/




























































































































Теги: пулеметы военное дело инструкция по ремонту
Год: 1954
Похожие




Текст
МИНИСТЕРСТВО ОБОРОНЫ СОЮЗА ССР
экз. .*6654
ИНСТРУКЦИЯ
по РЕМОНТУ
14,5-лм* ОДИНОЧНОЙ ЗЕНИТНОЙ
ПУЛЕМЕТНОЙ УСТАНОВКИ
ВОДОПЬЯНОВА И РАЧИНСКОГО
(ЗПУ-1)
ЧАСТЬ ВТОРАЯ
РЕМОНТ УСТАНОВКИ
ВОЕННОЕ ИЗДАТЕЛЬСТВО
МИНИСТЕРСТВА ОБОРОНЫ СОЮЗА ССР
МОСКВА-1954
МИНИСТЕРСТВО ОБОРОНЫ СОЮЗА ССР
Экз. №
ИНСТРУКЦИЯ
ПО РЕМОНТУ
14,5-лл ОДИНОЧНОЙ ЗЕНИТНОЙ
ПУЛЕМЕТНОЙ УСТАНОВКИ
ВОДОПЬЯНОВА И РАЧИНСКОГО
(ЗПУ-1)
ЧАСТЬ ВТОРАЯ
РЕМОНТ УСТАНОВКИ
ВОЕННОЕ ИЗДАТЕЛЬСТВО
МИНИСТЕРСТВА ОБОРОНЫ СОЮЗА ССР
МОСКВА-1954
1
В книге всего пронумеровано 128 стр., кроме того, 3 вклейки на 3 листах.
Вклейка № 1 — Чертеж 9. Подножка с отрывным механизмом — между
стр. 116 и стр. 117.
Вклейка № 2 — Чертеж 12. Механизмы стопорения и подрессоривания и ре-
дуктор— между стр. 118 и стр. 119.
Вклейка № 3 — Чертеж 13. Червячный редуктор механизма подъема и опу-
скания колес — между стр. 118 и стр. 119.
2
ВВЕДЕНИЕ
Инструкция по ремонту 14,5-лж одиночной зенитной пулеметной
установки Водопьянова и Рачинского (ЗПУ-1) предназначается в ка-
честве ремонтной документации для войсковых артиллерийских ре-
монтных мастерских. Инструкция состоит из двух самостоятельных
частей: часть первая — «Ремонт 14,5-мм пулеметов Владимирова
КПВ» и часть вторая — «Ремонт установки».
Настоящая Инструкция дает ряд указаний по выявлению неис-
правностей и ремонту установок, изготовленных по чертежам опыт-
ной серии. Порядок и правила разборки и сборки, чистки и смазки
установки, а также проверки взаимодействия частей и выверки ме-
ханизмов ее указаны в Руководстве службы на эту установку.
Способы ремонта, указанные в Инструкции, приняты с учетом
технического оснащения ремонтных артиллерийских мастерских.
В зависимости от технического оснащения мастерских указания
о способах ремонта даны с обозначением той мастерской, для кото-
рой этот способ предназначен.
При _этом мастерские условно обозначены следующими индек-
мастерская,
мастерская,
мастерская.
ПМ — полковая артиллерийская ремонтная
ремонтная
ремонтная
сами:
ДАРМ — дивизионная артиллерийская
ААРМ — армейская артиллерийская
ФПАРМ — фронтовая подвижная артиллерийская ремонтная ма-
стерская — ремонтирует способами, указанными для ААРМ.
В случае, если способы выявления и устранения неисправностей
являются одинаковыми для всех ремонтных мастерских, то в Ин-
струкции ссылка делается только на ПМ.
Мастерские, не имеющие оборудования для сварочных и токар-
ных работ, обязаны кооперироваться с другими мастерскими, имею-
щими это оборудование.
Если мастерская располагает оборудованием, позволяющим за-
менить ручные работы, предусмотренные настоящей Инструкцией,
станочными, то такая замена должна быть произведена.
Полковые мастерские, имеющие токарный станок, электросва-
рочный аппарат и квалифицированных мастеров, обязаны выполнять
работы, предусмотренные в Инструкции для ДАРМ, если имеется
на это соответствующий приказ начальника артиллерийского воору-
жения военного округа (группы войск).
Пр
стеров,
ДАРМ), полковыми мастерскими не обязательно.
1* Зак. 271
имечание. Если в полковой мастерской нет квалифицированных ма-
то выполнение работ, отмеченных звездочкой * (предусмотренных для
3
Устранение общих неисправностей (ржавчины, изгиба деталей,
вмятин, забоин, задирин, забитости или срыва резьбы, скругления
граней на деталях и т. д.), оксидирование вновь изготовленных дета-
лей и после зачистки деталей при ремонте, а также определение
твердости деталей производить в соответствии с указаниями Руко-
водства по ремонту 7,62-.и.и ручных пулеметов ДП и ДПМ и 7,62-л«ж
танковых пулеметов ДТ и ДТМ, изд. 1951 г.
Оправки и вкладыши, предусмотренные в Инструкции для ис-
пользования при ремонте отдельных деталей, изготовляются мастер-
скими, имеющими соответствующее оборудование.
Предусмотренную в Инструкции (для установок первых годов
изготовления) постановку пресс-масленок в погон и в механизм
подъема и опускания колес, а также стоп-сигнала на правый гря-
зевой щиток производить только при наличии в мастерской необхо-
димых запасных деталей.
Способы ремонта, указанные в Инструкции, в отдельных случаях
дополнены рисунками, на которых места обработки деталей показа-
ны жирными линиями, а размеры даны только те, которые необхо-
димы для выполнения данных ремонтных операций.
Для облегчения пользования Инструкцией в конце ее даны чер-
тежи, поясняющие конструкцию механизмов, на которых цифровые
выноски 1, 2, 3 и т. д. обозначают порядковые номера рассматрива-
емых в тексте причин неисправностей, а обозначения в виде 01-15,
06-4, Сб. 02-4 и т. д. указывают номера деталей или сборок уста-
новки.
Марки сталей, указанные на рисунках для изготовления дета-
лей, выбраны по ГОСТ 380—50, ГОСТ 1050—52 и ГОСТ В-1435—42.
Марки электродов для электродуговой сварки выбраны по ГОСТ
2523—51.
В качестве незамерзающей смазки используется смазка АФ-70
(ГОСТ 2967—52) или ГОИ-54 (ГОСТ 3276—46).
При поступлении на ремонт установок с формулярами, в которых
имеется полное наименование установок, необходимо тщательно за-
черкнуть (забить и т. д.) это наименование в формуляре, а вместо
наименования записать индекс изделия «56-ЗТ-562».
Для накопления опыта по устранению неисправностей установок
все замечания и предложения по содержанию Инструкции направ-
лять начальникам артиллерийского вооружения соответствующих
военных округов и далее в ГАУ.
4
УКАЗАНИЯ ПО РАЗБОРКЕ И СБОРКЕ
При разборке и сборке установки руководствоваться следующим:
1. Применять только штатный специальный инструмент и при-
надлежность.
2. Перед выниманием шплинтов разведенные концы их предва-
рительно сводить плоскогубцами.
3. При отвинчивании и навинчивании деталей не допускать сры+
ва ключей и сминания отвинчиваемых или соседних с ними деталей.
4. Во избежание повреждения резьбы болтов последние выби-
вать при помощи медной выколотки.
5. Не применять чрезмерно больших усилий для отвинчивания
деталей, так как это может повлечь за собой повреждение их. Не
поддающиеся отвинчиванию детали следует залить керосином и
путем постукивания молотком облегчить отвинчивание.
6. Перед разборкой, во избежание нарушения регулировки меха-
низмов установки при сборке их, заменить взаимное расположение
деталей. В регулируемых резьбовых соединениях заметить величину
длины свинчивания.
Взаимное расположение регулируемых деталей следует отмечать
рисками, причем Нанесение рисок производить аккуратно, во избе-
жание повреждения деталей.
7. При сборке механизма детали должны ставиться на те же ме-
ста, с которых они были сняты; поэГому те детали, которые при
сборке могут быть перепутаны, при разборке должны укладываться
комплектно с сопряженными деталями или на них должны ста-
виться метки (краской, чертилкой).
8. Шпонки отделять только в тех случаях, когда это необходимо
по ходу разборки или для их исправления и замены.
9. Снятые части должны укладываться на козелки, подставки
и столы.
10. Полированные, шлифованные и трущиеся части оберегать от
забоин, царапин, грязи И ржавчины.
11. При сборке механизмов установки все крепежные детали
затянуть, а стопорные шайбы отогнуть на грани болтов или гаек.
12. При сборке ходовой части гайку 05-7 (черт. 12) полуоси за-
тянуть до отказа ключом 27 X 32. В процессе затягивания гайки
полуоси ступицу колеса поворачивать в разных направлениях, для
того чтобы ролики подшипников 05-86 и 05-87 правильно установи-
лись по коническим поверхностям колец подшипников. Затем гайку
полуоси отвинтить примерно на 7з оборота до совпадения ближай-
шей прорези гайки с отверстием под шплинт 03-53 в полуоси и по-
ставить шплинт.
Перед сборкой ходовой части подшипники смазать солидолом Л
ГОСТ 1033—51.
5
ВЫЯВЛЕНИЕ НЕИСПРАВНОСТЕЙ И РЕМОНТ
ОСНОВАНИЯ УСТАНОВКИ СО СТРЕЛОЙ
Вертикальная качка подвижного кольца погона
на неподвижном кольце
Поставить установку в боевое положение, закрепить по-поход-
ному вертлюг и люльку стопорами, обхватить люльку руками, от-
жать вертлюг с подвижным кольцом погона до отказа кверху и
щупом определить зазор между подвижным и неподвижным коль-
цами погона, после чего отжать вертлюг с люлькой до отказа вниз и
снова щупом определить зазор между подвижным и неподвижным
кольцами погона. Разность между первым и вторым измерениями
даст -величину качки подвижного кольца погона на неподвижном,
которая допускается до 0,5 мм.
Причины неисправности:
1. Износ подшипниковых шариков 04-11 и л и п р о-
волочных колец 04-6 и 04-7 (черт. 1).
Отделить пулемет от люльки и кронштейн питания от установ-
ки. Вращая маховик подъемного механизма установки, придать
люльке угол возвышения 90° (зенит) и, вращая гайку 02-24 (черт. 2)
натяжного (регулировочного) винта, ослабить пружину уравнове-
шивающего механизма.
Вывести наконечник троса 02-19 пружины уравновешивающего
механизма из прорези пальца на левом подшипнике люльки, после
чего придать люльке угол возвышения 0°.
Ослабить (вывинчиванием) болт 03-51 (черт. 3) серьги большой
тяги, параллелограмма и отсоединить большую тягу Сб. 03-7 от
малой.
Вывинтить втулку 01-75 (черт. 4) гибкой трубки троса из крон-
штейна на корпусе люльки (справа) и, вывинтив ее из гибкой трубки,
снять с троса, после чего вывести наконечник троса 02-19 перезаря-
жания из прилива 01-22 на стержне перезаряжания.
Вывести трос 02-19 через гнездо на корпусе люльки и через
окно в подшипнике люльки, освободить и откинуть наметкц хомута,
после чего отделить люльку с большой тягой параллелограмма от
вертлюга.
Отвинтить гайку 09-24 (черт. 5) и отделить от ведущего валика
поворотного механизма маховик Сб. 09-1, после чего отогнуть шай-
бы 02-50, вывинтить болты 11-15, выбить два установочных штифта
03-31 и . отделить поворотный механизм.
Затем поставить установку на деревянную платформу так, чтобы
дно основания расположилось сверху, вывинтить болты 05-52
(черт. 1), отделить дно 04-18 от основания, отогнуть шайбы 04-13,
вывинтить восемь болтов 04-9 и отделить.основание 04-1 со стрелой
от погона.
Отогнуть стопорные шайбы 04-12, вывинтить болты 04-10 и отде-
лить нижнее неподвижное кольцо 04-2 с одним проволочным коль-
цом 04-7 большого диаметра.
6
ПМ. Осмотреть проволочные кольца 04-6 и 04-7. При износе ко-
лец (наличие на поверхности колец канавок от шариков) снять тон-
кие регулировочные шайбы 04-50 (оксидированные) или подшли-
фовать толстые шайбы 04-8 (неоксидированные), собрать установку
в обратном порядке и проверить качку подвижного кольца погона.
ААРМ. Если таким образом качка подвижного кольца не устра-
няется, то подобрать или изготовить новые проволочные кольца
(рис. 1), тщательно выправить их и поставить на место, при этом
зазор между стыками проволочных колец, уложенных в кольцевую
проточку деталей погона, должен быть не более 1 мм.
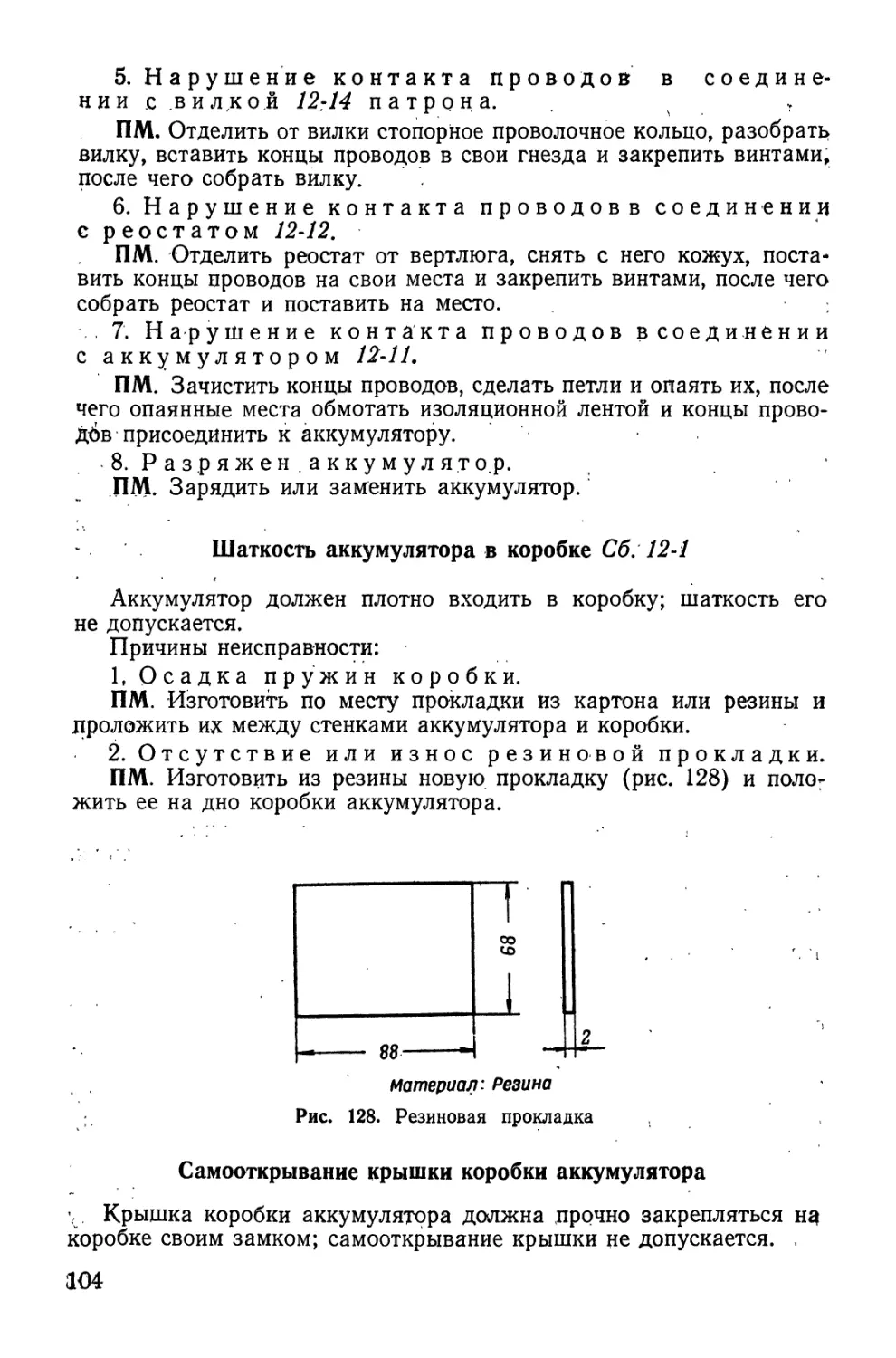
При смятии или утере регулировочных шайб изготовить новые
(рис. 2 и 3) и поставить их на место.
При выступании концов болтов 04-10 за верхнюю плоскость верх-
него неподвижного кольца 04-3 допускается зачистка их личным на-
пильником.
Примечания: 1. При сборке погона нижнее неподвижное кольцо с зуб-
чатым венцом, верхнее неподвижное кольцо, подвижное кольцо, проволочные
кольца и подшипниковые шарики смазать незамерзающей смазкой.
2. При постановке нижнего неподвижного кольца с зубчатым венцом кон-
трольный штифт ее должен входить в отверстие на верхнем неподвижном кольце.
3. При сборке погона постановка Подшипниковых шариков 04-11 разный диа-
метров не допускается.
№ детали . Наименование D в мм
04-6 Проволочное кольцо внутреннее 0739,в+°’4 ' ’
04-7 Проволочное кольцо наружное 0766,8+0,4 .
Примечание. Проволока должна быть
с чистой и гладкой поверхностью
и при изгибе кольца встык не
должна иметь волнистой поверх-
ности.
Материал-Проволока В-1
Верхние, края стыка притупить 8^0,2
Рис. 1. Проволочные кольца
7
W кругом
№ комп- лекта 1 2 3 4 5 6
А 1,1S-0,04 1,3~0,04 ^-(ММ 1’6—0,04 ^-о.од
Материал: Gm.SO «
Ряс. 2. Шабба регулировочная толстая 04-8
W кругом
3
— . _♦
S
Материал. Ст. 50
Оксидировать
Рис. 3. Шайба регули-
ровочная тонкая 04-50
2. Самоотвинчивание болтов 04-9 и 04-10 (черт. 1).
ПМ. Разобрать погон, как указано выше. Ввинтить болты до от-
каза, й стопорные шайбы 04-12 и 04-13 отогнуть на грани болтов.
Подвижное кольцо 04-4 погона поворачивается
при походном положении установки (черт. 1)
Стопор вертлюга по-походному должен ра-
ботать йадежно, без заеданий и энергично за-
щелкиваться под. действием своей пружины при
вращении подвижного кольца погона.
Радиальная качка подвижного кольца по-
гона относительно неподвижного кольца в уста-
новке, поставленной на стопор, допускается до
2 мм (проверяется у края подвижного кольца
погона).
При откидывании кольца стопора последнее
не должно заедать в вырезах трубки стопора.
При выключенном стопоре стержень стопора
не должен задевать за основание погона.
Причины неисправности:
1. Осадка или излом пружины 02-37 с т о п о р а.
ПМ. Повернуть подвижное кольцо погона так, чтобы стержень
02-38 стопора заскочил в отверстие на основании погона, отделить
от стопора кольцо 02-39, через отверстие в оснований погона вынуть
стержень стопора, снять с него пружину 02-37, надеть на стержень
новую пружину, поджать стержень до отказа кверху и присоединить
к нему кольцо.
Примечание. В некоторых установках для свободного вынимания стерж-
ня стопора через отверстие основания погона необходимо предварительно
свинтить гайку 04-28 (черт. 6) и ударами молотка установить конец болта 04-27 за-
подлицо со стенкой кронштейна основания погона.
2. Смятие или излом- кольца 02-39 стопор а.
ПМ. Выправить кольцо стопора при помощи плоскогубцев. Сло-
манное кольцо заменить. Если нет запасного кольца, изготовить
новое (рис. 4).
3. Смятие или забитость стенок вырезов (/ на
черт. 1) в трубке Сб. 04-2 стопора вертлюга.
8
ПМ. Зачистить стенки вырезов в трубке стопора личным напиль-
ником (рис. 5).
Рис. 5. Зачистка стеяок выреза в трубке стопора
Отсутствие масленки в подвижном кольце погона
(в установках первых годов изготовления)
ААРМ. Разобрать установку, как указано в разделе «Вертикаль-
ная качка подвижного кольца погона на неподвижном кольце», п. 1,
(стр. 6), изготовить бобышку 02-85 (рис. 6), приварить ее к по-
движному кольцу погона электродуговой сваркой электродом Э50-3
(рис. 7), рассверлить отверстие диаметром 8 +0’4мл, обработать его
на конус и нарезать резьбу (рис. 8), после чего ввинтить до отказа
пресс-масленку 04-65 (1—А1 ГОСТ 1303—45) (рис. 9).
V кругом
материал: Ст. 30
Рис. 6. Бобышка
02-85
Рис. 7. Приварка бобышки к подвижному кольцу погона:
/ — бобышка 02-85
Качка стрелы в соединении с основанием погона (черт. 6)
Качка стрелы в соединении с основанием погона не допускается.
Причины неисправности: -
1. Слабо затянуты гайки 04-28.
ПМ. Затянуть гайки до отказа и зашплинтовать их.
2. Износ или. смятие стенок отверстий в крон-
штейнах основания погона.
ДАРМ*, Отделить основание погона со стрелой от погона, а
стрелу от основания погона.
10
Рис. 8. Сверление отверстия, обработка его на конус и нарезка резьбы в по-
движном кольце погона
11
Рассверлить отверстия в кронштейнах основания погона на диа-
метр 20+0’045 мм (рис. 10), изготовить втулки (рис. 11), запрессо-
вать втулки в отверстия кронштейнов медным молотком, буртиками
втулок наружу, и приварить буртики втулок к кронштейнам в четы-
рех точках электродуговой сваркой электродом Э42-2 (рис. 12). За-
Рис. 9. Постановка пресс-масленки в подвижное
кольцо погона:
1 — пресс-масленка 04-65
Рис. 10. Обработка отверстий в кронштейнах основания погона
12
Выступающие
торцы втулок
зачистить
заподлицо
/
Наплывы металла
обработать
заподлицо
Рис. 11. Втулка Рис. 12. Запрессовка втулок в отверстия кронштей-
нов основания погона:
1 — втулка
тем наплывы металла зачистить заподлицо с буртиками втулок, а
выступающие торцы втулок заподлицо с кронштейнами, присоеди-
нить стрелу к основанию погона при помощи болтов 04-27 и гаек
04-28 и зашплинтовать гайки (рис. 13).
Примечание. При постановке втулок в отверстия кронштейнов основа-
ния погона шайбы 04-29 не ставить.
Наплывы металла
обработать
заподлицо
13
Рис. 13. Крепление стрелы:
1 — болт 04-27; 2 — втулка; 3 — гайка 04-28
Затруднительно сцепляется установка с автомобилем
(черт. 6)
Сцепление установки с автомобилем должно производиться сво-
бодно, усилием рук, без применения молотка и других предметов.
Причина неисправности:
Изгиб стрелы в средней части.
ПМ. Отделить стрелу от основания погона и рыправить ее на
деревянной тумбе медным молотком весом 3—4 кг.
Вмятины на трубах стрелы, получающиеся в результате прав-
ки и не ухудшающие прочности стрелы, допускаются.
Переделка шворневой лапы (в установках первых годов
изготовления) для сцепления установки с автомобилем ГАЗ-63
1-й случай. Установка имеет основную и допол-
нительную шворневые лапы.
ААРМ. Свинтить гайку 04-28 и отделить верхнюю 04-46 и ниж-
нюю 04-43 пластины шворневой лапы.
Срубить старое кольцо основной шворневой лапы и подгото-
вить шворневую лапу под приварку нового кольца (рис. 14), изго-
товить новое кольцо (рис. 15) и приварить его к шворневой лапе
электродуговой сваркой электродом Э50-4 (рис. 16).
14
2-й случай. Установка не имеет дополнительной
шворневой лапы, а внутренний диаметр кольца
основной шворневой лапы менее 64 мм.
материал: Ст 40
Закалить Rc 32-39
Рис. 14. Подготовка шворневой лапы под при- Рис. 15. Кольцо
варку нового кольца
Рис. 16. Приварка кольца к шворневой
лапе:
/ — кольцо
ААРМ. Разметить на кольце шворневой лапы новое отверстие
диаметром 64 мм так, чтобы оно было концентрично старому отвер-
стию; закрепить оправку с резцом в патроне токарного станка, а
шворневую лапу со стрелой в суппорте так, чтобы была обеспечена
концентричность расточки; расточить отверстие в кольце шворневой
лапы и скруглить ребра на кольце (рис. 17).
15
R5
Рис. 17. Расточка отверстия в кольце шворне-
вой лапы
Трещины в трубах стрелы
ДАРМ. Изготовить накладку из стали любой марки толщиной
2 мм в соответствии с размерами трещины; на концах трещины про-
сверлить отверстия диаметром 3 мм и приварить накладку электро-
дуговой сваркой электродом Э50-3.
Излом поручня стрелы
ДАРМ. Сварить поручень стрелы по месту излома электродуго-
вой сваркой электродом Э50-2.
Подвижное кольцо погона не тормозится на неподвижном
кольце (черт. 7)
При повороте рычага 02-49 тормоза до отказа должно быть пол-
ное торможение; при этом проворот подвижного кольца погона на
неподвижном не допускается.
Причины неисправности:
1. Самоотвинчивание стопорного винта 02-46
оси 11-13 тормоза.
ПМ. Отделить от установки пулемет, люльку с прицелом и крон-
штейн питания; поставить установку на деревянной платформе
так, чтобы дно основания погона было сверху, отделить от осно-
вания погона дно и проверить положение стопорного винта 02-46
оси.
При самоотвинчивании стопорного винта оси подвинчиванием его
отрегулировать зазор между нижним торцом нижнего неподвиж-
ного кольца 04-2 погона и торцом головки оси 11-13 тормоза, кото-
рый должен быть в пределах 0,15—0,3 мм. После отладки зазора сто-
порный винт оси раскернить в трех точках.
2. Износ рабочих плоскостей головки оси 11-13
тормоза, втулки 11-12 тормоза или нижн'его непо-
движного кольца 04-2 погона (2 на черт. 7).
Износ определяется по наличию зазоров более 0,3 мм между ра-
бочей плоскостью головки оси и нижним, неподвижным кольцом по-
гона, а также между рабочей плоскостью втулки тормоза и нижним
неподвижным кольцом погона.
16 - . . •
ПМ. Установить зазор в пределах 0,15—0,3 мм между втулкой
тормоза и нижним неподвижным кольцом погона подвинчиванием
гайки 02-48 тормоза, а между головкой оси и нижним неподвижным
кольцом погона подвинчиванием стопорного винта 02-46 оси, после
чего стопорный винт оси раскернить в трех точках.
Подвинчивание гайки 02-48 тормоза производить путем переста-
новки рычага тормоза на шлицах гайки. '
3. Ослабление посадки штифта 02-45 в о с и тор-
моза.
v остальное
4 ^-о.в
Материал: Ст. 45
Закалить /?с 37-44
Оксидировать
Рис. 18. Штифт 02-45
Рис. 19. Обработка лыски на штифте:
/ — трубка тормоза П-11 или 02-42; 2 — штифт 02-45
ПМ. Подобрать или изготовить новый штифт (рис. 18), обрабо-
тать на концах штифта лыски по пазу в трубке 11-11 тормоза
(рис. 19), поставить штифт на место и отрегулировать зазоры в со-
пряжении деталей тормоза с нижним неподвижным кольцом погона.
4. Изгиб рычага 02-49 тормоз а.
ПМ. Снять рычаг тормоза и выправить его на стальной плите
медным молотком. Затем поставить рычаг на место, закрепить его
болтом 02-51, а стопорную шайбу 02-50 отогнуть на грань болта.
Трещины в основании вертлюга или в дне основания погона
и нарушение сварных швов в местах приварки деталей
к основанию вертлюга
ДАРМ. Зачистить места о нарушением сварных швов драчевым
напильником или срубить швы зубилом, на концах трещин просвер-
лить отверстия диаметром 3 мм-, заварить Лещины в основании или
в дне, а также зачищенные места электродуговой сваркой электро-
дом Э50-3 и зачистить драчевым напильником наплывы металла.
2 Зак. 271
17
Трещины в коленчатых трубах основания вертлюга
в средней части
ДАРМ. Изготовить накладку (рис. 20), установить ее в^ месте
расположения трещины и приварить по контуру электродуговой свар-
кой электродом Э50-3 (рис. 21). Перед приваркой накладки на кон-
цах трещин просверлить отверстия диаметром 3 мм.
остальное
Изгиб поручней стрелы (3 на черт. 6)
ПМ. Выправить поручни стрелы при помощи медного стержня
или на деревянной тумбе медным молотком.
18
Нарушение сварных швов в местах приварки деталей стрелы
ДАРМ. Зачистить места с нарушением сварных швов драчевым
напильником и места зачистки заварить электродуговой сваркой,
электродом Э50-3.
После заварки наплывы металла зачистить заподлицо с поверх-
ностью деталей стрелы.
Излом зубьев нижнего неподвижного кольца 04-2 погона
(черт. 1)
ДАРМ. Отделить нижнее неподвижное кольцо 04-2 от погона, как
указано в разделе «Вертикальная качка подвижного кольца погона
на неподвижном кольце», п. 1; спилить сломанный зуб и обработать
паз в нижнем неподвижном кольце (рис. 22); изготовить вкладыш
Рис. 22. Подготовка нижнего неподвижного коль-
ца погона для постановки вкладыша
(рис. 23) и шаблон по профилю зубьев нижнего неподвижного коль-
ца, забить вкладыш в Иаз нижнего Неподвижного кольца, приварить
его к нижнему неподвижному кольцу по бокам электродуговой свар-
кой электродом Э50-2 и. обработать наплывы металла заподлицо с
кольцом (рис. 24). Затем по шаблону обработать новые зубья ниж-
него неподвижного кольца и собрать погон в порядке, обратном по-
рядку разборки.
2*
19
V кругам
Материал: Ст. 50
Рис. 23. Вкладыш
2
^Новые зубья обрабо-
тать по шаблону,
изготовленному по
профилю годного
зуба
Сеч.гю ДБ
Наплывы металла
обработать заподлицо
Рис. 24. Приварка вкладыша и обработка зубьев в ниж-
нем неподвижном кольце погона:
1 — вкладыш; 2 — нижнее неподвижное кольцо 04-2
20
ВЫЯВЛЕНИЕ НЕИСПРАВНОСТЕЙ И РЕМОНТ ВЕРТЛЮГА
Люлька не удерживается стопором от поворота при походном
положении установки (черт. 2)
Стопор люльки должен работать надежно, без заеданий, и энер-
гично защелкиваться под действием пружины при повороте люльки.
Качка люльки, закрепленной стопором, допускается до 2 мм
(проверяется у наружного кольца подшипника).
При откидывании кольца стопора оно не должно заедать в выре-
зах трубки стопора. При выключенном стопоре стержень стопора не
должен задевать за сектор стопора на люльке.
Причины неисправности:
1. Осадка или излом пружины 02-37 стопора.
ПМ. Повернуть люльку на вертлюге так, чтобы стержень 02-38
вошел в отверстие сектора стопора на люльке, отделить от стопора
кольцо 02-39, через отверстие сектора стопора на люльке вынуть
стержень, снять старую пружину 02-37, надеть на стержень новую
пружину, поджать стержень до отказа и присоединить к нему
кольцо.
Примечание. Перед сборкой стопор и его пружину смазать незамерзаю-
щей смазкой.
2. Смятие или излом кольца 02-39 стоп о р а.
ПМ. Выправить кольцо стопора при помощи плоскогубцев. Сло-
манное кольцо заменить. Если нет запасного кольца, изготовить но-
вое (см. рис. 4).
3. Смятие или забитость стенок вырезов (4 на
черт. 2)втрубкестопора.
ПМ. Зачистить стенки вырезов в трубке стопора личным напиль-
ником (рис. 25).
Рис. 25. Зачистка стенок вырезов
в трубке стопора
Рис. 26. Сверление отверстия в . сек
торе люльки
21
Люлька не закрепляется стопором по-походному под углом
возвышения 13° (в установках первых годов изготовления)
ПМ. Установить люльку под углом 13°, через отверстие в трубке
стопора керном наметить место сверления нового отверстия в секторе
люльки, отделить люльку от вертлюга и просверлить в секторе
отверстие диаметром 15+0’12 мм (рис. 26).
Люлька не тормозится на вертлюге
При повороте рычага 02-49 тормоза до отказа должно быть пол-
ное торможение люльки на вертлюге, при этом поворот люльки не
допускается.
Причины неисправности:
1. Самоотвинчивание стопорного винта 02-46
оси тормоза.
ПМ. Подвинчиванием стопорного винта оси тормоза отрегули-
ровать зазор между торцом головки оси 02-44 и зубчатым секторрм
Сб.01-2, который должен быть в пределах 0,15—0,3 мм. После от-
ладки зазора стопорный винт оси тормоза раскернить в трех точках.
2. Износ рабочих плоскостей головки оси 02-44
тормоза, втулки 02-43 тормоза или зубчатого сек-
тора Сб. 01-2 (5 на черт. 2).
Износ определяется по наличию зазоров более 0,3 мм между ра-
бочей плоскостью головки оси тормоза и зубчатым сектором, а так-
же между рабочей плоскостью втулки тормоза и зубчатым сектором.
ПМ. Установить зазор в пределах 0,15 — 0,3 мм между втулкой
тормоза и зубчатым сектором подвинчиванием гайки 02-48, а между
головкой оси тормоза и зубчатым сектором подвинчиванием стопор-
ного винта оси.
После отладки зазоров стопорный винт оси раскернить в трех
точках.
Подвинчивание гайки 02-48 производить путем перестановки ры-
чага тормоза на шлицах гайки. '
3. Ослабление посадки штифта 02-45 в о с и тор-
моза.
ПМ. Подобрать или изготовить новый штифт (см. рис. 18), обра-
ботать на концах штифта лыски по пазу в трубке 02-42 тормоза
(см. рис. 19), поставить штифт на место и отрегулировать зазоры в
сопряжении деталей тормоза и зубчатого сектора.
4. Изгиб рычага 02-49 тормоза.
Устранить неисправность так, как указано в разделе «Подвижное
кольцо погона не тормозится на неподвижном кольце», п. 4 (стр. 17).
5. Упирание конца рычага тормоза в корпус
подъемного механизма.
При отжатом тормозе рычаг тормоза должен быть направлен
кверху.
ПМ. Переставить рычаг тормоза на гайке тормоза так, чтобы
22
при торможении конец рычага не упирался в корпус подъемного ме-
ханизма.
После закрепления рычага стопорную шайбу 02-50 отогнуть на
грань стяжного болта 02-51.
Качка вертлюга на погоне (черт. 2)
Качка вертлюга на погоне не допускается.
Причина неисправности:
Самоотвинчивание гаек 03-17 шпилек или бол-
тов 04-15.
ПМ. Навинтить гайки шпилек и завинтить болты до отказа, а сто-
порные шайбы 04-16 подогнуть на грани гаек и головок болтов.
Нарушение сварных швов в местах приварки деталей
ДАРМ. Срубить нарушенные сварные швы зубилом или зачистить
Драчевым напильником, заварить подготовленные места электро-
дуговой сваркой электродом Э50-3 и зачистить наплывы металла
личным напильником.
Трещины в станинах вертлюга
ДАРМ. Просверлить на концах трещин отверстия диаметром 3 мм
и заварить трещины электродуговой сваркой электродом Э50-3. Если
после заварки трещины сварные швы будут мешать работе механиз-
мов установки, то зачистить их личным напильником.
ВЫЯВЛЕНИЕ НЕИСПРАВНОСТЕЙ И РЕМОНТ ЛЮЛЬКИ
Затруднительно соединяется люлька с вертлюгом
Люлька должна свободно соединяться с вертлюгом и надежно
закрепляться на нем наметками хомутов.
Причины неисправности:
1. Изгиб наметки^^ хомута люльки (черт. 2).
ПМ. Вставить в хомут люльки оправку, изготовленную по рис. 27,
накинуть наметку на оправку и при помощи медного гнетка выпра-
вить наметку молотком.
Рис. 27. Оправка для наметки хомута люльки
23
2. Самоотвинчивание болтов 01-7 подшипников
люльки (черт. 4).
ПМ. Ввинтить болты подшипников люльки до отказа. При осадке
или изломе пружинных шайб 01-8 подобрать новые.
Качка люльки на вертлюге
Качка люльки на вертлюге при затянутых наметках хомутов
не допускается.
При нормальной затяжке гаек 02-4 (черт. 2) откидных болтов
02-2 хомутов между наметкой хомута и хомутом в плоскости их
разъема должен быть зазор не менее 1 мм.
Рис. 28. Зачистка прилива хомута
Причины неисправности:
1. Отсутствие зазора между наметкой хомута
и хомутом в плоскости разъема.
ПМ. Зачистить приливы хомутов личным напильником (рис. 28)
до получения между наметкой хомута и хомутом зазора не менее
1 JWJW.
2. Самоотвинчивание гаек 02-4 откидных бол-
тов 02-2 вследствие осадки или излома стопор-
02-1
ных пружинку
ДАРМ. Спилить или срубить головки заклепок, скрепляющих
стопорную пружину с наметкой хомута, выбить заклепки и отделить
поломанную или осевшую пружину. Изготовить новые заклепки
(рис. 29) и пружину (рис. 30), поставить пружину на наметку, скре-
пить заклепками, а концы заклепок расклепать при помощи обжим-
ки (рис. 31).
3. Износ роликов 01-3 подшипников люльки
(черт. 4).
Износ определяется по качке, ощутимой рукой, наружного коль-
ца 01-2 подшипника на внутреннем кольце 01-5.
24
ПМ. Снять люльку с вертлюга, отвинтить болты 01-7 и отделить
наружное кольцо подшипника и сепаратор 01-4 с роликами от внут-
реннего кольца.
Затем подобрать новые ролики с повышенными размерами по
диаметру так, чтобы не было качки, ощутимой рукой, наружного
кольца подшипника на внутреннем, поставить ролики на место, со-
брать люльку и соединить ее с вертлюгом.
Примечания: 1. Постановка роликов разных диаметров в один подшип-
ник не допускается.
2. Перед сборкой подшипника сепаратор и ролики должны быть смазаны
незамерзающей смазкой.
Материал Ст 20
Рис. 29. Заклепка 01-33
02-1
Рис. 30. Стопорная пружина—~---------—г
CjCL'Z* 41
25
ААРМ. Если нет запасных роликов, изготовить новые (рис. 32),
подобрать и поставить их на место, как указано выше.
Ролики по наружному диаметру (размер «А») изготовляются в
зависимости от величины качки наружного кольца подшипника на
внутреннем кольце.
Рис. 31. Приклепка стопорной пружины к наметке хомута:
02-1
1 — заклепка 01-33\ 2 — стопорная пружина^— -jy
№ комп- лекта 1 2 3 4 5 6
А 10-Э,01 10’01-0,01 10-02-о,о1 10’03-0,01 ,0-04-0,01 10’05-0,01
Закалить Rc иг-из
Рис. 32. Ролик 01-3 подшипников люльки
26
Самопроизвольный поворот люльки с пулеметом
на вертлюге (черт. 2)
Вращая маховик подъемного механизма, придать люльке с пу-
леметом угол возвышения 80—90° и слегка толкнуть рукой люльку
книзу (не придерживая рукой рукоятку маховика подъемного ме-
ханизма); при этом самопроизвольный поворот люльки с пулеме-
том не допускается.
Причины неисправности:
1. Обрыв металлического троса 02-19.
ПМ. Заменить металлический трос.
Для этого необходимо:
1) отвинтить болт 02-25 и вынуть гайку 02-24, направляющую
втулку 02-23 и натяжной (регулировочный) болт 02-22 с пружиной
02-20 уравновешивающего механизма из корпуса уравновешиваю-
щего механизма;
2) отделить оборванный трос от разрезного пальца в крышке ле-
вого подшипника и от пружины уравновешивающего механизма;
присоединить серьгу нового троса к переднему концу пружины
и привязать другой конец троса к проволоке; завести проволоку с
тросом, пружиной уравновешивающего механизма, направляющей
втулкой, натяжным болтом и гайкой в корпус уравновешивающего
механизма, пропустить проволоку через отверстие в дне корпуса и
вытащить трос наружу;
3) поставить направляющую втулку до упора в станину, привер-
нуть ее к станине болтом 02-25 с шайбой, соединить трос с разрез-
ным пальцем в крышке левого подшипника и заложить его в паз
ролика подшипника, после чего, вывинчива'я или ввинчивая натяж-
ную (регулировочную) гайку 02-24, отрегулировать натяжение троса
так, чтобы при придании люльке с пулеметом углов возвышения и
склонения не было самопроизвольного поворота люльки.
2. Излом концов пружины 02-20 уравновешива-
ющего механизма (б на черт. 2).
ПМ. Отжечь на паяльной лампе два витка пружины у сломан-
ного конца, отогнуть и выправить их, после чего выправленный ко-
нец пружины выгнуть на стальной оправке диаметром 12 мм и обра-
ботать (рис. 33). Разборку, сборку и регулировку уравновешиваю-
щего механизма производить в том же порядке, как и при замене
троса (см. п. 1).
3. Растяжение пружины уравновешивающего
механизма.
Растяжение пружины определяется по самопроизвольному пово-
роту люльки с пулеметом при угле возвышения 40—30° и исправных
других деталях уравновешивающего механизма.
ПМ. Заменить пружину уравновешивающего механизма и отре-
гулировать натяжение троса, как указано в п. 1.
4. Нарушение нормального натяжения пружи-
ны уравновешивающего механизма.
27
Рис. 33. Обработка концов пружины 02-20 уравновешивающего механизма
ПМ. Отрегулировать натяжение пружины уравновешивающего
механизма путем ввинчивания или вывинчивания натяжной (регули-
ровочной) гайки 02-24.
Качка пулемета на люльке (черт. 4)
Установить металлический угольник на дно люльки так, чтобы
одна сторона его прилегала к заднему срезу затыльника, нажать на
пулемет (у затыльника) до отказа вниз и по верхнему срезу стороны
угольника нанести чертилкой риску на затыльнике, после чего на-
жать на пулемет до отказа кверху и снова нанести риску на затыль-
нике.
Расстояние между рисками определяет качку пулемета на люль-
ке, которая допускается до 0,5 мм.
Качка пулемета в хомуте не допускается.
Причины неисправности:
1. Самоотвинчивание барашковой гайки 02-4
откидного болта 01-34 хомута для крепления
ствольнойк оро б к и пулемета вследствие осадки
или излома пружинной защелки 01-32 или ее зуба.
ДАРМ. Спилить или срубить головки заклепок, скрепляющих
пружинную защелку с наметкой 01-31 хомута, выбить заклепки и
отделить поломанную или осевшую защелку. Затем изготовить но-
вую пружинную защелку (рис. 34) и заклепки (рис. 35), соединить
пружинную защелку с наметкой хомута заклепками и на стальной
цилиндрической оправке диаметром 100 мм расклепать при помощи
обжимки концы заклепок (рис. 36).
После расклепки концы заклепок с внутренней стороны наметки
зачистить полукруглым напильником и шлифовальной шкуркой за-
подлицо с поверхностью наметки хомута.
28
2. Отсутствие зазора между наметкой и осно-
ванием хомута в местеих разъема.
При поставленном в люльку пулемете и при нормально затяну-
той гайке откидного болта между наметкой и основанием хомута
(в месте их разъема) должен быть зазор не менее 1 мм.
~ остальное
Материал: Ст У8А
Острые ребра притупить
Закалить Rc АО-АЗ
Рис. 34. Пружинная защелка 01-32
ПМ. Зачистить личным напильником наметку хомута до образо-
вания между наметкой и основанием хомута зазора не менее 1 мм
(рис. 37).
3. Износ чеки 01-71 или стенок Т-образного
паза для нее в колодке заднего крепления пуле-
мета (7 на черт. 4).
ПМ. Выбить штифт 01-54, скрепляющий чеку с бородой стволь-
ной коробки пулемета, и отделить чеку. Затем подобрать новую чеку
29
так, чтобы она имела в Т-образном пазу минимальную качку, поста-
вить чеку в отверстие бороды ствольной коробки, закрепить штиф-
том и раскернить концы штифта.
После закрепления чеки штифтом она должна иметь небольшой
круговой люфт. Если нет люфта, то допускается зачистка канавки
под штифт в чеке.
№ детали Наименование d D R 1 h
01-12 Заклепка пружинной защелки .+0,2 4-0,1 7,1 ±0,5 3,8 18+1 18-0,5 2,4±0,3
06-1 Заклепка храповика 3±0,1 5,3±0,3 2,9 1,8±0,3
06-4 Заг. 5 Заклепка кронштейна : Л0-2 : 4—о,1 7,1 ±0,5 3,8 10-0,5 2,4±0,3
V кругом
—--------с------
Материал*- Ст, 20
Рис. 35. Заклепки
Рис. 36. Приклепка пружинной защелки к наметке
хомута:
1 — пружинная защелка 01-32; 2 — заклепка 01-12
30
ДАРМ. Если нет запасной чеки, то изготовить новую (рис. 38).
Затруднительно соединяется пулемет с люлькой (черт. 4)
Рис. 37. Зачистка наметки хомута
Закалить
Рис. 38. Чека 01-71
Пулемет должен свободно входить в посадочные места хомута,
опоры ствола и в колодку заднего крепления пулемета.
Рукоятка перезаряжания пулемета должна заходить в вилку пол-
зуна 01-20 механизма перезаряжания. Прилегание рукоятки переза-
ряжания пулемета к нижней стенке выема вилки ползуна (на всем
пути перезаряжания) не допускается.
Причины неисправности:
1. Смятие ребер в Т-обраЗном пазу колодки
заднего крепления пулемета (S на черт. 4).
31
ПМ. Зачистить приподнятый металл в Т-образном пазу личным
напильником или надфилем, не нарушая формы и размеров паза.
2. Ослабление посадки штифта 01-54 чеки 01-71
бороды ствольной коробки.
Смещение штифта чеки при нажатии на него выколоткой от уси-
лия руки не допускается.
ПМ. Подобрать новый штифт и запрессовать его в бороду стволь-
ной коробки, после чего концы штифта раскернить.
ДАРМ. Если нет запасных штифтов, то изготовить новый
(рис. 39).
VW остальное
0,7 *Н5 0.7*45°
-0.3'
Материал. Ст. 50
Закалить Rc 37-ин
Рис. 39. Штифт 01-54
Материал: ст.зо
Рис. 40. Штифт 01-30
3. Нарушение нормального положения опоры
Сб. 01-6 ствола.
ПМ. Вынуть шплинты из болтов 01-55 опоры ствола, ослабить
гайки 01-56 и, перемещая опору ствола, отрегулировать ее положе-
ние так, чтобы ствол, наведенный по трубке холодной пристрелки
(ТХП) в какую-либо точку, не сбивался при открывании и закрыва-
нии наметки опоры ствола, после чего затянуть гайки 01-56 до отказа
и зашплинтовать.
Проверить движение кожуха ствола в опоре ствола; кожух
ствола, отсоединенный от ствольной коробки, должен свободно пе-
ремещаться в опоре ствола. ,
4. Качка штифта 01-30 в соединении с основа-
нием хомута Сб. 01-4 для крепления ствольной
коробки пулемета (черт. 8).
ПМ. Выбить штифты 01-26, отвинтить задние гайки 01-43 и отде-
лить хомут вместе со стержнями 01-42 амортизаторов. Затем уда-
рами молотка по расклепанной части штифта подтянуть штифт так,
чтобы не было качки.
Если подтяжкой качку штифта устранить невозможно, то засвер-
лить расклепанную часть штифта сверлом диаметром 8 мм, выбить
старый штифт и изготовить новый (рис. 40); вставить новый штифт
в отверстие основания хомута, расклепать его конец и зачистить за-
подлицо с основанием хомута (рис. 41).
Затем присоединить хомут к амортизаторам в порядке, обратном
порядку разборки.
32
ДАРМ. Засверлить расклепанный конец штифта сверлом диамет-
ром 12 мм, приварить штифт к основанию хомута электродуговой
сваркой электродом Э50-3 и обработать (рис. 42).
Рис. 41. Постановка штифта в основание хомута:
1 — штифт 01-30\ 2 — основание хомута Сб. 01-4
Рис, 42. Подготовка и приварка штифта к основанию хомута
Отсутствие амортизации при откате пулемета во время
выстрела (черт. 8)
Откат пулемета при выстреле должен происходить без жестких
ударов хомута о переднюю гайку 01-40. После выстрела пулемет
должен энергично возвратиться в исходное положение.
Между задним срезом хомута и головкой передней гайки должен
быть зазор не менее 6 мм.
3 Зак. 271 33
Причины неисправности:
1. Осадка или излом пружины 01-39 амортиза-
тора.
ПМ. Заменить пружину амортизатора.
Для этого необходимо:
1) выбить штифт 01-26, свинтить гайку 01-43 и отделить хомут
со стержнями 01-42 амортизатора;
2) отвинтить стопорный винт 01-45, вывинтить гайку 01-40 и от-
делить старую пружину амортизатора;
3) смазать стержни и новую пружину амортизатора незамерзаю-
щей смазкой;
4) вставить в стакан амортизатора новую пружину, ввинтить
гайку 01-40 до упора ее головки в стакан, вставить в гайку втулку
01-41 до упора в пружину амортизатора, ввинтить до отказа стопор-
ный винт 01-45 в стакан и в гайку, после чего раскернить в трех
точках;
5) присоединить стержни амортизатора и хомут к стаканам 01-37
и 01-38, навинтить на концы стержней гайки 01-43 до упора в зад-
ний торец пружины, после чего закрепить их штифтами 01-26 и рас-
кернить концы штифтов.
2. Самоотвинчивание гайки 01-40 вследствие
ослабления посадки стопорного винта 01-45.
ПМ. Ввинтить гайку 01-40 до упора ее головки в стакан, цосле
чего ввинтить стопорный винт до отказа и раскернить его в трех
точках.
Выпадение штифта 01-26 (черт. 8)
Штифт должен прочно сидеть в отверстиях гайки 01-43 и стержня
01-42 амортизатора.
Смещение штифта от усилия руки при нажатии на него выколот-
кой не допускается.
ПМ. Довинтить гайку 01-43 упора в пружину амортизатора,
подобрать новый штифт и запрессовать его в отверстие гайки и стер-
жня, после чего концы штифта раскернить.
ДАРМ. Если нет запасных штифтов, то изготовить новый
(см. рис. 39).
Затруднительно перезаряжается пулемет
Механизм перезаряжания установки должен действовать без за-
еданий и энергично возвращаться в исходное положение под дей-
ствием своей пружины. При всех углах возвышения и склонения
пулемета натяжение троса механизма перезаряжания должно быть
с небольшой свободой.
При крайнем переднем положении затвора в пулемете ползун
01-20 с вилкой (черт. 4) и рукоятка 02-76 (черт. 2) троса механизма
перезаряжания должны иметь люфт не менее 3 мм.
При затворе пулемета, отведенном до упора в буфер, между вил-
кой ползуна и стенкой трубки перезаряжания, а также между при-
34
ливом толкателя (черт. 4) и передним кронштейном для втулки 01-75
должен быть зазор не менее 1 мм.
Утыкание прилива толкателя во втулку 01-75 гибкой трубки (ру-
башки) не допускается.
Причины неисправности:
1. Обрыв троса 02-19 механизма перезаряжания.
ПМ. Заменить трос.
Для этого необходимо:
1) вывинтить втулку 01-75 гибкой трубки из переднего крон-
штейна и отделить втулку от троса, после чего вывести коническое
утолщение троса из прилива 01-22 толкателя;
2) вывести конец троса через гнездо в корпусе люльки и через
окно в правом подшипнике люльки, после чего вывинтить штуцер
02-78 (черт. 2) гибкой трубки (рубашки) из кронштейна на правой
станине вертлюга и отделить трос вместе с гибкой трубкой;.
3) пропустить новый трос с гибкой трубкой через кронштейн на
правой станине вертлюга, через окно правого подшипника люльки
и передний кронштейн для втулки гибкой трубки в корпусе люльки,
навинтить штуцер 02-78 на 3/4 его длины на задний конец гибкой
трубки и ввинтить штуцер в кронштейн на станине вертлюга до упора;
4) навинтить втулку 01-75 (черт. 4) на 3/4 ее длины на передний
конец гибкой трубки, после чего ввинтить втулку в передний крон-
штейн до упора;
5) ввести коническое утолщение троса в прилив 01-22 толкателя
и ввинчиванием или вывинчиванием Штуцёра 02-78 гибкой трубки
(черт. 2) и втулки 01-75 гибкой трубки (черт. 4) отрегулировать на-
тяжение троса так, чтобы рукоятка не свисала, а переднйй конец
троса не выходил из прилива толкателя и чтобы трос не препятство-
вал возвращению ползуна в исходное положение. Регулировку на-
тяжения троса проверять при максимальных углах возвышения и
склонения пулемета.
2. Изгиб толкателя 01-21 (черт. 4).
ПМ. Отвинтить болты 01-7, снять с люльки муфту 01-25 трубки,
вывинтить втулку 01-75, отделить передний конец троса от прилива
толкателя и вынуть прилив с толкателем.
Затем выправить толкатель на свинцовой плите медным молот-
ком, после чего собрать механизм перезаряжания в обратном по-
рядке.
3. Забитость стенок пазов для прилива 01-22
толкателя или стенок пазов для ползуна 01-20 с
вилкой в направляющей трубке и трубке пере-
заряжания (9 и 10 на черт. 4).
ПМ. Зачистить стенки пазов в трубках надфилем или шабером,
снимая минимальный слой металла.
4. Осадка или излом п р у ж и н ы 01-77 механизма
перезаряжания.
Неисправность определяется по невозвращению деталей меха-
низма перезаряжания в крайнее переднее положение.
ПМ. Отделить толкатель с приливом (порядок Отделения см.
з* 35
выше), а также ползун с вилкой и пружиной механизма перезаряжа-
ния от трубок, поставить новую пружину в направляющую трубку и
собрать механизм перезаряжания.
5. Нарушение нормального натяжения троса
механизма перезаряжания.
ПМ. Ввинчиванием или вывинчиванием штуцера 02-78 гибкой
трубки (черт. 2) или втулки 01-75 гибкой трубки (черт. 4) отрегули-
ровать натяжение троса.
6. Смятие рукоятки 02-76 троса механизма пере-
заряжания (черт. 2).
ПМ. Отделить передний конец троса с гибкой трубкой троса от
люльки и выправить рукоятку на деревянной тумбе медным молот-
ком, после чего присоединить трос с гибкой трубкой к люльке.
7. Выпадение гибкой трубки троса из штуцера
02-78 или из втулки 01-75 (черт. 2 и 4).
ПМ. Вывинтить штуцер или втулку гибкой трубки, навинтить их
на трос, соединить штуцер с кронштейном на вертлюге, а втулку с
кронштейном на люльке, после чего отрегулировать натяжение троса
механизма перезаряжания.
Самооткрывание ручки опоры ствола (черт. 4)
Ручка опоры ствола должна свободно самозастегиваться с осно-
ванием опоры; качка и самооткрывание ручки не допускаются.
Причины неисправности:
1. Осадка или излом пружины 01-52 ручки 01-51
опоры ствола.
Рис. 43. Осадка зубцов ручки опоры ствола:
1 — молоток; 2 — медные прокладки; 3 — тиски; 4 — ручка 01-51
опоры ствола
36
ПМ. Выбить штифт 01-54 ручки, через отверстие в ручке выбить
штифт 01-53 пружины, отделить ручку от наметки 01-49 опоры,
вставить в ручку новую пружину и надеть ее на стержень наметки.
Затем при помощи разрезной трубки или стержня диаметром
2,5 мм поджать пружину ручки и запрессовать в отверстие стержня
наметки опоры штифт 01-53 пружины, а в отверстие ручки штифт
01-54 ручки.
2. Износ или смятие зубцов ручки 01-51 опоры
ствола (//на черт, 4).
'-Зачистить, снимая минималъ
ный слой металла
Рис. 44. Пригонка зубцов ручки опоры ствола
ПМ. Снять ручку с наметки опоры ствола, зажать ее в тисках
с медными прокладками и молотком осадить зубцы ручки по высоте
(рис. 43), после чего пригнать их по вырезам в основании 01-48 опо-
ры ствола без качки (рис. 44).
Рис. 45. Обработка зубцов ручки опоры ствола
ДАРМ. Наплавить на зубцы ручки слой металла электродуговой
сваркой электродом ЭНГ40-2 и обработать (рис. 45), после чего
зубцы ручки пригнать личным напильником по вырезам в основании
опоры ствола без качки (рис. 44).
Трещины в местах расположения окон зубчатого сектора
люльки
ДАРМ. Подготовить места с трещинами для заварки (рис. 46) и
заварить электродуговой сваркой электродом Э42-2.
37
Подготовка сектора
Заварка
Рис. 40. Заварка трещин в секторе люльки
Излом зубьев зубчатого сектора Сб. 01-2 (черт. 2)
ДАРМ. Отделить люльку от вертлюга, как указано в разделе
«Вертикальная качка подвижного кольца погона на неподвижном
кольце», п. 1 (стр. 6), спилить изломанный зуб и обработать паз
в секторе (рис. 47), изготовить вкладыш (рис. 48) и шаблон на кон-
тур зубьев сектора,, забить вкладыш в паз сектора, приварить
к сектору по бокам электродуговой сваркой электродом Э50-2 и об-
работать наплывы металла заподлицо с сектором (рис. 49). Затем
по шаблону обработать новые зубья сектора и поставить люльку
на место в порядке, обратном порядку разборки.
38
Рис. 47. Подготовка зубчатого сектора для
постановки вкладыша
V кругом
Материал: Ст 50
Рис. 48. Вкладыш
39
Рис. 49, Приварка вкладыша и обработка
зуб!>ер .а зубчатом секторе:
1 — вкладыш; 2 — зубчатый сектор
ВЫЯВЛЕНИЕ НЕИСПРАВНОСТЕЙ И РЕМОНТ СПУСКОВОГО
И ОТРЫВНОГО МЕХАНИЗМОВ С ПОДНОЖКОЙ
Затруднительный спуск затвора с шептала при пользовании
ножным спуском
При нажатии ногой на педаль 0.8-32 ножного спуска (черт. 9)
спусковой рычаг Сб. 01-8 (черт. 10) верхнего звена спускового меха-
низма должен свободно отжимать кверху спусковой рычаг пулемета
и спускать затвор с шептала.
При отжатой до отказа педали ножного спуска между зацепами
шептала и выступами боевого взвода затвора пулемета должен быть
зазор не менее 1,5 мм при любых углах возвышения или склонения
люльки с пулеметом и при всех зафиксированных положениях под-
ножки на рамке погона.
40
Причины неисправности:
1. Нарушение нормальной длины регулирую-
щего болта 08-38 (черт. 9).
ПМ. Отрегулировать длину регулирующего болта.
Для этого необходимо:
1) вынуть шплинт из оси 08-41, отделить ось и вывинтить на не-
сколько оборотов головку 01-66 болта так, чтобы был нормальный
спуск затвора с шептала при нажатии на педаль ножного спуска;
2) ввести в вырез головки болта планку 08-39, соединить ее с
головкой болта осью и зашплинтовать ось.
2. Нарушение нормальной длины верхнего
звена спускового механизма (черт. 10).
ПМ. Ослабить гайки 01-63 и 01-65, вращением верхней тяги
01-62 отрегулировать длину верхнего звена спускового механизма
так, чтобы был нормальный спуск затвора с шептала как при нажа-
тии на педаль ножного спуска, так и при нажатии на рычаг ручного
спуска, после чего завинтить гайки 01-63 и 01-65 до упора в головки
тяги.
3. Изгиб тяги 02-15 нижнего, звена ножного
спуска (черт. 9).
ПМ. Вынуть замок тяги и отделить передний рычаг 08-26 ниж-
него звена от тяги 02-15.
Снять с установкй люльку с пулеметом и, ослабив болты 02-82
(черт. 2), отделить от вертлюга гильзоотводный лоток.
Затем вынуть шплинт из оси 02-41 (черт. 11), вынуть ось, отде-
лить нижнюю тягу от левого заднего рычага 02-13 нижнего звена,
выправить нижнюю тягу на стальной плите медным молотком, после
чего собрать установку в обратном порядке.
4. Изгиб верхней тяги 01-62 спуска (черт. 10).
ПМ. Навинтить гайки 01-63 и 01-65 на верхнюю тягу до отказа,
вывинтить верхнюю тягу из передней 01-66 и задней 01-64 головок
тяги, выправить тягу на свинцовой плите медным молотком, после
чего собрать тягу в порядке, обратном порядку разборки, и отрегу-
лировать длину верхнего звена спускового механизма.
При правке следить за тем, чтобы не повредить резьбу на концах
тяги.
5. Изгиб спускового рычага Сб. 01-8 спускового
механизма (черт. 10).
Между ребром затыльника пулемета и спусковым рычагом спус-
кового механизма должен быть зазор не менее 3 мм.
ПМ. Отделить верхнюю тягу 01-62 от задней головки 01-64 тяги,
вынуть шплинт из оси 01-70 и отделить от стойки люльки спусковой
рычаг.
Выправить спусковой рычаг на свинцовой плите медным молот-
ком и поставить его на место.
6. Изгиб стойки люльки для крепления спуско-
вого рычага Сб. 01-8.
ПМ. Отделить от люльки пулемет и спусковой рычаг, а люльку
от вертлюга; выправить стойку на деревянной тумбе или свинцовой
41
плите медным молотком. После правки поставить люльку с пулеме-
том на место.
7. Выпадение осей звеньев спускового меха-
низма.
ПМ. Поставить оси звеньев спускового механизма на место и за-
шплинтовать.
8. Скругление или скрощенность грани уступа
кулачка 08-6 или зуба 08-8 кулачка (12 и /3 на черт. 9).
Скругление или скрошенность грани уступа кулачка или зуба
кулачка, не вызывающие срыв зуба с кулачка при нажатии на пе-
даль ножного спуска, допускается.
ПМ. Вынуть замок из нижней тяги 02-15 ножного спуска и отде-
лить передний рычаг 08-26 ножного спуска от нижней тяги.
Вынуть шплинт оси 08-43, отделить ось от педали ножного спу-
ска и откинуть педаль.
Рис. 50. Заправка грани уступа
кулачка 08-6
Рис. 51. Заправка грани зуба
08-8 кулачка
Придерживая рукой передний рычаг 08-26 ножного спуска, вы-
винтить винт 08-7 кулачка и, вращая валик 08-28 педали при помо-
щи переднего рычага, раскрутить пружину 08-27 валика педали.
Вынуть шплинт из штифта 08-30 пружины, выбить штифт и вы-
вести валик педали из проушин подножки.
Расшплинтовать ось 08-11 зуба 08-8 кулачка и отделить зуб от
педали ножного спуска.
Заправить грань уступа кулачка или грань зуба кулачка бархат-
ным или личным напильником, снимая минимальный слой металла
(рис. 50 и 51).
Затем собрать отрывной механизм, соединить его с нижней тя-
гой ножного спуска в порядке, обратном порядку разборки, отрегу-
42
лировать длину регулирующего болта 08-38 и проверить работу
спускового механизма.
Примечание. После постановки пружины на валик педали пружина дол-
жна быть (вращением валика педали) закручена примерно на один оборот; после
этого кулачок закрепляется на валике винтом 08-7.
ДАРМ *. Если после этого спуск затвора с шептала будет затруд-
нительный, то наплавить на носик зуба кулачка слой металла элек-
тродуговой сваркой электродом ЭНГ40-2 и обработать (рис. 52),
после чего пригнать носик зуба личным напильником так, чтобы в
заднем положении педали ножного спуска был зазор между носи-
ком зуба и уступом кулачка, обеспечивающий заскакивание носика
зуба за уступ кулачка.
Рис. 52. Обработка носика зуба 08-8 кулачка
9. Осадкаилиизлом пружины 08-12 зуба кулачка.
Отжатый до отказа и затем отпущенный зуб кулачка под дейст-
вием своей пружины должен энергично возвратиться в исходное по-
ложение.
ПМ. Отделить зуб кулачка от педали ножного спуска, как ука-
зано в п. 8, поставить новую пружину зуба и присоединить зуб к
педали.
Преждевременный (случайный) спуск затвора с шептала (черт. 9)
При нажатии на педаль ножного спуска, без предварительного
отжатия планки предохранителя 08-45 вправо, спуск затвора с шеп-
тала не допускается.
43
При возвращении педали ножного спуска в крайнее заднее по-
ложение планка предохранителя под действием своей пружины дол-
жна своим отверстием находить на палец педали.
Примечание. В установках первых годов изготовления спуск затвора
с шептала при нажатии на педаль ножного спуска не допускается без предвари-
тельного отжатия предохранителя влево. При возвращении педали ножного спуска
в крайнее заднее положение предохранитель должен энергично заскакивать
в отверстие на стойке.
Причины неисправности:
1. Осадка или излом пружины 08-47 планки
предохранителя.
Отжатая до отказа вправо и затем отпущенная планка предохра-
нителя под действием своей пружины должна энергично1 возвратиться
в исходное положение.
ПМ. Заменить пружину планки предохранителя. После поста-
новки новой пружины концы оси 08-49 планки предохранителя рас-
кернить в трех точках.
2. Изгиб планки предохранителя.
ПМ. Отделить планку предохранителя от подножки и выправить
ее на деревянной тумбе или свинцовой плите медным молотком.
3. Изгиб упора в нижней части планки предо-
хранителя (14 на черт. 9).
ПМ. Выправить упор на стальной плите медным молотком.
4. Осадка или излом пружины 08-35 стержня
(в установках первых годов изготовления).
Отжатый до отказа влево и затем отпущенный предохранитель
под действием своей пружины должен энергично возвратиться в ис-
ходное положение.
ПМ. Заменить пружину предохранителя. Для этого выбить огра-
ничитель 08-34 и отделить стержень 08-33 предохранителя с флаж-
ком 08-36 от педали 08-32 ножного спуска. Выбить штифт 08-37
флажка и отделить флажок и старую пружину стержня от стержня
предохранителя, после чего поставить новую пружину стержня и со-
брать предохранитель в порядке, обратном порядку разборки.
Отрывной механизм не срабатывает при возвращении педали
ножного спуска в исходное положение (черт. 9)
Отрывной механизм должен работать надежно, без заеданий.
Педаль ножного спуска должна безотказно возвращаться в исход-
ное положение под действием своей пружины.
Самоотрыв спускового механизма при стрельбе в результате виб-
рации установки не допускается.
Отрыв спускового механизма от педали ножного спуска должен
происходить при обратном ходе педали на расстоянии 8—17 мм от
ее крайнего переднего положения.
Причины неисправности:
1. 3 а г р я з н е н и е деталей отрывного механизма.
ПМ. Разобрать отрывной механизм, тщательно прочистить его
детали и перед сборкой смазать их незамерзающей смазкой.
44
2. Осадка или излом пружины 08-10 со ба чк и 08-5.
Вынуть ось 08-43 и проверить работу собачки. Отжатая до от-
каза и затем отпущенная собачка под действием своей пружины
должна энергично возвратиться в исходное положение.
ПМ. Отделить от педали ножного спуска зуб 08-8 кулачка с со-
бачкой 08-5, выбить ось 08-9, отделить собачку от зуба кулачка, по-
ставить новую пружину 08-10 собачки и присоединить собачку к зу-
бу кулачка, а зуб кулачка к педали ножного спуска.
3. Скругление или смятие носика собачки
08-4
(15 на черт. 9) или зубьев храповика Заг 4 (16 на черт. 9).
ПМ. Разобрать отрывной механизм, отделить собачку от зуба
кулачка, после чего заправить носик собачки бархатным напиль-
ником, снимая минимальный слой металла (рис. 53).
снимая минимальный
слой металла
Рис. 53. Заправка носика собачки 08-5
Рис. 54. Заправка ребер кулач-
ка 08-6
Если после сборки отрывного механизма не происходит отрыва
спускового механизма от педали ножного спуска, то слегка зачи-
стить ребра кулачка бархатным напильником (рис. 54) так, чтобы
было первоначальное расцепление зуба кулачка с кулачком (при
возвращении педали ножного спуска в исходное положение), а за-
тем расцепление собачки с храповиком.
ДАРМ *. При скруглении или смятии зубьев храповика спилить
головки заклепок, скрепляющих храповик с неподвижной коробкой
для помещения отрывного механизма, заправить зубья храповика
бархатным напильником (рис. 55), изготовить новые заклепки
(см. рис. 35), соединить храповик с неподвижной коробкой заклеп-
ками и расклепать концы заклепок при помощи обжимки (рис. 56).
Если отрыва спускового механизма не происходит, то и в этом
случае допускается зачистка ребер кулачка по рис. 54.
45
4. Ослабление или излом пружины 08-27 валика
педали.
Отжатый до отказа вперед (при педали ножного спуска, отсоеди-
ненной от своей пружины 08-40) и затем отпущенный передний ры-
чаг 08-26 нижнего звена спускового механизма под действием пру-
жины валика педали должен энергично возвратиться в исходное
положение.
Зачистить, снимая минималь-
Профиль зуба
Рис. 55. Заправка зубьев храповика
08-4
Заг.4
ный слои металла
новика к неподвижной
коробке:
. 08-4
1 — х^айовик- ——-;
Заг.4
Л 06-1
2заклепка ъ------а
Заг. 3
ПМ. Снять осевшую или сломанную пружину валика педали,
поставить на валик педали новую пружину, закрутить пружину при-
мерно на один оборот, после чего соединить кулачок 08-6 с валиком
педали винтом 08-7 и собрать отрывной механизм.
5. Ослабление или излом пружины 08-40 педали
ножного спуска.
Отжатая до отказа и затем отпущенная педаль ножного спуска
должна под действием своей пружины энергично возвратиться в ис-
ходное положение.
ПМ. Вынуть оси 08-42 и 08-43, снять негодную пружину 08-40,
поставить новую пружину и вставить ось 08-42 в неподвижную ко-
робку, а ось 08-43 в педаль ножного спуска.
6. Смятие стенок неподвижной коробки для по-
мещения отрывного механизма или смятие сте-
нок педали ножного спуска (17 и 18 на черт. 9).
ПМ. Разобрать отрывной механизм и выправить стенки педали
46
ножного спуска и неподвижной коробки при помощи клинообраз-
ного латунного гнетка.
7. Нарушение приварки стенок неподвижной
коробки в передней части (19 на черт. 9).
ПМ. Разобрать отрывной механизм, зачистить нарушенные ме-
ста приварки драчевым напильником ‘ и заварить электродуговой
сваркой электродом Э50-2, после чего места приварки зачистить
личным напильником так, чтобы неподвижная коробка входила
внутрь педали ножного спуска.
Выпадение замка тяги нижнего звена спускового механизма
(черт. 9)
Замок тяги должен легко вставляться во все отверстия тяги
нижнего звена и при откидывании флажка 08-23 удерживаться от
выпадения фиксатором 08-22.
Причина неисправности:
Осадка или излом пружины 08-25 фиксатора
замка.
ПМ. Выбить ось 01-23, соединяющую флажок с замком, отделить
фиксатор и негодную пружину, поставить новую пружину, поджать
ее фиксатором, соединить осью флажок с замком и раскернить
концы оси.
Ползун 02-5 не возвращается в исходное положение (черт. 11)
Поджатый до отказа и затем отпущенный ползун под действием
своей пружины 02-9 должен энергично возвратиться в исходное по-
ложение и своим нижним срезом заходить без перекосов в выемку
ролика 02-16 правого заднего рычага нижнего звена спускового ме-
ханизма. Затирание сектора ползуна хомутом вертлюга не допу-
скается.
• Причины неисправности:
1. Ослабление или излом пружины 02-9 ползуна.
ПМ. Снять люльку с вертлюга, отделить гильзоотводный
лоток, расшплинтовать оси 02-8, свинтить гайки 01-56 и вынуть
оси.
Вывинтить болты 02-7, соединяющие направляющую 02-6 ползу-
на со станиной вертлюга, и отделить переднюю направляющую
ползуна.
Вынуть шплинт 01-57 и снять ушко 02-11 с упора станины верт-
люга, после чего отделить ползун с пружиной.
Затем отделить негодную пружину ползуна от планки ползуна и
ушка, присоединить к планке и ушку новую пружину и соединить
ползун с вертлюгом в порядке, обратном порядку разборки.
2. Намины металла в вырезах ползуна (20 на
черт. 11).
ПМ. Отделить ползун от станины вертлюга и зачистить личным
47
напильником приподнятый металл на стенках вырезов ползуна, не
нарушая формы и размеров вырезов (рис. 57).
3. Смятие загибов ползуна в месте расположе-
ния вырезов (21 на черт. 11).
ПМ. Отделить ползун от станины вертлюга и выправить его за-
гибы на деревянном бруске медным молотком или при помощи пло-
скогубцев.
Рис. 57. Зачистка стенок вырезов в ползуне 02-5
Спусковой рычаг Сб. 01-8 спускового механизма не превращается
в исходное положение (черт. 10)
Отжатый до отказа назад и затем отпущенный спусковой рычаг
спускового механизма под действием пружины 01-60 рыннгов верх-
него звена спускового механизма должен возвратиться в исходное
положение.
Причины неисправности:
1. Соскакивание конца пружины 01-60 рычагов
верхнего звена с выступа заднего рычага Сб. 01-7.
ПМ. Завести конец пружину рычагов за выступ заднего рычага
верхнего звена при помощи отвертки или выколотки.
2. Ослабление или излом пружины 01-60 рыча-
гов верхнего звена.
ПМ. Отделить люльку от вертлюга, расшплинтовать ось 01-70
и отделить спусковой рычаг Сб. 01-8 от стойки люльки.
Выбить штифт 01-26, отделить задний рычаг верхнего звена с
поврежденной пружиной рычагов и снять пружину с рычага. Затем
на ось рычага надеть новую пружину, завести один конец ее за вы-
ступ люльки, а другой — за выступ заднего рычага верхнего звена,
48
после чего, .совместив-отверстия в оси заднего: рычага и в переднем
рычаге 01-61,. соединить рычаги штифтом 01-26, раскернить конЦы
штифта и присоединить спусковой рычаг к стойке люльки.'
Подножка не удерживается на рамке подножки (черт.. 9)
Подножка должна надежно удерживаться стопором от смеще-
ния на рамке. Стопор под действием пружины должен без заеданий
заскакивать во все отверстия рамки при перемещении подножки по
рамке.
Продольная и боковая качка подножки на рамке допускаются.
Причины неисправности:
1. Осадка или излом пружины 08-18 ст о п о р а 08-17.
ПМ. Отделить подножку от установки, выбить штифт 01-23,
скрепляющий ручку 08-19 стопора со стопором 08-17, и отделить
стопор с пружиной 08-18 от подножки.
Затем надеть на стопор новую пружину, поджать стопор с пру-
жиной в корпусе стопора на подножке, соединить стопор с ручкой
стопора штифтом и раскернить концы штифта.
2. Изгиб ручки 08-19 стопора.
ПМ. Отделить ручку стопора от стопора и выправить ее на сталь-
ной плите медным молотком.
Затруднительно соединяется подножка с рамкой подножки
Подножка должна свободно, от усилия рук, соединяться с рам-
кой и перемещаться по рамке.
Причины неисправности:
1. Изгиб рамки подножки.
ПМ. Выправить рамку на деревянном бруске медным молотком.
После правки допускается зачистка личным напильником верх-
ней плоскости выступов рамки (рис. 58).
2. Смятие- полозков подножки или. выступов
рамки подножки (22 на черт. 9).
ПМ. Зачистить приподнятый металл на полозках подножки и
на выступах направляющей рамки личным напильником или над-
филем.
Ручной спуск не закрепляется в серьге (черт. 11)
При нажатии на колпачок 02-64 ручного спуска ролик фиксатора
Сб. 02-3 должен без заедания выходить из ушка серьги 02-57 ручного
спуска, а рычаг Сб. 02-8 ручного спуска должен свободно переме-
щаться вниз.
При освобождении колпачка и подъеме ручного спуска кверху
ролик должен энергично заходить в ушко серьги и надежно удер-
живать ручной спуск.
Причины неисправности:
1 .Смятие или отгиб серьги 02-57 р уч н о го с п у с к а.
ПМ. При смятии серьги ручного спуска выправить ее при помо-
щи латунного клинообразного гнетка. .; ’
4 Зак. 271
49
При отгибе серьги подогнуть ее к правой станине вертлюга мед-
ным молотком.
2 . Осадка или излом пружины 02-65 фиксатора.
ДАРМ. Расшплинтовать ось 02-62 ручного спуска, вынуть ее из
станрны вертлюга и снять ручной спуск.
по А Б (без погона)
Рис. 58. Зачистка выступов рамки подножки
Свинтить колпачок 02-64 с ручного спуска, спилить личным на-
пильником расклепанный конец фиксатора и засверлить его сверлом,
имеющим диаметр 8 мм (рис. 59), после чего снять стакан 02-63 с
трубки ручного спуска и отделить поврежденную пружину фиксатора.
50
Затем поставить в стакан новую пружину, надеть стакан с пру-
жиной на трубку, приварить конец фиксатора к стакану электродуго-
вой сваркой электродом Э50-2 и обработать (см. рис. 59), после че-
го собрать ручной спуск и присоединить его к правой станине верт-
люга.
Примечание. Замену пружины тяги в ручных спусках последней кон-
струкции, у которых стакан 02-85 свинчивается с ползуна, производить в ПМ.
Подготовка для приварки
Приварка
Обработать
I заподлицо
2
Рис. 59. Приварка фиксатора к стакану:
1 — фиксатор Сб.02-3; 2 — стакан 02-63
Ручной спуск не возвращается в исходное положение
Отжатый до отказа вниз и затем отпущенный ручной спуск под
действием ползуна должен возвратиться в исходное положение.
Причины неисправности и способы их устранения указаны в раз-
деле «Ползун 02-5 не возвращается в исходное положение», пп. 1,2
и 3 (стр. 47 и 48), и в разделе «Ручной спуск не закрепляется в
серьге», п. 1 (стр. 49).
Затруднительный спуск затвора с шептала при пользовании
ручным спуском
Причины неисправности и способы их устранения указаны в раз-
деле «Затруднительный спуск затвора с шептала при пользовании
ножным спуском», пп. 2, 4, 5, 6 и 7 (стр. 41 и 42), и в разделе «Руч-
ной спуск 'не закрепляется в серьге», п. 1 (стр. 49).
4* 51
ВЫЯВЛЕНИЕ НЕИСПРАВНОСТЕЙ И РЕМОНТ МЕХАНИЗМОВ
СТОПОРЕНИЯ, ПОДЪЕМА, ОПУСКАНИЯ
И ПОДРЕССОРИВАНИЯ КОЛЕС
Колеса не закрепляются стопорами при походном положении
установки (черт. 12)
При переводе установки из боевого положения в походное сто-
поры 04-22 колес по-походному должны энергично входить в четы-
рехугольные окна для них в корпусах механизмов подрессоривания
до упора в упорные планки и надежно закреплять колеса.
Причины неисправности:
1. Осадка или излом пружины 04-23 стопора.
Поджатый до отказа внутрь балки хода и затем отпущенный
стопор под действием своей пружины должен энергично возвратить-
ся в исходное положение.
ПМ. Заменить пружину стопора.
Для этого необходимо:
1) отогнуть стопорные шайбы 05-38, вывинтить болты 05-39, кре-
пящие редуктор на конце балки хода, снять планку 05-37 и, ударяя
медным молотком по корпусу редуктора, отделить редуктор от
балки хода;
2) вынуть шплинт 01-57 и, отвинтив гайку 01-56 болта 05-72, за-
жимающего тросы на двухканавочном барабане 05-70, освободить
концы тросов, после чего вынуть втулку 04-19 стопора, стопор 04-22,
пружину 04-23 и трос 04-25 или 04-24’,
3) вставить в стопор новую пружину 04-23 стопора и протащить
через отверстия стопора и втулки трос;
4) продеть через выводную (изогнутую) трубку в балке хода тон-
кую проволоку, соединить ее конец с концом троса, после чего про-
тащить трос через выводную (изогнутую) трубку и вставить втулку
стопора со стопором в балку хода так, чтобы втулка своей лыской
лежала на площадке балки хода;
5) поставить редуктор на балку хода, помогая этому легкими
ударами молотка, и закрепить редуктор на балке хода в порядке,
обратном порядку разборки, после чего стопорные шайбы 05-38 ото-
гнуть на грани болтов 05-39\
• - 6) перевести установку в походное положение, прикрепить концы
троса при помощи болтов и гаек к двухканавочному барабану и от-
регулировать натяжение тросов.
Натяжение обоих тросов должно быть одинаковое, с небольшим
провисанием, допускающим свободный (холостой) поворот рычага
механизма стопорения на 15—20° и одновременное расцепление сто-
поров с обоими корпусами механизмов подрессоривания.
. 2. Смятие концов стопоров 04-22 (23 на черт. 12).
ПМ. Отделить корпуса механизмов подрессоривания колес от
балки хода и зачистить личным напильником приподнятый металл
на концах стопор.ов. ... . ’
52
3. 3 а г р язн ей ие гнезда для стопора во втулке
стопора вследствие износа сальника 04-21. > ) ;
ПМ. Вынуть стопор и втулку стопора из балки хода, тщательно
протереть их, снять со стопора старый сальник, подобрать или изгото-
вить новый сальник (рис. 60), пропитать его смесью ружейной и
пушечной смазки и вставить в канавку стопора.
Внутреннюю полость втулки стопора, стопор и пружину стопора
смазать незамерзающей смазкой, после чего стопор поставить на
место.
№ детали Наименование Размеры в мм
D d В
04-21 Сальник стопора 26 20 5
05-13 Малый сальник 39 24 7
05-20 Большой сальник 122 110 6
11-7 Сальник нижней крышки 32 22 5
11-10 Сальник верхней крышки 26 17 5 •
05-88 Сальник внутренней крышки сту- пицы колеса 76 64 6
09-9 Сальник корпуса и крышки 34 26 4
Рис. 60. Сальники
4. Изгиб правой или левой выводной (изогну-
той) трубки для троса стопоров.
ПМ. Выправить выводные (изогнутые) трубки для троса медным
молотком или при помощи плоскогубцев так, чтобы движение тро-
сов по ним было свободное.
5. Излом правой или левой выводной (изогну-
той) трубки для троса в месте приварки к сред-
ней коленчатой трубе балки хода.
ДАРМ. Зачистить на выводной (изогнутой) трубке следы старой
сварки драчевым напильником и срубить зубилом наплывы сварки
на балке хода, после чего установить выводные (изогнутые) трубки
в первоначальное положение, приварить их к балке хода электроду?
говой сваркой электродом Э50-2 и обработать личным напильником
наплывы металла.
53
6. Изгиб рычага 02-49 механизма стопорения
колес.
ПМ. Отделить рычаг механизма стопорения колес от оси двух-
канавочного барабана и выправить рычаг на деревянной тумбе или
свинцовой плите медным молотком.
Стопоры не расцепляются с корпусами механизмов
подрессоривания колес
При отжатии рычага механизма стопорения колес кверху стопо-
ры должны выходить из четырехугольных окон в корпусах механиз-
мов подрессоривания и не препятствовать повороту корпусов при
переводе установки из походного положения в боевое.
Причины неисправности:
1.Обрыв малого 04-25 или большого 04-24 троса
стопоров.
ПМ. Заменить оборванный трос новым.
Отделение старого троса, постановку и регулировку натяжения
нового производить в том же порядке, как указано в разделе «Ко-
леса не закрепляются стопорами при походном положении уста-
новки», п. 1 (стр. 52).
Примечание. В установках первых выпусков нижние ребра головки
болта 05-72, крепящего тросы к двухканавочному барабану, притупить личным
напильником по R=2 мм (рис. 61).
2. Нарушение нормального натяжения тросов
стопоров.
ПМ. Ослабить гайку 01-56 болта 05-72, крепящего тросы к двух-
канавочному барабану, и отрегулировать длину тросов так, чтобы
натяжение обоих тросов было одинаковое с небольшим провисанием,
чтобы был свободный (холостой) поворот рычага механизма сто-
порения колес на 15—20° и происходило одновременное расцепле-
ние стопоров с обоими корпусами механизмов подрессоривания. За-
тем навинтить гайку 01-56 до отказа и зашплинтовать.
3. Самоотвинчивание гайки 01-56 болта 05-72,
крепящего тросы.
ПМ. Навинтить гайку болта до отказа и зашплинтовать.
4. Заклинение стопоров в четырехугольных ок-
нах корпусов механизмов подрессоривания ко-
лес вследствие отсутствия упорных планок 05-125
(в установках первых годов изготовления).
ДАРМ. Перевести установку в походное положение, затем через
отверстие в ступице при помощи большой выколотки выбить колпак
05-93 обода, снять наружную крышку 05-91 ступицы, вынуть шплинт
03-53, вывинтить гайку 05-7 и снять колесо с полуоси. Изготовить
упорную планку (рис. 62); при заходе стопоров в четырехугольные
окна корпусов механизмов подрессоривания в пределах от
15—18,5 мм установить в окнах упорную планку вплотную к торцу
стопора и приварить ее электродуговой сваркой электродом Э50-2
(рис. 63).
54
Рис. 61. Притупление
ребер головки болта
Материал: Ст. 30
Рис. 62. Упорная планка
05-125
СвЧ. ПО ДБ
от 15 до 18.5ям
Рис. 63. Приварка упорной планки к корпусу
механизма подрессоривания:
1 — упорная планка 05-125; 2 — стопор 04-22
55
Качка колеса с корпусом механизма подрессоривания на стопоре
(черт. 12)
Качка колеса с корпусом механизма подрессоривания на стопоре
допускается до 1 мм (проверяется у упора корпуса механизма под-
рессоривания).
При переводе установки из боевого положения в походное сто-
поры должны одновременно подходить к ребру упора корпуса меха-
низма подрессоривания и плотно прилегать к плоскости упора кор-
пуса механизма подрессоривания.
Рис. 64. Обработка кронштейна редуктора
Упирание корпуса механизма подрессоривания упорами в крон-
штейны на редукторах должно быть одновременным. При прилега-
нии упора одного из корпусов механизма подрессоривания к крон-
штейну редуктора допускается зазор между упором второго корпуса
механизма подрессоривания и кронштейном другого редуктора не
более 1 мм.
При застопоренном положении корпуса механизма подрессори-
вания между верхней плоскостью стопора и стенкой четырехуголь-
ного окна в корпусе механизма подрессоривания должен быть зазор
не менее 0,5 мм.
Причины неисправности и способы их устранения указаны в
разделе «Колеса не закрепляются стопорами при походном положе-
нии установки», пп. 1, 2, 3, 4 и 5 (стр. 52 и 53).
56
Кроме того, может быть следующая причина этой.неисправности:
Износ или смятие, кронштейнов на редукто-
рах, нижних ограничителей иди упоров на кор-
пусах механизмов подрессоривания (24, 25 и 26 на
черт. 12).
ДАРМ *. Снять с полуоси колесо, наплавить на кронштейн редук-
тора слой металла электродуговой сваркой электродом ЭНХ 30-3 и
обработать (рис. 64), после чего пригнать личным напильником
Рис. 65. Зачистка стенки четырехугольного ок-
на корпуса механизма подрессоривания
кронштейн редуктора к упору корпуса механизма подрессоривания
так, чтобы площадь прилегания упора к кронштейну была не менее
% площади упора (проверяется по краске) и чтобы был нормальный
заход стопора в окно корпуса механизма подрессоривания.
Если зазор между верхней плоскостью стопора и стенкой четы-
рехугольного окна корпуса механизма подрессоривания менее
0,5 мм, то зачистить личным напильником стенку (рис. 65).
Колеса не закрепляются стопором при боевом положении установки
(в установках первых годов изготовления)
ААРМ. Вынуть шплинты 03-53, свинтить гайки 05-7 и отделить
стержни подрессоривания с полуосями и колесами от корпусов меха-
низмов подрессоривания.
Вывинтить болты 02-51, снять крышки 05-26 подшипника, отог-
нуть стопорные шайбы 05-24, свинтить гайки 05-25, отделить стяж-
ные болты 05-22 и снять корпуса механизмов подрессоривания с осе-
вых шестерен 05-21.
57
Срубить на ступице правого корпуса механизма подрессоривания
старый ограничитель, профрезеровать паз в корпусе механизма под-
рессоривания (рис. 66), изготовить новый ограничитель 05-145
стопора (рис. 67) , поставить его в паз и приварить к корпусу электро-
дуговой сваркой электродом Э50-4 (рис. 68).
Срубить на ступице левого корпуса механизма поддрессоривания
старый ограничитель, профрезеровать паз в корпусе механизма под-
рессоривания (рис. 69), изготовить новый ограничитель 05-158
(рис. 70), поставить его в паз и приварить электродуговой сваркой
электродом Э50-4 (рис. 71).
Рис. 66. Подготовка правого корпуса меха- Рис. 67. Ограничитель
низма подрессоривания для постановки ог- 05-145 стопора
раничителя
Затем собрать механизмы в порядке, обратном порядку разбор-
ки, и проверить, заходит ли стопор в вырез ограничителя стопора
при боевом положении установки. При незаходе допускается зачист-
ка ограничителя корпуса (см. рис. 71) и обработка скоса на ограни-
чителе стопора (см. рис. 68).
58
по ЛБ
При незаходе .
стопора в вырез—5
ограничителя.
допускается
обработка скоса
на ограничителе
СП
го
Рис. 68. Приварка ограничителя к корпусу ме-
ханизма подрессоривания:
1 — ограничитель 05-145
Вид по стрелке
Рис. 69. Подготовка левого корпуса механизма
подрессоривания для постановки ограничителя
корпуса
Вид по стрелке
Места
приварки
Рис. 70. Ограничитель
корпуса 05-158
При незаходе стопора
в вырез ограничителя
допускается зачистка
иис. 71. Приварка ограничителя к корпусу меха-
низма подрессоривания:
1 — ограничитель корпуса 05-158
Затруднительный перевод колес из походного положения в боевое
и обратно (черт. 13)
Перевод колес из походного положения в боевое и обратно дол-
жен производиться без заеданий от усилия руки.
Причины неисправности:
1. Износ шпонки 05-55 червяка или паза для нее
в валике 05-53 ч е р в я к а или в червяке 05-54.
Определяется по наличию круговой качки червяка на валике
червяка (круговая качка не допускается).
ПМ. Вынуть шплинт 05-82, вывинтить гайку 05-81 рукоятки и
снять рукоятку Сб. 05-8 червяка с валика червяка.
.60
/
< Отогнуть стопорные шайбы 05-65, вывинтить болты 02-25 и снять
кронштейн валика червяка с погона.
Отогнуть стопорные шайбы 05-66, вывинтить болты 05-67 и от-
делить крышку корпуса редуктора с валиком червяка от корпуса
редуктора.
Отогнуть стопорные шайбы 05-51, вывинтить болты 05-52 и от-
делить малую 05-62 и большую 05-64 крышки червяка.
№ -детали Наименование Размеры в мм
А С L
05-55 Шпонка червяка 6—0,08 5-0,2 8°—-0,4
09-6 Шпонка маховика 5—0,025 5—0,08 зо-о,з
09-7 Шпонка ведущей шестерни 5-0,025 -—0,08 16-0,2
1
w кругом
L
I
Материал: Ст 50
Острые ребра притупить
Закалить Rc ЗП-иь
Рис. 72. Шпонка
Свинтить гайки 05-60 с валика червяка и легкими ударами мо-
лотка по медному гнетку, поставленному на конец валика червяка,
отделить валик червяка от крышки корпуса редуктора.
Отделить от валика червяка замок 05-63 радиального подшипни-
ка, снять с валика радиальные подшипники 05-56 и 03-11, червяк и
выбить негодную шпонку 05-55.
Затем подобрать или изготовить новую шпонку (рис. 72), запрес-
совать ее в паз валика червяка, после чего собрать червячный редук-
тор в порядке, обратном порядку разборки.
Если подбором шпонки круговую качку червяка на валике чер-
вяка устранить невозможно, то зачистить паз для шпонки на валике
червяка (рис. 73) и в червяке (рис. 74) на размер Л, изготовить
шпонку с повышенными размерами по месту (рис. 75), запрессовать
ее в паз валика червяка, поставить червяк на валик и собрать ре-
дуктор.
61
05-45
2. Самоотвинчивание винта^аг 3 ступицы чер-
вячной шестерни.
ПМ. Разобрать червячный редуктор, ввинтить винты ступицы
червячной шестерни до отказа и раскернить их.
Сеч. по ВС
Рис. 74. Зачистка паза для шпонки в червяке
3. Забоины или вмятины на зубьях червячной
шестерни (27 на черт. 13).
ПМ. Разобрать червячный редуктор и зачистить приподнятый
металл на зубьях обода червячной шестерни личным напильником
или шабером, не нарушая формы и размеров зубьев.
4. Изгиб валика червяка.
ПМ. Отделить валик червяка от червячного редуктора и выпра-
вить его на свинцовой плите медным молотком.
При правке следить за тем, чтобы не повредить резьбу на кон-
цах валика.
62
№ детали Наименование Размеры в мм
С L
05-55 Шпонка червяка 5-0,2 “-ол
09-6 Шпонка маховика 5—0,08 зо-о,з
09-7 Шпонка ведущей шестерни 5-0,08 16-0,2
Острые ребро притупить
Запалить Rc 37-UU
Рис. 75. Шпонка с повышенными размерами
5. Самоотвинчивание стопорного винта 05-98
муфты валика ведущей шестерни.
ПМ. Завинтить стопорный винт муфты валика ведущей шестерни
до отказа и раскернить в трех точках.
6. Загрязнение деталей червячного редуктора
вследствие износа малого сальника 05-13.
ПМ. Снять большую крышку 05-64 червяка, удалить из нее не-
годный сальник, подобрать или изготовить новый сальник (см.
рис. 60), пропитать его смесью из 50% ружейной и 50% пушечной
смазки, поставить сальник в большую крышку так, чтобы он слегка
выступал над поверхностью отверстия для валика в крышке, и поста-
вить крышку на место.
7. Загрязнение деталей подшипника вала чер-
вячной шестерни вследствие износа малых саль-
ников 05-13.
ПМ. Отделить от установки левый редуктор механизма подъема
и опускания колес с колесом, отделить муфту 05-68, отогнуть стопор-
ные шайбы 05-65, вывинтить болты 05-144 и снять подшипник с вала
червячной шестерни.
Отогнуть стопорные шайбы 05-51, вывинтить болты 05-52, снять
крышку 05-50 подшипника с подшипника и удалить негодные саль-
ники.
63
Затем подобрать или изготовить новые сальники (см. рис. 60),
пропитать их смесью из 50% ружейной и 50% пушечной смазки, по-
ставить сальники в крышку и в левую опору вала так, чтобы они
слегка выступали над поверхностью отверстия для вала, после чего
собрать подшипник и поставить его на место в порядке, обратном
порядку разборки.
8. Загрязнение держателя радиального под-
шипника кронштейна валика червяка вследст-
вие износа малых сальников 05-13.
ПМ. Отделись от кронштейна рукоятку и валик червяка, отогнуть
стопорные шайбы 05-27, вывинтить болты 05-52, выбить шпильки
03-31, снять держатель 05-75 радиального подшипника и удалить
негодные сальники.
Затем подобрать или изготовить малые сальники 05-13 (см.
рис. 60), пропитать их смесью из 50% ружейной и 50% пушечной
смазки, поставить сальники на место так, чтобы они слегка высту-
пали над поверхностью отверстий для валика червяка, после чего
собрать кронштейн валика червяка.
9. Загрязнение корпуса подшипников редук-
тора вследствие износа большого сальника 05-20
(черт. 12).
ПМ. Снять с полуоси колесо, вывинтить болты 02-51 и снять
крышку 05-26.
Отогнуть стопорную шайбу 05-24, свинтить гайку 05-25, отде-
лить стяжной болт 05-22 и снять корпус механизма подрессорива-
ния с осевой шестерни 05-21.
Затем удалить негодный большой сальник 05-20, подобрать или
изготовить новый сальник (см. рис. 60), пропитать его смесью из
50% ружейной и 50% пушечной смазки, поставить сальник в выточ-
ку корпуса редуктора так, чтобы он слегка выступал над срезом кор-
05-./
пуса с целью поджатия сальника к крышке ^аг 9 сальника, после
чего собрать редуктор и присоединить колесо.
10. Слабая или сильная затяжка гайки 05-25
стяжного болта.
ПМ. Отрегулировать затяжку гайки стяжного болта.
11. Изгиб балки хода (черт. 13).
Определяется по отсутствию зазоров между муфтой 05-68 вала
и соединительной муфтой 05-69 (в верхней части), которые дол-
жны быть в пределах 0,5—1 мм.
Проверка производится при походном положении установки.
ПМ. При изгибе балки хода установка ремонту в войсковых ре-
монтных мастерских не подлежит.
12. Изгиб плеча рукоятки валика червяка (28
на черт. 13).
ПМ. Снять рукоятку валика червяка и выправить ее на деревян-
ной тумбе или свинцовой плите медным молотком.
64
Трещины в ручке рукоятки валика червяка или раскол ее
Сквозная трещина (не более одной) в ручке рукоятки валика
червяка допускается.
ДАРМ. При наличии нескольких сквозных трещин, а также при
наличии раскола отделить рукоятку от валика червяка, зажать ко-
нец стержня рукоятки в тисках, разрубить зубильцем кольцо 05-135
и снять кольцо и ручку со стержня.
по АВ
Рис. 70. Ручка рукоятки валика чер-
вяка
материал - Ст ю-50
Рис. 77. Кольцо 05-135
Затем при помощи зубильца отогнуть развальцованные края
трубки ручки, снять с ручки венчики и трубку, изготовить новую
ручку (рис. 76) и кольцо 05-135 (рис. 77), вставить в ручку трубку
до упора в венчик, надеть на конец трубки второй венчик и разваль-
цевать конец трубки (рис. 78).
5 Зак. 271
65
После этого надеть на стержень рукоятки ручку и кольцо, за-
жать конец стержня с кольцом в тисках и молотком сжать кольцо в
четырех местах до получения квадрата, но так, чтобы ручка сво-
бодно вращалась на стержне рукоятки (рис. 79).
Если старую трубку ручки невозможно использовать, то изгото-
вить новую (рис. 80).
Рис. 78. Сборка ручки:
1 — ручка; 2 — трубка ручки; 3 — венчик ручки
Рис. 79. Постановка ручки на рукоятку валика
червяка:
1 — ручка; 2 — кольцо 05-135
Рис. 80. Трубка ручки
66
ВЫЯВЛЕНИЕ НЕИСПРАВНОСТЕЙ И РЕМОНТ КОЛЕСНОГО
ХОДА (черт. 12)
Отсутствие амортизации установки при ее транспортировке
При транспортировке установка должна иметь амортизацию,
жесткие удары установки не допускаются. ь
Причины неисправности:
1. Осадка или излом пружин 05-5 подрессори-
вания.
ПМ. Вынуть шплинт 03-53, вывинтить гайку 05-7 стержня и от-
делить стержни подрессоривания с полуосями и колесами от корпу-
сов механизмов подрессоривания.
Затем надеть на стержни новые пружины подрессоривания, вста-
вить стержни с пружинами в трубки корпусов механизмов подрессо-
ривания, навинтить гайки 05-7 до упора и зашплинтовать.
2. Осадка или излом пружины 05-29 буфера.
ПМ. Зачистить личным напильником места кернения на стакане
около концов штифта 05-31, выбить штифт, отделить от стакана бу-
фер 05-30 и вынуть из стакана негодную пружину 05-29 буфера.
Вставить в буфер новую пружину, поджать ее в стакане буфера,
после чего запрессовать штифт 05-31 и раскернить стакан буфера
у концов штифта в трех точках.
Ослабление посадки штифта 05-31 буфера
Штифт буфера должен быть плотно посажен в стакан буфера и
не смещаться от легких ударов молотка по выколотке, поставленной
на конец штифта.
ПМ. Подобрать или изготовить новый штифт (рис. 81), поставить
его на место и раскернить стакан буфера около концов штифта в
трех точках.
«О го
V остальное §§•
0.8*45° 0,8*45° s ,
/\ w
————30.Q3 Н
материал : Ст. 50
Закалить Rc 37-44
Рис. 81. Штифт 05-31
Самоотвинчивание гаек стержней подрессоривания
ПМ. При самоотвинчивании гаек 05-7 навинтить их до отказа
и зашплинтовать.
При сдмоотвинчивании гаек 05-35 навинтить их до упора в соеди-
нительную рамку и отогнуть стопорные шайбы 05-36 по граням гаек
и соединительной рамки.
67
Отсутствие масленок в трубках корпуса механизма подрессоривания
колес (в установках первых годов изготовления)
ААРМ. Снять корпуса механизмов подрессоривания с осевых ше-
стерен, как указано в разделе «Колеса не закрепляются стопором
при боевом положении установки» (стр. 57), после этого изготовить
'бобышки 05-163 (рис. 82), приварить их к трубкам корпуса
V кругом
материал: Ст.30
Рис. 82. Бобышка 05-163
Рис. 83. Приварка бобышки к трубкам
корпуса механизма подрессоривания:
/ — бобышка 05-163
68
Профиль резьбы
WБриггса
Вид по стрелке
Сеч. по АБ
(Обработка отверстия)
Рис. 84. Сверление отверстия, обработка его на конус и нарезка резьбы
в бобышках и трубках корпуса механизма подрессоривания
6$
механизма подрессоривания электродуговой сваркой электродом
Э50-4 (рис. 83), рассверлить отверстия диаметром 8м1’4 мм, об-
работать их на конус и нарезать резьбу (рис. 84), после чего ввинтить
до отказа пресс-масленки 04-65 (1-А1 ГОСТ 1303—45) (рис. 85) и
собрать механизм подрессоривания в порядке, обратном порядку
разборки.
Рис. 85. Постановка пресс-масленок в корпус
механизма подрессоривания:
1 — пресс-масленка 04-65
Продольная качка колес на полуосях
V кругом
Ь-о,г
материал: Ст. 30
Рис. 80. Шайба
полуоси колеса 05-90
Продольная качка колес на полуосях допускается до 1 мм.
Причины неисправности:
1. Износ шайбы 05-90 полуоси ко-
леса или торца гайки 05-7.
ПМ. Снять с колеса колпак 05-93 и наруж-
ную крышку 05-91 ступицы, подобрать новую
гайку 05-7, навинтить ее на полуось до упора
в шайбу 05-90 и зашплинтовать.
ДАРМ. Если указанным способом устранить
качку колеса невозможно, то изготовить новую
шайбу 05-90 (рис. 86), поставить ее на место и
закрепить гайкой 05-7.
2. Износ деталей подшипников
05-86 и 05-87.
ПМ. Заменить подшипники.
Для этого необходимо:
1) снять с колеса колпак 05-93, наружную крышку 05-91 ступицы,
расшплинтовать и свинтить гайку 05-7-,
70
2) легкими ударами медного молотка снять колесо с полуоси
вместе с подшипником 05-86 и наружным кольцом подшипника
05-87-,
3) при помощи молотка и медного гнетка снять с полуоси внут-
реннее кольцо подшипника 05-87 й внутреннюю крышку 05-85 сту-
пицы;
4) при помощи молотка и медного гнетка выбить из ступицы ко-
леса наружные кольца подшипников 05-86 и 05-87•,
5) поставить крышку 05-85 ступицы до упора в буртик полуоси
и насадить на полуось ударами молотка по медному гнетку внутрен-
нее кольцо нового подшипника 05-87-,
6) при помощи молотка и медного гнетка забить в ступицу ко-
леса сначала наружное кольцо нового подшипника 05-87, а затем
наружное кольцо подшипника 05-86, после чего уложить на внутрен-
нее кольцо подшипника 05-87 сепаратор с роликами;
7) надеть на полуось ступицу с ободом колеса до упора, вложить
в наружное кольцо подшипника 05-86 сепаратор с роликами, после
чего насадить на полуось внутреннее кольцо подшипника 05-86 и
закрепить кольцо на полуоси.
3. Самоотвинчивание гайки 05-7 полуоси.
ПМ. Навинтить гайку 05-7 так, чтобы не было качки колеса на
полуоси, и зашплинтовать гайку.
Качка обода колеса на ступице
Качка обода колеса на ступице не допускается.
Причины неисправности:
1. Слабо затянуты гайки 05-92 болтов ступицы.
ПМ. Завинтить гайки болтов ступицы до отказа.
2. Срыв резьбы на болтах 05-84 ступицы (29 на
черт. 12).
ДАРМ*. Снять с колеса колпак 05-98 и, свинтив гайки 05-92,
снять со ступицы колеса обод.
Опилить места приварки болта 05-84 ступицы напильником и вы-
винтить негодный болт из ступицы колеса.
Изготовить новый болт (рис. 87), ввинтить его до отказа в сту-
пицу колеса и приварить в двух местах электродуговой сваркой
электродом Э50-2 (рис. 88), после чего собрать колесо.
Затруднительно вращается колесо на полуоси
Колесо на полуоси должно вращаться свободно, без заеданий.
Причины неисправности:
1. Сильная затяжка подшипников гайкой 05-7.
ПМ. Ослабить затяжку подшипников, слегка отвинтив гайку,
после чего гайку зашплинтовать.
2. Излом деталей подшипников 05-87 и 05-86.
ПМ. Заменить подшипники.
Отделение старых подшипников и постановку новых подшипни-
ков производить так, как указано в разделе «Продольная качка ко-
лес на полуосях», п. 2 (стр. 70).
71
3. Загрязнение деталей подшипников вследст-
вие износа сальника 05-88 внутренней крышки
ступицы колеса.
ПМ. Отделить колесо и снять с полуоси крышку 05-85 ступицы,
затем удалить из нее негодный сальник.
Подобрать или изготовить новый сальник (см. рис. 60), пропи-
тать его смесью из 50% ружейной и 50% пушечной смазки и поста-
вить в выточку крышки ступицы так, чтобы он слегка выступал над
внутренней поверхностью крышки ступицы, после чего собрать ко-
лесо.
ступицы колеса изго- притупить
товляется с левой Внутренние углы R*O.U
резьбой IMIZ4.Z5 Закалить Rc 32-UO
Рис. 87. Болт ступицы колеса 05-84
Выпадение колпака колеса
Колпак колеса должен надежно закрепляться пружинными за-
щелками; выпадение колпака при транспортировке установки не до-
пускается.
Причина неисправности:
Отгиб пружинных кронштейнов колпака (30 на
черт. 12).
ПМ. Подогнуть пружинные кронштейны плоскогубцами.
Смятие колпака колеса
ПМ. Выправить колпак деревянной киянкой или медным молот-
ком на закругленном деревянном бруске.
Вмятины на колпаке колеса, получающиеся в результате правки,
допускаются.
Повреждение шины колеса
Осмотреть шину колеса.
‘ К дальнейшей службе могут быть допущены колеса, имеющие
следующие неисправности:
72
а) полный износ рисунка протектора;
б) механические повреждения: откол отдельных шашек рисунка
на глубину, не достигающую корда;
в) порезы, вмятины, проколы и другие повреждения протектора
и боковины, не достигающие корда;
г) отдельные проколы шины, проходящие слой корда, сечением
до 2 мм и в количестве не более 3;
Рис. 88. Приварка болта к ступице колеса:
/ — болт ступицы колеса 05-84
Зачистить» снимал
минимальный слой
металла
Рис. 89. Зачистка стенок пазов
в трубах балки хода
д) старение покровной резины шины в виде сетки трещин, дохо-
дящих на отдельных участках боковины до слоя корда;
е) заплаты на шине, наложенные методом горячей вулканизации
и зачищенные заподлицо с общим профилем шины.
ПМ. При повреждениях или отслоении покровной резины с об-
наружением корда заменить колесо.
Качка редуктора механизма подъема и опускания колес на балке
хода (черт. 12)
Качка левого или правого редуктора механизма подъема и опу-
скания колес на балке хода не допускается.
Причина неисправности:
Слабая затяжка болтов 05-39 редуктора.
ПМ. Затянуть болты 05-39 редуктора до отказа.
73
При упирании планок 05-37 в стенки паза в трубах балки хода
отделить редукторы механизма подъема и опускания колес от балки
хода и зачистить личным напильником стенки паза в трубах балки
так, чтобы между стенками паза и планками (при нормально затя-
нутых болтах) был зазор не менее 1 мм (рис. 89).
Откидные щитки не закрепляются при переводе установки
из боевого положения в походное и обратно (черт. 14)
При переводе установки из боевого положения в походное и об-
ратно щитки должны надежно закрепляться автоматически.
Кронштейны 05-107 щитков должны свободно проходить над
гайками стержней подрессоривания.
Между торцами стержней подрессоривания и поручнем 05-122
щитка должен быть зазор не менее 40 мм.
Причины неисправности:
1. Изгиб или смятие выступов к р о н ш т е й н а 05-107
щитка.
ПМ. Свинтить гайки 05-113, отделить щиток от редуктора меха-
низма подъема и опускания колес и на стальном бруске при помощи
медного гнетка молотком выправить выступы кронштейна щитка.
После правки допускается зачистка выступов кронштейна для сво-
бодного захождения зацепа
05-105
скобы-
2. Смятие скобы 05-105 корпуса механизма под-
рессорийания йлизацепа скобы (31 на черт. 14).
ПМ. Выправить скобу корпуса медным молотком. При смятии
зацепа скобы зачистить личным напильником только приподнятый
металл на зацепе.
3. Изгиб коленчатой оси 05-119 щитка.
ПМ. Отделить коленчатую ось щитка от редуктора механизма
подъема и опускания колес, снять концы пружйн 05-110 й 05-111 со
штифта 05-114 упора пружины, выбить штифт и снять с оси щиток,
после этого выправить коленчатую ось щитка на деревянной тумбе
медным молотком, поставить щиток в порядке, обратном порядку
разборки, на ось и закрепить ось в редукторе.
4. Изгиб щитка.
ПМ. Отделить щиток от редуктора механизма подъема и опуска-
ния колес и выправить его на закругленном деревянном бруске мед-
ным молотком.
Свободная качка щитка на коленчатой оси
Свободная качка щитка на коленчатой оси не допускается. Щи-
ток должен отжиматься книзу под действием своих пружин.
Отжатый до отказа кверху и затем отпущенный щиток под дей-
ствием своих пружин должен энергично возвратиться в исходное по-
ложение.
74
Причины неисправности:
1.Осадка илиизлом пружин 05-110 и 05-111 щитка.
ПМ. Отделить щиток от редуктора механизма подъема и опуска-
ния колес, а коленчатую ось от щитка.
Поставить новые пружины щитка, вставить в угольник 05-121
щитка коленчатую ось щитка, а в отверстие коленчатой оси щитка
штифт 05-114 упора пружины, завести за штифт загнутые концы
пружин и присоединить щиток к редуктору механизма подъема и
опускания колес.
со
-остальное
!4±0,5
52±0,2-*| & £
I , ,
О’
счз
10*0,5
ТБ*®7
Сеч. по аа
Сеч. по ее
a J
75
2. Соскакивание концов пружин щитка со
штифта упора пружин.
ПМ. Слегка подогнуть концы пружин щитка и завести их за
штифт упора пружины.
Раскол отражателя
ПМ. Свинтить гайки 01-65, вывинтить винты 05-132 и снять обой-
му 05-129 с отражателем 05-134.
Поставить в обойму новый отражатель и присоединить его к
кронштейну.
Отсутствие стоп-сигнала (в установках первых годов изготовления)
ААРМ. Свинтить гайки 05-113 (черт. 14) и отделить правый щи-
ток от редуктора механизма подъема и опускания колес.
06-4
05-131 (рис. 90), заклепки 3~ 5 (см.
рис. 35) и пластинку 05-133 (рис. 91),
просверлить отверстия для заклепок
в щитке по отверстиям в кронштейне
и приклепать кронштейн и пластин-
ку к щитку заклецками (рис. 92).
Затем вставить в обойму 05-129
(черт. 14) отражатель 05-134
(122-738-1) красный и присоединить
обойму с отражателем к кронштейну
при помощи винтов 05-132, гаек 01-65
и шайб 01-8, предварительно проло-
жив между кронштейном и отража-
телем резиновую прокладку 05-130.
Если нет прокладок, то изготовить
новую по рис. 93.
Изготовить кронштейн
Материал: Ст.30
Рис. 91. Пластинка 05-133
Трещины в щитках
ДАРМ. Просверлить на концах
трещин отверстия диаметром 3 мм и
заварить трещины в щитках электро-
дуговой сваркой электродом Э42-3.
Заварку производить с наружной
стороны щитка.
Излом поручня 05-122 щитка в месте приварки к щитку
ДАРМ. Приварить поручень к щитку электродуговой сваркой
электродом Э50-2.
76
Рис. 92. Приклепка кронштейна к щитку:
06-4
Заг, б
/ — кронштейн 05-131; 2 — заклепка
стинка 05-133
3 — пла-
ВЫЯВЛЕНИЕ НЕИСПРАВНОСТЕЙ И РЕМОНТ ПОДЪЕМНОГО
МЕХАНИЗМА
Затруднительный поворот люльки в вертикальной плоскости
(черт. 15)
Люлька должна перемещаться плавно, без заеданий, при дей-
ствии рукой на рукоятку маховика подъемного механизма. Усилие
на рукоятке маховика подъемного механизма, необходимое для пе-
77
ремещения люльки (при установившемся движении), должно быть
не более 3 кг, что определяется пружинными весами из комплекта
принадлежности к станковому пулемету системы Максима обр. 1910 г.
Задевание люльки за гильзоотводный лоток при всех углах воз-
вышения люльки не допускается. Между люлькой и гильзоотводным
лотком должен быть зазор при всех углах возвышения люльки.
Задевание зубчатого сектора люльки за гильзоотводный лоток и
за станины вертлюга не допускается.
Причины неисправности:
Материал: Резина
Рис. 93. Прокладка 05-130
1. Загрязнение дета-
лей подъемного меха-
низма вследбтвиеизно-
са сальников 09-9.
ПМ. Отогнуть стопорную
шайбу 09-8, отвинтить гайку
09-24, снять маховик Сб. 09-1 с
ведущего валика 09-4, отогнуть
стопорные шайбы 09-21, вывин-
тить болты 09-19 и снять подъ-
емный механизм со станины
вертлюга.
Вывинтить винты 09-20,
снять крышку 09-1 корпуса,
свинтить гайку 09-24 и снять
ведомую шестерню 09-16 с ведо-
мого валика 09-14.
Удалить из корпуса 09-2 и крышки 09-1 корпуса подъемного ме-
ханизма негодные сальники, подобрать или изготовить новые саль-
ники (см. рис. 60), пропитать их смесью из 50% ружейной и 50%
пушечной смазки, затем поставить сальники в гнезда корпуса и
крышки корпуса так, чтобы они слегка выступали над стенками от-
верстий для ведущего валика 09-4 и ведомого, после чего собрать
механизм, отрегулировать зацепление ведомой шестерни с зубчатым
сектором и присоединить подъемный механизм к станине
вертлюга.
2. Осадка дли излом пружины, 02-47 (черт. 2) тор-
моза.
Неисправность пружины определяется по неотходу головки оси
02-44 тормоза и втулки 02-43 от зубчатого сектора при вывинчива-
нии гайки 02-48 тормоза.
МП. Заменить пружину тормоза.
Для этого необходимо:
1) снять рычаг 02-49 тормоза, вывинтить стопорный винт 02-46
оси и гайку 02-48 тормоза, после чего снять ось 02-44 тормоза с пру-
жиной 02-47-,
2) надеть на ось тормоза новую пружину 02-47, вставить ось с
пружиной во втулку 02-43, навинтить гайку тормоза и ввинтить винт
оси, после чего, ввинчивая или вывинчивая гайку тормоза и винт
оси, отрегулировать положение оси и втулки тормоза относительно
78
зубчатого сектора, надеть на. гайку тормоза рычаг ц раскернить винт
оси в трех точках.
. :,3.Ослабление крепления гильзоотводного лот-
ка к вертлюгу (черт. 2).
ПМ. Ввинтить болт 02-82 до отказа.
.4. Смятие гильзоотводного лотка.
ПМ. Отделить гильзоотводный лоток от вертлюга, выправить его
на деревянном бруске медным молотком, после чего поставить гиль-
зоотводный лоток на место и подтянуть его к вертлюгу болтами
02-82.
Небольшие вмятины на гильзоотводном лотке, не препятствую-
щие работе механизмов установки, допускаются.
5. Самоотвид1чивание гайки .09-24 (черт. 1.5).
ПМ. Снять маховик и крышку с корпуса подъемного механизма,
подвинтить гайку 09-24 и отогнуть стопорную шайбу 09-8, после чего
собрать подъемный механизм.
Увеличенный мертвый ход маховика (черт. 15)
Закрепить люльку тбрмозом подъемного механизма, повернуть
маховик до отказа в одну сторону и по угольнику, закрепленному
на станине вертлюга, нанести риску на ободе маховика. Затем по-
вернуть маховик до отказа в другую сторону и по угольнику нанести
на ободе вторую риску; мертвый ход маховика, определяемый по
расстоянию между рисками обода маховика, допускается не бо-
лее 6°.
Причины неисправности:
1. Износ зубьев ведущей 09-5, промежуточной
09-15 и ведомой 09-16 шестерен или зубчатого сек-
тора.
ПМ. Слегка вывинтить болты 09-19, легкими ударами медного
молотка по корпусу подъемного механизма приблизить ведомую ше-
стерню к зубчатому сектору, после чего ввинтить до отказа болты
09-19 и отогнуть стопорные шайбы 09-21.
Если указанным способом уменьшить мертвый ход маховика не-
возможно, то заменить одну или несколько шестерен подъемного
механизма.
18
Г
Сеч. по ВС
Рис. 94. Обработка паза для шпонки в ведущем валике 09-4
79,
2. Износ шпонки 09-6 маховика или паза для
нее в ведущем валике 09-4 и маховике Сб. 09-1.
ПМ. Отделить подъемный механизм от станины вертлюга, снять
маховик и крышку корпуса, снять упорное кольцо 09-11 подшипни-
ка, вывинтить винт 09-13 и через отверстие для него в корпусе подъ-
емного механизма при помощи выколотки выбить ведущий валик с
подшипниками 09-12 и 05-56 и шестерней 09-5.
Затем снять с валика шестерню, выбить негодную шпонку 09-6,
подобрать или изготовить новую шпонку (см. рис. 72), запрессовать
ее в паз ведущего валика и собрать подъемный механизм.
Если после постановки новой шпонки маховик будет иметь кру-
говую качку, то зачистить пазы для шпонки в ведущем валике
(рис. 94) и маховике (рис. 95) на размер А, изготовить шпонку с по-
вышенными размерами по месту (см. рис. 75), запрессовать ее и соб-
рать подъемный механизм.
Рис. 95. Обработка паза для шпонки в маховике
Сб. 09-1
3. Износ шпонки 09-7 ведущей шестерни 09-5 или
паза для нее в шестерне и в ведущем валике 09-4.
ПМ. Вынуть ведущий валик с подшипниками, выбить негодную
шпонку 09-7, подобрать или изготовить новую шпонку (см. рис. 72),
запрессовать ее в паз ведущего валика и собрать подъемный меха-
низм.
Если после постановки новой шпонки ведущая шестерня будет
иметь круговую качку, то зачистить пазы для шпонки в ведущем
валике (рис. 96) и в ведущей шестерне (рис. 97) на размер А, изго-
товить шпонку с повышенными размерами по месту (см. рис. 75), за-
прессовать ее и собрать подъемный механизм.
80
4. Износ шпонки 09-23 промежуточной шестерни
09-15 или паза для нее в шестерне и в ведомом ва-
лике 09-14.
ПМ. Свинтить гайку 09-24 с обоих концов ведомого валика, снять
ведомую 09-16 и промежуточную 09-15 шестерни с ведомого валика,
снять упорное кольцо 09-11 подшипника и выбить ведомый валик
вместе с подшипниками 09-12 и 05-56 из корпуса подъемного меха-
низма.
Рис. 90. Обработка паза для шпонки в ведущем валике 09-4
Рис. 97. Обработка паза в ве-
дущей шестерне 09-5
у:'г.г.::а
/30,5
W остальное
5+0,025
Материал: Ст. 50
Острые ребра притупить.
Закалить Rc 37-94
Рис. 98. Шпонка 09-23
Затем выбить негодную шпонку 09-23, подобрать или изготовить
новую шпонку (рис. 98), запрессовать ее в паз валика и собрать
подъемный механизм.
В установках первых годов изготовления шпонку изготовлять по
рис. 72 (дет. 09-7),
Если' после постановки новой шпонки промежуточная шестерня
будет иметь круговую качку, то зачистить пазы для шпонки в ве-
домом валике (рис. 99) и шестерне (рис. 100) на размер А, изгото-
вить шпонку с повышенными размерами по месту,(рис. 101), запрес-
совать ее и собрать подъемный механизм.
6 Зак. 271
81
В установках первых годов изготовления шпонку изготовлять по
рис. 75 (дет. 09-7), а зачистку пазов в валике и шестерне произво-
дить по рис. 100 и 102.
5. Износ шпонки 09-23 ведомой шестерни 09-16
или паза для нее в ведомом валике 09-14 и ше-
стерне.
Рис. 99. Обработка паза для шпонки в ведомом
валике 09-14
Рис. 100. Обработка паза для шпон-
ки в промежуточной шестерне 09-15
Материал: Ст.50
Острые ребра притупить
Закалить Rc 37-чц
Рис. 101. Шпонка с повышенными
размерами
ПМ. Вынуть ведомый валик с подшипниками, выбить негодную
шпонку 09-23, подобрать или изготовить новую шпонку (см. рис. 98),
запрессовать ее в паз валика и собрать подъемный механизм.
В установках первых годов изготовления шпонку изготовлять по
рис. 72 (дет. 09-7).
82
Is
Рис. 102. Обработка паза для шпонки в ведомом
валике 0944
Сеч по ВС
Рис, 103, Обработка паза для шпонки в ведомом
валике 0944
Рис. 104. Обработка паза для шпонки
в ведомой шестерне 0940
6*
83
Если после постановки новой шпонки ведомая шестерня будет
иметь круговую качку, то зачистить пазы для шпонки в ведомом ва-
лике (рис. 103) и ведомой шестерне (рис. 104) на размер А, изгото-
вить шпонку с повышенными размерами по месту (см. рис. 101), за-
прессовать ее и собрать подъемный механизм.
В установках первых годов изготовления шпонку изготовлять по
рис. 75 (дет. 09-7), а пазы в валике и шестерне зачистить по рис. 105
и 104.
Рис. 105. Обработка паза для шпонки в ведомом валике
09-14
Трещины в рукоятке маховика или раскол ее
Неисправность устраняется, как указано в разделе «Выявление
неисправностей и ремонт механизмов стопорения, подъема, опуска-
ния и подрессоривания колес» («Трещины в ручке рукоятки валика
червяка или раскол ее», стр. 65).
ВЫЯВЛЕНИЕ НЕИСПРАВНОСТЕЙ И РЕМОНТ ПОВОРОТНОГО
МЕХАНИЗМА
Затруднительный поворот подвижного кольца погона на
неподвижном
Подвижное кольцо погона должно вращаться плавно, без заеда-
ний, при действии рукой на рукоятку маховика поворотного меха-
низма.
Усилие на рукоятке маховика поворотного механизма, необходи-
мое для перемещения подвижного кольца погона (при установив-
шемся движении), должно быть не более 3 кг, что определяется пру-
жинными весами из комплекта принадлежности к станковому пуле-
мету системы Максима обр. 1910 г.
Трение подвижного кольца пдгона о неподвижный не допускает-
ся. Между подвижным кольцом погона и неподвижным должен
быть зазор не менее 1 мм.
84
Причины неисправности:
1. 3 а гр я з н е и и е деталей погона.
ПМ. Снять нижнее неподвижное кольцо погона, тщательно про-
тереть все детали, смазать нижнее и верхнее неподвижные кольца,
подвижное кольцо, подшипниковые шарики и проволочные кольца
незамерзающей смазкой, после чего собрать погон.
2. Затирание подвижного кольца погона.
ПМ. Разобрать погон, наложить краску на верхнюю плоскость
основания,погона, собрать погон и определить места затирания по-
движного кольца погона по краске. Затем снова разобрать погон и
пришабрить места в верхней плоскости основания погона, имеющие
отпечаток краски.
3. Осадка или излом пружины 02-47 тормоза
вертлюга (черт. 7).
Неисправность определяется по неотходу головки оси 11-13 тор-
моза и втулки 11-12 от нижнего неподвижного кольца при вывинчи-
вании гайки 02-48 тормоза.
ПМ. Заменить пружину тормоза. Для этого необходимо:
1) отделить от погона дно, снять с гайки тормоза рычаг, вывин-
тить стопорный винт 02-46 оси и гайку тормоза, после чего вынуть
ось тормоза с пружиной 02-47 из втулки тормоза;
2) надеть на ось тормоза новую пружину, вставить ось с пружи-1
ной в отверстие втулки, навинтить гайку тормоза и ввинтить стопор-
ный винт оси; затем, отвинчивая или.навинчивая гайку тормоза и
стопорный винт оси, отрегулировать положение оси и втулки тор-
моза относительно нижнего неподвижного кольца погона, надеть на
гайку тормоза рычаг, раскернить винт оси в трех точках и присоеди-
нить дно к основанию погона.
4. Загрязнение деталей поворотного механиз-
ма вследствие износа сальника 11-10 верхней
крышки (черт. 5).
ПМ. Вывинтить болты 11-15, выбить штифты 03-31 и снять пово-
ротный механизм. Свинтить гайку 09-24, снять маховик Сб.09-1 с
валика ведущей шестерни, вывинтить болты 01-7 и снять верхнюю
крышку 11-9 поворотного механизма.
Затем удалить негодный сальник 11-10, подобрать или изгото-
вить новый сальник (см. рис. 60), пропитать его смесью из 50% ру-
жейной и 50% пушечной смазки и поставить сальник в выточку
крышки так, чтобы он слегка выступал над поверхностью отверстия
для валика ведущей шестерни, после чего собрать поворотный меха-
низм.
5. Загрязнение деталей поворотного механиз,-
ма вследствие износа сальника 11-7 нижней
крышки 11-4 (черт. 5).
ПМ. Снять маховик и верхнюю крышку поворотного механизма,
свинтить гайку 09-24 с ведомого валика 11-5, снять промежуточную
шестерню 11-3, вывинтить болты 01-7 и выбить ведомый валик 11-5
с шестерней из корпуса поворотного механизма.
85
Затем вынуть шарикоподшипник 05-56 и снять нижнюю крышку
11-4, удалить негодный сальник 11-7, подобрать или изготовить но-
вый сальник (см. рис. 60), пропитать его смесью из 50% ружейной
и 50% пушечной смазки, вставить сальник в выточку нижней крыш-
ки так, чтобы он слегка выступал над поверхностью отверстия для
ведомого валика с шестерней, после чего собрать поворотный меха-
низм.
Увеличенный мертвый ход маховика
Закрепить подвижное кольцо погона тормозом поворотного меха-
низма, пойернуть маховик до отказа в одну сторону и по угольнику,
закрепленному на погоне, нанести риску на ободе маховика.
Затем повернуть маховик до отказа в другую сторону и по уголь-
нику нанести вторую риску; мертвый ход маховика, определяемый
по расстоянию между рисками на ободе маховика, допускается не
более 6°.
Причины неисправности:
1. Износ зубьев ведущей 11-2, промежуточной
11-3 и ведомой 11-5 шестерен поворотного меха-
низма или зубьев нижнего неподвижного кольца
погона (черт. 5).
ДАРМ *. Свинтить гайки 03-17 (черт. 2), вывинтить болты 04-15
и отделить вертлюг от погона.
Слегка вывинтить болты 11-15 (черт. 5), выбить два установоч-
ных штифта 03-31 и, слегка ударяя медным молотком по корпусу
поворотного механизма, приблизить ведомую шестерню 11-5 к ниж-
нему неподвижному кольцу погона; затем ввинтить до отказа болты
11-15, просверлить электродрелью два отверстиядиаметром6 +0’025лл<
около старых отверстий (рис. 106), запрессовать в них штифты 03-31
и раскернить концы штифтов в трех точках.
Если указанным способом уменьшить мертвый ход маховика не-
возможно, то подобрать одну или несколько новых шестерен пово-
ротного механизма и поставить их вместо старых.
2. Износ шпонки 09-6 маховика Сб.09-1 или сте-
нок паза для нее в маховике и в ведущем валике
с шестерней 11-2.
ПМ. Снять маховик с ведущего валика и верхнюю крышку с кор-
пуса поворотного механизма; вынуть ведущий валик с шарикопод-
шипниками 09-12 и 05-56.
Выбить из ведущего валика негодную шпонку 09-6, подобрать
или изготовить новую шпонку (см. рис. 72), запрессовать ее в паз
валика и собрать поворотный механизм.
Если после постановки новой шпонки маховик будет иметь круго-
вую качку, то зачистить пазы в ведущем валике (рис. 107) и махо-
вике (см. рис. 95) на размер А, изготовить шпонку с повышенными
размерами по месту (см. рис. 75), запрессовать ее в паз в валике
и собрать поворотный механизм.
86
Рис. 107. Обработка паза для шпонки в ведущем валике с
шестерней 11-2
87
3. Износ шпонки 09-7 промежуточной шестерни
11-3 или паза для нее в шестерне и в ведомом ва-
лике с шестерней 11-5.
ПМ. Свинтить гайку 09-24, снять нижнюю крышку 11-4 и вынуть
ведомый валик с шестерней 11-5, с шарикоподшипниками 05-56 и
09-12 из корпуса поворотного механизма.
Рис. 108. Обработка паза для шпонки в ведомом валике
с шестерней 11-5
Рис. 109. Обработка паза для
шпонки в промежуточной шестерне
11-3
Выбить негодную шпонку 09-7,
подобрать или изготовить новую
шпонку (см. рис. 72), запрессовать
ее в паз валика и собрать поворот-
ный механизм.
Если после постановки новой
шпонки промежуточная шестерня
будет иметь круговую качку, то за-
чистить пазы в ведомом валике с ше-
стерней (рис. 108) и в промежуточ-
ной шестерне (рис. 109) на размер А,
изготовить шпонку с повышенными
размерами по месту (см. рис. 75),
запрессовать ее в паз в ведомом ва-
лике и собрать поворотный меха-
низм.
Трещины в рукоятке маховика или .раскол ее
Неисправность устраняется, как указано в' разделе «Выявление
неисправностей и ремонт механизмов стопорения, подъема, опуска-
ния и подрессоривания колес» («Трещины в ручке рукоятки валика
червяка или раскол ее», стр. 65).
88
ВЫЯВЛЕНИЕ НЕИСПРАВНОСТЕЙ И РЕМОНТ СИДЕНЬЯ
(черт. 16)
Кронштейн сиденья не удерживается в направляющих планках
Кронштейн сиденья должен надежно удерживаться в направляю-
щих планках основания вертлюга своей защелкой. Защелка должна
энергично и надежно фиксировать положение сиденья при его пере-
мещении по направляющим планкам.
Срыв кронштейна сиденья с защелки не допускается. Качка
кронштейна сиденья в направляющих планках не проверяется.
Причины неисправности:
1. Осадка или излом пружины 10-13 защелки
10-12 кронштейна сиденья.
Отжатый до отказа и затем отпущенный верхний конец защел-
ки сиденья должен под действием своей пружины энергично возвра-
титься в исходное положение.
ПМ. Выбить ось 10-14 защелки, удалить негодную пружину, по-
ставить новую пружину, соединить защелку с кронштейном осью и
развальцевать концы оси при помощи притупленного керна.
Если старую ось защелки развальцевать невозможно, то подоб-
рать новую ось.
2. Смятие ушка проушины защелки кронштей-
на сиденья (32 на черт. 16).
ПМ. Снять защелку кронштейна и выправить ушко при помощи
плоскогубцев или клинообразного латунного гнетка, после чего за-
щелку поставить на место.
Затруднительно перемещается кронштейн сиденья в направляющих
планках
Перемещение кронштейна сиденья в направляющих планках дол-
жно быть плавным, без заеданий.
При опущенном седле 10-2 сиденья вниз до последнего выреза
на трубке и досланном в крайнее переднее положение кронштейне
сиденья трубка сиденья не должна задевать за косынку стрелы.
Между трубкой сиденья и косынкой стрелы должен быть зазор
не менее 10 мм.
Причины неисправности:
1. Смятие стенок пазов в направляющих план-
ках для ребер кронштейна сиденья.
ПМ. Зачистить приподнятый металл на стенках пазов в направ-
ляющих планках личным напильником или шабером.
После зачистки допускается пришабровка ребер кронштейна
сиденья настолько, чтобы перемещение кронштейна в направляю-
щих планках было плавное.
2. Задевание торца трубки сиденья за косынку
стрелы (33 на черт. 16).
89
ПМ. Зачистить торец трубки сиденья драчевым или личным на-
пильником так, чтобы между трубкой и косынкой стрелы был зазор
не менее 10 мм (рис. 110). Проверка наличия зазора производится
при крайнем нижнем положении седла на кронштейне сиденья.
Рис. НО. Зачистка торца трубки сиденья
Седло сиденья не удерживается во втулке кронштейна сиденья
Перемещение седла сиденья во втулке кронштейна сиденья дол-
жно быть плавным, без заеданий. Седло сиденья должно надежно
удерживаться своей защелкой во втулке.
Защелка должна энергично и надежно фиксировать положение
седла сиденья при его подъеме или опускании.
Срыв седла сиденья с защелки не допускается.
Качка седла сиденья во втулке не проверяется.
Причины неисправности:
1. Осадка или излом пружины 10-17 защелки/0-/5
седла сиденья.
Отжатый до отказа и затем отпущенный нижний конец защелки
седла сиденья под действием своей пружины должен энергично воз-
вратиться в исходное положение.
ПМ. Выбить ось 10-16 защелки, удалить негодную пружину, по-
ставить новую пружину, соединить защелку с кронштейном сиденья
при помощи оси и раскернить концы оси в трех точках.
2. Смятие рабочего конца защелки седла си-
денья.
ПМ. Зачистить рабочий конец защелки седла сиденья личным на-
пильником, снимая минимальный слой металла (рис. 111).
90
3. Выпадение оси 10-16 защелки седла сиденья.
ПМ. Подобрать новую ось защелки седла сиденья, поставить ее
на место и раскернить концы в трех точках.
Спинка 10-4 сиденья не удерживается в приданном положении
При навинченной до отказа на ось спинки гайке 10-9 зуб-
чатый упор 10-8 спинки сиденья должен надежно удерживать спин-
ку сиденья в любом положении. Качка спинки сиденья не прове-
ряется.
<э
Зачистить,
^снимая мини-
мальный слой
металла
Зачистить, снимая
минимальный слой
металла
Рис. 111. Зачистка рабочего конца
защелки 10-15 седла сиденья
Рис. 112. Зачистка зубьев зубчатого
упора
Причины неисправности:
1. Недовинчена гайка 10-9.
ПМ. Навинтить гайку на ось до отказа.
2. Смятие илискрошенность зубьев зубчатого
упора (34 на черт. 16).
ПМ. Выбить штифт 01-54, отвинтить гайку и снять зубчатый
упор с оси спинки; затем заправить зубья трехгранным личным на-
пильником (рис. 112), снимая минимальный слой металла, собрать
спинку и раскернить концы штифта 01-54 в-трех точках.
Затруднительна регулировка положения спинки сиденья
При отвинчивании гайки 10-9 зубчатый упор под действием своей
пружины должен выходить из зацепления со спинкой сиденья и не
препятствовать регулировке положения спинки.
Причина неисправности:
Осадка или излом пружины 10-10 зубчатого
упора.
ПМ. Снять гайку и зубчатый упор с оси спинки сиденья, уда-
лить негодную пружину 10-10, поставить новую пружину, собрать
спинку и раскернить концы штифта 01-54 в трех точках.
91
Износ обшивки подушки спинки сиденья
ПМ. Вывинтить болты 02-79, снять подушку 10-3 спинки и отде-
лить от подушки негодную обшивку. Затем изготовить из брезента
переднюю (рис. 113) или заднюю (рис. 114) обшивку, наложить об-
шивку на планку подушки с прокладкой и сшить суровыми нитками;
если заменялась задняя обшивка, прорезать в ней отверстия для
болтов по отверстиям в планке подушки и соединить болтами подуш-
ку спинки со спинкой сиденья (рис. 115).
Материал: брезент Материал: брезент
, Рис. 113. Передняя обшивка Рис. 114. Задняя обшивка
подушки спинки сиденья подушки спинки сиденья
1в
Рис. 115. Сборка подушки спинки сиденья:
1 — передняя обшивка; 2 — задняя обшивка
ВЫЯВЛЕНИЕ НЕИСПРАВНОСТЕЙ И РЕМОНТ КРОНШТЕЙНА
ПИТАНИЯ
Качка кронштейна питания на установке (черт. 17)
Кронштейн питания своим шипом должен легко вставляться в
отверстие на правой станине вертлюга и шейкой в основание
Сб. 05-22 опоры. Качка кронштейна при затянутой гайке 01-56 откид-
92
кого болта наметки опоры допускается до 2 мм (проверяется у уголь-
ника).
При затянутой гайке откидного болта наметки опоры между на-
меткой и опорой (в плоскости их разъема) должен быть зазор не
менее 1 мм.
Причины неисправности:
1. Изгиб упорного угольника на основании
вертлюга.
ПМ. Выправить упорный угольник медным молотком. После
правки допускается пригонка упорного угольника кронштейна пи-
тания к балке хода и упорному
угольнику на основании вертлюга
так, чтобы было плотное прилега-
ние (рис. 116).
2. Самоотвинчивание
гайки 01-56 откидногобол-
та наметки опоры крон-
штейна питания.
ПМ. Навинтить гайку откид-
ного болта наметки опоры до от-
каза и зашплинтовать.
3. Отсутствие зазора
между наметкой опоры
и основанием опоры
кронштейна питания.
ПМ. Зачистить нижнюю пло-
скость наметки личным напильни-
мальный слой металла '
Рис. 116. Пригонка упорного угольни-
ка кронштейна питания
Рис. 117. Зачистка наметки опоры кронштейна питания
93
ком так, чтобы между основанием опоры и наметкой (в плоскости
их разъема) при затянутой гайке откидного болта был зазор не ме-
нее 1 мм (рис. 117).
Патронная коробка не удерживается в кронштейне питания
Патронная коробка должна надежно удерживаться в кронштей-
не питания защелкой.
Самопроизвольное выпадение патронной коробки из кронштейна
питания не допускается.
Причины неисправности:
1. Осадка или излом пружины 06-16 защелки
06-15 патронной коробки.
Отжатая до отказа вниз и затем отпущенная защелка патрон-
ной коробки под действием своей пружины должна энергично воз-
вратиться в исходное положение.
v кругом
Материал: Cm. W-50
Рис. 118. Накладка
Рис. 119. Приварка накладки к стойке
кронштейна питания
ПМ. Выбить ось 02-17 защелки, удалить негодную пружину, по-
ставить новую пружину, соединить защелку с кронштейном осью и
раскернить концы оси в трех точках.
2. Отгиб нижних угольников кронштейна пита-
ния (35 на черт. 17).
ПМ. Выправить нижние угольники кронштейна питания медным
молотком.
3. Излом стоек кронштейна питания и трещины
на стойках (36 на черт. 17).
ДАРМ. При наличии излома стоек кронштейна питания изгото-
вить накладку (рис. 118), затем соединить сломанные части стойки
и приварить к ним накладку электродуговой сваркой электродом
Э50-2 (рис. 119), после чего в местах, сопрягаемых с патронной ко-
робкой, зачистить наплывы металла личным напильником.
94
При наличии трещин в стойках кронштейна места трещин подго-
товить под заварку, затем заварить трещины электродуговой свар-
кой электродом ЭоО-З и обработать места, сопрягаемые с патрон-
ной коробкой, личным напильником (рис. 120).
Подготовка для заварки
Заварка
Вид по стрелке
Обработать П—
заподлицо
=1
Обработать
заподлицо
Рис. 120. Подготовка для заварки и заварка трещин в стойках кронштейна
питания
Крышка 06-2 приемника не удерживается в закрытом положении
Крышка приемника должна надежно удерживаться пружинной
защелкой 06-1Г, самооткрывание крышки при стрельбе не допу-
скается. '
Причины неисправности:
1. Смятие отогнутого края лотка приемника
(в месте захода пружинной защелки) (37 на черт. 17).
V остальное
Рис. 121. Пружинная защелка 06-11
95
ПМ. Выправить загнутый конец лотка приемника медным мо-
лотком так, чтобы крышка приемника надежно запиралась.
2. Изгиб пружинной защелки 06-11 крышки при-
емника.
ПМ. Выправить пружинную защелку плоскогубцами или медным
молотком.
Материал^ Ст.20
Рис. 122. Заклепка
3. Излом пружинной защелки крышки прием-
ника. .
ДАРМ. Спилить личным напильником головки заклепок, скреп-
ляющих пружинную защелку с крышкой приемника, изготовить но-
.вую пружинную защелку (рис. 121) и заклепки (рис. 122), соеди-
нить пружинную, защелку с крышкой приемника заклепками и при
помощи обжимки расклепать заклепки (рис. 123).
Затруднительна подача ленты с патронами (черт. 17)
Откинуть крышку приемника, вставить в приемник пулемета лен-
ту с десятью проверочными патронами, наложить ее на зубчатку
храпового механизма, закрыть крышку и перезаряжанием пулеме-
та проверить подачу ленты.
При всех углах возвышения пулемета лента должна подаваться
свободно, без заеданий и перекосов.
Зубчатка храпового механизма должна работать четко, без за-
еданий.
Соскакивание зуба храповика с храповика при обратном пово-
роте зубчатки храпового механизма не допускается.
При любом положении люльки приемное окно люльки должно
быть заподлицо с кривой лотка приемника; местное повышение или
понижение горловины приемного окна люльки относительно кривой
лотка допускается до 5 мм.
Причины неисправности:
1. Смятие лотка 06-1 приемника. *
96
ПМ.. Выправить лоток На деревянном бруске медным молотком.
2. См яти е кр.ы ш ки 06-2 приемника.
ПМ. Выправить крышку приемника на деревянном бруске мед-
ным молотком. •
3. Смятие лотка у вырезов для звездочек зуб-
чат к и. . : . .. э
ПМ. Выправить лоток у вырезов для звездочек зубчатки медным
молотком или плоскогубцами так, чтобы было свободное вращение
зубчатки, храпового механизма.
4. Изгиб звездочек зубчатки, :
ПМ. Откинуть крышку приемника, вынуть шплинт 01-57, ось
06-5 и зубчатку 06-4 храпового механизма, выправить звездочки, зуб-
чатки на стальной плите медным молотком, поставить детали, на
место и зашплинтовать ось 06-5.
5. О с а д к а и л и й з л о м п р у ж й н ы 06-8 зуба 06-6 ’х р а-
п о в и к а. . ' ' .
Отжатый до отказа книзу и затем отпущенный зуб храповика
под действием своей пружины должен энергично возвратиться в ис-
ходное положение. . . .. -
ПМ. Вынуть шплинт 01-71 и ось 06-7, удалить негодную пружи-
ну 06-8, поставить новую пружину, присоединить зуб храповика к
лотку и зашплинтовать ось 06-7. •
6. Изгиб зуба храповика.
. ПМ. Снять зуб храповика и выправить его на стальной плите
при помощи латунного гнетка. - ' . .
7. Смятие приемника для подвода-ленты в нра-
вом подшипнике л юЛьки (59-на чёрт. 4)1'
ПМ. Отделить люльку от вертлюга и выправить'- приемник для
подвода ленты медным молотком при помощи клинообразного ла-
тунного гнетка.
8. Смятие стенок звеньеотвода в верхней части
люльки {40 на черт. 4).
ПМ. Выправить стенки звеньеотвода плоскогубцами или медным
молотком.
Рис. 124. Обработка упорного угольника кронштейна питания
7 Зак. 271
$7
9. Смятие стенок патронной коробки Сб.07.
ПМ. Выправить стенки патронной коробки на деревянном бруске
деревянной киянкой или медным молотком.
10. Смятие упорного угольника (упорной ко-
. 06-14
сынки) -^"22 кронштейна питания.
ДАРМ. Наплавить на угольник (упорную косынку) кронштейна
питания слой металла электродуговой сваркой электродом ЭНХ 30-3
и обработать (рис. 124), после чего угольник (упорную косынку)
пригнать к балке хода и упорному угольнику на основании вертлюга
так, чтобы при любом положении люльки приемное окно люльки
было заподлицо с кривой поверхностью лотка кронштейна
(см. рис. 116).
НЕИСПРАВНОСТИ В ДЕТАЛЯХ ПАРАЛЛЕЛОГРАММА,
КРЕПЯЩЕГО ПРИЦЕЛ НА УСТАНОВКЕ (черт. 3)
Качка кронштейна консоли параллелограмма на вертлюге
Радиальная и продольная (осевая) качка кронштейна консоли
параллелограмма при всех углах возвышения или склонения пуле-
мета не допускается.
Причины неисправности:
1. С а м о о тв и н ч и в а н и е гаек 01-56 откидных бол-
тов наметок 03-2 кронштейна прицела на вертлюге.
ПМ. Навинтить гайки 01-56 до отказа и зашплинтовать.
2. Отсутствие зазора между наметкой 03-2 и
кронштейном прицела на вертлюге в плоскости
их разъема.
Между наметкой и кронштейном в плоскости их разъема при за-
винченной до отказа гайке 01-56 откидного болта должен быть зазор
не менее 1 мм.
ПМ. Зачистить личным напильником плоскость наметки так,
чтобы между наметкой и кронштейном в плоскости их разъема был
зазор не менее 1 мм (рис. 125).
3. Самоотвинчивание зажима 03-8 шарикопод-
шипников.
ПМ. Навинтить зажим шарикоподшипников до отказа.
4. Самоотвинчивание болта 03-51 серьги 03-42
большой тяги параллелограмма.
ПМ. Довинтить болт 03-51 до отказа и отогнуть стопорную шайбу
03-30 на грани головки болта.
5. Изгиб серьги 03-42 большой тяги параллело-
грамма.
ПМ. Вывинтить болт 03-51, отвинтить Гайки 03-41 и отделить
большую тягу Сб. 03-7 параллелограмма от люльки и малой тяги па-
раллелограмма, после чего вставить в серьгу стальную оправку диа-
метром 43 мм, выправить серьгу на свинцовой плите медным молот-
ком и присоединить большую тягу к люльке и малой тяге паралле-
лограмма.
98
Рис. 125. Зачистка наметки кронштейна прицела
Качка прицела на кронштейне консоли ,
Качка прицела на кронштейне консоли не допускается.
Причины неисправности: , \
1. Сйм.о отвинчивание гаек 02-54 стяжного болта
хомута прицела.
ПМ. Навинтить гайки болта хомута прицела до отказа и за-,
шплинтовать. . -
2. Отсутствие зазора между наметдрй D3:32 и
основанием хомута в плоскости их разъёма.
Между наметкой и основанием хомута в плоскости их разъема
(при поставленном прицеле и завинченных до отказа гайках болта
хомута) должен быть зазор не менее 1 мм. .
ПМ. Зачистить личным напильником плоскость наметки хомута
так, чтобы между наметкой и основанием хомута в плоскости их
разъема был зазор не менее 1 мм (рис. 126). ,
3. Самоотвинчивание гаек 03-41. '
ПМ. Навинтить гайки 03-41 до отказа так, чтобы закрепление
прицела на кронштейне консоли было прочное и без качки. . ,
Изгиб предохранительное каркаса прицела
• ПМ. СвинФить гайки 03-41, отделить предохранительный каркас
Сб.ОЗ-З от ползуна 03-34 хомута, выправить каркас на стальной,
плите медным молотком и поставить на место. :
П р и м е ч а нде. В установках первых годов изготовления спилцть выступай),-,
щий за гайки 03-41 нарезной конец предохранительного каркаса прицела 0 цеЛьй)
устранения сбивания рук наводчика при действии рукояткой тормоза подъемного
механизма. . . ': : • i -
Г90
7*
Рис. 126. Зачистка наметки хомута прицела
Выверка параллелограмма (черт. 3)
1. Свинтить две гайки 03-41 и отделить предохранительный кар-
кас прицела от ползуна 03-34 хомута.
2. Проверить по угломер-квадранту параллельность ли^ии при-
Йеливания и оси пулемета. Для этого установить пулемет в горизон-
тальное положение, поставить угломер-квадрант на крышку стволь-
ной коробки и отметить его показание. Затем установить угломер-
квадрант на хомут прицела, слегка отвинтить гайки 03-41 и регули-
ровкой болтов 03-40 придать хомуту прицела горизонтальное поло-
жение (показание угломер-квадранта должно быть то же, что и при
установке угломер-квадранта на крышку ствольной коробки пуле-
мета), после чего навинтить гайки 03-41 и закрепить болты 03-40
гайками 02-54.
Придать пулемету угол возвышения 45°, установить на крышку
ствольной коробки пулемета угломер-квадрант и отметить его по-
казание, после чего установить угломер-квадрант на хомут прицела
и проверить параллельность линии прицеливания и оси пулемета, т. е.
совпадают ли показания угломер-квадранта на пулемете и на хомуте
прицела.
Если линия прицеливания опережает ось пулемета, т. е. показа-
ния угломер-квадранта на хомуте прицела больше, чем на пулемете,
то укоротить большую тягу Сб.03-7 параллелограмма путем враще-
ния регулятора 03-24 тяги.
Если линия прицеливания отстает от оси пулемета, т. е. показа-
ний угломер-квадранта на пулемете больше, чем на хомуте прицела,
то удлинить большую тягу параллелограмма путем вращения регу->
лятора 03-24 тяги.
100
Аналогичную проверку параллельности линии прицеливания И
оси пулемета производить при следующих углах склонения и возвы-
шения пулемета: —10, 0, 30, 60 и 90°..
Непараллельность линии прицеливания и оси пулемета при скло-
нении и возвышении пулемета в пределах от —10 до 90° допускается
не более 2,5 тысячных дальности.
3. Закрепить регулятор 03-24 тяги гайками 03-17 и 03-22.
4. Поставить в хомут прицел и закрепить его стяжным болтом
03-16 с гайкой и контргайкой 02-54.
5. Установить предохранительный каркас Сб. 03-3 прицела и за-
крепить его двумя гайками 03-41.
Установка опоры Сб. 01-6 ствола (черт. 4)
1. Расположить установку (дульный срез ствола) на расстоянии
50 м от контрольно-выверочной мишени и вставить в дульную часть
канала ствола пулемета трубку холодной пристрелки (ТХП).
2. Свинтить гайки 01-56, снять опору ствола, смазать рифления
опоры смесью ружейной и пушечной смазок, установить опору ствола
обратно на люльку, не завинчивая до отказа^ гайки 01-56.
3. Откинуть наметку 01-49 опоры ствола и, вращая маховики
подъемного и поворотного механизмов, навести перекрестие ТХП в
центр отметки «П» контрольно-выверочной мишени.
4. Установить опору ствола по кожуху пулемета, закрыть намет-
ку 01-49 и затянуть гайки 01-56 до отказа.
Перекрестие ТХП не должно смещаться с центра отметки «П»
мишени при откинутой и закрытой наметке опоры ствола; кожух пу-
лемета должен свободно перемещаться в опоре ствола.
Для того чтобы опора ствола была перпендикулярна к бей пу-
лемета, допускается припиловка задней плоскости опоры. ;
5. Вынуть ТХП из ствола пулемета.
Выверка прицелов ВК-4 и ПУ на установке по пулемету ' :
(черт. 3) ’ “ .
1. Перевести установку в боевое положение и на расстоянии 50 м
от дульного среза ствола пулемета установить щит с укрепленной на
нем контрольно-выверочной мишенью данной установки (рис. 127).
Контрольно-выверочная мишен^ вычерчивается на основании
схемы, приведенной в формуляре установки.
2. Вставить ТХП в дульную часть канала ствола и, визируя че-
рез окуляр ТХП, а также вращая маховики подъемного и поворото-
ного механизмов, навести ось канала ствола в отметку «П» на кон-
трольно-выверочной мишени, после чего люльку и вертлюг закрепить
при помощи тормозов.
При закреплении люльки и вертлюга тормозами следить за тем,
чтобы наводка ТХП по отметке «П» не сбивалась.
3. Проверить наводку прицела ВК-4 по отметке «К». Если поло-
жение прицела не нарушено, то центр раккурсных колец сеткй
101
прицела ВК-4 должен совпадать с отметкой «К» на контрольно-выве-
рочной мишени или отклоняться от него не более чем на 5 см (одна
тысячная) в любую сторону.
Если центр колец сетки прицела ВК-4 не совпадает с отметкой
«К» на контрольно-выверочной мишени, то, ослабив гайки 03-41 и
вращая хомут Сб.03-5 с прицелом в вертикальной и горизонтальной
плоскостях, грубо подвести центр колец сетки прицела к отметке «К»,
после чего, ослабив гайки 02-54 и ввинчивая или вывинчивая болты
03-40 и 03-38, окончательно совместить центр колец сетки прицела
.с отметкой «К» на контрольно-выверочной мишени.
Рис. 127. Образец контрольно-выве-
рочной мишени установки
.. 4, Закрепить прицел на кронштейне консоли, навинтить до отка-
за все гайди 03-41 и 02-54} при этом следить за тем, чтобы навод-
ка прицела по отметке «К» не сбивалась.
5. Не смещая перекрестия прицела ВК-4 с отметки «К», прове-
рить наврдку прицела ПУ по отметке «ПУ» на контрольно-вывероч-
ной мишени.
При установке на шкале барабанчика дальности деления «4» и
даа шкале барабанчика боковых поправок деления «О» прицельный
денек (вершина вертикальной нити) прицела ПУ должен совпадать
с отметкой «ПУ» на контрольно-выверочной мишейи.
Если прицельный пенек прицела ПУ не совпадает с отметкой
«ПУ» на контрольно-выверочной мишени, то навести прицельный пе-
нек в отметку «ПУ», вращая маховички барабанчиков дальности и
Сюковых поправок.
Затем освободить винты барабанчиков дальности и боковых по-
правок и, не сдвигая маховичков с места, повернуть барабанчики
настолько, чтобы против указателя для барабанчика дальности при-
шлось деление «4», а для барабанчика боковых поправок «О».
Осторожно закрепить винты барабанчиков дальности и боковых
поправок, следя, чтобы наводка прицельного пенька прицела ПУ не
сбилась с отметки «ПУ» на контрольно-выверочной мишени.
102
Испытание установок стрельбой
1. После сложного ремонта установки, в процессе которого
разбирается погон, вертлюг или люлька, установка должна быть
испытана стрельбой на кучность боя. Перед стрельбой установку
устанавливают так, чтобы основание погона плотно прилегало к
грунту.
2. Стрельба ведется по щитам на дальность 100 м двумя непре-
рывными очередями по 10 выстрелов в каждой очереди; перед
стрельбой механизмы горизонтального и вертикального наведения
закрепляются тормозами.
Кучность боя установки считается удовлетворительной, если сред-
ний радиус /?8о средн не превышает 25 см.
Средний радиус /?во средн определяется как среднее арифметиче-
ское радиусов двух окружностей, полученных из двух очередей
по 10 выстрелов, вмещающих каждая из них восемь пробоин из
десяти.
3. По результатам проверки кучности боя установки стрельбой
составляется новая контрольно-выверочная мишень данной установ-
ки. Порядок составления контрольно-выверочной мишени указан в
Руководстве службы «14,5-л«ле одиночная зенитная пулеметная уста-
новка конструкции Водопьянова и Рачинского ЗПУ-1», изд. 1952 г.
НЕИСПРАВНОСТИ В ДЕТАЛЯХ ЭЛЕКТРИЧЕСКОГО
ОСВЕТИТЕЛЯ (черт. 18)
Нарушение освещения сетки коллиматорного прицела ВК-4
При вращении маховичка реостата вогнутое стекло с сеткой дол-
жно плавно изменять свою освещенность. Мигание освещенной сетки
В результате нарушения контактов не допускается.
Причины неисправности:
1. Обрыв электропровода 12-13 п а т р о н а.
ПМ. Зачистить оборванные концы электропровода, соединить их,
накручивая друг на друга, и изолировать, обмотав изоляционной
лентой.
2. Перегорела или разбилась электролампоч-
ка патрона.
ПМ. Поставить новую лампочку 3,5 в X0,28 а.
3. Нарушение контакта проводов всоединении
с патроном.
ПМ. Разобрать патрон, вставить концы проводов в свои гнез-
да и закрепить винтами.
4. Нарушение контакта проводовв соединении
сконтактной колодкой (с колодкой штепсельного разъема)
Сб. 12-2.
ПМ. Отделить контактную колодку (колодку штепсельного
разъема) от вертлюга, зачистить концы проводов, вставить их в от-
верстия гайки контактов и припаять, после чего контактную колодку
поставить на место.
108
5. Нарушение контакта проводов в соедине-
нии с в и л,кой 12:14 патрона. .
ПМ. Отделить от вилки стопорное проволочное кольцо, разобрать,
вилку, вставить концы проводов в свои гнезда и закрепить винтами,
после чего собрать вилку.
6. Нарушение контакта проводовв соединении
с реостатом 12-12.
ПМ. Отделить реостат от вертлюга, снять с него кожух, поста-
вить концы проводов на свои места и закрепить винтами, после чего
собрать реостат и поставить на место.
. 7. Нарушение контакта проводов всоединении
с аккумулятором 12-11.
ПМ. Зачистить концы проводов, сделать петли и опаять их, после
чего опаянные места обмотать изоляционной лентой и концы прово-
див присоединить к аккумулятору.
8. Разряжен.аккумулято.р.
ПМ. Зарядить или заменить аккумулятор.
Шаткость аккумулятора в коробке Сб. 12-1
Аккумулятор должен плотно входить в коробку; шаткость его
не допускается.
Причины неисправности:
1, Осадка пружин коробки.
ПМ. Изготовить по месту прокладки из картона или резины и
Проложить их между стенками аккумулятора и коробки.
2. Отсутствие или износ резиновой прокладки.
ПМ. Изготовить из резины новую прокладку (рис. 128) и поло-
жить ее на дно коробки аккумулятора.
Материал : Резина
Рис. 128. Резиновая прокладка
Самооткрывание крышки коробки аккумулятора
, Крышка коробки аккумулятора должна прочно закрепляться на
коробке своим замком; самооткрывание крышки не допускается. ,
104
Причины неисправности:
1. Отгиб зацепа замка на крышке (41 на черт. 18).
ПМ. Подогнуть зацеп замка на крышке медным молотком или
плоскогубцами.
2. Выпадение петли 12-4 замка из скобы замка.
ПМ. Вставить концы петли замка в скобу и подогнуть медным
молотком или плоскогубцами.
Если нет в наличии петли, изготовить новую (рис. 129).
остальное
-го'0^
Материал: Ст. 30
Оксидировать
Рис. 129. Петля замка коробки аккумулятора 12-4
Излом ушка для оси крышки коробки аккумулятора
ДАРМ. Изготовить новое ушко для оси крышки коробки аккуму*
лятрра (рис. 130) и приварить, ушко электродуговой сваркой элек-
тродом Э42-2 к коробке аккумулятора так, чтобы крышка свободно
вращалась на оси и закрывала коробку аккумулятора (рис. 131/.
Рис. 130. Ушко Рис. 131. Приварка ушка к коробке аккумулятора:
/ — ушко; 2 — коробка аккумулятора
105
Материал: Cm. SO
Закалить Rc 42-47
Оксидировать
Излом или изгиб зажимов
03-19 электропровода на
кронштейне консоли па-
раллелограмма
ПМ. При изгибе зажи-
мов выправить их плоско-
губцами.
ДАРМ. При изломе за-
жимов изготовить новые
(рис. 132) и присоединить
их к кронштейну консоли
винтами.
Колпачок 12-21 контакт-
ной колодки (колодки
штепсельного разъема) не
удерживается на кольце
12-23 цепочки
ПМ. Закрутить кольцо
цепочки на 360° так, что-
бы колпачок на цепочке
свободно вращался.
Рис. 132. Зажим электропровода 03-19 При изломе кольца це-
почки изготовить новое
(рис. 133), пропустить его
через цепочку, спаять кон-
цы и закрутить кольцо на 360° так, чтобы колпачок на цепочке сво-
бодно вращался.
Материал: проволока любой марки
Рис. 133. Кольцо цепочки 12-23
106
НЕИСПРАВНОСТИ В ИНСТРУМЕНТЕ ДЛЯ УСТАНОВКИ
Разворот зевов гаечных ключей (10X12; 17X22; 27X32)
Разворот зевов ключей, не вызывающий срыва ключа с граней
гаек или головок болтов, допускается без ремонта.
ПМ. При развороте зева ключа, вызывающем срыв ключа с гра-
ней гаек или головок болтов, установить ключ на стальную плиту
и молотком по верхней части ключа осадить зев ключа, после чего
зачистить личным напильником рабочие грани зева.
*
Смятие зуба ключа (38—42X8)
ПМ. Зажать ключ в тисках с медными прокладками так, чтобы
зуб был сверху, и ударами молотка по верхней части ключа слегка
осадить зуб, после чего пригнать его личным напильником так, что-
бы было надежное сцепление с вырезами в гайках.
Качка штифтов бокового ключа
ПМ. Установить ключ на стальной плите и молотком по раскле-
панной части штифта подтянуть штифт.
ДАРМ. Если подтяжкой устранить качку штифтов невозможно,
то сверлом диаметром 8 мм засверлить расклепанную часть штифта,
выбить старый штифт, изготовить новый (рис. 134), вставить его на
место и конец штифта расклепать и зачистить заподлицо с ключом
(рис. 135).
Материал: Ст.зо
Рис. 134. Штифт бокового ключа
Скрошенность лезвия большой и малой отверток
ПМ. Заправить лезвия большой и малой отверток на наждачном
точиле, периодически смачивая точило водой во избежание отпуска
лезвий.
Ширина конца лезвия малой отвертки должна быть 5-о,з мм, а
толщина — 0,5 мм.
Ширина конца лезвия большой отвертки должна быть 8-од мм,
а толщина — 1,5 мм.
107
Рис. 135. Приклепка штифта к боковому ключу
Нарушение окраски деталей установки
Места с нарушенной окраской подкрасить.
Окраске не подвергаются все оксидированные детали и посадоч-
ные места.
При попаданий краски на оксидированные детали снять ее ве-
тошью, смоченной в растворителе № 646 (ГОСТ 5630—51).
108
Чертеж 1. Погон:
02-37 — пружина стопора; 02-38 — стержень стопора; 02-39 — кольцо стопора; 04-1 — основание погона; 04-2 — нижнее неподвижное кольцо с зуб-
чатым венцом; 04-3 — верхнее неподвижное кольцо; 04-4 — подвижное кольцо; 04-6 — проволочные кольца малого диаметра; 04-7 — проволоч-
ные кольца большого диаметра; 04-8— толстая регулировочная шайба; 04-9 — болт; 04-10 — болт; 04-11 — подшипниковый шарик; 04-12 — стопор-
ная шайба; 04-13 — стопорная шайба; 04-18 — дно; 04-48 — кольцевая пластинка; 04-50 — тонкая регулировочная шайба; 05-52 — болт;
Сб.04-2 — трубка стопора
02-1
02-48
Чертеж 2. Вертлюг с уравновешивающим механизмом и тормозом люльки:
-3---уо— наметка хомута люльки; о 02 ~ —стопорная пружина; 02- 2 — откидной болт хомута; 02-4 — гайка откидного болта; 02-19 — метал-
JCL2. оо JU2. 41
лический трос; 02-20 — пружина уравновешивающего механизма; 02-22 — натяжной (регулировочный) болт; 02-23 — направляющая втулка; 02-24 — на-
тяжная (регулировочная) гайка; 02-25 — болт; 02-37 — пружина стопора люльки; 02-38 — стержень стопора люльки; 02-39 — кольцо стопора; 02-43 —
втулка тормоза люльки; 02-44 — ось тормоза; 02-45 — штифт; 02-46 — стопор ный винт оси; 02-47 — пружина тормоза; 02-48 — гайка тормоза;
02-49 — рычаг тормоза; 02-50 — стопорная шайба; 02-51 — стяжной болт; 02-52 — гильзоотводный лоток; 02-54 — гайка; 02-76 — рукоятка троса;
02-78 — штуцер гибкой трубки; 02-82 — болт; 03-17 — гайка шпильки; 04-15 —болт; 04-16 — стопорная шайба; Сб. 01-2 — зубчатый сектор
С6.03-3
Вид по стрелке А
01-56 —гайка откидного болта; 02-54 — гайка; 03-2 — наметка; 03-8 — зажим шарикоподшипников; 03-16 — стяжной болт; 03-17 — гайка; 03-22 — гайка;
03-24 — регулятор тяги; 03-30 — стопорная шайба; 03-32 — наметка хомута; 03-34 — ползун хомута; 03-38 — болт; 03-40— болт; 03-41 —гайки; 03-42 —серь-
га большой тяги параллелограмма; 03-51 — болт; Сб.03-3 — предохранительный каркас; Сб.03-5 — хомут прицела; Сб.03-7 — большая тяга параллело-
грамма
СбУ по CD Вид по стрел ко
Чертеж 4. Люлька:
01-2 — наружное кольцо подшипника; 01 -3 — ролик; 01-4 — сепаратор; 01-5 — внутреннее кольцо подшипника; 01-7 — болт; 01-8 — пружинная шайба*
01-20 — ползун с вилкой; 01-21 — толкатель; 01-22 — прилив толкателя; 01-25 — муфта; 01-31 — наметка хомута; 01-32 — пружинная защелка*
01-34 — откидной болт; 01-48 — основание опоры ствола; 01-49 — наметка опоры ствола; 01-51 — ручка опоры ствола; 01-52 — пружина пучки*
01-53 — штифт пружины; 01-54 — штифт; 01 -55 — болт; 01-56 — гайка болта; 01-71 — чека; 01-75 — втулка гибкой трубки; 01-77—пружина механизма
перезаряжания; 02-4 — барашковая гайка; 02-19 — трос перезаряжания; Сб.01-6 — опора ствола
со
Зак. 271
Вид сверху без маховика
Чертеж 5. Поворотный
механизм:
01-7 — болт; 02-50—стопорная
шайба; 03-31 — установочный
штифт; 05-56 — шарикопод-
шипник; 09-6 — шпонка махо-
вика; 09-7 — шпонка проме-
жуточной шестерни; 09-12 —
шарикоподшипники; 09-24 —
гайка; 11-1 — корпус поворот-
ного механизма; 11-2 — веду-
щая шестерня; 11-3 — проме-
жуточная шестерня; 11-4 —
кижняя крышка; 11-5 — ве-
домый валик с шестерней;
11-7 — сальник нижней крыш-
ки; 11-9 — верхняя крыш-
ка; 11-10 — сальник верх-
ней крышки; 11-15— болт;
Сб.09-1 — махоъък.
04-45 — ось верхней пластины; 04-46 — верхняя пластина
Чертеж 6. Стрела:
04-27 — болт; 04-28 — гайка; 04-29 — шайба; 04-30 — шплинт; 04-43 — нижняя пластина;
Чертеж 7. Тормоз вертлюга:
02-45— штифт; 02-46— стопорный винт оси; 02-47 — пружина тормоза; 02-48 —г гайка тормоза; .
02-49 рычаг тормоза; 02-50 — стопорная шайба; 02-51 — стяжной болт; 04-2 — нижнее неподвижное
кольцо погона с зубчатым венцом; 11-11 — трубка тормоза; 11-12 — втулка тормоза; 11-13 —
ось тормоза
Чертеж 8. Хомут с амортизаторами:
01-26 — штифт; 01-30 — штифт; 01-37 — правый стакан; 01-38 — левый стакан; 01-39 — пружина аморти-
затора; 01-40 — передняя гайка; 01-41 — втулка; 01-42 — стержень амортизатора; 01-43 — задняя гайка;
01-45 ~ стопорный винт; Сб. 01-4 — хомут (переднее крепление пулемета)
Спусковой
рычаг
<01-61
5 -
-01-26 Чертеж 10. Верхнее звено спускового механизма: J
01-26 — штифт; 01-60 — пружина рычагов верхнего; звена;
01-61 — передний рычаг верхнего -звена; 01-62 — верхняя тяга
спуска; 01-63 — гайка; 0М>4— задний головка тяги: 01-65 — гайка:
01^66 — передняя головка тяги; 01-70 — ось; Сб.01-7 — задний
“< рычаг верхнего звена; CJ5.01-8 — спусковой рычаг
00
Чертеж 11. Крепление ручного спуска на-сТанине вертлюга:
01-56 — гайка; 01-57 — шплинт; 02-5 — ползун; 02-6 — напрвавляющяя ползуйа; ^02-7 — болт; 02-8 — ось; 02-9 — пружина ползуна;
02-11 — ушко; 02-13 — задний левый рычаг; 02-16 — ролик правого заднего рычага; 02-41 — ось; 02-57 — серьга ручного спуска* 02-62 — ось
ручного спуска; 02-63 — стакан (02-85 — стакан последних годов изготовления); 02-64 — колпачок; 02-65 — пружина фиксатора; Сб.02-3 —
фиксатор; Сб.02-8 — рычаг ручного спуска
Вид по стрелке Сеч. по АВ по CD
5-130
01-65
05-132
05-111
os-tm
05-134
05-129
01-8 — шайба;
01-з
05-110
ПО ЕЕ
05-113
Чертеж 14. Щиток для колес:
01-65 — гайка; 05-105 — скоба корпуса механизма
05-105
j —зацеп скобы; 05-107—кронштейн щит-
щитка; 05-111 — левая пружина
подрессоривания;
ка; 05-110 — правая пружина , _ _____ _________
щитка; 05-113 — гайка; 05-114 — штифт упора пружины; 05-119 —
коленчатая ось щитка; 05-121 — угольник щитка; 05-122 — поручень
щитка; 05-129 — обойма; 05-130 — прокладка; 05-131 — кронштейн
для отражателя; 05-132 — винт; 05-134 — отражатель (122-738-1)
119
о
Чертеж 15. Подъемный
механизм:
05-56 — подшипник; 09-1 — крышка
корпуса подъемного механизма;
09-2 — корпус подъемного механиз-
ма; 09-4—ведущий валик; 09-5— веду-
щая шестерня; 09-6— шпонка махови-
ка; 09-7— шпонка ведущей шестерни;
09-8—стопорная шайба; 09-9—сальник;
09-11 — упорное кольцо подшипника;
09-12 — подшипник; 09-13 — винт;
09-14 — ведомый валик; 09-15 — про-
межуточная шестерня; 09-16 — ведо-
мая шестерня; 09-19 — болт; 09-20 —
винт; 09-21 — стопорная шайба;
09-23 — шпонка; 09-24 — гайка;
Сб.09-1 — маховик
bo
Чертеж 16. Сиденье:
01-54 — штифт; 02-79 — болт; 10-2— седло сиденья; ..
10-3 — подушка спинки сиденья; 10-4 — спинка сиденья; 10-8 — зубчатый '"упор; 10-9 — гайка;
10-10 — пружина зубчатого упора; 10-12 — защелка кронштейна сиденья; 10-13 — пружина защелки;
10-14—ось защелки; 10-15—защелка седла сиденья; 10-16— ось защелки; 10-17—пружина защелкн
-122
35
01-71
06-8 06-7 06-6 06~4
в____________________________
Чертеж 17. Кронштейн питания:
01-56 — гайка; 01-57 — шплинт; 01-71 — шплинт; 02-17 — ось защелки патрон-
ной коробки; 06-1 — лоток приемника; 06-2 — крышка приемника; 06-4 —
зубчатка храпового механизма; 06-5 — ось; 06-6 — зуб храповика; 06-7 — ось
зуба храповика; 06-8 — пружина зуба храповика; 06-41 — пружинная защелка
06-14 _
крышки приемника; —упорный угольник; 06-15 — защелка патронной
коробки; 06-16 — пружина защелки; Сб.05-22 — опора кронштейна питания;
Сб.(П — патронная коробка
Ча
Чертеж 18. Крепление деталей электрического осветителя:
03-19 — зажим электропровода; 12-4 — петля замка; /2-//— аккумулятор; 12-12 — реостат; 12-13 — электропровод; 12-14 — вилка; 12-21 — колпачок
контактной колодки (колодки штепсельного разъема); 12-23 — кольцо цепочки; Сб. 12-1 — коробка аккумулятора; Сб. 12-2 — контактная колодк|
(колодка штепсельного разъема)
Стр.
СОДЕРЖАНИЕ
Введение ...........................................3
Указания по разборке и сборке...........................................5
Выявление неисправностей и ремонт основания установки со стрелой 6
Вертикальная качка подвижного кольца погона на неподвижном кольце —
Подвижное кольцо 04-4 погона поворачивается при походном положении
установки .,.........................................................8
Отсутствие , масленки в подвижном кольце погона (в установках первых
годов изготовления)..................................................9
Качка стрелы в соединении с . основанием погона.......................10
Затруднительно сцепляется установка с автомобилем...................14
Переделка щворневой лапы (в установках первых годов изготовления) для
сцепления установки с автомобилем ГАЗ-63
Трещины в. трубах; стрелы ...........................................16
Излом поручня стрелы...................................................—
Подвижное кольцо* погона не тормозится на неподвижном кольце . —
Трещины вг основании вертлюга или в дне основания погона и нарушение
сварных швов в местах приварки деталей к основанию вертлюга . . .17
Трещины в коленчатых трубах основания вертлюга в средней части . . .18
Изгиб поручней стрелы .................................................—
Нарушение сварных швов в местах приварки деталей стрелы . . . .19
Излом зубьев нижнего неподвижного кольца 04-2 погона . . . . .
Выявление неисправностей и ремонт вертлюга......................... .21
Люлька не’удёржйвается ’ стопором от поворота при походном положении
установки .’ /........................... * . .......................—
Люлька не закрепляется стопором по-походному под углом возвышения 13°
(в установках первых годов изготовления)............................22
Люлька не тормозится на вертлюге.......................................—
Качка вертлюга на погоне..............................................23
Нарушение’сварных швов в местах приварки деталей . . . . . —
Трещины в станинах вертлюга............................................—
Выявление неисправностей и ремонт люльки...............................—
Затруднительно соединяется люлька с вертлюгом..........................—
Качка люльки на вертлюге..............................................24
Самопроизвольны^ поворот люльки с пулеметом на вертлюге .... 27
Качка пулемета на люльке .............................................28
Затрудцитедьнр соединяется пулемет с люлькой..........................31
Отсутствие амортизации при откате пулемета во время выстрела . . .33
Выпадение штифта 01-26................................................34
Затруднительно перезаряжается пулемет..................................—
Самооткрывайие ручки опоры ствола.....................................36
Трещины в местах расположения окон зубчатого, сектора люльки . . .37
Излом вубьев зубчатого сектора C6.Q1?2 ... ...................... ... 38
125
Стр.
Выявление неисправностей и ремонт спускового и отрывного механизмов
с подножкой.........................................................40
Затруднительный спуск затвора с шептала при пользовании ножным спуском —
Преждевременный (случайный) спуск затвора с шептала....................43
Отрывной механизм не срабатывает при возвращении педали ножного спуска
в исходное положение................................................44
Выпадение замка тяги нижнего звена спускового механизма .... 47
Ползун 02-5 не возвращается в исходное положение........................—
Спусковой рычаг Сб.01-8 спускового механизма не возвращается в исход-
ное положение...................................................... 48
Подножка не удерживается на рамке подножки.............................49
Затруднительно соединяется подножка с рамкой подножки...................—
Ручной спуск не закрепляется в серьге...................................—
Ручной спуск не возвращается в исходное положение . . . . ; .51
Затруднительный спуск затвора с шептала при пользовании ручным спуском —
Выявление неисправностей и ремонт механизмов стопорения, подъема,
опускания и подрессоривания колес.................................. 52
Колеса не закрепляются стопорами при походном положении установки —
Стопоры не расцепляются с корпусами механизмов подрессоривания колес 54
Качка колеса с корпусом механизма подрессоривания на стопоре ... 56
Колеса не закрепляются стопором при боевом положении установки
(в установках первых годов изготовления)............................57
Затруднительный перевод колес из походного положения в боевое и обратно 60
Трещины в ручке рукоятки валика червяка или раскол ее..................65
Выявление неисправностей и ремонт колесного хода.......................67
Отсутствие амортизации установки при ее транспортировке.................—
Ослабление посадки штифта 0531 буфера...................................—
Самоотвинчивание гаек стержней подрессоривания..........................—
Отсутствие масленок в трубках корпуса механизма подрессоривания колес
(в установках первых годов изготовления) . . ................68
Продольная качка колес на полуосях..................... . . . . .70
Качка обода колеса на ступице..........................................71
Затруднительно вращается колесо на полуоси..............................—
Выпадение. колпака колеса.......................... : . . . . . .72
Смятие колпака колеса................................................ . —
Повреждение шины колеса.................................................—
Качка редуктора механизма подъема и опускания колес на балке хода . . 73
Откидные щитки не закрепляются при переводе установки из боевого поло-
жения в походное и обратно ........................................ 74
Свободная качка щитка на коленчатой оси ............................... —
Раскол отражателя......................................................76
Отсутствие стоп-сигнала (в установках первых годов изготовления) ... —
Трещины в щитках . . . . . ‘..............................—
Излом поручня 05-122 щитка в месте приварки к щитку.....................—
Выявление неисправностей и ремонт подъемного механизма.................77
Затруднительный поворот люльки в вертикальной плоскости .... —
Увеличенный мертвый ход маховика..................................... 79
Трещины в рукоятке маховика или раскол ее..............................84
Выявление неисправностей и ремонт поворотного механизма .... —
Затруднительный поворот подвижного кольца погона на неподвижном . . —
Увеличенный мертвый ход маховика 86
Трещины в рукоятке маховика или раскол ее................... . . . 88 ,
126
Стр.
Выявление неисправностей и ремонт сиденья.............................89
Кронштейн сиденья не удерживается в направляющих планках .... —
Затруднительно перемещается кронштейн сиденья в направляющих планках —
Седло сиденья не удерживается во втулке кронштейна сиденья ... 90
Спинка 10-4 сиденья не удерживается в приданном положении . . . .91
Затруднительна регулировка положения спинки сиденья....................—
Износ обшивки подушки спинки сиденья..................................92
Выявление неисправностей и ремонт кронштейна питания...................—
Качка кронштейна питания на установке................................ —
Патронная коробка не удерживается в кронштейне питания................94
Крышка 06-2 приемника не удерживается в закрытом положении ... 95
Затруднительна подача ленты с патронами...............................96
Неисправности в деталях параллелограмма, крепящего прицел на установке 98
Качка кронштейна консоли параллелограмма на вертлюге...................—
Качка прицела на кронштейне консоли....................................99
Изгиб предохранительного каркаса прицела ..............................—
Выверка параллелограмма..............................................100
Установка опоры Сб.01-6 ствола.......................................101
Выверка прицелов ВК-4 и ПУ на установке по пулемету....................—
Испытание установок стрельбой........................................103
Неисправности в деталях электрического осветителя......................—
Нарушение освещения сетки коллиматорного прицела ВК-4..................—
Шаткость аккумулятора в коробке Сб.12-1..............................104
Самооткрывание крышки коробки аккумулятора.............................—
Излом ушка для оси крышки коробки аккумулятора.......................105
Излом или изгиб зажимов 03-19 электропровода на кронштейне консоли
параллелограмма....................................................106
Колпачок 12-21 контактной колодки (колодки штепсельного разъема) не
удерживается на кольце 12-23 цепочки.................................—
Неисправности в инструменте для установки.............................107
Разворот зевов гаечных ключей (10X12; 17X22; 27X32) . . . . —
Качка штифтов бокового ключа.........................................—
Скрошенность лезвия большой и малой отверток................. . . —
Нарушение окраски деталей установки................................108
127
Под наблюдением редактора подполковника Вильчинского И. К.
Технический редактор Межерицкая Н. П. Корректор Иванова А. М.
Сдано в набор 22.9.53 г. Подписано к печати 30.4.54 г.
Формат бумаги 60)^92 п* л* == 8 У071* п- л- + 8 вкл. — 1 п. л. = 1 усл. п. л.
Изд. № 2/3453 Зак. № 271
128
Вклейка № 1 к книге «Инструкция по
ремонту 14,5-лл одиночной зенитной пуле-
метной установки Водопьянова и Рачин-
ского (ЗПУ-1)», часть вторая. Ремонт уста-
новки, Воениздат, 1954 г.
по АВ
Предохранитель первых
годов изготовления
08-34
Чертеж 9. Подножка с отрывным механизмом:
01-23—ось (штифт); 01-66—головка; 02-16—тяга нижнего звена; — храповик; 08-5 — собачка;
08-6 — кулачок; 08-7 — винт кулачка; 08-8 — зуб кулачка; 08-9 — ось; 08-10 — пружина собачки;
08-11 — ось; 08-12 — пружина зуба кулачка; 08-17 — стопор подножки; 08-18 — пружина сто-
пора; 08-19 — ручка стопора; 08-22— фиксатор; 08-23 — флажок; 08-25 — пружина фиксатора;
08-26 — передний рычаг; 08-27 — пружина валика педали; 08-28 — валик педали; 08-30 — штифт
пружины; 08-32 — педаль ножного спуска; 08-33 — стерик&вь предохранителя; (Ш-34 — ограничи-
тель; 08-35 — пружина стержня; 08-36 — флажок; 08-37 — штифт флажка; 08-38 — регулирующий
болт; 08-39 — планка; 08-40 — пружина педали ножного спуска; 08-41 — ось; 08-42 — ось;
08-43 — ось; 08-45 — планка предохранителя; 08-47 — пружина предохранителя; 08-49 — ось
предохранителя
Зак. 271
Вклейка № 2 к книге «Инструкция по
ремонту 14,5-лл< одиночной зенитной пуле-
метной установки Водопьянова и Рачин-
ского (ЗПУ-1)», часть вторая. Ремонт уста-
новки, Воениздат, 1954 г.
Чертеж 12. Механизмы стопорения и подрессоривания и редуктор:
01 -56 — гайка; 01-57 — шплинт; 02-49 — рычаг механизма стопорения по-походному; 02-51 — болт; 03-53 — шплинт; 04-19 — втулка стопора; 04-21 — сальник стопора; 04-22 — стопор; 04-23 — пру-
05-1
жина стопора; 04-24 и 04-25 — большой и малый тросы; -д— крышка сальника; 05-5 — пружина подрессоривания; 05-7 — гайка; 05-20 — большой сальник; 05-21 — осевая шестерня; 05-22 — стяж-
ной болт; 05-24 — стопорная шайба; 05-25 — гайка; 05-26 — крышка подшипника осевой шестерни; 05-29 — пружина буфера; 05-30 — буфер; 05-31 — штифт буфера; 05-35 — гайка; 05-36 — стопорная
шайба; 05-37 — планка; 05-38 — стопорная шайба; 05-39 — болт, крепящий редуктор; 05-70 — двухкана вочный барабан; 05-72 — болт, крепящий трос; 05-84 — болт ступицы колеса; 05-85 — внутренняя
крышка ступицы колеса; 05-86 — подшипник; 05-87 — подшипник; 05-88 — сальник внутренней крышки ступицы колеса; 05-90 — шайба полуоси колеса; 05-91 — наружная крышка ступицы колеса;
05-92 — гайка болта ступицы колеса; 05-93 — колпак обода; 05-125 — упорная планка
Зак. 271
Вклейка № 3 к книге «Инструкция по
ремонту 14,5-лси одиночной зенитной пуле-
метной установки Водопьянова и Рачин-
ского (ЗПУ-1)», часть вторая. Ремонт уста-
новки, Воениздат, 1954 г.
Чертеж 13. Червячный редуктор механизма подъема и опускания колес:
02-25 — болт; 03-11 — радиальный подшипник; 03-31 — шпилька; 05-13 — малый сальник; 05-27 — стопорная
шайба; $ — винт ступицы червячной шестерни; 05-50 — крышка подшипника вала; 05-51 — стопор-
Зоа. 3
ная шайба; 05-52 — болт; 05-53 — валик червяка; 05-54 — червяк; 05-55 — шпонка червяка; 05-56 — радиальный
подшипник; 05-60 — гайка; 05-62 — малая крышка червяка; 05-63 — замок радиального подшипника; 05-64 —
большая крышка червяка; 05-65 — стопорная шайба; 05-66 — стопорная шайба; 05-67 — болт; 05-68 — муфта
вала червячной шестерни и ведущей шестерни; 05-69 — соединительная муфта; 05-75 — держатель ра-
диального подшипника; 05-81 — гайка; 05-82 — шплинт; 05-98 — стопорный винт; 05-135 — кольцо; 05-144 — болт;
Сб.05-8 — рукоятка червячного редуктора
Зак. 271