/













































































































































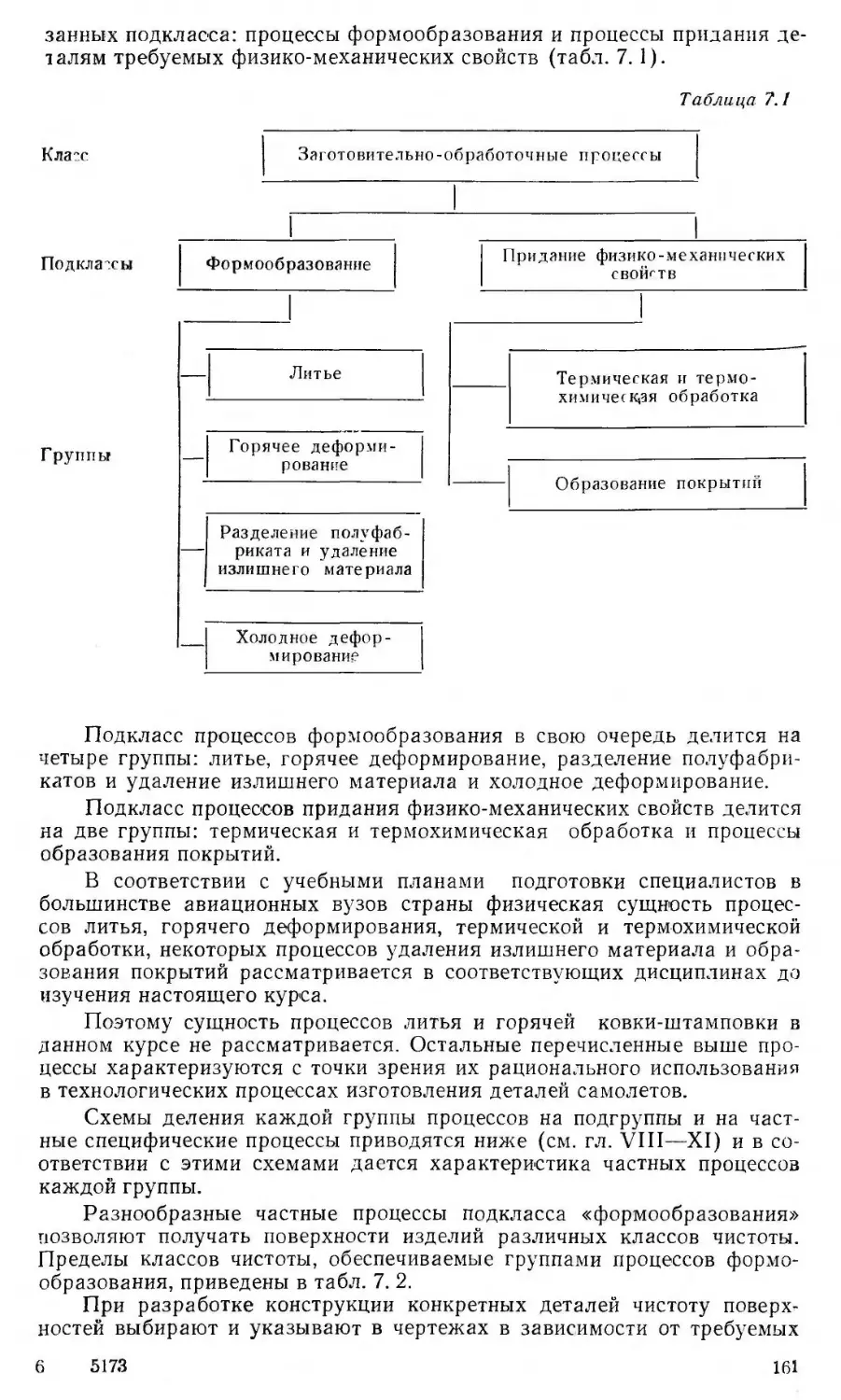



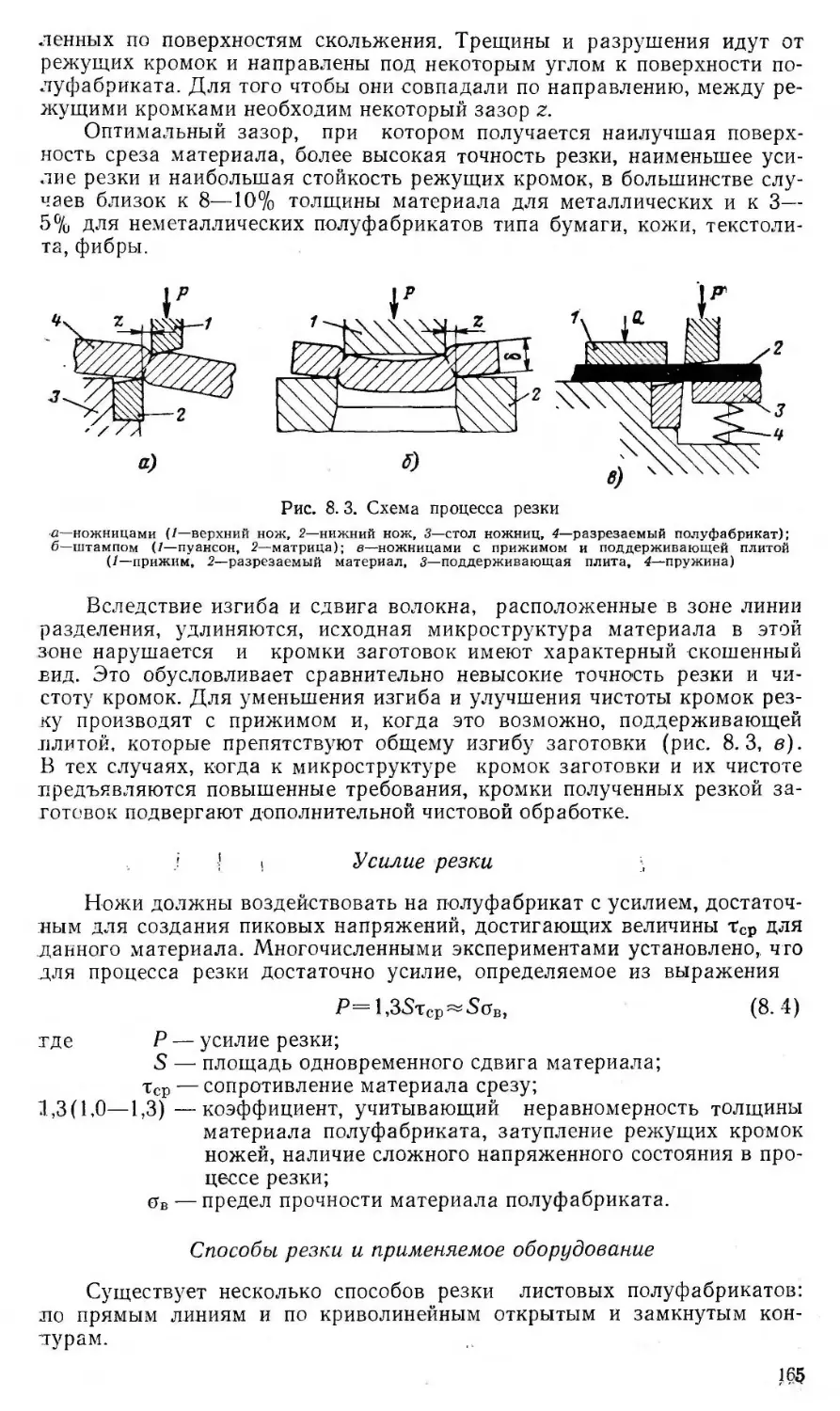
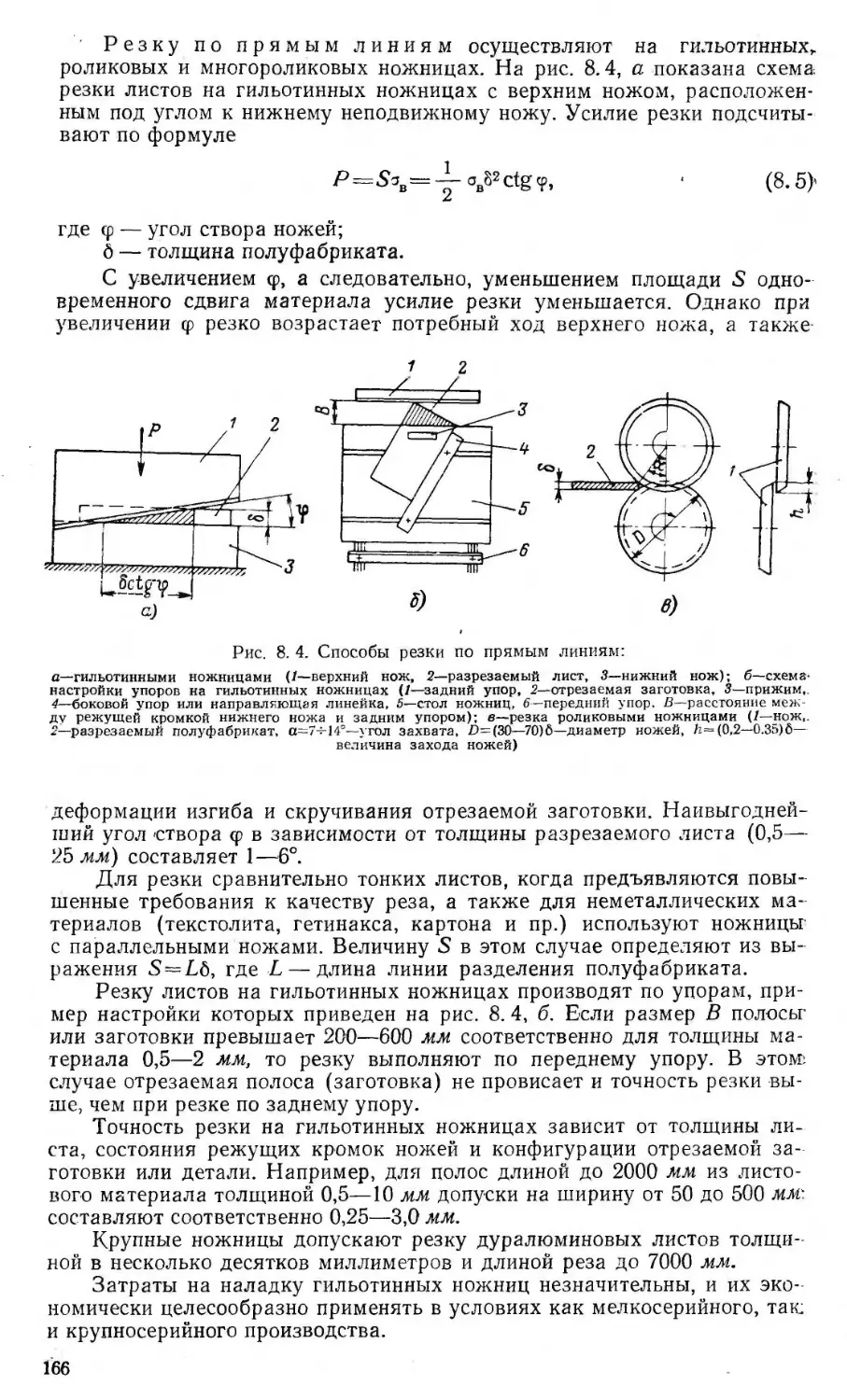








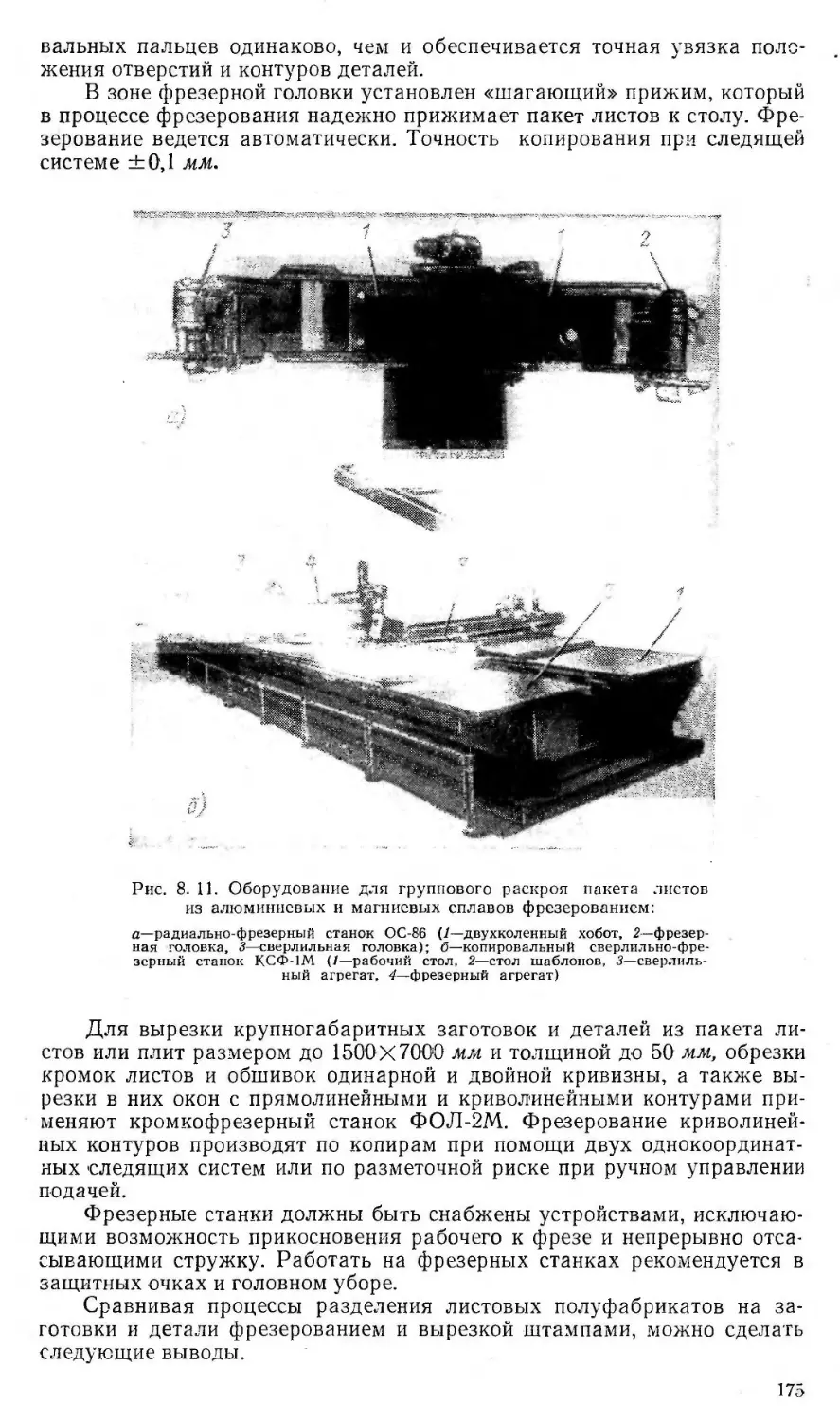







































































































































































































































































































































































Автор: Абибов А.Л.
Теги: авиация и космонавтика летательные аппараты ракетная техника космическая техника самолетостроение
Год: 1970


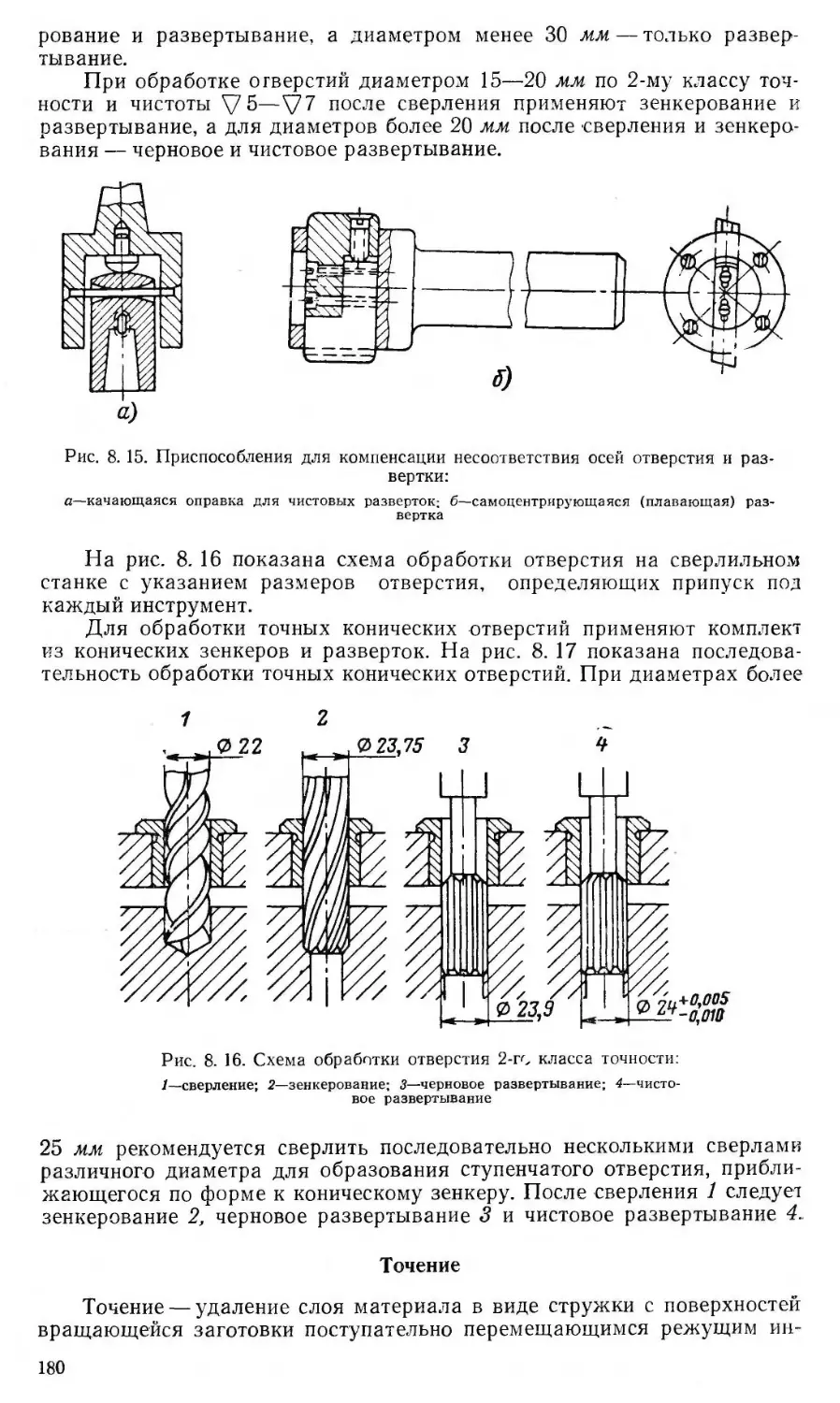
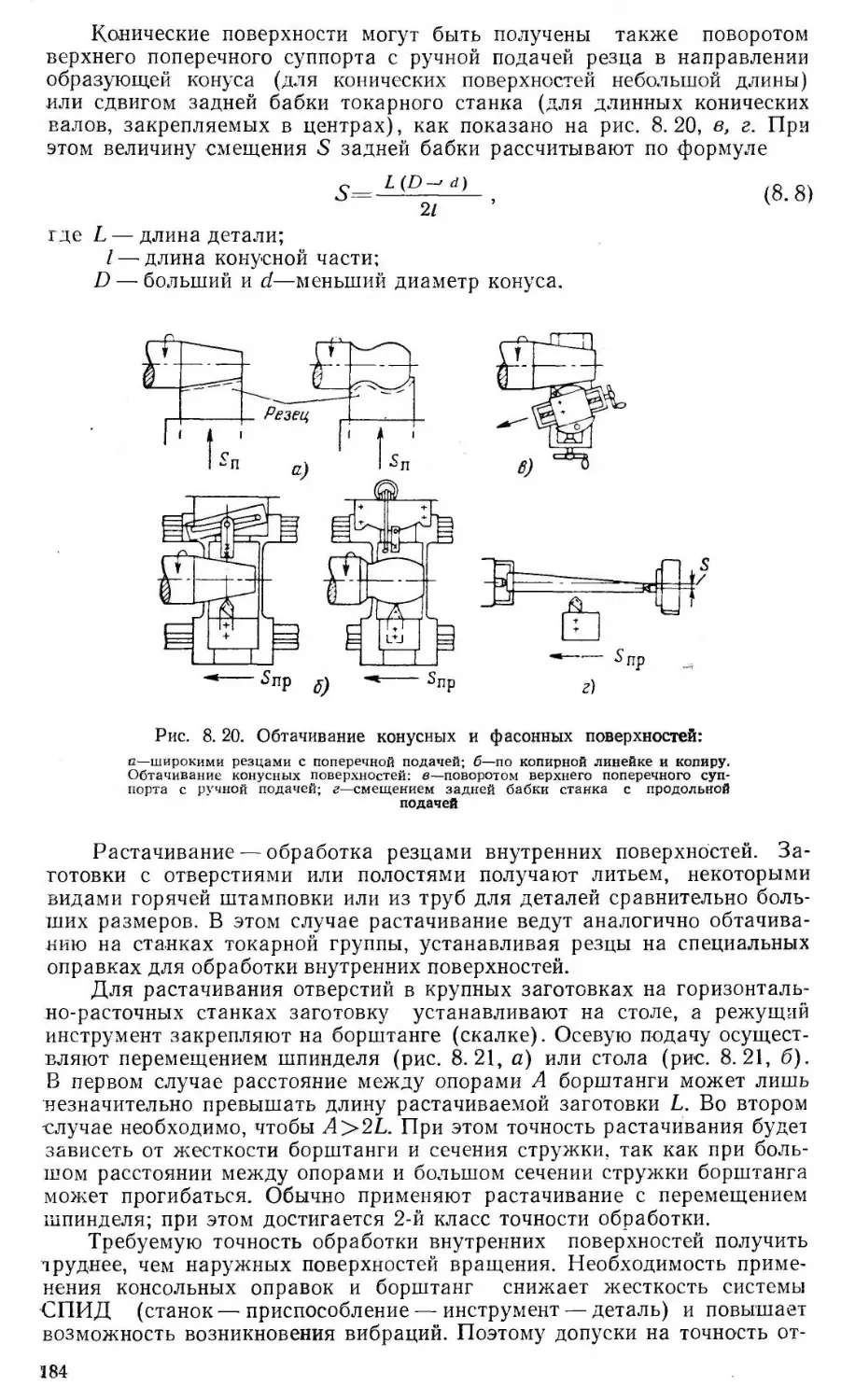
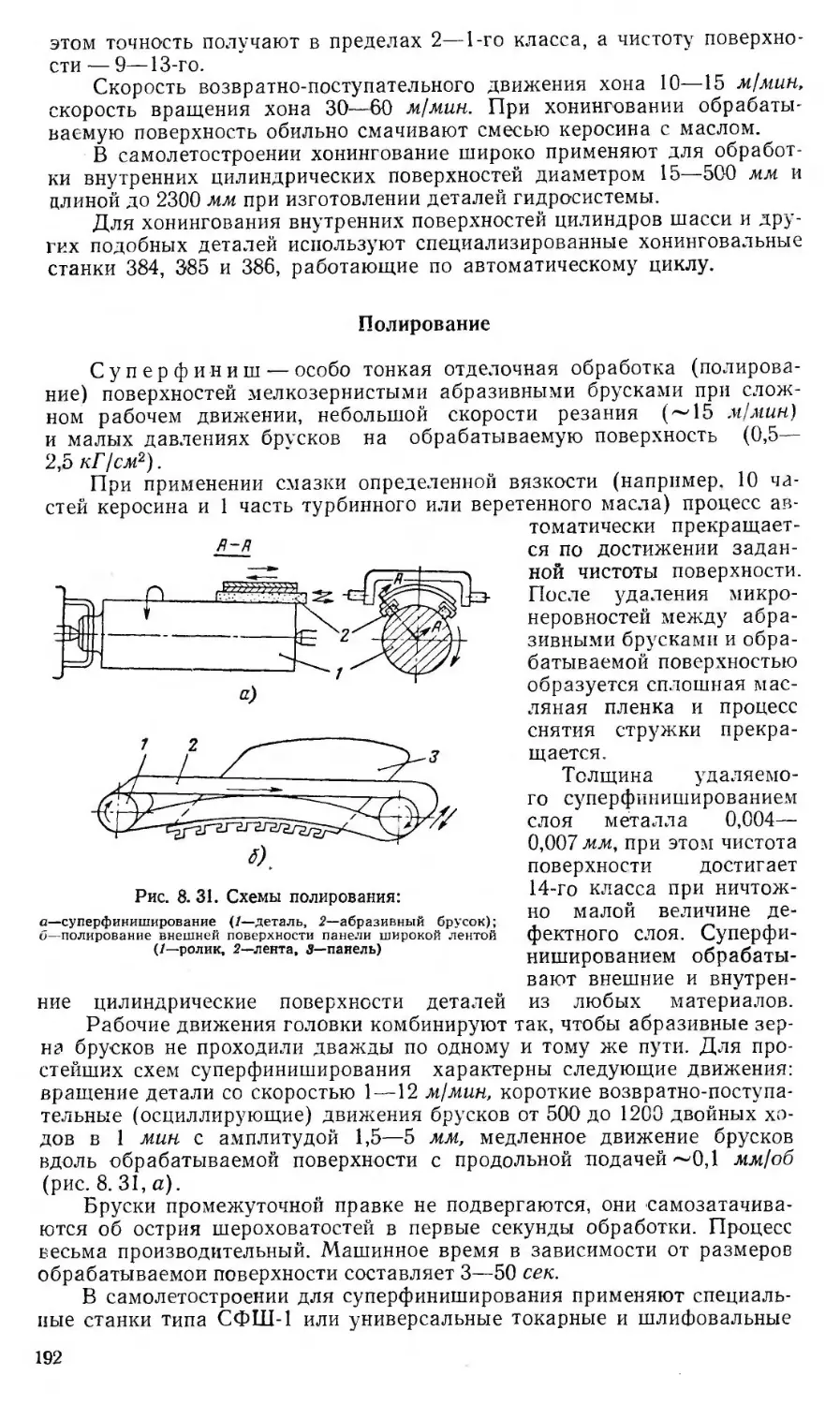
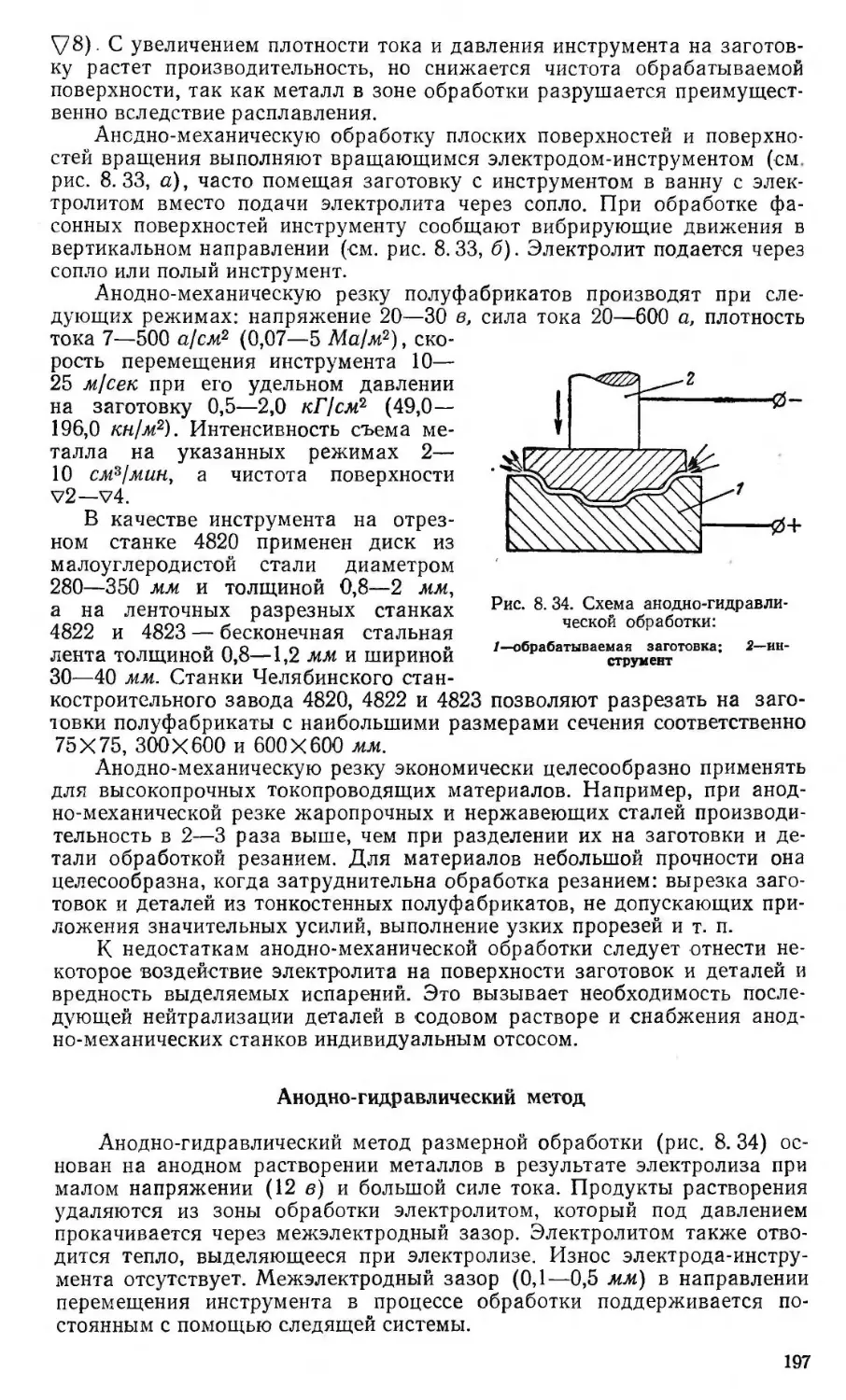
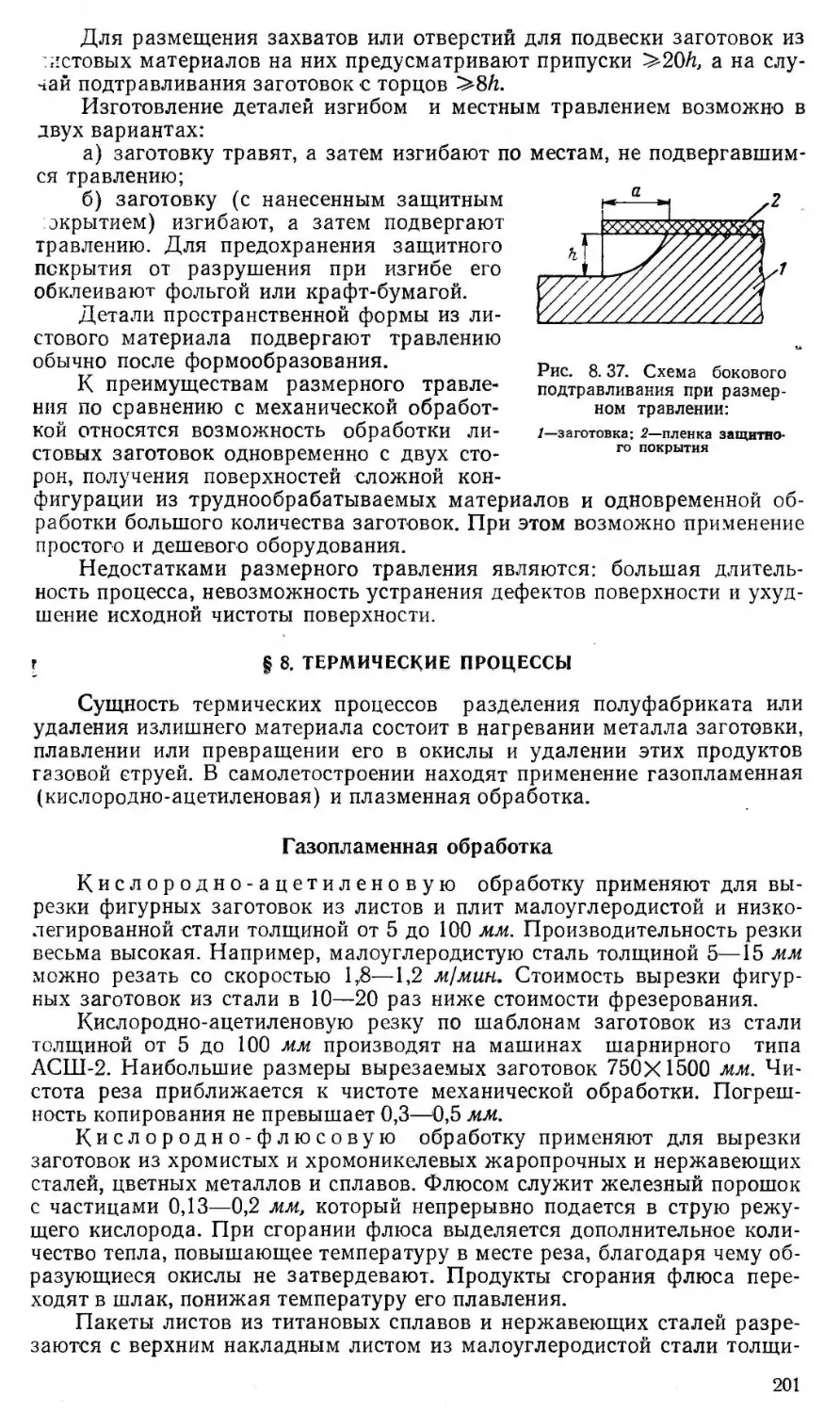
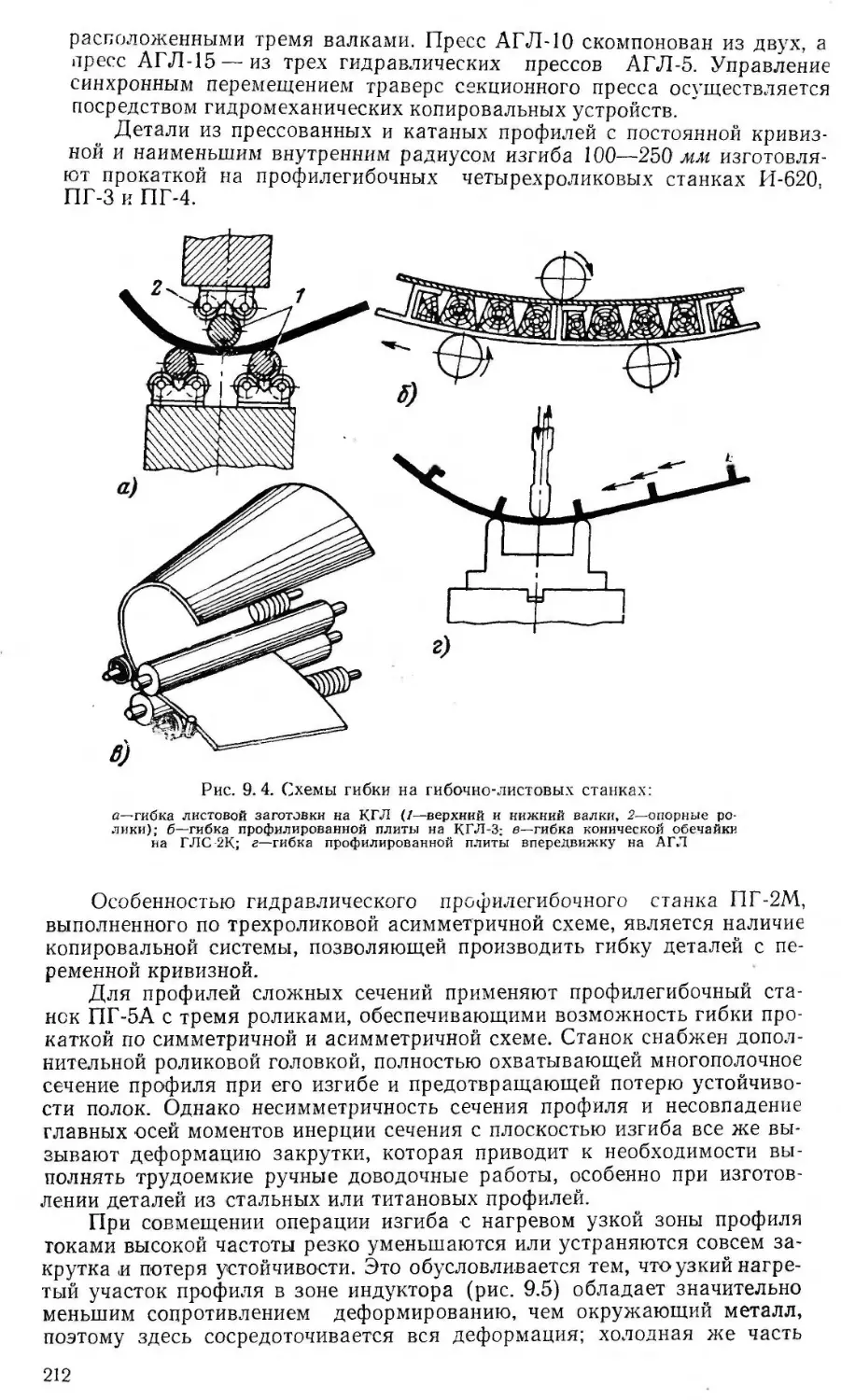
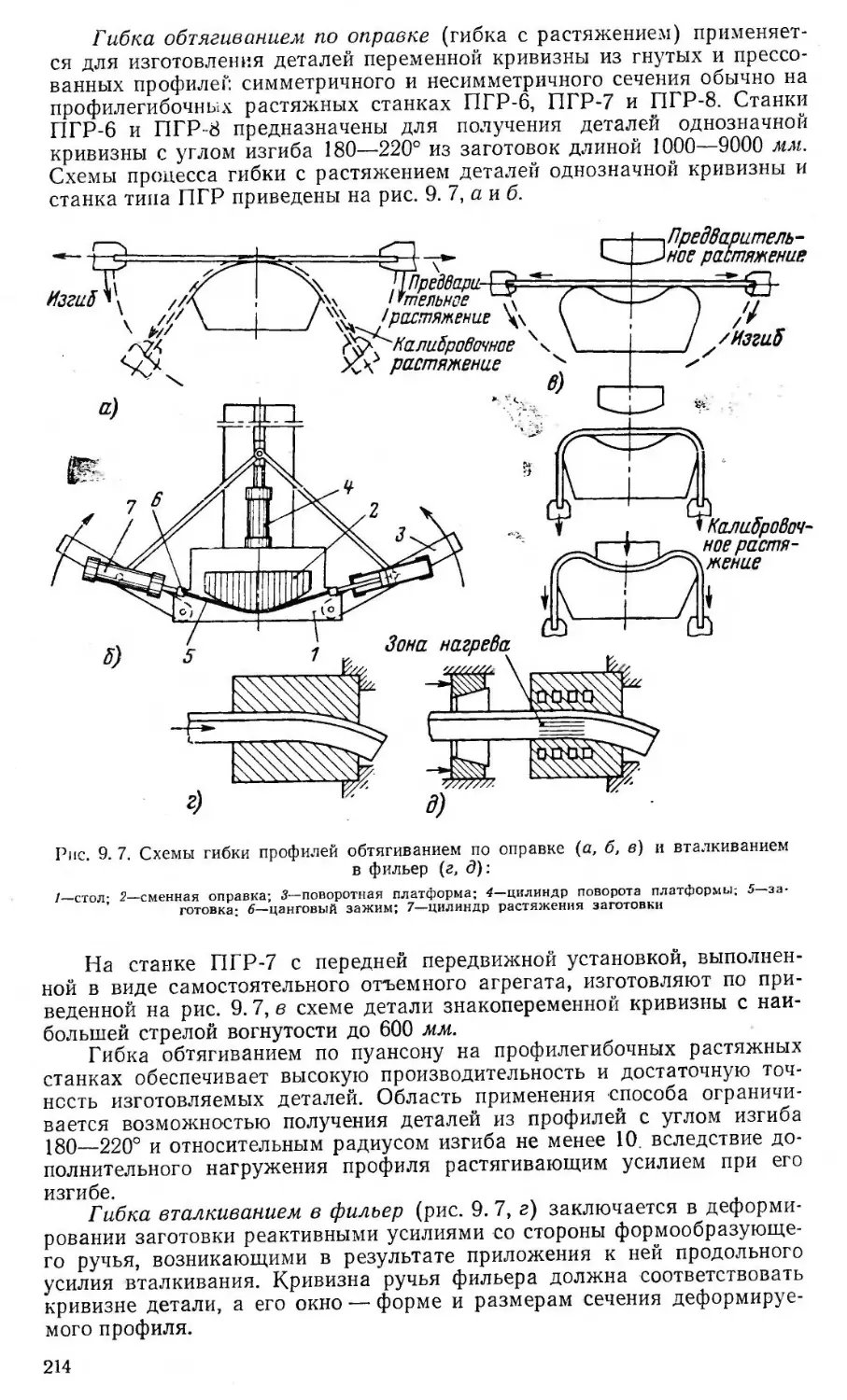
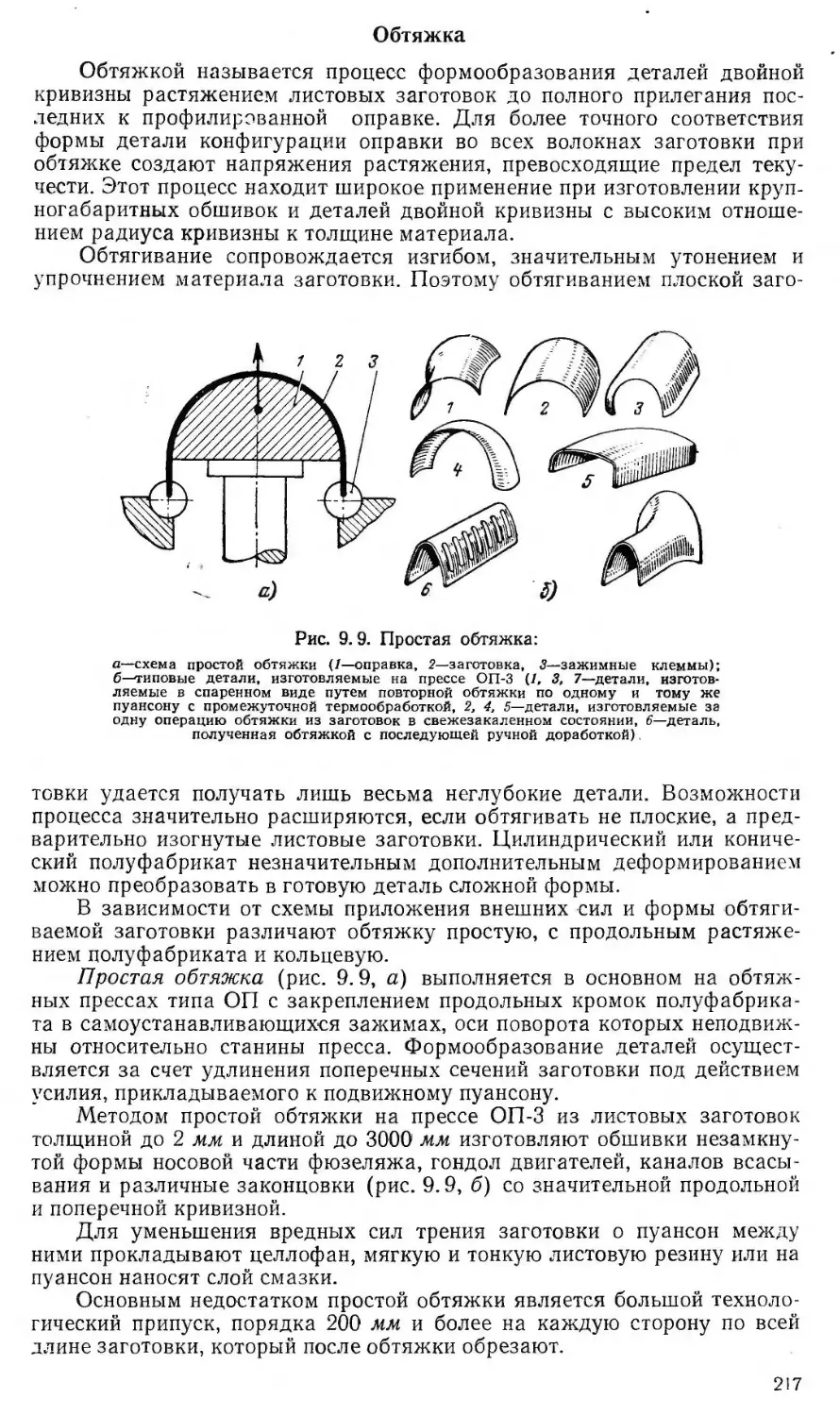
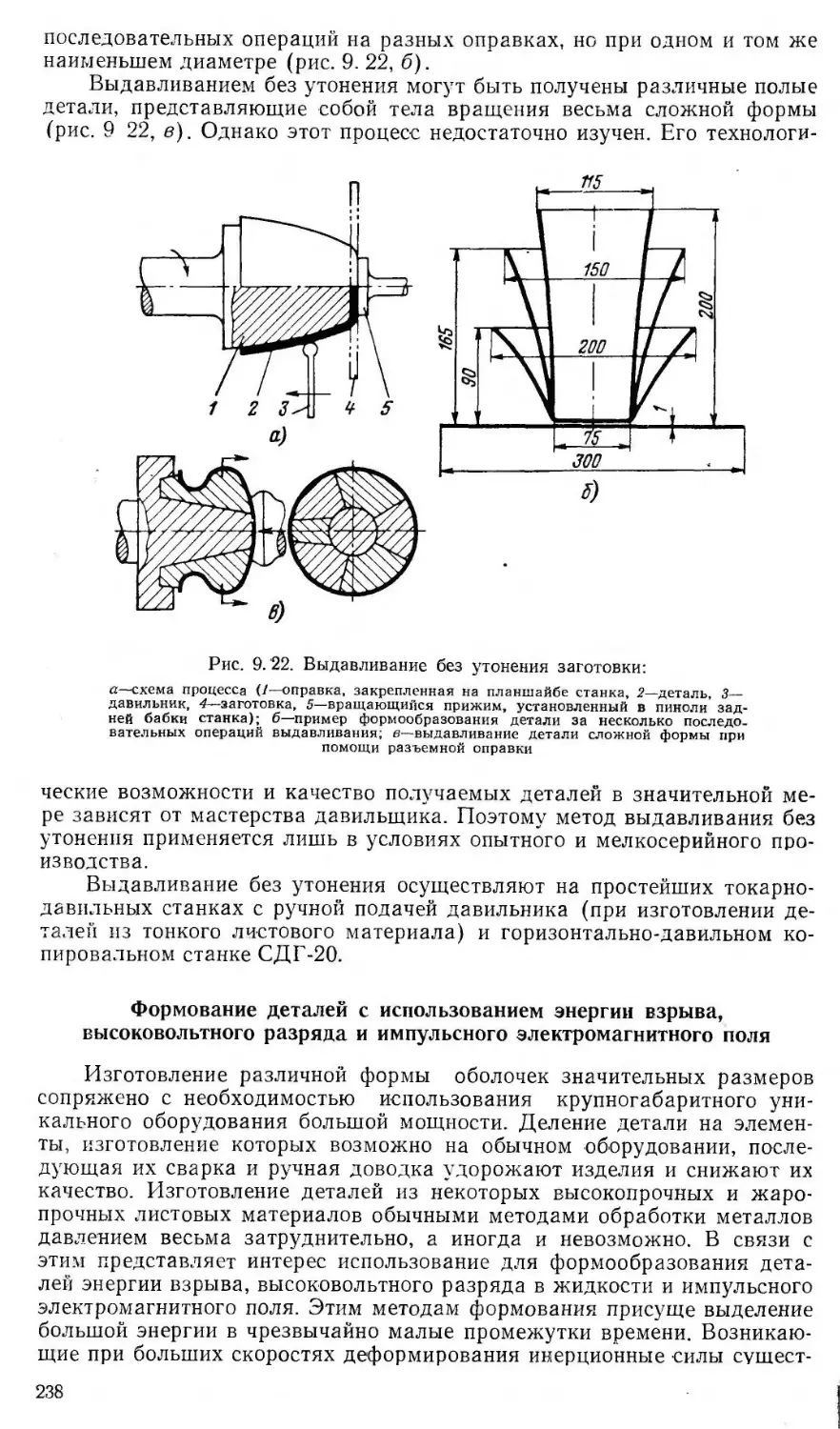
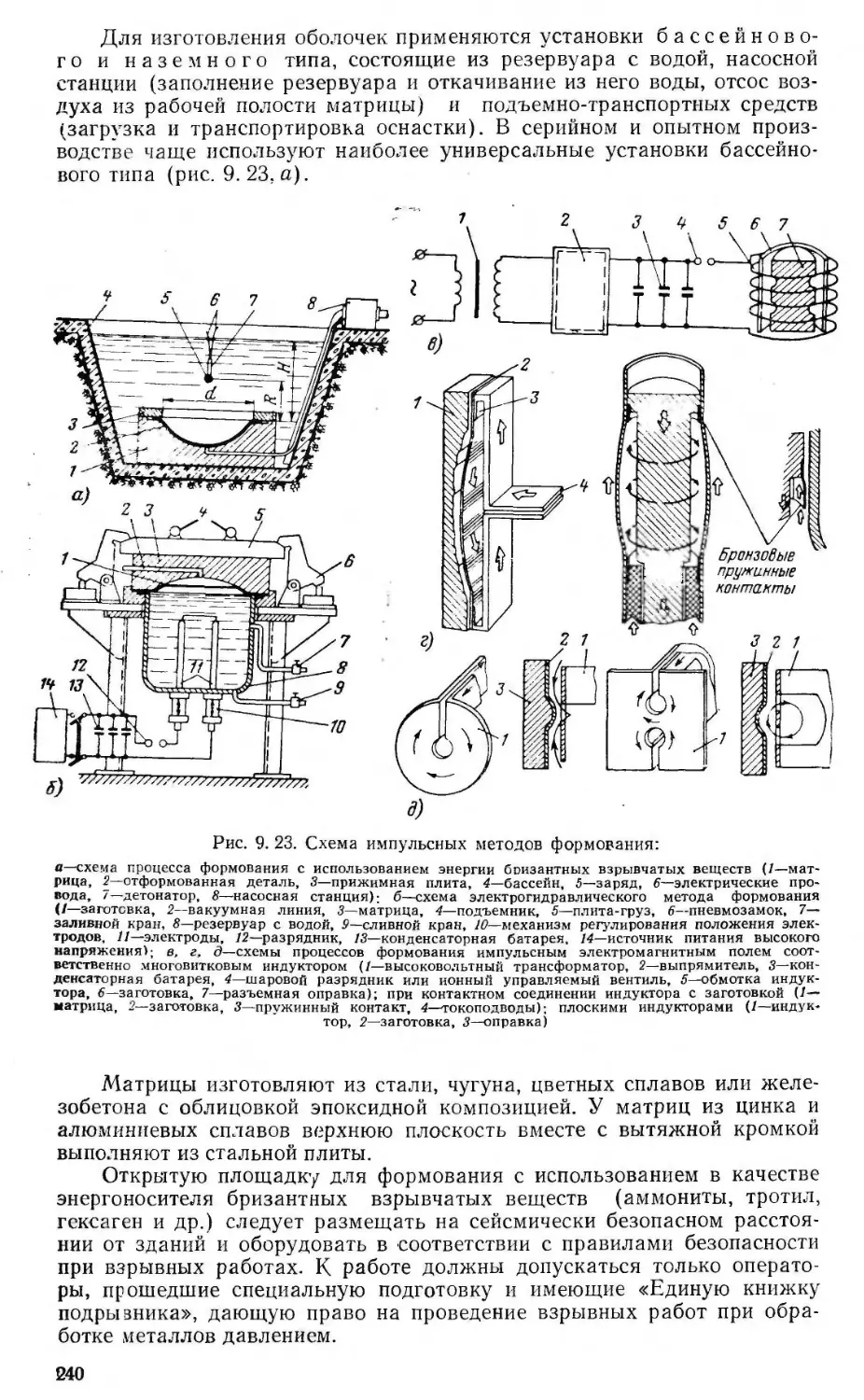
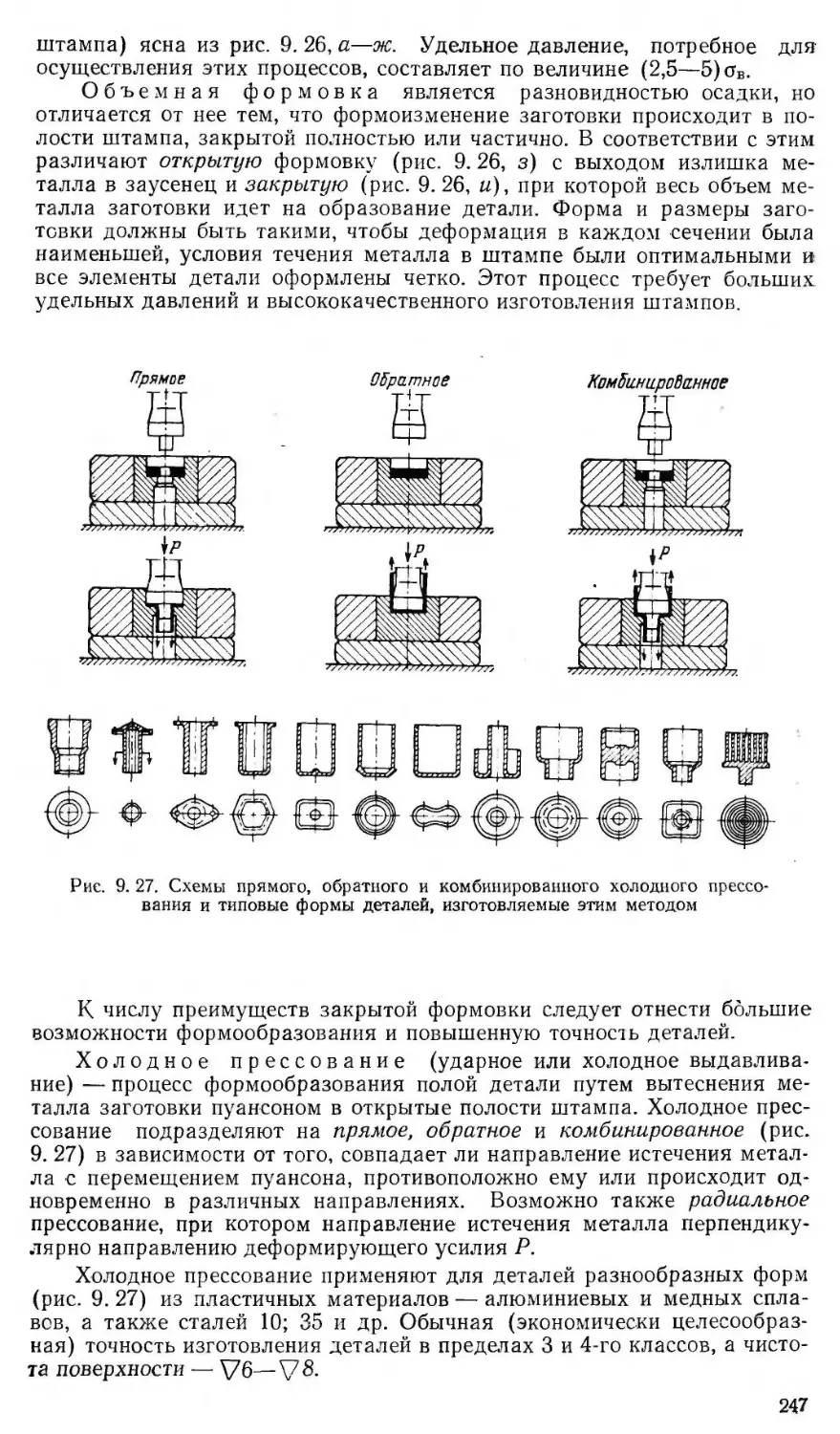
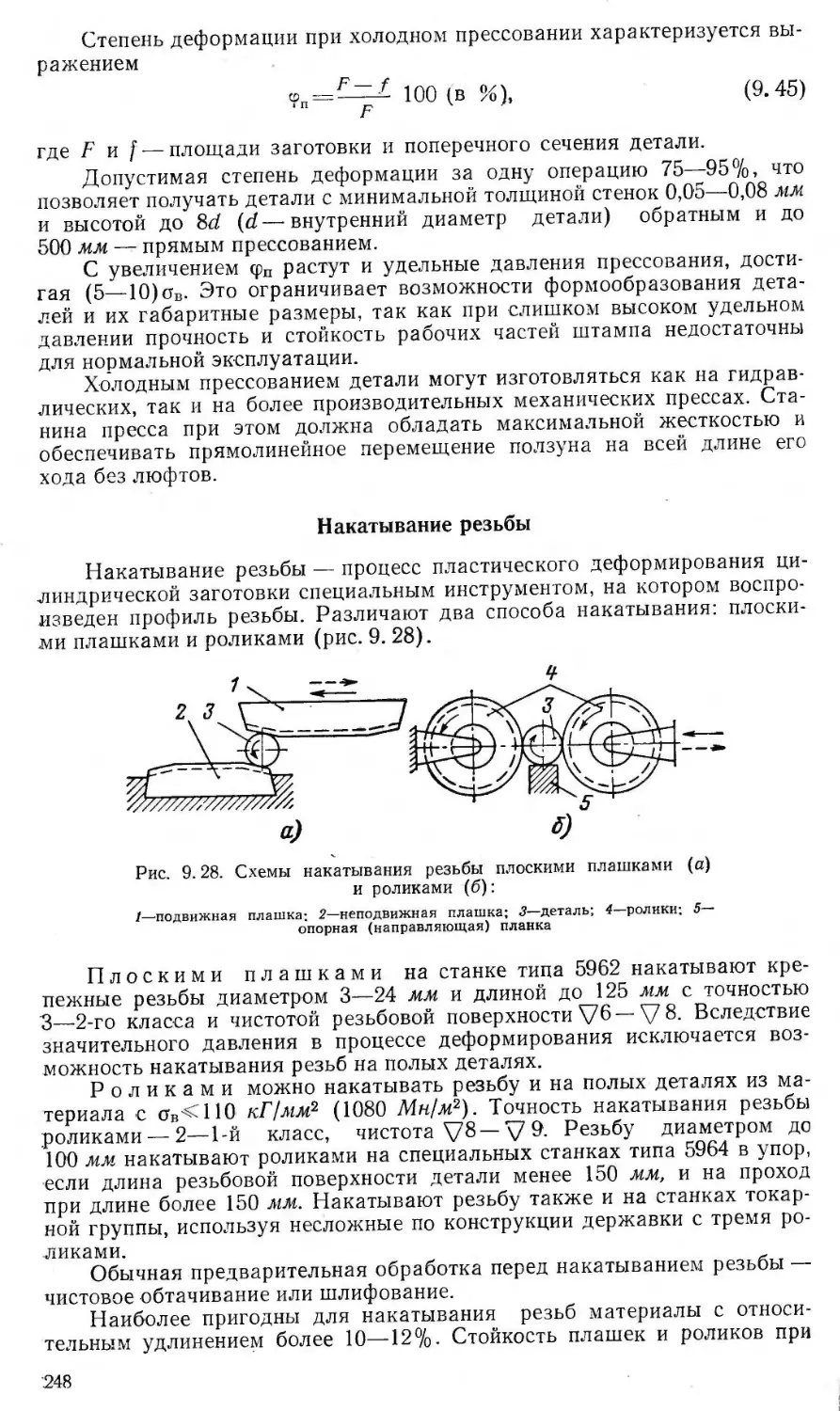
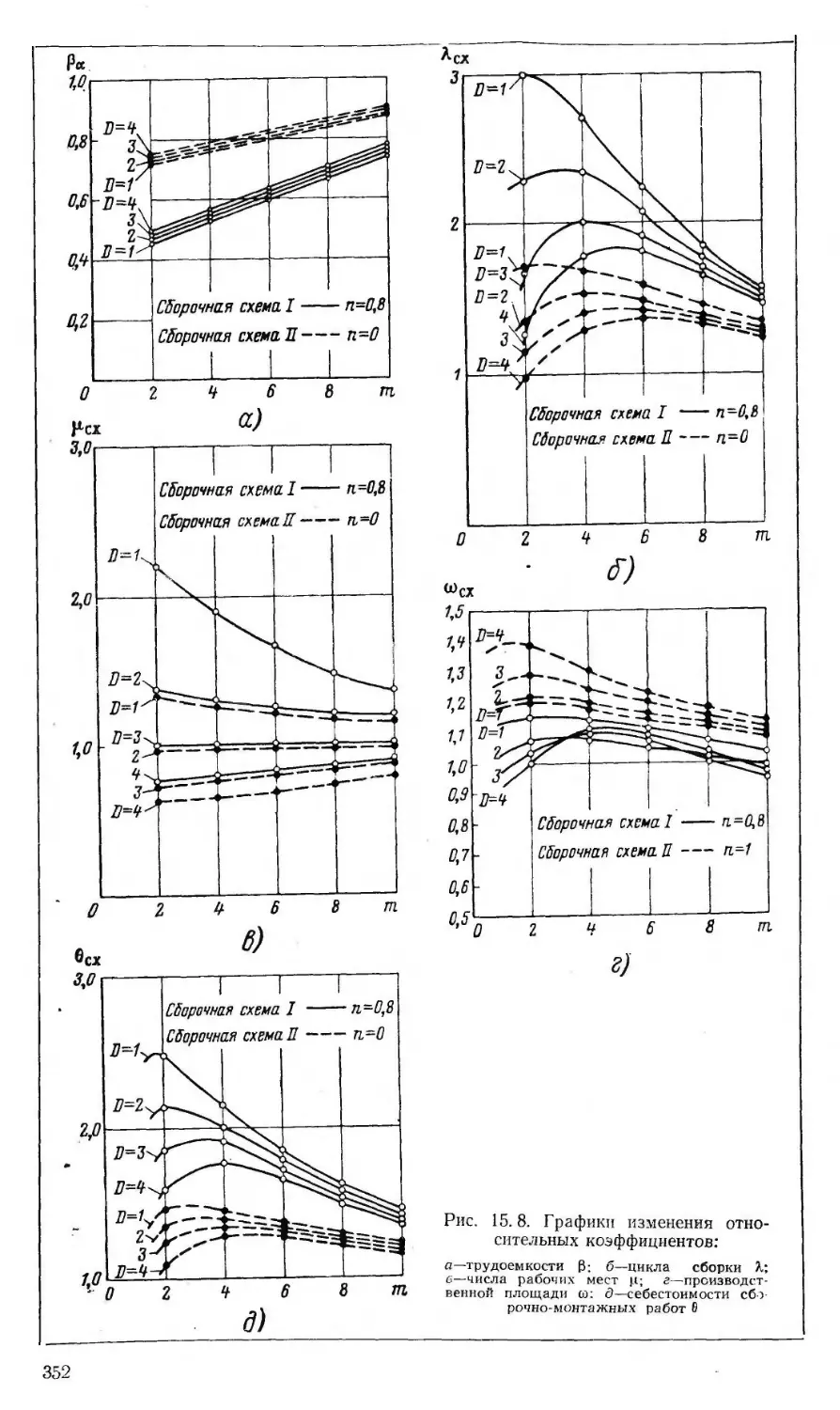
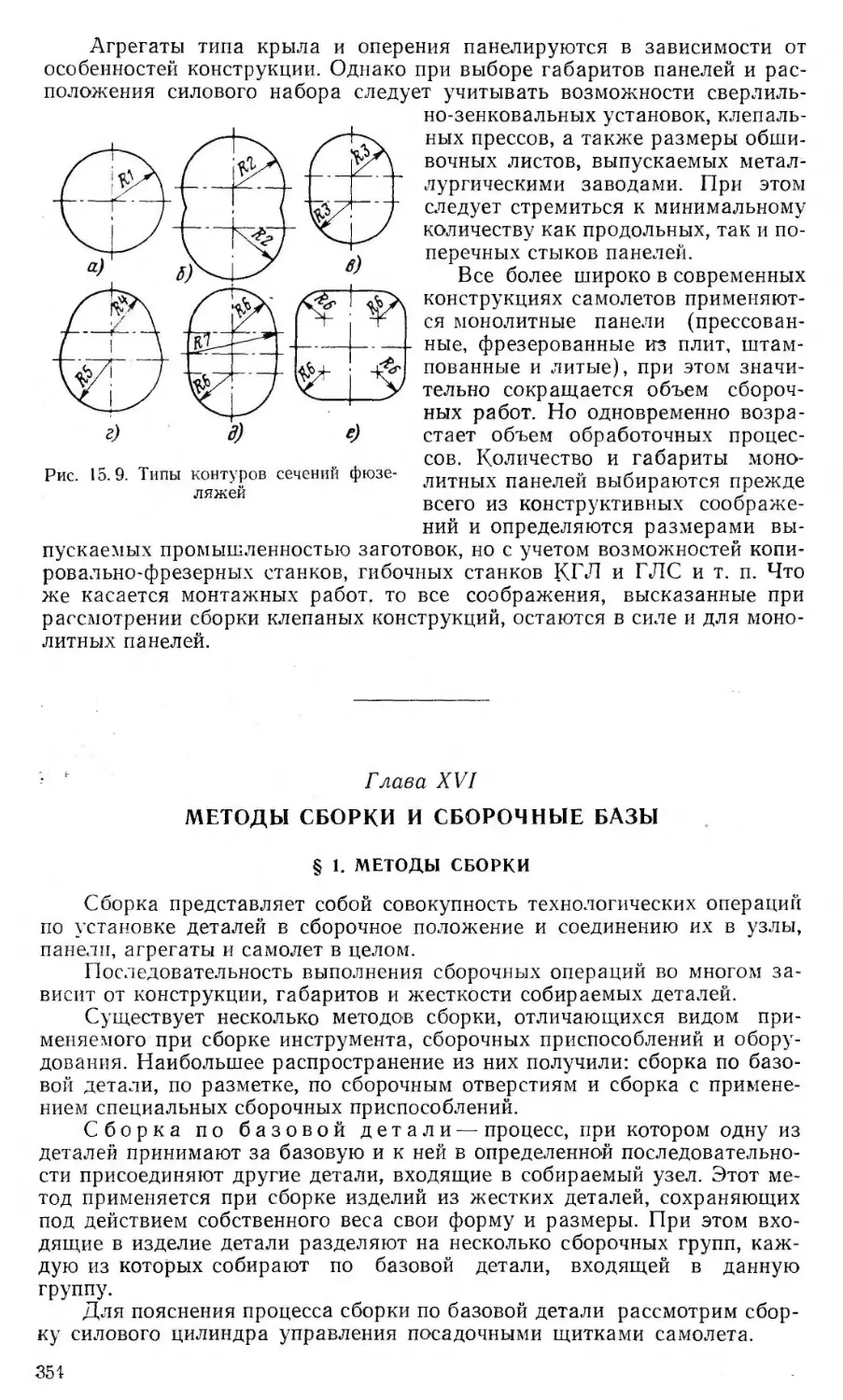
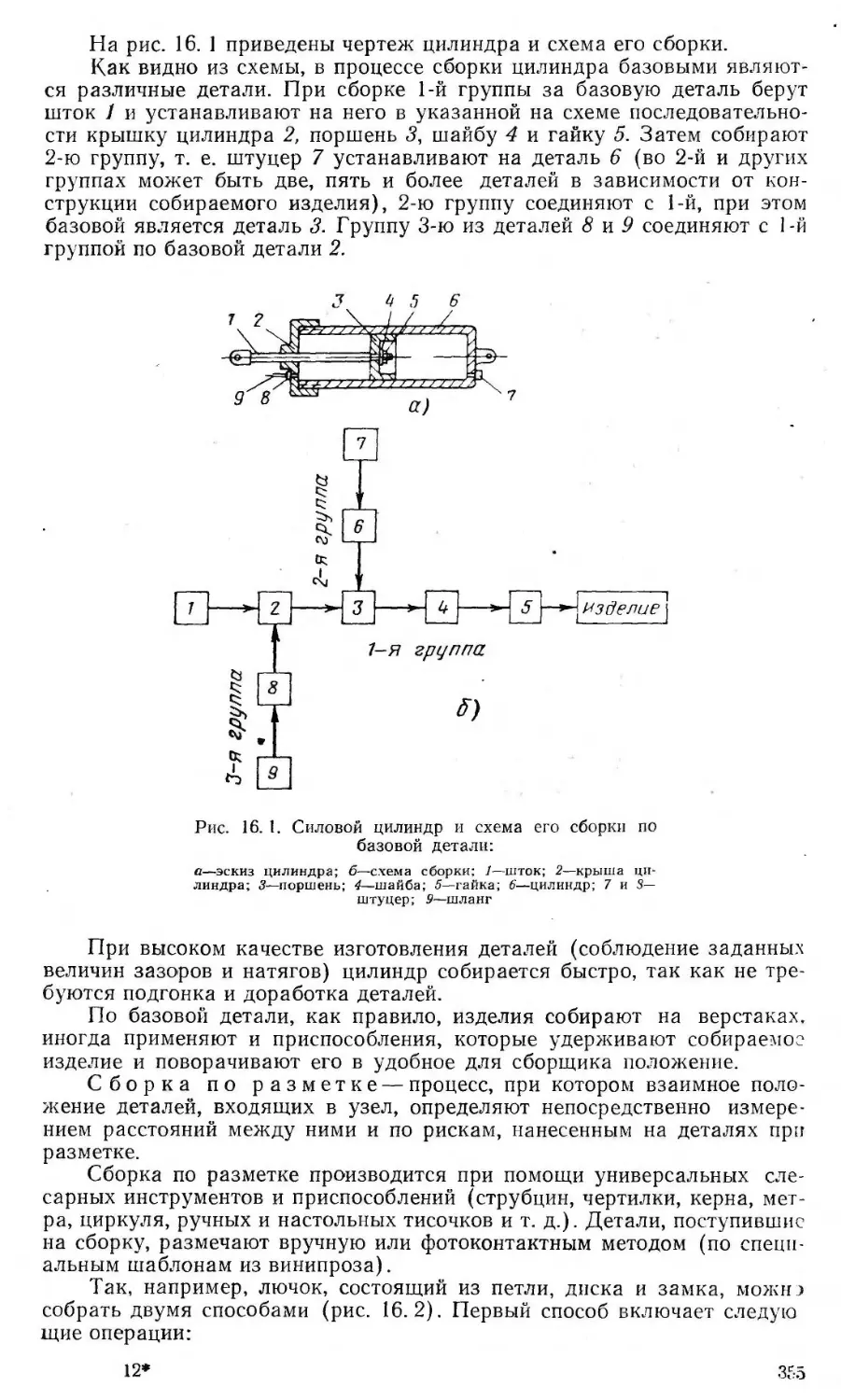
Текст
А. Л. АБИБОВ, Н. М. БИРЮКОВ, В. В. БОЙЦОВ, В. П. ГРИГОРЬЕВ,
| С. В. ЕЛИСЕЕВ!, И. А. ЗЕРНОВ, Л. А. КОНОРОВ, П. Ф. ЧУДАРЕВ
ТЕХНОЛОГИЯ
САМОЛЕТОСТРОЕНИЯ
Под общей редакцией проф. А. Л. Абибова
Допущено
Министерством высшего и среднего специального образования СССР
в качестве учебника для студентов авиационных вузов
ИЗДАТЕЛЬСТВО «МАШИНОСТРОЕНИЕ»
Москва 1970
УДК 629.735.33.002(07)
У чвбттнй
абонемент
В книге изложены теоретические основы технологии самолетостроения
и описаны различные технологические процессы изготовления деталей, сбор-
ки из них узлов, панелей, агрегатов и всего самолета (вертолета) в целом,
нанесения защитных покрытий, монтажа систем и оборудования, испыта-
ний, применяемые в серийном производстве.
При описании технологических процессов учитывались новые виды
современного оборудования (станки с программным управлением и автома-
тические линии) и возможные способы механизации и автоматизации про-
изводства.
Приведены принципы построения технологических процессов, методы и
средства обеспечения высокого качества, надежности и требуемого ресурса
изделий.
Показано влияние конструкции самолетов на технологические процессы
их производства, приведены рекомендации по проектированию техноло-
гичных деталей, узлов и агрегатов самолетов.
Специальные главы посвящены монтажу и отработке систем бортового
оборудования самолетов, а также технологической подготовке серийного
производства.
Книга — учебник для авиационных вузов, вместе с тем она будет по-
лезна инженерам и техническим работникам авиационной промышленности.
Табл. 46. Иллюстр. 499. Библ. 57 назв.
Рецензенты — доктора техн, наук М. Н. Горбунов и М. И. Лысов
222-70
3-18-6
4
Предисловие
Курс «Технология самолетостроения» отличается прикладным ха-
рактером и многообразием охватываемых им вопросов. Он обобщает
большой фактический материал и связывает многие теоретические дис-
циплины, изучаемые в авиационных вузах, с практической деятель-
ностью инженера-самолетостроителя.
В основу настоящего учебника положен коллективный опыт кафед-
ры технологии производства летательных аппаратов Московского авиа-
ционного института по курсу технологии самолетостроения, в котором
особое внимание уделяется наиболее общим закономерностям техноло-
гии и типовым технологическим решениям.
Первой попыткой систематического изложения основ самолетострои-
тельного производства явился труд коллектива авторов «Основы произ-
водства самолетов», изданный в 1937 г. под редакцией проф. В. Ф. Боб-
рова. Этот труд сыграл большую роль в деле подготовки советских авиа-
ционных специалистов.
В дальнейшем вышло несколько учебников и учебных пособий по
курсу «Технолсгия самолетостроения»: «Общая сборка самолетов»
проф. В. Ф. Юргенса, «Сборка узлов и агрегатов клепаных конструкций»
и «Заготовительно-штамповочные работы» проф. М. И. Разумихина,
«Сборка узлов и агрегатов неметаллических конструкций» проф. П. П.
Успасского, «Обработка на металлорежущих станках» проф. П. Ф. Чу-
дарева, «Сборочные и монтажные работы» коллектива авторов под ре-
дакцией проф. В. В. Бойцова, «Теоретические основы технологии и про-
цессы изготовления деталей» доцентов И. А. Зернова и Л. А. Конорова,
«Технология самолетостроения» проф. В. П. Григорьева и др.
В настоящем учебнике авторы стремились возможно более полно
отразить современны й уровень самолетостроительного производства.
При написании учебника учитывалось, что в соответствии с учеб-
ными планами авиационных институтов студенты до прохождения этого
курса получают комплекс необходимых знаний по общей технологии ма-
шиностроения, допускам и техническим измерениям, сопротивлению
материалов, конструкционным материалам, теории резания, станкам и
инструменту.
В учебнике систематически изложены основы производства самоле-
тов и вертолетов, рассмотрены теоретические основы технологии, техно-
логические процессы изготовления деталей из листов, поковок, штампо-
вок и неметаллических материалов, а также процессы сборки, монтажа
и испытания типовых узлов, отсеков, агрегатов и самолета (вертолета)
в целом. При изложении основных процессов даются их теоретические и
5173
3
физические основы, приведены последовательность выполнения опера-
ций, методы оценки технико-экономической эффективности, а в опреде-
ленных случаях и расчеты технологических параметров, типовое обору-
дование и инструмент. Специальный раздел посвящен основам техноло-
Iической подготовки серийного производства.
При рассмотрении технологических процессов особое внимание уде-
лено достижению высокого качества изготовления деталей и мон-
тажно-сборочных работ, а также способам их механизации и авто-
матизации.
Учебник представляет коллективный труд авторов: проф. А. Л. Аби-
бова (гл. XIII, XX, XXIII), проф. В. В. Бойцова (гл. XXV, XXVI, XXVII,
XXVIII), доцента Н. М. Бирюкова (§ 2—8 гл. VIII, гл. IX, XIV), проф.
В. П. Григорьева (гл. XVI, XVII, XVIII, XIX, XXI, XXII), доцента С. В.
Елисеева (гл. VI, XV, XXIV), доцента И. А. Зернова (гл. Ill, V, X, XI),
доцента Л. А. Конорова (гл. II и IV), проф. П. Ф. Чударева (гл. I, VII,
§ 1-8 гл. VIII игл. XII).
Авторы выражают благодарность проф. И. Т. Белякову, доценту
Р. М. Тарасевичу и ассистенту В. Ф. Мартюшову за ценные замечания,
сделанные при просмотре рукописи, и за помощь при подготовке ее к
изданию.
Все замечания по книге авторы примут с благодарностью и просят
читателей направлять их по адресу: Москва, К-51, Петровка, 24, изд-во
«Машиностроение».
Раздел первый
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ТЕХНОЛОГИИ САМОЛЕТОСТРОЕНИЯ
Глава I
ИСХОДНЫЕ ПОНЯТИЯ и ОСОБЕННОСТИ САМОЛЕТОСТРОЕНИЯ
§ 1. ПРЕДМЕТ И ЗАДАЧИ КУРСА. РОЛЬ ТЕХНОЛОГИИ В РАЗВИТИИ
АВИАЦИОННОГО ПРОИЗВОДСТВА
Технология самолетостроения — область технологии ма-
шиностроения как науки о сущности процессов производства самолетов,
о взаимной связи этих процессов и закономерностях их развития.
Предметом курса «Технология самолетостроения» являются много-
численные и разнообразные процессы изготовления деталей, сборки-мон-
тажа и регулирования — испытания сборочных единиц и самолета в це-
лом, а также технологическая подготовка серийного производства само-
летов (вертолетов).
Отечественное авиационное производство является сравнительно мо-
лодой отраслью машиностроения. Достаточно напомнить, что первые
авиационные предприятия в России появились лишь в 1909—1911 гг.
Планеры первых самолетов представляли деревянную конструкцию
с полотняной обшивкой. Для неразъемных соединений основным спосо-
бом являлась склейка деревянных деталей органическими клеями. За-
готовительно-обработочные цехи на первых авиационных предприятиях
в основном оснащались деревообрабатывающим оборудованием. Меха-
низированные процессы составляли ничтожно малую долю по отноше-
нию к процессам, основанным на ручном труде. Сборка узлов и агрега-
тов производилась с подгонкой деталей по месту их соединения без спе-
циальных приспособлений.
Позднее, когда появились самолеты смешанной конструкции, планер
которых собирался из металлических и деревянных деталей, появилась
необходимость значительного увеличения объема механической обработ-
ки металлов. Наряду с деревообрабатывающим оборудованием авиа-
ционные предприятия стали в большей мере оснащаться металлообраба-
тывающими станками. Расширился объем слесарно-сборочных работ.
Только после Великой Октябрьской социалистической революции
авиационная промышленность становится самостоятельной отраслью
машиностроения и начинает быстро развиваться.
В 20-х годах начали проектироваться и строиться цельнометалли-
ческие планеры самолетов, в конструкции которых применяется дуралю-
мин и сталь 20. Одним из первых таких самолетов был АНТ-4 конструк-
ции А. Н. Туполева. Каркас этого самолета представлял ферменную
конструкцию из дуралюминовых и стальных труб. Обшивкой служил
гофрированный листовой дуралюмин.
Производство такого самолета потребовало разработки и освоения
новых технологических процессов изготовления деталей из листов, про-
филей и труб, а следовательно, и соответствующего раскройно-прессо-
5
вого оборудования и подготовки рабочих соответствующей квалифи-
кации.
Для неразъемных соединений основным способом стала клепка при
небольшОхМ объеме сварки. Клепально-сборочные работы производились
ручными молотками с поддержками. Для сварки узлов из стали 20 при-
менялась в основном ручная кислородно-ацетиленовая сварка. При
сборке узлов и агрегатов начали использовать специальные сборочные
приспособления, стали вводиться различные транспортные средства для
внутризаводской транспортировки сборочных единиц.
Резкий скачок в развитии отечественной авиационной прОхМышлен-
ности произошел в 30-х годах, когда были созданы многие авиационные
предприятия, оснащенные специфичным для авиационной промышлен-
ности оборудованием и инструментом. Ручные процессы все более за-
менялись механизированными. Получили развитие процессы изготовле-
ния деталей на специальных молотах и прессах, сборки-клепки с по-
мощью пневмомолотков, скоб и прессов, сборки-сварки с применением
электродуговой, атомно-водородной и электроконтактной сварки. Совер-
шенствование технологических процессов, как правило, приводило к
улучшению качества и значительному снижению трудоемкости изготов-
ления самолетов.
К ггому же периоду относится освоение плазово-шаблонного метода
увязки оснастки, что позволило значительно сократить сроки подготовки
производства, повысить точность изготовления деталей и сборки и умень-
шить количество чертежей на изделие.
В 1936—1937 гг. на некоторых предприятиях авиационной промыш-
ленности СССР впервые в мировой практике были применены поточные
конвейерные линии для сборки агрегатов самолета.
Необходимость резкого увеличения выпуска самолетов в период Ве-
ликой Отечественной войны (1941—1945 гг.) потребовала организации
поточно-конвейерной сборки самолетов и широкого внедрения механи-
зации технологических процессов. В результате авиационная промыш-
ленность СССР к концу войны выпускала до 40 000 самолетов в год. Та-
кому ее развитию немало способствовала и подготовка большого числа
авиационных инженеров, техников и квалифицированных рабочих.
Послевоенный период характеризуется новым качественным скач-
ком в развитии авиации, обусловленным применением реактивной техни-
ки и ростом скоростей полета. Значительно изменились конструкции са-
молетов, а следовательно, и технологические процессы их изготовления.
Для современного этапа развития самолетостроения характерно не-
прерывное увеличение в конструкции самолета количества монолитных
узлов и панелей, что приводит к относительному увеличению объема ме-
ханической обработки и снижению объема сборочных работ при сниже-
нии общей трудоемкости изготовления самолета. Для снижения веса
конструкции самолета и повышения его качества все более широкое
применение находят трехслойные конструкции с использованием пласт-
масс и клеевых соединений. Наряду с совершенствованием существую-
щих разрабатываются новые технологические процессы, оказывающие
существенное влияние на конструкцию самолетов.
Увеличение насыщенности самолета различного рода системами
(автоматического управления, жизнеобеспечения и др.) наряде с высо-
кими требованиями качества привело к значительному рос/’ объема
монтажно-сборочных и контрольно-испытательных работ.
Технология самолетостроения в современных условиях основывается
на применении большого числа разнообразных технологических процес-
сов (механических, электрических, электрохимических, акустических, хи-
мических, термических и др.) и их комплексной механизации и автома-
тизации.
6
§ 2. СПЕЦИФИЧЕСКИЕ ОСОБЕННОСТИ САМОЛЕТОСТРОЕНИЯ
Процесс создания самолета предусматривает три стадии работ: про-
ектирование, изготовление и испытание. При этом проектирование опыт-
ного образца самолета производится в опытном конструкторском бюро
(ОКБ), а его изготовление — на опытном предприятии. После прочност-
ных и летных испытаний опытного образца самолет запускается в серий-
ное производство.
Особенности самолетостроительного производства в первую очередь
зависят от летных свойств, габаритов и назначения самолета. Обычно
самолет включает в себя следующие элементы: планер, органы взлета и
посадки (шасси), двигатель, системы управления самолетом, специаль-
ные механизмы и приборы.
Многие из этих элементов представляют сложные устройства, зна-
чительно отличающиеся друг от друга по конструкции, что требует из-
вестной специализации конструкторов, технологов и рабочих. Поэтому
такие составные части самолета, как двигатели, специальные механиз-
мы и приборы, проектируются и изготовляются специализированными
предприятиями авиационной промышленности, радиопромышленности
и др.
Самолетостроительные предприятия наряду с изготовлением плане-
ра используют готовую продукцию (двигатели, приборы, специальные
механизмы) специализированных предприятий-поставщиков, монтируют
и проверяют в действии все устройства, входящие в самолет.
Среди других изделий машиностроения самолет как объект произ-
водства обладает рядом специфических особенностей.
1. Большая номенклатура и многодетальность.пла-
нер а, насыщенность самолета различным оборудованием, приборами
и механизмами. Количество деталей в конструкции планера крупного
самолета (не считая нормалей) достигает ста тысяч единиц Специаль-
ные приборы и механизмы исчисляются сотнями.
Эта особенность самолета влечет за собой необходимость примене-
ния многочисленных и разнообразных технологических процессов, спе-
циальной оснастки, усложняет планирование, контроль и учет незавер-
шенного производства.
Одним из мероприятий, которое позволяет значительно сократить
количество деталей, является применение в конструкции планера моно-
литных (литых, штампованных и прессованных) узлов и панелей взамен
сборных.
2. Большая номенклатура используемых материа-
лов. В настоящее время примерно 70% общего количества деталей из-
готовляется из легких сплавов различных марок, 25% из легированных
сталей и остальная часть — из пластмасс, резины, тканей, керамических
и металлокерамических материалов.
Переход к сверхзвуковым скоростям и большим высотам полета са-
молета, повышение требований к его надежности с учетом условий его
работы при низких и высоких температурах вызывает необходимость
применения новых материалов, например жаропрочных сталей и титано-
вых сплавов, что приводит к дальнейшему расширению номенклатуры
используемых в самолетостроении материалов. Многие из этих мате-
риалов трудно поддаются обработке обычными технологическими мето-
дами, поэтому для изготовления из таких материалов деталей необходи-
ма разработка специфических технологических процессов.
З. Сложность пространственных форм и малая из-
за ограничений веса жесткость большинства элемен-
тов конструкции планера (зализы, капоты, законцовки крыльев
и др.) обусловили необходимость разработки специальных технологиче-
ских процессов для их изготовления, характерных только для самолето-
7
строения (обработка на специальных и специализированных копироваль-
но-фрезерных и гибочных станках, на обтяжных прессах, на 'станках для
гибки с растяжением и т. д.). Производство самолетов усложняется так-
же и тем, что размеры деталей планера изменяются от нескольких мил-
лиметров (крепежные детали) до нескольких метров (стрингеры, полки
лонжеронов, листы обшивки, монолитные панели, монолитные шпан-
гоуты, рамы и т. д.). При этом большинство деталей значительных га-
баритов, как уже указывалось, обладает малой жесткостью (зализы, де-
тали капотов, кожухов, лючков и т. п.), что создает трудности получения
точных размеров в процессе сборки из них узлов и агрегатов. Именно
этими особенностями обусловлено применение в самолетостроении мно-
гочисленных сборочных, монтажных и других приспособлений и специ-
альных технологических методов обеспечения взаимозаменяемости уз-
лов, панелей и агрегатов.
4. Большая трудоемкость монтажно-сборочных,
регулировочных и испытательных работ, составляющих
до 60% общей трудоемкости, при изготовлении современного самолета.
Количество крепежных деталей (болтов, винтов) исчисляется десят-
ками тысяч, а заклепок— миллионами штук.
К особенностям сборочных процессов следует отнести также приме-
нение в планере большого числа разнообразных по конструкции неразъ-
емных соединений с помощью клепки, сварки, пайки, склейки, запрес-
совки, развальцовки и т. п. Для выполнения таких соединений исполь-
зуется специализированное оборудование: скобы и прессы для групповой
клепки, машины большой мощности для электроконтактной сварки, ап-
параты для дуговой электросварки в защитной среде и в вакууме, маши-
ны и прессы для изготовления сотовых конструкций, отсеков и панелей из
пластмасс и г. д.
Кроме того, для герметизации отсеков и агрегатов самолета необ-
ходимы специальные герметики и специальное оборудование.
Особенности монтажно-регулировочных и контрольно-испытательных
процессов в самолетостроении обусловлены наличием на самолете раз-
нообразных систем и жесткими требованиями к их надежности — без-
отказному функционированию. Многие из этих систем подвергаются
многократным испытаниям и регулированию, как автономной, так и
комплексной отработке, для чего необходимы специальные стенды и ус-
тановки.
5. Высокие требования к качеству самолета в це-
лом и его отдельным элементам. Качество самолета как объ-
екта производства представляет собой комплекс его тактико-технических
характеристик и показателей, характеризующих надежность его в экс-
плуатации. Чтобы удовлетворить требованиям, предъявляемым к само-
лету, необходимы не только рациональная его конструкция в проекте,
но и возмо/кность осуществления этой конструкции в производстве с за-
данной степенью точности. Например, к поверхностям самолета, обте-
каемым воздушным потоком, предъявляются высокие требования не
только чистоты (гладкости), но и точности. Допуски на внешние обводы
в ряде случаев составляют десятые доли миллиметра, а на стыковые по-
верхности соответствуют 3-му, а в отдельных случаях 2-му классу точ-
ности.
Приведенные особенности самолета как объекта производства объ-
ясняют следующие характерные особенности самолетостроительного про-
изводства.
1. Широкое кооперирование производства. Б самоле-
тостроении применяется большое количество специальных материалов,
полуфабрикатов, заготовок, а также электрических, гидравлических,
пневматических приборов и агрегатов, изготовляемых на специализиро-
8
ванных предприятиях. Кроме того, используется большое количество
стандартных крепежных деталей и универсального инструмента, кото-
рые изготовляют также специализированные предприятия. Все это обус-
ловило необходимость кооперирования предприятий, производящих са-
молеты, с предприятиями-смежниками. Развитие отечественного самоле-
тостроения сопровождается непрерывным расширением кооперирования
производства.
2. Частая смена объекта производства. Непрерывное
повышение тактико-технических требований к самолетам вызывает необ-
ходимость их совершенствования на базе новейших достижений науки
и техники. В силу этого запущенные в производство самолеты быстро
морально стареют и заменяются образцами более совершенной кон-
струкции.
3. Большой объем работ по подготовке производ-
ства. Современный скоростной самолет представляет собой исключи-
тельно сложный объект производства. Трудоемкость его изготовления
измеряется сотнями тысяч человеко-часов. Подготовка к запуску такого
самолета в серийное производство является весьма сложной и трудоем-
кой задачей.
Технологическую и организационную подготовку серийного произ-
водства в целях сокращения сроков ведут последовательно-параллель-
ным методом. По этому методу в соответствии с принятыми организа-
ционными формами производства и структурой самолета, определяющей
принципиальную схему процесса его изготовления, параллельно и с не-
которым сдвигом по времени ведется техническая отработка чертежей,
проектирование технологических процессов, конструирование, изготовле-
ние и освоение оснастки. В результате значительно сокращаются сроки
подготовки серийного производства самолетов.
§ 3. СТРУКТУРА ПРЕДПРИЯТИЯ И ЕГО ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС
Лю Гое самолетостроительное предприятие независимо от масштаба
производства включает три группы подразделений:
а) подразделения, перерабатывающие исходные материалы в про-
дукцию предприятия. Эту группу называют основным производством
предприятия;
б) подразделения, изготовляющие изделия, необходимые для произ-
водства продукции предприятия. Эту группу называют вспомогательным
производством предприятия;
в) подразделения, обеспечивающие функционирование подразделе-
ний основного и вспомогательного производства. Эту группу называют
обслуживающим производством предприятия.
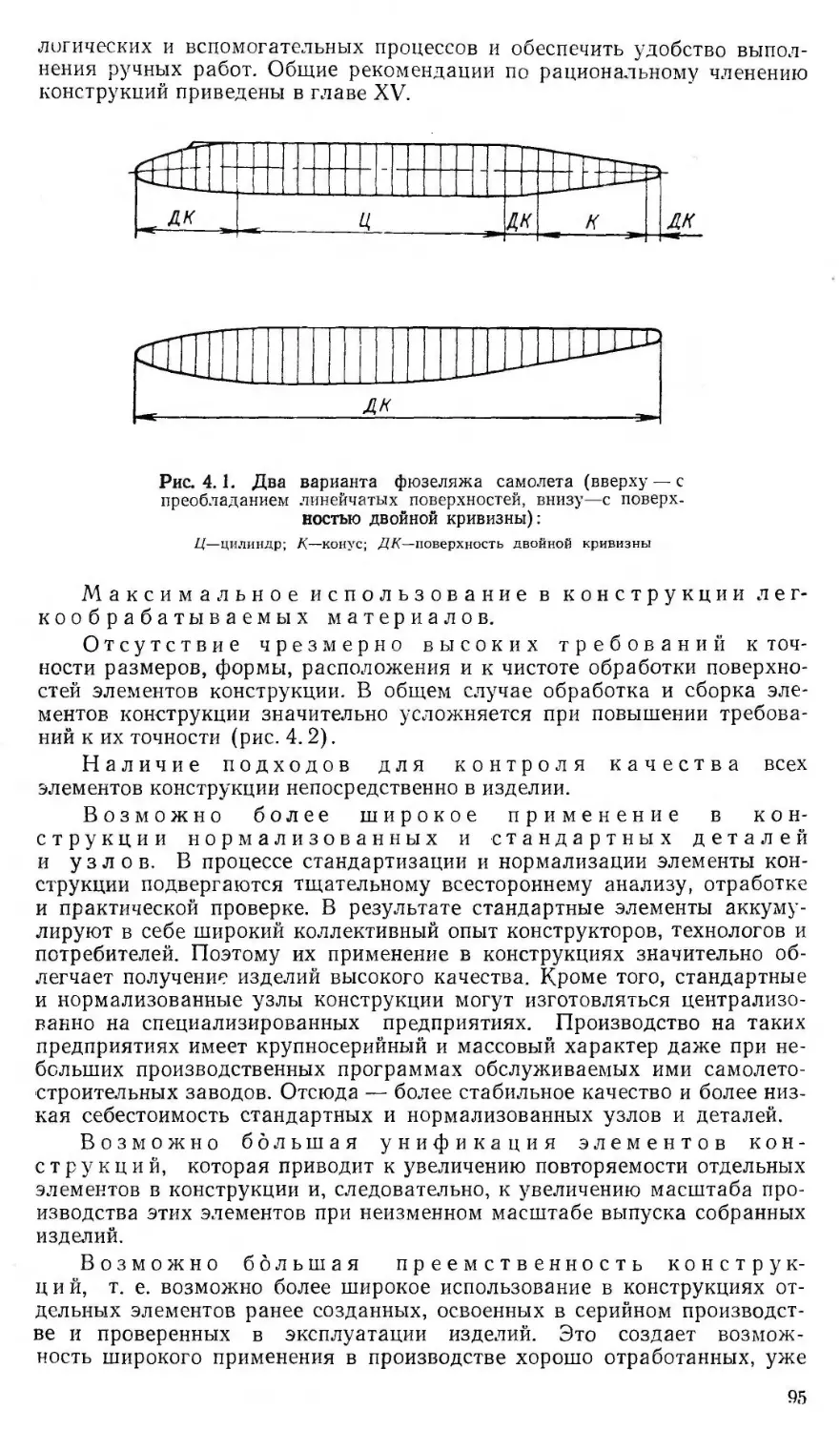
На рис. 1. 1 показана принципиальная схема производственной
структуры самолетостроительного предприятия. В зависимости от струк- .
туры предприятия образуется иструктура производственного процесса
предприятия.
Производственный процесс предприятия — сложный
комплекс процессов основных, вспомогательных и обслуживающих под-
разделений предприятия, обеспечивающих своевременный выпуск задан-
ной продукции.
Производственный процесс самолетостроительного предприятия под-
чинен одной цели — выпуску требуемого качества в заданном количестве
определенного типа самолета (самолетов). Конкретный состав подраз-
делений предприятий, а следовательно, и структура производственного
процесса данного предприятия образуются в первую очередь в зависи-
мости от технологического процесса изготовления запущенного в произ-
водство самолета. Масштаб производства при этом играет значительную
роль.
9
Подробнее производственный процесс предприятия рассматривается
в курсе «Организация, планирование и экономика авиационного произ-
водства».
Рис. 1.2. Принципиальная схема
деления самолета на составляющие
его части
Рис. 1. 1. Производственная структура самолетостроительного предприятия:
штриховая линия со стрелками — функциональная зависимость структуры
вспомогательного и обслуживающего производств от структуры основного
производства;
сплошные линии со стрелками — зависимость производственной деятель-
ности подразделений вспомогательного производства от потребностей основ-
ного производства и деятельности обслуживающего производства от по-
требности основного и вспомогательного производства
§ 4. ПОНЯТИЕ О ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ И ЕГО СОСТАВЛЯЮЩИХ
Создание такого сложного изделия, как самолет, представляло бы
чрезвычайно трудную задачу, если бы в процессе эскизного и техниче-
ского проектирования его не делили на законченные в конструктивном
и технологическом смысле части.
В самолетостроении принято
делить изделие на агрегаты, отсеки,
узлы и детали. При этом агрегаты,
отсеки, узлы обычно называют сбо-
рочными единицами.
Под агрегатом понимают
наиболее крупную часть планера
самолета (фюзеляж, центроплан,
крыло, стабилизатор и т. д.), закон-
ченную в конструктивном и техно-
логическом отношениях.
Отсек является наиболее
крупной частью агрегата (носовая,
хвостовая части фюзеляжа, носовая,
средняя и хвостовая части крыла,
правые и левые части стабилиза-
тора и т. д.).
Узел — часть самолета, агрегата или отсека (сборные панели, нер-
вюры, шпангоуты, лонжероны, приборные доски и т. д.).
Под деталью понимают первичный элемент самолета, представ-
ляющий собой монолит. Изготовляют детали из композиционных мате-
10
риалов (порошков, гранул, таблеток пластмасс, керамики и металлоке-
рамики). полуфабрикатов (листов, профилей, труб) или специальных
заготовок (поковок, штамповок, отливок).
На рис. 1.2 показана принципиальная схема деления в определен-
ной последовательности планера самолета на входящие в него части.
В процессе разработки конструкции сначала производят деление пла-
нера на агрегаты, узлы и соединительные детали. Затем агрегаты делят
на отсеки, узлы и соединительные детали. После этого отсеки делят на
узлы и соединительные детали и, наконец, узлы отсеков, агрегатов и са-
молета — на составляющие их детали.
Очевидно, метод деления самолета на части будет определять и де-
ление общего технологического
процесса изготовления само-
лета на соответствующие со-
ставляющие.
Так, например, технологи-
ческий процесс изготовления
узла, входящего в самолет,
можно представить как само-
стоятельный, включающий про-
цессы изготовления необходи-
мых деталей, его сборки-мон-
тажа и испытания-регулирова-
ния. Технологический процесс
изготовления агрегата также
можно рассматривать как са-
мостоятельный, включающий
процессы изготовления состав-
ляющих его частей и деталей
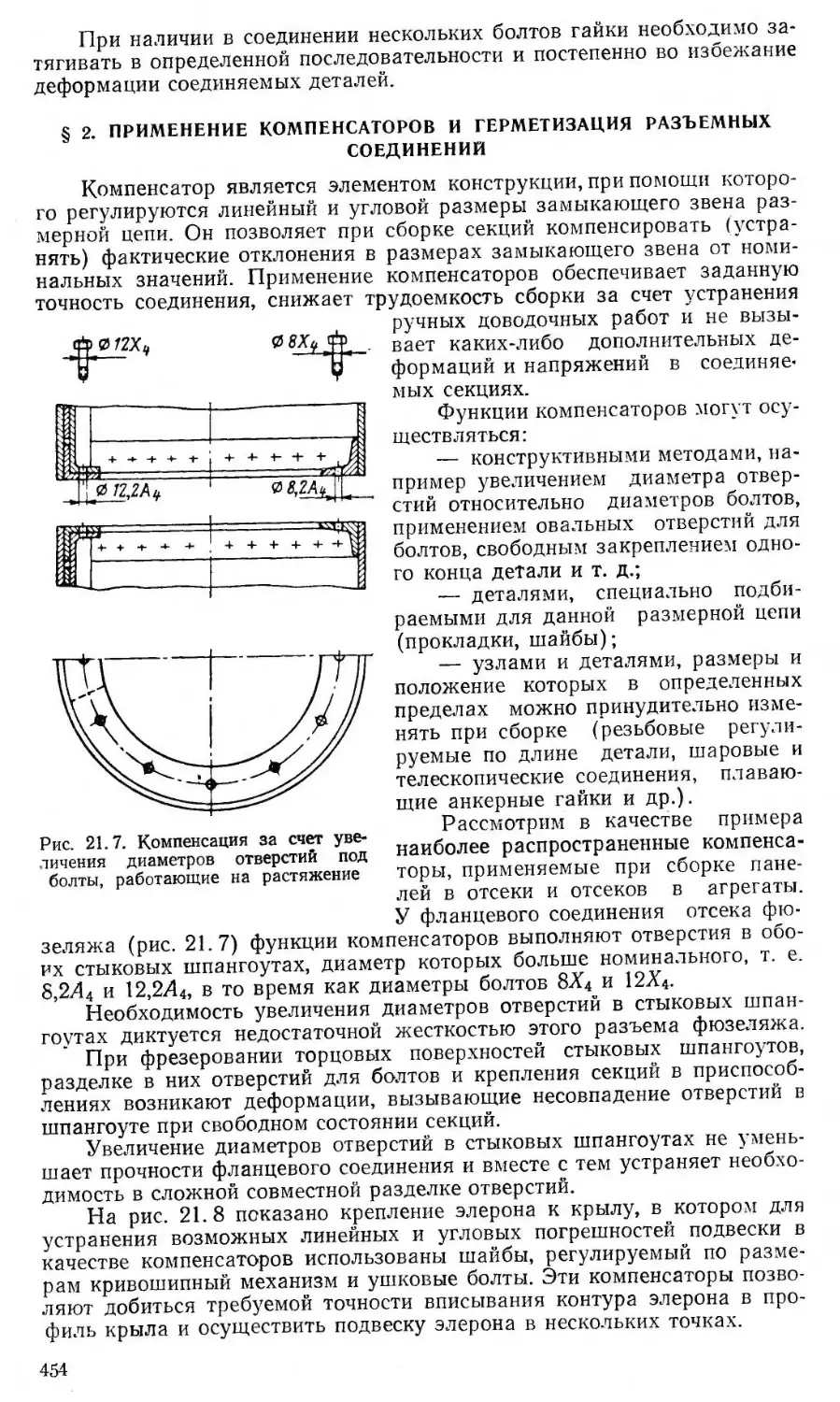
И процессы сборки, монтажа,
регулирования и испытания
агрегата.
Все эти относительно са-
мостоятельные технологические
процессы изготовления частей
самолета и будут составлять
Рис. 1. 3. Принципиальная схема преобразова-
ния исходных материалов в планер самолета:
а—процессы изготовления деталей самолета; б—про-
цессы сборки-монтажа и испытания-регулирования ча-
стей и самолета в целом
общий технологический процесс изготовления самолета с дополнением
его процессами изготовления деталей, входящих непосредственно в са
молет, и процессами сборки, монтажа, регулирования и испытания само
лета в целом.
В целях увязки технологических процессов изготовления частей са-
молета проектирование общего технологического процесса его изготов-
ления производится в два этапа. На первом этапе проектирования раз-
рабатывают директивные технологические материалы, включающие ос-
новные требования к изготовляемым частям. На втором этапе разраба-
тывают подробные технологические процессы изготовления частей и са-
молета в целом.
На рис. 1.3 представлена принципиальная схема преобразования
исходных материалов в разнообразные по свойствам и назначению де-
тали. При этом>ечередность изготовления деталей определяется последо-
вательностью изготовления частей самолета. Как видно из рис. 1.3, а,
в первую очередь необходимо изготовить детали для узлов, входящих в
отсеки, во вторую очередь — для узлов, входящих в агрегаты, и для от-
секов, в третью очередь — для узлов, входящих непосредственно в пла-
нер самолета, и для агрегата и в последнюю очередь — детали, входящие
непосредственно в планер самолета. Из этого следует, что очередность
изготовления деталей диктуется структурой планера самолета.
11
Вторым этапом проектирования являются технологические процес-
сы сборки, монтажа, испытания и регулирования частей самолета в опре-
деленной последовательности (рис. 1.3,6). Сначала собирают, монтиру-
ют, испытывают и регулируют узлы, входящие в отсеки, затем отсеки и
узлы, входящие в агрегаты, и только после этого собирают, монтируют и
регулируют агрегаты и узлы, входящие непосредственно в планер само-
лета.
Технологический процесс изготовления самолета завершается сбор-
кой-монтажом его из агрегатов, узлов и соединительных деталей с по-
следующим регулированием и испытанием.
Технологический процесс изготовления самоле-
та— сложный комплекс взаимодействий оборудования и исполнителей
по преобразованию исходных материалов в изделие.
При анализе технологический процесс необходимо рассматривать
в двух аспектах: в физическом и функциональном.
В первом аспекте рассматривается физическая сущность процес-
са — преобразование исходных материалов в изделие по отдельным,
частным технологическим процессам.
Частный технологический процесс — комплекс однород-
ных по физико-химической сущности взаимодействий оборудования
и исполнителей. Примерами частных технологических процессов
могут служить такие процессы, как обработка резанием, деформи-
рование, травление, термообработка, сварка и т. д. Разработка и осу-
ществление частных технологических процессов производятся специали-
стами соответствующей квалификации. Частный технологический про-
цесс является необходимым элементом классификации технологических
процессов.
Во втором аспекте рассматриваются функциональные связи и зави-
симости составляющих технологического процесса изготовления изделия.
Наиболее крупной составляющей любого технологического процесса яв-
ляется технологическая операция.
Степень деления технологического процесса на операции диктуется
техническим уровнем, принятыми организационными формами и мас-
штабом производства. В зависимости от этих условий технологическая
операция может состоять из одного или нескольких частных процессов.
Например, обточка и накатка резьбы на токарном станке — операция из
двух частных процессов; вытяжка полой детали из листовой заготовки—
операция из одного частного процесса и т. д. При этом состав операции
определяется технологом с учетом удобств и возможности «непрерыв-
ного» выполнения действий оборудованием и исполнителями соответст-
вующей квалификации в определенный отрезок времени.
«Непрерывность» чередования действий обусловливается взаимной
связью и зависимостью их в пределах данной операции. Операция долж-
на представлять комплекс, т. е. целесообразное сочетание действий, со-
ставляющих данную операцию.
Технологическая операция — комплекс непрерывно чере-
дующихся действий оборудования и исполнителей (операторов), обеспе-
чивающих заданное изменение свойств предмета производства при изго-
товлении деталей и сборочных единиц в конкретных производственных
условиях.
Технологическая операция может состоять из одного или нескольких
переходов.
Переход—часть операции, при выполнении которой остаются неиз-
менными обрабатываемая поверхность (поверхности), инструмент и ре-
жим обработки.
Для повышения производительности часто несколько переходов объ-
единяют в один сложный (совмещение переходов). Для сложного пере-
12
хода характерна одновременная обработка нескольких поверхностей за-
готовки. Переход в свою очередь ^тожет состоять из нескольких про-
ходов.
Проход — часть перехода, выполняемая при одном перемещении ин-
струмента относительно обрабатываемой поверхности в направлении
подачи.
Переход делят на проходы только в тех случаях, когда, например,
весь слой материала, подлежащий удалению в данном переходе, нельзя
снять за один раз.
Все действия, составляющие технологическую операцию, делятся на
основные, направленные непосредственно на обработку, и вспомогатель-
ные, направленные на создание условий, необходимых для выполнения
основных действий.
Вспомогательные действия состоят в установке и закреплении пред-
мета обработки на станке или на сборочнОхМ приспособлении, в пуске и
останове механизмов, в подводе и отводе инструмента, в переключении
механизмов, в раскреплении и снятии изделия по окончании обработки
или сборки и т. п. Деление операции на основные и вспомогательные
действия необходимо для нормирования времени, потребного для вы-
полнения данной операции.
Характерными для любой технологической операции являются вспо-
могательные действия, связанные с установкой и закреплением предмета
обработки, в результате которых фиксируется определенное положение
предмета обработки на станке или на другом оборудовании.
Операция может включать вспомогательные действия, связанные с
одним установом и закреплением предмета обработки на станке. В этом
случае принято говорить, что сперация выполняется за один установ.
Но в операцию могут входить и несколько установов и закреплений пред-
мета обработки. Выполнение действий, связанных с каждым установом
и закреплением предмета обработки, в данном случае делит операцию на
состветствующие части. Каждую такую часть операции принято назы-
вать установкой.
Установка — часть операции, выполняемая при одном закреплении
предмета обработки.
Каждый новый установ предмета обработки требует дополнительно-
го времени. Поэтому для заготовок, которые необходимо обрабатывать
в разных положениях, применяют поворотные приспособления, позволя-
ющие изменять положение заготовки относительно инструмента без ее
открепления. Каждое положение заготовки на станке при одном ее за-
креплении называют позицией. Исходя из понятия об установке как о
части операции, выполняемой при одном закреплении заготовки, пози-
цию следует считать частью установки.
Позиция — часть установки, выполняемая при одном из нескольких
положений заготовки или сборочной единицы относительно инструмента,
закрепленной в поворотном приспособлении или на поворотном столе
станка.
Понятия о переходе, проходе и позиции характерны для заготови-
тельно-обработочных процессов. В сборочных процессах некоторые из
этих понятий (например проход, позиция) не используются.
§ 5. ВЗАИМНАЯ СВЯЗЬ МЕЖДУ ТЕХНОЛОГИЧЕСКИМ
И ПРОИЗВОДСТВЕННЫМ ПРОЦЕССАМИ
Структура технологического процесса изготовления изделия в прин-
ципе определяется структурой данного изделия, его конструктивными
особенностями и назначением. Но, кроме того, структура технологиче-
ского процесса и особенно его технико-экономические показатели в боль-
13
шой степени зависят от объема производства, программы выпуска изде-
лий и конкретных производственных условий.
Объем производства — общее количество изделий определен-
ных свойств и назначения, подлежащее изготовлению на данном пред-
приятии за весь планируемый период времени.
От объема производства зависит целесообразная величина первона-
чальных затрат на подготовку и освоение производства данного изделия.
Очевидно, чем больше объем производства, тем большие первоначальные
затраты (на приобретение специального или специализированного обо-
рудования и инструмента, на механизацию и автоматизацию процессов
и т. д.) будут экономически оправданными. Увеличение первоначальных
затрат обеспечивает более высокий технический уровень производства и
способствует повышению технико-экономических показателей технологи-
ческого процесса изготовления изделия.
Программа выпуска — количество изделий, изготовляемых
данным предприятием за определенный отрезок времени (обычно за
год).
Увеличение программы выпуска, так же как и объема производства,
способствует повышению технического уровня производства и технико-
экономических показателей технологического процесса изготовления из-,
делия.
Масштаб производства — условия, определяемые одновре-
менно установленными объемом производства и программой выпуска
продукции. В зависимости от объема производства и программы выпуска
изделий судят о «большом» и «малом» масштабе производства.
Технологические процессы проектируют с учетом масштаба произ-
водства, достигнутого уровня науки и техники и конкретных условий
производства.
Свойства и назначение объекта производства, особенности техноло-
гического процесса его изготовления определяют и организационную
структуру предприятия, и характер его производственного процесса.
Зависимость отдельных частей производственного процесса пред-
приятия от технологического процесса изготовления изделия различна.
В прямой зависимости от технологического процесса образуется произ-
водственный процесс основного производства, непосредственно связан-
ный с преобразованием исходных материалов в продукцию предприя-
тия. В эту часть производственного процесса входит технологический
процесс как определяющая основа.
На производственный процесс вспомогательного производства пред-
приятия технологический процесс оказывает влияние через производст-
венный процесс основного производства. Вспомогательное производство
обеспечивает своими изделиями (чертежами, специальными приспособ-
лениями и инструментом) основное производство в зависимости от по-
требностей осуществления технологического процесса изготовления из-
делия.
Обслуживающее производство обеспечивает бесперебойное функ-
ционирование подразделений основного и вспомогательного производств
предприятия.
§ 6. ТИПЫ ПРОИЗВОДСТВА
В зависимости от объема производства и программы выпуска про-
дукции различают три основных типа производства: массовое, серийное
и единичное.
Массовое производство обеспечивает выпуск однородных
изделий установившегося образца в больших количествах и имеет сле-
дующие характерные признаки:
14
а) на каждом рабочем месте выполняется только одна непрерывно
повторяющаяся операция;
б) оборудование на производственном участке располагается в со-
ответствии с последовательностью выполнения операций технологиче-
ского процесса.
Расположение оборудования на участке в соответствии с последо-
вательностью выполнения операций обеспечивает кратчайший путь
межоперационной транспортировки предметов производства и упорядо-
чивает их движение.
В массовом производстве широко применяют специальные станки,
приспособления и инструмент, а также транспортирующие устройства
для механического перемещения предметов обработки от одного рабо-
чего места к другому.
В поточную линию включают оборудование, выполняющее операции,
различные по составляющим их частным процессам (обработка реза-
нием, термическая обработка, контрольные испытания и т. п.).
Выполнение только одной операции на каждом рабочем месте по-
точной линии возможно при большой программе выпуска изделий, когда
время на выполнение операции равно такту или больше его.
Такт — длительность равных промежутков времени между выпу-
ском следующих друг за другом изделий. Иначе говоря, такт представ-
ляет собой частное от деления календарного отрезка времени на коли-
чество изделий, выпускаемых за это время:
т = —, (1.1)
п
где т — такт выпуска изделий;
Т — календарный отрезок времени;
п — количество изделий, выпускаемых за календарный отрезок вре-
мени.
Невыполнение этого условия (когда время на выполнение операции
меньше такта) приводит к недопустимой недогрузке оборудования по-
точной линии. Но, кроме того, что производственная программа поточно-
массового производства должна быть большой, необходимо еще, чтобы
она была устойчивой, т. е. не изменяющейся в течение длительного вре-
мени. Этому условию удовлетворяет большой объем производства.
При этих условиях первоначальные затраты на приобретение или
изготовление специальных станков, приспособлений и инструментов, на
механизацию межоперационной транспортировки, на размещение обору-
дования и т. д. вполне себя оправдывают.
Наиболее совершенной формой поточно-массового производства яв-
ляется непрерывный поток, при котором продолжительность всех опера-
ций потока одинакова и равна такту выпуска изделий, благодаря чему
предметы обработки перемещаются от одного рабочего места к другому
непрерывно.
В самолетостроении массовое производство встречается при изго-
товлении нормализованных деталей (заклепок, болтов, винтов и т. д.).
Серийное производство обеспечивает выпуск однородных
изделий сериями, повторяющимися через определенный промежуток вре-
мени, и имеет следующие характерные признаки:
а) на каждом рабочем месте выполняется несколько периодически
повторяющихся операций:
б) оборудование на производственном участке располагается в со-
ответствии с последовательностью выполнения этапов технологического
процесса по группам операций (операции предварительной черновой об-
работки, операции чистовой обработки и операции окончательной, отде-
лочной обработки).
15
В зависимости от количества изделий в серии серийное производст-
во условно делят на мелкосерийное, среднесерийное и крупносерийное.
Так как программа выпуска изделий и объем серийного производ-
ства относительно малы, производственный участок создают для обра-
ботки нескольких предметов, сходственных по размерам, конфигурации
и материалу, а следовательно, и по технологическому процессу их из-
готовления. Это позволяет уменьшить разнообразие оборудования на
участке и полнее его загрузить.
Выполнение нескольких операций на одном оборудовании требует
его переналадки. Поэтому в серийном производстве детали изготовля-
ются партиями.
Партией называют определенное количество деталей одинаковой
конструкции, изготовляемых при одной наладке оборудования. По окон-
чании обработки одной партии оборудование переналаживают на дру-
гую операцию. Продолжительность работы оборудования между пере-
наладками определяется количеством деталей в партии и трудоемкостью
операции.
Существует несколько методов определения рационального размера
партии деталей. Наиболее распространенным из них является метод рас-
чета минимального размера партии деталей с точки зрения экономически
рационального использования оборудования:
л = , (1.2)
ciT"щ
где п — количество деталей в партии;
Тц.з — подготовительно-заключительное время на переналадку станка
по наиболее сложной операции;
а—коэффициент, учитывающий потери времени (от 0,03 до 0,1) и
обычно принимаемый равным 0,05;
Тш — штучное время на выполнение наиболее сложной операции.
Количество переналадок определяется по формуле
//„=—. (1.3)
п
где Лг — годовая программа выпуска деталей.
В серийном производстве используются рабочие преимущественно
средней квалификации и применяется в основном универсальное обору-
дование, что объясняется необходимостью переналадок. В отдельных
случаях с целью повышения производительности универсальное обору-
дование оснащают специальными приспособлениями. С увеличением ко-
личества изделий в серии расширяются возможности применения нс
только специальных приспособлений и инструмента, но и специальных
станков.
В отличие от массового серийное производство имеет значительно
боллший объем незавершенного производства и более длительный про-
изводственный цикл. При этом существенно усложняются планирование
и учет производства.
Вследствие частых переналадок оборудования и ограничения воз-
можностей применения высокопроизводительных специальных приспо-
соблений и станков себестоимость изделий в серийном производстве вы-
ше, чем в поточно-массовом. В связи с этим приобретают большое зна-
чение мероприятия по использованию методов поточности в серийном
производстве.
Единичное производство обеспечивает выпуск одного или не-
скольких единиц изделия, изготовление которого или не повторяется сов-
сем, или повторяется через неопределенные промежутки времени. Ха-
рактерными признаками этого производства являются следующие:
16
а) на каждом рабочем месте выполняются разнообразные операции
без периодического их повторения;
б) оборудование на производственном участке располагается груп-
пами по типам станков.
Производственный участок единичного производства охватывает
весьма широкую номенклатуру разнообразных деталей, каждая из кото-
рых изготовляется в единицах экземпляров. Поэтому в единичном произ-
водстве широко применяются универсальные станки, приспособления и
инструмент и используются рабочие высокой квалификации. Себестои-
мость изделия высокая.
Опытное производство обеспечивает выпуск опытных образцов
изделий. По характерным признакам оно близко к единичному производ-
ству, но отличается от последнего более подробной разработкой и при-
менением более совершенных технологических процессов. В технологи-
ческих процессах опытного производства должны быть заложены в из-
вестной (возможной) степени основы для изготовления изделия в серий-
ном производстве.
Проектирование технологических процессов в самолетостроении ба-
зируется на использовании новейших достижений науки и техники ма-
шиностроения. Разработке рациональных технологических процессов и
их осуществлению должна предшествовать предварительная оценка .их
совершенства.
Степень совершенства конкретного технологического процесса мо-
жет быть оценена совокупностью следующих технико-экономических по-
казателей:
1) качеством продукции, обеспечиваемым данным технологическим
процессом;
2) уровнем производительности труда, его механизацией и автома-
тизацией;
3) себестоимостью продукции;
4) условиями труда при выполнении данного процесса;
5) степенью соответствия технологического процесса передовым
формам организации производства;
6) трудоемкостью и циклом подютовки производства, связанными с
освоением данного технологического процесса;
7) мобильностью (специфическим показателем) — свойством техно-
логического процесса сохранять высокие технико-экономические пока-
затели в условиях резкого изменения программы выпуска продукции.
При проектировании технологических процессов эти показатели при-
обретают значение требований. Любой проектируемый технологический
процесс должен обеспечивать заданное проектом качество изделия, воз-
можно высокую производительность труда и низкую себестоимость про-
дукции, наилучшие условия труда и минимальную трудоемкость подго-
товки производства, а также сохранять высокие технико-экономические
показатели при сокращении программы выпуска.
Наиболее рациональными технологическими процессами, очевидно,
будут такие, которые обладают наиболее высокими технико-экономиче-
скими показателями. Эти показатели определяют и основные направле-
ния совершенствования технологических процессов в самолетостроении.
Глава II
КАЧЕСТВО ПРОДУКЦИИ И ОБЩИЕ ТЕХНОЛОГИЧЕСКИЕ
МЕТОДЫ ЕГО ОБЕСПЕЧЕНИЯ
§ 1. ИСХОДНЫЕ понятия
Точное определение понятия «качество продукции» является в на-
стоящее время предметом дискуссий. Однако в подавляющем большин-
стве случаев предлагаемые определения исходят из общего тезиса, сог-
ласно которому качество конкретной продукции определяется степенью
соответствия ее потребительских (эксплуатационных) свойств потребно-
стям общества. Поэтому практическая деятельность по обеспечению вы-
сокого качества продукции направлена на возможно более полное и точ-
ное определение требований общества к данной продукции и на наибо-
лее полное удовлетворение этих требований при создании продукции.
Свойства продукции, определяющие в совокупности ее качество,
принято называть характеристиками или параметрами качества.
Ко всем самолетам и вертолетам независимо от их конкретного наз-
начения общество предъявляет ряд общих требований. Это в первую оче-
редь — их высокая надежность и экономичность в эксплуатации, а также
отсутствие нежелательных воздействий (физиологических, психических,
эстетических) на людей во время эксплуатации. Соответственно надеж-
ность, экономичность и характер воздействий на человека в эксплуата-
ции являются наиболее общими характеристиками качества самолетов
и вертолетов.
Каждая из указанных общих характеристик складывается из мно-
гих более конкретных параметров качества. Кроме того, к самолетам и
вертолетам различного назначения предъявляется большое количество
специфических требований. Соответственно качество каждого конкрет-
ного самолета или вертолета наряду с общими характеристиками опре-
деляется большим количеством доугих характеристик качества, имеющих
более частный характер.
Под надежностью изделия обычно понимают совокупность таких его
характеристик, как безотказность в эксплуатации, эксплуатационная
долговечность и ремонтопригодность L
Безотказность изделия в различных случаях оценивают одним из
следующих критериев:
— вероятностью безотказной работы изделия в течение установлен-
ного времени при нормальных условиях эксплуатации;
— средней интенсивностью отказов за установленный период вре-
мени при нормальных условиях эксплуатации;
— средней наработкой (обычно в часах) изделия на один отказ.
Критерии безотказности изделия в эксплуатации характеризуют сте-
пень доверия, которой изделие заслуживает со стороны потребителей.
Важность этой характеристики для самолетов и вертолетов очевидна.
Перечисленные критерии безотказности имеют статистический характер,
и в настоящее время разработаны приближенные методы их инженерно-
го расчета при проектировании летательных аппаратов.
Эксплуатационную долговечность изделий обычно характеризуют
средним и гарантийным сроками службы изделия. Под сроком службы
изделия понимается длительность эксплуатации его в нормальных усло-
виях с сохранением установленной безотказности. Срок службы различ-
ных изделий одного наименования обычно колеблется в значительных
1 Здесь и ниже термин «изделие» применяется в тех случаях, когда рассматривае-
мое положение имеет общий характер и относится как к самолетам, так и к верто-
летам.
18
пределах, зависящих от многих причин. Средний срок службы — это
наиболее вероятный срок службы изделий данного наименования. Гаран-
тийный срок службы соответствует гарантируемой производством ниж-
ней границе практически возможных значений срока службы изделия.
Для каждого класса изделий существует некоторое наивыгодней-
шее значение эксплуатационной долговечности. При недостаточной дол-
говечности они оказываются неэкономичными в эксплуатации. Чрезмер-
ная долговечность также оказывается неоправданной, так как изделия
морально устаревают. Например, по некоторым данным, срок морально-
го устаревания пассажирских самолетов близок к 7 годам. Поэтому
обеспечение долговечности конструкций, близкой к наивыгоднейшей, яв-
Рис. 2. 1. К структуре качества
ляется одной из важных задач проектирования и производства изделий.
Ремонтопригодность изделий обычно характеризуют следующими
показателями:
— средним временем, необходимым для отыскания и устранения од-
ной неисправности;
— средним временем, необходимым для профилактического преду-
преждения отказов в работе, отнесенным к 1 часу безотказной работы
изделия;
— коэффициентом готовности изделий.
Ремонтопригодность оказывает прямое влияние на эффективность
эксплуатации изделий, так как предопределяет достижимую интенсив-
ность их эксплуатации.
Некоторые аспекты понятия «надежность» подробнее рассмотрены
в гл. XXVI.
Вторая характеристика качества изделий — экономичность в экс-
плуатации — также оценивается с помощью ряда критериев. Например,
при оценке качества транспортных самолетов и вертолетов широко при-
меняется критерий «себестоимость одного тонно-километра перевозки».
В отношении боевых самолетов находит применение критерий «стоимость
поражения цели». Важность этих критериев очевидна, так как они ха-
рактеризуют рациональность использования живого и овеществленного
труда, затраченного на создание изделий и их обслуживание в эксплуа-
тации.
19
Третья характеристика качества изделий — характер воздействия
изделия на людей — разработана слабее предыдущих. Высококачествен-
ное изделие не должно представлять опасности для людей. Оно не дол-
жно также вызывать не только скрытых необратимых физиологических
изменений в организмах людей, которые, накапливаясь, приводят к про-
фессиональным заболеваниям, но и преходящих отрицательных эмоций.
Более того, изделие должно радовать человека, находящегося с ним в
контакте, и одновременно воспитывать в нем хороший вкус.
«Шкала оценки» этой характеристики качества удовлетворительно
разработана лишь в ее отрицательной зоне, охватывающей нормы техни-
ки безопасности. Положительная часть этой «шкалы» нуждается в про-
ведении глубоких исследований. Однако и не располагая количествен-
ными критериями, можно видеть, что некоторые современные самолеты
и вертолеты в отношении данной характеристики их качества далеки от
совершенства.
Общую структуру понятия «качество изделия» можно иллюстриро-
вать схемой, показанной на рис. 2. 1. Эта структура довольно сложна, что
порождает значительные трудности в практике нормирования, обеспече-
ния и оценки качества самолетов и вертолетов.
§ 2. КОЛИЧЕСТВЕННАЯ ОЦЕНКА КАЧЕСТВА ИЗДЕЛИЙ
можность оценить качество изделия
Рис. 2. 2. Полигон распределения оце-
нок качества изделия потребителями
Качество продукции может быть количественно оценено совокуп-
ностью числовых значений отдельных критериев, часть которых рассмот-
рена в предыдущем параграфе. При решении многих практических за-
дач, например при установлении требуемого уровня качества, такой по-
элементный способ оценки удобен и эффективен. Однако в ряде случаев
наряду с поэлементным определением качества желательно иметь воз-
«интегрально», т. е. одним числом, а
не совокупностью чисел. В отече-
ственной практике применяется
несколько методов интегральной
оценки качества. Рассмотрим
в качестве примера один из них,
основанный на балльной оценке
качества потребителями.
Выбирается группа потреби-
телей, которым предлагается оце-
нить качество конкретного изде-
лия числом (баллом) /<(0</<<1).
В результате получают совокуп-
ность баллов К); К2; . .. ; Кй . . .
. .. Kn-i’, Kn, где N — количество опрошенных потребителей. Эту сово-
купность можно рассматривать как выборочное значение случайной ве-
личины, определенным образом распределенной в интервале (0; 1,
рис. 2.2). Форма полученного эмпирического распределения позволяет
составить суждение об отношении различных потребителей к изделию.
Однако для решения многих практических задач достаточно знать сред-
нее значение установленных потребителями баллов:
N
(2.1)
Это среднее значение N баллов принимают в качестве комплексного
показателя качества изделия. Очевидно, О ‘^Кср'^'1, и большие значения
Лср свидетельствуют о более высокой оценке качества изделия потреби-
телями.
20
Однако потребители часто затрудняются установить определенное
значение балла К в качестве числовой характеристики соответствия из-
делия их требованиям к нему. Причина состоит в том, что ценность из-
делия для потребителя определяется большим количеством характери-
стик его качества различной значимости. При установлении значения К
потребитель, по-видимому, раздельно оценивает каждую из этих харак-
теристик и затем усредняет полученные частные оценки с учетом значи-
мости соответствующих им характеристик. Проделать все это «в уме»
применительно к сложному изделию достаточно трудно. Поэтому в прак-
тической работе правильнее, если потребители устанавливают не значе-
ния баллов Kt для изделия в целом, а оценивают раздельно каждую из
М характеристик качества изделия и значимость каждой характеристи-
ки. При этом способе каждый z-й потребитель приписывает каждой /-й
характеристике изделия две числовых оценки: — удельный вес дан-
ной /-й характеристики в общем комплексе характеристик, определяю-
щих качество изделия, и kij — степень соответствия данной ха-
рактеристики своим требованиям. При этом должны соблюдаться ус-
ловия:
N
(а)
/=1
и
(б)
Балльные оценки Кг вычисляются при этом как средние взве-
шенные:
м
(2.2)
7=1
где М — количество учитываемых характеристик качества изделия.
Далее из (2. 1) определяется значение КСр- Данные, получаемые
при сценке качества изделий рассмотренным способом, полезны при ре-
шении многих задач, связанных с проектированием и производством.
Они, например, позволяют производить сравнительную оценку совер-
шенства конструкции нескольких изделий в отношении их соответствия
запросам потребителей.
Очевидно, рациональная конструкция должна обеспечивать наибо-
лее полное удовлетворение наиболее существенных требований потреби-
телей; уровень второстепенных характеристик изделия менее важен.
С этой точки зрения наглядным материалом, характеризующим рацио-
нальность конструкции изделия, являются диаграммы типа показанных
на рис. 2. 3 и 2.4. На первой диаграмме представлены результаты оцен-
ки четырьмя потребителями (i=l, 2, 3, 4) семи характеристик
(/ = 1, 2,... 6, 7) качества изделия А. Каждый из них оценивал каждую
/-ю характеристику показателями Kij (степень качества) и ац (значи-
мость характеристики). Двадцать восемь пар этих оценок представлены
точками на диаграмме. На рис. 2.4 показаны результаты оценки теми же
потребителями семи аналогичных характеристик качества изделия В,
родственного изделию А. Сопоставляя эти диаграммы, легко за-
ключить, что конструкция изделия А более рациональна. Конструкторы
изделия основное внимание уделили отработке наиболее существенных
для потребителя его характеристик (диаграмма в целом имеет возра-
стающий слева направо характер). Конструкторы изделия В, по-видимо-
му, в меньшей степени учитывали эксплуатационную значимость отдель-
21
ных его характеристик (диаграмма имеет убывающий слева направо ха-
рактер). В результате и комплексная оценка качества этого изделия по-
требителями оказалась более низкой: из выражений (2. 1) и (2. 2) легко
определить, что для первого изделия Кср =0,84, для второго 7<ср =0,61.
В отечественной практике, кроме балльного, применяются и другие
способы интегральной оценки качества продукции.
Рис. 2. 3. Диаграмма оценок каче-
ства конкретного изделия А
Рис. 2. 4. Диаграмма оценок ка-
чества конкретного изделия В
§ 3. ЗНАЧЕНИЕ КАЧЕСТВА ПРОДУКЦИИ ДЛЯ НАРОДНОГО ХОЗЯЙСТВА
Повышение качества продукции является одним из эффективных
средств повышения производительности труда. Дело в том, что
производительность труда определяется количеством потребитель-
ной стоимости, создаваемой в результате затраты единицы обществен-
ного труда. Точная оценка как потребительной стоимости, так и количе-
ства труда связана с трудностями. Однако очевидно, что потребительная
стоимость некоторого количества конкретных изделий будет тем боль-
шей, чем больше это количество и чем в большей степени каждое из из-
делий удовлетворяет потребности общества (потребителей). Иными сло-
вами, производительность общественного труда увеличивается как при
увеличении количества выпускаемой на единицу труда продукции, так и
при повышении качества этой продукции.
Например, транспортный самолет, обладающий долговечностью 2N
летных часов, за весь период его эксплуатации выполнит примерно
вдвое больше общественно-полезной работы, чем такой же самолет с
долговечностью N летных часов. Если трудоемкость изготовления обоих
самолетов одинакова, то средняя производительность труда, затрачен-
ного на изготовление первого самолета, примерно вдвое больше, чем при
изготовлении второго самолета.
В общем объеме мероприятий по повышению производительности
труда повышение качества продукции должно занимать доминирующее
положение.
В СССР введена система Государственной аттестации качества про-
мышленной продукции. Специальные аттестационные комиссии изучают
с позиций потребителя выпускаемую в стране продукцию и оценивают
качество каждого ее вида. Лучшим образцам, качество которых находит-
22
ся на уровне высших мировых достижений присваивается Государствен-
ный знак качества, а это влечет за собой экономическое поощрение дея-
тельности коллектива, создавшего это изделие. Таким путем система Го-
сударственной аттестации качества продукции осуществляет экономиче-
ское стимулирование работы всех звеньев народного хозяйства.
§ 4. СТРУКТУРА ПРОЦЕССА ФОРМИРОВАНИЯ КАЧЕСТВА ПРОДУКЦИИ
Первым этапом создания будущего изделия (самолета или верто-
лета) является разработка технического задания (ТЗ) на его проекти-
рование, в котором определяются основные требования к эксплуатацион-
ным характеристикам изделия — тактико-технические требования
(ТУТ) — со стороны будущих потребителей. Разрабатывают ТЗ органи-
зации, наиболее полно изучающие и обобщающие требования будущих
потребителей данного изделия.
Второй этап охватывает разработку проекта изделия на основе тре-
бований ТЗ. Законченный проект по существу представляет собой сово-
купность информации (назовем ее конструктивной информацией), пол-
ностью определяющей конструкцию будущего изделия и зафиксирован-
ной в чертежах, технических условиях, описаниях и др.
Третьим этапом является технологическая подготовка серийного
производства изделий. Производство по существу является воспроизве-
дением в материальной форме или, как обычно говорят, «в металле»
всей конструктивной информации, заданной проектом. Задача техноло-
гической подготовки серийного производства состоит, во-первых, в раз-
работке детальной программы воспроизведения в металле заданной кон-
структивной информации и, во-вторых, в создании или приобретении
всех необходимых для выполнения этой программы орудий труда. Про-
грамма воспроизведения конструктивной информации оформляется в ви-
де комплекса технологической документации на изготовление изделий.
Четвертый этап — собственно производство серийных изделий. За-
дача этого этапа состоит в точном воспроизведении в материализован-
ной форме всей заданной в проекте изделия конструктивной информа-
ции в полном соответствии с программой, предусмотренной технологиче-
ской документацией.
Результатом последовательного осуществления перечисленных че-
тырех этапов является создание серийных изделий. Однако даже самое
тщательное выполнение всех работ на этих этапах не гарантирует созда-
ния изделий высокого качества. Инженеры, разрабатывающие ТЗ, кон-
структоры и технологи принимают тысячи частных решений, многие из
которых могут не соответствовать полностью требованиям будущих по-
требителей. Все эти решения находят отражение в ТЗ, конструкторской
и технологической документации. При изготовлении деталей и сборке
изделий в свою очередь неизбежно возникают различные отклонения от
предписания чертежей и технологической документации, которые, накап-
ливаясь, вызывают дополнительные отклонения конечных характеристик
изделий от требований потребителей. Поэтому для гарантированного обес-
печения высокого качества создаваемых изделий необходимо, чтобы про-
цесс создания этих изделий удовлетворял двум условиям:
1) каждое существенное инженерное решение, принимаемое при
разработке ТЗ, проектировании изделия и разработке технологического
процесса его изготовления, должно контролироваться с точки зрения
его соответствия требованиям потребителей. Несовершенные в этом отно-
шении решения должны немедленно корректироваться;
2) результаты выполнения всех производственных операций, имею-
щих целью воспроизведение заданной конструктивной информации, дол-
жны проверяться с точки зрения их полного соответствия конструктор-
ской и технологической документации. На последующие этапы процесса
23
должны поступать лишь детали и сборочные единицы, соответствие ко-
торых предъявляемым требованиям не вызывает сомнений.
Наиболее объективным комплексным критерием совершенства всех
принятых в процессе создания изделия инженерных решений является,
очевидно, оценка качества изделий потребителями в эксплуатации. По-
этому необходимым условием постоянной проверки этих решений являет-
ся непрерывное поступление в производство информации о качестве из-
делий из эксплуатации. Оценка качества изделий потребителями играет
по существу роль своеобразного сигнала рассогласования между ре-
зультатами работы производства, основанной на принятых при создании
изделий инженерных решениях, и требованиями потребителей. Поток же
информации из сферы эксплуатации в сферу производства осуществляет
обратную связь между этими сферами, обеспечивающую оптимальное
7
Рис. 2. 5. Схема передачи информации о качестве изделий
из эксплуатации в конструкторский отдел и производство:
1—канал обратной связи
регулирование процесса создания изделий (рис. 2. 5). Если общая оценка
качества изделий потребителями достаточно высока (/Сср—*1) и частных
замечаний по поводу эксплуатационных характеристик изделий мало, то
это свидетельствует о высоком качестве процесса создания изделия в
целом и всех принятых инженерных решений в частности. Если же оцен-
ка оказывается низкой, то это указывает на наличие несовершенств в про-
цессе создания изделия, в первую очередь — в принятых инженерных ре-
шениях. При этом работа отдельных звеньев производства должна быть
изменена в направлении, обеспечивающем уменьшение сигнала рассогла-
сования, т. е. приближения характеристик изделия к требованиям потре-
бителей.
Обратная связь между эксплуатацией и производством обеспечивает
информирование производства не только о выявленных в эксплуатации
дефектах изделий, но и об изменениях, происходящих со временем в тре-
бованиях потребителей к изделиям.
Канал обратной связи, имеющий началом сферу эксплуатации се-
рийных изделий, обладает одним весьма существенным недостатком:
информация начинает поступать по нему лишь после накопления экс-
плуатирующими организациями достаточного количества сведений о по-
ведении изделий в эксплуатации. В практике создания летательных ап-
паратов интервал времени от начала проектирования изделия до момен-
та поступления первых оценок качества серийных изделий из эксплуата-
ции иногда измеряется годами. В течение этого времени производство
лишено возможности корректировать свою деятельность на основе ин-
формации, поступающей по этому каналу.
Для того чтобы обеспечить более оперативное поступление коррек-
тирующей информации, пусть несколько менее полной и достоверной,
чем непосредственная оценка качества продукции со стороны потребите-
лей, в системе производства преднамеренно создают дополнительные ка-
налы обратной связи. Источниками корректирующей информации для
этих каналов служат следующие специальные операции, вводимые в
структуру процесса создания изделий.
24
1. Форсированная эксплуатация изделий-лидеров. Для нескольких
первых изделий серийного производства, обычно называемых лидерами,
назначается форсированный режим эксплуатации и устанавливается по-
стоянное наблюдение за их поведением в работе. Форсирование режима
заключается в предельном сокращении простоев изделий, связанных с
их обслуживанием, ремонтом и другими причинами, и в обеспечении
постоянного высокого уровня нагрузок на изделие при работе. В осталь-
ном эксплуатация изделий-лидеров полностью соответствует нормаль-
ному режиму эксплуатации серийных изделий. Сведения о качестве из-
делий, получаемые в процессе эксплуатации лидеров, накапливаются зна-
чительно быстрее и поступают в производство намного раньше, чем ин-
формация, получаемая при эксплуатации серийных изделий (рис. 2.6).
Рис. 2.6. Схема передачи информации о качестве изделий, по-
лучаемой при форсированной эксплуатации изделий-лидеров-.
1, 2 и Л—каналы обратной связч. Канал 1, полностью показанный на
рис. 2. 5, здесь условно оборван
В то же время эти сведения в отношении полноты содержащейся в них
оценки качества уступают информации, получаемой при нормальной экс-
плуатации. Поэтому введение форсированной эксплуатации не снижает
ценности информации, поступающей из сферы нормальной эксплуатации
серийных изделий, и канал обратной связи 1 на рис. 2. 6 не теряет сво-
его значения. Более того, эта последняя информация позволяет оценивать
методическое совершенство искусственно организованной форсирован-
ной эксплуатации и при необходимости вносить в принятый режим
соответствующие изменения (канал обратной связи А).
2. Натурные (летные) испытания. Летные испытания заключаются
в кратковременном наблюдении за поведением изделия в нескольких по-
летах, осуществляемых по специальной программе. Все особенности по-
ведения изделия в полете оцениваются пилотом-испытателем и фикси-
руются регистрирующей аппаратурой. Летные испытания позволяют по-
лучить более ограниченную информацию о качестве изделия, чем форси-
рованная или нормальная эксплуатация, так как эти испытания не охва-
тывают всего многообразия условий, характерных для нормальной экс-
плуатации. Но эта информация во времени значительно опережает ту,
которая поступает по двум ранее рассмотренным каналам обратной свя-
зи, и поэтому позволяет более оперативно корректировать производст-
венный процесс (рис. 2. 7). Летные испытания серийных изделий играют
также роль «выходного фильтра» качества изделий перед их передачей
из производства в эксплуатацию: в случае обнаружения при испытаниях
ранее не выявленных недопустимых дефектов изделие бракуется.
3. Стендовые испытания изделий и отдельных элементов их кон-
струкции. Несмотря на относительную оперативность, летные испытания
все же не могут полностью удовлетворить потребности производства в
информации обратной связи. Во-первых, они не позволяют оценить по-
25
ведение изделия при долговременной работе. Во-вторых, испытаниям
подвергаются лишь законченные изделия, в то время как желательно
иметь информацию и о качестве отдельных элементов конструкции еще
до их установки на изделие. Наконец, для летательных аппаратов одно-
разового действия летные испытания вообще неосуществимы. Поэтому
1
Рис. 2. 7. Схема передачи информации о качестве изделий, получаемой при
летных испытаниях:
1, 2, А, 3—каналы обратной связи. Каналы 1 и 2, полностью показанные на рис. 2. 5
и 2. 6, здесь условно оборваны
в структуру производственного процесса дополнительно вводятся стендо-
вые наземные испытания изделий и отдельных элементов их конструк-
ции. При стендовых испытаниях, как правило, тем или иным способом
искусственно воспроизводятся основные внешние воздействия на испы-
тываемый объект, характерные для его эксплуатации, в том числе воз-
действия других элементов конструкции изделия, и в этих условиях ве-
дется наблюдение за работой объекта. Эти испытания могут осущест-
вляться непосредственно по окончании изготовления объектов, до пере-
дачи их на последующие этапы производственного процесса. Поэтому
каналы обратной связи, имеющие началом стендовые испытания, явля-
Рис. 2. 8. Схема передачи информации о качестве изделий, получаемой при стендовых
испытаниях:
1, 2, А, 3, Б, 4—каналы обратной связи. Каналы 1, 2 и 3, полностью показанные на рис. 2.5, 2.6
и 2. 7, здесь условно оборваны
ются по сравнению с другими наиболее оперативными (рис. 2.8). Объем
получаемой по ним информации зависит от программы испытаний, пол-
ноты и точности воспроизведения внешних воздействий.
Критерием совершенства стендовых испытаний является степень со-
ответствия их результатов результатам последующих натурных эксплуа-
тационных испытаний изделия. Поэтому между эксплуатацией и стен-
довыми испытаниями также должна быть установлена обратная связь
26
(канал Б на рис. 2.8). Стендовые испытания также играют роль филь-
тра качества продукции, так как позволяют отбраковывать изделия, не
соответствующие требованиям технической документации.
Таковы вкратце основные источники информации о качестве про-
дукции, которая содержит комплексную оценку как совершенства всех
инженерных решений, принятых в процессе создания изделий, так и точ-
ности соблюдения всех предписаний конструкторской и технологической
документации при выполнении производственных операций. Однако ока-
зывается возможным дополнительно повысить оперативность потоков
информации обратной связи, характеризующей лишь степень соблюде-
ния требований технической документации, введя в производственный
процесс дополнительно к испытаниям технический контроль продукции.
П
Рис. 2. 9. Принципиальная схема типовой структурной ячейки про-
цесса формирования качества продукции:
О-—проектировочная или технологическая операция; Kj— операция техни-
ческого контроля или испытания результата выполнения О} : I—канал воз-
врата проверяемого объекта исполнителям на доработку при забраковании
объекта; //—канал передачи информации обратной сеязи, возникающей
в результате проверки объекта
Задача контроля состоит лишь в проверке степени соответствия резуль-
татов выполнения отдельных технологических операций или групп таких
операций требованиям чертежей и технологических карт в обычных це-
ховых условиях без имитации эксплуатационных воздействий на прове-
ряемый объект. Поэтому операции технического контроля осуществля-
ются в основном при помощи измерительной аппаратуры и контрольно-
измерительных приспособлений, и получаемая информация используется
для отыскания и устранения недостатков производственных операций,
вызывающих недопустимые отклонения характеристик объектов произ-
водства от требований технической документации. Поскольку техниче-
ский контроль осуществляется непосредственно по окончании производ-
ственных операций, он также играет роль фильтра качества, препятствуя
проникновению дефектных объектов на последующие этапы производст-
венного процесса.
Из сказанного следует, что высокое качество продукции обеспечи-
вается в результате осуществления весьма сложного комплексного про-
цесса, включающего разработку ТЗ, проектирование изделия, подготов-
ку серийного производства, множество рассеянных по всем этапам про-
цесса контрольных и испытательных операций, а также частично и про-
цесс эксплуатации изделий. Этот динамичный процесс, все звенья
которого непрерывно изменяются под воздействием информации о ка-
честве продукции, поступающей по каналам обратной связи, и тем са-
мым обеспечивают непрерывное слежение за требованиями потребите-
лей, можно назвать процессом формирования качества продукции. Не-
смотря на весьма разнообразный характер отдельных составляющих
этого сложного процесса, все они складываются из однотипных ячеек,
структура которых схематически показана на рис. 2. 9. Помимо индиви-
27
дуальных -каналов обратной связи в каждой ячейке, группы ячеек охва-
тываются сетью групповых каналов, чем обеспечивается согласованное
слежение всей массы ячеек за изменениями требований потребителей.
§ 5. ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ЗАДАЧИ
ПО ОБЕСПЕЧЕНИЮ КАЧЕСТВА ПРОДУКЦИИ
Технологические задачи решаются на всех этапах процесса форми-
рования качества изделий, и неудачное решение хотя бы одной из них
ведет к снижению качества выпускаемой продукции.
При проектировании решаются следующие технологические
задачи.
1. Для всех элементов конструкции изыскиваются такие конструк-
тивные решения (материал, форма, размеры и др.), которые дают воз-
можность при изготовлении изделия применять наиболее совершенные,
надежные в отношении качества технологические процессы, методы тех-
нического контроля и испытаний. Особое внимание уделяется примене-
нию в конструкции стандартных, нормализованных и заимствованных из
ранее созданных и апробированных на практике элементов, так как для
них уже имеются отработанные и проверенные временем технологиче-
ские процессы. Оригинальным элементам стремятся придать такую кон-
струкцию, чтобы изготавливать их по так называемым типовым техноло-
гическим процессам, обобщающим передовой опыт.
2. Предусматривается возможность применения при изготовлении
элементов конструкции так называемых упрочняющих процессов обра-
ботки, повышающих отдельные механические свойства материала и в
первую очередь — длительную прочность при циклических нагрузках
(см. гл. VIII).
3. Всесторонне изучаются и практически проверяются с точки зре-
ния обеспечения качества все новые технологические процессы,
методы технического контроля и испытаний, которые будут применяться
при последующем серийном изготовлении изделий.
4. Устанавливаются такие требования к точности выполнения всех
элементов конструкции, которые обеспечивают выполнение предъ-
являемых к изделию эксплуатационных требований и соответству-
ют реальным возможностям серийных технологических процессов.
Опыт показывает, что без решения перечисленных задач при проек-
тировании изделий нельзя получить высокого качества в производстве.
Именно из опыта возник популярный тезис: «конструкторы закладыва-
ют качество изделия, производство его обеспечивает, эксплуатация—
поддерживает».
При подготовке серийного производства решаются
уже другие технологические задачи.
1. Разрабатывается технологический процесс изготовления изделия.
При этом, как правило, выявляется необходимость внесения отдельных
изменений в конструкцию изделия, способствующих применению про-
грессивных процессов обработки и сборки. Окончательное решение в та-
ких случаях принимает конструкторское бюро.
2. Детально разрабатываются все операции испытания продукции
и технического контроля. И здесь возникают предложения по улучше-
нию отдельных элементов конструкции, направленные на применение
наиболее эффективных методов испытаний и контроля.
3. Проектируются и изготовляются вся технологическая и контроль-
но-испытательная оснастка, а также нестандартное оборудование, необ-
ходимые для осуществления разработанного технологического процесса.
Как следует из сказанного, технологическая подготовка серийного
производства является интенсивным источником информации обратной
28
связи для совершенствования инженерных решений, принятых при проек-
тировании изделия. Эффект от использования этой информации тем
больше, чем она быстрее поступает в конструкторское бюро. Поэтому
технологическую подготовку производства обычно начинают еще до окон-
чания проектирования изделия и ведут параллельно с ним. Такая орга-
низация работ дает возможность корректировать отдельные конструк-
торские решения еще до завершения проекта изделия в целом.
С другой стороны, при технологической подготовке производства
принимается множество инженерных решений, некоторые из которых мо-
гут и не оказаться наилучшими. Первой частичной проверкой этих ре-
шений может быть лишь практическое осуществление разработанного
технологического процесса. Очевидно, крайне нежелательно отклады-
вать проверку наиболее принципиальных решений до окончания всего
комплекса работ по технологической подготовке серийного производст-
ва. Поэтому еще в период подготовки производства после принятия ос-
новных инженерных решений и изготовления необходимого минимума
технологической и контрольной оснастки («оснастки нулевой очереди»)
обычно организуют производство так называемой головной серии. Про-
цессы изготовления изделий головной серии в основных чертах соответ-
ствуют будущему производству серийных изделий. При их осуществле-
нии оценивается совершенство наиболее важных инженерных решений,
принятых при подготовке производства, и по данным оценки неудачные
решения корректируются. В результате вся последующая работа по за-
вершению подготовки серийного производства основывается на доброка-
чественных, проверенных практикой решениях.
Основной задачей собственно производства серийных
изделий является практическое изготовление их с соблюдением стро-
жайшей технологической дисциплины, т. е. при неукоснительном выпол-
нении всех требований конструкторской, технологической и контрольной
документации. В этой связи часто высказывается мнение, что собственно
серийное производство представляет собой пассивный этап процесса
формирования качества продукции. Однако это не обосновано. Прежде
всего потому, что под влиянием серийного производства технологическая
документация постоянно изменяется и совершенствуется. Соответ-
ственно изменяется и сам технологический процесс. Кроме того,
технологический процесс совершенствуется и независимо от кор-
ректировки технологической документации. При его разработке уста-
навливаются (нормируются) значения множества факторов, влияю-
щих на протекание и результат каждой операции обработки или сборки.
И все же пронормировать все факторы, от которых зависит исход опера-
ции, практически невозможно, так как невозможно сформулировать ко-
личественные требования ко всем без исключения изменениям, происхо-
дящим в предмете труда при обработке.
При выполнении каждой технологической операции даже в условиях
строжайшей технологической дисциплины в объектах обработки возни-
кают ненормированные побочные изменения, многие из которых оказы-
вают существенное влияние на конечное качество продукции, например
появление остаточных напряжений в поверхностном слое деталей, обра-
батываемых резанием. Механизм возникновения этих напряжений при
обработке детально еще не изучен, и поэтому не удается нормировать
в технологических документах все факторы, определяющие их знак, ве-
личину и глубину залегания. Не разработаны также для серийного про-
изводства методы измерения этих напряжений в деталях. В то же время
тщательными лабораторными исследованиями установлено, что измене-
ние остаточных напряжений в практически встречающихся пределах при-
водит к изменению усталостной прочности деталей на несколько десят-
ков процентов.
29
В качестве второго примера можно указать на возникновение
внутренних напряжений в трубопроводах при их монтаже на изде-
лие. Известны случаи, когда наличие значительных монтажных
напряжений приводило к внезапному разрушению труб в эксплуатации
при динамическом нагружении. В то же время пронормировать процесс
монтажа так, чтобы полностью исключить возможность появления мон-
тажных напряжений в трубопроводах, весьма трудно.
Поскольку реально протекающий технологический процесс является
активным источником ненормируемых изменений в свойствах объектов
производства и влияние этих изменений на качество изделий выявляется
лишь при испытаниях и в эксплуатации, актуальной технологической
задачей является корректирование техники выполнения каждой опера-
ции в соответствии с информацией обратной связи, поступающей из сфе-
ры испытаний в эксплуатацию. Этой непрерывной корректировкой от-
дельных деталей техники выполнения операций, не определяемых техно-
логической документацией, заняты инженерно-технические работники и
рабочие серийного производства.
§ 6. РОЛЬ ВЗАИМОЗАМЕНЯЕМОСТИ
В ОБЕСПЕЧЕНИИ КАЧЕСТВА
Ненормируемые изменения свойств объектов производства при вы-
полнении отдельных операций технологического процесса являются од-
ной из причин нестабильности качества продукции. Поэтому обеспечить
устойчивое высокое качество возможно лишь при исключении из техно-
логического процесса операций, порождающих значительные ненорми-
руемые изменения.
Среди всех видов технологических операций наиболее «ненормируе-
мыми» являются операции взаимной подгонки элементов конструкции при
сборке. Конкретное содержание этих операций обычно не удается пред-
видеть заранее, так как оно определяется соотношением не номиналь-
ных, а действительных размеров и форм элементов конструкции, подле-
жащих взаимной подгонке. Поэтому технологи ограничиваются в доку-
ментации записью «подогнать по месту» и не указывают конкретно, как
осуществить подгонку. Рабочий же, выполняя подгонку, основывается не
на указаниях технологической документации, а на личных решениях.
В результате параметры качества изделия претерпевают при подгонке
изменения, в значительной мере зависящие от опыта, мастерства и чувст-
ва ответственности рабочего. Поэтому сокращение объема подгоночных
работ в технологическом процессе является одним из наиболее эффек-
тивных путей сокращения числа ненормируемых элементов технологиче-
ского процесса и, следовательно, обеспечения стабильного качества про-
дукции.
Но наличие подгоночных операций — это результат невзаимозаме-
няемости элементов конструкции. Поэтому взаимозаменяемость элемен-
тов конструкции летательных аппаратов является важнейшей предпо-
сылкой обеспечения их высокого качества.
Напомним, что некоторый элемент конструкции признается взаимо-
заменяемым, если его геометрические и физические параметры находят-
ся в пределах допусков, согласованных с допусками других элементов
конструкции. При таком согласовании исключается необходимость под-
бора или доработки элементов при сборке и обеспечивается работа со-
бранной конструкции в соответствии с установленными техническими
условиями. Если это касается лишь геометрических параметров элемен-
та конструкции, то принято говорить, что он обладает геометрической
взаимозаменяемостью.
30
§ 7. ПЛАЗОВО-ШАБЛОННЫЙ МЕТОД ПРОИЗВОДСТВА
Точность размеров й их взаимной увязки
Как известно, под точностью некоторого размера изделия понимают
степень соответствия действительного размера изделия его значению,
предусмотренному проектом. Эту степень соответствия количественно
характеризуют разностью между действительным (Лд) и предусмотрен-
ным проектом (Лп) значениями, которую называют производственной
погрешностью размера ЛА:
Да=Лд—Лп. (2.3)
Рис. 2. 10. Пример сопряжения элементов конструкции
Под точностью взаимной увязки двух размеров А и В понимают сте-
пень соответствия разности их действительных значений (Лд—Вд) разно-
сти этих размеров, предусмотренной проектом. Количественно эту сте-
пень соответствия характеризуют модулем разности (Лд—Вд) — (Лп—
—Вп), называемым производственной погрешностью взаимной увязки
размеров А и В, и обозначают обычно символом V л, в-
^а.в=\(А,~Вд)-(Ап-В„)\,
?л.в = |Дл-Ав1- (2.4)
Если рассмотреть большое количество сборочных единиц, входящих
в конструкции летательных аппаратов, то легко подметить важное соот-
ношение: требования (допуски) к точности взаимной увязки сопряжен-
ных размеров элементов конструкции, как правило, существенно выше,
чем требования к точности самих этих размеров. Примером могут слу-
жить сопряженные размеры Lx и (L2 Двух отсеков крыла (рис. 2. 10). По-
этому в производстве самолетов и вертолетов необходимы такие техно-
логические процессы, которые обеспечивали бы точность взаимной увяз-
ки размеров, превышающую точность самих этих размеров.
Структура процессов воспроизведения размеров изделий
Размеры изделий во всех случаях образуются в результате перене-
сения на изделия соответствующих размеров станков, приспособлений
или измерительных приборов. Размеры же последних при их изготовле-
нии возникают в результате перенесения на них размеров соответствую-
щих мер, которые в свою очередь являются результатом перенесения
размеров мер высших разрядов. Этот многоэтапный процесс последова-
тельной передачи размеров имеет своим началом государственный эта-
лон метра.
Если рассмотреть совместно процессы воспроизведения двух номи-
нально равных размеров А и В, то в общем случае структура этих про-
цессов может быть представлена схемой, показанной на рис. 2. 11. На
схеме несколько (р) начальных этапов процесса передачи размеров вы-
31
полняются с помощью одного комплекта мер (общие этапы), на после-
дующих же этапах для воспроизведения размера А используются одни
средства, а размера В — другие (индивидуальные этапы).
Для схемы справедливы следующие очевидные уравнения полей
производственных погрешностей
(допусков)1:
Рис. 2. 11. Схема процесса воспроизведения
двух номинально равных размеров А и В,
принадлежащих различным элементам кон-
струкции
р q
1 = 1 /г-1
q г
7=1 fr=l
где бд и — поля погрешностей
(допусков) разме-
ров А и В соответ-
ственно;
6д, в — поле погрешности
(допуска) взаим-
ной увязки разме-
ров А и В;
6г, 6j, бь — поля погрешностей
(допусков), опре-
деляющие точность
выполнения соот-
ветствующих эта-
пов процесса пере-
несения размеров.
Уравнения (2.5) свидетельствуют о существенной особенности
процессов воспроизведения размеров: производственные погреш-
ности, возникающие при выполнении общих этапов процесса воспроиз-
ведения, не оказывают влияния на точность взаимной увязки воспроиз-
водимых размеров.
Из (2. 5) легко найти также условия, при выполнении которых точ-
ность взаимной увязки размеров А и В превышает точность каждого из
этих размеров:
если 2
£=1 / = 1
если С 8.;-
j = 1 i = 1
(2.6)
Из (2.6) следует, что задача создания таких технологических про-
цессов, которые обеспечили бы точность взаимной увязки нескольких
размеров, превышающую точность каждого из этих размеров, вполне
разрешима. Для этого необходимо лишь придать этим процессам такую
1 Для составления этих уравнений на основе графической схемы процесса удобно
воспользоваться известным аппаратом теории технологических размерных цепей. См.,
например, И. А. Зернов и Л. А. Коноров. Теоретические основы технологии
и процессы изготовления деталей самолетов. Оборонгиз, 1960.
32
структуру, при которой сумма производственных погрешностей, возни-
кающих на общих этапах процесса воспроизведения размеров, превысила
бы суммы погрешностей, возникающих на каждой из индивидуальных
ветвей этого процесса. А этого, очевидно, можно достичь, включив в
число общих этапов процесса все операции, вызывающие появление от-
носительно больших производственных погрешностей.
Операции посгроения поверхностей
Операции, выполняемые при передаче размера от эталона до изде-
лия, можно разделить на две группы:
1) операции копирования размера при передаче размера от одной
меры к другой, от меры к измерительному прибору, от измерительного
прибора к станку или приспособлению и т. д.
На схеме рис. 2. 11 операции копирования размеров показаны круж-
ками;
2) операции построения поверхностей, которые состоят из воспроиз-
ведения сплошной поверхности изделия (или приспособления) по не-
скольким определяющим эту поверхность размерам, предварительно вос-
произведенным с помощью измерительного прибора, станка или приспо-
собления. Операции построения поверхностей каждой из деталей пока-
заны на схеме рис. 2. 11 шестиугольниками. Простейшим примером опе-
рации этой группы может служить обточка поверхности детали на токар-
ном станке: заданный размер (радиус детали) предварительно воспроиз-
водится как расстояние между вершиной резца и осью вращения шпин-
деля станка, затем резцу сообщается движение подачи, детали — вра-
щение и след вершины резца образует в пространстве цилиндрическую
поверхность детали.
Операции копирования размеров, как правило, значительно более
точны, чем операции построения поверхностей. Точность операций по-
строения поверхностей в свою очередь зависит от способа построения.
Для построения многих видов «простых» поверхностей (плоскостей,
круглых цилиндров и конусов, сфер и некоторых других) применяются
специально созданные для этого станки—токарные, шлифовальные, фре-
зерные и др. Применение станков позволяет строить эти поверхности с
высокой точностью, близкой к точности копирования размеров. «Слож-
ными» назовем поверхности, для построения которых не удается исполь-
зовать существующие станки (например поверхности двойной кривизны).
Построение сложных поверхностей выполняется различными спосо-
бами, основанными преимущественно на ручном труде. Примером мо-
/кет служить один из таких способов, широко применяемый при изготов-
лении оснастки:
1) в натурном масштабе вычерчивают контуры отдельных плоских
сечений воспроизводимой поверхности. Этапы вычерчивания контура
схематически показаны на рис. 2. 12. Погрешности построения на схеме
утрированы;
2) по полученной разметке вырезают шаблоны, воспроизводящие
контуры отдельных плоских сечений поверхности;
3) по шаблонам обрабатывают поверхность (рис. 2.13): сначала —
узкие зоны поверхности в местах расположения шаблонов, а затем всю
поверхность вручную — «на плавность» с этими зонами.
Легко видеть, что при таком построении поверхности последова-
тельно накапливается множество производственных погрешностей, со-
провождающих выполнение каждого этапа, в результате чего обеспечить
высокую точность поверхности крайне трудно. Поэтому операции по-
строения сложных поверхностей отличаются от всех остальных относи-
2 5173
33
Рис. 2.12. Последовательные операции построения
криволинейного контура по точкам:
а—вычерчивание осей координат; б—построение абсцисс
заданных точек контура; в—восстановление перпендику-
ляров к оси абсцисс; г построение ординат точек кон
тура; д— 'соединение точек контура плавной кривой;
Д1, Д;, . . . , Д5, Де-^погрешности выполнения последова-
тельных операций построения
Рис. 2- 13. К пояснению обработки поверхности
болванки по шаблонам контуров ее отдельных
плоских сечений
34
тельно низкой точностью (в лучшем случае удается выполнить построе-
ние с погрешностью порядка 0,5—1,0 мм).
Сущность плазово-шаблонного метода
Сущность плазово-шаблонного метода обеспечения геометрической
взаимозаменяемости заключается в особом построении процесса воспро-
изведения размеров всех элементов конструкции изделия, требующих
точной взаимной увязки. Операции построения всех сложных поверхно-
стей изделия выполняются не при изготовлении самих элементов кон-
струкции, а при предварительном изготовлении специальных эталонов их
формы и размеров (плазов, шаблонов, макетов и др.). Тем самым опера-
ции построения поверхностей включаются в число общих этапов процес-
са воспроизведения размеров элементов конструкции и устраняется
влияние погрешностей этих малоточных операций на точность взаимной
увязки воспроизводимых размеров. В результате удается получить высо-
кую точность взаимной увязки сопрягаемых элементов конструкции, не-
смотря на сравнительно невысокую точность их размеров.
Схема процесса воспроизведения размеров изделия при плазово-
шаблонном методе показана на рис. 2. 14. Поверхность строится всего
один раз, и в результате выполнения этой операции изготовляется объ-
ект, по существу представляющий собой специальный (т. е. предназначен-
ный только для данного изделия) эталон формы и размеров всех воспро-
изводимых по нему поверхностей изделия. На последующих этапах про-
цесса форма и размеры этого специального эталона способом непосред-
ственного копирования переносятся на технологическую и контрольную
оснастку, а с оснастки — на детали, узлы и агрегаты.
Создать единый специальный эталон всех геометрических парамет-
ров летательного аппарата технически невозможно. Но в этом нет и необ-
ходимости, так как, во-первых, значительная часть геометрических пара-
метров возникает при построении простых поверхностей и не нуждается
в применении плазово-шаблонного метода, и, во-вторых, точной взаимной
увязке подлежат не все параметры, относящиеся к сложным поверхно-
стям, а лишь отдельные группы их. Укрупненно можно выделить четыре
такие группы:
1) контуры отдельных плоских сечений поверхностей
агрегатов (рис. 2.15). Погрешности взаимной увязки этих контуров
приводят к нарушению плавности поверхности агрегата (рис. 2.16, в);
2) геометрические параметры деталей и узлов,,
входящих в состав каждого плоского сечения агре-
гата. Точная взаимная увязка параметров этой группы необходима для
точного сопряжения всех элементов конструкции и устранения подгоноч-
ных работ при их сборке (рис. 2. 16, а и б);
3) геометрические параметры межсекционных и
межагрегатных разъемов. Нарушение точной взаимной увязки
этих параметров приводит к неправильному взаимному расположению
секций и агрегатов при стыковке, к необходимости подгонки, иногда де-;
лает стыковку практически невозможной;
4) размеры, определяющие взаимное расположе-;
ние отдельных плоских сечений каждого агрегата в про-;
странстве. Погрешности взаимной увязки этих размеров приводят к иска-
жению формы агрегата, нарушению плавности его поверхности (рис;
2.17). ;
При плазово-шаблонном методе процессы подготовки производства-
и технологические процессы изготовления деталей и сборочных единиц
строятся таким образом, чтобы все геометрические параметры, относя-
щиеся к каждой из перечисленных групп, воспроизводились по схеме,
2*
35
Гзсударственный.
эталон метра,
iualuijtiiiih»i!uniniiLniLn.luulH.iluijLuJiiuLuJ
Операция
построения
поверхности
Объект fi Объект В
Рис. 2. 14. Схема воспроизведения
размеров, требующих точной вза-
имной увязки, при плазово-шаблон-
ном методе обеспечения взаимоза-
меняемости
Рис. 2. 15. Крыло самолета. Пунктиром показаны контуры от-
дельных плоских сечений исполнительной поверхности крыла
36
приведенной на рис. 2. 14. Иными словами, для всех параметров каждой
группы изготовляется единый специальный эталон формы и размеров, по
Образующие номи,-
Рис. 2. 16. Примеры влияния погрешностей взаимной увязки отдельных элементов
конструкции на плавность исполнительной поверхности крыла:
а—волнистость при клепке, вызванная неточной увязкой обшивки и детали каркаса; б—ступень-
ки на поверхности крыла при недостаточно точной взаимной увязке его отсеков; в—волны на
поверхности крыла при недостаточно точной увязке обшивки с деталями каркаса
Рис. 2.17. Влияние неточности
взаимного расположения плоских
сечений на плавность поверхности:
—------ номинальное положение се
чений;
- - '— действительное положений се-
чений
которому затем способом непосредственного копирования воспроизво-
дятся все параметры, входящие в группу. Этим исключается влияние
точности изготовления эталона, которая,
как правило, невысока, на точность вза-
имной увязки всех копируемых с него па-
раметров.
Теоретические плазы
Специальным эталоном формы и раз-
меров для увязки параметров первой
группы — контуров отдельных плоских
сечений определенного агрегата лета-
тельного аппарата -— при плазово-шаб-
лонном методе производства является
теоретический плаз агрегата.
Теоретический плаз представляет со-
бой точный чертеж агрегата в натурном
масштабе, на котором вычерчиваются
конструктивные базы агрегата и кон-
туры отдельных плоских сечений его
поверхности.
Вычерченные на плазе контуры плоских сечений в совокупности об-
разуют так называемый каркас поверхности агрегата. Для того чтобы
такой дискретный каркас в достаточной степени определял геометрию
непрерывной поверхности агрегата, число составляющих его отдельных
контуров должно быть достаточно большим. Обычно для каждого агре-
гата на теоретическом плазе вычерчиваются контуры нескольких десят-
ков плоских сечений его поверхности — поперечных и продольных.
Особенность построения плазовой разбивки агрегата состоит в том,
что контуры всех сечений получаются путем графического интерполиро-
вания нескольких независимо вычерченных контуров, обычно называе-
37
мых базовыми. Упрощенный пример построения промежуточного конту-
ра крыла, имеющего коническую поверхность, по двум предварительно
вычерченным базовым контурам (корневому и концевому) показан на
рис. 2. 18. Из примера следует, что точность взаимной увязки контуров
всех плоских сечений агрегата определяется лишь точностью графиче-
ского интерполирования поверхности между базовыми контурами и не
зависит от точности построения
самих базовых контуров. Точ-
ность же интерполирования обес-
печивается весьма легко, так как
искомые точки промежуточных
сечений находятся путем деления
отрезков М'М"\ N'N" и др. в от-
ношении x/L.
Таким образом, на теорети-
ческом плазе контуры всех пло-
ских сечений агрегатов оказы-
ваются взаимно увязанными с
весьма высокой точностью даже
в случае относительно неточного
построения базовых контуров.
Если эти контуры каким-либо
способом непосредственного ко-
пирования перенести на агрегат,
то контуры соответствующих се-
чений агрегата также будут точ-
но увязаны между собой и по-
верхность агрегата окажется
Рис. 2. 18. Схема графического интерпо-
лирования двух базовых контуров кони-
ческой поверхности:
М'М" и N'N"—прямые, соединяющие точки
корневого и концевого профилей, расположен-
ные на равных процентах хорд этих профилей;
М и N—точки искомого промежуточного про-
филя, полученные делением отрезков М'М" и
N'N" в отношении x/L
плавной.
Предварительное построение
каркаса поверхности агрегата на
теоретическом плазе способствует
повышению лишь точности взаим-
ной увязки контуров отдельных
сечений поверхности, но не точ-
ности размеров каждого из них. Последняя, очевидно, определяется точ-
ностью как графического интерполирования, так и вычерчивания на
плазе исходных базовых контуров поверхности.
Теоретические плазы вычерчивают тушью на специальных столах,
покрытых дуралюминовыми листами, окрашенными светлой матовой
краской. При вычерчивании плазов для точного выполнения графичес-
ких работ применяются различные инструменты и приспособления.
Основные шаблоны и конструктивные плазы.
Производственные шаблоны
Основными или контрольно-контурными (ШКК) называются шабло-
ны, точно воспроизводящие контуры отдельных плоских сечений агрега-
та, предварительно вычерченные на теоретическом плазе и содержащие,
кроме того, всю необходимую числовую информацию о геометрии данно-
го сечения. Последняя наносится тушью (или каким-либо другим спо-
собом) на поверхность шаблона.
ШКК играют роль специальных эталонов формы и размеров для
воспроизведения геометрических параметров всех элементов конструк-
ции, входящих в каждое данное сечение (рис. 2. 19). Из рис. 2. 19 видно,
чзо точность изготовления ШКК по теоретическому плазу не оказывает
влияния на точность взаимной увязки геометрических параметров всех.
38’
объектов, воспроизводимых путем непосредственного копирования фор-
мы и размеров ШКК. Вся технологическая оснастка, изготовленная пу-
тем точного копирования формы и размеров даже неточно изготовлен-
ного по теоретическому плазу основного шаблона, окажется взаимно
увязанной с высокой степенью точности.
Форма и размеры ШКК переносятся на технологическую оснастку
с помощью различных производственных шаблонов, контуры которых об-
Рис. 2. 19. Схема перенесения форм и размеров отдель-
ных сечений поверхности крыла с теоретического плаза на
элементы конструкции, входящие в состав каждого дан-
ного сечения
рабатываются непосредственно по ШКК. Часть этих шаблонов показана
на рис. 2. 20, соотношение размеров различных производственных шабло-
нов— на рис. 2,21. Эти производственные шаблоны применяются в сле-
дующих случаях:
а) шаблоны контуров сечений (ШКС) —для изготовления и контро-
ля объемной оснастки; эти шаблоны часто для удобства работы объеди-
няют в каркасы (КРС), воспроизводящие целые участки. поверхности
агрегата;
б) шаблоны внутреннего контура (ШВК) —для изготовления опра-
вок и штампов, применяемых при изготовлении деталей типа нервюр и
шпангоутов;
в) шаблоны контура (ШК) — для изготовления контрольной оснаст-
ки и проверки готовых деталей указанного в п. «б» типа;
г) шаблоны развертки деталей (ШРД) — для изготовления плоских
заготовок деталей, штампуемых по оправкам; ШРД с приклепанными
39
или приклеенными к ним кондукторными втулками для сверления отвер-
стий в заготовках называются шаблонами сверления (ШС);
д) шаблоны заготовок (ШЗ) — для изготовления листовых загото-
вок деталей двойной кривизны (например листов обшивки);
е) шаблоны обрезки контура (ШОК)-—для разметки под обрезку
контуров деталей двойной кривизны после их штамповки.
Рис. 2. 20. Схема перенесения формы и размеров ШКК
на технологическую оснастку:
1—ШКК; 2—шаблон контхра (ШК); 3—шаблон контхра сече-
ния (ШКС); шаблон внутреннего контура (ШВК): 5—кон-
турный фиксатор приспособления; 6—обтяжной пуансон для
изготовления обшивки; 7—формовочная оправка для изготов-
ления нервюры
Обработка контура ШКК по теоретическому плазу обычно выпол-
няется вручную и весьма трудоемка. К тому же точно обработанный кон-
тур ШКК может быть легко поврежден при использовании шаблона в;
производстве. Поэтому в производстве самолетов преимущественно рас-
пространены основные шаблоны с необработанным контуром, называе-
мые конструктивными плазами.
Конструктивный плаз представляет собой фотокопию соответствую-
щего контура теоретического плаза на специальном прозрачном мате-
риале — винипрозе. Фотокопия получается рефлексным способом (рис.
2. 22). После получения фотокопии на ней дополнительно вычерчивают
тушью все необходимые конструктивные линии, буквенную и цифровую
информацию. С готового конструктивного плаза нанесенная на него
информация и линии обычным фотоконтактным способом переносятся на
заготовки соответствующих производственных шаблонов, на которые
предварительно наносится слой светочувствительной эмульсии. По полу-
ченной таким образом разметке контуры производственных шаблонов об-
рабатываются обычными способами.
40
Рис. 2. 21. Производственные шаблоны:
а—крыло; б—шаблоны. /—теоретический контур сечения
поверхности агрегата; //—внешний контур детали карка-
са агрегата (неовюры); ///—внутренней контур той же
детали, /—теоретический плаз; 2—ШКК; 3—ШКС (ввер-
ху — шаблон теоретического контура поверхности агре-
гата, внизу — внешнего контура детали каркаса); За—
КРС; 4-ШВК 5—ШК: 6—ШРД; 7-ШЗ; 5—ШОК
От канна воздуха
Рис. 2. 22. Схема перенесения контура с теорети-
ческого плаза на конструктивный плаз способом
фотографического рефлексного копирования:
1—теоретический плаз; 2—заготовка конструктивного пла-
за; 3—источник света; 4—вакуумный стол; 5—целлофан;
6—прижимная рама
41
Рис. 2.23. Крыло и калибр его
разъема
Рис. 2. 24. Схема отстыковки двух калибров
разъема (крыла и центроплана)
42
Взаимно отстыкованные калибры разъемов
Калибром разъема агрегата принято называть особый шаблон, вос-
производящий геометрию всех поверхностей агрегата, сопрягаемых при
сборке с ответными поверхностями другого агрегата (рис. 2.23).
Взаимно отстыкованными называют два калибра разъема, все со-
пряженные поверхности которых увязаны между собой с необходимой
точностью.
Отстыковка (увязка) калибров разъема осуществляется следующим
образом. Один из калибров каким-либо способом изготовляют по черте-
жу, затем этот калибр используют как сборочное приспособление для
сборки второго калибра (рис. 2.24). Такой прием позволяет независимо
от точности изготовления первого калибра по чертежу обеспечить высо-
кую точность взаимной увязки калибров между собой.
Комплект взаимно отстыкованных калибров используется в произ-
водстве как специальный эталон формы и размеров соответствующего
разъема: его размеры и форма способом непосредственного копирова-
ния переносятся на соответствующие сборочные приспособления. При
таком построении технологического процесса точность взаимной увязки
приспособлений для сборки двух агрегатов не зависит от точности опера-
ции изготовления одного из калибров разъема по чертежу, так как эта
операция входит в число общих звеньев процесса воспроизведения форм
и размеров приспособлений. Точность взаимной увязки приспособлений
определяется лишь точностью операций непосредственного копирования
форм и размеров (с первого калибра на второй, с калибров на приспо-
собления), которая обычно достаточно высока.
Монтажные эталоны агрегатов
Монтажный эталон агрегата при плазово-шаблонном методе произ-
водства играет роль специального эталона взаимного расположения кон-
туров отдельных плоских сечений поверхности агрегата и его разъемов
в пространстве. По существу монтажный эталон представляет собой
комплект шаблонов и калибров разъема агрегата, должным образом
расположенных в пространстве и соединенных в единую жесткую кон-
струкцию (рис. 2. 25).
Рис. 2. 25. Отъемная часть крыла самолета а и ее монтажный эталон б
Монтажные эталоны отдельных агрегатов отстыковываются между
собой так же, как и калибры разъемов (рис. 2.26). Точная установка
крупногабаритных шаблонов и калибров разъемов в пространстве яв-
ляется трудной задачей, и поэтому при изготовлении монтажного эта-
лона обычно возникают значительные производственные погрешности
взаимного расположения его элементов. Однако при изготовлении всех
приспособлений для сборки данных агрегатов способом непосредствен-
ного копирования формы и размеров одного монтажного эталона по-
грешности последнего не сказываются на точности взаимной увязки из-
готовленных по нему приспособлений.
Монтажный эталон агрегата воспроизводит своими контурными
элементами лишь отдельные участки поверхности агрегата. При некото-
43.
рых способах изготовления объемной технологической оснастки (напри-
мер обтяжных пуансонов для листов обшивки) желательно иметь cnej
циальный эталон формы и размеров поверхности, воспроизводящий всю
поверхность агрегата. В таких случаях изготовляют так называемые
макеты поверхностей агрегатов, по существу представляющие собой
монтажные эталоны со сплошной точно обработанной поверхностью.
Координатные стенды
Монтажные эталоны широко применяются в производстве летатель-.
ных аппаратов небольших размеров. С увеличением габаритных разме-
ров монтажных эталонов становится все труднее обеспечить высокую
жесткость их без чрезмерного увеличения веса; деформации же монтаж-
ного эталона в эксплуатации непосредственно сказываются на точности
взаимной увязки изготовляемых по нему сборочных приспособлений.
Рис. 2. 27. Схемы однопозиционных пространственных коорди-
натных стендов:
а—с подвижным порталом; б—с подвижным столом; в—с перестановкой
линеек
Поэтому в производстве тяжелых самолетов основная идея плазово-шаб-
лонного метода — включение операций, порождающих большие произ-
водственные погрешности, в число общих этапов процесса воспроизве-
дения формы и размеров — осуществляется иным способом.
Вместо объединения шаблонов сечений и калибров разъема агрега-
тов в единое сооружение — монтажный эталон —создаются специаль-
ные устройства, обеспечивающие возможность многократной идентичной
(пусть не очень точной) установки шаблонов и калибров в пространстве.
Такими устройствами являются координатные стенды. Схемы несколь-
ких типов пространственных координатных стендов приведены на рис.
2. 27 и 2. 28. Общий виц одного из таких стендов, получившего название
инструментального, показан на рис. 2. 29. Устанавливая систему коорди-
натных линеек стенда в определенное положение (совмещением соответ-
ствующих отверстий в линейках с помощью штырей) и используя в ка-
44
Рис. 2. 26. Состыкованные монтажные эталоны агрегатов самолета
Зак. 5173
Рис. 2. 28. Схема многопозиционного пространствен-
ного координатного стенда
Рис. 2.29. Инструментальный стенд (схема с подвижным столом)
45
честве рабочих по одному отверстию на каждой из поперечных линеек,
можно воспроизвести заданное положение в пространстве двух точек.
По этим точкам в пространстве можно установить шаблон или калибр
разъема, имеющий специально выполненные для этой цели базовые от-
верстия (рис. 2.30).
После того как шаблон закрепят на каркасе приспособления, линей-
ки перемещают в положение, определяющее расположение в простран:
стве второго шаблона или калибра и т. д.
Рис. 2. 31. Простейший плаз-кон-
дуктор
Рис. 2. 30 Установка мон-
тажного шаблона 2 на попе-
речные линейки координат-
ного стенда 3 с помощью
штырей 4:
1—элемент каркаса, собираемого
в стенде сборочного приспособ-
ления
Легко видеть, что при многократной установке каждого из шабло-
нов на одни и те же отверстия в линейках стенда взаимное расположе-
ние шаблонов в пространстве каждый раз будет идентичным независимо
от точности изготовления координатного стенда Иными словами, будет
получен такой же результат, что и при многократном применении мон-
тажного эталона. Однако обеспечить высокую жесткость и стабильность
размеров координатного стенда, представляющего собой стационарное
сооружение, много легче, чем монтажного эталона.
Для того чтобы установить в пространстве комплект шаблонов и ка-
либров разъемов с помощью пространственного координатного стенда,
необходимо предварительно выполнить в них согласованные базовые от-
верстия. Для этой цели применяются плоские координатные стенды, на-
зываемые также плазами-кондукторами. Плоский координатный стенд
представляет собой стол с системой точно расположенных координат-
ных отверстий, шаг которых равен шагу отверстий линеек пространствен-
ного координатного стенда (рис. 2. 31). При помощи такого стенда мож-
но выполнить согласованные базовые отверстия в теоретическом и кон-
структивном плазах, шаблонах, лекалах сборочных приспособлений.
Принципиальная схема выполнения и использования базовых отверстий
с помощью плоского и пространственного координатных стендов показа-
на на рис. 2. 32 (на схеме пространственный стенд условно повернут
на 90°).
Дублирование и контроль специальных эталонов формы и размеров
Как правило, в производстве имеется несколько экземпляров каж-
дого из специальных эталонов, рассмотренных выше. Это необходимо,
например, при производстве одинаковых самолетов на нескольких пред-
46
Плаз - кондуктор
Теоретический
плаз агрегата
Конструктивный
сечения 1
Конструктивный
сеченин 2
плаз
плаз
Шаблон сечения
Шаблон сечения
Рис. 2.32. Принципиальная схема координирования монтируе-
мых объектов в пространстве при помощи плоского и простран-
ственного координатных стендов:
а—расположение двух сечений агрегата в теоретическом чертеже; б—
обеспечение требуемого расположения лекал двух сечений в простран-
стве с помощью координатных стендов
47
приятиях. Если изготовить несколько одноименных специальных этало-
нов формы и размеров независимо один от другого, то из-за значитель-
ных погрешностей построения сложных поверхностей они будут недоста-
точно точно увязаны между собой. Поэтому операция размножения
(дублирования) специальных эталонов форм и размеров всегда осущест-
вляется путем снятия необходимого количества копий с одного из них.
В большинстве случаев применяется метод копирования, основанный
на изготовлении промежуточных «обратных» копий. Так, например, с
теоретического плаза снимают точную негативную фотокопию, по кото-
рой затем также способом фотографической печати выполняют позитив-
ную плаз-копию. Так же размножают конструктивные плазы. По исход-
ному калибру разъема изготовляют точно подогнанный к нему ответный
контркалибр разъема теми же техническими приемами, что и при осты-
ковке калибров. Затем по контркалибру разъема также способом непо-
средственного копирования изготовляют необходимое количество калиб-
ров-копий (калибров-дублеров).
Часто применяют и несколько видоизмененную схему: сначала по
чертежам и шаблонам прямо изготовляют и отстыковывают контркалиб-
ры разъемов и затем по ним — необходимое количество калибров. Ана-
логично дублируют монтажные эталоны, изготовляя промежуточный
контрэталон агрегата. ;
Все эти контркалибры и контрэталоны наряду с их применением как
средства дублирования используют для периодической проверки формы
и размеров соответствующих калибров и эталонов. Поэтому они не дол-
жны изменять свою форму и размеры во времени и обычно выполняются
в виде стационарных весьма жестких и прочных сооружений. =
Плазово-шаблонный метод как метод производства
Плазово-шаблонный метод имеет много конкретных технических
вариантов, отличающихся один от другого номенклатурой специальных
эталонов формы и размеров элементов конструкции, техникой их изго-
товления и использования. Общим для всех этих вариантов является
лишь то обстоятельство, что вся технологическая и контрольная оснаст-
ка, подлежащая точной взаимной увязке, изготовляется путем непосред-
ственного копирования формы и размеров специальных эталонов, от-
дельные виды которых рассмотрены выше. Но именно это и накладывает
специфический отпечаток на большую часть элементов производства, в
котором увязка технологической и контрольной оснастки обеспечивается
на основе плазовэ-шаблонного метода. Поэтому о плазово-шаблонном
методе обычно говорят не как о методе увязки технологической оснаст-
ки, но как о методе производства.
К наиболее существенным особенностям плазово-шаблонного мето-
да производства относятся следующие.
1. Специфический способ установления допусков
на геометрические параметры элементов конструк-
ций. В машиностроительных чертежах точность взаимной увязки раз-
меров двух или нескольких элементов конструкции специально не огра-
ничивается; она однозначно определяется допусками этих размеров:
6а, в — 6а + 6в,
где 6А, в —допуск взаимной увязки размеров А и В;
6а, 6в — допуски размеров А и В соответственно.
Так, например, допуск зазора кинематической пары вал—отверстие
однозначно определяется допусками диаметров вапа и отверстия.
48
При плазово-шаблонном методе точность размеров и точность их
взаимной увязки однозначно не связаны, и их необходимо регламенти-
ровать допусками раздельно. Точность двух размеров А и В определяет-
ся в данном случае тремя независимыми допусками: 6д и 6В— допуска-
ми размеров А и В и 6а, в — допуском взаимной увязки этих размеров,
причем в общем случае
6а, b<C^a + 6В.
Однако указание допуска 6а, в в рабочем чертеже детали не имеет
практического смысла, так как этот допуск ограничивает отклонение
действительного размера А данной детали не от номинала, а от дейст-
вительного размера В другой детали. Для обеспечения и контроля этого
допуска при изготовлении первой детали необходимо знать действитель-
ный размер В второй детали, что в условиях серийного производства
неосуществимо. Поэтому единственно приемлемым для практики спосо-
бом регламентирования точности взаимной увязки двух или нескольких
размеров различных деталей в их рабочих чертежах является установле-
ние в чертеже каждой детали допустимого отклонения ее размера от
соответствующего размера общего для всех деталей специального эта-
лона, например основного шаблона ШКК. Нетрудно показать, что два
допуска связки 6а, щ и 6в, ш(Ш — шаблон) однозначно определяют ве-
личину допуска 6а, в взаимной увязки размеров А и В двух деталей:
(2.7)
Таким образом, и при плазово-шаблонном и при машиностроитель-
ном методе производства точность взаимной увязки размеров регламен-
тируется в чертежах косвенно: в первом случае— указанием допусков
увязки каждого из размеров с размером общего специального эталона,
во втором — указанием допусков самих размеров.
2. Отсутствие в рабочих чертежах тех номиналь-
ных размеров, которые получаются копированием
соответствующих размеров специального эталона
формы и размеров. Эта особенность является следствием осо-
бенности п. 1. Поскольку в чертеже детали задается допуск 6а, ш, то
при изготовлении и контроле деталей за начало отсчета производствен-
ных погрешностей должны приниматься не номинальные размеры дета-
лей, а действительные размеры шаблона или другого специального эта-
лона формы и размеров. Поэтому в рабочем чертеже детали номиналь-
ные значения ее размеров, получаемых копированием размеров шабло-
на, не указывают, но делают примечание «Размеры детали брать с шаб-
лона» или «Размеры брать с плаза».
3. Применение наряду с рабочими чертежами так-
же теоретических. Эта особенность является следствием преды-
дущей. Поскольку в рабочих чертежах конструкции отсутствуют многие
размеры, эти чертежи нельзя использовать для построения теоретических
и конструктивных плазов. Для этой цели выпускаются специальные чер-
тежи, которые содержат номинальные размеры, воспроизводимые с по-
мощью специальных эталонов формы и размеров, и называются теоре-
тическими чертежами.
4. Преобладание в производстве технологических
процессов, при помощи которых копируются форма и размеры со-
ответствующих специальных эталонов (или с изготовленной по этим эта-
лонам оснастки) на обрабатываемые изделия. Эта особенность резко от-
личает производство летательных аппаратов от машиностроительного, в
котором бдльшая часть процессов обработки имеет задачей построение
поверхностей деталей по чертежу.
49
5. Преимущественное выполнение операций техни-
ческого контроля путем сравнения формы и размеров контро-
лируемых объектов производства с формой и размерами соответствую-
щих специальных эталонов или изготовленной по этим эталонам кон-
трольной оснастки. При этом измерительные инструменты и приборы
применяются для измерения не размеров контролируемых объектов, а
только отклонений этих размеров от размеров специальных эталонов или
контрольной оснастки.
6. Межзаводская увязка технологической оснаст-
ки и изделий путем изготовления технологической оснастки всех
предприятий, выпускающих данное изделие, по единому комплекту спе-
циальных эталонов формы и размеров элементов конструкции. Среди
предприятий, изготовляющих данное изделие, одно предприятие опреде-
ляется как ведущее. Это предприятие изготовляет и хранит комплект спе-
циальных эталонов формы и размеров всех элементов конструкции из-
делия. По запросам остальных (ведомых) предприятий ведущее изготов-
ляет необходимое количество эталонов-дублеров. Ведомые предприятия
по этим дублерам изготовляют для себя технологическую оснастку. По
исходному комплекту специальных эталонов ведущего предприятия пе-
риодически проверяются все эталоны-дублеры ведомых предприятий.
Перспективы применения плазово-шаблонного метода
Разработка плазово-шаблонного метода в 30-х годах явилась зна-
чительным событием в развитии производства самолетов, так как позво-
лила надежно обеспечивать геометрическую взаимозаменяемость изде-
лий сложных форм. Этот метод и в настоящее время составляет основу
обеспечения взаимозаменяемости элементов конструкции планера раз-
личных видов самолетов и вертолетов. В то же время по мере роста мас-
штабов выпуска самолетов и расширения кооперирования производств
недостатки плазово-шаблонного метода (длинный цикл подготовки про-
изводства, сложность межзаводской увязки и др.) становятся все более
ощутимыми. Эти недостатки являются органическими «атрибутами»
плазово-шаблонного метода и техническим совершенствованием метода
устранить их не удается. Поэтому в течение двух последних десятилетий
ведутся интенсивные работы, направленные на сужение области приме-
нения плазово-шаблонного метода и распространение на производство
отдельных объектов сложной формы машиностроительного принципа
обеспечения взаимозаменяемости.
Вообще говоря, машиностроительный принцип обеспечения взаимо-
заменяемости может быть применен всюду, где можно достаточно точно
строить поверхности объектов производства без чрезмерных затрат тру-
да и времени. Поэтому совершенствование техники построения поверх-
ностей сложной формы, существенно повышающее точность построения,
является основной предпосылкой для отказа от плазово-шаблонного
метода.
В настоящее время существенные успехи в этом направлении до-
стигнуты в области изготовления шаблонов. Совместное применение гра-
фо-аналитических методов проектирования поверхностей агрегатов и ме-
ханизированных способов точного вычерчивания кривых линий позволя-
ет независимо, без предварительного вычерчивания плаза, изготовлять
основные шаблоны отдельных сечений поверхностей агрегатов, достаточ-
но точно увязанные один с другим. Широкое внедрение металлорежущих
станков с программным управлением для точной обработки поверхнос-
тей сложной формы открывает дальнейшие возможности применения
машиностроительного принципа обеспечения взаимозаменяемости при
изготовлении деталей летательных аппаратов.
50
§ 8. СБОРКА ИЗДЕЛИЙ ПО ПРИНЦИПУ КОМПЕНСАЦИИ
Плазово-шаблонный метод не всегда обеспечивает точность взаим-
ной увязки элементов конструкции, достаточную для устранения подго-
ночных работ при сборке. Во многих случаях количество операций непо-
средственного копирования при перенесении размеров специального эта-
лона на деталь оказывается столь большим, что приводит к значитель-
ным отклонениям конечных размеров детали от размеров эталона. Вза-
имная увязка деталей при этом оказывается недостаточной. В качестве
примера на рис. 2. 33 показана схема перенесения размеров теоретиче-
ского плаза на деталь типа нервюры.
Во всех случаях, когда точность взаимной увязки собираемых дета-
лей недостаточна, приходится согласовывать форму и размеры деталей
непосредственно в процессе сборки. Если это достигается дополнитель-
ной обработкой одной из деталей «по месту», то имеет место сборка с
подгонкой — наихудший вид сборочных работ. Однако согласовать де-
тали можно и без дополнительной обработки, например, перемещением
одной детали относительно другой, незначительным упругим деформи-
рованием одной из деталей, а также заполнением чрезмерно больших за-
зоров между сопряженными поверхностями деталей специальными про-
кладками или твердеющей массой. Такой вариант называют сборкой по
принципу компенсации (или сборкой с компенсацией). Название это,
по-видимому, отражает то обстоятельство, что перемещение детали, ее
упругое деформирование, заполнение зазоров компенсируют недостаточ-
ную точность взаимной увязки собираемых деталей. Приемы согласова-
ния геометрии деталей при сборке с компенсацией отличаются от под-
гонки тем, что они не оказывают отрицательного влияния на качество
собираемых деталей и сборочной единицы.
Несколько примеров сборки с компенсацией приведено на рис. 2. 34,
2. 35, 2. 36.
Из приведенных примеров видно, что для сборки с компенсацией
конструкция сборочной единицы должна обеспечить возможность при-
менения какого-либо из «бесподгоночных» приемов согласования формы
и размеров деталей Для компенсации перемещением (см. рис. 2.34) од-
на из деталей должна состоять из двух частей, соединяемых между со-
45ой после их установки по месту в сборочную единицу или в сборочное
приспособление. Для компенсации упругим деформированием одна из
деталей должна иметь относительно малую собственную жесткость (см.
рис. 2. 35). Для компенсации заполнением зазора конструкция должна
допускать применение компенсирующих прокладок (см. рис. 2.36). Эле-
менты конструкции, назначение которых состоит в обеспечении возмож-
ности сборки конструкции по принципу компенсации, называются кон-
структивно-технологическими размерными компенсаторами.
Сборка по принципу компенсации применяется не только для взаим-
ного согласования форм и размеров собираемых деталей. Она получила
широкое распространение и как метод «бесподгоночного» согласования
размеров сборочных единиц с соответствующими размерами сборочных
приспособлений (см. рис. 2. 36). Во всех таких случаях точность сбороч-
ной единицы определяется точностью не собираемых деталей, а сбороч-
ного приспособления. Поэтому, применяя сборку с компенсацией в при-
способлении, можно собирать узлы и агрегаты самолетов, точность раз-
меров которых превосходит точность размеров входящих деталей.
§ 9. ОБЩИЕ ПРАВИЛА ТОЧНОГО ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
Рассмотренные выше методы точного согласования неточных раз-
меров деталей при сборке удается применить не во всех случаях. К тому
же точность многих деталей оказывает непосредственное влияние на
51
Рис. 2.34. Пример сборки
панели крыла с лонжеро-
ном по принципу компенса-
ции (взаимным перемещени-
ем деталей лонжерона при
их установке в панель)
Рис. 2. 33. К образованию размера
детали, изготовляемой гибкой по
оправке. Внизу приведена техно-
логическая размерная цепь детали
и уравнение производственных по-
грешностей этой цепи
Рис. 2.35. Пример сборки
узла с компенсацией (по-
грешности углового размера
компенсируются при дефор-
мировании детали А по ме-
сту) :
а—перед соединением; б—после
соединения
Рис. 2.36. Сборка лонжерона в
приспособлении с компенсацией
(путем заполнения прокладками
зазора между половинками лон-
жерона) :
£л—размер, предварительно воспроиз-
веденный приспособлением и при сбор-
ке переносимый на лонжерон
52
эксплуатационные характеристики изделия. Поэтому обеспечение доста-
точной точности изготовления деталей самолетов является одной из важ-
нейших инженерных технологических задач.
Конечные производственные погрешности геометрических парамет-
ров деталей и сборочных единиц в общем случае образуются в результа-
те накопления более мелких погрешностей, возникающих при выполне-
нии операций технологического процесса и называемых обычно опера-
ционными. В простейших случаях операционные погрешности накапли-
ваются по схеме алгебраического суммирования:
п
Д=2 (2.8)
/-1
где Д< — /-я операционная производственная погрешность (с учетом ее
знака);
Л — конечная, результирующая производственная погрешность раз-
мера детали.
Нетрудно убедиться в том, что в подобных случаях результирующая
погрешность может быть уменьшена тремя способами:
а) путем уменьшения каждой из операционных погрешностей Дд
б) путем такого построения технологического процесса, при кото-
ром накапливается меньшее количество операционных погрешностей;
в) путем такого выполнения заключительной n-й операции, опреде-
ляющей конечную точность данного размера детали, при котором опера-
ционная погрешность Дп оказывается по абсолютной величине близкой
к сумме операционных погрешностей, накопленных на (п—1) предыду-
щих этапах, но имеет обратный знак.
Пер вы й способ требует детального изучения каждой конкрет-
ной операции. В общем случае некоторый размер А, возникающий в ре-
зультате выполнения данной операции, является функцией различных
факторов Fj, определяющих протекание операции, т. е.
A=f(Fh F2,...,ZV-i, Fn). (2.91
Для того чтобы получить в результате выполнения операции номи-
нальное значение Ло размера А, необходимо, чтобы все факторы Fj по-
лучили соответствующие номинальные их значения (Fj)G. Но практиче-
ски это требование невыполнимо, и действительные значения (Fj)n при
выполнении операции всегда отличаются от их номинальных значений
(Fj)0 на некоторые значения AFj. В результате возникает операционная
производственная погрешность ДА. Приближенно зависимость ДА от
AFj можно описать путем разложения f (Flf F2,.. .,Fj,..., FN_b FN) в сте-
пенной ряд, ограничившись в нем членами ряда первого порядка, т. е.
+ + (2.10)
dfjv-i oFN
д р v о
где—-----сокращенная запись частной производной
dFj
df (F\, F2,...,Fj,..., FN_f, FN)
dFj
Очевидно, коэффициенты df/dFj, называемые обычно передаточны-
ми отношениями факторов Fj, однозначно определяются физико-хими-
sa
ческой природой каждой данной операции и являются постоянными ха-
рактеристиками операции. Изменить их можно лишь изменением меха-
низма операции и номинальных значений факторов Fj.
Величины —(Fj)0 представляют собой отклонения дейст-
вительных значений каждого из факторов Fj от их номинальных значе-
ний при выполнении операции и характеризуют тщательность ее выпол-
нения.
Из сказанного следует, что имеются два пути уменьшения операци-
онной погрешности Ла:
— применение таких процессов обработки, которым соответствуют
лтинимальные передаточные отношения наиболее трудно стабилизируе-
мых факторов;
— всемерная стабилизация факторов Fj при выполнении операции,
т. е. обеспечение минимальных отклонений Д/у-.
Второй способ обеспечения высокой точности размеров дета-
ли (уменьшение количества накапливающихся операционных погреш-
ностей) связан с определенным выбором технологических баз при ее из-
готовлении.
Конструктивной базой некоторой поверхности детали называют со-
вокупность линий и (или) точек чертежа детали, относительно которых
данная поверхность закоординирована в чертеже.
Технологической базой детали называют совокупность ее реальных
поверхностей. Определив положение какой-либо поверхности относитель-
но станка, приспособления или другой детали, этим определяют положе-
ние всей детали в пространстве при ее обработке или сборке.
Технологическая база называется установочной, если она исполь-
зуется при изготовлении детали, и сборочной, если она используется при
сборке.
Размеры, определяющие взаимное расположение конструктивной и
технологической баз при обработке некоторой поверхности детали, назы-
вают базисными. Если технологическая и конструктивная базы совпада-
ют, то базисные размеры, естественно, отсутствуют.
Анализируя различные процессы изготовления деталей, можно прий-
ти к заключению, что в общем случае производственная погрешность
некоторого размера, возникающего в результате выполнения данной
операции, складывается из двух слагаемых: погрешности собственно об-
работки Ло, являющейся результатом отклонения различных факторов
Fj от их номинальных значений, и некоторой функции погрешностей
Дбь Дб2,Дбь базисных размеров
Да=До + <р(Дбь Дб2»• • •»Дбь). (2.Н)
В большинстве случаев эта зависимость имеет весьма простую
форму:
Да=До+Д6, (2. 11а)
т. е. операционная погрешность образуется как алгебраическая сумма
погрешности собственно обработки и погрешности базисного размера.
Таким образом, базисный размер (или размеры) является своеоб-
разным «мостом», соединяющим каждую операцию с предшествующими
операциями: производственные погрешности, возникающие на предшест-
вующих операциях, входят в погрешности последующих операций в фор-
ме погрешностей базисного размера. В отдельных случаях таким путем
могут возникать весьма длинные цепочки накопленных операционных по-
грешностей, так как размер, являющийся базисным на n-й заключитель-
ной операции, сам возник при выполнении (п—1)-й операции, в ходе
которой роль базисного размера играл какой-нибудь другой размер, воз-
54
никший на (п—2)-й операции, и т. д. Именно так, например, обстоит
дело при изготовлении детали, показанной на рис. 2.37:
Ав = Ла--А(А—В),
Ас = Ав—А(в-о»
Ас = А а—А(а—в)—А(в—о-
В этом выражении Аа — погрешность изготовления исходной заго-
товки; А(а-в) — погрешность собственно обработки при выполнении пер-
вой операции; Д(в-о — погрешность собственно обработки при выпол-
нении второй операции.
Радикальным способом предотвращения подобного накопления по-
Рис. 2.37. Пример изготовления
карточки с отверстием:
а—деталь; б—заготовка; в—вырезка
карточки из заготовки с разметкой от
кромки а—а; г—сверление отверстий от
кромки Ь—Ь
следовательных операционных погреш-
ностей является обработка детали
с использованием технологической
базы, совпадающей с конструктивной
базой обрабатываемой поверхности.
При таком построении операции ба-
зисный размер отсутствует, и точность
возникающих в результате обработки
Рис. 2. 38. К изготовлению детали, пока-
занной на рис. 2.37, с использованием
установочной базы, совпадающей с кон-
структивной базой обрабатываемой по-
верхности:
а—вырезка карточки из заготовки с разметкой
от кромки Ь—Ь; б—сверление отверстия от
кромки а—а
размеров определяется лишь погрешностями собственно обработки на
данной операции. Если деталь, показанную на рис. 2.37, изготовить па
схеме, показанной на рис. 2. 38, то погрешности Ав и Ас размеров В и С
детали определятся выражениями:
Ав= (Ав) о,
Ас= (Ас) о,
где в правых частях тождеств стоят погрешности собственно обработки
на первой (Ав)о и второй (Ас)0 операциях.
Правило, требующее совмещения технологических баз с конструк-
тивными базами при обработке деталей, известно под названием прави-
ла единства баз.
Однако в отдельных случаях выполнить правило единства баз не
удается по каким-либо техническим причинам, например, из-за чрезмер-
ной сложности необходимого для этого приспособления. В таких случаях
в качестве технологической базы детали следует использовать ту из ее*
поверхностей, которой соответствует наиболее точный базисный размер.
При этом структура уравнения производственных погрешностей разме-
ра, получаемого в результате обработки, не изменится, но одно из сла-
бо'
гаемых правой части этого уравнения — погрешность базисного разме-
ра — будет иметь меньшую величину.
На рис. 2. 39 показана операция фрезерования ступеньки на полке
профиля, которую трудно выполнить по правилу единства баз. Из двух
намеченных схем обработки (б) и (в) ни одна не соответствует этому
правилу, но лучшей все же является схема (б), так как ей соответству-
ет базисный размер с допуском 0,2 мм, а схеме (в)—с допуском
0,6 мм.
Правильный выбор технологических баз существенно повышает точ-
ность также и сборочных операций. Наибольшая точность некоторого
размера L сборочной единицы достигается при выполнении следующего
Рис. 2. 39. к выбору установочной базы детали по величине допуска базис-
ного размера:
а—обрабатываемая деталь; б—лучший выбор установочной базы; в—худший выбор
установочной базы; 1—заготовка; 2—приспособление; 3—фреза
правила. В качестве сборочных баз собираемых деталей следует ис-
пользовать те их поверхности, взаимное расположение которых в сбо-
рочной единице определяется размером L. Выполнение этого правила
«автоматически» приводит к сборке в приспособлении по принципу ком-
пенсации, при которой точность размера L сборочной единицы не зави-
сит от точности изготовления входящих деталей и полностью опреде-
ляется точностью сборочного приспособления.
На рис. 2. 40, а показана балочка, наиболее ответственным разме-
ром которой является размер А, так как он определяет плавность стыка
листов обшивки в собранном агрегате (рис. 2.40,6). Схема приспособ-
ления для сборки балочки по правилу выбора сборочных баз
показана на рис. 2. 40, г. Роль конструктивно-технологического компен-
сатора в данном случае играет плоскость разделения двух деталей ба-
•лсчки, позволяющая перемещать их одну относительно другой. Легко
видеть, что точность размера А балочки при такой сборке практически
полностью определяется точностью размера Апр сборочного приспособ-
ления и не зависит от точности размеров собираемых деталей. Приспо-
собление же всегда может быть изготовлено с необходимой точностью.
Если выполнить сформулированное выше правило по каким-либо
причинам не удается, следует руководствоваться так называемым прави-
лом постоянства технологической базы и использовать в качестве сбо-
рочных баз те поверхности собираемых деталей, которые служили уста-
новочными базами при их изготовлении. При этом точность размеров
•сборочной единицы уже будет зависеть от точности размеров входящих
в нее деталей и окажется более низкой, чем при сборке в приспособле-
нии по принципу компенсации, но все же более высокой, чем при любом
другом выборе сборочных баз. На рис. 2.40, в показана схема формова-
ния борта детали балочки резиной по оправке. При этом заготовка пред-
56
варительно фиксируется на штырях оправки по специально выполнен-
ным в ней отверстиям, которые играют роль установочной базы. На рис.
2.40, д показана схема сборки деталей балочки путем совмещения этих
отверстий в собираемых деталях, т. е. с соблюдением правила постоян-
ства технологической базы. Легко убедиться в том, что точность разме-
ра балочки при сборке по схеме д будет более низкой, чем в случае г,
но более высокой, чем в случае е, где сборочные базы деталей выбраны
с нарушением обоих сформулированных выше правил.
Третий способ обеспечения высокой точности размеров дета-
ли — приданием одной из накапливающихся операционных погрешно-
Рис. 2.40. Пример выбора сборочных баз
стей значения, близкого по абсолютной величине к сумме всех осталь-
ных операционных погрешностей, но имеющего обратный знак, — за-
ключается в соответствующей настройке операций технологического про-
цесса.
Производственная погрешность, возникающая в результате выпол-
нения некоторой операции, обычно состоит из систематической и слу-
чайной составляющих. При выполнении операции над партией деталей
или сборочных единиц систематическая составляющая остается постоян-
ной, случайная же составляющая варьирует, благодаря чему операцион-
ная погрешность имеет характер случайной величины, распределенной
на некотором интервале вокруг систематической составляющей как цен-
тра группирования (рис. 2.41).
Настройкой операции называют преднамеренное изменение величи-
ны систематической составляющей операционной погрешности с целью
оптимального расположения поля рассеяния операционной погрешности
относительно поля заданного допуска. Под оптимальным здесь пони-
мается такое расположение, при котором брак либо полностью отсутст-
вует, либо его количество минимально.
Если поле погрешности со а больше поля допуска (рис. 2. 42, а), то
при любой настройке процесса брак неизбежен, и настройкой процесса
можно добиться лишь уменьшения его количества. Если имеет место
равенство соа = 6а (рис. 2.42,6), то существует лишь одна настройка
операции, при которой брак будет отсутствовать. Если, наконец, по-
ле погрешности меньше поля допуска (соа<С6а), возможно множество
настроек, при которых брак будет отсутствовать (рис. 2.42, в). Вели-
чина
6н — б Л СО а
(2- 12)
57
представляет собой допуск настройки операции и определяет в каждом
конкретном случае необходимую точность настройки.
Настройку операции обычно осуществляют преднамеренным измене-
нием соответствующего размера станка или приспособления, так как эти
размеры не изменяются существенно на протяжении обработки партии
деталей и их отклонения от номинала входят в состав систематической
составляющей операционной погрешности. Эти размеры изменяют либо
Рис. 2. 41. Пример теоретической кри-
вой распределения (графика плотно-
сти вероятности) производственной
погрешности:
чр(А)—плотность вероятности: Ам —наимень-
шее практически предельное значение по-
грешности; Аср—среднее значение погреш-
.ности; Ag —наибольшее практически пре
дельное значение погрешности
регулированием элементов конструк-
ции станка или приспособления, либо
доработкой приспособления.
Для точной настройки операции
размер станка или приспособления сле-
довало бы изменить на такую вели-
чину, при которой размещение поля
рассеяния случайной составляющей
погрешности относительно поля допу-
ска было бы оптимальным. На рис.
2.42 видно, например, что при симмет-
ричном распределении случайной со-
ставляющей эта величина равна раз-
ности координаты середины поля до-
пуска и значения систематической со-
ставляющей погрешности. Однако до
начала обработки или сборки значение
систематической составляющей опера-
ционной погрешности, как правило, не-
известно, и определить необходимое
изменение размера станка или приспособления расчетным путем невоз-
можно. Поэтому на практике настройку технологических операций осу-
ществляют методом последовательных приближений: сначала операцию
Рис. 2. 42. Характерные случаи настройки 'технологического
процесса. Пунктиром показаны кривые распределения опе-
рационной погрешности до настройки, сплошными линия-
ми — после настройки:
—допуск; —поле рассеяния операционной погрешности
настраивают интуитивно, затем экспериментально проверяют правиль-
ность настройки, и если это необходимо, первоначальную настройку кор-
ректируют и вновь экспериментально проверяют. Например, один из ме-
5В
тодов экспериментальной проверки настройки состоит в следующем..
После предварительной настройки операции изготовляют (или соби-
рают) несколько деталей (сборочных единиц), измеряют возникающие
при этом операционные производственные погрешности Да и находят
среднее арифметическое значение этих погрешностей (Да) ср. Затем по
табл. 2.1 находят коэффициент kn для данного количества п изготов-
ленных контрольных деталей.
Таблица 2.1
п 2 3 4 5 6
h 3,35 3,20 3,12 3,06 3,00
По справочникам или на основе опыта устанавливают ожидаемое
значение оа стандартного отклонения случайной составляющей операци-
онной погрешности. Значения (Да) ср, и ста подставляют в неравен-
ство:
(Ад)ср "С (Д.1)в ^е3А»
(2. 13)
где (Да)н — нижняя граница поля допуска размера А;
(Да)в — верхняя граница поля допуска того же размера.
Если неравенство (2.13) при этом удовлетворяется, то это означает,
что проверяемая настройка
операции с вероятностью
0,9927 гарантирует отсутствие
брака при последующем много-
кратном выполнении операции.
Если же неравенство (2.13)
оказывается нарушенным, то
настройку процесса следует
корректировать.
В отдельных случаях, на-
пример, при освоении новых
процессов обработки и сборки
выполнить даже ориентировоч-
ную настройку операции, не
зная ее точностных характе-
ристик, трудно. Приходится
идти- на определенный риск и
начинать серийное изготовле-
ние деталей после настройки
операции «по номиналу». В та-
Рис. 2.43. Пример настройки технологиче-
ской операции сверления по кондуктору:
а—деталь; б—установка в кондукторе; РУ—регу-
лируемый упор
ких случаях после изготовления нескольких десятков деталей и измере-
ния их погрешностей вычисляют значение (Д)Ср, с учетом этого значе-
ния настраивают операцию и окончательно проверяют настройку рас-
смотренным выше способом.
Настройкой заключительной операции технологического процесса
можно устранить влияние на точность детали систематических состав-
ляющих всех операционных погрешностей, возникающих на последова-
тельных этапах процесса ее изготовления и проявляющихся пои выпол-
нении заключительной операции в форме систематической составляющей
погрешности базисного размера детали (рис. 2.43).
Соблюдение рассмотренных выше общих правил при разработке
технологических процессов позволяет придавать этим процессам наибо-
лее рациональную в отношении обеспечиваемой ими точностг структуру.
59
Однако это не исключает необходимости итоговой количественной оцен-
ки точности, обеспечиваемой технологическим процессом. При проектиро-
вании технологических процессов их точность оценивается расчетным пу-
тем. Методы расчета точности технологических процессов, основанные
преимущественно на теории размерных цепей, изложены в специальной
литературе.
При практическом освоении технологических процессов их точность
проверяется экспериментально. Для этого измеряются производственные
погрешности достаточного количества серийно изготовленных деталей
(или сборочных единиц) и на основе методов математической статистики
определяются практически предельные значения этих погрешностей,
свойственные процессу. В дальнейшем устанавливается постоянное на-
блюдение за действительной точностью процесса. При этом широко при-
меняется метод статистического контроля (см. § 10).
§ 10. ОСНОВНЫЕ МЕТОДЫ ТЕХНИЧЕСКОГО КОНТРОЛЯ
Как отмечено выше, операции технического контроля являются, с
одной стороны, «фильтрами качества продукции» и, с другой, — наиболее
массовыми и оперативными источниками корректирующей информации
о недостатках производственного процесса, поступающей по каналам
обратной связи ко всем звеньям процесса формирования качества про-
дукции. Поэтому достоверность результатов технического контроля име-
ет решающее значение для нормального хода производственного процес-
са. Ошибочная оценка качества продукции при контроле приводит к
проникновению брака на последующие этапы технологического процес-
са и в эксплуатацию, а также к появлению необъективной корректирую-
щей информации в каналах обратной связи, что может вызвать дезорга-
низацию производственного процесса, резкое снижение качества продук-
ции и экономических показателей. К тому же особенность операций
технического контроля состоит в том, что качество их выполнения в от-
личие от технологических операций непосредственно не контролируется.
Все эти обстоятельства обусловливают особую ответственность операции
технического контроля в обеспечении качества продукции.
й Сущность технического контроля
Каждая операция технического контроля является по существу экс-
периментальной проверкой одной из двух альтернативных гипотез: «дей-
ствительные характеристики проверяемого объекта производства соот-
ветствуют требованиям технической документации» и «действительные
характеристики проверяемого объекта производства не соответствуют
требованиям технической документации». Гипотезы проверяются путем
измерения соответствующих характеристик контролируемого объекта
(или сличения этих характеристик с калибрами) и последующего сопо-
ставления полученных результатов с требованиями технической доку-
ментации. Непосредственным результатом технического контроля явля-
ется принятие или отклонение проверяемой гипотезы. Если гипотеза
«действительные характеристики проверяемого объектива соответст-
вуют требованиям технической документации» отклоняется, то органы
технического контроля выполняют следующие действия:
а) изымают забракованный объект из производства;
б) сообщают о результатах контроля всем участвовавшим в его
изготовлении подразделениям;
в) устанавливают причины появления брака и сообщают их соответ-
ствующим подразделениям;
г) осуществляют контроль за устранением этих причин.
fO
Основной показатель совершенства технического контроля
При осуществлении операции технического контроля могут иметь
место четыре случая.
1. Изделие в действительности соответствует предъявляемым к нему
требованиям. В результате контроля принята первая гипотеза (о годно-
сти изделия). Результаты контроля точно отражают объективное поло-
жение вещей.
2. Изделие в действительности соответствует предъявляемым к нему
требованиям. Однако в результате контроля первая гипотеза ошибочно
отклонена, т. е. принята гипотеза о некондиционности изделия. Принято
говорить, что в данном случае имеет место фиктивный брак или при кон-
троле допущена ошибка первого рода. Операция контроля является ис-
точником ошибочной информации о качестве контролируемого объекта.
3. Изделие в действительности не соответствует предъявляемым к
нему требованиям. Но в результате контроля ошибочно принята гипоте-
за о годности изделия, а правильная гипотеза о некондиционности от-
клонена. Принято говорить, что в данном случае имеет место необнару-
женный брак или допущена ошибка второго рода. Как и в предыду-
щем случае, операция технического контроля играет здесь роль источни-
ка неверной информации. Однако необнаруженный брак много опаснее
для производства, чем брак фиктивный, так как некондиционные изде-
лия, попадая на последующие этапы технологического процесса под ви-
дом годных, как правило, приводят к появлению нового брака.
4. Изделие в действительности не соответствует предъявляемым к
нему требованиям. В результате контроля гипотеза о годности изделия
отклонена. В данном случае результаты технического контроля объек-
тивны.
Если многократно осуществить некоторую операцию технического
контроля и зарегистрировать все ее исходы, то легко подсчитать долю
исходов, содержащих ошибки первого и второго родов:
fli /7о
где N — общее количество зарегистрированных исходов операции;
Hi — количество исходов, содержащих ошибку первого рода;
п2 — количество исходов, содержащих ошибку второго рода.
Величины Qi и у2 характеризуют относительные частоты по-
явления ошибок первого и второго родов в зарегистрированном
конечном множестве исходов контрольной операции. При неограничен-
ном увеличении количества повторных выполнений операции значения
<71 и q2 асимптотически стремились бы к некоторым определенным число-
вым значениям Qi и Q2, которые логично принять за вероятности появле-
ния ошибок первого и второго родов при выполнении данной операции
технического контроля. Вероятности Qi и Q2 характеризуют степень дс-
верия, которой заслуживают результаты контроля, и поэтому их естест-
венно рассматривать как основной показатель совершенства контроль-
ной операции. В тех случаях, когда необнаруженный и фиктивный брак
нежелательны в равной мере, за показатель совершенства операции тех-
нического контроля удобно принять вероятность 2 ошибочного исхода
операции:
<21, 2=Q1 + C?2.
Каждый метод технического контроля обладает, как правило, одним
или несколькими независимыми параметрами, значения которых выби-
раются в каждом конкретном случае с учетом производственной обста-
новки. Зависимость показателя Qi. 2 (или раздельно показателей Qi и
-Q2) от этого параметра (или параметров) называют оперативной или
рабочей характеристикой метода контроля. В тех случаях, когда аргу-
61
ментом оперативной характеристики является какой-либо один пара-
метр метода (обозначим его Л), эту характеристику обычно представ-
ляют в форме графика Qb 2=f(A).
Выбор методов измерения для операций технического контроля
Точность каждого метода измерения характеризуется законом рас-
пределения результирующей погрешности измерения (рис. 2.44). Если
действительное значение измеряемой величины равно Лд, то в результате
измерения этой величине может быть приписано любое значение в ин-
тервале (Лд—Дм; Лд+Дб):
Дв=(Д„)ер-3 (2.14)
Дб = (Л»)ер + 3 а„,
где Дб и Дм — практически наибольшее и наименьшее значения погреш-
ности метода измерения;
(Ли) ср — среднее значение погрешности метода измерения;
ои — стандартное (среднее квадратичное) отклонение погреш-
ности метода измерения;
аи — коэффициент относительной асимметрии закона распре-
деления погрешности метода измерения, характеризую-
щий смещение среднего значения (Ди)ср этой погрешно-
сти относительно середины поля ее рассеяния соп;
kK — коэффициент относительного рассеяния закона распреде-
ления погрешности метода измерения, характеризующий
степень рассеяния случайных значений этой погрешности
вокруг ее среднего значения (Ли)ср.
Значения аи и &и для некоторых характерных законов распределе-
ния приведены в табл. 2.2.
При контроле некоторого параметра
изделия погрешности измерения приводят
к появлению ошибок первого и второго
родов. Схема возникновения этих ошибок
показана на рис. 2.45. Если действитель-
ное значение контролируемого параметра
равно Лд, то изделие, очевидно, является
некондиционным: Лд лежит вне поля до-
пуска. Однако при измерении этому пара-
метру может быть приписано любое зна-
чение в пределах поля сои и, в частности,
значение Ли. При этом изделие будет при-
знано годным, т. е. возникнет необнару-
женный брак. Возможна и обратная картина. Пусть действительное зна-
чение контролируемого параметра равно Вд. В результате измерения па-
раметру может быть приписано значение Ви и возникнет фиктивный брак.
Анализируя схему, приведенную на рис. 2. 45, нетрудно убедиться
в том, что при увеличении отношения сои/б, т. е. при снижении относи-
тельной точности метода измерения, вероятность Qi, 2 ошибочных исхо-
дов операции технического контроля возрастает. На рис. 2.46 по-
казан график усредненной зависимости <22=('Ф®и/6). Поскольку
юи является основным независимым параметром контроля, график
рис. 2.46 представляет собой оперативную характеристику контрольной
операции.
Эта характеристика свидетельствует о первостепенном значении пра-
вильного выбора метода измерений для достижения высокой надежности
62
Рис. 2. 44. К образованию погреш-
ности измерения при техническом
контроле
технического контроля: точность метода измерения должна существенно
превышать заданную допуском точность контролируемого параметра
продукции.
Таблица 2.2
Некоторые законы распределения производственных погрешностей
и соответствующие им значения k и а
Вид закона распределения Эскиз кривой распределения Параметр кривой распреде- ления Коэффициент
а k
Нормальный закон распределения (закон Гаусса) 1 — \ 6 _ —- 0 1
Л
б J Z 1 3 / 2 3 S
Закон распределения эксцентриситета (закон Максвелла) 'л \ Ш 1 — -0.28 1,14
Л 1
£ 1 ? 7 Ц .4 в
Прямоугольный закон распределения (закон равной вероятности) GJ — 0 1,73
6 ~
л “6 2 1 /7 7 2
Усеченный нормаль- ный закон распределе- ния Л] /Л2 — —
0,26 +0,25 1,17
Л и / <\| с Л 0,44 +0,31 1,18
6 7
-lx 0,80 +0,40 1,20
"б 3 2 1 0 1 2 б
1,00 -J-0,47 1 ,21
Однако в производстве летательных аппаратов далеко не всегда
удается подобрать для контроля достаточно точный метод измерения.
В таких случаях предотвратить появление значительного количества не-
обнаруженного брака можно контролем продукции по суженным кон-
трольно-производственным допускам. Контрольно-производственный до-
пуск 6к.п определяется из выражения
. . бк.п = б СОи, (2. 15)
63
где б — исполнительный допуск контролируемого параметра изделия,
указанный в чертеже;
(ои — поле погрешности метода измерения, применяемого при контро-
ле параметра.
Pirc. 2.45. Влияние погрешности измерения на воз-
никновение фиктивного и необнаруженного брака при
техническом контроле
Следует, однако, не упускать из вида то обстоятельство, что при кон-
троле по контрольно-производственным допускам устранение определен-
сопровождается примерно равным
5
Рис. 2.46. Типичная зависимость
вероятности необнаруженного бра-
ка Qz от относительной точности
применяемого метода измерения
сои/б
увеличением доли фиктивного брака. Этот последний хотя и не угрожает
катастрофическими последствиями, все же сильно дезорганизует произ-
водство и снижает его технико-экономические показатели.
Выборочный приемочный контроль
Технический контроль, осуществляемый по окончании изготовления
некоторого изделия, называется приемочным. Контроль, предусматри-
вающий проверку каждого изделия, называют сплошным или реже сто-
процентным. Достоинством сплошного приемочного контроля является
его высокая надежность, недостатками — значительная трудоемкость и
пассивный характер (такой контроль констатирует результаты изготов-
ления деталей, но не прогнозирует их заранее). Стремление уменьшить
первый из недостатков сплошного контроля привело к разработке и ши-
рокому применению выборочного приемочного контроля, иногда назы-
ваемого также статистическим приемочным контролем.
Объективным основанием для применения выборочного контроля
явилось установленное многочисленными наблюдениями замечательное
свойство хорошо отлаженных технологических процессов: параметры из-
готовленных с применением таких процессов изделий в пределах каждой
партии ведут себя как случайные величины, принадлежащие к однород-
ной статистической совокупности и подчиненные в этой совокупности
64
определенному, чаще всего нормальному закону распределения. А раз
это так, то о распределении контролируемого параметра в партии изде-
лий, изготовленных при одной настройке оборудования, можно с боль-
шей или меньшей уверенностью судить по результатам проверки лишь
некоторой части изделий, входящих в партию. Таким образом, сущность
выборочного приемочного контроля состоит в экспериментальном стати-
стическом подтверждении одной из двух альтернативных гипотез: «В со-
ставе контролируемой партии изделий все изделия соответствуют требо-
ваниям технической документации» и «В составе контролируемой партии
изделий имеются экземпляры, не
соответствующие требованиям
технологической документации».
Если принимается первая гипоте-
за, то вся партия изделий при-
знается доброкачественной. Если
принимается вторая гипотеза, то
партия изделий подвергается ли-
бо более детальному статистиче-
скому изучению, либо сплошному
контролю.
Совершенство конкретного ме-
тода выборочного контроля обыч-
но оценивают по его оперативной
характеристике, представляющей
зависимость вероятности Pq за-
бракования партии от доли q§ де-
фектных изделий в партии (рис.
2.47). Идеальной оперативной ха-
рактеристикой была бы, очевидно,
прямая Рб=Е при которой нали-
Рис. 2. 47. Пример оперативной характе-
ристики метода выборочного приемочно-
го контроля:
q^—доля некондиционных деталей в прове-
ряемой партии; Pg—вероятность забракования
партии; п—количество деталей в выборке
чие в партии хотя бы одного некондиционного изделия сопровождалось
бы обязательным забракованием всей партии. Однако оперативные ха-
рактеристики многочисленных конкретных методов выборочного контро-
ля (эти методы подробно описаны в специальной литературе) сущест-
венно отклоняются от идеальной и имеют вид, близкий к графику рис.
2.47. Такой вид оперативных характеристик означает, что вероятность
ошибочного принятия первой гипотезы, т. е. положительной аттестации
партии изделий, в действительности содержащей брак, велика при ма-
лых значениях q$ и резко уменьшается при увеличении q§. Для большей
части применяемых методов отклонение Рб от единицы становится при-
емлемо малым начиная с q^— (2-f3) %. Это означает, что выборочный
приемочный контроль в отношении надежности результатов становится
практически равноценным сплошному контролю лишь в тех случаях, ко-
гда наличие среди принятой продукции нескольких процентов необнару-
женного брака не представляет опасности ни для дальнейших этапов
производства, ни для эксплуатации изделий. В авиационнохм производ-
стве к таким случаям относятся лишь процессы изготовления неответ-
ственных элементов конструкции.
Статистический контроль устойчивости технологических процессов
Если выборочный приемочный контроль в отдельных случаях по-
зволяет существенно (в десятки раз) уменьшить трудоемкость контроль-
ных операций, то второй из отмеченных выше недостатков сплошного
контроля — его пассивный, констатирующий характер — устраняется
иными путями. Один из этих путей состоит в дополнении приемочного
контроля продукции одновременным статистическим контролем («анали-
зом») устойчивости технологического процесса.
3 5173
65
Под устойчивостью технологического процесса понимают способ-
ность его сохранять во времени первоначальную точность, признанную
достаточной при проверке настройки процесса. Точность, обеспечивае-
мую технологическим процессом в каждый момент времени, можно ха-
рактеризовать мгновенным распределением производственной погрешно-
сти обработки (рис. 2.48). Технологический процесс начинает терять
устойчивость, если параметры (среднее значение или стандартное откло-
нение) мгновенных законов распределения погрешностей обработки на-
чинают изменяться во времени, в результате чего появляется опасность
возникновения брака.
Рис. 2.48. Картина мгновенных распределений производст-
венной погрешности для устойчивого а и неустойчивого б
технологических процессов-
I—календарное время осуществления процесса
Статистический контроль устойчивости технологического процесса
заключается в периодическом экспериментальном определении статисти-
ческих оценок параметров мгновенного закона распределения контроли-
руемой погрешности обработки и оценки их соответствия заданному до-
пуску. Если при этом обнаруживается опасное изменение одного илйи
обоих параметров, то технологический процесс приостанавливают, нахо-
дят причины потери им устойчивости и устраняют их. Таким образом,
в отличие от приемочного статистический контроль устойчивости осуще-
ствляется с целью не выявления уже возникшего брака, а своевременно-
го предотвращения его появления.
66
Разработаны и применяются различные конкретные методы стати-
стического контроля устойчивости технологических процессов. Они от-
личаются один от другого выбором статистических оценок параметров
мгновенных распределений погрешности обработки, приемами установле-
ния допустимых значений этих оценок, формами рабочих документов
и др. В качестве примера на рис. 2. 49 приведена так называемая кон-
трольная карта («точечная диаграмма»), применяемая в одном из мето-
Рис. 2. 49. Пример контрольной карты
дов. Через равные промежутки времени измеряются производственные
погрешности пяти последовательно изготовляемых изделий. В качестве
статистической оценки среднего значения погрешности принимается
средняя арифметическая пяти измеренных значений, в качестве оценки
стандартного отклонения мгновенного распределения — разность между
наибольшим и наименьшим измеренными значениями погрешности в вы-
борке, называемая размахом выборки. Определенные таким путем зна-
чения средней и размаха каждой очередной выборки наносятся на кон-
трольную карту, где указаны предварительно рассчитанные контрольные
пределы для каждой из оценок. Состояние технологического процесса
признается удовлетворительным до тех пор, пока среднее значение или
размах очередной выборки не выйдет за установленные контрольные
пределы.
Статистический контроль устойчивости технологических процессов
является весьма эффективным средством предотвращения брака.
Активный контроль продукции
Активным контролем называют процесс наблюдения за образовани-
ем контролируемого параметра непосредственно по ходу обработки или
сборки изделия вплоть до ее окончания. Такое наблюдение позволяет
3*
67
своевременно выявить нарушение нормального хода процесса, угрожаю-
щее появлением брака, и принять меры по его корректированию. Таким
образом, активный контроль по существу является формой сплошного
контроля устойчивости технологического процесса, и поэтому в отноше-
нии предотвращения появления брака он более эффективен, чем стати-
стический.
Рис. 2. 50. Автоматическая система активного контроля («автоподналадчик») стан-
ка для бесцентрового шлифования:
/—ходовой винт суппорта регулирующего круга; 2—червячное колесо; 3—червяк; 4—храпо-
вое колесо; 5—собачка; 6—качалка; 7—стопорный кулачок; 8—упор; 9—качалка; 10—пружина;
*> .ан^-электромагнит; 12—ролик; 13—кулачок; 14—путевой выключатель; 15—измерительная го-
ловка; 16—электродвигатель; 17—релейный коммутатор
S'c i'S:; . • .
При активном контроле обеспечивается постоянная оперативная
„•обратная связь между текущим результатом и режимом обработки
. В простейшем случае эту обратную связь обеспечивает рабочий, считы-
вающий показания со шкалы измерительного прибора и должным обра-
зом изменяющий режим процесса. В наиболее совершенном варианте
активного контроля эта обратная связь осуществляется автоматически:
измерительный датчик вырабатывает сигнал рассогласования, который
, управляет устройствами автоматической подналадки процесса.
Примером автоматического активного контроля может служить си-
стема, применяемая в автоматической линии станков для бесцентрового
шлифования цилиндрических валиков (рис. 2.50). Головка 15 измеряет
погрешность диаметра шлифуемых валиков. Если эта погрешность вслед-
ствие значительного износа шлифовального круга станка чрезмерно при-
ближается к верхней границе установленного поля допуска, в системе
. подналадки суппорт станка перемещается ходовым винтом 1.
Глава III
ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
Изделие или какую-либо из его деталей обычно можно изготовить
по нескольким вариантам технологических процессов, различающихся
между собой применяемым оборудованием, приспособлениями и инст-
рументом. Удовлетворяя необходимому требованию обеспечения задан-
ного качества изделия, эти варианты оставляют технологу известную
свободу выбора того или иного процесса обработки и сборки, а также
применяемого оборудования и технологической оснастки. Задачей тех-
нолога является отбор такого варианта процесса, который, позволяя из-
готовлять изделие, удовлетворяющее требованиям чертежа и техниче-
ских условий, являлся бы в то же время наиболее экономически рацио-
нальным в производстве.
Для оценки экономической эффективности технологических процес-
сов обычно используют следующие показатели: производительность тру-
да, себестоимость продукции и эффективность капиталовложений.
Производительностъ труда характеризует затраты живого труда на
изготов пение единицы продукции.
Себестоимость продукции отражает суммарные затраты живого и
овеществленного труда и является более полным показателем экономич-
ности технологических процессов.
Эффективность капиталовложений характеризует экономическую
эффективность использования дорогого оборудования или инструмента
в условиях ограниченных фондов, выделяемых на обновление и улучше-
ние производственной техники. Этот показатель используют при сравне-
нии вариантов технологических процессов, резко различающихся между
собой стоимостью оборудования или технологической оснастки.
§ 1. ТЕХНОЛОГИЧЕСКИЕ МЕТОДЫ ПОВЫШЕНИЯ ПРОИЗВОДИТЕЛЬНОСТИ
ТРУДА
Производительность труда определяется количеством потребитель-
ных стоимостей, создаваемых одним рабочим в единицу времени.
XXIII съезд КПСС поставил задачу увеличить промышленное про-
изводство в СССР в новом пятилетии (1966—1970 гг.) в полтора раза.
Б условиях сравнительно небольшого роста числа работников, занятых
в сфере производства, и дальнейшего сокращения рабочего дня выпуск
промышленной продукции увеличивается главным образом за счет по-
вышения производительности труда. Среднегодовой прирост производи-
тельности труда (в расчете на одного работающего) должен составить
в промышленности 6%.
Общими факторами повышения производительности труда в про-
мышленности СССР являются: развитие науки и технический прогресс,
рост культурно-технического уровня и повышение творческой активности
трудящихся, улучшение организации труда и производства. Эти факторы
подробно рассматриваются в курсе «Политическая экономия».
Значительная роль в повышении производительности труда при-
надлежит конструктору и технологу. Создание конструкций, отличаю-
щихся более совершенными летно-тактическими характеристиками на-
ряду с высокой технологичностью \ способствует повышению производи-
тельности труда за счет повышения потребительной стоимости и сниже-
ния трудоемкости.
1 Вопросы повышения технологичности конструкций изложены в гл. IV.
69
Борясь за высокую производительность труда при запуске изделия
в производство, технолог должен проектировать такие технологические
процессы, при которых время, затрачиваемое на изготовление изделия,
было бы минимальным для данных условий.
Ниже рассматриваются структура и технологические методы сокра-
щения составляющих времени, затрачиваемого на изготовление изделия.
Штучно-калькуляционное время и его составляющие
Общее время, затрачиваемое на изготовление изделия, складывается
из отдельных времен на выполнение операций, составляющих технологи-
ческий процесс. Время fm на выполнение операции по обработке одной
детали (или сборке одной сборочной единицы) называется штучным.
В штучное время входит несколько составляющих.
Основное время to — время, затрачиваемое на непосредственную об-
работку предмета труда, т. е. на изменение его формы, размеров, физико-
химических свойств и т. д. * '
Для процессов механической обработки основное время определяет-
ся по формуле
где i — число проходов для снятия припуска;
L — длина рабочего хода в направлении подачи в мм;
SM — подача в мм!мин\
S — подача на один оборот или двойной ход (изделия или инструмен-
та) В ММ',
п — число оборотов (изделия или инструмента) или двойных ходов
в минуту.
Подставляя в эту общую формулу выражения для п, S и L, опреде-
ляемые кинематическими или геометрическими соотношениями, можно
получить развернутые формулы для конкретных видов обработки.
Длина рабочего хода в направлении подачи состоит из трех величин:
Л=/+У1+У2> (3.2)
где I — длина обрабатываемой поверхности в направлении подачи;
У\ и tj2 — врезание и перебег инструмента.
Вспомогательное время — время, затрачиваемое на создание ус-
ловий для выполнения основной работы и повторяющееся с каждым
предметом труда или через определенное число их.
Во вспомогательное время входит время на установку и снятие
детали, на изменение режима работы оборудования, подвод и отвод ин-
струмента, замену инструмента в процессе выполнения операции, на из-
мерение детали в процессе ее обработки, выполняемое производственным
рабочим, и т. д.
Для некоторых видов работ (заготовительно-штамповочные, свароч-
ные и др.) трудно и нецелесообразно разделять основное и вспомога-
тельное время, и тогда длительность их определяют суммарно. Основное
и вспомогательное время составляет вместе оперативное время (4п)-
Время обслуживания рабочего места — время, затрачиваемое на
уход за рабочим местом на протяжении всей смены. В штучное время
входит доля его, приходящаяся на единицу продукции.
В отличие от 4 время обслуживания рабочего места затрачивается
не при каждой операции, а один или небольшое число раз в течение всей
смены.
Время обслуживания рабочего места разделяется на время органи-
зационного и технического обслуживания. Время организационного об-
70
служивания затрачивается на осмотр и опробование оборудования, рас-
кладку в начале и уборку по окончании смены инструмента и документа-
ции, а также на чистку и смазку оборудования. Время технического об-
служивания затрачивается на регулировку и подналадку станка в про-
цессе работы, на смену затупившегося инструмента, а также на удаление
стружки в процессе работы.
Время перерывов на отдых и личные надобности. В штучное время
включается доля этого времени, приходящаяся на единицу продукции.
Перерывы на отдых предусматриваются только для физически тяжелых
и утомительных работ (например, для обточки с ручной подачей, для
некоторых видов ручной сварки и т. п.).
Подготовительно-заключительное время 7п.з — вре-
мя, затрачиваемое рабочим на подготовительные действия перед нача-
лом обработки, а также на завершающие действия после обработки пар-
тии деталей. В подготовительно-заключительное время входит время на
ознакомление рабочего с чертежом и технологическим процессом, на по-
лучение инструктажа от мастера, получение документации, инструмента,
приспособлений и заготовок, на установку и настройку инструмента и
приспособлений, если они выполняются самим рабочим, на настройку
оборудования на заданные режимы, а также на снятие инструмента и
приспособлений и на сдачу работы контролеру.
При работе на станках настроенного типа (например револьверных)
в подготовительно-заключительное время включается оперативное время
изготовления одной пробной детали.
Штучное время определяют по формуле
^=(''0+^)6+— + —+—'). (3.3)
в \ 100 100 100/
где а — отношение времени на техническое обслуживание рабочего
места к оперативному времени в %;
Р — отношение времени организационного обслуживания рабочего
места к оперативному времени в %;
у — отношение времени на отдых и личные надобности к оператив-
ному времени в %
Для ручных работ штучное время определяют по более простой
формуле
/ш=/оп 6 + -Ц (3.4)
Ill ОII у 1 100./ ' 7
где k — суммарный процент времени на обслуживание рабочего места
и на перерывы для отдыха и на личные надобности по отноше-
нию к оперативному времени.
Время на партию изделий и штучно-калькуляционное время. Время
для выполнения одной операции при изготовлении партии изделий
(?пар) складывается из штучных времен изделий, входящих в партию,
и подготовительно-заключительного времени:
^пар = ^Ш+^п.з, (3.5)
где п — число изделий в партии.
Среднее ьремя для выполнения операции по изготовлению одного
изделия с учетом затрат подготовительно-заключительного времени на-
зывается штучно-калькуляционным /ш.к и определяется по формуле
т
t —I
Л
(3.6)
71
Условия обеспечения максимальной производительности труда
При разработке технологического процесса изготовления изделия
технолог должен соблюдать следующие четыре условия:
1) выбирать рациональную структуру технологического процесса и
наиболее прогрессивные процессы обработки и сборки (например штам-
повку и чеканку вместо механической обработки, анодно-механическую
резку трудно обрабатываемых материалов вместо резки дисковыми пи-
лами) ;
2) применять наиболее высокопроизводительное и автоматизирован-
ное оборудование и оснастку (например сварочные автоматы вместо
обычных сварочных машин);
3) максимально использовать технические возможности оборудова-
ния и оснастки, обеспечивая полную загрузку их по мощности и во вре-
мени;
4) наиболее рационально использовать квалификацию и время ра-
бочего, применяя многостаночное обслуживание и, где это возможно,
самостоятельную наладку оборудования рабочим.
Ниже рассматриваются конкретные технологические мероприятия
по снижению длительности отдельных составляющих штучного, а также
подготовительно-заключительного времени.
Сокращение основного времени. Длительность основного
времени на изготовление изделия зависит прежде всего от выбранных
процессов обработки и сборки. Конструктор при разработке конструкции
и технолог при проектировании технологических процессов должны ори-
ентироваться на такие процессы, которые позволяют изготовить изделия
с меньшими затратами труда. Известно, что механическая обработка
сравнительно с процессами обработки без снятия стружки (например с
процессами горячей штамповки) характеризуется низкой производитель-
ностью, вследствие чего ее оставляют только для получения поверхностей
высокой точности и чистоты.
Более прогрессивными процессами для серийного и массового про-
изводства являются прессование, горячая штамповка и специальные
виды литья.
Из этих процессов выбирают такие, которые удовлетворяют требо-
ваниям прочности и веса и позволяют получить меньшую трудоемкость.
Так, переход от изготовления шпангоутов горячей штамповкой к прес-
сованию с последующей сваркой снижает для некоторых конструкций
трудоемкость в 1,5—2 раза, замена горячей штамповки среднснагру-
женных деталей литьем под давлением — в 2—3 раза и т. д.
Снижение основного времени при механической обработке
достигается следующими путями.
1. Уменьшение числа проходов. Обычно обработку выполняют в два
прохода: черновой и чистовой. Обработка в один проход возможна лишь
при небольшом припуске при относительно невысоких требованиях к
точности и чистоте обработанной поверхности и при достаточной жест-
кости системы станок — деталь — инструмент.
2. Повышение скорости обработки. Одним из основных путей сни-
жения основного времени является повышение скорости обработки. Вы-
пускаемые в настоящее время станки и инструмент позволяют выполнять
точение мало- и среднелегированных сталей со скоростями резания, из-
меряемыми тысячами метров в минуту.
3. Увеличение подачи. Обработка с большими подачами позволяет
увеличить производительность труда без повышения скоростей резания
и поэтому может быть применена на станках с небольшим числом оборо-
тов. Чтобы при этом не снизить класс чистоты поверхности, обработку с
большими подачами выполняют широкими зачистными резцами, в част-
ности резцами Колесова.
72
4. Уменьшение врезания и перебега. Во время врезания оборудова-
ние и инструмент работают с недостаточной нагрузкой, так как режимы
резания рассчитываются по максимальному сечению стружки. При пере-
беге обработка вообще не имеет места.
Уменьшению врезания способствует применение инструмента соот-
ветствующей геометрии, в частности резцов с главным углом в плане 90°.
Величина врезания, приходящаяся на одну деталь, значительно
уменьшается при фрезеровании заготовок в многоместном приспособле-
нии (рис. 3. 1). Врезание в очередную заготовку происходит до оконча-
ния обработки предшествующей заготовки.
Рис. 3. 1. К уменьшению среза-
ния, приходящегося на одну де-
таль, в многоместных приспо
соблениях:
1—фреза; 2—заготовки
Рис. 3.2. К сокращению основного времени
путем многоинструментной обработки:
а—сокращение длины рабочего хода; б—парал-
лельная обработка различных поверхностей
Перебег инструмента уменьшают при работе по упорам, точно огра-
ничивающим длину рабочего хода размерами обрабатываемой поверх-
ности.
5. Многоинструментная обработка. Если мощность станка достаточ-
на для загрузки на экономических режимах резания нескольких режу-
щих инструментов, возможно применение многоинструментной обработ-
ки, которая резко снижает основное время.
На рис. 3. 2, а показан пример обработки одной поверхности четырь-
мя параллельно работающими резцами. Основное время снижается за
счет уменьшения в 4 раза длины I [см. формулу (3. 2)].
На рис. 3. 2, б приведен пример параллельной обработки двух раз-
личных поверхностей детали. При этом обточка наружной поверхности
целиком совмещается со сверлением отверстия и не требует дополни-
тельных затрат времени.
Широко применяется многоинструментная обработка в многорез-
цовых станках, а также в многошпиндельных автоматах и полуавтома-
тах, технологический процесс обработки на которых состоит из ряда эта-
пов, последовательно выполняемых на отдельных позициях.
Следует отметить, что, если станок полностью загружен по мощно-
сти некоторым количеством параллельно работающих резцов, дальней-
шее увеличение числа резцов вызовет не повышение, а снижение произ-
водительности, так как приведет к необходимости снижения режимов
резания, которое не компенсируется по производительности увеличением
числа резцов.
6. Многостаночное обслуживание. Под многостаночным обслужива-
нием понимается работа одного рабочего на нескольких одновременно
работающих станках. При этом резко снижаются затраты живого труда
на одно изделие за счет параллельной обработки нескольких деталей.
73
Подробно основные положения многостаночной работы изложены ниже
(см. стр. 80).
Сокращение вспомогательного времени. Проблема
снижения вспомогательного времени стала особенно острой с внедрением
скоростных режимов обработки, когда это время стало составлять значи-
тельную часть оперативного и штучного времени. Так, при обточке втул-
ки основное время составляло 4,6 мин, а вспомогательное — 5 мин. При
внедрении скоростного резания основное время снизилось до 0,35 мин,
т. е. в 13 раз. Вспомогательное же время осталось прежним. Вследствие
этого оперативное время уменьшилось только в 1,8 раза.
Повышать дальше скорости резания без уменьшения вспомогатель-
ного времени потеряло смысл. Например, сокращение машинного вре-
мени еще в 10 раз привело бы к уменьшению оперативного времени все-
го на 6%.
Заметим еще, что после внедрения скоростного резания станок стал
работать всего 30 мин в смену. Остальное время было занято утомитель-
ной ручной вспомогательной работой.
Приведенный пример показывает необходимость сочетания скорост-
ных режимов обработки с мероприятиями по снижению вспомогательного
времени. Основной путь снижения вспомогательного времени — механи-
зация и автоматизация вспомогательных работ.
1. Сокращение времени на установку и закрепление заготовок. Для
устранения трудоемких работ по выверке положения заготовок относи-
тельно оборудования или инструмента применяют приспособления, обес-
печивающие правильное взаимное расположение обрабатываемых заго-
товок и инструмента или собираемых деталей.
Время на закрепление и открепление во многом зависит от конст-
рукции зажимных устройств. В многоместных приспособлениях целесо-
образно применение многократных зажимов, когда при помощи одной
рукоятки закрепляется несколько заготовок.
Значительно снизить время закрепления можно заменой ручных за-
жимов механизированными: пневматическими, гидравлическими, элек-
тромагнитными и др.
Для дальнейшего снижения времени на установку и закрепление за-
готовок этот процесс автоматизируется путем установки бункерных или
магазинных питателей в сочетании с автоматически действующими за-
жимными устройствами.
2. Снижение времени на управление оборудованием. Для уменьше-
ния этого времени в современных станках концентрируют рукоятки в
одной зоне вблизи от рабочего, уменьшают число рукояток управления,
переходят от управления маховичками к кнопочному. Начинают широко
применять гидравлические и электрические приводы, позволяющие плав-
но изменять скорости обработки без остановки станка.
Применение копировальных устройств резко снижает время на уп-
равление при обработке фасонных поверхностей.
3. Снижение времени на смену инструмента. Заготовку на станке
часто обрабатывают последовательно несколькими инструментами. Сме-
на обрабатывающих инструментов при выполнении разных переходов
и придание им правильного положения с целью получения заданных раз-
меров детали должны занимать минимальное время. Обе эти задачи ре-
шаются применением станков настроенного типа (например револьвер-
ных), в которых инструменты заменяются в процессе выполнения опера-
ции простым поворотом револьверной головки или резцедержателя суп-
порта. Инструмент настраивается на нужные размеры заранее, в про-
цессе подготовительной работы.
Если без смены инструмента обойтись нельзя, то для ускорения ее
следует применять быстродействующие средства крепления. Так, на
74
Рис. 3.3. Одновре-
менный подвод
двух суппортов к
заготовке
с основным. При-
сверлильных станках применяют быстродействующие патроны, позво-
ляющие сменить инструмент за несколько секунд без остановки станка.
4. Сокращение времени на измерения. При работе на станках нена-
строенного типа, например токарных, приходится выполнять большое
количество измерений, требующих много времени. Время на измерения
резко уменьшается при использовании оборудования настроенного типа,
когда требуемые размеры получаются автоматически. В этом случае
размеры последовательно изготовляемых деталей могут изменяться
лишь вследствие износа инструмента, появления люфтов в оборудовании
и т. д., и размеры проверяют периодически, напри-
мер, через 20 деталей.
При выполнении точных работ быстроизнашиваю-
щимся инструментом нередко процесс измерения
автоматизируют, применяя средства активного кон-
троля. Так, при внутреннем шлифовании после каж-
дого прохода шлифовального круга к отверстию ав-
томатически подводится калибр-пробка. Когда от-
верстие достигнет требуемого размера, калибр прой-
дет в отверстие и выключит станок.
5. Параллельное выполнение нескольких вспомо-
гательных работ. Примерами такого совмещения
могут служить одновременный подвод двух суппор-
тов автомата к заготовке (рис. 3.3) и сочетание от-
вода револьверной головки после окончания перехо-
да с поворотом ее для включения в работу нового
режущего инструмента.
6. Совмещение вспомогательного времени с ос-
новным. Производительность труда значительно по-
вышается при совмещении вспомогательного времени
мером может служить так называемое позиционное фрезерование заго-
товок, установленных в двух приспособлениях на поворотном столе
фрезерного станка. После окончания фрезерования заготовок в одном
приспособлении стол быстро поворачивают на 180°, подводя к фрезе
другое приспособление. Пока фрезеруются установленные в нем заго-
товки, из первого приспособления вынимают готовые детали и заклады-
вают новые заготовки.
При совмещении вспомогательного времени с основным возможно
осуществление многостаночного обслуживания.
Совмещение вспомогательного и основного времени во многом опре-
деляется степенью механизации и автоматизации процесса обработки.
Чем меньше в процессе обработки ручного труда, тем легче осуществить
это совмещение.
Сокращение времени на обслуживание рабочего
места. Наиболее существенная часть времени технического обслужи-
вания расходуется на смену затупившегося инструмента. Поскольку ча-
стота замен каждого инструмента зависит от его стойкости, в многоин-
струментных станках, где затраты времени на смену инструмента осо-
бенно велики, выбирают такие материалы и режимы работы инструмен-
тов, чтобы замены были более редкими и приходились по возможности
на обеденные и междусменные перерывы.
Для ускорения смены инструмента его крепят быстродействующими
зажимами.
Настройка на размер ускоряется при использовании специальных
шаблонов, по которым устанавливают инструмент. На рис. 3. 4 показаны
такой шаблон и настройка по нему резцов автомата. Шаблон фиксирует-
ся на суппорте двумя штырями.
В ряде случаев шаблоны может заменить эталонная деталь.
75
Для уменьшения простоя оборудования при многоинструментной
обработке установку в державку и регулирование инструмента выносят
со станка на специальные приспособления с последующей установкой
быстросменной державки с инструментами на станок.
Серьезную проблему представляют смена и наладка инструмента на
автоматических линиях, где вследствие выхода из строя одного из инст-
рументов простаивает целая линия. Трудами советских ученых и конст-
рукторов создана система автоматической замены инструмента на ста-
ночной линии в случае выхода его из строя.
Рис. 3.4. К использованию шаблона для настройки на размер резцов
автомата:
а—шаблон с установочными штырями; б- -установка шаблона; /—шаблон; 2—резцы
Снижению времени организационного обслуживания способствует
хорошая организация рабочего места: наличие удобных инструменталь-
ных ящиков, надлежащий порядок в размещении технологической доку-
ментации и инструмента и т. п.
Сокращение подготовительно-заключительного
времени. Длительность подготовительно-заключительного времени,
как правило, значительно превышает длительность штучного времени.
Доля Тп.3 в штучно-калькуляционном времени уменьшается с ростом
числа деталей в партии [см. формулу (3. 6)]. Поэтому в условиях крупно-
серийного производства детали обрабатывают на рабочем месте партия-
ми в несколько десятков, а то и сотен штук.
В мелкосерийном производстве детали изготовляют небольшими
партиями, что ведет к увеличению доли Тп.3 в £ш.к.
Высокопроизводительное оборудование настроенного типа требует
обычно повышенных затрат времени на подготовительно-заключительные
работы. Применение такого оборудования для изготовления небольшого
числа деталей нерационально.
Снижение подготовительно-заключительного времени позволяет при-
менять передовые технологические процессы и высокопроизводительное
оборудование, характерные для массового и крупносерийного производ-
ства, в условиях серийного и мелкосерийного производства.
Для высокопроизводительного оборудования снижение подготови-
тельно-заключительного времени имеет большее значение, чем для менее
производительного. Объясняется это не только тем, что 7п.з у более про-
76
изводительного оборудования обычно имеет большую абсолютную и от-
носительную (в штучно-калькуляционном времени) длительность, но
также и тем, что равные потери времени означают в случае высокопро^
изводительного оборудования большее снижение объема изготовляемой
продукции.
Время на настройку оборудования, установку и регулирование при-
способлений сокращают совершенствованием конструкции оборудования
и технологической оснастки. В частности, применение в конструкции
автоматов гидравлики и регулируемых электродвигателей резко сокра-
щает время переналадки.
При работе на станках настроенного типа можно значительно сни-
зить время на перенастройку, применяя метод групповой обработки де-
талей. Детали, подлежащие изготовлению, разбивают на группы, сход-
ные по геометрическим формам, с учетом программы выпуска. В каж-
дую группу объединяются детали, которые могут быть изготовлены на
одном и том же станке и одним и тем же набором настроенного инстру-
мента.
Настройку инструмента проектируют для наиболее сложной детали
из группы. При переходе к изготовлению других деталей группы произ-
водят лишь небольшую поднастройку инструмента и упоров на новые
размеры.
В тех случаях, когда для изготовления детали не требуется весь
комплект инструмента, в процессе работы пользуются только необхо-
димым, пропуская ненужный, но не снимая его, поскольку он может по-
требоваться для других деталей. В отдельных случаях допускается заме-
на одного инструмента другим в зависимости от особенности изготовляе-
мой детали.
На рис. 3. 5 приведен пример набора деталей, которые могут после-
довательно изготовляться на револьверном станке с небольшой подна-
ладкой. Метод групповой обработки особенно эффективен при малых
программах выпуска деталей.
Производительность оборудования
Средняя длительность времени, в течение которого оборудование за-
нято изготовлением единицы продукции, определяет средний выпуск обо-
рудования в единицу времени, или производительность оборудования.
Производительность оборудования не всегда совпадает количественно
с производительностью труда рабочего. Например, при многостаночном
обслуживании рабочий затрачивает меньше времени на изготовление
одного изделия, чем длится цикл его обработки на станке. С другой сто-
роны, на некоторых видах оборудования параллельно занято несколько
рабочих, и суммарная длительность затрачиваемого ими времени будет
больше, чем длительность работы оборудования.
Повышение производительности оборудования ведет к увеличению
выпуска продукции и к снижению затрат овеществленного труда на одно
изделие, что имеет особое значение для работы на станках автоматиче-
ского типа.
Если бы процесс обработки происходил непрерывно и отсутствовали
потери времени, производительность оборудования равнялась бы
QT=i. (3.7)
Ср
где /р — время обработки одной детали.
Величина QT называется технологической производительностью обо-
рудования и представляет собой фиктивную производительность обору-
дования без учета потерь времени.
77
00
Рис. 3.5. к наладке револьверного станка на изготовление II различных деталей
Перерывы при работе оборудования можно разбить на две большие
группы: цикловые и внецикловые. Первые повторяются при каждом
цикле обработки, а вторые возникают после повторения многих циклов.
Примерами цикловых перерывов могут служить перерывы в обработке
на вспомогательные работы: установку и снятие деталей, подвод и отвод
инструмента и т. д. К числу внецикловых относятся организационно-тех-
нические перерывы, на подготовительно-заключительные работы и т. д.
Для последовательной схемы обработки, когда новая деталь начи-
нает обрабатываться после того, как закончена обработка предыдущей,
длительность цикла ц определяется суммой времени обработки tp и по-
терь:
Н- ^П. ц + ^П. Е,
где /ц.ц — длительность цикловых потерь;
Ат.в — доля внецикловых потерь, приходящаяся на каждую деталь.
Производительность оборудования Q с учетом потерь определяется
выражением
<3=------!-----. (3.9)
tp 4" ^п.ц 4~ ^п.в
Отношение производительности оборудования к технологической
производительности называется коэффициентом производительности ц:
<1=^- • (3.10)
Мт
Подставляя в формулу (3. 10) выражения для Q и QT из формул
(3. 7) и (3. 9), можно получить другие выражения для ц:
9=------1——=~ (З.П)
tp
Таким образом, коэффициент производительности характеризует ис-
пользование оборудования во времени. При постоянной величине потерь
он уменьшается с увеличением технологической производительности (т. е.
с уменьшением tp). Поскольку же производительность оборудования в
соответствии с формулой (3. 10) определяется произведением Q^QtT]»
повышение технологической производительности не ведет к пропорцио-
нальному повышению производительности оборудования. Поэтому, па-
пример, повышение скорости резания в 10 раз за счет использования
твердых сплавов для инструмента повысит производительность оборудо-
вания в 3—4 раза вследствие падения коэффициента производительности
при наличии цикловых и внецикловых потерь. Из формулы (3. 9) следу-
ет, что даже при увеличении QT до бесконечности производительность
оборудования не будет превосходить величину
Q = , ’ (3.12)
i *п.в
Отсюда можно сделать важный вывод о том, что повышение произ-
водительности оборудования должно идти не только по пути повышения
технологической производительности (например, за счет повышения чис-
ла оборотов у металлорежущих станков), но также и по пути борьбы с
цикловыми и внецикловыми потерями. При этом чем выше технологи-
ческая производительность, тем большее значение приобретает борьба
с перерывами в обработке. Поэтому высокоскоростное оборудование
должно снабжаться устройствами, которые ускоряют установку и снятие
заготовок, обеспечивают быстрое измерение обрабатываемых деталей
и т. д. Кроме того, чем производительнее оборудование, тем лучше долж-
79
на быть организация труда, чтобы устранить потери из-за несвоевремен-
ной подачи заготовок, инструмента, документации и т. д.
Важно отметить, что технологическая производительность влияет
на величину потерь. Так, повышение режимов резания ведет к уменьше-
нию стойкости инструмента и, следовательно, к увеличению потерь вре-
Рис. 3. 6. График зависимости производительности
оборудования от скорости обработки
мени на смену инструмента. Вследствие этого зависимость Q=f(QT)
или точнее зависимость производительности от скорости протекания про-
цесса обработки v имеет максимум, располагаемый в зоне реальных ско-
ростей обработки (рис. 3.6). Скорости при проектировании технологиче-
ских процессов следует выбирать так, чтобы производительность фОпт
была близка к максимальной.
Многостаночное обслуживание
Если станки при внедрении многостаночного обслуживания допол-
нительно не простаивают, то производительность труда рабочего увели-
чивается пропорционально числу обслуживаемых станков.
Многостаночное обслуживание можно осуществить при наличии в
штучном времени машинного и машинно-вспомогательного времени, в
течение которого обработка происходит без непосредственного участия
рабочего. Рабочий получает возможность в течение этого времени вы-
полнять ручные и машинно-ручные работы на другом станке: устанав-
ливать и снимать заготовки, включать и выключать самоход, осуществ-
лять обточку с ручной подачей и др.
Многостаночная работа предъявляет ряд требований к структуре
технологического процесса, оборудованию и организации производства.
1. Возможно меньшая доля ручных (в том числе и тех, которые пе-
рекрываются машинным временем) и машинно-ручных работ в штучном
времени.
2. Сосредоточенность ручных и машинно-ручных работ в начале и
в конце операции. Значительная прерывистость машинного времени, ча-
стое чередование его с ручным временем ведут к необходимости частого
перехода рабочего от станка к станку, что сильно утомляет рабочего.
Кроме того, при «прерывистых» структурах операций возникают простои
оборудования из-за совпадения ручного времени на разных станках.
80
3. Большая продолжительность обработки. При операциях малой
длительности увеличивается число переходов рабочего от станка к стан-
ку в течение смены.
4. Равность или кратность времен выполнения операций на обслу-
живаемых станках. Это позволяет осуществлять многостаночную работу
с более полной загрузкой оборудования и рабочего по времени.
5. Наличие у станков устройств для автоматического прекращения
обработки в момент получения заданных размеров или других парамет-
ров деталей, для того чтобы в случае запаздывания рабочего с приходом
к станку не появилось брака детали или поломки станка.
6. Совершенная организация производства. Высокая производитель-
ность участков многостаночного обслуживания вызывает необходимость
организации их бесперебойной работы с минимальными потерями на ор-
ганизационное и техническое обслуживание.
§2. ТЕХНОЛОГИЧЕСКИЕ МЕТОДЫ СНИЖЕНИЯ СЕБЕСТОИМОСТИ ПРОДУКЦИИ
Совместные затраты живого и овеществленного труда оценивают
величиной себестоимости продукции. Как известно, себестоимость пред-
ставляет собой денежное выражение затрат предприятия на производст-
во единицы продукции. В нее входят материальные издержки производ-
ства, зарплата производственных рабочих и накладные расходы.
Являясь одним из источников накопления, снижение себестоимости
промышленной продукции способствует решению главной экономической
задачи СССР — созданию материально-технической базы коммунизма и
систематическому подъему материального благосостояния и культурного
уровня трудящихся.
Технологическая себестоимость продукции и ее расчет
Среди отдельных составляющих себестоимости наряду с теми, ко-
торые существенно изменяются при переходе от одного процесса изго-
товления к другому, есть и такие, которые вовсе не зависят от изменения
технологического процесса или зависят незначительно. Поэтому при срав-
нительном экономическом анализе рассматривают не всю себестоимость,
а так называемую технологическую.
Технологическая себестоимость — часть себестоимости, включающая
расходы, которые могут существенно изменяться с изменением техноло-
гического процесса.
Обычно в технологическую себестоимость Ст включают следующие
составляющие:
а) расходы на заготовку 7И;
б) зарплату производственных рабочих 3;
в) расходы по эксплуатации оборудования Эо;
г) расходы на амортизацию А;
д) расходы на приспособления /7;
е) расходы на инструмент И.
В соответствии с этим технологическую себестоимость выполнения
операции определяют по следующей формуле:
Ст=Ж+34-Э0 + Л4-/7+//. (3.13)
Расходы на заготовку
M = buUu-BMo, (3.14)
где Вм — вес заготовки в кг-,
Цм — цена единицы веса заготовки в руб/кг-,
BG — вес отходов;
Цо — цена единицы веса отходов.
81
Зарплата производственных рабочих
3 = 3С/Ш.КМЛ, (3.15)
где Зс — часовая тарифная ставка рабочего в руб/человеко-час;
бп.к — штучно-калькуляционное время в часах;
ki — коэффициент, учитывающий влияние бригадного или многоста-
ночного обслуживания;
ks — коэффициент приработка рабочего, учитывающий разницу меж-
ду Фактическим и тарифным часовым заработком за счет пере-
выполнения норм;
k3— коэффициент, учитывающий дополнительную зарплату и начис-
ления в фонд соцстраха.
Коэффициент k\ учитывает возможность работы на сложных стан-
ках двух и более рабочих и возможность многостаночного обслуживания,
когда один рабочий обслуживает несколько станков. В общем случае k\
определяют как
£! = —р, (3.16)
Q
где Лф и Q—соответственно число рабочих и обслуживаемых ими
станков.
При работе на автоматах и полуавтоматах расходы на зарплату на-
ладчиков определяются по формуле (3. 15) с учетом другого числа стан-
ков, приходящегося на одного наладчика.
Наладка других станков обычно осуществляется самими рабочими,
и затраты времени на нее учтены в /ш.к. Если же наладка выполняется
специально выделяемыми наладчиками, то из подготовительно-заключи-
тельного времени время наладки выделяют, а расходы на наладку опре-
деляют по формуле
H=T\3ck^ * (3.17)
п
где Гн — продолжительность наладки оборудования;
Зс— тарифная ставка наладчика;
п — число деталей в партии, обрабатываемой за одну наладку.
Расходы по эксплуатации оборудования Эо состоят из расходов на
ремонт и модернизацию станка Р, а также расходов на энергию Э.
Расходы на ремонт и модернизацию Р определяют по формуле
^Р-сР^э /ш.к
^Zp.o
(3.18)
где Гр.с — группа ремонтной сложности оборудования;
р — расходы на все виды ремонтных работ за период ремонтного
цикла для единицы группы ремонтной сложности в руб;
Цр,о — ремонтный цикл, т. е. фондовое время между двумя капиталь-
ными ремонтами, в мин;
ka— коэффициент, учитывающий затраты на ремонт и осмотр элек-
трооборудования станка;
ka — коэффициент выполнения норм.
Расходы на электроэнергию Э могут быть определены по формуле
3 = kNknNyCSJitK, (3. 19)
где kN — коэффициент загрузки станка по мощности, определяемый от-
ношением мощности, затрачиваемой на полезную работу и на
потери в механизмах станка, к установленной мощности; сред-
нее значение его равно 0,5;
82
ku — коэффициент потерь электроэнергии, учитывающий потери
энергии в сети завода, а также на холостой ход станка;
Л\-— установленная мощность электродвигателей станка в кет;
Сэл—-цена единицы электроэнергии в руб/квт мин-,
— машинное время в мин.
Расходы по амортизации оборудования А возникают вследствие из-
носа оборудования в процессе работы. Кроме того, происходит мораль-
ный износ, характеризующий отставание оборудования по техническому
совершенству и экономическим показателям от новых моделей. Экономи-
ческое возмещение износа оборудования путем постепенного перенесе-
ния его стоимости на каждую единицу вырабатываемой продукции назы-
вается амортизацией оборудования.
Для универсальных станков расходы по амортизации на одну опера-
цию определяют по формуле
Д = (СФ~Л)Д. (3 20)
у А-з-Ф-ЮО kK
где Сф — стоимость оборудования с учетом его доставки и монта-
жа в руб.;
Л — остаточная стоимость оборудования (стоимость лома) в руб.
(ею в большинстве случаев можно пренебречь);
а — норма годовых амортизационных отчислений в %;
k3 — коэффициент загрузки оборудования, т. е. отношение времени,
в течение которого оборудование занято работой, к фонду вре-
мени его работы; он учитывает внеплановые простои станка по
технологическим или организационным причинам, например
вследствие несвоевременного поступления заготовок на рабочее
место;
Ф — годовой фонд времени работы оборудования, т. е. времени, в
течение которого оборудование может быть использовано для
работы; величина его определяется произведением числа ра-
бочих дней в году на число смен работы предприятия и на дли-
тельность смены в минутах за вычетом времени, в течение ко-
торого оборудование находится в капитальном ремонте.
Специальные станки предназначены для изготовления одной детали.
Помимо специальных узлов, они содержат также универсальные нор-
мализованные узлы, которые могут быть использованы в других специ-
альных станках. Эти станки находятся в эксплуатации, пока не сменится
объект производства. При этом амортизационные расходы для универ-
сальных деталей и узлов рассчитываются так же, как для универсальных
станков, т. е. по формуле (3.20). Расходы по амортизации специальных
частей станка, которые не могут быть использованы в новых компонов-
ках, а также расходы по сборке станка равномерно разносятся на все
детали, изготовленные на специальном станке:
АС=А'+А", (3.21)
где Ас — расходы по амортизации специального станка;
А' •—амортизационные расходы на универсальные части станка;
А" — амортизационные расходы на специальные части, а также на
сборку станка
, (3.22)
где Сф — стоимость специальных частей станка и его сборки;
N — общее количество деталей, подлежащих изготовлению на спе-
циальном станке за время выпуска машины.
83
Методика расчета расходов на приспособления П зависит от типа
приспособлений. Расходы на универсальное приспособление Пу включа-
ют цену покупного приспособления (или себестоимость приспособления
собственного производства) и расходы на ремонт. Эти расходы равно-
мерно распределяются на весь период нахождения приспособления в
эксплуатации, и доля их, приходящаяся на каждую изготовленную с их
помощью деталь, зависит от времени, в течение которого приспособление
занято изготовлением данной детали:
П = Сп.с + Лт , (3. эд
И
где Сп.с — цена покупного приспособления или себестоимость приспособ-
ления своего производства;
Рп — расходы на ремонт приспособления за время его эксплуа-
тации;
Ти— срок службы приспособления до полного износа (обычно
2 года);
kB — коэффициент использования приспособления, учитывающий
неполное использование приспособления во времени, среднее
значение его 0,5.
Расходы на специальное приспособление 17с определяют по формуле
/7с=Сп.с-Л + Рп , (3. 24)
где Л — остаточная стоимость деталей приспособления, которые могут
быть использованы для изготовления других приспособлений
после снятия изделия с производства;
N — число деталей, подлежащих изготовлению в данном приспособ-
лении за время выпуска изделия.
Станочные специальные приспособления обычно мало загружены во
времени. С целью снижения расходов Пе приспособления делают в огра-
ниченных пределах переналаживаемыми на изготовление других дета-
лей. Это увеличивает количество деталей N, которые изготовляются в
данном приспособлении, и снижает Пс.
При определении номенклатуры деталей, обрабатываемых в подоб-
ном приспособлении, нужно проверить загрузку приспособления по вре-
мени, с тем чтобы
п
(3.25)
где Фприсп — годовой фонд работы приспособления;
Мод — годовая программа изготовления детали.
Суммирование производится по всем п типоразмерам деталей, из-
готовляемых в приспособлении.
Расходы на режущий инструмент включают затраты на изготовление
или приобретение инструмента, а также на его заточку.
Расходы на универсальный инструмент Яу определяют по формуле
у Г(Ип+1)
(3. 26)
где Си.у — цена универсального инструмента;
Сп — затраты на одну переточку;
— количество переточек инструмента до полного износа;
Т — стойкость инструмента между двумя переточками.
84
Для абразивного инструмента (шлифовальные круги) расходы на
переточку учитывать не нужно, так как время правки шлифовального
круга учтено в формуле штучного времени.
Расходы на специальный обрабатывающий инструмент Ис опреде-
ляют по формуле
Ц ___ Си-cQc + Сплп (Qc 1) + Сплп
I J ~ “™-" 1 • 1 /, I
где Qe — количество специальных инструментов одного типоразмера, по-
требных для обработки всей программы выпуска машин N;
Си.с — себестоимость специального инструмента;
п’п — количество переточек последнего из специальных инструментов
до выполнения всей программы выпуска машин.
Затраты на переточку последнего из специальных инструментов
Спп п меньше Сипп, так как последний инструмент работает не до полного
износа.
Величину Qc определяют по формуле
Qc------
(3.28)
с округлением до ближайшего большего целого числа.
Технологические методы снижения себестоимости
Основным путем снижения себестоимости продукции является по-
вышение производительности труда. С ростом производительности труда
снижаются расходы на зарплату. Кроме того, если повышение произво-
дительности труда достигнуто на базе использования существующего
оборудования и оснастки, уменьшаются все составляющие технологиче-
ской себестоимости (кроме расходов на материалы и инструмент) за
счет снижения времени обработки [см. (3. 18), (3. 19), (3.20), (3.23)].
Использование высокопроизводительного оборудования, специаль-
ных инструментов и приспособлений вместе с повышением производи-
тельности труда приводит к увеличению расходов по эксплуатации обо-
рудования, на амортизацию, а также на инструмент и приспособления.
Снижение расходов на заготовки. Расходы на заготовки составляют
наиболее значительную часть себестоимости продукции, достигающую в
ряде случаев 25% стоимости готового изделия.
Основным средством снижения расходов на заготовки является сни-
жение веса заготовок [см. формулу (3. 14)], т. е. максимальное при-
ближение их веса к весу готовых деталей. Снижение веса заготовок, по-
мимо уменьшения расходов на заготовку, приводит к экономии материа-
лов, что имеет большое значение для народного хозяйства. Наконец, при-
ближение конфигурации заготовки к детали уменьшает объем последую-
щей механической обработки и снижает другие составляющие технологи-
ческой себестоимости.
Совершенство заготовки с точки зрения использования материала
характеризуется коэффициентом использования материала т]м, который
представляет собой отношение веса готовой детали G к весу заготовки
для нее 6М и выражается так:
п„=^ . (3.29)
Вес заготовок снижается применением для их изготовления таких
прогрессивных процессов, как прессование, холодная высадка, горячая
штамповка и специальные виды литья.
85
Для деталей, изготовляемых из листа, г]м повышают экономным рас-
кроем материала (см. гл. IX).
Расходы на материал заготовки снижают, переходя к более деше-
вым материалам, если при этом сохраняется требуемое качество детали.
Для листового материала можно уменьшить Дм без изменения ма-
териала выбором для заготовки листов меньшей ширины.
Эффективным путем снижения расходов на заготовки отливки, го-
рячие штамповки является передача их изготовления специализирован-
ным заводам.
Снижение расходов на ремонт. Общие расходы на ремонт за весь
период эксплуатации оборудования в несколько раз превышают перво-
начальную стоимость нового оборудования.
При проектировании технологических процессов следует при прочих
равных условиях выбирать более простое оборудование с меньшей вели-
чиной Гр.с [см. формулу (3. 18)].
Уменьшению расходов на ремонт способствуют также все мероприя-
тия, направленные на сокращение /ш.к-
Снижение расходов на энергию. Расходы на энергию снижают,
уменьшая затраты ее на единицу продукции и снижая стоимость единицы
энергии. Первое достигается применением оборудования с высоким ко-
эффициентом полезного действия, а также возможно более полной за-
грузкой его по мощности и во времени, второе — заменой дорогих видов
энергии дешевыми. В частности, единица тепла, полученная от горения
природного газа, в несколько раз дешевле полученной от электрической
энергии. Вследствие этого при переходе от электрической энергии к энер-
гии газа в тех случаях, когда это допускается технологическим процес-
сом, резко снижаются затраты на энергию.
Снижение расходов по амортизации оборудования. Усложнение со-
временного оборудования, связанное с повышением производительности,
повышает его стоимость. При правильном использовании оборудования
это возрастание перекрывается снижением себестоимости от повышения
производительности труда. Вместе с тем иногда для обработки выбирают
дорогое и сложное оборудование, возможности которого не используются
полностью. В таких случаях сравнительно небольшое повышение произ-
водительности труда сопровождается столь значительным увеличением
амортизационных расходов, что эти становится экономически нецелесо-
образным.
Большое значение имеет улучшение использования оборудования по
мощности и во времени, ведущее к увеличению k3 и снижению /ш.к [см.
(3. 20)]. Кроме снижения расходов по амортизации, улучшение исполь-
зования оборудования позволяет без дополнительных капиталовложений
увеличить выпуск продукции.
Снижение расходов на приспособления. Универсальные приспособле-
ния изготовляют на специализированных заводах. При использовании
универсальных приспособлений расходы на них снижают путем умень-
шения /ш.к [см. формулу (3. 23)] и снижения затрат на ремонт.
Значительную долю в себестоимости продукции составляют расхо-
ды на специальные приспособления. Существенного снижения расходов
на них и ускорения их изготовления достигают путем широкого приме-
нения нормализованных элементов, которые могут быть многократно ис-
пользованы для новых приспособлений. Например, применительно к ме-
таллорежущим станкам разработана система универсальных сборных
приспособлений (УСП), изготовляемых из нормализованных деталей
без какой-либо доработки их.
При смене объекта производства приспособления разбирают, а осво-
бодившиеся детали применяют для сборки новых приспособлений.
86.
Для сборочных приспособлений разработаны нормали отдельных .
элементов каркаса и фиксаторов. Возможность многократного их исполь-
зования, дешевизна и недефицитность материала, длительный срок
службы и выполнение требований, предъявляемых к сборочным приспо-
соблениям (в том числе высокой жесткости и малой изменяемости разме-
ров со временем), обеспечили широкое применение таких элементов
Снижение расходов на инструмент. При выборе универсального ин-
струмента нельзя ориентироваться только на минимальные расходы на
инструмент, поскольку применение более дешевого, но малостойкого ин-
струмента удлиняет время обработки и увеличивает другие составляю-
щие технологической себестоимости. Обычно для обработки выбирают
такой инструмент, который полностью загружает станок по мощности
либо позволяет работать на оборотах, близких к максимальным.
Расходы на специальный инструмент снижают упрощением его кон-
струкции и применением в ней универсальных деталей, которые могут
быть использованы многократно после износа режущей части.
Снижение расходов по наладке оборудования. Основным средством
снижения расходов на наладку является уменьшение времени наладки,
являющегося частью подготовительно-заключительного времени.
Выбор варианта технологического процесса, обеспечивающего
минимальную себестоимость
Технологическая себестоимость Ст зависит от программы выпуска
N, т. е. от общего количества деталей, подлежащих изготовлению. Зави-
симость эта выражается сложной кривой, состоящей из отрезков прямых
и гипербол. Практически при сравнении вариантов значительно удобнее
строить графики изменения не технологической себестоимости, а суммар-
ных расходов на изготовление N деталей, или, что то же, технологиче-
ской себестоимости N деталей Ст N
CTlX = NC7. (3.30)
Суммарные расходы на заготовку MN, на зарплату производственных
рабочих 3N, на ремонт PN, на электроэнергию 3N, на амортизацию уни-
версального оборудования ЛуАг и универсальных частей специального
оборудования A’N, на универсальные приспособления Пу N и на универ-
сальный инструмент HyN изменяются прямо пропорционально числу из-
готовляемых деталей (рис. 3. 7).
Расходы на наладку возникают всякий раз при запуске в производ-
ство очередной партии деталей и, таким образом, повторяются через
каждые п деталей, составляющих партию. График изменения суммарных
расходов на наладку представляет собой ломаную линию (см. рис. 3. 7).
С достаточно!! для практики точностью ее можно заменить прямой ли-
нией I—I, т. е. считать суммарные расходы на наладку тоже пропорцио-
нальными числу изготовляемых деталей N в соответствии с формулой,
которая выведена с учетом зависимости (3. 17):
7н5с^2^3 Л 7 /о О1\
Суммарные амортизационные расходы на специальные части стан-
ка, а также на сборку станка, очевидно, равны стоимости специальных
частей станка и его сборки Сф [см. формулу (3.22)]:
А^=Сф. (3.32)
Первоначальные затраты на приобретение или изготовление специ-
ального приспособления составляют Сп.с- Они откладываются на оси ор-
динат при 7V=0 (см. рис. 3.7). В дальнейшем, по мере износа приспо-
87
собления, появляются расходы на ремонт. На рис. 3. 7 показано, что
до полного износа специальное приспособление проходит один капиталь-
ный ремонт (участок /), четыре средних (участки 2) и 12 мелких (участ-
ки 3). После полного износа приспособления на графике появляется ска-
чок на величину стоимости нового приспособления. В расчетах применя-
ют упрощенный график, показанный линией II—II.
Суммарные расходы на специальный инструмент определяют как
77с л-= CnQnp +Cn/2nQT, (3.33)
где QT и Qnp — теоретическое и принятое (с округлением до ближайшего
большего целого) количества инструментов, необходи-
мые для изготовления заданного количества деталей.
Рис. 3. 7. Изменение отдельных групп суммарных расхо-
дов в зависимости от программы выпуска
График суммарной технологической себестоимости приведен на
рис. 3.8. Тангенс угла наклона графика tga определяется выражением
^« = Л14-3 + Э04-Лу4-Л'4-/7у4-
j । /у । Спип । , (3.34)
N ИЗН У -^изн п
где Мтян—срок службы специальных приспособлений или инструмента
до полного износа.
На рис. 3. 9 изображены кривые изменения затрат для трех вариан-
тов технологических процессов. В первом варианте (линия 1) в основном
используют универсальное оборудование и инструмент и небольшое чис-
ло простых специальных инструментов и приспособлений. Вследствие
этого расходы на специальные приспособления и инструмент невелики, и
88
линия 1 начинается в точке с небольшой ординатой. Вместе с тем малая
производительность труда ведет в этом варианте к повышенным расхо-
дам на зарплату, эксплуатацию оборудования и универсального инстру-
мента и приспособлений. Поэтому линия нарастания затрат идет вверх
более круто, чем в других вариантах.
Рис. 3. 8. График изменения суммарной технологи-
ческой себестоимости в зависимости от программы
выпуска
Рис. 3.9. Сравнение вариантов технологических процессов
по суммарным расходам на изготовление деталей:
1, 2 и 5—кривые изменения суммарных расходов для соответствую-
щих вариантов технологического процесса
Второй вариант технологического процесса (линия 2) характеризует-
ся более широким использованием специальных приспособлений и ин-
струмента. Это ведет к росту расходов на них, и линия 2 пересекает ось
ординат в точке с большей величиной первоначальных расходов. Вслед-
89
ствие сокращения времени на изготовление изделия затраты во втором
варианте с увеличением числа изготовляемых изделий возрастают мед-
леннее, чем в первом варианте. Это приводит к тому, что при некотором
числе изделий, обозначенном AG-2, линии 1 и 2 пересекаются.
Третий вариант технологического процесса составлен с ориентаци-
ей на широкое использование высокопроизводительного оборудования,
сложных специальных приспособлений и инструментов, позволяющих
сократить время изготовления изделия и расходы на материал. Поэтому
в третьем варианте особенно велики первоначальные затраты и малы те-
кущие расходы.
Таким образом, имеются три зоны программ выпуска:
1) до 1400 изделий, где наименьшую себестоимость обеспечивает
первый вариант технологического процесса;
2) 1400—3000 изделий, в которой наименьшую себестоимость обес-
печивает второй вариант;
3) свыше 3000 изделий, где предпочтение должно быть отдано треть-
ему варианту.
§ 3. ЭФФЕКТИВНОСТЬ КАПИТАЛЬНЫХ ВЛОЖЕНИЙ
Эффективность капитальных вложений определяют при сравнении
вариантов технологических процессов, в которых меньшая себестоимость
получается в варианте, отличающемся от других использованием зна-
чительно более дорогого оборудования, инструментов и приспособлений.
Необходимость такого анализа объясняется ограниченным фондом на-
коплений, которое можно ежегодно выделять на обновление и улучшение
техники (в частности оборудования и оснастки). Вследствие этого на
каждом предприятии оказываются временно нереализованными прогрес-
сивные технологические процессы с минимальной себестоимостью. В этих
условиях возникает вопрос: как лучше всего использовать новую более
дорогую технику, для каких технологических процессов ее применять?
Очевидно, нужно стремиться к тому, чтобы суммарная себестоимость
всей продукции предприятия или промышленности при данной величине
фондов на обновление и улучшение техники была минимальной. Таким
образом, предпочтение должно быть отдано тем технологическим процес-
сам, которые при меньших дополнительных капиталовложениях позволя-
ют получить наибольшее снижение себестоимости. Критерием оценки
может служить коэффициент сравнительной эффективности капитальных
вложений
где Ci и С2 — себестоимость годового объема продукции по сравнивае-
мым вариантам;
К\ и К2 — капиталовложения по тем же вариантам.
На практике вместо коэффициента сравнительной эффективности
капиталовложений пользуются обратной величиной — сроком окупаемо-
сти капиталовложений т:
т = —= -1~АСз . (3.36)
^кап Ci
Нельзя рассматривать срок окупаемости как время, в течение ко-
торого капитальные вложения окупаются за счет экономии на себестои-
мости продукции. Как известно, все капитальные затраты окупаются
амортизационными отчислениями в течение длительных сроков, напри-
мер в течение 10 лет. Срок окупаемости показывает, в течение какого
90
времени экономия от себестоимости составит величину, равную затратам
на новую технику. Чем этот срок меньше, тем эффективнее капиталовло-
жения.
Для каждой отрасли промышленности установлены нормативные
сроки окупаемости капитальных затрат. Превышение нормативного сро-
ка окупаемости означает, что экономия на себестоимости в более капи-
талоемком варианте недостаточна, и экономически целесообразнее на-
править вложения в процессы изготовления других деталей.
Расчет капитальных вложений
При сравнении вариантов технологических процессов обычно учи-
тывают капитальные вложения в оборудование, приспособления и ин-
струмент.
Капитальные вложения в оборудование Ко- Капитальные вложения
в универсальное оборудование определяют по формуле
О. у-Сф&и. о»
(3. 37)
где Ли. о—коэффициент использования оборудования во времени. Этот
коэффициент учитывает то обстоятельство, что оборудование в большин-
стве случаев не полностью загружено выполнением данной операции, и
его используют также для изготовления других деталей. Капитальные
вложения в оборудование распределяют между изготовляемыми деталя-
ми или операциями пропорционально времени, в течение которого обору-
дование занято их выполнением:
^и.о
^год^ш.к Ntjn.K -1
ФЛ3^ц ФТ\к3кн
(3.38)
где Ti—срок нахождения машины в производстве.
Капитальные вложения в специальное оборудование определяют по
формуле
Ко.с=Сф. (3.39)
Капитальные вложения в приспособления Ки Эти вложения опре-
деляются аналогично капитальным вложениям в оборудование.
Для универсальных приспособлений
4..Л- (3.40)
Для специальных приспособлений
Кп.с=Сп.с. (3.41)
Капитальные вложения в инструмент Ки. Капитальные вложения в
универсальный инструмент определяют по формуле
Капитальные вложения в специальный инструмент Ки. с можно опре-
делять по формуле
Kn.c=QcCH.c. (3.43)
Изменение отдельных составляющих и суммарных значений капи-
таловложений по числу изготовляемых деталей /V приведено на рис. 3. 10.
Тангенс угла наклона р определяется выражением
М=сф
^ш.к
ФТ1Мн
'П.с / |
— Ш.к-Г и-Ут^и+1) •
(3.44)
91
Рис. 3.10. Зависимость величины капиталовло-
жений от числа изготовляемых деталей
Рис. 3.11. Зависимость приведенных затрат
от числа изготовляемых деталей
92
Таким образом, график изменения капиталовложений с ростом чис-
ла изготовляемых деталей весьма схож с графиком изменения суммар-
ных затрат и отличается углом подъема наклонных участков.
Сравнение вариантов технологических процессов по экономической
эффективности капитальных вложений
Формула (3. 36) после несложных преобразований может быть пред-
ставлена в следующем виде:
С1т+^=С2т+К2. (3.45)
Произведения Cit и С2т представляют собой себестоимость объема
продукции, соответствующего сроку окупаемости.
Выражение (3.45) можно трактовать следующим образом. Срок
окупаемости определяется равенством сумм затрат по технологической
себестоимости соответствующего объема продукции и капитальных вло-
жений для сравниваемых вариантов технологических процессов. Для гра-
фического определения срока окупаемости капиталовложений строят
графики суммарных затрат CTN + K для каждого из сравниваемых ва-
риантов Ч
По оси абсцисс делают новую разметку в годах выпуска. Эту вели-
чину нетрудно определить при заданно?! годовой программе:
=-~- , (3.46)
4* ГОД
где Tjv — время выпуска N деталей при годовой программе Лгод-
Точка пересечения графиков N + /C определяет срок окупаемости
т (рис. 3. 11).
Рассмотренные экономические показатели технологических процес-
сов (производительность труда, себестоимость продукции и эффектив-
ность капиталовложений) не являются единственными критериями вы-
бора того или иного процесса. В отдельных случаях главную роль мо-
гут играть и другие. Для сборочных процессов большое значение может
иметь использование производственных площадей. Нередко приходится
учитывать и такие показатели, как расход дефицитных материалов, ис-
пользование уникального и дефицитного оборудования, минимальные
сроки подготовки производства и др.
Глава IV
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ САМОЛЕТОВ
(ВЕРТОЛЕТОВ)
§ 1. содержание понятия «технологичность»
Соответствие совокупности конструктивных характеристик изделия,
заложенных в его проекте, требованиям производства называют техно-
логичностью конструкции изделия.
Технологичность конструкции является важной характеристикой со-
вершенства изделий, так как она в значительной мере предопределяет
уровень технико-экономических показателей производства. Известны
случаи, когда повышение технологичности конструкции позволило в не-
сколько раз снизить себестоимость изделия. Поэтому создание высоко-
1 Суммарные затраты Ст к+К иногда называют приведенными.
43
технологичных конструкций представляет одну из важных задач, решае-
мых конструкторами при проектировании изделий.
Технологичность конструкции — условная характеристика совершен-
ства изделия. Она приобретает определенность лишь применительно к
конкретным условиям производства. Например, технологичность одной
и той же конструкции обычно резко различна по отношению к мелкосе-
рийному и крупносерийному производству. Поэтому и конструкция, хо-
рошо приспособленная для изготовления ее с применением процессов,
характерных для мелкосерийного производства, является высокотехно-
логичной лишь при мелкосерийном изготовлении; при освоении в круп-
носерийном производстве та же конструкция может оказаться весьма
нетехнологичной. Напротив, конструкция, ориентированная на примене-
ние технологических процессов крупносерийного производства, может
оказаться технологично?! лишь при массовом ее изготовлении; при изго-
товлении мелкими сериями она может проявить себя как нетехноло-
гичная.
В практике самолетостроения ожидаемый масштаб выпуска проек-
тируемых самолетов часто заранее известен. Так обычно обстоит дело
при проектировании спортивных, пассажирских, экспериментальных и
специальных самолетов и вертолетов. Во всех таких случаях основной
принцип обеспечения высокой технологичности конструкций состоит в
том, что конструкция разрабатывается с расчетом на применение при ее
изготовлении процессов обработки и сборки, наиболее рациональных при
ожидаемом масштабе выпуска данного изделия. Нередко при проектиро-
вании изделия учитываются не только масштаб производства, но и кон-
кретные особенности предприятия, на котором предполагается органи-
зовать производство изделий данного типа.
Однако во многих случаях масштаб выпуска самолетов при их про-
ектировании неизвестен, и не исключается возможность резкого измене-
ния этого масштаба от мелкосерийного до крупносерийного в связи с
чрезвычайными обстоятельствами. В подобных случаях перед конструк-
торами стоит сложная задача создания конструкций, высокотехнологич-
ных при различных масштабах производства. Ее решение в некоторой
мере облегчается тем, что среди огромного разнообразия требований,
предъявляемых к конструкции различными процессами обработки и
сборки, имеется ряд общих требований, в равной мере свойственных про-
цессам как мелкосерийного, так и крупносерийного производства. Все-
мерный учет этих общих требований при разработке конструкций состав-
ляет основу обеспечения их технологичности в тех случаях, когда допу-
скается возможность резких колебаний масштаба производства проекти-
руемых изделий.
§ 2. ОБЩИЕ ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К КОНСТРУКЦИЯМ
Ниже приведены важнейшие из общих технологических требований
к конструкциям самолетов и вертолетов, выполнение которых способст-
вует обеспечению технологичности конструкции независимо от масштаба
производства.
Простота форм частей самолетов. В общем случае
обработка линейчатых (плоских, цилиндрических, конических) поверхно-
стей проще, чем поверхностей двойной кривизны. Поэтому желательно
максимальное использование в конструкции линейчатых поверхносте?!
(рис. 4. 1).
Рациональное членение конструкции на элемен-
ты. Конструкция должна быть расчленена на агрегаты, узлы и детали
таким образом, чтобы при изготовлении и сборке всех ее элементов мож-
но было широко использовать имеющиеся средства механизации техно-
94
логических и вспомогательных процессов и обеспечить удобство выпол-
нения ручных работ. Общие рекомендации по рациональному членению
конструкций приведены в главе XV.
ДК
Рис. 4.1. Два варианта фюзеляжа самолета (вверху — с
преобладанием линейчатых поверхностей, внизу—с поверх-
ностью двойной кривизны):
Ц— цилиндр; К—конус; ДК—поверхность двойной кривизны
Максимальное использование в конструкции лег-
к©обрабатываемых материалов.
Отсутствие чрезмерно высоких требований к точ-
ности размеров, формы, расположения и к чистоте обработки поверхно-
стей элементов конструкции. В общем случае обработка и сборка эле-
ментов конструкции значительно усложняется при повышении требова-
ний к их точности (рис. 4.2).
Наличие подходов для контроля качества всех
элементов конструкции непосредственно в изделии.
Возможно более широкое применение в кон-
струкции нормализованных и стандартных деталей!
и узлов. В процессе стандартизации и нормализации элементы кон-
струкции подвергаются тщательному всестороннему анализу, отработке
и практической проверке. В результате стандартные элементы аккуму-
лируют в себе широкий коллективный опыт конструкторов, технологов и
потребителей. Поэтому их применение в конструкциях значительно об-
легчает получение изделий высокого качества. Кроме того, стандартные
и нормализованные узлы конструкции могут изготовляться централизо-
ванно на специализированных предприятиях. Производство на таких
предприятиях имеет крупносерийный и массовый характер даже при не-
больших производственных программах обслуживаемых ими самолето-
строительных заводов. Отсюда — более стабильное качество и более низ-
кая себестоимость стандартных и нормализованных узлов и деталей.
Возможно бдльшая унификация элементов кон-
струкций, которая приводит к увеличению повторяемости отдельных
элементов в конструкции и, следовательно, к увеличению масштаба про-
изводства этих элементов при неизменном масштабе выпуска собранных
изделий.
Возможно бдльшая преемственность конструк-
ц и й, т. е. возможно более широкое использование в конструкциях от-
дельных элементов ранее созданных, освоенных в серийном производст-
ве и проверенных в эксплуатации изделий. Это создает возмож-
ность широкого применения в производстве хорошо отработанных, уже
95
освоенных процессов обработки и сборки, обеспечивающих высокие тех-
нико-экономические показатели (рис. 4. 3).
К числу общих технологических требований к конструкциям следует
отнести также необходимость учета особенностей производства при
Дспуск обрабатываемого
размера
Рис. 4. 2. Зависимость затрат на
обработку от допуска на выпол-
няемый размер
Порядковые номера изделий.
Рис. 4. 3. Зависимость трудоемкости из-
делия от его порядкового номера (с на-
чала серийного выпуска)
оформлении конструкции в рабочих чертежах. Неправильное оформле-
ние чертежей даже хорошо продуманной конструкции может вызвать
большие трудности в производстве. В гл. II рассмотрены некоторые осо-
бенности оформления чертежей при плазово-шаблонном методе произ-
водства. Взаимозаменяемость многих элементов конструкции самолетов
удается обеспечить лишь на основе плазово-шаблонного метода. Если
при оформлении чертежей таких элементов указанные особенности не
будут учтены, применение плазово-шаблонного метода, а следовательно,
и обеспечение их взаимозаменяемости будет затруднено.
§ 3. СПЕЦИФИЧЕСКИЕ ТРЕБОВАНИЯ ЕДИНИЧНОГО И МЕЛКОСЕРИЙНОГО
ПРОИЗВОДСТВА
Для технологических процессов единичного и мелкосерийного про-
изводства характерно весьма ограниченное применение специальных ма-
шин, инструментов и приспособлений. Эти специальные технологические
средства применяются лишь в тех случаях, когда без них не может быть
обеспечено высокое качество изделий. Поэтому специфическим требова-
нием к конструкциям, предназначенным для единичного и мелкосерий-
ного выпуска, является удобство их изготовления универсальными техно-
логическими средствами. Например, предпочитаются детали, получаемые
путем механической обработки из прутка, профиля или трубы, а не из
точной отливки или штамповки. При разработке конструкции агрегата
или узла необходимо предусматривать возможность ее сборки с мини-
мальным количеством сборочных приспособлений.
§ 4. СПЕЦИФИЧЕСКИЕ ТРЕБОВАНИЯ КРУПНОСЕРИЙНОГО ПРОИЗВОДСТВА
Особенностью технологических процессов крупносерийного произ-
водства является высокий уровень оснащенности их высокопроизводи-
тельными специальными машинами, инструментами, приспособлениями,
автоматическими устройствами и системами. Поэтому конструкции, пред-
назначенные для крупносерийного выпуска, должны быть ориентирова-
ны на их изготовление высокомеханизированными, оснащенными специ-
альными технологическими средствами, процессами. Такой, например,
является конструкция балки, приведенной на рис. 4. 4, а; она рассчита-
на на изготовление горячей штамповкой с минимальной последующей
механической обработкой, в то время как конструкция балки, показан-
ная на рис. 4. 4, б, более трудоемка в производстве, так как для нее при-
96
меняются относительно малопроизводительные процессы раскроя на ра-
диально-фрезерном станке, гибки и клепки. Поскольку эти процессы мо-
Рис. 4. 4. Два варианта конструкции балки крыла:
а—штампованная; б—клепаная
гут быть осуществлены на универсальном оборудовании с применением
минимального количества специальной оснастки (несколько шаблонов),
последний вариант конструкции в большей мере соответствует требова-
ниям мелкосерийного производства.
§ 5. ЧАСТНЫЕ ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ
К ЭЛЕМЕНТАМ КОНСТРУКЦИЙ
Из сказанного в двух предыдущих параграфах следует, что кон-
структор при разработке конкретной
какие процессы обработки, сборки,
испытаний! и технического контроля
должны быть применены при изго-
товлении конструкции. Знание этих
процессов способствует созданию
наиболее технологичных конструю
ций. Например, при проектировании
детали, изготовляемор”! глубокой вы-
тяжкой (рис. 4.5), уменьшение ра-
диуса г с 5,0 до 1,0 мм резко услож-
няет технологический процесс и уве-
личивает затраты на изготовление
детали в несколько раз. Поэтому де-
тальная отработка конструкции свя-
конструкции должен точно знать,
Рис. 4. 5. Деталь, изготовляемая глу-
бокой вытяжкой из листовой заго-
товки
зана с тщательным анализом техно-
логических требований к ней, обусловленных процессами обработки и
сборки, и с изысканием конструктивных решений, полностью соответ-
ствующих этим требованиям. Эту сложную и кропотливую работу кон-
структоры обычно выполняют совместно с технологами.
§ 6. ПОСЛЕДОВАТЕЛЬНОСТЬ ОБЕСПЕЧЕНИЯ ТЕХНОЛОГИЧНОСТИ
КОНСТРУКЦИЙ
Работы по обеспечению технологичности конструкции вновь созда-
ваемого самолета или вертолета начинаются с эскизного проектиро-
вания.
4 5173
97
При эскизном проектировании выбираются формы по-
верхностей основных чаете?! самолета, решается вопрос о членении кон-
струкции на агрегаты и панели, определяются материалы для изготовле-
ния основных элементов конструкции и т. д.
Опыт ведущих конструкторских бюро свидетельствует о том, что на
этапе эскизного проектирования выполнение большей части общих тех-
нологических требований к конструкции является вполне разрешимой
задачей, особенно в тех случаях, когда к проектированию привлекаются
технологи.
На этапах технического и рабочего проектиро-
вания обеспечивается соответствие конструкции как общим, так и
частным технологическим требованиям, отражающим возможности кон-
кретных процессов обработки и сборки. Проектируя какую-либо часть
самолета или вертолета, конструктор с учетом масштаба производства
выбирает наиболее эффективный технологический процесс, намечает об-
щие конструктивные формы проектируемого объекта, соответствующие
особенностям выбранного процесса, и при детальной разработке конст-
рукции выбирает такие ее параметры, которые обеспечивают получение
наилучших технико-экономических показателе?! при изготовлении
объекта.
При проектировании самолетов и вертолетов номенклатура процес-
сов обработки и сборки часто оказывается недостаточно?! для осущест-
вления новых конструктивных решений. В таких случаях одновременно
с проектированием разрабатываются и всесторонне исследуются новые
технологические процессы.
Работа над технологичностью конструкции продолжается также при
подготовке и осуществлении серийного производства. На основе конкрет-
ного производственного опыта в конструкцию вносятся дополнительные
изменения, повышающие степень ее соответствия непрерывно уточняе-
мым требованиям технологических процессов.
§ 7. КОЛИЧЕСТВЕННАЯ ОЦЕНКА ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИЙ
На практике часто возникает необходимость сопоставлять техноло-
гичность нескольких альтернативных вариантов конструкции изделия
или сравнивать технологичность различных изделий. Весьма желатель-
ным было бы также планирование повышения технологичности конструк-
ций во времени.
Для решения этих задач необходимо уметь количественно оценивать
технологичность конструкций. Однако какой-либо завершенной системы
такой оценки еще не разработано. В большинстве случаев для сравни-
тельной оценки технологичности пользуются безразмерными коэффици-
ентами, характеризующими степень соответствия конкретной конструк-
ции отдельным технологическим требованиям, преимущественно общим,
например:
— коэффициент преемственности конструкции
Anp=G3/GK,
где G3—суммарный вес частей самолета, заимствованных из ранее соз-
данных и освоенных в серийном производстве конструкций;
GK — полный вес конструкции;
средний коэффициент повторяемости элементов конструкции
Кпв = Ш,
где NK— количество элементов конструкции;
— количество наименований (типоразмеров) элементов конструк-
ции,
и др.
98
Легко видеть, что такого рода коэффициенты дают лишь ориентиро-
вочное представление об отдельных аспектах технологичности. Поэтому
используются и дрхгие подходы к количественной оценке технологично-
сти. G сравнительной технологичности нескольких вариантов конструк-
ции одного и того же объекта можно судить по их себестоимости. В от-
дельных случаях может оказаться удобной балльная система оценки, по-
добная рассмотренной в гл. II для оценки качества продукции.
В целом же разработка практически удобной и эффективной систе-
мы количественной оценки технологичности конструкций самолетов и
вертолетов — задача, требующая своего решения.
Глава V
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
Механизация и автоматизация являются одним из важнейших
средств решения главной экономической задачи СССР — создания ма-
териально-технической базы коммунизма. Механизация и автоматиза-
ция резко повышают производительность труда, а также способствуют
повышению культурно-технического уровня рабочих и стиранию граней
между умственным и физическим трудом.
Автоматизация технологических процессов способствует получению
стабильно высокого качества изделий.
Механизация — замена ручного труда трудом, осуществляемым при
помощи машин. В механизированном технологическом процессе необхо-
димые действия по обработке заготовок или по сборке деталей выпол-
няются машиной, непосредственно управляемой рабочим.
Автоматизация — замена действий рабочего по управлению меха-
низированным процессом действиями специальных устройств. В автома-
тизированном процессе обработка или сборка выполняются машиной са-
мостоятельно.
Автоматизация может быть частичной, когда автоматизированы от-
дельные операции производственного процесса, и комплексной, когда ав-
томатизирован весь комплекс операций. Примером комплексной автома-
тизации могут служить автоматические линии, цеха или заводы.
Программой КПСС предусмотрено осуществление к 1970 г. ком-
плексной механизации, а к 1980 г. — комплексной автоматизации произ-
водственных процессов в промышленности СССР.
Самолетостроение имеет ряд специфических особенностей, ослож-
няющих автоматизацию технологических процессов. Большие габариты
II сложность конфигурации ряда деталей, входящих в конструкцию са-
молета, а также высокие требования точности к ним вызывают необхо-
димость использования дорогого оборудования с относительно сложными
системами автоматического управления.
Высокие требования надежности и большое количество сложных си-
стем оборудования увеличивают объем контрольных работ, автоматиза-
ция которых в ряде случаев представляет значительные трудности.
Огромная номенклатура деталей самолета (десятки тысяч), мелко-
серийный характер производства, а также неустойчивость объекта про-
изводства, полностью сменяемого через 2—3 года и подвергаемого в пе-
риод выпуска разного рода модификациям, выдвигают для большинства
систем автоматического управления требование быстрой перенастройки
на изготовление другого изделия.
4*
99
Большинство процессов при изготовлении самолетов осуществляется
по следующему циклу: подача заготовок или деталей к месту обработки,
базирование, закрепление, обработка (обычно с перемещением инстру-
мента относительно обрабатываемой поверхности), раскрепление, кон-
троль результатов обработки. Для сравнительно небольшого числа про-
цессов отдельные звенья схемы могут отсутствовать. Например, при на-
несении защитных покрытий нет необходимости строгого базирования и
закрепления деталей. Однако и в этом случае сохраняются содержание
и последовательность выполнения оставшихся операций.
Наряду с автоматизацией цикловых операций большое значение для
повышения производительности труда и улучшения других технико-эко-
номических показателей имеют механизация и автоматизация внецикло-
вых операций — межоперационной транспортировки объектов производ-
ства, удаления стружки, смены изношенного инструмента и т. п.
Ниже кратко излагаются пути и средства автоматизации отдельных
звеньев производственного процесса. Определять целесообразность и вы-
бирать конкретные средства автоматизации следует на основе анализа
экономической эффективности вариантов процессов.
§ 1. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПОДАЧИ ЗАГОТОВОК
И ДЕТАЛЕЙ В ЗОНУ ОБРАБОТКИ
Процессы обработки крупных заготовок или сборки узлов из дета-
лей больших размеров отличаются большой продолжительностью. Вре-
мя подачи заготовок и деталей в зону обработки также довольно велико,
хотя и составляет сравнительно небольшую долю штучного времени.
Для снижения этого времени, а также облегчения труда широко при-
Рис. 5.1. Схемы магазинного питания:
а—с возвратно-поступательным движением питателя; б—с колебательным движением; в—
с вращательным движением; г—отсекатель, выполненный в виде отдельного механизма;
1—магазин; 2—отсекатель (или отсекающая поверхность); 3—питатель; 4—заготовка
меняется механизация транспортных операций с использованием кранов,
автокаров и манипуляторов. Автоматизацию подачи тяжелых заготовок
и деталей в зону обработки применяют сравнительно редко, поскольку
в условиях мелкосерийного производства она обычно не оправдывает
себя экономически.
Станки для изготовления мелких и средних деталей из прутков, труб
или проволоки обычно имеют устройства для автоматизированной или
механизированной подачи заготовок в зону обработки.
Оборудование для обработки штучных заготовок не имеет встроен-
ных механизмов для автоматического питания, поскольку конструкция
их зависит от конфигурации заготовок и требуемой производительности.
Такие механизмы разрабатываются и изготовляются в процессе подго-
товки производства силами самолетостроительных заводов.
Автоматические устройства для питания» штучными заготовками
подразделяются на магазинные и бункерные.
100
Рис. 5.2. Магазинное устройство
шиберного типа:
/—магазин; 2—заготовка; 3— заслонка
(шибер)
и надежны в работе. Наи-
Магазинные устройства состоят из магазина, отсекателя и питателя
(рис. 5. 1). Заготовки в ориентированном положении периодически за-
кладываются в магазин вручную. Емкость магазина рассчитана на не-
прерывную работу станка в течение 10—30 мин. Заготовки из магазина
обычно перемещаются под действием собственного веса либо (для лег-
ких заготовок) под действием пружин или груза (рис. 5.2). В двух стен-
ках магазина делают вырезы для удобства наблюдения за расходом за-
готовок.
Отсекатель служит для ограничения количества заготовок, попа-
дающих в питатель. На рис. 5. 1 показан отсекатель, выполненный в виде
отдельного механизма. Заготовки по одной
штуке отсекаются под действием возвратно-
поступательного движения двух штифтов,
кинематически связанных с питателем.
Чаще всего функции отсекателя выполняют
поверхности питателя.
Питатель—механизм, осуществляющий
подачу заготовок из магазина непосредст-
венно к месту обработки. Питатель позволя-
ет освободить рабочую зону станка от мага-
зина. Разнообразные конструкции питате-
лей представлены на рис. 5.1. Производи-
тельность питателей с возвратно-поступа-
тельным движением ползуна (см. рис.
5.1, а} до 80 шт/мин. При больших скоро-
стях заготовка не успевает западать в гнез-
до. Кроме того, вследствие больших ускоре-
ний в механизме возникают большие уси-
лия, приводящие к его быстрому износу.
Питатели с колебательным движением
(см. рис. 5.1,6) обеспечивают большую
производительность, просты по конструкции
большая производительность — у питателей с вращательным движением
(рис. 5.1,в), недостаток их—постоянное загромождение рабочей зоны
диском.
На рис. 5. 2 показана конструкция магазинного устройства шибер-
ного типа для подачи штучных заготовок из листового материала под
действием возвратно-поступательного движения шибера, кинематически
связанного с ползуном пресса.
Магазинные устройства имеют два существенных недостатка. Во-
первых, ручная укладка заготовок с ориентацией в магазин довольно
трудоемка. Если заготовки последовательно обрабатываются на несколь-
ких станках, последние для снижения времени на укладку снабжаются
кассетами, в которые собираются в ориентированном положении заго-
товки после каждой операции. Кассеты используются в качестве магази-
на на последующих операциях.
Вторым недостатком магазинных устройств является относительно
небольшое число заготовок, поступающих от них в единицу времени, что
может ограничить производительность оборудования.
Бункерные устройства обеспечивают автоматическую ориентацию
штучных заготовок, засыпанных навалом, и подачу их в зону обработки.
Бункерное загрузочное устройство состоит из бункера, ориентирующего
устройства и передающего лотка. Имеется большое число различных ти-
пов бункерных устройств. На рпс. 5. 3 показано устройство для подачи
заклепок. Заклепки засыпают в бункер 1, в котором имеется ориенти-
рующее устройство щелевого типа 2, совершающее возвратно-поступа-
тельное движение в вертикальном направлении под действием кулачка 3.
101
В процессе встряхивания заклепки западают в наклонную щель ориен-
тирующего устройства и оттуда поступают в передающий лоток 4. Не-
правильно ориентированные заклепки удаляются из передающего лотка
сбрасывателем 5, выполненным в виде вращающейся звездочки.
Бункерные устройства в несколько раз уменьшают время на загруз-
ку заготовок по сравнению с магазинными устройствами и обеспечивают
питание самого высокопроизводительного обо-
рудования. К недостаткам относятся возмож-
ность применения их лишь для деталей огра-
ниченных конфигураций, а также высокая тру-
доемкость, превышающая в 3—4 раза трудоем-
. кость соответствующих магазинных устройств.
Для автоматической подачи в штампы
лент и полос применяют валиковые, клещевые
крючковые устройства. Схема валикового
1
£ '
&
Вид К
и
9
8
5
4
10
Рис. 5. 4. Устройство валиковой подачи:
1—ползун пресса; 2—стол пресса; 3—пуансон штам-
па; 4—матрица штампа: 5—кронштейн привода по-
дачи; 6—тяга; 7—корпус: 8—приводной валик; 9—
свободный валик; 10—полоса или лента
fl-R
Рис. 5.3. Бункерное загру-
зочное устройство:
1—бункер; 2—ориентирующее
устройство; 3—кулачок; 4—пере-
дающий лоток; 5—сбрасыватель
устройства приведена на рис. 5. 4. При подъеме ползуна валики переме-
щают полосу или ленту на заданный шаг. Для предотвращения излиш-
него перемещения полуфабриката в направлении подачи под действием
инерционных сил в конструкцию устройства введена обгонная муфта.
Рис. 5. 5. Схема клещевой подачи:
/—пуансон; 2—матрица; 3—подающая каретка; 4—ролики; 5—
корпус тормоза обратного хода; 6—ролики; 7—лента или полоса
102
При валиковой подаче наибольший шаг до 200 мм. Вследствие зна-
чительной инерционности механической подачи число ходов пресса в ми-
нуту не должно превышать 250.
Схема клещевого устройства приведена на рис. 5. 5. При движении
ползуна пресса вниз кинема-
тически связанная с ним по-
дающая каретка 3 переме-
щается слева направо. При
этом ролики 4 каретки сво-
бодно скользят по ленте.
Тормозные ролики 6 закли-
нены и препятствуют пере-
мещению ленты под влия-
нием небольшой силы тре-
ния о ролики 4. При ходе
ползуна вверх каретка дви-
жется справа налево, лента
заклинивается между роли-
ками подающей каретки и
перемещается на один шаг.
Клещевая подача обеспе-
чивает высокую производи-
тельность — до 600 двойных
ходов в минуту, наибольший
шаг составляет 100 мм.
Рис. 5. 6. Устройство крючковой подачи:
/—неподвижный кронштейн; 2—подающий крючок;
3—пружина возврата; 4—регулируемая тяга; 5—ползун
пресса; 6—лента или полоса
В подающем устройстве крючкового типа (рис. 5. 6) полоса или лен-
та захватывается крючком за кромку пробитого пуансоном отверстия.
Производительность крючковой подачи примерно такая же, как ва-
ликовой. Наибольший шаг не превышает 50 мм. Достоинством крючко-
вой подачи является простота конструкции.
§ 2. АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ОБРАБОТКИ И СБОРКИ
Автоматизация может производиться на базе универсального, специ-
ального или специализированного оборудования. Универсальное обору-
дование предназначено для определенного вида обработки практически
неограниченной номенклатуры деталей (узлов) и снабжено устройства-
ми для довольно широкого диапазона регулирования режимов обра-
ботки.
Специальное оборудование предназначено для выполнения одной
или нескольких определенных операций по какой-либо конкретной де-
тали (узлу). Режимы обработки на специальном оборудовании выбира-
ются из соображений максимальной производительности, а устройства
регулирования режимов, как правило, отсутствуют. Степень автомати-
зации специального оборудования выше, чем универсального, поскольку
полная автоматизация универсального оборудования сложна и обычно
экономически не оправдана. Вследствие этого производительность спе-
циальных станков в среднем в 3 раза, а в отдельных случаях в 5—10
раз выше, чем универсальных.
Недостатками специального оборудования являются длительность
проектирования, изготовления и отладки, высокая стоимость, а также
невозможность использования его при смене объекта производства.
Вследствие этих недостатков применение специального оборудования
экономически целесообразно лишь в крупносерийном и массовом про-
изводстве.
В отличие от универсального специализированное оборудование
приспособлено для выполнения не определенного процесса обработки, а
103
определенного типа операций (например, не просто фрезерования, а фре-
зерования фасонного контура). С другой стороны, в отличие от специ-
ального специализированное оборудование предназначено для обработ-
ки группы однотипных деталей с довольно широким диапазоном разме-
ров. Это дает возможность полной загрузки его в условиях мелкосерий-
ного производства и использования при смене объекта производства.
По производительности и степени автоматизации специализирован-
ное оборудование находится на уровне специального. В то же время за
счет сборки его из стандартных и нормальных узлов и агрегатов, выпу-
скаемых в большом количестве на специальных заводах, можно снизить
его стоимость в 2—3 раза и сроки изготовления в 6—8 раз по сравне-
нию со специальным оборудованием.
Для того чтобы оборудование могло самостоятельно выполнять про-
цессы обработки или соединение собираемых деталей, нужно автомати-
зировать управление:
а) перемещением инструмента относительно заготовок или деталей;
б) включениями, переключениями и остановами цепей привода;
в) физическими параметрами рабочих процессов, например величи-
ной и длительностью импульса тока при точечной сварке, плотностью
тока при нанесении гальванических покрытий, температурой при термо-
обработке и т. д.
Выпускаемое оборудование, как правило, снабжено необходимыми
устройствами и приборами для управления физическими параметрами
процессов. Величину параметров устанавливают при настройке оборудо-
вания на выполнение заданной операции. Поэтому в дальнейшем основ-
ное внимание уделяется системам автоматического управления различ-
ного рода перемещениями и переключениями, применяемыми в процес-
сах обработки или сборки.
Траектория, скорость и последовательность перемещений рабочих
органов оборудования (суппорта, сварочной головки и т. п.) определяют-
ся программой, которая разрабатывается на основе принятого техноло-
гического процесса обработки или сборки. В разных видах и формах
программа представлена практически во всех системах автоматического
управления работой оборудования, применяемых в производстве само-
летов, и с этой точки зрения эти системы можно рассматривать как си-
стемы программного управления.
Краткая классификация систем программного управления
По характеру траектории управляемых рабочих органов
различают позиционные, ступенчатые и контурные системы.
В позиционных системах стол с закрепленной на нем заготовкой или
головку с обрабатывающим инструментом устанавливают в ряд задан-
ных положений в плоской или пространственной системе координат, оп-
ределяемых местами обработки (сверление отверстий, постановка свар-
ных точек и т. п.). Траектория перемещения стола от одного заданного
положения к другому может быть произвольной и выбирается из сооб-
ражений обеспечения минимального суммарного времени всех переме-
щений*
Позиционные системы используются в автоматизированных свер-
лильно-зенковальных установках, а также в установках для ^очечной
сварки и в координатно-расточных станках.
Ступенчатые системы отличаются от позиционных определенной
траекторией перемещения рабочих органов, состоящей из отрезков пря-
мых (ступенек) в соответствии с конфигурацией обрабатываемой поверх-
ности. Скорость перемещения рабочих органов определяется режимами
обработки (например величиной минутной подачи).
104
Ступенчатые системы применяются при автоматизации токарных,
револьверных и фрезерных станков с целью обработки ступенчатых по-
верхностей.
Контурные системы, применяемые при обработке криволинейных по-
верхностей, могут быть двух-, трех-, четырех и пятикоординатными.
Двухкоординатные автоматически управляют перемещением инстру-
мента по любой кривой, расположенной в координатной плоскости обо-
рудования, а трехкоординатные — по любой пространственной кривой.
В четырех- и пятикоординатных системах дополнительно определя-
Рис. 5. 7. к опреде-
лению положения
углов наклона оси
фрезы на станке
ФП-10
ется положение оси инструмента в пространстве.
Например, в пятикоординатной системе станка
ФП-10 определяется положение вершины фрезы
(три координаты), а также углы ее наклона аир
(рис. 5.7).
Контурные системы значительно сложнее пози-
ционных и ступенчатых.
По способу задания программы
различают копирные и числовые системы. В копир-
Рис. 5.8. Структурная схема
разомкнутой системы:
1—программа; 2—считывающее уст-
ройство; 3—преобразующее устрой-
ство; 4—исполнительное устройство
ных системах перемещения рабочих органов определяются натурными
источниками размеров:
а) системой упоров, производящих необходимые переключения;
б) кулачками;
в) копирами;
г) чертежом.
В числовых системах программа задается в виде выраженных раз-
личным способом числовых величин и фиксируется набором на устрой-
ствах коммутаторного типа или записью на программоносителе (перфо-
ленте, магнитной ленте и т. п.).
По способу задания программы числовые системы подразделяются
на аналоговые (моделирующие) и импульсные. В аналоговых систе-
мах программируемые параметры обработки (координаты, величины пе-
ремещений и т. д.) выражаются аналогами — физическими величинами,
по природе своей отличными от программируемых величин; напряжени-
ем. сдвигом фаз, длиной размерной шкалы и др. Аналоговые системы
работают по принципу сравнения величин аналогов, заданных програм-
мой, с аналогами, отражающими действительные параметры.
В импульсных системах программируемые параметры выражаются
числом импульсов. Каждому импульсу соответствует элементарное из-
менение программируемого параметра, например элементарное переме-
щение рабочих органов оборудования (элементарный шаг).
По принципу управления различают разомкнутые и замк-
нутые системы. В разомкнутых системах движения или положения ра-
бочих органов целиком определяются сигналами программного устрой-
ства.
Структурная схема разомкнутой системы приведена на рис. 5.8.
105
Программа 1, проходя через считывающее устройство 2, вызывает появ-
ление на выходе последнего командных сигналов, которые после преоб-
разования в промежуточном звене 3 направляются к исполнительному
устройству 4, перемещающему рабочий орган. В разомкнутых системах
ошибки в приемах управляющих сигналов, а также посторонние помехи
приводят к отклонению траектории движения рабочих органов от задан-
ной на всем участке от места появления ошибок до конца траектории.
Замкнутые системы работают по принципу сравнения действитель-
ного положения рабочих органов с заданным. Рассогласование между
этими положениями является источником сигнала на перемещение ра-
бочих органов. Схема замкнутой системы приведена на рис. 5.9. Из
Рис. 5.9. Структурная схема замкнутой системы:
1—программа; 2—«считывающее устройство; 3—преобразую-
щее устройство; 4—сравнивающее устройство; 5—усили-
тель; 6—исполнительный двигатель; 7—измеритель-преоб-
разователь
промежуточного звена 3 си-
гнал, задающий положение
рабочего органа, поступает
в сравнивающее устройство
4. Одновременно туда же от
измерителя-преобразователя
7 поступает сигнал о дей-
ствительном положении ра-
бочего органа. На основа-
нии сравнения действитель-
ного положения с заданным
сравнивающее устройство
вырабатывает сигнал на соответствующее перемещение рабочего органа.
Этот сигнал через усилитель 5 поступает к исполнительному двигателю 6,
который перемещает рабочий орган в требуемое положение.
Точность перемещений замкнутых систем выше по сравнению с
разомкнутыми. Местные отклонения положения рабочих органов от за-
данного вследствие ошибок в приеме сигналов не сказываются на точ-
ности воспроизведения последующих участков траектории.
По характеру сигналов команд различают системы не-
прерывного и прерывистого (дискретного) действия.
В системах непрерывного действия программа задается непрерыв-
ной функцией от времени. Примерами непрерывных систем могут слу-
жить кулачковые или копировальные.
Системы непрерывного действия бывают с амплитудной и с фазовой
модуляцией. В первых программа задается амплитудой какой-либо ве-
личины: напряжения, силы тока, расстояния рабочей поверхности кулач-
ка от оси вращения и т. д.
В системах с фазовой модуляцией программу задают сдвигом фаз
между модулирующим и несущим сигналами, имеющими характер гар-
монического колебания напряжения.
В системах дискретного действия программа представлена в виде
отдельных импульсов и может быть записана в кодированной или деко-
дированной форме.
Более подробно системы программного управления рассматривают-
ся в соответствии с классификацией их по способу задания программы.
Копирные системы
Системы с управлением при помощи упоров и
концевых выключателей. В этих системах включения, остано-
вы и переключения цепей привода рабочих органов оборудования произ-
водятся при помощи упоров или концевых выключателей, установленных
на неподвижных частях оборудования и срабатывающих под действием
подвижных частей (суппорта, стола) в момент прихода их в заданное
положение. Устанавливаются и регулируются упоры и концевые выклю-
106
чатели вручную при помощи универсальных измерительных средств:
плиток, штихмасов и т. п.
Точность обработки при использовании упоров и концевых выключа-
телей 0,05—0,10 мм.
Системы конструктивно просты, дешевы и являются эффективным
средством автоматизации для траекторий рабочих органов, составлен-
ных из небольшого числа (обычно не свыше 8—10) отрезков прямых.
Системы нашли применение для автоматизации токарных, фрезерных и
координатно-расточных станков.
Недостатком систем является большая трудоемкость точной уста-
новки упоров и концевых выключателей на требуемый размер, превы-
шающая примерно в 10 раз трудоемкость рассматриваемых в дальней-
шем систем с переключателями.
Кулачковые системы. У правление всеми переключениями и
перемещениями подвижных частей оборудования в кулачковых систе-
мах осуществляется при помощи кулачков, установленных на распреде-
лительном валу. Системы широко применяются в станках-автоматах,
обеспечивая возможность обработки с высокой точностью сложных по
конфигурации поверхностей.
Серьезным недостатком систем является высокая трудоемкость про-
ектирования и изготовления кулачков, рабочая поверхность которых
имеет сложную конфигурацию и должна быть изготовлена с высокой
точностью. Поскольку кулачки воспринимают большие нагрузки (напри-
мер усилия резания), сечение их выполняют массивным, а рабочую по-
верхность упрочняют. Применение кулачковых систем экономически це-
лесообразно лишь в условиях больших программ выпуска.
Копировальные системы применяются для автоматизации
перемещения исполнительных механизмов оборудования по ступенчатой
или криволинейной траектории. При этом всякого рода переключения
обычно осуществляются вручную или при помощи дополнительных кон-
цевых выключателей.
Различают механические копировальные системы и копировальные
системы со следящим приводом.
Пример механического копирования при обработке на вертикально-
фрезерном станке приведен на рис. 5. 10. Заготовка 1 и копир 2 уста-
новлены на общем столе с механической продольной подачей. Попереч-
ная подача осуществляется за счет постоянного прижатия копира 2 гру-
зом 3 к копировальному пальцу 4, жестко связанному с фрезой 5.
Механические копировальные системы просты конструктивно, но об-
ладают двумя существенными недостатками.
1. Значительная трудоемкость копира, который воспринимает боль-
шие нагрузки и изготовляется из прочных материалов большой тол-
щины.
2. Ограниченный угол подъема профиля. Значительный рост сил
трения в направляющих и между копиром и копировальным пальцем не
позволяет обычным путем копировать профили с углом подъема бо-
лее 45°.
Копировальные системы со следящим приводом являются по прин-
ципу управления замкнутыми. На рис. 5.11 показана схема работы ко-
пировально-фрезерного станка со следящим приводом. Копир 1 и заго-
товка 2 установлены на столе 3 и в процессе обработки получают по-
стоянную продольную (так называемую задающую) подачу от двигате-
ля 4. Направление вертикальной (следящей) подачи определяется им-
пульсами. поступающими от копировальной головки 5 в усилительное
устройство и далее к двигателю вертикальных подач 6, вызывающему
вертикальное перемещение шпиндельной бабки 7 и установленных на
ней копировальной головки и фрезы.
107
Наличие усилителя в системах со следящим приводом дает им ряд
преимуществ по сравнению с механическими копировальными система-
ми: небольшие давления на копир (80—250 г), позволяющие изготов-
лять его с относительно небольшими затратами труда из легко обраба-
тываемых материалов; возможность обработки крутых профилей с уг-
лом подъема до 90°; более высокая точность и чистота поверхности.
В схеме, представленной на рис. 5. 11, продольная подача в процес-
се обработки остается неизменной, а управляемой является подача по
одной (вертикальной) координате. Такие системы называются однокоор-
динатными. Недостатком их является зависимость результирующей (по
касательной к траектории) подачи от угла подъема профиля, что вызы-
вает неравномерную нагрузку на инструмент. Кроме того, при помощи
Рис. 5. 10. Схема механического
копирования:
I—заготовка; 2—копир; 3—груз; 4—копи-
ровальный палец; 5—фреза
Рис. 5. И. Схема работы станка со
следящим приводом:
1—копир; 2—заготовка; 3—стол; 4—дви-
гатель задающей подачи; 5—копиро-
вальная головка; 6—двигатель верти-
кальных подач; 7—шпиндельная бабка;
8—фреза
однокоординатных систем невозможна обработка замкнутых контуров
по схеме рис. 5. 11.
В двухкоординатных системах управляются подачи по двум взаимно
перпендикулярным осям, причем соотношение между подачами выбира-
ется таким, чтобы движение инструмента по траектории было равно-
мерным. Двухкоординатные системы позволяют обрабатывать профили
с углом подъема до 90° и замкнутые контуры.
Для обработки сложных поверхностей применяются трех-, четырех-
и пятикоординатные следящие системы.
В настоящее время нашли практическое применение несколько ти-
пов следящего привода.
Электромеханические следящие копировальные системы имеют ко-
пировальную головку 5 электроконтактного или индукционного типа
(см. рис. 5.11). Подвижный щуп копировальной головки электрокон-
тактного типа имеет две пары контактов. В процессе обработки на
участках, где профиль копира идет на подъем, щуп, перемещаясь из ней-
трального положения вверх, замыкает контакты, включающие двигатель
вертикальной подачи. В результате этого шпиндельная бабка с фрезой
и жестко связанный с ними корпус копировальной головки перемещают-
ся вверх до тех пор, пока щуп головки не займет нейтральное положение,
что вызывает размыкание контактов. На участках «спуска» профиля
щуп перемещается из нейтрального положения вниз, что приводит к за-
мыканию второй пары контактов и к включению подачи в направлении
«вниз».
Недостатком систем электроконтактного типа является сравнитель-
но большая инерция, вследствие чего точность и чистота обработки от-
носительно низки
108
Более совершенны бесконтактные электрические копировальные го-
ловки. Они лишены недостатков, связанных с наличием контактов, и от-
личаются высокой чувствительностью, плавностью работы и возмож-
ностью вести обработку со значительными подачами. Недостатком их
является необходимость большого усиления сигналов, что усложняет
электрическую аппаратуру станка.
Среди головок этого типа распро-
странены индуктивные электрокопи-
ровальные головки, одна из конст-
рукций которых приведена на рис.
5. 12. Отклонения копировального
пальца 1 под действием копира 2 вы-
зывают изменение воздушного зазо-
ра между сердечниками 3—4 и яко-
рем дифференциального трансфор-
матора, вследствие чего изменяется
напряжение на его выходе. Через
усилительное устройство команда
поступает на двигатель поперечных
Рис. 5.12. Схема индуктивной копи-
ровальной головки:
1—копировальный палец; 2—копир; 3 и 4—
сердечники дифференциального трансфор-
матора
подач, вызывая соответствующее перемещение («на копир» или «от ко-
пира») шпинделыюй бабки.
Гидравлические следящие копировальные системы получили широ-
кое распространение в ряде моделей автоматов и полуавтоматов, а так-
же в конструкциях копировальных приставок к универсальным металло-
режущим станкам. Схема работы однокоординатной гидравлической ко-
пировальной системы при об-
W//W//77,
Рис 5. 13. Гидравлическая ко-
пировальная система (принцип
действия):
1—резец; 2—копир; 3—Щуп; 4— золот-
ник; 5—пружина; 6—суппорт; 7—ци-
линдр; 8—отверстие для подвода
жидкости под давлением
точке фасонной поверхности
представлена на рис. 5.13.
В поперечном направлении
суппорт 6 с резцом 1 переме-
щается под давлением жидко-
сти, поступающей в полости А
или Б цилиндра 7. При нейт-
ральном положении золотника
4, показанном на рис. 5. 13, по-
лости .4 и Б не находятся под
давлением, так как канал 8 пе-
рекрыт золотником. В этом
случае поперечная подача от-
сутствует и резец обрабаты-
вает цилиндрический участок
поверхности. При попадании
щупа 3 на уступ копира золот-
ник перемещается вниз. При
этом жидкость под давлением
поступает в полость А золот-
ника, вызывая перемещение
суппорта «от изделия». Перемещение прекращается, когда золотник
снова окажется в нейтральном положении относительно корпуса суп-
порта.
Аналогично совершается следящая подача в обратном направлении.
Постоянный прижим щупа 3 к копиру обеспечивается пружиной 5.
Гидравлические копировальные системы отличаются малой инерци-
онностью и позволяют осуществлять бесступенчатое регулирование по-
дач станка. Вследствие этого достигается высокая точность размеров
(0,02—0,05лш) и чистота обработки порядка \76—V7. К тому же они
значительно дешевле индукционных систем.
109
Недостатком гидравлических копировальных систем является не-
устойчивость в начальный период из-за повышенной вязкости неразогре-
того масла и сравнительно малая длина хода вследствие трудности из-
готовления высокоточных деталей большой длины.
Оптические следящие копировальные системы позволяют копиро-
вать с точно выполненного чертежа. В самолетостроении получил рас-
пространение станок КФС-ЗЧ для фрезерования контуров плоских шаб-
Ркс. о. 14. Схема фотовизира станка КФС-ЗЧ:
1—чертеж; 2—линия чертежа; 3—светильник для подсвета
чертежт; 4—объектив; 5—электрический синхронный двига-
тель; 6—полый вал электродвигателя; 7—диафрагма; 8~от-
верстие диафрагмы; 9—фотоэлемент
лонов по плазу. Стопку заготовок шаблонов и панель плаза закрепляют
на двух неподвижных столах станка. Копировальная головка с фотови-
зиром и фрезерная головка установлены на общем портале, перемеще-
ние которого в плоскости столов управляется фотовизиром (рис. 5. 14).
Изображение участка чертежа с линией 2 проходит через полый вал 6
синхронного двигателя 5 и через отверстие 8, эксцентрично расположен-
ное во вращающейся диафрагме 7, попадает на фотоэлемент 9. Пара-
метры оптической системы выбраны с таким расчетом, чтобы изображе-
ние линии чертежа в плоскости диафрагмы 7 полностью перекрывало от-
верстие 8 диафрагмы, вызывая полное периодическое затемнение фото-
элемента 9. За один оборот диафрагмы фотоэлемент подвергается дей-
ствию двух световых импульсов от верхнего и нижнего участков черте-
жа (плаза), разделенных линией копируемого контура. Соотношения
между длительностями этих импульсов, а также фазовое их смещение
используются для выдачи управляющих команд в процессе слежения за
линией чертежа.
Рассмотрим работу следящего устройства при копировании участка
кривой, расположенной под углом а к оси Ох координатной системы
столов станка. Подача копировальной головки всегда осуществляется
вдоль оси 3 фотовизира (рис. 5. 15). В идеальном случае ось 3 фотови-
зирной головки совпадает с изображением линии чертежа 2, и подача осу-
110
ществляется по касательной к контуру чертежа (рис. 5. 15, а). При пе-
реходе копировальной головки на участок чертежа с другим углом на-
клона (рис. 5. 15, б) произойдет фазовое смещение световых импульсов
на угол ф и появится управляющий сигнал на поворот фотовизира во-
круг своей оси в направлении, указанном стрелкой. Сигнал прекратится,
как только ось фотовизира совпадет с линией чертежа.
Рис. 5. 15. Характерные положения фотовизира относи-
тельно линии чертежа:
/—траектория центра светового пятна вращающейся диафрагмы-.
2—линия чертежа; 3—ось фотовизира
При смещении центра фотовизира относительно линии чертежа
(рис. 5. 15, в) изменяется соотношение длительности световых импуль-
сов, что вызывает появление управляющего сигнала на устройстве кор-
рекции подачи и перемещение фотовизирной головки в направлении
стрелки А до тех пор, пока она не придет в положение, показанное на
рис. 5. 15, а.
Система обеспечивает точность копирования до ±0,1 мм, чистоту
поверхности —V6 и скорость подачи до 600 мм)мин.
Недостатками оптических следящих копировальных систем явля-
ются сложность их устройства и трудность воспроизведения контуров с
острыми углами.
Числовые системы
В этих системах программа перемещения рабочих органов и пере-
ключений представлена в виде чисел и набирается на коммутаторах или
записывается на специальных программоносителях (перфокартах, маг-
нитных лентах и др.).
Числовые системы программного управления выгодно отличаются
от копирных меньшей трудоемкостью работ, связанных с переходом на
изготовление других изделий, поэтому применение их более предпочти-
тельно в условиях мелкосерийного производства.
Системы с штеккерным и и кнопочными коммута-
торами применяются для станков с траекторией движения рабочих
органов, составленной из отрезков прямых. В отличие от рассмотрен-
ных ранее систем с управлением при помощи упоров и концевых выклю-
чателей данные системы позволяют осуществлять более сложные циклы
обработки с большим числом переключений. Программа обработки
набирается при помощи штеккерного коммутатора, схема которого при-
ведена на рис. 5. 16.
Цепи управления переключаются при помощи реле R{, R2. . . ., R5.
Например, у револьверного станка включением реле 7?i можно управ-
лять выдвижением прутка до упора и зажимом его; реле Т?2 — быстрым
подводом суппорта и переключением его на медленную рабочую подачу;
/?з — подводом и рабочей подачей револьверной головки и т. д. Каж-
111
дый горизонтальный ряд шгеккерных гнезд предназначен для управле-
ния одним этапом технологического процесса.
Штеккерные гнезда состоят из двух половин. Одна половина при-
соединена к обмотке реле, другая — к клемме шагового искателя 1.
Если в какое-либо гнездо вставлен штеккер, реле подключается к ламе-
ли (клемме) шагового искателя и срабатывает, когда щетка шагового
искателя подключается к данной ламели. Так, при наличии штеккера в
гнезде А, когда якорь шагового искателя находится в положении I, в ре-
зультате срабатывания реле 7?i пруток подойдет до упора и зажмется.
Рис. 5. 16. Схема штепсельного коммутатора:
/—шаговый искатель
Рис. 5. 17. Схема шагового ис-
кателя:
1—шаговый двигатель; 2—щетка
После окончания этих действий якорь перейдет в положение II, и, по-
скольку в клемму Б вставлен штеккер, будет производиться обработка с
суппорта. В конце перехода в результате срабатывания концевого вы-
ключателя выдается команда на переключение якоря шагового искате-
ля в положение Ш и т. д.
Схема шагового искателя приведена на рис. 5. 17. При подаче им-
пульса от концевого выключателя шаговый двигатель 1 поворачивает
якорь искателя, переводя щетку 2 с ламели I на ламель II.
Принцип действия кнопочного коммутатора такой же, как и штек-
керного. Набор программы осуществляется при помощи кнопок. Для
контроля включения кнопок имеется панель с сигнальными лампочка-
ми. Каждой кнопке соответствует своя лампочка. Вся набранная про-
грамма сбрасывается нажатием специальной кнопки.
В наиболее простом исполнении системы с штеккерными и кнопоч-
ными коммутаторами осуществляют только переключения в системе уп-
равления оборудованием, а перемещения рабочих органов ограничива-
ются при помощи упоров и концевых выключателей. При этом точная
установка упоров и концевых выключателей занимает значительно боль-
ше времени, чем набор программы переключений. В ряде новых моде-
лей оборудования создана возможность удобного и быстрого набора ве-
личин перемещений или координат при помощи декадных переключа-
телей, которые подключают к нужному контакту реле выключения по-
дач. При перемещении рабочего органа вращающийся ползун датчика
обратной связи, жестко связанный с механизмом привода подач, сколь-
зит по контактам переключателя и, когда доходит до контакта, на ко-
112
торый установлен декадный переключатель, замыкает цепь реле вы-
ключения.
Системы с записью программы обеспечивают возможность сложных
перемещений рабочих органов и с успехом применяются для обработки
фасонных поверхностей высокой точности. Положительной особенностью
систем является также возможность быстрой замены программоноси-
телей, что снижает до минимума воемя переналадки оборудования и
делает их особенно рациональными для условий мелкосерийного произ-
водства.
Программоносители. Наиболее распространенными типами
программоносителей являются перфокарты, перфоленты и магнитные
ленты.
1 I ♦ е 8 10 1? 14 16 fS 20 22 24 26 28 30 3Z 34 36 38 40 42 44 46 48 50
DOODOOOODOOOOOOOOOODOOOOOOOOOOOOOOOOOOOOOOOOOOOOOO
5Z 54 56 58 60 6Z 64 66 68 70 72 74 76 78 80
О 000000000D0 0000000 00 0 00 00 о о о о
’ И 1 ’ 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 ! , ! ! ! 1 1 1 1 , 1 , 1 , 1 j j , i j , , , , , , , , , , , ,
2i г г 2 г г г г г г ? г г г г г 1 г i г г г г г г г г г г г г г г г г г г г г v т.12 2 2 г г1 г 11 г г г г zг г г г г г i г г г г г 2 ? г г г г22 2 21
ззззззззззззззззззззззззззззззззззззззззЗззззззззззззззззззззззззззззззззззззззз
444444444444444444Л444444444444444444444444444444Л44444444444444Л444Д44444444444
55555555555555555555555555555555555555555555555555555555555555555555555555555555
66666686666666666Б6666666666666666666666666С666666686666666666666666666666666Б66
77777777777777777777777777777777777777777777777777777777777277777777777777777777
38888888883588888888888888888888688888888888888888888888888888888888888888888888
1 4 6 8 10 12 И 16 16 20 22 24 Z6 28 S0 32 34 36 38 40 42 44 46 48 50 52 54 5Б 58 60 62 64 66 68 ТО Т> 74 76 7g gg
99999999999999399999999999999999999999999999999999999399999999999999999999999999
Рис. 5. 18. Перфорационная карта
Перфокарты размером 182x87,5 мм изготовляются из плотной бу-
маги или тонкого картона. На картах отпечатаны 45 или 80 колонок
цифр от 0 до 9 (рис. 5. 18). Информация наносится на карты в виде круг-
лых или прямоугольных отверстий (перфораций). Каждая колонка ис-
пользуется для записи одного разряда числа, а положение пробитого от-
верстия по вертикали определяет цифру разряда. По нанесенным на
перфокарту цифрам осуществляется визуальный контроль пробивки.
Определенное число колонок в соответствии с требуемым числом
разрядов отводится для записи информации о перемещениях. Остальные
колонки используются для записи команд на переключения и вспомога-
тельной информации — номеров карты, чертежа детали и операции.
Обычно на одну карту наносится информация, относящаяся к одному
переходу технологического процесса. Стопку карт, содержащих про-
грамму для всей операции, закладывают в кассету, откуда карты авто-
матически последовательно подаются к считывающему устройству.
Перфорацию на картах пробивают вручную перфоратором клавиш-
ного типа либо автоматически.
Перфокарты дешевы и допускают многократное использование.
Максимальная скорость считывания 30—40 команд в секунду, а при
использовании считывающих устройств с фотоэлементом—до 180—200.
Недостатком перфокарт является небольшой объем информации,
размещаемой на одной карте, что ограничивает область их применения
в основном ступенчатыми и контурными системами при относительно не-
сложных циклах обработки.
Перфоленты изготовляются из бумаги или пластмасс. Информация
записывается перфорацией круглых отверстий. Ширина лент определяет-
ся числом дорожек (рис. 5. 19). У бумажных лент число дорожек колеб-
лется от 2 до 32. Наиболее широко применяются ленты с пятью и во-
семью дорожками.
ИЗ
Информация считывается последовательно строка за строкой при
помощи электроконтактных (рис. 5.20) или пневмоэлектрических уст-
ройств. В пробитых местах замыкается контакт между плитой 1 и штиф-
тами 2, число которых соответствует числу дорожек. После считывания
строки соленоид 3 приподнимает штифты 2 и валики 4 перемещают пер-
фоленту на новую строку.
В пневмоэлектрических считывающих устройствах по одну сторону
ленты располагается камера со сжатым воздухом, по другую — кон-
тактные камеры. При наличии в ленте отверстия сжатый возд х попада-
ет в контактную камеру, замыкая контакты.
Недостатком бумажных лент является быстрый их износ. Значи-
тельно долговечнее ленты из кинопленки. На ленте шириной 35 мм при
считывании электроконтактным способом располагается 11 дорожек.
Рис. 5. 19. Перфорационные
ленты с двумя и пятью до-
рожками
Рис. 5.20. Электроконтактное считывающее
устройство:
/—плита; 2—штифт; 3—соленоид; -^подающий валик
Для кинолент применяют также фотозапись, при которой роль пер-
фораций выполняют светлые штрихи. Запись считывается при помощи
фотоэлементов. Фотозапись значительно компактнее, чем электрокон-
тактная. На ленте ширинорй 35 мм располагается 50 дорожек, а длина
участка ленты, занятая одной строкой, в 6 раз меньше, чем при электро-
контактной записи. Недостатком фотозаписи является большая слож-
ность записывающих и считывающих устройств и трудоемкость обработ-
ки пленки.
Перфоленты выгодно отличаются от перфокарт большей плотностью
информации и простотой многократного повторения записи, для чего до-
статочно склеить ленту в кольцо.
Недостатком перфолент по сравнению с перфокартами является
трудность сортировки и исправления информации.
Магнитные ленты состоят из тонкой бумажной, пластмассовой или
металлической основы, на которую нанесен слой магнитного вещества,
обычно суспензии окиси железа в лаке.
Схема магнитной записи приведена на рис. 5.21. Электрические им-
пульсы, проходящие через обмотку 3 записывающей головки, вызывают
периодические появления в сердечнике 1 магнитного поля, воздействие
которого на магнитный слой движущейся под головкой пленки приводит
к образованию в нем магнитных диполей — коротких намагниченных
участков. Считывается запись той же головкой. В этом случае магнит-
ные диполи пленки при пропускании ее под головкой вызывают появле-
ние в сердечнике переменного магнитного поля, которое наводит э д.с. в
обмотке. Каждая головка служит для записи или воспроизведения сиг-
налов на одной дорожке.
114
Магнитные ленты имеют ряд преимуществ перед другими програм-
моносителями.
1. Наиболее высокая плотность записи и большой объем информа-
ции, записываемой на одну ленту. На ленте шириной 25 мм размещает-
ся 11 дорожек. По длине ленты плотность записи составляет 3—6 зна-
ков на 1 мм. При длине ленты в катушке 1000 м станок может вести об-
работку в течение 2 час. Следует отметить, что плотность записи имеет
тенденцию к значительному повышению.
2. Высокая скорость записи и воспроизведения.
3. Возможность многократного воспроизведения записи (до не-
скольких тысяч раз) и стирания ставшей ненужной записи с последую-
щей записью новой программы.
К недостаткам магнитной записи относятся
сложность аппаратуры и невозможность визуаль-
ного контроля записи.
Магнитные ленты широко применяются в ка-
честве программоносителей, особенно для обору-
дования с продолжительным и сложным циклом
обработки.
Системы счисления. Для записи чисел,
выражающих программу обработки, используют
унитарный код, а также различные системы счис-
ления. В унитарном коде число записывается
в виде импульсов (пробивок на перфоленте или
магнитных диполей), количество которых равно
количеству единиц или каких-либо долей в числе.
Так, при записи чисел с интервалами через 0,1 мм число 73,2 запишется
в виде 732 отдельных импульсов.
Достоинством унитарного кода является «понятность» его для меха-
низмов привода исполнительных органов станка. Программа, записан-
ная унитарным кодом, может быть введена в оборудование без проме-
жуточных преобразований. Серьезным недостатком унитарного кода яв-
ляется большой объем записи. Так, при цене единичного перемещения
0,01 мм для перемещения на 200 мм требуется записать 20 000 импульсов.
При использовании перфолент подобная запись займет длину 50 м. По-
этому унитарным кодом программу обычно записывают только на маг-
нитной ленте.
Десятичная система счисления общеизвестна. Она широко распро-
странена при записи чисел на перфокартах (см. рис. 5. 18) и ее можно
использовать для перфолент. Наиболее удобны ленты с девятью дорож-
ками, но запись можно осуществлять и на одной дорожке, используя
для каждого разряда числа девять последовательных позиций дорожки
(рис. 5. 22, а). Запись в десятичной системе проста и не требует спе-
циальной подготовки исполнителей. Она значительно компактнее за-
писи унитарным кодом. Недостатком записи в десятичной системе яв-
ляется сложность устройств, преобразующих ее в форму, удобную для
управления оборудованием, и меньшая компактность по сравнению с
рассматриваемыми далее системами.
Для записи в двоичной системе число N представляют в виде
суммы:
7У=Л-г2л-1Ч-д:2-2'г-2-4-...-флг20, (5. 1)
где Xi, ..., Xk — коэффициенты, равные либо единице, либо нулю.
Вычисляя значения 2°; 21; 22 и т. д., получаем
xk_б • 64 - - х%_5 32 -ф xk_4 • 16 -p -Xfe_3 • 8 -p • 4 -ф xk_{ • 2 --- xk • 1.
В двоичной системе записывают только коэффициенты Х[, ..., xh.
115
Так, число 763 в соответствии с формулой (5. 1) представляется в виде
суммы:
763=1 -512 + 0-256+1 • 128+1 -64+1 -32 + 1 - 16+1 • 8 + 0 • 4+1 - 2+1 • 1.
Соответственно число 763 в двоичной системе записывается как
1011111011. На перфоленте единички соответствуют пробитым отверсти-
ям (рис. 5. 22, б).
Двоичная система записи на программоносителях более компактна,
чем десятичная, что видно из сравнения перфолент с записью одного и
того же числа (рис. 5. 22, а и б).
Другим достоинством двоичной системы по сравнению с десятичной
является большая простота и надежность вычислительных устройств.
Поэтому двоичная система получила широкое распространение в уст-
L* • • • .........)......
а) 7 2 3 4 5 6 789123456789123456789
Рис. 5. 22. Пример записи числа 763 на перфоленте:
а—в десятичной; б—в двоичной; в—в десятично-двоичной системе счисления
ройствах программного управления. Недостатком двоичной системы яв-
ляется необходимость преобразований в соответствии с формулой (5.1)
для перевода чисел в эту систему, а также большее число знаков по
сравнению с десятичной при написании чисел (например 1011111011 и
763).
Десятично-двоичная система разработана с целью внесения в деся-
тичную систему положительных особенностей двоичной системы. Число
записывают в десятичной системе, но каждую цифру числа записывают
двоичным кодом. Для записи любой цифры десятичной системы в двоич-
ной системе достаточно четырех разрядов. Например, цифра 9 записы-
вается как 1001. Поэтому одному разряду числа десятичной системы со-
ответствуют четыре разряда (так называемая тетрада) двоичной си-
стемы. В соответствии с этим число 763 в десятично-двоичной системе
запишется как 011101100011 (см. рис. 5. 22, в).
Десятично-двоичная система в записи на программоноситель значи-
тельно компактнее, чем десятичная, но менее компактна, чем двоичная.
Шаговоимпульсные системы. В импульсных системах уп-
равление перемещением рабочих органов оборудования осуществляется
при помощи электрических импульсов. Каждый импульс вызывает пере-
мещение стола или салазок на элементарный шаг (0,005—0,1 мм). Об-
щее число импульсов определяет величину перемещения, а частота им-
пульсов и величина элементарного шага — скорость подачи.
Привод перемещениями в шаговоимпульсных системах осуществля-
ется с помощью электрических (рис. 5. 23) и гидравлических шаговых
двигателей. Статор имеет по окружности несколько пар полюсов. По
длине статор разделен на три секции, имеющие независимое питание об-
моток. Ротор имеет такое же количество секций и полюсов, как и статор,
но полюсы смежных секций смещены один относительно другого на одну
треть межполюсного расстояния. При подаче постоянного тока в обмот-
ку секции I ротор займет положение, при котором его северные полюсы
116
расположатся против южных полюсов статора. При переключении пи-
тания с секции I на секцию II смещенные относительно секции / по-
люсы секции II переместятся под соответствующие полюсы статора, что
вызовет поворот ротора на !/з межполюсного расстояния. Такая же кар-
тина будет наблюдаться при переключении питания с секции II на III и
с III на I.
Электрический шаговый двигатель связывают с ходовым винтом
станка, а при необходимости повы-
шения величины крутящего момен-
та — с золотником гидроусилителя.
На рис. 5. 24 приведена схема про-
граммного управления вертикаль-
но-фрезерным станком 6Н13Пр.
Программа перемещеншр по трем
координатам записана на шестидо-
рожечную магнитную ленту унитар-
ным кодом. Для управления переме-
щениями каждых салазок исполь-
зуются две дорожки: одна для дви-
жения в одном направлении, дру-
гая — в обратном. Сигналы управ-
ления перемещениями по каждой
координате считываются магнитной
головкой 1 и поступают в два усили-
теля За и 36—по одному для каж-
Рис. 5.23. Электрический шаговый дви-
гатель
дого направления перемещения. Усиленные и сформированные в прямо-
угольные импульсы сигналы поступают в распределитель импульсов 4,
который через усилитель 5 направляет их последовательно в три секции
обмотки статора шагового двигателя 6. Крутящий момент, создаваемый
шаговым двигателем, усиливается в гидроусилителе 7.
Управление перемещениями по двум другим координатам осущест-
вляется цепями 9—10 по той же схеме.
Достоинством шаговоимпульсных систем является простота схемы;
недостатки связаны с тем, что они являются разомкнутыми. Пропуски
Рис. 5. 24. Схема программного управления вертикально-
фрезерным станком 6Н13Пр:
'—магнитная головка; 2—магнитная лента; За и Зб—усилители;
4—распределитель импульсов; 5—усилитель; 6—шаговый двига-
тель; 7—гидроусилитель; 8—ходовой винт; 9, 10—каналы управ-
ления по другим координатам
в считывании отдельных импульсов или отсчет дополнительных ложных
импульсов, вызываемых помехами, приводят к погрешностям всей после-
дующей траектории перемещения. Дополнительные погрешности обра-
ботки могут возникать из-за неточного изготовления деталей привода
или из-за наличия люфтов в сопряжениях. Поэтому в оборудовании с
шаговоимпульсными системами детали винтовых передач, шестерни и
подшипники имеют особую конструкцию и изготовляются с повышен-
ной точностью, что увеличивает их стоимость.
117
Недостатком шаговоимпульсных систем является также относитель-
но низкая максимальная скорость подачи (например у станка 6Н13Пр —
не выше 300 мм/мин), что объясняется трудностью создания шаговых
двигателей, работающих при высокой частоте импульсов.
Вследствие отмеченных недостатков шаговоимпульсные системы
применяются для управления перемещениями, не превышающими
1000 мм для траекторий с плавным изменением профиля, если допусти-
мы небольшие скорости подачи, например, в случае фрезерования труд-
нообрабатываемых материалов. Точность обработки в станках с шагово-
импульсными системами при указанных условиях ±0,05 мм.
Счетноимпульсные системы в отличие от шаговоимпульсных явля-
ются замкнутыми. Управление перемещениями осуществляется по прин-
ципу сравнения действительного положения салазок с заданным. В ели-
Рис. 5.25. Структурная схема счетноим-
пульсной системы управления ступенча-
тыми перемещениями:
/—магнитная лента; 2—магнитная головка; 3—
двоично-десятичный счетчик; 4—измерительное
устройство; 5—анализатор нуля; 6—двигатель
подач; 7—подвижная часть станка; ПКУ—пулы
кнопочного управления
чины координат или перемещении
выражаются числом импульсов.
Наиболее проста структурная
схема счетноимпульсной системы
для траектории перемещений, состо-
ящей из отрезков прямых (рис.
-5.25). Программа обычно записы-
вается на перфоленте или перфокар-
те десятично-двоичным кодом. Про-
грамма может также набираться на
пульте кнопочного управления
(ПКУ). Считывающее устройство
направляет информацию о переме-
щении на данном участке в двоично-
десятичный счетчик 3, куда посту-
пает и информация от измеритель-
ного устройства 4, определяющего
действительное положение подвижной части станка 7. При несовпадении
чисел, заданных програмой и полученных от измерительного устройства
обратной связи, анализатор нуля 5 выдает непрерывный сигнал на ра-
боту двигателю подач 6. В момент получения заданного перемещения
анализатор перестает выдавать сигнал, и двигатель 6 останавливается.
Параллельно выдается команда на перемещение перфоленты с целью
ввода в считывающее устройство участка с записью программ последую-
щего этапа обработки.
Значительно сложнее схемы счетноимпульсных систем для криволи-
нейных траекторий перемещения. Работа их основана на принципе срав-
нения программируемой и действительной координат подвижной части
оборудования в каждый момент времени перемещения. При этом для
уменьшения величины рассогласования (и, стало быть, повышения точ-
ности обработки), а также для повышения устойчивости работы системы
при выработке команды на перемещение подвижной части оборудования
с той или иной скоростью необходимо учитывать не только величину
рассогласования заданного и действительного положений, но также со-
отношение заданных и действительных скоростей и ускорений.
На рис. 5.26 приведена упрощенная схема управления по одной из
координат фрезерного станка 6441Пр Сигналы программы, записан-
ной унитарным кодом на магнитную ленту 1, считываются магнитной
головкой 2 и после усиления и формирования в прямоугольные импуль-
сы в формирующем устройстве 3 попадают через синхронизатор 4 в ре-
версивный счетчик импульсов 5. Одновременно в этот же счетчик по це-
пи обратной связи поступают сигналы о действительном положении сто-
ла 11 станка. Эти сигналы вырабатывает фотоэлектрический импульс-
ный датчик 12, устройство которого описано ниже. Сигналы датчика,
118
хак и сигналы программы, перед поступлением в счетчик 5 усиливают-
ся и формируются в прямоугольные импульсы, а затем проходят через
синхронизатор 4а. Назначением синхронизаторов 4 и 4а является
согласование во времени сигналов, поступающих в счетчик 5, что необ-
ходимо для правильной его работы. Сигналы о величине разности между
заданным и действительным положением стола, определенно!! счетчи-
ком 5 и выраженной в импульсной форме, после преобразования в уст-
Рис. 5. 26. Схема программного управления фрезерного станка 6441Пр:
1—магнитная лента; 2—магнитная головка: 3 и За—формирующие устройства; 4 и 4а—
синхронизаторы; 5—реверсивный счетчик импульсов; 6—преобразователь сигналов рас-
согласования; 7—суммирующий усилитель; 8—электронный усилитель; 9—электрома-
шинный усилитель; /0—двигатель привода стола; 11—стол; 12—фотоэлектрический им-
пульсный датчик; 13—тахогенератор; 14—стабилизирующий трансформатор; 15—изме-
ритель частоты импульсов
Рис. 5. 27. Фотоэлектрический датчик:
1—диск; 2—щели; 3—осветительная лампа;
4—фотоэлементы
ройстве 6 поступают в суммирующий усилитель 7. Сюда же от измери-
теля частоты импульсов 15 и от тахогенератора 13, связанного с двига-
телем привода стола, поступают данные о запрограммированной и дей-
ствительной скорости перемещения стола. Кроме того, в суммирующий
усилитель 7 от стабилизирующего трансформатора 14 поступают данные
о знаке и величине ускорения движения стола. На основании всех этих
данных суммирующий усилитель вырабатывает команду о направлении
и скорости перемещения стола. Сигна-
лы этой команды проходят через элек-
тронный 8 и электромашинный 9 уси-
лители и поступают в двигатель 10 при-
вода стола 11.
Фотоэлектрический датчик имеет
диск, который через редуктор и рееч-
ную передачу кинематически связан со
столом станка. Поступательное переме-
щение стола вызывает поворот диска
на некоторый угол. В периферийной
части диска 1 по окружности располо-
жены щели 2 (рис. 5.27). По одну сто-
рону диска неподвижно установлена
осветительная лампа 3, а по другую —
два фотоэлемента 4 отсчета прямого и
обратного перемещений. Число щелей в диске и передаточное отношение
редуктора подобраны такими, чтобы перемещению стола на элементар-
ный шаг соответствовал один световой импульс вращающегося диска.
Погрешность обработки сложных контуров на станке 644 Шр не
превышает ±0,04 мм. Благодаря обратной связи в счетноимпульсных
119
системах можно получать более высокую точность перемещений по срав-
нению с шаговоимпульсными системами.
Недостатком счетноимпульсных систем является их большая слож-
ность, особенно тех из них, которые предназначены для управления пе-
ремещениями по криволинейной траектории.
Фазовые системы. В фазовых системах величина перемеще-
ния определяется сдвигом фаз синусоидальных напряжений: опорного,
изменяющегося во времени по закону
t/оп Um sin СО^,
и рабочего (программного)
Up=Um sin (со/ + ф).
Рис. 5.28. Схема фазовой системы программного управления станком
ПФП-1 по одной из координат:
1—магнитная лента; 2—блок магнитных головок; 3—усилитель; 4—фазовый дискри-
минатор; 5—усилитель; 6—электромеханический преобразователь; 7—управляющий
золотник; 8—гидродвигатель; 9—датчик положения; 10—редуктор; 11—стол; 12—
усилитель
Сигналы опорного и рабочего напряжений записаны на разные до-
рожки магнитной ленты. Задаваемое перемещение S связано с углом
сдвига ф соотношением
(5.2)
где L — цена одного оборота фазы, т. е. величина перемещения подвиж-
ной части оборудования, соответствующая одному обороту (ф = 2л).
Угол сдвига фаз может значительно превышать 2л и измеряться, на-
пример, сотнями радиан.
На рис. 5. 28 приведена схема фазовой системы программного уп-
равления фрезерным станком ПФП-1 по одной из координат. Синусо-
идальные сигналы опорного и рабочего напряжений, записанные на маг-
нитной ленте 1, считываются блоком магнитных головок 2, проходят че-
рез усилитель 3 и попадают на вход сравнивающего устройства — фа-
зового дискриминатора 4. На другой его вход по цепи обратной связи
поступают прошедшие через усилитель 12 сигналы датчика положения
9, связанного с гидродвигателем 8 привода стола. Сигналы имеют вид
синусоидального напряжения:
U?=Um sin (со^+фд),
где фд — угол сдвига фаз, характеризующий действительное положение
стола
<?д=Т-5ж. (5.3)
Сигнал рассогласования по фазе, выработанный дискриминатором
4, усиливается в усилителе 5, попадает в электромеханический преобра-
зователь 6 и затем — на управляющий золотник 7 гидродвигателя 8,
который через редуктор 10 вращает хсдовой винт стола 11.
120
Система автоматического управления станка ПФП-1 трехкоорди-
натная. Точность обработки ±0,15 мм, чистота поверхности \7б. Макси-
мальная подача 1000 мм!мин. При длине ленты 1000 м и скорости про-
тягивания 100 мм)еек станок может работать непрерывно 166 мин.
Фазовые системы имеют ряд существенных преимуществ перед им-
пульсными.
1. Бдльшая помехоустойчивость. Пропажа одного или даже несколь-
ких периодов записанного сигнала вызывает лишь местное отклонение
траектории перемещения от заданной и местное искажение обработан-
ной поверхности. Последующие участки поверхности будут иметь пра-
вильную конфигурацию, поскольку фазовые системы являются замкну-
тыми.
Рис. 5. 29. Эскиз детали и траектория движения центра фрезы
при контурном фрезеровании:
О—начальное положение центра фрезы; А . . . J—главные опорные точ-
ки; 01—Os—центры окружностей
2. Большая простота и надежность систем, имеющих меньшее коли-
чество ламп (в 5 раз) по сравнению со счетноимпульсными.
3. Бдльшая компактность записи и соответственно меньший расход
магнитной ленты.
Вследствие отмеченных преимуществ фазовые системы получили
широкое распространение в отечественном и зарубежном оборудовании
с числовым программным управлением, особенно при большой длитель-
ности цикла обработки.
П одготовка программ для оборудования с числовым про-
граммным управлением рассматривается на примере плоского контур-
ного фрезерования детали, изображенной на рис. 5. 29. Подготовка ве-
дется в указанной ниже последовательности.
1. Выбор станка с программным управлением, инструмента (.мате-
риал, диаметр, число зубьев) и определение режимов резания (скоро-
сти резания и максимальной минутной подачи).
2. Определение положения заготовки на столе станка. Для упро-
щения расчета траектории желательно, чтобы прямолинейные участки
контура наибольшей протяженности совпадали с направлением переме-
щения продольных или поперечных салазок.
3. Составление схемы перемещений рабочих органов станка при об-
работке контура детали. Траектория перемещения центра фрезы отно-
сительно заготовки показана на рис. 5. 29 штрих-пунктирной линией. На-
чальное положение фрезы (точку О) выбирают с таким расчетом, чтобы
после небольшого перемещения в направлении, перпендикулярном кон-
туру детали (по линии CL4), для выбора люфтов в соединениях фреза
врезалась в заготовку по касательной к контуру детали и расположен-
ная в точке О фреза не мешала установке очередной заготовки.
121
4. Выбор базовой системы координат и определение в ней положе-
ния точек контура детали. Для определения величин перемещений в про-
цессе обработки размеры детали должны быть проставлены в системе
координат рабочего органа станка (стола). Начало координат можно
выбрать произвольно, но для удобства расчета программы для несим-
метричных деталей его располагают так, чтобы все точки контура име-
ли положительные координаты; для симметричных деталей -—- в центре
симметрии и для деталей, контур которых образован концентрическими
окружностями, — в центре окружностей.
Рис. 5.30. Схема аппроксимации кри- Рис. 5.31. К определению шагового }гла
волинейного контура ломаной линией аппроксимации
при контурном фрезеровании
5. Определение координат опорных течек траектории движения цен-
тра фрезы. Движение инструмента по кривой I—I при обработке криво-
линейной поверхности II—II заменяют движением по ломаной линии
1—2—3 (рис. 5.30). Точки 1, 2 и 3 называются опорными. С уменьше-
нием расстояния между ними повышается точность воспроизведения
криволинейного контура, но вместе с тем в связи с ростом числа точек
увеличивается объем работ по вычислению их координат. Практически
расстояние между опорными точками выбирают с таким расчетом, что-
бы погрешность аппроксимации профиля еп не превышала допустимого
значения.
При программировании обязательно определяют координаты глав-
ных опорных точек, расположенных в точках сопряжения или пересече-
ния поверхностей разной конфигурации (точки А, В, С, D ... J на рис.
5. 29).
Положение опорных точек на траектории движения центра фрёзы
находят расчетом по методам аналитической геометрии либо (для слож-
ных кривых) графически путем обмера координатографом чертежа (в
масштабе 5:1) контура детали и эквидистанты.
Для дуг окружностей (рис. 5.31) шаговый угол аппроксимации Агр
определяют в зависимости от максимально допустимой величины по-
грешности е в соответствии с выражением
д?-<2агссоз Л
Для снижения трудоемкости расчетных работ созданы таблицы ко-
ординат опорных точек для дуг окружностей различных радиусов и наи-
более употребительных величин А<р.
122
6. Определение величин перемещений Дх и Ау между соседними
опорными точками.
7. Определение скорости подачи в различных участках траектории
движения фрезы. Минутная подача, определяемая из условий стойкости
инструмента, на участках траектории с большой кривизной, а также на
участках с повышенной чистотой обработки должна понижаться. На
участках подвода фрезы к заготовке и возвращения ее в исходную точ-
ку (£0 на рис. 5. 29) подача может быть повышена.
Данные о скорости подачи подсчитывают для каждого кадра (т. е.
для участка траектории между опорными точками) и выражают в виде
так называемого кода скорости, который в дальнейшем определяет ча-
стоту импульсов, управляющих перемещениями стола.
Рис. 5.32. Схема размещения записи в кадре перфоленты
8. Заполнение программной карты, в которой указываются в им-
пульсах величины перемещений между опорными точками, значение ко-
да скорости и другие сведения, необходимые для записи программы об-
работки.
Число импульсов пх по координате х определяется по формуле
Аг
(5.5)
hx
где Дх — приращение координаты по оси Ох;
hx — цена импульса.
9. Запись программы на перфоленту в кодированной форме. Схема
размещения записи для одного кадра, соответствующего перемещению
между двумя соседними опорными точками, приведена на рис. 5.32. Че-
тыре дорожки перфоленты используются для записи цифр разрядов, а
пятая (нижняя)—для записи направления (знака) перемещения. Пер-
вые три строки используются для записи номера кадра, по четыре стро-
ки— разрядов координат х и у и две — скорости. Таким образом, за-
пись одного кадра занимает 13 строк перфоленты.
В каждом кадре можно записать перемещения, не превышающие
9999 импульсов. При цене импульса 25 мк это соответствует макси-
мальному расстоянию между опорными точками 250 мм. Это следует
учитывать при выборе расстояния между опорными точками прямоли-
нейных участков траектории.
10. Запись программы с перфоленты на магнитную ленту в унитар-
ном коде при помощи линейно-кодового преобразователя. Для станков
с фазовой системой программного управления сигналы в унитарном ко-
де преобразуются в фазомодулированные синусоидальные сигналы им-
пульсно-фазовым преобразователем, входящим в состав линейно-кодо-
вого преобразователя или составляющего отдельный блок.
Некоторые типы оборудования оснащены линейно-кодовыми преоб-
разователями и могут работать по программе, записанной на перфолен-
123
ту. Это сокращает время подготовки программы, но существенно удоро-
жает оборудование.
11. Контроль программы, удобнее всего выполняемый специальным
прибором контроля программ, который с повышенной скоростью считы-
вает составленную программу и автоматически вычерчивает на бумаге
запроектированную траекторию движения инструмента или стола. Точ-
ная количественная проверка величин перемещений осуществляется по
лимбам, установленным на валах шаговых двигателей прибора. Для де-
талей замкнутых контуров сумма всех перемещений в конце цикла об-
работки должна быть равна нулю.
Рассмотренный процесс так называемого ручного программирова-
ния, при котором координаты всех опорных точек и величины переме-
щений определяются по формулам или с применением вспомогательных
таблиц, отличается большой трудоемкостью, что в значительной мере
снижает эффективность станков с программным управлением. Действен-
ным средством снижения трудоемкости программирования является
применение вычислительных машин, которые для линий контура, пред-
ставленных прямыми и дугами окружностей, по заданным координатам
главных опорных точек и центров окружностей автоматически рассчи-
тывают положения опорных точек и вводят полученные данные в линей-
но-кодовый преобразователь для записи на магнитную ленту.
Для сложных кривых координаты небольшого числа основных опор-
ных точек определяют ручным способом или графически, а промежуточ-
ных точек—при помощи интерполяторов, Информация об основных
опорных точках вводится в интерполятор на перфоленте. Интерполяция
осуществляется по трем-четырем смежным точкам линиями параболы,
гиперболы или полиномом 2—4-й степени.
После интерполирования одного участка кривой интерполятор ав-
томатически переключается на обработку следующего участка и в ре-
зультате выдает программу перемещений, записанную на магнитной
ленте унитарным кодом или фазомодулированными сигналами.
Основным преимуществом станков с числовым программным уп-
равлением по сравнению с обычными станками является значительно бо-
лее высокая производительность. При обработке сложных поверхностей
использование станков с числовым программным управлением сокраща-
ет трудоемкость в 10—12 раз. Вместе с тем такое оборудование пока что
дефицитно, а стоимость его в 4—5 раз выше стоимости обычного обору-
дования. Вследствие этого подбирать детали для обработки на станках
с программным управлением 'следует на основе технико-экономического
анализа, с тем чтобы получить наибольшую эффективность капиталовло-
жений (см. гл. Ш).
Перспективы развития автоматизации процессов обработки и сборки
Развитие автоматизации технологических процессов происходит в
результате совершенствования автоматизированного оборудования и
расширения применения его в производстве.
В условиях мелкосерийного производства с частой сменой объекта
весьма перспективна автоматизация технологических процессов на базе
специализированного оборудования. На отечественных машинострои-
тельных заводах внедрено несколько тысяч автоматизированных стан-
ков специализированного типа, изготовленных силами самих заводов.
В ближайшие годы специализированное оборудование должно в значи-
тельной мере вытеснить из производства устаревшее неавтоматизиро-
ванное универсальное оборудование.
При дефицитности автоматизированного оборудования существен-
ный эффект может дать оснащение универсального оборудования допол-
124
нительными устройствами, автоматизирующими полностью или частич-
но цикл обработки или сборки. Для оборудования со ступенчатой траек-
торией движения инструмента применяют приставки с декадными пере-
ключателями, автоматизирующие выключение подач после перемещения
рабочего органа на заданную величину. Для контурной обработки широ-
ко распространены устанавливаемые на универсальные станки гидрав-
лические копировальные суппорты, автоматизирующие перемещение ин-
струмента по заданной кривой.
Необходимым условием экономичности применения оборудования с
контурными числовыми системами программного управления является
снижение трудоемкости разработки программ, измеряемой для сложных
пространственных деталей несколькими десятками человеко-часов. В по-
среднее время достигнуты большие успехи в автоматизации процесса
разработки программ при помощи электронно-вычислительных машин.
Централизация и автоматизация разработки программ, а также исполь-
зование библиотек стандартных программ для наиболее употребитель-
ных траекторий резко снизят трудоемкость подготовки производства и
значительно расширят применение автоматизированного оборудования.
§ 3. АВТОМАТИЗАЦИЯ ПРОЦЕССОВ КОНТРОЛЯ
Автоматизация контрольных операций позволяет не только резко со-
кратить их трудоемкость, измеряемую многими тысячами человеко-часов
на одну машину, но и повысить точность изготовляемых деталей и на-
дежность систем. Особенно эффективным является активный контроль,
органически связанный с автоматизированным процессом обработки.
В последнее время полу-
чают все большее примене-
ние так называемые само-
настраивающиеся системы,
которые при классификации
по принципу управления со-
ставляют отдельный класс
наряду с разомкнутыми и
замкнутыми системами.
Структурная схема са-
монастраивающейся систе-
мы приведена на рис. 5.33.
В процессе изготовления
первой детали информация,
Рис. 5. 33. Структурная схема самонастраиваю-
щейся системы:
1—программоноситель; 2—считывающее устройство; 3—
самонастраивающееся устройство; 4—блок оператив-
ной памяти; 5—усилитель; 6—двигатель привода рабо-
чего органа; 7—стол; 8—заготовка; 9—измеритель-пре-
образователь
записанная на программоно-
сителе /, считывается устройством 2, проходит без изменения через само-
настраивающееся устройство 3 и оперативную память 4 и после усили-
теля 5 управляет двигателем 6 привода рабочего органа оборудования,
например стола фрезерного станка. При этом обрабатывается заго-
товка 8. Вследствие затупления инструмента, деформации станка, заго-
товки и инструмента, а также других причин действительные размеры
детали 8 будут отличаться от запрограммированных. Величина их фик-
сируется измерителем-преобразователем 9. Результаты измерения пере-
даются в самонастраивающееся устройство 3 и алгебраически сумми-
руются с сигналами команды от считывающего устройства. Среднее
значение их фиксируется в блоке оперативной памяти 4.
Вторая заготовка обрабатывается по сигналам, зафиксированным
в блоке оперативной памяти. В процессе обработки измеряется вторая
деталь и результаты этого измерения наряду с сигналами от считываю-
щего устройства формируют программу для обработки последующей
заготовки.
125
Самонастраивающиеся системы позволяют получать оолее высокую
точность обработки по сравнению с разомкнутыми или замкнутыми.
Большие затруднения вызывает контроль размеров крупногабарит-
Рис. 5. 34. Измерительная машина для
контроля обтекателей антенны радио-
локатора:
1— вертикальные салазки; 2—горизонталь-
ные салазки; 3—измерительные наконечни-
ки; 4—поворотный стол
ных объектов сложной формы. Изме-
рения приходится производить в боль-
шом количестве точек и с высокой точ-
ностью. В настоящее время созданы
универсальные и специализированные
измерительные машины с программ-
ным управлением.
На рис. 5. 34 показана машина для
контроля обтекателей антенн радио-
локаторов. На массивном основании
установлены подвижные вертикальные
1 и горизонтальные 2 салазки и изме-
рительные наконечники 3. Обтекатель,
имеющий форму тела вращения, уста-
навливается на поворотном столе 4,
который имеет также возможность по-
ступательного перемещения в направ-
лении, показанном стрелкой. Положе-
ние любой точки наружной и внутрен-
ней поверхности может быть измерено
с точностью до нескольких микрон.
Кроме того, по разности положений
измерительных наконечников определяется толщина стенки обтекателя.
Координаты точек контроля и последовательность работы задаются
программой, записанной на перфоленте. Размеры каждого обтекателя
контролируются в 1000 точках, на что при ручном измерении затрачи-
вается около одного месяца. Применение машины сокращает время
контроля до 2 час.
§ 4. АВТОМАТИЧЕСКИЕ ЛИНИИ
На автоматических линиях последовательная обработка на несколь-
ких рабочих местах (позициях), а также вспомогательные действия по
межоперационной транспортировке, базированию, закреплению и рас-
креплению обрабатываемого объекта, сметанию стружки и др. осущест-
вляются автоматически. Рабочие-операторы устраняют неисправности
оборудования, систем и механизмов линии, а также загружают линию за-
готовками и снимают готовые изделия.
Автоматические линии создаются для изделий, технологический
процесс изготовления которых состоит из большого числа переходов и
не может быть выполнен на одном рабочем месте. Автоматические ли-
нии обеспечивают: резкое повышение производительности труда; эконо-
мию производственной площади; улучшение условий труда; повышение
оборачиваемости оборотных средств. Вместе с тем стоимость автомати-
ческих линий высока, а монтаж и наладка длятся месяцами. Поэтому
автоматические линии применяются главным образом в крупносерийном
и массовом производстве.
Оборудование
Автоматические линии могут быть скомпонованы из обычного уни-
версального либо из специального оборудования. В первом случае про-
изводительность труда повышается в основном за счет автоматизации
вспомогательных действий, а время, затрачиваемое непосредственно на
обработку, снижается мало. Создание таких линий может оказаться эко-
126
номически целесообразным, если в неавтоматизированном технологиче-
ском процессе вспомогательное время, включая время на транспорти-
ровку на соседнюю позицию, составляет 50% и более от оперативного
времени.
Линии из универсального оборудования требуют сравнительно не-
больших капитальных вложений и могут быть изготовлены за недолгий
срок. Недостатком их является невысокая производительность и труд-
ность разработки системы управления и вспомогательных механизмов,
поскольку оборудование может иметь различные типы приводов и систем
управления и не всегда приспособлено для сквозной транспортировки об-
рабатываемых объектов.
Специальное оборудование, конструкция которого разрабатывается
для определенной автоматической линии, отличается значительно более
высокой производительностью по сравнению с универсальным оборудо-
ванием, компактностью, надежной работой и удобством автоматиче-
ского управления и транспортировки объектов. В то же время специаль-
ное оборудование имеет два существенных недостатка: высокую стои-
мость и длительное время проектирования и изготовления.
Для устранения этих недостатков в настоящее время все более ши-
роко применяют компоновку оборудования из нормализованных узлов и
агрегатов. Такие узлы изготовляют в условиях крупносерийного произ-
водства, и стоимость их сравнительно невелика. Кроме того, после сня-
тия изделия с производства они могут многократно использоваться в но-
вых автоматических линиях. Использование нормализованных элемен-
тов снижает стоимость линий в 2—3 раза, а время изготовления и от-
ладки — в 8—9 раз.
Важным преимуществом линий из нормализованного оборудования
является и то, что они могут быть спроектированы, собраны и отлажены
силами предприятий-потребителей без специальных проектных органи-
заций.
Инструмент и приспособления
Выход из строя любого из инструментов приводит к остановке це-
лого участка или даже всей автоматической линии. Поэтому к инстру-
менту предъявляются требования высокой надежности в работе. В част-
ности, для механической обработки используют инструмент из материа-
лов с наиболее высокой стойкостью, а режимы резания назначают исхо-
дя из возможности принудительной смены всего комплекта инструмента
в то время, когда линия не работает (перерывы обеденные или между
сменами).
Для уменьшения простоев линии процесс восстановления обрабаты-
вающих свойств быстроизнашивающегося инструмента (заправка шли-
фовальных кругов, зачистка электродов машин для точечной сварки) ав-
томатизируют.
Выбор способа базирования и закрепления обрабатываемых объек-
тов на автоматических линиях зависит от процесса обработки, а также
от конфигурации объекта и наличия у него удобных баз. В автоматиче-
ских линиях для таких процессов, как термообработка или нанесение
защитных покрытий, нет необходимости точно определять положение
деталей относительно оборудования, и они завешиваются на подвески
или загружаются на конвейер навалом. В процессах механической об-
работки простые по конфигурации заготовки базируются в патронах,
центрах или по плоскости и двум отверстиям. Сложные по конфигура-
ции объекты базируются и закрепляются в приспособлениях-спутниках,
вместе с которыми они последовательно проходят все позиции автома-
тической линии. Конструкция приспособлений-спутников удобна для
127
транспортировки, а также для базирования и закрепления их на отдель-
ных позициях.
На автоматических линиях чаще всего применяют пневматические
зажимные устройства. При необходимости получения больших усилий
применяют гидравлические или пневмогидравлические зажимы.
Транспортные устройства
Транспортные устройства служат для перемещения обрабатывае-
мых объектов из одной рабочей позиции в другую. В общем случае они
состоят из двигателя, передачи, транспортеров и их направляющих
(рельсов, роликов). Наиболее просты гравитационные транспортеры, в
Рис. 5. 35. Транспортеры для автоматических линий:
а—гравитационный; б—штанговый; в—цепной; /—приспособление-спутник с заго-
товкой; 2—штанга; 3—храповой механизм
которых деталь перемещается под действием силы веса (рис. 5.35, а).
В штанговых устройствах (рис. 5. 35, б) привод перемещения штанг осу-
ществляется при небольшом ходе кулачковым или кривошипно-шатун-
ным механизмом, а при больших ходах — гидроцилиндрами.
На рис. 5. 35, в показан цепной транспортер, который работает при
поступательном либо возвратно-поступательном движении цепи.
Специфическую конструкцию имеют транспортеры в автоматических
линиях для нанесения защитных покрытий (см. гл. XI).
Управление
Работа многочисленных механизмов автоматической линии должна
быть строго координирована в пространстве и времени. Автоматические
128
циклы работы отдельных станков, входящих в линию, должны быть
увязаны друг с другом, а также с работой транспортеров и зажимных
устройств. Управление работой многочисленных механизмов осущест-
вляют обычно при помощи системы упоров и концевых выключателей.
В последнее время получает распространение управление с записью про-
граммы на перфоленте. Преимуществом его является возможность бы-
строго перехода автоматической линии на изготовление других изделий.
Для быстрого обнаружения неисправностей применяют систему сиг-
нализации с лампочками, расположенными на пульте управления. Каж-
дая лампочка регистрирует работу одного из механизмов линии.
Система управления должна предусматривать блокировку работы
всех механизмов в случае отказа в работе любого устройства. При этом
каждый последующий этап процесса обработки может начаться при ус-
ловии завершения всех предыдущих движений. Так обрабатываемый
объект может освободиться от зажима только после того, как все ис-
полнительные органы оборудования займут исходное положение, вклю-
чение рабочей подачи возможно только после закрепления всех обраба-
тываемых объектов и т. д.
Система управления должна обеспечивать три режима работы ли-
нии: автоматический, полуавтоматический и наладочный. При работе
на полуавтоматическом режиме после каждого перемещения объекта на
новую позицию включение линии на дальнейшую работу возможно
только после нажатия кнопок предварительного пуска на каждой пози-
ции. В наладочном режиме каждый механизм линии можно запускать
в отдельности.
Особенности разработки технологического процесса
Обработка на автоматических линиях имеет характерные особен-
ности, которые следует учитывать при разработке технологических про-
цессов.
1. Синхронизация операций. Технологический процесс обработки
или сборки должен быть по возможности распределен равномерно меж-
ду отдельными позициями, с тем чтобы длительность обработки на каж-
дой позиции была равной или в крайнем случае кратной такту линии,
т. е. времени между выпусками изготовляемого на ней изделия. Если ли-
ния предназначена для изготовления одного объекта, длительность так-
та т определяется по формуле
Тн Т'пер
Т =--------- ,
ЛГгод
где 7’н — номинальный годовой фонд времени работы линии;
Гпер— среднее годовое время перерывов в работе линии, определяе-
мое по статистике;
Л^год — годовая программа выпуска изделий на автоматической линии
Если длительность операции в несколько раз превышает установ-
ленный такт, то ее выполняют на нескольких последовательных пози-
циях или, если обработку нужно выполнять на одной позиции, устраива-
ют несколько параллельно работающих позиций, обеспечивающих нуж-
ную производительность. Для ряда изделий и процессов обработки с
точки зрения синхронизации операций сильно разнящейся длительности
весьма удобны роторные линии, рабочие органы которых расположены
на барабанах (роторах). Изменение длительности операции сказывается
лишь на числе позиций на роторе. Пример роторной линии приведен
в гл. XI.
Радикальным средством уменьшения длительности операций яв-
ляется применение прогрессивных высокопроизводительных процессов,
5 5173
(5. 6)
129
например замена обработки резанием процессами холодного деформи-
рования.
2. Концентрация операций. На каждой позиции следует концентри-
ровать возможно больший объем обработки и возможно большее число
переходов. Это позволяет уменьшить число позиций и единиц оборудо-
вания в автоматической линии, а следовательно, уменьшить ее стои-
мость.
При концентрации операций возрастает число инструментов на каж-
дой позиции. Если какую-либо поверхность обрабатывают последова-
тельно сменяемыми инструментами (например, сначала сверлом, а затем
зенкером и метчиком), то оборудование снабжают устройством типа
револьверной головки для автоматической смены инструмента в процес-
се обработки.
Выполнению принципа концентрации операций может препятство-
вать сложность размещения большого количества инструментов в зоне
обработки или трудность удаления стружки. Кроме того, для обеспече-
ния требуемой точности размеров и чистоты поверхности приходится
разносить по разным позициям черновую и чистовую обработку.
3. Выбор баз. При выборе баз, помимо обычных факторов, учиты-
вают удобства обработки, транспортировки и автоматической фиксации
обрабатываемых объектов. Особое внимание следует уделять соблюде-
нию принципа постоянства баз, так как изменение положения объекта
на позициях линии, помимо снижения точности обработки, вызывает
трудности, связанные с необходимостью использования специальных ме-
ханизмов для автоматического выполнения этого процесса.
4. Деление линии на участки. Для снижения потерь производитель-
ности в случае вынужденных остановок линии с большим числом по-
зиций разделяют на участки. При выходе из строя одного из участков
остальные участки продолжают работу, используя заготовки накопите-
лей, установленных на стыках участков. Заготовки, предназначенные для
временно неработающего участка, поступают в накопитель.
Исследования показали, что при существующем уровне надежно-
сти оборудования автоматические линии с числом позиций до 15 не
следует разбивать на участки; при числе позиций от 15 до 23 линию раз-
бивают на два, а от 23 до 30 — на три участка.
5. Тщательность разработки технологического процесса. Ошибки, до-
пущенные при проектировании технологического процесса, трудно устра-
нить ввиду тесной взаимосвязи работы отдельных звеньев автоматиче-
ской линии.
Перспективы применения автоматических линий
Как уже отмечалось, автоматические линии экономически эффек-
тивны в крупносерийном и массовом производстве при устойчивой кон-
струкции изготовляемого объекта. Для самолетостроения характерны
мелкосерийное производство и относительно частые изменения конструк-
ции. В этих условиях автоматические линии применяют главным обра-
зом для процессов, содержание и длительность которых не зависят от
конструкции изделий и которые могут быть использованы для широкой
номенклатуры деталей. Сюда относятся процессы нанесения защитных
покрытий, термообработки и размерного травления. На предприятиях
авиационной промышленности успешно работает большое число таких
линий.
В конструкциях летательных аппаратов используются нормализо-
ванные детали, количество которых на каждое изделие очень велико и
параметры которых сохраняются для разных изделий. При большом
числе операций обработка таких деталей целесообразна на автоматиче-
130
ских линиях. Успешно работают, в частности, автоматические линии для
изготовления самоконтрящихся лепестковых гаек.
Чтобы повысить экономическую эффективность автоматических ли-
ний для использования их в условиях серийного и мелкосерийного про-
изводства, следует, во-первых, снизить стоимость линий, расширив об-
ласть применения нормализованных агрегатов и механизмов, во-вторых,
создать легко перенастраиваемые специализированные линии, приспособ-
ленные для изготовления нескольких близких по конструктивным фор-
мам изделий. С этой точки зрения большой интерес представляет разра-
ботанная ЭНИМС (Экспериментальный научно-исследовательский ин-
ститут металлорежущих станков) автоматическая линия для обработки
деталей типа валиков диаметром от 10 до 50 мм и длиной от 100 до
400 мм. Линия оснащена токарными, сверлильными, фрезерными и шли-
фовальными станками и устройствами для автоматической смены ин-
струмента.
Необходимым условием улучшения экономической эффективности
автоматических линий является повышение надежности входящих в нее
оборудования, инструмента, вспомогательных устройств и системы уп-
равления. Потери времени вследствие неполадок в механизмах, поломок
инструмента и отказа в работе элементов системы управления достига-
ют в отдельных случаях 50% от номинального фонда работы линии.
Совершенствование конструкций нормализованных узлов и меха-
низмов, разработка методов быстрой сборки из них оборудования, а так-
же использование систем программного управления для быстрой пере-
наладки на изготовление новых изделий способствуют расширению при-
менения автоматических линий в авиационной промышленности.
Глава VI
ОБЩАЯ МЕТОДИКА ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
Технологический процесс изготовления самолета, как это было уста-
новлено ранее, соответствует его структуре и состоит из технологиче-
ских процессов изготовления деталей, сборки из них узлов, агрегатов и
самолета в целом.
При проектировании технологического процесса изготовления само-
лета определяются вид и количество необходимого технологического
оборудования и оснастки для обеспечения заданной программы выпуска,
планируются размещение технологического оборудования и потребность
в производственных площадях, устанавливается количество и квалифи-
кация рабочей силы, потребность в энергоресурсах, в заготовках и ма-
териалах.
Рассмотрим методику проектирования технологических процессов.
§ 1. ИСХОДНЫЕ ДАННЫЕ ДЛЯ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Исходными данными для проектирования технологических процес-
сов изготовления самолета являются: рабочие чертежи самолета, его ча-
стей и деталей; схемы членения самолета и его частей на сборочные еди-
ницы; директивные технологические материалы; технические условия на
поставку сборочных единиц и отдельных деталей; годовая программа
выпуска и объем производства; данные о производственных условиях, в
которых будет изготавливаться самолет; справочные материалы, произ-
5*
131
водственные и технологические инструкции, разработанные научно-ис-
следовательскими институтами и передовыми предприятиями.
Рабочие чертежи конструкции самолета, схема его членения, дирек-
тивные технологические материалы и технические условия позволяют
установить основные направления проектирования технологических про-
цессов сборочно-монтажных работ и процессов изготовления деталей, оп-
ределить последовательность их выполнения и выявить производствен-
но-технические условия для их осуществления.
Применяемые материалы и способы соединения деталей при сборке
из них узлов и агрегатов в основном определяют характер и состав тех-
нологического оборудования и оснастки и квалификацию рабочих. На-
пример, для клепаных конструкций основным видом оборудования яв-
ляются клепальные прессы, клепальные молотки, сверлильно-зенко-
вальные установки и дрели, а основными исполнителями — слесари-сбор-
щики и клепальщики. При изготовлении же сварных конструкций из
алюминиевых, стальных и титановых сплавов используется сварочное
оборудование, для работы на котором, кроме слесарей-сборщиков, потре-
буются сварщики.
Годовая программа и объем выпуска данного типа самолета оказы-
вают большое влияние на степень использования наиболее производи-
тельных методов изготовления деталей и сборки из них узлов и агрега-
тов самолета.
При небольших прогр лммах экономически не оправдывается широ-
кое применение дорогого, высокопроизводительного оборудования, спе-
циальных приспособлений и инструмента. При больших программах и
объемах производства, наоборот, могут быть более широко использова-
ны механизация и автоматизация технологических процессов и поточные
методы организации производства, что обеспечивает высокую произво-
дительность труда и снижение себестоимости изделия.
§ 2. ПОСЛЕДОВАТЕЛЬНОСТЬ ПРОЕКТИРОВАНИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
Проектирование технологических процессов изготовления деталей
является сложной, комплексной задачей и выполняется в такой последо-
вательности:
— изучаются данные чертежа детали и технические условия на ее
поставку;
— выбираются тип и форма заготовки, необходимой для изготовле-
ния детали;
• — выбираются способы и последовательность обработки и состав-
ляются схемы технологического процесса изготовления детали;
— разрабатывается каждый вариант процесса и выбирается наибо-
лее экономичный из них;
— оформляется технологическая документация на принятый к ис-
полнению вариант процесса;
— разрабатываются технические задания на проектирование новых
видов оборудования, приспособлений, контрольно-измерительного и ре-
жущего инструмента, штампов и другой оснастки, предусмотренной тех-
нологическим процессом.
Рассмотрим детально каждый из этапов разработки процесса изго-
товления деталей.
Анализ чертежа детали, сборочных чертежей узла или аг-
регата, включающих данную деталь, и технических условий на ее по-
ставку позволяет установить назначение детали, требования к точности
и чистоте обработки, к прочности и защитным покрытиям, выявить ко-
личество деталей, идущих на изделие. В ряде случаев изучение чертежа
позволяет внести уточнения в требования точности и чистоты обработки
132
и в конструкцию детали, которые позволяют использовать более произ-
водительные методы обработки, более точные заготовки или избежать
применения специального инструмента и т. п., что может повысить эко-
номичность производства. Следует, однако, иметь в виду, что всякие из-
менения чертежа детали могут быть сделаны только с согласия кон-
структора.
Форма и размеры заготовки для детали, изготовляемой
путем удаления припуска, должны максимально приближаться к форме
и размерам детали, заготовка должна содержать наименьшее количест-
во обрабатываемых поверхностей.
видах заготовок:
Рис. 6. 1. К использованию материала при разных
а—деталь; б—заготовка-пруток; в—заготовка-штамповка
Если деталь (рис. 6. 1) изготавливать из прутка, то коэффициент
использования материала будет всего около 20%. Применение штампов-
ки повышает этот коэффициент примерно до 80% и вместе с тем снижа-
ет трудоемкость обработки, так как уменьшается объем снимаемого ме-
талла, а поверхности 1, 2 и 3 можно при этом вообще не обрабатывать.
Однако в ряде случаев применение прутков в качестве заготовок
позволяет использовать для обработки высокопроизводительное обору-
дование, например станки-автоматы. Поэтому окончательное решение
о рациональном виде заготовки может быть принято только с учетом
программы выпуска изделий и расходов, связанных с получением того
или иного вида заготовки.
Расчет припусков на обработку и определение формы заготовки для
деталей, изготовляемых механической обработкой, излагаются в гл. VII.
Форма и размеры заготовок для деталей, изготовляемых из листа, про-
филей и труб, определяются по соответствующим шаблонам или по фор-
мулам.
Способы обработки определяются формой поверхностей де-
тали и требованиями к их точности и чистоте, а последовательность
изготовления — взаимной связью поверхностей между собой и выбором
установочных баз при закреплении заготовки на станке или в приспособ-
лении. Выбор способов обработки для каждой поверхности детали ыачи-
133
нается с завершающего перехода, на котором должны быть обеспечены
заданные точность и чистота, а затем определяются виды предвари-
тельной обработки. Например, точность 3-го класса и чистота поверхно-
сти по 7-му классу в отверстии вильчатого болта (рис. 6. 2) из стали
ЗОХГСА с сгв=110 кГ/мм2 и d0TB=dA3 может быть получена разверты-
ванием. Предварительными видами обработки будут сверление и зенке-
рование отверстия. Если же требования к точности отверстия будут со-
ответствовать 2-му классу, а к чистоте — 9-му классу, то после сверле-
ния и зенкерования потребовалось бы два перехода развертывания (по-
лучистового и чистового). Точность и чистота по 5-му классу остальных
поверхностей болта могут быть получены чистовым точением и фрезе-
рованием. Предварительно припуск удаляется черновой обработкой.
Последовательность обработки при изготовлении детали и выбор ус-
тановочных баз покажем на примере изготовления вильчатого болта
(рис. 6. 2 и 6. 3).
При обработке поверхностей 1, 2, 3, 4, 5, 6, 7, 8 (см. рис. 6.2) за
установочную базу принимается необработанная поверхность прутка О
(рис. 6.3, а). После обработки указанных поверхностей деталь отрезает-
ся от прутка и для обтачивания головки болта (поверхности 9 и 10) за-
крепляется по поверхности 3, которая и будет чистовой установочной ба-
зой вместе с упорной поверхностью п—п (см. рис. 6. 3, б).
При фрезеровании вилки (поверхности 11, 12, 13, 15) и сверлении
отверстия (поверхность 14) для соблюдения единства и постоянства баз
в качестве основной установочной базы следует выбрать поверхность 3
и п—п, от которой заданы размеры А и В (см. рис. 6. 3, в, г). При этом
погрешность Да размера А будет равна лишь ошибке настройки фрезер-
ного станка. Если же за установочную базу выбрать поверхности 3 и
т—т, то в размерную цепь вносится погрешность базисного размера Г,
что снижает точность обработки.
Выбор способа обработки и базирования зависит от указанных
выше требований. То же самое относится и к подбору оборудо-
вания. Однородные по характеру обработки и виду обрабатывае-
мых поверхностей станки могут иметь разную производительность. На-
пример, токарную обработку детали из прутка можно выполнить на то-
карных, токарно-винторезных, токарно-револьверных станках и токар-
ных автоматах.
Окончательное решение о выборе того или иного станка может
быть получено лишь на основании экономических расчетов в зависимо-
сти от количества изготовляемых деталей. Варьировать можно применяе-
мым инструментом и приспособлениями, что также связано с произво-
дительностью.
Таким образом, при определении последовательности изготовления
детали в ряде случаев можно наметить несколько вариантов, удовлет-
воряющих требованию качества детали. Как видно из рис. 6. 4, в данном
примере варьируются способы обработки отдельных поверхностей (опе-
рация 2), оборудование (операции 1, 3, 6), инструмент (операция 2),
приспособления (операции 3 и 4). Критерием выбора того или иного ва-
рианта является наименьшая себестоимость детали или срок окупаемо-
сти капитальных затрат (гл. III).
Выбор наиболее экономичного варианта пронес-
с а изготовления детали осуществляется на основании сравнения техни-
ко-экономических показателей разработанных на предыдущем этапе
процессов. Вести сравнение целесообразно по каждой операции. Если
критерием выбора варианта является себестоимость, то на основании
методики, изложенной в гл. III, определяется вся сумма затрат живого
и овеществленного труда для каждого варианта и выбирается вариант
с наименьшими затратами, отнесенными к одной детали или ко всей за-
134
^5 остальное
L___1 2 3 4
Рис. 6. 2. Вильчатый болт
Рис. 6. 3. Схема базирования на последователь-
ных стадиях изготовления вильчатого болта
135
данной программе выпуска. Таким образом могут быть решены вопросы
выбора способов обработки, оборудования, инструмента, приспособле-
ний и определен окончательный вариант процесса изготовления детали.
Так же поступают в том случае, когда за критерий выбора варианта
принят срок окупаемости капитальных затрат.
Рис. 6. 4. Варианты изготовления вильчатого болта
На принятый к исполнению вариант технологического процесса
оформляется технологическая документация.
Разработка технических заданий на новое специаль-
ное технологическое оборудование и специальную оснастку является за-
ключительным этапом проектирования технологического процесса.
Использование специальных приспособлений для металлорежущих
станков, как правило, экономически окупается даже при неболь-
шой серии, не говоря уже о крупносерийном и массовом произ-
водстве. Ввод нового оборудования должен быть обоснован экономически-
ми расчетами. Задания выдаются в виде схем с указанием базирования
детали при изготовлении ее на данном оборудовании или в данном при-
способлении и технических требований к этому оборудованию и приспо-
соблениям.
136
Разработка технологических процессов при различных
масштабах производства
От масштаба производства зависит степень детализации разработки
технологических процессов. В единичном и мелкосерийном производстве
при наличии рабочих высокой квалификации нет необходимости в дета-
лизации технологического процесса. В этом случае процесс разбивается
на операции, указываются последовательность их выполнения, оборудо-
вание, общее время на изготовление партии деталей, расценки на каж-
дую операцию, специальность и разряд рабочих. Детализация процесса
выполняется рабочими и мастерами при изготовлении детали.
В крупносерийном и массовом производстве, где кадры рабочих ме-
нее квалифицированы, технологический процесс разрабатывается более
детально, с тем чтобы рабочий мог без дополнительных указаний изго-
товить деталь, заданную чертежом, или выполнить ту или иную опера-
цию. Для этого устанавливается не только последовательность опера-
ций, но последние разбиваются на переходы и проходы, указываются ре-
жимы обработки, применяемое оборудование, приспособления и инстру-
мент, даются нормы основного, вспомогательного, подготовительно-за-
ключительного и штучного времени и приводятся расценки на каждую
операцию. Операции снабжаются операционными, а при сложных опе-
рациях и переходными эскизами, на которых, кроме размеров поверхно-
стей, обрабатываемых на данной операции или переходе, указывается
схема базирования и закрепления детали.
На рис. 6.5 приводятся условные обозначения базирования и за-
крепления деталей при механической обработке. При изготовлении де-
талей из листа, профилей и труб заготовки и детали на переходах бази-
руются при помощи зажимных устройств оборудования, упоров и огра-
ничителей штампов или отверстий на самих заготовках.
Следует заметить, что при проектировании технологических процес-
сов изготовления деталей из листа, профилей и труб процесс разбивает-
ся, как правило, на операции и лишь иногда на переходы. Например,
при штамповке деталей из листа вытяжкой и в других подобных слу-
чаях указывается число переходов.
Детальная разработка технологических процессов требует больших
затрат средств, инженерного труда и без особой необходимости к ней
не следует прибегать.
Технологическая документация
В единичном и мелкосерийном производстве маршрутные технологи-
ческие карты разрабатываются на весь процесс изготовления детали для
планирования загрузки рабочих и оборудования. Пример такой техно-
логической карты приведен в табл. 6. 1 для детали, приведенной на рис.
6. 6. Е крупносерийном и массовом производстве, а также на отдельные
сложные операции новых технологических процессов в единичном и мел-
косерийном производстве процесс изготовления детали оформляется на
операционных картах, которые для рабочего служат инструкцией при
выполнении операции. В табл. 6. 2 приведен пример операционной кар-
ты для детали, показанной на рис. 6. 7.
Комплект операционных карт сводится в альбом, который снаб-
жается сводной картой на весь процесс (табл. 6. 3).
Иногда при использовании сложного вида оборудования, например
агрегатных станков, станков-автоматов и полуавтоматов, станков с про-
граммным управлением, разрабатываются карты наладки, а для провер-
ки сложных деталей как на отдельных переходах их изготовления, так
и после окончательной обработки — карты контроля.
137
Основные обозначения
Примеры комбинированных обозначении
Ы по пор. Наименование Вид сбоку Вид 6ои второй проекции
1 Основная опора —<2>“
1 Вспомогатель- ная опора регулиру- емая самоуста- навл и баю- щаяся i 2
3 Прижим — J
4 Сблокирован- ные прижимы AJ ¥
5 Прижим, сов- мещенный с опорой
в \С ан о центр ару ю- \щии зажим наружный внутрен- ний 1- ±- А А
7 Скользящий сухарь или роликовая опо- \///\
2
3
4
5
Схема D
установки
Установка
призматичес-
кой детали
3 опорах
Установка
цилиндричес-
кой детали
на призму
цилиндричес-
кой детали о
трехкцлачко-
ёом доухкулач
кодом саноцен
трирующен
uiiu цанговом
пати о не
Установка,
по цилину
ческвму от
беретик ни.
разжимн.опрабку
Установка
по отверстию
на цилиндри-
ческий палец
Установка
в центрах
с поводком
Примечание.
Погба целебные обозначения
не дают возможности наг-
лядно изобразить выбран-
ную схему установки де-
тали} рекомендуется при-
водить конструктивный
эскиз установки
Зек из
Обозначения
ШШ.
rsssssssA
7 Установка б четырехку- лачкодый патрон —
В Люнет неподвиж- ный подвиж- ный —
Рис. 6. 5. Условные обозначения на операционных эскизах
138
0 131
0 113
0 77
0 59
0 95
0 160
Рис. 6. 6. Шайба рифленая
139
Таблица 6.1
Завод . .
Технологическая карта заготови-
тельно-штамповочных работ
Наименование детали Изделие № детали Количество деталей на изделие
Шайба рифленая А А-253 4
Марка материала
Цех
Мас-
тер-
ская
та
к
о -
та
»ei S
Наименование
и содержание операции
Оборудование
Приспо-
собления
АМг Л1,5
Специальный
инструмент
Разряд работы Время в мин Расценки в коп.
подгото- вит, -зак- лючит. штучное за подго- товит. - заключит, время за 1 де- таль за комп- лект на изделие
на 1 де- таль на из- делие
3
6,3
0,6
0,14
0,4
4,3
0,1
28
1
Заготовительная. Ре-
зать полосы 160x2000 из
листа 500x2000
Гильотинные'
ножницы Н472
Задний
упор
28 2 2 Штамповочная. Выру- бить из полосы 160X2000 кольцевые заготовки Кривошипный пресс КП-65 — Штамп по’ледо- вательного дейст- вия 3 10,0 0,07 0,3 6,9 0,05 0,20
28 / / 2 3 Штамповочная. Штам- повать рельеф в два пе- рехода и вырубить кон- тур Кривошипный пресс КА-138 — Штампы: а) вытяжной l-1'о перехода б) комбинирован- ный, 2-го пере- хода 3 14,0 0,3 1,2 9,7 0,21 0,14
28 3 4 Сверлильная. Свер- лить 12 отверстий 0 6,5 Вертикально-свер- лильный станок 21А125 Кондук- тор — 3 16,0 1,4 5,6 11,0 1,0 4,0
28 отк 5 Контроль — — — — — — — — — —
Итого — 46,3 1,9 7,7 31,9 1,36 4,74
Ли'т №
Заготовка Чистый вес детали в кг Размер партии Фамилия Дата Подпись
вид размер к мм вес в кг Составил
160 0,073 0,073 96 Утвердил
Листов
1
Таблица 6.2
Завод . . . Операционная карта механической обработки Наименование операции № операции Наименование детали № детали Количество деталей на изделие
Токарная 1 Вкладыш А-57 2
V3 остальное
3
w/.w////a
Оборудование Мощность Приспособление Количество одновременно обрабатываемых деталей
Токарно-револьверный станок 1К36 10 кет Трехкулачковый патрон 1
к
s
зз
3*45'
М
'2
Разряд
работы
Под готов.-заклю-
чит. время
мин
Время па 1 деталь в мин Расценки в коп.
основное вспомога- тельное орг.-техн. обслуж. и перерывы штучное за подготов.- заключ. время за 1 деталь
1,3 1,8 0,3 3,4 22 1,9
2
32
№ перехода Содержание перехода Инструмент Врезание и выход, мм Расчетная дли- на обработки мм Режимы обработки Время в мин
режущий вс помога- тельный измеритель- ный подача на 1 оборот (дв. ход) м м глубина ре- зания мм число про- ходов число об мин (двойных ход.) скорость резания MIMUH основное вспомога- тельное
А Установить и снять деталь — — — — — — — — — — — 0,4
1 Подрезать торец / Подрезной резец Р-Т15К6 18X16X125X62 ГОСТ 6743—61* 5 25 0,33 — 1 430 92 0,2 0,3
Продолжение
№ перехода Содержание перехода Инструмент Врезание и выход, мм Расчетная дли- на обработки мм Режимы обработки Время в мин
режущий вспомо! а- тельный измери-' тельный подача на 1 оборот (дв. ход) мм | глубина ре- зания 1 мм число про- ходов] число об [мин (двойных ход.) скорость резания м мин основное вспомога- тельное
2 Обточить поверхность 2, выдержав размер 68 и 3X45° Резец подрезной РА-ТК15К6 16Х16Х Х125Х45 ГОэТ 6743- 61* — Шаблон 3 34 0,33 — 1 430 92 0,3 0,2
3 Обточить поверхность 3 до 0 116 начисто Резец проходной Р-Т15К6 16X14X^0X45 ГОСТ 6743—61* Державка Предельная скоба 0 И6А5 5 23 0,31 2,4 1 238 80 0,3 0,3
4 Расточить поверх- ность 4 до 0 32,7 на длину 33 Резец расточный Р-Т15К6 16X16X25 ГОСТ 6743—61* Борштанга — 2 35 0,21 2,1 1 1000 104 0,2 0,3
5 Расточить поверх- ность 4 до 0 33,7А4 под протягивание Резец расточный 16х X16X45 ГОСТ 6743—61* Борштанга Предельная пробка 033,7Л4 2 35 0,13 0,5 1 1000 107 0,3 0,3
Марка материала Твердость св кГ!мм1 Чистый вес детали в кг Размер партии Фамилия Дата 1 Подпись Листов Ли ст №
Составил 1 1
ЗОХГСА 110±5 2,7 1670 Утвердил
Таблица 6.3
Завод . . . Сводная карта техноло- гического процесса Наименование детали Изделие № детали Количество деталей на изделие Марка материала
Вкладыш А А-57 2 ЗОХГСА
№ опера- ции Наименование и содержание операции Оборудование Приспособления Специаль- ный инст- румент Разряд ра- боты Время в мин. Расценок в коп.
подгото- вит.-зак- лючит. штучное за под- готовит.- заключ. время за 1 де- таль за комп- лект на изделие
на 1 де- таль на изде- лие
I Револьверная. Точить поверхнос- ти /, 2, 3, 4 Токарно-револь- верный станок 1К36 Трехкулачковый патрон — 2 32 3,4 6,8 22,0 1,9 3,8
II Револьверная. Точить поверхнос- ти 5, 6, 7, 8, 9, 10 То же Специальный токарный патрон — 2 39 5,5 11,0 27,0 3,9 6,8
III Фрезерная. Фрезеровать поверх- ности 11, размер 84 Горизонтально- фрезерный станок Специальное фрезерное приспособление 2 30 0,6 1,2 20,6 0,4 0,8
IV Сверлильная. Сверлить два отвер- стия 0 8 и зенкеровать 0 12 по- верхности 12 и 13 Вертикально- сверлильный станок 2Л125 Кондуктор Комбинирован- ный сперло - зенкер 2 34 0,5 1,0 23,5 0,3 0,6
V Протяжная. Протянуть отверстие 34А—поверхность 4 Вертикально-про- тяжной 7А7058 Специальный патрон Протяжка 2 10 0,4 0,8 9,2 0,25 0,5
VI Протяжная. Протянуть 6 шлицев в размер 40’r0,s с шириной канав- ки 8Л Горизонтально- протяжной 7540 То же я 2 20 0,7 1,4 14,4 0,4 0,8
VII Шлифовальная. Шлифовать по- верхность 6 до 0 62С3 Круглошлифоваль- ный станок 3152 Шлицевая оправка — 2 12 4,8 9,6 8,3 3,9 7,8
Итого — 177,0 15,9 31 ,8 125,0 11,0 21,1
Заготовка Чистый вес детали в кг Размер партии Фамилия Дата Подпись Листов Лист №
Вид Размер в мм Вес в кг Составил 1 1
Штамповка 3,3 2,7 1670 Утвердил
Точное выполнение установленного процесса обеспечивает требуе-
мое качество изделия и является законом производства. Изменения тех-
нологического процесса вносятся в установленном порядке только после
Рис. 6.7. Вкладыш (материал ЗОХГСА ов = 110+5 кГ/мм2, чистота
обработки V 3)
тщательной их проверки и при условии, что качество изделия при этом
не снижается.
§ 3. ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
СБОРКИ
При проектировании технологических процессов сборки степень чле-
нения конструкции на сборочные единицы определяется согласно схеме
членения и директивным технологическим материалам, разрабатывае-
мым при эскизном проектировании самолета. Однако при разработке
технологических процессов сборки степень членения конструкции агрега-
тов на сборочные единицы зависит от конструкции самолета и програм-
мы его выпуска. Чем больше объем производства, тем более дифферен-
цированно следует строить сборочный процесс. Это позволяет включить
в процесс сборки большее число рабочих, специализировать их труд и
более широко применять механизацию операций сборки. В результате
повышается производительность труда и сокращается производственный
цикл.
Вместе с тем при повышении степени дифференциации сборочных
работ увеличивается количество сборочной и разделочной оснастки, как
это видно на примере двух вариантов сборки фюзеляжа (рис. 6.8), что
приводит к удорожанию изготовления самолета. Критерием выбора эко-
номически целесообразного варианта дифференциации сборочного про-
цесса, так же как и при выборе варианта изготовления детали, является
себестоимость выпускаемого изделия или срок окупаемости капиталь-
ных затрат.
Процесс сборки хорошо иллюстрируется при помощи технологиче-
ской схемы сборки отъемной части крыла (рис. 6. 9), в которой отражена
последовательность хода сборочного процесса от сборочных единиц низ-
144
ших порядков к сборочным единицам высоких порядков, а также после-
довательность и характер выполняемых операций и вид оборудования.
В технологические процессы сборки узлов и агрегатов самолета дол-
жны включаться монтажные работы, а также контроль и испытания
всех систем самолета.
При сборке крупных сборочных единиц — агрегатов — технолог дол-
жен не только установить порядок выполнения монтажных работ и кон-
Первый, вариант-малая и средняя серии Второй вариант- крупная серая
Ф-1 Ф-2 U, Ф-3
Ф~У Ф~5
Ф-1 Ф-2
К
О О о| 0^0 оо ° | П |
2
777ZZ
о о о ДУ
U
ф-5
□1? 4
Л
Усиленные шпангоуты
h
т
2 3 £
7
Рис. 6. 8. Варианты дифференциации сборочного процесса в зависимости от программы
выпуска самолетов:
Потребная оснастка для первого варианта
1. Общий стапель сборки фюзеляжа
2. Стапель сборки центроплана
3. Разделочный стенд разделки стыка цен-
троплана с крылом
4. Стыковочный стапель фюзеляжа с цен-
тропланом
5. Приспособления для сборки панелей
6. Приспособления для сборки усиленных
шпангоутов
7. Приспособления для сборки Ф-1 и Ф-5
8. Приспособление для сборки фонаря ка-
бины Ф-2
9. Приспособление для сборки двери кабины
пассажиров
Потребная оснастка для второго варианта
1. Стапель сборки Ф-2
2. Стапель сборки Ф-3
3. Стапель сборки Ф-4
4. Стапель для сборки центроплана
5. Приспособление для сборки Ф-1 и Ф-5
6. Стапель стыковки Ф-2 с Ф-3, Ф-4 и цен-
троплана
7. Разделочный стенд для разделки узлов
крепления шасси, стыковочного шпангоута Ф-3
с Ф-4 и стыка центроплана с крылом
8. Разделочный стенд для разделки стыка
Ф-4 с Ф-3, килем и стабилизатором
9. Приспособления для сборки усиленных
шпангоутов
10. Приспособления для сборки панелей
11. Приспособления для сборки фонаря ка-
бины Ф-2
12. Приспособление для сборки двери каби-
ны пассажиров
трольных операций, но и так организовать процесс, чтобы при парал-
лельном выполнении операций рабочие не мешали друг другу. С этой
целью составляются цикловые графики (табл. 6.4) для каждого рабо-
чего стенда, которые дают возможность установить запроектированный
объем работ для каждого из рабочих и последовательность их выпол-
нения. •
Количество рабочих, занятых на одном стенде, должно быть мак-
симально возможным при обеспечении нормальных условий труда. Вме-
сте с разработкой технологических процессов сборочно-монтажных ра-
бот намечаются схемы и составляются технические условия на проекти-
рование сборочной, разделочной оснастки, контрольных приспособлений
и испытательных стендов.
145
У
Примечание. Цифровые сдозначе-
чения деталей и узлов соответ-
ствуют последовательности
их установки в стапель и соеди-
нения с другими деталями и
узлами
[Уголки нерОюи
[Полка |T~h—-
[Хордовый грсфиль\2~\^—
[Стенка |3~]—;
Рис. 6. 9. Технологическая схема сборки
отъемной части крыла
146
У слов ныв обозначения-.
Сб-сборка
Св- сверление
Зн-зенкобка
Кл-клепка
Мн-монтаж
Разд-разверти- установка
банив Зак-заклепки
болт-постанов- [(левая
ка болтов
Рб-Зн-устаноб-
ка-сберлильно-
зенковальная
Отъемная часть крыла (ВЧК)
правая )
Окраска
Стенд для обработки и
испытания систем
Внестапельные работы
Стапель задней верхней панели
Сб. Св-Зн-Кл 157оЗак
Концевой обтека- тель крыла 4
Злерон
^Внутренний и внеш
й ний закрылки
Св-Зн установка
Св-Зн 100%
1
Трубопроводы I
прсгтибоедледенения
Клепальный пресс
Кл-1007о Зак
Верхняя задняя
панель
Разделочный стенд__________
Разделка профилей разъема очк с
центропланом, узлов шасси , узлов
рамы двигателя
Верхний полу-
кессон
Клепальный пресс
Кл- 10, % Зак
Сб- Кл установка
Св-Кл 100%
Стапель стыковки крыла
с гондолой двигателя
Сб; Св- Разб-Болты узлов
Со-Зн- кл листов и лент
[обтекатель гон долы
I двигателя
Листы и ленты ~|
Верхняя перед-
няя панель
Стапель верхнего
полу кессона
СО. Св-Зн-Кл 157чЗак
Стапель консоли крыла
Сб; Св-Зн-Кл-Мн-100%
I
I
Монтаж трубопровода
Хвостики
нервюр
Носок крыла с
тп протииоодле-
дените лем
Клепальный пресс
к л- юо % зак
Кронштейны
элеронов
г| Нервюры
° разъема
Св-Зн установка
Св-Зн 100%
'Направляющий
закрылков
л Качалки тяг
ч управления
Стапель, верхней
передней панели
Сб; Сб-Зн-Кл 157оЗа'к
-{Трубопровод |4|
[Листы обшивки ]зт~}—
[Ст рингеры
[Нервюры
ПН
7 Обшивка щели злеро-
’ на , закрылка
8
Лючки
Нижняя задняя
панель
Нижн ай по л у кессон у
нижняя передняя панель VL
147
co
Таблица 6.4
№ опе- рации Наименование операции Разряд работы Нормы времени Специальность рабочего Количе- ство рабочих График
1-й час 2-й час 3-й час 4-й час
1 2 3 4 5 6 7 8 9 10 11 12 13 14 Установить фильтр Испытать на герметичность трубопровод Проложить дренаж (истемы питания в фюзеляже и центроплане Установить топливные баки Соединить дренаж и питающий ’трубопровод с ба- ками Испытать на герметичность систему Подключить электропровода к выключателю Проложить и укрепить электропровода в отсеке двигателя Проложить электропровода в фюзеляже Подключить электропровода к электрическому щитку Подключить электропровода приборной доски Проложить электропровода в центроплане Произвести электромонтаж шасси Смонтировать обогрев стабилизатора 3 3 3 3 2 2 2, 3 2, 3 2 2, 3 2, 3 2, 3 2, 3 2, 3, 4 2 4 6,1 11,8 3,7 4,3 4,4 3,5 4 9,6 2,4 7,9 8,1 11 ,8 Слесарь-сборщик То же я и п Я Электромонтер я я я я я я Слесарь-сборщик 1 2 3 3 2 2 2 2 1 3 3 2 3 3
—
— —
— —
' -
" 1
—
— — —
— — — —
§ 4. ПУТИ СОКРАЩЕНИЯ ОБЪЕМА РАБОТ И ПОВЫШЕНИЯ КАЧЕСТВА
ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
При проектировании технологических процессов изготовления ново-
го образца самолета выполняется большой объем работ, который мож-
но сократить созданием научно обоснованной типизации техноло-
гических процессов и нормализации их элементов.
Типизация технологических процессов заключается в классифика-
ции деталей и узлов по конструктивно-технологическим признакам (фор-
ме, размерам, требованиям точности и чистоты обработки и материалу
детали) и разработке на этой основе с учетом накопленного опыта типо-
вых процессов для каждого типа деталей
Для деталей одного типа может быть написан общий план обра-
ботки, т. е. последовательность однородных операций, и на этом осно-
вании составлена общая карта типового процесса. В типовой технологи-
ческий процесс должно как бы вписываться изготовление каждой из
деталей данного типа. Разработка технологического процесса изготов-
ления конкретной детали в этом случае заключается в добавлении, или
исключении некоторых переходов и операций из типового процесса. Бла-
годаря этому примерно вдвое сокращается трудоемкость проектирова-
ния технологических процессов и обеспечивается применение наиболее
прогрессивных методов обработки, так как типовые процессы разраба-
тываются опытными технологами с использованием современных дости-
жений технологии. При этом значительно повышается качество проекти-
рования технологических процессов.
Дальнейшего сокращения сроков и трудоемкости разработки техно-
логических процессов можно достичь путем их автоматизации. В этом
случае производится взаимосвязанное проектирование всех звеньев про-
цесса с применением ЭВМ. Опыты по автоматизации проектирования
технологических процессов проводятся как в отечественной, так и в за-
рубежной практике.
Применение нормализованных станочных приспособлений, штампо-
вочной и сборочной оснастки также способствует ускорению подготовки
производства и широко используется передовыми предприятиями. Де-
тально этот вопрос освещен ниже.
Метод групповой технологии1 2 (групповой обработки),
сокращающий цикл подготовки производства, особенно мелкосерийного,
также основан на классификации. Но при этом в конечном итоге выде-
ляются такие группы деталей, для изготовления которых требуется один
и тот же тип оборудования, общая (единая) технологическая оснастка и
общая настройка станка. После выявления групп деталей разрабатыва-
ются групповые технологические процессы. Комплексная деталь пред-
ставляет или характерную деталь, содержащую все элементарные поверх-
ности, присущие всем деталям группы, или создается искусственно.
Инструментальная наладка станка выполняется для изготов-
ления комплексной детали. Если для изготовления какой-либо де-
тали группы не требуется всего комплекта инструмента, то пользуются
только необходимым, пропуская ненужный. В отдельных случаях заме-
няют один инструмент другим. При такой подналадке подготови-
тельно-заключительное время сокращается на 40—60%.
Комплексная технологическая классификация.
Типизация может базироваться не только на классификации деталей, но
и на унификации таких элементов технологического процесса, как виды
обработки и последовательность их выполнения, оборудование, инстру-
мент и оснастка и т. д.
1 А. П. Соколовский, Курс технологии машиностроения, ч. 1, Машгиз, 1947.
2 С. П. Митрофанов, Научные основы групповой технологии, Лениздат, 1959.
149
Очевидно, для каждого конкретного случая существует некоторая
оптимальная степень типизации, которой соответствует наибольший эко-
номический эффект.
Эффективность типизации технологических процессов уменьшается
с увеличением масштаба производства и не играет существенной роли в
крупносерийном и массовом производстве.
Однако классификация и унификация элементов изделия и элемен-
тов технологических процессов независимо от масштаба производства
оказывают решающее влияние на стандартизацию полуфабрикатов и
унификацию заготовок, а также на создание новых орудий производства
и технологических процессов.
Очевидно, необходима такая комплексная классификация и унифи-
кация элементов изделий, полуфабрикатов и заготовок и элементов тех-
нологического процесса, при которой различные комбинации этих уни-
фицированных элементов, взятые в комплексе, позволяли бы с наиболь-
шим эффектом изготавливать изделия при любом масштабе производ-
ства.
Раздел второй
ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ САМОЛЕТОВ^
Глава VII
ДЕТАЛИ, МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ДЛЯ ИХ
ИЗГОТОВЛЕНИЯ, И ОБЩАЯ КЛАССИФИКАЦИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
§ 1. КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ДЕТАЛЕЙ
Планер современного самолета состоит из многочисленных и разно-
образных по свойствам и назначению деталей. В силу специфических
особенностей самолета все детали его планера отличаются относитель-
ной тонкостенностью, легкостью, прочностью и точностью. По конструк-
тивному оформлению и назначению детали планера самолета укрупнен-
но можно подразделить на четыре группы:
1) детали оболочки, образующие внешние аэродинамические обво-
ды самолета;
2) детали каркаса, образующие жесткий остов планера;
3) детали внутреннего оборудования;
4) детали механизмов взлета, посадки и управления.
Детали оболочки — обшиьки фюзеляжа, крыла, оперения, за-
лизы и обтекатели могут быть одинарной, двойной и знакопеременной
кривизны, открытой и замкнутой формы. Основная масса деталей обо-
лочки самолета изготовляется из высокопрочных листовых материалов—
алюминиевых, магниевых, титановых сплавов и нержавеющих сталей.
Кроме того, детали оболочки фюзеляжа и крыла могут представлять
собой крупногабаритные монолитные панели, включающие в свою кон-
струкцию обшивку и элементы каркаса — продольный, а иногда и по-
перечный набор в виде ребер жесткости различной формы в сечении.
Монолитные панели изготовляют из прессованных и прокатанных
профилированных плит, из штампованных и литых специальных заго-
товок, а также из стандартных плоских плит с последующей механиче-
ской или химической обработкой. Детали оболочки должны с требуе-
мой точностью повторять теоретические обводы самолета и иметь
соответствующую чистоту внешней поверхности. При этом они должны
хорошо работать в различных температурных условиях, для чего исход-
ные материалы должны обладать соответствующими физико-механиче-
скими свойствами.
Детали каркаса — шпангоуты или части шпангоутов, рамы,
балки и стрингеры фюзеляжа, полки и стойки лонжеронов, стрингеры,
нервюры, фитинги и профили разъемов крыла и оперения, фонари или
его детали весьма разнообразны по конструктивному оформлению и при-
меняемым материалам. Для изготовления большинства деталей каркаса
самолета, таких, как части сборных шпангоутов, стрингеры, полки и
151
сгенки лонжеронов, нервюры крыльев и оперения, используют прессован-
ные и катаные профили и листы из высокопрочных алюминиевых и маг-
ниевых сплавов. Наряду с этим значительное количество деталей карка-
са, таких, как рамы, части силовых шпангоутов, балки, фитинги, профи-
ли разъемов, фонари, изготовляют из специальных заготовок — покоеок,
штамповок и отливок из высокопрочных легких сплавов и сталей.
Применение специальных штампованных и литых заготовок для де-
талей каркаса наряду с экономным расходованием исходных материалов
значительно сокращает объем сборочных работ, повышает прочность и
надежность конструкции и в большинстве случаев приводит к снижению
веса планера. К деталям каркаса предъявляются требования высокой
прочности, жесткости и точности. Поверхности деталей каркаса, экви-
дистантные теоретическим контурам сечений, должны плотно прилегать
к соответствующим деталям оболочки и в сочетании с последними вос-
производить заданную аэродинамическую форму самолета. Контактные
поверхности узлов, входящих в конструкцию монолитных деталей кар-
каса (штампованные или литые рамы, шпангоуты, фонари), должны
обеспечивать правильное взаимное пространственное расположение ча-
стей самолета. Поэтому они выполняются с высокой степенью точности,
в увязке с поверхностями, образующими внешние обводы самолета.
Детали внутреннего оборудования самолета, изготов-
ляемые на самолетостроительном предприятии, также разнообразны по
конструктивному оформлению и применяемым исходным материалам.
К таким деталям относятся чаши, рамы, кронштейны сидений, прибор-
ные доски, кожухи и короба электрооборудования, накладки, хомуты и
другие специальные соединительные детали для установки приборов
и т. д. Для изготовления этих деталей в основном применяют полуфаб-
рикаты— листы, плиты, профили и специальные заготовки — поковки,
штамповки и отливки из алюминиевых, магниевых сплавов, сталей и
пластмасс.
Требования к деталям оборудования зависят от назначения и усло-
вий работы их в конструкции самолета. Так, например, к коробам и ко-
жухам для электрожгутов особых требований прочности и точности не
предъявляют. К рамам, кронштейнам, чашам сидений и специальным
соединительным деталям предъявляют определенные требования проч-
ности и точности. К некоторым деталям внутреннего оборудования, кро-
ме того, предъявляются особые требования внешнего вида, чистоты
поверхностей и цвета.
Детали механизмов взлета, посадки и управле-
ния— цилиндры, поршни, штоки пневмо- и гидросистем, траверсы оси
и подкосы шасси, тяги, рычаги, качалки управления также разнообраз-
ны по конструктивному оформлению и применяемым для их изготовле-
ния материалам.
Для изготовления деталей механизмов применяют полуфабрика-
ты— листы, прутки, толстостенные трубы и специальные заготовки —
поковки, штамповки и отливки из высокопрочных легких сплавов и
сталей.
Требования к деталям механизмов зависят от их назначения и спе-
цифики работы в собранном узле. Кроме требований прочности и точно-
сти, которые распространяются на все детали механизмов, к значитель-
ному числу их предъявляются требования герметичности и износостой-
кости.
Например, к цилиндрам, поршням, штокам гидро- или пневмообору-
дования и к осям, траверсам и подкосам шасси, которые обычно изготов-
ляют из высокопрочных сталей, кроме требований прочности, точности
и герметичности, предъявляются требования высокой чистоты и износо-
стойкости отдельных поверхностей (внутренние поверхности цилиндров,
152
внешние поверхности поршней и штоков, отдельные поверхности осей,
траверс и подкосов шасси). Эти требования обеспечиваются специаль-
ными процессами обработки.
§ 2. ХАРАКТЕРНЫЕ ПОЛУФАБРИКАТЫ, ЗАГОТОВКИ
И КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ
ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
Для изготовления деталей планера самолета применяют разнооб-
разные легкие сплавы и стали в виде полуфабрикатов — листов, профи-
лей, профилированных и плоских плит, труб, прутков и в виде специаль-
ных заготовок — штамповок и отливок, а также композиционные мате-
риалы в виде порошков пластмасс, керамики и металлокерамики.
В соответствии с технологическими свойствами легкие сплавы и ста-
ли подразделяются на деформируемые в холодном состоянии и с подо-
гревом (гибка, обтяжка, вытяжка, выдавливание); деформируемые в го-
рячем состоянии (ковка — штамповка) и литейные (отливка различны-
ми способами).
Приведем основные наиболее распространенные материалы, приме-
няемые для изготовления деталей холодным деформированием.
1. Алюминиевые сплавы—технический алюминий АД, АД1, дур-
алюмин Д16, теплопрочный сплав Д20, алюминиевомарганцевый АМц,
алюминиевомагниевые сплавы АМг, АМгЗ, АМгб и высокопрочный
сплав В95.
2. Магниевые сплавы с повышенной свариваемостью МА1 и средней
прочностью МА8.
3. Титановые сплавы ОТ4, ОТ4-1 и технический титан ВТ1, ВТ 1-2.
4. Стали — улучшаемые ЗОХГСА и нержавеющие Х18Н9Т, ЭИ654,
Х15Н9Ю (СН2).
Технический алюминий АД и АД1 —листы и трубы в отожженнохм
или нагартованном состоянии — применяют для изготовления малона-
груженных деталей, работающих при нормальной температуре.
Дуралюмин Д16 — плакированные, прессованные профили и трубы
в отожженном или закаленном и естественно состаренном состоянии —
применяют для изготовления обшивок, обтекателей, деталей каркаса,
шпангоутов, рам и других деталей, работающих при температурах до
250е С. Детали, работающие при температурах свыше 150° С, после за-
калки подвергают искусственному старению, что повышает предел теку-
чести на 20—30% по сравнению с естественным старением.
Теплопрочный сплав Д20 — листы плакированные в отожженном,
закаленном или закаленном и состаренном состоянии — применяют для
изготовления деталей баков, герметичных частей самолета, подвергаю-
щихся последующей сварке и работающих при температурах до 300° С.
Существенный недостаток сплавов АД, АД1, Д16, Д20 заключается
в значительном снижении механических свойств после сварки и невысо-
кой коррозионной стойкости сварных соединений.
Алюминиевомарганцевый сплав АМц — листы, профили прессован-
ные и трубы в отожженном, полунагартованном, нагартованном состоя-
нии — применяют для изготовления малонагруженных деталей баков,
бензо- и маслопроводов, подвергающихся сварке. Сплав АМц обладает
высокой коррозионной стойкостью, пластичностью и хорошей сваривае-
мостью.
Алюминиевомагниевые сплавы (магналий): АМг — листы и прессо-
ванные трубы в отожженном, полунагартованном или нагартованном со-
стоянии; АМгЗ— листы в отожженном состоянии, АМгб — листы, прес-
сованные трубы и профили всех размеров в отожженном состоянии —
применяют для изготовления деталей сварных баков, герметических ка-
бин, силовых узлов каркаса и других деталей. Эти сплавы обладают
153
высокой коррозионной стойкостью, пластичностью, относительно высо-
кой прочностью и хорошей свариваемостью. Прочность сварного шва со-
ставляет 90—95% прочности основного материала. В силу своих физико-
механических и технологических свойств сплавы типа АМг являются
весьма перспективным материалом в самолетостроении.
Высокопрочный сплав В95—листы плакированные в отожженном
и в закаленном и искусственно состаренном состоянии, прессованные
профили и профилированные плиты в закаленном и искусственно соста-
ренном состоянии — применяют для изготовления основных силовых де-
талей самолета: лонжеронов, стрингеров, шпангоутов, нервюр, обшивок,
монолитных панелей и т. п. Сплав В95 весьма чувствителен к концентра-
ции напряжений и надрезам. Поэтому при разработке конструкции де-
талей из этого сплава необходимо предусматривать плавные переходы
при изменении сечения деталей и в процессе изготовления не допускать
рисок, царапин, острых забоин на поверхностях детали.
Магниевый сплав с повышенной свариваемостью МА1—листы в
отожженном состоянии и горячекатаные профили — применяют для ма-
лонагруженных деталей несложной конфигурации, подвергающихся
сварке.
Магниевый сплав средней прочности МА8—листы в отожженном
или полунаклепанном и отожженном состоянии и горячекатаные профи-
ли — применяют для изготовления обшивок вертолетов, панелей само-
летов, а также деталей каркаса и внутреннего оборудования. Сплав
МА8 обладает высокой пластичностью при нагреве (в интервале темпе-
ратур 230—350° С) и хорошо сваривается.
Титановые сплавы ОТ4, ОТ4-1 и технический титан ВТ1, ВТ1-2 —
листы в отожженном состоянии — применяют для изготовления обши-
вок, носков, законцовок крыльев, деталей каркаса, емкостей и других де-
талей, работающих при температурах 350—500° С. Преимущества тита-
новых сплавов состоят в их небольшом удельном весе при высокой проч-
ности, в хорошей сопротивляемости коррозии, довольно высокой
жаропрочности и хорошей свариваемости. Прочность сварного шва ти-
тановых сплавов достигает прочности основного материала. К недостат-
кам титановых сплавов следует отнести их повышенную склонность к уп-
рочнению в процессе деформирования и большое пружинение, высокую
чувствительность к надрезам и плохую обрабатываемость резанием.
Улучшаемая сталь ЗОХГСА — листы отпущенные или отожженные,
профили горячекатаные и трубы отожженные, нормализованные или пос-
ле высокого отпуска — применяются для изготовления ответственных
деталей, подвергающихся сварке (детали сварных ферм, рам, шпангоу-
тов, рычагов, качалок и т. п.) и работающих под значительной на-
грузкой.
Нержавеющая хромоникелевая сталь Х18Н9Т — листы в закален-
ном состоянии — применяется для изготовления деталей сварных узлов
и агрегатов, работающих в условиях влажной среды. В процессе холод-
ного деформирования резко повышается предел прочности и снижается
удлинение стали Х18Н9Т, что используется для повышения прочности
деталей, не подвергающихся термической обработке после изготовления.
С целью получения максимальной пластичности заготовки из стали
Х18Н9Т перед деформированием закаливают.
Нержавеющая сталь ЭИ654—листы и ленты в нагартованном и мяг-
ком состоянии — применяется для изготовления деталей, из которых сва-
риваются емкости и узлы, работающие в агрессивных средах. В мягком
состоянии пластичность стали ЭИ654 высокая, свариваемость хорошая.
Хромоникельалюминиевая сталь Х15Н9Ю (СН2) —листы холоднока-
таные и трубы в нормализованном состоянии — применяется для изго-
товления обшизок, носков и законцовок крыльев, деталей каркаса, ферм,
154
работающих при температурах до 450° С, а также для деталей, рабо-
тающих в контакте с атмосферой и топливом. Нержавеющие высоко-
прочные жаростойкие стали типа СН обладают высокой пластичностью
в нормализованном состоянии, высокой прочностью после нагартовки и
старения, высокой теплостойкостью, коррозионной стойкостью и хоро-
шей свариваемостью. Обшивки, работающие при температурах до 450° С,
изготовляют из нагартованной стали Х15Н9Ю. Стрингеры и гофриро-
ванные обшивки изготовляют из полунагартованной стали и подвергают
старению только после формообразования. Детали, для формообразова-
ния которых требуется высокая пластичность, изготовляют из мягкой
нормализованной стали Х15Н9Ю и затем обрабатывают холодом при
температурах от —60 до —70° С с последующим старением при 480—
500° С.
Таким образом, для изготовления деталей самолетов холодным де-
формированием в основном применяются полуфабрикаты: листы, профи-
ли, профилированные плиты и тонкостенные трубы, поставляемые спе-
циализированными металлургическими предприятиями.
Основными наиболее распространенными материалами для изготов-
ления деталей самолетов из горячештампованных заготовок являются:
1) конструкционные стали 25, 45, ЗОХГСА, ЗОХГСНА, 40Х, 12ХНЗА,
18ХНВА;
2) нержавеющие стали Х18Н9Т, Ж2, Х15Н9Ю(СН2), Х17Н5МЗ
(СНЗ), ЭИ961;
3) алюминиевые сплавы АК6, АК8, АК4, ВД17, Д1, Д16, В95,
АМгб;
4) магниевые сплавы МА2, ВМ65-1;
5) титановые сплавы ВТЗ-1, ВТ5, ВТ5-1, ВТ6.
Горячештампованные заготовки по сравнению с другими имеют наи-
более высокие механические свойства и поэтому широко используются
для изготовления высоконагруженных деталей.
При выборе материала для изготовления деталей из горячештампо-
ванных заготовок учитывают способность материала к пластическому
деформированию и его обрабатываемость резанием. При этом предпоч-
тение отдают материалу, который обеспечивает наиболее простой тех-
нологический процесс и высокие стабильные физико-механические свой-
ства детали.
Основные требования к деталям, изготовляемым из горячештампо-
ванных заготовок, состоят в выборе наиболее простой геометрической
фермы, в обеспечении плавных переходов от одного сечения к другому
и в соблюдении рекомендуемых соотношений между отдельными кон-
структивными элементами детали.
Из горячештампованных заготовок в основном изготовляют детали
каркаса и механизмов самолета и в относительно небольшом количест-
ве— крупногабаритные монолитные панели крыла и фюзеляжа.
Конструкционные стали применяют для изготовления из горяче-
штампованных заготовок деталей каркаса и механизмов как небольших,
так и значительных габаритных размеров.
Нержавеющие стали применяют для изготовления из горячештампо-
ванных заготовок деталей арматуры, работающих в агрессивных сре-
дах, и деталей каркаса, работающих при высоких температурах.
Алюминиевые и магниевые сплавы применяют для изготовления из
горячештампованных заготовок деталей арматуры, деталей каркаса, а
также крупногабаритных монолитных панелей крыла и фюзеляжа.
Титановые сплавы применяют для изготовления из горячештампо-
ванных заготовок деталей емкостей и деталей каркаса самолета, рабо-
тающих при высоких температурах.
155
На самолетостроительных предприятиях изготовляют горячештампо-
ванные заготовки относительно небольших размеров. Это объясняется
тем, что большинство серийных самолетостроительных предприятий рас-
полагает кузнечно-прессовым оборудованием небольшой мощности: мо-
лотами с весом падающих частей до 3 Т и прессами мощностью до
2500 Т. Получение крупногабаритных штамповок сложной формы огра-
ничено мощностью кузнечно-прессового оборудования. Так, например,
для получения горячештампованных заготовок из сталей требуются уси-
лия^ЮОООО Т!м2, а из алюминиевых сплавов—~ 30 000 Т)м2.
Поэтому крупногабаритные горячештампованные заготовки изготов-
ляют на специализированных металлургических предприятиях, распола-
гающих уникальным оборудованием большой мощности; молотами с ве-
сом падающих частей более 25 Т, горизонтально-ковочными машинами
мощностью до 3000 Т и гидравлическими прессами мощностью до
70 000 Т.
Основными наиболее распространенными материалами для изго-
товления деталей самолетов из литых заготовок являются:
1) алюминиевые сплавы АЛ2, АЛ4, АЛ5, АЛ8, АЛ9, ВИ-11-3, АЛЮ,
АЦР-1, ВАЛ-1;
2) магниевые сплавы МЛ5, МЛ7, МЛ9, МЛ 10, МЛ 11, МЛГ2;
3) титановые сплавы ВТ1, ВТ5;
4) стали ЮЛ, 40Г2Л, 660Л, 35ХГСЛ, 27ХГСНМА, 268Л (ЭИ268Л),
ВЖ36-Л2.
При выборе материалов для изготовления деталей из литых заго-
товок учитывают литейные свойства материала, его обрабатываемость
резанием и свариваемость. Отливки применяют во всех случаях, когда
детали из литых заготовок удовлетворяют расчетным нагрузкам и ус-
ловиям эксплуатации. Это объясняется резким снижением себестоимо-
сти изготовления деталей. Например, себестоимость изготовления моно-
литной панели из литой заготовки в 2 раза ниже себестоимости такой
же панели, изготовленной из плиты механической обработкой или клеп-
кой из листового материала и прессованных профилей.
Из литых заготовок изготовляют в основном детали каркаса само-
лета и в относительно небольшом количестве — крупногабаритные тон-
костенные панели и корпусные детали.
Алюминиевые литейные сплавы применяют для изготовления сле-
дующих деталей.
АЛ2—для деталей сложной конфигурации, не подвергающихся
значительным нагрузкам. Заготовки отливают в песчаные формы, в ко-
киль и под давлением. Сплав обладает высокой герметичностью, особен-
но при литье в кокиль. Плохо обрабатывается резанием, но хорошо сва-
ривается. Коррозионная стойкость удовлетворительная.
АЛ4 — для деталей сложной конфигурации, подвергающихся зна-
чительным нагрузкам. Заготовки отливают в песчаные формы, в кокиль
и выжиманием. Сплав обладает хорошей пластичностью, хорошо обра-
батывается резанием и сваривается. Коррозионная стойкость удовлет-
ворительная, теплопрочность пониженная, сплав чувствителен к измене-
нию нагрузок при температуре 250—300° С.
АЛ5 — для крупных деталей, подвергающихся значительным стати-
ческим нагрузкам. Заготовки отливают в песчаные формы и в кокиль.
Сплав обладает хорошей герметичностью, хорошо обрабатывается реза-
нием и удовлетворительно сваривается. Коррозионная стойкость невы-
сокая.
АЛ8 — для наиболее ответственных деталей несложной конфигура-
ции, подвергающихся ударным нагрузкам и коррозии. Заготовки отлива-
ют в песчаные формы. Сплав обладает пониженной герметичностью, но
156
высокими антикоррозионными свойствами. Хорошо обрабатывается ре-
занием, хорошо полируется и удовлетворительно сваривается.
АЛ9—для деталей сложной конфигурации, подвергающихся сред-
ним нагрузкам. Заготовки отливают в песчаные формы, в кокиль и под
давлением. Сплав обладает повышенной герметичностью, удовлетвори-
тельной коррозионной стойкостью, удовлетворительно обрабатывается
резанием и хорошо сваривается.
ВИ-11-3 — для деталей средней сложности, подвергающихся сред-
ним нагрузкам. Заготовки отливают в песчаные формы, в кокиль и под
давлением. Сплав обладает высокой коррозионной стойкостью — мень-
шей склонностью к окислению, чем сплав АЛ8, и отлично обрабатывает-
ся резанием.
АЛ 19 — для деталей средней сложности, работающих при темпера-
турах 175—300° С. Заготовки отливают в песчаные формы. Сплав имеет
пониженную герметичность, удовлетворительную коррозионную стой-
кость, но повышенную пластичность и ударную вязкость. Отлично обра-
батывается резанием и хорошо сваривается.
АЦР-1—для деталей, работающих в условиях высокого давления
газа или жидкости при температурам 350—400° С. Сплав обладает по-
вышенной герметичностью. Коррозионная стойкость и обрабатываемость
резанием удовлетворительные.
ВАЛ-1—для деталей, работающих при температурах до 350° С.
Этот сплав превосходит все другие литейные алюминиевые сплавы по
теплопрочности при температуре 300° С, герметичен, удовлетворительно
обрабатывается резанием и хорошо сваривается аргоно-дуговой свар-
кой. Коррозионная стойкость удовлетворительная.
Магниевые литейные сплавы применяют для изготовления таких де-
талей.
МЛ5 — для тонкостенных деталей сложной конфигурации, подвер-
гающихся большим нагрузкам. Заготовки отливают в песчаные и оболоч-
ковые формы, в кокиль и под давлением. Сплав обладает удовлетвори-
тельной коррозионной стойкостью в оксидированном состоянии, отлично
обрабатывается резанием и удовлетворительно сваривается.
МЛ7 — для деталей сложной конфигурации, работающих при тем-
пературах до 200° С. Заготовки отливают в песчаные и оболочковые
формы. Другие технологические свойства сплава, кроме его повышен-
ной теплопрочности, аналогичны свойствам сплава МЛ5.
МЛ9 — для средненагруженных деталей, работающих при темпера-
турах до 250° С, и для деталей, кратковременно работающих при темпе-
ратурах до 350° С. Сплав имеет удовлетворительную коррозионную стой-
кость и удовлетворительно сваривается аргоно-дуговой сваркой. По пре-
делу текучести при температурах до 350° С превосходит все существую-
щие магниевые литейные сплавы.
МЛ 10 — для высоконагруженных деталей, работающих длительное
время при температурах до 250° С и кратковременно при температурах
до 350° С. Сплав обладает удовлетворительной коррозионной стой-
костью и хорошо сваривается.
МЛН —для деталей сложной конфигурации, работающих при тем-
пературах 250'—300° С. Заготовки отливают в песчаные и оболочковые
формы. Другие технологические свойства сплава, за исключением его по-
вышенной горячеломкости, аналогичны свойствам сплава МЛ5.
МЛ 12—для высоконагруженных деталей сложной конфигурации,
работающих длительное время при температурах до 200р С. Заготовки
отливают в песчаные, оболочковые и металлические формы. Сплав об-
ладает высокими механическими свойствами, особенно по пределу те-
кучести, и хорошей пластичностью. Коррозионная стойкость в окрашен-
ном состоянии хорошая.
157
Титановые литейные сплавы применяют для изготовления следую-
щих деталей.
ВТ1—для средненагруженных деталей, работающих в агрессив-
ных средах при комнатной и при повышенных температурах. Заготовки
отливаются только в вакуумных печах и в печах с защитной атмосферой.
Сплав имеет высокую коррозионную стойкость, удовлетворительно об-
рабатывается резанием и отлично сваривается в защитной атмосфере.
ВТ5 — для высоконагруженных деталей сложной конфигурации, ра-
ботающих в агрессивных средах при высоких температурах. Другие тех-
нологические свойства сплава ВТ5, за исключением свойственного ему
высокого предела ползучести, аналогичны свойствам сплава ВТ1.
Литейные стали используют для изготовления следующих деталей.
ЮЛ — для деталей, которые должны иметь магнитные свойства или
хорошо свариваться. Литейные свойства стали низкие.
40Г2Л — для деталей средней сложности. Заготовки отливают в пес-
чаные и оболочковые формы и по выплавляемым моделям. Сталь обла-
дает хорошими литейными свойствами, хорошо обрабатывается резанием
и сваривается.
660Л — для крупных и толстостенных деталей. Заготовки отливают
в песчаные и оболочковые формы и по выплавляемым моделям. Сталь
имеет хорошие литейные свойства, хорошо сваривается и удовлетвори-
тельно обрабатывается резанием.
35ХГСЛ — для высоконагруженных, особо ответственных деталей.
Заготовки отливают в песчаные и оболочковые формы и по выплавляе-
мым моделям. Сталь имеет удовлетворительные литейные свойства, хо-
рошо обрабатывается резанием и сваривается.
27ХГСНМА— для высоконагруженных, особо ответственных дета-
лей. Технологические свойства стали, за исключением ее лучших литей-
ных свойств и склонности к образованию горячих трещин, аналогичны
свойствам стали 35ХГСЛ.
268Л (ЭИ-268Л)—для деталей, работающих в условиях повышен-
ных температур и агрессивных сред. Технологические свойства нержа-
веющей теплоустойчивой стали 268Л аналогичны свойствам стали
35ХГСЛ.
ВЖ36-Л2 — для деталей, работающих при высоких температурах
(до 900° С). Плавку стали и отливку заготовок производят в вакуумных
печах и в печах с защитной атмосферой.
На серийных предприятиях авиационной промышленности применя-
ются следующие способы литья: в песчаные формы; в кокиль; в оболоч-
ковые формы; по выплавляемым моделям; под давлением; выжиманием;
под низким давлением и направленно-последовательной кристаллизации.
Для каждого конкретного случая способ литья выбирают в зависи-
мости от масштаба производства, габаритных размеров детали, сложно-
сти ее конфигурации и требований, предъявляемых к детали (прочности,
точности размеров и чистоты необрабатываемых поверхностей). При
этом учитывают затраты на изготовление оснастки, которые должны
быть экономически оправданы. При определении эффективности того
или иного способа литья основным показателем является стоимость го-
товой детали, включая стоимость последующей обработки и всех приме-
няемых материалов и оснастки, приходящуюся на одну деталь.
Для литья в песчаные формы, в кокиль, в оболочковые формы и по
выплавляемым моделям применяют все литейные сплавы и стали.
Литьем в песчаные формы получают заготовки различной
сложности при низкой точности размеров и с коэффициентом использова-
ния металла 0,7.
Литьем в иокиль получают заготовки ограниченной сложно-
сти, с плотной структурой металла, с повышенными механическими свой-
158
ствами и точностью размеров и с коэффициентом использования метал-
ла 0,72.
Литьем в оболочковые формы получают заготовки ог-
раниченной сложности, с повышенной точностью размеров и с коэффи-
циентом использования металла равным 0,85.
Литьем по выплавляемым моделям получают заготов-
ки ограниченных размеров, но любой сложности с высокой точностью
размеров и с коэффициентом использования металла 0,9. Этот способ
применяют для отливки заготовок из сверхпрочных сплавов, трудно под-
дающихся механической обработке.
Литьем под давлением получают заготовки ограниченных
размеров, но любой сложности, с высокой точностью размеров и чисто-
той поверхности до V?- Заготовки почти не требуют механической обра-
ботки, но имеют низкие прочность и плотность металла. Коэффициент
использования металла 0,95.
Литьем выжиманием из алюминиевых сплавов получают
крупногабаритные тонкостенные, преимущественно плоскостные заготов-
ки панельного типа с коэффициентом использования металла 0,85.
Литьем под низким давлением из алюминиевых и маг-
ниевых сплавов получают тонкостенные, преимущественно корпусные ци-
линдрической формы заготовки с коэффициентом использования метал-
ла 0,85.
Способом направленно-последовательной крис-
таллизации из алюминиевых и магниевых сплавов изготовляют
крупногабаритные тонкостенные как корпусные, так и плоскостные за-
готовки панельного типа с коэффициентом использования металла 0,85.
Кроме этого, значительное количество деталей изготовляют непо-
средственно из полуфабрикатов резанием и другими процессами удале-
ния излишнего материала.
Основными наиболее распространенными полуфабрикатами для из-
готовления деталей удалением излишнего материала являются:
1. Прутки круглой, квадратной и шестигранной формы в сечении
прессованные из алюминиевых сплавов АМц, АМг, АМгб, АД1, Д6, Д16,
АВ, АК2, АК4, АКБ, АК8; из магниевых сплавов MAI, МА2, МАЗ, МА5;
горячекатаные и кованые из титановых сплавов ВТ1, ВТЗ, ВТЗ-1, ВТ5,
ВТ8; горячекатаные, холоднотянутые и калиброванные из сталей 10, 25,
35, 45, ЗОХГСА.
2. Трубы прессованные и холоднотянутые из алюминиевых сплавов
АМг, Д1, Д6, Д16 и горячекатаные из сталей 20, 25, 45, ЗОХГСА.
3. Профили прессованные из алюминиевых сплавов АМгб, Д1, Д16,
Д6, В95, горячепрессованные из магниевых сплавов MAI, МА8, ВМ05-1
и горячекатаные из стали ЗОХГСА.
4. Плиты прессованные из алюминиевых сплавов АМц, АМг, Д1,
Д16, АВ и полосы горячекатаные из сталей 20, 45, ЗОХГСА.
Прутки прессованные и горячекатаные имеют низкую точность раз-
меров в сечении и применяются для изготовления деталей из штучных
заготовок. Холоднотянутые и калиброванные прутки изготовляют по 5-му
классу точности в сечении и применяют для изготовления деталей из
прутка на револьверных станках и токарных автоматах.
Трубы холоднотянутые по сравнению с горячекатаными и прессо-
ванными имеют наиболее высокие механические свойства, точность раз-
меров и чистоту поверхности. Трубы применяют для изготовления полых
деталей, имеющих форму тел вращения, из штучных заготовок. Приме-
нение труб вместо прутковых заготовок позволяет экономить металл, со-
кращать трудоемкость обработки и получать детали с высокими механи-
ческими свойствами.
159
Профили горячекатаные дешевле в изготовлении. Однако формы их
сечений ограничены возможностями процесса прокатки. Прессованные
профили могут быть весьма сложной формы в сечении. Профили про-
стой конфигурации прессуют с переменными размерами в сечениях по
длине. Их применяют для изготовления деталей каркаса.
Плиты прессованные (профилированные) из алюминиевых сплавов
применяют для изготовления плоских монолитных панелей, а горячека-
таные стальные полосы —для изготовления плоских деталей каркаса.
Для изготовления деталей планера самолета из неметаллических
материалов применяют различные пластмассы с наполнителями и без
наполнителей, а также органическое стекло различных марок для дета-
лей остекления.
Почти все марки пластмасс перерабатываются компрессионным и
литьевым прессованием и литьем под давлением.
Компрессионное прессование главным образом применяют для из-
готовления деталей из термореактивных пластмасс. Литьевым прессова-
нием изготовляют детали из порошкообразных пластмасс. Литьем под
давлением изготовляют детали в основном из термопластов, так как
термореактивные пластмассы в нагретом и пластическом состоянии мо-
гут находиться краткий промежуток времени. Детали из органического
стекла изготовляют формованием или свободной вытяжкой — без сопри-
косновения формуемых поверхностей с приспособлениями — или вытяж-
кой в штампах, на болванках.
Наиболее распространенные марки пластмасс, применяемые для
изготовления деталей планера самолета, с указанием способа их перера-
ботки и области применения приведены в гл. XIII.
§ 3. ОБЩАЯ КЛАССИФИКАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
В основном производстве современного предприятия авиационной
промышленности независимо от масштаба производства для изготовле-
ния планера применяют весьма большое количество разнообразных тех-
нологических процессов. Все эти процессы делятся на три взаимосвязан-
ных класса: заготовительно-обработочные, монтажно-сборочные и регу-
лировочно-испытательные процессы.
Для каждого класса технологических процессов изготовления изде-
лия существуют объективные признаки, которые могут быть положены
в основу подробной классификации процессов.
Так, для первого класса характерна взаимная связь заданных про-
ектом детали физико-механических параметров с фактически существую-
щими физико-механическими параметрами исходных материалов.
Характерные признаки и содержание технологических процессов
второго и третьего классов рассматриваются в соответствующих главах
этой книги.
Классификация технологических процессов базируется на делении
процессов каждого класса на подклассы, группы, подгруппы и пер-
вичные процессы, состоящие из действий (механических, физических, хи-
мических или комбинированных), независимо от того, производятся эти
действия с участием или без участия человека.
Первичным процессом является частный технологический процесс.
Классификация технологических процессов необходима для разра-
ботки рациональных процессов изготовления изделий.
Заготовительно-обработочные процессы включают множество част-
ных процессов, из которых составляются конкретные технологические
процессы изготовления деталей планера самолета. Ьсе множество заго-
товительно-обработочных процессов в зависимости от результатов их
воздействия на исходные материалы можно разделить на два взаимосвя-
160
занных подкласса: процессы формообразования и процессы придания де-
талям требуемых физико-механических свойств (табл. 7. 1).
Таблица 7.1
Класс
Группы
Подклассы
Подкласс процессов формообразования в свою очередь делится на
четыре группы: литье, горячее деформирование, разделение полуфабри-
катов и удаление излишнего материала и холодное деформирование.
Подкласс процессов придания физико-механических свойств делится
на две группы: термическая и термохимическая обработка и процессы
образования покрытий.
В соответствии с учебными планами подготовки специалистов в
большинстве авиационных вузов страны физическая сущность процес-
сов литья, горячего деформирования, термической и термохимической
обработки, некоторых процессов удаления излишнего материала и обра-
зования покрытий рассматривается в соответствующих дисциплинах до
изучения настоящего курса.
Поэтому сущность процессов литья и горячей ковки-штамповки в
данном курсе не рассматривается. Остальные перечисленные выше про-
цессы характеризуются с точки зрения их рационального использования
в технологических процессах изготовления деталей самолетов.
Схемы деления каждой группы процессов на подгруппы и на част-
ные специфические процессы приводятся ниже (см. гл. VIII—XI) и в со-
ответствии с этими схемами дается характеристика частных процессов
каждой группы.
Разнообразные частные процессы подкласса «формообразования»
позволяют получать поверхности изделий различных классов чистоты.
Пределы классов чистоты, обеспечиваемые группами процессов формо-
образования, приведены в табл. 7. 2.
При разработке конструкции конкретных деталей чистоту поверх-
ностей выбирают и указывают в чертежах в зависимости от требуемых
6
5173
161
Таблица 7.2
Диапазоны частоты поверхности, обеспечиваемые группами
процессов формообразования
Пределы классов чисто- ты и микронеровно- стей Группы процессов формообразования
Литье Горячее дефор- мирование Разде- ление полуфаб- риката и удаление излишне- го мате- риала Холодное дефор- мирова- ние
под давле- нием— цветные сплавы ком- прес- сионное и под давле - нчем— пласт- массы штам- повка металлов к омпрес- сионное прессо- вание пласт- масс
Класс чистоты V4-V8 V8-V12 V3-V5 V8-V12 V3-V14 V3-V9
Максимальная высота микронеровностей в мк 40—3,2 3,2—0,2 80—20 3,2—0,2 80-0,05 80—1,6
класса точности, посадки, назначения и заданной выносливости детали,
трения в узлах механизмов, вида упрочняющих, защитных или декора-
тивных покрытий и т. д.
Глава VIII
ПРОЦЕССЫ ФОРМООБРАЗОВАНИЯ РАЗДЕЛЕНИЕМ
ПОЛУФАБРИКАТА И УДАЛЕНИЕМ ИЗЛИШНЕГО МАТЕРИАЛА
Для разделения полуфабриката на заготовки и детали и удаления
излишнего материала используют группу многочисленных процессов, ко-
торую по виду энергии, подводимой в зону обработки, можно подразде-
лить на следующие подгруппы: механические, электрические, электро-
химические, акустические, лучевые, химические и термические. Каждую
подгруппу по физико-химической однородности можно разделить на
частные технологические процессы (рис. 8.1), которые в свою очередь
состоят из разнообразных видов обработки.
В соответствии с этой классификацией ниже приводятся характери-
стики частных процессов формообразования разделением полуфабрика-
та и удалением излишнего материала.
§ 1. ПРИПУСКИ НА ОБРАБОТКУ
Для образования формы и размеров детали соответствующей точно-
сти с поверхностей заготовки удаляется слой материала, который назы-
вают припуском на обработку.
Припуск на обработку должен быть таким, чтобы обеспечивать уст-
ранение всех погрешностей предыдущей обработки с учетом погрешно-
стей базирования и закрепления заготовки на выполняемой операции.
Суммарная величина минимального припуска zbmln (рис. 8. 2) на
обрабатываемую поверхность при наименьшем предельном размере за-
готовки для наружных поверхностей (nmln, bmin) или при наибольшем
162
предельном размере заготовки для внутренних поверхностей (nmax, Z?max)
для какого-либо перехода определяется по формуле
2бт1п = (На + Та) + | £>а + |, (8.1)
где На — высота микронеровностей, полученных на предшествующем пе-
реходе;
Та — глубина дефектного поверхностного слоя;
Qa — погрешность формы на предшествующем переходе (вектор-
ная сумма пространственных отклонений);
еъ — погрешность установки на выполняемом переходе (векторная
сумма погрешностей базирования и закрепления).
Группа -
Подгруппы -
Частные
процессы -
Виды обработки
Рис. 8. 1. Классификация процессов разделения полуфабриката и удаления
излишнего материала
Чистота поверхностей определяется шероховатостью, т. е. неровно-
стями с относительно малым шагом по ГОСТ 2789—59.
Глубина дефектного слоя Та зависит от вида и режима обработки,
например, в результате нагрева и вредных деформаций она достигает
(в мм):
при точении......................0,2—2
при шлифовании................... 0,0125—0,075
при хонинговании ................ 0,0025—0,025
при суперфинишировании .......... 0,00025
Погрешность формы ра. полученная на предшествующем переходе
обработки, существенно влияет на погрешности формы на выполняемом
Нормальная
структура
Рис. 8.2. Схема расположения микронеровностей и дефектного слоя (о),
допусков и припусков на обработку наружных (б) и внутренних (в) по-
верхностей:
I.
X
а
Заготовка g
i___:
___д
а)
а—размер и бд —допуск на размер, полученный на предшествующем переходе; Ь—
размер и б^ —допуск на размер, которые должны быть получены на выполняемом
переходе-, z & —припуск на выполняемый переход
6*
163
переходе. Например, овальность заготовки обычно приводит к овально-
сти детали. В случае автоматического получения размеров деталей на
предварительно настроенных станках при наименьшем предельном раз-
мере заготовки 6Zmin получают наименьший предельный размер после об-
работки femin- И, наоборот, при наибольшем предельном размере заготов-
ки атах после обработки получают наибольший предельный размер
^тах-
Погрешность установки на выполняемом переходе еь составляется
из погрешностей базирования и закрепления заготовки. Например, при
совмещении конструктивной и установочной баз погрешность базирова-
ния равна нулю. Погрешность закрепления зависит от вида зажимного
устройства.
Действительные припуски на обработку располагаются в пределах
минимального £ьтш и максимального гъ max припусков в зависимости от
действительных размеров заготовки.
Допуск на припуск d'z определяется как разность предельных значе-
ний припуска:
b'z=2lmas Zbmin = &a (8- 2)
Общий припуск z0, необходимый для всех переходов от черновой за-
готовки до получения готовой детали соответствующей точности, опре-
деляется как сумма промежуточных припусков:
п
(8.3)
i = l
Таким образом, размер заготовки слагается из номинального разме-
ра и общего припуска на обработку.
Общий припуск рассчитывают в соответствии со схемой технологиче-
ского процесса изготовления детали начиная с последнего окончатель-
ного перехода обработки данной поверхности
Припуск на полирование, когда достигается только заданная чисто-
та поверхности, не рассчитывают. При полировании удаляются лишь гре-
бешки микронеровностей в пределах допуска на размер детали, полу-
ченного на предшествующем переходе обработки.
Для удаления излишнего материала с поверхностей заготовки тре-
буется большое количество разнообразного оборудования (станков, ап-
паратов, установок), оснащаемого приспособлениями и инструментом.
§ 2. МЕХАНИЧЕСКИЕ ПРОЦЕССЫ
В самолетостроении широко применяют резку ножницами и штам-
пами, распиловку, фрезерование,' сверление, зенкерование, развертыва-
ние, точение, протягивание, шлифование и полирование.
Резка ножницами и штампами
Процесс резки ножницами и штампами заключается в сдвиге одной
части полуфабриката относительно другой под действием и в направле-
нии сил, приложенных к полуфабрикату со стороны ножей ножниц или
пуансона и матрицы вырезного штампа (рис. 8.3, а, б).
Процесс состоит из трех стадий: изгиба заготовки под действием па-
ры сил, приложенных к режущим кромкам; внедрения режущих кромок
в материал полуфабриката за счет смятия и отделения одной части по-
луфабриката от другой в результате образования микротрещин, направ-
1 Порядок расчета промежуточных припусков на обработку и необходимые данные
приводятся в Справочнике технолога-машиностроителя, т. I, Машгиз, 1956, стр. 66—90.
164
ленных по поверхностям скольжения. Трещины и разрушения идут от
режущих кромок и направлены под некоторым углом к поверхности по-
луфабриката. Для того чтобы они совпадали по направлению, между ре-
жущими кромками необходим некоторый зазор z.
Оптимальный зазор, при котором получается наилучшая поверх-
ность среза материала, более высокая точность резки, наименьшее уси-
лие резки и наибольшая стойкость режущих кромок, в большинстве слу-
чаев близок к 8—10% толщины материала для металлических и к 3—
5% для неметаллических полуфабрикатов типа бумаги, кожи, текстоли-
та, фибры.
Рис. 8. 3. Схема процесса резки
а—ножницами (/—верхний нож, 2—нижний нож, 3—стол ножниц, 4—разрезаемый полуфабрикат);
б—штам! ом (7—пуансон, 2—матрица); в—ножницами с прижимом и поддерживающей плитой
(/—прижим, 2—разрезаемый материал, 3—поддерживаюшая плита, 4—пружина)
Вследствие изгиба и сдвига волокна, расположенные в зоне линии
разделения, удлиняются, исходная микроструктура материала в этой
зоне нарушается и кромки заготовок имеют характерный скошенный
вид. Это обусловливает сравнительно невысокие точность резки и чи-
стоту кромок. Для уменьшения изгиба и улучшения чистоты кромок рез-
ку производят с прижимом и, когда это возможно, поддерживающей
.плитой, которые препятствуют общему изгибу заготовки (рис. 8.3, в).
В тех случаях, когда к микроструктуре кромок заготовки и их чистоте
предъявляются повышенные требования, кромки полученных резкой за-
готовок подвергают дополнительной чистовой обработке.
j ! । Усилие резки \
Ножи должны воздействовать на полуфабрикат с усилием, достаточ-
ным для создания пиковых напряжений, достигающих величины тср для
данного материала. Многочисленными экспериментами установлено, что
для процесса резки достаточно усилие, определяемое из выражения
P=1,3Stcp~Sob, (8.4)
где Р — усилие резки;
S — площадь одновременного сдвига материала;
тСр — сопротивление материала срезу;
1,3(1,0—1,3)—коэффициент, учитывающий неравномерность толщины
материала полуфабриката, затупление режущих кромок
ножей, наличие сложного напряженного состояния в про-
цессе резки;
ов — предел прочности материала полуфабриката.
Способы резки и применяемое оборудование
Существует несколько способов резки листовых полуфабрикатов:
по прямым линиям и по криволинейным открытым и замкнутым кон-
турам.
16$
Резку по прямым линиям осуществляют на гильотинных^
роликовых и многороликовых ножницах. На рис. 8.4, а показана схема
резки листов на гильотинных ножницах с верхним ножом, расположен-
ным под углом к нижнему неподвижному ножу. Усилие резки подсчиты-
вают по формуле
A>=S’.=V'’.82ctg<|>, (8.5}
£
где ф — угол створа ножей;
д — толщина полуфабриката.
С увеличением ф, а следовательно, уменьшением площади S одно-
временного сдвига материала усилие резки уменьшается. Однако при
увеличении ср резко возрастает потребный ход верхнего ножа, а также-
Рис. 8. 4. Способы резки по прямым линиям:
а—гильотинными ножницами (/—верхний нож, 2—разрезаемый лист, 3—нижний нож); б—схема-
настройки упоров на гильотинных ножницах (/—задний упор, 2—отрезаемая заготовка, 3—прижим,.
4—боковой упор или направляющая линейка, 5—стол ножниц, 6—передний упор. В—расстояние меж-
ду режущей кромкой нижнего ножа и задним упором); в—резка роликовыми ножницами (/—нож.
2—разрезаемый полуфабрикат, ct—"-:14е—угол захвата, Л=(30—70)6—диаметр ножей, h= (0,2—0.35)6—
величина захода ножей)
деформации изгиба и скручивания отрезаемой заготовки. Наивыгодней-
ший угол отвора <р в зависимости от толщины разрезаемого листа (0,5—
25 мм} составляет 1—6°.
Для резки сравнительно тонких листов, когда предъявляются повы-
шенные требования к качеству реза, а также для неметаллических ма-
териалов (текстолита, гетинакса, картона и пр.) используют ножницы
с параллельными ножами. Величину S в этом случае определяют из вы-
ражения S~Ld, где L — длина линии разделения полуфабриката.
Резку листов на гильотинных ножницах производят по упорам, при-
мер настройки которых приведен на рис. 8.4, б. Если размер В поносы
или заготовки превышает 200—600 мм соответственно для толщины ма-
териала 0,5—2 мм, то резку выполняют по переднему упору. В этом:
случае отрезаемая полоса (заготовка) не провисает и точность резки вы-
ше, чем при резке по заднему упору.
Точность резки на гильотинных ножницах зависит от толщины ли-
ста, состояния режущих кромок ножей и конфигурации отрезаемой за-
готовки или детали. Например, для полос длиной до 2000 мм из листо-
вого материала толщиной 0,5—10 мм допуски на ширину от 50 до 500 мм*.
составляют соответственно 0,25—3,0 мм.
Крупные ножницы допускают резку дуралюминовых листов толщи-
ной в несколько десятков миллиметров и длиной реза до 7000 мм.
Затраты на наладку гильотинных ножниц незначительны, и их эко-
номически целесообразно применять в условиях как мелкосерийного, таю
и крупносерийного производства.
166
Актуальной задачей при резке на гильотинных ножницах является
автоматизация подачи листов, так как при ручной подаче производи-
тельность не превышает 25—35 резов в минуту.
Для продольной резки ленточного материала (со скоростью переме-
щения разрезаемого полуфабриката 15—35 м!мин) применяют ролико-
вые ножницы как с одной парой ножей (рис. 8.4, в), так и с нескольки-
ми. Многороликовые ножницы используют в крупносерийном и массо-
вом производстве для разрезания тонких листов и лент (б<^3 мм) на
несколько полос (лент) одновременно. Заданные расстояния между от-
дельными парами ножей устанавливаются при настройке ножниц.
Резку по криволинейным контурам листовых полу-
фабрикатов из неметаллических материалов, цветных сплавов и высоко-
прочных материалов (сталь, титановые сплавы) производят дисковыми
и вибрационными ножницами, а также штампами (рис. 8.5).
Рис. 8. 5. Способы резки по криволинейным контурам:
а— дисковыми нох.ницами; б—вибрационными ножницами (7—подвижный нож. 2—не-
подвижный нож, 3—разрезаемый лист); в—штампом (/—пуансон, 2—матрица, 3—полу-
фабрикат)
У наклонно поставленных под углом 45° ножей дисковых ножниц
(рис. 8. 5, а) режущие кромки образованы пересечением конических по-
верхностей. Это позволяет в процессе резки поворачивать лист относи-
тельно ножей и вырезать заготовки и детали, контур которых очерчен
кривыми с относительно небольшими радиусами.
Надежный «захват» листа при резке возможен в том случае, если
Но с увеличением диаметра В ножей затрудняется резка по
кривслинейным контурам с малыми радиусами кривизны. Поэтому на
практике применяют кожи, диаметр которых не превышает 60—70 мм.
Такими ножами возможна резка по кривым с радиусами кривизны не
менее 40—50 мм. Толщина б разрезаемого материала при этом не дол-
жна превышать 1/3073, т. е. 2,5 мм.
Заготовки и детали из листа на дисковых ножницах обычно выре-
зают по разметке, направляя лист вручную. Производительность резки
при этом составляет 2—10 м/мин. Избежать ручного направления листа
по требуемой траектории удается лишь при вырезке круглых заготовок
и деталей. В этом случае полуфабрикат квадратной формы закрепляют
в центрах дополняемого к ножницам специального устройства. Круго-
вая подача осуществляется в результате «захвата» вращающимися но-
жами полуфабриката, закрепленного в центрах.
Дисковые ножницы применяются в единичном и мелкосерийном про-
изводстве. Затраты на наладку и специальные приспособления почти от-
сутствуют, величина амортизационных отчислений незначительна.
Схема резки на вибрационных ножницах показана на рис. 8. 5, б.
Верхний нож с амплитудой 2—3 мм совершает 1200—2000 возвратно-
поступательных движений в минуту по замкнутой кривой. Нижний нож
при помощи ножной педали в процессе резки опускается и поднимается,
что позволяет в широком диапазоне изменять величину захода ножей
и вырезать как по наружным, так и по внутренним прямолинейным и
167
криволинейным контурам заготовки с минимальным радиусом кривизны
12—15 мм.
Кромки заготовок и деталей получаются обычно с зазубринами и
заусенцами, что вызывает необходимость последующей ручной опиловки
или зачистки контура. Производительность ниже, чем на дисковых нож-
ницах. Вибрационные ножницы применяют для вырезки по разметке за-
готовок и деталей из листового материала, а также для вспомогательных
работ в единичном и мелкосерийном производстве.
Точность резки на дисковых и вибрационных ножницах соответству-
ет 7—9-му классу точности.
1 Вырезка штампами
Процесс вырезки заготовок и деталей из листа при помощи штампов
(рис. 8. 5, в) аналогичен процессу резки на ножницах. Усилие вырезки
определяется по формуле
(8.6)
где L — периметр вырезаемого контура.
При помощи штампов, установленных на прессах соответствующей
мощности, вырезают различной формы заготовки и детали из полос, лент
и карточек. Точность и производительность вырезки штампами выше,
чем дисковыми и вибрационными ножницами. В зависимости от механи-
зации подачи полуфабриката и конструкции штампа существующее
прессовое оборудование позволяет за одну минуту вырезать от 20 до 600
заготовок или деталей. При этом погрешность перенесения размеров
штампа на деталь или заготовку обычно не превышает 0,1—0,2 мм.
Применение упрощенных конструкций вырезных штампов экономич-
но в мелкосерийном и единичном производстве. Вырезка штампами яв-
ляется одним из прогрессивных процессов получения деталей и загото-
вок малых и средних размеров как в мелкосерийном, так и массовом
производстве.
В мелкосерийном производстве пуансоны и матрицы изготовляют из
малоуглеродистой стали (10; 20) с последующей цементацией и закал-
кой. Для вырезки деталей из алюминиевых сплавов возможно примене-
ние матриц и пуансонов без цементации. В средне- и крупносерийном
производстве матрицы и пуансоны изготовляют из инструментальной
стали У7, У10 или хромистой стали с последующей закалкой. С увеличе-
нием масштаба производства рабочие поверхности матриц и пуансонов
дополнительно упрочняют хромированием и другими способами. Иногда
режущие кромки штампов изготовляют из пластинок твердых сплавов.
Характеристика штампов
По характеру действий вырезные штампы (рис. 8. 6, а—в) бывают
простыми (вырезка только наружного или внутреннего контура), совме-
щенными (одновременная вырезка по наружному и внутреннему конту-
рам) и последовательными (вырезка детали по внутреннему и наружно-
му контурам за два и более ходов пресса). При выборе штампов для
вырезки конкретных заготовок и деталей необходимо учитывать, что точ-
ность взаимного расположения контуров детали, вырезанной штампом
совмещенного действия, составляет 0,02—0,08 мм, а штампом последо-
вательного действия — 0,1—0,3 мм. Штампы последовательного дейст-
вия конструктивно менее компактны, чем совмещенного, но более произ-
водительны.
По конструктивному оформлению штампы (рис. 8. 6, г—е) подраз-
деляются на открытые, с направляющей плитой и направляющими ко-
лонками.
168
У простых по конструкции открытых штампов ориентация взаимно-
го расположения пуансона и матрицы обеспечивается непосредственно
прессом. Вследствие этого сравнительно велика трудоемкость выверки
зазора между матрицей и пуансоном по контуру при установке штампа
на прессе.
Штампы с направляющими колонками применяют для вырезки де-
талей сложного контура, так как в этом случае значительно проще обес-
печить точное направление пуансона со сложной формой в плане, чем с
помощью направляющей плиты. Использование направляющих колонок
в конструкции штампа приводит к некоторому увеличению его габаритов.
Рис. 8. 6. Типы штампов:
По характеру действия: а—простой; б—совмещенного действия; в—последовательного
действия. По конструктивному оформлению: г—открытый; д—с направляющей плитой;
е—с направляющими колонками
В самолетостроении при любых масштабах производства широко
применяются пластинчатые штампы (рис. 8.7, а), которые состоят из
нормализованных корпусов (блоков) и специальных пуансонов и матриц.
Матрицы и пуансоны изготовляют из нормализованных по размерам
стальных пластин небольшой толщины (6—12 мм), что упрощает их об-
работку. Для выталкивания деталей и отходов в пластинчатых штампах
используют резиновые подушки. Пластинчатый штамп в блоке устанав-
ливается на контрольные штифты и удерживается при помощи быстро-
действующего крепления. Это позволяет быстро заменять вырезную пару
без снятия корпуса штампа с пресса.
Использование резины для съема отхода и выталкивания детали иск-
лючает возможность применения пластинчатых штампов для вырезки от-
верстий диаметром менее 15 мм и деталей из материала толщиной бо-
лее 3 мм.
Крупногабаритные детали, ограниченные плавным контуром, реко-
мендуется вырезать ленточными штампами (рис. 8.7, б) с заполните-
лем из эпоксидной композиции.
Для вырезки малогабаритных деталей размером 400X500 мм и де-
талей со сложным контуром рекомендуется применять штампы, состоя-
щие из пластинчатого пуансона и матрицы, комбинированной из ленты
и пластинчатых вставок. Вставки устанавливаются в тех местах матри-
169
цы, где конфигурация вырезаемой детали сложна и гибка ленты за-
труднена.
Лента для вырезных ленточных штампов применяется из стали 65т
или У8А толщиной 1,5—2,0 мм. Высота ленты 10—20 мм. Лента после
придания ей формы, соответствующей контуру вырезаемой детали, под-
вергается закалке.
Ленточными и комбинированными штампами можно вырезать заго-
товки из листов жаропрочных нержавеющих сталей и титановых сплавов
толщиной до 2 мм.
Рис. 8. 7. Упрощенные конструкции вырезных штампов:
а—пластинчатого (/—универсальный корпус, 2—пластинчатый пуансон, 3—пластинчатая матрица)^
б—ленточного, устанавливаемого в электромагнитном блоке [(/—матрица лента, 2—пуансон-лента, 3—
универсальный резиновый съемник, 4 и 7—верхняя и нижняя плиты электромагнитного блока, 5 в
6—основания пуансона и матрицы из стали 20 толщиной 1,8—2.5 мм, 8—заполнитель из эпоксидной
композиции (эпоксидная смола ЭД-5, полиэтиленполиамин, дибутилфталат, наполнитель из желез-
ного сурика или гипса)]; в—листового или «пинцетного»
Для крепления пластинчатых штампов (с полезной площадью креп-
ления более 12—15 см2) и ленточных используют также электромагнит-
ные блоки. Время установки штампов в этом случае сокращается в 2—
3 раза по сравнению с установкой вырезных пар в блоках с механиче-
ским креплением.
Наибольшие габаритные размеры деталей, которые вырезают лен-
точными штампами с применением электромагнитных блоков, 900X
Х1700 мм (из расчета габарита существующих блоков).
Для вырезки небольшой партии деталей малых и больших размеров
из материала толщиной более 0,5 мм применяются листовые (пинцет-
ные) штампы (рис. 8.7, в) из стали ЗОХГСА, закаленные до твердости
170
RC 45—50. Листовые штампы непригодны для вырезки деталей из тон-
кого материала, так как их конструкция не обеспечивает точного сопря-
жения матрицы и пуансона.
Точность деталей, вырезаемых пластинчатыми и ленточными штам-
пами, находится в пределах 3—4-го класса, а чистота поверхности кро-
мок — V3—V6.
При помощи ножниц и штампов можно резать не только листовой
материал, но также профили, прутки и трубы. Ножи в этом случае дол-
жны быть изготовлены по про-
филю разрезаемого полуфабри-
ката.
Профили, проволоку, прутки
диаметром менее 15 мм и трубы
небольшого сечения в серийном
и массовом производстве предпо-
чтительно разрезать штампами
или механизированными приспо-
соблениями. На рис. 8.8 пока-
зан штамп для резки труб. Заго-
товка отрезается ножами 1 и 3,
выполненными по радиусу трубы.
Внутрь трубы вставляют оправки
2 и 4. Оправка 4 опускается вме-
сте с отрезаемым кольцом. После
отрезки оправку 4 со стойкой 5
и заготовкой откидывают, снима-
ют заготовку, запирают стойку
эксцентриковым зажимом 6, трубу
подают до упора и в той же по-
следовательности повторяют про-
цесс отрезки. Точность отрезки
соответствует 7—9-му классу.
Производительность отрезки
труб штампами в 10—12 раз
выше, чем на револьверных стан-
ках, а при фасонной отрезке в
20—25 раз выше, чем на фрезер-
Рис. 8.8. Резка труб штампом
ных станках.
Карты раскроя для вырезки штампами
Карта раскроя — документ, фиксирующий расположение контуров
вырезаемых деталей на полосе (ленте). Характер карты раскроя влияет
на качество получаемых деталей, конструкцию вырезного штампа и ко-
эффициент использования материала. Если вырезанные заготовки при
последующих операциях подвергают гибке по малым радиусам, то во
избежание появления трещин карту раскроя составляют с учетом на-
правления проката листа (ленты).
Коэффициент использования материала т] подсчитывается по фор-
муле
п=^з«п_ 100 (в
где S3 — площадь одной заготовки (детали);
н-п — количество заготовок, получаемых из полосы;
5П — площадь полосы (ленты).
171
На рис. 8. 9 показаны варианты раскроя ленты (полосы) при вырез-
ке штампами. Величина перемычек а2 зависит от требований чистоты
кромок, толщины материала б, формы и размеров заготовки (детали) и
колеблется от & до 3,56. При этом а2^ l,2tii.
Прессы для штамповки-вырезки
Вырезные штампы можно устанавливать на любые прессы, разви-
вающие достаточное усилие. Однако наилучшие результаты достигаются
при использовании так назы-
ваемых кривошипных и экс-
центриковых прессов с кри-
вошипно-шатунным механиз-
мом для преобразования вра-
щательного движения вала
электродвигателя в поступа-
тельное движение ползуна.
Ползуны этих прессов отли-
чаются наибольшей быстроход-
ностью.
При работе на прессах с вы-
Рис. 8.9. Варианты раскроя лент (полос)
при вырезке деталей штампами
резными штампами могут воз-
никнуть положения, опасные
для рабочего. Полная безопас-
ность работы штамповщика
обеспечивается в случае при-
менения автоматической подачи полуфабриката (заготовок) в штампы
и сбрасывателей готовых деталей и отходов. Если это невозможно по
условиям производства, то прессы или штампы должны иметь предохра-
нительные приспособления и устройства.
Распиловка.
Полуфабрикаты с любым профилем поперечного сечения распили-
вают на заготовки на дисковых, фрикционных, абразивных и ленточных
пилах по разметке или по упору.
Трубы и профили из алюминиевых и магниевых сплавов, меди и ста-
ли с ов = 304-70 кГ}мм2 разрезают на дисковых пилах диаметром 300—
350 мм со скоростью резания 1500—2500 м!мин и подачей 500—
4500 mmImuh.
Максимальный размер поперечного сечения заготовок, отрезаемых
на дисковых пилах типа 862, зависит от диаметра диска, который на
современных пилах достигает 1500 мм и более.
На фрикционных пилах полуфабрикат разделяется вследствие на-
грева частиц до температуры плавления стальным диском, вращающимся
с большой скоростью. Расплавленный металл удаляется из зоны разделе-
ния самим же диском, который охлаждается воздухом и водой. Фрик-
ционными пилами можно разрезать полуфабрикаты из высокопрочных
материалов, не поддающихся резке обычными пилами. Фрикционные пи-
лы имеют высокую производительность, но требуют для привода элек-
тродвигатель большой мощности. Торцы отрезанных этими пилами заго-
товок получаются оплавленными.
Для разделения на заготовки полуфабрикатов высокой твердости
используют также абразивные круги диаметром 300—400 мм и толщиной
2—3 мм с вулканитовой связкой. Производительность при этом доволь-
но высока; например, пруток диаметром 40—50 мм разрезается за 5—
6 сек.
172
Ленточные пилы применяют для вырезки заготовок из листов и
плит с последующим фрезерованием кромок, а также для резки профи-
лей, труб и 'Сотовых блоков из алюминиевых сплавов.
Сотовые блоки разрезают без временного наполнителя для прида-
ния жесткости ячейкам. Скорость резания 50—70 м!мин, подача 1—-
1,5 m{muh для плоских поверхностей и 0,5—1 м/мин для криволинейных.
Заготовки и детали из органического стекла и текстолита толщиной
до 24 мм (пакет или монолит) вырезают пилами толщиной 0,8—1,2 мм
со скоростью резания 300—1400 м/мин и подачей 200—3000 мм/мин.
Фрезерование
Фрезерование — наиболее производительный процесс обработки
плоских и фасонных поверхностей. По величине допустимого припуска
на обработку фрезерование относится к самым универсальным процес-
сам. Наибольший припуск, который можно удалить фрезерованием за
один проход, ограничивается лишь надежностью закрепления заготовки,
ее жесткостью и мощностью станка. Поэтому фрезерование вытеснило
малопроизводительный процесс — строгание при помощи резца.
Плоские поверхности фрезеруют торцовыми и цилиндрическими
фрезами. Торцовое фрезерование более производительно, чем цилиндри-
ческое, вследствие одновременного резания металла заготовки несколь-
кими зубьями и применения фрез большого диаметра с большим числом
зубьев.
Для обработки цилиндрическими фрезами применяют встречное
фрезерование, когда вращение фрезы направлено против подачи, и по-
путное, когда направление вращения фрезы совпадает с направлением
подачи. Попутное фрезерование применяют реже, чем встречное, и только
на станках большой жесткости, имеющих устройства для устранения
зазоров в механизмах подачи, хотя при попутном фрезеровании произво-
дительность может быть выше и качество обработанной поверхности
лучше.
Фрезерование часто ведут в два прохода: сначала «начерно», а за-
тем «начисто». При черновом фрезеровании получают точность обработ-
ки в пределах 4—5-го класса, а чистоту поверхности —\/3—Т 4. При чи-
стовом фрезеровании точность находится в пределах 3—4-го класса, а
чистота поверхности V6—V8.
Фрезерование применяют для вырезки заготовок и плоских деталей
из листового материала. Контуры заготовок и деталей копируются с со-
ответствующих шаблонов. При фрезеровании пакетов листов чистота по-
верхности соответствует V 4—\76.
Пакеты листов из нержавеющих сталей и титановых сплавов фрезе-
руют трехзубыми концевыми фрезами (из быстрорежущей стали) диа-
метром 14 мм, как правило, на специальном копировально-фрезерном
станке. Фрезерование можно производить и на универсальных копиро-
вально-фрезерных станках, оснащенных специальным прижимом. Реко-
мендуемая толщина пакетов листов при фрезеровании без предвари-
тельной вырезки (по целому) 4—6 мм и 8—10 мм — после предваритель-
ной вырезки (по периферии).
При фрезеровании внутренних замкнутых контуров в пакете для
захода фрезы предварительно сверлят отверстие диаметром на 1—3 мм
больше диаметра фрезы.
Пакеты карточек или листов из алюминиевых и магниевых сплавов
фрезеруют двузубыми концевыми фрезами диаметром, как правило, 8 мм
со скоростью резания 300—600 м)мин и подачей от 0,5 до 2,5 м]мин на
вертикально-, радиально- и копировально-фрезерных станках. Оптималь-
ная толщина пакета 10—12 мм. Если к чистоте кромок детали предъяв-
173
ляются повышенные требования, то фрезерование осуществляют за два
прохода (черновой и чистовой). На чистовой проход оставляют припуск
0,8 мм.
Вертикально-фрезерные станки применяют для вырезки заготовок
(деталей) небольших размеров из пакета карточек. Пакет, скрепленный
совместно с шаблоном (рис. 8.10, а), перемещается рабочим вручную.
Детали и заготовки из пакета листов размером до 1000X3000 мм при
групповом раскрое вырезают на радиально-фрезерных станках. Пакет
листов с шаблонами фрезерования (ШФ) закрепляют на столе (рис.
8. 10, б). Фрезерную головку перемещают вручную. Отход материала
при групповом раскрое сравнительно небольшой—10—25% (рис.
8. 10, в).
в)
Рис. 8. 10. Вырезка заготовок и деталей фрезерованием:
а—на вертикально-фрезерном станке; б—на радиально-фрезер-
ном станке; в—пример групповой карты раскроя. 1—фреза, 2—ко-
пирное кольцо, 3—шаблон, 4—пакет листов или карточек, 5—под-
кладка, 6—палец
Шаблоны ШФ на пакете листов фиксируют и закрепляют по отвер-
стиям. Поэтому радиально-фрезерный станок обычно дополняют вторым
хоботом, несущим сверлильную головку (рис. 8. 11, а). На таких стан-
ках (ОС-6, ОС-86) при вырезке заготовок и деталей сначала по шабло-
ну группового раскроя (ШГР), который устанавливается на пакет и вме-
сте с последним прикрепляется к столу станка струбцинами, сверлят в
пакете листов все отверстия диаметром обычно 2,5—3 мм. Отверстия для
установки ШФ рассверливают до диаметра 5—6 мм. По отверстиям,
сняв предварительно ШГР, устанавливают на пакет шаблоны фрезеро-
вания, привертывают их специальными шурупами (глухарями) к дере-
вянной поверхности стола и производят фрезерование.
Вертикально- и радиально-фрезерные станки обеспечивают доста-
точную точность вырезки, особенно при фрезеровании в два прохода. Од-
нако производительность станков невысока. Кроме того, перемещение
пакетов или фрезерной головки вручную сильно утомляет рабочего.
; . Для фрезерования пакета листов (из алюминиевых и магниевых
сплавов) размером до 1200X7000 мм при групповом раскрое наиболее
совершенным и производительным является копировальный сверлильно-
фрезерный станок КСФ-1М (рис. 8.11, б). На станке, кроме фрезерного,
есть два вспомогательных сверлильных портала, при помощи которых в
пакете листов могут быть просверлены все отверстия. На всех трех пор-
талах расстояние от оси фрезы или сверла до соответствующих копиро-
174
вальных пальцев одинаково, чем и обеспечивается точная увязка поло-
жения отверстий и контуров деталей.
В зоне фрезерной головки установлен «шагающий» прижим, который
в процессе фрезерования надежно прижимает пакет листов к столу. Фре-
зерование ведется автоматически. Точность копирования при следящей
системе ±0,1 мм.
Рис. 8. 11. Оборудование для группового раскроя пакета листов
из алюминиевых и магниевых сплавов фрезерованием:
а—радиально-фрезерный станок ОС-86 (/—двухколенный хобот, 2—фрезер-
ная головка, 3—сверлильная головка); б—копировальный сверлильно-фре-
зерный станок КСФ-1М (1—рабочий стол, 2—стол шаблонов, 3—сверлиль-
ный агрегат, 4—фрезерный агрегат)
Для вырезки крупногабаритных заготовок и деталей из пакета ли-
стов или плит размером до 1500X7000 мм и толщиной до 50 мм, обрезки
кромок листов и обшивок одинарной и двойной кривизны, а также вы-
резки в них окон с прямолинейными и криволинейными контурами при-
меняют кромкофрезерный станок ФОЛ-2М. Фрезерование криволиней-
ных контуров производят по копирам при помощи двух однокоординат-
ных следящих систем или по разметочной риске при ручном управлении
подачей.
Фрезерные станки должны быть снабжены устройствами, исключаю-
щими возможность прикосновения рабочего к фрезе и непрерывно отса-
сывающими стружку. Работать на фрезерных станках рекомендуется в
защитных очках и головном уборе.
Сравнивая процессы разделения листовых полуфабрикатов на за-
готовки и детали фрезерованием и вырезкой штампами, можно сделать
следующие выводы.
175
1. Фрезерованием могут быть получены заготовки и детали боль-
ших размеров, чем вырезкой штампами.
2. Точность, условия труда и уровень механизации при вырезке за-
готовок на станках типа КСФ и ФОЛ почти те же, что и при вырезке
штампами.
3. Производительность труда при вырезке штампами выше.
4. Вырезка заготовок и деталей на фрезерных станках в случае
группового раскроя обеспечивает иногда более экономичный расход ма-
териала, чем вырезка штампами.
5. Затраты на специальную технологическую оснастку при вырезке
штампами существенно больше, чем при фрезеровании. Прочие состав-
ляющие технологической себестоимости при вырезке штампами и фрезе-
Рис. 8. 12. Схемы фрезерования:
а—последовательное с расположением одного ряда заготовок в направлении подачи;
б—параллельное с расположением одного ряда заготовок перпендикулярно направле-
нию подачи; в—последовательно-параллельное с расположением нескольких рядов за-
готовок в направлении подачи и перпендикулярно направлению подачи; г—непрерыв-
ное с установкой и съемом деталей в процессе обработки
ровании отличаются незначительно. Заготовки небольших размеров об-
рабатываются на фрезерных станках общего назначения, горизон-
тально-фрезерных, вертикально-фрезерных и универсально-фрезерных
с использованием многоместных приспособлений для последователь-
ного, параллельного, последовательно-параллельного и непрерывного
фрезерования (рис. 8. 12).
Применение многоместных приспособлений позволяет значительно
повысить производительность и создает условия (особенно при непре-
рывном фрезеровании) для многостаночного обслуживания.
Заготовки большой длины фрезеруют несколькими фрезами на про-
дольно-фрезерных станках.
В авиационной промышленности широко используют специализиро-
ванные копировально-фрезерные станки. Например, для длинномерных
профилей из стали и легких сплавов создана гамма продольно-копиро-
вально-фрезерных станков типа ПКФ с длиной станины 8, 12, 16 и 20 м,
у которых относительно неподвижного стола перемещается каретка с
двумя горизонтальными и одной вертикальной фрезерными головками.
Станки оборудованы гидравлической следящей системой, работающей от
плоских копиров из стали толщиной 3—4 мм.
Боковые кромки, ребра жесткости, окантовки люков на монолит-
ных панелях постоянного и переменного сечения размером 1,5X15 м
176
фрезеруют на копировально-фрезерных станках типа КФП-1 с двумя
фрезерными головками, электрической следящей системой и вакуумным
столом.
Для фрезерования наружного и внутреннего контуров монолитных
панелей из плит алюминиевых и магниевых сплавов размером 0,7x2 м
применяют станок ПФП-1 с программным управлением (с записью про-
граммы на магнитной ленте), а для панелей размером 1,8X4 м — ста-
нок КФГ-3, работающий по жесткому копиру. Заготовки на стан-
ках закрепляют на вертикальном столе при помощи вакуумного устрой-
ства.
Точность фрезерования на специализированных копировально-фре-
зерных станках ±0,1 мм.
Обработка сотовых блоков фрезерованием затруднена из-за их не-
достаточной жесткости. Поэтому для придания жесткости ячейкам и
Рис. 8. 13. Фрезерование резьбы:
а—дисковой фрезой; б—групповой фрезой
фиксации блоков в приспособлении перед фрезерованием их заполняют
легкоплавкими наполнителями, удаляемыми после обработки. Для со-
товых блоков, склеенных нетеплостойкими клеями, в качестве таких на-
полнителей используется вода, превращаемая при охлаждении в леи. и
диэтаноланилин, а для склеенных теплостойкими клеями и для сварен-
ных сотовых блоков — ксилит.
Фрезерование на резьбофрезерных станках типа 562А, 563Б широ-
ко применяют для получения крупной наружной и внутренней тре-
угольной и трапецеидальной резьбы. При этом точность наружных резьб
может быть получена в пределах 1—2-го класса, а внутренних — 3-го
класса при сравнительно невысокой чистоте поверхности. Фрезерные ра-
боты осуществляются дисковой или групповой фрезой.
Дисковые фрезы применяют при нарезании резьб с большим шагом
и крупным профилем за один проход, а для очень крупных резьб — за
два или три прохода. Профиль фрезы соответствует профилю резьбы.
Ось фрезы располагают под углом к оси детали, равным углу подъема
резьбы (рис. 8. 13, а). В процессе нарезания резьбы фреза вращается
и перемещается поступательно вдоль оси медленно вращающейся заго-
товки. Продольное перемещение фрезы за один оборот детали должно
соответствовать шагу резьбы.
Фрезерование групповой фрезой применяют для коротких резьб с
мелким шагом (рис. 8. 13, б). Групповая фреза представляет собой как
бы группу дисковых фрез, собранных на одну оправку Длина группо-
вой фрезы обычно принимается на 2—5 мм больше длины фрезеруемой
резьбы. Фреза располагается параллельно оси заготовки. Предваритель-
но производят врезание фрезы на глубину резьбы, после чего включают
подачу. За время полного оборота детали фреза перемещается на вели-
чину шага резьбы. Практически фрезерование резьбы происходит за
177
1,2 оборота детали; 0,2 оборота детали необходимо для врезания фрезы
на глубину резьбы и на перекрытие места врезания.
Станки для нарезания резьб групповыми фрезами работают по по-
луавтоматическому и автоматическому циклу. Недостатком этого спо-
соба фрезерования является искажение профиля резьбы вследствие под-
резания ее инструментом, ось которого расположена не под углом подъ-
ема резьбы, а параллельно оси заготовки.
Сверление
При сверлении получают отверстия 4 и 5-го классов точности и чи-
стоты V2— V3- При сверлении отверстий на сверлильных станках увод
сверла от заданного направления больше, чем на станках токарной
группы. Это объясняется малой жесткостью инструмента и несбаланси-
рованностью боковых сил, действующих на сверло. Для уменьшения
увода сверла при обработке отверстий на сверлильных станках приме-
няют кондукторы с направляющими (кондукторными) втулками.
Отверстия диаметром более 30 мм обычно сверлят несколькими свер-
лами: предыдущее диаметром 0,5—0,7 от диаметра последующего.
При сверлении отверстия под резьбу учитывают подъем резьбы по
высоте в процессе ее нарезания. Поэтому обычно сверла под резьбу бе-
рут такого диаметра, чтобы расчетная глубина резьбы составляла 70—
80% от полной. В авиационной промышленности диаметры поверхностей
под резьбу регламентированы нормалями (63НТ-40).
Для сверления отверстий диаметром 80—200 мм длиной до 500 мм
широко используют кольцевые сверла, которые вырезают в сплошном
металле лишь кольцевую поверхность. Остающаяся внутренняя часть
заготовки в форме цилиндра используется для изготовления других де-
талей.
Кольцевые сверла поставляются с несколькими комплектами запас-
ных взаимозаменяемых быстрорежущих ножей в заточенном виде. За-
тупившиеся ножи сверловщик заменяет на своем рабочем месте без сня-
тия сверла со станка. Эти сверла применяют на токарных, расточных,
револьверных и радиально-сверлильных станках с обычной системой по-
дачи охлаждающей жидкости. Производительность труда при этом по-
вышается в 4 раза по сравнению со сверлением обычными сверлами для
глубокого сверления. Чистота поверхности отверстия соответствует 3—
4-му классу.
Зенкерование
Зенкерование применяют с целью повышения точности и чистоты^
поверхности отверстий после отливки или штамповки заготовок или пос-
ле сверления. Точность и чистота поверхности после зенкерования от-
верстий в литых и штампованных заготовках примерно такие же, как и
после сверления. Точность зенкерования отверстий после сверления со-
ответствует 4—3-му классу, а чистота поверхности — V4—V6.
Зенкерование часто применяют в виде промежуточной обработки от-
верстия после сверления или чернового растачивания перед развертыва-
нием (см. рис. 8. 16 и 8. 17). В силу того, что зенкер обладает большой
жесткостью, лучшим направлением и большим числом режущих кромок
(3 и более), зенкерование обеспечивает лучшую чистоту поверхности и
большую производительность по сравнению с рассверливанием и раста-
чиванием отверстий. При этом необходимо иметь в виду относительно
большие припуски на зенкерование, обычно 1—3 мм.
Длинные сквозные отверстия зенкеруют при работе штанги на рас-
тяжение, что резко уменьшает увод оси обработанного отверстия, воз-
178
можность появления вибраций и устраняет необходимость удаления
стружки в процессе обработки.
Зенкеры применяют для обработки не только цилиндрических и ко-
нических отверстий, но и торцовых и фасонных поверхностей. На рис.
8. 14 показаны разновидности торцовых зенкеров — зенковка и цековка.
Рис. 8. 14. Зенкерование торцовых поверхностей:
а—зенковка; б—цековка с несколькими зубьями и направляющей
цапфой; в—цековка со вставными зубьями и направляющей цап-
фой
Зенковки применяют для снятия фасок, цековки—для обработки ци-
линдрических углублений или торцовых выступающих поверхностей под
головки болтов и гаек. Обработку ведут на станках токарной группы
или на сверлильных.
Развертывание
Развертывание применяют с целью придания цилиндрическому или
коническому отверстию наиболее точных размеров и высокого класса
чистоты поверхностей. Развертывание производят после предварительно-
го сверления и зенкерования или сверления и растачивания многолез-
вийным инструментом — разверткой с прямыми или спиральными (для
•обработки вязких материалов) режущими лезвиями.
Для развертывания отверстий диаметром до 30 мм применяют цель-
ные развертки, а диаметром до 150 мм — насадные или со вставными
ножами.
Развертывание рассчитано на снятие небольшого припуска — 0,15—
0,5 мм на сторону для чернового развертывания и 0,05—0,25 мм — для
чистового. При этом точность отверстий достигает 2—3-го класса, а чи-
стота поверхности \/7—V9-
Ъчность развертывания зависит не только от величины припуска и
точности развертки, но и от совпадения оси развертки с осью отверстия,
подлежащего развертыванию. Несовпадение осей развертки и отверстия
приводит к разбиванию отверстия. Поэтому при развертывании отвер-
стий чистовыми развертками на токарных и револьверных станках при-
меняют качающиеся оправки (рис. 8. 15, а), которые компенсируют не-
совпадение осей отверстия и развертки. Самоцентрирующиеся (плаваю-
щие) развертки применяют для удаления тонкой стружки. Эти разверт-
ки представляют собой свободно вставленные в державку пластины (рис.
8. 15, б). При развертывании они направляются самим отверстием и по-
этому не выправляют кривизну и положение оси, но дают чистую по-
верхность и точный диаметр отверстия. Износ пластин компенсируется
их регулировкой. Такие развертки применяются для отверстий диамет-
ром от 25 до 500 мм.
Для получения отверстий диаметром более 30 мм 3-го класса точно-
сти и чистоты поверхности V 5—\J7 после сверления применяют зенке-
179
рование и развертывание, а диаметром менее 30 мм— только развер-
тывание.
При обработке отверстий диаметром 15—20 мм по 2-му классу точ-
ности и чистоты \7 5—V? после сверления применяют зенкерование и
развертывание, а для диаметров более 20 мм после сверления и зенкеро-
вания — черновое и чистовое развертывание.
Рис. 8. 15. Приспособления для компенсации несоответствия осей отверстия и раз-
вертки:
а—качающаяся оправка для чистовых разверток; б—самоцентрирующаяся (плавающая) раз-
вертка
На рис. 8. 16 показана схема обработки отверстия на сверлильном
станке с указанием размеров отверстия, определяющих припуск под
каждый инструмент.
Для обработки точных конических отверстий применяют комплект
из конических зенкеров и разверток. На рис. 8. 17 показана последова-
тельность обработки точных конических отверстий. При диаметрах более
Рис. 8. 16. Схема обработки отверстия 2-го класса точности:
У—сверление; 2—зенкерование; 3—черновое развертывание; 4—чисто-
вое развертывание
25 мм рекомендуется сверлить последовательно несколькими сверлами
различного диаметра для образования ступенчатого отверстия, прибли-
жающегося по форме к коническому зенкеру. После сверления 1 следует
зенкерование 2, черновое развертывание 3 и чистовое развертывание 4..
Точение
Точение — удаление слоя материала в виде стружки с поверхностей
вращающейся заготовки поступательно перемещающимся режущим ин-
180
струментом (резцом) или с поверхностей поступательно перемещающей-
ся заготовки — вращающимся режущим инструментом.
Точением получают наружные и внутренние цилиндрические, кониче-
ские и фасонные поверхности тел вращения на станках токарной груп-
пы: токарных и токарно-винторезных, горизонтально-расточных, лобо-
вых, карусельных, револьверных, одно- и многошпиндельных автоматах.
Удаление слоя материала с внешних поверхностей заготовки назы-
вают обтачиванием, а с внутренних— растачиванием.
В зависимости от достигаемой точности и чистоты обрабатываемой:
поверхности точение подразделяют на черновое, чистовое и тонкое.
Рис. 8. 17. Схема обработки точного конического отвер
стия
При черновом точении удаляют наибольшую часть припуска на об-
работку. При этом получают точность в пределах 4—7-го класса и чисто-
ту поверхности в пределах V3—V4- Применяют резцы типа Т15К10, глу-
бину резания до 5 мм и подачу 0,2—1,0 мм)об.
При чистовом точении обработку ведут резцами Т60К6, Т30К4 с по-
дачей до 0,2 мм[об, точностью 2—4-го класса и чистотой поверхности
V5-V7.
Тонким или, как его иногда называют, алмазным точением получают
поверхности высокой точности (до 1-го класса) и чистоты до V9- Обра-
ботку ведут с небольшими глубиной резания (0,1—0,3 мм) и подачей
(0,02—0,1 мм/об) со скоростью резания в зависимости от свойств обра-
батываемого материала (150—1500 mJmuh).
Тонкое точение выполняют на станках повышенной точности типа
161Э, 161Л с использованием для обработки сталей резцов из твердых
сплавов, а для обработки цветных сплавов — алмазных.
Заготовки, обрабатываемые на станках токарной группы, закрепля-
ют в центрах, патронах или на планшайбах, заготовки для коротких де-
талей из прутка, а также поковки, штамповки, отливки—в трехкулачко-
вых и реже в двухкулачковых патронах. Заготовки больших размеров для
деталей сложной конфигурации закрепляют преимущественно в четырех-
кулачковых патронах или на планшайбах, а прутки — в цанговых пат-
ронах.
При точении цилиндрических наружных и внутренних поверхностей
одной детали необходимая концентричность их достигается обработкой
за одну установку или предварительной обработкой отверстия с после-
дующей установкой заготовки на оправку для точения наружной поверх-
ности. Такая последовательность обработки обеспечивает наилучшую
концентричность поверхностей детали, так как центрирование оправки на
станке и заготовки на оправке более точно по сравнению с центрирова-
нием заготовки в патронах.
181
Длинные нежесткие валы (с отношением длины к диаметру более
12) обтачивают с применением люнетов: неподвижных, закрепляемых на
станине станка, и подвижных, закрепляемых на каретке станка. Подвиж-
ный люнет перемещается непосредственно за резцом, при этом обточен-
ная поверхность опирается на кулачки люнета. Подвижный люнет рас-
полагают впереди резца в случае, когда необходима соосность обтачи-
ваемой поверхности с поверхностью, ранее обточенной.
Обтачивание поверхностей тел вращения обычно бывает черновое
(предварительное) и чистовое (окончательное). При черновом обтачива-
нии удаляют большую часть припуска; обработку ведут с большой глу-
биной резания и большой подачей. При изготовлении большого количе-
Рис. 8. 18. Схема обтачивания ступенчатых деталей. Цифрами обозначены порядковые
номера проходов
ства деталей черновое обтачивание производят на самостоятельных стан-
ках, более мощных и менее точных, чем станки для чистового обтачи-
вания.
Черновое обтачивание поверхностей ступенчатых деталей выполня-
ют по следующим трем схемам.
1. Каждую ступень обтачивают начиная с торца заготовки и всю об-
работку производят за три прохода (рис. 8. 18, а).
2. Каждую ступень обтачивают отдельно. Ступень с наименьшим
диаметром из-за большого припуска обтачивают в два прохода 1, 2 (рис.
8. 18, б) начиная с торца заготовки. Вторую ступень обтачивают за один
проход 3 начиная с торца первой ступени. Третью ступень с наибольшим
диаметром обтачивают за один проход 4 начиная с торца второй сту-
пени.
3. Применяют комбинированную схему, когда ступени с наиболь-
шим и наименьшим диаметром обтачивают начиная с торца заготовки
(проходы 1, 2 на рис. 8. 18, в), а промежуточную ступень — отдельно за
один проход 3 начиная с торца ступени с наименьшим диаметром.
Эти схемы характерны для изготовления ступенчатых деталей обта-
чиванием на универсальных станках токарной группы. На выбор той
или иной схемы влияют величина припусков и соотношение размеров
диаметра и длины на отдельных ступенях изготовляемой детали. Выби-
рают схему с наименьшим временем обработки. При чистовом обтачи-
вании порядок обработки ступеней детали зависит также от заданных
баз, допускаемой величины погрешностей в размерах отдельных ступе-
ней и методов измерения.
Кроме того, на выбор схемы обработки оказывают влияние масштаб
производства и применяемое оборудование. Например, в крупносерий-
ном и массовом производстве для снижения трудоемкости широко ис-
пользуется принцип концентрации проходов, т. е. одновременное обтачи-
вание нескольких поверхностей несколькими резцами на многорезцовых
станках-полуавтоматах типа 1721 и 1731. Эти станки имеют два суппор-
та: передний с продольным и поперечным перемещением и задний только
с поперечным. Передний суппорт служит в основном для продольного
обтачивания заготовок, а задний — для подрезания торцов, прорезания
канавок, фасонного обтачивания. Многоместные суппорты оснащаются
182
большим количеством резцов (до 20). Движение суппортов автоматизи-
ровано; по окончании обработки они возвращаются в исходное положе-
ние автоматически.
Обтачивание на многорезцовых станках выполняют следующими
способами:
1) с продольной подачей (рис. 8. 19, а), когда резцы установлены
каждый на определенный диаметр и по мере продольного перемещения
суппорта последовательно вступают в работу. Длина отдельных ступе-
ней обтачивания определяется взаимным расположением резцов;
Рис. 8. 19. Способы обтачивания на многорезцовых станках:
а—с продольной подачей 5пр, б—с врезанием SEp и с последующей продольной пода-
чей и 5пр; в—с поперечной подачей -$1Г
2) с врезанием и последующей продольной подачей (рис. 8. 19, б),,
когда резцы вначале врезаются на необходимую глубину от поперечной
подачи суппорта, а затем от продольной. Каждая ступень заготовки об-
тачивается одним резцом, вследствие чего суппорт совершает путь, рав-
ный длине наиболее длинной ступени. Разновидность этого способа со-
стоит в том, что для сокращения длины хода суппорта длинная ступень
обтачивается двумя и более резцами. Если длина каждой ступени при-
мерно кратна длине наиболее короткой ступени, то и длина пути каждого-
резца равна длине этой наиболее короткой ступени;
3) с поперечной подачей (рис. 8. 19, в), когда каждый резец обтачи-
вает данную ступень врезанием. Ширина режущей кромки резца соответ-
ствует длине обрабатываемой ступени. Этот способ имеет ограниченное
применение при обработке коротких цилиндрических, конических и фа-
сонных поверхностей.
Многорезцовые полуавтоматы предназначаются в основном для об-
тачивания поверхностей при изготовлении сравнительно крупных дета-
лей. Однако способы, приведенные на рис. 8. 19, характерны и для обта-
чивания и для растачивания поверхностей при изготовлении деталей не-
больших размеров на токарно-винторезных, револьверных станках и
токарных автоматах с применением многоинструментных оправок.
Конические и фасонные поверхности в зависимости от их длины, ко-
нусности и конфигурации, а также от жесткости заготовок на станках то-
карной группы получают следующими способами:
а) при помощи широких фасонных резцов (до 60 мм) с поперечной
подачей не более 0,1 мм)об (рис. 8. 20, а)\
б) по копиру, задающему перемещение поперечному суппорту, а сле-
довательно, и резцу, закрепленному на резцовой головке суппорта (рис.
8. 20, б).
183
Конические поверхности могут быть получены также поворотом
верхнего поперечного суппорта с ручной подачей резца в направлении
образующей конуса (для конических поверхностей небольшой длины)
или сдвигом задней бабки токарного станка (для длинных конических
валов, закрепляемых в центрах), как показано на рис. 8.20, в, г. При
этом величину смещения S задней бабки рассчитывают по формуле
L(D—’ d)
(8. 8)
где L — длина детали;
I — длина конусной части;
D — больший и d—меньший диаметр конуса.
Рис. 8. 20. Обтачивание конусных и фасонных поверхностей:
а—широкими резцами с поперечной подачей; б—по копирной линейке и копиру.
Обтачивание конусных поверхностей: в—поворотом верхнего поперечного суп-
порта с ручной подачей; г—смещением задней бабки станка с продольной
подачей
Растачивание — обработка резцами внутренних поверхностей. За-
готовки с отверстиями или полостями получают литьем, некоторыми
видами горячей штамповки или из труб для деталей сравнительно боль-
ших размеров. В этом случае растачивание ведут аналогично обтачива-
нию на станках токарной группы, устанавливая резцы на специальных
оправках для обработки внутренних поверхностей.
Для растачивания отверстий в крупных заготовках на горизонталь-
но-расточных станках заготовку устанавливают на столе, а режущий
инструмент закрепляют на борштанге (скалке). Осевую подачу осущест-
вляют перемещением шпинделя (рис. 8.21, а) или стола (рис. 8.21, б).
В первом случае расстояние между опорами А борштанги может лишь
незначительно превышать длину растачиваемой заготовки L. Во втором
случае необходимо, чтобы Л>2£. При этом точность растачивания будет
зависеть от жесткости борштанги и сечения стружки, так как при боль-
шом расстоянии между опорами и большом сечении стружки борштанга
может прогибаться. Обычно применяют растачивание с перемещением
шпинделя; при этом достигается 2-й класс точности обработки.
Требуемую точность обработки внутренних поверхностей получить
труднее, чем наружных поверхностей вращения. Необходимость приме-
нения консольных оправок и борштанг снижает жесткость системы
СПИД (станок—приспособление — инструмент — деталь) и повышает
возможность возникновения вибраций. Поэтому допуски на точность от-
184
верстий 1 и 2-го классов больше, чем на наружные цилиндрические по-
верхности тех же размеров и точности.
Внутренние поверхности деталей из монолитных заготовок, не имею-
щих отверстий или полостей, обрабатываются в определенной последо-
Рис. 8.21. Схемы растачивания отверстий на горизонтально-расточном
станке:
а—перемещением шпинделя; б—перемещением стола; 1—стол станка, 2—борштанга, 3—
опоры борштанги (подшипники)
вательности: сверление, зенкерование или растачивание и развертыва-
ние. Все эти виды обработки выполняются на станках как токарной-
группы, так и на сверлильных.
Нарезание резьб
В авиационном производстве применяют цилиндрические резьбы —
крепежные и ходовые и конические. Наружную резьбу нарезают резца-
ми, гребенками, резцовыми головками, плашками и самораскрывающи-
мися резьбонарезными головками. Внутреннюю резьбу нарезают резца-
ми и метчиками.
Выбор способа нарезания резьбы зависит от профиля резьбы,
свойств материала детали, требуемой точности и объема производства.
Точность резьбы определяют по ее среднему диаметру. Резьбу обыч-
но нарезают по 2 и 3-му классам точности, что приблизительно соответ-
ствует 4 и 5-му классам точности для гладких валиков и отверстий. Кро-
ме точности среднего диаметра резьбы, необходимо выдерживать в оп-
ределенном соотношении угол профиля и шаг резьбы, что значительно
усложняет процесс нарезания резьбы. Поверхность резьбы должна быть
чистой и гладкой.
Метрическую треугольную резьбу обычно нарезают резцами или
гребенками на токарно-винторезных станках. Резцами нарезают наруж-
ную и внутреннюю резьбу за несколько (3—8) черновых и чистовых
проходов. Этот процесс малопроизводительный (рис. 8.22, а). Резьбовы-
ми гребенками, имеющими несколько режущих лезвий, резьбу нарезают
за один проход. Этот процесс более производителен, но не всегда при-
меним, так как гребенка имеет значительную заходную часть (пне
8.22, б).
Профиль резьбы зависит от профиля резца или гребенки и правиль-
ной установки их относительно детали: строгая перпендикулярность к
оси шпинделя и расположение верхней поверхности резца на высоте
центров станка. Для сохранения точности профиля резца применяют
фасонные резцы — призматические и круглые (рис. 8.23). Эти резцы за-
тачиваются по передней поверхности, а отшлифованные при их изготов-
лении боковые поверхности сохраняют профиль неизменным.
Для нарезания резьбы с шагом от 0,5 до 60 мм резцами и гребенка-
ми на крупных деталях (цилиндры и штоки шасси тяжелых самолетов)
применяют специализированный станок РТ-11 с высотой центров 500 мм
и расстоянием между центрами до 3000 мм.
185
Вращающимися резцовыми головками (вихревым методом) резьбу
нарезают на токарно-винторезных, резьбонарезных и резьбофрезерных
станках. Деталь закрепляют в центрах (для наружной резьбы) или в
патроне станка (для внутренней резьбы), а резьбовую головку с;двумя
или четырьмя резцами — на суппорте станка эксцентрично относительно
оси детали. Головка приводится во вращение от специального привода,
при этом резцы, закрепленные в ней, описывают окружность, диаметр
Рис. 8. 23. Резцы для нарезания резь-
бы:
а—призматический; б—круглый
Рис. 8. 22. Нарезание резьбы:
а—резцом, б—гребенкой
которой больше диаметра детали (рис. 8.24, а). Периодически (один
раз за каждый оборот головки) каждый резец соприкасается с поверх-
ностью вращающейся заготовки по дуге и прорезает серповидную канав-
ку, имеющую профиль резьбы.
За каждый оборот заготовки при перемещении вращающейся голов-
ки вдоль оси заготовки на величину шага резьбы на обрабатываемой
поверхности образуется один виток резьбы. При этом ось резцовой го-
ловки должна быть наклонена относительно оси заготовки на величину
угла подъема резьбы.
Вихревое нарезание наружной резьбы с внешним касанием можно
производить и по схеме, представленной на рис. 8. 24, б. Но в силу обра-
зования более короткой и толстой стружки и получения менее чистой
поверхности резьба по этой схеме нарезается реже. При вихревом наре-
Рис. 8. 24. Нарезание резьбы вихревым методом:
а и б—наружной резьбы; в—внутренней
запии внутренней резьбы резцы описывают окружность, диаметр которой
меньше внутреннего диаметра детали (рис. 8. 24, в).
В некоторых конструкциях головок для вихревого нарезания резьбы
закрепляют не по одному, а по два или четыре резца рядом. При этом
каждый резец ряда одновременно снимает определенный! слой металла.
Например, у четырехрядной резцовой головки два резца одного ряда
прорезают канавку, третий придает ей профиль, а четвертый удаляет
заусенцы.
При вихревом нарезании резьбы скорость резания, соответствующая
скорости вращения резца, принимается от 150 до 450 м!мин, круговая
186
подача от 0,2 до 0,8 мм за один оборот резца. Процесс высокопроизво-
дительный, ведется без охлаждения инструмента и применим для наре-
зания крупных резьб на деталях из высокопрочных и труднообрабаты-
ваемых материалов.
Ручное управление станком при нарезании резьбы непроизводитель-
но. Поэтому отечественная промышленность выпускает резьбонарезные
полуавтоматы и специальные головки для токарных станков, позволяю-
щие автоматизировать процесс нарезания резьбы (например полуавто-
мат типа 1921).
Нарезание резьбы плашками и самораскрывающимися резьбона-
резными головками производят на токарно-винторезных, револьверных
станках, токарных полуавтоматах и автоматах.
Основной недостаток плашек — необходимость свинчивания их по-
окончании нарезания резьбы, что вызывает непроизводительные затраты
времени и ухудшает качество работ при низкой точности резьбы (3-й
класс и ниже).
Нарезание резьбы самораскрывающимися резьбонарезными голов-
ками в 3—4 раза производительнее, чем плашками, вследствие автома-
тического раскрывания и позволяет получать резьбу 2 и 1-го классов
точности с высокой скоростью резания. При этом возможны нарезание
резьбы в два прохода одним инструментом и компенсация износа режу-
щих кромок, допускается значительное число переточек, а производи-
тельность для малых и средних резьб превышает производительность
резьбофрезерования.
Внутреннюю резьбу часто нарезают ручными и машинными метчи-
ками. Ручные метчики применяют обычно комплектом из двух и трех
штук. Машинные метчики используют главным образом при работе на
сверлильных станках, но применяют также и на токарных и револьвер-
ных. Машинные метчики бывают цельные, со вставными ножами, пря-
мые и гаечные. При нарезании резьбы в сквозных отверстиях с исполь-
зованием станков обычно применяют один метчик. Два-три метчика при-
меняют для длинных резьб или при нарезании резьбы в глухих отвер-
стиях.
Для нарезания резьбы в отверстиях малых и средних диаметров
применяют цельные метчики, а в отверстиях диаметром до 300 мм—
со вставными ножами или резьбонарезные головки с раздвижными
плашками.
Для нарезания внутренней резьбы на револьверных станках и ав-
томатах применяют резьбонарезные головки с раздвижными плоскими
плашками. Принцип действия этих головок схож с принципом действия
самораскрывающихся головок для нарезания наружной резьбы. По окон-
чании нарезания резьбы режущие плашки автоматически сдвигаются и
головка выходит из отверстия с резьбой.
Протягивание
Протягивание состоит в перемещении специального многозубого ин-
струмента — протяжки — относительно предварительно обработанной
поверхности заготовки. Протяжка имеет последовательно возрастающие
размеры по сечению. При этом в зоне калибрующих зубьев она соответ-
ствует заданному размеру отверстия, паза или других обрабатываемых
поверхностей.
Протягиванием обрабатываю^ поверхности деталей, обладающих
достаточной жесткостью в направлении движения протяжки. По распо-
ложению на заготовке поверхностей подлежащих обработке, различают
наружное и внутреннее протягивание.
187
При внутреннем протягивании заготовку устанавливают на жесткой
или шаровой опоре, к которой заготовка прижимается силой резания.
На жесткую опору заготовку устанавливают торцом, подрезанным пер-
пендикулярно оси отверстия (рис. 8.25, а). В случае неперпендикуляр-
ности торца заготовки к оси протягивания заготовку устанавливают на
шаровой опоре (рис. 8. 25, б).
Если длина отверстия у заготовки не превышает двух—-трех шагов
протяжки, необходимо протягивать отверстия одновременно у несколь-
ких заготовок пакетом, что повышает производительность станка.
Рис. 8. 25. Установка заготовок при протягивании:
а—на жесткой опоре; б—на шаровой опоре; 1—лобовая часть станка;
S—опорная шайба; 3—шаровая опора; 4—обрабатываемая заготовка; 5—
протяжка
При наружном протягивании заготовку закрепляют на лобовой! ча-
сти станка в специальном жестком приспособлении, определяющем рас-
положение протяжки относительно обрабатываемой поверхности.
Протягиванием можно получать точные фасонные отверстия и внеш-
ние контуры разнообразных форм. Средняя экономическая точность про-
тягивания соответствует 3—2-му классу, а чистота поверхности при на-
личии калибровочных зубьев — 7—9-му.
Для протягивания применяют горизонтальные и вертикальные стан-
ки с гидравлическим приводом, с одним или несколькими шпинделями.
Протягивание широко применяют в крупносерийном и массовом
производстве, где относительно высокая стоимость протяжки окупается
высокой производительностью. Протягивание часто применяют вместо
развертывания круглых отверстий, что повышает производительность в
8—10 раз, а также вместо фрезерования плоских и фасонных поверхно-
стей, что снижает время обработки в 3—8 раз.
В мелкосерийном производстве протягивание применяют в тех слу-
чаях, когда этот процесс является единственным, позволяющим полу-
чать высокие точность и чистоту поверхностей в многогранных, шлице-
вых и других фасонных отверстиях.
Для обработки сквозных отверстий в заготовках небольшой толщи-
ны, а также для обработки глухих отверстий применяют прошивки,
которые проталкиваются через отверстие и в отличие от протяжек, рабо-
тающих на растяжение, работают на продольный изгиб. Поэтому длина
прошивки не превышает 15 d (d — диаметр прошивки). Наиболее рас-
пространенная длина прошивок 150—300 мм.
Прошивают сквозные и глухие отверстия обычно на гидравличе-
ских, пневматических, механических и ручных прессах.
188
Шлифование
Шлифование — основной процесс получения точных (3—1-й класс)
и чистых (\/7—V10) наружных и внутренних поверхностей на деталях
из высокопрочных металлов.
Шлифование цветных металлов затруднительно из-за склонности
шлифовального круга к «засаливанию». Поверхности деталей из цветных
сплавов и чугуна шлифуют (если этого нельзя избежать) мягкими и по-
ристыми кругами из абразивного материала — карбида кремния (SiC).
Для шлифования деталей из закаленной стали применяют мягкие, а
из незакаленной — твердые круги из абразивного материала — кристал-
лической окиси алюминия (А12О3).
Для шлифования наружных и внутренних цилиндрических, кониче-
ских к фасонных поверхностей вращения применяют универсальные
Рис. 8. 26. Схемы наружного круглого шлифования:
а—с большой продольной подачей и малой глубиной; б—с малой продоль-
ной подачей и большой глубиной; в—только с поперечной подачей (вреза-
нием)
круглошлифовальные и бесцентрово-шлифовальные станки. Для шлифо-
вания плоских поверхностей применяют плоскошлифовальные станки.
Наружное круглое шлифование производят:
а) с большой продольной подачей (0,3—0,8 ширины круга за один
оборот шлифуемой заготовки) и малой глубиной (0,00'5—0,02 мм). При-
пуск удаляют за несколько десятков проходов (рис. 8. 26, а);
б) с малой продольной подачей (0,08—0,15 ширины круга за один
оборот заготовки) и большой глубиной (0,1—0,3 мм). Весь припуск на
шлифование удаляют за один проход. Этот (глубинный) метод шлифо-
вания более производителен, но применим при обработке достаточно
жестких заготовок (рис. 8. 26, б);
в) только с поперечной подачей (врезанием). Ширина шлифоваль-
ного круга при этом должна быть больше шлифуемой поверхности, а де-
таль должна иметь высокую жесткость. Максимальная длина шлифуе-
мой поверхности £«30'0 мм\ подача 0,001—0,008 мм!об детали (рис.
8. 26, в).
Шлифование врезанием — высокопроизводительный процесс.
Применяется для получения фасонных и ступенчатых поверхностей (с
правкой кругов по копиру), позволяет обрабатывать одновременно не-
сколько поверхностей одной или нескольких деталей и легко автомати-
зируется вследствие малого числа рабочих движений станка.
Внутреннее круглое шлифование применяют в основном для
отверстий в закаленных шлицевых и тонкостенных деталях, когда нельзя
применить другие, более производительные процессы чистовой обработ-
ки (растачивание, развертывание, протягивание). При этом нужно учи-
тывать трудности шлифования отверстий небольшого диаметра (3—
10 мм), когда малая жесткость системы не обеспечивает высокой точно-
сти обработки. Шлифовальный круг в этом случае закрепляется на длин-
ном малого диаметра шпинделе, который вращается со скоростью десят-
ков тысяч оборотов в минуту.
189
Внутреннее круглое шлифование производят при вращающейся дета-
ли, закрепленной в патроне (рис. 8. 27, а), и при неподвижной детали на
станках с планетарным движением шпинделя (рис. 8. 27, б).
Первый способ получил наибольшее распространение вследствие бо-
лее высокой производительности и универсальности.
Рис. 8. 27. Схемы внутреннего шлифования:
а—при вращающейся заготовке на круглошлифовальных станках; б—при неподвижной заготовке
на стачках с планетарным движением шпинделя
Второй способ применяется только для отверстий в крупных дета-
лях несимметричной внешней формы, для которых другие процессы шли-
фования применить невозможно.
Бесцентровое шлифование наружных поверхностей в зависимости
от формы детали производят с продольной подачей за несколько про-
ходов и с поперечной подачей (врезанием) за один проход (рис. 8.28, а).
Шлифование с продольной подачей применяют для деталей без бур-
тиков. Для продольной подачи ведущий круг поворачивают относитель-
но горизонтальной оси на 2—6°. С изменением угла наклона ведущего
круга изменяется величина подачи: чем больше угол, тем больше подача
и ниже класс чистоты поверхности.
Рис. 8.28. Схемы бесцентрового шлифования:
а—наружного:
круг, 4—опора
шлифовальный
1—шлифовальный круг; 2—деталь, 3—ведущий
(нож); б—внутреннего: 1—ведущий ролик, 2—
круг, 3—поддерживающий ролик, 4—нажимной
ролик
Шлифование с поперечной подачей (врезанием) применяют в ос-
новном для деталей с буртиками или конусами. При шлифовании вреза-
нием цилиндрических деталей оси ведущего и шлифующего кругов па-
раллельны. Для шлифования конусных поверхностей ведущий круг за-
правляют на конус, а опору (нож) устанавливают под углом к горизон-
тальной оси.
Производительность при шлифовании врезанием выше, чем с про-
дольной подачей.
Бесцентровое шлифование внутренних поверхностей (рис. 8.28, б)
производят как с продольной подачей за один или несколько проходов
(для сквозных отверстий в цилиндрических деталях), так и с попереч-
190
ной подачей (для глухих цилиндрических и для конических отверстий)
за один проход.
Деталь, предварительно отшлифованная по наружному диаметру,
направляется и поддерживается двумя роликами. Ведущий ролик 1 вра-
щает деталь и в то же время удерживает ее от возможного вращения с
'большей, чем нужно, скоростью от шлифовального круга 2. Верхний на-
жимной ролик 4 прижимает деталь к ведущему ролику 1 и поддержи-
вающему ролику 3. Деталь, зажатая между тремя роликами, имеет ско-
рость ведущего ролика.
Бесцентровое шлифование внутренних поверхностей применяют для
отверстий диаметром 10—200 мм. Точность обработки при этом дости-
гает 1-го класса, а чистота поверхности—9-го.
Плоское шлифование выполняют на пло-
скошлифовальных станках торцом или пери-
ферией круга (рис. 8.29). Производительность
плоского шлифования выше других спо-
собов шлифования при высокой (2-й класс)
точности и чистоте (9—10-й класс) поверх-
ности.
Рис. 8. 30. Схема хонин-
гования:
1—корпус хона; 2—абразив
ный брусок; 3—деталь
Рис. 8.29. Схемы плоского шлифования:
а—торцом шлифовального круга; б—периферией шли-
фовального круга (/—шлифовальный круг; 2—деталь)
В самолетостроении плоское шлифование применяют сравнительно
редко, удовлетворяясь более производительными процессами обработка
плоскостей — фрезерованием и протягиванием.
Широко распространяется обдирочное шлифование литых и Ш1амепо-
.ванных заготовок в силу того, что при их фрезеровании или обтачивании
по корке (формовочный песок и окалина) стойкость режущего инстру-
мента низка. Установка и крепление заготовок по черным поверхностям
при фрезеровании и точении более затруднительны, чем при обдирочном
.шлифовании.
При всех видах шлифования применяют охлаждающую жидкость
(вода—сода—масло). Правку шлифовальных кругов производят алма-
зом или дисками из твердых сплавов. Стойкость шлифовальных кругов
.между правками при наружном шлифовании составляет^ 15 мин, при
внутреннем ~2—5 мин.
Хонингование — особый вид шлифования в основном внутренних
поверхностей вращения размерным инструментом — хоном. Хон пред-
•ставляет собой головку с шестью и более мелкозернистыми абразивны-
ми брусками, закрепленными в оправках, раздвигающихся в радиальном
направлении с помощью механических, гидравлических или пневматиче
ских устройств, что обеспечивает размерную обработку.
В процессе обработки заготовка неподвижна, а хон, связанный со
шпинделем шарниром, получает вращательное и возвратно-поступатель-
ное движение (рис. 8. 30).
Хонингование ведут после чистового растачивания, шлифования или
развертывания отверстий с припуском на обработку 0,03—0,2 мм. При
191
этом точность получают в пределах 2—1-го класса, а чистоту поверхно-
сти — 9—13-го.
Скорость возвратно-поступательного движения хона 10—15 м/мин,
скорость вращения хона 30—60 м/мин. При хонинговании обрабаты-
ваемую поверхность обильно смачивают смесью керосина с маслом.
В самолетостроении хонингование широко применяют для обработ-
ки внутренних цилиндрических поверхностей диаметром 15—500 мм и
длиной до 2300 мм при изготовлении деталей гидросистемы.
Для хонингования внутренних поверхностей цилиндров шасси и дру-
гих подобных деталей используют специализированные хонинговальные
станки 384, 385 и 386, работающие по автоматическому циклу.
Полирование
Суп ер финиш — особо тонкая отделочная обработка (полирова-
ние) поверхностей мелкозернистыми абразивными брусками при слож-
ном рабочем движении, небольшой скорости резания (~15 м/мин)
и малых давлениях брусков на обрабатываемую поверхность (0,5—
2,5 кГ[см2).
При применении смазки определенной вязкости (например. 10 ча-
стей керосина и 1 часть турбинного или веретенного масла) процесс ав-
тематически прекращает-
ся по достижении задан-
ной чистоты поверхности.
После удаления микро-
неровностей между абра-
зивными брусками и обра-
батываемой поверхностью
образуется сплошная мас-
ляная пленка и процесс
снятия стружки прекра-
щается.
Толщина удаляемо-
го суперфинишированием
слоя металла 0,004—
0,007 мм, при этом чистота
поверхности достигает
14-го класса при ничтож-
но малой величине де-
фектного слоя. Суперфи-
нишированием обрабаты-
Рис. 8. 31. Схемы полирования:
с—суперфиниширование (/—деталь, 2—абразивный брусок);
б—полирование внешней поверхности панели широкой лентой
(/—ролик, 2—лента, 3— панель)
вают внешние и внутрен-
ние цилиндрические поверхности деталей из любых материалов.
Рабочие движения головки комбинируют так, чтобы абразивные зер-
на брусков не проходили дважды по одному и тому же пути. Для про-
стейших схем суперфиниширования характерны следующие движения:
вращение детали со скоростью 1 —12 м!мин, короткие возвратно-поступа-
тельные (осциллирующие) движения брусков от 500 до 1200 двойных хо-
дов в 1 мин с амплитудой 1,5—5 мм, медленное движение брусков
вдоль обрабатываемой поверхности с продольной подачей ^0,1 мм! об)
(рис. 8. 31, а).
Бруски промежуточной правке не подвергаются, они самозатачива-
ются об острия шероховатостей в первые секунды обработки. Процесс
весьма производительный. Машинное время в зависимости от размеров
обрабатываемой поверхности составляет 3—50 сек.
В самолетостроении для суперфиниширования применяют специаль-
ные станки типа СФШ-1 или универсальные токарные и шлифовальные
192
станки с установкой на них специальных головок, изготовляемых отече-
ственной промышленностью.
Механическое полирование — процесс чистовой обработки
поверхностей мягкими (войлочными, фетровыми, суконными) кругами с
нанесенным на них мелкозернистым абразивом, смешанным со смазкой
в виде пасты (ГОИ).
Механическим полированием получают высокую чистоту поверхно-
сти (10—12-й класс) и в отличие от суперфиниширования обрабатыва-
ют поверхности сложной конфигурации после шлифования или тонкого
обтачивания. Процесс высокопроизводительный, время обработки от до-
лей минуты до нескольких минут.
При применении эластичных кругов из мелкозернистого абразива с
графитовым наполнителем на органических связках исключаются пасты
(периодическое нанесение которых на мягкие круги отнимает много вре-
мени) и повышается производительность труда в 6—8 раз.
Полирование ведут периферией или торцом круга со скоростью 20—
30 м/сек. Поверхности простых форм полируют по схеме круглого или
бесцентрового шлифования на станках упрощенной конструкции с меха-
нической подачей.
Для полирования поверхностей большого размера (монолитные па-
нели) выпуклой формы применяют станки типа ШПП-1 с широкой лен-
той, покрытой тонким слоем абразива или абразивной пастой (рис.
8.31, б).
Г идр опол ир ование (абразивно-жидкостная обработка) — воз-
действие на поверхность детали абразивными частицами, взвешенными
в жидкости в пропорции 1 :4 по объему. Состав подается из специальной
насадки (сопла) сжатым воздухом под давлением 4—5 кГ/см2. Абра-
зивные частицы срезают гребешки неровностей и слегка наклепывают
поверхность детали. Чистота обработанной поверхности в зависимости
от зернистости абразива и содержания его в жидкости — 7—9-й класс.
Гидрополирование имеет широкую область применения. Его исполь-
зуют как для очистки поверхностей штамповок и отливок от окалины,
ржавчины, пригаров, так и для полирования поверхностей деталей слож-
ной конфигурации (с полостями), обработка которых кругами или лен-
тами невозможна.
§ 3. ЭЛЕКТРИЧЕСКИЕ ПРОЦЕССЫ
Такие процессы, как электроконтактный и электроэрозионный, при-
меняют для изготовления деталей из токопроводящих полуфабрикатов
и жаропрочных, нержавеющих, высоколегированных и закаленных ста-
лей, титановых и других сплавов, трудно поддающихся обработке ре-
занием.
Электроконтактный метод
Электроконтактный метод обработки основан на том, что проходя-
щий через место контакта инструмента и полуфабриката электрический
ток разогревает, размягчает и плавит металл, облегчая удаление послед-
него из зоны обработки. Для предотвращения плавления инструмента
ему придают большую скорость перемещения либо применяют искусст-
венное охлаждение. Обработка производится преимущественно на пере-
менном токе 100—1200 а при напряжении до 36 в в воздушной среде или
водной суспензии каолина. Удельное давление инструмента (например,
диска, вращающегося с окружной скоростью 15—20 м/сек) на полуфаб-
рикат 0,2—1 кГ/см2 (19,6—98,1 кн/м2), интенсивность съема металла
1000—5000 мм?/мин, чистота поверхности VI — V3. С увеличением произ-
7
5173
193
водительности снижается чистота поверхности и увеличиваются терми?
ческие изменения металла в зоне обработки.
Электроконтактная обработка применяется для удаления излишне-
го металла взамен обточки или фрезерования, для сглаживания шерохо-
ватостей взамен шлифования, а также для упрочнения поверхностей и
нанесения металлических покрытий наплавкой.
Электроэрозионный метод
Электроэрозионный метод заключается в последовательном разру-
шении металла на небольших участках находящегося в жидкой среде по-
луфабриката под действием импульсного электрического разряда. Фор-
мы и размеры разрушенного участка одного электрода воспроизводят
форму и размеры другого, что и используется для направленной размер-
ной обработки. Продукты разрушения ударной волной выбрасываются
в межэлектродное пространство.
Электрический разряд состоит из неравновесной искровой и равно-
весной дуговой стадий. При импульсах малой длительности с превали-
рующей искровой стадией анод вследствие локального испарения (спо-
койного или взрывного) разрушается больше, чем катод. При длитель-
ных импульсах преобладает дуговая стадия и процесс эрозии катода (пу-
тем локального плавления) происходит более интенсивно, чем анода при
искровой стадии разряда. В соответствии с этим электроэрозионную
обработку можно разделить на две разновидности: электроискровую и
электроимпульсную или импульсно-дуговую (рис. 8.32).
Электроискровая обработка производится в минеральном
масле (индустриальном «12», трансформаторном и др.) или керосине
при регламентированных диапазонах величин напряжения, силы тока и
емкости; меньшие в диапазонах значения соответствуют мягким режи-
мам, обеспечивающим в случае весьма малой длительности разрядов
(10-7—10-6 сек) получение поверхностей с чистотой V8—V10, а боль-
шие— жестким режимам с максимальной интенсивностью съема ме-
талла до 1000 мм3!мин и чистотой обрабатываемых поверхностей не
выше V3.
Электроискровую обработку применяют для получения точных внеш-
них и внутренних контуров, узких щелей и отверстий небольшого диа-
метра с прямой и криволинейной осью в деталях из высокопрочных лю-
бой твердости электропроводных материалов.
Особой областью электроискровой обработки является упрочнение
поверхностей, где ее используют не для удаления металла заготовки, а
для теплового воздействия на поверхность и перенесения на нее мате-
риала электрода. При этом жидкая среда отсутствует: анодом служит
инструмент, материал которого выбирают исходя из наличия в нем эле-
ментов, необходимых для упрочнения поверхности.
Для предотвращения травматизма при работе на электроискровых
установках запрещается проводить какие бы то ни было наладки станка
под током. По окончании работы конденсаторы необходимо разрядить.
Электроимпульсная обработка более производительна
(съем металла до 5000—10 000 лш3/лшн), но чистота получаемых поверх-
ностей при этом не превышает VI—V3-
Применяют электроимпульсную обработку для получения фасонных
полостей в крупных стальных заготовках, внутренних соединительных
каналов в деталях гидроаппаратуры и т. п.
Пакеты листов из жаропрочных сплавов, и нержавеющих сталей
разделяют на заготовки и детали с большим периметром электро-
импульсным способом по многоконтурной схеме, состоящей из несколь-
ких контуров. Электрические режимы при одновременной работе всех
194
контуров поддерживаются одной следящей системой. Толщина пакета
ограничена. С увеличением толщины его затрудняется удаление продук-
тов эрозии из зоны обработки и уменьшается интенсивность съема ме-
талла.
Рис. 8. 32. Принципиальные схемы вырезки заготовок
из пакета листов (карточек) электроэрозионным мето-
дом:
а—релаксационная (конденсаторная) схема электроискровой
одноконтурной вырезки; б—схема электроимпульсной многокон-
турной вырезки с питанием от низкочастотного (400 имп/сек)
машинного генератора униполярных импульсов типа МГИ-2М
или МГИ-ЗМ. Сь Сг, С8—секции конденсаторных батарей; R, Ri,
Ri, Rs—токоограничивающие сопротивления; 1—электрододержа-
тель; 2—электрод-инструмент; 3—боковой межэлектродный зазор;
4—пакет листов (карточек); 5—ванна с жидкостью; 6—отстойник;
7—фильтр; 8—насос; 9—твердый выпрямитель; 10—регулятор по-
дачи
Для вырезных работ применяют инструмент из медной ленты опре-
деленных размеров.
Электроимпульсную обработку можно использовать для вырезных
работ по копиру тонким медным или вольфрамовым проволочным элек-
тродом, перематывающимся в процессе обработки с одной катушки на
другую.
Точность электроэрозионной обработки заготовок зависит от точно-
сти установки электрода-инструмента и электрических режимов, которы-
7*
195
ми определяется межэлектродный зазор, образующийся в процессе об-
работки между инструментом и заготовкой.
Размеры инструмента выбирают с учетом бокового зазора между
инструментом и обрабатываемой поверхностью, который в зависимости
от режима обработки и жидкой среды составляет 0,008—0,75 мм.
Характерный недостаток электроэрозионной обработки—неравно-
мерный износ инструмента, особенно небольшой толщины. Поэтому точ-
ные поверхности обрабатывают в два прохода: первый на жестком ре-
дкиме, а второй — на мягком, применяя или один комбинированный
электрод, или два с разными размерами. Электроды соответствующего
профиля изготовляют из меди, латуни, чугуна или меднографитной мас-
сы. Электроды из этой массы имеют большую стойкость и в несколько
раз меньшую трудоемкость в изготовлении по сравнению с электродами
из других материалов.
Электроэрозионный способ является наиболее перспективным при
обработке сотовых блоков, сваренных из нержавеющих сталей и титано-
вых сплавов, так как не требует технологического наполнителя для уве-
личения жесткости тонкостенных ячеек, что в значительной мере уско-
ряет и упрощает процесс.
§ 4. ЭЛЕКТРОХИМИЧЕСКИЕ ПРОЦЕССЫ
Из электрохимических процессов t самолетостроении находят при-
менение анодно-механический и анодно-гидравлический.
Анодно-механический метод
Анодно-механический метод направленного разрушения металла за-
ключается в совместном электрохимическом и термическом действии
тока напряжением 10—30 в, протекающего между электродами 1 и 3
(рис. 8.33), которые находятся в среде 2 водного раствора жидкого
Рис. 8. 33. Схемы анодно-механической обработки:
а—вращающимся инструментом: б—вибрирующим инструментом
стекла, в сочетании с механическим воздействием электрода-инструмен-
та на обрабатываемую поверхность. При протекании тока через элек-
тролит на поверхности заготовки образуется окисная пленка, обладаю-
щая большим электрическим сопротивлением. Непрерывно перемещаю-
щийся инструмент (диск, бесконечная лента) разрушает и удаляет плен-
ку с неровностей обрабатываемой поверхности. Процесс снятия пленки
сочетается с непрерывным ее ростом. В местах, где пленка тоньше или
совсем разрушена, под действием тока резко возрастает температура,
металл расплавляется и выбрасывается быстро перемещающимся ин-
струментом.
При удельном давлении 0,5—1,0 кГ/см2 (49 000—98 100 н/м2} ин-
струмента на полуфабрикат и плотности тока 1—6 afcM2 (10—60 ка!м2)
металл снимается в основном за счет механического удаления продук-
тов электрохимического окисления. В этом случае интенсивность съема
металла небольшая, но поверхность получается высокой чистоты (V6—
196
VS). С увеличением плотности тока и давления инструмента на заготов-
ку растет производительность, но снижается чистота обрабатываемой
поверхности, так как металл в зоне обработки разрушается преимущест-
венно вследствие расплавления.
Анодно-механическую обработку плоских поверхностей и поверхно-
стей вращения выполняют вращающимся электродом-инструментом (см.
рис. 8.33, а), часто помещая заготовку с инструментом в ванну с элек-
тролитом вместо подачи электролита через сопло. При обработке фа-
сонных поверхностей инструменту сообщают вибрирующие движения в
вертикальном направлении (см. рис. 8.33, б). Электролит подается через
сопло или полый инструмент.
Анодно-механическую резку полуфабрикатов производят при сле-
дующих режимах: напряжение 20—30 в, сила тока 20—600 а, плотность
тока 7—500 а/см2 (0,07—5 Ма/м2), ско-
рость перемещения инструмента 10—
25 м/сек при его удельном давлении
на заготовку 0,5—2,0 кГ/см2 (49,0—
196,0 кн/м2). Интенсивность съема ме-
талла на указанных режимах 2—
10 см*/мин, а чистота поверхности
v2— v4.
В качестве инструмента на отрез-
ном станке 4820 применен диск из
малоуглеродистой стали диаметром
280—350 мм и толщиной 0,8—2 мм,
а на ленточных разрезных станках
4822 и 4823 — бесконечная стальная
лента толщиной 0,8—1,2 мм и шириной
30—40 мм. Станки Челябинского стан-
костроительного завода 4820, 4822 и 4823 позволяют разрезать на заго-
товки полуфабрикаты с наибольшими размерами сечения соответственно
75X75, 300X600 и 600X600 мм.
Анодно-механическую резку экономически целесообразно применять
для высокопрочных токопровоцящих материалов. Например, при анод-
но-механической резке жаропрочных и нержавеющих сталей производи-
тельность в 2—3 раза выше, чем при разделении их на заготовки и де-
тали обработкой резанием. Для материалов небольшой прочности она
целесообразна, когда затруднительна обработка резанием: вырезка заго-
товок и деталей из тонкостенных полуфабрикатов, не допускающих при-
ложения значительных усилий, выполнение узких прорезей и т. п.
К недостаткам анодно-механической обработки следует отнести не-
которое воздействие электролита на поверхности заготовок и деталей и
вредность выделяемых испарений. Это вызывает необходимость после-
дующей нейтрализации деталей в содовом растворе и снабжения анод-
но-механических станков индивидуальным отсосом.
Рис. 8. 34. Схема анодно-гидравли-
ческой обработки:
/—обрабатываемая заготовка; 2—ин-
струмент
Анодно-гидравлический метод
Анодно-гидравлический метод размерной обработки (рис. 8. 34) ос-
нован на анодном растворении металлов в результате электролиза при
малом напряжении (12 в) и большой силе тока. Продукты растворения
удаляются из зоны обработки электролитом, который под давлением
прокачивается через межэлектродный зазор. Электролитом также отво-
дится тепло, выделяющееся при электролизе. Износ электрода-инстру-
мента отсутствует. Межэлектродный зазор (0,1—0,5 мм) в направлении
перемещения инструмента в процессе обработки поддерживается по-
стоянным с помощью следящей системы.
197
Анодно-гидравлический метод обеспечивает высокое качество обра-
ботанной поверхности и скорость удаления металла, являющуюся функ-
цией плотности тока, до 0,5 мм/мин. Введение сжатого газа (например,
углекислого) в электролит улучшает чистоту поверхности (до — V8),
точность и стабильность обработки (предотвращает искрообразование).
В качестве электролита для обработки стали, никеля и жаропроч-
ных сплавов на его основе используют 20%-ный раствор NaCl.
Анодно-гидравлическая обработка позволяет получать фасонные по-
верхности высокого качества из высокопрочных металлов.
Электрополирование
Электрополирование состоит также в анодном растворении металла
заготовки, помещенной в электролитную ванну. Образующаяся при этом
на поверхности заготовки вязкая пленка солей защищает от действия
тока микровпадины, не препятствуя растворению гребешков, в результа-
те чего поверхность сглаживается.
Чистота поверхности после электрополирования зависит от чистоты
ее до полирования. Для получения чистоты поверхности 7—8-го класса
необходимо, чтобы до полирования она имела чистоту не ниже 4-го
класса.
Электрополирование — высокопроизводительный и технологически
простой процесс — заменяет трудоемкое и тяжелое ручное полирование,
но недостаточно освоен. На протекание процесса и его результаты оказы-
вают большое влияние химический состав сплава, его структура и мно-
гие другие факторы.
§ 5. АКУСТИЧЕСКИЕ ПРОЦЕССЫ
Ультразвуковой метод обработки применяется для изготовления де-
талей из любых твердых и хрупких материалов — бронестекла, керамики,
Рис. 8. 35. Схема ультразвуковой обработки:
/—заготовка; 2—инструмент; 3—концентратор; 4—магнито-
стрикционный пакет; 5—кольцо для разбрызгивания воды; 6—
генератор ультразвуковых колебаний; 7—центробежный насос
твердых сплавов и др. Этот метод обработки (рис. 8. 35) основан на вы-
крашивании твердых и хрупких материалов при импульсном вдавлива-
нии в них абразива. Абразивные частицы выдалбливают в материале
198
углубление по форме сечения торца, колеблющегося с амплитудой
0,02—0,06 мм и большим ускорением инструмента. Кроме колебатель-
ного движения, инструмент получает поступательную подачу с неболь-
шим нажимом — 2—5 кГ/см2 (0,19—0,49 Мн)м2) —на обрабатываемый
материал. Точность обработки 0,01—0,02 мм, чистота поверхности V9*
Вибратор акустической головки, выполненный из магнитострикцион-
ного материала (никель, кобальт, железо и др.), изменяя под действием
переменного магнитного потока свои размеры, колеблется с ультразву-
ковой частотой 18—25 кгц. Электрическая энергия высокочастотного ге-
нератора преобразуется в зоне обработки в акустическую. Обработка ве-
Рис. 8. 36. Кинематические схемы ультразвуковой обра-
ботки:
а—при неподвижной заготовке; б—при продольном перемещении
заготовки; в—при вращении и продольном перемещении заго.
товки
дется в среде 30—40 %-ной водной суспензии абразива (карбиды бора,
кремния или корунда). Бурная кавитация жидкости, вызываемая коле-
баниями вибратора, усиливает циркуляцию суспензии в зоне обработки.
Заготовки и детали из твердых и хрупких материалов можно выре-
зать на универсальных станках для ультразвуковой обработки моделей
4770 и 4772 с выходной мощностью генераторов соответственно 0,25 и
1,5 кет.
Наиболее широко ультразвуковую обработку используют для полу-
чения сквозных и глухих полостей различной формы в сечении и глуби-
ной до 25—40 мм (рис. 8.36, а), что объясняется предельно простой ки-
нематикой. Однако ее применяют и для обработки длинных пазов, на-
ружных цилиндрических и фасонных поверхностей, наружных и внут-
ренних резьб с использованием более сложной кинематики (рис.
8. 36, б, в), а для электропроводных материалов — в комбинации с анод-
ным растворением.
Кроме этого, ультразвуковая обработка играет большую роль как
интенсификатор многих процессов: резания труднообрабатываемых ма-
териалов, сварки, пайки быстроокисляющихся металлов, очистки поверх-
ностей от загрязнений и т. п.
§ 6. ЛУЧЕВЫЕ ПРОЦЕССЫ
При лучевых методах обработки возможна концентрация светово-
го, электронного или ионного луча с высокой плотностью энергии на
очень малой площади. Это открывает широкие перспективы в примене-
нии лучевых методов для обработки самых тугоплавких материалов. Ма-
териал из зоны обработки удаляется испарением его в результате преоб-
разования лучевой энергии в тепло непосредственно в зоне обработки.
§ 7. ХИМИЧЕСКИЕ ПРОЦЕССЫ
Размерное травление, применяемое для всех используемых в про-
мышленности металлов и сплавов, заключается в удалении металла пу-
тем растворения его в травящих средах.
199
При сквозном травлении на поверхность листового полуфабриката,
покрытого с двух сторон защитным слоем (как правило, химически стой-
кими лакокрасочными покрытиями), наносят по трафарету или шабло-
ну контур заготовки (детали), прорезая защитный слой режущим ин-
струментом. По прорезанным линиям в дальнейшем растворяется ме-
талл. После вытравливания металла по контуру раскроя заготовки де-
тали не выпадают в ванну, а удерживаются слоем защитного покрытия,
нанесенного с обратной стороны полуфабриката.
Глубина избирательного травления при использовании освоенных
промышленностью защитных покрытий до 5—6 мм для алюминиевых
сплавов, малолегированных конструкционных и углеродистых сталей
(ЗОХГСА и др.), титановых сплавов, до 1,5 мм — для магниевых спла-
вов и до 0,7 мм — для нержавеющих сталей типа Х18Н9Т.
Растворителем при размерном травлении алюминиевых сплавов
Д16 и В95 является подогретый до 70—90° С водный раствор едкого нат-
ра (NaOH) 12—17%-ной концентрации, а для остальных металлов —
водные растворы различных кислот или их смесей.
Замедленность протекания процесса размерного травления (0,3—
2,4 мм!час) в некоторой степени компенсируется возможностью одновре-
менного изготовления большой группы деталей (заготовок) без исполь-
зования сложного оборудования, оснастки и инструментов.
При общем травлении металл удаляется со всей поверхности заго-
товки. погруженной в раствор. Извлекая с определенной скоростью за-
готовку из ванны, получают детали переменного (клиновидного) или
ступенчатого сечения.
При местном избирательном травлении поверхности, не подлежа-
щие травлению, покрывают химически стойкими лакокрасочными покры-
тиями. Металл удаляется с незащищенных поверхностей заготовки.
В этом случае технологический процесс изготовления детали состоит из
следующих операций:
1) обезжиривание заготовки;
2) покрытие заготовки липкой бумагой;
3) разметка по трафарету контуров вырезов;
4) прорезка бумаги по разметке и удаление ее с участков, не под-
лежащих травлению;
5) нанесение защитного покрытия на места, свободные от бумаги,
с его просушкой;
6) снятие бумаги с мест, подлежащих травлению;
7) размерное травление;
8) промывка и осветление деталей;
9) снятие защитного покрытия с предварительным погружением де-
тали в бензин Б-70 на 15—20 мин.
Глубину травления проверяют по образцам, загружаемым в ванну
вместе с заготовкой, которые периодически извлекаются из ванны и из-
меряются.
Механические свойства металлов после размерного травления прак-
тически не изменяются, эквидистантность выдерживается до 0,01 мм, чи-
стота поверхности снижается на 1—2 класса. Риски и забоины травле-
нием не устраняются, а лишь сглаживаются, получая форму углубле-
ний с плавными переходами.
Величина бокового подтравливания а (рис. 8. 37) зависит от глуби-
ны травления /г) и адгезии защитного покрытия. При горизонтальном
расположении заготовки в ванне и высокой адгезии защитного покрытия
боковое подтравливание будет минимальным и равным глубине травле-
ния. При вертикальном расположении заготовки в ванне и низкой адге-
зии защитного покрытия боковое подтравливание достигает 6/г.
200
Для размещения захватов или отверстий для подвески заготовок из
аистовых материалов на них предусматривают припуски :>20/г, а на слу-
чай подтравливания заготовок с торцов ^8/г.
Изготовление деталей изгибом и местным травлением возможно в
двух вариантах:
а) заготовку травят, а затем изгибают по местам, не подвергавшим-
ся травлению;
б) заготовку (с нанесенным защитным
укрытием) изгибают, а затем подвергают
травлению. Для предохранения защитного
покрытия от разрушения при изгибе его
обклеивают фольгой или крафт-бумагой.
Детали пространственной формы из ли-
стового материала подвергают травлению
обычно после формообразования.
К преимуществам размерного травле-
ния по сравнению с механической обработ-
кой относятся возможность обработки ли-
стовых заготовок одновременно с двух сто-
рон, получения поверхностей сложной кон-
фигурации из труднообрабатываемых материалов и одновременной об-
работки большого количества заготовок. При этом возможно применение
простого и дешевого оборудования.
Недостатками размерного травления являются: большая длитель-
ность процесса, невозможность устранения дефектов поверхности и ухуд-
шение исходной чистоты поверхности.
Рис. 8. 37. Схема бокового
подтравливания при размер-
ном травлении:
/—заготовка; 2—пленка защитно-
го покрытия
? § 8. ТЕРМИЧЕСКИЕ ПРОЦЕССЫ
Сущность термических процессов разделения полуфабриката или
удаления излишнего материала состоит в нагревании металла заготовки,
плавлении или превращении его в окислы и удалении этих продуктов
газовой струей. В самолетостроении находят применение газопламенная
(кислородно-ацетиленовая) и плазменная обработка.
Газопламенная обработка
Кис лор о дно - а цетил ено в у ю обработку применяют для вы-
резки фигурных заготовок из листов и плит малоуглеродистой и низко-
легированной стали толщиной от 5 до 100 мм. Производительность резки
весьма высокая. Например, малоуглеродистую сталь толщиной 5—15 мм
можно резать со скоростью 1,8—1,2 м/мин. Стоимость вырезки фигур-
ных заготовок из стали в 10—20 раз ниже стоимости фрезерования.
Кислородно-ацетиленовую резку по шаблонам заготовок из стали
толщиной от 5 до 100 мм производят на машинах шарнирного типа
АСШ-2. Наибольшие размеры вырезаемых заготовок 750X1500 мм. Чи-
стота реза приближается к чистоте механической обработки. Погреш-
ность копирования не превышает 0,3—0,5 мм.
Кислородно-флюсовую обработку применяют для вырезки
заготовок из хромистых и хромоникелевых жаропрочных и нержавеющих
сталей, цветных металлов и сплавов. Флюсом служит железный порошок
с частицами 0,13—0,2 мм, который непрерывно подается в струю режу-
щего кислорода. При сгорании флюса выделяется дополнительное коли-
чество тепла, повышающее температуру в месте реза, благодаря чему об-
разующиеся окислы не затвердевают. Продукты сгорания флюса пере-
ходят в шлак, понижая температуру его плавления.
Пакеты листов из титановых сплавов и нержавеющих сталей разре-
заются с верхним накладным листом из малоуглеродистой стали толщи-
201
ной 1,5—3,0 мм, предохраняющим кромки верхних листов от оплавления
и чрезмерного нагревания. Пакетная резка листов должна производить-
ся в специальном зажимном приспособлении, когда листы плотно приле-
гают друг к другу, и устраняется возможность свободной деформации
заготовки и ее провисания. Заготовки после вырезки правятся для устра-
нения коробления. Под механическую обработку следует предусматри-
вать припуск 3—5 мм.
При кислородно-флюсовой резке нержавеющей стали Х18Н9Т шири-
на реза 8—10 мм, а скорость резки пакета толщиной 12—50 мм соответ-
ственно 260—90 мм/мин.
Газопламенную обработку применяют также для замены обдироч-
ных работ на металлорежущих станках, так как она позволяет снимать
значительный слой металла на станках обычной жесткости. Для этого
вместо резца на поперечный суппорт устанавливают резак, используя его
иногда в комбинации с обтачиванием или шлифованием для получения
поверхностей с чистотой \74.
Плазменная обработка
Если электрическую дугу теми или иными способами суживать, то
можно получить поток так называемой «плазмы» с температурой более
15 000° С. Потоком плазмы можно разрезать различные металлы и спла-
вы, сваривать тугоплавкие металлы и наплавлять на изделия покрытия.
Рис. 8. 38. Схема плазменной обработки:
а—разделение полуфабриката (/—полуфабрикат, 2—сжатая дуга, 3—
подача воды для охлаждения наконечника горелки, 4—корпус горелки,
5—подача аргона, 6~вольфрамовый электрод, 7—подача водорода); б—
удаление материала с поверхности вращающейся заготовки с после-
дующим обтачиванигм или шлифованием (/—заготовка, 2—резец, 3—
абразивный круг, 4—плазменная горелка, 5—ванна с водой)
На рис. 8. 38, а показана схема плазменной горелки. Между воль-
фрамовым электродом и обрабатываемым полуфабрикатом возбуждает-
ся сжатая дуга, сосредоточиваемая на небольшом участке полуфабри-
ката. Теплом дуги и газов, выходящих через суженное сопло и нагревае-
мых той же дугой, плавится металл. Расплавленный металл удаляется
факелом пламени и струей газов.
202
На установках для плазменной обработки УДР-58 можно произво-
дить как ручную, так и механизированную резку цветных металлов и
нержавеющих сталей толщиной до 40 мм.
Замена газовой резки сталей и алюминиевых сплавов (АМц, АМгб,
АД1) плазменно-дуговой с использованием в качестве плазмообразую-
щих газов аргоно-аммиачной смеси или воздуха и водяных паров сни-
жает глубину расплавленной зоны кромок, тепловые деформации (в 2—
4 раза), значительно улучшает качество поверхности реза и увеличивает
скорость резки.
При оснащении газорежущих машин и установок для плазменной
резки фотоэлектронной системой управления при скорости резки до
2600 мм!мин с выполненного в масштабе чертежа достигается точность
копирования ± 1 мм. Хорошие результаты получаются также на газоре-
жущих машинах с числовым программным управлением.
При помощи плазмы можно снимать большой слой самого твердого
металла за один проход на станках обычной жесткости.
Высокая температура струи плазмы и способность плавить цветные
металлы и нержавеющие стали без применения флюсов дает этому про-
цессу очевидные преимущества перед газоплазменной обработкой.
В некоторых случаях плазменная обработка может быть финишной.
Глубина зоны термического влияния (0,38—0,5 мм) значительно мень-
ше, чем при газопламенной обработке.
В настоящее время для обработки применяют два типа плазменных
горелок — с зависимой (переносной) и с независимой (непереносной)
дугой. При использовании горелки с зависимой дугой обрабатываемая
заготовка служит анодом. Горелки с независимой дугой (дуга возникает
внутри сопла) более удобны для металлорежущих станков, однако эф-
фективность их меньше.
Использование струи плазмы сильно ускоряет процесс удаления из-
лишнего материала. Например, при глубине резания 9,5 мм и скорости
перемещения 254 мм]мин плазменной струей можно удалить 65,6 см3
стали в минуту. Этого нельзя достигнуть резанием на обычных (легких)
станках.
Плазменную обработку тел вращения часто применяют с одновремен-
ной обработкой поверхности резцом с очень узкой режущей кромкой
или шлифовальным кругом (рис. 8. 38, б). Это позволяет выполнять од-
новременно и черновую и чистовую обработку крупногабаритных загото-
вок из металлов, трудно поддающихся резанию.
Таким образом, механические процессы, которые по-прежнему оста-
ются основными при обработке обычных конструкционных материалов,
удачно дополняются электрическими, электрохимическими и другими,
наиболее эффективными при обработке материалов, трудно поддающих-
ся резанию, и при изготовлении деталей сложной формы.
Глава IX
ПРОЦЕССЫ ФОРМООБРАЗОВАНИЯ ХОЛОДНЫМ
ДЕФОРМИРОВАНИЕМ
Холодное деформирование является одним из наиболее прогрессив- -
ных методов изготовления заготовок и деталей. Высокая производитель-
ность труда с низкой себестоимостью изделия и высокий коэффициент
использования металла с высокими прочностными свойствами способ-
203
ствуют широкому применению процессов холодного деформирования в
различных отраслях промышленности.
Применяемые для формообразования деталей холодным деформиро-
ванием процессы можно разбить на основные подгруппы — формование
и объемное деформирование.
Формование включает процессы, основанные главным образом
на изменении формы поверхности заготовки без существенного перерас-
пределения и перемещения объема металла.
Рис. 9. 1. Классификация основных процессов формообразования деталей холодным
деформированием
К объемному деформированию относятся процессы, с
помощью которых формообразование детали осуществляется посредст-
вом перераспределения и заданного перемещения объема металла при
значительных удельных давлениях инструмента на заготовку.
В особую подгруппу следует выделить отделочные и упроч-
няющие процессы, связанные с деформированием поверхностных сло-
ев без существенного изменения формы и размеров заготовки, получен-
ной в предыдущих операциях технологического процесса.
Каждая из подгрупп процессов формообразования деталей холод-
ным деформированием включает значительное количество частных про-
цессов целевого назначения (рис. 9. 1), отличающихся как по своим спе-
цифическим особенностям, так и по средствам для их осуществления и
ряду других признаков.
В самолетостроении около 80% деталей планера изготовляется ме-
тодом холодного деформирования. При этом трудоемкость их изготовле-
ния можно значительно уменьшить, сокращая объем доводочных работ,
характерных для заготовительно-штамповочных цехов. С этой точки
зрения отдельные конструктивные элементы и детали в целом должны
проектироваться с учетом технологических возможностей процессов хо-
лодного деформирования, применяемых в самолетостроении, специфиче-
ские особенности которых рассмотрены ниже.
204
§ 1. ФОРМОВАНИЕ
Процессы формования (гибка, обтяжка, формовка и др.) наиболее
широко применяются для изготовления деталей планера из листов, про-
филированных плит, профилей и тонкостенных труб.
Гибка
К гибке относят все процессы формообразования деталей одинар-
ной кривизны, основанные на упруго-пластическом изгибе внешними на-
грузками листовой, профильной или трубчатой заготовки. Как известно,
Рис. 9. 2. Деформации и напряжения при гибке
форма и размеры поперечного сечения заготовки в процессе изгиба из-
меняются. Если заготовка узкая, т. е. ее ширина b соизмерима с высо-
той б (рис. 9.2, а), деформированию материала в аксиальном направле-
нии (в направлении оси z) почти нет препятствий. Поперечное сечение
заготовки в результате деформирования приобретает форму, схемати-
чески изображенную на рис. 9. 2, б; нормальные напряжения в аксиаль-
205
ном направлении при этом практически отсутствуют. При изгибе ши
рокой заготовки (пластины или листа) деформации на всей ее ширине
за исключением участков, непосредственно прилегающих к концам, стес
йены. Вследствие этого в аксиальном направлении возникают нормаль
ные напряжения, которые вызывают искривление сечения детали в пло-
скости yz и приводят к образованию «седловины» (рис. 9.2, в).
Исследуя процесс гибки, принимают, что главные оси напряжений
и деформаций совпадают соответственно с радиальным (по радиусу
кривизны), тангенциальным (касательным к кривой) и аксиальным на-
правлениями (рис. 9.2, а). Отсюда следует, что касательные напряже-
ния на площадках, нормальных к этим направлениям, отсутствуют. Тео-
ретический анализ в этом случае значительно упрощается. Весьма ча-
сто пренебрегают также напряжениями оу, вызываемыми надавлива-
нием волокон друг на друга, и напряженно-деформированное состояние
в случае >3—5 условно считают линейным, т. е. при анализе изгиба
учитывают только тангенциальные напряжения и деформации.
При больших пластических деформациях, как и при малых, остается
справедливой гипотеза плоских сечений, согласно которой сечение, пло-
ское до деформации, остается таковым в течение всего процесса изгиба.
Это дает возможность легко выразить тангенциальную деформацию рас-
тяжения (сжатия) ех в любой точке (рис. 9. 2, а) через радиус кривизны
изгибаемого элемента и расстояние рассматриваемой точки до нейтраль-
ного слоя, представляющего собой совокупность материальных точек,
в которых деформации в тангенциальном направлении отсутствуют:
6? v == In = J2 ). (9. 1)
\ С /
Приняв приближенно, что нейтральный слой расположен по сере-
дине толщины заготовки, получим (без существенной погрешности в оп-
ределении деформации при — >3—5)
6
ех н= ~ 1 4
(9.2)
где ехн, ехъ — истинные деформации наружной и внутренней поверхно-
стей заготовки;
у — относительный радиус изгиба;
q — радиус кривизны срединной поверхности до снятия внеш-
ней нагрузки;
6— толщина заготовки.
Из выражения (9.2) следует, что величина деформации периферий-
ных поверхностей детали определяется относительным радиусом изгиба
р. Для деформируемых материалов (алюминиевых сплавов и сталей)
pmln = 2-4-7. При несоблюдении этого условия наружная поверхность за-
готовки в процессе изгиба разрушается.
После снятия внешней нагрузки форма пластически изогнутого эле-
мента вследствие упругого восстановления металла изменяется. Волокна
растянутой зоны сокращаются, а сжатой — удлиняются в соответствии
с величиной упругих деформаций еупр (рис. 9. 2, а). В результате каждое
сечение изогнутой заготовки повернется на соответствующий угол. Та-
кое явление называется пружинением. Остаточный радиус р0 всегда бу-
206
дет больше радиуса кривизны р под нагрузкой (рис. 9. 2. г), причем меж-
ду ними существует зависимость
1 1 Л1
Со С EI
(9.3)
где М — изгибающий момент;
I — момент инерции поперечного сечения;
Е — модуль упругости.
Из условия равновесия между внешними и внутренними силами из-
гибающий момент М равен моменту внутренних напряжений, действую-
щих в сечении (рис. 9. 2, д). Определив изгибающий момент, можно най-
ти усилие для изгиба заготовки, а также остаточные радиус кривизны р0
и угол фо (рис. 9. 2, г):
ЗА
(2~т т) Е
Ар — Qo — 9 — Q
Д? = ?о — ?==-------д- — (2g)1
Е 2 -Ь т
где Др, Дф — изменения радиуса кривизны и угла изгиба вследствие
пружинения после снятия внешней нагрузки;
А- и т — константы деформируемого материала (при аппроксима-
ции зависимости между интенсивностью напряжений Oi и
интенсивностью истинных деформации ei = X
3
степенн°й функцией di =
где ei>e2^e3 — главные деформации).
Из этих выражений следует, что с увеличением относительного ра-
диуса изгиба р и повышением склонности материала заготовки к упроч-
нению при деформации, т. е. с уменьшением параметра т, вызываемые
пружинением погрешности возрастают. Например, средние значения уг-
ла пружинения Дф при гибке деталей из алюминиевых сплавов в мягком
состоянии 2—6°, а из высокопрочных материалов 15—18°.
Погрешности Др и Дф необходимо учитывать при изготовлении ги-
бочной оснастки и настройке оборудования, используемого для гибки.
Однако этого недостаточно при изготовлении деталей, к точности кото-
рых предъявляются повышенные требования, так как вследствие коле-
баний механических свойств материала и размеров сечения заготовки
параметры пружинения Др и Дф являются переменными величинами.
Лишь на станках с автоматическими корректирующими устройствами
можно получать детали со стабильной точностью по выполняемым на
гибочной операции размерам.
Пружинение заготовки уменьшается, если в процессе изгиба к ней
прикладывается тангенциальное растягивающее усилие Р (рис. 9. 2, е).
В этом случае угол поворота сечений и изменение радиуса кривизны за-
готовки после снятия деформирующей нагрузки будут пропорциональны
* М. И. Лысов, Теория и расчет процессов изготовления деталей методами гиб-
ки, Машиностроение, 1966.
2С7
разности Лб?=б>упр—(. ' упругих составляющих деформаций наружно-
го и внутреннего волокон (следовательно, и разности напряжений Дст=
= Ох н—(Ух в), а не их абсолютной величине бупр и е "пр (или ох н и ох в),
как при изгибе без дополнительного растяжения (рис. 9. 2, г, д). В отли-
чие от обычного изгиба при разгрузке в соответствии с ес = (^упр + еугтр)
изменяется также и длина срединной поверхности заготовки (рис.
9. 2, е).
Значительный эффект от дополнительного растяжения получается
лишь тогда, когда возникающие при изгибе заготовки напряжения по
всему сечению положительны и по величине не менее предела текучести
<гт. При этом увеличение дополнительного растяжения более 3—5% от
исходной длины заготовки на уменьшении параметров пружинения ска-
зывается незначительно и не имеет практического значения.
Очевидно, что разность напряжений, действующих в наружных и
внутренних волокнах заготовки, будет уменьшаться с увеличением отно-
сительного радиуса изгиба. Поэтому процесс изгиба с растяжением наи-
более целесообразно использовать для деталей с большими относитель-
ными радиусами р.
Поскольку все металлы в холодном состоянии обладают упрочнени-
ем, то при любом дополнительном растяжении нельзя добиться того, что-
бы величина До равнялась нулю; следовательно, пружинение всегда бу-
дет существовать. Однако можно спроектировать технологический про-
цесс так, что погрешность, вызываемая пружинением, будет находиться
в пределах допуска на изготовление детали. Например, при изготовлении
особо точных деталей гибку выполняют следующими двумя способами.
1. Изгиб в две операции по схеме: предварительный изгиб без рас-
тяжения, термообработка (отжиг, закалка) для разупрочнения мате-
риала и снятия остаточных напряжений; изгиб с растяжением (калиб-
ровка). При выполнении последней операции заготовка изгибается весь-
ма мало, в основном она растягивается, что значительно уменьшает До,
а следовательно, и пружинение.
2. Изгиб с растяжением и одновременным кратковременным нагре-
вом заготовки радиационным способом, методом электросопротивления
или от формообразующей оправки или комбинированным способом.
Изменение кривизны детали после снятия внешней нагрузки при
всех сочетаниях степени растяжения, радиуса кривизны и температуры
нагрева существенно уменьшается по сравнению с формообразованием
без нагрева (вследствие понижения склонности материала заготовки к
упрочнению), что приводит к повышению точности, и тем больше, чем
выше температура нагрева. Температурный интервал может колебаться
в широких пределах (Д16 и В95— до 350-4-450° С, АМгб — до 460° С,
МА8— 2504-400°С, ВТI — 350-4-500°С, ОТ4 — 5004-700° С). Температу-
ра и время выдержки при формообразовании деталей из полуфабрика-
тов в свежезакаленном и состаренном состоянии ограничены из-за воз
можного снижения механических свойств и структурных изменений в
материале. Их значения выбирают в зависимости от указанных в черте-
же механических свойств материала детали.
Гибка с растяжением и одновременным кратковременным нагревом
заготовки особенно эффективна для формообразования профильных де-
талей из труднедеформируемых в холодном состоянии высокопрочных
материалов, j
Способы гибки и применяемое оборудование
В самолетостроении для изготовления деталей одинарной кривизны
из листов, профилированных плит, профилей и тонкостенных труб наи-
более широко применяют методы свободной гибки и гибки профилиро-
208
ванным инструментом. В последнем случае получаемая деталь по форме
соответствует деформирующему инструменту. При свободной гибке фор-
мообразование детали осуществляется путем пластической деформации
заготовки системой сил и создаваемая форма не зависит от инструмента.
Свободная гиб-
к а практически осущест-
вляется в двух вариантах:
гибка универсально-ги-
бочным штампом (рис.
9. 3, а—г) и гибка прокат-
кой на валковых или ро-
ликовых станках (рис.
9. 3, д—ж).
Гибкой у нив ер сально -
гибочным штампом преи-
мущественно изготовляют
детали с малым относи-
тельным радиусом изгиба
(обычно р^84-10). Фор-
му таких деталей в основ-
ном характеризует угол
изгиба сро, являющийся со-
прягаемым параметром
при установке деталей
в узлах и агрегатах. Ра-
диус кривизны при вер-
шине угла в большинстве
случаев не является со-
прягаемым параметром;
его величина назначает-
ся из условий необхо-
димой жесткости деталей
и возможности формооб-
разования при данных
пластических свойствах
Рис. 9. 3. Схемы процессов свободной гибки
деформируемого металла.
Угол ср (рис. 9.3,а), на который необходимо изогнуть заготовку,
чтобы с учетом его последующего изменения вследствие пружинения по-
лучить заданный угол детали <р0, а также потребное для гибки усилие Р
со стороны пуансона можно определить по формулам *
о 2 arc etg
[etg - С, (2emln)1 m cosec
, ьъ j. v
р cgT’
(9.5)
где уш>п — минимальный относительный радиус кривизны (при вершине
угла);
С<р, Ср — коэффициенты, зависящие от механических свойств металла.
Например, для Д16Л-М т= 0,265, Л=49, С<? =0,06; коэффи-
циент Ср при изгибе широких заготовок равен 4,50, а при из-
гибе узких заготовок (полосок) — 3,77.
По известным значениям Qmin и ср определяют ширину L ручья мат-
рицы и ход Н пуансона (рис, 9. 3, а).
Универсально-гибочные штампы используют в единичном и серий-
ном производстве для изготовления из листового материала за несколь-
* См. сноску на стр. 207.
209
ко переходов или операций профилей различного сечения (рис. 9.3, б, в).
Штамп устанавливают на специальный гибочный пресс И-135 (рис.
9. 3, г) с узкой станиной длиной 5050 мм и эксцентриковым приводом
подвижной траверсы.
Гибка прокаткой на валковых и роликовых станках по силовому
воздействию на заготовку (рис. 9. 3, д) не отличается от гибки универ-
сально-гибочным штампом. Процесс гибки прокаткой заключается в не-
прерывном изменении формы заготовки при приложении к ней через
вращающиеся валки (или ролики) изгибающего усилия, обеспечиваю-
щего требуемую пластическую деформацию.
Гибка прокаткой может быть осуществлена на станках, выполнен-
ных по трех- или четырехвалковой схеме. В процессе гибки прокаткой
тремя симметрично расположенными валками на входной и выходной
зонах заготовки остаются прямолинейные концы (рис. 9. 3, д), длина
которых равна расстоянию между точками касания заготовки со сред-
ним и крайними валками. Для уменьшения длины прямолинейных
участков следует применять асимметричную схему расположения валков
(рис. 9.3, е). В этом случае можно почти полностью изогнуть заготовку
от кромки до кромки. Для подгибки кромок заготовку вставляют между
валками так, чтобы край ее перекрывал задний нижний валок, и подъ-
емом переднего нижнего валка подгибают первую кромку (рис. 9.3, е).
Затем заготовку кантуют, вставляют между валками второй кромкой и
подгибают ее. Обычно заготовки всей партии предварительно проходят
операцию подгибки кромок, а затем подвергаются гибке по заданному
радиусу.
Станки, изготовленные по асимметричной схеме, должны обладать
повышенной жесткостью, так как в процессе гибки на валках возника-
ют усилия значительно большие, чем на станках, выполненных по сим-
метричной схеме. Поэтому гибку листов большой толщины производят на
станках с симметричным расположением валков.
Четырехвалковые машины сочетают в себе преимущества трехвал-
ковых, выполненных по симметричной и асимметричной схемам. В каж-
дом конкретном случае работают лишь три валка из четырех (рис.
9,3, ж). При подгибке заготовку входной кромкой подают справа (по
схеме) на валки так, чтобы она перекрыла второй валок;- затем, подни-
мая правый гибочный валок, полностью изгибают кромку. После этого
гибочный правый валок опускают в исходное положение и заготовку
пропускают через валки влево. Затем так же подгибают выходную кром-
ку левым гибочным валком и последующей прокаткой полностью изги-
бают заготовку (рис. 9.3, ж).
Четырехвалковые машины особенно целесообразны для формообра-
зования крупногабаритных тяжелых деталей, так как во время подгибки
кромок отпадает необходимость кантовать заготовку.
Заготовка при вращении валков перемещается под действием сил
трения, возникающих на поверхностях контакта и являющихся в трех-
валковых симметричных схемах функцией усилия гибки Р. С уве -ичени-
ем кривизны сопротивление заготовки перемещению возрастает. При оп-
ределенной для данных условий стреле прогиба сила трения может ока-
заться недостаточной для перемещения заготовки. Это накладывает су-
щественные ограничения на процесс изгиба заготовки тремя симметрич-
но расположенными валками, что вынуждает либо осуществлять изгиб
в несколько переходов с постепенным увеличением стрелы прогиба, лиоо
предусматривать в конструкции станка толкающее устройство. Напри-
мер, профиль высотой h за один переход можно изогнуть на радиус не
менее чем ЗО/z. При о—-— <^30 ролики относительно профиля будут про-
h
скальзывать.
210
Усилие подачи Рх, потребное для гибки прокаткой листовой заго-
товки толщиной & и шириной b без проскальзывания, может быть опре-
делено по формуле *
Л- = -р--------—------------= Сх . (9.6)
3 ~ (I Д-т) (2-г л») о14 /72
При четырехвалковой схеме (рис. 9. 3, ж) за один переход можно
получить большую кривизну, создав дополнительное давление на заго-
товку, зажатую между верхним и нижним центральными валками.
Оснастка, используемая при свободной гибке, является универсаль-
ной и позволяет путем подбора параметров настройки L и Н (рис.
9. 3, а, д) получать детали необходимой формы. Благодаря этому сво-
бодная гибка экономически наиболее целесообразна для деталей боль-
ших габаритов (например обшивок крыла, оперения, различных профи-
лей из листового материала).
Наиболее распространенный вид оборудования для гибки прокат-
кой — трехвалковые станки («трехвалки») с ручным и механизирован-
ным приводом, у которых положение гибочного валка в процессе гибки
не изменяется. Основным типом трехвалковых станков является станок
ЦБКМ, позволяющий изгибать листы толщиной до 10 мм и длиной до
6200 мм. Верхний валок регулируется по высоте и может быть установ-
лен в наклонное положение по отношению к нижним.
В авиационной промышленности для получения деталей цилиндри-
ческой и конической формы (длиной до 7 м) из листов (толщиной до
12 мм) и профилированных плит широко применяют станки типа КГЛ
с тремя симметрично расположенными валками и верхней траверсой
(рис. 9.4, а, б), гибочно-листовые станки типа ГЛС и агрегатные прессы
типа АГЛ.
Копировально-гибочные станки КГЛ-1М и КГЛ-2 снабжены соот-
ветственно механическим и гидравлическим копировальным устройст-
вом. Этим устройством изменяют расстояние между гибочным и опор-
ными валками в процессе гибки прокаткой, в результате чего обшивки
изготавливаются как с постоянной, так и с переменной одинарной кри-
визной по сечению. Гибка по радиусу, меньшему половины высоты тра-
версы, возможна только по дуге до 120—150°. Станок КГЛ-3 предназна-
чен для изготовления малых партий деталей, и копировальная система
в нем отсутствует.
Гибочно-листовые станки ГЛС-0,51\ и ГЛ С-2,5, выполненные по
асимметричной трахвалковой, а ГЛС-2К и ГЛС-4 — по четырехвалковой
схеме, позволяют изготовлять замкнутые обечайки с подгибкой входной
и выходной кромок.
Три валка станка ГЛС-0,5К — конические. Одним комплектом вал-
ков можно изготовлять обечайки различной конусности с наименьшим
диаметром 80 мм и длиной образующей до 500 мм.
Станок ГЛС-2К в основном предназначен для изготовления кониче-
ских обечаек с наименьшим диаметром 500 мм при длине образующей
до 2000 мм. Два его средних привсдных валка цилиндрические, целико-
вые, а два боковых, которые можно устанавливать под заданным углом
к средним валкам, выполнены из набора шарикоподшипников (пис.
9.4, в).
На агрегатных гибочно-листовых прессах АГЛ-5, АГЛ-10 и АГЛ-15
формообразование из цветных сплавов крупногабаритных листовых об-
шивок и монолитных панелей толщиной до 12 мм и длиной соответст-
венно до 5, 10 и 15 м выполняют двумя методами: гибкой универсально-
гибочным штампом впередвижку (рис. 9. 4, г) и прокаткой симметрично
* См. сноску на стр. 207.
211
расположенными тремя валками. Пресс АГЛ-10 скомпонован из двух, а
пресс АГЛ-15 — из трех гидравлических прессов АГЛ-5. Управление
синхронным перемещением траверс секционного пресса о( уществляется
посредством гидромеханических копировальных устройств.
Детали из прессованных и катаных профилей с постоянной кривиз-
ной и наименьшим внутренним радиусом изгиба 100—250 мм изготовля-
ют прокаткой на профилегибочных четырехроликовых станках И-620,
ПГ-3 и ПГ-4.
Рис. 9.4. Схемы гибки на гибочно-листовых станках:
а—гибка листовой заготовки на КГЛ (/—верхний и нижний валки, 2—опорные ро-
лики); б—гибка профилированной плиты на КГЛ-3; в—гибка конической обечайки
на ГЛС 2К; а—гибка профилированной плиты впередвижку на АГЛ
Особенностью гидравлического профилегибочного станка ПГ-2М,
выполненного по трехроликовой асимметричной схеме, является наличие
копировальной системы, позволяющей производить гибку деталей с пе-
ременной кривизной.
Для профилей сложных сечений применяют профилегибочный ста-
нок ПГ-5А с тремя роликами, обеспечивающими возможность гибки про-
каткой по симметричной и асимметричной схеме. Станок снабжен допол-
нительной роликовой головкой, полностью охватывающей многополочное
сечение профиля при его изгибе и предотвращающей потерю устойчиво-
сти полок. Однако несимметричность сечения профиля и несовпадение
главных осей моментов инерции сечения с плоскостью изгиба все же вы-
зывают деформацию закрутки, которая приводит к необходимости вы-
полнять трудоемкие ручные доводочные работы, особенно при изготов-
лении деталей из стальных или титановых профилей.
При совмещении операции изгиба с нагревом узкой зоны профиля
токами высокой частоты резко уменьшаются или устраняются совсем за-
крутка и потеря устойчивости. Это обусловливается тем, что узкий нагре-
тый участок профиля в зоне индуктора (рис. 9.5) обладает значительно
меньшим сопротивлением деформированию, чем окружающий металл,
поэтому здесь сосредоточивается вся деформация: холодная же иасть
212
профиля, находящаяся в направляющем зазоре роликов, не позволяет
развиваться искажающим деформациям. Правильный подбор высокоча-
стотного оборудования, конструкции индуктора и режима нагрева позво-
ляет устранить доводочные
работы и автоматизировать
процесс изгиба профилей
применением копировальных
устройств или гибки — про-
катки по программе.
Гибка профилиро-
ванным инструмен-
том. В качестве такого ин-
струмента применяют спе-
циальные штампы, оправки
и фильеры.
Гибка специальными ги-
бочными штампами может
Рис. 9. 5. Схема гибки прокаткой с местным на-
гревом ТВЧ:
ОСуЩеСТВЛЯТЬСЯ без ПрИЖИ- /-гибочный ролик, 2 и 4— ведущие ролики; 3—направ-
ма И С прижимом заготовки. ляющий ролик; 5—индуктор
В штампах без прижима
(рис. 9. 6, а} пуансон приближается к неподвижной матрице, и оконча-
тельное формообразование детали между ними происходит лишь в конце
хода. В штампах с прижимом (рис. 9. 6, б) часть заготовки зажимается
между пуансоном и подвижным прижимом еще до начала гибки; неза-
жатые части заготовки подвергаются деформации изгиба в течение
всего процесса и окончательную форму приобретают также к концу хода
инструмента. В штампах с прижимом заготовки обеспечивается более
точное взаимное положение элементов детали относительно друг друга,
чем без прижима. Поэтому для точных работ применяют штам-
пы с прижимом. При этом штамп
Рис. 9. 6. Схемы гибки специальными
гибочными штампами
детали, точно соответствующая форме инструмента,
ложение к заготовке усилий, значительно больших,
гибке.
должен быть изготовлен с уче-
том погрешностей, вызываемых
пружинением. Например, при
гибке П-образных деталей из
упругих материалов предусматри-
вают обратный выгиб дна (рис.
9.6,в). После раскрытия штампа
дно распрямляется и компенси-
рует распружинивание в углах.
Детали сложной формы
(замкнутые типа обойм и петель,
коробчатые и др.) обычно полу-
чают последовательной гибкой не-
сколькими простыми по конст-
рукции штампами или одним
штампом, состоящим из несколь-
ких секций, в каждой из которых
выполняется отдельный переход.
При гибке с подчеканкой,
т. е. с местным перераспределе-
нием части металла заготовки
(рис. 9.6,г), получается форма
но требуется при-
чем при обычной
С помощью специальных гибочных штампов, устанавливаемых на
прессах, из листовых и профильных заготовок обычно изготовляют дета-
ли относительно небольших габаритов.
213
Гибка обтягиванием по оправке (гибка с растяжением) применяет-
ся для изготовления деталей переменной кривизны из гнутых и прессо-
ванных профилей симметричного и несимметричного сечения обычно на
профилегибочных растяжных станках ПГР-6, ПГР-7 и ПГР-8. Станки
ПГР-6 и ПГР-8 предназначены для получения деталей однозначной
кривизны с углом изгиба 180—220° из заготовок длиной 1000—9000 мм.
Схемы процесса гибки с растяжением деталей однозначной кривизны и
станка типа ПГР приведены на рис. 9. 7, а и б.
Изгиб
преооаритель-
ное растяжение
/Изгиб
Калибровоч-
ное растя-
жение
Рис. 9. 7. Схемы гибки профилей обтягиванием по оправке (а, б, в) и вталкиванием
в фильер (г, д):
/—стол; 2—сменная оправка; 3—поворотная платформа; 4—цилиндр поворота платформы; 5—за-
готовка; 6~цанговый зажим; 7—цилиндр растяжения заготовки
* liiWUnUU *
/растяжение \\
'Калибровочное \
растяжение
Зона, нагрева
На станке ПГР-7 с передней передвижной установкой, выполнен-
ной в виде самостоятельного отъемного агрегата, изготовляют по при-
веденной на рис. 9. 7, в схеме детали знакопеременной кривизны с наи-
большей стрелой вогнутости до 600 мм.
Гибка обтягиванием по пуансону на профилегибочных растяжных
станках обеспечивает высокую производительность и достаточную точ-
ность изготовляемых деталей. Область применения способа ограничи-
вается возможностью получения деталей из профилей с углом изгиба
180—220° и относительным радиусом изгиба не менее 10 вследствие до-
полнительного нагружения профиля растягивающим усилием при его
изгибе.
Гибка вталкиванием в фильер (рис. 9. 7, г) заключается в деформи-
ровании заготовки реактивными усилиями со стороны формообразующе-
го ручья, возникающими в результате приложения к ней продольного
усилия вталкивания. Кривизна ручья фильера должна соответствовать
кривизне детали, а его окно — форме и размерам сечения деформируе-
мого профиля.
214
Возможность полного охвата контура профиля деформирующим ин-
струментом позволяет подвергать гибке профили самых разнообразных
сечений. Нагрев заготовки в зоне деформирования (рис. 9.7, д) в про-
цессе гибки позволяет устранить или свести к минимуму закрутку про-
филей сложных несимметричных сечений. Достаточная надежность про-
цесса и стабильность параметров изготовляемых деталей обеспечивается
при соответствующем качестве формообразующих поверхностей фильера
и смазки.
Оборудование для гибки профилей вталкиванием в фильер отлича-
ется простотой и малой мощностью по сравнению с другими видами ги-
бочного оборудования. Снижение усилия рабочих органов оборудования
в этом случае объясняется тем, что главное усилие изгиба заготовки яв-
ляется реактивным и воспринимается фильерным блоком.
Особенности гибки труб
При гибке трубы ее сечение искажается и принимает эллиптическую
форму. В растянутой зоне толщина стенки уменьшается, а в сжатой зоне
возможна потеря устойчивости стенкой с образованием гофров. Посколь-
ку трубопроводы, особенно в системах высокого давления, работают в
условиях сложного нагружения под действием пульсирующей нагрузки
и гидравлических ударов, искажения сечения трубы, вызываемые гибкой,
не должны превышать допустимых значений. Кроме того, надежность и
ресурс систем возрастают с повышением механических свойств материа-
ла трубопроводов и чистоты их внутренних и наружных поверхностей.
Высокая чистота поверхностей и минимальные искажения профиля тру-
бы возможны только при механизированных способах гибки, основные
схемы которых приведены на рис. 9.8.
Гибка на трубогибочном станке ТГС-2М (рис. 9.8, а) труб диамет-
ром до 80 мм с наибольшим углом изгиба 220° и радиусом кривизны 50—
350 мм. осуществляется следующим образом. Трубу 2 вставляют в ручей
между гибочной оправкой 3 и ползуном 4 и закрепляют ее конец зажи-
мом 6. Внутрь трубы для предотвращения искажения ее профиля встав-
ляют калибрующую оправку (дорн) 5, которая е зоне деформирования
удерживается тягой /, Затем включают вращение гибочной оправки.
Труба, наматываясь на оправку, изгибается по радиусу ее ручья.
Недостатком гибки намоткой является необходимость изготовления
оснастки для каждого диаметра трубы и радиуса ее изгиба, а также не-
возможность без перестановки заготовки изгибать последнюю в разных
плоскостях, в то время как трубопроводы с изгибом в одной плоскости
составляют малый процент. Станки, работающие по схеме гибки протал-
киванием заготовки через роликовую головку (рис. 9. 8, б—г) или
фильерную систему, позволяют изгибать трубу в разных плоскостях без
ее перестановки. Изгиб в разных плоскостях без перестановки зажатой
в патроне заготовки достигается ее поворотом относительно продольной
оси на заданный угол. Поступательное перемещение трубы, повороты ее
вокруг оси и вертикальное перемещение гибочного ролика (фильера)
взаимосвязаны; их последовательность и величина задаются програм-
мой или соответствующей расстановкой кулачков на программном диске.
Сменной оснасткой станков являются ролики или фильеры, заменяемые
только при изменении диаметра изгибаемой трубы.
Трубогибочный станок ТГПС-2 (рис. 9.8, б) позволяет изгибать
трубы и прутки длиной до 2409 мм из цветных и черных сплавов диа-
метром 8—32 мм в разных плоскостях за один рабочий цикл с прямыми
участками между изгибами не менее 60—80 мм. Управление поступа-
тельным перемещением каретки, поворотом цангового патрона 7 и подъ-
емом гибочного ролика 8 осуществляется при помощи кулачков, распо-
215
ложенных в канавках программного диска. Для предотвращения иска-
жения сечения трубы большого диаметра внутрь ее вводят оправку 9,
которая в месте гиба удерживается тросиком.
Изгиб труб диаметром 6—25 мм и длиной до 3000 мм на станке
ТГСП-1 с программным управлением выполняют по схеме проталкива-
ния через трехроликовую гибочную головку (рис. 9.8, в). Наименьшие
прямые участки между изгибами составляют 20 мм. Искажение профи-
ля заготовки в зоне деформирования предотвращается наполнителем в
виде эмульсии, которая через гидрошарнир 10 под высоким давлением
Рис. 9. 8. Основные схемы механизированной гибки труб:
а—гибка намоткой на станке ТГС-2М; б—гибка проталкиванием через роликовую головку на станке
ТГПС-2; в—гибка проталкиванием на станке с программным управлением ТГСП-1; г—гибка с мест-
ным индукционным нагревом
подается в изгибаемую трубу. Направляющие ролики 11 предохраняют
прямой участок трубы перед роликовой головкой от продольного изгиба
под действием усилия проталкивания.
Обычно трубы гнут в холодном состоянии. При этом относительный
е
радиус кривизны q= —
(где q — радиус кривизны оси, a D — наружный
диаметр заготовки) при допустимых искажениях сечения трубы в зави-
симости от толщины стенки & должен быть не менее 2—4. Когда q<2h-4,
трубы диаметром 16 мм и более при относительной толщине — ^>0,035
можно гнуть с местным нагревом деформируемой зоны токами высокой
частоты (рис. 9. 8, г). Участки трубы, находящиеся в опорах 12 и за ин-
дуктором 13, принудительно охлаждают. Узкая зона нагрева препятст-
вует развитию искажающих деформаций (овальность, гофрообразова-
ние), поэтому при гибке с местным нагревом отпадает необходимость в
наполнителе.
216
Обтяжка
Обтяжкой называется процесс формообразования деталей двойной
кривизны растяжением листовых заготовок до полного прилегания пос-
ледних к профилированной оправке. Для более точного соответствия
формы детали конфигурации оправки во всех волокнах заготовки при
обтяжке создают напряжения растяжения, превосходящие предел теку-
чести. Этот процесс находит широкое применение при изготовлении круп-
ногабаритных обшивок и деталей двойной кривизны с высоким отноше-
нием радиуса кривизны к толщине материала.
Обтягивание сопровождается изгибом, значительным утонением и
упрочнением материала заготовки. Поэтому обтягиванием плоской заго-
Рис. 9.9. Простая обтяжка:
а—схема простой обтяжки (1—оправка, 2—заготовка, 3—зажимные клеммы);
б—типовые детали, изготовляемые на прессе ОП-3 (/, 3, 7—детали, изготов-
ляемые в спаренном виде путем повторной обтяжки по одному и тому же
пуансону с промежуточной термообработкой, 2, 4, 5—детали, изготовляемые за
одну операцию обтяжки из заготовок в свежезакаленном состоянии, 6—деталь,
полученная обтяжкой с последующей ручной доработкой),
товки удается получать лишь весьма неглубокие детали. Возможности
процесса значительно расширяются, если обтягивать не плоские, а пред-
варительно изогнутые листовые заготовки. Цилиндрический или кониче-
ский полуфабрикат незначительным дополнительным деформированием
можно преобразовать в готовую деталь сложной формы.
В зависимости от схемы приложения внешних сил и формы обтяги-
ваемой заготовки различают обтяжку простую, с продольным растяже-
нием полуфабриката и кольцевую.
Простая обтяжка (рис. 9.9, а) выполняется в основном на обтяж-
ных прессах типа ОП с закреплением продольных кромок полуфабрика-
та в самоустанавливающихся зажимах, оси поворота которых неподвиж-
ны относительно станины пресса. Формообразование деталей осущест-
вляется за счет удлинения поперечных сечений заготовки под действием
усилия, прикладываемого к подвижному пуансону.
Методом простой обтяжки на прессе ОП-3 из листовых заготовок
толщиной до 2 мм и длиной до 3000 мм изготовляют обшивки незамкну-
той формы носовой части фюзеляжа, гондол двигателей, каналов всасы-
вания и различные законцовки (рис. 9.9, б) со значительной продольной
и поперечной кривизной.
Для уменьшения вредных сил трения заготовки о пуансон между
ними прокладывают целлофан, мягкую и тонкую листовую резину или на
пуансон наносят слой смазки.
Основным недостатком простой обтяжки является большой техноло-
гический припуск, порядка 200 мм и более на каждую сторону по всей
длине заготовки, который после обтяжки обрезают.
217
Рис. 9. 10. Обтяжка с продольным растяжением
а—схема процесса (1—стол, 2 и 3—гидравлические уст-
ройства для подъема стола и закрепления заготовки, 4—
зажимы, 5—пуансон, 6—заготовка, 7—гидравлическое уст-
ройство для создания растягивающего усилия); б, в—ти-
повые детали, изготовляемые на прессах типа РО
Рис. 9. 11. Схема работы комбинированного растяжно-
обтяжного пресса ОП-5К
218
Обтяжка с продольным растяжением (рис. 9. 10, а) производится
на более сложном оборудовании — растяжно-обтяжных прессах РО-1М,
РО-ЗМ и РО-5 — за счет движения пуансона и дополнительного растя-
гивающего усилия, прикладываемого к узким сторонам заготовки со
стороны подвижных зажимов. При этом движения пуансона и зажимов
не зависят друг от друга и могут осуществляться как одновременно, так
и раздельно. Процесс характеризуется меньшим отходом материала,
меньшим пружинением и широко применяется при изготовлении из ли-
стовых заготовок с размерами до 2000 X 7000 мм обшивок незамкнутой
формы (рис. 9. 10, б), имеющих небольшую продольную кривизну.
Рис. 9.12. Кольцевая обтяжка:
а—схема обтягивания по жесткому «разжимному» пуансону (/—плита, 2—сектор раз-
жимного пуансона, 3—конус, 4—заготовка, 5—пружина, 6—плита, 7—колонка); б—схе.
ма установки для обтягивания трубчатых заготовок жидкостным пуансоном по жест-
кой матрице (/—корпус матрицы, 2—матрица, 3—заготовка, 4— резиновый мешок, 5—
замок, 6—рым-болт, 7—корпус пуансона); в, г—типовые детали, получаемые кольцевой
обтяжкой
На прессе РО-ЗМ, снабженном в отличие от прессов РО-1М и РО-5
верхним порталом для установки дополнительного пуансона, обтягива-
нием изготовляют детали, поверхность которых имеет знакопеременную
кривизну (рис. 9. 10, в).
Наряду с обтяжными и растяжно-обтяжными прессами в самолето-
строении (особенно в мелкосерийном производстве) применяются ком-
бинированные обтяжные прессы как для простой обтяжки, так и с рас-
тяжением.
На рис. 9. 11 приведена принципиальная схема комбинированного
обтяжного пресса ОП-5К, каретки которого несут на себе по два ряда
зажимов: верхний ряд зажимных клемм используется при простой об-
тяжке (рис. 9. И, а, б), нижний — при обтяжке с продольным растяже-
нием полуфабриката (рис. 9.11,в). На прессе изготовляют также об-
шивки с закруткой до 30° (рис. 9. 11, г).
Клеммы секционного зажимного устройства (нижний ряд) могут
быть установлены как по прямой линии (исходное положение), так и по
радиусу не менее 450 мм для обтяжки обшивок выпуклой формы и не
менее 1500 мм вогнутой. Наибольшие размеры обшивок, изготовляемых
на прессе ОП-5К: толщина 4—6 мм, ширина 2000 мм, длина 5000 мм.
Кольцевая обтяжка (рис. 9.12) протекает аналогично процессу про-
стой обтяжки. Предварительно согнутый из листа и сваренный в месте
219
стыка полуфабрикат под действием усилий, создаваемых изнутри с по-
мощью секций разжимного пуансона (рис. 9. 12, а) или жидкостной
среды (рис. 9. 12, б), принимает форму пуансона или матрицы за счет
растяжения его поперечных сечений в тангенциальном направлении.
Обтягивание по жесткому «разжимному» пуансону производят на
прессах типа ПКД (пресс для калибровки деталей). Типовые детали,
изготовляемые на прессах ПКД-1М и ПКД-2 из цилиндрических и кони-
ческих трубчатых заготовок диаметром 400—2000 мм с наибольшей вы-
сотой до 1500 мм, приведены на рис. 9. 12, в.
Недостатком этого процесса является некоторая огранка на дета-
лях вследствие увеличения зазора между секторами при «разжимании»
пуансона.
Обтягивание по жесткой матрице жидкостным пуансоном произво-
дят на специальных установках (рис. 9. 12, б) для изготовления весьма
точных деталей (рис. 9.12, г) в крупносерийном производстве.
Коэффициент обтяжки
Как и всякий другой технологический процесс, процесс обтяжки
имеет свои ограничения, определяемые степенью деформации того или
иного материала, которую он может претерпевать без разрушения. За
меру степени деформации принимают коэффициент обтяжки 60бт, пред-
ставляющий собой отношение длины наиболее растянутого волокна после
обтяжки Лд к его первоначальной длине Лп:
*0б, = -Г = 1+е’ <9-7)
где е—относительное удлинение наиболее растянутого волокна.
Обтяжка за одну операцию возможна в том случае, если &Обт не пре-
вышает предельного значения коэффициента обтяжки /гОбт.пр, соответ-
ствующего началу образования шейки в наиболее растянутых местах за-
готовки.
На величину /гОбт.пр влияют механические свойства материала, его
толщина, плавность очертания контуров сечений детали, а также каче-
ство смазки, применяемой для уменьшения сил трения между заготовкой
и пуансоном. С увеличением относительного удлинения, соответствую-
щего моменту образования шейки, и толщины материала значение йобт.пр
повышается.
Предельный коэффициент простой обтяжки за одну операцию ко-
леблется для алюминиевых сплавов в интервале 1,04—1,06. Для обтяжки
с продольным растяжением величина этого коэффициента несколько
больше.
При кольцевой обтяжке силы трения, действующие в тангенциаль-
ном направлении, оказывают меньшее влияние на напряженно-дефор-
мированное состояние заготовки, которое с увеличением количества сек-
торов пуансона все более приближается к осесимметричному. Поэтому
для кольцевой обтяжки предельный коэффициент больше, чем в двух
предыдущих случаях, и находится для различных сталей и алюминие-
вых сплавов в пределах 1,06—1,2.
Если /гОбт>^обт.пр, обтяжку производят за несколько операций или
с подогревом.
Обтяжка в две операции
Этот процесс производят либо двукратным обтягиванием заготовки
по одному пуансону с разупрочняющей термообработкой между первой
и второй операциями (для деталей с относительным радиусом кривизны
220
р>125), либо обтягиванием заготовки по двум различным пуансонам
также с промежуточной термообработкой (для деталей с р<П25) . При-
чем для уменьшения пружинения продольный радиус кривизны первого
пуансона принимают на 30—40% меньше радиуса детали. Второй пуан-
сон соответствует по конфигурации и размерам готовой детали.
Деформация заготовки на второй и последующих операциях харак-
теризуется коэффициентом повторной обтяжки /гобт i,
равным отношению длин наиболее растянутых волокон заготовок, полу-
ченных на выполняемой z-й и предыдущей (/—1)-й олепациях:
^5т1 = -7£Л' (9.8)
(<-1)
Предельные коэффициенты для первой и последующих операций
обтяжки с разупрочняющей термической обработкой после каждой из
них примерно одинаковы.
Отношение длины наиболее растянутого волокна детали LR п после
заключительной операции обтяжки к его исходной длине Ln называют
итоговым коэффициентом обтяжки &Обть п за п операций:
(9.9)
Согласно (9. 7) и (9. 8)
^д! ^п^обт!’ ^*д2 ^'д!^обт1 •^'п^обт1^обт2, • • •>
п •^'п^ бт^^обт2 • • • ^обт п*
Тогда
^о5т 1,л ^обт Й )бт 2 • • • ^обт п ибт р (9- Ю)
Количество операций обтяжки пОбт, необходимых для формообра-
зования детали, с учетом (9. 10) определяют по формуле
«об1 = ,То6т • (9.11)
^обт.пр
Полученное по формуле (9.11) значение пОбт округляют до ближай-
шего большего целого числа.
Обтяжка с подогревом
Подогрев при обтяжке значительно повышает пластические свой-
ства металла и позволяет изготовлять детали более сложных форм с
^обт>1,15 за меньшее число операций, чем при обтягивании заготовок в
холодном состоянии.
Детали из Д16 и В95 обтяжкой с подогревом до 205—270° С (в за-
висимости от толщины листа) изготовляют из отожженных заготовок;
после обтяжки производят закалку и затем в свежезакаленном состоя-
нии— повторную обтяжку. Точность изготовленных по этой технологии
деталей -|-0,3 мм. Если &ОбТ= 1,304-1,35, то для получения деталей
с той же точностью и минимальным, равномерно распределенным уто-
нением обтяжку производят в следующем порядке: предварительная об-
тяжка отожженной заготовки без подогрева, обтяжка с подогревом, тер-
мообработка (закалка), повторная обтяжка заготовки в свежезакален-
ном состоянии (калибровка).
В случае обтяжки магниевых сплавов нагрев заготовки до 250—
380° С технологически необходим, так как сплавы МА1 и МА8 имеют
при комнатной температуре низкую пластичность.
221
Вытяжка
Вытяжкой (или глубокой вытяжкой) называют процесс преобразо-
вания не закрепленной по кромкам плоской заготовки в полую деталь
замкнутого контура при помощи штампов. Из листовых заготовок тол-
щиной до 25 мм и более вытяжкой получают детали с весьма сложной
формой поверхности и габаритными размерами в несколько метров.
Простейшая схема процесса вытяжки цилиндрической детали из
плоской заготовки показана на рис. 9. 13. Под действием усилия вытяж-
ки Рв, приложенного к пуансону, заготовка втягивается в зазор z меж-
Рис. 9. 13. Вытяжка цилиндрической
детали:
/—заготовка. 2—пуансон, 3—матрица, 4—
деталь. полеченная глубокой вытяжкой, и
характер изменения толщины ее стенки,
5—элемент заготовки в промежуточный
момент вытяжки и его напряженное со-
стояние
ду пуансоном (с закругленной радиусом гп кромкой) и матрицей. вел_ц--
чина которого несколько превышает начальную толщину материала б.
Диаметр заготовки Do вследствие пластической деформации уменьшает-
ся, и в результате получается полая цилиндрическая деталь с диамет-
ром d по средней линии. При вытяжке наибольшей пластической дефор-
мации подвергается часть заготовки (фланец), находящаяся на плоском
торце матрицы и на ее скругленной радиусом гм кромке.
В процессе вытяжки в тангенциальных и радиальных сечениях флан-
ца возникают значительные растягивающие Hi и сжимающие ст3 напря-
жения. Касательные напряжения в этих сечениях вследствие осевой сим-
метрии деформирования отсутствуют. Отсюда следует, что напряжен-
ное состояние фланца можно считать плоским. В этом случае достаточ-
но просто решается задача по определению главных напряжений m и о3.
Для этого составим в полярной системе координат дифференциальное
уравнение равновесия элемента фланца в промежуточный момент вы-
тяжки (рис. 9. 13) без учета изменения его толщины по сравнению с
исходной толщиной заготовки б<
(51 -г (r v -~drx) %d'b — v sin —=0.
Приняв ввиду малой величины угла sin
конечно малыми второго порядка, найдем
, ( 1 \ d Г %
d^\ = — ("14- Зз) — •
Г X
пренебрегая бес-
(9.12)
Решая полученное уравнение с приближенным уравнением пластич-
ности для двухосного разноименного напряженного состояния
°1 ~ '3 ср’
(9.13)
222
получим
°1=— Ч-ср \ —= — 3Jzcplnrv + q, (9.14)
J г х
где 0 — коэффициент, учитывающий влияние среднего главного напря-
жения о2- При вытяжке, когда сгг — О или мало по сравнению с
Ci и сгз, усредненно принимают 0=1,1;
о?- ср — среднее сопротивление деформированию в очаге деформации;
Ci — постоянная интегрирования.
Для отыскания Ci используем граничное условие cti=O при rx=Rx.
Тогда из (9. 14) найдем
Cj 1,1 □ z Ср In
Подставив значение Ci в уравнение (9. 14), получим
», = !,! a(cphA. (9.15)
Г X
Зная 01, из уравнения (9. 13) найдем
о3=1,1а;ср-<’1=1,1а,ср(1-1п^). (9.16)
Из формул (9.15) и (9. 16) следует, что с уменьшением гх растяги-
вающие напряжения Oi увеличиваются, вызывая уменьшение толщины
заготовки, а сжимающие напряжения о3 уменьшаются. В периферийной
же части фланца преобладают тангенциальные сжимающие напряжения
и деформации, которые вызывают увеличение первоначальной толщины
заготовки. Стенки детали 4 в результате этого получаются переменной
толщины (рис. 9. 13). Относительное утолщение (до 30%) и утонение
(до 20% ) стенок детали при вытяжке зависит от многих факторов, в том
числе механических свойств исходного материала, отношения диаметра
заготовки к диаметру детали и радиуса вытяжного ребра матрицы к
толщине заготовки, формы торцовой части пуансона, вида смазки и т. п.
Наибольшее уменьшение исходной толщины заготовки наблюдает-
ся в той части детали, где стенка сопрягается с дном. В сечении х—х,
которое принято называть опасным, растягивающие напряжения до-
стигают максимального значения. Если они в опасном сечении превысят
предел прочности материала, то заготовка порвется.
При определенных соотношениях размеров заготовки и вытягивае-
мой детали фланец под действием сжимающих напряжений из, которые
у наружной кромки достигают максимального значения, может потерять
устойчивость с образованием нескольких гофров по периметру. К концу
вытяжки высота гофров увеличивается, стенки их сближаются, образуя
складки, которые не могут быть разглажены в зазоре между пуансоном
и матрицей, и заготовка разрушается или получается недоброкачествен-
ная деталь. Таким образом, появление гофров нарушает нормальный ход
процесса вытяжки и часто приводит к браку.
Для предотвращения образования складок на фланце применяются
следующие основные способы:
а) вытяжка с прижимом фланца заготовки (рис. 9. 14, а). К при-
жимной плите прикладывается усилие Q, достаточное для предотвраще-
ния потери устойчивости фланцем;
б) вытяжка с ограничением высоты образующихся гофров. Непод-
вижная плита (складкодержатель), которая в период деформирования
заготовки находится от зеркала матрицы на расстоянии, равном или не-
сколько большем, чем исходная толщина заготовки (рис. 9. 14, б), огра-
ничивает высоту возникающих на фланце гофров. При переходе через
вытяжное ребро матрицы образовавшиеся невысокие пологие гофры раз-
глаживаются. Достоинством этого способа является «автоматическое»
регулирование давления прижима. Это давление возникает как реакция
223
на усилия, с которыми фланец заготовки прижимается к складкодержа-
телю. Недостаток вытяжки со складкодержателем, наиболее ощутимый
при изготовлении деталей из тонкого материала, состоит в необходимо-
сти точно выдерживать зазор между поверхностями фланца заготовки и
складкодержателя не более (0,1—0,2)6. В противном случае на наруж-
ной кромке фланца наблюдается пластический изгиб, приводящий к об-
разованию большого числа мелких складок. Такие складки в зазоре
между пуансоном и матрицей не разглаживаются в результате посадки,
а сминаются;
в) вытяжка с перегибом фланца заготовки (рис. 9. 14, в). Вследст-
вие увеличения момента инерции сечения фланца последний не теряет
Рис. 9. 14. Схемы основных способов предотвращения образования складок
на фланце:
а—вытяжка с прижимом фланца заготовки (/—пуансон, 2—прижимное кольцо, 3—
матрица, Ft, F2, F3, Л—силы трения); б—вытяжка с ограничением высоты образую-
щихся гофров (1—пуансон, 2—матрица, 3—складкодержатель, 4—заготовка); в—вы-
тяжка с перегибом фланца заготовки (/—верхняя кольцевая матрица, 2—нижняя мат-
рица, 3—выталкиватель, 4—штифты выталкивателя, 5—пуансон)
устойчивости почти до конца процесса деформирования. Появляющиеся
на периферии фланца в конечный момент вытяжки невысокие гофры
разглаживаются в зазоре между пуансоном и матрицей. Однако этот
способ позволяет получать менее глубокие детали, чем способы «а» и
«б», так как в опасном сечении возникают более значительные растяги-
вающие напряжения Ор
Вытяжка с прижимом, обеспечиваемым специальным устройством, и
перегибом фланца заготовки осуществляется на эксцентриковых и кри-
вошипных прессах простого действия, гидравлических прессах, а вытяж-
ка со складкодержателем—на механических двойного действия.
Коэффициент вытяжки
р
Из формулы 01 = 1.1 Ог ср In — следует, что О] достигает наибольше-
Г X
го значения, когда In — -> In — =ln^- = ln&, т. е.
гх г d
°lmax=M°/cpIn£- (9- 17)
Величину k, равную отношению диаметра заготовки к диаметру де-
тали и характеризующую относительное уменьшение внешней окружно-
сти заготовки, называют коэффициентом вытяжки.
224
Анализ формулы (9. 17) показывает, что при некотором значении
&>&т величина ср тах может превысить предел прочности материала за-
готовки огв. В этом случае заготовка разрушится по опасному сечению,
где материал наименее упрочнен и толщина стенки минимальна. Теоре-
тическое значение предельного коэффициента вытяжки k^, при котором
еще возможно получение детали без отрыва дна, найдем из формулы
(9.17), подставив вместо cfi mas и ср их предельные значения, рав-
ные ов:
(JB 1,1СГВ * In ^т,
откуда
In &т = 0.909; £т = 2,5.
В реальных условиях вытяжки в опасном сечении дополнительно к
Ci действуют еще напряжения от трения отр заготовки об элементы штам-
па и изгиба ог заготовки на скругленных кромках матрицы и пуансона.
Кроме того, в процессе вытяжки материал фланцевой части заготовки
упрочняется значительно больше, чем в зоне опасного сечения. Поэтому
действительное значение предельного коэффициента вытяжки &пр не-
сколько меньше теоретического kT-.
£пр=17-^2,1.
Практически вытяжка цилиндрической детали без отрыва дна воз-
можна в том случае, если значение соответствующего ей коэффициента
вытяжки меньше предельного, т. е.
< (0,85 — 0,95)
a F
Увеличению /гпр До 2,2—2,3 способствуют уменьшение сил трения
Fi, F2, F3 (при нанесении на заготовку смазки оптимальной вязкости)
и увеличение полезной силы трения F^ (рис. 9. 14, а) между заготовкой
и пуансоном с целью перемещения опасного сечения в область более
упрочненного материала. Для этого поверхности пуансона в зоне, при-
легающей к дну детали, придают шероховатость и следят за тем, чтобы
в процессе вытяжки туда не попадала смазка.
Многооперационная вытяжка
Когда невозможно получить деталь требуемой формы за одну опе-
рацию, обычно применяют повторные операции вытяжки (рис. 9.15),
Рис. 9. 15. Повторные операции вытяжки:
а—последовательность формоизменения плоской заготовки при вытяжке за две операции; б—«и
в—вытяжка без утонения заготовки прямым и обратными методами; г—вытяжка с утонением
заготовки. 1—пуансон, 2—прижим, 3—заготовка, 4—матрица
между которыми материал детали разупрочняют термической обработ-
кой. Вторая и последующие операции вытяжки могут производиться как
без утонения, так и с преднамеренным утонением заготовки.
8 5173
225
Вытяжку без утонения заготовки (рис. 9. 15, б, е) осуществляют
прямым и обратным (реверсивным) методами при помощи
штампов, у которых зазор между пуансоном и матрицей превышает наи-
большую толщину стенки заготовки, поступившей с предыдущей опера-
ции. Вытяжка обратным методом сопровождается появлением меньших
по величине остаточных напряжений в материале детали, так как на-
ружная и внутренняя поверхности последней за счет трения о матрицы
штампов первой и второй операций оказываются упрочненными почти
одинаково. Вместе с тем обратная вытяжка протекает в менее благо-
приятных условиях, чем прямая (усилия в среднем на 20% больше, износ
матрицы интенсивнее). Поэтому обратный метод вытяжки используется
преимущественно для изготовления деталей с двойными стенками, а так-
же тонкостенных деталей сферической или параболической формы.
Степень деформации заготовки на второй и последующих операциях
характеризуется коэффициентом повторной вытяжки kit равным отноше-
нию диаметров заготовок, полученных на предыдущей (t—1)-й и выпол-
няемой г-й операциях:
(9.18)
di
Предельные коэффициенты для второй и последующих операций
вытяжки kiTip незначительно отличаются друг от друга, всегда несколь-
ко меньше, чем для первой операции, и изменяются от 1,25 до 1,45.
Отношение диаметра исходной заготовки Do к диаметру детали d„
после заключительной операции вытяжки называют суммарным или
итоговым коэффициентом вытяжки klt „за п операций:
• (9-19)
ап
Так как di = , то между величинами kb k2 ... kn и ki п легко ус-
тановить соотношение
ki, n~k\, k2 ... kri~kxk2~x (9. 20)
и по формуле
л=1 4- (9.21)
lg k2
определить число операций, необходимых для вытяжки заданной ле-
тали.
Вытяжку с утонением заготовки производят штампами, у которых
зазор между пуансоном и матрицей меньше толщины стенки полуфаб-
риката (рис. 9. 15, г). Используют ее для изготовления деталей со стен-
ками строго определенной толщины, как правило, меньшей, чем толщи-
на цна.
Степень деформации заготовки в этом случае характеризуется ко-
эффициентом вытяжки с утонением k'. определяемым из выражений
^.п = ф, (9.22)
о/
где S — ndD0 — площадь боковой поверхности исходной заготовки;
Si, Sn — площади поперечного сечения детали после первой и п-й
операции вытяжки;
Si-i, Si — площади поперечного сечения полых цилиндрических за-
готовок, полученных на предыдущей и выполняемой опе-
рациях.
225
Число вытяжных операций п' для получения заданной детали опре-
деляют по аналогичной (9. 21) формуле
принимая допустимые значения k\ и k 2, как и в случае многооперацион-
ной вытяжки без утонения заготовки, равными соответственно /гПр и
ki пр-
При окончательном расчете вытяжных операций следует иметь в ви-
ду, что степень деформации от первой операции, где она максимально
допустимая, к последней должна уменьшаться, т. е.
k1y>k2>kn и ki^>k2^>kn.
Усилие вытяжки
Рядом исследователей получены точные формулы для определения
потребного усилия вытяжки Ръ. На практике широко используют упро-
щенный метод расчета, основанный на том, что усилие, развиваемое
прессом, должно быть не меньше усилия, необходимого для отрыва дна
детали:
^втах=-^Ч- (9.24)
Величину Рв max корректируют с учетом конкретного значения коэф-
фициента вытяжки /гд, соответствующего геометрии данной детали:
рв = сРвт^ (9.25)
где с — поправочный коэффициент, который с уменьшением от 2,0 до
1,25 изменяется соответственно от 1,0 до 0,4.
Вытяжка коробчатых деталей
Особенность вытяжки коробчатых деталей состоит в неравномерно-
сти напряженно-деформированного состояния по периметру заготовки
(рис. 9. 16, а). Наибольшие деформации при вытяжке возникают в зо-
нах закругления углов коробки. При этом величина растягивающих на-
пряжений на угловых закруглениях меньше, чем при вытяжке полого ци-
линдра диаметром 2гу и высотой h. Эта разница тем больше, чем боль-
ше отношение ширины коробки L2 к радиусу закругления ее углов гу
(рис. 9. 16, б).
Максимальная величина растягивающих напряжений на угловых за-
круглениях зависит от коэффициента вытяжки ky, который для короб-
чатой детали высотой h может быть условно выражен по аналогии с
цилиндрической деталью в виде отношения
/ а"
£у = —~1/ 1 -4-2 — , (9.26)
ГУ Г ГУ
где 7?у — радиус заготовки для вытяжки цилиндрической детали радиу-
сом гу и высотой h.
Экспериментально установлено, что предельное значение условного
коэффициента вытяжки ky пр, достижимое за одну операцию, в 1,5—2 ра-
за больше, чем при вытяжке цилиндрической детали, и является функ-
цией отношения L2lry.
Неравномерный характер деформации по периметру заготовки не-
обходимо учитывать и при определении формы и размеров последней.
Ее площадь должна быть равна поверхности детали (с учетом припуска
8* 227
на обрезку). По одному из применяемых на практике способов расчета
длину (Li + 2/z') и ширину (Д2 + 2А') заготовки на прямых участках (рис.
9. 16, б) определяют, как при гибке, по развернутой длине нейтральной
линии полой детали с учетом удлинения металла при вытяжке (пример-
но на 5%)- Радиус закругления на углах заготовки 7?у подсчитывают,
как при вытяжке, из условия равенства поверхности четверти полого ци-
линдра диаметром 2гу, высотой h и площади углового участка заготовки.
Рис. 9. 16. К построению контура заготовки для вытяжки полой короб-
чатой детали с прямоугольным дном (по Б. П. Звороно):
с—схема напряженного состояния и распределения напряжений растяжения по
периметру заготовки; б—контур условной заготовки; в и г—контуры скорректи-
рованных заготовок для деталей с отношением
h h
< 5 и > 5
ГУ ГУ
Для коробчатой детали без фланца
А'= 0,95 А —0,43 (гп+-|-)’ (9.27)
= 1 /Л( гу - гп)2+(2гу Ф 8) (Л - гп — 8) -ф л (гу - гп)('гп +^-)-ф 2 [гп +1V
(9. 28)
где гп — радиус скругления торцовых кромок пуансона;
h — высота коробчатой детали (с учетом припуска на обрезку).
Полученный ступенчатый контур условной заготовки должен быть
скорректирован таким образом, чтобы он имел плавную форму без рез-
ких переходов. Площади скорректированной (OANDPKO) и условной
(OABCDEFKO) заготовок будут равны, если точки N и Р, через которые
проходят касательные к дугам окружностей радиусом 7?у, делят попо-
лам отрезки ВС и EF (рис. 9 16, в, а). При таком построении контура за-
228
готовки высота по всему периметру отштампованной коробчатой дета-
ли будет одинаковая. Прямоугольные коробки квадратного сечения по-
лучают вытяжкой из круглых заготовок.
Вытяжка с местным подогревом
Фланец заготовки, являющийся основным очагом деформации в
процессе вытяжки, нагревают для разупрочнения до температуры, пре-
вышающей температуру рекристаллизации (алюминиевые отожженные
сплавы до 320—340° С, магниевые — до 360—380° С), а опасное сечение
интенсивно охлаждают, например, подачей жидкого азота через отвер-
стия пуансона. Это позволяет получить за одну операцию высоту ци-
линдрической детали h, равную (1,3—2,5) J вместо (0,5—0,75) с? при
обычной вытяжке.
Процесс вытяжки с местным подогревом является наиболее эффек-
тивным, но требует сложной оснастки (нагревательное и охлаждающее
устройства).
Вытяжка осесимметричных нецилиндрических деталей
При вытяжке нецилиндрических деталей, имеющих форму тел вра-
щения, на заготовке в начальный момент формообразования имеется так
называемая «свободная» от контакта с рабочими частями штампа зона,
в которой действуют напряжения оу и о3. Под действием тангенциаль-
ных напряжений сжатия <т3 заготовка в этой зоне может потерять устой-
чивость и на ней образуется несколько гофров или складок (рис.
9. 17, а, б). Небольшие пологие гофры разглаживаются между формо-
образующими поверхностями матрицы и пуансона в конечный момент
вытяжки. Образование складок недопустимо. Потерю устойчивости пред-
отвращают увеличением радиальных растягивающих напряжений, по-
вышая силу прижима, а также предусматривая в конструкции штампа
специальные перетяжные ребра (рис. 9. 17, в) или пороги, затрудняющие
перемещение фланца заготовки. Однако чрезмерное увеличение ради-
альных напряжений растяжения приводит к разрушению заготовки.
Если нецилиндрическую осесимметричную деталь нельзя изготовить
за одну операцию, то применяют многооперационную вытяжку и после-
довательно изменяют контуры полуфабриката до заданной формы дета-
ли (рис. 9.17, г). Детали конической, сферической или параболической
формы могут быть получены также из ступенчатого полого полуфабри-
ката, который приобретает окончательные плавные контуры на заклю-
чительной калибровочной операции. При этом очертания ступенчатого
полуфабриката перед операцией калибровки в специальном штампе
должны вписываться в контур готовой детали (рис. 9. 17, д).
Вытяжка конической детали с калибровкой в конце хода пуансона
возможна в одну операцию при условии, что
^<(°’43 + 32д-)/?’ <9-29»
тде di и d2 — больший и меньший диаметры конуса;
h — его высота;
Do — диаметр плоской заготовки.
Формула (9. 29) может быть также использована для определения
числа операций при вытяжке конусов с менее благоприятными соотно-
шениями размеров.
Получение тел вращения с полусферическим дном за одну операцию
аытяжки с прижимом заготовки возможно в том случае, если радиус
229
кривизны полусферы q<776. Когда 77&<^<120б, на поверхности полу-
сферы образуются невысокие гофры, которые разглаживаются между
рабочими поверхностями штампа в конце хода пуансона. Форма матри-
цы в этом случае должна соответствовать внешней поверхности детали.
Рис. 9. 17. Вытяжка куполообразных нецилиндрических де-
талей:
а—образование свободной зоны и напряженное состояние материа-
ла заготовки в этой зоне; б—образование складок в свободной зоне
заготовки; в—вытяжка полусферы при помощи штампа с перетяж-
ным ребром; г—последовательность изготовления конической детали
за несколько операций; д—контур полого ступенчатого полуфабри-
ката перед калибровкой (d\, d3, d3, dt—диаметры цилиндрических
уступов после первой—четвертой операций вытяжки)
Вытяжка с периодической посадкой гофров
Детали с замкнутым контуром, а также открытой формы, получае-
мые в результате сочетания гибки с вытяжкой, изготовляют при помощи
упрощенных штампов (рис. 9. 18) за несколько ударов пневматического,
листоштамповочного молота типа МЛ с периодической посадкой обра-
зующихся гофров вручную или пуансоном. Вручную гофры устраняют
резиновым или деревянным молотком непосредственно на матрице. Если,
гофры значительны, а материал толстый, то их посадку ведут на выко-
лсточных молотах или на специальных наковальнях, расположенных,
вблизи листоштамповочных молотов.
Детали сложной формы из алюминиевых сплавов изготовляют с при-
менением свинцовоцинковых штампов.
Для ограничения глубины вытяжки за удар используют фанерные'
рамки, которые по мере формоизменения заготовки поочередно снима-
ют. Заготовку периодически подвергают разупрочняющей термообработ-
ке. Последние калибрующие удары наносят без рамок.
Для создания местного дополнительного усилия при деформирова-
нии заготовки применяют резиновые прокладки. Резину также использу-
ют для ограничения глубины проникновения пуансона в матрицу, когда
230
изготовляют детали полуоткрытой формы (обтекатели, зализы). В за-
висимости от конфигурации детали резину укладывают внутрь матрицы
или на заготовку.
Заготовки обычно вырезают ножницами по разметке с припуском
от 10—15 мм для мелких донышек с фланцем и до 40—45 мм на сторону
для деталей произвольной полуот-
крытой формы. Разметку произво-
дят по шаблону заготовки (ШЗ).
После формообразования детали
припуск обрезают.
Прерывистый характер про-
цесса формообразования на листо-
штамповочных молотах позволяет
получать при помощи простых
штампов детали сложной формы,
которые вытяжкой с прижимом за-
готовки можно изготовить лишь за
несколько операций с использова-
нием специальных штампов. Однакс
качество изготовляемых этим мето-
дом деталей в значительной мере
зависит от квалификации рабочего.
Кроме того, процесс отличается
низкой производительностью и тя-
желыми условиями труда (вибра-
ции, шум). Поэтому штамповку на
молотах типа МЛ обычно приме-
няют в начале запуска нового изделия в
Рис. 9. 18. Схема формообразова-
ния деталей на пневматических ли-
стоштамповочных молотах с при-
менением ограничительных рамок
/—матрица; 2—заготовка; 3—фанерные
рамки; 4—пуансон
серийное производство, когда
сложная оснастка для прессов еще не готова, или при изготовлении не-
больших партий деталей в мелкосерийном и опытном производстве.
Вытяжка штампами с универсальными матрицей или пуансоном
Сложность, большая трудоемкость и высокая стоимость штампов
делают нерентабельным применение процесса вытяжки, особенно в усло-
виях мелкосерийного и опытного производства. Для среднесерийного,
мелкосерийного и опытного производства практический интерес пред-
ставляют схемы процесса вытяжки (рис. 9. 19), основанные на замене
одного из жестких элементов штампа (пуансона или матрицы) универ-
сальным, что позволяет переходить к изготовлению деталей другой фор-
мы с меньшими затратами на создание и отладку штамповой оснастки.
Вытяжка штампами с универсальной матрицей (резина, жидкость,
газ) характеризуется такими особенностями:
1) силы трения между заготовкой и матрицей почти отсутствуют, а
между пуансоном и заготовкой они значительно больше, чем в жестких
штампах, что способствует разгрузке опасного сечения детали;
2) равномерно распределенное давление со стороны матрицы на за-
готовку исключает возможность появления свободной зоны при вытяжке
.нецилиндрических куполообразных деталей.
Эти особенности расширяют технологические возможности процесса
и способствуют получению деталей с несколько большим коэффициен-
том вытяжки и более высоким качеством поверхности, чем в жестких
штампах.
Удельное давление q со стороны матрицы при вытяжке деталей из
алюминиевых сплавов должно быть 350—500 кГ/см2 (34—49 Мн/м2),
2l из листовой стали — 500—1200 кГ/см2 (49—118 Мн/м2).
231
Вытяжку резиной можно вести на обычных прессах при помощи уни-
версальных вытяжных штампов (рис. 9. 19, а) или на специальных прес-
сах для штамповки-вытяжки резиной типа ПШВР. Прессы ПШВР-1 и
ПШВР-3 соответственно развивают наибольшие усилия в 1500 и 2800 Т
(14,7 и 27,5 Мн) и позволяют получать детали вытяжкой из листовых за-
готовок с максимальным диаметром 440 и 700 мм.
Рис. 9. 19. Вытяжка штампами с универсальными матрицей
или пуансоном:
а—схема штампа с универсальной матрицей (/—резина, 2—заготов-
ка, 3—пуансон, 4—прижимная плита, 5—поршень гидравлического
цилиндра, 6—гидравлический цилиндр); б—схема процесса вытяжки
пластичным металлом (/—съемник, 2—матрица, 3—заготовка, 4—
пластичный металл, 5—контейнер); е—схема вытяжки жидкостным
пуансоном (/—контейнер пуансона, 2—резиновый мешок, 3—клино-
вый замок, 4—заготовка, 5—матрица, 6— корпус матрицы)
Недостаток этого процесса состоит в том, что для его осуществления
необходимо оборудование большой мощности и регулирование q в про-
цессе вытяжки в зависимости от материала детали и ее конфигурации..
Вытяжка пластичным металлом в жесткую матрицу (рис. 9. 19, б)
может производиться на универсальных гидравлических прессах и пнев-
матических листоштамповочных молотах типа МЛ. Сущность процесса
состоит в следующем. Заготовка 3, смазанная с обеих сторон хозяйст-
венным мылом, при рабочем ходе ползуна пресса вдавливается матри-
цей 2 в пластичный металл 4, находящийся в контейнере 5. Пластичный
232
металл (например чистый свинец марки С1 и С2), центральная часть
которого выполняет роль пуансона, а периферийная — прижима, вместе
с заготовкой заполняют рабочую полость матрицы; в результате обра-
зуется деталь требуемой формы. Полученная деталь съемником 1 вытал-
кивается из матрицы, а свинец, принявший форму матрицы, обжимают
плоской плитой для вытяжки последующей детали.
Этим способом могут быть изготовлены детали конической, сфери-
ческой, параболической, прямоугольной и других сложных форм.
Потребная мощность прессового оборудования устанавливается ис-
ходя из максимальной площади заготовки и создания удельных давле-
ний пластичным металлом на этой площади до 1000 кГ/см2 (98 Мн/м2).
Необходимость деформирования не только заготовки, но и пластич-
ного металла, на что затрачиваются значительные усилия, является ос-
новным недостатком этого процесса.
Вытяжка жидкостным пуансоном (рис. 9. 19, в) применяется для из-
готовления неглубоких крупногабаритных деталей, а также деталей
сложной формы (с использованием разъемных матриц), которые други-
ми способами получить невозможно.
При этом методе заготовку устанавливают в калиброванный зазор
между матрицей и контейнером пуансона, выполняющим функции склад-
кодержателя. Формоизменение заготовки происходит под давлением
жидкости, нагнетаемой в специальный резиновый мешок. В процессе
формования между вытяжным ребром матрицы и заготовкой возникают
значительные силы трения, а между заготовкой и пуансоном они почти
отсутствуют. В связи с этим происходит значительное утонение заготов-
ки и ее одностороннее втягивание в матрицу под действием несимметрич-
ных сил, возникающих из-за неравномерности толщины материала и
других факторов. Достижимые значения /гпр меньше, чем при обычной
вытяжке.
Как видно из схемы, для создания усилия вытяжки пресс не нужен.
Штамп такого типа является самостоятельной установкой и размеры его
практически ничем не ограничены.
Формовка
Под общим наименованием «формовка» объединяется несколько
процессов, характеризуемых изменениями формы заготовки в результа-
те местных деформаций различного характера. К этим процессам отно-
сятся: рельефная формовка, отбортовка, раздача (растяжка), обжатие,
формовка резиной и др.
Рельефная формовка — процесс образования местных углублений
или выпуклостей за счет растяжения и частичного перемещения металла
(рис. 9. 20, а).
Возможность формовки без разрывов заготовки ориентировочно оп-
ределяется по относительному удлинению материала в зоне наибольшей
деформации:
^у^<0,75еш, (9 30)
где /1 — длина по выбранному сеченью после формовки;
I — длина того же участка до формовки;
еш — допустимое относительное удлинение материала детали.
Усилие для формовки ребер жесткости с длиной периметра L при-
ближенно определяют по формуле
(9.31)
Коэффициент <?ь зависящий от ширины и глубины ребра, принимают
равным 0,7—1,0.
233
Рельефная формовка выполняется при помощи жестких штампов на
механических прессах или листоштамповочных молотах, а также рези-
ной на гидравлических прессах.
Отбортовка отверстий — процесс образования бортов у предвари-
тельно выполненных отверстий за счет растяжения металла жестким пу-
ансоном (рис. 9. 20, б) или эластичной средой. Способность материала
к отбортовке определяется его механическими свойствами, чистотой об-
Рис 9.20. Схемы процессов и примеры рельефной
формовки (а), отбортовки круглого отверстия (б),
раздачи трубчатой заготовки коническим пуансо-
ном (в) и обжатия конической матрицей (а)
работки отбортовываемой кромки и другими факторами и характеризу-
ется коэффициентом отбортовки
^от
(9.32)
где г и jRk — радиусы отверстия до и после отбортовки.
Средние значения предельного коэффициента отбор-
товки /гОт.пр в зависимости от относительной толщины материала
— Ю0=2—-30 для алюминиевых сплавов 1,2—2,1, нержавеющих сталей
2г
(Х18Н9Т и ЭИ654) — 1,5—2,7, а для титана и его сплавов — 1,15—1,7.
Процесс отбортовки сопровождается возрастающим по высоте бор-
та утонением материала, достигающим у кромки 20—30% • Если
^от>^от.т, то у края горловины появляются продольные трещины. Вы-
234
сота отбортованной горловины h (рис. 9. 20, б) определг^ется с достаточ-
ной для практических целей точностью по формуле
h=RK—г—0,43гм + 0,726. (9. 33)
При отбортовке отверстий прямоугольной формы с закругленными
углами за коэффициент отбортовки k'oT и его предельное значение k'0T пр
принимают
^от= ^от.пр=(1510 —1Л5)^0ТоПр, (9.34)
Г У
где гу и Ry — радиусы закругления углов прямоугольного отверстия до
и после отбортовки.
Раздача (растяжка) —процесс увеличения диаметра предваритель-
но вытянутой или трубчатой заготовки продавливанием конического пу-
ансона (рис. 9. 20, в) или внутренним гидростатическим давлением. Сте-
пень деформации при раздаче характеризуется коэффициентом раздачи
йр=^-, (9.35)
F г
где и г — радиусы детали и заготовки.
Допустимое за одну операцию увеличение диаметра заготовки огра-
ничивается в одних случаях предельной тангенциальной деформацией,''
при которой материал разрушается, а в других потерей устойчивости
недеформируемой части заготовки, когда приложенное к пуансону уси-
лие превышает критическое значение.
Средние значения предельного коэффициента раздачи &р.пр заготовок
с относительной толщиной стенки ~ 100=3,5-г-14 коническим пуан-соном
(2а=40°) равны 1,4—1,6. При раздаче заготовок гидравлическим дав-
лением или давлением резины значения /гр.пр= 1,1—1.2 или 1,24-1,3.
Толщина стенки после раздачи определяется по формуле
8к=4-- (9-36)
«р
Обжатие — процесс сужения поперечного сечения трубчатых и по-
лых заготовок (рис. 9. 20, г).
При некоторой величине усилия обжатия свободный участок полой
заготовки теряет устойчивость. Если вследствие потери устойчивости за
•одну операцию обжима нельзя получить заданное уменьшение диаметра
заготовки, то применяют повторные операции с предварительным разуп-
рочнением деформируемого участка путем местного нагрева. Критерием
для этого служит коэффициент обжатия, равный отношению диаметра за-
готовки к диаметру детали в обжатой ее части, т. е.
^=4=/- (9-37)
d RK
Средние значения предельного коэффициента обжатия &Об.пр состав-
ляют в зависимости от отношения —100= 1,5-4-15 для стальных полых
D
заготовок 1,15—1,40, а латунных и алюминиевых — 1,25—1,55. Усилие
обжатия, соответствующее &Об.пр, определяют по формуле
Роо.тах = 2лЯЧ> (9.38)
где ст — предел текучести.
При обжатии с нагревом деформируемого участка заготовки значе-
ние ^общр увеличивается примерно до 10. Ограничением степени дефор-
235
мации в этом случае является волнообразное выпучивание стенки дефор-
мируемого участка под действием тангенциальных напряжений сжатия.
Наибольшую толщину стенки (бк) обжатой части заготовки опре-
деляют по формуле
(9.39)
Формовка резиной (рис. 9.21) — наиболее распространенный в са-
молетостроении метод изготовления плоских деталей с бортами (типа
Рис. 9. 21. Схемы процессов формовки резиной:
а—формовка на плунжерном гидравлическом прессе (/—подвижная тра-
верса пресса, 2—контейнер, 3—резина, 4—стол пресса, 5—выдвижная
подштамповая плита, 6—формблок, 7—заготовка детали, 8—шпилька
формблока для фиксирования заготовки, 9—отформованная деталь,
НЮ—шпилечное отверстие); б—затекание резины под борт высокой
жесткости; в—формовка на гидравлическом прессе прямого действия
(/—формблок, 2—выдвижной корытообразный стол, 3—корпус пресса,
4—резиновая камера, 5—резиновая подушка, 6—заготовка); г—формовка
резиной на листоштамповочном молоте (1—резиновая подушка, 2—мат-
рица. пуансон или формблок. 3—центрирующая плита); <3—'первый пе
реход (операция) реверсивной вытяжки (/—слой смазки, 2—контейнер,
3—резиновая подушка, 4—матрица, 5—сменный вкладыш)
нервюр). Формообразование этих деталей осуществляется за счет изги-
ба, растяжения и небольшой доли посадки (сжатия). Обычно удельное
давление резины при формовке деталей на плунжерных гидравлических
прессах с усилием 2500—5000 Т (24,5—49,0 Мн) и наибольшей пло-
щадью подштамповой плиты 3—4,5 м2 составляет 85—ПО kFJcm2 (8,3—
10,8 Мн!м2).
236
Достоинства процесса заключаются в высокой производительности
(за один ход пресса формуют одновременно несколько различных дета-
лей), простоте оснастки и обслуживания. В качестве сменной формовоч-
ной оснастки используются форм блоки, изготовленные из балинита,
текстолита, цинка, твердых пород дерева или других материалов. Роль
второй части штампа (матрицы или пуансона) выполняет заключенная
в контейнер резина твердостью 65—80 единиц по ИСО. При установке на
подштамповой плите минимальное расстояние между формблоками при-
нимают равным примерно двум толщинам последних.
К недостаткам следует отнести невозможность проработки мелких
рельефов и малый допустимый предел отношения высоты борта h к ра-
диусу кривизны детали в плане R. Например, для листовых материалов
толщиной 0,8—1,2 мм из алюминиевых сплавов без доводки борта дета-
ли после формовки — 0,03^—0,05, а с доработкой (посадка образовав-
R
шихся гофров) — — <0,104-0,25.
R
Наименьшая высота борта, которую можно получить формовкой, для
деталей из алюминиевых сплавов (5—8)6, а из титана и его сплавов —
(12—18)6. При меньшей высоте резина затекает под борт (рис. 9.21, б)
и препятствует формообразованию детали.
При использовании диафрагменного гидравлического пресса прямо-
го действия (рис. 9.21, в) ПШР-1 с наибольшим усилием 9600 Т
(94,1 Мн) и с рабочей площадью стола 2,4 м\ обеспечивающего удель-
ное давление резины при формовке 400 кГ!см2 (39,2 Мн/м2), повышается
точность и сокращается трудоемкость доводочных работ при изготовле-
нии деталей.
Формовку деталей резиной осуществляют также на листоштампо-
вочных молотах (рис. 9. 21, а). Используя энергию удара, можно развить
со стороны резины достаточно высокие давления. Кратковременность
контакта с деформируемым материалом создает благоприятные условия
для формоизменения резиной нагретых заготовок.
Технологические возможности процесса могут быть расширены при-
менением метода реверсивной вытяжки детали за два перехода или две
операции (рис. 9.21, д). Сначала оформляется глубокий рифт по пери-
метру обвода формуемой детали, а затем сменный вкладыш 5 удаляется
из матрицы 4 и полученный полуфабрикат выворачивается и калибрует-
ся до окончательных размеров.
Реверсивную вытяжку резиной производят также и в двух различных
матрицах (первая матрица выполняется с вкладышем как одно целое).
Выдавливание без утонения заготовки
Процесс выдавливания без утонения (рис. 9. 22, а) заключается в
местном пластическом изгибе вращающейся заготовки давильником, ко-
торый вручную или механически перемещается в плоскости оси враще-
ния оправки. Изгиб распространяется по винтовой линии и заготовка
принимает форму оправки. Поверхность деталей обычно носит следы да-
вильника и соответствует 6-му классу чистоты. Точность деталей в пре-
делах 0,001—0,002 их диаметра.
Степень деформации характеризуется коэффициентом выдавливания
« А)
йв = —, т. е. отношением диаметра заготовки к диаметру изготовляемой
d
детали. В зависимости от марки материала, относительной толщины за-
готовки и опыта давильщика предельное значение Лв.пр за первую опера-
цию выдавливания приближенно составляет 2—2,5. Если требуемая де-
таль не может быть получена в одну операцию, выдавливание произво-
дят с промежуточной разупрочняющей термообработкой за несколько
237
последовательных операций на разных оправках, но при одном и том же
наименьшем диаметре (рис. 9. 22, б).
Выдавливанием без утонения могут быть получены различные полые
детали, представляющие собой тела вращения весьма сложной формы
(рис. 9 22, в). Однако этот процесс недостаточно изучен. Его технологи-
Рис. 9.22. Выдавливание без утонения заготовки:
а—схема процесса (/—оправка, закрепленная на планшайбе станка, 2—деталь, 3—
давильник, 4—заготовка, 5—вращающийся прижим, установленный в пиноли зад-
ней бабки станка); б—пример формообразования детали за несколько последо-
вательных операций выдавливания; в—выдавливание детали сложной формы при
помощи разъемной оправки
ческие возможности и качество получаемых деталей в значительной ме-
ре зависят от мастерства давильщика. Поэтому метод выдавливания без
утонения применяется лишь в условиях опытного и мелкосерийного про-
изводства.
Выдавливание без утонения осуществляют на простейших токарно-
давильных станках с ручной подачей давильника (при изготовлении де-
талей из тонкого листового материала) и горизонтально-давильном ко-
пировальном станке СДГ-20.
Формование деталей с использованием энергии взрыва,
высоковольтного разряда и импульсного электромагнитного поля
Изготовление различной формы оболочек значительных размеров
сопряжено с необходимостью использования крупногабаритного уни-
кального оборудования большой мощности. Деление детали на элемен-
ты, изготовление которых возможно на обычном оборудовании, после-
дующая их сварка и ручная доводка удорожают изделия и снижают их
качество. Изготовление деталей из некоторых высокопрочных и жаро-
прочных листовых материалов обычными методами обработки металлов
давлением весьма затруднительно, а иногда и невозможно. В связи с
этим представляет интерес использование для формообразования дета-
лей энергии взрыва, высоковольтного разряда в жидкости и импульсного
электромагнитного поля. Этим методам формования присуще выделение
большой энергии в чрезвычайно малые промежутки времени. Возникаю-
щие при больших скоростях деформирования инерционные силы сущест-
238
венно изменяют напряженно-деформированное состояние заготовки, что
позволяет получать формованием не только детали больших размеров,
но также детали из высокопрочных и малопластичных металлов и спла-
вов. При этом форма деталей, полученных из сварных заготовок, не ис-
кажается, несмотря на наличие шва. В сварном шве и околошовной зоне
материал не имеет микротрещин и пористости.
Применяемые энергетические установки относительно универсальны,
недороги и несложны, что при частой смене объекта производства имеет
важное значение.
Формование с использованием энергии взрывчатых веществ (бри-
зантного действия, порохов или газовых смесей) может осуществляться
с передачей кинетической энергии взрыва на заготовку непосредственно,
через поршень или передаточную среду (воздух, воду, песок и др.). Фор-
мование с использованием бризантных взрывчатых веществ и воды в ка-
честве передаточной среды, позволяющее изготовлять как небольшие де-
тали сложной формы, так и крупногабаритные детали с практически не-
ограниченными размерами, является наиболее универсальным методом
благодаря простоте оборудования и возможности создания давлений
любой величины. Например, при взрыве 1 кГ (9,81 н) взрывчатого ве-
щества может быть получено усилие около 10000 Т (98,1 Мн).
Вес сферической формы тротилового заряда IK* в кГ потребного
для формообразования детали, и уровень воды Н в см над заготовкой оп-
ределяют по формулам:
UT^k^S/?1-8)0’8; (9.40)
Я = 77,5 VRW\ (9.41)
где X — коэффициент, зависящий от плотности передаточной
среды и деформируемого материала. Когда в качестве
передаточной среды используется вода, коэффициент X
для сталей, титановых и алюминиевых сплавов соответ-
ственно равен 0,25 • 10~4, 0,16 • 101-4 и 0,11 • 10 4;
А , .
а=-----энергия формообразования, приходящаяся на единицу
F*
смачиваемой поверхности, в кГ • см/см2',
А — полная энергия, затрачиваемая на формоизменение за-
готовки, в кГ - см;
F* — площадь поверхности заготовки, смачиваемой водой,
в см2;
б — толщина заготовки в см;
(0,8—2) Do — расстояние от центра заряда до заготовки диаметром
Do в см.
Приближенно значение удельной энергии, потребной для формова-
ния цилиндрической детали диаметром d с диаметром фланца Оф и сфе-
рическим или эллиптическим дном со стрелой прогиба f, находят из вы-
ражения
а = 1,95ов8
(k—kfr \1,2 /Of \2,4
з<* +уг)
(9.42)
где сгв — предел прочности материала заготовки в кГ/см2;
k=Cs--
а
-Хф
£ф="7
Если дно плоское, то в выражении (9.42) принимают f=0.
1 Р. В. Пихтовников, В. И. Завьялова, Штамповка листового металла
взрывом, Машиностроение, 1964.
239
Для изготовления оболочек применяются установки бассейново-
го и наземного типа, состоящие из резервуара с водой, насосной
станции (заполнение резервуара и откачивание из него воды, отсос воз-
духа из рабочей полости матрицы) и подъемно-транспортных средств
(загрузка и транспортировка оснастки). В серийном и опытном произ-
водстве чаще используют наиболее универсальные установки бассейно-
вого типа (рис. 9. 23, а).
Рис. 9. 23. Схема импульсных методов формования:
а—схема процесса формования с использованием энергии бпизантных взрывчатых веществ (/—мат-
рица, 2—отформованная деталь, 3—прижимная плита, 4—бассейн, 5—заряд, 6—электрические про-
вода, /—детонатор, 8—насосная станция); б—схема электрогидравлического метода формования
(/—заготовка, 2—вакуумная линия, 3—матрица, 4— подъемник, 5—плита-груз, 6—пневмозамок, 7—
заливной кран, 3—резервуар с водой, 9—сливной кран, 10—механизм регулирования положения элек-
тродов, 11—электроды, 12—разрядник, 13—конденсаторная батарея, 14—источник питания высокого
напряжения); в, г, д—схемы процессов формования импульсным электромагнитным полем соот-
ветственно многовитковым индуктором (1—высоковольтный трансформатор, 2—выпрямитель, 3—кон-
денсаторная батарея, 4—шаровой разрядник или ионный управляемый Вентиль, 5—обмотка индук-
тора, 6—заготовка, 7—разъемная оправка); при контактном соединении индуктора с заготовкой (/—
матрица, 2—заготовка, 3—пружинный контакт, 4—токоподводы); плоскими индукторами (/—индук-
тор, 2—заготовка, 3—оправка)
Матрицы изготовляют из стали, чугуна, цветных сплавов или желе-
зобетона с облицовкой эпоксидной композицией. У матриц из цинка и
алюминиевых сплавов верхнюю плоскость вместе с вытяжной кромкой
выполняют из стальной плиты.
Открытую площадку для формования с использованием в качестве
энергоносителя бризантных взрывчатых веществ (аммониты, тротил,
гексаген и др.) следует размещать на сейсмически безопасном расстоя-
нии от зданий и оборудовать в соответствии с правилами безопасности
при взрывных работах. К работе должны допускаться только операто-
ры, прошедшие специальную подготовку и имеющие «Единую книжку
подрывника», дающую право на проведение взрывных работ при обра-
ботке металлов давлением.
240
Электрогидравлический метод формования (рис. 9.23, б) основан
на использовании для деформирования заготовки давления ударной вол-
ны, которая образуется при искровом разряде вследствие перехода ча-
сти жидкости в состояние «плазмы» с мгновенным увеличением началь-
ного объема в тысячи раз. При пробое межэлектродного промежутка
возникает явление, имеющее характер взрыва. Ударная волна из зоны
разряда перемещается со сверхзвуковой скоростью.
Введение в межэлектродный зазор проволоки-перемычки облегчает
пробой последнего, позволяет значительно увеличивать зазор между
электродами, изменять форму и направление ударной волны, а также ис-
пользовать в качестве передаточной среды диэлектрические жидкости.
Основным недостатком применения проволоки-перемычки является не-
обходимость ее замены после каждого импульса.
На деформацию существенное влияние оказывают напряжение раз-
ряда, индуктивность цепи, расстояние между электродами, диаметр и
длина проволоки-перемычки и расстояние от нес до заготовки. Конфигу-
рация перемычки может способствовать как увеличению, так и локализа-
ции зоны деформации.
Недостатком этого метода является относительно малое по сравне-
нию с формованием взрывом количество энергии, которое можно прак-
тически аккумулировать для разрядки за один импульс.
Форму заготовок из труднодеформирующихся материалов изменя-
ют несколькими последовательными разрядами. К формованию много-
кратными разрядами прибегают и в тех случаях, когда недостаточна
мощность установки. При этом по мере упрочнения материала заготовки
в процессе формования энергию разряда увеличивают.
При многократных разрядах без перемычки передаточная среда за-
грязняется отрываемыми от электродов частицами и становится доста-
точно проводящей, что увеличивает потери энергии.
Благодаря простоте и точности определения аккумулируемой и рас-
ходуемой электрической энергии установки для электрогидравлического
формования легко поддаются автоматизации. Они достаточно бесшумны,
безопасны и могут применяться для формования деталей в обычных за-
водских помещениях или даже в поточных линиях. Хорошо заземленный
корпус установки обеспечивает эффективную экранировку и предупреж-
дает индуктирование напряжения в окружающем оборудовании.
На установках с аккумулированием электрической энергии формова-
нием получают детали из заготовок различных диаметров.
Формование импульсным электромагнитным полем (рис. 9.23, в)
применяют для изготовления деталей из материалов, электропровод-
ность которых регламентирована; в противном случае поверхность за-
готовки необходимо омеднять или покрывать тонким листовым
алюминием.
При пробое разрядника запасенная в конденсаторах электрическая
энергия в виде импульса тока проходит через обмотку индуктора. Воз-
никшее вокруг токонесущих проводников электромагнитное поле возбуж-
дает в заготовке вихревые токи, которые образуют вокруг последней
также магнитное поле. В результате взаимодействия импульсных маг-
нитных полей происходит динамическое воздействие (в виде давления)
на заготовку и ее деформирование. Это позволяет деформировать такие
металлы, которые при обычных скоростях нагружения разрушаются.
Изменением длительности импульса (6—50 мксек) можно в широ-
ких пределах регулировать силовое и тепловое воздействие на деформи-
руемую заготовку. При обработке малопластичпых металлов это явля-
ется важным фактором, так как в данном случае отпадает необходимость
в дополнительных сложных нагревательных устройствах, обязательных
при других импульсных способах формования. , .
241
Индукторы работают под высоким электрическим напряжением и
испытывают большую механическую нагрузку вследствие сил реакции
от взаимодействия с деформируемой заготовкой и осевых сил взаимо-
действия между витками. Условиями работоспособности изоляции огра-
ничиваются максимальное напряжение цепи (10 кв) и развиваемые в
установке усилия. Индукторы многократного использования выполняют
из провода прямоугольного сечения с изоляцией повышенной прочности,
а одноразовые рассчитывают на один импульс тока, в результате дейст-
вия которого они разрушаются («взрываются»).
Возможно также деформирование, основанное на взаимодействии
электромагнитного поля индуктора с электромагнитным полем тока, не-
посредственно подведенного к заготовке через разъемные контакты
(рис. 9. 23, г).
Метод формования электромагнитным импульсом позволяет дефор-
мировать заготовки, находящиеся в вакууме или внутри других, особен-
но керамических и им подобных хрупких деталей, может использоваться
для обжатия и «раздачи» трубчатых заготовок и формования деталей из
плоских заготовок. В последнем случае индуктор выполняют в виде пло-
ской спирали (рис. 9.23, д). Для снижения давления на одних участках
и повышения его на других индукторы снабжают концентраторами маг-
нитного поля.
Этот метод формования наиболее целесообразен при изготовлении
и сборке сравнительно небольших деталей (из трубчатых и плоских за-
готовок толщиной 1,5 и 2 мм и диаметром около 200 мм соответ-
ственно) и особенно в тех случаях, когда желательно повторное при-
ложение нагрузки.
Формовочную оснастку изготовляют из неэлектропроводных или с
низкой электропроводностью материалов.
§ 2. ОБЪЕМНОЕ ДЕФОРМИРОВАНИЕ
Объемное деформирование является наиболее сложным способом
формообразования деталей, при котором металл в результате возникно-
вения объемнонапряженного состояния перемещается значительными
массами в различных направлениях. Для таких перемещений необходи-
мы большие усилия, вследствие чего детали, изготовляемые этим мето-
дом, как правило, имеют ограниченные габаритные размеры. Вместе с
тем такие процессы объемного деформирования, как выдавливание с
утонением заготовки, редуцирование, прессование и др., позволяют из-
готовлять детали самых разнообразных конфигураций с высокими точ-
ностью и чистотой поверхности, малой трудоемкостью и высоким коэф-
фициентом использования металла при одновременном улучшении его
механических свойств, что в ряде случаев имеет решающее зна-
чение.
Успехи, достигнутые в создании отечественных конструкций мощных
гидравлических и механических прессов, давильных и раскатных стан-
ков, открывают широкие перспективы для использования методов холод-
ного объемного деформирования при изготовлении деталей самолетов
Выдавливание с утонением заготовки
Выдавливание с утонением — процесс формообразования детали за
счет уменьшения исходной толщины вращающейся плоской или про-
странственной заготовки без изменения ее наружного диаметра (рис.
242
9.24, а). Это возможно при условии, если толщина стенки детали 6 и
толщина заготовки % связаны между собой зависимостью
6 = 60sina, (9.43)
где a — угол между осью оправки и образующей конической поверхно-
сти (или между осью и касательной к поверхности оправки в
рассматриваемом сечении для неконических поверхностей).
Несоблюдение условия (9.43) приводит к разрушению заготовки.
Поэтому копировальная система, жесткость формообразующей оснастки
Рис. 9. 24. Выдавливание с утонением заготовки:
а—схема выдавливания конической детали с постоянной толщиной стенки из плоской
заготовки (/—оправка, 2—вращающийся прижим, 3—заготовка, 4—деталь, 5—ролик);
б—детали, получаемые выдавливанием (/—деталь с постоянной толщиной стенки из
заготовок 2 и 3 переменной осевой толщины 6oi, 602, • • • . полученных соответственно
вытяжкой и обработкой резанием, 4—деталь с переменной толщиной стенки из ли-
стовой заготовки 5 толщиной 6о); ей г—схемы прямого и обратного выдавливания
цилиндрических деталей (/—заготовка, полученная вытяжкой, 2—трубчатая заготовка)
и станка должны позволять с высокой точностью выдерживать установ-
ленный зазор (постоянно или закономерно изменяющийся) между оп-
равкой и деформирующим роликом (роликами) в течение всего процесса
выдавливания. Этому способствует также отсутствие биения заготовки,
рабочих поверхностей ролика и оправки относительно их осей вращения.
Из схемы, приведенной на рис. 9. 24, а, видно, что исходная толщи-
на материала как бы смещается параллельно оси, а любой участок заго-
товки, расположенный на расстоянии у от оси, остается на таком же рас-
стоянии от оси в готовой детали. Толщина детали вдоль оси («осевая
толщина») в рассматриваемом сечении остается неизменной, равной
толщине заготовки в этом же сечении.
Степень деформации при выдавливании с утонением характеризует-
ся выражением
г —— 1 — sin a (9.44)
5о
и за одну операцию не должна превышать 50—75% (в зависимости or
материала заготовки).
243
Выдавливанием с утонением заготовки (окружная скорость до
300 м/мин, подача С,02—2 мм/об) могут быть получены осесимметрич-
ные полые детали с постоянной и переменной толщиной стенки (рис,
9. 24, б) и углом а не менее 6—15°. В качестве заготовок используют ли-
стовой материал, штамповки, отливки и заготовки, полученные обра-
боткой резанием.
Цилиндрические детали выдавливают из цилиндрических заготовок
меньшей длины, но большей толщины при неизменном внутреннем диа-
метре прямым и обратным способами (рис. 9.24, в, г). Длину заготовки
и толщину ее стенок определяют из условия равенства объемов заготов-
ки и детали.
Сварные цилиндрические заготовки перед выдавливанием подверга-
ют правке «раздачей» или обработке резанием, так как разнотолщин-
ность стенок приводит к асимметричному напряженно-деформированно-
му состоянию заготовки в процессе утонения и послед) ющему искривле-
нию оси или торца детали.
Цилиндрические детали обычно выдавливают за несколько прохо-
дов одного или более деформирующих роликов. Станки, имеющие один
ролик, позволяют утонят^ материал на 20% за один проход, а с двумя
и тремя роликами — на 40%. Предельное суммарное утонение за одну
операцию зависит главным образом от упрочнения материала. После
двух или трех проходов необходимо производить разупрочняющую тер-
мическую обработку.
Методом выдавливания с утонением заготовки на станках относи-
тельно небольшой мощности по сравнению с прессовым оборудованием
изготовляют детали (с точностью ±0,05 мм и чистотой поверхности
V77—V9) не только из цветных, но и из высокопрочных, а также трудно-
деформируемых металлов и сплавов. При этом коэффициент использо-
вания материала достигает 95%. Детали из титановых, молибденовых,
вольфрамовых и циркониевых сплавов изготовляют выдавливанием из
нагретых заготовок.
Для выдавливания с утонением заготовки применяют станки СДГ-20
и СРГ-1. На горизонтально-давильном копировальном станке СДГ-20
можно получать оболочки конической, оживальной и цилиндрической,
формы длиной и диаметром до 1200 мм. Горизонтально-раскатный ста-
нок СРГ-1 предназначен только для изготовления из высокопрочных ма-
териалов бесшовных тонкостенных цилиндрических оболочек (гладких
а с наружными ребрами) диаметром до 1000 мм и длиной до 3000 мм.
Хорошие результаты при изготовлении крупногабаритных тонко-
стеннььх оболочек дает комбинирование методов формования взрывом и
выдавливания с утонением, выдавливания с утонением и глубокой вы-
тяжки.
Редуцирование
Редуцирование—процесс изменения формы заготовки путем после-
довательного обжатия ее разъемной матрицей (рис. 9.25, а). Редуциро-
ванием как с применением оправок, так и без них получают из труб де-
тали с различной конусностью по наружному и внутреннему диаметру с
частично или полностью закрытыми концами (рис. 9. 25, б). Если не тре-
буется высокая точность внутренних размеров, то полые заготовки ре-
дуцируются без оправок. Особенно целесообразен этот метод в условиях
массового и крупносерийного производства для изготовления полых ци-
линдрических деталей значительной длины из коротких заготовок, а так-
же длинных деталей с малым диаметром (1 —10мм).
Элемент заготовки в зоне деформации испытывает в процессе
редуцирования всестороннее сжатие; наибольшей деформации и упроч-
нению подвергаются внутренние слои заготовки. Отредуцированная при
244
обильной смазке машинным маслом заготовка имеет гладкую полиро-
ванную и строго цилиндрическую (в пределах 2-го класса точности) по-
верхность.
Редуцирование осуществляется на специальных станках, схема дей-
ствия которых приведена на рис. 9. 25, в. При вращении шпинделя стан-
ка половинки матрицы 5 под действием центробежной силы и давления
Рис. 9.25. Формообразование деталей редуцированием:
а—изменение формы заготовки при редуцировании (/ и II—на-
чальное и конечное положение матрицы, S—величина подачи за-
готовки, <р= 114-20°—угол конуса матрицы); б—типовые детали,
получаемые редуцированием; в и г—схемы действия редуцирных
станков для получения деталей круглого и прямоугольного сече-
ния (/—обойма, 2—ролик, 3—боек, 4—шпиндель с направляющей
бойков и половинок матрицы, 5—половинка матрицы, 6—заготов-
ка, 7—прокладка)
бойков 3 в момент набегания их на ролики 2, установленные в обойме Л
совершают возвратно-поступательное движение. Когда матрица разжа-
та, заготовка 6 перемещается в продольном направлении на величину
подачи S (0,07—0,3 мм). Во время сближения половинок матрицы за-
готовка деформируется. Заготовка при этом не подается. Деформиро-
вание заготовки на редуцирных станках осуществляется давлением, а не
ударом. Среднее число обжатий заготовки за один оборот шпинделя
10—12.
В процессе редуцирования заготовка может находиться как в сво-
бодном, так и в закрепленном состоянии. При больших степенях дефор-
мации заготовку обычно закрепляют в специальном приспособлении, в
связи с чем она несколько скручивается.
245
При изготовлении деталей с прямоугольным, треугольным и другим
профилем в сечении головка вместе с обоймой получает вращательное
движение, а шпиндель остается неподвижным. Бойки с половинками
матрицы перемещаются лишь возвратно-поступательно вдоль паза шпин-
деля (рис. 9. 25, г).
Для обжатия концов труб диаметром до 40—45 мм и толщиной
стенки до 2—4 мм из ЗОХГСА и Д1, Д16 применяют редуцирный станок
ЗТ-1.
Объемная штамповка
Для процессов осадки, высадки, калибровки, объемной формовки,
.холодного прессования и других, объединяемых под наименованием
«объемная штамповка», характерно трехосное сжатие заготовки при ее
формоизменении. Формообразование детали осуществляется вследствие
Рис. 9. 26. Схемы процессов объемной штамповки:
а, б и в—осадка между плоскими плитами с истечением в одну и две полости; г—высадка головки
заклепки на одноударном автомате {1—проволока или пруток, 2—подающие ролики. 3—нож, 4—
отрезная матрица, 5— упор, 6—пуансон, 7—матрица, 8—выталкиватель); д—высадка винтов со шли-
цами на двухударном автомате; е, ж—плоскостная и объемная калибровка; з, «—открытая и закры-
тая объемная формовка
перераспределения и заданного перемещения металла в рабочей поло-
сти штампа под действием удельного давления, в несколько раз превы-
шающего предел текучести деформируемого материала. Полученные
объемной штамповкой детали отличаются повышенной точностью и чи-
стотой поверхности.
Материал деталей в результате холодной деформации значительно
упрочняется.
Сущность процессов осадки (обжатие заготовки между двумя
плитами со свободным перемещением основной массы металла в сторо-
ны), высадки (получение местных утолщений за счет перераспреде-
ления объема материала заготовки), калибровки (обжатие до за-
данного размера части или всей заготовки между рабочими полостями
246
штампа) ясна из рис. 9. 26, а—ж. Удельное давление, потребное для
осуществления этих процессов, составляет по величине (2,5—5) сгв.
Объемная формовка является разновидностью осадки, но
отличается от нее тем, что формоизменение заготовки происходит в по-
лости штампа, закрытой полностью или частично. В соответствии с этим
различают открытую формовку (рис. 9. 26, з) с выходом излишка ме-
талла в заусенец и закрытую (рис. 9. 26, w), при которой весь объем ме-
талла заготовки идет на образование детали. Форма и размеры заго-
товки должны быть такими, чтобы деформация в каждом сечении была
наименьшей, условия течения металла в штампе были оптимальными и
все элементы детали оформлены четко. Этот процесс требует больших
удельных давлений и высококачественного изготовления штампов.
Рие. 9. 27. Схемы прямого, обратного и комбинированного холодного прессо-
вания и типовые формы деталей, изготовляемые этим методом
К числу преимуществ закрытой формовки следует отнести большие
возможности формообразования и повышенную точность деталей.
Холодное прессование (ударное или холодное выдавлива-
ние) — процесс формообразования полой детали путем вытеснения ме-
талла заготовки пуансоном в открытые полости штампа. Холодное прес-
сование подразделяют на прямое, обратное и комбинированное (рис.
9. 27) в зависимости от того, совпадает ли направление истечения метал-
ла с перемещением пуансона, противоположно ему или происходит од-
новременно в различных направлениях. Возможно также радиальное
прессование, при котором направление истечения металла перпендику-
лярно направлению деформирующего усилия Р.
Холодное прессование применяют для деталей разнообразных форм
(рис. 9. 27) из пластичных материалов — алюминиевых и медных спла-
вов, а также сталей 10; 35 и др. Обычная (экономически целесообраз-
ная) точность изготовления деталей в пределах 3 и 4-го классов, а чисто-
та поверхности — \76—V&
247
Степень деформации при холодном прессовании характеризуется вы-
ражением
= 100 (в %), (9.45)
F
где F и / — площади заготовки и поперечного сечения детали.
Допустимая степень деформации за одну операцию 75—95%, что
позволяет получать детали с минимальной толщиной стенок 0,05—0,08 мм
и высотой до 8d (d—внутренний диаметр детали) обратным и до
500 мм — прямым прессованием.
С увеличением <рп растут и удельные давления прессования, дости-
гая (5—10) ов. Это ограничивает возможности формообразования дета-
лей и их габаритные размеры, так как при слишком высоком удельном
давлении прочность и стойкость рабочих частей штампа недостаточны
для нормальной эксплуатации.
Холодным прессованием детали могут изготовляться как на гидрав-
лических, так и на более производительных механических прессах. Ста-
нина пресса при этом должна обладать максимальной жесткостью и
обеспечивать прямолинейное перемещение ползуна на всей длине его
хода без люфтов.
Накатывание резьбы
Накатывание резьбы — процесс пластического деформирования ци-
линдрической заготовки специальным инструментом, на котором воспро-
изведен профиль резьбы. Различают два способа накатывания: плоски-
ми плашками и роликами (рис. 9. 28).
Рис. 9.28. Схемы накатывания резьбы плоскими плашками (а)
и роликами (б):
1—подвижная плашка; 2—неподвижная плашка; 3—деталь; 4—ролики; 5—
опорная (направляющая) планка
Плоскими плашками на станке типа 5962 накатывают кре-
пежные резьбы диаметром 3—24 мм и длиной до 125 мм с точностью
3—2-го класса и чистотой резьбовой поверхности \7<5— V 8. Вследствие
значительного давления в процессе деформирования исключается воз-
можность накатывания резьб на полых деталях.
Роликами можно накатывать резьбу и на полых деталях из ма-
териала с сГв<110 кГ/мм2 (1080 Мн/м2). Точность накатывания резьбы
роликами — 2—1-й класс, чистота \7 9. Резьбу диаметром до
100 мм накатывают роликами на специальных станках типа 5964 в упор,
если длина резьбовой поверхности детали менее 150 мм, и на проход
при длине более 150 мм. Накатывают резьбу также и на станках токар-
ной группы, используя несложные по конструкции державки с тремя ро-
ликами.
Обычная предварительная обработка перед накатыванием резьбы —
чистовое обтачивание или шлифование.
Наиболее пригодны для накатывания резьб материалы с относи-
тельным удлинением более 10—12%. Стойкость плашек и роликов при
'248
накатывании резьб на деталях из стали средней твердости составляет
30—50 тысяч деталей.
Накатывание резьб с использованием специальных станков широко
применяется в крупносерийном и массовом производстве, где высокая
стоимость инструмента — плашек и роликов — окупается большой про-
изводительностью процесса.
§ 3. ДЕФОРМИРОВАНИЕ ПОВЕРХНОСТНЫХ СЛОЕВ
Основным назначением процессов деформирования поверхностных
слоев является повышение усталостной прочности, а в ряде случаев—
чистоты поверхностей и точности размеров деталей.
В результате пластической деформации поверхностных слоев изме-
няются не только размеры заготовки, шероховатость поверхности, но и
физико-механические свойства периферийного слоя металла с образо-
ванием в нем остаточных напряжений (в основном сжимающих). Наибо-
лее существенным изменением является упрочнение, повышающее твер-
дость, износостойкость, предел упругости, текучести и прочности с одно-
временным снижением показателей пластичности, а также повышение
усталостной прочности. Сочетание малой по высоте шероховатости с уп-
рочнением поверхностного слоя обеспечивает высокие эксплуатационные
свойства деталей, особенно при циклических нагрузках.
Небольшие деформирующие усилия уменьшают лишь шерохова-
тость, не изменяя существенно физико-механических свойств поверхност-
ного слоя металла. Возможность улучшения качества поверхности на
3—5 классов за один проход и достижения на мягких сталях и цветных
металлах чистоты поверхности выше \7Ю с сохранением исходной гео-
метрической формы заготовки делают чистовую обработку давлением
во многих случаях более производительной, чем резцовую и абразивную.
Для уменьшения шероховатости и упрочнения поверхностных сло-
ев деталей деформированием более широко применяются процессы об-
катывания роликами и шариками, лорнирования, обжатия кромок от-
верстий и обработки дробью.
Простота конструкции применяемого инструмента и отладки самого
процесса, а также его надежность позволяют осуществлять обработку
путем деформирования поверхностных слоев практически в условиях лю-
бого типа производства.
Обкатывание и раскатывание роликами и шариками
Обкатывание роликовыми и шариковыми обкатниками упругого дей-
ствия (рис. 9. 29, а—г) применяется для уменьшения шероховатости и
упрочнения деталей с относительно правильными формами поверхностей.
Обкатывание наружных поверхностей вращения целесообразно на стан-
ках токарной группы, внутренних — на револьверных или сверлильных,
а плоских — на фрезерных или строгальных.
Обкатывание повышает не только прочность при динамических на-
грузках, но также износостойкость и коррозионную стойкость, таких де-
талей, как стойки шасси, оси колес, барабаны колес из магниевого спла-
ва и т. п.
В результате обкатывания исходная чистота поверхности —V5
может быть повышена до \7 7—-\79. При этом точность размеров дета-
лей будет зависеть главным образом от их точности до обкатывания,
удельного давления деформирующего инструмента, исходной шерохова-
тости и прочности поверхностного слоя. Глубина слоя с остаточной де-
формацией в зависимости от этих параметров колеблется в пределах
.01—0,05 мм и выше. Упрочнение поверхностного слоя от скорости
окатывания мало зависит. В большей степени оно зависит от числа про-
249
ходов. Обкатывание производят со скоростью 30—150 м]мин и подачей
0,1—0,2 мм! об с применением обильной смазки для уменьшения шерохо-
ватости обрабатываемых деформированием поверхностей вращения.
Поверхности деталей большой жесткости обкатываются однороли-
ковым приспособлением (рис. 9.29, а), а в других случаях — трехроли-
ковыми обкатниками (рис. 9. 29, в). При обкатывании переходных и дру-
Рис. 9. 29. Схемы процесса обкатывания и раскатывания поверхностей вращения:
а, б и в—схема обкатывания наружных поверхностей вращения однороликовым, шариковым и трех-
роликовым обкатниками упругого действия; г—шариковый раскатник упругого действия (/—шарик,
2—обрабатываемая заготовка, 3—тарированная пружина, 4—регулировочный винт, 5—корпус, 6—
оправка); д—нерегулируемый роликовый раскатник (1—оправка, 2—втулка, 3—ролик, 4—обойма со
сферическими гнездами, Б—контргайка); е—упрощенная конструкция жесткого регулируемого шари-
кового раскатника (1—регулировочный винт с закаленной опорной конусной рабочей частью, по-
ложение которого фиксируется не показанным на чертеже стопорным винтом, 2—шарик, 3—корпус)
гих подобных мест вместо роликов иногда применяют шарики (рис.
9.29, б, г). Давление инструмента на обрабатываемую поверхность до
150—500 кГ (1,47—4,9 Кн) создается тарированными пружинами, а так-
же пневматическими или гидравлическими устройствами.
Для калибрования, отделки и упрочнения используют как жесткие
или нерегулируемые (рис. 9.29, б?), так и регулируемые (рис. 9.29, а)
раскатники и обкатники, в которых ролики или шарики жестко прижи-
маются с определенным усилием к обрабатываемой поверхности. В этом
случае исправляется форма исходной поверхности и повышается точ-
ность диаметрального размера.
250
Жесткими раскатниками обрабатывают отверстия диаметром 6—
500 мм, длиной до 3—5 м в деталях из различных сталей и цветных
сплавов.
Дорнирование
Дорнирование (калибрование) отверстий диаметром до 20—40 мм
путем проталкивания через них с натягом специальных дорнов (рис.,
9. 30, с) или стальных полированных шариков (рис. 9. 30, б) — эффек-
тивный процесс упрочнения болтовых и заклепочных соединений, осо-
бенно в тех случаях, когда окончательная обработка происходит в це-
лом пакете без последующей его разборки. Дорнирование совмещают
также с протягиванием или с прошивкой отверстий. В этом случае по-
следние калибрующие зубья протяжки или прошивки без режущих гра-
ней выполняют то же назначение, что и дорн. Калибрование производят
на прессах, протяжных и других станках.
Рис. 9. 30. Схемы процессов калибрования и упрочнения по-
верхности отверстий лорнированием (а), проталкиванием
шарика (б) и обжатием кромок (8)
Для уменьшения трения и шероховатости дорн и обрабатываемую
поверхность перед калиброванием смазывают вареным и осерненным
маслом. В результате дорнирования точность отверстия может быть по-
вышена на один класс и улучшена чистота поверхности с V4—V5 до\/§-
Скорость калибрования не оказывает заметного влияния на точ-
ность и шероховатость обрабатываемых поверхностей. Поэтому при вы-
боре скорости (5—25 м!мин) руководствуются теми же рекомендациями,
что и при работе режущими протяжками или прошивками.
Оптимальную величину натяга при дорнировании в пределах до
0,2 мм (в зависимости от механических свойств материала, размера от-
верстия, исходной шероховатости, качества смазки и других факторов)
определяют в основном опытным путем.
Критерием для выбора оптимального режима калибрования, как и
при раскатывании, служит качество дорнированной поверхности, кото-
рая должна быть зеркальной, особенно вблизи кромок отверстий, где
наибольшая концентрация напряжений.
Обжатие кромок
Обжатие кромок отверстий стальными полированными шариками
или последовательно несколькими коническими обжимками с различны-
ми углами заострения а (рис. 9. 30, в) успешно применяется для повы-
шения прочности и выносливости болтовых и заклепочных соединений,
валов с масляными отверстиями, проушин шарнирных соединений уп-
равления закрылками, рулями и т. п.
251
Кромки отверстий следует обжимать статически или в случае необ-
ходимости сильными и редкими ударами пневмомолотка. Рабочую по-
верхность обжимок перед обжатием обильно смазывают машинным
маслом.
После обжатия кромок отверстий поверхность должна быть блестя-
щей, с чистотой V9—\7Ю, без заметных следов сдвигов или отслаива-
ния металла.
Для повышения выносливости особо ответственных деталей или уп-
рочнения отверстий, расположенных в наиболее нагруженных местах,
целесообразна комбинированная обработка лорнированием и обжатием
кромок.
Эффект от упрочнения сохраняется до температуры 200° С для алю-
миниевых сплавов и до 350—400е С — для сталей. Затем он уменьшается.
Обработка дробью
Рис. 9.31. Схема дробеметной
установки:
/—крыльчатка, 2—струя дроби, 3—уп-
рочняемая панель
Обработка дробью значительно увеличивает предел усталости дета-
лей, подвергающихся переменному действию изгиба и кручения. Этим
способом могут обрабатываться силовые детали сложной конфигурации:
монолитные панели, пояса лонжеронов, пружины, шестерни и т. п.
Сущность процесса заключается в том, что поверхность детали бом-
бардируется потоком дробинок, летящих с большой скоростью. При уда-
ре о поверхность каждая дробинка
оставляет микровмятину, в резуль-
тате чего поверхностный слой пла-
стически деформируется и упроч-
няется. Внутренние напряжения и
упрочнение сначала растут пропор-
ционально времени обработки, но
затем (через 1—2 мин) наступает
«насыщение». Дальнейшая обработ-
ка становится уже вредной, так как
ведет к появлению микротрещин.
Оптимальное время обработки
и угол падения дроби (70—90°)
определяют в зависимости от мате-
риала детали и глубины упрочнения
экспериментально. С этой целью
подвергают односторонней дробе-
ударной обработке плоские образ-
цы, по изменению кривизны кото-
рых судят о возникающих внутрен-
них напряжениях, а следовательно,
и о степени упрочнения.
Дробь рекомендуется применять стальную возможно меньшего диа-
метра (0,1—0,8 лмг).
Дробь на деталь подается либо струей сжатого воздуха в дробе-
струйных установках, либо механически быстро вращающейся крыль-
чаткой в дробеметных установках (рис. 9. 31).
После обработки сухой дробью или с добавлением смазывающе-ох-
лаждающей жидкости получается «рябая» поверхность с чистотой соот-
ветственно V74—V5 и V5—V6.
Дробеударный метод применяют также для формообразования де-
талей из полуфабрикатов относительно небольшой жесткости.
Под действием напряжений, возникающих в поверхностном слое,
подвергающаяся односторонней дробеударной обработке заготовка из-
гибается в сторону струи дроби до тех пор, пока напряжения со стороны
252
выпуклого и вогнутого слоев не уравновесятся. При одинаковой в обоих
направлениях жесткости заготовка примет выпуклую сферическую фор-
му. Если заготовка (например монолитная панель) подкреплена с одной
стороны продольными элементами достаточней жесткости, то изгиб бу-
дет происходить в плоскости наименьшей жесткости. Вдоль стрингеров
панель останется прямой. За несколько пропусков заготовки через по-
ток дроби можно отформовать монолитную панель без применения штам-
пов или оправок.
Изменяя площадь, подвергаемую воздействию дроби, и кинетиче-
скую энергию дробинок, можно подобрать режимы для заданного в оп-
ределенных пределах формоизменения заготовки. Места, которые неже-
лательно подвергать дробеударному воздействию, изолируют тонкой
листовой резиной.
Глава X
ПРОЦЕССЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
В зависимости от места в техно тогическом процессе различают пред-
варительную, промежуточную и окончательную термообработку. Пред
варительная термообработка выполняется для улучшения обрабатывае-
мости заготовок резанием или процессами пластического деформиро-
вания. Так, псдкалившиеся при остывании отливки или горячие штам-
повки из конструкционных сталей для улучшения обрабатываемости ре-
занием подвергают различным видам отжига.
Алюминиевые и магниевые сплавы лучше всего обрабатываются ре-
занием при максимальной твердости. Поэтому упрочняющую термообра-
ботку отливок из этих сплавов выполняют перед операциями механиче-
ской обработки.
Для повышения пластичности заготовок, подвергаемых операциям
пластического деформирования, в качестве предварительной термиче-
ской обработки используют отжиг.
Для восстановления пластических свойств заготовок между отдель-
ными переходами применяют промежуточную термообработку — отжиг
или (для алюминиевых сплавов) отпуск.
Окончательная термообработка предназначена для получения за-
данных механических характеристик готовых изделий. У высокопрочных
и труднообрабатываемых материалов окончательную термообработку
выполняют после черновой, но до чистовой обработки резанием, чтобы
иметь возможность удалить поверхностный дефектный слой, а также
устранить погрешности формы и размеров, возникшие в результате тер-
мической обработки.
§ 1. ТЕРМИЧЕСКАЯ ОБРАБОТКА ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ
Область применения различных видов термообработки определяется
совокупностью получаемых в результате их выполнения механических
характеристик заготовок или деталей.
Диффузионный отжиг (гомогенизация) состоит из нагрева до тем-
пературы, значительно (на 300—400°С) превышающей точку ACs, дли-
тельной выдержки (10—20 час) и медленного охлаждения Применяет-
1 Точные режимы термической обработки для сталей и сплавов приводятся в
справочниках.
253
ся главным образом для отливок с целью устранения дендритной лик-
вации.
Полный отжиг выполняется нагревом до температуры на 20—40“ С
выше точки ACs, выдержкой и медленным охлаждением. Применяется
главным образом для доэвтектоидных сталей с целью исправления
крупнозернистой структуры, образовавшейся в результате диффузион-
ного отжига, литья, сварки или горячего деформирования, а также для
повышения пластичности, улучшения обрабатываемости резанием и сня-
тия внутренних напряжений.
Изотермический отжиг заключается в нагреве до температуры вы-
ше Лс., выдержке и быстром переносе заготовок в другую печь с темпе-
ратурой несколько ниже ЛС1, выдержке до полного распада аустенита
и ускоренном охлаждении на воздухе или в подогретой воде. Применяет-
ся для тех же целей, что и полный отжиг. Положительной особенностью
процесса является меньшая длительность (примерно на Уз) по сравне-
нию с полным отжигом. Недостатком является некоторое усложнение
выполнения процесса.
Неполный отжиг проводят при нагреве до температуры выше ЛС1, но-
ниже ЛСз с последующим медленным охлаждением. Применяют для
улучшения механической обрабатываемости частично закалившихся при
горячей обработке заготовок, а также в качестве межоперационной тер-
мической обработки для снятия наклепа при пластическом деформиро-
вании нержавеющих упрочняющихся сталей.
Применение неполного отжига вместо-полного снижает длительность
и стоимость термической обработки.
Низкий отжиг осуществляют нагревом до температуры ниже Ас, с
выдержкой и охлаждением на воздухе. Применяют для улучшения обра-
батываемости резанием и пластических свойств деформируемых загото-
вок. Эффект улучшения меньше, чем после неполного отжига. Низкий
отжиг широко применяют для снятия внутренних напряжений.
Нормализация отличается от полного отжига способом охлажде-
ния — на воздухе. Механические свойства мало- и среднеуглеродистых
сталей после нормализации получаются практически такими же, как и
после полного отжига. Легированные конструкционные стали в результа-
те нормализации подкаливаются. Нормализация, как и полный отжиг,,
применяется для исправления структуры перегрева и улучшения обраба-
тываемости прутков и цилиндрических деталей диаметром более 15 мм
и штамповок толщиной свыше 20 мм из ЗОХГСА, 38ХА и ЗОХГСНА. За-
готовки меньших толщин вследствие высокой скорости охлаждения при-
обретают структуры, близкие к закаленным.
Закалка состоит из нагрева стали выше точки АСз, выдержки и бы-
строго охлаждения. Помимо обычной закалки, при которой охлаждение
происходит примерно с постоянной скоростью, существуют ступенчатая
и изотермическая закалка.
Ступенчатая закалка осуществляется быстрым охлаждением до тем-
пературы несколько выше точки М, выдержкой с целью выравнивания
температуры по сечению и последующим медленным охлаждением с об-
разованием мартенсита. После нагрева заготовки опускают в ванну из-
щелочи, расплавленной селитры или горячего масла и после небольшой
выдержки охлаждают на воздухе. Преимуществом ступенчатой закалки,
по сравнению с обычной является уменьшение возможности образова-
ния трещин и коробления.
Изотермическая закалка, как и '.тупенчатая, производится охлаж-
дением в горячих ваннах. Отличием является длительная выдержка в
ваннах — до полного распада аустенита — и лишь после этого — охлаж-
дение (обычно в ванне с горячей водой). При правильно подобранной
температуре горячей ванны и тщательном проведении процесса в ре-
254
зультате изотермической закалки удается без последующего отпуска по-
лучить заданные механические характеристики. Применение изотерми-
ческой закалки вместо обычной с отпуском позволяет повысить предел
прочности, ударную вязкость и резко снизить чувствительность к надре-
зам. Вместе с тем сводится к минимуму коробление деталей.
Изотермическую закалку широко применяют вместо обычной для
обработки ответственных деталей из высокопрочных сталей. Ее нельзя
применять для заготовок большой толщины, а также имеющих закрытые
полости, из которых при промывке трудно удалить селитру.
Отпуск заключается в нагреве до темпеоатуры, меньшей, чем тем-
пература фазовых превращений, выдержке и охлаждении. Отпуск умень-
шает твердость и повышает пластические свойства конструкционных ста-
лей, а также снижает или полностью устраняет внутренние напряжения.
В зависимости от температуры нагрева и длительности выдержки раз-
личают низкий, средний и высокий отпуск.
Эффективность снятия внутренних напряжений при отпуске зави-
сит от температуры нагрева. Так, отпуск стали ЗОХГСА при 200° С сни-
жает внутренние напряжения, возникшие при закалке, всего на 20—25%.
Практически полностью внутренние напряжения устраняются отпуском
при 600' С
§ 2. ТЕРМИЧЕСКАЯ ОБРАБОТКА ДЕТАЛЕЙ ИЗ КОРРОЗИОННОСТОЙКИХ
И ЖАРОПРОЧНЫХ СТАЛЕЙ И СПЛАВОВ
Коррозионностойкие стали могут быть мартенситного, аустенитного
и переходного классов. Для сталей мартенситного класса применяются
те же виды термообработки, что и для конструкционных.
Стали переходного класса для повышения пластичности при штам-
повке подвергают нормализации или отжигу. Окончательная термооб-
работка выполняется по сложному циклу: нормализация, обработка хо-
лодом при —70° С (для завершения распада аустенита) и искусственное
старение при температуре порядка 500° С.
Для упрочнения заготовок из полунагаптовяммогл пли нагартован-
ного материала применяют искусственное старение. Заготовки из корро-
зионностойких и жаропрочных сталей и сплавов аустенитного класса
для улучшения пластичности подвергаются нормализации или закалке
(для больших сечений). Прочность повышается искусственным старени-
ем либо нагартовкой.
§ 3. ТЕРМИЧЕСКАЯ ОБРАБОТКА ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ
Сплавы ВТ1, ВТ4, ВТ5-1 и ОТ4 не упрочняются термообработкой.
Для них применяют отжиг 500—800° С с целью придания наибольшей
пластичности при операциях холодного пластического деформирования.
Для сплавов ВТЗ, ВТ6, ВТ8, ВТ14 и ВТ15, упрочняемых термообработ-
кой, применяют, кроме отжига, окончательную термическую обработ-
ку— закалку с искусственным старением. Температура закалки 750 —
900рС. Искусственное старение осуществляют длительной (до 40 час)
выдержкой при 450—500° С.
§ 4. ТЕРМИЧЕСКАЯ ОБРАБОТКА ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ
Алюминиевые сплавы делятся на деформируемые и литейные. Из де-
формируемых сплавов все марки технически чистого алюминия, а также
сплавы типа АМц и АМг не упрочняются термической обработкой.
255
Эти материалы подвергают только высокому или низкому отжигу
для полного разупрочнения или для повышения пластичности с сохране-
нием полунагартованного состояния.
Для упрочняемых деформируемых сплавов применяют следующие
виды термической обработки.
Закалка производится нагревом до температур порядка 500° С с ох-
лаждением в воде комнатной температуры. Некоторые марки сплавов
допускают охлаждение в кипящей воде, что значительно уменылаетдто-
водку и коробление тонкостенных конструкций. Время переноса деталей
из печи в закалочную ванну должно быть минимальным и не превышать
10—15 сек.
Скорость нагрева под закалку плакированных материалов должна
быть возможно более высокой, чтобы уменьшить диффузию упрочняю-
щих компонентов в плакирующий слой. Плакированные детали толщи-
ной до 1 мм можно нагревать под закалку только 1 раз, а свыше 1 мм —
не более 2 раз.
Термическая обработка на возврат служит для придания закален-
ным и состаренным алюминиевым сплавам свойств свежезакаленного
состояния. Для этого заготовки подвергают кратковременному нагреву
(в течение нескольких секунд или минут) до 200—250° С. Термообработ-
ку на возврат применяют вместо повторной закалки к плакированным
алюминиевым сплавам.
Старение. Нарастание прочности после закалки в процессе старения
у алюминиевых сплавов различных составов происходит по-разному.
У сплавов типа Д1, Д16, Д6 и Д19 процесс естественного старения за-
вершается за 4—5 суток, причем в первые 1,5—7 час пластичность умень-
шается незначительно, и в этот период сплавы можно подвергать опера-
циям пластического деформирования. У некоторых алюминиевых спла-
вов естественное старение длится 30 суток и более, что значительно удли-
няет производственный цикл. Сплав Д20 практически вообще не упроч-
няется в результате естественного старения.
Детали из сплава Д16, предназначенные для работы при температу-
рах выше 150° С, а также из ковочных сплавов АК4, АКБ, АК8 и высоко-
прочного сплава В95 рекомендуется применять в искусственно состарен-
ном состоянии. Искусственное старение осуществляется нагревом в те-
чение нескольких часов при 150—190° С.
Отжиг применяется в качестве межоперационной термообработки
для снятия наклепа и повышения пластичности деформируемых алюми-
ниевых сплавов. Перед последней операцией холодной обработки дав-
лением для упрочняемых алюминиевых сплавов вместо отжига применя-
ют закалку.
Температуры нагрева при отжиге для большинства алюминиевых
сплавов находятся в диапазоне 350—400° С. Время отжига колеблется
от нескольких минут до нескольких часов.
Для литейных алюминиевых сплавов наиболее употребительны сле-
дующие виды термической обработки: Т1 —искусственное старение, при-
меняемое для ускорения упрочнения сплавов и улучшения механической
обрабатываемости резанием; Т2 — отжиг; Т4-—закалка с последую-
щим естественным старением; Т5 — закалка и частичное (неполное) ис-
кусственное старение; обработка по режиму Т5 позволяет обеспечить до-
статочную прочность при сохранении повышенной пластичности и наряду
с Т4 получила широкое распространение в качестве окончательной тер-
мической обработки; Тб — закалка и полное старение при более высо-
ких температурах и с большей выдержкой, чем при Т5 (применяется
только для сплава АЛ9); Т7 — закалка и стабилизирующий отпуск для
жаропрочных сплавов с целью получения высокой стабильности струк-
туры при достаточной прочности.
256
§ 5. ТЕРМИЧЕСКАЯ ОБРАБОТКА ДЕТАЛЕЙ ИЗ МАГНИЕВЫХ СПЛАВОВ
Сплавы MAI, МА2, МАЗ, МА8, МЛ2 и МЛЗ не упрочняются термо-
обработкой. Для них применяют только отжиг с целью снятия наклепа
и внутренних напряжений.
Высокопрочный сплав ВМ65-1 упрочняется искусственным старени-
ем, остальные сплавы — закалкой и последующим искусственным ста-
рением.
§ 6. ОБОРУДОВАНИЕ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Ппи нагреве в воздушной среде происходит окисление и обезуглеро-
живание поверхностного слоя заготовок. Толщина дефектного слоя даже
при термообработке жаропрочных сплавов (закалке и старении) состав-
ляет 1—1,5 мм.
Для борьбы с окислением и обезуглероживанием заготовок нагрев
при термообработке проводят в вакууме или в защитных средах. Для
уменьшения скорости окисления сплавов до допустимых значений (по-
рядка 0,1 мм) необходим вакуум 10~3—10-4 мм рт. ст. Нагрев в вакууме
применяют при отжиге и закалке коррозионностойких и жаропрочных
сталей и сплавов.
Кроме вакуума, при термообработке используют защитные среды:
аргон, гелий или азотоводородную смесь. Защитные среды имеют ряд
преимуществ перед вакуумом. Прежде всего упрощается изоляция рабо-
чего пространства печи от окружающей среды, в данном случае за счет
небольшого избыточного давления. Это позволяет использовать для на-
грева в защитных средах обычные нагревательные печи. Применение
защитных сред вместо вакуума позволяет предотвратить потери легко
испаряющихся элементов, например молибдена или вольфрама. Сущест-
венными преимуществами нагрева в защитных средах являются также
сокращение времени охлаждения после термообработки и большая рав-
номерность нагрева.
Аргон и гелий являются дорогими и дефицитными газами. Поэтому
в последнее время расширяется использование в качестве защитной сре-
ды азотоводородной атмосферы, состоящей из 4% Н2 и 96% N2. Помимо
дешевизны, эта среда обладает высокими защитными свойствами, так
как появляющийся в ней кислород связывается водородом в воду.
Для нагрева заготовок при термообработке применяют электриче-
ские камерные печи, соляные ванны, высокочастотные установки и ваку-
умные печи.
Электрические камерные печи широко применяются в условиях еди-
ничного (индивидуального) и серийного производства. Они обеспечивают
достаточную равномерность нагрева и могут легко перестраиваться на
другие режимы работы. Недостатками камерных печей являются низкая
скорость нагрева и значительный объем ручных работ в процессе экс-
плуатации.
На рис. 10. 1 показана электропечь с силитовыми нагревателями, в
которой можно получать температуры до 1300° С. Печь может работать
с защитной атмосферой, которая создается за счет разложения нефте-
продуктов в нижнем канале печи.
Для ступенчатого нагрева удобны печи с двумя или тремя зонами
нагрева.
При большом выпуске изделий вместо камерных печей используют
более производительные и значительно более механизированные конвей-
ерные электропечи.
Соляные ванны. Теплоносителями в соляных ваннах являются смеси
солей, нагреваемые пропусканием электрического тока через трубчатые
электронагреватели или непосредственно через жидкую соль. Они обес-
9 5173
257
печивают высокую скорость и равномерность нагрева, а также защиту
поверхности заготовок от обезуглероживания и окисления. Вместе с тем
нагрев в соляных ваннах имеет ряд существенных недостатков: возмож-
ность взрывов и выплескиваний при перегреве ванн или попадании в них
влаги, неблагоприятные условия труда и склонность заготовок к коррозии
при промедлении с промывкой от соли. Вследствие этих недостатков со-
ляные ванны применяются весьма ограниченно и главным образом для
ступенчатой и изотермической закалки стальных деталей.
Высокочастотные установки среди других типов нагревательного обо-
рудования обеспечивают наиболее высокую скорость нагрева и возмож-
Рис. 10.2. Вакуумная электропечь:
I—подставка для деталей; 2—графитовые излучатели; 3—экран-
ная изоляция; 4—водоохлаждаемый кожух; 5—вентилятор; 6—
съемное дно кожуха; 7—трубки водяного охлаждения
Рис. 10. 1. Камерная элек-
тропечь с защитной атмо-
сферой:
1—рабочая камера; 2—сили-
товые нагреватели; 3—каме-
ра для создания защитной
атмосферы
ность выделения тепла в поверхностном слое заданной толщины. Это
создает возможность проведения поверхностной закалки, при которой
упрочняется лишь наружный слой деталей.
Вследствие малой длительности процесса высокочастотной термо-
обработки на поверхности деталей почти не образуется окалины, что
устраняет необходимость последующей механической обработки, кроме
легкого полирования.
Весьма удобны высокочастотные установки для местного нагрева
деталей. Процесс высокочастотной термообработки легко автоматизиро-
вать, а оборудование хорошо приспособлено для встраивания в поточные
линии.
К недостаткам высокочастотного нагрева следует отнести большую
величину внутренних напряжений, трудность контроля температур на-
грева и специальный характер индукторов, отладка конфигураций кото-
рых для деталей сложных форм занимает много времени. Применяют их
главным образом в условиях крупносерийного и массового производства.
Вакуумные печи. Одна из конструкций вакуумной печи для отжига
показана на рис. 10. 2.
Детали устанавливаются на подставку 1 и нагреваются за счет ра-
диации (излучения) от графитовых излучателей 2. Теплоизоляция рабо-
чего пространства печи осуществляется многослойными экранами 3 из
тонких пластин полированного тантала. Водоохлаждаемый кожух печи
(реторта) 4 должен выдерживать наружное атмосферное давление. Для
ускорения охлаждения печи в реторту подают инертный газ, конвекция
которого осуществляется вентилятором 5. Для загрузки и разгрузки де-
258
талей дно кожуха 6 вместе с установленными на нем экранами выпол-
няется съемным.
Актуальной для термических цехов является задача механизации и
автоматизации загрузки оборудования заготовками и транспортировки
их между отдельными агрегатами при термической обработке.
Комплексная механизация позволяет в 2—3 раза снизить трудоем-
кость процессов термообработки, существенно улучшить условия труда
и более точным выдерживанием режимов повысить качество деталей.
В условиях крупносерийного и массового производства в СССР вы-
пускаются полуавтоматические закалочно-отпускные конвейерные агре-
гаты для закалки с последующим высоким или низким отпуском, вклю-
чающие закалочную печь, закалочный бак, моечную печь (для деталей,
закаливаемых в масле), печь отпуска и бак для охлаждения после от-
пуска. Цикл обработки деталей осуществляется автоматически с по-
мощью взаимосвязанных конвейеров.
Комплексная механизация процессов с использованием немеханизи-
рованного оборудования достигается установкой оборудования в линию
в соответствии с последовательностью выполнения операций и оснаще-
нием линии транспортным устройством.
§ 7. УМЕНЬШЕНИЕ ДЕФОРМАЦИЙ И КОРОБЛЕНИЙ
ПРИ ТЕРМООБРАБОТКЕ
Деформации и коробления возникают в результате тепловых напря-
жений, являющихся следствием неравномерности нагрева или охлажде-
ния отдельных частей заготовки, структурных напряжений, возникающих
из-за изменения объема при фазовых превращениях (например аустени-
та в мартенсит) и действия сил веса на разогретую заготовку.
Для уменьшения деформаций и короблений в процессе нагрева при-
меняют предварительный подогрев, значительно выравнивающий распре-
деление температур ш> сечению.
Чтобы предотвратить коробление от тепловых деформации и де-
формаций от собственного веса, длинные детали нагревают и охлажда-
ют в вертикальном положении, для чего применяют шахтные печи и глу-
бокие закалочные ванны. Для равномерного охлаждения используют
душевые охлаждающие устройства.
Уменьшению коробления при закалке способствует выбор соответст-
вующих скоростей охлаждения.
Наиболее радикальным средством уменьшения коробления деталей
малой жесткости и сложной формы является применение специальных
приспособлений, в которые зажимаются детали при термообработке.
Такие приспособления широко используются для полок лонжеронов и
для штампованных и литых панелей.
§ 8. КОНТРОЛЬ ПРИ ТЕРМООБРАБОТКЕ
Контроль позволяет выявить такие дефекты, как трещины, недопу-
стимые деформации и коробления, обезуглероживание поверхности, по-
вышенную хрупкость и мягкие пятна.
Крупные наружные трещины могут быть обнаружены визуально.
Для выявления мелких поверхностных, а также внутренних трещин ис-
пользуют известные методы магнитной и рентгеновской дефектоскопии.
Величину деформаций и короблений определяют размерным кон-
тролем, используя для сложных по конфигурации деталей измеритель-
ные приспособления.
Механические характеристики после термообработки обычно опре-
деляют путем измерения твердости поверхности детали. В последнее вре-
мя получает распространение индукционный метод контроля. На деталь
9*
259
устанавливают головку — щуп с катушкой, через которую пропускают
переменный ток. Под действием электромагнитного поля катушки в по-
верхности детали возникают индукционные токи, которые в свою очередь
оказывают влияние на электромагнитные характеристики катушки и в
частности—на ее реактивное сопротивление. Реактивное сопротивление
зависит от марки материала и режима термообработки. Измеряется оно
при помощи несложной мостиковой схемы.
Точность контроля режимов проведенной термообработки индукци-
онным методом выше, чем измерением твердости.
Недостатками метода являются необходимость предварительной та-
рировки прибора на образцах контролируемого материала, а также не-
применимость его для некоторых марок сталей и сплавов, режимы тер-
мообработки которых оказывают малое влияние на показания прибора.
§ 9. ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА
Термомеханической обработкой (ТМО) называют совокупность опе-
раций пластического деформирования и термообработки, при которой
наклеп оказывает существенное влияние на свойства металла после тер-
мообработки. Пластическая деформация при ТМО является промежу-
точной между двумя операциями термической обработки.
лей
Практически термомеханическую обработку конструкционных ста-
осуществляют нагревом выше точки Ас>, быстрым охлаждением и
деформированием в области достаточ-
время
Рис. 10. 3. Схема проведения про-
цесса термомеханической обработ-
ки (7ИН — температура мартенсит-
ного превращения)
ной устойчивости переохлажденного
аустенита и последующей закалкой
с низким отпуском. Если пластическую
деформацию перед закалкой проводят
при температурах выше начала ре-
кристаллизации, то процесс называют
высокотемпературной термомеханиче-
ской обработкой (ВТМО), а
если ниже, — то низкотемпературной
(НТМО) (рис. 10.3).
При термомеханической обработке
получаются весьма высокие значения
предела прочности при хороших пока-
зателях пластичности и ударной вяз-
кости.
Низкотемпературная термомеха-
ническая обработка применяется для
легированных сталей мартенситного
класса, у которых на S-образной диа-
грамме имеется достаточно широкая
область переохлажденного аустенита.
Заготовки после нагрева выше ACs
охлаждают до 400—600° С, обрабаты-
вают давлением со степенью деформа-
ции до 90%, затем закаливают и дают
низкий отпуск (100—200° С). При этом для некоторых сталей удается
получить предел прочности сгв = 2804-330 кГ/мм2 при 6 = 64-12%. Умень-
шение степени деформации приводит к снижению прочности. Наиболее
эффективна НТМО для сталей с содержанием углерода 0,4—0,5%.
Возможная схема практического применения ТМО в процессе вы-
давливания с утонением1 приведена на рис. 10.4. Стальная трубчатая
е" 1 Процесс выдавливания с утонением более подробно рассмотрен в гл. IX.
260
заготовка 1 нагревается до 900° С индуктором 2 высокочастотной уста-
новки и выдавливается роликом 3 по металлической оправке 4, нагретой
до 550° С. Е дальнейшем заготовку подвергают закалке с отпуском.
Высокотемпературная термомеханическая обработка применима к
любым сталям и сплавам. Для сталей мартенситного класса ВТМО осу-
ществляется обработкой давле-
нием со степенью деформации
50—90% при температуре выше
и последующей закалкой
с отпуском. При этом удается
получить сгв = 250 кГ1мм2 при
6 = 8%. Требуемая степень де-
формации может быть полу-
чена за один или за несколько
проходов.
В коррозионнэстойких и
жаропрочных сталях аустенит-
ного класса ВТМО существен-
но повышает прочность и жаро-
прочность.
Термомеханическая обра-
ботка применима и для тита-
новых сплавов. Так, для сплава
Рис. 10.4. Схема термомеханической обра-
ботки при выдавливании:
/—заготовка; 2—индуктор; 3—ролик; 4—оправка
ВТ15 в результате обработки по циклу:
ковка с обжатием 85% при 1050—800°С; закалка в воду; старение при
450° С в течение 25 час удается получить ов = 185 кГ/мм2 и 6=5,5%.
Дальнейшие исследования процесса ТМО, несомненно, приведут к
расширению применения ее в самолетостроении.
§ 10. МЕРОПРИЯТИЯ ПО ОХРАНЕ ТРУДА И ТЕХНИКЕ БЕЗОПАСНОСТИ
Термические цехи должны быть оборудованы эффективной вентиля-
цией. В помещении устанавливается общая система приточно-вытяжной
вентиляции. Кроме того, оборудование, работа которого связана с вы-
делением вредных газов и паров, снабжается местными отсосами.
Для предотвращения поражения обслуживающего персонала элек-
трическим током электрические установки должны быть надежно зазем-
лены и снабжены устройствами (ограждениями) для предохранения за-
гружаемых рабочим деталей от контакта с находящимися под током на-
гревателями.
Рабочие места снабжаются резиновыми ковриками, а обслуживаю-
щий персонал должен работать в резиновых перчатках.
При эксплуатации селитровых ванн для предотвращения выброса
расплавленной селитры от попадания влаги детали должны загружать-
ся тщательно просушенными. Обслуживающий персонал должен рабо-
тать в очках и рукавицах.
Ванны должны быть оборудованы аварийным сливом для спуска
селитры в случае прогорания тигля.
Масляные ванны для закалки в масло оборудуются местным отсо-
сом для удаления паров масла, аварийным сливом, а также герметич-
ной крышкой для предотвращения возникнования пожара при возгора-
нии масла.
Термические цехи должны иметь противопожарное оборудование.
261
Глава XI
ПРОЦЕССЫ ОБРАЗОВАНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ
Защитные покрытия служат для предохранения деталей от корро-
зии. Они разделяются на две большие группы: металлические и неме-
таллические. Металлические покрытия делятся на анодные и катодные.
Анодные покрытия являются анодом по отношению к основному метал-
лу и защищают его не только механически, но и электрохимически.
При разрушении в отдельных местах анодных покрытий возникает элек-
трохимическая коррозия с разрушением не основного металла, а покры-
тия, имеющего более отрицательный потенциал.
При разрушении катодных покрытий или при наличии в них пор
корродирует основной металл, причем скорость коррозии значительно
выше, чем при отсутствии покрытия. Поэтому катодные покрытия могут
применяться лишь при условии высокой плотности и прочности их плен-
ки в случаях, когда от покрытий требуются особые свойства: декоратив-
ный вид, высокая твердость, надежный электрический контакт и г. п.
§ 1. ЗАЩИТА ОТ КОРРОЗИИ СТАЛЬНЫХ ДЕТАЛЕЙ
Для прочного сцепления слоя покрытия с основным металлом по-
верхность последнего тщательно очищают от ржавчины, окалины, жиров
и т. п. Перед нанесением защитных покрытий .поверхности подготавли-
вают в указанной ниже последовательности.
Предварительное обезжиривание. Толстые слои консервирующей
смазки удаляют подогревом деталей в печах или протиркой тряпками.
Затем жиры удаляют промывкой в моечных машинах содово-щелочным
раствором либо органическими растворителями (трихлорэтиленом, бен-
зином и др.), либо химическим обезжириванием в щелочных растворах.
После химического обезжиривания детали промывают сначала в теплой,
а затем в холодной воде.
Удалять окалину и ржавчину можно несколькими способами: гидро-
пескоструйной или дробеструйной обработкой, крацеванием (обработ-
кой металлическими щетками), химическим или электрохимическим
травлением и ультразвуковой обработкой. Недостатком травления яв-
ляется наводороживание металла. Образующийся водород в атомарном
состоянии диффундирует в глубь металла и выделяется в газообразном
виде в микропорах, вызывая местный разрыв металла и водородную
хрупкость. Для снижения опасности возникновения водородной хрупко-
сти в травящий раствор вводят присадку ЧМ, которая пассивирует чи-
стый металл и уменьшает его растворение и выделение водорода.
После травления детали тщательно промывают холодной проточной
водой и затем нейтрализуют в водном растворе щелочи.
Предварительное обезжиривание, а также удаление окалины и ржав-
чины являются предварительной обработкой, выполняемой не ранее чем
за двое суток до окончательной очистки.
Монтаж на подвески. Подвески служат для подвода к деталям тока
и для установки деталей в ваннах в определенном положении (рис. 11. 1).
Обезжиривание с целью удаления сравнительно небольших жиро-
вых загрязнений производят электрохимическим или химическим спо-
собом. При электрохимическом обезжиривании детали завешивают на
катод. Жировая пленка удаляется с поверхности деталей образующими-
ся на катоде пузырьками водорода и омыляется в растворе щелочи. Де-
тали сложной конфигурации обезжиривают химическим способом в рас-
творах щелочей.
После обезжиривания детали промывают в теплой, а затем в про-
точной холодной воде.
262
ООО0
я)
Рис. 11. 1.
°00О ООО0
«о О о о о о •
°о о о о о о *
°о о о о о о °
о о о о;
ле выполнения операции
Декапирование — легкое травление поверхности непосредственно пе-
ред нанесением покрытий для удаления тончайшей пленки окисла, обра-
зовавшейся после очистки. После декапирования детали промывают хо-
лодной проточной водой.
Промывки в содовом растворе применяется для деталей с узкими
полостями и щелями с целью нейтрализации остатков кислоты после де-
капирования. Эту операцию выполняют только при последующем нане-
сении покрытий в щелочных эл
детали промывают в холодной
проточной воде.
Детали с очищенной по-
верхностью немедленно пере-
носят в ванну для нанесения
защитных покрытий.
Цинкование является
одним из наиболее распростра-
ненных видов защитных по-
крытий стальных деталей от
атмосферной коррозии. Цинко-
вые покрытия являются анод-
ными по отношению к сталям.
При цинковании возмож-
но появление водородной хруп-
кости, которая практически
сказывается у сталей, тер-
мически обработанных до
Ов>90 кГ]мм2. Детали проч-
ностью свыше 90 кГ/мм2 спе-
циально обрабатываются для
устранения водородной хруп-
кости. Для деталей с проч-
ностью свыше 140 кГ[мм2, бол-
тов диаметром свыше 10 мм и
деталей с внутренними поло-
стями, из которых трудно уда-
лить электролит, цинкование
не применяют.
Цинкование производят в
цианистых или кислых электро-
литах. Детали завешивают на
катод. Анодом служат пласти-
ны цинка. Цианистые электролиты дают мелкокристаллические покры-
тия, отличающиеся лучшими защитными свойствами, меньшей чувстви-
тельностью к загрязнениям и высокой рассеивающей способностью,
т. е. создают пленки равномерной толщины на сложных по конфигура-
ции поверхностях, различные участки которых находятся на неодинако-
вом расстоянии от анода. Цианистое цинкование обычно выполняют
в электролитах, создающих блестящую пленку (блестящее цинкование).
Цианистые электролиты весьма ядовиты, вследствие чего при рабо-
те с ними необходимо принимать особые меры предосторожности.
Кислые электролиты по сравнению с цианистыми более дешевы,
устойчивы в работе и не ядовиты, но имеют низкую рассеивающую спо-
собность и создают пленки с худшими защитными свойствами. Кислые
электролиты применяют для деталей весьма простой конфигурации или
для мелких неответственных деталей. Мелкие детали цинкуют во вра-
щающихся колоколах или барабанах. Корпус 1 колокола (рис. 11.2)
изготовлен из материала, не проводящего ток. Контакты в дне корпуса
Подвески для установки в ван-
нах:
а—труб: б—листового материала: в—мелких дета-
лей; г—корзина для мелких деталей
263
SOO
Рис. 11.2. Колокол для цинкования:
/—КОРПУС; 2—ЦИНКОВЫЙ а НОД
подводят ток к засыпанным внутрь деталям. В колокол заливают элек-
тролит и вводят цинковый анод 2, после чего включают двигатель, вра-
щающий колокол. Обрабатываемые детали в процессе вращения непре-
рывно пересыпаются, благодаря чему на них получается ровный слой по-
крытия.
После цинкования детали немедленно промывают в холодной про-
точной воде.
Для получения блестящей поверхности детали после цианистого
цинкования осветляют в растворе кислоты, промывают в холодной и го-
рячей воде и сушат обдувкой теплым воздухом. После этого детали проч-
ностью 90—140 кГ/мм2 обезводороживают нагревом в печи до 230—
250° С с выдержкой в течение
2 час или обработкой в слабом
растворе хромпика при 90—
95° С в течение 0,5 часа.
После обезводороживания
детали промывают в холодной
проточной воде и подвергают
активированию, для чего их по-
гружают на 2—3 сек в раствор
серной кислоты с последующей
промывкой. Подготовленную
таким образом поверхность
подвергают пассивированию в
хроматном растворе для повы-
шения защитных свойств цин-
кового покрытия. Сразу после
пассивирования детали промы-
вают в холодной проточной
воде и сушат теплым возду-
хом.
Кадмирование. Кад-
миевые покрытия отличаются
от цинковых большей стойко-
стью во влажных средах и
большей пластичностью. Элек-
тролиты для кадмирования от-
личаются большей рассеиваю-
щей способностью и меньше
наводороживают покрытие.
Кадмий — дорогой и дефицит-
ный металл. Вследствие этого кадмирование применяют в тех случаях,
когда нельзя использовать цинкование: для глубокопрофилированных
деталей, требующих высокой рассеивающей способности электролита,
если для них нельзя применить лакокрасочные покрытия; для деталей,
работающих в условиях воздействия морской воды, спирто-глицериновой
смеси или горячей воды температурой выше 60° С; для деталей, эксплуа-
тирующихся в условиях тропического климата.
Кадмирование выполняют в цианистых или борфтористоводородных
электролитах. Последние обладают меньшей рассеивающей способ-
ностью, но меньше наводороживают покрытие по сравнению с цианисты-
ми растворами.
Детали с сгв> 140 кГ]мм2 кадмируют в хлористоаммонийном элек-
тролите.
Травление и декапирование высокопрочных сталей перед нанесени-
ем покрытий осуществляют в специальных растворах.
264
Обработка поверхности после кадмирования такая же, как и после
цинкования.
Цинкованию и кадмированию часто подвергают резьбовые детали.
Калибровка и шлифование резьбы после нанесения покрытий не допу-
скаются. Поэтому при изготовлении резьбы следует учитывать после-
дующее увеличение ее размера от слоя покрытия толщиной 8—12 мк.
Химическое оксидирование (воронение)—процесс
создания на поверхности металла искусственной оксидной пленки не-
большой толщины (0,5—1,5 мк), которая при наличии смазки может
успешно защищать металл в некоторых условиях эксплуатации. Поло-
жительными особенностями оксидирования являются незначительное из-
менение размеров изделий и высокая эластичность пленки.
Оксидируемая поверхность должна быть чистой и гладкой (чистота
не ниже 9-го класса).
Оксидирование производится погружением деталей в кипящий ще-
лочно-окислительный раствор. После оксидирования детали промывают
в теплой проточной воде, а затем для повышения защитных свойств —
в мыльной воде. Далее детали промывают в горячей воде, сушат и про-
масливают погружением в пушечную смазку или в минеральное масло,
нагретые до 120—130° С.
Фосфатирование — химический процесс образования на по-
верхности стальных деталей защитной пленки из фосфатов железа и
цинка. Пленки обладают высокой пористостью и защищают металл от
атмосферной коррозии лишь при условии дополнительной обработки —
окраски или промасливания.
Лучшей подготовкой поверхности перед фосфатированием является
гидропескоструйная или дробеструйная обработка.
Фосфатирование выполняют в водном растворе ортофосфорной кис-
лоты, монофосфата цинка и азотнокислого цинка.
После фосфатирования детали промывают в холодной и теплой во-
де, обрабатывают в растворе хромпика и после сушки окрашивают или
промасливают.
Фосфатирование используют, когда невозможно цинкование или кад-
мирование и, в частности, для деталей шасси, подверженных действию
песка, стальных трубопроводов и кислородных баллонов.
Оксидное фосфатирование является разновидностью фос-
фатирования. Выполняется в растворе азотнокислого бария, азотнокис-
лого цинка и монофосфата цинка.
Защитная пленка, состоящая из фосфатов бария и цинка, обладает
хорошим сцеплением не только с шероховатой, но и с гладкой поверх-
ностью основного металла и применяется для деталей из высокопрочных
сталей типа ЗОХГСНА.
Меднение. Покрытие медью применяется в качестве подслоя для
нанесения никеля и хрома и пи для предохранения отдельных поверхно-
стей детали от науглероживания при цементации.
Поверхности, на которые будут наноситься слои никеля и хрома,
перед меднением полируют механическим или электролитическим спо-
собом. После механического полирования детали обезжиривают.
Для электролитического полирования детали завешивают на анод и
погружают в раствор кислот. В процессе электролитического полирова-
ния растворяются преимущественно гребешки металла, что приводит к
повышению чистоты поверхности.
Поверхности, подвергаемые электролитическому полированию, дол-
жны иметь чистоту не ниже 7—8-го классов.
Меднение пустотелых деталей и деталей сложной конфигурации осу-
ществляют в цианистых электролитах. На простых деталях сначала на-
ращивают пленку меди в 3—5 мк в цианистых электролитах для хоро-
265
шего сцепления покрытия с основным металлом, а затем продолжают
наращивание до нужной толщины со значительно большей скоростью
в кислых электролитах.
После меднения детали промывают и сушат в сушильном шкафу.
Детали, подлежащие никелированию, полируют и после обезжиривания
и декапирования на них наносят тонкий промежуточный слой меди для
лучшего сцепления со слоем никеля. После промывки детали мокрыми
передают на никелирование.
Никелирование. Никелевые покрытия являются защитно-де-
коративными, т. е., помимо защиты от коррозии, они служат для прида-
ния деталям красивого внешнего вида. Никель является катодом по от-
ношению к стали, и пленки его имеют значительную пористость. Поэто-
му никелирование производят по подслою меди, имеющему высокую
плотность и более прочно связывающему слой никеля с основным ме-
таллом.
Электролитом для никелирования служит водный раствор сернокис-
лого никеля, хлористого никеля и борной кислоты. Анодом служат поло-
сы никеля.
После никелирования детали промывают, сушат в сушильном шкафу
и полируют.
Для деталей сложной конфигурации применяют электролит блестя-
щего никелирования, что позволяет избежать последующего полиро-
вания.
Хромирование. Различают защитно-декоративное и твердое
(износоустойчивое) хромирование. Тонкая (0,5—1,5 мк) защитно-деко-
ративная пленка хрома наносится поверх слоя никеля для предохране-
ния последнего от потускнения и образования царапин.
Перед хромированием слой никеля подвергают обезжириванию и
декапированию.
Хромирование производят в электролите, содержащем хромовый ан-
гидрид и раствор серной кислоты. После хромирования детали промы-
вают в воде и полируют.
Твердое хромирование применяют для повышения износостойкости
и коррозионной стойкости. Пленка хрома имеет большую толщину (20—
80 мк) и наносится непосредственно по стали. Поверхность, подлежащая
хромированию, должна иметь чистоту не менее\J7—V9-
Электролитом является водный раствор хромового ангидрида. После
хромирования следует промывка в непроточной (для улавливания хро-
мового ангидрида), а затем в проточной воде, обезводороживание (для
деталей с сГв^ЭО кГ/мм2) и промывка в веретенном масле, а затем в
бензине.
При хромировании высокопрочных сталей применяют специальные
составы для обезжиривания и декапирования, уменьшающие наводоро-
живание деталей.
Хромированные поверхности подвергают механической обработке
(шлифованию или хонингованию) для получения требуемой точности
размеров.
Недостатком хромирования является снижение усталостной прочно-
сти и статической выносливости.
Металлизация — нанесение покрытия путем разбрызгивания
расплавленного металла струей сжатого воздуха с помощью специаль-
ного пистолета. Металлизацией защищают поверхности, подвергаемые в
процессе эксплуатации действию песка или имеющие полости, из кото-
рых трудно при промывке удалить электролит. Обычно металлизацией
наносят слой алюминия (или алюминия с цинком) толщиной 30—60 мк.
266
Окраска. На непосадочные поверхности деталей, защищаемых
от коррозии кадмированием, цинкованием, фосфатированием, оксидным
фосфатированием с металлизацией, наносят лакокрасочное покрытие,
состоящее из двух слоев грунта и двух слоев эмали.
§ 2. ЗАЩИТА ОТ КОРРОЗИИ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ
Алюминиевые сплавы защищают от коррозии анодным оксидирова-
нием и лакокрасочными покрытиями. Предварительно детали проходят
следующие операции подготовки поверхности:
1) удаление толстых слоев смазки в сушильных шкафах;
2) удаление маркировочных знаков и легких слоев смазки при по-
мощи органических растворителей;
3) монтаж на подвески;
4) обезжиривание в водном растворе тринатрийфосфата или орга-
ническими растворителями с последующей промывкой теплой и холод-
ной проточной водой;
5) травление в растворе щелочи для удаления некоторых поверхност-
ных дефектов с промывкой в теплой и холодной проточной воде;
6) осветление в растворе азотной кислоты для удаления темного на-
лета, образовавшегося при травлении, с промывкой холодной проточной
водой.
Анодное оксидирование (анодирование). Подвески
с деталями завешивают на анод. Катодом служат пластины из свинца
или нержавеющей стали. Электролитом служит раствор серной или хро-
мовой кислоты. Образующийся на аноде кислород окисляет алюминий,
в результате чего на поверхности детали создается пористая пленка
AI2O3.
Анодирование в серной кислоте позволяет получить пленку с более
высокими защитными свойствами, но приводит к более сильному изме-
нению размеров деталей. Анодирование в хромовой кислоте применяют
для деталей 2 и 3-го классов точности и для деталей из литейных
сплавов.
После анодного оксидирования детали промывают в холодной, а за-
тем в горячей проточной воде. Дальнейшая обработка зависит от вида
и назначения полуфабриката. Плакированные обшивки кипятятся в во-
де, что приводит к гидратации пленки (образованию AI2O3 -пН20) с уве-
личением ее объема, плотности и повышением защитных свойств. В даль-
нейшем наружную поверхность обшивки покрывают бесцветным лаком,
а внутреннюю грунтуют.
Детали из неплакированных материалов, а также обшивки, окра-
шиваемые цветной эмалью, после анодного оксидирования для повыше-
ния защитных свойств подвергаются операции наполнения путем погру-
жения в горячий раствор хромпика. В процессе наполнения происходит
пропитка пористой пленки пассиватором и гидратация. После наполне-
ния детали промывают горячей водой, сушат, грунтуют, а наружные
поверхности, кроме того, окрашивают эмалями требуемого цвета.
§ 3. ЗАЩИТА ОТ КОРРОЗИИ ДЕТАЛЕЙ ИЗ МАГНИЕВЫХ СПЛАВОВ
Ввиду низкой коррозионной стойкости магниевых сплавов все виды
полуфабрикатов поступают от заводов-поставщиков предварительно за-
щищенными от коррозии обработкой в растворе хромового ангидрида,
оксидированием и промасливанием.
После завершения механической обработки детали проходят сле-
дующие операции процесса защиты от коррозии:
1) удаление консервационной смазки одним из рассмотренных на
стр. 262 способов;
267
2) обезжиривание в растворе тринатрийфосфата и едкого натра с
последующей промывкой в горячей и холодной воде;
3) обработка в кипящей воде заготовок — отливок для частичного
удаления с поверхности флюсовых включений, вызывающих сильную
коррозию деталей. Для устранения коррозионного действия горячей во-
ды на магниевые сплавы в воду добавляют соду. После этой операции
детали промывают теплой водой;
4) обработка в растворе хромового ангидрида для удаления старой
оксидной пленки и остатка флюсовых включений с последующей про
мывкой в холодной воде.
Оксидирование магниевых сплавов осуществляют хи-
мическим или электрохимическим способом. При химическом оксидиро-
вании образуются тонкие пленки (около 2 мк), а размеры деталей почти
не изменяются. Одной из ванн, применяемых для оксидирования, слу-
жит раствор двухромовокислого калия и азотной кислоты.
При анодном оксидировании получают пленки значительно большей
толщины (30—60 мк) с лучшими защитными свойствами. Пленки могут
применяться для деталей, длительно работающих при температурах до
400° С.
Анодное оксидирование производится в водном растворе, содержа-
щем бифторид аммония, двухромовокислый калий и ортофосфорную
кислоту. После оксидирования детали промывают в холодной и горячей
воде, подвергают наполнению в растворе хромпика и после промывки
в теплой воде сушат. На высушенные детали- наносят два слоя грунта
и два или три слоя эмали.
§ 4. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ОБРАЗОВАНИЯ
ЗАЩИТНЫХ ПОКРЫТИИ
Процесс получения защитных покрытий должен протекать при стро-
го регламентированных режимах, для чего в настоящее время широко
используются устройства автоматического регулирования плотности то-
ка, концентрации растворов, температуры ванн и времени обработки.
Автоматизация приготовления новых растворов и нейтрализации
отработанных оздоровляет труд рабочих.
Наибольший эффект дает комплексная механизация и автоматиза-
ция всех звеньев производственного процесса в цехах защитных покры-
тий, при которой в несколько раз повышается производительность труда,
значительно увеличивается выпуск продукции с единицы площади цеха
и освобождаются рабочие-операторы от непосредственного контакта с
растворами, содержащими сильнодействующие яды.
Процессы образования защитных покрытий выполняются на авто-
матических линиях двух типов: с жесткой кинематической связью и с
программным управлением. В первых подвески с деталями последова-
тельно проходят ряд ванн, установленных в порядке выполнения тех-
нологического процесса. Время пребывания в каждой ванне жестко свя-
зано с ритмом.
Автоматические линии с жесткой связью исполь-
зуются для устойчивых по структуре процессов при объеме работ, обес-
печивающем достаточно полную загрузку линии. Обычно линии с жест-
кой связью применяются для таких процессов, как оксидирование алю-
миниевых или магниевых сплавов.
При наличии сходства в ряде операций технологического процесса
и достаточно большом объеме работ могут оказаться целесообразными
роторные линии с жесткой кинематической связью. Так, для подготови-
тельных и завершающих операций цинкования и кадмирования можно
использовать трехроторную линию, схема которой показана на рис.
268
11.3. Линия состоит из роторов: / — подготовительно-заключительных
операций; II — цинкования; III — кадмирования и двух перекладчиков
IV. Подвески с деталями из ротора подготовительно-заключительных
операций могут поступать в зависимости от настройки в ротор кадмиро-
вания или цинкования. После нанесения покрытия подвески с деталями,
требующими обезводороживания, снимают с линии и помещают в печь,
находящуюся рядом с автоматической линией. После этого подвески по-
ступают на заключительные операции 7—9.
Рис. 11.3. Технологическая схема роторной авто-
матической линии цинкования и кадмирования:
1 и 2—обезжиривание; 3—промывка в теплой воде; 4—
промывка в холодной воде; 5—декапирование; 6—нейтра-
лизация; 7—активирование; 8—пассивирование; 9—сушка
При малом объеме работ по нанесению отдельных видов покрытий
и наличии ванн одинакового назначения в различных процессах приме-
няют линии с программным управлением, включающие
всю номенклатуру ванн, необходимых для получения нескольких видов
покрытий, но без повторения одинаковых по назначению ванн. Каретка-
оператор, перемещаясь вдоль линии, захватывает подвески с деталями,
опускает их в ванну и, пока те обрабатываются, перемещает другие под-
вески из ванны в ванну.
Движение каретки-оператора осуществляется в соответствии с пред-
варительно разработанной циклограммой.
Автоматические линии с программным управлением легко перенала-
живаются. При их помощи можно одновременно наносить несколько раз-
личных видов покрытий.
Однако производительность таких линий меньше, а управление слож-
нее, чем в линиях с жесткими элементами связи.
Линии с программным управлением находят практическое примене-
ние для меднения, никелирования, хромирования, электрополирования
и химического никелирования, для сернокислого и хромовокислого ано-
дирования и т. п.
Г лава XII
КОМПЛЕКСНАЯ ТЕХНОЛОГИЧЕСКАЯ КЛАССИФИКАЦИЯ
И ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ХАРАКТЕРНЫХ ДЕТАЛЕЙ
§ 1. ПРИНЦИПЫ КОМПЛЕКСНОЙ ТЕХНОЛОГИЧЕСКОЙ КЛАССИФИКАЦИИ
Приведенные выше технологическая характеристика деталей плане-
ра и применяемых для их изготовления материалов (гл. VII), а также
классификация и характеристика заготовительно-обработочных процес-
сов (гл. VIII—XI) дают лишь общее представление о том, с помощью
каких процессов и из каких материалов могут быть изготовлены все раз-
нообразные детали самолета. Но этого еще недостаточно для проекти-
рования технологического процесса изготовления конкретной детали или
группы деталей, аналогичных по свойствам и назначению.
Технологический процесс изготовления детали зависит не только от
ее конструктивного оформления и заданных физико-механических
свойств, но и (в основном) от внешней характеристики, т. е. от формы,
размеров, точности, чистоты поверхностей полуфабриката или заго-
товки.
Очевидно, в основе любого технологического процесса изготовления
детали лежит вполне определенный процесс формообразования, который
является следствием необходимого и целесообразного устранения разли-
чий между свойствами заданной проектом детали и свойствами выбран-
ных полуфабриката или специальной заготовки.'
Если физико-механические свойства полуфабриката или специаль-
ной заготовки заранее определяются проектом и обеспечение этих свойств
детали практически не связано с изменением ее формы и размеров, то
остаются лишь геометрические различия между проектом детали и выб-
ранным для ее изготовления полуфабрикатом или специальной заго-
товкой.
Устранение геометрических различий возможно лишь с помощью
вполне определенного процесса формообразования. В отдельных случа-
ях, когда для изготовления отдельных деталей используются точные спе-
циальные заготовки, основной процесс формообразования исключается,
так как геометрические различия между такой заготовкой и проектом
(чертежом) детали будут незначительными или их не будет вовсе.
Следовательно, многочисленные и разнообразные по свойствам де-
тали самолета (в проекте), так же как и полуфабрикаты и специальные
заготовки имеют взаимные связи — общие признаки, которые в основном
и определяют технологический процесс — его принципиальное содер-
жание.
Такими общими наиболее существенными признаками, связывающи-
ми полуфабрикат или заготовку с деталью и определяющими наиболее
важный элемент технологического процесса изготовления детали—про-
цесс формообразования, являются:
1) соответствие формы полуфабриката или заготовки по габаритам и
сечениям форме детали по ее габаритам и сечениям;
2) соответствие размеров и точности полуфабриката или заготовки
по габаритам и сечениям размерам и точности детали по ее габаритам и
сечениям;
3) соответствие класса чистоты основных необрабатываемых по-
верхностей полуфабриката или заготовки классу чистоты основных по-
верхностей детали.
Используя перечисленные наиболее существенные геометрические
признаки, все детали конструкции самолетов и относящиеся к ним по-
луфабрикаты и заготовки можно разделить на пять комплексных клас-
сов (табл. 12. 1).
270
Таблица 12.1
Комплексная технологическая классификация деталей самолета
класс Соответствие геометрических параметров деталей и полуфаб- рикатов (заготовок)
эВ S X CJ Детали самолета по форме по разме- рам 5 н 5г Полуфабрикат или специальная заготовка
ы о i= С £ С bi габа- ритов сечений габа- ритов сечений £ S ° о х * X х О- Я1 О 4> X и <3 о О X О Е
1 Обшивки, нервюры, шпангоуты, стрингеры, тяги, фермы и т. д. =• Листы, профили, профилированные плиты, трубы тонко- стенные
2 Штоки, валики, цилин- дры, вилки, уши, рамы, шпангоуты и т. д. Прутки, трубы тол- стостенные, поковки и неточные штампов- ки и отливки
! 3 Монолитные панели, обшивки, полки и стен- ки фасонные и перемен- ного сечения и т. д Плиты и полосы плоские, катаные и прессованные
4 1 Силовые узлы, шпан- гоуты, монолитные от- секи, полки лонжеронов, панели и т. д. — Точные штамповки, отливки и прессован- ные заготовки
5 Диффузоры, конусы, носки, наконечни.ки, за- концовки крыльев и т. д. ~: — Заготовки из ком- позиционных мате- риалов — пластмасс, керамики и т. п.
Условные обозначения: = полное соответствие;
^неполное соответствие;
несоответствие.
К первому классу относятся детали, изготовляемые из стандартного
сортамента полуфабриката, класс чистоты основных (необрабатывае-
мых) поверхностей которого соответствует классу чистоты основных по-
верхностей детали.
Геометрические параметры полуфабриката в данном случае не со-
ответствуют по форме и размерам заданным габаритам детали и не пол-
ностью соответствуют по форме и размерам заданным сечениям детали.
Технологические процессы изготовления деталей этого класса обыч-
но включают процессы раскроя полуфабриката на заготовки.
В силу того что детали первого класса по форме не вписываются в
заготовки, основным процессом их формообразования является дефор-
мирование, в частности процессы холодного формования — гибки, вы-
тяжки, обтяжки с растяжением и т. п.
Ко второму классу относятся детали, изготовляемые как из стан-
дартного сортамента полуфабриката, так и из специальных заготовок.
Полуфабрикаты и заготовки для деталей этого класса не полностью
соответствуют данным чертежа детали по форме и размерам габаритов
и не соответствуют по остальным геометрическим параметрам.
При изготовлении деталей из стандартного полуфабриката в техно-
тогический процесс часто входит и процесс изготовления заготовки.
271
Детали второго класса полностью вписываются в заготовки, поэтому
основным процессом их формообразования является удаление излишне-
го материала со всех поверхностей заготовки.
К третьему классу относятся детали, изготовляемые из стандартного
полуфабриката.
Полуфабрикаты или заготовки из них для деталей этого класса со-
ответствуют деталям лишь по классу чистоты основных поверхностей и
не соответствуют по всем остальным геометрическим параметрам.
В технологический процесс изготовления таких деталей, как правило,
входят процессы раскроя полуфабриката на заготовки.
Детали третьего класса не вписываются в заготовки по форме и раз-
мерам габаритов, но вписываются по форме и размерам сечений. По-
этому для их формообразования применяются и процессы удаления из-
лишнего материала, и процессы деформирования.
Следует заметить, что процессы формообразования — удаления из-
лишнего материала и деформирования — могут меняться местами. Если,
например, излишний материал удаляется механическим фрезерованием,
то процесс деформирования, как правило, следует за ним. Если же уда-
ление излишнего материала производится размерным травлением, то
процесс деформирования обычно предшествует ему.
К четвертому классу относятся детали, изготовляемые из специаль-
ных точных заготовок, выполненных штамповкой совместно с калибров-
кой, штамповкой с чеканкой, штамповкой из жидкого металла, точным
литьем, горячим или холодным прессованием.
Геометрические параметры таких заготово’к не полностью соответ-
ствуют геометрическим параметрам деталей только по размерам габари-
тов и сечений. Все остальные геометрические параметры заготовки соот-
ветствуют заданным параметрам детали.
Поэтому в технологическом процессе изготовления деталей из таких
заготовок процесс формообразования отсутствует, так как он входит в
процесс изготовления заготовок. Основные поверхности заготовок обра-
ботке не подвергаются. Остаются лишь процессы доводки — доработки
по размерам габаритов и некоторых сечений.
К пятому классу относятся детали, изготовляемые из композицион-
ных материалов — порошков и таблеток пластмасс, керамики и метал-
локерамики компрессионным прессованием и литьем или литьем под
давлением, или прессованием с последующей термообработкой.
Для изготовления деталей пятого класса применяют такие процес-
сы формообразования, которые по существу устраняют всякую после-
дующую обработку, если не считать, что в отдельных случаях снимаются
заусенцы.
В предположении, что и для этого класса деталей вначале изготов-
ляются заготовки, можно утверждать, что геометрические параметры
этих заготовок полностью соответствуют геометрическим параметрам де-
талей. Следовательно, технологический процесс изготовления заготовки
по существу будет представлять технологический процесс изготовления
детали.
Характерная особенность деталей пятого класса состоит в том, что
они изготовляются непосредственно из исходных материалов — компо-
нентов, минуя промежуточный процесс изготовления полуфабрикатов или
заготовок.
Таким образом, технологический процесс изготовления деталей пя-
того класса представляет собой кратчайший путь преобразования исход-
ного материала в готовую деталь.
Из изложенного выше следует, что комплексная технологическая
классификация, устанавливая зависимость геометрических параметров
полуфабриката или заготовки от заданных геометрических параметров
детали, определяет и основной процесс формообразования деталей дан-
272
ного класса. Являясь наиболее существенным элементом технологическо-
го процесса изготовления детали, процесс формообразования диктует ха-
рактер подготовительных и завершающих процессов.
Зная технические условия на изготовление заданной детали (мате-
риал, механические свойства, форма, размеры, точность и чистота по-
верхностей) и используя комплексную технологическую классификацию,
легко определить, к какому ее классу относится данная деталь. Отнесе-
ние конкретной детали к определенному классу определяет и основной
процесс ее формообразования, а следовательно, и общую схему техно-
логического процесса ее изготовления. Общая схема конкретизируется
для подробной разработки технологического процесса изготовления за-
данной детали с учетом масштаба производства, конкретных производ-
ственных условий, а также классификации процессов, применяемых для
изготовления деталей самолетов.
Комплексная технологическая классификация положена в основу
описания технологических процессов изготовления характерных деталей
самолетов.
§ 2. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ХАРАКТЕРНЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВ,
ПРОФИЛИРОВАННЫХ ПЛИТ, ПРОФИЛЕЙ И ТОНКОСТЕННЫХ ТРУБ
Технологический процесс изготовления любой детали первого класса
в общем случае составляется из следующих групп частных процессов:
1) подготовительных — расконсервации и раскроя полуфабриката
на заготовки, зачистки кромок, термической обработки и правки заго-
товок;
2) деформирования — в основном формования гибкой, обтягивани-
ем или вытяжкой;
3) завершающих — обрезки припусков, устранения местных дефек-
тов, сверления и вырезки отверстий, термической обработки — закалки
(для деталей из упрочняемых термообработкой сталей) и образования
покрытий с целью защиты от коррозии.
Основным процессом получения формы, размеров и точности не об-
рабатываемых в дальнейшем поверхностей любой детали первого класса
является формование.
В зависимости от физико-механических свойств исходного материа-
ла технологические процессы изготовления деталей первого класса мож-
но разделить на три подкласса (табл. 12. 2):
1) для деталей из упрочняемых термической обработкой материа-
лов с длительным сроком старения;
2) для деталей из упрочняемых термической обработкой материа-
лов с кратким сроком старения;
3) для деталей из не упрочняемых термической обработкой мате-
риалов.
Полуфабрикаты для изготовления деталей первого класса поступа-
ют в обработку в различном состоянии: в закаленном, отожженном, по-
лунагартованном, нагартованном и нормализованном.
В табл. 12.2 приведены три схемы технологических процессов изго-
товления деталей холодным деформированием. Стрелками показана ха-
рактерная последовательность сочетания групп частных процессов в тех-
нологических процессах каждого из трех подклассов. При этом некото-
рые из групп частных процессов в конкретных технологических процессах
могут дополняться или повторяться. Например, при многооперационной
вытяжке или обтяжке возникает необходимость в термической обработ-
ке — отжиге. В этом случае отжиг и доработка — правка — будут крат-
ны процессам формования. Лишь для деталей из легких упрочняемых
термической обработкой сплавов перед калибровкой отжиг заменяется
273
Таблица 12.2
Принципиальные схемы технологических процессов
изготовления деталей из листов, профилированных плит,
профилей и тонкостенных труб холодным деформированием
1. Для деталей из уп-
рочняемых термообра-
боткой материалов с
длительным сроком
старения (Д16,
В95, Х18Н9Т..........)
2. Для деталей из
упрочняемых термо-
обработкой материалов
(ЗОХГСА, ЭИ654,
ВТ-14.........)
3. Для деталей из не-
упрочняемых термо-
обработкой материалов
(сталь 20, АМг,
Х15Н9Ю (СН-2) . . . )
I
I
I
Готовые детали
закалкой. При однооперационном формовании в технологическом процес-
се первого и третьего подклассов отжиг, как правило, отсутствует.
В технологическом процессе второго подкласса при изготовлении
деталей из сталей, упрочняемых термической обработкой, отжиг часто
применяют для выравнивания структуры, снятия внутренних напряжений
или для разупрочнения полуфабрикатов, поступающих в обработку в
нормализованном или закаленном состоянии. Закалка, как правило, сле-
дует после процессов формования.
На рис. 12. 1 показаны характерные детали оболочки самолета, ко-
торые изготовляют формованием из легких сплавов, упрочняемых тер-
мической обработкой. Полуфабрикатом для этих деталей служат листы
и профилированные плоские плиты, поставляемые в закаленном со-
стоянии.
Технологический процесс изготовления деталей оболочки самолета со-
ставляется из нескольких групп частных процессов в последовательно-
сти, показанной на схеме 1 табл. 12.2.
274
Например, для деталей оболочки одинарной кривизны из алюминие-
вых сплавов, упрочняемых термообработкой (рис. 12. 1, а), технологиче-
ский процесс состоит из следующих частных процессов: расконсервации
и раскроя полуфабриката на заготовки; термической обработки — за-
калки; доработки — подготовки к формованию; формования — гибки на
КГЛ, ГЛС или на гибочных прессах; доработки—удаления припусков,
устранения дефектов и т. п. и образования защитных покрытий.
Для деталей оболочки двойной и знакопеременной кривизны (рис
12. 1, б) состав технологического процесса будет аналогичен рассмотрен-
ному. Изменится лишь содержание процесса формования, так как дета-
ли двойной и знакопеременной кривизны обычно получают обтягивани-
ем на прессах типа ОП или обтягиванием с растяжением на прессах
типа РО.
Рис. 12. 1. Характерные детали оболочки самолета:
а— одинарной кривизны; б—двойной и знакопеременной кривизны, в—сложной
формы
Это относится также и к технологическим процессам изготовления
деталей сложной формы (рис. 12. 1, в). При аналогичном рассмотрен-
ному выше составе технологического процесса детали сложной формы
обычно формуют вытяжкой штампами на прессах или на листоштампо-
вочных молотах.
Изменения в содержании процессов формования, конечно, отража-
ются в какой-то степени и на содержании подготовительных и завершаю-
щих процессов. Изменения в подготовительных и завершающих процес-
сах в рассмотренных случаях будут несущественны, тем более что фор-
мование деталей оболочки самолета в основном состоит из одной опе-
рации.
Следует заметить, что в табл. 12.2 показаны лишь характерные це-
почки частных процессов, составляющих технологические процессы из-
готовления деталей первого класса. В конкретных технологических про-
цессах частные процессы состоят из разнообразных элементов — видов
обработки, сочетающихся также в определенной последовательности.
В качестве примера рассмотрим содержание частных процессов, со-
составляющих технологический процесс изготовления детали двойной
кривизны, показанной на рис. 12. 1, б, с применением для формования
обтяжного пресса ОП-3.
Частный процесс расконсервации и раскроя в данном случае будет
состоять из следующих элементов: нарезка полос из листов на гильотин-
ных ножницах; нарезка заготовок из полос (рис. 12,2, а); контроль га-
баритных размеров по ШЗ; удаление протектора (липкой бумаги) с за-
готовки; смывка клеевой пленки с заготовки.
Частный процесс термической обработки — закалки — состоит из на-
грева заготовки в воздушной печи или селитровой ванне, охлаждения в
холодной воде, промывки в теплой, просушки и протирки салфетками.
275
товки к пуансону; снятие давления до
на пуансоне; установка кондуктора и
верстий в заготовке; окончательное chi
Рис. 12.2. Схема изготовления детали обо-
лочки самолета двойной кривизны:
а—раскрой листа на полосы 1 и полос на заготов-
ки 2; б—заготовка после обтягивания на ОП-3
обрезки контура и вырезки отверстий
Частный процесс доработки — подготовки к формованию — включа-
ет снятие заусенцев на кромках заготовки и правку заготовки на мно-
говалковом листоправйльном станке.
Частный процесс формования на ОП-3 состоит из таких элементов:
смазка поверхности пуансона; установка на пуансон и закрепление заго-
товки в клеммах пресса; обтяжка заготовки; правка гофра без снятия
давления; окончательная обтяжка заготовки; контроль прилегания заго-
свободного положения заготовки
сверление двух фиксирующих от-
ггие давления и освобождение за-
готовки из клемм пресса
(рис. 12.2,6).
Частный процесс доработ-
ки — доводки — детали соста-
вится из элементов, помещения
заготовки на болванку для раз-
метки под обрезку по контуру
с фиксацией на два отверстия;
установки шаблона ШОК на
заготовку с фиксацией на два
отверстия; закрепления заго-
товки с шаблоном на болванке
специальным прижимом; раз-
метки. заготовки по шаблону,
раскрепления и снятия шабло-
на и заготовки с болванки,
(при их наличии) на заготовке по
разметке, зачистки заусенцев специальным шабером и контроля готовой
детали по КРС.
Частный процесс образования покрытия — анодирования—будет
состоять из элементов, содержание и последовательность выполнения ко-
торых подробно описаны в гл. XI.
Подобно расшифровываются частные процессы при разработке кон-
кретных технологических процессов изготовления деталей любого клас-
са. При этом каждому конкретному технологическому процессу будут
соответствовать вполне определенные частные процессы с присущими им
элементами — действиями оборудования и исполнителей, сочетаю-
щимися в закономерной логической последовательности. Дифферен-
циация любого технологического процесса на первичные элементы —дей-
ствия — необходима как для нормирования процесса, так и для синхро-
низации работы поточных и автоматических линий по такту.
На рис 12. 3 показаны характерные детали каркаса самолета, кото-
рые изготовляют формованием как из легких сплавов, так и из сталей,
упрочняемых термической обработкой. Полуфабрикатами для этих де-
талей обычно служат листы, профили и тонкостенные трубы, поставляе-
мые и в закаленном (легкие сплавы), и в нормализованном или ото-
жженном (стали) состоянии.
Технологический процесс изготовления деталей каркаса может со-
стоять и из шести и из пяти групп частных процессов в последователь-
ности, показанной в табл. 12. 2.
Например, для деталей, изготовляемых из листов упрочняемых тер-
мической обработкой легких сплавов (рис. 12.3, а), технологический
процесс состоит из шести групп частных процессов аналогично процессам
изготовления деталей оболочки самолета (см. рис. 12. 1). Но процесс
формования в данном случае будет отличаться тем, что подобные детали
обычно формуют резиной на гидропрессах за один или за два перехода.
Детали с отбортовкой в одну сторону формуют за один переход. Детали с
276
отбортовкой в обе стороны формуют за два перехода, если промежуток
времени между переходами соответствует пластическому состоянию ме-
талла в период старения. Второй переход формовки производят по форм-
блоку, обеспечивающему сохранение формы отбортовки, полученной на
первом переходе. Если же время между переходами окажется больше
времени, в течение которого сохраняется пластическое состояние метал-
ла в период старения, то формовку производят за две операции с повто-
рением процессов термической обработки — закалки и правки перед фор-
мованием.
Для деталей каркаса, изготовляемых из профилей (рис. 12. 3, б) уп-
рочняемых термической обработкой легких сплавов, технологический
процесс будет состоять из шести групп частных процессов в последова-
Рис. 12. 3. Характерные детали каркаса самолета:
а—из листов; б—из профилей; в—из тонкостенных труб
тельности, показанной на схеме 1 табл. 12. 2. Однако процесс формова
ния в этом случае будет представлять собой гибку профильной заготовки
на профилегибочных станках типа ПГ или гибку с растяжением на стан-
ках типа ПГР.
При изготовлении деталей каркаса из стальных профилей, упроч-
няемых термической обработкой, технологический процесс состоит так-
же из шести групп частных процессов, но в последовательности, пока-
занной на схеме 2 табл. 12. 2.
Если профили поступают в закаленном состоянии, их подвергают
отжигу. После этого профили раскраивают на заготовки, подготовляют
их к формованию (правка, снятие заусенцев и т. п.) и подвергают гибке.
Термическую обработку — закалку, — как поавило, производят после
формования, а затем выполняют процессы доработки — доводки формы
и размеров детали и образования покрытий.
При изготовлении деталей каркаса из не упрочняемых термической
обработкой сталей и сплавов технологический процесс будет состоять из
пяти групп частных процессов (исключается термическая обработка).
Технологические процессы изготовления деталей каркаса самолета
из тонкостенных труб (рис. 12.3, в) по составу аналогичны процессам
изготовления деталей из профилей. Они также могут состоять и из ше-
сти и из пяти групп частных процессов. Существенно изменяется лишь
содержание процесса формования, так как гибку труб производят на спе-
циальных трубогибочных станках без заполнения и с заполнением по-
лости труб, а также на станках типа ПГ, оснащенных профилированны-
ми роликами.
На рис. 12.4 показаны характерные детали оборудования самолета,
изготовляемые формованием из легких сплавов и сталей.
Полуфабрикатами для этих деталей являются листы и тонкостенные
трубы, поставляемые в закаленном, нагартованном, полунагартованном
(легкие сплавы) и нормализованном или отожженном (стали) со-
стоянии.
277
Технологический процесс изготовления деталей оборудования может
состоять из шести и пяти групп частных процессов в последовательности,
показанной на схемах 1, 2, 3 табл. 12. 2. Например, для деталей оборудо-
вания, изготовляемых из листов упрочняемых термической обработкой
легких сплавов (рис. 12.4, а), технологический процесс будет состоять
из шести групп частных процессов аналогично процессам изготовления
деталей оболочки (см. рис. 12. 1). Наиболее распространенным процес-
сом формования в данном случае будет вытяжка.
Для деталей оборудования, изготовляемых из листов не упрочняе-
мых термической обработкой сталей и легких сплавов, технологический
процесс будет состоять из пяти групп частных процессов: расконсерва-
ции — раскроя, доработки — подготовки к формованию, формования —
Рис. 12. 4. Характерные детали обору-
дования самолета:
а—из листов; б—из тонкостенных труб
вытяжки, доработки — доводки по-
верхностей детали и образования по-
крытий.
При вытяжке деталей из не
упрочняемых термической обработ-
кой сталей и легких сплавов может
возникнуть необходимость в проме-
жуточной разупрочняющей термиче-
ской обработке. В этом случае про-
цесс формования будет состоять из
нескольких операций с повторением
(при необходимости) процессов до-
работки— подготовки к формо-
ванию.
Технологические процессы изго-
товления деталей оборудования из
тонкостенных труб (рис. 12. 4, б) су-
щественно отличаются от технологи-
ческих процессов изготовления деталей из листов только содержанием
процесса формования. Если при изготовлении деталей из листов основ-
ным процессом формования является вытяжка, то при изготовлении де-
талей из труб такими процессами будут гибка, обжатие или раздача
трубчатых заготовок.
Технологические процессы изготовления деталей первого класса
имеют общие характерные особенности, которые необходимо учитывать
при проектировании процессов.
Проектирование конкретного технологического процесса начинают с
выбора принципиальной схемы процесса (см. табл. 12.2) и затем наме-
чают возможные процессы формования детали. Процесс формования, как
известно, в значительной степени определяет содержание всех остальных
частных процессов. Например, после формования деталей гибкой с рас-
тяжением, обтягиванием или вытяжкой необходима обрезка припуска по
контуру. Очевидно, процесс раскроя в данном случае необходимо выби-
рать только по производительности и экономическим показателям без
учета точностных характеристик. Сверление и вырезку отверстий в подоб-
ных деталях производят после их формования.
При оценке точности вариантов технологического процесса следует
учитывать, что изготовление технологической оснастки и настройка обо-
рудования производятся по макетам и шаблонам. Очевидно, результи-
рующая погрешность детали будет складываться из операционных по-
грешностей, возникающих на всех этапах перенесения размера начиная
с плаза или макета и кончая деталью.
Наибольший удельный вес в себестоимости деталей первого класса
имеют расходы на материалы, специальную технологическую оснастку и
заработную плату производственным рабочим. При обычном числе пере-
278
наладок оборудования (от 6 до 24 в год) затраты на них незначительны.
Поэтому различные варианты технологического процесса можно сравни-
вать, пользуясь упрощенным расчетом, с учетом стоимости полуфабри-
ката. Следует помнить, что, например, широкие листы одной и той же
марки материала стоят дороже узких.
Технологические процессы изготовления деталей первого класса,
как правило, оформляются на технологических картах. Операционные
карты используются редко, так как структура технологического процесса
обычно проста.
§ 3. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ХАРАКТЕРНЫХ ДЕТАЛЕЙ ИЗ ПРУТКОВ,
ТОЛСТОСТЕННЫХ ТРУБ, ПОКОВОК, ШТАМПОВОК И ОТЛИВОК
Технологический процесс изготовления любой детали второго клас-
са составляется из следующих групп частных процессов:
1) подготовительных — раскроя полуфабриката на заготовки или
расконсервации — счистки специальных заготовок и термической обра-
ботки— отжига или закалки;
2) формообразования — удаления излишнего материала с поверхно-
стей заготовки и
3) завершающих, т. е. доводки детали — шлифования, полирования
поверхностей, образования покрытий и т. п.
Основным процессом формообразования — получения формы, разме
ров и точности поверхностей любой детали второго класса является про
цесс удаления излишнего материала.
Все многочисленные и разнообразные процессы удаления излишне-
го материала в зависимости от способа образования поверхностей и спо-
соба крепления заготовок и инструмента на подвижных частях оборудо-
вания можно разделить на три группы.
1. Процессы, изменяющие форму, размеры, точность и чистоту по-
верхностей заготовки и определяющие положение этих поверхностей от-
носительно конструктивной базы. Для этих процессов характерно жест-
кое крепление и заготовки и инструмента к соответствующим частям
оборудования. К таким процессам относятся точение, сверление, фрезе-
рование, шлифование плоское и круглое в центрах и патронах и т. д
При этом точность обработки определяется настройкой и жесткостью си-
стемы станок — приспособление — деталь — инструмент.
2. Процессы, изменяющие форму, размеры, точность и чистоту по-
верхностей заготовки, но не определяющие их положение относительнс
конструктивной базы. Для этих процессов характерно плавающее креп-
ление заготовки или инструмента к соответствующим частям оборудова-
ния. Например, к процессам с плавающим креплением заготовки отно-
сятся бесцентровое шлифование, накатывание резьбы, протягивание
поверхностей заготовки, установленной на шаровой опоре, и т. п. К про-
цессам с плавающим креплением инструмента могут быть отнесены хо
нинговаяие, зенкерование, развертывание, нарезание резьб плашками и
метчиками и т. п. В технологической последовательности процессы вто-
рой группы обычно следуют за процессами первой группы. Точность про-
цессов второй группы определяется точностью процессов первой группы
3. Процессы, изменяющие только степень чистоты поверхностей за-
готовки. Для них также характерно или плавающее закрепление детали,
например ручное-механическое полирование поверхностей эластичными
кругами, или плавающее крепление инструмента, например суперфини-
ширование, обкатка поверхностей роликами, полирование поверхностей
широкой абразивной лентой и т. п. Процессы третьей группы обеспечи-
вают высокий класс чистоты поверхностей и обычно выполняются после
процессов первой или второй группы.
279
Такое группирование процессов удаления излишнего материала с по-
верхностей заготовки значительно упрощает построение структурных
схем технологических процессов изготовления деталей второго, третьего
и четвертого классов.
В зависимости от физико-механических свойств исходного материа-
ла процессы изготовления деталей второго класса можно разделить на
три подкласса:
1) для деталей высокой точности из металлов и сплавов с
сгв <90 кГ/мм2;
2) для деталей высокой точности и малой жесткости из металлов и
сплавов с сгв>90 кГ/мм2;
3) для деталей низкой точности и большой жесткости из металлов
и сплавов с Ов >90 кГ]мм2.
В табл. 12.3 приведены принципиальные схемы технологических
процессов изготовления деталей удалением излишнего материала.
Таблица 12.3
Принципиальные схемы технологических процессов изготовления деталей
из полуфабрикатов и неточных специальных заготовок
удалением излишнего материала
280
Стрелками показана последовательность сочетания групп частных про-
цессов в технологических процессах каждого из трех подклассов. При
этом некоторые из групп частных процессов в конкретных технологиче-
ских процессах изготовления детали могут отсутствовать. Например, при
изготовлении деталей первого подкласса (схема 1 табл. 12.3) из прут-
ков, заранее термически обработанных — закаленных до ов<С90 кГ/мм2,
частных процессов раскроя и термообработки — закалки — не будет.
Кроме того, в зависимости от требуемой чистоты поверхности может от-
сутствовать и полирование.
Рис. 12.5. Схема изготовления детали из прутка на токарно-револьверном
автомате:
I—подача прутка до упора; II—обтачивание цилиндрической поверхности от револьверной
головки и поверхности под резьбу фасонным резцом от поперечного суппорта; III—протачи-
вание закругления головки от поперечного суппорта и снятие фаски и зацентровка от револь-
верной головки; IV—чистовое обтачивание поверхности от револьверной головки; V—нареза-
ние резьбы; VI—начало отрезки детали и сверление отверстия; VII—окончание отрезки; VIII—
фрезерование шлица в специальном приспособлении—захвате
На рис. 12. 5 показана схема изготовления детали из прутка на то-
карно-револьверном автомате типа 1Б112. Автоматная операция вклю-
чает лишь частные процессы — обтачивание внешних поверхностей,
сверление отверстия, нарезание резьбы резьбонарезной головкой и фре-
зерование шлица. Процесс шлифования поверхности с чистотой V9 про-
изводится на бесцентрово-шлифовальном станке, после чего следует цин-
кование детали с защитой от покрытия поверхности V9.
Часто вместо шлифования поверхность обкатывают роликами.
В этом случае обкатывание совмещается с обтачиванием поверхности и
входит в автоматную операцию.
При изготовлении детали второго подкласса из прутка (схема 2
табл. 12. 3) последний поступает в обработку в отожженном состоянии
для предварительного удаления излишнего материала в наиболее благо-
приятных условиях. После этого производится термообработка — закал-
ка и окончательная доводка формы и размеров детали.
281
На рис. 12.6 показана схема предварительной обработки поверхно-
стей болта на револьверном станке с вертикальной осью вращения ре-
вольверной головки. На этом станке выполняются процессы обтачивания
внешних поверхностей и нарезание резьбы резьбонарезной головкой.
Грани головки болта фрезеруются на фрезерном станке.
После выполнения этих процессов следует закалка детали до преде-
ла прочности, указанного в чертеже (ов>90 кГ/мм2), и процессы, завер-
шающие изготовление детали: шлифование поверхности V9 на бесцен-
трово-шлифовальном станке и резьбы на резьбошлифовальном, кадми-
рование детали с защитой от покрытия поверхности V9.
Рис. 12. 6. Схема предварительной обработки поверхностей болта на
револьверном станке:
I—подача прутка до упора; If—обтачивание поверхности 1 от револьверной
головки; ///—обтачивание поверхности 2 под резьбу от револьверной головки
и снятие фаски у головки болта от поперечного суппорта; IV—подрезание
конца болта и снятие фаски; V—нарезание резьбы самораскрывающейся резь-
бонарезной головкой; VI—отрезка болта; 1—7—порядок обработки поверхностей
При изготовлении болта из шестигранного прутка процесс фрезеро-
вания граней головки будет отсутствовать.
Если же в зависимости от размеров и конфигурации детали, масшта-
ба производства и конкретных производственных условий деталь целе-
сообразно изготовлять из штучной заготовки, то технологический про-
цесс начинают с частного процесса разделения полуфабриката на за-
готовки. Точно так же и при изготовлении детали из специальной за-
готовки — поковки, штамповки или отливки — в начале технологического
процесса предусматривают частный процесс очистки поверхностей заго-
товки от загрязнений и окалины опескоструированием или травлением.
Для получения поверхностей высокого класса чистоты (\712, V 13)
потребуется частный процесс полирования, например суперфиниширова-
ния поверхностей.
При изготовлении деталей третьего подкласса (схема 3 табл. 12.3)
полуфабрикаты и специальные заготовки для них поступают в обра-
ботку также в отожженном состоянии. После предварительной обработ-
ки деталь подвергают термообработке — закалке и затем чистовой об-
работке — шлифованию.
На рис. 12.7 показана схема изготовления детали из трубчатой за-
готовки на токарном станке. При этом труба раскроена на заготовки за-
ранее на отрезном станке.
Предварительная обработка производится за две установки на од-
ном станке или за две операции на двух токарных станках. На первой
установке (операции) заготовку закрепляют по внешней поверхности в
трехкулачковом патроне, обтачивают первый торец, растачивают внут-
реннюю цилиндрическую поверхность и протачивают канавку. На вто-
рой установке (операции) заготовку закрепляют по внутренней поверх-
ности на разжимной оправке, подрезают второй торец и обтачивают
282
внешнюю поверхность. После этого деталь подвергают термообработ-
ке— закалке—на требуемый предел прочности (oB>90 кГ/мм2). Окон-
9)
Рис. 12.7. Схема изготовления детали из трубча-
той заготовки на токарном станке:
а—заготовка на первой установке (или операции): б—за-
готовка на второй установке (или операции); в—настрой-
ка резцовой головки; 1—5 номера поверхностей детали
в порядке обработки
чательная обработка после закалки состоит в чистовом растачивании
или шлифовании внутренней поверхности V8- Часто в подобных случаях
применяют зенкерование или бесцентровое шлифование.
§ 4. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ХАРАКТЕРНЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВ,
ПЛОСКИХ ПЛИТ И ПОЛОС
Детали третьего класса в основном изготовляются из легких спла-
вов, упрочняемых и не упрочняемых термообработкой. Технологический
процесс изготовления любой детали этого класса составляется из сле-
дующих групп частных процессов.
1. Подготовительных — расконсервации и раскроя полуфабриката на
заготовки и в некоторых случаях — термической обработки — закалки.
2. Формообразования—удаления излишнего материала с отдельных
поверхностей заготовки и деформирования гибкой или обтяжкой.
3. Завершающих — доводки отдельных поверхностей по размерам,
полирования и образования покрытий.
Основными процессами формообразования — получения форм, раз-
меров и точности поверхностей любой детали третьего класса —являют-
ся удаление излишнего материала и деформирование. При этом после-
довательность сочетания этих процессов зависит от того, какой процесс
удаления излишнего материала (механическое фрезерование или раз-
мерное травление) будет использован в качестве процесса формообра-
зования. В зависимости от этого технологические процессы изготовления
деталей третьего класса можно разделить на два подкласса:
1) для деталей с относительно глубокими полостями (более 25 мм),
фермообразуемых механическим фрезерованием и деформированием;
283
2) для деталей с относительно неглубокими полостями (до 25 мм),
формообразуемых размерным травлением и деформированием.
В табл. 12.4 стрелками показана последовательность сочетания
групп частных процессов в технологических процессах первого и второго
подклассов.
Таблица 12.4
Принципиальные схемы технологических процессе1 изготовления деталей
из листов, плоских плит и полос удалением излишнего материала
и деформированием
1. Для деталей, изготовляемых
фрезерованием и деформиро-
ванием
2. Для деталей, изготовляемых
размерным травлением
и деформированием
I
г
Полуфабрикат в закаленном, нагартованном и отожженном состоянии
Раскрой полуфабриката на заготовки
Процессы удаления первой группы (доводка формы и размеров)
।
Процессы удаления третьей группы (полирование)
г 4
Процессы образования покрытий
I ______________________________________________________________________________
I I
; ।
Готовые детали
При изготовлении деталей третьего класса из не упрочняемых тер-
мообработкой сплавов (АМГ-6) или сплавов с длительным периодом
старения (В95) с закалкой на заводе-поставщике процесс термической
обработки — закалки — исключается.
На рис. 12.8 показана схема изготовления панели крыла тонкого
профиля из плоской плиты, соответствующая первому подклассу техно-
логических процессов. В качестве процесса формообразования в данном
случае применены механическое фрезерование и гибка.
284
Плиту после расконсервации раскраивают на заготовки и фрезеру-
ют по контуру на станках типа КФС или ФОЛ. Затем заготовку уста-
навливают и закрепляют на вертикальной плоскости стола при помощи
вакуумного устройства на станке ПФП-1 или КФ Г-3 и фрезеруют внут-
ренние полости. Станок ПФП-1 (рис. 12.9) имеет программное управле-
ние и используется для фрезерования наружного и внутреннего конту-
ров панелей размером 0,7X2 м из алюминиевых и магниевых сплавов.
Рис. 12. 8. Схема изготовления панели крыла тонкого профиля из плоской
плиты:
а—заготовка детали; б—заготовка после фрезерования полостей; в—готовая деталь
Станок КФГ-3 для фрезерования наружных и внутренних контуров па-
нелей размером 1,8X4 м работает по жесткому копиру.
Заготовку из упрочняемых термообработкой сплавов с отфрезеро-
ванными внутренними полостями подвергают закалке и гибке в свеже-
закаленном состоянии на гибочном прессе. В изогнутом состоянии заго-
товку устанавливают на вертикально-фрезерный станок и торцовой фре-
зой фрезеруют плоскость разъема панели, а затем на горизонтально-фре-
зерном станке — плоскости стыковых узлов. Заготовки на приспособлении
крепятся также при помощи вакуумных устройств. После этого на агре-
гатно-сверлильном станке, оснащенном несколькими шпиндельными го-
ловками, в панели сверлят необходимое количество отверстий, а затем
на станке ШПП-1 полируют внешнюю поверхность панели широкой аб-
разивной лентой.
После окончательной механической обра-
ботки панель для защиты от коррозии окси-
дируют и покрывают глифталиевым грунтом
АЛ Г-7. В таком виде панели подают на сборку
крыла. Электрохимическому оксидированию
(анодированию) подвергают детали из алю-
миниевых сплавов, а химическому — из маг-
ниевых.
На рис. 12.10 показана схема изготовле-
ния обшивки двойной кривизны из листового
материала, соответствующая второму под-
Рис. 12.9. Схема фрезе-
рования внутренних по-
лостей панели на станке
ПФП-1
классу технологических процессов, с примене-
нием в качестве процесса формообразования
обтягивания и размерного травления.
Лист после расконсервации раскраивают
на гильотинных ножницах на заготовки с при-
пусками под клеммы обтяжных прессов. Перед обтягиванием заготовки
из упрочняемых термообработкой легких сплавов закаливают и в свеже-
закаленном состоянии обтягивают на растяжно-обтяжных прессах типа
РО (см. рис. 9.10).
После обтяжки обрезают припуски по контуру заготовки на фрезер-
ных станках ГФ-315, закрепляя заготовку на болванке. Затем произво-
285
дят подготовку под размерное травление в соответствии со схемой про-
цесса (см. гл. VIII § 7).
После размерного травления окончательно обрабатывают кромки
обшивки, сверлят необходимые отверстия, полируют внешнюю поверх-
ность обшивки и оксидируют с последующей грунтовкой.
Рис. 12. 10. Схема изготовления обшивки двойной кривизны из листового
материала:
а—заготовка; б—заготовка после обтяжки и обрезки припусков; в—готовая деталь
§ 5. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ХАРАКТЕРНЫХ ДЕТАЛЕЙ ИЗ ТОЧНЫХ
ШТАМПОВОК, ОТЛИВОК И ПРЕССОВАННЫХ ЗАГОТОВОК
Технологический процесс изготовления любой детали четвертого
класса составляется из следующих групп частных процессов.
1. Подготовительных — расконсервации и очистки поверхностей за-
готовки и закалки для упрочняемых термообработкой металлов и спла-
вов с ов<С90 кГ)мм2.
2. Завершающих — обработки отдельных поверхностей точением,
сверлением, фрезерованием и другими способами удаления, излишнего
материала, закалки для металлов и сплавов с ов>90 кГ1мм2, шлифова-
ния, полирования и образования покрытий.
Основной процесс формообразования в технологических процессах
изготовления деталей этого класса отсутствует, так как главные поверх-
ности специальной заготовки, образующие форму детали, не обрабаты-
ваются.
В зависимости от физико-механических свойств материала специаль-
ных заготовок технологические процессы изготовления деталей четвер-
того класса можно разделить на два подкласса:
1) для деталей из металлов и сплавов с сгв<С90 кГ!мм2\
2) для деталей из металлов и сплавов с сгв>90 кГ/мм2.
В табл. 12.5 стрелками показана последовательность сочетания
групп частных процессов в технологических процессах первого и второго
подклассов. При этом некоторые из групп частных процессов, приведен-
ных на схемах, в конкретных технологических процессах могут отсутст-
вовать. Например, при изготовлении деталей из не упрочняемых термо-
обработкой сталей и легких сплавов, когда заготовки прошли соответ-
ствующую термообработку (отжиг, нормализацию) на заводе-поставщи-
ке, или из упрочняемых термообработкой легких сплавов, когда заготов-
ки прошли термообработку — закалку — на заводе-поставщике, процес-
сы термообработки исключаются. Кроме того, в зависимости от требуе-
мой чистоты поверхности в технологическом процессе изготовления
конкретной детали может отсутствовать и процесс полирования.
286
Таблица 12.5
Принципиальные схемы технологического процесса изготовления деталей
из точных специальных заготовок удалением излишнего материала
На рис. 12.11 показана точная штампованная заготовка рычага и
изготовленная из нее деталь. При изготовлении подобных деталей из уп-
Рис. 12. 11. Схема изготовления рычага из точной штампованной заготовки:
а—заготовка; б—готовая деталь
рочняемых термообработкой легких сплавов и сталей с ов<^90 кГ)мм2
заготовку после расконсервации и очистки от окислов подвергают за-
287
калке. Затем следует процесс фрезерования плоскостей 1, 2, 3, 4. После
этого производится обработка отверстий, которую обычно выполняют в
кондукторах сверлением (рассверливанием), зенкерованием, а при необ-
ходимости достижения высокой точности отверстий и чистоты поверхно-
стей — развертыванием.
Часто зенкерование и развертывание отверстий заменяют более про-
изводительным процессом — протягиванием. В некоторых случаях перед
защитой от коррозии—оксидированием, кадмированием—внешние необ-
работанные поверхности деталей, подобных описанным выше, механиче-
ски полируют. При изготовлении из точных штамповок или отливок раз
личных панелей внешние обтекаемые воздушным потоком поверхности,
как правило, полируют перед нанесением защитных покрытий.
Подобная последовательность частных процессов в технологическом
процессе изготовления деталей первого подкласса характерна и для
процессов изготовления деталей из точных отливок.
Технологический процесс изготовления деталей второго подкласса
из стальных точных штамповок и отливок, упрочняемых термообработ-
кой на предел прочности ов>90 кГ/мм2, отличается от процесса изготов-
ления деталей первого подкласса лишь месторасположением закалки.
Так как обычно стальные штампованные и литые заготовки посту-
пают в обработку в отожженном состоянии после расконсервации и
очистки заготовок от окалины и загрязнений, вначале производят пред-
варительную обработку — удаление наибольшего слоя излишнего мате-
риала с подлежащих обработке поверхностей.(фрезерование, сверление
и т. п.). Затем следует термообработка — закалка на заданный предел
прочности, окончательная чистовая обработка поверхностей (шлифова-
ние, развертывание, протягивание, полирование) и, наконец, образование
защитных покрытий.
Процессы изготовления характерных деталей пятого класса из не-
металлических материалов рассматриваются в гл. XIII.
Глава XIII
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС, КЕРАМИКИ
И МЕТАЛЛОКЕРАМИКИ
-к § 1. ХАРАКТЕРИСТИКА ПЛАСТМАСС, ПРИМЕНЯЕМЫХ
В САМОЛЕТОСТРОЕНИИ
Пластические массы, получаемые на основе синтетических смол или
их композиций с различными наполнителями, легко перерабатываются в
детали и изделия и удовлетворяют самым разнообразным требованиям
авиационной техники. Они могут быть широко использованы не только
как заменители металлов, но и как основные конструкционные материа-
лы для изготовления ответственных деталей и узлов летательных ап-
паратов.
Пластическим массам присущи свойства, выгодно отличающие их от
других материалов. К их числу относятся: простота изготовления слож-
нейших и сложноармированных деталей и изделий с минимальными по-
следующими доработками; малая плотность деталей и изделий, не пре-
вышающая 2,5 а/см3 (в большинстве случаев 1,0—1,3 г/см3); высокие
удельная прочность, виброустойчивость, фрикционные или антифрикци-
онные свойства; высокая устойчивость против атмосферных воздейст-
288
бий и агрессивных сред; хорошие диэлектрические, звуко- и теплоизоля-
ционные качества; свето- и радиопрозрачность.
Детали из пластических масс отличаются высоким коэффициентом
полезного использования материала (&Псп—0,9—0,95).
При замене металла пластмассой снижается трудоемкость изготов-
ления деталей примерно в 4—5 раз, уменьшается вес конструкции в 4—
5 раз и сокращается длительность производственного цикла. Примене-
ние пластмасс в качестве покрытий на поверхностях ответственных ме-
таллических деталей в некоторых случаях увеличивает срок их службы
в 6—10 раз.
К числу недостатков современных пластмасс следует отнести: невы-
сокую длительную теплостойкость (до 250—300° С); низкие модуль упру-
гости (до 3400 кГ)мм2) и ударную вязкость; старение, приводящее к из-
менению физико-механических свойств в процессе длительного хранения
и эксплуатации.
На пассажирском лайнере Ил-62 установлено 12 тысяч деталей и
изделий из пластмасс общим весом 4200 кг.
В отечественной и зарубежной практике пластмассы применяются
в авиационной технике для изготовления обтекателей радиолокацион-
ных антенн; трехслойных конструкций с заполнителями в виде сот и пе-
нопластов (рули, элероны, закрылки, панели и отсеки крыла, стабили-
затора, фюзеляжа, полы, перегородки и др.); деталей остекления кабин;
лопастей винтов; трубопроводов системы кондиционирования; легкой ме-
бели для пассажирских кабин; теплоизоляции и декоративных панелей
И др.
Выбор материала зависит от назначения и технических требований,
предъявляемых к изделиям (прочность, герметичность, теплостойкость
и др.).
Изделия из пластмасс изготовляются на основе термопластичных и
термореактивных полимеров.
К числу термопластов, применяемых в самолетостроении, относятся:
полиэтилен, полипропилен, поливинилхлорид, полистирол, полиметилме-
такрилат, полиформальдегид, поликарбонат, полиамиды, фторопласты,
линейные полиэфиры.
Из термореактивных полимеров наибольшее значение приобрели
фенольно-формальдегидные, мочевино-формальдегидные, отверждаю-
щиеся полиакрилаты и полиэпоксиды, непредельные полиэфиры, полиси-
локсаны.
Большинство пластмасс представляет собой сложную смесь различ-
ных компонентов, среди которых основное место занимает тот или иной
полимер.
Нередки случаи, когда изделия изготовляют из чистого полимера, и
понятия «пластическая масса» и «полимер» становятся тождественными.-
В полимерные материалы для переработки их в изделия вводят раз-
личные добавки, такие, как пластификаторы, стабилизаторы, противо-
окислители или противостарители, отвердители, ускорители отвержде-
ния, красители, замутнители и т. д.
Наряду с отдельно взятыми полимерами все большее применение
находят сплавы термореактивных и термопластичных полимеров, в ко-
торых сочетаются положительные свойства тех и других. К числу наибо-
лее распространенных совмещений связующих следует отнести сочетание
фенольно-формальдегидной смолы с полиамидами, синтетическим каучу-
ком, бутваром, анилино-формальдегидной и полисилоксановой смолой.
Такое сочетание позволяет снизить хрупкость и усадку фенольно-фор-
мальдегидной смолы. Отверждение термореактивных полимеров сопро-
вождается усадкой от 0,15 до 10—18%.
10 5173
289
Введение различных инертных веществ резко снижает величин'/
усадки. Поэтому наиболее широкое применение находят армированные
пластмассы, в которых сочетаются смола и наполнитель. В качестве на-
полнителей применяются порошкообразные вещества (древесина, асбе-
стовая, кварцевая, слюдяная мука, окись кремния, мел и т. д.); волокни-
стые материалы (хлопковые очесы, асбестовое волокно, стекловолокно
и др.); листовые материалы (бумага, хлопчатобумажная, асбестовая и
стеклянная ткань, древесный шпон и др.).
Армированные пластмассы изготовляются на основе термореактив-
ных полимеров, преимущественно непредельных полиэфиров, эпоксид-
ных, фенольных и кремнийорганических смол. В табл. 13. 1 приводятся
данные об их теплостойкости.
Таблица 13.1
Важнейшие термореактивные полимеры
Наименование полимеров Термостойкость стекло- пластиков на их основе °C Область применения
длительная кратковре- менная
Непредельные полиэфирные 200 1650 Слоистые конструкции, оснаст- ка
Эпоксидные 260 1650 Покрытия, слоистые конструк- ции, склеивание, оснастка
Фенольные 260 2480 То же
Кремнийорганичес- кие 260—370 2770 Слоистые конструкции, уплот- нения
Наличие наполнителя позволяет сократить расход смолы до ~5О°/о,
существенно повысить прочностные и регулировать электрические харак-
теристики, уменьшить величину усадки изделий. В то же время их при-
менение затрудняет формование деталей сложного контура и впрессовы-
вание тонкой металлической арматуры.
При переработке в изделие термопластичных полимеров большой
усадки не наблюдается, она колеблется в пределах 0,2—4%. Поэтому
термопластичные полимеры сравнительно редко сочетают с наполни-
телями.
§ 2. МЕТОДЫ ПЕРЕРАБОТКИ ПЛАСТМАСС
Пластические массы перерабатываются в изделия одним из следую-
щих методов: прессованием прямым и литьевым, литьем под давлением,
экструзией, штамповкой, формованием при низком давлении.
Прессование прямое и литьевое является наиболее
распространенным, отличается простотой, дешевизной и обеспечивает
массовый выпуск изделий без существенных доработок.
Прямое прессование осуществляется в стальных пресс-формах на
прессах, преимущественно гидравлических, под давлением 200—
400 кГ1см2 в зависимости от физических свойств материала. Требуемое
давление в цилиндре пресса, показываемое манометром, подсчитывают
по формуле
(13.1)
где р — давление в цилиндре пресса, показываемое манометром, в
кГ/см2;
290
S — площадь горизонтальной проекции загрузочной камеры в см2;
q — удельное давление прессования в кГ/см2;
В — площадь сечения плунжера пресса в см2;
k — коэффициент полезного действия пресса.
По конструктивным признакам пресс-формы для прямого прессова-
ния разделяются на открытые, закрытые и полузакрытые (рис. 13.1).
Пресс-формы открытого типа предназначены для прессования изде-
лий несложного профиля, они дешевы и мало изнашиваются благодаря
отсутствию трущихся частей, но отличаются повышенным расходом
пресс-материала и не требуют высокой точности в его дозировке. Избы-
ток материала выдавливается через зазор между пуансоном и матрицей,
образуя облой.
Рис. 13. 1. Схемы пресс-форм:
а—открытого типа (/—пуансон, 2—матрица, 3—выталкивателе, 4—основание, 5—изде-
лие); б—закрытого типа; в—полузакрытого типа
а)
Пресс-формы закрытого типа позволяют прессовать изделия значи-
тельной высоты и сложного профиля, дают большую экономию материа-
ла, но требуют точной его дозировки.
Пресс-формы полузакрытого типа сочетают в себе достоинства
пресс-форм первых двух типов и имеют наибольшее распространение,
обеспечивая возможность прессования изделий различной конфигурации
повышенной точности.
Пресс-формы всех типов могут быть одногнездными или много-
гнездными, стационарными или съемными. Размеры их рабочей полости
выполняются с учетом усадки пластмассы. Обогреваются пресс-формы
паром или электричеством.
Способ прямого прессования применяется главным образом для де-
талей из термореактивных пластмасс. Для получения изделий обогре-
ваемая пресс-форма загружается подогретым на 10—15° С выше темпе-
ратуры пресс-формы полуфабрикатом (в виде порошка или таблеток),
после чего производится двух-трехкратная подпрессовка и выдержка
для отверждения. Готовая деталь извлекается из пресс-формы и послед-
няя очищается для новой загрузки полуфабрикатом.
Предварительный (перед прессованием) нагрев термореактивной
массы значительно ускоряет процесс прессования. Особенно повышается
производительность труда при нагреве таблеток токами высокой часто-
ты. Качество изделий при этом повышается. Появляется возможность
получения изделий с тонкими стенками, поскольку таблетки нагреваются
равномерно по толщине, тогда как при нагреве в самой пресс-форме
вследствие плохой теплопроводности таблеток материал, соприкасаю-
щийся со стенками пресс-формы, начинает отверждаться, а внутри таб-
летка не успевает нагреться до состояния пластичности.
Литьевое прессование применяется главным образом для формооб-
разования тонкостенных деталей сложной конфигурации и деталей с
тонкой арматурой. Прессуемый порошок загружается в камеру 7 (рис.
13.2), в которой нагревом приводится в вязкотекучее состояние, после
чего пуансоном 1 под давлением 500—1500 кГ)см2 выдавливается через
10* 291
литник 6 в полость между матрицей 2 и пуансоном 3, имеющую форму
детали 5. По сравнению с обычным прессованием производительность
ниже, однако при этом достигаются высокие точность размеров и чисто-
та поверхности.
Литьевым прессованием обычно изготовляют изделия из порошкооб-
разных пластмасс Пластмассы с волокнистым наполнителем этим спо-
собом перерабатываются с трудом и при
этом теряют до 50% прочности.
Литье под давлением осу-
ществляется на специальных литьевых
машинах (рис. 13.3). Из бункера 5 в на-
гревательный цилиндр непрерывно пода-
ется порошкообразная формуемая масса,
поступающая при помощи плунжера 4
в обогреваемую приемную камеру 3.
В зоне расположения нагревателей 6 эта
масса переходит в пластическое состояние
и под давлением плунжера через отвер-
стие в сопле 2 поступает в полость пресс-
Рис. 13. 2. Схема пресс-формы
для литьевого прессования:
1—литьевой пуансон; 2—матрица;
3—пуансон; 4—вкладыш; 5—деталь;
6—литник; 7—камера с литниковым
остатком
формы. После охлаждения пресс-формы
(обычно водой, поступающей в пуансон
и матрицу по особым каналам) готовая
деталь вынимается.
Технологические режимы литья зави-
сят от типа полимера, литьевой машины,
конструкции формы и изготовляемого
изделия. Так, рабочее давление создается в пределах 500—1500 кГ1см?,
температура колеблется в пределах 150—300° С.
Способом литья под давлением изготовляются главным образом
детали из термопластов (полистирол, полиамиды, этролы и др.).
Применение этого способа для изготовления деталей из термореак-
тивных материалов затруднительно, поскольку последние при нагреве
находятся в пластическом состоянии очень малый промежуток времени.
Точность размеров детали зависит от точности пресс-формы, ее из-
носа и изменения рабочего пространства при нагреве, точности дозиров-
ки пресс-.порошка и усадки полимера.
Рис. 13. 3. Схема литья под давлением:
1—литьевая форма; 2—сопло; 3—приемная камера; 4—
плунжер; 5—бункер; 6—электронагреватели; 7—кожух;
8—деталь
Литье под давлением отличается высокой производительностью; его
недостатком является наличие в готовых изделиях внутренних напряже-
ний вследствие неравномерного охлаждения полимера, что отражается
на механических свойствах изделий и их поведении при эксплуатации
Чтобы деталь легко удалить из пресс-формы, ее стенки необходимо
делать с уклоном. Для внешних поверхностей эти уклоны должны быть
292
не менее 5', для внутренних — не менее 10х. Максимальная величина ук-
лона до 2°.
Толщина деталей должна быть по возможности одинаковой во всех
сечениях во избежание внутренних напряжений из-за неравномерного
нагрева и охлаждения.
Разнотолщинность при прессовании принимается не более 1 : 3, а при
литье под давлением 1 : 5, при этом от большего сечения к меньшему
должен быть плавный переход. Допускаемая толщина стенок для тер-
мореактивных материалов должна быть не более 8—10 мм, а для термо-
пластичных — 3—4 мм. Острые углы и грани скругляются, так как на-
ружные незатупленные углы легко скалываются, а внутренние способ-
ствуют образованию трещин.
Рис. 13.4. Армирование деталей из пластмасс, конструк-
тивные варианты заделки арматуры в пластмассу:
а и б—резьбовой металлической втулкой или болтом для креп-
ления смежной детали; в—металлическими втулками (подшип-
никами) для установки осей; а—проводниками и контактами
Отверстия в изделиях формуются знаками, закрепленными в пресс-
форме (диаметр не менее 0,25 мм).
Резьба шагом более 0,5 мм легко выполняется в пресс-материале.
Более мелкую резьбу получают запрессовкой резьбовых или гладких ме-
таллических втулок с последующим нарезанием на них резьбы
на станке. Помимо резьбовых втулок, в детали из пластмасс могут
быть впрессованы армирующие элементы из других материалов (метал-
лов, стекла, фарфора и др.) для местного упрочнения, создания электро-
проводящих цепей, крепления к другим конструктивным элементам
и т. д.
Для прочного удержания в деталях на арматуре предусматрива-
ются рифление, накатка, проточка, выступы, отверстия.
На рис. 13.4 приведены примеры армирования деталей из пласт-
масс.
Прессованием из пластмасс можно получать детали с точностью
размеров 4—5-го класса и чистотой поверхности \}7—V10-
При конструировании деталей следует предусматривать минималь-
ную механическую обработку, так как она связана с большими труд-
ностями и значительно повышает себестоимость.
Экструзия — процесс, во многом сходный с литьем под давлени-
ем, осуществляется на специальных машинах — экструдерах. Методом
293
экструзионного формования получают различные профили, трубы, а так-
же пленки и листы из термопластичных полимеров.
В качестве экструдеров наибольшее применение нашли червячные
прессы (шнек-машины) непрерывного действия, обладающие высокой
производительностью. Схема рабочей части экструдера приведена на
рис. 13. 5.
Полуфабрикат в виде порошка, гранул или ленты подается через
загрузочный бункер 3 в обогреваемый цилиндр 4 и захватывается шне-
ком 1, вращающимся со скоростью 20—100 об/мин. Перемещаясь вдоль
оси цилиндра, полуфабрикат проходит температурные зоны I, II и III,
перемешивается, постепенно разогревается до вязкотекучего состояния
(температура 120—200° С) и продавливается через решетку в формую-
щее устройство.
\выдаЗлива.- | Пластика.-1 Загрузсч-\
юшдя щиа пая
Рис. 13. 5. Рабочая часть экструдера:
/, //, III, IV—электронагреватели; /—шнек; 2—полость для охлаждаю-
щей воды; 3—загрузочный бункер; 4—цилиндр; 5—решетка; б—дорн,
оформляющий внутреннюю поверхность профиля; 7—формообразующий
мундштук
Температура цилиндра в различных зонах неодинакова: наиболее
низкая — в загрузочной (охлаждаемой) зоне, чтобы материал не раз-
мягчался и лучше захватывался первыми витками шнека. По мере приб-
лижения к головке экструдера температура растет, достигая максимума,
при этом сопротивление трению материала о стенки цилиндра умень-
шается, что предупреждает возвратное движение материала. Решетка
создает сопротивление, необходимое для уплотнения расплава, задержи-
вает крупные непрогретые частицы материала и устраняет вредное дей-
ствие шнека на материал. Попадая в приемное устройство, изделие ох-
лаждается воздухом или водой.
Экструзию можно осуществлять и без нагрева внешними источника-
ми при так называемом адиабатическом процессе выдавливания. Мате-
риал при этом нагревается за счет трения о стенки цилиндра и поверх-
ность шнека, а также между частицами материала. При скорости враще-
ния шнека около 1000 об/мин выделяется достаточное количество тепла
для размягчения полимера (термопласта) до стадии текучести. Адиаба-
тический процесс выдавливания обеспечивает более равномерное прогре-
вание материала и более интенсивное перемешивание, что повышает
качество изделий. Получаемые жесткие трубы разрезаются на куски
требуемой длины, мягкие трубы наматываются на катушки. Для получе-
ния различных профилей используют соответствующие конструкции го-
ловок экструдера и формующих устройств.
Раздувкой трубчатой заготовки сжатым воздухом можно изготов-
лять из термопластов полые изделия (различные емкости). Для этого
трубка, выходящая из головки экструдера, поступает на приспособление
для выдувания (рис. 13.6).
294:
Шт амповка применяется для формообразования листовых тер-
мопластов (органическое стекло, полистирол, винипласт, целлулоид, по-
лиэтилен, полипропилен) и некоторых материалов на основе термореак-
тивных смол. Метод штамповки прост, отличается коротким циклом и
позволяет формовать крупногабаритные детали и изделия сложной объ-
емной формы без специального мощного оборудования (например гид-
равлических прессов). Особенно широко применяется штамповка для де-
талей из термопластов, в частности деталей остекления самолетов.
Формуемый материал (органическое стекло, винипласт), переведенный
в пластическое состояние, преимущественно нагреванием (до 80—140° С)
деформируется в специальном штампе или приспособлении и приобре-
тает необходимую форму. Не снимая внешнего усилия, изделие охлажда-
ют (или отверждают) для фиксации приданной ему конфигурации.
Рис. 13.6. Выдувание полых изделий:
1—головка экструдера; 2—трубчатая заготовка; 3—половина формы; 4—
плита; 5—направляющие колонки; 6—ниппель для подачи воздуха; 7—труба
для подачи воздуха; 8—готовое изделие; а—начало формования—форма от-
крыта; б—смыкание формы с одновременным экструдированием материала;
в—раздувка материала; г—открытие формы и снятие изделия
В зависимости от сложности и точности внешних форм, требований
к качеству поверхности и физико-механических свойств полимера фор-
мообразование можно производить одним из следующих способов.
1. Штамповкой в обычных закрытых штампах (рис. 13.7), состоя-
щих из жесткого пуансона и матрицы. При таком способе листу прида-
ются несложные контуры и небольшая кривизна. Однако, несмотря на
то что штампы обычно изготовляются из неметаллических материалов
с обтягиванием замшей, поверхности мягкого листа термопласта трудно
предохранить от повреждения.
2. Пневматическим или вакуумным формованием в матрицу, при ко-
тором жесткий пуансон заменяется давлением воздуха или вакуумирова-
нием (рис. 13.8). Глубина вытяжки и радиусы закруглений по контурам
изделий определяются степенью эластичности нагретой заготовки. Этим
способом можно изготовлять детали сложных форм из прозрачных пла-
стиков с достаточно высокими оптическими свойствами, так как матери-
ал не скользит по оформляющей поверхности, а только прижимается к
ней по мере вытяжки.
3. Формованием методом свободной вытяжки (или пневматическим
и вакуумным формованием) через протяжное формообразующее кольцо
(рис. 13.9). Разогретая заготовка укладывается на формообразующее
кольцо специальной установки, зажимается между протяжными и
прижимными кольцами и производится формообразование избыточным
давлением или вакуумом. Глубина вытяжки регулируется отключением
подачи сжатого воздуха и вакуумирования.
295
При вакуумном формовании избыточное давление не превышает
0,8—0,9 кГ1см2, поэтому для деталей, которые требуют более высокого
давления, применяется пневматическое формование (например для де-
Рис. 13. 8. Вакуумное формование в матрицу:
а и б—разные стадии процесса;
/—лист термопласта; 2—изделие; 3—матрица; 4—зажимная рама;
5—эластичная прокладка; 6—каналы для отсасывания воздуха;
7—винтовые зажимы
Рис. 13. 7. Формование в
штампах:
/—матрица; 2—термопласт;
3—пуансон; 4 и 5—замша
талей, имеющих форму, близкую к форме тел вращения, с высокими оп-
тическими свойствами). Изменяя контур формообразующего кольца,
можно получить детали сложной конфигурации типа каплевидных, эл-
липсовидных и др.
Для повышения прочности изделий (в частности из органического
стекла) вакуум- и пневмоустановки снабжают приспособлением, обес-
а)
Рис. 13.9. Формование при помощи колец:
а—вакуумное; б—пневматическое;
1—прижимное (протяжное) кольцо; 2—протяжное кольцо; 3—листовой тер-
мопласт; 4—изделие; 5—указатель глубины вытяжки; 6—винтовые зажимы;
7—вакуумная и пневматическая камеры; 8—резиновая прокладка; 9—
опорная плита
лечивающим многоосную ориентацию заготовки перед формованием. На
рис. 13. 10 приведена схема приспособления для ориентации заготовок
круглой формы.
4. Способом вакуум- или пневмоформования с последующей посад-
кой на болванку (рис. 13. 11). Вначале вакуум- или пневмоформованием
Рис. 13. 10. К получению ориентированных листов
органического стекла круглой формы:
1—захваты; 2—тянущий узел; 3—органическое стекло; 4—
редуктор; 5—цепь
Рис. 13.11. К пневмоформоЕанию с последующей по-
садкой на болванку:
1—заготовка термопласта; 2—протяжное кольцо; 3—болванка
297
получают заготовку, имеющую форму тела вращения. Затем внутрь за-
готовки вводят болванку соответствующей конфигурации. Вследствие
релаксации внутренних напряжений при температуре формования заго-
товка плотно обжимает болванку.
В конечной стадии изготовления особенно сложных деталей приме-
няется вакуумирование. Температура полимера по окончании формооб-
разования должна быть на 10—15° выше температуры его размягчения.
Изменяя контуры протяжного кольца и форму болванок, можно по-
лучать детали сложной конфигурации, отличные по форме от тел враще-
ния, со значительной степенью утонения листового термопласта.
Кроме перечисленных способов, на практике применяется формо-
вание способом обтяжки по болванке, которое принципиально не отли-
чается от обтяжки листовых металлов.
В некоторых случаях, когда термопласт соприкасается с формооб-
разующей поверхностью оснастки (матрицей, пуансоном, болванкой),
чтобы поверхности деталей не имели повреждений (оптических дефек-
тов), целесообразно применение специальных смазок.
Во всех перечисленных выше случаях нагревать заготовки можно не-
посредственно в приспособлениях. Для этой цели в различные элементы
оснастки могут быть вмонтированы нагревательные элементы разнооб-
разных конструкций.
Формование при низком давлении применяется пре-
имущественно для высоконагруженных и крупногабаритных изделий из
высокопрочных термореактивных армированных пластиков (см.
гл. XXIII). В табл. 13.2 приведены методы и технологические режимы
переработки, а также области применения некоторых пластмасс.
§ 3. ХАРАКТЕРИСТИКА МАТЕРИАЛОВ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
ИЗ КЕРАМИКИ И МЕТАЛЛОКЕРАМИКИ
В авиационной технике некоторые детали и изделия изготовляют из
порошков различных металлов и специальных керамических материалов
методами порошковой металлургии и керамической технологии (из чи-
сто керамических порошков).
Метод порошковой металлургии предложен русским ученым П. Г.
Соболевским в 1927 г. для изготовления монет и других изделий из губ-
чатой платины. Дальнейшее развитие и широкое практическое примене-
ние этого метода относится к 1930—1940гг.
Изделия по методу порошковой металлургии получают из тонкодис-
, персных металлических порошков путем формования, спекания, а в необ-
ходимых случаях и последующей обработки. К материалам, перераба-
, тываемым только этим методом, относятся твердые сплавы, композиции
из металлов и неорганических неметаллических материалов и др. В ке-
рамико-металлических материалах (керметах) реализуется идея улуч-
шения свойств одного материала комбинацией его с другим. Детали от-
личаются точностью, соответствующей 4—5-му классу. Подбором сме-
! сей можно получить изделия с заранее заданными свойствами.
В случае необходимости в детали может быть введена арматура
i из различных материалов; они могут подвергаться механической обра-
ботке, сварке, пайке, термообработке и на них можно наносить всевоз-
i можные покрытия.
i Металлокерамические и керамические изделия отличаются порис-
। тостью и, следовательно, меньшей плотностью (40—90% плотности ос-
новного материала). С изменением пористости существенно меняется
прочностная характеристика. Другой особенностью их является сравни-
, тельно небольшая деформация в момент разрушения у керметов и нич-
тожно малая у керамических материалов. Эта хрупкость в сочетании
298
Методы переработки и области применения некоторых пластмасс
Таблица 13.2
КЗ СО со Марка Метод переработки Удельное давление прессования (формования) (не менее) кГ/см^ Температура формования °C Выдержка в форме мин) мм Усадка при формовке % Область применения
К-18-53 Прессование, пресс- литье Ф Прессование 150—400, пресс-литье 150—1000 снольно-формал Прессование 150-180, пресс-литье 135—180 ьдсгидныс 2,5 0,2-0,6 Изделия с повышенной тепло- и водостойкостью
К-118-2 К-211-4 Монолит-1 Монолит-ФФ Прессование, пресс- литье 300-400 155-190 0,8—1,0 0,6—1,0 Изделия с повышенной механиче- ской прочностью
К-6 КФ-3 Прессовани'е 140 -150 170—190 1,5 0,1-0,5 Электроизоляционные и фрикцион- ные детали с повышенной механи- ческой прочностью и жаростойко- стью
АГ-4 Прессование и лить- евое прессование 400 + 50 155 + 5 0,5-1,0 0,03—0,15 Изделия конструктивного электро- технического назначения с повы- шенной механической прочностью и повышенной теплостойкостью
КАСТ Прессование пропи- танных связующим за- готовок или механичес- кая обработка готовых листов и плит со' 160—165 5,0 0,2—0,9 Как конструкционный материал
300
Продолжение
Марка Метод переработки Удельное давление прессования (формования) (не менее) кГ/см^ Температура формования °C Выдержка в форме мин{ мм Усадка при формовке % Область применения
Этрол нитроцеллюлоз- ный (А, В) Прессование, литье под давлением Н Прессование 150—300, литье под давлением 800—2000 а основе эфиро) Литье под давлением 150—200, прессование 120—125 з целлюлозы 2,0—2,5 — Конструкционные и изоляционные детали
П-68 (А, Б) Литье под давлением Полиамиды Как конструкционный и антифрик- ционный материал (шестерни, вкла- дыши, подшипники, втулки ь т. д.
1500 240—260 1,0-1,5 1,2—1,4
Поликапролактам Прессование, литье под давлением, экстру- зия 35-800 220—240 1,0-1,5 0,9—1,2 То же
Винипласт листовой Горячая штамповка, сварка, механическая об- работка Н а основе поливи 1С0—170 нилхлорида 1,6 — Как антикоррозионный, конструк- ционный и электроизоляционный материал
Блочный (Д, Т) Литье под давлением, прессование, механичес- кая обработка 700-1500 Полисти! 170—220 )0ЛЫ 0,2-0,8 Изделия технического и бытового назначения
301
Стекло органическое (авиационное) А, Б, спе- циальное Механическая обра- ботка или формование нагретых ли'тов — Акрило 120-150 зые — Для остекления фонарей
ПЭ-150, ПЭ-ЗОЭ, ПЭ-450, ПЭ-500 Литье под давлением, прессование, экструзия, механическая обработка Ролиэто 11рн литье 100—200. при замыка- нии формы 1000 1ен высокого и Литье под давлением 150-250, прессование 140—160 низкого давл ения Как конструкционный, электроизо- ляционный и прокладочный мате- риал
ЛЭП Литье под давлением, прессование, эктрузия При литье 90—1100 Литье под давлением 220—280, прессование 150—180 — 3,0 Как конструкционный материал для изоляции проводов и покрытия металлов
Фторопласт-3 Пре-сование, литье под давлением I Jpe-сование 300—500, литье 500—10'0 Фтороплг Прессование 220—2 0, литье 250-300 сты — Уплотнительные детали, пленки антикоррозионные покрытия
Фторопласт-4 Таблетирование, спе- кание, механическая об- работка Не менее 300 -350 Таблетиро- вание на холоду и спекание 370+10 — 4,7 Уплотнительные прокладки, элек- троизоляционный и антифрикцион- ный материал, химически стойкие детали
КМ К-9 Прессование — Полисилок саны 0,25 Изделия высокой теплостойкости в сочетании с хорошими диэлектри- ческими показателями
с пористостью приводит к оольшому разбросу величин прочности мате-
риала одной и той же марки, что в свою очередь приводит к необходи-
мости увеличения коэффициента безопасности при расчетах на проч-
ность.
Для изготовления металлокерамических изделий применяют порош-
ки железа, меди, олова, свинца, алюминия, никеля, хрома, а также по
рошки окислов, карбидов, боридов, нитридов и др.
Металлокерамика применяется при изготовлении подшипников и
фрикционных изделий, фильтров для очистки различных жидкостей, га-
зов и жидких металлов от твердых частиц, а также в качестве контакт-
ных и магнитных материалов. Разрабатываются уплотнительные мате-
риалы, способные работать без дополнительной смазки при высоких тем-
пературах. — на керамико-металлических и некоторых керамических ма-
териалах.
Подшипники из металлокерамики отличаются высокой износостой-
костью и способностью длительно эксплуатироваться без смазки, по-
скольку поры их в процессе изготовления заполняются маслом. Пористые
подшипники выпускаются двух видов: железографитовые (1—3% гра-
фита) и бронзографитовые (80—86% меди, 9—10% олова, 2—3% гра-
фита). Средний срок службы таких подшипников в 10—15 раз больше,
чем бронзовых.
Фрикционные изделия из металлокерамических материалов имеют
коэффициент трения 0,3—0,5 при работе всухую и 0,1—0,2 при работе в
масле. Для повышения теплостойкости и коэффициента трения фрик-
ционных изделий на основе меди или железа к ним добавляется крем-
ний, асбест и другие компоненты. Добавление свинца, графита и некото-
рых других компонентов создает смазку на поверхности трущихся ча-
стей.
Керамические материалы приобретают особое значение с ростом
скоростей полета летательных аппаратов, подвергающихся действию вы-
соких температур. Например, перспективные высокоскоростные самоле-
ты должны работать длительно в окислительной среде воздуха при тем-
пературе выше 1000° С. Не говоря уже об обычных широко применяемых
в настоящее время материалах, этим требованиям без специальной за-
щиты не отвечают даже тугоплавкие ниобий, молибден и вольфрам.
Перспективными с этой точки зрения являются такие керамические ма-
териалы, как чистые окислы и бескислородные соединения металлов —
карбиды, бориды, нитриды и некоторые другие.
Однако наиболее стойкими из них в окислительной среде являются
окислы. Из табл. 13. 3 следует, что такие окислы, как AI2O3, ВеО, ZrOa и
ТЮ2, могут работать в окислительной среде в интервале 1700—2600° С.
В настоящее время наметились два направления применения мате-
риалов, работающих в условиях длительного нагрева в окислительной
среде:
1) непосредственное изготовление необходимых деталей из керами-
ки соответствующей удельной прочности и жаростойкости;
2) защита от окисления и других термохимических процессов до-
статочно жаропрочных тугоплавких металлов, графита, металлокерами-
ки или керамики путем нанесения на их поверхность покрытия на основе
окисной или другого типа керамики.
Для первого направления наиболее перспективны окислы, перера-
батываемые методами керамической технологии.
Для второго направления в случае керамической или металлокера-
мической основы также применяется керамическая и металлокерамиче-
ская технология, а для нанесения защитного покрытия — самые разно-
образные технологические процессы.
Металлические и керамические порошки характеризуются разнозер-
еистостью, насыпным весом, относительными объемом и плотностью.
302
Таблица 13.3
Некоторые свойства керамики чистых окислов
Окислы Температура плавления °C Плотность г/см3 Коэффициент линейного термического расши- рения в интервале 20—1000° С о-10-6
Окись алюминия 2015—2050 3,99 R,4
Двуокись циркония 2570—2700 5,60 7,0
Окись бериллия 2570—2580 3,02 10,6
Окись магния 2800 3,61 14,5
Двуокись гафния 2770 — —
Двуокись титана 1830—1850 4,25 10,1
Двуокись тория 3050-3300 6,70 10,0
Эти и другие свойства определяют их поведение при переработке, ока-
зывая влияние на текучесть, формуемость, уплотняемость и спекаемость
(обжиг).
Прочность изделий из порошковых материалов тем выше, чем выше
степень дисперсности исходного порошка.
§ 4. МЕТОДЫ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ КЕРАМИКИ
И МЕТАЛЛОКЕРАМИКИ
Технологические процессы изготовления изделий из порошковых
материалов многообразны и зависят от исходных материалов, форм и
размеров деталей. Однако можно выделить следующие основные этапы
получения деталей:
1) подготовка исходной композиции;
2) формообразование и спекание (для металлокерамики) или об-
жиг (для керамики);
3) доработка (зачистка, механическая обработка, покрытие);
4) контроль.
Подготовка исходной композиции. Порошок для прес-
сования должен отвечать следующим требованиям:
— обладать достаточной для данного метода формования теку-
честью;
— отличаться стабильным насыпным весом;
— содержать в необходимых случаях (керамика, тугоплавкие ме-
таллы) надлежащее количество технологической связки (пластификато-
ра) определенного типа. В качестве связки применяются клеи, парафин,
стеарин и др. Исходные компоненты в виде порошков просеиваются на
механическом сите и тщательно перемешиваются в определенном весо-
вом соотношении в механических смесителях. Подготовленные порошки
хранятся в сухом помещении в герметичной таре.
303
В зависимости от качества материалов и методов формования ис-
ходная композиция готовится в виде порошка или смеси порошков
(шихты) либо порошка или смеси порошков, замешенной технологиче-
ской связкой (пластификатором), называемой шликером.
На этом этапе в значительной степени предопределяются основные
характеристики будущей детали или изделия.
Второй этап заключается в формовании деталей и изделий, после
чего керметы спекаются, а керамика обжигается.
Операции первого и второго этапов могут выполняться раздельно,
но в некоторых случаях они могут быть совмещены.
Для получения точных размеров деталей или .их заготовок требует-
ся точная дозировка шихты при помощи специальных приспособлений —
Рис. 13. 12. К прессованию холодному в метал-
лических пресс-формах:
а—одностороннее; б—двустороннее (рх—степень уп-
лотнения по высоте детали; I—матрица, 2—пуансон,
3—прессуемый порошок)
дозаторов.
Подготовленная и дози-
рованная шихта (шликер)
загружается в форму для
последующего формооб-
разования одним из сле-
дующих методов:
— прессование холод-
ное или при сравнительно
небольшом нагреве (гидро-
статическое, горячее, мунд-
штучное или шприцева-
ние) ;
— литье (шликерное
или суспензионное, центро-
бежное, горячее);
— напыление (холод-
ное, горячее);
— прокатка.
Прессование холодное или при сравнительно небольшом нагреве
используется для деталей сравнительно простых форм (пластинок, ци-
линдров, труб и т. п.) при небольшой их высоте (в направлении прессо-
вания) по отношению к площади сечения. Сущность его заключается в
том, что порошок или смесь порошков загружается в стальную пресс-
форму и прессуется с определенным давлением, создаваемым обычно
гидравлическим прессом. Давление определяется по формуле
р = qFn,
(13.2)
где q — удельное давление прессования;
F— площадь прессования, равная горизонтальной проекции изделия;
п — число гнезд в пресс-форме.
Удельное давление прессования зависит от материала и требуемой
плотности изделия и колеблется в пределах 1,5—4,0 TfcM2.
Прессование может быть односторонним и двусторонним (рис.
13.12). При двустороннем прессовании равномерность уплотнения выше.
Прессование горячее применяется для деталей и изделий из туго-
плавких металлов и керамики. Порошок или смесь порошков загружа-
ется в форму из тугоплавких материалов (часто из графита) и подвер-
гается одновременному воздействию давления и тепла. Таким образом,
детали здесь получаются в одну операцию. Прессование ведется при
температуре спекания. Нагрев осуществляется в печах или электриче-
ским током индукционным методом или методом сопротивления с ис-
пользованием в качестве нагревательного элемента графитовой формы.
304
При горячем прессовании (рис. 13. 13) достигается лучшее уплотне-
ние, бдльшая равномерность структуры и резкое сокращение времени
обжига (спекания).
При гидростатическом прессовании получают сложные заготовки
или детали, в том числе крупногабаритные, симметричной формы, и до-
Рис. 13. 13. к горячему прессованию:
а—нагрев методом сопротивления; б—ин-
дукционный нагрев (1—пуансон, 2—графи-
товая матрица, 3—порошок, 4—угольная
или графитовая труба, 5—керамический пу-
ансон, 6— керамическая матрица, 7—индук-
тор)
5 6
Рис. 13. 14. К гидростатическому прес-
сованию:
/—сердечник (форма); 2—резиновый мешок;
3—масса заготовки; 4—корпус гидростати-
ческой установки; 5—крышка; 6—манометп:
7—жидкость; 8—трубка подачи жидкости
стигают лучшего уплотнения и, следовательно, меньшей усадки при спе-
кании или обжиге.
Порошок, смесь порошков или шликер вводят в резиновую емкость,
имеющую форму будущей детали, или в пространство между резиновой
емкостью и сердечником, отображающим внутреннюю форму детали
(изделия), и помещают в гидростатическую установку для всесторонне-
го сжатия (рис. 13. 14). При этом порошок прессуется более равномерно
и получается более ровная структура материала. Полученное изделие
подвергают спеканию (обжигу).
В гидростатических установках может созда-
ваться давление до 3000 кГ1см2.
Для получения точных наружных форм за-
готовку подвергают предварительному (низко-
температурному) спеканию, механической обра-
ботке и окончательному спеканию.
Прессование мундштучное (или экструзия)
применяется для изготовления стержней, труб и
профилей, в частности тонких керамических стер-
жней (например для напыления). Смесь порош-
ков, замешенную пластификатором, продавли-
вают через отверстие матрицы — мундштук
(рис. 13.15). Полученные изделия подвергают
предварительному спеканию для удаления пла-
стификатора и окончательному спеканию (обжи-
гу). Метод отличается сравнительно небольшим
и неравномерным по сечению уплотнением, что приводит к большим
усадкам при обжиге.
Методы литья обеспечивают более равномерное уплотнение массы,
хотя степень уплотнения в большинстве случаев меньше, чем при прес-
совании.
Рис. 13. 15. Мундштучное
прессование:
1—цилиндр; 2—шток; 3—мат-
рица; 4—масса; 5—заготовка
305
цы здесь уплотняются
под
а)
Литье шликерное или суспензионное является основным видом ли-
тейного формования для деталей сложных форм средних и больших
размеров. Исходная композиция замешивается с пластификатором
(обычно водой) до состояния жидкой сметаны и заливается в форму из
гигроскопического материала, чаще всего гипса.
Вода частично впитывается гипсом, частично испаряется, а порошок
под действием собственного веса уплотняется. После сушки деталь (из-
делие), извлеченная из формы, спекается. Усадки при этом значительны.
Поэтому для деталей точных размеров осуществляется предварительное
(низкотемпературное) спекание, механическая обработка и окончатель-
ное спекание.
Литье центробежное является разновидностью шликерного. Части-
ieM центробежных сил, степень уплот-
нения выше и усадка меньше. Рав-
номерность уплотнения зависит от
формы изделия. Этим способом из-
готовляют детали, имеющие форму
тел вращения.
Литье горячее производится
с применением пластификаторов.
Сущность метода заключается
в том, что порошок замешивается
с пластификатором (парафином,
воском и Т-. п.) и полученный шликер
в расплавленном состоянии зали-
вается в формы.
После удаления пластификато-
ра выплавлением производят спе-
кание.
Различают литье под давле-
нием и в кокиль. Большее уплотне-
ние, естественно, достигается при
литье под давлением. Усадки при
литье весьма значительны, что не-
обходимо учитывать при проекти-
ровании оснастки.
методов, одинаковых и для литья ме-
таллов, порошковые изделия можно получить методом «намораживания»
и «сливного литья». В первом случае в горячий шликер опускается хо-
лодный пуансон, отображающий внутреннюю поверхность детали (изде-
лия). Горячая масса застывает на поверхности пуансона, образуя короч-
ку-заготовку (рис. 13. 16, а). Повторяя многократно эту операцию, мож-
но получить заготовку необходимой толщины. Ограничением применения
метода является плохая теплопроводность шликера.
Во втором случае горячий шликер заливается в холодную матрицу,
отображающую внешнюю поверхность детали (изделия). Остаток не-
затвердевшей массы шликера сливается (рис. 13. 16, б). Поскольку од-
на из поверхностей получается всегда неточной, после уплотнения, уда-
ления связки производится предварительное (неполное) спекание, меха-
ническая обработка и окончательное спекание.
Метод напыления позволяет получать керамические детали (изде-
лия) путем нанесения порошков на вращающуюся оправку, отобра-
жающую внутреннюю поверхность изделия.
В случае холодного напыления порошкообразная смесь
керамических материалов смешивается с фенольно-формальдегидными
или кремнийорганическими связующими и напыляется на нагретую по-
верхность оправки.
5)
Рис. 13. 16. Горячее литье:
а—-методом «намораживания» ; б—методом
«сливного литья» (1—пуансон, 2—сосуд, 3—
матрица, 4—расплавленный шликер, 5—на-
мороженная корочка-заготовка)
Помимо этих общеизвестных
306
После напыления, в процессе которого частицы оплавляются и сцеп-
ляются между собой, образуется заготовка, прочность которой можно
увеличить полимеризацией смолы. Оправка удаляется химическим трав-
лением или каким-либо другим способом.
В случае горячего напыления смесь керамических материа-
лов под действием пламени сильно разогревается (вплоть до оплавления)
и с большой скоростью выбрасывается на поверхность оправки, образуя
заготовку. При этом в зависимости от температуры пламени (рис. 13. 17)
можно получать не только заготовки, требующие последующего спека-
ния, но и готовые керамические детали.
Рис. 13. 17. Горячее напыление
/—оправка; 2—заготовка; 3—горелка; 4—кера-
мический порошок; 5—подача кислорода; 6—
подача ацетилена; 7—подача воздуха (аргона)
Рис. 13. 18. Прокатка по-
рошков:
1—бункер; 2—валки; 3—поро-
шок; 4—лист (лента)
Разогрев осуществляется при помощи газопламенной, дуговой или
плазменной горелки. Оправка удаляется тем же способом, что и при
холодном напылении.
Методы напыления могут быть использованы также для нанесения
защитных керамических покрытий на металлические и керамические де-
тали. При этом вследствие различия коэффициентов линейного , расши-
рения материала основной детали и покрытий, а также чтобы исключить
их термохимическое взаимодействие, на поверхность детали наносится
металлический подслой тоже горячим напылением либо другим ме-
тодом.
Прокатка применяется для изготовления керамико-металлических
листов или ленты. Порошок или смесь нескольких порошков прокатыва-
ют на валках и спекают (рис. 13. 18) в печах непрерывного действия.
Время спекания резко сокращается вследствие быстрого прогрева тон-
кого листа.
После повторной прокатки (или других уплотняющих операций) по-
лучают тонкий лист или ленту, пригодные для холодной штамповки.
Путем прокатки можно, в частности, получить из предварительно спрес-
сованной и спеченной заготовки листовой спеченный алюминиевый по-
рошок (САП), содержащий до 15% окиси алюминия (AI2O3), которая
покрывает зерна чистого металла и образует в спеченном листе непре-
рывный каркас. Такой листовой материал может подвергаться всем ви-
дам обработки и длительно эксплуатироваться при температурах дс
600° С. В зависимости от вида материала и требований к изделию ат-
мосфера, в которой производится спекание, может быть окислительной,
азотирующей, науглероживающей, восстановительной и нейтральной.
Основные параметры режима спекания (обжига) — давление, тем
пература, время выдержки — зависят от типа спекаемого материала, дис-
персности, плотности прессования (формования), толщины детали. Обыч-
307
но температура спекания колеблется в интервале 0,7—0,9 от температу-
ры их плавления; так, для основных тугоплавких окислов температура
спекания составляет 1700—2000° С, для фрикционных материалов и по-
ристых подшипников на основе меди — 700—750° С и т. д. Как правило,
чем выше температура спекания, тем меньше пористость готовой де-
тали.
Поскольку в большинстве случаев окисная керамика трудно под-
дается механической обработке (отделке) и при обжиге имеет место
значительная усадка (иногда до 25—30%), то спекание ведут в два прие-
ма. После предварительного низкотемпературного спекания, при кото-
ром происходит наибольшая усадка, а материал еще не приобретает
окончательной твердости, производят механическую обработку, а затем
уже окончательное спекание.
Иногда предварительно обжигают исходные порошки перед их из-
мельчением и использованием для оформления изделий. Это позволяет
снизить усадку во время изготовления детали, облегчая получение пра-
вильной формы и точных размеров. Так, например, поступают с окисла-
ми, в частности техническим глиноземом (AI2O3), который при обжиге
при 1300—1400° С переходит из у-формы в a-форму, т. е. в керамиче-
скую форму, соответствующую готовой детали. При этом объемный вес
увеличивается с 3,45 до 3,99 и достигается объемная усадка в 13%.
Доработка соответственно технологическому процессу заклю-
чается в зачистке заготовок и изделий, калибровании, точении, фрезе-
ровании, сверлении, обработке ультразвуком и т. п. при помощи специ-
ального инструмента. Ультразвуком обрабатываются обычно детали из
наиболее хрупких материалов.
На всех этапах изготовления деталей и изделий контролиру-
ются исходные металлические порошки и смеси порошков (насыпной
вес, текучесть), брикеты и готовые детали (изделия). Внешним осмот-
ром можно выявить трещины, раковины, расслоения, оплавления. Внут-
ренние дефекты выявляются рентгеноскопией. Кроме того, отдельные
детали из партии подвергаются механическим и химическим испытани-
ям и металлографическому контролю с целью определения текучести,
равномерности распределения компонентов в шихте, пористости, твердо-
сти и т. д.
При разработке технологических процессов изготовления деталей и
изделий из порошковых материалов необходимо соблюдать следующие
правила:
1) выполнять отверстия по возможности круглого сечения;
2) соблюдать равномерность толщины стенок деталей;
3) избегать резких переходов от толстых сечений к тонким.
При определении целесообразности применения методов порошко-
вой металлургии для изготовления деталей, которые могут быть полу-
чены и другими способами, следует принимать во внимание в первую
очередь масштаб производства и сложность детали.
Ниже в качестве примера приводится схема технологического про-
цесса изготовления втулки из бронзографита методом холодного прес-
сования. Исходные материалы: Си, Zn, С.
Номер операции Содержание операции
1 Перемешивание порошкообразных компонентов в течение 2—3 час
2 Дозировка и загрузка в пресс-форму
368
Продолжение
Номер операции Содержание операции
3 Прессование на гидравлическом прессе при р=2-±-^ т'1см-
4 Спекание в среде защитного газа (аргона) при температуре 800— 820° С в течение 3 час
5 Пропитка в масле при 160—180° С в течение 3 час
6 Калибрование в пресс-форме
7 Контроль
Глава XIV
СПЕЦИАЛЬНЫЕ СТАНОЧНЫЕ ПРИСПОСОБЛЕНИЯ
§ 1. НАЗНАЧЕНИЕ И СОСТАВНЫЕ ЧАСТИ СПЕЦИАЛЬНЫХ СТАНОЧНЫХ
ПРИСПОСОБЛЕНИЙ
При изготовлении деталей на металлорежущих станках большая
часть вспомогательного времени уходит на установку и закрепление за-
готовки, а также на открепление готовой детали. Затраты времени на
зти действия сокращаются благодаря широкому применению быстро-
действующих станочных приспособлений
С помощью станочных приспособлений решаются три основные за-
дачи: обеспечивается без выверки правильное положение обрабатывае-
мой заготовки относительно режущего инструмента и заданная точ-
ность обработки; повышается производительность и облегчаются усло-
вия труда рабочих; расширяются технологические возможности станков,
что позволяет на обычных станках выполнять такую обработку или по-
лучать такую точность, для которых эти станки не предназначены.
Станочные приспособления должны быть более точными по сравне-
нию с обрабатываемым полуфабрикатом по выполняемым размерам
(примерно на один класс), жесткими по конструкции и безопасными и
удобными в работе.
Станочные приспособления принято разделять по назначению на
три класса:
1) универсальные (безналадочные и наладочные);
2) специализированные или групповые;
3) специальные.
По конструкции специальные приспособления могут быть неразбор-
ными и сборно-разборными 1 2.
Специальные станочные приспособления в общем случае состоят
из следующих основных частей:
— корпусы (монолитные или сборные), на которых монтируются все
остальные элементы приспособления;
1 М. А. Ан с ер о в, Приспособления для металлорежущих станков. Расчеты и
конструкция, Машиностроение, 1964.
2 А. А. Кузнецов, В. С. Пономарев, Универсально-сборные приспособ-
ления в машиностроении, Трудрезервиздат, 1951.
309
— установочные элементы (шпонки, установи), определяющие по-
ложение приспособления относительно станка;
— опорные элементы (штыри, пластины, призмы), определяющие
положение заготовки в приспособлении;
— направляющие элементы (кондукторные втулки, колонки) для
точного направления обрабатывающего инструмента или подвижных ча-
стей приспособления;
— зажимные элементы для закрепления заготовки в приспособле-
нии (контактные детали и передаточные звенья);
— силовые приводы (ручные и механизированные);
— крепежные элементы (болты, винты, штифты).
На рис. 14. 1 показаны приспособления для фрезерования и сверле-
ния с их основными элементами. Конструктивное оформление составных
частей 1 определяется в основном назначением приспособления и приня-
той схемой базирования закрепляемой в нем заготовки.
§ 2. БАЗИРОВАНИЕ ЗАГОТОВКИ В ПРИСПОСОБЛЕНИИ
Свободное твердое тело имеет шесть степеней свободы: перемещения
вдоль и повороты вокруг трех взаимно перпендикулярных осей. Заготов-
ка при обработке какой-либо ее поверхности при закреплении лишается
всех степеней свободы относительно приспособления, определяющего
положение этой заготовки в системе станок—приспособление—инстру-
мент—деталь (СПИД). Очевидно, что до закрепления заготовка долж-
на занимать в приспособлении вполне определенное и устойчивое поло-
жение. Для этого в приспособлении в общем случае достаточно иметь
шесть жестких опорных точек, расположенных определенным образом,
которые обеспечивают полную ориентацию заготовки в пространстве. От-
сюда вытекает известное «правило шести точек».
На практике такая определенность базирования требуется не всегда.
Условия получения точных форм и размеров часто позволяют оставлять
заготовке при базировании в приспособлении возможность перемещения
вдоль или поворота (перемещения и поворота) вокруг какой-либо оси.
Например, при фрезеровании сквозного паза в плите ее положение в
направлении оси паза с указанной точки зрения безразлично и опреде-
ляется удобствами установки.
Уменьшение количества ограничений на ориентацию заготовки в
пространстве облегчает как ее установку на станке, так и конструирова-
ние приспособления для этой установки. Чем больше ограничений на-
кладывается на заготовку при ее базировании, тем сложнее приспособ-
ление. Поэтому, разрабатывая задание на конструирование приспособ-
ления, технолог должен исходить из следующего основного принципа:
лишать заготовку при базировании лишь тех перемещений, которые мо-
гут вызвать искажения по выдерживаемым размерам.
Основные схемы базирования и конструктивные формы опорных
элементов
Поверхности заготовки, определяющие ее положение в приспособ-
лении, называют базовыми. Большинство деталей машин ограничено
простейшими поверхностями — плоскими, цилиндрическими, конически-
ми, которые и используются в качестве установочных баз. Базовым по-
верхностям заготовки соответствуют опорные поверхности (элементы)
приспособления. Опорные элементы подразделяются на основные опоры,
определяющие положение заготовки относительно корпуса приспособ-
1 А. К- Г о р о ш к и н, Приспособления для металлорежущих станков, Справочник,
Машгиз, 1962.
310
ления, а следовательно, относительно станка и инструмента, и вспомо-
гательные опоры, предотвращающие деформацию заготовки в процессе
обработки и не влияющие на положение заготовки в приспособлении.
Конструктивное оформление опорных.элементов зависит от вида (пло-
скость, цилиндр), чистоты и точности базовых поверхностей заготовки.
Схема базирования заготовок по плоским по-
верхностям. Установка заготовки в приспособлении по плоским по-
верхностям (рис. 14.2) предусматривает, как правило, использование
основной установочной ху поверхности заготовки (три опорных точки на
поверхности, имеющей наибольшие габаритные размеры), направляю-
щей yz поверхности (две опорные точки на поверхности наибольшей про-
тяженности) и упорной xz (одна опорная точка). В качестве основных
опор применяют штыри с плоской, сферической или насеченной голов-
кой и пластины, показанные на рис. 14. 3. Отверстия под штыри в корпу-
се приспособления выполняют сквозными. Штыри с отверстиями сопря-
А А
гаются по легкопрессовой — или глухой — посадке 2-го класса. При
Пл " Г
наличии нескольких опорных площадок (плоских) в одной плоскости их
обрабатывают (шлифуют) совместно.
Иногда (для сокращения времени на ремонт приспособления) в от-
верстия корпуса под штыри запрессовывают стальные закаленные втул-
ки (рис. 14. 3, г). В отверстия втулок штыри устанавливают по посадкам
А А
— или — .
С П
Выбор типа и размеров жестких опор зависит от размеров и состоя-
ния базовых (установочных, направляющих и упорных) поверхностей:
а) заготовки с обработанными базовыми плоскостями больших раз-
меров устанавливают на пластины, а небольших — на штыри с плоской
головкой;
б) заготовки с необработанными базовыми поверхностями незави-
симо от размеров устанавливают на штыри со сферической или насечен-
ной головкой.
Пластины с отверстиями на контактной поверхности и штыри с на-
сеченной головкой целесообразно закреплять на вертикальных стенках
корпуса; в этом случае отпадают трудности, связанные с очисткой их от
стружки. Пластины с косыми пазами устанавливают на горизонтальных
поверхностях корпуса. При перемещении устанавливаемой заготовки
стружка сдвигается с опорной поверхности в углубления (косые пазы)
пластины и не нарушает контакта при установке.
Для предотвращения прогиба длинных или деформации нежестких
заготовок от усилия резания применяются вспомогательные опоры (рис.
14.4): регулируемые винтовые (а); подводимые (б) с контактной де-
талью (плунжер), которая фиксируется в определенном положении при
помощи передвижного клина; самоустанавливающиеся (в) с контакт-
ной деталью (плунжер), которая самоустанавливается под действием
пружины и фиксируется зажимным винтом.
Вспомогательные опоры или подводят к поверхностям заготовок
(подводимая опора) или закрепляют (самоустанавливающаяся опора)
после установки заготовки на основных опорах. Зажимные элементы
следует располагать в одной плоскости с основными опорами.
Схема базирования заготовок по наружным ци-
линдрическим поверхностям. При установке заготовки в
приспособлении по наружным цилиндрическим поверхностям в качестве
основных опор применяют призмы, эквивалентные четырем точечным
опорам при базировании длинных цилиндрических заготовок и двум то-
чечным опорам при базировании коротких цилиндрических заготовок
(диски, кольца). Ориентирование цилиндрических заготовок в угловом
311
GN
»-н
CO
Рис. 14. 1. Приспособления для фрезерования (а) и сверления (б):
1—корпус, 2, 3 и //—штырь, призма и упор (опорные элементы); 4 и 7—установ и шпонка (установочные элементы); .5 и 6— контактная деталь—плунжер
и передаточное звено—рычаг (зажимные элементы); 8—силовой привод; 9 и 10—штифт и винт (крепежные элементы); 12 и 13—втулка (контактная детало)
и кондукторная плита (передаточное звено); 14—кондукторная втулка (направляющий элемент)
313
положении относительно продольной оси возможно при наличии в их
конструкции шпоночной канавки или отверстия, поверхности которых
выполняют при базировании функции упорных поверхностей (рис. 14. 5).
На рис. 14.6 показаны конструкции призм, используемые для ба-
зирования заготовок по наружным цилиндрическим поверхностям. В от-
личие от опорных штырей и пластин
г А призмы при сборке необходимо точно
Рис. 14. 2. Схема базирования заго-
товки по плоским поверхностям:
R7!, W's, —силы зажима
устанавливать в заданном положении,
так как даже небольшое смещение их
в сторону приводит к погрешностям. По-
этому, кроме крепежных винтов 1 (рис.
14. 6, а), положение призмы фиксируют
дополнительно двумя контрольными
штифтами 2, которые без зазора
устанавливают в отверстия призмы и
корпуса.
При установке ступенчатых валов,
а также заготовок с черновой цилиндри-
ческой поверхностью рабочие поверхно-
сти призм делают узкими (рис. 14.6,6).
Крупные заготовки устанавливают на чу-
гунные или сварные призмы со сменными
стальными закаленными пластинами на
наклонных плоскостях.
В сборных конструкциях с двумя и более призмами, используемыми
для установки одной заготовки, рабочие поверхности всех призм шли-
фуют совместно.
Схемы базирования заготовок по плоскимивнут-
ренним цилиндрическим поверхностям. При установке
Рис. 14.3. Опорные штыри (а, б, в, г) и опорные пластины (д, е)
заготовок по внутренним цилиндрическим поверхностям в качестве опор
применяют цилиндрические, конические и срезанные пальцы. Высокий
цилиндрический палец (жесткая оправка) эквивалентен четырем точеч-
314
ным опорам (рис. 14. 7), низкий цилиндрический и конический пальцы —
двум, низкий срезанный и конический срезанный пальцы — одной (рис.
14. 8), а высокий срезанный (ромбический) —двум (рис. 14. 9).
Срезанные пальцы применяют в комбинации с цилиндрическими или
коническими пальцами в случае базирования заготовки по плоскости и
двум отверстиям (см. рис. 14.8); их также применяют в качестве опор
при базировании заготовки по плоскости и отверстию (см. рис. 14.9).
Срезание пальцев облегчает установку на них заготовок вследствие того,
что в направлении, перпендикулярном срезу, дополнительный зазор ком-
Рис. 14. 4. Вспомогательные опоры
пенсирует погрешность в расстояниях между установочными поверхно-
стями заготовки и соответствующими опорными элементами приспособ-
ления. Формы среза, сохраняющие по возможности максимальную проч-
ность пальца в зависимости от размеров его поперечного сечения, пока-
заны на рис. 14.10. С уменьшением размера b компенсирующий зазор
увеличивается. Однако из условия износоустойчивости цилиндрическую
часть пальца рекомендуется оставлять возможно более широкой.
Оптимальную величину b рассчитывают исходя из условия возмож-
ности установки заготовки на два пальца или на плоскость и палец. Рас-
смотрим это условие для наихудшего случая (рис. 14.11), когда меж-
центровое расстояние отверстий у заготовки выполнено по наибольшему
предельному размеру ^L-i- , межцентровое расстояние пальцев — по
наименьшему (к— -^Зп), а зазоРы в сопряжении отверстий с пальцами
получились минимальными (Z1 min, Z2 mln) •
315
Рис. 14.5. Схемы базирования
длинных (а') и коротких (o')
цилиндрических заготовок:
а—положение длинной заготовки в
приспособлении: 1 — двойная на
правляющая поверхность (четыре
опорных точки); 2—упорная по-
верхность (одна опорная точка):
3—вторая упорная поверхность.
б—положение короткой заготовки ?
приспособлении: 1—основная уста
новочная поверхность (грп опор
ных точки); 2—направляющая (цен
трирующая) поверхность (две
опорных точки); 3—упорная поверх-
ность (одна опорная точка)
Рис. 14.6. Опорные призмы для установки заготовок по внешним ци-
линдрическим поверхностям:
о—призма, используемая для установки коротких заготовок или как элемент сбор-
ной призмы; б, в—соответственно призма с выемкой и сборная призма для уста-
новки длинных заготовок
316-
Рис. 14. 7. Схема базирования заготовок на жест-
кой оправке по отверстию (двойная направляющая
поверхность) и торцу (упорная поверхность)
Рис. 14. 8. Схемы базирования заготовки по плоскости (основная
установочная поверхность) и двум отверстиям:
а—иа жесткие пальцы, б—на плавающие конические пальцы; /—низкий
цилиндрический палец; 2—низкий ромбический палец; 3 опорная планка,
4—опорная шайба; 5—плавающий конический палец; 6 плавающий кониче-
ский срезанный палец
317
Рис. 14.9. Схема базирования заготовки по плоскости (основная
установочная поверхность), отверстию (направляющая или центри-
рующая поверхность) и торцу (упорная поверхность):
1—высокий ромбический палец с буртиком; 2—втулка; 3—пластина
О.) 6)
Рис. 14. 10. Формы среза пальца:
а—для пальцев с d>50 мм; б, в—для пальцев с 50 мм
318
Из рис. 14. 11 следует, что установка заготовки на цилиндрический
и срезанный пальцы возможна в том случае, если соблюдается условие
О,О2 —L d, - О2Е > 0’1 О,- -У (О, + ОД
z &
которое после преобразования имеет вид
г1т,„+2ЛС-*>80+V
(14.1)
Рис. 14. 11. Расчетная схема для случая установки заготовки на цилиндри-
ческий и срезанный пальцы:
L—номинальный размер межцентрового расстояния; б0, вп—’допуски на межцентро-
вые расстояния отверстий и пальцев; Dlt D2— наименьшие размеры отверстий заготов-
ки; di, d2—наибольшие размеры цилиндрического и срезанного пальцев; zlt z2—зазоры
между отверстиями и пальцами
Из треугольников О2ЛВ и О', АС
(o2b)2=(cw--Lь\ (o;c)2=(O2ap=(oU)2-(’4C)?
откуда
Do , do d
или, полагая — ~1, а —jss —
d2 ЬЧ- №
где d — номинальный размер срезанного
пальца,
лс=Л^ + Дг2тИ].
Подставляя найденное значение АС в формулу (14. 1), получим ус-
ловие для возможности установки заготовки на цилиндрический и сре-
занный пальцы
~Г "7“ ^mln ^о + 8П»
и
(14.2)
откуда
ДЩип'п
т- °п ' -^lmin
d.
(14.3)
Если не прибегать к срезу пальца, то допуски межцентровых рас-
стояний можно перекрыть только достаточно большими зазорами выб-
ранных посадок, что вызовет недопустимые смещения заготовки относи-
319
тельно пальцев. Указанные смещения исключаются вообще при исполь-
зовании в качестве опорных элементов для установки заготовки по пло-
скости и отверстиям плавающих конических пальцев (см. рис. 14.8, б).
Условие для возможности установки и оптимальную ширину ци-
линдрического участка срезанного пальца для случая базирования за-
готовки по плоскости и отверстию (рис. 14.9) получим соответственно
из формул (14. 2) и (14. 3), приняв zy min=0:
“^min ^пл.о ~F ^пл.п>
— d,
^пл.о 4“ ^пл.п
(14. 4)
(14.5)
где бпл.о — допуск на расстояние L между основной установочной пло-
скостью заготовки и осью отверстия;
блл.п — то же между основной опорной плоскостью приспособления
и осью срезанного пальца.
Цилиндрические и срезанные пальцы запрессовывают в корпус по
Л д
посадкам — или — . При необходимости в частой замене пальцев (бы-
Г Пл
А 4
стрый износ) их устанавливают по посадкам — или — в переходные
втулки, запрессованные в корпус, с дополнительным креплением за хво-
стовик (см. рис. 14.9) или винтом за буртик. •
Применение вместо буртиков, изготовляемых за одно целое с паль-
цами, опорных планок и шайб (см. рис. 14. 8, а) облегчает обработку их
рабочих плоскостей (при вынутых пальцах) в один уровень с другими
опорами.
Допуски бп и бпл.п задаются в зависимости от требуемой точности
в пределах —-ь- —от до и 6ПЛО. Установку на один палец производят по
5 2
А Д А А
посадкам — или на два пальца — — или .
Базирование по коническим поверхностям. Длин-
ная коническая поверхность является одновременно двойной направляю-
щей и упорной поверхностью. При установке по такой поверхности за-
готовка может поворачиваться лишь относительно продольной оси. Для
ориентирования заготовки в угловом положении требуется еще одна
упорная поверхность под штифт или шпонку.
При установке заготовки в центрах станка или приспособления ис-
пользуются короткие конические отверстия. Поверхность одного из них
является одновременно направляющей (центрирующей) и упорной (три
опорных точки), а другого — только направляющей (две опорных точки).
Из анализа основных схем следует, что для полной ориентации за-
готовки в пространстве необходим комплект из трех (иногда двух) базо-
вых поверхностей, несущих шесть опорных точек. При грубо обработан-
ных или черновых базовых поверхностях излишние опоры делают уста-
новку статически неопределенной и не повышают, а понижают точность
базирования.
Количество опор и их расположение выбирают в соответствии со
схемой базирования. Во всех случаях при конструировании приспособ-
лений необходимо предусматривать легкое удаление стружки с опор.
Опорные элементы обычно изготовляют из малоуглеродистой стали
(15 и 20) с цементацией рабочих поверхностей на глубину 0,8—1,2 мм
и последующей закалкой и отпуском до HRC 50—60. Допускается изго-
товление их из стали 45 с твердостью после термообработки HRC 35—45.
Опоры должны быть оксидированы или фосфатированы.
320
Погрешность базирования
Погрешностью базирования называется проекция смещения кон-
структивной базы на направление заданного размера детали. Она воз-
никает в тех случаях, когда на выполняемой операции установочная база
детали не совмещена с конструктивной. Это приводит к колебаниям в
положении конструктивной базы относительно опорных элементов при-
способления вследствие полученных в предыдущих операциях неточно-
стей формы и размеров поверхностей, составляющих установочную базу
детали.
Принципиально всегда можно наметить такую схему приспособле-
ния, при которой погрешность базирования сводилась бы к нулю. Но это
бывает иногда сопряжено с необходимостью применения сложных и час-
то малопроизводительных приспособлений. Использование более про-
стых схем установки, но с нарушением правила единства баз возможно
при условии, что погрешность базирования с прочими погрешностями
обработки не превысит допуска на выполняемый размер. В таких случа-
ях для получения заданной точности выполняемого размера технологу
приходится устанавливать технологические допуски и предельные значе-
ния базисных размеров, отличные от указанных в чертеже детали. При-
ближенное значение допустимой величины погрешности базирования
определяют из выражения
(14.6)
где бб — допустимая величина допуска на погрешность базирования;
бр — допуск на выполняемый размер;
бь— допуск на суммарную погрешность (без погрешности базиро-
вания), который для получаемого в данной операции размера
определяют по таблицам средней экономической точности соот-
ветствующего метода обработки (погрешности закрепления, на-
стройки, обработки).
Действительный, или фактический, допуск на погрешность базирова-
ния бф должен быть меньше допустимого, т. е.
8Ф<86. (14.7)
Фактическую погрешность базирования в каждом конкретном случае
определяют геометрическими расчетами исходя из допусков на базисные
размеры.
Анализ типовых схем базирования
Погрешности базирования при установке заго-
товок плоскостью. Погрешность базирования равна нулю и не
входит в суммарную погрешность получаемого при фрезеровании разме-
ра А±0,15 (рис. 14. 12, а), если плоскость 1 является конструктивной
и установочной базой по отношению к обрабатываемой плоскости 2.
В случае несовпадения конструктивной и установочной баз (рис. 14. 12, б)
положение конструктивной базы (плоскость 3) при неизменном в про-
цессе обработки партии заготовок настроечном размере (G=const) бу-
дет колебаться относительно лезвий фрезы в пределах допуска 0,28 мм
на базисный размер Н, полученный в предыдущей операции. Допуск на
базисный размер и будет допуском на действительную погрешность бази-
рования бф=Д28 мм.
Приняв по табличным данным бь=0,1, получим, что допустимая ве-
личина допуска на погрешность базирования меньше фактической:
8б = 8в-8э = О,3-0,1 = 0,2<8ф.
11 5173
321
Чтобы выполнить размер В в пределах заданного допуска, необхо-
димо или исключить погрешность базирования, выполнив установку по
схеме, показанной на рис. 14.12, в, или перерассчитать допуски. Технолог
не может увеличить допуск на размер В без согласования с конструк-
тором. Остается возможность уменьшить допуск на базисный размер Н,
приравняв его бб, т. е. 0,2 мм. Новый допуск в виде отклонений указы-
вается технологом на операционном эскизе, который и выдается на ра-
бочее место взамен рабочего чертежа. В данном случае на операцион-
ном эскизе должны быть указаны размеры В±0,15 и Я±0,1.
Рис. 14.12. Схемы для расчета погрешностей базирования:
а, б, в, д—при установке заготовок на плоскость; г—при установке цилиндрических заготовок
на призму; е—при установке в кулачках самоцентрирующего патрона; ж, з—при установке на
жесткую оправку соответственно с натягом и с зазором; 1—установочная база; 2—обрабатывае-
мая плоскость; 3—конструктивная база; 4—дисковая фреза; 5—концевая фреза; 6—сверло; С—
настроечный размер
Погрешности базирования при установке загото-
вок цилиндрической поверхностью. На рис. 14.12, г по-
казана схема установки партии валов диаметром от D до D—др на приз-
му для фрезерования паза с заданием размера до его нижней плоскости
от различных конструктивных баз. Так как во всех трех случаях кон-
структивные базы (ось вала, верхняя и нижняя образующие) не совпа-
дают с установочной (поверхности контакта вала с призмой), то по раз-
мерам Н, Нх и Н2 неизбежны погрешности базирования. Величины до-
пусков дн, &н1 а биг на погрешности базирования равны колебаниям в
положении конструктивных баз, зависящим от допуска на диаметр
устанавливаемых валов и угла призмы а. Из геометрических построений
находим
=0, G - O..G=0,5D CSC-S- - 0,5 (D - esc 4 = 0,5 esc 4 ; (14.8)
322
8Я1 = exG - E2G = 0,5D (1 -Lesc -
- 0,5 (D - 8D) (1 -J-csc —] = O,58d (esc — 4-1); (14.9)
\ 2 J \ 2 у
^„^ — F.G — F^G = 0,5 D fesc —--1) --
/ 2 1 — \2 J
— 0,5(D —8Л) fcsc-y — 1^=0,5 (esc-^ — 1V (14.10)
В случае установки валов на плоскость (рис. 14. 12, д), например
для фрезерования поперечного паза, угол а=180°, а соответственные до-
пуски на погрешности будут
-О,58Л; В7/1—-8^; — 0.
На рис. 14. 12, е диск при сверлении отверстия закреплен кулачками
самоцентрирующего патрона. Если конструктивной базой является ось
диска, совпадающая всегда с осью патрона, относительно которой уста-
новлено сверло, то дн = 0. Допуски на погрешности базирования по раз-
мерам Hi и Н?, как следует из приведенной схемы, равны —
= 0,5dD.
При установке диска отверстием на жесткою оправку с натягом или
цанговую разжимную оправку (рис. 14. 12, ж) допуски на погрешности
базирования, как и в предыдущем случае, будут
&н=0; djfi = дн2 = 0»5бо-
Предполагая, что в сопряжении диска с оправкой возможен зазор
Zm<x (рис. 14. 12, з), получим
^Я==^'шах» ^b'l==^/72 = 0J58n-|-2rmax.
§ 3. ЗАЖИМНЫЕ ЭЛЕМЕНТЫ И МЕХАНИЗМЫ
Опорные элементы, рассмотренные выше, позволяют в требуемом
положении ориентировать заготовку относительно станка, но не сохра-
няют это положение при действии сил резания в процессе обработки. По-
этому для фиксации заготовки в приспособлении в дополнение к опор-
ным элементам необходимы зажимные устройства, которые должны быть
надежными в работе и быстродействующими. Точки приложения и на-
правления сил зажима W намечают с учетом действия сил резания Рр и
их моментов Мр, имея в виду, что более надежно заготовка фиксируется
в приспособлении при минимальной силе зажима в том случае, когда
силы резания действуют в направлении опоры. Силы зажима должны
быть достаточными для предотвращения смещенйя"и~вибраций заготовки
в процессе обработки. Под действием сил зажима закрепляемая заготов-
ка деформируется, что приводит к дополнительным погрешностям обра-
ботки. Поэтому составляемое технологом задание на конструирование
приспособления, кроме схемы базирования, должно содержать и обосно-
ванную расчетами схему закрепления и указания о предельных значе-
ниях зажимных усилий.
Величину потребных сил зажима определяют, решая задачу стати-
ки на равновесие твердого тела под действием приложенных к нему сил
и их моментов, включая реакции опор. Силы резания и моменты рас-
считывают по известным из теории резания металлов зависимостям или
находят по таблицам нормативов, а затем увеличивают их на коэффи-
циент запаса 6=1,5-4-2,5, учитывающий неравномерность припуска, по-
вышенную твердость заготовки и затупление инструмента; меньшее зна-
чение k берут при чистовой обработке, большее—при черновой.
11*
323
Средние значения коэффициента трения (сцепления) f при расчетах
принимают:
а) при контакте обработанных поверхностей с гладкими опорными
поверхностями /=0,1ч-0,15;
б) при контакте необработанных поверхностей со сферическими
опорными поверхностями f=0,2-f0,3;
в) при контакте с закаленными рифлеными опорными поверхностя-
ми (штыри с насеченной головкой, губки кулачков и т. п.) /<0,7 в зави-
симости от рисунка и глубины насечки.
Действительные силы зажима, развиваемые силовыми механизма-
ми, должны быть равны или несколько больше потребных. Эти силы И7ф
зависят от величины исходной силы Q на рукоятке или штоке привода и
передаточного отношения сил i выбранного механизма:
W$=Qi. (14.11)
При расчете механизмов с ручным приводом исходная сила Q при-
нимается в пределах 5—15 кГ (49—147 н).
На рис. 14. 13 приведены некоторые характерные схемы закрепления
заготовок в приспособлениях при различных видах обработки и формулы
для определения потребных усилий зажима.
Силы зажима передаются на обрабатываемую заготовку при псмо-
щи зажимных устройств, которые состоят из контактных деталей 1 и пе-
редаточных звеньев 2 (рис. 14. 14).
—Контактные детали имеют непосредственное соприкосновение с по-
верхностями заготовки при ее закреплении в приспособлении. Для пред-
отвращения деформации обрабатываемой заготовки контактные детали
следует располагать в приспособлении против основных опор. В случае
закрепления нежестких заготовок это требование является обязательным.
Контактные детали при закреплении заготовки не должны сдвигать или
сминать ее.
Поверхности контактных деталей, соприкасающиеся с закрепляемой
заготовкой, бывают плоскими, цилиндрическими или сферическими
(рис. 14. 15). Контактные детали с плоскими и цилиндрическими (как
гладкими, так и рифлеными) поверхностями выполняются также плаваю-
щими (рис. 14. 15,а). Это позволяет за счет их самоориентации относи-
тельно поверхности закрепляемой заготовки передавать усилие зажима
на большую ее площадь и тем самым предотвращать смятие заготовки.
Передаточные звенья передают усилие привода на контактные дета-
ли и могут быть как металлическими, так и из гидропластмассы. Метал-
лические передаточные звенья иногда одновременно выполняют функции
и контактных деталей. Однако в этом случае (вследствие отличия загото-
вок по размерам в пределах допуска) в приспособлении можно одновре-
менно закрепить лишь одну заготовку (рис. 14. 16).
В приспособлениях для группового закрепления заготовок в каче-
стве передаточного звена широко применяют гидропластмассы марок
СМ, ДМ и МАТИ-1-4, состоящие из полихлорзиниловой смолы, дибутил-
фталата (пластификатор) и стеарата кальция (стабилизатор). В состав
гидропластмассы МАТИ-1-4, кроме этого, входит и вакуумное масло.
Благодаря наличию смолы гидропластмасса хорошо передает давление,
не прилипает к стенкам и не изменяется с течением времени.]
[ Обладая большой вязкостью, гидропластмассы не просачиваются
в зазоры даже при значительном давлении и в то же время почти равно-
мерно передают его на контактные детали. |
Перед заливкой расплавленной массы в приспособление последнее
для сохранения лучшей текучести массы в процессе заливки прогревают
до 100—120° С. Для выхода воздуха из полости при заливке гидропласт-
. массы в корпусе предусматривают отверстие, закрываемое винтом-за-
глушкой.
324
Гидропластмассы применяют в разнообразных по конструктивному
оформлению приспособлениях. На рис. 14. 17, а показано приспособление
для группового закрепления заготовок, в котором контактные злемен-
Рис. 14. 13. Схемы закрепления заготовок в приспособлениях и формулы
для определения потребных усилий зажима:
а—направления сил зажима и резания совпадают; б—направления сил зажима и ре-
зания противоположны; в—направления сил зажима и резания взаимно перпендику-
лярны; г, д—закрепление в цанговом патроне соответственно без упора и с упором
заготовки (Рх —осевая составляющая силы резания); е, ж—закрепление заготовки
соответственно на плоскости и в призме (силы зажима определены без учета силы
подачи); з—закрепление заготовки прихватами при фрезеровании цилиндрической
фрезой (Р у- Р2 —соответственно радиальная и окружная составляющая силы реза-
ния Р); и—закрепление заготовки центральным торцовым зажимом при обработке
двумя дисковыми фрезами (Р $ —сила подачи)
ты — плунжеры 3 — размещены в отверстиях откидных планок 2, стяги-
ваемых болтом с гайкой 1. Сила затяжки от гайки передается на планки
2 и через гидропластмассу на плунжеры 3, которые одновременно и рав-
номерно прижимают заготовки к опорной пластине 4. !
Рис. 14. 14. Зажимное устройство с от-
кидной планкой
Рис. 14. 15. Контактные детали:
а—с плоской рифленой поверхностью; б—с цилиндрической поверх-
ностью; в—со сферической поверхностью
Рис. 14. 16. Схема зажимного устройства с
передаточно-контактным звеном:
1—закрепляемая заготовка; 2—передаточно-кон-
тактное звено
326
Рис. 14. 17. Приспособления для группового закрепления заго-
товок с гидропластмассой в качестве передаточного звена
327
Перемещение контактных элементов, размещенных в неподвижной
части корпуса (см. рис. 14. 17, б) приспособления, осуществляется через
гидропластмассу нажимными плунжерами 1 или 2, связанными соответ-
ственно с пневматическим приводом либо с винтом 3 (при отсутствии
сжатого воздуха). После снятия давления с гидропластмассы контактные
плунжеры 4 отводятся в исходное положение пружинами 5.
Для быстрой установки заготовки в приспособление служат сменные
кассеты 6. На каждый типоразмер заготовки имеются две кассеты, одна
из которых в процессе работы находится в приспособлении, а другая
заряжается новыми заготовками. J
Плунжеры сопрягаются с отверстиями корпуса по посадке . На
наружных поверхностях плунжеров протачивают неглубокие канавки,
которые в процессе эксплуатации приспособления заполняются гидро-
пластмассой и образуют лабиринтное уплотнение.
Диаметр D и перемещение Lw контактных элементов (плунжеров),
диаметр d и ход Lq нажимного плунжера определяют из условия равно-
весия потребных сил зажима и усилия Q, развиваемого силовым приво-
дом, а также равенства смещенных объемов гидропластмассы по сле-
дующим формулам:
(14.12)
(14.13)
где W—сила зажима каждым контактным элементом;
Р — сопротивление возвратных пружин;
т] — к. п. д. зажимного механизма (т]=0,90-4-0,95), учитывающий по-
тери на трение;
п — количество контактных элементов.
Для заполнения каналов многоплунжерных механизмов применяют
гидропластмассу марки ДМ, которая в подвижных сопряжениях под дав-
лением 125 кГ/см2 (12,3 Мн/л!2) начинает просачиваться через зазор
0,01 мм. Поэтому при сопряжении плунжеров диаметром 10ч-20 мм с от-
верстиями корпуса по посадке — допускаемое в камере гидростатическое
давление qr не должно превышать соответственно 100-4-60 кГ1см2
(9,8ч-5,9 Мн!м2), т. е. необходимо, чтобы, кроме (14. 12), (14. 13), вы-
полнялось условие
4y]Q _ 4 (IT + Р)
~ л£>2
(14.14)
< В ряде случаев зажимные элементы являются одновременно и опор-
ными, т. е. они не только зажимают заготовки, но и определенным обра-
зом ориентируют их в приспособлении. Такие элементы называют
опорно-зажимными. Зажимные механизмы с опорно-зажимными элемен-
тами могут применяться для ориентирования заготовки по одной пло-
скости симметрии (ориентирующие механизмы) либо по двум взаимно
перпендикулярным плоскостям (самоцентрирующие механизмы).
Для ориентирования и центрирования заготовок некруглой формы
часто используют механизмы с призмами. В ориентирующих механиз-
мах одна призма выполняется неподвижной или регулируемой, а другая
подвижной (рис. 14.18); в самоцентрирующих обе призмы подвижные
и перемещаются навстречу друг другу. Для надежного прилегания
основной установочной поверхности заготовки к опорным элементам при-
способления в ориентирующих и самоцентрирующих механизмах часто
328
применяют призмы со скошенными под углом 0 = 54-7° рабочими пло-
скостями.
К самоцентрирующим механизмам относятся также всевозможные
конструкции патронов и оправок, в которых в качестве опорно-зажимных
элементов используются кулачки, цанги, гладкие и гофрированные упру-
гие оболочки, тарельчатые пружины и другие элементы.
Механизмы с цанговыми опорно-зажимными элементами
(рис. 14. 19, а, б) применяются для центрирования и закрепления загото-
вок, у которых отклонения размера установочной поверхности от номи-
нального не превышают 5%. Размеры цанг в зависимости от габаритов
сечения закрепляемых заготовок берутся по нормалям.
Рис. 14. 18. Ориентирующий механизм с неподвижной 1 и подвижной 2 призмами
Наиболее употребительные марки сталей для изготовления цанг —
У7А, У8А и У10А. Зажимную часть цанги термически обрабатывают до
HRC 45—60, а хвостовую — до HRC 30—35. Крупные цанги изготовляют
из легированных сталей.
[ Самопентрирующпе механизмы с гладкой упругой оболочкой
(рис. 14. 19, в) используют лишь для закрепления заготовок, у которых
базовые наружные или внутренние поверхности обработаны по 2-му или
3-му классу точности. Такое ограничение обусловлено тем, что деформа-
ция втулки с толщиной стенки до 2 мм будет в пределах упругости, если
не превысит 0,002—0,003 доли ее диаметра. I
Упругие втулки с диаметром до 40 мм изготовляют из стали 40Х с
термической обработкой до HRC 35—40, а с диаметром свыше 40 мм—i
из У7А и термической обработкой до HRC 33—36. Поверхности сопря-i
жения обрабатывают с чистотой V8, полость втулки под гидропластмас-!
су и каналы — с чистотой V 6.
Сопряжение втулок с корпусом выполняют по легкопрессовой (Пл)
или прессовой (Пр) посадке 2-го класса точности с предварительным
нагревом наружной детали механизма до 100—115° С или охлаждением
внутренней до —60—75° С. :
* При помощи упругих гофрированных оболочек (рис. 14. 20, а) можно
центрировать и закреплять заготовки диаметром от 6 мм и более. |Ба-
зовые поверхности закрепляемых заготовок должны быть обработаны по
2-му классу точности при диаметрах до 35 мм и не ниже чем по 3-му
классу — свыше 35 мм. В этом случае выполняется условие AD <0,00l5D,
при котором приращение AD диаметра D гофрированной оболочки при
ее сжатии в осевом направлении не будет выходить за пределы упру-
гости.
Гофрированные оболочки изготовляют из легированных и высоко-
углеродистых сталей с термообработкой до HRC 46—50. г(
( Принцип работы самоцентрирующих устройств Старельчатыми пру|
жинами (рис. 14.20,6) состоит в том, что под действием осевой силы
сжатия пружины выпрямляются, их наружный диаметр увеличивается^
$29
Рис. 14.19. Самоцентрирующие механизмы с цанговыми опорно-зажимными элемен-
тами (а—для центрирования по наружной поверхности, б—по внутренней) и глад-
кой упругой оболочкой (в):
1—цанга; 2—переходная втулка; 3—тонкостенная втулка
Рис. 14.20. Самоцентрирующие устройства с упругой гофрированной оболочкой (а) и
тарельчатыми пружинами (б):
1, 2~гофрированная втулка соответственно в свободном состоянии и после зажима; 3—тарельчатая
пружина
330
а внутренний уменьшается, за счет чего происходит центрирование и
зажим обрабатываемой заготовки. Пружины могут контактировать непо-
средственно с поверхностью закрепляемой заготовки либо передавать
на нее усилие зажима через промежуточную упругую (сплошную или
разрезную) оболочку, j
V Диаметры пружин при деформации изменяются (увеличиваются
или уменьшаются) на 0,15—0,4 мм в зависимости от их размера, что по-
зволяет закреплять заготовки с базовыми поверхностями, выполненными
по 1—4-му классу точности. Нормализованный набор тарельчатых пру-
жин для приспособлений обеспечивает возможность закрепления любых
заготовок, наружным диаметром от 14 до 200 мм и внутренним от 4 до
165 мм. J
Пакет пружин, обработанный шлифованием по наружной и внут-
ренней поверхностям до 7—8-го класса чистоты, сопрягается с корпусом
. А А
оправки либо отверстием корпуса патрона по посадке — или —.
Тарельчатые пружины с общим числом внутренних и наружных про-
резей от 12 до 40 и углом наклона пояска тарелки 9—12° изготовляют из
листовой рессорно-пружинной стали 60С2А толщиной 0,5—1,25 мм.
§ 4. КОРПУСЫ И ДРУГИЕ ЭЛЕМЕНТЫ И МЕХАНИЗМЫ ПРИСПОСОБЛЕНИИ
Корпус является базовым элементом приспособления. На нем мон-
тируются зажимные устройства, опорные, направляющие, установочные
и другие элементы и механизмы. Корпус должен быть прочным, жестким
и виброустойчивым, так как он воспринимает все усилия, действующие
на заготовку в процессе ее закрепления и обработки. Форма и размеры
корпуса зависят от конфигурации обрабатываемых в приспособлении
заготовок, а также от расположения опорных, направляющих, зажимных
и других элементов и механизмов.
При конструировании корпуса необходимо предусматривать элемен-
ты для его подъема и транспортировки, а также возможность легкого
удаления стружки.
Корпусы небольших приспособлений изготовляют из сортовой ста-
ли 45 с термообработкой до HRC 35—40, а также из кованых стальных
заготовок. Корпусы приспособлений среднего и крупного размера, а так-
же корпусы со сложной конфигурацией обычно изготовляют из чугунных
(СЧ12—28, СЧ15—32, СЧ18—36) литых стандартных заготовок, необхо-
димое количество которых всегда должно быть в запасе на каждом за-
воде. Если отсутствуют необходимые стандартные заготовки, то корпусы
изготовляют из поделочной стали (Ст. 3 или 25). В этом случае отдель-
ные части корпуса соединяют сваркой, болтами или винтами. Механи-
ческую обработку рабочих поверхностей сварного корпуса выполняют
после сварки и отжига.
Поверхность корпуса, соприкасающуюся с планшайбой или столом
станка, делают не сплошной, а с выступами (рис. 14.21), которые обра-
батывают совместно с одной установки с чистотой V5— V6.
Установочные шпонки, положение которых с необходимой
точностью увязывают с положением опорных элементов, служат для пра-
вильной установки приспособления на столе станка без выверки. Две
шпонки (см. например, рис. 14. 1,а), по возможности дальше удаленные
друг от друга, сопрягаются со средним, наиболее точным, пазом стола
по посадке С, С3 или С4 в зависимости от требуемой точности. Шпонки
изготовляют из стали 45 с термообработкой до HRC 40—45.
331
Установи или габариты, прикрепляемые к корпусам приспо-
соблений, служат для координации взаимного положения инструмента
и заготовки перед началом обработки. Они позволяют исключить проб-
Рис. 14.21. Примеры
конструктивного оформления опорной поверхности
корпуса
ные проходы и измерения при установке инструмента на заданный раз-
мер. На рис. 14. 22 приведены примеры ориентации фрез по установим
и щупам. Непосредственное соприкосновение фрезы с установом во избе-
жание его повреждения не допускается.
Высотные и угловые установы изготовляют из стали 15 и 20 с цемен-
тацией на глубину 0,8—1,2 мм и термообработкой до HRC 55—60. Они
могут также изготовляться из стали 45 с твердостью после термообра-
ботки HRC 35—40. Установы должны быть оксидированы или фосфати-
рованы.
Установ для фрезы располагают на приспособлении так, чтобы он
не мешал выполнению операции и было удобно оперировать щупом при
настройке.
Рис. 14. 22. Примеры ориентации фрез по установам и щупам:
а—цилиндрической фрезы по высотному установу; б—дисковой фрезы
по угловому установу;
/—установ, 2—щуп (Л=1; 3; 5 мм), 3—фреза, t—снимаемый припуск, Я—
размер от опорной поверхности до рабочей поверхности установа (вы-
держивается с точностью ±0,05 мм)
Кондукторные втулки служат для направления режущего
инструмента при обработке отверстий на сверлильных и расточных стан-
ках. В приспособлениях для сверления используют постоянные, сменные
и быстросменные втулки.
Постоянные втулки без буртика или с буртиком (рис. 14. 23, а, б)
применяют при обработке отверстий одним инструментом (сверлом, зен-
кером), когда стойкость втулки больше срока службы приспособления.
332:
Сменные втулки (рис. 14. 23, в) применяют в тех случаях, когда не-
обходима их замена вследствие износа. Они устанавливаются в переход-
ные втулки, а от проворачивания и подъема при обработке закрепляют-
ся винтами.
Быстросменные втулки (рис. 14. 23, г) устанавливают в переходные
и применяют для последовательной обработки точных отверстий несколь-
кими инструментами (сверлом, зенкером, развертками). Для направле-
ния каждого из них требуется своя быстросменная втулка.
Рис. 14.23. Кондукторные втулки
Постоянные и переходные втулки запрессовывают в корпус приспо-
собления или кондукторную плиту по посадке — или— . Сменные и бы-
Г Пл
Л
стросменные втулки устанавливают в переходные по посадке — или
Л,
- - . Высота втулок равна 1,5—2 диаметрам отверстий под инструмент,
Д\
а расстояние от нижнего торца втулки до обрабатываемой поверхности —
0,3—1 диаметру.
Кроме стандартных, применяют также специальные кондукторные
втулки (см. например, рис. 14. 23, д).
Кондукторные втулки под инструмент диаметром до 25 мм изготов-
ляют в’ основном из стали У10А с термообработкой до НДС 60—65, а
свыше 25 мм — из стали 20 с последующей цементацией и закалкой ди
гой же твердости.
333
Кондукторные плиты для установки кондукторных втулок
могут быть: жестко закрепленными; съемными или накладными (исполь-
зуются для обработки систем отверстий в крупных деталях на радиаль-
но-сверлильных станках); подвесными (подвешиваются вместе с много-
шпиндельной головкой на шпиндель станка и через направляющие ко-
лонки связываются с корпусом приспособления); подъемными (устанав-
ливаются на уступах колонок скальчатых кондукторов и при помощи
силового привода поднимаются и опускаются, одновременно зажимая
заготовки) и откидными или шарнирными.
Откидные плиты удобны в отношении установки и снятия изготов-
ляемой детали, но из-за наличия шарнира точность обработки снижается.
Толщина кондукторных плит определяется высотой кондукторных
втулок и обычно колеблется в пределах 15—30 мм.
Рис. 14.24. Вытяжной цилиндрический фиксатор дели-
тельного устройства
Делительные устройства применяют в основном для фик-
сации в требуемом положении относительно режущего инструмента по-
воротной части приспособления вместе с закрепленной заготовкой. Глав-
ными элементами устройств являются делительные плиты с вырезами,
штифтами или отверстиями под фиксаторы и различной конструкции
фиксаторы угловых положений плит. Делительная плита с гнездами
под фиксаторы крепится на поворотной части приспособления. Точность
работы устройства зависит от допуска, назначаемого на угол между
гнездами делительной плиты, и от зазоров по фиксатору.
На рис. 14. 24 показан вытяжной цилиндрический фиксатор дели-
тельного устройства. При фиксировании заготовки в очередной позиции
следует поворотом головки 3 ввести штифт 2 в пазы направляющей втул-
ки 1, установленной в неподвижной части приспособления. Тогда под
действием пружины цилиндрический палец войдет в соответствующую
фиксирующую втулку делительной плиты. Для исключения влияния на
точность деления погрешностей радиальных расстояний от оси вращения
поворотной части до осей фиксирующих втулок и фиксирующего пальца
последний изготовляют ромбическим. Сопряжение фиксатора с направ-
„ , „ A Ai
ляющеи и фиксирующей втулками выполняют по посадке — или —- .
Д Ci
Крепежные элементы (болты, винты, штифты) применяют
для соединения составных частей приспособления. Винты и болты из-
готовляют из стали 3 и 35, а штифты — из стали 45 с последующей за-
калкой до HRC 35—40.
Элементы приспособления, смещение которых (за счет зазора между
крепежными винтами и отверстиями) вследствие вибрации, толчков при
334
эксплуатации и транспортировке может повлиять на точность выполняе-
мого размера, обязательно фиксируют контрольными штифтами. Отвер-
стия под штифты в предварительно собранных частях приспособления
сверлят (или рассверливают) и развертывают совместно и всегда после
того, как выверкой или другим способом достигнуто необходимое взаим-
ное положение соединяемых элементов и винты (болты) затянуты.
В связи с этим элементы, фиксируемые штифтами, никогда не крепят
винтами с потайными (конусными) головками.
Штифты устанавливают по тугой посадке 2-го класса или прессовой
посадке 3-го класса точности.
Отверстия под штифты и резьбу крепежных винтов выполняют
сквозными (не считаясь даже со значительным увеличением глубины
сверления), если они не выходят на рабочие поверхности опорных эле-
ментов. Это упрощает сверление, развертывание и нарезание резьбы
(контроль, очистка от стружки).
§ 5. МЕТОДИКА ПРОЕКТИРОВАНИЯ СПЕЦИАЛЬНЫХ СТАНОЧНЫХ
ПРИСПОСОБЛЕНИЙ
Принципиальную схему конструкции станочного приспособления
(схемы базирования и закрепления) намечает технолог, разрабатываю-
щий технологический процесс изготовления заданной детали. Он выпол-
няет операционные эскизы с указанием установочных баз и мест зажима
заготовки в приспособлениях, а также предельных значений зажимных
усилий.
Расположение заготовки на эскизе (в таком виде, какой она имеет
после выполнения данной операции или позиции) должно соответство-
вать ее положению в станочном приспособлении и на станке при обра-
ботке.
В случае несовпадения конструктивной и установочной баз при уста-
новке заготовки в приспособлении технолог рассчитывает погрешности
базирования и, если необходимо, производит перерасчет допусков на ба-
зисные размеры и на операционном эскизе указывает новые допуски.
Если намечено проектировать сложное специальное (многопозициснное,
автоматическое) или переналаживаемое приспособление, то технолог
должен охарактеризовать принцип действия приспособления и общие
требования к нему.
Конструкцию приспособления на основании заказа технолога разра-
батывает конструктор, изучив предварительно чертежи заготовки и го-
товой детали, технологический процесс и операционный эскиз для соот-
ветствующей операции. В процессе конструирования он использует нор-
мали и стандарты на детали и узлы приспособлений и силовых приводов,
а также альбомы и чертежи конструкций универсальных, специализиро-
ванных и специальных приспособлений, применяемых при изготовлении
типовых деталей. Кроме того, конструктор должен располагать сведения-
ми об имеющихся в инструментальных кладовых запасах заготовок стан-
дартных корпусов, деталей, узлов и механизмов станочных приспособле-
ний и их приводов, а также о форме и размерах посадочных мест стан-
ков, на которых устанавливаются и закрепляются приспособления.
Конструирование сводится к последовательному вычерчиванию эле-
ментов приспособления вокруг контура закрепляемой заготовки L Контур
заготовки в положении обработки на данной операции вычерчивают в
необходимом количестве проекций штрих-пунктирными линиями. Вокруг
контура сначала вычерчивают направляющие элементы приспособления,
основные и вспомогательные опоры, зажимные элементы и механизмы
с учетом конструкции силового привода и другие детали и узлы приспо-
1 А. П. Белоусов, Проектирование приспособлений, Машиностроение, 1964.
335
собления. Затем определяют контуры корпуса приспособления. Попутно
вычерчивают необходимые разрезы и сечения. Рекомендуется также
тонкими линиями схематично изображать место станка, на котором уста-
навливается и закрепляется приспособление.
Общий вид приспособления обычно выполняют в масштабе 1:1. На
чертеже общего вида проставляют нумерацию всех деталей и дают их
спецификацию с указанием материала, ГОСТов, нормалей. На чертеже
должны быть проставлены габаритные размеры приспособления, коор-
динирующие и контрольные размеры, определяющие точность приспособ-
ления и являющиеся основными при его сборке, проверке и приемке, а
также посадки на основные сопряжения деталей приспособления (см.
рис. 14. 1).
В приспособлениях с пневматическим или пневмогидравлическим
приводом конструктор должен предусматривать устройства, исключаю-
щие возможность самопроизвольного открепления обрабатываемых за-
готовок в случае внезапного прекращения подачи воздуха или умень-
шения его давления. В качестве таких устройств используют:
а) самотормозящиеся звенья, которые продолжают удерживать за-
готовку в зажатом состоянии, даже в том случае, когда воздух вы-
ключен;
б) обратные клапаны, устанавливаемые перед распределительным
краном, которые с момента полного отключения приспособления от сети
поддерживают почти неизменным усилие зажима в течение 5—8 мин.
Этого времени достаточно, чтобы закончить операцию средней продолжи-
тельности без опасности для рабочего;
в) пневмоконтакторы или пневматические реле, включаемые в цепь
магнитного пускателя, автоматически выключающие электродвигатель
станка при падении давления воздуха в сети ниже допустимого.
Раздел третий
СБОРОЧНЫЕ И МОНТАЖНЫЕ ПРОЦЕССЫ.
ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА СЕРИЙНОГО ПРОИЗВОДСТВА
Глава XV
ТЕХНОЛОГИЧЕСКАЯ ХАРАКТЕРИСТИКА ПРОЦЕССОВ СБОРКИ
§ 1. СОДЕРЖАНИЕ И ОБЪЕМ СБОРОЧНЫХ РАБОТ
Сборочными и монтажными работами завершается изготовление
самолета. Они охватывают сборку планера, монтаж оборудования и си-
ловых установок, монтаж систем органов управления полетом и взлетно-
посадочных средств, аэродромные работы по подготовке самолета к лет-
ным испытаниям и сдаче его заказчику.
Рис. 15. 1. Схема членения самолета:
У—конус; 2—обтекатель: 3—носовой отсек фюзеляжа — кабина летчика, рас-
члененная на панели; 4—отъемная часть крыла (ОЧК); 5—средний отсек фю-
зеляжа, расчлененный на панели; 6—хвостовой отсек фюзеляжа, расчлененный
на панели; 7—киль, расчлененный на панели и узлы; 8—руль поворота; 9—
руль глубины; 10—стабилизатор, расчлененный на панели и узлы; 11—закры-
лок; 12—элерон; 13—подконсольное шасси; 14—кессонная часть ОЧК; 15—глав-
ная нога шасси; 16—центроплан; /7—зализ центроплана; 18—передняя нога
шасси
При проектировании самолета конструкция планера членится на
сборочные единицы, законченные в конструктивном и технологическом
отношении: агрегаты, отсеки, панели и узлы, что облегчает выполнение
сборочных и монтажных работ. На рис. 15. 1 показана схема членения
самолета.
В соответствии с членением конструкции сборка самолета выполня-
ется в несколько этапов. Первый этап, включающий сборку узлов и па-
337
нелей из деталей, называется узловой сборкой. На втором этапе из узлов,
панелей и деталей собирают отсеки и агрегаты — агрегатная сборка.
Сборка самолета из агрегатов, выполняемая на третьем этапе, называ-
ется окончательной или общей. Заключительным этапом сборки является
предполетная аэродромная отработка всех систем самолета, включая го-
рячее опробование двигательной установки.
Монтажные работы выполняются или на всех этапах или на этапах
агрегатной и окончательной сборки в зависимости от того, как это ре-
шено при проектировании самолета.
Сборочные и монтажные работы составляют 45—55% общей трудо-
емкости, а производственный цикл их выполнения занимает 50—75%
всего цикла изготовления самолета в зависимости от его типа и конст-
рукции.
Сборочные и монтажные работы характеризуются большим объемом
ручных и машинно-ручных операций (до 85% общего объема). До сих
пор широко применяются ручные приемы по установке и фиксированию
деталей в сборочных приспособлениях, по установке и монтажу обору-
дования, по прокладке различного рода коммуникаций, пневмо- и элек-
тродрели для сверления отверстий и пневмомолотки для расклепывания
заклепок.
Советскими конструкторами и технологами за последнее время до-
стигнут значительный прогресс в проектировании более технологичных
конструкций, в механизации и автоматизации сборочно-клепальных и
монтажных работ и совершенствовании процессов сборки. В конструк-
циях самолетов все шире применяются крупногабаритные монолитные
панели и узлы вместо многодетальных клепаных. Это позволяет снизить
в отдельных случаях количество соединений на 70%, а трудоемкость —
в несколько раз. Панелирование агрегатов клепаных и сварных конст-
рукций дало возможность широко механизировать и автоматизировать
сверлильно-зенковальные, сварочные, клепальные работы. Сверление от-
верстий на сверлильно-зенковальных установках и прессовая клепка
составляют примерно от 50% при сборке легких самолетов и до 70% для
средних и тяжелых.
Создание тяжелых самолетов с крупногабаритными агрегатами по-
требовало совершенствования существующих и разработки новых мето-
дов сборки. Применение для базирования и фиксации деталей и узлов
при сборке агрегатов системы специальных координатно-фиксирующих
и сборочных отверстий позволило значительно упростить сборочные при-
способления, снизить их стоимость и улучшить условия сборки.
Однако снижение затрат труда при выполнении сборочных и осо-
бенно монтажных работ остается по-прежнему одной из основных задач
самолетостроения.
§ 2. ТРЕБОВАНИЯ К ТОЧНОСТИ ОБВОДОВ АГРЕГАТОВ
И ВЗАИМНОМУ ИХ ПОЛОЖЕНИЮ
К точности выполнения в производстве обводов агрегатов самолета
и их взаимного положения предъявляются высокие требования. Допуски
на точность обводов согласно техническим условиям устанавливаются в
зависимости от скорости полета, типа и размеров самолета, степени влия-
ния данного агрегата на летные качества самолета.
В табл. 15. 1 приведены средние допустимые отклонения обводов
крыла, оперения и фюзеляжа самолета относительно теоретических об-
водов. Наиболее жесткие требования предъявляются к точности обводов
тех агрегатов, которые создают подъемную силу (крылу, оперению, эле-
ронам). Кроме того, эти требования различны для отдельных зон агре-
гата. Например, для зоны I крыла — от передней кромки до переднего
лонжерона отклонение ДА] = ±0,6 мм, для зоны II между передним и
338
задним лонжеронами Л/г2 = 0,8 мм и, наконец, для зоны III— от заднего
лонжерона и до задней кромки A/z3= ± 1,0 мм. То же самое относится и
к фюзеляжу. Допуск на плавность контура агрегата (волнистость) в про-
дольном сечении задается отношением
(15.1)
где С — высота (глубина) волны, а /-— длина волны.
Таблица 15.1
Требования к точности обводов агрегатов самолета
Величины отклонений от теоретического
контура
Крыло и
оперение
самолета
Фюзеляж
самолета
Линейка
I ~ 200 чро
провального
сечения крыла
Крыло,
оперение и
фюзеляж
1 ехническими условиями задаются, кроме того, величины допусти-
мых смещений агрегатов и секций по стыковым поверхностям (величина
«ступеньки»), по потоку, против потока и по направлению полета
(табл.-15. 1, в) и размеры зазоров в местах стыков листов обшивок
(табл. 15. 1, г).
Взаимное положение частей самолета задается нивелировочно-регу-
лировочным чертежом (рис. 15.2) с помощью вертикальных и горизон-
339
Руль высоты
[ | Вверх
Вниз
Асимметрия
поперечного V
Е,-Ег<.8
Ег-Е^в
Руль высоты
Вверх ЗЕ °±1°\ |
Вниз 10° ±/°| |
Ось заднего
стрингера
Ось переднего
стрингера
Смещение точки33
в сторону 30 ±3
<----1 вправо/
I----1 влево
\ 38
Л'
передне-^
'^-голон-
. Триммер
руля высоты
I \Вверх10°+з°
| \ В низ 10 ° ±1
Элерон
] Вверх
\вяаз
1 закрылка
г
639+15 [
зо±з
\б
Тормозной
щиток
| | Прав.
ЗЛев.
Элерон
'—Вверх 18°±з°
Г вниз 18° ±1°
Гриммер
ts злерона
] Вверх 15 °±1°
] Вниз /5О±1°
Щиток
закрылка 1—
Z_Zj м= о и и ±30
\Н---Щ8±7
ось заднего
стрингера Схема замера по щитку-закрылку
(в плоскости рельсов)
Угловые отклонения
ваны для справки
Рис. lt>. 2. Нивелировочно-регулировочный
340
Угол 'установки стабилизатора 33 '* Ю
в-д-zoez
Прав. [
Леб. [
Прав. [
Леб. [
Прав
Ось нижнего стн-
ковочного болта
'О 71
I зз68 f го
Руль поворота
Вправо влево
Лев
~^^1336±Ю
) Нервюра №
верхнего киля
Z5°± 1
Прав [
Лев. [
Смещение попки ? относительно L- ~j ^ва
] Прав, оси носовой /иста фюзеляжа 30±3 I 1 Леб.
}Леб.
Разница в углах атаки крыла, измеряемая превышением соответ-
ствующих нивелировочных точек, между правым и левым крыльями
не должна превышать; 2 мм между- точками 3-Пи 13-10
1 мм меле оу точками 6 -5
Лев. I I i I I I
16 ±2 61 ±Z 56,5±Z
I I От себя 16 °± 1 ° I I вправо 16,5°±1° I I Вперед Z9D±1°
I I На седя26°*°о I \ в лево 16,5*1° I ~1 Назад 23° *1°
1 I Нейтр. положен.6°30'
чертеж истребителя
341
тальных размеров между выбранными для этой цели базовыми плоско-
стями и базовыми (реперными) точками на агрегатах. В качестве пло-
скости для отсчета вертикальных размеров принята плоскость строи-
тельной горизонтали, а горизонтальные размеры и их отклонения зада-
ются от плоскости симметрии. Места расположения реперных точек вы-
бираются на наиболее жестких элементах конструкции — по лонжеронам
и носкам крыла в местах усиленных нервюр, по усиленным шпангоутам,
по стыковым узлам и т. п. Предельные отклонения закрылков, рулей,
элеронов и триммеров от их нейтрального положения задаются в граду-
сах или линейными величинами перемещений по вертикали и горизон-
тальных перемещений.
§ 3. СХЕМЫ СБОРОЧНЫХ ПРОЦЕССОВ
В зависимости от степени членения конструкции планера на сбороч-
ные единицы и степени дифференциации сборочных и монтажных работ
сборочный процесс может выпол-
Рис. 15.3. Схемы сборочных процессов
няться по последовательном, па-
раллельной и параллельно-после-
довательной схемам.
Последовательная схе-
ма сборки (рис. 15.3,а) при-
меняется для конструкции агре-
гатов, не расчлененных на панели.
При этом вначале непосредствен-
но из узлов и деталей собирается
конструкция агрегата, после чего
в собранном агрегате или его от-
секе выполняются монтажные ра-
боты. Соответственные части сбо-
рочного цикла обозначаются че-
рез Дн.с и ZZh.m, а трудоемкость —
через Гн.с, Тн.м. Сборку и монтаж
при этой схеме приходится вы-
полнять в неудобных условиях,
применение механизации крайне
затруднено, количество одновре-
менно занятых исполнителей
ограничено. В результате при та-
кой схеме сборки трудоемкость
нерасчлененной конструкции аг-
регатов Тн оказывается наиболь-
шей, а производственный цикл
Цн — самым продолжительным
из всех схем сборки.
Параллельная схема
сборки (рис. 15.3,6) исполь-
зуется для агрегатов, расчленен-
ных на панели и узлы. Панели и
узлы собираются независимо друг
от друга — параллельно. Основной объем монтажных работ вынесен на
панели, и они выполняются также параллельно на всех панелях. Соот-
ветственно циклы работ и трудоемкости будут Ци.с и Дп.м, Ти.с и Гп.м.
В стапеле общей сборки агрегата производится стыковка панелей и уз-
лов, соединение монтажей, ранее выполненных на панелях, и монти-
руется оборудование, которое нельзя было ранее установить. Работам,
проведенным в агрегате или в отсеке, соответствуют цикл стыковки Цс
342
и трудоемкость стыковки Тс. Общий цикл сборки расчлененной конструк-
ции Цг' при параллельной схеме сборки оказывается наиболее коротким,
трудоемкость Тр' наименьшей, а качество работ высоким. Это объяс-
няется возможностью механизации и расширением фронта работ, а так-
же удобными условиями труда сборщиков и монтажников.
Практика показывает, что при параллельной схеме сборочный цикл
сокращается в 3—4 раза по сравнению с последовательной, а трудоем-
кость сборочных и монтажных работ уменьшается в 2,5—3 раза.
Параллельно-последовательная схема сборки
(рис. 15. 3, в) также соответствует сборке конструкции агрегатов, расчле-
ненной на панели, которые собираются параллельно, после чего стыку-
ются в агрегат. Монтажные работы при этом на панели не выносятся,
а выполняются в собранном из панелей агрегате. Соответственные цик-
лы работ и трудоемкости будут: Цп.с и Тп.с, Цс и Тс, ЦНЛ1 и Гн.м- Таким
образом, преимущества панелирования используются только для сбороч-
ных работ. Общий цикл Цр и трудоемкость Т’ при параллельно-после-
довательной схеме сборки занимают среднее место между последова-
тельной и параллельной схемами.
Умело оперируя при проектировании конструкции и при разработке
технологических процессов сборки и монтажа последовательностью их
выполнения, можно значительно повлиять на продолжительность цикла
и трудоемкость сборочных работ, а в конечном итоге и на себестоимость
изделия.
§ 4. УРОВЕНЬ И ПЕРСПЕКТИВЫ МЕХАНИЗАЦИИ И АВТОМАТИЗАЦИИ
СБОРОЧНЫХ ПРОЦЕССОВ
Механизация и автоматизация сборочных и монтажных работ осу-
ществляется значительно медленнее, чем процессов изготовления дета-
лей. Механизированные процессы составляют примерно 12—15% общей
трудоемкости сборочно-монтажных работ. Наиболее механизированы
клепальные и сварочные процессы, как-то: образование отверстий на
плоских узлах и панелях и панелях одинарной кривизны; одиночная и
групповая прессовая клепка панелей одинарной и двойной кривизны и
плоских узлов типа нервюр, шпангоутов, лонжеронов; сварка кольцевых
и продольных швов при изготовлении баковых отсеков. Однако значи-
тельный объем (до 35—40%) сверлильных и клепальных работ при
сборке отсеков и агрегатов из панелей и узлов до сих пор выполняется
пневмомолотками и дрелями.
Насколько снижается производительность труда сборщиков в этом
случае, можно видеть из следующих данных. Если принять за 100%
трудоемкость выполнения заклепочного соединения групповым сверлени-
ем на станках и установках и групповой клепкой на поессах, то относи-
тельная трудоемкость при одиночном сверлении и зенковании на станках
и одиночной клепке на прессах составит 230%, а при сверлении и зен-
ковании отверстий дрелями и клепке заклепок пневмомолотками —
340%.
Механизация монтажных работ в значительной степени отстает от
механизации собственно сборочных работ. Им должно быть уделено
особое внимание, так как они составляют от 25 до 40% всей трудоем-
кости процессов сборки и монтажа в зависимости от типа самолета.
Одним из видов механизации монтажных работ является вынесение воз-
можно большего их объема на панельную сборку. Это особенно важно
для агрегатов с небольшими размерами сечений. Как показали исследо-
вания, даже при ручном выполнении монтажных работ панельная сборка
повышает производительность в 3—4 раза для диаметров фюзеляжей
0,5—2 м и в несколько меньшем размере для фюзеляжей диаметром
3—4 м.
343
§ 5. КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКОЕ ЧЛЕНЕНИЕ САМОЛЕТА
НА АГРЕГАТЫ, ПАНЕЛИ И УЗЛЫ
Современный опыт проектирования и производства самолетов пока-
зывает, что правильное их членение на агрегаты, отсеки, панели и узлы
обеспечивает:
а) разделение и специализацию труда при проектировании и в про-
изводстве, что способствует сокращению сроков выпуска нового образца
самолета и повышению его качества;
Рис. 15.4. Вариант членения самолета
б) применение параллельных схем сборки, что укорачивает произ-
водственный цикл изготовления самолета;
в) использование механизации и автоматизации сборочных работ,
что ведет к повышению производительности труда;
г) облегчение ремонта самолета.
При решении вопроса о членении самолета следует иметь в виду,
что не всякому членению соответствуют все указанные преимущества.
Например, показанное на рис. 15.4 членение предусматривает разде-
ление агрегатов только на отсеки. Такое членение не дает должного эф-
фекта, так как условия труда в отсеках мало отличаются от условий тру-
да в агрегатах, а применение прессовой клепки в этом случае исключено.
Только панелированные агрегаты дают возможность использовать все
преимущества членения конструкций (см. рис. 15. 1).
Членение самолета на агрегаты и отсеки
Конструктивно-технологическое членение планера самолета на агре-
гаты и агрегатов на отсеки выполняется при помощи разъемов. Место
разъемов между агрегатами определяется конструктивно-силовой схе-
мой самолета. На рис. 15. 1 можно видеть разъемы фюзеляжа с центро-
планом 5—16, с килем 6—7 и стабилизатором 6—10. Все эти разъемы
являются конструктивными, так как вызваны требованиями конструкции.
Значительное число разъемов создается при делении агрегатов на
отсеки также из конструктивных соображений:
344
а) из-за резкой разницы в конструкции отдельных отсеков агрега-
тов и связанных с этим особенностей технологии их изготовления. На-
пример, герметизированные кабины выделяются в отдельные отсеки
(разъем Б—Б рис. 15. 5,а), так как они требуют специальной клепки и
последующего испытания на герметичность. Части крыла, являющиеся
топливными емкостями, также целесообразно выделять в отдельные от-
секи (разъем Д—Д, рис. 15. 5, б), так как они требуют специальной тех-
нологии и испытания при их сборке;
б) из-за применения для отдельных частей агрегатов материалов,
специфических в конструктивном и технологическом отношении. Напри-
мер, носовую часть фюзеляжа сверхскоростного самолета, изготовляе-
Рис. 15.5. Членение агрегатов самолета на отсеки
мую из специального теплостойкого и радиопрозрачного материала,
необходимо проектировать как отдельный отсек (разъем А—А,
рис. 15. 5, а).
В ряде случаев наличие разъемов вызывается требованиями эксплу-
атации. Фюзеляж самолета, представленный на рис. 15. 5, а, имеет разъ-
ем В—В между средней и хвостовой секциями для монтажа двигателя
в производстве и его ремонта или смены в эксплуатации.
Иногда эксплуатационные разъемы создаются по соображениям воз-
можности транспортировки крупных агрегатов по железной дороге, хотя
в последнее время предпочитается переброска готовых самолетов к месту
их эксплуатации воздушным путем.
Конструктивные и эксплуатационные разъемы, как правило, выпол-
няются посредством разъемных соединений (болтовых, винтовых и с
применением специальных замков).
Потребность производства в разъемах агрегатов возникает главным
образом при их больших размерах (разъем Г—Г, рис. 15.5,6), так как
это создает трудность при их сборке, необходимость иметь громоздкие
сборочные приспособления и большие площади сборочных цехов и т. п.
Необходимо избегать необоснованного членения агрегатов и особен-
но в тех случаях, когда соединения выполнены разъемными, так как они,
как правило, утяжеляют конструкцию, а при сборке требуют дополни-
тельной сборочной оснастки: стыковочных стапелей или разделочных
стендов. По некоторым данным, 1 пог. м контура фланцевого стыка от-
секов фюзеляжа весит от 8 до 12 кг, а вес такого же крыльевого стыка
еще выше (до 20 кг на 1 пог. м).
345
Разъемы, вызванные потребностью производства и называемые по-
этому технологическими, следует выполнять посредством клепки, сварки
и т. п. (неразъемными).
Технико-экономическое обоснование панелирования агрегатов
С появлением панелированных конструкций представилась возмож-
ность широко механизировать сверлильно-зенковальные, клепальные и
сварочные работы и значительно улучшить условия труда сборщиков и
клепальщиков.
Большой вклад в создание панелированных конструкций внесли со-
ветские конструкторы и технологи. Впервые в СССР в 1939 г. Е. П. Ше-
кунов совместно с В. М. Мясищевым спроектировали и изготовили пане-
лированный самолет.
Е. П. Шекунову принадлежит заслуга и в создании теории панели-
рования 1. Предложенная им в 1948 г. методика определения оптималь-
ного количества панелей агрегатов основана на сравнении относительных
технико-экономических коэффициентов, получаемых при различных ва-
риантах членения агрегатов на панели и разных схемах сборочного про-
цесса.
Относительные технико-экономические коэффициенты выражают от-
ношения абсолютных технико-экономических показателей (трудоемкость,
производственный цикл, потребные производств.енные площади, число
рабочих мест и себестоимость сборочно-монтажных работ) при данном
варианте сборки к абсолютным показателям некоего эталонного сбороч-
ного процесса, технико-экономические показатели которого принимаются
за единицу.
В качестве эталонного условно принимается процесс сборки и мон-
тажа агрегата, не члененного на панели. Если трудоемкость сборочного
процесса агрегата, не члененного на панели, обозначить через Тн, цикл
сборки Цн, число рабочих мест или сборочной оснастки Мн, необходимую
для сборки производственную площадь Ен, себестоимость сборочно-мон-
тажных работ Сн, а соответствующие технико-экономические показатели
сборки агрегата, члененного на панели, — Гр.сх, Цр.Сх, Мр.Сх, Ер.сх и Ср.с?
(индекс «сх» — вид схемы сборки), то относительные коэффициенты в
общем виде могут быть представлены следующими формулами, которые
приводятся здесь без вывода:
а) коэффициент изменения трудоемкости
= + (15.2)
н #сх
где ф — доля трудоемкости стыковочных работ;
а — относительный коэффициент изменения производительности
труда;
б) коэффициент сокращения цикла сборки
= ---------------, (15.3)
^р.сх (I —Фсх)£> ,
-----------------+ фсх
^сх^2
где D — диаметр секции в м;
m — число панелей в секции;
1 Е. П. Ш ек у н о в, Основы технологического членения конструкций самолетов,
Изд-во «Машиностроение», 1968.
346
в) коэффициент изменения числа рабочих мест
Ж 1
Рсх~Л1р.сХ ~ (1 - бсх) D ;
----------+ Фсх
асх
(15.4)
г) коэффициент изменения производственной площади
7 р.сх
------------4— ---------------------; 1 ’5-51
О<1 -Фех)
е — относительный коэффициент рабочего места;
т — относительный коэффициент частной трудоемкости работы;
д) коэффициент изменения себестоимости сборочно-монтажных
работ
^сх
Сравнивая относительные технико-экономические коэффициенты
различных вариантов членения конструкции агрегата на панели при раз-
ных схемах сборки, можно выбрать наиболее экономичный вариант.
При сравнении вариантов принимаются одинаковыми: размер годо-
вого выпуска изделий 7УГОД, годовой фонд рабочего времени рабочих Фр
и число рабочих мест ФСб, конструктивные параметры самолета и соот-
ношение трудоемкости сборочно-клепальных 6 и монтажных работ £
в общем объеме трудоемкости сборки и монтажа агрегата.
Кроме того, использование производственных ресурсов во всех слу-
чаях принимается максимально возможным, потери производства по ор-
ганизационным причинам не учитываются, монтажные работы во всех
вариантах выполняются вручную, подгоночные работы при сборке ис-
ключаются.
Исследования показали, что основными факторами, влияющими на
технико-экономические коэффициенты, являются условия работы сбор-
щиков, клепальщиков и монтажников, степень механизации сборочно-
клепальных и объем монтажных работ, выполняемых на панелях. На
рис. 15. 6 наглядно представлены условия, в которых приходится рабо-
тать сборщикам и монтажникам при сборке непанелированного фюзеля-
жа (а) и при сборке панелей (б).
Изменение производительности труда в связи с изменениями ука-
занных факторов характеризуется относительным коэффициентом произ-
водительности труда ai, выражающим отношение нормы времени или
трудоемкости какой-либо операции, выполняемой в условиях нечленен-
ной секции /нь к норме времени или трудоемкости той же операции при
ее выполнении на панели
. (15.7)
4/
Если трудоемкость какой-либо сверлильно-клепальной операции,
выполняемой с применением пневмодрели и пневмомолотка при сборке
нечлененной конструкции агрегата или отсека обозначить £н.кс, сверлиль-
ной операции /н.св и клепальной £н.кл, а трудоемкость тех же операций в
условиях панельной сборки с применением пневмоинструмента £п.кс> свер-
лильно-зенковальных установок для сверления и зенкования отверстий
^п.мех» клепальных групповых прессов для расклепывания заклепок /п.пр
347
и сверлильно-клепальных автоматов с двумя автоматическими головками
для сверления и клепки /п.авт, то соответствующие относительные коэф-
фициенты производительности труда будут:
п С.кс . п С. св . п С. к л . ~ ^н.кс иг О(
^кс . 1 ^мех , , J ^авт— ~ • (Ю. о)
гп.кс *г.мех *п.пр *п.авт
Аналогично коэффициент производительности труда монтажных ра-
бот можно выразить отношением
. (15.9)
*п.мн
Коэффициенты пкс, «мех, ^пр, ^авт и цм.н в зависимости от диаметра
фюзеляжа даны в табл. 15. 2.
Рис. 15. 6. К условиям работы сборщиков и монтажников
Таблица 15.2
Диаметр фюзеляжа Лф в м Коэффициенты
лкс ®мех ^пр ^авт #МН
1 1,910 5,200 7,530 15,730 2,480
2 1,775 5,300 7,000 14,620 2,310
3 1,700 5,100 6,700 14,000 2,210
4 1,717 4,900 6,770 14,100 2,230
Однако коэффициент производительности труда не учитывает влия-
ния схемы сборочного процесса, а схема, как было установлено (§ 3),
оказывает сильное влияние на технико-экономические показатели. Сред-
нее значение относительного коэффициента производительности труда
асх в зависимости от принятой' схемы сборки определяется по формуле
асх =---------------------------------- , (15.10)
Т’ То То Та ТТ~.
— + + + — +— + (1-и)8
ai О,[ <3мн
где Xi, т2, т3 и т4 — частные относительные трудоемкости сборочно-кле-
пальных работ, а п соответствует той части монтажных работ, которые
выполняются на панелях.
344
кпепки по
клепки по
то
Величины Хг определяются как отношения трудоемкости отдельных
сборочных операций к трудоемкости сборки всего непанелированного аг-
регата. Если обозначить трудоемкость операции подготовки отверстий по
стрингерному набору (сверление и зенкование) через ГН1,
стрингерам Тк2, подготовки отверстий по шпангоутам Тн3,
шпангоутам Тп4, а общую трудоемкость сборки агрегата Гн,
Т Т'н2 Тнз
Т]=---т—_^L;
Тн 7\ 3 Тн
___ Тн4
4
J я
(15.11)
Нетрудно установить, что сумма частных относительных трудоемко-
стей равна относительной части сборочно-клепальных операций в общем
объеме сборочно-монтажных работ, т. е.
Т1 -F т2 -Fт3 “Г Т4 — 5-
(15.12)
Величины Т], Т2, тз, Т4 в зависимости от диаметра фюзеляжа и при
6=0,6 даны в табл. 15. 3.
Таблица 15.3
Диаметр фюзеля- жа Рф в м Частная относительная трудоемкость сборочных операций
Я т2 *3 т4 Итого
1 0,209 0,189 0,106 0,095 0,600
2 0,214 0,177 0,116 0,093 0,600
3 0,235 0,139 0,142 0,083 0,600
4 0,248 0,124 0,157 0,071 0,! 00
Примерное соотношение трудоемкостей сборочных б и монтажных
g работ в общей трудоемкости сборки агрегата приведено для некото-
рых типов самолетов в табл. 15. 4.
Таблица 15.4
Тип самолета Трудоемкость 8 8
Легкий 0,6 0,4
Средний 0,7 0,3
Тяжелый 0,75 0,25
Объем монтажных работ, выполняемых на панелях, определяется
величиной п, которая может быть равна единице, если все монтажные
работы выносятся на панели, или нулю, если весь их объем выполняется
на агрегате, собранном из панелей. В других случаях, когда на панели
выносится только часть монтажей, п может равняться долям единицы
(0,8; 0,6; 0,4 и т. д.).
Из формул (15.2) — (15.6) видно, что все относительные коэффици-
енты зависят от коэффициента фСх, представляющего собой отношение
трудоемкости работ, выполняемых при данной схеме сборки в условиях
349
агрегата Тс, ко всей трудоемкости сборочно-монтажных рабо^ нерасчле-
ненной секции Гн и определяются по формуле
tpcx=^=*/n + (1~”)£-. (15.13)
Тк 1 — пе
Здесь коэффициент k — отношение трудоемкости клепки стыковых
швов при сборке агрегата из панелей Тс.кс к трудоемкости клепально-
сверлильных работ при сборке нерасчлененного агрегата TW,KC\
(15.14)
7VKC
Средняя величина k, как установлено исследованиями, равна 0,035.
Из формулы (15.13) можно определить, что при м-=1 величина
. km
,фсх=—, что соответствует случаю выполнения всех монтажных работ
в
на панелях, а при п=0, когда весь объем монтажных работ перенесен
в условия агрегата, собранного из панелей, 'фсх=&Щ + £.
В формуле (15.5) величина юсх зависит от е,— относительного ко-
эффициента площади рабочего места при сборке панелей, который опре-
деляется как отношение площади под оборудованием при сборке панелей
Sj к рабочей площади сборочного приспособления непанелированного
агрегата SH, т. е.
= (15.15)
Величина Sj может быть равна Sn — площади рабочего места под
приспособлением для сборки панели, если сборка производится с приме-
нением пневморучного инструмента, или Sc3.y—площади, занимаемой
сверлильно-зенковальной установкой, или Snp — площади клепального
пресса и, наконец, SaBT — площади сверлильно-клепального автомата. На
этом основании е, будет соответственно
С — - _ 5сз-У. - -_£^Р. _ = _5авт мг
wn с ’ ~сз.у q ’ ^пр Q 5 ~авт Q 1V/
Величина SH, как видно из рис. 15.7, определяется из выражения
5Н=(ДФ-2)(iorc-!-2> .«2, (15.17)
где — диаметр фюзеляжа;
Lore — длина отсека.
Величина Sn вычисляется по формуле
S.,=(/„+2)(Aotc+2) м>. (15.18)
Здесь fn — глубина панели, зависящая от числа панелей, на кото-
рые расчленяется фюзеляж;
/п = £)ф81п2-^, (15.19)
где (р — центральный угол панели.
Величина Snp определяется по габаритам пресса, для пресса КП-602
Snp-220 м2.
Величина Sc3. у принимается равной 50 м2 при наибольшей длине
обрабатываемой панели Ап=£отс=10 м и ширине В = 2 м. На проходы
дается по 1 м кругом.
350
Величина SaBT принимается равной площади рабочего места стапеля
для сборки нерасчлененной секции, т. е.
~ЙЦТ 1 •
На основании теории панелирования конструктор и технолог еще на
стадии эскизного проектирования могут определить количество панелей
агрегата и выбрать схему сборочного процесса, наиболее полно отвечаю-
щую производственно-экономическим задачам. С этой целью, задаваясь
вариантами сборочного процесса, где основную роль играет определение
места выполнения монтажных работ в производственном цикле, и уста-
Рис. 15.7. Схема определения плошади рабочего ме-
ста:
а—при сборке непанелированного отсека;
б—при сборке панели
1—проекция отсека фюзеляжа и панели; 2—габариты рабо-
чего места для сборки отсека и панели
навливая относительные технико-экономические коэффициенты, путем
их сопоставления при различных схемах сборки можно решить задачи
поставленные при проектировании самолета и его производстве.
На рис. 15.8 представлены графики изменений относительных ко-
эффициентов Рсх, ^сх, Цех, Исх и 0CX, построенные на основании расчетов
значений этих коэффициентов для двух вариантов сборочного процесса;
I — при п = 0,8 и // — при п = 0. Остальные условия сборки приняты оди-
наковыми для обоих вариантов; диаметры фюзеляжей 1, 2, 3 и 4 м\ ко-
личество панелей, принятое для исследования и выявления их оптималь
ного значения, 2, 4, 6, 8; отношение объемов клепальных и монтажных
работ для данного типа самолета принято б : £=0,6 : 0,4; подготовка от-
верстий по стрингерам и шпангоутам при сборке панелей в обоих вари-
антах производится на сверлильно-зенковальных установках, а клепка —
на прессе групповой клепки КП-602.
Анализ изменений относительных коэффициентов сборочно-монтаж-
ных работ, представленных графиками, позволяет сделать следующие
основные выводы и рекомендации.
1. В процессе эскизного проектирования конструктор и технолог мо-
гут выбрать число панелей т и такую схему сборки, при которых наи-
более полно решается та или иная производственная задача; например,
351
Рис. 15.8. Графики изменения отно-
сительных коэффициентов:
а—трудоемкости ₽; б—цикла сборки Л;
в числа рабочих мест ц; г—производст-
венной площади со: д—себестоимости сбо-
рочно-монтажных работ 6
352
наименьший производственный цикл определяется максимальным отно-
сительным коэффициентом сокращения цикла Хсх (см. рис. 15.8,6).
В другом случае может возникнуть необходимость максимального выпу-
ска самолетов с наличных площадей. Это определяется количеством па-
нелей т и той схемой сборки, при которых коэффициент сосх окажется
максимальным (см. рис. 15.8, г), а коэффициент Лсх — наилучшим
из возможных. Могут быть поставлены и другие производственные
задачи.
2. Для максимального снижения трудоемкости самолета при усло-
вии выполнения заданных тактико-технических требований следует вы-
бирать такие схему сборки и количество панелей, при которых коэффици-
ент снижения трудоемкости 0СХ будет минимальным (см. рис. 15. 8, а).
Но при этом при прочих равных условиях следует выбирать минимальное
количество панелей для данного диаметра фюзеляжа в диапазоне зна-
чений т, полученных для других коэффициентов, чтобы уменьшить чис-
ло продольных стыков при сборке агрегата из панелей. Неоправданное
увеличение количества панелей повышает трудоемкость стыковочных
работ, так как при ручном выполнении сверления и клепки в условиях
агрегата производительность в несколько раз ниже, чем при механизи-
рованном, как видно из табл. 15. 2. Лишний продольный стык увеличи-
вает вес агрегата. Ширина панелей, однако, должна соответствовать воз-
можностям сверлильно-зенковального и клепального оборудования. На-
пример, сверлильно-зенковальная установка СЗУ-Ф1 позволяет обраба-
тывать фюзеляжные панели длиной до 10 м и шириной не более 1200 мм
при радиусе панелей 1400—2100 мм, а установка СЗУ-К1 рассчитана на
габариты крыльевых панелей не свыше 7000X800 мм.
3. Длина панелей не оказывает влияния на относительные технико-
экономические показатели, и поэтому ее следует выбирать из конструк-
тивных соображений, учитывая возможности клепального и сверлильно-
зенковального оборудования, удобство транспортировки по цеху и нор-
мальные длины обшивочных листов, выпускаемых промышленностью.
В настоящее время поставляются обшивочные листы длиной до 12 ль
4. Важнейшим условием улучшения всех технико-экономических по-
казателей сборочно-монтажных работ является выполнение монтажей на
панелях до их сборки в отсек или агрегат. Следует рекомендовать для
малых диаметров фюзеляжа (0,5—2 м) во всех случаях предусматривать
выполнение основного объема монтажных работ на панелях, для чего
при проектировании следует монтажи комплектовать на отдельных пане-
лях. В случае невозможности или нежелательности по каким-либо при-
чинам выполнять монтажи на конструктивных панелях до сборки из
них агрегата или отсека следует использовать для этой цели специаль-
ные съемные монтажные панели.
Руководствуясь сказанным выше, конструктор и технолог еще на
стадии эскизного проектирования могут повысить технологичность кон-
струкции самолетов и тем самым оказать влияние на улучшение технико-
экономических показателей производства.
Изложенная теория панелирования справедлива для фюзеляжей
клепаной конструкции цилиндрической формы, но может быть исполь-
зована для сварных и клеесварных конструкций при условии уточнения
коэффициентов t-i и соотношения б и £. Для сечений фюзеляжей типов
б, в, г, д (рис. 15. 9), имеющих контуры, описанные радиусными кривыми
или комбинированными контурами, количество панелей следует подсчи-
тывать отдельно для каждого радиусного контура, а переходные криво-
линейные или прямые участки выделять в отдельные панели. Для фюзе-
ляжа типа е радиусные участки выделяют в отдельные панели, а величи-
ну плоских панелей выбирают в зависимости от конструкции и возмож-
ностей клепальных прессов.
12 5173
353
Агрегаты типа крыла и оперения панелируются в зависимости от
особенностей конструкции. Однако при выборе габаритов панелей и рас-
положения силового набора следует учитывать возможности сверлиль-
Рис. 15.9. Типы контуров сечений фюзе-
ляжей
литных панелей.
но-зенковальных установок, клепаль-
ных прессов, а также размеры обши-
вочных листов, выпускаемых метал-
лургическими заводами. При этом
следует стремиться к минимальному
количеству как продольных, так и по-
перечных стыков панелей.
Все более широко в современных
конструкциях самолетов применяют-
ся монолитные панели (прессован-
ные, фрезерованные из плит, штам-
пованные и литые), при этом значи-
тельно сокращается объем сбороч-
ных работ. Но одновременно возра-
стает объем обработочных процес-
сов. Количество и габариты моно-
литных панелей выбираются прежде
всего из конструктивных соображе-
ний и определяются размерами вы-
пускаемых промышленностью заготовок, но с учетом возможностей копи-
ровально-фрезерных станков, гибочных станков КГЛ и ГЛС и т. и. Что
же касается монтажных работ, то все соображения, высказанные при
рассмотрении сборки клепаных конструкций, остаются в силе и для моно-
’ Глава XVI
МЕТОДЫ СБОРКИ И СБОРОЧНЫЕ БАЗЫ
§ 1. МЕТОДЫ СБОРКИ
Сборка представляет собой совокупность технологических операций
по установке деталей в сборочное положение и соединению их в узлы,
панели, агрегаты и самолет в целом.
Последовательность выполнения сборочных операций во многом за-
висит от конструкции, габаритов и жесткости собираемых деталей.
Существует несколько методов сборки, отличающихся видом при-
меняемого при сборке инструмента, сборочных приспособлений и обору-
дования. Наибольшее распространение из них получили: сборка по базо-
вой детали, по разметке, по сборочным отверстиям и сборка с примене-
нием специальных сборочных приспособлений.
Сборка по базовой детали — процесс, при котором одну из
деталей принимают за базовую и к ней в определенной последовательно-
сти присоединяют другие детали, входящие в собираемый узел. Этот ме-
тод применяется при сборке изделий из жестких деталей, сохраняющих
под действием собственного веса свои форму и размеры. При этом вхо-
дящие в изделие детали разделяют на несколько сборочных групп, каж-
дую из которых собирают по базовой детали, входящей в данную
группу.
Для пояснения процесса сборки по базовой детали рассмотрим сбор-
ку силового цилиндра управления посадочными щитками самолета.
351
На рис. 16. 1 приведены чертеж цилиндра и схема его сборки.
Как видно из схемы, в процессе сборки цилиндра базовыми являют-
ся различные детали. При сборке 1-й группы за базовую деталь берут
шток 1 и устанавливают на него в указанной на схеме последовательно-
сти крышку цилиндра 2, поршень 3, шайбу 4 и гайку 5. Затем собирают
2-ю группу, т. е. штуцер 7 устанавливают на деталь 6 (во 2-й и других
группах может быть две, пять и более деталей в зависимости от кон-
струкции собираемого изделия), 2-ю группу соединяют с 1-й, при этом
базовой является деталь 3. Группу 3-ю из деталей 8 и 9 соединяют с 1-й
группой по базовой детали 2.
Рис. 16. I. Силовой цилиндр и схема его сборки по
базовой детали:
а—эскиз цилиндра; б—схема сборки: 1—шток; 2—крыша ци-
линдра; 3—поршень; 4—шайба; 5—гайка; 6—цилиндр; 7 и 3—
штуцер; 9—шланг
При высоком качестве изготовления деталей (соблюдение заданных
величин зазоров и натягов) цилиндр собирается быстро, так как не тре-
буются подгонка и доработка деталей.
По базовой детали, как правило, изделия собирают на верстаках,
иногда применяют и приспособления, которые удерживают собираемое
изделие и поворачивают его в удобное для сборщика положение.
Сборка по разметке — процесс, при котором взаимное поло-
жение деталей, входящих в узел, определяют непосредственно измере-
нием расстояний между ними и по рискам, нанесенным на деталях при
разметке.
Сборка по разметке производится при помощи универсальных сле-
сарных инструментов и приспособлений (струбцин, чертилки, керна, мет-
ра, циркуля, ручных и настольных тисочков и т. д.). Детали, поступившие
на сборку, размечают вручную или фотоконтактным методом (по специ-
альным шаблонам из винипроза).
Так, например, лючок, состоящий из петли, диска и замка, можнэ
собрать двумя способами (рис. 16.2). Первый способ включает следую
щие операции:
12*
355
— разметку центров отверстий под заклепки в петле 1 по размерам
с; Л; f и кернение центров отверстий (см. рис. 16. 2, б);
— установку петли 1 на диск 2 по размерам м\ L/2 и закрепление
петли и диска струбцинами 4 (рис. 16. 2, в);
— сверление отверстий под заклепки в петле и диске по накернен-
ным центрам;
— вставка заклепок в отверстие, расклепывание заклепок, снятие
струбцин;
Рис. 16.2. Лючок и его сборка по разметке:
1—петля; 2—диск; 3—замок; 4—струбцина
— разметка отверстий под заклепки в замке, кернение центров, уста-
новка замка на диск, сверление отверстий, постановка заклепок, соеди-
няющих замок с диском.
Процесс сборки по разметке включает много переходов, связанных
с разметкой центров отверстий в каждой детали, кернением положения
центров, измерением расстояний между деталями, установкой и снятием
струбцин и т. д.
По второму способу сборка производится в следующем порядке:
— на листе винипроза (рис. 16. 2, г) в натуральную величину на-
носят контуры диска лючка, петли, замка и положение центров заклепок
для крепления петли и замка к диску;
— на заготовку диска наносят фотоэмульсию и просушивают ее;
— на диск накладывают лист винопроза так, чтобы внешний кон-
тур диска, нанесенный на винопрозе, совпал с контуром металлического
диска. Фотографируют и проявляют отпечаток на заготовке диска
(рис. 16. 2, д);
— по полученному отпечатку сверлят в диске (предварительно
меньшего диаметра) отверстия под заклепки;
— на диск устанавливают петлю, совмещая ее контур с разметкой
на диске, закрепляют петлю струбцинами (рис. 16. 2, в) и сверлят отвер-
стия в диске и петле по отверстиям в диске, вставляют заклепки и рас-
клепывают их;
— в таком же порядке устанавливают замок.
356
Установка деталей в сборочное положение по разметке—операция .
трудоемкая и длительная. Взаимозаменяемость узлов и панелей при
сборке с разметкой практически невозможна.
Сборку по разметке на винипрозе применяют как в опытном, так и
в серийном производстве при малых программах выпуска изделий.
Сборка по (сборочным отверстиям) СО — процесс, при
котором взаимное расположение собираемых деталей определяется по-
Рис. 16.3. Образование обводов каркаса при базировании
по СО:
1 и 3—профили; 2—стенка; 4—фиксатор (болт); 5—обшивка
дожением имеющихся на них сборочных отверстий. При базировании по
'СО собираемые детали совмещают друг с другом и на период соедине-
ния деталей в сборочные отверстия вставляют фиксаторы.
Базирование по СО возможно при образовании обводов агрегата
(рис. 16. 3) и установке в сборочное положение элементов продольного
и поперечного набора (каркаса) (рис. 16.4).
Так, при сборке с образованием обводов агрегата размер внешнего
обвода
Нх — Ь\-\-Н (16.1)
где б], 62 — номинальная толщина обшивки.
Погрешность размера по внешнему обводу определяется из формулы
Л//х=Лб1 + Л/71 + Л//2+Л/73+Дбг + Сг- (16. 2)
Здесь /7Ь Н2, Н3 — размеры, определяющие положение сборочных отвер-
стий в деталях;
Л/Л, Л/Л, Л/?з, Лбь Л62 — погрешности размеров /71, /72, /Л, 61, 62.
Более точно погрешность по внешнему обводу можно определить,
если учесть зазоры при постановке фиксаторов в сборочные отверстия,
при этом наибольшая величина погрешности будет
А //х = ф- Д/Zj -р- Д//2 ~г Д//3 Д^2 4-4дг -J- cz-, (16. 3)
где Лг— зазор между диаметром сборочного отверстия dco и диаметром
фиксатора d$ (см. рис. 16.3),
Ci — погрешность размера за счет деформации и пружинения.
357
В случае базирования по СО элементов продольного или поперечно-
го набора (см. рис. 16. 4) погрешность замыкающего звена AL на размер
L при применяемых процессах образования СО составляет ±(1,0—
1,5) мм, что вполне удовлетворяет требованиям по точности располо-
жения элементов продольного набора в стыкуемых узлах или панелях.
Сборка с базированием по СО при плоских узлах (панелях) произ-
водится на столах или с применением простейших приспособлений, кото-
рые в этом случае служат для поддержания деталей в сборочном поло-
жении и не оказывают влияния на точность образования форм и обводов
изделия.
Рис. 16.4. Установка продольного и поперечного
набора каркаса по СО:
/—продольный набор (стрингеры); 2—поперечный набор
(нервюры, шпангоуты); 3 и 4—расположение сборочных
отверстий в стрингерах и обшивке-. 5—ложемент сбороч-
ного приспособления
Сборочные отверстия в деталях сверлятся при изготовлении деталей
по шаблонам (плоским и объемным), по разметке, фотоконтактным ме-
тодом или в приспособлениях для сверления.
Сборка с применением сборочного приспособле-
ния — процесс, при котором базовые поверхности деталей совмещаются
с опорными поверхностями приспособления. При таком методе детали
на сборку поступают в законченном виде, т. е. отформованными и обра-
ботанными по контуру в окончательные размеры.
Так, например, приспособление для сборки шпангоута представляет
собой плиту 4, на которой установлены рубильники 5 и штифты 6
(рис. 16. 5). При сборке шпангоута в этом приспособлении сначала уста-
навливают стенку 2 по штифтам 6, затем профили 1 и 3 по рубильникам
5 и упорам 7. Профили прижимаются зажимами 8 к рубильникам. Затем
ПО' кондуктору 9, положение которого относительно рубильников фикси-
руется штифтами 6, сверлом 10 сверлят отверстия в профилях и стенке
шпангоута. После этого кондуктор снимают, соединяют детали времен-
ными фиксаторами, открепляют прижимы 8 и вынимают шпангоут из
приспособления.
При наличии в профилях 1 и 3 направляющих отверстий НО кондук-
тор 9 не нужен; отверстия в стенке сверлят в этом случае по НО в про-
филях.
358
Описанный (по рис. 16. 5) процесс сборки шпангоута является одним
из возможных вариантов сборки в приспособлении. Имеются и другие
способы, отличающиеся конструкцией приспособления и последователь-
ностью выполнения операций. Одна-
ко при всех возможных способах
процесса сборки приспособление
определяет взаимное положение со-
бираемых деталей, размеры и фор-
му собираемого узла, панели или
отсека.
Сборочные приспособления
обеспечивают требуемое взаимное
положение собираемых деталей,
определенное положение обрабаты-
вающего инструмента относительно
детали, придание формы недостаточ-
но жестким деталям и узлам в про-
цессе сборки. При этом создаются
следующие преимущества по срав-
нению со сборкой по разметке:
Рис. 16.5. Приспособление для сборки
шпангоута:
1 и 3—профили; 2—стенка; 4—плита; 5—рубиль-
ники; 6—штифты; 7—упоры; 8—зажимы; 9—кон-
дуктор; 10—сверло
— исключается разметка и при-
гонка деталей;
— ускоряется и облегчается
процесс сборки;
— достигается взаимозаменяе-
мость собираемых узлов, панелей
и агрегатов;
— возможна механизация процесса сборки.
Этим и объясняется широкое применение сборочных приспособле-
ний на серийных заводах при производстве самолетов и вертолетов.
§ 2. СБОРОЧНЫЕ БАЗЫ ПРИ СБОРКЕ В ПРИСПОСОБЛЕНИЯХ
В самолетостроении при сборке узлов и агрегатов в приспособлениях
применяют специфические способы базирования, которые во многом за-
висят от месторасположения и назначения собираемых деталей в изделии.
Так, при базировании деталей, определяющих внешние обводы агрега-
тов, в качестве баз используют поверхности деталей каркаса и обшивки,
координатно-фиксирующие отверстия (КФО), а при базировании стыко-
вых узлов и узлов крепления оборудования к элементам планера — от-
верстия под стыковые болты (ОСБ).
Сборка по базе—поверхность каркаса
При такой сборке обшивки (или панели) устанавливаются на базо-
вую поверхность каркаса и прижимаются к ней на период выполнения
соединения.
Существует несколько вариантов этого метода базирования
(рис. 16.6). На рис. 16.6,а показан случай, когда панель с элементами
продольного набора устанавливается на каркас и прижимается силами
N—2V к его поверхности. На рис. 16.6,6 на каркас устанавливается об-
шивка, а на рис. 16. 6, в — монолитная панель.
Для всех этих случаев размер собранного агрегата или отсека по
внешнему обводу можно определить по выражению
//х=Як + б1 + 62, (16.4)
где Нх — номинальный размер внешнего обвода собираемого изделия
в рассматриваемом сечении;
359
Нк и DK — номинальный размер каркаса и его диаметр;
62—• номинальная толщина обшивок (панелей).
С учетом погрешностей получим
Нх ± Д Н_v = (Як ± Дяк) + (^ ± дм+(В2 ± ДМ - G- (16.5)
В этом выражении ЛНХ, АНК, Adi, Л62— погрешности размеров Нх,
Нк, 61, 62;
Ci — погрешность, учитывающая деформации после сборки за счет
пружинения и изменения температуры.
Рис. 16. 6. Схемы базирования по поверхности каркаса:
/—обшивка (панель) до установки на каркас; 2— обшивка (панель), установленная
на каркас; 3— каркас; 4—элементы приспособления, прижимающие обшивку к кар-
касу (стрелками показано направление прижима обшивки к каркасу); 5—фикса-
ция каркаса в сборочном приспособлении
Из теории размерных цепей известно, что погрешность замыкающе-
го звена (в рассматриваемом случае размера внешнего обвода) равна
сумме абсолютных значений погрешностей остальных звеньев размерной
цепи, поэтому
д/У х= ДЯК -ф- Д^1 ф- Д?>2-(-£/
(16.6>
360
На рис. 16. 6, г показан пример базирования по каркасу, когда об-
шивка присоединяется к каркасу при помощи клея или припоя (пайка).
При этих методах соединения погрешность внешнего обвода
Д Н х — Д//к Д°к “р Д§! “р Д°к Д^2 Н- с£-, (16. 1 )
где и —погрешности по толщине слоя клея (припоя).
Погрешность размера Нх должна быть меньше допуска на этот
размер:
AHx<2Ah. (16.8)
Допуск Ah назначается на одну сторону обвода агрегата относитель-
но внешнего теоретического обвода контура (по шаблону ШКК).
Рассмотренные варианты базирования по поверхности каркаса по-
казывают, что отклонения АНХ в точности обвода изделия зависят от
точности образования обводов каркаса, отклонений по толщине обшивок
и толщине слоя связующего вещества (клея или припоя).
Если поверхность каркаса волнистая, это проявляется и на внеш-
них обводах обшивки. Объясняется это тем, что жесткость каркаса
больше жесткости обшивки, прижимаемой к нему силами N—N. После
того как собираемое изделие вынется из приспособления, обшивка, при-
соединенная к каркасу, не возвращается в исходное положение.
Сборка в приспособлении с базой — внешняя поверхность обшивки
При этом способе сборки обшивка (или панель) прижимается внеш-
ним обводом к опорным поверхностям приспособления на период соеди-
нения ее с каркасом.
Рис. 16.7. Схемы базирования по внешней поверхности обшивки:
•а—листовая конструкция; б—конструкция из монолитных панелей; в—конструкция с самовспе-
'Нивающимся заполнителем; 1—обшивка (панель); 2—компенсатор; 3—каркас; 4—рубильники
(плиты) приспособления; 5—соединяющий элемент (болт, заклепка, клей); 6—стрингер
На рис. 16. 7 приведены различные варианты такого метода базиро-
вания.
Схема, приведенная на рис. 16. 7, щ показывает, что панель прижи-
мается силами Q к обводам рубильников 4. В этом положении панель
361
соединяется с элементами каркаса 3. После постановки заклепок 5 внеш-
ний обвод обшивки соответствует внешнему обводу агрегата. Размер
Нх по внешнему обводу в рассматриваемом сечении равен размеру при-
способления Нп минус отклонения при сборке, т. е.
(16. 9г
где \Н'С и ДЯ’ — отклонения обвода собираемого изделия от обвода
приспособления на одну сторону (см. рис. 16. 7, б).
Размер Нх для схем, приведенных на рис. 16. 7, б и в, определяется
также по формуле (16. 9).
Сборка в приспособлении с базой — внутренняя поверхность обшивки
При такой сборке обшивка (или панель) прижимается внутренним
обводом к опорным поверхностям приспособления или макетной нервю-
ры на период ее соединения с каркасом.
Рис. 16.8. Базирование по внутренней поверхности
обшивки:
1—рубильник; 2—шпангоут; 3—фиксация каркаса в сбороч-
ном приспособлении; 4—компенсатор; 5—заклепка (болт);
6—балка приспособления
В приспособление (рис. 16.8), состоящее из продольных балок 6,
рубильников 1 (с обводом по внутренней поверхности обшивки), уста-
навливают шпангоуты 2 и закрепляют их в точках 3 относительно эле-
ментов приспособления — балок 6. Затем на рубильники устанавливают
панель и прижимают ее к рубильникам силами N—N. В этом положе-
нии панели в шпангоутах сверлят отверстия под заклепки по НО в ком-
пенсаторах 4.
362
После этого шпангоуты 2 соединяют с компенсаторами панели за-
клепками (болтами) 5 и вынимают изделие из приспособления.
Размер Нх по внешнему обводу в сечении х—х
И х = /7^вк -j- 82. (16.10)
Погрешность размера
дЯ1- = ДН™к + л81 + д82+(ДЛ';+дА/сНсг. (16. 11)
В этих выражениях Я^вк —размер по обводу рубильника, соответ-
ствующий внутреннему обводу обшивки.
Рис. 16. 9. К базированию по внутренней поверхности обшивки:
1—макетная (ложная) нервюра; 2—нервюра; 3—'лонжерон; 4—опоры; 5—штифт; 6—
панель
Метод базирования по внутреннему обводу обшивки применяется и
в других вариантах. Так, например, при сборке кессона крыла для ба-
зирования панелей вместо рубильников применяют специальные «макет-
ные нервюры» (рис. 16.9). Такие нервюры изготавливают из толстой
плиты, наружный обвод их соответствует внутреннему обводу обшивки
панелей.
Базирование и сборку производят в следующем порядке. Лонжерон
3 устанавливают на опорные элементы 4 приспособления и фиксируют
относительно их штифтами 5, вставленными в СО стенки лонжерона.
Затем устанавливают макетные и самолетные 2 нервюры, фиксируя их
положение относительно лонжеронов по СО. После этого устанавливают
панель 6, прижимая ее по внутреннему обводу к внешнему обводу ма-
кетной нервюры силами N—N.
В таком положении панель соединяют с самолетными нервюрами
при помощи закрепленных на ней компенсаторов заклепками или бол-
тами (см. рис. 16. 8). Размер по внешнему обводу
Н х = (16.12)
где /7м.н — размер по внешнему обводу макетной нервюры.
Применение макетных нервюр с установкой их непосредственно на
элементы собираемого изделия значительно упрощает конструкцию сбо-
рочного приспособления и снижает затраты на его изготовление по срав-
нению с приспособлением, имеющим рубильники.
363
Сборкасбазированием по КФО
Детали поперечного набора каркаса устанавливают в приспособле-
ние и фиксируют их по специальным координатно-фиксирующим отвер-
стиям — КФО на период соединения обшивки (панели) с деталями кар-
каса. Такие детали (шпангоуты, нервюры) поступают на сборку с про-
сверленными в них координатно-фиксирующими отверстиями (КФО),
такие же отверстия имеются и в элементах сборочного приспособления.
В процессе сборки детали / поперечного набора каркаса — шпан-
гоуты— устанавливают в вилки 2 сборочного приспособления и фикси-
Рис. 16. 10. Базирование по КФО:
/—шпангоут; 2—вилка; 3—фиксатор; -/—накладка; 5—панель;
6—лента
руют по КФО фиксаторами 3 (рис. 16. 10). Затем части шпангоута со-
единяют между собой накладками 4 при помощи заклепок или болтов.
На подготовленный таким образом каркас устанавливают панель 5 с
продольным набором. Панель прижимают силой Q (N—N) к каркасу с
помощью лент 6 (или другим способом) и затем соединяют панель со
шпангоутами.
Размер по внешнему обводу собранного агрегата
^ = ^1-{-Я14-Якфэ_п-1-Я2 + 82. (16.13)
Погрешность размера по внешнему обводу
Д^х= Д^1 Д^ЛЧ" Д^КФО—П“Г (16. 14)
где НКФО_П —размер между координатно-фиксирующими отверстиями
в вилках сборочного приспособления;
АЯКФ0-п — погрешность размера ЯКФ0-п-
При этом методе базирования сборка производится в приспособле-
ниях упрощенной конструкции, не имеющих рубильников и ложементов.
Точность получаемых обводов, как и при базировании по каркасу,
зависит от точности обводов каркаса, точности расположения КФО в де-
талях и элементах сборочной оснастки и точности обшивок по толщине..
364
Положение КФО в деталях выбирают кратным 50 мм относительно
осей изделия.
Сверление и разделка КФО в деталях каркаса выполняются в заго-
товительно-штамповочных цехах по кондукторам или на специальном
разметочном столе с системой плаз-кондукторных отверстий и линеек.
Базирование по отверстиям под стыковые болты (ОСБ)
Отверстия под стыковые болты в деталях совмещают с базовыми
поверхностями приспособления и соединяют детали, образующие стык
с элементами каркаса. Такой метод базирования применяется в несколь-
ких вариантах.
Рис. 16.11. Базирование деталей, образующих стыки по ОСБ:
/—стыковой узел (гребенка); 2—обшивка; 3—элементы каркаса изделия; 4—базовые поверхности
приспособления; 5—каркас сборочного приспособления
На рис. 16. 11, а показана схема базирования стыковой гребенки по
отверстиям под стыковые болты (ОСБ). В этом случае базирующие бол-
ты вставляются в отверстия стыковой гребенки и отверстия стапельной
плиты, определяя тем самым положение гребенки относительно обшивки,
которая опирается на рубильники приспособления.
После сборки изделия и освобождения его из приспособления ли-
нейные и угловые размеры будут равны размерам приспособления плюс
деформация изделия, т. е.
Wx = Wn±cit
+ (16.15)
где 1ГП—размер в приспособлении между стыковыми поверхностями;
365
аи — угол в приспособлении между базовыми осями и осями, опре-
деляющими положение стыковых узлов;
Ааг- — отклонения угловых величин вследствие деформаций конст-
рукции после сборки.
Примеры базирования стыковых узлов по ОСБ при помощи фик-
саторов, установленных на плите приспособления, приведены на
рис. 16. 11, б, и специальных ответных стыковых узлов — на рис. 16. 11,6
После установки на фиксаторы приспособления стыковых узлов и>.
соединяют с элементами каркаса.
Преимущества и недостатки различных методов сборки и базирования
В зависимости от конструкции собираемого изделия, программы его
выпуска, оснащения производства оборудованием и инструментом ме-
тоды сборки и базирования характеризуются различными технико-эко-
номическими показателями. В табл. 16. 1 в качестве примера приведены
технико-экономические показатели при сборке шпангоута, показанного
на рис. 16.5, при программе производства 1000 шпангоутов в год. При-
веденные в табл. 16. 1 данные следует рассматривать как качественную
оценку различных методов сборки и сборочных баз.
Из таблицы видно, что сборка в приспособлении имеет лучшие по-
казатели по сравнению со сборкой по разметке. Сравнение способов ба-
зирования показывает, что применение в качестве сборочной базы сбо-
рочных отверстий позволяет получать изделия с меньшей технологиче-
ской себестоимостью, чем при сборке в приспособлении.
Таблица 16.1
Технлко-экономические показатели при сборке шпангоута (см. рас. 16.5)
Сравнительные показатели Методы сборки и сборочные базы
по разметке по сбороч- ным отвер- стиям без приспособ- ления в приспо- соблении с базой—по- верхность каркаса
Штучное время Тш сборки одного шпанго- ута в % 300 150 100
Разряд работающих 4 3 2—3
Технологическая себестоимость Ст одной нервюры в % 120 75 100
Стоимость изделий при сборке по сборочным отверстиям в сравне-
нии со сборкой в приспособлении снижается за счет сокращения затрат
на изготовление приспособлений.
Сборка с базой — внешняя поверхность обшивки панелей и секций —
проводится в несколько этапов и в нескольких приспособлениях, а имен-
но — предварительная сборка панели (на контрольные заклепки) в ста-
пеле и окончательная на механизированном и автоматически работаю-
щем оборудовании (клепальные прессы, клепальные и сварочные автома-
ты). Затем из готовых панелей собирают отсек или агрегат. Такая тех-
нология позволяет получать высокое качество изделий и снижает тру-
доемкость сборочных работ в сравнении со сборкой по базе — повсрх-
366
ность каркаса, так как при сборке отсека или агрегата в приспособле-
нии с базой—поверхность каркаса применяются ручные пневматические
дрели и пневматические молотки.
Возможность и целесообразность применения сборочной базы того
или иного вида определяются в основном конструкцией изделия, спосо-
бами соединения в нем деталей и требованиями к его обводам.
Глава XVII
ТЕХНОЛОГИЧЕСКАЯ ХАРАКТЕРИСТИКА ЗАКЛЕПОЧНЫХ
СОЕДИНЕНИЙ И ТИПОВЫЕ ПРИМЕРЫ СБОРКИ КЛЕПАНЫХ
УЗЛОВ И ПАНЕЛЕЙ
§ 1. ХАРАКТЕРИСТИКА ПРИМЕНЯЕМЫХ В САМОЛЕТОСТРОЕНИИ
СОЕДИНЕНИЙ
Соединения конструктивных элементов могут быть разделены на
неподвижные неразъемные, неподвижные разъемные и подвижные разъ-
емные.
Неподвижные неразъемные соединения обеспечивают не-
изменное положение собираемых деталей и узлов относительно друг дру-
га. К таким видам соединений относятся клепка, сварка, склеивание,
пайка и посадка с натягом. Разборка этих соединений крайне затруднена
и сопровождается повреждением соединяемых (при сварке) либо кре-
пежных деталей (заклепок) или разрушением скрепляющего вещества
(при склеивании и пайке).
Неподвижные разъемные соединения обеспечивают неиз-
менное взаимное положение деталей, допуская разборку узла, отсека или
агрегата без повреждения соединяемых и крепежных деталей. К ним от-
носятся болтовые и винтовые соединения.
Подвижные разъемные соединения допускают перемещение
соединенных деталей относительно друг друга. Примером таких соеди-
нений являются шарнирные болтовые пары, подшипники скольжения,
винтовые передачи, зубчатые пары и т. д.
Выбор вида соединения зависит от конструкции самолета и материа-
лов, из которых изготовлены его агрегаты, отсеки и узлы. Так, например,
при изготовлении самолета клепаной конструкции из дуралюминовых
сплавов количество неподвижных неразъемных соединений составляет
примерно 80% (в том числе соединений клепкой 60% и сваркой 20%), а
неподвижных разъемных (болтовых) 20%.
При изготовлении изделий из нержавеющих и жаропрочных сталей
(обшивка) количество сварных соединений составляет 70—75%, клепа-
ных 5%, а остальные — болтовые и винтовые разъемные.
В последние годы в связи с внедрением в конструкцию самолета мо-
нолитных панелей количество клепаных и сварных соединений умень-
шается, а болтовых увеличивается. Болтовые соединения применяются
для крепления монолитных панелей по стыкам, стыковых гребенок с об-
шивкой и отсеков и агрегатов по стыкам.
В зависимости от метода соединения строится и технологический
процесс сборки, так как при этом определяются конструкция сборочного
приспособления, инструмент и оборудование, применяемые при сборке.
В соответствии с этим рассмотрим технологические процессы сборки уз-
лов и панелей при применении различных видов соединений.
367
§ 2. ОБЩИЕ СВЕДЕНИЯ О ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЯХ
При сборке узлов, отсеков и агрегатов из легких сплавов основным
неразъемным соединением является заклепочное. Процесс соединения
деталей заклепками состоит из следующих операций (рис. 17. 1):
— сверления или пробивания отверстия под заклепку (/);
— зенкования или штамповки гнезда под закладную головку за-
клепки при потайной клепке (II);
— вставки заклепки в отверстие (///);
— натяжения склепываемых деталей (силами Q) и образования за-
мыкающей головки (силами Р), т. е. собственно клепки (/V);
— контроля качества соединений.
Рис. 17. 1. Операции процесса клепки:
/—склепываемый пакет; 2—заклепка; 3—поддержка; 4—прижим; 5—об-
жимка
В самолетостроении применяется холодная клепка. При этом спосо-
бе клепки лучше заполняется отверстие стержнем заклепки, не снижа-
ются механические свойства материалов и значительно облегчается про-
изводство клепальных работ.
Заклепки изготовляются из легких сплавов и сталей с выступающей
и потайной закладными головками.
Применяемые в самолетостроении заклепки нормализованы и име-
ют шифр, указывающий форму закладной головки, марку материала,
диаметр и длину стержня. Для того чтобы по внешнему виду различать
марку материала, на головках заклепок ставятся условные знаки в виде
выпуклых или углубленных точек, крестиков и т. д.
В табл. 17. 1 приведены наиболее употребительные марки материа-
лов, из которых изготовляются заклепки, и маркировка заклепок.
Заклепки из алюминиевых сплавов В94, В65 и Д18П термически
обрабатываются один раз и ставятся в конструкцию после естественного
старения.
Заклепки из сплава Д19П ставятся в конструкцию в свежезакален-
нсм состоянии, но это вызывает неудобства при выполнении клепальных
работ, так как эги заклепки необходимо закаливать через каждые 2 часа.
Поэтому такие заклепки применяются только в конструкциях, нагреваю-
щихся до 300° С. Заклепки из стали 15А ставятся в отпущенном состоя-
нии, а из стали ЗОХГСА (высокопрочные) — в закаленном.
В соединениях, обтекаемых воздушным потоком, обычно применяют-
ся заклепки с потайными головками. На современных самолетах такие
заклепки составляют примерно 65—70% общего их количества.
В зависимости от сочетания в заклепочном шве толщин склепывае-
мых деталей гнезда для головок потайных заклепок можно изготовлять
зенкованием, штамповкой или зенкованием и штамповкой.
368
Таблица 17.1
Материалы, из которых изготовляются заклепки, и маркировка заклепок
Алюминиевые сплавы Стали
В94 В65 Д18П Д19П АМц 15А (се- ле кт) 20ГА ЗОХГСА (высоко- прочные заклепки)
Напряжение на срез поставлен- ной в конст- рукции зак- лепки в кГ!мм^ 29 27,5 20 28 10 32 55 70
Маркировка заклепок (выпук- лый крест) Не маркируется (точка углуб- ленная) (точки выпук- лые) (точки выпук- лые) Не маркируется О (точка углуб- ленная) Не мар- кируется
В соответствии со способами образования гнезда для головки за-
клепок существуют несколько способов потайной клепки. Наибольшее
распространение получил способ потайной клепки, в котором гнездо для
головки заклепки зенкуется (см. рис. 17.1). Применяется этот способ
при толщине обшивки, превышающей высоту головки заклепки, т. е. ког-
да Зенкование гнезд для головок заклепок при меньшей толщине
обшивки ведет к снижению прочности заклепочного соединения.
Сравнивая различные методы потайной клепки, следует иметь в виду
различную трудоемкость их выполнения. Так, если принять трудоемкость
выполнения соединения заклепками с выступающими головками за 100%,
то при потайных заклепках она будет равна 120% при зенкованных гнез-
дах, 190% при штампованных и 210% при зенковании гнезд в каркасе
и штамповке их в обшивке.
§ 3. ОБРАЗОВАНИЕ ОТВЕРСТИЙ ПОД ЗАКЛЕПКИ
Отверстия для заклепок в соединяемых деталях сверлятся или про-
биваются. Наиболее распространенным способом является сверление от-
верстий, обеспечивающее наиболее высокое качество их.
Для повышения прочности заклепочных соединений необходимо про-
бивать отверстия меньшего диаметра, а затем рассверливать или про-
тягивать их до требуемого размера. При сверлении отверстий под за-
клепки диаметр сверла должен быть на 0,1—0,2 мм больше номинально-
го диаметра заклепки. Это позволяет легко вставлять заклепку в отвер-
стие и хорошо заполняться отверстию стержнем заклепки после клепки.
Отверстия для заклепок в зависимости от удобства подхода к месту со-
единения, количества отверстий и габаритов агрегата можно сверлить,
используя универсальные и специальные сверлильные станки, пневмати-
ческие или электрические дрели.
Универсальные сверлильные станки, используемые для сверления по-
лок лонжеронов и нервюр, стыковых гребенок и т. д., обеспечивают
большую производительность работ и хорошее качество отверстий.
В ряде случаев эти станки оснащают мносошпиндельными сверлильными
головками для повышения производительности. Для сверления и зенко-
359
вания отверстий в узлах и панелях больших габаритов применяют спе-
циальные сверлильные станки и стенды портального типа или в виде
специальных сверлильно-зенковальных установок.
На рис. 17. 2 показана сверлильно-зенковальная установка для свер-
ления и зенкования отверстий в панелях одинарной кривизны. На этой
установке возможно сверление и зенкование отверстий в стрингерах и
шпангоутах. Производительность установки 20—25 отверстий в минуту.
При сверлении отверстий в продольных швах панель фиксируется
в неподвижном состоянии, а головка СЗА-02 и прижим перемещаются
Рис. 17.2. Сверлильно-зенковальная установка СЗУ-Ф1:
1—панель; 2—копир; 3—головка СЗУ-02; 4—прижим; 5—рама для установки панели
вдоль шва. Головка и прижим устанавливаются в требуемое положение
(центр отверстия) по копирам автоматически. При сверлении отверстий
в поперечных швах—шпангоутах—головка и прижим фиксируются в не-
подвижном состоянии, а панель поворачивается на требуемый угол в за-
висимости от расстояния между отверстиями.
В ряде случаев сверлильная головка устанавливается на специаль-
ной траверсе, крепящейся непосредственно на сборочном приспособле-
нии (стапеле, рис. 17.3), что упрощает оснастку. Наиболее рационально
устанавливать в стапелях сверлильно-зенковальные агрегаты СЗА-02'.
В этом случае подача сверла на требуемую глубину, вывод его из от-
верстия и перемещение головки со сверлом на шаг отверстий в копире
происходят автоматически.
В самолетостроении для сверления отверстий применяют также руч-
ные пневматические и электрические дрели. Наибольшее распростране-
ние получили пневматические дрели благодаря их надежности в работе,,
малой чувствительности к перегрузкам, более плавному ходу и меньшему
весу по сравнению с электрическими.
Для удобства подхода к месту сверления на дрель надевают раз-
личные угловые насадки и удлинители, а для перпендикулярности оси
сверла к обрабатываемой поверхности дрель снабжают специальными
насадками (рис. 17.4).
370
Для работы с пневматическими и электрическими дрелями требуют-
ся исполнители высокой квалификации; работа на этих дрелях малопро-
изводительна и сопровождается большим шумом. Применение в произ-
водстве дрелей следует ограничивать, заменяя их специальными станка-
ми, сверлильными головками и агрегатами.
Гнезда для потайных головок заклепок зенкуются на том же обору-
довании, на котором сверлятся отверстия. При этом сверление и зенко-
Рис. 17.4. Зен-
кер с насадкой,
регулирующий
глубину гнезда
для потайной
головки за-
клепки:
1 — сверло-зенкер;
2 — подшипник;
3, 4 — гайки; 5 —
пружина; б — кор-
пус
Рис. 17.3. Установка в сборочном стапеле агрегата СЗА-02 для
сверления отверстий под заклепки в панелях:
/—стапель для сборки панели; 2—копиры по обводу панели; 3—траверса по
шагу сверления; 4—агрегат СЗА-02; 5—панель; б—рубильники стапеля
ванне можно проводить одновременно одним комбиниро-
ванным инструментом или раздельно двумя различными.
В первом случае производительность работ будет выше
в результате совмещения операций сверления и зенкова-
ния и сокращения вспомогательного времени на смену
инструментов.
Гладкость поверхности потайного заклепочного шва,
герметичность
и прочность соединения зависят от увязки геометрии головки заклепки и
гнезда для нее.
На универсальных и специальных станках отверстия зенкуют по
упорам, обеспечивающим заданную глубину гнезда. При зенковании от-
верстия пневматической дрелью на нее надевают специальную насадку,
позволяющую регулировать глубину гнезда.
Для штамповки гнезд для потайных головок заклепок применяют-
ся специальные приспособления, в которых геометрия матрицы и пуан-
сона увязана с размерами и формой головки заклепки.
Технологический процесс получения отверстий и гнезд для головок
заклепок является частью общего технологического процесса сборки уз-
ла, панели или агрегата.
Существуют три схемы технологического процесса сборки.
371
В первой из них сначала в каждой детали при помощи соответст-
вующих кондукторов и приспособлений сверлят отверстия и зенкуют
гнезда для заклепок, после чего детали собирают и соединяют клепкой.
Во второй схеме сначала детали собирают в приспособлении, затем
по направляющим отверстиям в одной из деталей преимущественно кар-
каса сверлят отверстия для заклепок в другой, после чего детали соеди-
няют клепкой.
По третьей схеме сначала детали каркаса и обшивки собирают в
приспособлении (стапеле) и сверлят в них отверстия для контрольных
заклепок или болтов. После постановки контрольных заклепок или бол-
тов собранные узлы или панели передают на клепальный автомат или
сверлильный станок для сверления всех отверстий и зенкования в них
гнезд для головок заклепок и затем — на прессы для клепки.
§ 4. КЛЕПКА
Виды клепки
Процесс клепки заключается в осаживании стержня заклепки и об-
разовании из выступающей части стержня замыкающей головки требуе-
мой формы.
В самолетостроении наиболее распространена плоская форма замы-
кающей головки заклепки.
Общая длина заклепки L для соединения пакета толщиной 5 опре-
деляется из соотношения (см. рис. 17. 1)
L=S + /3; l3— ~\,3d,
где /3 — припуск на замыкающую головку.
При образовании замыкающей головки стержень заклепки, запол-
няя отверстие, деформируется неравномерно, причем его диаметр со сто-
роны закладной головки будет меньше, чем со стороны замыкающей.
Неравномерное увеличение диаметра стержня вызывает коробление скле-
пываемых деталей, которое можно уменьшить, располагая во всех воз-
можных случаях закладные и замыкающие головки заклепок вразбежку
с одной и другой сторон склепываемого пакета. Коробление деталей
можно еще уменьшить, если замыкающие головки заклепок размещать
в пакете на стороне более толстой детали или детали из более прочного
материала.
Образование замыкающей головки происходит методом прессования
или ударом. При прессовой клепке применяют клепальные прессы или
автоматы, а при ударной — пневматические клепальные молотки.
Прессовая клепка характеризуется тем, что замыкающая го-
ловка заклепки формуется при равномерном сжатии стержня. Прессовую
клепку различают одиночную и групповую. При одиночной клепке за
один ход пресса расклепывается одна заклепка, а при групповой не-
сколько.
Клепальные прессы по эксплуатационному признаку разделяются на
стационарные и переносные. Возможность применения того или иного
типа пресса зависит от подходов к месту клепки, диаметра расклепывае-
мых заклепок, размеров узлов и панелей и других конструктивных и тех-
нологических факторов. В промышленности применяется большое коли-
чество различных прессов для групповой и одиночной клепки Ч
В табл. 17. 2 приведены технические характеристики некоторых прес-
сов, по которым выбирают требуемый для клепки тип пресса.
Некоторые типы прессов приведены на рис. 17. 5.
’ В. П. Г ригорьев, Клепка и клепальное оборудование в самолетостроении,
Оборонгиз, 1958.
372
Рассмотрим в качестве при-
мера пресс КП-602, предназначен- <
ный для автоматической группе- й
вой клепки плоских или одинар- s
,, °
нои кривизны узлов и панелей
(рис. 17.6). Пресс состоит из ста- £
нины 1, нижней 6 и верхней 2 кле-
пальных головок и выравниваю-
щего устройства 4.
На станине 1 пресса порталь-
ного типа установлены верхняя и
нижняя клепальные головки, ме-
ханизмы, перемещающие каретки
головок, и специальная аппара-
тура. Верхняя и нижняя клепаль-
ные головки смонтированы на спе-
циальных каретках, синхронно пе-
редвигающихся вправо или влево
в портале пресса. На верхней кле-
пальной головке 2 установлены
щупы 3 выравнивающего устрой-
ства 4 и верхний штамп 5 для
групповой клепки.
Четыре щупа 3 являются
датчиками механизмов, устанав-
ливающих склепываемую панель
в требуемое положение относи-
тельно верхнего и нижнего штам-
пов пресса.
Верхний клепальный штамп
установлен на специальной пи-
ноли и может перемещаться вверх
и вниз при помощи реверсивного
пневматического двигателя. При
движении верхнего штампа 5 вниз
в момент соприкосновения его
рабочей поверхности с поверх-
ностью склепываемой детали че-
рез систему микровыключателей
штамп выключается и останав-
ливается в требуемом положении.
Нижняя клепальная головка 6
имеет плунжер 7, перемещаю-
щийся вверх и вниз под давле-
нием масла, подаваемого насосом.
На плунжере установлен нижний
клепальный штамп 8, который
сжимает склепываемый пакет,
а затем образует замыкающие
головки заклепок.
Склепываемую панель 9 уста-
навливают на тележку 10 вырав-
нивающего устройства 4. Тележка
вместе с панелью может от при-
вода электродвигателя передви-
гаться по специальным направ-
ляющим 11, расположенным
та X о о о о с о ю
X О СО со о о О' со
Л о_< S- о г- ю> ОС
X СО
ф н
S
та
та та
—< О со со со о со о
О о о lO с ю со г-
ф та ф 'Х ОС I—<
Е 'СГ СМ см см см <
X и
X
о.
та о о о со о со о
ю о о о со о о
та X О lO ОС т—<
та ОС см см г—’ см W <
ч см
та о со о со о о О
о и о о со с с LO
ф о о см
та см —1 »—<
Е
S
ф н ф о с о о со с о
та О 1О о Ю со о YO
О см со т—4
с *0 CQ 'sf I—' г—<
Ф о
X та та та
та та сс S Ф _ о со о О со СО
О Ч f- О S' о с о о ш lO
н О х О J44"" со со
Ф X о О- “ 1—< »—< ——i т—< г—< т—<
ф Е е е
та Е-
CL О •
о * СО о чН о ю о
та ф X абоч! одов 1инут 3-4 12—2 »—t 1Л СМ 1 см см ю см 1 ю см о
о. И
1
ф ф о о о со о о о
о о о о о о о
та X Е (Л . И * о о о о о ю о см о см о ю> со ю
на г- со см т——(
00 тГ1 со т—1 1 1
х са
о О Е <-> Q
Л) Ф
та сх х к
та
та та СО со со т—-(
X К со т—<
Е
И И
О S
Е X
S о см
s та см
„ S о 00
2 со ю О г-н
та та И Q 1=1
fat
*—1 .Я
ДУ ем1
_ та 5? со СО
и 2 ю см СО
н л тар О —’ г-—1 I
Ф к ф ф Q та
та та
s - ч у
о га 1 00 »о см см см
со 1 см см Т—<
Gl
та
Ф
ф ю
£2^ см — со со ю ю
К о о с о о о 1
СО Ю ю CN । vQ СЧ
X X Е Е Е ►—1 U—< Е Е t СО
1—S ьс
373;
по обеим сторонам станины пресса и образующим эста-
каду.
Управление движением тележки производится оператором с пульта
управления 12 или автоматически при помощи специальных копиров.
Рис. 17.5. Прессы для клепки узлов и панелей
На прессе КП-602 можно клепать панели размерами 15X2,8 м, а
также пакеты переменной толщины заклепками одного диаметра, не пе-
ренастраивая для этого пресс. Склепываемые узлы и панели поступают
ла эти прессы с просверленными и зенкованными отверстиями и встав-
Ч-’ис. 17.6. Схема полуавтоматического пресса
КП-602 для групповой клепки:
/—станина; 2—верхняя клепальная головка; 3—щупы;
4—выравнивающее устройство; 5—верхний штамп; 6—
-нижняя клепальная головка; 7—плунжер; 8—нижний
клепальный штамп; У—панель; 10—тележка; 11—на-
правляющая; 12—пульт управления
ленными в них заклепками.
В процессе клепки на
прессе автоматически выпол-
няются следующие, переходы:
выравнивание поверхности па-
нели перпендикулярно осн кле-
пальных головок; подвод верх-
него и нижнего штампов к из-
делию, образование замыкаю-
щих головок заклепок и отвод
верхнего и нижнего штампов
в исходное положение; переме-
щение изделия на шаг группо-
вой клепки.
После выполнения клепки
по одному ряду заклепок опе-
ратор, пользуясь пультом
управления, перемещает кле-
пальные головки пресса на сле-
дующий ряд заклепок, затем
ставит панель в исходное по-
ложение и включает пресс на
автоматический цикл работы.
Пресс КП-602 и другие
прессы для групповой клепки
снабжаются набором сменных инструментов (штампов) для узлов
различной конфигурации.
374
Рис. 17.7. Пресс для групповой клепки с поддерживающим
устройством в виде специальных тележек:
1—стол; 2—продольная тележка; 3—поперечная тележка-. 4—копир
5—склепываемая панель; 6—верхний штамп пресса; 7—пульт управ-
ления
Назначение штампов—сжатие склепываемого пакета и образование
замыкающих головок заклепок. Иногда на нижнем штампе устанавлива-
ют микровыключатель для прекращения деформации заклепки, когда ее
головка достигает требуемого по высоте размера.
Производительность прессов одиночной и групповой клепки в зна-
чительной мере зависит от оснащения
портирующими устройствами, которые
держивать детали руками, облегчают
установку изделия на прессе и улуч-
шают качество клепки.
Существует большое количество
поддерживающих устройств. Эти уст-
ройства являются либо неотъемлемой
частью конструкции пресса, например,
в прессе КП-602, либо отдельным агре-
гатом. В последнем случае устройство
кинематически связано с прессом
(рис. 17.7).
На рис. 17.8 приведен стационар-
ный пневморычажный пресс КП-204
для одиночной клепки. Пресс состоит
из основания 1 и установленной на нем
сменной скобы 2, в которой устанав-
ливается склепываемая деталь. К верх-
ней части скобы крепится рабочая го-
ловка. При нажатии на педали 4
впускной клапан воздухораспредели-
тельной коробки 5 открывается, воздух
из сети входит в рабочую полость ци-
их поддерживающими и транс-
исключают необходимость под-
Рис. 17.8. Схема пресса КП-204:
1—основание; 2—сменная скоба; 3—шток;.
4—педаль; 5—воздухораспределительная ко-
робка; 6—поршень; 7—роликовый механизм;
8— рычаг
линдра и давит на поршень 6, который
перемещается вправо. Движение пор-
шня 6 при помощи роликового меха-
низма 7 и рычага 8 передается што-
ку 3. Последний, опускаясь вниз, фор-
мует замыкающую головку заклепки. После того как нажим на педаль 4
прекратится, вся система возвратится в исходное положение. В это»
375-
время изделие перемещают на следующую заклепку, и цикл работы
повтфяется.
В местах, где применение прессов групповой и одиночной клепки
затруднительно, используют переносные клепальные.
Все применяемые в промышленности стационарные клепальные
прессы выполняют только одну операцию — формование замыкающей
головки, а остальные операции (сверление и зенкование отверстий,
вставка заклепок) производятся на других станках.
Рис. 17.9. График для определения коэффициента ср повышения
производительности клепки при механизации отдельных операций
этого процесса
Общее оперативное время процесса клепки представляет собой сум-
му оперативных времен входящих в него операций, т. е.
Т(уп== Т'оп.сН" Т’оч.зЧ' СэП.В + Т'оп.к»
где Топ — полное оперативное время, затрачиваемое на
заклепочное соединение;
Топ.с, Топ.з, Топ.в, Топ.к — оперативное время соответственно на сверление
и зенкование отверстий, вставку заклепок и
клепку замыкающей головки заклепки.
_ Увеличить производительность клепки возможно автоматизацией и
механизацией отдельных операций. При этом необходимо иметь в виду,
что механизация и повышение производительности по одной какой-либо
операции незначительно сказываются на всем процессе клепки. Для опре-
деления путей повышения общей производительности процесса поль-
зуются специальным графиком, приведенным на рис. 17. 9, где ср — коэф-
фициент общей производительности процесса клепки, х— коэффициент
производительности рассматриваемого вида работ (операции), представ-
ляющий собой отношение оперативного времени этого вида работ до и
после его механизации. Например, для сверления отверстий
v ^оп.с
f •
С у.
л оп.с
Здесь Топ.с — оперативное время на сверление отверстия до меха-
низации;
Т’оп.с — оперативное время сверления отверстия после механизации;
Т
например, коэффициент производительности для клепки хк= и т. д.;
Т
оп.к
v — коэффициент, определяющий трудоемкость рассматриваемого
вида работ (операции) как часть общей трудоемкости и представляю-
щий собой отношение оперативного времени этого вида работ до меха-
376
низации к оперативному времени всего процесса клепки после механи-
т
зации. Например, для сверления отверстия ос = ,
Топ
где Гоп.с — оперативное время на сверление до механизации;
Топ— оперативное время всего процесса клепки до его механиза-
т
ции; для клепки = оп'- и т. д.
Топ
Покажем на конкретном примере, как пользоваться графиком
рис. 17. 9.
Если производительность операции образования замыкающей голов-
ки заклепки, доля трудоемкости которой в общей трудоемкости процесса
клепки данного изделия ук=0,3, будет при механизации увеличена в
10 раз, т. е. хк=10, то производительность всего процесса клепки увели-
чится только в 1,37 раза. Действительно, из графика следует, что коэф-
фициенту хк=10 по кривой uK=0,3=const соответствует <р=1,37.
Для значительного повышения производительности клепальных ра-
бот необходима комплексная механизация процесса по всем операциям.
В настоящее время ведутся работы по созданию автоматических
сверлильно-зенковальных станков, дыропробивных прессов, клепальных
прессов с механическим способом вставки заклепок в отверстия, автома-
тическим циклом операции непосредственной клепки и т. д. Наиболее
полно автоматизация и механизация клепальных работ осуществлены на
клепальных автоматах, которые выполняют весь комплекс операций
клепки: выравнивание склепываемых поверхностей изделий перпендику-
лярно оси инструментов, сжатие склепываемого пакета, сверление и зен-
кование отверстий, вставку заклепок, образование замыкающих головок
(клепку), передвижение изделия (или рабочих головок) на шаг клепки.
При выполнении перечисленных операций управление механизмами
производится при помощи программных устройств. В авиационной про-
мышленности СССР и за рубежом применяется большое количество
автоматов различных конструктивных схем. Рассмотрим некоторые
из них.
Клепальный автомат АКН-3 (рис. 17. 10) состоит из клепальной го-
ловки, каретки и системы управления. Клепальная головка с кареткой
может перемещаться вдоль склепываемого изделия с фиксацией положе-
ния головки в месте расположения нервюр. Кроме того, головка переме-
щается и по высоте. Этот автомат пробивает отверстие под за-
клепку, вставляет заклепку, образует замыкающую головку и пе-
ремещает клепальную головку на шаг клепки t. Автомат расклепывает
в минуту 12 заклепок диаметром 3 мм.
Автомат с несколькими головками для клепки панелей (рис. 17. 11)
сверлит и зенкует отверстия под заклепки, вставляет заклепки в отвер-
стия, расклепывает их и перемещает панель на шаг клепки t. В этом
автомате одновременно работают четыре клепальных головки, общая
производительность — 80 заклепок в минуту. Головки могут устанавли-
ваться на различном друг от друга расстоянии по ширине панели.
Автомат может быть настроен на работу заклепками диаметром 5 или
6 мм.
Ударная клепка характеризуется тем, что замыкающая го-
ловка заклепки образуется за несколько ударов клепального молотка.
Пневматические клепальные молотки благодаря незначительным
размерам, весу и возможности клепки ими в любом положении молотка
относительно изделия применяются на узловой, агрегатной и общей сбор-
ке. Принцип действия молотка заключается в использовании энергии
сжатого воздуха для сообщения поршню в цилиндре возвратно-поступа-
тельного движения, при котором он периодически наносит удары по об-
жимке, устанавливаемой на головку заклепки (рис. 17. 12). Возвратно-
377
поступательное движение поршня в цилиндре происходит автоматически
от воздухораспределительного устройства.
Расклепывается заклепка за 10—30 ударов поршня, причем момент
выключения молотка определяется рабочим. Молотки работают автома-
Рис. 17. 10. Клепальный автомат АКН-3:
1—клепальная головка автомата; 2—каркас для установки системы управления
автоматом; 3—каретка и система управления автоматом; 4—кнопки управления
автоматом; 5—склепываемое изделие
тически в любом относительно изделия положении (вертикальном, гори-
зонтальном или наклонном). Тип молотка выбирают с учетом свойств
материала и диаметра заклепки (табл. 17. 3).
Рис. 17.11. Автомат для клепки панелей:
1—портал; 2—клепальная головка; 3—склепываемая панель; ^—поддерживающая и транс-
портирующая каретка
Вес поддержки пневматического клепального молотка, оказывающий
большое влияние на качество шва и условия работы клепальщика, рас-
считывается по диаметру расклепываемой заклепки, мощности молотка
и количеству ударов для получения замыкающей головки.
378
Таблица 17.3
Характеристики некоторых типов пневматических клепальных молотков
при давлении сжатого воздуха в п 4тающей их сети 5 кГ^смЗ
Тип молотка Г pvnna мощности Диаметр дуралюми- новой зак- лепки мм Работа при одном ударе кГ-м Количество ударов в минуту Вес молотка кг
56КМП I 2—3 0,05-0,1 2000 1,0
57ККП-4 1 57КМП-5 1 II 3,5-5 0,2—0,3 1800 1500 1.6 2.1
6КМ 57КМП-6 1 III 5—6 0,5—0,7 1000 800 2,3 2,6
62-7КМ 1 8КМ 1 Молотки С ВИ на руку рабочего IV V брогасящим при клепке. 7—8 9—10 устройством 0,8—1 2-3 , которое ci 1100 400 4ижает от да 40 4,5 чу удара
Для уменьшения вредного воздействия силы отдачи удара молотка
на руки рабочих применяют поддержки с виброгасящим устройством*
8 9 Ю
1—пружина; 2—обжимка; 3—втулка; 4—ци-
тиндр; 5—поршень; 6—золотник; 7—кольцо;
ft—рукоятка; 9—клапан: 10—втулка; 11—ку-
рок
снабженном пружиной, которая, сжимаясь при ударе, частично гасит
силу удара при клепке и уменьшает отдачу на руку рабочего.
Преимущества клепки на прессах и автоматах в сравнении
с клепкой пневматическими молотками
При производстве самолетов необходимо выполнять ряд требований,
определяющих его качество, и в первую очередь прочность и аэродина-
мические обводы секций и агрегатов. Эти требования с точки зрения
клепально-сборочных работ могут быть удовлетворены только при ис-
379
пользовании совершенного инструмента для образования отверстий и
клепки.
Большой опыт применения различных видов клепального оборудова-
ния и исследования процессов клепки показали, что прессовая клепка
(одиночная, групповая, автоматическая) имеет следующие преимущества
перед ударной, т. е. пневматическими молотками:
— большая производительность труда за счет применения групповой
клепки;
— стабильность качества соединений в связи с тем, что процесс
клепки не зависит от квалификации рабочего;
— лучшее качество поверхности клепаного шва, отсутствие на ней
забоин и подсечек, а также местных повреждений на внешней и внутрен-
ней поверхностях соединяемых элементов;
— незначительность местных и общих деформаций склепываемого
изделия благодаря равномерной и стабильной деформации заклепок в
процессе клепки;
— улучшение условий труда в результате отсутствия шума и вред-
ного воздействия ударов на организм клепальщика и его подручного.
Наряду с улучшением качества заклепочного шва при прессовой
клепке снижаются затраты на клепальные работы. Расчеты показывают,
что стоимость прессовой одиночной клепки ниже ударной пневматически-
ми молотками на 20—25%, а групповой — в 3—4 раза.
Автоматизация и механизация клепальных операций ускоряют и
удешевляют технологический процесс клепки. Например, применение
сверлильных станков и сверлильно-зенковальных автоматов обеспечива-
ет в сравнении с пневматическими дрелями лучшее качество отверстий
для заклепок, повышает производительность и улучшает условия труда.
В самолетостроении непрерывно ведутся работы по механизации и
автоматизации клепально-сборочных работ. Уровень механизации кле-
пально-сборочных работ во многом зависит от способа и степени чле-
нения самолета. При рациональном членении самолета прессовая авто-
матическая клепка может быть применена для постановки 70—80%
всего количества заклепок.
Внедрение в производство прессов, станков и клепальных автоматов
позволит по-новому организовать технологические процессы клепально-
сборочных работ и создать ритмичную поточную сборку узлов, панелей
и секций.
§ 5. СПЕЦИАЛЬНЫЕ ЗАКЛЕПКИ
Кроме описанных ранее типов заклепок, в самолетостроении приме-
няют и специальные — заклепки с высоким сопротивлением срезу и за-
клепки для односторонней клепки.
Технология клепки такими заклепками и применяемый на некото-
рых операциях и переходах инструмент несколько отличаются от рас-
смотренных ранее.
Заклепки с высоким сопротивлением срезу применяются в закле-
почных соединениях, воспринимающих большие срезывающие усилия.
В таких соединениях прочность на срез заклепок из легких сплавов не-
достаточная, а при использовании обычных (стержневых) стальных за-
клепок их необходимо перед постановкой в отверстие нагревать, что зна-
чительно усложняет выполнение работ.
Заклепка с высоким сопротивлением срезу состоит из двух частей:
стержня 1 из стали ЗОХГСА и кольца 2 из алюминиевого сплава Д18
(рис. 17. 13). Один конец стержня заклепки высажен в закладную потай-
ную или плоскую головку, другой имеет специальную кольцевую выточ-
ку. Стержень заклепки термически обработан до сг=125 кГ/мм2 и от-
шлифован.
380
Технологический процесс образования соединения заклепками этого
типа включает следующие основные операции: сверление, зенкование,
развертывание или протягивание отверстий, постановку заклепок в от-
верстия, установку колец и образование замыкающих головок заклепок.
Рис. 17. 13. Схема технологического процесса постановки заклепок с вы-
соким сопротивлением срезу:
а—установка заклепки в отверстие; б—надевание кольца; в—обжатие кольца; г—
заклепки после обжатия кольцщ 1—стержень заклепки; 2—кольцо; 3—обжимки;
4—отходы (излишек материала кольца)
Все эти операции выполняются на обычном клепальном оборудовании,
причем из всех применяемых при клепке инструментов специфической
является лишь обжимка 3. Эта обжимка имеет отверстие для выхода из-
лишнего материала после осадки кольца на стержень заклепки.
Заклепки с высоким сопротивлением срезу клепают на прессах оди-
ночной клепки или пневмомолотком; кроме того, они дороги в изготов-
лении из-за необходимости выполнения кольцевой выточки на стержне
для фиксации кольца.
Заклепки для односторонней клепки применяются в местах, где нет
доступа к замыкающей головке заклепки. В таких случаях применя-
Рис. 17. 14. Схема технологического процесса постановки заклепок с
сердечником:
1—сверление отверстия; 2—вставка заклепки в отверстие; 3—образование замы-
кающей головки; 4—обрыв сердечника; 5—удаление выступающей части сер-
дечника; 6—готовое соединение
ются заклепки с сердечником (рис. 17. 14) и двухкамерные взрывные.
Отверстия и гнезда для головок таких заклепок выполняются обычным
инструментом.
Для получения замыкающей головки заклепок с сердечником при-
меняют ручные клещи или переносный пресс, а для постановки взрывных
заклепок — специальный электронагреватель, нагревающий заряд взрыв-
чатого вещества до температуры, при которой происходит взрыв и обра-
зуется замыкающая головка.
381
изготовлении деталей,
Рис. 17. 15. Схема распо-
ложения герметиков в
клепаных швах
§ 6. СПОСОБЫ ГЕРМЕТИЗАЦИИ ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЙ
Утечка воздуха или топлива через заклепочный шов может проис-
ходить через зазоры между деталями, стенками отверстия и стержнем
заклепки, между поверхностью детали и закладной головкой заклепки.
Герметизация клепаных швов достигается:
— плотной подгонкой склепываемых деталей по поверхности их
соприкосновения. Для этого необходимо повышать точность обводов при
соединяемых клепкой, и применять сжатие их пе-
ред клепкой;
— равномерным заполнением отверстий
стержнем заклепки;
— соблюдением требований, установленных
нормалями к диаметрам отверстий для заклепок,,
углу развала зенкера и глубине зенкерования
гнезд для головок заклепок.
Для герметизации заклепочных швов приме-
няют также специальные уплотнители. В само-
летостроении наиболее распространены липкие-
уплотнители, так как они, кроме упругости, обла-
дают свойствами сцепления с металлом, что по-
вышает степень герметизации шва в сравнении
с упругими уплотнителями.
Технические характеристики некоторых из применяемых в самолето-
строении герметизирующих материалов (герметиков) приведены в
габл. 17. 4.
Герметизация заклепочного шва осуществляется одним из следую-
щих способов (рис. 17. 15):
а — внутришовной герметизацией, при которой герметики проклады-
ваются между соприкасающимися поверхностями склепываемых де-
талей;
б—поверхностной герметизацией, когда герметик наносится на
внутренние (не обтекаемые воздушным потоком) поверхности склепы-
ваемых деталей;
в — смешанной герметизацией, объединяющей оба первых способа,
т. е. внутришовной и поверхностной.
При поверхностной герметизации изделие (панель, секция или агре-
гат) сначала собирается полностью, затем по окончании сборочно-кле-
пальных работ и контроля герметизируется.
Технологический процесс поверхностной герметизации заклепочного
шва включает обезжиривание соприкасающихся поверхностей и нанесе-
ние на них подслоя (грунта), затем герметика, термообработку герметика
и контроль качества герметизации заклепочного шва.
При внутришовной герметизации заклепочного шва операции по
сборке, клепке и герметизации чередуются между собой, что в значи-
тельной степени усложняет и удлиняет процесс сборки и герметизации
(рис. 17. 16).
Количество, содержание и последовательность операций при внутри-
шовной герметизации заклепочного шва определяются свойствами и ви-
дом герметика. Так, например, при использовании герметика типа тиокол
необходимы все операции, указанные на рис. 17. 16.
По средним данным трудоемкость внутришовной герметизации в 3—
4 раза выше, чем поверхностной.
Смешанный способ герметизации заклепочного шва, включающий!
все операции внутришовной и поверхностной герметизации, имеет наи-
большую трудоемкость и длительность по времени и применяется при
изготовлении емкостей, к которым предъявляются повышенные требова-
ния герметизации.
382
Технические характеристика Герметиков для 'заклепочных швов
Таблица 17.4
Марка герметика Предельная температу- Состояние герме- тика в месте ею применения Инструмент или способ нанесения слоя герметика Толщина Условия отверждения герметика Марка материала ПОДСЛОЯ
ра приме- нения гер- метика °C слоя герметика м м темпера- тура ° с* время вы де ржки час Область применения
У-,30 м УТ-34 —60 + 130 Раствор Паста Кисть, шприц Шпатель 1,5-2 20 . 50-150 Клей 88 или клей Б-50 Герметизация заклепочных швов кабин самолета и емко- стей для топлива
ВТУР В И-32-4 —60 + 150 Раствор » Кисть, полив То же 0,5—0,8 3 -4 слоя . 20 30-100 (для каж- дого слоя) — Герметизация заклепочных швов емкостей для топлива
ТГ-18 РА-6 —60 + 150 —50 + 135 Замазка Лента Жидко ть—лак Шпатель Наложение лен- ты Кисть, пульве- ризатор 1 (олив 0,5-2 0,3- 0,5 (5—10 сло- ев) 50 200 20 2—5 (для каждого слоя) — Герметизация заклепочных швов емкостей для топлива
У-20А Тиокол -50 +50 Лента Замазка Наложение лен- ты Шпатель 0,3-0,4 20 4 — Герметизация заклепочных швов кабин самолета
На рис. 17. 17 приведен пример смешанной — трехбарьерной герме-
тизации кессона-бака крыла. При таком методе нанесение всех слоев
герметика занимает 180 час, а суммарная выдержка на воздухе в про-
Основные операции технологичес-
кого процесса сборки при Buy три-
шовной герметизации заклепоч-
ных швов
Прокалывание
отверстий для
заклепок в
герметике
Клепка
Контроль
герметизации
операции сворки и герметизации,
применяющиеся при всех видах
герметиков
---операции герметизации, приме -
нянлциеся при некоторых видах
герметиков
,______
( Термообработка^
, герметика ~ (
рри повышенной ।
рпемпературеj
Рис. 17. 16. Схема технологического процесса сборки и клепки при внутришовной герме-
тизации заклепочных соединении
цессе герметизации (сушка отдельных слоев) — 230 час, таким образом,
общий цикл работ по герметизации кессона-бака крыла длится 410 час.
Сократить трудоемкость герметизации и время выдержки можно ме-
ханизацией работ и принудительной сушкой слоев герметика путем на-
грева (горячим воздухом, электроприборами и т. д.).
Рис. 17. 17. Пример смешанной герметизации кессона-ба-
ка для жидкого топлива:
с_схема кессона-бака; б—расположение герметика в шве; 1—
обшивка- 2—стрингер; 3—герметизирующая пленка «бутафоль»;
4— паста’ У-ЗОмэс; 5—герметик ВТУР (сплошное покрытие внут-
реннего объема кессона-бака)
Рассмотрим кратко способы выполнения наиболее характерных опе-
раций герметизации клепаных соединений.
1. Обезжиривание поверхностей промывкой или протиркой их бен-
зином Б-70 или специальными смывками.
38
2. Нанесение герметиков на поверхность различными способами, а
именно:
а) жидкие герметики наносятся кистью, пульверизатором или просто
наливаются на поверхности. В последнем случае применяются специаль-
ные приспособления. Например, при поверхностной герметизации топлив-
ного отсека крыла изнутри в него наливают небольшое количество жид-
кого герметика, после чего отсек устанавливают в специальное приспо-
собление, в котором он вращается со скоростью 0,5—1 обIмин (см.
рис. 17. 17, а). При вращении герметик разливается тонким слоем по
внутренней поверхности отсека. Оставшийся герметик сливается из от-
сека, а образовавшаяся на его внутренних поверхностях пленка герме-
тика просушивается При нанесении жидкого герметика в несколько сло-
ев отдельно просушивается каждый слой. Пленки герметика сушатся
Рис. 17. 18. Схема контроля герметичности отдельных
участков шва методом вакуума:
/—вакуумметр; 2—колпак; 3—вакуум-насос; 4—мыльная пе-
на; 5—заклепочный шов
инфракрасными электролампами, горячим воздухом или сухим паром;
б) герметики в виде замазки или паст наносят шприцем, шпателем,
а в некоторых случаях укладывают жгутами;
в) герметики в виде матерчатых лент укладывают вручную на по-
верхности деталей в зоне шва.
3. Термическая обработка некоторых герметиков (например ТГ-18)
при повышенной температуре. Для этого герметизируемые изделия
помещают в специальные нагревательные камеры или установки, в ко-
торые подается горячий воздух.
4. Сборка и клепка герметизируемых изделий производится на том
же оборудовании с применением тех же инструментов и приспособлений,
что и негерметизированных.
5. Контроль качества герметизации заклепочных соединений (поопе-
рационный в процессе клепки и общий по готовому изделию) следующи-
ми методами:
а) созданием вакуума на испытываемом участке шва;
б) нагнетанием сжатого воздуха внутрь изделия;
в) нагнетанием в контролируемое изделие сжатого воздуха в смеси
с другими газами (например аммиаком, фреоном и т. д.);
г) заливкой топлива (керосина) при испытании на герметичность
топливных отсеков.
Степень герметизации отдельных участков заклепочного шва герме-
тической кабины контролируют методом вакуума по схеме, приведенной
на рис. 17. 18. При создании вакуума под прозрачным колпаком по взду-
тию мыльных пузырей определяют место утечки воздуха.
Контроль степени герметизации кабины сжатым воздухом заключа-
ется в определении времени, в течение которого давление в кабине в ре-
13 5173
385
зультате утечки из нее воздуха падает от начального рн до конечного
Ркон-
Допустимый перепад давления в кабине за определенный промежу-
ток времени при ее испытании Др=рн—ркон зависит от назначения каби-
ны и условий ее эксплуатации. Так, для герметических кабин самолетов
перепад давления Др=0,4-ь0,7 кГ/см2 при рн=1,5-?-1,8 кГ1см2 и рКОн=
= 1,1 кГ1см2, время снижения давления от рн до ркон равно 1 часу.
Испытание кабины методом давления позволяет определить общую
степень ее герметизации, но не дает возможности установить места утеч-
ки воздуха. Для определения мест утечки воздуха пользуются методом
Рис. 17. 19. Схема контроля герметичности галоидным
методом с применением течеискателя ГТИ-3:
1—течеискатель ГТИ-3; 2—щуп; 3—контролируемый шов; 4—из-
делие; 5—баллон с фреоном-12
вакуума или нагнетания в нее сжатого воздуха, смешанного с аммиаком,
в количестве 1 % объема кабины. В последнем случае на испытываемые
швы накладывают бумагу, пропитанную 50°/о-ным раствором азотнокис-
лой ртути, которая в местах утечки из кабины смеси воздуха и аммиака
покрывается темными пятнами.
Топливные отсеки чаще всего испытывают на герметичность залив-
кой в них керосина. Перед испытанием заклепочные швы топливного от-
сека снаружи покрывают раствором мела в воде и затем его просуши-
вают. В испытуемом топливном отсеке керосин находится под давлением
Рн> величина которого обусловлена техническими условиями. При испы-
тании на меловой окраске топливного отсека в местах утечки образуются
темные пятна.
Для контроля герметичности применяют различного вида течеиска-
тели. Это позволяет более объективно оценить качество изделий и спо-
собствует механизации и автоматизации процесса контроля. На
рис. 17. 19 приведена схема контроля герметичности с применением гало-
идного течеискателя типа ГТИ-3.
Проверяемое на герметичность изделие заполняют смесью фреона с
воздухом под избыточным давлением. Клепаные швы проверяют щупом,
а по шкале прибора наблюдают за утечкой. Галоидный метод контроля
герметичности обладает высокой чувствительностью.
В случае обнаружения утечек производят дополнительную гермети-
зацию, устанавливая заклепки большего диаметра или нанося допол-
нительный слой герметика.
§ 7. СПОСОБЫ КОНТРОЛЯ КАЧЕСТВА ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЙ
Требуемые размеры и допустимые отклонения параметров, харак-
теризующих заклепочный шов, устанавливаются в технических услови-
ях, -которые учитывают назначение самолета или вертолета.
Ззб
В процессе изготовления клепаных агрегатов контролируют каче-
ство внутренних поверхностей и размеры отверстий; форму и размеры
гнезд для заклепок; форму и размеры закладных и замыкающих голо-
вок, заклепок, а также плотность прилегания соединяемых деталей в го-
товом шве; герметичность соединения.
В зависимости от объекта сборки и месторасположения на нем за-
клепочных швов контролировать их качество можно пооперационно (по
каждой операции), по готовому шву и на готовом изделии.
На неответственных узлах и панелях качество некоторых заклепоч-
ных швов не подвергается пооперационному контролю, а контролируется
при приемке детали или узла в целом.
Наиболее распространенным методом контроля заклепочного шва
являются внешни?! — визуальны?! осмотр и определение размеров основ-
ных параметров шва универсальным и специальным инструментом.
Основными мероприятиями по повышению качества заклепочных со-
единени?! являются: дальнейшая механизация и автоматизация процес-
сов клепки, создание и внедрение в производство приспособлений, обес-
печивающих заданную геометрию шва, повышение квалификации рабо-
тающих.
§ 8. ТЕХНИКА БЕЗОПАСНОСТИ
Основными причинами, вызывающими профессиональные заболева-
ния и несчастные случаи, являются:
— вибрационные колебания пневматических клепальных молотков
и поддержек;
— значительный шум пневматических дрелей и молотков;
— недостаточно жесткое крепление собираемых изделий и инстру-
мента;
— нарушение согласованности в работе клепальщика и подручного.
Для улучшения услови?! труда и устранения причин возникновения
несчастных случаев ведутся большие работы в направлении дальнейшей
механизации клепально-сборочных работ, т. е. замены ручных пневмати-
ческих дрелей и молотков сверлильными станками и прессами, и совер-
шенствования пневматических инструментов (дреле?! и молотков). В про-
мышленности начали применяться пневмодрели с глушителями, снижаю-
щими шум, вызываемый этими инструментами.
Особое внимание уделяется снижению вредных последствий, вызы-
ваемых клепкой пневматическими молотками. В промышленности нача-
ли применяться клепальные молотки и поддержки с виброгасящими уст-
ройствами. Кроме того, молотки и поддержки имеют покрытие для пре-
дохранения рук работающего от резких вибраций и переохлаждения.
§ 9. ТИПОВОЙ ПРИМЕР СБОРКИ ПАНЕЛИ КЛЕПАНОЙ КОНСТРУКЦИИ
Заклепочные соединения широко используются при сборке узлов
и панелей, изготовляемых из листов и профиле?! алюминиевых, магние-
вых и титановых сплавов. Клепка как метод соединения для этих мате-
риалов оправдывается тем, что она обеспечивает наибольшую выносли-
вость в сравнении со сваркой и склеиванием. Сборка узлов и панелей
клепаной конструкции производится обычно в приспособлениях с бази-
рованием деталей по их поверхностям или по сборочным отверстиям.
Рассмотрим в качестве примера процесс сборки панели с продоль-
ным набором (рис. 17.20). В панели размером 13X2,3 м, изготовленной
из листов и профилей сплава Д16А-Т, имеется 12 000 заклепок, из кото-
рых 80% —с потайными головками. Толщина склепываемого пакета 8___
12 мм. При предварительной сборке ставится примерно 30% общего ко-
13*
387
личества заклепок в панели. Сборка производится по базе — внешняя
поверхность обшивки (рис. 17.21).
Рассмотрим технологический процесс, при котором сборка выполня-
ется на нескольких рабочих местах. Последовательность основных опера-
ций в этом случае следующая.
Рис. 17.20. Панель:
1—листы обшивки,- 2—стрингер; 3—заклепочные швы
Стапельные работы:
— установка стрингеров 4 в пазы ложементов 2;
— установка обшивки по упору 7;
— закрытие рубильников 3 и закрепление зажимов рубильников
(силы Q);
— сверление отверстий под контрольные заклепки (^30%) пневмо-
дрелью по направляющим отверстиям (НО) в -стрингерах (см. стрелку
D на рис. 17. 21);
— зенкование этих отверстий пневмодрелью с зенковальной посад-
кой (см. стрелку ЗН);
— вставка вручную и клепка
пневмомолотком контрольных за-
клепок;
— контроль качества клепки;
— снятие панели со сборочного
приспособления и передача ее на
следующий этап сборки.
Внестапельные работы:
— сверление и зенкование ос-
тавшихся ( — 70%) отверстий! на
одношпиндельном сверлильно-зен-
ковальном автомате;
— вставка заклепок в отвер-
стия вручную;
— клепка заклепок на прессе
групповой клепки;
— доработка и контроль каче-
ства клепки.
Рис. 17.21. Приспособление для сборки
панели:
/—рама приспособления; 2—ложемент; 3—ру-
бильник; 4—стрингер; 5—обшивка; 6—прижим;
Под доработкой имеется в виду
возможная замена заклепок после
контроля.
Схематически процесс сборки
г—упор панели по этой технологии при по-
точной организации производства
показан на рис. 17.22. Узлы и панели могут собираться по различным
технологическим процессам, которые, обеспечивая получение изделий
требуемого качества, отличаются друг от друга технико-экономическими
показателями, т. е.
— технологической себестоимостью панелей;
— требуемой для сборки панелей площадью;
— продолжительностью цикла сборки.
388
Б табл. 17. 5 приведены показатели различных вариантов сборки па-
нели, приведенной на рис. 17. 20, для программы Мр=305 комплектов па-
нелей (левая и правая) в год.
Рис. 17.22. Схема варианта I процесса сборки клепаной па-
нели:
/—приспособление для предварительной сборки (ППС); 2—стеллаж для
промежуточного хранения и установки панели в транспортную тележ-
ку (СТ); 3—сверлилью-зенковальиый автомат (СЗА); 4—стол для встав-
ки заклепок (ВЗ); 5—пресс групповой клепки (КП); 6—стеллаж для
доработки и контроля (Д-К)
Таблица 17£
Технико-экономические показатели различных вариантов сборки панели
Схема варианта Последовательность сборки, применяемое оборудование Показатели в %
Ст Ц
I ППС- СЗА- ВЗ- КП- ДК 100 100 100
II ППС-»АСЗВК-»ДК 80 65 50
III ППС (ПД+КМ)->ДК 140 25 170
П римечание. АСЗВК—автомат для сверления, зенкования , вставки
заклепок и клепки; ПД+КМ—пневмодрель+пневмомолоток; Сг—технологи-
ческая себестоимость; F—занимаемая площадь; Ц—цикл сборки.
Из рассмотренных в таблице вариантов оптимальным является вы-
полненный по схеме II, имеющий наилучшие технико-экономические по-
казатели. Кроме того, этот вариант предусматривает использование кле-
пального автомата, что позволит получать и высокое качество продукции.
Глава XVIII
ТЕХНОЛОГИЧЕСКАЯ ХАРАКТЕРИСТИКА СВАРНЫХ
СОЕДИНЕНИЙ И ТИПОВЫЕ ПРИМЕРЫ СБОРКИ СВАРНЫХ
УЗЛОВ И ПАНЕЛЕЙ
Сварка представляет собой процесс получения неразъемною соеди-
нения, при котором в результате местного нагрева и давления возникают
силы молекулярного сцепления соединяемых деталей \
Сварка как метод соединения применяется при сборке — соедине-
нии металлических и неметаллических материалов.
1 В этом разделе даны только краткие сведения о процессах сварки, необходимые
для понимания технологии сборочно-сварочных работ. Металлургические и тепловые
процессы сварки изучаются в специальном курсе.
389
При производстве самолетов, вертолетов и других летательных аппа-
ратов применяют дуговую электрическую, контактную электрическую и
газовую сварку.
При электрической дуговой и газовой сварке, т. е. сварке плавлени-
ем, металл в зоне шва нагревается до перехода в жидкое состояние, пе-
ремешивается между собой и образует одну общую ванну (рис. 18. 1).
Рис. 18.1. Ручная дуговая сварка металлическим (обмаз-
ным) электродом:
1—электрод, являющийся и присадочным материалом; 2—электродо-
держатель; 3— токопровод; 4—источник тока; 5—свариваемые детали
После охлаждения и затвердевания металла в ванне отдельные де-
тали соединяются в одно целое. Наплавленный в местах соединения ме-
талл имеет литую структуру. Для заполнения зазора между свариваемы-
ми деталями в зону сварки вводится присадочный материал, который,
расплавляясь одновременно с основным металлом, входит в состав на-
плавленного металла.
При электроконтактной сварке металл соединяемых деталей нагре-
вается до пластического состояния и сжимается в зоне нагрева. В момент
сжатия благодаря взаимной диффузии металла в зоне сварки (контакта)
возникают силы молекулярного сцепления, соединяющие отдельные де-
Рис. 18.2. Схема процесса электроконтактной
точечной сварки давлением
тали в одно целое. '
Схема процесса электро-
контактной сварки приведена
на рис. 18. 2. К деталям 1 и 2,
установленным между электро-
дами 3 и 4, по токопроводам 5
подводится электрический ток
от сети переменного тока 7 че-
рез трансформатор 6. В про-
цессе сварки электроды сжи-
мают свариваемые детали с
силой Р.
Наиболее широкое приме-
нение в самолетостроении по-
лучили аргонно-дуговая элек-
тросварка плавящимся элек-
тродом, дуговая автоматическая под слоем флюса, дуговая ручная пла-
вящимся электродом, электроконтактная точечная или роликовая.
В последние годы внедряется ультразвуковая точечная сварка, свар-
ка дуговой плазмой, электронным лучом в вакууме, световым лучом.
Каждый из приведенных способов сварки может выполняться вруч-
ную или автоматически с использованием различного оборудования. Так,
например, дуговая сварка применяется в виде ручной плавящимся элек-
тродом, аргонно-дуговой ручной или автоматической, автоматической под
390
слоем флюса и т. д. Электроконтактная сварка может быть точечной,
роликовой и стыковой.
Указанные выше виды сварки значительно отличаются одна от дру-
гой по технологическому процессу (применяемому оборудованию, при-
способлениям и инструменту). Например, для сварки плавлением харак-
терно расплавление металла, яркое пламя и высокая температура в зоне
сварки, что требует специальной подготовки кромок свариваемого из-
делия в зоне сварки, специфического оборудования, приспособлений и
инструмента.
Электроконтактная сварка требует уже другой технологической
оснастки, которая обеспечивала бы нагрев соединяемых деталей импуль-
сами тока и сжатие их.
§ 1. ПРОЦЕССЫ СБОРКИ ПРИ ПОМОЩИ СВАРКИ ПЛАВЛЕНИЕМ
Сварка плавлением по способу выполнения может быть газовой и
дуговой.
Дуговая сварка в противоположность газовой наиболее широко при-
меняется как в самолетостроении, так и в других отраслях машинострое-
ния. Объясняется это простотой сварочного оборудования и возможно-
стью широкой механизации и автоматизации сварочных работ.
Дуговая сварка
Дуговая сварка выполняется плавящимся металлическим электро-
дом, являющимся одновременно и присадочным металлом (см.
рис. 18. 1), и неплавящимся угольным или вольфрамовым электродом.
Первый метод был предложен в 1888 г. русским инженером Н. Г. Славя-
новым, второй — в 1882 г. также русским инженером Н. Н. Бенардосом.
В самолетостроении наибольшее распространение получили следую-
щие методы дуговой сварки:
— аргонно-дуговая ручная и автоматическая;
— автоматическая под слоем флюса;
— ручная плавящимся электродом.
Технологический процесс сварки включает комплекс следующих
работ:
— вспомогательные операции (подготовку деталей к сварке, правку
их после сварки, удаление флюса с поверхности швов);
— сборочные операции (установку деталей в сборочное положение
и закрепление их);
— сварочные операции (прихватку и сварку);
— контрольные операции (контроль подготовки кромок, качества
прихватки и сварки).
Краткое содержание этих операций и последовательность их выпол-
нения приведены в табл. 18. 1. Рассмотрим основные операции, а также
методы дуговой сварки плавлением и возможные области их приме-
нения.
Подготовка кромок свариваемых деталей является первой опера-
цией технологического процесса сборки-сварки. Способы и средства,
применяемые при этом, определяются видом шва, толщиной сваривае-
мых деталей и их конструкцией.
В рабочих чертежах деталей, соединяемых сваркой, указываются
все необходимые размеры для обработки кромок под сварку. Эти детали
в процессе изготовления должны обрабатываться в такой последователь-
ности, чтобы, поступая на сварку, они уже имели соответствующим обра-
зом подготовленные кромки. Наиболее рациональным способом подго-
товки кромок следует считать механическую обработку на станках, так
как при резке ножницами и ручным дуговым резаком кромки получают-
391
Таблица 18.1
Название операций
Нанесение
защитных
покрытий
ся неровными. Учитывая это, после резки на ножницах или ручным дуго-
вым резаком кромки необходимо обрабатывать на металлорежущих
станках.
При расчетах размеров заготовок предусматривают припуски для
компенсации усадочных деформаций и на доработку изделий после
сварки.
Свариваемые поверхности после обработки кромок на ширине 50—
60 мм по одну и другую стороны шва очищаются от ржавчины, масла,
лакокрасочных покрытий, влаги и загрязнений обдувкой песком, обра-
боткой наждачными кругами, металлическими щетками или химически-
ми составами.
Рис. 18.3. Сборочно-сварочное приспособление для прихватки
фланцев к обечайке:
/—фланец; 2—обечайка; 3—плита; 4—опорное кольцо; 5 и 6— фиксаторы;
7—прижимное кольцо; 8—крышка; 9—гайка
Сборка изделия и прихватка сваркой входящих в него деталей про-
изводятся в сборочно-сварочных приспособлениях, обеспечивающих наи-
выгоднейшую последовательность операций сварки, установку сваривае-
мых деталей в сборочное положение, сохранение их формы и размеров.
Сборочно-сварочные приспособления служат для прихватки (предвари-
тельного соединения сваркой) деталей или для окончательной их сварки.
Приспособление для прихватки фланца 1 к обечайкам 2 приведено
на рис. 18. 3. Положение обечайки в приспособлении фиксируется по вы-
точке в опорном кольце 4 прижимным кольцом 7 и фиксатором 6. На
обечайку надевают крышку 8, закрепляя ее гайкой 9. При помощи фик-
сатора 5 фланец 1 устанавливают в требуемое положение и соединяют —
прихватывают к обечайке.
Доработка деталей после их прихватки включает устранение про-
жогов, контроль взаимного положения и правку свариваемых деталей.
При ручной сварке плавящимся электродом с об-
мазкой флюсом изделие с прихваченными сваркой деталями уста-
навливают на столе сварщика или в специальном приспособлении.
Качество сварного шва зависит от степени и равномерности местного
нагрева свариваемых деталей и количества дополнительно нанесенного
на сварной шов металла (присадочного).
Температура нагрева свариваемых деталей является функцией двух
параметров: длины сварочной дуги (расстояние между электродом и сва-
риваемой деталью) и времени нагрева. Короткая сварочная дуга длиной
не более диаметра электрода обеспечивает наилучшее качество сварки.
393
Излишне длинная дуга плохо плавит металл, больше его разбрызгивает
и дает плохой шов. Длина дуги и время прогрева металла определяются
самим сварщиком, поэтому качество и производительность сварки зави-
сят в основном от его квалификации и опыта.
Ручная дуговая сварка плавящимся электродом с обмазкой флюсом
применяется для прихватки деталей и для сварки швов незначительно?!
длины и сложной конфигурации.
Преимущество ручной сварки — простота приспособлений и инстру-
мента, возможность выполнения сварки в местах с затрудненными под-
ходами, в различных помещениях (например, в цехах общей сборки) и
вне помещений. К недостаткам ручной дуговой сварки следует отнести:
неравномерность толщины наплавляемого металла по длине шва, образо-
вание пустот внутри шва, большое количество прожогов, особенно при
Рис. 18.4. Схема ручной аргонно-дуговой сварки:
1—аргон; 2—горелка; 3—защитная оболочка; 4—электрод; 5—деталь; 6—источник
тока; 7—дуга; 8—присадочная проволока
сварке тонких листов в связи с трудностью регулирования длины дуги,
небольшая скорость сварки, нестабильность качества шва и зависимость
его от квалификации сварщика.
Ручная сварка в среде защитных газов применяется
для деталей из малоуглеродистых нержавеющих сталей, алюминия и
алюминиевых сплавов. Сущность этого метода заключаемся в том, что
детали и электроды на свариваемом участке защищаются от действия
окружающего воздуха газом аргоном, который непрерывно подается к
месту сварки и создает нейтральную атмосферу. При сварке цветных ме-
таллов и высоколегированных сталей применяют очищенный аргон
(99,5% Аг), а конструкционных сталей—технический (80% Аг).
Схема ручной сварки в среде защитных газов (аргона или гелия)
приведена на рис. 18.4. В этой схеме аргон 1 под давлением 0,5—
1,0 кГ/см2 поступает из баллона в горелку 2 и образует защитную обо-
лочку 3 в зоне сварки. К вольфрамовому электроду 4 и свариваемым
деталям 5 от источника 6 подается ток. При включении тока между элек-
тродом и свариваемыми деталями возникает сварочная дуга 7. Для за-
полнения шва в зону сварки вводится присадочная проволока 8.
Основное преимущество аргонно-дуговой сварки состоит в том. что
для нее не требуются флюсы специального состава.
Недостатком аргонно-дуговой! сварки является ее высокая стоимость,
дефицитность аргона и вольфрамовых электродов. Ручная аргонно-дуго-
вая сварка имеет те же недостатки, что и все методы ручной сварки, т. е.
неравномерность толщины наплавленного металла, небольшая скорость
сварки, влияние квалификации сварщика на качество сварки.
Более совершенными являются автоматическая аргонно-дуговая
сварка и сварка под слоем флюса.
394
Автоматическая сварка в среде защитных газов
представляет собой высокомеханизированный процесс сварки и может
выполняться неплавящимся и плавящимся электродом.
Автоматическая сварка неплавящимся электродом производится по
той же схеме, что и ручная (см. рис. 18. 4), с той лишь разницей, что при
автоматической сварке все операции (перемещение горелки и присадоч-
Hofi проволоки, регулирование сварочной дуги) совершаются специаль-
ными механизмами автоматически.
Рис. 18. 5. Ар гонно-дуговая сварка плавящимся электродом,
схема сварочной головки и автомата:
а—схема процесса сварки; б—схема сварочной головки (7—плавя-
щийся электрод, 2— горелка, 3—поток аргона, 4—ротаметр для изме-
рения расхода аргона, 5—баллон для аргона, 6—источник электри-
ческого тока, 7—свариваемые детали); в—схема сварочного авто-
мата АГП-1 для сварки внутренних швов
Автоматическая сварка с применением неплавящихся (вольфрамо-
вых или угольных) электродов хотя и является более прогрессивной, чем
ручная, но ей присущи такие недостатки, как дефицитность электродов
и большие потери времени на их установку и регулирование в процессе
работы.
Более экономичной и производительной является автоматическая ар-
гонно-дуговая сварка плавящимся электродом (рис. 18.5), при которой
электродом служит присадочная проволока.
Для автоматической аргонно-дуговой сварки плавящимся и непла-
вящимся электродами разработано большое количество различных
автоматов. Все такие автоматы состоят из сварочной головки, направ-
395
ляющих механизмов для ее передвижения и приспособления для установ-
ки и перемещения свариваемого изделия. Конструкции автоматов зависят
от габаритов и формы свариваемых изделий и характера подходов к ме-
сту сварки.
Рис. 18. 6. Схемы автоматов для автоматической сварки в среде аргона:
а—автомат АРК-1; б—схема автомата со сварочным трактором типа АСДП-1
На рис. 18. 5 и 18. 6 приведены конструктивные схемы автоматов для
автоматической сварки в среде защитных газов. При сварке агрегатов
тяжелых самолетов в ряде случаев рационально сварочные головки раз-
мещать и укреплять внутри собираемого агрегата.
На рис. 18. 7 показан пример размещения сварочной головки внутри
кессона крыла. Верхние и нижние панели крыла с сотовым заполнителем
соединяют со стальными лонжеронами 2 сваркой плавлением в среде
защитных газов. Сварочная головка 3 устанавливается на каретке 4, ко-
396
торая перемещается вдоль направляющих 5, укрепленных на нижней па-
нели при помощи вакуумных присосов. Перемещение сварочной тележки
вдоль шва и управление процессом сварки производятся автоматически
с пульта, смонтированного вне собираемого агрегата.
Рис. 18. 7. Размещение сварочно-автоматической головки
внутри собираемого агрегата:
/—верхняя панель; 2—лонжерон; 3~сварочная головка; 4—карет-
ка; 5—направляющие каретки
Дуговая автоматическая сварка под слоем флюса
разработана в 1940 г. Украинской Академией наук под руководством
акад. Е. О. Патона.
Основным элементом, автоматизирующим процесс сварки под слоем
флюса, является сварочная головка, которая выполняет следующие
функции:
— подводит ток к элек-
тродной проволоке;
— возбуждает электриче-
скую дугу в начале сварки и
затем непрерывно поддержива-
ет определенную длину дуги;
— подает электродную
проволоку в зону дуги;
— выпрямляет электрод-
ную проволоку при сматыва-
нии ее с барабана;
— обрывает электричес-
кую дугу в конце сварки;
— подает и отсасывает не-
Рис. 18. 8. Схема сварочного агрегата иля ав-
томатической дуговой сварки под слоем флюса:
1—основной металл; электродная проволока; 3—
специальный механизм для подачи проволоки; 4—ме-
ханизм для перемещения головки; 5—флюс; 6—бун-
кер; 7—корка флюса; 8—шланг
использованный флюс.
Принципиальная схема
сварочного агрегата для авто-
матической дуговой сварки
под слоем флюса приведена на рис. 18.8. Электрическая дуга возника-
ет между основным металлом 1 и электродной проволокой 2 под слоем
флюса 5. Проволока 2 автоматически подается в зону сварки специаль-
ным механизмом 3. По мере образования шва сварочная головка ав-
томатически перемещается вдоль него механизмом 4. Флюс 5 непрерыв-
397
но подается из бункера 6 в разделку шва и изолирует расплавленный
металл от окружающего воздуха.
В процессе сварки флюс частично расплавляется, образуя при осты-
вании корку 7, равномерно покрывающую поверхность шва. Неисполь-
зованная часть флюса сгребается скребком и засасывается по шлангу 8
обратно в бункер 6. Автоматическая дуговая сварка под слоем флюса
в сравнении с ручной дуговой сваркой плавящимся электродом обеспечи-
Рис. 18.9. Сварочное приспособление для сварки под слоем
флюса стоек шасси:
/—стойка шасси; 2~-привод, вращающий стойку шасси; 3—свароч-
ная головка
вает большую производительность в результате механизации процесса,
увеличения мощности электрической дуги и возможности сварки швов
большого сечения за один проход.
Автоматическая сварка под слоем флюса выполняется на различ-
ных агрегатах и приспособлениях в зависимости от конфигурации и раз-
меров свариваемых деталей. На рис. 18. 9 приведено сварочное приспо-
собление для сварки стойки шасси.
Газовая сварка
Кислородно-ацетиленовая (газовая) сварка производится с помощью
сварочной горелки, к которой подводятся кислород и ацетилен
(рис. 18.10). Газовой сваркой соединяют изделия из легких сплавов и
конструкционных сталей (всех марок). Для сварки стальных изделий
применяют присадочную проволоку из малоуглеродистой стали, для из-
делий из легких сплавов химический состав присадочной проволоки дол-
жен быть близок к составу свариваемого изделия. Для защиты расплав-
ленного металла от воздействия атмосферного воздуха присадочная про-
волока обмазывается различными флюсами.
Пламя при горении вытекающих из сварочной горелки газов имеет
температуру 3100—3300° С.
Газовая сварка с помощью сварочной горелки должна выполняться
только рабочими высокой квалификации, так как она требует от испол-
нителя большого внимания и искусства, чтобы избежать перегрева и про-
жога металла.
Высокий температурный режим газовой сварки и неизбежная нерав-
номерность нагрева свариваемых деталей являются причинами больших
398
деформаций изделия и образования трещин металла в зоне шва. Про-
стота оборудования и инструмента, возможность сварки деталей различ-
ной толщины и выполнения сварочных работ в различных внешних усло-
виях, а также независимость от источников электроэнергии являются
преимуществами этого вида сварки.
Рис. 18. 10. Схема кислородно-ацетиленовой сварки:
1—горелка; 2—свариваемые детали; 3—присадочный металл
К недостаткам газовой сварки следует отнести малую производи-
тельность, большие деформации изделия и необходимость высокой ква-
лификации сварщиков. При этом качество шва зависит от регулирования
пламени, дозировки кислорода и ацетилена, положения горелки и при-
садочной проволоки относительно свариваемого шва и многих других
факторов.
Сварка электронным лучом и дуговой плазмой
В самолетостроении внедряются, правда, пока в стадии промышлен-
ного опробования, новые виды сварки плавлением — сварка электронным
лучом в вакууме и сварка дуговой плазмой.
Сварка электронным лучом применяется при соединении деталей из
тугоплавких и редких сплавов при толщине деталей 0,3—1,5 мм.
В современных электронно-лучевых сварочных установках достига-
ются большие мощности по сравнению с другими источниками нагрева.
Источник нагрева Максимальная удель- ная мощность в вт.см?
Ацетилено-кислородное пламя 5-104
Сварочная дуга 1-105
Электронный поток 1-104—1.109
Луч оптического квантового гене- ратора (в импульсе) 1-10U
Высокая концентрация энергии сводит к минимуму зону термиче-
ского влияния, уменьшает сварочные деформации и остаточные напря-
жения.
399
Электронно-лучевая сварка осуществляется в вакуумных камерах
(вакуум ~1СМ мм рт. ст.). Это обеспечивает защиту расплавленного и
нагретого металла от вредного воздействия атмосферных газов, что осо-
бенно важно при сварке тугоплавких металлов и титана.
Сварка дуговой плазмой производится за счет тепла, образующего-
ся в струе ионизированного газа при выходе аргона из сопла горелки.
Струя плазмы является стабильным источником тепла и регулируется
в широких диапазонах, что позволяет применять ее для сварки тугоплав-
ких тонколистовых конструкций.
Деформации изделий после сварки и методы борьбы с ними
При сварке плавлением в металле в результате местного нагрева и
последующего охлаждения возникают нестабильные закалочные струк-
туры и внутренние температурные напряжения, которые вызывают изме-
нение размеров и формы (искривление, скручивание).
Рассмотрим процессы образования остаточных деформаций при на-
ложении шва плавлением на прямоугольный стержень и плоские пла-
стины (рис. 18. 11).
Изгиб пластин
Рис. 18.11. Деформации, возникающие в пластинах при сварке плавле-
нием:
а—деформации при наложении шва на стержень; б—деформации пластин
Пластины
и) до сварки
Наплавим на верхнюю кромку свободно лежащего на двух опорах
стержня сварной шов (/). Вначале при частичной накладке шва стер-
жень будет изгибаться выпусклостью вверх в результате нагрева ее верх-
ней кромки (2). При дальнейшем наращивании длины наплавляемого
шва изгиб стержня продолжается и стрела его прогиба достигает макси-
мального значения (5). Наплавленный в шве металл постепенно осты-
вает и сжимается, вследствие чего стержень начинает изгибаться в про-
тивоположном направлении, т. е. выпуклостью вниз (4).
Когда шов будет закончен и наплавленный металл остынет, стер-
жень полностью изогнется выпуклостью вниз и получит остаточную стре-
лу прогиба / другого знака (5).
При наплавке V-образного стыкового шва при соединении двух пла-
стин в результате уменьшения объема наплавленного металла при осты-
вании шва пластины деформируются в направлении А—А, Б—Б и В—В
(рис. 18.11,6). Усадка металла в направлении А—А происходит сво-
^00
бодно, причем внутренние напряжения в металле образуются вследствие
быстрого его нагрева и остывания.
Если пластины свариваются в свободном положении (не в приспо-
соблении), то они после сварки будут иметь искаженную форму
(рис. 18. 11,6). Если пластины при сварке жестко закреплены в приспо-
соблении, то они не деформируются, но в них возникают внутренние на-
пряжения и могут появиться трещины.
Чтобы предупредить возникновение или уменьшить деформации и
внутренние напряжения при сварке, применяют дополнительный нагрев
свариваемого изделия и определенную последовательность сварки. При
дополнительном нагреве изделия исключается резкое охлаждение ме-
талла после сварки, снижается опасность образования трещин во время
сварки и распределение внутренних напряжений по длине шва бывает
более равномерным.
Применяют следующие способы нагрева: нагрев всего изделия в
печи или части его горелкой перед сваркой, подогрев уже законченных
участков шва во время сварки сварочной горелкой. Наиболее эффектив-
ными из них являются нагрев готового изделия в целом после сварки
(термическая обработка изделия) и предварительный нагрев изделия в
печи перед сваркой.
Если изделие после сварки несмотря на принятые меры все же де-
формировалось, то его следует выправить механическим путем в холод-
ном и пи нагретом состоянии или путем наложения ложных швов, кото-
рые деформируют изделие в направлении, противоположном деформа-
циям, вызываемым сваркой.
§ 2. ПРОЦЕССЫ СБОРКИ С ПОМОЩЬЮ ЭЛЕКТРОКОНТАКТНОЙ ТОЧЕЧНОЙ
И РОЛИКОВОЙ СВАРКИ
При производстве самолетов и вертолетов, в конструкции которых
используются листы и профили из сталей и титана, широко применяется
электроконтактная точечная и роликовая сварка. Схема процесса такой
сварки приведена на рис. 18. 2. Наряду с электроконтактной сваркой в
промышленности применяется и ультразвуковая точечная и роликовая
контактная.
При ультразвуковой сварке в качестве источника энергии исполь-
зуются упругие колебания высокой частоты, разрушающие окисные плен-
ки и способствующие развитию высоких температур в зоне контакта.
Достоинствами этого вида сварки являются:
— возможность сварки металлов с различными физическими свой-
ствами:
— незначительный нагрев свариваемых металлов и только в зоне
сварки, вследствие чего зона нагрева мала, а прочность свариваемых
деталей снижается меньше, чем при электроконтактной сварке.
Технологический процесс электроконтактной и ультразвуковой то-
чечной и роликовой сварки состоит из ряда последовательно выполняе-
мых операций: подготовка поверхностей деталей к сварке, предваритель-
ная сборка и прихватка деталей, сварка, контроль качества, термообра-
ботка, нанесение защитных покрытий, окончательный контроль изделия.
Подготовка поверхностей деталей к сварке необ-
ходима для создания хорошего электрического контакта между свари-
ваемыми деталями и между свариваемыми деталями и электродами.
Применение того или иного способа подготовки поверхности к сварке
зависит от характера производства, материалов и размеров свариваемых
деталей. В условиях опытного производства обычно поверхности дета-
лей подготавливают вручную зачисткой щетками, в серийном производ-
стве дуралюминовые и стальные детали из листов подвергают химиче-
<91
Рис. 18. 12. Приспособление для сварки из-
делия на точечной сварочной машине:
/—опорные плиты приспособления; 2—зажимы для
крепления свариваемых деталей; 3—свариваемые
детали; 4— консоли сварочной машины
ской обработке, а отливки, поковки и стальные листы очищают обдувкой
песком.
Предварительная сборка и прихватка деталей вы-
полняется за две операции, в первой из которых свариваемые детали
прихватываются, во второй — полностью свариваются. Такая последо-
вательность операций устраняет возможное смещение деталей при свар-
ке и снижает суммарную деформацию больших участков шва.
При сборке узлов и панелей контактной сваркой применяют сбороч-
но-сварочные приспособления.
По конструкции сборочно-сварочные приспособления для сборки
и прихватки узлов и панелей аналогичны приспособлениям для сборки
клепаных узлов и панелей.
f-B таких приспособлениях
производят сборку — при-
хватку деталей контрольны-
ми сварными точками, пос-
ле чего панель или узел пе-
редают на сварочную маши-
ну для сварки всех точек
или роликовых швов.
Приспособления, в кото-
рых выполняется весь объем
сборочно-сварочных работ,
проектируют с учетом ис-
пользования их в комплексе
с универсальной сварочной
машиной (рис. 18:12).
Эти приспособления
обеспечивают соосность сое-
диняемых кольцевых дета-
лей и заданный размер меж-
ду ними по опорным поверх-
ностям А и Б, к которым со-
бираемые детали, прижима-
ются зажимами 2. Прихват-
ку и сварку кольцевого шва
производят на универсаль-
ной машине.
Практика показывает, что количество сварных точек для прихватки
деталей составляет примерно 20% от общего количества точек в шве.
После прихватки собираемых деталей контролируют размеры изделия
и качество сварочных точек, а затем изделие передают на окончательную
сварку.
Сварка деталей. Сварочное оборудование выбирают в зависи-
мости от потребной силы тока и условий сварки данного изделия. Элек-
трические сварочные машины характеризуются диапазоном силы сва-
рочного тока, величиной электродного давления, габаритами и конструк-
цией консольно-силового механизма, на котором размещены электроды
или ролики.
На рис. 18. 13 приведена схема электросварочной машины для точеч-
ной сварки. На консолях станины смонтированы электроды 1^2 (элек-
трод 2 — неподвижный, электрод 1 может перемещаться по вертикали
в процессе сварки).
После установки деталей 9 между электродами включают, нажимая
педаль 10, привод синхронизатора 6. На валу синхронизатора установ-
лено два кулачка: кулачок 4, управляющий движением электрода 1, и
кулачок 5 прерывателя сварочного тока. При вращении валика синхро-
402
низатора происходит последовательное сжатие электродом свариваемых
деталей и пуск через них сварочного тока.
Электрические сварочные машины разнообразны по конструкции
(привод для перемещения электрода может быть механическим, пнев-
--------электрические цепи
Рис. 18. 13. Схема электрической сварочной машины
для точечной электросварки:.
1 и 2—электроды; 3—система управления электродом; 4 и 5—
кулачки; 6—привод синхронизатора; 7—прерыватель тока; 8—
трансформатор; 9—свариваемые детали; 10—педаль управ-
ления
матическим и гидравлическим), но имеют одинаковую принципиальную
схему, аналогичную схеме рис. 18. 13.
Синхронизация моментов подведения давления к электроду и вклю-
чение сварочного тока производятся по цикловому графику. На рис. 18. 14
приведены два типа цикловых графиков, относящихся к точечной сварке.
На рис. 18. 14, а давление на электроды Р нарастает постепенно, и
когда оно достигает наибольшей величины, к электродам подводится
Рис. 18. 14. Цикловые графики синхронизации момента вклю-
чения сварочного тока и подведения электродного и ковочного
давления при электроконтактной точечной сварке:
а—график подведения электродного давления и включения тока; б—
график подведения электродного и ковочного давления и включения
тока (7'о—основное время; Тв—вспомогательное время; Тп—'время на
паузы между моментами включения сварочного тока и приложения
ковочного давления; /т—время действия сварочного тока; /к—время
действия ковочного давления)
сварочный ток, действующий очень короткое время (£т = 0,1-4—0,2 сек).
После этого давление на электроде снижается до нуля и электроды от-
403
водятся от изделия. В течение следующего промежутка времени изделие
продвигается на расстояние, равное шагу между сварными точками, для
сварки следующей точки и описанный цикл повторяется.
На другом цикловом графике давление на электроды Р в течение
всего цикла сварки точки возрастет дважды: первый раз — для сжатия
свариваемого пакета, так же, как и по рис. 18. 14, а, второй раз—до за-
данной величины ковочного давления (см. рис. 18. 14,6). Ковочное дав-
ление создается через 0,06—0,15 сек после выключения сварочного тока.
Преждевременное создание ковочного давления, т. е. ранее чем через
0,06 сек, приводит к выдавливанию металла, еще не успевшего застыть,
из ядра сварной точки, а при большой паузе, т. е. более 0,15 сек, приме-
нение ковочного давления не дает эффекта, так как металл в ядре свар-
ной точки успевает застыть и не поддается уплотнению.
Рис. 18. 15. Деформации изделий при контактной сварке
При сварке алюминиевых сплавов сварочное давление (на электро-
ды) изменяется в пределах 400—600 кГ, а ковочное давление достигает
1000—1200 кГ.
Применение ковочного давления при электроконтактной сварке уве-
личивает прочность соединений и позволяет производить высококачест-
венную сварку трех-, четырех- и пятислойных пакетов.
Деформации изделия после сварки. Деформации соеди-
нения при контактной сварке вызываются двумя основными причинами:
неравномерностью нагревания свариваемых деталей и местными пласти-
ческими деформациями материала под давлением электродов.
Характерные для контактной сварки деформации приведены на
рис. 18. 15. При соединении цилиндрических или конических обечаек в
месте наложения поперечного шва образуется стянутый пояс, т. е. умень-
шение диаметра в зоне сварного шва (рис. 18. 15, а).
Замкнутые сварные швы вызывают обычно выпучивание изделия,
сопровождающееся потерей устойчивости участка, окруженного швом
(рис. 18. 15, б).
404
Неравномерность нагрева свариваемых деталей вследствие различ-
ной контактной площади электродов приводит к деформациям вида, по-
казанного на рис. 18.15, в.
Электрод с большой контактной поверхностью больше нагревает ту
деталь, с которой он имеет непосредственный контакт, поэтому изделие
после остывания выпучивается в направлении к этому электроду гобы
устранить такие деформации, следует применять электроды одинакового
диаметра. Деформации вследствие неравномерного нагрева наблюдают-
ся и при сварке деталей различного сечения. При этом деталь меньшего
по площади поперечного сечения будет нагреваться до большей темпе-
ратуры и больше расширится, чем деталь большего сечения
(рис. 18. 15, г, д).
Этот вид деформации можно предупредить предварительной при-
хваткой деталей перед сваркой и искусственным охлаждением их во
время сварки, например, струей воды.
В качестве общих мероприятий, предупреждающих возникновение
деформаций или значительно уменьшающих их величину, рекомендуется
прихватка деталей перед сваркой, наиболее рациональная последова-
тельность и направление швов, применение нагрева или охлаждения де-
талей во время сварки.
Деформации кольцевых сварных изделий устраняются путем обтяж-
ки их на прессах типа ПКД-2. Сварные изделия произвольной формы
правятся после сварки на оправках или плитах рихтовкой, т. е. выпрям-
лением киянкой (деревянный или резиновый молоток).
Хорошие результаты при устранении деформации дает также про-
ковка точечных или роликовых швов после сварки, так как эти соедине-
ния, обладая достаточной вязкостью, хорошо деформируются в холод-
ном состоянии.
§ 3. ТИПОВЫЕ ПРОЦЕССЫ СБОРКИ УЗЛОВ И ПАНЕЛЕЙ С ПРИМЕНЕНИЕМ
КОНТАКТНОЙ СВАРКИ
На рис. 18. 16 показан процесс сварки на сварочной установке круп-
ногабаритных панелей. Панель подвешивается на специальной раме и
устанавливается в требуемое положение относительно электродов свар-
щиком вручную.
Для сварки в этом случае используется сварочная машина с гори-
зонтальным расположением электродов, что позволяет установить па-
нель вертикально и сократить, таким образом, площадь под сварочную
установку, а также создать хорошие условия для наблюдения за про-
цессом сварки.
На рис. 18. 17 приведен пример использования универсальной сва-
рочной машины в комплексе с автоматически действующим манипуля-
тором (по типу выравнивающего устройства пресса КП-602, см. гл. XVII).
Манипулятор позволяет сваривать панели одинарной и двойной кривиз-
ны с автоматическим выравниванием поверхности панели относительно
осей электродов. После выравнивания панели в сварочное положение
процесс сварки, т. е. перемещение панели на шаг сварки, можно выпол-
нять по команде оператора с пульта управления или машина будет ра-
ботать в автоматическом цикле, когда это перемещение происходит авто-
матически по заданной программе.
Оператор наблюдает за процессом в зоне сварки при помощи теле-
визионной установки.
405
Рис. 18.16. Установка для сварки на универсальной сварочной
машине крупногабаритных панелей
Рис. 18. 17. Сварка панелей на универсальной сварочной ма-
шине, снабженной автоматически действующим манипулятором
405
На рис. 18. 18 приведена установка с программным управлением
для точечной сварки узлов. В этой установке клещи машины переме-
щаются относительно неподвижно закрепленного изделия J.
Сварка производится специальными удлиненными клещами I, уста-
новленными на тележках 2 и 3, которые перемещаются относительно сва-
риваемого изделия 4 вдоль направляющих 5 и 6.
Тележки приводятся в движение механизмами с однооборотными
муфтами 7 и 8, позволяющими производить программные управления пе-
ремещениями клещей с любым шагом между сварными точками.
Рис. 18. 18. Установка с программным управлением для сварки плоских уз-
лов:
1—клещи; 2 и 3—тележка; 4—изделия; 5 и 6—направляющие; 7 и 8—муфты; 5—стол
На поворотном столе 9 установлены приспособления для сборки-
установки и закрепления свариваемых деталей. На столе могут разме-
щаться приспособления для сварки одинаковых или различных узлов.
В зависимости от установленных на столе приспособлений (узлов) зада-
ется и программа работы установки. Одна из позиций стола является
рабочей, а остальные служат для установки новых деталей и съема сва-
ренных узлов.
На рис. 18. 19 показана схема установки-манипулятора с программ-
ным управлением для сварки узлов на универсальной сварочной машине.
Сборка-сварка узлов в данном случае производится за два установа:
вначале в специальном приспособлении — сборка и прихватка деталей,
а затем предварительно собранный узел поступает на установку.
Собранное изделие 4 устанавливается на тележку 1 и закрепляется
пневмозажимами в планшайбе 2. При помощи механизма 3 изделие мо-
жет поворачиваться вокруг своей оси и перемещаться вместе с тележкой
1 Л. С. По пан до пуло, К. В. Карташьян, Т. И. Казакевич, По-
луавтоматические установки для точечной сварки с программным управлением. «Сва-
рочное производство», № 4 и 12, 1964.
407
вдоль оси, поэтому сварка возможна в любой точке на боковой поверх-
ности изделия.
Приведенные на рис. 18. 18 и 18. 19 сварочные установки имеют счет-
но-импульсную позиционную систему числового программного управле-
ния с обратной связью по положению рабочего органа. Блок-схема си-
стемы такого управления приведена на рис. 18. 20.
Рис. 18. 19. Сварка цилиндрических узлов на универсальной сварочной машине,
снабженной установкой с программным управлением:
/—тележка; 2—планшайба; 3~механизм для поворота изделия; 4—собранное изделие
На стандартной перфорированной ленте записана программа ра-
боты: длина перемещения рабочего органа, характер и направление дви-
жения стола, режимы сварки (сварочный ток, продолжительность дей-
ствия тока) и т. д. Отверстия на ленте пробиваются перфоратором счет-
но-вычислительной машины.
Рассматриваемые установки могут работать в двух режимах: по за-
данной программе и от ручного управления при помощи кнопок при на-
Рис. 18.20. Блок-схема системы числового программного управле-
ния:
СУ—считывающее устройство; ДШ—дешифратор; БУ—блок управления;
СГШ и СТШ—счетчики грубой и точной регулировки; ДСМ1 и ДСМ2—
дифференциально-суммирующие механизмы-. ДОС! и ДОС2—датчики обрат-
ной связи; СМ.—сварочные машины; PC—регулятор сварки
ладке машины. При применении этих установок на одном из предприя-
тий в 2,5 раза возросла производительность труда, повысилось качество
работ и культура производства.
Варианты технологического процесса сборки-сварки разнообразны,
и выбор их зависит от применяемой технологической оснастки и свароч-
ного оборудования.
408
Наиболее рационально сборку-сварку изделий производить на пере-
налаживаемых поточных линиях. В этом случае изделия классифициру-
ют в группы по конструктивно-технологическим признакам и для каждой
группы разрабатывают технологические процессы, предусматривая при
этом необходимую оснастку и оборудование.
В табл. 18. 2 приведены основные операции технологического про-
цесса различных видов сборки-сварки шпангоута и оборудование для
механической обработки. Сварка выполняется на машинном оборудова-
нии, за исключением операции 3, для которой применяется ручная свар-
ка, так как при такой сложной конфигурации швов и малой их протяжен-
ности использование автоматической сварки и каких-либо механизирую-
щих устройств нецелесообразно.
Таблица 18.2
Типовой технологический процесс сборки-сварки шпангоутов
№ операции Эскиз Содержание операции, пере- хода Оборудование, инструмент Технологическая оснастка
1 ЯНрДЭС Сварка стенки шпангоута Автомат для арго'нно-дуго- вой сварки Приспособление для сборки секто- ров стенки
ZVWnA Жи JiSrY j
2 [ [I\ir___ 1 п +JL II 1 jlj- II 1 Обработка секто- ра по наружному и внутреннему диаметрам Токарный станок Планшайба
3 ЯрДЭС • Сварка каркаса Установка и горелки для ручной АрДЭС Приспособление для сборки каркаса
1
4 Сварка стенки с каркасом Сварочная машина для роликовой сварки Приспособление для роликовой сварки
/4® HJF
409
Продолжение
М’операпии Эскиз Содержание операции, пере- хода Оборудование, инструмент Технологическая оснастка
5 Приварка про- филей жесткости Сварочная машина для точечной сварки Приспособление для точечной сварки
В табл. 18.3 приведен процесс сборки-сварки обечайки с сотовым
заполнителем, при котором сварочные операции чередуются с опера-
циями гибки и механической обработки. Сварка выполняется на точечных
машинах и автоматах для аргонно-дуговой сварки.
Таблица 18.3
Типовой технологический процесс сборки-сварки обечайки
с сотовым заполнителем *
№ опера- ции Эскиз Содержание операции, пере- хода Оборудование, инструмент Технологическая оснастка
1 д Сварка гофра с верхней обшивкой Сварочная маши- на для точечной сварки Приспособление для сборки верхней обшивки с гофром
2 V Сварка гофра с нижней обшивкой Сварочная маши- на для точечной сварки Приспособление для сборки нижней обшивки с гофром. Медные вкладыши
3 со Формование по- луцилиндров из сотовой панели Роликогибочный станок д.-я сво- бодной гибки про- катки Шаблон ШКС (при гибке полость панели заполняет- ся песком)
Направле- ние подани. С"
4 ( : Обработка полу- цилиндров по об- разующей Ленточная пила Шаблон ШОК. Приспособление для установки де- тали на станке при обработке
+ i J/ T
410
Продолжение
№ опера- ни И Эскиз Со зержание операции, пере- хода Оборудование, инструмент Технологическая оснастка
5 и; 1 Сварка обечайки встык Установка для автоматической аргонно-дуговой сварки Приспособление для сборки-сварки обечайки по внут- ренним и наруж- ным швам
1 1
6 Обработка обе- чайки по торцам Ленточная пила Приспособление для установки обечайки на ме- талле обрабатываю- щем станке
*• 1 1 4 1
1 1 1 ±- 4-
£ —
В технологических процессах, приведенных в табл. 18. 2, 18. 3, не
рассматриваются операции контроля, которые производятся после каж-
дой операции на специальном оборудовании и контрольных установках.
§ 4. КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
При подготовке деталей к сварке в процессе сборочно-сварочных
работ и на готовых изделиях проверяют: качество исходных материа-
лов на основании механических испытаний, химических анализов и проб
на свариваемость; качество подготовки деталей к сварке (по степени
очистки кромок и подгонки контактных поверхностей); качество сварки
(по режимам процесса сварки); качество каждого шва (при их наложе-
нии в один или несколько слоев); размеры, форму швов и герметичность
сварного соединения.
При выполнении сборочно-сварочных работ производится 100%-ный
контроль всех изделий пооперационно с применением специальных
средств.
Контроль готового изделия является завершающей операцией про-
цесса сварки и включает выявление дефектов сварки и сдаточные испы-
тания готового изделия в соответствии с техническими условиями.
При сварке плавлением и контактной сварке возможны дефекты
сварного шва, местные дефекты и дефекты, изменяющие его форму и
размеры. Причинами таких дефектов являются нарушение режима свар-
ки, неисправность сварочного оборудования, низкое качество подготовки
деталей к сварке, низкая квалификация сварщиков и др. Дефекты в
сварных соединениях разнообразны по характеру и виду, поэтому огра-
ничимся рассмотрением наиболее типичных из них.
На рис. 18. 21, а приведены характерные для сварки плавлением
дефекты в виде непровара металла, подреза деталей, наплыва присадоч-
ного металла и трещин.
4J1
Непровар металла — место в шве, где основной металл не соединил-
ся с металлом электрода (присадочной проволоки) вследствие недоста-
точной силы тока, затекания шлака в зазор шва, малого угла разделки
кромок свариваемых деталей, большой скорости продвижения электрода
во время сварки, загрязненности свариваемых поверхностей окалиной
и шлаком.
Подрез деталей или местные уменьшения их сечений возникают в
результате излишне большой силы тока или неправильного положения
электродов относительно изделия.
Рис. 18.21. Дефекты соединений при сварке плавлением а и при точечной
сварке б
Непровар металла, подрезы деталей и наплывы присадочного ме-
талла устраняются вырубкой отдельного участка шва и повторной его
заваркой.
Трещины в сварном изделии возникают под действием внутренних
усадочных напряжений в металле, вызываемых неправильным выбором
последовательности сварки, места начала шва и его направления или
в результате неправильного закрепления свариваемого изделия в при-
способлении, при котором температурные изменения его размера в неко-
торых направлениях невозможны. Трещину независимо от ее длины и
места расположения устраняют засверливанием, вырубкой и последую-
щей заваркой вырубленного участка шва.
Дефекты сварных точечных соединений в виде раковин и внутрен-
них кольцевых и радиальных трещин, непровара металла и несимметрич-
ного расположения ядра точки относительно плоскости разъема деталей
показаны на рис. 8.21,6.
Внутренние и наружные трещины возникают от чрезмерно быстро-
го охлаждения сварных точек, а непровар металла — в результате пло-
хого контакта электрода с поверхностью детали или недостаточной силы
тока.
412
Внешний осмотр и обмер швов позволяют обнаруживать внешние
трещины, поры и подрезы в металле при помощи лупы, штангенциркуля
и специальных приспособлений-
Скрытые внутренние дефекты швов обнаруживают металлографи-
ческими исследованиями, просвечиванием и испытанием швов на герме-
тичность.
Магнитный метод контроля позволяет обнаружить в шве внутренние
трещины, места непровара металла и шлаковые включения. Этот метод
контроля основан на том, что всякие дефекты в намагниченном металле
изменяют распределение магнитного потока. Для контроля свар-
ное изделие намагничивается и затем на его поверхность наносится маг-
Рис. 18.22. К контролю качества шва путем рентгеноскопии:
и—регистр?.ция дефектов на фотопленку; б—механизированная уста-
новка для визуального наблюдения за сварным швом; 1—рентгеновская
трубка; 2—изделие; 3—свинцовая защита; 4—ЭОП; 5—оптическая лу-
па; 6—суперортикон телевизора; 7—управление телевизором; 8—экран
телевизора; 9—глаз наблюдателя или кино-фотоаппарат; 10—фотопленка
нитный порошок в виде суспензии (порошок в масле или керосине). По
местным скоплениям магнитного порошка судят о наличии дефектов в
шве. Намагничивание и последующее размагничивание изделия произ-
водят специальными приборами. Метод магнитного контроля дает каче-
ственную оценку сварки и применим только для стальных изделий.
Просвечивание сварных швов рентгеновскими или гамма-лучами ра-
дия позволяет регистрировать дефекты сварки на фотопленке
(рис. 18.22,а). Различная степень поглощения лучей участками поверх-
ности указывает на наличие в нем дефектов в сварном шве. Для расшиф-
ровки и выявления дефектов по фотоснимкам при просвечивании швов
пользуются эталонами рентгенограмм.
Этот метод контроля малопроизводителен и отнимает много вре-
мени, поэтому его применяют только при малых программах выпуска.
Для контроля соединений при больших программах запуска и при рабо-
те на потоке применяют механизированные методы контроля качества
сварных соединений1. На рис. 18.22,6 приведена рентгеноскопическая
установка для контроля сварных изделий.
Рентгеновская трубка 1 укреплена на консоли, а контролируемые из-
делия 2 устанавливаются на специальную тележку и перемещаются или
поворачиваются относительно рентгеновской трубки. Управление пере-
мещением изделия производится с пульта управления.
1 С. Т. Назаров. Механизация процессов рентгеновского контроля сварных
соединений. «Сварочное производство», 1963, № 4.
413
Рентгеновские лучи проходят через сварной шов и попадают на элек-
тронно-оптический преобразователь (ЭОП). За изображением наблюда-
ют через оптическое устройство в виде бинокулярной лупы с возможно-
стью фотографирования обычным аппаратом или кино-фотоаппаратом 9.
Применение рассмотренной установки позволило вести контроль со ско-
ростью 100 м!час, т. е. в 15—20 раз быстрее, чем обычный. Просвечива-
ние швов, так же как и метод магнитного контроля, позволяет оценить
качество сварного шва, но не дает возможности установить, насколько
дефект снижает прочность соединения.
Прочность сварных соединений проверяется испытаниями контроль-
ного образца изделия, у которого соединение выполнено в тех же ус-
ловиях, что и на действительном изделии, или выборочным испытанием
на прочность до разрушения серийных изделий (например, каждое деся-
тое или сотое изделие). Достоверность результатов этого метода контро-
ля зависит от соблюдения идентичных условий сварки основного изделия
и контрольных образцов.
Испытания сварных соединений на герметичность в тех случаях,
когда это требуется по техническим условиям, производятся жидкостью
или воздухом по той же схеме, что и испытания герметических клепаных
кабин.
Для зачистки от коррозии после контроля и устранения дефектов
сварки изделия из стали окрашивают, из легких сплавов — грунтуют,
оксидируют в хромовой кислоте или покрывают снаружи светлым лаком.
§ 5. ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К КОНСТРУКЦИИ
СВАРНЫХ СОЕДИНЕНИЙ
При проектировании сварного изделия следует учитывать требова-
ния как заказчика, так и производственные, причем последние из них
будут выполнены, если конструкция изделия позволяет применение со-
временных высокопроизводительных методов сварки.
Технологичность изделия с точки зрения выполнения в нем сварных
соединений достигается в процессе его проектирования с учетом габари-
тов, вида материала и назначения соединяемых деталей. Технологиче-
ская отработка изделия должна отражать современное состояние и воз-
можности производства, требования технологичности, но не должна вы-
полняться в ущерб другим видам работ. В связи с весьма широким раз-
нообразием технологических операций нельзя дать всеобъемлющие тре-
бования к конструкции сварных соединений, но наиболее важные из них
можно сформировать следующим образом:
— возможность применения автоматической и механизированной
сварки. Для этого сварные швы в изделии должны быть прямолинейными
или криволинейными, но с постоянными радиусом кривизны и шагом рас-
положения сварных точек;
— свободный двусторонний подход (при контактной сварке! к месту
сварки и для контроля качества сварного соединения;
— в целях уменьшения деформации, исключения случаев образова-
ния трещин в изделии следует избегать перекрещивающихся швов и со-
средоточения их в одном месте;
— при проектировании изделия необходимо иметь в виду, что одно-
сторонняя одноточечная и двухточечная сварка дуралюминовых спла-
вов не допускается. Односторонняя сварка сталей без токопроводящей
подкладки возможна только в жесткой конструкции, способной воспри-
нимать без существенных деформаций электродное усилие, и при распо-
ложении тонкого листа со стороны электрода.
414
Еще раз следует указать на то, что технологические требования к
конструкции сварных соединений необходимо увязывать с требованиями,
относящимися к изготовлению деталей под сварку и сборке из них из-
делий.
Техника безопасности при сварочных работах
Процесс сварки, если не соблюдены все условия техники безопасно-
сти, может оказать вредное влияние на здоровье работающих действием
световых, ультрафиолетовых и инфракрасных лучей электрической дуги,
загрязнением воздуха пылью, вредными парами и газами, образующи-
мися при плавлении металлов и флюсов. Кроме того, не исключена воз-
можность поражения человека электрическим током, а также возникно-
вения пожара.
Для предупреждения несчастных случаев при выполнении сварочных
работ необходимо обязательно соблюдать следующие правила текники
безопасности и пожарной охраны:
— сварочные работы могут выполняться только сварщиками, сдав-
шими экзамен по технике безопасности при сварочных работах;
— сварочные работы вне специально отведенных помещений могут
производиться только после получения разрешения пожарной охраны;
— сварочные работы на изделиях, находящихся под давлением, вос-
прещаются;
— производство сварочных работ на расстоянии менее 5 м от лег-
ковоспламеняющихся и огнеопасных материалов воспрещается;
— сварочное помещение должно иметь хорошую приточно-вытяж-
ную вентиляцию;
— корпусы всех электросварочных агрегатов, стационарных и по-
движных, а также сами свариваемые изделия должны быть надежно за-
землены;
— при работе с открытой электрической дугой сварщики и их под-
ручные обязаны закрывать лица щитками или масками с темными стек-
лами.
Глава XIX
СБОРКА УЗЛОВ И ПАНЕЛЕЙ С ПРИМЕНЕНИЕМ ПАЙКИ
§ 1. ОБЛАСТИ ПРИМЕНЕНИЯ ПАЙКИ
Пайка — процесс неразъемного соединения деталей. Пои пайке про-
исходит растворение припоя и диффузия его в соединяемый металл.
В отличие от сварки при пайке не расплавляется основной соединяемый
металл, что позволяет сохранить неизменными его структуру, химический
состав и механические свойства. Ввиду низкой температуры нагрева в
изделиях после пайки не возникает больших температурных напряжений,
поэтому они сохраняют приданную им форму, размеры и гладкость по-
верхности.
В последние годы пайка применяется при сборке узлов и панелей
планера самолета, а также для неразъемного соединения трубопроводов
и электропроводов.
На рис. 19. 1 приведен пример соединения трубопровода с ниппелем
в положении перед нагревом. В приспособлении для сборки-пайки по
установочному пальцу 1 устанавливается и центрируется ниппель 2. Тру-
415
бопровод 3 закрепляется в зажиме 4, что позволяет центрировать его от-
носительно ниппеля и выдерживать в заданных пределах размеры X и
Хь Детали соединяются в результате расплавления припоя 5, который
заполняет пространство между трубкой и выточкой в ниппеле. Место
пайки нагревается нагревателем 6. Для лучшей смачиваемости припоем
поверхностей соединяемых деталей, лучшей растекаемости припоя, за-
щиты соединяемых металлов и припоев от окисле-
ния применяют флюс, который в виде обмазки 7
наносят на поверхность трубопровода. После на-
грева места пайки до температуры плавления при-
пой расплавится и заполнит зазоры между трубкой
и выточкой в ниппеле, а после прекращения нагре-
ва припой застынет и образует соединение. От ка-
чества припоя и флюсов зависит качество соедине-
ний. При выборе припоя учитывают температуру
плавления, смачиваемость поверхности соединяе-
мых металлов, свойство капиллярности, растекае-
мость и т. д.
Припои делятся на мягкие с температурой плав-
ления до 400° С и прочностью на разрыв тв=
= 5-4-7 кГ1мм2, твердые легкоплавкие с температу-
рой плавления 400—900° С и прочностью на разрыв
Рис. 19.1. Соеди-
нение трубопрово-
да с ниппелем:
1 — установочный па-
лец; 2 — ниппель; 3—
трубопровод; 4 — за-
жим; 5 — припой; 6—
нагреватель; 7 — об-
мазка
тв~50 кГ/мм2 и твердые тугоплавкие с температу-
рой плавления выше 900° С и прочностью тв =
= 50 кГ/мм2.
В табл. 19. 1 приведены некоторые марки при-
поев и область их применения. В зависимости от
свойств соединяемых металлов и припоев применя-
ют различного вида флюсы и способы защиты ме-
таллов от окисления в процессе пайки:
— твердые флюсы в виде различных солей;
— флюсы в виде газов метилбора или фтористого бора;
— инертные газы аргон и гелий.
После пайки твердыми флюсами с поверхностей деталей необходи-
мо тщательно удалять остатки флюсов, так как они могут вызвать кор-
розию деталей. В тех случаях, когда такая очистка трудна или вообще
невозможна, выполняют пайку в защитной атмосфере. Применение пай-
ки в защитной атмосфере или флюсов в виде газовых смесей упрощает
и позволяет автоматизировать процесс пайки.
Технологические процессы пайки можно разделить на три группы
в зависимости от конструктивно-технологических особенностей изделий
(форма и размеры изделий, марки соединяемых материалов, требования
по жесткости и прочности соединений):
— пайка трубопроводов;
— пайка электропроводов;
— пайка узлов и панелей планера самолета с различными запол-
нителями.
§ 2. ПАЙКА ТРУБОПРОВОДОВ
Технологический процесс пайки включает следующие операции: под-
готовку деталей к пайке, сборку, нагрев (с целью пайки) и контроль ка-
чества соединений.
При подготовке деталей к пайке их поверхности и места соединения
обезжиривают. Так, например, трубопроводы после их изготовления ка-
либруют по наружному диаметру для обеспечения постоянных зазоров
X между трубой и ниппелем. Калибровку в зависимости от диаметра и
416
Припои л область их применения
Таблица 19.1
Марка припоя Наименование припоя Температура плавления, °C Рабочая темпе- ратура /р, °C । Предел' прочно- сти тв, кГ)ммЧ Область применения
Сплав Вуда — 60,5 40
ПСС 0 Оловянно-свинцобый 260 150 3,2 Пайка электро- и ра- диоаппаратуры
ПОСС 4-6 Оловянно-с винновый — — 5,9 Лужение стали, пайка деталей, не подвергае- мых ударам
ПСр12К Серебряно-кадмиевый 400 300 17,5 Пайка алюминиевых проводов и трубопро- водов
ПМЦ-54 Медно-цинковый 885 400 26 Пайка меди, стали, бронзы
ПСр25 - Серебряный 775 400 Пайка радиаторов, трубопроводов, патруб- ков
ПЖ-^5-67 ПСр85-15 Медно-никелевый Серебряный 1200 870 800 600 48 Пайка деталей и узлов из нержавеющих сталей, жаропрочных и никеле- вых сплавов
35А Алюминий-м ель-крем- НИЙ 1 525 200 18 Пайка алюминия и его сплавов
толщины стенок трубы производят раскаткой, ударным обжатием, фор-
мованием взрывом или резиной.
На рис. 19.2 показан пример раскатки трубы ручным пневматиче-
ским инструментом, насаженным на пневмодрель. Труба при раскатке
зажимается в разъемной матрице.
Обезжиривание поверхностей трубопроводов производится химиче-
ским травлением в различных растворах в зависимости от материала
трубы. Иногда для получения высокого качества пайки трубопроводы об-
луживают погружением в расплавленный припой.
Сборка соединяемых деталей производится вручную или с примене-
нием несложных приспособлений (см. рис. 19. 1).
Нагрев при пайке трубопроводов производят газовой горелкой, элек-
тропаяльником или различного рода индукторами. На рис. 19. 1 показана
схема пайки трубопроводов с индукционным нагревом, применимая при
работе на верстаке вне самолета, когда после пайки возможно удалить
остатки флюса.
Для выполнения соединений непосредственно на самолете целесо-
образна пайка с применением газообразных флюсов или в среде инерт-
ных газов.
На рис. 19.3 показана схема разборной камеры для индукционной
пайки трубопроводов в среде аргона. Такая установка позволяет про-
14 5173
417
Рис. 19.2 Калибровка трубы раскаткой
Рис. 19.3. Схема приспособления для
пайки трубопроводов в среде аргона
Рис. 19. 4. Электрический паяльник с автоматической регулировкой темпе-
ратуры и механической подачей припоя:
/—трубка; 2, 3—пружины- 4—втулка с прижимными пластинами; 5—ролик; 6—бара-
бан; 7—крышка; 8—курок; 9—нагревательный элемент с регулятором температуры ,
10—пружинные пластины; 11—припой
418
изводить пайку и при выполнении сборочно-монгажных работ в агрега-.
тах и при общей сборке самолета.
Качество паяных соединений трубопроводов контролируют теми же
методами, что и сварных.
§ 3. ПАЙКА ЭЛЕКТРОПРОВОДОВ
Технологический процесс пайки электропроводов включает подго-
товку проводов к пайке, сборку провода со штырем (штепселем разъ-
ема), нагрев (с целью пайки) и контроль качества соединения.
Перед пайкой отмеряют и отрезают электропровода требуемой дли-
ны и зачищают изоляцию. При малых объемах работ эти операции про'-
изводятся вручную при помощи плоскогубцев и ножа, а при больших —
при помощи различного вида автоматов.
Обезжиривание поверхностей электропроводов производят химиче-
ским травлением или зачисткой шкуркой.
Провода с наконечником или ШР соединяют вручную.
Припой плавится переносными (рис. 19.4) или стационарными па-
яльниками с автоматической регулировкой температуры и механической
подачей припоя в зону пайки
После пайки проверяют механическую прочность и переходное со-
противление электропровода в зоне спая.
Механическую прочность проверяют обычными динамометрами, при-
кладывая к наконечнику 25% разрушающей, нагрузки, после чего соеди-
нение осматривают с целью выявления сдвигов наконечника относитель-
но жилы провода. Отсутствие сдвигов свидетельствует о пригодности
провода. Переходное сопротивление в месте пайки измеряют специаль-
ными электрическими приборами, позволяющими быстро по шкале при-
бора установить соответствие сопротивления заданной норме.
§ 4. ПАЙКА УЗЛОВ И ПАНЕЛЕЙ ТРЕХСЛОЙНОЙ КОНСТРУКЦИИ
С ЗАПОЛНИТЕЛЕМ
Паяные панели с заполнителями и узлы применяют в конструкциях
сверхзвуковых самолетов, где это диктуется необходимостью уменьшения
веса элементов планера, работающих в условиях высокотемпературного
аэродинамического нагрева.
Панель с заполнителем (рис.
19. 5) состоит из обшивок 1,4к за-
полнителя 2, соединяемых припоем
3. Элементы панели после сборки
зажимают силами Р и помещают в
герметический контейнер 5, кото-
рый устанавливают в нагреватель-
ную печь 6.
Пайка в этом случае произво-
дится без флюса в защитной атмо-
сфере аргона. Осуществляют ее ту-
гоплавкими припоями на серебряной
или медно-никелевой основе (см.
табл. 19. 1).
В качестве материала для обши-
вок применяют нержавеющие стали
отечественных марок СН-2, СН-3,
ЭИ654, 1Х18Н9ТН и титановые сила-
Рис. 19. 5. Схема сборки паяной пане-
ли с заполнителем:
I и 4—верхняя и нижняя обшизки; 2—за-
полнитель; 3—припой; 5—герметический
контейнер; 6—нагревательная печь
1 Н. И. Ц п б и з о в, Средства механизации изготовления и контроля жгутов
электропроводов, Оборонгиз, 1962.
14*
419
вы. Заполнитель в виде сот, гофра или вафельного листа изготовляют из
нержавеющих сталей тех же марок. Для обшивок используют листы тол-
щиной 0,15—0,5 мм, а для заполнителя в виде сот и гофра — фольгу тол-
щиной 0,05—0,1 мм.
Технологический процесс сборки узлов и панелей с заполнителями
-состоит из следующих основных операций:
— изготовление обшивок и заполнителя;
— подготовка к пайке поверхностей обшивок и заполнителя;
— сборка панели (узла);
— термическая обработка панели;
— контроль качества паяного соединения.
Рис. 19. 6. Паяные панели с различного вида заполнителями:
а—с сотовым; б—с заполнителем в виде гофра; е—с вафельным
Обшивки и заполнитель изготовляются в соответствии с об-
водами паяных узлов и панелей на обычных заготовительно-штамповоч-
ном оборудовании и оснастке.
На рис. 19. 6 приведены виды заполнителей, применяемых для по-
лучения трехслойных паяных панелей. Заполнители в виде гофрирован-
ных и вафельных листов получают путем штамповки, а для заполните-
лей в виде сот применяют специальную технологию, оборудование и
оснастку.
Технологический процесс получения сотового заполнителя из сталь-
ной фольги приведен в табл. 19. 2.
Наиболее сложными и трудоемкими в этом процессе являются опе-
рации сварки гофрированных полос и обработка сотового блока по тре-
буемой форме обводов.
Гофрированные полосы свариваются на специальных машинах для
точечной сварки. Процесс сварки затруднен ввиду небольших размеров
ячеек сот (5—10 мм) и требует много времени, так как число мест свар-
ки велико.
Обработка торцов сот по обводу усложняется тем, что они под дей-
ствием усилия резания изгибаются, а не срезаются. Для придания сотам
жесткости сотовый блок устанавливают при обработке на магнитный
стол станка, а пространство в сотах заполняют металлическим порошком.
При включенном магнитном столе порошок уплотняется и позволяет в
процессе резания обрабатывать торцы сотового блока. В процессе такой
обработки инструмент — фреза — также намагничивается, вследствие
чего процесс обработки нарушается, станок выключают, заменяют фрезу
и так делают несколько раз до получения обвода требуемой формы.
Более совершенной является обработка сотового блока на станках
для электроискровой обработки (рис. 19.7). Сотовый блок 1 устанавли-
вают в резервуар с межэлектродной жидкостью (минеральное масло,
керосин) на столе вертикально-фрезерного станка. Обработку произво-
дят электродом 2, выполненным в виде грибковой фрезы. К заготовке
сотового блока подключают анод ( + ), а к инструменту катод (—). При
подходе инструмента к сотовому блоку возникает искра; в результате
этого от блока «отлетает» металл (стружка), который в виде порошка
осаждается на дно резервуара. Так, при продвижении инструмента по
420
Таблица-19.2
|Технологический процесс получения сотового заполнителя
№ опера- ции, пере- хода Эскиз Наименование операции, перехода Оборудование Технологическая оснастка
1 Нарезание по- лос фольги из ли- ста Роликовые нож- ницы
2 $ Гофрирование полос и пробивка в них дренажных отверстий Штамповочный пресс Формовочный штамп
3 Электрод сварочной .машины Подготовка гоф- рированных по- лос под сварку и сварка Машина для то- чечной электро- сварки Приспособления для обезжирива- ния и для точеч- ной сварки
4 шлифа- бальный/ круг © > 5) Обработка сото- вого блока по об- водам Станок с маг- нитным столом или станок для электроискровой обработки П риспособление для обработки
ZZ/ZZZZZZZZZZZZ/
копиру происходит обработка сотового блока без какого-либо соприкос-
новения его с инструментом, что исключает деформацию сот.
Обработка сотового блока возможна и на станках для ленточного
шлифования или методом глубокого химического травления. Независимо
от метода обработки точность об-
вода должна укладываться в до-
пуск ± 0,075 мм на одну сторону.
Этот допуск очень высокий, если
учесть, что при получении обво-
дов обычных шаблонов допуск
равен ±0,20 мм (обвод контр-
шаблона ШКС относительно шаб-
лона ШКС).
Поверхности обшив-
ки и сотового блока под-
готавливают к пайке очень тща-
Рис. 19.7. Схема обработки стального сото-
вого блока на станке для электроискровой
обработки:
тельно, так как от этого зависит
качество паяного соединения. На
листах обшивки не должно быть
1—сотовый блок; 2—электрод
хлопунов, перепадов по толщине
и т. п. Для этого применяют раз-
нообразные процессы механической и химической обработки. Химиче-
ская обработка в комбинации с последующей промывкой водой дает наи-
лучшее качество поверхностей и высокую производительность работы.
421
В качестве примера в табл. 19. 3 приведены данные по подготовке
под пайку листов и торцов сотового блока из стали типа СН-2.
Таблица 19.3
Подготовка .истов а сот пот пайку
Операция, переход Наименование раствора Темпеоат-ура раствора *С Вреу'я действия раствора мин
Обезжиривание пара- ми трихлорэтилена (ста- билизированного) OaKite 110 10
Щелочная ванна № 90 (226 — 283 г. на 4,5 л раствора) 80—90 20-30
Промывка струей во- ды — 45—60 10
Т равление Состав (по объему): >0% сеоной кислоты 10 азотной кислоты 20 10—20
Промывка непрерыв- ной струей воды 2% фтористоводород- ной кислоты 50—60 3 цикла по 2 мин каждый
Промывка ди-тиллиро- ванной водой (пульвери- затором) 1 % Дв VX ро М 0 в окисло - го натрия 20 0,5
Сушка — Не выше 60° С Не более 1 0
Подготовка поверхностей, так же как и сборка, производится в спе-
циальных помещениях, где поддерживается избыточное давление, пре-
пятствующее проникновению влаги, паров кислот и пыли из соседних по-
мещений. Рабочие работают в хлопчатобумажных перчатках, столы по-
крыты бумагой, инструмент содержится в чистоте.
Так как листы и соты после подготовки поверхностей вновь покрыва-
ются окисными пленками, время между подготовкой поверхностей и пай-
кой должно быть небольшим. Если это невозможно, то детали после
обработки необходимо упаковать и хранить в специальных герметичных
пакетах с инертным газом (аргоном).
Сборка-пайка и термическая обработка панелей
производятся в специальных сборочных приспособлениях, в которых
обеспечивается требуемое взаимное положение и фиксация деталей, вхо-
дящих в панель (обшивки, заполнитель, элементы окантовки и различная
арматура, устанавливаемая на панель). Сборка панелей с сотовькм за-
полнителем производится по базе — поверхность каркаса, а при испол*
зовании заполнителей в виде гофра или вафельных листов — по базе —
внешняя поверхность обшивки.
Конструкция сборочного приспособления во многом зависит от фор-
мы и размеров собираемого под пайку изделия (панели, узла) и метода
нагрева при пайке.
422
Наибольшее распространение в самолетостроении получили методы
нагрева:
— в электрических или газовых печах;
— электрическими нагревателями — плитами;
— кварцевыми лампами.
С учетом этих методов нагрева и формы изделия проектируют сбо-
рочные приспособления и установки для пайки и термической обработки
в процессе пайки.
7 2 3 4 5 6
72 73 77 10
Рис. 19. 8. Схема установки для пайки электрически-
ми нагревательными плитами:
/—контейнер; 2—технологический лист; 3—обшивка; 4—при-
пой; 5—заполнитель; 6—диафрагма; 7, 8, 9, /2—трубопрово-
ды; 10— керамические блоки; 11—нагревательные элементы;
/3—прокладки
Термическая обработка в соответствии с материалом обшивок и за-
полнителя включает нагрев, охлаждение до плюсовой температуры, об-
работку холодом, вновь нагрев и т. д. Эти особенности термической
обработки учитываются при проектировании сборочных приспособлений,
технологической оснастки для нагрева и аппаратуры для автоматическо-
го управления процессом пайки и термообработки.
На рис. 19.8 приведена установка для пайки панелей с нагревом
электрическими плитами. На нижний лист контейнера 1 устанавливают
технологический лист 2 для уменьшения коробления панели, а затем
нижнюю обшивку 3. На обшивку кладут припой 4 в виде листа фольги
толщиной 0,05 мм, а на припой — заполнитель 5, верхний лист припоя и
верхнюю обшивку.
После закрепления установленных в такой последовательности эле-
ментов панели на поверхность верхнего листа кладут верхний технологи-
ческий лист и металлическую диафрагму 6. На диафрагму устанавлива-
ют верхний лист герметического контейнера и сваривают верхний и
нижний листы контейнера по внешнему периметру.
К герметическому контейнеру присоединяю! трубопроводы 7 и 8 для
впуска воздуха и аргона и трубопровод 9 для выпуска воздуха и аргона
из контейнера.
Подготовленное таким образом приспособление передается на тер-
мическую обработку. Собранное в контейнере приспособление позволя-
ет производить пайку в защитной атмосфере и способствует созданию
равномерного давления прижима по всей поверхности пайки.
423
Рис. 19.9. Приспособление для сборки и пай-
ки цилиндрических узлов:
1—цилиндр; 2—изделие; 3—баллон
Рис. 19.10. Схема установки
для пайки панелей кварцевыми
, лампами:
1—к вакуум-насосу; 2—рефлектор;
3—холодильный блок; 4—стекло-
ткань; 5—кварцевая инфракрасна в
лампа; 6—аргон; 7—оболочка; 8—
панель, подлежащая пайке; 9—
скользящий экран
Рис. 19.11. Установка для пайки кварцевыми лампами. Слева на-
право—нагревательный, холодный и загрузочный блоки
424
Как показано на рис. 19. 8, контейнер установлен между керамиче-
скими блоками 10, на поверхности которых укреплены нагревательные
элементы 11, а внутри керамических блоков проложены трубопроводы 12
для подвода охлаждающей жидкости или воздуха.
При установке контейнера в нагревательную установку его изолиру-
ют диэлектрическими прокладками 13.
После установки кс’тейнера между нагревательными блоками бло-
ки смыкают и закрепляют их от смещения по высоте.
Когда обшивка и соты выполнены из нержавеющей стали типа СН-2,
а припой на серебряной основе (92,5% Ag; 7,3% Си; 0,2% Zi), процесс
пайки и термообработки протекает в следующем порядке !.
После установки контейнера между керамическими блоками:
— соединяют трубопроводы для подачи воздуха и аргона;
— многократно продувают и заполняют контейнер аргоном;
— равномерно нагревают панель до 900±10°С и выдерживают при
этой температуре 15 мин;
— охлаждают панель до температуры 90° С, пропуская воздух через
охлаждающую систему;
— обрабатывают ее холодом до —70° С, пропуская через охлаждаю-
щую систему жидкий азот, и выдерживают при температуре 3 часа;
— нагревают панель до температуры старения 580±5° С и выдер-
живают при этой температуре 60 мин;
— охлаждают ее до комнатной температуры и удаляют панель из
установки для пайки.
На рис. 19.9 приведена схема приспособления для сборки и пайки
узлов цилиндрической формы. Изделие 2 и герметический контейнер со-
бираются на цилиндрическом баллоне 3. После сборки контейнер сжи-
мается металлическим разъемным цилиндром 1.
Собранное приспособление устанавливается в печь, затем к нему
подключается необходимая аппаратура и трубопроводы для подачи
аргона и воздуха. Цикл термической обработки устанавливается в со-
ответствии с маркой материала обшивок и сот и контролируется авто-
матически приборами.
На рис. 19. 10 приведена схема установки для пайки панелей при
нагреве кварцевыми лампами, а на рис. 19. 11 —общий вид этой уста-
новки. Пайка производится в герметическом контейнере в среде аргона^
Контейнер с собранной на загрузочном стенде панелью устанавливают
в вертикальном положении и перемешают к стенду нагрева или охлаж-
дения в зависимости от режима термообработки.
Из трех рассмотренных методов нагрева при пайке наиболее совер-
шенным является метод с применением кварцевых ламп, так как он об-
ладает наименьшей инерцией при переходах от одних температур к дру-
гим. Для отдельных марок нержавеющих сталей при использовании
установки с кварцевыми лампами цикл термообработки можно выпол-
нить за 2 часа, а тот же цикл при нагревании в печах или электрически-
ми плитами требует 16—30 час1 2.
Контроль качества процессов пайки производится пооперационно и
на готовом изделии. По ходу технологического процесса пайки контро-
лируются: состояние и марка исходного материала, виды припоев, флю-
сов и качество аргона, а также качество подготовки поверхностей, раз-
меры и форма обшивок и заполнителей.
Режимы термической обработки контролируют термопарами и соот-
ветствующей автоматической аппаратурой.
1 Сб. «Оснащение самолетного и ракетного производства» под редакцией Ф. Уилсо-
на и У. Брэнджа. Пер. с англ. Изд-во «Машиностроение», 1966.
2 SAE Journal, 11, 1964.
425
На выбранных режимах пайки изготавливают образцы-свидетели и
по данным их механических испытаний контролируют прочностные ха-
рактеристики паяных изделий. В готовых изделиях проверяют размеры
галтелей (шва) припоя и рентгеноскопией, так же как после сварки, про-
веряют, нет ли внутренних дефектов в паяном шье.
Глава XX
СБОРКА УЗЛОВ И ПАНЕЛЕЙ С ПРИМЕНЕНИЕМ КЛЕЯ
§ 1. ХАРАКТЕРИСТИКА КЛЕЕВ И ОБЛАСТИ ПРИМЕНЕНИЯ КЛЕЕВЫХ
СОЕДИНЕНИЙ
Клеевые соединения находят все более широкое применение в само-
летостроении. В основу процесса склеивания положено явление адгезии,
т. е. способность некоторых веществ органического и неорганического
происхождения прилипать к поверхности других материалов (металли-
ческих и неметаллических).
Склеивание происходит при определенных для данной марки клея
температуре, давлении и времени выдержки. В результате возникающих
при взаимодействии клея со склеиваемыми поверхностями физико-хими-
ческих процессов образуется клеевая пленка с механической прочностью
(когезией), необходимой для передачи усилий при нагружении конст-
рукции.
В результате склеивания обеспечивается равномерное распределение
напряжений при нагружении, гладкость поверхностей, герметичность
швов, уменьшение веса, снижение трудоемкости и стоимости работ, вы-
сокая коррозионная стойкость и возможность соединения разнородных
материалов.
К недостаткам клеевых соединений относятся: сравнительно невы-
сокая их теплостойкость, относительно низкая прочность, особенно при
неравномерном нагружении, снижение прочности соединения вследствие
«старения» клеевой пленки, необходимость нагрева конструкции для тер-
мической обработки клея, длительность цикла изготовления, токсичность
большинства клеев и отсутствие надежных объективных методов и
средств контроля.
Несмотря на указанные недостатки, применение клеевых соединений
непрерывно расширяется, чему в значительной степени способствует раз-
работка новых, более совершенных клеев и технологических процессов
склеивания.
Области применения клеевых соединений. В настоящее время успеш-
но могут склеиваться детали узлов и агрегатов с прямолинейными и кри-
волинейными швами в самом различном сочетании марок материалов.
Условия работы некоторых узлов самолетов не допускают наличия
отверстий под болты и заклепки, поскольку они, являясь местом кон-
центрации напряжений, значительно снижают усталостную прочность и
ресурс конструкций. В таких случаях наиболее эффективна замена за-
клепочных соединений клеевыми.
В агрегатах оперения (элеронах, щитках, рулях и др.) часто приме-
няется тонкая обшивка. Для получения гладкой обшивки заклепочные
соединения ее с элементами каркаса могут выполняться впотай наклей-
кой на обшивки лент в местах расположения швов.
426
Особое значение приобретает склеивание при создании многослой-
ных конструкций с легкими заполнителями из газонаполненных пласт-
масс или сот.
Клеевое соединение, усиленное сварными точками, обладает высо-
кой прочностью, герметичностью и лучшими по сравнению со сварным
антикоррозионными свойствами.
Требования к клеям. К клеям предъявляются требования, вытекаю-
щие из условий работы их в конструкции, а также чисто технологические:
— клей не должен вызывать коррозии или способствовать ее раз-
витию;
— летучие составляющие в клее должны отсутствовать либо их ко-
личество должно быть минимальным для предотвращения образования
пор в шве;
— коэффициенты термического расширения клея и склеиваемых ма-
териалов должны быть равны или близки друг другу, чтобы исключить
образование внутренних напряжений при изменении температуры;
- - желательно применение клеев холодного отверждения или с не-
высокой температурой термической обработки для уменьшения короб-
ления и исключения снижения коррозионной стойкости материалов на
алюминиевой основе;
— вязкость клея должна позволять механизировать и автоматизи-
ровать процесс склеивания. Жизнеспособность клея должна быть по воз-
можности длительной. Клей должен хорошо смачивать поверхность и за-
полнять зазоры между склеиваемыми деталями, что исключает вероят-
ность непроклея;
— необходимое при склеивании давление должно быть минималь-
ным, что упрощает технологическую оснастку;
— в составе клея не должно быть компонентов, оказывающих вред-
ное влияние на здоровье рабочих.
Многие из существующих клеев отвечают большинству из указанных
требований.
Характеристика клеев. В настоящее время насчитывается около
100 марок отечественных синтетических клеев, обладающих различными
физико-механическими и технологическими свойствами.
Прочность клеевых соединений зависит от марок соединяемых ма-
териалов, качества подготовки поверхностей и режима склеивания (дав-
ление, температура, время выдержки).
В табл. 20. 1 приведены характеристики некоторых клеев и клеевых
соединений. Прочностные характеристики клеев получены после непо-
средственного выполнения клеевого соединения.
По мере «старения» в результате окислительных процессов и де-
струкции клеевой пленки прочность соединения несколько снижается
(рис. 20. 1).
По теплостойкости клеи можно разделить на четыре группы, охва-
тывающие интервалы температур:
1) 60—80° С — при длительном (десятки часов) воздействии темпе-
ратур (БФ-2, ВК-32-ЭМ, ПУ-2, ВК-5 и др.);
2) 100 —150° С — при длительном воздействии температур (эпоксид
П и Пр, ВК-1, ВК-9);
3) 200—350° С — при длительном воздействии температур (ВК-4,
ВК-32-200, ВС-ЮТ и др.);
4) до 700—1200° С — при кратковременном воздействии температур
(ВК-2, ВК-8, ВК-10).
В зависимости от температуры склеивания все клеи могут быть раз-
биты на две группы: склеивающие без подогрева (ПУ-2, ВК-5, ВИАМ-БЗ
и др.) и с подогревом (БФ-2, ВК-32-200, БС-10Т, ВК-32-ЭМ, эпоксид П,
Пр и др.).
427
Таблица 20.1
Характеристика некоторых клеев и клеевых соединений
Марка Состояние клея Темпера- тура от- верждения °C Прочность соединения при 20° С
склеивае- мый мате- риал кГ{см^ сотр кГ. cjuH
БФ-2 Теплостойко Жидкий сть до 60—81 120—140 Э° С Сплав Д16 220 350
БФ-4 Жидкий, пленка 120—140 То же 220 320
ПУ-2 Пастообразный 20 или 105 » 140—185 350
ВК5 Жидкий 18—25 » ПО 220
ВК-32-ЭМ Пастообразный 150 9 150 г 00
МПФ-1 Жидкий, пленка 150—1Ю 9 200 300
ФЛ-4С Жидкий 80—140 105 165
Л-4 » 20 Я СО 145
ВК-1 Теплостойкое Вязкотекучая масса ть до 100— 100—150 50° С ’ Сплав Д16 150 740
Эпоксид Пруток или порошок 150—200 То же 210 445
П и Пр ВК-9 Вязкая жидкость 20 • 150 205
ВК-32-200 Теплостойко! Жидкий, пленка 'ть до 200—2 170—180 >50° С Сплав Д16 170 170
ВК-3 То же 160—170 То же 190 200
ВК-4 Жидкий 195—205 ЗОХГСА 175 170
ВК-7 Вязкий раствор 120—210 Сплав Д16 100 600
ВС-ЮТ Жидкий 180 ЗОХГСА 170 600
ВС-350 * 180 • 180 360
ВК-2 Теплостойкое Жидкая смесь]р; ть до 700—1 250—270 200° С ЗОХГСА 90 220
ВК-8 То же 180—200 » 155 215
ВК-Ю » 200 130 —
Для клеев первой группы также может быть применен подогрев до
60—120° С с целью ускорения протекания химических процессов. Клеи
могут быть жидкими, пастообразными (ПУ-2), порошкообразными и
твердыми (эпоксид П и Пр). Последние можно наносить только на пред-
варительно нагретую поверхность. Большинство клеев поставляется в
жидком состоянии.
Некоторые клеи можно применять также в виде пленок различной
толщины. Пленочные клеи могут содержать также упрочняющий каркас
в виде стеклянной сетки (ВС-ЮТ, ВС-350).
Прочность клеевых соединений в значительной степени зависит от
конструкции и характера действующих нагрузок. Наибольшей прочно-
стью обладают клеевые соединения, которые работают на «чистый» сдвиг
428
Рис. 20.1. Изменение прочности клеево-
го соединения при различных темпера-
турах в зависимости от времени с мо-
мента изготовления его до момента ис-
пытаний
или «чистый» отрыв. Несимметричный отрыв является самым невыгод-
ным для клеевого соединения.
На рис. 20. 2 приведены типовые клеевые соединения, из которых
наиболее распространенными являются внахлестку и стрингерное. Вы-
бор соединения внахлестку с подсечкой, так же как и соединения встык
с одной и двумя накладками, обусловливается обычно конструктивными
соображениями.
Наиболее прочным является
соединение «на ус», где менее ска-
зывается концентрация напряже-
ний в концах усовой нахлестки:
однако оно трудно выполнимо в
условиях производства и применя-
ется преимущественно для дерева
и других неметаллических мате-
риалов.
На рис. 20. 3 приведены дан-
ные по прочности клеевых швов
при сдвиге (прочность шва вна-
хлестку принята за 100%).
Клеевые соединения вна-
хлестку обычно располагают так,
чтобы они работали на чистый
сдвиг. На рис. 20. 4 приведена схема деформации- клеевой пленки под
действием растягивающих усилий Р. Вследствие неравномерности де-
формации у концов нахлестки наблюдается концентрация напряжений
сдвига, тем большая, чем меньше модуль упругости склеиваемых мате-
риалов. Увеличение длины нахлестки / уменьшает напряжения по всей
ее длине.
На рис. 20. 5, а приведены графики распределения этих напряжений
для соединения дур алюмина с дур алюмином толщиной 2 мм слоем клея
Рис. 20. 2. Типовые клеевые соединения:
а—внахлестку; б—внахлестку с подсечкой; в—встык с одной на-
кладкой; г—встык с двумя накладками; д—на «ус»; е—стрингер-
ное
толщиной 0,2 мм с модулем сдвига пленки в рассматриваемом соедине-
нии G=0,5 • 102 к! !мм2.
По оси абсцисс отложена безразмерная координата х, меняющаяся
от нуля до единицы. По оси у отложена величина т, пропорциональная
напряжениям сдвига т.
т = т§2.
(20.1)
Из графика видно, что с ростом длины нахлестки при заданной на-
грузке напряжения т падают, причем чем меньше длина нахлестки, тем
равномернее распределены напряжения.
429
Рис. 20. 3. Влияние типа клеевого соединения на прочность
при статическом сдвиге (дуралюмин, клей БФ-2):
/—внахлестку; 2—внахлестку со скошенными кромками; 3—на «ус»;
4- встык с накладкой; 5—встык с накладкой со скошенными кром-
ками
Рис. 20.4. Соединение внахлестку
/ и 3—соединяемые элементы; 2—клей
Рис. 20. 5. Влияние длины нахлестки на распределение и ве-
личину напряжений сдвига в клеевом шве:
а—распределение напряжений по длине нахлестки; б—зависимость
максимального напряжения сдвига от длины нахлестки
430
Максимальные напряжения уменьшаются до тех пор, пока напряже-
ния в середине шва не станут равными нулю. В этот момент соединение
полностью исчерпает свою несущую способность.
Дальнейшее увеличение длины нахлестки приводит к образованию
«балласта» в виде полосы длиной 1Х, где напряжения равны нулю.
На рис. 20. 5, б приведены графики, показывающие влияние длины
нахлестки на максимальное напряжение. Из графиков следует, что дли-
на, при которой полностью исчерпана несущая способность соединения,
меняется в зависимости от жесткости клеевого шва.
§ 2. ОСНОВНЫЕ ОПЕРАЦИИ ПРИ СКЛЕИВАНИИ.
ОБОРУДОВАНИЕ И ИНСТРУМЕНТ
Укрупненный технологический процесс склеивания состоит из сле-
дующих операций:
— подготовка поверхности деталей;
— нанесение клея;
— открытая выдержка;
— сборка соединяемых деталей;
— отверждение клея;
— контроль качества склеивания.
Подготовка поверхности склеиваемых деталей имеет ис-
ключительное и часто решающее значение для получения высокого ка-
чества клеевого шва. Заключается она в механической обработке поверх-
ностей (фрезеровании, строгании, шлифовании, притирке, шабровке
и т. д.), очистке от загрязнений (окислов, окалины и др.), в придании им
шероховатости и обезжиривании органическими растворителями.
Для повышения качества и эффективности обезжиривания исполь-
зуются ванны, оборудованные ультразвуковой аппаратурой с циркули-
рующими органическими растворителями или водными растворами мою-
щих веществ.
Прочность клеевых соединений может быть значительно повышена
специальной подготовкой поверхности, при этом для разных металлов
рекомендуются различные методы обработки.
Во всех случаях положительно влияет увеличение истинной площа-
ди контактной поверхности путем механической, гидропескоструйной,
дробеструйной обработки, очистки шкуркой или травления в водных
растворах солей и кислот.
Для алюминиевых сплавов (плакированных и неплакированных)
применяют обезжиривание, травление при 70° С в течение 10 мин в ра-
створе серной кислоты и бихромата натрия, промывку в холодной воде
и просушивание. Широко используется также анодирование в серной и
особенно в хромовой кислоте.
За рубежом для подготовки алюминиевых сплавов большое распро-
странение получил так называемый «пиклинг-процесс». Вначале детали
обрабатывают в. парах трихлорэтилена (15 мин), затем погружают в
жидкий трихлорэтилен на 15—20 мин и, наконец, после промывки холод-
ной водой их обрабатывают в течение 20—30 мин при 60—65° С раство-
ром из концентрированной серной кислоты (22,5 вес. ч.), двухромовокис-
лого натрия (7,5 вес. ч.) и воды (70 вес. ч.).
При подготовке к склеиванию сталей лучшие результаты достига-
ются при цинковании и кадмировании. В то же время фосфатирование
в 2—3 раза снижает прочность склеивания.
Нержавеющие стали обрабатываются в растворах смеси различных
кислот и солей, например, в смеси серной кислоты и двухромовокислого
натрия или смеси фтористоводородной и азотной кислот.
431
Поверхности деталей из титановых сплавов анодируются или обра-
батываются в растворе концентрированной серной кислоты и бихромата
натрия.
После подготовки поверхности клей следует наносить не позднее
чем через 6—8 час при открытом хранении и 2—3 суток — при закрытом.
Если эти нормы превышены, то обезжиривание повторяют.
Клей на соединяемые поверхности наносится пуль-
веризатором, кистью, шпателем или готовая клеевая пленка определен-
ной толщины помещается между соединяемыми деталями. Вязкость жид-
кого клея, наносимого кистью или пульверизатором, регулируется при
помощи разбавителей-растворителей. Жизнеспособность 1 клея составля-
ет от 2—5 час (ПУ-2, ВК-5) до 1 года (эпоксид П и Пр, ВК-2).
Толщина пленки существенно влияет на прочность соединения. Так,
если прочность соединения на срез при толщине пленки 0,25 мм принять
за единицу, то при увеличении ее до 4 мм прочность падает в 10 раз
После нанесения клея дается открытая выдержка с целью
удаления растворителей, наличие которых в процессе отверждения с по-
догревом вызывает вспенивание клея и образование пористой пленки с
весьма невысокой прочностью и пониженной теплостойкостью.
Клей сушится после нанесения каждого слоя в два этапа: выдержка
при 18—20° С и нагрев при сравнительно небольшой температуре (45—
90° С) в печах с электрическим или паровым обогревом, обдувкой горя-
чим воздухом, радиационным методом и т. д. Общая продолжительность
сушки примерно 1 час. Время с момента нанесения клея до сборки обыч-
но ограничено и определяется техническими условиями в соответствии с
маркой клея.
Сборка соединяемых деталей заключается в их установке в сбо-
рочное положение в приспособлениях или по сборочным отверстиям. При-
способления для сборки и склеивания должны обеспечить правильное
взаимное положение собираемых деталей, необходимую точность конту-
ров, возможность создания необходимого давления и компенсацию тем-
пературного расширения деталей без нарушения их взаимного располо-
жения.
Отверждение клея происходит при определенном температур-
ном режиме и давлении. Детали, собранные в приспособлении, сжима
ются усилием 0,5—30 кГ{см2 (в зависимости от марки клея и толщины
материала и конструктивных особенностей изделия), нагреваются до
заданной температуры, выдерживаются при этой температуре и охлаж-
даются до температуры окружающей среды в сжатом положении.
Время нагрева, давление, температуру выдержки выбирают исходя
из характеристики клея. Соблюдение технологического режима, опреде-
ляемого указанными выше параметрами, играет важную роль в получе-
' нии заданной прочности соединения.
Нагрев осуществляется в электрических печах, автоклавах, а так-
же путем встраивания контактных и спиральных нагревателей в сбороч-
ные приспособления либо подводом к ним горячего пара или воздуха.
Принципиальные схемы приспособлений для создания давления при-
ведены в табл. 20. 2. Как видно из таблицы, для создания давления при-
меняются винтовые зажимы, гидравлические, пневматические и вакуум-
ные прижимы, а также гидравлические прессы и грузы определенного
веса, создающие равномерно распределенные или сосредоточенные на-
грузки.
При склеивании узлов и агрегатов сложных форм (рулей, элеронов,
створок люков и т. д.) для исключения образования пузырей и полного
1 Жизнеспособностью называется время, проходящее от приготовления клея до его
самопроизвольного отверждения.
432
Таблица 20.2
Приспособления для сборки узлов и панелей при помощи клеевых соединений
Способ запрессовки Схема приспособления Нагрев
Механический при помо- щи винтовых зажимов ][ 5 Q В печах и облучением инфракрасными лучами
Пневматический или гид- равлический при помощи зажимов В печах и электричес- кими спиральными на- гревателями
Механический при помо- щи универсального пресса S5W Электрический; спи- ралями и токами высо- кой частоты. Горячим воздухом, водой или па- ром
1 Нагреватель
Давлением воздуха, за- полняющего резиновый ме- шок Рд t В температурных ус- ловиях закрытого поме- щения (цеха). В печах или автоклавах
Вакуумом в резиновом мешке и давлением окру- жающего воздуха Pwan ^ат В температурных ус- ловиях закрытого поме- щения (цеха). В печах или автоклавах
Вакуумом в резиновом мешке и давлением возду- ха, заключенного в специ- альном замкнутом сосуде ц \\\^ В автоклавах высоко- го давления
Давлением самовспенива- ющегося заполнителя J— Электрические спи- ральные нагреватели
£ г
1 — ?з
433
выжимания избытка клея запрессовку следует производить в определен-
ной последовательности.
На рис. 20. 6, а приведена схема создания необходимого давления
при помощи встроенного в приспособление резинового мешка, расчленен-
ного на 12 герметических отсеков. Давление подается одновременно в
противоположные отсеки в определенной последовательности (7 и 2, 3
и 4 и т. д.).
Рис. 20.6. Схема запрессовки методом избыточного давления:
а—1—12—герметические отсеки мешка: 13—резиновый мешок; 14—склеиваемый руль с напол-
нителем из пенопласта; 15—законцовка; 6—1—7—резиновые шланги; 8—основание приспособле-
ния; 9—склеиваемая панель с заполнителем из сот; 10—прокладка
На рис. 20. 6, б приведена схема последовательного создания давле-
ния встроенными в приспособление для склеивания панели резиновыми
шлангами. Такие схемы усложняют приспособления, и их следует при-
менять лишь при особо сложных формах склеиваемых узлов.
Наибольшее распространение в настоящее время находят вакуум-
ные и пневматические прижимы, обеспечивающие равномерное распреде-
ление давления. Способ создания давления следует выбирать исходя из
программы выпуска деталей, формы, габаритов узлов и давления.
Для окончательного отверждения клей выдерживается без давления
при нормальной температуре обычно в том же сборочном приспособлении
(время выдержки примерно в 2 раза превосходит время термической об-
работки). Проведение каких-либо работ с изделием в этот период не
допускается.
После окончания срока выдержки изделие извлекается из приспособ-
ления, зачищается от подтеков клея, загрязнений и передается на кон-
троль.
§ 3. ПРОЦЕССЫ СКЛЕИВАНИЯ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА
И ПРОФИЛЕЙ
Металлическая панель, состоящая из обшивки и продольных эле-
ментов жесткости в виде стрингерного набора либо гофра, собирается
в приспособлении, типовая конструкция которого приведена на рис. 20. 7.
Между соединяемыми элементами после соответствующей подготовки
прокладывается клеевая пленка. Приспособление на специальной тележ-
ке закатывается в автоклав, где под действием вакуума и избыточного
давления склеиваются детали.
На рис. 20. 8 приведена панель крыла самолета, полученная методом
склеивания.
Для склеивания панелей и узлов плоских и небольшой кривизны
целесообразно применять пресс-формы и гидравлические прессы с обо-
греваемыми и охлаждаемыми плитами. На рис. 20. 9 приведена схема
запрессовочных приспособлений для склеивания стрингеров с обшивкой,
434
Рис. 20.7. Типовая конструкция приспособления дтя сборки панели:
1—сжатый воздух; 2—резиновая диафрагма, 3—полость вакуума; 4—плита приспособления; 5—
шарнирный зажим; 6—окантовка для прижима; 7—склеиваемые детали; 8—вакуум-провод; 9—
провод термопары; 10—термопара; 11—клеевая пленка
Рис. 20. 8. Панель крыла самолета (обшив-
ка с приклеенными к ней стрингерами)
Рис. 20. 9. Схема за-
прессовочных приспо-
соблений для склеи-
вания стрингеров с
обшивкой:
/—верхняя силовая бал-
ка; 2—сменные профили-
рованные прижимы; <?—
сменная профилирован-
ная опора; 4—нижняя си
ловая балка; 5—склеивае-
мая деталь
-135
на рис. 20. 10 — пресс для приклеивания обшивки к нервюрам хвостовых
отсеков лопасти вертолета.
Мелкие изделия склеиваются в приспособлениях с различными при-
жимными устройствами, устанавливаемых на ленточные конвейеры, ко-
Рис. 20. 10. Гидравлический пресс с нагревом и охлаждением для при-
клеивания хвостовых отсеков лопасти вертолета к нервюрам
торые вместе с приспособлениями пропускаются через печь или установ-
ки с лампами инфракрасного излучения. Скорость движения конвейера
и температура соответствуют режиму термической обработки применяе-
мой марки клея.
§ 4. ИЗГОТОВЛЕНИЕ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ
С СОТОВЫМ ЗАПОЛНИТЕЛЕМ
Конструкции с легкими заполнителями имеют ряд преимуществ пе-
ред собранными из листов и подкрепляющих профилей. Они отличаются
высокой удельной прочностью, меньшим количеством деталей, улучшен-
ными аэродинамическими качествами и успешно применяются в хвосто-
вых отсеках лопастей вертолетов, в агрегатах оперения, в панелях само-
летов и т. п.
На рис. 20. 11 показано применение клееных панелей с заполнителем
на самолете В-58.
Технологический процесс сборки изделия с сотовым заполнителем
состоит из следующих основных операций:
— изготовление сотового заполнителя и придание ему требуемых
форм и размеров;
— подготовка обшивки, деталей каркаса и сот к склеиванию, нане-
сение клея, сборка и склеивание изделия;
— контроль качества склеивания.
Изготовление сотового заполнителя. Металлические соты изготовля-
ются из фольги алюминиевых сплавов толщиной 0,03—0,15 мм. Толщина
фольги, форма и размер ячейки определяются из условий обеспечения
необходимой удельной прочности и жесткости конструкции. В отечест-
венной промышленности приняты сотовые заполнители с ячейками ше-
стигранной формы и размером стороны шестигранника 2,5; 4; 5 и 6 мм.
435
В практике самолетостроения применяют два метода изготовления
металлических сот: последовательным наращиванием и растяжением.
В табл. 20. 3 приведена последовательность изготовления заполнителей
методом наращивания. Этот метод применяется преимущественно при
толщине сот более 0,08 мм и отличается простотой оснастки. Однако он
не находит широкого применения вследствие низкой производительности.
Рис. 20. 11. Клееные панели с заполнителем на самолете В-58:
а—вид сверху; б—вид снизу (1—обшивки дуралюминовые и соты из
стеклоткани; 2—обшивки и соты дуралюминовые; 3—носки крыла и
руль направления с дуралюминовыми сотами; 4—носки киля и съемные
панели с сотами из стеклоткани)
В табл. 20. 4 приведена последовательность операций изготовления
сотовых заполнителей методом растяжения пакетов в условиях серийного
производства. Этот метод является наиболее технологичным, так как он
позволяет механизировать и автоматизировать производство сот, упро-
стить их механическую обработку. При этом улучшаются условия хра-
нения и транспортировки, что способствует централизации производст-
ва сотовых заполнителей. Метод растяжения применяют при изготовле-
нии сотовых заполнителей из нежесткой фольги толщиной менее
0,08 мм.
В Советском Союзе разработаны и успешно применяются автоматы
АСП-250 и АСП-1200 для нанесения клея на полосы фольги, сушки его,
для образования дренажных отверстий и складывания пакетов сотовых
заполнителей.
437
Таблица 20.3
Операция Эскиз
Профилирование фольги и образование дренаж- ных отверстий < 1 4.1
Образование сборочных отверстий
Обезжиривание и сушка фольги
. —
Нанесение клея и сушка
Сборка блока по сборочным отверстиям
Запрессовка блока ь Е
г 7^
in Ц$г—1
Отверждение клея Электрическая врздутнсь печь * 'р * Z
7>'
438
Продолжение
Операция Эскиз
Разрезка блока на заготовки необходимого раз-
мера
Фрезерование сотового заполнителя
г р
Контроль (подлежит выполнение каждой опера-
НИИ)
для прикат-
сотовых за-
Рис. 20. 12 Приспособление
ки торцовых поверхностей
полнителей
Требуемая форма заполнителю придается путем механической обра-
ботки. В частности, при методе растяжения после разметки пакета и
сверления базовых отверстий заготовки разрезаются на ленточных пи-
лах, фрезеруются по контуру на универсальных и специальных фрезер-
ных станках (с постоянной или переменной малкой) и растягиваются
на станках типа РС-800 или РС-3000, различающихся габаритами. После
растяжения торцовая поверхность
сотовых заполнителей, имеющих
кривизну, прикатывается для устра-
нения неплавностей — «гребешков»
(рис. 20.12).
Плоские поверхности сотовых
блоков после разрезки на плиты оп-
ределенной толщины подвергаются
механической обработке для прида-
ния им формы, соответствующей об-
водам изделия. Механическая обра-
ботка сотовых блоков производится
на фрезерных станках в специальном приспособлении, при
крепления к столу, а также для исключения деформаций и
гладкой поверхности сотовые блоки заполняются легкоплавкими веще-
ствами, которые после застывания придают им необходимую жесткость
и прочность. В качестве таких веществ применяют воду, превращающу-
юся при охлаждении в лед, диэтаноланилин (для нетеплостойких клеев)
и ксилит (для теплостойких клеев).
Подготовка обшивки, деталей каркаса и сот к склеиванию заключа-
ется в очистке от пыли, грязи, обезжиривании контактных поверхностей
соответствующими органическими растворителями. В некоторых случаях
элементы каркаса с сотовым заполнителем предварительно склеиваются
раздельно.
Заключительной подготовительной операцией является нанесение
клея на контактные поверхности деталей и сот, их подсушка или подго-
товка клеевой пленки (в случае применения готовой пленки).
этом для
получения
439
Таблица 20.4
Операция Эскиз
Обезжиривание и сушка фольги
Нанесение на фольгу клеевых полос, суш-
ка, пробивка дренажных отверстий и скла-
дывание пакета
Закладка пакета в приспособление для
склеивания
Отверждение клея
Разметка панели и сверление базовых от-
верстий
Разрезка пакета на заготовки
Фрезерование заготовок по контуру
Растяжение
п
~ Пакет
Плиты
_ обогрева
Верхняя плита
пресса
Q-Q ОД .О.Д D_O Q ГТ
Подкладная плита
f/.f ' niiiiMiiiniiitmiinil I
пресса
Контроль (контролируется каждая опера-
ция
440
На рис. 20. 13 приведена схема одностороннего нанесения клея на
торцы сотового заполнителя.
Иногда целесообразно применение готовых калиброванных клеевых
пленок, обеспечивающих равномерную по толщине клеевую прослойку.
В этом случае пленки раскраиваются на специально оборудованных уча-
стках по соответствующим картам раскроя. Пленки прикатывают к по-
верхностям деталей и сот холодным или горячим роликом.
Сборка и склеивание изделия производятся в специальных приспо-
соблениях с базированием по внешней поверхности обшивки или по по-
Рис. 20.14. Способы базирования
узлов в процессе сборки:
а—по сотовому заполнителю: б—по об-
шивке (/—базовые поверхности; 2—об-
шивки; 3—сотовый заполнитель; 4—бол-
ванка)
Рис. 20.13. Схема односто-
роннего нанесения клея на
торцы сотового заполните-
ля:
/—заполнитель; 2—скребок; 5—
клеенаносящий ролик; 4—рычаг;
5—ванна с клеем; 6—ролик для
поджима; 7—нажимное устройст-
во
верхности сотового заполнителя (рис. 20.14). Последний метод базиро-
вания применяют в том случае, когда заполнитель имеет ячейки неболь-
ших размеров, изготовлен из толстой фольги и обладает достаточной
жесткостью.
В большинстве случаев базирование осуществляется по внешней
поверхности обшивки, что обеспечивает более высокую точность обводов.
Приспособление с собранным в нем изделием устанавливают на спе-
циальные тележки и помещают в печь или автоклав, в которых происхо-
дит отверждение клея.
На рис. 20. 15 приведена установка с жидким теплоносителем для
склеивания хвостовых отсеков лопастей, а на рис. 20. 16 — схема приспо-
собления для сборки хвостовых частей оперения (руль направления,
руль высоты) с базированием по поверхности заполнителя.
Склеенное изделие осматривают, удаляют с него подтеки клея, кон-
тролируют и передают на следующий участок.
§ 5. ИЗГОТОВЛЕНИЕ УЗЛОВ, ПАНЕЛЕЙ И ОТСЕКОВ С ЗАПОЛНИТЕЛЕМ
В ВИДЕ ПЕНОПЛАСТА
При использовании в качестве легких заполнителей пенопластов
возможен один из следующих методов изготовления узлов, панелей и от-
секов: прессовый, беспрессовый и комбинированный.
При прессовом методе применяется готовый заполнитель в виде
стандартных листов или плит. На рис. 20. 17 приведена типовая конст-
441
Рис. 20.15. Установка с жидким теп-
лоносителем для склеивания хвосто-
вых отсеков лопастей вертолета с ба-
зированием по обшивке
Рис. 20. 16. Схема при-
способления для сборки
хвостовых частей опере-
ния с базированием по
поверхности заполните-
ля:
1—склеиваемый узел; 2—пли-
та приспособления; 3—пнев-
момешки; 4—основание при-
способления
Рис. 20. 17. Типовая конструкция узла, позволяю-
щая применение заполнителя:
/—лонжерон; 2—нервюра; 3—заполнитель в виде пенопла-
ста; 4—обшивка; 5—законцовка; 6—носок
Рис. 20. 18. Приспособление с
двусторонним давлением для
склеивания рулей и элеронов:
/—склеиваемый узел; 2—поступление
сжатого воздуха; 3—полости для
сжатого воздуха; 4—фольга-мембра-
на
442
рукция рулей высоты и поворота, элеронов и лопастей несущего винта
вертолета, в которой в качестве заполнителя применяется пенопласт.
Технологический процесс осуществляется в такой последовательно-
сти: сборка каркаса, установка пенопласта в отсеках между нервюрами,
склеивание нервюр с заполнителем, обработка пенопласта и пригонка
под склейку обшивки, подготовка пенопласта и обшивок к склеиванию,
установка обшивок и склеивание их с каркасом и заполнителем в приспо-
соблении под определенным внешним давлением прессования (отсюда
название — прессовый метод).
Пенопласт с обшивками и элементами каркаса из дуралюмина
склеивается клеем, например, марки ВИАМ-БЗ. Так как клей обладает
плохой адгезией к дуралюмину, то на контактные поверхности обшивки
и каркаса предварительно наносится подслой универсального клея, на-
пример БФ-2, и производится его термообработка. На поверхность поли-
меризованного клея БФ-2 наносится клей ВИАМ-БЗ.
На рис. 20. 18 приведена схема приспособления для склеивания хво-
стовой части рулей и элеронов.
При беспрессовом методе легкий заполнитель образуется в полости
изделия в результате термообработки исходной смоляной композиции
(полуфабриката) в виде жидкости, порошка, измельченных кусков плен-
ки или цилиндриков из сплошного или пустотелого шнура длиной 5—
7 мм.
Технологический процесс состоит из сборки и подготовки изделия,
заполнения его полуфабрикатом и термической обработки. В процессе
термической обработки по достижении определенной температуры полу-
фабрикат вспенивается в результате действия специального газообра-
зователя, содержащегося в композиции (пенопласты ФК-20, ФК-40, ФФ,
ФК-20-А20), или химической реакции между отдельными компонентами
исходной композиции (пенопласты ПУ-101, ПУ-103, ПЭ-1, ПЭ-2 и др.).
Как в том, так и в другом случаях вспенивающаяся смоляная масса
обладает определенным внутренним давлением (до 3—5 кПсм2), доста-
точным для надежного заполнения изделий, и способностью склеиваться
с обшивками и элементами каркаса трехслойной конструкции. Таким
образом, здесь отпадает необходимость во внешнем давлении (отсюда
название — беспрессовый метод).
После вспенивания заполнитель приобретает пенистую структуру с
замкнутыми ячейками и объемным весом у.зап=0,015-ь0,20 г[см3.
Необходимое весовое количество полуфабриката для заполнения
изделия определяется по формуле
G=kyV, (20.2)
где G — вес полуфабриката в г;
у — заданный объемный вес заполнителя в г[см3;
V — объем изделия, подлежащий заполнению, в см3;
k — коэффициент, учитывающий потери при переработке, равный
1,03—1,05.
Рассмотрим для примера сборку руля высоты (рис. 20. 19) в ограни-
чительном приспособлении. Пространство между обшивками и каркасом
заполнено самовспенивающимся заполнителем ФК. Приспособление
снабжено контактными электронагревательными элементами 5 для про-
ведения термической обработки. В приспособление закладывается зара-
нее собранный и подготовленный каркас 9 руля с обшивками. На каркас
и обшивки из алюминиевых (или магниевых) сплавов наносится подслой
клея БФ-2, поскольку пенопласты типа ФК обладают плохой адгезией к
указанным сплавам. Термическая обработка клея и заполнителя произ-
водится одновременно.
4-3
В приспособление через торцовые отверстия и отверстия облегчения
в нервюрах руля вводятся трубчатые контактные нагреватели 6, оберну-
тые целлофаном. В пространство между об-
шивками засыпается требуемое количество за-
полнителя, устанавливается и закрепляется
струбцинами крышка 3. Затем включаются
электронагреватели, исходная композиция на-
гревается с определенной скоростью до 150—
180° С и выдерживается при этой температуре
30—40 мин. Время нагрева, выдержки и охлаж-
дения зависит от максимальной толщины за-
полнителя в изготовляемом изделии и его объ-
емного веса. Так, при толщине 50 мм и у=
= 0,15 г)см3 время нагрева составляет 4 часа.
Применение самовспенивающегося за-
полнителя имеет следующие преимущества пе-
ред заполнителем из готового пенопласта:
— исключаются операции механической
обработки заполнителя и предварительной его
сборки с каркасом, что существенно сокращает
трудоемкость и цикл сборки;
— внешние обводы изделия получаются
более точными и стабильными.
Известным недостатком этого метода яв-
ляется усадка самовспенивающегося заполни-
теля, наиболее заметная при больших толщи-
нах изделия.
Для уменьшения усадки заполнителя и де-
формации конструкции в исходную компози-
цию вводятся специальные добавки (карбид
кремния, газовая сажа и т. д.) или использует-
ся комбинированный метод, при котором в за-
полняемую полость вводится грубо обработан-
ный вкладыш из готового пенопласта. Размер
вкладыша должен быть таким, чтобы между
его поверхностью и внутренними обводами из-
делия оставался зазор в 8—10 мм. После уста-
заполняется самовспенивающимся заполните-
лем (рис. 20. 20).
Комбинированный метод позволяет уменьшить усадку заполнителя,
повысить точность внешних обводов и существенно уменьшить время тер-
мической обработки.
Рис. 20.19. Ограничительное
приспособление для запол-
нения руля высоты само-
вспенивающимся заполните-
лем типа ФК:
/—основание; 2—ограничительная
стенка; 3—крышка; 4—плита; 5—
плоские нагревательные элемен-
ты; 6—трубчатые нагревательные
элементы; 7—струбцина; 8~про-
кладки из асбеста; 9—каркас
руля
новки вкладышей зазор
Рис. 20.20. Схема комбинированного метода заполнения
трехслойной конструкции:
1—изделие; 2—вкладыш из готового пенопласта; 3—исходный полу-
фабрикат пенопласта типа ФК; 4—отверстия облегчения
444
§ 6. ПРОЦЕССЫ ВЫПОЛНЕНИЯ КОМБИНИРОВАННЫХ СОЕДИНЕНИЙ
Кроме чисто клеевых, в самолетостроении применяются комбиниро-
ванные соединения: клеесварные, клееклепаные, клеевинтовые, клеебол-
товые, которые, успешно сочетая многие положительные качества тех и
других, повышают прочность и эксплуатационную надежность конст-
рукций.
Клеесварные соединения выполняются одним из следующих спо-
собов:
— точечная сварка по слою жидкого или пастообразного клея;
— точечная сварка по клеевой пленке;
— введение клея в зазор соединения после точечной сварки.
Целесообразность применения того или иного способа зависит от
формы и габаритных размеров соединяемых узлов и свойств клея.
Технологический процесс по первому способу включает последова-
тельно операции подготовки поверхности, нанесения клея, сборки, свар-
ки, полимеризации клея, нанесения антикоррозионных покрытий.
Подготовка поверхности не отличается от подготовки под точечную
электросварку (см. гл. XVIII), клей наносится описанными ранее мето-
дами. Для этого способа пригодны клеи ВК-32-ЭМ, ФЛ-4С и ВК-1, спо-
собные выжиматься под давлением электродов, не препятствуя образо-
ванию сварной точки требуемого качества. Конструкция сваривается на
обычных контактных точечных машинах по истечении не более 24 час с
момента нанесения клея. По сравнению с обычной сваркой в этом случае
несколько уменьшается сила тока и увеличивается сварочное давление.
При отверждении клея специальных приспособлений для сжатия склеи-
ваемых деталей не требуется.
Для изделий из алюминиевых сплавов антикоррозионным покрыти-
ем является анодирование, поскольку клеевые пленки после полимери-
зации стойки к кислотам и щелочам. Перед анодированием проверяют,
заполнены ли клеем все зазоры, так как это гарантирует от проникнове-
ния электролита в клеевой шов. Подтеки клея удаляются, так как они
мешают анодированию, а в емкостях для жидких топлив увеличивают
опасность засорения фильтров.
При втором способе пространство между соединяемыми элементами
заполняется клеевой пленкой МПФ-1, ВК-32-200 и др. В полосах пленки
по трафаретам из тонкого металла пробивают отверстия под сварные
точки. По этим же трафаретам в дальнейшем определяют место поста-
новки сварных точек при сварке. Метод трудоемок и не позволяет ано-
дировать алюминиевые сплавы после сварки без предварительной герме-
тизации швов.
При третьем способе сварка швов производится обычным методом
с несколько увеличенным давлением электродов. Затем зазоры шва за-
полняются жидким клеем при помощи специального шприца, после чего
следует термическая обработка. Проникновение клея в межшовное про-
странство обусловлено силами капиллярного давления при смачивании
поверхности жидким клеем. Для этого способа пригодны хорошо текучие
клеи с минимальным содержанием или отсутствием растворителей
[КЛН-1, ВК-1МС, Л4 (холодного отверждения) и др.]. Способ может
быть легко механизирован и пригоден для серийного производства.
Клеезаклепочные, клеевинтовые и клееболтовые соединения могут
быть выполнены двумя способами.
При первом способе изделие собирается так же, как и для склеива-
ния, с той лишь разницей, что в собираемых деталях предварительно
сверлятся отверстия несколько меньшего диаметра. После полимериза-
ции клея эти отверстия рассверливаются до номинального размера и ста-
вятся винты, болты или заклепки.
445
Второй способ более прост. Он не требует специальной оснастки для
создания давления прессования. Заклепки, винты или болты ставятся
перед термической обработкой пастообразного клея или клеевой пленки.
Недостатками этого способа являются неравномерность клеевой прослой-
ки и непроклеи, особенно при тонких обшивках.
Для получения герметичных швов применяются клеи, обладающие
достаточной эластичностью. Дополнительная герметизация достигается
подкладыванием под головки элементов крепления шайб из тонких клее-
вых пленок или покрытием стержней заклепок жидким клеем.
Комбинированные соединения отличаются герметичностью, антикор-
розионной стойкостью, высокой усталостной и ударной прочностью, на-
дежностью при длительной эксплуатации.
§ 7. КОНТРОЛЬ КАЧЕСТВА КЛЕЕВЫХ СОЕДИНЕНИЙ
Во всех случаях изготовления узлов и панелей с применением клея
особое значение приобретает контроль качества клеевого шва, пресле-
дующий цель выявить участки со слабым сцеплением, местными непро-
клеями, пористой структурой, пережогами клея и т. д. Для предупрежде-
ния дефектов производится тщательный пооперационный контроль:
1) клеев и склеиваемых материалов;
2) внешних условий в производственных помещениях;
3) приспособлений для склеивания, оборудования, нагревательных
и измерительных приборов;
4) качества подготовки и подгонки поверхности;
5) режимов склеивания.
Окончательный контроль качества готовых изделий можно осуще-
ствлять внешним осмотром, простукиванием, применением дефектоско-
пов, испытанием образцов-свидетелей, выборочно испытанием готовых
изделий.
При внешнем осмотре можно обнаружить различные механические
повреждения: забоины, вмятины, вздутия, а также подтеки, по которым
судят о качестве склеивания.
При контроле простукиванием (или методом свободных колебаний)
пользуются небольшим стержнем из мягкого металла или текстолита.
Опытный контролер по изменению тона звука обнаруживает местные
непроклеи и даже утолщенные клеевые прослойки. Недостатком метода
является субъективность оценки качества склеивания.
В настоящее время в развитие этого метода создан ряд приборов,
основанных на простукивании, но снабженных измерительными прибора-
ми, делающими контроль более объективным, например дефектоскоп
ЧИКП-2 для выявления дефектов в соединениях неметаллических мате-
риалов с металлами.
Заслуживает особого внимания акустический импедансный метод
для контроля клеевых соединений металлов и неметаллических материа-
лов и выявления дефектов многослойных конструкций. Метод основан
на зависимости механического сопротивления от наличия и величины
зон нарушения сцепления между отдельными элементами соединения.
В промышленности наибольшее распространение находит импеданс-
ный, дефектоскоп ИАД-2, который может работать в комплекте полуав-
томатической установки ПИ-1 для механизированного контроля с
записью результатов на электротермическую бумагу.
В некоторых случаях применяется вакуумный метод, при котором
под датчиком прибора — колпаком, наложенным на контролируемый
участок соединения, создается разрежение. Перемещение обшивки фик-
сируется находящимися в датчике измерительными устройствами, про-
стейшим из которых является индикатор. В местах с соединением нужно-
го качества прогиб обшивки существенно меньше или вовсе отсутствует.
446
Существуют и другие методы контроля: сквозное прозвучивание
(теневой), ультразвуковой резонансный, метод многократных отражений,
термографический и рентгеновский, с применением инфракрасного излу-
чения и др. Каждый из этих методов предназначен для сравнительно
узкой области применения. Методы контроля постоянно совершенству-
ются. Так, сравнительно недавно разработан контроль с применением
теплового импульса, позволяющий выявить прочность сцепления метал-
лической обшивки с заполнителем в виде сот или пенопласта.
О прочности клеевых соединений можно приблизительно судить так-
же ко испытанию образцов, вырезаемых из специальных припусков на
изделии, или так называемых образцов-свидетелей.
Определенный процент из серии изделий проходит испытания на раз-
рушение.
Для устранения непроклеев в обшивке сверлят отверстия диаметром
2—2,5 мм, через которые под обшивку вводят специальным шприцем
клей. После этого соответствующий участок шва запрессовывают струб-
цинами и выдерживают необходимое для отверждения клея время.
Освоение и дальнейшее совершенствование методов контроля, осо-
бенно механизированных и автоматизированных, способствуют более ши-
рокому внедрению клеевых соединений в конструкции самолетов и вер-
толетов.
Охрана труда при выполнении клеевых соединений
Санитарно-технические мероприятия в цехах, где клеи приготовля-
ются и используются, заключаются главным образом в удалении паров
растворителей и вредных свободных продуктов, а также в применении
мер личной защиты и гигиены исполнителей (предохранение кожи рук от
длительного контакта с клеем и Др.).
Производственные помещения должны быть оборудованы приточно-
вытяжной вентиляцией с местными отсосами воздуха на участках склеи-
вания больших поверхностей. Детали небольших размеров должны
склеиваться в вытяжных шкафах. На участках удаления подтеков, где
выделяется клеевая пыль, устанавливаются специальные пылесосы.
Полы в помещениях должны быть покрыты метлахской плиткой,
а стены на высоту до 2 ж окрашены масляной краской.
Лица, соприкасающиеся с клеями, должны работать в комбинезонах
из плотной ткани, фартуках из прорезиненной материи и резиновых пер-
чатках.
При работе с клеями, содержащими большое количество летучих
органических растворителей, и при обезжиривании растворителями сле-
дует соблюдать правила противопожарной безопасности.
Глава XXI
РАЗЪЕМНЫЕ СОЕДИНЕНИЯ И МЕТОДЫ ИХ ВЫПОЛНЕНИЯ
При сборке планера самолета и установке приборов, механизмов
и оборудования разъемные соединения выполняются на болтах, винтах,
шурупах, шпильках и т. д. Эти соединения применяют при сборке:
— агрегатов и отсеков по стыкам и разъемам (рис. 21. 1,а, б);
— листов обшивок и монолитных панелей (рис. 21. 1,в, г);
— тяг управления и трубопроводных систем (рис. 21. 1,Д е).
447
Объем работ по выполнению разъемных соединений в самолето-
строении непрерывно возрастает, особенно по соединению изделий из мо-
нолитных узлов и панелей. В современных пассажирских и транспорт-
ных самолетах используется большое количество болтов, винтов и шуру-
пов. Так, например, в конструкции самолета Ил-62 имеется 104 000 бол-
тов диаметром от 6 до 30 мм, а в самолете «Антей» — 108 000 «класс-
ных» болтов.
Рис. 21.1. Примеры применения разъемных соединений:
а—фланцевый стык; б—узел крепления подкосов к шпангоуту; в—соединение монолитных пан 5-
лей; г—соединение обшивок; д—тандер тяги управления; е—соединение трубопроводов: /—болт;
2—ушко; 3—вилка
«Классные» болты, посадки которых выполняются по 2, 3, 4-му клас-
сам точности, требуют специального оборудования для образования от-
верстий, постановки самих болтов в отверстия и затяжки гаек.
Процесс выполнения разъемного соединения при сборке включает
следующие операции:
— образование отверстий под болты;
— посадку болтов в отверстия;
• — затяжку болтов, винтов и гаек.
§ 1. ОБРАЗОВАНИЕ ОТВЕРСТИЙ, ПОСТАНОВКА И ЗАТЯЖКА БОЛТОВ
От качества образования отверстий зависит степень взаи-
мозаменяемости по стыку (возможность постановки болтов), жесткость
соединения и длительность его работы при эксплуатационных нагрузках.
В самолетостроении независимо от характера посадки болтов (с зазором
или натягом) отверстия после сверления обрабатывают развертками или
протяжками до чистоты V?— \79, что повышает ресурс работы соеди-
нения. Сверление или рассверливание отверстий в изделиях на сборке
производится специальными переносными инструментами по накладным
кондукторам или по имеющимся отверстиям. Установка на стыковую
гребенку такого типа кондуктора и подвеска сверлильного пневматиче-
ского агрегата СПА-20 в стапеле показаны на рис. 21.2.
448
Агрегат СПА-20 позволяет сверлить и развертывать отверстия диа-
метром до 20 мм при глубине сверления до 150 мм, причем сверло вво-
дится в отверстие и выводится из него автоматически, скорость возврат-
но-поступательного движения сверла регулируется в пределах 10—
250 мм/мин при 100—800 об!мин. Сверлильный агрегат 8 крепится вин-
тами 5 к кондуктору 3 специальным захватом 4. Этим обеспечивается
центрирование и перпендикулярность оси сверла относительно кондук-
тора и поверхности детали. Усилия резания сверла воспринимаются вин-
тами 5, поэтому нет необходимости в приложении физических усилий при
сверлении.
Рис. 21.2. Кондукторная плита и агрегат СПА-20 для сверления
и развертывания отверстий под болты:
/—каретка; 2—балансир; 3—кондукторная плита; 4—захват; 5—винт; 6—
насадка; 7—шарнирная головка; 8—сверлильный агрегат
Агрегат 8 помещен на шарнирной головке 7, которая укреплена в
телескопической подвеске с уравновешивающим ее вес пружинным ба-
лансиром 2. Система перемещается вдоль стапеля на специальной карет-
ке 1, поднимается и опускается, обеспечивая сверление отверстий на всей
поверхности собираемой панели.
Отверстия для болта в зависимости от требуемой точности развер-
тываются последовательно несколькими развертками вручную при помо-
щи трещоток или воротков, а при машинном способе — агрегатами
СПА-20 или тихоходными пневматическими дрелями.
Процесс развертывания отверстий при помощи разверток очень тру-
доемок (по данным одного из заводов, на развертку одного отверстия
диаметром 10 мм требуется примерно 6,2 мин) и хорошо выполняется
только квалифицированными рабочими.
15 5173
449
Разделка отверстий 2 и 3-го классов точности способом протягива-
ния (рис. 21.3) —процесс более производительный, чем развертывание.
Предварительно просверленное отверстие разделывается на специ-
альном пневмогидравлическом прессе за один рабочий ход протяжки.
Рабочий ход инструмента такого пресса 140 мм-, на нем можно разде-
лывать отверстия диаметром до 16 мм.
Протяжка отверстия — процесс более прогрессивный, чем разверты-
вание, так как при этом облегчается труд рабочих, обеспечиваются тре-
буемая точность и чистота поверхности при увеличении производитель-
ности труда в 10 раз и более.
При выборе методов образования отверстий под болты следует об-
ращать особое внимание на состояние поверхностного слоя стенки
отверстия, которое характеризуется степенью наклепа (упрочнения),
Рис. 21.3. Протяжка отверстий в собираемом
агрегате:
/—винтовая протяжка; 2—соединяемые листы; 3—
пресс; 4—упор пресса
направлением штрихов —
следов обработки, размером
микронеровностей, наличи-
ем микро- и макротрещин.
Состояние поверхност-
ного слоя оказывает влияние
в основном на выносли-
вость — ресурс работы сое-
динений при переменных на-
грузках. При испытании об-
разцов болтовых соединений
повторно-статическими на-
грузками при одинаковом
напряжении в опасном сече-
нии листа получены следую-
щие данные. При сверлен-
ных отверстиях число циклов
до разрушения соединений
N (условное) = 1, при сверле-
нии и развертывании Л/= 1,1.
при сверлении, развертывании и упрочнении стенок на 10% от диаметра
отверстия Л7= 1,7, при сверлении и протягивании цилиндрической про-
тяжкой A7=l,2.
Следовательно, с точки зрения выносливости соединений наилуч-
шими методами образования отверстий под болты являются процесс с
упрочнением стенок отверстия обжатием и процесс, в котором заключи-
тельной операцией является развертывание. Меньшая выносливость со-
единений, у которых отверстия получены сверлением и протягиванием
цилиндрической протяжкой, объясняется наличием на стенках отверстий
продольных рисок от зубьев протяжки и отсутствием упрочнения поверх-
ностного слоя.
При применении винтовых протяжек отсутствуют продольные риски
на стенках отверстия и повышается выносливость до Мусл=1,5. Следо-
вательно, при разработке технологии образования отверстий под болты
следует учитывать условия работы узла, агрегата.
Если соединение длительно работает в условиях переменных нагру-
зок, целесообразно применять процесс, в котором имеются операции
упрочнения стенок отверстий.
Посадка болтов в отверстия. При работе болтов на рас-
тяжение, как правило, применяются посадки с зазором (рис. 21. 1,п), а
при работе на срез — с натягом (см. рис. 21. 1, б и а).
Для постановки болта в отверстие с натягом требуются специальные
приспособления. При посадках с небольшим натягом болт вставляют в
отверстия ударами молотка. Недостатком этого метода запрессовки яв-
450
ляется возможность перекоса болта, что может привести к деформациям
отверстия и болта.
Более совершенным методом постановки болтов с натягом является
запрессовка переносным прессом, имеющим направляющие втулки для
центрирования болта относительно отверстия. При посадках с большим
натягом требуются большие усилия при запрессовке и возможно по-
вреждение (задиры) на поверхности болтов и отверстий. Чтобы избе-
жать этого, болты перед посадкой в отверстия охлаждают в специальных
камерах.
С точки зрения технологии желательно применять посадки с зазо
ром, так как это снижает затраты на изготовление болтов, обработку от
верстий и сборку.
С точки зрения прочности и
выносливости соединений свобод-
ные посадки нежелательны, так
как при этом увеличиваются не-
равномерность распределения
усилий по болтам и концентрация
напряжений около отверстий, что
снижает прочностные показате-
ли
При напряженной посадке в
материале листа, в зоне отвер-
стия, в поверхностном слое возни-
кают радиальные и касательные
напряжения.
При изменении напряженно-
Зазор В % от d Натяг В о от d
Рис. 21.4. Влияние характера посадки
болтов в отверстия на прочность, жест-
кость и выносливость болтовых соеди-
нений (листы Д16А-Т-РД16А-Т, болты
ЗОХГСА)
го состояния материала листа из-
меняются и прочностные характе-
ристики соединения, когда оно
разрушается по ослабленному
болтами сечению.
На рис. 21.4 показано изме-
нение коэффициента прочности
шва ср, жесткости £э (£» — условная жесткость шва при нагрузке, рав-
ной 2/3 от Рраз соединения) и коэффициента выносливости рв (при пе-
реходных посадках принят за единицу). Из рис. 21.4 видно, что ха-
рактер посадки не оказывает влияния на прочность соединения при раз-
рушении от статической нагрузки <р, но зато значительно влияет на жест-
кость шва и выносливость соединения. Для повышения ресурса соедине-
ний, а следовательно, и самолетов необходимо при работе болтов на срез
применять напряженные посадки болтов в отверстия.
Затяжка болтов в соединении в значительной степени отража-
ется на жесткости и выносливости стыкового соединения в случае работы
болтов на срез и на растяжение.
В соединении, работающем на срез, нагрузка воспринимается бол-
том и силами трения по контактным поверхностям листов:
£=Рб + Рт, (21.1)
где Р— нагрузка, воспринимаемая соединением;
Pq — часть срезающей нагрузки, воспринимаемая стержнем болта;
Рт — часть нагрузки, воспринимаемая силами трения.
В зависимости от характера посадки болта в отверстие различают
два предельных случая нагружения болта при работе соединения на
срез:
1 В. П. Григорьев, Влияние технологии выполнения соединений листовых де-
талей на их прочность и выносливость, Оборонгиз, 1963.
15*
451
— посадка болта в оба соединяемых элемента с натягом; в этом
случае нагрузка передается в основном через болт, вызывая в нем напря-
жения среза;
— посадка болта в отверстие с зазором, когда нагрузка передается
через контактные поверхности, вызывая в болте растягивающие напря-
Рис. 21.5. Ограниченная выносливость
болтовых соединений при различных за-
тяжках и температурах испытания (ли-
сты Д16А-Т, болт ЗОХГСА диаметром
6 мм; режим испытания:
°тах = О’® сраз t’ amin = сттах' □ ^кр =
— 20 кГ-см\ д — = 40 кГ-см; О — =
Кр л Р
= 65 кГ*см)
жения.
Могут быть и промежуточные
случаи, но независимо от этого
сила трения по контактным по-
верхностям
Рт=/рРПр, (21.2)
где i — число контактных поверх-
ностей или плоскостей
среза;
ц — коэффициент трения по
контактным поверхно-
стям;
Лтр — растягивающая нагрузка
в стержне болта, вызывае-
мая его затяжкой.
Величина растягивающей на-
грузки в стержне болта при рабо-
те соединения на срез ограничи-
вается прочностью материала бол-
та и его размерами, т. е.
(21.3)
где оТ — предел текучести мате-
риала болта;
/б — площадь поперечного се-
чения стержня болта;
k — коэффициент, характе-
ризующий запас прочно-
сти. Для болтов, рабо-
тающих на срез, k=
= 0,2ч-0,5.
Исходя из принятого значения Рпр можно определить силу трения,
возникающую в соединении, и крутящий момент на ключе, необходимый
для затяжки. При увеличении затяжки от Л=0,2 до Л=0,5 повышается
жесткость соединения и увеличивается выносливость — ресурс его ра-
боты.
На рис. 21.5 приведен график, показывающий увеличение выносли-
вости соединений с увеличением затяжки при всех исследованных тем-
пературах. Например, при 20° С переход от затяжки Л4кр=40 кГ-см к за-
тяжке Мкр=65 кГ • см повышает выносливость — число циклов до раз-
рушения соединения — в 4 раза.
Если болты в соединении должны воспринимать осевые нагрузки,
т. е. работать на растяжение, то для получения жесткого плотного гер-
метичного соединения необходимо стыковые болты предварительно затя-
гивать так, чтобы при действии рабочей нагрузки герметичность соеди-
нения не нарушалась.
На практике величину предварительной затяжки болта определяют
из соотношения
(0,74-0,9) Q,
где Q — внешняя нагрузка.
(21-4)
452
При переходе от усилия Рпр к моменту предварительной затяжки
Мкр последний при метрической резьбе болта определяется по формуле
Л[Кр=Ркл£~Д25РщДср, (21.5)
где L — длина рукоятки ключа или плечо, на котором приложено уси-
лие рабочего при затяжке болта, в см;
Ркл— усилие рук рабочего, прикладываемое к ключу при затяжке бол-
та, в кГ;
dcp — средний диаметр резьбы болта в см.
Величина потребных для предварительной затяжки болтов крутящих
моментов указана в технических требованиях к болтовому соединению.
При затяжке болтов гайку сначала навертывают вручную, а затем
затягивают тарированным по величине крутящего момента ключом. При
достижении заданного крутящего момента ключ прощелкивает и далее
не увеличивает затяжку гайки.
При сборке секций для затяжки болтов и винтов применяют различ-
ные тарированные по величине крутящего момента ключи и отвертки с
пневматическим и электрическим приводом, например, реверсивная пнев-
матическая отвертка РПО-350, развивающая наибольший крутящий мо-
мент 180 кГ-см, и пневматический гайковерт (рис. 21. 6).
Использование при сборке механизированного инструмента облег-
чает труд рабочих и повышает производительность в 10—15 раз по срав-
нению с применением ручного немеханизированного инструмента.
Предварительная затяжка болтового соединения зависит не только
от приложенного к гайке крутящего момента, но и от качества резьбы
болта и гайки, состояния контактных (опорных) поверхностей детали и
торца гайки. В зависимости от этих факторов затяжка при одном и том
же моменте на ключе может быть различной. Для получения одинаковой
по величине предварительной затяжки болтов следует тщательно контро-
лировать поступающие на сборку детали и применять один и тот же вид
смазки для резьбы и торцов гаек.
453
При наличии в соединении нескольких болтов гайки необходимо за-
тягивать в определенной последовательности и постепенно во избежание
деформации соединяемых деталей.
§ 2. ПРИМЕНЕНИЕ КОМПЕНСАТОРОВ И ГЕРМЕТИЗАЦИЯ РАЗЪЕМНЫХ
СОЕДИНЕНИЙ
Рис. 21.7. Компенсация за счет уве-
личения диаметров отверстий под
болты, работающие на растяжение
Компенсатор является элементом конструкции, при помощи которо-
го регулируются линейный и угловой размеры замыкающего звена раз-
мерной цепи. Он позволяет при сборке секций компенсировать (устра-
нять) фактические отклонения в размерах замыкающего звена от номи-
нальных значений. Применение компенсаторов обеспечивает заданную
точность соединения, снижает трудоемкость сборки за счет устранения
ручных доводочных работ и не вызы-
вает каких-либо дополнительных де-
формаций и напряжений в соединяе-
мых секциях.
Функции компенсаторов могут осу-
ществляться:
— конструктивными методами, на-
пример увеличением диаметра отвер-
стий относительно диаметров болтов,
применением овальных отверстий для
болтов, свободным закреплением одно-
го конца детали и т. д.;
— деталями, специально подби-
раемыми для данной размерной цепи
(прокладки, шайбы);
— узлами и деталями, размеры и
положение которых в определенных
пределах можно принудительно изме-
нять при сборке (резьбовые регули-
руемые по длине детали, шаровые и
телескопические соединения, плаваю-
щие анкерные гайки и др.).
Рассмотрим в качестве примера
наиболее распространенные компенса-
торы, применяемые при сборке пане-
лей в отсеки и отсеков в агрегаты.
У фланцевого соединения отсека фю-
зеляжа (рис. 21.7) функции компенсаторов выполняют отверстия в обо-
их стыковых шпангоутах, диаметр которых больше номинального, т. е.
8,2Л4 и 12,2714, в то время как диаметры болтов 8Х4 и 12Х4.
Необходимость увеличения диаметров отверстий в стыковых шпан-
гоутах диктуется недостаточной жесткостью этого разъема фюзеляжа.
При фрезеровании торцовых поверхностей стыковых шпангоутов,
разделке в них отверстий для болтов и крепления секций в приспособ-
лениях возникают деформации, вызывающие несовпадение отверстий в
шпангоуте при свободном состоянии секций.
Увеличение диаметров отверстий в стыковых шпангоутах не умень-
шает прочности фланцевого соединения и вместе с тем устраняет необхо-
димость в сложной совместной разделке отверстий.
На рис. 21.8 показано крепление элерона к крылу, в котором для
устранения возможных линейных и угловых погрешностей подвески в
качестве компенсаторов использованы шайбы, регулируемый по разме-
рам кривошипный механизм и ушковые болты. Эти компенсаторы позво-
ляют добиться требуемой точности вписывания контура элерона в про-
филь крыла и осуществить подвеску элерона в нескольких точках.
454
Компенсация погрешностей по оси у—у при подгонке закрылка по
профилю крыла достигается подбором толщин шайб 2, устанавливаемых
сверху и снизу кардана, а по оси х—х — подбором шайб 4.
Требуемые углы отклонения элерона си и аг получают, изменяя дли-
ну кривошипа / и тяги с. JXjvswy тяги с изменяют ввертыванием и вывер-
тыванием из нее ушковых болтов.
Для компенсации погрешностей в линейных и угловых размерах
обычно применяют шлицевые, карданные или резьбовые компенсаторы,
например, для компенсации погрешностей при установке главного веду-
Рис. 21.8. Узел подвески элерона к крылу, в котором компенсаторами линейных и
угловых погрешностей являются шайбы, кривошипный механизм и ушковые болты:
1—лонжерон; 2—шайба; 3—трос; 4—шайба; 5—тяга; 6—кривошип
щего вала трансмиссии вертолета — шлицевое соединение и карданную
подвеску.
При проектировании изделия необходимо предусматривать в его
конструкции компенсаторы для упрощения и облегчения процесса сбор-
ки, а при разработке технологического процесса учитывать использова-
ние компенсаторов для снижения трудоемкости и повышения качества
сборочных работ.
Необходимость герметизации разъемных соединений
возникает при сборке монолитных панелей герметических отсеков, откры-
вающихся дверей, люков и фонарей, а также при пропуске тяг управле-
ния через герметические кабины.
При выполнении неподвижных болтовых соединений швы герметизи-
руют теми же методами, как и при соединении заклепками. Но так как
болт в отверстии не расширяется, то через зазоры может происходить
утечка воздуха или топлива. Для предотвращения этой утечки под голов-
ки болтов ставят уплотнительные кольца (рис. 21.9). Такое кольцо со-
стоит из круглого металлического сердечника, покрытого вулканизиро-
ванной резиной. При затягивании болта кольцо сжимается и создается
герметическое соединение. Применение таких колец обеспечивает хоро-
455
шую герметизацию, не требуя точной обработки контактных поверхно-
стей болта и соединяемых элементов.
Для герметизации тяг и тросов при прохождении их через герметич-
ные перегородки применяют выводы с гофрированным шлангом
Рис. 21.9. К установ-
ке уплотнительного
кольца под головку
болта
Рис. 21. 10. К герметизации тяг и тросов-
1— тяга или трос; 2—стальные луженые кольца: 3—слой резины;
4—слой хлопчатобумажной ткани
(рис. 21. 10). Это обеспечивает хорошую герметичность и не увеличивает
нагрузку на органы управления.
Качество герметизации разъемных соединений проверяется одновре-
менно с испытанием кабины или топливного отсека на герметичность.
Глава XXII
СБОРКА ОТСЕКОВ И АГРЕГАТОВ МЕТАЛЛИЧЕСКОЙ
КОНСТРУКЦИИ
§ 1. КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКАЯ ХАРАКТЕРИСТИКА ОТСЕКОВ
И АГРЕГАТОВ
Степень членения самолета и его агрегатов на детали и сборочные
единицы зависит от особенностей конструкции самолета в целом (нали-
чие монолитных панелей и узлов); габаритов агрегатов и отсеков; мате-
риалов для изготовления входящих в конструкцию деталей; способов со-
единения деталей; программы выпуска и т. п. Рациональное членение
конструкции самолета на отдельные узлы, панели, отсеки и агрегаты по-
зволяет значительно упростить сборку и снизить трудоемкость сборочных
работ за счет механизации и автоматизации сборочных операций.
По конструктивно-технологическим признакам отсеки и агрегаты
можно объединить в три группы:
— отсеки и агрегаты непанелированной конструкции; изделия этой
группы, как правило, собирают из отдельных деталей и небольших уз-
лов. Сборка таких изделий требует сложных сборочных приспособлений,
сокращает возможности расширения фронта работ, требует (при боль-
ших габаритах агрегатов) громоздких, занимающих большие площади
приспособлений (рис. 22. 1);
— отсеки и агрегаты панелированной конструкции, собираемые из
панелей, узлов сборной и монолитной конструкции (рис. 22. 2,а). В этом
случае конструкция сборочных приспособлений для отсеков и агрегатов
проще, чем для изделий первой группы, кроме того, создаются возмож-
ности для расширения фронта работ и механизации процессов сборки;
456
— агрегаты, члененные на отсеки. Агрегат собирается из предвари-’
тельно собранных отсеков (рис. 22.2,6, г). В большинстве случаев такие
отсеки поступают на сборку агрегата, когда в них выполнен весь ком-
плекс сборочных, монтажных и регулировочно-испытательных работ.
Процесс сборки агрегата теперь по существу представляет стыковку от-
секов и соединение коммуникаций по стыкам и разъемам.
Прочность, аэродинамические свойства и герметичность собранных
отсеков и агрегатов должны удовлетворять техническим требованиям.
В эти общие требования включаются: точность расположения элементов
Рис. 22.1. Фюзеляж непанелированной конструкции в приспособлении для его сборки
отсеков и агрегатов относительно друг друга и базовых осей изделия;
точность линейных и угловых параметров самолета в соответствии с ни-
велировочными данными; точность положения шасси, линии тяги и т. д.
В процессе и после сборки отсеков и агрегатов должно быть обес-
печено требуемое взаимное расположение трубопроводов, электропрово-
дов и тяг механической системы управления по стыкам отсеков и агре-
гатов.
Все перечисленные выше требования выполняются по методу зави-
симого изготовления изделий, при котором широко применяют различ-
ного вида жесткие носители форм и размеров изделий и их элементов.
Содержание технологических процессов и объем работ, выполняе-
мых при сборке отсеков и агрегатов, определяются:
— конструктивно-технологическими параметрами собираемых из-
делий;
— масштабом производства, от которого зависит глубина прора-
ботки технологических процессов, оснащение производства специальным
оборудованием и форма организации производства;
— принятым методом обеспечения взаимозаменяемости и точности
геометрических размеров деталей, панелей, узлов и отсеков.
Удельный вес того или иного вида работ в общей трудоемкости про-
цесса сборки зависит от конструкции агрегата и принятого метода со-
457
единения. Так, например, при сборке стабилизатора клепаной непанели-
рованной конструкции сверление отверстий и клепка составляют соот-
ветственно 19 и 24% общей трудоемкости процесса.
Независимо от конструктивно-технологических особенностей соби-
раемых изделий для выполнения сборки разрабатывают технологиче-
ский процесс, включая следующие работы:
г)
Рис. 22. 2. Агрегаты члененной конструкции:
а—членение отсеков на панели; б—членение агрегата —
фюзеляжа на отсеки; в—агрегат — фюзеляж; г—членение
агрегата — крыла на отсеки
— технологический анализ конструкции и рассмотрение возможно-
сти и целесообразности ее панелирования;
— составление схем сборки и установление последовательности вы-
полнения сборочных операций;
— выбор организационных форм сборки (операционная, поточная);
— разработка технических условий на проектирование сборочных
приспособлений и обрабатывающего инструмента;
— подбор оборудования;
— нормирование операций.
Для установления объема работ по каждому этапу составляются
технические условия на поставку деталей, узлов и панелей, на сборку
отсеков и агрегатов.
Техническими условиями на поставку определяется, в каком виде
панель или узел подается на сборку, т. е. где и какой величины должны
быть припуски на обрезку профилей и обшивок, в каком из соединяемых
элементов должны быть сборочные или направляющие отверстия, какие
узлы должны быть смонтированы на панели и какие должны ставиться
в приспособлении при сборке отсека или агрегата и т. д.
458
По чертежам деталей узлов и панелей и техническим условиям по-
ставки на их сборку разрабатываются отдельные элементы (фиксаторы,
рубильники и др.) сборочного приспособления для сборки отсека или
агрегата.
Следовательно, конструкция деталей, узлов и панелей, отсеков и сбо-
рочного приспособления для сборки отсека определяет характер техно-
логического процесса сборки.
§ 2. СБОРКА ОТСЕКОВ И АГРЕГАТОВ НЕПАНЕЛИРОВАННОЙ КОНСТРУКЦИИ
Сборка отсека или агрегата непанелированной конструкции произ-
водится в одном сборочном приспособлении и в определенной технологи-
ческой последовательности. На сборку таких изделий поступают в основ-
ном отдельные детали и некоторые узлы.
На рис. 22. 3 приведена схема приспособления для сборки отсека,
представляющего кессон центроплана, по базе — поверхность каркаса.
Приспособление состоит из верхней 1 и нижней 2 балок, вертикальных
стоек 3, рубильников 4 и стыковых узлов 5.
Рис. 22.3. Приспособление для сборки непанелированного отсека крыла:
1—верхняя балка; 2—нижняя балка; 3—стойки; 4—рубильники по обводу каркаса; 5—-
стыковые узлы; б и 7—лонжероны; в—штифты; 9, 10, 16 и 17—опоры; //—нервюры;
12 и 15—зажимы; 13—отверстия (СО); 14—стрингеры; 18—обшивка; 19—рубильник по
внешнему обводу обшивки; 20—отверстия облегчения
Собранные предварительно лонжероны 6 и 7 устанавливают в при-
способлении по стыковым узлам 5 и фиксируют штифтами 8. Для исклю-
чения прогиба лонжеронов под действием собственного веса они опира-
ются на специальные реперные опоры 9 и 10, расположенные между
стыковыми узлами.
После лонжеронов в приспособление устанавливают по рубильникам
4 нервюры 11, фиксируя их положение относительно рубильников спе-
циальными зажимами 12. Закрепив нервюры в требуемом положении,
сверлят отверстия 13 в лонжеронах и бортах нервюр, ставят в них за-
клепки и соединяют нервюры с лонжеронами. Далее открывают рубиль-
ники, ставят в прорези нервюр стрингеры 14, затем закрывают рубиль-
ники и прижимают стрингеры и нервюры к рубильникам зажимами 12
и 15. После этого сверлят отверстия и заклепками соединяют стрингеры
с нервюрами. Соединив таким образом все элементы каркаса центропла-
на между собой, отводят неподвижные реперные опоры 9 и заменяют
одни рубильники другими, у которых обвод рабочего контура сделан с
учетом толщины обшивки.
459
В тех случаях, когда в приспособлении используются универсальные
рубильники, с них перед установкой обшивки снимают прокладки, тол-
щина которых равна толщине обшивки.
Обшивка 18 ставится в приспособление по опорам 16 и 17 и прижи-
мается к каркасу рубильниками 19. По направляющим отверстиям в бор-
тах нервюр и стрингерах сверлят в обшивке с внутренней ее стороны (см.
рис. 22. 3, стрелка D) отверстия для заклепок, затем зенкуют их, но уже
с наружной стороны, подводя зенкер по стрелке А.
После сверления и зенкования отверстий для заклепок обшивку 18
снимают с приспособления, чтобы обеспечить подходы для сверления
отверстий в обшивке, устанавливаемой со стороны рубильника 4. Свер-
ление и зенкование отверстий для заклепок в этой обшивке производят
так же, как и в обшивке 18.
соединения обшивок с каркасом их склепывают поочередно с
одной и другой сторон приспособления пневмомолотком обратным мето-
дом. При клепке второй обшивки поддержка вводится внутрь приспособ-
ления через отверстия облегчения 20 в нервюрах 11.
По окончании клепки кессон центроплана контролируют по обводам,
величине волнистости на внешних поверхностях, размерам выступающих
над поверхностью частей закладных головок заклепок и передают их на
последующую сборку.
Описанный процесс сборки отсека центроплана отражает всю специ-
фику сборки отсеков и агрегатов непанелированной конструкции. Сборка
подобных изделий характеризуется большим количеством операций, дли-
тельностью цикла, применением малопроизводительных инструментов
(при клепаной конструкции — пневматических дрелей и молотков, а при
сварной — ручных сварочных клещей). В связи с этим качество соедине-
ний получается невысоким, а трудоемкость сборочных работ небольшой.
Этот метод сборки применяется при изготовлении каких-либо экспери-
ментальных изделий и при сборке опытных изделий на опытных заводах.
§ 3. СБОРКА ОТСЕКОВ И АГРЕГАТОВ ПАНЕЛИРОВАННОЙ КОНСТРУКЦИИ
Технологический процесс сборки отсека или агрегата панелирован-
ной конструкции по характеру и объему работ резко отличается от про-
цессов сборки указанных изделий непанелированной конструкции. Сбор-
ка при панелированной конструкции состоит в установке узлов и панелей
в сборочное положение и соединении их между собой в местах стыка.
В схеме технологического процесса сборки показана последователь-
ность поступления деталей и сборочных единиц по этапам.
На рис. 22. 4 показана конструкция носового отсека фюзеляжа, а на
рис. 22. 5 — схема стапельной сборки этого отсека.
На сборку отсека, как это видно из схемы, поступают отдельные
детали и собранные узлы и панели. Поступающие на сборку узлы и па-
нели, полученные в процессе узловой сборки или выполненные в виде
монолитных элементов, должны соответствовать техническим условиям
на их поставку на рассматриваемый этап сборки. Панели и узлы должны
быть полностью собраны (клепкой, сваркой или склеиванием), обрабо-
таны по периметрам (контурам) стыков, иметь, где это предусмотрено,
направляющие отверстия и припуски по длине.
Сборку отсека как заключительный этап сборки производят в сле-
дующем порядке:
— в приспособление по базовым поверхностям устанавливают и за-
крепляют шпангоуты 8 и 9 (рис. 22.5,6), затем устанавливают усилен-
ные стрингеры 10, соединяя их со шпангоутами. Этой операцией закан-
чивается сборка каркаса;
— на каркас ках на сборочную базу устанавливают панели. На
рис. 22. 5, б показана постановка правой боковой панели 1п. Сверлят от-
460
Рис. 22. 4. Носовой отсек фюзеляжа:
1п, 1л—правая и левая панели отсека; 2, 4—створки передней ноги
шасси; 5—пол; 6—каркас фонаря штурмана; 7—каркас фонаря лет-
чика; 8—шпангоут № 6; 9— стыковой шпангоут № 11; 10—усиленный
стрингер; 11—передняя стойка шасси
Отсеки.
Панели
и
узлы
Подузлы
Детали,
Рис. 22. 5. Схема стапельной сборки носового отсека фю-
зеляжа (см. позиции рис. 22. 4)
461
верстия по направляющим отверстиям в шпангоутах и усиленных стрин-
герах или при помощи специальных сверлильно-зенковальных головок,
установленных на сборочном приспособлении. Затем отверстия зенкуют
под заклепки или болты по стыкам шва;
— ставят заклепки (болты) по стыковым швам, расположенным на
силовых стрингерах и шпангоутах.
На рис. 22. 6 показана последовательность сборки фюзеляжа из па-
нелей, узлов и отсеков. Фюзеляж состоит из отсеков Ф-1, Ф-2, Ф-3, Ф-4 и
Ф-5, собираемых из панелей, узлов и деталей. Общая сборка фюзеляжа
в данном случае производится в общесборочном приспособлении, в ко-
торое устанавливают часть уже собранных отсеков, а другая часть отсе-
ков собирается из панелей непосредственно в этом приспособлении. От-
сек Ф-1 собирают в вертикально расположенном приспособлении 2 из
панелей 1, а затем в собранном виде устанавливают в стапель сборки
фюзеляжа.
Панели 3, 4 собираются в специальных приспособлениях 5 и 6, а за-
тем поступают на сборку в общесборочное приспособление. В такой же
последовательности производится сборка панелей и узлов отсеков Ф-3
и Ф-4. Отсек фюзеляжа Ф-5 собирается из панелей в специальном при-
способлении и поступает на общую сборку фюзеляжа в собранном виде.
В приспособлении общей сборки фюзеляжа производятся работы по
установке панелей и отсеков в требуемое положение, закрепление их и
соединение панелей и отсеков по стыковым швам.
При сборке панелированных изделий 'объем клепальных работ в
общесборочном приспособлении уменьшается и снижается общая трудо-
емкость сборки отсека или агрегата за счет снижения затрат на узлы
и панели, которые в этом случае собираются на механизированном обо-
рудовании или на клепальных (сварочных) автоматах.
Преимущество панелированной конструкции очевидно. Так, напри-
мер, сборка отсека непанелированной клепаной конструкции длиной 2 м
и диаметром 0,8 м длится 12 рабочих смен, в то время как сборка этого
же отсека при панелированном варианте длится всего 6 смен. Такое со-
кращение цикла достигнуто за счет параллельной сборки панелей и уз-
лов в специальных приспособлениях и применения механизированной
клепки.
Эффективность процесса сборки панелированной конструкции можно
также оценить в условных единицах, отнеся затраченное на сборку время
к 1 кг веса конструкции, по отношению
где Сп, Сп— затраты времени на сборку панелированной и непанелиро-
ванной конструкции в час)кг;
ТЕ, — трудоемкость сборки панелированной и непанелированной
конструкции в часах;
Qn, Qh — вес панелированной и непанелированной конструкции в кг.
Так, например, если трудоемкость сборки отсека крыла весом 470 кг
при панелированной конструкции составляет 200 нормо-час, а трудоем-
кость сборки того же крыла, но при непанелированной конструкции
845 нормо-час, то из соотношений (22. 1) получим Сп=0,43 и Си=
= 1,8 час)кг. Таким образом, в рассмотренном примере трудоемкость
сборки 1 кг веса непанелированной конструкции в 4 раза превышает тру-
доемкость сборки панелированной.
462
^ -панели Ф-t- 9__г,г,С' Сборка агрегата ианргтип
панели ф-з и Ф-4; Сборки ф.р 3 иИР°ванной конструкции ИЗ панелей
——
Преимущества панелированных конструкций перед непанелирован-
ными во многом зависят от годовой программы выпуска изделий и об-
щего объема производства.
Рациональность членения возможно оценивать, только сравнивая
технико-экономические показатели конструкций с различной степенью
Рис. 22. 7. Два варианта членения отсека фюзеляжа
панелирования. Сравним для примера два способа членения отсека фю-
зеляжа (рис. 22.7), технико-экономические показатели которых приве-
дены в табл. 22. 1.
Таблица 22.1
Технико-экономические показатели процесса сборки секции фюзеляжа
при разных способах членения ее конструкции
Технико-экономические показатели Вариант, пока- занный на рис. 22.7, а Вариант, показан- ный на рис. 22.7, б
Требуемая для сборки рабочая площадь В -И2 7600 5900
Экономия в трудоемкости сборки на один самолет в человеко-часах — 40,5
Время, потребное на изготовление сбороч- ных приспособлений, в часах 15 850 8600
Длина механизированной линии сборки в м 900 840
Количество операций по передаче узлов из одного приспособления в другое 12 5
Из таблицы видно, что технико-экономические показатели способа,
показанного на рис. 22.7, а, ниже, чем способа, приведенного на
рис. 22. 7, б. Объясняется это тем, что при членении отсека более чем на
две части большая часть оборудования кабины летчика может монтиро-
ваться только после стыковки всего фюзеляжа, причем монтажные ра-
боты ведутся в неудобном для сборщика положении и, следовательно,
время сборки увеличивается. Кроме того, для сборки мелких узлов, вхо-
дящих в отсек, требуются приспособления, которые занимают часть ра-
бочей площади цеха и дополнительное время на их изготовление.
При другом варианте членения отсека фюзеляжа (см. рис. 22.7,6)
необходимо иметь меньшее количество оснастки, оборудование кабины
летчика можно монтировать на отдельных панелях (половинках фюзеля-
жа) в удобном для рабочего положении (стоя или сидя). При этом со-
464
кривая 1 относится к непанелирован-
Рис. 22.8. Стоимость технологической ос-
настки, отнесенная к единице продукции,
в зависимости от годовой программы вы-
пуска
регата-фюзеляжа (см
Внестапельная
кращается рабочая площадь на 1700 м2, снижается трудоемкость на
40,5 чел]час на одном самолете и затраты на изготовление стапельной
оснастки на 7250 час.
Приведенные данные относятся к одной и той же условной годовой
программе производства самолетов, так как при изменении программы
технико-экономические показатели обоих рассматриваемых вариантов
членения также изменяются. Для обоснования преимущества того или
иного варианта сборки панелированной конструкции на основании со-
ответствующих расчетов строят графики, показывающие изменение по-
требной рабочей площади, стоимости оснастки, трудоемкости и других
факторов в зависимости от программы выпуска.
На рис. 22. 8 приведен один из таких графиков — стоимость оснаст-
ки на единицу продукции, причем
ной конструкции, а кривая 2 — к
панелированной.
Организационные формы
сборки предусматривают выпол-
нение всего комплекса работ по
сборке отсека или агрегата и мон-
тажу оборудования, приборов и
систем. При сборке отсеков и аг-
регатов различают два этапа:
сборку в стапеле и сборку-монтаж
вне стапеля (внестапельная сбор-
ка). Примерами стапельной сбор-
ки являются процессы сборки от-
сека крыла (см. рис. 22. 3), отсе-
ка фюзеляжа (см. рис. 22.5), аг-
. рис. 22. 6).
сборка пре-
дусматривает установку по черте-
жам жестких узлов, панелей и де-
талей, которые для сохранения своей формы и положения не требуют
сборочного приспособления. На внестапельной сборке, кроме того, про-
изводится доработка соединений, т. е. постановка заклепок и болтов, к
которым затруднены подходы, монтаж и установка механизмов, прибо-
ров, оборудования и коммуникаций, электрических, гидравлических и
пневматических систем.
Внестапельная сборка также ведется по заранее разработанному
технологическому процессу, в котором указываются оборудование, осна-
стка, инструмент и нормы времени на выполнение отдельных видов
работ.
Стапельные и внестапельные работы при сборке отсеков и агрегатов
могут быть организованы по поточному методу и без применения потока.
Поточный метод сборки предусматривает строгое распределение ра-
бот между отдельными участками, подачу скомплектованных узлов, па-
нелей и деталей и установление ритма сборки. Этот метод позволяет
значительно сократить общий цикл сборки и трудоемкость работ в срав-
нении с методом сборки без применения потока.
На рис. 22. 9 приведена организационная схема сборки герметиче-
ского отсека Ф-1, в которой указан порядок поступления деталей, узлов
и панелей на общую сборку. Из схемы видно, что на общую сборку по-
ступают панели и узлы, собранные в своих приспособлениях, а также от-
дельные детали.
При поточной организации работ стапели для сборки отсека и стен-
ды (рабочие места) для внестапельной сборки располагаются по ходу
технологического процесса, как это показано на рис. 22. 9. Важнейшим
465
условием, при котором достигается заданный ритм поточной сборки,
является своевременная подача на сборку панелей, узлов и деталей. По-
этому процессы сборки панелей и узлов по ритму должны быть увязаны
с ритмом сборки отсека, а это возможно только при организации потока
на сборке узлов и панелей.
Поступающие на стапель общей сборки отсека детали, узлы и па-
нели должны устанавливаться и соединяться в определенной последова-
тельности, указанной в заданиях для сборщика и комплектовщика.
Стапели общей, сборки
Участок внестапеленой сборка
Стенды
—- маршруты движения панелей
—*• маршруты движения деталей
и узлов
Рис. 22.9. Схема размещения оборудования, сборочных приспособлений и
стендов при поточной организации сборки отсека фюзеляжа:
1л, /«—приспособления для сборки левой и правой боковых панелей; 2—пресс для
клепки; 3—верстак для доработки панелей; 4—приспособление для сборки нижней
панели; 5—верстак для доработки нижней панели; б—разделочный стенд для отвер-
стий под узлы шасси; 7—комплектовочные верстаки; 8—стенд для испытания герме-
тичности отсеков; 9—участок сборки панелей отсека Ф-1
2
9
Задание рабочему-сборщику оформляют в документе, называемом
«объединение». Такие задания-объединения составляют по отдельным
этапам сборки; в них указывают содержание и последовательность вы-
полнения отдельных видов работ.
В качестве примера на рис. 22. 10 приведены задания-объединения
по отдельным этапам сборки отсека Ф-1 в стапеле общей сборки. П,'И
пооперационном контроле качество сборки проверяется по каждой из
работ, указанных в объединении. После выполнения работ по объедине-
нию № 1 начинаются работы по объединению № 2 и т. д.
Отсек после сборки вынимают из стапеля и устанавливают на разде-
лочном стенде 6 (см. рис. 22. 9), где окончательно обрабатываются (раз-
делываются) отверстия для цапф узлов шасси. Затем отсек поступает на
внестапельную сборку, которая при поточном производстве проводится
на нескольких стендах.
В рассматриваемом примере отсек по специальной эстакаде про-
двигается вдоль стендов — рабочих мест (рис., 22. 11). Отсек Ф-1 уста-
навливается при этом на специальную тележку и продвигается от стен-
да к стенду.
Количество стендов на участке внестапельных работ определяют ис-
ходя из трудоемкости этих работ, заданного ритма сборки секции и воз-
можного количества рабочих на стенде по формуле
где К—количество стендов;
Н — трудоемкость внестапельной сборки отсека в часах;
Н — ритм сборки в часах;
X — среднее число рабочих, одновременно работающих на стенде;
т] — коэффициент загрузки рабочих мест (т]=0,9-4-0,95).
466
(J д ь е Синения
№1
м'‘ 2
№3
Рис. 22. 10. Этапы сборки в стапеле отсека Ф-1 и соответствующие им задания-объединения:
Объединение № 1: 1. Установка нижней панели, шпангоутов № 6, 11
и замка шасси, фиксирующего его в убранном положении.
2. Установка и крепление к каркасу жесткостей фонаря летчика, смотровых
лючков штурмана. Установка и крепление каркаса окон фонаря.
3. Монтаж узлов крепления специальных установок.
4. Установка стрингеров между шпангоутами № 6 и 11.
Объединение №2: I. Клепка-сборка шпангоутов № 6 и 11, замка шасси
и пола штурмана.
2. Установка правой и левой боковых панелей.
3. Сверление и зенкование отверстий для заклепок на обеих боковых пане-
лях. Прокладка герметиков на заклепочных швах.
4. Установка и клепка уголков, крепление жесткости люка штурмана.
О б ъ е д и н е н и е № 3: 1. Установка кронштейнов штурвала летчика.
2. Установка уголков и нижних обшивок.
3. Установка верхних обшивок.
4. Герметизация заклепочных швов.
5. Установка кронштейнов для барометрических приборов.
Объединение №4: 1. Клепка-сборка верхних обшивок.
2. Клепка-сборка правой боковой панели.
3. Клепка-сборка левой боковой панели.
4. Сверление и зенкование отверстий для заклепок в нижних обшивках.
5. Клепка-сборка нижних обшивок.
6. Установка кронштейнов.
Стенды
Рис. 22. 11. Стенды на участке впестапельной сборки отсека Ф-1 и приводимые на них работы (см. рис. 22.9).
Стенд № 1: 1. Разработка отверстий для цапф узлов шасси.
2. Установка по месту: а) вкладышей подшипников узлов шасси; б) вала нож-
ного управления; в) каркаса фонаря штурмана; г) арматуры и воздухопроводов
системы вентиляции кабины.
Стенд № 2. 1, Установка педалей ножного управления и монтаж макет-
ных тяг этого управления.
2. Установка по месту: а) передней ноги шасси; б) крышек короба.
Стенд № 3: Установка по месту: 1) пола летчика; 2) механизма сбрасы-
вания с самолета люка штурмана; 3) фонаря летчика; 4) створок люка передней
ноги шасси.
С т е н д № 4: 1. Установка по месту герметичных разъемов и катапульти-
руемого сиденья штурмана.
2. Остекление окон штурмана.
3. Установка по месту смотровых лючков и профилей антенны радиостан-
ции.
Стенд К» 5: 1. Установка воздухопроводов системы высотного оборудова-
ния.
2. Остекление фонаря штурмана.
3. Установка смотровых лючков герметичных разъемов,
4. Установка подвижной части фонаря летчика.
С т с н д № 6: 1. Установка приборной доски штурмана.
2. Монтаж приборов оборудования в кабине летчика.
Содержание работ по стендовым заданиям устанавливают на основе
подробно разработанного технологического процесса сборки исходя из
последовательности операций сборки и специализации рабочих. Стен-
довые задания оформляются в виде технологических карт стендовой
сборки.
Внестапельная сборка отсека Ф-1 заканчивается испытанием герме-
тичности его кабины на специально оборудованном стенде 8 (см.
рис. 22. 9).
В серийном производстве отсек Ф-1 сначала не был панелирован и
собирался не по поточному методу, затем его конструкция была пере-
смотрена и в результате членения отсека на панели было организовано
поточное производство. После освоения
поточного производства отсека Ф-1 фю-
зеляжа и входящих в него панелей и
узлов достигнуты следующие результа-
ты:
На стапельной сборке:
— время цикла сборки сократи-
лось в 3 раза;
— производительность труда уве-
личилась в 2 раза, что позволило вы-
свободить до 50% рабочих на стапелях;
— улучшилось качество гермети-
зации заклепочных швов и всей кабины
в целом;
— улучшились условия труда
сборщиков;
— упростилась конструкция стапе-
ля общей сборки, так как на сборку
стали подаваться жесткие панели.
На внестапельной сборке:
— время цикла сборки сократилось
— производительность труда увеличилась примерно в 1,5
Кроме того, поточная система сборки позволила перевести внеста-
пельные работы на две смены вместо трех и уменьшить число рабочих
на этом участке при сохранении заданной программы выпуска.
Поточная организация при сборке отсеков и агрегатов требует, что-
бы все рабочие, контрольные и транспортные операции производились в
Рис. 22. 12. Цикловые графики по
сборке, монтажу и испытанию от-
сека или агрегата:
1—сборка панелей; 2—сборка отсеков из
панелей: 3—сборка агрегатов из отсе-
ков; 4—сборка монтажных панелей; 5—
монтажные работы в агрегате; 6—ис-
пытание и отработка систем
вания, установленного в
и оборудо-
агрегате
в
2 раза;
раза.
течение установленного времени.
При компоновке стендовых заданий для стапельной и внестапель-
ной сборки разрабатывают цикловые графики. Такие графики позволяют
получить наглядное представление о содержании работ на каждом стен-
де, о последовательности выполнения отдельных монтажей, об исполь-
зовании фронта работ (порядок разработки и анализ различного вида
цикловых графиков приведен выше в гл. XV). На рис. 22. 12 показаны
цикловые графики сборочных и монтажных работ по отсеку.
Трудоемкость и цикл работ по сборке и монтажу отсеков и агрега-
тов во многом зависят от конструкции приспособлений и конвейеров,
применяемых на стапельной и внестапельной сборке.
Конвейеры, применяемые при поточной внестапельной сборке крыль-
ев, разделяются на две группы: напольные и подвесные. Напольные кон-
вейеры— тележечный и цепной (рис. 22. 13, а, г) —менее удобны в ра-
боте, так как занимают большую площадь и затрудняют подходы к
местам выполнения работ. Подвесные конвейеры — монорельсовые и
эстакадные (рис. 22.13,6, в)—более удобны в работе. При подвесных
конвейерах лучше используются производственные площади, возможен
поворот изделий в удобное для сборщика положение, монтировать де-
469
тали могут несколько сборщиков на разных уровнях от пола. Этим со-
кращается число стендов сборочной линии и сокращается цикл сборки.
При разработке технологии поточной сборки отсеков или агрега-
тов необходимо на основании технико-экономических расчетов устано-
вить, какой тип конвейера наиболее выгодно применять для рассматри-
Рис. 22.13. Схемы конвейеров, применяемых при сборке агрегатов (крыльев):
а—тележечный; б—подвесной: в—эстакадный; г—цепной (1—цепь конвейера, 2—монорельс, 3—козе-
лок, 4—эстакада; 5—вертикальная тележка, 6—поворотная траверса, 7—мягкие опоры для крыльев,
8—цепные звездочки, 9—цепи)
ваемой конструкции. В то же время следует иметь в виду, что для сборки
отсеков, агрегатов или изделий в целом независимо от программы выпу-
ска в серийном производстве поточная организация работ выгоднее, чем
операционная сборка, при которой технологическая оснастка и оборудо-
вание не установлены по ходу технологического процесса и циклы прово-
димых на нем работ не согласованы.
§ 4. СБОРКА АГРЕГАТОВ ИЗ ОТСЕКОВ
Агрегаты на отсеки разделяются по конструктивно-эксплуатацион-
ным и технологическим разъемам. Технологические разъемы между от-
секами выполняются в основном при помощи клепки или сварки (не-
разъемные соединения), а конструктивно-эксплуатационные разъемы —
при помощи болтов.
Метод соединения отсеков при сборке их в агрегат влияет на техно-
логический процесс сборочных работ и конструкцию приспособлений.
Рассмотрим в качестве примера технологический процесс сборки
фюзеляжа из отсеков, имеющих технологические разъемы. Соединение
отсеков между собой выполняется в виде телескопического стыка по-
средством заклепок. Отсеки на сборку агрегата поступают в собранном
виде и имеют по периметру стыка отверстия для взаимной координации
и фиксации и направляющие отверстия, по которым сверлятся отверстия
под заклепки (рис. 22. 14).
470
Установочные—базовые отверстия (УБО) для фиксации и ко-
ординации стыкуемых отсеков сверлят в деталях с размещением в коор-
динатной сетке плаз-кондуктора, т. е. кратным 50 мм, или по кондуктор-
ным втулкам, установленным в сборочных приспособлениях для панелей.
В дальнейшем УБО используют как базовые при сборке отсека и агрега-
та из отсеков.
Рис. 22. 14. Отсеки фюзеляжа, соединяемые технологическими телескопи-
ческими стыками;
1—фиксатор; 2—стыковой шпангоут в отсеке Ф-4
Приведенные на рис. 22. 14 отсеки имеют:
— Ф-3 — отверстия УБО и НО, по которым сверлятся отверстия под
заклепки в отсеке Ф-4;
— Ф-4 — отверстия УБО;
— Ф-5 — УБО и НО, по которым сверлятся отверстия под заклепки
в отсеке Ф-4.
Сборка агрегатов из этих отсеков производится на специальном сты-
ковочном стенде (рис. 22. 15, а). Стенд имеет неподвижные 1 и подвиж-
ные ложементы 2 и 3. Ложементы 2 и 3 установлены на каретках 4 и 5,
которые могут перемещаться вдоль стенда. Как на неподвижных, так и
на подвижных ложементах имеются кронштейны 6 со втулками, в кото-
рые вставляются болты при фиксации отсеков по УБО. При сборке отсек
Ф-4 устанавливают на ложементы 1 стыковочного стенда и фиксируют
его относительно ложементов по УБО в нижней части отсека Ф-4. Затем
отсек Ф-4 закрепляют на стенде лентой 7. После этого в таком же по-
рядке устанавливают на ложементы 2 отсек Ф-3 и закрепляют его лен-
той 8.
При установке отсеков Ф-3 и Ф-4 их соединяют по стыку, для чего
перемещают каретку 4 до совмещения УБО в отсеке Ф-3 с УБО в отсеке
Ф-4. Когда УБО в отсеках совпадут, в них вставляют фиксаторы, а за-
тем по НО в отсеке Ф-3 сверлят отверстия под заклепки в шпангоуте
471
отсека Ф-4. После сверления отверстия зенкуют (если клепка потайная),
а затем выполняют клепку. Сверление производят обычно пневмодреля-
ми, а клепку — пневматическими молотками.
Та же последовательность работ и при соединении отсека Ф-4 с
отсеком Ф-5 и других отсеков агрегата. Выполнив соединения по техно-
Рис. 22.15. Стенд для сборки-стыковки отсеков в
агрегат:
а—общий вид стыковочного стенда; б—стыковка отсеков
(1, 2, Л—ложементы, 4 и 5—каретки, 6—кронштейны, 7 и
8—ленты)
логическим стыкам, агрегат передают на последующий этап сборки и
монтажа. Агрегаты из отсеков, имеющих конструктивные разъемы в виде
фланцевых, гребенчатых или телескопических стыков, собираются также
при помощи стыковочных стендов.
На рис. 22. 16 приведен стыковочный стенд для отсеков фюзеляжа.
Отсек Ф-1 устанавливают на ложементы, укрепленные на подвижной и
регулируемой по высоте тележке 1, а отсек Ф-2 устанавливают и закреп-
ляют на неподвижных ложементах. После закрепления отсеков Ф-1 и Ф-2
регулируют положение тележки 1 по длине и высоте, устанавливая в
требуемое положение отсек Ф-1 относительно отсека Ф-2. При этом не-
обходимо, чтобы отверстия под болты фланцевого стыка в соединяемых
472
отсеках совпали. Затем вставляют болты в отверстия, навертывают гай-
ки и затягивают болты тарированными ключами и соединяют комму-
никации (трубопроводы, жгуты и т. д.).
Рис. 22.16. Стыковка отсеков фюзеляжа
§ 5. ВЗАИМОЗАМЕНЯЕМОСТЬ ПО СТЫКАМ ОТСЕКОВ И АГРЕГАТОВ
Конструктивно отсеки и агрегаты соединяются между собой при
помощи фланцевых, телескопических и вильчатых разъемов или стыков
(рис. 22. 17).
Рис. 22. 17. Конструкция стыков при соединении отсеков и агрегатов:
а—фланцевый стык при соединении отсеков фюзеляжа; б—фланцевый стык при сое-
динении отсеков, агрегатов крыла; е—телескопический стык; г—вильчатый стык (/ и
2—соединяемые отсеки; 3—стыковые болты-винты; 4 и 5—стыковые узлы)
При конструировании стыков необходимо предусматривать удобные
подходы к местам их соединений, позволяющие применять инструмент
для сверления и протягивания отверстий и ключи с механическим при-
водом для затяжки болтов и гаек. Требуемая точность взаимного распо-
ложения отверстий для болтов в стыкуемых отсеках и агрегатах дости-
473
гается обработкой отверстий в специальных приспособлениях, которые
тщательно отрабатываются и взаимно увязываются.
На рис. 22. 18 приведена технологическая схема, по которой дости-
гается взаимозаменяемость собираемых отсеков по стыкам и увязка вза-
имного положения отверстий для стыковых болтов фланцевого стыка
отсеков 1 и 2. Каждый из показанных на рисунке отсеков состоит из
трех верхних и двух нижних панелей. На схеме показана последователь-
ность операций увязки и образования отверстий только в панелях ГЦ и
П2 и разделка отверстий в стыковых элементах собранных отсеков. Вза-
имная увязка отверстий в панелях начинается с увязки приспособлений,
J
• отверстия,которые должны
сверлиться и затем разделы-
ваться
о отверстия для постановки
крепежных долтов
______
—*• линии,показывающие последова-
тельность изготовления приспособлений
— мар/лрут движения стыковых поорами.
панелей
маршрут движения содранной панели
маршрут движения содранной секции
^50
1]
Рис. 22. 18. Схема обеспечения взаимозаменяемости по стыкам панелей и отсеков:
1 и 2—отсеки; 3 и 4—мастер-плиты; 5 и 6—кондукторы; 7 и 8—монтажные плиты; Р—контрольная
плита; 10 и 11—монтажные плиты; 12 и 13— кондукторные плиты; 14—стыковые гребенки
^2
i I-
при помощи которых образуются отверстия и собираются панели. По
данным плаза и чертежам отсеков сначала изготовляется мастер-плита
3, в которой сверлятся отверстия для стыковки болтов и базовые отвер-
стия (БО), по которым производится увязка всех переходных мастер-
плит, монтажных плит стапелей и кондукторных плит разделочных стен-
дов с мастер-плитой 3. По мастер-плите 3 сверлят отверстия в переходной
мастер-плите 4 стыка панелей ГЦ и ГЦ. В дальнейшем переходная ма-
стер-плита 4 используется для сверления по ней отверстий:
— в кондукторах 5 и 6, применяемых для сверления предваритель-
ных отверстий в стыковых профилях;
— в монтажных плитах 7 и 8 стапелей сборки панелей;
— в контрольной плите 9.
Для сверления отверстий переходную мастер-плиту 4 накладывают
на изготовляемую плиту (монтажную, кондукторную) и закрепляют на
ней. Далее по отверстиям в переходной мастер-плите сверлят и развер-
тывают отверстия EOj в изготовляемой плите и вставляют в них штыри,
а затем сверлят и развертывают отверстия для стыковых болтов.
В таком же порядке сверлят отверстия для стыковых болтов в пере-
ходных мастер-плитах, кондукторах и монтажных плитах стапелей,
предназначаемых для сборки других входящих в рассматриваемый от-
сек панелей. Отверстия в монтажных плитах 10 и 11 стапелей для
474
сборки отсеков 1 и 2 и отверстия в кондукторных плитах 12 и 13 разде-
лочных стендов сверлятся также по мастер-плите 3.
В соответствии с рис. 22. 18 операции сборки и стыковки отсеков 1 и
2 выполняются в следующей последовательности:
1) сверление отверстий в стыковых профилях по кондукторам 5 и 6\
2) контроль правильности расположения отверстий в стыковых про-
филях по контрольной плите 9;
3) сборка панелей ГЦ и П2, заключающаяся в соединении стыко-
вых профилей с обшивками и стрингерами. Положение стыкового про-
филя в стапеле сборки панели определяется отверстиями для стыко-
вых болтов в монтажной плите 7 (или 3) стапеля сборки панели. По-
этому стыковой профиль для выполнения операции сборки панели
крепя! к монтажной плите 7 двумя болтами. После сборки панели эти
болты отвертывают и собранную панель передают на стапель сборки
отсека;
4) сборка отсека — соединение панелей между собой и с другими
узлами и деталями, входящими в отсек. Панели в стапеле сборки отсека
устанавливаются в требуемое положение и крепятся к монтажной пли-
те 10 (или 11) стапеля болтами, вставляемыми в отвецстия в монтажной
плите и стыковом профиле. Собранный отсек поступает в разделочный
стенд;
5) развертывание под окончательный размер отверстий в стыковых
профилях собранных отсеков при помощи кондукторной плиты 12 (или
13) и разверток. Отсек в разделочном стенде к'репится к кондукторной
плите 12 только несколькими болтами. Через отверстия в кондукторной
плите, в которые не были поставлены болты, производят разделку-раз-
вертывание отверстий в стыковых профилях. Затем болты, крепящие от-
сек, переставляют в уже обработанные отверстия и развертывают отвер-
стия, из которых болты были вынуты;
6) стыковка отсеков состоит в совмещении отверстий в их стыковых
профилях, постановке в эти отверстия болтов и затягивании их гаек. Мо-
нолитные панели, стыковые профили которых составляют одно целое с
обшивкой и стрингерами, после сверления отверстий для стыковых бол-
тов по кондукторам 5 и 6 и последующего контроля их расположения по
контрольной плите 9 устанавливаются в стапель общей сборки отсека
в требуемое положение и крепятся болтами к монтажным плитам 10 и
11 сборочных стапелей. Последующие операции сборки, развертывания
отверстий и стыковки отсеков выполняются так же, как и при сборных
панелях.
Для сверления отверстий и обработки стыкуемых поверхностей при
телескопических и ушковых стыках (рис. 22. 17, в, г) также применяются
различного рода приспособления и разделочные стенды. Назначение
этой оснастки то же, что и для фланцевого соединения, т. е. обеспечение
взаимозаменяемости отсеков и агрегатов по стыкам.
Схема взаимной увязки приспособлений для сверления отверстий в
стыковых профилях крыла и центроплана приведена на рис. 22. 19. При-
способления для сверления изготовляются на основании плазов, шабло-
нов, чертежей изделия и приспособлений.
В соответствии со схемой отверстия в стыковых профилях и сборку
крыла выполняют в следующем порядке:
1) сверление предварительных (меньшего диаметра) отверстий в
стыковых профилях крыла при помощи кондуктора;
2) сборка крыла в стапеле 2, т. е. установка стыкового профиля в
требуемое положение по отверстиям в плите разъема стапеля;
3) разделка отверстий в стыковых профилях собранного крыла под
окончательный размер в разделочном стенде 3. В такой же последова-
тельности образуются отверстия и в стыковых профилях центроплана;
475
4) сборка крыла с центропланом в сборочном стапеле 4.
Рассмотренная система получения отверстий в соединяемых элемен-
тах обеспечивает совпадение отверстий под болты в стыкуемых агрега-
тах или отсеках с точностью, не превышающей 4-го класса X/. Такая по-
садка болтов допустима при передаче крутящего момента через соеди-
—' Лослебобательностб изготовления приспособлении
~ Последовательность обработки отверстий и сборки,
крс /ла и центроплана
Рис. 22.19. Схема обеспечения взаимозаменяемости по стыку
крыла с центропланом
нение только за счет затяжки болтов — сил трения, так как на срез болты
будут работать не одинаково (не одновременно).
В тех случаях, когда по условиям прочности все болты ь соединении
должны работать на срез, требуется такое совпадение отверстий, при ко-
тором болты имеют одинаковую посадку в обеих соединяемых деталях.
Одинаковая посадка болтов может быть получена при совместной обра-
ботке отверстий в соединяемых деталях. В соответствии с этим для по-
становки болтов, работающих на срез, рассмотренная выше технология
образования отверстий в соединяемых элементах изменяется. В разде-
лочных стендах 3 и 3' отверстия рассверливаются не под окончательный,
а под промежуточный размер. В процессе соединения отсеков (или агре-
гатов) производится совместная разделка (развертывание или протяги-
вание) отверстий до получения требуемого размера.
476
Плоскости стыка и отверстия под стыковые болты разделываются
на стендах, которые состоят из ложементов для установки и закрепле-
ния обрабатываемых отсеков или агрегатов, кондукторных плит и свер-
лильных головок.
Рис. 22.20. Стенд для разделки фланцевого стыка крыла
На рис. 22. 20 приведен разделочный стенд для обработки торцовой
поверхности стыка крыла (кондукторная плита снята).
На рис. 22. 21 приведен стенд для разделки вильчатого стыка цен-
троплана. Центроплан 1 устанавливается, фиксируется и закрепляется
на ложементах 2. Для разделки отверстий на стенде имеются агрегатные
а
Рис. 22.21. Стенд для разделки узлов в вильчатом
стыке центроплана:
/—центроплан; 2—ложементы; 3 и 5—агрегатные головки;
4—стыковой узел центроплана; 6~фреза; 7—сменный инстру-
мент; 8—кондуктор; 9— стенд
головки 3, а для разделки пазов в стыковых узлах 4 — агрегатные го-
ловки 5. Фреза 6, укрепленная в специальной оправке, перемещается по
направляющим в направлении стрелки А и обрабатывает паз в стыко-
вом узле.
477
Сверление и развертывание отверстий производятся сменным ин-
струментом 7 по кондуктору 8.
Агрегатные головки и кондукторы устанавливают в требуемом поло-
жении на раме стенда 9 по монтажному эталону центроплана.
Отсеки и агрегаты, собранные в приспособлениях и обработанные в
разделочных стендах, взаимозаменяемы по геометрическим параметрам
стыков и разъемов.
Плазы
и сборочные
чертежи самолета
----------!---------
1
Шаблоны
а чертежи .
приспособлении
Взаимная
Взаимная
I
।
Стапель
1ля сборки
Крьи X
Стапель
1ля l борки
фюзеляжа
Стапель
для сборки S
центроплана
онтаж-
онтаж-
ныи эталон
ныи эталон
ныи эталон
ентроплантл'уВязка
юзеляж
крыла
Монтаж-
Крыло с
приписками
По разъеме
разъема —-----а
—Разделочный
Центроплан
с приписками
по раз и ему
стенд
крыла
ПрыЛО
с обработанными
стыковыми
элементами
Разделочный
стенд
центроплана
~~ Линии, показывающие после-
довательность у вязки при -
слосодлений с плазом шаб-
лонами и чертежами
*" Линии взаимной увязки при-
способлений между собой
— — ► Маршрут движения
агрегатов
центроплан с.
обработанными
стыковыми
ементам
Сборка самолета
дез подгонки
ФюЗСЛЯМ
Разделочный
фюзеляжа
юзе ля ж с
обработанными
стыковыми
элементами
।
Рис. 22.22. Технологическая увязка сборочной и эталонной оснастки для
агрегатов с вильчатыми стыками
При изготовлении и сборке отсеков (агрегатов) на различных заво-
дах технологическая оснастка для всех заводов изготовляется по одному
первоисточнику, т. е. по одной мастер-плите стыка (см. рис. 22. 18 и
22. 19) 1.
Взаимозаменяемость отсеков или агрегатов, имеющих вильчатые
стыки, при сборке их на одном или нескольких заводах достигается вза-
имной увязкой монтажных эталонов стыкуемых агрегатов (рис. 22. 22).
Одновременно с изготовлением монтажных эталонов изготовляют
1 В. П. Григорьев, «Взаимозаменяемость агрегатов в самолетостроении»,
«Машиностроение», 1969.
478
калибры и контркалибры стыков и разъемов, которые отстыковывают
между собой и с монтажными эталонами.
На рис. 22. 23 приведены монтажные эталоны, калибры и контрка-
либры стыков и разъемов крыла с фюзеляжем, посадочным щитком и
Рис. 22.23. Монтажные эталоны, калибры и контркалибры стыков и разъемов:
1, 2. 3—монтажные эталоны крыла, посадочного щитка и элерона; 4—контркалибр стыка крыла с
фюзеляжем; 5—стык крыла на монтажном эталоне крыла; 6—каллбр стыка крыла; 7—контркалибр
стыка элерона с крылом; 8—калибр стыка элерона
элероном. Монтажные эталоны применяют при изготовлении-монтаже
сборочных приспособлений и разделочных стендов, а калибры и контр-
калибры — при контроле стыков и разъемов в собранных агрегатах.
Разделочные стенды применяются не только для поверхностей, от-
верстий и стыковых узлов, но и для обработки стыковых кромок панелей,
щитков, люков.
Рис. 22.24. Разделочный стенд для обработки стыковых кромок ниши крыла для
элерона, закрылка и щитка шасси:
крыло; 2 стыковые узлы; 3—фрезерная головка; 4—шаблон; 5—ложемент; 6—хобот станка;
z—движение инструмента; х—припуск
На рис. 22. 24 показан разделочный стенд для механической обра-
ботки стыковых кромок ниши в крыле для закрылка, элерона и щитка
479
шасси. Основные элементы конструкции стенда — стол для установки
и закрепления обрабатываемого агрегата, кондукторы для направления
режущих инструментов и агрегатные головки. Крыло 1 устанавливают
на ложементы стола и закрепляют его в стыковых узлах 2. Втулка шпин-
деля фрезерной головки 3, установленной на хоботе радиально-фрезер-
ного станка, обкатывается по укрепленному на крыле шаблону 4, при
этом фреза обрезает стыковую кромку до требуемого размера. Такой
стенд устраняет весьма трудоемкую ручную операцию по торцеванию
кромок крыла и обеспечивает взаимозаменяемость по стыкам крыла с
закрылком, элероном и щитком шасси.
§ 6. КОНТРОЛЬ ОБВОДОВ АГРЕГАТОВ
При современных высоких скоростях полета к обтекаемым воздуш-
ным потоком поверхностям предъявляются высокие требования, поэтому
отклонения обводов агрегатов от теоретических обводов ограничены
очень небольшими допусками. В связи с этим предъявляются высокие
требования и в отношении точности изготовления деталей, сборочной
оснастки, контрольно-измерительных приборов и методов измерения. При
плазово-шаблонном методе производства криволинейные поверхности
агрегата задаются обычно контурами нескольких его сечений, вычерчи-
ваемых на плазе. Контроль обводов таких поверхностей заключается в
сравнении воспроизведенных контуров сечений с эталонными. Эталонным
контуром может быть шаблон, теоретическая таблица координат линии
контура сечения или формула, определяющая линию контура в анали-
тической форме.
Для определения отклонений полученного обвода от эталонного су-
ществует несколько методов, например замеры по обводам рубильников
сборочного приспособления, по эквидистантным контршаблонам в кон-
трольно-измерительных приспособлениях, по реперным точкам при ниве-
лировке и др.
Примером применения первого из этих методов может служить
определение отклонения обвода агрегата от обвода рубильника при по-
мощи конического щупа (рис. 22. 25,а). Для замера в каком-либо месте
отклонения обвода необходимо в этом месте между рубильником 2 и аг-
регатом 3 ввести щуп 1 и определить размер А//. Контроль обвода та-
ким методом весьма прост и не требует специальной оснастки, но он дает
малую точность, так как замеры производятся на агрегате зажатыми ру-
бильниками, а не в свободном его состоянии. Обычно обводы агрегата
после освобождения его из сборочного приспособления и снятия давле-
ния рубильников несколько изменяются, и этим объясняются неточности
при измерении отклонений обводов в сборочном приспособлении.
Такой метод применяют при контроле обводов агрегатов вертолета,
для которых получаемая точность измерений не превышает установлен-
ных допусков. При изготовлении скоростных самолетов этим методом
можно пользоваться только для определения местных отклонений в виде
вмятин, углублений обшивки в месте постановки заклепок и т. д.
При контроле обводов эквидистантными контршаблонами за базу
для установки контршаблонов 1 и 2 принимают поверхности агрегата.
Чаще всего в качестве таких опорных поверхностей являются поверхно-
сти, проходящие через оси лонжеронов 3 и 4 (рис. 22. 25, б). Эквидистант-
ные контршаблоны выполняются с одинаковым по всей его поверхности
зазором А=5 или 20 jwjw относительно измеряемого обвода агрегата 5.
При малых величинах зазора h отклонения измеряемого обвода от обво-
да шаблона измеряются коническим щупом, а при больших — специаль-
ным прибором 6 и индикаторной головкой 7. Перед измерениями этот
прибор устанавливают на нуль с учетом зазора h. В проиессе контроля
480
прибор показывает абсолютную величину отклонения обвода агрегата
от обвода контршаблона.
Этот метод контроля обводов значительно точнее контроля в стапе-
ле, но и он обладает рядом недостатков. Одним из недостатков метода
контроля воспроизведенных обводов агрегата по эквидистантным контр-
шаблонам является влияние погрешностей изготовления базовых поверх-
ностей на результаты замеров всего обвода. Так, например, если опор-
ные площадки, проходящие через оси лонжеронов 3 и 4, будут подняты
или опущены относительно требуемого положения на какую-то величину,
Рис. 22.25. Схемы различных методов контроля обводов агрегата:
а—контроль обводов в сборочном приспособлении (/—щуп; 2—рубильник;
3—агрегат); б—контроль обводов по эквидистантным контршаблонам (1 и
2—шаблон; 3 и 4—установочная база; 5—агрегат; 6 прибор; 7—индикатор-
ная головка)
то эта погрешность сразу изменит величину эквидистантного зазора h.
Не менее неприятным будет случай, когда опорная площадка в точке 3
будет поднята, а в точке 4 опущена на какую-то величину. В этом случае
контршаблон окажется повернутым относительно оси симметрии агрега-
та, и при измерении зазора h обнаружится завал носика профиля, в то
время как в действительности его нет.
Другим существенным недостатком этого метода является то, что
обводы проверяют только в плоскости расположения контршаблонов в
каждом отдельном сечении, причем не может быть проверено положение
обвода одного сечения относительно другого. При этом методе опреде-
лить наличие закрутки крыла или лопасти несущего винта вертолета, а
также положение обводов относительно стыков невозможно.
Наиболее совершенным методом контроля обводов агрегата являет-
ся измерение отклонений обводов при помощи контрольно-измеритель-
ных приспособлений. В таком приспособлении контролируемый агрегат
устанавливается так, как он устанавливается и закрепляется на са-
молете.
Контрольно-измерительное приспособление (рис. 22. 2'6) состоит из
каркаса 1, эквидистантных шаблонов 2, напоминающих рубильники, и
тележки 3. На раме тележки имеются отверстия 4 (по два с каждой сто-
роны) для фиксации ее в приспособлении. Контролируемый киль 5 уста-
16 5173
481
навливается и закрепляется на тележке 3 узлами 6, которые имитируют
соответствующие стыковые узлы фюзеляжа самолета. Тележка 3 вместе
с килем вводится по рельсам 7 в каркас приспособления и фиксируется
в нем в требуемом положении штырями 8, вводимыми в отверстия 4.
Рис. 22. 26. Контрольно-измерительное приспособление для кон-
троля обводов киля:
/—каркас; 2—шаблон; 3—тележка; 4—отверстия; 5—киль; б—узлы; 7—
рельсы; 8—штыри
После установки киля в контрольно-измерительном приспособлении
определяют отклонения обводов киля от обводов эквидистантных шабло-
нов. Контроль обводов агрегата осуществляется измерениями отклонений
его обвода от обводов эквидистантных шаблонов прибором, приведенным
на рис. 22. 25, б.
Контрольно-измерительное приспособление позволяет измерять от-
клонения обводов с точностью до 0,1 мм и определять направление и ве-
личину общей закрутки агрегата (киля, крыла, лопасти несущего винта).
Глава XXIII
ИЗГОТОВЛЕНИЕ И СБОРКА ОТСЕКОВ И АГРЕГАТОВ
ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
§ 1. ХАРАКТЕРИСТИКА И ОБЛАСТИ ПРИМЕНЕНИЯ АРМИРОВАННЫХ
ПЛАСТМАСС
При изготовлении крупногабаритных отсеков и агрегатов из неме-
таллических материалов в самолетостроении применяются преимущест-
венно армированные пластмассы, представляющие собой композицион-
ные материалы. Они состоят из различных полимеров—связующих с вве-
денными в них армирующими элементами.
482
Для армирования пластмасс используются разнообразные волокна—
органические, металлические, асбестовые, стеклянные, кварцевые, крем-
неземные, керамические, а также другие материалы.
Наиболее широкое применение в конструкционных армированных
пластмассах находит стеклянное волокно и получаемые на его основе
тканые и нетканые армирующие материалы. Стеклянное волокно диа-
метром от 3 до 12—15 мк, получаемое вытяжкой из расплавленной стек-
ломассы, унаследовало от исходного материала (стекла) сравнительно
малую плотность, хорошие диэлектрические свойства, невоспламеняе-
мость, химическую инертность, стойкость к сравнительно высоким тем-
пературам.
Кроме того, волокно в процессе вытяжки получает более высокую по
сравнению с блочным стеклом прочность, растущую вместе с совершенст-
вованием рецептур (химического состава) стекла и технологии вытяжки.
Так, для стекол силикатного состава объемные образцы имеют проч-
ность на растяжение 4—6 kI'Imm2, а волокна диаметром 4—6 мк — 240—
400 кГ/мм2. Модуль упругости может изменяться от 4500 до 9000 кГ/мм2
для стекол щелочного и бесщелочного (алюмоборосиликатного) составов
соответственно. При введении в состав стекла окислое бериллия, титана,
циркония и др. модуль упругости стеклянных волокон может достигать
10 000—12 000 кГ(мм2.
200 или 100 элементарных волокон, вытягиваемых из расплавленной
стекломассы, находящейся в платиновой ванночке электроплавильного
агрегата, образуют первичную нить, которая затем подвергается тек-
стильной переработке. Путем размотки, сложения и последующего кру-
чения первичных нитей получают нити крученые. В зависимости от числа
сложений (количества первичных нитей) толщина крученой нити харак-
теризуется ее метрическим номером. Номером нити называется число
метров нити в 1 г. Естественно, что с увеличением номера уменьшается
толщина нити.
Из-за неоднородности механических свойств волокон и различия их
диаметров суммарная прочность элементарных волокон в первичных ни-
тях используется неполностью. Прочность крученой нити снижается до-
полнительно вследствие повреждений при текстильной переработке и со-
ставляет примерно 50—60% прочности элементарных волокон. Удлине-
ние стеклонити составляет 2,5—3,0%.
В производстве отсеков и агрегатов из стеклопластиков используют-
ся следующие армирующие материалы на основе стеклянного волокна.
Нетканые: первичная нить (непосредственно); первичная нить в
несколько сложений (жгут); крученая нить; крученая или некрученая
нить в виде однонаправленной ленты с предварительно нанесенным свя-
зующим; рулонные нетканые материалы из непрерывных или рубленых
волокон (холсты).
Ткани трех основных переплетений: полотняного или
гарнитурового, когда продольные нити (основа) чередуются равномеоно
с поперечными (утком); сатинового, характеризуемого меньшим числом
перекрытий основы нитями утка; саржевого, характеризуемого диаго-
нальным расположением перекрытий нитей.
Ткани полотняного переплетения обладают наибольшей плотностью
и малой гибкостью. Ткани сатинового переплетения обладают наивыс-
шей гибкостью, меньшим изгибанием нитей при переработке и вследствие
этого получили преимущественное распространение в производстве из-
делий из стеклотекстолитов.
Существуют и другие разновидности стеклотканей: репс, рогожка,
кордные, разреженные и объемные ткани и ряд других, используемых в
зависимости от назначения конструкций.
16*
483
Вторым (после стеклянного волокна) по значению армирующим ма-
териалом является асбест, обладающий рядом ценных эксплуатационных
свойств, высокой теплостойкостью, размерной стабильностью, высокими
жесткостью и механической прочностью. Наибольшее распространение
(до 90%) получили мягкие и гибкие волокна хризотила, используемые
в форме жгутов, матов или тканей. Волокна хризотила обладают проч-
ностью на растяжение 200—250 кГ/мм2 и сохраняют ее при длительном
воздействии температур около 750—800° С.
В отдельных случаях находят применение синтетические волокна
органического происхождения: анид, лавсан, онант, найлон, хлорин, ни-
трон, а также хлопковые, шерстяные, шелковые, льняные, вискозные и
.некоторые другие.
Для специальных целей используются угольные, бериллиевые, бор-
ные, кремнеземные, кварцевые, керамические, а также монокристалли-
ческие волокна «усы» из различных металлов, обеспечивающие устойчи-
вую работу армированных материалов в конструкциях, испытывающих
весьма высокие температурные и силовые нагружения.
Большинство выпускаемых стекловолокнистых армирующих матери-
алов обрабатывается специальными составами (аппретами), существен-
но улучшающими гидрофобные свойства (водостойкость) поверхности
стеклянных волокон.
В настоящее время имеется большое количество аппретов, позво-
ляющих улучшать свойства стеклопластиков на основе различных свя-
зующих. Связующие представляют собой обычно растворы смол в орга-
нических растворителях с необходимыми добавками для отверждения
(отвердителями, катализаторами, инициаторами и т. д.).
Одно из первых мест в производстве крупногабаритных и сложных
по форме, но не испытывающих значительных нагрузок конструкций из
армированных пластиков занимают полиэфирные смолы, способные от-
верждаться в широком диапазоне температур, в том числе и при ком-
натной. Практическое значение имеют два класса смол — полиэфирма-
леинаты — продукты поликонденсации обычно малеинового ангидрида с
двухосновными ненасыщенными кислотами и полиэфиракрилаты (олиго-
меры), разработанные в СССР, — продукты поликонденсации насыщен-
ных двухосновных кислот с гликолями в присутствии метакриловой или
акриловой кислот. Преимущества и недостатки полиэфирных смол хо-
рошо известны, и поэтому постоянно ведется работа по повышению их
теплостойкости, уменьшению усадки, устранению горючести, снижению
токсичности, улучшению технологических свойств.
Однако для наиболее нагруженных конструкций все более часто
применяют связующие на основе эпоксидной смолы. Высокая адгезия к
стекловолокну, низкая горючесть, химическая стойкость, достаточно вы-
сокие механические характеристики при нормальных температурах сде-
лали эпоксидные смолы довольно распространенными в производстве
высокопрочных конструкций. Теплостойкость связующих на основе эпок-
сидных смол увеличивается при модифицировании обычно фенольно-фор-
мальдегидными смолами или кремний-органическими соединениями, хотя
при этом одновременно заметно снижается прочность стеклопластика
вследствие уменьшения адгезии.
Для изделий радиотехнического назначения, изделий, работающих
в условиях высоких температур, в аэро- и термодинамических потоках,
применяются фенольные и модифицированные фенольные смолы. Наибо-
лее типичным представителем этого класса является фенольно-фурфу-
рольно-формальдегидное связующее марки ФН. Для этих же целей ис-
пользуются связующие на основе кремнийорганических соединений.
Таким образом, комбинированием различных типов армирующих ма-
териалов и полимерных связующих можно добиться практической воз-
484
можности создания конструкций с заданными свойствами (прочность,
радиопрозрачность или радиопоглощение, стойкость против эрозии, хи-
мическая стойкость и ряд других).
В настоящее время в конструкциях самолетов и вертолетов из стек-
лопластиков изготовляются обшивка фюзеляжа и крыльев, обтекатели
антенн, воздуховоды, сосуды высокого давления для сжатых газов, топ-
ливные баки, различные емкости, лопасти винтов вертолетов, грузовые
контейнеры и т. д. Например, хвостовой обтекатель реактивного самолета
1U0-
*^^72/7-
| 100 -
80 -
60 -
40 -
20 -
Рис. 23. 1. Обтекатель с желобча-
тым заполнителем
и
о
ч
0 20 U0 60 80
Содержание стекловолокна
Л в обьемн °/о
4 т\
B's
о
£3 60-
' U0 50
Содержание стекловолокна
в одьемн. °/о
Рис. 23.2. Изменение прочнос-
ти стеклошпона от относитель-
Боинг-707 изготовлен целиком из стекло-
пластика. Имеются примеры успешного
применения стеклопластика в лопастях
винтов вертолетов. Эти лопасти форму-
ного содержания стекловолок-
на:
1—эпоксидно-фенольная смола; 2—
бу-.-варно фенольная смола; 3—эпок-
сидно-фенольная смола с различ-
ными добавками
ются из ориентированных в направлении
нагрузки стеклянных волокон с пропиткой их модифицированной эпок-
сидной смолой, что, по зарубежным данным, дает снижение веса лопасти
на 10% и существенное повышение ресурса. Для английских транспорт-
ных самолетов радиолокационные обтекатели из стеклотекстолита с же-
лобчатым заполнителем (рис. 23. 1) изготовлены с применением выплав-
ляемых восковых моделей. Каналы, образующиеся в заполнителе после
выплавления восковых моделей, предназначены для циркуляции нагре-
того воздуха, что устраняет обледенение обтекателя.
Имеются многочисленные примеры успешного использования стекло-
пластиков в конструкциях отечественных самолетов и вертолетов.
Свойства армированных пластмасс в значительной степени зависят
от соотношения между связующим и армирующим материалом и пара-
метров технологического процесса изготовления.
При увеличении объемного содержания армирующего материала в
пластике повышаются механические характеристики (предел прочности
при растяжении, изгибе и модуль упругости), однако лишь до некоторо-
го предела, определяемого физико-химическим и механическим взаимо-
действием арматуры и полимерного связующего (рис. 23.2). В зависи-
мости от типов армирующего материала, связующего и метода изготов-
'485
ления предельные значения степени армирования могут изменяться по
объему от 50 до 85% содержания волокон в пластике. Соответственно
этому значительно изменяются и механические характеристики материа-
ла в конструкции.
Ориентация армирующего материала имеет решающее значение для
прочностных характеристик конструкции. Направление действующих на-
грузок должно учитываться при проектировании и расчете конструкции.
Направление армирования или укладки материала в конструкции долж-
но отвечать наибольшей прочности армированного пластика, поскольку
этот тип материала обладает ярко выраженной анизотропией механиче-
ских свойств. Следовательно, эффективные конструкции из армирован-
ных пластмасс могут быть созданы лишь при условии наиболее точного
определения направлений главных напряжений, действующих в конст-
рукции, и соответственно точной укладки армирующего материала со-
образно с его полярной диаграммой (зависимостью свойств от угла при-
ложения силы). Технологических ограничений укладки материала под
любым заданным углом практически не существует.
От способа изготовления зависит однородность композиции и каче-
ство изделия. Как правило, формование в закрытых формах и под избы-
точным давлением способствует получению регулярной и бездефектной
структуры.
Температурные параметры режима отверждения армированного
пластика сказываются на характеристиках конструкции в той мере, как
это определяется свойствами недоотвержденного или деструктированного
связующего, а также остаточными напряжениями.
Таким образом, создание эффективной крупногабаритной конструк-
ции из армированных пластмасс является почти в каждом случае серьез-
ной инженерной задачей, требующей для успешного решения совместно-
го труда конструкторов, технологов и расчетчиков конструкции на проч-
ность.
§ 2. СПОСОБЫ ИЗГОТОВЛЕНИЯ ОТСЕКОВ И АГРЕГАТОВ
Рассмотрим некоторые основные способы получения ответственных
конструкций.
Формование при помощи герметичной эластичной
оболочки. Укрупненный технологический процесс состоит из следую-
щих основных операций.
1. Подготовка поверхно-
сти формы (болванки) путем
нанесения антиадгезионной
смазки (ЦИАТИМ-201,
ЦИАТИМ-221) или укладки
листового пленочного мате-
риала (например целлофа-
на) для предотвращения
склеивания изделия с фор-
Рис. 23. 3. Разновидности форм:
1—позитивная-, 2—негативная; 3—формуемое изделие
мой. В зависимости от того, какая поверхность изделия должна быть
гладкой и ровной, применяют негативные или позитивные формы (рис.
23.3).
2. Укладка раскроенной стеклянной ткани, пропитанной связующим,
или сухой ткани с последующей пропиткой. Основное требование при
укладке стеклоткани сводится к тому, чтобы кромки раскроенных кусков
в соседних слоях не совпадали. При этом условии толщина сохраняется
равномерной по всему сечению.
3. Укладка разделительной пленки (целлофана).
486
4. Укладка эластичной оболочки, например резинового чехла, с гер-
метизацией фланцев формы прижимными кольцами и винтовыми (гид-
равлическими, пневматическими и т. д.) зажимами.
Л' Вакуум-
насосу
Подача воздуха
(парс, воды )
2)
в)
К Вакуум-
насосу
К Вакуум-
насосу
Рис. 23.4. Способы создания из-
быточного давления:
а—вакуумированием; б—в пресс-каме-
рах; в—в автоклавах и гидроклавах
(/—форма; 2—резиновый чехол, 3—фор-
муемое изделие, 4—прижимное кольцо,
5—винтовой зажим, 6—эластичная про-
кладка, 7—автоклав, 8—тележка, 9—
крышка)
5. Формование (отверждение связующего) при заданном термиче-
ском режиме и избыточном давлении. Избыточное давление
может создаваться путем вакуумирования (рис. 23.4, с), в
пресс-камерах (рис. 23.4,6), в автоклавах и гидроклавах (рис. 23.4, в).
Материал в стенках изделия становится тем плотнее и однороднее, чем
выше избыточное давление. Наиболее высокое давление (до 150 кГ!см2)
можно получить в гидроклаве.
Все эти способы чаше всего приме-
няются в опытном производстве, посколь-
ку они требуют минимальных затрат на
оснастку (болванку), а аппараты и уст-
ройства для отверждения являются уни-
версальными.
Прессование для деталей упро-
щенной формы и небольших габаритов,
ограничиваемых габаритами рабочей зо-
ны стола на прессе, осуществляется ь
пресс-формах на гидравлических прессах.
Толщина изделий определяется величи-
ной фиксированного зазора между пуан-
соном и матрицей (рис. 23. 5), навеска ма-
Рис. 23.5. Схема прессования в
жесткой форме:
1—пуансон; 2—матрица; 3—прессуемое
изделие; 4—ограничитель зазора
териала (в случае волокнитов) или количество слоев стеклоткани или
стеклоленты назначаются заранее.
В зависимости от свойств формуемого материала удельное давле-
ние при прессовании изменяется от 50 до 400 кГ/см2.
Прессованием могут быть получены изделия с гладкой поверхностью,
однородной структурой, высокими физико-механическими свойствами.
487
Пропитка под давлением1. Этот способ позволяет закла-
дывать в форму сухой армирующий материал в виде стеклоткани, руб-
леного короткого (50—70 мм) стекловолокна, стеклотрикотажа, который
под давлением пропитывается термостойким связующим. Давление соз-
дается вакуумированием (рис. 23. 6, а) или нагнетанием связующего в
форму (рис. 23.6,6). Возможно также сочетание вакуумирования с од-
новременным нагнетанием, что позволяет увеличить скорость и обеспе-
чивает высокое качество пропитки.
Сущность способа рассмотрим на примере изготовления обтекателя
радиолокационной антенны, схематически изображенного на рис. 23. 6, а.
Рис. 23.6. Схема пропитки под давлением:
а—вакуумная (форма жесткая); б—под избыточным положительным давлением [/—пуансон 2—мат-
рица, 3—наполнитель (стеклоткань, стеклотрикотаж), 4—бачок со смолой, 5—запорный кран, 6—1
смотровое окно; 7—бачок для смолы, 8—винтовой зажим]
На пуансон /, имеющий внутреннюю форму изделия и обработан-
ный антиадгезивом, набирается пакет сухой стеклоткани, стеклотрико-
тажа или рубленого стекловолокна 3 необходимой толщины. На пакет
надевается матрица 2, внутренняя полость которой также предварительно
покрывается антиадгезионным составом. Зазор между пуансоном и мат-
рицей должен быть равен толщине стенок изделия с необходимым допу-
ском. Из бачка 4 под давлением, создаваемым вакуумированием поло-
сти между пуансоном и матрицей, с нижней части формы подается свя-
зующее. Сочетанием вязкости, температуры и скорости нагнетания
можно добиться хорошей пропитки заготовки связующим.
Связующее может отверждаться в термошкафу или нагревом непо-
средственно в установке (паром, органической высококипящей жидко-
стью, циркулирующей по специальным каналам в пуансоне) или встро-
енными в форму электрическими нагревателями.
Достоинством способа является точность обводов изделий, большая
плотность материала, отсутствие пор, высокая степень герметичности. Про-
цесс пропитки может быть механизирован, что исключает вредное воз-
действие связующего на работающих. Недостатком способа является
дорогостоящая сложная оснастка.
Намотка. Изделия из стеклопластиков, форма которых определя-
ется вращением произвольных образующих, могут быть изготовлены
намоткой на оправку сответствующей формы стеклянных нитей, ленты
или ткани, пропитанных связующим.
В тех случаях, когда ориентированно-армированный пластик укла-
дывается по траекториям главных растягивающих напряжений, возмож-
1 Стеклопластики. Сборник статей под ред. Ф. Моргана. Пер. с англ. ИЛ, 1961.
488
но изготовление оптимальных конструкций с минимальным весом при
заданной прочности.
На рис. 23. 7 приведена одна из возможных схем намоточного стан-
ка так называемого токарного типа. Станок состоит из привода, вращаю-
щего оправку 7 и перемещающего укладчик 6. Укладчик, несущий коль-
цо, совершает возвратно-поступательное движение по направляющей 9.
Сквозь кольцо проходит нить со шпулей 1, пропитанная связую-
щим в ванночке 3. Армирующий материал укладывается на оправку под
регулируемым натяжением. Скорость намотки зависит от скорости вра-
щения оправки. В свою очередь вращение оправки и перемещение уклад-
чика синхронизируются. В зависимости от длины изделия, расчетного
Рис. 23. 7. Схема намоточного станка:
1—шпули; 2—направляющие ролики; 3—ванночка со связую-
щим; 4—отжимные валики; 5—нагревательная камера; 6—
укладчик; 7—оправка; 8— заготовка из стекложгута, стекло-
нити, стеклошпона; 9—направляющая укладчика
угла намотки устанавливаются соответствующие числа оборотов оправ-
ки и продольных ходов укладчика. Наиболее рациональным является
программирование связи между движением раскладчика и вращением
оправки. Наибольшее распространение нашли намоточные станки с чис-
ловой системой программного управления.
Обычно для получения материала удовлетворительного качества до-
статочно давления, вызываемого натяжением ленты или нити. В неко-
торых случаях для получения более плотного материала рекомендует-
ся дополнительная опрессовка при термической обработке связующего
под давлением 2—5 кГ1см2.
В настоящее время получили распространение следующие разновид-
ности метода намотки.
Тканевая намотка, при которой на цилиндрическую или коническую
оправку в определенной последовательности наматываются слои пред-
варительно пропитанной (импрегнированной) ткани гарнитурового или
чаще сатинового переплетения. Характеризуется высокой производитель-
ностью и хорошей герметичностью полученного изделия, сохраняемой
вплоть до его разрушения при испытании внутренним давлением.
Продольно-поперечная намотка (ППН) (рис. 23. 8, а) характеризу-
ется ориентацией пропитанных лент, жгутов по образующим (продоль-
ная укладка) и в окружном направлении под углом 90° к оси оправки
(поперечная укладка). Прочность конструкции повышается по сравнению
с тканевой намоткой и составляет 70—80 кГ/мм2 и выше.
Спиральная, или геодезическая, намотка (рис. 23. 8, б) осуществля-
ется путем укладки армирующего материала, пропитанного связующим,
по траекториям геодезических линий.
Геодезическая намотка используется для изготовления конических
отсеков, сосудов высокого давления сферической, а также цилиндриче-
ской формы с закрытыми торцами или полярными отверстиями. В по-
489
следнем случае для получения равнопрочной оптимальной конструкции
производится дополнительная намотка в кольцевом направлении
(рис. 23. 8, в). В зависимости от вида нагружения усиливать цилиндриче-
скую часть можно дополнительной намоткой под любым углом в диа-
пазоне 0—90°.
Существуют и другие разновидности специальной намотки («плоско-
стная», «звездообразная», с переменным углом намотки и др.).
Тканевая, продольно-поперечная (ППН) и геодезическая намотки
могут осуществляться предварительно пропитанным армирующим ма-
териалом («препрегами»), и в этом случае процесс носит название «су-
хая» намотка. Перед укладкой препреги проходят через горячие валки
в)
Рис. 23. 8. Разновидности методов намотки:
а—продольно-поперечная; б—спиральная (косая); в—поперечно-спиральная
либо через нагревательную камеру и в размягченном виде укладываются
на оправку. Намотка армирующего материала, смоченного связующим
непосредственно перед укладкой на оправку, носит название «мокрая»
намотка.
Оба эти метода имеют свои преимущества и недостатки, однако все
чаще начинает использоваться «сухая» намотка, которая позволяет лег-
че контролировать степень армирования пластика и при намотке и от-
верждении более равномерно распределять волокна и связующее по тол-
щине стенки, что повышает качество изделий. Кроме того, в этом случае
самолетостроительное производство может Оыть освобождено от приго-
товления связующего и пропитки армирующего материала.
Для всех рассмотренных способов изготовления изделий из армиро-
ванных пластмасс весьма важен правильный выбор и соблюдение основ-
ных параметров процесса отверждения: температуры, давления и време-
ни выдержки. Эти три параметра взаимосвязаны.
Нагревание до определенной температуры стеклопластиков необхо-
димо для перевода термореактивных связующих в термостабильное со-
стояние (отверждение). Температура нагрева в зависимости от типа свя-
зующего изменяется в пределах 150—200° С.
Давление необходимо для уплотнения заготовки и придания ей точ-
ной конфигурации изделия. Для наиболее часто применяемых полиэпок-
сидных и ненасыщенных полиэфирных смол, отверждающихся без выде-
ления побочных продуктов, давление в зависимости от способа изготов-
ления составляет 1—20 кГ/см2.
Время выдержки определяется скоростью отверждения связующего
и толщиной стенки конструкции.
490
Во многих случаях стеклопластики используются в сочетании с лег-
кими заполнителями в трехслойных и многослойных конструкциях, на-
пример обтекателях. В качестве легких заполнителей применяются пено-
пласты, сотопласты, гофр и др.
Из пенопластов наибольшее распространение находят пенополиуре-
таны, которыми заполняются различные емкости беспрессовым методом
непосредственно на месте применения.
Сотопласты изготовляют на основе хлопчатобумажной или стеклян-
ной ткани, пропитанной и склеенной синтетическими смолами. Объемный
вес, прочностные и электрические свойства этих заполнителей зависят
от вида и толщины ткани, размеров ячеек сот, типа связующих и т. д.
Конструкции с легкими заполнителями обладают высокой удельной
прочностью, жесткостью, удовлетворительной диэлектрической проницае-
мостью и теплостойкостью.
§ 3. ПРИМЕРЫ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ
Изготовление многослойных обтекателей
Конструктивно стенки этих обтекателей представляют собой чередо-
вание жестких элементов — оболочек и легких заполнителей и могут
быть трех-, пяти- и семислойными.
Оболочки обтекателей в зависимости от температуры их эксплуата-
ции изготовляются из стеклотекстолитов на основе эпоксидных, феноль-
но-формальдегидных, кремнийорганических и других связующих.
В качестве заполнителей применяются пенопласты или соты из хлоп-
чатобумажной или стеклянной ткани. Обтекатели с сотовым заполните-
лем обладают лучшими показателями удельной прочности, хорошими ди-
электрическими и теплоизоляционными свойствами. Их изготовляют дву-
мя методами — с базированием по внутреннему контуру и по наружному.
Наиболее высокая точность внешних обводов достигается при сборке с
базой по наружному контуру.
Независимо от принятого метода базирования технологический про-
цесс изготовления обтекателей с сотовым заполнителем включает подго-
товку материалов к сборке, изготовление оболочек и сотового заполни-
теля, сборку и формование обтекателя, механическую обработку и окра-
ску с системой пооперационного и окончательного контроля качества.
Оболочки обтекателей в зависимости от габаритов и требуемой проч-
ности изготовляют одним из описанных выше способов: вакууми-
рования, автоклавным, пропиткой под давлением, намоткой и др.
Рассмотрим основные этапы изготовления обтекателя с базировани-
ем по наружному контуру (здесь опускаются детали, подробно описан-
ные выше).
На пуансоне выклеивается внутренняя оболочка и отверждается свя-
зующее (рис. 23. 9, а). В матрице выклеивается наружная оболочка и
отверждается связующее (рис. 23.9,6). К наружной обшивке приклеи-
вается сотовый заполнитель строго определенной заданной толщины
(рис. 23. 9, в). После соответствующей подготовки собирается пресс-фор-
ма, приклеивается внутренняя обшивка к сотам и окончательно форму-
ется обтекатель (рис. 23. 9, г).
Качество получаемых обтекателей хорошее, но недостатком является
высокая стоимость оснастки. Поэтому часто обтекатели изготовляются с
базированием по внутреннему контуру с относительно недорогой осна-
сткой.
Основные этапы этого способа следующие:
— на пуансон (металлический или неметаллический) выклеивается
внутренняя обшивка требуемой толщины и производится полимеризация
(рис. 23. 10,а). На готовую внутреннюю обшивку накладывается сотовый
заполнитель, производится склеивание и полимеризация (рис. 23. 10,6);
491
— на сотовом заполнителе выклеивается наружная обшивка и про-
изводится окончательная формовка обтекателя (рис. 23.10,в). Точность
Рис. 23. 9. Схема основных этапов изготовления обтекателя с базированием по
наружному контуру:
а, б, в, г—последовательность этапов (/^-пуансон, 2—матрица, 3—внутренняя обшив::а,
4—внешняя обшивка, 5—сотовый заполнитель, 6—резиновый чехол)
наружного контура недостаточно высокая. Снаружи остаются отпечатки
сот, которые можно устранять нанесением выравнивающего слоя и лако-
красочного покрытия.
С целью повышения точности внешних обводов в некоторых случаях
производится механическая обработка сотового заполнителя до укладки
наружной обшивки. Приспособление для механической обработки
(рис. 23. 11) состоит из двух передвигающихся пневматических фрезер-
ных головок, одна из которых производит черновую, а другая — оконча-
Рис. 23. 10. Схема изготовления обтекателя
с базированием по внутреннему контуру:
а, б, в—последовательность этапов (/—болванка,
2—резиновый чехол, 3—внутренняя обшивка, 4-
сотовый заполнитель, 5—внешняя обшивка)
тельную обработку. Головки
4 перемещаются по направляю-
з щим рельсам, сам же обтека-
2 тель вращается на подставке,
приводимой в движение элек-
тродвигателем.
На рис. 23. 12 приведен об-
щий вид обтекателя с сотовым
заполнителем, на рис. 23.13 —
схема основных этапов изготов-
ления трехслойного обтекателя
с полиуретановым пенозапол-
нителем.
Последовательность опера-
ций здесь не отличается от рассмотренной выше схемы изготовления об-
текателя с сотовым заполнителем с базированием по наружному кон-
туру. Отпадает лишь этап приклейки сот, заменяемый заливкой полу-
фабриката (рис. 23. 13, а) и вспениванием его при определенном тер-
мическом режиме (рис. 23. 13, г).
На рис. 23. 14 приведена заключительная стадия формования трех-
слойного обтекателя антенны: избыток пенопласта сливается через зазор
между пуансоном и матрицей.
Изготовление законцовки крыла самолета
На рис. 23. 15 приведено приспособление для изготовления закон-
цовки крыла. Формование производится на позитивной металлической
форме 3, имеющей ряд углублений V-образного сечения под ребра жест-
кости.
492
Рис. 23.11. К обработке легкого заполнителя.обтекателя антенны.
а—пневматические фрезерные головки: б—общий вид приспособления для фре-
зерования
Рис. 23. 12. Обтекатель антенны трех-
слойной конструкции
Рис. 23. 13. Схема изготовления трехслой-
ного обтекателя с пенозаполнителем:
Рис. 23. 14. Заключительная стадия
формования трехслойного обтекателя
антенны с заполнителем из пенопла-
ста
а, б, в, г—-последовательность этапов (1—пуан-
сон, 2—матрица, 3—резиновый чехол, 4—внут-
ренняя обшивка, 5—внешняя обшивка, 6—жид-
кая композиция, 7—пенопласт)
Рис. 23. 15. Приспособление для изготовления законцовки крыла спо-
собом вакуумирования:
а—общий вид; б—разрез (/—жгут, 2—первый слой, 3—позитивная форма, 4—
основная часть формуемого изделия)
494
Рассмотрим основные этапы изготовления законцовки:
—- на покрытую антиадгезионной смазкой форму накладывается
один слой пропитанной связующим стеклоткани, который заправляется
в канавки;
— в канавки вкладываются ас-
бестовый шнур или стеклоткань,
пропитанные связующим;
— до получения необходимой
толщины укладывается дополнитель-
ное количество слоев стеклоткани;
— обшивка накрывается цел-
лофаном и резиновым покрывалом,
которое удерживается в нужном по-
ложении и герметизируется при по-
мощи металлических рам, струбцин
и клиньев у основания;
— после вакуумного формова-
ния изделие зачищается, контроли-
руется и окрашивается.
На рис. 23. 16 приведен готовый
обтекатель втулки воздушного вин-
та из стеклопластика на основе эпо-
ксидной смолы, полученный мето-
дом прессования в разборной пресс-
форме. Испытания показали, что
подобные обтекатели выдерживают
тели из любых других материалов.
Рис. 23. 16. Обтекатель втулки воздуш-
ного винта
большие напряжения, чем обтека-
§ 4. ОБОРУДОВАНИЕ, ОСНАСТКА, ИНСТРУМЕНТ
Оснастка для изготовления изделий из стеклопластиков должна
удовлетворять определенным требованиям:
— пресс-формы, болванки, оправки (для намотки) должны быть до-
статочно прочными и жесткими, чтобы препятствовать деформации под
воздействием вакуумирования, избыточного давления, натяжения нитей;
— оснастка и оборудование должны обеспечивать равномерный на-
грев всей поверхности изделий. Поверхности, на которые могут попадать
связующее, клей, пеномасса, должны предохраняться от склеивания со-
ответствующими смазками (ПВСГ, ЦИАТИМ-201, ЦИАТИМ-221, ГКЖ
и т. п.);
— конструкция оснастки должна допускать укладку полуфабриката
и выемку (съем) изделий с минимальной затратой времени.
Материалами для изготовления оправок, болванок пресс-форм могут
служить алюминиевые сплавы, стали, резина, пластмассы, в частности
отходы стеклопластиков, дерево или облагороженная древесина, гипс.
Выбор материала и конструкции оснастки зависит от ряда факторов,
например масштабов производства, габаритов и формы изделия, способа
нагрева и т. д. Оснастка может быть неразборная, разборная, разрушае-
мая (например из гипса или легкоплавкая), а также комбинированная
из одного или нескольких материалов (металло-резиновая, металло-гип-
совая, гипсо-резиновая).
Термическая обработка может производиться в автоклавах, или тер-
мошкафах, снабженных вакуумными установками, компрессорами и со-
ответствующей измерительной и регулирующей аппаратурой. В серий-
ном производстве процесс термообработки автоматизируется.
Для термообработки можно использовать также контактные электро-
нагревательные элементы, встраиваемые в соответствующую оснастку,
сухой насыщенный пар или высококипяшие органические теплоносители,
495
например диталилметан (ДТМ). В двух последних случаях в пресс-фор-,
мах и болванках выбирают каналы, в которых прокладывают трубопро-
воды из нержавеющей стали. Иногда может быть успешно применен
радиационный нагрев и нагрев токами высокой частоты. В последнем
случае дос игается наиболее равномерный нагрев по всему сечению из-
делия.
Для изготовления изделий методом намотки применяется специаль-
ное намоточное оборудование.
§ 5. контроль качества и техника безопасности
Контроль качества. Обеспечение высокого качества изделий из стек-
лопластиков, изготовляемых любым методом, предусматривает тщатель-
ный контроль на всех этапах производства.
Контролю подлежат:
— исходные материалы (наполнитель, связующее);
— качество подготовки поверхности;
— вязкость и расход клея и связующих;
— количество летучих и смолы в армирующем материале;
— правильность укладки пропитанного связующим или сухого арми-
рующего материала;
— правильность укладки либо дозировки легкого заполнителя;
— режимы термической обработки.
У готовых изделий проверяют внешний вид, форму и геометрические
размеры, качество поверхности (отсутствие вздутий, трещин, волнисто-
сти, выступающей текстуры волокна, зазоров в стыках), прочность, а у
антенных обтекателей также радиопрозрачность, КПД, градиент и диа-
граммы направленности на специальных фазометрических и других
стендах.
Специальная контрольная аппаратура (например дефектоскоп типа
ИАД-2) позволяет выявить качество склеивания (отслаивание, пузыри).
Прочность определяется испытанием образцов-свидетелей или выборочно
самих изделий. Все изделия подвергаются обязательному весовому кон-
тролю.
Техника безопасности. При изготовлении изделий из стеклопластиков
необходимо особенно строго соблюдать правила техники безопасности:
— к работе допускать только лиц, прошедших инструктаж по тех-
нике безопасности;
— работы производить только при наличии приточной и вытяжной
вентиляции;
— оборудование для механической обработки должно быть снаб-
жено специальными отсосами;
— спецодежда и личная одежда рабочих должны храниться раз-
дельно;
— до начала работы рабочие обязаны надеть спецодежду — косынку
или берет, халат из плотной ткани с глухим воротником и застегиваю-
щимися манжетами, рукавицы. Рабочие, занятые механической обработ-
кой, кроме того, должны надевать фартуки из клеенки, защитные очки
и респираторы;
— запрещается прием пищи в помещении, где ведутся работы со
стекловолокнитами;
— при перерывах в работе все открытые части тела (лицо, руки)
необходимо мыть теплой водой. По окончании работы вычистить спец-
одежду пылесосом и принять горячий душ;
— связующее допускается изготавливать только в помещении, имею-
щем действующую приточно-вытяжную вентиляцию, в спецодежде из
плотной ткани и в хирургических (резиновых) перчатках.
496
Глава XXIV
МЕХАНОСБОРОЧНЫЕ РАБОТЫ
§ 1. КЛАССИФИКАЦИЯ И ТЕХНОЛОГИЧЕСКАЯ ХАРАКТЕРИСТИКА
АГРЕГАТОВ МЕХАНИЧЕСКОГО ОБОРУДОВАНИЯ
Механосборочные работы охватывают сборку и испытание агрега-
тов и узлов механического оборудования самолетов: органы взлета и по-
садки, органы управления самолетом и двигателями, катапультируемые
сиденья, сбрасываемые фонари кабины летчика, а также пульты и шиты
управления механизмами.
Механическое оборудование самолета по конструктивно-технологиче-
ским признакам может быть разделено на четыре основные группы.
Первую группу составляют силовые гидравлические агрегаты
и агрегаты гидро- и пневмосистем: амортизационные стойки шасси, си-
ловые гидроцилиндры, гидравлические демпферы, гидроприводы, редук-
ционные, предохранительные, распределительные краны, краны управле-
ния гидро- и пневмоагрегатами и т. п. Все эти агрегаты работают при
больших давлениях, высокой степени герметичности уплотнений и долж-
ны надежно функционировать в любых эксплуатационных и температур-
ных условиях в пределах, установленных техническими требованиями
Собираются агрегаты из деталей, подвергающихся механической обра-
ботке с высокой точностью сопрягаемых размеров и высокой степенью
чистоты поверхностей. Полная взаимозаменяемость -обеспечивается при-
менением системы допусков и посадок, принятой в общем машинострое
нии. Сборка выполняется без каких-либо подгонок и не требует специ-
альных сборочных приспособлений, за исключением отдельных случаев.
Все агрегаты первой группы проходят полную программу испытаний
до установки их на самолет на контрольно-испытательных установках
(стендах).
Во вторую группу входят такие агрегаты, как катапультируе-
мые сиденья, сбрасываемые фонари кабины летчика, передняя и главные
ноги шасси, установки спецоборудования и т. п., представляющие слож-
ные механизмы.
Отличительными особенностями указанных агрегатов являются мно-
годетальность и сложность конструкции, требования высокой точности
сборки и надежности срабатывания их механизмов, отличающихся бы-
стродействием. Все агрегаты связаны или с выполнением наиболее важ-
ных функций систем самолета, как, например, взлет и посадка, или обес-
печивают спасание жизни летного состава, как катапультируемые крес-
ла. Агрегаты данной группы собираются в специальных приспособлени-
ях и требуют тщательного контроля в процессе сборки. Готовые агрегаты
испытываются по установленной программе в различных температурных
условиях.
Третья группа охватывает механизмы систем управления само-
летом: ножные педали и штурвальные колонки, винтовые механизмы
управления закрылками, шестеренчатые редукторы, трансмиссии верто-
летов и т. п. Кроме общих требований прочности, к агрегатам третьей
группы предъявляются требования плавной работы без люфтов и надеж-
ного функционирования в любых эксплуатационных условиях. В конст-
рукции механизмов широко используются штампованные и литые кор-
пуса и сварные узлы. Большинство деталей и посадочные места под них
в корпусах и сварных узлах подвергаются механической обработке. На
такие детали и узлы распространяются требования полной взаимозаме-
няемости, соблюдения подвижных и неподвижных посадок в пределах,
установленных техническими условиями, обеспечения заданных длин
ходов, углов поворота и других кинематических параметров. В ряде слу-
497
чаев эти требования выполняются введением в конструкцию агрегатов
подвижных и неподвижных компенсаторов. Существенным является тре-
бование взаимозаменяемости по контактным поверхностям и крепежным
отверстиям тех узлов механизмов, по которым они устанавливаются на
самолет. Большая часть указанных механизмов перед установкой на са-
молет (вертолет) испытывается на безотказность действия (тренаж) и
проходит обкатку в различных температурных условиях.
Четвертая группа включает узлы коммуникаций механических
систем управления: комплекты жестких тяг, промежуточные качалки,
секторы, коробки роликов для тросов, направляющие ролики для тяг,
комплекты тросов с соединительными элементами и т. п. Узлы коммуни-
каций должны обеспечивать надежную передачу усилий от центральных
органов управления самолетом и двигателями, а также управление от-
клонением рулей, элеронов, закрылков и синхронность действия жизнен-
но важных агрегатов самолета: двигателей, шасси и т. п.
Для выполнения этих требований производится окончательное регу-
лирование полностью смонтированных систем управления непосредствен-
но на самолете, для чего в конструкции узлов широко применяются по-
движные и неподвижные компенсаторы. В соединениях узлов систем уп-
равления для уменьшения трения широко используются подшипники ка-
чения. В технологическом отношении сборка узлов систем управления
характеризуется большим объемом слесарных работ: запрессовка под-
шипников, нарезание резьбы, закрепление наконечников и стаканов тяг
заклепками и т. п. Кронштейны для крепления качалок и других узлов
должны подаваться на сборку с окончательно обработанными контакт-
ными поверхностями и с отверстиями под крепежные болты и винты.
§ 2. ОСОБЕННОСТИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СБОРКИ АГРЕГАТОВ
МЕХАНИЧЕСКОГО ОБОРУДОВАНИЯ
Последовательность сборки агрегатов механического оборудования
определяется на основании анализа их конструкции и технических ус-
ловий. Прежде всего выясняется возможность расчленения агрегата на
самостоятельные сборочные единицы — узлы, которые могут быть со-
браны из деталей до их соединения в агрегат, а затем устанавливается
порядок соединения узлов между собою. При сборке узлов из деталей
и агрегатов из узлов определяются методы и средства достижения точ-
ности их взаимного положения: подбором, пригонкой или регулировкой,
с применением приспособлений или без них и т. п.
В технологический процесс включаются также операции, связанные
с проверкой правильности действия собранных механизмов и испытания-
ми на герметичность, прочность и другие параметры, с указанием режи-
мов и средств для выполнения программы испытаний. Если после испы-
таний разбирается агрегат для осмотра деталей, это также должно найти
отражение в технологическом процессе.
Собственно сборочные операции заключаются во взаимной коорди-
нации деталей между собой и соединении их способом, указанным в чер-
теже.
В серийном производстве все детали, подаваемые на сборку узлов
и агрегатов, должны отвечать требованию полной взаимозаменяемости.
Это позволяет сборку значительной части агрегатов механического обо-
рудования производить без сборочных приспособлений, на основе базо-
вой детали (см. гл. XVI).
В ряде случаев применяются приспособления, создающие удобства
при выполнении сборочных операций и облегчающие труд рабочих. В ка-
честве примера на рис. 24. 1 приведено приспособление для сборки амор-
тизатора шасси.
498
В мелкосерийном производстве, когда повышение точности деталей
для обеспечения полной взаимозаменяемости при данном масштабе вы-
пуска экономически не оправдывается, при сборке агрегатов и узлов
допускаются подгоночные работы. В этих условиях при сборке ряда агре-
гатов возникает необходимость в специальных сборочных приспособле-
ниях для достижения правильного взаимного положения узлов и дета-
лей, входящих в агрегат, и требуемой точности геометрических размеров
агрегата.
Рис. 24. 1. Приспособление (колонка) для сборки амортиза-
ционной стойки и входящих в нее узлов:
1—'стойка; 2—основание; 3—стол; 4, 5 и 6—зажимные хомуты амор-
тизационной стойки, штока и диффузора
На рис. 24.2 в качестве примера приведено приспособление для
сборки передней ноги шасси. Сборка выполняется в следующем порядке.
Устанавливаются и фиксируются в приспособлении установочными и за-
жимными элементами амортизационная стойка I, подкосы II, рычаг тра-
версы III и траверса IV. Все эти узлы подаются с предварительно засвер-
ленными отверстиями. Окончательный размер отверстий под соедини-
тельные болты в подкосах, ушках траверсы и центрального хомута по-
лучают совместным зенкерованием и развертыванием. То же самое от-
носится и к отверстиям под болты, соединяющие рычаг траверсы III с
цилиндром амортизатора V.
Доработка деталей при сборке показывает несовершенство техноло-
гических процессов изготовления деталей, невысокий технический уро-
вень производства, а иногда недостатки в конструкциях агрегатов. До-
499
работка деталей при сборке отнимает много времени, так как часто вы-
полняется в неудобных условиях, когда применение механизированных
средств затруднено. Кроме того, при выполнении пригоночных работ тре-
буются, как правило, двукратная сборка и разборка узлов. После первой
сборки агрегаты разбираются для замеров, удаления заусенцев и струж-
ки и промывки деталей. Уменьшение объема пригоночных работ на сбор-
ке является прогрессивной мерой, так как это повышает производитель-
ность труда, сокращает цикл сборки, обеспечивает более высокое каче-
ство агрегатов и улучшает условия работы сборщиков.
Рис. 24. 2. Приспособление для сборки передней ноги шасси:
1—рама; 2, 3, 4, 5, 6 и 7—фиксаторы
В агрегатах механического оборудования самолетов наибольшее при-
менение находят болтовые, винтовые, резьбовые, шлицевые и прессовые
соединения.
При разработке технологических процессов на выполнение болтовых
и винтовых соединений необходимо указывать последовательность за-
винчивания гаек и винтов с целью обеспечения равномерной затяжки.
Неравномерная затяжка может вызвать упругие деформации, нарушить
точность взаимного положения деталей и узлов или плотность соедине-
ния, что особенно важно для пневмо- и гидроагрегатов. В этих же целях
для постоянства затяжки следует использовать тарированные ключи (см.
гл. XXI).
Шпоночные и шлицевые соединения должны выполняться с установ-
ленной точностью при механической обработке деталей. Пригоночные
работы требуют в этом случае больших затрат времени. Однако в усло-
виях мелкосерийного производства иногда прибегают к подгонке заклад-
ных шпонок по шпоночному пазу.
500
Две детали в ряде случаев соединяются запрессовкой за счет гаран-
тированного натяга. В зависимости от натяга и размеров соединяемых
деталей применяют различные способы запрессовки. В деталях механи-
ческого управления типа рычагов, качалок, кронштейнов и тяг
(рис. 24.3), где широко применяются соединения на подшипниках, на-
ружное кольцо подшипника запрессовывают при помощи механических,
пневматических и гидравлических прессов.
Натяг 0020 Шарикопод-
- г - - шипних
№381700
натяг0,020
Зазор О,018
15н
Шаоикопод-
шипнцк
/V °3056200
Язз ±0,1
032±1
Натяг 0.008
'Зазор 0,023
Шарикопод^
ши пн ин
№380800
Натяг 0020
Зазор 0,018
Рис. 24. 3. Качалка системы управления самолетом
На рис. 24. 4 приведен пневматический пресс. Шток 1, снабженный
патроном 2 для закрепления оправок, перемещается вместе с поршнем
в цилиндре 3. Пресс развивает давление до 900 кГ.
Применение приспособлений позволяет запрессовывать подшипники
и втулки без прессов. На рис. 24. 5 приведен пример такого приспособле-
ния. Втулка 5 центрируется по оправке 3 и ударами молотка по вклады-
шу 4 впрессовывается в шестерню 6. Такое приспособление мо-
жет быть использовано и при запрессовке на прессе. Но наи-
более производительным является способ запрессовки сопрягаемых
деталей путем их нагрева или охлаждения. Этот способ заклю-
чается в использовании расширения или сжатия детали при изме-
нении температуры, что позволяет добиваться изменения диаметральных
посадочных размеров одной или обеих соединяемых деталей одновремен-
но. В результате этого создается необходимый зазор в момент соедине-
но 1
ния деталей, который после выравнивания температуры выбирается, и
в соединении будет получен требуемый натяг.
Для получения зазора z при заданной величине натяга I должно
быть соблюдено следующее условие:
Z <Z — D,
где k,j. — коэффициент линейного расширения материала при нагревании
или охлаждении;
t0— температура нагрева или охлаждения детали;
t — температура детали до ее нагрева или охлаждения;
D— сопрягаемые размеры детали.
Рис. 24. 4. Настольный пневматический пресс:
1—шток; 2—патрон; 3—цилиндр; 4—основание
Нагревать сравнительно небольшие по размерам детали типа под-
шипников можно в горячем масле. Температура нагрева масла на 15—
20° ниже температуры его вспышки. При нагреве крупных деталей при-
меняют специальные электрические нагреватели и газовые горелки.
Охлаждать детали можно в разных средах: сухой лед (углекислота) по-
зволяет понизить температуру до —75° С, аммиак до —120° С, жидкий
воздух, кислород или азот от —180 до —190° С. Детали для охлаждения
устанавливают в холодильники или термостаты.
При посадке с большим натягом охлаждения или нагрева одной из
деталей оказывается недостаточно. В этом случае прибегают к комбина-
ции нагрева и охлаждения: охватываемую деталь охлаждают, а охваты-
вающую — нагревают. Этим методом, например, обеспечивают требуе-
мый натяг при сборке рычага / с осью колеса 2 передней ноги шасси
самолета (рис. 24.6). Рычаг нагревают до 180—200° С, а ось охлаждают
до —45—50° С.
При разборке соединений, выполненных методом запрессовки, при-
меняют механические и гидравлические съемники. Следует помнить, что
при распрессовке, как правило, повреждаются поверхности сопрягаемых
деталей. Это понижает прочность прессового соединения, если детали
повторно запрессовываются.
Иногда разборка прессового соединения приводит к разрушению
одной из соединяемых деталей, поэтому ее следует избегать.
502
Кроме приведенных выше видов соединений, при сборке агрегатов
механического оборудования применяются клепка, сварка, склеивание,
пайка и т. п. Технология выполнения этих видов соединений детально
рассмотрена в предыдущих главах
курса.
Процессы регулирования механиз-
мов путем применения в конструкциях
агрегатов подвижных и неподвижных
компенсаторов составляют неотъемле-
мую часть сборки (см. гл. XXI).
В качестве примера можно приве-
сти регулировку затяжки роликового
подшипника при помощи прокладок
(рис. 24. 7, а). К недостаткам этого ме-
тода следует отнести необходимость
предварительной сборки узла для оп-
ределения величины фактического за-
зора, а затем следует его разборка и
после постановки прокладок—повтор-
ная сборка.
Более рациональны подвижные
компенсаторы. На рис. 24. 7, б показа-
но применение резьбового компенсато-
Рис. 24. 5. Приспособление для за-
прессовки втулок:
/—основание; 2— пружина; 3—оправка;
4—вкладыш; 5—втулка; 6—шестерня;
7—плунжер
ра для регулирования осевого люфта конического зубчатого зацепления
редуктора. Подобный же резьбовой компенсатор применяется в регули-
руемой жесткой тяге системы органов управления самолетом (рис.
24.7, в). Размер между центрами отверстий вилок можно изменять
ввинчиванием или вывинчиванием вилки 1 по резьбе стакана 2. Точность
регулировки размера АЛ равна половине шага резьбы. Для регулирова-
ния угла (р при установке качалки 1 на вал 2 (рис. 24. 7, а) применен
шлицевой компенсатор 3. Точность регулировки определяется величиной
углового шага Аср шлицевого компенсатора.
Рис. 24. 6. Соединение рычага с осью колеса передней ноги
шасси самолета
/—рычаг; 2— ось колеса
Примером подобной регулировки может служить сборка винтового
механизма управления закрылками самолета Ил-18 (рис. 24.8). Винто-
вой механизм — наиболее сложный агрегат системы управления закрыл-
ками. Он состоит из винта 8 и гайки 7 со специальным профилем резьбы
для шариков. Гайка 7 ушками крепится к шкворню 9, установленному в
503
опорном узле 10 закрылка. В комплект винтового механизма входит и
ряд других деталей.
В профилированные канавки резьбы винта и гайки помещены шари-
ки 6, которые при вращении винта катятся по канавкам, заменяя трение
скольжения трением качения в винтовой паре. Внутренний торец гайки 7
ограничивает ход винта 8 при его ввинчивании в гайку, а внешний торен
Рис. 24. 7. Компенсаторы, применяемые в агрегатах и узлах механиче-
ского оборудования:
а—компенсатор-прокладка; б—резьбовой компенсатор в коническом зубчатом за-
цеплении; в—резьбовой компенсатор в регулируемой тяге системы управления са-
молетом (/—вилка с резьбой, 2—стакан, 3—труба, 4—вильчатый стакан); г—шли-
цевой компенсатор (1—качалка, 2—вал, 3—шлицевой компенсатор)
И — при вывинчивании. После того как шарики пройдут положенное
количество витков при помощи специального зуба — отсекателя гайки,
они отправляются по обводному каналу гайки снова в канавку резьбы.
Винт 8 получает вращение от вала трансмиссии 1 через шестеренчатый
редуктор 2.
Сборка винтового механизма выполняется в следующем порядке.
Гайка 7 собирается с винтом 8, шариками 6 и всеми другими деталями.
Каналы во внутреннем и внешнем упорах гайки совместно припиливают -
ся для обеспечения легкого, без заеданий выхода шариков в замыкаю-
щий канал гайки и проверяется легкость вращения гайки на винте. При
вертикальном положении винта гайка должна равномерно свинчиваться
504
под собственным весом. После этого винтовой механизм разбирается и
детали комплектно маркируются. Втулки переднего и заднего упоров
гайки и внутренний зуб-отсекатель сдаются на кадмирование, а гайки —
на азотирование, после чего они подвергаются магнитному контролю.
По окончании указанных операций над деталями винтовой механизм
вновь собирается и проверяются: выход шариков в замыкающий канал
Рис. 24.8. Винтовой механизм управления закрылками самолета Ил-18:
1—вал трансмиссии; 2—редуктор; 3—выходной вал редуктора- 4—кардан; 5—упор; 6—шарики; 7—
гайка-ползун; 8—винт; 9—шкворень; 10—опорный узел; //—торец гайки
(он должен быть свободным, без заеданий при свинчивании гайки с вин-
та под собственным весом), осевой люфт гайки по винту (не более
0,5 мм) и радиальный зазор (0,15—0,22 мм), соответствие рабочего хода
гайки по винту данным чертежа. 2 заключение механизм выдерживают
в термокамере 8 час при температуре —60° С и затем вновь проверяют
легкость свинчивания гайки с винта. Если проверка винтового механиз-
ма удовлетворяет установленным требованиям, его испытывают на без-
отказность в работе на специальном стенде.
§ 3. ОТРАБОТКА, ИСПЫТАНИЯ И КОНТРОЛЬ АГРЕГАТОВ
МЕХАНИЧЕСКОГО ОБОРУДОВАНИЯ
Для надежности действия агрегатов механического оборудования
самолета в условиях эксплуатации проверяется качество как отдельных
узлов в процессе сборки агрегата, так и целых агрегатов после их сбор-
ки. Испытания необходимы даже при полной взаимозаменяемости дета-
лей. Вызывается это тем, что при сборке возникает ряд погрешностей,
связанных с упругими деформациями деталей, неточностями сборки и
505
трудно улавливаемыми отступлениями от установленного сборочного про-
цесса.
Агрегаты механического оборудования и входящие в них узлы под-
вергаются различного рода испытаниям для проверки соответствия их
параметров техническим условиям на
прочность, на долговечность и на-
дежность, на правильность дейст-
вия кинематики механизма, на
время срабатывания механизма и
т. п.
Рис. 24.9. Амортизатор передней
ноги шасси самолета Ил-18:
1—верхнее донышко; 2—цилиндр амортизатора; 3—
диффузор; 4—шток амортизатора; 5—нижнее до-
нышко
Все силовые гидроагрегаты и
агрегаты пневмо- и гидросистем
испытываются прежде всего на
прочность и герметичность. В ка-
честве примера рассмотрим про-
цесс испытания на прочность (оп-
рессовка) амортизатора передней
ноги шасси (рис. 24.9). Аморти-
затор выдерживается под гидрав-
лическим давлением жидкости
АМГ-10, равным 200% макси-
мального расчетного, в течение
3 мин. Для безопасности на вре-
мя испытаний амортизатор уста-
навливается в специальную бро-
некамеру. Вторым этапом являет-
ся длительное испытание на проч-
ность в течение 3 суток под дав-
лением.
На герметичность испытыва-
ются клапан диффузора и уплот-
нения верхней и нижней крышек
диффузора и штока амортизатора
под давлением азота или воздуха
60 кГ!см2 в течение 7 час и после
снижения давления до 17 кГ/см2
еще в течение 3 час. Течь азота
или воздуха не допускается. Кро-
ме того, уплотнения верхней и
нижней крышек испытываются на
герметичность при минусовой тем-
пературе (—55° С). Этот вцд ис-
пытаний проходит выборочно
один амортизатор из партии и
только в случае неудовлетвори-
тельных результатов испытаний—
вся партия.
Амортизаторы, испытанные
на прочность и герметичность,
разбираются, все их детали под-
вергаются осмотру и магнитному
контролю, после чего вновь соби-
раются окончательно. Последним
является испытание на герметич-
ность уплотнений в масляной ванне при нормальной и минусовой темпе-
ратуре (—55° С). Тщательные испытания амортизаторов гарантируют
надежную и безотказную работу шасси самолета в эксплуатационных
условиях.
506
Отдельные агрегаты проходят специальные виды испытаний. Напри-
мер, в амортизаторах шасси проверяется трение уплотнений поршня и
верхней буксы, а также начальное и конечное усилия при эксплуатацион-
ных нагрузках.
Собранные агрегаты проверяются на правильность их действия в со-
ответствии с техническими условиями. Например, воздушные краны уп-
равления агрегатами — на функционирование соответственно их работе
в системе, полностью собранные агрегаты шасси — на правильность дей-
ствия кинематики во время выпуска и уборки шасси в условиях, имити-
рующих условия полета, и т. п.
На рис. 24. 10 представлена схема стенда для отработки кинематики
главной ноги шасси самолета. Шасси устанавливается на стенде в ком-
плекте со створками люка. Аэродинамическое сопротивление при уборке
и выпуске ноги шасси имитируется грузом 13, связанным через систему
роликов 11 и трос с осью колес. На стенде проверяется плавность хода
шасси при уборке и выпуске, соответствие усилия уборки и выпуска рас-
четному усилию, синхронность работы шасси и створок люка, замеряется
время уборки и выпуска шасси. Для определения времени уборки и
выпуска шасси на пульт управления 1 подаются сигналы при по-
мощи концевых выключателей 7 и Я установленных ня замках
убранного положения 8 и выпущенного положения 10. Узлы крепле-
ния шасси и замков на стенде устанавливаются по тому же макету шас-
си, который используется при сборке агрегата самолета для установки
аналогичных узлов.
Особый вид представляют испытания на безотказность работы аг-
регата (тренаж). Такие испытания, например, с винтовыми механизмами
управления закрылками самолета Ил-13 (см. рис. 24.8) выполняются
на специальном стенде (рис. 24. 11) в условиях, близких к полетным, т. е.
при эксплуатационных нагрузках и температурах.
При помощи реверса электродвигателя 3, связанного с винтом 4 ис-
пытываемого винтового механизма через систему клиновой ременной пе-
редачи и специальный кардан 2, гайка винтового механизма 7 совершает
возвратно-поступательное движение. Ход гайки регулируется положени-
ем концевых выключателей 5 и 6, которые управляют переключением
электродвигателя на прямой и обратный ход. Осевые нагрузки на винт
создаются давлением воздуха в пневмоцилиндре 8. Давление в цилиндре,
соответствующее минимальным и максимальным нагрузкам на винтовой
механизм, контролируется манометром 9. Для замера момента на валу
привода винтового механизма стенд снабжен грузами 10, которые пере-
двигаются по рейке 12, насаженной на вал привода 11 и отградуирован-
ной на величину моментов, соответствующих минимальному и макси-
мальному давлению в цилиндре 8.
Вначале механизм обкатывают при минимальной нагрузке, при
50 циклах (двойных ходах), после чего, не снимая основной нагрузки,
проверяют величину момента страгивания механизма при трех положе-
ниях гайки на винте: в начале, в конце и среднем положении. Если для
данной осевой нагрузки момент превышает расчетную величину, повто-
ряют обкатку и испытания на момент страгивания. Если повторная об-
катка не приведет к требуемым результатам, винтовой механизм отбра-
ковывается. При удовлетворительных результатах дальнейшие испыта-
ния проводятся при максимальной осевой нагрузке. Механизму дают
25 циклов и вновь замеряют момент страгивания. В заключение проверя-
ют действие механизма на момент страгивания при температуре —60° С.
По окончании всех испытаний винтовой механизм разбирают и про-
веряют состояние винтовых дорожек винта и гайки, на поверхностях
которых не должно быть отпечатков шариков. Винт, гайку и шарики под-
вергают магнитному контролю, после чего вновь собирают винтовой ме-
ханизм, проверяют легкость свинчивания гайки с винта под собственным
507
508
Рис. 24. 10. Стенд отработки кинематики главной ноги шасси:
/—пульт управления- 2—створки люка; 3—гидроцилиндр створок; 4—узел подвески створок; 5, 6—узлы подвески шасси; 7, 8—замок убран-
ного положения шасси с концевыг выключателем; 9, /0—замок выпущенного положения шасси с концевым выключателем; //—направляю-
щие рсики троса- 12—стойка; 13—груз; 14—основание стенда; /5—продольная балка каркаса стенда
Рис. 24. 11. Стенд для обкатки и испытания винтового механизма управления закрылками:
/—ременная передача; 2— кардан; 3—электродвигатель; винт; 5 и б— концевые выключатели; 7—винтовой механизм; 8— пневмоцилиндр; 9—
манометр; 10—грузы; //—вал привода; /2—рейка
весом, осевой и радиальный люфт гайки на винте и замеряют на стенде
момент страгивания винта без нагрузки.
Винтовые механизмы, отвечающие установленным требованиям, пе-
редаются для установки на самолет.
§ 4. МЕТОДЫ И СРЕДСТВА ОБЕСПЕЧЕНИЯ ВЗАИМОЗАМЕНЯЕМОСТИ
ПРИ МОНТАЖЕ АГРЕГАТОВ МЕХАНИЧЕСКОГО ОБОРУДОВАНИЯ
Рис. 24. 12. Макет главной ноги шасси са-
молета
Агрегаты и узлы механического оборудования на самолет должны
устанавливаться без подгонок и доработок мест их крепления. Для обес-
печения взаимозаменяемости при монтаже систем механического обору-
дования на разных этапах сборки планера самолета выполняются ра-
боты по подготовке мест крепления кронштейнов под узлы и агрегаты
этих систем.
В заготовительных цехах в стенках шпангоутов, нервюр, балок и ди-
афрагм под тросовую проводку и жесткие тяги управления самолетом
выполняются отверстия по со-
ответствующим шаблонам. В
дальнейшем при сборке шпан-
гоутов, нервюр, балок и диаф-
рагм детали с отверстиями ус
танавливаются по фиксаторам
с базой на указанные отверстия
и контур самолета.
Отверстия для крепления
фланцевых фитингов, крон-
штейнов под качалки и узлы
механического оборудования
сверлятся в стенках шпангоу-
тов, на полу кабины летчика и
других элементах конструкции
планера по кондукторам сбо-
рочных приспособлений при их
сборке.
Кронштейны, узлы и агрегаты механического оборудования, сбо-
рочные базы которых связаны с основными самолетными базами — строи-
тельной горизонталью и плоскостью симметрии самолета, устанавливают-
ся при сборке отсеков и агрегатов механического оборудования. Рассмот-
рим это на примере монтажа главной ноги шасси самолета в отъемной
части крыла (рис. 24. 12).
Узлы подвески траверсы 1, замка убранного положения шасси 2, си-
лового гидроцилиндра подъема и выпуска ноги шасси 3 и заднего под-
коса шасси 4 устанавливаются на элементы конструкции отъемной части
крыла 8 по макету шасси, точно воспроизводящему размещение всех ука-
занных узлов. Макет шасси базируется на специальные реперные пло-
щадки 5 и 6 сборочного приспособления 7. Для удобства сборки и вы-
ема ОЧК из сборочного приспособления эталон шасси проектируется
съемным по плоскости разъема п—п.
Для обеспечения взаимозаменяемости при монтаже шасси его эта-
лон отстыковывается и проверяется в процессе эксплуатации по инстру-
ментальному эталону отсека шасси ОЧК, имитирующему отсек шасси
крыла со всеми узлами подвески и крепления его элементов. Узлы под-
вески и крепления шасси на стенде отработки его кинематики (см.
рис. 24. 10) также выставляются по макету шасси.
Глава XXV
СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
§ 1. НАЗНАЧЕНИЕ СБОРОЧНЫХ ПРИСПОСОБЛЕНИЙ
И ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К НИМ
Большинство сборочных единиц конструкции самолета (вертолета)
собирается в сборочных приспособлениях.
Сборочное приспособление (рис. 25. 1)—устройство, кон-
струкция которого обеспечивает правильное взаимное расположение,
фиксацию и соединение сборочных единиц (деталей, узлов, агрегатов, от-
секов) самолета с заданной точностью.
Рис. 25. 1. Приспособление для сборки кессона центроплана крыла:
1—рубильники, определяющие внешний обвод кессона: 2—фиксаторы, определяющие по-
ложение лонжеронов; 3—монтажная плита узла стыка
В таких приспособлениях положение собираемых элементов конст-
рукции самолета фиксируется относительно главных базовых осей отсе-
ка или агрегата, его аэродинамического обвода (внешнего или внутрен-
него) или плоскости узла стыка (рис. 25.2). После фиксации сборочных
элементов в приспособлении они собираются в единое целое. Соединения
могут быть разъемные, неразъемные и смешанные.
Таким образом, сборочные приспособления, с одной стороны, по-
зволяют собрать узел, панель, агрегат и отсек самолета с заданной точ-
ностью и с учетом технологических требований, с другой, — обеспечить
взаимозаменяемость собираемых элементов и высокую производитель-
ность труда на сборочных работах.
Непрерывное повышение требований к точности и взаимозаменяе-
мости собираемых элементов конструкции самолета, к росту производи-
тельности труда обусловливает не только увеличение количества сбороч-
ных приспособлений в производстве, но и более высокие технические тре-
бования к ним.
511
Основными из этих требований являются:
1. Обеспечение заданной техническими условиями точности сборки
узла, панели, отсека или агрегата самолета, которая должна быть увя-
зана со степенью точности сборочного приспособления.
2. Сохранение точности сборочного приспособления в течение всего
периода эксплуатации между регламентными осмотрами и ремонтами.
3. Сохранение стабильного положения базовых точек, узлов и по-
верхностей, заданных техническими условиями на сборку узла, панели,
отсека или агрегата, и надежность фиксации собираемых элементов в
течение всего периода эксплуатации приспособления.
Рис. 25.2. Схема расположения собираемой панели отсека фюзеляжа:
х, у, z—базовые оси отсека; /—расстояние от плоскости стыка до шпангоута; 1—собирае-
мая панель; 2—плоскость узла стыка; 3—шпангоут; 4—обшивка панели
4. Постоянство заданных размеров независимо от колебаний темпе-
ратуры.
5. Использование в конструкции сборочного приспособления воз-
можно большего количества стандартизованных и нормализованных эле-
ментов для удешевления приспособлений и сокращения сроков их проек-
тирования и изготовления.
6. Рациональные размеры приспособления в целях лучшего исполь-
зования производственных площадей.
7. Обеспечение для выполнения сборочных работ наиболее свобод-
ных подходов к рабочим зонам, хорошего освещения, минимального вре-
мени на фиксацию и расфиксацию собираемого изделия, удобства ис-
пользования инструмента и средств механизации труда, а также съема
собранных элементов конструкции самолета.
8. Соблюдение правил техники безопасности.
Кроме основных, к сборочным приспособлениям предъявляются ча-
стные технологические требования, определяемые особенностями соби-
раемых в них узлов, панелей, агрегатов и отсеков самолета. Такие требо-
вания указываются в технических условиях на проектирование отдельных
приспособлений.
Несмотря на совершенствование методов проектирования и изготов-
ления сборочных приспособлений, в настоящее время эти процессы не
только составляют большой удельный вес в общих затратах средств на
подготовку серийного производства, но и занимают наибольший цикл в
сроках его подготовки.
Потребность серийного производства в большом количестве сбороч-
ных приспособлений вызывает необходимость нормализации и стандар-
тизации их основных элементов и получения приспособлений различных
512
назначений методом агрегатирования. Нормализация и стандартизация
снижают трудоемкость проектирования приспособлений, а также созда-
ют условия для централизации и межзаводского кооперирования при их
изготовлении. Кроме того, нормализация и стандартизация открывают
возможность заблаговременного изготовления нормализованных деталей
и узлов приспособлений. Компоновка сборочных приспособлений из нор-
мализованных и стандартизованных узлов позволяет многократно при-
менять одни и те же узлы в различных приспособлениях. При больших
экономических преимуществах приспособления из нормализованных и
стандартизованных элементов обладают высокой точностью.
Современная система проектирования и изготовления сборочных
приспособлений, в основу которой заложены нормализация и стандар-
тизация их элементов, классификация сборочных единиц (деталей, уз-
лов, агрегатов) самолета, и типизация технологических процессов сборки
позволяют резко сократить сроки и затраты на проектирование и изго-
товление сборочных приспособлений, улучшить их качество, а следова-
тельно, и качество самолетов.
§ 2. КЛАССИФИКАЦИЯ и конструкция типовых
СБОРОЧНЫХ ПРИСПОСОБЛЕНИИ
Сборочные приспособления принято классифицировать по двум
основным признакам — технологическому и конструктивному.
К технологическим признакам относятся вид сборочно™ единицы
(узел, отсек, агрегат) и характер выполняемых операций (сборка, разде-
лывание отверстий, фрезерование плоскостей стыков, нивелирование,
контроль). Конструктивные признаки сборочных приспособлений пред-
ставлены на рис. 25. 3.
С точки зрения универсальности конструкции все сборочные приспо-
собления можно подразделить на специальные и специализированные.
Специальным называется сборочное приспособление для сбор-
ки одной какой-либо сборочной единицы, например отсека фюзеляжа
(рис. 25.4). Эти приспособления по конструкции могут быть неразбор-
ными и разборными. При смене в производстве типа самолета элементы
разборного приспособления могут использоваться многократно.
Специализированным (групповым) называется сборочное
приспособление для сборки каких-либо однотипных по конструктивно-
технологическому признаку сборочных единиц, например шпангоутов фю-
зеляжа (рис. 25.5). Эти приспособления обычно бывают полностью нор-
мализованы. Высокая точность сборки в таких приспособлениях дости-
гается настройкой или наладкой входящих в них базирующих элементов.
В общем виде конструкция сборочного приспособления может быть
представлена принципиальной схемой входящих в нее элементов, приве-
денной на рис. 25.6. Несущие (каркасные), установочные, фиксирующие
и зажимные элементы (рис. 25. 7) являются основными, а все осталь-
ные — вспомогательными.
( Несущие элементы образуют каркас сборочного приспособле-
ния^рйс. 25. 8), который связывает все элементы приспособления в еди-
ное целое. Эт степени жесткости каркаса зависят точность и постоянство
положения в нем всех узлов приспособления. Однако элементы каркасов
приспособлений не имеют непосредственного контакта с деталями соби-
раемых узлов или агрегатов, что делает их более независимыми по раз-
мерам, геометрическим формам, конструктивному исполнению и точно-
сти изготовления от конструктивных и технологических характеристик
собираемых в приспособлении узлов, панелей и агрегатов самолета.
Каркас сборочного приспособления состоит из вертикальных эле-
ментов (колонны, стойки) и горизонтальных (балки, основания, фунда-
ментные плиты и кронштейны). ।
17 5173
513
СП
I—*
фь
Рис. 25.3. Классификация сборочных приспособлений по конструктивным признакам
Колонны являются основными несущими вертикальными элементами
каркаса крупных сборочных: приспособлении (рис. 25.9). В зависимости
ют нагрузки на приспособление и расположения его центра тяжести (или
эксцентриситета) могут применяться различные нормализованные кон-
Рис. 25. 4. Специальные приспособления для сборки хвостового отсека фюзеляжа:
а—неразборное; б—сборно разборное из нормализованных'элементов
струкции колонн: чугунные пирамидальные (см. рис. 25. 9, а) и призма-
тические (см. рис. 25. 9,6), а также железобетонные призматические (см.
рис. 25. 9, в). Благодаря нормализации можно получать колонны любой
высоты путем соединения их секций по торцовым поверхностям.
Стойки—также типовые несущие вертикальные элементы кар-
касов для мелких сборочных приспособлений, в крупных же приспособ-
лениях они служат опорами для балок. Стойки могут быть чугунными
(см. рис. 25. 9, а) и железобетонными (см. рис. 25.9, д).
Рис. 25. 5. Специализированное (групповое) регулируемое приспособ-
ление для сборки группы шпангоутов фюзеляжа
Балки в сборочных приспособлениях (см. рис. 25.9, е) являются
основными типовыми несущими горизонтальными элементами каркаса
приспособления, работающими на изгиб и кручение. Размеры и сечения
балок зависят от длины пролета, воспринимаемой нагрузки и количества
опор и определяются на основании расчетов на жесткость. Балки воспри-
нимают сложные переменные, а иногда и ударные нагрузки, поэтому они
17*
515
изготовляются из стального проката. На балках монтируются установоч-
ные элементы приспособления.
В зависимости от формы и размеров собираемых узлов, панелей и
агрегатов сборочные приспособления могут иметь одну или несколько
балок, расположенных в приспособлении как горизонтально, так и под
любым углом к горизонту.
Рис. 25.6. Схема конструктивных элементов сборочного приспособления
Основания (см. рис. 25.9, ж) и фундаментные плиты (см.
рис. 25. 9, з) в приспособлениях служат опорами для колонн каркаса и
устанавливаются на специальную бетонную подушку или непосредствен-
но на пол сборочного цеха.
Рис. 25. 7. Основные элементы конструкции приспособления для сборки отсека-
фюзеляжа:
1—несущие (каркасные) элементы; 2—установочные элементы; 3—фиксирующие и зажимные-
элементы
516
Кронштейны (см. рис. 25. 9, и) связывают балки с колоннами и слу-
жат для установки и крепления на них других элементов сборочного при-
способления.
Для сборки небольших узлов и панелей самолета применяются сбо-
рочные приспособления рамной конструкции (см. рис. 25.8). Рамы при-
Каркасы йля сборки стрингеров
и лонжеронов
Каркасы для сборки шпангоутов
Горизонтальные стационарные
Рис. 25. 8. Типе siе конструкции каркаса сборочного приспособления
способлений устанавливаются на стойки, смонтированные на фундамент-
ные плиты. На некоторых приспособлениях рамы вращаются на подшип-
никах и снабжены стопорными устройствами для фиксации в необходи-
мом положении. ___________
Установочные элементы (рис. 25.10) в сборочном приспо-
соблении служат базами для установки фиксаторов плоскостей узлов
стыка, рубильников и ложементов, определяющих аэродинамические об-
воды агрегатов, панелей и отсеков самолета. Поэтому посадочные места
для этих элементов и монтаж последних в приспособлении относительно
выбранных баз должны быть выполнены с определенной точностью.
17** 5173 517
Рис. 25.9. Типовые конструкции несущих элементов каркаса
сборочного приспособления
Рис. 25. 10. Типовые конструкции установочных элемен-
тов сборочных приспособлений;
а—кронштейны и стаканы дяя крепления фиксаторов; б—вилки
и втулки фиксаторов
518
Фиксирующие и зажимные элементы (рис. 25.11) сбо-
рочных приспособлений, непосредственно соприкасающиеся с точками,
плоскостями и аэродинамическими обводами собираемых в приспособ-
лении элементов узла, панели, отсека и агрегата, определяют и фиксиру-
ют их взаимное положение. Степень точности сборки изделий зависит от
точностных и геометрических параметров фиксирующих и зажимных
элементов, поэтому к жесткости и точности их монтажа предъявляются
повышенные требования.
Рис. 25. II. Типовые конструкции фиксирующих и зажимных элементов сборочного при-
способления.
Рычажно-винтовые: а—фиксатор с винтовым зажимом; б—фиксатор с рычажно-винтовым зажимом;
в—фиксатор с винтовым поджимом; г—выдвижной фиксатор с тангенциальным зажимом; д—вы-
движной фиксатор Пневмогидравлические: е—фиксатор с гидравлическим поджимом; ж—выдвиж-
ной фиксатор; з—прижимы для фиксации профилей разъема
Для обеспечения требуемой точности монтажа в приспособлении
фиксирующих и зажимных элементов разработаны технологические про-
цессы монтажа с применением эталонов, макетов и специального точного
оборудования — инструментальных стендов и плаз-кондукторов. Точ-
ность сборки самих сборочных приспособлений контролируется специаль-
ными оптическими приборами, позволяющими проверять линейные и
угловые параметры, заданные чертежом.
К вспомогательной оснастке сборочных приспособлений относятся
элементы обслуживания и хранения — рабочие площадки, помосты, лест-
ницы, стремянки и стеллажи, а также элементы энергоснабжения — элек-
тропровода и воздушные трубопроводы, по которым подается энергия
для инструментов.
Элементы обслуживания и хранения нормализованы, что позволяет
быстро их монтировать и демонтировать. Все элементы обслуживания и
хранения должны обеспечивать удобство и безопасность сборочных ра-
бот и создавать условия для повышения производительности труда.
17**
519
§ 3. ПРОЕКТИРОВАНИЕ СБОРОЧНЫХ ПРИСПОСОБЛЕНИЙ
Факторами, определяющими конструкцию сборочного приспособле-
ния, являются основные конструктивные и технологические характеристи-
ки собираемого в приспособлении узла, панели, отсека или агрегата са-
молета.
К конструктивным характеристикам собираемых элементов отно-
сятся:
— геометрическая форма и габариты изделия, определяющие раз-
меры и форму сборочного приспособления;
г — вид главной базирующей поверхности изделия, т. е. поверхности,
подлежащей фиксированию в приспособлении и определяющей количе-
ство и форму фиксаторов обвода (рубильников и ложементов);
— виды и места плоскостей разъемов и узлов стыков изделий, опре-
деляющие количество, конструкцию и габариты плит разъемов и рам
жесткости;
— виды соединений изделий между собой, определяющие необходи-
мый инструмент и оборудование.
К технологическим характеристикам собираемых элементов от-
носятся:
— метод и средства достижения взаимозаменяемости заготовитель-
ной и сборочной оснастки (плазово-шаблонный или эталонно-шаблон-
ный) ;
— метод и способ сборки (метод указывает, с чего начинается
сборка: с обшивки или каркаса, а способ—как ведется сборка: по сбо-
рочным или базовым отверстиям);
— последовательность выполнения сборочных операций и их содер-
жание.
Исходными материалами для проектирования сборочных приспособ-
лений являются:
1. Чертежи собираемого изделия и технические требования к его
сборке.
2. Карты технологического процесса сборки изделия, определяющие:
— номенклатуру и вид поставляемых на сборку элементов собирае-
мого изделия;
— последовательность установки и фиксации в приспособлении со-
бираемых элементов;
— количество и вид крепежных элементов;
— номенклатуру инструмента и оборудования, применяемого при
сборке;
— средства, используемые для механизации процесса сборки (напри-
мер быстродействующие зажимные устройства, сварочные, клепальные
и сверлильно-зенковальные головки и др.);
— трудоемкость и цикл операций и сборки узла в целом.
3. Технические условия на проектирование приспособлений, где
должны быть указаны:
— основные сборочные базы и фиксируемые элементы собираемого
изделия;
— сопрягаемые элементы собираемого изделия;
— требуемая степень точности сборки, которую необходимо обеспе-
чить в приспособлении;^
— технические средства монтажа и контроля сборки;
— положение собираемого изделия в приспособлении;
— методы обеспечения взаимозаменяемости;
— чертеж общего вида приспособления с расположением элементов
его каркаса;
520
— направление и средства выема готового элемента изделия из при-
способления;
— номенклатура вспомогательной оснастки.
4. Альбомы чертежей стандартных и нормализованных деталей и уз-
лов и типовых компоновок нормализованных приспособлений.
Проектирование приспособления начинается с детального изучения
чертежей и технологического процесса сборки изделия в нем. В случае
необходимости могут разрабатываться дополнительные требования к при-
способлению. Особое внимание должно уделяться разработке схемы про-
цесса сборки, на основании которой составляются и рассчитываются раз-
мерные цепи для определения возможных погрешностей сборки 1.
Рис. 25. 12. Схема построения и увязки фиксирующих эле-
ментов сборочного приспособления с обводами переднего
отсека фюзеляжа относительно главных базовых осей
Далее разрабатывается конструктивная схема приспособления. Для
этого необходимо прежде всего выбрать базовые оси, относительно ко-
торых определяется положение основных элементов проектируемой кон-
струкции. При выборе базовых осей целесообразно использовать одни
и те же базовые оси для сборки и увязки между собой положения раз-
личных элементов собираемого изделия, как это показано, например, на
рис. 25. 12. При изготовлении сборочных приспособлений в инструмен-
тальном стенде и пл аз-кондукторе необходимо, чтобы числовые значения
размеров В и Г были кратны 100, т. е. размеру шага расположения от-
верстий на координатных линейках инструментального стенда, а чис-
ловые значения размеров А и Б — кратны 50, т. е. размеру шага отвер-
стий на плаз-кондукторе. При выборе основных базовых осей нужно вы-
бирать такие, которые упрощали бы конструктивную схему приспособ-
ления. Например, если за базовую ось принята передняя линия носков
крыла, размеры, определяющие положение каждого фиксатора относи-
тельно оси балки приспособления, будут различными (рис. 25. 13, а).
Если же за базовую ось принять ось лонжерона, то размеры, определяю-
щие положение фиксаторов от оси балки приспособления, будут одина-
1 РТМ 23-61, Методика расчета размерных цепей (на базе теории вероятности),
Стандартгиз, 1962.
52Е
новыми, что повышает его прочность, упрощает изготовление и контроль
за точностью изготовления приспособления (см. рис. 25.13,6).
После выбора осей намечается последовательность установки в при-
способлении элементов собираемого в нем изделия, способ изготовления
элементов конструкции самого приспособления и их сборки.
Следующим этапом проектирования является выбор масштаба, в
котором должно быть вычерчено приспособление, и выполнение самого
чертежа. На чертеже условными линиями должны быть показаны кон-
тур собираемого изделия, базовые оси или точки фиксации. Затем вы-
бираются типовые несущие, установочные и фиксирующие элементы при-
Рис. 25. 13. к определению базовых осей приспособ-
ления для сборки носка крыла:
о—передняя линия носков в качестве базовой оси; б—ось
лонжерона в качестве базовой оси
способления и производится расчет на жесткость его несущих (каркас-
ных) элементов. Разрабатываются общий вид сборочного приспособле-
ния, схема увязки его конструкции и составляются ведомости нормализо-
ванных и стандартизованных элементов приспособления. При необходи-
мости проектируются специальные детали и узлы сборочного приспособ-
ления.
Повышение требований к точности воспроизведения при сборке об-
водов самолета вызывает необходимость применения в сборочных при-
способлениях все более жестких несущих элементов. Это требование обя-
зывает выполнять расчеты на жесткость несущих элементов и узлов при-
способлений для выбора таких их сечений, при которых деформации и
перемещения не будут превышать допустимых.
Методика расчета приспособления на жесткость базируется на об-
щих законах строительной механики с учетом специфических условий
работы приспособления. Каркасы сборочных приспособлений обычно
рассматриваются как многократно статически неопределимые системы,
поэтому при их конструировании следует пользоваться приближенным
методом расчета. При расчетах каркас условно расчленяется на отдель-
ные балки и колонны, причем многоопорные балки заменяются двух-
опорными. Расчетной вертикальной нагрузкой на балки являются вес ру-
бильников, фиксаторов и других элементов приспособлений, а также вес
собираемого в нем изделия (узла, панели, агрегата). Для приспособле-
ний, балки которых несут рубильники и фиксаторы одного и того же
веса, вертикальную нагрузку считают равномерно распределенной по
длине балки. Если вес рубильников и фиксаторов изменяется по длине
522
балки, то вертикальную нагрузку принимают изменяющейся по форме
трапеции или треугольника. Нагрузки, действующие на балки приспо-
соблений, во многих случаях приложены к ним эксцентрично и, следо-
вательно, вызывают кручение балок.
Для расчета деформаций балок в зависимости от способов их на-
гружения и закрепления пользуются готовыми формулами, имеющимися
в справочной литературе.
Для сокращения сроков проектирования сборочных приспособлений
расчеты на жесткость балок и колонн производят по специально разрабо-
танным графикам Ч Практика проектирования приспособлений свиде-
тельствует, что деформации изгиба и кручения балок являются наиболь-
шими слагающими суммарной деформации каркаса приспособления.
§ 4. ИЗГОТОВЛЕНИЕ И МОНТАЖ СБОРОЧНЫХ ПРИСПОСОБЛЕНИЙ
Рис. 25. 14. К получению контура ру-
бильника сборочного приспособления:
/—рубильник; 2—лента; 3—слепок с по-
верхности макета; 4—технический вазелин;
5—макет поверхности
Все элементы сборочных приспособлений изготовляются по техноло-
гии, принятой в общем машиностроении. Исключение составляют фикси-
рующие и зажимные элементы (рубильники и ложементы), образующие
рабочие поверхности обвода изделия.
В связи с большой трудоемкостью и сложностью изготовления ра-
бочих контуров металлических рубильников и ложементов, обусловлен-
ной точностью их окончательной
подгонки по контуру собираемого
изделия, в производстве широко
применяют получение рабочего кон-
тура посредством слепка из кар-
бинольно-цементной массы, снимае-
мого с макета поверхности изделия.
Технология получения слепка сле-
дующая. На поверхность макета на-
носится слой технического вазелина,
затем на него накладывается лента.
Грубо обработанный рубильник вы-
ставляют на макете в заданном се-
чении с эквидистантным относитель-
но поверхности макета зазором в 8—
10 мм. В пространство, образован-
ное зазором, вводится тестообразная
карбинольно-цементная масса, кото-
рая, затвердевая, прочно соединяет-
ся с шероховатой поверхностью ру-
бильника и лентой (рис. 25. 14).
Время выдержки карбинольно-це-
ментной массы—около 2 час. Затвердевшая на поверхности рубильника
масса точно воспроизводит контур обвода изделия.
В настоящее время широко применяются специальные технологиче-
ские процессы монтажа сборочных приспособлений, обеспечивающие вы-
сокую точность установки его фиксирующих и зажимных элементов и
устраняющие все операции подгонки и доработки деталей.
Сущность этих процессов заключается в том, что фиксирующие и
.зажимные элементы приспособлений монтируются не непосредственно на
жестких элементах каркаса (например балках), а на промежуточных
1 В. В. Бойцов, Нормализованные приспособления для сборки агрегатов само-
лета, Оборонгиз, 1955.
В. В. Бойцов к др., Сборочные и монтажные работы, Оборонгиз, 1959.
523
Рис. 25. 15. Схема заливки стакана
фиксатора:
1—балка приспособления; 2—стакан фикса-
тора; 3—фиксатор; 4—шприц с цементной
массой
(установочных) элементах их крепления (стаканах, втулках), в кото-
рых фиксирующие и зажимные элементы закрепляются при помощи спе-
циальной цементной массы. В состав цементной массы входят: глинозе-
мистый цемент марки 500, строительный или формовочный гипс, хлори-
стый литий и вода.
Необходимая точность установки фиксирующих и зажимных элемен-
тов достигается следующим образом. Сначала с большими допусками
(+2 мм) на балках устанавливаются и привариваются установочные
элементы (стаканы), затем в них при помощи специального оборудова-
ния точно выставляются фиксирующие и зажимные элементы.
Для устранения погрешностей при монтаже фиксирующих и зажим-
ных элементов между последними и стаканами предусматривается зазор.
Заливаемый в зазор заполнитель (рис.
25. 15) играет роль компенсатора
между недостаточно точно выстав-
ленными стаканами и точно выстав-
ленными с помощью инструментально-
го стенда фиксирующими и зажимны-
ми элементами.
Для большей прочности соедине-
ния и исключения возможности прово-
рачивания или выпадания из стаканов
фиксирующих и зажимных элементов
их стержни имеют ребра.
Во время заливки фиксирующие и
зажимные элементы поддерживаются в
заданном положении при помощи ин-
струментальных стендов и плаз-кон-
дукторов или эталонов и макетов со-
бираемых изделий.
Особенностью цементной массы является то, что при затвердевании
она не изменяет своего объема, сохраняя заданное положение фиксирую-
щих и зажимных элементов. Технология заливки предусматривает, что-
бы поверхности, соприкасающиеся с заполнителем, обезжиривались до
заливки его в стаканы. Время выдержки заполнителя с момента за-
ливки стержней фиксирующих и зажимных элементов до освобождения
их от поддерживающих средств 7—12 мин. Полное затвердевание запол-
нителя происходит через 2—3 суток. До истечения этого срока стержень
фиксирующего или зажимного элемента не должен подвергаться ударам,
толчкам или каким-либо нагрузкам. Монтаж в залитых элементах осна-
стки допускается не ранее чем через 2 суток с момента заливки. Черев
3 суток после заливки заполнитель приобретает прочность на разрыв
до 22 кГ1см2, на сжатие до 250 кГ/см2.
Если необходимо удалить цементную массу и освободить фиксирую-
щие или зажимные элементы, стакан подогревают газовой горелкой до
200—250° С и затем простукивают молотком; при этом цементная масса
выкрашивается.
Описанные технологические процессы монтажа применяют не только
для крепления фиксирующих и зажимных элементов, но и для установки
других деталей приспособлений.
В качестве заполнителя можно использовать и легкоплавкие цвет-
ные сплавы, заливаемые в жидком состоянии. Однако в целях экономии
применение специальной цементной массы более целесообразно.
Для обеспечения требуемой точности монтажа в приспособлении
фиксирующих и зажимных элементов применяются инструментальные
стенды и плаз-кондукторы.
524
Рис. 25. 16. Конструктивная схема ин-
струментального стенда:
1—станина; 2—передвижной стол с продольной
линейкой; 3—стойка; 4—вертикальная линейка,
закрепленная на стойке; 5—поперечная линей-
ка; 6—ролик троса противовеса для установки
поперечной линейки; 7—поперечная балка, свя-
зывающая стойки. 8, 10—щитки управления;
9—штурвал ручного передвижения стола; 11—
концевой выключатель
Инструментальный стенд служит для точной установки в
приспособлении фиксирующих и зажимных элементов и удержания их
в заданном положении во время заливки заполнителя в компенсирую-
щие зазоры между фиксирующими и установочными элементами. Необ-
лодимое положение фиксирующих элементов определяется в инструмен-
тальном стенде посредством координатных линеек. Пространственные
сборочные приспособления могут быть смонтированы в них с точностью
до 0,1 мм.
Инструментальные стенды, отличающиеся надежностью в эксплуа-
тации, позволяют решить основные технологические задачи по обеспече-
нию высокой ^точности монтажа и
увязки сборочных приспособлений.
Кроме того, применение инструмен-
тальных стендов сокращает трудо-
емкость монтажа приспособлений и
общий цикл подготовки производ-
ства.
На рис. 25. 16 приведена кон-
структивная схема инструментально-
го стенда. Основание 1 представля-
ет собой литую чугунную станину с
параллельными направляющими. По
направляющим перемещается стол
2, на котором устанавливаются кар-
касы монтируемых приспособлений.
По бокам станины установлены две
литые чугунные стойки 3, связанные
сверху поперечной балкой 7. Стол
может перемещаться электродвига-
телем со скоростью 2,5 м/мин или
вручную.
Система координатных линеек
инструментального стенда состоит
из двух продольных линеек, укреп-
ленных на боковых плоскостях сто-
ла и передвигающихся вместе с ним,
двух вертикальных линеек, смонти-
рованных на стойках стенда, и двух
поперечных линеек 5, передвигаю-
щихся вдоль вертикальных линеек.
Поперечные координатные линейки
уравновешиваются противовесами, помещенными во внутренней полости
стоек, и закрепляются на требуемой высоте болтами, скользящими в Т-
образных пазах ’вертикальных линеек. Такие же пазы имеются
и в других координатных линейках стенда. Едоль всех коорди-
натных линеек с шагом 220±0,01 мм расточены и занумерованы калиб-
рованные отверстия, в которые установлены закаленные шлифованные
втулки с внутренним диаметром 12 мм. При помощи этих отверстий
можно установить линейки на любой размер, численное значение кото-
рого должно быть кратным 200.
Размеры между калиброванными отверстиями на координатных ли-
нейках в пределах 200 мм определяются при помощи универсальных
микрометрических или специальных дистанционных калибров.
Монтаж приспособления на инструментальном стенде производят
следующим образом. Собранные каркасы приспособлений или их отдель-
ные элементы (например балки) устанавливают на столе инструменталь-
ного стенда так, чтобы их координатные оси были параллельны коорди-
525-
ватным линейкам стенда, а начало отсчета установочных размеров креп-
ления фиксирующих элементов приспособлений совмещалось с началом
отсчетов координатных линеек.
Координаты положения фиксирующих элементов в каркасе приспо-
собления определяются по координатным линейкам, микрометрическим
и дистанционным калибрам
Рис. 25. 17. Установка фиксатора на раме сбо-
рочного приспособления при помощи дистан-
ционного калибра:
/—вилка фиксатора; 2—рама приспособления; 3—пе-
реходный фитинг; 4—дистанционный калибр
(рис. 25. 17).
Фиксирующие элементы
закрепляются в заданном по-
ложении переходными фитин-
гами, которые в свою очередь
крепятся в пазах координатных
линеек.
Для увязки положения осей
крепежных отверстий фикси-
рующих и зажимных элементов
с их рабочим контуром приме-
няют плаз-кондукторы (рис.
25.18). П л а з - к о н д у к то р
представляет собой горизон-
тальный стол с жестко закреп-
ленными продольными коорди-
натными линейками, имеющи-
ми отверстия, расстояния меж-
ду центрами которых равны 50 мм. На столе могут свободно переме-
щаться также поперечные координатные линейки с отверстиями, разме-
щенными с шагом 50 мм.
Передвигая поперечные линейки вдоль стола, можно совместить
центр одного из ее отверстий с любой точкой на плоскости стола, числен-
Рис. 25. 18. Плаз-кондуктор:
/—передвижные поперечные координатные линейки; 2—стол плаз-кондуктора; 3—непод-
вижные продольные координатные линейки; 4—установочные отверстия
ное значение координат которой кратно 50. Таким образом, плаз-кон-
дуктор представляет собой систему прямоугольных координат. Рядом с
ллаз-кондуктором располагают один-два сверлильных станка.
526
На плаз-кондукторе через переходные втулки поперечной линейки
сверлят и развертывают крепежные отверстия в фиксирующих и зажим-
ных элементах приспособлений. В эти отверстия по шаблону или макету
устанавливают втулки, фиксируют их при помощи шгырей, пропущен-
ных через две поперечные линейки плаз-кондуктора, и закрепляют спе-
циальной цементной массой.
Точность сборки приспособлений контролируют специальными опти-
ческими приборами, проверяя горизонтальность, взаимную параллель-
ность и перпендикулярность плит, соосность осей и отверстий узлов фик-
сации, расположенных под любым углом к горизонту. В комплект выпу-
Рис. 25. 19. Схема проверки нивелиром соосности
фиксаторов приспособления, расположенных на
одной горизонтальной оси:
Г—нивелир; 2—вилки фиксаторов приспособления; 3—
целевой знак; 4—лампа для освещения целевого знака;
5—балка приспособления; 6—основание приспособления
скаемых отечественной промышленностью оптических приборов, приме-
няемых при контроле приспособлений, входят: прецизионный нивелир,
автоколлиматор с отражающим зеркалом, теодолит, квадрант с зерка-
лом, центропризма, стойка с маркой и пр.
Нивелир представляет собой зрительную трубу, устанавливаемую
при помощи точного горизонтального уровня и имеющую возможность
вращаться вокруг вертикальной оси, сохраняя строго горизонтальное по-
ложение оптической и совмещенной с ней визиркой осей трубы. Визирная
ось трубы отмечена сеткой нитей, которая хорошо видна через окуляр
в поле зрения. Оптическая система нивелира дает перевернутое изобра-
жение, что важно учитывать при проведении отсчетов.
Нивелир позволяет определять разность высот любых заданных то-
чек путем измерения высоты каждой из них относительно горизонталь-
ной плоскости, в которой находится визирная ось зрительной трубы ни-
велира. Высота заданной точки относительно визирной оси трубы изме-
ряется с помощью приставляемой к этой точке вертикально какой-либо
масштабной линейки и отсчетом видимого через трубу нивелира деления,
совмещенного со средней горизонтальной линией сетки нитей.
На рис. 25. 19 в качестве примера показано применение нивелира
для проверки соосности фиксирующих элементов приспособления, рас-
положенных на одной горизонтальной оси. Вспомогательным прибором
при такой проверке является целевой знак, представляющий собой по-
527
лую трубку с наружным диаметром, равным диаметру отверстия фикси-
рующего элемента приспособления. По концам трубки установлены пло-
ские стекла. На одном из стекол имеется крест нитей, пересечение кото-
рых находится на оси трубки. Противоположное стекло матовое, и его
используют для подсвета.
Для проверки соосности трех и более отверстий нивелир предвари-
тельно устанавливают по общей оси двух крайних отверстий. После этого
трубу нивелира закрепляют неподвижно и переставляют целевой знак
в промежуточные отверстия, соосность которых проверяют. Если центры
этих отверстий не смещены от установленной осевой линии, то видимый
Рис. 25.20. Схема проверки автоколлиматором вертикаль-
ности плиты сборочного приспособления:
1—автоколлиматор; 2—отражающее зеркало; 3—верхняя балка при-
способления; 4—плита узла разъема собираемого агрегата; 5—ниж-
ние балки приспособления
в нивелир крест нитей целевого знака, установленного в промежуточное
отверстие, совместится с сеткой нитей нивелира. В комбинации с при-
бором, называемым «квадрантом с зеркалом», нивелир используют для
проверки соосности отверстий фиксирующих элементов, когда их общая
ось находится под углом к горизонту.
Автоколлиматор представляет собой оптическою трубу, в ко-
торой имеется сетка нитей, освещаемая низковольтной лампой (рис.
25.20). Оптическая система автоколлиматора направляет лучи света лам-
пы из трубы таким образом, что они выходят параллельным пучком. Ес-
ли на своем пути лучи встретят зеркало, расположенное под прямым уг-
лом к направпению пучка лучей, то, отразившись от зеркала, они вернут-
ся в трубку автоколлиматора по тому же направлению. Это свойство ав-
токоллиматора используют для проверки положения плит и других эле-
ментов приспособлений. Автоколлиматор устанавливают горизонтально
по имеющемуся в нем точному уровню.
Теодолит представляет собой оптический прибор, используемый
для угловых измерений. Он состоит из зрительной трубы, установленной
на специальной подставке, позволяющей вращать трубу в горизонтальной
и вертикальной плоскостях. Положение трубы в обеих плоскостях опре-
деляется точными лимбами. Теодолитом проверяют положение фикси-
рующих узлов, оси которых должны находиться в одной вертикальной
плоскости.
При монтаже и контроле крупногабаритного сборочного приспособ-
ления применяют оптико-телевизионную установку (ОТУ) с
528
Рис. 25.21. Оптико-телевизионная уста-
новка (ОТУ) для монтажа крупногаба-
ритного приспособления
Лоложёноо питой on tiubevupe
Рис. 25. 22. Схема контроля установки плиты приспособления при помо-
щи оптико-телевизионной установки:
/—передающая камера; 2—нивелир; 3—основание; 4—видеоприемное устройство
529
комплектом целевых знаков (рис. 25.21). Установка позволяет контро-
лировать с высокой точностью положение горизонтальных и вертикаль-
ных плоскостей, а также расположение фиксирующих и зажимных эле-
ментов.
Передающая камера установки 1 (рис. 25. 22) и нивелир 2 располо-
жены на одном основании 3, позволяющем поднимать их на необходи-
мую высоту и вращать вокруг общей вертикальной оси.
Видеоприемное устройство 4 выполнено быстросъемным, поэтому в
процессе работы его можно располагать отдельно от ОТУ в удобном
для наблюдения месте.
Описанными примерами далеко не исчерпываются встречающиеся
на практике случаи применения точных оптических приборов для кон-
троля сборочных приспособлений. В частности, например, оптические
приборы можно использовать не только для контроля точности уже
смонтированных приспособлений, но и для их монтажа.
§ 5. ВЗАИМНАЯ УВЯЗКА СБОРОЧНЫХ ПРИСПОСОБЛЕНИЙ
Рассмотренные выше методы и средства монтажа приспособлений
обеспечивают высокую точность собранных в них отдельных отсеков и
агрегатов самолета. Однако всего этого бывает недостаточно для полной
взаимозаменяемости собираемых в них изделий по стыковым узлам, осо-
бенно таких, в которых имеются подвижные элементы конструкции. На-
пример, каждый изготовленный руль высоты должен без доработок под-
соединяться к любому стабилизатору, каждый Злерон к крылу и т. д.
Взаимозаменяемость собранных в приспособлениях и в дальнейшем
соединяемых друг с другом изделий по стыковым узлам достигается на
основе взаимного согласования или взаимной увязки всего комплекта
технологической оснастки.
В качестве основных средств увязки приспособлений применяются
специально изготовляемые эталоны изделий, являющиеся жесткими но-
сителями форм и размеров. Если нет необходимости отразить в эталоне
полный контур плоскости стыка отсека или агрегата, то эталон делается
упрощенным и охватывает только стыковые узлы или другие важные
элементы конструкции, становясь калибром узла разъема. На рис. 25. 23^
в качестве примера показаны эталоны узлов крепления агрегатов хво-
стового оперения. Все эталоны взаимно согласованы по фактическим
размерам. Узлы приспособлений для сборки отдельных агрегатов хво-
стового оперения, установленные по этим эталонам, становятся также-
согласованными, т. е. увязанными между собой. Благодаря этому дости-
гается взаимозаменяемость готовых отсеков и агрегатов, правильная их
стыковка и нормальная работа подвижных элементов изделия.
Как правило, для обеспечения большей точности комплект эталонов
изготовляют в одном экземпляре. Однако при одновременном изготов-
лении агрегатов одного самолета на нескольких заводах эталоны дубли-
руются. В этом случае все дублеры эталонов-калибров должны быть увя-
заны по основному комплекту.
Увязка стыковых отверстий отсеков и агрегатов самолета по узлам
стыка фланцевого типа осуществляется в сборочных приспособлениях
при помощи эталонов поверхностей, точно соответствующих аэродинами-
ческим обводам отсеков и агрегатов. Применение эталонов поверхностей
дает возможность увязать между собой элементы, определяющие аэроди-
намические обводы отсеков и агрегатов в сборочных приспособлениях и
заготовительной оснастке. Для этого с эталона поверхности агрегата сни-
мают слепки, представляющие собой отраженные копии отдельных участ-
ков поверхностей эталона, и используют их для изготовления оснастки,
формующей элементы обшивки.
Окончательная обработка отверстий стыковых узлов отсеков и агре-
530
гатов производится обычно в специальных разделочных стендах, в ко-
торых имеются фиксаторы для закрепления обрабатываемых отсеков и
агрегатов в заданном положении, кондукторы для направления режу-
щего инструмента и механические головки привода инструментов. При
этом размещение фиксаторов стенда и установленных на нем кондукто-
ров должно быть также увязано со всем комплектом сборочной
оснастки.
Рис. 25.23. Эталоны узлов крепления агрегатов хвостового оперения:
7—контрэталон форкиля (эталон для фюзеляжа); 2—форкиль (передняя часть киля);
3—эталон крепления форкиля с килем; 4—эталон крепления форкиля с фюзеляжем
(увязывается с контрэталоном /); 5—эталон концевой части стабилизатора; 6—стаби-
лизатор; 7—эталон руля высоты; 8—эталон крепления стабилизатора с фюзеляжем;
9—эталон крепления киля с форкилем (увязывается с эталоном 3); 10—киль; /7—эта-
лон крепления киля с рулем направления, 12—эталон руля направления (увязывается
с эталоном 77); 13—руль направления
Применение инструментальных стендов, плаз-кондукторов, эталонов
и калибров не только наиболее полно обеспечивает все требования к
точности сборочных приспособлений, но и дает возможность дублировать
оснастку в любом количестве экземпляров. При дублировании приспо-
собления монтируются, собираются и увязываются при помощи тех же
средств, что и первые их образцы. Это обеспечивает полную идентичность
дублируемой технологической оснастки.
§ 6. ЭКСПЛУАТАЦИЯ СБОРОЧНЫХ ПРИСПОСОБЛЕНИИ
Сохранение первоначальной точности, жесткости и размерногаба-
ритных характеристик сборочных приспособлений в значительной мере
зависит от условий их эксплуатации.
Эксплуатацию сборочных приспособлений проводят по системе пла-
ново-предупредительного ремонта (ППР). На каждое приспособление
составляется паспорт с указанием времени его изготовления, технических
характеристик, а также сроков проверки и ремонта. Паспорт является
единым техническим документом, удостоверяющим пригодность приспо-
собления для эксплуатации. В паспорте отражаются все изменения кон-
струкции и отклонения в допусках по базовым размерам. Периодичность,
проверок и ремонтов и общая длительность ремонтного цикла устанав-
ливаются в зависимости от числа собираемых в приспособлениях узлов.
53Ц
или календарного времени (сроков). Количество сборочных единиц, из-
готовляемых при помощи данного приспособления между проверками
или ремонтами, определяется на основе статистических данных или нор-
мативных таблиц.
Проверяют приспособления с помощью эталонов, макетов, калибров
и оптических приборов. Данные о результатах проверки и состоянии сбо-
рочного приспособления должны вноситься в паспорт приспособления.
Глава XXVI
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ МОНТАЖА БОРТОВОГО
ОБОРУДОВАНИЯ САМОЛЕТОВ
§ 1. ОБЩАЯ ХАРАКТЕРИСТИКА МОНТАЖНЫХ РАБОТ
I Технологическим процессом монтажа называют установку и креп-
| ление элементов бортового оборудования и коммуникаций на планере
> самолета, а также соединение их между собой с последующим контро-
. лем их работы. Бортовое оборудование включает приборы, специальное
оборудование, источники питания топливом и энергией, посадочные уст-
ройства, трубопроводы, электрожгуты, тросы, тяги и т. д.
Непрерывное совершенствование конструкций самолетов (вертоле-
тов) и насыщение их многочисленными системами бортового оборудова-
ния привело к большой плотности оборудования на единицу объема пла-
нера. Так, например, на современном истребителе коэффициент насы-
щенности поперечного сечения (отношение суммарной площади попереч-
ного сечения бортового оборудования к площади планера в том же се-
чении) достигает 80—85%.
Объем монтажных работ находится в прямой зависимости от насы-
щенности самолета оборудованием и степени конструктивно-технологи-
ческой отработки монтажей. Поэтому еще при проектировании борто-
вого оборудования необходимо предусматривать:
— максимальное завершение монтажных работ на панелях, отсеках
и агрегатах самолета (вертолета). Бортовое оборудование должно быть
разделено на конструктивные группы, объединенные общностью выпол-
няемых функций. Каждая группа должна иметь свои принципиальные и
монтажные схемы, сборочные и установочные чертежи, а также техниче-
ские условия и инструкции;
— применение автономного, панельного и зонального расположения
бортового оборудования в агрегатах самолета;
— широкое применение нормализованных и стандартизованных эле-
ментов, а также унификацию элементов конструкций;
— обеспечение преемственности конструкции;
— возможность максимальной механизации и автоматизации тех-
нологических процессов монтажей;
— наибольшую независимость выполнения монтажных работ;
— наличие свободных подходов к рабочим зонам при монтажных
работах и контроле качества их выполнения.
В настоящее время трудоемкость монтажных работ составляет при-
мерно 16% общей трудоемкости изготовления самолета (вертолета).
( В отличие от сборочных монтажные работы имеют свои специфиче-
I ские особенности. Во-первых, в большинстве случаев бортовые системы
монтируются в стесненных условиях. Во-вторых, агрегаты и приборы
I бортовых систем очень чувствительны к внешним механическим воздей-
532
ствиям и загрязнению, поэтому малейшая небрежность при транспорти-
ровке и монтаже может привести к нарушению их работоспособности.
В связи с этим в ряде случаев при монтаже арматуры вместо дорогостоя-
щих приборов устанавливают их макеты. В-третьих, часто невозможно
предварительно полностью собрать какую-либо систему бортового обору- I
дования, так как элементы системы значительно удалены друг от друга.
Эти особенности монтажа обусловливают необходимость особо чет- ]
кой организации работ, возможно более высокой общей культуры труда |
и тщательного контроля качества выполнения всех монтажных one- •
раций.
Для обеспечения высокого качества и надежности бортового обору-
дования в серийном производстве самолетов (вертолетов) необходимо
соблюдение следующих основных требований:
— все системы бортового оборудования подвергаются конструктив-
но-технологической отработке на теоретических плазах (плоских и объ-
емных), на действующих плазах, образующих отдельные функциональ-
ные и комплексные системы, и, наконец, на технологических агрегатах и
головном самолете (вертолете). При этом проводят не только геометри-
ческую увязку, но и функциональную отработку систем, методов и
средств их контроля;
— все комплектующие элементы бортового оборудования, приборы,
материалы и полуфабрикаты подвергаются 100%-ному входному кон-
тролю;
— определенные группы монтажных операций закрепляются за ра-
бочими местами и исполнителями;
— в процессе монтажа периодически контролируются технические
характеристики оборудования, инструмента, контрольных и измеритель-
ных средств;
— смонтированные системы проходят выходной автоматизирован-
ный контроль в условиях, приближающихся к эксплуатационным, и тре-
нировку для приработки отдельных элементов радио- и электрооборудо-
вания.
Кроме того, на головном и технологическом самолетах проводятся
ресурсные испытания для определения работоспособности и долговеч-
ности бортовых систем.
§ 2. КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКАЯ ОТРАБОТКА МОНТАЖЕЙ
БОРТОВОГО ОБОРУДОВАНИЯ
Насыщенность самолетных конструкций бортовым оборудованием и
трудность подходов к нему при монтаже и эксплуатации, а также высо-
кие требования к качеству и надежности работы всех систем самолета
требуют высокой технологичности их конструкции. Одним из способов
повышения технологичности является предварительная плазоьо-шаблон-
ная отработка монтажей бортового оборудования, т. е. определение наи-
выгоднейшего с точки зрения обеспечения конструктивных и эксплуата-
ционных факторов размещения агрегатов и коммуникаций систем, наи-
меньшей длины трасс и минимального количества разъемов.
На плазах вычерчивают теоретические обводы и каркасные эле-
менты планера, кинематические схемы управления двигателями, поса-
дочными средствами и агрегатами оборудования, а также наносят кон-
туры оборудования и трассы всех бортовых систем.
Помимо отработки монтажей на плазах, ее выполняют на базовых
эталонах, объемных плазах, технологических агрегатах и на головном
самолете (вертолете).
Основными средствами обеспечения объемной увязки являются ба-
зовые эталоны и объемные плазы агрегатов (отсеков агрегатов) самоле-
та. На базовых эталонах агрегатов, по которым изготовляют объемные
533
плазы, устанавливают узлы оборудования. Объемный плаз служит для
пространственной увязки оборудования различных конструктивных
групп, расположенных в одной зоне отсека. На объемных плазах прове-
ряют конструктивную компоновку агрегатов, систем и определяют наи-
более эффективные варианты их размещения, создают эталоны укладки
Рис. 26. 1. Эталон трубы:
/—зона установки фиксаторов контура; 2—зоны установки разметочных
фиксаторов
жгутов и крепежа трубопроводов, отрабатывают оснастку. По результа-
там плазово-эталонной отработки монтажей корректируют чертежи са-
молета (вертолета).
Окончательную отработку эталонного монтажа систем бортового
оборудования выполняют на технологических агрегатах или технологи-
ческом самолете (вертолете) по зонам их размещения.
В агрегатах или на самолете, предназначенном для отработки си-
стем, должны быть смонтированы все системы, установлены и закреп-
Рис. 26.2. Инструментальный макет-
эталон:
лены детали, которые находятся в
зоне прохождения трасс и могут ока-
зать влияние на их прокладку.
Элементы систем, поступающие
на эталонный монтаж, должны быть
тщательно проверены по геометри-
ческим и физическим параметрам.
В связи с тем, что чертежи и
плазы полностью не определяют по-
ложение и конфигурацию деталей,
создают эталоны труб, имеющие
форму пространственных кривых
(рис. 26.1). Эталоны труб изготов-
ляют непосредственно из труб или
из специальных элементов (рис.
26.2).
По геометрическим параметрам
и арматуре эталон представляет со-
бой первую деталь, по которой опре-
деляют размеры и конфигурацию се-
рийных деталей. Эталон трубы слу-
жит также техническим средством
для изготовления и проверки по не-
му контрольной и рабочей оснастки.
Отработку эталонов труб проводят
на самолете или на отдельных агре-
гатах при полном насыщении зоны.
Электро- и радиожгуты собира-
ют на шаблонах с концевыми шпиль-
/—гайка; 2—ниппель; 3—законцовка; 4—
прямолинейная трубка; 5—конусный пере-
ходник; 6—втулки; 7—криволинейные труб-
ки
ками (рис. 26.3), которые фиксиру-
ют концы отдельных проводов и из-
гибы жгута, соответствующие его положению на самолете. Для монтажа
и сборки жгутов также применяются электрифицированные и механизи-
рованные приспособления и автоматы (см. стр. 554).
534
Монтажные работы на самолете или агрегатах планера можно вы-
полнять по системам и зонам. Зональное выполнение монтажных ра-
бот (рис. 26. 4) позволяет рационально размещать оборудование по пе-
Рис. 26. 3. Шаблон с концевыми шпильками
левому назначению (радиоэлектронное, навигационное и т. д.), отрабо-
танное на панелях или блоках. Это удобно для монтажа, контроля и ис-
пытаний систем и оборудования.
Рис. 26. 4. Схема зонального расположения монтажей:
1—отсек радиооборудования; 2--отсек оборудования; 3—кабина; 4—энергоузлы (левый, пра-
вый); 5—верхний грот; б—отсек оборудования; 7—отсек оборудования двигателя
При монтаже в гидрогазовых системах возникают монтажные на-
пряжения. Для того чтобы избежать возникновения напряжении, следует
обеспечить постоянство мест крепления приборов, оборудования и арма-
535
туры, к которым присоединяются трубопроводы. Кроме того, положение
хомутов и колодок крепления, а также геометрические параметры тру-
бопроводов, арматуры и других деталей систем должны быть стабиль-
ными.
Рис. 26. 5. К установке арматуры на
агрегатах планера:
/—штуцер; 2—шаблон
Рис. 26.6. к установке деталей и
кронштейнов на агрегатах планера
под крепление приборов и оборудова-
ния:
/—деталь; 2—приспособление; 3— фиксатор
Установленная на агрегатах планера арматура должна быть прове-
рена по размерам и направлению (рис. 26.5). Детали и кронштейны под
крепление приборов и оборудования, к которым подсоединяют трубопро-
воды, необходимо устанавливать на агрегатах планера только при по-
мощи оснастки (рис. 26. 6), а бортовое оборудование — по специальным
приспособлениям, фиксаторам, в сборочной оснастке или по сборочным
отверстиям. После крепления деталей и кронштейнов к элементам плане-
ра необходимо освободить их от фиксаторов оснастки и в свободном со-
стоянии проверить прилегание плоскостей и положение отверстий. Для
обеспечения соосности деталей и кронштейнов по плоскостям с фиксато-
рами оснастки следует применять компенсирующие прокладки (рис.
26.7).
Рис. 26. 7. Компенсирующие проклад-
ки между элементами планера и крон-
штейнами или деталями систем:
/—прокладки
Рис. 26.8. Компоновка армату-
ры с приборами и оборудова-
нием систем:
/—арматура; 2—прибор
Компоновку арматуры с приборами следует проверять по распо-
ложению арматуры относительно установочной плоскости приборов и
отверстий их крепления. Для этого в технологическом процессе применя-
ют комплектовочно-контрольные приспособления (рис. 26.8).
Приборы и трубопроводы целесообразно монтировать на специаль-
ных монтажных панелях. Концы трубопроводов и арматуры на время
монтажа панели закрепляют фиксаторами приспособлений (рис. 26.9).
536 J
После окончания монтажных работ на панели проверяют положение
концов трубопроводов и арматуры, для чего освобождают эти концы и
Рис. 26. 9. Монтаж приборов и трубопрово- Рис. 26. 10. Положение концов трубо-
дов на панелях проводов и арматуры при их монта-
же на панелях:
1—штуцер; 2—трубопровод
подводят к ним фиксаторы: допустимая несоосность концов трубо-
проводов с фиксаторами приспособления ±2,0 мм, а арматуры ±1,0 мм
(рис. 26. 10). Собранную панель прикрепляют к элементам каркаса
планера.
Разъемы коммуникаций на
стыках агрегатов планера дол-
жны быть взаимозаменяемы и
выполняться по калибрам. На
агрегатах планера базой для
установки калибров являются
стыковые узлы. Монтаж трубо-
проводов ведется от фиксато-
ров калибра. Разъемы комму-
никаций должны фиксировать-
ся калибрами без напряжения.
Рис. 26.11. Разъемы коммуникаций на сты-
ках агрегатов планера:
1—штуцер; 2—трубопроводы; 3—фиксаторы калиб-
ра
Последовательно проверяют положение разъемов коммуникаций, для че-
го расфиксируют разъемы и подводят фиксаторы калибров к свободным
разъемам; при этом допускается несоосность штуцеров ±1,0 мм, а кон-
цов трубопроводов— ±1,5 мм (рис. 26.11).
§ 3. НАДЕЖНОСТЬ БОРТОВОГО ОБОРУДОВАНИЯ
Надежность — свойство изделия выполнять заданные функции, со-
храняя свои эксплуатационные показатели в заданных пределах в тече-
ние требуемого промежутка времени или требуемой наработки.
В процессе эксплуатации самолета возможны отказы его бортового
оборудования. Под отказом понимается полная или частичная утрата из-
делием способности выполнять свои функции. Отказы классифицируются
по следующим категориям: по элементам изделия (компрессор, трубо-
провод); по месту проявления (на стенде, на земле, в полете); по усло-
виям выявления (на заводе-изготовителе, в эксплуатации); по проис-
хождению (конструктивные, производственно-технологические, эксплуа-
тационные); по форме проявления (износ, перегрев, вибрации) и по по-
следствиям (катастрофа, поломка, вынужденная посадка).
Все категории отказов, обнаруженных на самолете или вертолете,
фиксируют в анкете, пересылаемой в координационно-регистрирхющие
центры для анализа и принятия мер. Практически все расчеты показате-
лей надежности проводят на основании статистических данных, взятых
из эксплуатации.
18 5173
537
Период эксплуатации самолета (вертолета) можно разбить на три
этапа (рис. 26. 12). Первый этап, характеризуемый интенсивным потоком
отказов, что объясняется проявлением скрытых дефектов сборочно-мон-
тажных работ и усиленной приработкой механизмов, называется этапом
приработки. Второй этап, характеризуемый постоянством потока отка-
зов, называется периодом нормальной эксплуатации. Третий этап, когда
интенсивность отказов вновь существенно возрастает, называется перио-
дом старения.
Опыт эксплуатации показывает, что до 40% всех отказов и неисправ-
ностей самолета относится к бортовому оборудованию, причем на долю
трубопроводных систем приходит-
ся около 30% всех рекламаций. Ос-
новные дефекты трубопроводных си-
стем— нарушение герметичности,
разрушение труб и заклинивание
гидроагрегатов из-за загрязнения.
Причинами отказов являются несо-
вершенная технология изготовления
Рис. 26. 12. Зависимость интенсивно-
сти потока отказов от времени рабо-
ты
и контроля, а также недостаточная
механизация труда при монтажных
работах.
Для обеспечения требуемого ка-
чества и надежности самолетов и
начиная с проектиро-
вертолетов осуществляется комплекс мероприятии
вания и кончая их эксплуатацией.
При конструктивно-технологической отработке самолета решают
задачи повышения технологичности, геометрической и функциональной
увязки элементов конструкции, создания рациональных разъемов и тех-
нологических и эксплуатационных подходов, панелирования конструкции
корпуса и монтажей, повышения технологичности монтажа, удобства об-
служивания оборудования, выбора рациональной прокладки коммуника-
ций и др.
Надежность гидрогазовых систем в значительной степени зависит от
качества производственных процессов, которые должны обеспечивать вы-
сокую чистоту внутренней и внешней поверхностей и минимальные ис-
кажения профиля труб при их гибке, так как малейшие дефекты труб
становятся местами концентрации усталостных напряжений. Эксплуата-
ционная надежность трубопроводов зависит от взаимного влияния ком-
плекса причин: суммарного статического и динамического напряжений,
от давления рабочей жидкости; остаточных статических напряжений, по-
лучаемых при изготовлении и монтаже; статических напряжений от за-
жимов креплений, а также температурных и вибрационных напряжений.
Величины статических монтажных напряжений в трубопроводах могут
достигать предела текучести и вызывать наклеп, который снижает не
только пластические свойства материала труб, но и сопротивление уста-
лости. Сочетание статических и вибрационных напряжений в трубопро-
водах, характерное при асимметричном нагружении, создает условия для
разрушения трубопроводов даже при небольших вибрационных напря-
жениях (рис. 26. 13).
Постоянная составляющая напряжений определяется как сумма
трех слагаемых:
"Г 4~3Дз»
где од,, од2,. здз — напряжения, возникающие при монтаже в трубопро-
водах, смонтированных с недотягом Дь несоосностью
Аг и перекосом Аз.
538
Наибольшая амплитуда напряжений (Тщах/доп, при которой усталост-
ная поломка трубопроводов еще не наступает, зависит от монтажных на-
пряжений и должна удовлетворять условию
°тах/доп <Д апре
где Спред — предельно допустимое напряжение, характерное для мате-
риала трубопроводов, работающих при вибрационных нагрузках.
Рассмотрим схему распределения монтажных неточностей, вызываю-
щих усталостные поломки трубопроводов (рис. 26. 14). Несовпадения
торцов труб и штуцеров при их соединении и осей труб и колодок при их
креплении называют монтажными неточностями. Неточности могут воз-
никать в различных плоскостях, и их величины и расположение относи-
Рис. 26. 13. Эпюра нагружения тру-
бопроводов, смонтированных с на-
пряжением
Рис. 26. 14. Схемы неточностей при мон-
таже трубопроводов:
а—свободный конец; б—промежуточный уча-
сток; А,—недотяг; Д2—несоосность; Дз—перекос
тельно трубы существенно влияют на уровень монтажных напряжений.
Поэтому в описании как технологического процесса монтажа трубопро-
водов, так и в другой документации, определяющей качество монтажа
трубопроводных систем, необходимо указывать допустимые величины
монтажных неточностей.
Большое влияние на качество монтажа трубопроводных систем ока-
зывает развальцовка труб, так как при этом возможно появление де-
фектов, снижающих прочность и герметичность соединений: утонение
стенки, несоосность осей, огранка на внутренней поверхности, невыдер-
живание угла развальцовки и др.
Надежность трубопроводных систем значительно повышается, когда
детали из труб изготовляют в специальных приспособлениях, обеспечи-
вающих более высокую точность их конфигурации. При создании этало-
нов трубопроводов в сборочном цехе последовательно отрабатывают эта-
лонные трубы на самолете при полностью смонтированном оборудовании.
Для ликвидации монтажных и температурных напряжений обычно
в топливных системах устанавливают плавающие пальцевые кронштейны
для крепления трубопроводов к корпусам агрегатов; применяют телеско-
пические соединения, компенсирующие отклонения размеров и темпера-
турную деформацию, а также ниппельные сферические или для больших
диаметров труб фланцевые сферические соединения.
Для устранения подгоночных работ «по месту» при монтаже трубо-
проводов и достижения взаимозаменяемости необходимо следующее:
— выполнять размеры сопрягаемых поверхностей трубопроводов
в пределах установленных допусков;
— строго выдерживать их геометрическую форму;
— координировать трубопроводы от единых баз с учетом допусков;
— координировать агрегаты оборудования от тех же баз с соблюде-
нием допусков.
18*
539
Эффективным средством обеспечения взаимозаменяемости и сниже-
ния трудоемкости монтажных работ является панелирование различных
систем. В этом случае отдельные узлы, например, трубопроводных си-
стем монтируют на панелях с фиксацией агрегатов и арматуры по при-
способлениям.
Основными дефектами электро- и радиооборудования являются ко-
роткие замыкания и обрывы цепей. Короткие замыкания могут выводить
из строя электросистему, подавать ложные сигналы или команды. Для
предотвращения коротких замыканий внутренние поверхности распре-
делительных коробок и щитков покрывают изоляционными материалами,
а изоляцию проводов для предохранения от повреждений — стеклотка-
невой, текстовинитовой, хлорвиниловой или асбестовой лентами.
Прочность соединений проводов зависит от способа соединения.
Основным требованием к способу заделки, например, кабельных нако-
нечников является относительно высокая стабильность переходных со-
противлений в соединении и их механическая прочность. Соединения
электропроводов выполняются пайкой и прессованием (обжатием). Пре-
имущество способа обжатия заключается в том, что он не требует нагре-
ва наконечников и жил, поэтому его можно выполнять в любых услови-
ях. При вибрациях опрессованные наконечники также работают лучше,
чем паяные, так как у последних чаще обрывается наконечник вследст-
вие повышения жесткости жилы провода при облуживании. Недостат-
ком способа заделки обжатием по сравнению с пайкой является меньшая
прочность на разрыв. Кроме того, при обжатии, возможен разброс вели-
чин переходных сопротивлений между жилой и наконечником из-за не-
равномерности скрутки жил, недостаточной зачистки жилы от окисной
пленки, загрязнения внутренней поверхности наконечника и различной
степени обжатия стенок наконечника вокруг жилы провода.
В настоящее время большое число элементов конструкции жгутов
нормализовано, поэтому жгуты можно проектировать из нормализован-
ных элементов.
Повысить качество и надежность электрожгутов можно и другим
путем.
Например, для поддержания заданной рабочей температуры при
впаивании проводов в наконечники и штепсельные разъемы применяют
электропаяльники с автоматическим регулированием температуры или
автоматическим регулятором стабильности электрического напряжения.
Для уменьшения переходного сопротивления в обжатых соединениях
необходима тщательная зачистка проводов от окисной пленки, выполняе-
мая при помощи специального приспособления. Для требуемого качества
обжатия проводов с наконечниками также рекомендуется применять ин-
струмент со специальным блокирующим механизмом, который освобож-
дает пуансон и выходит из зацепления только в случае полного обжатия
наконечника на необходимую глубину. Наконечник с удлиненной трубча-
той частью, позволяющей при обжатии на жиле провода одновременно
закреплять и конец изоляции провода, исключает возможность излома
провода.
Качество и надежность жгутов можно повысить также строгим кон-
тролем объективными средствами. Например, применяют приспособле-
ния для автоматического выбраковывания проводов, которые могут иметь
внутренние разрывы жил и поврежденные участки изоляции; электрифи-
цированные плазы для одновременной сборки и контроля заделок жгу-
тов; стенды для автоматической проверки вне самолета изготовленных
жгутов на правильность разделки и сопротивления изоляции; приспо-
собления для механической и электрической проверки качества пайки
проводов к штепсельным разъемам; стенды-имитаторы для проверки
.действия части электросистемы, смонтированной в данном агрегате.
540
§ 4. МОНТАЖ, КОНТРОЛЬ И ИСПЫТАНИЕ БОРТОВОГО ОБОРУДОВАНИЯ
В АГРЕГАТНЫХ ЦЕХАХ
Все отсеки или агрегаты (фюзеляж, крыло, гондола двигателя и др.)
самолета должны поступать на монтаж полностью законченными, т. е.
должны быть выполнены сверлильные, сборочно-клепальные, сварные и
другие работы, установлены кронштейны и крепежные узлы. Отсеки или
агрегаты должны быть очищены от производственных отходов, а
их внутренняя поверхность защищена антикоррозионным покрытием
(анодирована, загрунтована, окрашена и т. д.).
Требования к поступающим на сборку элементам бортового
оборудования
Все детали и комплектующие изделия бортового оборудования, по-
ступающие на сборку, должны пройти 100%-ный входной контроль.
Визуально проверяют комплектность тяговых и тросовых устройств
системы управления, а также нет ли повреждений покрытия, ржавчины,
забоин, царапин и заершенности прядей. Тросы до заплетения концов на
коуш или заделки в наконечники испытывают на растяжение. Проверя-
ют геометрическую форму (эллипсность, разностенность) деталей из
труб и нет ли на внешней и внутренней поверхностях трубы механиче-
ских повреждений и металлургических дефектов — трещин, волосовин,
закатов. Трубопроводы испытывают на прочность-и герметичность.
В электропроводах для монтажа электро- и радиосистем проверяют
прочность изоляции, сечение провода и его проводимость. Электрожгуты
проверяют на правильность сборки, прочность соединений и нет ли за-
мыкания между проводами. Измеряют сопротивления изоляции и пере-
ходных сопротивлений в соединениях. Проверяют правильность функ-
ционирования электрооборудования, время срабатывания, измеряют ток
Кроме 100%-ного входного контроля, проводят выборочный кон-
троль нескольких изделий из партии по более расширенной программе.
Поступающие на монтаж узлы, жгуты, трубопроводы, детали креп-
ления и т. п. должны быть взаимозаменяемыми.
Трубопроводы и арматура, поступающие на сборку, должны быть
предварительно тщательно очищены внутри, визуально проверены, за-
крыты заглушками и опломбированы.
Не допускаются к монтажу жгуты и кабели с поврежденными по-
крытием или экранирующей оплеткой.
Монтаж системы управления
Многие элементы системы управления устанавливаются, регулиру-
ются и проверяются в агрегатных цехах. В агрегатах планера монтиру-
ются тросовые и жесткие проводки управления самолетом и двигателем,
устанавливаются ролики, качалки, кронштейны и направляющие, про-
кладываются тросы и тяги, которые затем подсоединяются и проверяют-
ся. В кабине летчика монтируются педали ножного управления, ручки,
штурвалы, колонки и тяги.
Монтажные работы в агрегатах планера и на элементах конструк-
ции выполняются в соответствии с эталонами, по кондукторам, при по-
мощи приспособлений и по шаблонам, отработанным в процессе прора-
ботки монтажей и взаимоувязанным со стапельной и другой оснасткой
планера самолета. Монтировать разрешается только детали и агрегаты,
параметры которых соответствуют требованиям чертежа и техническим
условиям на их изготовление и сборку.
Все сверлильные работы для крепления элементов системы управле-
ния должны быть выполнены перед прокладкой тяг, так как наличие
541
стружки может привести к заклиниванию тяг в направляющих. Незави-
симо от условий монтажа детали системы управления (краны, насосы,,
цилиндры, колонки, педали, кронштейны и качалки) должны подаваться
из механосборочных и других цехов с окончательно обработанными по-
верхностями и отверстиями.
Тросы и тяги для монтажа должны подаваться после проверки ком-
плектно. Механические детали (стаканчики, вилки, втулки), комплектую-
щиеся с тягами, должны быть проверены до сборки с ней. В заготови-
тельных цехах тросы предварительно испытывают на растяжение, запле-
тают концы тросов на коуш или заделывают в наконечники, собирают
их с тандерами или роликами, проверяют, нет ли заершенности прядей,
следов коррозии, и в таком виде поставляют на монтаж в агрегатные
или сборочные цехи.
Рис. 26.15. Монтажные зазоры в элементах тяговых устройств:
1—тяга; 2—головка заклепки; 3—ролик; 4—качалка; 5—ухо качалки
При монтаже деталей системы управления необходимо проверять
плотность прилегания их посадочных мест к элементам планера. В кре-
пежных отверстиях при сверлении не по кондуктору или шаблону, а по
разметке наблюдаются перекосы. В этих случаях в технологическом
процессе на монтаж деталей предусматривают установку клиновидных
прокладок. После установки и соединения тяг необходимо убедиться в
наличии зазоров между подвижными частями системы управления и эле-
ментами конструкции. В трехроликовых направляющих (рис. 26. 15) тя-
ги не должны заедать; при отжатии тяги к двум роликам между нею и
третьим роликом должен быть зазор 0,15—0,6 мм.
Трубчатые заклепки крепления наконечников тяг не должны при
движении тяг упираться в ролики; между рычагами и тягами при край-
них положениях должны быть минимальные зазоры. Если сборка и со-
единение тяг с другими деталями системы управления выполнены без
напряжения и деформации, то тяги, движущиеся в направляющих или
висящие свободно, будут соосны. Соосность проверяется при крайних от-
клонениях рулей и элеронов в агрегатных цехах и на общей сборке-
(рис. 26. 16). В качестве гибких проводок применяют тросы марки КСАН
(канат стальной авиационный нераскручивающийся) диаметром 2,5; 3,5
и 4,5 мм. При прокладке и подсоединении тросов ось троса должна сов-
падать с плоскостью симметрии ролика; перекос троса в точке схода епт
542
с ролика не должен быть более 2°. Для определения перекоса трос оття-
гивают в точке А (рис. 26. 17), находящейся на расстоянии 100 мм от
точки схода его с канавки; при отжиме троса до 3,5 мм ось должна сов-
пасть с плоскостью симметрии канавки. Зазоры между тросами и огра-
ничительными валиками, стоящими в обоймах роликов, должны нахо-
Рис. 26. 16. Схема приспособления для проверки соосно-
сти тяг
диться в пределах 0,15—2,5 мм в зависимости от диаметра троса
(рис. 26. 17,6). Между деталями конструкции или оборудования, распо-
ложенными на расстоянии Г00 мм от точки схода троса с ролика, должен
быть зазор не менее 2 мм, а все подвижные и вращающиеся детали
должны находиться от тросов на расстоянии не менее 3 мм. При выходе
тросов из боуденовских оболочек перекосы не допускаются; предохра-
нительные трубки тросов должны иметь плавные изгибы. Все тросовые
проводки при монтаже должны быть натянуты с таким расчетом, чтобы
при охлаждении они не слишком натягивались, а при повышении тем-
пературы не провисали.
Рис. 26. 17. К проверке перекоса и зазоров тросовой проводки:
а—определение перекоса троса; б—определение зазора
Система управления регулируется подбором (изменением) длины
тяг, для чего на концы тяг установлены наконечники с резьбой
(рис. 26. 18). При регулировании тяг длина навинченной резьбовой ча-
сти регулируемых наконечников должна иметь предельный размер. Для
контроля длины навинченной части в стаканчиках тяг имеются специ-
альные отверстия. Шпилька, вставленная в контрольное отверстие, долж-
на упираться во ввернутый в стакан наконечник. Если наконечник ввер-
нут на недопустимо малую величину и шпилька не упирается в наконеч-
543
ник, необходимо перерегулировать всю систему управления. При необ-
ходимости можно установить наконечник тяги с более длинной резьбовой
частью. При регулировании определенной системы управления устанав-
ливают в правильное положение не только крайние звенья цепи, но
и все промежуточные.
Рис. 26. 18. Соединительные узлы тяговых устройств
Технологический процесс монтажа элементов и прокладки комму-
никаций системы управления состоит из часто повторяющихся операций
и переходов. Для сокращения трудоемкости операций используют типо-
вые процессы — технологические нормали (TH), которые содержат мас-
совые, повторяющиеся операции и переходы, наименования и шифры
применяемых инструментов, приспособлений, таблицы нормативов штуч-
ного времени и составлены в последовательности выполнения переходов.
Монтаж гидрогазовых систем
Технологию изготовления трубопроводов выбирают в зависимости
от назначения и условий их работы (температуры, пульсирующих нагру-
зок, гидравлических ударов, вибраций).
Основными операциями технологического процесса являются гибка,,
развальцовка и разбортовка труб. Форму торцов труб контролируют ре-
гулируемым угломером или способом двух шариков, прибором для из-
мерения толщины стенки конусной части раструба и при помощи контр-
отливок.
Полная взаимозаменяемость деталей трубопроводов возможна прит
— соосности оси конуса развальцованной части трубы с осью трубы;
— соответствии длины трубы эталону по точке сопряжения со шту-
цером;
— соответствии конфигурации трубы и эталона.
Для выполнения этих условий разработаны различные универсаль-
но-сборочные приспособления, копирующие рабочее положение трубо-
544
проводов на самолете. У приспособлений основной базой при проверке
детали служит конус развальцованной части трубы, подтянутый к фик-
сатору, имитирующему штуцер на самолете, от которого ведется кон-
троль геометрии трубы.
После контроля геометрических форм все трубы испытываются на
прочность и герметичность. Перед испытанием внутреннюю полость тру-
бы продувают струей чистого сухого сжатого воздуха под давлением
1,5—2 кГ)см2 в течение 15—20 сек для удаления посторонних частиц.
Затем трубы промывают в течение 5—10 сек спиртом-ректификатом или
бензином, подаваемым под давлением. На контрольном фильтре с ни-
келесаржевой сеткой в 15 мк не должно быть механических включений.
Сразу же после промывки и сушки на концы трубопроводов надевают
технологические заглушки или полиэтиленовые пленки и ставят личное
клеймо или пломбу исполнителя. Из существующих методов испытаний
трубопроводов на прочность и герметичность наиболее широкое распро-
странение получили приведенные в табл. 26. 1.
Монтаж гидрогазовых систем включает установку механизмов (си-
ловых цилиндров, рулевых машинок, дросселей) и крепление их к кар-
касу планера; монтаж трубопроводов и соединение их между собой и с
механизмами; предварительный контроль наружной геометрии соедине-
ний трубопроводов; монтаж емкостей; регулирование систем и механиз-
мов. Для стабильности качества монтаж следует выполнять в строгом со-
ответствии с чертежами и техническими условиями на данную серию.
При монтаже гидрогазовых систем необходимо соблюдать следую-
щие технологические требования.
Все поступающие на монтаж трубопроводы должны пройти
100%-ный входной контроль.
Перед установкой трубы должны быть продуты сухим очищенным
.воздухом.
Все соединения должны быть опломбированы, а свободные концы
трубопроводов закрыты заглушками.
Заглушки или колпачки разрешается снимать с трубопроводов не-
посредственно перед монтажом.
При прокладке и креплении трубопроводов должны быть обеспече-
ны: соосность внутренних каналов без натяга и напряжения соединяе-
мых элементов; зазоры между трубопроводами и деталями конструкции;
прочность крепления и отсутствие зазоров в местах крепления трубопро-
водов; соответствующие радиусы изгибов трубопроводов.
Для соединения трубопроводов необходимо применять тарирован-
ные ключи, так как недотяг соединений приводит к негерметичности, а
перетяг — к деформации и срыву резьбы.
Расположение трубопроводов должно быть удобным для чтения
маркировки и клейм ОТК.
При монтаже гидрогазовых систем в агрегатных цехах гидроагре-
гаты расконсервируют в соответствии с указаниями в их паспортах; за-
чищают и устанавливают перемычки металлизации; устанавливают аг-
регаты и емкости при помощи оснастки, обеспечивающей постоянство их
мест при монтаже. Монтируют трубопроводы, закрепляя их на штуцерах
агрегатов. Если монтажные неточности (недотяг или несоосность) лежат
в допустимых пределах, магистрали продувают, смазывают резьбу и
окончательно затягивают накидные гайки. Затем устанавливают гибкие
шланги и рукава, контрят и пломбируют механизмы, элементы крепле-
ния, ниппельные и фланцевые соединения. Проводят контроль качества
монтажей; при 100%-ном контроле проверяют:
— наличие зазоров между трубопровода ми и элементами конструк-
ции, между механизмами и элементами планера, между трубопроводами,
электрожгутами и гибкими шлангами;
545
Таблица 26.1
Метод испытания Контрольная среда Индикация утечки Объект испытания
Гидростатический Гидростатический Гидростатический Пневмогидравлический (в ван- не с ВОДОЙ) Пневматический Галоидный (темеискатели ГТИ-3 и ВЛГИ-4; метод щупа) Гелиевый (течсискатель ПТИ-6; метод щупа) Масло АМГ-10 или 7-50С-3 Вода с 2%-пым раствором хром- пика К2С2О7 Эмульсия Воздух или азот То же Смесь фреона с воздухом пли азотом Смесь гелия с воздухом или азо- том Отпотевание поверхности трубо- провода, пятна масла на фильтро- вальной бумаге Отпотевание поверхности трубо- провода То же Пузырьки воздуха или азота в во- де Пузырьки воздуха или азота в мыльной эмульсии Отклонение стрелки прибора и звуковой сигнал при выделении па- ров фреона Отклонение стрелки прибора и звуковой сигнал при попадании в масс-спектрометр гелия 1. Трубопроводы гидросистемы 2. Трубопроводы всех систем (кроме гидравлической и кислород- ной) при давлении более 20 кГ[смЪ Трубопроводы всех систем (кро- ме гидравлической) при давлении более 20 кГ[см'1 Трубопроводы всех систем (кре- ме гидравлической и кислородной) при давлении более 20 кГ(см^ Трубопроводы всех систем (кро- ме гидравлической и кислородной) при давлении менее 20 icTjcM^ Трубопроводы кислородной си- стемы — проверка герметичности Трубопроводы топливной и ма- сляной ( истом Трубопроводы всех систем (кро- ме кислородной и гидравлической). Применяется при особо высоких требованиях к степени герметично- сти
— соответствие выполненного монтажа принципиальным и монтаж-
ным схемам;
— нет ли механических повреждений (смятия стенок трубопроводов
и люфта в элементах крепления);
— наличие бирок и маркировок.
Собранные пневмосистему, противопожарною, противообледенитель-
ную, масляную и топливную системы продувают воздухом. Кислородную
систему продувают чистым азотом в агрегатно-сборочных цехах по от-
дельно смонтированным участкам до их подсоединения к агрегатам в
готовым изделиям, чтобы избежать дополнительного кольцевания си-
стемы. Панели с гидроагрегатами и трубопроводами в агрегатных цехах
воздухом не продувают, так
как эту операцию выполня-
ют в процессе сборки пане-
ли на верстаке. Продувку
выполняют от баллона сжа-
того воздуха через стенд
продувки (рис. 26. 19) то с
одного, то с другого конца
трубопровода до полного
удаления загрязнений. Чи-
стоту внутренних полостей
продуваемых систем контро-
лируют при помощи филь-
троэлементов или салфеток.
Гидросистемы в агрегат-
ных цехах промывают жид-
костью, для чего рабочие
фильтры заменяют техноло-
гическими и обратные клапа-
Рис. 26. 19. Принципиальная схема стенда продув-
ки трубопроводов:
1—баллон; 2—фильтр-отстойник; 3, 8—манометры; 4, 6—
редукторы; 5—вентильный кран; 7—зарядный штуцер
ны и дроссели — технологическими переходниками. Промывают систему
по участкам (для исключения из промываемой системы гидроагрегатов
с повышенной чувствительностью к загрязнению) или проводят ее коль
цевание. При кольцевании оба конца трубопровода участка гидросисте-
мы (или гидросистемы в целом) соединяются через насосную станцию
промывочного стенда (рис. 26.20). Насосная станция принудительно по-
дает промывочную жидкость, которая, циркулируя, очищает гидросисте-
му от загрязнений.
Метод кольцевания применяется также при отработке и испытаниях
гидросистем. При этом одновременно могут быть обнаружены места не-
герметичности в соединениях трубопроводов, которые устраняют при
сбросе давления из системы. При промывке гидросистемы скорость дви-
жения жидкости должна быть выше рабочей в 1,5—2 раза; давление
жидкости должно быть равно сумме гидросопротивлений промываемого
трубопровода и стенда и не должно превышать рабочего; температура
жидкости должна быть не выше 80° С; время промывки в зависимости от
длины промываемого трубопровода должно быть не менее 20—35 мин.,
а для особо ответственных систем — не менее 1 часа.
Окончательно чистоту гидросистемы контролируют в лаборатории,
подсчитывая при помощи автоматического счетчика или под микроско-
пом осевшие твердые частицы в пробе, взятой из гидросистемы. Гидро-
система считается чистой, если в 100 см3 пробы моющей жидкости за-
грязнений содержится не больше, чем указано в табл. 26. 2.
Все собранные трубопроводные системы проверяют на герметич-
ность в агрегатных цехах на несостыкованных отсеках и агрегатах
или в цехе общей сборки на полностью собранном самолете. В послед-
нем случае герметичность контролируют перед отработкой систем на
547
Таблица 26.2
Размер частиц мк От 5 до 10 От 10 до 25 От 25 до 50 От 50 до 100 Свыше 100 и волокна
Количество ча- стиц, не более 800 20 10 5 1
функционирование. Герметичность гидросистем в основном контролиру-
ют методами, указанными в табл. 26. 1.
При гидростатическом методе систему заполняют рабочей жидко-
стью под давлением и выдерживают определенное время. Герметичность
Рис. 26. 20. Принципиальная схема стенда промывки трубопроводов:
1—фильтр-отстойник; 2—воздушный редуктор на 50 ат: 3—воздушный редуктор на 1,’5—2 ат; 4—ма-
нометр; 5—обратный клапан; 6—бак. 7—гидронасос; 8—предохранительный клапан; 9—магнитный
очиститель; 10—фильтр с тонкостью фильтрации 12—16 мк; 11—фильтр с тонкостью фильтрации 5—
7 мк; 12—вентильный кран; 13—коллектор линии нагнетания; 14—коллектор линии слива; 15—разъем-
ный клапан; 16— место отбора проб; 17—трехходовой кран; 18—масловоздушный радиатор; 19—место
установки оптического фильтра или прибора; 20—датчик-расходомер; 21— датчик температуры
гидросистемы проверяют визуально по наличию или отсутствию капель
на поверхности элементов соединений или на фильтровальной бумаге.
При обнаружении течи давление в системе сбрасывают до нуля и подтя-
гивают накидные гайки соединений или заменяют трубопровод. После
устранения течи повторяют проверку герметичности.
При пневматическом методе контроля герметичности систему запол-
няют воздухом или азотом под избыточным давлением, наносят на про-
веряемые места мыльную эмульсию и в течение определенного времени
наблюдают за появлением воздушных пузырьков в мыльной эмульсии.
Перед контролем герметичности все трубопроводные системы должны
быть продуты воздухом (за исключением кислородной). Для предохра-
нения трубопроводных систем от заполнения их влажным воздухом не-
обходимо проверить работоспособность силикагелевого патрона, смонти-
рованного на стенде (рис. 26. 21).
На рис. 26. 22 показана принципиальная схема универсального стен-
да для контроля герметичности, ь котором предусмотрены две отдель-
ные контрольные системы — он может работать от воздушной и фреоно-
вой смесей. Для контроля герметичности топливных отсеков в агрегат-
548
Рис. 26.21. Принципиальная схема стенда для кон-
троля герметичности трубопроводных систем пнев-
матическим методом:
/—баллон; 2—воздушный манометр; 3—воздушный фильтр;
4—воздушный редуктор; 5—вентиль; 6—обратный клапан;
7—компрессор
Рис. 26. 22. Принципиальная схема универсального стенда для контроля герметично-
сти трубопроводных систем пневматическим методом:
1—зарядный штуцер; 2—электропневмокран; 3—манометр; 4—влагоотделитель; 5—воздушный
фильтр; 6—воздушный редуктор; 7—редуктор с предохранительным клапаном; 8—смеситель; 9—
вентиль; 10—датчик давления; //—баллон с фреоном; 12—радиатор
549
Сл
сл
о
Рис. 26. 23. Общий вид а к принципиальная схема б стенда для проверки герметичности трубопроводных си-
стем:
/—сборник воздушно-фреоновой смеси; 2—баллон с фреоном; 3—пульт управления; /—контролируемые отсеки; 5—стенд ПГШ-1;
6— смеситель; 7—вакуум-насос; 8- вакуум камера; 9—электроклапаны; 10—манометрические датчики (рабочий и аварийный); //—
редуктор давления; /2—обратные клапаны
ных цехах используют стенд (рис. 26. 23) с применением метода «щупа»
(последовательное перемещение щупа течеискателя по проверяемым ме-
стам). В этом случае в качестве контрольной среды используют фреон.
При монтаже трубопроводов разрешается пользоваться только
чистым хромированным, омедненным или вороненым инструментом. При
монтаже кислородной системы применяется хромированный или никели-
рованный инструмент, который перед началом работы протирают чистым
бензином и обдувают сжатым воздухом.
При соединении и креплении трубопроводов применяют слесарный
инструмент — гаечные ключи, отвертки, плоскогубцы, пломбир, специ-
альные радиусные ключи и т. д. Для зачистки мест под металлизацию
применяют шарошки и металлические щетки, а для зачистки трубопро-
водов— наждачную бумагу. Для замера недотяга и несоосности исполь-
зуют щупы, линейки и штангенциркули.
Для стыковки трубопроводов по разъемам агрегатов планера в ста-
пеле требуются всевозможные приспособления, обеспечивающие посто-
янство мест разъема трубопроводов. При постановке штуцеров на агре-
гаты используют шаблоны или приспособления. При помощи оборудо-
вания для расконсервации осуществляют подогрев гидро-, пневмоагре-
гатов и промывку их в бензине. При монтаже трубопроводны.х систем
пользуются переносными лампами, а для топливных баков и кислород-
ных систем применяют лампы шахтерского типа.
Монтаж электро- и радиосистем
Монтаж электро- и радиосистем заключается в заблаговременной
установке по приспособлениям кондукторам и шаблонам крепежных эле-
ментов (кронштейнов, хомутов, полочек), в изготовлении и прокладке
жгутов и кабелей, в непосредственном монтаже и проверке оборудова-
ния и агрегатов, включая готовые изделия и аппаратуру.
При монтаже электро- и радиосистем необходимо соблюдать сле-
дующие технологические требования.
1. Все блоки и жгуты, поступающие на монтаж, должны пройти
100%-ный входной контроль.
2. Разъемы во время монтажа должны быть закрыты заглушками
или целлофаном и опломбированы.
3. Заглушки с электроразъемов разрешается снимать непосредст-
венно перед монтажом или прозвонкой жгутов на изделии.
4. Монтаж должен обеспечивать прочное и надежное крепление про-
водок к каркасу самолета без разрушения изоляции и удобство чтения
маркировки. Зазоры между жгутами и деталями конструкции и радиусы
изгибов жгутов и кабелей должны соответствовать заданным.
5. Провода, жгуты и кабели, подсоединенные к готовым изделиям и
разъемам, не должны иметь в местах общей прокладки натяжений, из-
ломов, переплетений и не должны лежать на острых кромках. Жгуты,
подсоединяемые к подвижным частям каркаса, должны иметь сла-
бину (петлю), однако они не должны переплетаться и закрывать мар-
кировку блоков.
С точки зрения технологичности электро- и радиосистем наиболее
совершенной считается компоновка проводов, отдельных приборов и уст-
ройств на панелях с выводами в виде штепсельных разъемов для под-
соединения к ответным коммуникациям на самолете. Такие панели за-
ранее собирают на верстаке, контролируют, испытывают на функциони-
рование по заданным параметрам и как готовый узел монтируют на
самолете. Размещение разъемов бортового оборудования в местах
551
ШР3293НШ2
птнз(.1^1
~T 1'221 НС 2
Ли5(12,К)
609102
11
079(17)-
122.1002
ШРГ98ПН19ОШ1Р
пмо
280
9*2(21)
1221HC1
PMl(t25)(7) PMZjiZG)
^PM3(12,7)
TM2(10)
609103'
903(5,6)
609l/CO
^0)
TM2(27)
609903
092(25),
609106
Рис. 26.24. Типовой чертеж жгута
ЛТН216) PPZt
P/12(12,2)
0702(5,8)
1221HC2
9з)
33(29)
700
Плетеной препо-
да 6 Pxl. РП1. задел
6 опин наконечни
ШРГ98ПК19НШ2Р
380
50
M7(l, H)PM1(2S,5)PM2(26,6)
ШР32Л7НШ2
9c2(2)
6099c9
100
•
609909
962(5,11) @
333(3,12) ^>f^.\_60
609900
9P2(3,10)
609909
£/ 93112(25,3)
1221001
PK129(26, 9)
1221HC1
PH56(26,2)
1221H01
эксплуатационных и конструктивных разъемов планера позволяет
выполнять монтаж жгутов при агрегатной сборке.
Для уменьшения числа трудоемких операций по прокладке электро-
проводов и удобства их монтажа и контроля электросеть самолета раз-
бивают на фидеры, состоящие из многочисленных проводов, собранных
в жгуты. Данная схема, кроме автономного монтажа и контроля, позво-
ляет применять более простые стенды для проверки системы под током
и производить ремонт без значительных демонтажей на самолете.
Жгуты изготовляют на специальных плазах в соответствии с техно-
логией, чертежами (принципиальными, полумонтажными и монтажными
Защита жгута от
острых кромок
Заделка
проводов в ШР
3 ^Маркировка
Заделка конца
бандажом из ниток
Заделка проводов
в наконечник
Защита жгута при переходе
с неподвижной на подвижную
часть
Рис. 26.25. Типовое оформление жгута
Заделка конца
фторопластом
Заделка жгута в местах^
С высокой, температурой
Заделка монтаж-
Ц § ной биркой
L_j Защита жгута
ТГ лентой.
схемами), техническими условиями и другой документацией. Типовой
чертеж жгута (рис. 26.24, 26.25), развернутый на плоскости, имеет всю
необходимую информацию для разработки технологического процесса,
методов и средств контроля. На чертеже показаны конфигурация и внеш-
нее оформление жгута, линейные размеры ответвлений и трассы прово-
дов, причем на каждый конец провода указана заделка. К ка-
честву жгутов предъявляются жесткие эксплуатационные требования —
механическая прочность соединений проводов с электроэлементами
должна быть высокой при минимальном переходном контактном сопро-
тивлении. Все проводки должны исключать возможность коротких за-
мыканий, приводящих к пожару, и потому жгуты должны быть за-
щищены от механических и других повреждений, от атмосферных воз-
действий, попадания топлива и минеральных масел.
Использование в жгутах нормализованных—проверенных в эксплу-
атации элементов способствует значительному повышению качества си-
стем. В настоящее время нормализованы виды заделки, бандажировки,
553
вязки и оплетки жгутов, виды заделки их концов и наконечники, штеп-
сельные разъемы и т. д. Такая обширная нормализация позволяет соз-
давать типовые технологические нормали на изготовление жгутов.
При сборке отдельных проводов в жгут и их контроле выполняют
следующие операции:
— отмеряют и отрезают провода заданной длины;
— маркируют провода (маркирующий знак или трубка-бирка);
— раскладывают провода на плаз-шаблоне для вязки в жгут;
— вяжут провода в жгут ниточными бандажами;
— обшивают связанный жгут специальными материалами (тканью,
кожей, текстовинитом);
— оплетают жгуты лентой или надевают на них трубки для предо-
хранения изоляции проводов от механических повреждений;
— надевают металлическую экранирующую оплетку;
— надрезают, снимают и зачищают изоляцию с концов провода;
— заделывают изоляцию на концах провода;
— облуживают концы проводов для паяных соединений;
— припаивают провода к штырям штепсельных разъемов, клеммам,,
кабельным наконечникам;
— опрессовывают кабельные наконечники (без пайки);
— собирают штепсельные разъемы (с припаянными к ним прово-
дами) ;
— контролируют правильность пайки или опрессовывания проводов;
— проверяют целость изоляции и нет ли замыканий;
— проверяют сопротивление и электрическую прочность изоляции.
В зависимости от масштаба производства каждая операция имеет
различную степень оснащенности средствами механизации. При малой
программе выпуска и часто меняющихся конструкциях жгутов обычно
используют различные средства малой механизации: приспособление с
упором для отрезки проводов, пневматические кусачки, ножи для отрезки
высокочастотных кабелей, электротермоножи для надрезки изоляции
(рис. 26.26); приспособления для зачистки и скручивания жил
(рис. 26.27); машины для маркировки проводов. Крупносерийное про-
изводство жгутов должно быть обеспечено автоматическими высокопро-
изводительными приспособлениями и оборудованием, а организация ра-
бот — соответствовать принципам организации поточных линий. В этом
случае применяют компоновку отдельных операций, выполняемых на
специализированных автоматах, встроенных в общую линию (рис. 26. 28),
что позволяет значительно снизить трудоемкость и поднять качество из-
готовления жгутов.
Механизированные участки по изготовлению жгутов (с циклом от
отрезки проводов заданной длины до контроля качества жгута) могут
быть организованы так, как показано на рис 26. 29. Пятишпиндельный
автомат 1 отмеряет и отрезает провода различных сечений, надрезая и
снимая изоляцию с обоих концов провода. Затем на заготовленные про-
вода автоматические головки 2 надевают бирки-трубки, а концы прово-
дов смачивают флюсом и облуживают. Этот же автомат надевает, обжи-
мает и припаивает наконечники. Далее на переносном плаз-шаблоне-
(рис. 26.30) или монтажно-проверочном стенде (рис. 26.31) провода
укладывают, вяжут в жгуты и проверяют. Бандажировку выполняет спе-
циальная машина.
Помимо контроля в процессе сборки проводов, все готовые жгуты
подвергают контролю и испытаниям до установки и после монтажа на>
самолете. Осматривают и определяют механическую прочность соедине-
ний, измеряют их переходное электрическое сопротивление (рис. 26. 32,.
26.33), проверяют сопротивление изоляции проводов, нет ли замы-
каний между ними, правильность раскладки проводов и качество пайки..
554
Рис. 26.26. Приспособления для надрезки изоляции на проводах
электрообжигом:
/—трансформатор; 2—регулируемый упор; 3—кожух; 4—колонки; 5—электротермонож;
5—приспособление для электрообжига без регулирования температуры; 7—приспособ-
ление для электрообжига с регулированием температуры
Рис. 26.27. Приспособление для скручивания жил
проводов:
/—шпиндель; 2—конусная муфта; 3—кулачки; 4— провод; 5—
тяга включения
555
Рис. 26.28. Автомат АЗП-1 для автоматической отрезки и зачист-
ки проводов:
1—ножи; 2—диск; 3—зажимы-. 4—выпрямляющие ролики: 5—катушка; 6—
механизм отрезки
Рис. 26.29. Механизированный участок
изготовления жгутов:
1—автомат для отрезания провода, надреза
изоляции и ее съема; 2—автоматическая голов-
ка для надевания трубок-бирок, облуживания
концов проводов и пайки наконечников
Рис. 26.30 Переносный монтажный плаз-
шаблон
555
Рис. 26.31. Принципиальная электросхема монтажно-проверочного стенда:
1—шаговый искатель; 2—телефонное реле; 3—реле РКН; 4—трехпозиционный переклю-
чатель; Л С—сигнальные лампы; А, Б— колодки для подключения проверяемого
жгута
Рис. 26. 32. Схема подключения прибора для определения величи-
ны переходных сопротивлений
557
Для контроля параметров используют автоматические пульты и
пульты с ручным переключением цепей. Целесообразность применения
тех или иных пультов зависит от числа проводов в жгуте и величины пар-
тии. Так, при проверке жгутов, имеющих не более 40 проводов, рента-
Рис. 26. 33. Схема подключения провода при изме-
рении переходного сопротивления по принципу
вольтметра-амперметра:
/—хомутик; 2—провод; 3—наконечник
бельны пульты с ручным управлением (рис. 26. 34). Для того чтобы про-
верить, нет ли в жгутах обрывов, замыканий, и измерить сопротивление
изоляции у жгутов, а также у смонтированных в распределительных ко-
робках, щитках, применяют пульт АПП-1 (рис. 26. 35). При обнаружении
неисправности электросхема пульта выключается и соответствующие сиг-
Рис. 26. 34. Схема прибора для проверки монтажа элек-
тропроводов жгутов:
/, 2—штыревые разъемы; 3—переключатели; 4—лампочка-инди-
катор; 5—переключатель; 6—выключатель прибора
нальные лампочки указывают вид неисправности и номер неисправного
провода. Пульт имеет также схему самоконтроля.
Для контроля жгутов, имеющих 150 проводов и более, применяют
автоматические пульты, в которых коммутация проверяемых цепей осу-
558
ществляется автоматически при помощи систем реле и шаговых искате-
лей. При обнаружении дефекта автомат прекращает работу и оператор
по сигнальным лампочкам и лимбу счетчика определяет характер неис-
правности и номер неисправной цепи. Для контроля остальных цепей
необходимо нажать кнопку «Пуск».
Проверяемый, жгут
Рис. 26.35. Электрическая схема пульта АПП-1
Окончательно смонтированные и проверенные на соответствие цепей
жгуты и кабели электро- и радиосистем самолета проверяются в агрегат-
ных или сборочных цехах во взаимодействии с исполнительными агрега-
тами. Например, проводится автономная проверка электроцепей с одно-
временным контролем функционирования приборов топливной системы,
системы запуска двигателей, сигнализации пожара, обогрева аккумуля-
торов, питания фар и т. п.
Отработка на функционирование и ресурсные испытания
бортового оборудования
Для определения работоспособности и настройки бортового обору-
дования, а также контроля основных параметров механизмов все систе-
мы самолета отрабатывают на функционирование. Гидравличе-
ские системы самолета и их аварийные линии, как правило, отра-
батывают по отдельным участкам (шасси, закрылки, тормозные щитки,
противопомпажные створки, стеклоочистители, конус воздухозаборника,
управление стабилизатором и др.).
Перед отработкой на функционирование гидросистемы дозаправля-
ют рабочей жидкостью; проверяют подсоединение трубопроводов, при-
нимающих участие в отработке; заменяют фильтры технологическими;
отсоединяют часть агрегатов (в зависимости от конструктивной схемы
гидросистемы); проверяют давление в гидроаккумуляторах и гидробаке,
а также готовность и самого контрольного стенда.
После определенного количества срабатываний агрегатов контроли-
руют заданные параметры, характеризующие работоспособность систе-
мы. Например, в системе тормозных щитков проверяют синхронность
уборки и выпуска, время уборки и выпуска, углы отклонения и зазоры;
в системе управления стабилизатором — работу на различных режимах,
работу при переходе с основной системы на аварийную и т. д. Одновре-
менно с отработкой на функционирование проверяют герметичность си-
стемы и чистоту рабочей жидкости.
559
Нагнетание
Слив
Нагнетание
Слив
Нагнетание
Слаб
Нагнетание
Слив
Рис. 26. 36. Принципиальная схема стенда для одновременной и раздельной отработ-
ки участков гидросистемы на функционирование:
1—бак; 2—вентиль; 3—насос; 4—обратный клапан; 5—манометр; 6—трехходовой кран; 7—фильтр
тонкой очистки; 8—штуцер; 9—бак; 10—ручной насос
Рис. 26.37. Принципиальная схема
стенда для отработки пневматических
систем на функционирование:
1—баллон; 2—воздушный фильтр; 3—мано-
метр; 4—воздушный редуктор; 5—вентиль;
6—зарядный штуцер
Рис. 26.38. Электрическая схема пульта
для проверки тормозных щитков самоле-
та на функционирование:
1—кран створок перепуска воздуха; 2—кран
переходного тормозного щитка; 3—кран задне-
го переходного щитка; 4—кран конуса положе-
ния I; 5—кран конуса положения II; 6—кран
закрылков
560
После отработки гидросистемы на функционирование демонтируют
технологические фильтры, устанавливают рабочие фильтры, подсоединя-
ют ранее отключенные трубопроводы к насосам и агрегатам, контрят и
пломбируют соединения.
Для проверки гидросистем на функционирование применяют отрабо-
точные стенды (рис. 26.36). Для отработки шасси на стенде применяют
стационарную или подвижную установку, на которой смонтированы ис-
точники энергии и контрольные приборы.
Рис. 26.39. Пульт для проверки системы обогрева стскол
кабины летчика на функционирование:
1—распределительная коробка обогрева; 2—стекло-, 3—термистор;
4—спираль обогрева; 5—магазин сопротивлений; 6—штепсельный
разъем
Отработку пневматических систем самолета на функциони-
рование проводят в агрегатных или сборочных цехах аналогично отра-
ботке гидравлических систем после продувки и проверки ее на герметич-
ность В качестве рабочей среды используют воздух или азот. По окон-
чании отработки из системы через стенд стравливают давление, а стенд
отключают от борта самолета. Контрольные стенды для отработки участ-
ков пневмосистемы на функционирование однотипны как для агрегат-
ных и сборочных цехов, так и для цеха контрольных испытаний
(рис. 26. 37).
Электросистему самолета отрабатывают на функционирование
во взаимодействии с исполнительными агрегатами и одновременным кон-
тролем приборов по отдельным электроцепям в агрегатных или сбороч-
ных цехах. Для этого в месте разъема к проверяемой электроцепи под-
соединяют штепсельные разъемы пульта. Например, при автономной про-
верке электроцепей системы тормозных щитков используют пульт,
показанный на рис. 26. 38. При нормальной работе тормозных щитков на
пульте загорается сигнальная лампочка. Аналогично работают пульты
для проверки на функционирование системы обогрева стекол кабины
летчика (рис. 26.39), проверки работы замков подвесных топливных ба-
ков (рис. 26. 40) и других систем.
591
Для определения характеристик надежности и долговечности борто-
вого оборудования, его отдельных узлов и комплектующего оборудова-
ния на заводе в ряде случаев проводят ресурсные испытания систем на
натурном стенде-—самолете, переоборудованном для этой цели, отсеке,
агрегате или специальном стенде. На натурном стенде отрабатывают си-
ловую установку, топливную, гидрогазовую, электро-, радио- и другие
ДЗС~5 Сброс бака.
Рис. 26. 40. Электрическая схема пульта для проверки работы замков
подвесных баков
системы самолета. Испытуемую систему ставят нод нагрузку, равную, а
иногда и превышающую нагрузку при нормальной эксплуатации, до по-
явления первого отказа. Причины отказа изучают, устраняют и продол-
жают испытания, пока система не отработает время, установленное тех-
ническими условиями. Шасси самолета, например, испытывают на стенде
копрового типа, представляющем собой пространственную раму или
шахту с направляющими, по которым скользит тележка, нагруженная
балластом. Внизу к тележке прикрепляется нога шасси. Тележка вместе с
шасси поднимается на несколько метров от уровня пола и сбрасывается
вниз. Испытания продолжают до тех пор, пока не будет гарантированной
уверенности в безотказной работе конструкции шасси.
Электро-, радиооборудование и его отдельные элементы испытывают
в условиях, близких к эксплуатационным, т. е. в барокамере, климатиче-
ской камере, термокамере и т. п.
Глава XXVII
ОБЩАЯ СБОРКА И ИСПЫТАНИЯ САМОЛЕТОВ (ВЕРТОЛЕТОВ)
§ 1. ПРОЦЕССЫ ОБЩЕЙ СБОРКИ
Общая сборка самолетов (вертолетов) является завершающим эта-
пом, в процессе которого стыкуют агрегаты планера, заканчивают мон-
тажи оборудования, регулируют и испытываю) все механизмы и систе-
мы. Трудоемкость общей сборки составляет до 12—30% общей трудо-
емкости изготовления самолета и зависит от его типа, конструктивного
оформления, технологических схем, методов сборки и организации про-
изводства.
562
Процесс общей сборки должен обеспечивать минимально возмож-
ный производственный цикл, определяемый формулой
Ц=Т1РО,
где Т — трудоемкость процесса в человеко-часах;
Ро — количество одновременно участвующих в процессе сборки рабо-
чих (фронт работ).
Как видно' из формулы, уменьшение цикла общей сборки связано с
уменьшением ее трудоемкости и максимальным расширением фронта ра-
бот. Первое требование может быть выполнено уменьшением объема и
номенклатуры работ за счет вынесения ряда монтажных операций на
агрегатную сборку и подачи на общую сборку максимально завершен-
ных монтажей агрегатов. Широта фронта работ зависит от типа само-
лета (его размеров) и характера работ, выполняемых на стенде. Так,
для легкого самолета фронт работ значительно меньше, чем для тяже-
лого с несколькими двигателями.
Основным методом организации процесса общей сборки на заводах
является поточно-конвейерный с тележками, движущимися по рельсовому
пути (рис. 27. 1). Расположение самолетов на конвейерной линии может
быть продольным или поперечным (рис. 27.2). При наиболее распрост-
раненном продольном расположении фюзеляжа самолет в конце линии
опускается на шасси и выкалывается из иеха.
Стенды линии наиболее просто и удобно располагать вдоль агрега-
тосборочных цехов. Тогда агрегаты и узлы подаются в последовательно-
сти, диктуемой технологическим процессом сборки. Однако при большом
числе стендов и крупных габаритах самолета линия получается длинной.
Для уменьшения ее длины применяют угловое расположение стендов..
Расположение поточной линии по периметру цеха (замкнутое расположе-
ние) (рис. 27. 3, а) позволяет использовать в максимальной мере габа-
риты цеха общей сборки и исключить возврат пустых тележек. Чтобы
ликвидировать закругления, занимающие большие площади цеха, в кон-
це линии чаще всего размещают поворотные круги (рис. 27. 3, б). Иногда
для передачи самолета с одной линии на другую применяют траверсные
тележки, размещенные на концах прямых участков (рис. 27. 3, в). При
мелкосерийном производстве с ритмом большой длительности конвейер-
ные линии не проектируют, а обходятся тремя-четырьмя рабочими места-
ми, на которые самолеты перемещают кранами или тягачами (рис. 27,4),.
Перемещать самолет на конвейере можно с постоянным и перемен-
ным тактом. Переменный такт делает производственный процесс более
гибким, легче переналаживаемым при изменении модификации самоле-
та или запуске новой серии, но требует четкой организации труда, совре-
менных методов планирования и применения электронно-вычислитель-
ной техники при расчетах.
Так как при поточной сборке все производственные, контрольные и
транспортные операции выполняются в установленном ритме, то цикл
общей сборки на линии
Ц=КР,
где /\ — количество стендов, а Р — ритм сборки.
Стендовые задания отражены в цикловом графике (рис. 27. 5) по-
точной сборки, который дает представление о содержании работ на
каждом стенде, о последовательности выполнения отдельных мон-
тажей и использовании фронта работ. Когда организуют две или три па-
раллельно работающие линии, каждая из них работает с ритмом, в 2
или 3 раза большим, чем главный ритм завода (календарный фонд, де-
ленный на программу). Это облегчает компоновку стендовых заданий.
563:
Рис. 27.1. Конвейерная линия общей сборки лег-
кого самолета
Рис. 27. 2. Варианты расположения самолетов на поточно-конвей-
ерных линиях:
а—продольное; б—поперечное в одну' сторону; в—поперечное в обе сторо-
ны; г—под углом в одну сторону; д—под углом в обе стороны
564
Рис. 27.3. Схемы кольцевых (замкнутых) конвейерных линий:
а—с закруглением рельсового пути; б—с поворотными кругами; в—с траверсными и пере-
даточными тележками
Рис. 27. 4. Цех общей сборки тяжелых самолетов
565
Технологический процесс окончательной сборки самолета разделяет-
ся на следующие основные этапы:
1. Предварительная стыковка агрегатов и нивелировка самолета.
2. Монтажные работы.
3. Стыковка агрегатов и окончательная сборка.
4. Испытания систем самолета.
5. Отделочные работы.
Предварительную стыковку агрегатов производят в случае, если не-
которые агрегаты (отсеки фюзеляжа, крылья, оперение и т. д.) невзаи-
мозаменяемы в силу конструктивных особенностей. Целью предваритель-
работь/^-
1-я
Носовая часть
фюзеляжа
Z-я
Кабана
1-й
1/1
8/6.
3-я
Двигательная
установка
Ч -я Прав.
Крылья фев.
5-я (
Оперение
16/и
-10/3
1ЧКД
Рис. 27.5. Примерная форма циклового графика поточ-
но-конвейерной сборки
ной стыковки является проверка положения агрегатов относительно друг
друга; крепление их в зафиксированном положении; совместная обработ-
ка стыковочных отверстий и узлов. При предварительной стыковке соеди-
няют агрегаты или секции фюзеляжа; фюзеляж с центропланом и с гон-
долами двигателей; навешивают шасси, пристыковывают крылья и опе-
рение. Далее выполняют нивелировку самолета и снова все расстыковы-
вают для удаления посторонних предметов и пыли, а также для пред-
варительной окраски отсеков и монтажа.
Для окраски изделие направляют в цех покрытий или в специальную'
мастерскую цеха общей сборки.
В цехе общей сборки выполняют монтажные работы, не включенные
в объем работ агрегатных цехов. На полностью состыкованном самоле-
те монтируют:
— двигатели и управление ими;
— шасси, управление выпуском и уборкой шасси, тормозами, створ-
ками шасси и сигнализацией;
— систему управления самолетом, включая управление рулями,,
элеронами, триммерами, щитками, закрылками, предкрылками и т. д.;
— топливную систему (баки, трубопроводы питания, дренажа, топ-
ливомеры);
— маслосистему (маслобаки, трубопроводы);
— системы отопления и вентиляции кабин, противообледенения, про»-
тивопожарную, кислородную;
566
— электро- и радиооборудование (рации, локаторы, генераторы;
электродвигатели, лампы, фары);
— специальное оборудование в зависимости от назначения само-
лета;
— приборные доски и пульты, приборы контроля работы двигателя,
пилотажно-навигационные и пр.;
— сиденья экипажа, пассажирские кресла и бытовое оборудование
пассажирских самолетов.
Требования к агрегатам, поступающим на общую сборку, и к вы-
полнению монтажных работ на общей сборке аналогичны требованиям
при агрегатной сборке. Как правило, стыковку агрегатов и монтаж бор-
тового оборудования в це\е об-
щей сборки производят на
стендах.
Установке двигателя на
самолет предшествует ряд подго-
товительных операций, так как
двигатель поступает в цех в упа-
кованном виде. В цехе его распа-
ковывают, расконсервируют, про-
мывают, снимают агрегаты, ме-
шающие монтажу, устанавливают
агрегаты, снятые при транспорти-
ровке, и т. д.
Для предварительного монта-
жа двигатель при помощи ь:рана
устанавливают на стенд. На стен-
де монтируют гидронасос, ком-
прессор, патрубки перепуска воз-
духа, трубопроводы маслосистемы
и питания, электропроводку,
трубки обогрева носка капота
и др. Затем последовательно уста-
навливают среднюю, боковую и
переднюю части капота, проти-
вовес и нивелируют капот. Прове-
ряют герметичность и качество
металлизации трубопроводов, а
также работу электропроводки
под током. Подготовленный дви-
гатель снимают краном со стенда
и устанавливают на самолет, где производят дальнейший монтаж.
Поршневые двигатели монтируют на поточных линиях. Линию сбор-
ки двигателя располагают в цехе окончательной сборки так, чтобы ее
последний стенд территориально находился вблизи стенда главной ли-
нии, на котором устанавливают двигатель на самолет.
Монтаж начинают с установки рамы двигателя на стенд-тележку;
затем на раму устанавливают в заданной последовательности внутрен-
ние части капота, двигатель, выхлопные трубы, трубопроводы, тяги уп-
равления, маслорадиатор и все элементы, которые должны стоять между
двигателями и противопожарной перегородкой (рис. 27.6). Монтаж за-
канчивают постановкой капотов и винта, предварительно смонтированно-
го и отбалансированного на стендах подготовки винтов.
Точность изготовления и установки рамы достигается разделкой
узлов рамы и креплением ее на самолете в специальных стендах (рис.
27.7), которые обеспечивают правильное положение оси двигателя или
линии тяги винта, являющейся важной теоретической базой самолета.
Рис. 27. 6. Стапель-тележка для монтажа
рамы с двигателями:
1—тележка; 2—монтажная плита; 3—двигатель;
4—реперная стойка
567
сл
Oi
се
77 7 7 777/777777Ш77777Ш
777/77777^
77/777^
Рис. 27.7. Неподвижный стенд пред-
варительного монтажа турбовинтово-
го двигателя на самолет:
/—портал; 2—рамы; 3—демпферные узлы;
4— трапы; 5—площадки; 6 и 7—боковые и
нижний реперы; 8—противовес
Реактивные двигатели в силу особенностей их конструкции крепят
не к жестким рамам, а при помощи системы регулируемых тяг и под-
косов.
Правильность положения оси двигателя проверяют нивелиром или
теодолитом. Допуски на отклонение оси двигателя от теоретического ее
положения зависят от характеристик самолета и задаются главным кон-
структором. Регулирование положения двигателя сводится к совмещению
его оси с осью самолета в горизонтальной и вертикальной плоскостях.
Схема регулирования положения оси двигателя показана на рис. 27. 8.
Нивелир на специальной установке, допускающей его вращение в
вертикальной плоскости, закреплен на высокой подставке впереди само-
лета так, что плоскость вращения визирной оси совпадает с плоскостью
симметрии самолета. На раме и на фланце двигателя установлены спе-
Рис. 27. 8. Схема нивелировки при регулировании положения оси двигате-
ля в горизонтальной плоскости
циальные ориентиры. При правильном положении оси двигателя нуле-
вые деления всех ориентиров должны лежать в одной плоскости (пло-
скости визирования). При несовпадении осей двигателя и самолета из-
меняют положение оси двигателя, вращая эксцентриковые шаровые втул-
ки на цапфах двигателя.
Шасси в зависимости от принятой схемы сборки монтируют или в
агрегатно-сборочном цехе на соответствующем агрегате (крыле, центро-
плане, фюзеляже) или при общей сборке самолета. Монтаж шасси на аг-
регатах более характерен для легких самолетов. В монтаж шасси входят
операции постановки механизма уборки, присоединения проводок управ-
ления и комплексной проверки и регулирования всей установки; откры-
тия и закрытия створок; выпуска и подъема шасси, тормозной системы,
сигнализации.
Характер технологического процесса установки шасси зависит от
конструкции и степени взаимозаменяемости шасси по соединительным
узлам (рис. 27. 9).
Конструкция шасси должна позволять собирать и отрабатывать его
кинематику до установки на самолет, для чего в цехах изготовления шас-
си создаются специальные стенды. Взаимозаменяемость шасси, основные
узлы которого (стойки и подкосы) крепятся при помощи вильчатых сое-
динений, достигается разделкой соответствующих узлов шасси и агре-
гата, на котором оно установлено.
Монтаж системы управления самолетом сводится к протяги-
ванию жестких и тросовых тяг; установке штурвалов, педалей, рукояток,
секторов; соединению тяг с исполнительными и командными органами;
регулированию кинематических схем и контролю работы полностью смон-
тированной системы.
При монтаже тросовых проводок управления элеронами, оперением1
или замками шасси (рис. 27. 10) величину предварительного натяжения'
19 5173
троса проверяют динамометром. Например, для тросов управления рулем
высоты диаметром 4 мм предварительное натяжение при 20° С равно
40 кГ, а для тросов управления рулем направления диаметром 5 мм —
50 кГ. Окончательно натяжение тросов проверяют после регулирования
рулей и элеронов.
Рис. 27.9. Главная нога шасси:
/—тяги управления створками; 2—главная стойка шасси: 3—замок выпущенного положения
шасси: 4- -передний замок створок
На каждом самолете проверяют величину трения в системе управ-
ления при полностью смонтированном управлении с подвешенными руля-
ми. Для системы управления элеронами эту операцию выполняют при
помощи грузов, подвешенных на гибкой нити, прикрепленной к специаль-
ному сектору на штурвале. В системе управления рулей высоты и направ-
ления трение замеряют динамометром со шкалой не более 20 кГ.
Кроме того, на каждом самолете проверяют жесткость системы уп-
равления по отклонению штурвала и педалей в обе стороны. Для этого
рули и элероны защемляют струбцинами (или зажимами), а к штурвалу
и педалям прикладывают максимальную эксплуатационную нагрузку
(например, для руля высоты 120 кГ, для руля направления 125 кГ, для
570
Рис. 27. 10. Система аварийного управления замками убранного положения шасси:
/—пружина; 2—качалка; .7—замок убранного положения передней ноги 9—ролик; 10—направляющая пластина //—трос к главной ноге шасси;
шасси; 4—трос к передней ноге; 5—герметичный вывод; 6—ручка ава- /2—тандср; 13—качалка; 14—замок убранного положения главной ноги
рийного открытия замков; 7—концевой выключатель; 8—кронштейны; шасси; /5—поворотный кран
tn
ю
Рис. 27. 11. Принципиальная схема системы управления самолетом:
1—педали; 2—штурвальная колонка; 3—сектоп элеронов у шпангоута № 2; 4—
качалка; 5—балансир; 6— качалка; 7—центральный узел управления элерона-
ми; 8—рулевая машинка автопилота для элеронов; 9— качалка;. 10—герметич-
ный вывод; 11 и /2—качалки; 13—герметичный вывод; 14—сектор; 15—рулевая
машинка автопилота для руля высоты; 16—рулевая машинка автопилота для
руля направления; /7—качалки управления рулем высоты; 18—качалка на ки-
ле; /9—пружинная стойка и тяга управления сервокомпенсатором; 20—руль на-
правления; 2/—элерон; 22—штурвал управления триммером руля высоты на
центральном пульте; 23—тандеры; 24—механизм сигнализации нейтрального
положения триммера; 25—механизм управления триммером руля высоты
элеронов 80 кГ). После снятия нагрузки штурвал и педали должны точ-
но устанавливаться в исходное положение. После испытаний на жест-
кость проверяют, нет ли остаточных деформаций.
После монтажа системы управления самолетом регулируют кинема-
тические схемы системы, чтобы обеспечить правильность и безотказность
действия всех механизмов и узлов. Такой обработке подвергают системы
рулей, элеронов, щитков, закрылков, сигнализации и других механизмов
и агрегатов (рис. 27. 11), при этом проверяют:
усилия, необходимые для приведения в действие механизма, и
величины потребляемой энергии; линейные и угловые перемещения; со-
ответствие начала и конца движения управляющего органа началу и
концу действия управляемого органа; отсутствие люфтов; синхронность
действия механизмов, работающих одновременно и параллельно; время
действия механизма; соответствие сигнализации определенным положе-
ниям управляющих и управляемых органов; безотказность действия си-
стемы или механизма.
Если механизм приводится в действие усилием рук или ног летчика,
то оно должно быть не выше усилия, заданного техническими условиями.
Привод системы может работать от пневматических, гидравлических
или электрических источников энергии при определенном давлении, рас-
ходе жидкости, газа или потребляемой мощности. Это проверяют кон-
трольными приборами наземных стендов или приборами самолета (ма-
нометрами, вольтметрами, амперметрами и т. п.).
Величины линейных и угловых перемещений управляемых органов
(рулей, элеронов, щитков-закрылков, триммеров, рычагов управления
газом, заслонок ит. п.) проверяют установкой управляющего органа (пе-
дали, ручки) в нейтральное положение, при котором управляемый орган
(руль, элерон) должен располагаться нейтрально.
При регулировании систем самолета также должна быть обеспечена
•синхронность действия таких органов оборудования и управления, как
закрылки, элероны, тормоза, главные ноги шасси.
Одновременно с регулированием действия механизмов системы про-
веряют и регулируют электрическую или механическую сигнализацию
для какого-либо определенного момента, положения или состояния. Ре-
гулирование заключается в изменении длины регулируемых тяг, тросов,
зазоров, концевых выключателей и упоров. Иногда такое регулирование
бывает затруднено из-за суммарного люфта, превышающего допустимую
величину. Люфты обнаруживают по свободному ходу рычагов управле-
ния, управляемых органов или отдельных звеньев передач, стуку деталей
в местах соединений. Суммарный люфт, например, в управлении рулем
высоты проверяют закреплением ручки управления в нейтральном поло-
жении и измерением величины свободного отклонения задней кромки
руля.
По окончании регулирования выполняют неоднократные (несколько
циклов) срабатывания регулируемых участков механизмов или всей си-
стемы, проверяя надежность и безотказность их действия.
В настоящее время для дистанционного измерения отклонений рулей
применяют электростенды (рис. 27. 12).
В стенде при помощи потенциометрического датчика угловых пере-
мещений МУ-62 угловое перемещение рулей преобразуется в электриче-
ский сигнал и передается на указатель.
Технологический процесс монтажа, контроля и испытаний гидро-
газовых систем при общей сборке в основном не отличается от
технологического процесса, проводимого в агрегатных цехах, за исклю-
чением отработки на функционирование.
Собранные и смонтированные на самолете гидрогазовые системы
промывают и испытывают на герметичность и функционирование по тех-
573
ническим условиям, установленным для данной системы. Перед промыв-
кой систему закольцовывают (рис. 27. 13), заменяя рабочие фильтры, об-
ратные клапаны и дроссели технологическими. Системы высокого дав-
ления испытывают на герметичность в два этапа: предварительные испы-
Рис. 27. 12. Упрощенная схема стенда для дистанционного
измерения углов отклонения рулей:
1—датчик МУ-62; 2—ползунок; 3—стрелка-отвес; 4—намотка потен-
циометра; 5—указатель
тания при давлении до 2,5 кГ/см2, допускаемом в общецеховых усло-
виях на рабочем месте, и окончательные при давлении 30, 150, 300 кГ!см2
в специальном помещении. Давление при испытаниях поднимают и сни-
жают постепенно, ступенями, контролируя герметичность системы на
каждой ступени давления. Методы проверки герметичности гидрогазовых
систем приведены в табл. 26. 1.
Рис. 27. 13. Схема кольцевания трубопроводов гидросистемы при промывке на
стенде:
Г—бустер; 2 и 4—фильтры; 3—насос; о—оптический фильтр
Наряду с испытаниями на герметичность при общей сборке прове-
ряют качество металлизации всей системы, определяя величину пере-
ходных сопротивлений. Стенды для промывки, контроля герметичности
и функционирования применяют те же, что и в цехе агрегатной сборки.
Затем при рабочем давлении гидрогазовые системы отрабатывают на
функционирование.
574
Монтаж электро- и радиосистем сводится к установке на са-
молете источников энергии, потребителей тока, распределительных, уп-
равляющих и контрольных органов, электро- и радиожгутов.
Рис. 27. 14. Типовое крепление жгутов хомутами:
а—групповое; б—одиночное; в—«лирочное»
Трудоемкость монтажа электро- и радиожгутов зависит от их кон-
структивного оформления. Наиболее трудоемкой является прокладка
жгутов внутри агрегатов с протягиванием их через отверстия в конструк-
тивном наборе и креплением их к элементам набора. Более удобен и
менее трудоемок монтаж жгутов в желобах,
гротах, траншеях, особенно если к желобам и
траншеям есть доступ снаружи. Наиболее со-
вершенным с точки зрения быстроты процесса
сборки является монтаж, когда провода зара-
нее на верстаках собирают и закрепляют в спе-
циальных съемных коробах, которые затем ус-
танавливают и закрепляют на местах, предус-
мотренных конструкцией. Жгуты при помощи
типовых металлических хомутов с резиновой
обкладкой (рис. 27. 14) крепят болтами с ан-
керными гайками. Для крепления жгутов с ма-
лым количеством проводов и ответвлений при-
меняют «лирочный» хомут (см. рис. 27. 14, в),
не требующий сверления отверстий в конструк-
ции. Такой хомут заранее устанавливают на
жгут при подготовке к монтажу.
Соединения по магистралям (электро-, ра-
дио-, гидрогазовые и др.) в местах разъемов
отсеков должны выполняться без подгонки с
использованием компенсаторов (рис. 27.15).
После прокладки жгутов провода при-
соединяют к аппаратуре и агрегатам, установ-
ленным на самолете, и проводят контроль. Для автоматизации контроля
служит прибор АППМ-150, позволяющий быстро проверять жгуты с 50—
150 цепями. Одновременно прибор проверяет правильность прокладки и
Рис. 27.15. Применение ком-
пенсаторов в соединении
магистралей в разъеме двух
отсеков Ф-1 и Ф-2:
1—трубопровод; 2—разъем тру-
бопровода; 3—гибкий шланг-
компенсатор; 4—электрожгут;
5—свободная часть электрожгу-
та; 6—штепсельный разъем
575
Рис. 27. 16. Стремянка, изго-
товленная из нормализованных
уголков
присоединения проводов, нет ли оорывов и замыкании, а также изме-
ряет сопротивление изоляции. После «прозвонки» цепей электрожгутов
и испытания их на сопротивление изоляции
проводят испытание и отработку той или
иной системы под током.
Для монтажных работ применяют спе-
циальный и универсальный инструмент. Для
монтажа и испытаний самолетов и вертоле-
тов цехи общей сборки оборудуются различ-
ными стендами: для безнивелировочного
соединения агрегатов; испытания на герме-
тичность; опрессовки; для отработки подъ-
ема и выпуска шасси, тормозов, закрылков,,
радиооборудования; для проверки электро-
цепей и др. Стенды снабжены цеховыми и
мобильными источниками энергии и пита-
ния. Стендовые и внестендовые рабочие ме-
ста оборудованы слесарными верстаками,
подъемными и регулируемыми козелками,
стремянками (рис. 27. 16). Общесборочные цехи имеют мостовые краны
и такелажные приспособления. Для перемещения агрегатов и собирае-
мого самолета на линиях общей сборки применяют различные типы кон-
вейерных тележек (рис. 27. 17 и 27. 18).
Рис. 27. 17. Конвейерная тележка для сборки легкого самолета с поперечными колесами
для перемещения с одной линии на другую
Собранные в цехе общей сборки самолеты (вертолеты) в малярном
цехе покрывают бесцветными лаками и красками и при помощи трафа-
576
577
Рис. 27. 18. Конвейерная тележка для сборки тяжелого самолета
ретов наносят опознаватетьные знаки, номера и соответствующие
надписи.
Самолеты, отправляемые железнодорожным транспортом, окраши-
вают перед сдачей на контрольно-испытательную станцию (КИС), а от-
правляемые по воздуху — перед летными испытаниями.
Окрашенный самолет испытывают на герметичность на специальных
стендах, а на водонепроницаемость — в дождевальной камере.
Техника безопасности
К выполнению монтажных и сборочных работ и аэродромных испы-
таний допускаются лица, прошедшие специальный инструктаж по техни-
ке безопасности.
Рис. 27. 19. Площадка с отбойной стенкой для отработки двигателей
В отсеках, где размещены подвижные устройства или механизмы с
внешним управлением, необходимо предусматривать ограждения и бло-
кировку.
На время отработки гидросистем шасси, закрылков, тормозных щит-
ков, стабилизаторов и других подвижных систем планера на функциони-
рование должна быть установлена специальная система сигнализации
для предупреждения несчастных случаев.
Рис. 27. 20. Стационарный аэродромный глушитель
При монтаже и продувке систем азотом (кислородом), зарядке азо-
том (кислородом), проверке на герметичность и функционирование си-
стем и оборудования, проверке герметичности систем фреоно-воздушной
смесью необходимо соблюдение правил противопожарной безопасности.
Недопустимо попадание масел и жиров на кислородное оборудование
ввиду взрывоопасности. Во время зарядки самолетных систем кислоро-
578
дом запрещается работа электрических машин в радиусе 20 м, а при-
менение огня — до 25 м. Все электрические цепи изделия должны быть
обесточены. При испытаниях и отработке кислородных систем следует
пользоваться только лампой шахтерского типа.
Слесарно-доводочные работы на участке промывки и заправки жид-
костью запрещены. Средства заправки жидкостями должны храниться в
специальном помещении.
Внутрицеховая и межцеховая транспортировка должна выполняться
специальными транспортными средствами.
Перед аэродромными испытаниями самолеты (вертолеты) заправля-
ются топливом и маслами только от разборных колонок или специальных
автозаправщиков при соблюдении правил противопожарной безопас-
ности.
Для проверки работы шасси самолет поднимается гидродомкратами
и на случай их неисправности поддерживается страховочными домкра-
тами. Находиться в зоне во время отработки шасси запрещается.
Рабочая площадка для отработки двигателей должна быть обору-
дована специальными отбойными стенками (рис. 27. 19) или глушителя-
ми (рис. 27.20). С целью защиты входного сопла двигателя от попада-
ния механических предметов рабочие места для отработки двигателей
должны быть оснащены специальными устройствами с предохранитель-
ными сетками.
§ 2. КОНТРОЛЬНЫЕ ИСПЫТАНИЯ БОРТОВОГО ОБОРУДОВАНИЯ
Цель контрольных испытаний — проверка соответствия изготовляе-
мых в серийном производстве самолетов установленным техническим ус-
ловиям или эталонному образцу, прошедшему соответствующие испыта-
ния (заводские, министерские, государственные). Полностью собранное
-бортовое оборудование проверяют на работоспособность и функциональ-
ное взаимодействие всего комплекса систем самолета на контрольно-ис-
пытательной станции (КИС), а непосредственную подготовку самолетов
к испытаниям в воздухе проводят в аэродромном цехе (летно-испыта-
тельной станции).
Методы и средства, применяемые при контроле бортового оборудо-
вания на контрольно-испытательной станции, аналогичны методам и сред-
ствам контроля бортового оборудования в агрегатных цехах (см.
гл. XXVI).
На контрольно-испытательных станциях проводят:
1. Отработку электро-, радиооборудования и приборов самолета
(ЭРО), для чего проверяют:
а) работу электрооборудования самолета;
б) работу автопилота и синхронность отклонения органов управ-
ления;
в) герметичность барометрических приборов;
г) работу и настройку радиостанций по всем диапазонам и режимам
на работающую радиостанцию, на двустороннюю связь, на прием и пе-
редачу;
д) работу внутрисамолетной связи.
2. Проверку работы радиолокационного оборудования самолета,
наладку и настройку его по техническим требованиям и условиям.
3. Проверку системы управления самолетом: положение и синхрон-
ность отклонений рулей, элеронов и штурвалов; отклонения триммеров,
элеронов и рулей и сигнализацию механизмов управления триммерами.
4. Отработку шасси, для чего проверяют:
а) подъем и выпуск шасси с замером времени, последовательность
работы и сигнализацию;
579
б) аварийный выпуск шасси с замером времени;
в) работу тормозной системы самолета, раздельное и одновременное
растормаживание и затормаживание колес.
Проверка и испытания всех самолетов (вертолетов) должны носить
неразрушающий характер и не влиять на ресурс элементов оборудова-
ния и гарантийный ресурс самолета в целом. Для некоторых видов аппа-
ратуры бортового оборудования небольшая предварительная наработка
необходима и полезна. В частности, для электронной высокочастотной ап-
паратуры устанавливается обязательная предварительная наработка,
называемая тренировкой. Тренировку можно применять к механическим
и гидравлическим системам. В процессе тренировки происходит прира-
батывание отдельных элементов механизмов и самоподстройка контуров.
После тренировки повторно проверяют и испытывают соответствующие
элементы оборудования.
Основная масса контрольной оснастки и стендов контрольно-испы-
тательной станции благодаря своей универсальности аналогична кон-
трольному оборудованию, применяемому в цехе окончательной сборки.
Однако отдельные операции по отработке и контролю систем на функ-
ционирование в КИС выполняют контрольно-испытательной аппарату-
рой, отличной от применяемой в цехе окончательной сборки. Например,
для проверки работоспособности электроцепей и автоматики переключе-
ния используют пульт с автоматической сигнализацией о неисправности
в проверяемой электросистеме. При помощи пульта можно проверить
электроцепи обогрева аккумуляторов, управления сиденьем летчика, про-
тивопожарной системы, обогрева гермошлема, термопар и их сопротив-
ления, обогрева кабины и т. д. При проверке стенд с источником электро-
энергии подключают к бортовой розетке аэродромного питания, а тех-
нологические (переходные) жгуты пульта — к разъемам проверяемых
цепей. При включении соответствующих переключателей на пульте и в
кабине самолета по контрольному амперметру и сигнальной лампочке на
пульте проверяют работоспособность электроцепи.
Для отработки гидросистемы на функционирование применяют уни-
версальный стенд (см. рис. 26.36), при помощи которого можно также
проверить герметичность топливной системы и кабины летчика. При ис-
пытании на герметичность воздух в кабину летчика подается через шту-
цер патрубка наземной вентиляции, с которым связан электроконтакт-
ный манометр для замера давления в кабине. Сигнализатор давления
сблокирован с электропневмоклапаном, обеспечивающим дренаж при по-
вышении давления на входе в кабину. Для автоматического определения
времени спада давления в кабине на стенде установлен электросекундо-
мер, сблокированный с электропневмоклапаном наполнения кабины и с
электроконтактным манометром. Перед отработкой гидросистемы на
функционирование самолет необходимо установить на гидроподъемники.
Управление гидравлическими агрегатами при этом осуществляется из
кабины летчика.
Самолетные агрегаты, работающие от пневмосистемы, проверяют на
функционирование на специальных стендах (см. рис. 26. 37).
Контрольно-испытательная станция должна быть оборудована де-
виационной площадкой, а также транспортными машинами, тягачами,
специальными снегоуборочными и поливочными машинами, топливо- и
маслозаправщиками, электрокарами, тележками для перевозки балло-
нов, аккумуляторов и других грузов.
Рабочие места для отработки систем самолета, помимо специфич-
ных контрольных средств, оснащены типовым оборудованием: гидроподъ-
емниками, стремянками, козелками, тормозными колодками, источника-
ми питания электроэнергией и воздухом, передвижными аэродромными
компрессорами, аккумуляторными батареями и т. п. Это оборудование
580
может быть стационарным или подвижным. В зависимости от класса
самолетов, находящихся в отработке, меняется состав наземного обору-
дования, которым оснащается каждое рабочее место.
В особую группу оборудования КИС входят испытательные стенды,
моделирующие условия работы бортовых систем самолета. На таки.х
Рис. 27.21. Общий вид универсального стенда для контроля ка-
чества монтажа и исследования надежности систем управления
тормозами колес:
1—плита стенда; 2—кронштейн; 3—маховая масса; 4—пульт управления;
5—блок порошковых муфт; 6--переносной шкаф с электроаппаратурой; 7—
датчик тахометра; 8—шкаф с силовым электрооборудованием привода дви-
гателя раскрутки; 9—шкаф для технологической оснастки и жгутов; 10~
съемный кожух, предохраняющий вращающиеся части стенда; //—стойки
стендах имитируются нормальные и аварийные режимы работы, а также
регистрируются переходные процессы. Результаты испытаний (мера до
стоверности и объективность контроля) зависят от полноты воспроизво-
димых рабочих режимов системы, степени автоматизации воспроизведе-
ния внешних условий работы системы, изменения их различных парамет-
ров, от измерения и регистрации самих результатов. Универсальный стенд
для контроля качества монтажа и исследования надежности систем уп-
равления тормозами колес приведен на рис. 27. 21.
581
Моделирующие испытательные стенды позволяют:
— проверять теоретические расчеты, принятые при разработке новой
аппаратуры;
— определять оптимальные схемы и параметры для проектируемой
системы путем исследования в реальных условиях работы агрегатов;
— проводить контрольные испытания систем для определения от-
клонений ее параметров от заданных значений;
— проводить ресурсные испытания или испытания до первого от-
каза;
— воспроизводить аварийные режимы в связи с рекламациями от
эксплуатирующих организаций;
— моделировать конструктивные и производственные дефекты с
целью выявления их влияния на работоспособность и надежность систе-
мы и т. д.
После отработки, контроля и регулирования отдельных систем са-
молет транспортируют на девиационную площадку, где проверяют по
пеленгатору и корректируют показания магнитных, гиромагнитных при-
боров и радиокомпасов. Для списывания девиации компасов самолет
устанавливают на поворотном круге. Далее определяют полетный вес и
положение центра тяжести самолета, взвешивая его в двух или более ва-
риантах загрузки (пустой самолет с несъемным оборудованием и полно-
стью загруженный).
Одним из основных путей повышения качества испытаний и надеж-
ности самолетов (вертолетов) является применение автоматических объ-
ективных средств автономного и комплексного контроля и испытания
бортового оборудования.
Подсоединенные к проверяемой системе стенды проходят комплекс
проверок по заранее заданной программе, записывая все параметры
проверяемых систем на перфоленте или осциллограмме. Самопишущие
приборы в стендах обеспечивают большую объективность и докумен-
тальность проверок.
Применяются различные принципы проверок при помощи автомати-
ческих устройств. Самый простой — проверка по принципу «да — нет».
Если стенд не показывает дефектов, то он как бы отвечает «да», т. е. при-
нимает контролируемую систему. Если стенд обнаруживает дефект, он
автоматически прекращает проверку.
В процессе предварительных испытаний бопее целесообразно при-
менение автоматизированных стендов и установок, не только показы-
вающих исправность или неисправность системы, но и записывающих от-
дельные параметры и отказы. Необходимую последовательность испыта-
ний и координацию работы стенда обеспечивает программирующее уст-
ройство. Запущенные с его помощью генераторы входных сигналов, свя-
занные с имитатором, подают на вход сигналы к испытываемой системе.
Полученный сигнал преобразуется и сравнивается в компараторе с эта-
лонными сигналами, поступающими от генератора. Результаты сравне-
ния подаются в анализатор — специализированное вычислительное уст-
ройство, автоматически оценивающее контролируемую величину. Затем
выходной сигнал поступает к индикатору. Если сигнал не выходит за до-
пустимые пределы, то программирующее устройство выдает команду на
продолжение проверки. Если же выходной сигнал не находится в допу-
стимых пределах, то приводятся в действие программирующее устрой-
ство и анализатор для обнаружения места неисправности. Такой стенд
сокращает время проверок самолета с нескольких дней до нескольких
часов.
Вся контрольно-испытательная аппаратура подобного стенда смон-
тирована на базе автомобильного шасси.
582
§ 3. ЛЕТНЫЕ ИСПЫТАНИЯ САМОЛЕТОВ (ВЕРТОЛЕТОВ)
Как бы основательно ни был проведен комплекс наземных испыта-
ний, все самолеты и вертолеты обязательно испытывают в полете. Летные
испытания позволяют одновременно проверить действие всех систем бор-
тового оборудования в условиях эксплуатации и поведение самолета в
воздухе. Летные испытания серийных самолетов состоят из четырех
основных этапов:
— аэродромные наземные испытания;
— подготовка самолета к летным испытаниям;
— летные испытания;
— послеполетная отработка самолета и отправка самолета заказчи-
ку (экспедиция).
Основные операции аэродромных испытаний проводятся в помеще-
нии контрольно-испытательной станции, а часть — на летно-испытатель-
ной станции.
Аэродромные испытания включают следующие работы.
Отработка топливной системы. Самолет заправляют топливом и про-
веряют герметичность агрегатов топливной системы. Затем проверяют
топливную систему на слив и определяют несливаемый остаток топлива,
подсчитывая разницу между залитым и слитым топливом. Еновь заправ-
ляют самолет топливом, поочередно сливая топливо из баков, замеряют
критический остаток топлива и проверяют тарировку топливомсров фак-
тическим замером топлива, сливаемого из баков.
Отработка двигателей. После расконсервации двигатели запускают
и отрабатывают на различных режимах, проверяя приемистость и син-
хронность работы двигателей, а также сигнализацию отдельных агрега-
тов и механизмов силовой группы. Одновременно проверяют работу связ-
ных радиостанций на двустороннюю связь; приборного оборудования,
компасов и высотного оборудования; противообледенительной системы,
замеряя температуру и давление через определенное число оборотов.
При подготовке самолета к летным и с п ы т а н и я м доза-
правляют самолет топливом, сжатым воздухом и гидросмесью; прове-
ряют катапультируемые сиденья, кинематику замков аварийных люков.
Наполняют кислородную систему самолета кислородом и. проверяют ее
герметичность. Проводят общий осмотр самолета, проверяя, нет ли в нем
посторонних предметов. Заряжают пиромеханизмы.
Перед взлетом проверяют работу двигателей на разных режимах, по-
казания приборов и исправность переговорных и радиосвязных средств.
Во время летных испытаний проверяют:
— взлетно-посадочные свойства (увод, торможение);
— скороподъемность до практического потолка, устойчивость при на-
боре высоты и работу всех видов оборудования на различных высотах;
— максимальные горизонтальные и вертикальные скорости при
снижении на определенном режиме;
— устойчивость, управляемость и маневренность самолета;
— перегрузки;
— расход топлива и максимальную дальность полета;
— работоспособность и дальность действия радиосредств;
— работу систем бортового оборудования.
Пример графика профиля полета изображен на рис. 27. 22.
При послеполетной отработке проводят послеполетный
осмотр самолета и по замечаниям летчика-испытателя устраняют обна-
руженные в полете дефекты. Разряжают пиромеханизмы, сливают топ-
ливо, стравливают кислород и наполняют кислородную систему азотом.
Затем консервируют двигатели и отдельные узлы самолета. Перед сда-
чей самолета в экспедицию его очищают внутри и снаружи. Работа экс-
педиции является завершающей в технологической последовательности
585
производства самолетов и зависит от вида отправки самолета по назна-
чению. В случае отправки самолета железнодорожным транспортом или
водным путем в экспедиции самолет расстыковывают по разъемам, разъ-
единяют коммуникации, консервируют стыковые узлы, герметизируют
места разъемов и упаковывают самолет в специальную тару. При отправ-
ке самолета воздушным путем в экспедиции консервируют съемное обо-
рудование и запасные части.
Трудоемкость испытаний обычно составляет 6—10% общей трудоем-
кости изготовления самолета.
Рис. 27.22. График профиля полета :
Цикл и трудоемкость аэродромных работ определяются степенью
отработки самолетов в цехе общей сборки, организацией работ на лет-
но-испытательной станции и степенью механизации трудоемких процес-
сов. Наибольшее влияние на трудоемкость и цикл отработки самолета на
аэродроме оказывает степень его отработки в цехе общей сборки. Поэто-
му максимально возможное количество наземных испытаний следует за-
вершать в цехе общей сборки.
Для сокращения цикла аэродромной отработки самолетов на летно-
испытательной станции организуют поточно-стендовую систему, макси-
мально возможное проведение параллельных круглосуточных работ. Для
этих целей аэродромный цех должен быть оснащен соответствующим
оборудованием.
Аэродромно-эксплуатационное оборудование состоит из следующих
основных групп.
Технологическое оборудование для подготовки
систем к полетам: контрольно-испытательные передвижные меха-
низированные стенды для автономного и комплексного контроля борто-
вого оборудования; ремонтное оборудование аэродромной мастерской и
технико-эксплуатационной части.
Оборудование общего назначения:
— универсальные питающие (электро-, пневмо-, гидроагрегаты) и
заправочные агрегаты (топливозаправщик, маслозаправщик, воздухоза-
правщик, кислородная зарядная станция, заправщик огнегасящими сред-
ствами), отработочные стенды для гидрогазовых систем;
— подъемо-транспортные машины (подъемо-транспортные само-
ходные краны, самоходные площадки, тягачи, грузовые тележки и мото-
роллеры);
584
— специальные моечные машины для удаления снега и льда с по-
верхности самолетов;
— средства малой механизации (унифицированные гидроподъемни-
ки, лестницы, стремянки), средства для закрепления самолетов при гон-
ке двигателей, трубы для глушения шума.
Сооружения, склады и хранилища (для запасных частей,
горюче-смазочных материалов), аккумуляторная станция, взлетно-поса-
дочные полосы и рулежные дорожки, подъездные пути, сигнальные огни,
грозозащитные средства, а также служебные и бытовые помещения.
Оборудование для обнаружения и наведения на
•аэродром летящих самолетов (передвижные и стационарные установ-
ки для дальнего и ближнего обнаружения, наведения, приводные радио-
станции, система слепой посадки, телефонная и радиосвязь, антенные по-
воротные устройства, вычислительные центры, командные пункты).
Стендовая отработка самолетов в аэродромном цехе позволяет мак-
симально применять механизацию, особенно в таких трудоемких процес-
сах, как устранение и списывание девиации, установка самолета в линию
полета, заправка самолета топливом, тарировка топливомеров, отработка
и отстрел стрелково-пушечных установок.
Наличие закрытых ангаров для стендовой отработки самолетов спо-
собствует повышению производительности труда и качества выполняемых
работ. Помимо этого, в закрытых помещениях возможна круглосуточная
работа.
Глава XXVIII
ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА СЕРИЙНОГО
ПРОИЗВОДСТВА САМОЛЕТОВ (ВЕРТОЛЕТОВ)
§ 1. СОДЕРЖАНИЕ И ОБЪЕМ РАБОТ ПО ТЕХНОЛОГИЧЕСКОЙ
ПОДГОТОВКЕ ПРОИЗВОДСТВА
Постановка на серийное производство новых самолетов и вертолетов
требует большого комплекса подготовительных работ, объединяемых по-
нятием «технологическая подготовка серийного производства». Основны-
ми исходными данными при выполнении этих работ являются директив-
ные материалы по изделию, подлежащему постановке на производство.
В общем случае технологическая подготовка серийного производства
включает следующие работы, выполняемые во времени параллельно или
параллельно-последовательно:
а) разработку директивных технологических материалов или дирек-
тивной технологии;
б) проектирование и изготовление плазово-шаблонной и контрольно-
эталонной оснастки;
в) разработку временного и серийного технологического процесса
изготовления изделия;
г) проектирование и изготовление технологической оснастки, специ-
ального оборудования, средств механизации и контроля;
д; разработку прогрессивных технических нормативов для опреде-
ления трудоемкости изделия и расчетов потребности предприятия в рабо-
чей силе, оборудовании и технологической оснастке, производственных
площадях, материалах и полуфабрикатах, топливе и электроэнергии для
технологических целей;
585
Наим ено 6 ан не работ Исполнитель S g-Cs g С. § «3 Календарный период 1 С;
ппп nfkuA пои пскп-
ной под- готовке производ- ство ре иней подготов- ке про из- 8одсгп8а
1 Разработка эскизного проекта ОКБ ОКБ и НИИ
z Разработка чертежей опытного самолета и 11
3 Изготовление опытного самолета я 11
4 Испытание и доводка опыт- ного самолета я ОКБ
£ Разработка чертежей Во серий- ного производства я 11 t
Б Работа над технологычпстью конлтрцкции и разр^ботВа оирек-. тионь/г технологических процессов НИИ, в65 и завод Т-
7__ 8 Разработка серийного технологического процесса Проектирование типоВык конет- рЦкцци, спеиоснастки и средств л шимоЗаменяемости Завод Завод и НИИ НИИ и завод !_
—
9_ Проектирование оснастки. Завод Завод и НИИ
10 Изготовление нормализованных зле ментов спецоснастки и универ- сальной оснастки Я Завод ц , спецзпооды оснастки
11 Изготовление спецоснаетки юг Завод 1- —
1Z Изготовление плазов и шаблонов 11 ОКБ ц завод —>
13 Проектирование спецоборудования мер НИИ • и—
•
74 Изготовление спецоборудования Завод и другие мин-во Зрвод U оругие мин- да
15 Разработка задания на рекон- струкции; завода Завод Завод и НИН — । 1—
15 Разработка проекта реконст- рукции запаса Завод // проект, инстит. Заво, и проект, ине тит. i
•
17 18 Осуществление реконструкции завода Разработка заявок на материалы, полуфабрикаты и готовые изделия Завод 11 Завод Завод, НИИ,ОКЬ Пбо. гоп л 6 к а щ —
о-ва-. * ТЗ — — — Во/ hon овк а ip-di 7
ЛИ, ~завб7)ах- смек- на заводах-смежниках
19 Изготовление головной серии самолетов я Завод .... ни ках i -F
4_-
i Рис 2§. 1. Г иоычнин пииаип/ооки произооостоа, сокращение цикла изготовления головной, серии самолетов за — Некоренная подготовка производства счет проведения подготовки, производства по ускоренном/] графику )афик подготовим серийного производства для выпуска нового самолета
е) разработку документации технологического планирования и рас-
цеховку изделия, т. е. установление номенклатуры и объемов работ цехов
•основного производства;
ж) подсчет рабочей силы, оборудования и технологического оснаще-
ния, производственных площадей и др., составление планировок цехов
а плана реконструкции предприятия;
з) отладку всех технологических и контрольно-испытательных опера-
ций, предусмотренных серийным технологическим процессом, на соот-
ветствующих рабочих местах.
Конкретное содержание и общий объем работ по технологической
подготовке зависят от заданного объема и программы выпуска изделий,
ют степени сложности и новизны его конструкции, от качества технологи-
ческой отработки изделия в процессе проектирования и изготовления
опытного образца, от уровня кооперирования производства и других фак-
торов.
Все работы по технологической подготовке выполняются в опреде-
ленной последовательности и в сроки, определяемые графиком подготов-
ки производства нового изделия (рис. 28. 1).
Календарное время выполнения всех работ по подготовке производ-
ства составляет цикл подготовки производства.
Основу технологической подготовки производства, главное ее содер-
жание составляет разработка серийного технологического процесса из-
готовления изделия, проектирование и изготовление специальной техно-
логической оснастки. Е общем балансе средств производства специальное
технологическое оснащение стоит на первом месте после станочного обо-
рудования самолетостроительных предприятий. Но если станочный парк
с изменением конструкции изделия изменяется незначительно, то специ-
альная технологическая оснастка претерпевает при этом самые ради-
кальные изменения — до полной замены ее новой. Поэтому трудоемкость
проектирования и изготовления специального технологического оснаще-
ния составляет обычно 60—80% общей трудоемкости технологической
подготовки серийного производства самолетов или вертолетов.
Для оснащения серийного производства самолета тяжелого типа не-
обходимо спроектировать до 500—600 сборочных приспособлений, пример-
но 150 тыс. различных шаблонов, около 25 тыс. станочных приспособле-
ний, более 20 тыс. штампов для холодной штамповки, более 20 тыс. наи-
менований специального инструмента, много литейной, кузнечной, сва-
рочной и другой специальной оснастки.
§ 2. ЗНАЧЕНИЕ И ОСНОВНЫЕ ПРИНЦИПЫ ОРГАНИЗАЦИИ
ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
Качество всех работ, выполняемых при технологической подготовке
производства, оказывает решающее влияние на технико-экономические
показатели последующего серийного производства.
Каждое частное решение, принятое при технологической подготовке
производства, затем многократно реализуется в серийном производстве.
Следовательно, каждая ошибка, допущенная при подготовке производ-
ства, неизбежно приводит к появлению многократно повторяющихся не-
удовлетворительных результатов в серийном производстве. Так, напри-
мер, неверно назначенный режим обработки или недостаточно точно из-
готовленная технологическая оснастка являются распространенными при-
чинами появления брака при выполнении технологических операций.
Выбор недостаточно точного метода контроля сопровождается проникно-
вением необнаруженного брака на последующие этапы технологического
процесса и в эксплуатацию.
Технологическая подготовка производства должна обеспечить общий
технический прогресс предприятия, высокие технико-экономические пока-
587
затели работы предприятия при наименьшей себестоимости и длительно-
сти самой подготовки производства, работу предприятия по графику ж
соответствии с государственным заданием по освоению нового изделия.
Технологическая подготовка серийного производства включает раз-
нообразные по характеру, сложные и трудоемкие работы. Так, например,
проектирование новых технологических процессов, как правило, связано'
с необходимостью предварительного проведения экспериментальных ис-
следований или сложных инженерных расчетов. Количество подлежащих
разработке технологических карт исчисляется сотнями тысяч. Еще более
сложны и трудоемки работы по созданию новых видов специального обо-
рудования, плазово-шаблонной, контрольно-эталонной и технологической
оснастки. В то же время для технологической подготовки производства,,
несмотря на ее сложность, большую трудоемкость и ответственность,,
устанавливаются весьма сжатые сроки. Конструкции самолетов и верто-
летов очень быстро «морально устаревают». Поэтому даже самое незна-
чительное увеличение времени с момента окончания проектирования са-
молета или вертолета до выпуска его первого серийного экземпляра
крайне нежелательно. Но именно этот интервал времени занимает техно-
логическая подготовка производства.
Подготовка производства новых изделий осуществляется на пред-
приятиях периодически. Следовательно, нагрузка на инженерно-техниче-
ский состав предприятия распределяется во времени неравномерно: она
максимальна в периоды подготовки и освоения производства новых из-
делий и значительно ниже в остальное время. Естественно, рассчитывать
штат инженерно-технических сотрудников предприятия исходя из пико-
вых значений нагрузки нельзя, и он устанавливается на некотором сред-
нем уровне для периодов максимальной и минимальной нагрузки. Поэто-
му в период технологической подготовки производства новых изделий ин-
женерно-технические работники предприятий работают в режиме сущест-
венной перегрузки.
В рассмотренных условиях для высококачественного и своевремен-
ного выполнения огромного комплекса работ по технологической подго-
товке серийного производства нового изделия необходимы эффективные-
принципы организации этих работ. Многолетняя практика самолето-
строения выработала такие принципы. Главными из них являются: сов-
мещение работ; типизация технологических процессов; преемственность
технологического оснащения; последовательность оснащения производ-
ства. Ниже кратко рассмотрена сущность каждого из этих принципов.
Совмещение работ. Значительный объем работ по проектиро-
ванию технологических процессов, определению номенклатуры необхо-
димого технологического оборудования, технологической и контрольно-
эталонной оснастки, по разработке технических условий и проектирова-
нию технолот ической оснастки и специализированного оборудования осу-
ществляется параллельно с проектированием самого изделия. Одновре-
менно проводятся экспериментальные исследования, связанные с создани-
ем новых процессов обработки, сборки, испытаний и технического кон-
троля, предусматриваемых конструкцией изделия.
При проектировании самолета или вертолета технологический про-
цесс разрабатывается укрупненно. Создаются своеобразные тезисы бу-
дущего серийного технологического процесса, называемые директивными
технологическими материалами или директивной технологией.
В процессе разработки директивных технологических материалов,
обычно устанавливаются способы получения заготовок, схемы технологи-
ческого членения, схемы увязки контрольно-эталонной и технологической
оснастки, схемы сборки основных агрегатов и узлов, типовые технологи-
ческие процессы изготовления основных элементов конструкции, техни-
ческие условия и задания на модификацию существующего и проекти-
588
рование нового оборудования и оснастки, предложения по кооперирова-
нию производства и др.
К разработке директивных технологических материалов привлекают-
ся специалисты научно-исследовательских институтов, ОКБ и серийных
предприятий. Поэтому эти материалы являются одним из главных:
средств влияния научно-исследовательских институтов и ОКБ на повы-
шение технического уровня производства серийных предприятий. Дирек-
тивная технология разрабатывается на базе использования наиболее про-
грессивных технологических процессов и оборудования. Все технологиче-
ские решения принимаются с учетом их технико-экономической эффек-
тивности при заданном объеме производства.
По окончании проектирования изделия на основе директивных тех-
нологических материалов разрабатывается серийный технологический
процесс изготовления изделия и создаются необходимое новое оборудова-
ние, технологическая и контрольно-эталонная оснастка.
Все принципиально новые технологические решения, закладываемые-
в конструкцию изделия при проектировании, практически апробируются
и отрабатываются еще до начала серийного производства — при изго-
товлении опытных образцов. Для этого в структуру технологического-
процесса изготовления опытных образцов изделия вводятся все основ-
ные процессы обработки, сборки и технического контроля, которые затем
войдут в состав серийного технологического процесса, но нуждаются в
предварительной проверке и отработке.
Технологическая подготовка производства новых объектов осущест-
вляется, как правило, без прекращения’ изготовления ранее освоенных
производством изделий. По мере увеличения выпуска новых изделий про-
грамма выпуска старых изделий соответстьенно уменьшается.
Типизация технологических процессов. При разработ-
ке серийных технологических процессов изготовления изделия широко-
используются так называемые типовые технологические процессы и типо-
вые технологические и контрольные операции.
Типовые технологические процессы разрабатываются заблаговремен-
но и не для конструкций конкретных изделий, а для типовых представи-
телей групп элементов конструкций различных самолетов и вертолетов.
Номенклатура типовых представителей и их основные конструктивные-
параметры устанавливаются путем классификации, анализа и обобщения
конструкций большого количества различных изделий.
Типовые технологические процессы являются оптимальными процес-
сами изготовления типовых представителей элементов конструкций в.
определенных условиях производства. Эти процессы разрабатывают на-
учно-исследовательские институты и наиболее квалифицированные кол-
лективы серийных предприятий. Работы по созданию типовых технологи-
ческих процессов выполняются без спешки, так как они не связываются-
с подготовкой производства конкретных изделий. Это обеспечивает вы-
сокое качество типовых технологических процессов.
При технологической подготовке производства в отдельных случаях,
удается использовать типовые технологические процессы (без их дора-
ботки или после незначительной корректировки) в качестве рабочих.
Чаще же типовой технологический процесс служит образцом для раз-
работки рабочего процесса. Типовые операции, как правило, удается ис-
пользовать непосредственно в качестве рабочих операций.
Использование типовых технологических процессов и операций по-
зволяет:
— существенно сократить трудоемкость и сроки проектирования ра-
бочих технологических процессов;
— обеспечить внедрение в производство передового опыта промыш-
ленности, единой технологической документации и терминологии;
589*
______ повысить серийность рабочих технологических процессов, созда-
вая предпосылки для механизации и автоматизации производства.
Таким образом, принцип типизации технологических процессов соз-
дает реальные условия для повышения производительности труда, сокра-
Рис. 28. 2. Нормализованные элементы трубчатых приспособлений:
а—блок шестиложементный; б—блок опорный; в—блок двухложементный; г—блок поворот-
ный; д—-труба каркаса; е—хомут стяжной; Ж—хомут для крепления раскоса; з—хомут С
площадкой для установки фиксаторов
Рис. 28. 3. Приспособление из бло-
ков и труб для сборки крыла
щения сроков освоения новых изделий, повышения их качества и сниже-
ния себестоимости.
Преемственность технологического оснащения.
При проектировании технологической оснастки и специализированного
590
технологического оборудования широко применяются стандартные и нор-
мализованные элементы (рис. 28.2, 28.3, 28. 4), позволяющие уменьшить
сроки и стоимость и повысить качество технологической подготовки про-
изводства нового изделия.
Рис. 28. 4. Компоновка
каркаса стапеля колон-
ного типа для сборки
панели
Стандартные и нормализованные элементы технологической оснастки
обладают высоким качеством, так как они создаются на основе обобще-
ния передового опыта и тщательно обрабатываются при изготовлении.
Эти элементы разрабатываются и изготовляются заблаговременно, по-
этому время на их создание не входит в цикл технологической подготовки
производства. Компоновка же конкретных конструкций технологической
оснастки или технологического оборудования из таких элементов относи-
тельно проста и нетрудоемка. Кроме того, стандартные и нормализован-
ные элементы изготовляются на специализированных предприятиях в
большом количестве, и поэтому они относительно дешевы.
Рис. 28.5. Типовая установка для сборки и электрошлаковой сварки
кольцевых швов цилиндрических конструкций:
1—сварочный трансформатор; 2—стойка; 3—вращатель; 4—приводная ролико-
вая опора; 5—ползун; 6—колонна с тележкой
Основное достоинство стандартных и нормализованных элементов
состоит в том, что их можно многократно использовать в различных кон-
кретных конструкциях технологического оборудования и технологической
оснастки (рис. 28.5). Поэтому при применении таких элементов даже в
условиях мелкосерийного производства оправдывается высокий уровень
его механизации и оснащения технологической оснасткой (рис. 28.6).
591
Уродень нормализа ции 60'70%
Рис. 28.6. Типовая сверлильная установка СУВ-ПЛ1-00 с программным управлением из нормализованных узлов
Последовательность оснащения производства.
Сущность этого принципа состоит в том, что серийное производство осна-
щается последовательными очередями. Серийное производство изделий
начинают тогда, когда уже спроектирована, изготовлена и отлажена осна-
стка «нулевой очереди». К оснастке нулевой очереди относится мини-
мальный комплект технологического оборудования и приспособлений, по-
зволяющий изготовлять изделия необходимого качества. Этот комплект,
как правило, недостаточен для обеспечения минимальной себестоимости
изделий и высокой общей культуры труда. Параллельно с производст-
вом изделий на оснастке нулевой очереди продолжается проектирование,
изготовление и внедрение технологической оснастки последующих оче-
редей. Соответственно продолжается улучшение комплекса технико-эко-
номических показателей серийного производства.
§ 3. ПУТИ СОВЕРШЕНСТВОВАНИЯ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ
ПРОИЗВОДСТВА
Эффективным средством сокращения цикла технологической подго-
товки производства является расширение фронта работ по проектирова-
нию серийных технологических процессов и особенно по конструирова-
нию и изготовлению специального технологического оснащения. Дости-
гают этого путем привлечения специалистов других серийных предприя-
тий и научно-исследовательских институтов для разработки технологиче-
ских процессов и конструирования технологической оснастки, а также
путем кооперирования изготовления оснастки с другими предприятиями.
Кратко изложенные выше принципы организации технологической
подготовки серийного производства самолетов и вертолетов позволяют
осуществлять эту подготовку в относительно сжатые сроки. Однако даль-
нейшее сокращение сроков подготовки производства продолжает оста-
ваться одной из самых актуальных задач самолетостроительного произ-
водства.
Из возможных направлений решения этой задачи наиболее эффек-
тивным представляется вынесение все большего объема работ, связанных
с подготовкой производства, за пределы времени с момента окончания
проектирования изделия до начала его серийного производства. Этого
можно достичь все более широким применением при подготовке произ-
водства конкретных изделий предварительно разработанных типовых тех-
нологических решений и стандартных и нормализованных элементов.
Другое направление — широкое применение при проектировании ра-
бочих технологических процессов различных методов научной организации
труда (НОТ), которые позволяют существенно сократить трудоемкость
проектирования.
К числу простейших методов НОТ относится использование перфо-
рированных карт, счетно-перфорационных машин для быстрого отыска-
ния соответствующих типовых технологических процессов и высокопро-
производительных множительных аппаратов для размножения техноло-
гической документации.
Примером метода НОТ более высокого порядка может служить ис-
пользование вычислительных машин для определения на основе предва-
рительно разработанных алгоритмов оптимальных структур и оптималь-
ных режимов технологических процессов.
Литература
1. Абибов А. Л., Исследования в области изготовления трехслойных конструк-
ций с легкими заполнителями, Изд-во «Машиностроение», 1964.
2. Абибов А. Л., Бойцов В. В., Шей дем ан И. Ю., Применение неме-
таллических материалов в конструкциях летательных аппаратов, МАИ, 1967.
3. Абакумов М. М., Современные станочные приспособления, Машгиз, 1960.
4. А нее ров М. А., Приспособления для металлорежущих станков. Изд-во «Ма-
шиностроение», 1964.
5. Б а л а к ш и н Б. С., Основы технологии машиностроения, Машгиз, 1959.
6. Б а р у н В. А., Б удине к ий А. А., Станки с программным управлением и
программирование обработки, Изд-во «Машиностроение», 1965.
7. Б е л о у с о в А. П., Проектирование приспособлений. Изд-во «Машинострое-
ние», 1964.
8. Б е л я к о в И. Т., Бирюков Н. М., Зернов И. А., Коноров Л. А.,
Руководство к лабораторным работам по курсу «Технология самолетостроения»,
МАИ, 1961.
9. Белянкин Ф. П., Безуглый В. Д. и др., Пластмассы в машино- и при-
боростроении, Гостехиздат УССР, Киев, 1961.
10. Б ер су дский В. Е., Крысин В. Н., Лесных С. И., Производство со-
товых конструкций, Изд-во «Машиностроение», 1966.
11. Бирюков Н. М., Чударев П. Ф., Лекции по курсу «Теоретические осно-
вы технологии и процессы изготовления деталей самолетов», Оборонгиз, 1963.
12. Б л и н о в Ф. Т., Ф и р а г о В. П., Технология механической обработки де-
талей из листов и профилей при серийном производстве, Оборонгиз, 1960.
13. Бойцов В. В., Нормализованные приспособления для сборки агрегатов са-
молета, Оборонгиз, 1955.
14. Бойцов В. В., Механизация и автоматизация в мелкосерийном производ-
стве, Машгиз, 1962.
15. Бойцов В. В., Григорьев В. П. и др., Сборочные и монтажные рабо-
ты в самолетостроении, Оборонгиз, 1959.
16. Болотин X. Л., Костромин Ф. П., Основы конструирования приспо-
соблений, Машгиз, 1951.
17. В л а з н е в Е. И., Подгорнов С. В. и др., Нормализованные станочные
приспособления. Справочник конструктора, Оборонгиз, 1963.
18. Горбунов М. Н., Определение технологических параметров процесса из-
гиба с растяжением, Труды MATH, № 29, Оборонгиз, 1956.
19. Г о р о ш к и н А. К., Приспособления для металлорежущих станков, Машгиз,
1962.
20. Г р и г о р ь е в В. П., Влияние технологичности выполнения соединений листо-
вых деталей на их прочность и выносливость, Оборонгиз, 1963.
21. Григорьев В. П., Клепка и клепальное оборудование в самолетостроении,
Оборонгиз, 1954.
22. Г р и г о р ь е в В. П., Технология самолетостроения, Оборонгиз, 1960.
23. Е г о р о в М. Е., Дементьев В. Н. и др., Технология машиностроения,
Изд-во «Высшая школа», 1965.
24. Е р е м и н А. И., Автоматическое управление металлорежущих станков, Том-
ский политехнический институт, Изд-во «Высшая школа», 1966.
25. Зернов И. А., Коноров Л. А., Теоретические основы технологии и про-
цессы изготовления деталей самолетов, Оборонгиз, 1960.
26. И с а ч е н к о в Е. И., Штамповка резиной и жидкостью, Машгиз, 1962.
27. Кардашов Д. А., Синтетические клеи, Изд-во «Химия», 1964.
28. К а ш и р и н А. И., Курс технологии машиностроения, Машгиз, 1949.
29. К о в а н В. Н., Технология машиностроения, Машгиз, 1944.
30. Конструкционные материалы. Изд-во «Советская энциклопедия», 1963, 1964,
1965.
594
31. Кухтаров В. И., Холодная штамповка, Машгиз, 1962'.
32. Л ы се нк о Д. Н., В и т е в с к и й И. В., Штамповка импульсными электро-
магнитными полями. «Кузнечно-штамповочное производство», 1964, № 5.
33. Лысов М. И., Теория и расчет процессов изготовления деталей методами
гибки. Изд-во «Машиностроение», 1966.
34. Малов А. И., Технология холодной штамповки, Оборонгиз, 1958.
35. Марков А. И., Резание труднообрабатываемых материалов при помощи
ультразвуковых и звуковых колебаний. Машгиз, 1962.
36. М и т р о ф а н о в С. И., Групповая обработка деталей как метод научных
основ технологии. Ленингр. Дом научно-технической пропаганды, 1957.
37. Михалев И. И., Колобова 3. Н., Батизат В. П., Технология скле-
ивания металлов, Изд-во «Машиностроение», 1965.
38. Назаров С. Г., Механизация процессов рентгеновского контроля сварных
соединений, «Сварочное производство», 1963, № 4.
39. Попандопуло Л. С., Капташьян Н. В., Казакевич Т. И., По-
луавтоматические установки для точечной сварки с программным управлением, «Свароч-
ное производство», 1964, № 4 и 12.
40 Прудников М. И., Ф е й г и н А. В., Деформирование импульсными элек-
тромагнитными полями, «Кузнечно-штамповочное производство», 1964, № 5.
41. Раковский В. С., Саклинский В. В., Порошковая металлургия в ма-
шиностроении. Справочник, Машгиз, 1963.
42. Р о м а н о в с к и й В. П., Справочник по холодной штамповке. Машгиз, 1959
43. Сборник статей под редакцией Ф. Уилсона и У. Брэнджа, Оснащение самолет-
ного и ракетного производства. Пер. с англ., Изд-во «Машиностроение», 1966.
44. С к в о р ц о в А. А., Акименко Л. Д., К У з е л е в М. Я-, Нагреватель
ные устройства, Изд -во «Высшая школа», 1965.
45. С м и р н о в - А л я е в Г. А., Вайнтрауб Д. А. Холодная штамповка в
приборостроении, Машгиз, 1963.
46. Соколовский А. П., Курс технологии машиностроения, ч. I и II. Машгиз,
1947 и 1949.
47. Справочник технолога-машиностроителя, т. I, Машгиз, 1956.
48. Т а р а с е в и ч Р. М., Лекции по курсу «Сборочные и монтажные работы в са-
молетостроении», МАИ, 1967.
49. Т и х о м и р о в В И., Организация и планирование самолетостроительного
предприятия, Оборонгиз, 1957.
50. Т о л с т о в М. А., Пневматические и пневмогидравлические приспособления,
Машгиз, 1961.
51. Тростянская Е. Б., Калачев 6. А и др., Новые материалы в технике,
Химиздат, 1962.
52. У ш а к о в Н. Н., Технология элементов вычислительных устройств, Изд-во
«Высшая школа», 1966.
53. Ф е д о р о в Б. Ф., Механизация и автоматизация слесарно-сборочных работ,
Машгиз, 1952.
о4. Ф и р а г о В. П., Основы проектирования технологических процессов, Оборон-
гиз, 1963.
55. Ц и б и з о в Н. И., Средства механизации изготовления и контроля жгутов
электропроводов, Оборонгиз, 1962.
56. Ч е к а н о в А. А., Современные методы сварки, Профтехиздат, 1961.
57. Ч у д а р е в П. Ф., Методологические основы технологии, МАИ, 1967.
58. Шнейдер Ю. Г., Чистовая обработка металлов давтением, Машгиз, 1963.
59. Ш о ф м а н Л. А., Теория и расчеты процессов холодной штамповки, Машино-
строение, 1964.
Оглавление
Стр.
Предисловие . ,............................................................... 3
Раздел первый
Теоретические основы технологии самолетостроения
Глава I. Исходные понятия и особенности самолетостроения...................... 5
§ 1. Предмет и задачи курса. Роль технологии в развитии авиационного про-
изводства ............................................................... 5
§ 2. Специфические особенности самолетостроения........................ 7
§ 3. Структура предприятия и его производственный процесс.............. 9
§ 4. Понятие о технологическом процессе и его составляющих............. 10
§ 5. Взаимная связь между технологическим и производственным процес-
сами ................................................................... 13
§ 6. Типы производства................................................. 14
Глава II. Качество продукции и общие технологические методы его обеспечения . 18
§ 1. Исходные понятия................................................... 18
§ 2. Количественная оценка качества изделий............................. 20
§ 3. Значение качества продукции для народного хозяйства.................22
§ 4. Структура процесса формирования качества продукции................. 23
§ 5. Основные технологические задачи по обеспечению качества продукции . 28
§ 6. Роль взаимозаменяемости в обеспечении качества..................... 30
§ 7. Плазово-шаблонный метод производства............................ . 31
§ 8. Сборка изделий по принципу компенсации............................. 51
§ 9. Общие правила точного изготовления деталей......................... 51
§ 10. Основные методы технического контроля.............................. 60
Глава III. Экономическая эффективность технологических процессов............. 69
§ 1. Технологические методы повышения производительности труда .... 69
§ 2. Технологические методы снижения себестоимости продукции............ 81
§ 3. Эффективность капитальных вложений................................. 90
Глава IV. Технологичность конструкций самолетов (вертолетов)................. 93
§ 1. Содержание понятия «технологичность»........................... 93
§ 2. Общие технологические требования к конструкциям................ 94
§ 3. Специфические требования единичного и мелкосерийного производства 96
§ 4. Специфические требования крупносерийного производства.......... 96
§ 5. Частные технологические требования к элементам конструкций .... 97
§ 6. Последовательность обеспечения технологичности конструкций . . . . 97
§ 7. Количественная оценка технологичности конструкций.............. 98
Глава V. Механизация и автоматизация технологических процессов.......... 99
§ 1. Механизация и автоматизация подачи заготовок и деталей в зону обра-
ботки ..................................................................100
§ 2. Автоматизация процессов обработки и сборки.....................103
§ 3. Автоматизация процессов контроля...............................125
§ 4. Автоматические линии...........................................126
Г лава VI. Общая методика проектирования технологических процессов .... 131
§ 1. Исходные данные для разработки технологических процессов...........131
§ 2. Последовательность проектирования технологических процессов изготов-
ления деталей.........................................................„ 132
596
§ 3. Особенности проектирования технологических процессов сборки . . . -
4. Пути сокращения объема работ и повышения качества проектирования
технологических процессов..............................................
Раздел второй
Процессы изготовления деталей самолетов
Глава VII. Детали, материалы, применяемые для их изготовления, и общая клас-
сификация технологических процессов .......................................
§ 1. Конструктивно-технологические особенности деталей................
§ 2. Характерные полуфабрикаты, заготовки и композиционные материалы,
применяемые для изготовления деталей...................................
§ 3. Общая классификация технологических процессов....................
Глава VIII. Процессы формообразования разделением полуфабриката и удале-
нием излишнего материата...................................................
§ 1. Припуски на обработку............................................
§ 2. Механические процессы............................................
§ 3. Электрические процессы...........................................
§ 4. Электрохимические процессы.......................................
§ 5. Акустические процессы............................................
§ 6. Лучевые процессы.................................................
§ 7. Химические процессы..............................................
§ 8. Термические процессы.............................................
Глава IX. Процессы формообразования холодным деформированием...............
§ 1. Формование.......................................................
§ 2. Объемное деформирование..........................................
§ 3. Деформирование поверхностных слоев . . •.........................
Глава X. Процессы термической обработки....................................
§ 1. Термическая обработка деталей из конструкционных сталей..........
§ 2. Термическая обработка деталей из коррозионностойких и жаропрочных
сталей и сплавов ......................................................
§ 3. Термическая обработка деталей из титановых сплавив...............
§ 4. Термическая обработка деталей из алюминиевых сплавов.............
§ 5. Термическая обработка деталей из магниевых сплавов...............
§ 6. Оборудование для термической обработки ..........................
§ 7. Уменьшение деформаций и короблений при термообработке............
§ 8. Контроль при термообработке......................................
§ 9. Термомеханическая обработка............................... . . .
§ 10. Мероприятия по охране труда и технике безопасности...............
Глава XI. Процессы образования защитных покрытий...........................
§ 1. Защита от коррозии стальных деталей..............................
§ 2. Защита от коррозии деталей из алюминиевых сплавов................
§ 3. Защита от коррозии деталей из магниевых сплавов..................
§ 4. Механизация и автоматизация процессов образования защитных по-
крытий ................ ...............................................
Глава XII. Комплексная технологическая классификация и процессы изготовления
характерных деталей .......................................................
§ 1. Принципы комплексной технологической классификации...............
§ 2. Процессы изготовления характерных деталей из листов, профилирован-
ных плит, профилей и тонкостенных тр1 б................................
§ 3. Процессы изготовления характерных деталей из прутков, толстостенных
труб, поковок, штамповок и отливок.....................................
§. 4 . Процессы изготовления характерных деталей из листов, плоских плит
и полос ...............................................................
§ 5. Процессы изготовления характерных деталей из точных штамповок, от-
ливок и прессованных заготовок.........................................
Глава XIII. Изготовление деталей из пластмасс, керамики и металлокерамики . .
§ 1. Характеристика пластмасс, применяемых в самолетостроении..............
§ 2. Методы переработки пластмасс.....................................
§ 3. Характеристика материалов для изготовления деталей из керамики и ме-
таллокерамики ....................................
§ 4. Методы изготовления деталей из керамики и металлокерамики ....
Г лава XIV. Специальные станочные приспособления
§ o' ^а3начеьие и составные части специальных станочных приспособлений
§ 2. Базирование заготовки в приспособлении
Стр.
144
149
151
151
153
160
162
162
164
193
196
198
199
199
201
203
205
242
249
253
253
255
255
255
257
257
259
259
260
261
262
262
267
267
268
270
270
273
279
283
286
288
288
290
298
303
309
309
ЗЮ
597
Стр..
§ 3. Зажимные элементы и механизмы.................................... 3^3
§ 4. Корпусы и другие элементы и механизмы приспособлений . 331
§ 5. Методика проектирования специальных станочных приспособлении . . ЗЗо'
Раздел третий
Сборочные и монтажные процессы. Технологическая подготовка
серийного производства
Глава XV. Технологическая характеристика процессов сборки..................337
§ к Содержание и объем сборочных работ...............................|37
§ /2 . Требования к точности обводов агрегатов и взаимному их положению ’ 338
§ 3- Схемы сборочных процессов.........................................i
§ 4. Уровень и перспективы механизации и автоматизации сборочных про-
цессов ................................................................343
§ 5. Конструктивно-технологическое членение самолета на агрегаты, панели
и узлы.................................................................344
Г лава XVI. Методы сборки и сборочные базы................................354
; § 1. Методы сборки....................................................354
\ § 2. Сборочные базы при сборке в приспособлениях..................Зо9
Глава XVII. Технологическая характеристика заклепочных соединений и типовые
примеры сборки клепаных узлов и панелей................................367
§ 1. Характеристика применяемых в самолетостроении соединений.........3 ?7
§ 2. Общие сведения о заклепочных соединениях.........................368
§ 3. Образование отверстий под заклепки............................... 369'
§ 4. Клепка...........................................................372
§ 5. Специальные заклепки.............................................380
§ 6. Способы герметизации заклепочных соединений......................38?
§ 7. Способы контроля качества заклепочных соединений.................386
§ 8. Техника безопасности . ....................................... 387
§ 9. Типовой пример сборки панели клепаной конструкции ............... 387
Г лава XVIII. Технологическая характеристика сварных соединений и типовые при-
меры сборки сварных узлов и панелей................................... 389
§ 1. Процессы сборки при помощи сварки плавлением......................' 391
§ 2. Процессы сборки с помощью электроконтактной точечной и роликовой
сварки.................................................................401
§ 3. Типовые процессы сборки узлов и панелей с применением контактной
сварки.................................................................405
§ 4. Контроль качества сварных соединений.............................411
§ 5. Технологические требования к конструкции сварных соединений . . . 414
Глава XIX. Сборка узлов и панелей с применением пайки.....................415
§ 1. Области применения пайки.........................................415
§ 2. Пайка трубопроводов..............................................416
§ 3. Пайка электропроводов......................................... 419
§ 4. Пайка узлов и панелей трехслойной конструкции с заполнителем . . . 419
Г лава XX. Сборка узлов и панелей с применением клея.......................426
§ 1. Характеристика клеев и области применения клеевых соединений . . 426
§ 2. Основные операции при склеивании. Оборудование и инструмент . . . 431
§ 3. Процессы склеивания изделий из листового материала и профилей . . . 434
§ 4. Изготовление трехслойных конструкций с сотовым заполнителем . . . 435
§ 5. Изготовление узлов, панелей и отсеков с заполнителем в виде пенопласта 441
§ 6. Процессы выполнения комбинированных соединений....................445
§ 7. Контроль качества клеевых соединений.............................445
Глава XXI. Разъемные соединения и методы их выполнения.....................447
§ 1. Образование отверстий, постановка и затяжка болтов...............4^8
§ 2. Применение компенсаторов и герметизация разъемных соединений . . 454
Г лава XXII. Сборка отсеков и агрегатов металлической конструкции..........456
§ 1. Конструктивно-технологическая характеристика отсеков и агрегатов . 456
§ 2. Сборка отсеков и агрегатов непанелированной конструкции .... 459
§ 3. Сборка отсеков и агрегатов панелированной конструкции............469
§ 4. Сборка агрегатов из отсеков......................................470
§ 5. Взаимозаменяемость по стыкам отсеков и агрегатов.................473
- § 6. Контроль обводов агрегатов......................................480
Г лава XXIII. Изготовление и сборка отсеков и агрегатов из неметаллических ма-
териалов . . .......................................................482
§ 1 Характеристика if области применения армированных пластмасс . . . 482
598
Стр.
§ 2. Способы изготовления отсеков и агрегатов...........................48х
§ 3. Примеры изготовления изделий.......................................491
§ 4. Оборудование, оснастка, инструмент.................................495
§ 5. Контроль качества и техника безопасности...........................495
Глава XXIV. Механосборочные работы...........................................497
§ 1. Классификация и технологическая характеристика агрегатов механиче-
ского оборудования ..................................................... 497
§ 2. Особенности технологических процессов сборки агрегатов механического
оборудования ........................................................... 498
§ 3. Отработка, испытания и контроль агрегатов механического оборудо-
вания ...................................................................50а
§ 4. Методы и средства обеспечения взаимозаменяемости при монтаже агре-
гатов механического оборудования.........................................510
Глава .VXV. Сборочные приспособления.......................................511
§ 1. Назначение сборочныхТтрисиособлений и технологические требования
к ним....................................................................511
§ 2. Классификация и конструкция типовых сборочных приспособлений . . 513
§ 3. Проектирование сборочных приспособлений...........................520
§ 4. Изготовление и монтаж сборочных приспособлений....................523
§. 5. Взаимная увязка сборочных приспособлений.........................5-30
§-, 6. Эксплуатация сборочных приспособлений.............................531
Глава XXVI. Технологические процессы монтажа бортового оборудования само-
летов .................................................................. 532
§ 1. Общая характеристика монтажных работ..............................532
§ 2. Конструктивно-технологическая отработка монтажей бортового обору-
дования .............................................................. 533
§ 3. Надежность бортового оборудования.................................537
§ 4. Монтаж, контроль и испытание бортового оборудования в агрегатных
цехах................................................................... 541
Глава XXVII. Общая сборка и испытания самолетов (вертолетов).................562
§ 1. Процессы общей сборки.............................................562
§ 2. Контрольные испытания бортового оборудования......................579
§ 3. Летные испытания самолетов (вертолетов)...........................583
Глава XXVIII. Технологическая подготовка серийного производства самолетов
(вертолетов)............................................................ 585
§ 1. Содержание и объем работ по технологической подготовке производства 585
§ 2. Значение и основные принципы организации технологической подготов-
ки производства......................................................... 587
§ 3. Пути совершенствования технологической подготовки производства . . 593
Литература.................................................................. ;94
Ашот Леонович Абибов, Василий Васильевич Бойцов,
Николай Михайлович Бирюков, Василий Прохорович Григорьев
Степан Васильевич Елисеев\, Игорь Алексеевич Зернов,
Лев Андреевич Коноров, Павел Федорович Чударев
ТЕХНОЛОГИЯ САМОЛЕТОСТРОЕНИЯ
Редактор М. Ф. Богомолова
Художник И. Т. Дворников
Корректор Е. П. Карнаух
Техн, редактор Н. Н. Скотникова
Т-06960 Сдано в набор 17/XI 1969 г.
Подписано в печать 4/VI-1970 г.
Формат 70X1081/16 Печ. л. 37,63 в т. ч. 1 вкл.
(Усл. печ. л. 52,68) Уч.-изд. л. 48,67
Бум. л. 18,81. Бумага № 1. Тираж 11 000 экз.
Цена 1 р. 88 к. Тем. план 1970 г. №222 Зак. № 1195
Издательство «Машиностроение», Москва, К-51,
Петровка, 24
Московская типография № 8 Главполиграфпрома
Комитета по печати при Совете Министров СССР,
Хохловский пер., 7. Тип. зак. 5173