/



































































































































































































































































































































































































































































Текст
УПЛОТНЕНИЯ
и уплотнительная
_______ техника
справочник
ББК 34.42
У66
УДК 62-762(035)
Л. А. КОНДАКОВ, А. И. ГОЛУБЕВ, В. Б. ОВАНДЕР, В. В. ГОРДЕЕВ,
Б. А. ФУРМАНОВ, Б. В. КАРМУГИН
Рецензент Б. Б. Некрасов
Уплотнения и уплотнительная техника: Справоч-
У66 ник/Л. А. Кондаков, А. И. Голубев, В. Б. Овандер
и др.; Под общ. ред. А. И. Голубева, Л. А. Кондако-
ва.—М.: Машиностроение, 1986,—464 с., ил.
(В пер.): 2 р. 40 к.
Изложены основы проектирования и расчета уплотнений различных
типов, рассмотрены конструкции уплотнений массового применения, даны
рекомендации по выбору материалов для их изготовления.
Для инженерно-технических работников, занимающихся проекти-
рованием, изготовлением и эксплуатацией машин во всех отраслях маши-
ностроения.
v 2702000000-205 О1С
У------------------ZUS-oO
038(01)-86
ББК 34.42
6Л5.3
© Издательство «Машиностроение», 1986 г.
ОГЛАВЛЕНИЕ
Введение ........................................ 5
ЧАСТЬ I
Глава 1. Общие вопросы уплотни-
тельной техники ................................. 7
1.1. Определения и классификация 7
1.2. Физические свойства жидко-
стей и уравнения гидродинамики 21
1.3. Основы теории герметично-
сти 34
1.4. Трение уплотнений из эла-
стомеров и пластмасс .... 45
1.5. Критерии оценки и классы
негерметичности........... 52
Г л а а а 2. Материалы уплотнений и
рабочие жидкости гидросистем общего
назначения...................................... 61
2.1. Полимерные уплотнительные
материалы. Определения, основ-
ные физико-механические свойства 61
2.2. Резины и каучуки .... 75
2.3. Пластмассы............................. 86
2.4. Герметики.............................. 96
2.5. Рабочие жидкости для гидрав-
лических систем............................ 100
Глава 3. Уплотнения неподвижных
соединений..................................... 107
3.1. Герметичность стыка непод-
вижных соединений...........................107
3.2. Механизм герметизации и ос-
новы расчета кольцевых эласто-
мерных уплотнений.......................... 112
3.3. Кольца резиновые уплотни-
тельные круглого сечения ... 119
3.4. Проектирование мест уста-
новки под уплотнительные эла-
стичные кольца............................. 126
3.5. Прокладки и прокладочные
материалы.................................. 131
3.6. Уплотнения резьбовых соеди-
нений трубопроводов ....................... 142
3.7. Резинометаллические уплот-
нения ......................................147
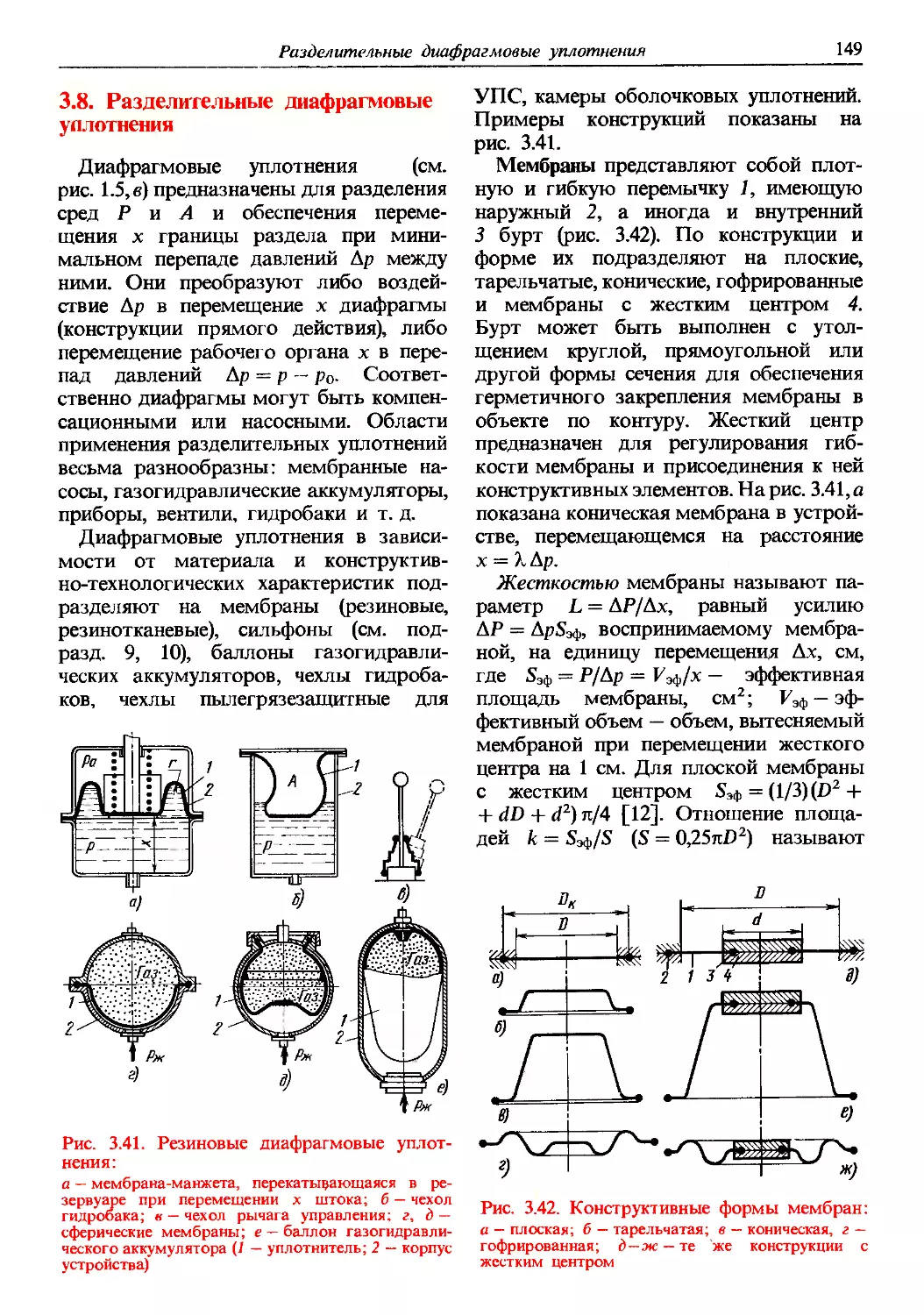
3.8. Разделительные диафрагмо-
вые уплотнения..............................149
Г л а и а 4. Уплотнения соединений пар
возвратно-поступательного движения . 150
4.1. Основные конструктивные
группы и области применения . . 150
4.2. Механизм утечки и трения 155
4.3. Эластомерные уплотнения . 160
4.4. Пластмассовые и комбиниро-
ванные уплотнения................171
4.5. Поршневые кольца .... 175
Глава 5. Уплотнения соединений пар
вращательного движении...............178
5.1. Основные конструктивные
группы...........................178
5.2. Механизм герметизации и рас-
чет манжетных уплотнений валов 181
5.3. Тепловой расчет манжетных
уплотнений.......................190
5.4. Резиновые армированные
манжеты для валов................193
Глава 6. Совместимость материалов
и прогнозирование сроков эксплуатация
уплотнений...........................197
6.1. Основные положения и кри-
терии сравнения..................197
6.2. Сорбционно-диффузионное
взаимодействие полимерных мате-
риалов со средами................205
6.3. Совместимость эластомеров с
рабочими жидкостями .... 210
6.4. Прогнозирование сроков эк-
сплуатации эластомерных уплот-
нений ...........................213
6.5. Стойкость полимерных ма-
териалов в агрессивных средах 216
6.6. Старение рабочих жидкостей 216
Глава 7. Клапанные уплотнения . . 220
7.1. Основные сведения .... 220
7.2. Уплотнения типа металл —
металл...........................224
7.3. Уплотнения с упругой кром-
кой .............................229
7.4. У плотнения с неметаллически-
ми уплотнителями.................231
Список литературы....................242
1*
ЧАСТЬ 2
Глава 8. Торцовые уплотнения. Тео-
рва и расчет........................246
8.1. Типы торцовых уплотнений,
механизм герметизации .... 246
8.2. Основы теории и расчета кон-
тактных уплотнений..............250
8.3. Основы теории и расчета гид-
родинамических и гидростатиче-
ских уплотнений.................265
8.4. Силовые и температурные де-
формации уплотнительных ко-
лец ............................280
8.5. Динамика уплотнений . . . 284
Глава 9. Конструкции торцовых уп-
лотвений............................288
9.1. Конструктивные схемы и вы-
бор уплотнений..................288
9.2. Конструктивные элементы
торцовых уплотнений.............297
9.3. Материалы..................313
9.4. Уплотнения для нейтральных
жидкостей.......................321
9.5. Уплотнения для агрессивных
жидкостей..................... 324
9.6. Уплотнения для жидкостей с
твердыми включениями .... 327
9.7. Уплотнения для высокотем-
пературных жидкостей .... 334
9.8. Уплотнения для кипящих
жидкостей и сжиженных газов . . 339
9.9. Уплотнения для криогенных
сред...................... 341
9.10. Технология изготовления,
требования к монтажу .... 344
Глава 10. Уплотнения с сальнико-
вой набивкой........................351
10.1. Механизм герметизации и
основы расчета..................351
10.2. Сальниковые набивки . . . 355
10.3. Уплотнения валов машин и
шпинделей арматуры..............361
10.4. Торцовые сальниковые уп-
лотнения .......................373
Глава 11. Щелевые уплотнения . . 375
11.1. Типы и области применения 375
11.2. Режимы течения в щелях 377
11.3. Расчет цилиндрических ще-
лей ............................379
11.4. Особенности расчета щеле-
вых уплотнений при высоких пе-
репадах давления................382
11.5. Расчет лабиринтных щелей 383
11.6. Статический расчет уплот-
нений с плавающими кольцами 388
11.7. Динамика уплотнений с пла-
вающими кольцами................392
11.8. Конструкции уплотнений с
плавающими кольцами .... 394
11.9. Магнитожидкостные уплот-
нения ......................... 399
Глава 12. Гидродинамические им-
пеллерные н стояночные уплотненна 405
12.1. Механизм герметизации . . 406
12.2. Винтовые и лабиринтно-вин-
товые уплотнения................. 421
12.3. Импеллерные уплотнения. . 430
12.4. Динамические гидрозатворы
12.5. Стояночные уплотнения . . 430
Глава 13. Уплотнительные комплек-
сы .................................433
13.1. Принципиальные схемы . . 433
13.2. Комплексы для токсичных,
пожаро- и взрывоопасных сред 433
13.3. Комплексы для высокотем-
пературных сред.................440
13.4. Комплексы для сред с высо-
ким содержанием твердых вклю-
чений ..........................444
13.5. Системы обеспечения рабо-
тоспособности двойных торцо-
вых уплотнений..................449
13.6. Системы аварийной электри-
ческой защиты уплотнительных
комплексов......................455
Список литературы...................457
Приложение..........................459
ВВЕДЕНИЕ
Уплотнительные устройства (уплотне-
ния) применяют в подвижных и непод-
вижных соединениях конструкций для
разделения сред с различными физи-
ческими свойствами и (или) парамет-
рами.
Условия их эксплуатации весьма раз-
нообразны, поскольку трудно назвать
область техники, в которой не возни-
кала бы проблема герметизации. Часто
именно уплотнения определяют качест-
венные показатели машин, а также
допустимые районы их применения. Не-
верный выбор уплотнений или их низ-
кое качество и неправильная эксплуата-
ция могут привести к отклонениям
показателей работы машин, снижению их
надежности, большим экономическим
потерям.
Уплотнения, как правило, просты по
конструкции и имеют малые габариты,
но при этом выполняют исключитель-
но ответственные функции. В ряде слу-
чаев с помощью простых уплотнитель-
ных устройств невозможно достаточно
эффективно решить задачу герметизации,
поэтому в особо ответственных объектах
(например, энергетических установках и
аппаратах химических производств) при-
меняют сложные уплотнительные комп-
лексы, которые кроме уплотнений ос-
новного назначения включают различные
системы (обеспечивающие, аварийные,
дублирующие).
Долгое время разработка уплотнений
была основана лишь на опыте и ин-
туиции конструкторов, применявших при
выборе уплотнений общие методы проек-
тирования деталей машин. В начале
XX века номенклатура уплотнительных
устройств была ограничена: прокладки
для неподвижных соединений, манжеты
и сальники для подвижных соединений,
диафрагмы для различных воздуходу-
вок, золотниковые и клапанные пары в
гидроаппаратуре. Создание новых ви-
дов уплотнений всегда связано с появ-
лением машин новых классов. Так, раз-
витие двигателе- и компрессорострое-
ния (появление поршневых ДВС и
компрессоров) привело к созданию порш-
невых колец. Развитие энергетического
машиностроения вызвало необходи-
мость разработки динамических бес-
контактных уплотнений (главным обра-
зом лабиринтных), что позволило значи-
тельно повысить частоты вращения
валов.
В 1895—1900 годах были изобретены
торцовые уплотнения, которые начали
применять в холодильных компрессо-
рах, центробежных насосах и других
машинах лишь в 20-х годах. В это же
время появились роторные аксиально-
поршневые гидромашины с торцовыми
шлицевыми уплотнениями — распреде-
лителями.
Качественный скачок в развитии уп-
лотнительной техники связан с созда-
нием маслобензостойких резин на базе
синтетических каучуков (эластомеров).
Уникальные свойства резины и возмож-
ности технологии формования изделий
из нее позволили создать многообраз-
ные конструкции высокогерметичных,
простых, наиболее дешевых и универ-
сальных уплотнений. Самыми универ-
сальными из них являются кольца круг-
лого сечения, широко применяющиеся с
40-х годов во всех областях машино-
строения. Для 50-х годов, когда уплот-
нения новых видов начали широко
внедрять в различные отрасли техники,
характерны низкий уровень стандарти-
зации, большое число типоразмеров и
малый ресурс уплотнений. В целях
повышения качества уплотнительных
устройств и их рабочих параметров
необходимо было разработать научные
основы проектирования и стандартиза-
ции, изучения закономерностей гермети-
зации машин, выработки научно обосно-
ванных правил эксплуатации.
Значительные трудности, возникшие
при разработке теории уплотнитель-
ной техники, были связаны с необходи-
мостью комплексного подхода к вопро-
сам, решаемым на стыке нескольких
наук. Для уплотнений любого вида не-
обходимо было выявить закономер-
ности физических и химических про-
цессов, происходящих в элементах уплот-
нений. Механизм уплотнительного дей-
ствия обычно обусловлен не только
механическим взаимодействием контак-
тирующих поверхностей, но и процес-
сами трения в зоне контакта, а также
химическими превращениями материа-
ла в процессе эксплуатации при
контакте с различными средами.
В процессе интенсивных работ по
созданию теории уплотнительной техни-
ки были разработаны новые конструк-
ции различных уплотнений, а также най-
дены пути повышения качества сущест-
вующих уплотнений. Наиболее важными
вопросами уплотнительной техники
являются комплексный анализ проблем
герметизации объектов и выбор опти-
мальных систем уплотнений объекта в
целом.
Для стандартизации и проведения
комплексных исследований на базе совре-
менной методологии необходимо упоря-
дочить основные понятия и классифи-
кацию уплотнений. Координацию ис-
следований в этой области осущест-
вляют научно-технические общества
(ASME, SAE, ASLE в США, BHRA
в Великобритании и др.), которые пе-
риодически организуют международные
и национальные конференции по уплот-
нительной технике [67, 97, 101]. Семь
аналогичных конференций проведено
странами — членами СЭВ [100], периоди-
чески проводятся всесоюзные совещания
в СССР.
Издано много монографий, в кото-
рых рассмотрены конструкции уплотне-
ний отдельных классов [2, 14, 29, 35, 36,
47, 49, 57, 70]. За рубежом системати-
чески выходят справочники и каталоги
[98, 99, 103 и др.].
В предлагаемом читателю справоч-
нике освещен практически весь комплекс
вопросов уплотнительной техники, начи-
ная с теории и кончая практическими
рекомендациями. Справочник содержит
сведения о материалах и конструкциях
уплотнений, указания по эксплуатации,
описание методов проектирования уплот-
нений и прогнозирования их ресурса.
Методическое построение подразделов
книги основано на постепенном пере-
ходе от рассмотрения принципа дей-
ствия уплотнений и механизма про-
цессов, происходящих в их элементах к
расчетным соотношениям. На основе
систематизации многолетнего опыта раз-
работана общая теория уплотнительной
техники и предложены критерии оценки
качества уплотнений, а также методы
распространения результатов частных
исследований на типовые зависимости
для уплотнений данного вида. Вклю-
ченные в справочник данные соответ-
ствуют действующим стандартам на
01.07.86 г.
Справочник состоит из двух частей.
В первой (под общей редакцией
Л. А. Кондакова) изложены общие вопро-
сы уплотнительной техники и приведены
сведения о наиболее распространенных
уплотнительных устройствах обще-
машиностроительного назначения. Вто-
рая часть (под общей редакцией
А. И. Голубева) посвящена преиму-
щественно специальным уплотнениям,
предназначенным для эксплуатации в
агрессивных, абразивных и двухфазных
средах при режимах, характерных для
агрегатов энергетических, химических,
и других отраслей техники.
Во избежание ошибок при проек-
тировании уплотнений ответственных
механизмов авторы полагают уместным
напомнить о необходимости экспери-
ментальной проверки созданных кон-
струкций.
Введение и гл. 1 — 3, 5, 6 написа-
ны Л. А. Кондаковым, гл. 4 —
В. Б. Овандером, гл. 7 — Б. В. Кар-
мугиным (подразд. 2.3, 4.1, 4.2 и
4.5 — Л. А. Кондаковым совместно с
В. Б. Овандером), подразд. 8.1, 8.2,
гл. 10, подразд. 11.9 и гл. 12
А. И. Голубевым, подразд. 9.1—9.7 и
гл. 13 — В. В. Гордеевым, подразд.
8.3-8.5, 9.8, 9.9 и 11.1-11.8-Б. А. Фур-
мановым.
Часть J
Глава JL«
ОБЩИЕ ВОПРОСЫ УПЛОТНИТЕЛЬНОЙ ТЕХНИКИ
1.1. Определения и классификация
При разделении нескольких сред в ма-
шинах, аппаратах и других объектах
возникает проблема герметизации соеди-
нений. Применение неразъемных соеди-
нений, получаемых запрессовкой, пайкой,
сваркой, часто бывает недопустимо по
условию эксплуатации. В подвижных
соединениях кинематических пар и в разъ-
емных неподвижных соединениях гер-
метизация может быть достигнута толь-
ко в результате применения специальных
уплотнительных устройств или особо
точных методов механической обработки
(взаимной подгонки деталей).
Уплотнительные устройства приме-
няют буквально во всех отраслях
техники, поэтому номенклатура уплот-
нений исключительно широка, а требо-
вания и условия эксплуатации разнооб-
разны. Большинство уплотнений изготов-
ляют на специализированных предприя-
тиях и, кроме того, на многих машино-
строительных предприятиях. В настоящее
время развилась новая отрасль тех-
ники — уплотнительная техника.
Уплотнительная техника [35, 67, 98],
или герметология [86] — отрасль техни-
ки, разрабатывающая научные основы и
практические методы герметизации объ-
ектов, проектирования и эксплуатации
уплотнительных устройств. Их работо-
способность определяет ресурс и надеж-
ность большинства объектов, что вызы-
вает постоянное ужесточение требований
к уплотнительным устройствам и сти-
мулирует работы по их совершенство-
ванию.
Уплотнительное устройство или
уплотнение — устройство для разделения
сред, предотвращения или уменьшения
до допускаемых пределов утечки сред
через подвижные или разъемные непод-
вижные соединения. Уплотнения можно
подразделить на функциональные эле-
менты и представить в виде структур-
ной схемы с указанием взаимосвязей
элементов и их зависимости от парамет-
ров сред и соединений. Общими элемен-
тами уплотнений различных видов яв-
ляются уплотняемые поверхности стыка
соединения и обеспечивающий герме-
тичность уплотнитель. На работоспособ-
ность уплотнения влияют эксплуата-
ционные, конструктивные, технологи-
ческие, технико-экономические и эколо-
гические факторы. Важнейшими из них
являются: свойства рабочей и окружаю-
щей сред, режимы работы, свойства
материалов герметизируемого соедине-
ния и уплотнителя, допускаемые преде-
лы утечки, ресурс, общий срок эксплуа-
тации, токсичность и химическая агрес-
сивность сред. Часто для повышения
работоспособности создают комбиниро-
ванные уплотнения, включающие уплот-
нители нескольких видов, а также слож-
ные уплотнительные комплексы.
Уплотнитель — уплотняющий элемент
(специальная деталь, пара или комплект
деталей) контактного уплотнительного
устройства. В бесконтактных уплотне-
ниях уплотнителем является раздели-
тельная жидкая, газообразная или компо-
зиционная среда, заполняющая полость
уплотнения. Как правило, уплотнители
изготовляют на специализированных
предприятиях. В соответствии со свойст-
вами материала и характером производ-
ства их подразделяют на механические
(детали из твердых тел, например,
8
Общие вопросы уплотнительной техники
углеграфитовые или стальные кольца),
резиновые или эластомерные (например,
резиновые кольца и манжеты), компо-
зиционные, набивочные, жидкостные (на-
пример, жидкости специальные и разде-
лительные).
Простые уплотнительные устройства
не всегда эффективны для герметиза-
ции особо ответственных объектов,
например энергетических установок и
аппаратов химической промышленности.
Для повышения ресурса и надежности
подвижных соединений (главным обра-
зом валов) создают уплотнительные
комплексы (УК), включающие несколько
ступеней уплотнений основного назна-
чения, дополнительные стояночные уп-
лотнения периодического действия, ава-
рийные дублирующие уплотнения и обес-
печивающие системы (СО) охлаждения,
защиты, смазывания. Для обозначения
уплотнительных комплексов применяют
сокращенные термины: концевые уплот-
нения, торцовые уплотнения (в нефтя-
ном и химическом машиностроении).
По назначению уплотнения подразде-
ляют в соответствии с типом герме-
тизируемого соединения (рис. 1.1). Не-
подвижные соединения герметизируют
постоянно или периодически действую-
щими уплотнениями (УН). Для гермети-
зации подвижных соединений, пере-
дающих вращательное движение, при-
меняют уплотнения типа УВ; для
соединений, передающих возвратно-по-
ступательное движение, — УПС; для
соединений, передающих более сложные
(колебательное, винтовое) движения, —
УС. Обычно эти уплотнения постоянно
действующие, но иногда необходимы
периодически действующие уплотнения,
вступающие в работу при аварийных
ситуациях. Подразделение уплотнений по
назначению удобно для потребителей.
Однако многие уплотнения можно ис-
пользовать в различных соединениях.
Так, эластичные кольца применяют в
качестве УН, УПС, УВ и УС. Таким
образом, для каждой кинематической
пары потребитель может выбрать из
уплотнений нескольких типов наиболее
оптимальное для данных эксплуата-
ционных условий.
Обычно на первом этапе конструи-
рования невозможно выбрать конкрет-
ный вид уплотнения, можно лишь на-
метить систему уплотнений агрегата,
пользуясь условными обозначениями
(табл. 1.1) и выявить функциональное
назначение каждого уплотнения.
Пример. Рассмотрим силовой цилиндр с
возвратно-поступательным движением вы-
ходного звена (штока). Внутри агрегата на-
ходится среда Р, снаружи — среда А, при-
чем проникновение среды Р в среду А
недопустимо (например, вследствие ее токсич-
ности). Чтобы обеспечить герметичность,
принимаем следующую систему уплотнений
(рис. 1.2): 1 — УПС — грязесъемник; 2 —
Рис. 1.1. Типы герметизируемых соединений и индексация уплотнений
Определения и классификация
9
Таблица 1.1
Условные графические обозначения уплотнений
Тип Группа Класс
контактные бесконтактные
УН Кольца Проклад- ки Диа- фрагмы • о
УПС Одно- ступен- чатые и много- ступен- чатые (три сту- пени) УПС и УВ Диа- фрагмы А А А
УВ » — гл U ГТ ГТ ГЗ.. |_| |_| |_Т
УК Уплот- нитель- ный комп- лекс с систе- мой обеспе- чения 1 * 1 СО I
УПС низкого давления на штоке; 3 —
УПС высокого давления на штоке; 4 —
УПС на поршне; 5 — УПС — разделитель
сред Р и А; 6 — дренаж среды Р; 7, 8 —
УН. Для выбора конкретных уплотнений
необходим анализ параметров сред Р и А,
а также характеристик уплотнений раз-
личных типов.
Неразъемные герметичные соединения
получают при сборке изделий с помощью
пайки, склеивания, запрессовки и т. п.
Если такие соединения должны обеспе-
чивать передачу движения, применяют
различные специальные муфты с диаф-
рагмами — разделителями полостей. В
них иногда используют действие электро-
статических или магнитных полей.
Рис. 1.2. Пример условного обозначения
уплотнений в агрегате
Классификация. Полной стандарти-
зованной классификации уплотнений,
устанавливающей их иерархическую за-
висимость, системы индексации и коди-
рования, пока не создано. Это объяс-
няется главным образом исключитель-
ным многообразием видов уплотнений.
Однако сложилась определенная система
понятий и терминов, используемых в
научно-технической литературе, техниче-
ской документации и производственной
сфере. Определена структура кодирова-
ния некоторых видов уплотнений в
общесоюзном классификаторе продук-
ции (ОКП) [59]. Последний предусмат-
ривает следующие иерархические кате-
гории продукции: класс, подкласс, группа,
подгруппа, вид, внутривидовые груп-
пировки. В универсальной десятичной
классификации (УДК) и международной
классификации изобретений (МКИ) су-
ществуют также подклассы уплотнений.
В литературе часто употребляют тер-
мины-синонимы тип и типаж (например,
в справочнике [86] даны типы уплотне-
ний в зависимости от класса герме-
тизируемых соединений). В соответствии
с принципом действия и отраслевой
принадлежностью предложена классифи-
кация уплотнений в следующих катего-
риях (табл. 1.2):
1) классы — контактные, бесконтакт-
ные, разделительные;
2) подклассы в соответствии с основ-
ными эксплуатационными особенностя-
ми, определяемыми свойствами уплот-
нителя: проточные, динамические, элас-
томерные, механические, набивочные,
диафрагмовые и др.;
10
Общие вопросы уплотнительной техники
Таблица 1.2
Классификации уплотнений
Класс Подкласс Тип Группа Подгруппа Вид (примеры)
Бескон- тактные Проточные УВ, УПС УВ Щелевые Жидкостные Газовые С рабочей средой С разделитель- ной средой То же, с СОХ Кольца плавающие
Лабиринтные Сотовые
Г идрогазо- динамиче- ские УВ Импеллерные Радиальные открытые
Винтовые Вихревые Лабиринтно- винтовые Радиально- вихревые
Г идростати- ческие УН Гидрозатворы Г равитационные Капиллярные С наддувом -
Магнитно- жидкостные С постоянным магнитом С электро- магнитом -
Контакт- ные Эластичные УН Герметиковые Резиновые Резинотканевые Резинометалли- ческие Резиновые с модифициро- ванием Композиционные Фланцевое соединение на герметике
Прокладочные Прокладка паронитовая
Кольцевые Кольцо резиновое по ГОСТ 9833-73 группы 2
Комбинирован- ные Кольцо резиновое с защитным коль- цом пластмассо- вым
УПС УВ УВ Кольцевые Манжетные радиальные Комбинирован- ные Грязесъемные Манжетные торцовые Манжетные стояночные Кольцо резиновое по ГОСТ 9833-73 группы 1 Манжета резино- вая по ГОСТ 14896 — 84 с за- щитным кольцом Манжета по ТУ 38-105579-73
УВ Кольцевые Кольцо фторо- пластовое с пру- жиной
Определения и классификация
11
Продолжение табл. 1.2
Класс Подкласс Тип Г руппа Подгруппа Вид (примеры)
Механические УПС Манжетные Комбинирован- ные Металлические Пластмассовые Композиционные Манжета фторо- пластовая с пру- жиной
УН Прокладочные Кольцевые Кольцевые труб- чатые Комбинирован- ные Прокладка гребенчатая стальная Кольцо трубчатое газонаполненное Прокладка спирально- навитая
УВ Торцовые Торцовые гидростатиче- ские Торцовые импульсные Комбин ирован- ные Радиальные Металлические Г рафитирован- ные Пластмассовые Композицион- ные —
УПС Кольцевые разрезные Кольцевые с пружиной Комбинирован- ные Поршневые кольца
Набивочные УПС УВ Сальниковые Асбестоволок- нистые Асбестофторо- пластовые Сухие Войлочные Сальниковая на- бивка штока
Периоди- ческого действия Клапанные Затворные УН Радиальные Торцовые Металлические Пластмассовые Эластомерные Клапанные уплот- нения металл и ме- талл—резина
Раздели- тельные Диафраг- мовые УПС УС Мембранные Резиновые Резинотканевые Баллон резиновый для гидропневмо- аккумулятора
Сильфонные Пылегрязезашит- ные Металлические Пластмассовые Чехол резиновый для рычага
Оболочковые УН С подводом газа » жид- кости Резиновые J Резинотканевые Стояночное уп- лотнение вала
12
Общие вопросы уплотнительной техники
Продолжение табл. 1.2
Класс Подкласс Тип Г руппа Подгруппа Вид (примеры)
Гермопере- дачи УВ Кулачковые Электромагнитные Электростатические — -
3) типы по назначению герметизи-
руемого соединения;
4) группы по особенностям механизма
герметизации;
5) подгруппы по основным конструк-
тивным признакам;
6) виды по конкретным конструкциям.
Число подгрупп и видов уплотнений
значительно больше, чем указано в
табл. 1.2. На рис. 1.3 показана струк-
тура классификации на примере пла-
вающего кольца щелевой группы. При-
мер классификационной структуры для
резиновой манжеты, используемой в
соединениях для передачи вращательного
движения (УВ): класс — контактная; под-
класс — эластомерная; группа — манже-
та с пружиной; подгруппа — резино-
металлическая армированная с анти-
фрикционным модифицированием
(фторирование); вид — с пыльником, с
гидродинамической насечкой на рабочей
кромке; подвид - исполнение... по
ОСТ....
Обычно в наименовании уплотнения
указывают группу, подгруппу и вид,
Рис. 1.3. Пример классификации уплотнений
(плавающее кольцо щелевой группы)
например: комбинированное манжетное
уплотнение с защитным кольцом.
Для кодирования уплотнений в обще-
союзном классификаторе продукции [59]
установлены высшие классификационные
группировки (ВКГ ОКП). Для формовых
резинотехнических изделий установлена
группа с кодом 253100, включающая,
в частности, подгруппы со следующи-
ми кодами: 253111 — кольца уплотни-
тельные; 253120 — манжеты и ворот-
ники резиновые; 253130 — манжеты ре-
зинометаллические; 253140 — уплотне-
ния резинотканевые; 253150 — чехлы;
253160 — уплотнители; 253161 — про-
кладки резиновые; 253180 — диафрагмы
резиновые и заготовки из мембран-
ного полотна.
Для набивочных уплотнений и про-
кладок, являющихся продукцией асбесто-
технической промышленности, установ-
лена группа с кодом 257000, вклю-
чающая, в частности, подгруппы с
кодами: 257200 — набивки (сальниковые)
асбестовые; 257250 — набивки асбесто-
вые проволочные пропитанные, фтор-
содержащие; 257500 - паронит; 257550 -
паронит армированный (ферронит);
257722 — прокладки из полотна асбесто-
вого армированного; 257740 — проклад-
ки спирально-навитого типа.
Для торцовых механических уплот-
нений, комплектно изготавливаемых на
заводах нефтехимического машино-
строения, установлена группа 363938
ВКГ ОКП.
В международной библиографической
системе УДК уплотнениям отведен
определенный подкласс: УДК 621...62-762
(621 — раздел машиностроение, 62-762 —
подкласс уплотнения). В системе МКИ
с целью упорядоченного хранения
Определения и классификация
13
патентных документов и избиратель-
ного распределения информации для
уплотнений также отведены определен-
ные подклассы в разделе F (механика...):
F 16J 15/00 — уплотнения узлов машин;
F 02 11/00 — уплотнения двигателей и
силовых установок; F 04G 27/00 — уп-
лотнения роторных гидромашин [53].
Рабочая, окружающая и разделитель-
ная среды. Рабочая среда (Р) — вещество
внутри, окружающая среда (А) — вещест-
во вне герметизируемого объекта. Каж-
дая среда характеризуется определен-
ным агрегатным состоянием основной
фазы (жидкое, газообразное, твердое —
сыпучее, плазменное), физическими пара-
метрами и химическими свойствами.
Обычно в основной фазе находятся
загрязнения, поэтому система всегда
является двух- или трехфазной (напри-
мер, в жидкости взвешены твердые
частицы и пузырьки газа). Среду,
состоящую из предусмотренной смеси
нескольких веществ в разных состояниях
(например, мелкодисперсные ферромаг-
нитные частицы в жидкости, коллоид-
ные растворы и т. д.), называют
композиционной. При взаимодействии
сред между собою и с материалами
уплотнения возможны недопустимые
химические реакции, изменение физи-
ческого состояния и т. п. В этом случае
среда Р является несовместимой со
средой А или материалами уплотнений.
Пригодность материалов для работы в
условиях взаимного контакта называют
совместимостью. В течение заданного
срока эксплуатации свойства материалов
должны изменяться (вследствие взаимо-
действия со средами) в установленных
пределах. При несовместимости сред А и
Р в конструкции агрегата предусматри-
вают гидравлический или газовый затвор,
заполненный разделительной средой Б
(иногда ее называют запирающей или
буферной средой). В уплотнениях неко-
торых типов разделительная среда мо-
жет находиться в разных агрегатных
состояниях при работе и остановке
объекта (например, в гидрозатворах с
легкоплавким уплотнителем).
Параметры и физические свойства
среды. Основные параметры — давление
р, температура 9 и концентрация
загрязнений q — влияют на комплекс
теплофизических свойств среды (плот-
ность р, вязкость ц, сжимаемость 0,
теплоемкость с, теплопроводность X,
температура фазового перехода 9f, про-
ницаемость D, температуры структурных
преобразований 9С, свойства на границе
сред — растворимость h, поверхностное
натяжение о, адгезионная способ-
ность а).
Зависимость состояния среды от ука-
занных факторов обозначают: для ра-
бочей среды Р {р, 9, ц, р,...}; для
внешней среды А {р0, 90, ро, Ро,---};
для разделительной среды Б {р, 9,
[1, р,...}. Экологические свойства среды
оценивают уровнем токсичности, взрыво-
пожароопасное™, запахом, степенью за-
пыленности и другими показателями.
Диапазоны давлений и температур сред,
в которых работают уплотнения, чрезвы-
чайно широки. Так, в криогенной тех-
нике сжижение, хранение и транспор-
тирование жидких газов происходит при
температуре ниже 120 К ( — 153 °C),
высокий и сверхвысокий вакуум с давле-
нием р = 10“1... 10“5 Па получают при
температуре 4 — 8 К. Применяют рабочие
среды с температурой 103—104 К
(низкотемпературная плазма, жидкие ме-
таллы), с давлением 250 — 600 МПа (насо-
сы и компрессоры технологического
оборудования). Обычно в гидросистемах,
работающих в диапазоне температур
окружающей среды от —50 ( — 80) до
250 °C (300 °C), давление рабочей жид-
кости достигает 40 (65) МПа.
Эксплуатационные характеристики
уплотнения. Основными характеристи-
ками уплотнений являются:
среды, в которых уплотнение работо-
способно (см. гл. 2 и 6);
герметизирующая способность, оцени-
ваемая удельной (через единицу пери-
метра) утечкой Q либо утечкой Qs
через единицу площади (за единицу
времени) в установленных условиях Р
{Ро, 90} (см. подразд. 1.5);
14
Общие вопросы уплотнительной техники
диапазон температур окружающей сре-
ды (см. подразд. 6.1 и 6.4);
диапазон температур рабочей среды;
диапазон давлений окружающей
среды;
диапазон давлений рабочей среды;
кинематические параметры гермети-
зируемого соединения и уплотнения:
значение и направление относительных
перемещений, их скорости, ускорения;
нагрузочные параметры герметизируе-
мого соединения и уплотнения: удель-
ное усилие, контактное давление, экстре-
мальные (ударные) нагрузки;
режим трения, критерий режима (см.
подразд. 1.4);
экологические требования: ограни-
чения утечек вследствие токсичности,
взрывопожароопасности и т. д.;
гарантированный срок службы в
установленном режиме или наработка
по суммарному пути рабочего органа
(см. подразд. 1.5);
срок эксплуатации.
Номинальными называют параметры
Рн, гн, 9Н, при которых объект должен
работать в течение установленного
ресурса. При переменных параметрах
р, v, Э, Эо различают эквивалентные
(Рэкв, ^экв, Ээкв, Ээкво), средневероятные
максимальные (ртах, гтах, Этах, 9тах0)
И Экстремальные (ртахэ> ^тахэ> ^тахэ*
Эотахэ) их значения. Методы их рас-
четов зависят от класса машин. Экстре-
мальные значения параметры прини-
мают крайне редко, но даже при весьма
кратковременном их действии уплот-
нение не должно выходить из строя.
В гидросистемах ориентировочно
Рн № Ржв х Ргтх/2- Рабочее давление
р < 10 МПа условно называют низким,
р < 25 МПа — средним, р < 40 МПа —
высоким и р > 40 МПа — сверхвысоким.
Для оценки показателей качества раз-
личных уплотнений применяют критерии
сравнения (см. подразд. 1.5). Основные
эксплуатационные характеристики уп-
лотнений различных видов показаны на
рис. 1.4 (данные усредненные).
Уплотнения одного класса имеют об-
щий механизм герметизации, а сле-
довательно, общие эксплуатационные
характеристики, структурные схемы и
математические модели (рис. 1.5). Для
бесконтактных уплотнений (см. рис. 1.5, а)
характерно наличие большого зазора
между герметизируемыми полостями,
заполненного жидким, газообразным
а — по скорости и давлению; б — по гермегичности; в — по температуре; 1 — кольца эластомерные (УПС);
2 — манжеты эластомерные (УПС); 3 — манжеты резиновые армированные (УВ); 4 — то же, с защитным
кольцом; 5 — кольца металлические поршневые разрезные (УВ, УПС); 6 — (УПС, УВ) набивочные уплот-
нения; 7 — уплотнения механические торцовые (УВ); 8 — прокладки механические (УН)
I)
Определения и классификация
15
Рис. 1.5. Принципиальные схемы уплотнений
различных классов:
а — бесконтактные; б — контактные; в — раздели-
тельные
или композиционным уплотнителем
Б {р, 9, р...}. Механизм герметизации
основан на создании в уплотнителе сил
Дру, противодействующих давлению Др,
вызывающему утечку Q. Область при-
менения этих уплотнений ограничена
свойствами материала уплотнителя (на-
пример, температурой кипения и засты-
вания жидкости), а также возможностя-
ми создания противодействующих сил
(например, центробежных, возникающих
только при вращении вала). Обычно эти
уплотнения применяют в качестве пер-
вых ступеней УВ или УПС с целью сни-
жения давления перед основным уплот-
нением, обеспечивающим герметичность.
Контактные уплотнения (см. рис. 1.5, б)
отличаются наличием уплотнителя 1
(здесь эластомерного кольца), плотно
поджимаемого специальным силовым
элементом 2 к герметизируемым поверх-
ностям. Вследствие малости (или отсут-
ствия) зазора между герметизируемой
поверхностью и уплотнителем обеспечи-
вается хорошая герметичность, но в
подвижных соединениях развивается зна-
чительное трение. Механизм герметиза-
ции определяется процессами в зоне кон-
такта: контактной диффузией и течением
среды по микроканалам. Разделитель-
ные уплотнения (см. рис. 1.5, в) пред-
ставляют собою твердые (упругие или
высокоэластичные) диафрагмы между
средами. Механизм герметизации опре-
деляется диффузионными процессами в
уплотнителе. Диафрагмовые уплотнения
обеспечивают самый высокий уровень
герметичности, но ограничивают воз-
можные перемещения элементов.
Подразделение уплотнений на классы
имеет условный характер, так как су-
ществуют комбинированные уплотнения,
в которых сочетаются элементы раз-
ных классов, а также уплотнения, меха-
низм герметизации которых зависит от
режима работы. Например, торцовые
гидростатические уплотнения при оста-
новке и малой частоте вращения яв-
ляются контактными, а в основном
режиме — бесконтактными.
Контактные уплотнения создают в
сопряжении деталей зону замкнутого
непрерывного контакта по периметру
уплотняемых поверхностей, поэтому в их
конструкции должны быть специальные
элементы: уплотнитель, выполняющий
функцию герметизации, и силовой
элемент, обеспечивающий контактное
давление рк. Принципиальная схема
контактного уплотнения показана на
рис. 1.6, а. С подвижной уплотняемой
поверхностью П контактирует уплот-
нитель 1 под воздействием силового
элемента 2; с неподвижной уплотняе-
мой поверхностью Н контактирует
вспомогательное уплотнение 3. В кон-
струкции могут быть также вспомо-
гательные детали 4 — мембранные
(рис. 1.6, а) или каркасные (рис. 1.6,6).
Конструктивная реализация принци-
пиальной схемы зависит от материала
и формы уплотнителя (рис. 1.6,6—з).
Эксплуатационные свойства контактных
уплотнений в первую очередь опреде-
ляются свойствами материала уплот-
нителя, поэтому материал входит в
название уплотнения, определяет его
подгруппу (см. табл. 1.2). Уплотнения
каждой группы могут быть выполнены
из разных материалов, что приводит
к образованию многочисленных под-
групп. Например, манжета УПС рези-
новая, резинотканевая, резиновая с анти-
фрикционным модифицированием и т. д.
Видовое подразделение уплотнений по
конкретным конструктивным признакам
для колец и манжет отражает прежде
всего форму профиля сечения (круглое,
16
Общие вопросы уплотнительной техники
Рис. 1.6. Контактные уплотнения:
а — принципиальная схема; б — резиновая армированная манжета; в — комбинированное УПС; г — тор-
цовое УВ; д — эластомерная прокладка; е — эластомерное кольцо; ж — набивочное уплотнение; з — диа-
фрагмовое (мембранное) уплотнение с контактным УН по периметру
Х-, U-, П-образное). Эластомерные
комбинированные УПС (манжеты 1 с за-
щитным кольцом 5, рис. 1.6, в), работо-
способны при высоких давлениях (до
50 МПа) и низких скоростях сколь-
жения в узком диапазоне температур
( — 50... + 120 °C). Они обеспечивают
высокую Герметичность (Ил 10“ 3...
...10-1 см3/м2). Механические УПС
(поршневые кольца) работоспособны при
высоких давлениях, скоростях и темпе-
ратурах, но не обеспечивают высокой
'герметичности.
В бесконтактных уплотнениях между
уплотняемыми поверхностями имеется
значительный зазор и герметизация
осуществляется жидким, газообразным
или композиционным уплотнителем,
заполняющим зазор. Обычно уплотни-
телем является жидкая или газообраз-
ная рабочая среда. Бесконтактные уплот-
нения применяют преимущественно в
подвижных соединениях с целью умень-
шения давления, потерь на трение и
изнашивание основного уплотнения. В
неподвижных и малоподвижных соеди-
нениях применяют гидрозатворы. Прин-
ципиальная схема бесконтактных уплот-
нений приведена на рис. 1.7, а. Рабо-
чая среда Р стремится проникнуть в
окружающую среду А под действием
перепада давлений сред Др. На пути
утечки располагается уплотнение со сре-
дой Б, в которой создается давление
Дру, Препятствующее течению среды Р.
По герметизирующей способности бес-
контактные уплотнения подразделяют на
высокогерметичные (гидрозатворы, ди-
намические с насосным эффектом, магни-
тожидкостные, в которых Дру = Др) и
проточные (щелевые, лабиринтные), кото-
рым принципиально свойственна негер-
метичность. В этих уплотнениях с целью
уменьшения утечек увеличивают гидрав-
лическое сопротивление приданием соот-
Рис. 1.7. Бесконтактные уплотнения:
а — структурная схема; б — тндрозатвор; в — щеле-
вое; г — лабиринтное; д — импеллерное; е — вин-
товое
Определения и классификация
17
ветствующей формы поверхностям за-
зора. В гидрозатворах гидростатиче-
ское противодавление возникает под дей-
ствием гравитационных и капиллярных
сил или внешнего давления, в динами-
ческих уплотнениях противодавление
создается по принципу простейших
центробежных, винтовых или вихревых
насосов. В уплотнениях с компози-
ционными смесями в силовом поле
находится жидкость с мелкодисперсны-
ми частицами (например, ферромагнит-
ными), создающими для герметизи-
руемой среды непроницаемую структуру.
Динамические уплотнения работоспособ-
ны только в комплектных УВ и при
большой частоте вращения. При останов-
ке вала герметичность совершенно не
обеспечивается, поэтому в комплект
уплотнения должно входить стояночное
уплотнение, автоматически отключаю-
щееся при вращении вала. Гидроза-
творы применимы только при малых
перепадах давлений сред (0,01...
...0,05 МПа).
Диафрагмовые — разделительные уп-
лотнения представляют собою плотную
перегородку между герметизируемыми
средами, имеют сильно развитую поверх-
ность и форму, обеспечивающую боль-
шую деформацию под действием пере-
пада давлений сред (см. рис. 1.5, в и
1.6, з). Характерные эксплуатационные
особенности диафрагмовых уплотнений:
наименьшие (по сравнению с уплот-
нениями других типов) утечки, определяе-
мые лишь диффузией сред; малые
допускаемые перепады давлений между
средами; ограниченные допускаемые пе-
ремещения. Свойства диафрагмовых уп-
лотнений сильно зависят от свойств
материалов. Для простых металлических
диафрагм характерны большая жест-
кость и малая деформируемость. Боль-
шую способность к деформации имеют
металлические гофрированные диафраг-
мы — сильфоны. Резиновые и резино-
тканевые диафрагмы - мембраны спо-
собны обеспечивать большие деформа-
ции, но имеют ограниченный темпера-
турный диапазон работы и отличаются
большей диффузионной проницаемо-
стью, чем сильфоны. Для работы в агрес-
сивных средах применяют пластмассо-
вые диафрагмы и сильфоны (например,
из фторопласта). По периметру диафраг-
мового уплотнения выполняют бурт, ко-
торый служит контактным УН при уста-
новке в объект. Для обеспечения герме-
тизации объекта в аварийных ситуациях
или при стоянке используют камерные
(оболочковые) уплотнения с внешним
подводом газа или жидкости. В момент
действия давления газа такое уплот-
нение плотно прилегает к уплотняемым
поверхностям.
Механические уплотнения [35, 36, 67,
96—105] имеют кольцевой уплотнитель
в виде детали или пары трения из
металла, углеграфита, керамики, пласт-
массы и других твердых тел. Контакт-
ные поверхности пары должны иметь
ничтожное отклонение от заданной
формы, чтобы при соприкосновении
поверхностей зазор был очень мал.
Наиболее точно могут быть обработаны
плоские или цилиндрические поверх-
ности, что определяет деление этих
уплотнений на две группы: радиальные
и торцовые УВ. Название механические
уплотнения связано с характером произ-
водства этих уплотнений на механи-
ческих заводах. Радиальные уплотнения
для УПС называют поршневыми коль-
цами, так как большинство их приме-
няют в качестве УПС поршней двигате-
лей и компрессоров. Торцовые УПС
применяют чаще всего в гидростати-
ческих и гидродинамических опорах
поршней насосов и гидромашин (их
называют также башмаками). Механи-
ческие уплотнения могут одновремен-
но выполнять функции опор и уплот-
нений. Например, радиальные (цап-
фенные) и торцовые распределители
гидромашин. Эксплуатационные харак-
теристики торцовых У В (см. рис. 1.4,
1.6, г) отличаются большим диапазоном
допускаемых давлений, скоростей и
температур (кривые 7 на рис. 1.4) при
удовлетворительной герметичности
[Q « 10 2... 1 мм3/(м • с)] и большой
18
Общие вопросы уплотнительной техники
наработке (десятки тысяч часов). Чтобы
уменьшить интенсивность трения и изна-
шивания созданы торцовые УВ (гидро-
статические, импульсные и гидродинами-
ческие), в конструкции которых за счет
некоторого увеличения утечек предусмот-
рено обеспечение гидродинамической
смазки. Радиальные графитированные
кольцевые уплотнения применяют при
больших осевых перемещениях вала и не-
обходимости смены уплотнения без де-
монтажа вала. Они представляют собою
систему точно обработанных сегментов,
нажимных пружин и прочих устройств.
Механические уплотнения обычно приме-
няют в качестве последней ступени
уплотнительных комплексов.
Эластомерные уплотнения по ВКГ
ОКП подразделяют на группы в соот-
ветствии с конструктивными признаками
и материалом уплотнителя. По кон-
структивным признакам их подразде-
ляют на прокладки, кольца, манжеты,
кольца и манжеты с пружинами, затво-
ры, клапаны, грязесъемники и различ-
ные комбинированные уплотнения,
включающие несколько уплотнителей.
Механизм герметизации этих уплот-
нений прежде всего связан с высоко-
эластичными свойствами резины — ма-
териала уплотнителя, позволяющими
осуществлять плотное контактирование
поверхностей при небольшом контакт-
ном давлении. Применение этих уплот-
нений дает возможность герметизации
относительно грубо обработанных по-
верхностей при малых усилиях на детали
соединения. Уникальные свойства резины
позволяют создавать высокогерметич-
ные, простые, самые дешевые и уни-
версальные уплотнения, совместимые с
большинством рабочих и окружающих
сред. Простота конструкции вытекает
из возможности совмещения в одной
детали (уплотнителе) всех функциональ-
ных элементов структурной схемы кон-
тактного уплотнения. Эластомерные уп-
лотнители изготовляют на заводах ре-
зиновой промышленности преимущест-
венно методом вулканизации в пресс-
формах. Формовые изделия могут иметь
сложный профиль сечения, обеспечи-
вающий оптимальные эксплуатационные
характеристики (герметичность, трение),
а массовое производство обусловливает
их низкую стоимость. Эксплуатацион-
ные характеристики (кривые 1—4 на
рис. 1.4) отличаются самой вы-
сокой герметичностью [Q « 10“ 3...
...1 мм3/(м-с)], ограниченной областью
скоростей скольжения УПС (при давле-
нии до 50 МПа) или давлений УВ
(при скоростях скольжения до 15 м/с),
ограниченными ресурсом и температур-
ным диапазоном. Вследствие старения
резины срок службы УН в зависимости
от температуры составляет 5 — 15 лет.
Пластмассовые уплотнения создают
преимущественно из материалов на осно-
ве фторопласта-4. Этот материал имеет
хорошие характеристики трения, не вы-
давливается в зазоры при давлении до
50 МПа и имеет уникальную стойкость
к воздействию агрессивных сред. Из
фторопласта изготовляют защитные
кольца УПС и УН. Пластмассовые
уплотнения должны иметь специальный
силовой элемент-экспандер (браслетную
пружину, резиновое кольцо и т. д.).
Большинство резин в процессе вул-
канизации образуют прочные связи с
некоторыми металлами (сталью, ла-
тунью и др.). Кроме того, некоторые
вулканизованные резины можно при-
клеивать к металлам. Это свойство
резин позволяет создавать рези ном етал-
лические уплотнения, в которых преиму-
щества эластомеров сочетаются с проч-
ностью и износостойкостью металлов.
Примерами таких уплотнений являются
резинометаллические клапаны и вытесни-
тели гидромашин.
Комбинированные уплотнения, состоя-
щие из уплотнителей различных типов
и имеющие повышенную надежность,
применяют в конструкциях, работающих
в тяжелых условиях эксплуатации. В них
каждая составляющая уплотнения вы-
полняет определенную функцию. Напри-
мер, уплотнения поршней и штоков
силовых цилиндров для сред с высоким
давлением и широким диапазоном темпе-
Определения и классификация
19
ратур эксплуатации выполняют в виде
комплектов из резиновой манжеты и двух
пластмассовых (с антифрикционными
компонентами) колец разной твердости.
Манжета в основном обеспечивает гер-
метичность, кольца предотвращают ее
повреждение и воспринимают нагрузку
от давления.
В набивочных уплотнениях (см.
рис. 1.6, ж) уплотнителем является спе-
циальная вязкоупругая набивка, обычно
состоящая из основы, антифрикционных
материалов и жидкой пропитки. Созданы
материалы без жидкой пропитки в виде
комбинации основы с композицией на-
полнителей. Набивка должна прижимать-
ся к уплотняемым поверхностям кон-
тактным давлением рк с помощью
силового элемента. Набивочные УПС
применяют для герметизации конструк-
ций, работающих под воздействием
агрессивных сред и при повышенном
трении (например, в аппаратах хими-
ческих производств). Эксплуатационные
характеристики набивочных уплотнений
(кривые б на рис. 1.4) отличаются не
только высокими давлением, скоростью
скольжения и температурой, но и значи-
тельными утечками (V = 1,0... 10 см3/м2).
Эти уплотнения при эксплуатации не-
обходимо постоянно обслуживать.
Композиционные уплотнители, состоя-
щие из композиции нескольких мате-
риалов, позволяют наиболее полно ис-
пользовать свойства каждого материала.
Примерами таких уплотнителей являют-
ся резинофторопластовые, резиноткане-
вые, металлополимерные.
Камерные (оболочковые) уплот-
нения — уплотнения, силовым элементом
которых является газ или жидкость,
подаваемые в камеру под избыточным
давлением при необходимости включе-
ния в действие. Применяют главным
образом в качестве аварийных уплотне-
ний периодического действия. Ими снаб-
жают, например, уплотнительные агре-
гаты судовых дейдвудных устройств с
целью герметизации корпуса во время
ремонта основного уплотнения вала.
В соединениях, требующих высшей
степени герметичности, применяют раз-
делительные уплотнения. Упругие или
эластомерные диафрагмы позволяют со-
здавать кулачковые гермопередачи вра-
щательного движения (рис. 1.8), работо-
способные при малых перепадах давле-
ний сред (например, в вакуумных уста-
новках). Гермопередачи сильфонного ви-
да применяют для УПС и УС. Широкое
распространение получили диафрагмен-
ные УВ в герметичных электродвига-
телях. Применяют гермопередачи с маг-
нитной или электромагнитной муфтами
(рис. 1.8, в и г), а также гермопере-
дачи, основанные на использовании
электростатического поля (рис. 1.8, д).
Использование классификации для
информационных систем. Рассмотренная
классификация необходима для кодиро-
вания при введении в банк данных
информационных систем на базе ЭВМ.
Банки данных сосредоточены в отрасле-
вых фондах алгоритмов и программ
(ОФАП) головных вычислительных цент-
ров (ГВЦ). Примерами простых инфор-
мационных систем являются «Оргтекст»,
«Искра» (СССР).
Цели автоматизированного информа-
ционного обслуживания — поиск мате-
риалов из литературных источников, па-
тентов, стандартов, технической доку-
ментации; учет и планирование произ-
водства уплотнений, их наличия на базах
снабжения, эксплуатационных издержек.
Соответственно в комплексе классифи-
кационных признаков первостепенная
роль отведена характеру производства
уплотнений и сложившейся термино-
логии.
Зарубежные системы классификации
уплотнений [99 — 103]. Наиболее распро-
страненная классификация показана на
рис. 1.9 (некоторые английские термины
указаны в прил. 1). Исходным признаком
является назначение уплотнения — для
неподвижных или подвижных соедине-
ний. Последние подразделяют на под-
классы (УПС, УВ) и группы (контакт-
ные УВ, бесконтактные УВ, УН —
прокладки и герметики). Группы и под-
группы весьма неравномерны по содер-
Рис. 1.9. Зарубежная клас-
сификация уплотнений
Физические свойства жидкостей и уравнения гидродинамики
21
жанию. Группа прокладок охватывает
все подгруппы и виды уплотнений УН:
плоские металлические, кольцевые метал-
лические кассетные; резиновые кольца,
пластмассовые кольца и др. Подгруппа
УПС-набивки охватывает все виды
эластомерных УПС (кольца, манжеты,
комбинированные уплотнения и др.) и
собственно сальниковые набивки. Виды
УВ по этой классификации практически
совпадают с группами, указанными в
табл. 1.2. Рассматриваемая система не
удобна в качестве основы для коди-
рования, так как уплотнения одной
группы попадают в разные подклассы
и некоторые группы не входят в систе-
му (например, уплотнения периоди-
ческого действия).
1.2. Физические свойства жидкостей
и уравнения гидродинамики
Молекулярная структура. Основные
особенности жидкого агрегатного со-
стояния вещества — способность сохра-
нять объем, существование свободной
поверхности и текучесть под действием
небольшого давления. Свойства жидкос-
тей определяются природой атомов,
входящих в состав молекул, взаимным
расположением молекул в пространстве
и расстояниями между ними, от кото-
рых зависят энергия межмолекулярного
взаимодействия и подвижность элемен-
тов структуры. В твердых и жидких
телах существует внутренний («свобод-
ный») объем равный разности внеш-
него объема тела V и собственного
объема его молекул и0 (для одного моля
вещества). Отношение k = v0/V, назы-
ваемое коэффициентом упаковки, для
низкомолекулярных органических крис-
таллов составляет 0,68 — 0,80, для аморф-
ных полимеров 0,625 — 0,680, для жид-
костей 0,5 [81]. Структуру жидкости
можно представить в виде множества
определенным образом организованных
молекулярных комплексов (роев), совер-
шающих тепловое движение, в которых
и между которыми спонтанно возникают
и исчезают микропустоты. Образование и
размеры микропустот связаны с опреде-
ленным уровнем энергии, зависящим от
термодинамической температуры Т и
давления р, поэтому существуют функ-
циональная связь Vf = F (р, Т) и зависи-
мость от нее деформационных, вязкост-
ных, диффузионных и теплофизических
свойств жидкости в области не очень
высоких давлений и температур. При
очень высоком давлении жидкости ведут
себя подобно аморфному твердому телу,
а при повышении температуры до
критической — подобно сильно сжатому
газу.
Молекулярно-кинетическая теория
жидкости, разработанная Френкелем, Эй-
рингом и Андраде, основана на разли-
чии механизмов теплового движения
частиц жидкости и газов. Частицы газа
движутся прямолинейно в непрерывном
пространстве свободного объема, при
этом количество движения частицы по-
стоянно. Свободный объем жидкости не
является непрерывным. При тепловом
движении частицы совершают преиму-
щественно колебания относительно не-
которого «оседлого» положения.
Поверхность жидкости, соприкасаю-
щаяся с другой средой, находится в
особых условиях по сравнению с осталь-
ной массой жидкости, так как силы,
действующие на молекулы поверхност-
ного слоя, не уравновешены. Молекулы
поверхностного слоя имеют избыточ-
ную потенциальную (свободную) энер-
гию. Поверхностные явления определяют
механизм процессов испарения, конден-
сации, адсорбции, растворения в жид-
кости газов и других жидкостей, кипения,
кавитации, коррозии.
Рабочие жидкости являются много-
компонентными смесями углеводородов
различных классов, поэтому они не
имеют четких границ фазовых переходов.
Для них характерно существование
определенных температурных диапазо-
нов, в которых компоненты находятся
в различных фазах, и свойства посте-
пенно изменяются от свойств твердого
тела к свойствам жидкости в области
22
Общие вопросы уплотнительной техники
плавления и от свойств жидкости к
свойствам пара в области кипения.
Уравнение состояния и объемные де-
формации. Уравнение состояния, уста-
навливающее соотношения между пара-
метрами V, р, Т, можно записать
в неявной форме V = F (р, Т). Его полный
дифференциал
dV=dF(p,T) = — dT+
\STJp (1.1)
содержит член (dV/BTjpdT, отражающий
тепловое расширение жидкости при
р — const и член (cV/cp)idp, отражаю-
щий ее сжимаемость при Т = const.
Частные производные в первом прибли-
жении считают постоянными коэффи-
циентами в определенных интервалах р
и Т. В этом случае относительное
изменение объема жидкости AFT при
изменении температуры на АТ = Т— То
определяется средним (интервальным)
температурным коэффициентом объем-
ного расширения а, К-1: АУТ =
= Ут/У0 =аА7?
Относительное изменение (уменьше-
ние) объема жидкости АУР при изме-
нении давления на Ар = р — р0 и
Т = const определяется средним интер-
вальным коэффициентом сжимаемости р,
Па-1, или интервальным модулем
объемного сжатия и, Па, так как
р = 1/и: АУР = АУР/УО = - р Др = - Др/х.
При одновременном изменении давле-
ния и температуры изменение объема
ДУ = аУ0 АТ - РУО Ар. (1.2)
Плотность р равна отношению массы
тп к объему V, поэтому при изменении
объема от Vo до V при изменении р и Т
_ m
Р- Уо(1 +аАТ- рАр) ~
жро(1 — аДТ + рДр), (1.3)
где р0 = т/У0 — начальная плотность.
При повышении температуры жид-
кости на АТ = А9 в замкнутом неде-
формируемом объеме (V = const) проис-
ходит увеличение давления: Ар =
= а А9/Р = аиА9.
При охлаждении жидкости в данных
условиях (АТ < 0) происходит разреже-
ние (р < 0). Средние значения темпера-
турного коэффициента объемного расши-
рения а-104°C-1 жидкостей при нор-
мальном давлении и температуре
20—50 °C приведены ниже.
Масла нефтяные (р = 0,86...0,92 г/см3) 7—10
Полисилоксановая жидкость . . 8 — 10,8
Водно-глицериновая жидкость . . 5,4
Водно-гликолевая жидкость . . . 3,4
Этиловый спирт...............8,2—9,0
Этиловый эфир уксусной кислоты . 11 —12,5
Фосфорорганическая жидкость . . 6,5 —7,6
Бензин..........................10—12
Ацетон......................... 14
Азотная кислота.................... 1,2
Серная кислота..................... 5,5
Для масел коэффициент а сущест-
венно уменьшается с увеличением плот-
ности:
р20, г/см3 . . . 0,80 0,82 0,84 0,86
сс-105, °C"1 . . 95 90 85 80
р20, г/см3 . . . 0,88 0,90 0,92 0,94 1,00
сс-105, °C"1 . . 75 70 66 61 51
Вода отличается аномальной зависи-
мостью а (9) с минимумом а при 4 °C
(а = 15-10-5 °C-1 при 15°С и а =
= 70 10 5оС? ' при 90 °C). Для жидкос-
тей на водной основе а зависит от
температуры и концентрации компонен-
тов в смеси. Для газов (в отличие от
жидкостей) температурный коэффициент
объемного расширения уменьшается с
повышением температуры от 90 до 9.
Для идеальных газов аг = 336- 10~5оС-1
при 0 °C. Для эластомеров (резин)
а = (3,5... 5,5) 10 5 °С~3, для твердых ме-
таллов а = (0,5... 2,3) 10 5 °C -1.
Изменение частных производных
(г?У/39)р = ос* и (сУ/ср)7 = рл при изме-
нении давления, температуры и плот-
ности определяется характером зависи-
мости деформаций от свободного объе-
ма Vf, сил межмолекулярного взаимо-
действия в структуре жидкости и сво-
бодной энергии. С увеличением давления
Физические свойства жидкостей и уравнения гидродинамики
23
р и плотности р увеличивается плот-
ность упаковки молекул в структуре и
уменьшается объем Vf, а следователь-
но, и коэффициенты ах и рх. Темпе-
ратура влияет на структуру жидкости и
свободную энергию, поэтому при ее
повышении уменьшается внутримолеку-
лярное давление и увеличивается объем
Vf, следовательно, модуль объемного
сжатия х уменьшается, а сжимаемость
Рх и коэффициент ах увеличиваются. При
очень высоком давлении сжимаемость
всех жидкостей почти одинакова [35].
Уравнение (1.1) исследовано только в
части члена (cV/cp)T. Большинство иссле-
дователей для описания изотермического
процесса деформации жидкости при
высоком давлении используют эмпири-
ческое уравнение Тейта [85]
/ А
—— I = ---- ИЛИ
у др JT В(Т) + р
аР„ =
Уо-У А В(Т) + р
Vo Vo В(Т)+р0’
(1-4)
где А — коэффициент, зависящий от при-
роды жидкости; В (Т) — функциональ-
ная константа, характеризующая внутри-
молекулярное давление и убывающая с
повышением температуры Т(Э).
Для нефтепродуктов в широком диа-
пазоне изменения 3 и р0 зависимость
р (3) нелинейная. Линейная зависимость
справедлива только для тяжелых нефте-
продуктов в области температур ниже
температуры вспышки Э„.
На рис. 1.10, а приведена зависимость
а (3) для нефтепродуктов различной плот-
ности р. Коэффициент а и крутизна
кривой а (3) являются функциями, прежде
всего, фракционного состава и исходной
плотности (рис. 1.10,6). В температурном
интервале 20—100 °C зависимости а (8) и
а(р) можно считать линейными [35]:
а — а0 + а'тАЭ; а0 = а0,8 — арАр.
Здесь а0 — значение коэффициента а при
3 = 0...20°С; а0 8 — значение а при
р = 0,8; АЗ = 3 — Эо; Ар = р — 0,8; а'т =
= га/63 (ориентировочно оф =
= 1,8-1СГ6оС-2 при р = 0,8; а'т =
Рис. 1.10. Зависимости а от 9 (а) и р (б) для
нефтепродуктов
= 1,3-10"6оС-2 при р = 0,84; а'т =
= 0,5 10“6°C-2 при р = 0,88); ар=6а/6р
(ориентировочно а'р = 2,25 • 10“ 3 °С~1 при
3 = 0...20QC).
При р 0,84 и 3>100°С следует
учитывать нелинейность кривой а (8):
а = а0 + а'гАЭ + к (АЗ)2,
где АЭВ = 3 — Эв; к — коэффициент (ори-
ентировочно к = 1,2-10“ 8 °C-3 при
р = 0,8; к = 0,6-IO"8°C"3 при р = 0,82;
к = 0 при р > 0,84).
При увеличении давления р от 0,1 до
5 МПа коэффициент а интенсивно умень-
шается (рис. 1.11) из-за наличия в масле
мелких пузырьков воздуха, плохо раст-
воримых при относительно малом дав-
лении. При р > 5 МПа жидкость ста-
новится практически однофазной систе-
мой с полностью растворенной газовой
фазой.
Модуль объемного сжатия. Деформа-
ция жидкости при действии давления
имеет релаксационную природу, поэтому
24
Общие вопросы уплотнительной техники
Рис. 1.11. Зависимость температурного коэф-
фициента объемного расширения от давления
для масел:
1 — трансформаторного; 2 — АУ
модуль объемного сжатия, а следова-
тельно, и коэффициент сжимаемости
являются функциями давления, темпера-
туры и частоты (скорости) деформа-
ции со: х(р, Т, <в). Этот модуль назы-
вают истинным или тангенс-модулем.
Запаздывание деформации жидкости при
действии давления проявляется, напри-
мер, в том, что при мгновенном из-
менении давления на Др изменение
объема на ДV завершается только через
время t а Зтр. При гармоническом из-
менении одного из параметров (р или
И) с частотой <в изменение другого
происходит с фазовым сдвигом ср (со).
Предельными случаями процесса дефор-
мации являются:
1) очень медленные процессы (<в -»0),
при которых успевает завершиться тепло-
обмен с окружающей средой и соблю-
дается условие Т = const; в этом случае
модуль v.T называют изотермическим;
2) очень быстрые процессы (<в -> со),
характерные, например, для ультразвуко-
вых колебаний, при которых теплообмен
не успевает завершиться; в этом случае
модуль v.A называют адиабатическим.
Экспериментально установлено, что
изотермический и адиабатический мо-
дули объемного сжатия различных масел
и составляющих их групп углеводородов
линейно возрастают с увеличением дав-
ления:
хт=хт0 + т7р; хл = хло+шлр.
Здесь хт0 и хло — начальные значения
модулей хг и хл при р = 0,1 МПа для
жидкостей без газовой фазы (для изотер-
мического процесса хт0 = В(Т)/А; для
адиабатического процесса хло=Вл(7)/Лл;
причем всегда хл0 > хт0); mT=V0/A и
тА = Vq/-Aa — угловые коэффициенты
прямых хл(р) и хг(р).
Химический состав масла существенно
влияет на его упругие свойства. Уста-
новлено [35], что модуль объемного
сжатия для смеси углеводородов можно
определить в соответствии с правилом
смешения по формулам
хл = ХхлЛ; кт=Ххпх(,
где хЛ( и хг; — значения модулей хл и
хг для углеводородов i-й группы; х, —
относительное содержание углеводоро-
дов i-й группы в масле.
В табл. 1.3 приведены значения
хло, хто> тА> тт некоторых масел и
жидкостей [35, 52]. Из нефтяных масел
наименьшие модули хл и хг имеют
масла парафино-нафтенового класса
(кривые 1 и 2 на рис. 1.12). Наименьший
модуль из всех рабочих жидкостей имеют
полисилоксановые жидкости (кривая 3
на рис. 1.13, а). Так, при 20 °C для
этих жидкостей хло = 91О МПа; хг0 =
= 803 МПа. Угловой коэффициент тпт
мало зависит от состава масла и при
9 = 20... 50 °C находится в пределах
11,5 — 12,8 (для полисилоксановой жид-
кости тт = 8,1). Угловой коэффициент
тА меняется в более широких пределах
(от 11,5 до 15,8 при 20 °C). Отношение
модулей хл/хг всегда находится в преде-
лах 1,12—1,19 и близко к отношению
удельных теплоемкостей k = cP!cv. Ус-
тановлена линейная зависимость к от
температуры 9 [83]: к = к0 — к' ДЭ.
Например, для масла типа MIL-H-5606A
к0 = 1,26 при 20 °C, к' = 8 10“ 4 °C"1
(к = 1,17 при 120 °C).
При повышении температуры началь-
ные модули хло, хт0 уменьшаются
(рис. 1.14). В узком интервале изменения
температур (от 20 до 100 °C) приемлемы
линейные зависимости хт0 = х°т0—<ртДЭ;
хло = хж> — <рлЛ9(для исследованных ма-
сел срл = 7,8...9,5 и <рт = 7...9 МПа/°С).
В области отрицательных температур
Физические свойства жидкостей и уравнения гидродинамики
25
Таблица 1.3
Начальные значения модулей объемного сжатия х А0, х рабочих жидкостей (при температуре
20 °C) и коэффициенты тА, тт
Рабочая жидкость Р20’ г/см3 хло> МПа тл МПа т? */0 Состав масла
АМГ-10 ВМГЗ 0,835 0,844 1680 1740 12,8 11,5 1500 1460 12,7 11,5 1,12 1,19 Парафино-нафтено- вая загущенная основа + присадки (см. подразд. 2.5)
ИС-50 И-20А И-30А 0,875 1800 1880 1880 13,0 15,7 12,1 1590 12,7 1,18 По ГОСТ 20799-75
АУ 0,910 1930 14,1 1716 11,0 1,12 По ГОСТ 1642 - 75
тк тп-зо 0,898 0,900 1878 2000 14,0 13,8 1690 11,0 1,12 По ГОСТ 982-80 По ГОСТ 9972-74
Рис. 1.12. Зависимости от
давления адиабатическо-
го (а) и изотермического
(б) модулей объемного
сжатия рабочих жидкос-
тей гидросистем:
1 — АМГ-10; 2-ВМГЗ; 3-
ИС-50; 4 - И-30; 5 - АУ; 6-
Тп-30; 7 — трансформаторно-
го масла
зависимость х(9) не исследована. При
повышении давления угол наклона кри-
вых хл(9) уменьшается (см. рис. 1.13,6).
Угловые коэффициенты тА и тТ прямых
хл (р) и хг(р) уменьшаются с повышением
температуры (например, для масел типа
MIL-H-5606A и АМГ-10 при 9 = 40; 90;
150 и 200 °C соответственно тА = 15,3;
15; 13,8 и 12). Таким образом, тА и
тТ являются функциональными коэффи-
циентами, которые для температуры до
100 °C можно считать линейными. С
поправкой на влияние температуры AS
уравнения для модулей объемной упру-
гости принимают следующий вид [35]:
v-л = * до - ФЛ А9 + шлр;
О А гл
— х jo сру-ДЭ “Ь wi-jp.
Рис. 1.13. Зависимости от давления (а) и
температуры (б) модулей объемного сжатия
жидкостей:
/, Г — загущенного нефтяного масла; 2 — слож-
ного эфира; 3 — полисилоксановой жидкости;
4 — воды; 5 — фенилового эфира
26
Общие вопросы уплотнительной техники
Рис. 1.14. Зависимости
модулей объемного
сжатия хл (а) и v.T (б)
от температуры для
различных жидкостей:
1 - АМГ-10; 2 - ВМГЗ;
3 - АУ; 4 - ИС-20; 5 -
трансформаторного мас-
ла; 6 - MIL-H-5606A
Из уравнения (1.4) можно определить
как истинный хт, так и интервальный
мг изотермические модули. Вследствие
линейной зависимости мг(р) при опреде-
лении хт в уравнение (1.5) подставляют
давление р/2. Функциональный коэффи-
циент В (Г) в уравнении Тейта (1.4) для
масел типа MIL-H-5606A и АМГ-10
при 0 = 40; 90; 150 и 200°С равен
соответственно 120; 70; 52 и 41 МПа;
для масла АУ при 0 = 20 °C В(Т) =
= 160 МПа; для масла И-30 при
0 =20°C В(Т)= 157 МПа.
Влияние газовой фазы. В ряде случаев
отмечено отклонение от линейных зави-
симостей хл (р) и мг(р) при давлении
р < 5 МПа. Причиной этого является
наличие в жидкости мелких пузырьков
воздуха. Такая жидкость является двух-
фазной системой с повышенной сжимае-
мостью, расчет которой основан на сле-
дующих экспериментально подтвержден-
ных положениях: растворенные в жид-
кости газы практически не влияют на
упругие свойства, по крайней мере
до давления 60 МПа; упругость двух-
фазной системы определяется сжимае-
мостью жидкой и газовой фаз; объем-
ное содержание газовой фазы Г, =
= К/^о в процессе деформации жид-
кости меняется вследствие растворения
пузырьков воздуха. В реальных гидро-
системах при р = 0,1 МПа значение
Г|0 может меняться в широких пределах
(от 0,005 до 0,080), чаще Рг0 =
= 0,015...0,025 [52]. При повышении
давления пузырьки воздуха растворяют-
ся обычно в течение нескольких секунд,
поэтому имеет смысл рассматривать
лишь адиабатический процесс дефор-
мации и зависимость модуля смеси
мЛс = F(p, Г|0) для малых Г|0. При
Ко < 0,025, так как Ко К « Гж,
мл0 + тр
где п — показатель политропы (и = 1,4
при р < 3 МПа; п = 1,5 при р = 10 МПа).
Вязкость жидкости (внутреннее тре-
ние) — важнейшее свойство, проявляю-
щееся при относительном движении ее
частиц. Различают объемную pF и сдви-
говую (тангенциальную) р вязкости.
Объемная вязкость проявляется при сжа-
тии жидкости, вызывая сдвиг фаз между
объемной деформацией и давлением,
рассеяние энергии при упругих колеба-
ниях; она изучена недостаточно и обыч-
но при технических расчетах не учиты-
вается. Сдвиговая вязкость р (в даль-
нейшем просто вязкость) обусловлена
силами внутреннего трения между взаим-
но перемещающимися частицами жид-
кости. Возникающие при этом касатель-
ные напряжения т, Па, определяются
законом Ньютона — Петрова:
т = pdv/dh, (1.6)
где dv/dh — градиент скорости по нор-
мали к поверхности слоя, с-1; р —
коэффициент пропорциональности, назы-
ваемый динамической вязкостью (сокра-
щенно вязкостью), Па • с. Например, при
20 °C для воды р = 1,01 мПа-с, для
глицерина р = 850 мПа - с.
Физические свойства жидкостей и уравнения гидродинамики
27
Жидкости, вязкость которых постоян-
на при всех градиентах скорости
dv/dh [см. уравнение (1-6)], называют
ньютоновскими. К ним относятся вода,
керосин, базовые масла, большая часть
синтетических жидкостей, загущенные
минеральные и синтетические жидкости,
пластичные (консистентные) смазочные
материалы, некоторые минеральные мас-
ла, вязкость которых при низких тем-
пературах зависит от dv/dh, называют
неньютоновскими или аномально вяз-
кими. В индексе обозначения вязкости
принято указывать температуру, при
которой она определена (например, р50
при температуре 50 °C). Это относится
и к кинематической вязкости. В практике
измерений вязкости и при теорети-
ческих расчетах широко используют
кинематическую вязкость, равную отно-
шению динамической вязкости к плот-
ности: у = ц/р. Единицей кинематиче-
ской вязкости в СИ является м2/с.
Механизмы внутреннего трения в жид-
костях и газах принципиально различны.
Вязкость жидкостей при повышении
температуры уменьшается, причем для
углеводородных жидкостей значительно
(у газов наоборот). При больших напря-
жениях, характерных преимущественно
для высоковязких жидкостей со слож-
ным строением и дисперсных систем,
линейное приближение [см. уравнение
(1.6)] нарушается и вязкость уменьшается
с увеличением напряжения или дефор-
мации сдвига. При очень малом времени
воздействия на жидкость она ведет
себя подобно упруговязкому твердому
телу.
В активационной теории Френкеля —
Андраде — Эйринга вязкость определена
как функция параметров молекулярной
структуры, объединенных общей кон-
стантой А и соотношением свободной
энергии активации вязкого течения с
общей тепловой энергией RT. Вязкости
некоторых жидкостей приведены в
табл. 1.4.
Вязкость газов (см. табл. 1.4) в
отличие от вязкости жидкостей увели-
чивается с повышением температуры
в соответствии с уравнением
В = P-о |/ T/Tq =
= Ио ]/(273 + Э)/(273 + ЗД,
где Цо ~ начальная вязкость при
При сверхвысоком давлении вязкост-
ные свойства газов и жидкостей анало-
гичны.
Уравнение вязкости. Для расчетов
динамических процессов в элементах
уплотнений в широком диапазоне тем-
ператур 9 и давлений р мало при-
годны эмпирические формулы вязкостно-
температурной связи, полученные для
конкретных жидкостей и ограниченные
узким диапазоном изменения темпера-
туры. Например, формула v = vo(50/9)"
(где п = 1,72 при v50 = 10 мм2/с;
п = 1,79 при v50 = 12 мм2/с; п = 1,99
при v50 = 20 мм2/с; п = 2,13 при
v50 = 28 мм2/с) справедлива в интервале
температур 30—100 °C.
Таблица 1.4
Динамическая вязкость при 20 °C газов (при давлении 100 кПа) я жидкостей
Газ ц, мПа-с Жидкость ц, мПа с
Водород 0,0088 Ацетон 0,322
Гелий 0,0196 Бензол 0,648
Азот 0,0175 Вода 1,002
Кислород 0,0202 Этиловый спирт 1,200
Воздух 0,0182 Глицерин 1480
Углекислый газ 0,0147 Масла 30-5000
Аммиак 0,0099 Ртуть 1,554
28
Общие вопросы уплотнительной техники
Зависимости ц(Т), р.(9) и ц(р) можно
получить на основе теоретического
уравнения, преобразованного к виду,
позволяющему определить зависимость
|i(9, р) по экспериментальным данным.
Одну из точек (ц0, 90) кривой ц = Г (9)
следует выбрать в качестве базовой для
аппроксимирующего уравнения ц =
= |iof (9, р) в виде
р/р0 = е?₽е~’Л8,
где а — пьезокоэффициент вязкости,
Па-1; s — термокоэффициент вязкости,
°C1.
В аппроксимирующем уравнении
v = F(p, Э) вида
v = voee₽e_[sA®^273 + (1-7)
коэффициенты s и п определяются
химическим составом жидкости, типом
и содержанием присадки (как правило,
чем больше р и М жидкости, тем
больше коэффициенты s и и).
Значения s и п для масел различных
вязкостно-температурных групп (см.
табл. 2.3) при 9 = 50 °C:
Группа . . 1.1 1.2А 1.2Б 1.2 1.3
s.......... 8 8 8 10 9,8
п ... . 1,15 1,25 1,5 1,53 1,58
При переходе от кинематической вяз-
кости v к динамической р необходимо
учитывать зависимость плотности от
температуры и давления p = vp0(l —
— а ЛЭ + Р Лр).
Пьезокоэффициент вязкости а. При
постоянной температуре (ЛТ = 0) уравне-
ние (1.7) принимает вид уравнения
Баруса р = р.ое“р. Для большинства угле-
водородов при р < 60 МПа характерна
линейная зависимость In р/р0 = ар, где
а — постоянный пьезокоэффициент. При
дальнейшем повышении давления пьезо-
коэффициент постепенно уменьшается,
поэтому кривая зависимости р(р) слабо
выпуклая.
Пьезокоэффициент вязкости а умень-
шается при повышении температуры от
Эо до Э: при начальном пьезокоэф-
фициенте а0 а = а0Т/Т0. На рис. 1.15
приведены температурные зависимости
для масел АУ, МС-14 и П-28.
Пьезокоэффициент вязкости для синте-
тических жидкостей типа диэфиров и
силоксанов несколько меньше, чем для
нефтяных масел, для фосфатов при-
мерно такой же, как для нефтяных
масел, и для глицерина существенно
меньше. Вязкость воды практически не
зависит от давления, поэтому водно-
глицериновые смеси типа ПГВ при
положительной температуре отличаются
малым пьезокоэффициентом а. Сведений
о пьезокоэффициенте вязкости в области
низких температур нет.
Поверхностное натяжение. Граничный
слой между жидкой и газовой фазами
можно рассматривать как третью фазу
со свойствами, промежуточными между
свойствами жидкости и газа. В этом
слое, эффективная толщина которого
всего несколько молекул, возникают
весьма большие градиенты плотности и
молекулярной энергии.
Основной величиной, характеризую-
щей свойства поверхности жидкости,
является поверхностное натяжение ст, ко-
торое определяется отношением свобод-
ной энергии граничного слоя к пло-
щади его поверхности. Единица поверх-
ностного натяжения (в СИ Дж/м2 или
Н/м) соответствует отношению контур-
Рис. 1.15. Зависимости пьезокоэффициента вязкости от температуры (а) и ее обратной
величины (б) для масел:
1 - АУ; 2 - МС-14; 3 - П-28
Физические свойства жидкостей и уравнения гидродинамики
29
мН/м (з, мН/м
а) б) В)
Рис. 1.16. Температурные зависимости поверхностного натяжения:
а — общий вид; б — для топлив (1 — Т-5; 2 — Т-1; 3 — бензина Б70); в — для углеводородов (4 — ме-
тана; 5 — этана; б — пропана; 7 — изобутана; 8 — п-бутана; 9 — fc-пентана; 10 — и-гексана; 11 — и-гептана;
12 — н-октана; 13 — 17 — фракций нефти с молекулярной массой 140; 160; 180; 200 и 240 соответственно)
ной силы Ро = 1 Н к длине контура
поверхности жидкости I - 1 м.
Поверхностное натяжение для боль-
шей части органических веществ при
нормальной температуре составляет
20— 40 мН/м, для воды 72 — 75 мН/м,
для жидких металлов 300 — 600 мН/м.
Если значение поверхностного натяже-
ния приведено без указания соприка-
сающейся с жидкостью среды, следует
считать, что она соприкасается с собст-
венным паром или газом под малым
давлением. Когда жидкость контактирует
с другой жидкостью, газом под высоким
давлением или твердым телом, свобод-
ная энергия граничного слоя умень-
шается. В системе двух несмешивающих-
ся жидкостей межфазное натяжение о,
существует на каждой границе раздела.
Оно аналогично поверхностному натя-
жению между жидкостью и паром, и
его оценивают по правилу Антонова
о; = I ~ ст2 I, гДе CTi, ст2 — поверх-
ностные натяжения жидкостей, измеряе-
мые относительно общего газа.
При повышении температуры 9
поверхностное натяжение уменьшается
в соответствии с линейным эмпири-
ческим уравнением о = Ка [9кр —
— (9 + 6)] F2'3, где К„ — коэффициент;
Экр — критическая температура, при ко-
торой о = 0 (рис. 1.16,а); V — молярный
объем, м3/моль.
Это уравнение справедливо для
нефтяных углеводородов при 9 9кр,
так как при 9 < 9кр эти вещества начи-
нают разлагаться. Преобразовав приве-
денное уравнение, получим линейную
зависимость о (9), по которой можно
определить поверхностное натяжение,
зная его значение о0 при температуре
90:
о = о о - о'(9 - 90), (1.8)
где о' = dcs/dS, Н/(м • °C).
Уравнение (1.8) удовлетворительно
описывает температурную зависимость
поверхностного натяжения для
нефтепродуктов и углеводородов
(рис. 1.16,6 и в), причем с увеличением
молекулярной массы М фракций нефти
значение о0 увеличивается, а угол накло-
на прямых, определяемый о', уменьшает-
ся. Для нефтепродуктов с М = 250... 140
о' = 0,06... 0,08 мН/(м • °C). Поверхност-
ное натяжение зависит также от хими-
ческого состава углеводородов. Наиболь-
шее значение о (28,5 — 32,5 мН/м) имеют
ароматические углеводороды, наимень-
шее (25—28 мН/м) — парафиновые; про-
межуточные значения (29 — 32 мН/м)
характерны для нафтеновых углеводо-
родов.
Применение поверхностно-активных
веществ (ПАВ) — спиртов, фенолов, наф-
теновых и других органических кислот,
30
Общие вопросы уплотнительной техники
Рис. 1.17. Зависимость межфазного натяже-
ния о; от концентрации ПАВ для системы
электролит (5 %-ный водный раствор NaCl) —
масло:
1 АКОР-1; 2-МНИ-5
смол, асфальтенов — приводит к умень-
шению ст. При увеличении содержания
ПАВ в масле поверхностное натяжение
сначала резко уменьшается, затем ста-
билизируется, что свидетельствует о пол-
ном насыщении поверхностного слоя
молекулами ПАВ (рис. 1.17). Наиболее
низкое значение ст из всех рабочих
жидкостей имеет метилсилоксановая
жидкость (табл. 1.5). Поверхностное
Натяжение уменьшается при увеличении
давления р газа, контактирующего с
жидкостью. Для ряда жидкостей и газов
экспериментальные значения ст связаны
с р линейным уравнением о = о0 (1 — <7"р),
где ст" — коэффициент, зависящий от
температуры и прирбды газа, исполь-
зуемого для создания давления. Меха-
низм влияния ПАВ на поверхностное
натяжение можно объяснить изменением
структуры граничного слоя жидкости,
контактирующей с газом высокого дав-
ления, вследствие увеличения раствори-
мости газа.
Капиллярное давление в зазоре. В ре-
зультате капиллярных явлений в зазорах
5 уплотнений возникает капиллярное
давление
Ро = 2о/5. (1.9)
Давление насыщенного пара. Испаряе-
мость. Испарение происходит при любой
температуре, интенсифицируясь по мере
ее повышения, однако до температуры
вспышки Эв нефтепродуктов объем испа-
Таблица 1.5
Поверхностное ватяженве ст некоторых
рабочих жидкостей при температуре 20 °C
Соприкасающиеся среды а, мН/м
Жидкость Среда
Метилсилоксан о-
вая Масла: 19-20
АМГ-10 26,7
вмгз 27,6
АУ 29,8
АУП Воздух 29,4
И-30 31.6
Фосфатная типа Скайдрол 30,8
Водно-глицерино- вая ПГВ 42,5
Ацетон 23,3
Бензол 28,9
Этиловый спирт 22,3
Глицерин 65,7
Ртуть 465,0
Электролит (5 %-ный водный раствор НС1) 33
Масло АУ То же, с 5 % присадки АКОР-1 25
То же, с 5 % присадки МНИ-5 11
рившейся жидкости невелик. При дости-
жении 9В концентрация паров жидкости
в воздухе над ее поверхностью стано-
вится достаточной для образования
воспламеняющейся смеси. Интенсивное
испарение начинается при температуре
свыше 9В вследствие выкипания компо-
нентов масла. Если испарение происхо-
дит в свободном пространстве, почти
все молекулы, перешедшие при испарении
в паровую фазу, удаляются от поверх-
ности жидкости и обратно не возвра-
щаются. Если жидкость находится в
замкнутом пространстве, после дости-
жения в нем определенной концентра-
ции паров устанавливается равновесие
между процессами испарения и конден-
сации, и давление пара становится по-
Физические свойства жидкостей и уравнения гидродинамики
31
Таблица 1.6
Давление насыщенного пара р нефтяных масел
Вязкостная группа масла V50’ мм2/с М р,-, гПа, при температуре, °C
60 100 120
Маловязкое 4 200 1,0 6,5 17,0
Средневязкое 10 210 0,6 4,5 10,5
всесезонное Средневязкое 13 285 0,2 0,8 1,4
Вязкое 23 360 — 0,1 0,2
стоянным. Это давление называют давле-
нием насыщенного пара.
Уравнение давления насыщенного пара
Pi при температуре Т
Pi = PiO
' L Т-ТЛ
RT0 Т /
(1.10)
где для бензина L = 300...315 Дж/г;
для лигроина 270...285;
для керосина 230...250; для масла
170...200; для воды 2360 Дж/г.
Для масел значения pt указаны в
табл. 1.6.
В системе координат р; — 9 зависи-
мость pi от температуры близка к
экспоненциальной кривой, так как ве-
личины Т/Тс, L, 1/Г меняются в диапа-
зоне рабочих температур относительно
мало. В системе координат 1g р; — 9
указанная зависимость является прямой
линией, что удобно использовать для
экстропаляции.
Уравнения гидродинамики вязкой жид-
кости. В большинстве случаев процессы
в тонкой пленке зазора уплотнения
можно рассматривать в режиме ламинар-
ного движения вязкой несжимаемой жид-
кости. Мысленно выделив в объеме
жидкости некоторый элемент со сторо-
нами 8х, 8у, 8z (рис. 1.18), заменим
действие на него остальной части жид-
кости реакциями связи — давлением р
и касательным напряжением т. Кроме
того, на рассматриваемый элемент могут
действовать гравитационная, центробеж-
ная и другие массовые силы, равно-
действующая которых J, отнесенная к
Рис. 1.18. Элемент в объеме жидкости (по-
казана лишь часть действующих на него сил)
массе 8М = p8x8y8z, имеет размерность
ускорения и обратное ему направление.
Уравнение движения выделенного объе-
ма жидкости является математическим
выражением равновесия всех сил, при-
ложенных к элементу жидкости. При
условии непрерывности переменных оно
может быть выражено или в вектор-
ной форме, или системой трех урав-
нений в проекциях на координатные
оси. Их называют уравнениями Навье —
Стокса. Систему дополняют уравнением
сплошности (неразрывности), которое
выражает закон сохранения массы, и
уравнением, устанавливающим зависи-
мость между плотностью р вязкостью
ц, давлением р и температурой 9 из
энергетических предпосылок:
J_ . 9 (d2vx . ^Vx .
р дх р \5х2 ду2
d2vx \ dvx
1 gp Ц /д2Уу д2Уу
р ду р \<3х2 ду2
d2Vy \ _ dvy
+ dz2 J dt ’
(l-П)
(1-12)
1 др ц fd2vz d2vz
р dz + р \<3х2 + ду2 +
d2vz\ dvz Л13)
+ ^)--dT’
dvx dvv dvz
—— -I - -I —
дх dy dz
p = F(p, p, 9),
(114)
(1-15)
32
Общие вопросы уплотнительной техники
Рис. 1.19. Плоскопараллельная щель (а) и распределение скоростей по высоте зазора (б—г)
где у», jy, h — составляющие ускорения
массовой силы; vx, vy, vz — составляю-
щие скорости в направлении координат-
ных осей х, у, z.
Общего метода решения системы этих
нелинейных дифференциальных уравне-
ний нет.
Некоторые решения уравнений гидро-
динамики. Для одномерного течения по
зазору 5 между двумя параллельными
плоскостями (рис. 1.19, а)
др др
= 0; vy = vz = 0;
ду dz r
др _ Pi- р2
дх I
Пренебрегая массовыми силами, пре-
образуем систему уравнений (1.11) —
(1.15):
d2vx _ 1 dp _ 1 Ар
dy2 ц dx ц I '
(1.16)
Интегрирование уравнения (1.16) для
течения жидкости под действием пере-
пада давлений Ар (эпюры 2 на
рис. 1.19, в, г) и движения одной из
стенок со скоростью v0 (эпюры 1
на рис. 1.19,6 —г) при граничных усло-
виях у = 5/2, vx = 0; у =—5/2, гх = го
дает следующее распределение скорости
по зазору (суммарные эпюры 3 на
рис. 1.19, в, г):
1 Ар
Гх~2ц I
/8\2 2~1 г0(5/2-у)
\2/ УJ” 5
(1.17)
Расход жидкости через зазор, м3/с:
где В, I — ширина и длина щели, м;
5 — высота щели, м; Ар — перепад дав-
лений, Па; ц — вязкость, Па-с; г0—
скорость, м/с.
Первый член уравнения (1.18) назы-
вают расходом напорного потока, вто-
рой — фрикционного потока.
Сила Рм, Н, и касательной напряжение
т, Па, вязкого трения в зазоре соот-
ветственно:
Рр = Blpv0/&; т = |ш0/5. (1-19)
Аналогично определяют расход, м3/с,
через цилиндрическую трубку диаметром
d, м, длиной I, м, под действием перепада
давлений Ар, Па (формула Пуазейля):
nd4 Ар
6= 128Г V
Для кольцевых щелей с малым (по
сравнению с диаметром D) зазором 5
(рис. 1.20) можно использовать уравнение
(1.18), в котором В = itD. Если эта щель
имеет эксцентричную форму, зазор 5
зависит от смещения осей с. При v0 = 0
расход
Рис. 1.20. Кольцевая эксцентричная щель
Физические свойства жидкостей и уравнения гидродинамики
33
е-^М1 + '-5(тП •1-20>
12/ р \°/ _
Торцовый зазор между двумя круг-
лыми кольцами. Для расчета скоростей
и давлений в кольцевом торцовом зазо-
ре при стационарном изотермическом
ламинарном течении жидкости уравнения
Навье — Стокса записывают в цилиндри-
ческих координатах. Одно кольцо может
вращаться относительно другого с угло-
вой скоростью со, полости между коль-
цами находятся под действием перепада
давлений Др = р2 — pi.
Составляющую скорости в направ-
лении радиуса обозначают v,, по окруж-
ности гф, вдоль оси г2 = 0 (рис. 1.21,а).
Полагают vr = f (R, со); г2 = 0; r9=corz/6
и с р]с<^> = ('p/i'z = 0.
Расход через такой зазор определяют
с помощью уравнения Q = 2лг§гср, где
1 6
гСр — f гг dz. Тогда
О о
e = + ода
6ц dr 20ц
Определив из уравнения (1.21) dp/dr и
проинтегрировав его по г с учетом
граничных условий для давления и
расхода (г = р = рь Q = Qt = g2;
г = R2, p = pi\ получают расход из
кольца
Рис. 1.21. Торцовая кольцевая щель:
а — схема; 6 — эпюры давления р и скорости в за-
зоре при течении к центру кольца; в — то же, при
течении из кольца
к Ар з
Зри2
20 Др
(R22 - Rl)
(1.22)
Второй член в скобках этого урав-
нения учитывает влияние центробежных
сил в пленке жидкости.
Распределение давления в торцовом
зазоре. Рассмотрим неподвижное уплот-
нение без учета изменения вязкости
в зазоре (о = const, р = const).
При течении жидкости внутрь кольца
(p2>Pi; Др = р2-р1) и g = g1 = g2
давление вдоль радиуса распределяется
согласно зависимости
р = р1+Др1п^1_. (1.23)
in Kz/Ki
Кривая распределения давления имеет
при этом выпуклую форму (рис. 1.21,6).
При р! > р2 жидкость вытекает из кольца
и давление в зазоре распределяется
согласно зависимости
, , 1пК2/г
p-pz + to-pz),^^. (124)
Кривая распределения давления при
этом имеет вогнутую форму (рис. 1.21, в).
Для инженерных расчетов узких колец
(l/Ri < 0,05) можно использовать линей-
ную зависимость распределения давле-
ния в зазорах
Р = Pi + /д.рх/1', р = р2 — Л.рх/1,
(1-25)
где х — расстояние от кромки кольца.
Основное уравнение гидродинамической
теории смазки. В тонком смазочном слое
между двумя наклонными поверхностя-
ми, одна из которых длиной I и шириной
В (достаточно большой, чтобы пре-
небречь влиянием боковых утечек) дви-
жется относительно другой со скоростью
v (рис. 1.22). Вдоль всей длины I
поверхности скорость жидкости на гра-
ницах зазора vx = v и vx — 0, давление
по толщине слоя не изменяется, а в
направлении координаты х ср/сх + const.
Из уравнения (1.16) при р = const и
2 Под ред. А. И. Голубева и Л. А. Кондакова
34
Общие вопросы уплотнительной техники
Рис. 1.22. Эпюры скоростей v и давления р
в клиновом зазоре
vz = 0 получим выражения для опреде-
ления скорости и расхода при В = 1:
6 1 др 83 (L26)
V*dy=V 2~Пдхр~
Расход через люЬое сечение пленки
одинаков [уравнение неразрывности
(1.14)]. Давление вдоль масляного кли-
на распределяется неравномерно: вна-
чале оно увеличивается от pi до ртах>
затем уменьшается до рг. При
Ртах др/дх = 0 зазор 6 = 80, скорость в
зазоре изменяется по линейному закону
от 0 до г и расход Q = г80/2. Под-
ставив это значение расхода в урав-
нение (1.26), получим уравнение Рей-
нольдса
др/дх = 6pi (6 — 8О)/83, (1.27)
которое является исходным при решении
ряда задач гидродинамической теории
смазки и уплотнительной техники.
1.3. Основы теории
герметичности
Наиболее важной характеристикой уп-
лотнений является их герметизирующая
способность. Требования к герметич-
ности соединений определяют выбор
типа уплотнения и влияют на конструк-
тивную схему всего агрегата. Теория
герметичности изучает и обобщает воз-
можности уплотнений различных клас-
сов. Значительные успехи уплотнитель-
ной техники позволили качественно
объяснить механизм герметизации уп-
лотнениями различных типов и Создать
научную основу их проектирования. Не-
смотря на этох, для количественной
оценки параметров уплотнений основ-
ным источником информации являются
экспериментальные данные, анализ кото-
рых может быть плодотворным только
на основе определенной теории.
Режим течения определяют сравнением
числа Рейнольдса Re = 4vRr/v с его кри-
тическим значением ReKp (v — средняя
скорость потока, м/с; Rr — гидравли-
ческий радиус канала, м; v = ц/р —
кинематическая вязкость жидкости, м2/с).
Для круглых капилляров диаметром d
Rr = nd2/(4nd) = d/4 и Re = vd/v. Для
щелей с малой высотой h и большой
шириной В Rr « h/2 и число Рейнольдса
Re = 2vh/v.
Число Рейнольдса выражает отноше-
ние сил инерции к силам трения,
действующим на элемент жидкости. При
Re < ReKp происходит ламинарное тече-
ние, при Re > ReKp — турбулентное; по-
следнее при Re » ReKp соответствует
области автомодельности (режим квадра-
тичного сопротивления). Критические
значения чисел ReKp в жидкостных щеле-
вых уплотнениях указаны в табл. 1.7.
Механизм утечки через щелевые уплот-
нения определяется закономерностями
течения вязкой жидкости или газа через
макрозазоры. Характерные размеры вы-
соты макрозазоров h определяются до-
пусками на изготовление уплотнений и
находятся в пределах 10... 100 мкм.
Для вязких жидкостей (v > 2 мм2/с)
при указанных значениях h число Рей-
нольдса Re < ReKp, т. е. режим течения
ламинарный. В неподвижных щелевых
уплотнениях в соответствии с уравне-
нием (1.18) расход Q, м3/с, пропор-
ционален периметру уплотнения В, h3,
и перепаду давлений Ар. Сравнение
уплотнений удобно выполнять по удель-
ным утечкам Q, м3/(м-с), за единицу
Основы теории герметичности
35
Таблица 1.7
Значения ReKp для щелевых уплотнений [57]
Щель ReKp при числе канавок
0 1 2 3 4 5 6 7
Плоская и кольцевая кон- центричная (Ео = 0) Кольцевая эксцентричная (Е0 = 1) 1250 1100 1200 1000 1150 950 1100 850 1000 800 900 750 800 700 700 700
времени, отнесенным к единице перимет-
ра при прочих равных условиях
(Ар, р, /). Расчетная формула
е = Ч'Арй3/<И/), (1.28)
где Т = 0,1... 0,2 — безразмерный коэф-
фициент формы.
Для маловязких жидкостей и газов
при малых скоростях также возможен
ламинарный режим течения, но при
больших перепадах давлений Re > ReKp
и возникает турбулентный режим тече-
ния. Удельные утечки при турбулентном
режиме течения определяют по формуле
С = С/В = Т,/1/Ар/р, (1.29)
где Тт = Г (Re, h,...) — слабая функция
числа Re (для автомодельного турбу-
лентного режима практически Тт=const);
р —плотность, кг/м3; j/Ap/p — средняя
скорость течения среды по зазору,
м/с.
В реальных щелевых уплотнениях не-
обходимо учитывать деформации стенок
втулки под давлением, температурные
деформации, вибрацию и другие дина-
мические факторы, а также зависимость
вязкости среды от давления и темпе-
ратуры. Все это очень усложняет задачу
и приводит к громоздким математи-
ческим выражениям. Формулы, удобные
для практических расчетов, получены
методом выделения главных факторов
[членов уравнений (1.18) —(1.28)] и вве-
дения безразмерных коэффициентов
формы Т, уточняемых на основании
статистических данных.
При расположении уплотнений разных
подклассов в ряд по степени увеличения
2*
утечек щелевые уплотнения можно при-
нять за эталон наибольших утечек.
При давлении р = 10 МПа, вязкости
жидкости v = 10 мм2/с и диаметре уплот-
нения 30 мм (В х 100 мм) расход
составляет 0,1—0,8 дм3/ч, что соответ-
ствует удельным утечкам Q — 250...
...2000 мм3/(м-с).
Течение газов по щелям и капил-
лярам. В области нормальных и высоких
давлений в газах, как и в жидкостях,
возникают вязкое трение и ламинарное
или турбулентное течение. Через щелевое
уплотнение размером В х h с парал-
лельными стенками при докритическом
изотермическом течении массовый рас-
ход на единицу периметра, г/(м с):
ё".=-^ = 'Г#'’3Р, (1-30)
D
где р —средняя плотность газа: р =
= (Pi + Рг)/2 = т/Г= 0,5(pj + P2)M/(RT);
М — молярная масса, г/моль; R — уни-
версальная газовая постоянная, равная
8,3 Дж/(моль-К).
Более известна
из (1.30) заменой
Qm= М
формула, полученная
Р:
(131)
24 I pRT ' '
Сильно разреженные газы (примерно
до давления ниже 0,5 (pi + р2) = 0,1 Па
при размерах капилляров менее 0,1 мм)
отличаются большой длиной свободного
пути молекул (А. « 1/р), превышающей по-
перечные размеры каналов (В х г х h).
При этом соударение молекул происхо-
дит реже, чем со стенками, и течение
газа происходит в сторону более низкого
36
Общие вопросы уплотнительной техники
давления независимо от значения
0,5(pi + Рг) в соответствии с механиз-
мом молекулярного течения. Массовый
расход газа, кг/с, через капилляр ра-
диусом г, м:
где все величины выражены в тех же
единицах, что и в формуле (1.30).
В зарубежной литературе молекуляр-
ное течение часто называют течением
Кнудсена.
Диффузионное проникновение среды.
Негерметичность вследствие диффузии в
той или иной степени свойственна всем
уплотнениям. Диффузия (взаимное про-
никновение двух или нескольких сопри-
касающихся веществ) обусловлена раз-
ностью концентраций С одного вещества
в другом. Диффузию среды через диаф-
рагму подразделяют на следующие ста-
дии: 1) поглощение жидкости (газа)
уплотнителем — сорбция (коэффициент
сорбции «!, м/с); 2) диффузия среды
через перегородку (коэффициент диффу-
зии Dp, м2/с); 3) выделение (десорбция)
среды с другой стороны уплотнителя
(коэффициент а2, м/с). При стационар-
ном процессе на основании первого
закона Фика через перегородку толщи-
ной I и площадью S, массовый
Q,„s, кг/с, и объемный Qs, м3/с, расходы
среды пропорциональны градиенту кон-
центраций dC/dx » &С/1:
Q,ns 'Rs~~S; (1.33)
ах I
где = —- + — + —, - функция
Dp 0^2* J
проницаемости, м2/с; qp — степень на-
бухания — относительное содержание
среды в материале уплотнителя, опре-
деляемое по кинетическим кривым на-
бухания q(t).
Расходы Q„,s и Qs очень малы по
сравнению с другими видами утечек.
Наименьшую проницаемость обеспечи-
вают металлы, затем плотные пласт-
массы, наиболее проницаемы эластомеры
и резинотканевые материалы. В качестве
характеристики уплотнения применяют
удельную проницаемость единицы пло-
щади в единицу времени. При распо-
ложении уплотнений в ряд по степени
увеличения утечек диафрагмовые (силь-
фонные) уплотнения можно принять за
эталон самых малых утечек. Потери на
просачивание составляют менее
10"14 м3/(м2-с).
Диффузионная проницаемость по кон-
тактной поверхности уплотнений. Область
контакта уплотнителя с уплотняемой
поверхностью отличается неоднород-
ностью структуры. В ней нет полной
сплошности, свойственной материалу
основных деталей, и можно выделить
участки контакта поверхностных пленок,
пустоты, участки контакта уплотнителя
и уплотняемой поверхности. Механизм
контактной диффузии сложен и коли-
чественно не изучен. Однако практи-
чески при любых экспериментах по
определению коэффициента диффузии
неявно находят контактную диффузион-
ную проницаемость по периметру
мембран. Для контактной диффузии в
уравнение (1.33) введем следующие по-
правки: 1) высота зоны контакта при-
мерно равна параметру шероховатости
Rz, поэтому S = BRz; 2) с учетом пустот
в области контакта толщина ее состав-
ляет kJ (/<!<!); 3) вследствие более
рыхлой структуры поверхностных пленок
коэффициент = /сТх- Тогда массовый
расход и удельная проницаемость:
, ,Т1 ACBKz
QmSK = k'Vg ;
P kjl
(1-34)
Утечки вследствие контактной диф-
фузии пропорциональны периметру уп-
лотнения [ср. с уравнением (1.28)].
Контактные уплотнения неподвижных
соединений. Основным механизмом утеч-
ки является течение среды через не-
Основы теории герметичности
37
плотности — микроканалы — между по-
верхностями уплотнителя и детали,
возникающие вследствие шероховатости
поверхностей и наличия дефектов, темпе-
ратурных и силовых деформаций (под-
робнее см. подразд. 3.1 и 3.2). При
соприкосновении двух твердых поверх-
ностей образуется система впадин,
капилляров произвольной формы и пятен
касания, которые можно представить
в виде схемы, показанной на рис. 3.3.
При действии перепада давлений по от-
дельным капиллярам возникают утечки
Qt, суммарное значение которых можно
оценить по упрощенной схеме (см.
рис. 3.3, в). Кроме того, происходит
контактная диффузия среды. Исполь-
зовав формулу типа (1.18) для утечек
Qi в каждом канале, получим формулу
для общей утечки
e = 4-xBAZ’«z\ (1.35)
ф
где Ч'х = 1/12 £T[i(Bi/li)б,3 — коэффи-
циент формы, характеризующей прово-
димость микроканалов и являющийся
безразмерной функцией состояния по-
верхности (параметра Rz, угла профиля у,
направления следов обработки), свойств
материалов (модулей упругости Ei и Е2,
коэффициентов Пуассона ц* и р^) и
контактного давления рк-
Коэффициент Ч'х учитывает наличие
микроканалов, образованных довольно
регулярными следами механической об-
работки (Фр), и влияние совершенно
случайных дефектов поверхностей — ри-
сок, раковин, пор, частиц загрязнений
(Уд):
Ух = УР + Уд-
Сближение поверхностей контакта под
действием давления рк происходит в три
стадии: 1 — внедрение самых больших
выступов; 2 — заполнение регулярных
микровпадин; 3 — заполнение впадин-
дефектов. Основное влияние на формиро-
вание микроканалов и герметичность
соединения оказывает вторая стадия, для
которой можно вычислить размеры
сечения микроканалов В,- и 8,- в зави-
симости от рк для ряда упрощенных
моделей (см. подразд. 3.1).
Сближение поверхностей контакта под
действием давления рк (без учета дефек-
тов) исследовано Н. Б. Демкиным,
Э. В. Рыжовым и др. При установке
уплотнения должно быть обеспечено
давление рк, при котором регулярные
микроканалы полностью перекрыты и
Ч'р = 0. Для эластомерных колец и
прокладок [35] Ч'р = Ч'ое“3/’1‘да£), где
То и к — коэффициенты, зависящие от
качества обработанной поверхности.
Из опыта эксплуатации уплотнений
известно, что для резин с модулем
Е = 7... 12 МПа в конце срока службы
необходимо рК 0,25 МПа, поэтому при
монтаже нового уплотнения следует
обеспечить рк = 1,5... 3 МПа. Для метал-
лических прокладок необходимы значи-
тельно большие давления, МПа: для
свинца 50—60, для алюминия 100—140,
для высоколегированной стали 500 — 600.
Характерная высота микроканалов
имеет порядок долей микрометра, шири-
на — сотен микрометра, длина имеет
порядок ширины уплотнения /. Если в
уравнении (1.35) учесть зависимость
зазоров и ширины микроканалов от
контактного давления, получим урав-
нение для расчета утечки, м3/с,
Q = То p^Kz3e-3/’^'[E), (1.36)
где к = 0,1... 0,3 ориентировочно.
Из уравнения (1.36) следует, что при
повышении рк до кЕ утечки умень-
шаются примерно на два порядка
(так как е-3 = 510-2), поэтому необ-
ходимо искать конструктивные решения,
при которых с повышением давления
среды р автоматически повышается
контактное давление рк. Способность
к самоуплотнению характерна для актив-
ных уплотнений — эластомерных колец,
устанавливаемых в замкнутые канавки
(см. рис. 1.6, е). При установке кольца
диаметром d в канавку высотой Н
в результате деформации сжатия на
38
Общие вопросы уплотнительной техники
уплотняемых поверхностях шириной 10
возникает начальное давление = />ко-
При давлении среды р материал коль-
ца ведет себя подобно очень вязкой
жидкости, передавая давление р на
стенки. Уплотнение ведет себя подобно
системе с обратной связью по давле-
нию, поэтому на уплотняемых поверх-
ностях создается давление, близкое к
сумме рк = рко + sp, где s — коэффициент
передачи давления (для эластомеров
s = 0,90... 0,98).
Таким образом, при правильной уста-
новке кольца в закрытую канавку
давление рк автоматически увеличивает-
ся при увеличении давления среды р,
причем рк > р. При этом герметичность
увеличивается, поскольку множитель
е-зрк/^Е) уменьшается [см. уравнение
(136)].
Для пассивных уплотнений — прокла-
док во фланцевых соединениях без
канавок (см. рис. 1.6,д) — не характерна
способность к самоуплотнению: при
действии давления среды увеличивается
нагрузка на болты фланцев, умень-
шаются сила затяжки прокладки и дав-
ление рк. При некотором критическом
давлении среды ркр происходит разуплот-
нение (см. подразд. 3.5).
Способность к самоуплотнению за
счет давления среды реализуется во
многих конструкциях контактных уплот-
нений, а также в некоторых щелевых
бесконтактных уплотнениях.
Размеры дефектов превышают разме-
ры регулярных микронеровностей, при-
чем дефекты располагаются совершенно
случайно. Для заполнения их уплотни-
телем необходимо большее контактное
давление, однако и при этом они могут
остаться не заполненными. Математи-
ческую модель процесса Q(pK) по дефек-
там можно создать только на статисти-
ческой основе. Частота появления дефек-
тов, при прочих равных условиях,
пропорциональна периметру уплотнения
В, а их влияние на герметичность
обратно пропорционально ширине уп-
лотнения I, поэтому роль дефектов
малых размеров (8( < 50 мкм) можно
учесть функцией Ч'д. Роль более крупных
дефектов (сквозных рисок с размерами
Ва, 8д) учитывают по вероятности их
наличия на единице периметра уплот-
нения В. В уравнение (1.35) подставляют
функцию формы Ч'х=Ч'ое_3₽к/'*£+Ч'д,
которая при рк > кЕ стремится к ве-
личине
Например, при среднестатистическом
наличии сквозных рисок на периметре
В = 100 мм: Zi = 1 (81 — 50 мкм; Bi =
= 0,1 мм) и z2 = 10 (82 = 20 мкм;
В2 = 0,01 мм) для Rz = 10 мкм и
/, л I получаем » 10 2.
Дефекты являются основной причиной
негерметичности уплотнений неподвиж-
ных соединений. Кроме рисок, раковин
и подобных дефектов большую роль
играют загрязнения на поверхностях
уплотнителя и посадочных мест (волокна
и стружки аналогичны крупным сквоз-
ным рискам). Дефекты выявляют и устра-
няют при приемо-сдаточных испытаниях.
Так как контроль негерметичности и
разборка изделий — дорогие и трудоем-
кие операции, более рационально пре-
дотвращать дефекты путем повышения
культуры производства — улучшения об-
работки и очистки деталей. Вероят-
ность появления дефектов существенно
зависит от точности обработки поверх-
ности. Чем грубее назначена обработка
поверхности, тем менее тщательно она
контролируется и содержит больше де-
фектов.
Контактные уплотнения подвижных
соединений (УВ, УПС). Для расчета
уплотнений подвижных соединений не-
обходимо изучить совокупность проблем
герметичности, трения и изнашивания.
Движение контртела (вала, штока и др.)
вызывает новые физические процессы
в зоне контакта с уплотнителем, в
результате которых между поверхностя-
ми может возникнуть пленка смазочного
материала и в образовавшийся зазор 8
может проникнуть герметизируемая сре-
да. В торцовых и радиальных УВ поток,
Основы теории герметичности
39
создаваемый перепадом давлений Др,
перпендикулярен потоку жидкости в
направлении скольжения. В УПС этот
поток совпадает по направлению с
движением контртела.
Процессы в области контакта зависят
прежде всего от свойств материалов
контактирующих тел, поэтому они су-
щественно различны для механических
и эластомерных УПС и УВ. Одной из
особенностей УПС и УВ является широ-
кий диапазон условий работы и воз-
никающих при этом различных режимов
трения. Переход от одного режима тре-
ния к другому обусловлен изменением
рабочих параметров р, г, рк и наличием
(или отсутствием) пленки смазочного
материала. Толщина 8 этой пленки
определяет не только расход Q ~ 8s
(обычно s = 3), но и характер трения.
Последний оценивают сочетанием пара-
метров v, р, рк, I в виде безразмер-
ного критерия режима
G = pv/pj.
Поскольку толщина пленки 8 и коэф-
фициент трения f являются функциями
параметров v, р, рк и I, уравнения для
определения утечек Q = F (р, г, рк,...),
коэффициента трения f = F (р, г, рк,...)
и эквивалентного зазора h = F(p, v, рк,...)
целесообразно записывать в единообраз-
ной форме, т. е. при описании рассмат-
риваемых процессов использовать урав-
нения Q = F(G), f = F(G).
Критерий относительной толщины плен-
ки h = h/Rz в ряде случаев аналогичен
критерию G [35, 52] и отражает прин-
ципиальную связь явлений не только с
критерием G, но и с параметрами,
характеризующими состояние поверх-
ности (параметром шероховатости Rz,
волнистостью и другими отклонениями
формы, макроструктурой поверхностных
слоев материала).
Взаимосвязь герметичности и коэф-
фициента трения влияет на ресурс
уплотнения. Часто для уменьшения уте-
чек стараются повысить рк, однако при
этом существенно интенсифицируются
процессы трения, нагрева и изнаши-
вания. Для каждого вида уплотнений
существует определенная область кон-
тактных давлений, в которой при
заданных v и р утечки и износ
минимальны. Чтобы создавать уплот-
нения, работающие преимущественно в
области оптимальных параметров г,
р, рк, или выбирать стандартные для
определенных условий работы, необ-
ходимо иметь правильное представление
о механизме процессов в уплотняющем
элементе. Если уплотнение предназначе-
но для эксплуатации в условиях жид-
костной смазки (см. подразд. 1.4), на
основании закона Ньютона и уравнения
Рейнольдса (1.27)
, т рг
f = —= —F-; 8 = F(p, V, рк).
Рк рк8
В уплотнениях разных видов при ма-
лых зазорах полного разделения кон-
тактных поверхностей нет. В пределах
площади касания кроме жидких пленок
возникают области соприкосновения гра-
ничных структур, поэтому происходит
смешанное трение с полужидкостной
смазкой. Этот режим, отличающийся ми-
нимумом утечек и коэффициента трения,
наиболее благоприятен для работы уп-
лотнений. На рис. 1.23 приведены ре-
зультаты экспериментальных исследова-
ний герметичности и трения манжетных
и торцовых УВ [67]. В логариф-
мических координатах зависимость/(G)
имеет вид наклонных (tg а = т) прямых
с коэффициентом Ф. Прямая С —С,
соответствующая Ф = Фс, отделяет об-
ласть герметичности, для которой
Ф > Фс, от области негерметичности
(Ф < Фс). Очевидно, область вблизи кри-
вой / = Фс&” является наиболее опти-
мальной для работы уплотнения
При определенных значениях крите-
рия G зависимости/(G) и h(G) можно
записать в общем виде
/ = ФС”; h = ZG", (1.37)
где Ф, Z — функциональные коэффи-
циенты; т, п — показатели степени (Z
имеет размерность длины).
Так как утечки являются функцией
Рис. 1.23. Зависимости коэффициента трения от критерия режима для УВ:
а — торцовых; б — манжетных (светлые точки — герметичные УВ. темные — негерметичные)
эквивалентного зазора h, уравнения (1.37)
характеризуют связь герметичности и
коэффициента трения уплотнений. Коэф-
фициенты Ф и Z существенно зависят
от геометрии поверхности и особен-
ностей конструкции. Для примера на
рис. 1.24 показана зависимость Ф от
волнистости поверхности торца уплот-
нения [67].
Рис. 1.24. Зависимость коэффициента ф от
волнистости поверхности торца
Механические торцовые уплотнения (см.
рис. 1.6, г) являются примером кон-
струкций с обратной связью по дав-
лению для уменьшения утечек при
повышении давления среды. Эти уплот-
нения позволяют ограничивать силы тре-
ния на контактной поверхности, сохра-
няя свою герметизирующую способ-
ность. Принцип их действия основан
на регулировании баланса сил, дей-
ствующих на уплотнитель — плавающее
кольцо. При давлении среды р
рк = р(Ь — к) + рп (где Ь, к, рп — постоян-
ные конструктивные параметры), причем
рк < р. Уплотнение должно быть герме-
тичным, для чего рк должно превы-
шать минимальное значение рКПиП, и
длительно работоспособным, для чего f
должно быть минимальным, а рк не
должно превышать максимального зна-
чения рктах- Влияние рк и коэффициен-
Рис. 1.25. Зависимости утечек Q через торцовое УВ от контактного давления (а), коэф-
фициента нагруженности (б) и давления в полости (в, г):
I — водосодержащая жидкость = 72 мН/м; 2 — то же, о = 30 мН/м
Основы теории герметичности
41
Рис. 1.26. Экспериментальные [35] зависимости зазора 8 в торцовом УВ от контактного
давления для масла АМГ-10 («) и скорости скольжения для масла МГЕ-10 (б) и различных
масел (в —г):
/ — керосинового базового, г = 2.3 мм2/с; 2 — загущенного, г=8 мм2/с; 3 — загущенного МГЕ-10, г =
= 10 мм2/с; 4 — дистилатного АУ, г — 13 мм2/с
та нагруженности b = Sa/S (Sa и 5 —
активная и опорная площади коль-
ца) на утечки торцового уплотнения
иллюстрирует рис. 1.25, а, б. Утечки рез-
ко увеличиваются при ркт1п < 0,07 МПа
или при b < 0,55... 0,65 (в зависимости
от конкретных условий). Наиболее пол-
ное представление о процессах в зазоре
торцового уплотнения дает непосред-
ственное измерение зазора 8. Зависи-
мости 8 от рк, v и типа жидкости
в торцовом уплотнении показаны на
рис. 1.26. При неподвижном вале зазор
мал и не поддается измерению, сплош-
ная масляная пленка отсутствует и удель-
дельные утечки не превышают Q =
= 0,1... 0,5 мм3/(м • с). Когда при малом
рк одно из колец начинает вращаться,
оно как бы всплывает с образованием
масляной пленки толщиной 80 » 0,5 мкм.
Дальнейшее увеличение частоты вра-
щения вызывает постепенное увеличение
зазора 8 до 2 — 3 мкм (рис. 1.26,6).
С увеличением рк зазор 8 уменьшается
(рис. 1.26, а). Заметное увеличение 8 при
увеличении v наблюдается при
Рк < 0,7 МПа. При большом рк зазор
приближается к минимальному:
бо ~ Rz х 0,5 мкм. При рк < 0,7 МПа за-
зор 8 существенно зависит от вязкости
и состава масла (рис. 1.26, в); при
рк > 1 МПа кривые 8 (г) для разных
масел располагаются в узкой заштрихо-
ванной области (рис. 1.26, г). Рассмот-
ренный пример иллюстрирует общую
закономерность формирования зазора
при малом рк (в уплотнениях других
конструкций предельные значения рк и 8
могут быть другими). До предельного
значения рк пленка жидкости в зазоре
проявляет свойства саморегулирующей-
ся системы, уменьшаясь с увеличением
нагрузки и увеличивая при этом подъ-
емную силу. Зазор состоит из двух
частей: h = hn + hr, где hB определяется
шероховатостью и волнистостью по-
верхностей торцов, hr — гидродинами-
ческими эффектами, вследствие которых
кольцо всплывает относительно опоры.
Зазор /1п определяют по формуле
Ап = 0,86 (Rzt + Rz2),
где Rzi и Rz2 — параметры шерохо-
ватости соответственно первой и вто-
рой поверхностей.
Исходные поверхности при работе
уплотнения быстро меняют форму вслед-
ствие приработки, силовых деформаций,
нагрева и изнашивания, поэтому по
приведенной форме можно определить
лишь порядок зазора hn. Существует
несколько теорий, объясняющих возник-
новение гидродинамических несущих сил
на тщательно обработанной плоской
опоре торцового уплотнения. Все они
исходят из рассмотрения совокупности
гидродинамических эффектов на микро-
клиньях с учетом влияния волнистости
42
Общие вопросы уплотнительной техники
и перекоса торцов. По теории А. И. Го-
лубева микроклинья с наклоном в
направлении скольжения возникают
вследствие температурных воздействий
на зерна поверхностной структуры.
Материалы типа углеграфитов отли-
чаются наличием плосковершинных
микровыступов [36, 67], около которых
возникают несимметричные зоны разре-
жения и повышенного давления. Гидро-
динамический зазор hT формируется под
воздействием фрикционного потока в
направлении скольжения, натекающего
на микровыступы и наклоны торцов.
Он перпендикулярен потоку жидкости.
Главные факторы, определяющие hr —
вязкость р, скорость скольжения V,
контактное давление рк и форма по-
верхности. В соответствии с уравнения-
ми (1.27) и (1-37) принципиальная
зависимость имеет вид
h, = F (у, р, pt,...) = kRzG" =
, „ / гр
= kRz ——),
\PtRz j
(1.38)
где k — безразмерный коэффициент (для
масел k = 0,07... 0,15); п — показатель
степени (и « 2/3).
Расход Q, м3/с, под действием пере-
пада давлений Др (МПа) при hr»hn
определяют из уравнения (1.22) с учетом
(1.38):
_ л k3Rz3~n bp vn +
Q~~6 ln(R2/RjT р” р^Ч -
<13’>
Здесь знак второго члена в скобках
определяется направлением утечки: при
течении от центра центробежные силы
увеличивают утечку, при течении к цент-
ру — уменьшают.
Уравнение (1.39) раскрывает лишь
принципиальную зависимость Q =
= F(v, р, Ар, рк, Rz,...), так как конкрет-
ные конструкции могут иметь сущест-
венные различия. Например, влияние
скорости скольжения v может проявить-
ся в температурных деформациях колец,
меняющих форму зазора.
На рис. 1.25, в, г показаны экспери-
ментальные зависимости утечки от пере-
пада давлений. При достаточно жестких
кольцах наблюдается линейная зависи-
мость Q (Ар) (рис. 1.25, в). Деформация
торцов под действием давления может
проявляться аналогично повышению
коэффициента нагруженности Ь. При
этом нелинейная зависимость С (Ар)
имеет максимум (рис. 1.25, г).
При высоком давлении среды
(р <20 МПа) и большом контактном
давлении (рк > 1 МПа) торцовые уплот-
нения работают в условиях граничной
смазки. В этом случае герметичность
обеспечивают за счет большого коэф-
фициента нагруженности (Ь > 0,7), а ре-
сурс — за счет лучших антифрикцион-
ных материалов. Относительно меха-
низма уплотнительного действия су-
ществуют противоречивые представле-
ния. При таком режиме между поверх-
ностями уплотнения имеется зазор, при-
мерно равный йп, и большое число зон
контакта. Полагая, что по микрокана-
лам происходит утечка под действием
перепада давлений Ар, расчет можно
выполнять по формуле (1.22). Майер
однако утверждает, что вязкость р при
граничной смазке не влияет на утечки
и давление в зазоре постоянно (рк),
т. е. расчет утечек следует выполнять
по эмпирической формуле [49]
Q = tiD bph2„S(v)/pi, (1.40)
где 8(г) « Sov1’75 — коэффициент зазора
(функция скорости, заданная графически);
D — диаметр уплотнения на входе жид-
кости, м.
Режим полужидкостной смазки наибо-
лее вероятен при эксплуатации боль-
шинства уплотнений, поскольку коэффи-
циент b назначают из условия не-
раскрытая стыка так, чтобы при этом
обеспечивалась гарантированная осевая
нагрузка. Кроме того, отклонения формы
поверхностей (волнистость, перекосы,
микроклинья, эксцентричность) способ-
ствуют развитию гидродинамических
эффектов и появлению гидродинами-
ческого зазора ht. Развитие несущей
Основы теории герметичности
43
способности пленки теоретически разра-
ботано [67] и экспериментально под-
тверждено [68]. Волнистость (йв =
= 0,5... 2 мкм) вызывает появление зон
обеспеченного зазора во впадинах и
зоны возможного контакта по вершинам.
При наличии волнистости утечки теоре-
тически можно описать уравнением (1.22)
с дополнительным сомножителем
[1 + 1,5(/гв//г)2], где h — номинальный
зазор.
Утечки рассчитывают по формулам
(1.38) и (1.39), в которых Rz следует
заменить на hB.
Для определения утечек в режиме
полужидкостной смазки предложена
эмпирическая формула [49]
Q = c-7tDApnv0-sl°-s/pi
где с — коэффициент; D — диаметр уп-
лотнения на входе жидкости; / —
ширина уплотняющей поверхности.
Обычно утечки через торцовые уплот-
нения, приведенные к Др = 1 МПа,
находятся в пределах 0,25...
...10,0 мм3/(м-с); для обычных уплот-
нений 0,25... 1,0; для гидродинамических
торцовых 1,0...5,0; для уплотнений
в особотяжелых условиях 5,0... 10,0.
Уплотнения соединений возвратно-
поступательного движения (УПС). В боль-
шинстве УПС применяют эластомерные
уплотнители манжетного (рис. 1.6, в) или
кольцевого (рис. 1.6, ё) типов. В зави-
симости от профиля сечения уплотни-
теля контактное давление по-разному
распределяется вдоль уплотняющей по-
верхности, что оказывает большое влия-
ние на формирование пленки смазоч-
ного материала. Механизм трения и
утечек таких УПС в условиях жид-
костной смазки описан на основе
эластогидродинамической теории [34,
67], которую можно распространить
и на другие режимы работы УПС,
введя специальные функции Ti и Ч'г,
учитывающие режим трения при прямом
и обратном ходах контртела (см. гл. 4).
Контртело (шток, поршень, цилиндр)
выносит при движении адсорбирован-
ную пленку жидкости, причем толщина
пленки 51 при выходе его из полости,
как правило, не равна толщине пленки
52 при обратном движении. За каждый
двойной ход L контртела диаметром D
объем утечки V равен разности объе-
мов пленки при прямом и обратном
ходах:
V = 0,5nDL(4>lbl - 'R2b2)=0,5nDLAh,
d-41)
где Д/г — эквивалентная толщина пленки;
значения 51 и 52 определяют по фор-
мулам (4.2) и (4.3).
Толщину пленки можно представить
как функцию критерия режима:
5i == F(Gi) и52 = F(G2). При работе УПС
возможны сочетания различных режимов
смазки при прямом и обратном ходах
контртела. Соответствие значений функ-
ций Ti и Т2 режимам смазки ил-
люстрирует рис. 1.27. При жидкостной
смазке (У) Т = 1, при граничной смазке
и смазке при трении без смазочного
материала (III, II, I) У »0, при полу-
жидкостной смазке (IV) 0 < Т < 1.
В режиме жидкостной смазки при оп-
ределенном сочетании параметров v i и v 2;
Pi и ц2 рк(х) УПС могут работать
без утечек. Скорости vi и v2 при
прямом и обратном, ходах контртела
могут быть различными, поэтому при
v2 > t-’i может быть 5] < 52 и V = 0.
Для обеспечения равенства V = 0 за
счет равенства 5t = 52 необходимо на-
значить профиль сечения уплотнителя,
Рис. 1.27. Зависимости коэффициента трения
и эквивалентной толщины пленки от безраз-
мерного критерия режима для УПС
44
Общие вопросы уплотнительной техники
обеспечивающий оптимальное распре-
деление контактного давления вдоль
уплотняющей поверхности. Отметим, что
в формулы для определения 51 и 5 г
необходимо подставлять значения щ и
Рг соответственно при наружном и внут-
реннем давлении (см. подразд. 1.2).
Если контртело совершает о двойных
ХОДОВ В 1 С, ТО При Vi = v2 = v
Q = V(i>. Удобноотноситьобъемутечки V
к площади штока nDL: V = 2V/(r.DL) =
= \h, т. е. удельный объем утечек числен-
но равен эквивалентной толщине пленки
Ай.
Для движения контртела в одном
направлении можно ввести в рассмотре-
ние критерий h = h/Rz (соответственно
hi = ?>i/Rz; h2 = бг/Кг), определяющий
режим смазки в УПС и значение
функции Т. Здесь могут быть различные
сочетания, но наиболее распространен-
ный случай: при прямом ходе
&i = F (Е, ks, ц, v...) — слабая функция р;
= F (р, г, р,...) — сильная функция р
(Е — модуль упругости; /се — коэффи-
циент, определяющий рко и dp^Jdx). Ре-
жим жидкостной смазки (У) возникает
при h 0,8... 1, полужидкостной (IV) —
при 0,5 < h < 0,8 (см. рис. 1.27). Влияние
параметров режима ц, v, р на
V = Ah наглядно выявляется при записи
уравнений утечки (1.41) в виде
у= ]/
\/ кСЕ\ \/Ekc+CPnJ
(1.42)
где d — определяющий размер уплотни-
теля (например, диаметр сечения кольца
круглого сечения); а — пьезокоэффициент
вязкости; А, В, с, п, кг — коэффициенты.
На рис. 1.28 [34, 36] приведены
экспериментальные зависимости тол-
щины пленки Ай и силы трения
Ру от параметров р и v для УПС.
По результатам экспериментов можно
сделать следующие выводы.
1. Принципиальные зависимости
Q = F(p, v, р) и /= F(|i, v, р, Rz) соот-
ветствуют в большинстве случаев урав-
нениям (1.37), (1.41) и (1.42). Для
достаточно вязких масел существует
Ahjwi Ц,мм3/ход Ah,мкм
Рис. 1.28. Зависимости, характеризующие
утечки (а —в) и трение (г) в эластомерных
УПС
зависимость Q = F (p, v, р), характерная
для жидкостной смазки. Для маловязких
жидкостей (керосина, бензина) пленка
смазочного материала практически от-
сутствует, утечек нет ('Р = 0) до боль-
шого износа уплотнителя, коэффициент
трения соответствует трению при гра-
ничной смазке или без смазочного
материала. Существенно влияет на Q и
f пьезокоэффициент вязкости а: жидкости
с большим а при высоком давлении
подобны высоковязким.
2. Значения Qv.f для УПС су-
щественно зависят от профиля сечения
уплотнителя и характерного для него
распределения контактного давления.
При оптимальном распределении рК мож-
но добиться отсутствия утечек и даже
наблюдать «насосный» эффект при ма-
лых давлениях (кривая 2 на рис. 1.28, в).
3. Для УПС характерна асимметрия
силы трения при прямом (из полости
цилиндра) и обратном ходе штока (см.
рис. 1.28, г). При прямом ходе обычно
создается жидкостная пленка, уменьшаю-
щая силу трения. При обратном ходе
пленка значительно тоньше или отсут-
ствует, что увеличивает силу трения.
4. В момент реверса в УПС изме-
няется положение уплотнителя, а следо-
вательно, механизм смазки, поэтому ра-
ботоспособность УПС существенно зави-
Трение уплотнений из эластомеров и пластмасс
45
сит от числа совершенных штоком
двойных ходов.
В отличие от УВ удельную утечку
через УПС выражают отношением объе-
ма утечки к суммарной площади контр-
тела за п двойных ходов: V =
= V/(r,DLn). Работоспособность уплот-
нения оценивают не по времени рабо-
ты t, а по пути 11л, пройденному
контртелом до повреждения УПС и рез-
кого увеличения утечек. Среднестатисти-
ческие утечки через эластомерные УПС
(манжеты, кольца Х-образного и пило-
образного сечений) находятся в пределах
0,001... 0,5 см3/м2 с преобладанием ве-
роятных утечек на уровне 0,01 см3/м2.
Обычная наработка УПС с эласто-
мерными уплотнителями до появления
сильной утечки ILh = 300... 500 км.
Утечки через УПС с шевронными ре-
зинотканевыми манжетами в 2 — 5 раз
больше, чем через УПС с эласто-
мерными уплотнителями, однако они
обеспечивают наработку до 1500 км. В
последнее время начинают широко при-
менять комбинированные резинопласт-
массовые УПС. Теоретического расчета
утечек таких уплотнений нет.
При практических расчетах утечек
целесообразно исходить из эксперимен-
тальных значений Уо, установленных
для определенного размера d0 и пара-
метров go, Vo, Ро- Утечки для других
уплотнений данного вида размером d
при ц, v, р и Ч*«0,3... 1 ориенти-
ровочно рассчитывают по формуле,
полученной из (1.42) заменой члена
в скобках на |/р (анализ кривых на
рис. 1.28, а, в показывает, что Г(р) можно
аппроксимировать зависимостью V ~
~ Ир):
/ ц и р d
' Ро Vo ро do
(1.43)
Это весьма простое уравнение позволяет
сравнивать результаты частных испыта-
ний со среднестатистическими данными.
Для УПС общепромышленного назна-
чения базовыми условиями целесооб-
разно считать р = 10 МПа, р = 10 мПа • с,
v = 0,1 м/с. Пример расчета см.
стр. 59.
Манжетные уплотнения валов. Резино-
вые манжеты — наиболее распространен-
ный вид УВ (см. рис. 1.6,6 и 5.2).
Механизм герметизации определяется
взаимодействием вращающегося вала с
эластомерной кромкой манжеты при
больших частотах микроперемещений ее
участков. Релаксационное запаздывание
движения поверхностного слоя и гидро-
динамические эффекты определяют воз-
никновение некоторого зазора. На этих
предпосылках основаны предложенные
модели процессов, происходящих на
микронеровностях [67], и теория, изло-
женная в подразд. 5.2 [35, 52]. Теоре-
тическая зависимость утечки Q от г, ц,
рк имеет вид Q = TtD|/pt>/pK. Однако
законченная теория герметичности ман-
жет до сих пор не создана. При опти-
мальном усилии браслетной пружины
эти УВ отличаются высокой герметич-
ностью и малым трением. Удельные
утечки находятся в пределах классов
2—1, 2 — 2 (см. табл. 1.8) — видимых
утечек нет. При повышении давления
среды р значительно увеличивается
контактное давление. Герметичность при
этом сохраняется, но кромка сильно
нагревается, поэтому предельное давле-
ние р = 0,05... 0,1 МПа. Увеличение
частоты вращения п и биения поверх-
ности вала 2ед приводит к снижению
герметичности. То же происходит при
начале вращения вала на морозе, когда
Q « 0,25... 1 мм3/(м - с).
1.4. Трение уплотнений
из эластомеров и пластмасс
Терминология. Согласно ГОСТ
23.002 — 78 выделяют следующие виды
внешнего трения: покоя, движения,
скольжения, качения, а также со смазоч-
ным материалом и без него. Под внеш-
ним трением подразумевают явление со-
противления относительному перемеще-
нию, возникающее между двумя телами
в зонах соприкосновения поверхностей
46
Общие вопросы уплотнительной техники
по касательной к ним, сопровождающее-
ся диссипацией энергии. Смазка — дейст-
вие смазочного материала, в результате
которого между двумя поверхностями
уменьшается сила трения и (или) износ.
В ГОСТ 23.002 — 78 установлены сле-
дующие виды смазки: газовая, жид-
костная, твердая, полужидкостная, гра-
ничная, гидро- и газодинамическая, гид-
ро- и газостатическая эластогидроди-
намическая.
Механизм трения зависит от нали-
чия смазочного материала и парамет-
ров его состояния, характера физико-
механического или физико-химического
взаимодействия контактирующих по-
верхностей. При изменении параметров
р, v, р, 9 до определенных пределов
происходит переход от одного механиз-
ма трения к другому — в соответствии
с этим выделяют определенные режимы
трения [76]. Особенностью режимов
трения уплотнений из эластомеров и
пластмасс является зависимость вида
смазки от сочетания параметров р, v, 9,
продолжительности t контакта при от-
сутствии движения. Смазочным материа-
лом уплотнений является рабочая Р или
окружающая А среда, проникающая в
зону контакта при перемещении контр-
тела.
От параметров р, v, ц, 9 зависит
состояние сред Р, А и материала
уплотнения. Зона контакта эластомер-
ного уплотнителя с твердым контр-
телом неоднородна и содержит элемен-
ты с разными механизмами трения,
поэтому принятые для оценки трения
понятия силы Pf и коэффициента f
трения выражают суммарный результат
актов трения в элементах.
Силу трения Pf, Н, рассчитывают с
помощью условного коэффициента тре-
ния /:
Р/ = r,Dlfp*,
(1.44)
где pt = -j-JpKdl « pto + sp
1 о
среднее
контактное давление по кольцу, Па;
s — коэффициент передачи давления; I —
ширина контакта, зависящая от давле-
ния и деформации е при установке
кольца в канавку, м; D— диаметр, м.
Для колец со сложным профилем
сечения давление pt определяют экспе-
риментально. Так как в зоне контакта
давление рк и толщина пленки h распреде-
лены неравномерно, необходимо рас-
сматривать некоторые средние значения
Рк, pto, f, определяемые из экспе-
риментальных зависимостей для силы
i
трения Pf = ttD \tdl, силы давления по
о
1
контакту Р = r.D f рк dl и коэффициента
о
трения f — Pf/P.
После подстановки Pf и Р получаем
приближенные формулы
/=-----Lt_______• f =----Lt-----
nD (lop*® + Ip) ’ nDl (pto + sp)
(1.45)
Характерные зависимости f от p и v
(рис. 1.29) можно использовать для
расчета при условии идентичности режи-
Рис. 1.29. Зависимость коэф-
фициента трения f резиновых
уплотнений (резина на основе
СКН-26 по стали; Rz =
= 1,6 мкм) от скорости
скольжения (а) и давления
(б): 1—4 — кольца круглого
сечения при давлении соот-
ветственно 1,0; 2,5; 17,0 и
26,0 МПа; 5 —6 —манжета
соответственно с D = 50 мм
и 35 мм при давлении
0,8 МПа
Трение уплотнений из эластомеров и пластмасс
47
Рис. 1.30. Зависимость коэффициента трения
эластомерных УПС от режима трения:
I — зона контакта поверхностей; 2 — контакт гра-
ничных пленок; 3 — жидкость
мов трения и подобии профилей се-
чения модели и уплотнения, так как
они должны иметь одинаковые значения
производных dpK/dx, определяющих тол-
щину пленки. При экспериментальном
определении f удобнее оперировать
удельными силами Pf—PflitD и
Р = P/~.D, Н/м. Значение Р определяется
суммой Ро + sip, поэтому
f = Pf/(P0 + Sip).
Момент трения Mf для уплотнения
диаметром D рассчитывают по формуле
Mf = 0,5л/РВ2 = 0,5n/(Po + .s7p)D2.
(1-46)
Для расчета уплотнений различных
типов с размером профиля сечения d от
2 до 6 мм можно использовать зави-
симость Ро от деформации сжатия е
(см. рис. 3.5).
В зависимости от наличия и сплош-
ности пленки (рис. 1.30) возможно тре-
ние без смазочного материала (I), при
граничной (II—III), полужидкостной (/И)
или жидкостной (И) смазке. Критерием
режима трения в данном случае служит
относительная толщина смазочной плен-
ки h = tsh/Rz (см. подразд. 1.3 и 4.2).
При жидкостной смазке /ж = т/рк =
= рг/(рк5).
Эластичное уплотнение отличается ма-
лым модулем упругости, вследствие чего
фактическая площадь контакта близка к
номинальной даже при действии только
Рко- Трение эластомеров имеет преиму-
щественно молекулярно-активационный
механизм, на основе представлений о
котором создана молекулярно-кинети-
ческая теория Бартенева [7]. Эта теория
описывает явления при трении без сма-
зочного материала по гладким поверх-
ностям при страгивании после длитель-
ной остановки, когда еще не сформи-
рована пленка смазочного материала или
граничная пленка. Режим характеризует-
ся малыми значениями критериев G и
h (для УПС G <10~9 и h <0,05).
В местах контакта эластомера с твер-
дым телом возникают адгезионные свя-
зи, которые создают сопротивление тре-
ния.
Сила трения Pf н фактическая пло-
щадь контакта Хф с молекулярной точки
зрения определяются энергией актива-
ции процесса и числом молекул, на-
ходящихся на поверхности контакта.
Эти предпосылки позволили теорети-
чески определить напряжение трения в
элементе пары pf = F(v, р, Т,. ), отно-
сительную фактическую площадь кон-
такта X = Хф/Х =1 — е~₽₽к/£ и коэф-
фициент трения
Л = — fl - - е-₽₽^)( (1.47)
рк\ Inv J
где Xi и В — комплексы физико-хими-
ческих параметров; 0 — коэффициент, за-
висящий от шероховатости поверхности
(для резин на основе СКН 0 = 1,24).
Уравнение (1.47) позволяет предсказать
зависимость коэффициента трения от
давлений р и рк, скорости скольжения
v, температуры Т, материала контртела,
полярности резины и густоты про-
странственной сетки, влияющих на
и В. Это уравнение описывает только
участок I кривой на рис. 1.30. Даль-
нейшим обобщением и развитием рас-
смотренной теории является релакса-
ционная теория Лаврентьева [7], фор-
48
Общие вопросы уплотнительной техники
мулы которой для инженерных расчетов
использовать затруднительно.
Трение при граничной и полу жид-
костной смазке. Эти режимы наиболее
часто возникают при эксплуатации уп-
лотнений (участки III —IV). При уве-
личении нагрузок и уменьшении ско-
рости скольжения иногда происходит
переход к граничной смазке (участки
II—III). Механизм граничной смазки
рассмотрен в работах А. С. Ахматова
и др. Получено следующее уравнение
для коэффициента трения [52]:
/г = л'г/г2/31г0-4,
где Аг — коэффициент.
В результате экспериментальных ис-
следований выявлена слабая зависимость
коэффициента трения от вязкости
/г = Р 1/6, которую можно объяснить
уменьшением фактической площади кон-
такта вследствие гидродинамических эф-
фектов на начальном участке уплот-
няющей поверхности. Для инженерных
расчетов
/г = Лгр^2/3г~0’4ц-1/6, (1.48)
где Лг — коэффициент, зависящий от
материала контртела и состава поверх-
ностно-активных компонентов рабочей
жидкости, шероховатости поверхности,
материала резины.
Эластичные уплотнения при давлении
более 30 МПа работают в режиме
граничной смазки или трения без
смазочного материала. При таком давле-
нии уравнение (1.47), выведенное без
учета влияния давления на силу трения,
дает заниженные результаты. На основе
релаксационной теории [7] получена рас-
четная зависимость [52]
f = Atp-2/3(1 - BT/lnc) + А2рт,
(1-49)
где Л1 и А2 — коэффициенты; ш = 1/3.
Жидкостная смазка. При увеличении
критерия G = pv/pKd' в начальных участ-
ках зоны контакта развиваются гидро-
динамические процессы, приводящие к
частичному раскрытию стыка и проник-
новению смазочного материала в зону
контакта (см. рис. 1.30). Возникает
смешанная гранично-жидкостная смазка.
Дальнейшее увеличение G приводит к
распространению зоны раскрытия стыка
на всю уплотняемую поверхность. Коэф-
фициент трения определяют по формуле
f = щ>/(рк8), где зазор 8 зависит от вида
уплотнения.
Начальное трение эластичных уплот-
нений [52]. Согласно молекулярно-
кинетической теории сила трения покоя
должна быть равна нулю, что под-
тверждают результаты экспериментов
(рис. 1.31, а) [7]. На первой стадии
происходит высокоэластическая дефор-
мация уплотнения, взаимное скольжение
контактирующих поверхностей отсут-
ствует и сила трения линейно увели-
чивается до значения Рс, соответствую-
щего перемещению AL (рис. 1.31,6).
Удельная сила Рс = Рс/(л£>) = Gl k.L/H,
где Н и I — высота и ширина уплот-
нения; G = Е/3 «а 3... 5 МПа — модуль
сдвига. На второй стадии происходит
отрыв контактной поверхности уплот-
нения от контртела. Силу Р/() = Рс в
момент отрыва можно назвать началь-
ной силой трения. Она определяется
упругим деформированием поверхност-
ного слоя в момент отрыва и разры-
вом связей между полимером и контр-
телом, поэтому сила Р/0 деформиро-
вания поверхностного слоя при страги-
вании весьма значительна. На форми-
рование силы трения при страгивании
оказывает большое влияние процесс
диффузии из зоны контакта в материал
эластомера жидкой пленки масла и гра-
Рис. 1.31. Экспериментальная (а) и теорети-
ческая (б) зависимости силы трения Pz от
длины пути коптртела
Трение уплотнений из эластомеров и пластмасс
49
Рис. 1.32. Временная зависи-
мость коэффициента началь-
ного трения после длитель-
ной остановки
ничной пленки. Одновременно происхо-
дит частичное испарение или растворе-
ние пленок с наружной стороны уплот-
нения.
Таким образом, изменение силы на-
чального трения во времени t для не-
подвижного контакта описывают урав-
нением
P/о = P/max(l - е-,1/Т1) + Рх(1 -е-^),
где Pf max — максимальная сила трения;
Tt — постоянная времени процесса диф-
фузии масла (порядка нескольких часов);
т2 — постоянная времени процесса хемо-
сорбции (порядка нескольких месяцев);
Рх — усилие сдвига, определяемое хемо-
сорбцией.
При неподвижном контакте и 8 =
= +90 °C увеличение силы трения про-
исходит в 5 раз быстрее, чем при
8 = +20 °C. Таким образом, увеличение
начальной силы трения при длитель-
ном хранении уплотнений в неподвиж-
ном состоянии можно имитировать
выдержкой при повышенной температуре
испытания. Начальное значение коэф-
фициента трения (рис. 1.32)
fto — fii + ft2 + /о = /ci (1 — е +
+ /о2(1-е-'^) + /о, (1-50)
где /01 =0,3...0,5;/02 =0,4... 1,0; =
= 1...3 ч; т2 = 103... 104 ч.
Влияние температуры. При трении без
смазочного материала и частично гра-
ничной смазке сила трения Pf для
Рис. 1.33. Зависимость Р, от температуры 8 для резины из
НК (о) и для СКН-40 (б) при v =0,017 см/с
эластомеров с понижением температуры
линейно увеличивается до максимальной
при S = 8С + (10...20)°C (рис. 1.33), что
соответствует изменению величины
(1 — BT/lnr) в уравнении (1.47). От тем-
пературы также зависит величина
(1 — е_₽Рк/Е) в уравнении (1.47), поскольку
она влияет на модуль упругости Е.
Трение при граничной смазке в широ-
ком температурном диапазоне исследо-
вано недостаточно, однако известно, что
Pf увеличивается при уменьшении S.
При температурах от Эс + 20°С до 8С
сила трения резко уменьшается, что
объясняется уменьшением фактической
площади контакта вследствие увеличе-
ния модуля упругости при снижении
температуры. При дальнейшем пониже-
нии & Pf почти не меняется.
При жидкостной смазке влияние темпе-
ратуры проявляется в изменении вяз-
кости рабочей жидкости и контактного
давления уплотнения вследствие измене-
ния модуля упругости материала. Так
как вязкость р возрастает значительно,
коэффициент трения /ж ~ ц1/2 увели-
чивается.
Экспериментальные кривые зависи-
мости силы трения от температуры
при полужидкостной смазке имеют ми-
нимум в области температур от 0 до
—20 °C (рис. 1.34,6). Коэффициент тре-
ния/ (рис. 1.34, а) определяется слагаемы-
ми/ и/к, первое из которых [см. урав-
нение 1.48] уменьшается, а второе уве-
личивается с увеличением вязкости:
f = fr + /ж = Аг/Г2/31Г°-4|Г1/6 +
(1.51)
+ Axp~ll2v'!2p'12.
50
Общие вопросы уплотнительной техники
Рис. 1.34. Зависимости удельной силы трения
(б) и коэффициента трения (а) от температуры
для УПС в масле АМГ-10:
1 — D = 30 мм; р = 10 МПа; v = 0,04 м/с; 2 — D =
= 170 мм; р = 22 МПа
Трение пластмасс. Обычно темпера-
тура стеклования пластмасс 9С > 80 °C,
поэтому в большей части эксплуата-
ционного диапазона они находятся в
твердом агрегатном состоянии (см. под-
разд. 2.1). От эластомеров пластмассы
отличаются значительно большей твер-
достью и прочностью. Механизм трения
пластмасс в основном подобен меха-
низму трения металлов и согласно
теории Боудена и Тейбора обусловлен
срезом адгезионных мостиков связи пары
металл — полимер. Если сопротивление
срезу т, предел текучести ст, то
f = т/от « const при & — const. Однако
деформация металлов в области контак-
та носит чисто пластический характер,
а характер контактных деформаций
пластмасс имеет более сложную природу.
При малом контактном давлении де-
формации упругие, при увеличении дав-
ления они имеют промежуточный харак-
тер, постепенно приближаясь к пласти-
ческим. Фактическая площадь контакта
Хф формируется в результате вынуж-
денно-эластической деформации. Вслед-
ствие зависимости характера контакт-
ной деформации и Хф от давлений р
и рк с увеличением р /ф уменьшается
(рис. 1.35). Зависимость f от 9 выражена
относительно слабо (см. часть кривой
при 9 < 9С на рис. 2.33, а), хотя кривые
Ру (9) обычно имеют небольшой мак-
симум.
Рис. 1.35. Экспериментальные зависимости
коэффициента трения фторопласта от давле-
ния при различных скоростях скольжения:
I — 3 — v = 0,1.. .0,2 м/с; 4 — при страгивании
При малом р коэффициент трения
для поливинилхлорида 0,4—0,5; поли-
стирола 0,4—0,5; полиметилметакрилата
0,4 —0,5; полиэтилена 0,6 —0,8; фторо-
пласта-4 0,05 — 0,1.
Фторопласт-4 имеет наилучшие анти-
фрикционные свойства при трении без
смазочного материала, однако вследст-
вие плохой теплопроводности при высо-
ких скоростях коэффициент трения уве-
личивается приблизительно до 0,3. Чтобы
устранить этот недостаток, в материалы
на основе фторопласта вводят напол-
нители (см. подразд. 2.4).
Трение уплотнений с защитным коль-
цом н уплотнений из фторопласта. Для
предотвращения выдавливания в зазор
уплотнений, работающих при высоком
давлении, их выполняют с защитным
кольцом (рис. 1.36, а), которое обычно
Рис. 1.36. УПС с защитным кольцом (а) и
из фторопласта (б)
Трение уплотнений из эластомеров и пластмнл
51
изготовляют из фторопласта. Этот
материал является линейным термо-
пластичным полимером. Коэффициент
трения, при нормальном давлении
равный 0,01—0,12, с повышением дав-
ления уменьшается (см. рис. 1.35). Кривая
зависимости коэффициента трения от
скорости при v < 0,3 м/с весьма поло-
гая (градиент dPj/dv мал), а коэффи-
циент начального трения практически
постоянен во времени. Характер трения
фторопласта подчиняется закономернос-
тям трения полимеров в застеклованном
или закристаллизованном состоянии (см.
зависимость Р/(&) на рис. 1.33, а при
& < Эс). Закон трения определяется фор-
мированием фактической площади кон-
такта, поэтому коэффициент трения
уменьшается при увеличении давления:
/ф = Лфр-2'3(г/г0)-1/6, (1.52)
где Аф = f0 ~ О,1го = 0,1 м/с; р > 0,5 МПа.
Силу трения, Н, для комбинирован-
ного уплотнения, состоящего из рези-
нового и защитного колец (см.
рис. 1.36, а), рассчитывают по формуле
Pf = + лО/2/фР, (1.53)
где D, It и 12 — диаметр и ширина
контактной поверхности колец; /! и/ф—
коэффициенты трения соответственно ре-
зины и фторопласта.
На поверхности защитного кольца
рк«р, так как его устанавливают
в канавку при монтаже без сжатия.
Работа уплотнения при высоком давле-
нии внешней среды рс = р2. Для совер-
шения полезной работы агрегата давле-
ние в полости нагнетания pt должно
быть больше р2 на Ар. Расчетная фор-
мула для удельной силы трения в этом
случае имеет вид
Ру = /1/1 (р2 + Ар + рко) +
+ А/ф(Р2 + Ар). (1-54)
Здесь коэффициенты трения /1 и /ф
рассчитывают соответственно для давле-
ний р2 + Ар + рко и р2 + Ар.
Влияние высокого давления внешней
среды р2 проявляется прежде всего в
уменьшении толщины смазочной пленки
вследствие уменьшения критерия ре-
жима G при переходе к режиму гранич-
ной смазки или трению без смазоч-
ного материала. Если физические свойст-
ва наружной среды существенно отличны
от свойств рабочей жидкости, коэффи-
циенты /1 и /ф могут отличаться от
рассмотренных ранее [см. уравнения
(1.48), (1.52)].
Резинотканевые материалы. У шеврон-
ных манжет и армированных колец
УПС, изготовленных из резинотканевых
материалов, прочность и работоспособ-
ность при высоком давлении р выше,
чем у резиновых. Вследствие структурно-
слоистого строения резинот каневые ма-
териалы отличаются анизотропностью и
специфичностью фрикционных свойств.
Армирующая ткань впитывает жидкий
смазочный материал, который всегда
участвует в процессе трения и снижает
коэффициент трения /. Зависимости
f — F(p, v, ц) исследованы мало, но по
данным некоторых работ [например, 71]
можно сделать следующие выводы: коэф-
фициент трения для резинотканевых ма-
териалов меньше, чем для эластомеров:
сила трения Ру уменьшается при уве-
личении риг (см. рис. 1.29); сила
трения Ру увеличивается, а средний
коэффициент /уменьшается при увеличе-
нии числа п манжет в комплекте УПС;
средний коэффициент/увеличивается при
увеличении осевого поджатия рко манжет.
В основном зависимости / (р) подоб-
ны зависимостям для эластомеров. Из
экспериментальных данных можно полу-
чить расчетную формулу, аналогичную
(1-54):
~Pf = Pf/frD) = У//,.р:„ =
= Fj'nHp + Рко),
1 "
где / = —£/f; / — ширина рабочей
кромки манжеты; £ — степень поджатия;
гп1 — высота пакета; рК1 — контактное
давление на г-й манжете (в данной
формуле средний коэффициент трения /
неявно учитывает распределение рк вдоль
пакета). При монтаже рко ж 0,5... 1,0 МПа.
52
Общие вопросы уплотнительной техники
Средний коэффициент f для п = 3...6
определяют из формулы (1.48): / =
= folPolP)113 ~ fi (р)“2/3> rnefi к 0,2 при
р = 1 МПа:
р, МПа 1 2 5 10 15 Более 15
f . . . 0,2 0,125 0,07 0,05 0,03 Возможно
увеличение
до 0,07
Сочетанием конструктивных параметров
в отдельных УПС можно получить
f max ДО 1,5f.
1.5. Критерии оценки и классы
негерметичности
Критерии оценки герметичности гид-
ро- и пневмосистем, работающих при
избыточном давлении рабочей среды
или в условиях вакуума, различны. Они
зависят от целей и методов контроля.
Применяют следующие оценки герме-
тичности: качественную («герметично» —
«негерметично»); количественную (оп-
ределение утечки рабочей среды) и оценку
интенсивности утечки индикаторной
среды с помощью приборов — течеиска-
телей.
Качественную оценку герметичности
проводят после сборки гидро- и пневмо-
сйстем обычного назначения с целью
выявления мест утечки и устранения
дефектов. Она необходима также при
наблюдении за системой во время
эксплуатации и во всех случаях, когда
невозможен специальный контроль гер-
метичности. Требование «полной герме-
тичности» означает при этом отсут-
ствие в течение установленного времени
визуально видимых утечек или запаха
герметизируемой среды. После сборки
систему сначала подвергают опрес-
совке под давлением ртах, которое
обычно превышает номинальное рабочее
давление р„ в 1,25—1,5 раза, с целью
контроля прочности и выявления грубых
дефектов и мест утечки. Затем многие
гидросистемы подвергают пневмоиспы-
таниям, при которых систему заполняют
газообразной средой. Проникающая
способность у газов значительно выше,
чем у жидкостей, поскольку их вязкость
(см. табл. 1.4) на 2 — 3 порядка меньше
вязкости рабочих жидкостей (утечки
воздуха, например, в 10 раз превышают
утечки керосина и в 40 раз утечки воды).
Смена среды в гидросистеме — трудоем-
кая и дорогостоящая операция, поэтому
целесообразнее контролировать герме-
тичность системы, заполненной рабочей
жидкостью. Методы контроля герметич-
ности можно подразделить на гидравли-
ческие и пневматические; с использо-
ванием рабочей или контрольной среды.
В последнем случае смена сред в системе
неизбежна.
Наименьшие утечки, фиксируемые
методом контроля, называют чувстви-
тельностью контроля [39]. Чувстви-
тельность, Вт (м3 • Па/с), некоторых ме-
тодов, применяемых в промышленных
условиях:
Аквариума (вода—воздух) . . I0 6
Гелиевым течеискателем . . 10-9—10~п
Галоидным течеискателем . . 1(Г 7
Акустического............. 10-5
При выборе метода контроля следует
иметь в виду, что высокочувствитель-
ные специальные методы очень тру-
доемки и дороги, поэтому их применяют
только для особо ответственных систем.
Для обычных систем, изготовляемых
по хорошо отлаженной технологии, их
целесообразно применять при периоди-
ческих испытаниях.
Гидравлические системы. Визуальным
методом выявляют места возможной
утечки. Преимуществом метода является
то, что система заполнена рабочей жид-
костью, испытания совмещаются с опрес-
совкой и проверкой функционирования.
Недостаток метода — невозможность
контроля визуально недоступных мест
утечки, низкая чувствительность и
субъективность. Критерии оценки: об-
разование подтеков без каплепадения,
подтекания с каплеобразованием, ка-
пельные утечки. Соответствующий ди-
апазон утечек для масел и нефтепродук-
тов 0,025... 10 мм3/(м-с). Визуальный
метод контроля со сбором утечек на
фильтровальную бумагу несколько точ-
Критерии оценки и классы негерметичности
53
нее, чем просто визуальный. По площади
масляных пятен на бумаге дают грубую
количественную оценку утечек. Это один
из наиболее распространенных мето-
дов контроля уплотнений подвижных
соединений. Визуальный метод контроля
с применением окраски также позволяет
выявлять места возможной утечки.
Меловая краска хорошо выявляет под-
теки масла и легко удаляется после
проведения испытания. Некоторые со-
ставы для окраски меняют цвет в местах
утечки. Для окраски применяют также
составы, вступающие в химическую
реакцию с рабочей средой, проникающей
в местах утечки. Состав при контакте
с утечкой масла интенсивно вспучи-
вается. Визуалъно-каталиметрический
метод основан на химической реакции
вводимых в контрольную или рабочую
среду специальных веществ — катали-
заторов с компонентами окраски. Вслед-
ствие каталитического характера реак-
ции метод имеет повышенную чувстви-
тельность [Q ft 0,001 мм3/(м • с)]. Ви-
зуальный контроль паровыделения в
местах утечки перегретой рабочей жид-
кости применяют для контроля герме-
тичности высокотемпературных гидро-
систем сверхскоростных самолетов [105].
Нефтяная рабочая жидкость в местах
утечек из системы при высоком давлении
и 9 = 288 °C > Вв образует облачко пара.
Испытания проводят в специальных
помещениях с подключением гидроси-
стемы к высокотемпературной насосной
установке. Одновременно проверяют
функционирование гидросистемы.
Люминисцентный метод основан на
флюоресценции некоторых жидкостей
при облучении ультрафиолетовыми лу-
чами. При этом выполняют визуальный
осмотр мест возможной утечки. В ка-
честве контрольной среды используют
керосин.
Пневматические системы и пневмо-
испытания на герметичность. В системе
под давлением в результате утечек давле-
ние снижается. Измерение изменения
давления в системе при статических
условиях при строго постоянной темпе-
ратуре позволяет оценить суммарные
утечки в соответствии с уравнением (1.2).
Чувствительность метода 10-4 Вт.
Метод обмыливания мест возможной
утечки позволяет выявлять места дефек-
тов и ускоряет проведение контроля, од-
нако его можно применять для контроля
только визуально доступных мест. В
качестве покрытия применяют специаль-
ные составы с ПАВ (например, ПИГ-11,
ПИГ-2С), что позволяет повысить чув-
ствительность метода до 10“6 Вт. При
контроле методом вакуумирования кон-
тролируемый объект помещают в хоро-
шо герметизированную камеру, в кото-
рой поддерживается заданное разряже-
ние. О герметичности объекта судят по
интенсивности откачки из камеры.
При контроле методом аквариума
контролируемое изделие помещают в
прозрачную жидкость и следят за появ-
лением пузырьков контрольного (или
рабочего) газа в местах негерметич-
ности изделия. При использовании
воздуха и воды метод позволяет оце-
нивать утечки порядка 10"5 — 10“6 Вт.
При использовании водорода и спирта
чувствительность повышается до
5-10“8 Вт [29]. Если можно подсчи-
тать число пузырьков, утечки, см3/с,
оценивают по формуле Q = nd3n/6t, где
t — время измерения, с; и — число пузырь-
ков; d — диаметр пузырьков, см. Давле-
ние р указывают в паспорте испытания.
Метод аквариума с перегретой жид-
костью отличается повышенной чувст-
вительностью, обусловленной локаль-
ным кипением жидкости в местах утечки
газа. Эбуллоскопический метод аквариума
обеспечивает очень высокую чувстви-
тельность контроля утечек. Операция
контроля включает двухступенчатый
последовательный перегрев контроль-
ной и индикаторной жидкостей.
Методы аквариума наиболее удобны
и распространены для контроля мало-
габаритных изделий, а остальные рас-
смотренные методы — для крупногаба-
ритных изделий и систем.
Испытания с помощью специальных
контрольных сред и приборов — тече-
54
Общие вопросы уплотнительной техники
искателей. При контроле систем особо
ответственного назначения используют
приборы, регистрирующие весьма ма-
лую концентрацию индикаторных сред
в потоке утечки. Большинство течеиска-
телей регистрирует в месте дефекта
интенсивность (мощность) потока утечек
N = kQp, Вт (м3 Па/с). Нормы негерме-
тичности в указанных единицах трудно
сопоставить с нормами в единицах
расхода для гидравлических систем,
поэтому они обычно являются лишь
критериями приемных испытаний.
В течеискателе имеется преобразо-
ватель, вырабатывающий сигнал, зави-
сящий от состава и состояния анали-
зируемой индикаторной среды (пробного
газа). Масс-спектрометрические газоана-
лизаторы, например, способны регист-
рировать концентрацию индикаторных
сред порядка 10“ 3 %.
Для контроля применяют следующие
среды и течеискатели:
гелий, гелиево-воздушную или гелиево-
азотную смесь и гелиевые течеискатели
ПТИ-10. ПТИ-7, СТИ-11, МХ1104;
фреоны 12 и 22 в смеси газов и галоид-
ные течеискатели ГТИ-6, ГТИ-3;
воздух и акустические течеискатели
ТУЗ-2, ТУЗ-5М, АТ-1, АТ-2;
синтетические газы и течеискатели
с магниторазрядными датчиками.
Высокую точность обнаружения уте-
чек (до 10 14 Вт) обеспечивает метод
накопления, при котором утечки проб-
ного газа отводятся в специальную гер-
метичную камеру с течеискателем [14].
Чувствительность контроля гелиевым
течеискателем 107 — 10-13 Вт [28],
течеискателем с магниторазрядными
датчиками — 10'8 Вт.
Критерии подобия утечек. Общие для
уплотнений всех видов соотношения,
вытекающие из уравнений утечки, позво-
ляют распространять результаты иссле-
дований уплотнений какого-либо типо-
размера на уплотнения остальных видов.
Основное назначение критериальных
уравнений — анализ поведения уплот-
нения при изменении параметров экс-
плуатации (9, р, v, р) и размеров (В, /).
Поскольку утечки Q зависят от большого
числа факторов и индивидуальных осо-
бенностей каждого образца, описать их
универсальным уравнением Q = F (г, р,
р, ...) практически невозможно. Такие
уравнения приемлемы лишь для опре-
деления среднестатистических утечек,
характерных для уплотнений данного
вида.
В основных уравнениях утечки
(1.28) - (1.43) для УН, УВ и УПС выде-
лены эксплуатационные (ц, г, р) и кон-
структивные (В, I) параметры. Это по-
зволяет отразить характерные особен-
ности уплотнения в безразмерных функ-
циональных коэффициентах 'Р. Для УН
Т — функция формы микроканалов, для
УВ и УПС Т — функция формообразо-
вания зазоров при движении. Для диф-
фузионного проницания *Р — функция
свойств и состояния вещества. Таким
образом, функция *Р — наиболее универ-
сальная безразмерная характеристика
герметичности уплотнения.
Для УН из уравнений (1.18), (1.20) и
(1.36) следует пропорциональность Q пе-
риметру уплотнения В при одинаковых
Ар и р, т. е. для них применим критерий
удельной утечки Q = Qi В. В широком
диапазоне изменения размера В (до
2000 мм) необходимо учитывать влияние
погрешностей формы мест установки
уплотнений, вводя поправку (Bl Bq)"'.
Q = (Q/B)(B/Bof, (1.55)
где и = 1 для активных уплотнений
(эластомерных колец); п = 1,5 для про-
кладок и уплотнений периодического
действия (затворов, клапанов и венти-
лей).
Более грубое приближение дает учет
в уравнении (1.55) изменения вязкости р
и давления р по сравнению с базовыми
параметрами р0, ро-
В у Во / Р \Ро /
(1.56)
Уравнение (1.56) не учитывает свой-
ства самоуплотнения активных уплот-
нений (эластомерных колец), смазываю-
щей способности и коэффициента поверх-
Критерии оценки и классы негерметичности
55
ностного натяжения. Для активных
уплотнений при жидкой среде можно
считать, что Q не зависит от р (s ~ 0).
Удельные утечки могут быть объем-
ными Q, м3/(м-с) (утечки по периметру
В = 1 м за время t = 1_ с) и массовыми
Qm, кг/(м • с), причем Q,„ = pQ, где р -
плотность жидкости.
Сравнение утечек жидкостей и газов.
Объемные удельные утечки газов Q,
вследствие малой их вязкости значи-
тельно- превышают утечки жидкостей
б*: 2г/2ж»1Q .103. Кроме того,
бж ~ Р2 - Р1; бг ~ pl - Р1 И б> не зависит
от поверхностного натяжения. Установ-
ление эквивалента сравнения Qr и бж
через одинаковые микрозазоры всегда
вызывает затруднения. Массовые удель-
ные утечки бтж и б г различаются зна-
чительно меньше, так как плотность
большинства газов р2о находится в пре-
делах ОД • 10“4 (гелий) — 2,2 • 10“ 3 (про-
пан) г/см3. Так, для воздуха р20 =
= 1,29-10“3 г/см3, для пробных газов
р20 «10“3 г/см3. Отношения р/ц,
г-см“3-мПа“1-с“1, для жидкостей и
газов близки (для рабочих жидкостей
0,02... 1,0, для газов 0,05...0,1), поэтому
при прочих равных условиях удельные
массовые утечки для жидкостей и газов
также близки [бтж = Ю“6...2,5-10“5,
gr = 10“1О...10“4 г/(м • с)].
Кроме того, для большинства жид-
костей— р = 0,7. ..1,2 г/см3, поэтому
бтж « бж- Следовательно, при сравне-
нии удельных утечек можно применять
единую шкалу для Qx, мм3/(м с) и Qr,
мг/(м • с).
Диффузионная проницаемость [см.
уравнение (1.34)] пропорциональна пло-
щади мембраны_ S. Удельные объемная
Qs и массовая QmS проницаемости свя-
заны соотношением 6ms = P6s- Если
известно значение 6so при базовой темпе-
ратуре То (обычно То = 273 + 60 =
= 333 К), площади $0 и толщине 10
мембраны, то при Т, S, I [35]
- - S /0 иьт
где U — энергия активации, Дж/моль;
ДТ= Т- То, К.
Коэффициент диффузии для поли-
меров слабо зависит от давления [3,35],
поэтому последнее можно не учитывать
при определении удельного диффузион-
ного расхода жидкостей. Концентрация
газов пропорциональна давлению, по-
этому приведенный к нормальным усло-
виям объем газа, продиффундировавше-
го через мембрану за время t,
Vs — PApSt/l, (1.58)
где Р — газопроницаемость, м2/(с Па).
По степени возрастания газопрони-
цаемости материалы располагаются
в ряд: бумага, кожа, керамика, жидкости,
эластомеры, пластмассы, стекла, ме-
таллы.
Удельные утечки [см. уравнение (1.41)]
через УПС характеризуются объемом
V, отнесенным к площади штока
S = nDLn, контактировавшей с уплот-
нением за п двойных ходов. Если из-
вестны утечки Vo при ро, t'o, Ро, то утечки
при параметрах р, г, р рассчитывают по
формуле (1.43).
Классы негерметичности уплотнении.
Сравнительный анализ удельных утечек
через уплотнения различных групп
позволил систематизировать статисти-
ческие данные [35, 52] и на их основе
сделать следующие выводы.
Утечки в большой партии уплотнений
одного вида характеризуются некоторой
функцией распределения р (Q) со средним
значением бм и определенными преде-
лами отклонения (рис. 1.37, а). Удельные
утечки Q, Qs, V характеризуются анало-
гичными функциями- распределения и
значениями бм, бхм, Ум-
Сопоставление кривых распределения
утечек выявляет диапазоны утечек,
характерные для каждой группы уплот-
нений. Наименьшие утечки возникают
в уплотнениях с диффузионной прони-
цаемостью, наибольшие — в щелевых
уплотнениях. Средние для каждой
группы утечки бм образуют определен-
ную последовательность (рис. 1.37, б, в).
56
Общие вопросы уплотнительной техники
Рис. 1.37. Функции распределения утечек для различных уплотнений:
/—диафрагмовых; 2 — УН; 3 — эластомерных УПС; 4 — манжетных УВ; 5 — торцовых УВ; 6 — наби-
вочных УПС; 7 — УПС, щелевых компенсированных УВ; 8 — бесконтактных УВ и УПС
При этом утечки рассматривают в ха-
рактерном для каждого вида уплотнений
диапазоне скоростей и давлений.
Для уплотнений разных групп утечки
находятся в очень широких пределах
(рис. 1.37, в), поэтому шкала классов
негерметичности выбрана нелинейной
[35, 52] (по закону геометрической про-
грессии). Для бесконтактных уплотне-
ний кривые распределения р (Q) сим-
метричны. Для уплотнений остальных
групп характерны несимметричные кри-
вые р(С) с максимумом, смещенным к
нижнему пределу. Такая закономерность
является результатом стремления до-
биться при изготовлении продукции ми-
нимума утечек после монтажа и от-
ладки уплотнений. Изделия с утечками
свыше допускаемых при приемо-сда-
точных испытаниях бракуют и направ-
ляют на доработку.
Утечки через уплотнения во время
эксплуатации характеризуются опреде-
ленной нестабильностью (рис. 1.38),
возрастая в экстремальных режимах.
В процессе эксплуатации вследствие
старения, изнашивания и коррозии мате-
риала, деформации посадочных мест
утечки постепенно увеличиваются. Когда
они превышают допускаемые значения,
уплотнения заменяют. При рассмотре-
нии большого числа уплотнений слу-
чайные отклонения утечек также подчи-
няются определенной закономерности.
Обычно случайные максимальные откло-
нения утечек достигают значений утечек
следующего класса негерметичности.
Например, для эластомерных УН в
обычных условиях Q аО,0005...0,005
мм3/(м с), в режиме динамических
нагрузок Q к 0,005...0,05 (подтекание
Рис. 1.38. Утечки при длительной работе
трех торцовых уплотнений (D = 45 мм; пара
трения сталь — бронза; р = 0,05 МПа, масло
АУ, п = 1500 об/мин)
Критерии оценки и классы негерметичности
57
Классы негерметичности уплотнении и соответствующие нм удельные утечки
Таблица 1.8
Класс Удельная утечка Критерий качественной (визуальной) оценки Характерные типы уплотнений
Q, мм3/(м*с) К см?/м2 Qs, мм’/(м2с)
0-0 0-1 До 10-5 Св. 10-5 до 10“4 - До Ю~5 Св. 10~5 до 10~3 Абсолютная герметич- ность Металлические сильфоны, мембраны полимерные
1-1 1-2 » 10-4»510-4 » 5-10“4 » 5-10—3 До 10-3 в 10—3в5-10—3 в 5-10“3 в 5• 10“2 Слабый за- пах, визу- ально неви- димое отпо- тевание Мембраны рези- новые, рукава, УН эластомер- ные
2-1 2-2 в 510-3в 5-10—2 » 5-10“2 » 5-10“1 Св. 10-3 до 10-2 » 10~2 » 2-10"1 в 5-10“2 в 5-10-1 Подтекание без каплеоб- разования УН в тяжелых ре- жимах, эласто- мерные УПС и УВ
3-1 3 — 2 » 5-10“1 » 2,5 » 2,5 » 10 » 2-Ю-1 в 1 в 1 в 5 — Подтекание с каплеобра- зованием УПС в тяжелых режимах, УВ манжетные, торцовые, набивные
4—1 » 10 » 50 в 5 в 50 - Капельные утечки УВ торцовые, УПС и УВ на- бивочные, щелевые — компенсиро- ванные
4-2 »50 »5102 - Частые капли
5 6 в5102 » 10’ » 10’ - - Непрерыв- ные утечки УПС, УВ бесконтактные
Примечание. Для газовых сред вместо Q критерием является массовая удельная утечка
<2™, мг/(м с), вместо Qs - Q„, мг/(м2 • с).
без каплеобразования), при наличии мел-
ких рисок и грязи в канавках Q х
«0,5... 2,5 мм3/(м-с) (подтекание с кап-
леобразованием).
Для уплотнений различных групп в
соответствии с удельными утечками
Q, Qs и V установлены классы негерме-
тичности (табл. 1.8).
Количественная оценка утечек при
эксплуатации изделий, как правило,
затруднена или невозможна, поэтому
для каждого класса негерметичности
уплотнений для жидких сред установлен
также критерий качественной — визуаль-
ной оценки (см. табл. 1.8).
При оценке герметичности уплотне-
ний для газовых сред качественными
критериями являются массовые удель-
ные утечки Qm и QmS.
Нормы негерметичности. Для трубо-
проводной запорной арматуры (клапа-
нов, вентилей и т. п.) применяют уплот-
нения периодического действия, много-
кратно находящиеся в положениях
«закрыто — открыто». Для таких уплот-
нений характерно большое влияние на
58
Общие вопросы уплотнительной техники
Рис. 1.40. Кривые изменения утечек при
эксплуатации уплотнения
Рис. 1.39. Допускаемые утечки воздуха (а)
и воды (б) для трубопроводной арматуры
по ГОСТ 9544 — 75 (для D, < 100 мм—
сплошные линии, для D, > 100 мм — штри-
ховые линии)
герметичность погрешности формы
седла и клапана, чаще всего изготов-
ляемых из металла. Допускаемые утечки
Q, см3/мин, устанавливает ГОСТ
9544 — 75 в зависимости от условного
диаметра Dy, мм, трубопровода:
для воздуха Q = KnDy12 (р + 2);
для воды Q = KmDy12,
где К — коэффициент, зависящий от сте-
пени опасности утечек среды; и =
= 7,5 10“4, т = 510“5 для вентилей;
и = 2,6-10“3, т = 1,6-10“4 для осталь-
ной арматуры. ГОСТ 9544—75 рекомен-
дует три класса негерметичности: I —
арматура взрывоопасных и токсичных
сред (К = 1); II — арматура пожароопас-
ных сред (К =2); III - арматура для
остальных сред (К = 10).
Нормы Q заданы табличным способом
для Dy = 3...400 мм для вентилей и Dy =
= 3...2000 мм для остальной арматуры;
для газов р = 0,1...20 МПа. Примеры
допускаемых утечек воздуха для венти-
лей класса I показаны на рис. 1.39, а; уте-
чек воды для вентилей разных классов
(I — III) — на рис. 1.39,6.
Норма класса I по ГОСТ 9544—75 для
воды соответствует примерно классу
3—1 (см. табл. 1.8), а зависимости Q(p)
и Q (D) — уравнению (1.56) при и = 1,5
И S « 1.
Нормы негерметичности для УВ. Для
манжет согласно ГОСТ 8752 — 79 утечки
находятся в пределах классов от 2—1 до
3—1 (см. табл. 1.8). Такие же нормы уста-
новлены для уплотнений валов боль-
шинства гидромашин, например, для
насосов и гидромоторов (ГОСТ 13823 —
78).
Нормы негерметичности УПС. Для ре-
зиновых манжет гидравлических уст-
ройств обычнорегламентируют предель-
ные значения Итах, см3/м2 [см. рис. 1.40
и уравнения (1.42) — (1.43)] после нара-
ботки км. ГОСТ 14896 — 84 уста-
навливает в конце ресурса удельные
утечки Гтах = 0,2 _см3/м2. Начальные
удельные утечки Го не регламентиро-
ваны и обычно находятся в пределах
классов 2—1...2 —2 (см. табл. 1.8).
Для резинотканевых шевронных ман-
жет ГОСТ 22704—77 устанавливает в
конце ресурса удельные утечки Гтах =
= 0,5 см3/м2 (в процессе работы прихо-
дится периодически подтягивать нажим-
ную буксу).
Для УПС с фторопластовыми коль-
цами и гофрированной пружиной
ГОСТ 23817 — 79 устанавливает Q —
= 50 см3/мин при Др = 21 МПа и
D — 100 мм. Соответствующие удель-
ные утечки при Др = 1 МПа Q =
= 125 мм3/(м с) характерны для класса
4—2. Такие УПС можно применять
только для внутренних полостей.
Для металлических разрезных колец
гидросистем станков согласно ОСТ
2 А54-1 — 72 установлена предельная утеч-
ка Q = 500 мм3/(м • с), что соответствует
классу 4—2 при Др = 1 МПа. Их приме-
няют для герметизации внутренних
полостей цилиндров.
Критерии оценки и классы негерметичности
59
Пример I. Определить диффузионные по-
тери через диафрагму (см. рис. 1.6) площадью
S = 100 см2 и толщиной I = 0,2 см, отделяю-
щую полость с маслом от атмосферы. Время
ti и температура 9,: ti = 5 лет при 9j = 20 °C;
t2 = 1000 ч при 92 = 60 °C; £з = 100 ч при Э3 =
= 90 °C.
Для расчета используем формулу Qs = DS/1,
в которой коэффициент диффузии £>20 =
= 10“10 см2/с. По формуле (1.57) находим
D6O = 12-1O-10 и D90 =40- 1О-10 см2/с.
Подставив значения D, S и I, получим объем
утечки V\, V2, V3 за время соответственно
ti = 15,8 • 107 с, t2 = 3,6-106 с; t3 = 3,6-105 с
по формуле
ц = (Ю-10• 102/0,2) 15,8 107 = 7,8 см3;
Иг = (12 • 10~10 • 102/0,2) 3,6 • 106 = 2,2 см3;
V3 = (40 • IO'10 • 102/0,2) 3,6 • 105 = 0,7 см3.
Общие потери жидкости за 5 лет эксплуа-
тации V— 10,7 см3.
Пример 2. Определить объем утечек через
уплотнение штока. В качестве уплотнения
использовано резиновое кольцо с протек-
тором (см. рис. 1.36), периметр которого
В = kD = 0,1 м. Ход штока L = 0,1 м, скорость
скольжения it = 0,05 м/с, давление р =
= 10 МПа, вязкость масла щ = 22 мПа • с.
При нормальной температуре утечки соот-
ветствуют классу 2—2 (см. табл. 1.8): И20 =
= 0,05 см3/м2.
Определим объем утечек за один (И) и
104 (Р) двойных ходов при температуре
20 °C:
Vi = 0,5лПЬИ= 0,5 • 0,1 • 0,1 • 0,05 =
= 2,5 • 10“4 см3; И = Vi • 104 = 2,5 см3.
Объем утечек при температуре —20 °C и
скоростях скольжения it = 0,05 м/с и г2 =
= 0,5 м/с вычислим по формулам (1.41) — (1.43).
При изменении ц и v в уравнениях меняется
только член р'цлъ поэтому для Ц-2о =
= 130 мПа-с:
при it = 0,05 м/с
V-20
v l/p-iofi 7<- 1/130-0,05
|/ р20Г1 у 22-0,05
= 6,1 см3;
при v2 = 0,5 м/с
V-2o =
v 1 /p-2oc2 7 <-1 /130-0,5
г 20 1/ ------ “ ДР /---------
|/ Р2оГ1 |/ 22-0,05
= 19,1 см3.
Пример 3. Определить вероятные утечкн Q
в партии манжетных уплотнений УВ для
вала диаметром D = 75 мм: в начале экс-
плуатации (со = 150 с*1; р = 0,1 МПа; масло)
при 9 = 20...50°C и 9 = —40°C. Найти утеч-
ки, при которых уплотнения подлежат замене.
Выбираем среднестатистические нормы
удельных утечек в соответствии с табл. 1.8 —
класс 2 — 2: Q 0,5 мм3/(м • с). При D = 75 мм
В = = тг • 0,075 = 0,235 м. Тогда Q $ BQ =
= 0,117 мм3/с, или 0,42 см3/ч. Для нового
изделия назначаем допускаемые утечки
Q — 0,5 см3/ч.
При предельно низкой температуре (9 =
= —40 °C) полагаем Q по нормам следую-
щего класса 3—1, учитывая тяжелые условия
работы резины при запуске УВ: Q
sg 2,5 мм3/(м • с). Следовательно, Q $ 2,1 см3/ч.
Замену УВ планируем_при увеличении Q
до норм класса 3—2: Q = 10 мм3/(м-с) —
капельные утечки; Q = 8,4 см3/ч.
Комплексные критерии качества уплот-
нений [35, 52, 100]. Для объективного
сравнения эксплуатационных преиму-
ществ уплотнений различных групп необ-
ходимы критерии, оценивающие ком-
плекс качественных показателей. Важней-
шими из них являются: герметичность
(Q для УВ и УН, V для УПС), наработка
(1, ч, для УВ; L, км, для УПС), диапазон
рабочих температур А9 = 9] — 92 (для
УН вместо наработки берут срок
эксплуатации в годах).
По аналогии с парами трения для
уплотнений подвижных соединений
применяют следующие критерии:
условная удельная мощность на уплот-
няющем элементе N = pv, Вт/м2;
условная удельная работа до предель-
ного износа уплотнителя А — 3,6 Nt (для
У В) или А = pL (для УПС), Дж/м2;
удельные мощность потерь Nf = fN,
Вт/м2, и работа А/ = fA, Дж/м2.
Требование высокой герметичности
находится в противоречии с требованием
наибольшей наработки уплотнения. Ре-
сурс высокогерметичных уплотнений
обычно ниже вследствие более интенсив-
ного изнашивания и трения. Для одно-
временного учета^эсновных показателей
Q, А, А9 (или V, А, А9) предложен ком-
плексный критерий — наработка на еди-
ницу утечки [35, 52, 100], достаточно
60
Общие вопросы уплотнительной техники
Таблица 1.9
Режимы эксплуатации и критерии сравнения для уплотнений различных групп
Тип Уплотнения Режим Среда Нара- ботка t, ч (£, км) Класс негерме- тично- сти е, мм3/(м • с) (К см3/м2) А, Дж/мм2 Л II W 05 (О|| Ьм
и, м/с Др, МПа
УВ Торцовые ме- ханические 2,5 2,5 2,5 0,05 0,3 0,3 Масло Стирол Пер- хлор- винил 15000 7200 7200 3-1 3-2 4-1 2,5 10 50 6,7- 106 2- IO’ 2- 107 107 7- 106 1,5- 106
УВ Манжета зиновая ре- 10 5 5 0,05 0,01 0,01 1000 2500 2500 3-1 2-2 3-1 2,5 0,5 2,5 1,8- 106 4,5- 105 4,5- 105 2,6- 106 3,2- 10® 6,5- 105
УПС Манжета ре- зиновая с цротектором 0,3 0,1 20 20 Масло (150) (500) 2-2 3-1 (0,1) (0,5) 3,6- 106 IO’ 1,1-108 7,2- 107
Манжета ше- вронная (ком- плект 4 шт.) 0,3 20 (1500) 3-2 (2,5) 3- 107 4,3- 107
УПС Манжета зиновая ре- 0,5 20 Масло (200) 3-1 (0,5) 4- 10« 3- 107
Кольца пор- шневые чу- гунные (комп- лект 4 шт.) 5,0 10 25000 4-2 500 4,5- 10» 3,2- 107
объективно отражающий совершенство
подвижных уплотнений:
AS CdA(m) ~ AS VAW
с“ 100 J Q{m} 1оо/^е(Ч’
О _ I °
-^Утгт' °'59'
100 / { 1(ш);
>
где AS/100 — отношение, характеризую-
щее температурный диапазон работо-
способности уплотнения; А (т). Q (т) —
текущие значения показателей; т =
= t/tmii для УВ, т = L/Lmax для УПС
(fmax, Cmax — предельная наработка).
Увеличение утечек (рис. 1.40) от началь-
ного значения Qo (Ио) до максималь-
ного Qmax (Ипах) по мере относительной
наработки т для качественно изготов-
ленного уплотнения подчиняется степен-
ной зависимости
ё = Qo + Дё^л;
V= Vo + АУт"
(1.60)
На кривых Q(m) или И(т) можно выде-
лить два участка (соответственно две
стадии работы уплотнения):
I — нормальное малоинтенсивное из-
нашивание и-Незначительное увеличение
утечек (Q; « Qo, h « Ki);
_ II — интенсивное увеличение утечек до
Стах (ИдоFmax), при котором_уплотнение
подлежит замене (значения Qmax для УВ
и Итах для УПС регламентированы
стандартами на уплотнения).
При неблагоприятных условиях экс-
плуатации (при нарушении режимов
смазки) в уравнении (1.60) и « 3 и т х 0,5;
при благоприятных условиях (жидкост-
ная смазка) и > 6 и m «0,7... 0,8. После
упрощений уравнения (1.59) соответст-
венно для УВ и УПС принимают вид
Полимеры
61
AS Л AS А
с = к loo 0; С = АТ(Ю г-’ ’
Vmax rmax
где к — коэффициент интенсивности уве-
личения утечек за время tmax(Lmax).
Значения критерия с при среднестати-
стических показателях режима (у, р),
наработке tmax(Lmax) и удельной утечке
Qmax (Ипах) даны в табл. 1.9.
Для приближенной оценки критерия
с коэффициент к = mA/Q0 + (1 — т) А/
IQmm где для работа! уплотнения на ста-
дии I принимают Qo (или Уо) по классу
2—2, т = 0,5. ..0,8 (при m = 2/3 к = 3,6).
Глава 2
МАТЕРИАЛЫ УПЛОТНЕНИЙ И
ГИДРОСИСТЕМ ОБЩЕГО НАЗНАЧЕНИЯ
РАБОЧИЕ ЖИДКОСТИ
2.1. Полимерные уплотнительные
материалы. Определения, основные
физико-механические свойства
Полимерами называют высокомолеку-
лярные соединения, в которых регулярно
чередуются большое число атомных
группировок, соединенных химическими
связями в полимерную цепь — макро-
молекулу. Исходное вещество называют
мономером, многократно повторяю-
щиеся в цепи группировки R и Р — со-
ставными звеньями; число и звеньев в
цепи — степенью полимеризации; груп-
пы, находящиеся на конце цепи, — кон-
цевыми группами. Молекулярная масса
полимера М равна произведению моле-
кулярной массы MR звена на степень
полимеризации п: М = пМк.
Название полимеров обычно состоит
из названия мономера с приставкой
«поли» (например, продукт полимери-
зации этилена - полиэтилен [—СН2—
—СН2—]„). Структурные формулы не-
которых звеньев полимеров даны в
табл. 2.1.
Механические свойства полимерных
материалов обусловлены строением их
макромолекул и характером межмолеку-
лярных связей. По структуре макромо-
лекул полимеры подразделяют на сле-
дующие основные классы.
Линейные полимеры имеют простое
цепное строение (рис. 2.1, а).
Разветвленные полимеры представ-
ляют собой длинную главную цепь с
боковыми ответвлениями (рис. 2.1,6).
Сетчатые (сшитые) полимерные ма-
Рис. 2.1. Строение полимеров:
а — линейные; б — разветвленные; в — сетчатые; г — блок-сополимеры: д — привитые сополимеры
62
Материалы уплотнений и рабочие жидкости гидросистем
Таблица 2.1
Наименование и строение звеньев полимеров по ГОСТ 24888—81
Наименование Строение звена Наименование Строение звена
полное краткое полное краткое
Полиэтилен ПЭ —сн2—сн2— Политетрафтор- этилен ПТФЭ F F 1 1 -С-С- 1 1 F F
Полипропилен ПП —сн2—сн— сн, Политрифтор- хлорэтилен ПТФХЭ F F 1 1 -с-с- 1 1 F С1
Полистирол ПС —сн2—сн— с6н5 Полиметилме- такрилат ПММА сн, 1 -сн2-с- 1 соо-сн
Поливинилхло- рид пвх —CH2—СН— C1 Полиамид ПА —N—с— 1 II Н О
Поливинилаце- тат ПВАЦ -сн2-сн- о 1 О=с—СН3 Полиимид ПИ 1 -с-с=о 1 > N- -с-С=о 1
П олиакрилонит- рил ПАКН —сн2—сн— CN Полиуретан ПУР —N— С—О— 1 II н о
Поливинилиден- фторид ПВДФ F -сн„-с- 1 F Полиформаль- дегид ПФ —сн2—о—
териалы построены из длинных цепей,
соединенных поперечными химическими
связями в единую пространственную
структуру (рис. 2.1, в). Наиболее харак-
терным примером сетчатых полимерных
материалов являются эластомеры —
вулканизованные каучуки, основа резин.
Молекулы поперечно сшитых полимер-
ных материалов не могут неограниченно
перемещаться одна относительно дру-
гой, поэтому применительно к ним
понятие макромолекулы теряет смысл.
Сополимерами называют продукты
полимеризации двух или нескольких
видов исходных мономеров, образую-
щих линейные или разветвленные мак-
ромолекулы. Линейные сополимеры,
в которых звенья каждого мономера
располагаются достаточно длинными
блоками (рис. 2.1, г) называют регу-
Полимеры
63
лярными блок-сополимерами. Нерегуляр-
ными линейными сополимерами называют
полимеры, в которых звенья R, Р беспо-
рядочно расположены в цепи макро-
молекулы. Разветвленные сополимеры,
главная цепь которых состоит из одних
звеньев (R), а боковые ответвления —
из других (Р), называют привитыми
сополимерами (рис. 2.1, д). Сочетанием
положительных свойств отдельных
компонентов блок-сополимеров и приви-
тых сополимеров могут быть получены
новые ценные свойства (например, уда-
ропрочность в сочетании с прозрач-
ностью).
Мономерные звенья могут чередо-
ваться в макромолекуле упорядоченно
или неупорядоченно, что существенно
влияет на свойства полимера. Боль-
шинство полимеров построено из несим-
метричных мономерных группировок,
в которых в зависимости от располо-
жения атомных группировок выделяют
«голову» и «хвост». В регулярных поли-
мерах наблюдается монотонное чередо-
вание звеньев, соединенных по типу
либо «голова к хвосту», либо «голова к
голове» с обозначением цифрами поло-
жения групп атомов. Например, тип
соединения звеньев
х
—СН2—С СН СН2—
12 3 4
х
—СН2- С СИ сн2—
12 3 4
называют «голова к хвосту, положение
1.4». Тип соединения
х
I
—СН2—СН С СН2—
4 3 2 1
х
СН2 С СН сн2
12 3 4
называют «голова к голове, положение
1.1».
Физические состояния полимеров. В за-
висимости от температуры и механи-
ческих воздействий полимеры могут
находиться в жидком или твердом агре-
гатном состоянии, аморфном или кри-
сталлическом фазовом состоянии. Су-
ществует структурное и термодинамиче-
ское понятие фазы. С точки зрения
структуры фазы различаются порядком
во взаимном расположении молекул,
от которого зависит энергия межмоле-
кулярного взаимодействия и подвиж-
ность элементов структуры. В жидком
фазовом состоянии (см. подразд. 1.2)
находятся жидкости и аморфные (стекло-
образные) твердые тела. Для них харак-
терно упорядоченное расположение
частиц на расстояниях, соизмеримых с
размерами молекул (о такой структуре
говорят: «имеет ближний порядок»).
Для кристаллического состояния полиме-
ров характерно наличие дальнего поряд-
ка в расположении их макромолекул.
Структуру стеклообразных полимеров
рассматривают как переохлажденное
структурно-жидкое состояние. Оно тер-
модинамически не стабильно, но прак-
тически вполне устойчиво. Некоторые
полимеры отличаются способностью
перехода из этого состояния в частично
кристаллическое со смешанной струк-
турой.
В термодинамике фазой называют
совокупность изолированных поверх-
ностью раздела гомогенных частей
гетерогенной системы, каждая из кото-
рых имеет определенные термодинами-
ческие свойства. Переходы из одного
фазового состояния в другое связаны с
изменением взаимного расположения
молекул и термодинамических свойств
вещества.
Важнейшей характеристикой полиме-
ров являются деформационные свойства,
по которым их состояние подразделяют
на вязкотекучее, высокоэластическое и
аморфное (стеклообразное).
Примеры застеклованных полимеров
(термопластов): полиметилметакрилат
64
Материалы уплотнений и рабочие жидкости гидросистем
(ПММА), полистирол (ПС), ударопроч-
ный полистирол, полиимид (ПИ), поли-
винилхлорид (ПВХ).
Примеры частично кристаллических
полимеров (термопластов): полиэтилен
(ПЭ), полипропилен (ПП), полиамиды
(ПА), полиформальдегид, политетра-
фторэтилен (ПТФЭ).
Пример термореактивных высоко-
эластичных полимерных материалов:
вулканизованные каучуки — эластомеры,
композиции на основе смол.
Границы между физическими состоя-
ниями (9, р) называют фазовыми пере-
ходами. Температура стеклования 9С
характеризует переход от стеклообраз-
ного состояния к высокоэластическому,
температура плавления Эпл — от кристал-
лического к вязкотекучему (расплаву),
температура кристаллизации 9кр — от
расплава к частично кристаллическому,
температура текучести Эт — от высоко-
эластического к вязкотекучему. Темпе-
ратуры фазовых переходов зависят от
давления и характера нагрузок.
Полимерные материалы. Полимеры
используют в производстве пластмасс,
эластомеров, клеев, волокон. Пластмас-
сой называют материал на основе по-
лимера, способный формоваться (в вяз-
котекучем или высокоэластическом со-
стоянии) и затем сохранять при эксплуа-
тации приданную форму. Часто пласт-
массы являются композицией поли-
мера с ингредиентами — добавками, ко-
торые вводят в композицию для при-
дания материалу требуемых свойств и
облегчения переработки. В условиях
эксплуатации пластмассы находятся в
стеклообразном или частично-кристал-
лическом состоянии и имеют свойства
твердых тел.
Термореактивные полимерные мате-
риалы (реактопласты) образуют прост-
ранственные сетки за счет поперечных
химических связей между соседними
макромолекулами. Эти связи могут быть
образованы непосредственно между ато-
мами соседних макромолекул или с по-
мощью различных соединений, спе-
циально вводимых в систему. В резино-
вой промышленности реакции структу-
рирования («сшивания») называют вул-
канизацией, а вводимые в систему вещест-
ва — вулканизующими агентами. В про-
изводстве пластмасс применяют соответ-
ственно термины отверждение и отверди-
тели. Такие реакции могут протекать при
нагревании или при действии ионизирую-
щих излучений. Кроме эластомеров к
термореактивным полимерным мате-
риалам относят, например, композицион-
ные материалы — смолы.
Термопласты — полимеры и мате-
риалы на их основе, которые пластифи-
цируются при нагревании (что позволяет
выполнять прессование, иногда сварку)
и восстанавливают начальные свойства
при охлаждении ниже температуры
плавления. Свойства термопластов
имеют аморфные (например, полисти-
рол) и частично кристаллические (напри-
мер, полиэтилен) полимеры.
Механические характеристики. Для
конструкционных материалов в первую
очередь необходима информация об их
деформационных свойствах. Основные
технологические и эксплуатационные
свойства полимеров в широком темпе-
ратурном интервале оценивают мето-
дом термомеханических кривых, предло-
женным А. П. Александровым и Ю. С. Ла-
зуркиным для периодических деформа-
ций (1939 г.), В. А. Каргиным и Т. И. Со-
головой для статических деформаций
(1949 г.). На рис. 2.2 приведены термо-
Рис. 2.2. Термомеханические кривые для по-
лимеров:
I — эластомеров; 2 — аморфных линейных; 3 —
кристаллизующихся
Полимеры
65
механические кривые — зависимости от-
носительной деформации е от темпера-
туры 9. При 9 < 9свсе полимеры находят-
ся в стеклообразном или частично кри-
сталлическом состоянии и деформируют-
ся аналогично обычным твердым телам.
При 9 меньше температуры хрупко-
сти 9хр полимеры подобны хрупким
металлам и стеклам. Переход в область
высокоэластичности при 9 > 9С сопро-
вождается уменьшением модуля на два —
три порядка, увеличением температур-
ного коэффициента линейного расши-
рения а и изменением других теплофи-
зических параметров (х, с, X). Высоко-
эластические деформации (евл » еу)
имеют явно выраженный релаксацион-
ный характер. Температура стеклова-
ния пластмасс 9С? обычно выше 80 °C,
поэтому в большей части эксплуатацион-
ного диапазона они находятся в стекло-
образном состоянии (кривая 2) и лишь
при повышенных температурах (9 =
= 100... 150 °C) становятся сначала высо-
коэластичными, затем (9 > 9Т) вязкоте-
кучими. Кристаллизующиеся полимеры
(кривая 3) при 9 < 9дл находятся в струк-
турно и агрегатно твердом состояниях,
однако вследствие наличия в них неко-
торой доли аморфного вещества на
кривой 3 заметна область 9сз допол-
нительного повышения жесткости.
Для аморфных полимеров и эласто-
меров характерно практически одина-
ковое деформационное поведение при
нагревании и охлаждении. Фазовые
переходы кристаллизующихся полимеров
при нагревании (9„л) и охлаждении (9кр)
происходят при различных температу-
рах. В зависимости от скорости охлаж-
дения они могут кристаллизоваться при
9кр < 9„л, а при быстром охлаждении
перейти из вязкотекучего состояния в
стеклообразное (кривая 3').
Эластомеры практически во всем
диапазоне эксплуатационных температур
(—50...+120°C) находятся в высоко-
эластическом состоянии (кривая 1),
так как их температура стеклования
9С =—25...—70°C (для разных типов).
Термохимическое разложение эластоме-
Рис. 2.3. Температурные зависимости моду-
ля упругости полиуретанов с различной тем-
пературой стеклования:
1 - 9С1 = -15 °C; 2 - Sc2 = -45 °C
ров наступает при температуре 92 =
= 150...300°C, которая меньше темпе-
ратуры 9Т. На рис. 2.3 показаны кривые
изменения модуля высокоэластичности
эластомеров (полиуретанов) в широком
диапазоне температур.
Следует заметить, что температуры
9лл, 9кр и 9С, соответствующие фазовым
переходам полимеров, являются усред-
ненными, поскольку кроме температуры
на фазовые переходы влияют давление
и характер нагружения.
Механические характеристики кристал-
лизующихся и аморфных полимеров.
При малых напряжениях и и деформа-
циях е структура этих полимеров не
изменяется и деформационные свойства
аналогичны свойствам обычных твердых
тел. При больших напряжениях в поли-
мерах происходят качественно новые
явления — вынужденно-эластическая де-
формация и разрушение. Если о > ов
(ов — предел вынужденной эластичности),
в структуре полимера происходит рек-
ристаллизация с образованием ориенти-
рованных в направлении деформации
кристаллов. Вынужденная эластичность
(другие термины — холодное течение,
псевдотекучесть) проявляется у кристал-
лических полимеров при 9 < 9ПЛ, у аморф-
ных при 9 < 9С и характеризуется обрати-
мостью вынужденных больших дефор-
маций. Все основные механические ха-
рактеристики твердых полимеров име-
ют релаксационную природу. Зависи-
мость е = о/Е (при и < ов) для полиме-
ров отличается существенным измене-
3 Под ред. А. И. Голубева и Л. А. Кондакова
66
Материалы уплотнений и рабочие жидкости гидросистем
Рис. 2.4. Зависимость напряжения от дефор-
мации при одноосном растяжении полиме-
ров:
1 — кристаллического; 2 — аморфного
Рис. 2.6. Зависимости напряжения от дефор-
мации при разных скоростях деформирова-
ния ё = te/dt винипласта
нием модуля Е при изменении скорости
деформирования ё = ds/dt, температуры
9 и гидростатического давления ро-
Этот модуль называют эффективным.
На рис. 2.4 показаны диаграммы о(е)
одноосного растяжения с постоянной
скоростью при 9хр < 9 < 9С для кристал-
лических и застеклованных аморфных
полимеров. Кривым О At и 0А2 при
а < ов соответствует обратимая упру-
гая деформация ev = о/£. Горизонталь-
ному участку, кривой 1, соответствует
возникновение на образце местного су-
жения — «шейки», постепенно распрост-
раняющейся на всю длину образца.
Кривая 2 имеет экстремум (авг), соответ-
ствующий развитию в образце вынуж-
денной эластичности, причем участок
В2С2 отражает формирование шейки,
C2D2 — распространению ее на всю длину
образца, D2F2 — деформации образца
уменьшенного сечения.
Зависимость ов(9) показана на рис. 2.5.
Модуль Е увеличивается с увеличе-
нием скорости деформирования (рис. 2.6)
и уменьшается с повышением темпера-
туры (рис. 2.3 и 2.7).
Рис. 2.5. Температурная зависимость напря-
жения для полимеров
Реологические и прочностные свойства
полимеров существенно зависят от
гидростатического давления р0, поэтому
их характеристики даже при простом
растяжении отличаются от характе-
ристик при простом сжатии.
Для застеклованных и частично кри-
сталлических полимеров Е = 0,5...9 ГПа,
коэффициент Пуассона ц* да0,35 (по-
листирол); относительное удлинение при
разрыве г.г = 2...10% (полиметакрилат),
15 — 100% (полиэтилен низкого давле-
ния), 200— 400% (фторопласт-4).
Механическая прочность и долговеч-
ность. Разрушающее напряжение опре-
деляют обычно при разрыве образца.
Сопротивление разрыву зависит от про-
должительности действия нагрузки и
температуры, так как процесс разру-
шения — типичный активационный про-
цесс, происходящий во времени. Долго-
вечностью tp называют время от момента
Рис. 2.7. Температурные зависимости моду-
ля упругости Е и тангенса угла потерь tg8
для частично застеклованного кристалличе-
ского полимера
Полимеры
67
приложения нагрузки до момента раз-
рыва материала. Связь разрушающего
напряжения Ор, долговечности и абсо-
лютной температуры Т устанавливает
уравнение Журкова
17 — ус
tp = гое кт , (2.1)
где U — энергия активации; U — усг —
эффективный потенциальный барьер,
определяющий скорость разрушения
твердого полимера.
Уравнение (2.1) справедливо для боль-
шинства полимеров и твердых тел,
структура которых не меняется в про-
цессе деформирования. Однако поведе-
ние некоторых полимеров нельзя опи-
сать этим уравнением. Так, для резин
справедливо уравнение Бартенева (6.5).
Механизм высокоэластической дефор-
мации эластомеров. Высокоэластическое
состояние является промежуточным меж-
ду жидким (текучим) и стеклообраз-
ным, поэтому в комплексе механиче-
ских свойств эластомера можно обнару-
жить свойства жидкого и твердого тел.
Развитие высокоэластической дефор-
мации можно рассматривать как сово-
купность течения сегментов макромо-
лекул под влиянием внешних сил. С этой
точки зрения эластомеры близки к
жидкостям. Процесс перегруппировки
сопровождается преодолением внутрен-
него трения и, следовательно, рассеянием
энергии. Однако течение сегментов ог-
раничено связями и не является необра-
тимым. Это соответствует твердому
состоянию тела. Таким образом, при
высокоэластической деформации воз-
можность свободного перемещения
имеют только участки цепных макромо-
лекул и деформация протекает во вре-
мени. Этим объясняется релаксацион-
ный характер деформации — отставание
деформации евл от изменения внешней
нагрузки. После снятия внешней нагруз-
ки участки цепи макромолекул под
действием теплового движения возвра-
щаются в первоначальное, наиболее ве-
роятное состояние сильно свернутых
конформаций. Деформация эластомера
связана с уменьшением энтропии, а воз-
вращение в первоначальное положе-
ние — с увеличением ее. Следствием этих
закономерностей является зависимость
релаксации от температуры.
Релаксация буквально означает ослаб-
ление, но обычно под этим термином
понимают процесс установления стати-
стического равновесия в физической или
физико-химической системе. Скорость
установления равновесия связана с ве-
роятностью перехода системы из одного
состояния равновесия в другое. Вероят-
ность этого процесса подчиняется за-
кону Больцмана; величину, обратную
этой вероятности, называют временем
релаксации процесса
т = тоеи/кг (2.2)
где Т— абсолютная температура, К; т0 —
период колебания атомов, равный
10"13 с.
Время релаксации низкомолекуляр-
ных жидкостей (при Т> Тпл) мало
(IO-7... 1О"10 с); высокоэластичных ма-
териалов (Т» Тс) на несколько порядков
больше (10"4...10-6 с). При приближе-
нии температуры к Тс т^Ю"1 с [81].
При Т» Тс подвижность сегментов
велика, т мало и релаксация проявляет-
ся слабо. С понижением Т до Тс подвиж-
ность сегментов резко уменьшается, т
возрастает и деформации начинают от-
ставать от изменения внешней нагрузки.
На рис. 2.8 показана кривая изменения
во времени t высоты образца эластомера
от /о при приложении в начальный мо-
мент (Г = 0) постоянной нагрузки Р.
Рис. 2.8. Кривые изменения высоты образца
из эластомера при сжатии
3*
68
Материалы уплотнений и рабочие жидкости гидросистем
Сначала практически мгновенно проис-
ходит уменьшение /о до к вследствие
«быстрой» высокоэластической и незна-
чительной упругой деформации. Далее
до t = t2 развивается обычная высоко-
эластическая деформация и высота
образца уменьшается до /2. После сня-
тия нагрузки высота образца быстро
достигает значения 13 и затем медленно
увеличивается до I,. Если время вос-
становления достаточно, образец при-
нимает начальные размеры.
Релаксационные процессы описы-
ваются уравнением, члены которого
объединяют параметры с разным вре-
менем релаксации т,-. Относительная
деформация
и
- e-t/T|) + Вост,
(2.3)
е, = еу + о
где еу, Еост — упругая и остаточная состав-
ляющие деформации; о = P/S — напря-
жение, Па; Е( — модуль высокоэластич-
ности, Па.
Временная зависимость деформации
эластомера под постоянной нагрузкой
при различных температурах (рис. 2.9)
имеет экспоненциальный характер —
при большом t наступает равновесное
состояние (с,,, Е№). Связь равновес-
ных значений = ЕооКоо (где Ех —
равновесный модуль высокоэластич-
ности) аналогична закону Гука. Скорость
достижения равновесной высокоэласти-
ческой деформации зависит от темпе-
Рис. 2.9. Кривые изменения высокоэластиче-
ской деформации во времени при с = const
И
Рис. 2.10. Механические модели высоко-
эластической деформации
ратуры (в^ от & практически не зависит),
время тг описывается уравнением (2.2).
Характер деформации можно описать
с помощью механической модели, состоя-
щей из упругих элементов Еу, Еэ, аналога
вязкого трения элемента г) и аналога
старения элемента г|х (рис. 2.10, а).
Практически для описания процесса де-
формирования необходима модель из
двух-трех звеньев, но часто используют
однозвенную модель Кельвина — Фогта
(рис. 2.10, б), согласно которой т = г)/Еэ.
Релаксация напряжения (рис. 2.11).
Если образец полимера подвергнуть
очень быстрой деформации и зафикси-
ровать при е = const, то равновесное
напряжение будет меньше начального
о0 (соответственно модуль Ет > Е^,).
В результате перегруппировки звеньев
структуры полимера напряжение умень-
шается примерно в соответствии с урав-
нением о( = (о0 — Ооо) е + <ух, где т
можно определить по формуле (2.2) или
с помощью модели т — т)/£э. Релаксация
напряжений продолжается от несколь-
ких минут до нескольких часов.
Рис. 2.11. Кривые релаксации напряжений
(е = const)
Полимеры
69
Рис. 2.12. Температурные
зависимости высокоэлас-
тической деформации при
ti < t2 < t3 (в) и СП, >
> е>2 > о>з (6)
Структурное и механическое стекло-
вание, принцип временно-температурной
суперпозиции. Процесс перехода из высо-
коэластического состояния в твердое
(стеклообразное) при понижении темпе-
ратуры до 9С и отсутствии механических
воздействий называют структурным
стеклованием. Механическое стеклова-
ние происходит при 9 > 9С и высоких
частотах со (или малом времени 1, дефор-
мации), когда эластомер находится в
высокоэластическом (структурно-жид-
ком) состоянии. Деформация зависит
от соотношения между временем де-
формации 1 и временем релаксации т.
Молекулярная природа структурного
и механического стеклования едина и
заключается в потере кинетическими
единицами вещества подвижности при
относительно низких 9 или больших со.
При больших со в некоторой области
9 > 9С высокоэластическая деформация
не успевает развиться и механические
потери (кривая tg8 на рис. 2.7) дости-
гают максимума при температуре меха-
нического стеклования 9м.с- Как и при
структурном стекловании, при 9м.с мо-
дуль Е увеличивается примерно на два
порядка.
Таким образом, высокоэластическая
деформация развивается не при всех
9 > 9С, а лишь при 9 » 9М,С. Температура
механического стеклования 9М.С повы-
шается при уменьшении времени tt
действия силы или при увеличении
частоты со деформации. Кривые зависи-
мости е (9) при постоянном напряжении,
действующем в течение разного времени
ti > (г > 13 или с разной частотой
юз < со2 < со3, показаны на рис. 2.12.
Кривые деформации можно совмес-
тить, перемещая их вдоль оси лога-
рифма времени. Закон эквивалентности
А. П. Александрова и Ю. С. Лазуркина,
впоследствии развитый Ферри и др.,
получил название принципа темпера-
турно-временной суперпозиции. Метод
экстраполяции, позволяющий перехо-
дить от одного времени воздействия к
другому, основан на эквивалентности
температуры (90, 9) и времени (10, 1)
[9, 81]:
. , о( 1 1 \
Igto Igt ₽^273 + 9о 273 + 9/
(2.4)
где Р — постоянная; 9 — температура,
при которой деформация уменьшается
в 2 раза (9 < 90).
В методе приведения Ферри темпе-
ратурные зависимости механических
свойств описаны одной эмпирической
функцией щ, которая представляет
собой отношение времени релаксации
при 9 ко времени релаксации при тем-
пературе 9S, принятой за стандартную
[9, 81].
Комплексный модуль эластомеров
(рис. 2.13). В общем случае модуль
эластомеров определяется как комплекс-
ное отношение напряжения о к относи-
тельной деформации е: £* = ст/е. Он
зависит от частоты, амплитуды и тем-
пературы. Всякий периодический про-
цесс можно представить в виде суммы
синусоидальных процессов, происходя-
щих с разными частотами. При о =
— Сто sin = <^о sin 2л1/Т*
Е = Ео sin (<В1 — <р),
где Сто, Ео — амплитуды напряжений и
деформаций; <р — угол сдвига фаз между
ст и е (рис. 2.13, б). В стеклообразном
70
Материалы уплотнений и рабочие жидкости гидросистем
состоянии полимера ст и е совпадают
по фазе. Угол <р максимален в переход-
ной области, в которой период Т*
сравним с временем релаксации т. В
области 9 > 9С при каждом цикле дефор-
мации необратимо затрачивается работа,
характеризуемая площадью петли гисте-
реза (рис. 2.13, а); удельные потери энер-
гии за цикл W = de = 7гстоео sin <р.
Потери в единицу времени, или плот-
ность мощности потерь, Вт/м2:
N<p = W/T* = 0,5состо£о sin <р. (2.5)
Комплексный модуль Е* состоит из
вещественной части Е', характеризую-
щей упругость материала и мнимой
части Е", характеризующей внутреннее
трение:
Е- = Г + Е-; С = + Е^т’;
1 + (02Т2
(Еу + Ех)а>т
~ 1+®2т2 ’
Теплофизические свойства. Соотно-
шение между удельным объемом v (или
плотностью р), давлением р и темпера-
турой 9 устанавливают уравнения со-
стояния (1.1) — (1.4), в которые входят
функциональные температурные коэф-
фициенты объемного и линейного рас-
ширения а и аь модуль объемного сжа-
тия х или сжимаемость Р = 1/х. Значения
а, х, теплоемкости с, теплопроводности
X и других теплофизических параметров
необходимо знать во всем диапазоне
р и 9 работы материалов уплотнений.
Обычно известны только эксперимен-
тальные данные об этих параметрах при
нормальных условиях (р0,90), причем для
ограниченного числа материалов. При
описании принципиальных зависимостей
а, х,... от р и 9 для полимеров в вязкоте-
кучем, высокоэластическом и аморфном
состояниях в первом приближении мож-
но использовать модели физических
свойств жидкости (см. подразд. 1.2).
Все теплофизические свойства связаны с
молекулярной структурой и свободным
объемом Vy = F (р, 9) вещества. С повы-
шением р Vy уменьшается, поэтому сле-
дует ожидать увеличения х и уменьше-
ния а. Обратное влияние оказывает
температура. Большое гидростатическое
давление р влияет на температуры фазо-
вых переходов — стеклования 9С, плав-
ления 9пл, кристаллизации 9кр. С уве-
личением давления (рис. 2.14) темпе-
ратура 9С повышается, причем для эла-
стомеров d9c/dp « 0,17 °С/МПа; для
НК — 0,24; для полиизобутилена — 0,25;
для аморфных полимеров: 0,32 (ПС);
0,2 — 0,29 (ПММА); 0,11-0,13 (ПВХ) [3].
Изменение структуры материала при
переходе через точки 9С 9ПЛ, 9кр вызы-
Рис. 2.14. Зависимость температуры стекло-
вания 9С полимеров от давления
Полимеры
71
Рис. 2.15. Температурная зависимость коэф-
фициента объемного расширения каучука НК
вает ступенчатое изменение кривых
теплофизических параметров. Темпера-
турный коэффициент объемного расши-
рения а, °C-1, определяют [3] из урав-
нения Тейта (1.4):
Р Р ЛВ _
а = а°~'рГ (р + В)В19’ ( )
где ро, р — плотности в исходном и рабо-
чем режимах; В = Вое-в^ х Во — с9 —
функциональный коэффициент. В аморф-
ном состоянии для ПС Во = 334 МПа
и с =1,1 МПа/°С; для ПММА - 370
и 1,47; для ПВХ — 375 и 0,9; для ПЭВП —
476 и 2,3; для ПЭНП - 323 и 2,26 [3].
В области перехода (9С) к высокоэласти-
ческому состоянию Во резко умень-
шается до 150—200 МПа и соответствен-
но ступенчато возрастает а (рис. 2.15).
Температурный коэффициент линей-
ного расширения ае = а/3. Приближен-
ную оценку коэффициента а при р и S
по известному для начальных условий
а0(ро = 0,1 МПа; 90 = 20...50°C) выпол-
няют по формуле
а = аохо/х, (2.7)
где хо, х — модули объемного сжатия
соответственно при р0, 90 и р, 9.
Уравнение (2.7) можно применять в
пределах диапазона ДО между точками
фазовых переходов. При переходе поли-
мера из высокоэластического состояния
в аморфное или частично-кристалли-
ческое а резко уменьшается (см.
рис. 2.15). Кривые зависимостей а (9) и
а(р) для некоторых полимеров имеют
ступенчатые переходы, отражающие
частичные структурные изменения. В
Рис. 2.16. Зависимость относительного объ-
ема ДИ/Р от давления р при S = 20... 25 °C
(по опытам Бриджмена):
I — эластомеры; 2 — фторопласт
особенности это характерно для фторо-
пласта-4 (см. рис. 2.22).
Значения а-104, °C-1, при 9 =
= 20...50°C и р = 0,1 МПа: 1) при
9 > 9С для эластомеров на базе НК 5,3 —
6,6; хлоропрена 4 — 5,5; СКН 3,3 —5,3;
СКЭП 4-6; СКТ 5,3-9,3; СКФ 5,8;
2) при 9 < 9С для эластомеров на базе
НК 1,5; хлоропрена 1,65; СКЭП 1,2;
СКФ 2; 3) для эбонита 0,7; капрона
1 — 1,5; текстолита 0,3; фторопласта-4
при 20 °C 2,5; при 60-120 °C 1,2.
Сжимаемость Р = 1/х. В пределах
одного физического состояния изменение
относительного объема большинства
полимеров происходит монотонно
Д7
(рис. 2.16) и зависимость —р-(р) являет-
ся экспоненциальной. Ее можно описать
рядом линейных функций с модулями
Х( = х10 + mtp, в которых коэффициенты
mi = const в диапазонах р: 0—500,
500-1000, 1000 - 2000 МПа. При
р > 2000 МПа х = xmaK = const. На кри-
ДИ, .
вых —р7"(р) для фторопласта существует
излом при р к 800 МПа, отражающий
полиформные превращения в материале.
При повышении температуры Vf уве-
личивается, поэтому в пределах одного
физического состояния следует ожидать
уменьшения х с повышением 9. На
рис. 2.17, а показаны типичные зависи-
мости х (9) при р = const для термо-
пластов (полистирол). Кривые имеют
ступень при 9 = 9С, что отражает переход
от аморфного состояния к высокоэласти-
72
Материалы уплотнений и рабочие жидкости гидросистем
б)
Рис. 2.17. Зависимости модуля объемного сжатия полимеров от температуры 9 (штриховые
линии) и давления р (сплошные линии):
а — для полистирола; б — для атактического полистирола и ПММА (штрихпуиктирные линии); в — для
ПЭНП; г—для ПЭВП; й — для синтетических каучуков (СКН, СКИ, СКС — заштрихованная зона)
и вулканизованного НК [3]
ческому и сопровождается ступенча-
тым уменьшением и. На рис. 2.17, б
показаны типичные зависимости и (р)
при 9 = const для полимеров — ПММК
и атактического полистирола в аморф-
ном состоянии; на рис. 2.17, в и г —
зависимости х(р) и х(9) для частично-
кристаллических термопластов — поли-
этиленов ПЭВ Д и ПЭН Д; на рис. 2.17, б —
для эластомеров. Эти зависимости пол-
ностью или на определенных участках
имеют линейный характер и могут быть
описаны уравнениями х = х0 + тр, х =
= Хо — фА9, хотя коэффициенты т и ф
существенно различны для разных
материалов и интервалов температур.
Конкретные данные существуют только
по отдельным полимерам. Учитывая
известную аналогию в поведении поли-
меров и жидкостей для ориентировоч-
ных расчетов х в пределах одного физи-
ческого состояния, можно использовать
объединенное уравнение (1.5) в виде
х - х0 + тр — <р AS, (2.8)
где х0 — исходный модуль объемного
сжатия при р0 = ОД МПа и Эо ~ 20 °C,
Па; ЛЭ = Э — 90, °C; т — безразмерный
коэффициент; ф — коэффициент, завися-
щий от р и Э, Па/°С.
Коэффициент т в зависимости от мате-
риала и температуры находится в пре-
делах 8 — 15 (обычно т = 9... 10) и незна-
чительно меняется при изменении Э.
Так, для эластомеров т v 10, для ПС
8,7, для ПММА 12, для ПЭВД 10, для
ПЭНД 15. Следует иметь в виду, что
данных по коэффициентам т и ф опубли-
ковано очень мало.
Коэффициент ф, как правило, больше
в области Э = 20...50°С (ф1 = 35... 15),
меньше в области 9 = 60... 100 °C (ф2 =
Полимеры
73
Таблица 2,2
Теплофизические свойства эластомеров [9]
Эластомер на основе каучука Марка 8с,°С V?’ кг-°C г В1 м СС а-108, м2/с
Изопреновый НК -68...-73 2,3/0,7 1,9 0,3 8,9
Бутадиеновый СКД -102...-112 2,4/0,5 1,8 0,31 11,3
СКБ —48... —52 2,4/1,0 2,1 — 9,7
Бутилкаучук БК -60...-65 2,2/0,7 1,94 0,26 7,3
Бутадиенстирольн ый СКМС-10 -74...-78 2,5/0,9 — — —
СКС-30 -52...-56 2,3/0,8 1,82 0,32 11,5
Бутадиеннитрильный СКН-18 -47...-50 2,4/0,8 1,78 0,35 10,8
СКН-26 -40...-42 2,3/0,7 2,08 0,36 9,0
С КН-40 -20...-25 2,2/0,7 1,90 0,36 10,2
Хлоропреновый Наирит -40...-42 1,7/0,6 2,18 — 9,3
Фторкаучуки СКФ-26 -18 2,4/0,6 — — —
СКФ-32 -22 2,4/0,6 — — —
СКФ-260 -40 2,2/0,6 — — —
Силоксановый СКТВ-1 -125...-130 4/0,9 — — —
Полиуретан СКУ-8А -30...-35 — — — —
Примечания. 1. Значения а/ приведены при 9 > Эс (числитель) и 9<9С (знаменатель).
2. Значения X приведены для наполненного вулканизата (резины).
= 20...4) и слабо уменьшается с повы-
шением р. Так, для эластомеров на осно-
ве НК ф1 = 33...27 и (р2 = 8; для ПС
соответственно 22...15 и 20... 12; для
ПЭВД 20 и 4 для ПЭНД 22,5 и 25; для
ПММА 17 и 8.
Пример. Известны и0 = 3500 МПа и а0 =
= 5-10-4оС*1 эластомера при р = 0,1 МПа
и 9 = 20 °C. Определить и и а при р =
= 50 МПа и 9 = 100 °C.
Расчет выполняем по формулам (2.8), где
m = 10; <рг = 30 (9 = 2О...5О°С); ф2 = 8
(9 = 50...100°С) и (2.7):
и = и0 + тр — ф1Д91 — ф2А92 =
= 3500 + 10- 50 - 30- 30 - 8 • 50 = 2700 МПа.
а = аоко/х = 5 • КГ “3500/2700 =
= 6,5 10-4 °C-1.
Эффект Томпсона. При быстром нагру-
жении полимерный материал адиабати-
чески нагревается. Мгновенное повыше-
ние температуры определяют по форму-
ле Л9 = а (273 + 9) pv/cK, где с„ — тепло-
емкость. При приложении давления
р = 100 МПа образец нагревается на
15—20°C. Через некоторое время (10—
15 мин) при р = const температура об-
разца понижается до исходной.
Удельная теплоемкость с = (dQ/dS)/tn,
где Q — подведенное к телу количество
теплоты; т — масса тела. Теплоемкость
полимеров имеет ряд особенностей по
сравнению с теплоемкостью обычных
твердых тел, поскольку полимеры в
зависимости от 9 и р могут пере-
ходить из одного физического со-
стояния в другое. Соответственно в
структуре полимера может меняться
число внутренних степеней свободы и
удельный объем v, обусловливающие
значения с. Для металлов с = ср = с„ -
= 0,13...0,9 кДж/(кг-°С); для жидкостей
с= 1,7...4,19 кДж/(кг °С).
Теплоемкость полимеров (табл. 2.2) в
высокоэластичном и вязкотекучем со-
стоянии близка к теплоемкости жид-
74
Материалы уплотнений и рабочие жидкости гидросистем
Рис. 2.18. Зависимость теплоемкости полимеров с от температуры и давления р:
а — для винилацетата; б — для ПММА; в — для ПЭВП [3]
костей, в кристаллическом — к теплоем-
кости твердых тел, в стеклообразном —
принимает промежуточные значения.
При температурах кристаллизации и
плавления с изменяется скачкообразно,
в процессе стеклования — постепенно, но
часто при 9С кривые с (9) имеют макси-
мум (стах), значение и положение кото-
рого зависят от скорости нагревания
(рис. 2.18, а), в чем проявляется релакса-
ционный характер процессов в поли-
мерах. Теплоемкость полимеров сущест-
венно зависит от р и 9. На рис. 2.18, а
показана типичная -зависимость с (9) при
р = const для области перехода из аморф-
ного состояния в высокоэластическое.
Для всех областей кроме области фазо-
вого перехода характерна линейная
зависимость с — а + Ьр. На рис. 2.18, б и
в показана зависимость с (9) для частич-
но кристаллических полимеров: при
9 < Элл ср увеличивается с повышением
9, при 9 = 9ПЛ ср сначала резко умень-
шается, затем постепенно увеличивает-
ся. При повышении р примерно до
200 МПа с сначала уменьшается, а затем
незначительно увеличивается.
Теплопроводность X, Вт/(м • °C), ма-
териала обусловливает передаваемый
через него тепловой поток Q, Вт: QJt =
= ХД 7S/1, где S — площадь, м2, I — тол-
щина образца, м. Теплопроводность по-
лимеров Х = 0,1...0,25 Вт/(м-°С) (редко
достигает 0,5): для ненаполненных резин
0,13-0,20; для ПТФЭ 0,2-0,25; для ПС
0,16-0,13, для ПЭНД 0,25 - 0,49). По
виду температурной зависимости Х(9)
полимеры можно разделить на несколько
групп. Характерная для многих аморф-
ных полимеров и НК зависимость пока-
зана на рис. 2.19,а: при 9 < 9С X увели-
чивается с увеличением 9, при 9 = 9С
достигает максимума и при 9 > 9С
уменьшается. Пределы изменения X с
повышением р относительно невелики.
Для полимеров в высокоэластическом
состоянии характерна линейная зависи-
мость [3]: X = Хо + Вр. Конкретных дан-
ных по зависимостям Х(9) и Х(р) для
уплотнительных материалов недоста-
точно для обобщений.
Теплофизические характеристики а, с,
X смесей с наполнителями (ан, сн, Хн) из-
Рис. 2.19. Зависимость теплопроводности от
температуры и давления для полимеров:
а - СКТ, НК, ПММА, ПП и др.; б - ПС и ПТФЭ
Резины и каучуки
75
меняются по сравнению с характери-
стиками чистых эластомеров (аэ, сэ, Хэ)
в первом приближении пропорционально
объемной доле w наполнителя [9]:
а = аэ — w (аэ — ан); с = с3 + w (сн - сэ);
X = Хэ + yw.
2.2. Резины и каучуки
Эластомеры, получаемые на основе
каучуков, называют резинами. В резуль-
тате вулканизации резиновой смеси
термопластичный, липкий и малопроч-
ный каучук превращается в высоко-
эластичную прочную и стойкую во мно-
гих средах резину. Резина — термо-
реактивный, пространственно сшитый
сетчатый полимер с поперечными хими-
ческими связями между макромолеку-
лами каучука. Комплекс механических
и химических свойств резин уникален,
поэтому они являются незаменимым
материалом подавляющего большин-
ства уплотнений и многих технических
деталей. Природа механических свойств
резин объясняется строением молекул
каучука и характером химических и физи-
ческих межмолекулярных связей. Основа
резины — каучук — пластичное вещество
(пластичностью называют свойство ма-
териала необратимо деформироваться
под действием нагрузки). В невулкани-
зованную (сырую) резиновую смесь пу-
тем механического смешения вводят
ингредиенты: наполнители, вулканизую-
щие агенты и др. При иагреве сырой рези-
новой смеси (вулканизации) между
макромолекулами каучука возникают
поперечные химические связи через
атомы или группы вулканизующего
агента (см. рис. 2.1, в).
При вулканизации в пресс-форме
деталь принимает форму ее рабочей
полости. Макромолекулы каучука содер-
жат порядка 103 звеньев, но лишь не-
значительная их часть оказывается
«сшитой» между собою. В типичной
резине одна поперечная связь приходится
примерно на несколько сот звеньев
цепи. Участки цепи между поперечными
связями сохраняют гибкость и способ-
ность к движению с образованием много-
численных конформаций. При увеличе-
нии количества вулканизатора в смеси
число связей возрастает, а резина стано-
вится менее эластичной вплоть до превра-
щения в твердый и хрупкий эбонит.
Пространственная сетка резины нере-
гулярная, поэтому при деформации
возникают перенапряжения отдельных
участков. Возникающие в них разрывы
связей приводят к появлению первичных
очагов разрушения, разрастающихся
далее в трещины. Для предотвращения
этого опасного явления в резиновую
смесь вводят активные наполнители
(часто называемые усилителями), кото-
рые представляют собою твердые мел-
кодисперсные вещества с большой пло-
щадью поверхности и поверхностной
активностью (чаще всего технический
углерод — сажу). Такне резины называют
наполненными. В них между цепными
макромолекулами кроме химических
возникают адсорбционного характера
связи с наполнителем, которые компен-
сируют нерегулярность поперечных хи-
мических связей. В перенапряженных
участках пространственной структуры
происходит сначала разрыв адсорб-
ционных связей, которые затем восста-
навливаются без разрушения материала,
участок цепи разгружается, а не разры-
вается. Усилители значительно повы-
шают прочность прн растяжении, твер-
дость, сопротивление истиранию и раз-
диру резин на основе некристаллизую-
щихся каучуков. Введение активных на-
полнителей в резины на основе кристал-
лизующихся каучуков существенно не
влияет на прочность. При введении в
резиновую смесь наполнителей умень-
шается относительное содержание кау-
чука в ней, т. е. снижается его расход и
стоимость материала.
Так как набухание резины в жидкостях
определяется в основном свойствами
каучука, смесь с большим содержанием
наполнителей меньше набухает в рабо-
чих средах. С этой целью в резиновые
смеси кроме активных наполнителей
76
Материалы уплотнений и рабочие жидкости гидросистем
вводят инертные наполнители (мел,
тальк и др.), существенно не влияющие
на свойства материала. Кроме рассмот-
ренных ингредиентов в их состав входят:
противостарители и противоутомители,
пластификаторы, ускорители вулканиза-
ции и другие компоненты, улучшающие
эксплуатационные и технологические
свойства. Подбором компонентов мож-
но создавать резиновые смеси с заданны-
ми физико-механическими показателями.
Каучуки. Каучук является основным
компонентом резины, определяющим
ее эксплуатационные свойства и прежде
всего совместимость с рабочими сре-
дами, температурный диапазон эксплуа-
тации, прочность. Рассмотрим основные
типы каучуков и их обозначения. Каучуки
общего назначения, применяемые пре-
имущественно для производства шин и
других массовых изделий: натуральный
(НК) и синтетические — бутадиен-сти-
рольный (Б СК, СКС), бутадиен-метил-
стирольный (СКМС), изопреновый
(СКИ), натрийбутадиеновый (СКБ), бу-
тадиеновый (СКД). Каучуки специаль-
ного назначения, применяемые для
производства резиновых технических
изделий (РТИ): хлоропреновые (ХП),
бутадиен-нитрильные (СКН), этилен-
пропиленовые (СКЭП, СКЭПТ), фтор-
каучуки (СКФ), уретановые (СКУ), си-
Основные физико-механические показатели резин
Наименование
Плотность
Твердость в международных единицах
Твердость по Шору А
Температурный предел хрупкости
Модуль эластичности при растяжении
Коэффициент морозостойкости
Прочность при разрыве
Относительное удлинение при разрыве
Степень релаксации напряжения
Изменение массы
Изменение объема
Время до разрыва образца в среде
Скорость ползучести
Относительная остаточная деформация сжатия
Обозна- чение Единица Метод определения по ГОСТ
р г/см3 267 - 73
н IRHD 20403-75
На 263-75
®хр °C 7912-74
Ео МПа 210-75
— 13808-79
°‘р МПа 270 - 75
ЕР О/ 270-75
Л, °/ /о 9982-76
9т о/ /о 9.030-74
9, о/ /о 9.030-74
ХР МИН 9.065-76
V %/мин 9.065-76
с 7 /о 9.029-74
локсановые (СКТ, СКТВ, СКТЭ,
СКТФТ), акрилатный, бутилкаучук (БК).
Уплотнения изготовляют преимущест-
венно из резин на основе некристал-
лизующихся каучуков: СКН, СКФ,
комбинаций СКН и СКМС, СКН и ХП;
СКТФ, ХП, СКЭП. Нижний температур-
ный предел эксплуатации резины опре-
деляется главным образом температура-
ми стеклования Эс и хрупкости 9хр кау-
чука, верхний — скоростью термоста-
рения при высоких температурах. Сов-
местимость резин с рабочей средой опре-
деляется химическим составом каучука
и среды (см. подразд. 2.5 и 6.3). Физико-
механические показатели некоторых
резин приведены в табл. 2.3 и 2.4 [16,
41, 44, 73, 84, 88].
Бутадиен-нитрильные каучуки (СКН,
другие названия: нитрильные, диви-
нил нитрильные каучуки; нитрил, индекс
ИСО — NBR) — основной продукт для
получения резин с высокой стойкостью
в среде нефтепродуктов, удовлетвори-
тельной морозо- и теплостойкостью.
СКН получают эмульсионной полиме-
ризацией бутадиена (дивинила) с нитри-
лом акриловой кислоты (акрилонит-
рилом), в результате чего образуются мо-
лекулы [—СН2—СН=СН—СН2—]т—
[—СН2—CH—]т. СКН — аморфные, не
I
CN
Таблица 2.3
Резины и каучуки
77
Таблица 2.4
Физико-механические показатели функциональных групп резин
Под- группа Каучук Р> , г/см3 МПа Н Mfia ер, % КВ(Э, °C) Эхр, °C
1 СКН-18 1,2 2,5-4,5 50-60 6 180 0,2( —50) -60
2 СКН-18 + наирит 1,24 3,5-5,5 55-65 9 250 0,2( —50) -55
3 СКН-18 1,3 7-10 70-80 12 160 0,15(—45) -50
4 СКН-26 1,4 8,5-13 75-85 12 150 0,1(-38) -42
5 СКН-18 + СКМС 1,43 8,5-20 75-90 9 120 0,15( —50) -55
6 СКН-40 1,25 7-13 70-85 10 250 — -35
7 СКФ-32 2,1 8,5-13 75 — 85 17 160 — -35
СКФ-26 2,1 8,5-13 75-85 16 130 «— —
8 СКТФ 1,65 8,5-20 75-90 5 100 0,5(—60) —
9 СКЭП 1,25 8,5-20 75-90 10 120 0,2( —55) -55...-65
10 СКТВ 1,2 2-4,5 45-60 2,5 200 0,6(-60) -65
кристаллизующиеся каучуки с молеку-
лярной массой М л 200000, плотностью
р % 1 г/см3. Полярная группа CN в моле-
куле каучука обусловливает устойчи-
вость к действию неполярных раствори-
телей, поэтому СКН нерастворимы в
алифатических углеводородах и спиртах
и резины на основе СКН мало набу-
хают в минеральных маслах, топли-
вах, воде и водосодержащих жидкостях.
СКН растворимы в ароматических
углеводородах — бензоле, толуоле, этил-
ацетате, хлороформе, поэтому резины
на основе СКН для этих сред не при-
годны. Чем выше содержание в СКН
акрилонитрила, тем выше масло- и бен-
зостойкость, но ниже морозостойкость:
при содержании его до 20% Эс = — 55 °C;
до 30%-0с= -42°C; до 40%-0с =
= — 32 °C. Содержание акрилонитрила в
процентах указывают в обозначении
СКН. По пластичности СКН подразде-
ляют на жесткие, мягкие и очень мягкие.
Выпускают СКН следующих марок:
СКН-18, СКН-18М, СКН-26, СКН-26М,
СКН-26МП, СКН-40, СКН-40М, СКН-
50М, СКН-26АС; СКН-26АСМ, СКН-
40АС, СКН-40АСМ (буква М означает
мягкий, буквы А и С — технологические
особенности полимеризации). СКН-
26СШ и СКН-40СШ применяют как
добавки к обычным СКН. Для повы-
шения стойкости к действию теплоты,
озона и погодных условий выпускают
СКН, модифицированные поливинил-
хлоридом: СКН-26-ПВХ-30 и СКН-40-
ПВХ-30. Эти каучуки имеют пониженную
морозостойкость. СКН вулканизуют
серой или ее соединениями. Для изго-
товления резин с повышенными проч-
ностью и способностью к многократ-
ным деформациям выпускают СКН-
26-1,25 и СКН-26-5 с содержанием соот-
ветственно 1,25 и 5% метакриловой
кислоты. СКН-26-1,25 применяют для
изготовления клеев.
Бутадиен-стирольные (CKQ и бута-
диен-метилстиролъные (СКМС) каучу-
ки (другие названия: дивинилстироль-
ные, стирол, индекс ИСО — SBR) при-
меняют в резинах повышенной морозо-
стойкости и озоностойкости в сочета-
нии с СКН. СКС — продукт сополиме-
ризации бутадиена со стиролом С6Н5—
—СН=СН2, в результате которой по-
лучается сополимер со звеньями
[- СН2- СН=СН—СН2—СН—СН2—]„.
I
с6н5
Аналогичным сополимером является
СКМС. Содержание стирола существен-
но влияет на свойства каучука, поэтому
его указывают в обозначении, например
СКС-10 и СКМС-10 содержат около
10 % стирола. Чем больше в сополимере
стирола, тем выше прочность и износо-
стойкость, но ниже морозостойкость:
78
Материалы уплотнений и рабочие жидкости гидросистем
для СКС-10 9С = — 75 °C и <тр =
= 12...18 МПа, для СКС-30 9С =
= -50 и ср = 20...25 МПа. СКС и
СКМС вулканизуют серой. Они имеют
нерегулярную структуру. Резины на
основе СКС и СКМС стойки к воздей-
ствию воды, спирта, ацетона, но не стой-
ки к воздействию минеральных и расти-
тельных масел. Для уплотнений приме-
няют морозостойкие резины на основе
СКН с небольшим содержанием
СКМС-10 для повышения морозостой-
кости.
Хлоропреновый каучук (ХП, другие на-
звания: наирит, неопрен; индекс ИСО —
CR) получают полимеризацией хло-
С1
I
ропрена СН2=С—СН=СН2, имеет ли-
нейное регулярное строение, легко
кристаллизуется (начиная с 0°С). Темпе-
ратура стеклования 9С = — 40 °C, плот-
ность р = 1,23 г/см3. Резины на основе
ХП обладают недостаточной морозо-
стойкостью. Каучук отличается высокой
свето- и озоностойкостью, хорошей
масло- и бензостойкостью, стойкостью
к кислотам и щелочам, негорючестью;
его применяют в качестве добавки к
СКН при изготовлении ряда резин
для уплотнений.
Наирит марок: CP-50, CP-100, КР-50,
КР-100, П, А, Б, В отличается высокими
пластичностью и содержанием кристал-
лической фазы (примерно 29 — 35% при
20 °C). Выпускают также сополимер
хлоропрена со стиролом — наирит С и
наирит НТ, применяемые для изготов-
ления клеев.
Фторкаучуки (СКФ, другие названия:
фторсодержащие и фторорганические
каучуки, индекс ИСО — FPM) являются
продуктами сополимеризации фториро-
ванных углеводородов — фторолефинов.
Выпускают СКФ-26 (вайтон), СКФ-32
(kel-F) и др.
СКФ — полностью насыщенные по-
лимеры, содержащие большое коли-
чество полярных атомов фтора. Они
характеризуются исключительно вы-
сокой стойкостью к воздействию силь-
ных окислителей, синтетических масел,
топлив, минеральных масел и даже
некоторых растворителей. СКФ раство-
ряются в сложных кетонах. СКФ вулка-
низуют в основном перекисями в две
стадии: в пресс-форме при 130—150 °C
(30— 50 мин) и в воздушной среде при
200 °C (24 ч).
Резины на основе СКФ могут длитель-
но работать при высоких температурах:
СКФ-32 при 150 °C — длительно, при
250 °C — несколько часов; СКФ-26 при
200 — 250 °C — длительно, при 300 °C —
десятки часов. Основной недостаток
резин на основе СКФ — невысокая
морозостойкость: для СКФ-26 9С =
= -18 °C; для СКФ-32 9с=-22°С.
Технология изготовления деталей из
СКФ сложна, усадка составляет 1,5 —
2,8 %, поэтому необходимо назначать
допуски по более грубым квалитетам.
Радиационная стойкость у резин на осно-
ве СКФ ниже, чем у резин на основе СКН.
Силоксановые каучуки СКТ, СКТВ,
СКТЭ, СКТН (другие названия: кремний-
органические, силиконовые каучуки, си-
ликоны, индекс ИСО — SJ) — содержат
силоксановую связь —Jsi—О——. Ос-
новные модификации различаются ради-
калами: в диметилсилоксановом каучу-
ке СКТ метильный радикал, в метил-
винилсилоксановом СКТВ часть метиль-
ных радикалов замещена винильной
группой. СКТЭ производят на основе
этилсилоксана. В качестве герметиков ис-
пользуют низкомолекулярный каучук
СКТН. Резины на основе этих каучуков
вулканизуют перекисными соединения-
ми, например перекисью дикумила
(СКТВ) или бензоила.
Наполнителями резин служат крем-
ниевые кислоты, двуокись титана, окись
цинка и др. Вулканизацию выполняют в
две стадии: сначала в пресс-форме, за-
тем термостате (в среде горячего воз-
духа).
Силоксановые резины имеют белый
или розовый цвет, отличаются большой
плотностью (хотя плотность СКТ
Резины и каучуки
79
р к. 0,98 г/см3), низкой прочностью
(стр = 2,5... 4 МПа), неудовлетворитель-
ным сопротивлением истиранию и раз-
диру, повышенной газопроницаемостью
(в 10—30 раз больше, чем у резин на
основе СКН, СКФ и др.). Преимуще-
ства силоксановых каучуков: весьма
широкий диапазон рабочих температур
(от —60 до +250 °C в воздушной
среде), высокая стойкость к тепловому
старению (до 250 — 300 °C), высокая кисло-
роде-, озоно- и атмосферостойкость,
стойкость к действию ультрафиолето-
вых лучей, хорошие диэлектрические
свойства, нетоксичность. Силоксановые
резины не стойки в среде нефтепродук-
тов, кристаллизуются на морозе, под-
вержены деструкции при нагреве до
9 > 150 °C без воздуха. Для них харак-
терны высокая скорость восстановления
деформации и малое время релаксации.
В уплотнительной технике применяют
резины на основе СКТВ для УН в
среде воздуха и воздуха с содержанием
озона; резины на основе СКТЭ —
в среде кислорода.
Фторсилоксановый каучук (СКТФ,
индекс ИСО — MFQ) по физико-меха-
ническим свойствам, термостойкости и
морозостойкости близок к СКТ. Хими-
ческая структура СКТФ определяется за-
мещением диметилсилоксановых звеньев
фтором, что придает СКТФ при высо-
кой термостойкости, свойственной СКТ,
повышенную стойкость к действию
растворителей. Прочность <тр резин на
основе СКТФ при наполнении крем-
ниевой кислотой достигает 7 МПа, набу-
хание в нефтепродуктах в 8—10 раз
меньше, чем у резин на основе СКТ,
а в синтетических жидкостях типа
фосфатов (см. подразд. 2.5) — до 15 раз.
Резины на основе СКТФ применяют
для УН и малоподвижных УВ, эксплуа-
тируемых в среде синтетических жид-
костей, в широком диапазоне темпе-
ратур ( — 55...+ 175 °C).
Этиленпропиленовый каучук (СКЭП,
СКЭПТ, индекс ИСО — ЕРМ) — про-
дукт сополимеризации этилена
СН2=СН2 с пропиленом СН2=СН —
— СН3. СКЭП — насыщенный сополи-
мер, молекулы которого содержат звенья
[- СН2 СН2СН2- СН ]га не
I
сн3
стереорегулярного состава с чередо-
ванием 8 — 12 звеньев этилена и про-
пилена. Выпускают СКЭП следующих
марок: СКЭП-30, СКЭП-40-36-45,
СКЭП-50-46-56, СКЭП-60-56-65. СКЭП
вулканизуют органическими пероксида-
ми. В СКЭП отсутствуют двойные
связи, поэтому резины на его основе
имеют высокие сопротивление исти-
ранию и старению, а также водостой-
кость и диэлектрические свойства. Тем-
пература 9С находится в пределах
— 50... — 70 °C. Резины на основе СКЭП
применяют для УН и УВ, работаю-
щих в среде воды, слабых растворов
кислот и щелочей, синтетических рабо-
чих жидкостей типа фосфатов и ди-
эфиров.
Тройной сополимер СКЭПТ содержит
кроме этилена и пропилена третий
мономер с двойными связями в боковых
группах, что придает сополимеру не-
насыщенный характер и позволяет про-
водить обычную серную вулканизацию.
Резины на основе СКЭПТ по свойст-
вам близки к резинам на основе СКЭП.
Акрилатные каучуки (полиакрил, ин-
декс ИСО — АСМ) получают сополиме-
ризацией акриловой кислоты и акрило-
нитрила. Резины на их основе имеют
высокую стойкость к старению, харак-
теризуются низкой газопроницаемостью,
работоспособны в горячих углеводород-
ных маслах при 150—180°C, поэтому
их применяют для армированных ман-
жет [70] и тепломаслостойких прокла-
док.
Уретановые каучуки (СКУ, индекс
ИСО — AU) содержат в основной
цепи уретановую группу
—О—С—NH—. СКУ применяют в ос-
11
О
новном для изготовления износостойких
резин ограниченной тепло- и морозо-
80
Материалы уплотнений и рабочие жидкости гидросистем
стойкости в обувной промышленности.
В последнее время их успешно при-
меняют для УПС силовых цилиндров,
предназначенных для тяжелых условий
работы. По маслостойкости СКУ анало-
гичны ХП, при повышенных темпера-
турах нестойки к действию пара, кислот
и щелочей [41]. Плотность СКУ
р= 1,2... 1,3 г/см3, &с = —35°. Темпера-
турный предел эластичности от —30 до
+ 130 °C.
Резиновые смеси с различным составом
компонентов. Многие смеси резины
близки по составу и свойствам, поэто-
му в стандартах общего назначения
указаны лишь группы резин с примерно
одинаковыми свойствами. Поскольку
принципы группирования различны и не
основаны на классификации, существует
несоответствие между группами, установ-
ленными разными стандартами. Так,
группы по ГОСТ 18829 — 73 на кольца
резиновые не совпадают с группами
по ГОСТ 8752 — 79 на манжеты рези-
новые и с группами по документа-
ции для авиационной, химической про-
мышленности и т. д. Основные свойства
резины определяют свойства каучука.
Комплекс ингредиентов в оптимальных
соотношениях определяется особен-
ностями каучука, требованиями сов-
местимости со средой и условиями
эксплуатации (назначением резины для
УН, УПС, УВ), что позволяет получить
резийу с наилучшими физико-механи-
ческими свойствами. В связи с этим
в большинстве стандартов исходными
принципами группирования резин яв-
ляются основная рабочая среда и тип
каучука.
Принято четыре варианта записи ре-
цептур резиновой смеси: 1) в массо-
вых частях (м. ч) компонента на 100
массовых частей каучука; 2) в % по
массе, 3) в % по объему; 4) в кг.
В настоящем справочнике использован
первый вариант.
Масло- и бензостойкие резины на
основе нитрильных каучуков СКН. Подав-
ляющее большинство уплотнений машин
работает в среде нефтепродуктов —
масел, топлив, рабочих жидкостей. С
ними совместимы резины на основе
СКН, отличающиеся достаточной мо-
розостойкостью (от —60 °C) и удовлет-
ворительной теплостойкостью. Наиболее
морозостойкие резины создают на ос-
нове каучука СКН-18 (9С = —52 °C и
9Хр =—65°C в маслах) или комбина-
ции СКН-18 и СКМС-10. Средне-
морозостойкие резины создают на ос-
нове СКН-26 (Эс = -42 °C, 9Хр « -55 °C
в маслах). Степень набухания их в
маслах в 3 раза меньше, чем у резин
на основе СКН-18. Наиболее масло-
и бензостойкие резины ограниченной
морозостойкости создают на основе
СКН-40 (Эс=-22°С. 9ХрЛ-35°С в
маслах). Типичный рецепт [36]: 100 м. ч.
каучука СКН; 2—3 м. ч. вулканизую-
щих веществ — серы в комбинации с
серосодержащими ускорителями вулка-
низации (тетраметилтиурамдисульфи-
дом). Последний сокращает время вул-
канизации и создает межмолекулярные
связи с большим сопротивлением тепло-
вому воздействию, но должен быть
введен в смесь в строго определенном
количестве, чтобы не ухудшать воздей-
ствие наполнителей. Ускорители вулка-
низации проявляют наибольшую актив-
ность в присутствии оксидов некоторых
металлов, поэтому в смесь вводят
3 — 5 м. ч. оксида цинка ZnO.
Активный (усиливающий) наполнитель
(35 — 50 м. ч.) — технический углерод
(сажа). Усиливающее действие его тем
больше, чем меньше размер частиц и
больше их удельная поверхность. В СССР
выпускают технический углерод следую-
щих марок: ПМ-100, ДГ-100, ПМ-90,
ПМ-75,...,ПМ-15. Первая буква в обоз-
начении марки означает способ произ-
водства (Д — диффузионный, П-печной,
Т — термический), вторая — использо-
ванное сырье (М — масло, Г — газ), цифра
соответствует его удельной поверхности
в м2/г.
Инертные наполнители — каолин,
мел, сернокислый барий. Введение као-
лина приводит к повышению твер-
дости, сопротивления истиранию, ди-
Резины и каучуки
81
электрических показателей, масло- и
бензостойкости, введение сернокислого
бария — кислотостойкости.
Противостарители (1 — 3 м. ч.) — анти-
оксидант — неозон Д (фенил — р — наф-
тиламин) или другие ароматические
амины, которые вводят в смесь для
замедления термоокислительного старе-
ния. Механизм действия антиоксидан-
тов рассмотрен в подразд. 6.1. Кроме
антиоксидантов химического действия
в смесь вводят физические противо-
старители — парафин и воск, которые
растворяются в резине при вулкани-
зации и затем дифундируют на по-
верхность, образуя пленку, стойкую к
воздействию кислорода и озона.
Мягчители и пластификаторы (13 —
30 м. ч.) — вещества, которые повышают
пластичность сырой резиновой смеси,
способствуют диспергированию в ней
ингредиентов, улучшают эластичность
резины на морозе. Пластификаторами
называют вещества, влияющие на моро-
зостойкость резины, мягчителями —
добавляемые с технологическими це-
лями. В резины на основе СКН
вводят стеариновую кислоту и синте-
тические мягчители — дибутилфталат,
дибутилсебацинат. На резины, пред-
назначенные для работы в маслах,
пластификаторы оказывают положи-
тельное влияние в основном при хране-
нии деталей в сухом состоянии.
Рецептуру резин указывают в техно-
логической документации предприятий
РТИ.
Классификация резин. Качественные
показатели резин различных марок,
применяемых в уплотнительной технике,
заданы в ведомственных стандартах
(ТУ, ОСТ) на материалы, например в
ТУ 38.005204 — 71 на резины для авто-
мобильного, тракторного и строительно-
дорожного машиностроения. В ГОСТах
на уплотнения обычно регламентиро-
ваны группы резин по физико-механи-
ческим показателям, приемлемые для
определенных условий эксплуатации.
Резины подразделяют на следующие
укрупненные категории:
к л а с с — эластомеры (резины) под-
класс- базовый каучук и группы ра-
бочих сред; группа — по конкретным
условиям назначения (среда и темпера-
турный диапазон (9t... 92) эксплуатации
в среде, типы герметизируемых соеди-
нений — УН, УВ, УПС); подгруппа —
по основным физико-механическим по-
казателям (см. табл. 2.3); вид — конкрет-
ная марка резины.
Применяемые в уплотнительной тех-
нике общего назначения резины [10,
12, 24, 36, 70, 88] подразделяют на
10 подгрупп (см. табл. 2.4).
1. Мягкие маслобензостойкие и мо-
розостойкие резины на основе СКН-18,
например марки 98-1, предназначены
для УН, УПС, УВ, эксплуатируемых
при ограниченных перепаде давлений
Ар и скорости скольжения v в среде
воздуха (от Sj = —45 °C до 92 = 100 °C),
нефтяных масел и рабочих жидкостей
с АТ > 80 °C (от -60 до 100 °C).
2. Мягкие масло-, бензо, морозо- и во-
достойкие резины на основе СКН-18 и
наирита, например, марки 7-Н0-68-1 по
ТУ 38 005204—71 предназначены для
УН, УПС, УВ, эксплуатируемых при ог-
раниченных значениях Ар и г в среде
топлив и масел с АТ > 80 °C, воды, сла-
бых растворов кислот и щелочей при
9= —55...100°С.
3. Среднетвердые маслостойкие резины
на основе СКН-18, например 7В-14,
7В-14-1 по ТУ 38 005204 - 71, предназна-
чены для уплотнений гидросистем мо-
бильных машин: УН при статических
Ар < 50 МПа; УПС при v < 0,5 м/с,
Ар < 40 МПа; УВ для v < 10 м/с.
Рабочая среда — нефтяные РЖ с
АТ > 80°C при 9= — 60(—50)... 100°С.
Выпускают резины специальных марок
для диафрагм (обозначение марки до-
полнено буквой Д).
4. Среднетвердые маслостойкие резины
на основе СКН-26, например, марок
7-8075, ИРП-1О78А по ТУ 38 005204 - 71,
предназначены для УН, УПС, УВ,
эксплуатируемых при тех же режимах,
что уплотнения из резин подгруппы 3 —
82
Материалы уплотнений и рабочие жидкости гидросистем
в среде РЖ, масел и топлив с
АТ = 68... 80 °C (9 = -40..,100°С, крат-
ковременно 150 °C). На основе комби-
нации СКН-26 и СКН-18 изготовляют
более морозостойкие резины (напри-
мер, ИРП-1078), работоспособные в ука-
занных условиях до Si = —50 °C.
5. Морозостойкие резины на основе
комбинации СКН-18 и С КМ С-10, напри-
мер, марки ИРП-1054 [36] предназна-
чены для УН и УВ, работающих при
тех же режимах, что и уплотнения
из резин подгруппы 3 — в среде нефтя-
ных РЖ с АТ > 80 °C при 0 =
= — 6О...15О°С.
6. Маслобензостойкие резины на осно-
ве СКН-40, например 7-4004 по ТУ 38
005204 — 71, отличаются значительно
меньшим набуханием в среде нефтяных
масел, РЖ, топлив, бензина, но худшей
морозостойкостью, чем резины на основе
СКН-18. Они предназначены в основном
для УН и УВ оборудования, эксплуа-
тируемого в производственных условиях
при тех же режимах, что уплотнения
из резин подгруппы 3 при 9 =
= -30... 100°C (манжеты УВ по ГОСТ
8752-78 до 9= 120 °C).
Более твердые резины, например 3825
(80—95 IRHD), применяют для клапанов
и мембран.
7. Теплостойкие и стойкие в агрес-
сивных средах резины на основе СКФ
отличаются сочетанием теплостойкости
с исключительно высокой стойкостью
в средах синтетических масел и РЖ,
топлив, нефтяных масел, большинства
растворителей, спиртов, щелочей, кислот,
окислителей и других химических про-
дуктов. Недостаточно морозостойки. Не
рекомендуются для работы в среде
сложных кетонов.
Резины на основе СКФ-32, например
ИРП-1225 по ТУ 38 005204-71, пред-
назначены для УН, УПС, эксплуати-
руемых в режимах, указанных для резин
подгруппы 3 и УВ (манжеты) при
v < 20 м/с. Температурный диапазон в
средах: масла, топлива 9 = —20... 120°C
длительно; воздух с парами 9 =
= —30... 150°C; среды химической про-
мышленности (бензол, толуол, этилен-
гликоль, хлор, стирол, дихлорэтан, фенол,
нитробензол, спирты, кислоты, щело-
чи) — до 9 = 200 °C.
Резины на основе СКФ-26, например
ИРП-1287 по ТУ 38 005204-71 [36, 70,
88], отличаются от резин на основе
СКФ-32 большими теплостойкостью
(9 < 250 °C), допустимой скоростью
скольжения манжет, худшей морозостой-
костью (9 > —25 °C), несколько меньшей
степенью набухания в средах.
Ресурс работы в УВ при 150°С в
среде синтетических РЖ и масел до
1000 ч.
8. Тепломорозостойкие и стойкие в
синтетических РЖ резины на основе
СКТФ предназначены для УН, УПС,
УВ, работающих при ограниченных Ар,
v и 9= —55... +150°С в среде синтети-
ческих РЖ (в том числе силиконовых);
9 = —55...200°C в среде воздуха с озо-
ном, 9 = —70... +170°C для манжет УВ
в среде нефтяных масел и топлив.
Прочность этих резин резко снижает-
ся при надрезах.
9. Тепломорозостойкие и стойкие в син-
тетических негорючих РЖ (НТЖ) ре-
зины на основе СКЭП предназначены
для УН и ограниченно подвижных УПС
в среде воздуха с повышенным со-
держанием озона (9 =—50...+150°C),
для диафрагм в среде синтетических
масел и РЖ (9 = —50...+150°С), для
УВ в среде НГЖ (9= -55...+125°C).
10. Тепломорозостойкие резины на ос-
нове СКТВ для среды воздуха, воздуха
с озоном, электрических полей при-
меняют для УН при ограниченных
Ар и 9 = —60...250°С.
Резинотканевые материалы [71]. Их
изготовляют из текстильных материалов
и промазочных резиновых смесей. Ткань
воспринимает основную нагрузку, резина
придает упругость и герметичность. Тка-
ни изготовляют из натуральных (хлопок)
или синтетических (полиэфирных — лав-
сан, полиамидных — капрон) волокон.
Материалом для шевронных манжет
служат хлопчатобумажные ткани до-
местик или Р-2, пропитанные резино-
Резины и каучуки
83
вой смесью. Наилучшую клейкость имеет
наирит, на основе которого получают
смесь 639. Однако такой материал не-
достаточно стоек в воде и маслах,
поэтому для уплотнителей чаще приме-
няют резину на основе смеси нитриль-
ного каучука СКН-4ОМ и наирита.
Синтетические ткани обеспечивают боль-
шую прочность материала, однако их
применение ограничено из-за плохой ад-
гезии к резине. Поэтому синтетические
волокна подвергают специальной обра-
ботке — модификации. Прочность связи
между слоями резинотканевых материа-
лов для уплотнителей должна быть не
менее 10 Н/см. Технологическая схема
производства уплотнений включает сле-
дующие стадии: приготовление загото-
вок тканей и резиновых смесей; изготов-
ление резинотканевых заготовок; вулка-
низацию, обработку вулканизованных
деталей.
Изменение массы резинотканевого ма-
териала в среде нефтепродуктов [71]
больше, чем для резин (10—20%), и еще
больше в среде воды. Резинотканевые
уплотнения не рекомендуется применять
в среде водосодержащих жидкостей ПГВ
и промгидрол [75]. Модуль упругости
при сжатии зависит от расположения
волокон: при спиральной крутке
Е » 55... 70 МПа, при горизонтальных
слоях £ л 78... 165 МПа. Фрикционные
свойства — см. подразд. 1.4.
Технология изготовления формовых
резиновых уплотнений [41, 73 и др.].
Рассмотрим технологию изготовления
формовых уплотнений из резин на осно-
ве СКН (уплотнения из резин на ос-
нове СКФ, СКТФ и СКТВ изготов-
ляют по более сложной двухстадийной
технологии).
Упакованную сырую резиновую смесь
можно хранить в течение 3—12 мес.
при температуре не более 30 °C. Смесь
должна быть предохранена от воздей-
ствия источников лучеиспускания, света,
пыли. Большинство уплотнений изготов-
ляют формовым способом путем вулка-
низации в пресс-формах. Перед вулкани-
зацией сырая резиновая смесь пласти-
Рис. 2.20. Конструкции одноместных пресс-
форм для изготовления:
а — колец круглого сечения; б — армированных
манжет (/, Г — матрица; 2 — пуансон; 3 — стер-
жень; 4 — манжета; 5 — арматура; 6 — штырь)
фицируется вальцеванием, затем из нее
приготовляют заготовки — кольца не-
обходимых для закладки в пресс-форму
размеров и массы. Пресс-форма для
изготовления колец состоит из матри-
цы 1 и пуансона 2 (рис. 2.20, а). Ее
устанавливают на плиты пресса и нагре-
вают до температуры вулканизации.
В пресс-форму закладывают заготовку,
объем которой рассчитывают из условия
полного заполнения объема формы для
изготовляемой детали А и частичного
заполнения облойных канавок В. В ре-
зультате сопротивления истечению ре-
зины из полости А в ней создается
необходимое давление прессования. В
противном случае вследствие выделения
паров и газов при вулканизации изделие
получится пористым.
Резинометаллические формовые дета-
ли изготовляют аналогичным методом,
но в пресс-форму на специальные штыри
б (рис. 2.20,6) устанавливают металличе-
скую арматуру. Для обеспечения адгезии
резины с металлом арматуры сопряжен-
ные поверхности арматуры предвари-
тельно обрабатывают (подвергают лату-
нированию или дробеструйной обра-
ботке и смазывают специальным
клеем).
84
Материалы уплотнений и рабочие жидкости гидросистем
Рис. 2.21. Зависимость прочности резины от
времени вулканизации
Для изготовления деталей, армирован-
ных тканью, перед вулканизацией в
пресс-форме выполняют сборку заго-
товки требуемой формы.
Время и температура вулканизации
оказывают сильное влияние на качество
резиновых деталей, в частности на их
прочность (рис. 2.21). Существует опреде-
ленный оптимальный режим вулканиза-
ции для каждой резины и типовых
групп деталей. Область максимума
кривой сгр(г) называют плато вулкани-
зации. Чем выше 9В, тем уже плато
вулканизации и выше требования к
соблюдению времени tB выдержки детали
в пресс-форме и температуре 9В вулка-
низации. Обычно вулканизацию массив-
ных, медленно прогревающихся деталей
проводят при 9В = 130... 140°C. Мелкие
детали вулканизуют при 9в=150...
...160°C. Соответственно время вулка-
низации уменьшается с 60 до 20 —15 мин.
При малом tB режим в пределах до-
пускаемых отклонений можно обеспечить
только при применении совершенных
средств контроля и регулирования. Брак
деталей, вызванный нарушением режима
вулканизации практически невозможно
обнаружить при приемке деталей: он
выявляется только при эксплуатации
деталей. Например, недовулканизован-
ные детали из резин на основе СКН
сильно набухают в рабочих жидкостях,
имеют пониженную прочность и повы-
шенный износ; перевулканизованные де-
тали быстро стареют и имеют по-
ниженные прочностные показатели.
Детали в виде трубок и фасонных
или круглых шнуров изготовляют шпри-
цеванием и вулканизуют на противнях
в котлах, требуемое давление и темпе-
ратура в которых обеспечивается паром
или горячим воздухом.
Одноместные пресс-формы (см.
рис. 2.20) применяют при изготовлении
мелких партий деталей при опытном
производстве. При выпуске больших
партий деталей для повышения произ-
водительности применяют многогнезд-
ные пресс-формы [19]. Для армиро-
ванных манжет УВ они соответствуют
ГОСТ 14901-79 и др.
При проектировании резиновых дета-
лей необходимо предусматривать удоб-
ные места разъема пресс-формы, при ко-
торых конструкция пресс-формы ста-
новится наиболее простой, а следы облоя
не попадают на рабочие части детали.
Например, у манжеты, показанной на
рис. 2.20,6, место разъема удалено от
уплотняющей кромки Д. Удаление
облоя — трудоемкий процесс, производи-
мый обычно механическим способом. В
ряде случаев детали изготовляют в
пресс-формах литьевого типа, в которых
заготовку сырой резины, помещенную
в специальный цилиндр пресс-форм,
выдавливают пуансоном в полость вул-
канизуемой детали, обеспечивая получе-
ние более плотного изделия. Следы
литников удаляют с резиновой детали
механическим способом. Для контроля
изготовленных деталей применяют
внешний осмотр, измерение наиболее
ответственных размеров, определение
физико-механических показателей «сви-
детеля» — стандартного образца, вулка-
низуемого по заданному режиму. Для
наиболее ответственных изделий конт-
ролируют режим вулканизации по запи-
си самопишущего прибора. Детали
упаковывают в установленную тару
(обычно полиэтиленовые мешки), в ко-
торую вкладывают бирку с указа-
нием номера детали, марки резины,
партии изделий, срока изготовления и
необходимых данных о приемке. Это не-
обходимо для исключения ошибок при
использовании деталей после хранения.
Резины и каучуки
85
Физико-механические испытания. Для
объективной оценки качества резины
проводят комплекс стандартных испы-
таний образцов. Общие требования к
изготовлению образцов и проведению
испытаний регламентирует ГОСТ
269 — 66. Качество резины оценивают по
ряду характерных показателей (см.
табл. 2.3), которые можно подразделить
на две категории. Показатели первой
категории определяют состояние мате-
риала в момент испытания, например
условная прочность, относительное удли-
нение, твердость, модуль эластичности,
плотность. По показателям второй кате-
гории оценивают изменение свойств
материала во время пребывания в усло-
виях рабочей или окружающей среды,
деформированного состояния, нестан-
дартных температурных условий. Обыч-
но показатели второй категории опреде-
ляют путем сравнения изменений пока-
зателей первой категории при достаточ-
но продолжительном пребывании образ-
ца в заданных условиях, например, теп-
лостойкость — по коэффициенту Кр, рав-
ному отношению изменения прочности
при разрыве к ее первоначальному
значению.
Испытания на растяжение характери-
зуются одноосной деформацией и наибо-
лее однородным распределением напря-
жений, поэтому отличаются от других
видов испытаний (на сжатие, изгиб
и т. д.) лучшей сходимостью резуль-
татов. Испытания проводят на разрыв-
ных машинах, принцип действия и кон-
струкции которых рассмотрены в ра-
ботах [47, 72].
Образцы растягивают с постоянной
относительно малой скоростью дефор-
мации (например 50 см/мин) при посте-
пенно возрастающей нагрузке. При этом
снимают диаграмму о — е и определяют
модуль Е. По результатам испытаний
нельзя найти равновесный модуль
поэтому определяют условно-равновес-
ный модуль при растяжении образца на
50% от удлинения при разрыве. Испы-
тания на растяжение регламентирует
ГОСТ 270—75. Прочность при растяже-
нии выражают условным и истинным
значениями.
Условная прочность при растяжении
/р, МПа, характеризуется отношением
силы Рр, МН, вызывающей разрыв, к
начальной площади сечения образца
So, м2: /р = Pp/S0. Истинная прочность
при разрыве ор = /р(10-2ер + 1) соответ-
ствует истинному напряжению ор =
= Pp/S. (Здесь Ер — относительная де-
формация при разрыве, %: ер =
= 100 (/р — /о)Ло; S — истинная площадь
сечения: S = S0(l + е)-1). Относитель-
ное остаточное удлинение при разрыве
О, %, позволяет оценивать качество
изготовления деталей. Условное напря-
жение при заданном относительном
удлинении е определяют по формуле
о'Е = PE/S0, где Ре — сила при заданном е.
Истинное напряжение при заданном
удлинении е определяют по формуле
ое = PE/S.
Модуль эластичности меняется при де-
формировании, что необходимо учи-
тывать при расчетах процессов с боль-
шим диапазоном изменения деформации.
Из диаграмм о — е определяют условный
модуль при деформации е, %, по
формуле Е'е — 100сте/е и истинный модуль
по формуле
Ее = 100сте/е = Е'е(1 + е).
Сжатие — наиболее частый вид нагру-
жения уплотнительных деталей при
эксплуатации. Испытания на сжатие
проводят на образцах цилиндрической
формы размером 10 х 10 мм, сжимаемых
между плитами специальной струбцины
на постоянную величину е (ГОСТ
9982 - 76, ГОСТ 9.029 - 74). Определяют
силу сжатия Р и условное напряжение
о = P/So по недеформированной площа-
ди сечения образца So. При сжатии
образца между плитами площадь сече-
ния образца и площадь контакта увели-
чиваются. При этом возникают значи-
тельные силы трения по поверхности
контакта, вызывающие бочкообразность
боковых стенок образца и неоднород-
ность напряжений в нем. Поэтому
связь нагрузки и деформации зависит от
размеров и формы детали (см. под-
86
Материалы уплотнений и рабочие жидкости гидросистем
разд. 3.2). Испытание на сжатие можно
проводить на разрывной машине, снаб-
женной реверсором. В результате испы-
таний находят условное напряжение и
относительную деформацию при сжатии
(ГОСТ 265 - 78).
По твердости Н можно оценить
сопротивляемость материала воздейст-
вию сосредоточенной нагрузки. Она
определяет совокупность упругих свойств
и в первую очередь модуль упругости.
Это один из немногих способов не-
разрушающего контроля, поэтому твер-
дость можно определять на образцах
(толщиной не менее 6 мм) твердо-
мерами типа ТМ-2 или ТШМ-2 и
непосредственно на деталях с помощью
микротвердомеров. Показателем твер-
дости Н в общем случае является
отношение нагрузки на индентор Р к
площади поверхности отпечатка S:
Н = Р/S. Для сферического индентора
S = nDh (где D — диаметр сферы; h —
глубина погружения) или S = 0,5nD2 —
— 0,5tlD]/D2 — d2 (где d — диаметр от-
печатка).
Показателем твердости по ГОСТ
20403 — 75 является условная единица
IRHD. Шкала твердости выбрана-так,
что нуль соответствует твердости мате-
риала с модулем £ = 0 и 100 — твер-
дости материала с Е = оо. Твердомером
(D = 2,5 мм) измеряют глубину h, мм,
погружения индентора под действием
нагрузки Ртах«5800 мН. Пересчет h
на единицу твердости IRHD выпол-
няют по таблицам ГОСТ 20403 — 75,
например:
Л/100, мм 0 10 20 30 35
IRHD. 100 97,1 90,6 83,6 80,2
Л/100, мм 40 50 60 70 90 100
IRHD. 77,0 71,0 65,5 60,6 52,3 48,8
Микротвердомеры (D = 0,395 мм,
Ртах =154 мН) обычно указывают твер-
дость непосредственно в единицах
IRHD.
Твердость по Шору А определяют
согласно ГОСТ 263 — 75 в аналогичных
условных единицах на образцах толщи-
ной 6—10 мм (в интервале IRHD
30— 85 значения единиц практически
совпадают). Ориентировочные соотно-
шения твердости и модуля эластич-
ности при сжатии:
IRHD. .40 50 60 70 80 90
Есж, МПа. 1,5 2,5 4,5 7 10 21
Температурный предел хрупкости опре-
деляют согласно ГОСТ 7912 — 74. Суть
метода — определение самой низкой тем-
пературы 9Хр, при которой образец рези-
ны (пластина, консольно зажатая в при-
боре) не разрушается при ударной
сосредоточенной нагрузке на край образ-
ца. Испытания начинают с более низкой
температуры, постепенно ее повышая.
Температура 9хр, определенная данным
методом, обычно превышает допускае-
мую предельную температуру, при кото-
рой можно эксплуатировать уплотнения.
Определение стойкости резины к воз-
действию жидких сред регламентировано
ГОСТ 9.030— 74 (см. подразд. 6.3 и
6.5) методы прогнозирования изменения
свойств резины при термическом старе-
нии-ГОСТ 9.029 — 74 (см. подразд. 6.1
и 6.4).
Определение морозостойкости по элас-
тическому восстановлению после сжатия
регламентировано ГОСТ 13808 — 79.
2.3. Пластмассы
Пластмассы классифицируют по хи-
мическому составу основы и подразде-
ляют на ненаполненные и наполненные
(композиционные). К ненаполненным
пластмассам, применяемым в уплотни-
тельной технике, относят пластмассы
на основе полиолефинов (полиэтилена,
полипропилена и др.), полиамидов (поли-
амида 610, капролона и др.), арома-
тических полиамидов (фенилона), поли-
имидов (полиимида ПМ67), поликарбо-
натов (дифлона), а также фторопласты
(на основе ПТФХЭ и ПТФЭ). К компо-
зиционным материалам относят: гра-
фитопласты (АТМ2, графелон-20, АМС-1,
АМАН и др.), композиции на основе
Пластмассы
87
фторопласта. Особую группу составляют
материалы на основе синтетических
смол и наполнителей, например слоистых
(текстолит), и др.
Химическая стойкость пластмасс в
средах определяется стойкостью их
полимерной основы и в меньшей степе-
ни — наполнителей и пластификаторов.
Совместимость материалов со средами
рассмотрена в подразд. 6.2 и 6.5.
Температурные пределы эксплуатации
&2...&1 определяются хрупкостью при
низких температурах (92), теплостой-
костью по размягчению и термостой-
костью по способности сохранять хи-
мическую стабильность при повышен-
ных температурах (!li).
Области применения пластмасс в уп-
лотнительной технике указаны в табл. 2.5.
Как конструкционные материалы пласт-
массы подразделяют на три группы:
1 — мягкие с модулем Е < 4%104 МПа,
2 — полужесткие с Е — (4... 10) 104 МПа,
3 — жесткие с Е = (10... 12) 104 МПа. В
уплотнительной технике применяют в
основном мягкие пластмассы при сред-
них значениях Ар и малых v. Полу-
жесткие пластмассы применяют для УН
и УПС при больших Ар, в частности
для поршневых колец компрессоров,
а также для клапанов и торцовых УВ.
При описании конкретных видов
пластмасс далее применены условные
обозначения показателей конструкцион-
ных пластмасс (табл. 2.6). В обозна-
чении показателя указывают темпера-
туру в °C (в индексе) и гидро-
статическое давление в МПа (в скоб-
ках) при испытании. При отсутствии
индекса показатель относится к нормаль-
ным климатическим условиям (9 =
= 25 °C, р = 0,1 МПа). Например,
£юо (50) — модуль упругости при & =
= 100 °C и р = 50 МПа).
Преимущества пластмасс:
возможность создания легких кон-
струкций благодаря малой плотности
(р = 0,9... 2,4 г/см3) и твердости (Н =
= 1... 400 МПа) материала при отно-
сительно низких давлении рк герме-
тизации и модуле упругости (Е =
= 400...9000 МПа);
работоспособность во многих агрес-
сивных средах с малой степенью набу-
хания;
низкие стоимость большинства мате-
риалов (до 10 р. за 1 кг) и техно-
логичность изготовления уплотнений;
низкий коэффициент трения при трении
без смазочного материала (для анти-
фрикционных композиционных и фторо-
пластовых материалов/ = 0,05... 0,2);
высокие допустимые деформации (е =
= 10...600%);
низкая газо- и водопроницаемость;
высокая антиэкструзионная стойкость.
Недостатки пластмасс как уплотни-
тельных материалов:
ограниченный температурный диапа-
зон эксплуатации, обусловленный силь-
ной зависимостью показателей (см.
табл. 2.6) от 8, а также возмож-
ностью разгерметизации вследствие
большого различия между температур-
ными коэффициентами линейного расши-
рения пластмасс и металлов;
ползучесть под нагрузкой (хладотеку-
честь);
пониженная по сравнению с эласто-
мерами герметизирующая способность;
ограниченный по сравнению с ме-
таллами срок эксплуатации, обусловлен-
ный старением; низкая (например, для
фторопластов) радиационная стойкость.
Полиэтилен (ПЭ) — термопластичный
продукт полимеризации этилена, очень
широко применяемый в уплотнениях
для пищевой, химической и других
отраслей промышленности, а также в бы-
товой химии. По физическому состоя-
нию ПЭ относят к частично кристал-
лическим полимерам. По способу про-
изводства их подразделяют в основ-
ном на полиэтилены низкого и высокого
давления (ПЭНД и ПЭВД), часто
называемые ПЭВП и ПЭНП — поли-
этилен соответственно высокой и низкой
плотности.
ПЭНД согласно ГОСТ 16338 — 77
имеет следующие показатели: М=(70...
...150)103; р =0,93...0,98 г/см3; Ер =
88
Материалы уплотнений и рабочие жидкости гидросистем
Таблица 2.5
Области применения пластмасс в уплотнительной технике
Пластмасса или ее основа Рабочие среды Диапазон рабочих температур, °C Области применения (примеры)
совместимые несовместимые
Полиэтилен Серная и соляная кислоты, щелочи, спирты, масла, кислород, пище- вые продукты Азотная кислота, ацетон, бензол —60...+ 80 Пищевая промыш- ленность и быто- вая химия (клапаны пневмосистем, мембраны, транс- портировочные УН, пробки)
Полипропи- лен Разбавленные ми- неральные и орга- ни ческие ки слоты и щелочи, раство- ры перекисей и спиртов, моющих веществ Дымящая азотная кислота, олеум, га- лоиды -5...+ 140 Пищевое машино- строение (проклад- ки, клапаны и ман- жеты)
Поликар- бонат Разбавленные ми- неральные кисло- ты, алифатические углеводороды и спирты, масла, жи- ры, кислород, ва- куум Ароматические и хлорированные уг- леводороды, щело- чи, аммиак (в бен- зине и ацетоне на- бухает) -253*...+ 135* Криогенная техника (уплотнения затво- ров)
Полиамид 610 Капрон Капролон В АТМ-2 Фенилон Графелон Керосин, бензин, бензол, минераль- ные и органические масла, спирты, растворы моющих веществ, РЖ на водной основе Концентрирован- ные кислоты (в во- де до 10% набу- хает) -60...+ 80 -50...+90 -40...+ 100 -60...+ 100 -70...+250 -70...+310 Металлургия и ком- прессоростроение (прокладки, клапа- ны, манжеты УПС, защитные кольца УН и УПС, пор- шневые кольца ком- прессоров, торцо- вые УВ)
Полиимид АМАН Синтетические масла, топливо Вакуум, радиация Конпентрирован- ные кислоты и ще- лочи, кипящая во- да -200...+220* -50...+200 Авиация, атомиая энергетика и ва- куумная техника (клапаны)
Текстолит птк Минеральные масла, слабые рас- творы кислот и щелочей Концентрирован- ные кислоты н ще- лочи —40... + 80 Компрессоростро- ение (клапаны, поршневые кольца УПС)
Графито- пласт АМС-1 Кислород -60...+ 180 Компрессорострое- ние (клапаны)
Фторопласт-4 и компози- ции на его основе Практически все жидкие и газооб- разные среды. Ва- куум. Ограничен- ная доза радиации Расплавленные щелочные метал- лы и их растворы в аммиаке; фтор, трехфтористый хлор -269...+ 260* Все отрасли маши- ностроения (про- кладки, защитные кольца УПС, грязе- съемники, поршне- вые кольца компрес- соров, клапаны, де- тали торцовых УВ)
Пластмассы
89
Продолжение табл. 2.5
Пластмасса или ее основа Рабочие среды Диапазон рабочих температур, °C Области применения (примеры)
совместимые несовместимые
Фторо- пласт-40 и композиции на его основе То же, при боль- шей стойкости к радиации То же -100...+ 200 Атомная энергети- ка (прокладки, кла- паны, детали тор- цовых УВ)
Фторопласт-3 Концентрирован- ные кислоты и ще- лочи, окислители и растворители Расплавленные щелочные метал- лы, фтор -195*...+ 70 Холодильная и криогенная техника (прокладки и кла- паны)
* Температура по химической термостойкости материала, необходим анализ возможности приме-
нения.
Основные физико-механические показатели пластмасс Таблица 2.6
Наименование Обозначение Единица Метод определения по ГОСТ
Плотность р г/см3 15139-69
Модуль упругости: при растяжении при сжатии при изгибе Ер Ес F ^ИЗГ МПа 9550-81
Твердость н МПа 4670 - 77
Разрушающее напряжение: при растяжении при сжатии & у Q. & ь ь МПа 11262-80 4651-82
Относительное удлинение: при разрыве при сжатии Q. у cL л w w О/ /о 11262-80 4651-82
Т емпературы: плавления кристаллизации стеклования текучести хрупкости химического разложения ®Г1Л ®кр Э., Эхр (Тхр) °C 18995.4-73 18995.5-73 11645 - 73 16783-71
Температурный коэффициент линейного расшире- ния °C-1 15173-70
Удельная теплоемкость с Дж/ (кг-°C) 23630.3-79
Теплопроводность X Вт/ (м-°С) 23630.2-79
Ударная вязкость по Шарпи образца с надрезом ак кДж/м2 4647-80
Водопоглощение по массе 9 о/ /о 4650 - 80
Коэффициент трения по стали f - 11629-75
90
Материалы уплотнений и рабочие жидкости гидросистем
= 500...800 МПа; Я = 50 МПа; <тр.р =
= 22...45 МПа (op.pioo = Ю... 15 МПа);
ор.с = 20 ..36 МПа; ер.р = 200...800%;
ЭХр < —70°C; 9Т = 125 °C — размягчение;
cq = 10 4 °С“1; с = 2,3 кДжДкг • °C);
X = 0,418 Вт/(м-°С).
ПЭВД по сравнению с ПЭНД имеет
более низкие показатели (ГОСТ
16337 — 77) при повышенных температу-
рах: М = (18...35)103; р = 0,92...
...0,93 г/см3; 9Т = 108 — размягчение;
9кр< -70°C; £0 = £р = 190...220 МПа;
Opp = 12...16 МПа; ор.р(-бо) =45 МПа;
ггр.р(80) = 3,4...4,6 МПа; арс = 12,5 МПа;
ерр = 150... 600 %; с = 2,3... 2,9 кДж/
/(кг • °C); X = 0,29 Вт/(м-°С). При высоком
давлении (р, МПа): £(345) = 6,1£о;
£(690) = 11,4£0. ПЭ характеризуется вы-
сокой стойкостью в неорганических сре-
дах — кислотах (кроме азотной), щело-
чах, растворах солей и спиртов. В бензи-
не, бензоле, толуоле, галоидопроизвод-
ных углеводородах, жирах и ацетоне
ПЭ Набухает, в некоторых органи-
ческих средах растворяется [30]. В
ароматических и хлорсодержащих угле-
водородах его прочность сильно сни-
жается. ПЭ стоек к радиации. ПЭ
перерабатывают литьем под давлением
при 9 а: 150... 180°C и р = 5... 10 МПа.
Температурный диапазон эксплуатации
уплотнителей из ПЭ от - 60 до + 80 °C.
При эксплуатации ПЭ склонен к обра-
зованию трещин по мере развития
процессов старения.
Полипропилен (ПП) — полужесткий
термопластичный продукт полимериза-
ции пропилена. При 9< +160 °C нахо-
дится в частично кристаллическом со-
стоянии. Химическая стойкость ПП
аналогична стойкости ПЭ и немного ее
превышает. Механические характерис-
тики ПП выше, чем у ПЭ при 9 < 130...
... 140 °C; морозостойкость — от —15 °C.
Температурный диапазон эксплуатации
уплотнений из ПП от — 5 до 100 °C —
длительно, до 140 °C — десятки часов.
ПП не рекомендуется применять в силь-
но окисляющих средах, он растворяется
при 9 > 80 °C в ароматических и хло-
рированных углеводородах. ПП изготов-
ляют по ТУ 6-05-1849 — 78, уплотнители
получают литьем под давлением, прес-
сованием, сваркой. Физико-механические
показатели ПП: р = 0,9... 0,92 г/см3;
9ПЛ= 160... 170°C; £0 = £р = 900 МПа;
£изг = 110...130 МПа; Я = 62 МПа;
<трр = 32 МПа; арс = 110 МПа; £Р Р =
= 650%; а| = (16...20)НГ5°С-1; с =
= 0,9... 1,12 кДж/(кг-К). При высоких
р, МПа: £ (345) = 4,5£0; £ (690) = 5£0.
Винипласт листовой (ГОСТ 9639 — 71) —
термопластичный материал на основе
поливинилхлоридной композиции (ПВХ);
основная структурная цепь содержит
звенья—СН2—CHCI—. Из него изготов-
ляют прокладки, используемые в пище-
вой и химической промышленности
(стоек к разбавленным кислотам и ще-
лочам, растворам солей, спиртам и др.).
Непригоден для сред ароматических и
хлорированных углеводородов вследст-
вие значительного набухания. Темпера-
турный диапазон эксплуатации 0.. .60 °C;
р= 1,38 г/см3; £0 = £р = 300 МПа;
Я = 1...2,5 МПа; орр = 50 МПа;
Ср. с = 90 МПа: Ер.р=10%; 9С =
= 8О...1О5°С; 9ПЛ = 16О...2Ю°С. При
высоких р, МПа: £ (345) = 1,3£0;
£ (690) = 1,7£0.
Пластикат поливинилхлоридный (ГОСТ
5960 — 72) — материал на основе поли-
винилхлоридной композиции (ПВХ) с
пластификатором. Стоек в большинстве
кислот и спиртах. Из него изготов-
ляют прокладки, используемые в хими-
ческой промышленности. Диапазон тем-
ператур от —15 до 60 °C; р =
= 1,21... 1,27 г/см3; 9хр = -40°C; ор.р =
= 14 МПа; ер.р = 340%.
Полиамиды (ПА) — термопласты на
основе азотсодержащих соединений,
имеющих в основной цепи полярные
амидные группы (NH)...—NH—[СН2]—
—NH—С—[СН2] С—..., отличаю-
II II
О О
щиеся высокими механическими пока-
зателями и износостойкостью, высокой
стойкостью к действию многих орга-
нических сред (растворителей) и удов лет-
Пластмассы
91
верительной — к слабым кислотам и
щелочам. Наличие в основной цепи
полимера гетероатома —N = понижает
химическую стойкость полимеров, кото-
рые, как правило, могут подвергаться
гидролитической деструкции [63]. ПА
недостаточно стойки к действию воды,
сравнительно легко окисляются, особен-
но при нагревании и действии сол-
нечной радиации. Из большого числа
ПА в уплотнительной технике приме-
няют полиамид 610, капролон В, компо-
зиционный материал — графитопласт
АТМ-2. Полиамид 610 (ГОСТ 10589 — 73):
р = 1,09... 1,11 г/см3; Ер = 1700 МПа,
Н = 125 МПа; орр = 50...60 МПа;
бР.Р = 100%; а, = 11,7-10"5 °C"1; 9ПЛ =
= 215... 221 °C; ак = 80 кДж/м2. Из него
изготовляют защитные кольца в паре с
резиновыми манжетами, шевронные ман-
жеты, седла клапанов и другие уплот-
нители УН и УПС, эксплуатируемые при
9= —60...70°C в среде керосина, бен-
зина, нефтяных масел, растворов мою-
щих веществ. Полиамид 610 перераба-
тывают литьем под давлением (9 =
= 270 °C, р = 100 МПа) и прессованием.
Ароматические полиамиды (АПА) — тер-
мопласты, содержащие в химической
структуре основной цепи кроме амидных
групп ароматические кольца, которые
повышают их стойкость к воздействию
органических растворителей [30]. АПА
отличаются высокой прочностью и изно-
состойкостью, тепло- и морозостой-
костью. Фенилом марки С2 по
ТУ 6-05-221-226-72 выпускают в виде
порошка. Его перерабатывают методами
прямого прессования и пресс-литья
с последующей механической обработ-
кой [58]. Из фенилона изготовляют
поршневые кольца компрессоров, тор-
цовые УВ и другие тяжело нагружен-
ные уплотнители. Фенилон стоек к
воздействию масел, бензина, слабых
растворов кислот и щелочей, степень
набухания в воде q < 10 % (при этом
линейные размеры изменяются на 2%);
р = 1,33 г/см3; Ер = 3100 МПа; Н =
= 200 МПа; орр = 120 МПа; ерр =
= 7%; 9пл = 430°С; а, = 3,5 • 10"5 °C"1;
X = 0,14 Вт/(м • °C). Фенилон и компо-
зиции на его основе склонны к старению
в складских условиях, особенно при
воздействии света. Графелон 20 — ком-
позицию графита с фенидоном — при-
меняют для разрезных поршневых колец
компрессоров, работающих при больших
перепадах давлений в условиях трения
без смазочного материала. Вследствие
высокой упругости и малой хладо-
текучести графелона эти кольца не
требуют силовых элементов — эспан-
деров. Физико-механические показатели:
р = 1,3 г/см3; Ер = 4000 МПа; Н =
= 300 МПа; ор р = 80 МПа; ср р =
= 6,5%; aJ = 410"5°C”1.
Поликарбонаты (ПК) — термопласты
на основе полиэфиров угольной кислоты.
Выпускают дифлон по ТУ 6-05-1668 — 80,
который перерабатывают литьем под
давлением. Из него изготовляют уплот-
нители затворов криогенной арматуры.
Дифлоны стойки к атмосферным воз-
действиям (включая тропики), тепло-
стойки и светостойки; р = 1,2 г/см3;
Ер = 2300 МПа; Н = 110 МПа; ор р =
= 50...75 МПа; орс = 80... 120 МПа;
Оизг = 80... 110 МПа; ак = 120 кДж/м2;
ер р = 70%; 9Ш1 = 220°С; а{ = 5,5 х
х Ю"5^"1.
Полиимид марки ПМ-67 (ТУ
П-622-69) — термореактивный сополи-
мер ароматических диангидридов и ди-
аминов — перерабатывают горячим прес-
сованием и обрабатывают резанием.
Отличается высокой стойкостью к
радиации и инертностью в среде топлив
и синтетических РЖ, поэтому его
применяют для уплотнений клапанов в
атомной энергетике. Нестоек в среде
концентрированных кислот и щелочей,
а также в воде при высокой темпе-
ратуре [64]; р = 1,4 г/см3; Ер = 5000 МПа;
Н = 230 МПа; <трр = 100 МПа; £рр =
= 4... 14%; 92 = 427°С; щ =
= 3,2 • 10"5 °C"1; X = 0,76 Вт/(м °C).
Выпускают композиции полиимидов
с графитом, нитридом бора, дисуль-
фидом молибдена, обладающие повы-
шенными характеристиками и приме-
няемые для несмазываемых УПС и УВ
92
Материалы уплотнений и рабочие жидкости гидросистем
в вакууме. Полиимиды дефицитны и
склонны к старению при повышенной
температуре.
Текстолит — слоистый листовой мате-
риал, изготовляемый горячим прессо-
ванием хлопчатобумажной ткани, пропи-
танной синтетической смолой термореак-
тивного типа (феноломальдегидной и др.)
и снабженной присадками. Текстолит
поделочный конструкционный ПТК
(по ГОСТ 5-78) [р= 1,3... 1,4 г/см3;
Ер = 3900...6400 МПа; Н = 300 МПа;
Ср р = 100 МПа; ор с = 150 МПа; Етт =
= 140 МПа; ерр=1%; &г = 200°С;
<х( = (2,0... 4,1)10“5 °C'1; X = 0,21 Вт/
(м °С)] выпускают в виде плит, стерж-
ней и трубок, применяют для клапанов,
прокладок, поршневых колец, изготав-
ливаемых механической отработкой. До-
статочно стоек в среде масел, топлив,
слабых растворов кислот и щелочей
при& = —40. ..80(100) °C, имеет хорошие
антифрикционные свойства и высокую
износостойкость.
Графитопласт (ГПл) — материал на ос-
нове эпоксидно-кремний-органической
смолы с антифрикционными наполни-
телями.
ГПл марки АМС-1 по ТУ 48-20-45-83
(р = 1,77 г/см3; /7=400 МПа; стрр =
= 50МПа;а, = 4- 10“5°С“1;Х = 0,35Вт/
(м-°С) применяют для УПС кислород-
ных компрессоров [58]. АМАН — много-
компонентный материал на основе поли-
меров новых типов с высокой термо-
химической и радиационной стойкостью,
предназначенный для уплотнений, ра-
ботающих в условиях трения без сма-
зочного материала, высокого вакуума и
радиации [86]. АМАН марки эстеран-1
имеет показатели: р = 3,6 г/см3; Н =
= 250 МПа; ор р = 80 МПа; а( =
= 10* °C"1; X = 0,43 Вт/(м-°С).
Фторопласты — пластмассы на основе
полимеров и сополимеров галогено-
производных (фтора или фтора и хлора),
этилена и пропилена. В уплотнитель-
ной технике используют фторопласт-4,
фторопласт-40, фторопласт-3 и анти-
фрикционные композиции на основе
фторопласта-4 (табл. 2.7). Особенность
фторопластов — исключительно высокая
химическая инертность в большинстве
рабочих сред (инертность фторопласта-4
превышает инертность всех остальных
пластмасс, благородных металлов, сте-
кол и фарфора). Замечательны анти-
фрикционные свойства фторопластов.
Их применяют в широком диапазоне
температур, однако теплофизические и
конструкционные их свойства при этом
существенно изменяются, что необхо-
димо учитывать в конструкциях [89,
94].
Физико-механические и теплофизические показатели фторопластов Таблица 2.7
£Р н °РР ^Ш1 8с я/105, °C-1, К
Фторопласт р» _ г/см3 МПа е, % ° С При -10...100 °C м-°С
Фторопласт-4 2,18 410 35 20 470 327 -120* 14 0,25
Фторопласт-40 1,7 1200 60 44 270 270 -100* 11 0,2
Фторопласт-3 2,12 1460 120 38 70 210 50 8 0,1
Ф-4К20 2,16 800 39 12,7 120 — — 14 0,5
Ф-4К15М5 2,19 800 39 15,2 150 — — 14 0,5
Ф-4С15 2,21 500 49 13,7 300 — 14 0,5
АФГ-80ВС 2,0 750 60 6 — — 10 0,6
АМИП-15М 2,35 640 45 1,2 100 — — 11 0,6
АМИП-30М 2,35 — — 5 15 — — 10 0,5
Ф-4К15УВ5 2,05 — 50 18 60 — — Л 0,5
Флубон-20 2,05 1290 50 17 15 — — 6,6 0,5
Ф-40С15М1,5 1,8 — 47 24 26 — — 7,9 0,2
* Для аморфной фазы полимера
Пластмассы
93
Фторопласт-4 — пластмасса на основе
ПТФЭ. Его выпускают по ГОСТ
10007 — 80 в виде порошка, который
подвержен терморазложению при
9г > 415 °C и перерабатывают методом
предварительного формования при
9 = 20...30°С, р = 25...35 МПа и по-
следующего спекания заготовок без
пресс-форм при 375 °C. Свободное спе-
кание обеспечивает в материале заготов-
ки практическое отсутствие пор и внут-
ренних напряжений. Свойства заготовок
[89] по ТУ 6-05-810-76 приведены в
табл. 2.7. Трубчатые заготовки повышен-
ной точности изготовляют по ТУ 6-05-
-1876 — 79, пленку — по ТУ 6-05-757 — 81
[89]. Основа фторопласта-4 — линейный
термопластичный частично кристалличе-
ский (ЭПл « 327 °C) полимер со степенью
кристалличности Кр = 0,45... 0,8. Значе-
ние Кр зависит от скорости охлажде-
ния после спекания заготовки: при
быстром охлаждении — закалке Кр х
« 0,45 (получается закаленный материал
с р = 2,12...2,15 г/см3); при медленном
охлаждении вместе с печью Кр < 0,8
(р = 2,18...2,25 г/см3). Закаленный мате-
риал мягче и пластичнее обычного,
однако его свойства не стабильны во
времени — при эксплуатации показатели
постепенно снижаются, поэтому из зака-
ленного фторопласта-4 изготовляют
только детали, эксплуатируемые при
низких температурах. Наличие в струк-
Рис. 2.22. Температурная зависимость коэф-
фициента линейного расширения фторо-
пласта-4
туре фторопласта-4 аморфной фазы, для
которой 9с«г —120 °C, обусловливает его
относительную мягкость (Н » 35 МПа)
и отсутствие хрупкости. Хрупкость не
проявляется даже при 9 =—269 °C,
поэтому в исключительных случаях
эксплуатации при условии стабильности
температуры фторопласт-4 можно ис-
пользовать в температурном диапазоне
— 269°C...+260°C. При этом уплот-
нения могут терять герметичность вслед-
ствие изменения параметров а(, Ео, Н
и др. (табл. 2.8). Температурный коэф-
фициент линейного расширения
фторопласта-4 с повышением темпера-
туры изменяется не монотонно (рис. 2.22).
Пик на кривой в области 9 = 20 °C
связан с преобразованием его кристал-
лической структуры. Модуль Ес фторо-
Таблица 2.8
Зависимость показателей фторопласта-4 (Ф-4), фторопласта-40 (Ф-40) и фтороплас ia-3
(Ф-3) от температуры
Темпе- Орр, МПа Бр.р> /о Ес, МПа а/-105, °C
°C Ф-4 Ф-40 Ф-3 Ф-4 Ф-40 Ф-3 Ф-4 Ф-40 Ф-3 Ф-4 Ф-3
--60 — — — — — 21 1800 — 1810 8 6
-50 — — — — 158 — — — — 8 6
-40 34 64 81 70 180 28 1700 — 1780 8 6
-20 32 51 75 100 203 28 1500 — 1710 8 6
-0 29 47 54 150 230 — 1100 — 1630 10 6
+20 20 44 38 470 270 70 700 700 1500 25 6
+40 18 41 28 650 279 65 450 550 1270 12 6
+ 60 — 40 20 — 400 430 330 — 880 11 8
+80 13 32 14 600 460 830 240 400 550 11 10
+ 100 11 27 8 540 535 840 170 275 280 11 10
94
Материалы уплотнений и рабочие жидкости гидросистем
пласта-4 резко уменьшается с повы-
шением Э (см. табл. 2.8), увеличи-
вается с повышением р: Ео = Ес =
= 700 МПа; £(345) = 3,9£0; £(690) =
= 5Е0 (соответственно меняется Н и
Стр.р) [89]. Практический температурный
диапазон эксплуатации прокладок из
фторопласта-4 —195...+200°C. Фторо-
пласт-4 не горит, не растворяется и
практически не набухает во всех жид-
ких и газообразных средах (см. под-
разд. 6.5), за исключением элементар-
ного фтора, трехфтористого хлора, рас-
плавленных щелочных металлов и их
растворов в аммиаке при повышенной
температуре. Вследствие химической
инертности фторопласт-4 стоек в тропи-
ческом климате и практически не под-
вергается старению в обычных усло-
виях, поэтому гарантийный срок сохра-
нения показателей качества при эксплуа-
тации и хранении превышает 20 лет
[89]. Коэффициент трения f фторо-
пласта-4 при трении без смазочного
материала (см. подразд. 1.4) мал, причем
незначительно зависит от г и существен-
но от р (f х0,06р~”, где и = 0,4...
...0,6), и отличается стабильностью при
страгивании. Фторопласт-4 имеет низкую
стойкость к радиации. Хладотекучесть
фторопласта-4 значительна и интенсивно
увеличивается [94] с повышением Э.
В связи с этим для УН и УПС, УВ
с очень малыми v контактные давления
рк ограничивают: рк < 7 МПа при
20°С; 3,5 МПа при 100°С; 1,8 МПа
при 200 °C и 1,4 МПа при 250 °C. При
больших значениях v и pv вследст-
вие низкой теплопроводности [X.«
к. 0,25 Вт/(м К)] необходимо учитывать
температуру в зоне контакта. Дефор-
мация уплотнителей из фторопласта-4
развивается лишь в первые часы при-
ложения нагрузки, а затем стабилизи-
руется.
Фторопласт-40 — термопласт на ос-
нове ПТФЭ и ПЭ (9пл=270°С),
перерабатываемый высокопроизводи-
тельными методами горячего и литье-
вого прессования, экструзии, литья под
давлением. Фторопласт-40 уступает
фторопласту-4 по теплостойкости и анти-
фрикционным показателям, но имеет
повышенные допустимую стойкость к
радиации и прочность и сохраняет
исходные свойства после выдержки 1000 ч
при 200 °C. При эксплуатации допустим
кратковременный перегрев до 250 °C.
По химической стойкости фторопласт-40
почти не уступает фторопласту-4 и имеет
одинаковые с ним атмосферостойкость
и стойкость к грибкам. Хладотеку-
честь у фторопласта-40 отсутствует. Для
уплотнителей используют главным об-
разом композиции фторопласта-40. Так,
смесь с ситаллом и дисульфидом молиб-
дена Ф-4ОС15М1,5 (ТУ 01-55-4-72),
имеющую повышенную износостой-
кость, применяют для подвижных уп-
лотнений, испытывающих воздействия
ионизирующих излучений, в условиях
трения без смазочного материала и при
смазывании водой или агрессивными
жидкостями [89]. Физико-механические
показатели — см. табл. 2.7.
Фторопласт-3 — термопласт на основе
ПТФХЭ (Эга,=210°С, 9с=+50°С) от-
личается от фторопласта-4 большей
твердостью и прочностью (см. табл. 2.7)
и высокой технологичностью благодаря
возможности переработки литьем под
давлением. Фторопласт-3 практически не
проявляет хладотекучести, имеет высо-
кую химическую стойкость к действию
концентрированных кислот, щелочей,
окислителей, не растворяется при нор-
мальной температуре ни в одном из
растворителей, набухает только в хлори-
рованных углеводородах и простых
эфирах, разлагается под действием рас-
плавленных щелочных металлов и эле-
ментарного фтора при высокой темпера-
туре. Стойкость к радиации выше, чем
у фторопласта-4. Антифрикционные
свойства значительно хуже, чем у фторо-
пласта-4, поэтому область его приме-
нения ограничивается УН и клапанами
для топливной, криогенной и холодиль-
ной аппаратуры [90].
Антифрикционные композиционные ма-
териалы. Общие закономерности трения
пластмасс (см. подразд. 1.4) подчиняются
Пластмассы
95
Таблица 2.9
Антифрикционные характеристики пластмасс при трении без смазочного материала
Пластмасса или ее основа f Л max. МПа V, м/с (РкОтах» МПа м/с
Полиамид 610 0,28 3,0 0,5 0,15
Капрон 0,34 2,0 0,2 0,10
Капролон В 0,40 5,0 0,5 2,5
Графитопласт АТМ-2 0,30 2,5 3,0 3,5
Графитопласт АМС-1 0,10 3,0 2,0 3,0
Текстолит ПТК 0,30 5,0 1,0 1,0
Полиимид ПМ-67 0,35 5,0 0,6 3,0
Дифлон 0,30 —- — —
Фенилои С2 0,40 2,5 1,0 1,5
Графелон-20 0,20 10,0 2,0 5.0
Эстеран-1 0,05 20,0 — —
закономерностям трения полимеров в
застеклованном или частично кристалли-
ческом состоянии. Для различных компо-
зиционных материалов в табл. 2.9 при-
ведены коэффициенты трения f (ГОСТ
11629 — 75) и предельно допустимые зна-
чения контактного давления рк, скорости
скольжения v, критерия мощности трения
ркг в условиях трения без смазочного
материала.
Антифрикционные композиции на ос-
нове фторопластов получают добавкой
различных наполнителей (табл. 2.10).
Введение наполнителей уменьшает хла-
дотекучесть фторопластов, повышает ко-
эффициент трения f и износостойкость,
не влияя на их химическую стойкость.
Заготовки из композиций получают ана-
логично заготовкам фторопласта-4, де-
тали изготовляют механической обра-
Таблица 2.10
Антифрикционные композиции и заготонкн на осноне фторопластов
Основа композиции Марка ТУ, ОСТ Наполнители
Фторопласт-4 Ф-4К20 ТУ 6-05-1412-76 Нефтяной кокс КЛ-1 (20%)
Ф-4К15М5 Кокс КЛ-1 (15%), молибденит (5%)
Ф-4С15 ТУ 6-05-1412-76 Стекловолокно (15%)
АФГ-80ВС ОСТ 48-75-73 Графит АРВ-1 (20%)
АМИП-15М ТУ П-407 - 65 Ситалл (15 %), молибденит (3%)
АМИП-30М Ситалл (30%), молибденит (3%)
Ф-4К15УВ5 — Кокс (15%), углеволокно (5%)
Флубон-20 ТУ 6-05-14-65-73 Углевод окно 20%
Фторопласт-40 Ф-40С15М1,5 ТУ 01-55-4-72 Ситалл (15%), молибденит (1,5%)
96
Материалы уплотнений и рабочие жидкости гидросистем
Таблица 2.11
Антифрикционные характеристики композиций
на основе фторопластов при трении без
смазочного материала
Основа композиции f Рк V РкГ I*
Фторопласт-4 0,04 0,7 0,5 0,06 1
Фторопласт-40 0,1 0,7 0,5 0,05 15
Фторопласт-3 0,3 0,4 0,5 0,02 —
Ф-4К20 0,2 10 5 1,1 625
Ф-4К15М5 0,2 12 5 1,1 1000
Ф-4С15 0,25 7 5 0,5 250
АФГ-80ВС 0,25 1 0,5 0,5 250
АМИП-15М 0,25 2 0,5 1 —
АМИП-30М 0,3 — — — —
Ф-4К15УВ5 0,2 — — — 1000
Флубон-20 0,2 3 1 3 2000
Ф-40С15М1,5 0,23 1,5 1 1,5 100
Примечание. I* — относительная износо-
стойкость. принятая за единицу для фторопласта-4.
боткой (при точении обеспечивается
поверхность с Ra = 0,4... 0,8 мкм).
Эти композиции работоспособны в тех
же средах и диапазонах температур,
что и фторопласт-4, однако при эксплуа-
тации УПС и УВ из этих материалов
необходимо учитывать нагрев в местах
трения. При местном повышении темпе-
ратуры до Э > 327 °C значение / резко
увеличивается и происходит интенсивное
изнашивание. Данные для сравнения
антифрикционных характеристик ком-
позиции на основе фторопластов при-
ведены в табл. 2.11 (рк в МПа, v в м/с).
В реальных УПС допустимые значения
Рк, v и pKv зависят от условий тепло-
отвода в местах трения. Поверхности
контртела пар трения необходимо по-
лировать или выглаживать (до Ra
0,2 мкм). Твердость контртела HRC
30...40, для уплотнителей из АМИП и
Ф4С15 HRC55 [89].
2.4. Герметики
Герметики широко применяют в УН
баков, корпусов, резьбовых и фланцевых
соединений, которые не предусмотрено
разбирать во время эксплуатации. В УН,
подлежащих периодической разборке
(для регулирования или смены масла), их
применение нецелесообразно, так как воз-
никает необходимость удалять остатки
герметика, промывать поверхности дета-
лей и снова наносить на них герметик.
По внешнему виду, физическим и техно-
логическим свойствам герметики под-
разделяют на самовулканизирующиеся,
высыхающие, невысыхающие и анаэроб-
ные. Принцип действия уплотнений с
герметиками основан на заполнении
неплотностей между стыками деталей
первоначально вязкотекучими составами,
нанесенными на соприкасающиеся по-
верхности. В процессе сборки в промежу-
точном слое создается давление, под
действием которого состав заполняет все
неплотности, а его избыток вытесняется
наружу. В самовулканизующихся герме-
тиках в течение некоторого времени
происходит процесс вулканизации при
нормальной или повышенной темпера-
туре, в результате чего они превра-
щаются в резиьоподобные эластичные
материалы. В них сочетаются свойства
очень тонких резиновых прокладок и
клеев. Однако адгезия герметиков значи-
тельно меньше, чем у клеев, поэтому
соединение сохраняет способность к раз-
борке. Свойства уплотнений с невысы-
хающими герметиками (замазками) по-
добны свойствам жидких уплотнений,
в которых благодаря очень высокой
вязкости композиции (5 • 103 —
— 2-105 мПа-с) обеспечивается герме-
тичность при действии перепада давле-
ний. При некотором давлении возни-
кает предельная деформация стыков,
вызывающая разгерметизацию. Меха-
низм разгерметизации аналогичен ме-
ханизму разгерметизации уплотнений
с прокладками (см. подразд. 3.4).
Для оценочных расчетов можно исполь-
зовать условия: К,рку < <зр; КТЕт!а <
< Ер, где КГ — коэффициент запаса, учи-
тывающий неоднородность стыка; рк у—
условное контактное давление в стыке;
Стр — предел прочности герметика при
растяжении; ер — относительное удлине-
ние при разрыве.
Предельная деформация £тах зависит
от действующих на соединение нагрузок,
температурных деформаций и вибрации,
поэтому трудно поддается расчету.
Герметики
97
Таблица 2,12
Области применения герметиков различных типов
Тип герметика Рабочая среда Т емперату рный диапазон эксплуатации, °C Область применения
совместимая несо вместимая
Тиоколовые Нефтепродукты, масла, бензин, топ- лива реактивные, слабые кислоты, глицерин, этилен- гликоль Синтетические, РЖ, бензол, сти- рол, толуол, ани- лин, ацетон и др. -40...+ 100 (-60...+130)* Машиностроение, авиация, судо- строение
Фторкаучуко- вые Синтетические РЖ, топлива, го- рячие газы и воз- дух - -25... + 200 (-25...+ 300)* Авиация, химиче- ская промышлен- ность
Фторсилокса- новые - -60...+ 200 ( — 60... + 250)*
Силоксановые Воздух, газы, па- ры воды Ароматические и хлорсодержашие углеводороды, нефтепродукты -60... + 250 Приборостроение (влагозащита)
Уретановые Вода, минераль- ные масла -70...+ 70 Г орная промыш- ленность, судо- строение — пленки на деталях, под- верженных гидро- абр аз ив ному из- нашиванию
* В скобках указан температурный диапазон кратковременной эксплуатации.
Обычно разгерметизация жидких про-
кладок наступает при деформации
0,05—0,1 мм и давлении 0,05 —
0,15 МПа. Для самовулканизующихся
составов Стр «2 МПа; ер «250%.
Как правило, уплотнения с герме-
тиками применяют в конструкциях без
существенного избыточного давления.
Самовулканизукнциеся герметики
[45, 77, 78] состоят из двух (иногда
трех) компонентов, смешиваемых перед
употреблением. Основной компонент —
один из жидких низкомолекулярных
каучуков с ингредиентами, второй — вул-
канизующий агент. Иногда в герметик
вводят смолы для придания адгезион-
ных свойств. Совместимость со средой
и температурный диапазон эксплуатации
обусловлены в основном свойствами
каучука, поэтому герметики часто назы-
вают по типу каучука: тиоколовые
(полисульфидные), силоксановые, фтор-
каучуковые и т. д. Области применения
и ориентировочные температурные
диапазоны работоспособности гермети-
ков указаны в табл. 2.12. Принципы
составления рецептур герметиков и рези-
новых смесей аналогичны. Физико-
механические свойства герметиков даны
в табл. 2.13.
Тиоколовые герметики на основе жид-
ких полисульфидных каучуков-тиоколов
наиболее распространены в машино-
строении для уплотнений, работающих
в среде нефтепродуктов и слабых
кислот в диапазоне — 40... +100 °C
(ограничено — 60... +130 °C). Тиоколы —
вязкие жидкости с М = 1700... 5500,
4 Под сед. А. И. Голубева и Л. А. Кондакова
98
Материалы уплотнений и рабочие жидкости гидросистем
Таблица 2.13
Физико-механические свойства герметикой
Тип герметика Марка герметика Плотность, кг/м3 Ср, МПа е, % Твердость, IRHD
Тиоколовые У-30М 1450 2,5-4,0 150-300 50-60
У-30МЭС-5 1450 1,5-3,0 200 -400 40-60
У-30МЭС-10 1450 1,2 -2,0 220 - 500 25-40
УТ-31 1950 2,0-3,5 175-300 50-65
51УТ-37 1400-1550 2,0-4,0 150-350 40-55
Силоксановые У-1-18 2200 2,0 160 50-60
У-2-28 2200 1,8 200 40-50
У-4-21 1350 1,5 100 40-50
КЛ-4 1000 0,1-1,0 80-100 —
КЛТ-30 1150 0,8 120 60-70
КЛВАЕ — 1,0 130 50-65
Фторсилоксановые ВГФ-1 и ВГФ-2 — 1,5 100-120 —
51-Г-15 1450 0,8 100 —
51-Г-16 1400 1,0 70-100 —
Фторкаучуковые 51-Г-1 1900 3,0-5,0 200-300 —
51-Г-2 1800 2,0-3,5 200 - 600 —
51-Г-9 1900 2,0-6,0 200 - 350 —
Уретановые УГ-2 1140 11-15 350 - 450 53-55
УГ-3 1100 10-12 400 -450 71-76
УГ-5 — 14-17 400-500 65-70
УГ-6 950-770 18-28 300-400 90-95
р » 1300 кг/м3, содержащие в молеку-
лах сульфгидрильные группы SH
(1,6... 4,3 %). Они способны вулканизо-
ваться на воздухе при обычной тем-
пературе, образуя маслобензостойкие ре-
зины. При вулканизации группа SH
окисляется до сульфидных групп за счет
кислородсодержащих компонентов вул-
канизатора (диоксида марганца и диокси-
да свинца). Характеристики наиболее
распространенных отечественных тиоко-
ловых герметиков даны в табл. 2.14.
Таблица 2.14
Характеристики тиоколовых и эпоксидно-тиоколовых герметиков
Марка (ГОСТ или ТУ) Цвет Область применения Т емпературиый диапазон эксплуатации, °C
У-30М (ГОСТ 13489-79) Черный Машиностроение, авиация, су- построение (эластичные сое- динения между деталями) -60...+ 130
У-30МЭС-5 * (ТУ 38-105462 - 72) Черный -60...+ 150
51УТ-37 (ТУ 38-105507-76) Коричневый Судостроение -40...+ 100
УТ-32 ТУ 38-105462 - 72 Серый Авиация, судостроение (закле- почные соединения) -60...+ 130
* С эпоксидной смолой.
Герметики
99
Тиоколовые составы наносят на сталь-
ные детали и алюминиевые сплавы;
для меди и латуни они не пригодны.
Степени набухания наиболее распростра-
ненного герметика У-ЗОМ за 250 ч при
20 °C, в % (по массе): в бензине
—0,9; в топливе Т1 + 3,4; в масле СУ
— 2,7; в скипидаре + 11,8; в масле
трансформаторном —2,6; в глицерине
—0,8; в спирте этиловом —0,8; в спирте
бутиловом +1. Набухаемость гермети-
ков можно немного уменьшить, если
проводить их вулканизацию при
100—130°C. Герметик У-30М, нанесен-
ный на хлорнайритовый грунт, может
выполнять антикоррозионные защитно-
герметизирующие функции. Тиоколовые
герметики не дефицитны и техноло-
гичны.
Фторкаучуковые герметики (см. табл.
2.12 и 2.13) отличаются сочетанием
высокой термостойкости (до 300 °C) с
исключительной стойкостью к действию
синтетических рабочих жидкостей и топ-
лив, нефтепродуктов и воды [13, 41,
45, 77]. Плохие технологические свойст-
ва, большая усадка, длительная вулка-
низация (до 14 суток), необходимость
применения растворителей, высокая
стоимость этих герметиков ограничи-
вают области их применения для по-
верхностной герметизации (например,
топливных отсеков). Фторкаучуковые
герметики — двухкомпонентные компо-
зиции. Они состоят из раствора ре-
зиновой смеси на основе СКФ в ор-
ганическом растворителе (чаще всего в
метилэтилкетоне или циклогексаноне) и
вулканизующего агента. В качестве на-
полнителей в резиновую смесь вводят
двуокись титана, фторид кальция и др.
Для усиления адгезии к металлам при-
меняют специальные клеевые подслои.
Невысыхающие герметики (замазки)
используют главным образом для разъ-
емных соединений (фланцевых, резь-
бовых и т. п.). Наибольшее распростра-
нение получили полиизобутиленовые за-
мазки У-20А, У-22, 51-Г-6, 51-Г-7,
предназначенные для эксплуатации на
воздухе (транспорт, авиация). Они хими-
чески стойки в кислотах и щелочах,
но не стойки в топливах и маслах.
Замазки на основе полиизобутилена со-
держат 5 — 15% полимера, 50—75% на-
полнителя (мела, асбеста, белил и др.),
12 — 25% нефтяных масел для придания
жидкой консистенции (для придания
клейкости добавляют канифоль и эпок-
сидную смолу). Температурный диапазон
эксплуатации —50...+70°C (при боль-
шей температуре размягчаются, а затем
растрескиваются). Перед нанесением на
соединение замазки нагревают до тем-
пературы + 30... + 50 °C.
Анаэробные герметики [77, 79] —
системы на основе анаэробных смол,
полимеризующихся в условиях отсут-
ствия кислорода воздуха. Кроме основы
(акрилового или метакрилового ряда)
они содержат инициатор и ускоритель
полимеризации, ингибитор, модифи-
цирующие добавки, краситель. Эти
композиции длительное время могут
находиться в жидкотекучем состоянии
в присутствии кислорода, что позволяет
выпускать их готовыми для исполь-
зования и хранить в стеклянной или
пластмассовой таре, частично заполнен-
ной воздухом.
В узких щелях с герметиком вслед-
ствие отсутствия кислорода и контакта
с очищенными поверхностями активных
металлов происходит полимеризация —
отверждение состава. В случае инертных
контактирующих материалов (кадмиро-
ванных, оцинкованных, неметалличе-
ских), а также для сокращения времени
полимеризации поверхности предвари-
тельно обрабатывают специальными ак-
тиваторами — растворами солей метал-
лов переменной валентности или аминов.
Время отверждения: без активатора на
стали — 48 ч; то же, на алюминии —
74 ч; с активатором на всех ме-
таллах и при температуре 20 °C —
6 ч; то же, при 80 °C — 1 ч. После от-
верждения образуется материал с хо-
рошими механическими свойствами уп-
лотнителя, стойкий к воздействию мно-
гих химически активных сред (воды,
масел, топлив, кислот, щелочей, хладо-
4*
100
Материалы уплотнений и рабочие жидкости гидросистем
нов) и вибрации при большом перепаде
давлений сред. Предел прочности ана-
эробных герметиков на сдвиг обычно
составляет 3 — 10 МПа, адгезионная
прочность оа = 2... 5 МПа. Благодаря
малой вязкости жидких составов
(102 — 3-103 мПа-с) они легко прони-
кают в зазоры резьбовых и фланцевых
соединений, трещины в отливках и
сварных швах, упрощая технологию
герметизации. Анаэробные герметики
широко применяют в соединениях раз-
личных трубопроводов, главным об-
разом в судостроении [79]. В резьбо-
вых соединениях они резко повышают
коэффициент трения (от 0,2 до 0,7),
обеспечивая надежное стопорение в усло-
виях вибрации при сохранении воз-
можности демонтажа обычными клю-
чами.
Анаэробные герметики (ТУ 6-01-2-
370-74, ТУ 7-01-2-309-74 и др.)
отличаются в основном вязкостью и
прочностью композиций (табл. 2.15).
Герметики подбирают по вязкости в
зависимости от зазора в соединении:
маловязкие герметики 125Р и 125Ц
применяют при зазоре до 0,15 мм,
герметик 6В — до 0,2 мм, герметики
25В и 25ВС — до 0,25 мм в цилиндри-
ческих соединениях и до 0,6 мм в
резьбовых. Адгезионная прочность гер-
метиков при сдвиге сильно зависит
Характеристики анаэробных герметиков
от зазора: для герметика 125Р при
зазоре 0,02; 0,2; 0,4 мм соответственно
ста = 5,0; 1,3; 0,9; для герметика 25В при
зазоре 0,02; 0,2; 0,4; 0,6; 1,0 соответ-
ственно <та = 5,4; 4,4; 3,3; 2,3; 0,4. Гер-
метики 125Р, 125Ц, 6В, 25В, 25ВС
водостойки, маслобензостойки, вибро-
стойки и тропикостойки в пределах
установленных норм. Время от момента
приготовления до использования для них
не менее 12 мес.
2.5. Рабочие жидкости
для гидравлических систем
Жидкость выполняет в гидросистеме
важные и многосторонние функции.
В гидроприводе и гидропередаче жид-
кость является рабочим телом (РЖ), в
парах трения — смазочным и охлаждаю-
щим агентом, средой, удаляющей про-
дукты изнашивания и обеспечивающей
при длительной эксплуатации защиту
деталей от коррозии. Вязкость РЖ
является наиболее важным показате-
лем, определяющим большинство экс-
плуатационных свойств (виды смазки,
трения и изнашивания, характер утечек,
пусковые характеристики), поэтому ее
значение (обычно при 9 = 50 °C) указы-
вают в обозначении марки РЖ, напри-
мер АМГ-10, МГЕ-10.
Для гидравлических систем разного
назначения используют РЖ четырех
Таблица 2.15
Показатель Значение показателя для герметика
125Р 125Ц 6В 25В 25ВС
Цвет Бесцветный Красный Голубой
Вязкость при 20 °C, мПа-С 125 125 6000 25000 25000
Предел прочности, МПа, на
стали:
при сдвиге резьб 8-10 4-6 8-10 8-10 3-4
при сдвиге цилиндров 7,5-10 5-7 10-12 9-10 4-6
Температурный диапазон -40...+ 100 (кратковременно +120 °C)
эксплуатации, °C
Набухание за 30 сут., %:
в масле 1,0 — 0,3 0,2 —
в топливе 1,1 — 0,3 0,5 —
и воде 4,0 — 9,0 8,0 —
Рабочие жидкости
101
Таблица 2.16
Вязкостно-температурные характеристики рабочих жидкостей
Группа Жидкости (примеры марок) Температурный диапазон эксплуатации, °C Кинематическая вязкость v, мм2/с, при 3, °C Vmax, ММ2/С (при 9, °C)
100 80 50 20 0
1.1 Нефтяные Маловязкие -70...+ 70 1,6 3 3,8 8 15 300 (-50)
1.2 (МГЕ-4А) Средневязкие (АУ, -25...+120 3,7 5,5 13 50 200 1400 (-20)
1.2А АУП) Всесезонные: АМГ-10 -60...100 4,3 5,5 10,3 22 50 1150 (-50)
1.2Б ВМГЗ -40...+ 100 4 5,6 10,5 30 75 2100 (-40)
1.3 Вязкие (Шелл-27) -20...+ 150 7,2 10,5 27 105 400 2450 (-20)
2.2 Синтетические Средневязкие (Б-ЗВ) -30... + 180 5 7,2 18 60 180 1000 (-20)
2.2 Водно-глицериновые -30...+ 60 — 7,6 13 48 160 980 (-20)
2.2А (ПВГ) Всесезонные -60... + 150 4,2 6,0 10 22 45 1400 (-50)
2.3 (7-50С-3) Вязкие (П20М1) - - — 20 70 220 4000 (-30)
групп (табл. 2.16): маловязкие с v50 =
= 4...5 мм2/с и V—so = 500 (группа
1.1); всесезонные с v50 = 10 и v_50^
< 1500 (группа 1.2А); средневязкие с
v50 = 15 и v_5o<4000 (группа 1.2);
вязкие с vso = 25... 30 мм2/с (группа
1.3). Кроме нефтяных используют синте-
тические всесезонные и вязкие РЖ для
работы при повышенных температурах,
негорючие РЖ и эмульсии для гидро-
систем промышленных установок [35,
55]. Совместимость РЖ с эластомер-
ными материалами (см. подразд. 6.3)
оценивают по анилиновой точке (АТ) со-
гласно ИСО 2977 — 74.
Для гидросистем общепромышленно-
го назначения применяют индустриаль-
ные масла общего назначения без
присадок И-12А, И-20А, И-30А, И-40А,
И-50А (ГОСТ 20799 - 75).
В гидросистемах, работающих при
Э>60°С и р^15...20 МПа, приме-
няют в основном турбинные масла
Тл = 22, Тп = 30 и Тп = 46 (ГОСТ
9972 — 74) из парафиновых малосернис-
тых и сернистых нефтей с анти-
окислительной, противокоррозионной и
противопенной присадками. Их замени-
тели: турбинные масла Т22, Т30, Т46
(ГОСТ 32—74), не содержащие при-
садок и требующие поэтому более
частой замены. В гидросистемах с тя-
жело нагруженными элементами, рабо-
тающих при р = 16...35 МПа, рекомен-
дуется использовать масла ИГП-18,
ИГП-30, ИГП-38, ИГП-49 (ТУ
38-101413 — 73) с улучшенными противо-
износными, антиокислительными, проти-
вопенными и антикоррозионными свой-
ствами. Эти масла изготовляют на осно-
ве глубокоочшценных базовых масел
(дистиллятных, остаточных и их смесей)
из сернистых и малосернистых нефтей
с композицией присадок ДФ-11, ионол,
В15/41, ПМС-200А.
В гидроприводах кузнечно-прессовых
машин и в гидросистемах горных
машин используют негорючие водные
эмульсии «масло в воде»: 2 — 3% эмуль-
сола в смягченной воде. В состав
эмульсола входит минеральное масло с
добавкой (для улучшения противоизнос-
ных свойств) 12—14% олеиновой кисло-
ты и 2,5 % едкого натра. Недостат-
ками эмульсий типа «масло в воде»
являются малая вязкость, низкая смазоч-
ная способность, высокая коррозионная
активность и ограниченная температура.
102
Материалы уплотнений и рабочие жидкости гидросистем
Значительно лучше свойства негорючих
жидкостей типа «вода в масле», в кото-
рых в среде масла диспергировано
около 40% водного состава с присад-
ками, обеспечивающими стойкость
эмульсии. Такие обводненные масла
лишь незначительно уступают минераль-
ным маслам по коррозионной стой-
кости и смазочным свойствам, но обес-
печивают негорючесть.
Нефтяные РЖ. Для гидросистем объек-
тов, работающих в полевых условиях
(транспортных, сельскохозяйственных и
строительно-дорожных машин, палуб-
ных судовых установок, стационарных
полевых сооружений и т. п.), используют
жидкости на нефтяной основе. В зави-
симости от климатической зоны диапа-
зон изменения температуры окружаю-
щей среды может составлять Д30 =
= 100... НО °C, при этом температура
масла при работе достигает S =
= 150... 160 °C, поэтому необходимо мас-
ло с пологой вязкостно-температурной
характеристикой. Для обеспечения пуска
насосов при малых 30 вязкость масла
не должна превышать vmax = 4000...
...5000 мм2/с (в зависимости от кон-
структивной схемы), а нормальное функ-
ционирование гидроавтоматики возмож-
но при vmax 1500 мм2/с. По условиям
сохранения смазочной пленки и допускае-
мому уровню утечек vmin > 3 мм2/с
(рис. 2.23). Рабочий диапазон вязкости
Рис. 2.23. Температурные пределы работы
гидросистем в зависимости от вязкостно-
температурной характеристики РЖ:
1 — основа РЖ; 2 — загущенная РЖ; 3 — незагу-
щенная РЖ
РЖ Avp = vmax - vmin. Для гидросистем,
эксплуатируемых в очень холодных зонах
(So < — 55 °C), и для систем гидроавто-
матики применяют маловязкие масла
МГЕ-4А, РМ и ЛЗ-МГ-2.
Масло МГЕ-4А по ТУ 38-101573-75
(р = 0,83 г/см3; ЭВ = 94°С; v50 =
= 3,6...4 мм2/с; v-so = 260... 300 мм2/с;
=—70°C; кислотное число Кон =
= 0,4...0,7 мг KOH/г; анилиновая точка
АТ = 68... 72 °C) получают введением в
загущенное маловязкое базовое масло
комплекса присадок — антиокислитель-
ных, противоизносных и антикоррозион-
ных. Масло МГЕ-4А предназначено для
гидросистем периодического действия. В
зависимости от конкретных условий
может находиться в системе без замены
до 10 лет и храниться в таре до
8 лет. Наибольшая температура эксплуа-
тации 50 °C (при кратковременной ра-
боте до 100 °C).
Всесезонное масло МГЕ-10А по ТУ
38-101572-75 (р = 0,834 г/см3; v50 =
= 10 мм2/с; v-so = 1250... 1500 мм2/с;
SB = 96°C; S3=- 70°С; К0И = 0,4...
...0,7 мг KOH/г; АТ = 68...72°C) полу-
чают введением в загущенное глубоко-
очищенное низкозастывающее базовое
масло комплекса антиокислительных,
противокоррозионных и противоизнос-
ных присадок. Масло МГЕ-10А является
основным для гидросистем автомати-
ческого управления. В системах периоди-
ческого действия рассчитано на эксплуа-
тацию без замены до 10 лет при
So = -55...+5О°С иН +90°С (крат-
ковременно до ПО °C). Срок смены
масла зависит от интенсивности работы
гидросистемы и составляет ориентиро-
вочно несколько сотен часов.
Всесезонное масло ВМГЗ по ТУ
38-101479 - 74 (р = 0,865 г/см3; v50 =
= 10 мм2/с; V—50 = 1900...2300 мм2/с;
SB = 135°C; S3=-60°C; Кон=0,5 мг
KOH/г; АТ л 15 °C) получают загуще-
нием глубокоочищенной основы из сер-
нистых нефтей, в которую вводят
антиокислительную, противокоррозион-
ную и противопенную присадки. Масло
ВМГЗ применяют для гидросистем
Рабочие жидкости
103
строительно-дорожных машин преиму-
щественно в зимнее время (90 =
= -40... + 50°С; 9 < +90°С, при крат-
ковременной работе 9 <+110 °C). В
связи с интенсивным использованием
гидросистем этого типа, как правило,
масло заменяют каждый сезон (на лето
гидросистемы заправляют маслом
МГ-30).
Авиационное масло АМГ-10 по
ГОСТ 6794 - 75 (р = 0,85 г/см3; v50 =
= 10 мм2/с; v-so= 1250 мм2/с; 9В =
= 92 °C; 93 = - 70 °C; Кон = 0,05 мг
КОН/г; А Т = 85... 90 °C) изготовляют
загущением маловязкой глубокоочищен-
ной нефтяной основы, в которую
вводят антиокислительную присадку и
краситель. Масло АМГ-10 является
основным для гидросистем дозвуковых
самолетов, применяют также в гидро-
системах наземной техники (90= ±55°С;
при кратковременной работе 9 = 100...
...110 °C; при наддуве резервуаров
инертным газом 9 +125 °C). Срок
смены масла (2 — 3 года) определяется
в основном снижением вязкости вслед-
ствие деструкции вязкостной присадки
при интенсивной работе гидросистемы
(допускаемое значение v50 8... 7 мм2/с).
Масло АУ по ГОСТ 1642 — 75 и
ТУ 38 101586-75 (р = 0,89 г/см3,
v50 = 12...14 мм2/с; v2o = 50 мм2 /с;
v_3O = 5000 мм2 /с; ЭВ=163°С; 93 =
= —45 °C; Кон = 0,07 мг КОН/г). Масло
АУ по ГОСТ 1642—75 — дистиллят
балаханской или анастасьевской нефти
углубленной сернокислотной очистки, по
ТУ 38-101586 — 75 масло АУ выраба-
тывают из парафинистых сернистых
или малосернистых нефтей селективной
очисткой и депарафинизацией. Масло АУ
применяют в гидросистемах, в част-
ности, судовых установок (90 =—25...
...+50°С; 9 s:+90°C). Масло АУ яв-
ляется базовым для изготовления масел
АУП, Р, ЭШ.
Масло АУП по ТУ 38 001234-75
(v50 = И... 14 мм2/с; v-зо = 5000 мм2/с;
9В = 145 °C; 93 = -45 °C; КОн = 0,3...
...0,6 мг КОН/г) изготовляют на базе
масла АУ по ГОСТ 1642 — 75 с анти-
окислительной и антикоррозионной при-
садками. Применяют преимущественно в
гидросистемах судовых установок (9 =
= — 25... + 90 °C, при кратковременной
работе 9 < +125 °C), допустимо попа-
дание в масло морской воды.
Масло Р по ТУ 38 101179 —71(vso =
= 12...14 мм2/с; V-го = 1300 мм2/с;
9В = 163 °C; 93 = -45 °C; Кон = 0,07 мг
КОН/г) изготовляют на базе масла АУ
из малосернистых нефтей с антиокисли-
тельной, моющей и противопенной при-
садками. Применяют в гидрообъемных
передачах автомобилей и гидропереда-
чах палубных судовых установок.
Масло ЭШ по ГОСТ 10363-78 (v50 =
= 20 мм2/с; 9В=155°С; 93=-50°С;
Кон = 0,15 мг КОН/г) представляет со-
бой масло АУ с загущающей и депрес-
сорной присадками. Применяют в
гидросистемах экскаваторов и других
аналогичных машин.
Масло МГ-30 по ТУ 38 10150 - 70 (р =
= 0,885 г/см3; vso = 27...33 мм2/с;
v-is = 4000 мм2/с; 9в=190°С; 93 =
= —35 °C; Кон = 0,06 мг КОН/г) изго-
товляют на основе индустриального
масла с антиокислительной, депрес-
сорной и противопенной присадками.
Оно предназначено в основном для
гидросистем строительно-дорожных и
подъемно-транспортных машин в ка-
честве сезонного легнего сорта масла.
Масла для мобильных объектов вы-
пускают также многие зарубежные
фирмы. Например, маслам типа АМГ-10
и МГЕ-10А соответствуют масла по спе-
цификациям MIL-H-5606A и MIL-H-
5606В (США), DTD-585 (Англии) и др.
Маслам АУ, АУП и Р примерно соот-
ветствуют масла по спецификациям
M1L-H-6083B, DTD 5540-0X15; МГ-30-
ATF Дексрон (США), ATF Тайп А (Анг-
лия) и др.
Для гидросистем с аксиально-плун-
жерными насосами рекомендуется ис-
пользовать масла с v = 12...600 мм2/с
(допускается v = 8...13OO мм2/с).
Синтетические и водосодержащие РЖ
[55]. Если гидропередача рассчитана на
эксплуатацию при температуре, превы-
104
Материалы уплотнений и рабочие жидкости гидросистем
шающей предельную для РЖ на нефтя-
ной основе (80 — 90 °C, кратковременно
110—120 °C), приходится использовать
дорогие и дефицитные высокотемпера-
турные синтетические жидкости. Него-
рючие или повышенно огнестойкие син-
тетические РЖ применяют также при
повышенных требованиях к взрывопо-
жаробезопасности. Основные недостат-
ки, препятствующие широкому приме-
нению синтетических РЖ: высокая
стоимость, ограниченность сырьевых
ресурсов, необходимость замены в гидро-
системе материалов уплотнений и неко-
торых металлов, токсичность многих
жидкостей или продуктов их разложения.
Кроме того, многие синтетические
жидкости, обладая рядом уникальных
свойств, не соответствуют комплексу
остальных требований. Существует не-
сколько классов синтетических РЖ, из
которых в гидросистемах используют
следующие: диэфиры, силоксаны,
фосфаты, водосодержащие
жидкости (водно-гликолевые или
водноглицериновые); фтор- и хлор-
органические жидкости. Из
всех синтетических РЖ только фторорга-
нические отличаются полной негорю-
честью, исключительной химической
инертностью и термической стабиль-
ностью. Водосодержащие жидкости не
воспламеняются при распылении на
пламя или на поверхность, раскаленную
до температуры 700 °C [55], остальные
жидкости имеют повышенную огне-
стойкость по сравнению с нефтяными
маслами, но являются горючими и могут
воспламеняться при попадании на огонь
или раскаленные предметы.
Диэфиры — жидкости на основе слож-
ных эфиров двухосновных кислот (ади-
пиновой, себациновой и др.) с первич-
ными или многоатомными спиртами
(например, пентаэритритом) — представ-
ляют собою маслянистые жидкости с
хорошей смазывающей способностью,
удовлетворительной вязкостно-темпера-
турной характеристикой, малой испаряе-
мостью и высокой температурой вспыш-
ки. Диэфиры недостаточно устойчивы
к окислению, поэтому в них вводят
антиокислительную и противоизносную
присадки. Температура эксплуатации
ограниченна (9тах = 200 °C), так как при
9 = 230...260°C диэфиры разлагаются.
На основе диэфиров получают масла для
турбовинтовых двигателей: ВНИИ НП-7
по ГОСТ 12246—66 (v1Oo = 7,5...8 мм2/с;
9в = 210°С; 9, = - 60°С; р = 0,918...
...0,922) с загущающей присадкой;
ВНИИ НП 50-1-4ф по ГОСТ 13076-67
(vioo = 3,2 мм2/с; v-40 = 2000 мм2/с;
9В = 204 °C; 93 = —60°C), работоспособ-
ное до 175 °C; Б-ЗВ по ТУ 38 101295-75
(vioo = 5 мм2 /с; У-зо = 3500 мм2/с;
9В = 230°C; 93 = —60°C, давление насы-
щенного пара pt = 0,4 гПа при 9 = 200 °C).
В среде диэфиров плохо работают
рукава и уплотнения из нитрильных
каучуков, электроизоляционные мате-
риалы, металлы, содержащие свинец,
кадмиевые и цинковые покрытия. Диэфи-
ры совместимы с силоксанами, поэтому
в последние вводят диэфиры для улуч-
шения смазочных свойств.
Силоксаны и полисилоксаны — жид-
кости на основе кремнийорганических
полимеров — имеют наиболее пологую
вязкостно-температурную характеристи-
ку из всех рабочих жидкостей. Вязкость
полисилоксанов увеличивается с увели-
чением молекулярной массы полимера,
поэтому создан широкий ряд базовых
жидкостей с последовательно увеличи-
вающейся (от 10 до 3000 мм2/с при
9 = 25 °C) вязкостью. Силоксаны отли-
чаются большой сжимаемостью и на-
именьшим поверхностным натяжением,
имеют достаточную стойкость к окис-
лению и воздействию температур до
190 °C, однако при длительном воздей-
ствии температуры даже 200 °C разла-
гаются с образованием двуокиси крем-
ния (кремнезем), проявляющей абразив-
ные свойства. Смазывающая способность
силоксанов неудовлетворительная (осо-
бенно по стали), поэтому их применяют
только в смеси с диэфирами или неф-
тяными маслами. Температура застыва-
ния очень низкая (93 < — 80... — 90°C),
но при добавлении других компонентов
Рабочие жидкости
105
повышается обычно до — 70 °C. Верхний
температурный предел эксплуатации
силоксановых жидкостей не должен
превышать +175 °C. На основе полиэтил-
силоксановых жидкостей и нефтяных
масел АУ или МС-14 получают
приборные масла серии ОКБ-122.
Жидкость 7— 50С-3 по ГОСТ 20734 - 75
(р = 0,93...0,94 г/см3; v2Oo = 1,3 мм2/с;
v50 = 10 мм2/с; v20 = 22 мм2/с; У_60 =
= 4200 мм2/с; 9В = 180°С; 93 = -70°С;
Кон = 0,1 мг КОН/г) — смесь дисилокса-
на и диэфира с противоизносной при-
садкой. Применяют в гидросистемах
авиационной техники (9 =—60...
...+175°С).
Характерным представителем жид-
костей этого класса является также
жидкость Оронайт 8515 (США) — смесь
дисилоксана с диэфиром и присадками,
которую применяют в гидросистемах
самолетов, оборудованных специаль-
ными уплотнениями.
Фосфаты — жидкости на основе слож-
ных эфиров фосфорной кислоты — от-
личаются повышенной огнестойкостью
и хорошей смазочной способностью.
Наиболее термостабильны триарилфос-
фаты, однако они имеют неудовлетво-
рительные показатели при низких тем-
пературах. По вязкостно-температур-
ным характеристикам фосфаты усту-
пают нефтяным маслам. Фосфаты
склонны к гидролизу, поэтому их нельзя
применять в гидросистемах, в которых
возможно обводнение. Многие фосфаты
токсичны. Триарилфосфаты применяют
преимущественно в гидросистемах тепло-
вых электростанций и металлургического
оборудования. Представителем жидко-
стей этого класса является триксиленил-
фосфат, на основе которого созданы
жидкости Иввиоль-3 и ОМТИ по МРТУ
6-08-140-69 (р = 1,13 г/см3; vjo =
= 21 мм2/с; v20 = 150 мм2/с; v_10 =
= 400 мм2/с; 9з=-30°С; 9в = 240°С;
температура самовоспламенения 730 °C;
Кон = 0,05 мг КОН/г).
В гидросистемах авиационной техники
применяют жидкости повышенной ог-
нестойкости на основе эфиров фосфорной
кислоты типа Скайдрол и НГЖ. Скайд-
рол С500А (фирма «Монсанто», США)
используют в зарубежной авиации в
диапазоне температур —54...+107 °C
(р = 1,065 г/см3; v98 = 3,9 мм2/с; v38 =
= 11,5 мм2/с). Эта жидкость токсична
и работоспособна только с уплотне-
ниями из специальных эластомеров.
НГЖ-4 (ТУ 6-02-985-75) ^-про-
зрачная фиолетового цвета жидкость,
эксплуатируемая при температуре — 55...
...+125°С (v50 = 9 мм2/с; v_50 =
= 1700...1900 мм2/с; 9В = 165°C; К0[1 =
= 0,08 мг КОН/г).
Водосодержащие (водно-гликолевые и
водно-глипериновые) жидкости [55] пред-
ставляют собой самостоятельный класс
огнестойких синтетических жидкостей,
пожаробезопасность которых обеспечи-
вается присутствием в них воды. Основ-
ные компоненты водно-гликолевых жид-
костей: раствор гликоля (обычно этилен-
гликоля) 50—60%, вода 35 — 45%, во-
дорастворимый загуститель и другие
присадки. Этиленгликоль токсичен, по-
этому созданы нетоксичные водно-
глицериновые жидкости, причем подбо-
ром концентраций глицерина, воды и
присадок обеспечены требуемые для
РЖ свойства. Водосодержащие жидкости
имеют удовлетворительные вязкостно-
температурные характеристики, смазоч-
ную способность и антикоррозионные
свойства. Большим преимуществом яв-
ляется совместимость с материалами
уплотнений и рукавов на основе нит-
рильных каучуков. Они малосжимаемы
(х = 2000 МПа при 9 = 20 °C) и имеют
наибольшую по сравнению с другими
РЖ удельную теплоемкость (с = 2,5...
... 3,2 кДж/(кг • °C). Эти жидкости негорю-
чи, пока массовая доля воды в них
превышает 30 %. Вследствие низкой
температуры кипения воды давление
насыщенных паров высокое (15 кПа
при 9 = 60 °C), поэтому водосодержа-
щие жидкости не рекомендуется эксплуа-
тировать при 9 > 65...70°C. Этиленгли-
коль кипит при 9Х = 197,3 °C, вспыхивает
в открытом тигле при 130 °C, самовоз-
горается (как глицерин) при 400 — 425 °C.
106
Материалы уплотнений и рабочие жидкости гидросистем
Температура замерзания 93 водосодер-
жащих жидкостей минимальна при
эвтектическом соотношении концентра-
ций вода — глицерин (гликоль) 35:65%.
Для повышения вязкости при положи-
тельных температурах вводят загущаю-
щие присадки.
Водно-гликолевые жидкости исполь-
зуют в системах охлаждения.
Водно-глицериновую жидкость ПГВ
(ТУ 6-02-762-78) применяют для гидроси-
стем мобильных объектов и судовых
гидроприводов (9 = —30...+75°C). Ос-
новные характеристики ПГВ: цвет синий,
р = 1,15 г/см3; v5O=12...14 мм2/с;
v2O=44...51 мм2/с; v0 — 160 мм2/с;
v_3o=4000 мм2/с; 93<-50°С, pH =
= 8,2...8,85; давление насыщенных па-
ров pi = 18 кПа при 60 °C; с =
= 2,5...2,6 кДж/(кг-°С) при 9 = 20°C;
испаряемость 8,4% при 60 °C; темпера-
тура самовоспламенения 425 °C; поверх-
ностное натяжение на границе с возду-
хом при 20 °C ст = 42,5 мН/м.
Водно-глицериновые жидкости пром-
гидрол марок П20, П20М1, М20М2
(ТУ 6-02-1140 — 78) предназначены для
гидросистем промышленного назначе-
ния, эксплуатируемых в условиях воз-
можной пожарной опасности. Основные
характеристики жидкости П20: р =
= 1,145... 1,155 г/см3; v50 = 17...23 мм2/с;
v2o = 60...90 мм2/с; v3=—10°С. pH =
= 5,2... 8,7, температура самовоспламе-
нения 420°С; П20М1: р= 1,125...
...1,140 г/см3; v50 = 18...25 мм2/с;
v2O = 50...90 мм2/с; 93 = —30°С; pH =
= 8,1...8,6; П20М2: р = 1,145...1,155 г/
см3; vso=20...27 мм2/с; v20 = 65...
...100 мм2/с; 93 = —45°C. Промгидрол
отличается от ПГВ в основном боль-
шим содержанием загущающей при-
садки.
Фтор- и хлорорганические (галогено-
углеводородные) жидкости по хими-
ческому составу подразделяют на три
основные группы:
фторхлоруглеродные — низкомолеку-
лярные полимеры трихлорфторэтилена
(11Ф, 12Ф, 13Ф, 4Ф; кельэф, флуоролюб
[55]);
Рис. 2.24. Вязкостно-температурная харак-
теристика (v в мм2/с) рабочих жидкостей:
I - базовое масло АМГ-10: 2 - МГЕ-4А; 3 —
АМГ-10; 4 - ВМГЗ; 5 - АУП: 6 - Шелл-27
перфторуглероды, полученные фтори-
рованием нефтяных масел;
фторсодержащие эфиры и амины
(ПЭФ, БАФ, МФ; фреон Е, крайтокс,
фомбалин [55]).
Физико-химические свойства и особен-
ности применения фторорганических
жидкостей рассмотрены в работах [35,
55].
Вязкость нефтяных и синтетических
жидкостей очень сильно зависит от
температуры. В координатах 1g lg v —
— 1g Г (Г= 273 + 9) в области рабочих
температур вязкостно-температурные за-
висимости практически прямые линии
(рис. 2.24), поэтому для их описания мож-
но использовать линейное уравнение
lg lg (v + 0,6) = А - В lg Т или lg (v +
+ 0,6) = A'/T6, где А, А', В — постоянные.
По вязкостно-температурным характе-
ристикам жидкости подразделены на
группы (см. табл. 2.16).
Загущенные РЖ. Загущенное масло
представляет собой раствор полимер-
ной присадки с относительно крупными
цепными молекулами (М — 3000...30000)
в маловязкой основе (М = 170...300),
имеющей пологую вязкостно-темпе-
ратурную характеристику. Молекулы
загущающей присадки образуют между
собой и с молекулами основы крупные
ассоциированные комплексы (рои), поэто-
му при малых скоростях сдвига вязкость
загущенной жидкости значительно увели-
Герметичность стыка УН
107
Рис. 2.25. Зависимость динамической вязко-
сти загущенного масла от давления р и гра-
диента скорости сдвига dv/dh при 100 °C
(ра — вязкость основы)
чивается. При больших скоростях сдвига
эта структура постепенно нарушается,
а цепи молекул присадки ориентируются
в направлении потока. Это проявляется
в уменьшении вязкости с увеличением
градиента скорости сдвига dv/dh
(рис. 2.25). Иногда применяют понятия
первой и второй ньютоновской вяз-
кости (р. и ца соответственно при малых
и больших dv/dh). Снижение вязкости
загущенного масла с увеличением
dv/dh — явление обратимое, поэтому при
прекращении движения жидкости вяз-
кость практически мгновенно восста-
навливается до начального значения.
Глава
УПЛОТНЕНИЯ НЕПОДВИЖНЫХ
3.1. Герметичность стыка
неподвижных соединений
Герметизацию неподвижных соединений
осуществляют преимущественно кон-
тактными, реже диафрагмовыми уплот-
нениями и уплотнениями с герметиками,
а также точно соприкасающимися (при-
тертыми) поверхностями. Назначение
УН — исключить взаимное проникно-
вение сред (утечки) через соединение при
сохранении возможности его разборки.
По специфике механизма герметизации
контактные УН подразделяют на эласто-
мерные кольца и прокладки, металли-
ческие уплотнения линейного контакта,
металлические и неметаллические про-
кладки, газонаполненные кольца и ком-
бинированные уплотнения. Эластомер-
ные, пластмассовые и газонаполненные
кольца и комбинированные уплотнения
устанавливают в замкнутые канавки,
что позволяет реализовать эффект само-
уплотнения при повышении давления в
герметизируемой полости. Такие уплот-
нения называют активными. Для про-
кладок нехарактерен эффект самоуплот-
нения, поэтому приходится ограничи-
вать допустимое давление среды. Такие
уплотнения называют пассивными.
СОЕДИНЕНИЙ
В контактных УН механизм гермети-
зации определяется характером контакта
уплотняемых поверхностей соединения
и уплотнителя, поэтому важное значение
имеет шероховатость поверхностей и
структура стыка при их сближении под
действием сил, создающих контактное
давление рк. Характер контакта жестких
поверхностей (металл-металл), эласто-
меров, пластмасс или композиционных
материалов с твердой поверхностью
различен. Существует два метода теоре-
тического исследования герметичности
стыка между двумя реальными поверх-
ностями, каждая из которых имеет
сложную геометрическую форму. Первый
метод основан на модели течения среды
по системе микрощелей с параметрами
8,-, Bh lj (8t Bi > li« /), заменяемой
эквивалентной щелью с функцией фор-
мы Т и эквивалентным зазором
8 = RzF (рк, ...). Метод учитывает воз-
можность случайных дефектов поверх-
ностей, загрязнений в межповерхност-
ном слое и контактную диффузию [35].
Второй метод [14,33] основан на модели
межповерхностной полости в виде
пористого слоя и использовании урав-
нений течения теории фильтрации.
Для определения коэффициента прони-
108
Уплотнения неподвижных соединений
цаемости выполняют математические
исследования геометрических парамет-
ров межповерхностных зазоров в зави-
симости от сближения поверхностей
под действием рк. Этот метод приме-
няют преимущественно при расчетах
клапанных уплотнений типа металл-ме-
талл для пневмоагрегатов.
Топография поверхности и проницае-
мость УН. Реальная поверхность имеет
отклонения от заданной (номинальной).
Совокупность повторяющихся высту-
пов и впадин с относительно малыми
шагами между неровностями называют
шероховатостью поверхности. Для
оценки шероховатости ГОСТ 2789 — 73
устанавливает следующие параметры:
Ra, Rz, Rmia, Sm, S и Гр,— определяе-
мые в пределах базовой длины I
(рис. 3.1). Структуру стыка определяют
также отклонения формы реальных по-
верхностей от формы номинальной
поверхности (термины и определения
см. ГОСТ 24642 — 81, числовые значе-
ния-ГОСТ 10356 — 63). Совокупность
периодических, регулярно повторяю-
щихся и близких по размерам неров-
ностей (w;) с относительно большим
шагом SK, превышающим базовую
длину I, называют волнистостью по-
верхности. Характеристики волнистости
регламентируют рекомендации СЭВ по
стандартизации PC 3951 — 73. Средние
5 п
величины: w2 = (1/5) SK = (1/п)£\.
Для волнистости характерно соотноше-
ние 40 < Sw/wz < 1000. Кроме рассмот-
Рис. 3.1. Профилограмма шероховатой по-
верхности тела:
1 — базовая линия; 2 — линия впадин; 3 — средняя
линия; 4 — линия уровня сечения (пр); 5 — линия
выступов
Таблица 3.1
Соотношение параметрон шероховатости по-
верхности Rz, Ra, Rmiix и базовой длины I
при нх определении (для справок)
Rz Ra Дтах /, мм
МКМ
20 5 30 2,5
10 2,5 1,5 0,8
6,3 1,25 7,65 0,8
3,2 0,63 3,93 0,8
1,6 0,32 2,02 0,25
0,8 0,16 1,02 0,25
0,4 0,08 0,51 0,25
0,2 0,04 0,27 0,25
0,1 0,02 0,13 0,08
0,05 0,01 0,07 0,08
ренных параметров, для уплотнений
важен средний радиус кривизны р и угол
наклона профиля у. На герметичность
соединения наибольшее влияние оказы-
вает параметр шероховатости Rz (если
отклонения формы находятся в пределах
заданных допусков). Поскольку в доку-
ментации на изделия обычно назначают
параметр Ra, в табл. 3.1 дано примерное
соотношение параметров Ra, Rz и Kmax.
Рельеф поверхности существенно зави-
сит от вида механической обработки
(табл. 3.2). В результате точения и пласти-
ческого деформирования (например, при
накатывании) образуется наиболее регу-
лярный рельеф, при фрезеровании —
сетка волн, при шлифовании — система
рваных впадин с большим углом накло-
на профиля микровыступов в поперечном
Таблица 3.2
Ориентировочные значенвя радиусов кривизны
р и углов наклона у профиля микровыступов
в зависимости от нида механической
обработки [86]
Вид обработки Радиус кривизны, 4КМ Угол наклона
Рпоп Рпр Тпош 7пр,°
Точение 20-120 10-25 20-5 20-5
Шлифова- ние 5-20 250 — -15- 10’ 35-7 2-10
Хонингова- ние 4-30 16-160 13-3 4-1
Притирка 15-250 (7-35)10’ 5-20 10-2
Герметичность стыка УН
109
Рис. 3.2. Опорная поверхность (а) и кривая
опорной длины (б)
множество индентеров, распределенных
по поверхности с определенной статисти-
ческой закономерностью. Разработаны
программы таких расчетов для сфери-
ческих, стержневых, элипсоидальных и
пирамидальных инденторов [14, 20, 86].
Относительную площадь т) опреде-
ляют как сумму двух составляющих,
обусловленных пластической (г)пл) и
упругой (г]у) деформациями:
направлении упоп = 9... 10° и Rmax =
= 1,5...3 мкм. При полировании верши-
ны неровностей сглаживаются (средний
радиус р = 500... 1000 мкм), в результате
притирки образуется нерегулярная по-
верхность с у = 1... 3°, /?тах = 0,3... 1 мкм
и р а20...70 мкм [20].
Для характеристики состояния поверх-
ности используют понятия опорной
поверхности, номинальной Ао, контур-
ной Ас и фактической А, площади каса-
ния (рис. 3.2, а). Соответственно контакт-
ное давление в стыке поверхностей
подразделяют на номинальное рк = Р/Ао,
контурное рк.с = Р/Ас и фактическое
ркг = Р/Аг, где Р — нормальная сила,
действующая на площадь Ао.
По профилограмме (см. рис. 3.1) строят
кривую относительной опорной длины
профиля tp (рис. 3.2, б). Начальная часть
кривой зависимости tp (х), где х — отно-
сительное сближение, описывается урав-
нением
tp = hx\ (3.1)
Параметры опорной кривой b и v,
зависящие от способа механической
обработки [20, 86], находятся в пределах:
для точения, фрезерования, строгания
b = 0,6...2; v = 1,2...2,0; для шлифования
и протягивания Ь = 0,6...2,3; v =
= 1,7...2,0; для полирования и притирки
b = 2,0...3,5; v= 1,2...1,7. При сближе-
нии шероховатой поверхности с гладкой
относительную площадь т] фактиче-
ского контакта определяют из реше-
ния задачи Герца о контакте тел с полу-
пространством для модели, включающей
П = т]пл + Пу- (З-2)
Составляющую т)у определяют по фор-
муле [14]
Пу = 2,7(1 - ц*2)2Ь1/'’2с1/',стт1 + 1/'' х
X Рк1 '^V^maxE2),
где с — коэффициент.
Для прокладок из мягких металлов
и многих пластмасс основным механиз-
мом деформации является пластический
контакт, при котором рс = сот «const
и фактическая площадь контакта мало
зависит от микрогеометрии поверх-
ностей. Установлено, что практически
сстт — НВ, т. е.
Г|пл — Рк/НВ, (3.3)
где НВ — твердость по Бринеллю
(табл. 3.3 и 3.4).
При рк = НВ поверхность пласти-
ческого материала принимает форму по-
верхности контактирующего с ним твер-
дого тела. Сближение е зависит от рас-
пределения материала в шероховатом
слое, т. е. от параметров опорной кривой
b и v [86].
Для уплотнений периодического дей-
ствия, главным образом клапанных
уплотнений, пластический контакт недо-
пустим. В этих случаях контактирую-
щие элементы изготовляют из материа-
лов с высокой твердостью (закаленной
стали) и обрабатывают очень точно.
Из решения задачи Герца о контакте
сферы радиусом г с полупространством
вытекает следующая формула для опре-
деления сближения [20]:
по
Уплотнения неподвижных соединений
Таблица 3.3
Физико-механические характеристики некоторых металлон
Металл ®пл> °C Е, ГПа ав, МПа НВ р, г/см-4 сут, МПа
Алюминий 660 62-70 108 27 2,7 35
Железо 1539 200 245 82 7,87 150
Медь 1083 120 220 35-50 8,93 70
Никель 1453 204 314 70 8,9 70-200
Олоно 232 43 15 5,3 7,29 —
Свинец 325 16 16 4-5 11,3 5-10
Серебро 961 76 180 50 Ю,5 —
Титан 1670 ПО 425 140 4,5 —
Цинк 420 89 128 38 7,13 —
Латунь 905 ПО 300 70-93 8,5 по
Таблица 3.4
Физико-механические характеристики неметаллических материалов при 20 °C
Материал на основе полимеров р ,1 /см -ч Е, ГПа Н, МПа Стр, МПа
ПА 1,1 1,0-1,5 100-150 25-50
ПТФЭ 2,1-2,3 0,5-0,8 30-40 16-25
ПТФХЭ 2,14 1,3 100-130 30-40
пэвд 0,92 0,15-0,25 14-25 12-18
пэнд 0,96 0,5-0,6 44-52 25-37
ПП 0,91 0,8-1,2 60-65 25-35
1/23 2v+ 1
I , (3-4)
)к1 о( г
где/Q = 2|/тг; kv = F (v) — числовой коэф-
фициент (при v = 2 kv = 0,6; при v = 3
kv = 0,52); 0 = (1 - pt2) £Г1+(1-
— ц?2) £J1 — обобщенная упругая по-
стоянная Кирхгофа. Относительная пло-
щадь контакта при е 0,25 [20]:
2v
Г) =
r£l/v\ 1/23 2v+ 1
£max / I
где к = ]/n-2~°-Sv.
Так как р* % 0,3, 0 Показатель
степени 2v/(2v + 1) = 4/5 при v = 2 и
6/7 при v = 3. Фактическая площадь
контакта ц s pJE- Все характеристики,
относящиеся к микрогеометрии поверх-
ности, объединяют комплексом А-1 =
= rbllv/Rmaii. Ориентировочно сближе-
нию е 0,25 соответствует рс/Е х
»1О"3...1О"4 [42]. При Рс/£ > 10 2
рекомендуется использовать формулу
Бартенева—Лаврентьева
т] = Ar/Ac = 1 - е^₽Рк/£, (3.5)
где р — коэффициент, зависящий от
шероховатости поверхности.
Механизм герметизации. Уплотняю-
щий эффект достигается заполнением
всех микронеровностей и дефектов
контактной поверхности материалом
уплотнителя — кольца или прокладки.
Для этого, очевидно, уплотнитель дол-
жен быть сжат некоторой силой, создаю-
щей в поверхностных слоях напряжение,
достаточное для их деформации до
заполнения неровностей. Сближение
поверхностей происходит в две стадии
(рис. 3.3, а). На стадии / при весьма
малых номинальных значениях рК = рк1
происходит внедрение самых больших
выступов и сближение поверхностей до
контакта выступов высотой, примерно
Герметичность стыка УН
111
Рис. 3.3. Схема сближения двух контактирующих поверхностей:
/, Г ~ pel улярные микронеровнос! и; 2. 2' — риски, трещины и прочие отдельные дефекты; 3 - выступы;
4 — посторонние частицы
равной Rz. При этом образуется система
впадин и капилляров произвольной
формы, близкой к плоским щелям высо-
той Rz — eRz (рис. 3.3, б, б). Модель этой
системы (рис. 3.3, в) учитывает т сквозных
и п поперечных каналов течения жид-
кости (газа). На стадии II при рк > pKi
происходит основная герметизация со-
единения в результате перекрытия
микроканалов. Если в каждом микрока-
т
нале утечка Qit общая утечка <2 = Z Qi-
Перепад давлений Др,- на i-м участке
течения является частью перепада давле-
п
ний Др между полостями: Др = ^Др(.
Наличие поперечных каналов способст-
вует выравниванию давления по пери-
метру межповерхностного зазора, поэто-
му можно упростить схему и учитывать
только сквозные микроканалы (рис. 3.3, г).
Безразмерная функция формы Ч\ в
уравнениях (1.35) и (1.36) определяется
среднестатистическими соотношениями
ширины микроканалов В, к их длине
г/ (т — коэффициент извилистости; I —
ширина контакта уплотнения). Для схем
на рис. 3.3, в и г соответственно
т и
Ч* = УГУ -X _-1 1; (3.6)
zGLZjniB.-sFMj
где = Bi/B; lt = Ц/l х т; 5; = 5(/Кг; В -
периметр уплотнения.
Важно установить зависимость Ч* от
рк и р. Наиболее вероятная модель попе-
речного сечения микроканала имеет
плоскую треугольную форму (рис. 3.3, д)
с отношением основания к высоте
В;/5; да20...200. По мере сближения на
величину eRz уменьшаются зазор 5 «
х Rz — eRz и ширина щели В,:
5; = Вге-₽к/<кЕ); В, w (l6/kt) е~Рк№Е),
где к и ki — коэффициенты, учитываю-
щие средние статистические зависимости
параметров.
Определение утечки и проницаемости
по методу теории фильтрации. Если пред-
ставить зазор между поверхностями в
виде пористого тела, для определения
расхода Q жидкости (газа) можно исполь-
зовать уравнение Дарси [14, 29, 33].
В теории Козени—Кармана пористую
среду представляют в виде связки ка-
пиллярных трубок равной длины I и
произвольного сечения, что учиты-
вают коэффициентом проницаемости
К, м2;
112
Уплотнения неподвижных соединений
Q = K^r
pl
(3.7)
Проницаемостью называют способ-
ность пористого тела пропускать через
себя жидкость под действием перепада
давлений. Козени установил зависи-
мость
К = cth3/(ts2), (3.8)
где с — безразмерная постоянная Козени,
зависящая только от формы капилляра
(для круглого капилляра с = 0,5, для
квадратного с = 0,56, для треугольного
с = 0,597); т — пористость материала
(отношение объема пор к общему объему
тела); s — так называемая удельная
поверхность материала, равная отноше-
нию площади внутренней поверхности
пор к единице объема, м-1; т — коэф-
фициент извилистости.
Значения т и S для зазоров между
шероховатыми контактными поверх-
ностями, моделированными различными
геометрическими фигурами, определяют
с учетом статистического распределения
высот выступов [14, 29]. При этом,
например, для модели шероховатостей
в виде сфер радиусом R проницае-
мость [14]
К = 0,5 [3b2 (2nRRz - Ь2рк/НВ) -
-2r.2RRz2 (3R -
- Kz)]3 {27n2b2R2 (2nRRz -
- b2p*/HB) [гм (d-R) + 2nR Rz -
- ь^к/нв]}-1,
где a, d, b — геометрические характери-
стики модели.
3.2. Механизм герметизации
и основы расчета кольцевых
зластомерных уплотнений
Особенности уплотнений с эласто-
мерными кольцами в замкнутых канав-
ках определяются специфическими свой-
ствами резины. Вследствие малости мо-
дуля эластичности Еа и практически
неизменного объема при деформациях
резины подобны сильно вязкой жидкости,
способной передавать давление среды на
контактирующие поверхности. Релакса-
ция напряжения проявляется в снижении
начального значения рко уже в первые
часы после монтажа уплотнения. В
дальнейшем (в течение нескольких лет)
снижение контактного давления проис-
ходит вследствие старения, сопровож-
дающегося накоплением необратимых
остаточных деформаций. Поверхность
кольца принимает форму поверхности,
контактирующей с ней. Очень важное
значение имеет зависимость свойств
резины и прежде всего модуля Е„ от
температуры S. При температуре ниже
температуры стеклования резина стано-
вится подобной мягким металлам и
уплотнение часто теряет герметизирую-
щую способность. Необходимо учиты-
вать изменение объема и размеров
кольца вследствие взаимодействия ре-
зины с рабочей и окружающей средами.
В настоящее время подавляющее боль-
шинство уплотнений машин выполняют
с помощью резиновых колец круглого
сечения, поэтому механизм герметиза-
ции эластомерными кольцами рас-
смотрен ниже в основном на примере
этих колец. Остальные виды колец (пря-
моугольного, X и V-образного, эллипти-
ческого сечения) отличаются от колец
круглого сечения в основном лишь
распределением контактного давления
по контактной поверхности.
При установке кольца диаметром d
в закрытую канавку высотой Н
(рис. 3.4, а) на уплотняемых поверхностях
шириной 10 возникает начальное контакт-
ное давление рко = р;, определяемое
относительной деформацией сжатия е =
= (d — H)/d, модулем эластичности Ех и
формой кольца (влияние формы сечения
кольца на модуль эластичности Еа ма-
териала детали учитывает коэффициент
формы Кф, равный отношению площа-
дей опорной и боковой поверхностей).
Давление pi меняется вдоль 10. Среднее
значение р; для колец круглого, прямо-
угольного и эллиптического сечений при
Механизм герметизации и расчет
113
Рис. 3.4. Кривые распределения контактного
давления при установке кольца (а) и действии
давления среды (б)
хорошо смазанной опоре связано с е
зависимостями [35]
Рко = КфЕоо | In (1 - е) I; (3.9)
Е = 1 — е-ГкО/^^оо).
При е 0,25 рк0 = КфЕтоЕ, где Кф =
= 1 + (0,5//Н)2; для кольца круглого се-
чения Кф = 1,25; для кольца прямо-
угольного сечения = 1,1.
Распределение давления по уплотняю-
щей поверхности с координатой х для
кольца круглого сечения описывается
параболой с максимумом pimax = 1,5 рко.
Для колец со сложным профилем сечения
используют экспериментальные кривые
рк (х) (рис. 3.5). Алгоритм аналитического
определения функции рк (х) можно найти
в работе [46], однако этот расчет тру-
доемок. В первом приближении кривые
распределения рк соответствуют форме
сечения кольца и рк0 ® K$Ewe. Экспери-
ментальные зависимости р^ (е) для
колец круглого сечения и стандартного
цилиндрического образца показаны на
рис. 3.6 (соответственно кривые 1 и 2).
Для многих расчетов удобнее исполь-
зовать зависимость удельного усилия
Ро (отнесенного к единице периметра
кольца) от относительной деформации
сжатия (рис. 3.7).
Учитывая уменьшение рко в результате
старения и релаксации при повышен-
ной температуре эксплуатации, при мон-
таже кольца назначают рк0 = 1,5... 3 МПа,
что соответствует е = 0,15...0,35 при
Еоо = 7... 12 МПа. При этом в конце
эксплуатации рк0 0,25 МПа и сохра-
няется герметичность. Обычно при точе-
нии или фрезеровании канавок под уплот-
нения Rz = 5. ..20 мкм, у = 5...7°,
„ах = 100...400 мкм; заполнение регу-
лярных микронеровностей резиной за-
канчивается при рко = О,5...1 МПа.
Направление следов обработки (парал-
Рис. 3.5. Кривые распределения контактного давления по контактной поверхности колец
различного профиля при действии давления среды [35]
114
Уплотнения неподвижных соединений
Рис. 3.6. Зависимости среднего контактного
давления от относительной деформации сжа-
тия
дельных при точении и перекрещенных
при фрезеровании и грубом шлифовании)
сильно влияет на герметичность: гер-
метичность повышается, если следы
обработки перпендикулярны потоку
утечки [при этом в уравнениях (3.6) и
(1.35) = (0,5... 1) 10"5], и уменьшается
при совпадении их направлений (*Р <
< 10 ~3). Особенно большое влияние на
герметичность оказывают дефекты —
сквозные риски, раковины, загрязнения
с размерами Вд, 8Д, не всегда заполняемые
при рко. Вероятность появления различ-
ных дефектов пропорциональна пери-
метру уплотнения, вероятность появле-
ния сквозных дефектов — обратно про-
порциональна ширине контакта /0,
поэтому для кольцевых уплотнений
Рис. 3.7. Экспериментальные зависимости
удельного усилия от относительной дефор-
мации сжатия для колец и манжет различ-
ного сечения:
1— 3 — кольца круглого, прямоугольного и
образного сечений; 4, 5 — манжеты
существует некоторая минимальная ши-
рина /0 min = необходимая для обеспе-
чения герметичности и зависящая от
шероховатости. Для грубо обработанных
канавок необходимо применять кольца
с большим сечением. Зависимость отно-
сительной ширины контакта /0 = /0/rf
от с для кольца круглого сечения пока-
зана на рис. 3.8, а.
Влияние давления среды, свойство
самоуплотнения. При действии давления
среды р кольцо смещается в канавке в
сторону низкого давления (см. рис. 3.4, б).
Рис. 3.8. Зависимости относительной ширины контакта от относительной деформации (а, в)
и давления среды (б)
Механизм герметизации и расчет
115
При этом ширина контакта увеличи-
вается до / и материал кольца передает
давление на стенки. На уплотняемых
поверхностях шириной I возникает
давление рк ~ Pi + Р, на боковой стенке —
давление рс st р, причем
Рк = Pt + sp, (3.10)
где s = р*/(1 — Ц*) — коэффициент пере-
дачи давления в условиях всесторон-
него сжатия, определяемый в основном
коэффициентом Пуассона р* (для резин
ц* = 0,48... 0,496, поэтому для колец
простого профиля s = 0,9... 0,98, для
колец сложного профиля коэффициент
« зависит также от распределения напря-
жений по сечению и силы трения по кон-
тактным поверхностям).
Экспериментальным подтверждением
аддитивной закономерности (3.10) пе-
редачи давления на уплотняемые поверх-
ности являются кривые на рис. 3.5.
Контактное давление в каждой точке
определяли с помощью специального
прибора, описанного в работе [36].
Таким образом, при правильной установ-
ке колец в закрытую канавку давление
рк автоматически увеличивается при
повышении давления р, причем рк > р.
Анализ уравнения (1.36) показывает,
что повышение рк до величины кЕ
уменьшает утечку примерно на два
Рис. 3.9. Схемы расположения кольца
(а-<)) и протектора (е) и канавке при
увеличении давления среды
порядка за счет уменьшения члена
е-ЗРкЛ^. В динамических режимах
нагружения, когда перепад давле-
ний Др = р — р0 меняется, кольцо
может перемещаться в канавке и
претерпевать сложные деформа-
ции. На рис. 3.9 показаны фазы по-
ложения кольца в канавке при дей-
ствии на него слева возрастаю-
щего давления. Пусть при р = 0 кольцо
находится в среднем положении (см.
рис. 3.9, а), при этом ширина контакта
/0, контактное давление р,-. При действии
давления р (рис. 3.9, б) кольцо деформи-
руется, некоторое время удерживается
силами трения, а затем смещается в
крайнее правое положение. Иногда при
этом образуется зазор (см. рис. 3.9, в)
и теряется герметичность. При дальней-
шем увеличении р кольцо (рис. 3.9, г-д)
принимает справа форму канавки и
частично выдавливается в зазор. При
наличии протектора (рис. 3.9, е) выдав-
ливания кольца не происходит.
Ширина контактной поверхности /
зависит от давления среды р, зазора 8
и твердости резины Н. При р = 0
/ = /0, при р = р” кольцо полностью
заполняет канавку со стороны низкого
давления (I = Относительные вели-
чины /0 = l0/d и /тах = одинаковы
для колец с сечениями разных диаметров
d. Зависимость I (р) показана на
рис. 3.8, б [36]. При р > р" начинается
выдавливание кольца в зазор. На
рис. 3.8, в показана экспериментальная
зависимость ширины контактной поверх-
ности /0(е) для кольца в канавке тре-
угольной формы.
Разрушение кольца при высоком
давлении происходит вследствие вы-
116
Уплотнения неподвижных соединений
Рис. 3.10. Деформированное кольцо круглого
сечения:
а — схема действия сил; б — картина изохром;
в — поврежденное кольцо
давливания его в зазор неуравнове-
шенной силой Рр = рЬ и повреждения
его поверхности в месте контакта с ост-
рой или зазубренной кромкой М
(рис. 3.10, а). На рис. 3.10, б показана
картина изохром, свидетельствующая о
распределении напряжений в деформи-
рованном кольце (изохромы — линии
одинаковых разностей главных напря-
жений Ci — = 2ттах). Оптимальный
радиус г закругления кромки должен
быть в пределах 0,1—0,2 мм. Острые
кромки без закруглений имеют рваные
края и срезают резину подобно ножу.
Чрезмерно большой радиус г создает
клиновой эффект, в результате чего
снижается работоспособность. Наиболее
тяжелым режимом нагружения является
низкочастотная пульсация давления от
разрежения до р > р", при котором
кольцо претерпевает все фазы дефор-
мации, рассмотренные на рис. 3.9. Харак-
тер повреждения кольца при выдавли-
вании его в зазор показан на рис. 3.10, в.
В статических условиях разрушение
кольца вследствие выдавливания в зазор
происходит при р? » р". При действии
пульсирующего давления р < р* кольцо
разрушается после N циклов нагружения.
Число N, называемое циклической
долговечностью, зависит от амплитуды
пульсаций давления и характера на-
Рис. 3.11. Зависимость давления разрушения
кольца от диаметрального зазора и твер-
дости резины
растания давления dp/dt. Если при одно-
кратном нагружении разрушение про-
исходит при напряжении в резине т0, то
при периодическом нагружении оно
произойдет при напряжении т, причем
N = (то/т)т, где т — константа.
Определение значения N связано с
большими трудностями вследствие слож-
ного распределения напряжений по сече-
нию кольца и релаксационной природы
механических свойств резины. Танген-
циальные напряжения в зоне выдавлива-
ния кольца в зазор можно оценить по
формуле
_ pb 1
d F(£,r,l,f)’
где F (е, г, I, f) — безразмерный функ-
циональный критерий, (г = г/6, / = l/d);
F (с, г, l,f) я 0,1...0,2 [36].
На рис. 3.11, а приведена зависимость
предельного давления р* от диаметраль-
ного зазора 5д и твердости резины при
заданном N = 105 (в области А кольцо
не выдавливается в зазор, в области
Б — выдавливается).
Обычно применяют соединения с
зазором 6 < 0,05 мм и кольца из твер-
дой резины (80—88 IRHD). В этом слу-
Механизм герметизации и расчет
117
Рис. 3.12. Зависимости числа циклов нагру-
жения от давления (а) и деформации сжа-
тия (б)
чае N ~ 107 при р = 15...25 МПа и
9 = 20...50°C. Результаты этих испыта-
ний оформляют в виде графиков в лога-
рифмических координатах lg N = а —
— р 1g р (где аир — коэффициенты,
зависящие от твердости, р, 5 и 9). На
рис. 3.12, а показана подобная зависи-
мость для случая синусоидального изме-
нения давления с частотой со = 1 Гц:
р — Рт^ + Ар sin cot. При постоянном
ртах значение N тем меньше, чем больше
амплитуда Ар. Если Ар = рт.м, для опре-
деления N используют уравнение
. V1 1 \ „/1 1 \
lgN = 4 -- — +
\ Т То/ \ о оо /
+ с ( --— -—j-)),
\lgp Igp* /
где 4=2,6 К; То = 293 К; В = 0,08...
...0,15 мм — коэффициент, зависящий от
модуля эластичности резины Ео, давле-
ния р и температуры Г; 8, 80 — зазор,
мм (80 = 0,2 мм); С = f(Ex).
Экспериментально установлено, что
существует оптимальная деформация £
сжатия колец, при которой цикличе-
ская долговечность максимальна (рис.
3.12, б).
Надежность. В гидравлических при-
водах при р х 15 МПа (ртах < 25 МПа)
и 9 < 60 °C средняя наработка отказа (по-
тери герметичности) колец составляет
примерно 107 циклов. Для описания ве-
Рис. 3.13. Зависимость коэффициента герме-
тичности от диаметра сечения кольца, мм:
I -5,7; 2-3,1; 3-2,3; 4- 1,5
роятности распределения отказов мож-
но принять закон
P(t) = e-Xt, (3.11)
где X = 10-7, ч-1 для радиальных и
Х = 610-7 ч-1 для аксиальных уплот-
нений в первые годы эксплуатации при
9 < 60 °C [36].
Дефекты уплотнений, выявляемые при
приемно-сдаточных испытаниях и в
начале эксплуатации, носят случайный
характер и определяются в основном
культурой производства предприятия и
конструктивным совершенством гидро-
привода. Введем понятие коэффициента
герметичности г) = т/п, равного отно-
шению числа испытаний т, в которых
обнаружена полная герметичность, к
общему их числу п. Необходимо обеспе-
чить т) = 1. Для выявления факторов,
снижающих герметичность, представ-
ляют интерес испытания, при которых
т] < 1. Влияние параметров кольца на
герметичность отражают зависимости
(рис. 3.13), построенные по результатам
испытаний при циклическом изменении
давления от pmhx до 0. Каждому сечению
кольца (каждому d) соответствует опреде-
ленная минимальная деформация сжа-
тия £кр, зависящая от Rz канавки. При
снижении температуры эксплуатации
£кр возрастает (рис. 3.14, а). Процессы
старения ухудшают герметичность
(рис. 3.14, б). Для обеспечения герметич-
ности необходима минимальная ширина
контакта /0 > 1,5 мм. Контактное давле-
ние рко следует обеспечить при установ-
ке кольца, во время эксплуатации оно
уменьшается вследствие понижения тем-
пературы и старения.
118
Уплотнения неподвижных соединений
Рис. 3.14 Зависимости екр от диаметра d при
различных температурах (а) и продолжитель-
ности термостарения при различных d (б)
Влияние низких температур. С пониже-
нием температуры ухудшается восста-
навливаемость резины и проявляется
влияние разности температурных коэф-
фициентов линейного расширения, что
приводит к уменьшению контактного
давления (рис. 3.15). При Э г9с время
релаксационных перегруппировок цепей
молекул резины становится настолько
большим, что при разгрузке за ограни-
ченное время форма детали полностью
не восстанавливается.
Уплотнение с начальным размером
h0, установленное в посадочное место с
размером hi, после разгрузки некоторое
время имеет размер h2, а не h0. Отноше-
ние Кв = (h2 — hi)/(h0 — hi) называют
коэффициентом морозостойкости по
эластическому восстановлению (ГОСТ
13808 — 79). На рис. 3.16, а показаны
кривые изменения Кв морозостойкой
резины на основе каучука СКН-18 (9С =
= —52 °C) после снятия нагрузки.
Обычно Кв определяют после выдерж-
Рис. 3.15. Зависимость контактного давления
при е = 30 % образцов резины на основе
СКН-26 в масле от температуры и времени
термостарения при 90 СС
ки в течение 3 мин. Для оценки темпе-
ратурной зависимости Кв (рис. 3.16, 6)
можно использовать приближенную
формулу [35]
Кв = 1 - ехр [-(Эс + 2 - &)/«],
где а——12°C для резин на основе
каучуков СКН-18 и СКН-26; а = -15 °C
для резин на основе каучука СКН-40.
Анализ зависимостей
Кв(0) и рк(9) показы-
Рис. 3.16. Зависимости ко-
эффициента морозостой-
кости Кв от времени пос-
ле разгрузки (а) и темпе-
ратуры (б) для резин на
основе каучуков:
1- CKMC-10; 2-СКН-18;
3 - СКН-26; 4 - СКН-40
Колыша резиновые круглого сечения
119
вает, что коэффициент Кв не является
критерием, достаточным для оценки по-
ведения уплотнения при низких темпе-
ратурах. Для сохранения герметичности
уплотнения при предельно низких темпе-
ратурах необходимо использовать рези-
ну, обеспечивающую Кв>0,15.
3.3. Кольца резиновые уплотнитель-
ные круглого сечения
Конструкция и размеры резиновых
уплотнительных колец круглого сечения
(рис. 3.17, а) регламентированы ГОСТ
9833 — 73 (табл. 3.5), технические требо-
вания (включая группы резины, их фи-
зико-механические показатели, правила
приемки, гарантии) — ГОСТ 18829—80.
Рекомендуемые размеры посадочных
мест цилиндрической формы для уста-
новки в изделия даны в приложении к
ГОСТ 9833 — 73; основные размеры ка-
навок под кольца (рис. 3.18) — в табл. 3.6.
Диаметры DK и d (см. табл. 3.5) назна-
чены так, чтобы диаметры штоков D и
цилиндров Лц (рис. 3.17,в) соответство-
вали ряду Ra20 по ГОСТ 6636 — 69 и
основному ряду ГОСТ 12447 — 80 в сле-
дующих интервалах D, мм: d = 1,4 для
Л = 3...4; d = 1,9 для Л = 3...5О; d =
= 2,5 для Л = 4...150; d = 3 для D =
= 20...150; J = 3,6 для Л = 22...250;
d = 4,6 для Л = 28...250; d = 5,8 для
Л = 50...500; с/= 7,5 для Л = 82...132
(не рекомендуются); d = 8,5 для Л =
= 135...400.
Установлены две группы точности
колец (по предельному отклонению
диаметра сечения d): повышенной — для
Рис. 3.17. Размеры кольца круглого сечения:
а, б — в поперечном и диаметральном сечениях;
в — положение относительно цилиндра (Сц) и што-
ка (D)
подвижных соединений и нормальной —
для неподвижных и подвижных соеди-
нений.
Условное обозначение стандартного
кольца: 000 (диаметр штока Л) — 000
(диаметр цилиндра Лц) — 00 (d-10 в мм) —
0 (группа точности) — 0 (группа резины).
Пример условного обозначения кольца
для Л = 20 и Ли = 25 мм с d = 3 мм,
группы точности 2 из резины группы 4:
кольцо 020-025-30-2-4 ГОСТ 9833 - 73/
18829-73.
Отклонения от геометрической формы
сечения стандартного кольца (см.
рис. 3.17, б): смещение / по плоскости
разъема пресс-формы, овальность dt —
— d2 и облой О-в мм не должны выхо-
дить за пределы допуска на d и не должны
превышать 0,1 (d < 3 мм); 0,15 (</<
<5,8 мм); 0,2 (d < 8,5 мм). Для колец
специального исполнения и колец по
международным нормам (ZSO/TS 39/SC1)
Рис. 3.18. Размеры канавки:
а, б — для кольца при уплотнении цилиндра (Du) и штока (D); в — для торцового уплотнения; г —
в форме конусной фаски
120
Уплотнения неподвижных соединений
Таблица 3.5
Размеры, мм, рекомендуемых к применению резиновых колец круглого сечения
Диаметр сечения d Внутренний диаметр DK
Номиналь- ный Предельное отклонение Номинальный Интервал Предельное отклонение
От До
1,4 2,8 3,8 1 -0,2
1,9 + 0,10** 2,8 3,8 1 -0,2
-0,05 4,7 5,7 1
+0,10* 6,7 9,7 1 -0,3
10,6 16,6 1
17,5 24,5 1 -0,4
2,5 +0,10* 3,8 — — -0,2
4,7 5,7 1
+ 0,20** 6,7 9,7 1 -0,3
-0,10 10,6 16,6 1
17,5 24,5 1 -0,4
25,5 29,5 1 -0,5
31,0 — — -0,6.
33,0 37,0 2
39,0 44,0 1 -0,7
45,0 49,0 2 -0,8
50,0 — —
51,0 — — -0,9
53,0 55,0 1
57,0 59,0 2 -1,0
60,0 61,0 1 —
62,5 — — —
132,5 142,5 5 -2,2
147,5 — — -2,4
3 +0,10* 21,5 24,5 1 -0,4
+ 0,20** 26,5 27,5 1 -0,5
-0,10 29,5 — — -0,5
31,0 32,0 1 -0,6
34,0 36,0 1 -0,6
39,0 44,0 2 -0,7
49,0 50,0 1 -0,8
54,0 55,0 1 -0,9
58,0 59,0 1 -1,0
62,0 — -1,0
63,5 64,5 1 -1,1
68,5 69,5 1 -1,1
73,5 — — -U
78,5 — __ -1,3
Кольца резиновые круглого сечения
121
Продолжение табл. 3.5
Диаметр сечения d Внутренний диаметр £>к
Номиналь- ный Предельное отклонение Номинальный Интервал Предельное отклонение
От До
83,5 88,5 5 -1,4
93,0 — — -1,5
98,0 100,0 2 -1,6
103,0 — — -1,6
105,0 108,0 3 -1,7
110,0 113,0 3 -1,8
118,0 — — -1,9
122,5 127,5 5 -2,0
132,5 142,5 5 -2,2
147,5 — __ -2,4
3,6 ±0,10* 13,6 16,6 1 -0,3
±0,20** 17,5 24,5 1 -0,4
-0,10 25,5 29,5 1 -0,5
31,0 33,0 1 -0,6
34,0 35,0 1 -0,6
37,0 — -0,6
38,0 39,0 1 -0,7
41,0 43,0 2 -0,7
44,0 — — -0,7
45,0 47,0 2 -0,8
48,0 49,0 1 -0,8
51,0 53,0 2 -0,9
54,0 56,0 1 -0,9
57,0 59,0 1 -1,0
61,0 62,0 1 -1,0
62,5 — 1 -1,0
63,5 64,5 1 -1,1
66,5 69,5 1 -1,1
70,5 72,5 2 -1,2
73,5 74,5 1 -1,2
76,5 — -1,2
77,5 78,5 1 -1,3
80,5 82,5 2 -1,3
83,5 84,5 1 -1,4
86,5 88,5 1
90,5 92,0 1,5 -1,5
93,0 94,0 1
96,0 97,0 1
98,0 102,0 2 -1,6
103,0 — —
104,0 106,0 2 -1,7
107,0 108,0 1
110,0 112,0 2 -1,8
113,0 116,0 3
118,0 — — -1,9
122
Уплотнения неподвижных соединений
Продолжение табл. 3.5
Диаметр сечения d Внутренний диаметр Z)K
Номиналь- ный Предельное отклонение Номинальный Интервал Предельное отклонение
От До
121,5 126,5 5 -2,0
131,5 141,5 5 -2,2
146,5 151 4,5 -2,4
156,0 166,0 5 -2,6
171,0 181,0 5 -2,8
186,0 191,5 5,5 -3,0
195,5 — —
4,6 ±0,10* 27,5 29,5 2 -0,5
+ 0,20** 31,0 33,0 2 -0,6
-0,10** 34,0 37,0 1
39,0 43,0 2 -0,7
44,0 — —
46,0 47,0 1 -0,8
49,0 — —
51,0 53,0 2 -0,9
54,0 56,0 2
57,0 61,0 2 -1,0
62,0 62,5 0,5
63,5 65,5 2 -1,1
66,5 68,5 2
70,5 72,5 2 -1,2
73,5 75,5 2
76,5 — —
78,5 80,5 2 -1,3
82,5 88,5 3 -1,4
90,5 92,0 1,5 -1,5
95,0 — —
98,0 102,0 2 -1,6
105,0 108,0 3 -1,7
110,0 112,0 2 -1,8
115 — —
118,0 120,0 2 -1,9
122,5 127,5 5 -2,0
132,5 142,5 5 -2,2
147,5 152,0 4,5 -2,4
157,0 167,0 5 -2,6
172,0 182,0 5 -2,8
187,0 191,5 4,5 -3,0
196,0 — — -3,0
201,5 206,5 5 -3,2
Кольца резиновые круглого селения
123
Продолжение табл. 3.5
Диаметр сечения d Внутренний диаметр DK
Номиналь- ный Предельное отклонение Номинальный Интервал Предельное отклонение
От До
211,5 216,0 4,5 -3,4
221,0 — —
226,0 236,0 5 -3,6
241,0 245,5 4,5 -3,8
5,8 ±0,15* 49,0 — — -0,8
+0,30** 52,0 54,0 2 -0,9
-0,15 55,0 — —
59,0 61,0 1 -1,0
63,5 68,5 5 -1,1
70,0 — —
73,5 — — -1,2
78,5 — — -1,3
83,5 88,5 5 -1,4
93,0 — — -1,5
98,0 103,0 5 -1,6
108,0 — — -1,7
113,0 — — -1,8
118,0 — — -1,9
122,5 127,5 5 —2,0
132,5 142,5 5 -2,2
147,5 152 4,5 -2,4
157,0 167,0 5 -2,6
172,0 182,0 5 -2,8
187,0 191,5 4,5 -3,0
196,5 — —
201,5 206,5 5 -3,2
211,5 216,0 4,5 -3,4
221,0 — —
226,0 236,0 5 -3,6
241,0 245,5 4,5 -3,8
250,5 260,5 5 -4,0
265,5 280 5 -4,3
285,0 290,0 5 -4,5
294,5 — —
304,5 334,5 10 -5,0
344,0 354,0 10 -5,5
364,0 373,5 9,5 -6,0
383,5 393,5 10
124
Уплотнения неподвижных соединений
Продолжение табл. 3.5
Диаметр сечения d Внутренний диаметр Ск
Номиналь- ный Предельное отклонение Номинальный Интервал Предельное отклонение
От До
413,5 433,5 20
443,5 453,5 10
473,5 493,5 20
8,5 +0,20* 175,0 180,0 5 -2,8
+0,30** 185,0 191,5 6,5 -3,0
-0,20 196,0 — —
201,5 206,5 5 -3,2
211,5 216,5 5 -3,4
221,0 __ —
226,0 236 5 -3,6
241,0 245,5 4,5 -3,8
250,5 260,5 5 -4,0
275,0 280,0 5 -4,3
294,5 299,5 5 -4,5
314,5 319,5 5 -5,0
334,0 339,0 5
354,0 359,0 5 -5,5
373,5 380,5 7 -6,0
383,5 393,5 10
* Отклонения для колец группы 1.
* * Отклонения для колец группы 2.
Примечание. Значения интервала даны для определения промежуточных диаметров £>к, рекомен-
дуемых ГОСТ 9833 — 73, но не указанных здесь.
Таблица 3.6
Рекомендуемые размеры, мм, мест установки под кольца круглого сечения
Диаметр сечения d Радиальные соединения Торцовые соединения
Ширина ЛНП Диаметр d3f9 Диаметр </4Н10 Глубина Л(+(7,1) Ширина Z?THI2 Конусная фаска Л/Н12
1,4 1,8 27ц —2 D+2 1,о 2,0 2,0
1,9 2,6 Da - 2,8 D + 2,8 1,4 2,5 2,5
2,5 3,6 27ц —3,7 D + 3,7 1,85 3,5 3,3
3,0 4,0 Da - 4,7 27+4,7 2,2 4,5 4,2
3,6 4,7 Du - 5,6 27+5,6 2,6 5,0 5,0
4,6 5,6 27ц —7,4 27 + 7,4 3,3 6,0 7,2
5,8 7,0 27ц - 9,2 27+9,2 4,2 7,5 7,8
8,5 10,3 DK - 13,6 27+13,6 6,5 10,5 11,5
Кольца резиновые круглого сечения
125
Таблица 3.7
Группы резин для изготовления колец круглого сечения
Показатель Группа резины
0 1 2 3 4 5 6 7
Диапазон ра- -15... -30... -50... -60... -30... -20... -20... -50...
бочих темпера- тур, °с + 100 + 100 + 100 + 100 + 120 + 150 +200 +200
Твердость IRHD 75...85 55...70 70...80 75...85 75...85 75...90 65...80 65...80
Температура, соответству- ющая *„=0,2 (ГОСТ 13808-79), °C -10 -20 -45 -45 -20 -10 -10 -50 (*"„ = = 0,45)
Температура хрупкости 9хр (ГОСТ 7912-74), °C -15 -30 -50 -50 -30 -25 -25 -60
Степень набу- хания 9р, %, в смеси бензи- на и бензола 15 35 35 35 35 2 2
предусмотрены более жесткие допуски:
для I, О, d2 — di до 0,08 мм, для /о до
0,13 мм.
Поверхности канавки для радиальных
уплотнений неподвижных соединений
согласно ГОСТ 9833 — 73 (см. рис. 3.18)
рекомендуется обрабатывать с шерохо-
ватостью, соответствующей Ra = 2,5
мкм, параметр шероховатости контртела
Ra < 1,25 мкм. При D < 80 мм и р <
< 10 МПа допуски на диаметры D по
19 на Du по НЮ. При D > 80 мм целе-
сообразно назначать глубину канавки
/i+0,1 мм. При постоянном давлении
р > 20 МПа или пульсирующем давле-
нии р > 10 МПа рекомендуется приме-
нять защитные шайбы либо обеспечи-
вать сочетание размеров, при котором
радиальный зазор не превышает 0,02 мм.
Ширина канавок Ъш для уплотнений с
защитной шайбой увеличивается на
толщину шайбы 1Ш. ГОСТ 18829 — 80
регламентирует 8 групп резин для изго-
товления колец в зависимости от диапа-
зона рабочей температуры и степени
набухания в стандартной среде (табл. 3.7).
Зарубежные стандарты на кольца круг-
лого сечения приведены в табл. 3.8, раз-
меры колец по BS 4518 —1974 —в
Таблица 3.8
Зарубежные стандарты на кольца круглого
сечения
Страна Обозначение Номер
Великобри- тания BSI 1806; 3526; 4518; 5106; 5380 МЗЗ*; M48*
ФРГ DIN 2693 ; 3770;- 4060
Япония JIS B2401; B2406; B2407 W1529
Швеция SMS 1586; 1587; 1588; 2292; 2293; 2294
США ANSI ASTM SAE D1414-72; DI 869 - 66 D1414-72 J120a; J515a
ARP: AIR ARP 1231; ARP 1232A ARP 1233; AS 3085
Для аэрокосмической техники.
126
Уплотнения неподвижных соединений
Таблица 3.9
Размеры, мм, кольца круглого сечения по BS 4518—1974
DK d Ок d
От До От До
3,1 ±0,15 3,6 ±0,15 19,5 ± 0,25 84,5 ± 0,5 37,1 ±0,3 69,6 ± 0,4 79,5 ± 0,4 249,5 ±0,8 1,6 ± 0,08 2,4 ± 0,08 3 ±0,1 3 ±0,1 29,4 ± 0,3 44,3 ± 0,3 144 ± 0,6 299,4 ± 1 499,3 ± 2 249 ± 0,8 4,1 ±0,12 5,7 ± 0,12 8,4 ±0,15
табл. 3.9. Для колец с размерами в дюй-
мовой системе (США, Великобритания,
Япония) установлены диаметры сечения
d : 1/16” (1,78 мм) - 3/32” (2,62 мм) - 1/8”
(3,53 мм)-3/16” (5,34 мм)-1,4”
(6,99 мм).
3.4. Проектирование мест установки
под уплотнения эластичными
кольцами
Правила проектирования мест уста?
новки — канавок и сопряженных дета-
лей — для колец УН различного профиля
сечения в основном одинаковы. Кольца
круглого сечения по ГОСТ 9833 — 73 для
уплотнения штоков и цилиндров устанав-
ливают в рекомендуемые стандартом
канавки (см. табл. 3.6). Ширина этих кана-
вок назначена с учетом размещения
колец максимального объема, возмож-
ного при набухании в наиболее неблаго-
приятной среде. Если кольца предназна-
чены для эксплуатации в среде жидкости
или пара, в которых степень набухания
не превышает 5%, можно проектиро-
вать канавки меньшей ширины, что дает
существенное снижение габаритов и
массы изделий. Нестандартные канавки
проектируют для сложных фланцевых
соединений, для колец различного про-
филя сечения, а также для внутренних
уплотнений, которые можно повредить
при сборке.
При конструировании мест установки
под эластичные кольца руководству-
ются следующими основными пра-
вилами.
1. Начальная деформация сечения
кольца должна обеспечивать необходи-
мое контактное давление во всех усло-
виях эксплуатации. Только в конце срока
эксплуатации контактное давление мо-
жет снизиться до критического значения,
при котором наступает разгерметиза-
ция (см. подразд. 3.2).
2. Кольцо должно быть установлено
в канавке так, чтобы под нагрузкой оно
не перемещалось.
3. Объем канавки должен быть больше
объема кольца с учетом допусков на из-
готовление и набухания кольца под
действием давления среды.
4. Зазор между сопрягаемыми поверх-
ностями с учетом температурных и
силовых деформаций должен быть
меньше зазора, при котором происходит
выдавливание кольца.
5. Поверхность сопрягаемых с кольцом
деталей должна иметь оптимальную
шероховатость (дефекты в виде рисок,
раковин и т. п. строго регламентируют
и подвергают обязательному контролю).
Существуют четыре типа посадок
уплотнений, для которых выбор колец и
мест установки различен. Рассмотрим их
на примере уплотнений наиболее рас-
пространенными кольцами круглого
сечения при установке в цилиндрическую
канавку. На рис. 3.19, б показано радиаль-
ное уплотнение, в котором кольцо,
установленное с натягом по внутрен-
нему диаметру канавки, уплотняет сопря-
женный цилиндр наружным диаметром
Dp, размер которого перед сборкой
соединения в ответственных случаях
рекомендуется контролировать. На
рис. 3.19, а показано радиальное уплот-
нение для внутренней поверхности, в
котором кольцо установлено в канавку с
натягом по наружному диаметру.
На рис. 3.19, в показано торцовое
Проектирование мест установки
127
Рис. 3.19. Схема установки кольца в поса-
дочные места
уплотнение плоского разъема при
действии давления среды изнутри.
Кольцо устанавливают в канавку Рц с
обжатием по наружному диаметру до
3 %, т. е. с учетом допусков выбирают
соотношение Пк + 2d > Du. Такое же
уплотнение при действии давления среды
снаружи показано на рис. 3.19, г. Кольцо
устанавливают в канавку растянутым
по внутреннему диаметру на 1 — 5 % (пре-
делы растяжения определяются до-
пусками на размеры посадочного диа-
метра D — DK кольца и канавки).
Для обеспечения работы уплотнений при
давлениях свыше 20 МПа рекомен-
дуется устанавливать защитные шайбы
из фторопласта или аналогичных мате-
риалов, которые под действием давления
закрывают зазор и предотвращают вы-
давливание колец (рис. 3.19, д — для тор-
цового уплотнения и рис. 3.19, е — для
радиального). При давлениях до 20 МПа
кольца можно устанавливать без защит-
ных шайб, обеспечивая практически до-
Таблица 3.10
Допустимые зазоры
р, МПа Зазор, мм, на сторону (с учетом деформации) при твердости резины IRHD
70 80 90
0-5 0,10 0,12 0,15
5-10 0,06 0,08 0,10
10-15 0,03 0,06 0,06
15-20 0,02 0,04 0,04
пустимые значения зазоров (табл. 3.10).
Выбор размера сечения кольца зависит
от периметра уплотнения. При увели-
чении периметра уплотнения допуски
на неточность изготовления и число
возможных дефектов увеличиваются,
поэтому при больших периметрах уплот-
нения следует увеличивать размеры се-
чения кольца (и соответственно канавки).
При этом повышается надежность уплот-
нения. Кольца изготовляют ориенти-
ровочно с допусками, указанными в
табл. 3.5 и 3.9. Поскольку их значения
велики, для правильной установки
кольца важно сочетание допусков коль-
ца и канавки.
Внутренний диаметр кольца DK выпол-
няют несколько меньше, чем диаметр
места установки, чтобы обеспечить по-
садку в канавку с растяжением кольца.
Для канавок во фланцах сложной
формы необходимо с высокой точностью
определить и ограничить допусками
периметр L стороны, которая является
опорной для кольца. Затем следует опре-
делить эквивалентный диаметр опорной
стороны канавки Du — L/n и назначить
ширину канавки В, допуски и требова-
ния к обработке (по рис. 3.18 и табл. 3.6
или по результатам расчетов). При
мелкосерийном производстве крупных
изделий (Р > 400 мм) для герметизации
разъемов корпусов, находящихся при
малом давлении, применяют кольца из
шнура, соединенные в месте стыка спо-
собом вулканизации. Шнур уклады-
вают в канавку, размечают, отрезают и
затем вулканизуют.
Такое кольцо более точно прилегает к
128
Уплотнения неподвижных соединений
опорной стороне канавки, но имеет более
грубые размеры в месте стыка, чем коль-
цо, изготовленное в пресс-форме. Для
уплотнений внутренних соединений, к
которым не предъявляют жестких требо-
ваний к герметичности, целесообразно
применять кольца уменьшенного сечения.
Это существенно снижает габариты и
массу узлов с большим числом уплот-
нений.
Размеры канавки должны обеспе-
чивать деформацию сжатия кольца по
сечению для создания необходимого
контактного давления рко при всех со-
четаниях допусков на размеры канавки
и кольца. При низком давлении герме-
тичность обеспечивается при среднем
контактном давлении не менее 0,2 МПа.
Значение рко определяется относительной
деформацией сжатия е и мало зависит от
диаметра сечения d, поэтому для всех
размеров колец выбирают е = 100 (d —
— h)/d, где h — сумма высоты канавки и
зазора между деталями с учетом экс-
центриситета.
При разнородных материалах мест
установки учитывают увеличение зазора
вследствие температурных деформаций,
а при тонких стенках — вследствие де-
формаций, происходящих под действием
давления и других нагрузок. Кроме того,
при расчете е необходимо учитывать
сплющивание колец радиальных уплот-
нений вследствие растяжения их в канав-
ках. Начальная относительная дефор-
мация emin должна обеспечивать мини-
мальное контактное давление pimin к
концу эксплуатации изделия.
Верхний предел етах определяется соче-
танием допусков. Как показал опыт,
при е = 20...30% накопление остаточ-
ной деформации происходит медленнее,
причем £ = 22...25% соответствует наи-
большей циклической долговечности.
Таким образом, с учетом допусков н^
размеры и процесса старения резины
необходимо для уплотнений наружных
соединений обеспечивать [36]:
Emin = (-Karnin ^max)/^min, (з 12)
Emax — (dmax ^min)/^max*
Таблица 3.11
Коэффициенты для расчета размеров канавок
под эластомерные кольца
Z>K, мм А2)к, % «1 К2 при Э = = -40... ...-50 °C К\«2
До 10 4-6 0,95 0,99 0,94
10-20 3-4 0,97 0,99 0,96
20-70 2-3 0,98 0,99 0,97
Св. 70 2 0,98 0,99 0,97
Здесь К — поправочный коэффициент,
учитывающий сплющивание колец (Ki),
изменение сечения кольца и канавки на
морозе (Кг), изменение сечения кольца
вследствие набухания (растворения)
резины в рабочей жидкости (К3): К =
= К1К2К3 (табл. 3.11).
Коэффициент К3 учитывают только
для резин, объем которых уменьшает-
ся в рабочей жидкости. Если коэффи-
циент объемного набухания ДЁ =
= (V— Vo)/Vo, то изменение диаметра
d сечения
d + M = df/l + ДУ«
л d ± dbV/3-, K3=(d± Mtyd =
= 1 ± ДУ/3.
Если разность температурных коэф-
фициентов линейного расширения ма-
териалов сопрягаемых деталей (ои — ав)
велика, то при низких температурах
возможно значительное увеличение раз-
мера йтах и недопустимое уменьшение
Emin- Изменение высоты посадочного
места Д/1 под влиянием температуры
определяют по формуле
Д/1 = 0,5D [(£>ц/£>) v.A - ав] Д9,
где Д9 — перепад температур от 20 °C
до предельной нижней.
Деформации цилиндра под действием
давления вычисляют по известным
формулам [4]. Для торцовых уплот-
нений обязателен расчет болтов крышки,
так как давление на крышку обычно
велико. При этом затяжка болтов долж-
на обеспечивать нераскрытие стыка.
Проектирование мест установки под эластичные кольца
129
Ширина канавки В определяет ее объем
и существенно влияет на габариты сое-
динения. Кольцо должно быть располо-
жено в канавке свободно: объем канавки
должен быть на 5 —10 % больше объема
кольца с учетом неблагоприятного соче-
тания допусков. Это условие учитывает
объемное набухание кольца в среде до
5 %. Для резин с большой степенью
набухания в рабочей жидкости необхо-
димо предусматривать канавки с увели-
ченным объемом. Для уменьшения пере-
мещения кольца в канавке желательно
назначать ее ширину равной ширине d'
деформированного кольца. Для уплот-
нений внутренних соединений во многих
случаях целесообразно назначать £min
меньше расчетного [см. уравнение (3.12)],
чтобы уменьшить ширину канавок и
облегчить условия сборки (а следова-
тельно, уменьшить вероятность повреж-
дения колец при сборке).
Объем кольца Vo = r.DcS, где Dc —
диаметр центра тяжести сечения; S —
площадь сечения кольца.
Для колец круглого сечения наиболь-
ший объем тороида Ротах = 0,25л2 (Dmax +
+ dmax) (/max, ГДС - НДибоЛЬШИЙ ВНуТ-
ренний диаметр кольца; г/,пах — наиболь-
ший диаметр сечения кольца (оба размера
берут с поправкой на набухание в среде).
Ширину канавки В выбирают по объе-
му Kmin = ^K) = 1,05... 1,5) по фор-
мулам:
для радиальных уплотнений
к = 0,25 л (D2n-D2)B;
для торцовых уплотнений
К = 0,5л(Рц + D)Bh,
Рис. 3.20. Схема монтажа защитного кольца
из фторопласта-4 в закрытую канавку
основе кремнийорганических и фтор-
силиконовых каучуков) при р > 1 МПа.
Допускается применять защитные кольца
при р, меньшем указанных. Защитные
кольца изготовляют преимущественно
из фторопласта-4 цельными или торцово-
спиральными (последние удобнее монти-
ровать в канавки). Цельные защитные
кольца 1 монтируют с помощью конус-
ных оправок 2 (рис. 3.20). Предпочтитель-
нее устанавливать их в открытые канав-
ки (рис. 3.21, а), не подвергая деформа-
ции при монтаже. Это особенно относит-
ся к кольцам из более твердых пласт-
масс (на основе полиамида и полиуре-
тана), которые для обеспечения мон-
тажа в закрытые канавки выполняют
разрезными. Применение разрезных за-
щитных колец снижает, однако, ресурс
уплотнения при пульсирующих нагруз-
ках, так как в месте стыка кольца
происходит постепенно накопление
повреждений. Размеры защитных колец
(рис. 3.21, б) выполняют по технической
документации: ширина равна высоте
канавки [0,5 (Di — D2) = /г]. Допуски на
Di — по h9, на D2 — по Н9. Толщина
s + 0,1 мм составляет: при Di < 48 мм
1,5 мм; при Di =50...180 мм — 2 мм;
при Dj = 190...200 мм — 3 мм. Ширину
канавки комплектного уплотнения уве-
личивают на s.
где Du и D — наружный и внутренний
диаметры канавки соответственно.
Применение и монтаж защитных колец.
Защитные кольца для предохранения от
выдавливания эластомерных колец в за-
зор рекомендуют применять при
8 > 0,02 мм, пульсирующем давлении
р > 10 МПа или постоянном давлении
р > 20 МПа. Они обязательны в УН с
кольцами из резин малой прочности (на
Рис. 3.21. Уплотнение с защитным кольцом
в открытой (а) и закрытой (б) канавке
5 Под ред. А. И. Голубева и Л. А. Кондакова
130
Уплотнения неподвижных соединений
в)
Рис. 3.22. Схемы правильного монтажа колец
При конструировании уплотнений и
разработке технологии сборки должны
быть предусмотрены элементы, обеспе-
чивающие правильный монтаж уплот-
нений. Приступая к конструированию
узла с уплотнениями, необходимо тща-
тельно проанализировать последова-
тельность сборки сопряженных деталей.
Если вал 1, имеющий резьбу, шлицы,
кольцевые проточки, фрезерованные
канавки и т. п., при монтаже проходит
через уплотнение 2, то максимальный
диаметр выступающих частей dp должен
быть меньше минимального внутреннего
диаметра кольца Dp (рис. 3.22, а, б). При
сборке необходимо применять оправки
3, защишаюшие кольца от возможных
повреждений. В местах сверлений
диаметр вала следует уменьшить, а в
цилиндрах 4 предусмотреть проточки
диаметром D'p > Dp для исключения
среза кольца острыми кромками
(рис. 3.22, б). Заходные фаски (рис. 3.22, б,
в) должны иметь скругление линии пере-
хода конуса в цилиндр и следующие
размеры с, в зависимости от диаметра
кольца:
d, мм . . . 2 2,5 3 4 5 6
с, мм, не менее .1,2 1,6 2 2,5 2,5 3
Для снижения трения при монтаже
кольца радиальных уплотнений смазы-
вают ПСМ. Чтобы кольца торцовых
уплотнений не выпадали при сборке из
канавок, их также смазывают ПСМ,
который в данном случае действует по-
добно клею. ПСМ не должен вызывать
изменения размеров колец. Для нитриль-
ных резин применяют ЦИАТИМ-221
на основе силиконов или ЦИАТИМ-201
на основе минеральных масел. При
заливке изделия рабочей жидкостью
ПСМ постепенно растворяется в ней.
Сила трения Р$ при монтаже колец
зависит от твердости Н (модуля Е) ре-
зины, вида обработки, угла фаски а,
степени деформации е и применяемого
ПСМ. При очень больших усилиях
монтажа должны быть продуманы
и указаны в технологической докумен-
тации методы сборки. Силу Р$, Н, оцени-
вают по табл. 3.12 и формуле [36]
Рф = P^TtDpd,
где Рф — сила, отнесенная к площади
nDpd и определяемая по составляющей
Таблица 3.12
Ориентировочные значения силы Рф
Угол фаски а,° е Значения Рф, МПа, при твердости резины
60 70 80
о,1 0,05 0,08 0,12
15 0,2 0,15 0,24 0,35
0,3 0,28 0,44 0,60
0,1 0,07 0,10 0,16
30 0,2 0,20 0,34 0,50
0,3 0,38 0,60 0,85
Прокладки и прокладочные материалы
131
силы трения для среднего контактного
давления на фаске,
Рф = 0,5£е3/2 [(//cos а) + sin а];
Е — модуль резины (см. табл. 2.4); f—
коэффициент трения (без ПСМ f =
= 0,6...0,8; с ПСМ / = 0,3...0,5).
3.5. Прокладки и прокладочные
материалы
К прокладочным уплотнениям отно-
сятся уплотнения различных видов, пред-
назначенные для герметизации фланце-
вых соединений:
плоские (листовые) прокладки для гер-
метизации разъемов корпусов машин в
условиях низкого рабочего давления
(рис. 3.23, а);
плоские кольцевые прокладки, подраз-
деляющиеся по конструкции уплотнения
на открытые (рис. 3.24, а), закрытые
замком (рис. 3.24, б) и закрытые в канавке
шип — паз (рис. 3.24, в, г) для герметиза-
ции фланцевых соединений трубопро-
водов большого диаметра (Dy > 45 мм);
линзовые прокладки (рис. 3.25, а) для
уплотнений линейного контакта конус —
сфера, гребенчатые прокладки, имеющие
острые кольцевые выступы (рис. 3.25, б),
металлические рессорные прокладки, на-
Рис. 3.24. Фланцевые соединения с проклад-
ками :
а —открытыми; о — закрытыми замком; в — за-
крытыми в канавке шип —паз; г — то же, с бугель-
ным обжатием (1 — прокладка; 2 — болтовой или
бугельный силовой элемент; 3 — фланец трубо-
провода)
пример, К-образного профиля (рис.
3.25, в);
специальные прокладки комбиниро-
ванного типа.
По конструкции силового элемента
уплотнения, создающего осевое усилие
обжатия Ра, соединения подразделяют
на болтовые (см. рис. 3.24, а — в), бу-
гельные (см. рис. 3.24, г) и соединения
пласта; в — металлические гребенчатые; г — метал-
лические проволочные; д, и, к — кассетные; е —
i азонаполненные; ж, з - спирально-навитые
2
Рис. 3.25. Уплотнения линейного контакта:
а — с линзовой прокладкой; б — с гребенчатой; в —
с рессорной К-образной прокладкой (J — проклад-
ка; 2 — силовой элемент; 3 — фланец)
5*
132
Уплотнения неподвижных соединений
с помощью постоянно действующих
сил (веса, давления).
Виды и материалы прокладок. Самые
распространенные прокладки — листо-
вые, их конфигурация определяется
формой фланца (см. рис. 3.23, а). Мате-
риал прокладки выбирают прежде
всего исходя из условий совместимости
с рабочей и окружающей средами. По
материалу прокладки подразделяют на
шесть групп: эластомерные (резиновые),
полимерные, композиционные неметал-
лические на основе бумаги или асбеста,
металлические и комбинированные (из
разных материалов). С точки зрения про-
цессов в зоне контакта рассмотренные
материалы характеризуются последо-
вательным увеличением модуля упру-
гости (табл. 3.13) и твердости, темпера-
турным коэффициентом линейного
расширения, пористостью и однород-
ностью структуры. Листовые неметал-
лические прокладки (рис. 3.23, а) изго-
товляют из бумаги, картона, резины,
фибры, паронита, кожи, пробковых ма-
териалов, армированного полотна, фто-
ропласта и других материалов. Метал-
лические прокладки изготовляют плос-
кими и рифлеными (рис. 3.23, в), в виде
проволочных (рис. 3.23, г) и трубчатых
газонаполненных (рис. 3.23, е) колец, рес-
сорного (рис. 3.25, в) и линзового
(рис. 3.25, а) типов. Комбинированные
из разных материалов прокладки бы-
вают кассетными (рис. 3.23, д и к), в
которых вязкоупругий неметаллический
сердечник заключен в кассету из метал-
ла или пластмассы, спирально-навитыми
(рис. 3.23, ж, з) и частично оболочко-
выми (рис. 3.23, б). В спирально-навитой
прокладке наполнитель (обычно асбесто-
вый) заполняет объем между витками
спирального металлического каркаса.
Резиновые прокладки обычно приме-
няют в соединениях низкого давления.
Резинометаллические прокладки, в ко-
торых к металлической фигурной пла-
стине прочно привулканизирован тонкий
слой резины, применяют при высоких
давлениях и сложном профиле фланца.
В соединениях с недостаточной жест-
костью болтов для широкого диапазона
изменения давления и температуры при-
меняют резинометаллические уплотне-
ния торцовые (РУТ), в которых тарель-
чатые пружины 4 (см. рис. 3.40) обеспе-
чивают рк > ркт1г1 при больших дефор-
мациях и раскрытии стыка.
Механизм герметизации прокладками
всех групп характеризуется наличием в
месте контакта уплотнителя с фланцем
контактного давления рк, обуслов-
ленного действием усилия обжатия РА
от силового элемента (рис. 3.26, а). Дав-
ление рк должно обеспечивать такие упру-
гие и пластические деформации в
месте контакта, при которых полностью
перекрываются все возможные пути
утечки, возникающие вследствие погреш-
ности формы и шероховатости поверх-
ностей фланцев. При этом основным
механизмом утечек является контактно-
Таблица 3.13
Физико-механические характеристики материалов прокладок
Материал Е, МПа д* а,- 10б, °с—1 Материал Е, ГПа МПа 0* «/' 10?, °С“ 1
Резина Полимеры: 6-20 0,5 150 Алюминий Медь 70 120 35 70 0,34 0,35 23,8 16,5
полиэтилен 150-250 0,36 — Латунь ПО 110 0,35 18,4
фторопласт-4 470-850 0,45 120 Свинец 16 5 0,44 29,0
полистирол 3200 0,35 75 Сталь углеро- дистая Сталь высо- колегирован- ная 206 210 200 300 0,28 0,3 11,7 16,0
Фибра 5800-8000 — — Армко-железо 200 150 0,3 12
Прокладки и прокладочные материалы
133
Рис. 3.26. Схемы действия
сил на прокладку пассивного
типа (а) и ее элемент (6)
Рис. 3.27. Зависимости кон-
тактного давления и утечки
через прокладку от давления
среды
диффузионный (см. подразд. 1.3) в соче-
тании с утечками по микроканалам, не
перекрытым при обжатии прокладки.
Общие принципы герметизации, из
которых вытекают требования к назначе-
нию минимального давления pKmin, рас-
смотрены в подразд. 3.1, расчетные
зависимости для уплотнений линейного
контакта приведены в подразд. 3.1 и 3.6.
Благодаря тому, что материал прокладки
мягче материала фланцев, при сборке
соединения поверхности фланцев не
повреждаются и обеспечивается возмож-
ное 1Ь замены прокладок при ремонте.
В результате деформации фланцев при
затяжке болтов, действия давления среды
и внешних нагрузок, контактные дав-
ления распределяются неравномерно:
локальные значения pKi отличаются от
средних рк0 = Рл/$ (S — площадь про-
кладки). В зонах, для которых pKj < рк0,
при любых условиях эксплуатации нель-
зя допускать уменьшения контактного
давления ниже значения ркпш„ при
котором наступает раскрытие плот-
ного стыка и разгерметизация соеди-
нения (рис. 3.27, а и 3.28). Однако чрез-
мерно большое контактное давление
Рктах при обжатии прокладки может
привести к ее разрушению. Обычно это
проявляется в возникновении микротре-
щин по периметру прокладки, которые
быстро разрастаются в усталостные тре-
щины при эксплуатации под действием
колебаний давления р и температуры 9
рабочей среды, изгибающих моментов
М, вибрации и других факторов. По меха-
низму герметизации при действии давле-
ния уплотнения подразделяют на две
подгруппы: активные и пассивные.
Активные уплотнения, к которым отно-
сят эластомерные прокладки в закры-
тых канавках, металлические рессорного
типа (рис. 3.25, в), газонаполненные и
пустотелые кольца (рис. 3.23, е), про-
являют способность к самоуплотнению
при действии давления среды. Важным
преимуществом активных уплотнений
является независимость от внешних
Рис. 3.28. Распределение контактного давле-
ния на стыке прокладки и фланца:
а — при монтаже; б — при действии сил давления
pS и момента М, изгибающего трубопровод
134
Уплотнения неподвижных соединений
нагрузок благодаря непосредственному
контакту фланцев, воспринимающих дей-
ствие изгибающих моментов и вибраций.
В пассивных уплотнениях, к которым
относят большинство уплотнений с про-
кладками, под действием р и М умень-
шается рк, ухудшается, а при критиче-
ском давлении р = ркр полностью те-
ряется герметичность. Действие внешних
нагрузок на фланцевое соединение при
этом воспринимает прокладка.
Деление уплотнений на активные и
пассивные обусловлено также их поведе-
нием при изменении температуры в
широком диапазоне. Активные уплот-
нения из материалов с коэффициентами
а, взаимно компенсирующими темпера-
турные деформации, сохраняют герме-
тичность в широком диапазоне изме-
нения температур. Очень важными
эксплуатационными факторами яв-
ляются релаксационные явления в мате-
риале прокладок и фланцев, а также
ослабление резьбовых соединений во
время эксплуатации. С учетом этих фак-
торов при монтаже уплотнения необхо-
димо обеспечивать запас рко-
Поведение пассивных прокладок под
действием нагрузок (см. рис. 3.26, а).
При монтаже прокладка обжимается
усилием z болтов (zPp = Р4), что создает
среднее контактное давление рко = P»/S
и деформацию прокладки АН0 (е =
= АН0/Н). Момент М, изгибающий тру-
бопровод, и сила давления pSa (Sa —
площадь, на которую действует давление
среды) вызывают перераспределение
давления рк (см. рис. 3.28, б). При этом
вследствие удлинения болтов полностью
или локально уменьшаются деформация
сжатия прокладки (£ < е0) и контактное
давление (рк < рко). Из условия совмест-
ности начальной и дополнительной де-
формаций болтов А/б (А/,-,), фланцев
А/ф (А/ф) и прокладки АН (AH') следует,
что
Sa М
P^P^-WTp-D^- (ЗЛЗ)
Здесь к — коэффициент, учитывающий
фактическое распределение рк по поверх-
ности прокладки при действии изгибаю-
щего момента М; w — относительная
податливость [17]:
w = Хб/(Хб + 2Хф + Хп),
гдеХе = k/ESe,)^ = /ф/Еф5ф,Хп = H/EnS —
податливости соответственно болтов,
фланцев и прокладки, м/Н; /б, /ф, Н —
высоты болтов, фланцев и прокладки,
м (А/6 = ХбРб; А/ф = Хфрк()5; АН = Хпрк0Я
Зависимость рк от давления среды р
показана на рис. 3.27, а. При р = ркр
и уменьшении рк до предельно допусти-
мого pKInin наступает разгерметизация,
Вследствие трудностей расчета дефор-
маций фланцев на практике исполь-
зуют экспериментальные данные, соглас-
но которым в уравнении (3.13) ориен-
тировочно принимают к = (1/2) — (1/3)
и w — 0,9 для паронита, w = 0,95
для фторопласта и мягких металлов,
w = 1 — для стали [17]. При рК < pKmin
(или р > ркр) утечки Q увеличиваются:
сначала постепенно с повышением р
происходит раскрытие микроканалов,
затем более интенсивно (см. рис. 3.27, б).
Такая зависимость Q (р) свойственна
щелевым уплотнениям.
Нормы рко установлены на основании
практического опыта для различных
материалов прокладок.
Прокладки из неметаллических мате-
риалов. Резиновые плоские прокладки
используют при р < 4 МПа и 9 =
= —40... +100°С. Материал прокладок
выбирают из условий совместимости
с рабочей средой (см. подразд. 2.2).
Обычно ширину прокладки / выбирают
равной 0,1 Di для внутреннего диаметра
Dj 100 мм; / «0,07E>i для Dj =
= 100... 300 мм; /«0,06 Dt для
> 300 мм. Толщина прокладки для
открытых фланцев Н « (0,1 ...0,2)/. При
обжатии прокладки силой РА0 = рк05
ее высота уменьшается до h0 = (1—е0)Н,
где е0 = рк0/(£о + Рко); Ео - модуль мате-
риала прокладки, МПа. Для резин
объем при деформации практически не
меняется, поэтому Ео = //, (1 + Ф2), где
Е№ — условно равновесный модуль;
Ф « 0,51/Н — коэффициент формы. Удли-
Прокладки и прокладочные материалы
135
некие болтов под нагрузкой Р& вызы-
вает уменьшение е < ео и при е =
= екР (р = РкР) происходит разгерметиза-
ция:
_ES ( е0
Ркр~ &\Т^~
Екр
1 - %
(3-14)
усилием затяжки
е0 = 0,25 ...0,35);
где е0 определяется
Рао и рко (обычно
екр = 0,02... 0,03.
Зависимость ркр (е0) для резиновых
прокладок показана на рис. 3.29, а.
Прочность прокладки в открытых
фланцах (рис. 3.26,6). Боковому выдав-
ливанию прокладки под действием
удельной силы Рр = hp препятст-
вует сила трения Pf = If Ра, и сопротив-
ление растяжению Р„. Для материалов
малой прочности (резины, асбеста, бума-
ги, пластмасс, пробки) условие равнове-
сия определяется силой трения, поэтому
для жестких фланцев давление среды
в начале выдавливания прокладки [36]
2fPA
(3.15)
Ркр ЯРД1-е'кр)Н’
где f = 0,6 для резины; f = 0,5
паронита.
Из условия (3.15) следует, что
высоком давлении среды необходимо
уменьшить высоту прокладки Н. Для
увеличения коэффициента трения f на
фланцах протачивают мелкие канавки.
для
при
Рис. 3 29. Зависимости контактного давления
в момент разгерметизации от относительной
деформации е0 резиновой прокладки (а) и
давления среды р для паронитовой проклад-
ки (б)
Уравнения (3.14) и (3.15) справедливы
для ориентировочных расчетов прокла-
док из всех указанных материалов.
Пластмассовые и паронитовые плоскве
прокладки применяют в широком диапа-
зоне температур 9 при р < 10 МПа.
Размеры прокладок в большинстве
случаев определяются размерами стан-
дартных фланцев. Выбор материала зави-
сит от рабочей среды, температуры
и давления. Так, фторопластовые про-
кладки применяют в агрессивных сре-
дах при 9 = —195... 200 °C, паронито-
вые — см. табл. 3.14. Необходимое для
обеспечения герметичности контактное
давление, зависящее от большого числа
факторов, исследовано пока недостаточ-
но. Типичная экспериментальная зависи-
мость контактного давления в момент
разгерметизации от давления среды
показана на рис. 3.29,6. Обобщенная
зависимость р,о(р), при которой рк >
>ркт1п, имеет вид [28, 78]
Рко = (а + Ьр + тр2 - пр3) К9, (3.16)
где а, Ь, т, п — константы, опре-
деляемые экспериментально; К9 =
= К3К2К3К^К5 — обобщенный коэффи-
циент: учитывает влияние шерохо-
ватости (для Ко = 0,08 мкм, Ki=0,8;
для Ra = 0,16 мкм Кх = 1; для Ra =
= 0,32 мкм Kj = 1,2); К2 учитывает
влияние неплоскостности и размеры
уплотнения; К3 отражает влияние
свойств среды (для воды К3 = 1; для
воздуха 1,4; для пара 1,7; для водорода
и гелия 2). К4 учитывает влияние тем-
пературы (для 20°С К4 = 1); К5 —
коэффициент запаса, учитывающий от-
ветственность изделия (для технологи-
ческих линий Кs = 1,2; для ответствен-
ных объектов, пожаровзрывоопасных и
токсичных сред К5 — 1,5; для особо-
ответственных установок К 5 = 1,8).
Для выбора рко наиболее распростра-
нена формула, которую можно рассмат-
ривать частью уравнения (3.16) при малых
р [14, 17, 29]:
Рко = fci (k2 + к3р)/10'5, (3.17)
136
Уплотнения неподвижных соединений
Таблица 3.14
Условия применения прокладок из паронита
Марка паронита Среда Эх, °C Q °C vmax» р, МПа
ПОН Вода пресная 250 6,4
Водные растворы солей -15 100 2,5
Спирты — 150 1,6
Тяжелые нефтепродукты — 200 6,4
Легкие нефтепродукты — 150 2,5
Спирты 150 1,6
Аммиак жидкий -40 150 2,5
Жидкий кислород -182 — 0,25
Пар водяной — 450 6,4
Воздух -50 100 1,0
Сухие нейтральные и инертные газы — 450 6,4
ПМБ Вода морская 50 4
Рассолы -40 50 10
Легкие нефтепродукты — 200 2,5
Тяжелые нефтепродукты — 300 2
Минеральные масла __ 150 2,5
Аммиак жидкий и газообразный -40 150 2,5
Воздух -50 200 1,6
Сжиженные и газообразные углеводо- роды С] —С5 -40 +60 1,6
Коксовый газ — 490 6,4
Кислород и азот газообразные — 150 5
ПА Вода пресная — 250 10
Тяжелые нефтепродукты — 400 7,5
Легкие нефтепродукты — 200 7,5
Водяной пар — 450 10
Воздух, нейтральные и инертные сухие газы — 250 7,5
ПЭ Щелочи с концентрацией до 400 г/л — 180 2,5
Азотная кислота 10%-ная — 100 2,5
где /ci — коэффициент, учитывающий
проникающую способность среды (для
керосина, бензина и гелия ki = 2; для
воздуха и пара ki = 1,5; для остальных
жидкостей kj = 1); к2 и к3 — коэффициен-
ты, зависящие от материала прокладки
(для фторопласта, полиэтилена, эбонита,
винипласта и текстолита к2 = 18 МПа;
к3 = 0,9; для резины, пластиката к2 =
= 4 МПа; к3 = 0,6).
Для прокладок из фторопласта-4
рекомендовано назначать рко = Р + 5,
МПа, для прокладок из поликапро-
лактама, полиамида 68, фторопласта-3 —
рко = (2...4)р [78], для прокладок из
паронита — в зависимости от толщины
Н [78]:
Н, мм . . . 0,4 0,6 0,8 1,0 1,5 2 3
рк0, МПа . 80 60 42 34 28 24 20
После проверки контактного давления
с учетом изгибающего трубопровод
момента М и силы давления pSa [см.
уравнение (3.13)] может потребоваться
увеличить значение рко- Для сохранения
герметичности паронитовых и фторо-
Прокладки и прокладочные материалы
137
пластовых прокладок в рабочих условиях
следует назначать коэффициент запаса
п — Р«/Р = 2,5... 3 [79]. Влияние толщи-
ны Н и ширины I прокладки учиты-
вают формулой рко = Ар/у H]/l [78],
где для прокладок из картона А = 3,
из фибры А = 2... 4. Толщина про-
кладок Н из фторопласта-4 в зависи-
мости от Dy трубопровода:
Dy, мм . .До 80 80-130 130-250 Св. 250
Н, мм . . . 0,8 1,0 2,0 3,0
Предельное допустимое контактное дав-
ление рктах определяется предельным
давлением рабочей среды ртах, МПа,
которое может выдерживать прокладка;
резинотканевая.......................20
паронитовая (см. также табл. 3.14) . .130
из асбестового картона............130
фторопластовая.................(см.
табл.
3.15)
Пластмассовые прокладки применяют
при невысоких температурах среды.
Прокладку из полиэтилена используют
при 9 =—60...+ 50 °C, из поливинил-
хлоридного пластиката, в химических
производствах — при 9 = —15... +40 °C
(см. подразд. 2.3).
Фторопласт-4 (см. подразд. 2.3, табл.
3.15) благодаря исключительной хими-
ческой стойкости широко применяют
в качестве прокладочного материала
Таблица 3.15
Предельно допустимые контактные давления
для прокладок из фторопласта-4 [78]
Значения ркпшх, МПа, для соединения
Темпера- тура, °C откры- того фланце- ВОГО закрытого и типа шип—паз при радиальном зазоре, мм
0-0,1 0,2-0,3 0,5-0,7
-190 — — 150 100
+ 20 40 54 — —
+ 50 30 48 48 12
+ 100 18 20 20 6
+ 150 14 16 — —
+ 200 10 12 — —
+ 225 — — 12 4
для различных агрессивных сред (за
исключением расплавленных щелочных
металлов и элементарного фтора). Фто-
ропластовый уплотнительный материал
(ФУМ), выпускаемый в виде шнуров
различных профилей и сечений, при-
меняют при 9 = —195... + 200 °C.
Асбест — минерал волокнистого стро-
ения, на основе которого изготовляют
прокладочные материалы. При обра-
ботке асбест распадается на тончай-
шие прочные волокна, в соответствии
с длиной которых маркируют его сорта.
По химическому составу асбестовые
минералы являются водными силика-
тами магния (хризотил-асбест), железа,
кальция и натрия. Потеря кристалли-
зационной воды при высоких темпе-
ратурах приводит к разрушению струк-
туры кристаллов асбеста. Хризотил-
асбест полностью разрушается при
700 °C, при 550 °C —в течение года, до
400 °C свойства хризотил-асбеста со-
храняются длительно. Хризотил-асбест
является основным материалом для
изготовления прокладочных материа-
лов — паронита, армированного полот-
на, асбестового картона, феронита.
Хризотил-асбест плохо противостоит
воздействию сильных минеральных
кислот, но может применяться в сла-
бых кислотах и многих щелочных
растворах.
Разновидности асбеста — крокидолит
и антофилит используют для изготов-
ления кислотоупорных прокладок.
Паронит — наиболее универсальный
прокладочный материал, изготовляемый
вулканизацией смеси асбеста, каучука
и наполнителей (некоторые сорта не
вулканизуются). Марки, условия приме-
нения и качество паронита регламен-
тирует ГОСТ 481 — 80. Листы паронита
выпускают толщиной 0,4; 0,5; 0,6; 0,8;
1,0; 1,2; 1,5; 2,0; 3,0; 3,5; 4,0; 5,0; 6,0;
7,0; 7,5 мм, марок: ПОН и ПОН-1 —
паронит общего назначения; ПМБ и
ПМБ-1 — паронит маслобензостойкий;
ПА — паронит, армированный сеткой;
ПЭ — паронит электролизерный; ПК —
паронит кислотостойкий.
138
Уплотнения неподвижных соединений
Кроме того, изготовляют ПС и ПСГ —
парониты специальные.
Условия применения паронита (диапа-
зон температур и допустимое давление)
в различных средах указаны в
табл. 3.14.
Кроме листовых прокладок из паро-
нита изготовляют спирально-навитые
прокладки СНП. Наибольшее допускае-
мое контактное давление для паро-
нита 130 МПа. После затяжки соеди-
нения с прокладкой наблюдается значи-
тельная релаксация напряжений в ма-
териале. Для обеспечения герметичности
в зависимости от толщины прокладки
рко = 2О...8О МПа, на фланцах реко-
мендуется выполнять две-три мелкие
канавки треугольного сечения.
Армированное асбестовое полотно
(ГОСТ 2198 — 66) — прорезиненная ткань,
изготовленная на основе латунной про-
волоки и асбестовой ровницы, скручен-
ной в нить с латунной проволокой. Из
него изготовляют прокладки толщиной
0,6; 0,7; 1,1 мм, работающие в среде воды
и нефтепродуктов (например, в двига-
телестроении), при +150 °C и
р 6 МПа. При затяжке фланцев про-
кладки из этого материала дают усадку
в зависимости от рк: 0,15...0,25 мм
при рк = 10 МПа; 0,3...0,35 мм при
рк — 40 МПа.
Фибра — материал, изготовляемый из
специальной бумаги — основы, пропи-
танной концентрированным раствором
обычно хлористого цинка. Механиче-
ские свойства: модуль упругости при
сжатии 5 — 8000 МПа, твердость НВ
10 — 30, теплостойкость по Мартенсу
60 —70 °C. Фибра не растворяется в
керосине, бензине, спирте, ацетоне, но
разрушается под действием серной, азот-
ной и соляной кислот. Основной не-
достаток фибры — высокая гигроскопич-
ность, для снижения которой фибру
пропитывают маслом, парафином и смо-
лами. Для прокладок применяют листо-
вую фибру марок ФТ, ФСВ, ФКДГ
по ГОСТ 14613 — 83. Для прокладок,
работающих в среде кислорода, приме-
няют прокладочную кислородостойкую
фибру ФПК. Для работы в воде,
масле и керосине применяют мягкую
кожеподобную фибру ФГК толщиной
0,5 —2,5 мм, получаемую пропиткой
фибры касторовым маслом и глице-
рином.
Бумага кабельная (ГОСТ 645 — 79)
и полуватман являются наиболее деше-
выми и доступными прокладочными
материалами. Их применяют для уплот-
нения пыле- и брызгозащищенных соеди-
нений. Прокладки из специально обрабо-
танной бумаги с латексной пропиткой
и полуватмана на герметике применяют
в среде масел, бензина и воды (при
низком давлении).
Картон прокладочный согласно ГОСТ
9347 — 74 выпускают двух марок: А —
пропитанный проклеивающими вещест-
вами, бензостойкий; Б — непропитанный,
стойкий к нефтепродуктам. Прокладки
для топливных и масляных систем
авиационных двигателей изготовляют из
картона, пропитанного желатиногли-
цериновыми смесями и касторовым
маслом.
Прокладки нз металлических мате-
риалов. При высоких значениях давле-
ния р и температуры 9 среды в широ-
ком диапазоне АЭ применяют металли-
ческие прокладки: плоские, рифленые,
(в частности, гребенчатые), линзовые, а
также трубчатые и рессорные кольца.
Выбор материала зависит от условий
совместимости и параметров среды
[78, 18]:
1) нефтепродукты, масла, нефть, насы-
щенный и перегретый пар (S С +45 °C;
р С 6 МПа) — углеродистые стали Ст2,
СтЗ; питательная вода (9 < 200°C;
р С 10 МПа) — Сталь 20;
2) вода дистиллированная, конденсат,
пар (S С 400 °C), воздух, керосин, мас-
ла — коррозионно-стойкие стали; масла,
воздух, конденсат и пар (9 С 250 °C) —
латуни;
3) морская вода — бронзы, никель,
монель-металл;
4) агрессивные среды — материалы,
см. ниже.
Размеры плоских прокладок обычно
Прокладки и прокладочные материалы
139
определяются размерами стандартных
фланцев (ГОСТ 12815-80... ГОСТ
12822 — 80). Усилие затяжки болтов вы-
бирают наибольшим из результатов
двух расчетов: 1) расчет рк с учетом
монтажных деформаций трубопроводов
при р = 0; 2) расчет рк при действии
давления среды р [см. уравнение
(3.13)]. Начальное контактное давление
рк0 выбирают на основании ГОСТ
19749 — 84 или эмпирического уравне-
ния [78]
рк0 = (1+0,32//Н)от, (3.18)
где I = 0,5(Di — D2); D2, D2 — наруж-
ный и внутренний диаметры прокладки;
Н — высота прокладки; ат — предел теку-
чести материала.
Ориентировочно рк0 = (2,3... 4,0) ат.
Гребенчатые прокладки (см. рис. 3.25, б)
контактируют с фланцами треугольными
кольцевыми выступами — гребешками,
расположенными с шагом t = 1,5 мм и
имеющими на вершинах площадки ши-
риной 0,15...0,23 мм. Необходимое кон-
тактное давление создается при удельном
усилии обжатия РА = PA/(nDcp) в 2-2,5
раз меньше, чем в плоских прокладках.
Гребенчатые прокладки, изготовляемые
из алюминия, меди, железа, низко-
углеродистых и высоколегированных
сталей, применяют при ру < 14 МПа и
Э < 570°C [17]. В судостроении при-
меняют прокладки размером Dy х
х Di х D2, мм [78]:
20 х 52 х 22; 25 х 59 х 27; 32 х 71 х 32;
40 х 84 х 43;50 х 95 х 53; 60 х 109 х 63;
70 х 124 х 73;80 х 138 х 84; 100 х 142 х
х 104; 125 х 172 х 129; 150 х 204 х 154;
175 х 232 х 179; 200 х 260 х 204; 225 х
х 290 х 229 ; 250 х 320 х 254.
Толщина прокладок 2 — 4 мм. Фланцы
должны быть тщательно обработаны.
Усилие затяжки болтов РА определяют
по условному давлению рку = РЛ/1, где
I = 0,5 (D'i - D2):
РА = 7tZ)cpP А Д17Ср/рку, рку np/]/l.
Здесь п — эмпирический коэффициент
[17]: для легированных сталей и =
= 4,2 при рк.у 30 МПа; для железа и
углеродистой стали п = 3,8 при рку >
> 24 МПа; для меди п = 3,5 при
Рк.у П МПа; для алюминия п = 2,8
при рк.у 14 МПа.
При расчете по контактным напря-
жениям [17] назначают р^ = 4ат (зна-
чения ат см. табл. 3.13) и соответ-
ственно выбирают число гребней. Уве-
личение давления рк0, необходимое
для обеспечения герметичности [см.
уравнение (3.13)] при высоких р, может
вызвать расплющивание гребешков, что
и ограничивает возможные давления
среды р. При высоких температурах
необходимо учитывать снижение ат
материала.
Линзовые прокладки (см. рис. 3.25, а) —
стальные прокладки со сферическими
поверхностями (радиусом R см), кон-
тактирующие с коническими поверх-
ностями фланцев с углом конуса около
70°, используют для герметизации соеди-
нений при высоких давлениях (до
100 МПа) и температурах (до 900 °C).
Их изготовляют из низкоуглеродистых
и легированных сталей. Контактирую-
щие поверхности линз и фланцев
должны быть обработаны до шерохо-
ватости с Ra = 0,32 мкм (Яп1ах = 2 мкм).
Рекомендуется электролитическое по-
крытие линз цинком (10—20 мкм).
Ориентировочно удельное линейное кон-
тактное усилие для Dy = 6... 45 мм
составляет РА = 3000 Н/см, для Dy =
= 45...200 мм РА < 5000 Н/см [18].
Под действием давления среды линзо-
вая прокладка деформируется, расклини-
вая стык, при этом незначительно
увеличивается рк и герметичность. Эф-
фект самоуплотнения повышается с уве-
личением Dy и р. Усилия РА для
уплотнений в газовых средах рас-
считывают по эмпирической формуле
РА = КуR , где К = 300 для водорода
и гелия; К = 200 для остальных газов.
При высоком давлении среды р нагруз-
ка на болты увеличивается (Р6 =
= РА0 + Sap) и они удлиняются, поэтому
необходимо увеличивать начальное уси-
лие обжатия.
140
Уплотнения неподвижных соединений
Для стальных деталей рекомендованы
эмпирические соотношения [18] (см.
рис. 3.25, а):
j>, МПа .0,6 10 32 70
РА, Н/см . 760£>„ 920.D,, 1400£>„ 2400Z),,
Они получены из формулы
- = ярьРп sin (Р + р)
А п cos р • sin р
где а, b — эмпирические коэффициенты;
р к 8°ЗО' — угол трения; р — угол конуса;
Dn — см. рис. 3.25, а.
Спирально-навитые прокладки
(рис. 3.30) представляют собою спи-
рально навитую в кольцо комбини-
рованную ленту, состоящую из фасон-
ного металлического каркаса (ленты
толщиной около 0,2 мм) и неметал-
лического наполнителя (ленты из парони-
та или асбестовой бумаги). Крайние
витки металлической ленты сваривают
между собою. Преимущество этих про-
кладок — большая упругость, позволяю-
щая им работать в условиях динами-
ческих нагрузок, высоких температур и
тепловых ударов. Их устанавливают в
открытых фланцах с помощью метал-
лических ограничительных колец
(рис. 3.30, а) или в закрытых соедине-
ниях типа шип — паз. Выпускают [69]
прокладки трех типов: I — для эксплуа-
тации в неагрессивных средах (вода,
пар) при 9 <450 °C и р < 25 МПа;
Рис. 3.30. Схема установки (о) и размеры (б)
уплотнения со спирально-навитой проклад-
кой:
1 — прокладка; 2 — болт; 3, 5 — опорные кольца;
4 — фланец
II — для эксплуатации в среде кислот,
щелочей, окислителей и других агрессив-
ных средах при 9 < 250 °C и р <
<1,6 МПа; III — для эксплуатации в
среде пара, сухих газов и других
неагрессивных средах при 9 < 600 °C и
р < 25 МПа. Толщина прокладок Н = 5
и 3,2 мм, ширина 1 = 5... 42 мм.
Внутренний диаметр D2 =20... 1600 мм.
Спирально-навитые прокладки приме-
няют преимущественно в энергетическом
и химическом машиностроении. В судо-
строении [78] применяют прокладки
двух типов: ПСПВ-1 (табл. 3.16) для
пара (р < 6,6 МПа; 9 <450°C) и пита-
тельной воды (р = 8 МПа, 9 = 105 °C);
ПСПВ-П для пара (р = 6,6 МПа;
9 = 475 °C). Прокладки ПСПВ-1 изготов-
ляют из стальной (12Х18Н10Т) ленты
толщиной 0,25 мм и асбестовой бумаги
марки АРБ-3. В комплект входят огра-
ничительные кольца из стали 20 и
12Х18Н10Т. Критическое контактное дав-
ление для спирально-навитых прокладок
оценивают по эмпирической формуле
[78] рк0 = 40//, где / = 0,5 (Dj - D2) -
ширина прокладки (для D,. = 50... 100 мм
/ = 0,6... 0,8 см; для Dy = 100...250 мм
Таблица 3.16
Размеры, мм, спирально-навитых прокладок
типа ПСПВ-1 (см. рис. 3.30): наружный
DH, внутренний DB диаметры ограничитель-
ных колец; Dt — наружный, D2 — внутрен-
ний диаметры прокладки; Н = 5 мм —
высота прокладки; h = 3 мм — высота
внутреннего ограничительного кольца
»н Ов О1 О2
20 41 21 35 26
25 47 26 41 32
32 54 33 39 28
40 63 42 58 47
50 75 53 68 58
70 98 74 91 59
80 109 83 102 88
100 137 105 127 111
125 165 131 155 136
150 195 155 184 167
200 251 205 236 213
250 312 255 291 265
300 370 306 346 316
Прокладки и прокладочные материалы
141
Рис. 3.31. Уплотнения трубчатыми кольцами:
а торцовое в плоском фланце; б — радиальное
I = 0,9... 1,5 см). Относительная дефор-
мация прокладки при монтаже опреде-
ляется высотой h ограничительного
кольца (е = 0,25). Шероховатость флан-
цев допускается не ниже Rz = 20 мкм.
Трубчатые кольца (рис. 3.31) пред-
ставляют собою полые тороиды, сварен-
ные встык из трубок. Материалы тру-
бок: коррозионно-стойкая сталь, инко-
пель, инкопель-Х, алюминий, монель-
металл, медь. Наиболее распространены
стальные кольца, покрытые снаружи
мягким химически стойким (в зависи-
мости от рабочей среды) материалом.
В качестве покрытия применяют [78]
фторопласт-4 (для коррозионно-агрессив-
ных сред при 9 = — 40... + 60 °C), серебро
и медь (для жидких натрия и калия).
Инкопель покрывают серебром, золотом,
платиной (9 = — 40... + 400 °C), тугоплав-
кие металлы — серебром, золотом и пла-
тиной (9 = — 30... + 600 °C). Трубчатые
кольца изготовляют трех конструк-
тивных видов: I — тороид, заполненный
воздухом (р = 7.. .28 МПа); II — тороид,
заполненный инертным газом (р =
= 40 МПа); III — тороид, имеющий от-
верстия, сообщающие внутренюю по-
лость с рабочей средой (см. рис. 3.31, а).
Наиболее распространены уплотнения с
кольцами третьего вида. При монтаже
кольца устанавливают в канавку высо-
той Н, обеспечивающую относительную
деформацию £ = (d — H)/d = 0,20 (кольца
больших размеров) или е = 0,35 (кольца
малых размеров). Шероховатость контак-
тирующих с кольцом поверхностей
должна быть не ниже Ra = 0,63 мкм,
дефекты на уплотняемой поверхности не
допускаются.
По механизму герметизации трубча-
тые кольца относят к активным уплотне-
ниям. Начальное контактное давление
Рко создается упругой деформацией коль-
ца при монтаже на величину Ad=ed
(d — диаметр трубки), его рассчитывают
методами теории тонкостенных оболо-
чек по толщине стенки 6, d и модулю
материала. При действии давления среды
р контактное давление рк увеличивается
в соответствии с уравнением (3.10), в
котором s определяется размерами
кольца и свойствами материала. Мини-
мально необходимое контактное давле-
ние зависит от твердости покрытия
кольца [см. уравнение (3.3)]. Мини-
мальные контактные усилия, необходи-
мые для обеспечения герметичности для
колец (d = 2,38; 8 = 0,18...0,46 мм) со-
ставляют: для коррозионно-стойкой ста-
ли РАо = 36... 198 Н/см; для инкопеля
РА0 = 27... 180 Н/см; для алюминия
Рао = 36...63 Н/см [78]. В судостроении
применяют кольца с наружным диамет-
ром трубки d = 0,79; 1,59; 2,38; 3,18;
3,97; 4,76; 6,35; 7,94; 7,98; 12,7 мм [78].
Металлические прокладки (см. табл. 3.3
и 3.13; рис. 3.23-3.25).
Алюминий марок АО, АД1, АДО по
ГОСТ 21631 — 76. Прокладки из алюми-
ния марок АО, АД1 применяют в ар-
матуре для нефтепродуктов, азотной и
фосфорной кислот, сернистых газов,
сухого хлора. Алюминий АДО приме-
няют в прокладках для резьбовых
соединений. Температурный предел ра-
боты алюминиевых прокладок от —253
до +150 °C. При дальнейшем повы-
шении температуры прочность резко
снижается (при 200 °C в 1,5 раза).
Латунь благодаря пластичности и хо-
рошей коррозионной стойкости при-
меняют для кольцевых прокладок в среде
воды при S = 225... 250 °C (марка Л62,
142
Уплотнения неподвижных соединений
мягкая, отожженная) и арматуры, ра-
ботающей при низких температурах.
Никель и его сплавы хорошо противо-
стоят действию коррозионных сред и,
в частности, морской воды. Никель
сохраняет пластичность в широком ин-
тервале температур (— 271... + 650 °C).
Никель марок НП1, НВК ГОСТ 6235 - 73
применяют для прокладок, эксплуатируе-
мых в среде водяного пара, хлора,
щелочей, нейтральных соляных раство-
ров, разбавленного аммиака и в других
средах при 9 = —20... +400°C. Из спла-
вов никеля наиболее распространен мо-
нель-металл НМЖМц 28 — 2,5 — 1,5, про-
кладки из которого эксплуатируют в
морской воде, коррозионных средах,
водяном паре при 9 < 800 °C.
Свинец С2 (ГОСТ 9559 — 75) стоек
к воздействию агрессивных сред за
счет защитной пленки, образующейся на
его поверхности. Свинцовые прокладки
применяют в среде серной кислоты и
ее солей при 9 < 100 °C. Допустимый тем-
пературный диапазон — 200... +100 °C.
Медь Ml, М2, М3 (ГОСТ 495-77)
широко используют для прокладок,
эксплуатируемых ’ в криогенных и ней-
тральных средах. Диапазон температур
эксплуатации — 253... + 250 °C (для М1 до
400 °C). Перед установкой в соединения
прокладки подвергают отжигу при
873-923 °C.
Сталь низкоуглеродистую 05 кп
(ГОСТ 1050 — 74) применяют для прокла-
док, эксплуатируемых в среде водяного
пара до 9 <475 °C; безводных щелочей
и кислот, содержащих серу газов при
9 = —70...+320 °C; не применяют в
среде водных растворов кислот и
щелочей.
Сталь низкоуглеродистую 0,5 и 0,8
(ГОСТ 1050 - 74) и Ст2, СтЗ (ГОСТ
380 — 71) применяют для прокладок,
эксплуатируемых в среде водяного
пара, нефтепродуктов при 9 =—40...
... +550 °C.
Сталь коррозионно - стойкую
12Х18Н10Т, 08Х18Н10Т (ГОСТ 5632-72)
применяют для прокладок, эксплуати-
руемых в среде водяного пара, нефте-
продуктов, коррозионных сред (кроме
серной кислоты) при 9 от —253...
...+600°С.
Основное преимущество стальных
прокладок — близость температурных
коэффициентов линейного расширения
прокладки, болтов, фланцев, недоста-
ток — необходимость больших контакт-
ных давлений.
3.6. Уплотнения резьбовых
соединений трубопроводов
В соединениях трубопроводов высоко-
го давления, эксплуатируемых в широ-
ком диапазоне температур и подвер-
гающихся вибрационным и ударным
воздействиям, применяют преимущест-
венно механические уплотнения с кон-
тактной парой металл — металл. Их
основные преимущества — независи-
мость контактного давления от тем-
пературы в диапазоне —40...+150°C и
отсутствие термохимического старения
материала уплотнителя.
В зарубежных гидросистемах (напри-
мер, компании «Аэроквип корпорейшен»,
США) применяют уплотнение О-образ-
ным кольцом при очень точном ис-
полнении посадочных мест (рис. 3.32, а).
Правила конструирования таких уплот-
нений рассмотрены в подразд. 3.4 и
3.5.
Рис. 3.32. Уплотнения соединений трубопро-
водов :
а — эластомерным О-образным кольцом; б — плос-
кой прокладкой (/ и 4 — детали трубопровода;
2 — О-образное кольцо; 2' — прокладка; 3 — накид-
ная гайка)
Уплотнения резьбовых соединений трубопроводов
143
Рис. 3.33. Уплотнения резьбовых соединений
трубопроводов:
1 — труба; 2 — ниппель; 3 — накидная гайка; 4 —
деталь арматуры; 5 — коническая прокладка
В штуцерно-торцовых уплотнениях
(рис. 3.32,6) уплотнителем служит
плоская прокладка. Детали соединений
(четырех типов) регламентированы
ГОСТ 5890—78. В судостроении их
применяют при ру до 10, 16, 20 МПа
[78]. Уплотнения этого типа приме-
няют также в манометрах. Наиболее
распространены конструкции уплотнений
резьбовых соединений трубопроводов с
линейным контактом по уплотняемым
поверхностям: с шаровым ниппелем на
сварке (рис. 3.33, а) и пайке (рис. 3.33,6);
с шаровым ниппелем и коническим
колпачком — прокладкой (рис. 3.33, в);
с врезающимся кольцом (см. рис. 3.35).
Для труб из мягких металлов при-
меняют соединения с развальцовкой
трубы (рис. 3.33, г), в которых область
контакта распространяется по всей
конусной поверхности. Эти соединения
эксплуатируют при средних давлениях
рабочей среды (до 20 МПа). Для труб
из полимерных материалов при низком
давлении рабочей среды (до 1,5 —
2,0 МПа) применяют уплотнения, по-
казанные на рис. 3.37. Во всех рас-
смотренных уплотнениях контактное дав-
ление создается в результате затяжки
резьбы накидной гайкой, являющейся
силовым элементом уплотнения. Соеди-
нения трубопроводов уплотняют также
резиновыми, фибровыми и металличе-
скими прокладками.
Ориентировочный расчет уплотнений
с линейным контактом (рис. 3.34) основан
на определении рк по формулам Герца
для контакта цилиндрических тел с
радиусами Rt и R2, в частности с
R2= т (контакт с плоскостью). Макси-
мальное давление рКтах для пары
металл — металл (pt = pt % 0,3)
Рктах = 0.042 l/PxEnp/pnp, (3.19)
где Рд — удельное осевое усилие, Н/см;
Enp = 2EiE2/(Ei + Е2) — приведенный
модуль упругости, МПа; Рпр^К/1 +
+ R2 1 — приведенный радиус кривизны,
см.
Контакт кольцевого тора с плоскостью
рассматривают как контакт бесконечно
длинного цилиндра с плоскостью. При
этом рктах = 0,042 [/ РдЕпр/Л! и ширина
контакта
/ = 0,152|/РлК1/Епр. (3.20)
Аналогичен контакт сферического нип-
пеля (Ri) с конусом, угол которого
2р:
Рктах = 0,0421/Р/Ецр/Pi sin р.
Рис. 3.34. Характер распределения давления
Рк в соединениях с линейным контактом:
а — сфера—сфера; б — тор —плоскость; в — сфера-
конус
144
Уплотнения неподвижных соединений
Для стандартного соединения 2р = 24с.
Удельное осевое усилие Ра от затяжки
накидной гайки с диаметром резьбы D,
см, приближенно определяют по фор-
муле
РА = M/(KD), (3.21)
где М — момент затяжки гайки, Нем;
К — эмпирический коэффициент, учи-
тывающий трение в резьбе при затяжке
(при хорошо обработанной и смазан-
ной резьбе К = 0,07; при грубо обра-
ботанной и смазанной резьбе К =
= 0,12; при грубо обработанной не-
смазанной резьбе К — 0,17). Необходи-
мый момент затяжки получают с по-
мощью специальных ключей. При ис-
пользовании обычных гаечных ключей
длиной Ц М к РрЦ;, где Рр st
st 100... 150 Н — усилие руки человека.
Расчет врезающегося кольца сводится
к определению радиальной деформации
его оболочки под действием усилия
затяжки РА и деформации зоны кон-
такта. Минимальное контактное давле-
ние для обеспечения герметичности
соединения ркт;п == 200...300 МПа
(сталь — сталь). Расчеты уплотнений ти-
па металл — металл с линейным кон-
тактом требуют тщательной экспери-
ментальной проверки, поскольку состоя-
ние контакта зависит от вибрации трубо-
проводов, температурных деформаций,
возможных коррозионных повреждений.
Температурные коэффициенты линейно-
го расширения материалов гайки, шту-
цера и ниппеля для уплотнений, ра-
ботающих в широком температурном
диапазоне, должны быть одинаковыми.
Это требование особенно относится к
конструкциям, в которых применены
коррозионно-стойкие стали, титановые,
алюминиевые и медные сплавы.
Уплотнение соединений труб врезаю-
щимся кольцом применяют для резьбо-
вых соединений трубопроводов (штуцер-
ных, тройниковых и т. д.) высокого
давления, работающих в широком диапа-
зоне температур. Уплотнение (рис. 3.35, а)
для герметизации трубы 1 включает
уплотнитель — врезающееся кольцо 2,
Рис. 3.35. Уплотнения соединений трубопро-
водов с врезающимся кольцом:
а — для осевого монтажа; б — для радиального
монтажа; в — с несколькими режущими кромками;
(1 — труба; 2 — врезающееся кольцо; 3 — накидная
гайка; 4 — деталь арматуры (штуцер); 5 — проклад-
ка; 6 — нажимное кольцо)
силовой элемент — накидную гайку 3,
герметизируемую арматуру 4 с кониче-
ской поверхностью (штуцер, тройник и
т. д.). Герметичность обеспечивается
большим контактным давлением рк по
уплотняемым поверхностям А и В,
создаваемым при затяжке гайки. Монтаж
соединения выполняют в два этапа.
При предварительном обжатии поверх-
ность А кольца должна достаточно
глубоко врезаться в трубу, образовы-
вая канавку (закромку). При этом в
результате пластических деформаций
поверхности трубы компенсируются ше-
роховатость и погрешности формы.
После осмотра канавки выполняют
окончательную затяжку соединения,
обеспечивая рк = 200... 300 МПа.
ГОСТ 24072 - 80...ГОСТ 24091-80
на различные виды соединений пре-
дусматривают эксплуатацию этих уплот-
нений в неагрессивных средах при
9= -40... +120°С и р = 10...63 МПа.
Технические условия на соединения
с врезающимся кольцом устанавливает
ГОСТ 15763 — 75. Врезающиеся кольца
(см. рис. 3.35) изготовляют из зака-
ленных до HRC 32...35 сталей 40Х,
А40Г, АС35Г2 или цианированной на
Уплотнения резьбовых соединений трубопроводов
145
Таблица 3. 17
2,5
3
8
15
20
25
30
32
40
10
12
4
5
6
Пу
Размеры колец, мм, в зависимости от
условного давления ру, МПа, и условного
прохода D.________________________________
Группа I Группа 11 Группа III
Ру А У Ру А 5 Ру А 5
10 4 5 6 8 0,45 0,70 0,70 0,70 — - — 63 40 6 8 10 12 14 16 20 25 30 38 0.85 0,85 0,85 1.00 1,00 1,00 1,30 1,30 1,35 1,35
32 16 6 8 10 12 16 18 22 28 34 42 0,85 0,85 0,85 1,00 1,00 1,00 1,00 1.00 1,35 1,35
глубину 0,05 — 0,08 мм и закаленной до
твердости HV 380...412 стали 12ХНЗА.
Размеры врезающегося кольца выпол-
няют по ГОСТ 23354-78 (СТ СЭВ
2635 — 80). Режущая кромка кольца имеет
поднутрение с углом конуса 6...7°;
головка кольца, обращенная к накидной
гайке, выполнена с углом конуса
90°; внутренний диаметр кольца равен
DH — (0,1... 0,3) мм.
В соединениях используют стальные
(сталь 20) холоднотянутые трубы повы-
шенной точности по ГОСТ 9567 — 75.
Допускается применять грубы по другим
стандартам с обязательной калибровкой
концов труб. По значению условного
давления ру соединения подразделяют на
группы I, II и III — соответственно
низкого, среднего и высокого давления
(табл. 3.17 и рис. 3.35,6).
Существуют различные типы соеди-
нений трубопроводов с врезающимся
кольцом: проходные штуцерные (ГОСТ
24072 — 80), переходные штуцерные
(ГОСТ 24073 — 80), концевые штуцерные
(ГОСТ 24074 — 80), угловые проходные
(ГОСТ 24075 - 80 и ГОСТ 24078 - 80), уг-
ловые концевые (ГОСТ 24076— 80 и
ГОСТ 24077 - 80), тройниковые (ГОСТ
24079 - 80... ГОСТ 24086 - 80), крестовые
(ГОСТ 24087-80... ГОСТ 24089 - 80),
переборочные (ГОСТ 24090— 80), заглуш-
ки (ГОСТ 24091 — 80). В некоторых
соединениях кроме врезающегося кольца
применяют прокладки по ГОСТ
23358-78.
В зарубежном гидромашиностроении
применяют врезающиеся кольца с не-
сколькими режущими кромками
(рис. 3.35, в).
Если при монтаже соединений тру-
бопроводов перемещение трубы огра-
ниченно, применяют штуцеры для ра-
диального монтажа по ГОСТ 22525 — 77
(рис. 3.35,6) с нажимным кольцом 6
по ГОСТ 23356—78 и прокладкой по
ГОСТ 23357 — 78. Материал прокладок
(алюминий, медь, паронит) выбирают в
зависимости от условий работы соеди-
нения.
Прокладки для уплотнений резьбовых
соединений трубопроводов (рис. 3.36)
герметизируют соединения (см.
рис. 3.32,6) за счет затяжки устано-
вочной гайки. Внутренний диаметр d
прокладки (см. рис. 3.36,6) соответ-
ствует размеру резьбы, наружный D —
внутреннему диаметру накидной гайки
по ГОСТ 23353 — 78, толщина h опре-
деляется материалом прокладки. Про-
кладки изготовляют из металла, фиб-
ры, картона и паронита для уплотнения
штуцеров (исполнение 1), а также из
Рис. 3.36. Прокладки для уплотнений резьбо-
вых соединений трубопроводов;
а — пример конструкции; б — размеры прокладки
(/—штуцер; 2 — прокладка исполнения 1; 3 —
установочная гайка; 4 — прокладка исполнения 2)
146
Уплотнения неподвижных соединений
Таблица 3.18
Размеры прокладок, мм, для резьбовых соединений трубопроводов (рис. 3.36,6)
Резьба °
Предельное отклонение h
метрическая трубная Н12 4-0,1 Ы2 -0,1
Исполнение
1 2 1 2 1 2
М8х 1 - 8 8,1 12 1,0 2,5
MlOxl 1/8" 10 10,1 14
М12х1,5 — 12 12,1 18 17 3
- 1/4" 14 13,1 18
М14х1,5 — 14 14,1 20 19
М16х1,5 3/8" 16 17 16,1 17,1 22 23 21 22 1,5
М18х 1,5 —- 18 18,1 24 23
М20х 1,5 — 20 20,1 26 25
— 1/2" 21 21,1 26
М22х1,5 . — 22 22,1 27
М24х1,5 — 24 — 30 — -
М27х2 3/4" 27 27,1 32 5
М30х2 — 30 — 36 — 2,0 -
— 1" 34 33,1 on 5
М33х2 — 33 33,1 ЗУ
М36х2 — 36 — 42 — —
М42х2 1 1/4" 42 42,1 49 5
М45х2 - 45 - 52 — -
М48х2 1 1/2" 48 48,1 55 5
М52х2 - 52 - 64 — 2,5 -
резины (по ГОСТ 7338 — 77) для уплот- АДО по ГОСТ 21631- -76; медь марок
нения установочных гаек (исполнение 2) Ml, М3 по ГОСТ 495-77; паронит
Размеры прокладок указаны в табл. 3.18. по ГОСТ 481 - -80; прокладочный картон
Материалы для изготовления прокладок марок А, Б по ГОСТ 9347 — 74; фибра
исполнения 1: алюминий марок АО, марок ФТ, ФСБ по ГОСТ 14613-83.
Резиномета.иические уплотнения
147
Рис. 3.37. Уплотнения соединений арматуры
с пластмассовыми трубами:
1 — труба; 2 — кольцо; 3 — втулка-уплотнитель;
3' — врезающееся кольцо; 4 — упрочняющая втул-
ка; 5 — деталь арматуры; 6 — накидная гайка
Прокладки из алюминия и меди
должны быть отожжены. Пример услов-
ного обозначения прокладки для резьбы
М20 х 1,5 из алюминия: Прокладка
Ал20 ГОСТ 23358-78.
Уплотнение соединений арматуры с
пластмассовыми трубами (рис. 3.37, а)
состоит из стандартных деталей арма-
туры 5, накидной гайки 6. В трубу 1
вставляют упрочняющую втулку 4
(ГОСТ 23359 — 78); снаружи трубу обжи-
мают стопорным резиновым кольцом 2
(ГОСТ 9833 — 73) и герметизируют пласт-
массовой втулкой 3. На рис. 3.37,6
показана зарубежная конструкция такого
уплотнения, отличающаяся наличием
кольпа 3', врезающегося в трубу при
завинчивании гайки 6.
3.7. Резинометаллические
уплотнения
В резинометаллических уплотнениях
оптимально используются свойства ма-
териалов — высокая герметизирующая
способность эластомеров и сохранение
упругости металлов в широком диапазо-
не температур 9 в течение длительного
срока t. Выполняя функции активного
уплотнения, резинометаллические про-
кладки имеют повышенные надежность
и ресурс благодаря дублированию
элементов.
Резинометаллические кольцевые про-
кладки (рис. 3.38) представляют собой
металлическое кольцо 2, к которому
прочно привулканизовано резиновое
кольцо 3 с двумя уплотняющими
губками. Металлическое кольцо воспри-
нимает большие усилия затяжки резьбы,
необходимые в соединении 1—4 для
передачи силовых нагрузок и изгибаю-
щего момента трубопровода. Губки
резинового кольца, способного к само-
уплотнению при действии давления
среды, обеспечивают высокую герметич-
ность при довольно грубой обработке
уплотняемых поверхностей (Ra =
= 2,5 мкм) и вибрации. При длитель-
ной эксплуатации в условиях низких
температур, когда резина теряет высоко-
эластические свойства, металлическое
кольцо функционирует как обычная
прокладка.
Рис. 3.38. Резиноме-
таллическая кольцевая
прокладка
Резинометаллические плоские фигурные
прокладки применяют для герметизации
торцовых разъемов корпусных деталей
гидромодулей с многочисленными выхо-
дящими на торец каналами (рис. 3.39).
К металлической пластине прочно при-
вулканизован тонкий слой эластомера
шириной / * 2 мм, который охватывает
Рис. 3.39. Резинометаллическая фланцевая
прокладка:
1 — металлическая пластина; 2 — привулканизован-
ный слой резины
148
Уплотнения неподвижных соединений
все герметизируемые полости. Вследст-
вие малой высоты слоя эластомера
(Н а 0,2 мм) и большой прочности
сцепления его с металлом эти проклад-
ки могут работать при давлении среды
до 40 МПа. Анализ уравнений (3.9) и
(3.15) показывает, что уменьшение Н,
увеличение К$ и f способствует повы-
шению рко и критического (по проч-
ности прокладки) давления ркр в 5 —10 раз.
Деформация прокладки е = 0,25... 0,35,
при этом рко ~ ЗО...5О МПа.
Резинометаллические уплотнения тор-
цовые (РУТ) с тарельчатыми пружина-
ми. Герметизация торцовых разъемов
корпусов из легких алюминиевых спла-
вов, в которых расположена система
каналов с рабочей средой высокого
давления р, представляет собою особо
трудную задачу при эксплуатации изде-
лия в широком температурном диапа-
зоне и при динамическом характере р.
В этом случае при низкой темпера-
туре вследствие разности температурных
деформаций деталей из алюминиевых
сплавов (а а 23-10“6 °C-1), стали (а «
а 12 10-боС-1), резины (а « 15 х
х 10“5 °C-1), деформации фланцев,
ослабления затяжки резьбовых втулок-
футорок, резкого увеличения времени
релаксации резины наблюдается раскры-
тие стыков в момент пиковых значений
р. Обычные уплотнения эластомерными
кольцами и прокладками теряют при
этом герметичность. РУТ полностью
работоспособны при подобных условиях
эксплуатации в широком температурном
диапазоне.
РУТ представляют собою тонкостен-
ную резиновую оболочку 3 (рис. 3.40),
внутри которой установлены стальные
тарельчатые пружины 3 с шайбой 5,
а снаружи — защитное стальное кольцо
2 Г-образного профиля [25]. Уплот-
няющим элементом конструктивной схе-
мы является эластомерная оболочка,
силовым — тарельчатые пружины. Шай-
ба 5 служит для облегчения подбора
пружин с обеспечением удельной нагруз-
ки в месте контакта Ра = 150 Н/см
и для ограничения деформации пружин.
Рис. 3.40. Уплотнение РУТ:
1,6- герметизуемые фланцы; 2 — защитное коль-
цо; 3 — резиновое кольцо; 4 — тарельчатые пружи-
ны; 5 — шайба
Защитное кольцо предотвращает выдав-
ливание резиновой оболочки при дина-
мическом раскрытии стыка соединения
до 0,1 мм.
РУТ, разработанные для Dy =
= 4... 100 мм, изготовляют по черте-
жам С— 737 — 81 [25]. Г абариты РУТ, мм:
£>у 5-1011-1819 - 2324 - 4950 - 70 71-100
В 5 6 6 7 7,5 7,5
Н 3,6 3,6 4,5 4,5 5,0 6,0
В среде масел типа МГЕ (см. под-
разд. 2.5) РУТ работоспособны в тем-
пературном диапазоне 8= — 60...+ 130 °C
при давлении р 63 МПа. В других
средах пределы S определяются свойст-
вами резины, выбираемой из условий
совместимости. Ресурс работы РУТ
порядка 10б циклов пульсаций р от
0 до 32 МПа в течение срока службы
до 13,5 лет. Требования к посадочным
местам уплотнения: допустимая не-
плоскостность фланцев — 0,05 мм; шеро-
ховатость поверхности контакта —
Ra 2,5 мкм; допуск на высоту рас-
точки под РУТ по квалитету 12(Н12),
допустимая циклическая деформация
фланцев при работе — 0,1 мм. По герме-
тизирующей способности РУТ анало-
гичны уплотнениям эластомерными
кольцами в нормальных условиях экс-
плуатации — класс негерметичности не
хуже 1 — 2 в обычных и 2 — 1 в тяжелых
режимах эксплуатации (соответственно
б^5-10“3 и Q 10“2 мм3/(м-с) для
масел).
Разделительные диафрагмовые уплотнения
149
3.8. Разделительные диафрагмовые
уплотнения
Диафрагмовые уплотнения (см.
рис. 1.5, в) предназначены для разделения
сред Р и А и обеспечения переме-
щения х границы раздела при мини-
мальном перепаде давлений Ар между
ними. Они преобразуют либо воздей-
ствие Др в перемещение х диафрагмы
(конструкции прямого действия), либо
перемещение рабочего органа х в пере-
пад давлений Ар = р — р0. Соответ-
ственно диафрагмы могут быть компен-
сационными или насосными. Области
применения разделительных уплотнений
весьма разнообразны: мембранные на-
сосы, газогидравлические аккумуляторы,
приборы, вентили, гидробаки и т. д.
Диафрагмовые уплотнения в зависи-
мости от материала и конструктив-
но-технологических характеристик под-
разделяют на мембраны (резиновые,
резинотканевые), сильфоны (см. под-
разд. 9, 10), баллоны газогидравли-
ческих аккумуляторов, чехлы гидроба-
ков, чехлы пылегрязезащитные для
Рис. 3.41. Резиновые диафрагмовые уплот-
нения:
а — мембрана-манжета, перекатывающаяся в ре-
зервуаре при перемещении х штока; б — чехол
гидробака; в - чехол рычага управления; г, д —
сферические мембраны; е — баллон газогидравли-
ческого аккумулятора (1 — уплотнитель; 2 — корпус
устройства)
УПС, камеры оболочковых уплотнений.
Примеры конструкций показаны на
рис. 3.41.
Мембраны представляют собой плот-
ную и гибкую перемычку 7, имеющую
наружный 2, а иногда и внутренний
3 бурт (рис. 3.42). По конструкции и
форме их подразделяют на плоские,
тарельчатые, конические, гофрированные
и мембраны с жестким центром 4.
Бурт может быть выполнен с утол-
щением круглой, прямоугольной или
другой формы сечения для обеспечения
герметичного закрепления мембраны в
объекте по контуру. Жесткий центр
предназначен для регулирования гиб-
кости мембраны и присоединения к ней
конструктивных элементов. На рис. 3.41, а
показана коническая мембрана в устрой-
стве, перемещающемся на расстояние
х = X Ар.
Жесткостью мембраны называют па-
раметр L = ЛР/Лх, равный усилию
АР = Ар5Эф, воспринимаемому мембра-
ной, на единицу перемещения Ах, см,
где 5Эф = Р/Ар = УЭф/х — эффективная
площадь мембраны, см2; ГЭф — эф-
фективный объем — объем, вытесняемый
мембраной при перемещении жесткого
центра на 1 см. Для плоской мембраны
с жестким центром 5Эф = (1/3) (Л2 +
+ </£> + d2) л/4 [12]. Отношение площа-
дей к = 5Эф/$ (S = 0,25 л£>2) называют
Рис. 3.42. Конструктивные формы мембран:
а — плоская; б — тарельчатая; в — коническая, г —
гофрированная; д—ж — те же конструкции с
жестким центром
150
Уплотнения соединений пар возвратно-поступательного движения
Таблица 3.19
Зависимость хода жесткого центра мембраны
от диаметра D [2]__________________________
D, мм Значения х, мм, для мембраны
плоской гофри- рован- ной тарель- чатой кониче- ской
40-80 1-2 2-6 10-30 6-46
90-160 2-7 4-12 34-42 35-155
180-220 3-8 6-12 24-48 25-210
250-320 3-10 6-20 24-60 13-330
360-500 — — 24-68 21-550
коэффициентом активности мембраны.
Расчетное значение k = (l + d/D+(d/D)2/3.
Расчет параметров мембран рассмотрен
в работах [2, 12]. Гофрированные
мембраны по механизму действия ана-
логичны плоским, менее жестки и обес-
печивают больший ход х (табл. 3.19).
Конические мембраны обеспечивают са-
мый большой ход и минимальное
усилие Р при благоприятных условиях
скатывания конической поверхности меж-
ду цилиндрическими направляющими
устройства (рис. 3.42).
По условиям эксплуатации различают
мембраны низкого и высокого давления.
Последние отличаются сложными дефор-
мациями элементов при всестороннем
действии переменного давления р. Га-
зонасыщение материала пропорциональ-
но р [уравнение (6.16)], поэтому при
пульсациях и сбросе давления возможно
газовыделение в поры и появление
внутренних трещин, приводящих к раз-
витию локальных дефектов. В таких
условиях работают мембраны и баллоны
газогидравлических аккумуляторов. В ре-
зультате пульсации давления газ в
аккумуляторе нагревается вследствие
быстрого сжатия (дизельный эффект) и
возникает возможность ускоренного тер-
мостарения резины. В связи с этим
для прогнозирования сроков эксплуата-
ции мембраны высокого давления не-
обходим тщательный анализ зависимос-
тей р (t) и расчет температурного
режима 9(1).
Мембраны насосов обычно нагнетают
жидкость при низком давлении, но
воспринимают значительные осевые на-
грузки и совершают большое число
рабочих ходов. Для повышения проч-
ности и наработки эти мембраны вы-
полняют из резинотканевых материалов.
Резиновые смеси для изготовления
мембран должны быть совместимы с
рабочей средой (см. подразд. 2.2 и 6.3).
Дополнительные требования к материа-
лу: низкая газо- и влагопроницаемость,
минимальная сорбция РЖ. Кроме того,
материал не должен иметь поры, не
должен растрескиваться при больших
деформациях изгиба во всем рабочем
диапазоне температур. При низких тем-
пературах и свойственных мембранам
больших деформациях затвердевший ма-
териал быстро разрушается. Для резино-
тканевых мембран резиновая смесь
должна быть совместима с клеями.
Мембраны изготовляют из специаль-
ных резиновых смесей, индекс которых
дополняют буквой Д (диафрагмовая).
Герметичность мембран характеризует-
ся утечками среды через уплотнение
(механизмы утечек рассмотрены в под-
разд. 1.4, 1.5, 3.1, 3.5).
Глава т1
УПЛОТНЕНИЯ СОЕДИНЕНИЙ ПАР ВОЗВРАТНО-
ПОСТУПАТЕЛЬНОГО ДВИЖЕНИЯ
4.1. Основные конструктивные
группы и области применения
Для герметизации соединений пар
возвратно-поступательного движения,
применяют следующие уплотнения типа
УПС (см. рис. 1.1 и рис. 4.1):
щелевые и лабиринтные в качестве
первой ступени УПС или в соедине-
ниях, допускающих большую утечку;
металлические, углеграфитовые или
пластмассовые поршневые кольца во внут-
ренних соединениях, допускающих пере-
течку сред;
Основные конструктивные группы и области применения
151
набивочные для специальных сред
(см. гл. 10);
эластомерные и комбинированные с
кольцами или манжетами в соедине-
ниях с высокой герметичностью;
диафрагмовые разделители при требо-
вании практически полной герметич-
ности;
грязесъемники со стороны внешней
среды.
Области применения и требования к
УПС чрезвычайно разнообразны, одна-
ко можно выделить два класса машин,
в которых эксплуатируется большая
часть УПС общепромышленного назна-
чения: 1 — гидро- и пневмоцилиндры,
2 — поршневые машины (насось1, комп-
рессоры, ДВС).
Гидроцилиндры по конструктивной
схеме и условиям эксплуатации УПС
подразделяют на домкратные, кузнечно-
прессовые, мобильных (землейройных,
строительно-дорожных) машин, станков,
систем управления и автоматики, робо-
тов, тормозных систем транспорта.
Для каждого из перечисленных типов
гидроцилиндров характерны: номиналь-
ные и максимальные давления (р,
ртт МПа), скорости (г, гтак м/с),
температуры (9...9тах, °C) при средне-
статистической оценке режимов работы;
типовые требования к ресурсу (N, циклов;
L, км) и герметичности (V, см3/м2;
Q, см3/(м с); рабочая жидкость — РЖ
(см. подразд. 2.5) и окружающая сре-
да — А.
УПС домкратов (шахтные крепи,
механизмы горизонтирования подъемно-
транспортных машин и т. д.) работают
в режиме редких периодических пере-
мещений штоков (г < 0,5 м/с; р <
< 30 МПа), длительных стоянок (р =
= Ртах < ЮО МПа); среда А — запы-
ленная и взрывоопасная (9 = 0... 4-40°C).
РЖ — негорючая, например эмульсия
типа ВНИИ НП-117. Герметичность не
ниже класса 1 — 2. Применяют эласто-
мерные УПС (см. например, рис.
4.1, г — е,и, к).
УПС кузнечно-прессового оборудования
работают в режиме систематических
перемещений плунжеров (г < 1 м/с;
р < 50 МПа), А — пожароопасная (9 =
= 0...+40°С), РЖ типа промгидрол
(9 <60 °C), иногда масла типа И-50А.
Требуемый ресурс N а 105; L « 1000 км
за 10000 ч при негерметичности
класса 3 — 1. Применяют резиноткане-
вые, пластмассовые и комбинированные
УПС (см. например, рис. 4.1).
УПС гидроцилиндров мобильных ма-
шин работают в режиме система-
тических перемещений штоков (г <
< 0,5 м/с; р < 30 МПа), среда А —
запыленная (9 = - 45... + 45 °C), РЖ типа
ВМГЗ, МГ-30 (9 <80 °C). Требуемый
ресурс L 1500 км за 5000 ч при негер-
метичности класса 3—1. Применяют ре-
зинотканевые манжетные или комбини-
рованные УПС с грязезащитой (см.
например, рис. 4.1,з,1/,к). УПС для
холодного климата выпускают в испол-
нении ХЛ.
УПС гидроцилиндров станков (см.
рис. 4.1, д, ж) работают в режиме
систематических перемещений штоков
(г < 1,5 м/с; р < 15 МПа); среда А —
атмосфера (9 = 0... 4-35 °C), РЖ — масла
типа ИГП (9 < 60 °C). Требуемый ресурс
N = 106... 108 (для шлифовальных стан-
ков), L % 10000 км за 20000 ч. Для
внутренних полостей применяют УПС
с поршневыми металлическими коль-
цами (герметичности класса 6), для
штоков — эластомерные манжеты (L «
® 9000 км при негерметичности класса
3 — 2). Для всех рассмотренных УПС
сила трения не лимитируется.
УПС гидроцилиндров систем автома-
тики работают в режиме системати-
ческих перемещений по произвольному
закону обычно с малой амплитудой
хода (г < 0,3 м/с; р < 20 МПа); реже —
с большой амплитудой хода (г <
< 0,5 м/с; ртах < 30 МПа). Среда А -
атмосфера (9 = 0... +40 °C — в промыш-
ленных условиях; 9 = —45...+45 °C —
в мобильных машинах). РЖ — МГЕ-10А,
АМГ-10, АУП, ИГП-18 (9<120°Q,
синтетические РЖ (9 < 200 °C). Наружная
негерметичность класса 2 — 1... 3 — 1.
Применяют эластомерные и комбиниро-
152
Уплотнения соединений пар возвратно-поступательного движения
Рис. 4.1. Уплотнения гидроцилиндров:
а —в — кольцевые УПС поршней (О-, X- и Т-образного сечения с защитными кольцами); г — е —
УПС штока Х-образным кольцом и манжетами с защитными кольцами; ж — поршневые кольца раз-
режьте; з — манжеты с защитными кольцами; и — УПС штока комплектом резинотканевых манжет;
к — грязесъемное кольцо
ванные УПС с малыми силами трения
и высокой надежностью, от которых
требуется обеспечение 95 % ресурса
L х 300 км (см. например, рис.
4.1, а, б, г).
УПС гидропривода тормозной системы
автомобилей работают в относительно
легких режимах (г «0,05 м/с; р<
< 10 МПа), но должны быть весьма
надежны в условиях сильно загрязнен-
ной внешней среды А (атмосфера,
вода); РЖ — тормозные жидкости (S «
« — 45... + 60 °C). Применяют эласто-
мерные УПС и чехлы для грязе-
защиты (см. рис. 4.20).
УПС пневмоцилиндров используют
чаще всего в станках и роботах
(t< 1 м/с; р < 1 МПа). 95%-ный ресурс
L № 100 км при негерметичности класса
2—2. УПС пневмосистем тормозов
транспортных машин эксплуатируют при
S =—50...+60 °C в условиях загряз-
ненной внешней среды А. Применяют
эластомерные уплотнения с высокой
степенью надежности.
Из УПС поршневых машин наиболее
распространены [4, 52] щелевые уплот-
нения с зазором между поршнем и
цилиндром 8 = 10... 30 мкм (рис. 4.2, а)
и длиной уплотняющей части I
> (2... 3) </„, применяемые в насосах и
гидромоторах. РЖ — типа МГЕ-10А,
ВМГЗ, АМГ-10 (0= -50...+100 °C), а
также АУ, МГ-30, ИГП-18 (9 =
— —15...+120°C). Пара трения: брон-
за — сталь или чугун — сталь. Ресурс при
р sj 15 МПа и р < 30 МПа N«
« 109 за 5000 ч при негерметичности
класса 6. В аксиально-поршневых на-
сосах применяют разрезные металли-
ческие поршневые кольца (рис. 4.2,6) со
сферической поверхностью контакта
Рис. 4.2. УПС аксиально-поршневых насосов
и гидромоторов:
а — щелевого вида; б — с разрезным поршневым
кольцом (/ — блок цилиндров; 2 — поршень; 3 —
шатун; 4 — поршневое кольцо)
Основные конструктивные группы и обмети применения
153
(пара трения сталь — чугун, РЖ — вязкие
типа МГ-30, р 40 МПа; v 12 м/с;
9 = — 15... +120 °C, при негерметичнос-
ти класса 6; ресурс в достаточной мере
не выявлен). Для насосов сверхвысо-
кого давления (р 65 МПа), по зарубеж-
ным данным, применяют поршни с губ-
кой (показана штриховой линией на
рис. 4.2, а), в которых зазор 5 умень-
шается с повышением р в результате
ее деформации. Теория и расчет щелевых
уплотнений изложены в подразд. 11.3.
Поршневые кольца ДВС [93] рабо-
тают, контактируя с горячим газом
(9= 150... 300 °C) при р^Ю МПа,
v < 15 МПа. Ресурс N х Ю10, L х
х 300000 км. Подробнее см. под-
разд. 4.5 и [93].
УПС поршневых компрессоров [58]
обычно представляют собой комплект
из шести-десяти плавающих колец, каж-
дый из которых воспринимает долю
общего перепада давлений Др = £ Др,
(см. рис. 4.6). Конструкции УПС весьма
разнообразны. В последнее время широко
применяют УПС с кольцами из само-
смазывающихся материалов, не тре-
бующих специальной системы смазки при
газообразных рабочих средах.
Влияние места расположения УПС в
агрегате на их работу. Эксплуатацион-
ные свойства УПС существенно зависят
от сочетания направлений движения
контртела и действия сил давления
(рис. 4.3). На УПС штоков (рис. 4.3,а),
которые, как правило, выдвигаются в
направлении среды с давлением р0 < р,
сила Рр действует только в одном
направлении. В этом случае применяют
УПС одностороннего действия создавае-
мые на основе манжет (см. рис. 4.1,9, е, и)
или плавающих колец. В зависимости
от направления движения штока его ход
Рис. 4.3. Схемы расположения УПС
Рис. 4.4. Структурная
схема УПС:
1 — основной (скользящий)
уплотняющий элемент; 2 —
силовой элемент; 3 — вспо-
могательный уплотняющий
элемент (УН); 4 — неподвиж-
ное контртело; 5 — гибкий
элемент; 6 — защитный (ан-
тиэкструзионный) элемент;
7 — подвижное контр гело
(шток, цилиндр)
может быть насосным (сплошная стрелка
на рис. 4.3. а) или моторным (штриховая
стрелка). При расположении УПС в
штоке (рис. 4.3,6) характер относи-
тельного движения меняется, так как
контртелом становится цилиндр. Если
поршень находится под действием пере-
менной по направлению силы Рр, при-
меняют УПС двустороннего действия
(рис. 4.3, в) на основе эластомерных
колец (см. рис. 4.1, а —в), поршневых
колец (см. рис. 4.1, ж) или двух уплот-
нителей одностороннего действия (см.
рис. 4.1, з). В последнем случае между
уплотнителями иногда может образо-
ваться замкнутый объем с высоким
давлением, поэтому уплотнители должны
обладать клапанной способностью —
пропускать следу в обратном направ-
лении.
Комбинированные УПС и уплотни-
тельвые комплексы применяют для по-
вышения ресурса, срока хранения и
обеспечения запаса работоспособности в
кратковременных экстремальных усло-
виях. Возможности простых конструк-
ций всегда ограничены свойствами ма-
териала уплотнителя. В комбинирован-
ных УПС элементами структурной схемы
(рис. 4.4) являются детали, выполненные
из разных материалов, наиболее приспо-
собленных для обеспечения функций
элемента. Основной уплотнительный
(скользящий) элемент 1 должен обеспе-
чивать максимальную герметичность и
минимальную силу трения. Первому
требованию лучше всего отвечают
эластомеры, второму — мягкие пласт-
массы с антифрикционными наполни-
телями (чаще всего на основе ПТФЭ).
Наиболее перспективными материалами
154
Уплотнения соединений пар возвратно-поступате 1ьного движения
являются композиционные. Задачу сило-
вого элемента 2 лучше всего выпол-
няет металлическая пружина (браслетная,
ленточная), свойства которой не меняют-
ся в широком диапазоне температур
длительное время. Защитный элемент 6
дредотвращает выдавливание элемента 1
в зазор, поэтому его изготовляют из
более твердого материала. Такие анти-
экструзионные свойства в сочетании с
низким коэффициентом трения имеют
композиции на основе фторопласта-4.
Конструкция комбинированного УПС
дороже обычной. Выбирая УПС, не-
обходимо сопоставить экономический
эффект от повышения ресурса со стои-
мостью уплотнения. При решении этой
задачи используют критерии балльной
оценки показателей качества уплотнений
и иногда в качестве эталона вводят в
рассмотрение показатели идеального
уплотнения с наиболее оптимальными
элементами структурной схемы.
Одно из комбинированных УПС по-
казано на рис. 4.1, е. Здесь основным
уплотняющим элементом является ман-
жета 1 из композиционного эласто-
мера, силовым — резиновое кольцо 2, со-
храняющее упругие свойства при низ-
ких температурах, защитным — кольцо
3 из композиции на основе ПТФЭ.
Уплотнительные комплексы создают
для герметизации сред Р со специфи-
ческими параметрами — химическая аг-
рессивность, высокие токсичность и тем-
пература, возможность образования
взрывоопасных смесей с окружающей
средой А.
Комплексы состоят из нескольких
ступеней УПС основного назначения,
аварийных и дублирующих УПС и
системы обеспечения (СО). Высокую
надежность и требуемую долговеч-
ность УПС обеспечивают путем созда-
ния наиболее благоприятных условий
работы для каждого уплотнения на
основе принципов разделения функций
многоступенчатых уплотнений и после-
довательного дублирования их функций
при возможном повреждении одного
из уплотнений. Примеры схем уплот-
Рис. 4.5. Схема уплотнительных комплексов
УПС:
а — УПС полости с высоким давлением и темпе-
ратурой; б — УПС штока клапана несовместимых
сред
нительных комплексов даны на рис. 4.5
и 4.6. Комплекс для уплотнения полости
с высокими параметрами р^ и Si
(рис. 4.5,а) включает: теплоизолятор 1,
щелевое или лабиринтное УПС 2,
дренажную систему 3, промежуточное
УПС 4 на Др = Р2 — Ро, дренажную
систему 5 с накопителем утечек, внешнее
УПС 6, систему охлаждения 7.
На рис. 4.5,6 показана схема комплек-
са УПС для герметизации штока кла-
пана, проходящего через две рабочие
полости Pi и Р2 [36]. Среды и
Р2 не должны смешиваться даже в
пределах утечки в виде жидкостной
пленки на штоке. Каждая полость
герметизируется УПС высокого давления
(1 и Г), утечки из которых отводятся
в дренажные полости 2 и 2' шириной
более хода штока L, которые разделены
дренажной полостью 3 с УПС низкого
давления 4.
Системы дренажные, обеспечения и
аварийные практически применяют толь-
ко в УПС стационарных машин,
например, в химическом и энергети-
ческом машиностроении. Аварийные
системы чаще всего включают уплот-
нения камерного типа, которые при
Механизм утечки и трения
155
Рис. 4.6. Схема многоступенчатого УПС
компрессора с однотипными уплотнениями
и конструкция поршневого кольца 1 с экс-
пандером 2
нормальной работе комплекса не кон-
тактируют со штоком. Для сохранения
герметичности гидросистемы при замене
основных УПС в камерное уплотнение
подают газ от вспомогательного источ-
ника, и оно работает как УН.
Технические характеристики и стан-
дарты. Размеры и конструкция рези-
новых колец круглого сечения, резино-
вых, пластмассовых и резинотканевых
манжет, некоторых пластмассовых и
поршневых колец регламентированы
ГОСТами (см. подразд. 4.3 и 4.4), ре-
зиновых колец X- и Т-образного сече-
ния, а также комбинированных УПС —
ОСТами. При использовании техни-
ческих условий на УПС, регламенти-
рованных соответствующими ГОСТами,
следует учитывать рекомендации, вы-
работанные практикой.
Кольца круглого сечения по ГОСТ
9833 — 73 рекомендуется применять толь-
ко в УПС с диаметром штока
D < 25 мм и цилиндра £)ц < 35 мм. При
больших D и £)ц они скручиваются,
что приводит к потере герметичности.
Указанный недостаток устранен в коль-
цах Х-образного и овального сечений
(однако последние отличаются значи-
тельно большими силами трения). Уста-
новленные ГОСТами гарантийные сроки
эксплуатации и ресурсы целесообразно
уточнять расчетом эквивалентных режи-
мов. Кроме того, в некоторых ГОСТах
указаны 90- и 80%-ные ресурсы, хотя
для большинства высококачественных
изделий необходимы данные о 95- или
98 %-ном ресурсе.
Наиболее распространенные уплотни-
тели изготовляют в соответствии с
ГОСТами: манжеты резиновые для
гидравлических устройств — ГОСТ
14896 — 84; то же, для пневматических
устройств — ГОСТ 6678 — 72; манжеты
шевронные резинотканевые для гидрав-
лических систем — ГОСТ 22704 — 77;
грязесъемники резиновые для штоков —
ГОСТ 24811-81.
Зарубежные стандарты на УПС:
BSI 1658; 3627; 5341; НС 402; 403;
404; 4К6 (Великобритания); DIN 1144;
24909 ...24911; 24919 ; 249330; 24946...
...24948 ; 70907 ...70911; 70914... 70916;
70930; 70946; 70948 (ФРГ); ANSI
ASTM: NFPA: ТЗ.19.11.72; Т3.19.18.73;
NFPA ТЗ.19.11.72; ТЗ.19.11.72 SAE
J929a; J1601; J1603; J1604; AS: ARP:
A JR ARP979; AJR 1077; A JR 1244;
AMS 731OF; 731 ID; 7312D (США); JJS
B2403; B8032 (Япония).
4.2. Механизм утечки и трения
Механизм утечек зависит от состоя-
ния области контакта.
Течение по зазорам и микроканалам
под влиянием перепада давлений Ар
свойственно маловязким жидкостям и
газам при наличии на поверхностях
контакта рисок, следов грубой обработ-
ки и дефектов. Вследствие незначитель-
ного влияния фрикционного потока при
малых риг механизм утечек такой
же, как в УН (см. подразд. 3.2).
Сплошная пленка смазочного материала
отсутствует, поэтому смазка имеет харак-
тер граничной. Для описания законо-
мерностей течения применимы урав-
нения (1.31)—(1.32) для газов и (1.28) —
(1.29) для жидкостей, для описания
трения эластомеров — (1.47) — (1.53).
Гидродинамический механизм образо-
вания пленки жидкого смазочного ма-
териала под действием фрикционного
потока наиболее характерен для УПС
общепромышленного назначения, эк-
сплуатируемых в среде масла.
УПС с обеспеченной гидродинамиче-
ской смазкой [34, 36, 67]. Формиро-
вание зазора в эластомерных УПС при
156
Уплотнения соединений пар возвратно-поступательного движения
Рис. 4.7. Кривые изменения зазора 5, давле-
ния рк и градиента давления рх в эласто-
мерном УПС (о) при прямом (6) и обратном
(в) ходах
достаточно вязких средах связано с
воздействием на уплотняющий элемент
фрикционного потока пленки жидкости
на поверхности движущегося контртела.
Соответствующие положения гидродина-
мики кратко рассмотрены в под-
разд. 1.2, 1.4 и 1.5. Зависимость
между высотой зазора 8, гидродинами-
ческим давлением рг в нем, вязкостью ц
и скоростью v жидкости устанавливает
уравнение Рейнольдса (1.27). Вследствие
замкнутой кольцевой формы контакта
оно справедливо для УПС при постоян-
ном значении ц. Благодаря весьма малой
жесткости поверхности эластомерные
УПС под действием рг легко дефор-
мируются до установления равновесия
рс = рк при зазоре 8 (рис. 4.7). Величины
8 весьма малы по сравнению с началь-
ной деформацией уплотнителя АН =
= (d — H)/2 (АН = 500 ...1000 мкм, 8 =
= 1...3 мкм), поэтому распределение
Рк вдоль координаты х, созданное при
монтаже уплотнителя, практически со-
храняется при движении контртела. Не-
обходимым условием возбуждения
гидродинамического эффекта является
сужение формы зазора в направлении
движения. Форма зазора между твер-
дыми поверхностями неизменна [зазор
8 определяют из уравнения (1.27)]. В
эластомерных УПС форма и высота
зазора не известны, но известны рас-
пределения рк и dprJdx = р’х по х
(найдены экспериментально или рас-
четом), поэтому уравнение Рейнольдса
из дифференциального становится алгеб-
раическим:
—83 — 68 + 680 = 0 или
цг
КН3 -6Н + 6 = 0, (4.1)
где 80 — зазор в сечении с линейным
распределением v (см. рис. 4.7, б, в);
К = 8oPi/(gr); Рх = dpr/dx-, Н = 8/8О.
Зависимость К(Н) имеет максимум
Ктях = 8/9 при Н = 1,5 и фактически
выражает связь р'х с Н, так как К
отличается от р'х лишь постоянным
множителем 8о/(цг). Поэтому Ктах соот-
ветствует pi max и из выражения для К
следует: 80 = |/8pr/(9pi max). Для опреде-
ления 80 при прямом (из среды Р
в среду А) и обратном ходах контр-
тела на эпюрах рк необходимо найти
точки перегиба из и w2, в которых
Pwi и p'w2 максимальны. Высота зазора
по поверхности контакта переменна,
однако для ее оценки достаточно найти
характерный зазор при прямом 81 и об-
ратном 82 ходах:
8i = aij/pii’i/Pw,;
82 = «2 ]/p2V2/p'W2, (4.2)
где и a2 — безразмерные коэф-
фициенты; щ и ц2 — вязкости жид-
кости при давлениях р и р0 соот-
ветственно, Па-с; р'И1, р'„2 — максиму-
мы градиента давления в точках из
или w2, Па/м. Давление р в полости
при прямом и обратном ходах обычно
различно (pi и р2).
Результаты экспериментальных ис-
следований. Распределение давления и
градиента давления в зазоре зависит
от материала и формы сечения уплот-
нителя, давлений рабочей р и окру-
жающей ро сред. Для простейших форм
уплотнителей распределение рк (х) можно
рассчитать, для произвольных — устано-
вить экспериментально. Зависимость
Механизм утечки и трения
157
Таблица 4.1
Значения градиентов давлений р'к2 и р'и.1; ГПа/м, в зазоре УПС при давлении среды р, МПа
УПС р Pw2 р Рю2 Р Pw2 р Pw2 р Pw2 р Pw2 Pw\
Кольцо: круглого сечения 5,0 4,0 12 10,0 40 20,0 140 32 305 38 410 5,0
Х-образное 0,1 10,0 3,2 14 6,4 30 8,8 60 — — — — 10,0
пилообразное 2,5 5,0 42 — — 15,5 160 30 350 — — 35,0
Манжета 0,8 3,2 20 5,8 36 8,0 79 — — — — 5,6
рк(х) для кольца круглого сечения
диаметром d — парабола с максимумами
Рко = 1,25е£ и p’w х 2,5E/d. На рис. 3.5
показаны зависимости рк(х) для манжет
и колец О-, X- и пилообразного сече-
ния, экспериментально полученные с по-
мощью прибора, основанного на ком-
пенсации контактного давления в точке
измерения [36]. Градиент давления р'
зависит от давления среды (табл. 4.1).
На рис. 4.8 приведены зависимости
Pw (р) для колец пилообразного (кривая 1),
круглого (кривая 2) и Х-образного (кри-
вая 3) сечений. При прямом ходе контр-
тела градиент p'wi х p’wo (p’wo — градиент
при р = 0,1 МПа) почти не зависит от р.
При обратном ходе
Pw2 = PwO + СрП2, (4.3)
где с = 0,09 мм-1 и п = 1,8 для кольца
круглого сечения; с = 0,36 мм-1 и
п — 1,2 для кольца пилообразного се-
чения.
Особенности изменения p'wi и р'к2 при
повышении давления среды проявляют-
ся в зависимости утечек и силы трения
Рис. 4.8. Зависимости градиентов давления
Pwi (штриховые линии) и р^2 (сплошные ли-
нии) от давления
от направления движения контртела
в УПС.
При прямом ходе контртела (см.
рис. 4.7,6) определяющая точка Wi эпю-
ры рк находится со стороны рабочей
полости и зазор Si [см. уравнение (4.2)]
определяется градиентом p’wi. При об-
ратном ходе точка w2 находится со
стороны внешней среды (см. рис. 4.7, в)
и зазор 62 [см. уравнение (4.2)] опреде-
ляется градиентом p’w2. Утечки через
УПС равны разности объемов пленки
при прямом и обратном ходах контр-
тела. За каждый двойной ход контртела
диаметром D утечки V=0,5uDL(6i — 62).
Относительные утечки V= V/(nDL) чис-
ленно равны условной толщине пленки
утечки ДА. Эта величина принята в каче-
стве критерия’ оценки герметичности
УПС (см. табл. 1.10).
Рассмотренная модель утечек через
УПС при гидродинамической смазке
является идеализированной. В реальных
условиях определение утечек значитель-
но сложнее вследствие влияния несовер-
шенства режима смазки, микронеровно-
стей поверхности контртела, изменения
вязкости при нагреве в результате тре-
ния. Для учета этих факторов в форму-
лу для расчета V введены функцио-
нальные коэффициенты Ti (при прямом
ходе) и Т2 (при обратном ходе):
V
Р= 0,5 (Ч^! - Ф2б2). (4.4)
При определении площади контртела
nDL берут длину его прямого хода L.
Коэффициенты Ф! и Т2 учитывают раз-
личие режимов при прямом и обратном
ходах (например, при прямом ходе
158
Уплотнения соединений пар возвратно-поступательного движения
смазка может быть гидродинамической,
а при обратном — граничной).
Если контртело совершает со двойных
ходов в 1 с при г=Г1 = г2, расход
утечки Q = Исо, см3/с.
Критерий h = h/Rz — отношение экви-
валентной толщины пленки h к пара-
метру шероховатости контртела Rz —
позволяет оценивать режим работы
УПС и, в частности, выявлять законо-
мерности изменения функциональных ко-
эффициентов ЧУ и Ч72, их связь с коэф-
фициентом трения /. На рис. 4.9, а пока-
заны экспериментальные точки для Ч7
и аЧ7 в зависимости от h для масел
АУП (точки 1), ГМ-50И (2), МС-20 (3)
и глицерина (4), по которым установ-
лена зависимость Ч7 (Я). При h < 0,5
Ч7 = 0, при h > 1 Ч7 = 1, при 0,5 < h < 1
Ч7 линейно увеличивается от 0 до 1.
По результатам этого эксперимента
(кольца круглого и пилообразного сече-
ний; d = 3 мм; v < 0,3 м/с; р < 40 МПа;
Rz = 0,8 мкм) построены также зависи-
мости f(h) (рис. 4.9,6). По аналогии
с диаграммами Герси — Штрибика — за-
висимостями /(G) — можно заключить,
что при h > 1 возникает режим гидроди-
намической смазки, при 0,5 < h < 1 —
полужидкостной, при h < 0,5 — гранич-
ной и полужидкостной. Пленка жидкости
на контртеле при h > 0,5 вызывает
утечки. При h > 1 в соответствии с гид-
родинамическими закономерностями
[см. уравнение (4.2)] проявляется влия-
ние v, ц, р, а при 0,5 < h < 1 — также
влияние функции Ч7. При h < 0,5 на
поверхности контртела образуется гра-
ничная пленка, не вызывающая капель-
ных утечек, но определяющая зависи-
мости /(и) и У(р), свойственные гранич-
ной смазке. Зависимость условной тол-
щины пленки Ай и удельных утечек V
от v, ц и р для различных уплотнений
показана на рис. 4.10. При высоком дав-
лении среды существенно проявляется
увеличение вязкости жидкости — харак-
тер зависимости Ай(р) для масел с пье-
зокоэффициентом а = 0,03 МПа-1 и гли-
церина с а = 0,006 МПа-1 различен
(рис. 4.11, а и г). Толщина пленки при
обратном ходе S2 быстро уменьшается
с повышением давления, поэтому часто
пленка уносится при прямом ходе (Ч7 >
> 0,5) и не возвращается в полость при
обратном ходе. Соответственно при
прямом ходе действует малая сила тре-
ния, при обратном — большая.
Рис. 4.9. Экспериментальные зависимости функциональных коэффициентов (а) и коэффици-
ента трения (б) от критерия h при прямом (зачерненные точки) и обратном (светлые точки)
ходах и различных режимах смазки:
/ — граничная; И —III — граничная и полужидкостная; IV— полужидкостная; V— гидродинамическая
Механизм утечки и трении
159
Ah, мкм
6,-----г
0,1
0,04
о
v,m/c
0,2
Ah, мкм
0,8
о
0,6
0,4
о,г
0,1
0,05
0,02
го зор,мпа
v,m/c
0,3
0,2
О
-г
v,m/c
0,3
0,2
0,1
0,05
0,004
Ah, мкм
2
0,002
зо р, мпа
Рис. 4.10. Экспериментальные зависимости условной толщины пленки от давления и ско-
рости скольжения для различных уплотнений и рабочих жидкостей:
«-кольцо круглого сечения, масло МС-20; б - кольцо круглого сечения, масло АУП; в - кольцо пи-
лообразного сечения, масло МС-20
Ah, мкм
1
0,02 0,05 0,1 v,m/c
б)
р,мпа
40
30
20
10
В УПС с несимметричным распреде-
лением контактного давления, например,
в кольцах пилообразного сечения контр-
тело может нагнетать жидкость из внеш-
ней во внутреннюю полость. Это явле-
ние объясняется появлением более толс-
той пленки при обратном ходе контр-
тела (§2 > 81), обусловленной соотноше-
нием градиентов давления p'W2 < p'wi-
УПС, обладающие насосным эффектом,
называют активными. При отсутствии
жидкой смазочной среды снаружи УПС
иногда могут работать без утечек, не-
смотря на наличие пленки на контртеле.
Если во внутренней полости начальное
давление р = 0 и снаружи УПС имеется
жидкость, в результате насосного эффек-
та в полости может возникнуть давле-
ние рн-
Рис. 4.11. Экспериментальные зависимости
толщины пленки масел и глицерина от дав-
ления (а, б, г) и скорости скольжения (в)
для колец круглого (а, в, г) и пилообразного
(б) сечений
160
Уплотнения соединений пар возвратно-поступательного движения
4.3. Эластомерные уплотнения
Свойство высокоэластичных материа-
лов позволяет объединить все основные
элементы УПС в одну компактную
деталь — уплотнитель кольцевого или
манжетного типа (рис. 4.12 и 4.13). Та-
кие УПС характеризуются высокой гер-
метичностью и работоспособностью при
г’^О,5...3 м/с, 0 =—50... 100 °C или
»= — 1О...15О°С и ps£15 МПа при
наличии защитных элементов (в гидроци-
линдрах домкратного типа при р <
< 100 МПа). Простота и компактность
в сочетании с низкой стоимостью обес-
печили этим УПС широкое распростра-
нение в гидро- и пневмоцилиндрах
и других устройствах. Они допускают
большие монтажные деформации, по-
этому пригодны для монтажа в ком-
пактные неразъемные места установки.
Антифрикционные свойства и ресурс
эластомерных УПС относительно не-
высокие.
Кольцевые УПС. В УПС наиболее
широко применяют резиновые кольца
круглого, овального, Х-образного и пи-
лообразного сечений. Они отличаются
наибольшей простотой и компакт-
Рис. 4.12. Кольцевые УПС (в, г, д, е, ж) в
уплотнительных устройствах цилиндров (а, б)
и штоков (з):
1 — деталь, неподвижная относительно УПС; 2 —
контртело (цилиндр или шток); 3 — защитные
кольца; 4 — уплотнитель
ностью, обеспечивают двустороннее дей-
ствие, универсальны в применении —
пригодны для герметизации и штоков,
и цилиндров.
Кольца круглого сечения (см. рис. 4.12,г)
применяют в качестве уплотнителя или
силового элемента в пластмассовых
УПС. Их конструкции и размеры регла-
ментированы ГОСТ 9833 — 73 и различ-
ными ОСТами. Технические требования
установлены ГОСТ 18829 — 73. В гидро-
и пневмосистемах летательных аппара-
тов применяют УПС с кольцами круг-
лого сечения по ГОСТ 9833 — 73, огра-
ниченному ГОСТ 23823 — 79. Конструк-
ция и размеры защитных колец из фто-
ропласта-4 регламентированы ГОСТ
23825 — 79. Размеры посадочных мест
под УПС для диаметра штока D =
= 3... 400 мм приведены в табл. 4.2.
Перспективно применение колец круг-
лого сечения для микроцилиндров (D
Рис. 4.13. Манжетные УПС (б, в, г, д, е) в
уплотнительных устройствах цилиндров (а, к)
и штоков (ж, з, и, л):
1 — контртело; 2 — уплотнитель; 3 — защитные
кольца; 4 — деталь, неподвижная относительно
УПС; 5 — манжет©держатель; 6 — пружина
Эластомерные уплотнения
161
Таблица 4.2
Основные размеры мест установке по ГОСТ
23823- 79 уплотнительных колец круглого
сечения по ГОСТ 9833 - 73
Типоразмер кольца D оа Н В «1 «2
003—005—14 3 5 1 2 3 4
004— 006—14 4 6
003-006-19 050 — 053 — 19 3 50 6 53 1,5 2,4 3,4 4,4
004-008-25 150-i 55-25 4 150 8 155 2 3,3 4,3 5,3
010-015-30 150—155 —ЗС 10 150 15 155 2,5 3,7 4,7 5,7
014-020 - 36 250 — 255 — 36 14 250 20 255 3 4,4 5,4 6,4
028 — 036 — 46 250—260 — 46 28 250 36 260 4 5,2 6,2 7,2
050 — 060 — 51 500-510-58 50 500 60 510 5 6,5 7,5 8,5
082—095 — 75 132—145 — 75 82 132 95 145 6,5 8,2 9,2 10,2
135-150-85 400- 445 — 85 135 400 150 415 7,5 9,4 10,4 11,4
3 мм) систем гидро- и пневмоавто-
матики. Существенным недостатком
этих колец является склонность к скру-
чиванию под действием сил трения,
ведущая к потере герметичности
и повреждениям колец, возрастаю-
щая с увеличением D. При хорошем
смазывании колец скручивания нет до
D < 100... 150 мм, при плохом — (напри-
мер, при работе в среде бензина) на-
блюдается скручивание колец уже при
D = 30 мм. Утечки через кольца кругло-
го сечения интенсивно возрастают с уве-
личением р, v и ц (см. рис. 4.10), по-
этому их целесообразно применять
только при легких режимах или во
внутренних УПС. Эти кольца отлича-
ются высокими начальными силами
трения Pf0=fPo (см. рис. 3.6 и 1.28)
в момент страгивания с места. Для
колец с d = 3 мм Pf0 » 30 Н/см. Стан-
дарт не регламентирует силы трения Pz,
утечки V и ресурс L этих колец. Ресурс
работы колец по пути скольжения обыч-
но не превышает 100 км. Типичный
пример применения колец круглого сече-
ния — гидроцилиндры станочных при-
способлений по ГОСТ 19897 — 74 и
ГОСТ 19900-74.
Кольца овального сечения (см. рис.
4.12, д) предназначены для УПС на D =
= 50... 500 мм. В отличие от колец
круглого сечения они не скручиваются
и поэтому более надежны в работе.
Размеры колец овального сечения и по-
садочных мест под них приведены в
табл. 4.3 [78]. При р> 15 МПа их
рекомендуется применять с защитными
кольцами. Их ресурс достигает ресурса
колеп круглого сечения. Недостатки ко-
Таблица 4.3
Основные размеры резиновых уплотнительных
колец овального сечения и их мест установке
в штоках и цилиндрах
6 Под ред. А. И. Голубева и Л. А. Кондакова
d h b D Оц H В «1 «2
50 190 4,5 6 50 190 60 200 3,5 7,2 10,2 13,2
200 500 6,5 8,5 200 500 210 510 5 10 13 16
162
Уплотнения соединений пар возвратно-поступательного движения
лец овального сечения — повышенные
сила трения и ширина УПС.
Кольца Х-образного сечения (см.
рис. 4.12, е, ж) устойчивы к скручиванию,
по сравнению с кольцами круглого се-
чения более герметичны в динамике
и создают меньшие силы трения вслед-
ствие оптимального распределения кон-
тактных давлений рк и р'к (см. рис. 3.5
и рис. 3.7). Боковые поднутрения спо-
собствуют снижению Ро при высоком
давлении рко на скользящих элементах
(при р < J. МПа для кольца Х-образного
сечения Р/0 в 2 раза меньше, чем для
кольца круглого сечения). Малые габа-
риты и свойство двустороннего действия
колец Х-образного сечения обусловли-
вают их преимущественное применение
в качестве УПС поршней гидроцилинд-
ров систем автоматики. Размеры колец
зарубежных фирм (см. рис. 4.12,е) близки
к размерам колец круглого сечения —
такие кольца устанавливают в канавки
с деформацией е = 10... 20%. При боль-
ших е сила трения резко увеличивается,
так как в контакт вступает средняя часть
сечения кольца. В отечественных гидро-
цилиндрах стоек и домкратов горно-
шахтного оборудования применяют
кольца (манжеты двустороннего дейст-
вия) по СТП 004012.153 — 83 на Du =
= 60... 250 мм в комплекте с защитны-
ми кольцами по СТП 004012.154—83 из
литьевого полиамида 610 или блочного
капролона В. Они работоспособны при
р < 32 МПа и v < 0,5 м/с или при
р < 96 МПа и v < 0,05 м/с. Высота Н
(см. рис. 4.12) посадочных мест для
комплекта колец соответствует высоте
манжет типа 1 по ГОСТ 14896 — 84,
а ширина В примерно в 1,5 раза
больше.
Кольца пилообразного сечения (см.
рис. 4.12, в) предназначены для гермети-
зации штоков. Наибольшее применение
получили в гидравлических амортизато-
рах автомобилей, в качестве внешней
ступени двухступенчатых уплотнитель-
ных устройств штоков D= 10...30 мм
(рис. 4.14) [21]. В условиях эксплуата-
ции на РЖ типа АУ, АМГ-10, МГП-10
Рис. 4.14. УПС штока гидравлического
амортизатора автомобиля:
а — конструкция: б — сечение кольца (1 — внутрен-
няя ступень с кольцом круглого сечения; 2 —
пружина; 3 — ступень с кольцом пилообразного
сечения; 4 — смазывающее фетровое кольцо, 5 —
грязесъемное копыто)
при р < 0,15 МПа, v < 3 м/с и 9 =
= — 50... + 60°C эти кольца обеспечи-
вают высокую герметичность (V<
<0,001 см3/м2; 1—2 класс) и ресурс
500 км при А = (5...7) 106, но для
этого необходимо высокое качество по-
верхности штока (Ra = 0,04... 0,08 мкм).
Контактное давление рко на кромках
скользящего элемента создается в ре-
зультате растяжения колец по диаметру
D,: на 5—10% (без сжатия в канавке).
Рассматриваемое УПС — характерный
пример комбинированного уплотнения.
Дополнительное давление создается си-
ловым элементом — осевой пружиной,
упирающейся в коническую поверхность
кольца. Угол у наклона кромок должен
быть ориентирован в сторону уплот-
няемой полости. Высота и ширина коль-
ца: d = 0,51), I = 0,81). Экспериментально
установлено (см. рис. 4.10), что для колец
пилообразного сечения с двумя кромка-
ми характерно несимметричное распре-
деление давления рко, обеспечивающее
при работе насосный эффект (рн«
ж 5 МПа), который при правильной
Эластомерные уплотнения
163
ориентации кромок препятствует утеч-
кам жидкости. При р < рн утечки вязких
жидкостей через УПС в динамике прак-
тически отсутствуют. Кольца пилообраз-
ного сечения устойчивы к скручиванию,
их размеры близки к размерам колец
круглого сечения.
Манжетные УПС. Основным уплотни-
телем этих УПС являются манжеты,
которые по сравнению с кольцами
обеспечивают пониженные силы трения
Р/ при р < 1 МПа и больший ресурс.
Гибкие губки манжет допускают повы-
шенные радиальные смещения контр-
тела. Между губками манжеты может
быть размещен дополнительный силовой
элемент — пружина (см. рис. 4.13, з, и),
существенно повышающая стабильность
контактного давления. Манжетные УПС
имеют ряд недостатков: способность
только к одностороннему уплотнению,
увеличенные габариты, необходимость
спаренных манжет на поршне гидро-
цилиндров двойного действия (см.
рис. 4.13, а), необходимость дублирова-
ния манжет другими уплотнителями
в УПС штоков для исключения подсоса
воздуха при разрежении в рабочих по-
лостях. При отсутствии дополнительных
силовых элементов контактное давление
Рко на кромке манжеты менее стабиль-
но, чем у колец, что может вызвать
потерю герметичности при низком р,
поскольку напряжения от деформации
губок соизмеримы с напряжениями от
набухания и температурных деформа-
ций. ГОСТ 14896 — 84 рекомендует для
обеспечения герметичности при р <
< 1 МПа за манжетой устанавливать
дублирующее кольцо круглого или
овального сечения. При высоком р уве-
личивается не только герметизирующая
способность манжет, но и сила трения
Pf (площадь поверхности контакта боль-
ше, чем у колец). Для предотвращения
выдавливания тыльной стороны манже-
ты в зазор применяют защитные коль-
ца 3 (см. рис. 4.13.«,ж). Для фиксации
манжеты и исключения попадания губки
манжеты в зазор при обратном ходе
контртела или действии на манжету
большого давления с тыльной стороны
применяют манжетодержатели 5 (см.
рис. 4.13, а). В цилиндрах двойного дей-
ствия с двумя манжетами на поршне
(см. рис. 4.13, а) негерметичность одной
из манжет при высоком р может при-
вести к разрушению второй манжеты
давлением с тыльной стороны даже при
наличии манжетодержателя. Чтобы иск-
лючить такую возможность, рекоменду-
ется применять манжетодержатели типа
защитных колец (рис. 4.13, к).
Манжеты гидравлических устройств
(ГОСТ 14896 — 84) предназначены для
герметизации штоков и цилиндров диа-
метром от 4 до 950 мм, работающих
при v < 0,5 м/с в средах, указанных
в табл. 4.4, при р = 0,1... 10 МПа или
в УПС с защитными кольцами при
р 50 МПа. Манжеты симметричного
профиля (табл. 4.5) пригодны для гер-
метизации штоков и цилиндров. Сог-
ласно ГОСТ 14896—84 изготовляют
манжеты трех типов в зависимости от
давления среды. Манжеты типа 1 (см.
рис. 4.13,г) предназначены для р = 0,1...
...50 МПа. Манжеты типа 2 (см.
рис. 4.13, в), предназначенные для р =
= 0,25... 32 МПа, выпускают только для
ремонтных работ и не рекомендуются
для новых разработок. Ресурс L манжет
по пути скольжения в зависимости от
условий эксплуатации дан в табл. 4.6.
Гарантийный срок эксплуатации манжет
типов 1 и 3 для D и D,, до 500 мм,
применяемых в автомобилях, тракторах,
дорожных и сельскохозяйственных ма-
шинах, равен общему ресурсу, указан-
ному в табл. 4.3. При применении ман-
жет в других изделиях предварительная
гарантия 2 года для L— 5 км. Гаран-
тийный срок хранения манжет типов
1 и 3 — 2 года с момента изготовления.
Нормы на герметичность: утечки в ста-
тике не допускаются, в динамике V<
< 0,5 см3/м2 (для манжет типов 1 и 2)
и V < 0,2 см3/м2 (для манжет типа 3).
Условное обозначение манжет: тип ман-
жеты — Du х D (в мм) — группа резины,
например: Манжета 1—20x12 — 1
ГОСТ 14896 - 84.
6*
164
Уплотнения соединений пар возвратно-поступательного движения
Характеристики и условия применения манжет по ГОСТ 14896— 84
Таблица 4.4
Труп- па рези- ны Каучук (резина) Рабочая среда Диапазон рабочих температур, °C Ртах» МПа Ресурс
общий, годы (при 9, °C) в том числе, сут., при 3, °C
50 70 100
0 СКФ-26 (ИРП-1316) Масла индуст- риальные, тур- бинные, дизель- ные и авиацион- ные; РЖ: ВМГЗ, МГ-30 -10...+200 32 10 ( — 10...+ 70) - - 2,5 net
1 СКФ-32 (ИРП-1225А) -10... + 150 - — 2,5 лет**
2а СКН-40 (3825) -30...+ 100 3 (-30... + 30) 40 7 5/6
26 СКН-40 (51-2145-1) -10...+ 100 50 3 (-10...+50) — 400 28
4 СКН-26 (ИРП-1068-1) -30...+ 100 32 5 (-30...+30) 30 6 2/3
2 СКН-40 (4004-4) Вода, вода с хромпиком, вода морская, дистил- лят, конденсат -2...+70 20 3 С-2...+25) 10 1 -
2а СКН-40 (3825) 25 5 —
5 СКН-18 + + СКН-26 (51-3029) 8 (-2...+35) 90 24 —
2а СКН-40 (3825) Водомасляные эмульсии с при- садками (—2...+25) 25 5 —
26 СКН-40 (51-2145-1) — 10... + 70 3 (-10... + 30) 150 50 —
3 СКН-40 + + ПВХ КР360-3 Водомасляные эмульсии с при- садками, масла индустриальные -2...+70 63 (-2...+25) 80 15
6 СКН-18 + + СКН-26 (В-14-1) Масла: АМГ-10, АУ, ЭШ, РЖ: ВМГЗ, МГ-30, БСК, ГТЖ-22М -60... + 100 50 5 (-60... + 30) 45 8 2
* Или 1 год при 9<120°С, или 80 сут, при 9<150°С, или 300 ч при 9< 200°С.
** Или 220 сут. при 9 < 120 °C, или 40 сут., при 9 < 150 °C.
Примечание. Срок службы маижет совпадает с общим ресурсом.
Защитные кольца рекомендуется вы-
полнять трапецеидального профиля без
разреза или с разрезом под углом
30—45° (см. рис. 4.22, в). Материалы для
защитных колец: полиамид 610 при
9 = - 50°... + 90°C и р < 50 МПа, фто-
ропласты при 9 = — 50... + 150°C и
р < 32 МПа (фторопласт-4), р < 50 МПа
(фторопласт-40, Ф-4К20, Ф-4С15).
Манжеты гидросистем станков (РТМ2
Г97-1-76) отличаются от стандартных
геометрией кромки (см. рис. 4.13, д), бла-
годаря чему улучшена герметичность
в динамике и увеличен ресурс до
9000 км в цеховых условиях при р <
< 10 МПа [74]. Размеры манжет соот-
ветствуют типу 1 по ГОСТ 14896—84.
Манжеты с пружинным силовым эле-
ментом (см. рис. 4.13, з, и) предназначены
для штоков. Применение браслетных
Эластомерные уплотнения
165
Таблица 4.5
Основные размеры резиновых манжет для гидравлических устройств по ГОСТ 14896 — 84
и мест установки под них в штоках и цилвндрах
Манжета типа 1 Место установки Манжета типа 3 Место установки
Обозначение Размеры Обозначение Размеры
КцХК b h н В В1 ь h Н В В1
12x4 14x6 5,5 6 4 7.5 9,5 12x4 24 х 16 5,2 5 4 7 8,5
16x8 22x14 6,5 6 4 7,5 9,5 22 х 10 36x24 7,8 7,5 6 10 12
30x14 40x24 10,4 9,5 8 12 14
25 х 15 60x50 8 7 5 8,5 10,5
40x20 100 х 80 13 12 10 15,5 18
63x48 90 х 75 10,5 9 7,5 11 13,5
75x50 110x85 14,5 12,5 18,5 21
100 х 80 340x320 14 10 10 12 14
75x45 230x200 19,5 17 15 21 24
360 х 335 500 x 475 17 12,5 12,5 15 17,5
220x180 360x320 26 L 20 31,5
пружин 6 позволяет стабилизировать
контактное давление во времени и во
всем диапазоне рабочих температур, что
улучшает эксплуатационные показатели.
Размеры этих манжет близки к размерам
манжет типа 1 по ГОСТ 14896 — 84.
Для повышения надежности контакта по
неподвижной поверхности манжеты
снабжают армирующим кольцом. Ана-
логичное конструктивное решение име-
ют манжеты штоков клапанов ДВС (см.
рис. 4.13, и). Манжеты устанавливают на
специальный выступ корпусной детали.
Благодаря высокой эффективности такие
манжеты практически вытеснили ранее
применявшиеся в клапанах ДВС резино-
вые кольца и манжеты без пружин.
Манжеты для пневматических уст-
ройств (ГОСТ 6678 — 72) предназначены
для герметизации штоков и цилиндров
с D — 12... 320 мм, работающих при
v < 1 м/с и р = 0,005... 1 МПа. Для воз-
духа с парами масел или топлив при-
меняют манжеты из резин группы 1 на
основе СКН-18 и СКН-26 (8 =-55...
... + 50 °C), группы 2 на основе СКФ-26
(8 = — 20... +150 °C), группы 3 на основе
СКН-40 (8 = — 30... +100 °C). Для возду-
ха при 8= —65...+100°C используют
манжеты из резины группы 4 на основе
СКМС-10. С целью снижения сил трения
и габаритов УПС предусмотрено два
типа манжет: 1 — для цилиндров (см.
рис. 4.13, е) и 2 — для штоков (см. рис.
166
Уплотнения соединений пар возвратно-поступательного движения
Таблица 4.6
80 %-ный ресурс L манжет типов 1 и 3 по ГОСТ 14896 — 84 при наличии защитных колец
и 9 <50°С (80% L) и 9 <70°С (20% L)
Диаметр штока или цилиндра, мм L, км, при р, МПа
До 6,3 6,3-10 10-16 16-25 25-32 32-50
До 25 200 300 250 200 150 100
Св. 25 до 160 500 500 400 300 200 100
» 160 » 250 200 150 120 100 90 70
» 250 » 320 100 80 70 60 50 40
» 320 » 500 60 50 40 30 20 10
4.13,6). Условное обозначение манжет:
тип манжеты — D или D„ (в мм) — груп-
па резины, например: Манжета
1—025 — 3 ГОСТ 6678 - 72. Высота ман-
жет примерно соответствует высоте ман-
жет типа 1 по ГОСТ 14896 — 84, ширина
примерно в 1,5 раза меньше. Основная
область применения — пневмоцилиндры
станочного оборудования, промышлен-
ных роботов и тормозных систем на-
земного транспорта. Герметичность
УПС нормируется по падению давления
воздуха в уплотняемой полости, которое
не должно превышать 5 кПа за 3 мин,
95 %-ный ресурс не менее 100 км. Гаран-
тийный срок эксплуатации — 3 года. Для
нормальной работы манжет необходимо
смазывание (подача распыленного масла
в сжатом воздухе) или (при ходе более
15 мм) установка рядом с манжетами
смазочных колец из тонкошерстного
войлока по ГОСТ 288 — 72, пропитанных
пластичным смазочным материалом.
Грязесъемные манжеты — наиболее
распространенный элемент комбиниро-
ванных УПС, обеспечивающий при об-
ратном ходе удаление с поверхности
штока загрязнений из внешней среды.
Механизм процесса очистки показан на
рис. 4.15. При выходе штока 3 из УПС
(см. рис. 4.15, я) его поверхность покрыта
пленкой рабочей или смазочной жидкос-
ти. Из внешней среды на нее попадают
дорожная грязь, атмосферная и произ-
водственная пыль, влага, которые долж-
ны быть задержаны губкой А манжеты 2
при обратном ходе. Для обеспечения
хорошего скребкового эффекта губка А
при неподвижном штоке должна плотно
прилегать к штоку (контактное давление
Рко). При прямом ходе она образует
зазор 81 под действием давления пленки
Pri- Если давление рко чрезмерно велико,
в полости между уплотнениями 1 и 2
Может возникнуть недопустимо высокое
давление. Поэтому грязесъемная манже-
та должна обладать клапанным эффек-
том при прямом ходе штока. При обрат-
ном ходе штока зазор 82 должен быть
минимальным, чтобы задержать частицы
размером d > 82. Оптимальным являет-
ся передний угол кромки у = 90... 120 °,
при котором минимальны силы действия
соскабливаемых с поверхности частиц
и улучшен их отвод от кромки. Грязе-
съемные манжеты изготовляют из высо-
копрочной и износостойкой резины, по-
скольку они должны работать в условиях
ограниченной смазки и повышенного
абразивного действия частиц.
Резиновые грязесъемники для штоков
(ГОСТ 24811 — 81) выпускают четырех ти-
пов (рис. 4.16): 1, 2 и 4 — для очистки
штоков диаметром от 4 до 500, 900
и 200 мм соответственно от пыли и
дорожной грязи; 3 — для очистки што-
ков диаметром от 20 до 360 мм от
частиц угля, щебня и других абразивных
(часто крупных) частиц. В манжетах
Рис. 4.15. Схема работы грязесъемных ман-
жет при прямом (а) и обратном (б) ходах
штока:
1 — УПС; 2 — грязесъемная манжета; 3 — шток
Эластомерные уплотнения
167
Рис. 4.16. Резиновые грязесъемники типов
1—4 (а —г) соответственно:
1 — шток; 2 - крышка; 3 — манжета; 4 — скребок;
5 — армирующее кольцо
типов 1, 2 и 4 угол у = 90 °, конструк-
тивно они различаются только способом
крепления в месте установки. Манжеты
типа 1 имеют фланцевое крепление.
Радиальные манжеты типа 2 устанавли-
вают в неразъемные канавки, что умень-
шает их габариты и упрощает монтаж.
Манжеты типа 4 имеют привулканизо-
ванное армирующее кольцо, обеспечи-
вающее фиксацию в наиболее простых
и технологичных канавках открытого
типа.
Манжеты типа 3 со скребком из
твердого и износостойкого фтороплас-
та-4, имеющие угол у = 120 °, работоспо-
собны в наиболее тяжелых условиях.
Размеры грязесьемников приведены в
табл. 4.7.
Конструирование эластомерных УПС
и их мест установки выполняют в соот-
ветствии с методикой, рассмотренной
для колец в подразд. 3.3 и для манжет
в подразд. 5.2 с учетом следующих осо-
бенностей. Для снижения трения ограни-
чена относительная деформация, напри-
мер, для колец круглого сечения Етах <
0,25 (вместо 0,35 в УН) и emin > 0,1...
... 0,15. В связи с этим посадочные места
выполняют с более жесткими допусками,
для канавки назначают Ra = 0,8... 1,6 мкм
и применяют кольца увеличенного се-
Таблица 4.7
Размеры грязесьемников (рис. 4.16) в зависи-
мости от диаметра штока
Тип 1 Тип 2
D Я В D Я В
4-28 6 4 4-18 3 5
30-56 8,75 6 20-22 4
60-95 И 8 25-100 4 7
100-140 13,75 10 110-200 6 9
150 - 240 15,5 12 220 - 280 8
250 - 500 17,25 14 320-400 10 И
450-630 12
710 15 15
800-900 14 18
Тип 3 Тип 4
D Н В D Я В
20-50 52-100 105-200 210-360 5,5 8 10,5 12 7,5 9.5 10,5 11,5 4-10 12-100 110 125-200 3 5 7,5 7,5 5,5 10 10 12
чения. Циклическое изменение зазора в
процессе работы, вызванное радиаль-
ными смещениями, конусностью и оваль-
ностью контртела, а также износ коль-
цевых УПС снижает их надежность по
сравнению с аналогичными УН. Ширина
канавки должна превышать ширину де-
формированного кольца, так как сжатие
его боковыми стенками ведет к увеличе-
нию сил трения и износа. Для поверх-
ности контртела установлен параметр
шероховатости Ra = 0,2... 0,4 мкм. Важ-
ное значение имеет характер микро-
рельефа поверхности, определяемый ме-
тодом обработки. Оптимальны поверх-
ности с плавными микронеровностями,
углами наклона а < 3 ° и большими
радиусами скругления вершин р, харак-
терными для поверхностей, полученных
выглаживанием, обкатыванием, вибро-
обкатыванием или полированием. Ост-
рые микронеровности (а > 5 ° и р <
< 50 мкм, см. подразд. 3.1), свойствен-
ные поверхностям, полученным шлифо-
168
Уплотнения соединений пар возвратно-поступательного движения
ванием и грубым хонингованием, вы-
зывают быстрое изнашивание уплот-
нений. Так, цилиндр с поверхностью,
обработанной хонингованием до Ra =
= 0,2...0,4 мкм (визуально такая поверх-
ность выглядит матовой), способен за
несколько часов вызвать недопустимый
износ резиновой манжеты. Полирован-
ная, обкатанная или выглаженная по-
верхность гидроцилиндра (Ra = 0,2 мкм)
с зеркальным блеском не вызывает за-
метного износа манжет даже за 250 ч
работы. Твердость материала штока или
цилиндра должна быть достаточной,
чтобы исключить появление продольных
рисок от абразивных частиц загрязнений
и трения в опорах. Опоры штока или
поршня необходимо выполнять из анти-
фрикционных материалов, обеспечива-
ющих минимальный износ трущихся пар
и сохранение качества их поверхности.
Зазоры между опорами и контртелом
должны быть минимальными. Допуски
на сопряжения опор с контртелом
обычно назначают в пределах Н9/Г7.
При конструировании манжетных
УПС назначают удельные усилия на
кромках Рко ~ 10 Н/см. Для обеспечения
клапанного эффекта и исключения раз-
рушения парных манжет давлением с
тыльной стороны в УПС предусматри-
вают манжетодержатели (см. рис. 4.13).
Герметичность эластомерных УПС при
работе на вязких жидкостях обуслов-
лена распределением контактного дав-
ления и его градиентом (см. подразд. 4.2
и 1.3). В манжетах для обеспечения
оптимального распределения рк(х) углы
наклона передней (у) и задней (а) кромки
выполняют разными (см. рис. 4.17, а).
На рис. 4.17,6 —г показано влияние
угла у на распределение давления [106].
Поскольку губка манжеты обычно об-
ращена во внутреннюю полость с давле-
нием р, выполняют у = 60... 90 °, а =
= 5... 10° и лишь для манжет при
р<1 МПа а <30 °. При а >10...20°
под действием р происходит значитель-
ная передеформация сечения. Отноше-
ние длины губки к высоте манжеты
(см. рис. 4.13, е) принимают Ь/l» 1,5.
В манжетах с развитой тыльной частью
(Ь/1 > 1,5) выполняют несколько высту-
пов пилообразной формы (см. рис. 4.13, л)
для обеспечения смазывания и снижения
трения. Манжеты с браслетной пружи-
ной (см. рис. 4.13,з, и) проектируют
аналогично манжетам УВ пр методике,
описанной в подразд. 5.2. Габариты
армированных манжет (см. рис. 4.13, з)
целесообразно назначать по ГОСТ
8752 — 79 (ряд 3); другие конструкции —
в соответствии с размерами посадочных
мест по ГОСТ 14896 — 84 или
ГОСТ 22704-77.
Защитные кольца в УПС в отличие
от УН сильно изнашиваются при трении
с контртелом. Для компенсации износа
один или оба торца выполняют кони-
ческими (см. рис. 4.13, а) с углами 10—
15°. Конус обеспечивает радиальную
составляющую силы давления, прижи-
мающую кольцо к контртелу. С повы-
шением твердости и прочности мате-
риала защитных колец увеличиваются
максимальные зазоры 8так, допускаемые
в уплотняемом стыке. Однако неразрез-
ные защитные кольца из твердых мате-
риалов невозможно монтировать в не-
разъемные канавки, а разрезные кольца
работают менее надежно. Применение
для защитных колец мягких пластмасс
Рис. 4.17. Эпюры контактного давления для манжет с различным профилем сечения
Эластомерные уплотнения
169
позволяет выполнить их неразрезными.
Для колец из фторопласта-4 5так %
х 0,2 мм при р < 50 МПа и Э< 130 °C.
Для уменьшения сил трения толщина
защитных колец b должна быть мини-
мальна, а сжатие по высоте h должно
отсутствовать. Толщина b обычно
составляет 1 мм; Н — h = 0,1... 0,2 мм.
При этом даже плоские защитные коль-
ца из фторопласта-4 выполняют свои
функции при небольших износах благо-
даря расплющиванию и увеличению h
до Н при повышении р до выдавли-
вания резиновых уплотнений в зазор.
Под действием температурных напря-
жений и давления защитные кольца
аналогично поршневым могут иметь
с контртелом герметичные контакты.
В результате этого уплотнитель с одним
или двумя защитными кольцами обра-
зует пакет из двух или трех уплотнений
с запертыми объемами между ними,
которые отрицательно влияют на рабо-
ту УПС. Для устранения герметичности
неразрезных защитных колец на их ра-
диальных и торцовых поверхностях
иногда выполняют шунтирующие ка-
навки шириной и глубиной 0,2—0,6 мм.
Резинотканевые УПС. Резинотканевые
материалы применяют для шевронных
манжет. Для них характерны повышен-
ные износостойкость и антиэкструзи-
онная стойкость, ресурс и допустимые
значения р и v. Для сохранения высокой
герметичности УПС увеличивают рко
и число уплотнителей, однако при этом
существенно увеличивается сила трения.
Жесткие неразрезные уплотнители нель-
зя монтировать в неразъемные канавки,
поэтому конструкция мест установки
под них весьма сложная (см. рис. 4.1
и 4.18). В комплект УПС входит от
двух до десяти манжет, нажимное и опор-
ные кольца, пружина или нажимная
букса и установочные шайбы. При боль-
шом числе манжет в комплекте УПС
штоков применяют разрезные манжеты,
допускающие монтаж без освобождения
конца штока от прикрепленных к нему
деталей большого диаметра. При этом
разрезы у соседних колец должны рас-
Рис. 4.18. Конструкции УПС с шевронными
манжетами:
а — без пружины; б — с пружиной (/ -- опорное
кольцо; 2 — манжета; 3 — нажимное кольцо; 4 —
регулировочная шайба; 5 — пружина)
полагаться диаметрально против©-
положно. Опорные и нажимные кольца
выполняют из резинотканевого матери-
ала. полиамидов, текстолита или бронзы.
Особенность манжет — отсутствие при
монтаже гарантированного натяга по
внутреннему и наружному диаметрам.
Контактные давления на губках манжет
создаются практически только осевым
поджимом уплотнения. При этом все уп-
лотнители УПС испытывают практиче-
ски объемное сжатие (как в набивочных
уплотнениях). Набухание, температур-
ные деформации, погрешности формы
контртела и его радиальные смещения
сильно влияют на контактное давле-
ние, силы трения и интенсивность изна-
шивания, вызывая необходимость под-
тяжки нажимной буксы. Принципиально
необходимость в обслуживании уплотне-
ния может быть исключена введением
в конструкцию внешнего силового эле-
мента — пружины 4 (рис. 4.18,6). Однако
при высокой жесткости резинотканевых
манжет шевронного профиля для ком-
пенсации их износа (до 30 % массы)
требуются чрезмерно высокие усилия,
и конструкция становится громоздкой.
Большой ресурс определяет область
применения резинотканевых шевронных
уплотнений — гидроцилиндры насосов,
домкратов, мобильных и кузнечно-прес-
совых машин.
Резинотканевые манжеты для гидрав-
лических устройств (ГОСТ 22704 — 77)
предназначены для герметизации штоков
и цилиндров диаметром от 8 до 2000 мм,
работающих при v < 3 м/с, р < 63 МПа
при 3= —50...+100°C (кратковремен-
но до 120 °C) в среде минеральных
170
Уплотнения соединений пар возвратно-поступательного движения
Таблица 4.8
Размеры шевронных резинотканевых уплот-
нении дли гидравлических устройств по
ГОСТ 22704 — 77 для штоков и цилиндров
В
D х Н В при п — 2...10
10x20 22 х 32 5 15 + 3 (и-2)
10x22 40 х 52 6 15 + 3 (и-2)
20x35 125x140 7,5 19 + 3,5 (п - 2)
20x40 200x220 10 24 + 4,75 (и - 2)
60 х 85 100х125 12,5 30 + 5,75 (и - 2)
105х135 500 х 530 15 36 + 7,15 (п-2)
Таблица 4.9
Рекомендуемое число манжет в комплекте
уплотнении штока диаметром D по ГОСТ
22704 — 77
D н Число манжет в ком- плекте при р, МПа
6,3 10 20 32 40 63
От 10 до 30 5,0 3 4 4 4 5 6
6,0 7,5 10,0 3 3 4 5
Св. 30 » 60 6,0 4 4 5 4 6 6 7
7,5 10,0 12,5 3 5 5 _5_
3 3 4 4 5
» 60 » 100 7,5 4 4 5 6 7 8
10,0 15,0 3 4 5 6 7
3 3 4 5 6
» 100 » 220 7,5 10,0 15,0 4 5 6 7 8 9
4 5 6 7 8
3 3 4 5 6 7
» 22 » 500 15,0 4 5 6 7 8 9
Таблица 4.10
Начальное (е) и последующие (К) значении сжатии, мм, в зависимости от высоты манжеты
по ГОСТ 22704-77
Число манжет в комплекте
Н 3 4 5 6 7 8 9
к с К £ К £ К Г К £ К £ К £
5,0 1 0,3 8 0,4 9 0,5 10 0,6 10 о,6 11 0,7 12 0,8
6,0 8 0,4 9 0,5 10 0,6 11 0,7 11 0,8 12 0,9 13 1,0
7,5 9 0,5 10 0,6 11 0,7 12 0,8 13 0,9 14 1,0 15 1,2
10,0 10 0,8 11 0,9 12 1,1 13 1,3 14 1,4 16 1,6 17 1,8
12,5 13 1,3 15 1,6 17 1,9 18 2,2 21 2,5 23 2,8 25 3,1
15,0 14 1,3 16 1,6 18 1,9 20 2,2 22 2,5 23 2,8 25 3,2
Пластмассовые и комбинированные УПС
171
масел, нефти, пресной и морской воды,
водных эмульсий. Предусмотрено не-
сколько размерных рядов манжет с раз-
ными соотношениями высот и диамет-
ров (табл. 4.8). Ширина УПС В опреде-
ляется числом манжет п в комплекте
(табл. 4.9). Материал манжет — ткань
доместик по ГОСТ 1104 — 69, промазан-
ная с двух сторон резиновой смесью
на основе наирита и СКН с добавками
графита в качестве смазочного мате-
риала. Осевое поджатие УПС в преде-
лах 2 —5%В (табл. 4.10) рекомендуется
осуществлять подтяжкой нажимной
буксы. По мере изнашивания уплотне-
ния предусматривается периодическая
подтяжка нажимной буксы вплоть до
уменьшения ширины уплотнения на
20—30% начальной (см. табл. 4.10), т. е.
допускаемый массовый износ уплотне-
ния 20 — 30 %. В динамике V < 0,5 см3/м2.
Гарантийный ресурс в зависимости от
р и v достигает 2000—14000 км (см.
подразд. 1.5). Гарантийный срок эксплуа-
тации до 5 лет.
УПС из фторопласта-4 и фторопласта-40
обеспечивают минимальные значения f
и Pf, плавность скольжения и работо-
способны без смазочного материала
в широком диапазоне температур, прак-
тически не старятся при хранении и
эксплуатации до 20 лет. Пластмассовые
УПС перспективны для гидро- и пневмо-
цилиндров всех типов, за исключением
компрессоров и ДВС, работающих при
9 > 250... 300 °C. Пластмассовые УПС
создают на основе манжет (рис. 4.19, а).
Для обеспечения гибкости губки манжет
выполняют более тонкими, чем в рези-
новых и резинотканевых манжетах.
Однако это снижает запас на изнаши-
вание. При использовании твердых и
прочных пластмасс более эффективны
радиально-торцовые плавающие кольца
(см. рис. 4.6) — они нечувствительны к
радиальным смещениям контртела и
имеют минимальные габариты. Вслед-
ствие хладотекучести пластмасс упругие
деформации УПС не превышают 2%,
4.4. Пластмассовые
и комбинированные уплотнения
Широкое применение пластмасс в
УПС связано с их высокой антиэкс-
трузионной стойкостью. Защитные коль-
ца из фторопласта-4, фторопласта-40,
полиамида 610 и капролона необходимы
для эластомерных УПС, работающих
при р > 15 МПа. Высокая химическая
стойкость этих материалов обеспечивает
нечувствительность УПС к составу ра-
бочих сред. Относительно низкий мо-
дуль упругости и большие допустимые
деформации мягких пластмасс (фторо-
пластов и полиамидов) позволяют вы-
полнять уплотнители неразрезными и
устанавливать их в неразъемные канав-
ки (см. рис. 3.22). Пластмассовые УПС
износостойки, особенно при использо-
вании наполненных композиций пласт-
масс. При замене чугунных поршневых
колец пластмассовыми ресурс компрес-
соров повышается в несколько раз [58].
Рис. 4.19. Пластмассовые УПС с манжетами
(а—в) и кольцами (г—з):
1 — шток или цилиндр; 2—деталь, неподвижная
относительно УПС; 3 — уплотнитель; 4 — силовой
элемент
172
Уплотнения соединений пар возвратно-поступательного движения
что соизмеримо с температурными де-
формациями при А9 » 100... 200 °C. По-
этому пластмассовые УПС обычно явля-
ются комбинированными уплотнениями
и содержат как минимум две детали —
уплотнитель и силовой элемент (пружи-
ну) из стали или резины (см. рис. 4.19).
Стальные предварительно оттариро-
ванные пружины обеспечивают высокие
точность и стабильность рко, необходи-
мого для надежной работы УПС. При
уменьшении рко увеличиваются утечки,
при повышении — силы трения, темпера-
тура, интенсивность изнашивания. Удель-
ные усилия пружин Рп назначают, исхо-
дя из необходимых для герметичности
давления рко_ и ширины скользящего
элемента /: Рп = рк0/. Для обеспечения
герметичности при р = 0 необходимо
Рко = 0,1... 1,0 МПа. При этом учиты-
вают, что в неразрезных кольцах техно-
логические допуски А£), температурные
деформации А£>», износ А£>, и набухание
в среде А£>н изменяют рк0 на Арк0 =
= 2Е/Т (АП - А£>8 - АП, - АП,)/П2, где
Д£)8 = (а — ам) О А9; А9 = 9, — 90, $1 и
92 — температуры при работе и сборке.
Чтобы уменьшить Арко в УПС из мягких
пластмасс, назначают 100/,/П = 1... 5,
100 АП/П < 0,5. Жесткие пластмассы
(текстолиты, графелон, флубон и др.)
применяют в разрезных уплотнителях —
поршневых кольцах, у которых измене-
ния размеров компенсируются зазором
в замке. При действии давления среды р
давление рк увеличивается: рк = рко + крр,
где кр — коэффициент передачи давле-
ния (для манжет кр > 1). Механизм уве-
личения рк в поршневых кольцах описан
в подразд. 4.5.
Механизм герметизации УПС из мяг-
ких пластмасс в статике аналогичен
механизму герметизации эластомерных
УПС вследствие малой твердости Н
последних (см. табл. 3.4) по сравнению
с фактическим давлением рк (см. под-
разд. 3.1). Деформируемость поверхнос-
ти контакта у пластмасс хуже, чем у
эластомеров, поэтому они при скольже-
нии не могут копировать форму микро-
поверхности твердого контртела. Между
поверхностями возникают макрощели
(порядка Rz контртела), в которые про-
никает среда под высоким давлением
(см. рис. 4.19, г). При герметизации вяз-
ких сред в макрощелях возникает до-
полнительное гидродинамическое давле-
ние рТ, которое способствует дополни-
тельной деформации уплотнителя и
образованию клинообразных макроза-
зоров 8, поэтому общие закономерности
гидродинамических процессов [см. под-
разд. 1.2 и 4.2, а также уравнение
(1.27)] распространяются на УПС из
мягких пластмасс. Исходя из этих пред-
посылок, создают наиболее эффектив-
ные кольца пилообразной формы (см.
рис. 4.19, е) с коническими рабочими
кромками (у = 70... 90 °, а = 1... 10 °).
Такие уплотнения являются активными
и могут создавать насосный эффект
(см. подразд. 4.2).
Шевронные манжеты изготовляют из
полиамида, полипропилена и фтороплас-
та. По конструкции и габаритам они
аналогичны резинотканевым манжетам
по ГОСТ 22704 — 77 и отличаются лишь
уменьшенными до 1—2 мм толщиной
губок и углом между ними (45 — 60°).
Эти манжеты монтируют только в разъ-
емные канавки.
Полиамидные манжеты (МН 5652 — 78)
[1] предназначены для герметизации
штоков и цилиндров диаметром от 12
до 750 мм. Работают при v < 2 м/с
в среде воды или эмульсии при р <
< 100 МПа и 9 = 0... 90 °. Основная
область применения — гидропрессовое
оборудование.
Фторопластовые манжеты. Уплотни-
тельные кольца по ГОСТ 17820—72
из фторопласта-4 предназначены для
герметизации штоков (£> = 8... 16 мм)
регулирующих органов исполнительных
устройств ГСП, работающих при р <
<6,4 МПа, v <0,015 м/с и 9 = -50...
... + 225 °C. Число колец в пакете и > 4,
рекомендуется применять осевую пру-
жину, создающую на опорном кольце
рк = 2...2,5 МПа. Герметичность прове-
ряют по отсутствию пузырьков воздуха
или азота при р = 6,4 МПа. Гарантий-
Пластмассовые и комбинированные УПС
173
ный ресурс N = 105, L=5O...2OO км
в зависимости от D.
Фторопластовые манжеты V-образ-
ного профиля (см. рис. 4.19, б, в) изготов-
ляют из фторопласта-4 или его компо-
зиций для штоков и цилиндров диамет-
ром от 4 до 400 мм. Применяются
в гидро- и пневмоцилиндрах, требую-
щих минимальных сил трения [98], при
р С 40 МПа, 9 = — 50... 225 °C. Размеры
примерно соответствуют размерам ман-
жет типа 1 по ГОСТ 14896—84. Тол-
щина губки % 1 мм, силовой элемент —
стальная пружина (ленточная, спираль-
ная или V-образная с разрезами) с уси-
лием РП х 10 Н/см.
Фторопластовые кольца с силовым
элементом из резины (см. рис. 4.19, г — е)
применяют в гидроцилиндрах систем
автоматики для штоков и цилиндров
диаметром от 6 до 700 мм при р <
40 МПа и v < 15 м/с [1, 98]. Они
состоят из фторопластового кольца
прямоугольного, П-образного или пило-
образного сечения и силового элемен-
та — резинового кольца круглой или
прямоугольной формы. По габаритам
близки к резиновым кольцам по
ГОСТ 9833 — 73, характеризуются дву-
сторонним действием, допускают мон-
таж в неразъемные канавки. Для внешних
соединений рекомендуются кольца пило-
образного сечения (см. рис. 4.19, е), ко-
торые благодаря гидродинамически ак-
тивному действию обеспечивают более
высокую герметичность. В гидроцилинд-
рах используют по два таких УПС,
устанавливая их в отдельные канавки.
По сравнению с резиновыми кольцами
они имеют меньшую силу трения и
больший ресурс. Совместимость с рабо-
чей средой, температурный диапазон
и старение УПС определяются резино-
вым элементом.
Фторопластовые уплотнительные уст-
ройства с гофрированными пружинами
(ГОСТ 23817-79 - ГОСТ 23821-79) со-
стоят из двух разрезных колец с раз-
вернутыми в диаметрально-противопо-
ложные стороны замками и стальной
ленточной гофрированной пружины,
отжимающей кольца от дна посадочной
канавки. Они предназначены для герме-
тизации цилиндров (£>ц = 18... 100 мм)
в среде РЖ при р 21 МПа, v < 0,5 м/с,
9 = — 60... 125 °C. Характеризуются дву-
сторонним действием и допускают мон-
таж в неразъемные канавки. Допуска-
емые утечки при работе на масле
АМГ-10 —не более 50 см3/мин. Усилие
страгивания Pf0 при и = 1, р = 0 и Э =
= (25 ± 10) °C до 5 Н при D С 40 мм
и до 10 Н при D > 40 мм. Для повы-
шения надежности и ресурса рекоменду-
ется применять по два уплотнения в от-
дельных канавках. Высота фторопласто-
вых колец примерно равна высоте ман-
жет типа 1 по ГОСТ 14896 — 84, шири-
на — в 2 раза меньше, чем у манжет.
Необходимый для нормальной работы
уплотнения торцовый зазор (см. рис. 4.6)
а = 0,1 ...0,15 мм (кольца подбирают по
фактической ширине канавки). Невысокая
герметичность уплотнения вызвана нали-
чием разрезов на кольцах и отсутствием
начального прижима колец по торцам.
В компрессоростроении широко приме-
няют аналогичные поршневые кольца из
наполненных фторопластов и полиами-
дов, текстолита и графелона [58]. При
этом компрессоры работают без смазоч-
ного материала до 20—40 тыс. часов.
Плавающие кольца с браслетными
пружинами [60] (рис. 4.19,.ж, з) состоят
из неразрезного фторопластового кольца
и стальной браслетной пружины, прижи-
мающей кольцо к контртелу и торцу
канавки. Предназначены для поршней
и цилиндров диаметром от 18 до 100 мм,
работающих при v 0,5 м/с в среде
минеральных масел при р 63 МПа
и 9 = —60... 130°C. Допускают монтаж
в неразъемные канавки. Габариты колец
примерно соответствуют ГОСТ 23817 —
79. После опрессовки и обкатки ка-
пельная течь в статике отсутствует. При
р = 0 Рр < 3 Н/см. Ресурс УПС, состав-
ляющий при р = 32 МПа и работе на
масле типа МГЕ-10 более 200 км, может
быть существенно повышен заменой ко-
лец из фторопласта-4 кольцами из его
наполненных композиций. Срок эксплуа-
174
Уплотнения соединений пар возвратно-поступательного движения
тации и хранения — 20 лет. Уплотнения
выпускают в двух исполнениях — для
штоков (см. рис. 4.19,ж) и цилиндров
(см. рис. 4.19, з). При действии давления
р — 0,3... 1 МПа с тыльной стороны
торцовый контакт колец раскрывается
и обеспечивается клапанный эффект, по-
этому на поршнях устанавливают по
два уплотнения с различной ориента-
цией колец (см. рис. 4.19, з). Стабиль-
ность давления на радиальном и тор-
цовом контактах обеспечивают тариров-
кой усилия пружин с допуском ±10%.
Малая ширина скользящей поверхности
колец (1,5...3 мм) обусловливает мини-
мальные силы трения при высоком дав-
лении. Запас на изнашивание составляет
до 50% массы колец. Кольца практи-
чески не деформируются под действием
давления, поэтому для гидроцилиндров
с такими УПС характерны высокая
жесткость и большая точность позицио-
нирования.
М ногофункциональные отключаемые
УПС совмещают функции клапанных и
уплотнительных устройств. Типичным
примером таких УПС являются уплот-
нения поршней главных цилиндров тор-
мозных гидросистем автомобилей (рис.
4.20). В нерабочем положении I полость
гидроцилиндра 1 соединена с пополни-
тельным баком 11, так как уплотнение
6 поршня 2 отжато от торца канавки
Рис. 4.20. Главный цилиндр гидравлического
привода тормозов автомобиля до (1) и после
(Ill нажатия педали тормоза:
1 — Iидроцилиндр; 2 — поршень- 3 - толкатель;
4 — уплотнение поршня вспомогательное; 5 — гря-
зезащитный чехол; 6 — отключаемое уплотнение
поршня; 7 — пружина уплотнения поршня; 8 —
пружина: 9 — упорное кольцо: 10 — упорный винт;
11 - пополнительный бак
Рис. 4.21. Отключаемые эластичные УПС в
золотниковых пневмогидрораспределителях:
1 - золотник; 2 — уплотнитель; 3 — корпус; 4 —
защитное кольцо
поршня металлическим кольцом 9, упи-
рающимся в винт 10. При нажатии на
педаль тормоза толкатель 3 перемещает
поршень 2 в положение II, кольцо 9
отходит от винта 10 и пружина 7 при-
жимает кольцо 6 к торцу канавки
поршня 2. Герметичность УГ1С восста-
навливается и полость гидроцилиндра 1
отсекается от бака 11. Герметизацию
второго конца поршня обеспечивает
вспомогательное уплотнение 4. Пыле-
грязезащита толкателя и гидроцилиндра
осуществляется резиновым чехлом 5. На
рис. 4.21 показаны отключаемые УПС,
широко применяемые в золотниковых
пневмо- и гидрораспределителях стан-
ков и роботов [60]. Отключение таких
УПС происходит при выходе контртела
из контакта с ними при осевом пере-
мещении золотника. Под действием дав-
ления при отключении возможно выдав-
Поршневые кольца
175
ливание УПС в зазор. Для надежной
фиксации в канавках применяют Т-
образные кольцу (рис. 4.21, а). Наиболее
подвержены экструзии УПС, выходящие
при отключении в полость с низким
давлением (рис. 4.21, б, в). Экструзии не
происходит, если УПС, размещенные
в корпусе (рис. 4.21, г) или на золот-
нике (рис. 4.21, д), при отключении выхо-
дят в полость с высоким давлением.
4.5. Поршневые кольца
Поршневые кольца — разрезные коль-
ца (рис. 4.22, а) из металлов, пластмасс,
углеграфитов или композиционных ма-
териалов, применяемые в УПС для гер-
метизации цилиндров гидравлических
систем, компрессоров и ДВС, при не-
обходимости обеспечения очень больших
ресурсов. В гидравлических системах
и ДВС применяют преимущественно
металлические кольца. В компрессорах,
в которых для работы колец необходима
система смазки, в последнее время при-
меняют бессмазочные УПС из неметал-
лических материалов.
В простейшем исполнении кольца
имеют прямой или косой разрез (рис.
4.22, б, в) либо соединение внахлестку
(рис. 4.22, г). Уплотняющий эффект осно-
ван на плотном прилегании колец к зер-
калу цилиндра и торцовой стенке канав-
ки поршня (рис. 4.22,6). Наружный диа-
метр кольца Вц должен быть больше
диаметра цилиндра £>„, чтобы при уста-
новке колец в результате их деформа-
ций на цилиндрической уплотняемой по-
верхности создавалось начальное кон-
тактное давление рко. Поршневые коль-
ца относят к классу контактных уплот-
нений, элементы структурной схемы ко-
торых объединены в одной детали (в том
числе силовой в форме кольцевой пру-
жины).
Вследствие отклонений формы по-
верхностей разрезным кольцам присущи
свойства щелевых уплотнений. Высота
канавки превышает высоту кольца, по-
этому имеется значительный зазор, и
прилегание торца кольца к канавке обес-
печивается только силой РА (рис. 4.22, е).
Действующие на кольцо радиальные
силы Pr увеличивают плотность при-
легания и контактное давление рк =
= Рко + крр. Герметичность колец неве-
176
Уплотнения соединений пар возвратно-поступательного движения
лика, поэтому УПС обычно представ-
ляют собой многоступенчатую конст-
рукцию из двух-шести колец (см. рис. 4.6).
Кольца из углеграфитовых материалов
обычно состоят из трех-четырех сегмен-
тов, поджимаемых пружиной; их приме-
няют также для герметизации штоков.
Механизм герметизации. В поршневых
кольцах возможны утечки среды по ци-
линдрической (Qi) и торцовой (Q2) облас-
тям контакта, а также по разрезу (зам-
ку). Плотность соединения обеспечивает-
ся контактными давлениями рк = рко +
+ ккр и р„ = кгр, создаваемыми соот-
ветственно силами PR и РА (рис. 4.22,е,ж).
Между поверхностями цилиндра и коль-
ца существует развитая система микро-
каналов и макрощелей, обусловленных
овальностью кольца, волнистостью по-
верхности, температурными и нагрузоч-
ными деформациями. Аналогична систе-
ма утечек по торцу кольца. Микро-
каналы в местах «плотного» контакта
определяются параметром шерохова-
тости Rz и их размеры достигают
размеров зазора (S,«2 мкм). Размер
макрощелей, обусловленных погрешнос-
тями формы, 5 а 10 мкм. Вследствие
относительно низких давлений рк и р„
и значительной твердости деталей УПС
все микронеровности и дефекты контакт-
ной поверхности не заполняются. Меха-
низм образования системы каналов
утечки подобен первой стадии процесса
для УН (см. подразд. 3.2). Течение жид-
кости по микро- и макроканалам опи-
сывается уравнениями (1.18), (1.28), (1.35)
и (3.6). При этом фрикционный расход
в направлении оси цилиндра может иг-
рать заметную роль только при уплот-
нении жидкостей с высокой вязкостью.
Течение газов описывается уравнениями
(1.30) и (1.31). В уравнения утечки сле-
дует подставлять размеры неразгружен-
ного кольца (см. рис. 4.22, ер. периметр
В = r.D, ширину аксиальной [/ = Н х
х (0,3 — 0,4) |/Б] и торцовой [/т х (0,7...
...1)Н] областей контакта. Обычно для
зеркала цилиндра Ra = 0,16 мкм (Rz =
= 0,8 мкм), для наружной поверхности
кольца до приработки Ra = 2,5 мкм,
после приработки Ra х 0,63 мкм (Rz =
= 3,2 мкм), для торцовых поверхностей
кольца и канавки Ra = 0,63 мкм (Rz =
= 3,2 мкм). Утечки по простому разрезу
кольца можно определять как расход
по дроссельному отверстию площадью
S3 = В353 при истечении под действием
перепада давлений Apf. Многоступенча-
тые УПС при этом подобны лабиринт-
ным уплотнениям, в которых лабиринты
образованы ступенями / — /Г(рис. 4.22, з).
Норма негерметичности для поршневых
УПС в гидроцилиндрах, работающих на
масле, соответствует классу 6 при Ар =
= 1 МПа.
Начальное контактное давление рко,
создаваемое в результате деформации
кольца при установке в цилиндр, распре-
делено неравномерно (см. рис. 4.22, а).
Приближенно [93]
_________ЕВр______ .
Рк0~ 7,10ц[(ад-1]3 ’ ’
где Е — модуль упругости материала
кольца (для чугунов Е — 90... 110 ГПа);
Во — деформация по стыку кольца; 1Т —
толщина кольца (см. рис. 4.22, д).
Практически для обеспечения герме-
тичности необходимо рко = 0,03...
... 0,25 МПа, Во ® (3,4... 3,8) мм [93]. При
действии на кольцо давления р (см.
рис. 4.22, е) рг по торцу увеличивается
на р(1 — 21T/DU)-1 и уменьшается под
действием противодавления жидкости
в зазорах на р/2. Результирующие кон-
тактные давления по цилиндрической
поверхности и торцу соответственно
Рк1 ~ РкО 3" ^р1Р, рк2 = кр2Р>
где кР1 = 0,5 (1 — 2lT/D^ х 0,5; kpi = 0,5
для ламинарного течения жидкости по
зазорам и кр < 0,5 для течения газов.
Сила трения Ру в комплекте из п колец
определяется удельной силой Pf = Pf/
/^ц:
Pf = nPf0 + YkpfilbPi, PfXnPf0 + kpflp,
где Pf0 — удельная сила трения при
холостом ходе (р = 0, действует рко); f —
коэффициент трения при р,-; /=ft, если
Поршневые кольца
VJ1
ft = const (см. подразд. 2.4); Др( — пере-
пад давлений на кольце.
В целях уменьшения изнашивания ко-
лец контактное давление снижают, при-
меняя гидравлическую разгрузку (рис.
4.22, ж). В разгруженных кольцах пре-
дусмотрены канавки А по диаметру
D'K и Б по торцу для увеличения про-
тиводавления. Уплотняющая часть коль-
ца ограничивается участком I х Гт, под-
бором соотношений l/Н и ГТ/1Т можно
обеспечить к„а; 0,1.
Проектирование поршневых колец и
выбор материалов fl 5, 93, 86, 58 и др.].
При 9 < 450 °C наиболее распространен-
ный материал колец — серый чугун (НВ
210... 360). Предел прочности при изгибе
кольца из серого чугуна по ГОСТ 846 — 81
не менее 343 МПа, для высокопрочно-
го чугуна — не менее 1080 МПа. Для
повышения прирабатываемости и изно-
состойкое™ колец применяют специаль-
ные покрытая из легких металлов (меди,
олова, свинца, индия) или твердых ме-
таллов (хрома, твердых сплавов) [86,93]
Применяют также стальные, бронзовые
кольца и кольца из порошковых спла-
вов. Неметаллические материалы для
поршневых колец компрессоров рас-
смотрены в работе [58].
Поршневые металлические (чугунные)
кольца по ГОСТ 9515 — 81 (Dn = 20...
... 1250 мм, замок прямой или косой,
конструкция неразгруженная) предназна-
чены для компрессоров (р < 40 МПа),
холодильных компрессоров (с < 5 м/с,
9 < 150 °C) и вакуумных насосов. Ресурс
достигает 104 ч. Размеры колец указаны
в табл. 4.11. Методы испытания — по
ГОСТ 7295 — 81. В сортамент колец
входят также маслосъемные кольца.
Поршневые кольца для ДВС по
ГОСТ 621-79, ГОСТ 7133-80 - и
ГОСТ 846 — 81 (материал — чугун, замок
прямой или косой, конструкция неразгру-
женная) предназначены для эксплуата-
ции при циклическом изменении темпе-
ратуры (9 < 300 °C) и давления (р <
<10 МПа) и переменной скорости (и <
<15 м/с). В комплект УПС обычно
входят компрессионные и маслосъемное
Таблица 4.11
Размеры, мм, поршневых колец по ГОСТ
9515—81 (см. рнс. 4.22)
Оц 1т 1
20; 22; 24 1,5
25; 27; 28 1,6 2,0
30; 32; 34; 35 1,7
38; 40; 42; 45 1,7
48; 50 1,8
55 2,0
58 2,3
60 2,4 2,5
62; 65; 67; 70 2,5
75 2,8
80 3,0
82 3,2
85; 90 3,2
95 3,4
100 3,5 3,0
105 3,7
НО; 115 4,0
120; 125 4,3
130; 135 4,5 3,5
140 5,0
145; 150 5,0
155; 160; 165 5,5 4,0
170; 175 6,0
180; 190 6,5 5,0
200 7,0
кольца. Высота колеи уменьшена (Н х
аО,2|/Рц) с целью снижения трения.
Герметичность достагается высоким
уровнем технологии, обеспечивающей
минимальные погрешности формы кон-
тактирующих поверхностей. Износо-
стойкие покрытия на поверхноста трения
обеспечивают ресурс до 104 ч и Lx
х 300000 км в течение 10 лет.
Маслосъемные поршневые кольца по
указанным ГОСТам отличаются нали-
чием на скользящей поверхности двух
рабочих кромок и маслоотводящих ка-
налов в центральной части. Эти кольца
обладают высоким скребковым эффек-
том, чем обеспечивается удаление с по-
верхности цилиндра слоя масла и нахо-
дящихся в нем твердых загрязнений.
178
Уплотнения соединений пар вращательного движения
Поршневые кольца для гидроцилиндров
(ОСТ 2 А54—1 — 72) применяют в гидро-
системах станкостроения в среде вязких
масел (v5O = 15...50 мм2/с) при
15 МПа, v 7,5 м/с, 9 100 °C [74].
Комплект УПС состоит из двух-девяти
колец с последовательно развернутыми
в противоположные стороны разрезами.
Кольца изготовляют из чугуна СЧ20
по ГОСТ 1412 — 79 с косым (45 °) раз-
резом для £>ц = 32... 1000 мм. Габариты
колец близки к размерам колец по
ГОСТ 9515-81.
Глава
5
УПЛОТНЕНИЯ СОЕДИНЕНИЙ ПАР ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ
5.1. Основные конструктивные
группы
Уплотнения соединений пар враща-
тельного движения (УВ), подразделяют
на УВ валов, УВ распределителей гидро-
машин и УВ поворотных соединений
(рис. 5.1).
УВ валов. Условия эксплуатации
этих уплотнений характеризуются от-
носительно низким давлением (р <
< 1 МПа), высокой скоростью скольже-
ния (г <15...20 м/с), температурным
диапазоном Э =—50...+ 150 °C, высо-
кими требованиями к герметичности
[Q < 1,0 мм3/(м • с)], которые предо-
пределяют применение только контакт-
ных УВ, малой химической агрессив-
ностью и токсичностью рабочих сред.
Кроме того, УВ валов должны быть
очень компактны и дешевы при ресурсе
tp = 1000...5000 ч. Этому комплексу тре-
бований соответствуют эластомерные
радиальные манжеты с пружинами
(рис. 5.2). Распространены также пласт-
массовые (фторопластовые) кольцевые
УВ с пружиной (рис. 5.3, а), торцовые
эластомерные УВ (рис. 5.3, б), манжеты
с гидродинамическими (маслоотгон-
ными) рельефами на рабочей кромке.
Для закрытых подшипников качения
изготовляют беспружинные эластомер-
ные радиальные уплотнения (рис. 5.3, г).
При повышенных требованиях к ресурсу
и скорости скольжения (v 20 м/с) при-
меняют механические торцовые УВ
(рис. 5.4), однако они дороже манжет
и имеют большие габариты. Радиальные
эластомерные беспружинные манжеты
применяют также для защиты внутрен-
них полостей объектов от пыли и грязи
(см. рис. 5.3,в). Большинство манжетных
УВ армируют каркасом. Неармирован-
ные манже! ы (см. рис. 5.2,г) применяют,
когда в ai pci ате возможен только тор-
цовый способ установки или по условиям
Основные конструктивные группы
179
Рис. 5.2. Эластомерные радиальные манжеты с пружинами:
а — армированная; б — армированная с пыльником; в — армированная с открытым каркасом; г — неар-
мированная; д — армированная с наружной кромкой для уплотнения втулок
монтажа необходимо деформировать
манжету. Отличительной особенностью
всех типов манжет при большом разно-
образии исполнения корпусов является
наличие губки с уплотняющей кромкой.
Рис. 5.3 Конструкции УВ:
а — фторопластовое кольцо с пружиной; б — тор-
цовая манжета; в — пылегрязезащитная манжета;
г — манжета для уплотнения подшипников; д —
фторопластовая манжета (1 — вал; 2 — уплотняю-
щий элемент; 2’ — грязезащитный элемент; 2" —
вспомогательное уплотнение-прокладка; 3 — брас-
летная нажимная пружина; 4 — корпус агрегата)
Манжетами обычно называют кромоч-
ные эластомерные уплотнения, реже —
пластмассовые. Возможности уплотне-
ний этой группы ограничены свойствами
эластомерного материала: его темпера-
турным диапазоном, старением, износо-
стойкостью, совместимостью со средами,
поэтому при эксплуатации УВ в неблаго-
приятных для эластомеров условиях
применяют более дорогие и крупногаба-
ритные торцовые уплотнения (см. гл. 8).
УВ распределительных устройств гид-
ромашин. Эти устройства обеспечи-
вают коммутацию РЖ из рабочих камер
насосов или гидромоторов в магистрали
высокого и низкого давления. Их под-
разделяют на торцовые (аксиальные) и
радиальные. УВ радиальных распреде-
лительных устройств являются разновид-
ностью бесконтактных щелевых уплот-
нений, У В аксиальных распределите-
лей — разновидностью торцовых уп-
лотнений с саморегулируемым зазором.
Особенность этих УВ — конструктивное
объединение УВ с блоком цилиндров
гидромашины, которое обусловливает
Рис. 5.4. Торцовые УВ агрегатов автомоби-
лей:
а — компрессора; б — водяного насоса (1 — непод-
вижные элементы; 2 — вал; 3 — тор из композици-
онного материала; 4 — вспомогательное УН; 5 —
пружина)
180
Уплотнения соединений пар вращательного движения
Рис. 5.5. Торцовый распределитель насоса
а — схематический продольный разрез; б — вид
торца диска (штриховой линией показано положе-
ние окна блока на перемычке в момент комму-
тации рабочей камеры)
действие на УВ очень сложной системы
сил.
Условия эксплуатации УВ распреде-
лителей отличаются высоким давлением
(обычно ртах = 40 МПа; иногда ртах =
= 65 МПа), значительной скоростью
скольжения (г < 18 м/с) и В =—50...
... + 150°С. Требования к герметич-
ности умеренны, поскольку утечки
происходят во внутренние полости ма-
шин и используются для смазывания
и охлаждения пары трения (обычно
Q » 103 мм3/(м с), что соответствует
классу негерметичности 5). РЖ обла-
дают хорошими смазочными свойст-
вами, не токсичны и не агрессивны.
Основное требование к УВ — обеспе-
чение наработки до (5...20) 103 ч без су-
щественного увеличения утечек. Кон-
струкция торцового распределителя
показана на рис. 5.5. В неподвижном
опорном диске 1 выполнены серпооб-
разные каналы I и II, по которым РЖ
отводится в гидромагистрали. Окна Б
вращающегося блока цилиндров 2 после-
довательно перемещаются из полости I
в полость II, проходя перемычку 3,
на которой полость А рабочей камеры
изолирована от полостей I, И. Утечки
РЖ Qy происходят по торцовому за-
зору 8 между диском и блоком ци-
линдров. Задача расчета УВ сводится к
определению сил, действующих на блок
[4]. При этом давление пленки жидкости
в зазоре на торец блока должно уравно-
вешивать аксиальную нагрузку на блок
и зазор должен быть ограничен (от
долей микрометра до 2 мкм). При опре-
делении зазора необходимо учитывать
деформации торцов блока и диска.
Силовые и температурные деформации
рассчитывают методом конечных эле-
ментов с помощью ЭВМ. Расчеты УВ
распределителей отличаются от расчета
торцовых уплотнений учетом более
сложных конфигураций зазора и баланса
сил.
УВ поворотных соединений. Для гер-
метизации подвижных соединений тру-
бопроводных магистралей, допускаю-
щих возвратно-вращательное движение
элементов трубопровода, применяют
эластомерные, пластмассовые, комбини-
рованные кольца (радиальные УВ) или
торцовые уплотнения. Пример радиаль-
ного УВ показан на рис. 5.6, а, на кото-
ром зазор между подвижной частью 1
и неподвижной цапфой 3 герметизи-
руется кольцом 2 из фторопласта, под-
жимаемым к расточке (детали 1) давле-
нием р жидкости в трубопроводе.
Недостатком данного УВ является
возможная потеря герметичности при
возникновении разрежения в полости
(р < 0) и в момент запуска после про-
должительной остановки. Для обеспе-
чения контактного давления рк > р при
любых условиях уплотнение должно
иметь силовой элемент. На рис. 5.6,6
показана конструкция УВ, в котором
уплотнительный элемент — кольцо 4
Рис. 5.6. УВ поворотного соединения:
а — радиальное с фторопластовым кольцом; б -
радиальное с эластомерным и фторопластовым
кольцами; в — торцовое
Механизм герметизации и расчет манжетных УВ
181
Рис. 5 7. Уплотнение ограниченно подвижно-
го соединения трубопроводов:
1 — подвижная деталь; 2 — кольца-уплотнители;
3 — неподвижная деталь
из фторопласта — дополнительно при-
жимается к контртелу эластомерным
кольцом 2. Другим примером УВ этого
вида является комплект из двух фторо-
пластовых колец с браслетной пружиной
(см. рис. 5.3, а). Торцовое уплотнение
трубопроодов (см. рис. 5.6, в) гермети-
зирует соединение между подвижной
частью 1 и неподвижной цапфой 3 с по-
мощью кольца 2, поджимаемого дав-
лением р и пружиной 5. Уплотнение
рассчитано на высокое давление
(50 МПа) и допускает некоторые осевые
перемещения и перекосы соединяемых
элементов, компенсируемые подвижной
вдоль оси втулкой 4 с сферическим
торцом [4]. Сопрягаемые поверхности
деталей 1, 2 и 4 должны быть тща-
тельно обработаны (погрешность формы
менее 1 мкм). Это уплотнение является
торцовым, оно рассчитано на высокое
давление и малые скорости скольжения.
Ограниченно подвижное в нескольких
направлениях соединение трубопроводов
(осевое перемещение, поворот, скручи-
вание) герметизируют уплотнением,
показанным на рис. 5.7. Здесь уплотни-
телем является эластомерное кольцо.
Зазор между сферой и цилиндром, обра-
ботка посадочных мест должны соответ-
ствовать требованиям подвижных соеди-
нений кольцами круглого сечения.
Стандарты и технические условия.
Ассортимент стандартизованных манжет
(в основном по ГОСТ 8752 — 79), техни-
ческие условия, требования к сопряжен-
ным деталям и пресс-формам приведены
в каталоге-справочнике [70]. ГОСТ
8752 — 79 регламентирует резиновые
армированные манжеты: однокромоч-
ные, тип I (см. рис. 5.2, а) и однокромоч-
ные с пыльником, тип II (см. рис. 5.2, 6).
Манжеты армированные для автомо-
билей с открытым металлическим
каркасом (см. рис. 5.2, в) и гидродина-
мическим (маслосгонным) рельефом
кромки выпускают по ТУ 38-105185 — 71.
По этим ТУ выпускают также манжеты
с пыльником (см. рис. 5.2, б).
Уплотнения, встраиваемые в закрытые
подшипники качения (см. рис. 5.3, г),
выпускают по ТУ 38-105337 — 71 и ТУ
38-105579-73.
Манжеты грязесъемные и пылегрязе-
защитные (см. рис. 5.3, в) выпускают по
нормали ОН-13-250-68.
Зарубежные стандарты на манжеты:
BSI 1399 (Великобритания); DIN 3760
(ФРГ); JIS В2402 (Япония); SMS 2290,
2291 (Швеция); SAE J ПОв, J 111в, J 946с,
J 1002 (США).
5.2. Механизм герметизации
и расчет манжетных уплотнений
валов
Радиальные манжетные уплотнения с
нажимной пружиной (см. рис. 5.2) при
перепадах давлений 0,05 — 0,15 МПа яв-
ляются самым распространенным типом
уплотнений валов вследствие простоты
и низкой стоимости, малых размеров,
достаточной герметизирующей способ-
ности и возможности эксплуатации в
контакте со многими средами. Эти
свойства манжеты определяются удач-
ным воплощением в малогабаритной
конструкции преимуществ эластомер-
ного уплотнения и браслетной пружины,
которая имеет стабильные во всем темпе-
ратурном диапазоне параметры и не под-
вержена старению.
Возможности манжетных уплотнений
ограничиваются свойствами резины.
Прежде всего имеют значение ускорен-
ное старение при высокой температуре
и потеря высокоэластичности при низ-
кой, а также механическое стеклование
182
Уплотнения соединений пар вращательного движения
Рис. 5.8. Схема сил. действующих на элемент
радиальной манжеты
Рис. 5.9. Траектории движения точек кромки
манжеты
при больших частотах вращения. Отсюда
следуют требования к ограничению тем-
пературы нагрева кромки и ее тщатель-
ному анализу, ограничению радиального
биения валов и высокому качеству их
обработки. Необходимо также анали-
зировать возможности потери герметич-
ности при низкой температуре и боль-
шой частоте вращения.
Допустимый температурный диапазон
работы манжеты зависит от типа резины
[70]. Манжеты из резины 1-й группы
(например, 7-ИРП-1068-Зс на основе
СКН-26) применяют для герметизации
масел при 9 = —45... + 120°С и v <
< 10 м/с. Если в масле происходит повы-
шенное набухание резины 1-й группы,
применяют резину 2-й группы на основе
СКН-40 при 9 = -30...+ 120°C; время
работы при & > 100 °C должно быть ог-
раничено несколькими часами. Резины
3-й группы на основе СКН-18 или комби-
нации СКН-18 и СКН-26 (например,
7-В-14-1) наиболее морозостойки. Ре-
зины 4-й группы на основе СКФ-32
(ИРП-1314-1) стойки во многих синте-
тических жидкостях и предназначены
для работы при 9 = —45...+ 150 °C
и v < 20 м/с. Резины 5-й группы на основе
наиболее теплостойкого каучука СКФ-26
(ИРП-1287, ИРП-1316) предназначены
в основном для манжет, работающих
в контакте с хлорированными углево-
дородами при 9= —25...+ 175 °C и г <
<35 м/с.
Схема сил, действующих на элемент
манжеты, показана на рис. 5.8, а. С ва-
лом контактирует узкая кромка губки
манжеты, на которой создается (в основ-
ном пружиной) необходимое для герме-
тизации контактное давление рк = pt =
= 1,5...3,0 МПа. Под действием гидро-
динамических процессов на этой кромке
возникает тонкая пленка смазочного
материала, характерная для полужид-
костной смазки.
В манжетах с нажимной пружиной
давление рк можно изменять в необхо-
димых пределах, регулируя усилие пру-
жины перед установкой манжеты. При
неподвижном вале механизм уплотни-
тельного действия этих манжет анало-
гичен механизму эластомерных УН.
Материал кромки под действием дав-
ления рк заполняет все поверхностные
микронеровности вала, что предотвра-
щает утечку. При вращении вала каждая
точка уплотняющей поверхности кромки
должна совершать радиальные переме-
щения для восстановления контакта с
валом, сопряженные точки поверхности
которого кроме основного движения по
окружности совершают радиальные пере-
мещения вследствие биений. Силы
трения и адгезии увлекают участки
кромки в направлении вращения. В ре-
зультате этого точки уплотняющей
кромки совершают сложные движения,
траектории которых в режиме сохранения
герметичности близки к элипсам (на
рис. 5.9, а показаны результаты экспе-
Механизм герметизации и расчет манжетных УВ
183
Таблица 5.1
Предельное радиальное биение 2ед и несо-
осиосгь посадочного места относительно оси
вала ev для армированных манжет
Диаметр вала, мм мм Частота враще- ния, мин 1 Эе мм
До 80 0,12 До 500 0.20
80...150 0,15 500... 1500 0,15
150...360 0,20 2000...3000 0,12*
1500...4000 0,08
360...500 0.25 Св. 5000 0.02*
* По рекомендациям работы [70].
риментов [67]). Движение от центра
происходит вследствие возмущающего
воздействия поверхности вала со ско-
ростью набегания неровности поверх-
ности. Движение к центру и против вра-
щения происходит под действием упругих
и высокоэластических напряжений со
скоростью восстановления формы мате-
риала. На каждый элемент кромки дей-
ствуют также силы инерции, возникаю-
щие при рассматриваемых движениях.
При частоте вращения, выше предельной,
кромка отрывается от вала — траекто-
рии меняются (рис. 5.9, б). Увеличение
инерционных сил при значительном
динамическом эксцентриситете также
вызывает местный или полный отрыв
кромки от вала, в результате чего появ-
ляются утечки. Допустимые отклонения
формы вала указаны в табл. 5.1. Таким
образом, появление утечек определяется
отклонениями от круглости поверхности
вала, частотой вращения и скоростью
скольжения, динамическим ед и стати-
ческим £с эксцентриситетом, свойствами
резины (скоростью восстановления фор-
мы, коэффициентом трения), свойствами
жидкости, погрешностями установки
манжеты. Такая система связей крайне
усложняет аналитическое исследование
процессов в кромке.
Важной причиной утечек через манжет-
ные уплотнения является наличие стати-
ческого и динамического эксцентриси-
Рис. 5.10. Области герметичности Г и малых
утечек У в зависимости от динамического
эксцентриситета и частоты вращения
тетов вала. Первый обусловливает нерав-
номерность распределения давления рк
по окружности кромки, второй — ра-
диальные перемещения точек уплот-
няющей кромки при вращении вала.
При наличии динамического эксцентри-
ситета Ед поверхность вала совершает
радиальные перемещения (биение) Аг =
= £д sin <£>t, где to — 2пп/60; п — частота
вращения, мин-1. Чтобы кромка уплот-
нения не отставала от вала, ее поверх-
ность должна восстанавливать форму со
скоростью гв > гд = £дсо. Фактически при
температуре несколько выше темпера-
туры стеклования влияние релаксации
резины проявляется уже при va > 0,1 м/с.
При температуре, приближающейся к
температуре стеклования резины ( — 35...
... — 40 °C), релаксационные процессы
резины интенсифицируются, а скорость
восстанавливаемости значительно умень-
шается. Кроме того, биение вала вызы-
вает появление инерционных сил в
кромке, пропорциональных ускорению
j = Ед®2, и снижение контактного давле-
ния. В результате совместного влияния
релаксационных и инерционных воздей-
ствий на кромку при некотором сочета-
нии £д и п происходит разуплотнение
вала (рис. 5.10 и 5.11).
Одной из существенных причин негер-
метичности манжет является непер-
пендикулярность (у) уплотняющей
кромки к оси вала. Поверхность вала
на его передней половине движется отно-
сительно перекошенной кромки так, что
пленка жидкости увлекается валом из
184
Уплотнения соединений пар вращательного движения
Рис. 5.11. Зависимость утечек керосина от
частоты вращения при ед = 0,1 мм, Др =
= 0,1 МПа и & = 25 °
Рис. 5.12. Профиль сечения уплотнения («)
и схемы выноса пленки при перекосе ман-
жеты (б, в)
зазора наружу (рис. 5.12, б, в). На обрат-
ной половине вала пленка засасывается
валом под кромку манжеты. Вследствие
разности толщин 8t и 62 пленок возни-
кают утечки. Таким образом, утечки
через манжетное уплотнение можно рас-
считать по уравнению (1.40), где L =
= nDn/60, В = Dtgу:
„ п Ah
Q = nD 6^tg7^
Для вычисления Ah необходимо со-
ставить уравнение, аналогичное уравне-
нию (1.41), в котором производные
(dpK/dx)1>2, взятые в направлении дви-
жения поверхности вала, зависят от про-
филя сечения кромки манжеты (от уг-
лов pt и р2, рис. 5.12, а). При опреде-
лении Ah следует учитывать сильное влия-
ние на рк перепада давлений Др. Под-
ставив в уравнение (1.41) Ah = F (ц, v, р,...),
объединив все параметры, кроме ц, v, р,
в функцию Тв и введя характерный раз-
мер губки d', получим уравнение
С = Фвл£>Ы'j/pv/pX, (5.1)
устанавливающее принципиальную зави-
симость утечек, обусловленных пере-
косом, манжеты, от параметров режима.
Основные расчетные соотношения.
На элемент уплотняющей губки (см.
рис. 5.8) действуют следующие состав-
ляющие удельной силы контакта: —
от растяжения губки (манжеты); РИ —
от изгиба _губки вследствие эксцентри-
ситета ес; Рп — от растяжения пружины;
Рр — от давления жидкости и среды на
профиль губки. Результирующее удель-
ное^ контактное усилие Р = Ры + Р„ +
+ Рп + Рр.
Среднее контактное давление на
кромке
Рк = В/а = ры + ри + рП + Рр, (5.2)
где а — ширина контактной поверхности;
Рм, Рп, Рп, Рр — составляющие контакт-
ного_ давления соответственно от сил
Р Р Р Р
Профиль кривой распределения кон-
тактного давления рк определяется фор-
мой кромки, положением плоскости
пружины (размером АГ), внутренним р
или внешним рс давлениями среды (см.
рис. 5.8, в). Обычно применяют кони-
ческую кромку с углом конуса р =
= 15...25° (см. рис. 5.8, б), при этом сме-
щение А1 = 0,5... 1,0 мм. В этом случае
эпюра давления имеет форму треуголь-
ника со скругленной вершиной (ртах х
« 1,8 рк). Экспериментальное определе-
ние начальной ширины а контактной по-
верхности затруднительно, а в процессе
работы невозможно, поэтому в качестве
основного параметра манжеты удобнее
принимать удельное усилие Р на кромке.
Ширина а зависит от твердости резины
и радиуса скругления кромки. При р =
= рс = 0 для резин с IRHD 80—85 а0 =
= 0,15...0,3 мм. В течение первых десят-
ков часов работы манжеты ширина а
увеличивается до 0,4—0,8 мм, после чего
остается постоянной. При повышении
Механизм герметизации и расчет манжетных УВ
185
Рис. 5 13. Основные проектные размеры манжеты (б, в) и пружины (а, г)
давления в полости ширина а уве-
личивается ориентировочно в соответ-
ствии с формулой а = а0 + Ьр, где
а0 — начальная ширина, мм; b — коэф-
фициент, мм3/Н (для манжет с кони-
ческой кромкой при 0=18... 20° Ьх
х 2 мм3/Н прир < 0,2 МПа и/, х 4 мм3/Н
при р > 0,2 МПа).
Основные проектные размеры манже-
ты и пружины (рис. 5.13): D, DK, В — га-
баритные, регламентируемые стандарта-
ми; s1; s2, s3, D А — технологические;
/к, s, а, £>0, £>!, £>n, dm ADn, AD — расчет-
ные.
В общем случае на манжету действуют
внутреннее давление рабочей среды р и
внешнее давление рс, которые ориенти-
ровочно создают на уплотняющей
кромке удельное усилие (см. рис. 5.8, б, в)
Рр = 0,5 (р - рс) I + ра +
+ 0,5phl [1 - (Рс/р)(Й2/Л1)2]Д
Точное определение Рр связано с реше-
нием весьма сложной задачи теории
упругости [67].
Зависимость контактного давления рк
от р и Ар = р — рс (обратная связь по
давлению) в манжетных уплотнениях
выражена очень сильно, так как давления
р и рс действуют на всю поверхность
губки манжеты шириной /, а давление
рк только на узкую кромку шириной
а = 0,2...0,8 мм. Приближенное выраже-
ние для оценки контактного давления
имеет вид рк = рк0 + крр, где рк0 =0,7...
...1,5 МПа; кр = 10...5 (уменьшается с
увеличением р). Увеличение р даже до
0,5 МПа вызывает значительное увели-
чение рк, момента трения, температуры
и износа кромки, а также возможное
разрушение губки от скручивания.
Стандартные манжеты рекомендуется
эксплуатировать при р < 0,05 МПа. При
повышенных давлениях следует приме-
нять опорный конус (рис. 5.14, а), ман-
жеты специальной усиленной конструк-
ции или уплотнения с опорным конусом
из фторопласта (рис. 5.14, б). В конструк-
циях манжеты с опорным конусом
уменьшена поверхность губки, нахо-
дящейся под действием Ар. Допустимый
перепад давлений Ар и наработку манжет
с опорным конусом необходимо уточ-
нять при испытаниях. Ориентировочно
допускают эксплуатацию манжет при
Рис. 5.14. Уплотнения, применяемые при по-
вышенном давлении среды:
а — стандартная манжета с опорным конусом
(р < 0,3 МПа); б — манжета фирмы «Крейн пей-
кинг» (р < 3,5 МПа); в — уплотнение с конусом из
фторопласта фирмы «Манвил» (р < 2,1 МПа)
[99, 104] (1 — вал; 2 — манжета; 3 — опорный ко-
нус; 4 — корпус)
186
Уплотнения соединений пар вращательного движения
Др < 0,2 МПа, специальных конструк-
ций (рис. 5.14, б, в) — до 3,5 МПа [104].
Расчет элементов кромки манжеты и
пружины. Удельное усилие от браслетной
пружины является основной составляю-
щей общего усилия Р, определяющего
герметичность при малом износе кромки
манжеты. Упругие свойства резиновой
кромки в процессе эксплуатации
ухудшаются вследствие старения — со-
ставляющая усилия Рм (давление рм)
постепенно уменьшается. Поэтому влия-
ние составляющих Р « и РИ необходимо
по возможности уменьшать. При кон-
центричной установке манжеты относи-
тельно вала губка деформируется подоб-
но тонкостенной трубке, на которую по
уплотняющей кромке действует равно-
мерно распределенное усилие Рм (см.
рис. 5.8). Если считать, что основной
составляюшей напряжения от растяже-
ния кромки является постоянное напря-
жение о = ЕДО/D, то Рм = 2ES AD/D2,
где Е — равновесный модуль растяжения
резины, Па; S — площадь сечения кромки
по кольцу длиной 0,7 /, м2; АЛ = D —
— Do — удлинение кромки в диаметраль-
ном направлении, м (см. рис. />.13). По
более точным расчетам Рм + Ри увели-
чивается на 5—10% £86]. Долю Рм в
удельном усилии Р целесообразно
уменьшать, назначая минимально необ-
ходимое значение ДО.
Статический эксцентриситет ес оси
кромки манжеты относительно оси вала
обусловлен неточностью изготовления
деталей (рис. 5.13, а, б). Наличие экс-
центриситета £с приводит к неравномер-
ному распределению рк по периметру
кромки и ее изгибу. Удельное усилие
от смещения кромки при установке уце-
нивают по формуле (см. рис. 5.13) Ри =
= А/?сЕ№/4/2. где s — толщина губки;
АР, — смещение кромки.
Удельное усилие от браслетной пружины
Рп. Пружина при монтаже растягивается
на AD„ = Di — Dn (см. рис. 5.13). Дав-
ление витков пружины на губку манжеты
передается на контактную поверхность.
Для стабильности РП плоскость пру-
жины смещена относительно плоскости
кромки на А/ = 0,5...1 мм. Усилие Рп,
Н/м, связано с силой растяжения пру-
жины Ра Н, соотношением Рп = 2APJD,
где А — коэффициент, учитывающий
расположение пружины относительно
кромки (при Д1/1 < 0,1 А = 0,9...!);
Рс = Р<л + с ДЕ; с — жесткость пружины,
Н/м; ДЕ — удлинение пружины (Д£ =
= л АЛ,,), м. Начальное усилие пружины.
Рс0, Н, обусловленное напряжениями,
возникающими при ее навивке, находят
по эмпирической формуле Рс0 =
= Лфт(12/3щ1в, где ф и а — эксперимен-
тальные коэффициенты (для неотпущен-
ных пружин <р = 25...33, для пружин,
прошедших после навивки отпуск, <р =
= 7...10; при dB/<4, = 4 а — 1,3; при
= 4,5 а = 1,35; при dB/dn =5 а =
= 1,4); т — предельно допустимое танген-
циальное напряжение, Па; dB — диаметр
проволоки, м; dB — внутренний диаметр
пружины, м.
Жесткость пружины с = GdB/(8id3B),
где G — модуль сдвига материала пружи-
ны, Па (для стальной проволоки G =
= 80 ГПа); i — отношение длины Lo
пружины в свободном состоянии к
диаметру проволоки d„.
При удлинении пружины на Д£ возни-
кает усилие
Рс -РЛ = сДЕ= (5.3)
™вЧ)
Длина пружины в свободном состоя-
нии Lo = KnL, где Кп — коэффициент,
учитывающий конструктивные пара-
метры, входящие в уравнение (5.3).
Практически Lo = 0,88... 0,93, поэтому
расчеты начинают, принимая Кп = 0,9,
тогда Lo = 0,9 L, где L = п (Dj + ДО + dn).
Пружины для манжет по ГОСТ 8752 —
79 и ОСТ 23.1-77 — 71 выпускают по
ОСТ 23.1-79 — 71 из стальной углеро-
дистой пружинной проволоки. Допу-
скается изготовлять пружины с защит-
ным покрытием или из коррозионно-
стойкого материала с теми же диамет-
ром D„ и усилиями Рс и Рс0. Конструк-
ция замка пружины показана на
рис. 5.13, г.
Механизм герметизации и расчет манжетных УВ
187
Рис. S.15. Удельные усилия в манжетах, пред-
назначенных для валов различных диамет-
ров:
1 - экспериментально установленные: 2 - задан-
ные документ ациеи
Пружины с одинаковыми парамет-
рами (dn, dB, замок), отличающиеся толь-
ко длиной L, применяют для манжет с D
в определенном интервале. В этом случае
Рс = const и Рп уменьшается с увеличе-
нием D (рис. 5.15).
Обеспечение герметичности. Допуски
на изготовление манжеты и пружины ве-
лики, а оптимальное удельное усилие Р,
обеспечивающее герметичность и малый
износ, ограничено узким интервалом,
поэтому при изготовлении и комплек-
тации партии манжет целесообразно
проверять удельное усилие Р и при необ-
ходимости корректировать параметры
пружины Рт Рс, изменяя Dn и Lo. При
этом ресурс УВ увеличивается в 2 — 3
раза. На рис. 5.16, а—в показаны типич-
ные графики утечки манжеты при дли-
тельной работе и распределение партии
манжет по классам негерметичности.
Практически установлено, что для
обеспечения герметичности необходимо
удельное усилие Р > 2 Н/см, при кото-
ром масло просачивается без каплеоб-
разования (2—1 класс негерметичности)
или по 3 — 5 капель в час (класс 2 — 2).
Обычно агрегаты с утечками более
0,1 см3/ч (для манжет диаметром до
50 мм) возвращают в цех для замены
манжет. Таким образом, в производст-
венных условиях жестким требованиям
по герметичности в начальный период
(2—2 класс) могут соответствовать до
90 % манжетных уплотнений. При удель-
ных усилиях Р > 4 Н/см не обеспечи-
вается достаточного смазывания уплот-
няющей кромки при работе манжет,
что создает условия трения без смазоч-
ного материала и приводит к увеличению
температуры и износа. Значение Р уточ-
няют экспериментально для конкретных
случаев; оно может составлять 1—6 Н/см,
но наиболее благоприятный интервал
2,5 — 5 Н/см при D < 30 мм, 1,8 — 3 Н/см
при D = 30...80 мм и 1,5—2,5 Н/см
при D > 80 мм (см. рис. 5.15).
Большое влияние на герметичность
оказывает загрязнение рабочей жид-
кости и состояние поверхности вала.
Наблюдаемые при длительной работе
манжеты периодические увеличения уте-
чек (см. рис. 5.16,а) объясняются попада-
нием загрязнений в область контакта
и образованием в ней продуктов изнаши-
вания. После самопроизвольного удале-
ния загрязнений в процессе работы утечки
достигают прежнего уровня. Установ-
Q, см3/ч
0,2 -
О 1000
Р= 1,67Н/см
В=35 мм
Ч|1< I, II I I 1—,________,_______
2000 3000 400О t,4
а)
Р = 1,60 Н/см
В-70 мм
О 1000 2000 , 3000 4000 t,4
2-1 2-2 3-1 3-2
В)
Рис. 5.16. Типичные : рафики утечки масла через манжетное уплотнение при длительной
работе (а, о) и распределение партии уплотнений по степени герметичности (в):
.1-2 - классы негерметичности
188
Уплотнения соединений пар вращательного движения
лено, что в зазор проникают преиму-
щественно мелкие твердые частицы
загрязнений размером до 1 — 2 мкм, бо-
лее крупные частицы задерживаются у
края кромки [35]. Процесс вовлечения
частиц в зону контакта кромки резко
интенсифицируется при биениях вала и
неправильной геометрии его поверхно-
сти, вызывающих отрыв кромки манжеты
от вала. Обычно манжеты при негерме-
тичности класса 2—1 имеют периоди-
ческие «выбросы» утечек, соответствую-
щие негерметичности класса 2—2.
При низких температурах, близких к
температуре механического стеклования
9М с, часто наблюдаются утечки в момент
запуска. При 9МС вследствие потери
эластичности резины кромка губки
теряет способность отслеживать биения
вала и погрешности его формы. После
разогрева губки в результате потерь на
трение ее эластичность восстанавли-
вается и утечки прекращаются. Запуск
при 9 < 9М с, больших ед и плохой геомет-
рии вала может вызвать разрушение
(растрескивание) кромки и непрекращаю-
щиеся утечки, соответствующие классу
3 — 2 негерметичности.
Отклонения формы поверхности вала
от идельной, которые характеризуются
амплитудой и числом волн, оказывают
большое влияние на качество уплотнения.
В зависимости от длины волны разли-
чают следующие отклонения формы:
шероховатость, волнистость и некруг-
лость. Расстояние между выступами
шероховатости во много раз меньше,
чем между выступами волнистости (см.
подразд. 3.1). Принято относить к откло-
нениям от круглости отклонения с малым
числом волн на периметре окружности
вала, значительно превышающие высоту
шероховатости. Обычно шероховатость
определяют в направлении оси вала.
Этот критерий недостаточно хорош для
оценки геометрии вала под уплотнением,
так как работоспособность уплотнения
определяется геометрией поверхности
по окружности. Характер неровностей
сильно зависит от способа и направле-
ния обработки, поэтому валы с одинако-
выми параметрами шероховатости, из-
меренными вдоль оси, могут совершенно
по-разному влиять на работу уплотнений.
Все виды обработки поверхности вала,
приводящие к образованию винтовых
углублений или выступов, способствуют
ухудшению герметичности вследствие
насосного эффекта, сопровождающегося
засасыванием жидкости или воздуха.
Чтобы избежать этого, для нереверсив-
ных валов иногда указывают желаемое
направление следов обработки на черте-
жах изделия. Для валов всех видов (осо-
бенно для реверсивных) рекомендуется
обрабатывать поверхности врезным
шлифованием, при котором образуют-
ся изолированные впадины вдоль окруж-
ности. При шлифовании с продольной
подачей эти впадины направлены под
углом к оси, по винтовой линии. То же
наблюдается при точении и ручной об-
работке шкуркой.
Рекомендуется обрабатывать валы в
местах контакта с манжетами, обеспе-
чивая Ra = 0,32...0,63 мкм при v < 5 м/с
и Ra = 0,16...0,32 мкм при v>5 м/с.
Только для тихоходных валов назначают
Ra = 1,25...2,5 мкм [70].
Рис. 5.17. Геометрия поверхности вала (а, в)
и втулки (б, г) после обработки (а, б) и после
установки в агрегат (в, г)
Механизм герметизации и расчет манжетных УВ
189
Кроме следов обработки, на состояние
поверхности вала влияют различные
монтажные деформации. Так, начальные
отклонения поверхностей вала и втулки
резко увеличиваются при установке в
агрегат (рис. 5.17) вследствие деформа-
ций при затяжке болтов фланца. В связи
с этим, анализируя условия работы
уплотнения, необходимо предусмотреть
возможность искажения поверхности
вала вследствие различных деформаций.
Установлено, что при частоте вращения
1000 — 3000 мин-1 допустимы отклоне-
ния формы до 5 мкм. При больших откло-
нениях утечки резко увеличиваются.
Твердость и материал поверхности
вала. Валы изготовляют из термообра-
ботанной стали с твердостью не менее
HRC 30, предпочтительнее HRC 45,
при наличии в средах абразивного ве-
щества HRC 55 [70]. Для манжет по
ГОСТ 8752 — 79 рекомендуется твер-
дость валов HRC 30 при скорости сколь-
жения v < 4 м/с и HRC 50 при v > 4 м/с.
При агрессивных рабочей или окружаю-
щей средах применяют валы из корро-
зионно-стойкой стали (HRC 55). Приме-
нение относительно мягких материалов
(бронз, латуней, титановых и алюми-
ниевых сплавов) допускается в необыч-
ных условиях после специальных испы-
таний.
Принцип действия манжет активного
типа основан на гидродинамических
эффектах в кромке. В этих конструкциях
(рис. 5.18) реализуется идея принудитель-
ной организации жидкостной пленки в
зоне контакта — насосный эффект при
вращении вала. Уплотнение с «микрошне-
ком» на вращающемся валу 1 (см.
рис. 5.18, а) подобно винтовому насосу,
отгоняющему просочившееся через
кромку масло во внутреннюю полость.
При вращении вала между кромкой
манжеты и его поверхностью создаются
гидродинамические микроклинья, обес-
печивающие гарантированную смазоч-
ную пленку. Одновременно из внешней
среды в агрегат может насасываться
воздух, пыль и влага. Уплотнение пред-
назначено для валов, вращающихся в
одном направлении.
На рис. 5.18, б показана манжета
активного типа, имеющая на губке про-
филированные выступы (гидродинами-
ческие насечки). При вращении вала I
просочившаяся через кромку жидкость
попадает в полости С между поверхно-
стями губки и вала, создавая в соот-
ветствии с гидродинамикой вязкой
жидкости (см. подразд. 1.2) смазочную
пленку под кромкой, отвод масла к
кромке манжеты. Одновременно возмо-
жен подсос воздуха, пыли и влаги из
Рис. 5.18. Манжетные уплотнения активного типа:
а — с микрошнеком на валу; б — с выступами на кромке (отдельно показаны профиль сечения): в, г —
отпечаток кромки манжеты активного типа для валов двустороннего вращения
190
Уплотнения соединений пар вращательного движения
внешней среды в агрегат. Рассматри-
ваемые манжеты наиболее широко рас-
пространены в автомобильных агрегатах.
Их выпускают по ТУ 38-105185 — 71 или
чертежам [70], применяют при односто-
роннем вращении вала (п > 2000 мин-1)
и отсутствии избыточного давления в
корпусе агрегата при защите манжеты
от пыли и грязи со стороны внешней
среды. По сравнению с обычными ман-
жетами имеют повышенный ресурс и
пониженные температуры кромки (око-
ло 30 °C для резин на основе СКН). В уз-
лах с недостаточным смазыванием при
v > 10 м/с рекомендуется применять ман-
жеты из резин на основе СКФ или акри-
латного каучука. Активные манжеты
изготовляют в стандартных пресс-фор-
мах со специальными сердечниками, на
поверхности которых в области губки
выполнен обратный рельеф ее профиля
под углом 50° к оси (см. рис. 5.18, в).
Для нанесения рельефа используют
ролик-накатку с обратным по отноше-
нию к манжете направлением много-
заходной винтовой нарезки.
Рассмотренный эффект смазки кромки
при неперпендикулярном к оси положе-
нии ее плоскости (см. рис. 5.12) в зару-
бежной практике используют для искус-
ственного наклона кромки в виде замк-
нутой винтовой линии с несколькими
амплитудами — манжеты с волновой
кромкой [103].
Пресс-форма для изготовления ман-
жет с винтовой кромкой отличается от
обычной только сердечником.
В манжетах для валов двустороннего
вращения (см. рис. 5.18, г) утечки, про-
сочившиеся через кромку 2, попадают в
полость С, отгоняются ребрами об-
ратно к кромке и создают в полости
С гидродинамическую опору [98, 103].
При изменении направления вращения и
достижении достаточной скорости сколь-
жения аналогичный эффект возникает
в полостях С. Для развития гидродина-
мического эффекта важно произведение
вязкости ц на скорость скольжения г,
поэтому он проявляется при п >
> 2000 мин-1.
5.3. Тепловой расчет манжетных
уплотнений
Мощность трения Nf, Вт, вследствие
малой утечки через уплотнение практи-
чески равна тепловыделению Qf в
зоне _контакта: Nf = Qf = Mfo) —
= О,5л/РЛ2(о, где Mf — момент трения,
Н • м; со — угловая скорость вала, рад/с.
При расчете температуры на поверх-
ности контакта манжеты и вала исходят
из предположения, что распределение
тепловых потоков из зоны контакта
в вал QB и манжету QM определяется
уравнениями
Qf = Qb + Qm ~ Qb- Qb = XBQy/(XB + XJ,
(5.4)
где X,, и Х„ — теплопроводности мате-
риалов вала и манжеты [для стали
40 Хв = 50 Вт/(м °C); для резины Хм =
= Хр = 0,23... 0,27 Вт/(м • °C)].
Из выражения (5.4) следует, что в
манжетном уплотнении вала основной
теплоотвод происходит через вал.
В стационарном состоянии, когда тем-
пература в каждой точке во времени
не меняется, температура в сечении
вала под кромкой манжеты составляет
9у. От поверхности вала теплота отво-
дится с одной стороны (длиной Lul) в
рабочую жидкость с температурой 9,
с другой (длиной Ьв2) — в воздух с тем-
пературой 90 (рис. 5.19). Температура
9У в зоне контакта зависит от длины
вала. На расстоянии от зоны контакта
температура вала практически равна 9.
Эта минимальная длина теплоотдающей
части определяется тепловой характе-
ристикой вала т: 2,5/m1;L2 > 2,5/т2.
В зоне контакта температура повышает-
ся до 9у в соответствии с уравнениями
Д8 =_________4_Qi______.
yl л^ЯХвИиН! (п?!, Li) ’
Л8у2 ir£>iXBm2th (т2, L2)'
Тепловой расчет манжетных уплотнений
191
Рис. 5.19. Схема распределения тепловых по
токов в манжетном уплотнении
Рис. 5.20. Зависимости критерия Био от
критерия Рейнольдса
пуса по уравнениям (5.4) и уравнению
Qf = Ci + Qi-
Здесь Qi и Q2 — тепловые потоки от вала
соответственно в рабочую жидкость и
в воздух, Вт; mt и т2 — тепловые харак-
теристики вала, м-1:
«11 = l/4oti/(M));
«12 = j/WMU 1 ‘ ;
где и а2 — коэффициенты теплоотдачи
от вала к среде, Вт/(м2 • °C); D и D2 —
диаметры вала, м.
Коэффициент теплоотдачи от вала в
окружающую среду определяют экс-
периментально с последующим обобще-
нием результатов введением безраз-
мерных критериев. Конвективный теп-
лообмен между поверхностью и средой
оценивают критерием Био Bi:
а = ВЛЖ/П, (5.7)
где Хж — теплопроводность жидкости
или газа [для масел типа МГЕ-10
= 0,1; для воздуха = Zo = 0,026 Вт/
/(м-°С)].
Критерий Bi является функцией кри-
териев Рейнольдса Re и Прандгля Рг,
удельной теплоемкости ср и плотности р
окружающей среды. Для манжетного
уплотнения сложную зависимость Bi =
= F (Re, Рг, ср, р) можно представить
графически (рис. 5.20), что существенно
упрощает расчеты. Определив из урав-
нения (5.7) коэффициенты eq и а2, оценим
тепловые потоки наружу и внутрь кор-
Qi=Qf/ 1 +
m2 th (m2, L2)
пц th (mi, Li)
. (5.8)
В гидромашинах фактическая длина
вала Lg! и Д,2 обычно превышает длину
минимальной теплоотдающей части
(соответственно Lt и L2), поэтому вели-
чину th (ш2, L2) х th (mi, LJ х 1 (рис. 5.21)
можно не учитывать в расчете. Кроме
того, nij > т2 и можно ограничиться
определением теплового потока во
внутреннюю полость, заполненную жид-
костью. Из уравнений (5.6) и (5.7) сле-
дует: Ci = С//(1 + j/ai/ai)-
Подставив в уравнение (5.5) значения
mi и «1 из (5.6) и Qi из (5.8), получим
весьма простую формулу для ориенти-
ровочного подсчета температуры, °C,
в зоне контакта манжеты с валом
где Pf=fP — удельная сила трения,
Н/м; v — скорость скольжения, м/с;
Рис. 5.21. Зависимость величины thx от
тепловой характеристики и длины вала
192
Уплотнения соединений пар вращательного движения
Рис. 5.22. Зависимость коэффициента трения
манжетного уплотнения (I) = 50 мм) от ско-
рости скольжения при различных температу-
рах и Р = 2 Н/'см для масла АУ
Bi — критерий Био, определяемый гра-
фически (см. рис. 5.20).
Для валов из конструкционной стали
и масел типа АМГ-10 ]/хвХж ® 2,2 Вт/
/(м • °C), для валов из коррозионно-стой-
кой стали типа 20X13 — 1,6 Вт/(м °С).
Удельная сила трения для манжет с
разными параметрами изменяется в
сравнительно узких пределах. Например,
для манжет из резины на основе СКН-26
при давлении в корпусе 0—0,1 МПа и
9 = 50 °C получено [35]:
D, мм .... 20 35 60 100
Pf, Н/см . . 2-2,5 1,5-2 0,8-1 0,8-1
Характер изменения коэффициента
трения манжет при увеличении скорости
скольжения показан на рис. 5.22.
Для нестационарного температурного
режима характерно экспоненциальное
повышение температуры в месте кон-
такта вала площадью S от начального
8 до Sj в соответствии с уравнением
Д9 = 9у - 9 = [егЛВД] (1 - е"П
Для часто встречающихся соотноше-
ний между диаметром вала D и длинами
его сторон Гы, 1*2 (Дн > 3D, Д2 > 5D)
можно получить простую формулу, оце-
нивающую время гу, мин, нагрева вала
до установившейся температуры. Так
как гу « 4т и Bit ® Bi2, то, подставив в
выражение для т удельную теплоемкость
конструкционной стали св = 460 Дж/
/(кг • °C), теплопроводность масла Хж =
= 0,1 Вт/(м • °C), плотность стали р =
= 8 • 103 кг/м3 и D в см, получим
Гу = 100 O2/Bi.
Пример. Манжета на вал диаметром
D = 7,6 см; Р, = 1 Н/см; п = 1000 - 3000 -
—4000 мин*; масло вязкостью v100 =
= 0,1 см2/с Хж = 0,1 Вт/(м • °C); внешняя
среда — воздух [Х.о = 0,026 Вт/(м • °C); 90 =
= 40 °C; 9= 100 °C]. Определить темпера-
туру Эу в зоне контакта и время нагрева ty
до установившегося состояния.
Порядок расчета соответственно при и:
1000 3000 4000 мин 1
1) 1>=яЛи/60 ........... 400 1200 1600 см/с
2) Re = r£>/v...........З-Ю4 9104 1,2-10»
3)Bi(]/Bi)(cM.pHC. 5.20) 100(10)225(15) 275(16,5)
4) ДЭУ = . . 20 40 45 °C
j/VB j/Bi
5) 8У = Э + Д8У............ 120 140 145 °C
100
6)(y =1й 2 ............... 58 26 21 мин
Результаты расчета показаны на рис. 5.23.
Там же нанесены экспериментально получен-
ные точки [101]. Для обеспечения длитель-
ной работоспособности манжеты необходимо
выбрать резину на основе СКФ.
где KF — обобщенный коэффициент
теплоотдачи, Вт/(м2 • °C).
Постоянная времени нагрева т для
манжетного уплотнения
_ свРР__________+ L2_____________
4 (BiiLiA^/Di) + (В12Г2Д)/О2)
где св — удельная теплоемкость мате-
риала вала, Дж/(кг-°С); р — плотность
материала вала, кг/м3; ?.о — теплопро-
водность воздуха, Вт/(м • °C).
Рис. 5.23. Зависимость температуры в зоне
контакта от частоты вращения вала
Резиновые армированные манжеты для валов
193
5.4. Резиновые армированные
манжеты для валов
Резиновые армированные манжеты
изготовляют по ГОСТ 8752 — 79,
ОСТ 23.1-77-71, ОСТ 23.1-78-71,
ОСТ 23.1-79-71, ТУ 38-105185-71,
ТУ 38-105437—72 и др., а также по техни-
ческой документации (чертежам) потре-
бителей.
Большинство манжет изготовляют по
ГОСТ 8752 — 79: тип I — однокромоч-
ные (рис. 5.24, а), тип II — однокромоч-
ные с пыльником (рис. 5.24, б). Каждый
тип имеет два исполнения: с рабочей
кромкой, полученной механической об-
работкой; формованной рабочей кром-
кой. Армированные манжеты исполняют
с маслоотгонными (гидродинамиче-
скими) рельефами [70]. По ГОСТ
8752-79 или ТУ 38-105437-72 и
чертежам выпускают также манжеты
с двумя браслетными пружинами
(рис. 5.24, в) для среды минеральных
масел при 9= —50...+ 100°C.
Манжеты по ГОСТ 8752 — 79 эксплуа-
тируют при р 0,05 МПа.
Рабочая среда и температурный ре-
жим эксплуатации определяются груп-
пой резины (см. подразд. 5.2 и 2.2 и
табл. 5.2). Большинство резин для манжет
изготовляют из полярных каучуков
(СКН и СКФ). Они предназначены пре-
н н
Рис. 5.24. Армированные манжеты для валов:
а — типа I; б — типа II; в — с двумя браслетными
пружинами
имущественно для работы в среде нефтя-
ного происхождения. Для синтетических
РЖ применяют резины на основе СКФ,
для воды — на основе СКН. В ограни-
ченных объемах для специфических сред
применяют резины на основе СКЭП и
других каучуков [70]:
СКН . . .7-ИРП-1068-ЗС; 7-ИРП-1068-24;
51-1455; 7-4004-112; 7-4004-4М;
7-В-14-1; 51-1666-1; 51-1666
СКФ . . . ИРП-1314-1; ИРП-1316;
ИРП-1287; 51-1435
СКТВ и
СКТФ. . .ИРП-1401; ИРП-1682
акрилатного .......... 2800
Допустимые скорости скольжения
определяются режимом трения и тепло-
стойкостью резины. Ориентировочно
предельные скорости скольжения вала
Таблица 5.2
Условия эксплуатации резиновых армированных манжет [70]
Среда Эта., °C, для резин групп (на основе)
ЦСКН) 2(СКН) З(СКН) 4(СКФ) 5(СКФ) 6(СКТВ)
Минеральные моторные масла 100 100 100 150 170 150
Трансмиссионные масла 100 100 100 150 170 130
Гипоидные масла 80 80 80 150 150 130
Соляровые масла 90 90 90 150 СГ СГ
Нефтяные ПСМ 90 90 90 100 СГ СГ
Дизельные топлива Н СГ Н 150 н СГ
Хлорированные углеводороды — н — — 90 —
Вода (питьевая, техническая, мор- — СГ — — Н СГ
ская)
Тормозные жидкости — н — СГ СГ
Нижний предел °C -45 -30 -60 -45 -20 -55
Примечание. СГ — необходимо согласование; Н — резина не совместима со средой.
7 Под ред. А. И. Голубева и Л. А. Кондакова
194
Уплотнения соединений пар вращательного движения
Таблица 5.3
Основные размеры, мм, резиновых
армированных манжет (см. рис. 5.24)
D DK Н D DK Н D Лк Н
6* 22 40 62 140 170
7* 22 42 62 150 180 15
8* 22 45 65 160 190
9* 22 48 70 170 200
10* 26 7 50 70 180 220
11 * 26 52 190 230
12* 28 55 75 200 240
13* 28 56 80 210 250
14* 28 58 80 220 260
15* 30 60 85 10 230 270
16* 30 63 90 240 280
17* 32 65 90 250 290
18* 35 70 95 95
19* 35 71 260 300
100 280 320
80
20 21 22 24 40 40 40 40 105 300 320 340 360 340 360 380 400 18
ПО
25 42 85 380 420
26 45 90 120 400 440
28 47 92 120
30 32 35 36 38 52 52 58 58 58 10 95 100 105 ПО 115 120 125 130 135 12 420 450 480 500 470 500 530 550 22
40 60 120 145
125 150
155
130 160 15
Только для манжет типа I.
диаметром D в зависимости от типа
резины показаны на рис. 5.25. Манжеты
типа II по ГОСТ 8752 — 79 рекомендуется
применять при v < 10 м/с для резин групп
1,2,3 (для автомобилей — при v < 15 м/с
для резины группы 2) и при v < 20 м/с
для резины группы 4. Максимальная
температура Этат кромки манжеты
должна быть существенно ниже темпе-
ратуры теплостойкости (см. подразд. 5.3).
Время работы при Э > Этах (см. табл. 5.2)
должно быть ограничено несколькими
часами.
Гарантийный срок службы и хранения
по ГОСТ 8752—79 для манжет из
Рис. 5.25. Рекомендуемые предельные скоро-
сти скольжения для стандартных манжет из
резины по основе:
1 - СКН; 2 - СКФ-32, 3 - СКФ-26 и СКТФ
резин на основе СКН составляет 10 лет
с наработкой 1000 ч; для манжеты из
резины групп 4 — 6— 2500 ч. Указанные
параметры являются ориентировочными
и могут быть уточнены на основании
расчетов и экспериментов.
Срок хранения манжет перед установ-
кой в агрегат 3 года. В течение гаран-
тийного срока утечки не должны превы-
шать нормы класса негерметичности
2—2 (см. табл. 1.8).
Условные обозначения манжет: тип —
исполнение — диаметр вала D х диаметр
корпуса DK — группа резины. Пример
условного обозначения манжеты типа I
исполнения 2 для вала диаметром 50 мм
с наружным диаметром 70 мм из резины
группы 3: Манжета 1.2 — 50 х 70 — 3
ГОСТ 8752-79.
Основные размеры армированных ман-
жет указаны в табл. 5.3. Для вала
диаметром D наружный диаметр D„
и высота Н манжет типов I и П оди-
наковы. Исключением являются ман-
жеты размером D *, которые выпускают
только типа I. Нестандартные манжеты
должны иметь такие же габариты.
Пружины для манжет выпускают по
ОСТ 23.1-77—71 из стальной углеро-
дистой пружинной проволоки диамет-
ром dB с усилием Рс для валов — диамет-
ром D (см. рис. 5.13):
D, мм 6 - 9 20 - 80- 130- 180 - 420-
-80 -125 -170 - 400 - 500
dn, мм 0,3 0,4 0,5 0,6 0,7 0,8
Рс, Н 2,4 4,0 4,8 6,0 7,2 9,0
Резиновые армированные манжеты для валов
195
Каркасы для манжет выпускают по
ОСТ 38 05146 — 78 из стали 08кп или
10кп и 20.
Контроль качества манжет. Стандарт-
ные армированные манжеты подвер-
гаются приемным (текущим), периоди-
ческим и типовым испытаниям. Типо-
вые испытания проводят перед началом
серийного производства, при измене-
нии конструкции, материалов или тех-
нологии, если они могут влиять на
работу и качество манжет. Периоди-
ческие испытания проводят для проверки
стабильности производства. Текущим
испытаниям подвергают каждую партию
манжет (число проверяемых манжет в
партии далее указано в скобках). Те-
кущие испытания включают следующие
этапы (контролируемые размеры даны
на рис. 5.24).
1. Внешний осмотр и контроль диа-
метра £>0 (Ю0%), размеров £)к, hlt h2,
биение наружного диаметра £>к отно-
сительно внутреннего Do (0,5%, но не
менее десяти манжет).
2. Контроль профиля и исполнительных
размеров манжет при приемке новых и
отремонтированных пресс-форм, а также
не реже одного раза в 3 мес. в процессе
производства. Для контроля из манжеты
делают тонкие радиальные срезы, кото-
рые затем рассматривают на оптическом
проекторе, сравнивая с профилем шаб-
лона.
3. Проверка на набухание по
ГОСТ 9.030— 74 на образцах, вырезан-
ных из готовых манжет (0,1 %, но не
менее трех манжет).
4. Контроль силовой характеристики
(контактного давления рк или удельного
усилия Р) на специальных приборах.
Принцип действия пневматического при-
бора (рис. 5.26) основан на фиксации давле-
ния воздуха р0 в полости А манжеты, при
котором наблюдается отрыв кромки ман-
жеты от вала и потеря герметичности.
Давление р0 является мерой Р или рк и
должно находиться в заданных пределах.
Механический прибор (рис. 5.27) действует
по принципу разрезного вала. Секторы 1
со сменными кулачками 2 для манжет 4 раз-
личного диаметра могут перемещаться в
Рис. 5.26. Прибор для контроля манжет ме-
тодом отрыва уплотняющей кромки от вала:
1 — регулятор давления; 2 — манометр; 3 — дрос-
сель; 4 — расходомер; 5 — корпус; 6 — прокладка;
7 — манжета; 8 — крышка-зажим; 9 — калиброван-
ный вал
радиальном направлении. Коническая голов-
ка 5, на которую опираются секторы, связана
тягой с рычагом 7, имеющим противовес
массой G и груз 8. На рычаге расположена
шкала отсчета усилия Р. До установки
манжеты на секторы надевают кольцо 3
диаметром D и регулируют нулевое поло-
жение индикатора 6. Прибор позволяет оп-
ределять зависимость Р от деформации
губки: Р = Kcl\L, где Кс — постоянная при-
бора; AL— показания индикатора.
Механический прибор удобен тем, что
может быть использован на любом
рабочем месте, пневматический — обес-
печивает большую чувствительность.
Контроль эксплуатационных свойств
включает проверку морозостойкости,
термостарение и сокращенные ресурс-
ные испытания. Морозостойкость про-
веряют по отсутствию трещин на кромке
манжеты после замораживания, вы-
держки манжеты в течение 4 ч при пре-
дельной для данной резины температуре
9min и Ю-кратной деформации кромки
на приборе, имитирующем вал с биением
0,15 мм (малые £>) ...0,25 мм (D 100 мм).
Термостарение в течение 70 ч в стан-
дартной среде при 9 = 100 °C (для резин
групп 1, 2, 3), 150 °C (для резин групп
7*
196
Уплотнения соединений пар вращательного движения
Рис. 5.27. Прибор для измерения удельного усилия Р ман-
жеты с рычажным силовым элементом и разрезным валом
4, 6), 175 °C (для резин группы 5) не
должно вызывать изменения заданных
параметров сверх установленных.
Ресурсные испытания проводят в те-
чение 48 ч на специальных установках,
позволяющих контролировать утечки
при форсированных режимах по ско-
рости v, температуре 9, эксцентриситетах
£д = 0,125 мм, £с = 0,15 мм: для резин
групп 1, 2, 3 9 = 100°C; для резин групп
4, 5, 6 — 130 °C. Утечки не должны пре-
вышать нормы класса 2—1 негерме-
тичности.
Требования к установке манжет. Сопря-
женные с манжетой поверхности деталей
должны иметь параметры шерохова-
тости по ГОСТ 2789 — 73: вал — Ra =
= 0,32 мкм или Ra = 0,16 мкм, риски не
допускаются; отверстие в корпусе —
Ra = 2,5 мкм. Требования к твердости
вала — см. подразд. 5.2. Квалитет до-
пуска вала h 10, корпуса — Н9. Предель-
ное радиальное биение вала и несоос-
ность посадочного места относительно
оси вала — см. табл. 5.1. В конструкции
сопряженных деталей должны быть пре-
дусмотрены заходные фаски для устра-
нения повреждений манжеты при сборке
(рис. 5.28). Обычно уплотняющую кром-
ку манжеты повреждают, если она при
сборке проходит через шлицы, шпоноч-
ные пазы, резьбы и т. д., которые могут
иметь заусенцы и острые кромки.
Поэтому сборку необходимо выполнять
с помощью оправок (рис. 5.28). Перед
установкой в изделие манжета должна
быть очищена от загрязнений и смазана
(для резин групп 1, 2, 3, 6 рекомендуется
ПСМ 1-13 по ОСТ 38.01145-80, для
резин групп 4,5 — ЦИАТИМ-221 по
ГОСТ 9433-80).
Рис. 5.28. Схема установки манжет в изделие
Основные положения и критерии сравнения
197
Глава
6
СОВМЕСТИМОСТЬ МАТЕРИАЛОВ И ПРОГНОЗИРОВАНИЕ
СРОКОВ ЭКСПЛУАТАЦИИ УПЛОТНЕНИЙ
6.1. Основные положения
и критерии сравнения
При эксплуатации и хранении происхо-
дит старение уплотнений. Старением в
общем смысле называют изменение
свойств вещества во времени. Под дей-
ствием различных агентов физическое
состояние и химический состав мате-
риалов изменяются, поэтому при эк-
сплуатации и хранении изменяются все
стандартные показатели материалов:
р, Е, о и др. Для прогнозирования
сроков работоспособности необходимо
знать механизм старения, математи-
ческое его описание и предельно допусти-
мые значения показателей качества.
Уплотнения контактируют с рабочей
и окружающей средами, материалами
мест установки и контртел, причем
некоторые из них являются химически
активными (агрессивными) или прояв-
ляют свойства катализаторов химических
процессов.
Пригодность материалов для работы
в условиях взаимного контакта назы-
вают совместимостью. При хорошей
совместимости изменение свойств ма-
териалов вследствие контакта со сре-
дами должно происходить в заданных
пределах в течение установленного
срока. Для подтверждения совмести-
мости проводят комплекс физико-меха-
нических (на набухание, прочность,
твердость, морозостойкость и др.), спе-
циальных (на трение, термостарение
и т. д.) и натурных испытаний. Сов-
местимость оценивают качественно (по
трех-, четырех-, пяти- и десятибалльной
системам) либо количественно (по
кинетическим константам протекания
процесса — энергии активации, констан-
там скорости химических реакций, пара-
метрам диффузии). Несмотря на прин-
ципиальные преимущества кинетических
методов, позволяющих прогнозировать
время старения, большее распростране-
ние получили методы экспертных оценок
в баллах.
Критерии оценки в баллах [13]. Часто
используют трехбалльную систему,
установленную ГОСТ 12020 - 72:
балл 1 (С) — стойкие (химического
разрушения не происходит);
балл 2 (О) — ограниченно стой-
кие (допустимо только кратковремен-
ное применение);
балл 3 (Н) — нестойкие (применение
не разрешается).
Изменение механических свойств оце-
нивают коэффициентами стойкости
(табл. 6.1); прочностные параметры —
коэффициентом К„ = орГ/ор0; деформа-
ционные — К£ = ег/е0; набухание — д =
= (т, — т0)/т0 (здесь индекс 0 относится
к исходному параметру, t — к параметру
при времени t).
Коэффициенты стойкости резин оце-
нивают по динамической деформации
ползучести ед (К'е = еОд/е(д) и долговеч-
ности tp (табл. 6.2).
Четырехбалльная система:
балл 1 (В) — вполне стойкие, среда не
действует (К„= ±5%; Кг = ±2%);
балл 2 (С) — стойкие, слабое действие
среды (К„= ±15; КЕ = +10%);
Таблица 6.1 Коэффициенты стойкости полимеров по ГОСТ 12020 — 72
Полимер Балл . К.
%
Термопласты 1 2 3 До 10 10-15 Св. 15 До Ю 10-20 Св. 20
Реактопласты 1 2 3 До 15 15-25 Св. 25 —
198
Совместимость материалов и прогнозирование сроков службы уплотнений
Таблица 6.2
Коэффициенты стойкости резин [13, 23]
Балл 9. % ICz, % <р, ч
1 До 1 До 75 Св. 10
2 1-6 75-175 2-10
3 Св. 6 Св. 175 До 2
балл 3 (О) — относительно (мало)
стойкие (К„ = ±20%; Ке = ±15%);
балл 4 (Н) — нестойкие, материал раз-
рушается.
Пятибалльная система широко рас-
пространена за рубежом как описатель-
но-качественная. Оценки стойкости: 5 —
отличная, 4 — хорошая, 3 — удовлетвори-
тельная, 2 — посредственная, 1 — неудов-
летворительная.
Десятибалльная система основана на
оценке вероятных сроков службы t, годы
(в скобках указана оценка по пятибалль-
ной системе):
балл 9—10 (отлично) — t > 10 лет;
при t < 1 год нет изменений;
балл 7—8 (хорошо) — t = 5... 10 лет,
при t < 1 года незначительные измене-
ния;
балл 5 — 7 (удовлетворительно) — t =
= 1...5 лет, при tel года К„>0,7;
балл 3 — 4 посредственно — t < 1 года;
при t < 1 мес. К„ < 0,7;
балл 1 — 2 (неудовлетворительно) —
разрушение материала при t < 1 мес.
Соотношения оценок по трех-, четы-
рех- и пятибалльной системам:
С В и С отличная и хорошая
О О удовлетворительная
Н Н неудовлетворительная
Для полимерных материалов наиболее
целесообразна четырехбалльная система
оценки [13].
Энергетические воздействия. Уплот-
нение при эксплуатации подвергается
различным энергетическим воздейст-
виям. Постоянно действующим факто-
ром является тепловая энергия. Иногда
проявляется воздействие радиационной
и электрической энергии. Эти виды
энергии определяют интенсивность ста-
тических процессов старения.
В динамических условиях действуют
также механическая энергия деформации
и трения, волновая механическая энер-
гия, выделяющаяся при вибрации, звуко-
вых и ультразвуковых колебаниях. В ре-
зультате этих воздействий в материале
происходят следующие физико-химиче-
ские изменения: физического характера
в результате сорбционного и диффузи-
онного массообмена компонентов мате-
риала уплотнения и сред; химического
характера в структуре материала — хи-
мическая деструкция; механохимическо-
го характера в результате процессов
деформации и трения.
Изменения физического характера вы-
являют за время от нескольких часов
до нескольких суток. Они проявляют-
ся прежде всего в изменении массы (на-
бухании) материала, по которому судят
о совместимости материала со средой,
затем в изменении прочностных харак-
теристик (Е, о, е, ...) и температур
(0с, $хр, ••) перехода. Химическая и ме-
ханохимическая деструкции материала
происходят в течение очень длительного
времени и достигают предельно допус-
тимых значений после нескольких лет
эксплуатации. Соответствующие иссле-
дования и расчеты являются предметом
научного прогноза сроков эксплуатации
уплотнений. В настоящее время мето-
дика прогноза разработана для эласто-
мерных уплотнений (см. подразд. 6.4)
и рабочих жидкостей [35].
Термоокислительный механизм процес-
са старения [35, 44, 81, 92]. Механизм
термоокислительных реакций и механо-
химических превращений сходен с меха-
низмом цепных реакций, для описания
которых применяют понятие энергии
активации U процессов. В элементар-
ных химических процессах энергией ак-
тивации является избыточная энергия
частицы (например, молекулы), при ко-
торой она находится в активном состоя-
нии и способна вступить в химическую
реакцию. При описании таких сложных
процессов, как старение материалов
уплотнений и рабочих жидкостей, энер-
гия активации и константа скорости
Основные положения и критерии сравнения
199
старения К приобретают обобщенный
характер, интегрально отражая множе-
ство происходящих процессов. Введение
понятия энергии активации необходимо
при описании явлений диффузии, вязкос-
ти, сорбции и других явлений, связанных
с преодолением энергетического барь-
ера. Это дает возможность использовать
сходные математические модели для
описания термоокислительных, механо-
химических и диффузионных процессов
старения.
Термоокислительные процессы в орга-
нических материалах являются основной
причиной их химической деструкции.
Они происходят вследствие присутствия
в материале адсорбированного кисло-
рода. Процесс окисления согласно тео-
рии Семенова происходит в несколько
стадий. На первой стадии происходит
инициирование молекул тепловой энер-
гией (усиливаемое при механических и
радиационных воздействиях), которое
может привести к диссоциации и раз-
рыву химических связей с образованием
свободных радикалов R. На последую-
щих стадиях происходит взаимодействие
активированных фрагментов молекул
между собой и с другими молекулами
в виде цепной реакции автоокисления:
радикалы интенсивно реагируют с кис-
лородом, образуя радикалы перекисей
RO2, которые в свою очередь реаги-
руют с исходными молекулами. При
высоких температурах и в присутствии
катализаторов процессы интенсифициру-
ются. В результате термоокисления в ма-
териале происходят структурные изме-
нения (разрывы связей, образование но-
вых связей) и образуются продукты раз-
ложения. В конечном итоге в материале
возникают микро- и макродефекты, сни-
жающие его прочность.
Математическое описание процесса
термоокисления связано со значитель-
ными трудностями прежде всего из-за
того, что в реакциях очень много ком-
понентов. Большая часть процессов
окисления относится к химическим реак-
циям первого порядка, описываемым
кинетическим уравнением dCJdt = К;СЬ
где С( — концентрация вещества; Kt —
константа скорости реакции. Решение
этого уравнения приводит к зависимости
концентрации от времени реакции С, —
— Сюек‘{. Все множество изменений кон-
центраций С,- компонентов оценивают
одним интегральным критерием, напри-
мер кислотным числом углеводородной
жидкости
У = Е "’Л =
i
где т — коэффициент. Для всего мно-
жества справедлива общая зависимость
у = уоек‘; .Уо = С0<е^, (6.1)
i
где у0 — обобщенная константа скорости
окисления.
Константу К при элементарной хи-
мической реакции определяют по урав-
нению Аррениуса
К = Ае-и/кт (6.2)
где А — постоянная, 1/с; U — энергия
активации, Дж/моль; R — универсальная
газовая постоянная, ДжДмоль • °C).
Постоянная А при элементарных
реакциях характеризует число и харак-
тер столкновения молекул, а в общем
случае — индивидуальные особенности
материала. Из уравнений (6.1) и (6.2)
следует, что чем больше энергия акти-
вации U, тем меньше при данных усло-
виях константа скорости реакции К (но
чем больше U, тем больше Т влияет
на К). Для ориентировочной оценки
зависимости К (Т) можно использовать
правило Вант-Гоффа, согласно которо-
му при повышении Т на каждые 10 К
(при прочих равных условиях) К увели-
чивается в у раз. Таким образом, если
известно значение Кт0 при То, то при
температуре Т
Кт = Кпу ю ,
где у = 2...4.
Время старения и температура. Время t,
в течение которого накапливается опре-
деленная масса у продуктов распада,
зависит от температуры Т и энергии
200
Совместимость материалов и прогнозирование сроков службы уплотнений
Рис. 6.1. Зависимость времени старения от
температуры
Рис. 6.3. Зависимость времени поглощения
определенного количества кислорода (q =
= 5 мг/г) маслом от температуры
активации. Объединив уравнения (6.1)
и (6.2), получим уравнение связи между
U, t и Т:
lg f = 1g 2,31g (у/у0) - 1g А + (6.3)
При постоянных значениях U, А и у/у0
уравнение (6.3) выражает линейную зави-
симость логарифма времени от обратной
величины температуры (рис. 6.1), кото-
рую можно использовать для ориенти-
ровочного прогнозирования времени
старения при различных температурах.
Чтобы исключить из уравнения (6.3) не-
известные параметры U и А, необхо-
димо экспериментально определить у
для нескольких образцов, подвергнутых
искусственному термостарению при по-
вышенной температуре. Для этого по
кинетическим кривым (рис. 6.2) находят
Рис. 6.2. Кинетические кривые накопления
продуктов распада во времени при различ-
ных температурах Т
значения tlt t2, t3, соответствующие
заданным уэ и по разности 1g — 1g t2
определяют U для интервала темпе-
ратур Tj-.-Tj:
l/ = 2,31?-3%-lg(t1/t2). (6.4)
h ~ Ji
Затем по разности 1g tx — 1g опреде-
ляют искомое время tx при темпера-
туре Тх.
Для углеводородных жидкостей коли-
чество продуктов распада определяют
по кислотному числу. При применении
некоторых методов ускоренного термо-
старения непосредственно определяют
количество кислорода, поглощенного
при термоокислении (рис. 6.3). Эти ме-
тоды, а также методы определения коли-
чества газообразных продуктов реакции
можно использовать при исследовании
термоокисления твердых материалов.
Определение кинетики старения по фи-
зико-механическим параметрам. В боль-
шинстве случаев старение материалов
можно оценивать лишь сравнением фи-
зико-механических параметров после
испытаний с их начальными значениями.
Зависимость коэффициентов Ка, Ке от
времени старения часто соответствует
уравнению (6.1), поэтому его используют
для прогнозирования сроков предель-
ного изменения параметров. При этом
по уравнению (6.4) формально опреде-
Основные положения и критерии сравнения
201
ляют энергию активации процесса. Наи-
более отработанной является методика
прогнозирования сроков хранения резин
на основании экспериментального опре-
деления остаточной деформации об-
разцов.
Факторы, стимулирующие процесс ста-
рения. Радиация. Воздействие потоков
излучения как квантового (у-излучение),
так и корпускулярного (а-частицы, про-
тоны, нейтроны и т. д.) типа в основ-
ном имеет энергетический характер, по-
этому стойкость к радиации тесно свя-
зана со стойкостью к окислению и де-
струкции. Установлено, что интенсив-
ность изменения свойств масел, напри-
мер, зависит, от их природы и коли-
чества поглощенной энергии [22]. В ос-
нове происходящих явлений лежат про-
цессы передачи энергии частиц или кван-
тов излучения взаимодействующим с ни-
ми молекулам. Эти первичные акты
вызывают образование множества сво-
бодных радикалов, однако процесс про-
исходит значительно интенсивнее, чем
при химическом окислении и сопро-
вождается резким ускорением цепных
реакций окисления. Степень изменений
зависит от количества энергии, погло-
щенной единицей массы вещества, так
называемой поглощенной дозы излуче-
ния. Стойкость к радиационному облу-
чению некоторых органических уплотни-
тельных материалов приведена в
табл. 6.3.
Фотохимические процессы. При дей-
ствии на органические вещества света
и особенно ультрафиолетового излуче-
ния происходит поверхностная фото-
химическая деструкция, степень которой
зависит от длины волны и интенсив-
ности облучения. В результате действия
света на поверхности материала меня-
ется структура, твердость, появляется
сетка трещин. Единицей дозы погло-
щенной световой энергии — лучистой
экспозиции — является Дж/м2.
Микробиологические факторы. До не-
давнего времени этой проблеме не при-
давали существенного значения, хотя
в практике эксплуатации машин в тро-
Таблица 6.3
Ориентировочная стойкость к радиации
органических материалов [6, 22, 35, 89 94]
Материал Стойкость к радиации Предель- ная доза, Дя^кг(Гй)
Фторопласт-4 Недостаточная 10' _ - 5- 1(Р
Фторопласт-3 Удовлетвори- тельная 104
Фторопласт-40 Повышенная 105
Полиимид ПМ-67 Высокая 108
Полиэтилен Резины на ос- нове каучуков: Повышенная —
СКН Удовлетвори- тельная —
СКФ Масла: Недостаточная —
нефтяные (ос- Удовлетвори- 104
новы) тельная
загущенные Недостаточная 103
с антиокис- Удовлетвори- 104-
лителем тельная - 5-104
пиках были выявлены явления поврежде-
ния резиновых и пластмассовых изделий
вследствие развития микроорганизмов
(бактерий и грибков).
Существует множество бактерий и
грибков, способных существовать в среде
органических углеводородных материа-
лов. Все биологические системы, в том
числе микроорганизмы, получают энер-
гию за счет окислительных процессов,
поэтому развитие микроорганизмов на
поверхности уплотнений вызывает интен-
сивные окислительные процессы при
умеренных температурах (18—40 °C,
оптимально при 28 —32 °C). Эти про-
цессы дополняют химическое окисление
материала, которое происходит по всему
объему и интенсифицируется при увели-
чении температуры.
Влияние динамических нагружений.
Многие уплотнения при эксплуатации
подвергаются интенсивным механиче-
ским воздействиям при изменении дав-
ления в системе, трении, вибрации и
других нагрузках. В результате много-
кратного нагружения в материале воз-
никают и накапливаются повреждения —
202
Совместимость материалов и прогнозирование сроков службы уплотнений
микро- и макротрещины, срезы от вы-
давливания уплотнения в зазор и т. д.
Основой для модели, описывающей рас-
сматриваемые процессы с позиций вре-
менной зависимости прочности, явля-
ется молекулярно-кинетическая актива-
ционная теория. Долговечность мате-
риала tp (см. подразд. 2.1) связана с тем-
пературой Т и напряжением о уравне-
U — уа
нием Журкова: tp = toe кт , где уст —
комплекс, характеризующий удельную
механическую энергию, действующую
на материал, Дж/моль; у — элементар-
ный активационный объем, м3/моль.
Причиной возникновения первичных
трещин в полимере являются тепловые
флуктуации, в результате которых резко
увеличивается кинетическая энергия от-
дельных атомов. Если она превышает
энергию химических связей, происходит
их разрыв. Наряду с разрывом проис-
ходит процесс восстановления связей.
Под влиянием напряжений уменьшает-
ся вероятность восстановления связей
и процесс разрушения — восстановления
становится неравновесным [61]. Сог-
ласно термофлуктуационной теории
где а — комплекс молекулярных пара-
метров.
Уравнения Журкова и (6.5) качествен-
но объясняют связь времени разрушения
материала, температуры и напряжения.
При длительной работе материала сни-
жение прочности вследствие усталости
определяется постепенным накоплением
и увеличением числа микротрещин, при-
чем образование каждой микротрещины
связано с поглощением механической
энергии. Наиболее наглядно свойство
накопления повреждений проявляется
в процессе периодического нагружения
уплотнителей. К ним относятся: повреж-
дения резиновых колец при выдавлива-
нии в зазор, разрушение уплотнителей
клапанов и затворов периодического
действия, амортизаторов, образцов при
испытаниях на усталость при изгибе
и кручении и др.
Зависимость числа циклов нагружения
п от напряжения ст или относительной
деформации е приближенно выражают
степенные уравнения Веллера ист”=В;
nem = С, где В, С, т — константы.
Часто это уравнение записывают в ви-
де и = (ст0/ст)га, где ст0 — предел проч-
ности при однократном нагружении.
Расчеты на усталость связаны с боль-
шими трудностями прежде всего в связи
с отсутствием обобщенных результатов
испытаний и опыта эксплуатации. Для
определения допускаемого напряжения
при длительной работе ст,р по кратко-
временной прочности (стр) используют
формулу [5, 80]
Ст,р/Стр = (Г/А)"",
(6.6)
где А и т — коэффициенты, зависящие от материала:
А, ч т
Полиамиды . . 4-104 0,047
Полиэтилен . . 10~4 0,040
Фенопласты . . I05 0.080-0,100
Аминопласты . . 10~5 0,100
Полиакрилаты 1,9- 10~3 0,030
Формулы (2.1), (6.5) и (6.6) справедли-
вы при условии постоянства ст. При
ст const их можно использовать только
в сочетании с критериями, позволяю-
щими определять эквивалентное напря-
жение.
Влияние динамических нагружений на
релаксацию напряжения. На рис. 6.4
показаны типичные кривые релаксации
напряжения при статическом (кривая 1)
Рис. 6.4. Кривые релаксации напряжений
в резине при S = 20 °C
Основные положения и критерии сравнения
203
и динамическом (кривая 2) нагружениях
образца из резины, подвергнутого высо-
кочастотной вибрации. Аналогичные
явления наблюдаются при исследовании
других полимеров в высокоэластическом
состоянии. Динамические нагрузки за-
метно интенсифицируют процесс релак-
сации. Количественная сторона их влия-
ния на длительный процесс старения
исследована недостаточно.
Влияние механических воздействий на
РЖ. Идентичность молекулярной струк-
туры и характера химических связей
углеводородов жидкостей и эластомеров
позволяет подойти к анализу явления
разрушения РЖ с позиций молекулярно-
кинетической теории. В динамических
режимах в РЖ происходят следующие
изменения [35]:
усиливается инициирование свободных
радикалов в результате деструкции мо-
лекул углеводородов, вследствие чего
интенсифицируется термоокислительный
процесс;
происходит деструкция молекул вяз-
костной присадки, приводящая к умень-
шению вязкости РЖ.
Установлено [35], что кривые показа-
телей качества (у = Кон, v) в функции
удельной механической энергии Е при
различных условиях испытаний и экс-
плуатации имеют идентичный характер,
т. е. описываются уравнениями типа у =
= yieKt + 2у2 (emKl + отличаясь
лишь константами скорости старения
_ U-aE
К = Ае кг , (6.7)
где А — постоянная, учитывающая осо-
бенности РЖ, с-1; а — постоянная, учи-
тывающая режим работы, см3/моль;
U — энергия активации в условиях ста-
тических испытаний, Дж/моль.
В статических условиях старение РЖ
происходит идентично старению эласто-
меров и описывается уравнениями (6.3)
и (6.4). В динамических условиях процесс
интенсифицируется, и увеличение кон-
станты скорости реакции определяется
удельной механической энергией Е. Со-
ответственно изменение характеризую-
щего старение параметра у является
функцией накопленной механической
энергии. Представляет большой интерес
установление идентичности зависимос-
тей у(Е) при дросселировании, работе
в гидромашинах, ультразвуковом, а
также радиационном воздействии [35].
По поведению РЖ при облучении мож-
но предсказать ее поведение при боль-
ших механических нагрузках.
Гипотеза аккумулирования энергии при
трении [26]. При расчете износа пар
трения (в том числе металл — полимер)
иногда используют понятие плотности
энергии трения в поверхностном слое.
Накопление импульсов энергии происхо-
дит в так называемом аккумулирующем
объеме. Под аккумулированием энергии
понимается накопление внутренней по-
тенциальной энергии в близкой к по-
верхности зоне пары трения. Когда
в каком-либо участке накопленная энер-
гия достигает критического уровня, про-
исходит отделение частиц. Эксперимен-
ты показали, что износ зависит от кри-
тического числа импульсов.
Влияние гидростатического давления р
[3]. При повышении давления до р =
= 10... 100 МПа деформационные, вяз-
коупругие и объемные характеристики
полимерных материалов существенно
изменяются. В соответствии с линейной
теорией упругости G = 0,5Е/(1 + ц*), х =
= Е/[3 (1 — ц*)], однако при свойствен-
ных полимерам больших деформациях
эти соотношения не должны соблю-
даться. При относительно малых дефор-
мациях согласно зависимостям (2.8)
Е = Ео + smp; G = Go + s'mp, (6.8)
где Ео = sx0; Go = О,5Ео/(1 + ц*); s =
= 3 (1 — 2ц*), s' = 0,5s/(l + ц*).
В работе [3] приведены теоретические
зависимости предела прочности от р и Т,
определенные на основе молекулярно-
кинетической теории. При пластическом
разрушении предел текучести тт опреде-
ляется энергией активации U'o и акти-
вационным объемом у". Согласно линей-
ной зависимости ттах = т0 + тр:
204
Совместимость материалов и прогнозирование сроков службы уплотнений
U' v'
Тт = -уГ + у-р - k Tin (Тз/То),
где у', у" — активационные объемы; у3,
у0 — скорости деформации [3].
Формулы данной теории интересны
в принципиальном отношении анало-
гией с формулами теории Френкеля —
Эйринга и выявлением зависимости
прочности от давления и температуры.
Увеличение тт при высоком давлении
может изменять характер разрушения —
переход от пластического к квазихруп-
кому разрушению с образованием крей-
зов (характерных трещин).
Температурный режим уплотнения.
Сроки эксплуатации прогнозируют на
основании сроков старения материалов
и расчета износа уплотнений при рабо-
те. При этом необходим тщательный
анализ температурного режима уплот-
нения в течение всего срока эксплуа-
тации. Объект, в котором эксплуатиру-
ется уплотнение (машина, привод, при-
бор и т. д.), состоит из комплекса агре-
гатов, которые контактируют с окружа-
ющей средой, имеющей температуру So.
Эта температура устанавливается в объ-
екте при длительной остановке. При
пуске объекта в местах потери энергии
возникают местные перегревы до SJ =
So + ASJ, а при длительной его работе
S; = So + AS,. Обычно при анализе усло-
вий для УН и УПС можно ориентиро-
ваться на среднюю температуру рабо-
тающего объекта S = So + AS и рас-
считывать дополнительный перегрев за
счет тепловыделения только для УВ.
Приближенно температуру объекта мож-
но определить исходя из мощности его
потерь Nf в эквивалентном режиме
работы с помощью обобщенного коэф-
фициента теплоотдачи KF, Вт/(м2-°С),
характерного для данного класса ма-
шин.
Если отдаваемая объектом экви-
валенгная мощность IV, Вт, а КПД т],
то мощность
W/ = W(l-n)/H (6.9)
превращается в теплоту, которая отво-
дится в окружающую среду через на-
ружные поверхности площадью S, м2.
В стационарном режиме работы средняя
температура
S = So + AS = 90 + Nf/(KFS) + S3,
(6.10)
где S3 — ASf x 5 °C — температура, учи-
тывающая местный перегрев.
При воздушном охлаждении в усло-
виях естественной конвекции KF = 12...
...15 Вт/(м2-°С), при обдуве KF~^
> 20 Вт/(м2 • °C).
Критическая температура смазочной
пленки. Для обеспечения длительной ра-
ботоспособности УВ и УПС необходимо,
чтобы температура в паре трения, рабо-
тающей при смазывании РЖ, не превы-
шала критической температуры S* раз-
рушения смазочной пленки (для нефтя-
ных средневязких масел S* аг 130 °C, для
вязких S* = 140... 150°C [43]). Загущен-
ные масла с маловязкой основой и про-
тивоизносной присадкой (см. подразд. 2.5)
отличаются низким значением S*. При
S* «г 80 °C начинает разрушаться гра-
ничная пленка и возникает нестабильное
пилообразное трение, сопровождающее-
ся местным повышением температуры.
При Sf аг 120 °C начинает действовать
противоизносная присадка, коэффициент
трения несколько возрастает, но затем
стабилизируется [35].
Расчет местных температур Sf для
манжетных УВ дан в подразд. 5.3, для
торцовых УВ — в гл. 9.
При работе объекта активные перио-
ды ti чередуются с периодами холостого
хода t2 и паузами t3, когда он не
работает. Соответственно эквивалентная
выходная мощность W = ^(t1W1 +
+ 12 х)/(Еfi + Е * г)- Г рафики S (t)
должны отражать максимальные Smax,
минимальные Smin и средневероятные
рабочие S температуры. При составле-
нии таких графиков учитывают средневе-
роятную температуру окружающей сре-
ды для разных сезонов и рассчитывают
эквивалентные температуры уплотнений
Сорбционно-диффузионное взаимодействие полимеров со средами
205
Таблица 6.4
Температурная характеристика климатических районов СССР (выборка) по ГОСТ 16350 — 80
К ли мати ческий район Характерный пункт Температура, °C
^mina ®min Q ^гпахэ $max
Очень холодный Якутск -64 -60 +38 + 36
Холодный Салехард -54 -49 +31 + 29
Умеренно холодный Тюмень -50 -44 + 39 + 36
Умеренный Москва -41 -37 + 37 + 35
Умеренно влажный Владивосток -31 -29 + 36 + 34
Умеренно теплый Киев -32 -29 + 30 + 36
Умеренно теплый влажный Минск -39 -33 + 35 + 33
Жаркий сухой Ташкент -30 -26 +44 + 42
Очень жаркий сухой Ашхабад -26 -20 + 47 + 46
в каждом характерном годовом и пол-
ном периоде эксплуатации.
Температура окружающей среды Эо
определяется климатическим районом
(ГОСТ 16350—80), в котором эксплуа-
тируется объект, или условиями внутри
производственного помещения [40]. Для
каждого района многолетними наблюде-
ниями установлены средние вероятные
и экстремальные максимумы и миниму-
мы сезонной температуры (табл. 6.4):
Omina — абсолютный минимум, Этахэ —
абсолютный максимум, вероятные один
раз в 60—80 лет; 9min — минимум, 9тах —
максимум, вероятные раз в 10 лет.
Следует учитывать возможность пере-
грева объекта на ЛЭР вследствие сол-
нечной радиации. При нахождении объ-
ектов под открытым небом темные
поверхности могут нагреваться в тропи-
ках на ДЭр = 30...50°C, в умеренных
зонах на Д0р = 15...30°C. Воздействие
солнечной радиации (электромагнитного
излучения с длиной волны X = 0,1...
... 30 мкм) вызывает в органических ма-
териалах сложные фотолитические про-
цессы. При солнечной интенсивной ра-
диации происходит разрыв молекуляр-
ных связей и процесс старения в боль-
шинстве полимеров. Большинство окра-
шенных в защитный зеленый или деко-
ративный цвет поверхностей восприни-
мают 50—60% прямой солнечной ра-
диации. За характеристику отражатель-
ной способности поверхности принято
число (критерий) — альбедо А (для чис-
того снега Л = 80...95%, для песков
пустыни А = 40 %, для черных песков
Л = 8...15 %).
6.2. Сорбционно-диффузионное
взаимодействие полимерных
материалов со средами
Адсорбция жидкой или газообразной
среды на поверхности полимера, миг-
рация ее в объеме (диффузия) и выде-
ление с поверхности (десорбция) опре-
деляют интенсивность взаимодействия
материалов со средами. Под воздей-
ствием этих процессов происходит изме-
нение объема и массы (набухание),
растворение компонентов материала
(вымывание), изменение физической
структуры, химическая деструкция, изме-
нение механических, реологических и
прочих свойств. Чаще всего при этом
ухудшаются эксплуатационные свойства
материалов, поэтому допустимую сте-
пень изменения параметров строго рег-
ламентируют. Материалы уплотнений
должны быть химически стойки в рабо-
чих и окружающих средах, поэтому
далее рассмотрены процессы только фи-
зического взаимодействия.
Набухание обусловлено диффузионной
проницаемостью жидкости (газа) в поли-
мерный материал и состоит из раст-
ворения ее (его) в поверхностном слое
и последующей миграции в объем под
влиянием градиента концентраций. Диф-
фундирующие частицы движутся в на-
206
Совместимость материалов и прогнозирование сроков службы уплотнений
правлении убывания концентрации до
тех пор, пока не установится равно-
весная концентрация по всему объему.
При набухании частицы (молекулы, ато-
мы) проникают в полимер, заполняя
имеющиеся в нем пустоты, воздействуя
на звенья макромолекул и изменяя меж-
молекулярную структуру. Вследствие
относительно малого объема микропор
в полимерах (их суммарный удельный
объем не превышает 0,1 см3/г [13])
на характеристики массопереноса боль-
шое влияние оказывают параметры р
и Т, меняющие свободный объем по-
лимера Vf.
Набухание характеризуется отноше-
нием массы поглощенной полимером
жидкости тм к исходной массе образца
то'- Qi = Одновременно с набуха-
нием происходит вымывание из поли-
мера некоторой массы тк его компонен-
тов (например, пластификаторов): q2 —
= — mjmp. Результирующее относитель-
ное изменение массы называют степенью
набухания по массе qM — + q2. Анало-
гично определяют объемную степень на-
бухания qc, %, по изменению объема
от Р() до Г:
- ^=Д1<х>; - =^400.
И) т0
где V, т — объем и масса набухшего
образца, определяемые при достаточно
большой экспозиции t, ч.
Поскольку объем образца ограничен,
после нестационарного процесса насту-
пает равновесное состояние, при кото-
ром qM — qrjp, qi qPu qv Qvp- Кинети-
ческие кривые процесса набухания и зна-
Рис. 6.5. Кинетические кривые процесса на-
бухания:
а — псевдонормальные (1 — qi » qi', 2 — q2 > qc,
3 — q, > q2); 6 — S-образные аномальные
чения qM, qt, определяют эксперименталь-
но по методике ГОСТ 9.030 — 74 для
резин и ГОСТ 12020 — 72 для пластмасс.
В зависимости от сочетания значения q
и скорости q процессов набухания и вы-
мывания кривые qM(t) и q,,(t) могут
иметь одну из форм, показанных на
рис. 6.5. Для тел простой формы зави-
симости q(t) можно получить аналити-
чески.
Уравнения массопереноса. В основе яв-
ления массопереноса лежат два фунда-
ментальных закона природы: закон сох-
ранения массы и закон сохранения и
превращения энергии. Направленность
процессов переноса определяется вто-
рым законом термодинамики — принци-
пом увеличения энтропии s. Наиболее
общие уравнения массопереноса и тепло-
переноса идентичны, поэтому ряд реше-
ний задач теплопроводности можно при-
менить к решению задач массопереноса
[48, 80]. Произведение скорости измене-
ния энтропии dS/dt на Т равно сумме
произведений плотностей потоков J, на
соответствующие термодинамические
движущие силы Xt. Для массопереноса
прямой термодинамической силой явля-
ется диффузия под действием градиента
концентрации вещества, поэтому при
Т = const масса m вещества, проходя-
щего в стационарном режиме через
площадь S в направлении х в единицу
времени (первый закон Фика):
J = — DdC/dx, (6.12)
где D — коэффициент диффузии; С —
концентрация вещества.
При многокомпонентных (N) средах
для каждого компонента записывают
самостоятельное уравнение, при этом
N
общая плотность потока J, = — £ 1\сС/
/дх. В принятых обозначениях уравне-
ние Фика для одномерного нестацио-
нарного процесса имеет вид
дС/St = Dd2C/Sx2. (6.13)
Решение этого уравнения для ряда слу-
чаев получено в работах [48, 80]. Гра-
Сорбционно-диффузионное взаимодействие полимеров со средами
207
Рис. 6.6. Схема диффузии среды в плоской
пластине:
а — погруженной в среду; б — разделяющей две
среды
ничные условия состоят в задании
распределений температуры Ти концент-
рации С на поверхности тела в момент
времени t. Обычно при 1 = 0 принимают
Т = const, С = Со = const. В результате
постепенного выравнивания при t -> оо
в объеме тела устанавливается равновес-
ная концентрация Сж. Характер процес-
са диффузии в теле размером Lx В х I
оценивают критерием Фурье Fo =
= Dt/(l/2)2. В образце пластинчатой фор-
мы процесс диффузии можно считать
одномерным, если выполняется условие
L» I, В » I или, точнее, R~2 — 17 2 +
+ В~2 + Г2 к 1~2. Для пластин разме-
ром Lx В х I, применяемых в качестве
образцов для испытаний на набухание,
17 2 + В ~ 2 < (0,01... 0,02) I ~ 2. Большой
интерес представляет решение уравнения
(6.13) для процесса диффузии среды
в пластину размером Lx В х I при
В » I (рис. 6.6, а), описывающее набуха-
ние образцов, фрагментов мембран и
т. д. Среднюю концентрацию С в плас-
тине при Со = const на поверхности,
Т = const и равновесной концентрации
Сх при t -> со определяют из уравнения
[48, 80]
СК~С
Сж — Со
8л2
(2^1F
-е-0Л(2п- DitFo
(6-14)
Приближенно
при Fo < 0,2 = 2[/Fo/n;
(6.14а)
С — С R
при Fo > 0,2 —— = -Ve-2.5Fo.
Сх - Со л2
(6.146)
Равновесная концентрация Сх практи-
чески устанавливается в пластине при
Fo > 1...2.
Пример [80]. Определить набухание плас-
тины из полипропилена после t = 24 ч пре-
бывания в воде, если при t = 0 Со = 0, при
1-юо Са = 0,4%, D = 4-10“10 м2/ч, разме-
ры: L= В = 10 см, / = 0,2 см.
Определяем Fo = 4D1//2 = 4 • 4 • 10~10 •24/
/(2М06) = 9,6-10-3; 17 2 +B~2 + Г 2 = 10“ 2 +
+ 10~2 + 0,2-2 = Г2. Следовательно, про-
цесс можно считать одномерным и, так как
Fo < 0,2, расчет выполнять по формуле
С = 2С„ [/Fo/tc = 2-0,4[/9,6-10-3/л = 0,044%.
Результат расчета подтверждает, что водо-
поглощение материала мало.
Диффузионная прошщаемость через
мембрану толщиной I. Мембрана, разде-
ляющая среды А и Б (рис. 6.6,6)
с концентрациями вещества Ci и С2,
при длительном воздействии характери-
зуется некоторой диффузионной прони-
цаемостью. Процесс массопереноса под-
разделяют на три стадии: 1) растворе-
ние среды с концентрацией в поверх-
ностном слое А мембраны (характери-
зуется коэффициентом поверхностного
массообмена аь м/с); 2) диффузия среды
через мембрану (характеризуется коэф-
фициентом диффузии в материале мем-
браны D*, м2/с, отличается линейным
распределением концентрации С по тол-
щине: С = (Ci - С2)х/1 + С2); 3) десорб-
ция с другой стороны мембраны в среду
с концентрацией С2 (характеризуется ко-
эффициентом а2, м/с). При стационар-
ном процессе плотности потоков одина-
ковы (Ji = J2), поэтому масса вещества,
проходящего через площадь 5 за время 1:
m = - D (С2 - Ct) St/l, (6.15)
где коэффициент диффузии, м2/с,
D = [(aiO-1+D*-1+(а20"1]-1.
Коэффициент диффузии газов и паров
определяют также из уравнения (6.15),
208
Совместимость материалов и прогнозирование сроков службы уплотнений
в котором на основании закона Генри
объемную концентрацию С„ заменяют
перепадом парциальных давлений: Си- =
= Ир,, где h — коэффициент сорбции или
растворимости, м3/(м3-Па). Объемный
расход, м3/с,
Qf = DhApjS/l или QF = Р kpiS/l, (6.16)
где Р = Dh — коэффициент газопроница-
емости, м2/(с-Па).
Коэффициенты сорбции h и влагопро-
ницаемости Рв при диффузии жидких
сред и расчете массового расхода QmB,
кг/с, измеряют соответственно в
кг/(м3 Па) и кг/(м • с • Па). При диффузии
через перегородку из полости с жид-
костью в полость с воздухом (см.
рис. 6.6,6) С2 ® 0, поэтому можно ис-
пользовать данные о степени набухания
q для определения градиента концент-
рации в уравнении (6.15): ДС = pqpi (р —
плотность жидкости). Выражение для
объемного расхода принимает вид QF =
= Dq^/l.
Модель перегородки, показанную на
рис. 6.6,6, используют для определения
коэффициента диффузии D на основа-
нии уравнения Дайнесса — Баррера: D =
= P/(6t,), где ta — время запаздывания,
в течение которого в камере Б не наблю-
дается появления диффундирующего из
камеры А вещества. Это уравнение явля-
ется решением уравнения (6.13) для дви-
жения фронта диффундирующего веще-
ства из камеры А в камеру Б.
Согласно ГОСТ 12020 — 72 коэффи-
циент диффузии определяют по кинети-
ческой кривой набухания образца диа-
метром d = 50 мм и длиной / = 3 мм.
В формулу D = 0,0494/2/to следует под-
ставлять время t0, найденное по кинети-
ческой кривой и соответствующее набу-
ханию 0,5дрм.
Влияние температуры и напряжений.
На процесс диффузии сильно влияет
температура На основании представле-
ний об активационном механизме диф-
фузии можно записать D = Ae-C/'RT>, где
U — условная энергия активации,
Дж/моль. Если известен коэффициент
диффузии Do при температуре То, то
можно определить D при температуре Т:
D = (6.17)
где ЛТ=Т-Т0, К; К =8,3 Дж/(моль-К),
для эластомеров в среде нефтяных масел
U х 55 кДж/моль при То = 333 К [35].
Зависимость коэффициента диффузии
Таблица 6.5
Коэффициент диффузии жидкостей для изделий из в засзомеров
Изделие Каучук Жидкость ЛЮ13, м2/с, при температуре, °C
25 60 90
Мембрана СКН-26 РМЦ АУ МГЕ-10А 0,15 0,19 0,24 1,3 1,7-1,9 2,8 8,4 11,0 14,0
СКН-18 СКН-26 Фреон-12 — — 900,0 200,0
СКН-26 + СКН-18 СКН-26 + СКН-18 МГЕ-10А АУ 0,60 0,42 7,0 3,9 35,0 24,0
Мембрана СКФ-26 Спирт этило- вый 50 — —
Ткань прорезинен- ная М47-1 СКН-26 АМГ-10 АГМ АУП 0,88 0,53 0,62 7,6 4,6 5,4 51,0 31,0 35,0
Рукав СКН-18 + наирит МГЕ-10А 60 700 4000,0
Сорбционно-диффузионное взаимодействие полимеров со средами
209
от температуры для эластомеров пока-
зана в табл. 6.5. Установлено, что про-
ницаемость полимера при деформирова-
нии меняется: при всестороннем сжа-
тии — уменьшается, при растяжении —
увеличивается, что можно объяснить
изменением свободного объема в струк-
туре полимера. Коэффициент диффузии
при всестороннем сжатии D1013 м2/с
для РЖ в резинах составляет [80]: 3,8
и 1,6 — для резин на основе СКН-40
соответственно при р = 0 и р = 70 МПа;
3,3 и 1,5 — для резин на основе СКМС-10
при тех же р. В полимерах и пластмас-
сах на диффузионные характеристики
влияет образование трещин при растя-
жении. При напряжении о < (0,35...
...0,4)от заметных изменений D нет, а
начиная с о > (0,4...0,5)о, процесс пе-
реноса среды в материалах резко уско-
ряется.
Сорбция и диффузия сред в полимерах
[13, 54]. Закономерности диффузии и
проницаемости однокомпонентных сред
(воды, органических растворителей и др.)
близки к закономерностям для газов и
паров. Водные растворы кислот, щелочей
и солей являются электролитами. Взаи-
модействие электролитов с материалами
уплотнений характеризуется в первую
очередь способностью материала к во-
допоглощению. По этому признаку по-
лимеры условно подразделяют [54] на
гидрофильные (с водопоглощением бо-
лее 1 %) и гидрофобные (менее 1 %).
Коэффициенты диффузии D, влагопрони-
цаемости Рв, паропройицаемости Р и
растворимости воды SB для некоторых
полимеров даны в табл. 6.6. В гидрофоб-
ных материалах диффузия происходит
по механизму, аналогичному переносу
газов и паров. При этом летучие элект-
ролиты с высоким давлением пара
(НС1, HNO3, HF, NH3 и др.) имеют
коэффициент диффузии D, близкий к DB
воды. Нелетучие электролиты с низким
Pi имеют D примерно на три порядка
меньше Ов [13]. Для полимеров в аморф-
ном и частично кристаллическом состо-
янии при Т< Тс механизм сорбции жид-
ких сред включает два процесса: истин-
ное растворение части низкомолекуляр-
ного вещества в полимерном материале
и сорбцию его поверхностью пор и
микропор. Степень сорбции уменьшается
с увеличением степени кристалличности
полимера, для наполненных пластмасс
коэффициенты D, S, Р зависят от кон-
центрации наполнителей и пластифика-
торов, влияющих на наличие пор и
трещин. Значения коэффициентов D и Р
газов в ряде полимеров даны в табл. 6.7.
При проникновении водяных паров в по-
лимер коэффициенты D, S и Р увели-
чиваются в 1,4—2,5 раза при повыше-
нии относительной влажности до 95%
[54]. Кроме того, коэффициенты D, S, Р
зависят от температуры и механических
Таблица 6.6
Коэффициенты диффузии D, вла! опрошшаемос ги Р m паропронпц емости Р
и растворимости воды в полимерах при 20 - 25‘С |13|
Полимер на основе D1012 м2/с Дв 10>б, кг/(м с Па) мои, м2/(с Па) 5В1(М, кг/(м3-Па)
ПЭ 0,7-0,8 4-8 7*; 0,9** 9,8
ПС 12-33 40-109 1 -91 128
ПММА 8-13 62-83 0,1 9,8
ПВХ 0,6 - 2,3 26 0,1 - 12 42
ПТФХЭ 0,2-0,8 0,1-0,3 0,02-0,07 75
ПТФЭ 0,8 0,4-1 — 1,2
* пэвд.
** пэнд.
210
Совместимость материалов и прогнозирование сроков службы уплотнений
Таблица 6.7
Коэффициенты диффузии и газопроницаемости термопластов при 20 — 25 °C [13]
Полимер Значения D-UPO, м2/с (в числителе), и Р1017; м2/(с-Па) (в знаменателе)
Кислород Углекислый газ Водород Метан Этилен Пропан
пэвд 0,46/2,5 0,37/10 -/7 -/1.5 -/8,5 -/12
ПЭНД 0,2/0,4 0,1/3,5 -/1,5 — — —
ПП -/0,9 -/4 -/8 -/0,4 -/3,5 -/2,5
ПС 0,11/1,3 0,06/6 4,4/9 — — —
ПТФЭ 0,17/0,04 0,09/0,07 -/1 — — —
ПТФХЭ -/0,01 -/0,1 -/0,06 — — —
ПК (дифлон) 0,02/1,3 0,005/6 0,64/10,5 -/0,034 — -/о,оз
Эластомеры на 0,4/1,8 — — — — —
основе СКН-18
и СКН-26
ХП 0,4/3 — — — — —
СКТ 30/380 — — — — —
СКФ 0,08/1,1 — — — — —
напряжений, способствующих протека-
нию процессов сорбции.
Коэффициент проницаемости электро-
литов Рв 1016, кг/(м с • Па), при 50 °C по
отношению к азотной и соляной кисло-
там соответственно равен [13]: для
ПЭНД - 110 и 0,96; для ПП - 48 и 5,4;
для фторопласта 42 — 62 и 0,73.
Коэффициент диффузии электролитов
D1012, м2/с, в поликапроамиде состав-
ляет [13]: азотной кислоты — 6,7; соля-
ной — 4; серной — 2, фосфорной — 0,95;
уксусной — 3,1. Для полиамида в 30 %-
ной уксусной кислоте — D = 1,4-10“14
м2/с; в 10%-ном растворе едкого натра
D = 0,4 10“14 м2/с.
Сорбция и диффузия органических жад-
ностей в полимерах. Проницаемость по-
лимеров по отношению к органиче-
ским жидкостям и парам зависит от их
химической природы. Наибольшую про-
никающую способность имеют аромати-
ческие углеводороды и их пары, мень-
шую — алифатические углеводороды и
минимальную — спирты и кетоны. Наи-
менее проницаемы фторсодержащие по-
лимеры и гетероцепные полимеры, по
сравнению с которыми проницаемость
ПЭНП, например, выше на два-три
порядка. Для ПЭНП коэффициент
Р• 1015 м2/(с- Пя), составляет: в аромати-
ческих углеводородах 16...40; в пара-
финовых 10... 14; в спиртах, ацетоне,
сложных эфирах и циклогексане 0,2...
...2,6.
6.3. Совместимость эластомеров
с рабочими жидкостями
Большую часть резиновых уплотне-
ний эксплуатируют в среде нефтяных,
реже синтетических РЖ. В отличие от
каучука, который может растворяться
в некоторых жидкостях, резины после
вулканизации лишь ограниченно набу-
хают в жидкостях вследствие их сшитой
пространственно-сетчатой структуры.
Механизм набухания резин и вымывания
из них пластификаторов и других раст-
воримых в РЖ компонентов рассмотрен
в подразд. 6.2. Степень набухания рези-
ны в РЖ в первом приближении соот-
ветствует положению: подобное раство-
ряется в подобном. Углеводородные
жидкости малополярны, поэтому в их
среде мало набухают резины на основе
полярных нитрильных каучуков СКН.
Выбирая материал для уплотнения, не-
Совместимость эластомеров с рабочими жидкостями
211
обходимо исключить сочетания, при ко-
торых каучук растворяется в жидкости,
так как резины на его основе в этих
случаях будут несовместимы со средой
вследствие большого набухания.
Резины на основе нитрильных каучу-
ков СКН-18, СКН-26 и СКН-40 набу-
хают в нефтепродуктах тем меньше, чем
больше в молекулах каучука нитрила
акриловой кислоты (НАК). Например,
если степень набухания СКН-18 в дан-
ной жидкости 100%, то степень набуха-
ния СКН-26-до 30%, а СКН-40-до
17 %. Введение в резиновую смесь напол-
нителей (технического углерода) снижает
степень набухания соответственно умень-
шению доли каучука в смеси. При
исследовании набухания резин на основе
СКН в среде масел парафино-нафте-
нового класса (см. подразд. 2.5) выявле-
но следующее:
набухание (<?j) в первую очередь опре-
деляется количеством каучука (х) в смеси
и содержанием НАК;
при данном типе каучука на степень
набухания влияет густота пространствен-
ной сетки резины, увеличивающаяся при
увеличении степени вулканизации;
степень набухания снижается по мере
увеличения доли наполнителей в резино-
вой смеси;
пластификаторы (дибутилфталат, ди-
бутилсебацинат) мигрируют из резины
в РЖ, что проявляется в уменьшении
ее массы (— q2).
Для резин на основе одного каучука
СКН зависимость др (х) линейная
(рис. 6.7, а), причем угловой коэффициент
Рис. 6.7. Зависимости степени набухания ре-
зин в жидкостях на нефтяной основе от
содержания каучука в смеси (а) и темпера-
туры (6):
I, II, III — при доле наполнителя в смеси соот-
ветственно 0,50, 200 м. ч.
прямых функционально связан с количе-
ством НАК в каучуке:
= а (х — С) + d,
где — степень набухания резины при
О °C, %; а — коэффициент, равный 0,35
для СКН-18; 0,10 для СКН-26; 0,03 для
СКН-40; С« 9,5 %; d = 0,5 %.
Для резин из комбинаций каучуков
эта зависимость усложняется — необхо-
димо учитывать содержание НАК в каж-
дом каучуке. Тип и число наполнителей
влияют также на степень набухания
(рис. 6.7,6). Степень набухания резин на
основе СКН в нефтепродуктах опреде-
ляется соотношением парафиновых, наф-
теновых и ароматических углеводородов
в жидкости, причем последние вызывают
значительное набухание. По степени на-
бухания эталонной резины в различных
нефтепродуктах последние располагают-
ся в определенной возрастающей после-
довательности. Коэффициенты диффу-
зии РЖ через резины указаны в табл. 6.5.
Контроль агрессивности нефтепродук-
тов. На рис. 6.8 показана зависимость
степени набухания резины на основе
СКН от анилиновой точки (АТ) нефте-
продукта, отражающей соотношение
ароматических и парафиновых углеводо-
родов в жидкости (ГОСТ 12329— 77).
Для распространенных РЖ АТ = 68...
...90°C. Контроль АТ РЖ целесообра-
зен, однако оценка степени воздействия
РЖ на резину по АТ дает надежные
результаты только для различных пар-
тий одной РЖ. РЖ разного химическо-
го состава могут иметь одинаковую АТ,
но вызывать разное набухание резины.
Рис. 6.8. Зависимость степени набухания от
АТ нефтепродукта для резин:
1 — на основе СКН-26; 2 — на основе СКН-26 и
СКН-18; 3 — эталонной
212
Совместимость материалов и прогнозирование сроков службы уплотнений
Это объясняется, например, разным воз-
действием на резину изомерных структур
ароматических углеводородов. Более
объективную оценку воздействия РЖ
на резины на основе СКН дает срав-
нение их набухания с набуханием эта-
лонной резины в различных РЖ. Эта-
лонная резина должна иметь постоян-
ный состав, аналогичный наиболее рас-
пространенным рецептам, но без подвер-
женного вымыванию пластификатора.
Стабильность густоты пространственной
сетки такой резины контролируют по
степени набухания в однокомпонентной
жидкости. Определяя степень набухания
эталонной резины в различных нефте-
продуктах, можно не только располо-
жить их в определенный ряд, но и
построить на этом принципе прибор,
подобный логарифмической линейке для
расчета qp. Стойкость ряда резин к воз-
действию нефтепродуктов можно оце-
нить по набуханию в одном наиболее
стабильном продукте. ГОСТ 9.030 — 74
предусматривает испытание резин на
набухание в одной из стандартных жид-
костей : СРЖ-1 (АТ = 120... 125 °C),
СРЖ-2 (АТ = 93.. .97 °C) и СРЖ-3 (АТ =
= 68...74 °C).
Допустимая степень набухания мате-
риалов уплотнений qp = 8... 12 %, потери
массы 2—4 %, так как набухание в основ-
ном вызывает деформацию уплотнений,
а потеря компонентов резины снижает
ее работоспособность.
Временная и температурная зависимос-
ти набухания. Приближенно кинетиче-
ские кривые набухания (рис. 6.9) можно
описать уравнением
q = qt ~Чг = QpiС1 -е-'/н) -qp2(l-e~‘^),
(6.18)
где Ti, т2 — постоянные времени, ч.
Форма кинетических кривых определя-
ется соотношением величин qpl, qp2, и
и т2. Обычно равновесное состояние
наступает через 70— 200 ч пребывания
образца в жидкости при температуре
70°C (т. е. т112«20..,50 ч) в зависи-
Рис. 6.9. Кинетические кривые набухания
резин на основе СКН-26 (кривые 1) и комби-
нации СКН-26 и СКН-18 {кривые 2) в масле
с АТ = 68 ... 70 °C
мости от типа резины, жидкости и массы
образца. Как правило, qp2 < 4 %.
При отсутствии в резине пластифика-
тора или в жидкости растворителей ее
компонентов происходит только набуха-
ние резины, сопровождающееся увеличе-
нием массы и объема (кривая 1 на
рис. 6.5). При значительном вымывании
и малом набухании qp2 > qpl (кривая 2
на рис. 6.5), при умеренном набухании
и значительном вымывании кривая q(t)
может иметь максимум (кривая 3 на
рис. 6.5), соответствующий qpl > qp2
и т2 > Тр
Соотношение степеней набухания по
массе qM и объему qv зависит от сос-
тава и параметров жидкости и резины.
В набухшей резине присутствует часть
жидкости с плотностью р, поэтому плот-
ность набухшей резины рр рр и
9iP/9mP~Pp/P- При р х 0,85 г/см3 и рр =
= 1,3 г/см3 qvp х l,5gM.p.
Температурная зависимость набухания
определяется активационным механиз-
мом процесса диффузии и может быть
описана на основании уравнения (6.17)
и зависимости QF = 0,5DqvpS/l. Зависи-
мость, экспериментально установленная,
для резин на основе СКН имеет вид
а =а° е-48
Ум.р Ум.рс 9
(6-19)
где А — коэффициент, характеризующий
крутизну кривых qp (9); q° р - степень
набухания при нормальной темпера-
туре.
Зависимость (6.19) в системе координат
lg qp — 9 является линейной (см. рис.
Прогнозирование сроков службы эластомерных уплотнений
213
6.7, б), откуда А 103 = 2,8... 7,6 (3,5 — в
топливе Т1, 5,1 — в масле АМГ-10; 7,6 —
в масле МС-20).
Действие на эластомеры воды н раст-
воров электролитов [13]. Как правило,
эластомеры сорбируют воду меньше,
чем пластмассы. На показатели влаго-
стойкости температура (в пределах 9 <
< влияет незначительно (кроме НК
и ХП). Водопоглощение <?мр, %, для
резин на основе каучуков при 20—25 °C
составляет: СКН-18 - 0,1 ...6; СКН-26-
2...6; СКН-40-2,8...4; ХП-О,6...1О;
СКЭП - 0,5...3; СКФ- 1Д...2; СКТ -
7%. Для НК при 75 °C <jM p увеличива-
ется до 10 %, для ХП — до 49 %.
Давление набухания. Если контакти-
рующая с жидкостью деталь находится
в замкнутом объеме (V — const), то по
мере диффузии жидкости в эластомере
возникает давление набухания pq, кото-
рое может достигать 20 МПа. По при-
роде давление набухания идентично
осмотическому давлению, которое свя-
зано с физическими параметрами урав-
нением, аналогичным уравнению Менде-
леева — Клапейрона. Давление набуха-
ния pq можно описать эмпирическим
уравнением в зависимости от концент-
рации С жидкости в эластомере рч =
= 7t0C’fc, где л0, к — коэффициенты.
Теоретическая зависимость pq от отно-
шения давления пара piH над набухшим
эластомером к давлению насыщенного
пара pt жидкости при данной темпера-
туре Т имеет вид
pq= - j-RTln(pM,
где Vj — парциальный объем жидкости
в эластомере; р,н/р, < 1. Кривые на
рис. 6.10 отражают процесс набухания
эластомера (<р = ДУ/Рц) при pq = const.
Если ограничить увеличение объема при
набухании, значения pq увеличатся
(рис. 6.11). При эксплуатации уплотне-
ния всегда находятся в деформирован-
ном, преимущественно сжатом состоя-
нии. При этом снижаются возможности
свободной деформации детали и созда-
ется сложное напряженное состояние,
Рис. 6.10. Зависимость степени набухания
эластомера во времени о г давления набуха-
ния в замкнутом объеме для резины на
основе НК в гексане
Рис. 6.11. Зависимость давления набухания
резин на основе СКН-18 при постоянном
объеме от степени набухания:
1 — бензол; 2 — декалин; 3 — циклогексан
при котором наряду с напряжением от
деформации детали при ее установке
дополнительно возникает давление на-
бухания. На процесс влияет также тем-
пература [см. уравнения (6.17) и (6.19)].
6.4. Прогнозирование сроков
эксплуатации эластомерных
уплотнений
Сроки хранения и работы эластомер-
ных уплотнений прогнозируют на основе
результатов ускоренных испытаний при
повышенных температурах. Полученные
результаты экстраполируют на рабочие
условия, используя уравнения химиче-
ских реакций и диффузии. Наблюдения
за процессом старения различных поли-
мерных материалов показали, что под
воздействием среды происходят диффу-
зионный обмен, приводящий к измене-
нию объема и состава компонентов ма-
териала уплотнений, и химические реак-
ции (преимущественно окислительные),
приводящие к частичному изменению
природы полимерных цепей и структур-
ным изменениям. Основным парамет-
ром, определяющим негерметичность
уплотнений, является контактное давле-
ние рк, которое после установки уплот-
нений (рк0) сначала быстро уменьшается
214
Совместимость материалов и прогнозирование сроков службы уплотнений
Рис. 6.12. Кривые изменения контактного
давления при старении
до р'о вследствие обратимого физическо-
го процесса релаксации напряжений в
резине (при нормальной температуре
за несколько десятков часов), а затем
медленно уменьшается вследствие старе-
ния материала (при нормальной темпе-
ратуре несколько лет). Пример измене-
ния рк при 90 °C во времени t для
резины на основе каучука СКН-26
в масле показан на рис. 6.12.
Уменьшение контактного давления в
процессе старения описывается уравне-
нием
Рк = Pioe-Kt, (6.20)
Рис. 6.13. Номограмма для определения
времени накопления заданной остаточной
деформации Дй от температуры
цессов, построенные по результатам
испытаний в воздухе и малоагрессив-
ных жидкостях (qM < 5 %) являются зер-
кальным отображением одна другой [35,
47]. В связи с этим на номограмме
(см. рис. 6.13 и 6.14) прямые, соответ-
ствуюшие F (Рко/Рк) = const, заменены
прямыми, соответствующими Ай = const.
Для построения номограмм необходимо
по экспериментальным данным (ГОСТ
где К = Ае~ WD _ константа скорости
старения, зависящая от температуры;
А — постоянная, зависящая от природы
материала; U — энергия активации.
Соотношение между функцией изме-
нения контактного давления F (Дко/Рк),
временем t и температурой Т
U 1
RT Т
In t = F( ^4 +
\ Рк/
используют для построения линейных
номограмм в координатах In t — 1/Т при
Рко/Рк = const (рис. 6.13). Эксперименталь-
ное определение рк сопряжено со значи-
тельными трудностями, поэтому вместо
Рко/Рк используют накопленную относи-
тельную остаточную деформацию Ай =
= (h0 - h2)/(h0 - hi), где h0 - размер до
деформации; hi — размер при деформа-
ции под нагрузкой; h2 — размер после
разгрузки и выдержки в течение 3 мин.
Исследования падения напряжения и
накопления остаточной деформации при
старении показали, что кривые этих про-
Рис. 6.14. Кинетические кривые накопления
остаточной деформации:
I — сутки при 90 °C; II — сутки при 70 °C; III —
месяцы при 50°C; IV— годы при 25 °C
Прогнозирование сроков службы эластомерных уплотнений
215
9.029 — 74) определить значения U и по
кинетическим кривым (рис. 6.14, а) оста-
точную деформацию Дй. Значение Д/г
находят не менее чем при трех тем-
пературах, например при 50, 70, (90),
100 °C, и для каждого интервала под-
считывают энергию активации U
(ГОСТ 9.033 - 74).
Отношение времени достижения опре-
деленного отношения Рко/Рк или Дй при
температурах 7J и 7J+I:
tf К. [U ( 1 1 Y
ti+1 “ Ki+l Ti+J.’
Следовательно, энергия активации в
этом интервале (ГОСТ 9.035 — 74)
Влияние динамических нагрузок прояв-
ляется в уменьшении энергии активации
процесса старения Ua = U — аЕ, где Е —
удельная механическая энергия (см. под-
разд. 6.1). Для учета характера нагрузки
вводят коэффициент К„ (при статических
нагрузках К„ = 1,0; при умеренной виб-
рации 0,9, при сильной вибрации 0,8
и при ударных нагрузках в сочетании
с вибрациями 0,6). Разброс параметров
уплотнения оценивают коэффициентом
запаса Ks = 1,5.
В итоге расчетные значения контакт-
ного давления и накопления относитель-
ной остаточной деформации к концу
срока эксплуатации должны быть не
менее
Г; = 4’6^Г18
tf
ti+l
Ркпмп
Pkm-^s .
дй=1
РкПМП
РкО
Для масел (при > 5 %), синтети-
ческих жидкостей и воды не выявлено
зеркального отображения кривых р'к0/рк
и Дй, поэтому исходными данными для
расчета сроков старения в этих жидкос-
тях должны быть значения рко/рк.
Время старения удобно рассчитывать
по совмещенным кривым (рис. 6.14,6),
построенным для каждой марки резины.
Предельное значение остаточной дефор-
мации, при котором допускается экс-
плуатация уплотнений, Дй = 0,8. При
установлении срока эксплуатации или
хранения необходимо учитывать умень-
шение рк при низких температурах
и ускорение процесса старения при ме-
ханических воздействиях.
Расчетный срок эксплуатации необхо-
димо сократить, внеся две поправки,
учитывающие, что 1) при низких темпе-
ратурах рк = рк м уменьшается в соот-
ветствии с формулой рк м = р1;Кк, так как
в первом приближении рк/РкО = (1 — Дй):
: (1 — е Дй)« 1 — Дй (из условия обеспе-
чения герметичности ркм «0,1 МПа);
2) в динамических режимах вследствие
вибрации посадочных мест и пульсации
давления в резине интенсифицируются
механохимические процессы старения
[35, 44, 80]. Определение коэффициента
Кв регламентирует ГОСТ 13808 — 79.
(6.21)
Определив Дй по совмещенной кине-
тической кривой (рис. 6.14,6), находят
гарантированное время хранения и ра-
боты уплотнения.
Зависимости (6.20) и (6.21) установ-
лены при испытании в условиях Т—
= const. В реальных условиях темпера-
тура хранения и работы уплотнений
колеблется в широких пределах из-за
суточных и сезонных изменений, а также
периодических включений привода. При
переменной температуре эксплуатации
рассчитывают эквивалентную темпера-
туру 9ЭКВ, при которой старение в те-
чение года приводит к такому же изме-
нению свойств материала, как и в ре-
альных условиях:
'Г _ о 4. ЭТТ __ _____^ср/^____
эк. «экв +
где Пср и Ui — энергия активации соот-
ветственно средняя и в интервале тем-
ператур Tf — 7^+]; p(t) — вероятность по-
явления температуры 7J в течение года.
Метод расчета и таблицы параметров
даны в ГОСТ 9.034-74.
Пример. Установить время эксплуатации
и хранения уплотнения неподвижного соеди-
нения из резины на основе каучуков СКН-26
216
Совместимость материалов и прогнозирование сроков службы уплотнений
и СКН-18, если оно должно работать при
S = -45..-. +100 °C (9ЭКВ = 35 °C) и динамиче-
ской нагрузке. При 9 = -45 °C коэффициент
Кв = 0,25.
Выбираем коэффициенты уравнения (6.21):
Ks = 1,3; рк м — 0,1 МПа (при —45 °C). К концу
эксплуатации [см. уравнение (6.21)] при нор-
мальных условиях необходимо PKmin —
= 0,1 -1,3/(0,25 • 0,85) = 0,61 МПа.
Принимаем исходное значение рк0 = 2,5...
...4,0 МПа. С учетом релаксации резины
после установки уплотнения р^0 = 0,75-2,5 =
= 1,87 МПа. Согласно (6.21) Д/i = 1 — 0,61/
/1,87 = 0,67.
По совмещенной кинетической кривой для
выбранной резины устанавливаем при Ээкв =
= 35 °C расчетное время гарантии tr = 8 лет.
Экспрессный метод прогнозирования,
основанный на сравнении долговечно-
стей двух или более резин для выбора
лучшей, описан в работе [2]. После
оценочных расчетов результаты уточ-
няют, подтверждая их результатами
испытаний.
6.5. Стойкость полимерных
материалов в агрессивных средах
По отношению к веществам с окис-
лительными свойствами неустойчивы
практически все полимеры. Наиболее
активными агентами окисления являют-
ся кислород, озон, окислительные кисло-
ты (азотная, хлорная и др.), растворы
некоторых солей, перекисные соединения
[13]. По отношению к воде и водным
растворам кислот и оснований неустой-
чивы полимеры с гетероатомами в ос-
новной или боковой цепи и теорети-
чески устойчивы карбоцепные полимеры,
не имеющие двойных связей в основ-
ных цепях и гетероатомов в боковых
цепях. В присутствии многоосновных
кислот, оснований и солей значительно
ускоряются реакции гидролиза, поэтому
гидролитическая деструкция является
основным фактором выхода из строя
полимеров в таких средах [13, 54].
Функциональные группы полимеров мо-
гут вступать в разнообразные химиче-
ские реакции: галогенирования, сульфи-
рования, нитрования и т. д.
Химическую стойкость полимерных
материалов ориентировочно оценивают
по балльным системам. Оценки химиче-
ской стойкости по трехбалльной системе
(С — стойкие, О — относительно стойкие,
Н — нестойкие) согласно ГОСТ 12020—
72 для пластмасс и резин приведены
соответственно в табл. 6.8 и 6.9.
В табл. 6.10 показано изменение коэф-
фициентов стойкости К„, Кс резин при
воздействии агрессивных сред. Более
подробно эти вопросы рассмотрены в
работах [13, 23, 54].
6.6. Старение рабочих жидкостей
Показатели качества РЖ гидросистем
вследствие температурных и механи-
ческих воздействий в процессе эксплуа-
тации изменяются, например, быстро
уменьшается вязкость загущенных масел
(см. подразд. 2.5). РЖ подвергается из-
менениям в парах трения, дроссельных
элементах, гидравлических трактах, рабо-
чих клетках гидромашин, а также при
акустических и ультразвуковых колеба-
ниях. Для рационального функциониро-
вания гидросистемы при проектирова-
нии выполняют химмотологический
анализ РЖ [35], результаты которого
целесообразно использовать при анализе
условий эксплуатации уплотнений.
Уменьшение вязкости РЖ влияет на
механизм утечек через уплотнения. Обра-
зование при старении РЖ агрессивных
продуктов усиливает процессы коррозии.
Загрязнение РЖ продуктами изнашива-
ния увеличивает износ пар трения в
уплотнении. Газонасыщение РЖ при
интенсивном перемешивании резко сни-
жает модуль объемной упругости и
вызывает кавитационные явления.
Механизм термоокислительного ста-
рения (см. подразд. 6.1). В результате
термоокисления в РЖ образуется вода,
смолы, кислоты, сложные эфиры, увели-
чивающие кислотное число Кон = у
(см. рис. 6.2). Время старения t связано
с температурой Т уравнением (6.2) (см.
также рис. 6.1 и 6.3). Во многие
Старение рабочих жидкостей
217
Химическая стойкость пластмасс в агрессивных средах |13| Таблица 6.8
Среда ПЭ пп ПС ПММА пвх ПТФЭ ПА ПК
Вода:
морская С/С—О с/с с/с с/с с/с—о с/с с—о/с—о —-
пресная С/С с/с с/с с/с с/о—н с/с с/с с
Кислород с/с — н н с/н с/с н— —
Озон С—н/н — н с с с н —
Кислоты неоргани-
ческие:
азотная 40%-ная с/с с/с с/о н/н с с/с о/н с
» 90%-ная н н н н н с н —
серная 60%-ная с/о с/с -/С н/н о с/с н н/н
» 95%-ная соляная 35%-ная о/н с/с о/н н/н н с/с н —
с/с с/с с/с с/с -/С -/С — —
Кислоты органи-
ческие:
салициловая с/с — с/с — с/с с/с с —
олеиновая с/о-н с/о-н с/о с/н с/с с с/с —
уксусная 80 %-ная с/с с/с с/н н с/н с/с о/н н/н
Органические среды:
ацетон н/н о/н н/н н/н н/н с/с с/с н/н
бензол о/н н/н о/н н/н н/н с/с с/о н/н
глицерин с/о с/с с/с с/с с/с с/с с/с с
жиры — с/с с/с с/с с/с с/с с/с с/с
керосин масла минералы с/о о/о н — о/н с/с н н
ные с/о с/о о/о — с с
спирт бутиловьй с/с с/о с/о о/н о/н с/с с/с с/с
спирт этиловый с/н с/с с/о с/н с/н с/с с/с с/с
фреоны С—с/о — н н — с/с с—о н/н
Примечание. В числителе — оценка при S «25°C, в знаменателе — при S > 60'С; Smax = 80°C.
РЖ для замедления процесса коррозии
и изнашивания вводят присадки на
основе органических кислот, для которых
характерно одновременное увеличение
кислотных продуктов базового масла и
уменьшение Кон в результате расхода
присадки, (рис. 6.15)
у = У1СК' + 1у2 (етК| + е-тК1)~ (6-22)
где К — константа скорости старения;
т — коэффициент.
Применительно к маслам нефтяного
происхождения эмпирический коэффи-
циент а в уравнении (6.7) можно опре-
делять по формуле а = (22400/М)арава3...,
где ар учитывает интенсивность режима
давления, ав — концентрацию и состоя-
ние воздуха, а3 — концентрацию и состав
загрязнений (М — молекулярная масса)
[35]; т = 0,75... 1,0 для масел типа АУП
и 1,0...1,5 для МГЕ-10А. Значения т и
а устанавливают для типовых конкрет-
ных случаев. Обычно энергия активации
для нефтяных масел Uc = 60... 110 кДж/
/моль, значение аЕ = 5...15 кДж/моль
[35]. Для оценки времени старения масла
по показателю у можно использовать
методику ускоренного термостарения
при температурах больше рабочей с одно-
временным дросселированием масла
при перепаде давлений Ар.
218
Совместимость материалов и прогнозирование сроков службы уплотнений
Химическая стойкость резин в агрессивных средах |13]
Таблица 6.9
Среда Резина на основе каучука
СКН скэп наирнт скт СКФ
Вода с/с—о с/с—о с/о с/с с/с
Кислоты неорганические: азотная 10%-ная н с/о—н н — с
» 70%-ная н о н н с
серная 10%-ная с/с с/с с/с о с/с
» 50%-ная с/с — с/о — с
соляная 20%-ная с/н с/о с н о/н
Органические среды: олеиновая кислота с—о/с—о н о н с/с
уксусная кислота о/н о/н н н н
ацетон н с/о о/н с Н/Н
бензол н н н н о
глицерин с/с с/о с/с о с
жиры с/с — с/с с с
керосин с/с н о н с/с
Масла минеральные с/с н С—0/0 — с/с
Спирт бутиловый с/с с/о с/о — с/с
Спирт этиловый с/с—о с/с с/с—о — с/с
Примечание. В числителе — оценка при Э ® 25“С, в знаменателе — при 9 С 75‘ .
Таблица 6.10
Коэффициенты стойкости резин при воздействии агрессивных сред |13|
Среда э,°с t, сут. Значения К„(КВ), %, для резин на основе каучука
СКН-18 СКН-40 ХП СКЭП СКЭПТ СКФ СКМС
Кислоты: серная 40%-ная 20 40 100(40) 104(93) 100(75) 98(83) 93(96)
серная 60%-ная 20 40 ЮО(-) 100(72) — 100(100) — 98(90)
серная 98%-ная 20 28 — Н — 97(50) 98(70) 75(80) —
азотная 10%-ная 70 7 60(45) 50(67) н Н 7(44) 78(85) 50(63)
азотная 56-96 %-ная 20 10 87(94) 75(87) —- 80(125) 80(90) 80(70) 76(80)
соляная 20 %-ная 20 30 103(78) 98(40) — 112(120) 100(100) 77(55) 155(27)
олеиновая 20 7 87(70) 100(90) 100 28 19 80 13(25)
уксусная 20 %-ная 20 7 84(109) 88(98) 73(37) 100(120) 90(88) 60(95) 94(100)
Едкий натр 50%-ный 100 10 100(80) 125(60) 95(87) 100(95) 95(85) 90(104) 100(83)
Натрия хло- рид 30 %-ный 90 20 103(82) 81(67) 103(57) 108(115) 102(91) 80(90) 52(28)
Старение рабочих жидкостей
219
У
Уо
У1
У<
о
Рис. 6.15. Зависимости кислотного числа РЖ
от времени старения для РЖ:
Тб — базовое масло; уп — присадки; у — результи-
рующая кривая
Изменение вязкости РЖ в динами-
ческих режимах. Вязкость незагущен-
ных масел мало меняется в процессе
эксплуатации (рис. 6.16, а). Обычно она
несколько увеличивается в результате
полимеризации молекул углеводородов,
а также испарения легких компонентов
основы масла. При этом незначительно
повышается температура вспышки РЖ.
Вязкость v загущенных масел при
дросселировании и нагреве уменьшается
на Av = Vo — Vc в результате термической
и механической деструкции вязкостной
просадки. Оба процесса характеризуются
экспоненциальной кинетической зависи-
мостью (рис. 6.16, б) и могут быть опи-
саны уравнением
Av = (v0 - vc)e~K1‘. (6.23)
Для наиболее распространенных РЖ
при достаточно больших t получено
соотношение Av = 0,4vo [35]. Как и при
термоокислительной деструкции, умень-
шение вязкости загущенных масел яв-
ляется экспоненциальной функцией
удельной энергии Е (см. рис. 6.16, в).
Определение удельной энергии механи-
ческих воздействий на РЖ. Входит в
комплекс расчетов при химмотологи-
ческом анализе гидросистемы. Уровень
механического воздействия на жидкость в
гидравлических трактах определяется по-
терями на гидравлическое сопротивление
Др5 и объемом циркулирующей жид-
кости. Механическая энергия единицы
объема РЖ в полостях высокого дав-
ления практически равна энергии давле-
rfira, поэтому в местах дросселирования
при перепаде давлений Ар, МПа, вся
мощность объемных потерь ApQ, Вт,
затрачивается на нагрев и изменение
показателей РЖ. Примеры расчета Е
рассмотрены в работе [35]. Результаты
исследований приводят к выводу об
определенной зависимости процесса ста-
рения от удельной энергии Е и дав-
ления р.
Чистота рабочей жидкости. Чистота
РЖ — одна из характеристик чистоты
гидросистем, под которой понимают
комплекс критериев, характеризующих
состояние загрязненности РЖ и внутрен-
них полостей по сравнению с некото-
рым эталоном. Во взаимосвязанной
системе жидкость — внутренние поверх-
ности практически можно проконтро-
лировать только загрязненность РЖ, и
именно она определяет процессы в зазо-
рах уплотнений: раскрытие стыков круп-
ными частицами, изнашивание пар
трения.
Рис. 6.16. Зависимости относительной вязкости РЖ гидропередачи от времени старения,
удельной механической энергии и давления (в)
220
Клапанные уплотнения
Таблица 6.11
Уровни jai рязненности РЖ (выборка)
Класс чистоты по ГОСТ 17216-71 Число частиц Nt в объеме 100 мл РЖ при Д</ь мкм
5-10 25-50 50-100 100- 200 Волокна
6 500 50 6 2 1
9 4000 400 50 12 4
10 8000 800 100 25 5
12 32000 3000 400 100 20
Массу механических загрязнений q3 в
объеме жидкости определяют по ГОСТ
10577 — 78 (в мг/л или %), сравнивая
массы контрольного фильтра в исходном
состоянии и после фильтрации через
него 100 мл РЖ. Для масел типа
АМГ-Юи МГЕ-10А в состоянии поставки
в запаянных банках q3 = 8... 30 мг/л.
Масла, транспортируемые в цистернах
и разливаемые в бочки, имеют q3 =
= 600... 1400 мг/л, что на порядок
превышает допустимые нормы. Такие
масла до заправки в гидросистемы
необходимо очищать до q3 < 100 мг/л.
На надежность работы уплотнений в
первую очередь влияет гранулометри-
Глава 7
КЛАПАННЫЕ УПЛОТНЕНИЯ
7.J. Основные сведения
Клапанные уплотнения (КУ) или затворы,
являющиеся уплотнительными устройст-
вами периодического действия, пред-
назначены для перекрытия потока рабо-
чей среды.
В клапанных уплотнениях наиболее
интенсивно протекают процессы эрози-
онного, динамического и коррозионно-
го разрушения. Конструкция КУ в
значительной степени определяет на-
дежность, габаритно-массовые характе-
ристики и энергопотребление агрега-
тов, арматуры и исполнительных уст-
ройств [29].
Классификация КУ, построенная на ос-
нове анализа характера взаимодействия
ческий состав загрязнений с числом
частиц Nt в определенных интервалах их
размеров AJf. Плотность распределения
частиц регламентирует ГОСТ 17216—71
(табл. 6.11). Практически чистота гидро-
систем находится в пределах классов
6—14, чаще классов 9 — 13. Если при
эксплуатации чистота РЖ становится
грубее допустимой (что свидетельствует
о несовершенстве системы фильтрации),
РЖ необходимо заменять даже при
сохранении других качественных показа-
телей в пределах нормы. Для уплотне-
ний наиболее опасны мелкие частицы
загрязнений (1 — 5 мкм) в РЖ.
контактирующих уплотнительных эле-
ментов и возникающих в процессе
герметизации деформаций, позволяет
оценивать различные конструктивные
схемы КУ. Так, по принципу образо-
вания КУ выделяют большую группу
конструкций, в которых герметичность
достигается в результате деформации
контактирующих элементов. Две другие
группы составляют КУ с расплавляе-
мым (замерзающим) и жидкостным
(гидрозамки) уплотнениями. По мате-
риалу контактирующих элементов выде-
ляют КУ, образованные контактом ме-
таллического и неметаллического эле-
ментов (металл — неметалл), металличе-
ских элементов (металл — металл) и кон-
тактом неметаллических элементов.
Основные сведения
221
Анализ характера деформации при
контакте элементов КУ позволяет вы-
делить уплотнения с упругой, пласти-
ческой и пластической только в поверх-
ностной зоне уплотнительных элементов
деформациями.
Сила герметизации и работоспособ-
ность КУ в значительной степени
зависят от жесткости контактирующих
элементов. Анализируя КУ по жест-
кости контактирующих элементов, вы-
деляют КУ с нормальной и пони-
женной жесткостью.
При разработке КУ необходимо учи-
тывать многообразие технических тре-
бований, предъявляемых как к уплот-
нению, так и к агрегату. Эти требо-
вания можно систематизировать по сле-
дующим основным группам:
а) основные рабочие параметры —
условный проход Dy или пропускная
способность; давление, перепад давле-
ний; диапазон изменений температуры;
диапазон регулирования параметров ра-
бочей среды (для регуляторов) и др.;
б) характеристика рабочих сред —
химический состав, агрегатное состояние,
механические примеси, вязкость, взрыво-
пожароопасность и др.;
в) требования к качеству — герметич-
ность, ресурсы по срабатываниям и
расходу, точность и стабильность ра-
бочих параметров, надежность и долго-
вечность;
г) эксплуатационные условия — часто-
та и быстрота срабатываний, время
нахождения в положениях «открыто» и
«закрыто», возможность и периодич-
ность технического обслуживания и ре-
монта, внешние воздействия (вибрация,
удары, линейные перегрузки и др.);
д) особые требования — ограничения
по габаритам, массе и энергопотреб-
лению, необходимость дублирования КУ,
способ управления, тип привода и др.
Следует также учитывать экономи-
ческие требования, зависящие от объема
производства, ограничений по примене-
нию материалов, стоимости изготов-
ления и эксплуатационного обслужи-
вания.
Выбор конструктивной схемы КУ яв-
ляется наиболее сложным и ответ-
ственным этапом проектирования и осу-
ществляется на основе анализа функцио-
нальных параметров с учетом пара-
метров технологической наследствен-
ности. К функциональным параметрам
КУ относят: герметичность уплотнения
(допускаемые утечки); пропускную спо-
собность и гидравлическое сопротив-
ление; контактное давление; чувстви-
тельность к погрешностям изготовления,
монтажа и температурным деформа-
циям; стойкость к динамическим нагруз-
кам при срабатываниях, коррозионному
и эрозионному воздействию среды, внеш-
ним эксплуатационным воздействиям.
Обеспечение герметичного перекрытия
потока рабочей среды — основное назна-
чение КУ. Герметичность КУ опреде-
ляется допускаемыми утечками. Абсо-
лютной герметичности достичь невоз-
можно, практически достижимая гер-
метичность зависит от чувствительности
методов контроля герметичности уплот-
нений (см. подразд. 1.5).
Допускаемые утечки среды через КУ
указывают в техническом задании. Для
запорной трубопроводной арматуры
общепромышленного назначения с Dy =
— 3... 2000 мм допускаемые утечки
регламентированы ГОСТ 9544—75. Учи-
тывая, что выбор класса герметичности
в зависимости от среды и £)у является
рекомендуемым, в некоторых технически
обоснованных случаях утечки можно
определять по другим критериям. Для
КУ основной метод герметизации заклю-
чается в обеспечении плотного контакта
поверхностей под действием сжимающей
нагрузки Рг (рис. 7.1). При этом дефор-
мируются неровности поверхности кон-
такта, уменьшается межповерхностный
зазор и увеличивается сопротивление
утечке среды. Основные факторы, влияю-
щие на механизм герметизации КУ:
параметры герметизируемого вещества,
механизм переноса вещества в межпо-
верхностных зазорах, силовой и кон-
структивный факторы, рельеф поверх-
ностей уплотнения, сближение поверх-
222
Клапанные уплотнения
Рис. 7.1. Схема действия сил в КУ
ностей, геометрические параметры зазо-
ров, физико-механические свойства по-
верхностных слоев, утечки.
Конструктивный фактор является од-
ним из важных — он определяет меха-
низм герметизации и герметичность КУ.
Анализ различных конструктивных схем
позволяет выделить три основных кон-
структивных типа КУ.
Для КУ первого типа (рис. 7.2, а и б)
характерны притертые уплотнительные
поверхности, широкая зона контакта
(/ = 2... 5 мм) и повышенная контактная
жесткость. Такие КУ обычно работают
при относительно небольшом контакт-
ном давлении и нормальной температу-
ре. В пневмосистемах с высоким дав-
лением и вакуумных системах КУ этого
типа не обеспечивают требуемой герме-
тичности. Кроме того, данная конструк-
тивная схема не обеспечивает надежной
работы при температурных или силовых
короблениях одной из деталей КУ.
Схемы первого типа бывают конус-
ными (а = 30... 45°, рис. 7.2, б) и плоскими
(а = 90°, рис. 7.2, а).
Рис. 7.2. Конструктивные типы КУ:
а, б — металл — металл с широкой зоной кон-
такта; в — металл — металл с линейным контак-
том; г — металл — полимерный материал
КУ второго типа (рис. 7.2, в)—
уплотнения с линейным контактом (по
линии или ножевым), имеющие малую
зону контакта (/ < 0,5 мм). В зависимости
от угла а КУ второго типа также
бывают конусными или плоскими. Эти
КУ работают при более высоком
контактном давлении, для них характер-
ны значительные упругие объемные де-
формации контактирующих деталей, ме-
нее жесткие требования к чистоте по-
верхности и короблениям. В последнее
время все более широкое применение
находят КУ, в которых одна из деталей
выполнена в виде упругой тонкостенной
кромки (оболочки). Для таких КУ харак-
терны пониженные требования к погреш-
ностям изготовления и сборки, значи-
тельно меньшая жесткость и более
широкий диапазон условий эксплуатации.
КУ третьего типа (рис. 7.2, г) — уплот-
нения металл — полимер обеспечивают
высокую степень герметичности при ма-
лом контактном давлении. Это позволяет
разрабатывать агрегаты и исполнитель-
ные устройства с малыми габаритно-
массовыми характеристиками и энерго-
потреблением.
Утечки рабочей среды через КУ зави-
сят от сближения контактирующих по-
верхностей, которое определяется гео-
метрическими параметрами межповерх-
ностной полости и контактным давле-
нием герметизации. Под контактным
давлением герметизации понимают
минимальное контактное давление на
уплотнительных поверхностях КУ, обес-
печивающее герметичность при заданном
рабочем давлении среды р. Давление
Рко определяется силой, отнесенной к
номинальной площади SH контакта кла-
пана с седлом. Механизм герметизации
и расчетные формулы подробнее рас-
смотрены в подразд. 3.5 и 3.6.
Требуемая для герметизации КУ сила
РГ должна удовлетворять следующим
неравенствам:
при давлении «под клапан» Рг
PScp + PkSh,
При давлении «на клапан» Pr + pScp >
P«SH,
Основные сведения
223
где Sq, = 0,25л (d + /)2 — неразгруженная
площадь клапана, на которую действует
давление среды.
Сила Рг обычно создается приводом,
пружиной или другим силовым элемен-
том КУ.
Общая сила, развиваемая приводом в
момент открытия КУ (см. рис. 7.1):
Рг = Рр + PkoSh + Рж + Р/ + 7Эу + Рад
И Рко = (7.1)
где Рр — сила от действия среды (поло-
жительна при подаче среды «под клапан»
и отрицательна при подаче среды «на
клапан»): Рр = pScp; Рж — максимальная
сила от жесткости упругих элементов
(пружин, сильфонов, мембран и др.);
Pf — сила трения; Pj — динамическая
сила для компенсации ударных, линей-
ных и других воздействий на подвижные
части клапана; Рал — сила адгезии (прили-
пания, примерзания, прикипания)контак-
тирующих элементов КУ.
Силу адгезии Рад обычно определяют
экспериментально и в некоторых слу-
чаях учитывают в общем балансе дей-
ствующих сил [29].
При проектировании агрегатов, арма-
туры и исполнительных устройств
определяют по эмпирическим зависи-
мостям, полученным при совокупности
определенных условий. При нормах гер-
метичности по ГОСТ 9544 — 75 и требо-
ваниях к микрогеометрии уплотнитель-
ных поверхностей, указанных в табл. 7.1,
для расчета применяют формулу [17]
рк0= К)(С +К2р)//0-5, (7.2)
где — коэффициент, зависящий от сре-
ды; Си К2 — коэффициенты, зависящие
от материала уплотнения; / — ширина
контактной зоны, см.
Учитывая многообразие факторов,
влияющих на работу КУ, окончатель-
ную оценку их работоспособности вы-
полняют после проведения испытаний,
максимально приближенных к реальным
условиям эксплуатации.
Таблица 7.1
Рекомендуемые шероховатость н волнистость
уплотнительных поверхностей
металлических КУ
Dy, мм Ra, мкм, для класса герметичности Wz, мкм, для класса герметичности
1 2 3 1 2 3
3 6 10 15 0,160 0,40 0,63 2 3 5
20 6
25 32 0,2 0,5 0,8 4 7
40 6 8
50 3 9
65 4
80 0,25 5 7 10
100 0.32 1 11
125 0,63 6 12
150 1,25 8
200 9 14
250 300 0,4 11 15
7 17
350 0,8 12
400 0,4 0,8 1,6 7 12 18
500 8 14 21
600 22
800 0.5 1,0 10 16 25
1000 12 18 27
1200 1,25 2 13 21 30 33
1400 0,63
1600 2,5 14 35
224
Клапанные уплотнения
7.2. Уило нения типа металл —
металл
КУ типа металл — металл применяют
в агрегатах, работающих в широком
диапазоне давлений и температур. Ана-
лиз применяемых на практике кон-
струкций КУ с металлическими контак-
тирующими элементами позволяет выде-
лить их основные типы (рис. 7.3).
В КУ с жесткими элементами (см.
рис. 7.3, а — д) реализуется преимущест-
венно упругая деформация в контакте.
Для обеспечения герметичности таких
КУ необходима тщательная обработка
уплотнительных поверхностей седла 1
и запорного органа 2 или уплотни-
тельных колец 3 (см. рис. 7.3, <)). Кон-
струкции КУ с плоскими уплотнитель-
ными поверхностями технологичны и
позволяют относительно просто обеспе-
чивать заданные точность формы и ше-
роховатость уплотнительных поверхнос-
тей. Погрешности изготовления КУ с
коническими уплотнительными поверх-
ностями (рис. 7.3, в) компенсируют увели-
чением контактного давления. Конструк-
ции КУ, показанные на рис. 7.3, а —в,
чувствительны к динамическим нагруз-
кам при срабатываниях. Для компен-
сации динамических нагрузок при посад-
ке запорного органа на седло в таких
конструкциях обычно предусматривают
дополнительные пружины или предохра-
нительные опорные пояски.
Ресурс КУ с плоским контактом
зависит от качества уплотнительных по-
верхностей, чистоты рабочих сред, мате-
риалов и условий эксплуатации. Такие
КУ обычно применяют при Dy < 300 мм,
р < 50 МПа и 9 < 600°С.
Конструкции КУ с контактом по ко-
нической поверхности применяют при
Dy < 200 мм, р < 250 МПа и 9 < 600 °C.
Их ресурс также определяется качеством
изготовления и условиями эксплуатации
и обычно не превышает 3000 циклов
срабатываний.
Рис. 7.3. Конструкции КУ типа металл — металл
Уплотнения типа металл — металл
225
В КУ с пластической деформацией
контактирующих элементов (см.
рис. 7.3, е — к) деформации смятия под-
вергается уплотнительная кромка седла 1
(см. рис. 7.3, е) или клапана 2 (см.
рис. 7.3, эк). В некоторых КУ смятию
подвергаются мягкие закладные уплот-
нительные элементы клапанов 3 (см.
рис. 7.3,з, и). Герметичность КУ может
также обеспечиваться путем врезания
острой кромки седла 1 в мягкую
деталь клапана 2 (см. рис. 7.3, к). В
качестве материала уплотнителей приме-
няют медь, алюминий, иногда серебро
и другие драгоценные металлы. КУ,
показанные на рис. 7.3, е,ж, обычно
применяют при р < 20 МПа и Dy<
< 100 мм, конструкции, показанные на
рис. 7.3, з — к, — при избыточном давлении
и в вакууме.
КУ с упругой кромкой (рис. 7.3, л—и),
выполненной обычно в виде тонко-
стенных оболочек, находят в последнее
время все более широкое применение.
Основное преимущество КУ данного
типа — высокая герметичность при отно-
сительно небольших силах герметизации.
Для повышения надежности работы и
ресурса деформацию упругой кромки 1
при ее контактном взаимодействии с
жесткой деталью клапанной пары 2
обычно ограничивают, устанавливая осе-
вые или радиальные упоры 3 (см.
рис. 7.3, л, о, п) либо запрессовывая тонко-
стенную оболочку 1 в гнездо 3 из
полимерного упругого материала (см.
рис. 7.3, м). Иногда для ограничения
деформации упругой кромки на оболоч-
ке 1 выполняют ребра жесткости 3
(см. рис. 7.3, н).
КУ с расплавляемым контактом уплот-
нительных элементов применяют в кон-
струкциях запорных устройств с повы-
шенными требованиями к герметичности
уплотнений, в частности в вакуумной
технике. В качестве расплавляемых ме-
таллов обычно применяют сплав Вуда,
олово, серебро, индий и другие металлы
и сплавы. Герметизация соединения сед-
ла 1 с запорным органом 2 достигается
расплавлением с помощью нагревателя 3
Рис. 7.4. Конструкция КУ с расплавляемым
контактом уплотнительных элементов
легкоплавкого материала М, располо-
женного в выточке запорного органа
(рис. 7.4).
Проектирование КУ осуществляют в
определенной последовательности: ана-
лиз эксплуатационных показателей и эко-
номических требований, выбор способа
герметизации, схемы КУ и материалов,
расчет основных геометрических и проч-
ностных параметров уплотнения, уточ-
нение принятых решений и оптимизация
конструкции КУ и агрегата.
Многообразием конструкций КУ и
факторов, определяющих их работо-
способность, вызваны трудности разра-
ботки нормативных документов, поэтому
их число ограниченно.
Конструкции, размеры и типы КУ
запорной трубопроводной арматуры с
уплотнением типа металл — металл, ра-
ботающей при р = 1,36... 1,5-108 Па и
8 =—253...+600°C, определены ОСТ
26-07-2042 - 81 (рис. 7.5, табл. 7.2-7.7).
Материалы уплотнительных элемен-
тов КУ выбирают с учетом их кор-
розионной стойкости в рабочих средах и
конкретных эксплуатационных условиях.
Необходимое контактное давление р^
для КУ определяют по эмпирическим
формулам:
при контакте по поверхности
Рко = Ki (С + Кгр)/]/Г; (7.3)
при контакте по линии
Р«о = ^Л, (7-4)
8 Под ред. А. И. Голубева и Л. А. Кондакова
226
Клапанные уплотнения
Рис. 7.5. Конструкции КУ типа металл — металл с контактом по ОСТ 26-07-2042 — 81:
а — плоским; 6 — конусным; в — линейным; г, д — конусно-сферическим
где К1 — коэффициент, учитывающий
влияние среды (для жидких сред
Ki = 1; для газов, пара и паро-водяной
смеси Kt = 1,5; для гелия, водорода,
керосина, бензина и других газов и
жидкостей с высокой проникающей спо-
собностью Ki=2); С и К2 — коэф-
фициенты, учитывающие влияние мате-
Таблица 7.2
Предельно допустимые контактные давлении рку для различных материалов и конструкций КУ
Материал Марка Твердость рКу, МПа
Тип А Тип Б
Латунь ЛС59-1 ЛМц 58-2- 70 - 90 НВ 80 20
ЛК8О-3 100 НВ 100 25
Бронза БрАЖМцЮ- 3-1,5 БрАЖН 10-4-4 120 - 200 НВ 100 35
Сталь высоколегированная (коррозионно-стойкая, кисло- тостойкая, жаропрочная) 12Х18Н9Т 10Х17Н13М2Т 15Х18Н12С4ТЮ 06ХН28МДТ 120-140 НВ 135-180 НВ 155-170 НВ 135-185 НВ 150 15
20X13 14Х17Н2 31-40 HRC 20-25 HRC 250 25
Сталь легированная (азотиро- вание) 38Х2МЮА 600 НВ 300 80
Баббит (наплавка) Б16 30 НВ 50 —
Твердый сплав (наплавка) ВЗК ЦН-6 ЦН-12М-67 УОНИ13/Н1-БК 40 HRC 28-32 HRC 38-58 HRC 40 -48 HRC 1000 800 80
Примечания: 1. Тип А — клапан перемещается без вращения; тип Б — клапан перемещается
совместно с вращающимся штоком. 2. Для конусных уплотнений допускается увеличение рКу в ],5 раз.
Уплотнения типа металл—металл
227
Таблица 7.3
Размеры клапанного уплотнения типа I
р, МПа </Н14 </]Ы4 </2Ы4 /±0,1 , IT15 й± 2 , IT15 Л1±—
До 6,3 6 10 15 20 25 32 40 50 65 80 100 125 150 200 5 9 14 19 24 30 38 48 63 75 95 120 140 190 11 16 21 26 32 40 50 60 75 95 120 140 170 220 10 15 20 25 30 38 48 58 73 93 НО 135 160 210 2 2,5 3 4 4,5 5 2 2
От 6,3 до 20 6 10 15 20 25 32 40 50 65 80 100 125 150 200 5 9 14 18 23 30 38 48 63 75 95 118 140 190 12 17 22 28 34 45 53 63 80 95 120 150 170 240 11 16 21 27 32 42 50 60 75 90 115 140 165 220 2,5 3 3,5 5 7,5 8,5 10
8*
228
Клапанные уплотнения
Таблица 7.4
Размеры клапанного уплотнения типа II
Таблица 7.5
Размеры клапанного уплотнения
типа IV
dt r
60°±16'
d=60°+fe.
р, Па dhll J]hl4 J2H11 A+°.i
От 1,35 до 1,5108 3 6 10 15 20 25 32 40 50 2 5 9 14 19 24 30 38 48 5 9 13 18 24 30 36 45 58 3 6 10 15 20 25 32 40 50 0,5
От 1,36 до 4-101 65 80 100 125 150 200 63 78 98 120 145 195 70 85 105 130 155 205 65 80 100 125 150 200 1,0
Примечание. Допускается принимать а =
=90° ± 16' и h выбирать из условия максималь-
но допустимого давления рку на уплотнительных
поверхностях.
Таблица 7.6
Размеры клапанного уплотнения типа III
Эскиз A МПа JH11 Jjhll r/3H14 fc+0,l , IT15 /? + , “ 2 ’ не менее IT15 A t + •——. 2 ’ не менее
dz До 40 6 10 15 20 25 32 40 50 65 80 100 6 10 15 20 25 32 40 50 65 80 100 12 15 20 25 30 36 45 53 70 85 105 15 20 25 30 36 42 50 60 75 90 110 5 9 14 19 24 32 40 50 67 80 100 От 0,3 До 1,0 1,5 1,0
4,. d.
1,5
Уплотнения с упругой кромкой
229
Таблица 7.7
Размеры клапанного уплотнении типа V
/?, МПа </h 11 <7,Н14 </2Ы4 IT15 R±~T
6 6 8 8 4
10 10 12 12 6
15 15 17 17 9
20 20 22 22 12
До 40 25 25 28 27 15
32 32 34 34 19
40 40 43 42 25
50 50 55 54 30
65 65 71 70 38
80 80 86 85 48
100 100 106 105 59
риалов в КУ (для сталей и твердых
сплавов С = 3,5 МПа, К2 = 1, для меди,
баббита, бронзы, латуни С = 3,0 МПа,
К2 =1); / — ширина уплотнения, см;
РА — контактная нагрузка, зависящая от
материала уплотнения (для меди, баб-
бита, латуни с НВ <90 РА = 200 Н/см;
для бронзы, латуни с НВ >90 РА =
= 250 Н/см; для сталей и твердых
сплавов РА = 300 Н/см).
Если КУ изготовлены из разных
материалов, значения РА принимают по
более мягкому материалу.
Размеры твердых частиц в рабочих
средах не должны превышать 70 мкм по
максимальному измерению. Для рабочих
сред без твердых включений следует
применять КУ типов I —IV в зависи-
мости от давления рабочей среды. Для
сред с твердыми включениями приме-
няют КУ типов II и III, для криогенных
сред — типов IV и V.
Рис. 7.6. Зависимость ресурса от предельно
допустимого контактного давления для КУ
с уплотнением металл — металл:
I — наплавка ВЗК; 2 — наплавки ЦН-6, ЦН-12М,
УОН И 13/Н1-БК
Допуски формы и взаимного располо-
жения уплотнительных поверхностей КУ,
выполненных по ОСТ 26-07-2042 — 81,
устанавливают по степени точности 4
ГОСТ 24643 — 81 (при любом направ-
лении подачи рабочей среды для всех
типов затворов). Параметр шерохова-
тости Ra для всех типов КУ не должен
превышать 0,20 мкм.
Зависимость ресурса КУ трубопровод-
ной арматуры, работающей при 9 <
< 600°С и р < 150 МПа, от контакт-
ного давления на уплотнительной
поверхности регламентирована ОСТ
26-07-2044 — 82. Такая зависимость для
КУ типа металл — металл при 9 < 350 °C
и р < 25 МПа показана на рис. 7.6.
Предельно допустимое давление рктал
определяют с учетом направления по-
дачи рабочей среды при отсутствии
давления под клапаном и максималь-
ной силе герметизации Рг.
7.3. Уплотнения с упругой
кромкой
Все более широкое применение на-
ходят КУ, в которых один из эле-
ментов имеет упругую кромку 1, способ-
ную к упругой деформации при контак-
те с жестким коническим или сфери-
ческим элементом 2 (рис. 7.7). Основ-
ное преимущество этих уплотнений —
компенсация отклонений формы и взаим-
ного расположения, монтажные и темпе-
ратурные деформации уплотнительных
поверхностей в результате упругой де-
формации тонкостенной кромки. По
8*
230
Клапанные уплотнения
Рис. 7.7. Схемы контакта КУ с упругой
кромкой:
а — по наружному конусу; б — по внутреннему
конусу
сравнению с уплотнениями типа ме-
талл - металл к КУ с упругой кром-
кой предъявляют менее жесткие требо-
вания по точности изготовления и фор-
ме контактирующих поверхностей. Для
них характерна уменьшенная сила гер-
метизации, а следовательно, габариты,
масса, мощность привода и трудоем-
кость изготовления изделий.
Повышенная деформационная способ-
ность таких КУ позволяет создавать
различные конструкции дублированных и
комбинированных КУ с повышенной
надежностью герметизации, а также раз-
груженные от давления среды двух-
седельные конструкции пневмогидро-
агрегатов [29]. Так как давление гер-
метизируемой среды деформирует кром-
ку в радиальном направлении, целесооб-
разно выбирать такую схему КУ, при
которой упругая кромка прижимается к
жесткому элементу давлением среды.
Для предотвращения разрушения упру-
гой кромки при большой нагрузке в
конструкции КУ предусматривают эле-
мент, ограничивающий ее деформацию.
Такой элемент выполняют в виде упора,
Рис. 7.8. Схемы КУ с ограничением дефор-
мации упругой кромки упором:
а — осевым; б — кольцевым
ограничивающего осевое перемещение
подвижной детали КУ, или в виде втул-
ки, ограничивающей радиальную дефор-
мацию упругой кромки (рис. 7.8).
Конструкции КУ с упругой кромкой
отличаются простотой, однако для на-
дежной работы таких уплотнений не-
обходимы тщательный расчет, правиль-
ный подбор материалов и качественное
изготовление.
Основными геометрическими парамет-
рами КУ с упругими кромками яв-
ляются: формы упругого и жесткого
элементов уплотнения, толщина t и
длина L кромки, угол у наклона нор-
мали к поверхности элементов (см.
рис. 7.7).
Жесткий элемент КУ выполняют с
конической или сферической уплотни-
тельной поверхностью. Сферическая фор-
ма предпочтительна при необходимости
обеспечения высокой точности формы и
малой шероховатости (Ra 0,1 мкм), а
также при достаточной твердости мате-
риала, исключающей образование пере-
секающихся отпечатков при относитель-
ных проворотах элементов КУ в про-
цессе эксплуатации. При использовании
конических жестких элементов требо-
вания к отсутствию перекоса осей де-
талей КУ выше, чем в уплотнении со
сферическим жестким элементом, а шеро-
ховатость может быть несколько больше
при правильно ориентированном микро-
рельефе.
Упругую кромку обычно выполняют
в виде тонкостенной короткой цилиндри-
ческой оболочки. Такая форма наиболее
распространена вследствие простоты
конструкции и технологичности изготов-
ления. Диаметр оболочки определяется
проходным сечением агрегата. Толщину t
выбирают из условий прочности и спо-
собности оболочки к деформации, длину
L рассчитывают с учетом нагружения КУ
силой Рг и давлением р. Рекомендации
по выбору геометрических параметров
и расчет данного КУ с упругой кром-
кой приведены в работе [29].
Требования к материалам включают
общие требования к деталям КУ:
Уплотнения с неметаллическими уплотнителями
231
коррозионную и эрозионную стойкость
в заданных средах при рабочих зна-
чениях 9 и р, высокую износостой-
кость, отсутствие схватывания и задиров
в контакте деталей уплотнения, хорошую
обрабатываемость. Кроме того, необхо-
димо удовлетворять особые требования
к материалу тонкостенных элементов:
высокие прочность, предел текучести,
ударная вязкость, релаксационная стой-
кость в сочетании с небольшим модулем
упругости. Этим требованиям в наиболь-
шей степени отвечает бериллиевая бронза
типа БрБ2, несколько уступают ей
БрАЖНЮ-4 — 4 и БрАЖМцЮ—3 —1,5.
Поскольку бронзы имеют ограниченный
температурный диапазон эксплуатации и
недостаточную коррозионную стойкость,
в качестве материалов упругих кромок
применяют также стали Х32Н8,14Х17Н2,
20X13, 07Х21Г7АН5. Материал жесткого
элемента КУ должен быть тверже
материала кромки.
Технологический процесс изготовления
тонкостенного элемента должен исклю-
чать возможность возникновения откло-
нений формы и разнотолщинности по
периметру в результате его податли-
вости и вибрации при обработке.
Уплотнительную кромку тонкостенной
детали следует выполнять со скруг-
лением по радиусу R = 0,1... 0,2 мм,
обеспечивая малую шероховатость по-
верхности Ra = 0,20...0,40 мкм. При об-
работке конуса жесткого элемента КУ
целесообразно применять алмазное вы-
глаживание (Ra = 0,10... 0,20 мкм).
Угол наклона у нормали к поверх-
ности контакта с учетом угла трения р
материалов контактирующей пары КУ
рекомендуется принимать из условия
у + р <90° (у = 70...80°).
Применение упругих элементов позво-
ляет более широко применять КУ с дуб-
лированными уплотнениями (рис. 7.9)
при повышенных требованиях к герме-
тичности. КУ, показанное на рис. 7.9, а,
содержит две клапанные пары: упругая
кромка 1 — запорный орган 2 и резино-
вый уплотнитель 4 — запорный орган 3.
Такое КУ обеспечивает работу упругой
Рис. 7.9. Конструкции с дублированным
уплотнением
кромки в области оптимальных упругих
деформаций и может применяться для
герметизации сред с большим перепадом
рабочих давлений. В КУ на рис. 7.9,6
несколько упругих кромок, выполненных
на седле 1, образуют несколько кон-
тактных пар с запорным органом 2.
Такое КУ обеспечивает хорошую герме-
тичность в широком диапазоне рабочих
значений р и 9, но сложно в изготов-
лении. Более технологичны конструкции
КУ, в которых запорный орган 3 кон-
тактирует с упругой кромкой 2 и жестким
седлом 1 (см. рис. 7.9, в) или двумя
упругими кромками 1 и 2 (см.
рис. 7.9, г).
7.4. Уплотнения с неметаллическими
уплотнителями
Основное преимущество КУ с неме-
таллическими уплотнителями — обеспе-
чение высокой герметичности при малом
контактном давлении рк.у Применение
неметаллических уплотнителей позво-
ляет создавать малогабаритные высоко-
надежные конструкции уплотнительных
устройств. При этом герметизируемая
среда может иметь давления от вакуума
до 40 МПа. Большинство КУ с не-
металлическими уплотнителями по мате-
232
Клапанные уплотнения
Рис. 7.10. Конструкции КУ с неметаллическими уплотнителями
риалу уплотнительного элемента под-
разделяют на металлопластмассовые и
резинометаллические. Основные типы
КУ с неметаллическими уплотнителями
показаны на рис. 7.10.
КУ с фторопластовыми уплотнителими
(см. рис. 7.10, а) широко применяют в
трубопроводной арматуре. Фторопласто-
вые уплотнительные элементы 3 в кла-
пане 2 крепят механическим способом,
завальцовкой или запрессовкой. КУ с
механическим закреплением уплотнителя
обычно применяют для герметизации
рабочих сред при р С 4,0 МПа и
Dy 100 мм. Для крепления фторо-
пластовых уплотнителей в КУ с
Dy < 25 мм широко применяют заваль-
цовку. Седла 1 чаще всего имеют
прямоугольный профиль (см. рис.
7.10, а, г) но могут быть и другой
конфигурации (рис. 7.10,6, в, д).
В шаровых крапах (см. рис. 7.10, н)
для герметизации корпуса 1 и пробки 2
применяют уплотнительные кольца 3,
выполненные из фторопласта, резин,
графитопластмассовых и других мате-
риалов.
Резиновые уплотнители широко приме-
няют в многообразных конструкциях
КУ (см. рис. 7.10,6 —к). Крепление ре-
зиновых уплотнительных элементов 3
к клапанам 2 осуществляют вулкани-
зацией, приклеиванием, завальцовкой или
механическим способом. В последнее
время все более широко применяют КУ
с резиновыми уплотнителями закладного
типа, которые более технологичны и
экономичны (см. рис. 7.10, г —ж). Рези-
новый уплотнительный элемент 3 для
клапанов с Dy < 6 мм выполняют в
виде круглой шайбы (см. рис. 7.10,6), для
клапанов с В, > 6 мм — в виде кольца
(см. рис. 7.10, в).
В целях повышения надежности гер-
метизации применяют КУ, в которых
под давлением рабочей среды обеспечи-
вается самоуплотнение (см. рис. 7.10, е).
Для этого в штоке 2 и уплотнительном
Уплотнения с неметаллическими уплотнителями
233
элементе 3 выполняют каналы для про-
хода среды, что повышает надежность
контакта седла 1 и уплотнителя. В кла-
панах с большим Dy при небольшом
давлении рабочей среды применяют КУ,
конструкция которых показана на
рис. 7.10, ж. Уплотнительный элемент 3
прижимается к клапану 4 крышкой 2
и контактирует с конической поверх-
ностью седла 1.
Для расширения диапазона давлений
герметизируемых сред разработаны кон-
струкции КУ, в которых резиновый
элемент 3 расположен в закрытой по-
лости, образованной седлом 1, подвиж-
ной втулкой 2 и штоком 4, и находится
в условиях всестороннего объемного
сжатия (рис. 7.10,з, и). Аналогичные усло-
вия созданы для резинового элемента 3
с помощью седла 1, клапана 4 и двух
подвижных втулок 2 (см. рис. 7.10, к).
Создание условий всестороннего объем-
ного сжатия в резиновом уплотнителе
повышает их прочность ц позволяет
применять такие КУ при р < 40 МПа.
Недостатками резиновых уплотните-
лей, ограничивающими область их при-
менения в КУ, являются недостаточ-
ная стойкость в агрессивных средах и
адгезионное взаимодействие с седлом
при длительном контакте, вызывающее
появление дополнительной силы прили-
пания. Сила прилипания в некоторых
случаях существенно изменяет техниче-
ские характеристики агрегатов. Данные
недостатки устранены в конструкции КУ,
показанного на рис. 7.10, л. Комбини-
рованное уплотнение, состоящее из рези-
нового элемента 3, тонкой (30—100 мкм)
фторопластовой пленки 2 и седла 1,
позволяет сочетать упругие свойства ре-
зины со свойствами фторопласта — не-
прилипаемостью и химической стой-
костью.
Преимущество КУ, показанного на
рис. 7.10, м,— малое гидравлическое со-
противление потоку рабочей среды,
простота и высокая надежность. Такие
КУ с седлом 1 и резиновым эле-
ментом в виде грибка 2 применяют в
обратных клапанах.
На рис. 7.10, о показана простая
конструкция КУ с резиновым уплот-
нителем в виде кольца 3, применяемая
при небольшом давлении рабочей среды.
Здесь подвижной деталью может быть
как седло 1, так и клапан 2.
Кроме пластмассовых и резиновых
уплотнителей в КУ находят применение
уплотнители, выполненные из твердых
минералов и керамики (рис. 7.10, и).
Тщательно обработанные шарик 2 и сед-
ло 1 обеспечивают большой ресурс, ши-
рокий диапазон давлений и температур.
Металлопластмассовые КУ с уплотни-
тельными элементами из фторопластов,
поликарбоната, поликапролактама и дру-
гих материалов широко применяют в
агрегатах и арматуре ответственного
назначения.
Для трубопроводной арматуры, рабо-
тающей при давлении от 2,66 до
4-Ю7 Па иЭ = — 200...+225°C, типы,
конструкции и размеры КУ (затворов)
с уплотнителем из фторопласта-4 регла-
ментированы ОСТ 26-07-1375 — 82. При-
менение указанных в стандарте типов КУ
определяется условиями эксплуатации
(табл. 7.8).
Конструкции и размеры КУ в зави-
симости от р и Dy должны соответ-
ствовать табл. 7.9...7.14.
Крепление уплотнительных колец и
контроль качества крепления выполняют
согласно ОСТ 26-07-2047 — 82. Допуски
формы и расположения уплотнительных
поверхностей задают по степени точ-
ности 9 ГОСТ 24643 — 81.
Направление подачи среды для КУ
типов II, IV, VI — любое, для КУ типов
I, III, V — под клапан. Размеры твердых
частиц механических примесей в рабочих
средах для КУ типа VI не должны
превышать 140 мкм, а для КУ осталь-
ных типов 70 мкм по максимальному
измерению.
Допустимые удельные на-
грузки (контактное давление) на уплот-
нение зависят от типа КУ и эксплуата-
ционных условий (табл. 7.15).
Для КУ с уплотнителем из фторо-
пласта-4 ОСТ 26-07-2044 — 82 регламента-
234
Клапанные уплотнения
Таблица 7.8
Условия эксплуатации клапанных уплотнений различных типов
известной нагрузке на уплотнение по
этим зависимостям определяют возмож-
ный ресурс.
Для трубопроводной арматуры с уп-
лотнителями из поликарбонатной смолы
«Дифлон» по ТУ 6-05-211-916 — 74, ра-
ботающей в газообразных и жидких
средах при р 20 МПа и 0 =
= —260... + 100°C, типы, конструкции и
основные размеры КУ установлены
ОСТ 26-07-2056 - 83 (табл. 7.16 и 7.17).
Предельно допустимые удельные на-
грузки на уплотнительный элемент в
зависимости от параметров рабочей
среды не должны превышать: 300 МПа
Зависимость ресурса от допусти-
Рис. 7.11.
мого контактного давления при 150 °C
Направление подачи рабочей среды
для всех типов КУ — любое. Допуски
формы и взаимного расположения
уплотнительных поверхностей по степени
точности И ГОСТ 24643 - 81. Размеры
твердых частиц механических примесей
в рабочих средах не должны превышать
70 мкм по максимальному измерению.
Нормы герметичности КУ устанавли-
вают по ГОСТ 9544—75, если они не
указаны в технической документации.
Конструкции КУ с резинометалли-
ческими уплотнителями отличаются
многообразием геометрических парамет-
ров, зависящих от марки резины, свойств
и давления рабочей среды, функциональ-
ного назначения КУ и др.
Седла выполняют обычно в виде коль-
цевых выступов конического или круг-
лого профиля, которые при закрытии КУ
вдавливаются в резиновый уплотнитель,
в результате чего в нем возникают
напряжения, обеспечивающие герметиза-
цию затвора. Вершину седла выполняют
с радиусом скругления R (рис. 7.12).
Высота седла hc обычно не превышает
1 мм, что обеспечивает ограничение
вдавливания седла в резиновый уплот-
нитель, так как избыточную силу воспри-
нимает металлическая торцовая поверх-
ность клапана.
Уплотнения с неметаллическими уплотнителями
235
Таблица 7.9
Размеры клапанного уплотнения типа I
р, МПа «У не менее ‘Ь' не более rf,Hll 6HII С Л rf5hl 1 6,811 с,Ы4
До 10 6 18 6 14 15,4
10 22 10 18 2,5 19,4 3,2
15 28 15 23 3,0 2,4 24,4 4,5
20 36 20 30 3,0 31,2 3,8
25 40 25 35 36,2
32 40 50 60 32 40 44 52 4,0 4,0 3,4 45,6 53,6 4,8 5,5
50 70 50 64 5,0 5,0 4.4 65,8 6,0
65 88 65 82 6,0 83,8 7,0
80 105 80 98 7,0 6,0 5,4 100,5 8,2 7,5
100 130 100 120 8,0 122,5 9,2
6 16 6 12 13,0
10 20 10 16 2,0 17,0 3,0
15 26 15 22 3,0 2,4 23,0 4,5
20 33 20 28 29,0
25 40 25 33 2,5 34,0 3,5
32 48 32 41 4,0 3,4 42,0 5,5
До 4 40 56 40 50 3,0 51,0 4,0
50 67 50 60 5,0 4,4 62,0 6,5
65 85 65 78 4,0 80,0 5,0
80 102 80 94 5,0 96,0 6,0
100 125 100 114 6,0 5,4 116,4 7,5
125 152 125 142 6,0 144,4 7,2
150 182 150 170 7,0 173,0 8,5
200 236 200 224 8,0 7,0 6,4 228,0 10,5 8,5
250 286 250 272 276,0
300 350 340 390 300 350 324 374 9,0 8,0 7,4 330,0 380,0 11.5 9,5
236
Клапанные уплотнения
Таблица 7.10
Размеры клапанного уплотнения типа II
20 ПО
р. МПа <7h 12 <Z,hl2 </2hl2 Hl$hl2 С q a*
До 10 6 18 8 15
10 22 12 19
15 28 18 25 3,5 2,4
20 33 23 30 3,0 4,0
25 38 28 35
32 47 36 44 4,0 2,9
40 56 44 52
50 68 54 64 4,5 4,0 5,0 3,5
65 84 69 80 5,5 4,0
80 102 84 98 7,0 5,0 6,0 5,2
100 122 104 118
125 150 129 145 8,0 6,0 7,0 5,8
150 175 154 170
200 230 205 225 10,0 8,0 9,0 7,1
* Размер для справок.
Рис. 7.12. Основные типы конструкций седел
КУ
Канавка под резиновый уплотнитель
в клапанах чаще всего имеет прямо-
угольное сечение шириной 3 — 5 мм и
высотой 2,5 — 4,0 мм. Последние исследо-
вания влияния профиля канавки на напря-
женно-деформированное состояние КУ
показали, что более предпочтительной
является канавка, имеющая в сечении
профиль равнобедренной трапеции. Та-
кой профиль обеспечивает равномерное
распределение напряжений в уплотнителе
и большую долговечность и надежность
работы КУ.
Уплотнения с неметаллическими уплотнителями
237
Таблица 7.11
Размеры клапанного уплотнения типа Ш
р, МПа Оу d <h <?2 Дз Ь С h J4hll 6,611 с,Ы4
6 19,0 10,0 14,0 14,5 16,0
10 2,5 3,2
До 40 15 24,0 15,0 19,0 19,5 3,0 2,5 21,0 4,0
20 25 30,0 35,0 20,0 25,0 24,5 29,5 25,0 30,0 2,75 26,4 31,4 3,4
32 45,0 32,0 38,5 39,0 3,75 40,4 4,4
40 50 55,0 65,0 40,0 50,0 48,5 58,5 49,0 59,0 4,75 4,0 3,5 50,5 60,6 5,6 5,0
65 82,0 65,0 75,5 76,0 5,76 6,0 5,5 78,4 7,0 7,0
80 100 101,0 125,0 80,0 100,0 92,5 114,5 93,0 115 6,75 7,75 7,0 6,5 96,0 118,0 8,2 9,2 8,0
Для расширения диапазона давлений
среды конструкция КУ должна быть
закрытого типа, которая обеспечивает
работу уплотнительного элемента в усло-
виях всестороннего объемного сжатия.
На рис. 7.13 показаны конструкции
КУ преимущественно для электромаг-
нитных пневмоклапанов с Dy < 10 мм,
работающих при р < 35 МПа и 9 —
50... +50°С.
Уплотнительный элемент представ-
ляет собой резиновую закладную деталь,
изготовляемую прессованием или выруб-
кой из пластины. Для КУ с Dy < 3 мм
применяют уплотнительные элементы в
виде круглой шайбы, а для КУ с
Dy = 3... 10 мм — в виде кольца. Работо-
способность КУ данной конструкции при
подаче давления «на клапан» состав-
ляет не менее 3000 циклов срабаты-
ваний.
Для обратных клапанов пневмосистем
высокого давления (до 35 МПа) можно
рекомендовать уплотнение с резиновым
уплотнителем и двумя защитными метал-
лическими шайбами (рис. 7.14).
238
Клапанные уплотнения
Таблица 7.12
Размеры клапанного уплотнения типа IV
р, МПа °у </Ы2 djH9 <Z2h9 <Z3h9 d4h9 dshl2 b Н12/Ы2 c Cl
До 40 6 10 19,7 10 14,0 14,5 9,3 16,7 3,6 3,0 4,0
15 24,7 15 19,0 19,5 14,5 21,7
20 25 30,3 35,3 20 25 24,5 29,5 25,0 30,0 19,5 24,5 27,3 32,3 3,9
32 44,1 32 38,5 39,0 31,5 41,1 4,8
40 55,3 40 48,5 49,0 39,5 51,3 5,9
50 66,3 50 58,5 59,0 49,5 62,3 6,4
До 20 65 83,1 65 75,5 76,0 64,5 79,1 7,3 4,0 5,0
80 100,7 80 92,5 93,0 79,5 96,7 8,6
100 122,7 100 114,5 115,0 99,5 118,7 9,6 5,0 6,0
Уплотнения с неметаллическими уплотнителями
239
Таблица 7.13
Размеры клапанного уплотнения типа V
р, МПа г/Н14 Н14/ /Ы4 г/3Ы4 г/4 С С1 Р, МПа °У г/Н 14 dt Н14/ /Ы4 4?2 г/3Ь14 г/4 С 9
15 6,5 21 15 6,5 24 15 6,5 21 15 6,5 24
20 6,5 26 20 6,5 29 20 6,5 26 20 6,5 29
25 12 32 25 12 35 25 12 32 25 12 35
До 1,6 32 21 40 32 21 43 1,1 2,0 32 21 40 32 21 43
40 26 46 40 26 49 40 26 46 40 26 49
50 32 57 50 32 60 До 4,0 50 32 57 50 32 60 2,0 3,0
65 40 75 65 40 80 65 40 75 65 40 80
80 46 87 80 46 92 80 46 87 80 46 92
100 57 114 100 57 120
125 92 140 125 92 147
150 114 167 150 114 175 3,0 4,0
200 140 218 200 140 226
Таблица 7.14
Размеры клапанного уплотнения типа VI
Р, МПа °у г/М2 dihi2 г/2Ы 2 г/3Ы2 b Н12/Ы2 С с2
До 0,6 10 14 7 12 12,5 2,5 3,0 5,0 5,0
15 20 12 18 18,5 3,0 6,0 6,0
20 25 14 23 23,0 4,5 4,0 8,0 8,0
25 32 19 29 29,0 5,0 5,0 10 10
32 39 25 36 36,0 5,5
40 50 48 58 33 42 45 55 45,0 55,0 6,0 6,5 6,0 12 12
240
Клапанные уплотнения
(dc+6)bl2
Рис. 7.13. Конструкции КУ для пневмосистем
высокого давления
Таблица 7.15
Удельные нагрузки дли
металлопластмассовых КУ
(dc+6)hf2 (dc+T)h1Z
Тип уплот- нения Рк.у> МПа Допустимые значения рк МПа, при г, °C
ДО 20 ДО 60 до 100 ДО 150 до 200 до- 225
I, п 4 40 30 18 14 ю 8
10 54 48 20 16 12 10
III, IV 40 54 48 30 20 18 12
V 4 54 48 20 16 12 11
VI 10 40 30 18 — — —
Таблица 7.16
Размеры клапанного уплотнении типа I с уплотнителем из смолы «Дифлон»
б0°±30'
МПа D У dHI4 dt HI4 d2M4 djh9 H±— 2 , IT15 h'± T , ITI5 , IT15 h3± 2 IT15
До 40 6 6 18 21 15 10 4 1 0,5 2
10 10 21 25 19
15 15 27 30 24 14 2 3
20 20 30 35 28
25 25 38 42 34
32 32 45 50 42
40 40 53 58 50
50 50 63 67 60
Уплотнения с неметаллическими уплотнителями
241
Таблица 7.17
Размеры клапанного уплотнения типа II с уплотнителем из смолы «Дифлон»
р, МПа Dy JH14 djhl4 d2h!4 djhl4 rf4hl4 2 , IT15 2 , IT15 2 2 , IT15 3 2 , IT15 b± 2
До 20 6 6 13 21 15 11 8 2 1,0 0,5 1,0
10 10 21 25 19 15
15 15 27 30 24 20 10 3,0
Продолжение табл. 7.17
p, МПа Dy dH14 d|h!4 d2hl4 d3h!4 <h!4 Hi1™ 2 , IT15 Й. ± ' 2 , IT15 Az± "y , IT15 h3± 2 , IT15 b± 2
До 20 20 20 30 35 28 25 10 3 1,0 0,5 l,o
25 32 25 32 38 45 42 50 34 42 30 38 12
Эксплуатационные показатели клапан-
ного уплотнения высокого давления
приведены ниже.
Рабочая среда....................Воздух,
азот
Давление, МПа, не более ... 35
Контактная нагрузка, кН/м:
при хранении..................4,9
максимальная при выдержке под
давлением 35 МПа............. 323,4
Допускаемые утечки, см3/с, не более:
после сборки................0,00167
в процессе выдержки в рабочей
среде под давлением.......... 0,01
Цикличность.................200 срабаты-
ваний при пе-
репаде 2 МПа
Срок сохранения работоспособ-
ности, годы:
общий.......................... 13
в собранном виде................ Ю
под давлением рабочей среды:
при 8 = —40... + 50°C ... 3
при 8 >+40 °C............... 0,5
242
Клапанные уплотнения
Рис. 7.14. Конструкция КУ обратного клапана
1ля пневмосистем высокого давления:
1 - резиновый уплотнитель; 2 — седло; 3—пол-
вижцые кольца
Минимальную нагрузку, необходимую
для обеспечения герметичности, опре-
деляют по формуле Рк = (7,8 + 0,2р)
кН/м.
СПИСОК ЛИТЕРАТУРЫ
1. Абрамов Е. И., Колесниченко К. А.,
Маслов В. Т. Элементы гидропривода:
Справочник. Киев: Техника, 1969 . 319 с.
2. Анрушенко Б. X. Резиновые уплотнители.
Л.: Химия, 1978. 136 с.
3. Айиибиндер С. Б., Тюнина Э. Л.,
Цируле К. И. Свойства полимеров в раз-
личных напряженных состояниях. М.:
Химия, 1981. 232 с.
4. Акснально-поршневой регулируемый гид-
ропривод®. Н. Прокофьев, Ю. А. Дани-
лов, Л. А. Кондаков и др.; под ред.
В. Н. Прокофьева. М.: Машиностроение,
1969. 496 с.
5. Алыниц И. Я., Благов Б. Н. Проектиро-
вание деталей из пластмасс. М.: Машино-
строение, 1977. 215 с.
6. Арматура ядерных энергетических устано-
вок/Д. Ф. Гуревич, В. В. Ширяев,
И. X. Пайкин и др. М.: Атомиздат,
1978. 352 с.
7. Бартенев Г. М,, Ланрентьен В. В.
Трение и износ полимеров. М.: Химия,
1972. 240 с.
8. Башта Т. М. Гидропривод и гидро-
пневмоавтоматика. М.: Машиностроение,
1972. 320 с.
9. Бухина М. Ф. Техническая физика эласто-
меров. М.: Химия, 1984. 224 с.
10. Васильченко В. А. Гидравлическое обору-
дование мобильных машин: Справочник.
М.: Машиностроение, 1983. 301 с.
11. Вершкайн Р. Р., Чайская Л. П. Стойкость
резин к средам нефтяного происхождения.
М.: ЦНИИТЭнефтехим, 1978. 18 с.
12. Водяник В. И. Эластичные мембраны. М.:
Машиностроение, 1974. 136 с.
13. Воробьева Г. Я. Химическая стойкость
полимерных материалов. М.: Химия,
1981. 296 с.
14. Герметичность неподвижных соединений
гидравлических систем/В. Т. Бабкин,
А. А. Зайченко, В. В. Александров
и др. М.: Машиностроение, 1977. 120 с.
15. Гинцбург Б. Я. Теория поршневого кольца.
М.: Машиностроение, 1979. 270 с.
16. Гуль В. Е., Кулезнев В. Н. Структура и
механические свойства полимеров. 2-е
изд. М.: Высшая школа, 1972. 320 с.
17. Гуревич Д. Ф. Расчет и конструирование
трубопроводной арматуры. 4-е изд. Л.:
Машиностроение, 1969. 887 с.
18. Гуревич Д. Ф. Трубопроводная арматура.
Л.: Машиностроение, 1981. 368 с.
19. Демин Е. Н. Справочник по пресс-
формам. Л.: Лениздат, 1967. 349 с.
20. Демкин Н. Б. Контактирование шерохо-
ватых поверхностей. М.: Наука, 1970.
227 с.
21. Дербаремдикер А. Д. Гидравлические
амортизаторы автомобилей. М.: Маши-
ностроение, 1969. 236 с.
22. Заславский Ю. С. Радиационная стойкость
смазочных материалов. М.: Атомиздат,
1961. 157 с.
23. Зуев Ю. С. Разрушение полимеров под
действием агрессивных сред. М.: Химия,
1978. 229 с.
24. Износостойкие материалы в химическом
машиностроении: Справочник/Под ред.
Ю. М. Виноградова. Л.: Машиностроение,
1977. 256 с.
25. Информационный листок о научно-техни-
ческом достижении № 83-0870. ВНИИ
межотраслевой информации, ИЛТ 8-10-11,
1983.
26. Исследования по триботехнике/Под ред.
А. В. Чичинадзе. М.: НИИмаш, 1975.
307 с.
27. Капоровский Б. М. Конструкции рези-
новых и резинометаллических клапанов.
М.: ЦНИИТЭнефтехим, 1977. 72 с.
28. Кармугин Б. В., Кисель В. Л., Лабоз-
Список литературы
243
ник А. Г, Современные конструкции
малогабаритной пневмоарматуры. Киев:
Техника, 1980. 295 с.
29. Кармугин Б. В., Стратиневский Г. Г.,
Мендельсон Д. А. Клапанные уплотнения
пневмоагрегатов. М.: Машиностроение,
1983. 152 с.
30. Кацнельсон М. Ю., Балаев Г. А. Поли-
мерные материалы: Справочник. Л.: Хи-
мия, 1982. 317 с.
31. Клеи и герметики/Под ред. Д. А. Кар-
дашова. М.: Химия, 1978.
32. Коднир Д. С. Контактная гидродинами-
ка смазки деталей машин. М.: Машино-
строение, 1976. 303 с.
33. Колинз Р. Течения жидкостей через по-
ристые материалы: Пер. с англ. М.:
Мир, 1964. 350 с.
34. Кондаков Л. А., Овандер В. Б. Герме-
тичность и трение эластичных уплотнений
пар возвратно-поступательного движе-
ния.— Вестник машиностроения, 1971,
№ 11, с. 33-37.
35. Кондаков Л. А. Рабочие жидкости и
уплотнения гидравлических систем. М.:
Машиностроение, 1982. 216 с.
36. Кондаков Л. А. Уплотнения гидрав-
лических систем. М.: Машиностроение,
1972. 240 с.
37. Кондратьева Т. Ф. Предохранительные
клапаны. Л.: Машиностроение, 1976.
232 с.
38. Контактные уплотнения вращающихся
валов/Г. А. Голубев. Г. М. Кукин,
Г. Е. Лазарев, А. В. Чичинадзе. М.:
Машиностроение, 1976. 264 с.
39. Контроль герметичности конструкций/
А. И. Запунный, Л. С. Фельдман,
В. Ф. Рогаль и др. Киев: Техника,
1976. 156 с.
40. Кох П. И. Климат и надежность машин.
М_: Машиностроение, 1981. 175 с.
41. Кошелев Ф. Ф., Корнев А. Б.,
Климов М. С. Общая технология резины.
М_: Химия, 1978. 526 с.
42. Крагельский И. В., Добыгин М. Н.,
Комбалов В. С. Основы расчетов на
трение и износ. М.: Машиностроение,
1977. 526 с.
43. Крагельский И. В. Трение и износ.
2-е изд. М.: Машиностроение, 1968.
480 с.
44. Кузьминский А. С., Кавун С. М.,
Кирпичев В. П. Физико-химические основы
получения, переработки и применения
эластомеров. М.: Химия, 1976. 367 с.
45. Лабутин А. Л. Антикоррозионные и гер-
метизирующие материалы на основе
синтетических каучуков. Л.: Химия, 1982.
206 с.
46. Лавендел Э. Э. Расчет резинотехни-
ческих изделий. М.: Машиностроение,
1976. 232 с.
47. Лепетов В. А., Юриев Л. Н. Расчеты
и конструирование резиновых изделий.
Л.: Химия, 1977. 407 с.
48. Лыков А. В. Тепломассообмен: Спра-
вочник. М.: Энергия, 1978. 479 с.
49. Майер Э. Торцовые уплотнения: Пер.
с нем. М.: Машиностроение, 1978. 288 с.
50. Макаров Г. В. Уплотнительные устрой-
ства. Л.: Машиностроение, 1973.
232 с.
51. Марцинковский В. А, Бесконтактные
уплотнения роторных машин. М.: Ма-
шиностроение, 1980. 200 с.
52. Машиностроительный гидропривод/
Л. А. Кондаков, Г. А. Никитин,
В. Я. Скрицкий и др.; Под ред.
В. Н. Прокофьева. М.: Машиностроение,
1978. 495 с.
53. Международная классификация изобрете-
ний. М.: ГК СССР по делам изобретений
и открытий. 1985. 168 с.
54. Моисеев Ю. В., Зайков Г, Е. Хими-
ческая стойкость полимеров в агрессивных
средах. М_: Химия, 1979. 288 с.
55. Негорючие теплоносители и гидравли-
ческие жидкости: Справочное руковод-
ство/Под ред. А. М. Сухотина. Л.:
Химия, 1979. 360 с.
56. Некрасов Б. Б. Гидравлика и ее при-
менение на летательных аппаратах. М.:
Машиностроение, 1967. 368 с.
57. Никитин Г. А. Щелевые и лабиринтные
уплотнения гидроагрегатов. М.: Машино-
строение, 1982. 135 с.
58. Новиков И. И., Захаренко В. П., Лан-
до Б. С. Бессмазочные поршневые уплот-
нения в компрессорах. Л.: Машинострое-
ние, 1981. 238 с.
59. Общесоюзный классификатор. Высшие
классификационные группировки, про-
мышленная и сельскохозяйственная про-
дукция. 175044. Госплан СССР. М.: Ста-
тистика, 1977. 813 с.
60. Овандер В. Б. Современные уплощения
гидросистем металлообрабатывающего
оборудования и промышленных роботов.
М.: НИИмаш, 1982. 44 с.
61. Псрепечко И. И. Введение в физику
полимеров. М.: Химия, 1978. 312 с.
244
Список литературы
62. Пипко А. И., Плисковский В. Я.,
Пенчко Е. А. Конструирование и расчет
вакуумных систем. М.: Энергия, 1970.
504 с.
63. Полиамиды: Каталог Черкассы: НИИТЭ-
хим, 1978.
64. Полиимиды:Каталог. Черкассы: НИИТЭ-
хим, 1978.
65. Потураев В. Н., Дырда В. И. Резиновые
детали машин. 2-е изд. М.: Машино-
строение, 1977. 216 с.
66. Применение резиновых технических изде-
лий в народном хозяйстве/Г. А. Захарьев,
В. С. Юровский, Б. М. Капоровский и др. ;
Под ред. Д. Л. Федюкина. М.: Химия,
1986. 315 с.
67. Проблемы современной уплотнительной
техники: Пер. с англ./Под ред. В. Н. Про-
кофьева, Л. А. Кондакова. М_: Мир, 1967.
482 с.
68. Проблемы трения и смазки/Пер. с англ.
М.: Мир, 1969, № 3. 227 с. (Труды
Американского общества инженеров-ме-
хаников).
69. Прокладки спирально-навитые: Каталог.
М.: ЦНИИТнефтехиммаш, ч. IV, т. 6,
разд. 5, 1977.
70. Резиновые уплотнения вращающихся ва-
лов: Каталог-справочник/В. С. Юровский,
Г. А. Захарьев и др. М.: ЦНИИТЭнефте-
хим, 1978. 184 с.
71 Резинотканевые уплотнения/3. Д. Орлов,
Г. С. Орлова, Л. П. Чайская и др.
М.: ЦНИИТЭнефтехим, 1979. 80 с.
72. Резиковский М. М., Лукомская А. И.
Механические испытания каучука и ре-
зины. 2-е изд. М.: Химия, 1968. 500 с.
73. Салтыков А. В., Бузуй 3. Е., Ми-
люкова Н. А. Общая технология резины.
М.: Химия, 1982. 176 с.
74. Свешников В. Г., Усов А. А. Станочные
гидроприводы: Справочник. М.: Машино-
строение, 1982. 464 с.
75. Скринкий В. В., Рокшевский В. А.
Эксплуатация промышленных гидропри-
водов. М_: Машиностроение, 1984. 170 с.
76. Словарь-справочник по трению, износу
и смазке деталей, машин. Киев: Паукова
думка, 1979. 188 с.
77. Смыслова Р. А., Котлярова С. В. Справоч-
ное пособие по । ерметизирующим ма-
териалам на основе каучуков. М.: Химия.
1976. 315 с.
78. Справочник по уплотнительным устройст-
вам судовых систем/Г. К. Алмазов,
В. В. Степанов, А. О. Поляков,
В. А. Бурлешин. Л.: Судостроение, 1979.
256 с.
79. Справочник по эластомерным покрытиям
и герметикам в судостроении. Л.: Судо-
строение, 1982. 184 с.
80. Степанов Р. Д., Шленский О. Ф. Расчет
на прочность конструкций из пластмасс,
работающих в жидких средах. М.: Маши-
ностроение, 1981. 136 с.
81. Тагер А. А. Физикохимия полимеров. М.:
Химия, 1978. 544 с.
82. Тезаурус научно-технических терминов/
Под ред. Ю. И. Шемякина. М.: Воениздат,
1972. 632 с.
83. Теоретические основы инженерных рас-
четов: Пер. с англ. М.: Мир, 1982,
№ 3. (Труды Американского общества ин-
женеров-механиков).
84. Тепло- и агрессивостойкие резины и рези-
нотехнические изделия. М.: ЦНИИТЭ-
нефтехим, 1979. 145 с.
85. Теплофизические свойства жидкостей и га-
зов при высоких температурах и плаз-
ме/Под ред. И. Н. Новикова, А. Н. Гордо-
ва. М.: Изд-во стандартов, 1969, т. П.
406 с.
86. Трение, изнашивание и смазка: Справоч-
ник. Кн. 2/Под ред. И. В. Крагельского,
В. В. Алисина. М.: Машиностроение,
1979. 324 с.
87. Уплотнительные материалы для хими-
ческого оборудования. — В кн.: Оборудо-
вание с применением неметаллических
материалов. М.: НИИхиммаш, 1979,
с. 84-117.
88. Федюкин Д. Л., Махлис Ф. А. Техни-
ческие и технологические свойства резин.
М.: Химия, 1985. 217 с.
89. Фторопласты: Каталог. Черкассы:
НИИТЭХИМ, 1983. 210 с.
90. Эдельман А. И. Топливные клапаны
жидкостных ракетных двигателей. М.:
Машиностроение, 1970 244 с.
91. Эксплуатация, модернизация и ремонт
оборудования в нефтеперерабатывающей
и нефтехимической промышленности.
М.: ЦНИИТЭнефтехим, 1982, № 4,
с. 40- 44.
92. Эммануэль Н. М., Бучаченко А. Л.
Химическая физика старения и стабили-
зации полимеров. М.: Наука, 1982.
360 с.
93. Эиглия К. Поршневые кольца. М.:
Машгиз, 1963, т. 2. 365 с.
94. Чегодаев Д. Д. Фторопласты. Л.: Химия,
1960. 192 с.
Список литературы
245
95. Хорни В. Н. Объемный гидропривод
забойного оборудования. М.: Недра, 1980.
310 с.
96. Dowson D., Higginson G. R. Elastohydro-
dynamic Lubrication. Oxford: Pergamon
Press., 1977, 235 p.
97. 1st International Meeting on Sealing Tech-
nology. Pros., Budapest:, 21—23 apt.
1982.
98. Seals and Sealing Handbook. 1st ed. by
R. H. Warring. Tr. and Techn. Pr. Ltd.,
England, 1984. 458 p.
99. The Seal users handbook, 2st ed., by
R. M. Austin, B. S. Nau, BHRA, England,
1979. 220 p.
100. Internationale Dichtungstagung. Uber-
sichts—Vortrage. DDR, Dresden, 1978.
228 S.
101. Proceedings 6th International Conference
on Fluid Sealing, BHRA, Cranfild, 1973.
10 p.
102. Stoize D. Untersuchung der Axialglei-
tringdichtungen. Maschinenbautechnik,
1981, 30, N.4, S. 172-177.
103. Hydraulics and Pneumatics, 1982, 35, N. 12,
pp. 37-38.
104. Industrial Sealing Technology by H. H. Bu-
chter. A Wiley Interscience Publ., N. Y.,
1979. 441 p.
105. Oilhydraulik und pneumatik, 1983, N. 3,
S. 160-164.
106. Hydraulic Pneumatic Mechanical Power,
1982, vol. 28, N. 336, pp. 459-461.
Часть II
Глава
8
ТОРЦОВЫЕ УПЛОТНЕНИЯ. ТЕОРИЯ И РАСЧЕТ
8.1. Типы торцовых уплотнений,
механизм герметизации
Торцовое уплотнение состоит в ос-
новном из трех элементов: двух колец
(вращающегося и неподвижного), обра-
зующих плоскую пару трения, и упру-
гого элемента, обеспечивающего контакт
в паре трения (рис. 8.1). Вращающееся
кольцо 3 герметично связано с валом
1 посредством упругого элемента 2,
который обеспечивает постоянный плот-
ный контакт колец 3 и 4 при вибрации
и смещениях вала, а также износе элемен-
тов пары трения. Зазор в паре трения
определяет утечки жидкости или газа,
находящихся в рабочем пространстве
машины, аппарата или механизма 5
под давлением р.
Торцовые уплотнения принято клас-
сифицировать по конструктивным осо-
бенностям упругих элементов [13]. Эти
элементы определяют не только внеш-
ний вид, но и динамику торцовых уплот-
нений. К ним относят пружины с уплот-
нительными кольцами, сильфоны и
мембраны с пружинами или без них.
Упругие элементы (на рис. 8.1—8.3 ус-
ловно обозначены прямоугольниками с
диагоналями) бывают вращающиеся
и неподвижные (рис. 8.2). В зависимости
от положения упругого элемента по
отношению к рабочей среде уплотнения
подразделяют на внутренние и внешние
(рис. 8.3). Упругий элемент внутренних
уплотнений расположен в рабочей
среде, а внешних — снаружи, в окру-
жающем пространстве. В качестве упру-
гих элементов для торцовых уплотнений
всех типов применяют пружины с
уплотнительными кольцами или манже-
тами, а также сильфоны. Мембраны
применяют только в качестве непод-
вижных упругих элементов из-за их боль-
ших радиальных размеров.
Выпускают в основном одинарные или
двойные (из двух одинарных) торцовые
уплотнения. В двойные уплотнения за-
творная жидкость (газ) подается с давле-
нием, немного превышающим давление
среды перед уплотнением. Двойные тор-
цовые уплотнения конструктивно слож-
нее одинарных, и для их нормальной
работы необходимы системы подачи и
регулирования давления затворной жид-
кости, поэтому их применяют гораздо
реже. Если к надежности и герметич-
ности уплотнения предъявляют повы-
шенные требования, применяют кон-
струкции из трех и более торцовых
уплотнений.
Важными факторами, определяющими
конструктивные особенности уплотне-
ния, являются: диаметр и частота вра-
щения вала, его биение и возможные
смещения, допускаемые габариты уплот-
нения, условия его сборки и разборки
при необходимости замены. Выбор кон-
струкции торцового уплотнения в зна-
чительной степени определяется физико-
химическими свойствами среды, для
которой предназначено уплотнение: ее
агрегатным состоянием (газ, жидкость),
давлением, температурой, вязкостью,
содержанием взвешенных твердых ча-
стиц и солей, химической агрессивностью,
воспламеняемостью (при нагреве, в
контакте с атмосферой), степенью опас-
ности воздействия на людей и окружаю-
щую среду. По условиям работы можно
выделить четыре группы торцовых
уплотнений:
1) уплотнения для химически неаг-
рессивных и слабоагрессивных сред
(масел, нефтепродуктов, воды);
Типы. Механизм герметизации
247
Рис. 8.1. Принципиаль-
ная схема торцового
уплотнения
Рис. 8.2. Торцовые уплотнения с вращаю-
щимся (а) и неподвижным (6) упругими
элементами
2) уплотнения для химически агрессив-
ных сред (кислот, щелочей, растворов
солей, паров, газов и различных техно-
логических сред химической, нефтехими-
ческой, нефтеперерабатывающей и дру-
гих отраслей промышленности);
3) уплотнения для сред с большим
содержанием твердых частиц и включе-
ний (сред, перекачиваемых грунтовыми,
песковыми, химическими, фекальными
насосами и насосами для бумажной
массы на горнообогатительных комби-
натах, в угольных шахтах, ГРЭС, в
строительной, химической и бумажной
промышленности);
4) специальные уплотнения.
Уплотнения первых трех групп выпу-
скают сравнительно крупными партиями,
причем каждое уплотнение можно
использовать в различных условиях.
Специальные уплотнения выпускают
малыми партиями и даже единично для
специфических, часто особо трудных ус-
ловий работы: высокое давление, высокие
или очень низкие (криогенные) темпе-
ратуры, высокая частота вращения вала,
большой диаметр вала. К специальным
конструкциям относят разъемные тор-
цовые уплотнения, которые можно заме-
нять без разборки машины, а также
уплотнения, отличающиеся высокой
надежностью конструкции, устанав-
ливаемые, например, в недоступных
для обслуживания местах.
Для характеристики напряженности
условий работы торцовых уплотнений
принят параметр, представляющий
собой произведение давления р рабочей
среды на среднюю окружную скорость
скольжения v в паре трения. В зависи-
Рис. 8.3. Внутреннее (а) и внешнее (6) тор-
цовые уплотнения
мости от значений параметров pv уплот-
нения подразделяют на четыре категории
(табл. 8.1) [18].
Любое торцовое уплотнение можно
классифицировать по конструктивному
признаку (расположению и виду упру-
гого элемента), по области применения
и по параметру pv. Совокупность пере-
численных факторов определяет конст-
рукцию уплотнения. Углубляя эту клас-
сификацию, следует выделить пару тре-
ния как наиболее важный элемент тор-
цового уплотнения. Пары трения бывают
гидравлически неразгруженные и разгру-
женные. Соответственно уплотнения на-
зывают гидравлически неразгруженными
и разгруженными.
В торцовых уплотнениях применяют
пары трения трех видов: обыкновенные
Таблица 8.1
Классификация уплотнений по параметру pt
Катего- рия уплот- нения р, МПа V, м/с PV, МПа-м/с Определе- ние пара- метра
I < 0,1 < 10 < 1 Низкий
II =£ I < 10 < 5 Средний
III < 5 С 20 < 50 Высокий
IV > 5 > 20 > 50 Наивысший
248
Торцовые уплотнения
Рис. 8.4. Схема к расчету контактного дав-
ления в паре трения
(контакт двух колец с плоскими коль-
цевыми поверхностями); гидродинами-
ческие (контакт кольца с плоской по-
верхностью и кольца с поверхностью,
на которой выполнены наклонные, сту-
пенчатые или другие площадки, создаю-
щие гидродинамическую силу); гидро-
статические (контакт кольца с плоской
поверхностью и кольца с камерами и
канавками, в которые подводится жид-
кость под давлением). Определения
«гидродинамическое» и «гидростати-
ческое» используют также для обозначе-
ния конструкции уплотнения в целом.
Зазоры в работающих торцовых уп-
лотнениях различны (для обыкновенных
пар трения 0,5—2 мкм; для гидроди-
намических — более 2 мкм; для гидро-
статических — более 5 мкм), поэтому
механизмы герметизации этих пар тре-
ния также различны. В зазорах обыкно-
венных пар трения происходит контакт
микронеровностей трущихся поверхно-
стей и, как следствие этого, их изнаши-
вание. В гидродинамических парах тре-
ния трущиеся поверхности разделены
слоем жидкости, контакты микронеров-
ностей сравнительно малочисленны и
носят случайный характер. В гидроста-
тических парах трения контакты микро-
неровностей отсутствуют и наблюдается
чисто гидродинамический режим смазки.
Обыкновенная пара трения в статике
представляет собой две шероховатые по-
верхности (обычно Ra = 0,08...0,16 мкм),
контактирующие выступами микроне-
ровностей. Остальное пространство, об-
разованное впадинами микронеровно-
стей, заполнено рабочей средой. Схема-
тично такая пара трения показана на
рис. 8.4. Сила, прижимающая одну по-
верхность пары трения к другой, воспри-
нимается микронеровностями и давлени-
ем слоя жидкости, находящейся в зазоре
пары трения. С увеличением этой силы
площадь контактов микронеровностей
увеличивается, средний зазор в паре тре-
ния уменьшается и герметичность пары
трения повышается.
Считая, что усредненное сопротив-
ление течению жидкости в радиальных
направлениях под действием перепада
давлений постоянно, и пренебрегая из-
менением кривизны уплотнительных
поверхностей, получаем линейный закон
изменения давления р вдоль радиуса г
(рис. 8.4, а).
Обычно площадь контакта микроне-
ровностей в зазоре пары трения мала по
сравнению с номинальной площадью
контакта, поэтому с достаточной точ-
ностью можно считать, что жидкость
распределяется по всей поверхности
контакта, т. е. гидростатическую силу
в контакте пары можно определять
интегрированием давления по номиналь-
ной площади контакта. Разность силы,
прижимающей контактные поверхности,
и гидростатической силы дает силу,
воспринимаемую контактирующими ми-
кронеровностями, а отношение ее к
номинальной площади контакта — сред-
нее контактное давление рк (см.
рис. 8.4, б). Давление рк и скорость сколь-
жения определяют режим трения, а сле-
довательно, интенсивность изнашивания,
утечки и т. д. На рис. 8.5 приведены
основные схемы торцовых уплотнений
к расчету рк в парах трения [13].
На рис. 8.5, а показано гидравлически
неразгруженное уплотнение, на рис.
8.5, б — гидравлически разгруженное. На
вращающееся кольцо пары трения
действуют следующие силовые факторы:
давление р, сила Fnp пружины, сила Е
трения резинового уплотнительного
кольца по валу и среднее контактное
Типы. Механизм герметизации
249
г)
Рис. 8.5. Схемы для определения сил, действующих в парах грения торцовых уплотнений
с вращающимися (а, 6) и неподвижными (в, г) упругими элементами
давление рк. Из уравнения равновесия
кольца
Рк =
_ Fr.P - F + пр0(£>2 + D iD2 + DI - 3d2)/12
n(D22-Dl)/4
(8.1)
где d, Di, £>2 — диаметры вала и кон-
тактной поверхности.
Гидравлическая разгрузка состоит
в снижении контактного давления в
паре трения, для чего вал выполняют
ступенчатым (см. рис. 8.5, б) с d > Dj.
При этом многочлен (D2 + DtD2 +
+ £>г — 3d2) в формуле (8.1) уменьшает-
ся. Гидравлическую разгрузку внешнего
торцового уплотнения выполняют тем
же способом, что и внутреннего. Фор-
мула (8.1) справедлива для внешних тор-
цовых уплотнений с неподвижным уп-
ругим элементом (см. рис. 8.5, в). Для
внешних торцовых уплотнений с вращаю-
щимся упругим элементом в формуле
(8.1) нужно изменить знак перед членом
про(-..)/12 на минус.
Для внешнего торцового уплотнения
с неподвижным сильфоном (см. рис. 8.5,г)
_ 1 пр ,
n(D22-D2)/4 +
, пРо |Дг + D2Di + D2 — 1,5 (d2 + d2)]/l2
л(£>1-02)74 ’
(8.2)
где F,lp — сила упругости сильфона или
сильфона с пружиной.
В формуле (8.2) отсутствует сила
трения F. Гидравлическая разгрузка
уплотнения заключается в изменении
соотношений диаметров d1; d2 и Dt, D2.
Для приближенной оценки гидравли-
ческой разгрузки уплотнения используют
коэффициент гидравлической нагрузки к,
равный отношению площади действия
прижимающего давления к номинальной
площади контакта. Для уплотнений, по-
казанных на рис. 8.5,
l< = (D22- d2)/(D2 - Dl). (8.3)
Для внешних торцовых уплотнений с
вращающимся упругим элементом и
внутренних уплотнений с неподвижным
упругим элементом
250
Торцовые уплотнения
k = (d2 - Dl)/(D22 - Di). (8.4)
В гидравлически неразгруженном
уплотнении к 1, в разгруженном
к < 1. Обычно 0,5 < к < 1,2.
При выводе формул (8.1) и (8.2) при-
нят линейный закон распределения
давления в радиальных направлениях.
Реальное распределение давления изме-
няется во времени вследствие облитера-
ции щели (рис. 8.6) [13]. Начальный
участок щели «зарастает» твердыми
частицами, несмотря на тщательную
очистку масла. Кривые построены для
случая ламинарного течения несжимае-
мой жидкости от центра к периферии.
При ширине зазора около 0,1 мкм яв-
ление зарастания интенсифицируется
под влиянием сил молекулярного притя-
жения между стенками и прилегающими
слоями жидкости.
При линейном распределении давления
утечки жидкости через пару трения
уплотнения можно приближенно оценить
по формуле для объемного расхода вяз-
кой жидкости через плоскую кольцевую
щель с гладкими параллельными стен-
ками
= TtrfDtPo
У бр^-ЛО’
(8.5)
где h — усредненный зазор.
Для определения h используют экспе-
риментальные данные по проливке ще-
лей с различной шероховатостью поверх-
ностей. Усредненный зазор можно также
определить экспериментально-теорети-
ческим путем на основе статистической
теории контактирования шероховатых
поверхностей и уравнений движения вяз-
кой жидкости.
По аналогии с формулой (8.5) для изо-
термического течения газа через щель
с параллельными стенками массовый
расход
О (Р.2 ~ Ра)
6R0Tp(D2 - Рг)’
(8-6)
где р1; ра — абсолютное давление газа на
входе и выходе из щели; ц — динами-
ческая вязкость газа, слабо зависящая
от давления (принята постоянной); Ro =
Рис. 8.6. Кривые распределения давления
в зависимости от времени протекания масла
в плоской кольцевой щели с неподвижными
стенками:
1 — через 45 мин; 2 — 1 ч 45 мин; 3 — 2 ч 35 мин;
4-6 ч; 5-20 ч
= R/Mr — удельная газовая постоянная;
R = 8,314 ДжДмоль- К) — универсальная
газовая постоянная; Mt — молярная
масса газа.
При малых зазорах h, соизмеримых
с длиной свободного пути молекул
газа, утечки определяют на основе кине-
тической теории газов.
8.2. Основы теории и расчета
контактных уплотнений
Расчет основного элемента торцового
уплотнения — пары трения — выполняют
в следующем порядке:
1) определение силовых и гидродина-
мических характеристик пары трения при
вращающемся вале;
2) определение сил трения и выделяю-
щейся теплоты в паре трения;
3) определение температуры пары
трения;
4) корреляция температуры с сило-
выми факторами и трением; повторение
расчета по п. 1—3;
5) оценка влияния взаимодействия
элементов конструкции уплотнения, си-
ловых, температурных деформаций и
неравномерности распределения темпе-
ратуры пары трения на закономерности
движения жидкости в зазоре.
Существуют различные подходы к
оценке закономерностей трения в зазо-
рах обыкновенных пар трения.
Теория и расчет контактных уплотнений
251
Рис. 8.7. Зависимость коэффициента трения
от контактного давления для различных
режимов трения торцового уплотнения
В результате экспериментальных ис-
следований и эксплуатации торцовых
уплотнений в различных условиях уста-
новлено, что их пары трения в основ-
ном работают в режимах жидкостной и
полужидкостной смазки, а также при
трении без смазочного материала.
Это деление весьма условно, так как
существуют различные переходные ре-
жимы.
Режимы работы пары трения можно
классифицировать, используя зависи-
мости коэффициента трения f от безраз-
мерного критерия режима G = \ivb/PK,
где b — ширина контактной поверхности
в радиальном направлении, аналогич-
ные кривым Штрибека для подшипников
скольжения.
Для конкрегного торцового уплотне-
ния и определенной жидкости при по-
стоянной частоте вращения вала в ка-
честве переменного критерия режима
можно принять величину, обратную кон-
тактному давлению в паре трения
(рис. 8.7). Кривая /(1/рк) приближенно
отражает зависимость, соответствую-
щую трению пары углеграфит — металл
на воде. Работа пары трения в режимах
левой ветви (при трении без смазочного
материала) неустойчива, так как увели-
чение контактного давления (случайное
или закономерное) приводит к резкому
увеличению коэффициента трения, в
режимах правой ветви (от граничной до
жидкостной смазки) — устойчива, так
как с увеличением контактного давле-
ния коэффициент трения уменьшается.
Для пар трения обыкновенных торцо-
вых уплотнений, работающих на раз-
личных жидкостях, нормальным яв-
ляется режим полужидкостной смазки.
В зазоре пары трения торцового уплот-
нения имеется слой жидкости, почти
полностью разделяющий трущиеся по-
верхности и способный выдерживать
сжимающие нагрузки. Одновременно в
зазоре пары происходят контакты мнкро-
неровностей, которые совместно с абра-
зивными частицами, содержащимися в
рабочей среде, вызывают изнашивание
трущихся поверхностей. Как правило,
интенсивность изнашивания мала, так
как материалы колец пары трения выби-
рают так, чтобы обеспечить длительную
работу уплотнения (тысячи и десятки
тысяч часов). Такой режим работы пары
можно условно назвать полужидкост-
ным, поскольку его характеристики
близки к характеристикам жидкостного
режима. Полужидкостный режим смазки
обусловлен следующими факторами:
гидродинамическими и связанными с
ними — давлением, скоростью сколь-
жения, вязкостью, плотностью и дру-
гими характеристиками жидкости; мак-
ро- и микрогеометрией поверхностей
пары, их деформациями;
свойствами материалов колец пары —
твердостью, прирабатываемостью, струк-
турой, коррозионной стойкостью и др.;
тепловыми явлениями, связанными с
трением, — температурой жидкости, кри-
тической температурой, теплопровод-
ностью пары, условиями отвода тепло-
ты и др.
Теория термогидродинамического ми-
крорасклинивания пары трения. Основа-
нием для разработки данной теории
явились результаты многочисленных
экспериментальных исследований про-
цесса трения в торцовых уплотнениях.
Их обобщение и обработка, проведенные
Но, показали, что слой жидкости в
зазоре воспринимает нагрузку, обратно
пропорциональную толщине слоя в сте-
пени 3 — 6. Наиболее полные экспери-
252
Торцовые уплотнения
Рис. 8.8. Зависимость коэффициента трения
от критерия режима пары трения торцового
уплотнения:
□ — вода; А - веретенное масло; О — машин-
ное масло
ментальные данные, подтверждающие
это положение, получены Денни.
Коэффициент трения в парах трения
торцовых уплотнений определяется не
только критерием режима, но и физи-
ческими свойствами трущихся поверх-
ностей и рабочей жидкости, о чем сви-
детельствует большой разброс экспери-
ментальных данных в области полужид-
костной смазки (рис. 8.8) [13].
Для наиболее распространенного со-
четания материалов в парах трения угле-
графит — металл на трение в зазоре
сильно влияет характер обработки ме-
таллической поверхности (рис. 8.9).
На металлической поверхности после
приработки пары трения остается сетка
царапин, получающихся при доводке ме-
таллического кольца абразивными па-
стами. С повышением твердости метал-
лического кольца и теплопроводности
пары трения несущая способность пары
трения увеличивается [40].
На основе приведенных и других
экспериментальных данных можно счи-
тать, что в паре трения одно из колец
Рис. 8.9. Зависимость предельного давления,
выдерживаемого парой трения на воде, от
размера зерна (а) алмазной пасты при до-
водке поверхностей колец из стали 95X18
Рис. 8.10. Схемы к расчету термогидродина-
мического расклинивания пары трения:
а — пара трения; б — распределение температуры
на поверхности металлического кольца; в — тем-
пературные деформации поверхности металличе-
ского кольца
(например, из мягкого легко прираба-
тывающегося материала — углеграфита)
имеет гладкую поверхность, а другое (из
более твердого материала — металла) —
шероховатую поверхность с царапинами
И углублениями, обусловленными видом
обработки и структурой материала. Эти
поверхности полностью разделены тон-
ким слоем вязкой несжимаемой жидкости
(рис. 8.10). Механизм работы такой пары
трения следующий: жидкость проте-
кает по углублениям и канавкам и увле-
кается в тангенциальном направлении
движущейся с окружной скоростью v
стенкой. Жидкость при движении от од-
ной канавки к другой в результате трения
нагревается, нагревая стенку неподвиж-
ного (верхнего на рис. 8.10) кольца.
Вследствие неравномерности нагрева
и соответствующего неравномерного
температурного расширения стенки
кольца образуются сужающиеся в на-
правлении скорости v зазоры. При этом
возникают гидродинамические расклини-
вающие силы Р, действующие на стенки
пары трения.
Для оценки описанного термогидро-
динамического эффекта используют
приближенные уравнения движения сма-
Теория и расчет контактных уплотнений
253
зонного слоя. Решаемая задача является
плоской, поскольку зазор в паре трения
мал по сравнению с радиальной протя-
женностью канавок:
dp d2vx
дх dy2
_ n.
8x dy
ST X d2T p /dt>x\2
Vx 8x cp dy2 + cp \ dy J
и = и(Л;
c2T S2T
dx2 + dy2 ~ ’
6 (h) = — a J [T(x + 8x, y) —
- T(x, y)]</y;
h = h (x),
где с — теплоемкость жидкости.
Интегрирование системы дифферен-
циальных уравнений при граничных
условиях
х = О, х = L: р = р„, Т= Тн;
у = 0: vx = v, dT/dy = 0; *
у = h: vx = 0; Т= Th = (l//i) f Tdy;
о
» = T=0
выполняют методом последовательных
приближений.
Для гидродинамических характе-
ристик (контактного давления, момента
и коэффициента трения) слоя жидкости
в зазоре пары получены следующие за-
висимости:
(8.7)
_ 2 а£?|ЛРг2 .
5п cphs
м_п D^pbpcpV .
2 h
5п ср/?4
2 aL3PcPr ’
Утечки жидкости через пару трения
определяют по формуле (8.5), в которую
следует подставлять среднее значение
вязкости и усредненную высоту щели.
На рис. 8.11 приведены теоретические
Рис. 8.11. Экспериментальные (сплошные ли-
нии) и теоретические (штриховые) зависи-
мости высоты щели от контактного давле-
ния и скорости скольжения в парах трения
(частоты вращения вала):
а — масло «Теллус» (/ — л = 3000 мин"1; 2 — л =
= 2000 мин1; 3 — п = 550 мин-1); б — керосин
(/ — п = 3000 мин-1; 2 — л — 2000 мяи-1; 3 — w =
— 1000 мин-1; 4 — п — 550 мин-1).
зависимости h (рк) в сравнении с экспе-
риментальными, полученными Денни.
В соответствии с (8.7) контактное давле-
ние обратно пропорционально hs, поэ-
тому влияние термогидродинамического
расклинивания существенно лишь при
малых зазорах в парах трения (десятые
доли микрометра).
Модель гидродинамического микро-
подшипника в применении к паре трения
углеграфит — металл [38]. Теория раз-
работана на основе микрографического
исследования рабочей поверхности угле-
графитовых колец, работающих в паре
с металлическими кольцами на морской
воде в крупных торцовых уплотнениях
дейдвудных валов диаметром около
400 мм.. На поверхности углеграфитовых
колец, пропитанных полимеризирую-
щейся смолой, после работы обнаружены
неровности с плоскими вершинами вы-
сотой в несколько микрометров и линей-
ными размерами от 0,01 до 0,07 мм.
Они образуют агломераты с линейными
размерами до 0,5 мм, занимающие
30—40% номинальной площади кон-
254
Торцовые уплотнения
Рис. 8.12. Структура части поверхности коль-
ца из углеграфита:
1 — микропяты; 2 — поры; 3 — впадины
Рис. 8.14. Типовой микроподшипник (а) и
ступенчатый микроподшипник (6)
такта (рис. 8.12). Существенной разницы
в форме неровностей поверхности
(рис. 8.13) в радиальных и тангенциаль-
ных сечениях кольца не обнаружено.
Микрографические исследования по-
верхностей неработавших углеграфи-
товых колец показали, что средняя вы-
сота неровностей не превышает 0,25 мкм.
Г идродинамические характеристики
пары трения определяют на основе
моделирования шероховатостей сту-
пенчатым микроподшипником Рэлея
(рис. 8.14). При этом поверхность метал-
лического кольца считают плоской и
гладкой, местными упругими деформа-
циями микроподшипников пренебрегают
и считают, что абсолютное давление
жидкости в зазоре мало по сравнению
с гидродинамическим давлением, разви-
ваемым микроподшипниками, поэтому
влиянием отрицательных давлений (по
отношению к абсолютному) пренебре-
гают.
Среднее контактное гидродинамиче-
Рис. 8.13. Форма поверхностей пары трения:
1 — металлическое кольцо; 2 — углеграфитовое
кольцо
ское давление, создаваемое одним сту-
пенчатым микроподшипником,
рк1 = 2Вцг/-и + 55)3 + /1Г, (8.8)
где В — фактор, оценивающий влияние
конечности ширины подшипника:
„ 96 rz V «г-4 , nN ,
В = i b2i ) N 4th—^th _—,
л4 / t 4bi 2bi
Л' = 1,3, 5...
причем при bi = 0,5Л>1// = 0,5
В = 0,229; при b, = 1 В = 0,6; при Ьх =
= оо В = 1,5.
Для оценки математического ожида-
ния гидродинамического давления, созда-
ваемого микроподшипниками на всей
поверхности пары трения, используют
статистические методы. Распределение
размеров 5 и I на основе статистического
анализа принято экспоненциальным:
е ~8/8ср и е-ь>/ь1сР. Отношение Ьх и зазор
приняты постоянными для всех
микроподшипников. Математическое
ожидание гидродинамического давления
получают умножением выражения (8.8)
на вероятности и 8 и его интегри-
рованием :
Рк^ср ___
4SBp пЬ)ср
3 f хе dx
hm J (1 + А)3 + 1
о
= ФДй (8-9)
Теория и расчет контактных уплотнений
255
Рис. 8.15. Зависимость безразмерных функций
давления от относительного зазора
где S — относительная площадь поверх-
ности, занятая микроподшипниками;
h„ = /гт/ёср; х = 8/йт; Ф5 (hm) - безраз-
мерная функция давления.
На рис. 8.15 для сравнения показана
функция Фт(йт), полученная без учета
статистики по средним размерам микро-
подшипников. Значения Ф5 на порядок
и более превышают значения Фт. Функ-
ция Ф5, построена с использованием
усеченного экспоненциального распреде-
ления размеров микроподшипников,
полученного исключением микропод-
шипников наименьших размеров.
Момент трения определяют по сред-
ним размерам микроподшипников, так
как он незначительно отличается от ста-
тистически усредненного:
М8С„ 1 - S
----££_= _=----+
5''срЩ hm + 1
S SBj
+ hm + (hm + I)3 + ’
где S — номинальная плошадь контакта;
гСр — средний радиус поверхности кон-
такта;
Утечки через пару трения определяют
на основе приближенного анализа Хил-
Шоу. В качестве модели пары исполь-
зуют плоскую поверхность и поверх-
ность с цилиндрическими выступами
микроподшипников (рис. 8.16). Все
Рис. 816. Модель микроподшипников для
оценки утечки через пару трения
выступы считают одинаковыми, причем
их размеры принимают равными сред-
ним размерам микроподшипников.
Утечки Q определяют из соотношения
ЗрЬе
™cp(ps- Ра)
= Я3 [(2 + ЗНг-Н])ф(5) +
+ (2 - ЗН2 + Я1)],
где b — ширина контактной (в радиаль-
ном направлении) поверхности; (ps —
— ра) — перепад давлений пары трения;
+ я2 = яг>-1; ф(5)-
безразмерная функция (рис. 8.17).
Модель гидродинамического поджатия
слоя шероховатостями поверхностей в
применении к парам трения силицирован-
ный графит — силицированный графит
[14]. Силицированные графиты полу-
чают все большее распространение в
Рис. 8.17. Зависимость функции утечки от
относительной площади микроподшипников
(справедлива при S < л/4)
256
Торцовые уплотнения
Рис. 8.18. Поверхности пары трения силици-
рованный графит — силицированный графит:
а - после доволки (до приработки); б в пронес- ,
приработки; в — после приработки
качестве материалов для изготовления
пар трения торцовых уплотнений. Эти
материалы вытесняют традиционные
материалы пар трения с применением
углеграфитов. Это объясняется значи-
тельно большей несущей способностью
и износостойкостью пар трения из сили-
цированного графита. В таких парах
трения, как правило, оба кольца изго-
товлены из силицированного графита
одной марки (в СССР выпускают около
десяти марок силицированных графитов,
имеющих различные физико-механи-
ческие характеристики [27]). Силици-
рованный графит обычно представляет
собой твердый материал с определенной
структурой, который состоит из мягких
графитовых зерен 1, заполняющих яче-
истый каркас из карбида кремния 2 и
кремния 3 (рис. 8.18, а).
В процессе приработки пары на жид-
кости происходит сдвиг зерен и частич-
ное изнашивание поверхностей под
действием сил трения, возникающих
на микронеровностях трущихся поверх-
ностей (штриховые линии на рис. 8.18, б).
Асимметрия этого процесса приводит
к образованию на обоих поверхностях
пары микронеровностей несимметрич-
ной формы, наклонные участки которых
на одной поверхности движутся навстре-
чу соответствующим участкам другой
поверхности (рис. 8.18, в). Образование
таких неровностей на поверхностях колец
из силицированного графита подтвер-
ждается профилограммами поверхно-
стей (рис. 8.19), а также их стереоскопи-
ческим фотографированием с помощью
сканирующего электронного микро-
скопа.
Схема взаимодействия поверхностей
пары трения со слоем жидкости между
ними показана на рис. 8.20. При встреч-
S)
Рис. 8.19. Профилограммы рабочей поверхности одного из колец пары трения силицирован-
ный графит — силицированный графит:
а — посте доводки; б — после длительной работы на воде (горизонтальное увеличение, х 100; верти-
кальное увеличение, х 5000)
Теория и расчет контактных уплотнений
257
Рис. 8.20. Схема к расчету гидродинамических характеристик взаимодействия наклонных
(а, 6) и горизонтальных (в) поверхностей пары трения
ном движении наклонных площадок
вследствие наклона их поверхностей про-
исходит поджатие слоя жидкости между
ними, в результате чего создается гидро-
динамическая поддерживающая сила.
Пропесс этот неустановившийся в от-
личие от рассмотренных ранее. Оценка
порядка сил инерции жидкости пока-
зывает, что они малы и процесс поджа-
тия слоя можно считать квазиустановив-
шимся.
Для определения гидродинамических
характеристик взаимодействия двух оди-
наковых наклонных площадок со слоем
вязкой несжимаемой жидкости решают
приближенную плоскую задачу. В соот-
ветствии с рис. 8.20, а и б для площа-
док, вступающих во взаимодействие и
выходящих из него, имеем
a) h = hm + h0 (1 - vt/l);
l3 = I — vt;
6) h = hm + 2h0(l - 0,5vt/l);
l3 = vt;
6uvh0 (l3 .
P=~h^T\~4~X
(8.10)
Если предположить, что половина неров-
ностей на контактной поверхности взаи-
модействует по схеме рис. 8.20, а, поло-
вина по схеме рис. 8.20, б и все площадки
имеют одинаковые средние размеры,
контактное гидродинамическое давление
рк в паре можно определить из выраже-
ния
Згц/cpS
In hm +
+ (hm + 2) In (hm + 2) —
-2 (hm + 1)In (hm + 1) - г 1 =
(8.11)
где hm = hm/htKV; S — относительная часть
номинальной площади контакта, занятая
микроплощадками; Ч'т — безразмерная
функция контактного давления (рис. 8.21).
При hm = 0 максимальное контактное
давление находят из соотношения
2рКП1ах^оср = 0386
3vp/cpS
На основе экспериментальных данных
статистические рапределения размеров
I и h0 микроплощадок можно предста-
вить экспоненциальным законом
e-“W.. и е-Р^о/Лосг, где а, Р — коэффициенты
аппроксимации.
Аналогично рассмотренной ранее мо-
Рис. 8.21. Зависимости безразмерных функций
контактного гидродинамического давления
от безразмерного зазора пары трения
9 Под ред. А. И. Голубева и Л. А. Кондакова
258
Торцовые уплотнения
Рис. 8.22. Зависимости безразмерных функций
момента трения от безразмерного зазора
тары трения
Рис. 8.24. Модель контактной поверхности
пары трения:
А — область контактов микронеровностей; В — об-
ласть кавитации
дели ступенчатых микроподшипников
математическое ожидание контактного
гидродинамического давления можно
найти из выражения
2piAocp _ Р Г е
3rpICpS ah„ J z3
+ 2z)ln(l +2z)-2(l +z)ln(l +z)-
z2 ”1
- y— dz = (8.12)
1 + z_
где z = h0/hm, — среднестатистическая
безразмерная функция контактного дав-
ления (см. рис. 8.21).
Момент трения М определяют по
средним размерам микроплощадок:
-(hm + 2)ln(Am4-2)-
- Мп = мт.
Рис. 8.23. Зависимость безразмерных функций
утечки от безразмерного зазора пары трения
Утечки жидкости Q через такую пару
вычисляют по формуле
6Qnb
^cp(Ps- Pa)ho^
= ^-[(йи + 2)4-^,] = ёт.
где (ps — ра) — перепад давлений жид-
кости, действующий на пару трения.
Математическое ожидание утечек
можно определить из выражения
6Qpb
ЯГср (ps pe) llocp
-
2 2₽ Р2 +
+
Зависимости Мт, Мя, Qm, ft, от hm
показаны на рис. 8.22 и 8.23.
Модель гидродинамической смазки вол-
нистых шероховатых поверхностей пары
трения [39]. Некоторые исследования
прозрачных моделей торцового уплотне-
ния показали, что в зазоре пары трения
имеются макрообласти кавитации жид-
кости, возникновение которых можно
объяснить закономерностями гидроди-
намической смазки волнистых контакт-
ных поверхностей. Одновременно с этим
модель волнистой шероховатой поверх-
ности (рис. 8.24) допускает контакты
Теория и расчет контактных уплотнений
259
Рис. 8.25. Шероховатость и волнистость по-
верхности кольца пары трения в радиаль-
ном (а) и тангенциальном (б) сечении
микронеровностей в областях минималь-
ного зазора пары трения.
Задача о течении вязкой несжимаемой
жидкости в зазоре пары трения, у кото-
рой одна поверхность плоская и глад-
кая, а другая волнистая и шероховатая
(рис. 8.25), является пространственной.
Толщина слоя жидкости в паре трения
h = hH (г, <р) + йя
где hH — номинальная толщина слоя;
hs — случайная толщина слоя, обуслов-
ленная шероховатостью (принимают,
что hs имеет плотность вероятности
распределения Гаусса, которую прибли-
женно заменяют полиноминальной плот-
ностью вероятности (140/К2ах) [(Rmax/
/2)2 — й2]3, где RmMi — максимальная
высота микронеровностей).
Модифицированное уравнение Рей-
нольдса для распределения давления
жидкости в зазоре пары при изотропной
шероховатости в безразмерных перемен-
ных имеет вид
LJL
г сф
^m(h3)S
д
= 6r-^lm(h)S],
где г = r/r2; h = 2h/Rm!IK-
Йн = 2/lH/Kmax, P — pRmax/(^^ ®P)j
S — относительная часть номинальной
контактной площади, на которой отсут-
ствуют контакты микронеровностей;
т (h) и т (h3) — математическое ожидание
h и h3.
При hK > 0,5Rmax m(h) = h„;
m (й3) = hi + hK/3, S = 1;'
при hH < O,57?max m (h) =
35/1 16 г 1 r,
~ 32 I, 8 + 35 h" + 2 h”
__L J,4 □ ?—A6 — h8 )
4 йн + io 56
+4e+4s-+4e-
-^ts+SoSS-4oS!°);
S = ^-(16 + 35ЙН - 35Й3 + 21й„ -
- 5й2).
Граничные условия: при г = r2 р = ps;
при г = ri р — ра. Кроме того, на границе
области кавитации задают давление и
производную от него по направлению
нормали к границе.
Суммарная безразмерная сила, воспри-
нимаемая слоем жидкости и контактами
микронеровностей в зазоре пары,
Р = f j [р + Рсж (1 - 5)] г dr dtp,
0 г.
____ рр2
п г ‘'max -
где Р = - v—; рсж =
4гсор
n J?2
/^сж‘'тах
4г2сор ’
Рсж — усредненное напряжение сжатия в
контактах микронеровностей.
9*
260
Торцовые уплотнения
Безразмерная утечка
т(/13) ( др\
12 /
е =
псйр,
где Q = 2б/(г1соЯтах).
Г идродинамические характеристики
пары трения определяют на ЭВМ мето-
дом последовательных приближений,
при котором наибольшую трудность
составляет нахождение границ областей
кавитации.
Гидродинамическая смазка обыкновен-
ной пары трения. Режимы гидродинами-
ческой жидкостной смазки иногда возни-
кают в обыкновенных парах трения в
результате значительной волнистости
их трущихся поверхностей, обусловлен-
ной недостаточной точностью их довод-
ки, а также силовыми и (или) температур-
ными деформациями колец пары.
В зазорах таких пар трения действуют
сравнительно большие гидродинамиче-
ские силы, увеличивается толщина слоя
жидкости и ее утечки. Для обыкновен-
ных торцовых уплотнений это, как пра-
вило, нежелательно. Однако при доста-
точно высоких параметрах работы уп-
лотнения волнистость может быть ис-
пользована для снижения интенсивности
изнашивания, трения и выделения теп-
лоты. С увеличением волнистости пуско-
вой момент трения также снижается.
Некоторые исследователи предлагают
создавать искусственную волнистость
трущихся поверхностей уплотнений.
Приближенно гидродинамические ха-
рактеристики пар трения с волнистыми
поверхностями (рис. 8.26) оценивают по
теории короткого подшипника [13]. При-
менение этой теории в данном случае
вполне допустимо, поскольку в уплот-
нениях отношение радиальной ширины
контактной поверхности к среднему
радиусу значительно меньше единицы
(0,1-0,2).
Систему дифференциальных уравнений
для короткого подшипника можно по-
лучить из уравнений Навье — Стокса,
если пренебречь в них членами порядка
b/г и выше:
0= —
1 др d2vr.
р dr V dz2
0 =
dzz
др_
dz ’
dvr 1 dvv vr dvz
dr r dtp r dz'
Граничные условия:
при z = 0 vr = 0, v= cor, vz = 0;
при z = h vr = 0, vv = 0, vz = 0;
при r = ri p = p„;
при r = r2 p = ps,
причем h — h (cp).
Давление жидкости в зазоре пары
3 1 ( 2 1 Г2
2 и In (r2/rt) п
,, г 2 1, г \ 1 dh
- rj In--------r2 In — 3 +
ri ri J lr dtp
Рис. 8.26. Пара трения, у которой одна
поверхность волнистая, другая — плоская
(Ps - PO)ln(fAl)
In (r2/n)
(8.13)
Радиальная составляющая скорости
течения жидкости
vr =
3 i r2
* 1 / / J 2rln — +
L 4 In (r2/ri) \ ri
r i — г 2 X 1 dh
+ —------- .з- J +
г J h dtp
(Р»~Ро) 2_1 (hz - z2)
2pln(r2/n) rfZ °
Теория и расчет контактных уплотнений
261
Из (8.13) следует, что при непрерыв-
ном слое жидкости в зазоре суммарная
гидродинамическая сила пары равняется
нулю. Если принять, что в расширяю-
щихся в направлении вращения частях
зазора возникают области кавитации
слоя, то для волнистой поверхности с
числом волн i гидродинамическая сила
п 3 7 1 1 \г 2 2
- И + ri) In Д-
Г1
Г22~г1
1П (Г2/Г1)’
где hi и h2 — минимальный и макси-
мальный зазоры соответственно.
Момент трения, рассчитанный при
условии непрерывности слоя в зазоре
пары,
2п
.. 1 (4 41 f d(P
М =-4 Ню(г2-4) -j-.
О
Утечки жидкости, полученные при
условии отсутствия жидкости в расши-
ряющихся частях зазора,
е =
I (Ps ~ Ра)
12ЦГ! In (г2/1*1)
Фо
h3d<p,
о
где <ро — угол охвата сужающихся в
направлении вращения частей зазора.
Трение в обыкновенной паре при отсут-
ствии жидкости в зазоре. К торцовым
уплотнениям, для которых режим трения
при отсутствии жидкости в зазоре и близ-
кие к нему являются нормальными,
можно отнести уплотнения, работающие
на газах, парах жидкостей, сжиженных
газах, при высоких контактных давле-
ниях и малых скоростях скольжения, и др.
Однако и в уплотнениях для жидкостей, к
которым относится большая часть тор-
цовых уплотнений, при эксплуатации
возможны подобные режимы. Такие
режимы возникают при пусках в работу
машин вследствие отсутствия слоя
жидкости в зазоре пары. Пусковые ре-
жимы не опасны, поскольку они крат-
Рис. 8.27. Профиль поверхности металличе-
ского кольца с термическими трещинами
ковременны. Более длительные режимы
без жидкости в паре трения возникают,
например, при эксплуатации насосов во
время их пусков без заполнения жид-
костью, при срывах подачи насосов
и т. д. Эти режимы опасны, поскольку
могут вызвать терморастрескивание и
разрушение колец пары [13]. Испы-
тания и эксплуатация уплотнений пока-
зывают, что терморастрескивание колец
наблюдается довольно часто.
В некоторых случаях после появления
трещин уплотнение продолжает рабо-
тать с повышенными утечками жидкости
и износом пары трения, возникающими
вследствие увеличения неплоскостно-
сти и шероховатости поверхности пары
(рис. 8.27). В других случаях уплотнение
после терморастрескивания выходит
из строя из-за недопустимо большой
утечки жидкости вследствие разрушения
колец пары трения.
Терморастрескивание металлических
колец пары с твердостью HRC 40 — 60,
как правило, не сопровождается их
полным разрушением. Трещины на
поверхностях направлены радиально и
не настолько глубоки, чтобы вызвать
разрушение колец; на поверхности тре-
ния наблюдаются цвета побежалости
(рис. 8.28).
Кольца из пластичных металлов,
пластмасс типа фторопласт-4 и других
материалов практически не подвержены
терморастрескиванию. Редко возникают
трещины в углеграфиговых кольцах, хотя
углеграфит не пластичный материал.
Наиболее опасно терморастрескивание
колец из хрупких материалов — керами-
ки, силицированного графита. В таких
кольцах образуются сквозные трещины,
вызывающие разрушение.
Поскольку большинство термотрещин
направлено радиально, в их образовании
262
Торцовые уплотнения
Рис. 8.28. Поверхность металлического коль-
ца с термическими трещинами
главную роль играют тангенциальные
напряжения. В начальный момент темпе-
ратура кольца пары трения постоянна.
Начиная с некоторого момента времени
контактная поверхность кольца нагре-
вается в результате трения и стремится
расшириться, что эквивалентно действию
на нее сжимающих тангенциально на-
правленных напряжений. Более глубокие
слои кольца растягиваются. При превы-
шении тангенциальными напряжениями
предела прочности возникают терми-
ческие трещины.
С целью определения критериев тер-
мопрочности колец пары трения решают
задачу термоупругости.
На рис. 8.29 схематически показано
кольцо пары трения, на торцовую по-
верхность которого в момент г > О
начинают действовать источники теп-
лоты с интенсивностью, равной мощ-
ности трения.
Уравнение теплопроводности для рас-
пределения температуры в кольце имеет
вид
дТ _ X д2Т
at рс ду2 ’
(8-14)
Начальные условия:
при г = О Т= 0;
при t > 0 у = 0, Qs = fpKv,
где Qs — удельный тепловой поток ис-
точников.
Рис. 8.29. Схема к определению температур-
ных напряжений в кольце пары трения
После интегрирования методом Фурье
уравнение (8.14) принимает вид
т= V (~1)n х
X л2Х / 4 (2n + I)2
п = 0
х ехр
л2 .. „ Хг
---~(2п + 1) —2- х
4 pci
х sin
л(2п + 1) / _
2 \ / /
(8.15)
При определении напряжений в коль-
це его заменяют полосой и рассматри-
вают ее плоское напряженное состояние:
е* = f (°* ~ + аТ’
Еу = + аТ>
Еху = 0;
= 0; = 0;
сх су
дих cuv
Ех = -л—; е« = ;
ex у су
CUX CUy
ду дх
Граничные условия:
при t = 0 = о,, = 0;
при t > 0 у = 0, у = I, <уу = 0;
(8.16)
Теория и расчет контактных уплотнений
263
при t > О
(У 1
^=0,foxdy = 0.
о
Интегрирование системы (8,16) с уче-
том (8.15) дает выражение для танген-
циальных напряжений
EvQsl /1 у\
°*- X у 2 l) +
SEaQJ у (-1)"
л27. /_j + l)2
n = O
Расчет показывает, что в кольцах па-
ры трения торцовых уплотнений танген-
циальные напряжения достигают макси-
мального значения в течение долей се-
кунды. Максимальное растягивающее
напряжение возникает на границе кольца
противоположной поверхности трения
(при у = /). На этом основании критерий
термопрочности кольца
(РкГ)тах = г р. , (8-17)
J &Е1
где ств — предел прочности при растяже-
нии материала кольца.
Соотношение (8.17) выражает связь
между физико-механическими свойства-
ми материала кольца и предельными
параметрами трения.
Значения критерия термопрочности
(PKr)max, МПа-м/с, для некоторых мате-
риалов колец приведены ниже
Углеграфит.........................38,8
Твердый сплав (93% WC, 7% Со) . . 30,8
Стеллит........................... 5,0
Керамика (96% AI2O3)................3,0
Керамика (стеатит)..................0,4
Об оценке интенсивности изнашивания
пар трения торцовых уплотнений. В ка-
честве характерного параметра, опреде-
ляющего работоспособность торцовых
уплотнений, принимают интенсивность
изнашивания колец пары трения, кото-
рая определяется их износом за опреде-
ленное время. Этот параметр обычно
выбирают в виде отношения линейного
износа в миллиметрах по высоте колец
ко времени работы пары трения в часах.
Для практических расчетов, учитывая
малую интенсивность изнашивания пар
трения торцовых уплотнений, целесооб-
разно использовать значения линейного
износа колец пары за 1000 ч работы.
Интенсивность изнашивания зависит от
многих факторов: режима трения, соче-
тания материалов колец, свойств рабо-
чей среды и др.
Режим трения определяет число кон-
тактов микронеровностей трущихся по-
верхностей, происходящих на номиналь-
ной поверхности контакта в единицу
времени.
Режим жидкостной смазки характери-
зуется отсутствием контактов микроне-
ровностей и практически нулевой интен-
сивностью изнашивания. Однако при
этом возможны местное эрозионное
изнашивание пары трения струей жид-
кости, интенсивность которого резко
увеличивается при больших (10 МПа и
более) перепадах давлений, а также
изнашивание эрозионного типа, вызван-
ное высокими (свыше 50 м/с) скоростя-
ми скольжения в парах. Эрозионному
изнашиванию главным образом подвер-
жены кольца пары трения, изготовлен-
ные из сравнительно мягких углегра-
фитовых материалов. Наличие на рабо-
чих поверхностях колец смазочных ка-
навок и других отклонений от плоской
формы интенсифицирует эрозионное из-
нашивание в этих местах.
Для контактных уплотнений, работа-
ющих на различных жидкостях, нор-
мальным является режим полужидкост-
ной смазки. Он наблюдается при зазо-
рах в парах трения до 2 мкм и харак-
теризуется малой площадью контактов
микронеровностей, а следовательно,
сравнительно малой интенсивностью
изнашивания. Например, для пар трения
углеграфит — металл при pv < 5 МПа-м/с
264
Торцовые уплотнения
интенсивность изнашивания порядка де-
сятых долей миллиметра за 1000 ч ра-
боты, для пар трения силицированный
графит — силицированный графит при
pv % 50 МПа • м/с — менее 1 мкм за
1000 ч работы, т. е. на два порядка
меньше.
Таким образом, сочетание материалов
колец пары трения в большинстве слу-
чаев является основным фактором, опре-
деляющим работоспособность и долго-
вечность торцовых уплотнений. Учиты-
вая сложность и многообразие условий
работы торцовых уплотнений, при рас-
чете их интенсивности изнашивания сле-
дует ориентироваться на статистические
экспериментальные данные. Вместе с тем
можно наметить подход к теоретическо-
му расчету износа торцовых уплотнений.
На основании гидростатического рас-
чета пары трения следует определить
среднее контактное давление, действую-
щее на номинальную площадь контакта.
Используя результаты эксперименталь-
ных исследований микрогеометрии тру-
щихся поверхностей, а также расчетные
силовые и температурные деформации,
можно получить геометрическую мо-
дель зазора пары трения.
Далее следует применить одну из
теорий гидродинамического расклинива-
ния трущихся поверхностей (если уплот-
нение работает на жидкости), описанных
в данной главе, наиболее подходящих
для рассматриваемых условий работы
и материалов пары. Определив контакт-
ное гидродинамическое давление, вос-
принимаемое слоем жидкости в зазоре
пары, можно найти неуравновешенную
часть контактного давления (если она
не равна нулю), воспринимаемую кон-
тактами микронеровностей, а зная топо-
графию трущихся поверхностей, — фак-
тическую площадь контактов микро-
неровностей.
На основании большого объема экс-
периментальных данных по трению и
износу пар трения торцовых уплотнений
можно считать, что в контактах микро-
неровностей режим трения близок к гра-
ничной смазке.
Для расчета интенсивности изнашива-
ния микронеровностей, определяющей
линейный износ пары, в большинстве
случаев можно применять теорию уста-
лостного изнашивания микронеровнос-
тей [31].
Общие выражения для нормальной
и тангенциальной сил, действующих в
контакте пары трения, можно записать
в виде
Р = РГ + РШ(1 -Sr/S);
F = Fr + Fm(l -Sr/S),
где Рг и Fr — нормальная и тангенциаль-
ная гидродинамические силы; Рш и Рш —
нормальная и тангенциальная силы,
воспринимаемые контактами микроне-
ровностей шероховатой поверхности.
Если в уплотняемой среде содержится
много абразивных частиц, определяю-
щим является абразивное изнашивание
(например, микрорезание поверхностей
абразивными частицами).
Для расчета интенсивности изнашива-
ния можно воспользоваться моделями
микрорезания [31], а также более при-
ближенным к реальным условиям экспе-
риментальным методом, основанным на
исследованиях работы торцовых уплот-
нений на гидроабразивных средах, пред-
ложенным В. В. Гордеевым.
Среды с высокой химической агрессив-
ностью (кислоты, щелочи) могут интен-
сифицировать изнашивание пары тре-
ния — происходит коррозионно-механи-
ческое изнашивание [31].
Сложность процессов, протекающих
в парах трения торцовых уплотнений,
определяется в большинстве случаев
тем, что одновременно происходит изна-
шивание нескольких видов. В связи с
этим существующие методики расчета
износа следует считать лишь весьма
приближенными.
Основой для выбора и оценки ма-
териалов пары трения торцового уплот-
нения являются результаты экспери-
мента.
Теория и расчет гидродинамических и гидростатических уплотнений
265
8.3. Основы теории и расчета
гидродинамических и
гидростатических уплотнений
Гидродинамические и гидростатиче-
ские торцовые уплотнения работают
в режиме жидкостной (газовой) смазки,
поэтому их называют бесконтактными.
Эти уплотнения применяют при высоких
перепадах давлений и скоростях сколь-
жения, а также при герметизации сред
с плохими смазывающими свойствами
(газы, кипящие и криогенные жидкости).
Гидродинамические и гидростатические
уплотнения успешно эксплуатируют при
перепаде давлений до 28 МПа, скорости
скольжения до 185 м/с на валах диа-
метром до 1500 мм. Бесконтактные
торцовые уплотнения используют в тур-
бонасосах высокого давления ЖРД,
компрессорах авиационных двигателей,
циркуляционных насосах АЭС, пита-
тельных насосах энергетических систем,
турбинах гидроэлектроустановок и дру-
гих машинах.
В гидродинамических уплотнениях
для расклинивания пары трения исполь-
зуется энергия движения уплотнитель-
ных поверхностей. При отсутствии вра-
щения эти поверхности находятся в плот-
ном контакте, исключающем утечки.
При вращении поверхности разделяют-
ся тонким жидкостным слоем и возни-
кают ограниченные утечки. В гидроста-
тических уплотнениях жидкостная смаз-
ка обеспечивается за счет перепада дав-
лений. В этих уплотнениях отсутствие
контактов и утечки имеют место неза-
висимо от того, вращается вал или нет.
Для поддержания бесконтактного ре-
жима работы уплотнений слой жидкост-
ной или газовой среды в зазоре между
уплотнительными поверхностями дол-
жен выдерживать сжимающие нагрузки,
т. е. иметь гидромеханическую жест-
кость. В гидродинамических уплотнениях
разделение поверхностей пары трения
и восприятие сжимающих нагрузок осу-
ществляется силами, возникающими в
результате нагнетания жидкости в сужа-
ющуюся часть зазора под действием сил
трения. Участки зазора, сужающиеся в
направлении скорости скольжения
создаются путем нанесения на уплотни-
тельные поверхности канавок, карманов
или ступеней. Наиболее широко приме-
няют конструкции с плоской ступенью
Рэлея, с наклонными площадками, со
спиральными канавками (рис. 8.30).
Используют также уплотнения, в кото-
рых неравномерность зазора в направле-
нии скорости скольжения образуется
в процессе работы в результате силовых
или температурных деформаций. Уплот-
нения, в которых гидродинамические
силы возникают вследствие температур-
ных деформаций, называют термогидро-
динамическими (рис. 8.31). Если нет вра-
щения, поверхности пары трения плос-
кие. При вращении вследствие трения
уплотнительные кольца нагреваются,
причем неравномерно. Наиболее сильно
нагреваются участки колец, расположен-
ные в промежутках между канавками
или проточками, охлаждаемыми рабочей
средой. В результате неравномерного
нагрева плоскостность уплотнительных
поверхностей нарушается и образуются
участки зазора с сужающимся профи-
Рис. 8.30. Пары трения гидродинамических
уплотнений:
а — с плоской ступенью Рэлея; б — с наклонными
площадками; в — со спиральными канавками
266
Торцовые уплотнения
Рис. 8.31. Пары трения термогидродинами-
ческих уплотнений
лем. Эти участки работают аналогично
подшипникам скольжения. Термогидро-
динамические уплотнения по сложности
процессов, протекающих в паре трения,
а также по значениям зазора и утечки
занимают промежуточное положение
между контактными и гидродинамиче-
скими уплотнениями.
В гидростатических уплотнениях жид-
костная (газовая) смазка пары трения
создается при последовательном про-
хождении жидкости (газа) через два
дросселя: входной и выходной. В каче-
стве входного дросселя используют от-
верстия, пористые вставки, капилляры,
участки уплотнительной щели. В про-
цессе работы под действием внешних
нагрузок, например, смыкающих уплот-
нительные кольца, уменьшается высота
зазора, увеличивается сопротивление вы-
ходного дросселя, а следовательно, дав-
ление и гидростатическая сила в зазоре,
предотвращающая дальнейшее сближе-
ние и контакты уплотнительных колец.
Уплотнения, в которых гидравлическое
сопротивление входного дросселя не за-
висит от высоты зазора, относят к груп-
пе конструкций с внешним дросселиро-
Рис. 8.32. Схемы гидро-
статических уплотнений:
а — с питающими отверстия-
ми и камерами: б — с пи-
тающими отверстиями без камер; в — с по-
ристым дросселем; г — со ступенчатым зазором;
д — с сужающимся зазором
ванием (рис. 8.32, а, в). В конструкциях
с внутренним дросселированием сопро-
тивление входного дросселя увеличива-
ется с уменьшением зазора. Гидроста-
тическая жесткость таких уплотнений
ниже, чем для конструкций с внешним
дросселированием (рис. 8.33). К кон-
струкциям с внутренним дросселирова-
нием относят уплотнения с питающими
отверстиями без камер (рис. 8.32,6), со
ступенчатым (рис. 8.32, г), с сужающимся
(рис. 8.32,6) зазором и др. Зазор сужаю-
щейся формы обеспечивается механиче-
ской обработкой, а также в результате
силовых и температурных деформаций
уплотнительных колец.
Гидростатические уплотнения можно
применять в качестве жидкостных и
газовых затворов (барьеров), разделяю-
щих две среды (Л и В на рис. 8.34).
Для разделения этих сред в уплотнение
Теория и расчет гидродинамических и гидростатических уплотнений
267
Рис. 8.33. Зависимости гидростатической
осевой жесткости от утечек для уплотнений:
I — с питающими отверстиями и камерами; 2 —
импульсного типа; 3—с пористым дросселем;
4 — с питающими отверстиями без камер; 5 —
со ступенчатым зазором; 6 — с сужающимся за-
зором
подается затворная жидкость или газ С
от внешнего источника давления. Уплот-
нения с питанием от внешнего источни-
ка давления применяют также с целью
увеличения гидростатической жесткости
при особо высоких требованиях к надеж-
ности уплотнительного узла. Кроме
того, эти уплотнения используют в ус-
ловиях, когда в зависимости от режима
работы машины давление к уплотнению
может быть подведено как со стороны
внутреннего, так и со стороны наруж-
ного диаметра уплотнительной пары.
Ряд преимуществ гидродинамических
и гидростатических уплотнений сочета-
ются в уплотнении импульсного типа.
Оно герметично при отсутствии враще-
ния под давлением, не содержит элемен-
тов, подверженных засорению (отвер-
стий, капилляров, щелей), не имеет мик-
рогеометрии (ступеней, наклонных пло-
щадок, микроканавок). Однако это уп-
лотнение весьма чувствительно к изме-
нению сжимаемости жидкости и может
терять работоспособность при попада-
нии в нее газовых пузырей. В импульс-
ном уплотнении на одной из поверх-
ностей пары трения (обычно на вращаю-
щейся) имеются радиальные пазы, сооб-
Рис. 8.34. Гидростатическое уплотнение с пи-
танием от внешнего источника давления
щающиеся с областью повышенного
давления (рис. 8.35). На другой поверх-
ности выполнены изолированные каме-
ры, число которых превышает число
пазов. В процессе работы при совмеще-
нии камеры и паза давление в камере
повышается до максимального. При
прохождении камерой участка между
пазами давление в камере уменьшается
со скоростью, зависящей от сжима-
емости жидкости, высоты зазора и дру-
гих факторов. Среднее давление в зазо-
ре и усилие, раскрывающее уплотни-
тельный стык, тем выше, чем меньше
зазор. Таким образом создается жесткий
слой жидкости, разделяюший поверх-
ности пары трения.
Общие расчетные соотношения. При
расчете гидродинамических и гидроста-
тических уплотнений определяют их си-
ловые характеристики и утечки, а также
динамические условия, обеспечивающие
бесконтактную работу пары трения. Вна-
чале находят распределение давления в
зазоре. Вследствие малой высоты зазора
в большинстве практических случаев те-
чение в нем можно считать ламинарным
Рис. 8.35. Уплотнение импульсного типа
268
Торцовые уплотнения
безынерционным. Условия устойчивости
ламинарного течения в торцовом зазоре
имеют вид
Rer < Rerltp; Rem < Reraitp, (8.18)
где Rer = 2vrh/v, Rem = a>rh/v — числа
Рейнольдса для радиального и окружно-
го течений в зазоре; Re,Kp, RemKp —
критические значения чисел Рейнольдса,
порядок которых равен соответственно
103 и 102.
При выполнении условий (8.18) рас-
пределение давления в зазоре в общем
случае описывается дифференциальным
уравнением Рейнольдса
8
г 8г
_LJh3p-J!E\ +
г2 с<р у ц й<р J
+ 12/(г, <р) pv* = + 2-f-
1 Оф or
(ph).
(8-19)
В этом уравнении первые два члена
характеризуют течение по зазору в ра-
диальном и окружном направлениях.
Третий член учитывает втекание жид-
кости в зазор уплотнений с проница-
емыми кольцами (здесь /(г, ф) — функ-
ция, задающая распределение расхода
втекающей жидкости по уплотнительной
поверхности, причем /(г, ф) = 1 на про-
ницаемых участках и /(г, ф) = 0 на не-
проницаемых участках; v* — скорость
втекания). Слагаемые правой части урав-
нения (8.19) отражают соответственно
гидродинамические и нестационарные
процессы.
Решение уравнения (8.19) должно
удовлетворять граничным условиям:
р = ps при г = rs; р = ро при г — га, а так-
же условию периодичности р (г, ф) =
= р (г, ф + 2л).
При изотермическом течении идеаль-
ных газов (р ~ р) в уравнении (8.19)
плотность среды р заменяют давлением
р. При изотермическом течении не-
сжимаемых жидкостей (р = const) из
уравнения Рейнольдса исключают плот-
ность р и оно становится линейным
относительно давления р.
Рис. 8.36. Геометрия уплотнительной пары
торцового уплотнения
Когда распределение давления в зазо-
ре р = р (г, ф) определено, рассчитывают
усилие, раскрывающее уплотнительный
стык:
f j(p -Pa)rd<pdr.
О г,
Это усилие зависит от высоты зазора
h0 (рис. 8.36). Значение h0, соответству-
ющее равновесному положению уплот-
нения, находят из условия равновесия
подвижного уплотнительного кольца в
осевом направлении
P(h0) = Fz,
где Fz — усилие, нагружающее уплотни-
тельную пару.
Усилие Fz является суммой силы упру-
гости пружин или сильфона Fnp и гид-
равлической нагрузки Рг = 0,25л (D^ —
— d2) р (см. рис. 8.5).
После определения высоты зазора h0
рассчитывают статические и динамиче-
ские характеристики уплотнения:
объемные или массовые утечки
1 2п
/ \ др
(Г, »)v
Жр;
Qn = роС;
моменты, противодействующие угло-
вым перекосам уплотнительных колец
(см. рис. 8.36),
Теория и расчет гидродинамических и гидростатических уплотнений
269
Л4Х
Му
sincp
cos <p
dtp dr;
осевую гидромеханическую жесткость
SP
Sh0 ;
компоненты угловой жесткости
KlN — ~
SML
где L, N — координатные оси х или у;
коэффициенты демпфирования осевых
и угловых перемещений подвижного
уплотнительного кольца
Для торцовой щели с плоскопарал-
лельным зазором при ламинарном изо-
термическом течении массовые утечки
Qm (для идеальных газов) и объемные Q
(для несжимаемых жидкостей) рассчиты-
вают по формулам
п =
Ут ПцКЛп^г/г!)’
е = (8-2°)
V 6ц1п(г2Д1)
Статические и динамические харак-
теристики уплотнений с плоскопарал-
лельными щелями при течении несжима-
емых жидкостей
cP „ SML
Тг ’ Pl.N —--XT ,
cho ov-n
обозначены производные
где точками
р __ _ Р®
1п(гЛ.)
пщо2 (rl - г?)
2ЙО
Kzz = 0; В„ =
Г1 2
Ыл r4 K-rj)2
2h30\_2 П In^n)
Злро f r^-rj
8/i0 In (rjrs) \ 4
— r2r2 In —);
ri /
Kxy = - Kyx = О,5лщо(г2 - r2)3Ao;
вхх = вуу = яр И - r?)3Ao;
Bxy = Byx = 0,
Рис. 8.37. Геометрия и схемы уплотнений
со спиральными канавками:
а — канавки со стороны уплотняемого давления;
б — шевронные канавки; в — канавки со стороны
окружающей среды
где po = ps — pa — перепад давлений.
На основе анализа характеристик
уплотнения (обычно из условия макси-
мума гидромеханической жесткости)
определяют значения параметров, соот-
ветствующие оптимальному режиму.
Ниже для ряда конструкций гидродина-
мических и гидростатических уплотне-
ний приведены расчетные зависимости
и графики, а также оптимальные зна-
чения режимных и конструктивных па-
раметров.
Уплотнение со спиральными канавка-
ми. Распределение давления в зазоре
находят из дифференциального уравне-
ния, полученного Вором и Пэном при-
менительно к упорным подшипникам
в предположении о большом числе кана-
270
Торцовые уплотнения
вок для стационарного осесимметрич-
ного изотермического течения в зазоре:
для газов
- 2ВАг2р = - Qm, (8.21)
аг
для несжимаемых жидкостей
Af^ - В Л* г2 = -Q, (8.22)
где г — г/г2 — безразмерный радиус; р =
= Р/Р«, П = (р - po)/(ps - ро) - безразмер-
ные абсолютное и избыточное давления;
Л = 6ршг^/(рай2),
Л* = 6рюг1/[(р5 - ра) й2] -
параметры, характеризующие гидроди-
намические процессы;
Qm = 12pQm/(TtlinpopB);
q = бре/[лй2 (ps - р„)] -
безразмерные массовые и объемные
утечки; А, В — постоянные канавки
Уиппла;
_ H3 + ot(l -ot)(H3- 1)cos2 р
а 4- Н3 (1 — а)
а(1 — а)(№ — 1)(Н — l)sin pcos Р
оГ+ № (1 — а) '
(8.23)
Здесь Пк — давление на границе канавок
и перемычки:
Пк = — Gln^rJ;
х Л+0,5ВЛ*(г2-г2)
In (г^/г,) -Aln^rJ ’
где А, В — постоянные, определяемые по
формулам (8.23).
Спиральные канавки, оптимальные по
условию максимума гидродинамической
осевой жесткости, имеют следующие па-
раметры Н = 3,25; а = 0,655; Р = 72,2 °;
Ьк/fey = 0,72 (йк — длина канавки в ради-
альном направлении).
На рис. 8.38 приведены статические
характеристики трех схем уплотнений
со спиральными канавками, определен-
ные расчетным путем Ченгом и др.
Кривые 1—3 соответствуют схемам а — в
на рис. 8.37. Анализ графиков показы-
вает, что уплотнение с шевронными
канавками является оптимальным кон-
структивным решением, обеспечиваю-
щим высокую жесткость при утечках,
близких к нулю.
Уплотнения со ступенью Рэлея и с на-
клонными площадками. Для расчета уп-
лотнений необходимо решить дифферен-
циальное уравнение Рейнольдса, которое
Здесь Н = (йп + йк)/йп; а = aJ(aK + ап);
h,„ hK, ак, Р — размеры, указанные
на рис. 8.37.
Уравнения (8.21), (8.22) записаны для
области канавок АС. Для области пере-
мычки ВС в этих уравнениях необхо-
димо принять А = 1, В = 0. На границе
канавок и перемычки должно выпол-
няться условие непрерывности давления.
Уравнение (8.21) интегрируется на
ЭВМ с использованием численных мето-
дов. Решение уравнения (8.22) имеет
вид
, В , . Пк х
1 + (г ~ rs) +—г
2А А
In (г/г,) _ г„
х - при ге г., гк1;
1п(гк/гя) к Ls’ Kj'
ln(r/r0) _
Пк мшпри ге[Гк’Га]
Рис. 8.38. Зависимости усилия, раскрываю-
щего уплотнительный стык (о), осевой жест-
кости (б) и утечек (в) от параметра Л* для
уплотнений со спиральными канавками при
Р, = 1,11
П =
Теория и расчет гидродинамических и гидростатических уплотнений
271
в общем случае для ступени (кармана)
с криволинейными границами имеет вид
div (ph3 grad р — 6pvph) — 0, (8.24)
где v — вектор скорости скольжения.
Уравнение (8.24) справедливо для всех
точек уплотнительной поверхности, в ко-
торых высота зазора изменяется плавно.
На границах ступени, где зазор изме-
няется скачком, поток жидкости или
газа, направленный по нормали к гра-
нице, и давление должны оставаться
непрерывными. На краях уплотнитель-
ного пояска и в питающих пазах дав-
ление равно ps или ро.
Уравнение (8.24) совместно с усло-
виями непрерывности и граничными
условиями интегрируются на ЭВМ с
использованием численных конечно-раз-
ностных методов. Для ступени, пока-
занной на рис. 8.39,а, оптимальная по
условию максимума жесткости глубина
ступени с = 1,24/1. Зависимость усилия,
раскрывающего уплотнительный стык,
от зазора для этого уплотнения при
работе на газе дана на рис. 8.39,6.
0,4 0,6 0,8 1,0 h/c
6)
Рис. 8.39. Зависимость усилия, раскрываю-
щего уплотнительный стык, от зазора (б) для
уплотнения со ступенью Рэлея (а) при р, = 5
и Л = 0,929
Рис. 8.40. Зависимость (б) гидродинамической
составляющей усилия, раскрывающего уп-
лотнительный стык, от зазора для уплотне-
ния с наклонными площадками (а)
Для уплотнений с наклонными пло-
щадками (см. рис. 8.40, а) рекомендо-
ваны следующие ориентировочные соот-
ношения размеров [21]' с/h = 1 ...2,5;
2nrcp/(zhy) = 1... 2 (здесь z — число на-
клонных площадок). Зависимости гидро-
динамической составляющей усилия Р =
= Ph2/(2лгср6уЦй>), раскрывающего уп-
лотнительный стык, от зазора для раз-
личных соотношений размеров (табл.
8.1) этого уплотнения при работе на
жидкости приведены на рис. 8.40,6.
Таблица 8.1
Соотношение размеров уплотнения
с наклонными площадками
Кривая на рис. 8.40 1о/Ьу 4i/4) *п/*у
1 0,25 0,727 0,966
2 0,50 0,734 0,853
3 0,75 0,746 0,799
4 1,00 0,759 0,759
5 1,50 0,787 0,708
6 2,00 0,813 0,680
7 3,00 0.850 0,653
272
Торцовые уплотнения
Уплотнение с питающими отверстиями.
В начале расчета определяют давление
рк в камере (или за питающими отвер-
стиями для уплотнений без камер). При
осесимметричном течении в зазоре рк
определяют из равенства суммы пото-
ков жидкости или газа на входе в уп-
лотнение Qms и через питающие отверстия
Qm0 потоку на выходе из уплотнения бто
(рис. 8.41): Qms + Qn0 = Qma.
Расходы Qms, Qma вычисляют по фор-
мулам, аналогичным (8.5), (8.6) или (8.20).
Течение газов через питающие отверстия
считают одномерным изоэнтропийным,
и расход бто определяют по формуле
Qm0 = Co5o«|/psPsr(pK/ps).
Здесь Со — коэффициент расхода газа
через питающее отверстие (рис. 8.42);
So — площадь дросселя, равная мини-
мальной из площадей 0,25ndo и ДЛ
а для уплотнений без камер ndoh (здесь
d0 — диаметр питающего отверстия,
Вк — периметр камеры); п — число камер
или питающих отверстий; Г (pjps) —
функция истечения:
Рис. 8.41. Расчетная схема уплотнения с пи-
тающими отверстиями и камерами
Рис. 8.42. Экспериментальная зависимость
коэффициента расхода газа через отверстие
от отношения p-Jps, полученная Ченгом и др.
Здесь х — показатель изоэнтропы (для
одноатомных газов к = 1,67; ркр = 0,487;
Гкр = 0,727; для двухатомных газов
х = 1,4; ркр - 0,528; Гкр = 0,685).
Для несжимаемых жидкостей расход
Сто = CoSon]/2(ps - ра) р,
где Со = 0,62...0,82.
Для газов давление рк рассчитывают
на ЭВМ. Для несжимаемых жидкостей
безразмерное давление за питающими
отверстиями Пк = (рк - pa)/(ps - ра)
находят по формуле
П
К
I 1 д *2 (
bs + ba 2 \bs + Ьа)
х
х
4 ba + bs
aF ЬА2
- 1 >
где ba = In (rKa/rs); = In (rJr J; rKa, r*_, -
радиусы соответственной выходной и
входной границ камеры (см. рис. 8.41)
(для уплотнений без камер радиусы гк„
гка равны радиусу, на котором располо-
жены питающие отверстия);
Л* = 6 ]/2 CoSo«H [я/i3 ]/(ps - ра) р ] “1 -
параметр режима.
Распределение давления в зазоре опре-
деляется равенствами:
для газов _
]/л2-(Й-Й)1п^
при re[rs, rj;
Рк при re[rK„ rj;
' Ьа
при re[rKa, го];
Теория и расчет гидродинамических и гидростатических уплотнений
273
для несжимаемых жидкостей
_ .1п(г,/г) г -.
1 - (1 - Пк) — при г e [rs, rj;
п_ пк при ге[гкя гка];
11 - (8.25)
„ In (г/га) г
пк —г2- при ге[гка, га].
"а
Утечки через уплотнение для газов
(6т) и несжимаемых жидкостей (Q) опре-
деляются соответственно равенствами:
От = (й - i)/5e; Q = пА.
Расчеты силовых характеристик ввиду
сложности формул обычно выполняют
с помощью ЭВМ. Для уплотнений с уз-
ким (Ьу «с г2) пояском усилие, раскры-
вающее уплотнительный стык, рассчи-
тывают по формулам:
для газов
Р — "уЙ + Рк (1 ~ — Ха) +
3 Ря Ра
для несжимаемых жидкостей
р = у [Пк(2 - xs - ха) + х5],
где xs = (rs - rKS)/(r5 - ra);
xa = O’™ - ra)/(rs - ra).
Гидростатическую жесткость уплотне-
ний с узким пояском для несжимаемых
жидкостей определяют по формулам
К., = С, (1 - Пк) (2 — xs — ха) х
х ~ (1 ~ Пк) ха
Пл + (1 - Пк) (2хл + ха) ’
где Ск = 3 при 0,25П^о < Bzh и Ск = 2
при Bkh < 0,25л</о, а также для уплотне-
ний без камер.
Таким образом, для уплотнений с пи-
тающими отверстиями гидростатическая
жесткость при внешнем дросселирова-
нии в 1,5 раза выше, чем при внутрен-
нем (см. рис. 8.33).
Рис. 8.43. Зависимости режимного параметра
(а) и осевой жесткости (б) от безразмерной
нагрузки для уплотнения с питающими от-
верстиями и камерами (б, <к г2) при работе
в газе:
/ — ps == 2; 2 — ps = 4; 3 — ps = 10
Нагрузочные характеристики уплотне-
ния для газов приведены на рис. 8.43,
где обозначено As = 12CoSoh|i/Lk/i3 х
х ]/рара]. Для жидкостей на рис. 8.44
даны оптимальные значения параметров
хв ха и х0 для уплотнений без камер,
а также значения режимных параметров,
соответствующие максимуму осевой
жесткости Kzz.
Пример 8.1. Определить размеры уплотни-
тельного пояска, диаметр отверстий и утечки
через уплотнение с питающими отверстиями
и камерами для жидкости с вязкостью ц =
= 10'3 Па-с и плотностью р = 103 кг/м3.
Перепад давлений р0 = 5 МПа; диаметр,
определяющий гидравлическую нагрузку,
dT = 50 мм; высота уплотнительного зазора
h = 10 мкм; подвод давления со стороны
274
Торцовые уплотнения
Рис.8.44. Оптимальные значения параметров
х„, хо, х0 (и), безразмерной нагрузки Fz (б)
и параметра Л? (в) для уплотнений с питаю-
щими отверстиями при 6><кг2:
I — с камерами; 2 — без камер
(8.3) с учетом соотношения b, = (d2 — di)/d2,
находим:
d2= =
1/1 - к [1 - (I - ьу)2]
= 50 _ = 55Д мм;
j/1 - 0,672 [1 - (1 - 0,15)2]
dy = d2(l - by) = 55,4-(1 - 0,15) = 47,1 мм.
Полученные значения d2 и dy округляем
соответственно до 55,5 и 47,0 мм.
Определяем размеры камеры (см. рис. 8.41):
dK2 = d2- xs(d2 - dy) =
= 55,5 - 0,503 (55,5 - 47,0) = 51,2 мм;
^К1 = dy + Xa(d2 — dy) =
= 47,0 + 0,220 (55,5 - 47,0) = 48,9 мм.
Принимаем <1К2 = 51,0 мм; <1К| = 49,0 мм.
Рассчитываем площадь питающего отвер-
стия So. Из равенства, определяющего Л,*,
находим
S = я>|31/РоРл? _
6 |/2Сои|х
- 3,142(10-10~6)3 |/5-106-103 26,4 _
6|/20,7-6-10“’
= 16,5-КГ8 м2.
Диаметр питающего отверстия равен
——16,5-10’8 = 0,458 -10“3 м.
3,142
наружного диаметра уплотнительного пояс-
ка; число камер п — 6, коэффициент расхода
жидкости через отверстие Со = 0,7.
Для упрощения расчетов используем ре-
зультаты оптимизации уплотнения с узким
пояском (см. рис. 8.44). Примем значения
безразмерной утечки и относительной шири-
ны уплотнительного пояска равными соот-
ветственно q = 3,0 и Ьу = 0,15. Значение q
выбрано из соображений компромисса между
достаточно высоким значением гидростати-
ческой жесткости и умеренным значением
утечки (см. рис. 8.33, кривая 7). Значение
by = 0,15 является типичным для гидростати-
ческих уплотнений.
По кривым на рис^ 8.44 определяем xs =
= 0,503; ха = 0,220; Fz = 0,672; Л?ЬУ = 3,96
и Л* = 26,4. Пренебрегая нагрузкой от упру-
гого элемента (тогда к — Fz) из равенства
Принимаем диаметр питающего отверстия
d0 = 0,5 мм.
При расчете утечки через уплотнение пре-
небрегаем изменением исходных значений
режимных параметров к, Л.* и, следователь-
но, q, вызванным округлением диаметров
dy, d2 и d0. Из равенства, определяющего
q, получаем
nh3Po q _ 3,142(10- Ю”6)35-106 3,0 _
6ц by ~ 610 5 0,15
= 0,0524-IO"3 M3/c«52 см3/с.
Уплотнение с пористым дросселем. Те-
чение среды в пористом материале
обычно считают ламинарным, безынер-
ционным, изотермическим и подчиняю-
щимся закону Дарси. Для стационарных
условий при допущении, что течение в
Теория и расчет гидродинамических и гидростатических уплотнений
275
дросселе имеет преимущественно осевое
направление, система уравнений Рей-
нольдса и Дарси сводится к одному
дифференциальному уравнению для дав-
ления в зазоре
О / , ч 0р\ б (> л Зр\
г/1 Р~Б~)+ 2 д- ~ h Р^г )-
г dr \ dr J г стр С(р /
- 12-^(psPs - рр) = 0, (8.26)
‘др
где V. — проницаемость пористого мате-
риала; /др — высота пористого кольца
(дросселя).
При осесимметричном течении в за-
зоре уравнение (8.26) имеет аналитиче-
ское решение и распределение давления
в уплотнении описывается равенствами:
для газов
Р = ]/р> - (Ps - О Ф (г, As);
для несжимаемых жидкостей
П = 1 — Ф (г, As).
Здесь р = р/р„; П = (р - pa)/(ps _ Ра) _
безразмерные абсолютное и избыточное
давления; Ф(г, As) — функция, имеющая
вид __
Ф(Р,Л5) = МАм^А)- .._
IО (fa А) К0 (fs А -
-lo(rs ]А) Ко (г Ао)
-*" -м^АадА)’
где As = 12хг2/(Ь3/дР) — параметр режи-
ма; 10, Ко — бесселевы функции мни-
мого аргумента нулевого порядка.
Утечки через уплотнение для газов
и для несжимаемых жидкостей соот-
ветственно
6и = (й-1)ё;
/Л /о(^А)к1^А)+...
,aV S/o(FsA)Ko(FaA)-
+Kp(rs ]А)/1(гд I А)
-K0(rs Амл. А)
Здесь Ki — бесселевы функции мни-
мого аргумента первого порядка.
Нагрузочные характеристики уплотне-
ния в виде зависимостей безразмерного
Рис. 8.45. Нагрузочные характеристики уп-
лотнения с пористым дросселем при подводе
давления со стороны внутреннего (в) и на-
ружного (б) диаметра уплотнительной пары
(fey = 0,25):
1 — несжимаемая жидкость; 2, 3 — идеальный газ
(2-р, = 2; 3—р,= 10)
зазора h = /i/(12xr2//np)^3 = АГ1/3 от без-
размерной нагрузки Fz приведены на
рис. 8.45. Оптимальные значения Fz, со-
ответствующие максимальной осевой и
угловой гидростатической жесткости,
даны на рис. 8.46.
Статические характеристики уплотне-
ний с узким пояском для несжимаемых
жидкостей определяются следующими
равенствами:
- ch As — 1 _ f—
Р — 1-----т=-----7=^; q = |/X.scth ]/%;
As sh As
- 3(ch A-T)(sh A-A)
2Ash2A
где A.s = ЛД2 = 12хЬу/(/13/др).
276
Торцовые уплотнения
Рис. 8.46. Оптимальные значения безразмер-
ной нагрузки для уплотнения с пористым
дросселем при подводе давления со стороны
внутреннего (а) и наружного (б) диаметра
уплотнительной пары:
1 — несжимаемая жидкость; 2 — 4 — идеальный газ
(2 - р, = 2; 3 - р, = 5; 4 - р, = 10)
Максимальное значение жесткости
Кг1 = 0,3193 соответствует Fz = 0,7171;
q = 3,287; X, = 10,75 или h = 0,4532Ь2/3
Для расчета необходимо знать про-
ницаемость пористого материала х
(рис. 8.47).
Рис. 8.47. Усредненные значения коэффициен-
та проницаемости для графитов:
1 - 2П-1000; 2 - ГЭ
Пример 8.2. Определить размеры уплот-
нительного пояска, высоту зазора и утечки
в уплотнении с пористым дросселем при
условиях, приведенных в примере 8.1. Про-
ницаемость материала дросселя и = 4 и
х 10 14 м2; высота пористого кольца 1ЛГ =
= 5 мм.
С использованием результатов оптими-
зации уплотнения с узким пояском опре-
деляем диаметры d2 и d2 (пояснения см.
в примере 1):
d = ___________.............. - =
2 |/1 - k [1 - (1 - ВД
= - ------—----- 55,9 мм;
]/1 - 0,717 [1 - (1 - 0,15)2]
4( = d2 (1 - by) = 55,9 (1 - 0,15) = 47,5 мм.
Определяем ширину уплотнительного по-
яска
ьу =-L(d2- 4,) = у (56,0 - 47,5) = 4,25 мм.
Высоту зазора получаем из равенства,
определяющего
3 ______
. 1 / 12xb2
Г
з_______________________
_ / 12-4-10~14(4,25-10~3)2 =
5 10'3-10,75
= 5,44-10 6 м а: 5,4 мкм.
Утечки через уплотнение
= л/13р0 д _
6ц Ьу
3,142 (5,44-10"6)3 5 106 3,287
6 10"3 0,15
= 9,24-10“6 м3/с л 9,2 см3/с.
Уплотнение со ступенчатым зазором.
Распределение давления в зазоре при
осесимметричном стационарном течении
определяется формулами:
для газов
Р= ‘
;2_p2)_lnW
’ ₽Uln(rc/rs)
__________при '•e[rs,rj;
1п(г/гЛ)
г ,4+ i при гб[гс, г.];
ln(rc/re) н aJ’
Теория и расчет гидродинамических и гидростатических уплотнений
277
для несжимаемых жидкостей
для газов
1
р = -—Г
Ps - 1
pg -1
Рс - 1
ln(r/r„)
с мгла
при ГФс, Го].
Здесь гс — радиус ступени; рс, Пс —
давления в окрестности ступени, опреде-
ляемые из равенства потоков жидкости
или газа в радиальном направлении
на входе и на выходе из зазора:
- ]/р.2-^(х). п = 1
Рс |/ 1-Ф(х)’ с 1~Ф(Х)’
+4а-^)
X
: _ _ Ф(Х) Р*+ 1
1+Х [1 - Ф(х)]2
- 2pg - 3pgpc + pg ,
(pg-pg)2
2 - 3pc + pg .
(p?-I)2 J’
где
для жидкостей
Ф(х) =
х У infrcAs).
1+Х/ 1п(ГсЛо) ’
^ = у(*с + пс);
К
4-^п?.
г 1 + х 1
% = hjc — безразмерный зазор; с = hs —
— ha — высота ступени.
Утечки через уплотнение для газов
и жидкостей рассчитывают соответст-
венно по формулам:
ZZ
где х = (rc — rs)/(ro — rs) — относительная
длина уплотнительного пояска от входа
до ступени;
' х у *с
Д + X / 1 - хс ’
— Рс — 1 Пс
~ In (гс/гя) ’ In (rjra)
Ф(х) =
Силовые характеристики уплотнения
для газов в общем случае рассчиты-
вают с применением численных методов.
Для несжимаемых жидкостей
р = _ Пс Г е ~ Гg ~
1 - Г? L S 2 In №)
1 — Пс гI —
2 ln(rc/rs) J’
3 Ф(х) ng
2 1 + X 1 - rl
1 -r,2 r2 - rj
ln(l/rc) Infa/rj)
где C = — 1 для уплотнений с подво-
дом давления со стороны внутреннего
диаметра и С = 1 при подводе давления
со стороны наружного диаметра уплот-
нительного пояска; r} = r1/r2.
Для уплотнения с узким (Ьу с г2)
пояском формулы для расчета величин
Р, K2Z имеют вид:
Оптимальные значения безразмерной
нагрузки Fz, а также параметров хс
и %, соответствующие максимальной
осевой гидростатической жесткости Kzz,
приведены на рис. 8.48.
Пример 8.3. Определить размеры уплот-
нительного пояска, высоту зазора и утечки
через уплотнение со ступенчатым зазором
для газа с вязкостью ц = 1,7• 10“5 Па-с
и плотностью (по условиям на выходе
из уплотнения) р = 1,25 кг/м3. Абсолютное
давление на входе в уплотнение ps = 1 МПа,
на выходе ра — 0,1 МПа; диаметр, определя-
ющий гидравлическую нагрузку, dT = 50 мм;
высота ступени с = 12 мкм; подвод давления
со стороны внутреннего диаметра уплотни-
тельного пояска.
Расчет выполняем в предположении, что
Ьу <к г2. По соображениям, изложенным в
примере 8.1, принимаем — 1) = 3,0 и
Ьу = 0,15 (см. рис. 8.33, кривая 5). По кривым
на рис. 8.48 при р5 = 10 находим оптималь-
ные значения режимных и конструктивных
параметров: Fz = 0,787; = 0,820; % = 1,34.
Пренебрегая нагрузкой от упругого элемента
278
Торцовые уплотнения
Рис. 8.48. Оптимальные значения безразмер-
ной нагрузки (а), длины ступени (б) и без-
размерного зазора (в) для уплотнения со
ступенчатым зазором при Ь,« г2:
I — несжимаемая жидкость; 2—3 — идеальный газ
(2 - р, = 2; 3 - р. = 10)
в сравнении с гидравлической нагрузкой (к =
— Fz), из равенства (8.4) с учетом определе-
ния Б, находим:
01 - Бу)2 + fc [1 - (1 - бу)2]
= —---------50 ------= 51,5 мм;
01 -0,15)2 +0,787(1 — (1 — 0,15)2]
d, = d2 (1 - b,) = 51,5 (1 - 0,15) = 43,8 мм.
Диаметр ступени
dc = d, +xc(d2 -йц) =
= 43,8 + 0,820(51,5 - 43,8) = 50,1 мм
С учетом округления размеров принимаем:
dj = 44,0 мм; d2 = 51,5 мм; dc = 50,0 мм.
Высота уплотнительного зазора
h = с% = 12-1,34 = 16 мкм.
Из равенства, определяющего gm, находим
утечки через уплотнение:
= л/13рард дт _
12ц Ьу
_ 3,142(16-10~6)3 0,1 - 10ь -1,25
12-1,7-Ю-5 *
3,0(102 — 1) , ,, .
х ----------— =0,0156 кг/с ж 16 г/с.
0,15
Уплотнение с сужающимся зазором.
При стационарном осесимметричном
течении в зазоре распределение давления
описывается равенствами:
для газов
- = 1 / fe2 ~ *)1 (0 + J fa) ~ Ps fa) .
Р \
для несжимаемых жидкостей
НО -/fa)
I (rs) - I (га) '
Здесь 1(f) — функция, определяемая вы-
ражением
121п/’> +
а г
1 b Л 1
2 a J ah2 (г) ’
где h (f) = а + Ьг —^зависимость безраз-
мерного зазора (/1 = h/c) от радиуса
(F = г/г2); а = %- rj(rs - ra); Ь = l/(rs -
— га); х = h/c; с = hs — ha — разность за-
зоров на входе и на выходе уплот-
нительной щели.
Аналитические выражения для утечек
и силовых характеристик уплотнения
имеют сложный вид, поэтому их обычно
рассчитывают с помощью ЭВМ. Для
уплотнения с узким (Ьу г2) пояском
нагрузочные характеристики приведены
на рис. 8.49. Утечки для газов и жид-
костей рассчитывают соответственно по
формулам:
Теория и расчет гидродинамических и гидростатических уплотнений
279
Рис. 8.49. Нагрузочные характеристики уп-
лотнения с сужающимся зазором при
by <к г 2:
I — несжимаемая жидкость; 2, 3 — идеальный газ
(2 - р, = 2; 3 - р. = 10)
«™ = (й - О в;
2(1 + х)2
Q Х(1+2Х)’
Оптимальные значения параметров Fz
и х, определенные из условия макси-
мума жесткости Kzz, даны на рис. 8.50.
Для несжимаемых жидкостей силовые
характеристики уплотнения при Ьу «г2
определяются равенствами
р = 1 + х • к = х
1+2Х’ ” (1 + 2Х)2 '
Максимальное значение Kzz = 0,125
соответствует Хор, = °-5; = °,75
и вОр, = 4,5.
Уплотнение импульсного типа. В связи
с тем, что эти уплотнения использу-
ются только для жидкостей, в расчете
не рассматривают газовые среды. Ввиду
сложности процессов, протекающих в
уплотнении, при их расчете принимают
ряд упрощений. Так, считают, что угло-
вые перекосы уплотнительных поверх-
ностей отсутствуют; число камер вели-
ко; давление в зазоре в окружном
направлении изменяется плавно. Раз-
ность потоков жидкости в камеру и из
нее в окружном направлении пренебре-
жимо мала в сравнении с разностью
потоков в радиальном направлении. Де-
формации стенок камеры не учитывают,
а зависимость плотности жидкости р от
давления р определяют соотношением
dp/dp = р/£ (£ — модуль упругости жид-
Рис. 8.50. Оптимальные значения безразмер-
ных нагрузки (с) и зазора (б) для уплотнения
с сужающимся зазором при by г2
кости). С учетом перечисленных допуще-
ний равенство для определения давления
в камере рк имеет вид
„ 1 (т Т
Пк ~ т . т < *>« + Ь» *
fts + fio (
( 1 1 \ r“D
X exp - r+r" T (•
L \fcs bJ AJJ
Здесь Пк = (pK - Pa)/(ps — Pa)', bs=\ In (rj
/Ul; Ьо = |1п(г>кй)|; Л = 12рК/(£фкй3Г0);
t = t/t0; rKS, rKa — радиусы границ камеры
(обозначения те же, что на рис. 8.41);
К — объем камеры; <рк — угловая протя-
женность камеры; t0 = — период
времени между двумя импульсами дав-
ления; т — число питающих пазов; п —
частота вращения.
Распределение давления в зазоре
уплотнения описывается равенствами
(8.25). Утечки рассчитывают по формуле
Простые аналитические выражения для
статических характеристик получены для
уплотнения с узким (Ьус г2) пояс-
ком:
р = 1 L + + С1)1.
2 L х5 + ха J
280
Торцовые уплотнения
Рис. 8.51. Оптимальные значения конструк-
тивных параметров xs, ха (а), безразмерной
нагрузки F, (б) и параметра Л (в) для им-
пульсного уплотнения при Ьу г2
1 + Ci
xs + xa’
_3(2-xs-xo)x,
^zz o - -
2 xs +
где xs = (rK.s - rs)/(ra - rs);
xa = (ra - rm)/(ra - rs);
xlby\
-^S Xg
c2);
G =
C2 = exp
Оптимальные значения параметров
xs и xa, безразмерной нагрузки Fz и
параметра Л, обеспечивающие максимум
гидростатической жесткости Kzz, при-
ведены на рис. 8.51.
8.4. Силовые и температурные
деформации уплотнительных колец
В рабочих условиях уплотнительные
кольца испытывают нагрузки, обуслов-
ленные давлением рабочей среды и си-
лами от действия упругих элементов
уплотнения. Теплота, выделяющаяся в
паре трения, вызывает неравномерный
нагрев уплотнительных колец, в резуль-
тате чего в них возникают темпера-
турные напряжения. Напряжения в уплот-
нительных кольцах появляются также
при охлаждении или обогреве их извне
и в случаях, когда механическая обра-
ботка и сборка уплотнения выполнены
при нормальной температуре, а эксплуа-
тация происходит в условиях высоких
или низких температур.
Силовые и температурные нагрузки
вызывают деформации уплотнительных
колец, нарушающие плоскостность кон-
тактных поверхностей. Изменение плос-
костности ведет к перераспределению
гидравлического давления в зазоре. В ре-
зультате возникает опасность раскрытия
уплотнительного стыка либо неравно-
мерного нагружения его, вызывающего
перегрев и повышенный износ пары
трения.
Силовые и температурные деформа-
ции уплотнительных колец определяют,
решая термоупругогидродинамическую
(ТУГД) задачу, в которой тепловые
процессы и упругие деформации уплот-
нительных колец рассматривают сов-
местно с гидродинамикой течения жид-
кости в зазоре.
В общем случае в рамках линейной
теории для однородного изотропного
упругого тела перемещения от действия
силовых и температурных нагрузок
описываются уравнениями Ламе. Вектор-
ный вариант этих уравнений имеет вид
(X + 2v) grad div w — v rot rot w —
- (3X + 2v) a grad T = 0, (8.27)
где w — вектор перемещения; X, v —
параметры Ламе; a — температурный
коэффициент линейного расширения;
Т — функция, задающая распределение
Силовые и температурные деформации уплотнительных колец
281
температуры по сечению уплотнитель-
ного кольца.
Параметры Ламе являются функция-
ми модуля упругости Е и коэффициента
Пуассона р:
рЕ
Х =_-__у=—-
(1 + р)(1-2р)’ 2(1+ р)
При расчете перемещений уплотни-
тельных колец обычно решают осе-
симметричную задачу. В цилиндрической
системе координат радиальное и и осевое
w перемещения находят из уравнения
(8.27), записанного в проекциях на оси
гиг:
5 Г1 д , .1 V с2и
йг + x + 2v
X + v c2w ЗХ + 2v сТ _
+ k + 2\’£rcz X + 2v а dr
(8.28)
?. + v 1 с2 (ru) v 1 8 / cw\
X + 2vr 8r8z ^k + lvr дг\ drj
82w ЗХ + 2v 8T_n
dz2 X + 2v a dz
Систему уравнений (8.28) решают при
граничных условиях, задающих значения
перемещений и, w или напряжений
<тг, тгг. Напряжения связаны с пере-
мещениями следующими дифферен-
циальными соотношениями:
. (и 8w\
or = (X + 2v) — + XI —l- -5—);
dr \r dz /
, 1 8(ru) „ . dw
= X-----+ (X + 2v) —;
r dr dz
а также радиальных и осевых сил,
равномерно распределенных по окруж-
ности, применима теория осесимметрич-
ной деформации кольцевых деталей
Бицено, которая основана на следующих
допущениях:
форма поперечного сечения кольца
неизменна — при нагружении сечение
лишь перемещается и поворачивается в
своей плоскости;
напряженное состояние в любой точке
кольца одноосное.
В теории осесимметричной деформа-
ции перемещения поперечного сечения
кольца представляют в виде поворота
сечения на угол ф относительно нейтраль-
ной точки С (рис. 8.52), напряжения
в которой равны нулю. Координата
нейтральной точки zc = 12/1и где Л и
12 — геометрические характеристики по-
перечного сечения:
S — площадь поперечного сечения коль-
ца.
Угол поворота сечения кольца при
условии его малости
। М
где М — изгибающий момент относи-
тельно оси, проходящей через точку zc,
=j(z2/r)dS-ItZ2.
s
Уравнения (8.28) решают с помощью
численных конечно-разностных методов.
Для оценочных расчетов применяют
упрощенные подходы, рассматривая от-
дельно частные виды деформаций уплот-
нительных колец.
Расчет силовых деформаций поворота
сечения кольца. Для расчета переме-
щений, возникающих в кольцах под
действием давления рабочей жидкости,
Рис. 8.52. Схема поворота сечения уплотни-
тельного кольца под действием момента сил
282
Терцовые уплотнения
Рис. 8.53. Схема к расчету угла поворота
сечения уплотнительного кольца
В большинстве практических случаев
сечение кольца можно разбить на п
прямоугольников (например, сечение
кольца, изображенного на рис. 8.53, а,
разбито на три прямоугольника). С уче-
том этого интегралы Л —13 можно
представить в виде сумм (рис. 8.53,6):
И
h = ^(^2, >’ “ Z1-•)1П у12’ ’
i = 1
и
Л = 4 i - zt (8.29)
i=l
n
1з = у i - Zt i)ln - ^C-
i= 1
Для кольца прямоугольного сечения,
в котором радиальная координатная ось
совпадает с осью симметрии, формулы
(8.29) можно упростить:
71 = /к1п —; 12 =0;
Г1
л=4“/з*1п—-
12 ri
где /к — высота кольца.
Формулы для расчета момента М,
скручивающего кольцо прямоугольного
сечения, в частных случаях имеют вид:
момент от радиальной силы F
(рис. 8.54, а)
М = 0,5F(zp —
момент от радиальной равномерно
распределенной нагрузки р (рис. 8.54,6)
М = prp(z2 - zi)[0,5(zi + z2) - zc];
момент от радиальной нагрузки р,
распределенной по треугольнику
(рис. 8.54, в)
М = ргр[—2zf + z2 + ziz2 —
- 3zc(z2 - zj)]/6;
момент от осевой силы F (рис. 8.54, г)
М — 0,5Fr г/л;
момент от осевой равномерно рас-
пределенной нагрузки р (рис. 8.54,6)
М = p(rl - г?)/3;
момент от осевой нагрузки р, рас-
пределенной по треугольнику (рис. 8.54, е)
zc
Рис. 8.54. Частные виды нагружения уплот-
нительного кольца
Силовые и температурные деформации уплотнительных колец
283
М = р [4г1 - (4 - rf)/(r2 - гх)]/12.
Пример 8.4. Определить угол поворота
сечения и неплоскостность уплотнительного
пояска кольца торцового уплотнения (см.
рис. 8.53, о) после нагружения его давлением
Ро = 1 МПа. Реакция опорной поверхности
Fo = Ю14 Н (определена из условия равно-
весия кольца в осевом направлении), модуль
упругости материала кольца Е = 1О10 Па,
распределение давления в паре трения —
по треугольнику. Размеры на рисунке даны
в миллиметрах.
Определяем геометрические характеристи-
ки сечения кольца:
/1 ~ Zi In -2 + (z2 — Kj)ln —+(z3 — z2)ln — =
'T r3 r3
32 5 35 0
= 3,Oln ’+(8,O-3,O)ln-— +
27,5 25,0
32 5
+ (20,0 - 8,0) In 25’0 = 5’33 mm;
12 = ~zi in — + |(zl - zj)ln — +
2 n 2 r3
+ 4Н-^)1пЛ =
2 r3
= 1 3,02 In 3?’5 4 1 (8,02 - 3,02) In 35’— +
2 27,5 2 ' 25,0
I 37 5
+ (20,02 - 8,02) In =54,1 мм2.
Вычисляем координату нейтральной точки
Ъ 54’] 1Л 1
Zc = — —------= 10,1 мм.
П 5,33
Вычисляем величину
/3 =-zi ln- + _(z2 — Z;)ln — +
3 rt 3 r3
+ ’ (z^ - z3)ln — - lrz2c =
3 r3
= - 3,03 in 32^ + 1 (8,03 - 3,03) in +
3 27,5 3' 25,0
1 3? 5
+ -(20,03 - 8,03)ln -’ - 5,33 10,12 = 162 мм3.
3 25,0
Определяем момент, скручивающий сечение
кольца (положительным считаем момент,
соответствующий повороту кольца по часовой
стрелке):
м = 1ТРо (4г2 " ~+
12 \ г2 - Г1 /
+ |ро(»-5 - rD + Po^Zi^^-- zc) +
, / , ( Z] + z2 \
+ Pt>rs (z2 - Zj) i ----zcl-
— _ 106 /4.32 53 —
2л 2 12 \ ’
_ 3^4-^H10-9+ (35 03 —32,53)10-9 +
32,5-27,5 / 3
(30 \
10,1 10" 9 + 106- 35, Ox
2 /
x (8,0- 3,0) ( 3,0 * 8,0 - 10,1)10 9 -
1014 32,5 + 35,0 9
-------------------- 10 = —1.87 H m.
Находим угол поворота сечения кольца
Ф=
м
Е13
-1,87
1010-162-10 9
-1,15-10 3 рад.
Знак «минус» показывает, что под дейст-
вием нагрузок сечение кольца поворачивает-
ся против часовой стрелки.
Определяем отклонение от плоскостности
уплотнительного пояска, равное перемеще-
нию наружной кромки пояска относительно
внутренней:
М> = Ф(Г2-П)= -1,15-10’3(32,5 -
- 27,5) 10'3 = -5,75-IO-6 м ® -5,8 мкм.
Расчет деформации сжатия. Давление
рабочей жидкости вызывает сжатие ко-
лец пары трения. Наибольшим дефор-
мациям сжатия подвержены кольца,
изготовленные из материалов с невысо-
ким модулем упругости сжатия (напри-
мер, графитов, пластмасс) при повышен-
ном давлении рабочей жидкости (более
2,0 — 5,0 МПа). Считая напряженное
состояние в любой точке кольца одно-
осным, осевые перемещения уплотни-
тельной поверхности рассчитывают по
формуле
w =
*к
Г oz(z)dz
J
о
284
Торцовые уплотнения
Рис. 8.56. Схема поворота сечения уплотни-
тельного кольца под действием температур-
ных нагрузок
Рис. 8.55. Схема деформации сжатия уплот-
нительного кольца
где az(z) — распределение сжимающих
напряжений по толщине кольца.
На торцовых поверхностях кольца
напряжения стг принимают равными
гидравлическому давлению (рис. 8.55):
о. = — pi при z = 0;
о. = — р2 при z = /к.
Если сжимающие напряжения изме-
няются линейно по высоте кольца,
перемещение поверхности
w = 0,5(p1-p2)/K/E. (8.30)
Деформации сжатия приводят к воз-
никновению уплотнительного зазора
конфузорной формы. В паре трения с
таким зазором гидростатическое усилие,
раскрывающее стык, превышает усилие в
паре с плоскопараллельным зазором.
Таким образом, деформации сжатия мо-
гут стать причиной раскрытия гидрав-
лически разгруженных пар трения.
Пример 8.5. Определить максимальное
значение осевых деформаций сжатия кольца,
изображенного на рис. 8.53, а, при нагруз-
ках, приведенных в примере 8.4.
Максимальное сжатие кольца возникает
на наружной кромке уплотнительного пояс-
ка, находящейся под наибольшим перепадом
давлений. По формуле (8.30) получаем
poz3 106-20,0-10 "3 ,__6
w = ——=-------------= 10 6 м = 1,0 мкм.
2Е 2-Ю10
Расчет температурных деформаций
поворота сечения кольца. В рамках до-
пущений теории осесимметричной дефор-
мации угол поворота сечения кольца,
вызванный неравномерным распределе-
нием температуры T(r, z):
^~j[T(r,z)-T0]zdS,
4^3 s
где То — минимальная температура
кольца.
Для кольца прямоугольной формы
в частном случае, когда распределение
температуры в сечении не зависит от
радиуса, а в осевом направлении изме-
няется линейно, угол поворота (рис. 8.56)
= аАТ(г2 -п)
2/ж1п(г2/г1)
где АТ — разность температур торцовых
поверхностей кольца.
Анализ показывает, что если источни-
ком тепловыделений является пара тре-
ния, то при подводе давления со
стороны наружного диаметра уплотни-
тельных колец в направлении утечки
возникает конфузорный зазор, а при
подводе давления со стороны внутрен-
него диаметра — диффузорный зазор.
После деформаций в первом случае
пара трения гидравлически разгружается
в результате увеличения давления в
зазоре конфузорной формы в сравнении
с плоскопараллельным зазором. Это
способствует стабилизации температур-
ного режима работы уплотнения. Во
втором случае вследствие падения дав-
ления в зазоре пара трения нагружается
дополнительно, причем неравномерно. В
результате увеличиваются тепловыделе-
ния, что неблагоприятно влияет на
работу уплотнения.
8.5. Динамика уплотнений
В процессе работы детали уплотне-
ний находятся под действием внешних
возмущений и вибрации. Эти факторы,
а также биения вращающихся деталей
вызывают нестационарные процессы,
нарушающие равновесие и устойчивость,
Динамика уплотнений
285
возбуждающие колебания в уплотнениях.
При колебаниях зазора повышаются
утечки, происходит проникновение в
зазор абразивных частиц, ускоряющих
изнашивание пары трения, увеличивается
вероятность отказов вторичных уплот-
нительных элементов.
Вопросы динамики наиболее актуаль-
ны для уплотнений, работающих при
высоких скоростях вращения и в сжимае-
мых средах. Для этих условий харак-
терна схема, в которой вращающееся
кольцо пары трения жестко связано с
валом (см. рис. 8.36). Нестационарные
процессы в таком уплотнении описы-
вают системой уравнений движения
упругоустановленного (подвижного)
кольца относительно вращающегося:
и
lHx = Mx + Lx + Is>l —-cos(coBt);
2
/а.
— Му + Ly + /сов
НТ . .
г—sm(coBt);
2г2
(8.31)
mhz = PZ + FZ + maiHz sin (roBt + ф0),
где m, I — масса и момент инерции
подвижного кольца относительно оси,
проходящей через центр массы кольца
в плоскости, перпендикулярной оси вра-
щения z, ах, a,, hz — угловые и осевое
(на линии центров колец) перемещения
уплотнительных поверхностей; Мх, Му,
Рх — гидромеханические моменты и осе-
вая сила, действующие на подвижное
кольцо со стороны слоя жидкости или
газа в зазоре; Lx, Ly, Fz — моменты
и сила, действующие на подвижное
кольцо извне; НТ — торцовое биение
вращающегося кольца на радиусе г2;
Н2, Фо— амплитуда и фаза осевых
колебаний (биений) вращающегося
кольца.
В практически важном случае, когда
подвижное кольцо совершает малые пе-
риодические перемещения относительно
положения статического равновесия (на-
пример, на границе области устойчи-
вости или при малых вынужденных
колебаниях), динамические характеристи-
ки слоя жидкости или газа в зазоре
линейно связаны с перемещениями ах,
a,, hz и их скоростями следующими
соотношениями:
MXix — Bxycty Bxzfi2
KXX~J.X FXy^.y Kxzhz,
A^.i = — Byxa.x — Byyfiy — Byzfiz —
(6.Э2)
— Кухах — Kyfl-y — Kyzhz',
Pz.i ~ Bzxrj.x Вгу/у Bzzhz
Kzxax FzyJ.y Kzzhz,
где Mxl, МЬ1, Pz,i — динамические
составляющие реакции жидкостного слоя
на малые перемещения подвижного
кольца в окрестности равновесного по-
ложения; В, К — коэффициенты демпфи-
рования и жесткости слоя, которые для
несжимаемых сред являются констан-
тами режима работы уплотнения, а для
сжимаемых зависят от частоты колеба-
ний уплотнительных колец.
Из равенств (8.32) следует, что в общем
случае осевые и угловые перемещения
подвижного кольца оказывают взаимное
влияние за счет перекрестных связей,
характеризуемых коэффициентами с ин-
дексами xz, yz, zx, zy. В связи с этим
угловые биения могут возбуждать осевые
вибрации в уплотнении и наоборот.
В положении статического равновесия
обычно угловой перекос уплотнитель-
ных поверхностей мал (ах>0 + «у,о)1/2
с h0/r2 и коэффициенты с индексами
xz, yz, zx, zy обращаются в нуль.
В этом случае анализ динамики уплот-
нения, представляющего собой систему
с тремя степенями свободы, сводится
к исследованию двух независимых под-
систем с одной поступательной и дву-
мя вращательными степенями свободы.
Устойчивость равновесного положения
уплотнения при осевых возмущениях.
С учетом осевой жесткости упругого
элемента Ко и трения во вторичном
уплотнении Во третье уравнение системы
(8.31) для осевых перемещений подвиж-
ного кольца на границе области устой-
чивости можно привести к виду
— пко2 + ia> (В22 + Bq) + Kzz + Ко — 0.
(8.33)
286
Торцовые уплотнения
Рис. 8.57. Диаграмма устойчивости газо-
статического уплотнения с пористым дроссе-
лем при осевых (m„ — Fz) и угловых (/„ —Fz)
возмущениях. I — область устойчивости; // —
область неустойчивости; III — область рас-
крытия уплотнительного стыка
Уравнение (8.33) распадается на два,
из которых определяют частоту колеба-
ний на границе области устойчивости
сое (для этого решают неявное уравнение
Bzz(a>c) + Во = 0) и пороговое значение
массы подвижного кольца mn =(Ки(вс) +
+ К0)/(£>2с-
Условие устойчивости имеет вид
т < тП.
Источником осевых автоколебаний в
уплотнениях является сжимаемость
среды в зазоре. Неустойчивость, вызван-
ную сжимаемостью среды, называют
«пневмомолот». На рис. 8.57 приведена
диаграмма устойчивости для уплотнения
с пористым дросселем, которая харак-
терна для газостатических уплотнений.
Для несжимаемых сред сумма Bzz + B0
всегда положительна, поэтому осевые
автоколебания в уплотнениях, работаю-
щих в несжимаемых средах, не возни-
кают.
Следует отметить, что наличие в
рабочих жидкостях растворенных га-
зов существенно повышает их сжимае-
мость и может явиться причиной
неустойчивости гидростатических уплот-
нений.
Вынужденные осевые колебания. Амп-
литуду Аг и фазу ф колебаний опре-
деляют из третьего уравнения системы
(8.31):
Az = ______________________________________,
]/(Kzz + Ко - пко2)2 + ю2 (Bzz + Во)2
(8.34)
ф = arctg
K>b(Bzz + Bq)
Kzz + Ко — mail
Вынужденные колебания, описываемые
соотношениями (8.34), вызваны осевой
вибрацией машины, передающейся на
одно из уплотнительных колец (в рас-
сматриваемом случае на вращающееся
кольцо, которое жестко связано с валом).
При отсутствии вибрации (Hz = 0) ампли-
туда вынужденных колебаний Az должна
быть равна нулю. Однако в этом
случае возможны вынужденные колеба-
ния, обусловленные торцовым биением
вращающегося кольца и влиянием угло-
вых перемещений уплотнительных колец
на осевые перемещения, которыми при
больших перекосах в уплотнительной
паре пренебречь нельзя. Соотношения
(8.34) не позволяют рассчитать ампли-
туду осевых колебаний, вызванных
торцовым биением вращающегося коль-
ца, но дают оценочное значение резо-
нансной частоты уплотнения.
При конструировании уплотнений
стремятся уменьшить амплитуду вынуж-
денных колебаний. С этой целью ре-
комендуется повышать частоту сок =
= [(Kzz + K0)/m]1/2 собственных колеба-
ний системы подвижное кольцо — жид-
костный слой и увеличивать демпфи-
рование Bzz + Во- Если источником вы-
нужденных осевых колебаний является
переносная вибрация машины, при-
бегают к снижению динамического
воздействия на уплотнение. Это дости-
гается, например, заменой жесткой уста-
новки уплотнительных колец упругим
креплением.
В бесконтактных гидродинамических
и гидростатических уплотнениях важно
предотвратить контакты уплотнитель-
ных поверхностей. С этой целью не-
обходимо, чтобы амплитуда Az вы-
нужденных осевых колебаний кольца
относительно неподвижного (жестко
установленного) кольца была значитель-
Динамика уплотнений
287
но меньше среднего уплотнительного
зазора h0.
Устойчивость равновесного положения
уплотнения при угловых возмущениях.
Условия возникновения неустойчивости
определяют из первых двух однородных
уравнений системы (8.31), из которых
подстановкой ад = /1Ле‘"', аЛ, = Лле‘“', опи-
сывающей угловые колебания в уплот-
нении на границе области устойчивости,
исключают время t.
Параметры границы области устой-
чивости определяются равенствами:
(0f =
К эф — (Кхх + Куу+2К'о) Кэ$ +
L (Вхх+#о)(Ву>>+^о) —
+ (Кхх + К'0)(Куу + К'0)-КХуК
—вхгв,
-1/2
(8.35)
In = Кэф/со2с,
где Ко, Во — коэффициенты жесткости
и демпфирования вторичных уплотни-
тельных элементов при угловых пере-
мещениях подвижного кольца;
КЭф ~
_ (Кхх + Ко)(Вуу + В'р) + (Куу + К'р) х
ВХх + Вуу + 2В'О
х (Вхх + Во) КХуВуХ КуХВху
Условие устойчивости имеет вид
I < К-
Для несжимаемых сред частота ко-
лебаний на границе области устойчи-
Анализ показывает, что в уплотне-
ниях для несжимаемых сред угловые
автоколебания вызывают гидродинами-
ческие процессы в зазоре. Характерно,
что отношение частоты автоколебаний
©с к частоте вращения сов в этом
случае близко к 0,5 или меньше этого
значения.
Неустойчивость, обусловленную гид-
родинамическими процессами, называ-
ют «полускоростным вихрем».
Неустойчивость уплотнений для сжи-
маемых сред может быть вызвана
гиродинамическими процессами и сжи-
маемостью среды. Обычно в этом
случае отношение сос/сов > 0,5.
Типичная для газостатических уплот-
нений диаграмма устойчивости по от-
ношению к угловым возмущениям по-
казана на рис. 8.57.
Вынужденные угловые колебания. Вы-
нужденные угловые колебания подвиж-
ного уплотнительного кольца относи-
тельно вращающегося, жестко закреплен-
ного на валу кольца, описываются пер-
выми двумя уравнениями системы (8.31).
Решение этих уравнений имеет
вид
ах = ах cos coBt + bx sin coBt;
(8.36)
ay = ay cos coBi + by sin coBt,
где ax, bx, ay, by — коэффициенты,
определяемые из системы линейных
алгебраических уравнений:
Кхх + К'о — /со2 (Вхх + В'о) КХу совВХу ах 1
— сов (Вхх + Во) Кхх + К'о — ZcDb <£>вВХу КХу X ьх = 2 НТ 1Ч>В^~ 2г2 0
Кух <&ьВуХ Куу + К'о — /со2 сов (Вуу + Во) Яу 0
КуХ — сов (Вуу + Во) Куу + К'о — 1(£>1 Ьу 1
вости сое определяется из первого
уравнения (8.35) в явном виде. Для
сжимаемых сред ввиду зависимости
силовых коэффициентов от частоты ко-
лебаний сое определяют с помощью
методов, применяемых при решении не-
линейных алгебраических уравнений.
Из равенств (8.36) следует, что в общем
случае подвижное кольцо совершает
прецессионное движение относительно
вращающегося. При этом точки под-
вижного кольца (точнее вектор ax + i«y),
соответствующие максимальному за-
зору, движутся по эллиптической траек-
288
Конструкции торцовых уплотнений
тории. Максимальное значение углового
перекоса
Ctmax —
i(ax + aj + bl + b2) +
1/2
(8.37)
^(al+af-bl- bl)2 + (axbx+аД,)2
Для предотвращения контактов в
уплотнениях гидродинамического или
гидростатического типов должно быть
выполнено условие otmax < h0/r2.
С использованием формулы (8.37)
можно построить амплитудно-частот-
ную характеристику уплотнения при
угловых колебаниях подвижного коль-
ца, анализ которой дает резонансную
частоту уплотнения по отношению к
угловым колебаниям. Эффективным
средством увеличения резонансной час-
тоты является повышение гидромеха-
нической жесткости. Это достигается,
например, увеличением коэффициента
гидравлической нагрузки уплотнитель-
ной пары.
Глава 9
КОНСТРУКЦИИ ТОРЦОВЫХ УПЛОТНЕНИЙ
9.1. Конструктивные схемы
и выбор уплотнений
Принципиальные схемы одинарных тор-
цовых уплотнений. В любом торцовом
уплотнении можно выделить семь кон-
структивных элементов (рис. 9.1). Пара
трения состоит из двух уплотнитель-
ных колец, прилегающих одно к друго-
му по плоскому торцу, причем одно
из колец (кольцо 6) зафиксировано либо
в корпусе, либо на валу и гермети-
зировано уплотнительным элементом 7,
а другое (кольцо 4), имеющее свободу
угловых и осевых перемещений, установ-
лено в упругом элементе 1. Упругий
элемент состоит из пружины 2, под-
жимающих упруго устанавливаемое
уплотнительное кольцо к другому уплот-
нительному кольцу, вторичного уплот-
нительного элемента 3, обеспечиваюше-
/ 2 3 4 56 7
Рис. 9.1. Торцовое уплотнение
го герметизацию упруго устанавливаемо-
го уплотнительного кольца, и повод-
ковой системы 5, служащей для пере-
дачи момента трения с уплотнитель-
ного кольца. Различие конструкций каж-
дого из этих элементов и особенности
их взаимосвязей обусловливают боль-
шое разнообразие конструкций торцо-
вых уплотнений.
Принципиальные схемы одинарных
торцовых уплотнений определяются сле-
дующими основными конструктивными
решениями: гидравлически разгружен-
ный или неразгруженный стык пары
трения, внутреннее или внешнее распо-
ложение стыка пары трения относи-
тельно рабочей жидкости, вращающий-
ся или неподвижный упругий элемент
(см. гл. 8), внутреннее или внешнее
расположение пружины относительно
рабочей среды. Сочетания указанных
конструктивных решений дают возмож-
ные конструкции одинарных торцовых
уплотнений. Выбор конструктивной схе-
мы определяется конкретными условия-
ми эксплуатации.
Гидравлическая разгрузка. Для гидрав-
лически неразгруженных торцовых уп-
лотнений к = 1,0... 1,4, для разгруженных
к = 0,6... 1,0. Разгруженное торцовое
уплотнение при работе находится в
более выгодных условиях, чем неразгру-
Конструктивные схемы и выбор уплотнений
289
женное вследствие меньшего тепло-
выделения в паре трения, однако при
выборе уплотнения следует иметь в виду,
что при уменьшении коэффициента к
увеличивается опасность раскрытия уп-
лотнительного стыка и снижается на-
дежность уплотнения.
Необходимость применения гидрав-
лической разгрузки стыка пары трения
зависит от свойств рабочей жидкости
и перепада давлений на уплотнения.
Для жидкостей, которые не могут обес-
печить в зазоре стабильную жидкост-
ную пленку по всей ширине стыка пары
трения (например, жидкие углеводороды,
высокотемпературные жидкости), сле-
дует применять разгруженные торцовые
уплотнения.
При весьма больших перепадах дав-
лений на уплотнении также прихо-
дится прибегать к гидравлической раз-
грузке стыка пары трения, так как для
каждого материала пары трения есть
предельно допустимая удельная нагруз-
ка, при превышении которой начинается
интенсивное изнашивание материала и
уплотнение не обеспечивает требуемого
ресурса.
Неразгруженные торцовые уплотнения
проще в производстве, а следователь-
но, дешевле, поэтому их применяют
значительно шире, чем разгруженные,
но в ряде отраслей промышленности
(нефтепереработка, нефтехимия, энерге-
тика) применяют только разгруженные
торцовые уплотнения по причинам,
указанным выше.
Внутренние и внешние уплотнения.
В насосостроении в основном приме-
няют торцовые уплотнения с внутрен-
ним расположением стыка пары трения
относительно рабочей среды. Такое
расположение обеспечивает малые утеч-
ки, большую долговечность при работе
в загрязненных средах (центробежные
силы препятствуют проникновению абра-
зивных частиц в зазор стыка пары
трения), выгодные условия для охлажде-
ния пары трения. Иногда применяют
торцовые уплотнения с внешним рас-
положением стыка пары трения. Напри-
мер, уплотнения с фторопластовым
сильфоном для высокоагрессивных сред
(вследствие хрупкости керамики кольцо
пары трения из этого материала лучше
выполнять неподвижным), внутреннее
одинарное уплотнение в двойных тор-
цовых уплотнениях.
Вращающийся и неподвижный упругие
элементы. Торцовые уплотнения с вра-
щающимся упругим элементом содержат
меньшее число деталей. Они более
технологичны и менее трудоемки в
изготовлении, чем уплотнения с непод-
вижным элементом. К уплотнениям этого
типа относят до 95 % всех применяе-
мых в промышленности уплотнений.
Конструкции торцовых уплотнений с
неподвижным упругим элементом при-
меняют при скоростях скольжения в
паре трения выше 25 м/с. Эти уплот-
нения используют для высоковязких
сред в целях снижения потерь от
дискового трения. Установка уплотнения
с одной вращающейся деталью (фикси-
рованным на валу кольцом пары трения)
позволяет избежать влияния центробеж-
ных сил на элементы уплотнения (при
этом перпендикулярность стыка пары
трения к оси вращения обеспечивается
назначением жестких допусков только
для одной детали), а также упростить
решение проблемы балансировки единст-
венной вращающейся детали торцового
уплотнения.
Конструкции торцовых уплотнений с
неподвижным упругим элементом чаще
всего применяют при работе в жид-
костях, содержащих большое количество
абразивных частиц. Именно в таких
конструкциях проще всего обеспечить
защиту деталей уплотнения от нежела-
тельного воздействия среды.
Выбор места расположения пружины
(в жидкости или вне ее) зависит от
стойкости материала пружины. Пружина
торцового уплотнения работает в тяже-
лых условиях: воспринимает большие ме-
ханические нагрузки, подвергается кор-
розионному, а в некоторых случаях и
абразивному изнашиванию. Если мате-
риал пружины не выдерживает воз-
10 Под ред. А. И. Голубева и Л. А. Кондакова
290
Конструкции торцовых уплотнений
Конструктивные (принципиальные) схемы одинарных торцовых уплотнений
Располо-
жение
стыка па-
ры трения
Внутрен-
нее
Таблица 9.1
Торцовое уплотнение
разгруженное с пружиной
неразгруженное с пружиной
вне жидкости
в жидкости
вне жидкости
в жидкости
Непо-
Вра-
щаю-
щийся
движ-
ный
действия агрессивной среды или абра-
зива, пружину выносит за пределы
действия этой среды, хотя конструкция
уплотнения в этом случае усложняется.
Возможные варианты конструкций
одинарных торцовых уплотнений приве-
дены в табл. 9.1. Кроме вторичных
уплотнений контактного типа, показан-
ных в табл. 9.1, применяют кон-
структивно отличные от них вторичные
уплотнения сильфонного типа (силь-
фоны, мембраны). Принципиальные схе-
мы одинарных торцовых уплотнений
одинаковы при любой конструкции
вторичного уплотнения.
Принципиальные схемы двойных тор-
цовых уплотнений. Наряду с одинар-
ными торцовыми уплотнениями в про-
мышленности используют более слож-
ные уплотнительные устройства. Наибо-
лее универсальное двойное торцовое
уплотнение состоит из двух одинарных
торцовых уплотнений.
Для отделения перекачиваемой среды
от атмосферы можно использовать два
одинарных торцовых уплотнения с по-
дачей между ними затворной жидкости.
При этом внутреннее уплотнение разде-
ляет перекачиваемую среду и затворную
жидкость, внешнее — затворную жид-
кость и атмосферу. Различие условий
работы внутреннего и внешнего уплот-
нений обусловливает также выбор оди-
нарных уплотнений, комплектующих
двойное торцовое уплотнение. Это могут
быть различные по конструкции уплот-
нения, выполненные из разных материа-
лов.
Двойные торцовые уплотнения исполь-
зуют:
для газообразных сред и жидкостей
с плохой смазывающей способностью;
для жидкостей под высоким давле-
нием;
для жидкостей с высокой темпера-
турой;
для жидкостей, кристаллизующихся
в зоне трения при испарении жидкой
фазы;
для жидкостей, содержащих твердые
включения;
для жидкостей, являющихся вредными
веществами и оказывающих токсичное
воздействие на организм человека;
Конструктивные схемы и выбор уплотнений
291
Рис. 9.2. Двойное торцовое уплотнение с
радиальным расположением одинарных
внутреннего 1 и внешнего 2 уплотнений
для жидкостей, являющихся легко-
воспламеняющимися или горючими.
Применение двойных торцовых уплот-
нений для жидкостей с высокой тем-
пературой, под высоким давлением, а
также для токсичных, легковоспламеняю-
щихся и токсичных жидкостей обуслов-
лено требованиями техники безопас-
ности.
Использование двойных торцовых
уплотнений для жидкостей с высокой
температурой и кристаллизующихся в
зоне трения при испарении жидкой
фазы позволяет исключить образование
отложений продуктов, содержащихся в
утечке, на валу насоса и деталях
уплотнения. Для уплотнений, работаю-
щих в жидкостях, содержащих твердые
включения, создание противодавления со
стороны чистой затворной жидкости
способствует значительному повышению
долговечности пары трения.
Конструктивные схемы двойных тор-
цовых уплотнений определяются двумя
факторами, связанными со взаимным
расположением одинарных уплотнений.
Прежде всего это компоновка одинар-
ных уплотнений в осевом и радиальном
(рис. 9.2) направлениях. Для двойных
уплотнений, размещенных в осевом
направлении, возможны три варианта
компоновки одинарных уплотнений (оп-
ределяющим является расположение
Рис. 9.3. Схемы двойных торцовых уплотне-
ний с осевым расположением одинарных
уплотнений:
а — внешнее расположение стыка внутренне! о
уплотнения; б — внутреннее расположение стыка
внутреннего уплотнения; в — внутреннее располо-
жение стыка внутреннего уплотнения с упрощен-
ной установкой внешнего уплотнения
внутреннего уплотнения, контактирую-
щего с герметизируемой средой):
внутреннее одинарное уплотнение 1
имеет внешнее расположение стыка пары
трения относительно рабочей среды,
внешнее уплотнение 2 имеет внутреннее
расположение стыка (рис. 9.3,а);
внутреннее одинарное уплотнение I
имеет внутреннее расположение стыка
пары трения, также расположено внеш-
нее уплотнение 2 (рис. 9.3, б) — схему
иногда называют тандемом;
внутреннее одинарное уплотнение /
имеет внутреннее расположение стыка
пары трения, внешнее уплотнение 2
имеет внешнее расположение стыка
(рис. 9.3, в).
Наиболее распространенную и самую
простую по конструкции схему двой-
ного торцового уплотнения с внешним
расположением стыка внутреннего уп-
лотнения (см. рис. 9.3, а) можно при-
менять практически всегда, когда необ-
10*
292
Конструкции торцовых уплотнений
ходимо двойное уплотнение. Во избежа-
ние раскрытия стыка внутреннего уплот-
нения и попадания перекачиваемой на-
сосом жидкости в камеру уплотнения
давление затворной жидкости должно
превышать давление перекачиваемой
жидкости на 0,10 — 0,15 МПа, поэтому
внутреннее уплотнение в этой схеме
практически всегда гидравлически не-
разгружено, а наружное может быть
гидравлически разгруженным в зави-
симости от абсолютного давления
затворной жидкости.
Более сложную по конструкции схему
двойного уплотнения с внутренним
расположением стыка у внутреннего
уплотнения (см. рис. 9.3,6) обычно
применяют при высоком давлении жид-
кости, когда требуется разделить это
давление между отдельными ступенями
уплотнений, а также в случаях, когда
по условиям безопасности труда необ-
ходимо второе вспомогательное уплот-
нение. Во втором варианте давление
затворной жидкости поддерживают по-
стоянным (0—0,1 МПа), что существенно
упрощает системы обеспечения работо-
способности двойных торцовых уплот-
нений и удешевляет эксплуатацию. В
данной схеме внутреннее и наружное
уплотнения по гидравлической нагрузке
обычно одинаковы: при низком давлении
гидравлически неразгружены, при высо-
ком — разгружены, так что при выходе
из строя внутреннего уплотнения внешнее
может воспринимать полную нагрузку.
Схему с радиальной компоновкой
одинарных уплотнений применяют срав-
нительно редко, в основном для аппа-
Рис. 9.4. Камеры уплотнения по междуна-
родному стандарту ИСО 3069 — 74:
а — для неразгруженных торцовых и сальниковых
уплотнений; б — для разгруженных торцовых
уплотнений
ратов с перемешивающими устройст-
вами при низкой частоте вращения
вала. Основные ограничения этой схемы
для насосов — большие радиальные раз-
меры уплотнительного узла и соответ-
ственно высокие скорости скольжения в
паре трения наружного уплотнения, а
также низкий коэффициент унификации
для одинарных уплотнений и высокая
стоимость наружного уплотнения, об-
условленная большой массой его деталей.
Стандартизация торцовых уплотнений.
За исключением насосостроения — облас-
ти наиболее массового применения
торцовых уплотнений — стандартизация
их пока недостаточно развита.
Стандарт ИСО 3069-74 «Центробеж-
ные насосы. Размеры камер под набивки
и уплотнения» распространяется на
центробежные насосы до 1,6 МПа. Хотя
стандарт сравнительно прост и регламен-
тирует размеры (рис. 9.4, табл. 9.2)
вала (втулки) и камеры, в которой
устанавливается уплотнение, он оказал
большое влияние на совершенствование
конструкции торцовых уплотнений.
Таблица 9.2
Размеры, мм, камер под набивки и уплотнения
‘Л 18 20 22 24 25 28 30 32 33 35 38 40 43 45 48 50 53 55 58 60 63 65 68 70
d2 22 24 26 28 30 33 35 38 38 40 43 45 48 50 53 55 58 60 63 65 68 70 - -
d3 34 36 38 40 41 44 46 48 49 51 58 60 63 65 68 70 73 75 83 85 88 90 95 95
^4 38 40 42 44 46 49 51 58 58 60 63 65 68 70 73 75 83 85 88 90 93 95 — —
Конструктивные схемы и выбор уплотнений
293
Основная цель международного стан-
дарта — унифицировать камеры для тор-
цового и сальникового уплотнений, что
дает возможность при выходе из строя
торцового уплотнения заменять его
сальниковым без переделки насоса. При
разработке торцовых уплотнений по
международному стандарту за основу
был взят размер сальниковой набивки.
В отечественном и зарубежном насосо-
строении по условиям стандарта
ИСО 3069 наиболее широко применяют
конструкции неразгруженного и разгру-
женного торцовых уплотнений с вращаю-
щимся упругим элементом (см. табл. 9.1).
Новые конструкции уплотнений по меж-
дународному стандарту отличаются
лишь конструктивными решениями ос-
новных элементов торцового уплотнения
при одних и тех же габаритных и
присоединительных размерах уплот-
нения. Этот факт является положи-
тельным, так как, во-первых, он закла-
дывает основу для последующей между-
народной стандартизации торцовых
уплотнений и, во-вторых, дает возмож-
ность при эксплуатации насосов без
переделки последнего заменять вышед-
шее из строя торцовое уплотнение
уплотнением, более удачным по кон-
струкции.
На базе стандарта ИСО в ряде стран
разработаны национальные стандарты, а
в СССР - ОСТ 26.06-1493-86. «Насо-
сы. Уплотнения торцовые. Типы, основ-
ные параметры и размеры». Он рас-
пространяется на уплотнения трех групп
различной степени нагруженности для
нейтральных и агрессивных сред и от-
вечает требованиям ИСО 3069 — 74.
(табл. 9.3).
Разработка новых типоразмерных ря-
дов торцовых уплотнений различного
назначения в соответствии с между-
народным стандартом позволяет успеш-
но решать задачи, одинаково актуаль-
ные как для потребителей уплотнений,
так и для завода-изготовителя:
обеспечение максимальной унифика-
ции деталей одинакового назначения
для торцовых уплотнений, предназна-
ченных для различных условий эксплуа-
тации (для одинарных уплотнений по
данному стандарту коэффициент унифи-
кации достигает 0,88, для двойных
0,92);
Таблица 9.3
Основные параметры торцовых уплотнений
Тип уп- лотнения Рисунок Перекачиваемая жидкость Характеристика перекачиваемой жидкости в зоне уплотнения
Наибольшее давление МПа Температу- ра, °C Объемная концент- рация твердых включений, %, не более
132 9.26 Вода, нефтепродукты и дру- гие жидкости, в которых стойки резинотехнические изделия уплотнения 0,8 -40...+ 80' 4,0
211 9.27 1,6 1,5
231/231 13.1 1,6 -40...+ 120 1,5
113 133 9.29 9.30 13.2 Кислоты, органические и неорганические, раствори- тели, растворы солей, ще- лочи и другие жидкости, не действующие разруши- тельно на металлические детали уплотнения 0,8 -40...+ 200 0,1
133/133 1,5
294
Конструкции торцовых уплотнений
повышение надежности торцовых уп-
лотнений и расширение диапазона при-
менения уплотнений (задача решается
путем использования высокотвердых
износостойких и универсальных по при-
менению материалов пары трения и
отказа от применения клеевых соеди-
нений для установки колец пары тре-
ния в металлических обоймах, так как
это уменьшает диапазон применения
торцовых уплотнений и, соответственно,
насосов для химических производств
вследствие недостаточной стойкости клея
и в то же время способствует сни-
жению долговечности уплотнений вслед-
ствие температурных деформаций по-
верхностей трения);
снижение материалоемкости уплотне-
ний и повышение технологичности
деталей уплотнения применительно к
условиям крупносерийного производст-
ва (изготовление металлических деталей
горячей и холодной штамповкой позво-
ляет на 80% снизить металлоемкость
конструкции и на 25 % их трудоем-
кость);
обеспечение универсальности установ-
ки торцовых уплотнений в насосы
различного назначения (все уплотнения
по данному стандарту независимо от
их назначения и материала, из которого
они изготовлены, имеют для одного
диаметра вала одни и те же при-
соединительные размеры по корпусу —
100%-ная унификация установочных раз-
меров — и позволяют устанавливать
уплотнения на гладком валу или
втулке, которая в случае необходимости
может быть использована для установки
в камере сальникового уплотнения).
Технико-экономическое обоснование вы-
бора торцового уплотнения. Решая вопрос
выбора типа уплотнения при разработке
новых технологических линий, проектан-
ты и конструкторы роторных машин
всегда сталкиваются с рядом техни-
ческих и экономических проблем. Опти-
мальное решение, как правило, оказы-
вается компромиссным.
Торцовые уплотнения по сравнению
с сальниковыми характеризуются более
длительным сроком службы, повышен-
ной надежностью и герметичностью,
меньшей энергоемкостью. Кроме того,
в ряде технически развитых стран
приняты законы об охране окружающей
среды, которые запрещают или строго
регламентируют выброс отходов с про-
мышленных предприятий. По лап дым
Майера, на крупнейших химических
предприятиях Европы торцовые уплот-
нения составляют 90 % всех видов
используемых уплотнений. Однако повы-
шение стоимости энергии часто застав-
ляет отказаться от энергетически интен-
сивной технологии и оборудования и с
новых позиций рассмотреть проблему
выбора уплотнительного устройства.
В ряде случаев применение торцо-
вых уплотнений бесспорно — для дорого-
стоящих, пожароопасных, токсичных и
высокоагрессивных жидкостей, для насо-
сов с повышенными требованиями по
надежности. В остальных случаях выбор
должен быть дифференцированным и
экономически оправданным. При этом
необходимо учитывать следующие фак-
торы :
начальную стоимость уплотнитель-
ного узла (цену уплотнения и затраты
на его установку);
текущие расходы (вызванные энерге-
тическими потерями вследствие утечки
через уплотнение, повреждением деталей
и частей машины вследствие постепен-
ного вредного воздействия продуктов
утечки; связанные с наблюдением за
исправной работой уплотнения и пере-
монтажом машины при замене уплот-
нения, энергетическими потерями вслед-
ствие трения в узле уплотнения, а также
стоимость запасных частей);
затраты, вызванные внезапной разгер-
метизацией уплотнения (стоимость не-
дополученного в производстве продукта,
жидкости, вытекшей из машины и трубо-
проводов через уплотнение, поврежден-
ных деталей машины и прежде всего
подшипников; затраты на перемонтаж
уплотнения).
В наиболее общих случаях экономи-
ческий эффект достигается в резуль-
Конструктивные схемы и выбор уплотнений
295
тате снижения приведенных затрат на
единицу уплотнения, увеличения ресурса
работы уплотнения и снижения эксплуа-
тационных затрат на перемонтаж маши-
ны для замены уплотнений, а также
уменьшения безвозвратных потерь про-
дукта через уплотнение.
Годовой экономический эффект по
изделиям со сроком службы у потре-
бителя до 1 года:
Э =
Т/^+Ен I
31 1I7+’W| ” ^2)“ 32 А’
L т/т2 + е„
где 31 — средние приведенные затраты
на единицу базового уплотнения, р.;
Е/Т 1 + Ен
„---коэффициент учета измене-
1 /1 2 + Ен
ния срока службы уплотнения; Т —
годовой ресурс работы машины, ч;
Т1 — годовой ресурс работы базового
уплотнения, ч; Т2~ годовой ресурс ра-
боты нового уплотнения, ч; Ен = 0,15 —
нормативный коэффициент эффективнос-
ти; И\ — И'2 — годовая экономия потре-
бителя на текущих эксплуатационных
издержках:
Я'1-И^=(С1-С2)/7нТ +
С1 — средняя за срок службы утечка
через базовое уплотнение, дм3/ч; С2 —
средняя за срок службы утечка через
новое уплотнение, дм3/ч; — средняя
себестоимость 1 дм3 перекачиваемой
жидкости, р/дм3; t — время перемонтажа
машины для замены уплотнения, ч;
z — часовая тарифная ставка слесаря, р.
32 = Ц1 + ДКЕН/Л — сумма затрат на
внедрение единицы нового уплотнения, р;
Ц 2 — стоимость нового уплотнения, р;
ЛК — сметная стоимость научно-иссле-
довательских 1 и опытно-конструктор-
ских работ, р; А — годовая потребность
в новых уплотнениях при заданном
ресурсе.
По зарубежным данным, характери-
зующим некоторые экономические по-
казатели применения торцовых и саль-
никовых уплотнений в английской про-
мышленности, начальная стоимость
торцового уплотнения в среднем состав-
ляет около 10% стоимости насоса (без
электродвигателя), в котором оно уста-
новлено. Эта стоимость по крайней
мере вдвое превышает стоимость саль-
никового уплотнения и в десятки раз
стоимость сальниковой набивки. Соотно-
шение стоимостей торцового уплотнения
и насоса зависит от размера насоса:
для небольших насосов — до 30%, для
крупных — до 4 %. При необходимости
обеспечения охлаждения уплотнения или
создания давления затворной жидкости
общая стоимость торцового уплотнения
со вспомогательным оборудованием мо-
жет быть равна стоимости насоса.
Средние ежегодные эксплуатационные
затраты (стоимость запасных частей,
расходы на демонтаж и контроль за
работой уплотнений) на торцовые уплот-
нения в химической и бумажной про-
мышленности составляют 23 % началь-
ной стоимости уплотнения.
Средние ежегодные эксплуатационные
затраты на сальниковое уплотнение в
бумажной промышленности в 3,5 раза
превышают эксплуатационные затраты
на торцовое уплотнение, что в первый
же год окупает применение торцового
уплотнения.
Утечка рабочей жидкости не всегда
является определяющим параметром.
Например, при перекачивании трюмной
воды утечки 5—10 дм3 через уплот-
нение практически не влияют на эф-
фективность уплотнения, тогда как при
перекачивании горячей воды, жидкости
под большим давлением или в слож-
ных технологических процессах эти утеч-
ки становятся значимыми, поскольку при
этом происходят потери энергии, затра-
ченной на повышение температуры жид-
кости, давления и т. д.
В качестве примера можно привести
выводы фирмы «Флексибокс» (Англия)
по результатам изучения опыта эксплуа-
тации двойных торцовых уплотнений и
сальниковых уплотнений с затвором на
насосах бумажной промышленности
Швеции.
296
Конструкции торцовых уплотнений
При использовании двойных торцо-
вых уплотнений утечка не превышала
0,003 дм3/ч. В насосах с сальнико-
вым уплотнением внешняя утечка состав-
ляла в среднем 5 — 10 дм3/ч в зависи-
мости от скорости скольжения, давления
рабочей жидкости и диаметра вала, а
внутренняя не менее 10 дм3/ч. Затраты
на подогрев холодной затворной жид-
кости до температуры технологического
цикла составляли 21—28% затрат на
обслуживание. Когда на одном из пред-
приятий заменили на насосах сальни-
ковое уплотнение торцовым, темпера-
тура процесса повысилась на 10 °C.
Торцовое уплотнение требует тщатель-
ного соблюдения технологии при его
изготовлении, чем в значительной степе-
ни достигается высокий уровень гер-
метичности этого уплотнительного уст-
ройства. Утечка через торцовое уплот-
нение, при соблюдении определенных
требований по монтажу, не зависит от
установки.
Основой хорошей работы сальниково-
го уплотнения является именно утечка,
без утечки наступает перегрев уплотне-
ния, интенсивное изнашивание втулки, и
уплотнение выходит из строя. Необхо-
димость постоянного обслуживания для
поддержания определенного уровня утеч-
ки через сальниковое уплотнение являет-
ся основным недостатком последнего.
Выбор торцового уплотнения. Одним
из важных моментов, определяющих
надежную работу торцовых уплотнений,
является правильный выбор конструкции
торцового уплотнения, материалов его
деталей и схемы установки торцового
уплотнения (рис. 9.5).
Выбор торцовых уплотнений осу-
ществляют на основе информации об
условиях работы уплотнения. Эти дан-
ные обычно оформляют в виде опросных
листов, в которые входят:
наименование машины или агрегата,
в котором установлено уплотнение;
наименование жидкости;
давление в зоне уплотнения;
температура перекачиваемой жид-
кости;
диаметр вала (втулки) под уплот-
нением;
частота вращения вала;
давление паров жидкости при рабочей
температуре;
вязкость жидкости при рабочем дав-
лении;
плотности жидкости;
концентрация химических веществ в
жидкости;
показатель pH (для водных раст-
воров);
объемная концентрация твердых вклю-
чений;
размер твердых включений основной
фракции;
давление жидкости на всасывании
насоса;
давление жидкости на выходе из на-
соса;
категория и группа взрывоопасной
смеси паров перекачиваемой жидкости
с воздухом (для легковоспламеняющих-
ся и горючих жидкостей);
предельно допускаемая концентрация
вредных веществ, содержащихся в ок-
ружающей среде;
класс взрывоопасности помещения, в
котором установлено уплотнение;
наименование затворной жидкости
(если такая нужна);
возможности подвода к уплотнению
Рис. 9.5. Схема выбора тор-
цового уплотнения
Конструктивные элементы
297
воды, другой чистой жидкости, пара;
их давление и температура.
На основании данных опросного листа
выявляют группу жидкости:
нейтральная;
агрессивная;
с твердыми включениями;
высо котемператур ная;
с низкой температурой;
кипящая (или сжиженный газ).
На основе полученной информации по
каталогам [29, 30] подбирают тип тор-
цового уплотнения.
В большинстве случаев выбор торцо-
вого уплотнения ограничен определением
его конкретной конструкции и материа-
лов деталей, но в особых случаях (для
жидкостей с высокой температурой, со-
держащих твердые включения, и токсич-
ных, а также для агрегатов, работаю-
щих во взрывоопасных помещениях)
необходимо разрабатывать схему уста-
новки торцового уплотнения в агрегате
(см. гл. 13).
9.2. Конструктивные элементы
торцовых уплотнений
Пара трения — наиболее ответствен-
ный элемент торцового уплотнения. Ее
надежность зависит от свойств и харак-
теристик рабочей среды, правильного
выбора материалов пары трения, кон-
струкции уплотнительных колец, а также
правильного расчета или подбора тор-
цового уплотнения, обеспечивающего ра-
боту пары трения с наименьшим коэф-
фициентом трения и износа.
Условие стабильной работы пары
трения. Для определения надежности
торцового уплотнения крайне важно
знать значение и характер распреде-
ления гидравлического давления по
ширине пояска трения (рис. 9.6), которое
характеризуется коэффициентом
‘,= aJsV''s-
При контакте по наружному диаметру
а = 0, по внутреннему я= 1.
Рис. 9.6. Эпюры распределения давления по
ширине пояска трения (а < 0,5 — сжиженные
газы; в > 0,5 — минеральные масла; а = 0,5 —
вода)
С учетом коэффициентов распределе-
ния гидравлической нагрузки а и нагруз-
ки к контактное давление в стыке пары
трения можно записать в виде
рк = Ар (к - а) + рпр,
где рпр — контактное давление от воз-
действия пружин.
Надежность работы торцового уплот-
нения зависит от соотношения коэф-
фициентов к м а. Для неразгруженных
торцовых уплотнений с к > 1 раскрытия
стыка пары трения не произойдет при
любом распределении гидравлического
давления, а также искажениях поверх-
ностей трения, так как 0 < а $ 1. Для
разгруженных торцовых уплотнений с
к < 1 при а > к и недостаточном уси-
лии пружин (рк < 0) происходят раскры-
тие пары трения и отказ торцового
уплотнения.
Во избежание раскрытия стыка пары
трения в разгруженных торцовых уплот-
нениях устанавливают пружины с боль-
шим усилием, чем в неразгруженных.
Однако чрезмерное увеличение контакт-
ного давления от пружин ведет к увели-
чению теплообразования в паре трения и
большим потерям мощности.
Как показано в гл. 8, наименьшие
коэффициент трения и износ характерны
для режимов гидродинамической и полу-
298
Конструкции торцовых уплотнений
жидкостной смазки. В этих случаях
контактирующие поверхности уплотни-
тельных колец разделены сплошной или
имеющей отдельные разрывы пленкой
жидкости. Уплотнения общего назначе-
ния низкой и средней нагруженности
конструируют таким образом, что пара
трения работает в режиме полужид-
костной смазки, высоконагруженные
уплотнения гидродинамического или
гидростатического типа — в режиме
гидродинамической смазки.
Фирма «Ексон Компани» (США) про-
вела исследования по отказам торцовых
уплотнений общепромышленного назна-
чения, работающих на различных произ-
водствах (среда — сжиженные газы, ми-
неральные масла, вода) в зависимости
от трех факторов: нагруженности пары
трения торцового уплотнения; наличия
пленки жидкости в зазоре; термических
напряжений в кольцах пары трения.
В качестве рабочего параметра исполь-
зован рг-фактор.
Наличие пленки жидкости по всей
длине зазора свидетельствует о стабиль-
ном режиме смазки. Фактор стабиль-
ности пленки Fm, для парящих уплот-
нений (Fro, < 1) определяют по формуле
F - Т‘~Т>
1 ИЛ гр, т1 4
*2 — 11
где Т, — температура пара; Т\ и Т2 —
температуры жидкости соответственно
на входной и выходной кромках.
Для непарящих уплотнений (F™ 1)
= ТП - Т„
ПЛ гг-1 rrt 9
1 1 ~ 1 Н
где Тп — температура парообразования;
Тн — температура жидкости в насосе.
Термические напряжения в кольцах
пары трения оценивают безразмерным
параметром
_ (1 - р)о
т АТаЕ ’
где АТ — градиент температуры по коль-
цу пары трения.
Результаты эксперимента представле-
ны в виде графиков (рис. 9.7). Анализ
графиков показывает, что фактор Fro,
обеспечения стабильной пленки жидкости
в зазоре позволяет наидучшим образом
прогнозировать долговечность торцо-
вого уплотнения, а рг-фактор не при-
годен для прогнозирования долговеч-
ности торцового уплотнения.
Интересно, что долговечность торцо-
вых уплотнений зависит в первую оче-
редь от соблюдения заданных на стадии
проектирования условий, обеспечиваю-
щих наличие пленки жидкости в зазоре
в процессе эксплуатации (отказ торцо-
вых уплотнений вследствие износа пары
трения наблюдался лишь у 8% уплот-
Рис. 9.7. Зависимости долговечности торцовых уплотнений от различных факторов:
а — рг-фактора; б — фактора FT, определяющего термические напряжения в кольце пары трения;
в — фактора Fnjl, определяющего наличие пленки жидкости в зазоре
Конструктивные элементы
299
Рис. 9.8. Конструкции вращающегося уплот-
нительного кольца для торцового уплотне-
ния:
а — неразгруженного; б — разгруженного
нений при их эксплуатации в течение
10 лет).
Эксплуатация торцовых уплотнений в
производственных условиях показывает,
что надежность уплотнений достигается
при соблюдении следующих условий:
уплотнение должно быть сконструиро-
вано так, чтобы контактное давление
в паре трения было больше нуля;
должны быть созданы условия, пред-
отвращающие кипение жидкости в стыке
пары трения (наиболее простой способ
для сред с высокой температурой —
охлаждение жидкости в камере уплот-
нения);
необходимо применять материалы с
высокой теплопроводностью и низким
коэффициентом трения.
Конструкции уплотнительных колец.
Вращающиеся уплотнительные кольца 1
выполняют в двух вариантах: для раз-
груженных и неразгруженных уплот-
нений (рис. 9.8).
Конструкции неподвижных колец в
торцовых уплотнениях более разнообраз-
ны и зависят от способа установки
неподвижного кольца относительно кор-
пуса (рис. 9.9).
Наиболее широко применяют свобод-
ную установку уплотнительного кольца
(рис. 9.9, а, б), которая благодаря упру-
гой деформации резиновых колец позво-
ляет эффективно отслеживать биение
стыка пары трения, возникающее вслед-
ствие биения и прогибов вала, а также
неточностей изготовления и установки
корпусных деталей. С той же целью на
фирме «Честертон» (США) применяют
установку неподвижного уплотнитель-
ного кольца с подкладной волнистой
пружиной (рис. 9.9, в).
Иногда уплотнительные кольца изго-
товляют с двумя притертыми поверх-
ностями (рис. 9.9, б, и) в целях снижения
числа запасных частей и удешевления
эксплуатации. Однако это преимущество
не всегда реализуется, так как в про-
цессе эксплуатации торцовая уплотни-
тельная поверхность, не находящаяся в
контакте, загрязняется отложениями и
требует дополнительной доработки при
вводе ее в эксплуатацию.
В конструкциях со свободной установ-
кой неподвижных уплотнительных колец
для передачи момента трения от пары
на корпус используют либо штифты,
либо силы трения между неподвижным
кольцом, резиновым кольцом и корпу-
сом. Кольца круглого сечения из резины,
через которые передается крутящий
момент, устанавливают с диамет-
ральным сжатием не менее 10%. Резино-
вое кольцо должно садиться с натягом
по внутреннему диаметру во избежание
проворачивания уплотнительного кольца
при пуске. Кольца круглого сечения из
фторопласта устанавливают с диамет-
ральным сжатием 5%, обязательно
предусматривая фиксацию неподвижного
кольца от проворота.
Установку неподвижных уплотнитель-
ных колец с фиксацией по торцу и
центровкой по наружному диаметру
(рис. 9.9, г —з) применяют значительно
реже, в основном при высоких дав-
а) S) В) г) в) е) ж) з) и)
Рис. 9.9. Конструкции неподвижных уплотнительных колец
300
Конструкции торцовых уплотнений
лениях и температурах среды. Недоста-
ток такой установки — необходимость
обеспечения жестких допусков на изго-
товление корпусных деталей, преиму-
щество — снижение механических дефор-
маций неподвижного кольца и улучше-
ние отвода теплоты (за исключением
конструкции, показанной на рис. 9.9, г).
Конструкцию неподвижного кольца,
изображенного на рис. 9.9, г, устанав-
ливают с большим натягом по цилиндри-
ческой поверхности с помощью кольце-
вых кромочных выступов на торце ре-
зиновой манжеты (плоский торец манже-
ты обычно не обеспечивает надежного
уплотнения).
Конструкцию с полым неподвижным
уплотнительным кольцом (рис. 9.9, ж),
позволяющую эффективно отводить
теплоту из зоны трения через тонкую
торцовую стенку, применяют лишь для
металлических колец.
Неподвижное кольцо, запрессованное
в металлическую обойму (рис. 9.9, з),
чаще всего является вынужденным кон-
структивным решением, обусловленным
требованием сохранения целостности
уплотнительного кольца при его рас-
трескивании и обеспечения таким обра-
зом надежности торцового уплотнения
в экстремальных условиях. Недостаток
конструкции — неизбежность силовых и
температурных деформаций уплотни-
тельного кольца и искажение плоскост-
ности уплотнительной поверхности. Си-
ловые деформации минимальны при
применении тонкостенных обойм (тол-
щиной около 1 мм) с длиной, равной
уплотнительному кольцу. Температур-
ные деформации, возникаюшие вследст-
вие различного линейного расширения
уплотнительного кольца и обоймы, сни-
жают подбором материалов с близкими
температурными коэффициентами ли-
нейного расширения. Рассчитать натяг
и толщину бандажа можно, исполь-
зуя выражение для напряжений в стенках
составной трубы. Натяг должен быть
таким, чтобы при температурном рас-
ширении бандажа и кольца во время
работы уплотнения он не уменьшался
до предельного значения, при котором
возможно проворачивание кольца мо-
ментом трения.
Конструкция неподвижного кольца,
вклеенного в обойму, имеет те же не-
достатки, что и конструкция с запрес-
сованным кольцом. Кроме того, при
использовании клеев необходимо оцени-
вать их стойкость в рабочей среде.
Конструкции неподвижного кольца с
фланцевым закреплением (рис. 9.9,и)
применяют в исключительных случаях,
когда оправдана его конструктивная
сложность и большая масса и, соответ-
ственно, стоимость кольца. Высту-
пающую часть кольца, посредством
которой фиксируется и закрепляется
неподвижное кольцо, следует распола-
гать на некотором расстоянии от по-
верхностей трения, чтобы силовые де-
формации от крепления замыкались на
этом выступе и не передавались на
поверхность трения.
Форму и размеры сечения колец
определяют на стадии проектирования,
исходя из условий эксплуатации (прежде
всего давления и температуры среды),
а также теплофизических и механи-
ческих свойств материала, возможностей
его обработки и стоимости. Наиболее
важно на стадии проектирования учесть
силовые и температурные деформации
поверхностей трения (см. гл. 8).
Силовые деформации уплотнительных
колец начинают сказываться на работе
уплотнения при давлении среды более
1,0 МПа, особенно для материалов
с низким модулем упругости, например
для углеграфитов (Е к 10 ГПа) и пласт-
масс (Е — 1 ГПа).
На деформацию поверхностей трения
влияют место расположения резинового
уплотнительного кольца и способ уста-
новки неподвижного кольца в корпусе
[13]. Испытания двух неподвижных колец
одинаковой формы при разных способах
установки их в корпус (рис. 9.10, а, б)
показали, что в результате неравно-
мерного изнашивания зазор пары трения
приобретает конфузорную форму. При
этом увеличивается гидростатическая
Конструктивные элементы
301
сила в зазоре и утечки. В результате
расчета деформации тех же колец
установлено, что угол поворота сечения
во втором варианте в 4,5 раза меньше,
чем в первом. Уменьшение длины хвос-
товика на 3 мм для второго варианта
позволило еще в 3 раза уменьшить
угол поворота сечения (рис. 9.10, в).
Таким образом, для обеспечения
наименьшей деформации уплотнитель-
ных поверхностей пары трения при
высоких давлениях среды необходимо
стремиться к такому расположению
Рис. 9.10. Схемы установки неподвижного
кольца пары трения в корпусе
опорной поверхности и вторичного
уплотнения, при котором момент, скру-
чивающий сечение кольца, минимален
(рис. 9.9, е и 9.10, г).
Выполнение требований по конструи-
рованию пояска трения приводит к
тому, что кольца пары трения имеют,
как правило, переменное поперечное
сечение (рис. 9.11). При этом обычно
необходимо накладывать ограничение на
длину изнашиваемой части кольца пары
трения: h/b < 1.
У колец из хрупких материалов
место перехода кольцевого выступа,
образующего поверхность трения, к
основному сечению кольца должно иметь
плавное скругление радиусом 1—3 мм.
Это повышает прочность колец прибли-
зительно в 2 раза по сравнению с
прочностью колец с переходом без
скругления [18].
Сколы кромок пояска трения, наиболее
часто возникающие у колец из хрупких
материалов, приводят к перераспределе-
нию гидравлической нагрузки, в резуль-
тате чего разгруженные торцовые уплот-
нения могут выйти из строя. Во избе-
жание скола по внутреннему диаметру,
возникающего при перекосе кольца в
процессе монтажа, рекомендуется выдер-
живать соотношение линейных размеров
/2 > (1,5...2,2)/i для зазоров 8 =
= 0,5... 1,0 мм.
Для уменьшения скорости скольжения
поясок трения следует располагать на
возможно меньшем диаметре. Как пока-
зано в гл. 8, с уменьшением радиаль-
ной ширины поверхности трения интен-
сивность выделения теплоты в паре
трения снижается, и отвод теплоты
улучшается. Согласно эксперименталь-
ным данным [13] утечка через уплот-
нение мало зависит от радиальной ши-
рины Ь, так как с уменьшением b
уменьшается эффективный зазор h в паре
вследствие уменьшения изменения фор-
мы зазора. Целесообразно сокращать
размер Ь, но при этом возрастает
опасность повреждения узкого пояска
трения и выхода уплотнения из строя
при случайном воздействии абразивной
302
Конструкции торцовых уплотнений
Рис. 9.12. Уплотнение газовой турбины:
7 - поршневое кольцо (вторичное уплотнение); 2 — корпус; 3 — ступен-
чатый подшипник; / и II — эпюры гидростатического давления соот-
ветственно закрывающего и открывающего стык пары трения
Рис. 9.11. Конфигурация
уплотнительного кольца
с выступающим пояском
трения
частицы, а также снижаются местная
прочность и жесткость выступающих
кольцевых поясков, образующих поверх-
ность трения.
Радиальную ширину b поверхности
трения обыкновенных пар трения ре-
комендуется принимать в следующих
пределах в зависимости от диаметра
d вала:
d, мм . . . 10 - 20 20 - 40 40- 80 80-150
Ь, мм . . . 2-3 3-4 3-5 4-7
Учитывая низкую теплопроводность
пластмасс и более сильное влияние
ширины пояска трения на их темпера-
туру, для пластмассовых колец следует
принимать меньшие из приведенных зна-
чений Ь.
В парах трения твердый материал
по мягкому кольца из мягкого мате-
риала должны иметь более узкую рабо-
чую поверхность во избежание врезания
края кольца из твердого материала в
кольцо из мягкого материала и свя-
занного с этим выкрашивания материа-
лов и усиленного трения. Разница в
ширине поверхностей колец должна
составлять 1—4 мм при диаметре вала
15 — 200 мм.
У вращающегося в жидкости кольца
теплоотдача значительно больше, чем у
неподвижного, поэтому вращающееся
кольцо должно быть изготовлено из
материала с более высокой теплопровод-
ностью. Изменяя форму колец пары тре-
ния (кольцевые выточки, карманы вблизи
поверхности трения), можно улучшить
теплоотдачу от пары и снизить ее
температуру.
Пары трения гидродинамических и
гидростатических торцовых уплотнений
конструируют так, чтобы обеспечить
стабильный жидкостный слой в зазоре
пары. Уплотнения этих типов приме-
няют при высоких давлениях среды и
скоростях скольжения, когда снижением
коэффициента нагрузки в паре трения до
предельно допустимого значения (при
дальнейшем снижении коэффициента
нагрузки происходит раскрытие стыка
пары трения) невозможно уменьшить
контактное давление до необходимого
значения.
Высокие удельные нагрузки превы-
шают предельно допускаемые нагрузки
для материалов пар трения, что вы-
зывает интенсивное изнашивание уплот-
нительных колец. Одновременно вы-
деление большого количества теплоты
в стыке приводит к разрушению жид-
костной пленки в зазоре, при этом
малоэффективным оказывается и интен-
сивное охлаждение трущихся поверх-
ностей. Контактные торцовые уплот-
нения становятся неприемлемыми.
Стабильный слой жидкости в зазоре
пары трения создают двумя способа-
ми — гидродинамическим и гидростати-
ческим. Это находит соответствующее
Конструктивные элементы
303
Рис. 9.13. Зависимость коэффипиента трения
в паре трения от отношения а/b (масло
SAE40; пара трения электрографит — зака-
ленная сталь; d = 50 мм, к = 1,2; число ка-
навок 4, скорость 4,2 м/с) [18]
отражение в конструкциях уплотнений
и прежде всего пары трения.
Эффективным средством создания
жидкостного слоя является использова-
ние в парах трения поверхностей,
сходных по формам с несущими по-
верхностями гидродинамических упор-
ных подшипников. Такие пары трения
применяют в торцовых уплотнениях
валов крупных турбогенераторов с водо-
родным охлаждением, в роторах газо-
вых турбин, в циркуляционных насосах
атомных электростанций.
На рис. 9.12 показано уплотнение
газовой турбины. Рабочая поверхность
пары трения состоит из уплотняющей А
и опорной. Последняя выполнена в виде
ступенчатого подпятника Рэлея.
Широкое распространение в практике
получили пары трения, в которых ис-
пользован принцип термогидродинами-
ческого расклинивания поверхностей
трения. В гл. 8 приведен метод
расчета таких пар трения и конструк-
ции колец с канавками различной формы
(см. рис. 8.32). Анализ зависимостей
коэффициента трения уплотнения от
контактного давления при различных
отношениях а/b (рис. 9.13) показывает,
что наличие канавок приводит к резкому
снижению коэффициента трения, т. е.
Рис. 9.14. Конструкции колец пар трения
гидродинамических торцовых уплотнений с
эллиптическим (а) и эксцентричным (6) по-
ясками трения
созданию режима смазки, близкому к
гидродинамическому во всем диапазоне
изменения давления.
Термогидродинамический эффект в
парах трения такой конструкции под-
тверждается резким увеличением утечек
жидкости после пуска в работу по
сравнению со статическим состоянием.
Гидродинамический эффект возникает
и при использовании конструкций с
эллиптическим или эксцентричным пояс-
ками трения (рис. 9.14).
Область применения гидростатических
уплотнений приблизительно совпадает с
областью применения гидродинами-
ческих торцовых уплотнений, однако
является более узкой. Это в основном
уплотнения циркуляционных и питатель-
ных насосов атомных и тепловых
электростанций, а также уплотнения
валов крупных турбокомпрессоров.
Конструкции пар трения гидростати-
ческих торцовых уплотнений приведены
в гл. 8.
Вторичные уплотнения работают в
сложных условиях — они обеспечивают
герметичность упругоустановленного
кольца пары трения при его угловых
и осевых колебаниях. Конструкции
вторичных уплотнений подразделяют на
два типа: контактные (рис. 9.15, а, б) и
сильфонные (рис. 9.15, в, г, д, е).
Во вторичных уплотнениях сильфон-
ного типа все соединения сопрягаемых
деталей неразрывные. Во вторичных
уплотнениях контактного типа такого
304
Конструкции торцовых уплотнений
Рис. 9.15. Конструкции
вторичных уплотнений
соединения между сопрягаемыми дета-
лями нет, уплотнение осуществляется в
результате контакта вторичного уплотне-
ния с сопрягаемыми деталями. Вторич-
ные уплотнения контактного типа под-
жимаются к уплотняемым поверхностям
вала и упругоустановленного кольца
давлением среды и усилием пружин.
Резиновые кольца круглого сечения
являются наиболее распространенным
типом контактного уплотнения. Это
объясняется простотой формы, высокой
герметичностью, устойчивостью к дей-
ствию больших перепадов давлений.
Размеры колец принимают в соответ-
ствии с ГОСТ 9833 — 73. Однако диаметр
сечения резинового кольца должен
быть возможно большим, чтобы при
угловых и осевых колебаниях упруго-
установленного кольца контактный поя-
сок на поверхности вала не смещался,
а компенсация смещений происходила
вследствие деформации резинового
кольца.
На основе практического опыта можно
рекомендовать следующие значения
диаметра d0 сечения и деформации
сжатия 8 колец в зависимости от диа-
метра d вала (втулки):
d, мм . . . . 15-30 30-100 100-200
d0, мм .... 4 5 5 — 6 6—8
6, мм . . . . 0,5-0,7 0,7-1,3 1,3-2
При установке резиновых колец с ра-
диальным натягом деформация сжатия
составляет около 15 % диаметра сечения,
что обеспечивает предварительное кон-
тактное давление рко = 0,8... 1,6 МПа
[22]. При подаче давления р контакт-
ное давление увеличивается на sp, где
s — коэффициент передачи давления в
условиях всестороннего сжатия, опреде-
ляемый в основном коэффициентом
Пуассона р, (для резин ц = 0,48... 0,496,
поэтому s = ц/(1 — ц) = 0,9...0,98 » 1
[28]).
Давление в зоне контакта резиновое
кольцо - сопрягаемая деталь р = рк0 + р.
В торцовых уплотнениях с парами
трения из высокотвердых материалов
износа колец практически нет и соответ-
ственно нет осевого смещения резино-
вого кольца. В уплотнениях, в которых
происходит осевое изнашивание колец
пар трения, возникает осевое смещение
резинового кольца. Осевым смещениям
резинового кольца препятствует трение,
что необходимо учитывать при расчете
сил, действующих в торцовом уплотне-
нии, причем при расчете следует прини-
мать не силу трения движения, а силу
трения покоя (силу страгивания). Сила
страгивания в условиях смазывания
водой и действия давления весьма велика
(рис. 9.16) [28].
В аппаратах с перемешивающими
устройствами для сред, в которых хими-
ческая стойкость резин недостаточна,
резиновые кольца помещают во фторо-
пластовые оболочки, изготовляемые
точением [28]. При этом сила страги-
вания уменьшается в 3 — 4 раза.
Обобщение опыта эксплуатации тор-
цовых уплотнений с резиновыми коль-
цами позволяет выделить следующие
Конструктивные элементы
305
Рис. 9.16. Зависимость силы страгивания ко-
лец из резины ИРП-1225 от диаметра вала
при различных давлениях рабочей жидкости
типичные случаи повреждения резиновых
колец:
отвердение, растрескивание, потери
формы (признаки превышения допускае-
мой температуры для данной марки ре-
зины, ее старения; процесс накопления
остаточных деформаций, приводящих к
потере формы, особенно активно проте-
кает с повышением температуры);
набухание, размягчение, разрушение
резиновых колец (признаки химического
воздействия рабочей среды на резину и
неправильного ее подбора, проявляю-
щиеся в некоторых случаях даже при
незначительном отклонении концентра-
ции и температуры жидкости от допу-
скаемых);
прилипание резиновых колец к валу
(резины некоторых марок имеют хоро-
шую адгезию к металлу и при длитель-
ном контакте прилипают к валу, образуя
эффект зависания упругого элемента;
для этих условий рекомендуются фтори-
рованные резины);
царапины и прорези на резиновых
кольцах (обычная причина — острые
кромки на валу, на канавках, на шпоноч-
ных пазах).
Резиновые кольца устанавливают в
канавки с открытым или закрытым
торцом (рис. 9.17). Канавки с открытым
торцом более предпочтительны, так как
Рис. 9.17. Канавки под резиновые кольца:
а — с открытым торцом; б — с закрытым торцом
они технологичнее и допускают свободу
деформации резинового кольца в осевом
направлении. Практически любая среда
содержит примеси, которые изменяют
химическую активность среды, что может
вызвать набухание резины, увеличение
сечения кольца и силы трения.
Важное значение имеет место распо-
ложения канавки — во втулке (рис. 9.18, а)
или во вращающемся кольце (рис. 9.18,6).
Резиновое кольцо 2 (рис. 9.18, а) при
повышении давления деформируется и
вдавливается в зазор между кольцом 3
и втулкой 1. При снижении давления
в результате действия сил упругости
кольцо 2 стремится сдвинуть кольцо 3
относительно втулки 1, нарушая контакт
колец 3, 4 пары трения. При установке
кольца 2 в канавке, выполненной в коль-
це 3 (рис. 9.18, б), силы, обусловленные
упругостью резины, при колебаниях
давления стремятся прижать кольцо 3
к кольцу 4. В результате угловых бие-
ний и установочных перекосов вала
резиновое кольцо 2 имеет в торцовых
уплотнениях перемешивающих аппа-
ратов постоянные вынужденные переме-
щения по втулке 1, достигающие
3 — 4 мм [28].
Одним из важных параметров, опреде-
ляющих износостойкость резиновых
колец, является радиальный зазор между
валом (втулкой) и деталью, в которой
установлено кольцо. При некотором
зазоре (в зависимости от твердости
резины и действующего перепада дав-
лений) часть кольца начинает выдав-
ливаться в зазор. Кривые на рис. 9.19
отделяют области параметров, для кото-
рых характерно выдавливание резино-
вого кольца в зазор, от областей, в ко-
306
Конструкции торцовых уплотнений
Рис. 9.18. Варианты расположения канавок под резиновые кольца
Рис. 9.19. Кривые влияния радиального за-
зора и перепада давлений на выдавливание
кольца круглого сечения в зазор при раз-
личной твердости резины по Шору:
1 - 30; 2 - 80; 3 - 70
торых выдавливания нет. При выдавли-
вании колец в зазор и их вибрации
происходит усталостное разрушение
колец в области зазора.
Фторопластовые кольца (рис. 9.20) ме-
нее надежны по сравнению с резиновыми
кольцами, однако их применение оправ-
дано высокой стойкостью в агрессивных
средах и при температурах, превышаю-
щих термостойкость резины. В торцовых
уплотнениях, в которых уплотнительные
кольца имеют конические поверхности,
герметичность обеспечивается по поверх-
ностям Л и Б, в результате постоян-
ного поджатия кольца силой F пружины
и давлением р. Кольцо пары трения имеет
возможность углового перемещения от-
носительно вала в основном в резуль-
тате совместного скольжения с кони-
Рис. 9.20. Уплотнитель-
ные кольца из фтороплас-
та с коническими (а) и
сферическими (6) поверх-
ностями
Конструктивные элементы
307
ческим кольцом по поверхности вала Б.
Однако вибрационное скольжение коль-
ца по валу при наличии даже неболь-
шого количества абразивных частиц в
среде может привести к местному изна-
шиванию кольца и вала.
В торцовых уплотнениях, в которых
уплотнительные кольца имеют сфериче-
скую поверхность, угловую подвижность
колец пар трения обеспечивает сфери-
ческая форма поверхности А, поэтому
скольжение по поверхности Б здесь прин-
ципиально исключено. Большая герме-
тичность двухпоясковой поверхности Б
и более широкая площадь контакта по-
верхности А обусловливают высокую
износостойкость уплотнения. Кольца
следует устанавливать на вал с натягом
0,5—2 мм при диаметре вала 15 — 200 мм.
Вторичные уплотнения сильфонного
типа выполняют из резины (см. рис.
9.15, в) для торцовых уплотнений низкой
нагруженности, фторопласта (рис. 9.15, г)
для высококоррозионных жидкостей и
металла (рис. 9.15, д,е) для работы при
высоких температурах, давлениях и для
криогенных сред. Особенностью силь-
фонных уплотнений является то, что все
относительные перемещения упругоуста-
новленного кольца пары трения компен-
сируются эластичностью сильфона, что
допускает большие погрешности в
установке колец пар трения.
При применении сильфонных уплотне-
ний упругоустановленное кольцо пары
трения не теряет подвижности в осевом
направлении (что часто бывает в уплот-
нениях контактного типа) при утечке
среды, которая образует твердые отло-
жения на поверхности вала перед вторич-
ным уплотнением.
Применение резиновых сильфонов
позволяет расширить диапазон приме-
нения торцового уплотнения на среды
с содержанием твердых включений
свыше 1 % по объему.
Герметичность соединения сильфонов
с сопряженными деталями обеспечи-
вается натягами с учетом старения рези-
ны (обычно натяги составляют 2 — 6 мм
при диаметрах деталей 20—150 мм), пру-
жинами, прижимающими сильфон к
деталям, и бандажами, надеваемыми с
натягом на сильфон (см. рис. 9.26). Чтобы
освободить сильфон от действия давле-
ния среды, при конструировании уплот-
нения предусматривают (см. рис. 9.36)
детали, воспринимающие давление сре-
ды. При расчете сил, действующих на
пару трения торцового уплотнения, необ-
ходимо учитывать взаимодействие силь-
фона с деталями, на которые он опи-
рается.
Соединения сильфонов из фторопласта
с сопрягаемыми деталями выполняют
резьбовыми (см. рис. 9.31), конусными
(см. рис. 9.33) и с помощью хомутов.
Резьба на сопрягаемых деталях должна
быть такой, чтобы резьбовое соединение
затягивалось под действием момента
трения в паре. Перед монтажом на резьбу
наносят герметик анатерм-6 ТУ 6-01-
1215-79.
Малая упругость, низкая прочность
и холодотекучесть фторопласта-4 не
позволяют применять уплотнения с
сильфонами из этого материала при
высоких и средних давлениях сред. С
увеличением размеров сильфона и темпе-
ратуры среды допускаемое давление сни-
жается. Для сильфонов на втулки диамет-
ров 30—100 мм при внешнем воздей-
ствии среды (уплотнения насосов) до-
пускается давление от 0,3 до 0,1 МПа
при температуре не более 70 °C.
В аппаратах с перемешивающими уст-
ройствами фторопластовый сильфон
работает при внутреннем воздействии
уплотняемой среды. При изменении
диаметра от 40 до 160 мм допускаемое
давление изменяется в пределах от
1,2 до 0,6 МПа. С повышением темпе-
ратуры от 20 до 150 °C допускаемое
давление уменьшается в 3 раза [28].
Прочность сильфона можно значи-
тельно повысить армированием [28].
Армированный сильфон (см. рис. 9.33)
состоит из фторопластового сильфона,
резиновых амортизаторов, вставляемых
в гофры, и армирующих металлических
колец, надеваемых на наружный диаметр
сильфона. Кольца ограничивают дефор-
308
Конструкции торцовых уплотнений
мацию сильфона в радиальном направ-
лении, амортизаторы служат упругой
опорой для боковых стенок гофров,
предохраняя их от чрезмерного про-
гиба при повышении внутреннего давле-
ния. Армирование приводит к увеличе-
нию жесткости сильфона примерно в
2,5 раза.
Мембраны редко используют в кон-
струкциях торцовых уплотнений. Метал-
лические мембраны могут воспринимать
повышенное давление среды, но не обла-
дают эластичностью при осевых и угло-
вых перемещениях упругоустановлен-
ного кольца пары трения. Резиновые
мембраны не выдерживают давления.
Надежное закрепление мембран по внут-
реннему и внешнему диаметрам требует
усложнения конструкции уплотнения.
Конструкции торцовых уплотнений с
мембранами имеют большие радиаль-
ные размеры.
Металлические сильфоны имеют боль-
шую упругость, прочность и жесткость.
Их применяют при давлении до 7 МПа
и температуре от —240 до 650 °C. Не-
большая толщина стенок (до 0,4 мм)
обусловливает их применение лишь в
нейтральных средах, в которых мате-
риалы сильфонов имеют высокую кор-
розионную стойкость.
Наиболее распространены сильфоны
двух видов: штампованные и сварные
(см. рис. 9.15, е, д).
Штампованные сильфоны изготов-
ляют в пресс-формах путем вытяжки
и формования тонкостенных труб, свар-
ные — сваркой мембран по внутреннему
и наружному диаметрам.
Сварные сильфоны по сравнению со
штампованными имеют следующие
преимущества:
более широкий диапазон давлений и
температур, обусловленный большей ра-
диальной жесткостью гофр (в 3 — 5 раз)
и большей номенклатурой материалов,
из которых их изготовляют;
возможность использования сильфо-
нов в качестве пружины с точно контро-
лируемой рабочей характеристикой;
большая жесткость при скручивании;
больший предел выносливости;
компактность.
Недостатки сварных сильфонов:
сильфоны подвержены усталостному
разрушению по сварному шву;
эффективная площадь сильфона, на
которую действует гидравлическая сила,
изменяется при осевом перемещении
сильфона, изменяя таким образом
коэффициент гидравлической нагрузки.
Это обусловливает высокие требования
по установке торцового уплотнения.
В аппаратах с перемешивающими
устройствами применяют сварные силь-
фоны из стали 12Х18Н10Т (ГОСТ
5632 — 72) в насосостроении — сварные
и штампованные из той же стали. Диапа-
зон допускаемых температур для силь-
фонов из этой стали —196...+400°C.
Пружины используют в торцовых уп-
лотнениях для создания определенного
начального контактного давления в паре
трения (при выходе машины на рабочий
режим контактное давление в паре трения
увеличивается под действием гидравли-
ческой нагрузки). Пружины также служат
упругим компенсатором при всех воз-
можных осевых и угловых смещениях
упругоустановленного кольца.
Циклическая нагрузка дополняется
одновременно воздействием агрессив-
ной среды с постоянным ее обновлением.
Таким образом, материалы для пружин
торцовых уплотнений следует выби-
рать не только по условиям высокой
статической прочности и упругости, но
и с учетом коррозионно-усталостных
свойств.
Контактные давления в парах трения
от действия пружин составляют 0,1 —
0,5 МПа (нижний предел для малых
перепадов давлений жидкости, верх-
ний — для больших). С увеличением
диаметра вала и скорости скольжения
в паре трения контактное давление от
действия пружин обычно уменьшается.
Для гидравлически разгруженных уплот-
нений контактное давление из условий
надежности уплотнения принимают
более высоким, чем для неразгруженных.
В торцовых уплотнениях для валов
Конструктивные элементы
309
диаметром до 70 мм наиболее широко
применяют центральные винтовые пру-
жины (см. рис. 9.27). Обычно эти пру-
жины выполняют с малым числом рабо-
чих витков (от одного до трех), чтобы
по возможности сократить осевой
размер уплотнения. Конструкция уплот-
нения при этом сравнительно проста,
использование проволоки большого
диаметра обеспечивает надежность тор-
цового уплотнения при работе в корро-
зионных средах. Фирма «Бургманн»
(ФРГ) выпускает торцовые уплотнения,
имеющие центральную пружину с увели-
ченным числом витков, допускающие
осевое перемещение ротора +4 мм.
При использовании вращающихся
упругих элементов с центральной пру-
жиной необходимо тщательное ее цент-
рирование относительно вала, в про-
тивном случае на пружину могут дейст-
вовать значительные силы инерции, сме-
щающие ее и приводящие к односторон-
ней нагрузке пары трения.
Недостатки центральной пружины:
неравномерность распределения нагруз-
ки по пояску трения в паре из-за непер-
пендикулярности торцов пружины ее оси
и вследствие этого одностороннее из-
нашивание пары, сравнительно большой
размер пружины в осевом направлении
и неэффективность для больших раз-
меров вала.
Упругие элементы с набором мелких
цилиндрических пружин (см. рис. 9.28)
имеют меньший осевой размер, чем
элементы с центральной пружиной, и не
имеют ограничений по диаметру вала.
Применение набора мелких пружин
позволяет увеличивать унификацию
конструкций торцовых уплотнений; одну
и ту же пружину можно использовать
для уплотнений различных диаметров.
Уплотняющее усилие можно регулиро-
вать, изменяя число пружин и сохраняя
постоянным осевой ход упругого эле-
мента. Недостатком упругих элементов
данного типа является малый диаметр
(1 мм) проволоки пружин, что ограни-
чивает ее применение в коррозионно-ак-
тивных средах.
Упругий элемент с набором мелких
пружин можно применять при больших
осевых смещениях ротора. Фирма «Бург-
манн» (ФРГ) применяет такую конструк-
цию в уплотнениях турбогенератора с
осевыми перемещениями ротора 60 мм
при переходе от пускового режима к ра-
бочему. Гибкость пружины — отношение
ее длины к диаметру — больше предель-
ной (возможна потеря устойчивости),
поэтому каждую пружину надевают
по внутреннему диаметру на направляю-
щий штифт.
Конструкцию упругого элемента с на-
бором мелких пружин не рекомендуется
применять для сред с твердыми вклю-
чениями. Пружины легко забиваются
твердыми включениями, и упругий эле-
мент теряет способность к осевым пере-
мещениям.
Ограничения на размеры камер уплот-
нения, введенные международным стан-
дартом ИСО 3069 — 74, привели к ши-
рокому применению волнистых пружин
(рис. 9.21). Пружины изготовляют из
ленты сплава 36НХТЮ (ГОСТ 14117 - 69).
Элементы пружины соединяют точечной
сваркой или скрепками. Пружина имеет
очень небольшую высоту, и ее приме-
нение особенно оправдано для двойных
торцовых уплотнений. В табл. 9.4 приве-
А-А
Рис. 9.21. Волнистая пружина
310
Конструкции торцовых уплотнений
Таблица 9.4
Параметры волнистых пружин
di d2 /о А /’раб» И
ММ
20 22 28 42
25 27 33 50
33 35 41 10 6,0 3 65
35 37 43 70
40 42,5 49,6 85
45 47,5 54,5 12 7,0 4 95
50 52,5 59,5 105
55 57,5 64,5 115
70 74,5 82,5 5 140
80 84,5 94,5 16 9,0 185
90 94,5 104,5 230
НО 114,5 124,5 6 280
дены размеры волнистых пружин, ис-
пользуемых в торцовых уплотнениях по
срандарту ИСО 3069 — 74.
Устройства для передачи момента
трения (поводки). С помощью таких
устройств момент трения, возникаю-
щий в стыке пары трения, передается
на корпус (при неподвижном упругом
элементе) или на вал (при вращающемся
упругом элементе). Существуют два
соединения сопрягаемых деталей: упру-
гоустановленное кольцо — упругий эле-
мент и упругий элемент — вал (корпус).
Основное требование к первому
соединению — сохранение подвижности
упругоустановленного кольца в осевом
и угловом направлениях при передаче
момента трения.
Наиболее распространенные конструк-
ции поводков показаны на рис. 9.22.
Наибольшую подвижность соединения
обеспечивают поводки цилиндрической
формы (рис. 9.22, а). Их закрепляют
на цилиндрической стенке клепкой или
сваркой.
Поводки, показанные на рис. 9.22, б,
имеют большую площадь контакта в
сопряжении. Их применяют для высо-
ких давлений, но они не технологичны.
Более технологичны поводки, выполнен-
ные штамповкой в тонкостенной обойме
(рис. 9.22, в).
Поводки в виде цилиндрических штиф-
тов (рис. 9.22, г) применяют в основном
в торцовых уплотнениях с парой трения
из мягких материалов, при больших
осевых смещениях упругоустановлен-
ного кольца пары трения.
В уплотнении необходимо устанавли-
вать два поводка, располагая их под
углом 180°. В некоторых уплотнениях
применяют большее число поводков,
однако их точная пригонка практически
не осуществима. При двух поводках
допуски на размеры уплотнения и
посадки его деталей должны обеспе-
чивать одновременное контактирова-
ние поводков по поверхности К. Если
одновременного контакта нет, на кольцо
пары трения действует радиальная сила
Рис. 9.22. Поводки для передачи момента трения в соединении упругоустановленное кольцо —
упругий элемент
Конструктивные элементы
311
Рис. 9.23. Зависимость пусковых моментов
от давления в торцовых неразгруженных (а)
и разгруженных (6) уплотнениях (левая
шкала — для водных растворов и средних
углеводородов; правая шкала — для воды и
легких углеводородов)
и его подвижность значительно ухуд-
шается.
Условия работы поводков в соедине-
нии упругоустановленное кольцо — упру-
гий элемент — это дискретный фрик-
ционный контакт с незначительной
амплитудой перемещения относительно
сопрягаемой детали. Дискретность кон-
такта обусловлена вибрацией в уплот-
нении, возникающей в основном вслед-
ствие неперпендикулярности стыка пары
трения и оси вращения. При длительной
эксплуатации уплотнения дискретный
фрикционный контакт может привести
к значительному износу поводка и сопря-
гаемой с ним детали (в определенных
условиях возникает фреттинг-коррозия),
в результате чего теряется подвижность
кольца пары трения и происходит раз-
герметизация уплотнения.
При расчете поводков на прочность
следует учитывать максимальный мо-
мент, действующий в уплотнении при
пуске.
На рис. 9.23 приведены данные фирмы
«Крейн Пекинг» (Англия) по пусковым
моментам для неразгруженных торцо-
вых уплотнений, аналогичных уплотне-
ниям типа 211 (см. рис. 9.27), и разгру-
женных уплотнений, работающих в сре-
дах различной вязкости.
На рис. 9.24 показаны конструкции
поводков в соединении упругий эле-
мент — вал.
Для фиксации упругого элемента на
гладком валу применяют винты с шести-
гранным углублением под ключ и засвер-
ленным концом (рис. 9.24, а). Контакт
винта с валом осуществляется по коль-
цевому пояску шириной 0,8 мм.
Винты с цилиндрическими (рис. 9.24, б)
и коническими (рис. 9.24, в) хвостовиками
позволяют воспринимать больший мо-
мент, чем предыдущая конструкция, од-
нако засверловка втулки не позволяет
ее использовать одновременно и для
сальникового уплотнения, как этого
требует стандарт ИСО 3069 — 74. Запрес-
совку под конический хвостовик сле-
дует выполнять с центральным углом
конуса меньше 40°, при этом соединение
становится самоконтрящимся.
Шпоночные соединения (рис. 9.24, г)
Рис. 9.24. Поводки для передачи момента трения в соединении упругий элемент — вал
312
Конструкции торцовых уплотнений
применяют при больших пусковых мо-
ментах.
Передача момента трения посредст-
вом конической пружины (рис. 9.24, д)
использована фирмой «Бургманн» (ФРГ)
в конструкциях, работающих при давле-
нии среды до 7,5 МПа. Один конец
пружины надевают с большим натягом
на вал, другой изгибают и вставляют
в отверстие сопряженной детали. На-
правление момента трения должно быть
таким, чтобы пружина закручивалась.
Небольшие моменты трения можно
передавать через обычную винтовую
пружину без специальной конструкции
и подготовки торцов.
Агрегатирование. Вопросы агрегати-
рования, т. е. объединения отдельных
конструктивных элементов в единую
сборочную единицу, прорабатывают
на стадии проектирования. В зависи-
мости от назначения торцового уплот-
нения применяют различные степени
агрегатирования.
Агрегатирование почти не применяют
в торцовых уплотнениях общепромыш-
ленного назначения для консольных на-
сосов химических производств, насосов,
перекачивающих сточные и промышлен-
ные воды и др. Все металлические де-
тали этих уплотнений изготовляют из
коррозионно-стойкой стали. Применение
дополнительных фиксирующих элемен-
тов усложняет и удорожает торцовое
уплотнение. Торцовые уплотнения без
применения агрегатирования (см. рис.
9.27) завод-изготовитель поставляет в
виде набора отдельных деталей. Поэле-
ментно сборку этих уплотнений на
насосах осуществляют высококвалифи-
цированные специалисты (при этом не
исключена возможность повреждения
вторичных уплотнений). Поставка вто-
ричных уплотнений в комплект запас-
ных частей обязательна.
Частичное агрегатирование широко
применяют для торцовых уплотнений,
металлические детали которых изготов-
лены из дешевых материалов (например,
латуни), легко поддающихся штамповке.
Все детали упругого элемента объеди-
няют в единую сборочную единицу,
сборку и испытание которой проводят
в составе уплотнения на заводе-изгото-
вителе. Установка такой единицы в насос
значительно упрощается и проводится
без повреждения деталей, входящих в
нее. По этому принципу конструируют
торцовые уплотнения для водяных на-
сосов двигателей автомобилей.
С увеличением степени ответствен-
ности уплотнения и усложнением усло-
вий работы возникает необходимость
разработки специальных конструкций
торцовых уплотнений с частичным
агрегатированием, например, для высо-
ких давлений среды (см. рис. 9.28) и высо-
коабразивных сред (см. рис. 9.36). Объе-
динение деталей упругого элемента в
единую сборочную единицу значитель-
но усложняет уплотнение и приводит к
увеличению его стоимости, но позволяет
упростить его монтаж в сложных эксплуа-
тационных условиях.
Для аппаратов с перемешивающими
устройствами, насосов, эксплуатируемых
при высокой температуре среды, и на-
сосов высокой степени надежности
разрабатывают сборочные единицы в
виде уплотнительного модуля. В такой
модуль входит (см. рис. 9.45) торцовое
уплотнение, устанавливаемое на втулке,
и корпус уплотнения с фланцем для
фиксации относительно корпуса машины.
В состоянии поставки вращающиеся
детали уплотнения зафиксированы от-
носительно неподвижных деталей мон-
тажной скобой, которая снимается
после установки уплотнительного моду-
ля на машине. Монтаж уплотнительного
модуля сводится к установке его на
валу машины и фиксации корпуса уп-
лотнения относительно корпуса машины.
Применение модульной схемы в
разработке торцовых уплотнений имеет
следующие преимущества: сборка на
заводе-изготовителе силами высококва-
лифицированных специалистов, испыта-
ние на заводе без последующей разборки
и полное сохранение гарантий поставки,
облегчение монтажа на машине и сокра-
щение времени замены уплотнения.
Материалы
313
9.3. Материалы
Материалы пар трения. Материалы для
уплотнительных колец следует подби-
рать с учетом условий эксплуатации
торцового уплотнения, а также техно-
логичности и экономичности изготов-
ления уплотнительных колец. Условия
эксплуатации уплотнений разного на-
значения существенно различны, поэтому
для каждой группы уплотнений необхо-
димо рассматривать определенный
комплекс параметров, характеризую-
щих степень напряженности работы
пары трения.
При этом важное значение имеет
выбор не самих материалов пар тре-
ния, а их сочетаний. При выборе опти-
мальных пар скольжения необходимо
учитывать коррозионную стойкость и
износостойкость материалов, возмож-
ность теплоотвода из зоны трения, а
также совместимость материалов, т. е.
возможность работы без схватывания
и заедания. Рассмотрим отдельные груп-
пы материалов и их сочетания.
Пластмассы. Для уплотнений, рабо-
тающих при очень низкой степени
напряженности (например, в насосах
системы охлаждения автомобиля при
давлении жидкости 0,15 МПа и скорости
скольжения не более 3,5 м/с), исполь-
зуют пластмассы. Для них характерны
высокая износостойкость в этих усло-
виях, а также высокая технологичность
(изделия из пластмасс получают горячим
прессованием).
Как правило, применяют твердые
пластмассы на основе фенольной смолы,
наполненные коксовой или асбестовой
крошкой либо асбестом слоистой
структуры, а также графитом или баб-
битом в порошкообразном виде. Эти
материалы имеют высокую износостой-
кость в воде при работе в паре с хро-
мистым чугуном, бронзой и керамикой.
Износостойкость в значительной сте-
пени зависит от технологических пара-
метров, например давления и темпера-
туры при прессовании и продолжитель-
ности охлаждения.
В автомобилестроении СССР широко
применяют материал на основе феноль-
ной смолы с добавкой графита и свин-
ца — НАМИ-ГС-ТАФ-40, работающий в
паре со сталями 30X13 или 40X13,
термообработанных до HRC 42 — 47.
Отрицательными свойствами материа-
лов на базе синтетических смол является
их низкая термостойкость, что ограничи-
вает их использование при температурах
выше 80 °C. Местный перегрев поверх-
ности и испарение пленки жидкости при-
водит к повышению коэффициента
трения и деструкции материала.
В торцовых уплотнениях общепро-
мышленного назначения кольца из пласт-
масс используют сравнительно редко.
Антифрикционные углеродные мате-
риалы. При более высоком рабочем
давлении обычно применяют кольца
из углеродных материалов. Антифрик-
ционные материалы на основе углерода
подразделяют на следующие основные
типы: углеродные обожженные с пропит-
кой, графитированные с пропиткой,
графитофторопластовые и силицирован-
ные графиты. Широкий диапазон физико-
механических свойств углеродных ма-
териалов обусловлен многообразием
композиций компонентов и способов
производства.
В качестве исходных материалов при
производстве углеграфитов используют
кокс, сажу, графит и пек. После прес-
сования заготовки обжигают — полу-
чают обожженный (аморфный) углерод-
ный материал.
Графитированный углеродный мате-
риал (электрографит) получают из обож-
женного после дополнительной выдерж-
ки в печи при температуре 2400... 2600 °C,
при которой часть аморфного угля пере-
ходит в графит.
Углеродные обожженные материалы
имеют высокую прочность и понижен-
ную по сравнению с графитированными
теплопроводность (табл. 9.5).
В отечественной практике обожжен-
ные и графитированные углеродные ма-
териалы применяют исключительно с
пропиткой.
314
Конструкции торцовых уплотнений
Таблица 9.5
Физико-механические характеристики материалов пар трения торцовых уплотнений
Материал Плотность, г/см3 Предел прочнос- ти при сжатии, МПа Мо- дуль упру- гости, ГПа Твердость Теплопро- водность при 20 °C, Вт/(м°С) Температур- ный коэффи- циент линей- ного расши- рения при 20-100 °C а-106, ОС“*
Фенольная смола:
с коксом (ФРГ) 1,25-1,75 100-175 Ь1-35 0,36-0,51 19-26
с графитом и свинцом НАМИ-ГС-ТАФ-40 3,0 100-120 — — — —
Углеграфит обожженный с пропиткой:
свинцом АО-1500-СО5 2,7-3,0 260 - 280 17 70 - 75* 30 6.5-8,5
свинцом и медью (ФРГ) 2,5 336 16 75* 30 6,6
металлом (Англия) 2,6 270 14,9 68* 23 5,4
Углеграфит графитиро- ванный с пропиткой:
баббитом АГ-1500-Б83 2,4-2,8 140-150 13,5- 70 - 72* 80-90 6,5
фенолформальдегид- 1,6-1,7 160-170 14 70 - 75* 80 2,5
ной смолой 2П-1000Ф синтетической смолой 1,85 125 11,5 72* 89 5,2
(ФРГ) медью (Англия) 2,2 140 — 70’ 84 5,3
Графитофтороп ласт Ф4К20 Силицированный графит: 2,1 25 5-7 4НВ 0,2
СГ-Т 2,5-2,8 300-320 95 HRC 65-78 85 4,6
сг-п 2,4-2,6 430-450 127 HRC 65-80 130 4,2
Алюмокарбидокремние- 2,2-2,4 120-180 — HRC 50 120 3,9
вый графит ГАКК 55/40 Карбид кремния (Англия) 3,1 — 413 2500-3500** 83,6 4,3
Сталь 95X18 7,7 — 230 HRC 55 45 1
Хромистый чугун (ФРГ) (30% Сг, 1 % Мп) 7,3 1000 203 НВ 300 19 10,6
Сплав Нирезист (ФРГ) (20% Ni, 2% Сг, 2% Si, 7,3 700-840 105 НВ 170 34 17
1% Мп, 0,5% Си)
Твердый сплав (ФРГ) (93% WC, 7% Со) 14,8 5000 700 HRA 91,5 60 5,6
Твердый сплав ВК8 14,6 5000 700 HRA 87 60 5,6
Керамика (ФРГ) (99% АЬО,) 3,9 2100 350 9 *** 25 6,0
Керамика ЦМ-332 (99% АЬО;) 3,8 4500 350 HRA 90 25 7
* Твердость по Шору А.
** Микротвердость.
*** Твердость по Моссу.
Углеродные материалы имеют по-
ристость 12 — 20%, средний размер
пор 1—5 мкм. Для торцовых уплотнений
остаточная пористость является отри-
цательным фактором, поскольку из-за
нее возникают утечки жидкости через
кольцо, поэтому углеродные материалы
пропитывают синтетическими смолами,
Материалы
315
металлами, фторопластом и растворами
солей. В общем случае пропитка сни-
жает пористость, увеличивает модуль
упругости, твердость (незначительно),
температурный коэффициент линейного
расширения и теплопроводность мате-
риала (особенно обожженного).
Обычно пропиточный материал огра-
ничивает область применения углерод-
ного материала. Практика показывает,
что при повышенных давлении и темпе-
ратуре углеродные материалы, пропи-
танные синтетической смолой, работают
лучше, чем материалы, пропитанные
металлами. Так, они имеют меньшую
склонность к задирам при резком повы-
шении температуры, при котором металл
может выплавиться из кольца. Кроме
того, углеродные материалы, пропитан-
ные смолами, более стойки в агрес-
сивных средах, так как химическая стой-
кость смолы больше, чем у металлов.
В отечественных конструкциях торцо-
вых уплотнений широко применяют гра-
фит 2П-1000 с пропиткой фенолформаль-
дегидной смолой и графиты АО-1500
и АГ-1500 с пропиткой свинцом или
баббитом, работающие в паре с силици-
рованным графитом СГ-П или со сталью
95X18 (HRC 55). Необходимо отметить,
что обожженные и графитированные
углеродные материалы производства
зарубежных фирм имеют теплопровод-
ность и коэффициент линейного расшире-
ния, практически аналогичные показа-
телям отечественных материалов (см.
табл. 9.5).
При температурах ниже нуля углерод-
ные материалы имеют такие же харак-
теристики. как и при высоких темпера-
турах. Коэффициент трения и износ в
общем случае имеют тенденцию к уве-
личению с повышением температуры.
Как и при высокой температуре, угле-
родные материалы, пропитанные пленко-
образующими материалами, имеют
лучшие характеристики при криогенных
температурах. Фенольная смола, фторо-
пласт и нейлон, используемые как про-
питочные материалы для углеродных
материалов, имеют удовлетворитель-
ные характеристики трения и изнашива-
ния в жидком азоте.
Графитофторопластовые антифрик-
ционные материалы применяют в основ-
ном в средах с сильными окислитель-
ными свойствами. Для углеродных
материалов не характерна такая стой-
кость, поэтому в сильных окислителях
и многих других агрессивных средах
рекомендуется применять материал
Ф4К20 на основе фторопласта-4 с 20%
кокса, работающий в паре с керамикой
ЦМ-332.
Графитофторопластовые материалы
менее прочны по сравнению с угле-
родными, но имеют большую плотность
и практически непроницаемы для жид-
кости.
Высокая износостойкость и долговеч-
ность нового материала на базе угле-
рода — силицированного графита — обу-
словлена особой структурой материала:
жесткий каркас из карбида кремния
исключительно высокой твердости и
свободный графит, который обеспечи-
вает высокие антифрикционные свойства
и теплопроводность (см. табл. 9.4).
В промышленности используют сили-
цированный графит трех марок: СГ-Т,
СГ-П (различающиеся соотношением
компонентов и имеющие различную
технологию производства) и ГАКК
55/40 (графит алюмокарбидкремниевый,
разработанный специально для пар тре-
ния торцовых уплотнений). Эти мате-
риалы работают в парах трения отдель-
но или в комбинациях.
Силицированные графиты получают
пропиткой исходного графита по всему
объему жидким кремнием при температу-
ре выше 2000 °C. При этом происходит
реакция с образованием карбида крем-
ния. Однако по условиям химической
реакции не весь кремний входит в соеди-
нение с углеродом — свободный кремний
в силицированном графите ограничивает
химическую/стойкость этих материалов.
В частности, силицированные графиты
СГ-Т и СГ-П не стойки в щелочах.
Силицированный графит ГАКК 55/40
свободен от этих недостатков и является
316
Конструкции торцовых уплотнений
в настоящее время наиболее универсаль-
ным антифрикционным материалом с
высокой химической стойкостью.
Зарубежные фирмы в качестве пар тре-
ния применяют карбид кремния и сили-
цированный графит двух марок — твер-
дый силицированный, который практи-
чески является монолитом карбида крем-
ния, и модифицированный или корковый,
который получают при воздействии
паров кремния на углеродное кольцо
заданной конфигурации. Процесс сили-
цирования идет на небольшую глубину
(0,5 — 1 мм), при этом кольцо остается
пористым и его надо пропитывать.
По данным фирмы «Крейн Пекинг»
(Англия), карбид кремния проявляет вы-
сокую химическую стойкость в различ-
ных средах и прежде всего в минераль-
ных кислотах: соляной, азотной, серной,
фосфорной и фтористо-водородной (без
примесей) — при различных концентра-
циях и температурах.
Одним из недостатков антифрикцион-
ных материалов на основе углерода
является низкая ударная вязкость — хруп-
кость. Однако этот недостаток прояв-
ляется только на этапе обработки детали
и монтажа уплотнения, при работе тор-
цового уплотнения ударные нагрузки и
вибрацию деталей насоса компенсирует
упругий поджимной элемент.
В связи с хрупкостью углеродных
материалов при конструировании и из-
готовлении деталей из них необходимо
избегать резких переходов сечений и
других концентраторов напряжений. Уг-
леродные материалы деформируются уп-
руго и разрушаются при незначитель-
ной деформации (1—2%).
Все углеродные материалы имеют
более низкий температурный коэффи-
циент линейного расширения, чем метал-
лы, и это необходимо учитывать при вы-
боре посадок в соединениях деталей из
углеграфита и металла.
Металлы. В качестве материала пар
трения торцовых уплотнений сталь
обычно не используют, но, например, в
торцовых уплотнениях отечественного
производства сталь 95X18 закаленная до
HRC 55 (см. табл. 9.5) работает в паре
с углеграфитом 2П-1000Ф.
Очень широкое распространение в кон-
струкциях зарубежных уплотнений по-
лучил хромистый чугун и сплав Нирезист
(см. табл. 9.5). Чугуны имеют хорошие
и стабильные характеристики при недо-
статочном смазывании. Коррозионная
стойкость чугунов повышается с добав-
лением никеля, хрома, меди или их
комбинаций.
Наиболее широко применяют чугуны
в комбинации с твердыми углеграфи-
тами в насосах, перекачивающих нефте-
продукты. Кольца из чугуна относитель-
но недороги и легко поддаются обра-
ботке. В отечественных конструкциях
торцовых уплотнений чугуны не при-
меняют. Среди зарубежных фирм только
«Крейн Пекинг» (Англия) применяет
свинцовистую бронзу для пар трения.
Свинцовистая бронза имеет удовлетво-
рительные антифрикционные характе-
ристики и ее применяют лишь для легких
условий эксплуатации. Бронзы исполь-
зуют в паре с углеграфитом, пропитан-
ным металлом, в различных нефтепро-
дуктах.
Твердые сплавы. В парах трения тор-
цовых уплотнений чаще всего приме-
няют сплавы на основе карбида воль-
фрама.
В качестве связки в карбидах вольфра-
ма чаще всего используют кобальт и
никель. Карбид вольфрама придает спла-
ву жесткость, прочность при сжатии,
твердость, износостойкость, металл связ-
ки — ударную вязкость и прочность при
изгибе.
Карбид вольфрама с кобальтом в ка-
честве связки имеет ограниченное при-
менение, в основном для абразивосодер-
жащих сред. Кобальт имеет низкую хими-
ческую стойкость — растворяется даже
в дистиллированной воде, поэтому его
нельзя применять в аппаратах пище-
вой промышленности. Кобальт, имею-
щий большой период полураспада,
недопустимо использовать в уплотне-
ниях насосов атомных электростанций
[18].
Материалы
317
Благодаря малому температурному
коэффициенту линейного расширения
твердых сплавов (в 2 — 3 раза меньше,
чем коррозионно-стойкой стали) дефор-
мация поверхностей трения незначи-
тельна. Высокая теплопроводность
твердых сплавов (более высокую тепло-
проводность имеют лишь силицирован-
ные графиты и графитированные угле-
графиты) обусловливает их примене-
ние в условиях недостаточного смазы-
вания и воздействии термических нагру-
зок.
Фирма «Крейн Пекинг» (Англия)
использует в своих конструкциях этот
материал лишь в одном сочетании кар-
бид вольфрама — карбид вольфрама —
фирма «Бургманн» (ФРГ), кроме этого,
использует сочетание карбид фольфра-
ма — аморфный углеграфит.
Керамика. У каждой ведущей фирмы —
изготовителя торцовых уплотнений есть
определенный набор материалов пар
трения, при этом все фирмы используют
керамику. Исключительность керамики
определяется ее химической стойкостью
в средах с сильными окислительными
свойствами, в которых другие материалы
не стойки, например в олеуме.
Минералокерамику изготовляют на
базе окиси алюминия (до 99 %). Из-за
хрупкости и сравнительно невысокой
теплопроводности (см. табл. 9.5) керами-
ка склонна к терморастрескиванию при
резком охлаждении и быстром нагреве,
поэтому режим недостаточного смазы-
вания для керамики недопустим.
В отечественных конструкциях тор-
цовых уплотнений применяют минерало-
керамику ЦМ-332 в паре с графито-
фторопластом Ф4К20.
Выбор материалов пар трения по пока-
зателям применимости. Анализ работы
торцовых уплотнений в центробежных
насосах показывает, что требования,
предъявляемые к материалам пар трения,
можно свести к следующим показателям
применимости:
износостойкость материала при ста-
бильном режиме работы торцового уп-
лотнения;
коррозионная стойкость;
наличие внутренних напряжений в ма-
териале;
эффективность теплоотвода;
работоспособность материала в ре-
жиме трения без смазочного мате-
риала.
Показатели применимости материа-
лов для пар трения существенно раз-
личны и по общему их числу, и по ве-
сомости каждого показателя в пределах
отдельных групп насосов (табл. 9.6).
Оптимальные материалы для пар тре-
ния торцовых уплотнений выбирают по
комплексному показателю примени-
мости Q, который определяют как сред-
Таблица 9.6
Классификация насосов
Труп- па Под- группа Назна- чение Рабочая характеристика
I 1 Для воды и нейт- раль- ных сред Давление р < 1,6 МПа; температура Э < 80 °C
2 р < 1,6 МПа; Э <200 С
3 Содержание абразив- ных включений свыше 4% по объему
4 р > 1,6 МПа
II 1 Для сред хими- ческих произ- водств р< 1,6 МПа; 9<80°С
2 р < 1,6 МПа; 9 <200 °C
3 Содержание абразив- ных включений свыше 4% по объему
III 1 Для мор- СК ой воды р<1,6 МПа, 9 <85 °C
2 р < 1,6 МПа; 9< 110°С
3 р > 1,6 МПа
4 Самовсасывающие
318
Конструкции торцовых уплотнений
невзвешенное отдельных показателей
применимости
Q = Е miQh
1 = 2
где п — число показателей примени-
мости; т, — коэффициент весомости по-
казателя применимости.
Пригодность материала для пар тре-
ния торцовых уплотнений оценивают по
следующей шкале:
2^1 — отлично;
Q 0,8 — хорошо;
2 0,6 — удовлетворительно;
2 < 0,6 — неудовлетворительно.
Для материалов пар трения торцо-
вых уплотнений насосов комплексный
показатель применимости должен быть
не менее 0,6.
Номенклатура показателей примени-
мости и коэффициентов их весомости для
насосов различных групп (табл. 9.7)
составлена на основе метода экспертных
оценок.
При определении показателей приме-
нимости оцениваемых материалов за
эталонные принимают лучшие свойства
известных антифрикционных материа-
лов, применяемых в настоящее время в
качестве пар трения торцовых уплот-
нений.
Износостойкость материалов пар тре-
ния. В связи с различным механизмом
изнашивания пар трения торцовых уп-
лотнений в чистых средах и в средах
с абразивными включениями исполь-
зуют два способа определения показате-
лей применимости материалов по изно-
состойкости.
В чистых средах изнашивание колец
пар трения происходит в осевом направ-
лении. Классическая кривая изнашивания
материала во времени имеет участок
сравнительно непродолжительной при-
работки и линейный участок, соответст-
вующий стабильному режиму изнашива-
ния при нормальной работе торцового
уплотнения. Интенсивности изнаши-
вания разных материалов различны.
Все материалы, предназначенные для
использования в качестве пар трения тор-
цовых уплотнений насосов, перекачиваю-
щих чистые жидкости, подвергают
контрольным испытаниям при макси-
мальных рабочих параметрах в течение
100 ч для определения группы износо-
стойкости (линейного износа й):
1 — низкой износостойкости (h >
> 10 мкм);
Таблица 9.7
Коэффициенты весомости показателей применимости материалов пар трения
Насосы Значение т(. показателей применимости
Группа Под- группа ИЗНОСОСТОЙ- КОСТИ коррозион- ной стой- кости наличия внутренних напряжений эффектив- ности тепло- отвода работоспособности в режиме трения без смазочного мате- риала
1 0,8 — 0,2 — —
/ 2 0,4 — 0,2 0,2 0,2
3 0,8 0,2 —
4 0,5 — 0,3 0,2 —
1 0,4 0,6 0,1 — —
II 2 0,3 0,4 0,1 0,1 0,1
3 0,6 0,3 0,1 — —
1 0,65 — 0,2 — 0,15
III 2 0,5 — 0,2 0,1 0,2
3 0,6 — 0,25 — 0,15
4 0,4 — 0,1 — 0,5
Материалы
319
2 — средней износостойкости (й =
= 1...10 мкм);
3 — высокой износостойкости (h <
< 1 мкм).
Материалы, отнесенные по результа-
там контрольных испытаний к первым
двум группам, оценивают по следую-
щему показателю применимости:
5i = h3/h0,
где h3 = 1 мкм — износ эталонного об-
разца за 100 ч; h0 — износ образца из
оцениваемого материала за 100 ч.
Для материалов третьей группы
принимают qi = 1.
В жидкостях, содержащих абразивные
включения, изнашивание колец пар тре-
ния происходит в радиальном направле-
нии по ширине пояска трения.
Контрольные испытания проводят
по ускоренной методике на абразивах
высокой твердости, обычно карбиде
кремния крупностью 5 мкм. При этом
всегда должно быть выполнено условие
На > (1,3... 1,7)Нм, где На и Нм - твер-
дости абразивного и испытуемого ма-
териалов. В результате контрольных
испытаний определяют радиальный из-
нос образца из испытуемого материала
за 10 ч и сопоставляют его с износом
эталонного образца. В качестве эталон-
ной применяют пару силицированный
графит СГ-П — твердый сплав ВК4.
Износостойкость оценивают показа-
телем
5'1 = ЛЬЭ/ЛЬ,
где ЛЬэ — износ эталонной пары СГ-П —
ВК4; ЛЬ — износ оцениваемого мате-
риала.
Коррозионная стойкость материалов
пар трения. Как правило, для насосов,
перекачивающих воду и нейтральные
среды, а также для судовых насосов
имеется достаточно полная инфор-
мация о коррозионной стойкости анти-
фрикционных материалов в перекачивае-
мых средах. В связи с этим при опре-
делении комплексного показателя при-
менимости коррозионную стойкость
материалов для этой группы насосов не
учитывают.
Большинство химических жидкостей,
перекачиваемых насосами второй груп-
пы, отличается высокой коррозионной
активностью. На практике трудно по-
добрать антифрикционные материалы,
имеющие высокую коррозионную стой-
кость в этих жидкостях.
При выборе материалов пар трения
для насосов второй группы необходимо
знать балл химической стойкости или
скорость коррозии в перекачиваемых
средах. Материалы оценивают следую-
щим показателем:
52 = к3/к0,
где к3 — коррозионная стойкость эталон-
ного образца (1сэ = 0,1 мм/год); к0 — кор-
розионная стойкость оцениваемого мате-
риала.
Наличие внутренних напряжений в
материале. Малая утечка через торцо-
вое уплотнение обеспечивается благо-
даря высоким требованиям, предъявляе-
мым к рабочим поверхностям уплотни-
тельных колец (поверхности не должны
иметь волнистости). Наименьшее откло-
нение от плоскостности 0—0,3 мкм, до-
пускаемое 0,9 мкм.
Наличие внутренних напряжений в
материале пары трения приводит к нару-
шению плоскостности рабочих поверх-
ностей и проявляется практически через
несколько часов после доводки.
Повторный контроль плоскостности
необходимо осуществлять после выдерж-
ки кольца пары трения из оцениваемого
материала в течение 24 ч на воздухе.
Контроль выполняют с помощью интер-
ференционных пластин типа ПИ и моно-
хроматического источника света.
Наличие внутренних деформаций в ма-
териале оценивают следующим показа-
телем применимости:
— П3/По,
где П3 — отклонение от плоскостности
эталонного образца (Пэ = 0,3 мкм);
По — отклонение от плоскостности об-
разца из оцениваемого материала.
320
Конструкции торцовых уплотнений
Отвод теплоты от пары трения. При
работе торцового уплотнения трение
контактирующих поверхностей приво-
дит к повышению температуры жид-
кости, находящейся в зазоре. Если рабо-
чая температура жидкости близка к
температуре парообразования, то при
дополнительном тепловыделении в паре
трения жидкость в зазоре может вски-
петь, и утечки будут в виде пара. Этот
переход очень легко установить при
стендовых испытаниях.
Отвод теплоты от стыка пары тре-
ния зависит от многих параметров, но
при экспериментальных исследованиях,
когда можно создать идентичные усло-
вия для пар трения из базового (общего
для этих испытаний) и исследуемого ма-
териалов, определяющими являются
теплопроводность материала и кон-
струкции колец из исследуемых мате-
риалов.
В качестве переменной величины
обычно рассматривают температуру
воды при рабочем давлении, при которой
пара трения торцового уплотнения вы-
ходит на режим парообразования.
Чем меньше разность Дг между темпе-
ратурой парообразования при заданном
давлении (определяют по таблицам) и
температурой, при которой уплотнение
с исследуемыми материалами начинает
парить, тем выше эффективность мате-
риала по теплоотводу.
Эффективность материала оценивают
следующим показателем применимо-
сти:
Q4 = Тж/Тп,
где Тж — температура воды, при которой
пара трения торцового уплотнения с
оцениваемым материалом начинает па-
рить; ТП — температура парообразования
воды при рабочем давлении.
Работоспособность материала в режи-
ме трения без смазочного материала.
Данный показатель имеет важное зна-
чение для самовсасывающих насосов,
так как в период самовсасывания и уда-
ления воздуха из системы насос не запол-
нен жидкостью и уплотнение работает
без смазочного материала.
Кратковременная работа торцовых
уплотнений без смазочного материала
возможна при запуске самовсасываю-
щих насосов, если насос на стоянке не
был заполнен жидкостью, а также при
кавитационных срывах насосов. При
испытаниях определяют максимально
допустимое время, в течение которого
материал работает без разрушения в
режиме трения без смазочного мате-
риала. Испытания проводят с постепен-
ным увеличением периода работы уплот-
нения в этом режиме. После каждого
периода испытаний пару трения охлаж-
дают водой при температуре 5—15 °C,
выполняют визуальный осмотр рабочих
поверхностей, определяют наличие тре-
щин и задиров. Перед каждым после-
дующим циклом выполняют доводку
рабочих поверхностей пары трения.
Работоспособность материала в ре-
жиме трения без смазочного материала
оценивают следующим показателем
применимости (для несамовсасывающих
насосов):
Qs = to/ts,
где t0 — время, в течение которого иссле-
дуемый материал работает в режиме тре-
ния без смазочного материала до разру-
шения; t3 — время работы материала без
смазочного материала, определяемое
техническим заданием (для несамовсасы-
вающих насосов t3 = 180 с).
Для самовсасывающих насосов по-
казатель применимости определяют по
формуле
qs = Меэ/Мео.
Приведенный критерий Мейера вы-
числяют по формуле
— Tkt
Ме0 = -г—,
bpv
где Т— температура поверхности кольца
пары трения, К; X — сумма теплопровод-
ностей колец пары трения, Вт/(м-К);
b — ширина пояска трения, м; р — кон-
Уплотнения для нейтральных жидкостей
321
тактное давление в паре трения, Па;
v — скорость скольжения в паре трения,
м/с; t = tp/Ги — относительное время
достижения равновесной температуры
(1Р — время достижения равновесной тем-
пературы; Ги = 600 с — контрольное вре-
мя испытаний).
В качестве эталонного материала пары
трения, обеспечивающего эксплуата-
ционную надежность торцового уплот-
нения с характерными конструктивны-
ми параметрами b = 4 -10“ 3 м, г =
= 12 м/с, р = 1,5 • 105 Па при всех режи-
мах работы самовсасывающих насосов,
принят материал со следующими свойст-
вами; X. = 100 Вт/(м • К), Тр = 363 К, t =
= 0,8. В этом случае Меэ = 4.
Материалы вторичных уплотнений.
Резины. Основные показатели резин
приведены в подразд. 2.1. При назначе-
нии марки резины для конкретной среды
необходимо получить рекомендации
Научно-исследовательского института
резиновой промышленности (НИИРП).
Фторопласт. Для наиболее агрессив-
ных сред и тяжелых температурных
условий (—10...— 200 °C) уплотнитель-
ные кольца изготовляют из фторо-
пласта-4 (ГОСТ 10007 — 80) и различных
его модификаций. В отличие от резин
фторопласг-4 имеет значительно боль-
шую жесткость, меньшую упругость и
подвержен значительным деформациям
Под нагрузкой и при повышенной темпе-
ратуре. Этот материал имеет практически
абсолютную химическую стойкость (на
него действуют только расправленные
щелочные металлы, трехфтористый хлор,
элементарный фтор при высоких темпе-
ратурах). Коэффициент трения фторо-
пласга-4 по твердой поверхности при
малых скоростях скольжения 0,05 — 0,1.
Материалы для пружин. Пружины из-
готовляют из стальной углеродистой
проволоки класса II (ГОСТ 9389 — 75),
коррозионно-стойкой стали 40X13 и
1ОХ17Н13М2Т (ГОСТ 5632 - 72, ГОСТ
18143 — 72), проволоки (ГОСТ 14118 — 69)
и ленты (ГОСТ 14117 — 69) из сплава
36НХТЮ.
Установлено, что даже слабоагрессив-
ные среды существенно влияют на дол-
говечность пружин. Так, долговечность
пружин из стали 40X13, испытанных на
промышленной воде, на 30 % ниже дол-
говечности пружин, испытанных на
воздухе. Долговечность пружин из спла-
ва 36НХТЮ в промышленной воде
на порядок больше долговечности пру-
жин из стали 40X13. Аналогичный резуль-
тат получен при испытаниях в 6%-ном
растворе серной кислоты [28].
Углеродистую пружинную проволоку
без покрытия можно применять [28]
только в уплотнениях, работающих в
масле и других нефтепродуктах. При
работе уплотнений на промышленной
воде проволоку можно применять толь-
ко с защитным покрытием цинком,
медью, никелем и т. д. Цинковые покры-
тия защищают от коррозии лишь на
воздухе и в пресной воде с температу-
рой до 70 °C.
Металлы. Для торцовых уплотнений
всех групп, за исключением уплотнений,
предназначенных для высокоагрессивных
сред, металлические детали (обоймы, по-
водки, штифты, пружины и т. д.)
выполняют из коррозионно-стойкой
стали, обычно из той, из которой изго-
товлены детали агрегата, в котором уста-
новлено уплотнение. Применяют корро-
зионно-стойкие стали трех марок:
12Х18Н10Т, 1ОХ17Н13М2Т, 06ХН28МДТ
(ГОСТ 5632 — 72). Для титановых насосов
металлические детали уплотнения изго-
товляются из титана.
Применение углеродистых сталей в
торцовых уплотнениях нежелательно
из-за их низкой коррозионной стойкости.
Металлические детали, предназначен-
ные для работы в воде и нефтепродук-
тах в самых легких условиях, выпол-
няют из латуни (ГОСТ 2208 — 75).
9.4. Уплотнения для нейтральных
жидкостей
В данном подразделе рассмотрены
торцовые уплотнения, предназначенные
для работы в нейтральных средах, имею-
И Под ред. А. И. Голубева и Л. А. Кондакова
322
Конструкции торцовых уплотнений
щих температуру до 80 °C и содержащих
не более 4 % (по объему) твердых вклю-
чений. Стойкость уплотнения определяет-
ся химической стойкостью резиновых
деталей.
Конструкции торцовых уплотнений
для нейтральных сред в зависимости от
давления последних можно разделить
на три группы: 1 — до 0,2 МПа; 2 — до
1,6 МПа; 3 — свыше 1,6 МПа.
Торцовые уплотнения первой группы
применяют в насосах охладительных
систем двигателей автомашин, в цир-
куляционных системах моечных машин,
в бытовых приборах и т. д.
Низкое давление нейтральной среды,
требования упрощенного монтажа уплот-
нений и высокая их серийность опре-
деляют основные принципы конструиро-
вания уплотнений этой группы:
упругий элемент выполняют чаще
всего неподвижным;
в качестве вторичного уплотнения
используют сильфон;
применяют частичное агрегатирова-
ние — упругий элемент выполняют в виде
сборочной единицы;
конструкцию упрощают путем ликви-
дации поводков для передачи момента
трения;
в конструкции не применяют корро-
зионно-стойкую сталь (за исключением
пружины).
На рис. 9.25 показано торцовое уплот-
нение фирмы «Гоетце» (ФРГ) для валов
Рис. 9.25. Торцовые уплотнения для нейт-
ральных сред с давлением до 0,1 МПа
Рис. 9.26. Торцовое уплотнение типа 132 для
нейтральных сред
диаметром до 50 мм. Момент трения
в уплотнении воспринимается пружиной.
Широкий диапазон сред, в которых
применяют торцовые уплотнения второй
группы, универсальность конструкций,
позволяющая их использовать в различ-
ных типах машин, сокращение расходов
на производство при высокой серий-
ности — все это выдвигает следующие
требования к конструированию уплот-
нений этой группы:
оптимизация конструкции путем сокра-
щения до минимума числа деталей
торцового уплотнения (упругий элемент
всегда выполняют вращающимся);
отработка конструкции каждой детали
торцового уплотнения с целью исполь-
зования самой совершенной технологии
для ее производства;
применение универсальных пар трения;
применение коррозионно-стойкой ста-
ли (реже — латуни) для металлических
деталей.
ВНИИгидромашем разработаны две
конструкции торцовых уплотнений типов
132 и 211 для применения в насосах
общепромышленного назначения. Уп-
лотнения могут быть установлены в
камере, отвечающей требованиям стан-
дарта ИСО 3069 — 74. Конструкции
Уплотнения для нейтральных жидкостей
323
Таблица 9.8
Основные размеры и масса уплотнений типа ’’2
Уплотнение Рвт * 12 Масса, кг
ММ
132.022 22 36 31 38,2 36 25 42,5 0,09
132.028 28 42 37 44,2 36 25 42,5 0,11
132.033 33 47 42 49,2 36 25 42.5 0,12
132.035 35 49 44 51,2 36 25 42,5 0,13
132.040 40 56 52 59,2 41,5 29 48 0,21
132.048 48 64 58 67,2 42,5 29 49 0,26
132.050 50 66 62 71,2 42,5 29 49 0,28
132.055 55 71 67 76,2 43,5 29 50 0,32
132.070 70 90 84 93,2 55,5 41 62 0,62
132.080 80 1041 95 106,6 59,5 41 65 0,78
132.110 ПО 134 125 136,6 61,5 41 63,5 1,18
Таблица 9.9
Основные размеры и масса уплотнений типа 211
РВ1 d d2 Масса,
ММ кг
211.030 30 44 39 46,2 49,5 38,5 56 0,16
211.040 40 56 52 59,2 55 40,5 61,5 0,26
211.048 48 64 58 67,2 60 46,5 66,5 0,38
уплотнений позволяют устанавливать их
на гладком валу (втулке).
Торцовое уплотнение типа 132
(рис. 9.26, табл. 9.8) предназначено для
работы в жидкостях с давлением до
0,8 МПа, температурой —40...+80°C,
объемной концентрацией твердых вклю-
чений до 4%. В конструкции приме-
нены волнистые пружины, в качестве
вторичного уплотнения использован
сильфон.
Материал колец пар трения
ГАКК 55/40, металлические детали из
стали 12Х18Н9Т.
Торцовое уплотнение типа 211
(рис. 9.27, табл. 9.9) предназначено для
жидкостей с давлением до 1,6 МПа,
температурой — 40... +80 °C, объемной
концентрацией твердых включений
До 1%.
Торцовые уплотнения третьей группы
применяют при высоких давлениях в
питательных и специальных насосах,
в которых надежность уплотнения, прос-
той и быстрый монтаж без поврежде-
ния деталей уплотнения и сохранение
тем самым гарантий завода-изготови-
теля имеют первостепенное значение.
Для таких уплотнений обязательно пол-
ное или частичное агрегатирование де-
талей, применение высокотвердых изно-
состойких материалов пар трения.
Рис. 9.27. Горновое уплотнение типа 211 для
нейтральных сред
324
Конструкции торцовых уплотнений
Таблица 9.10
Основные размеры, мм, уплотнений типа 7АР
Уплот- нение d d> </4 ds dt, di a «2 «4 °5 = й6
7АР 22 22 22 17 38 51 24 60 75 39 71,5 2,5 3,2 5
7АР 30 30 30 22,5 55 76 34 75 90 61 101 3 4 8
7АР 35 35 35 27,5 60 81 39 80 95 61 101 3 4 8
7АР 45 45 45 36,8 70 91 49 90 105 67 108 3 4 8
7АР 50 50 50 40,5 75 96 54 95 110 68 109 4 5 8
7АР 55 55 55 45,5 80 101 59 100 115 68 109 4 5 8
7АР 70 70 70 60,5 95 116 74 115 130 69 113 4 6 12
Рис, 9.28. Торцовое уплотнение типа 7АР
для нейтральных сред
Торцовое уплотнение типа 7АР
(рис. 9.28, табл. 9.10) предназначено
для жидкостей с давлением до
8,5 МПа, температурой до 85 °C, объем-
ной концентрацией твердых включений
до 1 %. Упругий элемент и непод-
вижное кольцо, установленное во втул-
ке, объединены в узел, собираемый на
заводе-изготовителе уплотнений. Пара
трения — силицированный графит СГ-П.
9.5. Уплотнения для агрессивных
жидкостей
Торцовые уплотнения наиболее широ-
ко применяют в химической и нефте-
химической промышленности — для гер-
метизации валов центробежных насосов,
компрессоров и аппаратов с переме-
шивающими устройствами.
Продукты производства и переработки
химии и нефтехимии являются агрес-
сивными (токсичными, горючими, обра-
зующими взрывоопасные смеси с воз-
духом) жидкостями. Для обеспечения
полной безопасности труда необходима
надежная система уплотнений. Наибо-
лее пригодны для этих условий тор-
цовые уплотнения — они имеют наимень-
шую утечку и высокую надежность.
Кроме того, применение торцовых
уплотнений дает возможность разраба-
тывать технологические процессы, в кото-
рых исключено участие человека —
управление процессами осуществляется
автоматически с помощью микропро-
цессорной техники.
Существуют следующие коррозионные
жидкостные среды: кислотные, солевые,
щелочные, морские, пресноводные.
Для полимерных материалов кроме
стойкости в указанных средах необ-
ходимо учитывать стойкость в раство-
рителях.
Для растворителей принята следую-
щая классификация:
ароматические углеводороды;
хлорсодержашие углеводороды;
алифатические углеводороды;
эфиры и кетоны.
Выделение отдельной группы торцо-
вых уплотнений для агрессивных жид-
костей является до некоторой степени
условным, так как торцовое уплот-
нение любой конструкции при соответ-
Уплотнения для агрессивных жидкостей
325
Рис. 9.29. Торцовое уплотнение типа 113 для
насосов химических производств
ствующем подборе материалов деталей
уплотнения может работать в агрессив-
ной среде.
В отличие от групп уплотнений, в
которых лимитирующим фактором по
расширению диапазона применимости на
более высокие параметры является
какой-либо конструктивный элемент, в
торцовых уплотнениях для агрессивных
сред рабочий диапазон ограничен при-
менением металла в конструкции. В за-
висимости от этого ограничения тор-
цовые уплотнения для агрессивных сред
делят на две группы:
для растворов органических и не-
органических кислот, щелочей, солей,
для растворителей и других жидкостей,
не действующих разрушительно на ме-
таллические детали уплотнений;
для растворов неорганических высо-
коагрессивных кислот, солей и других
жидкостей, в которых металл не стоек.
В насосостроении широко применяют
торцовые уплотнения типа 113 (рис. 9.29,
табл. 9.11), предназначенные для сред
с наибольшим давлением в зоне уплот-
нения 0,8 МПа, температурой —40...
... -I- 80 °C и содержанием твердых вклю-
чений в зоне уплотнения не более 0,1 %
(по объему).
Уплотнение имеет вращающийся упру-
гий элемент, центральную винтовую
Таблица 9.11
Основные размеры и масса уплотнений
зила 113
У плот- Овт d dt d2 Л Масса,
нение ММ KI
113.033 33 47 42 42,4 50,5 40,0 57,5 0,18
113.048 48 64 58 66,4 60.0 47,0 65,0 0,36
113.055 55 71 67 75,4 61,5 47.5 68,5 0,42
пружину, штампованную обойму и упор-
ную втулку, устанавливаемую на глад-
ком валу с помощью двух винтов.
Металлические детали выполнены из
коррозионно-стойкой стали типа
12Х18Н9Т, 10Х17Н13М2Т, 06ХН28МДТ
по ГОСТ 5632 — 72, вторичное уплот-
нение — коническое кольцо из фторо-
пласта-4, уплотнение неподвижного коль-
ца пары трения — кольцо круглого се-
чения из фторопласта-4, материал колец
пары трения — графит алюмокарбидо-
кремниевый ГАКК 55/40.
Для валов диаметром более 55 мм
применяют торцовые уплотнения типа
133 (рис. 9.30, табл. 9.12). Они имеют
те же рабочие параметры, что и уплот-
нения типа 113. Уплотнение типа 133
отличается от уплотнения типа 113
Рис. 9.30. Торцовое уплотнение типа 133 для
насосов химических производств
326
Конструкции торцовых уплотнении
Таблица 9.12
Основные размеры н масса уплотнений типа 133
Уплотнение ОВ, 4 d2 1 '' Масса.
ММ кг
133.070 70 90 84 92,4 59,0 45,0 66,0 0,52
133.080 80 104 95 105,4 64,5 47,5 71,5 0,71
133.090 90 114 105 115,4 64,5 47,5 71,5 0,81
конструкцией пружины — сдвоенная вол-
нистая из стали 36НХТЮ.
Уплотнения типов ИЗ и 133 могут
быть установлены в камере, отвечаю-
щей требованиям международного стан-
дарта ИСО 3069 — 74, что позволяет
в случае необходимости заменить их
торцовыми уплотнениями другого типа
или сальниковыми уплотнениями без
переделки деталей насоса.
В высокоагрессивных средах, в кото-
рых металлы не стойки, применяют
торцовые уплотнения типа 422 (рис. 9.31,
табл. 9.13). Они предназначены для
сред с наибольшим давлением в зоне
уплотнения 0,3 МПа, температурой
— 40...+80°C и содержанием твердых
включений в зоне уплотнения не более
0,1 % (по объему).
Уплотнение типа 422 имеет непод-
вижный составной упругий элемент и
центральную винтовую пружины в за-
щитном чехле из полипропилена. Мате-
риалы для упругого элемента выби-
рают в зависимости от функциональ-
ного назначения конструктивного эле-
Рис. 9.31. Торцовое уплотнение типа 422 для
высокоагрессивных сред
Таблица 9.13
Основные размеры и масса уплотнений
типа 422
У плот- ^ВТ L1 d3 / Масса,
ненне ММ кг
422.033 33 34 76 88 78 93 74 0,6
422.055 55 56 102 112 105 98 81 1,02
мента, но основу каждого составляет
фторопласт. Кольцо пары трения
должно иметь антифрикционные свойст-
ва, сильфон — возможно большую элас-
тичность, зажимное кольцо — возможно
большую жесткость. От воздействия
утечек пружина со стороны вала защи-
щена втулкой из стеклопласта, удли-
ненный конец втулки выходит за пре-
делы зажимного кольца. Неподвижное
кольцо пары трения выполнено из гра-
фито-фторопласта Ф4К20, вращающе-
Рис. 9.32. Торцовое уплотнение типа ТСК
для аппаратов с перемешивающими устрой-
ствами
Уплотнения для жидкостей с твердыми включениями
327
Таблица 9.14
Параметры уплотнений типа ТСК и ТСФ
Уплотнение /)вт d rfi <h И Число отверстий 0 18 (под шпильки) Масса, кг
не более
ММ
ТСК40 40 185 150 128 180 125 4 13
ТСФ40 40 205 170 128 245 165 4 18
ТСК50 50 205 170 148 200 140 4 15
ТСФ50 50 205 170 148 245 165 4 22
ТСК65 65 235 200 178 205 150 8 18
ТСФ65 65 235 270 148 245 165 4 28
ТСК80 80 260 225 202 235 175 4 25
ТСФ80 80 260 225 202 245 165 4 34
ТСК95 95 290 225 232 235 175 4 30
ТСК НО НО 290 225 232 240 175 8 36
ТСФ ПО НО 315 280 258 265 182 8 48
ТСФ 130 130 315 280 258 265 182 8 55
ТСК 130 130 340 305 282 240 175 8 40
еся кольцо — из минералокерамики
ЦМ-332.
В аппаратах с перемешивающими
устройствами используют одинарные
торцовые уплотнения типа ТСК и
ТСФ (рис. 9.32 и 9.33, табл. 9.14).
Уплотнения применяют для парогазовых
сред взрыве- и пожаробезопасных, не-
токсичных с избыточными давлениями
не более 0,6 МПа и температурой
— 30...250°C на аппаратах с верхним
расположением привода (частота враще-
ния вала 11,6 с-1).
Рис. 9.33. Торцовое уплотнение типа ТСФ
для аппаратов с перемешивающими устрой-
ствами
В уплотнениях ТСК кольца 1 и 2
вклеены в металлические обоймы
(обойма кольца 1 приварена к силь-
фону). В уплотнении ТСФ кольцо из
углеграфита установлено в сильфон 5,
неподвижное кольцо закреплено в осно-
вании. Полость корпуса 3 уплотнений
ТСК и ТСФ открыта в атмосферу,
смазочная жидкость подается на проток
или просто заливается в полость. При
высоких температурах охлаждение осу-
ществляется проточной водой, циркули-
рующей в рубашке корпуса. Отбойник
4 предохраняет уплотнение от загряз-
нений.
Пара трения: углеграфит 2П-1000 —
силицированный графит СГ-П.
9.6. Уплотнения для жидкостей
с твердыми включениями
В цветной и черной металлургии,
химической и других отраслях промыш-
ленности широко используют центро-
бежные насосы для перекачивания жид-
костей с твердыми включениями, в хи-
мической промышленности применяют
аппараты с перемешивающими устрой-
ствами, рабочие среды которых, как
правило, также содержат твердые вклю-
чения. На транспорте, в строительстве
328
Конструкции торцовых уплотнений
и в других отраслях эксплуатируют
различные машины и агрегаты, испол-
нительные механизмы которых приво-
дятся в действие вращающимися валами
и находятся в постоянном контакте с
землей, цементным раствором и другими
абразивосодержащими средами. До
последнего времени применение торцо-
вых уплотнений в этих средах считалось
приемлемым только при условии малых
концентраций твердых включений и их
низких абразивных свойств.
Сдерживающим фактором на пути
широкого распространения торцовых
уплотнений в насосах, перекачивающих
абразивные гидросмеси, было определен-
ное несоответствие уровней требований,
предъявляемых к насосам и торцовым
уплотнениям, которыми комплектуется
насос при эксплуатации. Разработка тор-
цовых уплотнений с учетом специфики
работы в гидросмесях, появление новых
износостойких материалов привели к рас-
ширению диапазона применения торцо-
вых уплотнений.
В данном подразделе рассмотрены
торцовые уплотнения для нейтральных
и агрессивных сред с содержанием
твердых включений более 4% объема
среды. Объемная концентрация твердых
включений, %: для насосов, перекачи-
вающих угольную пульпу — до 10, хими-
ческих и грунтовых насосов — до 15,
шламмовых — до 20, песковых — до 25.
Среды, содержащие твердые вклю-
чения, можно разделить на четыре
группы:
I — среды, содержащие твердые вклю-
чения естественного и искусственного
происхождения (концентраты руд, песча-
ные и глиноземные пульпы, бумажная
масса, краска, сточная вода, крахмал);
II — среды, содержащие твердые вклю-
чения искусственного органического про-
исхождения (суспензии полипропилена,
поливинилхлорида, полиэтилена, латекс,
стирол);
III — высокотемпературные среды, со-
держащие твердые включения (смолы,
асфальт, растворы серного, фталевого и
яблочного ангидридов);
IV — среды, практически не содержа-
щие твердых включений при рабочей
температуре (растворы ацетатов, карбо-
натов, сульфатов цинка, кальция, меди,
нитрата аммония, гидроокиси, клеи,
сиропы); появление твердых включений
в этих средах связано с повышением
или понижением температуры.
Конструкции уплотнений для сред
третьей группы рассмотрены в под-
разд. 9.7.
Для сред первой группы характерны
нейтральный состав гидросмеси и высо-
кая твердость абразивного компонента.
Значение твердости Н • 10 10, Па, некото-
рых абразивных материалов приведены
ниже:
Известковый камень...........0,13 — 0,14
Уголь.....................0,03 — 0,44
Антрацит..................0,3 —0,4
Кокс......................0,5—0,6
Кварцевый песок............0,7 —0,8
Магнетит...................0,5 — 0,95
Кварцит...................1,1 — 1,125
Пирит.....................0,8—1,4
Гранит....................1,4—1,55
Для сред второй и особенно чет-
вертой групп характерны высокие агрес-
сивные свойства гидросмеси и средняя
или низкая твердость абразивного
компонента (согласно Г ОСТ 25941 — 83
содержание абразивных включений 2%
по объему).
Наиболее типичным решением проб-
лемы уплотнения вращающегося вала
для сред второй и четвертой групп
является применение уплотнительного
комплекса в виде двойного торцового
уплотнения (см. рис. 13.1 и 13.2) с
подачей в камеру уплотнения затвор-
ной жидкости под давлением, превы-
шающим давление рабочей жидкости на
0,1-0,15 МПа.
Безусловным требованием успешной
эксплуатации уплотнений, работающих
в жидкостях, склонных к образованию
кристаллов при пониженных темпера-
турах, является поддержание в камере
уплотнения температуры, превышающей
Уплотнения для жидкостей с твердыми включениями
329
Рис. 9.34. Двойное торцовое уплотнение
с внутренним шелевым уплотнением
точку кристаллизации рабочей жид-
кости, с целью избежать воздействия
образующихся при охлаждении жидкости
кристаллов на поверхности пары трения
и другие детали уплотнения. Регламен-
том работ по запуску машины должен
быть предусмотрен предварительный
подогрев зоны уплотнения до темпера-
туры, при которой твердый компонент
гидросмеси переходит в жидкое состоя-
ние, или должна быть предусмотрена
промывка зоны уплотнения каким-либо
растворителем (водой, метанолом, паром
и др.).
Обратная картина наблюдается, напри-
мер, при синтезе мочевины под высо-
ким давлением. Температура жидкости
в зоне уплотнения не должна превы-
шать 70 °C, т. е. температуры, при
которой из раствора выпадают кристал-
лы синтезированного продукта. Чтобы
в рабочем режиме насоса не возникало
отложений в зазоре между втулкой
вала и неподвижным кольцом пары тре-
ния, перед торцовым уплотнением пре-
дусмотрена дроссельная щель а (рис. 9.34),
в которую подается холодная вода.
Наиболее серьезные проблемы возни-
кают при разработке уплотнений для
сред первой группы. Тяжелые условия
работы торцовых уплотнений в абразив-
ных гидросмесях предопределяют два
взаимодополняющих подхода к проекти-
рованию уплотнительного устройства:
разработка специальных конструкций
одинарных торцовых уплотнений, рабо-
тающих непосредственно в среде, содер-
жащей твердые включения;
разработка уплотнительных комплек-
сов, включающих кроме основного
уплотнения вспомогательные уплотне-
ние и систему, обеспечивающие для
основного уплотнения эксплуатационные
условия при которых исключается или
ограничивается попадание твердых вклю-
чений в камеру уплотнения или к стыку
пары трения (см. гл. 13).
Оценивая тенденции развития совре-
менного насосостроения, необходимо от-
метить, что использование торцовых
уплотнений для работы непосредственно
в абразивной среде, является самым
перспективным направлением, позволяю-
щим существенно снизить эксплуата-
ционные затраты и перевести насосы
на автоматическое обслуживание.
Основные принципы конструирования
торцового уплотнения, работающего не-
посредственно в абразивной гидросме-
си, следующие:
узел уплотнения должен состоять из
одного или двух блоков, собираемых
отдельно от насоса и устанавливаемых
в насос как единое целое. Очевид-
ные преимущества — квалифицирован-
ная сборка узла уплотнения на заво-
де-изготовителе, быстрый монтаж и де-
монтаж узла уплотнения (риск повреж-
дения деталей уплотнения при установ-
ке сведен к минимуму);
пара трения должна быть из высоко-
твердого износостойкого материала;
детали упругого элемента (особенно
пружины) необходимо защищать, а по
возможности и изолировать от воз-
действия на них абразивных частиц;
при выборе вторичного уплотнения
особое внимание необходимо уделять
возможности осевого смещения упруго-
установленного кольца пары трения. В
некоторых случаях можно использовать
и резиновые кольца круглого сечения,
важно только, чтобы при осевом сме-
щении они передвигались на незагряз-
ненные поверхности;
наиболее эффективным типом вторич-
ного уплотнения является сильфон;
целесообразнее использовать непод-
вижный упругий элемент, так как при
330
Конструкции торцовых уплотнений
этом проще обеспечить перпендику-
лярность стыка пары трения к оси
вращения;
стык пары трения должен быть
внутренним, при этом центробежные и
инерционные силы способствуют удале-
нию абразивных частиц от входной
кромки пары трения.
На рис. 9.35 показано торцовое
уплотнение ведущего вала редуктора,
используемого в строительстве. Оно
предотвращает вытекание масла из под-
шипника и одновременно защищает под-
шипник от пыли, грязи и воды.
Уплотнение компактно, вторичные уп-
лотнения 3 выполнены в виде резино-
вых колец большого сечения, имеющих
диаметральный натяг 15 — 20% (они
одновременно являются упругими эле-
ментами).
Уплотнение работает практически без
перепада давлений и при низких скорос-
тях скольжения (до 3 м/с при
пластичном твердом смазочном материа-
ле и 8 м/с при жидком смазочном
материале). Кольца пары трения 1 и 2
изготовляют из коррозионно-стойкого
материала, поскольку вследствие обра-
зования ржавчины, например, во время
простоев возможно увеличение износа
и утечек.
Торцовые уплотнения типа 562
(рис. 9.36 и в табл. 9.15), разрабо-
танные ВНИИгидромашем, предназначе-
ны для комплектации грунтовых и песко-
вых насосов, рассчитанных на давление
рабочей среды до 0,5 МПа и объемную
концентрацию твердых включений до
15%.
Рис. 9.36. Торцовое уплотнение типа 562 для
высокоабразивных сред
Торцовое уплотнение состоит из вра-
щающегося уплотнительного кольца 1,
расположенного на валу б, неподвиж-
ного кольца 2, установленного во втул-
ке 3, неподвижного поджимного элемен-
та 5, герметизируемого сильфоном 4.
Таким образом, в среде, содержащей
абразивные включения, находится лишь
пара трения — ее износостойкость опре-
деляет срок службы торцового уплот-
нения.
Начальное контактное давление в паре
трения, создаваемое пружинами, должно
быть не менее 0,35 МПа (выше, чем
в торцовых уплотнениях, предназначен-
ных для работы в чистых средах).
Чтобы обеспечить осевое смещение не-
подвижного кольца пары трения до 5 мм
в торцовых уплотнениях типа 562 исполь-
зуют набор мелких цилиндрических
пружин, что усложняет конструкцию
упругого элемента, но позволяет компен-
сировать неточности монтажа и большие
допуски, присущие этому классу насосов.
Упругий элемент и, соответственно,
уплотнение можно упростить, заменив
пружины перфорированными конически-
ми шайбами. Однако такие уплотнения
требуют точной установки вследствие
небольшого осевого хода пружины. Уста-
Уплотнения для жидкостей с твердыми включениями
331
Таблица 9.15
Основные размеры и масса уплотнений типа 562
У пл от- DBT d di d2 di d4 d5 '1 h '3 Масса,
пение мм КГ
562.070 70 85 85 101 100 105 112 7 32 55 6 1,85
562.090 90 85 105 128 125 132 140 9 27 64 8 3,52
новку осуществляют с помощью уст-
ройства, обеспечивающего осевое смеще-
ние упругого элемента после регулиро-
вания осевых зазоров между рабочим
колесом и корпусом: К недостаткам
пружин этого типа относятся: неболь-
шой ход, жесткая характеристика и
небольшая долговечность вследствие
усталостного разрушения. Опыт эксплуа-
тации таких уплотнений в глинозем-
ном производстве показывает, что выход
из строя пружины происходит раньше,
чем износ уплотнительных колец, вы-
полненных из твердого сплава на основе
карбида вольфрама, достигает предель-
ного значения.
Для насосов, перекачивающих абра-
зивные гидросмеси с твердыми вклю-
чениями крупностью менее 0,1 мм, а
также для смесей, имеющих темпера-
туру выше 80 °C, применяют двойные
торцовые уплотнения типа 562/251
(рис. 9.37), разработанные ВНИИгидро-
машем.
Для погружных моноблочных перенос-
ных насосов с «сухим» двигателем
применяют двойное торцовое уплотне-
ние с внутренним стыком пары трения
у внутреннего уплотнения (рис. 9.38).
Рис. 9,37. Двойное торцовое уплотнение типа
562/251 для высокоабразивных сред:
/ — уплотнение типа 562; 2 — уплотнение типа 251
Вследствие автономности насоса подача
затворной жидкости под давлением, пре-
вышающим давление перекачиваемой
жидкости, исключена, поэтому камеру
заполняют минеральным маслом. Конт-
роль за наличием масла в камере
и его восполнение проводят один раз в
год.
Для уплотнений, работающих в гидро-
смесях, содержащих абразивные вклю-
чения, основным критерием, определяю-
щим работоспособность и долговеч-
ность уплотнения при соблюдении выше-
изложенных принципов конструирования
уплотнений, является износ пары трения,
так как нарушение макро- и микро-
геометрии поверхностей трения влечет
за собой резкое ухудшение работы
торцового уплотнения.
Экспериментально установлено, что
изнашивание поверхностей трения в сре-
дах, содержащих абразивные включения,
при На > (1,3... 1,7) Ны (где На — твер-
Рис. 9.38. Двойное торцовое уплотнение,
используемое в насосах для откачки грунто-
вых вод
332
Конструкции торцовых уплотнений
Рис. 9.39. Типичный профиль пояска трения
торцового уплотнения, работающего в абра-
зивных гидросмесях:
А - неподвижное кольцо; Б - вращающееся коль-
цо; В - входная кромка; Г - плоскости грения
дость абразива; Нм — твердость мате-
риала пары трения) протекает иначе,
чем в чистых средах. Внешний вид пар
трения, работающих в средах с абразив-
ными включениями, весьма характе-
рен — на обоих кольцах со стороны вход-
ной кромки имеются кольцевые канавки.
В отличие от чистых сред, в которых
изнашивание уплотнительных колец идет
в осевом направлении, в средах с
абразивными включениями изнашивание
идет в радиальном направлении, вдоль
ширины пояска трения. Начинается из-
нашивание на входной кромке вследст-
вие ее дефектов (сколов, трещин) или
эксцентричности наружной поверхности
вращающегося кольца (рис. 9.39). Вслед-
ствие дефектов входной кромки вблизи
нее образуется вихрь, несущий абразив-
ные частицы и размывающий входную
кромку. После образования на обеих
поверхностях трения кольцевой канав-
ки — зоны гидроабразивного изнашива-
ния (участок /) — абразивные частицы
самой мелкой фракции получают сво-
бодный доступ к стыку пары трения,
образуя зону изнашивания клиновидной
формы (участок II). Долговечность
уплотнения зависит от скорости рас-
пространения клиновидной зоны вдоль
ширины пояска трения. В процессе
изнашивания пары трения уплотнитель-
ные функции несет поясок трения,
свободный от воздействия абразивных
частиц (участок III).
Отказ пары трения торцового уплот-
нения, работающего в жидкостях с
абразивными включениями, наступает
при полной выработке ширины пояска
трения. В дальнейшем торцовое уплот-
нение работает уже как щелевое уплот-
нение при достаточно высоком уровне
утечки и износа в осевом направле-
нии колец пар трения абразивной про-
слойкой.
Изношенные в насыщенных солевых
растворах поверхности внешне похожи
на поверхности пар трения средней
твердости по Шору А для угле-
графитов (70 — 75), отработавших в чис-
тых нейтральных средах: оба кольца
теряют плоскостность, образуя микро-
рельеф с кольцевыми канавками. Изна-
шиваемые материалы срабатываются
параллельно поверхности трения.
Экспериментально установлено, что
для абразивных гидросмесей оптималь-
ным является такая конструкция колец
пар трения, при которой узкий поясок
трения находится на вращающемся коль-
це, а широкий — на неподвижном. При
обратном сочетании поясков трения на
кольцах и равной их ширине более
развитым становится участок гидроабра-
зивного изнашивания и более интен-
сивно протекает изнашивание кольца по
ширине пояска трения, так как стык
пары трения становится более доступ-
ным для абразивных частиц (рис. 9.40).
Рис. 9.40. Профиль пояска грения юрцового
уплотнения с широким вращающимся коль-
цом пары трения (Л — неподвижное кольцо;
Б — вращающееся кольцо; В - входная кром-
ка)
Уплотнения для жидкостей с твердыми включениями
333
Рис. 9.41. Зависимость скорости изнашива-
ния кольца пары трения от скорости сколь-
жения при внутреннем (кривая 1) и внешнем
(кривая 2) подводе гидросмеси (абразив —
карбид кремния; крупность — 5 мкм; концен-
трация—10% по объему; Др = 0,3 МПа;
рк = 0,32 МПа)
Не рекомендуется также выполнять
фаски с углом менее 60° на входной
кромке пояска трения. Абразивные части-
цы, попадающие на конусный участок
и защемляемые между двумя кольцами
при неизбежной эксцентричности колец,
входят в силовое взаимодействие с
упругоустановленным кольцом пары тре-
ния и раскрывают стык.
Механизм изнашивания пар трения с
внешним стыком (внутренний подвод
гидросмеси) не отличается от механиз-
ма изнашивания при наружном подводе
гидросмеси. Отличие состоит лишь
в увеличении скорости изнашивания е
(рис. 9.41).
Влияние крупности абразива на харак-
тер изнашивания можно оценить по
результатам эксперимента, поставлен-
ного во ВНИИгидромаше, с карбидом
кремния в качестве абразивного мате-
риала, имеющего крупность основной
фракции 5 мкм и 200 мкм. В первом
случае при контактном давлении в паре
трения 0,35 МПа и перепаде давлений
0,3 МПа профиль пояска трения сходен
с профилем, показанным на рис. 9.41.
При снижении контактного давления до
0,1 МПа увеличился зазор (рис. 9.42)
и появились утечки через уплотнение.
Рис. 9.42. Профиль неподвижного кольца
пары трения при рк = 0,1 МПа
Частицы, крупность которых меньше вы-
соты зазора (на поверхностях трения,
обеспечивающих герметичность, рисок не
осталось) достигли выходной кромки и
образовали вторую зону гидроабразив-
ного изнашивания. Глубина этой зоны на
выходной кромке меньше, чем на вход-
ной вследствие различного времени изна-
шивания. При крупности абразива свыше
200 мкм (частицы меньшего размера
были удалены из абразивного мате-
риала) абразивного изнашивания практи-
чески не было.
Результаты испытаний на износостой-
кость различных материалов (рис. 9.43)
в паре с силицированным графитом
СГ-Т показали, что наибольшую изно-
состойкость имеет пара трения ВК4 —
СГ-Т. Для торцовых уплотнений, рабо-
тающих в абразивных гидросмесях,
следует рекомендовать пары трения
ВК4-СГ-Т и ВК4-СГ-П.
Рис. 9.43. Диаграмма износостойкости ма-
териалов пар трения при работе в гидро-
смесях (абразив — карбид кремния; круп-
ность — 5 мкм; концентрация — 10% по объ-
ему; Ар « 0,35 МПа; г « 3,3 м/с)
334
Конструкции торцовых уплотнений
Рис. 9.44. Зависимость скорости изнашива-
ния кольца пары трения от перепада дав-
лений на уплотнении (абразив — карбид крем-
ния; крупность — 5 мкм; концентрация —
10% по объему; Др = 0,33 МПа; v = 6,6 м/с)
При положительных значениях давле-
ний гидросмеси скорость изнашивания а
линейно зависит от давлений, причем
при Др = 0,3 МПа скорость изнаши-
вания в 3,36 раза больше, чем при
Др = 0 (рис. 9.44).
При перепадах давлений со стороны
затворной среды 0...0Д5 МПа скорость
изнашивания не зависит от перепада
давлений и имеет вполне определен-
ное значение. Это явление можно
объяснить перераспределением гидрав-
лического давления в стыке пары
трения по мере ее специфического
изнашивания в радиальном направлении.
9.7. Уплотнения для высокотемпе-
ратурных жидкостей
Высокотемпературные процессы (до
+450 °C) используют в ряде отраслей
промышленности: нефтеперерабатываю-
щей, нефтехимической, энергетической
и др. Обычно при температуре ра-
бочей жидкости —40°C...+200°C для
валов применяют торцовые уплотнения
общепромышленного назначения.
Элементами, ограничивающими повы-
шение температуры, в торцовом уплот-
нении являются пара трения и вторич-
ное уплотнение.
Обязательным условием стабильной
работы пары трения является наличие
пленки жидкости в зазоре. Для его
выполнения необходимо, чтобы темпе-
ратура жидкости перед парой трения
была на ДТкр (см. подразд. 9.8) ниже
температуры парообразования. При вы-
боре материалов уплотнения необходимо
учитывать температурные пределы при-
менимости материалов пар трения. По
данным Г. Филда, максимальная темпе-
ратура, °C, поверхностей трения для
ряда материалов составляет: для наплав-
ки стеллита на металлическом кольце,
нирезиста, свинцовистой бронзы, ПТФЭ
со стеклонаполнителем, окиси алюми-
ния — 180; стеллита (монолитного) —
230; графитированного углерода — 275;
твердого сплава на основе карбида
вольфрама — 400.
Одинарные торцовые уплотнения об-
щепромышленного назначения со стан-
дартными парами трения можно при-
менять и при более высоких темпера-
турах, но тогда в конструкции должны
быть предусмотрены специальные систе-
мы, обеспечивающие снижение темпе-
ратуры в зоне уплотнения (см. гл. 13).
В этом случае всегда необходимо раз-
личать температуру перекачиваемой жид-
кости и температуру в зоне уплот-
нения.
Торцовые уплотнения, выпускаемые
фирмой «Борг Уорнер» (США), рабо-
тают без системы охлаждения. При
работе на воде их относят к так
называемым «парящим» уплотнениям, у
которых паровая фаза образуется внутри
стыка пары трения. Такие уплотнения
с F„„ < 1 (см. рис. 9.7, в) работают
неустойчиво, имеют ресурс значительно
меньший, чем «непарящие» уплотнения,
но их применение оправдано, когда
требования по ресурсу невысоки, а
организация системы охлаждения либо
невозможна, либо неэкономична.
До последнего времени элементы из
эластомерных материалов вторичных
уплотнений считали наиболее слабыми
(при действии тепловых нагрузок)
элементами торцовых уплотнений. Од-
Уплотнения для высокотемпературных жидкостей
335
нако с появлением новых термостой-
ких материалов на базе графита надеж-
ность вторичных уплотнений сущест-
венно повысилась. Максимальная рабо-
чая температура резины обычно превы-
шает максимальную температуру, при
которой можно эксплуатировать уплот-
нительный элемент из резины. Напри-
мер, резина на основе нитрильного
каучука в течение непродолжительного
времени может работать при темпе-
ратуре 130 °C, а максимальная рабочая
температура уплотнительного кольца из
нитрильного каучука составляет 80 °C.
Филд определяет максимальную рабо-
чую температуру как температуру, под
воздействием которой резина теряет
50% упругости за год работы.
При выборе резины для вторичного
уплотнения прежде всего рассматривают
стойкость резины в рабочей среде,
а затем термостойкость: до 80 °C
используют резины на основе нитриль-
ного каучука, от 80 до 135 °C —
резины на основе этиленпропиленового
каучука, от 135 до 200 °C —резины на
основе фторокаучука или фторопласта,
при более высоких температурах —
фторопласт со стекловолокном или спе-
циальные материалы на основе углерод-
ного волокна.
ВНИИнефтемашем разработаны две
базовые конструкции (Т и ОП) одинар-
ных торцовых уплотнений центробеж-
ных нефтяных насосов, перекачиваю-
щих нефть, нефтепродукты, сжиженные
углеводородные газы, органические раст-
ворители и другие жидкости, сходные
с указанными по химико-физическим
свойствам, с массовой концентрацией
твердых частиц не более 0,2 %, размером
не более 0,2 мм.
Базовую конструкцию одинарного тор-
цового уплотнения типа Т (рис. 9.45,
табл. 9.16) применяют при давлении
до 2,5 МПа и температуре —15...+ 80 °C.
Уплотнение разгруженное с вращающим-
ся упругим элементом. Пару трения
образуют вращающееся кольцо 1, уста-
новленное на втулке 6 с уплотнитель-
ным кольцом 3, и неподвижное коль-
цо 4, расположенное в корпусе. Контакт
уплотнительных поверхностей пары тре-
ния обеспечивается набором мелких пру-
жин 2. Втулка прикреплена к валу
насоса клеммовым кольцом 5. Вращаю-
щееся кольцо изготовляют из стали
95X18, неподвижное — из углеграфита
2П-1000. пропитанного фенолформальде-
гидной смолой, вторичное уплотнение —
из резины ИРП-1225.
Рис. 9 45 Торцовое уплотнение типа Т для нефтяных насосов
336
Конструкции торцовых уплотнений
Таблица 9.16
Основные размеры уплотнений типа Т
D В В, Л' D, 42
Уплот- нение мм а,° расположения отверстий во фланце (см. рис. 9.45)
Т9А 155 120 — — 76 107 — 44 125 18 — I
Т9Б 165 III — 142 85 98 45 — 136 18 21,5 II
T9 В 165 111 — — 80 98 45 — 140 18 21 II
Т9Е 154 90 134 — 90 45 44 — 120 18 — I
ТЮ 165 117 — 150 85 104 50 — 136 13 21,5 11
Т13 180 ИЗ — — 102 100 60 — 150 13 30 II
Т14А 212 122 — — 118 109 65 — 180 22 30 III
Базовая конструкция одинарного тор-
цового уплотнения типа ОП отли-
чается от конструкции типа Т в основ-
ном тем, что вторичное уплотнение
в ней изготовлено из фторопласта.
Торцовые уплотнения конструкции
ВНИИнефтемаша представляют собой
уплотнительные модули, которые уста-
навливают в насос в собранном виде.
Торцовые уплотнения всех типов
взаимозаменяемы по присоединитель-
ным размерам.
При достаточно эффективной системе
охлаждения одинарные торцовые уплот-
нения конструкции ВНИИнефтемаша
достаточно надежно работают в насосах,
перекачивающих жидкости с темпера-
турой до 400 °C. Двойные торцовые
уплотнения, несмотря на циркуляцию
затворной жидкости через камеру уплот-
нения, имеют ограничение по темпера-
туре, определяемое термостойкостью
материала вторичного уплотнения,
например для фторопласта 200 °C.
Вопросы надежности торцовых уплот-
нений, эксплуатируемых в энергетиче-
ской промышленности, имеют особое
значение, так как питательные насосы
в целях снижения капитальных затрат
либо не имеют резерва, либо резерви-
руются лишь частично.
На рис. 9.46 приведена конструкция
торцового уплотнения фирмы «Бург-
манн» (ФРГ), предназначенного для
непрерывной работы на питательных
насосах [18]. Срок службы таких уплот-
нений составляет несколько десятков
тысяч часов. Вращающееся кольцо 2
изготовлено из карбида вольфрама с
никелем в качестве связки, неподвижное
кольцо 1 из графита, пропитанного
сурьмой. Уплотнение имеет следующие
конструктивные особенности:
термогидродинамические циркуля-
ционные канавки на поверхностях трения
обеспечивают низкие коэффициент и
момент трения (при такой конструкции
уплотнительных колец требуется неболь-
шой объем охлаждающей воды);
неподвижный поджимной элемент при
Рис. 9.46. Торцовое уплотнение для питатель-
ных насосов
Уплотнения для высокотемпературных жидкостей
337
скорости скольжения в паре трения
55 м/с способствует обеспечению ста-
бильного зазора в паре трения;
лабиринтно-винтовой импеллер 3 обес-
печивает подачу охлаждающей жидкости
в широком диапазоне расходов (до
нескольких сотен литров в минуту),
обеспечивая достаточный расход при
изменении частоты вращения;
направляющий канал а служит для
подвода охлажденной воды к стыку
пары трения (при этом отводится не
только теплота, выделяющаяся при тре-
нии контактирующих поверхностей, но и
частицы грязи).
Наряду с разработкой и совершенст-
вованием уплотнительных комплексов,
включающих торцовые уплотнения и
вспомогательные системы охлаждения,
в современной уплотнительной технике
существует тенденция к созданию уплот-
нений без вспомогательных систем,
работающих непосредственно в жид-
костях с высокой температурой. При-
менение таких уплотнений дает значи-
тельный экономический эффект за счет
снижения капитальных и экслуатацион-
ных затрат.
Основные принципы конструирования
торцового уплотнения, работающего в
жидкостях с высокой температурой, сле-
дующие:
конструкцию уплотнительных колец
пары трения следует выбирать, исходя
из термостойкости и износостойкости
материала;
неподвижное кольцо пары трения
необходимо устанавливать с фиксацией
по торцу и центрированием по на-
ружному диаметру, что обеспечивает
лучший теплоотвод от пары трения и
меньшие температурные деформации;
при разработке конструкции вторич-
ного уплотнения необходимо учитывать
не только термостойкость эластомера,
но и возможность обеспечения требуе-
мой формы вторичного уплотнения;
при выборе вторичных уплотнений
необходимо учитывать, что наиболее
высокую термостойкость имеет металли-
ческий сильфон;
Рис. 9.47. Торцовое уплотнение с металли-
ческим штампованным сильфоном:
1 — сильфон; 2 — пружина; 3 — неподвижное коль-
цо; 4 — вращающееся кольцо
для жидкостей, имеющих склонность
к образованию твердых включений на
выходной кромке стыка пары трения,
обязательно применение вспомогатель-
ного уплотнения (обычно в виде дрос-
сельной втулки с подачей затворной
среды между основным уплотнением и
втулкой).
Наиболее совершенными конструкция-
ми, отвечающими требованиям работы
в жидкостях с высокой температу-
рой, являются конструкции специаль-
ных торцовых уплотнений с металли-
ческим сильфоном (рис. 9.47). Такие
уплотнения используют для сред, перехо-
дящих в жидкое состояние при высокой
температуре, например асфальта и дру-
гих жидкостей III (см. подразд. 9.6).
Применение таких уплотнений имеет
определенные преимущества в сравнении
с уплотнениями общепромышленного
назначения:
более широкий диапазон примени-
мости по температурам;
упрощение конструкции вследствие от-
каза от пружин (для сварных сильфонов)
и организации гидравлической разгрузки
без выполнения ступенчатой втулки;
отсутствие вторичного контактного
уплотнения с низкой степенью надеж-
ности, обусловленной повышенной ин-
тенсивностью изнашивания, потерей под-
вижности при высокой адгезии резины,
отложениями продуктов утечки или
338
Конструкции торцовых уплотнений
Рис. 9.48. Торцовое уплотне-
ние с металлическим свар-
ным сильфоном
затворной среды (обычно
пара с температурой
160 °C, давлением 0,5 МПа,
расходом около 15 кг/ч)
со стороны атмосферы
обусловлена следующими
потерей упругих свойств резины с тече-
нием времени;
большая компактность и меньшая ме-
таллоемкость при одинаковых рабочих
параметрах.
Торцовое уплотнение с металлическим
сварным сильфоном конструкции ВНИИ-
гидромаша (рис. 9.48) предназначено
для следующих условий работы: давле-
ние жидкости 3,0 МПа, температура до
400 °C. Пара трения 1—2 выполнена из
силицированного графита СГ-П или из
алюмокарбидокремниевого графита
ГАКК 55/40. Сварной сильфон 3 вы-
полнен из стали 12Х18Н10Т. Уплотнение
по валу осуществляется с помощью
сферического кольца 4, вдавливаемого
упорными винтами 5 в осевом направ-
лении в зазор между валом и арма-
турной деталью.
Вращающийся упругий элемент кре-
пится на валу стопорными винтами 6,
равномерно расположенными между
упорными винтами.
В конструкцию уплотнительного узла
(рис. 9.49) входит также вспомогатель-
ное уплотнение I и каналы а подвода и
отвода затворной среды. Такое конструк-
тивное решение узла уплотнения исполь-
зуют в нефтеперерабатывающих уст-
ройствах для углеводородов с темпе-
ратурой от +180 до +425 °C. Подача
причинами:
необходимо исключить контакт утечек
нефтепродуктов с воздухом (уплотнение
выходит из строя в результате закоксо-
вания пары трения и сильфона по
внутреннему диаметру вследствие кон-
такта с воздухом высокотемпературного
нефтепродукта и его сгорания — затвор-
ная среда отделяет уплотнение от атмо-
сферы и тем самым снижает ее окисли-
тельное действие);
необходимо охлаждение пары трения
(в результате отвода теплоты затвор-
ной средой от пары трения снижается
местная температура в паре трения);
необходима очистка поверхностей тре-
Рис. 9.49. Уплотнительный узел для высоко-
температурных жидкостей
Уплотнения для кипящих жидкостей и сжиженных газов
339
ния (затворная жидкость уносит частицы
кокса с выходной кромки уплотнения);
необходим разогрев сильфона (многие
высокотемпературные среды имеют точ-
ку плавления много выше температуры
окружающего воздуха и требуется пред-
варительный их прогрев; разогрев паром
уменьшает дисковое трение сильфона
при пуске уплотнения в работу и
возвращает сильфону осевую подвиж-
ность).
9.8. Уплотнения для кипящих
жидкостей и сжиженных газов
Эксплуатация контактных торцовых
уплотнений в кипящих жидкостях
(горячей воде, легких углеводородах,
аммиаке) обычно сопровождается повы-
шенными утечками и интенсивным из-
нашиванием пары трения. При работе
уплотнений часто наблюдаются хлопки
и вибрация, в результате которых
происходят периодические выбросы ра-
бочей жидкости в виде парожидкостной
смеси. Нестабильность — характерная
особенность работы торцовых уплот-
нений в кипящих жидкостях. Это
явление возникает из-за вскипания
жидкостной пленки между уплотнитель-
ными поверхностями, что вызывает
нарушение режима смазки и перегрев
пары трения. В результате скопления
паров и температурных деформаций
уплотнительных колец происходит рас-
крытие стыка. Возникают повышенные
утечки, охлаждающие пару трения. Далее
уплотнительный стык смыкается и на
короткое время восстанавливается нор-
мальный режим смазки и герметичность
уплотнения. Затем процесс повторяется.
О кипении жидкости в паре трения
обычно можно судить по состоянию
уплотнительных поверхностей. На графи-
товых кольцах, как правило, возникают
мелкие язвы (кратеры). Их появление
объясняется тем, что при трении жид-
кость, проникающая в поры кольца,
вскипает и давление в порах резко
повышается. В результате таких «микро-
взрывов» происходит местное разру-
шение поверхности кольца. Вследствие
соударений колец пары трения возможно
выкрашивание наружной уплотнитель-
ной кромки. Поверхность части уплот-
нительного пояска, примыкающая к об-
ласти низкого давления, обычно имеет
повышенную шероховатость, что обус-
ловлено трением без смазочного мате-
риала.
Условия, при которых в уплотнении
возникает нестабильность, являются
критическими. При появлении хлопков
уплотнения еще работоспособны, хотя
утечки и износ превышают допустимые
значения. При небольшом повышении
температуры жидкости перед уплот-
нением частота хлопков увеличивается.
Дальнейшее повышение температуры ве-
дет к разгерметизации уплотнения,
требующему прекрашения его эксплуа-
тации.
Стабильность работы и длительный
срок службы уплотнений достигается,
когда удается избежать критических
условий. Для этого необходимо, чтобы
имелась определенная разность между
температурой Тк кипения жидкости и
температурой Ts жидкости на входе в
уплотнение. Надежная работа уплот-
нения возможна при условии
ЛТ > ЛТкр, (9.1)
где ЛТ — разность температур Тк и Ts,
соответствующая условиям эксплуата-
ции уплотнения; ЛТкр — разность темпе-
ратур Т„ и Т„ соответствующая кри-
тическим условиям.
Значение разности ЛТкр зависит от дав-
ления, теплофизических и термодинами-
ческих свойств жидкости, скорости сколь-
жения, степени нагруженности и материа-
лов пары трения. Значения ЛТкр опре-
делены А. Лаймером для различных
жидкостей при разных условиях эксплуа-
тации уплотнений. В качестве Тк принята
температура кипения жидкости при дав-
лении ps. Жидкости разделены на четыре
группы: к первой группе отнесены вода
и ее растворы, ко второй — легкие
углеводороды с кинематической вяз-
костью менее 2-10“6 м2/с, к третьей —
340
Конструкции торцовых уплотнений
Рис. 9.50. Зависимость критической разности
1емпсратур АТкр от перепада давлений на
уплотнении р0 для неразгруженных (а) и раз-
груженных (6) пар трения при различных
диаметрах вала под уплотнением:
/ 20 мм; 2 — 50 мм; 3 — 100 мм (сплошные
кривые — для жилкошей первой группы; штрихо-
вые ня жидкостей второй группы)
легкие масла и тяжелые углеводороды
с вязкостью (2... 50) 10“ ь м2/с, к чет-
вертой — жидкости с вязкостью более
50-10“6 м2/с. Значения АТкр, которыми
фирма «Флексибокс» (Англия) рекомен-
дует руководствоваться при выборе
уплотнений, приведены на рис. 9.50. Эти
данные относятся к уплотнениям, рабо-
тающим при частоте вращения
3000 мин-1 и при использовании в
парах трения материалов с относи-
тельно невысокой теплопроводностью
(коррозионно-стойких сталей, керамики,
углеграфитов). Для уплотнений, эксплуа-
тируемых при частоте вращения, отлич-
ной от 3000 мин-1, A Tip изменяется
пропорционально частоте вращения.
Если условие (9.1) не выполнено,
в целях увеличения АТ охлаждают
жидкость перед уплотнением или уплот-
нительные кольца либо применяют коль-
ца из материалов с более высокой
теплопроводностью.
Для охлаждения жидкости применяют
схему с автономным контуром цирку-
ляции или внутренним теплообменным
устройством. В последнем случае сов-
местно с охлаждением жидкости осу-
ществляется охлаждение вала. Для
охлаждения уплотнительных колец при-
меняют схему с проточной циркуля-
цией рабочей жидкости или подачей
охлаждающей жидкости. Схемы охлаж-
дения торцовых уплотнений приведены
в гл. 13.
Для пар трения с повышенной тепло-
проводностью и износостойкостью зна-
чения ДТкр, определенные по рис. 9.50,
следует уменьшать: для твердых сплавов
(например, карбида вольфрама) — в
1,3 раза, для меди и ее сплавов,
имеющих наиболее высокую теплопро-
водность, — в 2,6 раза.
Если ни одна из перечисленных мер
не обеспечивает работоспособности оди-
нарных торцовых уплотнений вследствие
недопустимо малой разности температур
АТ, применяют двойные торцовые уплот-
нения. Для аммиака и сжиженных
углеводородных газов в качестве затвор-
ных жидкостей используют масла (при
температуре выше —30 °C), а Также
одно- и многоатомные спирты — мети-
ловый (—30...—90 °C), пропиловый
(—90... —120 °C), этиловый, этиленгли-
коль, глицерин и др.
Для сжиженных газов наряду с обыч-
ной схемой двойных торцовых уплот-
нений (см. рис. 9.3, а) применяют тандем-
ную схему (см. рис. 9.3,6). Полость
между уплотнениями сообщается с
затворной средой.
Для легких углеводородов с темпера-
турой Ts, близкой к температуре ки-
пения Тк, фирма «Флексибокс» кроме
двойных уплотнений использует одинар-
ные уплотнения паровой фазы (рис. 9.51).
В этих уплотнениях для исключения
фазового перехода в паре трения жид-
кость нагревают до полной газифи-
кации. В результате может быть обеспе-
чена стабильная работа уплотнений в
Уплотнения для криогенных сред
341
Рис. 9.51. Уплотнения паровой фазы:
1 - вращающийся элемент уплотнения; 2 — ие-
вращающесся обогреваемое кольцо; А — жидкая
фаза; Б — паровая фаза
однофазной газовой среде. Уплотнения
паровой фазы более просты, чем
двойные, и не загрязняют рабочую
жидкость затворной жидкостью. Фирма
«Флексибокс» применяет уплотнения па-
ровой фазы для жидкостей с темпера-
турой кипения Тк до 55 °C (при давлении
на входе в уплотнение), при темпера-
туре жидкости Ts = —75... +55°С с дав-
лением 0,35 — 5,25 МПа. Для обогрева
уплотнений используют водяной пар с
температурой +145... 160 °C при давле-
нии 0,35 — 0,53 МПа. Циркуляция жид-
кости через уплотнительный узел не-
допустима.
9.9. Уплотнения для криогенных
сред
Герметизация криогенных жидкостей
(ниже 120 К) является одной из слож-
ных проблем уплотнительной техники,
обусловленных трудностью выбора мате-
риалов, совместимых с низкотемпера-
турной средой; возможностью намер-
зания атмосферной влаги на холодных
деталях уплотнения (нарушением их под-
вижности); кипением криогенных жид-
костей в зазоре.
Выбор материалов вторичных уплот-
нений наиболее сложен, так как
большинство эластомеров при низких
температурах затвердевают и охрупчи-
ваются (подробнее см. подразд. 2.2).
Единственно пригодным для вторичных
уплотнений материалом в условиях
криогенных температур является фторо-
пласт-4. По сравнению с резинами
фторопласты имеют значительно боль-
шую жесткость, а по сравнению с
металлами — значительно больший тем-
пературный коэффициент линейного рас-
ширения, который сильно зависит от
температуры.
Наиболее полно требованиям, предъ-
являемым к вторичным элементам уплот-
нений для криогенных жидкостей, удов-
летворяют металлические сильфоны.
Применяют штампованные и сварные
сильфоны, изготовляемые обычно из кор-
розионно-стойкой стали. В качестве
конструкционных материалов при темпе-
ратурах до 13 К используют корро-
зионно-стойкие хромоникелевые стали
(обьино 12Х18Н10Т).
Для низкотемпературных уплотнений
применяют коррозионно-стойкие стали и
бронзы с покрытием карбидом вольфра-
ма в паре с графитом, пропитанным
металлом или фторопластом. Долго-
вечность контактных торцовых уплот-
нений обьино не превышает нескольких
сотен часов, однако при больших
значениях разности Тк — Ts и тщатель-
ном подборе нагрузки и материалов
пары трения долговечность уплотнения
может быть значительно выше.
Одна из главных причин отказов
низкотемпературных уплотнений связана
с намерзанием атмосферной влаги на
детали уплотнения. Слой наледи ухуд-
шает подвижность элементов уплотне-
ния, нарушает их «слежение» за биения-
ми и ограничивает перемещения, компен-
сирующие износ уплотнительных колец.
В результате этого возникают повышен-
ные утечки. Причину указанных неисправ-
ностей установить трудно, так как при
отогреве уплотнения, необходимом для
определения причин отказа, дефект исче-
зает.
Обмерзание часто происходит во
время остановки машины, когда на
детали уплотнения перестает действовать
теплота, выделяемая электродвигателем,
подшипниковыми и другими узлами. Об-
мерзание уплотнения возможно также
вследствие охлаждения его парами утечек
повышенной интенсивности.
342
Конструкции торцовьрс уплотнений
Рис. 9.52. Насос для перекачивания криоген-
ных жидкостей с контактным торцовым
уплотнением:
1 - рабочее колесо; 2 - вращающееся уплотни-
тельное кольцо; 3 — невращающееся уплотнитель-
ное кольцо; 4 — металлический сильфон
Для устранения обмерзания одинар-
ные торцовые уплотнения со стороны
атмосферы промывают или обдувают
защитными средами: незамерзающими
жидкостями или газами (чаще всего
сухим воздухом или азотом). Подачу
защитной среды в уплотнение необхо-
димо начинать во время стоянки машины
перед заполнением ее низкотемператур-
ной жидкостью. Защитную среду подают
в уплотнение во время перерывов в
работе машины, при ее отогреве и в
период эксплуатации.
Конструкция контактного торцового
уплотнения насоса, предназначенного
для перекачивания криогенных жид-
костей, показана на рис. 9.52. Вращаю-
щееся кольцо этого уплотнения 2 жестко
связано с валом, невращающееся кольцо
3 установлено в корпусе. Подвижность
кольца 3 обеспечивается металлическим
сильфоном 4, выполняющим также
функцию вторичного уплотнения. Охлаж-
дение пары трения осуществляется утеч-
ками через заднее щелевое уплотнение
рабочего колеса 1. С этой целью
вращающаяся втулка щелевого уплот-
нения выполнена удлиненной. Защита от
обледенения обеспечивается обдувом
уплотнения сухим газом со стороны
атмосферы.
Соединение колец пары трения с
вращающимися деталями и сильфоном
Рис. 9.53. Пара трения со свободно уста-
новленными уплотнительными кольцами:
1,6 — металлические детали уплотнения; 2, 5 —
обоймы для передачи момента трения; 3, 4 —
уплотнительные кольца из антифрикционных мате-
риалов
должно быть герметичным. С этой
целью уплотнительные кольца запрес-
совывают или вклеивают в металли-
ческие обоймы (в качестве клея при-
меняют шпатлевку ЭП-0020, ГОСТ
10277 — 76). При соединении неметалли-
ческих колеи пары трения с металли-
ческими деталями с различными темпе-
ратурными коэффициентами линейного
расширения при охлаждении возникают
температурные деформации, для компен-
сации которых предусматривают свобод-
ную установку колец пары трения
(рис. 9.53). В таком соединении плоскост-
ность уплотнительных поверхностей
сохраняется при изменении температуры
в широком диапазоне и, кроме того,
возможна быстрая смена изношенных
элементов уплотнения. Для исключения
утечки отклонение от плоскостности
опорных поверхностей сопрягаемых
деталей не должно превышать 0,6 мкм.
В центральной части торцов выполняют
кольцевые канавки, соединенные с об-
ластью низкого давления. Этим создается
гидравлическое взаимное прижатие опор-
ных поверхностей. Для обеспечения
герметичности соединения контактное
давление должно превышать давление
перед уплотнением.
Проблема парообразования в уплот-
нениях для криогенных жидкостей
наиболее серьезна, так как в боль-
шинстве практических случаев темпера-
тура этих жидкостей близка к темпера-
туре кипения и, кроме того, существует
постоянный приток теплоты к уплотни-
тельному узлу из окружающей среды.
Повышенное испарение в уплотнитель-
Уплотнения для криогенных сред
343
ной паре неблагоприятно сказывается на
работе уплотнения не только по при-
чине возникновения трения без смазоч-
ного материала, но и вследствие охлаж-
дения и обмерзания уплотнительного
узла, вала и шарикоподшипников.
Для уменьшения парообразования в
низкотемпературных уплотнениях ис-
пользуют те же принципы, что в
уплотнениях для кипящих жидкостей.
Однако двойные уплотнения, как прави-
ло, не используют, поскольку нет затвор-
ных жидкостей, не замерзающих при
криогенных температурах. Применение
уплотнений паровой фазы, выполненных
на базе контактных торцовых уплотне-
ний, ограничено вследствие отсутствия
у криогенных сред смазочных свойств.
Рис. 9.54. Термогазодинамическое торцовое
уплотнение для криогенных сред (а) и вид
уплотнительных поверхностей вращающего-
ся (6) и невращающегося (в) колец пары
трения:
1 — вал; 2 — металлический сильфон; 3 — корпус;
4 — невращающееся углеграфитовое кольцо; 5 —
вращающееся стальное кольцо
В ряде насосов для криогенных жид-
костей с вертикальным валом использо-
ваны уплотнения паровой фазы с газо-
вой смазкой [6]. Для газификации жид-
кости в насосах предусмотрена длин-
ная обогреваемая камера, уплотнение
устанавливают в верхней, наиболее теп-
лой части насосов. В насосах зарубежных
фирм применяют уплотнения термо-
газодинамического типа (рис. 9.54).
Особенность конструкции уплотнения —
большое число радиально-осевых от-
верстий на вращающемся металлическом
кольце. На невращающемся кольце, изго-
товленном из графита, выполнены коль-
цевая канавка и радиальные пазы. При
вращении холодный газ циркулирует по
пазам и отверстиям (направление цир-
куляции показано стрелками). В резуль-
тате металл вращающегося кольца ох-
лаждается вблизи отверстий, а в про-
межутках между отверстиями нагре-
вается за счет теплоты, выделяемой при
трении. Участки кольца между отвер-
стиями расширяются, и его поверхность
в результате температурной дефор-
мации принимает волнистую форму.
На сходящихся участках уплотнитель-
ного зазора создаются газодинамические
Рис. 9.55. Газостатическое торцовое уплот-
нение:
1 — вал; 2 — вращающееся уплотнительное коль-
цо: 3 — невращающееся кольцо с пористым дрос-
селем; 4 — металлический сильфон; 5 корпус
уплотнения
344
Конструкции торцовых уплотнений
клинья, обеспечивающие смазывание
пары трения. Долговечность такого уп-
лотнения сравнительно велика, а неко-
торые утечки газа вполне допустимы.
Уплотнение газостатического типа
(рис. 9.55), применяемое в насосах для
криогенных жидкостей отечественного
производства, работает в режиме газо-
вой (газостатической) смазки. Для созда-
ния газовой смазки используют газо-
статические силы, возникающие при
подводе к паре трения паров перекачи-
ваемой насосом жидкости под давле-
нием. Роль дросселя выполняет кольцо
из пористого графита 2П-1000. Во втором
кольце уплотнительной пары применен
силицированный графит СГ-Т. Такая
пара трения имеет хорошие антифрик-
ционные характеристики, что исключает
задиры уплотнительных поверхностей
при запусках уплотнения «всухую» без
давления. В конструкции, показанной
на рис. 9.55, давление подводится к
паре трения со стороны внутреннего
диаметра. Этим достигается большая
газостатическая жесткость, чем в схеме с
подводом давления со стороны наруж-
ного диаметра уплотнительной пары.
В конструкции уплотнения имеется
встроенный теплообменник, предназна-
ченный для испарения жидкости и подо-
грева паров. В теплообменник подается
сухой теплый газ, который далее может
использоваться для обдува уплотнитель-
ных колец. Уплотнение применяют для
кислорода, азота и аргона при давлении
0,05...0,6 МПа. Его долговечность опре-
деляется главным образом долговеч-
ностью сильфона и составляет тысячи
часов.
9.10. Технология изготовления,
требования к монтажу
Обработка колец пар трения. Кольца
пар трения из углеродных материалов
(за исключением СГ-П и СГ-Т) изго-
товляют обработкой лезвийным инстру-
ментом на токарно-винторезных стан-
ках (обязателен отсос пыли из зоны ре-
зания). Обработку выполняют резцами
с пластинами из твердого сплава ВК8
(ГОСТ 3882 — 74) со следующей геомет-
рией режущей части: передний угол
у=10°; задний угол а = 8... 10°; глав-
ный угол в плане <р = 45... 60°; радиус
при вершине г = 1,0... 1,5 мм [28]. Режим
резания: скорость v = 1,5... 1,83 м/с;
подача на оборот So = 0,1...0,15 мм;
глубина резания Г = 2... 5 мм.
Кольца пар трения из силицирован-
ных графитов СГ-П и СГ-Т обрабаты-
вают шлифованием на универсально-
шлифовальных станках. Шлифование
производят алмазными кругами марки
АСР зернистостью 100/63 в следую-
щих режимах: v = 30 м/с; So = 0,05...
...0,1 мм; t = 0,15...0,3 мм [28]. В ка-
честве смазочно-охлаждающей жидкости
применяют эмульсию с содержанием
соды 2 — 3% [28].
Кольца пар трения из алюмокарби-
докремниевого (силицированного) гра-
фита ГАКК 55/40 обрабатывают алмаз-
ными резцами (ГОСТ 13288 — 76 и
ГОСТ 13297 — 76) на токарно-винто-
резных станках. Режим резания: скорость
v — 1 м/с; подача So = 0,5 мм; глубина
резания t = 1,5 мм.
На кольцах из графита ГАКК 55/40
можно нарезать резьбу. Например,
для нарезания резьбы М60 х 1,5 исполь-
зуют пластины из твердого сплава при
следующих режимах: частота вращения
шпинделя 50— 60 мин“ \ глубина резания
t = 0,25 мм.
Доводка рабочих поверхностей пар
трения. Неплоскостность уплотняющих
поверхностей колец не должна превы-
шать 0,6—0,9 мкм при Ra = 0,1 мкм.
Для окончательной чистовой обработки
рабочих поверхностей применяют до-
водку. Технологический процесс доводки
сводится к сглаживанию неровностей
поверхностей с помощью абразивных
порошков в присутствии смазочных
средств. Смазочная жидкость образует
между поверхностями притирочной
плиты и кольца слой, насыщаемый аб-
разивным материалом. Толщина слоя не
должна превышать размера абразива
(иначе производительность доводки
низкая), поэтому для доводки приме-
Технология изготовления, требования к монтажу
345
няют невязкие и доступные жидкости,
такие, как вода и керосин.
В условиях серийного производства
применяют машинную доводку на при-
тирочных станках, при единичном про-
изводстве и ремонтных работах приме-
няют рабочую доводку на притирочных
плитах.
Для доводки уплотняющих поверх-
ностей колец пар трения могут быть
использованы различные абразивные
порошки: электрокорунд белый, карбо-
рунд (карбид кремния черный), карбид
бора, алмаз синтетический.
Наименьшую микротвердость имеют
зерна электрокорунда (2 1О10 Па).
Лучшая режущая способность у белого
электрокорунда. Доводка с помощью
этого материала отличается высокой
производительностью и обеспечивает хо-
рошее качество поверхности.
Карборунд имеет высокую твердость,
однако его зерна хрупки и непрочны,
вследствие чего добиться высокой произ-
водительности при работе с этим мате-
риалом трудно.
Карбид бора — прочный и твердый
(4 1О10 Па) материал. При доводке с
помощью порошков карбида бора дости-
гается высокая производительность, но
качество поверхности ниже, чем при до-
водке электрокорундом, в связи с чем
порошки карбида бора рекомендуются
в основном для предварительной до-
водки.
Выбор алмазных порошков с опреде-
ленным сочетанием твердости и круп-
ности зерен обеспечивает малую шеро-
ховатость поверхности и значительно
сокращает время доводки. На базе по-
рошков из синтетических алмазов вы-
пускают алмазные пасты (табл. 9.17),
применяемые при доводке колец пар
трения из твердых материалов.
При выборе материала абразива необ-
ходимо, чтобы твердость На абразива
была выше твердости Ны поверхности
притираемого элемента пары трения
1,3...1,7).
Основная цель предварительной до-
водки — ликвидировать волнистость об-
Таблица 9.17
Марки алмазных нас г по СТ СЭВ 206 75
Паста Размер зе- рен основ- ной фрак- ции, мкм Условное название группы Условная окраска упаковки
АП28 АП20 28-20 20-14 Средняя Зеленая с поло- сами: серой белой
АП 14 АП10 АП7 14-10 10-7 7-5 Мелкая Голубая с поло- сами: черной серой белой
АП5 АПЗ АП1 5-3 3-1 1 и ме- нее Тонкая Желтая с поло- сами : черной серой белой
рабатываемой поверхности и довести ее
до требуемой плоскостности. Поскольку
при этом приходится снимать тонкий
слой материала на большей части по-
верхности обрабатываемого кольца,
используют крупнозернистые абразивы,
что повышает производительность до-
водки, однако поверхность, образую-
щаяся в результате этой доводки, более
грубая, чем требуется.
Окончательную доводку, направ-
ленную на получение необходимой ше-
роховатости поверхности, выполняют
мелкозернистым порошком при посте-
пенном уменьшении крупности зерен
абразива по мере улучшения качества
поверхности притираемой детали.
Контактное давление на притираемую
поверхность должно быть 0,03 — 0,06 МПа
для предварительной притирки и 0,01 —
0,03 МПа для окончательной доводки.
Скорость перемещения детали 0,1 —
0,5 м/с; повышение скорости и контакт-
ного давления нежелательно из-за
нагрева детали и ее деформаций.
В качестве основного инструмента
при ручной доводке используют чугун-
ные и стеклянные притиры.
Твердость притиров из серого чугуна
346
Конструкции торцовых уплотнений
однородной структуры с перлитной ос-
новой НВ 140—150. Для повышения из-
носостойкости можно применять мелко-
зернистые перлитные чугуны с добавкой
хрома или молибдена (НВ 150—200).
Чугунные притиры, как правило, из-
готовляют в виде кругового диска (для
более равномерного изнашивания и из-
бежания деформаций) с размерами:
0 350 х 30 мм для доводки колец
диаметром до 180 мм; 0 430 х 40 мм
для доводки колец с диаметром до 300 мм.
Стеклянные притиры изготовляют
из отожженного стекла марки МКР-1
(«Пирекс» или ЛК). В набор притиров
входит шесть плит: три — для предвари-
тельной доводки колец и три — для окон-
чательной. Рабочие поверхности плит
шлифуют на плоскошлифовальном стан-
ке до Ra = 0,8 мкм и неплоскостности
0,01 — 0,02 мм. После шлифования плиты
притирают одну по другой по методу
трех притиров в последовательности:
первая плита по второй, затем по третьей;
третья плита по второй, затем по пер-
вой; вторая плита по первой, затем по
третьей.
На притираемую плиту равномерно
насыпают 5 — 10 г . электрокорунда
(М28, М20 — для предварительной до-
водки, М10, М7 — для окончательной)
и смачивают плиту керосином (5 — 10 г).
Затем накладывают вторую ллиту и
движением в виде цифры 8 производят
притирку, причем край подвижного при-
тира периодически должен заходить за
край неподвижного на 30 — 50 мм.
Правка стеклянных притиров анало-
гична правке чугунных притиров с той
лишь разницей, что в качестве абра-
зива применяют порошок зернистостью
М28, М14, а в качестве смазочного ма-
териала — чистую воду. Притиры счи-
тают годными к работе, если их поверх-
ность имеет неплоскостность 1,5 — 2 мкм.
Кольца из силицированного графита,
минералокерамики, твердых сплавов
доводят с использованием алмазных
паст АП20, АП14 — для предварительной
доводки, АП 10, АП5 — для окончатель-
ной.
Доводку производят движением коль-
ца в виде цифры 8. В процессе доводки
кольцо необходимо периодически пово-
рачивать вокруг оси на 60—90°. Средний
расход пасты на одно кольцо с диамет-
ром рабочего пояска 50—70 мм около
0,05 г.
Кольца пар трения из сталей и сплавов
с твердостью менее HRC 60 доводят с
помощью белого электрокорунда. В
качестве смазочного материала приме-
няют раствор керосина с 2% стеарина.
Кольца пар трения из углеродных
материалов марок 2П-1000, химанит,
АО-1500-СО5 и др. доводят предвари-
тельно на стеклянных притирах с исполь-
зованием электрокорунда М5, М3,
окончательно — на чугунных притирах.
В качестве смазочного материала исполь-
зуют чистый керосин.
Кольца пар трения из материалов на
основе полимеров типа Ф4К20 доводят
на стеклянных притирах без применения
абразива. Роль абразива в этом случае
выполняют риски на притирах, образо-
вавшиеся в процессе доводки прити-
ров. В качестве смазочного материала
применяют чистую воду.
Контроль плоскостности притертых
поверхностей можно проводить плоско-
параллельными стеклянными пласти-
нами ПИ (ГОСТ 2923 — 75) при дневном
и монохроматическом освещении. Для
получения монохроматического освеще-
ния используют гелиевые или натрие-
вые источники света, помещенные в
осветительный шкаф.
Перед контролем плоскостности стек-
лянную пластину и контролируемую
поверхность протирают чистой мягкой
салфеткой, смоченной в спирте.
При использовании естественного ос-
вещения стеклянную пластину наклады-
вают на контролируемую поверхность
с незначительным нажатием и сдвигом,
добиваясь контакта, при котором обра-
зуется наименьшее число интерферен-
ционных полос светового спектра
(рис. 9.56).
Отклонение от плоскостности опреде-
ляют подсчетом полос одинакового
Технология изготовления, требования к монтажу
347
Рис. 9.56. Картины интерференционных полос, полученные при естественном освещении
поверхности трения:
а —выпуклой; б — вогнутой; в — искривленной; г, d — годных к использованию с неплоскостностью
соответственно 0,9 и 0,3 мкм
цвета. Одна полоса соответствует откло-
нению от плоскостности контролируе-
мой поверхности на 0,3 мкм. Число
полос, пересеченных отрезком прямой
в направлении, перпендикулярном к по-
лосе, и умноженное на 0,3 мкм, состав-
ляет неплоскостность на этом отрезке.
При неплоскостности менее 0,3 мкм от
светового спектра остается только один
желтый (соломенный) цвет. Годным
также считают кольцо, на поверхности
которого образуются две-три строго
концентричные интерференционные по-
лосы.
При монохроматическом освещении
пластину накладывают на контролируе-
мую поверхность без нажатия. При
этом получается воздушный клин в
результате неплотного контакта пласти-
ны 2 с поверхностью контролируемого
кольца 1 (рис. 9.57, а). Преломление
света в этом зазоре приводит к появле-
нию интерференционных полос темного
цвета на поверхности пластины. Ряд
параллельных и равномерно располо-
женных прямых полос указывает на то,
что деталь оптически плоская и откло-
нение от плоскостности менее 0,3 мкм
(рис. 9.57, г). Изогнутые полосы показы-
вают, что поверхность оптически непло-
ская: вогнутая (рис. 9.57, б) или вы-
пуклая (рис. 9.57, в).
Определение неплоскостности прово-
дят в такой последовательности:
определяют базовую интерференцион-
ную линию и точки ее пересечения с
наружным диаметром уплотнительного
кольца (базовая интерференционная ли-
ния — линия, касающаяся вершиной
внутреннего диаметра уплотнительного
кольца, на рис. 9.57, бив показана утол-
щенной);
мысленно соединяют прямой линией
точки пересечения базовой линии с
наружным диаметром кольца и опреде-
ляют стрелу прогиба f базовой линии;
вычисляют неплоскостность как отно-
шение стрелы прогиба f к расстоянию
между соседними световыми полосами 5,
которое зависит лишь от источника осве-
щения (для гелиевого источника 5 =
= 0,29 мкм).
Контроль плоскостности поверхности,
имеющей диаметр больше диаметра
пластины ПИ, проводят по отдельным
участкам, перекрывая один участок
другим последовательной перестановкой
пластины ПИ.
Рис. 9.57. Картины интерференционных полос, полученные при монохроматическом осве-
щении кольца пары трения
348
Конструкции торцовых уплотнений
Обработка вторичных уплотнений из
фторопласта. Детали торцовых уплот-
нений из фторопласта (кольца кони-
ческие и круглого сечения, сильфоны
и т. д.) изготовляют, как правило, из
заготовок в виде втулок или листов на
токарно-винторезных станках.
Обработку производят резцами с
пластинами из быстрорежущей стали
Р18 (ГОСТ 19265 — 73) со следующей
геометрией: передний угол у = 10°;
задний угол а = 20°; главный угол в
плане <р = 45°; радиус при вершине
г = 0,5 мм [28]. Режим резания: скорость
v = 2 м/с; подача на оборот So —
= 0,05 мм; глубина резания t = 1 ...3 мм.
Недопустимо попадание стружки на
обработанную поверхность детали, так
как нагретая до высоких температур
стружка прочно прилипает к поверх-
ности детали. Для улучшения схода
стружки передние поверхности резцов
полируют. Обработку фторопласта сле-
дует производить в помещении с прину-
дительной вентиляцией.
Изготовление пружин. Навивку пружин
выполняют на токарно-винторезных
станках с помощью специального при-
способления [28], мелкие пружины изго-
товляют на станках-автоматах.
После навивки пружины проходят
специальную термообработку [28].
Пружины, изготовляемые из прово-
локи II (ГОСТ 9389 — 75), подвергают
отпуску для снятия напряжений. Пружи-
ны укладывают в один ряд на стальной
лист и загружают в электропечь или
специальный шкаф при 240—280 °C.
После выдержки в течение 30—40 мин
пружины охлаждают на воздухе.
Пружины из стали 40X13 (ГОСТ 5632 —
72) подвергают закалке с последующим
отпуском. Пружины помещают в печь,
нагретую до 1000 °C, и после выравнива-
ния температуры выдерживают 15 —
20 мин. Для предохранения пружин от
обезуглероживания при нагреве их
засыпают карбюризатором или чистым
сухим древесным углем. После выдержки
в печи пружины погружают в ванну с
нагретым до 60 —80 °C маслом (машин-
ным, веретенным или индустриальным).
Охлажденные пружины промывают в
горячем 10%-ном содовом растворе и
подвергают отпуску при 250—350 °C в
течение 1,5 ч. Твердость пружин должна
составлять HRC 43 — 48.
Пружины из сталей 12Х18Н10Т и
10Х17Н13М2Т (ГОСТ 18143-72) нави-
вают из нагартованной в состоянии
поставки проволоки. После навивки и
шлифования торцов выполняют отпуск
при 420 °C с выдержкой в течение
20—30 мин. Затем пружины охлаж-
дают на воздухе.
Винтовые пружины из сплава 36НХТЮ
навивают из холоднотянутой проволоки
в состоянии поставки с отпуском при
600 — 700 °C. Для повышения коррозион-
но-усталостных свойств пружин из спла-
ва 36НХТЮ рекомендуется электропо-
лирование (в качестве электролита ис-
пользуют состав: 86—88% ортофосфор-
ной кислоты; 10—12% хромового
ангидрида; 2 % дистиллированной воды).
Заготовки волнистых пружин из сплава
36НХТЮ изготовляют из нагартованной
ленты толщиной 0,1 —2,0 мм. При фор-
мировании волны на поверхности коль-
ца наружный и внутренний диаметры
заготовки уменьшаются. При проекти-
ровании оснастки обычно исходят
из того, что 70 % высоты волны форми-
руется в результате уменьшения диамет-
ров заготовки и 30 % — в результате ее
вытяжки.
Крепление элементов пружип произво-
дят либо скрепками или точечной свар-
кой в двух диаметрально противопо-
ложных точках на конденсаторной
машине ТКМ-15. Режим сварки подби-
рают в зависимости от толщины ленты.
Сваренную пружину подвергают за-
калке при температуре 920 —950 “С и
последующему дисперсионному твер-
дению при 650 —700 °C с выдержкой
2-4 ч.
Все винтовые пружины подвергают
заневоливанию (пружины сжатия обжи-
мают до соприкосновения витков, пру-
жины растяжения нагружают предель-
ным грузом) в течение 6 ч.
Технология изготовления, требования к монтажу
349
Требования к деталям насоса. Непод-
вижные кольца пары трения торцовых
уплотнений, разработанных в соответ-
ствии с требованиями международного
стандарта ИСО 3069 — 74, устанавливают
в гнезда (рис. 9.58), размеры не зависят
от типа уплотнения (табл. 9.18).
При этом должны быть удовлетво-
рены следующие требования к поверх-
ности гнезда: биение поверхности Б
относительно А — не более 0,08 мм,
торцовое биение поверхности В отно-
сительно Б не более 0,05 мм.
К валу и поверхности вала (втулки)
под уплотнением и камере предъявля-
ют следующие требования: биение по-
верхности вала под уплотнением при
установке вала в центрах 0,05 мм; биение
подшипников в осевом и радиальном
направлении не более 0,08 мм; биение
внутренней поверхности камеры уплот-
нения относительно вала не более
0,15 мм; биение торца корпуса уплотне-
ния относительно вала, согласно данным
фирмы «Бургман» (ФРГ), зависят от
частоты вращения (рис. 9.59).
Допуски на некруглость и шерохо-
ватость поверхности вала:
под клиновое кольцо из фторопласта
допуск +0,005 мм, шероховатость
после шлифования и полирования (сле-
дов обработки не должно быть видно);
для резиновых сильфонов допуск
+ 0,05 мм, шероховатость после чисто-
вой токарной обработки (слишком чи-
стая обработка поверхности не обеспе-
чивает зажим резинового сильфона на
валу и приводит к прокручиванию силь-
фона относительно вала);
Рис. 9.58. Гнездо для установки неподвиж-
ного кольца пары трения
Таблица 9.18
Размеры, мм, гнезд под неподвижные кольца
дли уплотнений по стандарту ИСО 3069 — 74
^ВТ 41 4г 4з 44 h h б б
12 19 23 24 3 1,5 4 8,5 3
20 29 35 36 3 2 4 9 4
22 31 37 38 3 2 5 9 4
25 34 40 41 3 2 5 9 4
28 37 43 44 3 2 5 9 4
30 39 45 46 3 2 5 9 4
33 42 48 49 3 2 5 9 4
35 44 50 51 3 2 5 9 4
40 52 58 60 4 2 6 9 4,5
45 57 63 65 4 2 6 9 4,5
48 58 66 68 4 2 6 9 4,5
50 62 70 70 4 2,5 6 9 5,5
55 67 75 75 4 2,5 6 9 5,5
70 84 92 95 4 2,5 7 9 6
80 95 1-5 109 4 3 7 9 6
90 105 115 119 4 3 7 9 6
110 125 135 139 4 3 7 9 6
130 145 155 Г59 4 3 7 9 6
под кольца круглого сечения допуск
+ 0,025 мм, шероховатость после шли-
фования и полирования (следов обра-
ботки не должно быть видно).
Радиальный зазор между валом и
неподвижным кольцом пары трения
0,4—0,5 мм.
Допуск на установку торцового уплот-
нения по длине +0,5 мм.
На поверхностях вала или втулки,
соприкасающихся с вторичным уплот-
нением при его монтаже, не должно
Рис. 9.59. Допускаемое биение торца корпуса
уплотнения
350
Конструкции торцовых уплотнений
быть острых кромок, пазов под шпонку
и отверстия.
Требования к монтажу. Монтаж тор-
цового уплотнения является ответствен-
ной операцией. Например, в насосах
после установки торцового уплотнения
выполняют сборку проточной части
насоса, подсоединяют всасывающий и
нагнетательный трубопроводы, системы
вспомогательных трубопроводов и про-
водят опробование насоса. Неудачная
сборка торцового уплотнения неизбежно
приводит к полному демонтажу насоса.
Эффективность монтажных работ за-
висит от уровня агрегатирования кон-
струкции торцового уплотнения.
Наибольшего внимания требует мон-
таж торцовых уплотнений, поставляемых
в виде деталей. При монтаже таких кон-
струкций поверхность вала должна быть
покрыта тонким слоем смазочного мате-
риала. Если вторичное уплотнение вы-
полнено из резины на основе этилен-
пропиленового каучука, смазывание не-
обходимо проводить водой. Не допуска-
ется нанесение смазочного материала
на кольца круглого сечения, устанав-
ливаемые на неподвижные кольца пары
трения.
При установке резиновых колец круг-
лого сечения надо следить, чтобы они не
перекручивались относительно сопря-
гаемых поверхностей и не повреждались
при перемещении детали.
При установке торцового уплотнения
в машине необходимо исключить попа-
дание смазочного материала на торцо-
вые поверхности колец пар трения.
При подсоединении насоса не до-
пускается натяжение всасывающего и
нагнетательного трубопроводов во избе-
жание смещения неподвижного кольца
(в результате деформаций корпуса) и
снижения долговечности торцового
уплотнения.
Срок службы торцового уплотнения
определяет также центрирование муфты,
которое выполняют после подсоедине-
ния трубопроводов к насосу.
В собранном насосе биение поверх-
ности вала под уплотнением и муфтой —
не более 0,08 мм для диаметров валов до
100 мм.
Одинарные торцовые уплотнения не
могут работать в отсутствии жидкости,
и поэтому всегда должен быть преду-
смотрен отвод воздуха из камеры уплот-
нения.
Наибольшая опасность работы «всу-
хую» существует у насосов с вертикаль-
ными валами.
Удаление воздуха из камеры уплот-
нения осуществляется одним из трех
способов: отвод на всасывание; цирку-
ляция жидкости через камеру; отвод
через вентиляционную трубку, устанав-
ливаемую в самой верхней точке камеры,
в атмосферу.
При подсоединении вспомогательных
трубопроводов к двойному торцовому
уплотнению всегда следует иметь в
виду, что подводящий трубопровод дол-
жен подходить к внутреннему уплот-
нению снизу, а отводящий — от внешнего
уплотнения — сверху. Это правило во
многих случаях позволяет избежать
выхода из строя наружного уплотнения
при перебоях с подачей затворной
жидкости.
Система вспомогательных трубо-
проводов должна быть сконструирована
и установлена так, чтобы ее можно было
снять для техобслуживания и промывки.
Кроме того, она должна иметь доста-
точную опору, чтобы предотвратить
повреждения вследствие вибрации. Тру-
бопроводы должны иметь конструкцию,
исключающую образование воздушных
карманов.
Механизм герметизации и основы расчета
351
Глава
10
УПЛОТНЕНИЯ С САЛЬНИКОВОЙ НАБИВКОЙ
10.1. Механизм герметизации
и основы расчета
Наиболее широкое распространение по-
лучили давно известные и простые по
конструкции уплотнения с мягкой саль-
никовой набивкой — сальниковые уплот-
нения (рис. 10.1). Такое уплотнение со-
стоит из уплотнителя — пакета сальни-
ковой набивки /; корпуса 2, служащего
для размещения колец набивки; крышки
3, предназначенной для периодического
поджатия пакета набивки к вращаю-
щемуся валу, движущемуся плунжеру,
штоку или шпинделю 4. В результате
поджатия сальниковой набивки к дви-
жущейся детали между ними создаются
контактные напряжения, обеспечиваю-
щие малый зазор и определенную герме-
тичность контакта. Тем самым ограни-
чиваются утечки рабочей жидкости,
находящейся под избыточным давлением
р0, через уплотнение в окружающую
среду. Уплотнитель состоит из несколь-
ких отдельных колец, нарезанных из
шнура сальниковой набивки. Преиму-
щества сальникового уплотнения — про-
стота конструкции и возможность быст-
рой замены набивки без разборки ма-
шины. Для этого крышку 3 отодвигают
Рис. 10.1. Сальниковое уплотнение (d — диа-
метр вала; D — диаметр коробки сальника;
Ь — размер сечения набивки; / — длина саль-
ника)
или снимают, отработавший уплотни-
тель 1 извлекают и в корпус 2 встав-
ляют новые кольца набивки.
Сальниковые уплотнения устанавли-
вают на вращающихся валах различ-
ных насосов (в основном лопастных)
и узлов подшипников, на плунжерах
и штоках, движущихся возвратно-посту-
пательно. Большинство уплотнений
шпинделей различной арматуры сальни-
ковые. Кроме того, сальниковые уплот-
нения используют для герметизации
неподвижных соединений различных
аппаратов, механизмов и машин. Ими
оснащают оборудование, выпускаемое
для химической, нефте- и горнодобы-
вающей, судостроительной и других от-
раслей промышленности. Они широко
распространены в сельском и комму-
нальном хозяйстве, в наземном и воз-
душном транспорте.
Сальниковые уплотнения работают
в среде воды, водяного пара, нефтепро-
дуктов, газов, кислот, щелочей, раство-
рителей, масел, жиров и других веществ,
в широком диапазоне давлений, темпе-
ратур и скоростей скольжения.
Большинство выпускаемых мягких
сальниковых набивок состоит из во-
локнистой сплетенной основы, пропи-
танной смазочным материалом с добав-
ками антифрикционных веществ (гра-
фита, талька и др.). Такой состав на-
бивок определяет сложность их физико-
механических свойств и, соответственно,
сложность механизма герметизации де-
талей набивками. Согласно эксперимен-
тальным данным сальниковые набивки
проявляют вязкоупругие свойства, опи-
сываемые уравнением Максвелла — Иш-
линского [9]. Кроме того, набивка яв-
ляется анизотропным материалом — ее
модуль упругости вдоль оси в 2 —5 раз
меньше модуля упругости в поперечном
направлении.
Кривые деформации сжатия набивок
показаны на рис. 10.2. В начальный
период сжатия происходит уплотнение
352
Уплотнения с сальниковой набивкой
Рис. 10.2. Зависимость деформации кольца
набивки Д от осевой нагрузки:
1 — набивка типа ЛП; 2 — тефлоновая набивка
Рис. 10.3. Релаксация напряжений в набивке,
опрессованной при р„ = 10 МПа при времени
выдержки:
1 — 30 мин; 2-10 мин; 3 — 1 мин
набивки за счет имеющихся пустот
между нитями основы и частичного
выдавливания смазочного материала.
В дальнейшем деформация уменьшается
и может происходить лишь в результа-
те сжатия волокон и выдавливания сма-
зочного материала. Наличие густого
смазочного материала определяет релак-
сацию напряжений в набивке во времени
(рис. 10.3).
Кроме свойств самой набивки на
механизм герметизации сальникового
уплотнения влияет множество других
факторов: характер движения детали
(вращательное, в озвратно-поступатель-
ное); скорость движения; материал
детали; физико-химические свойства
рабочей среды; допускаемые утечки
И др.
Одним из главных факторов, опреде-
ляющих механизм герметизации, являет-
ся скорость скольжения набивки относи-
тельно движущейся детали. Сальнико-
вые уплотнения шпинделей арматуры
характеризуются малыми скоростями
скольжения и повышенными требова-
ниями к их герметичности, поэтому они
работают в режимах трения без сма-
зочного материала с набивками без
пропитки или в режимах, близких к тре-
нию консистентного (вязкопластичного)
смазочного материала. Для оценки воз-
можности работы такого уплотнения
предложен критерий pKv [5], где рк — кон-
тактное давление набивки на вал, МПа;
v — скорость скольжения, м/с. При
ркг> > 5,6 необходимо применять сма-
зывание от постороннего источника или
рабочей средой. Так, сальниковые уплот-
нения валов, плунжеров и других деталей,
движущихся с большими скоростями,
должны смазываться и охлаждаться
самой рабочей средой или специально
подаваемой затворной жидкостью, по-
этому через них обеспечивают некото-
рую (обычно капельную) утечку жид-
кости. Пропитка смазочным материалом
здесь имеет значение лишь в начальный
период приработки уплотнения и в про-
цессе его подтяжки — исключает трение
без смазочного материала и пригорание
набивки. В процессе эксплуатации сма-
зочный материал из набивки постепенно
вымывается и свойства набивки изме-
няются (рис. 10.4). В результате набивка
теряет эластичность и дальнейшая
Рис. 10.4. Схемы работы сальникового уплотнения с мягкой набивкой:
а — новая набивка, капельные утечки рабочей жидкости (черного цвета); б ~ подтяжка набивки, вы-
деление пропитки из набивки (белого цвета) и уменьшенные утечки рабочей жидкости; в — нормальная
работа после подтяжки; г — набивка потеряла пластичность, при подтяжке пропитка не выделяется,
утечки рабочей жидкости повышенные, необходима замена набивки
Механизм герметизации и основы расчета
353
подтяжка и герметизация сальника ста-
новятся невозможными. Набивки, изго-
товленные из материалов на основе
фторопласта-4, теряют эластичность
вследствие спекания волокон под дей-
ствием давления и температуры. Наблю-
дается также потеря эластичности наби-
вок при их работе в растворах солей
вследствие насыщения набивок солями.
При больших скоростях скольжения
на работу сальниковых уплотнений
существенное влияние оказывает давле-
ние рабочей среды. При давлении жид-
кой среды до 1,0 МПа механизм герме-
тизации сальниковых уплотнений вра-
щающихся валов насосов заключается
в создании в пакете набивки радиальных
напряжений больших, чем давление жид-
кости перед уплотнением [9]. Напряже-
ния в набивке и контактные давления
в основном определяются нажимным
механизмом и физико-механическими
свойствами набивки. Утечки через саль-
никовое уплотнение происходят через
неплотности набивки в контакте с микро-
неровностями поверхностй вала и вслед-
ствие биений вала.
При давлении рабочей среды более
1,0 МПа напряжения в пакете набивки
от действия давления превышают напря-
жения, создаваемые подтяжкой набивки.
Со стороны высокого давления между
набивкой и валом создается щель. В этой
зоне падение давления жидкости незна-
Рис. 10.5. Кривые распределения давления
жидкости по длине контакта при давлении
жидкости:
1 - 0,4 МПа; 2 - 1,5 МПа
Рис. 10.6. К расчету напряжений в сальни-
ковом уплотнении
чительно. Основная часть перепада дав-
лений приходится на последние кольца
набивки со стороны низкого давления.
На рис. 10.5 показаны эксперименталь-
ные кривые распределения давления
жидкости по длине сальникового уплот-
нения при низком и повышенном давле-
ниях рабочей жидкости. Расчет контакт-
ного давления между набивкой и валом,
а также закона распределения давления
среды по длине сальникового уплотне-
ния является весьма приближенным
вследствие влияния на них большого
числа факторов, которые трудно учесть.
В соответствии с расчетной схемой,
показанной на рис. 10.6, осевые и кон-
тактные (радиальные) давления распре-
деляются по экспоненциальному закону:
Рос = Ро exp [2af (/ - *)//>];
Рк = аРо ехр [2а/ (/ - х)/Ь].
При выводе этих соотношений было
принято рк = арос. Коэффициенты трения
f набивки по корпусу и валу считали
одинаковыми. При х = / принимали
Рос = Ро- Этот расчет больше применим
к сальниковым уплотнениям, работаю-
щим при низких давлениях жидкости.
Для характерных значений параметров
(а = 0,5; f = 0,1; число колец набивки
i = l/b = 6) контактное давление при
х = 0 в 1,82 раза больше, чем при х = I.
В связи с этим с повышением давле-
ния жидкости следует выбирать более
жесткую набивку (с меньшим коэф-
фициентом а) и ограничивать число
колец набивки. Распределение давления
жидкости по длине уплотнения можно
получить, если принять, что градиент
12 Под ред. А. И. Голубева и Л. А. Кондакова
354
Уплотнения с сальниковой набивкой
давления пропорционален контактному
давлению:
(Ю.2)
где А — параметр, характеризующий уп-
лотняющие свойства набивки (А > 1).
Отношение а)А можно считать по-
стоянным лишь при малых давлениях
рабочей среды. С повышением давления
неравномерность сжатия колец набивки
возрастает. С увеличением степени сжа-
тия набивки отношение а[А также уве-
личивается, что приводит к более резкому
снижению давления на кольцах набивки
со стороны атмосферы и значитель-
ному отклонению кривой распределения
давления в сальниковом уплотнении от
экспоненциальной.
Мощность, Вт, теряемая при трении
в уплотнении [19]:
N = лсог2Ьро (е2я/‘ — 1),
где i — l/b — число колец набивки.
Для ориентировочных расчетов мощ-
ности принимают а » 0,5; / = 0,01...0,1.
Утечки, дм3/ч, жидкости через саль-
никовое уплотнение рекомендуется оце-
нивать по следующим формулам [5]:
при вращательном движении (для
валов)
9-10 3d • ро
при возвратно-поступательном дви-
жении (для штоков)
nd&po .
Q ~ н ’
утечки газа — по формуле
о 102Р63ро
* 7ц/ ’
где d — диаметр вала или штока, мм;
D — диаметр камеры сальникового уп-
лотнения, мм; 8 — зазор между валом
или штоком и сальниковой набивкой,
мм; ро — перепад давлений, МПа; (г —
динамическая вязкость среды, Па • с;
jl — отношение динамических вязкостей
газа и воды при 0°С; к,, — коэффициент,
зависящий от размера и вида сальни-
ковой набивки; fcH = 0,85...1.
Опыты показывают, что зазор 8 тем
больше, чем больше скорость скольже-
ния, температура набивки и износ по-
верхностей (вала, штока), ниже тепло-
проводность набивки и хуже смазывание
уплотнения. Согласно эксперименталь-
ным данным можно принимать 8 =
= 0,006...0,015 мм. При вращательном
движении валов утечки через уплотне-
ния, работающие в воде с перепадами
давлений менее 1 МПа, составляют
0,1 —10 дм3/ч, а при больших диаметрах
валов (около 0,5 м) они могут дости-
гать 100 дм3/ч и более.
При возвратно-поступательном дви-
жении плунжеров и подобных деталей
утечки среды выше, чем при вращатель-
ном движении, вследствие увлечения
среды движущейся в осевом направ-
лении поверхностью детали. Износо-
стойкость и качество работы сальнико-
вого уплотнения можно характеризовать
тремя факторами [9]: периодом работы
уплотнения без обслуживания; наработ-
кой до перенабивки сальника; наработ-
кой до замены защитной втулки (вала).
Необходимость замены набивки нельзя
рассматривать как отказ машины (напри-
мер, насоса), так как это сравнительно
простая и непродолжительная операция.
Необходимость частичной или полной
замены набивки определяют по появле-
нию повышенной утечки рабочей среды,
которая не может быть устранена под-
тяжкой сальника. Замена набивки не
требует разборки машины. При предель-
ном износе защитной втулки для ее за-
мены требуется разборка машины, т. е.
выход из строя защитной втулки саль-
никового уплотнения приводит к отказу
машины.
Предельный износ защитной втулки
(вала) определяется видом сальниковой
набивки, требованиями к герметичности
уплотнения, трудоемкостью его обслу-
Сальниковые набивки
355
Рис. 10.7. Характер распределения износа
защитной втулки вала насоса:
а — фекального; б — для воды низкого давления;
в — для воды высокого давления
живания и прочностью защитной втулки
(вала). По характеру распределения изно-
са вдоль защитной втулки вращающихся
валов можно выделить три формы изно-
шенной поверхности, соответствующие
работе защитных втулок в насосах,
перекачивавших фекальную среду (рис.
10.7, а), воду при низком (рис. 7.10, б)
и высоком (рис. 7.10, в) давлении. При
перекачивании среды с содержанием
абразивных частиц наибольший износ
втулки происходит со стороны рабочей
среды. Относительно равномерное изна-
шивание втулки (немного более интен-
сивное у крышки сальника) происходит
при работе в воде с небольшим давле-
нием. При работе в воде с высоким дав-
лением наибольший износ зафиксирован
под кольцами набивки со стороны крыш-
ки сальника.
В насосах, перекачивающих гидро-
абразивные среды (например, грунто-
вых), происходит также изнашивание
защитной втулки и расточки корпуса
сальника 2 в контакте с фонарным коль-
цом 1 (рис. 10.7).
10.2. Сальниковые набивки
Размеры сечения сальниковой набивки
определяются диаметром движущейся
детали (вала, плунжера, шпинделя).
При выборе набивки рекомендуется
руководствоваться следующими эмпири-
ческими зависимостями [5]:
для машин b = (l,5...2,5)|/d:
для арматуры b — (l,4...2)|/d.
Как правило, набивки выпускают
квадратного сечения со стороной Ь.
Стандартные размеры сечений b согласно
ГОСТ 5152—84 составляют следующий
ряд, мм: 2,3,4,5,6,7,8,10,12,14,16,18,20,
22, 25, 28, 30, 32, 38, 42, 45, 50, 52, 55,
60, 65, 70. Стандарт распространяется
на волокнистые и комбинированные
сальниковые набивки. Волокнистые на-
бивки подразделяют:
по виду волокнистого основания на
хлопчатобумажные, из лубяных волокон,
асбестовые, стеклянные, фторлоновые,
фторопластовые, хлориновые, поли-
феновые, капроновые, углеродные, ме-
таллические, смешанные;
по способу изготовления на набивки
из чесаного волокна, крученые, плетеные,
скатанные, дублированные, формован-
ные, прессованные, смешанные;
по пропитывающим материалам на
сухие, пропитанные маслами, жирами,
восками, с добавлением порошковых
материалов, прорезиненные различными
клеями и резиновыми смесями, про-
питанные синтетическими смолами и
пластмассами, смешанные;
по вводимым специальным элементам
на набивки с резиновыми шнурами,
имеющими сечения различной формы,
с резиновыми и пластмассовыми труб-
ками и др.
Мягкие волокнистые набивки благода-
ря их эластичности и податливости
наиболее эффективны в качестве уплот-
нений валов при сравнительно неболь-
ших давлениях сред. Они обеспечивают
герметичность уплотнения при наличии
изношенной поверхности вала (втулки).
Такие набивки широко применяют для
уплотнения шпинделей арматуры. При
высоких скоростях скольжения, давлени-
ях и температурах сред рекомендуются
металлические и комбинированные на-
бивки. Комбинированные набивки со-
стоят из мягких текстильных волокон,
пропитанных различными композиция-
12*
356
Уплотнения с сальниковой набивкой
ми, в соединении с армутрой или на-
полнителем из цветных металлов и
сплавов. Основную группу этих набивок
составляют асбометаллические.
Согласно ГОСТ 5152 — 84 выпускают
крученые, плетеные и скатанные на-
бивки. Крученые набивки изготовляют
путем кручения нити. Плетеные набивки
бывают сквозного плетения, с одно-
слойным сплетением сердечника и мно-
гослойного плетения. Скатанные набив-
ки изготовляют скатыванием полосы
прорезиненной ткани в тугой шнур.
Скатанные набивки выпускают с рези-
новым шнуром или без него.
Материалы набивок. В качестве мате-
риалов волокон и нитей набивок
используют хлопок, волокна лубяных
культур (льна, конопли, джута), асбест
(хризотил-асбест, голубой или кроки-
долит-асбест), стекло (боросиликатное),
пластмассы (капрон, фторопласт-4),
углерод, металлы (медь, латунь, свинец).
Большая часть выпускаемых наби-
вок — асбестовые. Хризотил-асбест ще-
лочестоек, но имеет низкую стойкость
в кислотах. Для кислых сред рекомен-
дуются набивки из голубого асбеста.
Набивки выпускают сухими и про-
питанными. Сухие набивки применяют в
основном для арматуры. Благодаря от-
сутствию в этих набивках органических
и других смазочных материалов их
используют при высоких температурах
рабочих сред. Для уплотнений вращаю-
щихся валов насосов и машин, работаю-
щих при высоких скоростях скольжения,
сухие набивки непригодны вследствие
их низкой износостойкости и плохой
прирабатываемости.
Для пропитки набивок используют:
нефтепродукты (цилиндровое масло),
консистентный смазочный материал
(технический вазелин), твердые углеводо-
роды (парафин, церезин, озокерит); жиры
и продукты растительного и животного
происхождения (касторовое масло, тех-
нический жир); резиновые смеси и клеи
(на основе натурального и синтети-
ческих каучуков); пластмассы (суспензию
фторопласта-4, перхлорвиниловую смо-
лу и др.); порошковые материалы (гра-
фит, дисульфид молибдена, тальк, слю-
ду, свинцовый сурик). Пропитанные на-
бивки применяют как в машинах, так
и в арматуре. Основная отрасль-потре-
битель этих набивок — машиностроение.
Некоторые набивки, предназначенные
для работы при высоких давлениях и
температурах, изготовляют в виде прес-
сованных колец из фольги (алюминие-
вой, медной, свинцовой). Пластичные
набивки в виде массы, состоящей из
асбеста, цилиндрового масла, графита,
парафина и других веществ применяют
редко. В табл. 10.1 указаны размеры,
рабочие параметры и области примене-
ния набивок в соответствии с ГОСТ
5152-84.
Гарантийный срок хранения набивок —
пять лет с момента их изготовления.
Набивки асбестовые с полимерной про-
питкой, а также набивку марки УС
можно использовать в условиях тропи-
ческого климата. Набивки марок АГ и
АФТ рекомендуется перед монтажом
прессовать в виде колец по размерам
сальниковой камеры. Прессование про-
водят: для набивки марки АГ под дав-
лением 35—40 МПа, для набивок марки
АФТ под давлением 20—25 МПа. Перед,
прессованием колец для сальников, ра-
ботающих в среде сжиженных газов
при отрицательных температурах, на-
бивку необходимо выдержать при тем-
пературе 100 + 10 °C в течение 1 — 1,5 ч
для удаления адсорбированной влаги,
которая может вызвать примерзание
уплотнения к шпинделю арматуры.
Перед прессованием колец из набивки
марки АФТ для сальников арматуры, ра-
ботающих в среде жидкого кислорода,
набивку необходимо обезжирить погру-
жением в среду хладона 113 по ГОСТ
23844 — 79 или четыреххлористого угле-
рода марки А по ГОСТ 4 — 75. При уста-
новке сухих набивок допускается графи-
тирование их поверхности.
Наиболее универсальными и перспек-
тивными являются фторопластовые
набивки и набивки из углеродных нитей.
Многие зарубежные фирмы, в том числе
Сальниковые набивки
357
Размеры, рабочие параметры и области применении набивок
Таблица 10.1
Марка набивки Характеристика набивки Форма сечения Размеры диаметра, стороны квадрата или прямоуголь- ника, мм Среда (pH) Давле- ние среды, МПа Темпера- тура среды, °C Место установки
(АП) Крученая, асбестовая, пропитанная, графитиро- ванная. Круглая 2; 3 Воздух, нефте- продукты, сла- бокислотные растворы, газы и пары (3—10) 4,5 300 Арматура
АС Плетеная, асбестовая, сухая Круглая и квадратная 4; 5; 6; 7; 8; 10; 12; 14; 16; 18; 20; 22; 25; 28; 30; 32; 38; 42; 45; 50 Нейтральные, агрессивные жидкие и газо- образные среды (5-14) 4,5 400
Аммиак жидкий и газообразный -70... + 150
АП АП-31 Плетеная, пропитанная, графитирован- ная 4; 5; 6; 7; 8; 10; 12; 14; 16; 18; 20; 22; 25; 28; 30; 32; 38; 42; 45; 50 Нейтральные, агрессивные жидкие и газо- образные среды, пар (3—10) 4,5 -70... + 300
Нефтепродукты (З-Ю) 2,0 -30... + 300
Жидкие ней- тральные и аг- рессивные сре- ды, нефтепро- дукты (3 — 10) 2,0 250 Насосы цен- тробежные, поршневые
АПС Плетеная, ас- бестовая, про- резиненная, графитирован- ная, сухая Квадратная 3; 4; 5; 6; 7; 8; 10; 12; 14; 16; 18 Вода, пар, неф- тепродукты, нефтяные газы, щелочи, орга- нические про- дукты, пасты, угольные шла- мы, смолы, воз- дух (4-14) 30 -80... +450 Арматура
200 Насосы
АПРПС Плетеная, ас- бестовая, с ла- тунной прово- локой, проре- зиненная, гра- фитированная, сухая 3, 4, 5, 6, 7; 8; 10; 12; 14; 16; 18 Вода, пар, неф- тепродукты, нефтяные газы, щелочи, орга- нические про- дукты, пасты, угольные шла- мы, смолы, воз- дух (4-14)
Прямоуголь- ная 6x8; 8х 10; 10x12 35 230 Насосы
АПРПП Плетеная, ас- бестовая, с ла- тунной про- волокой, про- резиненная, пропитанная антифрикци- онным соста- вом, графи- тированная Квадратная 3; 4; 5; 6; 7; 8; 10; 12; 14; 16; 18 Вода, пар, неф- тепродукты, нефтяные газы, щелочи, органи- ческие продук- ты, пасты, уго- льные шламы, смолы, воздух (4-14) 90 200 Арматура, насосы
Прямоуголь- ная 6x8; 8х 10; 10x12
358
Уплотнения с сальниковой набивкой
Продолжение табл. 10.1
Марка набивки Характерис- тика набивки Форма сечения Размеры диаметра, стороны квадрата или прямоуголь- ника, мм Среда (pH) Давле- ние среды, МПа Темпера- тура среды, °C Место установки
АФТ Плетеная, ас- бестовая, про- питанная сус- пензией фто- ропласта с тальком Квадратная 4; 5; 6; 7: 8; 10; 12; 14; 16; 18; 20; 22; 25 Сжиженные га- зы (кислород, азот и др.), газо- образные и ор- ганические про- дукты (бензин, бензол, толуол, ацетон, этилен, дифенил, дифе- нилоксид, хлор- метил, хлорэти- ловый эфир, фу- ран, тетрагидро- фуран, три- хлорсилан) (1-14) 25 —200... + 300 Арматура
Прямо- угольная 4x6; 6x8; 8x10; 10x12; 14 х 16; 16х 18; 20x22; 22x25
Этилен 150 250
Органические продукты (хлор- метил, хлорбен- 3 300 Центро- бежные насосы
толуол, метил- хлорсилан, триизобутил- алюминий), кислые и ще- лочные среды, аммиак (1 — 14) 34 250 Поршневые насосы
Морская вода 4,5 — 2... + 50 Центробеж- ные насосы
АГ Плетеная, ас- бестовая, проклеенная с графитом Квадратная 4; 5; 6; 7; 8; 10; 12; 14; 16; 18; 20; 22 Воздух, азот, инертные газы 20 325 Арматура
Пар водяной 35 565
Прямо- угольная 4x6; 6x8; 8х 10; 10x12; 14x16; 16х 18; 20x22 Нефтяные продукты 32 450
Вода, питатель- ная вода, орга- нические про- дукты (4—14) 38 280 Арматура, насосы
Аммиак жидкий и газообразный 32 —70... + 150
АФВ Плетеная, ас- бестовая, про- питанная жи- ровым консис- тентным сма- зочным мате- риалом с сус- пензией фторо- пласта и гра- фита Квадратная 6; 7; 8; 10; 12; 14; 16; 18; 20; 22; 25 Щелочная среда любой концент- рации (5—14) 2 180 Арматура, центробеж- ные и порш- невые насосы
Сальниковые набивки
359
Продолжение табл. 10.1
Марка набивки Характеристи ка набивки Форма сечения Размеры диаметра, стороны квадрата или прямоуголь- ника, мм Среда (pH) Давле- ние среды, МПа Темпера- тура среды, °C Место установки
АФ-1 Плетеная, ас- бестовая, про- питанная сус- пензией фто- ропласта Квадратная 4; 5; 6; 7; 8; 10; 12; 14; 16; 18; 20; 22; 25 Морская вода 20 -2... + 50 Арматура
Топливо, мас- ла, тяжелые и легкие нефте- продукты 20 -40... + 160
Прямо- угольная 3x5; 4x6; 6x8; 8x10; 10x12; 10х 13; 13x16; 14x16; 16x18; 20x22; 22x25 Дистиллят, конденсат, бидистиллят, вода пресная, питьевая, пи- тательная, промышлен- ная 3 260 Насосы
20 260 Арматура
Пар водяной 4 250
Особо чистые вещества 0,4 130 Насосы, арматура, химическая аппаратура
(ПАФ) ПАФС Плетеная, по- липропиле- новая, с асбес- товым сердеч- ником, пропи- танная суспен- зией фторо- пласта с нит- ридом бора (ПАФ), со слю- дой (ПАФС) Квадратная 6; 7; 8; 10; 12; 14; 16 Углеаммоние- вые соли, бути- ловые спирты 32 160 Плунжерные насосы
Кремнефто- ристоводо- родная кислота 0,15 70 Центро- бежные насосы
ФФ Плетеная, фторлоновая, пропитанная суспензией фторопласта 5; 6; 7; 8; 10; 12; 14; 16; 18; 20; 22 Серная и азот- ная кислоты концентрацией до 45%, соля- ная кислота кон- центрацией до 35%, органиче- ские кислоты (0-12) 3 -30... + 100 Насосы
УС Плетеная, из углеродных нитей, сухая 5; 6; 7; 8; 10; 12; 14; 16; 18 Серная, соля- ная, азотная, и фосфорная кислоты 3 100 Насосы
Пар водяной 10 300 Арматура
Нефтепродукты 4,5 300
ХБП Плетеная, хлопчато- бумажная, пропитанная жировым Круглая и квадратная 4; 5; 6; 7; 8; 10; 12; 14; 16; 18; 20; 22; 25; 28; 30; Воздух, инерт- ные газы, ней- тральные пары, минеральные масла, углево- 20 100 Арматура, насосы
360
Уплотнения с сальниковой набивкой
Продолжение табл. 10.1
Марка набивки Ха ра ктеристи ка набивки Форма сечения Размеры диаметра, стороны квадрата или прямоуголь- ника, мм Среда (pH) Давле- ние среды, МПа Темпера- тура среды, °C Место установки
ХБП антифрик- ционным составом, графитиро- ванная Круглая и квадратная 32; 38; 42; 45; 50 дороды, нефтя- ное топливо, промышленная вода (5 — 10)
лп Плетеная, из лубяных воло- кон, пропи- танная жиро- вым анти- фрикцион- ным соста- вом, графити- рованная Воздух, инерт- ные газы, мине- ральные масла, углеводороды, нефтяное тем- ное топливо, промышленная вода, морская вода, растворы щелочей (5—10) 16 130 Арматура, насосы
ХБРП Плетеная, хлопчато- бумажная, с резиновым сердечником, пропитанная жировым антифрик- ционным составом, графитиро- ванная 10; 12; 14; 16; 18; 20; 22; 25; 28; 30; 32; 38 Воздух, инерт- ные газы, мине- ральные масла, промышленная вода (6—8) 20 100 Арматура, насосы
ХБТП Плетеная, хлопчатобу- мажная, с тальковым сердечником, пропитанная жировым антифрикци- онным составом 10; 12; 14; 16; 18; 20; 22; 25; 28; 30; 32; 38; 42; 45; 50 Промышленная вода, нейтраль- ные, слабокис- лые среды (5-Ю) 1 130 Арматура, насосы
АР; АРС Скатанная, ас- бестовая, про- резиненная (АР), с резино- вым сердечни- ком (АРС) 8; 10; 12; 14; 16; 18; 20; 22; 25; 28; 30; 32; 38; 42; 45; 50; 55; 60 П ромышленная вода, перегре- тый и насыщен- ный водяной пар 10 400 Гидравли- ческие прессы
200 Насосы
Круглая 70
ХБР; ХБРС Скатанная, хлопчатобу- мажная, про- резиненная (ХБР), с рези- новым сердеч- ником (ХБРС) Круглая и квадратная 8; 10; 12; 14; 16; 18; 20; 22; 25; 28; 30; 32; 38; 42; 45; 50; 55; 60 Промышлен- ная вода 20 100 Гидравличе- ские прессы, насосы
Круглая 70
Примечание. Набивки, марки которых указаны в скобках, в новых конструкциях не применяются.
Уплотнения валов машин и шпинделей арматуры
361
Рис. 10.8. Схемы плетения набивок:
а — сквозного; 6 — оплеточного; в — диаплексного
«Меркель», «Ленциг», «Кемпхен» (ФРГ),
«Честертон» (США), «Латти» (Франция),
«Крейн Пекинг» (Англия) и другие, вы-
пускают набивки из нитей тефлона (тор-
говое название ПТФЭ, выпускаемого в
США). Эти нити в большинстве слу-
чаев имеют прямоугольную форму сече-
ний. Набивки часто пропитывают суспен-
зией фторопласта-4 для придания им
большей связности, износостойкости и
непроницаемости. Указанные фирмы
выпускают также набивки из углерод-
ных нитей (с пропиткой и без пропитки
суспензией фторопласта-4), имеющие вы-
сокую износостойкость и коррозионную
стойкость. Набивки из углеродных нитей
могут работать некоторое время в режи-
ме трения без смазочного материала.
Иностранные фирмы для изготовления
набивок обычно применяют метод
диаплексного (многократного) плетения
нитей — мультифлекс. На рис. 10.8 пока-
заны три вида плетения набивок, при-
меняющихся в настоящее время. Диап-
лексное плетение создает наиболее плот-
ный каркас волокон в поперечном сечении
набивки, что обеспечивает наиболее вы-
сокую износостойкость и эластичность.
Кроме плетеных набивок многие
фирмы выпускают графитовые ленты,
изготовленные из чистого графита или
со связкой суспензией тефлона. Эти ленты
имеют анизотропные механические свой-
ства, причем в продольном и попереч-
ном (в направлении ширины) направ-
лениях проявляют упругие свойства.
Для использования лент в качестве саль-
никовых набивок их наматывают на
валы и штоки. Эти же графитовые ленты
используют в качестве прокладок различ-
ных машин, аппаратов и емкостей.
10.3. Уплотнения валов машин
и шпинделей арматуры
Конструкции сальников насосов. По
конструкции сальниковые уплотнения
вращающихся валов можно подразде-
лить на одинарные, двойные и промы-
вочные.
Одинарные уплотнения (рис. 10.9, а)
рекомендуются для насосов и других
машин с избыточным давлением перед
уплотнением. Рабочие среды могут
содержать до 0,2% (по массе) твердых
включений. При этом ресурс уплотне-
ний по защитной втулке составляет
около 2000 ч (при давлении среды в не-
сколько десятых долей мегапаскаля).
Двойные уплотнения, состоящие из
двух пакетов набивки с фонарным коль-
цом между ними (рис. 10.9 б), приме-
няют, когда перед уплотнением имеется
разрежение или не допускается внешняя
утечка, при перекачивании гидросмесей,
при температуре рабочей жидкости,
близкой или выше ее точки кипения.
Промывочные уплотнения (рис. 10.9, в)
отличаются от уплотнений других кон-
струкций тем, что фонарное кольцо
расположено у дна расточки корпуса
сальника. Такие уплотнения применяют
в основном в гидроабразивных средах
с большим содержанием твердых вклю-
чений.
Число п колец набивки устанавливают
в зависимости от давления р0 перед уп-
лотнением :
ро, МПа . . До 0,2 0,2- 1,0 1,0-2,0 Св. 2,0
п .... 3 4 5 6
362
Уплотнения с сальниковой набивкой
Рис. 10.9. Конструкции сальниковых уплотне-
ний:
а — одинарного; б — двойного; в — промывочного
(1 — корпус сальника; 2 — кольцо набивки; 3 —
крышка сальника; 4 — защитная втулка; 5 — фо-
нарное кольцо; б — упорное кольцо)
Длину сальниковой коробки обычно
выбирают для машин на шесть-восемь
пасм набивки.
Длина цилиндрической части нажим-
ной втулки или крышки сальника
должна составлять 0,4—0,5 длины саль-
никовой коробки. Толщина фланца на-
жимной втулки обычно составляет
1,25 диаметра болтов.
В целях повышения герметичности
сальникового уплотнения дно сальни-
ковой коробки и торцовой поверхности
нажимной втулки часто выполняют
конической формы с углом конуса к оси
45 — 60°. Радиальный зазор между валом
и нажимной втулкой принимают равным
1/200—1/250 диаметра вала, но не более
0,8 мм. Минимальный диаметр резьбы
шпилек <7ШП для подтяжки сальника опре-
деляют по формуле
_ 1 / 2р0 (D2 — d2)
' <3Z
где D — диаметр расточки корпуса
сальника; d — диаметр втулки; о =
= 20...35 МПа — допускаемое напряже-
ние растяжения шпилек (большее значе-
ние дляр0 > 1,5 МПа); z — число шпилек.
Защитная втулка предназначена для
предохранения вала или плунжера от
изнашивания. Материал втулки должен
проявлять коррозионную стойкость и
износостойкость в рабочей среде.
В табл. 10.2 приведены рекомендуемые
материалы для защитных втулок центро-
бежных насосов.
Наружная рабочая поверхность втулки
не должна иметь рисок, трещин, рако-
вин. Ее шероховатость согласно ГОСТ
2789 — 73 должна соответствовать Ra =
= 1,0 мкм при окружной скорости вала
до 12 м/с и Ra = 0,5 мкм при окружной
скорости более 12 м/с. Чтобы увели-
чить ресурс сальникового уплотнения,
при pv > 10 МПа • м/с рекомендуется
применять охлаждаемые с внутренней
стороны защитные втулки (рис. 10.10).
Для обеспечения нормальной работы
сальникового уплотнения ограничивают
несоосность защитной втулки (вала) от-
носительно расточки корпуса уплотне-
ния и радиальное биение защитной втул-
ки. Для центробежных грунтовых насо-
сов отклонение от соосности Ai назна-
чают в зависимости от диаметра d вала
(размеры в мм):
d, . . 50 50-7575-150 150-300 300-500
Дь .0,25 0,35 0,40 0,60 0,8
Радиальное биение Д2 защитной втул-
ки в зависимости от частоты вращения
п вала не должно превышать следующих
значений:
и, мин-' . 3000 1500 1000 750 До
750
Д2, мм . . 0,03 0,10 0,15 0,20 0,30
Уплотнения валов машин и шпинделей арматуры
363
Таблица 10.2
Материалы защитных втулок центробежных насосов
Группа насосов Материал защитной втулки Метод упрочнения Примечание
Общепромышленные для воды и фекальные СЧ 18 (ГОСТ 1412-79) Термическая обработка -
Судовые Сплав ЗМ (ОСТ 1-92077-78) Оксидирование с тол- щиной слоя не менее 0,06 мм и твердостью не менее HV 900 Втулки применяют в насосах из любых ма- териалов
Сталь 10Х17Н13М2Т (ГОСТ 5632-72) Нагартовка на глубину нс менее 0,4 мм, твер- дость не менее HRC 38 Втулки применяют в насосах из стали 10Х17Н13М2Т и бронзы
Грунтовые 40X13 (ГОСТ 5632-72); Сталь 45 (ГОСТ 1050 - 74); Сталь 20 (ГОСТ 1050-74) Объемная закалка Наплавка твердым сплавом типа стеллит -
Химические Коррозионно- стойкая сталь типа 10Х17Н13М2Т, Н85С11Д4А (Хастеллой Д); Н65М28Л (Хастеллой Д); ТУ 2606-1413 - 84; керамика ЦМ-332; сплав ЧС15 (ГОСТ 7769-82) - Материал втулки вы- бирают из условии коррозионной стой- кости
Фонарное кольцо сальника (см.
рис. 10.7) должно иметь такую ширину,
чтобы при полном сжатии колец набивки
в процессе эксплуатации уплотнения от-
верстие для подвода затворной жидкости
этим кольцом не перекрывалось. Для
облегчения установки и смены сальни-
ковой набивки применяют фонарные
кольца из фторопласта-4 и других пласт-
масс, имеющие один разрез стрело-
видной формы. Монтаж и демонтаж та-
ких колец на вал осуществляют путем
их деформации.
Другие конструкции сальниковых уп-
лотнений. Кроме наиболее распростра-
ненных конструкций уплотнений, по-
казанных на рис. 10.9, применяют боль-
шое число их модификаций [9]. Конст-
руктивные изменения направлены в ос-
новном на повышение износостойкости
и герметичности уплотнительного узла.
На рис. 10.11 показано сальниковое
уплотнение с подвижным корпусом [10].
Подтяжку сальниковой набивки выпол-
няют путем перемещения корпуса 1
уплотнения относительно бурта корпуса
Рис. 10.10. Охлаждаемая защитная втулка
364
Уплотнения с сальниковой набивкой
Рис. 10.11. Сальниковое уплотнение с подвиж-
ным корпусом:
1 — корпус уплотнения; 2 — резиновое уплотнитель-
ное кольцо; 3 — корпус машины
3 машины, т. е. со стороны рабочей
среды с давлением р0. В этом случае
силы трения перемещения набивки отно-
сительно корпуса и относительно вала
направлены в противоположные сто-
роны (в обычном уплотнении — в одну).
Это позволяет уменьшить неравномер-
ность распределения контактных давле-
ний между набивкой и валом и таким
образом повысить износостойкость и
герметичность уплотнения.
В целях улучшения условий смазки и
трения на поверхности контакта набивки
с валом кольца набивки устанавливают
неперпендикулярно оси вала и между
ними вводят проставочные кольца
(рис. 10.12). Такие конструкции приме-
няют при повышенных частотах враще-
ния вала. На движущихся возвратно-
поступательно плунжерах, поршнях и
штоках обычные сальниковые набивки
устанавливают сравнительно редко.
В этих случаях используют уплотни-
тельные резиновые, пластмассовые и
композиционные кольца и манжеты,
которые в процессе их эксплуатации,
Рис. 10.12. Сальниковое уплотнение с коль-
цами, неперпендикулярными оси вала
как правило, не требуют подтяжки.
Сальниковые уплотнения, установлен-
ные на деталях, совершающих возвратно-
поступательное движение [5], как пра-
вило, работают при меньшей скорости
скольжения и в лучших условиях
смазки, чем сальники, установленные
на вращающихся деталях. Утечки
через уплотнения при возвратно-посту-
пательном движении могут быть не-
сколько больше, чем при вращательном,
вследствие переноса части жидкости де-
талью, движущейся в осевом направле-
нии. Конструкции этих уплотнений ана-
логичны конструкциям, показанным на
рис. 10.9. Их обслуживание не отли-
чается от обслуживания уплотнений для
валов.
Правила монтажа и эксплуатации саль-
никовых уплотнений. При установке но-
вых колец сальниковой набивки вместо
изношенных старые кольца извлекают
из сальниковой коробки с помощью
металлических крючков или приспособ-
лений в виде штопора на гибком валике
(рис. 10.13). Поверхности сальниковой
коробки и защитной втулки протирают.
Проверяют соосность втулки и ее
биение и выполняют осмотр поверхности
втулки с целью определения ее износа
и состояния поверхности для дальнейшей
эксплуатации. Из бухты новой набив-
ки отрезают шнур длиной n(d+2b) i,
где d — диаметр защитной втулки;
b — размер набивки; i — число колец в
уплотнении. Шнур набивки плотно на-
матывают на вспомогательную втулку
Рис. 10.13. Схема извлечения изношенной
набивки из расточки корпуса сальникового
уплотнения
Уплотнения валов машин и шпинделей арматуры
365
Рис. 10.14. Схемы разрезки сальниковой на-
бивки на кольца:
а - по разметке; б - по спирали; в — под прямым
углом
диаметром, равным диаметру защитной
втулки, и разрезают на кольца. Раз-
резку выполняют по разметке или под
углом 45° к оси по спирали (рис. 10.14).
Допускается разрезать шнур под пря-
мым углом к плоскости колец. Акку-
ратный разрез получается при обмотке
места разреза набивки тонкой лентой.
Кольца набивки по одному устанавли-
вают в коробку и поджимают до упора
разъемной монтажной втулкой и крыш-
кой (часто тоже разъемной). Кольца
следует устанавливать со смещением
разрезов на 120° при нечетном и 180
или 90е' при четном числе колец набивки.
Вершины узлов переплетения нитей
набивки должны быть направлены
против вращения вала. При установке
фонарного кольца необходимо следить,
чтобы оно не перекрывало отверстие
для подвода затворной жидкости.
Предварительную затяжку пакета на-
бивки следует выполнять без перекосов
крышки уплотнения до появления значи-
тельного сопротивления (затяжка гаек
ключом становится тугой). Затем следует
полностью отпустить гайки и через
3 — 5 мин подтянуть от руки.
Далее выполняют обкатку сальника
в течение 10 мин, причем в случае пере-
грева уплотнения насос или другую
машину останавливают с целью охлажде-
ния. Гайки крышки сальникового уплот-
нения подтягивают по мере его прира-
ботки на 1/6 оборота до достижения
допустимой (обычно капельной) угечки.
Общее время обкатки составляет 30—
120 мин. В зависимости от диаметра вала
насосов нормальные утечки агрессивных
сред наружу составляют 0,5 — 2 дм3/ч,
других сред 0,5 — 10 дм3/ч. Эти значения
утечек определяются необходимостью
смазки и отвода теплоты от уплотне-
ния. В противном случае может проис-
ходить перегрев и выход из строя саль-
никовой набивки. С течением времени из
набивки выделяются жировые и другие
вещества, она уплотняется и теряет гер-
метичность. Требуется подтяжка набивки
для обеспечения герметичности уплотне-
ния. В конце ресурса его работы под-
тяжка становится невозможной. Обычно
это происходит после затяжки пакета
сальника на 1 — 1,5 кольца. В этом слу-
чае необходимо добавить еще одно
кольцо набивки или заменить весь пакет.
При установке колец набивки с жиро-
вой пропиткой или из углеродных нитей
для улучшения работы сальникового
уплотнения можно рекомендовать пред-
варительную опрессовку колец в пресс-
форме (рис. 10.15) при удельной нагрузке,
на 0,2 —0,3 МПа превышающей давление
Рис. 10.15. Пресс-форма
366
Уплотнения с сальниковой набивкой
перед уплотнением. Пакет колец набивки
из фторопласта-4 подтягивают путем
затяжки гаек от руки.
При изменении давления жидкости
в диапазоне 0,15—1,0 МПа ресурс
сальникового уплотнения, работающего
в нейтральных жидкостях без абразив-
ных включений, можно ориентировочно
пересчитать по формуле
*1/*2 =(₽2/Pl)W7>+’,
где tj и t2 — ресурсы уплотнения при
давлении pj и р2 соответственно; s —
коэффициент, учитывающий усталост-
ную прочность материала защитной
втулки в данной среде (в морской воде
для стали типа 12Х18Н9Т s = 8,4; для
бронзы типа БрОФ 6,5 — 0,15 s = 18,9).
Системы подвода затворной жидкости.
При установке двойных (см. рис. 10.9,6),
промывочных (см. рис. 10.9, е) уплотне-
ний необходимо предусматривать систе-
му, обеспечивающую подачу затворной
жидкости, в следующих случаях: давле-
ние перед уплотнением ниже атмосфер-
ного; недопустимы внешние утечки рабо-
чей жидкости (агрессивные, взрыво-
опасные, токсичные среды); необходи-
мость работы в гидроабразивных средах
с большим содержанием твердых вклю-
чений. Давление затворных жидкостей
должно превышать давление среды перед
уплотнением на 0,05 — 0,1 МПа.
В насосах, перекачивающих неагрес>
сивные жидкости и имеющих разрежение
перед уплотнением, устанавливают двой-
ные сальниковые уплотнения с подачей
в фонарное кольцо рабочей жидкости из
области повышенного давления в кор-
пусе насоса. Обычно эта система преду-
смотрена в конструкции насоса. При ра-
боте уплотнения в агрессивных, взрыво-
опасных, токсичных и гидроабразивных
средах используют систему подачи воды
из технического трубопровода. На линии
подачи затворной жидкости в уплотнение
должен быть установлен манометр и
вентиль для регулирования давления
жидкости в сальниковой коробке.
На рис. 10.16 показана система подачи
затворной воды для промывочного
Рис. 10.16. Система уплотнения вала насоса
для гидроабразивных смесей:
1 — линия технической воды; 2 — вентиль; 3 —
проставочное кольцо для регулирования числа
колец набивки в зависимости от давления перед
сальниковым уплотнением; 4 — фонарное кольцо
сальникового уплотнения насоса, пере-
качивающего гидроабразивные смеси.
Чтобы определить давление жидкости
перед сальниковым уплотнением в рабо-
тающем насосе с полностью открытым
вентилем 2. необходимо на 0,5 — 1 мин
закрыть этот вентиль. Тогда манометр
покажет давление перед уплотнением.
Затем, открыв вентиль, следует устано-
вить давление подачи технической воды
на 0,05 — 0,10 МПа выше измеренного.
На практике часто работают с пол-
ностью открытым вентилем 1, что при-
водит к большим потерям воды и энер-
гии, затраченной на ее перекачивание.
Кроме того, давление технической
воды может колебаться в зависимости
от объема ее потребления в пределах
нескольких десятых долей мегапаскаля
(например, на ГРЭС в пределах 0,15 —
0,5 МПа). В соответствии с этим меня-
ется расход промывочной воды через
фонарное кольцо сальникового уплот-
нения. Чтобы исключить излишние за-
траты энергии и обеспечить необходимый
расход промывочной воды, используют
регуляторы расхода, автоматически под-
держивающие приблизительно постоян-
ный задаваемый расход промывочной
жидкости независимо от колебаний дав-
ления в техническом трубопроводе.
На рис. 10.17 показан один из регуля-
торов расхода. Клапан 1 связан гер-
метично с эластичной мембраной 2,
Уплотнения валов машин и шпинделей арматуры
367
Рис, 10,17. Регулятор расхода
закрепленной в корпусе регулятора 3,
и отжимается от седла 5 пружиной 4.
В клапане имеется дросселирующее от-
верстие а. Затворная жидкость поступает
из системы по трубке 7 с давлением р(
и отводится от регулятора к сальни-
ковому уплотнению с давлением рз по
трубке 6. При этом она протекает через
дросселирующее отверстие а и коль-
цевую дросселирующую щель б клапана.
В полости клапана за отверстием
создается давление жидкости р2, причем
Pi > Р2 > Рз- Расход жидкости через
регулятор определяется размерами
дросселирующих отверстий и усилием
пружины. В установившемся режиме
при неизменном давлении pi силы,
действующие на клапан, находятся в рав-
новесии. При этом клапан сохраняет
свое положение и расход жидкости
через него остается постоянным. При
изменении давления pi, например при
его увеличении, на клапан начинает
действовать дополнительная гидростати-
ческая сила, направленная вертикально
вниз и приближающая его к седлу 5.
В результате сопротивление течению
жидкости увеличивается и давление р2
повышается до тех пор, пока перепад
давлений pi — р2 не достигнет прежнего
значения. При этом сила поджатия кла-
пана к седлу станет равной силе от-
жатия пружины. Поскольку сила пру-
жины приблизительно постоянна (пере-
мещения клапана малы), перепад дав-
Рис. 10.18. Характеристика регулятора рас-
хода
лений pi — р2 не меняется. Следова-
тельно, расход жидкости через регу-
лятор будет поддерживаться постоян-
ным. На рис. 10.18 показана эксперимен-
тальная характеристика расхода, снятая
при работе на воде, с диаметром от-
верстия а 5 мм и диаметром кольце-
вой щели б 30 мм. Регулятор поддержи-
вает постоянный расход и при измене-
нии давления рз. При использовании
промывочного сальникового уплотне-
ния опасным является режим, при кото-
ром давление pi становится меньше
давления гидроабразивной среды перед
уплотнением. Если седлу 5 дать возмож-
ность свободно перемещаться вверх, то
под действием обратного перепада
давлений оно сожмет пружину и закроет
щель б. Гидроабразивная среда не смо-
жет попасть в клапан и вывести его из
строя. Седло в этом случае выполняет
роль обратного клапана.
Конструкции сальниковых уплотнений
арматуры. Конструкция, основные раз-
меры, параметры и технические требо-
вания сальниковых узлов трубопро-
водной арматуры определены ОСТ 26 07-
2050—82. Стандарт распространяется
на сальниковые уплотнения арматуры,
работающие при давлении до 40 МПа и
температуре — 80... + 560 °C. Установ-
лено четыре типа сальников: I — с на-
кидной гайкой для шпинделя диаметром
до 28 мм на давление до 40 МПа
(рис. 10.19, а); II — с нажимным фланцем
и шпильками для шпинделя диаметром
8 —120 мм на давление до 6,3 МПа
(рис. 10.19, б), III — с нажимным флан-
цем и откидными болтами для шпин-
368
Уплотнения с сальниковой набивкой
Гил II
Гил III
Гил I
Tun IV
Тип II, III, IV
Исполнение 6 Исполнение 7
Рис. 10.19. Конструкции сальниковых уплотнений арматуры:
/—камера сальниковая; 2 — кольцо сальниковое; 3 — втулка сальниковая; 4 — «айка накидная; 5-
втулка; 6 — шпилька; 7 — фланец сальниковый; 8 — ось; 9 — шплинт; 10 — болт откидной; 11 бол;
анкерный; 12 — кольцо поднабивочное; 13 — втулка поднабивочная; 14 — кольцо промежуточное;
/5 — кольцо фонарное
деля диаметром 8 —120 мм на давление
до 6,3 МПа (рис. 10.19, в); IV — с нажим-
ным фланцем и анкерными болтами
для шпинделя диаметром 8—120 мм
на давление до 1,6 МПа (рис. 10.19, г).
Для каждого типа предусмотрено не-
сколько исполнений по конструкции
пакета набивки (см. рис. 10.19). На
рис. 10.20 показана конструкция сальни-
ковой камеры арматуры, в табл. 10.3
даны основные размеры сальниковых
камер.
В табл. 10.4 приведены материалы и
марки набивок, используемых в саль-
никовых уплотнениях арматуры, и даны
Рис. 10.20. Сальниковая камера
их некоторые характеристики. Волок-
нистый материал ФУМ является сополи-
мером фторопласта-4 и имеет высокую
пластичность. Размеры уплотнительных
колец из фторопласта-4 (рис. 10.21, а)
и материалов на основе набивок и из
ФУМ (рис. 10.21, б) приведены в
табл. 10.5.
Другие детали сальниковых узлов
(см. рис. 10.19) изготовляют из следую-
щих материалов: кольцо поднабивоч-
ное - СтО, СтЗкп (ГОСТ 380-71),
10Х17Н13М2Т, 12Х18Н9Т (ГОСТ 5632-
72), ЛМц58 —2, ЛС59-1 (ГОСТ 15527 —
70), БрАЖМцЮ-3-1,5, БрАЖН10-4-
4 (ГОСТ 18175 — 78); втулка сальни-
ковая — СтЗ (ГОСТ 380—71), сталь
Юкп (ГОСТ 10702 - 78), А12 (ГОСТ
1414-75), 10Х17Н13М2Т, 12Х18Н9Т,
14X17Н2 (ГОСТ 5632 - 72), ЛМцС58-2-
2 (ГОСТ 17711-80), ЛМц58 —2Л (ГОСТ
15527 - 70), чугун ЧН5Г8 или ГН8-5
(ОСТ 2607 — 316—77); фланец (тип I) —
Ст5 (ГОСТ 380 - 71), сталь 20 (ГОСТ
1050—74), отливка 25Л-П (ОСТ
2607-316-77), 12Х18Н9ТЛ, 14Х18Н4Г4Л,
12Х18Н12МЗТЛ (ГОСТ 2176-77),
12X17H13M3T, 12Х18Н9Т (ГОСТ 5632-
Уплотнения валов машин и шпинделей арматуры
369
Таблица 10.3
Размеры, мм, сальниковых камер арматуры
Диа- метр шпин- деля d dy для исполнений D / при р0, МПа
до 2,5 для исполнений 2,5 до 6,3 для исполнений св. 6,3 до 20 для исполнений св. 20 до 40 для исполнений
1, 2, 4, 6 3, 5, 7
1, 2, 3 4, 5 6, 7 1, 2, 3 4, 5 6, 7 1, 2, 3 4, 5 6, 7 1, 2, 3 4, 5 6, 7
8 8,5 12 16 9 Г) 25 32 25 28 38 25 34 38 25 38 38
10 10,5 14 18 20
12 12,5 16
14 14,5 20 24 25 34 40 34 40 30 42 45 34 48 56
16 16,5 22 26 45 45 50
18 18,5 26 30 30 38 50 34 45 56 42 53 63 48 60 67
20 20,5 28 32 67 75
22 22,5 30 34
24 24,5 34 40 40 46 64 48 56 75 56 67 80 67 75 90
26 26,5 36 42
28 28,5 38 44 70 85 95
30 30,5 40 46 70 80 100 80 95 ПО 40 105 125
32 32,5 46 52 50 60 80
36 36,5 50 56 90 ПО 120 140
40 40,5 54 60
44 45 60 64
48 49 64 68 100 120 130 145
50 51 66 70
55 56 75 80 60 75 ПО 80 102 130 130 145 180 150 160 210
60 61 80 85
70 71 90 95 90 140 170 210 220
80 81 100 105 75 155 90
90 91 ПО 115
100 101 120 125
110 111 130 135
120 121 140 145
370
Уплотнения с сальниковой набивкой
Таблица 10.4
Характеристики набивок, используемых в сальниковых уплотнениях арматуры
Марка или материал набивки Стандарт или ТУ Давле- ние среды, МПа Темпера- тура среды, °C Срок эксплуатации хранения, лет Гаран- тийный ресурс Средний ресурс до спи- сания Вероят- ность безот- казной работы за гаран- тийный ресурс
общий в соста- ве изделия циклы
Фторо- пласт-4 ТУ 6-05-810-76 40 -80... + 200 20 5 3000 — 0,97
Фторо- пласт-4 ОСТ 86-05-5022-81 40 -80... + 200 20 15 3000 - 0,999
ФУМ-В ТУ 6-05-1570-77 20 -60... + 150 20 15 1500 5000 0,97
3000 10000 0,95
ФУМ-О 20 -60... + 200 20 15 — — 0,999
Ф4К20 ТУ 6-05-1413-76 40 -60... + 300 20 15 — — 0,97
ФУМ-НК-В ТУ 6-05-041-778-82 20 -60... + 200 20 15 1500 5000 0,97
ФУМ-НГ-В
ФУМ-НФ-В 3000 10000 0,95
ФУМ-НК-О
ФУМ-НФ-О
АГИ ТУ 38.414.146-80 25 350 20 15 3000 12000 0,99
АГ ГОСТ 5152-84 35 565 5 3 2000 7000 0,95
АФ-1 20 — 2... + 260 5 3 2000 7000 0,95
АФТ 34 250 5 3 1500 6000 0,99
АП-31 4,5 300 5 3 500 1500 0,92
1000 3000 0,9
ЛП 16 100 5 3 500 1500 0,92
1000 3000 0.9
72), СЧ 18 (ГОСТ 1412-79), КЧ 30-6
(ГОСТ 1215-79).
Монтаж и эксплуатация сальников.
Чтобы обеспечить большую равномер-
ность распределения давления в контакте
между набивкой и шпинделем, рекомен-
дуется устанавливать предварительно
спрессованные кольца набивки. Допуска-
ется опрессовка колец непосредственно
в сальниковой камере с помощью спе-
циальной втулки, выполненной цельной
или из двух половин. Удельная нагрузка
Уплотнения валов машин и шпинделей арматуры
371
Рис. 10.21. Уплотнительные кольца из фто-
ропласта-4 (а) и ФУМ (б)
опрессовки для набивки АГ не менее
40 МПа, АФ-1, АФТ и набивки из
фторопласта-4 — не менее 25 МПа.
Высота пакета сальниковой набивки
после его установки должна быть такой,
чтобы нажимная втулка входила в гнездо
не более чем на 0,3 высоты, но не менее
чем на 2 мм. Кольца набивки распола-
гают в пакете так, чтоб их срезы были
смещены на 90°. Затяжку сальника до
расчетного осевого давления рос следует
выполнять постепенно с периодическим
перемещением шпинделя (2 — 3 цикла)
перед каждой подтяжкой. Под набивку
из фторопластового уплотнительного
материала (ФУМ) и на нее устанавливают
поднабивочные кольца из фторопласта-4.
Качество работы сальникового уплот-
нения определяется обеспечением норм
герметичности в процессе наработки сум-
марного пути скольжения относительно
движущейся детали (шпинделя).
Путь скольжения:
при возвратно-поступательном дви-
жении шпинделя запорной арматуры
L = 2nZ,
где и — число циклов перемещения шпин-
деля; Z — ход шпинделя;
при возвратно-поступательном пере-
мещении шпинделя регулируемой арма-
туры
L= nttZi,
где «1 — частота включений, ч-1; I —
время работы арматуры, ч; — пере-
мещение за одно включение;
Таблица 10.5
Размеры, мм, уплотнительных колец для
сальниковых уплотнений арматуры
Диаметр шпинделя d D b
8 8 16 4
10 10 18
12 12 20
14 14 24 5
16 16 26
18 18 30 6
20 20 32
22 22 34
24 24 40
26 26 42 8
28 28 44
30 30 46
32 32 52 10
36 36 56
40 40 60
44 44 64
46 46 68
50 50 70
55 55 80 12
60 60 85
70 70 95
80 80 105
90 90 115
100 100 125
ПО ПО 135
120 120 145
372
Уплотнения с сальниковой набивкой
при винтовом движении шпинделя
£=2н^_,
cos а
где i — число шагов резьбы, соответ-
ствующее ходу; а — угол подъема
резьбы.
Подтяжку сальниковой набивки вы-
полняют: АГ — через каждые 40 — 50 м;
АФТ — через 150— 200 м; из фторо-
пласта-4 — через 250 — 300 м.
Осевое давление, необходимое для
затяжки набивки из любого материала,
кроме фторопласта-4, рассчитывают по
формулам:
для газообразных сред
. _________Qk__________.
Рос 0,043 g3,62-lO-6DcpsoPo(po + O,2)’
для жидких сред
. Qlp
Рос 0,043 g 7,3 • 10" 7Z>cpsopo ’
где Q — заданная утечка среды, м3/мин;
/ — длина сальника, м; Dcp = (d + D)/2 —
средний диаметр кольца набивки, м;
ц — коэффициент динамической вязкости
рабочей среды, Па с; р0 — рабочее дав-
ление, МПа; s0 — коэффициент в
м3/(МПа2 • мин) — для газа; в м3/
/(МПа-мин) — для жидкости; к0 — коэф-
фициент, учитывающий физико-механи-
ческие свойства уплотнительных мате-
риалов, МПа. Значения коэффициентов
«о и к0 для некоторых набивок при-
ведены ниже:
s0 106, МПа2 • мин к0, МПа
АФ-1 . . 5 18,0
АФТ . . 20 13,2
АГ . . . 40 8,1
Из ФУМ . 90 2,4
Осевое давление для затяжки набивки
из фторопласта-4
Рос = Мро + Ю МПа.
Утечка Q, м3/мин, при температуре
20 ±5 °C:
для газообразных сред
е = ^^-Ро(Ро + О,2);
г (Л
Таблица 10.6
Коэффициент s для сальниковых уплотнений
арматуры
Марка или материал Значения 5-Ю6, м3/(МПа2 мин) для газов и м3/(МПа-мин) для жид- костей, при рос, МПа
набивки
10 20 30 40
АФ-1 — 1,4 0,85 0,52
АФТ — — 3,0 0,95
АГ — — 1,1 0,3
ФУМ 2,0 0 — —
для жидких сред
г (Л
где s — коэффициент в м3/(МПа2 • мин) —
для газов, в м3/(МПа • мин) — для жид-
костей (табл. 10.6).
При температурах выше 25 °C в фор-
мулах для определения утечки среды
коэффициент s следует заменить коэф-
фициентом sT (табл. 10.7).
Момент трения шпинделя по набивке
определяют по формуле
М = -~d2lv.pocf,
где к — коэффициент бокового давления
(для набивок из фторопласта-4 х = 0,41;
из ФУМ - 0,52; АГ - 0,29; АФТ - 0,31;
АФ-1 — 0,41); /—коэффициент трения
(табл. 10.8).
Таблица 10.7
Коэффициент 5Т дли сальниковых уплотнений
арматуры
Марка набивки Значения sT 106, м3/(МПа2-мин) для газов и м3/(МПа • мин) для жид- костей, при температуре, °C
50 100 200 300 400
АФ-1 0,16 0,11 0,09 — —
АФТ 0,13 0,075 0,05 0,47 —
АГ 0,05 0,03 0,015 0,03 0,7
Торцовые сальниковые уплотнения
373
Коэффициенты трения для сальниковых уплотнений арматуры
Таблица 10.8
Марка или материал набивки Значения / при температуре, °C
От 15 до 25 Св. 25 до 50 Св. 50 до 70 Св. 75 до 100 Св. 100 до 150 Св. 150 до 200 Св. 200 до 250
Фторопласт-4 0,10 0,09 0,07 0,06 0,05 0,04 0,04
ФУМ 0,20 0,15 0,10 0,08 0,06 0,05 0,04
АГ 0,30 0,24 0,20 0,18 0,16 0,15 0,15
АФТ 0,40 0,34 0,28 0,24 0,20 0,18 0,18
АФ-1 0,15 0,14 0,13 0,12 0,11 0,09 0,07
10.4. Торцовые сальниковые
уплотнения
Торцовые сальниковые уплотнения
(ТСУ) представляют собой торцовые
уплотнения, в которых одно из колец
пары трения выполнено из обычной
сальниковой набивки. Такие конструк-
ции описаны в ряде патентов, получен-
ных сравнительно давно [9]. Однако
они не нашли широкого практического
применения. На рис. 10.22 схематично
показана конструкция ТСУ, состоящего
из вращающегося кольца набивки 2 и не-
подвижного металлического кольца 1,
образующих торцовую пару трения, и
пружины 3, поджимающей кольца. В от-
личие от обычного торцового уплотне-
ния, кольцо набивки 2 выполняет также
роль вторичного уплотнения относи-
тельно вала.
К положительным особенностям кон-
струкции ТСУ следует отнести ее боль-
шую простоту и меньшую стоимость
по сравнению с торцовыми уплотне-
Рис. 10.22. Торцовое сальниковое уплотнение:
/ — кольцо неподвижное; 2 — кольцо сальниковой
набивки; 3 — пружина
ниями; возможность замены кольца на-
бивки без разборки машины; автома-
тичность действия, меньшие по сравне-
нию с сальниковыми уплотнениями
утечки рабочей жидкости и отсутствие
износа вала или защитной втулки.
Недостатки ТСУ — более сложная кон-
струкция и большие утечки при отказах
по сравнению с сальниковыми уплотне-
ниями; меньшие долговечность и рабо-
чие параметры, большие ограниченность
по средам и утечки рабочей жидкости по
сравнению с торцовыми уплотнениями.
В торцовом сальниковом уплотнении
имеются три стыка, через которые воз-
можны утечки рабочей жидкости: торцо-
вый — между кольцами 1 и 2; радиаль-
ный — между кольцом 2 и валом; в раз-
резе кольца набивки 2. Чтобы избежать
значительных утечек в последнем стыке,
следует разрез кольца набивки выпол-
нять аккуратно и длину набивки выби-
рать так, чтобы при запрессовке набив-
ки в обойму в стыке кольца созда-
вался натяг 3 — 5 мм,. Рекомендуется
проводить опрессовку колец набивки
в пресс-формах перед их установкой
в обоймы уплотнений.
Одинарные ТСУ (рис. 10.23) имеют
габаритные размеры (табл. 10.9), соответ-
ствующие радиальным размерам сальни-
ковых коробок по международному
стандарту ИСО 3069.
Пара трения уплотнения: вращаю-
щееся кольцо набивки 6 — неподвижное
металлическое кольцо 8. Пружины 1,
374
Уплотнения с сальниковой набивкой
Рис. 10.23. Торцовое сальниковое уплотнение
одинарное:
1 - пружина; 2 — винт стопорный; 3 — корпус;
4 — поводок; 5 — обойма; 6 — кольцо сальниковой
набивки; 7 — кольцо уплотнительное резиновое;
8 — кольцо неподвижное; 9 — штифт
Та блица 10.9
Размеры, мм, одинарных торцовых
сальниковых уплотнений
d D 4 4 4, >2 'ъ Сечение набивки
18 34 32 30 25 29 46 39 27 6x6
25 41 39 37 34 40 46 39 27 6x6
30 46 44 42 39 45 46 39 27 6x6
33 49 47 45 42 48 46 39 27 6x6
35 51 49 47 44 50 46 39 27 6x6
40 60 58 56 49 55 52 44 30 8x8
45 65 63 61 57 63 52 44 30 8x8
48 68 66 64 60 66 52 44 30 8x8
50 70 68 66 62 68 52 44 30 8x8
55 75 73 71 67 73 52 44 30 8x8
60 85 82 80 72 78 60 52 35 10 х 10
70 95 92 90 83 92 60 52 35 10 х 10
зионно-стойкие стали, в нейтральных
средах можно хромистые.
Уплотнение предназначено для рабо-
ты в среде с давлением до 0,5 МПа
и температурой до +60 °C при частоте
поджимающие пару трения, размещены
в камере, образуемой корпусом 3 уплот-
нения и кольцом 6. Эта камера может
быть заполнена консистентным смазоч-
ным материалом, нерастворимым в ра-
бочей среде, с температурой каплеоб-
разования более высокой, чем темпера-
тура среды. Смазочный материал пре-
дохраняет пружины от коррозии. Коль-
цо набивки помещено в кольцевую
обойму 5, снабженную двумя поводками
6 для восприятия момента трения уплот-
нения. Неподвижное кольцо 8 установ-
лено на резиновом уплотнительном
кольце 7 кругового сечения. Корпус 3
закреплен на валу стопорными винтами
2. Уплотнение предназначено для валов
машин, работающих на нейтральных
(вода, масло) и слабоагрессивных сре-
дах. В качестве набивок рекомендуются
асбестовые набивки и набивки из угле-
родного волокна. Для неподвижного
кольца 8 рекомендуются хромистые
стали типа 95X18 (HRC 45 — 55) и кор-
розионно-стойкие стали типа 10Х18Н9Т.
Для пружин следует применять корро-
Рис. 10.24. Торцовое сальниковое уплотнение
двойное:
1 — винт стопорный; 2 — пружины; 3 — обойма на-
ружная; 4 — обойма внутренняя; 5, 6, 12 — кольца
уплотнительные резиновые; 7 — штифт; 8 — крыш-
ка; 9 — кольцо неподвижное; 10 — кольца сальни-
ковой набивки; 11 — поводки; 13 — корпус
Типы и области применения
375
вращения вала до 3000 мин-1. Утечки
жидкости через уплотнение составляют
0,1 —1,0 дм3/ч.
Для герметизации агрессивных жид-
костей рекомендуется применять двой-
ные ТСУ с подачей затворных жидкос-
тей (в основном воды). На рис. 10.24
показано двойное ТСУ, которое состоит
из двух одинарных уплотнений, распо-
ложенных в радиальном направлении.
Давление затворной жидкости, подава-
емой между ними, должно превышать
давление среды перед уплотнением на
0,02 — 0,1 МПа. Внутреннее уплотнение
по форме и размерам в основном соот-
ветствует одинарному уплотнению (см.
рис. 10.23). Наружное уплотнение отли-
чается формой обоймы 3, так как оно
работает при перепаде давлений, направ-
ленном в сторону рабочей жидкости.
В отличие от одинарного уплотнения
корпус 13 выполнен герметичным (по-
водки 11 входят в глухие отверстия,
между корпусом и валом установлено ре-
зиновое уплотнительное кольцо 12). Не-
подвижное кольцо 9 пары трения имеет
два уплотнительных пояска и установ-
лено на штифтах 7. Между кольцом 9 и
крышкой 8 установлены два резиновых
уплотнительных кольца 5 и 6. Прижа-
тие кольца к крышке осуществляется
пружинами и давлением жидкости. Кон-
тактное давление от пружин в парах
трения составляет 0,1 —0,2 МПа.
Радиальное расположение двух ступе-
ней одинарных уплотнений позволяет
заменять кольца набивки без разборки
машины.
Глава 11
ЩЕЛЕВЫЕ УПЛОТНЕНИЯ
11.1. Типы и области применения
Щелевые уплотнения предназначены для
ограничения перетоков жидкости или
газа внутри машины из области высо-
кого давления в область низкого дав-
ления через подвижные и неподвижные
соединения. Увеличенные перетоки сни-
жают производительность гидравличес-
ких машин, ухудшают объемный и
общий коэффициенты полезного дей-
ствия.
Щелевые уплотнения объединяют не-
сколько типов бесконтактных уплотни-
тельных устройств. Щели являются
основным элементом этих устройств, а
также различных разгрузочных, уравно-
вешивающих и опорных узлов. В настоя-
щее время используют разнообразные
щели, представляющие собой кольцевые
каналы с зазором малой высоты (от
нескольких микрометров до миллимет-
ра). В зависимости от формы уплотни-
тельных поверхностей различают торцо-
вые щели (рис. 11.1,а), образованные
Рис. 11.1. Схемы щелевых уплотнений:
а — с торцовой щелью; б — с радиальной гладкой
щелью; в — с кольцевыми канавками (для жидко-
стей); г — лабиринтного типа (для газов); б, е —
с плавающими кольцами
376
Щелевые уплотнения
боковыми поверхностями дисков и кор-
пусных деталей, и радиальные (осевые)
щели (рис. 11.1,6), образованные поверх-
ностями вращения втулок. В торцовых
щелях жидкостный поток движется
преимущественно в радиальном направ-
лении к центру или к периферии щели.
В радиальных щелях поток движется в
основном в направлении оси.
Большим разнообразием форм отли-
чаются щели с гладкими поверхностями.
Торцовые щели, образованные парал-
лельными плоскостями, называют плос-
кими, или щелями с плоскопараллель-
ным зазором. Радиальные щели, образо-
ванные цилиндрическими соосными по-
верхностями, называют цилиндричес-
кими концентричными щелями, а с не-
соосными поверхностями — цилиндриче-
скими эксцентричными щелями. Ради-
альные щели, образованные поверхнос-
тями с небольшой конусностью, назы-
вают конусными, а если оси поверх-
ностей непараллельны, то — щелями с
перекосом осей. Конусные щели в зави-
симости от того, сужается или расширя-
ется зазор в направлении утечки, назы-
вают конфузорными или диффу-
зорными.
Радиальные щели наиболее часто
используют в качестве передних и зад-
них уплотнений закрытых рабочих колес
роторных гидравлических машин. В це-
лях повышения гидравлического сопро-
тивления применяют многощелевые
уплотнения. Радиальные щели широко
используют также в качестве межступен-
ных уплотнений, в устройствах, понижа-
ющих давление перед основным уплот-
нением вала, и в устройствах зашиты
основного уплотнения от абразивного
изнашивания при герметизации жид-
костей с твердыми включениями. Ради-
альные и торцовые щели применяют
в гидравлических и газовых затворах,
в разгрузочных и уравновешивающих
гидравлических устройствах, опорах
скольжения, гидростатических уплотне-
ниях и подшипниках.
[Целевые уплотнения с гладкими по-
верхностями могут работать в жидкос-
тях и газах при перепадах давлений
до 100 МПа и более, при предельно
высоких скоростях скольжения и практи-
чески без ограничений по температуре.
Для повышения гидравлического сопро-
тивления щелей на уплотнительных по-
верхностях выполняют кольцевые канав-
ки разнообразных форм (рис. 11.1, в).
Щелевые уплотнения с канавками, резко
изменяющими проходное сечение кана-
ла, называют лабиринтными уплотне-
ниями. При работе в жидкостях уве-
личение гидравлического сопротивления
лабиринтных щелей по сравнению с
гладкими достигается за счет потерь
давления на вихреобразование в камерах
и потерь на входе узких участков щелей.
В связи с этим лабиринтные уплотне-
ния эффективны для жидкостей при
высоких числах Re, когда указанные
потери давления превышают потери на
трение (здесь Re = 2v/i/v; v — среднерас-
ходная скорость течения). При ламинар-
ном течении жидкости (Re < 400... 500
[24]) применение кольцевых канавок
уменьшает гидравлическое сопротивле-
ние щелей.
Механизм работы лабиринтных уплот-
нений в газах заключается в много-
кратном дросселировании рабочей сре-
ды, протекающей через камеры и суже-
ния с резко меняющимися проходными
сечениями (рис. 11.1, г). В сужающейся
части щели происходит адиабатическое
истечение, сопровождающееся увеличе-
нием скорости и падением давления
и температуры потока. В камере между
соседними сужениями (гребнями) ско-
рость газа уменьшается и происходит
диссипация кинетической энергии потока
при почти неизменном давлении. Темпе-
ратура в этом процессе восстанавли-
вается до начального значения. В после-
дующих сужениях и камерах процесс
повторяется с той лишь разницей, что
вследствие уменьшившейся плотности
потока р скорость, а также падение дав-
ления и температуры под гребнем будут
большими.
Лабиринтные уплотнения широко ис-
пользуют в центробежных и осевых
Режимы течения в щелях
377
компрессорах, турбодетандерах, паро-
вых турбинах и других машинах.
В рассмотренных типах радиальных
уплотнений для предотвращения контак-
тов поверхностей щели радиальный
зазор должен превышать несоосность
ротора относительно корпусных дета-
лей. В связи с этим зазор принимают
относительно большим (обычно десятые
доли миллиметра). При необходимости
использования меньших зазоров и для
достижения повышенной герметичности
применяют уплотнения с плавающими
кольцами.
В уплотнениях с плавающими коль-
цами один из элементов, как правило
наружный, имеет подвижность в ра-
диальном направлении (рис. 11.1, д,ё).
Этим обеспечивается компенсация несо-
осности и биений ротора относительно
корпусных деталей машины. С учетом
свободной установки одного из элемен-
тов уплотнения — плавающего кольца —
зазор и утечки в уплотнении могут
быть уменьшены до минимума, опреде-
ляемого технологическими соображе-
ниями. Герметизирующее действие уп-
лотнений с плавающими кольцами осу-
ществляется радиальной щелью А (см.
рис. 11.1,д). Свободная установка пла-
вающего кольца обеспечивается за счет
возможности скольжения его по торцу Б
корпусной детали или ротора (оси, если
вращается корпус, см. рис. 11.1,е). Гер-
метичность торцового стыка достига-
ется в результате взаимного прижатия
поверхностей стыка, к которым предъ-
являют высокие требования по плоско-
стности и шероховатости. Плавающее
кольцо прижимается к торцу Б усилием
пружин и перепадом давлений рабочей
среды. К плавающим кольцам, предназ-
наченным для эксплуатации с радиаль-
ным зазором, соизмеримым с амплиту-
дой радиальных биений ротора или
меньше ее, предъявляют требование са-
моцентрирования (самоустановки) отно-
сительно ротора. С этой целью исполь-
зуют гидромеханические силы, развива-
ющиеся в слое рабочей среды при те-
чении ее в радиальной щели.
Таким образом, в уплотнении с пла-
вающими кольцами сочетаются элемен-
ты радиального щелевого и торцового
уплотнений. Щелевое уплотнение рабо-
тает с относительно малыми зазором
и утечками. Контакт и изнашивание
его поверхностей предотвращаются в ре-
зультате свободной установки и само-
центрирования одного из уплотнитель-
ных элементов. Поверхности трения
торцового стыка работают без относи-
тельного вращения, они лишь скользят
одна по другой в радиальном направ-
лении, в результате чего обеспечива-
ются минимальные тепловыделения в
торцовом стыке и снимается проблема
его охлаждения.
Уплотнения с плавающими кольцами
обеспечивают существенно лучшую гер-
метичность, чем простые щелевые уплот-
нения, но имеют значительно большие
утечки, чем торцовые уплотнения. В свя-
зи с этим в большинстве практиче-
ских случаев уплотнения с плавающими
кольцами не используют в качестве
концевых уплотнений, их преимущест-
венно устанавливают в узлах предвари-
тельных, межступенных и вспомогатель-
ных уплотнений, или уплотнений с зат-
ворной средой. Уплотнения с плаваю-
щими кольцами эксплуатируют в цент-
робежных насосах и компрессорах, в
турбомашинах энергетических установок
и в других роторных машинах, рабо-
тающих на жидких и газообразных сре-
дах. Эти уплотнения успешно исполь-
зуют при высоких перепадах давлений
и скоростях скольжения (соответственно
до 40 МПа и до 250 м/с), при низких
и высоких температурах (от 20 до 650 К)
в агрессивных, взрывоопасных, радиоак-
тивных, легкокипящих, криогенных и
других средах.
11.2. Режимы течения в щелях
Гидродинамические характеристики
щелевых уплотнений существенно зави-
сят от режима течения жидкости или
газа в щели. Возможны ламинарный
и турбулентный режимы течения. Раз-
378
Щелевые уплотнения
личие в характере течения жидкости при
ламинарном и турбулентном режимах
приводит к различию законов сопротив-
ления движению потока. При ламинар-
ном режиме перепад давлений на щели
пропорционален средней скорости по-
тока; при турбулентном режиме — квад-
рату средней скорости.
При течении жидкости под действием
перепада давлений (напорное течение)
ламинарный режим существует при
условии
Re < ReKp,
где Re = 2vRY/v = 2vh/v; RT — гидравли-
ческий радиус поперечного сечения ще-
левого канала, определяемый отноше-
нием его площади к половине перимет-
ра (Rr ж h); ReKp — критическое значение
числа Рейнольдса, соответствующее на-
рушению устойчивости ламинарного ре-
жима течения.
Значения ReKp зависят от наличия воз-
мущений, действующих на поток жид-
кости. К их числу относятся вибрация,
шероховатость стенок, пульсации пере-
пада давлений, условия входа жидкости
в щель. Для гладких щелей, по дан-
ным разных исследователей, значения
ReKp колеблются от 1000 до 2800. Так,
для торцовых и цилиндрических кон-
центричных щелей ReKP = 1250; для ци-
линдрических эксцентричных щелей при
относительном эксцентриситете е = 1
ReKp=1100 [24]. Относительно малые
значения ReKp объясняются тем, что в
исследованных щелях высота микроне-
ровностей и волнистость стенок были
соизмеримы с высотой зазора щели и
поэтому являлись активными турбулиза-
торами потока.
При вращении одной из уплотнитель-
ных поверхностей картина течения в
щели существенно усложняется вследст-
вие возникновения окружного потока
(типа течения Куэтта). Под действием
перепада давлений и окружного потока
создается сложное спиральное течение,
которое при наличии эксцентриситета в
цилиндрических щелях или углового пе-
рекоса в торцовых щелях становится
трехмерным. Исследование таких тече-
ний сопряжено с большими трудностя-
ми. Соответственно более сложными,
чем при напорном течении, являются
условия перехода ламинарного режима
в турбулентный.
Далее особенности гидродинамики
спиральных течений рассмотрены на
примере цилиндрических щелей. Задача
об устойчивости ламинарного враща-
тельного течения жидкости в таких ще-
лях при трехмерных возмущениях ре-
шена теоретически Дж. Тэйлором. Ре-
зультаты решения подтверждены экспе-
риментально. В общем случае устойчи-
вость ламинарного потока в щели с вра-
щением определяется двумя критериями:
числом Рейнольдса для окружного те-
чения Rem = mrh/v и отношением h/r.
В важном для практики случае, когда
радиальный зазор щели мал (h/r с 1,
а практически при h/r < 0,1), устойчи-
вость течения определяется одним кри-
терием — числом Тэйлора
Та = Rem
Ц1/2 _ arV2h3/2
г J v
Условие устойчивости имеет вид
Та < Та ,
кр’
где Та — критическое значение числа
Та; Такр = 41,3. При достижении внутрен-
ней втулкой угловой скорости, соответ-
ствующей Та , в щели возникают пра-
вильно чередующиеся вихри, вращаю-
щиеся в противоположных направлениях
(рис. 11.2). Оси вихрей, получивших наз-
вание вихрей Тэйлора, направлены па-
раллельно окружной скорости частиц
жидкости, что придает потоку своеобраз-
Рис. 11.2. Вихри Тэйлора в концентричной
щели при вращении внутренней втулки
Расчет цилиндрических щелей
379
ную ячеистую структуру. При увели-
чении угловой скорости течение остает-
ся ламинарным, а размер вихрей ста-
новится соизмеримым с высотой зазора.
Турбулентная структура потока с круп-
номасштабными вихрями возникает при
значениях чисел Та или Re№ которые
в десятки раз превышают критические
значения. При течении, обусловленном
перепадом давлений, критические значе-
ния чисел Та или Rera увеличиваются.
Вместе с тем турбулентный режим
наступает при Re > Re независимо от
значения числа Та. Окружное течение
оказывает дестабилизирующее влияние
на поток, вызванный перепадом давле-
ний, и приводит к уменьшению Re .
Стабилизирующее влияние на устойчи-
вость ламинарного вращающегося пото-
ка оказывает наличие эксцентриситета.
На основе обобщения многочисленных
теоретических и экспериментальных дан-
ных при относительном эксцентриситете
е < 0,8 для критического значения числа
Та с погрешностью от +10 до —20%
получено [26]:
Такр = 41,3/(1 - е2).
Устойчивость ламинарного вращаю-
щегося течения в цилиндрических ще-
лях повышается также при вращении
наружной втулки. В этом случае центро-
бежные инерционные силы прижимают
поток жидкости к подвижной наружной
поверхности щели, что стабилизирует те-
чение. Наоборот, при вращении внутрен-
ней втулки центробежные силы отбрасы-
вают жидкость от движущейся поверх-
ности, стремясь этим нарушить упоря-
доченность ламинарного потока.
В общем случае в зависимости от
соотношения чисел Re и Та (или Rera)
в щели возможны следующие режимы
течения:
чисто ламинарное течение (область I);
ламинарное течение с вихрями Тэй-
лора (область II); осевой размер вих-
рей здесь составляет 1,5—1,7 высоты
зазора;
турбулентное течение с вихрями Тэй-
лора (при Rera/Re > 4, область III); вих-
ри, почти не меняя размеров и формы,
перемещаются в направлении движения
напорного потока со скоростью, прибли-
зительно равной среднерасходной ско-
рости;
чисто турбулентное течение (при Rem/
/Re < 4, область IV); вихри Тэйлора раз-
рушаются; нарушается упорядоченная
структура потока; образуются крупно-
масштабные турбулентные вихри.
При чисто ламинарном режиме (об-
ласть I) и отсутствии эксцентриситета
вращение не влияет на гидравлическое
сопротивление щели. При ламинарном
вихревом режиме (область II) это влия-
ние очень слабое. При турбулентном
режиме (области III и IV) влияние вра-
щения на гидравлическое сопротивление
щелей проявляется наиболее сильно.
Наличие эксцентриситета в цилиндриче-
ских щелях при всех режимах течения
приводит к уменьшению гидравлическо-
го сопротивления.
11.3. Расчет цилиццрическнх щелей
В результате расчета определяют рас-
ход утечки через щель и при необхо-
димости значение радиальной силы. С
использованием результатов исследова-
ния течений в трубах потери давления
потока жидкости в щелях представляют
в виде
Ар = Aps + Артр + Ара.
Здесь Др = ps — ра — перепад давлений
на щели; Aps, Ара — потери на преодо-
ление сопротивления соответственно на
входе и на выходе из щели; Артр — поте-
ри на преодоление трения:
Др» = kpfs/2;
Дро = ^р^/2;
f v2 X dl
^p-Jp^-TY.
I
где — коэффициенты местных по-
терь; X — коэффициент сопротивления
трению; v — средняя скорость течения
в щели.
380
Щелевые .уплотнения
С учетом неразрывности потока жид-
кости в щели коэффициент гидравличе-
ского сопротивления, определяемый как
£ = Ap/(0,5prf), вычисляют по формуле
М
^s+ 2/Г + ^
Расход жидкости через щель
где D — диаметр щели.
Таким образом, для расчета гидроди-
намических характеристик щелевых уп-
лотнений необходимо знать коэффи-
циенты и X, которые можно опре-
делить экспериментально или теоре-
тически.
Одно из теоретических решений зада-
чи о течении несжимаемой жидкости
в щелевых каналах получено Г. И. Фе-
доровой. Для ламинарного и турбулент-
ного режимов принята единая модель
течения, согласно которой в потоке вы-
деляют две области: начальный участок
и развитый поток (рис. 11.3). На началь-
ном участке происходит формирование
профиля скорости. Принимают, что во
входном сечении скорость одинакова по
высоте щели и равна среднерасходной
скорости. За входным сечением вследст-
вие трения на стенках поток разбивается
на три зоны. В центральной зоне, пред-
ставляющей собой ядро потока, жид-
кость движется с одинаковой по высоте
щели скоростью. Две боковые зоны яв-
ляются пограничными слоями.
На начальном участке гидродинамика
потока описывается интегральным соот-
ношением импульсов
Л h
f dvz , f Sv, ,
dy + гг —dy =
J Sy J Sz
о 0
*
(111)
p J Sz p
о
где у - г — r0; vy = vr; r0 — радиус внут-
ренней втулки.
Для развитого течения уравнения дви-
жения потока имеют вид
( Sv, Sv.
р vy~^~+ v‘
\ Sy Sz
др Si,
Sz + Sy ’
(11.2)
Й--0; $4-^ = 0,
Sy Sy Sz
где x = r0<p; vx = vv; tx, ty, t, — каса-
тельные напряжения, определяемые ре-
жимом течения жидкости в щели.
Если зависимости напряжений тх, ту, т,
от скоростей vx, v^ v, известны, то
в результате совместного решения урав-
нений (11.1) и (11.2) можно определить
составляющие скорости жидкостного
потока, распределение давления, утечки
и радиальную силу в щели.
В практике возможны два случая: вся
щель является начальным участком; на-
чальный участок меньше длины щели.
Расчетные методики в этих случаях раз-
личны. Для удобства изложения ее кон-
центричные щели разделены на два
типа:
а) короткие щели, длина которых
меньше или равна длине начального
участка (/ < /н);
б) длинные щели, длина которых
больше длины начального участка
(/>/„).
Длину начального участка рассчиты-
вают по формулам:
для ламинарного режима
/н = 0,01297ReJio//; (И.З)
Расчет цилиндрических щелей
381
для турбулентного режима (Re2 < 105)
l„ = l,530Re]/4Jio/I. (11.4)
Здесь l„ = IJl; Re2 = 2vzh0/v; v, - сред-
нерасходная осевая скорость.
В соответствии с формулами (11.3) и
(11.4) длина начального участка зависит
не только от геометрии щели, но и от
режима течения потока жидкости. В свя-
зи с этим одна и та же щель в зави-
симости от значения числа Re2 может
быть короткой или длинной.
Коэффициент гидравлического сопро-
тивления концентричной щели. При ла-
минарном режиме коэффициент £ рас-
считывают по формулам:
для коротких щелей
; = 9/(3 - п»)2;
для длинных щелей
где г|„ = 2S//i0 — безразмерная толщина
пограничных слоев на выходе из щели.
Параметр г|„ определяют из неявного
трансцендентного уравнения
к 3
“ = 1,
^-Re.^ 481n(l-^L) +
48г|д - 7т|,
или графически (рис. 11.4).
Коэффициент местных потерь при ла-
минарном режиме + £„ = 1,628,
определенный Г. И. Федоровой, незна-
Рис. 11.4. Зависимость толщины пограничных
слоев т)„ на выходе из цилиндрической щели
от режима течения жидкости
чительно отличается от значения 1,543,
полученного интегральным методом из
теоремы об изменении кинетической
энергии потока на начальном участке
[19].
При турбулентном режиме (Re2 < ID5)
коэффициент гидравлического сопротив-
ления вычисляют по формулам, получен-
ным Г. И. Федоровой теоретически:
для коротких щелей
; = 64/(8 - V;
для длинных щелей
/ 0 1722 I \
£ = 1,306 + ---- 0,2635 х
\ Re]' h0 J
7 Rem
8 Re,
(И.5)
где т|о — толщина пограничных слоев на
выходе из щели, определяемая из ин-
тегрального соотношения
2.849Rey^j'<’±|51^^.1
О
или графически (см. рис. 11.4).
По экспериментальным данным, обоб-
щенным Э. С. Ратнером, при турбулент-
ном режиме коэффициент входных по-
терь t,s изменяется мало (от 0,50 до 0,52).
Обычно принимают = 1 и = 1,5.
При вращении вала вследствие неравно-
мерности поля выходных скоростей ко-
эффициент может достигать 3... 4.
Э. С. Ратнер рекомендует вычислять
коэффициент местных потерь по фор-
муле
= 2,5 + 5,5 • 10-4(//йо),
а коэффициент сопротивления трению —
по формуле Блазиуса
А = 0,3164/Re]/4.
Для коэффициента сопротивления тре-
нию при турбулентном режиме Я. Ямада
получена полуэмпирическая формула,
в которой, как и в формуле (11.5)
Г. И. Федоровой, учтено вращение:
382
Щелевые уплотнения
X = O,3O7Re,~0,24 1 +
(1_ Rem\2']0-38
\8 R^/J
(U.6)
Сопоставление результатов расчетов
по формулам (11.5) и (11.6) с экспери-
ментальными данными дает хорошее
совпадение при относительных зазорах
h0/r = 0,0136...0,115 [19]. При h0/r < 0,01
и при больших значениях Re^ точность
этих формул уменьшается, что можно
объяснить влиянием вибрации вала, на-
личием и изменением во времени экс-
центриситета.
Гидравлическое сопротивление эксцент-
ричных щелей. При ламинарном режиме
коэффициент сопротивления трению
развитого потока в щели с эксцентри-
ситетом определяется формулой
% . 96
1 + l,5e2Rez '
(П-7)
Более общее выражение учитывает
вращение одной из уплотнительных
поверхностей (при Rem < 10 [8])
96
х=_____________~_______________L
1 + (1,5 - 0,926-10“ 2 • Re2) е2 Rez ’
(И-8)
Зависимости (11.7), (11.8) справедливы,
если можно пренебречь входными поте-
рями, т. е. если l/h0 70 при ламинарном
режиме или l/h0 45 при турбулетном
режиме [24]. Для расчета утечек при
5 < l/h0 <70 в ламинарном режиме и
5 < l/h0 <45 в турбулентном предло-
жены следующие формулы [24]:
для концентричной щели (е = 0) при
ламинарном режиме
Q/Q* = 1,12 - 7,2/j0//;
для концентричной щели (е = 0) при
турбулентном режиме
Q/Q* = 1,35 + 0,02///jo;
для эксцентричной щели (е = 1) при
ламинарном режиме
С/С* = 0,043 (//м0-75;
для эксцентричной щели (е = 1) при
турбулентном режиме
0/0* = 0,092 (///j0)0’576,
где 0* — утечки через щель, определен-
ные без учета входных потерь.
В строгой постановке задача о гид-
равлическом сопротивлении эксцентрич-
ной щели имеет сложное решение, ко-
торое может быть получено с исполь-
зованием численных методов на ЭВМ.
Расчеты показывают, что для лами-
нарного режима зависимость расхода
через щель от эксцентриситета, опреде-
ленная с учетом начального участка,
более слабая, чем без его учета. При
турбулентном режиме влияние эксцент-
риситета на гидравлическое сопротив-
ление щелей сказывается слабее, чем при
ламинарном режиме. Так, при предель-
ном эксцентриситете е = 1 максимальное
увеличение расхода по сравнению с кон-
центричной щелью при ламинарном ре-
жиме составляет 150%, при турбулент-
ном — около 30 %.
11.4. Особенности расчета щелевых
уплотнений при высоких перепадах
давлений
Одним из путей повышения энергоем-
кости гидравлических систем и агрегатов
является увеличение рабочего давления.
Течение жидкостей через щели при вы-
соких перепадах давлений сопровожда-
ется рядом особенностей. При давлении
100 МПа и выше существенное влия-
ние на течение жидкостей в щелях ока-
зывают деформации стенок щели, вызы-
вающие увеличение первоначального за-
зора; зависимость вязкости жидкости от
давления; диссипативный нагрев жид-
кости [24]. Деформации стенок щели
и нагрев жидкости ведут к увеличению
утечек, повышение вязкости жидкости
при высоком давлении к ее уменьше-
нию. Строгое решение задачи о течении
жидкости через щель с учетом перечис-
ленных факторов требует применения
численных методов. В работе [24] дано
упрощенное решение, хорошо совпада-
Расчет лабиринтных щелей
383
ющее с экспериментальными данными
при давлении до 65 МПа. В этом реше-
нии действительный профиль щели в осе-
вом направлении аппроксимирован про-
филем конусной формы и принято зна-
чение вязкости жидкости, соответствую-
щее среднему давлению рср = 0,5 (ps + р„)
и температуре 9 = Ss + 0,75 AS (где AS —
увеличение температуры жидкости при
течении через щель). В результате по-
лучена формула
2(1+х)2
2 + х
лР/г53 (ps - ра)_
1
х -------
12/pvs
2
9s + 0,75ASyeXPLTa^ + ₽‘-)
где х = (ha — hs)/hs — параметр конуснос-
ти; D, I — диаметр и длина щелевого
канала; а, п — пьезокоэффициент и тем-
пературный коэффициент в уравнении
вязкости вида v = vs (Ss/S)n exp (ар).
Если пренебречь высотой h0 зазора
по сравнению с радиусом г уплотнения
(рис. 11.5), то для цилиндрической щели
с учетом деформаций зазоры на входе
hs и выходе ha можно определить по
формулам
hs = h0 + 8ps; ha = h0 + 8pa.
Здесь
г ( R2 + г2 \ г
8 “ + + Ё?(1 “ Р2)’
где Еь Е2, Bi, Р-2 — модули упругости
и коэффициенты Пуассона элементов 1
и 2 щели.
Повышение температуры жидкости в
результате диссипативного нагрева при
Рис. 11.6. Экспериментальная зависимость
утечек смеси масел МС-20, МК-8 от перепада
давлений для щели с радиальным зазором
23 мкм [24]
допущении, что теплообменом между
жидкостью и стенками щели можно
пренебречь (т. е. в условиях адиабати-
ческого течения), определяется равен-
ством
AS = (Р, ~ Р«)/(рс),
где р, с — плотность и теплоемкость
жидкости.
Одну из особенностей течения жидкос-
тей через щели при высоких перепадах
давлений иллюстрирует рис. 11.6. При
повышении перепада давлений до 65 МПа
утечки через щель, как обычно, увеличи-
ваются, а при более высоких перепадах
давлений уменьшаются. Такой характер
зависимости утечек от перепада давле-
ний объясняется преобладающим влия-
нием на вязкость жидкости давления,
вызвавшего увеличение вязкости [24].
11.5. Расчет лабиринтных щелей
Лабиринтные уплотнения для жидкос-
тей. Утечки через лабиринтное уплотне-
ние с кольцевыми канавками (рис. 11.7)
Рис. 11.5. Схема деформаций щелевого кана-
ла при высоком перепаде давлений
Рис. 11.7. Геометрия лабиринтного уплотне-
ния с кольцевыми канавками
384
Щелевые уплотнения
при ламинарном режиме течения жид-
кости рассчитывают по формуле
nDhl (ps - ра)
12р/эф
(И-9)
где — эффективная длина щели, рав-
ная длине уплотнения за вычетом сум-
мы длин канавок: 1-^ = I — £ /к.
Ламинарный режим течения в лаби-
ринтной концентричной щели сущест-
вует при Re2 < 500, в лабиринтной экс-
центричной щели (е = 1) — при Re2 <
< 400 [24].
Из формулы (11.9) следует, что при
ламинарном режиме утечки через лаби-
ринтную щель увеличиваются по сравне-
нию с утечками через гладкую щель
в той степени, в которой канавки уко-
рачивают длину щели. В связи с этим
применение лабиринтных уплотнений
с целью снижения утечек при ламинар-
ном режиме не оправдано. Однако на-
резку канавок на уплотнительных по-
верхностях можно рекомендовать для
разгрузки ротора или плунжера от ра-
диальных сил. Наличие канавок умень-
шает также опасность заклинивания
плунжерной пары при работе на загряз-
ненной жидкости, так как при этом
обеспечивается возможность удаления
твердых частиц из зазора.
В общем случае потери давления
в лабиринтном уплотнении определяют
по формуле [24]
где 1 — коэффициент сопротивления тре-
нию в узкой части щели на участках
между канавками; £ — коэффициент
местных потерь; z — число канавок.
При ламинарном режиме течения ко-
эффициент £ близок к нулю, в пере-
ходной области (500 < Re2 < 1200 для
концентричной щели и при 400 < Re2 <
< 1000 для эксцентричной щели) резко
увеличивается (наибольшее значение чис-
ла Re2 зависит от числа лабиринтных
канавок и уменьшается при увеличении
числа их), в области турбулентного те-
чения (при увеличении числа Re.) —
Рис. 11.8. Экспериментальная зависимость
коэффициента местных потерь от режима
течения жидкости через щель с канавкой
прямоугольного сечения (/к = 0,46 мм;
11к = 0,5 мм; 1П = 1 мм, см. рис. 11.7);
1 - концентричная щель (с = 0); 2 — эксцентрич-
ная щель (е = I)
уменьшается (рис. 11.8). Формулы рас-
чета коэффициента £ для единичной
канавки прямоугольного сечения при
Re2 < 4500, полученные по результатам
обработки экспериментальных результа-
тов, имеют вид [24]:
для концентричной щели
£ = 33,5РеГолз;
для эксцентричной щели
Q = 41Re2-°-48.
По результатам исследования влияния
формы канавки на коэффициент £ пост-
роены зависимости, показанные на рис.
11.9. Наибольшее гидравлическое сопро-
тивление имеет канавка с сечением в ви-
де прямоугольного треугольника при
расположении острого угла со стороны
большего давления. Сопротивление та-
кой канавки более чем на 40% превы-
шает сопротивление канавки прямо-
угольного сечения. Минимальное гид-
Рис. 11.9. Зависимости коэффициента мест-
ных потерь от режима течения жидкости
через щель с канавками различных форм [24]
Расчет лабиринтных щелей
385
равлическое сопротивление имеет канав-
ка с сечением равнобедренного тре-
угольника.
Максимальное значение коэффициента
£ соответствует следующим оптималь-
ным соотношениям: ljho = 20; hjho =
= 3... 5; /п//г0 40. С учетом этих, а так-
же технологических соображений при
определении размеров канавок рекомен-
дуется нарезать канавки шириной /к =
= 2Ойо и глубиной hK = 5h() (но не менее
0,2 мм). Расстояние между канавками
рекомендуется принимать 1„ = 40йо- При
заданной длине уплотнения I число ка-
навок, обеспечивающее минимальные
утечки, рассчитывают по формуле [24]
I 2
Z ~ 60йо ~ 3 ’
Полученное значение z округляют до
ближайшего меньшего целого числа.
Оптимальные соотношения размеров
канавки прямоугольного сечения, полу-
ченные экспериментально с учетом вра-
щения, имеют следующие значения:
(4 + 4i)/M) = 15...25; hjho = 3... 10; /к/
/(4 + /п) = 0,5... 1,0.
Лабиринтные уплотнения для газов.
При движении газового потока через
лабиринтное уплотнение происходит
расширение газа. Этот процесс осуще-
ствляется путем многократного преоб-
разования потенциальной энергии дав-
ления в кинетическую энергию газово-
го потока в узкой части щели с после-
дующей почти полной диссипацией ки-
нетической энергии в камерах лабиринта.
Чем большая доля кинетической энергии
в каждой камере переходит в теплоту,
тем большее сопротивление движению
газа создает уплотнение. В направлении
от входа к выходу уплотнения давление
понижается, удельный объем газа и ско-
рость потока увеличиваются. В зазоре
на последнем лабиринте устанавлива-
ется наибольшая скорость, которая мо-
жет достичь скорости критического те-
чения.
Расчетные формулы для определения
утечек через уплотнение выбирают в за-
висимости от того, достигается или нет
в последнем лабиринте критическая ско-
рость, поэтому в начале расчета про-
веряют условия истечения в последнем
лабиринте. Условие, при котором может
возникнуть критическая скорость, имеет
вид
Ра < Ркр __ Ркр Pz — 1
Ps " PS Pz-l Ps
где p2_ j — давление перед последним
лабиринтом; ркр — критическое давле-
ние.
Для одноатомных газов (х = 1,67)
Ркр/Pz-i =0,487, для двухатомных газов
(х = 1,4) Ркр/Pz—1 = 0,528.
Для идеальных газов давление pz_t
определяют по формуле
Pz-l _ 1
Рк |/1 + (z - 1) Г2кр ’
где Гкр = 0,727 при х = 1,67; Гкр = 0,685
при х = 1,4.
Утечки через уплотнения определяют
по формуле
Qm = слетт, (и.ю)
где Сл — экспериментальный коэффи-
циент расхода, зависящий от особен-
ностей конструкции уплотнения; gmT —
теоретические утечки.
При дозвуковом течении и z > 3
независимо от отношения pjpa утечки
Q„„ рассчитывают по формулам Сто-
дола
е,„т = 5-^=]Д~ (Pn/Ps)2 (11.11)
l/«Ts F
или Мартина
о = s Ps / 1 ~ (Ру/р^2
]/RTsV z + ln(ps/pa)’
где S — площадь сечения щели под греб-
нем лабиринта; z — число гребней.
При достижении критической скорос-
ти газового потока утечки gmT рассчи-
тывают по формуле
Г1
С_ V Ps____________1 КР_____
И1Т /---- /-----------—
|/КТ5 ]/1 + (z- 1) Г2р
13 Под ред. А. И. Голубева и Л. А. Кондакова
386
Щелевые уплотнения
Рис. 11.10. Типы лабиринтных уплотнений
для газов
Для ступенчатого уплотнения (рис.
11.10, г) коэффициент расхода СЛ прини-
мают равным 0,7. В гладком лабиринте
(рис. 11.10, а) кинетическая энергия час-
тично сохраняется й утечки повышают-
ся по сравнению со ступенчатым уплот-
нением. Для оценки степени увеличения
утечек в гладком лабиринте используют
кривые Эгли (рис. 11.11). При среднем
значении отношения h0/lr = 0,05 (здесь
h0 — радиальный зазор под гребнем; /г —
шаг гребней) и z = 4 утечки через глад-
кое уплотнение в 1,5 раза больше, чем
через ступенчатое уплотнение с теми же
размерами. С учетом этого применение
гладких уплотнений оправдано при
Рис. 11.11. Зависимость отношения коэффи-
циентов расхода через гладкое и ступенча-
тое уплотнения от относительного зазора
при различном числе гребней
опасности засорения лабиринтных ка-
мер. Коэффициенты расхода СЛ для ла-
биринтных уплотнений некоторых дру-
гих форм, полученные С. М. Шляхтенко,
приведены на рис. И. 10, б,в, д.
В практике широко применяют сту-
пенчатые лабиринтные уплотнения (рис.
11.12, а). Минимальный зазор обычно
принимают h0 — 0,2 + 0,6£> (здесь h0 —
в мм, D — в м). Значения зазоров, про-
ставляемые на чертеже, могут быть на
0,2... 0,3 мм меньше расчетных. Для
уплотнений дисков рабочих колес турбо-
детандеров с жесткими роторами зазор
рекомендуется принимать равным пяти-
кратному зазору в подшипниках сколь-
жения [15]. Гребни лабиринтов изготов-
ляют из ленты толщиной 0,15...0,2 мм.
Материалом служит латунь Л63 или ни-
кель НП2. При сборке гребень встав-
ляют в трапециевидный паз вместе с
мягкой проволокой из меди Ml (рис.
11.12,6), которую затем расчеканивают.
После расчеканки гребни обрабатывают
до требуемого размера.
В малых турбомашинах иногда при-
меняют уплотнения с гребнями, выпол-
ненными непосредственно на валу (рис.
И. 12, в). Наружную втулку в этом слу-
чае изготовляют из графита. Зазор
между втулкой и гребнями вала прини-
мают равным 0,17...0,25 зазора в под-
шипниках скольжения [15]. Перед экс-
Расчет лабиринтных щелей
387
Рис. 11.12. Конструкции лабиринтных уплотнений
плуатацией уплотнений выполняют при-
работку при пониженной частоте враще-
ния. Число гребней обычно принимают
7... 12. Для уменьшения коэффициента
расхода Сл кромка гребня со стороны
большего давления должна быть острой.
Толщина гребня должна быть мини-
мальной, что уменьшает Сд и предох-
раняет уплотнение от разогрева и зае-
дания.
Описанные конструкции лабиринтных
уплотнений применяют в турбомашинах
при низких и средних давлениях. При
высоких давлениях эти конструкции не-
достаточно надежны вследствие потери
прочности гребней под действием газо-
вого потока высокого давления. В этих
условиях целесообразно использовать
сотовые уплотнения, которые приме-
няют, например, в современных центро-
бежных компрессорах высокого давле-
ния [4].
Сотовые уплотнения представляют со-
бой одно или несколько листовых осно-
ваний с внутренним сотовым заполни-
телем (рис. 11.13). Сотовую обойму при-
меняют в комбинации либо с гладким
валом (рис. 11.13, а), либо с валом, име-
ющим лабиринтные гребни (рис. 11.13,6).
Наиболее широкое распространение по-
лучили сотовые заполнители с ячейками
шестигранной формы (рис. 11.13, в), кото-
рые обеспечивают устойчивость кон-
струкции при нагружении и сравнительно
просты в изготовлении.
Утечки через сотовые уплотнения оп-
ределяют по формулам (11.10) и (11.11).
Зависимость коэффициента расхода Сд
от безразмерного зазора, полученная по
результатам испытаний сотовых уплот-
нений [4], приведена на рис. 11.14. Кри-
вые построены для различных значений
параметров h0/a и pjpa (здесь а — сторо-
на шестигранника). Нижняя граница за-
штрихованной области соответствует
значению pa/ps = 0,8, верхняя pjps = 0,2.
Сплошными линиями отмечены нижняя
и верхняя границы области для уплот-
нения при невращающемся вале, штри-
ховыми — при вращении с частотой
15000 мин-1. С увеличением перепада
давлений коэффициент расхода Сд уве-
Рис. 11.13. Конструкции сотовых уплотнений
Рис. 11.14. Зависимость коэффициента расхо-
да через сотовое уплотнение от относитель-
ного зазора
388
Щелевые уплотнения
личивается, приближаясь к постоянному
значению, различному для разных зазо-
ров [4]. Частота вращения заметно
влияет на утечки при зазоре h0 <
< 0,07 мм (при вращении утечки меньше,
чем при невращающемся вале). На прак-
тике (при больших зазорах) влияние
вращения несущественно. Слабое влияние
на коэффициент расхода оказывают
изменение высоты граней сотовых ячеек
и длины уплотнения.
Сотовая конструкция уплотнений име-
ет высокую жесткость, что позволяет
выполнять стенки толщиной до 0,05 мм.
В результате этого возможна практи-
чески беззазорная сборка уплотнения,
так как поверхность контакта между
стенками сот и ротором значительно
меньше, чем в обычном лабиринтном
уплотнении. По герметичности лаби-
ринтные уплотнения уступают сотовым
[4].
11.6. Статический расчет
уплотнений с плавающими кольцами
При герметизации вращающихся ва-
лов на плавающие кольца действуют
различные силы, вызванные гидромеха-
ническими процессами в уплотнитель-
ных щелях, неточностями изготовления
и сборки уплотнения, вибрацией маши-
ны. Под действием этих сил в некото-
рых условиях плавающие кольца могут
перемещаться, контактировать с валом
и изнашиваться. Кроме того, в резуль-
тате раскрытия торцового стыка возмож-
на потеря герметичности. Для предот-
вращения нерасчетных режимов работы
уплотнений с плавающими кольцами
необходимо выполнение ряда условий.
Условие самоцентрирования плавающе-
го кольца. При выполнении условия са-
моцентрирования реализуется основное
достоинство уплотнений с плавающими
кольцами — бесконтактный режим ра-
боты радиальной щели. В наиболее не-
благоприятном случае — для уплотнения
с горизонтальной осью, когда смещение
вала относительно корпусных деталей
противоположно направлению силы тя-
жести (рис. 11.15),— это условие имеет
вид
Рп (<?max) > Ftp + + Ко (ев - h0), (11.12)
где Р„ — нормальная составляющая гид-
ромеханической силы в радиальной ще-
ли, т. е. сила, действующая по линии
центров кольца и вала; Frp — сила тре-
ния в торцовом стыке; Ко — жесткость
упругой подвески плавающего кольца;
тк — масса кольца; ев — смещение цент-
ра вала от положения, соосного с кор-
пусными деталями уплотнения.
Силу Р„ вычисляют для максималь-
ного смещения кольца относительно
Рис. 11.15. Схема сил,
действующих на пла-
вающее кольцо в
плоскости кольца
Статический расчет уплотнений с плавающими кольцами
389
вала етах, рассчитываемого по формуле
emax = ho - с (RaB + RaK +
+ Ав + Ак + ив + мк),
где с = 1,2... 1,5 — коэффициент; RaB,
Ra* — параметры шероховатости по-
верхностей вала и кольца; Ав, Ак —
отклонения от круглости этих поверх-
ностей; ив, ик — температурные дефор-
мации вала и кольца.
Расчет сил Р„, F-,p приведен ниже.
Условие нераскрытая торцового стыка.
Раскрытие торцового стыка ведет к на-
рушению герметичности уплотнения и
может возникнуть под действием мо-
мента сил, нагружающих плавающее
кольцо. В наиболее неблагоприятном
случае при вертикальном расположении
вала момент, стремящийся повернуть
кольцо относительно точки А (рис. 11.16),
возникает под действием гидромехани-
ческой силы в радиальной щели и веса
кольца. Препятствуют раскрытию мо-
менты от усилия, прижимающего коль-
цо к корпусу, и от силы со стороны
упругой подвески. В общем виде условие
нераскрытия торпового стыка имеет вид
М а (Р) + т^д (г + Ьу) <
< F2 (г + by) + Коек1у, (11.13)
где МА (Р) — момент от гидромеханиче-
ской силы Р, определяемый для макси-
Рис. 11 16 Схема сил, действующих на
плавающее кольцо в плоскости, проходящей
через ось
кольца относительно вала; F, — нор-
мальная реакция торцовой поверхности;
Ьу — длина пояска торцового стыка; ек —
смещение кольца относительно корпуса
в направлении силы Р; 1у — плечо силы,
действующей со стороны упругой под-
вески.
Момент МА (Р) приближенно вычис-
ляют по формуле
МА (Р) » Р„ cos <р0/„ + Р, sin <polt.
Здесь Pt — тангенциальная составляю-
щая гидромеханической силы Р, т. е.
сила, действующая под прямым углом
к линии центров кольца и вала; <р0 =
= arctg (Р,/Рп).
Для зазоров цилиндрической формы
эпюра распределения давления в осевом
направлении близка к треугольной. В
этом случае приближенно можно при-
нять 1„ = 2/у/3 и /, = 1у/2. Здесь и далее
1У — протяженность уплотнительной по-
верхности в осевом направлении.
Анализ показывает, что единственным
фактором, во всех случаях препятству-
ющим раскрытию торцового стыка,
является момент от прижимающего уси-
лия. Увеличение этого момента в резуль-
тате увеличения силы F. повышает
сопротивление плавающего кольца по-
вороту. Однако вместе с увеличением
F, увеличивается сила трения в торцо-
вом стыке FTp, что может нарушить
условие самоцентрирования плавающе-
го кольца. С учетом этого в ходе ста-
тического расчета уплотнения соотно-
шение между силами Р и F, должно
быть выбрано таким, чтобы условия
(11.12) и (11.13) выполнялись одновре-
менно.
Расчет гидромеханических сил. При
течении жидкости в щели создаются
радиальные гидродинамические и гидро-
статические силы. Возникновение гидро-
динамических сил связано с вязкостью
жидкости и движением уплотнительных
поверхностей. Гидростатические силы
вызваны перепадом давлений и появля-
ются вследствие неодинаковых местных
потерь давления по углу на входе
в эксцентричную щель. Эти силы воз-
390
Щелевые уплотнения
Рис. 11.17. Геометрия радиальной щели
уплотнения с плавающим кольцом
никают также в конусных щелях и при
перекосе осей плавающего кольца и
вала.
Для уплотнений с плавающими коль-
цами характерны щели с малой отно-
сительной длиной (/у/г = 0,2...0,5). Если
для таких щелей пренебречь градиентом
давления в окружном направлении по
сравнению с осевым градиентом и не
учитывать падение давления на началь-
ном участке потока, то в общем случае
распределение давления в щели при изо-
термическом напорном течении можно
определить по формуле
Геометрия щели h = h (z, <р) описывается
равенством (рис. 11.17)
h = h0 — е cos <p + (ук — ув cos ф) z,
где А(ь е — радиальный зазор и эксцент-
риситет на входе в щель; ук — угол ко-
нусности; — угол перекоса осей.
Нормальную и тангенциальную со-
ставляющие гидромеханических сил на-
ходят интегрированием функции дав-
ления (см. рис. 11.15):
Рп
Рг
2п 1У
= - П (р - р«)
о о
COS (р
sin (р
г dz dip.
Для конусной щели с учетом перекоса
осей кольца и вала гидростатическая
сила [19]
рп я(ев-сек)
(Ps-Pa)r/y (Е + 6В)2
(И.14)
где 6К = O,5yjy/ho; 6B==O,5yB/y/Ao; е = е/А0.
Из формулы (11.14) следует, что при
отсутствии перекоса в конусных щелях
конфузорной формы (6К < 0) гидростати-
ческая сила центрирует плавающее коль-
цо (Р„ > 0), в диффузорных щелях
(6К > 0) эта сила стремится нарушить
центрирование (Р„ < 0). В цилиндри-
ческих щелях (6К = 0) с перекосом осей
плавающего кольца и вала гидро-
статическая сила всегда направлена в
сторону участка щели с конфузорным
зазором по направлению утечки, поэтому
в зависимости от соотношения величин
6В и е гидростатическая сила в этом
случае может центрировать и децентри-
ровать плавающее кольцо.
Для цилиндрической щели без перекоса
осей кольца и вала при ламинарном
безынерционном режиме течения гидро-
механические силы
n n п К г1У Е
рп - о, Р, - 2 h2 (1 _ е2)3/2 •
Эти формулы справедливы для не-
сжимаемых жидкостей при отсутствии
кавитации в щели, а также длй сжи-
маемых сред при условии А < 3. Здесь
А = 6цюг2/(р0/1о) — динамический пара-
метр (число сжимаемости).
В общем случае для щелей с малым
эксцентристетом (£ «с 1) В. А. Марцин-
ковским получено [20]
Л
Рп = (.Ps - ра)г1уу(0к + £1«)е;
л гР
Рг= ЗГРЮ^Е, (11.15)
[IQ
где £1, ^2, а — коэффициенты, учиты-
вающие режим течения жидкости в щели.
Статический расчет уплотнений с плавающими кольцами
391
Коэффициент а рассчитывают по фор-
муле
а = 1,5/(1,2 + 0,5Xo/y//io), .
где Хо — коэффициент сопротивления
трению.
Для ламинарного режима Ед =4,8;
^2 = 12; Хо = 96RC-1; для турбулентного
режима = 1,68; ^2 = 0,0384Re°-76;
Хо = O,3O7Rer0,24; для автомодельного
турбулентного режима = 1,2; ^2 =
= 0,005Re.; Хо = 0,04. Здесь Re- = Ищс^/ч
(v — кинематическая вязкость); v. — сред-
няя осевая скорость в концентричной
щели, определяемая без учета входных
потерь:
/(Ps-Р«) h0
/ Ply^-0
vz = 2
Для ламинарного режима формулы
(11.15) принимают вид
р Л (Ps - pa)2prh%
" - 80 ц2/у
Расчет силы трения в торцовом стыке.
Силу трения рассчитывают по формуле
Лр = fF z,
где f — коэффициент трения; F, — нор-
мальная реакция торцовой поверхно-
сти.
Согласно экспериментальным данным
[20] коэффициент трения зависит от пере-
пада давлений ро на плавающем коль-
це, среднего контактного давления рк в
торцовом стыке, а также от наличия
перемещений кольца относительно кор-
пуса.
Контактное давление рк опреде-
ляется отношением Fz/Sy (здесь Sy —
площадь уплотнительного торца, рис.
11.18). В эксперименте с торцовой парой
из закаленной стали на турбинном
масле Тзо при р0 = 0,1 ...0,4 МПа и
рк = 0,5...3,5 МПа коэффициент трения
покоя составлял 0,14...0,22, при движе-
Рис. 11.18. Схемы гидравлически разгружен-
ного (а) и неразгруженного (б) плавающих
колец
нии кольца относительно корпуса
0,07...0,17 (меньшие значения коэффи-
циента трения соответствуют большим
значениям ро и рк) [20].
Реакция торцовой поверхности Fz за-
висит от осевой нагрузки торцового
стыка и распределения гидравлического
давления в нем. Давление среды в
стыке определяется формой торцового
зазора, на которую оказывают влияние
силовые и температурные деформации
плавающего кольца.
В общем случае F, рассчитывают по
формуле
F- = Рпр + p0Sy(kr - kp),
где Fnp — осевая нагрузка от пружин;
/с, = ST/Sy — коэффициент гидравличес-
кой нагрузки торцового стыка (здесь
ST — площадь, на которую действует
давление, нагружающее стык); кр =
= Pz/(poSy) — коэффициент, учитываю-
щий распределение гидравлического
давления в торцовом стыке:
Рг = 2л](р — pa)rdr.
Для плавающих колец, работающих в
режиме трения без смазочного материа-
ла и без утечки по торцовому стыку,
кр л 0. При граничной или жидкостной
смазке 0 < кр < 1; в этом случае возмож-
на утечка по торцу плавающего
кольца.
При подаче в торцовый стык жид-
кости от внешнего источника давления
возможно кр > 1.
392
Щелевые уплотнения
Коэффициент гидравлической нагрузки
/с, должен быть больше 0,5. При
kr > 1 (см. рис. 11.18,6) плавающее коль-
цо гидравлически нагружено, при
/с, < 1 (см. рис. 11.18, а) — разгружено.
Изменяя коэффициент /сг, можно в широ-
ких пределах регулировать значения
F, и F[p.
Экспериментально получено, что гер-
метичность торцового стыка в масле
обеспечивается при р^/ро = 5... 6 [20].
Оптимальное по условиям герметич-
ности и самоцентрирования плавающего
кольца значение этого отношения равно
3...5. В уплотнениях для газов и жид-
костей с худшими смазочными свойст-
вами, чем у масел, приведенные зна-
чения рк/ро должны быть существенно
уменьшены.
11.7. Динамика уплотнений
с плавающими кольцами
Выполнение неравенств (11.12) и (11.13)
обеспечивает бесконтактную работу ра-
диальной щели и герметичность тор-
цового стыка в условиях статического
равновесия плавающего кольца. В рабо-
тающей машине вследствие вибрации
равновесие уплотнения может быть
нарушено.
В результате возможны контакты и
изнашивание уплотнительных поверх-
ностей, обусловленные самовозбуждаю-
щимися или вынужденными колеба-
ниями.
Устойчивость равновесного положения
уплотнения. Представляет интерес опре-
деление условий, при которых после
прекращения действия даже малых воз-
мущающих сил плавающее кольцо
возвращается в равновесное положение.
Уравнения движения кольца в невра-
щающейся системе координат (см.
рис. 11.15) имеют вид
ШкХк — Рх F,p \ КдхЛ'к,
тКуК = Ру-.-К0,Ук. (ИЛ6)
где хК, ук — абсолютные перемещения
центра плавающего кольца; Рх и Ру —
проекции на оси х и у гидромехани-
ческих сил, возникающих в радиальной
щели; FTpx, FTpy — проекции на оси х
и у силы трения в торцовом стыке;
КОх и КОу — жесткости упругой подвески
кольца в направлениях х и у.
В общем случае, когда перемещения
х и у плавающего кольца относительно
вала малы, т. е. (х2 + у2)1/2 с h0, выра-
жения для определения сил Рх и Ру
с учетом инерционного, демпфирующего
и упругого воздействий жидкостного
слоя на кольцо имеют вид
Вх тсх ВХхХ Вхуу FCxxx Кхуу;
(П-17)
Ру = - т<У - вухх - Вууу - Кухх - Кууу,
где тс — «присоединенная» масса жид-
костного слоя; В, К — коэффициенты
демпфирования и жесткости жидкост-
ного слоя.
Силы трения:
FtP а = В*хк; FTpv = В*ук,
где В* — коэффициент демпфирования.
Для режима жидкостной смазки в
торцовом стыке
В* = 2n|irtpA>y//i,
где гСр — средний радиус торцового
стыка; Ъу — длина пояска стыка; h —
высота жидкостного слоя.
Для режима трения без смазочного
материала
В* = F0/]/x2 + у2.
Если масса плавающего кольца зна-
чительно меньше массы вала, влиянием
кольца на перемещения вала можно
пренебречь. В этом случае в уравнениях
(11.16) можно заменить абсолютные
перемещения хк и ук на относительные
х и у. Тогда условие устойчивости
примет вид
тк < К - т<у,
(11.18)
где КЭф — эффективная жесткость слоя
жидкости в радиальном зазоре; гос —
частота свободных колебаний плаваю-
Динамика уплотнений с плавающими кольцами
393
щего кольца на границе области
устойчивости:
Кэф = [(Кхх + Kta)(B„ + В*) +
+ + Ко,) (Вхх + В*) - Кх,в,х -
— К,хВх,]/(Вхх + Вуу + 2В*),
Г (кXX "Ь К Ох Кэф) X
Юс _ L(«xx + В*)(В„ +В*ь • • • -
х (Куу + КОу - Кэф) - КхуКух ||/2
ВхуВух
Из неравенства (11.18) следует, что
инерционные силы жидкостного слоя,
характеризуемые присоединенной мас-
сой тс, оказывают дестабилизирующее
влияние на плавающее кольцо, умень-
шая область его устойчивости.
В частном случае, когда плавающее
кольцо близко к соосному положению
относительно вала, свойства жидкост-
ного слоя в радиальной щели
изотропны:
= ки; Вхх = Вуу = Вп ;
— Kt; Вху = Вух = 0.
КХх Куу
К Ху = ^ух
Условие устойчивости принимает вид
тк < (К„ + К0)/ю? -
где Ко — (Кох + Ко,)/2;
юс = [К2 - 0,25 (Кох - К0,)2]1/2/(В„ + В*).
Из приведенных соотношений следует,
что анизотропия упругой подвески пла-
вающего кольца (Кох — Ко,) повышает
устойчивость. Демпфирование в радиаль-
ной щели (В„) и в торцовом стыке
(В*) также оказывает стабилизирующее
влияние. Повышение устойчивости обес-
печивается уменьшением частоты юс
и соответствующим увеличением до-
пустимого значения массы плавающего
кольца тк.
При ламинарном безынерционном те-
чении жидкости Kt = 0,5cObB„; тс = 0. В
этом случае условие устойчивости имеет
вид
тк < (К„ + К0)/ю?,
где юс= 0,5 ]/В2ю^ - (КОх - К0,)2/(В„ + В*).
Условие устойчивости можно также
записать в виде ограничения частоты
вращения:
2 _ (Кох — Ко,)2 1
юв< +
\ В„ / тк
Вынужденные колебания плавающего
кольца. Прецессия и радиальные биения
вала изменяют толщину жидкостного
слоя в щели и создают периодические
силы, перемещающие кольцо относитель-
но вала в радиальном направлении.
При смещениях, близких к радиальному
зазору /10, зависимость гидромеханиче-
ских сил от перемещений х и у су-
щественно нелинейна, поэтому опреде-
ление условий бесконтактной работы
уплотнения в строгой постановке пред-
ставляет значительные трудности. Задача
существенно упрощается, если рас-
сматривать малые по сравнению с за-
зором перемещения плавающего кольца,
когда гидромеханические силы Рх и Ру
связаны с перемещениями линейными
соотношениями (11.17). В этом случае
можно определить резонансные частоты
уплотнения и оценить амплитуду вы-
нужденных колебаний кольца относи-
тельно вала.
Задав движение вала в виде круговой
прецессии с частотой со и амплитудой
Лв,
хв — 4В cos cot;
ув = Ав sin rot,
из уравнений (11.16) можно найти коор-
динаты установившихся колебаний пла-
вающего кольца относительно вала:
х = хк — хв = ах cos юс +
+ bxsin юс;
у = ук — ув = a, cos юс + by sin юс,
где «х, Ьх, а„ by — коэффициенты, опре-
394
Щелевые уплотнения
деляемые в результате решения системы буждающихся или вынужденных коле-
линейных алгебраических уравнений: баний ведут к отказам уплотнений.
Кхх + Кох — ю(Вхх + В*) кху (оВху
— a>2(mK + mc) -40(Вхх + в*) кух Кхх + кОх — — ю2(тк + тс) юВух -и>вху Куу + Коу — кху <о(Вуу + В*) X о- Й и и а2тк - КОх а>В*
~ыВух кух — ю2(тк + тс) — <о(Вуу + В*) Куу Коу — — ш2 (тк + тс) ау ьу — toB* ю2тк - К Оу
Максимальное перемещение плаваю-
щего кольца относительно вала в ре-
зультате вынужденных колебаний нахо-
дят по формуле (8.37). Бесконтактная
работа уплотнения обеспечивается при
условии, что максимальное значение
суммы динамического перемещения
кольца и его статического смещения
относительно вала не превышает пре-
дельного смещения етах.
При малом статическом смещении
плавающего кольца относительно вала
в случае упругой подвески с одина-
ковыми жесткостями (КОх = КОу — Ко)
зынужденные колебания плавающего
кольца описываются равенством и =
= 17е‘“* (здесь и = х + iy). Действитель-
ное значение амплитуды этих колеба-
ний находят по формуле
|t7| = 4B
+ Ко - а2 (тк + Шс)] + о>В* [to(B„ +
+ В*) - К,]} {[К„ + Ко -
— (02(|Ик + П1С)]2 +
+ [ш(В„ + В*) — К,]2}-1.
Условие бесконтактной работы пла-
вающего кольца имеет вид | U | <
< втах/н, где п - коэффициент запаса
(и > 1).
11.8. Конструкции уплотнений
с плавающими кольцами
Недостаточное самоцентрирование,
повышенное трение или раскрытие тор-
цового стыка, возникновение самовоз-
Известен ряд технических решений, по-
вышающих работоспособность уплот-
нений с плавающими кольцами.
Конструкции с повышенной центри-
рующей силой. В уплотнениях с .ци-
линдрической щелью статическая состав-
ляющая гидродинамической силы при
отсутствии кавитации направлена под
прямым углом к линии центров кольца
и вала, поэтому центрирующего дейст-
вия не оказывает. Гидростатическая сила,
возникающая вследствие местных потерь
давления на входе в щель, в ряде
случаев недостаточна для самоцентриро-
вания плавающего кольца. Улучшение
центрирования достигается путем повы-
шения гидростатических и гидродинами-
ческих сил. Существуют две группы
конструкций с гидростатическим центри-
рованием. В конструкциях первой группы
гидростатические силы создаются при
течении рабочей среды в щели кон-
фузорной формы: ступенчатой или конус-
ной (рис. 11.19,а,б). Для получения
конфузорной формы щели можно исполь-
зовать силовые деформации уплотни-
тельных поверхностей (см. рис. 11.19, в).
В конструкциях второй группы для
создания гидростатических сил организо-
ван подвод в щель рабочей среды под
давлением через дроссели. Для дроссе-
лирования используют отверстия, щели,
пористые вставки (рис. 11.19, г).
В конструкциях плавающих колец с
гидродинамическим центрированием
применяют элементы подшипников
скольжения: скосы и ступени, само-
Конструкции уплотнений с плавающими кольцами
395
Рис. 11.19. Конструкции плавающих колец
с повышенной центрирующей гидростати-
ческой силой:
а — с радиальной щелью ступенчатой формы;
б — с радиальной щелью конусной формы; в — с
деформируемыми элементами; г — с подводом
рабочей среды под давлением в радиальную щель
через дроссельные устройства
Рис. 11.20. Конструкции плавающих колен
с повышенной центрирующей гидродинами-
ческой силой;
а — со скосами или наклонными площадками;
б — со ступенями; в — со спиральными канавками;
г — с дополнительной опорной гидродинамической
поверхностью
устанавливающиеся вкладыши, спираль-
ные или шевронные канавки (рис. 11.20).
Плавающие кольца с дополнительной
опорной гидродинамической поверх-
ностью, по данным ЛПИ им.
М. И. Калинина, можно применять при
перепаде давлений масла до 30 МПа.
Перепад давлений на простом плаваю-
щем кольце не должен превышать
10 МПа. Особенностью уплотнений с
гидродинамическим центрированием яв-
ляется то, что они, как правило,
не обладают реверсивностью действия,
т. е. работают при одном определенном
направлении вращения вала. Общий не-
достаток уплотнений с повышенными
гидростатическими или гидродинамиче-
скими силами связан с уменьшенным
гидравлическим сопротивлением их и.
следовательно, с большими утечками в
сравнении с уплотнениями, имеющими
тот же зазор и гладкие цилиндри-
ческие поверхности.
Конструкции с уменьшенной силой
трения в торцовом стыке. Уменьшение
трения в торцовом стыке служит одним
из способов улучшения центрирования
плавающего кольца. Наиболее просто
уменьшить силу трения можно в ре-
зультате гидравлической разгрузки тор-
цового стыка. Конструктивно разгрузку
осуществляют, выполняя на валу бурт
или устанавливая на него втулку
(см. рис. 11.18, а). Этим способом можно
полностью устранить контакты торцо-
396
Щелевые уплотнения
Рис. 11.21. Конструкции плавающих колец
с уменьшенной силой трения в торцовом
стыке:
а —с торцовой щелью ступенчатой формы; б —
с торцовой щелью конусной формы; в — с под-
водом рабочей среды в торцовую щель под дав-
лением; г —с подводом среды в торцовую щель
от внешнего источника давления; д — с взаимно
обратным торцовым дросселированием; е — с тре-
нием качения в торцовом стыке; ж — с упругим
элементом
вых поверхностей и обеспечить в тор-
цовом стыке жидкостный слой.
Частичную гидравлическую разгрузку
торцового стыка без использования
ступени на валу обеспечивают путем
повышения давления в торцовой щели.
Это достигается при конфузорной форме
щели (ступенчатой, сужающейся конус-
ной, рис. 11.21, а, б) либо при подводе в
щель рабочей среды под давлением
(рис. 11.21, в). Полную разгрузку торцо-
вого стыка можно обеспечить с по-
мощью внешнего источника давления
(рис. 11.21, г), а также при использо-
вании взаимно обратного торцового
дросселирования (рис. 11.21,Э) [20]. В
последнем случае гидравлическая раз-
грузка плавающего кольца сопровож-
дается увеличением утечек вследствие
дополнительного расхода рабочей среды
по торцовым щелям.
Уменьшить трение в торцовом стыке
можно, заменив трение скольжения тре-
нием качения. С этой целью исполь-
зуют подпружиненные шарики (рис.
11.21,е), осуществляющие механическую
разгрузку торцового стыка. Уменьшение
трения достигается также при частичной
замене скольжения торцовых поверх-
ностей упругими деформациями эластич-
ных уплотнительных элементов — рези-
новых колец, манжет (рис. 11.21, ж).
На практике наряду с конструктив-
ными решениями, улучшающими под-
вижность плавающих колец, применяют
решения, затрудняющие их движение.
Такие конструкции уплотнений целесооб-
разно использовать, когда радиальный
зазор превышает биение ротора, но
отклонения от соосности его по отно-
шению к корпусным деталям значитель-
ны (например, в процессе изменения
температурного режима машины). Ухуд-
шение перемещений плавающего кольца
во время работы машины достигается
гидравлическим нагружением торцового
стыка в результате смещения его к
наружной поверхности кольца. Началь-
ную соосность кольца и вала обеспечи-
вают при сборке машины либо во время
пуска ее при ударе ротора по кольцу.
Материалы кольца и ротора должны
быть подобраны из условия предотвра-
щения задиров уплотнительных поверх-
ностей.
При размещении торцового стыка на
наружном диаметре плавающего кольца
(рис. 11.22) трение в стыке может быть
настолько большим, что кольцо пол-
ностью теряет подвижность и начинает
играть роль дополнительной опоры. В
этом случае возможно совмещение в
одном узле функций щелевого уплот-
нения и опоры ротора.
Конструкции уплотнений с плавающими кольцами
397
Рис. 11.22. Конструкция плавающего кольца,
совмещающего функции уплотнения и опоры
ротора
Конструкции с повышенным сопротив-
лением раскрытию торцового стыка.
Способы предотвращения раскрытия
торцового стыка следуют из анализа
силовых факторов, влияющих на угловой
поворот плавающего кольца [см. не-
равенство (11.13)]. Основным таким фак-
тором является момент гидромехани-
ческой силы в радиальной щели. Умень-
шить этот момент можно путем
сокращения расстояния от торцового
стыка до линии действия силы, как,
например, в конструкции плавающего
кольца, расположенного по обе стороны
торцового стыка (рис. 11.23, а). Подбо-
Рис. 11.23. Конструкции плавающих колец
с повышенным сопротивлением раскрытию
торцового стыка
ром соотношения длины частей кольца,
размешенных до и после торцового
стыка, можно совместить точку прило-
жения гидромеханической силы с плос-
костью торцового стыка, сведя этим
момент силы к нулю.
Одним из факторов, предотвращаю-
щих угловой поворот плавающего
кольца, является момент силы, нагру-
жающей кольцо в осевом направлений.
Повысить этот момент можно, увеличив
плечо прижимающей силы, для чего
опорный торцовый поясок располагают
на наружном диаметре кольца (рис.
11.23,6). Чтобы устранить опасность
повышения гидравлической нагрузки и
трения в торцовом стыке, предусмат-
ривают кольцевую проточку на торце
кольца, которая должна сообщаться с
рабочей средой.
Еще одним фактором, ограничиваю-
щим раскрытие торцового стыка, являет-
ся момент сил упругой подвески
плавающего кольца. Для увеличения
этого момента можно использовать
пружины, расположенные в радиальном
или осевом направлении с передней
стороны плавающего кольца (рис.
11.23, в).
Конструкции уплотнений повышенной
виброустойчивости. Угловые вынужден-
ные колебания плавающего кольца мо-
гут вызвать повышенные утечки по
торцовому стыку (детальный анализ
этого явления дан в монографии
[20]). Уменьшение амплитуды угловых
колебаний является одним из средств
предотвращения раскрытия торцового
стыка в динамике. Эта цель дости-
гается сведением к минимуму ампли-
туды радиальных биений вала, отстрой-
кой системы плавающее кольцо — жид-
костный слой от резонансных частот,
введением дополнительного демпфиро-
вания перемещений кольца. Изменение
(обычно увеличение) собственной часто-
ты плавающего кольца можно обеспе-
чить введением радиальной упругой
подвески кольца (рис. 11.23, в). Одним
из способов повышения демпфирова-
ния является установка плавающего
398
Щелевые уплотнения
Рис. 11.24. Конструкция плавающего кольца
повышенной виброустойчивости
кольца с малым радиальным зазором
относительно корпуса (рис. 11.24).
При угловых и радиальных переме-
щениях кольца происходит сдавливание
слоя жидкости в зазоре, что создает
сопротивление этим перемещениям
вследствие внутреннего трения в жид-
кости.
Конструктивные требования и мате-
риалы. Уплотнения с плавающими коль-
цами отличаются большим разнообра-
зием конструкций и условий эксплуа-
тации. В связи с этим можно реко-
мендовать лишь усредненные, ориенти-
ровочные соотношения элементов кон-
струкции.
В работе [20] указаны следующие
диапазоны соотношений размеров:
относительный радиальный зазор h0/r —
= (1...2)10-3; относительная длина
плавающего кольца 1у/г = 0,2...0,5; ши-
рина торцового пояска hy = 2... 5 мм.
Отклонение от плоскостности поверх-
ностей торцового пояска не должно пре-
вышать 0.6...0,9 мкм, параметр шерохо-
ватости Ra должен находиться в пределах
0,08...0,16 мкм, отклонение от цилинд-
ричности уплотнительных поверхностей
плавающего кольца и вала (оваль-
ность, бочкообразность, седлообраз-
ность, конусообразность, если она не за-
дана специально) не должно превышать
0,1 радиального зазора.
Параметр шероховатости Ra этих
поверхностей не должен превышать
0,25 мкм.
Материалы плавающих колец должны
обеспечивать возможность получения
требуемой точности и шероховатости
поверхностей трения, а также стабиль-
ность (сохраняемость) размеров. Мате-
риалы плавающего кольца и вала
должны иметь близкие температурные
коэффициенты линейного расширения,
хорошие противозадирные свойства, вы-
сокую износостойкость, а также хими-
ческую, коррозионную и эрозионную
стойкость.
Для уплотнений с плавающими коль-
цами рекомендованы следующие мате-
риалы:
для вала:
стали 95X18 по ГОСТ 5632 — 72,
ШХ15 по ГОСТ 801 — 78, высоколеги-
рованные стали 20X13, 30X13 по
ГОСТ 5632-72;
легированные конструкционные стали
40Х, 38Х2МЮА, 35ХМ по ГОСТ
4543-71;
жаропрочные и жаростойкие сплавы
ХН77ТЮР, ХН62МКВЮ по ГОСТ
5632-72;
для кольца:
бронза оловянная БрО5ц5с5 по
ГОСТ 613-79;
бронза оловянная БрОФб, 5 — 0,15 по
ГОСТ 5017-74;
баббит Б83 по ГОСТ 1320 - 74;
чугун СЧ25 по ГОСТ 1412-85.
Для повышения антифрикционных
свойств и износостойкости уплотнений
выполняют азотирование, цементацию,
фосфотирование или закалку поверх-
ностей трения до твердости HRC 54 — 64.
На поверхности трения наносят износо-
стойкие покрытия хрома, вольфрама,
молибдена, стеллита, окиси алюми-
ния.
Для улучшения антифрикционных
свойств материалов, работающих в среде
осушенных газов, можно применять
твердые смазочные покрытия типа ди-
сульфида молибдена ДМ1 или фторо-
пласта-4 по ГОСТ 10007-80.
Для пар трения, работающих. в
агрессивных средах, рекомендуется при-
менять хромистые коррозионно-стойкие
стали 30X13, 40X13, 20X17Н2 и
07X16Н6 по ГОСТ 5632-72 с упрочне-
нием рабочей поверхности.
Магнитожидкостные уплотнения
399
11.9. Магнитожцдкостные
уплотнения
Магнитожидкостным уплотнением на-
зывают бесконтактное щелевое уплот-
нение, в зазоре которого между дви-
жущейся и неподвижной деталями на-
ходится ферромагнитная жидкость, удер-
живаемая магнитным полем. Уплотнение
работает по принципу гидравлического
затвора. Магнитное поле создается
постоянными магнитами, реже — элект-
ромагнитами. На рис. 11.25 схематично
показано простейшее магнитожидкост-
ное уплотнение фирмы «Феррофлюи-
дикс» (США), предназначенное для за-
щиты подшипников от попадания аб-
разивных частиц [34]. Оно состоит
из постоянного кольцеобразного магнита
1 и кольца 2, выполненного из мате-
риала с высокой магнитной прони-
цаемостью. В зазоре между кольцом 2
и магнитопроницаемым валом 3 нахо-
дится магнитная жидкость а.
Магнитные жидкости представляют
собой коллоидные суспензии частиц
магнитного материала (окиси железа и
др.) [17]. Частицы должны быть весьма
малого размера (3 — 10 нм) во избежание
их осаждения под действием силы
тяжести и магнитного поля. Силы мо-
лекулярного притяжения между части-
цами могут привести к их слипанию,
укрупнению и последующему выпадению
в осадок. Для исключения этого яв-
ления в состав магнитной жидкости
вводят поверхностно-активные вещества
(ПАВ), адсорбирующиеся на поверхнос-
тях частиц с образованием двойных
ионных слоев (рис. 11.26).
В качестве несущих жидкостей ис-
пользуют керосин, воду, эфиры, фтор-
углероды, диэфир, трансформаторное
масло, углеводороды, кремнийоргани-
ческие жидкости и др., в качестве
ПАВ — спирты, жирные кислоты, олеино-
вую и линолевую кислоты и алкил-
бензосульфокислоты, в качестве магнит-
ного материала — железо, кобальт и их
окислы.
В 1971 — 72 гг. в США и Японии
были созданы специализированные кор-
порации для производства магнитных
жидкостей и магнитожидкостных уст-
ройств, в частности магнитожидкостных
уплотнений, работающих в газовых и
парогазовых средах, а также в вакууме.
Зарубежные фирмы серийно выпускают
магнитожидкостные уплотнения для
валов диаметром 8 — 100 мм с частотой
вращения 10000—1500 мин-1 соответ-
ственно, работающие при перепадах
давлений несколько десятых долей мега-
паскаля.
Имеются данные об использовании
магнитожидкостных уплотнений в Жид-
костях. При этом состав магнитной
жидкости должен быть таким, чтобы она
не вступала в реакцию и не смешивалась
с рабочей жидкостью и чтобы была
исключена возможность их взаимной
диффузии. Проблема создания таких
магнитных жидкостей еще не решена.
Существующие магнитожидкостные уп-
лотнения позволяют герметизировать
жидкость лишь в статике или при ма-
лых скоростях движения [34].
Имеются отдельные предложения по
конструкциям магнитожидкостных уп-
Рис. 11.25. Магнитожилкостное уплотнение
Рис. 11.26. Структура магнитной жидкости.
1 — несущая жидкость; 2 — ферромагнетик; J —
поверхностно-активное вещество
400
Щелевые уплотнения
лотнений, применяемых при возвратно-
поступательном движении [25].
Элементы конструкции и расчет маг-
нитожидкостных уплотнений. Сущест-
вуют два типа конструкций магнито-
жидкостных уплотнений валов — с маг-
нитопроницаемым валом (рис. 11.27, а) и
немагнитным валом (рис. 11.27, б) [17].
При радиальном смещении магнито-
проницаемого вала возникает сила маг-
нитного притяжения в сторону смеще-
ния, поэтому в таких конструкциях вал
должен быть строго центрирован, чтобы
исключить его касание с полюсными
наконечниками. Перепад давлений среды,
который может выдержать уплотнение,
в сильной степени зависит от формы
поверхности полюсного наконечника,
обращенной к валу, и зазора между
ними. Некоторые формы поверхностей
применяемых наконечников показаны
на рис. 11.28. Каждый такой элемент,
называемый ступенью уплотнения, мо-
жет выдерживать перепад давлений
0,03 — 0,035 МПа. С превышением этих
значений происходит пробой уплотнения,
однако при последующем уменьшении
Рис. 11.27. Типы магнитожидкостных уплот-
нений:
а — с Mai нитопроиицаемым валом; б — с немагнит-
ним валом (1 — полюсная проставка; 2 — вал;
3 — кольцеобразный магнит)
Рис. 11.28. Сечения полюсных наконечников
(h — высота гребня ступени; 5 — зазор)
перепада давлений герметичность уплот-
нения восстанавливается, так как маг-
нитная жидкость не теряется при
пробое уплотнения. Последовательные
стадии потери герметичности — пробоя
ступени уплотнения при повышении
перепада давлений показаны на рис. 11.29
[34]. На рис. 11.29,6 магнитная жид-
кость находится под нулевым перепадом
давлений. С его увеличением появляет-
ся щель между валом и жидкостью,
сокращающая протяженность контакт-
ной зоны. При дальнейшем повышении
перепада давлений происходит пробой
уплотнения (рис. 11.29,6).
При малом числе ступеней предель-
ный перепад мал вследствие насыще-
ния железа магнитным полем, при
чрезмерном увеличении числа ступеней
напряженность магнитного поля, прихо-
дящаяся на одну ступень, уменьшается и
удерживаемый уплотнением перепад
давлений уменьшается, поэтому зависи-
мость Дртах (0 имеет максимум (рис. 11.30)
[17]. Перепад давлений, приходящийся
Рис. 11.29. Схема потери герметичности
ступенью магнитожидкостного уплотнения:
а — зазор между валом и корпусом в ступени
(показаны магнитные силовые линии); б — ступень,
заполненная магнитной жидкостью; в — магнитная
жидкость, деформированная перепадом давлений;
г — возникновение щелн между валом и магнитной
жидкостью под действием повышенного перепада
давлений; д — пробой ступени и возникновение
утечки уплотняемой среды; е — восстановление
герметизирующей способности ступени при сниже-
нии перепада давлений
Магнитожидкостные уплотнения
401
Рис. 11.30. Зависимость (6) перепада давле-
ний пробоя от числа ступеней уплотнения (а):
/ — вал; 2 — немагнитная жидкость; 3 — магнитная
жидкость; 4 — корпус
на одну ступень, пропорционален напря-
женности магнитного поля и индук-
ции магнитного насыщения магнитной
жидкости [34]. В большинстве практи-
ческих случаев на каждую ступень при-
ходится около 0,01 МПа. При этом
устанавливают около 20 ступеней. Из
них десять воспринимают весь перепад
давлений, а десять находятся в резерве.
Общая осевая длина такого уплотнения
вместе с магнитом составляет около
25 мм. Полный перепад давлений газа
между ступенями распределяется не-
равномерно. Чтобы повысить перепад
давлений пробоя путем более равно-
Рис. 11.31. Зависимость перепада давлений
пробоя от зазора и размеров магнита
(стрелкой показано направление увеличения
размеров магнита)
мерного распределения давления, прост-
ранство между ступенями иногда за-
полняют нейтральной немагнитной
жидкостью [17].
С увеличением размеров магнита и
уменьшением зазора 5 (см. рис. 11.28)
перепад давлений пробоя уплотнения
увеличивается (рис. 11.31). Аналогичные
результаты приведены на рис. 11.32 и
11.33 [17].
Из конструктивных соображений ра-
диальный зазор обычно выбирают в
пределах 0,05 — 0,25 мм.
Экспериментально установлено, что
при определенном зазоре 5 существует
оптимальное соотношение /г/5 (см.
рис. 11.28), при котором давление пробоя
максимально. При 5 = 0,15 мм опти-
мальное соотношение /г/5 = 26... 29.
Наличие оптимума можно объяснить
следующим образом: при малых h
осевая неравномерность магнитного по-
ля мала и, следовательно, мало давле-
ние пробоя; с увеличением h неравно-
мерность магнитного поля и перепад
давлений пробоя увеличиваются, однако
при очень большом h магнитное сопро-
тивление гребня настолько велико, что
ослабляет напряженность магнитного по-
ля и перепад давлений пробоя умень-
шается. С увеличением частоты вращения
вала перепад давлений пробоя уплот-
нения убывает (рис. 11.34). Влияние
Рис. 11.32. Зависимость перепада давлений
пробоя от зазора для одной ступени при
частоте вращения п = 0, магнитной индукции
насыщения Bg = 0,0080 (сплошные линии) и
Bg = 0,0036 (штрихпунктирные) и различной
силе тока в электромагните
14 Под ред. А. И. Голубева и Л. А. Кондакова
402
Щелевые уплотнения
Рис. 11.33. Зависимость перепада давлений
пробоя уплотнения (см. рис. 11.38) от силы
тока в электромагните при Л/8 = 20; для
различных магнитных жидкостей (▲ — на
основе керосина; □ — на основе бутилсило-
ксана; х — на основе веретенного масла) при
разных частотах вращения (— п = 0;
-----л = 3000 мин “1; —----/1 = 0, одна сту-
пень);
1 - Bs = 0,0036 Тл; 2, 4, 8 - Bs = 0,0060 Тл; 3 -
Bs = 0,0080 Тл;
частоты вращения на перепад давлений
пробоя объясняется тем, что при
больших частотах вращения увеличи-
ваются силы инерции вращения, дей-
ствующие на жидкость, повышается
температура магнитной жидкости, вслед-
ствие чего снижается ее вязкость. Для
магнитных жидкостей установлена пре-
дельная температура (105 °C) [34], при
превышении которой жидкость теряет
Рис. 11.34. Зависимость перепада давлений
пробоя уплотнения cd — 24,8 мм от частоты
вращения вала для магнитных жидкостей
на основе:
1 — керосина; 2 — веретенного масла; 3 — бутил-
силоксана
способность герметизировать зазор уп-
лотнения вследствие химических реакций
в магнитной жидкости. Установлен также
предел применимости уплотнений по
окружной скорости вращения валов
60 — 80 м/с, который обусловлен по-
вышением температуры в слое жидкости
вследствие трения (нижний температур-
ный предел —40 °C). В табл. 11.1
приведены некоторые физические харак-
теристики магнитных жидкостей фирмы
«Мацумото юси сзйяку КО» (Япония).
Экспериментальное исследование уп-
лотнений с применением магнитной жид-
кости FW-40 и жидкостей на основе
керосина с Bs = 0,0080 Тл и на основе
трансформаторного масла с Bs =
= 0,0037 Тл показало, что по давлению
Таблица 11.1
Физические характеристики магнит ных жидкостей фирмы «Мацюмото юси сэйяку КО» (Япония)
Магнитная жидкость Несущая жидкость Плотность при 20"С, г/см-А Минималь- ная вязкость при 20 °C, Па-с Индукция насыщения при напряженности магнит- ного поля 48-104 А/м В,-102, Тл
FN-40 Углеводород 1,32 0,03 4 ±0,2
FL-40 Масло шпин- 1.40 0.50 4 ±0,2
дельное
FMA-30 Масло машинное 1.25 1,00 3,25 ± 0,25
F МО-30 Масло моторное 1,30 1,00 3,25 ± 0,25
FDS-40 Диэфир 1,40 0,50 4 ±0,2
FW-40 Вода 1,45 0,04 4 ±0,2
Магнитожидкостные уплотнения
403
пробоя последние жидкости лишь немно-
го уступают жидкости FW-40.
При оценке магнитной жидкости
важным фактором является испаряе-
мость несущей жидкости. Чем ниже
давление паров несущей жидкости, тем
опа долговечнее. Так, в вакууме с пло-
щади 1 см2 при 90 °C испаряется
0,035 см3 диэфира за год [34]. Дав-
ление паров диэфира при нормальной
температуре составляет 0,133 Па. Фтор-
органические жидкости, характеризую-
щиеся высокой стойкостью к радиа-
ции, имеют низкое давление паров.
Давление паров полифенилэфира при
нормальной температуре составляет
1,33-10“8 Па, однако из-за дефицит-
ности его применение в качестве несу-
щей жидкости ограничено.
В настоящее время не существует
единой методики расчета магнитожид-
костных уплотнений. Имеются лишь
различные подходы к расчету. Наибо-
лее простая зависимость выражает
прямую пропорциональность макси-
мального перепада давлений ступени
индукции насыщения магнитной жид-
кости и напряженности магнитного
поля [17]:
\р = 0,25Bs.H/n,
где Bs — магнитная индукция насы-
щения, Тл; Н — напряженность магнит-
ного поля, А/м.
Эта зависимость справедлива при
Н 250 А/м.
Если магнитная жидкость намагни-
чена до полного насыщения по всему
объему, максимальный перепад давлений
ступени [3]
Ар ~ BS(B2 - Bt),
где В), В2 — индукции магнитного поля
в зазорах /1 и 8.
Зависимость, полученная из условия
равенства работы, совершаемой маг-
нитным полем, работе вытеснения
магнитной жидкости при увеличении
перепада давлений, имеет вид [1]
Ар ~ p0BHl/h,
где Цо — магнитная проницаемость в
вакууме; В — индукция жидкости; Н —
напряженность магнитного поля; I —
осевая длина слоя жидкости; h — поло-
вина высоты слоя жидкости.
В последней зависимости В обычно
соответствует Bs, а отношение h/l мало.
В работе [7] предложена магнитно-
капиллярная модель слоя жидкости,
которая состоит из решетки, образован-
ной магнитными частицами, заполненной
вязкой жидкостью. В полученной зависи-
мости для максимального перепада
давлений учтены силы поверхностного
натяжения жидкости и силы взаимо-
действия с магнитным полем.
Магнитные жидкости по реологи-
ческим свойствам близки к ньютонов-
ским жидкостям. Под воздействием
магнитного поля их вязкость несколько
увеличивается и появляется статическая
сила трения. С учетом незначитель-
ности этих эффектов потери энергии
А, Вт, на трение в уплотнении вра-
щающегося вала вычисляют по обычной
формуле для трения вязкой несжимаемой
жидкости [34]
А = 3,45- 10“ 11 pin2 d3,
где ц — вязкость жидкости, Па-с; 1 —
число ступеней уплотнения; п — частота
вращения, мин”1; d — диаметр вала, мм.
Потери энергии не зависят от пере-
пада давлений в уплотнении. После
стоянки момент трения увеличивается,
но при пуске через несколько секунд
принимает установившееся значение.
Наибольшее применение магнитожид-
костные уплотнения нашли в вакуумной
технике при давлении до 1,33-10 6 Па.
Налажен серийный выпуск уплотнений
для подшипников качения [34]. Срок
службы (2 года) одной ступени такого
уплотнения определяется испарением
магнитной жидкости. По истечении
этого срока автоматически включается
следующая ступень уплотнения. Общий
срок службы уплотнения составляет
5 лет.
На рис. 11.35 показано уплотнение,
разработанное в Ивановском энергети-
14*
404
Щелевые уплотнения
Рис. 11.35. Магнитожидкостное уплотнение
для вакуумных систем (межполюсное прост-
ранство полностью заполнено магнитной
жидкостью)
Рис. 11.37. Магнитожидкостное уплотнение
с торцовым расположением щелей [17]:
1 — немагнитная шайба; 2 — немшнитный вад
ческом институте им. В. И. Ленина
для вакуумных систем [17].
На рис. 11.36 показано уплотнение
фирмы «Феррофлюидекс» (США). При
испытаниях этого уплотнения с часто-
той вращения вала 3450 мин-1 в те-
чение 13000 ч никаких повреждений
обнаружено не было. Другое уплотне-
ние проработало при 75000 мин-1 вала
при перепаде давлений 4,2 МПа. Фирма
серийно выпускает уплотнения для валов
с частотой вращения до 10000 мин-1,
перепадов давлений 0,14 — 0,42 МПа,
температур 65 и 100 °C (допускаемое
биение вала не более 0,025 мм) [17].
Магнитожидкостные уплотнения эф-
фективны, когда недопустимо попадание
твердых частиц из внешней среды в
механизм и само уплотнение не должно
выделять продуктов изнашивания. Ти-
пичным примером таких уплотнений
являются уплотнения магнитных запи-
сывающих дисков ЭВМ. Весьма перспек-
тивно применение магнитожидкостных
уплотнений в вентиляторах и центри-
фугах.
При повышенном содержании в
окружающей среде твердых частиц,
Рис. 11.36. Магнитожидкостное уплотнение
со ступенями, выполненными на втулке
обладающих магнитными свойствами,
они могут попадать в магнитную
жидкость, ухудшать ее герметизирующие
свойства и в конечном счете выводить
из строя уплотнение. Сильные раство-
рители (ацетон) разрушают магнитную
жидкость.
Уплотнения со щелью, расположенной
вдоль поверхности вала (см. рис. 11.35),
чувствительны к радиальным биениям.
В этих случаях рекомендуются уплот-
нения с торцовым расположением щелей
(рис. 11.37).
Чтобы повысить выдерживаемый пере-
пад давлений жидкой среды, предла-
гается конструкция комбинированного
уплотнения — винтового с магнитожид-
костным (рис. 11.38). Винтовое уплот-
нение воспринимает основную часть
перепада давлений, магнитожидкостное
не допускает выхода наружу паров
жидкости и ее утечек на стоянке.
Значительное число различных кон-
струкций уплотнений и их классифи-
кация даны в работе [25].
Рис. 11.38. Комбинированное уплотнение:
1 — винтовое: 2 — магнитожидкостное
Механизм герметизации
405
В заключение можно отметить следую-
щие преимущества магнитожидкостных
уплотнений: минимальное обслуживание,
высокая долговечность, незначительные
утечки; высокая частота вращения,
отсутствие износа.
Глава
12
ГИДРОДИНАМИЧЕСКИЕ ИМПЕЛЛЕРНЫЕ И СТОЯНОЧНЫЕ
УПЛОТНЕНИЯ
12.1, Механизм герметизации
Бесконтактные уплотнения динами-
ческого типа, к которым относят
гидродинамические импеллерные и вин-
товые уплотнения, динамические гидро-
затворы и стояночные уплотнения,
характеризуются тем, что их работа
непосредственно зависит от частоты
вращения вала.
К динамическим уплотнениям можно
отнести также уплотнения эжекторного
типа [12], которые в настоящее время
не получили широкого распространения
(поэтому здесь не рассмотрены).
Гидродинамические уплотнения вы-
полняют функцию герметизации при
вращении вала — создаваемое ими про-
тиводавление препятствует вытеканию
жидкости или газа из машин наружу.
При остановках машины функции герме-
тизации выполняют стояночные уплот-
нения. В связи с этим на практике
применяют динамические уплотнения,
состоящие из гидродинамического и
стояночного уплотнений, действующих
в различные моменты времени и прак-
тически независимо одно от другого.
Существуют конструкции насосов, в
которых гидродинамические импеллер-
ные уплотнения применяют для разгруз-
ки от давления обычных торцовых
или сальниковых уплотнений (рис. 12.1).
Некоторые гидрозатворы используют
без стояночных уплотнений. Иногда
стояночные уплотнения устанавливают в
качестве аварийных или вспомогатель-
ных уплотнений.
Благодаря отсутствию механического
трения в динамических уплотнениях
(за исключением кратковременных пус-
ков и остановок машины, когда ра-
ботают стояночные уплотнения) их
успешно применяют при больших часто-
тах вращения валов. При этом эффек-
тивность их действия увеличивается с
увеличением частоты врашения валов.
Как и торцовые уплотнения, динами-
ческие уплотнения не требуют обслу-
живания в период работы, отличаются
достаточно высокой герметичностью и
изн осостойкостью.
В зависимости от принципа действия
и соответствующих конструктивных
особенностей гидродинамические уплот-
нения подразделяют на винтовые, лаби-
ринтно-винтовые, импеллерные и дина-
мические гидрозатворы.
Винтовые уплотнения состоят из глад-
кой втулки 1 и вращающегося винта 2
1 2 5
Рис. 12.1. Центробежный насос с импеллером
для разгрузки сальника от давления:
1 — рабочее колесо насоса; 2 — импеллер; 3 — саль-
никовое уплотнение
406
Гидродинамические уплотнения
Рис. 12.2. Винтовое уплотнение:
1 — втулка; 2 — винт
с нарезкой специальной формы
(рис. 12.2). При вращении винта на
жидкость, находящуюся в пространстве
между втулкой и винтом, действуют
силы жидкостного трения, в результате
чего в осевом направлении создается
противодавление, равное давлению р0
в герметизируемом объеме, и исклю-
чается вытекание жидкости наружу.
Винтовые уплотнения эффективно рабо-
тают в жидкостях с относительно
большой вязкостью (маслах, растворах
полимеров и т. п.),- поскольку их рабочий
процесс определяется трением в лами-
нарном режиме течения жидкости. В жид-
костях с малой вязкостью (в воде,
сжиженных газах и т. п.) более эффек-
тивны лабиринтно-винтовые уплотнения.
Они состоят из втулки 1 и винта 2
(рис. 12.3), имеющих нарезки противо-
положного направления. При вращении
винта в жидкости, находящейся в
/ 2
Рис. 12.3. Лабиринтно-винтовое уплотнение:
I — втулка; 2 — виит
Рис. 12.4. Импеллерное уплотнение:
1 — импеллер; 2 — камера
пространстве между винтом и втулкой,
возникают силы турбулентного трения,
увеличивающиеся с уменьшением вяз-
кости жидкости.
Гидродинамические импеллерные уп-
лотнения по конструкции сходны с ра-
бочими колесами центробежных насосов
упрощенной формы. Такое уплотнение
состоит из установленного на вал
вращающегося импеллера 1 и кольце-
вой неподвижной камеры 2 (рис. 12.4).
При вращении импеллера, снабженного
лопатками, жидкость, находящаяся в ка-
мере, увлекается во вращение. В резуль-
тате этого на нее действуют радиально
направленные силы инерции вращения,
создающие некоторое противодавление
Ро- Силы инерции препятствуют течению
жидкости по направлению к оси вра-
щения и, следовательно, вытеканию ее
наружу.
В классических гидрозатворах для
создания противодавления рабочей среде
(жидкости, газа) используется гидро-
статическое давление затворной жид-
кости. В связи с этим в качестве
затворной выбирают жидкости с боль-
шой плотностью (обычно ртуть), не
смешивающиеся с рабочей средой. Иног-
да в качестве затворной жидкости
применяют легкоплавкие сплавы, кото-
рые расплавляют перед пуском уплот-
Винтовые и лабиринтно-винтовые уплотнения
407
Рис. 12.5. Гидрозатвор:
а — прямого типа; б — обратного типа (Л — затвор-
ная ЖИ IKOCTb)
нений с помощью постороннего источ-
ника теплоты. Гидрозатворы прямого
и обратного типов отличаются распо-
ложением подвижных и неподвижных
элементов конструкции (рис. 12.5). Такие
гидрозатворы применяют лишь на малых
перепадах давлений.
В гидрозатворах с коническими рабо-
чими органами противодавление создает-
ся не только гидростатическими силами,
но и силами инерции вращения жид-
кости.
Стояночные уплотнения — это кон-
тактные уплотнения периодического
действия. Их включение в работу и
выключение производятся автомати-
чески механическими устройствами, ис-
пользующими силы инерции вращения
вала, а также гидравлическими, пневма-
тическими и электромагнитными устрой-
Рис. 12.6. Механическое стояночное уплот-
нение:
/ неподвижное кольцо пары трения; 2 — враща-
ющееся кольцо пары трения; 3 — манжета; 4 —
пружина; 5 — грузик
ствами. Наибольшее распространение
благодаря простоте и компактности
получили механические устройства
(рис. 12.6).
12.2. Винтовые и лабиринтно-
винтовые уплотнения
Винтовые уплотнения. Винтовые уст-
ройства, применяющиеся для транспор-
тирования различных вязких, пластичных
и сыпучих сред, известны давно. В ка-
честве уплотнений валов эти устройст-
ва не получили широкого распростра-
нения. Однако в связи с увеличе-
нием частот вращения валов эффек-
тивность их работы возрастает и они
привлекают к себе внимание. В боль-
шинстве случаев в уплотнениях устанав-
ливают вращающийся винт с много-
заходной нарезкой и неподвижную глад-
кую втулку. Используют также устройст-
ва, в которых нарезка выполнена на
неподвижной втулке, а на вращающемся
валу нарезка отсутствует. Обратная
схема, в которой вал неподвижен, а
охватывающая его втулка вращается,
встречается весьма редко.
По гидродинамическим характеристи-
кам в области ламинарного режима
перечисленные схемы винтовых уст-
ройств не имеют существенных отличий.
На рис. 12.7 показана схема уплот-
нения с вращающимся винтом и не-
подвижной гладкой втулкой. Нарезка
однозаходная прямоугольной формы.
Ламинарное движение вязкой несжимае-
мой жидкости между нарезкой винта и
поверхностью гладкой втулки считают
Рис. 12.7. Геометрия винтового уплотнения
с прямоугольной нарезкой (а — угол подъема
винтовой линии нарезки)
408
Гидродинамические уплотнения
плоским и учитывают утечки жид-
кости через зазоры между винтом и
втулкой [8]. При нулевом расходе
жидкости через уплотнение создаваемый
им перепад давлений Др определяют
из соотношения
82Др _ 1 _ й(1 — a)(h — 1) х
брг/ Л (1 + tg2a)b3 +
_____х ~ Wg?_________ (12П
+ а(1 - a)(h3 — l)tg2a ’
где а = Ь/(а + Ь) — относительная шири-
на впадины нарезки; h = (b + 8)/8 —
относительная высота нарезки; Л —
безразмерный параметр уплотнения.
Оптимальные соотношения а = 0,5;
h = 3,6; a = 15,8°. Потребляемую уплот-
нением мощность N находят из вы-
ражения
48N _[i _ а
Tt[iv2 dl _ а + h +
д(1 - a)(h - I)2 х
(l+tg2a)b3 +
х (1 - а + ab3tg2a)
+ a(l — a)(b3 — l)2tg2a ’
По данным Асанумы, винтовые уплот-
нения можно использовать при работе
в консистентных смазочных материалах.
Благодаря их высокой вязкости создается
высокое давление. При этом необходим
интенсивный отвод теплоты от уплот-
нения. Кроме того, консистентные сма-
зочные материалы плохо заполняют
впадины нарезок.
На основе выражения (12.1) получена
полуэмпирическая зависимость, учиты-
вающая концевые эффекты уплотнения,
т. е. влияние числа заходов нарезки и
отношения длины к диаметру уплот-
нения на Др [41]:
82Др
бцП
b(h— l)tga (b + l)(b3 — 1) —
(b + 1) [(b + b3) (bb3 + 1) tg2 a +
---(bb3 + l)tga
Zl
+ b3 (b + I)2]
Здесь b = a/b; h = (h + 8)/8; e — поправка
на концевые эффекты (е = 0,438 + Q,Q6zl/d
при 3,7 </z/(dsin a) < 7,4; е = 0,554 при
lz/(d sin a) > 7,4), где z — число заходов
нарезки.
Распределение давления жидкости по
окружности уплотнения между канав-
ками и выступами прямоугольной
нарезки имеет пилообразную форму,
причем давление поперек канавки может
изменяться от избыточного до вакуума.
Для расчета винтовых уплотнений,
работающих в разреженных газах, по
данным Миллигена, следует применять
модифицированное уравнение (12.1), в
котором учтено относительное сколь-
жение среды на границах. Экспери-
мент показывает, что параметр уплот-
нения увеличивается с увеличением
окружной скорости уплотнения. При
приближении давления на выходе из
уплотнения к нулю предельный пара-
метр уплотнения
8(2лКТ/Мг)1/2
где 8 — радиальный зазор; R — универ-
сальная газовая постоянная; Мг — мо-
лярная масса газа; Kn = L/8 — число
Рис. 12.8. Зависимость коэффициента уплот-
нения Cs от угла нарезки а_при различных
относительных зазорах h и b = 0,5
Винтовые и лабиринтно-винтовые уплотнения
409
Рис. 12.9. Зависимость коэффициента конце-
вого эффекта от угла нарезки i при раз-
личных относительных длинах нарезки (за-
штрихована область оптимальных значений
С,)
Кнудсена; L — средняя длина свободного
пути молекул.
Для винтовых уплотнений, работаю-
щих в жидкостях, перепад давлений
[37]
Л _ !t-IV г г г г
др —
где С, — коэффициент, зависящий от h
и угла а (рис. 12.8), причем опти-
мальное значение й = 3,5...4; С,—
коэффициент, учитывающий концевой
эффект (рис. 12.9); С( — коэффициент,
учитывающий влияние числа Re =
= рг8/ц (рис. 12.10, а); СЕ — коэффициент,
Рис. 12.10. Зависимости коэффициентов С,
и С, от числа Re
учитывающий влияние эксцентриситета
(рис. 12.10,6).
Номера кривых на рис. 12.10, я соот-
ветствуют следующим соотношениям
размеров нарезок:
Кривая .12 3 4 5 6 7
А . . .4,1 4.35 3.4 4,35 7,0 7,0 7,0
5 ... 0,5 0,62 0,63 0,62 0,8 0,28 0,5-
-0,7
а° . . . 14,5 14,5 14,5 4,0 5,6 5,8 5,8
Для многозаходной нарезки винта при
ламинарном и турбулентном течении
вязкой несжимаемой жидкости выра-
жение для определения параметра Л
(при Q = 0) имеет вид [8]
_ бцг/ _ (li+12
82Лр \ Ц
Здесь
I! = (1 - o)tg2 a; I2 = Pfltg2 а;
73 = h/[a_ + А3 (1 - а)];
Ц = tg а 1—a + ah —
а + h (1 — а) + a (h — 1)
а + h3 (1 — а)
з А хф
+ Л,(М (12.2)
\ -U/
5 2Хф V Ю,5Хф - 7,5
1 - Ч А
3,92ХФ — 1,4ХФ — 1/
' 3 fl
6 2Х. V 10,51. - 7,5
1 -X. \
3,92Х2 - 1,4Х. - 1 /
Хф, X. — отношения коэффициентов
где
сопротивления при турбулентном тече-
нии к коэффициентам сопротивления
при ламинарном течении для окружного
и осевого потоков жидкости, соответ-
ственно.
На рис. 12.11 приведены зависимости
Л (/г) для различных углов а нарезки.
При I5 = I6 = 1 зависимость (12.2) пере-
ходит в зависимость (12.1). На рис. 12.12
даны характеристики винтовых уплотне-
ний. Штриховой линией показана зави-
симость оптимальных углов Р от h.
410
Гидродинамические уплотнения
Рис. 12.11. Зависимость параметра Л от
относительной глубины нарезки при различ-
ных утлах х :
1 - 22.9. 2 - 17.2; 3 - 11.4; 4 - 8.6
При работе винтовых уплотнений в
области ламинарных режимов а = 0,5
является оптимальным значением, при
котором Др уплотнений достигает
максимума. В области турбулентных
режимов оптимальное значение а ж 0,7.
На рис. 12.13 приведены эксперимен-
тальные и теоретические зависимости
параметра Л от числа Рейнольдса
Re = c5/v для винтовых уплотнений, раз-
меры которых указаны в табл. 12.1.
Значения Л на рис. 12.13 соответствуют
как ламинарным, так и турбулентным
режимам течения жидкости в уплот-
нениях [8].
В области перехода от ламинарного
режима течения к турбулентному
(Re > 1500) эффективность винтовых
Рис. 12.13. Теоретические (1—2) и экспери-
ментальные (3 — 5) кривые зависимости пара-
метра Л от числа Рейнольдса:
/, 5 — для нарезки 2: 2, 4 — для нарезки 1:3 — для
треугольной нарезки
уплотнений с увеличением числа Рей-
нольдса увеличивается.
Для развитого турбулентного течения
в винтовом уплотнении с прямоуголь-
ной нарезкой получена следующая зави-
симость для параметра Л:
6 0,5d (1 — a)(/i — l)tga
Л Ga + /i3a(l + a) Grtg2 a ’
где Go и Gr — коэффициенты, завися-
щие от числа Рейнольдса Re* = i/i/v
(рис. 12.14).
На рис. 12.15 приведены кривые
изменения оптимальных значений гео-
метрических параметров уплотнения в
зависимости от числа Рейнольдса Re.
Расчеты показывают, что эксцентриси-
тет и перекос осей винтового уплот-
нения мало влияют на параметр Л.
Для винтовых уплотнений с нарезками
прямоугольной формы существует эмпи-
рическая зависимость [8]
Рис. 12.12. Универсальная характеристика
винтовых уплотнений (см. рис. 12.7)
Рис. 12.14. Зависимости коэффициентов Gv
и Gr or числа Рейнольдса Rek
Винтовые и лабиринтно-винтовые уплотнения
411
19,15
1 + 4,19-IO 4 Re1,044 '
С изменением числа заходов z и угла
подъема нарезки р параметр Л достигает
оптимального значения, зависящего от
формы нарезки и режима работы уплот-
нения. Для треугольной несимметричной
нарезки (рис. 12.16) с d = 50 мм,
h = 1 мм и 8 = 0,1 мм оптимальное
значение z = 25... 35 при Re л 800.
Влияние угла Р наклона нарезки
(рис. 12.16) на Ар для 6 = 0 иллюстри-
рует рис. 12.17. Согласно эксперимен-
тальным данным оптимальное значение
Р % 82°.
С уменьшением радиального зазора
между винтом и втулкой гидродинами-
ческие силы трения в уплотнении
возрастают и создаваемый ими перепад
давлений повышается. В связи с этим
уменьшение 6 всегда выгодно. Задаваясь
из конструктивных соображений мини-
мальным зазором 8, следует определить
высоту нарезки h. Эксперименты и
расчет показывают, что существует опти-
мальная высота /1, зависящая от формы
нарезки и числа Re. На рис. 12.18 по-
казаны поля оптимальных значений отно-
сительной высоты нарезки h, построен-
ные по зависимости (12.2) и экспери-
ментальным данным.
Для практических расчетов при выб-
ранном минимальном зазоре 6 можно
принимать следующие оптимальные зна-
чения h:
hvpl = 1,25 |/Re при Re < 50;
Рис. 12.16. Геометрия винтового уплотнения
с треугольной нарезкой
Рис. 12.17. Зависимость максимального пере-
пада давлений винтового уплотнения от угла
нарезки
Лор1 = 8,5Re0’025 при Re > 50.
Перепад давлений, создаваемый винто-
выми уплотнениями, зависит от формы
нарезок. Наибольший перепад давлений
создают уплотнения с несимметричной
метрической нарезкой [41]. Ее опти-
Рис. 12.15. Зависимости оптимальных гео-
метрических параметров винтового уплотне-
ния от числа Рейнольдса Re
Рис. 12.18. Поля оптимальных значений
относительной глубины нарезки:
1 — теоретическое, построенное по зависимости
(12.2); 2 — экспериментальное
412
Гидродинамические уплотнения
Размеры винтовых уплотнений
Таблица 12.1
Нарезка d 8 h а ь ₽ h Я Z *1 Ь2
мм ММ
Прямоугольная 1 (см. рис. 12.7) 31,66 0,06 0,30 1,25 2,99 80°40' 5,94 0,30 4 - -
Прямоугольная 2 (см. рис. 12.7) 31,66 0,12 0,23 1,25 2,99 80°40' 2,96 0,30 4 — —
Треугольная (см. рис. 12.16) 50 0,10 1,0 — — 82°0Г 11,0 — 8 1,95 0,81
мальные размеры (см. рис. 12.16)
h/b2 = 1,2... 1,8; b2/(ht + b2) = 0,333.
При нарезке прямоугольной формы
уплотнение может создавать больший
перепад давлений, чем при нарезке
треугольной формы при радиальных
зазорах, соизмеримых с глубиной ка-
навки [41].
Мощность, Вт, потребляемая винто-
выми уплотнениями с прямоугольной
нарезкой (см. рис. 12.7):
N = f*Spv3,
где S — площадь смоченной цилиндри-
ческой поверхности;
2/5 1 , h\
f*— —I------------1-1 I
' Re у b 1 + 5//i bj
Герметичность винтовых уплотнений
определяется перепадом давлений, сте-
пенью заполнения рабочего простран-
ства жидкостью, режимом течения и фи-
зическими свойствами жидкости. Рабо-
чее пространство винтового уплотнения
может быть полностью заполнено жид-
костью (газом), если уплотнение выпол-
няет функции импеллера, снижающего
давление перед концевым уплотнением.
Если же винтовое уплотнение само явля-
ется концевым уплотнением, его рабочее
пространство лишь частично заполнено
жидкостью (а частично воздухом). Суще-
ствуют различные режимы работы вин-
тового уплотнения в качестве концевого
уплотнения вала (рис. 12.19) [37]. При
низких скоростях v в уплотнении отсут-
ствуют утечки жидкости наружу и ин-
жекция пузырьков газа (воздуха) через
уплотнение в жидкость. При определен-
ном значении v возникает инжекция газа.
Этот предел определяется формой наре-
зок, эксцентриситетом винта, физически-
ми свойствами жидкости и газа. Его
оценивают числом Рейнольдса (Re =
= t>5/v < 100). По другим данным предел
по инжекции газа Re < 200. Инжекция
газа незначительна при ламинарном ре-
жиме течения жидкости. Эксцентриситет
винта интенсифицирует этот процесс.
Инжекция газа уменьшается при выпол-
нении нарезок на неподвижной втулке.
Инжекция газа происходит вследствие
неустойчивости границы газ — жидкость,
которая определяется неравномерностью
распределения давления по окружности
уплотнения. Увеличение числа заходов
нарезки, уменьшение ее размеров и экс-
Рис. 12.19. Пределы режимов работы винто-
вого уплотнения:
а — по перепаду давлений; б — по инжекции газа;
в — по температуре; г — по потере герметичности;
4 — область работы уплотнения с утечками:
Б - область работы уплотнения с небольшими
утечками (цифры на кривых соответствуют степе-
ни Заполнения уплотнения жидкостью)
Винтовые и лабиринтно-винтовые уплотнения
413
Рис. 12.20. Зависимости перепада давлений
винтового уплотнения от частоты вращения
втулки (сплошная линия) и винта (штрихо-
вая) при работе в краске
Рис. 12.21. Зависимости минимальной окруж-
ной скорости при потере герметичности
винтовых уплотнений от числа заходов на-
резки при длине Г.
1—50 мм; 2—12 мм
центриситета, выполнение щелей с глад-
кими стенками на выходе из уплотне-
ния снижают инжекцию газа.
При дальнейшем увеличении скорости
винта г (см. рис. 12.19) происходит потеря
герметичности винтовых уплотнений с
появлением утечки жидкости наружу.
При этом происходит интенсивное об-
разование эмульсии газ — жидкость в
зазоре уплотнения. При работе в краске
уплотнения с неподвижным винтом и
вращающейся гладкой втулкой при
большой частоте вращения утечек нару-
жу не наблюдалось (рис. 12.20) [33].
На рис. 12.21 приведены эксперимен-
тальные зависимости минимальной ско-
рости потери герметичности уплотнений
от числа заходов различных нарезок
[37].
Увеличение скорости v ограничено
также температурным пределом (см.
рис. 12.19), который определяется интен-
сивностью отвода теплоты от уплотне-
ния для поддержания высокой вязкости
жидкости.
Предел скорости потери герметич-
ности уменьшается с уменьшением по-
верхностного натяжения жидкости.
На рис. 12.22, а показано винтовое
уплотнение вертикального вала центро-
бежного насоса для циркуляции расплав-
ленного натрия в атомном реакторе на
быстрых нейтронах [35]. Уплотнение
заполнено маслом и удерживает радио-
активный нейтральный газ (аргон), за-
щищающий натрий от окисления. Давле-
ние газа 0,1...0,2 МПа, давление масла
0,5 МПа. При частоте вращения вала
1000 мин-1 утечки газа составляют
менее 0,35 см3/мин, утечки масла
< 0,6 см3/мин.
Рис. 12.22. Винтовые уплотнения:
а — центробежного насоса для расплавленного
натрия; б — центробежного компрессора
414
Гидродинамические уплотнения
На рис. 12.22,6 показано винтовое
уплотнение вала центробежного ком-
прессора [36]. Плавающая конструкция
обеспечивает самоустановку уплотнения
и малый радиальный зазор (около
0,1 мм). Самоустановка обеспечивается
участками уплотнения с гладкими стен-
ками. Охлаждение уплотнения осущест-
вляется маслом, прокачиваемым в сто-
рону воздуха через щель с гладкими
стенками. Частота вращения вала
17000 мин1, окружная скорость 76 м/с,
перепад давлений 3 МПа, температура
газа 215 °C.
Лабиринтно-винтовые уплотнения. Ла-
биринтно-винтовые устройства приме-
няют в качестве насосов (лабиринтные
насосы) и уплотнений валов сравни-
тельно недавно [11]. В отличие от
винтовых устройств, эффективно работа-
ющих в средах с большой (по сравне-
нию, например, с водой) вязкостью в
режимах ламинарного течения, лаби-
ринтно-винтовые уплотнения рекоменду-
ется применять в маловязких жидкос-
тях (в воде, сжиженных газах и т. п.)
в режимах турбулентного течения. Тур-
булентный режим определяется конст-
рукцией лабиринтно-винтового уплотне-
ния, имеющего нарезки противополож-
ного направления на втулке и винте,
малой вязкостью жидкости и большой
относительной скоростью движения на-
резок. В связи с тем, что уплотнения
работают в режиме развитой турбулент-
ности, движение жидкости можно счи-
тать автомодельным. Его гидродинами-
ческие характеристики слабо зависят от
числа Рейнольдса.
Лабиринтно-винтовое уплотнение, со-
стоящее из втулки / и винта 2, пока-
зано на рис. 12.3. В рабочем прост-
ранстве между винтом и втулкой жид-
кость располагается в ячейках, огра-
ниченных с одной стороны двумя на-
резками винта, с другой — двумя нарез-
ками втулки (рис. 12.23). Жидкость
обтекает эти нарезки с образованием
завихрений со стороны, противополож-
ной направлению натекания. Передача
энергии от винта к жидкости происходит
Рис. 12.23. Схема вихреобразования в ячейке
лабиринтно-винтово! о уплотнения
в результате обмена количествами дви-
жения жидкости, обтекающей винт, с
жидкостью, обтекающей втулку. Сило-
вое взаимодействие винта и втулки
с жидкостью сводится к возникновению
сил трения на условной поверхности
раздела, проходящей через зазор между
винтом и втулкой (рис. 12.24). Силы
трения, возникающие в жидкости, созда-
ют на поверхностях нарезок винта и
втулки силы давления и трения.
Для турбулентного автомодельного
течения силы жидкостного трения про-
порциональны квадрату скорости сдвига
слоя жидкости на условной поверх-
ности раздела. На основании этого из
рассмотрения течения между разверт-
ками поверхностей винта и втулки по-
лучены выражения для перепада давле-
ний и мощности лабиринтно-винтового
устройства [И]:
Рис. 12.24. Поперечное сечение лабиринтно-
винтового уплотнения
Винтовые и лабиринтно-винтовые уплотнения
415
« к zl f v
AP1 = У nd\ 2
Q \2
; (12.3)
'пр /
к = £ sin2 a; tg а = nd/s; (12.4)
N1 = 0,5 Ap,Slipr ctg а, (12.5)
где к — коэффициент напора; z, I. d —
число заходов, длина и диаметр нарезки
винта; v = ndn/60 — окружная скорость
винта; Q — расход жидкости, перекачи-
ваемой устройством; S,lp — проходная
площадь в поперечном сечении (площадь
пустот на рис. 12.24); а — угол нарезки;
£ — коэффициент сопротивления при
обтекании выступа нарезки жидкостью;
s — ход нарезки.
Зависимости (12.3) — (12.5) получены
при условии, что нарезки винта и втулки
имеют одинаковую форму, т. е. одина-
ковые размеры выступов, числа заходов
и углы а. Направления нарезок на винте
и втулке — противоположные.
Если противодавление Ар,, создава-
емое лабиринтно-винтовым уплотне-
нием, равно давлению среды перед
уплотнением, расход жидкости через
уплотнение Q = 0. Точнее, он равен
внутренним утечкам в уплотнении. Эти
утечки происходят через узкие щели АВ,
образованные пересечением выступов
нарезок винта и втулки (рис. 12.25).
Если рассматривать эти щели как от-
верстия, утечки через одну щель с за-
зором 8d/2 можно определить из выра-
жения
п -Г bn?>D !]/2(Р2— Pl)
Уб1 ~ ^osoTj У р ’
где — коэффициент расхода; Ь„ —
ширина цилиндрических поверхностей
Рис. 12.25. К расчету внутренней утечки
в лабиринтно-винтовом уплотнении
Рис. 12.26. Зависимость коэффициента напора
от угла а трапецеидальной нарезки (/1 =
= 3 мм; 8р/2 = 0,1 ... 0,25 мм; для винта
г„ = 5,6... 22мм; для втулки г„ = 5,3... 12 мм;
Ь„ = 0,2... 1,4 мм; s„ = 1,2... 2,9 мм)
верхушек нарезок в нормальном сече-
нии; р — плотность жидкости.
Внутренние утечки в уплотнении
п _ r 1 / 2/Z3 Ар tg ot
6 1 cos а / л dp
Таким образом, утечки прямо про-
порциональны Ь„ и быстро увеличива-
ются при а -»90°. С увеличением Ь„ и а
активная длина нарезки, участвующей
в процессе турбулентного трения, умень-
шается. С увеличением Ь„ интенсивность
вихреобразования при обтекании нарез-
ки, т. е. турбулентного трения уменьша-
ется, поэтому значение Ьп следует выби-
рать наименьшим. Коэффициент мож-
но определять по экспериментальным
данным, относящимся к истечению жид-
костей через отверстия прямоугольной
формы.
Сплошными линиями на рис. 12.26 —
12.28 показаны экспериментальные зави-
симости коэффициентов напора к наре-
зок трапецеидальной, треугольной и по-
лукруглой формы от угла подъема на-
резок а, полученные при испытаниях
на воде. Кривые построены для нарезок
с различными абсолютными размерами
и приблизительно одинаковыми соотно-
шениями размеров выступов нарезок.
Теоретические (штрихпунктирные) кри-
вые построены по соотношениям (12.4)
при £ = 5 для трапецеидальной и полу-
круглой и при £ = 3 для треугольной
нарезки. В зависимости от числа заходов
нарезки z или ее относительной высоты
416
Гидродинамические уплотнения
Рис. 12.27. Зависимость коэффициента напора
от угла ч треугольной нарезки (h =
= 3,8... 4 мм; 8D/2 = 0,15 ... 0,2 мм; =
= 0,3...0,6 мм; Si„ = 0.6... 1.3 мм; s2„ =
= 1,9. .3,5 мм)
h/t, где t — шаг нарезки в поперечном
сечении (см. рис. 12.24), перепад давле-
ний, создаваемый уплотнением, имеет
максимум (рис. 12.29), так как параметр
kh
---- пропорционален перепаду давле-
но,if
ний на уплотнении. Экспериментальные
зависимости, показанные на рис. 12.29,
получены для уплотнений, работающих
в воде; для нарезок трапецеидальной
формы число заходов нарезки винта
равно или в 1,5 и 2 раза меньше числа
заходов нарезки втулки; для нарезок
треугольной и полукруглой форм число
заходов винта и втулки одинаково. Ре-
зультаты экспериментов показывают,
что увеличение числа заходов нарезки
втулки по сравнению с числом заходов
Рис. 12.28. Зависимость коэффициента напора
от угла а полукруглой нарезки (d =
= 70... 145 мм; г = 2... 5 мм; bD/lr =
= 0,08... 0,12: b„/r = 0,1 ... 0,25)
Рис. 12.29. Зависимость коэффициента напора
от отношения высоты нарезки к торцовому
шагу (/с0 , — коэффициент напора при h/t =
= 0,1)
нарезки винта несколько повышает ко-
эффициент напора уплотнения.
Наибольший перепад давлений при
одинаковых основных размерах (диа-
метре и длине) уплотнения возникает
при нарезке треугольной формы. Это
можно объяснить большим числом за-
ходов нарезки, хотя коэффициент £ для
треугольной нарезки меньше, чем для
трапецеидальной и полукруглой. При
увеличении радиального зазора 8D/2
между винтом и втулкой коэффициент
напора треугольной нарезки уменьша-
ется значительно быстрее, чем для тра-
пецеидальной и полукруглой нарезок
(рис. 12.30 и 12.31).
Зазор между выступами нарезок винта
и втулки может меняться вследствие
изнашивания абразивными частицами,
содержащимися в рабочей жидкости.
Если размеры частиц больше радиаль-
Рис. 12.30. Зависимости коэффициента напора
от относительного зазора нарезок;
1 — трапецеидальных и прямоугольных; 2 — тре-
угольных (к0 , — коэффициент напора при бл/h =
= 0,1)
Винтовые и лабиринтно-винтовые уплотнения
417
Рис. 12.31. Зависимость коэффициента напора
от относительного зазора полукруглой нарез-
ки
ного зазора 6в/2, изнашивание верхушек
выступов нарезок происходит быстро
до максимального размера этих частиц,
а затем замедляется. На рис. 12.32 при-
ведена кривая изменения радиального
зазора во времени в лабиринтном на-
сосе со стальными винтом и втулкой
при перекачивании им воды с содер-
жанием песка (размер песчинок около
0,5 мм).
При увеличении вязкости рабочей
жидкости режим ее течения в лабиринт-
но-винтовом уплотнении изменяется от
турбулентного автомодельного до тур-
булентного неавтомодельного и далее
до ламинарного. По данным И. И. Зо-
зули, эти изменения можно оценить
зависимостью относительного коэффи-
циента напора от числа Рейнольдса
Re = 0,5r8D/v (рис. 12.33). При Re > 50
(область III) коэффициент напора не
зависит от числа Рейнольдса, при мень-
ших значениях Re (область II) коэффи-
циент напора уменьшается, а затем
в области ламинарного режима течения
Рис. 12.32. Зависимость радиального зазора
от времени работы лабиринтного насоса
на воде с содержанием песка
Рис. 12.33. Области оптимальной работы
винтовых (кривая 2) и лабиринтно-винтовых
(кривая 1) уплотнений
(область I) немного увеличивается. Ли-
нейная зависимость 2 построена для
винтового уплотнения с гладкой втул-
кой. Коэффициент напора этого уплот-
нения при Re < 15 превышает коэффи-
циент напора лабиринтно-винтового
уплотнения. По кривым на рис. 12.33
можно выбирать области оптимальной
работы винтовых и лабиринтно-винто-
вых уплотнений. При использовании ла-
биринтно-винтовых уплотнений в каче-
стве концевых уплотнений валов в более
сильной степени проявляются их осо-
бенности, аналогичные особенностям
винтовых уплотнений. Часть рабочего
пространства между винтом и втулкой
заполнена жидкостью, остальная — воз-
духом. Между жидкостью и воздухом
нет четкой границы, так как благодаря
турбулентному характеру движения сре-
ды происходит интенсивное перемешива-
ние воздуха с жидкостью и образуется
эмульсия. Ширина этой зоны при работе
в воде составляет 10 — 20 мм. Некоторый
объем воздуха в виде пузырьков попа-
дает в воду. Плотность эмульсии мень-
ше плотности чистой жидкости и соот-
ветственно меньше перепад давлений,
создаваемый уплотнением. Существен-
ное влияние на интенсивность образо-
вания эмульсии оказывают частота вра-
щения, размеры нарезок, вязкость и по-
верхностное натяжение жидкости.
В целях снижения интенсивности
образования эмульсии и повышения гер-
метичности уплотнения рекомендуется
418
Ггидродинамические уплотнения
Рис. 12.34. Схема возникновения гидроста-
тической силы в лабиринтно-винтовом уп-
лотнении
на выходе из уплотнения предусматри-
вать щель с гладкими стенками.
Эксцентричность и биение винта сни-
жают герметичность уплотнения. При
эксцентричном положении винта во
втулке вследствие неравномерности за-
зора в уплотнении возникает радиаль-
ная гидростатическая сила, направленная
в сторону меньшего зазора (рис. 12.34).
Методика расчета лабиринтно-винтово-
го уплотнения (пример). Расчет и кон-
струирование любого динамического
уплотнения основаны на следующем
условии: уплотнение с заданными габа-
ритными размерами должно выдержи-
вать максимальное давление и потреб-
лять при этом минимальную мощ-
ность.
Концевое лабиринтно-винтовое уплот-
нение работает на газожидкостной
эмульсии. Ее влияние на характеристики
уплотнения может быть оценено лишь
экспериментальным путем, поэтому в
первом приближении расчет уплотнения
выполняют по зависимостям, выведен-
ным для устройств, целиком заполнен-
ных жидкостью.
Пренебрегая внутренними утечками,
из зависимости (12.3) при Q = 0 имеем
02.6)
4тш
Для мощности справедлива зависи-
мость (12.5).
Рис. 12.35. Нарезка прямоугольной формы
Из (12.5) и (12.6) следуют соотно-
шения
Дрт0 - И2; NT„ - Id*.
При заданном Дрт0 = const мощность,
потребляемая уплотнением, пропорцио-
нальна квадрату диаметра. В то же время
при уменьшении диаметра длину I уп-
лотнения следует увеличивать обратно
пропорционально квадрату диаметра.
Если увеличение длины невозможно по
условиям установки уплотнения на валу
машины, то можно применить конст-
рукцию из двух и более ступеней.
Потребляемая мощность уменьшается
с увеличением угла подъема нарезок а.
Ограничением является резкое умень-
шение коэффициента напора к при а >
>75с для трапецеидальной и при а>
> 85 ° для треугольной нарезок. Для
уплотнений используют нарезки тре-
угольной, трапецеидальной и прямо-
угольной формы. Уплотнения с тре-
угольной нарезкой создают наибольший
перепад давлений. Для мелких нарезок
наиболее технологичной формой явля-
ется прямоугольная. Уплотнение с нарез-
кой прямоугольной формы (рис. 12.35)
при </ = 80 мм, I = 110 мм и частоте
вращения 2500 мин”1 создает при рабо-
те в воде перепад давлений 0,7 МПа
и потребляет при этом мощность
0,5 кВт.
Пример расчета лабиринтно-винтового уп-
лотнения вала центробежного насоса. Исход-
ные данные: среда — вода; давление воды
перед уплотнением р0 = 4,5 МПа; темпера-
тура воды до 30 "С; частота вращения вала
5800 мин”1; потребляемая уплотнением
мощность не более 4 кВт; диаметр вала
в месте установки уплотнения 40 мм; длина
проточной части уплотнения не более 120 мм.
Винтовые и лабиринтно-винтовые уплотнения
419
Рис. 12.36. Нарезка треугольной формы
По формуле (12.5) имеем
При расчете уплотнения за исходную мо-
дельную характеристику принимаем характе-
ристику рабочих органов с нарезкой тре-
угольной формы (рис. 12.36). Размеры наре-
зок винта и втулки: dM = 100 мм; 1Ы =
= 150 мм; sM = 80 мм; zM = 27; 8Dm =
= 0,325 мм; hM = 3,8 мм; ам = 75°40'.
По экспериментальным данным при QM =
= 0 и пы = 2900 мин-1 Арм = 1,8 МПа;
NM = 5 кВт.
Из условия ограниченности размеров уп-
лотнения в осевом и радиальном направле-
ниях выбираем трехступенчатое уплотнение
с проточной частью длиной 1=110 мм и
диаметрами ступеней d, = 61 мм, d2 = 68 мм
и d3 — 75 мм (рис. 12.37).
Сохраняя форму и размеры выступов
нарезок, пересчитываем перепад давлений
и мощность модели на диаметр и длину
третьей ступени уплотнения (d3 = 75 мм,
1=110 мм) и частоту вращения вала п =
= 5800 мин-1. Учитывая, что отношение
чисел заходов нарезок пропорционально от-
ношению dM/d3, по формуле (12.6) получим
Чтобы увеличить перепад давлений и
уменьшить мощность, потребляемую уплот-
нением, изменяем размеры нарезок. Сохра-
няя диаметры ступеней и форму профиля
нарезок, уменьшаем высоту
1 мм. Из условий точности
новки уплотнения в насосе
метральный зазор для всех
= 0,3 мм. С изменением 11 и 80 изменяется
коэффициент напора нарезки, который
можно оценить графически. Для модельной
нарезки 8Dm/1im = 0,17, тогда по кривой 2
на рис. 12.30 (к/к0Лы) = 0,7. Соответственно
для нарезки с 11 = 1 мм и 8D/li = 0,3 Ar/A'o.i =
= 0,3. Число заходов z3 нарезки третьей
ступени равно 65. Перепад давлений, созда-
ваемый третьей ступенью:
АРз = АРм^ -^!- =
выступов h до
сборки и уста-
выбираем диа-
ступеней 80 =
<W0m
= 2,97— °’3 =4,14 МПа.
20 0,7
Поскольку заданное давление воды перед
уплотнением составляет 4,5 МПа, оно прак-
тически полностью воспринимается третьей
ступенью. Тогда мощность,
уплотнением, приближенно
лить по формуле (12.5)
л/ = м' Ар S„p
М Ар» Si'lp.M
= 9,3 4’5 1
потребляемую
можно опреде-
Ар 11
Ам д , ,
Арм кы
= 3,7 кВт.
2,97 3,8
Рис. 12.37. Трехступенчатое лабиринтно-вин-
товое уплотнение
Вычислим предельный перепад давлений
на уплотнении при заполнении водой всех
трех ступеней. Перепады давлений, воспри-
нимаемые первой и второй ступенями:
Ар, = Ар3 ( —) = 4,14 f —Y = 2,74 МПа;
\ a3J \ 75/
/Л \2 /б8\2
Ар2 = Арз(-2~) = 4,141 — ) = 3,4 МПа.
\d3J \75/
Предельный перепад давлений
Ар = Ар, + Ар2 + Ар3 = 10,3 МПа.
Расчет параметров уплотнения можно вы-
полнить другим методом. Воспользовавшись
420
Гидродинамические уплотнения
формулой (12.6), определяем коэффициент
напора модели
= 47tJMApM __ 4л0,1 1,8 • 106 = 2 38
М z-Л.Р’м 27-0,15-1000 •( 15,2)2 ’
По найденным значениям k/koi подсчиты-
ваем коэффициент напора нарезки уплотне-
ния
k = к = 9^2,38 = 1,02.
(ЛДо,1)м 0,7
формуле (12.6) определяем перепад
По
давлений третьей ступени
. 1,02• 65 0,11-1,02(22,8)2 . , _4Г1
Др3 = —-------—L-z- = 4,1 МПа.
4л-0,075
По формуле (12.5) подсчитываем мощ-
ность, потребляемую уплотнением при пере-
паде давлений 4,5 МПа. Считаем, что весь
перепад давлений воспринимает третья сту-
пень, а остальные две ступени заполнены
воздухом. Определяем
SiiP3 ~ Л<Д
8р
2
= л • 7,5 (0,1 + 0,015) = 2,71 см2;
ctga= -^-= — = 0,238.
6 л</3 л75
Откуда N = 4,5• Ю6 • 2,71 10'4-11,4-0,238 х
х 10' = 3,24 кВт.
Полученная мощность несколько меньше
мощности, пересчитанной с модели (3,7 кВт),
так как при ее вычислении не учитывалось
трение жидкости в каналах нарезок и
дисковое трение. Кроме того, угол подъема
нарезки а был принят несколько больше
угла подъема нарезки модели из-за необхо-
димости округления хода нарезки до бли-
жайшего, имеющегося в токарных станках.
Принимаем округленные значения числа за-
Рис. 12.38. Зависимость мощности, потребляе-
мой трехступенчатым уплотнением, от пере-
пада давлений воды
ходов и хода нарезок для первой и второй
ступеней zx = 56; Sj = 48 мм; z2 = 65; s2 =
= 56 мм.
По формуле (12.5) подсчитываем предель-
ную мощность уплотнения при перепаде
давлений 10,3 МПа
N = N, + N2 + N3 = 1,4 + 2,22 + 3 = 6,62 кВт.
На рис. 12.38 показаны теоретическая
и экспериментальная зависимости мощ-
ности от перепада давлений р0 для
трехступенчатого уплотнения. Предель-
ный перепад давлений в эксперименте
составлял около 9 МПа. Более низкое
значение предельного давления по срав-
нению с теоретическим объясняется
образованием водно-воздушной эмуль-
сии в зазоре уплотнения. Это же явле-
ние возникает при испытании отдельных
ступеней уплотнения. Перепады давле-
ний, создаваемые ими, меньше перепа-
дов, создаваемых ими в составе узла
уплотнения. В связи с этим при расчете
лабиринтно-винтовых уплотнений для
работы в качестве концевых уплотнений
валов необходимо предусмотреть запас
по перепаду давлений около 30%. Это
необходимо также для компенсации
износа абразивными частицами высту-
пов нарезок и увеличения радиального
зазора между ними.
Интенсивность образования эмульсии
можно несколько уменьшить и герме-
тичность уплотнения повысить, создав
на выходе из уплотнения со стороны
воздуха щель с гладкими стенками с
зазором, равным радиальному зазору
уплотнения.
Конструкции лабиринтно-винтовых уп-
лотнении. На рис. 12.39 показано лати-
ринтно-винтовое уплотнение со стояноч-
ным торцовым уплотнением вала ло-
пастного насоса для жидкого кислорода.
Давление кислорода перед уплотнением
0,35 — 0,4 МПа, его температура —200°C.
Частота вращения вала насоса
2950 мин Уплотнение имеет нарезку
треугольной формы с диаметром d =
= 150 мм, высотой /г = 3 мм, ходом
s = 112 мм и числом заходов z = 45.
На рис. 12.40 показано лабиринтно-
винтовое уплотнение со стояночным
Импеллерные уплотнения
421
Рис. 12.39. Лабиринтно-винтовое уплотнение
со стояночным уплотнением вала насоса для
жидкого кислорода
манжетным уплотнением вала конден-
сатного насоса. Уплотнение состоит из
трех ступеней.
На рис. 12.41 показано лабиринтно-
винтовое уплотнение вала осевого насо-
са. перекачивающего аммонизирован-
ную пульпу в контуре выпарного аппа-
рата в производстве фосфорных удобре-
ний. Химический состав перекачиваемой
среды: экстракционная фосфорная кис-
лота с концентрацией 55 %, содержащая
кремнефтористоводородную кислоту и
гипс. Температура среды 70 — 90 С, дав-
ление перед уплотнением 0,3 МПа.
Частота вращения вала 750 мин
В уплотнение подается техническая вода
Рис. 12.40. Лабирингно-винтовое уплотнение
вала конленсатно! о насоса
Рис. 12.41. Лабиринтно-винтовое уплотнение
вала осевого насоса
с давлением 0,03 — 0,05 МПа, которая
прокачивается уплотнением в насос. Тем
самым предотвращается не только вы-
текание агрессивной среды наружу, но
и загрязнение окружающего воздуха ее
парами, вредными для здоровья обслу-
живающего персонала.
12.3. Импеллерные уплотнения
Импеллерные уплотнения по форме
сходны с рабочими колесами лопаст-
ных насосов. Открытые импеллеры вы-
пускают с радиальными открытыми ло-
патками (рис. 12.42, а) и с радиальными
каналами (рис. 12.42,6). Закрытые импел-
леры (рис. 12.42, в) состоят из двух дисков
и расположенных между ними лопаток,
образующих каналы. Они снабжены ра-
диальным щелевым уплотнением. Полу-
открытые импеллеры (рис. 12.42, г)
имеют ближе к оси открытые лопатки,
которые переходят в закрытые.
Рабочие процессы, происходящие в
импеллерах указанных типов, сходны:
для создания противодавления исполь-
зуются силы инерции жидкости, увлека-
емой во вращение. По другому прин-
ципу работает радиально-вихревой им-
пеллер (рис. 12.42,6), в котором исполь-
зуется эффект турбулентного трения
жидкости между наклонными лопатками
на корпусе и на импеллере. Его рабочий
процесс сходен с процессами лабиринт-
но-винтового уплотнения (см. подразд.
12.2). Для создания противодавления
можно использовать также принцип дей-
ствия вихревого насоса с полукруглыми
лопатками и каналами, расположенны-
422
Гидродинамические уплотнения
Рис. 12.42. Импеллеры:
« — открытый с лопатками;
б — открытый с каналами; в —
закрытый; г — полуоткрытый;
б — ралиалыю-вихревой
ми в осевом (вихревой импеллер [12])
или радиальном направлении.
Открытые импеллеры. В лопастных
насосах в качестве уплотнений валов
чаще всего используют импеллерные
уплотнения с открытыми лопатками. На
рис. 12.43 схематично показан импеллер
с открытыми лопатками, частично за-
полненный жидкостью [16]. Если жид-
кость вращается с некоторой частотой
сож, отличной от частоты вращения со
импеллера, перепад давлений, создава-
емый уплотнением:
= Р2 - А = Р («1 - Л?), (12.7)
где — радиус границы раздела фаз
между жидкостью и газом.
Частота вращения жидкости в прост-
ранстве между лопатками вследствие
действия на нее сил трения стенки и
инерции жидкости всегда меньше час-
тоты вращения импеллера:
= фл®^>
где <рл — коэффициент (<рл < 1).
Безразмерный коэффициент
уплотнения
Я = ср* =
2 (Pi - pt)
рш2 (Rl - R%)
напора
(12.8)
соответствует положению 1раницы фаз,
совпадающей с Ro, т. е. моменту начала
утечки жидкости из уплотнения. Коэф-
фициент Н, определяемый эксперимен-
тально, зависит от числа лопаток им-
пеллера, их размеров и зазора между
импеллером и стенкой корпуса.
На рис. 12.44 показаны эксперимен-
тальные зависимости коэффициента И
импеллеров с каналами и лопатками
от их числа г. Форма лопаток импел-
лера мало влияет на создаваемый им
перепад давлений.
Рис. 12.43. К расчету открытого импеллера
с лопатками
Импеллерные уплотнения
423
Рис. 12.44. Зависимость коэффициента на-
пора открытого импеллера от числа лопаток
или каналов (6 = 2 мм; <» = 1050 с 1):
1 — импеллер с лопатками толщиной 2 мм: 2 —
импеллер с каналами шириной 4 мм
Рекомендуется применять лопатки и
каналы прямолинейной формы, направ-
ленные радиально. Влияние высоты ло-
паток и глубины каналов, размеры ко-
торых приведены в табл. 12.2, на коэф-
фициент напора иллюстрирует рис. 12.45.
На рис. 12.46 приведены зависимости
коэффициента напора и безразмерной
мощности от относительного зазора
импеллерных уплотнений [12]:
N=—
где s = nR2 -I- 2nR2l — условная площадь
поверхности трения импеллера.
С уменьшением давления перед импел-
лерным уплотнением потребляемая им
мощность уменьшается (рис. 12.47).
Влияние относительного зазора на ко-
эффициент напора открытых импелле-
ров с каналами и лопатками, размеры
которых приведены в табл. 12.3,
иллюстрирует рис. 12.48 [16].
Рис. 12.45. Влияние высоты лопаток (глуби-
ны каналов) на коэффициент напора откры-
того импеллера
Рис. 12.46. Зависимость безразмерных напора
(а) и мощности (б) от относительного зазо-
ра откры гого импеллера
Таблица 12.2
Таблица 12.3
Размеры открытых Обозна-
Импеллер импеллеров чение на Размеры открытых обозна-
рис. 12.45 z «2’ мм мм Импеллер импеллеров чение на
> РИС. 1 А.ЧО Z К2, мм п, мм г
С лопат- 12 31 3,5 •
ками 12 44,5 3,5 А С каналами 16 46,7 4 А
16 46.7 2 О 16 28 4 •
12 58 2 _ф_ С каналами 16 23 2 □ 16 23 3 ▲
16 43 4 О С лопат- 12 50 3 х
16 43 2 J ками 12 46,7 4 □
424
Гидродинамические уплотнения
Рис. 12.47. Зависимость относительной мощ-
ности от относительного напора открытого
импеллера
Рис. 12.49. К определению мощности трения
оребренной стороны открытого импеллера
Рис. 12.48. Зависимость коэффициента напора
открытого импеллера от относительного
зазора
Рис. 12.50. Зависимость относительной мощ-
ности открытого импеллера от относитель-
ного перепада давлений
Мощность этих импеллеров при пре-
дельных давлениях приближенно можно
оценить по формуле
Таблица 12.4
Характеристики открытых импеллеров
Импеллер Z *2 а L 4>J
ММ
С каналами 24 33 3 4 0,87
24 38 3 4 0,885
24 50 3 4 0,89
24 57,5 3 4 0,92
24 60 3 4 0,91
24 60 3,2 4 0,94
24 60 4 4 0,925
24 60 2 4 0,92
24 60 2 2 0,94
12 60 2 15 0,84
С лопатками 24 26 3 4 0,66
24 33 3 4 0,85
24 38 3 4 0,86
24 45 3 4 0,95
24 50 3 4 0,91
16 60 3 4 0,97
N„ = Cnp^-R52
5 (5 + а + й)
1 +
где Сл — экспериментальный коэффи-
циент трения (Сл = 0,0082 для импелле-
рои с лопатками; Сл = 0,0065 для импел-
леров с каналами); 5, a, h — осевой и
радиальный зазоры, высота лопаток
импеллера (рис. 12.49).
Экспериментальная зависимость от-
носительной мощности от относитель-
ного перепада давлений р2 = — Rr2)/
/R2 для импеллеров с лопатками и ка-
налами, размеры которых указаны в
табл. 12.4, приведена на рис. 12.50.
Увеличение осевого 5 и радиального
а зазоров приводит к увеличению мощ-
ности, потребляемой импеллером (рис.
12.51 и 12.52).
Закрывая по наружному диаметру
лопатки импеллера козырьком, можно
уменьшить потребляемую им мощность.
При этом снижается обмен количест-
вами движения и момент трения жид-
Импеллерные уплотнения
425
Рис. 12.51. Зависимость мощности открытого
импеллера с каналами (R2 = 60 мм; R, =
= 15 мм; /1 = 4 мм, а = 1,5 мм; z = 24, со =
= 1740 с 1) от осевого зазора
Рис. 12.55. Зависимость коэффициента напо-
ра импеллера с полукруглыми лопатками от
осевого зазора
Н
Рис. 12.52. Зависимость мощности от ради-
ального зазора открытого импеллера
1,2
0,50\___________________________________
1000 1500 2000 п.мин-1
а)
Рис. 12.56. Напорная («) и мощностная (6)
характеристики открытых импеллеров с ра-
диальными лопатками:
I — диаметром 200 мм; 2 — диаметром 300 мм
Рис. 12.53. Зависимость мощности открыто-
го импеллера (7) и с козырьком (2) от отно-
сительного перепада давлений (L— высота
козырька)
кости по наружному диаметру (рис.
12.53).
Импеллер с большим числом (24) ло-
паток полукруглой формы (рис. 12.54)
создает перепад давлений, который мало
зависит от осевого зазора (рис. 12.55).
На рис. 12.56 в относительных коор-
динатах даны характеристики импелле-
ров с открытыми лопатками.
Рис. 12.54. Открытый импеллер с лопатками
полукруглой формы
Пример расчета импеллера. Определить
напор, создаваемый импеллером с размерами
R2 = 50 мм, Ro = 15 мм, h = 5 мм, 8=1 мм
и z = 6 при п = 5800 мин-1.
По кривой на рис. 12.56, а находим при
/1/(/1 + 8) = 0,83 Н = 0,85.
Тогда v = 2nR2n/60 = 30,4 м/с;
г0 = 2лКо/1/60 = 9,1 м/с.
Отсюда получаем
Н = Н (v2 — го)/2 = 36,4 м.
Согласно экспериментальным данным Н =
= 36,5 м.
426
Гидродинамические уплотнения
Рис. 12.57. Схема течения жидкости в откры-
том импеллере
Функции импеллерных уплотнений за-
ключаются в предотвращении утечек
жидкости наружу и попадания наруж-
ного воздуха в корпус машины (напри-
мер, насоса). Последнее требование к
импеллерам не всегда предъявляют.
Герметичность открытых импеллеров
связана с вихревым движением жид-
кости между их лопатками или в кана-
лах. Осевые вихри (с осями, параллель-
ными оси вращения), вызванные инер-
цией жидкости, подсасывают воздух
или газ в радиальных направлениях с
тыльной стороны лопаток (рис. 12.57).
Интенсивность этого процесса увеличи-
вается с уменьшением давления жид-
кости перед импеллером. Утечки
жидкости наружу определяются дейст-
вием радиальных вихрей, возникающих
в результате обтекания жидкостью им-
пеллера в окружном направлении и тре-
ния жидкости о неподвижную стенку.
Эти процессы взаимосвязаны и взаимо-
обусловлены.
На утечки жидкостей через импеллер-
ные уплотнения наружу влияют: частота
его вращения, относительный напор (от-
ношение напора к предельному), вяз-
кость жидкости и плотность окружаю-
щего газа. По экспериментальным дан-
ным, на утечки жидкости влияет ее по-
верхностное натяжение. При о <
< 49-10-3 Н/м утечки отсутствуют [16].
Кроме капельных утечек существуют
Рис. 12.58 Зависимость паровых утечек
открытого импеллера от давления в газовой
полости:
1 — керосин; 2 — азотная кислота
утечки в виде паровой фазы жидкости.
Они в сильной степени зависят от
давления в газовой полости (рис. 12.58).
Уменьшению этих утечек способствует
снижение температуры в газовой по-
лости, уменьшение ее радиуса К,, увели-
чение плотности газа и скрытой теплоты
парообразования.
Расход воздуха или газа, засасыва-
емого импеллером, зависит в первую
очередь от радиуса границы фаз К,
(рис. 12.59).
Конструктивные мероприятия, умень-
шающие расход засасываемого возду-
ха, — увеличение числа лопаток импелле-
ра, устройство козырька (см. рис. 12.53)
или кольцевых выступов на неподвиж-
Рис. 12.59. Зависимость расхода газа, засасы-
ваемого импеллером, от относительного ра-
диуса зеркала жидкости
Импеллерные уплотнения
427
ной стенке (рис.
12.60). Последнее ме-
роприятие, как и
увеличение числа ло-
паток импеллера,
снижает интенсив-
ность осевых вихрей в межлопаточном
пространстве.
Закрытые импеллеры. Минимальный
расход жидкости через закрытые импел-
леры определяется утечками через их
щелевые уплотнения. Жидкость из щеле-
вого уплотнения вытекает в широкое
пространство на входе в импеллер, за-
полненное наружным воздухом или га-
зом. В результате на входе в импеллер
образуется газожидкостная эмульсия.
В связи с этим закрытые импеллеры,
работающие в качестве концевых уплот-
нений, часто не обеспечивают необхо-
димой герметичности и развиваемое
ими давление значительно меньше тео-
ретического. Такие конструктивные ме-
роприятия, как увеличение числа лопа-
ток (до 16), более плавное профилиро-
вание входа жидкости в импеллер и уве-
личение радиуса входных кромок лопа-
ток повышают герметичность и напор
импеллеров. Расход воздуха или газа
у закрытого импеллера больше, чем
у открытого.
Закрытые импеллеры рекомендуются
для работы при полном заполнении
жидкостью, например, в качестве уст-
ройств. разгружающих от давления кон-
цевое уплотнение. При этом коэффи-
циент напора закрытых импеллеров
выше, чем у открытых, поскольку жид-
кость в их каналах ограничена четырь-
мя вращающимися поверхностями (ло-
паток и дисков), и он практически не
зависит от осевого зазора.
На рис. 12.61 приведена зависимость
относительной мощности от относи-
тельного напора закрытого импеллера,
Рис. 12.60. Импеллер с
кольцевыми выступа-
ми на неподвижной
стенке
Рис. 12.61. Зависимость относительной мощ-
ности от относительного напора закрытого
импеллера
Рис. 12.62. Напорная (а) и мощностная (б)
характеристики закрытых импеллеров с ра-
диальными лопатками:
/ — диаметром 200 мм и шириной 8 мм; 2 —
диаметром 200 мм и шириной 3 мм
на рис. 12.62 — зависимости коэффициен-
тов напора и мощности от частоты
вращения закрытых импеллеров диа-
метром 200 и 300 мм при их полном
заполнении водой.
Полуоткрытые импеллеры. Внутренняя
часть импеллера выполнена с открыты-
ми лопатками с целью обеспечения его
высокой герметичности, а наружная,
наиболее эффективная в создании давле-
ния — с закрытыми лопатками. Щелевое
радиальное уплотнение расположено по
наружному диаметру импеллера.
На рис. 12.63 показана зависимость
относительной мощности от относитель-
ного напора импеллера.
Коэффициент напора импеллера прак-
тически не зависит от осевого зазора.
На рис. 12.64 приведены зависимости
коэффициентов напора и мощности им-
пеллеров от частоты их вращения.
428
Гидродинамические уплотнения
Рис. 12.63. Зависимость относительной мощ-
ности от относительного напора полуоткры-
того импеллера
Рис. 12.64. Напорная (а) и мощностная (б)
характеристики полуоткрытых импеллеров
диаметром 200 (кривая 7) и 300 мм (кри-
вая 2)
Для импеллеров всех типов доста-
точно точно соблюдаются зависимости
развиваемого перепада давлений и по-
требляемой мощности соответственно от
квадрата и куба частоты вращения.
Гладкий диск. Импеллеры можно
устанавливать либо на валах машин,
либо в отдельные камеры, либо, как
принято в насосостроении, выполнять
их заодно с рабочими колесами лопаст-
ных насосов (см. рис. 12.1). В первом
случае возникает трение в жидкости
между двумя гладкими поверхностями —
неподвижной поверхностью камеры и
вращающейся поверхностью диска.
Рис. 12.65. Режимы течения жидкости в за-
зоре между гладким диском и камерой (7,
17, III, IV — области различных режимов
течения)
Чтобы правильно оценить перепад дав-
лений и мощность импеллера, необхо-
димо знать эти характеристики для
диска, вращающегося в кольцевой ка-
мере.
В зависимости от числа Рейнольдса
Red = (t>R3/v, где Rn — наружный радиус
диска, существуют четыре режима те-
чения жидкости в зазоре между диском
и камерой (рис. 12.65) [8]. Мощность,
Вт, дискового трения
N = CfpR*u3.
Здесь Сf — коэффициент сопротивления:
(8 \п|. ".
Re"’
где At, mt, nt — коэффициенты, завися-
щие от режима течения (табл. 12.5);
8 — осевой зазор между диском и стен-
ками камеры.
При расчете перепада давлений, созда-
ваемого диском, используют общую за-
висимость Др = <р2(»2Рдр/2, где фл й0,5.
Таблица 12.5
Коэффициенты мощности гладкого диска
Режим течения At ni
I 71 -1 -1
II 1,85 0,1 -0,5
III 0,04 0,167 -0,25
IV 0,051 0,10 -0,20
Илтеллерные уплотнения
429
Силы, действующие на импеллеры.
Примеры их установки в насосах. Импел-
леры устанавливают на валы, вращаю-
щиеся в подшипниках, при расчете
которых необходимо учитывать силы,
действующие на импеллеры.
В соответствии с зависимостью (12.7)
гидростатическая осевая сила, действу-
ющая на открытый импеллер со сто-
роны лопаток,
Р = 0^5тгрсо2<Рл(^2 — R?)2-
Распределение давления на дисках зак-
рытых импеллеров подобно распределе-
нию давления в пазухах рабочих колес
лопастных насосов, поэтому закрытые
импеллеры применяют в насосах не
только для снижения давления перед
концевыми уплотнениями, но и для раз-
грузки роторов насосов от осевой силы.
Гидростатическую силу можно опреде-
лить из соответствующих зависимостей,
полученных для рабочих колес насосов
[2]. Она зависит от направления и зна-
чения утечек жидкости через щелевые
уплотнения импеллера. Если утечки на-
правлены к оси вращения, эпюра рас-
пределения давления по радиусу более
выпуклая и осевая сила возрастает.
На рис. 12.66 показаны эпюры рас-
Рис. 12.66. Эпюры распределения давления
между стенкой закрытого импеллера и ка-
мерой при различных частотах вращения,
мин 1:
/ -2000; 2 - 1510; 3 - 1000
пределения давления в закрытом импел-
лере диаметром 300 мм с двумя щеле-
выми уплотнениями (рис. 12.67). Подоб-
ные эпюры распределения давления ха-
рактерны и для полуоткрытых импелле-
ров (рис. 12.68) с одним щелевым уплот-
нением по наружному диаметру (рис.
12.69). На рис. 12.70 показано рабочее
колесо лопастного насоса с полуоткры-
тым импеллером.
Рис. 12.68. Распределе-
ние давления в направ-
лении радиуса в ка-
мере между полуот-
крытым импеллером
и корпусом при раз-
личных частотах вра-
щения, мин-1:
/ - 1000; 2 - 1500; 3 -
2000
Рис. 12.69. Полуот-
крытый импеллер
430
Гидродинамические уплотнения
Рис. 12.70. Рабочее колесо центробежно
насоса с полуоткрытым импеллером
12.4. Динамические гидрозатворы
Цилиндрические гидрозатворы (см.
рис. 12.5) в основном применяют в лабо-
раторной практике. Некоторый опыт
применения таких уплотнений в качестве
гидрозащиты электродвигателей по-
гружных насосов имеется за рубежом.
В качестве затворной жидкости в них
используют ртуть. Напор, выдержива-
емый такими гидрозатворами, определя-
ется разностью плотностей ртути ррт
и рабочей среды рср:
Н = НС1 (Ррт Рср)/Рср,
где Нет — разность уровней ртути в гид-
розатворе.
Минимальная высота цилиндрическо-
го гидрозатвора, необходимая для обес-
печения статического перепада давлений,
Рис. 12.71. Конический гидрозатвор
с учетом изменений уровней ртути в за-
зорах в результате ее вращения
На = Нст + -^-(Нк2 - Dp2),
где D, — наружный диаметр чаши; Dp —
внутренний диаметр разделителя.
В коническом гидрозатворе в целях
повышения перепада давлений исполь-
зуют силы инерции вращения (рис. 12.71).
Уравнение равновесия жидкостей для
этого уплотнения, по данным И. А. Куп-
чинского, имеет вид
Рн "Т Ррт (Dp. н г/рт. н) “Ь
О
2
-|_ Pl (б/рт. н ^вн) 4“ Ррт0-рг. и +
о
+ Pi0 (z.
0)
Zpi#li) = рВц -F- Ppi (Dp Bll
о
- dl
PT-Bll) “P Ррт —’(Dp n Dp#BI|
2
. ^BH , j2 i2 x .
4“ P2 Q (wpi.BH “11.1311) “b
О
4“ Ррт^^рт. ВЦ “Ь р20 (zBT Zpr.Biik
где рн, рВ1| — давление на уплотнение со
стороны наружного и внутреннего зазо-
ров; cd„, (DBII — частоты вращения жид-
костей в наружном и внутреннем зазо-
рно. 12.72. Схема вторичных течений
ническом гидрозатворе
в ко-
Стояночные уплотнения
431
pax; tt> — частота вращения разделителя;
Pi, Рг — плотности жидкостей над
ртутью в наружном и внутреннем зазо-
рах. Для приближенных расчетов можно
принять со,, = 0,25tt>; совн = 0,225со.
Герметичность гидрозатворов, по дан-
ным И. А. Купчинского, определяется
физическими свойствами рабочих жид-
костей (в основном вязкостью), а также
частотой вращения и соотношениями
размеров и конструкцией гидрозатворов.
Нарушение герметичности гидрозатво-
ров объясняется вторичными течениями
затворной жидкости (ртути), которые
переносят частицы рабочей жидкости
с поверхности затворной жидкости в од-
ном зазоре на поверхность в другом
зазоре (рис. 12.72). Этот процесс может
интенсифицироваться образованием
эмульсий затворной жидкости с рабо-
чей (например, ртути с маслами). Нару-
шение герметичности происходит при
определенной критической частоте вра-
щения вала. Для гидрозатворов обрат-
ного типа критическая скорость в 2-3
раза выше, чем для гидрозатворов
прямого типа (см. рис. 12.5). Критиче-
ская скорость уменьшается с увеличе-
нием вязкости рабочей жидкости.
В цилиндрических гидрозатворах кри-
тическая скорость практически не зави-
сит от степени заполнения гидроуплот-
нения затворной жидкостью. В кониче-
ских гидрозатворах критическая ско-
рость уменьшается с повышением уров-
ня затворной жидкости в наружном
зазоре.
12.5. Стояночные уплотнения
Стояночные уплотнения, работа кото-
рых определяется действием сил инер-
ции вращения их элементов, называют
механическими. Наиболее простой и ком-
пактной конструкцией таких уплотнений
является резиновая вращающаяся ман-
жета (рис. 12.73).
При неподвижном вале резиновая
манжета силами упругости резины при-
жимается ко втулке. При вращении вала
с манжетой силы инерции растягивают
Рис. 12.73. Стояночное уплотнение:
1 — резиновая вращающаяся манжета; 2 — втулка;
3 — ограничитель
ее уплотняющий поясок и между ман-
жетой и втулкой образуется зазор —
стояночное уплотнение открывается. В
это время уплотняющую функцию долж-
но выполнять какое-либо другое дина-
мическое уплотнение. Степень растяже-
ния манжеты определяется ограничите-
лем. Уплотнение со стандартной рези-
новой манжетой выдерживает сотни
пусков-остановок при допускаемых дав-
лениях рабочих жидкостей.
Более высокое давление на стоянке
и скорости вращения валов могут быть
получены при использовании манжет
специальной формы (с утолщенной
губой).
На рис. 12.74 показано стояночное
уплотнение в виде торцовой резиновой
манжеты, установленное в узле двой-
ного винтового уплотнения насоса, пере-
качивающего теплоноситель в реакторах
Рис. 12.74. Двойное винтовое уплотнение
со стояночным уплотнением в виде торцовой
резиновой манжеты:
1 — торцовая манжета; 2 — резиновая муфта: 3 —
неподвижная втулка; 4 — винт
432
Гидродинамические уплотнения
Рис. 12.75. Стояночное торцовое уплотнение:
1 — вращающееся кольцо пары трения: 2 — непод-
вижное кольцо пары трения: 3 — корпус; 4 —
грузик; 5 — пружина
на быстрых нейтронах [42]. Винтовое
уплотнение работает в масле и удер-
живает нейтральный газ перед ним. При
остановках давление газа воздействует
на внутреннюю поверхность манжеты
и через него на диафрагму манжеты,
прижимая ее к диску, установленному
на валу.
При более высоких рабочих парамет-
рах (давлении более 0,1 МПа и ско-
рости скольжения более 30 м/с) реко-
мендуется применять стояночные уплот-
нения торцового типа (рис. 12.75) [11].
Пара трения торцового уплотнения со-
стоит из вращающегося металлического
(!) и неподвижного углеграфитового (2)
колец. При вращении кольца 1 вместе
с корпусом 3 и грузиками 4 последние
отжимают кольцо 1 от кольца 2. При
остановке пружины 5 прижимают коль-
цо 1 к кольцу 2.
Пневматическое стояночное торцовое
уплотнение (см. рис. 12.39) снабжено
пневматическим приводом для выключе-
ния его из работы.
В динамическом уплотнении, пока-
занном на рис. 12.41, имеются два сто-
яночных уплотнения: одно в виде ман-
жеты 1 прижимается давлением запира-
ющей жидкости к торцовой поверхности
кольца, установленного на валу; второе
в виде прокладки 2 затягивается вруч-
ную с помощью шпилек, сдвигающих
Рис. 12.76. Стояночное уплотнение с подвижным валом:
/ — врузик; 2 - втулка; 3 - кольцо; 4 - пружина
Рис. 12.77. Аварийное торцовое стояночное уплотнение:
/ 2 основные горновые уплотнения; 3 — лабирин 1 но-вин i овос yii.ioi-
нсние: 4 - втулка: 5 — пружина: 6 — вращающееся колыю пары iрения:
7 — неподвижное кольцо нары грения
Принципиальные схемы — Комплексы для токсичных, пожара- и взрывоопасных сред 433
втулку уплотнения в сторону про-
кладки.
На рис. 12.76 показано механическое
стояночное уплотнение насоса с подвиж-
ным валом [32]. При пусках насоса
вал под действием четырех вращающих-
ся грузиков 1 перемещается в осевом
направлении и раскрывает стык уплот-
нения между крышкой 2 и кольцом 3.
При остановках под действием пружин
4 вал возвращается в начальное поло-
жение, закрывая стык уплотнения.
Аварийное стояночное торцовое уп-
лотнение с гидравлическим приводом
показано на рис. 12.77 [18]. В случае
отказа основных уплотнений 1 и 2
жидкость (вода) попадает в лабиринтно-
винтовое уплотнение 3. Возникающая
при этом гидравлическая сила переме-
щает втулку 5, сжимая пружины 4, и
прижимает кольцо 6 к неподвижному
кольцу 7. Таким образом обеспечива-
ется герметичность вала в аварийной
ситуации.
Глава
13
УПЛОТНИТЕЛЬНЫЕ КОМПЛЕКСЫ
13.1. Принципиальные схемы
Уплотнительный комплекс состоит из
основного и вспомогательных (одного
или нескольких) уплотнений и системы
обеспечения (давления, температуры и
других параметров), создающей опти-
мальные условия для работы основного
уплотнения. Основное уплотнение вы-
полняет функции герметизации рабочей
среды. Так, в двойном торцовом уплот-
нении основным является внутреннее
торцовое уплотнение, контактирующее
с рабочей средой. Вспомогательные уп-
лотнения — это уплотнения щелевого
или контактного типа, устанавливаемые
в зависимости от их назначения либо
перед основным, либо после него.
Функциональное назначение систем
обеспечения определяется областью при-
менения основного уплотнения. Так,
если уплотнение работает в высокотем-
пературных жидкостях, эта система
обеспечивает снижение температуры в
зоне основного уплотнения, т. е. явля-
ется системой охлаждения. В уплотни-
тельных комплексах, работающих в сре-
дах с высоким содержанием твердых
включений, эта система обеспечивает
снижение концентрации твердых вклю-
чений перед основным уплотнением.
В агрессивных средах система обеспече-
ния позволяет снизить или исключить
воздействие агрессивной среды на дета-
ли основного уплотнения.
13.2. Комплексы для токсичных,
пожаро- и взрывоопасных сред
В химической, нефтехимической и дру-
гих отраслях промышленности в техно-
логических линиях производства и пере-
работки химических продуктов исполь-
зуют среды, утечки которых в атмосфе-
ру не допустимы по условиям техники
безопасности. Технологические процессы
часто проводят во взрыво- и пожаро-
опасных зонах, что также исключает
утечку сред.
В насосостроении действует отрасле-
вой стандарт ОСТ 26-06-2019 — 82 «Насо-
сы центробежные для химических про-
изводств. Требования безопасности тру-
да». Стандарт распространяется на цент-
робежные насосы, отвечающие требова-
ниям ГОСТ 15110—79 «Насосы центро-
бежные для химических производств»,
устанавливаемые во взрывоопасных и
пожароопасных зонах классов B-Ia, В-16,
В-1г, В-Па, П-I и П-П (в соответ-
ствии с правилами устройств электро-
установок) и перекачивающие:
жидкости, пары которых образуют
взрывоопасные смеси с воздухом кате-
15 Под ред. А. И. Голубева и Л. А. Кондакова
434
Уплотнительные комплексы
Таблица 13.1
Применение торцовых уплотнений в зависимости от условий установки насоса и свойств
перекачиваемой жидкости (по ОСТ 26-06-2019 — 82)
Перекачиваемая жидкость Класс опасности Уплотнение* для зоны класса
В-1а В-16 В-1г в-п В-Па П-I, П-11
Смесь паров перекачиваемой жидкости с воздухом категорий ПА и ПВ групп: Т4 2, 3, 4 и ниже I 1 1 1 1
ТЗ 2, 3, 4 и ниже 1 1 1 1 1 —
1 1 1 2 2 —
Т2 2, 3, 4 и ниже 1 1 1 1 1 __
1 1 1 2 2 —
Т1 2 1 1 1 1 1 —
3 2' 2 2 2 2 —
4 и ниже 2 2 2 2 2 __
Горючие жидкости 2 1 1 1 1 1 1
3, 4 и ниже 2 2 2 2 2 2
Невзрывоопасные и негорючие 2 1 1 1 1 1 1
жидкости 3 2 2 2 2 2 2
4 и ниже 3 3 3 3 3 3
* 1 - двойное торцовое; 2 — одинарное торцовое с вспомогательным; 3 — одинарное торцовое без
вспомогательного.
горий ПА и ПВ и групп TI, Т2, ТЗ,
Т4 по ГОСТ 12.1.011-78;
легковоспламеняющиеся жидкости
(ЛВЖ) и горючие жидкости (ГЖ) по
ГОСТ 12.1.004 - 76;
вредные вещества 2-го, 3-го и 4-го
классов опасности по ГОСТ 12.1.005 — 76
и ГОСТ 12.1.007-76;
нейтральные жидкости.
Уплотнительный комплекс для ука-
занных сред состоит из основного уп-
лотнения, выполненного из материалов,
стойких в этой среде, вспомогательного
уплотнения и системы, обеспечивающей
подачу затворной жидкости, которая
отделяет перекачиваемую жидкость от
атмосферы и создает благоприятные
условия для работы основного уплот-
нения.
В качестве основного уплотнения
всегда используют торцовое уплотнение,
в качестве вспомогательного может
быть использовано и торцовое уплотне-
ние (в этом случае уплотнительным
узлом является двойное торцовое уплот-
нение), и щелевое.
Выбор конкретного уплотнительного
узла зависит от условий установки
насоса и свойств перекачиваемой жид-
кости (табл. 13.1).
В насосостроении для сред, в которых
стойки резиновые детали уплотнения,
можно применять двойные торцовые
уплотнения типа 231/231 (рис. 13.1,
табл. 13.2).
Торцовое уплотнение типа 231/231 ис-
пользуют в насосах, перекачивающих
жидкости при давлении до 1,6 МПа,
Комплексы для токсичных, пожара- и взрывоопасных сред
435
Рис. 13.1. Двойное торцовое уплотнение тина
231/231 для насосов, перекачивающих нейт-
ральные и слабоагрессивные среды
Рис. 13.2. Двойное торцовое уплотнение
типа 133/133 для насосов химических про-
изводств
температуре —40... +120°C с объемной
концентрацией твердых включений до
1,5%. Уплотнение может быть уста-
новлено в камере, отвечающей требо-
ваниям стандарта ИСО 3069 — 74. Кон-
струкция уплотнения позволяет устанав-
ливать его на гладком валу (втулке).
Материал колец пар трения — графит
ГАКК 55/40 - сталь 12Х18Н9Т.
В средах, не действующих разруши-
тельно на металлические детали, приме-
няют двойное торцовое уплотнение ти-
па 133/133 (рис. 13.2, табл. 13.3). Рабо-
чие параметры: давление до 0,8 МПа,
температура —40...+200°C, объемная
концентрация твердых включений до
1 5 7
/О*
В конструкции двойного торцового
уплотнения типа 133/133 используют
волнистые пружины.
Для тех же рабочих параметров
предназначено уплотнение типа 153/153,
Рис. 13.3. Двойное горновое уплотнение типа
153/153 для насосов химических производств
имеющее такие же присоединительные
размеры (рис. 13.3). В этой конструк-
ции применен набор мелких пружин.
В уплотнениях типа 133/133 и 153/153
в качестве материалов пар трения
Таблица 13.2
Основные размеры н масса yii.ioiiieiuiii гипа 231/231
Уплотнение £>вт d * d2 1 >2 Масса, ki
мм
231/231.033 33 47 42 49,2 38 27 89 0,21
231/231.055 55 71 67 76,2 44,5 30 102 0,45
231/231.070 70 90 84 93,2 50 35,5 113 0,74
231/231.090 90 114 105 116,6 55,5 38 124 1,25
15*
436
Уплотнительные комплексы
Таблица 13.3
Основные размеры и масса уплотнений типа 133/133 н 153/153
Уплотнение °вт 4 1 >2 Масса, кг
ММ
133/133.033 33 41 42 48,4 38 27,5 90 0,21
133/133.048 153/153.048 48 64 58 66,4 43 30 100 0,38
133/133.055 153/153.055 55 71 67 75,4 44,5 30,5 103 0,43
133/133.070 153/153.070 70 90 84 92,4 50 36 114 0,73
133/133.080 80 104 95 105,4 55,5 38,5 125 0,95
133/133.090 90 114 105 115,4 55,5 38,5 125 1,22
Таблица 13.4
Основные размеры уплотнении типа ТД
Уплотнение D L О1 С 4/Л3 d2 d2 а,р Вариант располо- жения отверстий во фланце (см.
ММ рис. 9.45)
ТД9А 150 129 76 116 45 125 18 — 1
ТД11А 165 146 95 128 50 55 140 18 30 И
ТД12Б 190 146 100 109 55 — 160 22 1
используют графит ГАКК 55/40 и стали
I2X18H9T и 06ХН28МДТ, вторичное
уплотнение изготовлено из фторо-
пласта-4. Эти уплотнения могут быть
установлены в камерах, отвечающих
требованиям стандарта ИСО 3069 — 74.
В насосах, перекачивающих сжижен-
ные углеводородные газы под давле-
нием до 2,5 МПа, применяют двойные
торцовые уплотнения типа ТД и ТВД
(рис. 13.4 и 13.5, табл. 13.4 и 13.5)
разработки ВНИИнефтемаша. Темпера-
турный диапазон уплотнения типа ТД
— 15...+80°C, типа ТДВ — ЗО...О°С и
+ 80..+400°C. Частота вращения вала
50 с"1.
Рис. 13.4. Двойное торцовое уплотнение
типа ТД для нефтяных насосов (а — затвор-
ная жидкость)
Комплексы для токсичных, пожаро- и взрывоопасных сред
437
Таблица 13.5
Основные размеры уплотнений гина ТДВ
D L В D.C L. cL Вариант располо-
Уплотнение 1 1 2 2 и,° жения отверстий во фланце (см. рис. 9.45)
мм
ТДВ 10 168 234 151,5 85 109 50 136 13 21,5 II
ТДВ11Б 186 261 — 92 135 52 150 18 19,5 II
ТДВ12Б 193 227 — 100 109 55 160 22 — 1
ТДВ 13 186 270 — 102 134 60 150 18 30 II
ТДВ14А 215 276 — 118 134 65 186 22 30 III
Таблица 13.6
Основные размеры и масса уплотнений типа ТД-6
Уплотнение D » Число отверс- тий 0 18 под шпильки Масса, кг,
не более не более
ТД 50-6 50 205 170 148 240 185 4 20
ТД 65-6 65 235 200 178 240 185 8 25
ТД 80-6 80 260 225 202 255 200 8 35
ТД 95-6 95 290 255 232 255 200 8 42
ТД 110-6 ПО 315 280 258 255 200 8 45
ТД 130-6 130 340 305 282 265 210 8 55
Уплотнительные узлы выполнены в
виде единых модулей, устанавливаемых
на валу и фиксируемых относительно
корпуса.
В аппаратах с перемешивающими
устройствами двойные торцовые уплот-
нения распространены очень широко.
Разработки уплотнений проведены по
модульной схеме. Базовые конструкции
двойных торцовых уплотнений типа ТД
выпускают в двух исполнениях: (рис. 13.6
и 13.7, табл. 13.6 и 13.7) с избыточным дав-
лением до 0,6 МПа (ТД-6) и 2,5 МПа
(ТД-25) [28].
Рис. 13.5. Двойное торцовое уплотнение типа
ТДВ для нефтяных насосов (а — затворная
жидкость; б — охлаждающая жидкость)
Рис. 13.6. Двойное торцовое уплотнение
типа ТД-6 для аппаратов с перемешиваю-
щими устройствами
438
Уплотнительные комплексы
Таблица 13.7
Основные размеры а масса уплотнений типа ТД-25
dB D °1 °2 Я, не h Число от-
Уплотнение более верстий под
шпильки
ММ
ТД 50-25 50 270 240 165 360 62 12(018) 35
ТД 65-25 65 270 240 165 360 62 12(018) 55
ТД 80-25 80 330 280 195 280 70 12(027) 75
ТД 95-25 95 330 280 195 280 70 12(027) 75
ТД 110-25 ПО 360 310 225 295 73 12(030) 85
ТД 130-25 130 395 340 225 295 73 12(030) 85
Таблица 13.8
Основные размеры н масса уплотнений типа ТДМ
Уплотнение dB D о2 Z)4 « Число отвер- стий 0 14 под шпильки Масса, кг, не более
ММ
ТДМ 25 ТДМ 40 25 40 138 165 ПО 145 90 105 80 95 72 100 150 150 6 6 15 20
Частота вращения вала не более
8,3 с'1.
Пары трения уплотнения ТД образо-
ваны вращающимися кольцами 2 из
силицированного графита СГ-П и не-
подвижными кольцами 1 из графита
2П1000. Вращающиеся кольца установ-
лены на втулку 3, поджатие колец
обеспечивается пружинами 4. Пары тре-
Рис. 13.7. Двойное торцовое уплотнение типа
ТД-25 для аппаратов с перемешивающими
устройствами
ния помещены в корпус 5 с рубашкой
охлаждения. Полость а основания слу-
жит для сбора и отвода утечек за-
творной жидкости. Торцовые уплотнения
типа ТД применяют как при верхнем,
так и при нижнем расположении при-
вода.
Рис. 13.8. Двойное торцовое уплотнение типа
ТДМ для аппаратов с перемешивающими
устройствами
Комплексы для токсичных, пожаре- и взрывоопасных сред
439
Таблица 13.9
Основные размеры и масса уплотнений типа ТДФ
dB D Г) Число отвер- стий М16 под болты Масса, кг, не более
Уплотнение l>2 не более
ММ
ТДФ 50 ТДФ 65 ТДФ 80 ТДФ ПО ТДФ 130 50 65 80 НО 130 235 235 260 315 315 170 170 225 280 280 148 148 202 258 258 315 315 340 350 350 245 245 265 270 275 4 4 8 8 8 42 45 60 75 75
Рис. 13.9. Двойное торцовое уплотнение типа
ТДФ для аппаратов с перемешивающими
устройствами
Для терметизации валов малогаба-
ритных аппаратов с верхним располо-
жением привода применяют торцовые
уплотнения типа ТДМ (рис. 13.8,
табл. 13.8), рассчитанные на работу при
избыточном давлении не менее 2,66 кПа
и частоте вращения вала не более
25 с-1.
Для герметизации валов аппаратов
с коррозионно-стойкими покрытиями
(в том числе эмалированных, футеро-
ванных и др.), в которых недопустим
контакт металла с рабочей средой, при-
меняют торцовые уплотнения типа ТДФ
(рис. 13.9, табл. 13.9) — в них с рабочей
средой контактируют только фторо-
пластовые детали и кольца из углерод-
ных материалов.
В ряде производств, если требования
по проникновению рабочей жидкости в
атмосферу не очень строгие (см.
табл. 13.1), в качестве вспомогательного
можно использовать уплотнение, более
простое по конструкции, чем торцовое
(рис. 13.10). При этом отпадает необ-
ходимость в организации дорогостоящей
системы обеспечения затворной жид-
костью двойного торцового уплотнения.
Система затвора заметно упрощается —
обычно используют либо продувку зоны
между основным и вспомогательным
уплотнением, паром, азотом или други-
ми средами, либо вакуумирование этой
зоны.
Рис. 13.10. Конструкции внешних вспомогательных уплотнений
440
Уплотнительные комплексы
Эффективным вспомогательным уп-
лотнением, снижающим утечку вдоль
вала, является сальниковое уплотнение
с двумя кольцами набивки (см. рис.
13.10,а). Однако это уплотнение рабо-
тает только при наличии утечки через
уплотнение и постоянном регулирова-
нии, что не всегда осуществимо.
Вспомогательные уплотнения могут
быть выполнены в виде металлической
втулки из бронзы, запрессованной в кор-
пус и имеющей радиальный зазор отно-
сительно вала не более 0,3 мм (см.
рис. 13.10,6), или втулки из фторопласта
со стекло- или углеродным наполните-
лем (см. рис. 13.10, в). Фторопластовые
втулки необходимо обязательно фик-
сировать для исключения проворота.
Фирма «Крейн Пекинг» (Англия) раз-
работала вспомогательное уплотнение
в виде модифицированной манжеты (см.
рис. 13.10, г), устанавливаемой в корпусе
с минимальным зазором относительно
вала. Манжеты изготовляют из фторо-
пласта с углеродным наполнителем. По-
верхность вала под манжетой покры-
вают окисью хрома, алюминия и дру-
гими твердыми материалами.
При стабильной работе торцового
уплотнения утечки через него состав-
ляют 5—100 г/ч. Утечки происходят по
валу вдоль манжеты и отводятся в
сборник. При увеличении утечек и соот-
ветственно повышении давления до
0,05 МПа нижняя губка манжеты отги-
бается, перекрывая зазор по валу, и
манжета смещается в осевом направле-
нии. При последующем повышении дав-
ления срабатывает преобразователь дав-
ления, дающий сигнал на остановку
насоса. Такая конструкция вспомогатель-
ного уплотнения работает при перемен-
ном давлении до 5 МПа.
Назначение описанных вспомогатель-
ных уплотнений — уменьшить возмож-
ность проникновения утечек рабочей
жидкости в атмосферу при стабильной
работе основного уплотнения и предот-
вратить выброс жидкости при выходе
из строя основного уплотнения. Приме-
нение указанных конструкций не исклю-
чает попадания части рабочей жидкости
в атмосферу.
Во ВНИИгидромаше разработано
вспомогательное уплотнение в виде пла-
вающей втулки (см. рис. 13.10,6), уста-
навливаемой на валу с зазором до
0,1 мм. Во втулку подается затворная
среда (например, азот), которая обеспе-
чивает всплытие втулки и препятствует
проникновению утечки в атмосферу.
13.3. Комплексы для высокотемпе-
ратурных сред
Уплотнительный комплекс для высо-
котемпературных сред состоит из уплот-
нительного узла с предельной темпе-
ратурой эксплуатации не выше 80 °C
и системы, обеспечивающей понижение
температуры в зоне уплотнения до ука-
занной температуры.
Уплотнительный узел включает саль-
никовое или торцовое уплотнения.
Одной из ограничительных характерис-
тик сальникового уплотнения для высо-
котемпературных сред является макси-
мально допустимая температура в зоне
контакта. При сильном поджатии саль-
никовой набивки температура в зоне
контакта может быть максимальной
даже при температуре рабочей жидкости
значительно ниже указанной. Традици-
онные методы регулирования темпера-
туры в зоне контакта — обеспечение
небольшой утечки рабочей жидкости
через сальниковое уплотнение и подача
в него охлаждающей жидкости.
В торцовом уплотнении есть два
конструктивных элемента, ограничиваю-
щих верхний предел применимости
уплотнения по температуре рабочей
жидкости, — пара трения и вторичное
уплотнение. Основное назначение систе-
мы охлаждения — снижение температу-
ры в зоне пары трения или в камере
уплотнения до уровня, обеспечивающего
эффективную работу обоих элементов.
По контуру циркуляции охлаждаю-
щей жидкости системы охлаждения
сальниковых и торцовых уплотнений
можно разделить на три группы:
Комплексы для высокотемпературных сред
441
с открытым контуром циркуляции,
в котором охлаждающая жидкость по-
дается к уплотнению и далее поступает
в машину, смешиваясь с рабочей жид-
костью, либо жидкость повышенной
температуры отводится от уплотнения;
с контуром циркуляции, в котором
охлаждающая жидкость циркулирует по
замкнутому внешнему контуру, вклю-
чающему уплотнение и холодильник, но
без перетока в рабочую жидкость;
с закрытым контуром циркуляции,
в котором охлаждающая жидкость цир-
кулирует через встроенные в камеру
уплотнения или корпус машины холо-
дильники, не смешиваясь с рабочей
жидкостью.
Открытый контур циркуляции охлаж-
дающей жидкости применяют при невы-
соких температурах рабочей жидкости,
иногда даже значительно ниже темпера-
туры парообразования. Для торцовых
уплотнений, отвечающих требованиям
международного стандарта, такая цир-
куляция является обязательной, так как
эти уплотнения установлены в камере
уплотнения с радиальным зазором
1 — 3 мм и при отсутствии притока
охлаждающей жидкости температура в
зоне контакта может повыситься до
значений, близких к критической.
На рис. 13.11,а— в показаны различ-
ные варианты схем с открытым конту-
ром циркуляции для сальниковых и
торцовых уплотнений. При подаче ох-
лаждающей жидкости от постороннего
источника (см. рис. 13.11, а) необходимо
учитывать совместимость охлаждающей
и рабочей жидкостей. Эта схема допус-
кает эффективную работу уплотнения
при перекачивании насосом жидкости
повышенной температуры, однако боль-
шая разница температур между рабочей
и охлаждающей жидкостями экономи-
чески нецелесообразна, поскольку рабо-
чая жидкость смешивается с более
холодной охлаждающей.
Схемы с использованием перекачива-
емой жидкости в качестве охлаждаю-
щей эффективны при создании опреде-
ленного перепада давлений в контуре
циркуляции. Наиболее распространен-
ную схему подачи охлаждающей жид-
кости от нагнетательного патрубка на-
соса к стыку пары трения (см. рис.
13.11,6) применяют при наличии разгру-
зочных отверстий в рабочем колесе
насоса; схему отвода нагретой жидкости
из камеры уплотнений к всасывающему
патрубку насоса (см. рис. 13.11, в) при-
меняют при отсутствии разгрузочных
отверстий в рабочем колесе.
Системы охлаждения второй группы
(рис. 13.11, г) эффективны до темпера-
туры перекачиваемой жидкости 200 °C.
Их применяют только для торцовых
уплотнений. При разработке насоса с
такой системой охлаждения камеру уп-
лотнения отделяют от полости насоса
щелевым уплотнением (рис. 13.12, а),
чтобы избежать смешения перекачива-
емой и охлаждающей жидкостей.
При использовании термостойких вто-
ричных уплотнительных элементов, ра-
ботающих непосредственно в рабочей
среде, уплотнение конструируют так,
чтобы циркуляция охлаждающей жид-
кости осуществлялась только через зону
пары трения (рис. 13.12,6). Такое реше-
ние позволяет уменьшить охлаждаемую
Рис. 13.11. Схемы циркуляции охлаждающей жидкости через камеру уплотнения
442
Уплотнительные комплексы
Рис. 13.12. Схема охлаждения торцового
уплотнения с использованием внутреннего
щелевого уплотнения
поверхность и тем самым повысить
температурный предел уплотнения. На-
пример, такие уплотнения фирмы «Борг
Уорнер» (США) работают при темпера-
туре до 275 °C.
Важным конструктивным элементом
в данной системе охлаждения является
нагнетательный элемент, обеспечиваю-
щий циркуляцию охлаждающей жид-
кости. Практика показала невысокую
эффективность радиальных канавок А
(рис. 13.13, а). Их эффективность повы-
шается, если канавки Б открыты с торца,
а напорная полость В выполнена
эксцентричной (рис. 13.13,6) или исполь-
зована система отверстий Г (рис. 13.12, в).
Наиболее эффективным нагнетательным
элементом является лабиринтно-винто-
вой импеллер (см. гл. 12), который
может обеспечивать подачу охлаждаю-
щей жидкости до нескольких сотен
литров в минуту (рис. 13.14) [18].
Торцовое уплотнение типа ТП с при-
нудительной циркуляцией перекачива-
емой жидкости через камеру уплотнения
(рис. 13.15) применяют для жидкостей
с температурой +80...+150°C. Цирку-
ляция осуществляется с помощью встро-
енного импеллера 2 по системе: камера
уплотнения — теплообменник 1 — камера
уплотнения. По данным ВНИИнефте-
маша, в зоне уплотнения поддерживав
ется температура 80 °C при расходе
воды через внешний холодильник 0,4 —
0,6 м3/ч.
Схему с закрытым контуром циркуля-
ции через встроенные в корпус агрегата
холодильники используют при темпера-
туре жидкости до 400 °C. В таких кон-
струкциях охлаждающая и перекачивае-
мая жидкости полностью разделены,
поэтому ограничений по их совмести-
мости не накладывают.
Для уплотнений с сальниковой набив-
кой циркуляция охлаждающей жидкости
через корпус малоэффективна, так как
зона трения, в которой выделяется теп-
лота, изолирована от охлаждающей
жидкости набивкой.
С. Уилкинсон провел сравнение раз-
личных способов охлаждения торцового
уплотнения с встроенными холодильни-
ками (рис. 13.16). Осуществлялось охлаж-
дение камеры уплотнения и непод-
вижного кольца пары трения. Охлаж-
дение полого кольца пары трения явля-
ется наиболее эффективным (рис. 13.17),
однако при этом значительно усложня-
ется конструкция неподвижного кольца.
Конструктивно проще и достаточно
эффективен способ охлаждения путем
Рис. 13.13. Конструкции naiисгагельиых цементов
Комплексы для высокотемпературных сред
443
Рис. 13.14. Характеристика лабиринтно-вин-
тового импеллера
циркуляции охлаждающей жидкости че-
рез камеру уплотнения. Одновременное
охлаждение камеры уплотнения и не-
подвижного кольца пары трения не дает
значительного снижения температуры
в сравнении с предыдущими вариан-
тами.
ВНИИнефтемаш в центробежных неф-
тяных насосах для жидкости с темпе-
ратурой + 80...+400°C применяет узел
торцового уплотнения типа ТВ с двумя
Таблица 13.10
Размеры, мм, уплотнении типа ТВ*
Уплотнение D L Ц
ТВ9А 150 216 115
ТВ9Б 172 217 102
ТВ9В 175 224 109
ТВ10 170 236 111
ТВ13 184 249 114
ТВ14А 215 261 120
* Размеры базового торцового уплотнения типа
Т приведены в табл. 9.16.
контурами циркуляции: нефтепродукта
через уплотнение и выносной холодиль-
ник и охлаждающей воды через спе-
циальный теплообменник 1, расположен-
ный между рабочим колесом и торцо-
вым уплотнением (рис. 13.18, табл. 13.10).
Такой теплообменник подобен теплово-
му барьеру, уменьшающему приток теп-
лоты в зону торцового уплотнения.
Расход охлаждающей воды на одно
торцовое уплотнение для встроенного и
выносного холодильников составляет
1,0—1,5 м3/ч. При этом в зоне уплот-
Рис. 13.16. Конструкция встроенных
холодильников (1 — 4 — термопары)
Рис. 13.15. Торцовое уплотнение типа ТП
для нефтяных насосов:
а — нефтепродукт; б - охлаждающая жидкость
444
Уплотнительные комплексы
Рис. 13.17. Диаграмма эффективности охлаж-
дения встроенными холодильниками:
1 — без охлаждения; II - с охлаждением камеры;
III—с охлаждением неподвижною кольца; IV—
с охлаждением камеры и неподвижного кольца
Рис. 13.18. Торцовое уплотнение типа ТВ
для нефтяных насосов:
и - нефзенродук!; <> охлаждающая жидкое!ь
нения поддерживается температура
80 °C.
К недостаткам системы охлаждения
с замкнутым контуром следует отнести
возможность отказа уплотнительного
узла при перебое в подаче охлаждаю-
щей жидкости или при снижении рас-
хода, что возможно при образовании
накипи в каналах и питающих трубах.
Чтобы избежать образования накипи,
необходимо проводить специальную
подготовку воды.
Л. Херши провел расчеты стоимости
расхода охлаждающей воды в зависи-
мости от системы охлаждения. Резуль-
таты расчетов свидетельствуют о том,
что при работе уплотнений в жидкостях
с одинаковой температурой системы
с циркуляцией по замкнутому внешнему
контуру более экономичны, чем системы
с закрытым контуром циркуляции через
встроенный холодильник.
13.4. Комплексы для сред
с высоким содержанием твердых
включений
Такие комплексы состоят из торцового
или другого типа уплотнения, как пра-
вило, специально не предназначенного
для работы в средах с твердыми вклю-
чениями, внутреннего вспомогательного
уплотнения и системы, обеспечиваю-
щей снижение концентрации твердых
включений перед основным уплотне-
нием.
По конструкции систем, обеспечиваю-
щих снижение концентрации, уплотни-
тельные комплексы можно разделить на
два типа: с внешними и внутренними
системами.
У плотнительные комплексы первого
типа конструктивно сложнее и требуют
больших эксплуатационных затрат.
Внутренним вспомогательным уплот-
нением уплотнительных комплексов для
сред с твердыми включениями обычно
является дроссельная втулка из металла
или графита. Ее используют, когда
допускается расход затворной жидкости
свыше 0,2 м3/ч. Установка такой втулки
в грунтовых насосах (рис. 13.19) позво-
ляет обеспечивать достаточно надежную
работу уплотнения. Расходы воды из
водопровода технических нужд для на-
соса ГрТ 1600/50 при перепаде давлений
0,1 МПа (давление воды превышает
давление гидросмеси перед уплотнением)
составляет примерно 1 % расхода насоса.
Комплексы для сред с высоким содержанием твердых включений
445
Рис. 13.19. Уплотнительный узел грунтового
насоса с внутренним вспомогательным уп-
лотнением
В аппаратах с перемешивающими уст-
ройствами дроссельную втулку устанав-
ливают в непосредственной близости от
стыка пары трения (рис. 13.20). Втулки
жестко фиксируют в корпусе со сравни-
тельно большими радиальными зазо-
рами относительно вала (0,12 — 0,25 мм
для графитовых втулок, 0,8 мм для
металлических), что предотвращает за-
девание валом неподвижной втулки,
несмотря на прогиб вала, его эксцент-
риситет и неточности изготовления де-
талей. Фирма «Флексибокс» (Англия)
использует подобные конструкции для
гидросмесей с объемной концентрацией
твердых включений до 25 %.
Для минимизации подачи затворной
жидкости в перекачиваемую среду при-
меняют различные типы самоустанавли-
вающихся (плавающих) втулок (рис.
13.21, а) или втулки с манжетными коль-
цами (рис. 13.21, б).
Плавающую втулку устанавливают с
минимальным зазором относительно
вала (0,01 мм на каждые 10 мм диаметра
вала) и фиксируют в корпусе лишь от
проворота. При такой установке втулки
в корпусе она получает возможность сво-
бодно перемещаться в радиальном
направлении в соответствии с биениями
и прогибами вала, в связи с чем устра-
няется опасность соприкосновения вра-
щающегося вала с неподвижной втулкой.
Эффективность работы плавающей
втулки зависит от герметичности ее
уплотнения по торцу. Пока поверхность
торца камеры ровная (не имеет следов
коррозии и эрозии) и сохраняется опре-
деленный перепад давлений рабочей и
затворной жидкостей, расход затвор-
ной жидкости остается небольшим.
Сократить подачу затворной жидкости
можно также с помощью подпружи-
ненных V-образных манжетных колец
(см. рис. 13.21, б), хотя они и менее надеж-
ны в работе, чем плавающие втулки, и
допускают большие потери затворной
жидкости.
Успешная работа уплотнений с защит-
ными втулками и манжетами во многом
определяется условиями эксплуатации:
Рис. 13.20. Торцовое
уплотнение с внутрен-
ним вспомогательным
уплотнением
Рис. 13.21. Конструкции вспомогательных уплотнений и их характе-
ристики
446
Уплотнительные комплексы
своевременностью подачи затворной
жидкости, сохранением определенного
перепада давлений затворной и рабочей
жидкостей, что требует постоянного
контроля за работой уплотнений, так
как защитные устройства, являясь уст-
ройствами контактного типа, с течением
времени изнашиваются. Это сущест-
венно усложняет эксплуатацию насосов
и в значительной степени снижает эф-
фективность таких защит.
Внешние системы, обеспечивающие
снижение концентрации твердых вклю-
чений перед основным уплотнением,
можно разделить на две группы.
К первой группе относят системы,
в которых чистая затворная жидкость
подается от постороннего источника в
камеру между внутренним вспомога-
тельным и основным уплотнениями
(рис. 13.22, а). В качестве затворной
жидкости используют обычно воду из
водопровода технических нужд. Если
наложено ограничение по составу пере-
качиваемой жидкости, необходимо под-
бирать затворную жидкость, совмести-
мую с перекачиваемой жидкостью.
Вторую группу составляют системы с
выносными сепараторами-циклонами
(рис. 13.22, б, в).
В некоторых отраслях промышлен-
ности при эксплуатации насосов ста-
раются избегать попадания затворной
жидкости в перекачиваемую среду.
Иногда это объясняется химическим
составом перекачиваемой жидкости, при
котором даже небольшое количество
загрязняющего вещества может при-
вести к изменению качества продукта,
или дополнительными энергетическими
затратами, связанными с последующим
удалением затворной жидкости из
продукта, например, при производстве
цемента или глинозема в выпарных
аппаратах. При ограничениях такого
рода любые дросселирующие втулки
независимо от того, насколько эффек-
тивный контроль перепада давлений они
обеспечивают, становятся неприемле-
мыми.
Принцип работы сепараторов осно-
ван на действии центробежной силы,
разделяющей гидросмесь, поступающую
в сепаратор, на твердую и жидкую фазы.
Циклонный сепаратор (рис. 13.23)
выполнен в виде конической камеры
с входным патрубком а, установленным
перпендикулярно оси корпуса и танген-
циально его поверхности, и двумя выход-
ными патрубками, расположенными на
торцах сепаратора, один из которых
(б) соединен со всасывающим патрубком
центробежного насоса или дренажной
системой, другой (в) — с камерой уплот-
нения.
Для успешной работы циклонного се-
паратора необходимы следующие усло-
вия:
массовая концентрация твердых частиц
в перекачиваемой жидкости не должна
превышать 10%;
соотношение перепадов давлений на
Рис. 13.22. Системы, обеспечивающие снижение концентрации твердых включений перед
основным уплотнением
Комплексы для сред с высоким содержанием твердых включений
447
Рис. 13.23. Циклонный сепаратор
входе и выходе должно оставаться в
пределах
Рк PiW1- = 0,8...1,2,
pH рве
где ри — давление на входе в циклон-
ный сепаратор (обычно давление нагне-
тания насоса); руг,л — давление очищен-
ной жидкости (обычно давление в ка-
мере уплотнения); рк — давление зашла-
мованной жидкости (обычно давление
всасывания насоса);
плотность твердых частиц должна
быть больше плотности очищаемой
жидкости (утв > уж);
максимальная кинематическая вяз-
кость жидкости не должна превышать
2,5- 10“5 м2/с.
Эффективность циклонного сепара-
тора по отделению твердых частиц
резко увеличивается с перепадом давле-
ний в нем. При перепаде давлений
0,35 МПа циклонные сепараторы удаля-
ют 90 — 95% частиц размером 5 мкм,
95 — 98% частиц размером до 15 мкм и
100% более крупных частиц. Расход
жидкости через одиночный циклон при
таком перепаде давлений составляет
4,5 л/мин (для очищенной жидкости
2,3 л/мин). В целях увеличения расхода
очищенной жидкости фирма «Крейн
Пекинг» (Англия) разработала много-
позиционный циклонный сепаратор,
включающий шесть сепараторов, уста-
новленных в одном корпусе. Общий
расход жидкости при перепаде давле-
ний 0,35 МПа — 14 л/мин, очищенной
8,2 л/мин.
Применение циклонных сепараторов
в значительной степени облегчает работу
торцового уплотнения, но не позволяет
полностью избежать абразивного изна-
шивания пар трения, которое происходит
под действием оставшихся частиц разме-
ром 5 мкм и меньше. Кроме того,
циклонные сепараторы, хотя и выпол-
нены из износостойких материалов,
также подвержены изнашиванию, в ре-
зультате которого их эффективность сни-
жается (а контроль за состоянием цик-
лонов и, соответственно, эффектив-
ностью отсутствует).
Самым естественным решением по
очистке жидкости от твердых включе-
ний было бы использование фильтров,
устанавливаемых на трубопроводе, со-
единяющем напорный патрубок насо-
са с камерой уплотнения, однако ввиду
отсутствия самоочищающихся фильтров
такие конструкции не используют.
Внутренние системы. Наиболее перспек-
тивным и экономичным направлением
по увеличению долговечности уплот-
нений является разработка устройств,
снижающих концентрацию твердых
включений перед уплотнением, устанав-
ливаемых непосредственно в машине и
не требующих дополнительного обслу-
живания, т. е. разработка систем авто-
номного действия.
Самым типичным конструктивным
решением этой проблемы является при-
менение отбойных лопаток на заднем
диске рабочего колеса насоса. Хотя
основное назначение отбойных лопа-
ток — снижение давления и, соответствен-
но, осевых нагрузок, действующих на
рабочее колесо, они способствуют и
снижению концентрации твердых вклю-
чений перед уплотнением. Эффектив-
ность отбойных лопаток возрастает с
увеличением крупности твердых вклю-
чений (концентрация снижается в де-
сятки раз), но, к сожалению, отбойные
448
Уплотнительные комплексы
Рис. 13.24. Зависимость скорости изнашива-
ния поверхностей трения от режима течения
в кольцевой щели:
I — ламинарное течение без вихрей; II — ламинар-
ное течение с вихрями Тейлора; III — турбу-
лентное течение (х — г — 6,6 м/с, О — v = 3,3 м/с)
лопатки малоэффективны для фракций
размером несколько микрометров.
Результаты экспериментов по изуче-
нию влияния узких щелей, расположен-
ных непосредственно перед уплотняю-
щими поверхностями, на износ поверх-
ностей трения при работе торцового
уплотнения на гидросмеси, содержащей
в качестве абразива карбид кремния
крупностью 5 мкм и объемной концент-
рацией 10%, приведены на рис. 13.24.
Цилиндрические щели с различным за-
зором создавали между наружной по-
верхностью вращающегося уплотнитель-
ного кольца и неподвижным цилиндри-
ческим насадком.
В кольцевом зазоре между вращаю-
щимся и неподвижным цилиндрами при
определенных условиях течения обра-
зуются вихри Тейлора (подробнее см.
в гл. 11). В диапазоне чисел Тейлора
Та = <»]/kbh83/v = 0...400 скорость изна-
шивания приблизительно одинакова,
но меньше, чем при отсутствии щели
(см. рис. 13.24). Следовательно, при
изменении режима течения в кольцевом
зазоре в таком широком диапазоне чисел
Та нет обмена абразивом между об-
ластью стыка пары трения и областью
вне щели. При переходе в зоне турбу-
лентного течения (Та > 400) цилиндри-
ческая щель уже не обеспечивает ста-
бильности движения гидросмеси вблизи
стыка пары трения, и ее изнашивание
происходит с той же скоростью, что и
при отсутствии «защитной» щели.
Рис. 13.25. Зависимость скорости изнашива-
ния поверхностей трения от эксцентриситета
наружной поверхности вращающегося коль-
ца (х — v = 6,6 м/с, О — v = 3,3 м/с)
Эксперименты также показали, что
в зоне устойчивого образования вихрей
Тейлора (Та = 50...350) износ зависит
от эксцентриситета е наружной поверх-
ности вращающегося кольца (рис. 13.25).
Стабильность вихрей Тейлора, препят-
ствующих поступлению абразива к
стыку пары трения, обеспечивалась до
е = 0,48. При больших значениях экс-
центриситета вихри Тейлора, по-види-
мому, разрушаются, так как изнашива-
ние при этом протекает с той же ско-
ростью, что и при отсутствии «щелевой»
защиты.
Экспериментально доказано, что
создание условий, обеспечивающих
ламинарное течение в кольцевой щели
перед стыком пары трения, позволяет
на 40% повысить долговечность пары
трения. Кроме того, установлено крити-
ческое число Тейлора Та = 400, при ко-
тором цилиндрическая щель, «затеняю-
щая» стык пары трения, становится неэф-
фективной. Используя критическое число
Тейлора, можно для каждого диаметра
установить предельное значение зазора,
обеспечивающего снижение скорости из-
нашивания пары трения.
Исследования торцовых уплотнений
с плоской защитной щелью показали,
что скорость изнашивания пар трения
при различных зазорах [h > 10 мкм)
практически равна скорости изнашива-
ния при отсутствии щелевой защиты.
Одной из возможных причин неэффек-
тивности данной щелевой защиты яв-
ляется торцовое биение поверхностей,
образующих щель.
Системы обеспечения работоспособности двойных торцовых уплотнений
449
13.5. Системы обеспечения
работоспособности двойных
торцовых уплотнений
Успешная работа двойных торцовых
уплотнений может быть обеспечена при
соблюдении следующих условий:
камера двойного торцового уплотне-
ния должна быть постоянно заполнена
чистой затворной жидкостью;
во время работы давление затворной
жидкости в камере уплотнения должно
быть не менее чем на 0,10 МПа выше
максимального давления рабочей жид-
кости;
во избежание перегрева торцовых уп-
лотнений должна быть обеспечена цир-
куляция затворной жидкости через
камеру уплотнения.
Заданные условия обеспечивают систе-
мы затворных сред, выполняющие сле-
дующие функции:
создание и обеспечение определенного
давления в камере уплотнения;
охлаждение затворной жидкости до
определенной температуры;
обеспечение циркуляции затворной
жидкости через камеру уплотнения;
подпитка системы затворной жидкости
вследствие потерь затворной жидкости.
В наиболее простых системах обеспе-
чения (рис. 13.26) используют воду из
водопроводов технических нужд. Систе-
му подачи водопроводной воды в камеру
уплотнения без ее протока через камеру
(рис. 13.26, а) применяют в лаборатор-
Рис. 13.26. Схема подачи затворной воды
из водопровода технических нужд без про-
тока (а) и с протоком (6) через уплотнение:
/ — запорный вентиль; 2 — манометр; 3 — регуля-
тор потока
ных установках и агрегатах, работаю-
щих в производственных условиях перио-
дически и очень ограниченное время.
Камера уплотнения охлаждается окру-
жающим воздухом во время продол-
жительных периодов стоянки агрегата.
Систему обеспечения, включающую
два регулируемых дросселя и манометр
(рис. 13.26, б), можно использовать, когда
вода совместима с рабочей жидкостью
и давление в водопроводе позволяет
создать необходимый перепад на внут-
реннем уплотнении. Система достаточно
экономична при небольшом числе двой-
ных торцовых уплотнений в производстве
(нет необходимости в установке допол-
нительного оборудования) и легких
условиях работы уплотнительного узла,
обусловливающих надежную работу
уплотнения без утечек. Недостаток
этой системы — утилизация затворной
жидкости, которая содержит утечки ра-
бочей жидкости.
Системы обеспечения, имеющие прак-
тическое применение в промышлен-
ности, различаются контуром циркуля-
ции затворной жидкости. В системах
обеспечения с закрытым контуром
циркуляции затворная жидкость на всем
пути циркуляции имеет давление, превы-
шающее давление рабочей жидкости.
В системах обеспечения с открытым кон-
туром циркуляции высокое давление
поддерживается лишь в части системы,
которая примыкает к уплотнению.
В системах с открытым контуром
циркуляции в качестве затворной жид-
кости применяют в основном минераль-
ные масла с вязкостью (2...4)10-5 м2/с,
в системах с закрытым контуром цирку-
ляции — любые жидкости, совместимые
с рабочей средой.
Системы с закрытым контуром цирку-
ляции. Среди таких систем наибольшее
распространение получили различные
варианты систем с термосифоном.
Простейшая из них (рис. 13.27) состоит
из бачка с затворной жидкостью, си-
стемы трубопровода и измерительных
приборов (термометра, манометра и ука-
зателя уровня жидкости в бачке).
450
Уплотнительные комплексы
Рис. 13.27. Принципиальная схема подачи
затворной жидкости с использованием тер-
мосифона:
1 — I идроаккумулятор; 2 — термометр; 3 — мано-
метр; 4 — указатель уровня
Необходимое давление затворной
жидкости обеспечивается посторонним
источником (обычно это баллон с азо-
том).
Охлаждение затворной жидкости осу-
ществляется посредством циркуляции
затворной жидкости, возникающей
вследствие разности температур и соот-
ветственно плотностей холодной затвор-
ной жидкости в напорном бачке и
нагретой затворной жидкости в камере
уплотнения. Для создания оптимальной
циркуляции уровень жидкости в бачке
должен быть на 1 — 2 м выше уплотнения
(местные сопротивления на трубопроводе
не допускаются). Объем жидкости, цир-
кулирующей по контуру (в камере уплот-
нения и трубопроводах), составляет
1,5 — 3 дм3. Вместимость бачка обычно
в 5 раз превышает объем циркулирую-
щей жидкости. Это одно из условий
работы системы с термосифоном без
охладителя — охлаждение достаточно эф-
фективно осуществляется через по-
верхности трубопровода и бачка. Под-
питку системы производят путем на-
полнения жидкостью бачка при сбросе
давления в системе.
С увеличением давления рабочей
жидкости и диаметра вала увеличивается
мощность, затрачиваемая на трение в
торцовом уплотнении. Это потери на
дисковое трение поверхностей уплотне-
ния, соприкасающихся с жидкостью,
и потери на трение контактирующих
торцовых поверхностей неподвижного и
вращающегося колец.
Рис. 13.28. Зависимости потерь мощности на
трение от давления рабочей жидкости для
неразгруженного (а) и разгруженного (б)
торцовых уплотнений
На основании экспериментальных за-
висимостей (рис. 13.28) можно рассчи-
тать расход затворной жидкости через
камеру уплотнения (рис. 13.29). Эти
данные приведены для двойного тор-
цового уплотнения с частотой враще-
ния вала 1000 мин-1, когда затвор-
ная жидкость — вода, разность темпе-
ратур на выходе и входе составляет
10 °C. Для подсчета фактического рас-
хода затворной жидкости с другой тепло-
емкостью с., другой частотой вращения
вала п и при ином перепаде температур
можно использовать следующую фор-
мулу:
и 10 1
Тооо дГ<
Полученные в результате расчета зна-
чения расходов затворной жидкости яв-
ляются минимальными и действительны
Системы обеспечения работоспособности двойных торцовых уплотнений
451
Рис. 13.29. Зависимость расхода затворной
жидкости от давления рабочей жидкости для
неразгруженных (о) и разгруженных (б) тор-
цовых уплотнений (/=0,05; вода, п =
= 1000 мин-1, М = 10 °C)
Рис. 13.30. Типовая схема системы обеспече-
ния с закрытым контуром циркуляции:
1 — встроенный насос; 2 — охладитель; 3 — основ-
ная емкость; 4 — подпиточная емкость; 5 — насос
с ручным приводом; 6 — обратный клапан; 7 —
запорный вентиль; 8 — манометр; 9 — термометр;
10 — указатель уровня
только для насосов с температурой
перекачиваемой жидкости, не превышаю-
щей 20 °C. При более высоких темпе-
ратурах (при отсутствии камеры ох-
лаждения) появляется значительный
переток теплоты по корпусным деталям
и камере уплотнения и расход затворной
жидкости необходимо существенно уве-
личивать.
На рис. 13.30 показана типовая схема
системы обеспечения со встроенным
насосом (обычно винтовым импелле-
ром — рис. 13.31), охладителя и системы
подпитки. Систему обеспечения, за
исключением насоса, выполняют в виде
единого конструктивного узла. При
естественной циркуляции затворной жид-
кости система с термосифоном эффек-
тивна при потерях мощности до
1,5 кВт, при принудительной циркуля-
ции — до 4 кВт. Температура охлаждаю-
щей воды, проходящей через охлади-
тель, обычно 20 °C, температура затвор-
ной жидкости на выходе из камеры
уплотнения должна быть не выше 60 °C.
Системы, в которых в качестве затвор-
ной жидкости использована вода, при-
меняют обычно до давления не выше
2 МПа.
Система подпитки состоит из объем-
ного насоса с ручным приводом (объе-
мом не более 2 дм3), обратного и
запорного клапанов. Применение объем-
ного насоса позволяет проводить под-
питку системы без сброса давления в
ней. При давлении затворной жидкости
Рис. 13.31. Двойное торцовое уплотнение
с винтовым импеллером 1
452
Уплотнительные комплексы
Рис. 13.32. Схемы систем обеспечения с ис-
пользованием давления рабочей жидкости:
а — с подпиткой от насоса с ручным управлением;
б — с автоматической подпиткой (1 — встроенный
насос; 2 — цилиндр с дифференциальным порш-
нем; 3 — охладитель; 4 — подпиточная емкость;
5 — насос с ручным управлением; 6 — обратный
клапан, 7 - запорный вентиль; 8 — двухпозицион-
ный распределитель; 9 — пружина)
свыше 2 МПа в качестве затворной жид-
кости применяют минеральные масла.
Широкое распространение в промыш-
ленности получили системы обеспечения,
в которых давление затворной жидкости
обеспечивается за счет давления рабочей
жидкости (рис. 13.32, а). В нее входит
цилиндр с дифференциальным поршнем
(соотношение площадей 1: 1,15). К
нижней части цилиндра подается дав-
ление из напорной полости насоса,
посредством дифференциального порш-
ня это давление увеличивается до тре-
буемого значения. Эта система может
работать и в режиме термосифона и с
использованием встроенного насоса,
создающего принудительную циркуля-
цию. При уровне затворной жидкости
ниже допустимого срабатывает аварий-
ный выключатель, останавливающий
насос.
Во ВНИИнефтемаше разработана
система обеспечения затворной жид-
кости с использованием пружинного
гидравлического аккумулятора (рис.
13.32, б). Максимальное давление в гид-
роаккумуляторе 6 МПа, вместимость
6 дм3.
При отсутствии давления в напорной
полости насоса давление затворной
жидкости обеспечивается усилием пру-
жины. Подпитка гидроаккумулятора
происходит автоматически от масло-
заправочной станции через двухпози-
ционный распределитель.
В производственных условиях, когда
в параллельных технологических линиях
установлены агрегаты на одни и те же
параметры, целесообразно использовать
централизованную систему обеспечения
работы двойных торцовых уплотнений
(рис. 13.33). В нее входят основной и
резервный насосы, создающие давление
затворной жидкости, одинаковое для
всех насосных агрегатов, а также обеспе-
чивающие подпитку системы в случае
потерь затворной жидкости. Контроль
заданного давления обеспечивается
настройкой предохранительных клапа-
нов основного и резервного насосов.
При отказе основного насоса и пониже-
нии давления в системе срабатывает
электроконтактный манометр основного
насоса, выключающий этот насос и
включающий резервный.
Каждый из насосных агрегатов имеет
встроенное насосное устройство для
создания циркуляции затворной жид-
кости через камеру уплотнения. Приме-
нение встроенных нагнетательных уст-
ройств снижает стоимость системы
обеспечения, так как функции вынос-
ного насоса ограничиваются обеспече-
нием требуемого давления и подпиткой
без перекачивания всего объема затвор-
ной жидкости. Для всей централизован-
ной системы используют один охла-
Системы обеспечения работоспособности двойных торцовых уплотнений
453
Рис. 13.33. Схема централизованной системы
обеспечения двойных торцовых уплотнений
с закрытым контуром циркуляции:
1 — емкость; 2 — фильтр; За — основной насос;
36 — резервный насос; 4 — предохранительный
клапан; 5 — обратный клапан; 6 — запорный вен-
тиль; 7 — регулятор расхода; 8 — встроенный на-
сос; 9 — охладитель; 10 — манометр; 11 — электро-
контактный манометр, отключающий агрегат при
понижении давления затворной жидкости ниже
допустимого уровня; 12 электроконтактный ма-
нометр основного насоса; 13 — электроконтакт-
ный манометр вспомогательного насоса
дитель. Автоматическая изоляция ава-
рийного уплотнения осуществляется
дроссельным регулятором расхода и
обратным клапаном в каждом контуре.
В практических производственных
условиях обычно используют технологи-
ческое оборудование с различными
рабочими параметрами. В таких случаях
давление затворной жидкости во всех
агрегатах разное.
На рис. 13.34 показана система обеспе-
чения работы двойных торцовых уплот-
нений с закрытой циркуляцией, имеющая
наиболее общий характер по назначе-
Рис. 13.34. Схема системы обеспечения с индивидуальным контуром циркуляции и общим под-
питочным насосом:
/ — емкость, 2 — фильтр; 3 — подпиточный насос; 4 — предохранительный клапан; 5 — запорный вентиль:
6 — обратный клапан; 7 — регулятор расхода; 8 — редукционный клапан; 9 — гидроаккумулятор;
10 — электроконтактный манометр; 11 — нагнетательное устройство; 12 — охладитель
454
Уплотнительные комплексы
нию. Источник давления в системе —
один, гидравлический редукционный
клапан позволяет поддерживать в каж-
дом агрегате свое постоянное давление
затворной жидкости. В индивидуаль-
ный контур каждого агрегата входят
также гидроаккумулятор, нагнетатель-
ное устройство, охладитель, электрокон-
тактный манометр, отключающий агре-
гат при понижении давления затворной
жидкости.
Централизованная система подпит-
ки — одна для всех агрегатов; она вклю-
чает насос и предохранительный клапан.
На всех линиях подпитки, ведущих к
агрегатам, необходимо устанавливать
дроссель для регулирования расхода,
так как при разгерметизации одного из
торцовых уплотнений и больших поте-
рях затворной жидкости объем жидкости
от подпиточного насоса поступит в этот
агрегат, в то время как и у других
агрегатов может оказаться потреб-
ность в подпитке системы. Установка
регулируемого дросселя позволяет авто-
матически изолировать агрегат, в кото-
ром произошла разгерметизация уплот-
нения, с последующей его остановкой
электроконтактным устройством ма-
нометра без остановки всех остальных
агрегатов.
Для особо ответственных систем необ-
ходимо устанавливать резервный под-
питочный насос.
Системы с открытым контуром цир-
куляции при одинаковых параметрах
назначения содержат меньше гидравли-
ческих элементов (труб, арматуры,
емкостей), находящихся под высоким
давлением. С увеличением давления
затворной жидкости и диаметра торцо-
вого уплотнения в системе с закрытым
контуром циркуляции особенно дорогим
становится бачок высокого давления.
На рис. 13.35 показана типовая схема
системы обеспечения с открытым кон-
туром циркуляции. В нее входят насос
с предохранительным клапаном, два
обратных клапана, не допускающих
выхода системы из строя при отказе пре-
дохранительного клапана и при оста-
Рис. 13.35. Типовая схема системы обеспече-
ния с открытым контуром циркуляции:
/ — емкость; 2 — фильтр; 3 — насос; 4 — обратный
клапан; 5 — предохранительный клапан; 6 — гидро-
аккумулятор; 7 — охладитель; 8 — регулятор расхо-
да
новке или отказе насоса, фильтр, гидро-
аккумулятор, регулятор потока и ох-
ладитель.
Принципиальным отличием системы с
открытым контуром циркуляции яв-
ляется использование насоса, перека-
чивающего весь объем затворной жид-
кости. Таким образом, появляется воз-
можность в одном этом элементе объе-
динить функции системы по созданию
давления, обеспечения циркуляции и
подпитки.
Основной недостаток системы с откры-
тым контуром состоит В ТОМ, что их
надежность целиком зависит от надеж-
ности насоса, поэтому часто ставят
резервный насос либо увеличивают ем-
кость гидроаккумулятора. При этом
насос включается лишь периодически
при понижении уровня в гидроакку-
муляторе.
На рис. 13.36 дана схема системы
обеспечения для нескольких потреби-
телей. В нее входят основной и резерв-
ный насосы с предохранительными кла-
панами и общий для всей системы
охладитель. В контур каждого агрегата
входит регулятор расхода и запорные
вентили на входе и выходе из контура.
Если использовать впускной запорный
клапан как регулирующий дроссель, для
Системы аварийной электрической защиты
455
Рис. 13.36. Схема системы обеспечения с
открытым контуром циркуляции при работе
на несколько потребителей:
1 — емкость; 2 — фильтр; За — основной насос;
36 — резервный насос; 4 — предохранительный кла-
пан; 5 — обратный клапан; 6 — запорный вентиль;
7 — регулятор расхода; 8 — охладитель; 9 —
электроконтактный манометр, установленный на
минимальное давление; 10 — электроконтактный
манометр, установленный на максимальное давле-
ние
каждого торцового уплотнения можно
создать требуемые условия по перепаду
давлений и расходу.
Затворные жидкости должны иметь
хорошие смазочные свойства, высокую
теплопроводность, стабильный состав
при рабочей температуре, минималь-
ную химическую активность к мате-
риалам деталей торцового уплотне-
ния, хорошую совместимость с рабочей
жидкостью. Они не должны быть токсич-
ными.
По данным Тейлора, наиболее прием-
лемыми затворными жидкостями для
двойных торцовых уплотнений (в опре-
деленном температурном диапазоне,
°C) являются следующие:
Хлористый этилен . . —150...—15
Спирт Пропиловый .... —120...+ 70
Спирт этиловый............—105... + 50
Спирт метиловый..............—90...+ 40
спирт бутиловый............—80...+ 90
Керосин.....................— 20...+ 160
Минеральные масла............—20...+ 80
Светлые нефтепродукты . . . —10...+ 200
Вода....................... 0... + 80
Этиленгликоль................ 0...+ 175
Растительные масла............+ 10... + 130
Глицерин.................+100... + 260
Масла-теплоносители . . .+100... + 350
При выборе затворной жидкости
кроме технических требований к ней и
ее свойств необходимо учитывать стои-
мость жидкости.
13.6. Системы аварийной электри-
ческой защиты уплотнительных
комплексов
В систему аварийных автоматических
защит, обязательную для всех типов
уплотнений, входят система защиты от
пуска и работы насоса, не залитого
перекачиваемой жидкостью (работы
«всухую»).
Основой этой схемы может быть
прибор контроля уровня, установленный
на линии всасывания или нагнетания.
Такую схему применяют для насосов,
работающих во взрыво- и пожароопас-
ных производствах и перекачивающих
жидкости, пары которых образуют
взрывоопасные смеси с воздухом.
Для химических насосов, устанавли-
ваемых в обычных производствах и пере-
качивающих жидкости, пары которых
невзрывоопасны, применяют схему за-
щиты от работы «всухую», показанную
на рис. 13.37. Согласно схеме на напор-
ной линии в непосредственной близости
от насоса устанавливают электрокон-
тактный манометр SP или реле давления,
имеющие релейный выход с нормально
замкнутыми контактами. На момент
пуска контакты манометра блокируются
контактами реле времени КТ, катушка
456
Уплотнительные комплексы
Рис. 13.37. Схема зашиты торцового уплот-
нения от работы в отсутствие жидкости
которого включена параллельно катушке
магнитного пускателя электродвигателя
насоса.
Пуск электронасоса осуществляют
кнопкой SB2, остановку — SB1. При
нажатии кнопки SB2 подается напря-
жение на катушки магнитного пуска-
теля КМ и реле времени КТ. Электро-
насос включен в работу. Через 2 —4 с за-
мыкаются контакты реле времени КТ в
цепи блокировки контактов манометра
SP. Если насос перед пуском был запол-
нен, контакты манометра разомкнуты,
промежуточное реле К не срабатывает
и насос продолжает работать. При
отсутствии давления на выходе из насоса
контакты манометра остаются замкну-
тыми, срабатывает реле К, разрывая
цепь питания катушки магнитного пуска-
теля КМ — загорается сигнальная лампа
HL.
Повторный пуск электронасоса может
быть произведен только после его
заполнения и снятия блокировки с за-
щиты кнопкой SB3.
Рис. 13.38. Схема контроля условий работы
двойного торцового уплотнения
Отключение насоса во время работы
при его опорожнении происходит без
выдержки времени.
Тип электроконтактного манометра
выбирают в соответствии с напорными
характеристиками насоса и свойствами
перекачиваемой среды (если среда аг-
рессивная, необходимо устанавливать
разделитель), а исполнение (общепро-
мышленное или взрывозащищенное) —
в зависимости от класса помещения.
Для уплотнительных комплектов
насосов, перекачивающих горючие жид-
кости, пары которых образуют взрыво-
опасные смеси с воздухом, категории
ПА и ПВ и групп Tl, Т2, ТЗ, Т4
включительно, автоматическую защиту
уплотнения и монтаж средств контроля
выполняют по схеме рис. 13.38.
Для контроля заполнения насоса перед
пуском и при эксплуатации на трубо-
проводе нагнетания насоса устанавли-
вают первичный преобразователь 4а
сигнализатора уровня (сигнализатор 46
монтируют в щитовой). Контакты сигна-
Список литературы
457
лизатора 46 сблокированы с пусковой
аппаратурой двигателя, исключая пуск
и работу незаполненного насоса пере-
качиваемой жидкостью. Сигнализатор
уровня выбирают в зависимости от
условий эксплуатации: свойств перекачи-
ваемой жидкости, давления и ряда дру-
гих специфических требований, вытекаю-
щих из условий эксплуатации.
Для контроля работы насоса устанав-
ливают показывающий манометр /.
Контроль расхода затворной жид-
кости, подаваемой под давлением на
0,1 ...0,15 МПа больше давления рабочей
жидкости, осуществляют с помощью
дроссельной шайбы 2 и электроконтакт-
ного манометра 3 взрывозащищенного
исполнения. При уменьшении давления
затворной жидкости контакт манометра
замыкает цепь защиты или блокировки
управления насоса. Контроль расхода
затворной жидкости косвенным методом
оправдывает себя, так как расходы
3...5 л/ч трудно замерять промышлен-
ными приборами.
СПИСОК ЛИТЕРАТУРЫ
I. Байли Р. Л., Ханде В. А., Бокинс И. М.
Экспериментальное исследование уплот-
нений с магнитной жидкостью для вра-
щающихся валов. — Экспресс-информа-
ция. Детали машин, 1977, № 11, с. 15.
2. Байбиков А. С., Карахаиьяи В. К. Гидроди-
намика вспомогательных трактов лопаст-
ных машин. М.: Машиностроение, 1982.
112 с.
3. Бибик Е. Е., Алексеев А. Н. Уплотнения
на феррожидкостях и элементы их расче-
та.—Труды ЛТИ, № 1, 1976, с. 25 — 30.
4. Бондаренко Г. А., Чернов В, Ю. Раз-
работка и исследование сотовых уплотне-
ний валов центробежных компрессоров. —
Экспресс-информация. Сер. ХМ-5. М.:
ЦИНТИхимнефтемаш, 1978. 15 с.
5. Борохов А. М., Гавшин А. С., Додовов Н. Т.
Волокнистые и комбинированные сальни-
ковые уплотнения. 2-е изд., доп. и перераб.
М.: Машиностроение, 1966. 312 с.
6. Бурении В. В., Дронов В. П„ Воробьев Е. В.
Конструкции насосов для криогенных
жидкостей. — Обзорная информация. На-
сосостроение. Сер. ХМ-4, М.: ЦИНТИ-
химнефтемаш. 1981. 45 с.
7. Варивода В. А., Кириллов В. X., Радио-
нов В. А. К теории определения удер-
живаемого перепада давления в статиче-
ском режиме магнитожидкостного уплот-
нения,—Тезисы докладов 1-й Всес. конф.
Проблемы феррогидродинамики в судо-
строении, Николаев: изд. Николаевского
кораблестроительного института, 1981,
с. 71-72.
8. Василыюв Э. А. Бесконтактные уплотне-
ния. Л.: Машиностроение, 1974. 160 с.
9. Гафт Я. 3., Авошко В. А. Сальниковые уп-
лотнения динамических насосов. — Об-
зорная информация. Насосостроение. Сер.
ХМ-4, М.: ЦИНТИхимнефтемаш, 1980.
50 с.
10. Голубев А. И., Гафт Я. 3. Исследование
модифицированной конструкции сальни-
кового уплотнения. — Вестник машино-
строения, 1978, № 9, с. 36 — 38.
11. Голубев А. И. Лабиринтно-винтовые на-
сосы и уплотнения для агрессивных сред.
2-е изд., перераб. и доп. М.: Машиностро-
ение, 1981. 112 с.
12. Голубев А. И. Современные уплотнения
врашаюшихся валов. М.: Машгиз, 1963.
215 с.
13. Голубев А. И. Торцовые уплотнения вра-
щающихся валов. 2-е изд. перераб. и доп.
М.: Машиностроение, 1974. 212 с.
14. Голубев А. И., Фрейдисман Г. М. К расче-
ту несущей способности пар трения тор-
цовых уплотнений.— Труды ВНИИгидро-
маш. Качество и эффективность насосно-
го оборудования. 1984, с. 145—158.
15. Епифанова В. И. Низкотемпературные
радиальные турбодетандеры: Учеб, для
вузов. 2-е изд. перераб. и доп. М.: Маши-
ностроение, 1974. 448 с.
16. Краев М. В., Овсянников Б. В., Шапи-
ро А. С. Гидравлические радиальные
уплотнения высокооборотных валов.
М.: Машиностроение, 1976. 104 с.
458
Список литературы
17. Максимов В. А., Галимзянов И. 3.,
Хадиев М. Б. Магнитожидкостные уп-
лотнения вращающихся валов ком-
прессорных машин. — Обзорная информа-
ция. Компрессорное машиностроение.
Сер. ХМ-5, М.: ЦИНТИхимнефтемаш,
1979. 37 с.
18. Майер Э. Торцовые уплотнения; Пер. с
нем. М.: Машиностроение, 1978. 288 с.
19. Марцииковсквй В. А. Гидродинамика и
прочность центробежных насосов. М.:
Машиностроение, 1970. 272 с.
20. Марцинковский В. А. Бесконтактные уп-
лотнения роторных машин. М.: Машино-
строение, 1980. 200 с.
21. Макаров Г. В. Уплотнительные устройст-
ва. 2-е изд. перераб. и доп. Л.: Маши-
ностроение, 1973, 232 с.
22. Мур Д. Основы и применение трибоники.
М.: Мир, 1978. 487 с.
23. Надежность объемных гидроприводов и
их элементов. М.: Машиностроение,
1977. 166 с.
24. Никитин Г. А. Щелевые и лабиринтные
уплотнения гидроагрегатов. М.: Маши-
ностроение, 1982. 135 с.
25. Радионов В. А., Герасимов А. И., Чумак
И. Г. Магнитожидкостные герметизи-
рующие устройства, их классификация и
терминология,—Тезисы докладов 1-й
Всес. конф. Проблемы феррогидродина-
мики в судостроении. Николаев: изд.
Николаевского кораблестроительного ин-
ститута, 1981, с. 67 — 68.
26. Сергеев С. И. Динамика криогенных
турбомашин с подшипниками скольже-
ния. М.: Машиностроение, 1973. 304 с.
27. Тарабанов А. С., Костиков В. Н. Силици-
рованный графит. М.: Металлургия,
1977. 208 с.
28. Торцовые уплотнения аппаратов хи-
мических производств/Г. В. Антипин,
М. Т. Банников, А. Д. Домашнее и др.
М.: Машиностроение, 1984. 112 с.
29. Торцовые уплотнения вращающихся ва-
лов аппаратов; Каталог/Под ред.
В. В. Шибарова, В. А. Земенова и др.
М.: ЦИНТИхимнефтемаш, 1979.
30. Торцовые уплотнения для центробежных
насосов: Каталог/Под ред. В. В. Гор-
деева, Р. М. Холоповой и др. М.:
ЦИНТИхимнефтемаш, 1980.
31. Трение, изнашивание и смазка: Справоч-
ник. В 2-х кн./Под ред. И. В. Крагель-
ского, В. В. Алисина. М.: Машинострое-
ние, 1978, кн. 1. 400 с.; кн. 2, 358 с.
32. Центробежные горизонтальные и верти-
кальные химические насосы с проточной
частью из металла; Каталог/Под ред.
Н. Г. Захарова и Р. X. Холоповой. М.:
ЦИНТИхимнефтемаш, 1981.
33. Щедролосев В. В., Величенко Г. П.
Экспериментальное исследование высо-
кооборотного винтоканавочного насо-
са. — Труды Николаевского корабле-
строительного института. Судовые си-
ловые установки. 1970. вып. 37, с. 176 —
180.
34. Bailey R. L. The status of magnetic liquid
seals. 8-th International Conference on
Fluid Sealing. BHRA, England, 1978.
37 p.
35. Bussemaker E. J., Hirs G. G. Viscoseals-
for free surface sodium pumps. 5-th In-
ternational Conference on Fluid Sealing,
BHRA, England, 1971.
36. Bussemaker E. J. The development of
floating ring type shaft seals for centri-
fugal compressors. 5-th International
Conference on Fluid Sealing, BHRA,
England, 1971.
37. Crease A. B. Windback seals — a simple
theory and design method and the main
practical limitations. 7th International
Conference on Fluid Sealing. BHRA,
England, 1975.
38. Kojabashian C., Richardson H. H. A micro-
pad model for the hydrodynamic perfor-
mance of carbon face seals. 3-rd Interna-
tional Conference on Fluid Sealing,
BHRA. England, 1967 . 41 p.
39. Lebeck A. O. Hydrodynamic lubrication in
wavy contacting face seals — a two-dimen-
sional model. — Trans. ASME, October
1981, vol. 103, pp. 578-586.
40. Lymer A. An engineering approach to the
selection and application of mechanical seals.
4-th International Conference on Fluid
Sealing, USA, 1969, pp. 30 — 32.
41. Passera W. Concentric — running screw vis-
cosity seals in laminar flow. 1. Theory.
5-th International Conference on Fluid
Sealing, BHRA, England, 1971.
42. Penuock A. F. New developments in vis-
coseals for the sodium pumps of
SNR-300.—9-th International Conference
on Fluid Sealing, BHRA, Netherlands,
1981, pp. 313-318.
Приложение
459
ПРИЛОЖЕНИЕ
Уплотнения — Seals
Уплотнения неподвижных соединений —
Static seals
Уплотнения подвижных соединений —
Dynamic seals
УПС — Reciprocating seals
УВ — Rotating shaft seals
УПС манжетные — Lip seals
УПС комбинированные — Composite ring
seals
УПС — поршневые кольца — Piston rings
УПС — сальниковые набивки — Packings
УВ торцовые — Mechanical face seals
УВ манжетные — Lip ring seals, Oil seals
УВ бесконтактные щелевые — Bushing
seals
УВ бесконтактные винтовые — Visco
seals
УВ бесконтактные лабиринтные — Laby-
rinth seals
УВ бесконтактные ферромагнитные —
Ferrofluidic seals
УН прокладочные — Gaskets
УН с герметиками — Sealants
УН прокладочные плоские металличе-
ские — Flat metall gaskets
УН кольцевые металлические — Resilient
metall gaskets
УН кольцевые резиновые — О-rings, Ring
rubbers
УН прокладочные пластмассовые —
Elastomeric solid gaskets
Уплотнения диафрагмовые — Diaphragm
seals
ПЕРЕЧЕНЬ ГОСТов
В справочнике использованы ГОСТы, действующие на 1 июля 1986 г.
гост Стр. ГОСТ Стр. ГОСТ Стр.
4-84 356 613-79 398 5017-74 398
5-78 92 621-79 177 5152-84 356
9.029-74 76, 215 645-79 138 5632-72 142, 308, 321,
9.030-74 76, 195,206, 801-78 398 325, 363, 368,
212 846-81 177 398
9.033-74 215 982-80 25 5890-78 143
9.034-74 215 1050 - 74 142, 363, 368 5960 - 72 90
9.065-76 76 1104-69 171 6235-73 142
12.1.004-76 434 1320-74 398 6678-72 165
12.1.005-76 434 1412-85 178, 398 6794-75 103
12.1.007-76 434 1414-75 368 7133-80 177
12.1.011-78 434 1642-75 25, 103 7338-77 146
23.002-78 45, 46 2176-77 368 7769 - 82 363
32-74 101 2198-66 138 7912-74 76, 125
210-75 76 2208-75 321 8752-79 58,168,181,186,
263-75 76 2789-73 108, 196 189, 193, 194
265-77 86 2923-75 346 9347-74 138, 146
267-73 76 3882-74 344 9389-75 321, 348
269 - 66 85 4543-71 398 9433-80 196
270-75 76 4647-80 89 9515-81 177, 178
380-71 368 4650 - 80 89 9544 - 75 58, 221, 223
481-80 137 4651-82 89 9550-81 89
495-77 142 4670-77 89 9559-75 142
460
Перечень ГОСТов
Продолжение табл.
ГОСТ Стр. ГОСТ Стр. ГОСТ Стр.
9639-71 90 166, 168, 23823-79 160
9833-73 10, 119, 160, 173 23825-79 160
304 14901 -79 84 23844-79 356
9972-74 101 15110-79 433 24072-80 144, 145
9982-76 76 15139-69 89 24073-80 144, 145
10007-80 93, 398 15173-70 89 24074-80 144, 145
10277-76 342 15527-70 368 24075-80 144. 145
10363-78 103 16350-80 205 24076-80 144, 145
10577-78 220 17216-71 220 24077-80 144, 145
10589-73 91 17711-80 368 24078-80 144, 145
10702-78 368 18143-72 321 24079 - 80 144, 145
11262-80 89 18175-78 368 24080-80 144, 145
11629-75 89 18829-73 80, 119, 160 24081-80 144, 145
11645-73 89 18995.4 - 73 89 24082-80 144, 145
12020 - 72 197, 206 18995.5-73 89 24083-80 144, 145
12246-66 104 19265-73 348 24084-80 144, 145
12329-77 211 20403 - 75 76 24085-80 144, 145
12815-80 139 20734-75 105 24086 - 80 144, 145
12822-80 139 20799-75 25, 101 24087-80 144, 145
13076-67 105 21631-76 146 24088 - 80 144, 145
13489-79 98 22525-77 145 24089 - 80 144, 145
13808-79 76, 118, 125, 22704-77 168, 169, 24090-80 144, 145
215 170, 172 24091-80 144, 145
13823-78 58 23354-78 145 24624-81 108
14117-69 309, 321 23356-78 145 24643-81 108, 233
14118-69 321 23358-78 147 24811-81 155, 166
14613-83 138 23630.2-79 89 25941-83 328
14896-84 10, 160, 165, 23630.3-79 89
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А агент вулканизующий 64
АМАН 92
Б Био критерий 191
В вихри Тэйлора 378
время старения:
зависимость от температуры 199 - 200
критерии оценки 197—198
вулканизация 64
вязкость:
газов 27
жидкостей 26 — 27, 106
— в динамических режимах 219
пьезокоэффициент 28
термокоэффициент 28
Г герметики 96—100
анаэробные 99 — 100
невысыхающие — см. замазки
самовулканизующиеся 97
технология нанесения 99
тиоколовые 97 — 98
фторкаучуковые 99
герметичность:
методы контроля 52 — 55
уплотнений винтовых 412, 414
— импеллерных 426
гермопередачи 19
। идрозатвор динамический 430
графелон 91
графитопласт 92
грязесъемники резиновые 155, 166—167
— — размеры 167
Д давление:
контактное 15
— в кольцах эластомерных 112—115
— в прокладках металлических 139
— — — паронитовых 136—138
— — — пластмассовых 135—137
— зависимость от давления среды 115
— — — температуры 118
контурное 109
набухания 213
насыщенною пара 30
деформация:
высокоэластические 63
— механизм 67
кольца 281
сжатия 283
температурные 280
Ж жесткость:
гидромеханическая 265
— осевая 269, 273
— угловая 269
гидростатическая 266 — 267, 273
эффективная 392 — 393
жидкости:
затворные 455
молекулярная структура 21
рабочие 21, 100—107
— волосодержащие 103—104, 105
— загущенные 106
— кипящие 339
— классификация 101
— нефтяные 102
— области применения 101 — 106
— характеристики 101
— чистота 219 — 220
расход утечки 158
режимы течения 377
уравнение состояния 22
3 замазки 99
И износостойкость материалов пар трения
318
интенсивность изнашивания 263
испаряемость 30
К каучуки:
бутадиен-метилстирольпые 77
бутадиен-нитрильные 76
силоксановые 78
уретановые 79
фторкаучуки 78
хлоропреновые 78
классы:
негерметичности 55
рабочих жидкостей 101
уплотнений 9—12
колебания:
вынужденные 393
— осевые 286
— угловые 287
кольца:
защитные 129, 164, 168
пластмассовые плавающие с браслет-
ными пружинами 173
поршневые 175 — 178
механизм герметизации 176—177
стандартн ые 177 — 178
резиновые круглого сечения:
группы резин 125
зарубежные стандарты 126
конструкц ия 119—124
места установки 119, 126—129
надежность 117
расчет 113—118
торцовых уплотнений 304, 306
— овального сечения 161
— пилообразного сечения 162
комплексы уплотнительные 154, 433—457
для высокотемпературных сред 440
для сред с твердыми включениями 444
для токсичных, пожаро- и взрыво-
опасных сред 433
принципиальные схемы 433
коэффициент:
влагопроницаемости 208 — 209
входных потерь 381
газопроницаемости 208
герметичности уплотнения 117
демпфирования 269
диффузии 55, 208 — 210
местных потерь 379, 381
морозостойкости по эластическому вос-
становлению 118
462
Предметный указатель
объемного расширения температурный
22, 71
паропроницаемости 208—209
проницаемости 276
стойкости резин 197
трения условный 46
критерий:
качества уплотнений комплексный 59
относительной толщины планки 39, 158
подобия утечек 54
удельной утечки 54
М манжеты для уплотнения валов:
герметичность 187
контроль качества 195
механизм герметизации 181 — 185
материалы 186, 193
расчетные соотношения 184—190
стандартные размеры 193—194
тепловой расчет 190—192
— для соединений возвратно-поступа-
тельного движения:
грязесъемные 166
конструирование 167—169
пластмассовые 172
резиновые для пневмосистем 165
резино тканевые 169—171
фторпластовые 172—173
массопереноса уравнение 206
материалы:
антифрикционные композиционные
94-96
— — торцовых уплотнений 313 — 317
прокладок 136—138, 141—142
резинотканевые 82
резины для манжет 193
торцовых уплотнений 321
модель математическая:
системы утечек 110—111
торцового уплотнения 249 — 263
уплотнений УПС 155
эластомера 68
модуль:
объемного сжатия 71
эластичности 76, 85
эластомеров комплексный 69
Н набухание в жидких средах:
герметиков 99
пластмасс 88—96
резин 75, 211—213
наполнители:
антифрикционных композиций 95
резин 75
— активные 80
— инертные 80
нормы негерметичности 57
параметры:
максимальные 14
номинальные 14, 109
экстремальные 14
паронит 137
пластмассы:
классификация 86
области применения 87, 88, 313
показатели физико-механические 89
— обозначения 87
полимеры:
деформационные свойства 63
механические характеристики 64
определения 61
реактопласты 64
стойкость в агрессивных средах 216 — 218
строение звеньев 62
теплофизические параметры 70—74
термопласты 64
физические состояния 63
полиамиды 62, 90
— ароматические 91
полиимид 62, 91
поликарбонаты 91
полипропилен 90
полиэтилен 87
предел хрупкости температурный 86
пресс-формы:
для армированных манжет 83
для манжет активного типа 190
для резиновых колец 83
приборы для контроля:
контактного давления 113
манжет 195
утечек 54
принцип температурно-временной супер-
позиции 69
прогнозирование сроков эксплуатации 204
прокладки:
гребенчатые 139
линзовые 139
металлические 138—142
механизм герметизации 132—134
области применения 131 — 132, 136
паронитовые 136—138
пластм ассов ые 135—136
резиновые 134
спирально-навитые 140
проницаемость диффузионная 208
— пористого материала 275
Р резины:
классификация 81
маслостойкие 80
методы испытаний на растяжение 85
— — — сжатие 85
— определения твердости 86
показатели физико-механические 76
совместимость с рабочими жидкостями
210
стойкость в агрессивных средах 218
теплостойкие 82
типичный рецепт 80
резьбовые соединения трубопроводов:
области применения 142—145
прокладки 145 — 146
расчет уплотнений с линейным контак-
том 143
с врезающимся кольцом 144—145
Рейнольдса число 34, 268, 378
релаксация напряжений 68
Предметный укзателъ
463
С самоуплотнения эффект 107
сжимаемость 71
сила трения удельная 47
— — в торцовом уплотнении 391
системы обеспечения работоспособности
449
совместимость материалов:
влияние температуры 212
теоретические основы расчета 197, 205 —
212
— эластомеров с рабочими жидкостями
210-213
соединения пар возвратно-поступатель-
ного движения:
виды уплотнений 150—154
комплексы уплотнительные 154
механизм утечек 155—158
области применения 151
— — вращательного движения:
виды уплотнений 178
механизм герметизации 181 — 184
расчетные соотношения 184—186, 190 —
192
— трубопроводы резьбовые — см. резь-
бовые соединения трубопроводов
среда:
окружающая 13
— температура 205
рабочая 13 (см. также жидкость ра-
бочая)
— агрессивная 210
— влияние газовой фазы 26
— уровни загрязненности 220
разделительная 13
старение материалов 197
— — термоокислительный механизм 198
стеклование 69
степень набухания 206
стойкость коррозионная 319
Стодола формула 385
Т твердость:
металлов НО
пластмасс 89—93
резин 86
текстолит 92
температура:
в зоне контакта 190—192
местного перегрева 204
окружающей среды 205
работающего объекта 204
теплоемкость полимеров удельная 73
технология изготовления уплотнений:
торцовых 344—346
формовых резиновых 83
Томпсона эффект 73
трение:
виды 45
зависимость от температуры 49
молекулярно-кинетическая теория 47
У уплотнения:
активные 107
бесконтактные 10, 14, 16
винтовые 406, 407
диафрагмовые 11, 149
импеллериое 406, 421
клапанные 220
комбинированные 7, 18, 153, 171
контактные 10—11, 15—16
лабиринтно-винтовые 406, 414
лабиринтные для газов 385
магнитожидкостные 399 — 405
механические 11, 17
неподвижных соединений 107
подвижных соединений 150, 178
— торцовые 40. 329, 335
— фторопластовые 173
обозначения условные графические 9
пассивные 38
разделительные 11, 15
сальниковые 351
стояночные 407, 431—433
щелевые 375
уплотнитель 7
утечки — см. герметичность
— расчет 268, 269
Ф Федоровой формула 381
фенилон 91
фторопласты 92 — 95, 137, 321
— показатели физико-механические 92
Фурье критерий 207
Э Энергия активации 198
Я Ямада формула 381
СПРАВОЧНИК СПЕЦИАЛИСТА
Лев Анатольевич КОНДАКОВ, Алексей
Иванович ГОЛУБЕВ, Валерий Борисович
ОВАНДЕР и др.
УПЛОТНЕНИЯ И УПЛОТНИТЕЛЬ-
НАЯ ТЕХНИКА
Редактор О. Ф. Корсун
Художественный редактор А. С. Вершинкин
Переплет художника Р. А. Казакова
Технические редакторы Т. И. Андреева,
Н. В. Тимофеенко
Корректоры О. Е. Мишина, А. П. Сизова
ИБ № 4738
Сдано в набор 04.12.85. Подписано в печать
13.10.86. Т-21607. Формат 70 х 1001/16. Бумага оф-
сетная ки.-журн. Гарнитура тайме. Печать офсетная.
Усл. печ. л. 37,70. Усл. кр.-отт. 75,4. Уч.-изд. л.
40,26. Тираж 25800 экз. Заказ № 177. Цена 2 р. 40 к.
Ордена Трудового Красного Знамени издательст-
во «Машиностроение», 107076, Москва, Стромын-
ский пер., 4
Ордена Октябрьской Революции, ордена Трудо-
вого Красного Знамени Ленинградское производ-
ственно-техническое объединение «Печатный Двор»
имени А. М. Горького Союзполиграфпрома при
Государственном комитете СССР по делам изда-
тельств, полиграфии и книжной торговли. 197136,
Ленинград, П-136, Чкаловский пр., 15.