па наблюдают снижение
содержания С от 0,5 до 13,5 %. Поэтому в процессе термической обработки
быстрорежущей стали вакуум 0,013 Па поддерживается только при нагреве
до температуры 850 °C; при температуре за кал ки 122 СС в печь подводится
азот при давлении от 13,3 до 66,5 Па. Тепловая изоляция вакуумных печей
осуществляется с помощью графитоволокнисты.х материалов. Необходимая
скорость охлаждения при закалке достигается принудительной циркуляцией
атмосферы. Снижение температуры от 1220 до 550 СС при давлении
(1,5—1,75) • 10 6 Па достигается за 2 мин. Для закалки быстрорежущей ста-
ли требуется большая скорость охлаждения, чем при закалке штампов
стали, поэтому давление газа должно быть большим. Температура нагрева,
быстрорежущей стали при закалке в вакуумной печи должна быть на 10—
20 °C ниже. 12 %-ные Сг — стали с W или Мо могут также закаливаться
в вакуумной печи. Для ускорения отпуска в вакумных печах детали нагрева-
ются и охлаждаются в циркулирующем инертном газе. При охлаждении в
поток газа автоматически вводится теплообменник. При необходимости отпуск
может быть совмещен с операцией азотирования, которая проводится в сме-
си аммиака и эндогаза (50 : 50); при этом образуется слой карбонитридов
в несколько микрометров,обладающий высокой износостойкостью, под кото-
рым лежит диффузионный слой толщиной 100—200 мкм, обогащенный азотов
80
ОТПУСК
О] пуск — процесс нагрева и выдержки закаленном стали при темпера-
VDe на 20—30 °C ниже критической точки Аг\. Во время отпуска происходят
преврашения мартенсита и остаточного аустенита, в результате чего умень-
шаются внутренние напряжения и хрупкость, повышаются вязкость и плэ-
СТИЧ ность ст зли.
Отпуску необходимо подвергать всю закаленную технологическую
оснастку, кроме той, которая прошла изотермическую закалку. В зависи-
мости от требуемых температур отпуск проводят в масляных или селитровых
ваннах, в печах с принудительной циркуляцией воздуха, а также в ваннах
с расп давленной щелочью («светлый» отпуск). Отпуск технологической оснаст-
ки из углеродистой и легированной стали следует проводить преимущественно
в жидких средах, желательно в расплавленных солях. Для обеспечения ка-
чественного отпуска крупногабаритного инструмента сложной формы (фрез,
долбяков, шеверов и т. п.) более рационально проводить замедленный нагрев
в печах с перемешиваемой воздушной атмосферой или с атмосферой пара.
Режимы отпуска инструментальных сталей определяются их химиче-
ским составом и требуемой твердостью. Охлаждение после отпуска может
быть медленным, если сталь не склонна к отпускной хрупкости. В против-
ном случае охлаждение ведут быстро.
По условиям нагрева различают отпуск высокий, низкий, средний, мно-
гократный. При высоком отпуске, когда температура нагрева достаточно вы-
сока, сталь приобретает сорбитовую структуру. Для конструкционной ста-
ли температура сорбитизации находится в пределах 450—670 °C. В процессе
высокого отпуска закаленную технологическую оснастку, охлажденную до
температуры ниже 300 °C, не следует помещать в печь с высокой температу-
рой, так как быстрый нагрев может привести к растрескиванию. При низком
отпуске температура нагрева ограничена необходимостью сохранения высо-
кой твердости. Высокохромистые, инструментальные и быстрорежущие ста-
ли нагревают до 400—600 °C. Средний отпуск применяют при необходимости
сохранить упругие свойства в сочетании с достаточной вязкостью и проводят
при температуре нагрева 350—480 СС.
При многократном отпуске процесс нагрева, выдержки и охлаждения
повторяется несколько раз. Такой отпуск применяют, в основном, для
быстрорежущей стали. При проведении многократного отпуска инструмента
из быстрорежущей стали необходимо обязательное охлаждение инструмента
до 20 °C (после каждого отпуска) на спокойном воздухе либо струей воздуха,
нагретой до 20—25 ° С. Для охлаждения можно также использовать водя-
ной туман. Заменять продолжительный отпуск большим числом кратковре-
менных отпусков при более высоких температурах (например, двукратный
отпуск по 30 мин при 580 °C или двукратный отпуск по 15 мин при 600 °C)
можно при термической обработке инструмента из сталей типа Р9 и Р18.
Кратковременный отпуск при 580 °C допускается в автоматизированных
агрегатах и в стационарных соляных ваннах с обязательным автоматическим
регулированием температуры расплава с точностью =Ь5 °C и строгим выпол-
нением технологии отпуска. Кратковременный отпуск при 600 °C допускает-
ся применять только в автоматизированных конвейерных агрегатах и линиях,
84. Температуры, соответствующие цветам побежалости на металлической
поверхности
Цвет побежалости . Темпера- тура, °C Толщина окислен- ного слоя, мкм Цв ет побежалости Темпера- тура, °C Толщина окислен- ного слоя, мкм
Светло-желтый 220 0,45 Фиолетовый 280 0,65
^оломен но-желтый 240 0,45 Синий 300 0,65
v елто-коричневый 255 0,50 Голубой 315 0.72
красно-коричневый 265 0,50 Серый 300—350 0,72
81
где возможно соблюдение малой выдержки (10—15 мин) при единичной йИ
грузке инструмента в специальные приспособления. В случае проведения
пуска в ваннах или в печах с газовой атмосферой необходимо соблюпаД
следующие требования: не загружать инструмент на под печи, особенно есЯ
печь до загрузки работала при более высоких температурах; применять С|Я
циальиые корзины или поддоны, которые изолируют отпускаемый инструмеЯ
от прямого контакта с подом печи; при использовании жидких отпускной
ванн подгревать инструмент перед его загрузкой в ванну. Ч
Отпуск технологической оснастки проводят также и на цвет побежалой
сти, нагревая оснастку в печах, на электроплите, в горячем песке и т. рта
Появляющаяся в результате нагрева окисная пленка приобретает различны*
цвета побежалости, зависящие от температуры отпуска. Перед отпуском н*
один из цветов побежалости необходимо зачистить деталь, снять окалииуй
нагар, масла и пр. В табл. 84 приведены’ температуры, соответствующм
цветам побежалости. 'ч
Температура отпуска зависит от состава стали и требуемой твердости
Для получения твердости не менее HRC 59—60 отпуск проводят при тема
пературе 150—250 °C. Штампы дЛя горячей штамповки из углеродистой ст|й
ли, цанги и ударный инструмент отпускают при температуре 250—400 °fa
При этом мартенсит превращается в троостит, твердость HRC снижается <Я
50 до 45, повышается пластичность. Штампы для горячей штамповки и дет
тали приспособлений из легированных сталей отпускают при температуряЯ
400—600 °C. В результате такого отпуска образуется сорбитная структуре
Твердость HRC снижается от[45 до 30, резко повышается пластичность и УДам
ная вязкость. Быстрорежущую сталь отпускают при температуре 54(ЙЯ
580 °C. Отпуск сопровождается увеличением твердости («вторичное отвай
девание»), так как происходит выделение карбидов из аустенита, который
при последующем охлаждении превращается в мартенсит. Для быстрореаЯ
щих сталей марок Р12, Р18, Р18К5Ф2 выполняют три отпуска, для Р14<ЙИ
Р10К5, Р9Ф5 — три-четыре отпуска, для Р9М4, Р6МЗ — два отпуска. ПД
должительность отпуска приведена в табл. 85. 5 3
85. Ориентировочная продолжительность отпуска инструментальной стали Я
в электрических печах с принудительной циркуляцией воздуха Я
Наибольший размер сечении технологи- ческой оснастки, мм Температура, °C Продожительность выдержки, мин, i для сечения J
круглого к вадратного прямоугол ЫК№
25 200—400 110—120 130—140 160—170 *
50 200—400 Св. 120 до 130 150—160 180—190 £
100 200—400 140—150 180—190 210—220 1
100 180—200 150 180 210
ПрОДОЛЖ!
НЛИ
Примечание. При отпуске в соляных
мд , „ „ __г_. ______ масляных вайнах
ность выдержки пересчитывают с учетом коэффициента, равного 0,4.
Охлаждение после отпуска проводят на воздухе. Стали, содержа»
хром и никель, после отпуска в интервале температур 450—650 °C oxffi
дают в масле или воде, так как при более медленном охлаждении оии ста
вятся хрупкими. •
Измерительный инструмент высокой точности диаметром или толщ»
15—20 мм отпускают при 125—130 °C в течение 24—36 ч, диаметром!
толщиной более 20 мм — при 125—130 °C в течение 36—48 ч. Один прОЯ
жительный отпуск можно заменить несколькими кратковременными^^
суммарной продолжительностью, равной указанной выше. Двукратный ОИ|
измерительного инструмента проводят по следующей схеме: первый off
82 , 1
86. Твердость HRC закаленных легированных инструментальных сталей
в зависимости от температуры отпуска, °C
Марка стали Интервалы температур отпуска, °C
160—200 200—300 300—400 400—500 S00—600
7ХФ 60—59 59—55
8ХФ 61—60 60—55 —
9ХФ 62—60 60—55 —
НХФ(НХ) 64—60 60—55 55—50 50—41 .. _
13Х 64—61 60—55 55—50 50—41
ХВ4 (ХВ5) 66—64 64—60 60—53 53—48 48—40
9X1 (9Х) 62—59 59—55 55-49 49—41 41—35
X, ШХ15 12X1 64—61 61-55 49—55 49—41 41—28
9ХС 64—63 63- 59 59—54 54—47 47—39
ХГС
9ХВГ 63—60 60—56 —
хвг 63—62 62—58 58—52 52-46 46—37
хвсг 64—63 63-59 59—54 54—47 47—39
9Х5ВФ 61—59 — — .
8Х6НФТ 62—58 •— —
8Х4ВЗМЗФ2 62—59 — —
Х6ВФ 63—58 —
Х12 65—62 62—59 59—58 58-56 56-50
Х12.М 63—62 62—59 59-57 57—55 55—47
Х12Ф1 63—59 59—57 57—57
7ХГ2ВМ 60—59 59—56 56—53 53—48 48—39
6Х6ВЗМФС — — 60—58
7X3, 8X3 — 60—58 58—55 55—50 50—39
5ХВМ — 59—58 58—48 48—35
5ХНВ — — — 47-41 41-34
5ХНВС — — 41—35
5ХГМ — 57—52 52—46 46—40 40—34
4ХМФС 46—36
4Х5В2ФС — - 52—51
4Х5МФС 50 45
4Х&МФ1С 50 45
4ХЗВМФ 50—45
4Х4ВМФС , 53 47
ЗХЗМЗФ — — 50—45
ЗХ2В8Ф 52—49 . . 49—48 48—46 46—45 45—40
4Х2В5МФ - — — - 50—45
4Х2В2МФС 50—45
5ХЗВЗМФС 50—45
5Х2МНФ — - 50—45
4ХС до 52 52—51 51—48 48—42 42—35
6ХС 60—55 55—52 52—42 42—36
4ХВ2С 5ХВ2С 6ХВ2С 6ХВГ 54—52 53—51 52—48 51—49 48—42 49—42 42—36 12—33
— 58—53 53—49 49—43 43—35
55—52 52—47 47—43 43—35
83
при температуре 135—140 С в течение 1—2 ч; второй — при 120—125 °C °
в течение 1—2 ч. Вторичный отпуск инструмента при 120—130 °C в течение
2—3 ч применяют для снятия напряжений, вызванных шлифованием. ‘
Инструмент, который должен иметь высокую твердость (HRC 58—60),
отпускают при 150—200 °C. В этом случае твердость снижается незначитель-
но. Отпуск при более низких температурах (120—160 °C) применяют для
измерительного инструмента с целью снятия напряжений после чернового
шлифования. Такой отпуск рекомендуется проводить в нагревательной мас-
ляной ванне (старение).
Дополнительный отпуск после заточки и шлифования инструмента из
быстрорежущей стали вводят для повышения его износостойкости. Режим
дополнительного отпуска: температура нагрева 360—370 °C, время выдержки
2. ч, охлаждение на воздухе. Отпуск проводят в отпускной печи. Стойкость .
инструмента при этом повышается максимально в 1,5 раза. В табл. 86 и 87
приведены данные о твердости закаленных инструментальных сталей в за-
висимости от температур отпуска.
87. Твердость HRC закаленных углеродистых сталей в зависимости
от температуры отпуска, °C
Интервалы температур отпуска, °C
Марка стали 160-200 200—300 300—400 100—500 500—600
У7, У7А 63—60 60—54 54—43 43—35 35—27
У8, У8А, У8Г 64—60 60—55 55—45 45-35 35-27 t
У9, У9А 64—62 62—56 56-46 46-37 37—28
У10, У10А 64—62 62—56 56—47 47—38 —
УН. У11А 65—62 62—57 57—49 49—38 —
У12, У12А 62—65 62-57 57—49 49—38 —
У13, У13А 66—62 — — — —
высокого
закалки и
процесс, состоящий из
последующего
УЛУЧШЕНИЕ
Улучшение —
отпуска при 500—700 °C. Улучшению подвергают стали с целью получения |
необходимого сочетания прочности и вязкости. Улучшение технологической
оснастки из углеродистой и легированной стали проводят до закалки и от- 7
пуска режущей части, для быстрорежущей стали н ее знаменителей — после
термической обработки режущей части. 5
Улучшение легированных сталей выполняют в такой последовательно- /
сти: закалка в масле (после предварительной механической обработки) от ’
температуры 1290 °C для сталей типа Р18 и от 1250 °C для сталей типа Р9; :
нормализация с нагревом до 840—860 °C; закалка при 920—950 °C; отпуск ?
при 670—720 °C с выдержкой 2—3 ч до получения твердости HRC 33—37 '
и с целью достижения хорошей обрабатываемости при чистовой механичес- ,
ской обработке; закалка по обычным режимам (табл. 88). ;
Для улучшения структуры и уменьшения деформации при последующей '
термической обработке применяют комбинированную термическую обработку — с
закалку в масле с последующим отжигом. Температуру нагрева для комби- л
нированной закалки принимают на 20—30 °C выше по сравнению с темпера-. .,
турой закалки, приведенной в табл. 88. Такой обработке подвергают заготов- •
ки для технологической оснастки сложной конфигурации, а также резьбой
инструмент после черновой механической обработки.
СТАРЕНИЕ
Старение стали — процесс отпуска стали с метастабильной структурой,
в интервале температур 120—200 °C или прн комнатной температуре. В про*;
цессе старения происходит изменение физических и механических свойств
84
сталей и структура принимает более стабильное состояние. По температур-
ным условиям различают естественное, происходящее при комнатной темпе-
патуре, и искусственное, осуществляемое при повышенной температуре
(обычно не выше 200 °C), старение. По начальной структуре различают ста-
1ение закаленной или наклепанной стали, проводимое для стабилизации раз-
меров и формы технологической оснастки, и старение (дисперсионное тверде-
ние) стали, имеющей в структуре пересыщенные или твердые растворы. Ре-
жимы старения указаны на с. 84, температура отжига, закалки и отпуска
инструментальных сталей приведена в табл. 88.
ТЕРМООБРАБОТКА СВЕРЛ
Сверла в основном изготовляют составными: рабочую часть — из быстро-
режущей стали, а хвостовую — из конструкционной. Непосредственно после
сварки этих частей заготовку сверла подвергают отжигу, а после механиче-
ской обработки — закалке и отпуску.
Рис. 26. Приспособления для нагрева сварных сверл из быстро-
режущей стали в печах (а) и в соляных ваннах (б):
/ — сверло; 2 — плита; 3 —втулка; 4 — закалочная ванна; 5 — охлаж-
дающая среда
Нагрев рабочей части сварных сверл из быстрорежущей стали проводят
в соляных ваннах или в печах, используя приспособления, показанные иа
рис. 26. Удобнее пользоваться соляными ваннами с несколькими тиглями.
В первой ванне сверла подогревают до 600—650 °C. Затем нх переносят во
вторую ванну н нагревают до 800—850 °C. Окончательный нагрев до темпе-
ратуры закалки (для быстрорежущей стали) осуществляют в третьей ваине.
Продолжительность нагрева свер'л под. закалку указана в табл. 89. После
выдержки охлаждение проводят в масле, подогретом до 90—140 °C. Сверла
охлаждают в нем до 250—200 °C, а затем — на воздухе. Охлаждение можно
проводить в соляной ванне до 500—550 °C, а затем на воздухе. Отпуск прово-
дит в шахтных печах с принудительной циркуляцией воздуха при 550—
□70 °C.
При термической обработке хвостовика сверла его погружают в соля-
нУ)°ованнУ> нагретую до 820—740 “С, выдерживают, после чего охлаждают
во А-ном растворе NaCl до температуры 150—200 °C, а затем на воздухе.
1осле закалки хвостовик отпускают в соляной ванне прн 450—500 °C.
й "агРев свеРл из легированной или углеродистой стали проводят в соля-
180 оВгаННе’ После чего охлаждают в селитровой или масляной ванне до 150—
с и Ч’ а затем на воздухе. Отпуск сверл из различных марок легированных
ниал?и’кРоме стали 9ХС, проводят в масляной ванне при 150—180 °C в тече-
п е ч- Сверла из стали 9ХС отпускают в масляной ванне или в электро-
Ля ПРИ —200 °C в течение 1,5—2 ч. Сверла из углеродистой стали ох-
Дают в воде до 180—200 °C, а затем переносят в масло.
85
88. Температура отжига, закалки и отпуска инструментальных сталей, °C
Сталь Отжиг Закалка Отпуск Твердость после отпуска не более
У7, У7А 690—710 810—810 140—200 63
У8, У8А 690—710 800—820 140—200 63
У10, У10А 750—770 790—810 140—200 65
У12, У12А 750—770 790—810 140-200 65
У13, У13А 750—770 790—810 140—200 65
Р5КЮ 860—880 1220—1240 570—610 66
РбМЗ 850—870 1220—1240 570—610 66
Р6М5 840-860 [225—1235 550—560 65
Р8МЗК6С 370—890 1200—1230 535—565 69
Р9 830—850 1230—1250 550—570 62
Р9К5 860—880 1220—1240 570—580 66
Р9КЮ 840—860 1235-1245 565—575 66
Р9Ф5 840—860 1220—1240 570—580 66 i
Р9М4К8 840—860 1210—1240 540—560 68
Р10К.5Ф5 860—880 1230—1250 570—610 67 -4
Р12 860—880 1240—1260 560-570 65 1
Р12Ф2К8МЗ 850—860 1220—1250 540—560 68 J
Р14Ф4 860-880 1240—1260 560-610 66
Р18, Р18М 860—880 1270—1290 550-570 62 з
Р18Ф2 860—880 1270—1290 570-610 66 1
Р18К5Ф2 860—880 1270—1290 570-610 66
5ХВ2С 710—740 860—900 400—500 42 J
5ХНВ 830—850 840—860 480- 580 42 i
5ХНМ 780—790 830—860 500—580 42 J
Х12М, Х12Ф1 850—870 1030—1050 140—200 64 <.
ХВ5 800—820 830—850 140-170 67
ХВГ 770—790 830—850 140—170 65 -7
X, ШХ15 770—790 830—850 140—170 65 J
9ХС 790—810 860—880 140—200 65 ’1
ИХ 750—770 800—820 140—250 65
13Х 750—770 780—800 100—200 67 i
ХВСГ 790—810 860—880 140—250 63
Х6ВФ 830—850 990—1010 150—210 64 Ml
55Х6ВЗСМФ 860—880 1060—1075 535—545 61
89. Продолжительность нагрева сверл в соляных ваннах и камерных печах, -л
мин
Диаметр сверл, мм Количество одновременно нагреваемых сверл, шт. Быстрорежущая сталь Углеродистая | и легированная сталЬ'|
Соляная ванна Камерная печь Соляная ванна Камерна^ печь
От 3 до 5 От 10 до 12 От 0,17 От 0,4 Ог 0,54 От 3 дд|
до 0,25 до 0,5 до 0,75
» 6 » 8 » 6 » 8 От 0,41 От 0,8 От 0,0 » 5 »-3
до 0,50 до 1,0 до 1,1
» 10 » 12 » 4 » 5 От 0,Ь6 От 1,4 От 1,3 * ? : д
до 0,83 до 1,6 до 1,5
86
Продолжение табл. 89
Диаметр сверл, мм Количество одновременно нагреваемых сверх, шт. Быстрорежущая сталь Углеродистая и легированная сталь
Сол апая ванна Камерная печь Соляная ванна К амерная печь
От Н ДО От 3 до 4 От 0,83 Св, 1,6 От 1,8 От 10 до 12
до 1,00 до 2,0 до 2,2
» 18 :> 20 ?> 2 » •> Св. 1,0 Св. 2,0 От 2,3 » 14» 15
до 1,3 до 2,5 до 2,6
» 22 » 25 2 Св. 1,3 Св. 2,5 От 2,9 От 16
до 1,5 до 3,0 до 3,2 до 18
» 2(1 » 30 1 От 1,6 От 3,2 От 3,5 От 20
до 2,0 до 4,0 до 3,8 до 22
» 33 » 37 1 От 2,4 От 4,7 От 4,5 От 24
до 2,8 до 5,6 до 5,0 до 26
90. Технологический процесс термообработки зенкеров из быстрорежущей
стали
Операция Температура нагрева. °C Оборудование и среда Время выдержки, мин
Первый 500—600 Камерная электриче- ская или пламенная печь т Прасц/ К
нагрев т ~ 4/ L L) К
Второй 850—880 Ваииа (78 % BaCI и WD1
нагрев 22 % NaCl)
Т “ 4/ - IJ
Окончатель- 1230—Г246 Ванна (ВаСГ) 5D 1
ный нагрев 1 (дтя стали типа Р9) расч
т “ 41 + D
1270—1280 (дтя стали типа
Р18)
Охлаждение 450—600 Ванна (расплав со- Такое же, как при
лей) первом нагреве, за- тем на воздухе
90—140 Бак (масло) До температуры 200—250 °C, затем
Спокойный воздух на воздухе
20—40 До полного охлаж-
для зенкеров диа- метром до 10 мм; струя воздуха для зенкеров диаметром свыше 10 мм дения
Отпуск (дву- 560—570 Соляная ванна или 1 ч с момента про-
кратный или электровоз душная грева партии загото-
трехкрат- печь вок до температуры
ный) отпуска
Примечание. В таблице приняты следующие обозначения: I — глубина погру-
жения зенкера в ванну нагрева, равная величине зоны закалки плюс 0.5D, см; D —
диаметр зенкера, см; £>расч — расчетный диаметр, см; £расЧ «= D — h (h, — высота зуба,
см); Д' — коэффициент (для пламенных печей К = 30, дня электропечей К ~ 35).
87
88. Температура отжига, закалки и отпуска инструментальных сталей, °C
Сталь Отжнг Закалка Отпуск
У7, У7А 690—710 810—810 140—200
У8, У8А 690—710 800—820 140—200
У10, У10А 750—770 790—810 140—200
У12, У12А 750—770 790—810 140-200
У13, У13А 750—770 790—810 140—200
Р5К10 860—880 1220—1240 570—610
Р6МЗ 850—870 1220—1240 570—610
Р6М5 840—860 1,225—1235 550—560
Р8МЗК6С 370—890 1200-1230 535-565
Р9 830—850 1230—1250 550—570
Р9К5 860—880 1220—1240 570—580
Р9КЮ 840—860 1235—1245 565—575
Р9Ф5 840—860 1220—1240 570—580
Р9М4К8 840—860 1210—1240 540—560
Р10К5Ф5 860—880 1230—1250 570—610
Р12 860—880 1240—1260 560-570
Р12Ф2К8МЗ 850—860 1220-1250 540—560
Р14Ф4 860-880 1240-1260 560—610
Р18, Р18М 860—880 1270—1290 550-570
Р18Ф2 860—880 1270—1290 570—610
Р18К5Ф2 860—880 1270—1290 570-610
5ХВ2С 710—740 860—900 400—500
5ХНВ 830—850 840—860 480—580
5ХНМ 780—790 830—860 500-580
Х12М, Х12Ф1 850—870 1030—1050 140—200
ХВ5 800—820 830—850 140—170
ХВГ 770—790 830—850 140—170
X, ШХ15 770—790 830—850 140—170
9ХС 790—810 860—880 140—200
ИХ 750-770 800—820 140—250
13Х 750—770 780—800 100—200
ХВСГ 790—810 860—880 140—250
Х6ВФ 830—850 990—1010 150—210
55Х6ВЗСМФ 860—880 1060—1075 535—545
Твердость
после '
отпуска HRC,
не более
63
63
65
65
65
66
66.
65
69
62
66
66
66
68
67
65
68
66
62
66
66
42
42
42
64
67 •
65
65
65
65
67
63
64
61
89. Продолжительность нагрева сверл в соляных ваннах и камерных печах,
мин
Диаметр сверл, мм Количество одновременно нагреваемых сверл, шт. Быстрорежущая сталь Углеродистая ’ и легированная сталью
Соляная ванна Камерная печь Соляная ванна КамернЙ печь j
От 3 до 5 От 10 до 12 От 0,17 От 0,4 Ог 0,54 От 3 дб1
до 0,25 до 0,5 до 0,75
» 6 » 8 » 6 » 8 От 0,41 От 0,8 От 0,0 » b
до 0,50 до 1,0 до 1,1
>> 10 » 12 » 4 » 5 От 0,66 От 1,4 От 1,3 * 7 :И
до 0,83 ДО 1,6 до 1,5
86
Продолжение табл. 89
Диаметр сверл, мм Количество одновременно нагреваемых сверн, шт. Быстрорежущая сталь Углеродистая и легированная стань
Соляная ванна Камсрвая печь Соляная ванна Камерная печь
От И ДО 16 От 3 до 4 Or 0,83 до 1,00 Св. 1,6 до 2,0 От 1,8 до 2,2 От 10 до 12
» 18 » 20 2 » 3 Св. 1,0 до 1,3 Св. 2,0 до 2,5 От 2,3 до 2,6 » 14» 15
» 22 » 25 2 Св. 1,3 до 1,5 Св. 2,5 до 3,0 От 2,9 до 3,2 От 16 ДО 18
» 26 » 30 1 От 1,6 до 2,0 От 3,2 до 4,0 От 3,5 до 3,8 От 20 до 22
» 33 » 37 1 От 2,4 до 2,8 От 4,7 до 5,6 От 4,5 до 5,0 От 24 до 26
90. Технологический процесс термообработки зенкеров из быстрорежущей
стали
Операция Температуру на! рева. °C Оборудование и среда Время выдержки, мни
Первый 500—600 Камерная электриче- ская или пламенная печь ^расч7
нагрев 4/ J- L) '
Второй 850—880 Ванна (78 % Bad и 22 % NaCl) Ю£> „/
нагрев рнсч
т ~ 4/4- 1)
Окопчатель- 1230—1240 Banna (Bad) 5D /
ный нагрев 1 (для стали типа Р9)
Т ” 4/ + D
1270—1280
(для стали типа
Р18)
Охлаждение 450—600 Ванна (расплав со Такое же, как при
лей) первом нагреве, за- тем на воздухе
90—140 Бак (масло) До температуры 200—250 °C, затем
- Спокойный воздух на воздухе
20—40 До полного охлаж-
для зенкеров диа- метром до 10 мм; струя воздуха для зенкеров диаметром свыше 10 мм дения
Отпуск (дву- 560—570 Соляная ванна или 1 ч с момента про-
кратный или электровоздушная грева партии загото-
трехкрат- печь вок до температуры
ный) отпуска
Примечание. В таблице приняты следующие обозначения: / — глубина погру-
жения зенкера в ваниу нагрева, равная величине зоны закалки плюс 0,5D, см; D —
диаметр зенкера, см; £расч — расчетный диаметр, см; £расч «= D — h (h, — высота зуба,
см), к — коэффициент (Дтя пламенных печей К — 30, дня электропечей К — 35).
87
Твердость рабочей части сверла из легированной и углеродистой стали
диаметром до 10 мм должна быть НRC 59—63; диаметром свыше 10 мм —
HRC 61-64.
ТЕРМООБРАБОТКА ЗЕНКЕРОВ
Рабочую часть зенкеров из быстрорежущей стали термически обрабаты-
вают до твердости HRC 62—64, а хвостовую часть — до твердости HRC 30—
45. Технологический процесс термообработки зенкеров и оборудование при-
ведены в табл. 90.
Термообработку сварного хвостовика зенкера, изготовленного из
стали 45 проводят в такой последовательности: первый подогрев в шахтной
пламенной печи до 120—130 °C с выдержкой при этой температуре в течение
7 мин; окончательный нагрев в соляной ванне до 850—880 °C с выдержкой
2 мин; охлаждение в воде; нагрев в шахтной печи или в соляной ванне до
450—550 °C; выдержка при этой температуре (время выдержки зависит от
размеров зенкера).
После термообработки проводят контроль. Твердость рабочей части зен-
кера определяют тарированным напильником. Зенкеры диаметром до 6 мм
контролируют на твердость в количестве 10 % от партии. Твердость хвосто-
вой части определяют у 5—10 % инструментов от партии, а кривизну —
У 10 %.
ТЕРМООБРАБОТКА МЕТЧИКОВ
Метчики изготовляют из углеродистых, легированных и быстрорежущих
сталей. Нагрев метчиков под закалку проводят в соляной ванне. В результа-
те этого обеспечивается получение высокой твердости поверхностных слоев
металла, при вязкой сердцевине уменьшается деформация резьбы и увеличи-
вается стойкость метчика.
Метчики из быстрорежущей стали нагревают преимущественно в два
приема: при 400—500 °C и при 800—850 °C. Охлаждение проводят в селитро-
вой ванне, нагретой до 450—400 °C, или в масле, нагретом до 150—200 °C,
с последующим охлаждением на воздухе. В селитровую или масляную ваниу
метчики погружают в вертикальном положении, перемещая их по кругу вверх
и вниз. Метчики из углеродистой стали диаметром до 8 мм следует охлаж-
дать в масле, диаметром свыше 8 мм — в воде (до потемнения) с последую-,
щим переносом в масло. Отпуск метчиков проводят в масляной ванне при
150—180 °C в течение 1—2 ч. Твердость режущей части метчиков контроли-
91. Продолжительность нагрева метчиков для закалки, мин
Диаметр метчиков, мм Количество одновременно нагреваемых метчиков, шт. Быстрорежущая сталь (нагрев в соляной ванне) Углеродистая сталь
Соляная ванна Камерная печь
2 15—20 0,25—0,35 0,50-0,58 2—3
3 10—15 0,33—0,40 0,05—0,80 3-4
6 8—10 0,66—0,88 1,0—1,3 4—6
8 8—10 0,8—1,0 1,5—1,8 6—7
10 8—10 1,0—1,1 2,0-2,2 7—8
12 6-8 1,4—1,5 2,4—2,6 9—10
14 6—8 1,5-1,6 3,1—3,3 10—11
16 6—7 1,8— 2,0 3,5—4,0 14-15
18 6-7 2,0—2 2 4,0—4,2 13—14
20 4—5 2,2—2,4 4,3-4,5 15—16
24 3—4 2,4—2,6 5,3-5,5 18—20
88
пуют тарированным напильником. Твердость метчиков из быстрорежущей
стали должна составлять HRC 61—65; из углеродистой и легированной стали
диаметром 1—6 мм — НRC 57—60; диаметром 7--15 мм — НRC 58—62;
диаметром свыше 15 мм — HRC 59—63. Ориентировочное время нагрева
метчиков для закалки приведено в табл. 91.
В отличие от сверл метчики могут не иметь высокой твердости по всему
сечению. При вязкой сердцевине уменьшается опасность поломки метчиков
при правке или работе. Под закалку метчиков малых диаметров с мелким
шагом резьбы нагревают до нижнего предела технологических температур.
ТЕРМООБРАБОТКА БЫСТРОРЕЖУЩИХ РЕЗЦОВ
Термообработку быстрорежущих резцов проводят после напайки и при-
варки быстрорежущих пластинок к стержню. Если пластинки напаяны при-
поем ГФК, то термическую обработку резцов проводят в такой последователь-
ности: окончательный нагрев под закалку (например, для стали типа Р9 до
1230—1250 °C), продолжительность нагрева приведена в табл. 92; охлажде-
ние на воздухе до 1050—980 °C; охлаждение в масле до 180—120 °C; двукрат-
ный отпуск в селитровой ванне при 540—560 °C с выдержкой около 1 ч.
92. Продолжительность нагрева резцов из быстрорежущей стали
под закалку, мин
Размер наименьшей стороны сечения резца, мм Количество одновременно нагреваемых Высоко температурная Камерная печь
сол я на $ ванна
резцов ШТ.
10 От 6 до 8 От 1,2 до 1,5 От 2,5 до 3,0
12 » 6 » 7 Св. 1,5 » 2,0 Св. 3,0 » 4,0
16 » 5 » 6 » 2,0 » 2,5 » 4,0 » 5,0
20 » 3 » 5 » 2,5 » 3,0 » 5,0 » 6,0
25 » 2 » 4 От 3,2 » 4,0 » 6,0 » 8,0
30 » 2 » 3 Св. 4,0 » 5,0 » 8,0 » 10,0
Если пластинки приварены с использованием сварочных порошков, то
после полного охлаждения резца проводят «ступенчатую» термическую об-
работку в такой последовательности: нагрев до 820—850 °C; нагрев до 960—
980 °C; нагрев до 1240—1300 °C; охлаждение в масле или в струе холодного
воздуха-отпуск при 540—560 °C с выдержкой в печи в течение 2—3 ч (в за-
висимости от сечения); охлаждение в масле или в струе холодного воздуха.
Твердость режущей части резца после отпуска должна быть НRC 62—65.
ТЕРМООБРАБОТКА фрез
Термообработку червячных, цилиндрических, торцевых, дисковых, па-
зовых, отрезных и фасонных фрез из быстрорежущей стали осуществляют
в такой последовательности: первый подогрев до 600—650 °C; второй подо-
грев до 800—850 °C; окончательный нагрев до 1270—1290 °C; охлаждение
до 200—250 °C в соляной ванне, нагретой до 500—550 °C, или в масле, темпе-
ратура которого равна 90—140 °C, с последующим охлаждением на воздухе;
промывка, трехкратный отпуск при 550—570 °C в соляной ванне; промывка
и пассивирование; контроль твердости. Продолжительность нагрева фрез
Для закалки приведена в табл. 93 и 94.
Сборные фрезы (концевые и шпоночные) термически обрабатываются
по такому же режиму, как и сварные сверла. Прорезные фрезы нагревают
вертикальном положении. Дисковые фрезы толщиной до 2,5 мм во избежа-
Ие деформации охлаждают между металлическими плитами. Отпуск должен
в(ТЬ двукратным при 550—570 °C. Закалку червячных фрез в масле проводят
оризонтальном положении. Фрезы из углеродистой стали после нагрева
89
93, Продолжительность нагрева цилиндрических cfpes под закалку, мии
Диаметр фрезы, мм Ширина, фрезы, мм Количество одновремен- но нагрева- емых фрез, шт. Быстрорежущая сталь Легированная сталь
Соляная ванна Камерная печь Соляная ванна Камерная печь
40 50 2 1.1—1,2 2,2—2,4 2,2—2,4 10—11
50 60 2 1,4—1,5 2,8—3,0 2,8-3,0 12—13
60 60 О 1,8-2,0 3,6-4,0 3,6—4,0 14—16
75 75 1 2,6—2,8 5,2—5,6 5,2—5,6 18—26
90 100 1 3,8—4,0 7.6—8,0 7,6-8,0 22—24
94. Продолжительность нагрева концевых фрез под закалку, мин
Количество одновременно нагреваемых Быстрорежущая сталь Углеродистая, легированная сталь
мм Соляная ванна Камерная печь Соляная ванна Камерная печь
фрез, шт.
От 3 до 4 От 10 ДО 15 От 0,3 О г 0,8 От 0,6 до 0,8 От 3 до 1
до 0,35 до 1,0
» 5 s 6 » 8 » 10 От 0.5 Св. 1,0 » 1,0 » 1,3 » 5 » 6
до 0,58 до 1,2
7 » 8 » 6 » 8 От 0,75 От 1,5 » 1,5 » 1,8 Св. 6 » 7
до 0,9 до 1,7
10 » 6 » 8 От 1,0 От 1,8 » 2,0 » 2,2 » 7 » 8
.то 1.1 до 2,0
12 5 » G От 1,1 Св. 2,0 » 2,4 » 2,6 От 12 » 13
до 1,3 до 2,5
16 » 5 » 6 От 1,5 Ог 3,0 >- 3,5 3,8 Св. 13 > 14
до 1,6 до 3,5
18 » 4 » 5 От 1,7 Св. 3,5 » 4,0 » 4,5 От 15 > 16
до 1,8 до 4.0
20 » 3 » 4 От 2,0 Св. 4,0 Св. 4,0 » 4,5 » 17 г 18
до 2,2 до 4,5
22 » 3 » 4 От 2.3 Св. 4,5 » 5,0 » 5,5 Св. 18 » 20
до 2,4 до 5 0
25 » 2 » 3 От 2,5 Св. 5,0
до 2,8 до 5,5
иод закалку в соляной ванне охлаждают в воде и затем переносят в масло.'
Выдержка в воде должна быть наименьшей во избежание появления трещин*
Например, фрезу диаметром 25 мм охлаждают в воде 3—4 с, после чего пере»
носят в масло.
Прецизионные зуборезные инструменты из стали типа Р6М5 и Р6М5К&
целесообразно изготовлять с разделением процесса шлифования закаленное
го инструмента на предварительное и окончательное. В этом случае после--
дующий дополнительный отпуск при 500 °C в течение 1 ч после преднарИ--
тельного шлифования и при 200 °C в течение 1 ч после окончательного шли-’
фования наиболее надежно стабилизирует размеры инструмента при хра-
нении.
После окончательной термообработки контролируют твердость фр
твердомером или тарированным напильником. Она должна составлю
HRC 62—65 . Качество отпуска проверяют магнитным методом у 5—10’
фрез из партии.
90
ТЕРМООБРАБОТКА ПЛАШЕК
Плашки должны иметь повышенную вязкость. В целях предотвращения
выкрашивания режущей части их нагревают под закалку до нижнего предела
температур с минимальной выдержкой. Продолжительность нагрева плашек
под закалку приведена в табл. 95. Предварительный подогрев плашек под
закалку проводят в соляной ванне до 750—780 °C. Плашки диаметром более
25 мм предварительно нагревают до 400 °C. Во избежание обезуглерожива-
ния поверхности резьбы нагрев ведут в хорошо раскисленной соляной ванне.
При окончательном нагреве в камерной печи плашки покрывают слоем бу-
ры. Во избежание коробления не допускается провисание плашек в печи.
Время выдержки в камерной печи — 1 мин на 1 мм2 сечения плашки.
95. Продолжительность нагрева круглых плашек под закалку, мин
Т олщнна плашки, мм Количество одновременно н агревасмых плашек, шт. Соляная ванна Камерная печь Толщина плашки, мм Количество одновременно нагреваемых плашек, шт Соляная ванна Камерная печь
6 10—12 1,6-1,8 6—7 18 6-8 3,2—3,5 14—15
7 10-12 1,8—2,0 7—8 22 5-6 4,2—4,5 17-18
9 8-10 2,3—2.5 8—9 ’25 5-6 4,7—5,0 22—24
И 8—10 2,5—2,8 9—10 30 4—5 6,0—6,5 28—30
14 6—8 2,8-3,0 10-11 36 3—4 7,5-8,0 36-38
Плоские плашки с целью уменьшения коробления охлаждают под прес-
сом между плитами, охлаждаемыми водой. Тангенциальные плашки охлаж-
дают в селитре при 450—500 °C или в масле при 150—200 °C, а затем на возду-
хе. Плоские плашки отпускают при 160—170 °C в течение 24 ч. Для танген-
циальных плашек проводят двукратный отпуск по 1 ч при температуре до
540—580 °C. Твердость плашек должна быть в пределах HRC 59—61. Конт-
роль твердости проводят твердомером. Тарированным напильником прове-
ряют обезуглероживание резьбы. Накатные плашки из стали Х12Ф1 изго-
товляют из поковок с последующей изотермической закалкой. После
образования резьбы плашки подогревают в печи до 810 °C, а затем оконча-
тельно нагревают в хлоробариевой ванне до 1050 °C. Для предупреждения
коробления их охлаждают в вертикальном положении в течение 15 мин
в растворе селитры, нагретом до 450 °C. Затем плашки переносят в ванну
с маслом при температуре 80 °C. Отпуск плашек проводят в электропечи при
450 °C в течение 3—4 ч. Интервал времени между закалкой и отпуском не
должен превышать 2 ч. Твердость накатных плашек после отпуска должна
быть HRC 56—58.
ТЕРМООБРАБОТКА ПРОТЯЖЕК
Протяжки изготовляют из быстрорежущих сталей или легированных
сталей марок ХВГ, Х12Н, ХГ и др. Для уменьшения деформации термо-
обработку длинных протяжек выполняют три раза: после предварительной
механической обработки, после окончательной механической обработки
и после шлифования. Термообработка после предварительной механической
обработки выполняется в такой последовательности: нагрев до температу-
ры закалки с предварительным подогревом; охлаждение в масле; отпуск при
770—790 °C; правка. Вместо закалки с высоким отпуском можно произво-
дить отжиг в чугунной стружке или угле. Термообработка после Окончатель-
ной механической обработки включает: подогрев до 800—850 °C в вертикаль-
ной шахтной печи или солянных ваннах (при нагреве в шахтных печах для
уменьшения обезуглероживания и окисления поверхности протяжки обер.)
тывают листовым асбестом, после нагрева в течение 15—30 мин их освобож--'
дают от асбеста, рабочую часть посыпают бурой и несколько минут повторно
нагревают для расплавления буры, после чего переносят в печь для окончат
тельного нагрева); окончательный нагрев в шахтной электрической печи или
в соляных ваннах; охлаждение в масле в вертикальном положении до 300_ i
400 °C; горячая правка под прессом; охлаждение на воздухе в подвешенном
состоянии; двукратный отпуск по 1 ч при 550—580 °C; правка; очистка;
нормализация хвостовой части. *
Термообработка протяжек после шлифования заключается в отпуске ’
в масляной ванне при 200—250 °C для снятия внутренних напряжений, воз-
никающих при шлифовании. Если корпус протяжки сваривается с хвостови-
ком из стали 40Х или 50, то твердость хвостовика должна быть в пределах
HRC 35—45. Требуемая твердость хвостовика может быть получена при
нормализации или закалке, путем нагрева в соляной ванне или на установке
ТВЧ до 840—850 °C, охлаждения в масле и отпуска хвостовика в селитре.
При термообработке протяжек необходимо соблюдать следующие усло-
вия: прн всех операциях протяжкищолжны находиться в вертикальном поло-
жении в подвешенном состоянии; окончательный нагрев протяжек малой дли-
ны следует производить в соляной ванне, а длинных — в шахтной печи (при
отсутствии таковых нагрев ведут в горизонтальной печи на подставках); при
охлаждении во время закалки подвешенную протяжку следует перемещать
вверх и вниз (плоские протяжки небольших сечений для уменьшения дефор- ;
мации охлаждают зажатыми между охлаждаемыми плитами или под прес-
сом); правку после закалки и отпуска необходимо проводить в горячем состоя-
нии; правку после очистки следует проводить при подогреве сварочной го-
редкой до температуры отпуска.
ТЕРМООБРАБОТКА КАЛИБРОВ-ПРОБОК
Чтобы уменьшить возможную деформацию калибров их подвергают
улучшению после предварительной механической обработки. После улуч-
шения выполняют повторную механическую обработку с припуском на шли-
фование и доводку. Термическую обработку калибров-пробок выполняют
в такой последовательности: предварительный подогрев в тщательно раскис-
ленной соляной ванне до 600—650 °C; окончательный нагрев в соляной ваине
до 820—850 °C; охлаждение в соляной ванне и на воздухе до 150—180 °C,
а затем в масле до 20—70 “С; обработка холодом в холодильной установке
прн температуре до —55 “С; промывка в 10 %-пом содовом растворе; отпуск
в шахтной печи при температуре 160—180 °C; механическая обработка (пред-
варительная доводка); старение при температуре (150=^10) °C. Твердость
калибров после обработки должна быть HRC 56—64. Калибры, изготовлен-
ные из стали У10, У10А, закаливают в воде, а затем в масле.
Продолжительность отпуска зависит от квалитета точности калибров.
При высоком квалитете точности отпуск длится от 20 до 32 ч, а при пони-
женном — от 2 до 3 ч.
ТЕРМООБРАБОТКА СКОБ И ШАБЛОНОВ
Скобы и шаблоны простой формы изготовляют из малоуглеродистой ста- ;
ли, а шаблоны или лекала сложной формы — из высокоуглероднстой или
легированной. Термообработку скоб и шаблонов из стали 20 проводят в такой
последовательности: цементация; нагрев в соляной ванне при температуре
780—800 °C под закалку; охлаждение в соляной вание и иа воздухе до 150—
180 °C и в водяной вание до 30—40 °C; обработка холодом в холодильной
установке при температуре до —20 "С для сохранения размеров; промывка
в 10 %-иом содовом растворе при 70—90 °C; отпуск при 160—180 °C; старе-
ние в масляной электрование при (150— 10) °C после шлифования и предвари*
тельной доводки. *
Если шаблоны или скобы изготовлены из стали 20Х, то отпуск проводят'
в масле. Продолжительность отпуска зависит от размеров инструмента и глу-
92
бины цементации. Шаблоны и лекала сложной формы охлаждают с подогре-
вом в расплавленной соли или масле, что значительно уменьшает степень
деформации. Чтобы уменьшить деформацию шаблонов и скоб, закаливают
только их рабочие поверхности.
ТЕРМООБРАБОТКА ШТАМПОВ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ
Рекомендуемые режимы термообработки штампов для горячей штам-
повки приведены в табл. 96. Охлаждение после отжига (температура нагре-
ва указана в табл. 97) проводят с печью со скоростью 40—50 “С/ч до темпера-
туры 350—400 °C, а затем на воздухе. При нагреве под закалку детали штам-
пов загружают в печь при температуре до 400 °C. Нагрев до температуры
650 °C выполняют со скоростью до 80 °С/ч. При температуре 650 °C дают
выдержку 2,5 ч для штампов весом до 500 кг и 3—4 ч — для штампов мас-
сой до 1000 кг и более. Дальнейший нагрев до заданной температуры закалки
ведут со скоростью 100 °С/ч. Штампы с резкими переходами нагревают с мень-
шими скоростями. Выдержка при температуре закалки для малых штампов
должна быть не менее 5,5 ч, для средних и крупных — 8—9 ч. Для сокра-
щения продолжительности закалки штампов применяют изотермическую
закалку.
Перед установкой в печь боковые поверхности штампа с обработанными
ручьями обмазывают огнеупорной глиной с асбестом, а зеркало штампа
и'фигуру засыпают отработанным карбюризатором или прокаленной чугун-
ной стружкой, а затем обмазывают глиной и асбестом. Малые штампы укла-
дывают фигурой вниз на поддон со слоем обработанного карбюризатора тол-
щиной 35—40 мм. Время выдержки на каждые 25 мм наименьшей толщины
штампа определяют из такого расчета: при нагреве в газовой печи малоле-
гированной стали — 35—40 мин, стали ЗХ2В8, 4Х8В2, 7X3 и 8X3 — 40—
50 мин; при нагреве в электрической печи — 50—60 мин.
Перед закалкой штампы тщательно очищают от остатков карбюризатора
обмазки и окалины. При закалке штампов в масле не следует допускать
их полного охлаждения до комнатной температуры. Крупные штампы охлаж-
дают в масле до 100 —150 °C и немедленно помещают в печь для отпуска. За-
держка в выполнении отпуска может привести к трегцинообразованию. Про-
должительность отпуска после закалки штампов определяют из расчета на
каждые 25 мин наименьшей толщины штампа: для доэвтектоидных сталей
(40С, ЗОХГС, 35ХГС, 4ХВ2С и др.) — 40—45 мин, для заэвтектоидных ста-
лей — 50—60 мин. Скорость нагрева устанавливают не более 50 °С/ч. После
проведения общего отпуска штампов хвостовики подвергают дополнительно-
му отпуску для снижения их твердости. Хвостовики штампов из стали 5ХНТ
отпускают при 700—720 °C, нагрев ведут на специальных плитах или в спе-
циальных печах. После нагрева и выдержки при указанной температуре
штампы охлаждают с печью до 350—500 °C. Последующее охлаждение ведут
на воздухе.
Для увеличения эксплуатационной стойкости штампового инструмента
наряду с обычной закалкой на заданную твердость рабочая поверхность ин-
струмента подвергается .дополнительной закалке токами высокой частоты.
При закалке ТВЧ скорость нагрева 20—150 °С/с, температура — выше
обычной технологической на 100—150 °C , твердость поверхности повышается
на 5—8 ед. Микроструктура поверхности — мелкоигольчатый мартенсит,
что обеспечивает высокие механические свойства и повышенные эксплуата-
ционные качества инструмента. В процессе высокочастотной закалки иа по-
верхности инструмента формируются внутренние сжимающие напряжения,
совпадающие по направлению с напряжениями, возникающими при штам-
повке и обеспечивающими высокую прочность инструмента. Напряжения,
Формируемые на границе закалки ТВЧ и объемной закалки,— растягиваю-
щие, что обеспечивает упругую деформацию инструмента при штамповке.
Дополнительная поверхностная закалка ТВЧ применяется для различного
инструмента: пуансонов, вставок, прижимов, изготовленных из специаль-
ных штамповых сталей: 4Х5МФС, 40СХСМФ, 4Х2МГФ — для горячей штам-
повки и ШХ15, Х12 — для холодного деформирования
93
2? 96. Режимы термообработки штампов для горячей штамповки
Сталь Закалка Отпуск
Температура нагрева, °C Среда для охлаждения Твердость после закалки НRC Температура нагрева, °C Твердость после отпуска
НВ HRC
У7 7X3 8X3 4ХС От 800 до 830 » 830 » 860 » 820 » 850 » 890 » 920 Вода Масло » » От 62 ДО 64 в 59 » 61 в 60 в 62 в 52 в 54 От 370 до 400 » 480 » 520 » 480 » 520 » 240 » 270 От 340 до 375 » 364 » 430 » 387 » 430 » 495 » 512 От 37 до 40 » 39 » 45 » 41 » 45 » 51 » 52
6ХС Св. 840 » 860 » 860 » 880 Вода Масло в 58 » 60 » 58 в 60 » 240 » 270 » 350 » 450 в 295 » 512 » 402 » 430 » 51» 52 » 43 » 45
5ХНВ От 830 » 860 » » » » 54 » 58 » 520 » 540 » 530 » 540 » 560 » 580 » 387 » 430 » 364 » 402 » 321 » 364 » 41» 45 » 39 » 43 » 35 » 39
5ХНТ » 830 » 850 в в » » 53 » 58 » 475 » 485 Св. 485 » 510 От 520 » 540 » 387 » 430 » 364 » 402 » 321 » 364 » 41 » 45 в 39 » 43 в 35 » 39
5ХВГ » 840 » 860 Масло » » 56 » 58 » 240 » 270 » 420 » 450 » 495 » 512 » 430 в 460 » 51 » 52 » 45 » 48
5ХГМ » 830 » 870 Воздух в Масло в » 56 » 58 » 56 в 58 » 500 » 550 » 575 » 625 » 550 » 575 » 575 » 600 ЗЕиЛл.*»1 «< : » 306 » 341 » 269 » 306 » 388 » 451 » 341 » 388 » 33 « 37 » 28 » 33 » 41 » 47 » 36 » 41
1 » 1 » t в 600 в 625 в 625 в 650 » 650 » 675 » 321 » 368 | » 306 » 341 » 269 » 306 в 35 в 39 в 33 » 37 в 28 в 33
5ХГС » 840 » 880 » в » » 56 » 58 » 550 » 580 Св. 580 » 610 От 600 » 620 Св. 620 » 650 » 388 » 451 » 341 » 368 » 321 » 368 » 269 > 306 » 41 » 47 » 37 » 41 » 35 » 39 » 28 » 33
4Х5В2ФС 4Х5В4ФСН ,> 1060 » 1080 » 1060 » 1070. Масло » 52 » 54 » 54 » 56 От 570 » 600 » 600 » 620 — » 45 » 50 » 45 » 50
ЗХ2В8Ф » 1120 » 1140 Масло » 54 » 56 » 600 » 610 » 640 » 650 — 50 55
4ХЗВ2ФМ2 » 1090 » 1110 . >1 в » 54 » 56 » 610 » 620 » 650 » 660 50 45
ЗОХГС » 890 » 920 Вода, масло - 46 » 52 » 520 » 560 От 277 до 310 От 29 до 34
35ХГС » 870 » 900 » 48 » 56 » 600 » 660 » 277 » 310 » 29 » 31
5ХНСВ » 850 » 870 Масло в в » 55 » 59 » 520 » 540 » 530 » 550 » 550 » 570 » 387 » 430 » 364 » 402 » 321 » 364 » 41 >> 45 » 39 » 43 » 15 » 39
00 Ю 00 1Л 00 1Л оо
1О тГ io
Продолжение табл. 96
» 41 » 47 » 37 » 41 » 35 » 39 » 33 3 37 » 37 » 41 » 35 » 39
00 оо 41 88 68
1Л 0О о
со 00 ОО ОО ОО
« А А А А А
оо —- —> о — —
0О '* сч О OI
00 СО ОО оо ОО оо
А А А А А А
Ю О 1Л О О 110
ю Г- Ю ио г-
ю юю ио ио ио
А А А А А А
с—1 1 <—1 (—> го »<-> С~> ' /
ОМЮ О СЧ ио
Ю Ю LC LO ио ио
А А А А А А
-3 S
58 » Зо
А
о
а л я 1=1 - со ~
о
со
97. Температура отжига заготовок штампов для горячей штамповки
сталь Температура, °C Твердость /УВ Сталь Температура, °C Твердость /УВ
7X3 8X3 4ХС , 5X4' 5Х ГИ- БКИ!! 5\!1СИ От 780 до 800 » 780 » 900 » 8l0 » 840 » 760 >' 790 а 790 » 810 » 760 » 790 Св. 790 » 820 От 187 до 229 » 207 » 255 » 197 » 228 » 192 * 235 » 207 » 255 » 197 » 241 > 207 » 255 15ХВ2С !5ХВГ 6ХС зохгс 35ХГС ЗХ2В8 4Х8В2 От 800 до 820 » 760 » 790 » 820 » 840 Св. 840 » 880 От 810 * 870 » 820 » 840 Св. 820 » 830 Ог 207 до 255 » 197 » 241 » 197 > 241 » 187 » 2г8 » 197 » 228 » 207 » 255 » 207 » 255
стойкости
рабочих элементов вырубных
Для увеличения
штампов из
сталей У8 и У10А первую закалку производят при температуре нагрева
(1200± 10) °C в масле. С целью предотвращения роста аустенита нагрев до
температуры закалки производят в расплаве соли хлористого бария в соля-
ной ванне. После закалки отпуск при 450 °C. Вторая закалка производится
по обычному для углеродистых сталей режиму; закалка от температур 800—
820 °C, затем низкий отпуск при 180—200 °C. Твердость рабочей поверхно-
сти вырубного штампа после двойной закалки HRC 57—59. Структура стали
после двойной закалки с промежуточным отпуском представляет собой мел-
коигольчатый отпущенный мартенсит. Двойная закалка с промежуточным
отпуском увеличивает стойкость вырубных штампов по сравнению со штам-
пами, обработанными по общепринятому режиму.
ОБРАБОТКА ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
В АТМОСФЕРЕ ПАРА
Окончательно изготовленный инструмент подвергают обработке в атмо-
сфере пара по следующей технологической схеме; обезжиривание 10—15 мин
прн 70 “С в ванне такого состава, кг/л воды: сода (,\а2СО3) — 0,2—0,04,
сода (NaOH) —
тринатрийфосфат
промывка
96
е
каустическая
0.02 — 0,04,
(Na3PO4) 0,02 — 0,04;
в I оря чей воде; подогрев до 340—
380 С в_ герметической камере
Рис. 27. Схема установки для об-
работки инструмента в атмосфере
пара:
7 электропечь; 2 — водяной конденса-
тор; 3 — песочный затвор; 4 — крьндкд
печи; 5 — крышка сварного -муфеля;
6 ~ летали; 1,9 — термопары; 8 — свар-
ной муфель с отверстиями; 10 — сетка
электропечи с выдержкой 15—30 мин; продувка камеры паром в течение
мии для полного удаления воздуха; подогрев до температуры 540—
эбО °C в электропечи с выдержкой 30—40 мин; охлаждение на воздухе
до 50—70 °C; обработка в масле при 50—70 °C с выдержкой 5—10 мии.
Б результате обработки паром на поверхности окончательно изготовленного
инструмента образуется черная с синим оттенком пористая оксидная пленка
толщиной до 0,006 мм. Она хорошо удерживает охлаждающие и смазываю-
щие жидкости и затрудняет налипание стружки на режущие грани.
В производственных условиях для обработки инструмента паром можно
спользовать шахтную электропечь, оборудованную сварным муфелем и зме-
кпИаОМ (₽ис- 27). При обработке паром инструмент в зависимости от его
ифигурацин укладывают на сетки или подвешивают. В результате отпуска,
4 7-517
t
97
проводимого в процессе обработки инструмента паром, снижаются напряже-
ния, образующиеся при шлифовании. Стойкость инструмента, обработанного
паром, возрастает в среднем в 1,5 раза, значительно повышается его корро-
зионная стойкость.
ТЕРМООБРАБОТКА ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
В КОНТРОЛИРУЕМОЙ АТМОСФЕРЕ
При нагреве инструмента в контролируемой атмосфере исключаются
его окисление и обезуглероживание, появляется возможность назначить
меньшие припуски на последующую механическую обработку; исключаются
операции очистки поверхности инструмента после термообработки вследствие
устранения окисления, достигается экономия металла до 3 % массы партии
заготовок, помещаемой в печь; повышаются механические свойства и устало-
стная прочность инструмента, так как исключается обезуглероживание по-
верхностного слоя; сохраняется форма поверхностей инструмента (особенно
лезвийного) и тонких деталей приспособлений; снижается трудоемкость из-
готовления инструмента; улучшаются условия труда в термических отде-
лениях. |
В табл. 98 приведена классификация окисляющих и 'восстанавливающих^
газов. Из них можно составить нейтральные газовые смеси или газовые сме-1
си из газов табл. 99, взаимодействующих между собой. В последнем случай
газы нейтрализуют друг друга при определенных температурах и состав®]
стали, поверхность которой необходимо защитить от окисления и обезуглеЯ
роживания. Атмосфера печи с такими газами будет нейтральна к поверхности
нагреваемого инструмента. 3
98. Классификация газов по действию на сталь
Действие на сталь Газ Химиче- ская формула Действие на сталь Газ Химиче» j ская ” формула <
Окисляющее Кислород О2 Водяной пар н2о :
Углекислый газ СО, Науглеро- живающее Окись угле- рода СО
Водяной пар Н2О
Метан сн4 ,
Восстанав- ливающее Окись углеро- да со
Азотирую- щее Аммиак NH3 j
Водород Н2
Нейтраль- ное Азот N2 ’I
Метан сн4
Аргон Аг 1 не i
Обезуглеро- живающее Углекислый газ СО2
Гелин
При оценке факторов, влияющих на эффективность теплообмена луч!
испусканием, следует учитывать, что при нагреве в контролируемой атм<
сфере сталь со светлой поверхностью воспринимает почти в два раза меньи
лучистой энергии, чем сталь с окисленной поверхностью, поэтому при п«
чих равных условиях детали нагреваются дольше, чем в печах с окислеин|
атмосферой. Составы контролируемых атмосфер приведены в табл. 100. '"з
98
99. Температура воспламенения газовых компонентов
Газ Предельно допустимое содержание газа в смеси воздух — газ, % Температура воспламенения, °C
Метан 5,00—15,00 650-705
Пропан 2,37—9,50 518
Окись углерода 12,50—74,20 643—658
Водород 4,00—74,20 580—590
100. Сост в контролируемых атмосфер
Атмосфера Плот- ность, кг/м3 Теплопро- водность, ВтДм.К) Теплотво- рная спо- собность кДж/м2, Взрыво- опасность
по отн к во ошеиию Wxy
Воздух 1,000 1,000 0 —
Экзогаз, полученный при полном 1,030 0,994 735 —
сжигании природного газа То же, с удалением СО2 и Н2О 0,954 1,118 1,878 735
Экзогаз, полученный при частичном 0,858 3580 —
сжигании (<z = 0,6) То же, с удалением СО2 и Н2О 0,825 1,929 3680 +
Эндогаз (а — 0,35) 0,798 2,663 5250 +
Эндогаз (у. — 0,24) 0,682 3,228 7080 н-
Диссоциировав пый аммиак 0,295 5,507 9100 -н
То же, после частичного сжигания 0,755 2,442 2910 +
с воздухом То же, после полного сжигания 0,963 1,059 113 —
с воздухом Вьи оководореднъы газ +
Очищенный водород 0,069 7,010 12 +
« азот 0,972 0,990 0
« аргои 1,379 0,745 0 —
« гелий 0,137 6,217 0 —
При м сч ан п о. Знак «плюс» означает, что контролируемая атмосфера взрыво-
опасна, -;на\ «минус» — невзрывоопасна.
ПРАВКА ПОСЛЕ ТЕРМООБРАБОТКИ
Деформированную технологическую оснастку после термической обра-
ботки подвергают правке одним из следующих способов: в горячем состоянии
перед охлаждением при закалке; в штампах и зажимных приспособлениях
в процессе закалки и отпуска; со специальным подогревом в интервале тем-
ператур отпуска стали (для закаленной и отпущенной технологической осна-
стки); в холодном состоянии (для закаленной и отпущенной технологической
оснастки).
Правку технологической оснастки в горячем состоянии проводят в про-
цессе ступенчатой закалки после достижения температуры начала мартен-
ситного^превращения (200—350 °C). Этот вид правки применяют для сталей
с малой критической скоростью закалки. Технологическую оснастку, в том
числе инструмент, помещают на двух опорах выпуклой частью вверх и нагру-
жают до устранения деформации. При этом учитывают упругие деформации
после снятия нагрузки. Правку проводят в 2—3 приема и прекращают по до-
стижении температуры 60—40 °C. Биение концевых инструментов после прав-
по пРЯвеРяют в Центрах индикатором, а плоских изделий — на плите щу-
м. Допуски на биение концевого инструмента (кроме метчиков и сверл).
4*
91
после термической обработки приведены в табл. 101. Правку технологиче-
ской оснастки в штампах или зажимных приспособлениях проводят путем сов*
мещения операций закалки и правки или отпуска и правки. Технологиче-
скую оснастку, нагретую до температуры закалки или частично охлажден-
ную, зажимают в штампе и в зажатом состоянии охлаждают со скоростью,
необходимой для закалки стали данной марки, а затем (также в штампе)
подвергают отпуску.
101. Допуски на биение концевого инструмента после термообработки, мм
Длина Диаметр инструмента
До 10 Св ДО 10 18 Св ДО 18 30 Св ДО 30 50 Св- 50 до 80 Св. 80
инстру-
мента Рабочая часть g ь X д Рабочая часть о о х К X X д Рабочая qacfb Хвосто- вик к ГТ 1 XD £ ? Хвосто- вик Рабочая часть Хвосто- вик Рабочая часть g О м X S
До 120 Св. 120 0,08 0,10 0,10 0,12 0,12 0,15 0,15 0,18 0,18 0,20 0,20 0,25
до 260 Св. 260 0,10 0,12 0,12 0,15 0,18 0,18 0,18 0,20 0,20 0,23 0,23 0,27
до 450 0,12 0,15 0,15 0,18 0,18 0,20 0,20 0,23 0,23 0,25 0,25 0,28
Св. 450 0,15 0,18 0,18 0,20 0,20 0,23 0,23 0,25 0,25 0,28 0,28 0,30
Длинные протяжки, удлиненные сверла, хвостовой комбинированный
и другой удлиненный осевой инструмент подвергают правке с подогревом.
Инструмент можно подогревать частично или полностью в ваннах или печах
либо с использованием установок ТВЧ. При местном подогреве нагреваю^
зону наибольшего прогиба. Температура подогрева не должна быть выше
1емпературы отпуска. Динамическую нагрузку при правке прилагают в мес-
те, противоположном области максимальной деформации. Среднюю статиче-
скую нагрузку прилагают непосредственно в месте максимальной деформа-
ции в течение длительного времени.
Правку инструмента в холодном состоянии проводят в тех случаях, когда,
деформация незначительна. Инструменты мелкого и среднего размера (свер-;
ла, развертки) правят на закаленных стальных плитах слабыми ударами мяг-
кого молотка по месту максимальной деформации. У составного сварного
инструмента большой длины под прессом правят незакаленные части. Цель-
ный инструмент большой длины правят сильными ударами острозаточенного.
рихтовального молотка массой 1—3 кг. Удары наносят по деформированной
части под углом 50—60 ° по направлению к оси инструмента непосредственно
или через специальные ножи.
СПОСОБЫ ОЧИСТКИ ПОВЕРХНОСТЕЙ
ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
ПОСЛЕ ТЕРМООБРАБОТКИ <-
А
Очистка металлическим песком. Для очистки металлическим песком при*
меняют такое же оборудование, как для обработки кварцевым песком (&
существенных изменений). При очистке технологической оснастки металл,
ческим песком следует учитывать возможность изменения первоначальнь
свойств стали вследствие внедрения или осаждения металлических части
на поверхности технологической оснастки, увеличения шероховатости об|
батываемой поверхности на один-два класса. Для очистки применяют чуг
ный песок с острыми гранями, получаемый на специальной установке р
брызгиванием и последующим размолом и просеиванием, имеющий твердс
HRC 51—56, среднюю плотность 4,0—4,5 кг/см3 при максимальной плсг
стн 6,9 кг/с№. Песок сортируется иа фракции на вибрационных ситах.
100
Очистка корундовой крошкой. Регенерированные абразивные зерна по-
ручают из перемолотых отходов и использованных абразивных кругов элек-
трокорунда с предельными размерами зерен основной фракции 630—500 мкм
(зернистость 50). При очистке корундовой крошкой физические свойства по-
верхности деталей почти ие изменяются, т. е. не нарушаются магнитные,
коррозионные и другие свойства, ие изменяется геометрия детали. Детали,
очищенные корундовой крошкой, имеют темно-серый цвет. Очистка прово-
рится в обычных аппаратах эжекционного типа.
Гидроабразивная очистка. Преимущество гидроабразивной очистки за-
ключается в отсутствии пылевыделения. Недостатками ее являются необхо-
димость применения специальных герметизированных аппаратов и дополни-
тельных операций по коррозионной защите деталей, а также снижение про-
изводительности труда примерно на 10 % по сравнению с пескоструйной
очисткой. В качестве абразивного материала при гидроабразивной очистке от
пригара и коррозии применяют речной или литейный горный песок зернис-
тостью 160—100, т. е. с размерами зерен основной фракции 2000—1000 мкм
в просеянном и просушенном виде. Такой песок смешивают с водой в таком
процентном отношении: 30 % воды и 70 % песка. Для предохранения осна-
102. Последовательность выполнения процессов абразивной ультразвуковой
обработки (очистки)
Очищаемый объект Операция Среда и режим Примечание
Технологическая ос- Травле- Серная кислота — Травление произво-
настка сложной фор- иие 0,1 -10—3 кг/л воды, дят одновременно с
мы — от продуктов коррозии и других дефектов перед нане- сением гальваниче- ских покрытий Детали из нержаве- ющей стали — после термической обработ- ки Технологическая ос- настка из конструк- ционной стали — от термической окалины Промыв- ка Обезжи- ривание Предва- ритель- ное трав- ление Промыв- ка Ультра- звуковая очистка Травле- соляная кислота — 0,05-10~3 кг/л воды, контакт Петрова — 30-10-3 кг/л воды, 60 СС, выдержка 2 мин Проточная вода Бензин Азотная кислота — 8 — 10 %, фторис- тый натрий — 45 х X 10-3 кг/л воды, выдержка 20 мин Проточная вода Сода 3%, 50-60 °C, выдержка 3 мин Серная кислота — обезжириванием и удалением дефектов, между временем про- ведения операций не должно быть пере- рыва Травление можно
перед гальванопокры- иие 0,1-10~3 кг/л воды, производить без ульт-
тием Промыв- ка соляная кислота — 0,05-10~3 кг/л воды, соль — 5 • 10~3 кг/л воды, контакт Пет- рова — 30-10~3 кг/л воды 60 °C, выдерж- ка 0,5—5 мин Проточная вода развука, но с после- дующим снятием шла- ма в воде с помощью ультразвука
101
стки от коррозии в смесь добавляют 0,8—1,0 % кальцинированной соды или
0,5—1,0 % нитрита натрия. После очистки оснастку промывают и подвер.
тают дополнительной антикоррозионной обработке. н
При гидроабразивной очистке от окалины применяют кварцевый песок
зернистостью 50—80, т. е. с размером зерен 500—800 мкм. Струя направля-
ется под давлением (3,9—5,9) • 106 Па. Расстояние от распылителя до обра-
батываемой детали следует изменять в пределах от 80 до 150 мм. Оптималь-
ный угол наклона сопла 45°.
Очистка ультразвуком. Для ультразвуковой обработки используют
колебания с частотой более 16 кГц, образуемые с помощью ультразвукового ге-
нератора. При таких колебаниях в жидкости возникают поочередно зоны сжа-
тия и растяжения. В момент растяжения происходят местные разрывы жид-
кости и образуются пузырьки (полости), которые заполняются парами жид-
кости и растворенными в ней воздухом и другими газами. В момент сжатия
пузырьки сплющиваются, что сопровождается сильными гидравлическими
ударами. Эти удары очищают поверхность технологической оснастки от за- '9
грязнений и других дефектов. Последовательность выполнения операций
ультразвуковой очистки приведена*в табл. 102.
КОНТРОЛЬ КАЧЕСТВА ТЕРМООБРАБОТКИ
Для определения качества термообработки применяют различные мето-
ды неразрушающего контроля с использованием просвечивания деталей, ;
измерения интенсивности распространения в испытуемом объекте механи- я
ческих колебаний, определения электрических и магнитных свойств, а также 'I
методы, основанные на использовании физико-химических свойств жидко» j
стей, газов и т. д. Характеристики приборов для неразрушающего контроля- (
качества технологической оснастки после термообработки приведены в
табл. 103.
Тепловой контроль термических операций проводят при помощи кон-
трольно-измерительных, регулирующих и регистрирующих приборов, в ко-
торых в качестве датчиков измерения температуры использованы термометры
и термопары. Ртутными термометрами измеряют температуру жидкой и газо-
образной среды в пределах —50...+500 °С. Манометрические термометры
применяют для измерения температур в пределах —40... --500 “С и для авто-
матического регулирования температур. Термометры сопротивления, осна-
щенные термопарами, применяют для измерения температур—120...500 °C. ’
Такие термометры бывают двух разновидностей: показывающие и самопи-м
шущие. ‘1
•Контроль твердости термообработанных поверхностей. При контроле
твердости технологической оснастки по методу Роквелла определяют глуби-
ну проникновения в металл алмазного или стального наконечника. Ее выра- ’
жают в условных единицах, называемых числом твердости по Роквеллу.
Угловое перемещение стрелки на одно деление шкалы прибора (единица
твердости) соответствует 2 • !0~в мкм глубины вдавливания. Наличие ока- j
лины, грубых рисок и других дефектов искажает результаты измерений.
Условия применения шкал А, В н С и поправки на показания прибора при-
ведены в табл. 104 и 105.
Для приближенного определения твердости пользуются тарированными
напильниками плоской, квадратной или треугольной формы, предваритель-
но термически обработанными на различную твердость насечки с интерва-
лом 3—5 единиц по Роквеллу. Тарирование напильников проводят по спе-
циальным эталонным плиткам, твердость которых точно определена прибо-
ром. Твердость насечки напильника обозначают на его нерабочей части
(например, HRC 56, HRC 60 и т. п.). При контроле твердости детали подби-
рают такую пару напильников с минимальным интервалом по твердости,
чтобы напильник с меньшей твердостью скользил по поверяемой поверхио-,
сти, а напильник с большей твердостью слегка ее царапал. Следовательно^
твердость исследуемой поверхности будет находиться в интервале твердости
напильников.
102
„„ Приборы для иеразрушающего контроля качества технологической
оснастки после термообработки
Прибор Назначение Принцип действия
Универсальный Обнаружение на поверхности Магнитно-порошковый. Де-
магнитный деталей трещин, волосовин, фект обнаруживается по осе-
дефектоскоп флокенов и других дефектов, расположенных на глубине 2 мм от поверхности Данию порошка (крокуса) в зоне дефекта
Переносный магии 1 пый дефектоскоп Обнаружение поверхностных дефектов в стальных деталях, расположенных на глубине до 2 мм То же
Дустеномер Контроль качества термообра- Измерение магнитной прони-
(магнитный анализатор) ботки концевого инструмента из быстрорежущей стали (сверл, метчиков, концевых фрез, раз- верток и т. п.) цаемости стали
Коэрцнтнмер Контроль качества термической Связь величины коэрцитив-
с приставными и химико-термической обработ- ной силы со структурой ме-
электромагни- тами ки стальных деталей талла. По результатам изме- рения коэрцитивной силы ме- талла определяют качество термической обработки, твер- дость и глубине слоя насы- щения
Диффереипиаль- Контроль структуры и твер- Измерение магнитной прони-
ный магнитный прибор дости деталей после термооб- работки с целью обнаружения недогрева., перегрева и зон по- ниженной твердости в терми- чески обработанных деталях цаемос1И стали
Альфа-фазометр Дефектоскоп: Определение количества альфа- фазы в нержавеюшей стали после термической обработки Измерение магнитной прони- цаемости стали в зависимос- ти от количества магнитной а-сосгавляющей (альфа-фа- зы), входящей в состав нер- жавеющей стали
электр оуаг- Контроль марки стали, струк- Измерение магнитных иэлек-
НИ Г НЫЙ Ин- туры, глубины слоя химико- трических характеристик ста-
Дук ГИВНЫЙ термической обработки и твер- дости ли в поле вихревых токов
люмииес- Выявление поверхностных де- Введение в полость дефектов
центпый фактов на деталях люминесцирующего вещества, светящегося при облучении детали ультрафиолетовыми лучами
ультразвуко- вой импульс- ный Выявление дефектов (раковин, расслоений, трещин и т. п.), расположенных на глубине 1 — 2500 мм от поверхности метал- лических деталей, различных дефектов сварного шва в свар- ных соединениях, а также оп- ределение их координат в раз- личных металлах
103
104. Условия определения твердости на приборе типа «Роквелл»
Твердость испытуе- мой оснастки Вид наконечника На- груз КЗ, кгс Обозна- чение шкалы Обозна- чение твер- дости Допустит мые пре- делы по шкале
До 20 Стальной шарик диаметром 0,159х X 10-6 м (116 дюймов) 100 в HRB 25—100
20—66 Алмазный конус с углом при вер- 150 с HRC 20—66
шипе 120° и г = 0,2 60 А HRA Св. 70
105. Поправки на показания прибора Роквелла при измерении твердости
на цилиндрических поверхностях
Диаметр образца, мм Интсрвал твердости Н RC Величина поправки Диаметр образца, мм Интераал твердости HRC Величина поправки
18 40—45 +1,0 30 35—40 +2,5
16—10 40—45 +2,0 20-10 35—40 +3,0
8 40—45 ч-з,о 8 35—40 +4,0
35 25—30 +2,0 35 18—24 +2,0
30 25—30 +3,5 25—15 18—24 +4,0
20—10 25-30 + 4,0
8 25—30 +5,0 10 18—24 +5,0
35 35-40 -г2,0 8 18—24 +6,0
Контроль сплошности металла с помощью дефектоскопа. Исследуемую
технологическую оснастку намагничивают на специальных установках —
магнитных дефектоскопах. Поверхность ее смачивают суспензией, состоя-
щей из 0,5 кг порошка окиси железа и 1 л трансформаторного масла. В мес-
тах несп.чошности металла осаждаются частицы окиси железа, в результате^
чего рельефно выделяется дефект. После контроля инструмент размагничн»
вают в соленоиде.
При люминесцентном методе контроля поверхностных дефектов немаг-'
нитных металлов элементы контролируемой технологической оснастки по-
гружают в специальную жидкость, содержащую флюороль — вещество,
которое светится под действием ультрафиолетовых лучей. Затем деталь про-
мывают водой, при этом жидкость удаляется только с гладкой поверхности,
а в дефектных местах она остается. После этого на поверхность насыпают
мелкий порошок, обычно силикагель. Порошок впитывает жидкость из поло-
стей и остается по краям дефекта при последующей обдувке поверхности
оснастки. Если такую оснастку осветить в темном помещении ультрафиоле-
товыми лучами, места дефектов будут светиться сине-голубым светом.
Для контроля дефектов применяют также метод импульсной ультразву-
ковой дефектоскопии. Принцип действия ультразвуковых импульсных де?,
фектоскопов состоит в том, что ультразвуковая волна, распространяющаяся
в исследуемом материале, прн встрече с дефектом, служащим границей раз-
дела двух сред, например воздушной полости в стали, отражается от это!
границы. Отраженные волны принимают, усиливают и подают на индикатор
Импульсные дефектоскопы могут работать с одним или с двумя щупами
прикладываемыми к изделию только с одной стороны. По направленност.
ультразвуковых волн можно определить месторасположение и очертани
дефектов. Для точной отметки глубины залегания дефекта в дефектоскопа
применяют глубиномеры. Глубиномеры также служат измерителями толпИ
ны изделий при доступе к их поверхности только с одной стороны.
104
СПОСОБЫ ПРЕДУПРЕЖДЕНИЯ БРАКА, ВОЗНИКАЮЩЕГО
ПРИ ТЕРМООБРАБОТКЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Для предотвращения обезуглероживания инструмента при нагреве под
закалку периодически контролируют обезуглероживающую активность соля-
ных ванн. Для этого используют образцы, изготовленные в виде тонкой лен-
ты толщиной 0,08—0,16 мм из высокоуглеродистой стали У13А или 13Х
(метод фольги). Образцы после нагрева в ванне закаливают в воде. По изме-
нению содержания углерода в них оценивают состояние испытуемой ванны.
В случае необходимости в ванну дополнительно вводят раскислители.
ОБРАБОТКА ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
ПРИ КРИОГЕННЫХ ТЕМПЕРАТУРАХ
ВЛИЯНИЕ ОБРАБОТКИ
НА СТРУКТУРНЫЕ ПРЕВРАЩЕНИЯ СТАЛЕЙ
И ИЗМЕНЕНИЕ ИХ ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ
В структуре закаленной стали имеется некоторое количество сравнитель-
но мягкого остаточного аустенита, что обусловлено ее химическим составом
и режимом термической обработки. В результате этого понижаются твер-
дость и прочность, ухудшаются теплопроводность и магнитные свойства,
изменяются размеры, ухудшается качество поверхности изделия. С целью
ликвидации или уменьшения количества остаточного аустенита наиболее
рационально использовать метод обработки стали при криогенных темпера-
турах.
В процессе такой обработки технологической оснастки обеспечивается
улучшение механических свойств инструментов, в том числе из быстрорежу-
щей стали, их износостойкости и режущих свойств, повышение твердости и из-
носостойкости контрольно-измерительных инструментов, штампов и пресс-
форм, изготовляемых из высокоуглеродистых и легированных конструкци-
онных сталей, увеличение твердости нержавеющих сталей с повышенным
содержанием углерода, применяемых для изготовления специального инстру-
мента, улучшение качества поверхностей, подвергаемых полированию иди
доводке, так как наличие мягких аустенитных участков препятствует полу-
чению однородной поверхности с малой шероховатостью.
При оценке целесообразности назначения обработки технологической
оснастки при криогенных температурах необходимо учитывать такие техно-
логические особенности: повторное охлаждение закаленной стали не улуч-
шает ее свойств, если при этом не достигаются температуры более низкие,
чем при закалке; продолжительность выдержки при низкой температуре не
оказывает влияния на результаты обработки; наибольшие структурные из-
менения под влиянием криогенных температур происходят в сталях с повы-
шенным содержанием остаточного аустенита (высокоуглеродистые и легиро-
ванные стали, в легированных сталях больше остаточного аустенита, чем
в углеродистых); закономерности изменения размеров технологической осна-
стки в результате аустенитно-мартенситиых превращений следует определять
опытным путем для конкретного химического состава стали в зависимости от
режимов предыдущей термообработки и конфигурации деталей; при обработ-
ке технологической оснастки особо сложной формы с неравномерным распре-
делением массы рекомендуется немедленно после закалки применять отпуск
Для снятия закалочных напряжений; нельзя непосредственно после закалки
производить охлаждение ниже 0 °C, так как в этих случаях увеличиваются
Напряжения и опасность образования трещин; обработка при криогенных
температурах приводит к росту объема структурных составляющих при рас-
паде остаточного аустенита. В табл. 106 приведены средние коэффициенты
расширения аустенитно-мартеиситных фаз стали.
105
106. Средние значения коэффициентов
расширения структурных составляющих
стали
Структур- ная состав- ляющая стали Коэффициент линейного расширения а-10в Коэффициент объемного расширения (3- 10е
Аустенит 23,0 70,0
Мартенсит 11,5 35,0
сонон концентрацией по углероду
Распад остаточного аус+еиита и
превращение его в мартенсит проис-
ходит в определенном интервале тем-
ператур (табл. 107). Если закалку
осуществляли при пониженных тем-
пературах, то его превращение пол-
ностью заканчивается при темпера-
туре ниже 0 °C и такое охлаждение
не вызывает дополнительных превра-
щений. Если закалка выполнена прн
повышенных температурах, то в ре-
зультате ее образуется аустенит с вы-
При охлажде-
происходит
и легирующим элементам.
нии стали, закаленной при повышенных температурах, ниже 0 °C
превращение аустенита в мартенсит, протекающее до температуры конца
мартенситного превращения. Влияние 1 % легирующих элементов на темпе-
ратуру конца мартенситного превращения показано ниже:
Элемент
Снижение температуры
конца мартенситного
превращения, °C
Марганец..................................... 45
Никель....................................... 26
Ванадий...................................... 30
Молибден..................................... 25
Хром......................................... 35
Медь.......................................... 7
107. Влияние обработки при криогенной температуре на свойства стали
Сталь Мартенситные точки, °C Количество аустенита, % Прирост твердости HRC после обработки
мн Л1к До обработки после обработки
У7 300—250 —50 3-5 1,0 0,5
У8 250—225 —55 4—8 1—6 1,0
У9 225—210 —55 5—12 3—10 1 — 1,5
У10 210—175 —60 6—18 4—12 1,5—3
У12 175—160 —70 10—20 5—14 3—4
9ХС 210—185 —60 6—17 4—17 1,5—2,5
X 180—145 —90 9—28 4—17 3—6
хвг 155—120 — НО 13—45 2—17 5—10
Охлаждение ниже этой температуры не вызывает дальнейшего превра-
щения аустенита в мартенсит. Чем больше углерода и легирующих элементов
в стали, тем выше температура закалки, тем большее'количество остаточно-
го аустенита получается-в закаленной стали и, следовательно, тем ниже тем-
пература начала Л1И и конца Л4К мартенситного превращения (табл. 107).
На количество остаточного аустенита оказывает влияние скорость охлажде-
ния стали в области температур мартенситного превращения. С уменьшением
этой скорости количество остаточного аустенита увеличивается. В не-
которых марках стали не весь аустенит превращается в мартенсит. Опреде-
ленное количество его стабилизируется, причем тем большее, чем выше тем-
пература закалки и ниже температура мартенситного превращения. Выдерж-
ка закаленной стали при нормальной температуре ведет к стабилизации оста-
точного аустенита. После этого при последующем охлаждении превращение
аустенита начинается не сразу, а после циклического гистерезиса в несколько
десятков градусов. Продолжительность разрыва между временем закалки,
и обработки холодом влияет на стабилизацию аустенита.
Температура, при которой аустенит стабилизируется, зависит от марки
стали.
106
Выше этой температуры, обозначаемой Мс, аустенит ие стабилизируется.
Если Мс лежит ниже 20 °C, то между закалкой и обработкой при криоген-
ных температурах может быть промежуток времени любой длительности.
Если точка М с лежит выше 20 °C, то обработку при криогенных температу-
рах следует проводить сразу после закалки. Стабилизирующее влияние
длительности выдержки после закалки будет тем больше, чем выше лежит
точка Стабилизация размеров технологической оснастки высокой точно-
сгп достигается дополнительной термообработкой — старением, выполняе-
мым после одноразовой обработки при криогенных температурах и предус-
матривающим длительный нагрев до 120—150 °C.
Обработку при криогенных температурах целесообразно применять для
нерегулируемых разверток, расточных блоков, протяжек и прошивок,
гладких и резьбовых калибров (скоб, пробок, колец, шаблонов), концевых
мер длины, установочных мер, рабочих деталей штампов и пресс-форм, на-
правляющих и фиксирующих деталей станочных приспособлений, контроль-
ных и установочных оправок.
ОСОБЕННОСТИ ОБРАБОТКИ
ПРИ КРИОГЕННЫХ ТЕМПЕРАТУРАХ ТЕХНОЛОГИЧЕСКОЙ
ОСНАСТКИ, ИЗГОТОВЛЕННОЙ ИЗ РАЗЛИЧНЫХ СТАЛЕЙ
В углеродистых сталях с содержанием углерода свыше 0,6 % в резуль-
тате обработки криогенными температурами обеспечивается повышение
твердости при любой закалочной температуре (рис. 28). Надо учитывать, что
положение точки Л1К на шкале температур изменяется с изменением темпера-
туры закалки (табл. 108). При закалке от температуры 760 до 800 °C охлаж-
дение углеродистых инструментальных сталей до —30 °C достаточно для мак-
симального превращения остаточного аустенита. Чем ниже температура
Рис. 28. Зависимость твер-
дости закаленной углероди-
стой стали от содержания
углерода и метода термооб-
работки при нагреве:
1 — выше Лс3 и обработке крио-
генными температурами; ' 2-—1
выше 780 — 800-’С; 3 — выше Л<?3.
108. Зависимость температуры точки
Л1К углеродистой инструментальной
стали от температуры закалки
Сталь Температура закалки, °C Температура л;к, «с
У8 780 1000 0 —60
У10 780 1000 0 —90
У12 780 1000 —20 — 100
закалки, а следовательно, чем меньше аустенит насыщен углеродом, тем
меньше должен быть разрыв во времени между закалкой и криогенной обра-
богкой., Температура мартенситного превращения углеродистой инструмен-
тальной стали некоторых основных марок приведена в табл. 109.
С повышением температуры закалки быстрорежущей стали количество
остаточного аустенита в ней при нормальной температуре возрастает, стабили-
зируемость его ирн этом уменьшается. Поэтому криогенную обработку та-
кой стали следует проводить при более низкой температуре. Сталь, закален-
ная при пониженных температурах нагрева, претерпевает более полное мар-
оебНС7Н°е „пРевРащение- Время между операциями закалки и криогенной
работкой для такой стали необходимо сократить. Если в процессе охлаж-
ния до 100 С делать остановки, то количество аустенита увеличится. За-
107
109. Температура мартенситного превращения и эффективность охлаждения^
ниже 0 °C углеродистых инструментальных сталей
Сталь Границы превращения, °C Количество остаточного аустенита после охлажде- ния, % Прирост твер- j дости HRC '» после охлаждении до мк
мн А'к до 20 0 С до Мн
У7 300—255 —55 До 5 До 1 До 0,5
У8 255—230 —55 3—5 1-5 До 1
У9 230—210 —55 5—12 3—10 1—1,5
У10 210—175 -60 6-18 4—12 1,5—3
У12 175-160 —70 10—23 5—14 3—4
висимость количества остаточного аустенита в сталях от продолжительности
перерыва при охлаждении показана ниже:
Продолжительность перерыва Полнота превращения
при охлаждении, ч аустенита, %
0,1....................................... 88
1,0....................................... 63
10,0...................................... 35
Для быстрорежущих сталей преимущества обработки криогенными
температурами сохраняются после отпуска при температурах до 580 ?С.'
Если отпуск производится при более высоких температурах, преимущество
охлаждения ниже нуля исчезает. Для снижения количества остаточногб
аустенита наиболее эффективна термообработка, включающая в себя отпуск
(при 580°С для стали типа Р18Ф2К8Мили 560 “С для стали типа Р6М5Ф2К8;
либо Р6М5ФЗ) после закалки, криогенную обработку при —70--------------100 °C*
(для указанных типов сталей) и двукратный отпуск при 560—580 °C. Поел»
такой обработки количество остаточного аустенита приближается в стали,
типа Р18Ф2К8М к 1,9 %, в стали типа Р6М5Ф2К8 — до 0,52 %, твердость
стали HRC 65—66. Быстрорежущие стали, обработанные при криогенных
температурах и затем отпущенные, приобретают более равномерную твер-
дость, чем стали, охлажденные только в масле и отпущенные три раза при
560 °C. Для резцов из быстрорежущей стали, обрабатываемой криогенными
температурами, рекомендуется двукратный отпуск прн 540 °C с выдержкой
не менее 1 ч. Средняя стойкость инструментов, охлажденных ниже 0 °C, на
40 — 50 % превышает стойкость инструментов, не подвергающихся криоген-
ной обработке. Температура мартенситного превращения легированной ин-
струментальной стали некоторых основных марок приведена в табл. 110.
ПО. Температура мартенситного превращения и эффективность охлаждения
ниже 0 °C легированных сталей
Сталь Границы превращения, °C Количество остаточного аустенита после охлажде- ния, % Прирост твердости Н RC после охлаждения до Мк
мн ЛГк 20 СС До AfK
7Х 280—230 —55 3—10 1-8 До 1
7X9 240—185 -60 4—17 2—12 1—2,5
9Х 220—180 —70 5-18 4—13 1—2,5
X 175—145 —90 10—28 5—14 3—6
9ХС 210—185 —60 6—27 4-12 1,5—2,5
ХВГ 155—120 — 110 13—45 2—17 До 10
ХГ 120—100 — 120 22—60 До 20 До 15
20X3 140—120 — 100 17—40 « 15 До Ю
13Н2А 160—140 —95 12—30 3-14 4—7
13Н5А 160—149 —95 12—30 3—14 4—7
12Н5А 120—100 — 120 22—60 До 20 До 15
18Х2Н4ВА 130—120 — 1 10 20-45 До 15 До 10 .
108
Охлаждение при криогенных температурах закаленных конструкцион-
ных сталей нецелесообразно, так как температура конца мартенситного пре-
вращения таких сталей выше 20 °C. Этот вид обработки применяют для кон-
струкционных сталей, предварительно цементованных, азотированных или
планированных. Высокое содержание углерода в цементированном слое спо-
собствует сохранению в нем остаточного аустенита (особенно в сталях, со-
держащих такие легирующие элементы, как хром, никель и вольфрам).
Твердость и износоустойчивость цементированных изделий прн обработке
криогенными температурами повышаются. Режим криогенной обработки ста-
лей с насыщенным поверхностным слоем аналогичен назначенному для угле-
родиешх или легированных инструментальных сталей с количеством угле-
рода и легирующих примесей, равным количеству, содержащемуся в поверх-
н ос1 ном слое.
рекомендации по выбору режимов
ТЕРМО ОБРАБОТКИ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
€ ПРИМЕНЕНИЕМ КРИОГЕННЫХ ТЕМПЕРАТУР
Внедрение в производство процессов криогенного охлаждения инстру-
ментальных сталей связано с изменением последовательности операций
термической обработки, возможным изменением режимов операций термо-
обработки — цементации или закалки и отпуска, минимально допустимого
промежутка времени между окончанием операции закалки и началом охлаж-
дения ниже нуля, т. е, продолжительности вылеживания при нормальной
температур:
ч - быстрорежущих; б — шарикоподшипниковых; в — легированных цементированных:
е — иве |рументальиых; 1 — предварительный нагрев; 2 — закалка в масле; 3 — интервал
температуры закалки: Г—криогенная обработка; 5 — интервал температуры отпуска;
6 — охлаждение
температуре, наиболее оптимальной температуры охлаждения, скорости ох-
лажде тля и продолжительности выдержки при криогенных температурах,
экономия юсти (с учетом окупаемости затрат, связанных с усложнением тех-
нологи:;).
Для детален особо сложной формы с неравномерным распределением мас-
сы и резкими переходами по сечению, особенно для деталей, изготовленных
из высоколегированных сталей, характеризуемых сквозным прокаливанием,
немедленно после закалки выполняют отпуск с целью снятия закалочных
напряжений. Если охлаждать такие детали ниже 0 °C, то увеличивается
опасность образования трещин. Поэтому их подвергают обычному отпуску,
затем охлаждают ниже 0 °C и, наконец, подвергают вторичному отпуску прк
несколько пониженной температуре. Такая последовательность технологи-
ческого процесса предотвращает опасность возникновения кольцевых трещин
в массивных инструментах из быстрорежущей стали, сваренной встык с угле-
родистой или низколегированной.
109
При изготовлении технологической оснастки высокой точности (измерн- '4
тельных инструментов, деталей прецизионных приборов и т. п.) требуется 'i
обеспечить максимальную стабилизацию размеров. В этих случаях иеобхо- 7
димо устранить остаточный аустенит, сохранившийся в стали в небольших
количествах после одноразовой обработки прн криогенных температурах •
(рис. 29). Это достигается дополнительной обработкой — старением изде-
лий, предусматривающим длительный нагрев до 120—150 °C.
РЕКОМЕНДАЦИИ
ПО ИСПОЛЬЗОВАНИЮ КРИОГЕННЫХ ТЕМПЕРАТУР |
ДЛЯ ВОССТАНОВЛЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Фазовые превращения в стали в зависимости от содержания в ней угле- •
рода (% С) вызывают следующие изменения объема (%) г;ри переходе: сферо- з
идизированного перлита в аустенит — 4,64 + 2,21 X % С; аустенита в мар-
тенсит — 4,64 — 0,53 X % С; сфероидизированного перлита в мартенсит__
1,68 X % С; аустенита в нижний бейнит — 4,64 — 1,43 X % С; сфероиди-
зировавного перлита в нижний бейнит — 0,78 X % С; аустенита в верхний г
бейнит — 4,64—2,21 X % С.
Восстановление технологической оснастки, в том числе инструмента,
с применением криогенных температур основано па явлении роста объема
111. Зависимость удельного объема
аустенита и мартенсита от количества
углерода в стали
Количество углерода в стали, % Удельный объем при 20 °C см3/г,
лугт-шиа | ма ртенсита
0,2 0,12270 0,1276|
0,4 0,12313 0,12812
0,6 0,12356 0,12863
0,8 1,12399 0,12915
1,0 0,12442 0,12965
1,4 0,12523 0,13061
структурных составляющих при рас- л
паде остаточного аустенита в охлаж- .:
денных инструментальных сталях ?
(табл. 111). Процесс восстановлениях
технологической оснастки с примене- &
нием криогенных температур состоит *
из следующих операций: очистка, i
обезжиривание и сушка, производи- ;
мые с помощью технических салфе-
ток и смывочных жидкостей; комплек- ;
тование технологической оснастки
в партии с учетом температуры обра-
ботки п времени выдержки; криоген-
ная обработка каждой партии в от-
дельности (время выдержки отсчиты-
вается с момента прекращения кипе- 'j
ния азота, а при использовании хо-
лодильной установки — с момента Достижения требуемой отрицательной
температуры в морозильной камере); оттаивание без использования источ-
ников тепла, просушка после прекращения процесса охлаждения (после
полного исчезновения снежного налета через 0,5—2 ч); контроль размеров
технологической оснастки; доведение полученных размеров до исполнитель-
ных (выполняют по технологии, принятой для изготовления новой технологи-
ческой оснастки) путем тонкого шлифования, притирки, хонингования и т. п.
ПРИМЕНЕНИЕ МЕТОДОВ КРИОГЕННОЙ ОБРАБОТКИ
ДЛЯ СТАБИЛИЗАЦИИ ФОРМЫ И РАЗМЕРОВ
ДЕТАЛЕЙ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
В результате продолжающихся фазовых превращений в стали и перерас-
пределения остаточных напряжений могут произойти изменения размеров
и форм деталей технологической оснастки во время их эксплуатации или >
хранения на складе. Эти процессы, протекающие медленно при нормальной
температуре, могут интенсифицироваться под влиянием естественной тепло-
ты рук рабочего (для измерительного инструмента), сезонных колебаний'
внешней температуры, нагрева инструмента в процессе работы, в том числе:
при срезании стружки, либо в результате действия сил трения в подвижны»
соединениях и т. п.
110
Обычно для стабилизации размеров и форм точных деталей, изготовлен-
ных из закаленной стали, их подвергают отпуску (тепловому старению).
Степень стабилизации повышается при дополнительном превращении оста-
точного аустенита, однако очень часто для этого требуется отпуск при столь
высокой температуре, что деталь теряет твердость, необходимую ей по усло-
виям работы. При обработке стальных деталей криогенными методами, как
правило, их размеры надежно стабилизируются, что имеет особое значение
для стальных закаленных точных деталей технологической оснастки, ста-
бильность форм и размеров в которых должна быть обеспечена во всей про-
должительности хранения и эксплуатации (калибров, мерительных эталонов,
точного режущего инструмента, рабочих деталей штампов, пресс-форм
и т. п.). Чем больше остаточного аустенита в структуре стали, тем эффектив-
нее в этом отношении криогенная обработка.
Эффективность стабилизации размеров деталей возрастает при сочета-
нии тепловых (отпуск, старение) и криогенных методов обработки. На осно-
вании этого в зависимости от требований, предъявляемых к деталям, кото-
рые должны сохранить точность размеров, можно рекомендовать следующие
варианты технологических процессов: закалка, криогенная обработка, про-
должительный отпуск, включающий тепловое старение (для деталей повышен-
ной точности, измерительных инструментов и т. и.); закалка и чередующиеся
охлаждение ниже О °C и отпуск (или старение) по схеме: охлаждение — от-
пуск — охлаждение — отпуск (или старение для деталей особо высокой точ-
ности, где необходимо постоянство конфигурации и размеров). Для размер-
ной стабилизации закаленных стальных деталей необходимо обеспечить бо-
лее полное превращение остаточного аустенита, чем это требуется в целях
создания максимально высокой твердости.
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ КРИОГЕННЫХ ТЕМПЕРАТУР
Для измерения криогенных температур в холодильных камерах приме-
няют спиртовые термометры, дистанционные измерители, унифицированные
электрические термометры, электронные автоматические уравновешенные
мосты и пр.
При отсутствии специальных средств
измерения для этих целей можно исполь-
зовать прибор, изготовленный по простей-
шим схемам (рис. 30). Для настройки при-
бора рабочий спай помещают в холодиль-
ную камеру, а свободный спай выводят
в атмосферу. Термометром- замеряют тем-
пературу окружающего воздуха и устанав-
ливают стрелку потенциометра со специаль-
но проградуированной шкалой на замерен-
Рис. 30. Простейшие схемы прибора сопро-
тивления для замера криогенных темпера-
тур до—150 °C:
/ — рабочий спай хромель—копель; 2 — свободный
спай; 3 — сопротивление в 420 Ом; 4 — тумблер;
5 — потенциометр; 6 — термос; 7 — термометр
ную температуру, после чего прибор готов к работе. Второй вариант схемы
прибора отличается тем, что свободный спай помещен в колбу, установленную
в термосе, наполненном льдом. Стрелку потенциометра устанавливают на 0 °C.
Для повышения точности показаний потенциометра необходимо следить по
спиртовому термометру за тем, чтобы температура свободного спая была
постоянно равна 0 °C.
Ш
ИСТОЧНИКИ ПОЛУЧЕНИЯ КРИОГЕННЫХ ТЕМПЕРАТУР
ДЛЯ ОБРАБОТКИ ИНСТРУМЕНТАЛЬНЫХ МАТЕРИАЛОВ
В качестве источников температур до —70 °C при обработке технологи-
ческой оснастки используют аммиачные и фреоновые установки, а криоген-
ных температур до (—135 °C) — воздушно-холодильные установки. Могут
также использоваться холодильные камеры и с другими источниками холода
(рис. 31). Хладоносителями обычно служат твердый углекислый газ (сухой
лед), жидкий азот, жидкие кислород и воздух (смесь жидкого азота и жидко-
го кислорода) и др. Характеристика хладоносителей приведена в табл. 112,
температура кипения хладагентов при атмосферном давлении указана ниже:
Хладагент Температура
кипения, °C
Аммиак........................................ —33,5
Углекислота . ............................... —78,5
Хлористый метил .... *........................ —23,7
Азот............................................... —195,8
Смесь твердой углекислоты с
хлористым метилом............................. —82
хлороформом................................. —77
этиловым эфиром............................. —77
треххлористым фосфором...................... —76
этиловым спиртом............................ —72
хлористым этилом............................ —60
ацетоном.................................... —78
Фреон ..............•......................... —29,4
Этилен........................................ —105,2
Метан ........................................ —161,5
Кислород....................................... —183
Рис. 31. Холодильная камера для
охлаждения деталей в жидкой
ванне:
/—сварной бак; 2 — контейнер; 3 —
теплоизоляция; 4 — сетка с деталями;
5 — крышка; 6 — испарительная трубка
112. Характеристика хладагентов
Рис. 32. Передвижная холодильная ка-
мера с использованием сжиженного угле-
кислого газа:
/ — камера; 2—рабочая ванна; 3 — крышка;
/ — сетчатая крышка; 5 — шланг; 6 — редуЖ*
тор; 7 — баллон; 8 — тележка
Хладагент Агрегатное состояние Температура иижняя при нормальном давлении, °C Скрытая теплота испарения при темпера-' туре кипения н нормаль^ ном давлении, кДж/кг-;
Углекислый газ (СОа) Твердое —78,5* 137,2** У
Кислород (Ог) Жидкое — 182,8 si а
Азот (Na) — 195,8 47,2 6)
* Температура сублимации сухого льда при нормальном давлении.
•* Скрытая теплота сублимации, кДж/кг.
112
При отсутствии готового сухого льда его можно получить в результате
поосселирования из баллона сжиженного углекислого газа (рис. 32) через
небольшое (диаметром 1,5—3 мм) отверстие сопла.
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
ЖИДКОСТНОЕ НИЗКОТЕМПЕРАТУРНОЕ ЦИАНИРОВАНИЕ
Низкотемпературному цианированию подвергают технологическую осна-
стку, в том числе инструмент, изготовленный из быстрорежущей стали
марок Р18, Р9, Р9Ф5, Р9К5, Р6МЗ, высокохромистой (легированной) стали
марок Х12, Х12Ф, Х12Ф1, X 12М, X12ФТ и другой стали, прошедшей окон-
чательную механическую обработку. При низкотемпературном жидкостном
г
Рис. 33. Приспособления для закрепления и переноса деталей
при химико-термической обработке:
а — приспособление для установки технологической оснастки стерж-
невой формы с упором в. нижнюю плиту; б — плита с отверстиями для
подвешивания стержневых-деталей и инструмента; в — подвеска для
цианирования дисковых фрез с защитбй внутреннего отверстия; г —
сетчатая корзина для обработки мелких деталей в_трехэлектродной
печи-ваине
цианировании происходит одновременное насыщение поверхностного слоя
азотом и углеродом при температуре 540—560 °C. Цианирование проводят
в соляных печах-ваинах с наружным электрообогревом или в электродных
печах-ваннах. Состав ванн приведен в табл. 113. Для закрепления деталей
в процессе цианирования и при переносе их для закалки, промывки и других
операций применяют приспособление (рис. 33), обеспечивающее минималь-
ное коробление детали, максимальную производительность ванны, свобод-
ный доступ соли к цианируемой поверхности, наиболее полное стекание со-
леи при извлечении деталей из ванн, закрепление детали на нужном уровне
над ванной при неполном их цианировании. Продолжительность выдержки
при цианировании устанавливают в зависимости от вида (формы ) и размеров
& 7.517 ЦД
113. Состав ваин для низкотемпературного цианирования
Услов- ный номер состава Содержание солей, % по массе
NaCN KCN K.Fe[CNJ. Na,CO3 NaCl KON СаС12
1 50 50
2 96—98 — — 4-2 —
3 60 — — 40 — —
4 50 — — 32 18
5 30 — — 45 25 —
6 — .— 90 — 10
7 — — 75 — 25
8 — — 3 — 65 — 32
-------
Темпера- ‘
тура
плавле-
ния, °C
490
550
420
515
535
500
490
520
114. Рекомендуемая продолжительность низкотемпературного цианирования
инструмента из быстрорежущей стали
Инструмент Диаметр или толщина, мм N — Время выдержки МНИ
Сверла, зенкеры, развертки От 3 до 5 » 20 » 80 Св. 30 6 15 От 1 до 23
Метчики От 5 до 8 » 12 » 20 Св. 30 5 10 От 14 до 18
Протяжки От 5 до 10 » 20 » 30 Св. 30 8 16 От 20 до 25
Фрезы: резьбонарезные с зубьями: ' шлифованными От 25 до 50 Св. 50 12 15
нешлифованными От 25 до 50 Св. 50 15 От 18 до 20
червячные и шлицевые с зубьями: шлифованными От 50 до 75 Св. 75 16 От 20 до 35 j
нешлифова иными От 50 до 75 Св. 75 30 • От 40 до 50 J
цилиндрические, фасонные, торцевые со шлифованными зубьями До 50 Св. 75 » 10 » 15 ’I s 25 » 30 -
Дисковые фрезы От 1 до 5 » 5 » 15 Св. 15 От 6 до 8 J » 12 » 15 4 > 18 > 23' |
Фасонные и тангенциальные резцы — » 12 » 30'1
114
инструмента (табл. 114). Перед цианированием технологическую оснастку
подвергают обязательному внешнему осмотру. Не допускается наличие за-
усенцев, забоин и других дефектов поверхности.
у Для удаления остатков смазки инструменты промывают и тщательно
просушивают, так как попадание воды в ванну вызывает опасный выброс
солей.
Перед цианированием рекомендуется подогревать цианируемую техно-
логическую оснастку до 300—400 °C, в результате чего уменьшается короб-
ление, что особенно важно при цианировании инструментов больших разме-
ров и сложной формы. Кроме того, теплота ванны не расходуется на полный
нагрев детали, а следовательно, сокращается время, необходимое для прове-
дения процесса, и увеличивается производительность вани. Если инструмен-
ты перед цианированием подогревают, то указанная в табл. 114 выдержка
может быть сокращена в среднем иа 25 %.
Поскольку инструмент подвергают цианированию после окончательной
обработки, включая заточку и шлифование, необходимо не только тщательно
вести технологический процесс, но и осторожно
обращаться с инструментом, чтобы не повредить
режущие кромки. Для деталей из быстрорежущих
сталей температура цианирования 510—550 °C,
для деталей из высокохромистой стали типа Х12—
510—520 °C. Повышение температуры приводит
Рис. 34. Зависимость глубины цианирова иного слоя
насыщения б от продолжительности цианирования
х при 940 (1) и 860 (2) °C
к снижению твердости и термостойкости закаленной и отпущенной стали.
После того как ванна для цианирования будет окончательно подготовлена
к работе (очищена от осадков и пены, доведена до требуемой концентрации
солей и рабочей температуры), в иее загружают технологическую оснастку,
подготовленную для цианирования. Так как верхний слой солей имеет не-
сколько пониженную температуру, то загружать инструменты нужно так,
чтобы участки, подлежащие цианированию, были на 15—20 мм ниже уровня
жидкости в вание.
Размер партии заготовок выбирают так, чтобы при ее загрузке темпера-
тура ванны не снижалась более чем на 50—80 °C. По истечении времени вы-
держки, предусмотренного технологическим процессом, инструмент извле-
кают из ванны и выдерживают над ней некоторое время, чтобы остатки со-
лей стекли в ванну. Охлаждение инструмента до 60—80 °C следует произ-
водить под колпаком ванны или в вытяжном шкафу для предотвращения по-
падания в цех испарений остатков солей. Стержневой инструмент рекомен-
дуется охлаждать в вертикальном положении, остальной — на подставках
и в стеллажах, расположив его таким образом, чтобы исключалось возмож-
ное коробление. После охлаждения необходимо обезвредить остатки солей,
сохранившихся иа поверхности инструмента. Для этого при низкотемпера-
турном цианировании применяют соли щелочных металлов, хорошо раство-
римые в воде.
После охлаждения инструменты вместе с приспособлением погружают
в бак с водой, нагретой до 80—90 °C. В нем остатки соли растворяются, после
чего инструменты переносят в другой бак, заполненный 7—10 %-ным раство-
ром железного купороса, нагретого до 60—80 °C, где происходит обезврежи-
вание остатков солей. После выдержки в течение 5—10 мии инструменты
промывают в проточной воде. Затем их просушивают на воздухе или в сушиль-
ном шкафу и смазывают для предохранения от коррозии. На рис. 34 показа-
на зависимость глубины слоя насыщения от продолжительности цианирова-
ния в ваине с 20 % NaCN, 20 % NaCl, 60 % ВаС12.
Твердость цианированной технологической оснастки должна быть не
ллл!’ глУбина цианированного слоя для метчиков и резьбонарезных
0,001—0,015, для сверл, протяжек и разверток — 0,015—0,02, для
5*
115
червячных затылованных фрез — 0,02—0,03 мм. Цианированию нельзя по®
вергать сверла, развертки, зенкеры диаметром менее 3 мм и метчики диамет-
ром менее 5,0 мм, так как при этом повышается хрупкость их режущих1
граней. :
НИЗКОТЕМПЕРАТУРНАЯ НИТРОЦЕМЕНТАЦИЯ
Низкотемпературной нитроцементации подвергают технологическую ।
оснастку, изготовленную из быстрорежущей стали всех марок. При нитро- •
цементации происходит одновременное насыщение поверхностного слоя азо- '
том и углеродом, образующимися в результате разложения жидкого циани- S
затора — триэтаноламина (С5Н6О)3 N, жидкого или газообразного карбю-
ризатора и аммиака, при их одновременной подаче в печь. В качестве жидких *
карбюризаторов применяют керосин, легкое индустриальное масло; пиро
бензол, в качестве газообразных — природный газ и газ, используемый для '
бытовых иужд. Нитроцементацию технологической оснастки производят
Рнс. 35. Зависимость i
температуры процесса:
а — триэтаноламин; б — пиробензол и аммиак; в — индустриальное мас-
ло и аммиак
глубины нитроцементированного слоя от
в шахтных муфельных электропечах или в камерных электропечах после Mt
хаинческой и термической обработки. Инструмент ие должен иметь прижс
гов, заусенцев и других дефектов иа поверхности режущих кромок. Твер-
дость инструментов перед нитроцементацией должна быть не менее HRC 61Ц
Подготовка инструментов к нитроцементации заключается в очистке и обез-
жиривании поверхности. С этой целью инструменты тщательно протираю^
и промывают в бензине или 5 %-ном растворе каустической соды (едкопс
. натра), нагретом до 80—90 °C в течение 10—15 мин. После промывки их и ас"
хо протирают и устанавливают в приспособлении или укладывают в ко
зниы с соблюдением зазоров, необходимых для свободной циркуляция г
зов. Приспособления с нитроцементируемым инструментом загружают в пе1
после, того как в ней будет достигнута рабочая температура, равная темп
ратуре предшествовавшего отпуска (для инструментов нз быстрорежущ
стали — 550—560 °C, для инструментов нз высокохромистых сталей ТИ1
Х12 н Х12Ф1 — 510—520 °C). Подачу карбюризатора производят при закр!
той крышке печи. В период прогрева печн до рабочей температуры в н<
вводят примерно 30—40 % объема карбюризатора. Остальное количесп
карбюризатора (60—70 %) расходуют равномерно в течение всего период
выдержки деталей в печн. Глубина слоя нитроцементации составляет 0,02—
0,05 мм. На рнс. 35 показана зависимость глубины нитроцементированной
слоя от температуры процесса. Продолжительность выдержки устанавливаю^
в зависимости от вида и размеров поперечного сечеиня инструмента!
В табл. 115 указана продолжительность выдержки с момента достижеии|Г
рабочей температуры 550—560 °C при нитроцементации деталей нз быстра
режущей стали. По окончании выдержки прекращается подача аммиак
а затем и карбюризатора. Печь выключают и после того, как погаснет фак
отходящих газов, крышку открывают и выгружают инструменты из муфел
Режим низкотемпературной нитроцементации приведен в табл. 11
а высокотемпературной — в табл. 117. Средняя скорость нитроцементаШ
116
115. Продолжительность нитроцементации инструментов из быстрорежущей
стали
Инструмент Диаметр или толщина» мм Выдержка, ч
Сверла, зенкеры, развертки Метчики Фрезы: резьбовые с зубьями: шлифованными нешлифованными червячные и шлицевые с зубьями: шлифованными нешлифованными цилиндрические, фасонные и торцевые Резцы: дисковые круглые тангенциальные До 15 15—25 25—50 До 15 15—25 25—50 25—50 Св. 50 25—50 Св. 50 50—75 Св. 75 50—75 Св. 75 До 50 50—75 Св. 75 До 10 Св. 10 До 5 5—15 10 25 1,0—1,5 1,5—2,0 2,0—3,0 0,5—1,0 1,0—1,5 1,5—2,0 1,0-1,5 1,5—2,0 1,5—2,0 2,0—2,5 1,0—1,5 1,5—2,0 1,5—2,0 2,0—2,5 1,0—1,5 1,5—2,0 2,0—2,5 1,0-1,5 1,5—2,0 1,0—1,5 1,5-2,0 1,5 2,0
116. Режим низкотемпературной нитроцементации
Насыщающая среда Температура, °C Продолжи» тельность процесса, ч
Эндогаз (40 % Н2, 20 % СО, 40 % Na) + 25 % аммиака Экзо-эндогаз (20 % Н2, 20 % СО, 60 % N2) + 50 % аммиака 570 0,5—3
во о°Газ (90 % ^2’ '0 % СО2) + 50 % аммиака 60 % продуктов пиролиза керосина, спирта или синтина +50 % аммиака 570 1—6
ппеп Примечания: 1. При применении эндогаза ниже 700 °C возможен взрыв. Для
ется ТВ₽аи,еиНм взРыва рекомендуется следующая технология: у передней дверцы созда-
и амм'!1Ламеиный затв°Р. печь нагревают до 800 °C, подают при этой температуре эндогаз
» к’ Аалее снижают температуру До 620 °C* печь постоянно продувают газом* затру-
жают детали и выполняют процесс при 570 °C.
пото.4’ осле окончания процесса ускоренное охлаждение в светлокалящем масле или
тюке аащитного газа.
117
117. Режим высокотемпературной нитроцементации стали
Насыщающая среда Темпера- тура, °C Глубина слоя, мм Примечание
Эндогаз (20 % СО, 40 % Н2, 40 % N2) + + 3 — 5 % природного газа +3,5 % аммиака * 860 0,25—1,0 Процесс осуществляется в без- муфельиых методических печах. Углеродистый потенциал регу- лируется по точке росы или содержанию СО2. Приборы для регулирования потенциала азо- та не разработаны
Малов одородный экзо- эндогаз (20 % СО, 20 % Н4, 60 % N2) + + 0,5 — 0,8 % природ- ного газа +2 — 4 % аммиака 860 0,5—0,8 То же. Применение маловодо- родной эндотермической атмо- сферы менее пожароопасно, а также устраняет возможность возникновения водородной хруп- кости
Маловодородный эндогаз + 1,5% природного газа +4—6% аммиака 820—860 0,2—0,5 —
Природный газ + +20 — 25 % аммиака 860 0,6-0,9 Процесс ведется в вертикаль- ных печах типа Ц
Триэтаноламин + + 10% воды 860—980 02—1,0 0,8-1,5 Процесс осуществляется в вер- тикальных и ретортых шнеко- вых печах. Дозированную по- дачу триэтаноламина в печь осуществляют с ПОМОЩЬЮ топ- ливного насоса
Синтин, керосин, спирт и т. п. +5 — 50 % ам- миака от общего объема** 860—930 0,4—1,5 Процесс ведется в вертикаль- ных печах
* Из-за отсутствия приборов автоматического регулирования азота подача аммиака
в атмосферу печи должна строго регулироваться.
** Рекомендуется подавать в печь азот для лучшей циркуляции газа в рабочем
объеме печи. В печь Ц-60 рекомендуется вводить 43—49 % керосина (0,5 л/мин), 14—17 %
аммиака (2,0 см2/мин) и 34—43 % технического азота (150 см3/мин).
118. Средняя скорость нитроцементации (мм/ч) при различных температура»
процесса !•
Глубина слоя, мм Температура процесса, °C
860 930 950 \
До 0,5 0,20 0,40 0,50
0,5—1,0 0,15 0,30 0,40 J
1,0—1,5 0,12 0,20 0,30 j
118
пои различных температурах процесса указана в табл. 118. Состав карбю-
ризатора и атмосферы печн при нитроцементации даны в табл. 119.
Л9 Состав карбюризатора и атмосферы печи при нитроцементации
Состав
карбюризатора*, %
Состав атмосферы печи, %
СО СН„ NH, Н2 СО,
4,4 550
4,4 560
3,6 560
60
70
0,3
о,2
0,5
• В числителе — для печи Ц-25, в знаменателе — для печи Ц-75.
»* Остальное азот.
Низкотемпературная нитроцементация повышает твердость на поверх-
ности изделий, сопротивление износу и задиру, обеспечивает хорошую при-
рабатываемость и высокую износостойкость. При низкотемпературной нитро-
цементации инструментов из быстрорежущих сталей за СО—240 мин проис-
ходит образование диффузионного слоя глубиной 0,03—0,08 мм с содержа-
нием углерода 0,96—1,02 % и азота 0,15—0,30%. Слой имеет высокую
твердость (77V25917—9 78 кг/см2) и износостойкость.
Для изготовления специального инструмента из стали марки Р6М5,
подвергающегося нитроцементации, рациональна следующая технология.
Фильеры, центры для шлифования, матрицы и пуансоны для вырубки
листовых заготовок после механической обработки с припуском до 0,15 мм
на сторону подвергают карбидизации по режиму: загрузка в печь Ц-25, разо-
гретую до 940 °C, подача карбюризатора (80 кап/мин в первые 30 мин и 100—
110 кап/мин во время выдержки в течение 6—10 ч); охлаждение садки в мас-
ле, загрузка на отпуск при температуре деталей 120—140 °C, отпуск прн
200—22(Г°С в течение 6 ч, охлаждение иа воздухе; заточка, измерение твер-
дости по Виккерсу (И И8о/зо950 — 980); шлифование, доводка, проме-
жуточный отпуск при температуре 180 °C 6ч.
Дисковые резцы, матрицы для холодной высадки, развертки карбиди-
зируют по аналогичному режиму, охлаждают на воздухе, проводят высокий
отпуск при 700 °C в течение 4 ч. Затем проводят закалку с подогревом до
840 °C 20 мин в соляных, ваннах и нагревом до 1120—1140 °C (8—10 мин)
в соли, охлаждение — в масле. После трехкратного отпуска при темпера-
туре 520 °C в течение 2 ч измеряют твердость HVM (960—1070 кг/см2) и про-
водят заточку с промежутками с отпуском при 500 °C в течение 2 ч.
Газовая карбидизация в продуктах пиролиза триэтаноламина с активи-
зирующими добавками для повышения твердости специального инструмента
нз стали марки Р6М5 экономична, позволяет повысить износостойкость
фильер, матриц, пуансонов по сравнению с аналогичной оснасткой из стали
марки Х12М в два — четыре раза или до уровня твердосплавных из сплавов
марок ВК10, ВК20.
Для инструментов, прошедших нитроцементацию, применяют следующие
виды контроля: наружный осмотр с целью выявления видимых следов окис-
ления,..бурого налета, закоксовывания, а также забоин, сколов и пр.; выбо-
рочный контроль твердости с помощью приборов Виккерса либо Супер-
оквелла и проверка хрупкости слоя с помощью прибора Роквелла (про-
рка ведется по образцам-свидетелям, изготовленным из той же стали, что
119
и инструменты, и прошедшим термическую обработку и нитроцементацц||
вместе с инструментами); контроль состава газов в печи путем химической
анализа проб отходящих газов; контроль расхода газа с помощью реомет
ров; контроль расхода жидких карбюризаторов, а также триэтаноламин)
путем измерения мензуркой подачи в единицу времени.
Нитроцементация в твердых смесях применяется преимущественно для по
чая смесь: 60—80 % древесного угля и 20—40 % желтой кровяной
соли либо 20—40 % животного угля, 40—60 % древесного угля и 20—25 %
желтой кровяной соли. Составляющие смеси дробят, просеивают и тщатель-
но перемешивают. Поперечный размер кусочков угля не должен превышать
1—3 мм. Смесь просушивают при температуре 100—120 °C. Предварительно
вышения работоспособности инструментов из
быстрорежущих сталей. Рабо- ~
очищенные детали упаковывают в металлические ящики, пересыпая их сме-
сью. Ящики устанавливают в печь и выдерживают при температуре 550____
560 °C в течение 2—3 ч. Затем ящики выгружают из печи, охлаждают до
200—100 °C и распаковывают. Охлаждение ящиков до комнатной темпера-
туры приводит к слипанию смеси, что затрудняет распаковку и очистку. При
указанной продолжительности выдержки глубина нитроцементированного
слоя достигает 0,015—0,055 мм.
Нитроцементация пастами. Состав пасты: 16,7 % желтой кровяной соли,'
21,5 % карбюризатора, 4,2 % углекислого натрия, 3,8 % карборунда,0,9 %;
цемента и 52,9 % жидкого стекла. Паста в сметанообразном состоянии на*’
носится на обрабатываемую деталь, предварительно подогретую до 300 °Cj
Карборунд и цемент способствуют быстрому затвердению пасты на воздухе,’
препятствуют стеканию солей при нагреве детали до температуры обработ-’
ки. Поверх слоя пасты наносят смесь из 60 % кварца и 40 % жидкого стеклу
и погружают в 30 %-ный водный раствор аммиака. При последующем нагреб
ве ТВЧ смесь превращается в керамическую оболочку. Для нитроцемеита^
ции нагрев производится ТВЧ до температуры 1200 °C. За 2 мин глубин^
слоя достигает примерно 1 мм.
ЦЕМЕНТАЦИЯ
Цементация в твердом карбюризаторе
Цементации в твердом карбюризатореЗподвергают стальную технологи*
ческую оснастку для повышения твердости, теплостойкости и износостойко*;
сти, достигаемых при последующей закалке. Цементацию деталей малой
и средней длины проводят в камерных печах, большой длины — в шахтныж
печах. Оснастку укладывают в цементационные ящики с карбюризатором^'
При выборе формы ящиков стремятся сократить неиспользуемый объем, ио:
так, чтобы обеспечивался равномерный подогрев за минимальное время. Сен
ставы карбюризаторов приведены в табл. 120. Оснастку укладывают следую*
щим образом: на дно ящика насыпают слой карбюризатора толщиной 30-
40 мм, на него помещают оснастку, затем снова насыпают слой карбюризато}
и так далее до верха ящика. Последним сверху должен быть слс
карбюризатора (между деталями и крышкой) толщиной 20—30 м
(рис. 36). Детали должны занимать 10—15 %, а карбюризатор — 85—90*
объема ящика. При укладке деталей необходимо следить, чтобы они не кас.
лись друг друга и стен ящика. Каждый слой карбюризатора во избежанй
осадки последнего и провисания деталей необходимо уплотнять путем встр
хивания ящика. На верхний слой карбюризатора кладут лист асбеста, з
крывают ящик крышкой и обмазывают ее смесью огнеупорной глины с пе
ком. После естественной сушки ящики ставят в печь, нагретую до задание
температуры. Расстояние между ними должно быть не менее 30—50 мм. Пр
должительиость процесса цементации приведена в табл. 121. При ступеич
том режиме цементации процесс ведут в два этапа: после полного прогре
ящиков с деталями в печи устанавливают рабочую температуру 950 °C. Пос
выдержки температуру в печи снижают до 850 °C и выдерживают ящн:
с деталями в течение времени, указанного в табл. 122. Разборку ящиков пос
120
Рис. 37. Местная защита от цементации:
a—колпачок для защиты торцовой части детали; б—
труба для защиты средней части детали; в — обертыва-
ние асбестом; г — частичная упаковка в карбюризатор
Рис. 36. Схема упаковки
деталей в цементацион-
ный ящик:
1 — ящик; 2 — детали
120. Составы карбюризаторов для цементации
Состав 1 Компонент Содержание, % по массе Состав Компонент Содержание, % по массе
1 Углекислый барий 20-25 Древесный уголь 90
Углекислый кальций Летучие Вода Древесный уголь 2,5—5 До ю До 6 Остальное 6 7 Углекислый натрий Древесный уголь Углекислый барий Торфяной кокс 10 90 6—10 90-94
2 Углекислый барий Углекислый кальций Вода Полукокс 10—15 3,5 До 6,0 Остальное 8 Ацетат натрия Полукокс Древесный уголь Мазут 10 30—35 55—60 2-3
3 Углекислый барий Углекислый натрий Углекислый кальций 12—15 1,0—1,5 3,0—5,0 9 Ацетат бария Полукокс Древесный уголь 10 75-80 10—15
Мазут или патока 4,5—5,0 10 Древесный уголь 40
Древесный уголь Остальное И Углекислый натрий 5—8
4 Углекислый натрий 10,0 Древесные опилки 92—95
Углекислый кальций -ДО- 12 Костная мука 60
Древесный уголь Остальное Углекислый натрий 5
5 Углекислый натрий 10 Подсолнечная лузга 95
121. Продолжительность цементации в твердом карбюризаторе прн температуре
910—930 °C в зависимости от требуемой глубины слоя и размера ящика
Минимальный размер яЩика, мм Общая продолжительность процесса, ч, при глубине слоя, мм
0,5-0,7 0,7-0,9 0,9—1,2 1,2-1,5
100 4—6 5-6 6—7,5 7,5-9
150 4,5-6,5 5,5-6,5 6,5-8,5 Св. 9 до 11
200 5,5-6,5 6,5-7,5 7,5-9,5 10—12
2Ь0 6,5-7,5 7,5-8,5 8,5—10,5 11-14
121
цементации осуществляют при температуре не выше 100 С. Остывшие де-,
тали должны иметь светло-серую поверхность. При частичной цементации
деталей поверхности, не подлежащие обработке, следует защищать (рис. 37)
с помощью асбеста, труб, колпаков и обмазок, состав которых приведен в
табл. 123 (составы доводят до сметанообразной
122. Зависимость про- консистенции).
должительности, ч, це-
ментации в твердом
карбюризаторе при
ступенчатом режиме
обработки от требуе-
мой глубины слоя
Рабочая темпера- Глубина слоя, мм
тура, °C .0,7—1.0 1.1-1,5
950 1 2
850 2 3
Ниже, в качестве примера, приводится техно-
логия приготовления защитной обмазки, состоящей
из 70 % меди однохлористой и 30 % свинцового
сурика. Смесь замешивается в 15 % растворе кани-
фоли в очищенном скипидаре. Компоненты (напри-
мер, 85 г свинцового сурика и 215 г однохлористой
меди) просеивают через сито и тщательно переме-
шивают. В 100 мл скипидара растворяют 15 г кани-
фоли. Затем в 5 объемах раствора замешивают три
объема сухой смеси. Готовую обмазку наносят кис-
точкой на обезжиренные участки поверхности дета-
ли слоем 1,0—1,5 мм, просушивают при температу-
ре 100—150 °C в течение 1,0—1,5 ч и охлаждают.
Допускается повторное нанесение обмазки.
После цементации пленка защитной обмазки
удаляется струей воды или металлической щеткой.
Цементация в пасте
При индивидуальном и мелкосерийном производстве применяют цемен-
тацию в пасте, позволяющую сократить продолжительность процесса. Со-
ставы паст, применяемых для цементации стали, приведены в табл. 124. Для
изготовления паст исходные материалы просеивают и взвешивают в нужной
пропорции, затем ссыпают в мешалку и тщательно перемешивают. Жидкие
составляющие (масло, мазут, керосин) вводят при непрерывном перемешива-
нии. Паста должна иметь сметанообразную консистенцию. Для получения
равномерной глубины цементированного слоя пасту необходимо наносить на-
поверхность детали ровным слоем. Приближенно можно считать, что тол-
щина слоя пасты должна быть в 5—8 раз больше требуемой глубины цементи-.
рованного слоя. Технологическая оснастка перед покрытием пастой должна
быть тщательно очищена от окалины, ржавчины, грязи и т. п , в противном/
случае паста плохо удерживается на поверхности детали. Технологическую
оснастку, покрытую слоем пасты, загружают в ящики, кромки крышек ко-
торых тщательно промазывают огнеупорной глиной. Цементацию проводят;
при 910—950 °C. Продолжительность цементации пастой при температуре
процесса 950 °C по сравнению с цементацией в твердом карбюризаторе при.
910 °C сокращается в 5—6 раз. Содержание углерода в цементирование*
слое достигает 1,0—1,2%, твердость после закалки превышает HRC 60.
Технологическую оснастку после цементации охлаждают на воздухе, поел'
чего производят закалку . С целью экономии времени и сокращения колич<
ства подогревов закалку деталей целесообразно проводить непосредствени
после извлечения их из цементационного ящика, температура которого
воздухе снижается до температуры закалки.
Цементация в жидкой среде
Цементация в жидкой среде осуществляетси в ваннах с расплавленным
солями и применяется для обработки технологической оснастки неболыпг
размеров. Составы вани приведены в табл. 125. Предварительно очищенну
и подогретую до 300—400 °C технологическую оснастку загружают в сол
ную ванну в сетчатом ковше. Рабочая температура процесса 850—870 °<
скорость цементации в пасте состава 1 — 0,25—0,35 мм/ч, состава 2—0,45
0,55 мм/ч, достигаемая глубина цементации 0,1—0,5 мм. л
122
123. Составы защитных обмазок при цементации в твердом карбюризаторе
й л Компонент Содержание компонента, % по массе Рекомендации по изготовлению и применению смеси
1 Тальк Глина огнеупорная Вода 50 25 25 В смесь добавляют жидкое стекло до сметаносбразной консистенции
2 Песок Глина огнеупорная Бура Селитра натриевая Окись свинца 40 44 10 3 3 Все составляющие перемешивают и раз- водят па жидком стекле до получения сметанообразной консистенции
3 Тальк Окись алюминия Сурик свинцовый 58 28 14 Смесь разводят на жидком стекле (одна часть смеси и три части жидкого стекла)
4 Глина шамотная Асбестовая крошка 90 10 Смесь разводят на воде до смета иооб- разпой консистенции. Предпочтительно применять для защиты отверстий
5 Медь одпохлористая Сурик свинцовый 70 30 Замешивают па канифольном лаке до сметанообразной консистенции
6 Песок (кремнезем) Глинозем Окись железа Окись титана Окись магния 60 35 3 0,25 1,75 Разводят иа жидком стекле (три части смеси и одна часть жидкого стекла). Пасту наносят в два слоя
7 Глина огнеупорная Песок сеяный Бура Нитрид натрия 40 45 12 3 Разводят па жидком стекле до сметано- образного состояния. Пасту наносят в два слоя
8 А1аршалит Бура Тальк 85 2 1.3 Разводят на жидком стекле
9 Хромикислый калий Кальцинированная сода Поташ Жидкое стекло 12 7 4 77 Составы готовят отдельно и смешивают в пропорции 1:1
10 Маршал ит Каолин 80 20 —
И Тальк Каолин 66 34 Составы готовят отдельно и смешивают в пропорции 1:1. Разводят иа жидком стекле и наносят в два слоя толщиной до 1 мм каждый
123
Продолжение табл. 123
Состав Компонент Содержание компонента, % по массе Рекомендации по изготовлению н применению смеси
12 Асбестовый порошок 35 Хранят не более 2 ч с момента приго-
Жидкое стекло 65 товления
13 Окись меди 30 Наносят в два слоя
Тальк 20
Жидкое стекло 50
124. Составы паст, применяемых для цементации стали
Состав 1 Компонент Содержание, % по массе Состав Компонент Содержание, % по массе
1 Газовая сажа 28 Декстрин 10
Кальцинированная сода 3,5 Мазут 40
Железосинеродистый калий 1,5 5 Древесноугольная пыль 75
Веретенное масло (отрабо- 67 Кальцинированная сода 5
тайное) Железосинеродистый калий 10
2 Голландская сажа 30 6 Декстрин 10
Кальцинированная сода 10 Ацетиленовая сажа 60
Декстрин 20 Кальцинированная сода 30
Индустриальное масло (от- 40 Железосинеродистый калий 5
работаииое) Декстрин 5
3 Голландская сажа 55 7 Голландская сажа 70
Кальцинированная сода 30 Кальцинированная сода 10
Щавелево-кислый натрий 15 Железосинеродистый калий 10
4 Ацетиленовая сажа 30 Декстрин 10
Кальцинированная сода 20
125. Составы ваин для цементации в жидкой среде
Состав Компонент Содержание, % по массе '
1 Кальцинированная сода Поваренная соль Карбид кремния 00 ос со 1 1 1 X — 00 о*- 1
2 Кальцинированная сода Поваренная соль Хлористый аммоний Карбид кремния 78—81 й 5—6 J 6—8 -1 7-8 J
124
Газовая цементация
Газовую цементацию технологической оснастки производят в муфель-
ных шахтных электропечах. В качестве жидких карбюризаторов применяют
бензол, сиитин, керосин, пиробензол, индустриальное и трансформаторное
масло; в качестве газообразных — природный и попутный газы, газ нефтя-
ных месторождений, пропаио-бутановые смеси. В шахтиые печи с вентилято-
рами жидкие карбюризаторы подают в виде капель или в пылевидном состоя-
нии через форсунки, соединенные с двух- или четырехплунжерными насо-
сами. Цементирующая активность жидких карбюризаторов приведена
в табл. 126.
126. Зависимость глубины цементированного слоя от продолжительности
выдержки при температуре 930 °C (без учета времени прогрева)
Глубина слоя ММ Продолжительность цементации, ч
Керосин Бензол Пиробен- зол Масло Синтин
трансфор- маторное индустри- альное 20
От 0,7 до 1,0 5—7 4-6 4—6 7—9 3—4
Св. 1,0 « 1,3 7—9 8—10 6—8 5—8 10—12 5-6
» 1,3 » 1,6 9—11 10—12 8—10 8—10 12—14 6-8
» 1,6 » 1,9 11—13 13—15 10—12 10—12 14—17 9—10
» 1,9 » 2,5 13—15 15—18 — 13—15 — ——
При частичной цементации технологической оснасткй поверхности, ие
подлежащие обработке, следует изолировать от атмосферы’печи с помощью
защитных обмазок, составы которых приведены в табл. 127. Очищенную тех-
нологическую оснастку, уложенную в корзину или в специальные приспособ-
ления, загружают в печь на расстоянии 5—10 мм друг от друга. Продолжи-
тельность периода нагрева определяется в зависимости от типоразмера печи
и колеблется в пределах 1—4 ч. Продолжительность периода выдержки
определяют с’ помощью данных, приведенных в табл. 125. Заданную глу-
бину цементированного слоя получают путем подбора температуры про-
цесса. Средние значения скорости процесса газовой цементации указаны
в табл. 428. Рабочая температура обычного режима
цементации 900—940 °C, высокотемпературной цемен-
тации— 970—1100 °C. Влияние температуры иа глу-
бину цементации при выдержке в течение 3 ч и исполь-
зовании различных карбюризаторов показано иа рис. 38.
Рис. 38. Влияние температуры -на глубину цементации
при различных карбюризаторах:
I — синтин; 2 — керосин; 3 — уайт-спирит; 4—индустриальное
масло
Охлаждение технологической оснастки после газовой цементации осу-
ществляют в колодцах, иа воздухе и в закалочных средах (при непосредствен-
ной закалке). Скорость охлаждения выбирают такой, чтобы обеспечивались
минимальное коробление, отсутствие трещин, карбидной сетки и, в случае
необходимости, возможность механической обработки.
Метод газовой цементации применяют и для упрочнения инструментов,
изготовленных из твердых сплавов и быстрорежущих сталей. Этим методом
за 3—5 ч цементации при температуре 1000—1100 °C можно получить диф-
фузионный слой толщиной 3—7 мкм, состоящий из монокарбидов Ti, V,
Nb, Сг, Mo, W и сложных карбидов Ti—Nb, Ti—Сг, Nb—Сг и др. Газовая
Цементация используется для повышения эксплуатационной стойкости
125
ковочных штампов, изготовленных ив сложнолегированных сталей, обла«,
дающих эффектом вторичной твердости (например, сталь состава С — О.Зб*'
Si — 1,1; Сг — 5,3; W — 1,3; Мо — 1,5; V — 0,3 %). Инструмент под вер’
гают подогреву до 590 °C, затем нагреву в камере в атмосфере эндогаза до
850 °C и цементации прн 1020 °C в атмосфере эндогаза, обогащенной мета-
ном, от 0,5 до 3 ч. Охлаждение (закалку) после цементации проводят в эндо-
газе, после чего выполняют 3-кратный отпуск при 560 °C с выдержкой 1 ч
127. Составы защитных обмазок при газовой цементации
Состав Компонент Содержа- ние, % по массе Примечание
1 Маршаллит Бура Тальк 85—90 1,5—2,0 10—15 Разводят на жидком стекле
2а Хромовокислый кальций Кальцинированная сода Поташ Жидкое стекло 12 7 4 77 Составы 2а и 26 приготовляют от- дельно и смешивают в соотноше- нии 1 : 1
26 Маршаллит Каолин — 80 20
3 Песок Глина Бура Нитрат натрия 44 40 13 3 Разводят «а жидком стекле и нано- сят в два слоя
4 Т альк Каолин 70 30 Разводят на жидком стекле
5 Асбестовый порошок Жидкое стекло 35 65 Хранят не более 2 ч с момента при- готовления
6 Свинцовый сурик Окись алюминия Тальк Жидкое стекло 4 8 16 72 Наносят в два слоя. Обмазка при- годна при высокотемпературной це- ментации
7 Окись меди Тальк Жидкое стекло 30 20 50 Наносят в два слоя
128. Средние значения скорости газовой цементации при различной
температуре процесса
Глубина слоя, мм Скорость, мм/ч, прн температуре, *С
900 925 950 975 1000
До 0,5 0,45 0,55 0,75
0,5—1,0 0,30 0,40 0,55 0,75 0,95
4,0—1,5 0,20 0,30 0,40 0,55 0,75
4,5-2,0 0,15 0,20 0,25 0,35 0,55
2,0-2,5 0,12 0,15 0,20 0,25 0,40
126
на каждые 200 мм сечения. Получают цементированный слой глубиной до
0,75 мм с твердостью на поверхности HV 650; содержание С на поверхности
0,7 %, в середине слоя 0,5 %, Стойкость цементированных штампов при из-
готовлении клапанов возрастала до 4000—6000 шт. против 1800—2500 шт.
для обычных штампов; прн изготовлении шпинделей стойкость возрастала
до 5500—6000 против 4000—4500 шт. Цементация может быть применена
и для штампов из других Сг—Мо—V и Сг—Мо—W — содержащих сталей.
АЗОТИРОВАНИЕ
Азотирование — процесс насыщения поверхности стали азотом. Азо-
тированию подвергают технологическую оснастку, изготовленную из леги-
рованной стали марок ЗХ2В8Ф, 4Х8В2, Х12Ф1, Х12М, 7X3 и стали марок
38ХМЮА, 20Х и 40Х, для получения высокой поверхностной твердости
и износостойкости. Азотирование проводят в шахтной электрической печи
сопротивления с герметическим муфелем из жаростойкой стали, снабжен-
ным вентилятором н трубками для ввода и вывода газов.
Рис. 39. Зависимость продолжительности формирования азотированного слоя
одной толщины от температуры нагрева (а) и влияние легирующих элементов
на его глубину (б) и твердость (в)
Технологическую оснастку, поступающую на азотирование, предвари-
тельно подвергают улучшению, механически обрабатывают и очищают от
ржавчины и грязи. Перед загрузкой в муфель технологическую оснастку
обезжиривают. Особо ответственные изделия, например пресс-формы для
литья пластмасс, перед азотированием фосфатируют. Мелкую оснастку под-
вешивают в муфеле печи на мягкой стальной проволоке диаметром 0,5 —
1,0 мм, крупную — ставят на металлическую подставку иа дно муфеля. При
этом необходимо следить, чтобы рабочие поверхности не соприкасались.
Укладывать и подвешивать изделия следует осторожно, без ударов.
Герметичность муфеля проверяют пропусканием через него аммиака под
давлением 3,5—5,0 кПа следующим образом: включают печь, нагревают ее
до 100 °C, затем впускают аммиак. После выхода аммиака из печи и прохожде-
ния его через бутыль, заполненный водой, измеряют давление. Давление про-
веряют по водяному манометру в течение всего процесса, избыточное давление
должно быть 2,0—4,0 кПа. Степень диссоциации аммиака контролируют по
диссоциометру. Температуру регулируют автоматически потенциометром.
Рабочая температура азотирования 500—570 ° С, продолжительность вы-
держки в зависимости от требуемой глубины слоя и температуры процесса
задают из расчета 15 ч на 0,1 мм азотированного слоя.
Средняя скорость азотирования в зависимости от температуры процесса
и глубины азотирования приведена в табл. 129. Оптимальные режимы про-
цесса азотирования должны соответствовать указанным в табл. 130. Степеьь
диссоциации аммиака устанавливается в зависимости от температуры про-
цесса; при 500—520 °C оиа выдерживается в пределах 18—25 %, при 530—
550 °C — 25—40 %. На рис. 39 показана зависимость продолжительности
формирования азотированного слоя от температуры процесса и влияние ле-
гирующих элементов на глубину и твердость азотированного слоя. После
127
азотирования проводится замедленное охлаждение вместе с печью до темпе
ратуры 300—350 °C при сохранении подачи аммиака. Твердость азотировав
ной технологической оснастки достигает HV 450—1000 при глубине сло|
0,15—0,55 мм. Если азотированию подвергают не всю поверхность оснастки-
то элементы, не подлежащие азотированию, покрывают слоем олова или мед»
толщиной 0,01—0,15 мм.
129. Средняя скорость азотирования
Глубина слоя, мм Скорость азотирования, мм/ч, при температуре, °C
500 550 600
До 0,2 0,020 0,040
0,2—0,4 0,015 0,030 0,06
0,4—0,6 0,010 0,020 0,03
0,6—0,8 * 0,015 0,02
130. Режимы азотирования стали
Сталь Температура процесса, °C (4-10 °C) Продол- житель- ность, ч Гл убина слоя, мм Поверхност- ная твердость номинальная HV
Х12Ф1 510 25 0,15-0,20 900—1000
Х12Ф1 510 55 0,20—0,30 900—1000
4Х8В2 510 36 0,30—0,35 900—1000
ЗХ2В8Ф 560 65 0,45—0,55 700—750
7X3 500—520 48-60 0,40-0,50 1000—1100
38Х2МЮА 510 для первой ступени 15 0,5—0,6 850—1000
550 для второй ступени 25 0,5—0,6 8>0—1000
18Х2Н4МА 490—510 40—50 0,35—0,40 750—850
40ХН2МА 510 для первой ступени 25 0,5—0 6 600
540 для второй ступени 35
ЗОХЗМФ 560 24 0,5 900—950
30ХН2МФА 510 для первой ступени 25 0,5—0,6 750
540 для второй ступени 35
40ХН2МА
38Х2Н2МА- 500—520 50—60 0,5—0,6 640—700
38ХНЗМФА
40ХН2МФА 510 для первой ступени 25 До 640
30ХН2МФА 540 для второй ступени 30 0,6—0,7 До 700
38ХНЗМФА 30 До 700
ЗОХЗМФ 500—525 60—80 0,35—0,55 750—800
10X13 500 0,14—0,16 1000—1050
550 48 0,25—0,30 900—950
600 0,35—0,40 800—850
20X13 500 0,10—0,12 1000—1050
550 48 0,25—0,30 900—950
600 0,30—0,40 780—830
15Х11МФ 530 для первой ступени 10
580 для второй ступени 20 0,35—0,40 900—950
12Х18Н9Т
18Х18Н10Т 560 50—60 0 2-0,25 1000—1100
40Х 500 48 0,50 450
18ХГТ 510 24 0,25 630—720
Азотированные детали подвергают внешнему осмотру, определяют в<
личину коробления, измеряют поверхностную твердость по Виккерсу (н!
128
грузка 10 или 30 кг) или по Супер-Роквеллу (нагрузка 10 или 15 кг), опреде-
ляют глубину слоя и его хрупкость по виду отпечатка пирамиды прибора Вик-
керса. Контроль газовой среды в печи ведут с помощью манометра, диссоцио-
метра и счетчика для контроля расхода аммиака.
Быстрорежущие стали подвергают жидкостному, газовому и твердому
азотированию. Важным условием качественного азотирования является
правильное проведение исходной ТО инструмента, надлежащей очистки его
поверхности, отсутствие обезуглероживания. Быстрорежущие стали с вы-
соким содержанием W склонны к выкрашиванию после азотирования. Наи-
более пригодны для азотирования Мо и W—Мо — содержащие стали. Азо-
тирование быстрорежущей стали повышает твердость до HV 1300, в сталях
с высоким содержанием V—до HV 1500. Для режущего инструмента пред-
почтительна HV 1100. При жидкостном азотировании оптимальные резуль-
таты получаются при проведении процесса около 570 °C длительностью до
15 мин. Выдержка при азотировании сверл, разверток, зенкеров при темпе-
ратуре 570 °C определяется из расчета 0,5 мин на 1 мм сечения, при темпе-
ратуре 540 °C — 0,7 мин на 1 мм сечения. Азотирование инструмента для
нарезки резьбы в бакелите повышает его стойкость на 50—70 %. Азотиро-
вание инструмента для нарезки резьбы в пластмассе, армированной стекло-
волокном, повышает его стойкость в 3—4 раза. Азотирование спиральных
сверл диаметром свыше 2 мм также повышает их стойкость. Азотированию
подвергаются дисковые пилы толщиной более 0,4 мм. Жидкостное азотиро-
вание постепенно вытесняет газовое азотирование инструмента из быстроре-
жущей стали. Твердое азотирование инструмента из быстрорежущей стали
не дало положительных результатов.
При газовом азотировании особое внимание следует обратить на каче-
ственное проведение депассивации поверхности (в 20 %-ной соляной кислоте
НС1 с последующей промывкой в нейтрализаторе), тщательное выдержива-
ние продолжительности циклов процесса и степени диссоциации насыщаю-
щего газа (аммиака). Для повышения стойкости штампов и деталей пресс-
форм, работающих в условиях интенсивных температурно-силовых нагру-
зок, применяют способ газового азотирования, состоящий из повторяющихся
циклов вакуумирования и подачи реагирующего газа. Изделие нагревают
в вакууме до 570 °C, после чего подают реагирующий газ, После выдержки
в течение 10 мин печь вакуумируют и повторяют циклы в указанной после-
довательности 120 мин. Это повышает стабильность и воспроизводимость
результатов азотирования по глубине и механическим свойствам получаемо-
го слоя, но не позволяет увеличить глубину слоя, которая остается в преде-
лах 0,012—0,20 мм.
ДИФФУЗИОННОЕ ХРОМИРОВАНИЕ
Диффузионное хромировакие — процесс насыщения поверхности метал-
ла хромом и его соединениями. Процесс диффузионного хромирования может
использоваться для повышения жаро-, износо-, кавитационной и коррозион-
ной стойкости технологической-о’снастки, в том числе инструментов. Хроми-
рованные изделия' обладают повышенной окалиностойкостью до темпера-
туры 800 °C , высокой коррозионной стойкостью, а при содержании хрома
в поверхностном слое 0,3—0,4 % — повышенной твердостью и износостой-
костью, Хромированию можно подвергать изделия, изготовленные из любых
марок стали. Его проводят в высокотемпературных печах. Составы рабочих
смесей на основе феррохрома, рекомендуемые для выполнения процесса хро-
мирования, приведены в табл. 131.
Состав иа основе окиси хрома содержит, % по массе: окись хрома —
65—60, алюминий — 10—15, фтористый алюминий — 3—5, окись алюми-
ния — остальное.
При последовательном карбохромировании, хромонитридизации в каче-
стве источника хрома применяют 70 %-ный феррохром марки ФХ010. Из
феррохрома можно отливать плиты, сгержии, втулки и другие формы для
неконтактного диффузионного хромирования в вакууме деталей сложной кон-
фигурации или отдельных частей деталей. Для увеличения сублимирующей
129
131. Состав рабочей смеси для хромирования в порошках на основе феррохрома,
% по массе
Услов- ный но- мер со- става Ферро- хром Окись алюми- ния Хлорис- тый алюми- ний Осталь- ное Назначение
1 25 72 3 Для деталей из углеродистых
2 — 70 5 25 сталей
3 75 20 5 —
4 — 26 2 12—60
5 50 47 3 — Для деталей из легированных
6 — 45 5 50 сталей
7 50 — 5 ‘45 Для деталей, от которых требу-
8 45 8 2 45 ется повышенная твердость
поверхности феррохром измельчают или гранулируют. Хорошие результаты
получены при использовании в качестве источника комплексного насы-
щения металлического хрома марки ХО.
В процессе хромоалитирования источником хрома и алюминия служит
специально выплавленный сплав (80 % Сг + 20 % А1), обеспечивающий
равномерное испарение хрома
6 < и алюминия при неконтактном
, вакуу ином способе.
Хромоборирование прово-
дят последовательным и иепре-
ю рывно-последовательным спо-
собами. Источником бора слу-
жит порошок карбида бора и
металлического бора.
Рис. 40. Общий вид контейнера
с крышкой, уплотняемой обмаз-
кой ("а) и с плавким затвором
(б):
1 — контейнер; 2 — обрабатываемы»
детали; 3 — хромирующий порошок;
4 — асбестовая крошка; 5 — смесь
глины и угля; 6, 9 —крышка; 7—
замазка; 8, // —образец-свидетель;
40 — плавкий затвор
Приготовление
зом. Взвешиваются
хромирующей смеси
осуществляется
следующим
отдельно составляющие смеси. Взвешенное количест;
хрома и окиси алюминия (глинозема) смешивается и просушивается прй
60—100 °C в течение 1—2 ч, затем все составляющие тщательно перемешй
ваются вместе (металлический хром, получаемый в кусках, размельчаете!
в шаровой мельнице до порошка). Хромирующая смесь может быть испол(
зована многократно при условии добавки 10 % свежей смеси. Хранен»
смеси — в сухом месте, в ящиках с крышками. Детали, очищенные от ржа»
чины и загрязнений, загружают в нагревательную печь в контейнерах дл
хромирования с обычной крышкой, уплотняемой обмазкой, или в контейн’
рах с плавким затвором (рис. 40).
При упаковке изделий в ящики расстояние между стенками ящи:
и изделиями должно быть не менее 25 мм. Перед укладкой изделий на Г
ящика насыпается хромирующая смесь слоем 20—30 мм. После укладки
делий и «свидетелей» засыпается слой хромирующей смеси 30—40 мм. J
верхиость закрывается листовым асбестом, затем надевается крышка. Г
130
метизация осуществляется посредством заполнения герметизирующего же-
лоба сухим песком или шамотным порошком.
Ящики загружаются в печь при температуре не выше 400 °C. До темпе-
ратуры 600 °C нагрев осуществляется со скоростью 100°С/ч.
Рабочая температура процесса 960—1100 °C, время выдержки 6—12 ч,
скорость хромирования 0,02—0,04 мм/ч. Твердость обработанной оснастки
достигает HV 1200 при глубине слоя 0,3 мм.
Хромированные детали подвергают внешнему осмотру. Контроль каче-
ства, твердости и глубины слоя производят по образцам-свидетелям. Каче-
ство слоя определяют травлением, глубину слоя — по микрошлифам, твер-
дость измеряют прибором Виккерса при нагрузке 6—10 Н.
Недостатки хромирующих составов — малая скорость формирования
покрытий, применение в процессе насыщения герметизированных контейне-
ров из жаростойкой стали, необходимость повторного нагрева при термооб-
работке хромированных деталей.
СУЛЬФИДИРОВАНИЕ
Сульфидирование — процесс насыщения поверхностных слоев металла
серой. Сульфидированию подвергают технологическую оснастку, изготов-
ленную из быстрорежущей стали всех марок и стали типа ХВГ и 9ХС с целью
улучшения антифрикционных свойств поверхностей. В качестве оборудова-
ния для сульфидирования применяют тигельные ванны. Технологическую
оснастку, поступающую на сульфидирование, предварительно обезжири-
вают. Составы ванн для сульфидирования приведены в табл. 132. Составы
3, 4, 6, 8 предназначены для обработки технологической оснастки из сталей
типа ХВГ и 9ХС (рабочая температура 180—200 °C, время выдержки 45—
60 мин), составы 1,2, 5, 7 — для обработки технологической оснастки из
быстрорежущей стали (рабочая температура 550—570 °C, время выдержки
45—90 мин).
132. Составы ванн для сульфидирования
После выдержки технологическую оснастку охлаждают на воздухе до
комнатной температуры, погружают в горячую воду для полного удаления
соли. Затем ее опускают в подогретое масло, из которого через некоторое
время выгружают и вытирают ветошью. Поверхность инструмента после
сульфидирования серая. Глубина слоя, видимая под микроскопом,— 0,10—
0> 13 мм.
Образовавшееся на поверхности инструмента сернистое соединение при-
обретает в процессе сухого трения самосмазывающую способность. Благода-
ря этому уменьшаются силы трения трущихся пар деталей или стружки
о поверхность режущего инструмента. В результате сульфидирования изно-
состойкость трущихся пар и инструмента увеличивается.
131
133. Состав ванн для сульфоцианирования
Содержание компонентов. % по массе
Условный номер состава Z и га Z 1 оэ’(5нн) Z о X О со га Z о со га Z О со га Z о X Z со со « я га *Z О 7) X о * X о га Z О 7) га Z
1 54 2 44
2 50 — — 5 — 25 — 20 —
3 — .— 75 12 — — — 13
4 5 55 — — 3 — — — 37 — — —
5 95 — — 5 — — — —- — — —
6 95 — — — 5 — — — — — — —
7 95 — — — —- — 5 — — — —
8 34 — — — 7 , — — — 16 — 27 16
134. Продолжительность выдержки
инструментов при сульфоцианировании
Инстру- мент Диаметр инструмента, мм Время выде- ржка- ми н Инструмент Диаметр инструмента, мм Время выдержки, мнн
Сверла От 10 до 15 12 Резцы:
Св. 15 » 20 15 зубострогальные, — От 10 до 12
« 20 » 30 18 простые,
30 и более 20 проходные,
канавочные — От 15 до 20
Развертки От 10 до 15 12 фасонные и танген- — « 12 » 20
и зенкеры Св. 15 » 20 15 циальные
« 20 » 30 18
30 н более 20
Метчики От 10 до 12 5 Резьбонарезные не- От 25 до 30 10
Св. 12 » 20 8 сборные фрезы Св. 30 » 50 12
20 и более 10 50 и более 15
Накатные — От 5
плашки До 7
Долбяки — 10
135. Методы борирования стали
Насыщающая среда Темпера- тура, °C Про- дол жн- тель- ность, ч Глубина слоя, мм Примечание .:
Борирование в порошковых смесях
Порошки аморфного бо-
ра, карбида бора или
ферробора 4*30—40 %
глинозема 4-1—3 % хло-
ристого аммония
950—1050 3—6
0,1—0,3
Изделия
упаковывают
ящики, заполненные '
ризатором. Примени
борирование в среде
дорода и при вакуу!
132
П родолжение табл. 135
Насыщающая среда Темпера- тура, Про- должн- тель- ность, ч Глубина слоя, мм Примечание
Электролизное борирование
Расплавленная бура Расплавленная бура + 40— 60 % борного ангидрида 900—950 900—950 2-6 2—4 0,1—0,4 0,15—0,35 Плотность тока на ка- тоде (изделие) 0,15— 0,2 А/см2, анод — гра- фитовый стержень; на- пряжение 6—24 В
Жидкостное борирование
Расплавленная бура —[-30— 40 % карбида бора или ферробора Расплавленная смесь (50 % хлористого бария +40 % хлористого натрия) +10 % карбида бора или +20 % ферробора 950—1000 900—1000 3-5 1—3 0,15—0,40 0,05—0,25 Рекомендуется для из- делий сложной формы
Газовое борирование
Диборан, разбавленный водородом (от 1 : 25 до 1 : 50) Треххлористый бор 800—850 750—950 2-4 3—6 0,05—0,20 0,05—0,25 Позволяет выполнить процесс при низких тем- пературах (500—550 °C). Недостаток—токсичность и взрывоопасность
Примечание. При работе с дибораном BsHe следует иметь в виду его характер»
ные качества: мол. вес 27.69; Тпл —165°. 7*^^ —92.5°. Самовоспламеняющийся газ
очень токсичен при вдыхании, причем по запаху нельзя определить токсичес-
кую концентрацию, так как под действием диборана чувство обоняния притупля-
ется. Хотя чистый диборан самопроизвольно не воспламеняется на воздухе прн норма-
льной температуре, он обычно содержит продукты разложения, которые могут вызвать
самопроизвольное воспламенение. Днбораи хранят в баллонах из хромомолибденовой
стали при —80° (минимум 100 гр.)
136. Режимы порошкового диффузионного борирования деталей технологической
оснастки
Наименование Марка стали Режимы борирования Глуби- на слбя, мм Мнкро- твер- дость,- МПа
Темпера- тура, Вы- держ- ка, ч
Пуансоны для гибки деталей в холод- ном состоянии У8А 1173 3 0,04 18 000
Резьбонакатные плашки Х12М 1323 6 0,08 19 000
Матрицы формовочных штампов ХВГ 1173 4 0,08 19 500
Зажимные- цанги 40Х 1173 3 0,05 17 500
Слесарный инструмент 9ХС 1173 4 0,07 18 500
Молотовые штампы 5ХНВ 1173 6 0,09 18 000
133
СУЛЬФОЦИАНИРОВАНИЕ
Диффузионное насыщение металла углеродом, азотом и серой, сопро-
вождающееся образованием сложных химических соединений карбидов, нит-
ридов и сульфидов железа и легирующих металлов. В сульфоцианированном
слое у его поверхности располагается тонкая (5—15 мкм) светлая зона суль-
фидов. Степень насыщенности зоны серой может превын'И'п. 5 % (по массе).
Ниже расположена темная зона карбонитридов. Глубина зоны 50—100 мкм.
Далее следует переходная зона, с преимущественным преобладанием струк-
тур перлитно-ферритного типа.
Сульфоцианирование повышает износостойкость режущих инструмен-
тов, изготовленных из быстрорежущих или высокохромистых легированных
сталей. Его применяют для упрочнения инструментов и технологической
оснастки, изготовленной из быстрорежущей стали всех марок, стали типа
X 12, Х12М и других с целью повышения стойкости и улучшения чистоты
поверхности обрабатываемых деталей. Выполняют в твердых смесях, в рас-
плавах солей, в смесях газов. Составы смесей для жидкостного сульфоциа-
нирования в расплавах солей приведены в табл. 133. Поскольку тиосуль-
фат натрия более активный осернитель, чем сернистый натрий, то предпоч-
тительно использование ванны следующих составов, % по массе: 36 — кар-
бамида мочевины, 24 — поташа, 30 — желтой кровяной соли, 10 — тиосуль-
фата натрия или 20 — калия хлористого, 25 — натрия сернокислого, 5 —
тиосульфата натрия и 50 — натрия цианистого, либо 95 — натрия циани-
стого и 5 — тиосульфата натрия.
Процесс ведут в тигельных иечах-ваннах. Перед загрузкой в ванну де-
тали очищают и обезжиривают, промывая в растворе щелочи, в затем в теп-
лой воде. После подсушки их подогревают до температуры 150—350 °C и за-
тем на приспособлениях погружают в ванну. Рабочая температура ванны
550—570 СС. Продолжительность выдержки при сульфоцианировании конст-
рукционных сталей 2,5—3 ч. Продолжительность сульфоцианирования инст-
рументов приведена в табл. 134.
По окончании процесса детали извлекают из ванны и выдерживают над
ней до полного стекания солей. Охлаждение детален — на воздухе, до 100 —
150 °C. Затем детали промывают 10—15 мин в горячей воде, переносят в мас-
ло с температурой ванны 100—125 °C п выдерживают в ней 10—15 мии.
В результате такой обработки повышается коррозионная стойкость сульфо-
цианированной поверхности. Качество процесса контролируется по образцам,
«свидетелям», обработанным совместно с деталями. Контролируют состав
ванны. Содержание в ней серы не должно выходить из предела 0,2—2,0 %
(по массе). Для восполнения убыли серы следует перед загрузкой очередной
партии деталей вводить в ванну соли, содержащие серу (например, гипосуль-
фит Na2SO3) в количестве 10—20 % от массы первоначальной загрузки. Суль-
фоцианированные детали отличаются равномерным темно-серым цветом.
БОРИРОВАНИЕ
Диффузионное насыщение поверхности металла бором с целью создания
соединений в виде боридов железа Fe2B и FeB применяют для повышения
износостойкости и теплостойкости изделий, в том числе работающих при по-,
вышенных либо пониженных температурах, знакопеременных и ударных на-
грузках или в агрессивных и абразивных средах. Борированию могут под-
вергаться любые марки стали. Производят в смеси боросодержащих порош-
ков, паст, газов или в расплаве солей (табл. 135).
Преимущественно используется для упрочнения металлических поверх-
ностей, работающих на истирание: режущих инструментов из быстрорежу-
щих сталей, штампового инструмента, пресс-форм, работающих при 500— . !
850 °C. Примеры режимов борирования некоторых инструментов првведе-'
ны в табл. 136. J
Борированные детали из углеродистых сталей подвергают ступенчато®
закалке в водных растворах селитр или щелочей. Легированные борирован^
ные стали, в том числе быстрорежущие, подвергаются изотермической за^
134
калке. Нагрев борированного инструмента для термической обработки (нор-
мализация, закалка с отпуском) целесообразно выполнять в соляных ваннах
состава NaCl -50%, КС1 — 50 % (для сталей ХВГ, 45, 40Х, 9ХС, X,
ШХ-15, У8А, УЧ10А, 5ХНВ, 6ХВ2С и др.) или NaCl — 22 %, BaCJ2 — 78 %
(для сталей, имеющих температуру закалки 1273—1223 К и выше). Целесооб-
разен нагрев борированных деталей в вакуумных печах или печах с защит-
ной атмосферой.
В результате борирования возможно изменение размеров детали. По-
эюму при изготовлении точных и высокоточных деталей целесообразно их
обработку выполнять в такой последовательности: предварительная механи-
ческая обработка (обдирка); улучшение (закалка и низкий отпуск по режи-
мам, соо1ветствующим маркам сталей); механическая обработка, с припуском
на доводку, борирование или хромирование, термическая обработка для
обеспечения требуемого комплекса свойств основного металла; окончатель-
ная доводка размеров упрочненных деталей методами механической обработ-
ки (шлифование, полирование).
При последовательном многокомпонентном насыщении операции улуч-
шения выполняются после цементации перед борированием.
Насыщающие смеси — порошки, пасты и т. п. состоят из боронесущих
соединений (карбида бора, бора аморфного, буры, борида магния, борного
ангидрида, тетрафторбората калия, борфтористого калия, окиси бора и др.),
активаторов (фтористый натрий, хлористый натрий, фтористый аммоний,
хлористый аммоний, сера, фтористый калий и др.) и восстановителей (окись
алюминия, фтористый алюминий, алюминий и др.) в различных компози-
ционных сочетаниях. Выбор состава смеси определяется условиями работы
упрочняемой поверхности (глубиной диффузионного слоя, твердостью, рабо-
чей температурой, скоростью износа и т. п.), требованиями защиты окру-
жающей среды (токсичность, теплотворность и т. п.) и экономическими сооб-
ражениями (трудоемкость, расход ресурсов, стоимость ингредиентов). Как
правило, насыщающие смеси можно использовать многократно (15—20 раз),
без существенной корректировки их состава или с небольшой добавкой
активаторов. Процесс осуществляют в герметичных металлических контей-
нерах. На дно контейнера из жаростойкой стали насыпают слой строганого
парафина, на него — слой боросодержащего порошка (толщиной 10—20 мм),
затем укладывают ряд деталей. Аналогично рядами послойно укладывают ос-
тальные детали. Верхний ряд засыпают боросодержащим порошком толщи-
ной слоя 15—20 мм. Сверху укладывают асбестовый лист и насыпают речной
песок слоем 5—10 мм. Контенйер закрывают крышкой. Зазор заполняю-'
натросиликатным стеклом. Контейнер помещают в печь с температурой
950—1000 °C. При нагреве пары парафина вытесняют из контейнеров воз-
дух. По мере дальнейшего повышения температуры натросиликатное стекло
плавится, образуется герметичный жидкий затвор.
В результате борирования стойкость штампового инструмента из углеро-
дистых сталей повышается до 10 раз, из легированных инструментальных
сталей — в 3—4 раза. Общие недостатки процесса борирования поверхно-
стей — выкрашивание при эксплуатационных температурах выше 1073 К,
продавливание и откалывание-боридных слоев высокой твердости, опираю-
щихся на более мягкую основу, трудность восстановления изношенней по-
верхности из-за высокой твердости остатков боридных слоев.
Безэлектролизное жидкостное борирование. Выполняется в расплавлен-
ной буре с добавлением 30—40 % (по массе) карбида бора или 20 % хлористо-
го натрия и 30 % силикомарганца. Процесс осуществляется в тигельных
печах-ваннах при 900 °C. За 5 ч глубина боридного слоя достигает 0,2 мм.
В отличие от электролизного борирования достаточно равномерный слой
межно получить на деталях любой формы. Однако такие ванны быстро исто-
щаются. Добавлять карбид бора в ванну нецелесообразно, так как это при-
водит к снижению ее жидкотекучести. Повысить жидкотекучесть можно
путем введения нейтральной соли. При этом снижается активность ванны.
Метод позволяет получить однофазный твердый боридный слой из бори-
дов Fe2B.
Жидкостное электролизное борирование. В металлическом тигле расплав-
ляют буру, постепенно забрасывая ее в тигель порциями по 8—10 кг. В рас-
135
плав погружают обрабатываемую деталь и графитовый стержень. Деталь под-
ключают к отрицательному полюсу источника постоянного тока (катод), гра-
фитовый стержень — к положительному полюсу (анод). Электроды устанав-
ливают после того, как уровень ванны достигнет 1/4 высоты тигля. Концы
электродов должны находиться на расстоянии не менее 100 мм от дна тигля
и не менее 30 мм от его стенок. В электрододержатель подается охлаждаю- -
щая вода, включается ток защиты тигля. Процесс обычно осуществляется при
плотности тока от 0,15 до 0,20 А/см2 на борируемой поверхности и при напря- -
женин 10—14 В. По мере заполнения ванны величину тока повышают до
установленного предела. После достижения рабочей темпера гуры процесса
(930—950 °C) в ванну плавно загружают детали и выдерживают в ней 2,5—
3,0 ч. Глубина борированного слоя достигает 0,15—0,20 мм. При выдержке
до 6 ч можно получить слой толщиной до 0,35 мм. Дальнейшее увеличение
выдержки, повышение температуры более 980 °C и плотности тока свыше
0,25 А/см2 незначительно увеличивают глубину слоя, повышая его хруп-
кость. По окончании процесса ток выключают. Детали извлекают из ванны.
Охлаждают (закаливают) иа воздухеШли в масле, промывают в кипящей во-
де 1—2 ч и отпускают по режиму отпуска, принятому для данной стали.
Перед борированием поверхности детали следует очистить от следов мас-
ла, окалины и других загрязнений. *
Для защиты отдельных участков детали от борирования производят J
гальваническое меднение или хромирование. Неполное погружение детали
в ванну, как метод местного борирования, непригодно вследствие сильного
разъедания металла детали на границе раздела поверхности ванны и воз-
духа. Недостатки процесса жидкостного электролизного борирования —
низкая стойкость тиглей и повышенный расход буры. С течением времени
не весь выделяющийся бор участвует в формировании покрытия. Часть бора
образует аморфный слой. Он «приваривается» к поверхности, ухудшая ее
чистоту и препятствуя адсорбции активного бора. Аморфный слой бора и
уносится из электролита вместе с изделием и частично остается в электро-
лите, загрязняя его. В результате при многократном использовании насы-
щающей среды в ней накапливается аморфный бор, который внедряется в
слой боридов, создает пористость и ухудшает свойства боридного покрытия.
Электролиты, содержащие в своем составе только буру и фтористый нат-
рий, позволяют вести процесс борирования при температурах 700—800 С.
Газовое борирование. Проводят в диборане В2О6. При нагреве его выше
500 °C он разлагается на водород и атомарный бор, который диффундирует
в поверхность детали. Процесс ведут при температуре 850 СС в газовой смеси,
состоящей из 2—4 % диборана и 98—96 % водорода.В течение 4—5 ч можно
получить боридный слой глубиной до 0,2 мм. Метод взрывоопасен. Безопас-
ность метода обеспечивается при использовании в качестве насыщающей сре-
ды смеси треххлористого бора ВС13 и аммиака или азота.
Борирование пастами. Составы паст, применяемых для борирования,
приведены в табл. 137.
137. Составы паст, применяемых для борирования
Услов- ный но- мер состава Компонент, % по массе Связующий материал
Карбид бора Крио- лит Бура
1 50 50 — Гидролизованный этилсиликат 20 %-ный раствор
2 55 45 — жидкого стекла в воде
3 84 16 20 %-ный раствор клея БФ-4 в ацетоне
136
КОНТРОЛЬ КАЧЕСТВА ХИМИКО-ТЕРМИЧЕСКОЙ
ОБРАБОТКИ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Для контроля качества цианированиой технологической оснастки при-
меняют такие методы: наружный осмотр с целью выявления поверхностных
дефектов в виде трещин, забоин, остатков налипших солей (контролю под-
вергают все обработанные инструменты); определение твердости цианирован-
пой поверхности с помощью прибора Виккерса при нагрузке 10—50 HV
(2—3 % от партии инструментов); контроль по микроструктуре (2—3 % от
партии инструментов); проверка биения концевого инструмента (10—15 %
от партии).
Для инструментов, прошедших нитроцементацию, применяют следую-
щие виды контроля: наружный осмотр с целью выявления видимых следов
окисления, бурого налета, закоксовывания, а также забоин, сколов и пр.;
выборочный контроль твердости с помощью приборов Виккерса либо Супер-
Роквелла и проверка хрупкости слоя с помощью прибора Роквелла (про-
верка ведется по образцам-свидетелям, изготовленным из той же стали, что
и инструменты, прошедшим термическую обработку и нитроцементацию
вместе с инструментами); контроль состава газов в печи путем химичес-
кого анализа проб отходящих газов; контроль расхода газа с помощью
реометров; контроль расхода жидких карбюризаторов, а также триэтано-
ламина путем измерения мензуркой объема подачи вещества за единицу
времени.
Контроль качества цементированных деталей производят по образцам-
свидетелям, изготовленным из стали той же марки и прошедшим термическую
обработку и цементацию вместе с контролируемой партией деталей. Глубину
цементированного слоя измеряют по микрошлифам. Контроль качества де-
талей, цементированных в пастах, аналогичен контролю деталей, цементиро-
ванных в твердых карбюризаторах. Контроль после газовой цементации про-
изводится по образцам-свидетелям аналогично контролю деталей после це-
ментации в твердом карбюризаторе. Контроль состава газовой среды в печи
ведется с помощью газоанализатора. Температура нагрева деталей контро-
лируется оптическим фотопирометром.
Азотированные детали подвергают внешнему осмотру, определяют вели-
чину коробления, измеряют поверхностную твердость по Виккерсу (нагруз-
ка 100 или 300 Н) или по Супер-Роквеллу (нагрузка 100 или 150 Н), опреде-
ляют глубину 'слоя и его хрупкость по виду отпечатка пирамиды прибора
Виккерса. Контроль газовой среды в печи ведут с помощью манометра, дис-
соцвометра н счетчика для контроля расхода аммиака.
Хромированные детали подвергают внешнему осмотру. Контроль ка-
чества, твердости и глубины слоя производят по образцам-свидетелям.
Качество слоя определяют травлением, глубину слоя — по микрошлифам,
твердость измеряют прибором Виккерса при нагрузке 6—10 Н.
Контроль качества сульфидирования производят по образцам-свидете-
лям. Контроль качества сульфоцианирования производят аналогично конт-
ролю цианирования.
ПРЕДУПРЕЖДЕНИЕ БРАКА
ПРИ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Характеристика брака химико-термической обработки технологиче-
ской оснастки, основные причины его появления и меры по предупреждению
приведены в табл. 138.
137
go 138. Виды, причины брака, методы его предупреждения и исправления при цементации и азотировании технологической оснастки
Брак Метод определения Основные причины Методы предупреждения н исправления
Разъедание поверхности Осмотр Цементация Наличие в карбюризаторе Применение карбюризатора, содержащего не бо-
изделия Стекловидные наплавы на Осмотр сернокислых солей 3— 6 % Наличие песка в карбю- лее 3—6 % сернокислых солей. Дополнительная механическая обработка Просеивание карбюризатора, имеющего песок. До-
поверхности Неодинаковая глубина це- Осмотр излома ризаторе Плохое перемешивание полннтельное травление в серной нли соляной кислоте либо механическая обработка, в том числе и гндроабразивная очистка Тщательное перемешивание карбюризатора, равно-
ментацин Излишняя глубина цемен- Осмотр излома карбюризатора, неравно- мерный прогрев ящика Повышение температуры мерный прогрев ящика. Повторная цементация при защите зон поверхности с повышенным содержа- нием углерода Контроль режима
тации Повышенная концентра- Просмотр шлифа под и время выдержки при цементации Применение сильного кар- Контроль режима. Двойнаи закалка
ция углерода в цементи- рованном слое Пониженная концентра- микроскопом Определение твердости, бюрпзатора Низкая температура це- Контроль режима. Повторная цементация по ре-
ция углерода в пементи- просмотр шлнфа под ментацин, применение жнму в нормальном карбюризаторе
рованном слое Недостаточная глубина микроскопом Осмотр излома, про- слабого карбюризатора, перегрузка печи деталями То же То же
цементации Поверхностное обезугле- смотр шлнфа под мик- роскопом Определение твердости, Излишне медленное охла- Контроль режима. Повторная кратковременная
роживаиие цементирован- просмотр шлифа под ждение ящиков с печью цементация при нормальной температуре
ного слоя микроскопом . ч. - после цементации
Неравномерная ция цемента- Определение твердости 1 Грязная поверхность из- делия, усадка карбюри- затора Нагрев в ящиках, наполненных 3—5 % кальцинированной соды, и выдержка при этой температуре смесью угля с до 920—940 °C 2—4 ч
Азотирование
Коробление ция и деформа- Проверка размеров и биения Напряжения, вызывае- мые разностью удельных объемов азотированного слоя и сердцевины Азотирование длинных деталей в подвешенном состоянии и стабилизирующий отпуск при 650 °C перед окончательной механической обработкой. Для деталей типа втулок назначение припуска на механическую обработку. Правка
Растрескивание ваного слоя азотнро- Осмотр Резкое изменение концен- трации азота от азотиро- ванного слоя к сердце- вине Медленное охлаждение после азотирования. Брак неисправим
Хрупкость ного слоя азотирован- Осмотр, определение твердости алмазной пи- рамидой и проверка сос- тояния отпечатка Чрезмерное насыщение поверхностного слоя Введение ступенчатого процесса Двух- или трехкратный отпуск в при температуре 180—220 °C азотирования, горячем масле
Хрупкость азотирован- ного слоя быстрорежущей стали ы 1 «О . Определение состояния отпечатков после вдав- ливания алмазной пи- рамиды Длительная выдержка либо применение ванн с чрезмерно концентриро- ванным раствором, повы- шенное содержание ам- миака Контроль режима. Нагрев в селитровой ванне при 550—560 °C с выдержкой в течение 30 мнн
ГАЛЬВАНО ТЕХНИЧЕСКАЯ И ХИМИЧЕСКАЯ
ОБРАБОТКА ИНСТРУМЕНТАЛЬНЫХ МАТЕРИАЛОВ
ромироваиие. Твердое износостойкое хромирование применяют для
-А- повышения износостойкости и восстановления деталей машин, контроль- <
кого, измерительного и режущего инструмента, а также формообразующих J
элементов штампов и пресс-форм, дыропробивных пуансонов н матриц. ’
Типовой технологический процесс хромирования выполняют по такой Д
схеме: электрохимическое анодное либо химическое обезжиривание; про-
мывка в теплой воде; промывка в холодной воде; декапирование; промывка
в холодной воде; анодная обработка; хромирование; улавливание хрома
из электролита; обработка в растворе метабисульфата натрия; промывка
в холодной воде, сушка; обезводороживание (по мере надобности). Хроми-
руемую поверхность предварительно шлифуют или полируют.
Электрохимическое обезжиривание производят под действием постоян-
ного тока в щелочных растворах следующего состава: едкий натр — 0,025—
0,035, сода кальцинированная — 0,025—0,035, тринатрийфорсфат — 0,010—
0,020, жидкое стекло — 0,003—0,005 кг/л воды. Аноды изготовляют из нике-
лированной стали, обычной стали нли никеля. Процесс электрохимического
обезжиривания следует вести при температуре 80—90 °C, плотности тока .i
500—1000 А/м* 2 * и напряжении источника тока 12 В. Продолжительность "
обработки на катоде составляет 1,5—3 мин, на аноде — 0,5—1 мин. При об-
работке в барабанах напряжение источника тока устанавливают 16 В, про-
должительность обработки на катоде в этом случае составляет примерно 'i
5 мин. Составы растворов для химического обезжиривания и режимы об- *
работки приведены в табл. 139. ;
139. Составы растворов для химического обезжиривания
и режимы обработки
Состав раствора, кг/л воды
Эмульгатор
ОП-7 нли
ОП-Ю
1
2
3
0,01—0,02 — 0,01—0,02 0,002—0,004
0,04—0,06 — — 0,002—0,004
— 0,05 — —
Режим обработки
Способ
обработки
Струй-
ный
Погру-
жением
То же
Промывку в воде производят для удаления с деталей продуктов реакции j
или растворов, оставшихся иа их поверхности после электрохимического,
обезжиривания, декапирования и обработки хромированных деталей в рас-
творе метабисульфита натрия. При повышенном количестве солей жесткости
в водопроводной воде (свыше 15 • 10-е кг/л) последнюю промывку перед
хромированием и перед сушкой следует производить в конденсате или демине-
рализованной воде. Детали промывают водяным душем или путем погруже-
ния в ванну, оборудованную устройством для перемешивания деталей с помо-
щью воздуха. Допускается сочетание обоих способов — сначала промывка
погружением, затем — под душем. При двукратной промывке погружением
после декапирования подача воды должна производиться каскадио (противо-
током), чистую воду подают только во вторую промывную ванну, откуда она.
самотеком перетекает в первую. Спуск воды в канализацию следует про-;
изводить из первой ваины. Режимы промывки приведены в табл. 140.
140
140. Режим промывки в воде
Вода Режим промывки
Температура, °C Продолжи- тельность, МИИ
Холодная (водопроводная питьевая или демине- рализованная) 10—25 0,15—3
Теплая (водопроводная питьевая, конденсат или деминерализованная) 50—60 0,15—3
Горячая (водопроводная питьевая, конденсат или деминерализованная) 80—90 0,15—3
Химическое декапирование производят для удаления с поверхности об- рабатываемых изделий тонкой пленки окнслов. Режимы декапирования ука- заны в табл. 141. Период между . режимы у„и,,„РГ1,„т химическим декапированием и *• , химического
нимальным. Твердое износостойкое Хро- Содержание кислоты, мирование следует производить кг/л воды в стандартном универсальном раз- Режим обработки
Темпера- тура, °C Продол- житель- ность, ИНН
концентрации либо в саморегулн- < , q gu qq рующемся. Составы электролитов 0 11НС1 и режимы обработки приведены и’ ’ в табл. 142. После хромирования обязательно производят ула 18—25 18—25 зливание s 0,25—3 0,25—0,5 рома из
электролита путем промывки деталей в ванне с непроточной водой без подо-
S
Рис. 41. Типы контактных
приспособлений для загруз-
ки деталей в ваниу:
а — подвеска штыревая; б —
подвеска пружинная; в—пере-
носной виннпластовый барабан с
электроприводом
грева в течение 0,15—Змин. Получающиеся относительно концентрированные
растворы постепенно добавляют в ванну хромирования. При накоплении
в растворе свыше 0,001 кг/л воды трехвалентного хрома раствор меняют.
141
142. Составы электролитов, материал анодов для хромирования, режимы обработки
Материал анода Сплав свинец—сурьма (Sb до 8 %) или свинец—олово (Sn до Ю %) Свинец (для внутренних фи- гурных анодов), сталь (для внутренних анодов при хро- мировании узких отверс- тий) Сплав свинец—сурьма (Sb до 8 %) или свинец—слово (Sn до 10%), свинец (для внут- ренних фигурных анодов), сталь (для внутренних ано- дов при хромировании узких отверстий) Сплав свинец—олово (Sn до Ю %) Свинец (для внутренних анодов)
Скорость | осаждения' хрома, мкм/мии 0,6 1 о' 1 С4 о О 1
| Режим обработки Плот- ность тока, А/м2| 4500— 6500 - 3000— 4000 2000— 5500 5000— 8000 1о О о о о О 00 ю
Темпера- тура, °C 45—60 45—55 45—55 55—60 50—60
| Состав электролита, г/л воды 1 <л го Z 1 1 1 1 с-01 X X (8—9) 1 1
НзВО, 1 1 1 (20— 25) IO-3 1 1 1
о со со 1 1 1 1 1 с-01 • 0‘9 (5,5- 6,5) • IO”3
K2SiF, 1 1 1 1 1 О 0,018-! 0,020
О (О X* (1,25- 2,00) IO'3 (1,00— 1,50) IO-3 с-d (оо‘е —оо'г) (2,5— 2,5) IO-3 1 1 1
СгОз оог'о --951'0 0,120— 0,150 0,200— 0,300 0,200— 0,250 1 о О LQ О со 0,250— 0,300 0,200— 0,300
Электролит Разведен- ный Универсаль- ный Саморегули- рующийся
Водопроводную воду, имеющую жесткость свыше 15 • 10~в кг/л воды, для
улавливания электролита использовать нельзя. Вместо нее можно применять
конденсат или деминерализованную воду. Хромированные детали после про-
мывки в ванне для улавливания электролита следует обработать в течение
0,15—1 мин в 15 %-ном растворе метабисульфита (пиросульфита) натрия,
который восстанавливает оставшийся на поверхности деталей шестивалент-
ный хром до трехвалентного, в результате чего предотвращается попадание
шестивалентного хрома в сточные воды. Для удаления с деталей влаги, кото-
рая остается на их поверхности после промывки в воде, производится сушка.
Способы сушки и режимы указаны в табл. 143.
Детали технологичес-
кой оснастки из легирован- ных сталей подвергают тер- мической обработке для сня- тия напряжений, возникаю- щих в результате наводоро- жнвания. Процесс ведут при температуре 180—200 °C в течение 1,5 ч преимущест- венно в масляной ванне. Хромирование произво- дят в стационарных сталь- ных ваннах, футерованных листовым виЕЕипластом. Об- рабатываемые изделия слу- 143. Рекомендуемые режим хромированных деталей ы сушки
Способ сушки Режим обработки
Темпера- тура, °C Продол- житель- ность, мин
Обдувка сжатым возду- хом В сушильном шкафу 18—25 85—100 0,5—3 5—10
жат катодом.
В качестве источника тока применяЕОт низковольтные генераторы посто-
янного тока, вырабатывающие ток напряжением 6 или 9 В и силой 250 —
10 000 А. Для питания ванн применяют также селеновые выпрямители, со-
стоящие из понижающего трансформатора и набора селеновых выпрямитель-
ных шайб.
Для загрузки изделий в ванну следует применять специальные контакт-
ные приспособления (рис. 41). При конструировании и изготовлении подве-
весок необходимо учитывать следующие основные требования: материал под-
весок (электролитическая медь) должен иметь такое сечение, при котором
обеспечивается, подвод тока соответствующей силы; подвеска должна иметь
хороший контакт с покрываемыми деталями и катодной штангой ванны; де-
тали в подвесках должны быть расположены так, чтобы они не экранировали
одна другую, а образовавшиеся газы легко удалялись с поверхности деталей,
не создавая «газовых мешков»; для устранения возможности покрытия под-
вески осаждаемым металлом она должна быть покрыта изоляционным мате-
риалом, за исключением мест контакта; конструкция подвески должна спо-
собствовать рациональному использованию объема ванны; монтаж и демон-
таж деталей с подвесок должны выполняться без затруднений.
При контроле качества хромированных изделий следует проверять внеш-
ний вид, прочность сцепления с основным металлом и толщину покрытия.
Твердость и износостойкость ' контролируют при наличии указаний на чер-
теже или карте технологического процесса "изготовления инструмента.
Контроль внешнего вида покрытия производят поштучно путем осмотра
деталей невооруженным глазом, используя в отдельных случаях эталоны
сравнения. На поверхности деталей не допускается наличие трещин, сколов,
сквозных черновин, отслаиваний, дендритов. Допускаются разнотолщин-
ность и разЕЮтонность цвета покрытия на различных участках поверх-
ности.
Контроль толщины хромовых покрытий следует производить приборами,
не разрушающими покрытия в местах, наиболее затрудненных для прохожде-
ния тока и осаждения на них металла: на центральных участках плоскостей,
вогнутых поверхностях, участках, близких к внутренним углам, и т. п. Тол-
щина покрытия на указанных участках должна быть не менее предусмотрен-
ной стандартами или техническими требованиями чертежа. Изделия с тол-
щиной покрытия, меньшей допустимой, отправляют на повторное хроми-
рование.
142
143
Для проверки сцепления хромового покрытия с основным металлом обНв
разцы-свидетели подвергают механическим воздействиям (испытание запилн^^Я
ванием и шлифованием). Испытание запиливанием проводят на участке об-2Я
разца-свидетеля, который легко запилить (край или угол). Деталь зажимаютчИ
в тиски и запиливают с торца напильником в одном направлении, чтобы снятья
покрытие до обнажения основного металла. Сцепление считают удовлетвори- Я
тельным, если покрытие ие отслаивается от основного металла в месте запи- J
ливания. Испытание шлифованием производят наждачным кругом до об- Я
нажения основного металла. Сцепление считают удовлетворительным при 3
отсутствии ржавой кромки с отслаиванием покрытия. |
Никелирование. Типовой технологический процесс никелирования со- ,3
стоит из таких операций: обезжиривание в органическом растворителе; суш- |
ка или обезжиривание химическое; промывка в теплой воде; обезжиривание J
электрохимическое; промывка в теплой воде; промывка в холодной воде; де- Я
капирование; промывка в холодной воде; никелирование электрохимическое; Я
улавливание; промывка в холодной воде; промывка в горячей воде; сушка;-Л
контроль. Никелируемую поверхнЪсть предварительно шлифуют или по*Я
лируют.
Для снятия различных полировочных и шлифовальных паст, масел, сма-Я
зочных материалов, находящихся на поверхности деталей, производят обез-Я
жиривание в органических растворителях (бензине, уайт-спирите, керосине)7Я
путем последовательного погружения в одну—три емкости, под душем илйЯ
протиркой волосяными щетками либо ватным тампоном. После обезжирива- 3
ния в бензине рекомендуется сушка на воздухе, а после обработки уайт-спи<Я
ритом — промывка в горячей воде. Для износостойкого никелировании при-’Д
меняют сульфатные электролиты. Составы электролитов и режимы обработ-Я
ки приведены в табл. 144. Я
Составы электролитов для матового и блестящего никелирования см;Я
табл. 145, 146. При приготовлении электролита каждый из его компонентов-З
предварительно растворяют в воде, переливают растворы в рабочую ванну и
и доливают ее водой, затем определяют pH и доводят его до заданного значе- Я
ния, добавляя серную кислоту и углекислый никель. 1
Микротвердость осаждаемого никеля составляет 250—300 кг/мм2.
Для повышения износостойкости рабочей поверхности штампов и обес-
печения ее постоянной смазки применяют покрытие электролитическим осаж- я
дением твердого пористого слоя сплава никеля с кобальтом, с последующими^я
операциями расширения пор и пропитки политетрафторэтиленом. ПокрытивЯ
имеет твердость ffV75, коэффициент трения 0,05. Оно увеличивает срок служим
бы штампов и пресс-форм, защищает поверхность от повреждений и заеданий.чЯ
устойчиво к кислотам и щелочам, эффективно для штампов горячей и холод-’Я
ной штамповки. Пресс-формы и литейные формы (например, из стали.Я
4Х4М2ВФС) для литья деталей из алюминиевых сплавов (например, АЛ-2)Я
под давлением рационально упрочнять осаждением 9—12 мкм сплаваиИ
никель — вольфрам. Для повышения износостойкости на поверхности галь-Я
ванически наносят слой композиционного покрытия, состоящего из никеле^И
вой матрицы, содержащей мелкодисперсные частицы карбида кремния. Пена!
крытие имеет твердость около 550 HV и толщину 30—70 мкм. В электролиЯИ
вводится в виде суспензии от 2,5 до 5 % (по массе) мелкодисперсных (4 мкмнЯ
частиц карбида кремния (твердость около 2500 HV). Процесс ведут при ка^М
тодной плотности тока 5 А/дм2, температуре электролита 60 °C, материадЙИ
аиодов — никель марки НПА1. Составы электролитов для комплексного ниДМ
келирования приведены в табл. 147. Многократное повышение термическоЯИ
стойкости формообразующих элементов пресс-форм при нанесении вольфрамЧД
никелевого покрытия обусловлено аморфной структурой покрытия. Благо-,Я
даря этому в поверхностном слое не происходит выделение по границам зе-ЯЯ
рен хрупких интерметаллических соединений железа с алюминием, кото-зИ
рые являются источниками образования разгариых трещин. Не возиикавДЯ
взаимодействие покрытия с содержащимся в смазках углеродом, с образовали
нием крупких углеродсодержащих соединений, так как никель (металл,—
растворитель) не является карбидообразующим элементсм. Высокая тве{йМ
дость и пластичность вольфрамоникелеврго покрытия пресс-форм при литЦМ
144 Я
144. Составы электролитов и режимы никелирования
3 Плот- ность, А/дм" ^.© © 1Л — — CO — — 1 о 1 II юн-4 ю © О —
Режим рабо- 0) 03* 18—25 50—60 45—55 25—50 25—30
X а ссГсо© со 1Г1 III 1 «- Ю О 'СО г- см’ со* см*
eioifOHM BBHdog со ООО О 1 04 Ю СО СО ) ю сч
Ч1ГЭХИН УН1ГЭИИ -оаоникефч1гХэ S со 111 1 J, LO СМ
, г/л воды Ч1ГЭИНН H^Htfodotfoa •oioHdo^dog III 8 1
(1Ч1О1ГЭНМ yosaudi -вн 1вфч1гХэиН) Ч1гоэ HBaoHdiepi н- со III 1 1 см см
03 аз О 3 Q UHd -ген yinioHdoicp 11^- 1 1
аз О ав а; S ч о Ч1ГЭЯНН gFUPHdoirx 30 250—300 ИЯ
X yudiBH HiqioHdoirx 22 « | 1 1 g ю а.
(цгчнйоа -шкээй) tfttdiBH ynifOHHOHds^ =; о V ю х — О I . . s | 22 1 1 1 1 О о 00 S
(oodouAM fliqa -Э1ГЭХИН) Ч1ГЭНИН tfiqvoHHOHdaQ 175—200 420 ' 200—240 1тов матов
Электролит Типовый сернокислый То же, скоростной То же, блестящего никелирования Борфтористоводород- ный Сульфаминовый 145. Составы электрол
6
7-517
145
146. Составы электролитов блестящего никелирования
под давлением деталей из алюминиевых сплавов обеспечивают надежную
защиту формообразующих элементов от механического износа, образования
сетки разгара и термических трещин.
После никелирования следует производить улавливание никеля из
электролита и обезвреживание последнего, затем — сушку. Режимы и спо-
собы выполнения этих операций, а также составы ванн для их выполнения
аналогичны применяемым при хромировании.
Контроль качества никелевых покрытий производят по следующим основ-
ным показателям: внешний вид, толщина покрытия, отсутствие пор и проч-
ность сцепления с основным металлом. Методы контроля аналогичны ис-
пользуемым при хромировании.
Бесцианистые электролиты. Позволяют осуществит|Ь электрохимиче-
ские процессы без применения токсичных веществ. Ниже приводятся составы
некоторых бесцианистых электролитов и режимы процессов электролити-
ческой упрочняющей обработки.
Аммиакатно-уротропиновый электролит цианирования. Состав элек-
тролита, г/л: окись цинка — 40—60, хлористый аммоний — 240—260,
уротропин — 40—60, мездровый клей — 2—4, водный аммиак — 100—
120.
Режим работы: температура (20 ± 5) °C, катодная плотность тока 1 —
2 А/дм2, pH 8,0—8,4.
Скорость осаждения при плотности тока 1 А/дм2 1 мкм за 3,5 мин.
Электролит обеспечивает большую рассеивающую способность, чем рас-
пространенные в промышленности хлораммиакатные электролиты, до-
статочно высокую плотность тока (1—2 А/дм2) и выход по току (95—98 %),
прост в приготовлении, стабилен в работе.
Сульфатно-аммониевый электролит кадмирования. Состав электролита,
г/л: сернокислый кадмий — 40—60, сернокислый аммоний — 240—260, дис-
пергатор НФ-Б — 50—100 мл/л, уротропин— 15—20, вещество ОП-Ю —
0,7—1,2.
Режим работы: катодная плотность тока 0,8—1,2 А/дм2, температура
(20 ± 5) °C, pH 4—6.
Скорость осаждения при плотности тока 0,8 А/дм2 1 мкм за 3 мин.
Катодный и анодный выходы металла по току составляют примерно
Покрытия, полученные из данного электролита,— мелкозернистые,
плотные, с высокой коррозионной стойкостью. Диспергатор НФ-Б пред-
ставляет собой конденсат бетасульфокислоты нафталина с формальдегидом,
нейтрализованный аммиачной водой.
Сульфатно-трилоновый (нитрилотриуксуснокислый) электролит кад-
мирования. Состав электролита, г/л: сульфат кадмия — 40—50, трилон А—
100—110, едкий калий 100—ПО.
Режим работы: катодная плотность тока 1—4 А/дм2, температура 50—
55 °C, pH 11-11,5.
Скорость осаждения при плотности тока J А/дм2-—21 мкм/ч
Загрузка деталей производится под током.
В растворах оптимальных составов и режимов электролиза в этих элек-
тролитах осаждаются высококачественные кадмиевце покрытия в широком
интервале плотностей тока от 1 до 8 А/дм2 с выходом по току, приближаю-
щимся к 100 % . По рассеивающей способности электролит не уступает циани-
стому.
Электролит пирофосфатного цинкования, г/л: сернокислый цинк, кри-
сталлогидрат — 60—70, пирофосфорнокислый калий, кристаллогидрат —
350—380, фосфорнокислый аммоний двузамещенный — 45—55, сульфани-
ловая кислота — 0,2—0,8; pH 8,5—9,5.
Катодная плотность тока при температуре электролита 18—25 °C —
1—2 А/дм2, при температуре 35—40 °C — 2 — 4 А/дм2. Скорость осаждения
цинка составляет 2,2 мкм/мин при плотности тока 2 А/дм2, либо 1,1 мин при
плотности тока 4 А/дм2, pH — 8,5—9,5.
Этилендиаминовый электролит меднения. Состав электролита, г/л:
сернокислая медь — 100—125, этилеидиамин (100 %) — 50—60, сернокис-
лый иатрий — 50—60, сернокислый аммоний — 50—60.
6* 147
146
Режим работы: температура (20 5) С, pH 8,2—8,5; катодная плот-
ность тока 0,5—1,0 А/дм2, отношение анодной поверхности к катодной 2:1,
Выдержка до получения осадка толщиной 3—4 мкм. Доращивание
необходимой толщины медного покрытия производится из сернокислого
электролита. Для улучшения качества сцепления осадка с основой выпол-
няется операция предварительного меднения в тартратном электролите со-
става, г/л; сернокислая медь 3—5, едкий натр 80—100, сегнетовая соль
30-50.
Режим работы: температура (20 — 5) °C, катодная плотность тока 4—
6 А/дм2.
Детали выдерживают в указанном составе без тока в течение 20—30 с,
затем под током в течение 1 —1,5 мин.
Рекомендуется также железистосинеродистый электролит меднения со-
става, г/л: сернокислая медь (в пересчете на металл) — 15—30, железисто-
синеродистый калий — 180—250, едкий калий — 7—25, сегнетовая соль —
90—100.
Режим работы: температура (55— 5) °C, катодная плотность тока 1,5—
2,0 А/дм2, отношение анодной поверхности к катодной 6:1.
Скорость осаждения при плотности тока 2 А/дм2 1 мкм за 1,5 мин.
В последнее время при покрытии стальных деталей применяется покры-
тие «биникель», которое позволяет исключить подслой меди. Осуществление
процесса никелирования по схеме «биникель» заключается в последователь-
ном нанесении полублестящего и блестящего никелевого покрытий из раство-
ров состава, г/л, I и II:
I. Сернокислый никель — 250—350, борная кислота — 30—40, хлори-
стый натрий — 10—20, 1,4-бутиндиол — 0,08—0,12 мл/л, формалин —
0,1 мл/л.
Режим работы: температура (40 zb 5) °C, pH 5,1—5,4, катодная плот-
ность тока 2—3 А/дм2.
Скорость осаждения при плотности тока 2 А/дм2 1 мкм за 2,5 мин.
II. Сернокислый никель — 250—300, хлористый натрий — 10—15, фто-
ристый натрий — 1—2, борная кислота — 30—40, 1,4-бутиндиол — 0,5—
1,0 мл/л, формалин — 0,03—0,35 мл/л, хлорамин Б — 1—2 мл/л.
Режим работы: температура (55 zb 5) °C, pH 4—4,5, катодная плотность то-
ка 3—5 А/дм2.
Скорость осаждения при плотности тока 5 А/дм2 1 мкм за 1 мин.
Двойное никелевое покрытие почти в 2 раза коррозионноустойчивее
однослойного такой же толщины.
Электрохимическое полирование. Один из наиболее эффективных методов
повышения стойкости инструментов путем уменьшения шероховатости по-
верхности на один-два класса, снижения коэффициента трения инструмента
об обрабатываемые детали и стружку, исключения прижогов поверхности.
Сущность процесса — анодное растворение металла в электролите.
При шлифовании поверхностей деталей часто наблюдается появление
прижогов и микротрещин, что вызывает местные напряжения и преждевре-
менный выход детали из строя.
Дефекты могут быть устранены электрохимическим полированием, сни-
жающим поверхностный дефектный слой и формирующим поверхность повы-
шенной чистоты (пониженной шероховатости). Преимущество метода — вы-
сокая производительность, не зависящая от физико-механических свойств
обрабатываемого материала и формы изделия. Статические характеристики
металла — предел текучести, относительное удлинение, относительное су-
жение — практически не изменяются. Основное отличие поверхности, поли-
рованной электрохимическим путем, от механически обработанной —от-
сутствие следов деформации, прижогов и структурных изменений. Растворе-
ние гребешков металла улучшает шероховатость поверхности и изменяет
характер микрорельефа. При сопряжении электрополированных поверхно-
стей величина фактической опорной поверхности возрастает, что оказывает
положительное влияние на работу деталей в условиях трения. Электрохи-
мическое полирование способствует стабилизации коэффициента трения,
уменьшает время приработки трущихся поверхностей в 5—6 раз, повышает'
стойкость металла к коррозии, увеличивает срок службы деталей.
148
Электрохимическое полирование повышает стойкость сверл на 30—35 %,
зенкеров — на 10—20, разверток — на 20—25, метчиков — до 70, фрез кон-
цевых - до 100 %.
Упрочняемые инструменты укладывают на медную сетку, соединенную
с положительным полюсом источника постоянного тока и погружают в элек-
тролитическую ванну, через которую пропускается электрический ток при
напряжении 8 В в течение 20—4б с. Продолжительность выдержки зависит
от размера упрочняемого инструмента и марки материала. Выделяющиеся
в процессе работы газы отсасывают при помощи системы вентиляции. Элек-
тролит периодически очищают от шлама.
Перед полированием детали и инструмент термически обрабатывают.
После обезжиривания их промывают в горячей и холодной воде, декапируют,
вновь промывают и погружают в ванну травления. Для травления стали типа
65Г и стали 40Х применяют сернокислый раствор состава: серная кислота
18—20%, присадка ЧМ 0,8 г/л (основание хинолинового ряда). Темпе-
ратура раствора 50—60 °C, время травления 15—20 мин. После травления
детали промывают. Процесс выполняют в растворе состава, % по массе:
45 — ортофосфорной кислоты; 39 — серной; 4 — хромового ангидрида; ос-
тальное— вода. Удельный вес раствора 1,7—1,74 г/д.м3; температура 70—
80 °C; выдержка — 6 мин (катоды свинцовые). Затем инструмент промы-
вают в горячей и холодной проточной воде. Для полного удаления следов
кислот проводят нейтрализацию в растворе углекислого натрия — 20—30 г/л
в течение 0,15—3 мин, после чего инструмент снова промывают в холодной
и горячей проточной воде и сушат.
Для полирования инструментов из быстрорежущих и углеродистых ста-
лей можно применить двухкомпонентный электролит состава: ортофосфорная
кислота — 88 % (у = 1,6 г/см3), хромовый ангидрид —10 % и остальное —
вода. Электрохимическое полирование осуществляется в специальных ван-
нах с паровым подогревом. Электропитание — от источника постоянного
тока напряжением до 36 В.
Электролиты для электрополирования не универсальны. Их полирую-
щая способность к различным металлам ограничена. Подбор электролитов
и режимов электрополирования для многокомпонентных легированных ста-
лей выполняют с учетом содержащихся в них присадок металлов, вызываю-
щих значительное отклонение электрохимических параметров анодной обра-
ботки по сравнению с чистым железом. Это приводит к избирательному
растворению участков металлов, различных по своим свойствам.
На качество полирования влияют микроскопические неоднородности,
возникающие из-за наличия в металле нескольких кристаллических фаз
и особенно неметаллических включений. Оптимальные режимы электропо-
лирования предварительно определяют потенциостатическим методом
в стеклянной электрохимической ячейке на потенциостате П-5848. Для
электрода сравнения используют стандартный хлорсеребряный электрод,
в качестве вспомогательного — платиновую пластинку. Рабочим электро-
дом служит деталь.
Например, в состав .твердой заэвтектоидной инструментальной стали
марки ХВСГ, применяемой для изготовления мелкоразмерных плашек и мет-
чиков, входят углерод, хром, вольфрам, кремний, марганец (по 1 %), вана-
дий (0,1 % ), никель (не более 0,35 %), сера и фосфор (не более 0,03 % ). Одна
часть этих элементов образует с углеродом карбиды, другая — твердый рас-
твор в железе. При электрополировании этой стали в результате влияния
указанных включений возникают локальные гальванические элементы, кото-
рые обычно являются катодными по отношению к основной фазе. Это приво-
дит к растворению основной фазы вокруг частичек катодной фазы, которые,
выкрашиваясь, оставляют на полированной поверхности оспины («пит-
тинг»).
Высокое качество полирования сталей такого типа достигается в элек-
тролите, содержащем 25 % по массе хромового ангидрида и 75 ортофосфор-
ной кислоты при температуре 80—100 °C и плотности тока 100—200 А/дм2.
Работа при такой высокой плотности тока осложняет проведение процесса
в производственных условиях. Для снижения плотности тока и увеличения
электропроводности электролита в раствор вводят серную кислоту и воду.
149
Введение 17 % по массе серной кислоты и 4 % по массе воды повышает элек-
тропроводность в 2 раза по сравнению с исходным раствором. При этом со-
держании дополнительных компонентов рабочая плотность тока имеет мини-
мальные значения.
Оптимальный состав электролита и режим электрополирования плашек
из стали ХВСГ, % по массе:
Оптималь- Допусти-
мый мые пре-
делы
Ортофосфорная кислота....................... 60 60—65
Серная кислота.............................. 17 15—20
Хромовый ангидрид........................... 18 15—20
Вода ........................................ 5 2—6
Анодная плотность тока................... 40—60 А/дм2
Температура.............................. 80—100 “С
Продолжительность полирования............ 5—10 мин
Электролит не нуждается в корректировании по основным компонентам, у
если количество протекшего электричества не превышает 240 А ч/л при
условии периодического добавления воды до исходного уровня. Дальнейшее .4
увеличение количества электричества связано с необходимостью корректи--.Я
рования и регенерации электролита путем удаления железа и окисления трех- я
валентного хрома до шестивалентного. Для осаждения железа предвари- 1
тельно восстанавливают Fe3+ до Fe2+ на свинцовом катоде при плотности тока ч
0,8 —1 А/дм2. Анодное пространство отделяют от катодного пористой диа- Д
фрагмой. Следующая операция — охлаждение раствора до температуры Я
—4...+4 °C. Соли двухвалентного железа кристаллизуются и выпадают Я
в осадок. После охлаждения солей железа проводят окисление трехвалент- Э
ного хрома до шестивалентного на свинцовом аноде при плотности тока 2— М
4 А/дм2. |
При старении электролита наблюдается уменьшение блеска полируемых '
деталей, что связано с понижением растворимости продуктов анодного рас-
творения. Поэтому после отработки 240 А ч/л электролит следует заменить. >
Полированные детали нейтрализуют, промывают в холодной и горячей воде '
и сушат. Способы устранения возможных неполадок при электролитическом
полировании стали приведены в табл. 148. j
Фосфатирование. Фосфатирование — процесс нанесения фосфатной плеи- |
ки иа поверхность сложного фасонного режущего инструмента типа протя- |
жек, разверток, фрез, долбяков, специальных резцов, сверл, зенкеров, мет- |
чиков, плашек и деталей, работающих на истирание, с целью защиты от кор-
розии и повышения износостойкости. |
Оборудование для фосфатирования: ванна для обезжиривания — 1 шт.; ]
ванна для двукратной (каскадной) промывки — 2 шт.; ванна для промыв- J
ки— 1 шт.; ванна для обработки в масле— 1 шт.; сушильный шкаф — Я
1 шт. 1
Технология подготовки деталей к фосфатированию приведена в табл, я
149, составы растворов для фосфатирования — в табл. 150. Для корректи- |
ровки фосфатирующего раствора на каждую недостающую «точку» на 100 л 3
раствора добавляют раствор следующего состава: Zn (Н2РО4)2 Н2О— 48 г; 3
Zn (NO4)2H2O — 49 г; Н3РО4 — 22 г, вода дистиллированная — остальное Л
(до объема 108 мл). Для уменьшения испарения фосфатирующего раствора Я
при работе поверхность ванны заполняют кусочками полиэтилена, пенопласта
или покрывают слоем пушечного сала толщиной 3—5 мм. С целью повышения 3
защитных свойств фосфатной пленки, нанесенной на поверхность инструмеи-Я
тов, проводят специальную обработку, технология которой приведена Я
в табл. 151. Я
Стальные детали можно обезжиривать в'растворе состава, г/л: пирофос-Я
форнокислый натрий 20 =t 5, кальцинированная сода техническая 10 — 2,'S
кремнекислый натрий 8 it 1. Режим работы: температура (60 — 10) °С,Д
время обработки 15—2 мин. Я
Сильно загрязненные детали обезжиривают в растворе состава, г/л:Д
едкий натр технический — 80 ± 10, кальцинированная сода техническая Ц
150 Я
----------------------------------------.—
148. Способы устранения возможных неполадок при
электрополироваиии стали
Вид дефекта Причины возникновения дефекта Способы устранения дефекта
Точечное травление по- верхности, питтинг Присутствие в электро- лите мельчайших частиц хромового ангидрида Прогреть электролит при 80—90 °C до полного рас- творения хромового ан- гидрида
Неглубокие язвы различ- ных очертаний Наличие на поверхности деталей окалины и кор- розионных пятен Протравить детали в сер- ной кислоте; в дальней- шем принять меры к не- допущению появления на деталях окалины и ржав- чины
Непрозрачные пленки различного цвета 1. Состав электролита не оптимальный 1. Сделать химический анализ электролита и от- корректировать его
2. Плохая промывка де- талей после полирования 2. Обеспечить тщатель- ную промывку
3. Высокая температура электролита 3. Понизить температуру до оптимальной
Слабый блеск и недоста- точное сглаживание ше- роховатости Низкая плотность тока Плотность тока повы- сить до оптимальных значений
Полосчатость Высокий удельный вес электролита Довести удельный вес электролита до 1,75—1,8
Травление поверхности металла 1. Низкое содержание окислителя (хромового ангидрида) 1. Содержание хромово- го ангидрида довести до оптимального значения
2. Накопление железа в электролите 2. Железо из раствора удалить или разбавить электролит свежеприго- товленным
3. Низкая плотность то- ка 2. Плотность тока повы- сить до оптимальных зна- чений
Пятна в месте контакта Плохой контакт детали с подвеской Обеспечить надежный контакт
Черный налет на поверх- ности детали Низкая окислительная способность электролита Увеличить содержание хромового ангидрида до оптимальных значений
151
60 zb 10, тринатрийфосфат — 35 zt 5, натриевое жидкое стекло — 15 zb 5,
сульфанол НП-3 15 1,5. Режим работы: температура (85 =s= 10) °C, время
обработки 15 zb 2 мии.
Технология фосфатирования деталей с предварительной подготовкой
поверхностей состоит из следующих операций:
1. Монтаж деталей на подвески.
2. Обезжиривание в растворе состава, г/л: технический едкий иатр —
80 zb 10, техническая кальцинированная сода — 60 — 10, тринатрийфос-
фат — 85 =±= 5, жидкое натриевое стекло — 15 =!= 5, сульфанол НП-3 —
5 zb 1,5. Время обработки 15 zb 2 мин, температура (85 =ь 10) °C. Заменяют
раствор обезжиривания раз в неделю.
3. Промывка в горячей (70—80 °C) проточной воде.
4. Промывка в холодной проточной воде.
5. Травление раствором: 160 zb Ю г/л технической серной кислоты
149. Подготовка к фосфатированию
Операция Состав раствора Режим обработки
Компонент Количество, кг • 10-8 л воды Т емпера- тура, °C Выдерж- ка, мнн
Обезжиривание Керосин 81 18—25 3—4
Олеиновая кислота 6,6 18—25 3—4
Триэтаноламин 3,4 18-25 3—4
Тракрезол 9,0 9,0 3—4
Двукратная (кас- кадная) промывка Проточная вода — 80—90 1—2
Промывка Непроточная дистилли- рованная вода 80—90 0,15
150. Составы и режимы растворов для фосфатирования
Составы раствора, кг • Ю“3 воды Режим обработки
Zn(HaPO4)2 Zn(NO3)2 Н,РО, Температура, °C Выдержка, мин
40 55 15 93—98 10—15
40 58 2 94—96 29
Примечание. Кислотность раствора 60—80 точек. Числом точек называется
количество, мл. 0,1 н. раствора, необходимого для титрования 10 мл фосфатирующего
раствора в присутствии фенолфталеина.
151. Технология обработки фосфатной пленки
Операция Среда Режим обработки
Температура, °C Выдержка, мин
Двукратная (каскадная) про- мывка Сушка Обработка в масле Подсушивание для стока из- лишнего масла Проточная вода Воздух Масло И-12 Воздух 80—90 80—90 100-115 Комнатная 1—1,5 3—4 3—4 3—4
152
и 40 — 10 г/л хлористого натрия. Время обработки —20 5 мии, темпе-
ратура 50 5 °C. Замену раствора травления производят раз в месяц.
6. Промывка в холодной проточной воде.
7. Химическая активизация. Для получения качественной фосфатной
пленки с высокими противокоррозионными свойствами рекомендуется после
обезжиривания и травления проводить дополнительную обработку деталей
в течение 1 —1,5 мин в растворе щавелевой кислоты — 20^2 г/л при темпе-
ратуре 20 2 °C. Замену раствора производят раз в месяц. После химиче-
ской активизации детали без промывки поступают в ванну фосфатиро-
вания.
8. Фосфатирование раствором I или 2. Состав раствора 1, г/л; фосфор-
нокислый однозамещенный цинк — 50 5, азотнокислый цинк — 50— 5,
ортофосфорная техническая кислота — 14 =t 3, щавелевокислый двухводный
цинк — 0,1—0,2. Режим работы: температура (60 5) °C, время обработки
20 =t 5 мнн, общая кислотность 90 — 100 точек, свободная кислотность-
ю-15 точек, коррозионная стойкость фосфатной пленки 7—8 мин. Состав
раствора 2, г/л: препарат «Мажеф» — 60^5, азотнокислый цинк — 90 — 10,
фтористый технический натрий — 3 1. Режим работы: температура (40±
± 5) °C, время обработки 30 5 мин, общая кислотность 80 — 85 то-
чек, свободная кислотность 4—6 точек, коррозионная стойкость фосфатной
пленки 9—10 мин. Фосфатные пленки, полученные при обработке деталей
данными растворами, имеют мелкокристаллическую структуру с минималь-
ной пористостью, обладают высокой коррозионной стойкостью и прочностью
сцепления с основным металлом. В процессе эксплуатации фосфатирующий
раствор необходимо ежедневно проверять на общую и свободную кислотность
и при необходимости корректировать.
Защитное покрытие крепежных деталей низкотемпературным фосфати-
рованием. Перед фосфатированием детали подвергают электрохимическому
обезжириванию, промывке в горячей и холодной воде и декапированию
в растворе соляной кислоты 1:1. Состав раствора фосфатирования: 35—
60 г/л соли «Мажеф», 60—80 г/л азотнокислого цинка, 3—4 г/л фтористого
натрия. Температура раствора 50—60 °C, время обработки деталей — 20 мин.
После фосфатирования на поверхности детален образуется мелкокри-
сталлическая фосфатная пленка светло-серого или серого цвета, обладающая
хорошей коррозионной стойкостью.
Для приготовления раствора расчетное количество соли «Мажеф» засы-
пают в отдельную емкость, заливают горячей водой (с температурой 80—
90 °C) и выдерживают в течение 2—3 ч. Затем раствор сливают в рабочую
ванну. В отдельных емкостях растворяют расчетное количество азотнокис-
лого цинка и фтористого натрия. Полученные растворы также сливают
в рабочую ванну.
В приготовленном для фосфатирования прозрачном растворе обрабаты-
вают случайные детали до получения раствора мутного цвета. Общая кислот-
ность проработанного раствора должна составлять 70—100 точек, а свобод-
ная — 5—10 точек.
Корректировку раствора для фосфатирования производят по кислотно-
сти из расчета на-одну точку I г/л соли «Мажеф»-и 3 г/л азотнокислого цинка.
Фтористый натрий добавляют 2 раза в неделю из расчета 3 г/л.
Химическое фосфатирование с последующей пропиткой дисульфидмо-
либденовой смазкой ВНИИНП-229 выполняют в растворе состава: 35 г/л
монофосфата цинка; 35 г/л азотнокислого циика; 15 г/л ортофосфорной
кислоты. Температура раствора 95—98 °C, выдержка —5 мии. Перед фос-
фатированием поверхность обезжиривают. Затем на нагретый до 100 °C
фосфатированный инструмент наносят дисульфидмолибденовую смазку
ВНИИНП-229 и выдерживают его в электрошкафу 2—3 ч при t— 150...
200 °C.
Технологический процесс одновременного обезжиривания, травления и фос-
фатирования. В раствор на основе препарата «Мажеф» вводят азотнокислый
цинк в качестве ускорителя, борную кислоту для обеспечения стабильности
раствора и увеличения прочности пленки, оксалат цинка (щавелевокислый
цинк) для уменьшения шламообразования и нитрат кальция для придания
пленке мелкокристалличности и повышения элластичиости покрытия.
153
Состав раствора, г/л: препарат «Мажеф» 100 — 10, азотнокислый цинк
240 + 25, фосфорнокислый однозамещенный ам-моний 60 ±5, борная кисло-
та 30 ± 2, сульфанол НП-3 2,5 ± 0,5, азотнокислый кальций 3,5 й: 0,5,
щавелевокислый аммоний 0,15 0,02, стальная стружка (стали 30, 40
50) 5 i 1.
Режим работы: температура, °C, 50 2, выдержка, мин, 20 =s 5; общая
кислотность, точек, 190—210; свободная кислотность, точек, 12—18; отно-
шение общей кислотности к свободной 11 — 15 ; коррозионная стойкость фос-
фатной пленки, мин, 10—12.
Раствор для одновременного обезжиривания, травления и форсфатиро-
вания приготовляют в деминерализованной конденсатной или умягченной
воде (готовится путем добавки 2—2,5 г/л соды в водопроводную воду, кипя-
чением в течение 1 —1,5 ч, отстаиванием и удалением осадка).
Способ приготовления раствора оказывает существенное влияние иа
шламообразование, долговечность раствора и коррозионную стойкость по-
крытия. Основную емкость заполняют 1/2 объема водой, растворяют рассчи-
танное количество фосфорнокислого Ъднозамещенного аммония, сульфонола
НП-3 и стальной стружки. Затем раствор подогревают до 60 °C и выдержи-
вают в течение 3 ч. В отдельной емкости азотнокислый цинк смешивают с пре-
паратом «Мажеф», смачивают водой, перемешивают и также оставляют на
3—4 ч. После этого смесь азотнокислого цинка с препаратом «Мажеф» вносят
в основную емкость, добавляют рассчитанное количество борной кислоты,
азотнокислого кальция и щавелевокислого аммония. Раствор доводят до ра-
бочего объема, нагревают до 50 °C и прогревают в течение 1 ч. После прогре-
ва раствора определяется общая и свободная кислотность, которая должна
соответствовать величинам 190—210, 12—18.
Для повышения общей кислотности на одну точку необходимо до 1 л
раствора ввести выдержанную не менее 1 ч сухую смесь из расчета 1,5 г пре-
парата «Мажеф» и 3 г азотнокислого цинка. Для понижения свободной кис-
лотности на одну точку необходимо на 1 л фосфатированного ввести 1 мл
0,1 нормального раствора едкого натра.
Технологический процесс фосфатирования: монтаж деталей на подвески
или загрузка в барабан, обработка их в кипящей воде с выдержкой 4—5 мии
(при незначительном загрязнении); предварительная очистка деталей в рас-
творе с тринатрийфосфатом и мыльным спиртом; фосфатирование деталей
в растворе одновременного обезжиривания, травления и фосфатирования при
50—55 °C с выдержкой 20 мин; промывка фосфатированных деталей в теплой
проточной воде при 50—60 °C, затем в горячей проточной воде при 70—80 °C
трех-четырехкратным погружением; сушка деталей горячим сжатым возду-
хом. Температура 70—80 °C, выдержка — 8—10 мин; пропитка деталей мас-
лом. Для пропитки деталей с целью увеличения антикоррозионных свойств
используют УКРИНОЛ-11 концентрацией 40—100 г/л. Температура 65—
75 °C. Продолжительность обработки 3 — 1 мин.
При наличии на деталях сильных загрязнений (жирная металлическая
пыль, окалина, ржавчина и т. п.) проводят предварительную очистку в рас-
творе тринатрийфосфата 50 =s 5 г/л и мыльного спирта 4 =ь 1 мл/л при тем-
пературе (50 5) °C. Продолжительность обработки 8± 2 мин.
Технология позволяет сократить продолжительность обработки в 2,5—
3 раза, уменьшить количество операций, расход воды, электроэнергии и ма-
териалов примерно в 2,5 раза.
Никель-фэсфатированне. Способ улучшения режущих свойств и стойко-
сти инструментов. Обеспечивает покрытие режущей части инструментов из
быстрорежущих сталей износостойкими пленками никель-фосфора. Вы-
полняют способом химического осаждения пленки в аммиачно-никелевой
цитратной ванне состава, г/л: хлористый никель 30, гипофосфат натрия 10,
хлористый аммоний 100. Для поддержания кислотности в пределах pH 8—9
добавляют аммиак. Процесс химического осаждения осуществляют в вание.
При температуре 85 °C в течение 39 мин на поверхности режущего инструмен-
та осаждается слой никель-фосфата толщиной 5 мкм.
Технологический процесс нанесения покрытия: промывка и обезжири-
вание химическим способом, химическое осаждение никель-фосфорного по-
крытия, термическая обработка инструмента с нанесенным инкель-фосфор*
154
ным покрытием, нагрев до температуры 400—450 °C с последующим охлаж-
дением иа воздухе.
Никель-фосфориое покрытие уменьшает силы трения при резании, резко
снижает температуру резания, облегчает выход стружки, обеспечивает вы-
сокую износостойкость инструмента. Высокая твердость режущей крсмки
инструмента HRC 65—68 сохраняется при температуре выше 600 °C. По-
крытие особенно ценно для упрочнения и воссстановления инструментов
сложной геометрической формы, перезаточка которых производится по задней
поверхности (например, сверл диаметром 8—35 мм).
Никель-борирование. Применяют с целью повышения износостойкости,
твердости и коррозионной стойкости металла. Выполняют в растворе состава,
г/л: никель хлористый 80—100, этилендиамин 114—120, едкий натр 40—50,
боргидрид натрия 0,8—0,9, фенантролин 0,02—0,25. Покрытия обладают
высокой коррозионной стойкостью, износостойкостью и твердостью, факти-
чески беспористые при толщине слоя 5—7 мкм. Другой состав раствора,
г/л: никель хлористый 30, этилендиамии 60, едкий натр 40, боргидрид натрия
0,6, таллий азотнокислый 0,1.
Никель-кобальт-фосфатирование. Выполняют в целях повышения износо-
стойкости и антифрикционных свойств стальных деталей сложной конфигу-
рации (пресс-формы, измерительный инструмент и т. п.), работающих в усло-
виях трения, в том числе при повышенных температурах.
Шероховатость поверхности пресс-формы, на которую наносится покры-
тие никель — кобальт — фосфор, должна быть Ra = 0,040....0,32 мкм, так
как покрытие воспроизводит геометрию поверхности детали. Технологиче-
ские операции по нанесению никель — кобальт — фосфорного покрытия вы-
полняют в порядке, описанном ниже.
1. Химическое обезжиривание в щелочном растворе следующего состава
г/л: едкий натр 45 ± 5, сода кальцинированная 65 5, тринатрийфос-
фат 25 ± 5, стекло натриевое жидкое 7± 2. Температура (70 ± 5) °C, про-
должительность обработки 30 ± 3 мин.
2. Промывка в горячей (70—80 °C) проточной воде.
3. Промывка в холодной проточной воде.
4. Обезжиривание окисью магния. Окись магния смешивают с холодной
водой до консистенции негустой кашицы и волосяной щеткой тщательно
протирают пресс-формы до полного смачивания поверхности.
5. Промывка в холодной проточной воде до полного удаления окиси
магния.
6. Сушка пресс-форм горячим (70—80 °C) сжатым воздухом, если после-
дующей операцией будет изоляция непокрываемых участков. Если же пресс-
форма подвергается покрытию полностью, сушка исключается. Изолирование
участков поверхности пресс-форм, ие подлежащих покрытию, производят
эмалью ХВ-124, которую наносят слоем при помощи кисти. Сушка при ком-
натной температуре в течение 30 мин, затем 2 ч при температуре 80—120 °C.
7. Электрохимическое обезжиривание на катоде в щелочном растворе
следующего состава, г/л: едкий натр 30 5, сода кальцинированная 30 ± 5,
тринатрийфосфат 20 5, стекло натриевое жидкое 10 5, температура
70 ± 5 °C, плотность тока 7. —-3 А/дм2, продолжительность обработки
5 1 мин. Анодами при обезжиривании Служат пластины из катодного ни-
келя Н-2. Состав щелочных растворов для химического и электрохимического
обезжиривания контролируют ие реже 1 раза в неделю при односменной
работе.
8. Промывка в горячей (70—80 °C) проточной воде.
9. Промывка в холодной проточной воде последовательно в двух вайнах.
Смену воды в промывочных ваннах осуществляют со скоростью 0,7—1 объема
в час. Очистку ванн следует проводить не реже одного раза в месяц.
10. Декапирование в растворе кислоты серной (100 г/л). Температура
(23 =£ 3) °C, продолжительность 2 мин.
11. Промывка в холодной дистиллированной воде последовательно
в двух ваннах.
12. Нанесение химического никель — кобальт — фосфорного покрытия.
В состав раствора входят следующие компоненты, г/л: никель хлористый
15, кобальт сернокислый 15, кислота лимонная 20, аммоний хлористый 5.0,
155
натр едкий 50, натрий фосфорноватистокислый — гипофосфит 20. Темпера-’
тура (85 ± 2) °C, pH раствора 9—10, скорость осаждения 16—18мкм/ч,--!
плотность загрузки 1 дм2/л. >
Для получения никель — кобальт — фосфорных покрытий толщиной"
более 15 мкм осаждение проводят в стационарной ванне с переносом пресс-
форм через 1 ч из отработанного раствора в свежеприготовленный или откор-.
ректированный по данным химического анализа. Из указанного выше раство-
ра осаждается сплав никель — кобальт — фосфор следующего состава, %;
никель 70—75, кобальт 10—15, фосфор 10—15. Компоненты раствора для
получения химического никель — кобальт — фосфорного покрытия следует
растворять каждый отдельно в теплой дистиллированной воде (50—60 °C).
Натр едкий и гипофосфит натрия — в воде нормальной температуры. Через
фильтр из марли и ваты растворы солей сливают в последовательности: рас-
твор никеля хлористого и кобальта сернокислого, затем в него рас-
творы кислоты лимонной, аммония хлористого и натра едкого. Полученный
раствор нагревают до температуры 60—65 °C и вводят растворенный в мини-
мальном количестве воды гипофосфиг натрия. Температуру раствора доводит
до 80 °C и загружают детали. Подвеску для загрузки деталей изготовляют из
стальной проволоки. Ванна для химического никель — кобальт — фосфор-
ного покрытия пресс-форм может быть изготовлена из керамики, фосфора,
стекла. Можно использовать в качестве ванн чугунные котлы, а также эма-
лированные бачки. В процессе нанесения покрытия интенсивно выделяется
водород. Для получения покрытия без питтинга необходимо встряхивать,
покачивать пресс-форму или перемешивать раствор с помощью сжатого воз-
духа.
13. Промывка в проточной воде комнатной температуры.
14. Промывка в горячей (70—80 °C) проточной воде.
15. Сушка горячим (70—80 °C) сжатым воздухом.
16. Термическая обработка.
Для увеличения износостойкости никель-кобальт-фосфорного покрытия
его необходимо подвергнуть термической обработке в электрической печи.'
Пресс-формы с покрытием выдерживают при температуре 325—350 °C в тече-
ние 1 ч, а затем охлаждают вместе с печью при открытой дверце. В результа-
те прочность сцепления покрытия с основой превышает прочность сцепления
никелевого и хромового покрытия, полученного электролитическим спо-
собом. При нагреве покрытых пресс-форм до температуры 325—350 °C обра- /
зуется двухфазная система, состоящая из Ni3P и СО2Р. Структурные превра-
щения сопровождаются увеличением твердости покрытия от HV 500—600 -4
(до термообработки) до HV 1000—1100 (после термообработки), т. е. покры- 5
тие по твердости приближается к электролитическому хромовому покрытию.
Пористость покрытия при толщине 16—18 мкм и более не выявлена. Пресс- (
формы, покрытые сплавом никель—кобальт— фосфор, используют для прес-
сования пластических масс и резин. При прессовании резин прилипания :
поверхности прессуемой детали к поверхности пресс-формы не наблюдалось. |
Ванну для фосфатирования изготовляют из стали и оборудуют тепло- 1
изоляционным покрытием, нагревателем и вытяжной вентиляцией. Во избе- j
жание взмучивании осадка фосфатов на расстоянии 100—150 мм от диа “
ванны устанавливают перфорированную перегородку. Перед началом экс- J
плуатации новой ванны необходимо покрыть ее внутреннюю поверхностьJ
фосфатным слоем и лишь после этого начинать фосфатирование. Сушку тех- j
нологической оснастки после фосфатирования проводят в сушильном шкафу, °
оборудованном вентилятором. i
При обезжиривании, промывке и фосфатировании технологической
оснастки применяют корзины из тонкой сетки или перфорированной листо-;
вой стали и подвески различных конструкций.
Качество фосфатной пленки определяется ев плотностью, зернистостью,.,
шероховатостью, защитными свойствами и коррозионной стойкостью. По-’
крытие должно быть плотным, гладким, мелкозернистым, цвет пленки мо-}
жет колебаться от светло-серого до черного. Не допускается наличие ржавых1
пятен и-налета взмученного осадка, а также черного налета, оставляющего
следы на руках или хлопчатобумажной салфетке. Допускается наличие пятеЦ
и непокрытых точек в местах контактов с подвесным устройством на нерабб^
1 56
чей поверхности технологической оснастки. Внешнему осмотру после фосфа-
тирования подвергается вся партия деталей. Детали с неудовлетворительным
качеством плеики выбраковываются.
Наличие фосфатной пленки проверяют визуально, царапая поверхность
оснастки, протирая ее мелкозернистой абразивной шкуркой или соскре-
бывая.
Для определения защитных свойств фосфатной пленки пользуются ка-
пельным методом. Метод заключается в том, что на заданный участок поверх-
ности прн температуре 15—25 °C наносится одна капля контрольного раство-
ра. Продолжительность времени в минутах между моментом нанесения капли
и изменением ее цвета (капля становится темно-коричневой, почти черной)
служит характеристикой стойкости пленки:
Продолжительность испытания до изменения
цвета капли, мин
Оценка защитных
свойств
1......................................Низкая
1—2...................................Пониженная
2—5....................................Средняя
5......................................Высшая
При капельном методе испытания контроль производится на образцах-
свидетелях, взитых в количестве двух-трех штук от партии. Состав контроль-
ного раствора: 0,4 М раствор CuSO4 — 40 мл; 10 %-ный раствор NaCl —
20 мл; 0,1 М раствор НС1 — 0,8 мл.
Для контроля коррозионной стойкости фосфатной пленки технологиче-
скую оснастку подвешивают на шелковых или капроновых нитях в 3 %-иом
растворе NaCl при температуре 20 °C с выдержкой 5—15 мин, после чего про-
мывают водой и оставляют на воздухе в течение 25 —30 мин. Если в резуль-
тате испытания пленка не изменилась, то ее качество считается удовлетвори-
тельным. Контроль производится на образцах-свидетелях в количестве одной-
двух штук в партии. Образцы-свидетели должны быть термически обрабо-
таны и изготовлены из стали той же марки, что и фосфатируемая технологи-
ческая оснастка.
Химическое никелирование. Осадок химического никеля восстанавли-
вают из раствора, содержащего 30 г/л сернокислого никеля; 10 г/л уксусно-
кислого натрия; 10 г/л гипофосфита натрия; 0,007 г/л тиосульфата натрия;
2 мл/л уксусной кислоты; хромовокислый свинец — до насыщения. Кислот-
ность растйора pH 4,2—4,8; температура 90—92 °C; плотность загрузки
1 дм2/л. Скорость осаждения осадка 6—9 мкм за 30—40 мин; толщина покры-
тия 15—18 мкм. После никелировании инструмент подвергают термообработ-
ке в течение 1 ч при t = 350 ... 400 °C.
Слой твердого никеля можно осадить химическим способом из раствора,
г/л: сернокислого Ni кристаллического 80, фосфорноватистокислого Na —
24, уксуснокислого Na — 12, борной кислоты — 8, хлористого Na — 6.
Пористость в слое получают травлением в течение 20 с — 1 мин в вание,
содержащей фтористый аммоний и плавиковую кислоту. Способ позволяет
повысить стойкость пресс-форм для литья под давлением, штампов, лезвий-
ных инструментов (сверл, метчиков, разверток и др.).
Если в никелесодержащий раствор ввести мелкодисперсные твердые ве-
щества типа алмаза, карбидов или нитридов бора, вольфрама, кобальта,
хрома, ванадия, то при восстановлении никеля из суспензии образуется ком-
плексный осадок, обладающий высокой износостойкостью. Например, по-
крытие алмазным порошком, закрепляемым химически осаждаемым слоем
никеля, применяют для упрочнения пресс-форм для изготовления бакелито-
вых деталей, рабочих поверхностей калибров, микрометрических и других
измерительных приборов. Более эффективными, менее хрупкими и царапаю-
щими являются порошки, полученные в результате размельчения и отсева
определенной фракции из природных или искусственных алмазов, а не непо-
средственно, из мелких искусственных алмазов. Метод химического нанесе-
ния слоя позволяет точно контролировать его толщину. Применяемые в этом
случае никель — фосфорные сплавы могут быть после нанесения подвергну-
ты термической обработке (например, 24 ч при 270 °C илн 1 ч при 400 °C),
157
что обеспечивает повышение твердости на 1000 HV. Рекомендуемые пара-
метры алмазного слоя: объемное содержание алмазов 20—25 % (допустимо
до 40 %); толщина слоя покрытия 25—50 мкм; твердость никелевой матрицы
Ю00—1200 HV', коэффициент трения 0,08—0,2 на синтетическом волокне.
Износостойкость металлических пресс-форм, предназначенных для из-
готовления изделий из пластмассы, бакелита, фарфора и электрофарфора,
повышают химическим нанесением многослойного композиционного покры-
тия, в котором первый слой представляет собой химическое никелевое по-
крытие, а последующие — из никеля, содержащего окисли, карбиды, метал-
лы, алмазный порошок, бориды, нитриды и др. Для улучшения приработки
инструмента в наружных слоях осаждают более мягкие компоненты, напри-
мер, электрокорунд, а во внутренних — более твердые, например, карбид
бора. После нанесения всех слоев покрытие подвергается термической обра-
ботке при 200—750 °C, 15 мин — 48 ч. Износостойкость многослойных по-
крытий выше, чем однослойных. Изношенное покрытие может быть удалено
химическим путем и после предварительной подготовки поверхности вос-
становлено.
ОБРАБОТКА ИНСТРУМЕНТОВ ИЗ АБРАЗИВНЫХ
И СВЕРХТВЕРДЫХ МАТЕРИАЛОВ
МЕХАНИЧЕСКАЯ ОРАБОТКА АБРАЗИВНЫХ ИНСТРУМЕНТОВ
Выполняется при необходимости изменения начальных размеров абра-
зивных инструментов, восстановления их режущих свойств или изго-
товления их из отходов. Включает в себя технологические операции обтачи-
вания, растачивания, подрезания торцов, разрезания, сверления, правки
и профилирования. Независимо от содержания работы, исполненной в про-
веденной технологической операции механической обработки, все абразив-
ные инструменты, кроме шлифовальных брусков и головок, подлежат обя-
зательному балансированию массы и испытаниям на прочность в соответствии
с действующими стандартами, правилами и нормами безопасности труда.
Для осуществления механической обработки абразивных инструментов
преимущественно используют универсальные металлорежущие станки, при-
годные для выполнения неточных работ, но оснащенные системами для по-
дачи СОЖМ (смазочно-охлаждающих и моющих жидкостей) в зону резания,
средствами индивидуальной защиты станочника, ограждающими устрой-
ствами, щитами, предохраняющими окружающих от осколков и пыли.
Технологические операции обтачивания, растачивания исполняют стальными
коронками или сверхтвердыми монокристаллами синтетических сортиро-
ванных алмазов, марки АС32 (АСС) или природными алмазами, либо затупив-
шимися твердосплавными инструментами — проходными упорными и рас-
точными резцами. При работе со стальной коронкой ее устанавливают под
углом 20° к оси шпинделя и наклонно на 40° к вертикальной плоскости. Рас-
тачивание н обтачивание ведут при следующем режиме: частота вращения
обрабатываемого абразивного круга Укр = 6 ... 8 м/с; частота вращения
стальной коронки (инструмента) Кинстр = 12 ... 15 м/с; подача S < 1 мм/об,
глубина снижаемого слоя (глубина резания) — не более 5 мм (1 <5 мм).
Коронку изготовляют штамповкой из стали 10—20, толщиной 3—5 мм, по
форме чашки, с конусом 104—110°, цементируют и закаливают до твердо-
сти HRC 54—58; при возможности рабочую поверхность конуса дополнитель-
но упрочняют простейшими методами (электроискровым легированием, плаз-
менным напылением стеллита, пр.). Коронку укрепляют с помощью гаек
и шайб на шпиндельном устройстве, устанавливаемом взамен резцедержате-
ля на суппорте станка. Привод устройства — индивидуальный. При работе
с токарными резцами нх размещают в обычном порядке в резцедержателе
станка. Установку инструментов (карандашей, дисков, гребенок, роликов
и пр,), оснащенных сверхтвердыми абразивными материалами, выполняют
158
с помощью державок и оправок, проектируемых и изготовляемых примени-
тельно к конкретным условиям эксплуатации и типу технологического обо-
рудования.
Обрабатываемый абразивный круг укрепляют в трехкулачковом патро-
не или на кулачковой шайбе. При разрезании на бруски его укрепляют в ди-
намически регулируемых тисках или на столе станка. Между поверхностями
круга и кулачков в местах зажима укладывают прокладки из мягких метал-
лов — свинца, меди либо плотного картона.
Операции разрезания кругов и подрезывания их торцов исполняют на
круглошлифовальных, токарных, карусельных и строгальных станках. При
необходимости разрезать круг по толщине его укрепляют на центровой
оправке и устанавливают на токарный станок. Работу ведут при минимальных
скоростях вращения разрезаемого круга, с повышенным вниманием к усло-
виям безопасности труда. В качестве режущего инструмента можно приме-
нить отрезные абразивные круги на вулканитовой или бакелитовой связках,
преимущественно с упрочняющими элементами, изготовленные из шли-
фующих материалов 1 А, 5С (электрокорунд или карбид кремния), зернисто-
стью 50—8. Разрезание кругами выполняют при скоростях режущего круга
40—-60 м/с в условиях гарантированной жесткости всей системы. Устройство
для установки режущего круга должно надежно фиксироваться, не допускать
возможности случайных боковых смещений в процессе резания. Обработку
ведут при обильной подаче СОЖМ в зону резания. Для предотвращения
заклинивания отрезного круга установку разрезаемого круга следует осу-
ществить с базированием на отверстие и один торец, без прижима боковыми
шайбами, лучше — на разжимной или цанговой оправке.
Подрезывание торца абразивного круга прямолинейно или по профилю,
предусмотренному формами стандартных сечений или специальному, можно
выполнить с помощью упорных токарных резцов или указанного выше уст-
ройства с вращающейся стальной коронкой. Наклон оси оправки с корон-
кой к оси шпинделя в горизонтальной плоскости должен быть равен 25,
а в вертикальной — 40°. Обработку торца нужно вести от периферии круга
к его центру. Последние 7—10 мм обрабатывают от центра к периферии.
Приближаясь к остающейся перемычке, следует уменьшить поперечную по-
дачу во избежание скалывания (разрыва) перемычки. В этот момент необходи-
мо особенно внимательно осмотреть положение защитного экрана (щита)
и отклониться в сторону от зоны резаиия.
Сверление и зенкерование отверстий в абразивных материалах осущест-
вляют при изготовлении мелких шлифовальных кругов или головок из отхо-
дов отработавших абразивных инструментов — кругов, брусков. Операции ис-
полняют на вертикально-сверлильных станках твердосплавными сверлами,
пластинчатыми (перовыми) либо корончатыми закаленными инструментами.
Условия работы и режимы резания аналогичны приведенным выше для опера-
ций растачивания. При обработке кругов на вулканитовой связке частоту вра-
щения режущих инструментов следует увеличить на 20—30 %, при усиленном
охлаждении их СОЖМ-
Правку и профилирование абразивных инструментов осуществляют
механическим, ' электрохимическим,, электроэрозионным, электроконтакт-
ным или химическим методом. За исключением первого, прочие методы при-
меняют для случаев обработки инструментов на металлизированных или то-
копроводящих связках. Наиболее распространены методы механической
правки и профилирования, поскольку они охватывают основную номенкла-
туру образивных инструментов. Механическая правка выполняется алмаз-
ными (природными или сннтетическимн) инструментами — карандашами
роликами, накатниками, гребенками, звездочками, дисками, брусками, кру-
гами, иглами, пластинами, а также аналогичными инструментами нз сверх-
твердых материалов «Славутич» илн «Фионит», либо твердых сплавов группы
ВК. Для более грубой, предварительной правки или при исполнении работ,
не требующих создания точного профиля режущего круга, а лишь ограни-
ченных условиями возобновления его режущих свойств, операцию правки
можно осуществить кругами или брусками (в том числе обломками), из чер-
ного карбида кремния твердостью ЧТ или ВТ, желательно — с принудитель-
ной подачей и по траектории профиля правки. Алмазные стандартные пра-
159
вящие инструменты и инструменты из сверхтвердых материалов, употребляв- ’
мые наиболее часто: алмазные карандаши (тип 01 — алмазы расположены ;
цепочкой вдоль оси; 02 — слоями; 03 — по сфере, 04 — неориентированно; ’>
исполнение А — корпус цилиндрический, В — конический, С — ступеи- '
чатый), алмазы в оправах (тип I — корпус цилиндрический, II — цилиндри-
ческий с головкой, III — конический, конус Морзе В10 или В12, тип IV_ »
резьбовый, MIO X 1, применяют при необходимости шлифования кругами
поверхности с шероховатостью до Ra = 0,16 ... 0,32 при врезном оконча-
тельном шлифовании либо Ra = 0,08 ... 0,16 при продольном или профиль-
ном); алмазные резцы (единичный ограненный кристалл, применяют для ;
правки многониточных зубо- и резьбошлифовальных инструментов); алмаз-
ные иглы (единичный кристалл ограненный на конус с углом при вершние •
90 ° (60°), применяют для правки резьбошлифовальных кругов при необхо-
димости обработки ими высокоточных резьбовых поверхностей, например,
калибров); алмазные бруски (синтетические алмазы, связка керамическая,
бакелитовая, применяются для правку плоских торцевых кругов (сегментов)
на станках для шарошлифования или профильного шлифования при глубине
профиля до 20 мм и шероховатости поверхности до Ra — 1,25 мкм); алмаз-
ные ролики (технология создания алмазоносного слоя аналогична изготов-
лению алмазных шлифовальных кругов, применяются для правки прямого ..
или фасонного профиля, преимущественно при врезном шлифовании). Алмаз- :
ные карандаши типов 01, 02, 03 наполняются группами алмазов массой от j
0,03—0,05 до 0,10—0,20 карат, а типа 04 изготовляют из алмазных порош-
ков зернистостью 63/50—2000/1600. Масса алмазов в оправах от 0,02—0,04 1
до 1,61—2,10 карат, а в алмазной игле — 0,10—0,30 карат.
При правке абразивных инструментов алмазные карандаши и монокри- 1
стальные правящие инструменты — резцы, иглы — устанавливают с на- /
клоном на угол в 15° в сторону вращения абразивного круга. По мере износа ;
граней алмаза его поворачивают вращая карандаш вокруг оси, вводят в ра-
боту незатупленные грани алмаза. Рабочую кромку алмаза помещают иа ’
уровне линии центров выправляемого круга или ниже этой линии на 1—2 мм.
Механическую правку эльборовых и других инструментов из сверхтвер- ;
дых материалов по мере их износа или заполнения пор металлической струж- /
кой (засаливания поверхности), а также с целью создания рабочего профи-
ля, как правило исполняют методами обтачивания или шлифования абра-
зивными инструментами (кругами, брусками) при медленном их перемещении ;
относительно выправляемого инструмента. Режим правки бруском из карби- )
да кремния зеленого (КЗ) на керамической связке: скорость алмазного кру-
га — рабочая, соответствующая его паспортной характеристике, пода-
ча— продольная 5прод = 1,0.... 2,0 мм/мин, поперечная S поп = 0,01...
... 0,02 мм/дв. ход стола. Твердость брусков, используемых для правки ал-
мазных кругов на органической связке, должна соответствовать СМ1—СМ2,
на металлической связке С1—С2. Для правки мелкозернистых алмазных
кругов используют более мягкие бруски. Правку абразивным кругом сле-
дует вести при обильном охлаждении. Режим правки: окружная скорость
абразивного правящего круга VKp = 25...3O м/с, подача продольная 5прод =
= 1,5... 2 м/мин, поперечная £поп =0,03 ... 0,04 мм/дв.ход. Величина врезания
и перебега — не меиее чем 5 мм с каждой стороны алмазоносного слоя
круга. При правке методом обкатки абразивный круг приводят в кои- ..
такт с выправляемой поверхностью алмазного круга и сообщают -
ему 5прод= 0,8 ... 1,2 м/мин, 5прод= до 0,02 мм на 6—8 дв. ходов. В свою
очередь, перед началом работы абразивный круг, использующийся в каче-
стве правящего инструмента, следует сбалансировать и заправить так, чтобы ,
исключить радиальное биение и возможность его пробуксовывания в ходе
обкатывания алмазного круга. ;
Во время правки алмазного круга полезно продольную подачу выпол- „
нять в режиме легких возвратно-поступательных толчков (осциллирующая.;/
подача). При возможных вариантах предпочтительна правка не обкатываии--^
нием, а методом шлифования.
Правку эльборовых кругов на керамической связке методом шлифова- .;
ния выполняют абразивными кругами из электрокорунда или карбида крем-
160
ния твердостью СМ—Т; на вулканитовой, бакелитовой или керамической
связках; при зернистости, превышающей зернистость выправляемого круга
на один-два номера. Режим правки: 5ПОП = 0,01 ... 0,02 иа 4—5 дв. ходов,
Snpon = 1,0 ••• I.5 м/мин; окружные скорости кругов: эльборового — VKp =
== 1,5 ... 2,0 м/с, правящего — VKp= м/с. В случаях, когда не тре-
буется восстановить профиль эльборового круга, его правят брусками из
карбида кремния зеленого твердостью СМ1—СМ2. Для восстановления плос-
костности рабочей торцевой поверхности кругов (чашечных, тарельчатых,
с выточками и пр.) их целесообразно притирать на чугунной плите шаржиро-
ванной свободным абразивом.
Характеристики абразивных инструментов, рекомендуемых для исполь-
зования при правке алмазных кругов, приведены в табл. 152; режимы прав-
ки эльборовых кругов на керамической связке алмазными инструментами
даны в табл. 153. Режимы правки абразивных кругов при исполнении опера-
ций тонкого шлифования (т. е. шлихования малых припусков, не превышаю-
щих 0,04—0,08 мм на диаметр обрабатываемого изделия на прецизионных
станках высокой или особо высокой точности, при малых продольных пода-
чах, обеспечении плавности хода перемещающихся элементов правящего
устройства, отсутствии недопустимых вибраций и отжатий в системе и пр.)
приведены в табл. 154.
ВОССТАНОВЛЕНИЕ АБРАЗИВНЫХ ИНСТРУМЕНТОВ
Изношенные или поломанные абразивные инструменты, в том числе
круги и бруски, восстанавливают в первоначальный размер или перераба-
тывают до других размеров или в другие формы. Предварительно инструмент
сортируют по видам абразивных материалов, связкам и зернистости. Те отхо-
ды, которые предназначаются для их использования на внешних рабочих
поверхностях новых инструментов, подлежат обязательному предварительно-
му сортированию. Если такую работу выполнить не представляется возмож-
ным, то нераспознанные отходы используют в качестве наполнителей при
создании различных элементов, например колец, не имеющих непосредствен-
ного контакта с обрабатываемой поверхностью детали.
Изношенные абразивные круги могут быть восстановлены в первоначаль-
ный размер по диаметру или толщине. Восстановление производится мето-
дом склеивания колец, концентрично расположенных относительно друг дру-
га, либо плоских колец по их торцам. В этом случае базовое отверстие круга
остается неизменным и дополнительной доработки не требует. Если же вос-
становление ведется в другой размер, то центральное отверстие обрабаты-
вают с целью последующего уменьшения его размеров. В ряде случаев в цен-
тральное отверстие вклеивают абразивное или металлическое кольцо.
Перед склеиванием соединяемые абразивные поверхности тщательно
подготавливают. Для этого их подвергают-предварительной механической
обработке, на всей поверхности склеивания создают канавки с некоторым
шагом. Перед нанесением склеивающих масс поверхности необходимо очис-
тить от грязи, следов масел и других веществ, которые могут при склеивании
стать разделителями. Затем на поверхности наносят клеевые составы, эле-
менты соединяют, заполняют зазоры недостающим количеством клеевого со-
става и сушат. Режим склеивания приведен в табл. 155.
Склеенные или механически обработанные абразивные инструменты
в обязательном порядке должны подвергаться проверке по всем техническим
характеристикам и испытываться на прочность в соответствии с требования-
ми, указанными в соответствующих нормативных документах. Во всех слу-
чаях нужно иметь в виду, что существует повышенная вероятность разрыва
абразивных кругов, подвергавшихся механической обработке или склеива-
нию. Поэтому в каждом конкретном случае следует рассматривать вопрос
0 преимущественном использовании восстановленных кругов на оборудо-
Нии, обладающем уменьшенными скооостямН вращения или надежной защи-
той при разрыве круга.
161
152. Характеристики абразивных инструментов, рекомендуемых
для проведения правки алмазных кругов
Абразивный инструмент
Алмазный круг
Марка Зернистость Связка
АСВ 315/250 Металли- ческая
АСР АСВ 250/200
АСР АСВ 200/160
АСР АСВ 160/125
АСР АСВ 125/100
АСР . АСВ 100/80
АСР АСВ 80/63
АСР АСВ 63/50
АСО 160/125 125/100 100/80 80/63 Органиче- ская
63/50 50/40
63С40
63С32
63С25
63С20
63С16
63С12
63С16
63С12
63СЮ
63С8
63С6
63С5
Марка,
зернистость
Твердость
С1-С2
СМ 1—СМ2
СМ 1—СМ2
М3—СМ1
МЗ-СМ1
Связка
Керами
ческая
на керамической связке
153. Режимы правки эльборовых кругов
алмазными инструментами
Тип инструмента Режим правки J
Vкр. м/с ^г1рОД' мм/об
Алмазы в оправке 15—30 0,02—0,10 0,02—0,1Я
Карандаши 01, 02, 03 15—25 0,01—0,04 0,04—0,20 о о 1 1 ю ш § о о
Карандаш 04 15—20 0,02—0,05 0.005—оД
162
154. Режимы правки абразивных кругов при тонком шлифовании
Правящий инструмент Переход 5прод- мм/мин Зпоп» мм/ход Число одинарных ходов
Алмаз Предварительный 0,2-0,4 0,02—0,03 3-5
Окончательный 0,05-0,15 0,0—0,01 1-2
Абразивный круг, карбид кремния черный Предварительный 1,2—1,6 0,02—0,03 4—6
Окончательный 0,6-1,0 0,0—0,01 3-4
Часть отходов не может быть использована непосредственно в форме
кругов, брусков, колец и т. п. Такие отходы перерабатывают на абразивное
зерно. Этот процесс может быть выполнен на специальном оборудовании или
на оборудовании литейного производства. Предварительно отходы абразив-
ного инструмента травят или обжигают с целью уничтожения связки. Отсе-
янное абразивное зерно можно использовать двумя способами. Однородное
зерно, полученное при переработке предварительно сортированных абра-
зивных отходов, свойства которых известны, может быть использовано не-
посредственно в технологическом процессе в качестве инструмента или как
кондиционное сырье в абразивном производстве. Из такого зерна замешива-
вают абразивные композиции и изготовляют новые абразивные инструменты
либо наклеивают (накатывают) его на войлочные полировальные круги.
Абразивное зерно смешанных сортов и неопределенных характеристик
может быть использовано как инструмент в установках для гидропескоструй-
ной очистки или притирки. Его можно применить в качестве наполнителя
при составлении различных клеевых масс, используемых при восстановлен-
нии абразивных инструментов.
Восстановление абразивных инструментов и переработка абразивных
отходов могут быть организованы на любом металлообрабатывающем пред-
приятии. При централизованном или региональном проведении таких работ
их эффективность значительно возрастает.
Схемы и режимы исполнения типовых технологических операций вос-
становления абразивных инструментов и переработки их отходов для извле-
чения из них шлифовального зерна приведены в табл. 155. При сушке скле-
енных абразивных инструментов должны быть созданы условия гигиены
и безопасности труда, установленные требованиями государственных стан-
дартов. Камеру сушильной печи необходимо оборудовать приточно-вытяж-
ной вентиляцией, обеспечивающей избыточное давление в камере не более
1 • 10~2 МПа. Неравномерность температуры, измеряемой в различных 39-
нах камеры по вертикальным и горизонтальным направлениям, не должна
превышать 3—5 °ЗС. ' - '
ЭЛЕКТРОИСКРОВАЯ И ЛАЗЕРНАЯ ОБРАБОТКА
ИНСТРУМЕНТАЛЬНЫХ МАТЕРИАЛОВ
упрочнение методами электроискровой обработки. Применяют для повы-
и шения износостойкости и твердости поверхности деталей, работающих
в условиях повышенных температур, долговечности металлорежущего, дере-
вообрабатывающего, слесарного и другого инструмента; создания шерохо-
ватости под последующее гальваническое покрытие; облегчения пайки обыч-
ным припоем труднопаяемых материалов (нанесение промежуточного слоя,
например, меди); увеличения размеров изношенных деталей при ремонте.
’“Издает возможность значительно изменять исходные физические и химиче-
163
155. Схемы выполнения типовых технологических операций восстЭНа»„
абразивных инструментов н переработки их отходов для извлечения *
шлифовального зерна д извлечения
Содержание
операции
Уменьшить отвер-
стие методом за-
ливки
Вклеить концент-
ричный вкладыш
Способ выполнения
работ
Оборудование
Т ехнологическв»
оснастка
Пространство между
боковыми поверхнос-
тями отверстия и кон-
центрично установлен-
ного в нем стержня
заполнить смесью
гипса и столярного
клея или расплавлен-
ной серной ,смесью
(сера — 80 %, графит
серебристый — 20 %),
либо акриловыми или
эпоксидными компози-
циями, либо песочно-
абразивной смесью на
бакелитовом лаке (1 ч.
но массе прокаленно-
го абразивного и 0,15 ч.
по массе речного пес-
ка (бакелитового ла-
ка). На стенках пред-
варительно расточить
канавки 2,5x5 мм ша-
гом 10 мм
Пространство между
боковыми поверхнос-
тями отверстия и кон-
центрично установ-
ленного в нем абра-
зивного металличе-
ского или пластмас-
сового вкладыша за-
полнить клеем (20—
25 % прокаленного,
шлифовального зерна, I
75—80 % бакелитово-
го лака). На указан-
ных поверхностях
вкладыша и круга
предварительно сде-
лать каиавки (0,5— 1) X
X 5 мм с шагом 5 мм
Режим сушки: иа воз-
духе в течение 25—
30 ч, подогрев до 60 °C
в течение 3 ч, вы-
держка 9 ч, подогрев
до 120—180 °C, вы-
держка 6—9 ч, охлаж-
дение с печью до 40—
50°, выдержка 4—6 ч,
охлаждение на воз-
духе
Верстак, на-
гревательная
ванна
Верстак, на-
гревательная
печь
Плита, штаиге.
циркуль или
циркуль,
лект стержней?
трамбовка, гда-
дилка, мешалка,
противень, ковш;
Плита, трамбов,
гладилка, мепи_
ка, противень^
ковш
164
Продолжение табл. 155
Содержание операции Способ выполнения работ Оборудование Технологическая оснастка
Склеить по тол- Общепринятый. /Час- Верстак, печь Плита, оправки
щине до получения форм сечеиия 1ПП, 2П, ЗП, 4П, 1ПВ, ПВД, ПН, 1К,2К, чц, чк са груза равна 2—5 массе скленного кру- га. Режим сушки тот же, что и для спосо- ба 02 нагревательная центрующие, ли- нейка, груз коль- цевой, гладилка, кисть, кювета
Раздробить ОТХОДЫ Общепринятым спосо- бом до размера зерен 15—20 мм Дробильные установки Шары или болты, линейка, комплект сит по ГОСТу, лопата
Размолоть отходы кругов на керами- ческой связке Общепринятый Мельницы или размольные установки Шары, комплект сит по ГОСТу, со- вок, комплект ем- костей
Произвести обжиг Выполняется обще- Нагреватель- Поддон, приборы
отходов кругов на бакелитовой и вул- канитовой связках принятым способом при температуре 400— 500 °C в вентилируе- мой камере ная печь для измерения температуры, клещи
Отделить механи- ческие включения Общепринятый Магнитный или центро- бежный сепа- ратор Поддон, совок, комплект емкос- тей
Разделить на фрак- ции То же Механические сита Поддон, комплект сит, совок, комп- лект емкостей
ские свойства поверхностного слоя (твердость, износостойкость, жаростой-
кость и т. д.) как быстрорежущей, так и других инструментальных сталей.
Заключается в’легировании поверхностного слоя металла изделия (катода)
материалом электрода (анода) при искровом разряде в воздушной среде
(рис. 42).
Рис. 42. Принципиальная
электрическая схема устрой-
ства для электроискровой об-
работки:
ЭА — электрод-анод; ДК — де-
таль-катод на контактной плас-
тине; / — графитовая пластинка;
2—упрочняющий электрод; 3 —
упрочняемая поверхность; 4 —
корпус инструмента
В результате химических реакций легирующего металла с диссоцииро-
ванным атомарным азотом и углеродом воздуха, а также с материалом дета-
ли в поверхностных слоях образуются закалочные структуры и сложные
химические соединения (высокодисперсные нитриды, карбонитриды и карби-
ды), возникает диффузионный износостойкий упрочненный слой, обладаю-
щий высокой твердостью и износостойкостью. Микротвердость слоя, изме-
ренная методом Виккерса иа приборе ПМГ-3, составляет 1000—1400 кг/мм
и зависит от материала электрода. Общий упрочненный слой, возникающий
в результате электроискрового упрочнения, состоит из верхнего белого
нетравящегося слоя и нижнего переходного диффузионного слоя с перемен-
ной концентрацией легирующих примесей и карбидов, с сильно измененной
исходной структурой, постепенно переходящей в структуру основного ме-
талла. В большинстве случаев иижиий слон по глубине несколько больше
-166
.верхнего. В связи с наличием диффузионного слоя в структуре упрочнен-
ного металла возможно многослойное упрочнение, в том числе с образова-
нием разнолегированных слоев. Применение последующего воздействия ла-
зерным излучением улучшает свойства упрочненной поверхности, легиро-
ванной электроискровым методом, снижает степень ее шероховатости.
Рекомендуемая номенклатура инструментов и технологической оснастки
подлежащих электроискровому упрочнению:
Наименование Типовые марки сгалей
Резцы, сверла диаметром выше 5 мм,
зенкеры, развертки, фрезы, про-
тяжки
Штампы для холодной и горячей
штамповки, гибочные, вытяжные
Подающие и зажимные цанги, оправ-
ки, вкладыши, кондукторные втул-
ки, втулки направляющих колонок
Процесс целесообразен для указанных
Сталь Р18, Р9, Р6М5, Р18Ф2
Р18К5Ф2, Р9К5, Р9КЮ
Р10К5Ф5
У8, У10, У12, ХВГ, 5ХНМ,
5ХВ2С, Х12Ф1, Х12М, ХВ5
Сталь 65Г, 60Г, 60С2А
ниже рабочих поверхностей:
Наименование технологической
оснастки
Упрочняемая поверхность
Резцы:
проходные, подрезные, отрез-
ные, расточные, строгальные
и др.
фасонные
Сверла спиральные, пластин-
чатые, кольцевые, трубчатые
и др.
Зенкеры
Фрезы с зубьями:
простыми
затылованными
Круглые протяжки
Зубонарезные долбяки
Штампы (матрицы, пуансоны,
ножи, клейма и др.)
Задняя и передняя грани,
главная режущая кромка, ра-
диус закругления, переход-
ные и вспомогательные кром-
ки
Передняя грань
Задняя грань и перемычка, пе-
реходные уголки на передней
грани
Задняя грань и заборная
часть
Задняя грань
Передняя грань
Задняя поверхность на режу-
щих зубцах
Передняя грань
Рабочие грани
Инструмент, подлежащий последующим переточкам по задним поверх-
ностям (резцы токарные и фасонные, сверла, фрезы шпоночные и концевые
и т. д.), подвергают упрочнению после каждой переточки. Вспомогательный
и штамповый инструмент, изготовленный из инструментальных и конструк-
ционных сталей, упрочняют после окончательной подготовки к эксплуата-
ции. В цангах и вкладышах к цангам упрочняют поверхности рабочих отвер-
стий на длине не менее 30 мм от торца; в направляющих для шпонбчных про-
тяжек — опорную поверхность направляющего паза по ширине и длиие^
в копирах гидрокопировальных станков — обкатываемую поверхность ko-j
пира; в упорных центрах н полуцентрах — центры упорные с конусом Морз$
№ 3—6 после шлифования рабочего конуса и последующих перешлифовокй
поверхность рабочего конуса на 1/3 длины образующей от вершины конуса^
После упрочнения поверхность рабочего конуса подлежит доводочному шли-
фованию припуска в пределах 0,01—0,015 мм. В матрицах и пуансонах раз-
делительных и формоизменяющих штампов упрочняют рабочие поверхности
матриц и пуансонов, по которым в процессе эксплуатации происходит наи-,
больший износ.
Технологические рекомендации для выполнения электроискового упрочне-ч
ния. Детали, инструменты и технологическую оснастку, подвергаемы^
электроискровому упрочнению, предварительно подготавливают: затачит.
вают режущий инструмент, удаляют грязь, пыль, ржавчину и заусенцы
с упрочняемых поверхностей и кромок деталей. Параметр шероховатости
упрочняемой поверхности Rz не должен быть выше 80 мкм. Перед началом
работы вибратор и аппарат регулируют в соответствии с принятыми режима-
ми обработки. После включения аппарата электроды вводят в соприкоснове-
ние друг с другом и затем перемещают упрочняющий электрод относительно
упрочняемой поверхности, поддерживая постоянное давление на вибратор.
Перемещение электрода по обрабатываемой поверхности следует выпол-
нять движениями по небольшому кругу, с одновременным продвижением
в сторону, либо зигзагом, с небольшой амплитудой и продвижением в сто-
рону.
При выполнении операции электроискрового упрочнения следует как
можно реже отрывать упрочняющий электрод и прерывать плавное его пере-
мещение вдоль упрочняемой поверхности. Отрыв электрода вызывает разряд
конденсатора контура. Если упрочняющий электрод был отведен от упроч-
няемой поверхности на некоторое расстояние, а затем вновь приближен к ией,
то первый разряд между вновь сближенными электродами возникает в иони-
зированном воздухе при разности потенциалов, близкой к напряжению ис-
точника питания зарядного контура. Такой разряд может вызвать значитель-
ную эрозию поверхности упрочняемого изделия или даже прижог на ней.
При упрочнении режущего инструмента, изготовленного нз быстрорежу-
щей стали или ее заменителей, можно допустить на смежной грани наличие
первого нз цветов побежалости — светло-желтого. При электроискровом
упрочнении инструмента и штампов, изготовленных из углеродистой стали,
режимы и технология упрочнения должны обеспечивать полное отсутствие
цветов побежалости на смежных гранях.
Смазывание упрочняемых поверхностей маслом снижает чистоту обра-
ботки. Искровой разряд в жидкой среде приводит к увеличению выброса
металла с поверхности электродов, а тепловое воздействие не успевает рас-
пространяться на большую глубину, вследствие чего толщина упрочненного
слоя не увеличивается. Шероховатость и сплошность нанесенного покрытия
зависят от степени шероховатости исходной поверхности; при этом чем ниже
шероховатость, тем выше качество поверхности с нанесенным покрытием.
После упрочнения инструмента рекомендуется выглаживать его поверх-
ность алмазными кругами либо наждачной бумагой. Вместо алмазного вы-
глаживания можно применять доводку поверхности электродом из электро-
графнта ЭГ-4.
В точном инструменте достаточно упрочнить только передние поверхно-
сти вдоль .режущей кромки н ленточки.
Упрочнение металлорежущего инструмента следует начинать по перед-
ним поверхностям режущей кромки и ленточки, а затем — по задним по-
верхностям, чем обеспечивают качественное покрытие и уменьшают опасность
возникновения коротких замыканий.
Для механической обработки деталей, не требующих высокой чистоты
и точности, упрочнение инструмента можно производить на высокопроизво-
дительных грубых режимах обработки. Электроискровому упрочнению под-
вергают поверхность инструмента шириной около 3 мм (для штампов — бо-
лее 5 мм). Чтобы не повредить режущие кромки упрочняемого инструмента
и штампов, рекомендуется специально защищать режущую кромку графито-
вой пластинкой, прижимаемой к смежной поверхности технологической
оснастки. Рекомендации по выбору режима электроискрового упрочнения
приведены в табл. 156. Электроискровое упрочнение проводят на мягких,
средних и жестких режимах по току в сети и напряжению на электродах.
Мягкие режимы обеспечивают получение тонкого мелкодисперсного плотного
слоя упрочняющего металла. Для образования упрочненного слоя при ра-
боте на мягких режимах требуется больше времени, чем при использовании
Жестких режимов. Жесткие режимы позволяют получить более толстые слои
и мелкодисперсность.
Электроискровое упрочнение осуществляется вибрирующим электродом
вручную. Основным недостатком ручного упрочнения является неустойчи-
вость и зависимость результатов упрочнения от квалификации и навыко»
рабочего. Кроме того, ручная работа малопроизводительна.
167
156. Режимы электроискрового упрочнения технологической оснастки
Технологическая оснастка 1 Электрод I Режим обработки I Упрочненная поверхность
ИМИ
'П# И1ЭО1
-вяохойэт
diaweden
HtfeYiioiru
% ‘BHindMou
qiooHinoiruj
ии ‘ HOlfO
олоинээои
-EH ЕИЩП1ГО£
V ,d/
MOI gHhOQBd
v ,E
‘кинем
-инее ojom
-lodoM мох
Скорость перемещения электрода при ручной обработке ие должна пре-
вышать 0,09 м/мин. При более высокой скорости качество покрытия снижа-
ется. Следует соблюдать перпендикулярность расположения электрода по
отношению к упрочняемой поверхности. Установки с ручными вибраторами
не позволяют полностью реализовать все преимущества процесса. Целесооб-
разно механизировать процесс, использовать для этих целей механизм пере-
мещения рабочих столов и суппортов металлорежущих станков, системы
ЧПУ.
Электроды для электроискрового упрочнения. Максимальная глубина
и высокая твердость упрочненного слоя получаются при использовании
электродов на хромовой основе (феррохромовых, хромомарганцевых) и из
чистого хрома. В случае применения твердосплавных или металлических
электродов поверхностный слой получается твердый, износостойкий, ио
большой толщины (до 0,12 мм), в результате чего увеличиваются размеры из-
делия. При использовании электродов из графита не происходит увеличения
габаритных размеров изделия, сохраняется исходная шероховатость упроч-
няемой поверхности, но не обеспечивается выполнение повышенных требо-
ваний к твердости износостойкости упрочненного слоя, образуемого в ре-
зультате одновременного науглероживания и закалки. Рекомендации по вы-
бору материала электрода приведены в табл. 157. При отсутствии пластинок
требуемых форм и размеров, а также для более полного использования
твердого сплава возможно применение электродов, изготовленных напайкой
или приваркой твердосплавных пластинок к стальной державке.
157. Рекомендации по выбору материала упрочняющего электрода
ra p.
Упрочняемые изделия Материал упрочняющего электрода и его марка Экспл уатациониые особенности
Развертки, зенкеры, свер- ла, протяжки, фрезы и другой режущий инстру- мент Графит ЭГ-2, ЭГ-4 Твердый сплав ВК-2, Сохраняет заданные чер- тежом размеры и шерохо- ватость поверхности инст- румента После упрочнения тре-
вк-з бует доводочного шлифо- вания
Пуансоны, матрицы, кои- Твердый сплав ВК-З, Возможно многократное
дукторные втулки, втул- ВК-8, Т15К6, Т60К6, восстановление с после-
ки направляющих коло- нок, адаптеры протяжных станков Т30К4 дующим шлифованием
Инструмент и детали ма- шин, работающие в усло- виях высоких контактных напряжений и абразивно- го износа Твердый сплав Т15К6, феррохром Хр5, Хрб, бе- лый чугун То же
Подающие и зажимные цанги, детали типа вал- подшипник Литой карбид, вольфрам
Измерительные инстру- Графит ЭГ-2, ЭГ-3, ЭГ-4, Сохраняет первоначаль-
менты, детали с повы- шенными требованиями точности КП-6 ные геометрические раз- меры и форму обработан- ной поверхности
Рабочая часть электрода должна иметь форму конуса или пирамиды,
с затуплением вершины радиусом 1,6—2,0 мм, что способствует получению
качественной поверхности упрочненного слоя.
Упрочнение методами лазерного воздействия. Лазерная закалка. Пер-
спективна для изделий, долговечность которых лимитируется износостойко-
стью и усталостной прочностью, особенно, если закалка другими методами
169
168
затруднена вследствие сложности конфигурации и возможности значнтель-»1
ного коробления. Поверхностное упрочнение лучом лазера характеризуется
рядом особенностей: упрочнение локальных (по глубине и площади) объемов 4
материала обрабатываемых деталей в местах их износа; достигается твер- J
дость, превышающая на 15—20 % и более твердость после термической обра- ч
ботки существующими способами; локальное упрочнение в металлических J
деталях поверхностей труднодоступных полостей, углублений, куда луч я
лазера может быть введен с помощью несложных оптических устройств; Л
создание «пятнистого» поверхностного упрочнения значительных площадей Д
деталей; получение при необходимости заданной микрошероховатости упроч- я
ненных поверхностей деталей; получение определенных физико-механиче- '1
ских, химических и других свойств поверхностей обрабатываемых деталей ,Я
путем их легирования различными элементами с помощью лазерного излу- 1
чения; отсутствие деформаций обрабатываемых деталей, обусловленное ло- I
кальностью термической обработки, что позволяет полностью исключить
финишную шлифовку; простота автоматизации процесса обработки лучом j
лазера по контуру, в том числе деталей сложной формы, определяемая бес- д
контактностью лазерного нагрева. 4
Применяется для повышения стойкости деталей штампов, пресс-форм 3
и режущего инструмента и деталей, имеющих рабочие поверхности, доступ-
ные для обработки лучом лазера, в том числе с использованием оптических
и управляющих систем.
Упрочнению подвергаются стали углеродистые, малоуглеродистые и ле-
гированные — У8А, УЮА, Сталь 45, ХВГ, 9ХС и др.; высоколегированные—
X12, Х12М, Х12Ф, ХВГ, ШХ15, X, 5ХВ2С; низкоуглеродистые (цементи-
рованные)— Сталь 20, 12ХНЗА; хромистые нержавеющие, типа 4X13;
быстрорежущие — Р18, Р12, Р5, Р6М5, Р9.
Поверхностной лазерной обработке подвергается инструмент, прошед-
ший термическую обработку, окончательную шлифовку и заточку.
Метод основан на использовании явления высокоскоростного разогрева
металла под действием лазерного луча до температур, превышающих темпе-
ратуру фазовых превращений Aclt но ниже температуры плавления, и после-
дующего высокоскоростного охлаждения за счет отвода тепла в основную
массу металла.
Прй обработке лазерным лучом, как и в случае обычной закалки, обра-
зуются мартенсит и остаточный аустенит.
Микротвердость в зоне обработки повышается с 650—800 до 850—
1100 кг/мм2. Высокая твердость стали после обработки лазерным лучом
обусловлена образованием более мелкозернистого мартенсита в результате
быстрого нагрева и охлаждения. Глубина упрочненной зоны достигает 0,2 мм.
Лазерная обработка проводится в воздушной атмосфере и в атмосфере
защитного газа аргона. Шероховатость после лазерной закалки не изменяется.
Средняя производительность термоупрочнения в аргоне до 500 мм2/мии,
на воздухе — до 800 мм2/мин.
Лазерное упрочнение обеспечивает повышение стойкости технологиче-
ского инструмента в два и более раз.
Критическими режимами лазерного упрочнения считаются те, при ко-
торых воздействие излучения оптического квантового генератора (лазера)
не приводит к нарушению шероховатости поверхности, а глубина упрочнен-
ного слоя максимальна. При лазерном воздействии в режиме свободной гене-
рации глубина упрочненного слоя
7 ал,
где а — коэффициент температуропроводности; а — длительность импульса
лазерного воздействия.
С уменьшением длительности импульса уменьшается глубина упрочнен-
ного слоя. Критическая энергия лазерной закалки уменьшается с уменыпе-.
ннем диаметра «пятна закалки». При этом наблюдается некоторое уменьшен
ние глубины упрочненного слоя. В ряде практических случаев, например^
для упрочнения вырубных пуансонов диаметром 2—3 мм требуется провот
водить лазерное упрочнение при разных диаметрах «пятен закалки». Зий
чеиия критической энергии лазерного излучения (Е, Дж), глубины упрочнен*
170 *3
ного слоя (Z, мкм) некоторых марок сталей при разных диаметрах «пятен
закалки», а также микротвердость до и после их упрочнения приведены
в табл. 158.
158. Режимы лазерной закалки инструментальных сталей
Сталь Е, Дж Z, мкм Н1М. кг/мм» исходная ЯИо кг/мм2 после упроч- нения
2 мМ 3 мм 3,6 мм i 4 мм S X 1-0 2 мм | i 3 мм 3,6 мм 4,0 мм S 2 LO
У8 9 23 31 41 54 108 117 126 132 136 708 1070
ХВГ 8 22 30 39 51 103 114 121 127 131 734 976
9ХС 8 21 29 37 49 98 112 117 124 129 708 1023
Х12М 7,5 20 28 35 46 91 103 112 115 119 764 934
Р6М5 7 18 26 32 43 82 91 103 107 113 794 871
Выбор критической энергии лазерного излучения при обработке с раз-
ным диаметром «пятна закалки» проводят следующим образом. При фиксиро-
ванном диаметре «пятна закалки» выполняют лазерную термообработку
поверхности исследуемых образцов при различной энергии излучения опти-
ческого квантового генератора. Та энергия, превышение которой приводит
к нарушению шероховатости поверхности, считается критической. Лазерную
закалку проводят в различных газовых средах, чаще в среде аргона, предох-
раняющего от обезуглероживания поверхность зоны лазерного воздействия.
Для получения равномерного по глубине упрочненного слоя поверхности,
перед обработкой лазером детали подвергают травлению реактивом, состава:
железо хлорное, г, —10, кислота соляная, см3, —15, вода, см3, —15. Затем
упрочняемая деталь, имеющая ровный темно-серый цвет, устанавливается
и фиксируется на столе механизма перемещения лазерной установки.
Значения оптимальной плотности энергии Е, глубины Z упрочненного
слоя и микротвердости // Vz]00 в нем прн лазерной закалке инструментальных
сталей некоторых марок в различных средах на установке мод. «Кваит-16»
при площади пятна закалки 0,1 см2 приведены в табл. 159.
159. Режцмы лазерной закалки инструментальных сталей
на установке «Кваит-16»
Показатели режима Марка стали
У8 У10 эхе ХВГ ШХ15 Х12 Х12М
Аргон, Дж/см2 310 300 300 300 300 280 280
Воздух, Дж/см2 200 190 190 190 190 180 180
Аргон, мкм 125 120 120 120 120 105 105
Воздух, МКМ 135 130 130 130 130 115 115
77100, кг/мм2 1030 1000 980 1000 980 960 960
Плотность падающей энергии при лазерной закалке на воздухе меньше,
чем в среде аргона. Уменьшение связано с тем, что нагревание металлов ла-
зерным излучением на воздухе приводит к уменьшению коэффициента отра-
жения света в результате дополнительного поглощения энергии образую-
щейся окисной пленкой. Шероховатость поверхности после лазерной закал-
ки в оптимальном режиме не ухудшается.
Лазерную закалку можно применять как окончательный вид обработки
прн изготовлении инструмента и деталей технологической оснастки для
упрочнения рабочих поверхностей, подвергающихся интенсивному износу.
171
Для лазерного упрочнения протяженных кромок инструмента и деталей тех- й
нологической оснастки применяется 50 %-ное перекрытие «пятен» закалки. |
Оно определяется как отношение разности диаметра обработки Д и шага J
обработки S к диаметру зоны лазерного воздействия. Л
Коэффициент перекрытия «пятен» закалки определяют как отношение |
шага обработки S к диаметру зоны лазерного воздействия D. Поперечное |
сечение зоны лазерного воздействия имеет форму сегмента. Глубина упроч-
ненной зоны по Диаметру «пятна» закалки изменяется от 0 до 2макс.
При 50 %-ном перекрытии «пятен» закалки глубина упрочненной зоны
практически одинакова по всей длине упрочненного слоя. Дальнейшее уве-
личение коэффициента перекрытия «пятен» закалки нецелесообразно, так как
уменьшается производительность обработки. Оптимальные режимы упрочне-
ния типовых инструментальных сталей на установке мод. «Квант-18» приве-
дены в табл. 160.
160. Оптимальные режимы упрочнения инструментальных сталей
иа установке «Квант-18»
Марка стали Энергия излучения, Дж Глубина упрочнен- ног® слоя, мкм Микротвердость ^100. кг/мм»
Обработка в атмосфере при размерах пят- на закалки, мм Обработка в аргоне при размерах пят- на закалки, мм
Обра- ботка в атмос- фере Обра- ботка в аргоне исход- ная упроч- ненного слоя
Д-8 ЗхП Д-6 '2x8
Сталь 45 106 71 104 72 160 140 560 890
У8 105 70 103 71 160 140 708 1023
ХВГ 100 67 98 67 150 130 730 976
Х12М 99 66 96 66 140 120 75 976
ШХ15 103 69 101 69 150 130 708 934
упрочнение. Выполняется
последо-
и криогенное
Комплексное лазерное
вательным лазерным нагревом (закалкой) упрочняемой поверхности и по-
следующим охлаждением всей детали в среде жидкого азота или иного хлада-
гента, обеспечивающего охлаждение стали данной марки до температуры
ниже точки мартенситного превращения. При обработке криогенными тем-
пературами уменьшается содержание аустенита в поверхностном слое, что
и приводит к повышению микротвердости поверхностного слоя и уменьше-
нию износа его по сравнению с лазерной закалкой. При комплексном приме- .
нении лазерной закалки и криогенной обработки не происходит растрески-
вания образцов после извлечения их из жидкого азота, а также в процессе
испытаний. Применение криогенной обработки после лазерной закалки при-
водит к дополнительному повышению твердости и износостойкости поверх-
ностного слоя инструментальных сталей, а также к повышению стойкости
инструмента для резания и давления, изготовленного из них. Комплексная
лазерная закалка и криогенная обработка исполняются по оптимальным ре-
жимам, описанным выше. Примеры изменения микротвердости некоторых |
инструментальных сталей, термообработанных по обычной схеме (закалка — J
отпуск), после их дополнительного упрочнения лазером и комплексной ла- j
зерно-криогенной обработки приведены в табл. 161. i
Комплексное лазерное и ультразвуковое упрочнение. Выполняется ло- |
кальным нагревом лазерным лучом зоны обработки и ее последующим или Ч
совмещенным ультразвуковым упрочнением. Объединение методов позволяет 4
получать высокие скорости местного нагрева (1010 град/с), охлаждения Я
(10е—10е град/с) и деформации. Я
Совместное действие температуры, давления и скоростного охлаждения
приводит к возникновению мелкодисперсной структуры («белого слоя») в по-
172 J
161. Микротвердость инструмен-
тальной стали после ее комплексного
лазерно-криогенного упрочнения
верхностном слое металла, отличаю-
щейся высокой микротвердостью.
Так, если мнкротвердость после уль-
тразвуковой обработки достигнет
Я100 = 400... . 450 кг/мм2; после ла-
зерной — ДУ100 = 700....800 кг/мм2,
лазерной и последующей ультразву-
ковой — /7У100 = 800 ... 950 кГ/мм2,
то совмещение методов позволяет
получить HV100 = 1200 .... 1300
кг/мм2 прн исходной микротвердости
— 250 кг/мм2.
Сочетание высокой энергии в им-
пульсе и скоростной деформации при-
водит к снижению значения шерохо-
ватости поверхности. С уменьшением
расстояния 1(1= 1,6 мм) шерохо-
ватость поверхности снижается. На-
пример, при исходной шероховатости
Ra = 0,63 мкм, значения шерохова-
тости равны: после лазерной обработки (на
Микротвердость fitM после
упрочнения, кг/мм’
Марка стали Исходная (закалка — отпуск) Лазерная за калка Лазерная за- калка 4- крио- генная обра- ботка
У12 734 976 1070
ХВГ 734 976 1119
Р6М5 834 934 1070
указанных
ниже
режимах)
Ra — 2,5 мкм, последовательной ультразвуковой и лазерной — Ra= 1 мкм,
совмещенной — Ra = 0,25 мкм.
Комплексное лазерное и ультразвуковое упрочнение можно выполнить
на режимах: энергия импульса Е = 5 ... 10 Дж; длительность импульса т =
= 0,4 ... 7,0 мс, диаметр пятна закалки 2—3 мм; частота механических ко-
лебаний f = 20 кГц, статическое усилие Р = 10... 20 кГ, диаметр шара
d = 5 ... 10 мм, подача S = 0,1 мм/дв. ход (0,1 мм/об); расстояние между
центрами пятна контакта и пятна закалки I = 1,6 ... 2,8 мм; скорость вра-
щения (для тел вращения) V = 35 ... 55 м/мин, смещение инструмента 2А =
= 25 ... 30 мкм, толщина упрочненной зоны (с зоной термического влияния)
0,25—0,3 мм.
ОГЛАВЛЕНИЕ
Стр.
Предисловие ......................................................3
Инструментальные материалы....................................... 4
Быстрорежущие стали............................................ 4
Углеродистые и легированные инструментальные стали 5
Металлокерамические твердые сплавы и минералокерамическне сверх,
твердые материалы ............................................. 5
Ковка инструментальных сталей....................................16
Влияние ковки на структуру инструментальных сталей.............1о
Нагрев металла под ковку.......................................21
Охлаждение поковок.............................................25
Технологические особенности ковки инструментальных сталей ... 25
Методы свободной ковки в условиях вспомогательного производства 25
Технологическая оснастка для выполнения операций свободной ковки 29
Оборудование для ковки ......................................... 32
Удаление окалины с поверхности заготовок и поковок..............34
Причины появления брака при ковке инструментальных сталей и спосо
бы его предупреждения............................................37
Сварка и наплавка инструментальных материалов......................38
Подготовка заготовок под сварку..................................38
Технология сварки трением .......................................40
Технология стыковой контактной электросварки.....................42
Отжиг после сварки...............................................43
Методы контроля качества сварных заготовок.......................43
Методы наплавки, применяемые для упрочнения технологической
оснастки. Требования к металлу, наплавленному на рабочие поверх-
ности штампов..................................................44
Технологические рекомендации по выполнению наплавки .... 46
Материалы для наплавочных работ...............................51
Методы контроля качества наплавленных деталей.................56
Пайка и склеивание инструментальных материалов..................57
Подготовка поверхностей к пайке...............................57
Сборка инструментов под пайку.................................58
Пайка инструментов с пластинами из быстрорежущих сталей ... 58
Пайка с использованием нагрева в соляных ваннах...............59
Пайка тугоплавкими припоями на основе ферросплавов............60
Пайка термически обработанных пластин.........................61
Контактно-реактивная пайка....................................61
Пайка инструмента, оснащенного пластинами из твердого сплава 62
Методы контроля паяных соединений.............................64
Клеевые соединения элементов технологической оснастки .... 65
Термическая обработка инструментальных сталей...................67
Отжиг.........................................................67
Нормализация ................................................. 69
Закалка ......................................................69
Отпуск .......................................................81
Улучшение.....................................................84
Старение......................................................84
Термообработка сверл ........................................ 85
Термообработка зенк.рэв......................................88
Термообработка метчиков ..................................... 88
Термообработка быстрорежущих резцов..........................89
Термообработка фрез.......................................... 89|
Термообработка плашек........................................911
Термообработка протяжек......................................91
174
Термообработка калибров-пробок ...............................92
Термообработка скоб и шаблонов.................................92
Термообработка штампов для горячей штамповки..................93
Обработка инструмента из быстрорежущей стали в атмосфере пара 97
Термообработка технологической оснастки в контролируемой
атмосфере...................................................... 98
Правка после термообработки.....................................99
Способы очистки поверхностей технологической оснастки после
термообработки ............................................... 100
Контроль качества термообработки ............................. 102
Способы предупреждения брака, возникающего при термообработке
технологической оснастки ..................................... 105
Обработка инструментальных сталей при криогенных температурах . . .105
Влияние обработки на структурные превращения сталей н изменение
их физико-механических свойств ................................105
Особенности обработки при криогенных температурах технологиче-
ской оснастки, изготовленной из различных сталей...............107
Рекомендации по выбору режимов термообработки инструментальных
сталей с применением криогенных температур.....................109
Рекомендации по использованию криогенных температур для восста-
новления технологической оснастки..............................110
Применение методов криогенной обработки для стабилизации формы
и размеров деталей технологической оснастки.....................ПО
Приборы для измерения криогенных температур....................111
Источники получения криогенных температур для обработки ин-
струментальных материалов .....................................112
Химико-термическая обработка инструментальных сталей............113
Жидкостное низкотемпературное цианирование . 113
Низкотемпературная нитроцементация ...........................116
Цементация....................................................120
Цементация в твердом карбюризаторе..........................120
Цементация в пасте..........................................122
Цементация в жидкой среде...................................122
Газовая цементация .........................................125
Азотирование ...................................................127
Диффузионное хромирование.......................................129
Сульфидирование ................................................131
Сульфоцианирование............................................ 134
Борирование ....................................................134
Контроль качества химико-термической обработки технологической
оснастки........................................................137
Предупреждение брака при химико-термической обработке технологи-
ческой оснастки ................................................137
Гальвано-техническая и химическая обработка инструментальных мате-
риалов .........................................................140
Обработка инструментов из абразивных и сверхтвердых материалов . . 158
Механическая обработка абразивных инструментов................158
Восстановление абразивных инструментов........................161
Электроискровая и лазерная обработка инструментальных материалов . 163