/
































































































































































Автор: Никифоров А.Д.
Теги: инженерия токарные станки токарное дело издательство высшая школа
Год: 1963



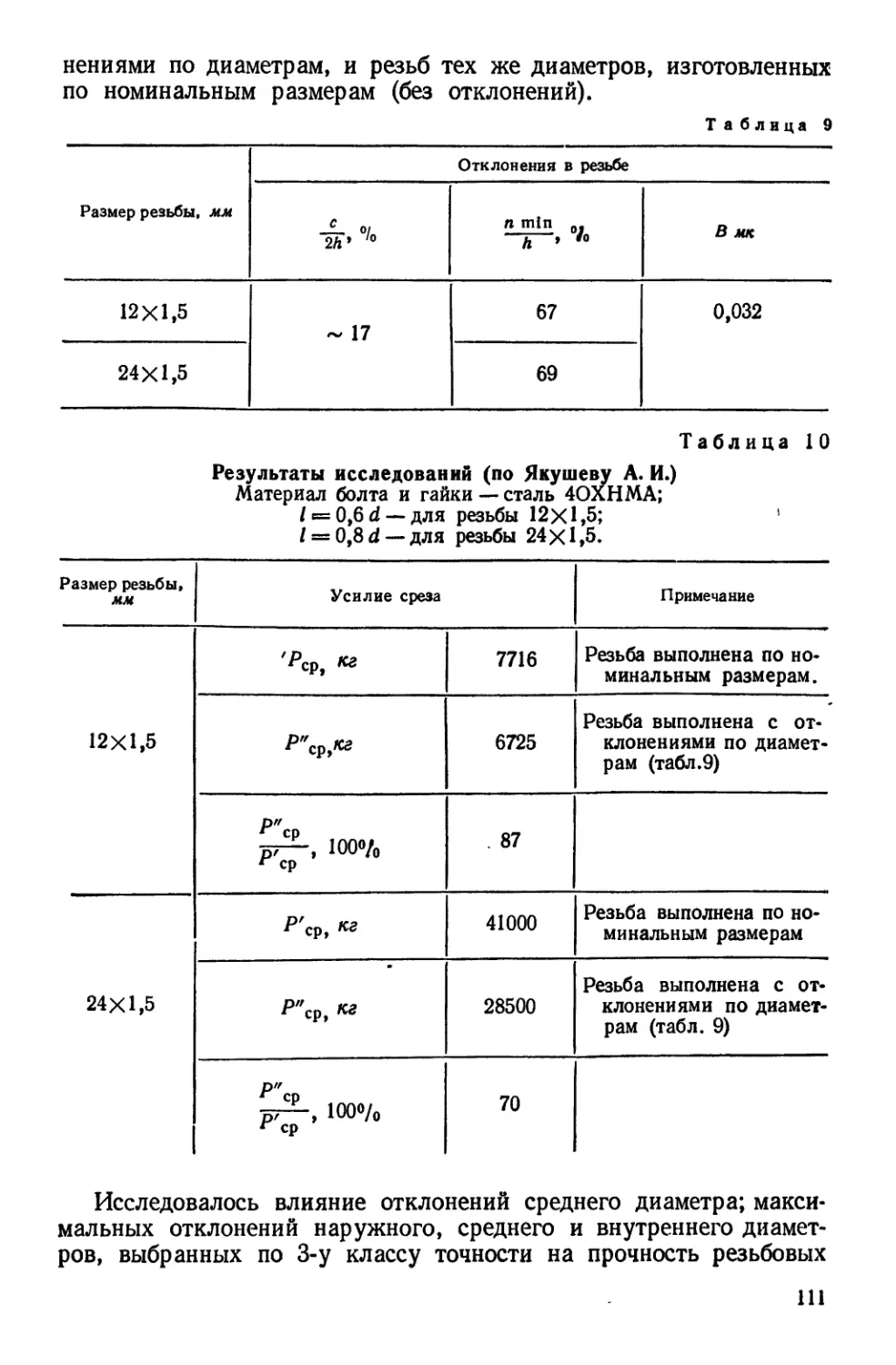
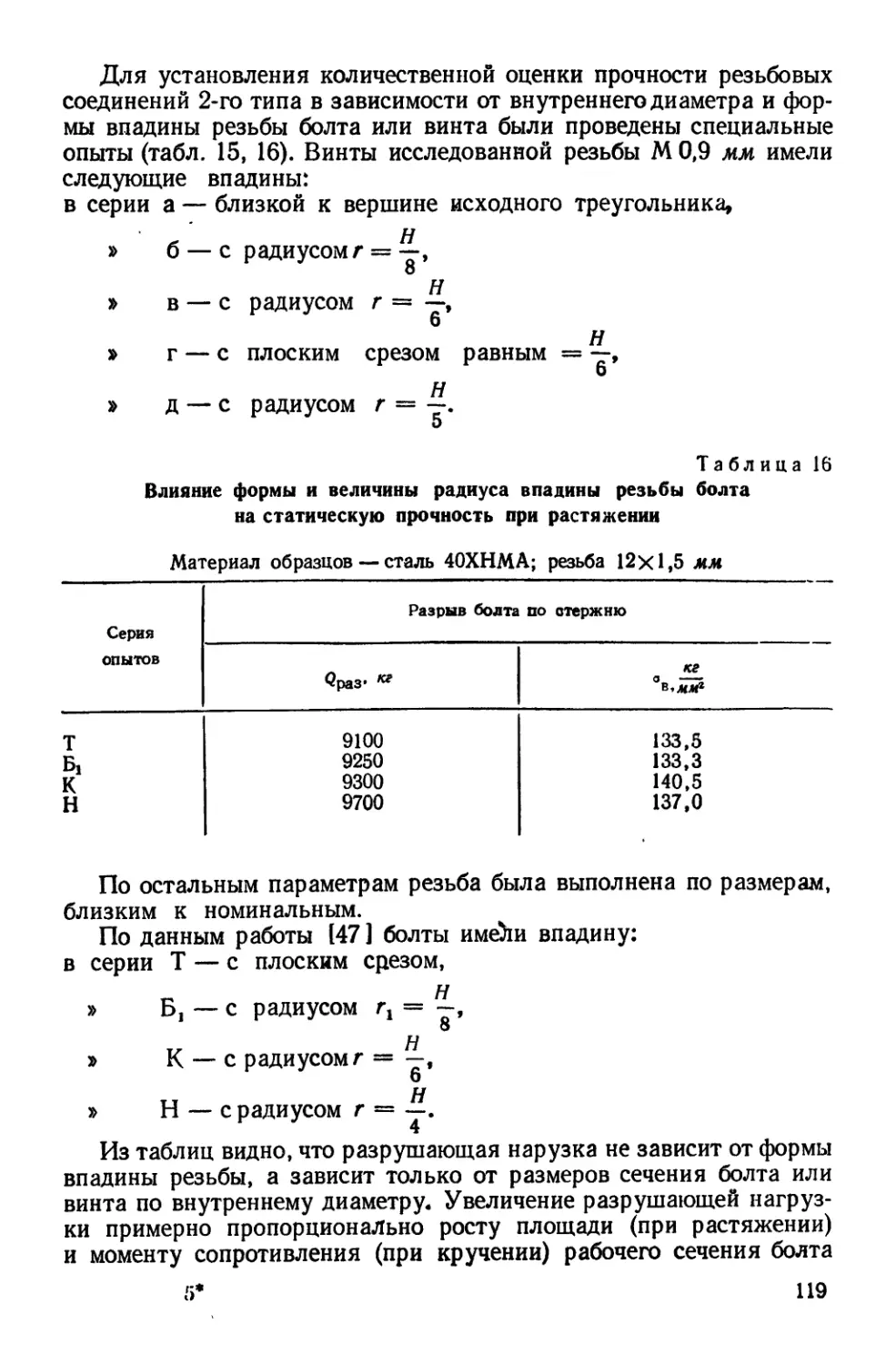
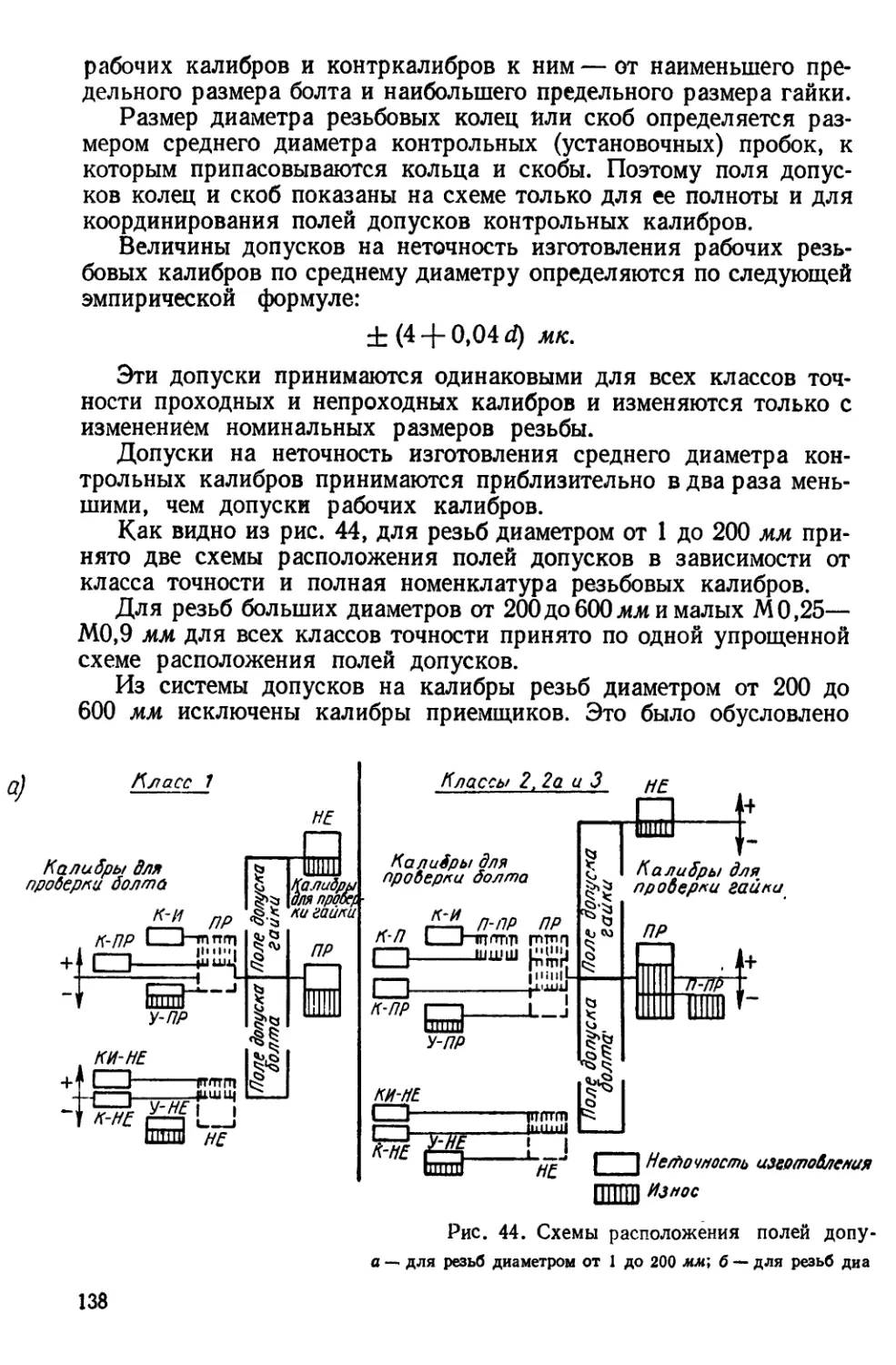
Текст
точность
И ТЕХНОЛОГИЯ
ИЗГОТОВЛЕНИЯ
МЕТРИЧЕСКИХ
РЕЗЬБ
ВЫСШАЯ ШКОЛА
4963
J
А. Д. НИКИФОРОВ
кандидат технических наук, доцент
ТОЧНОСТЬ
И ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
МЕТРИЧЕСКИХ РЕЗЬБ
Допущено
Министерством высшего и среднего
специального образования СССР
в качестве учебного пособия
для студентов
машиностроительных специальностей
высших учебных заведений
ГОСУДАРСТВЕННОЕ ИЗДАТЕЛЬСТВО «ВЫСШАЯ ШКОЛА»
Москва —1963
Анатолий Дмитриевич Никифоров
Точность
и технология изготовления
метрических резьб
Редактор В. А. Карпеев
Художественный редактор Н. К. Гуторов
Технический редактор Р. К. Воронина
Корректоры: В. С. Гуськова, С. Л. Чистякова
Сдано в набор 22/IX-62 г. Подписано к печати 27 XI-62г. Бумага
60X90*/W. 11,25 печ. л. 10.55 уч.-изд. л. Тираж 10 тыс. экз. Т—00844.
Изд. № о^з Цена 42 к.
, Заказ 192.
Государственное издательство «Высшая школа».
Москва К--62. Подсосенский пер.. 20.
Полиграфкомбинат Приволжского совнархоза,
г. Саратов, ул. Чернышевского, 59.
ПРЕДИСЛОВИЕ
Настоящая работа является учебным пособием для студентов
технологических вузов. Это определяет ее объем, расположение
материала и характер изложения. #
Руководствуясь мероприятиями по дальнейшему развитию ма-
шиностроения и приборостроения, намеченными в Программе Ком-
мунистической партии Советского Союза, принятой XXII съездом
КПСС, перед автором стояла задача — дать студентам материал,
изучив который, будущий конструктор или технолог мог обосно-
ванно назначить точность метрических резьб, исходя из эксплуата-
ционных и технологических требований, выбрать средства изго-
товления и контроля резьбы.
В книге отражен опыт отечественного и зарубежного машино-
строения и приборостроения, систематизированы и обобщены ре-
зультаты опубликованных научных работ, а также теоретические
и экспериментальные исследования автора.
В учебном пособии впервые комплексно систематизирован мате-
риал по вопросам точности, взаимозаменяемости, технологии изго-
товления и контроля резьбы: вследствие этого в процессе написа-
ния пособия встретились затруднения, связанные с отсутствием
многих необходимых результатов разработки метрических резьб,
архитектоникой построения курса и т. д.
Данное учебное пособие предназначено для изучения студента-
ми разнообразных тем, связанных с метрическими резьбами, соот-
ветственно по ^курсам:
а) взаимозаменяемость и технические измерения;
б) технология машиностроения;
в) режущий инструмент;
г) частично детали машин.
3
В задачу учебного пособия входит изложение основных научно
и практически обоснованных принципов изготовления и контроля,
расчет точности метрических резьб, с которыми приходится стал-
киваться студентам конструкторских и технологических специаль-
ностей при прохождении соответствующих курсов.
Предлагая свой труд вниманию студентов и преподавателей
высших учебных заведений, а также инженерно-технических ра-
ботников промышленности, интересующихся вопросами метрических
резьб, автор с благодарностью примет все замечения и пожелания,
которые помогут в дальнейшей работе над книгой.
Глава I
ПРОФИЛЬ РЕЗЬБЫ И ЕЕ ПАРАМЕТРЫ
§ 1. ОСНОВНЫЕ ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Резьбовые соединения с крепежной метрической резьбой яв-
ляются наиболее распространенными в машиностроении и приборо-
строении.
Профиль и основные параметры метрической крепежной резьбы
показаны на рис. 1.
Рис. 1. Профиль и основные параметры метрических резьб
Деталь, имеющую внутреннюю резьбу, условно называют гай-
кой, а деталь, имеющую наружную резьбу, — болтом или
винтом.
Профиль резьбы — это сечение витка в плоскости, про-
ходящей через ось резьбы. Метрическая крепежная резьба опреде-
ляется рядом параметров, основными из которых являются: сред-
ний, наружный, внутренний диаметры, шаг и угол профиля.
5
С р г л it и ft д и л м с т р р с з ь Г) ы d2 — диаметр воображае-
мою цилиндра, поверхность которого пересекает витки резьбы
'lahiiM <>5ра юм. чго ширина витков и ширина впадин равны.
11 л р у ж и i.i и диаметр резьбы d — общий для на-
ружной и внутренней резьбы диаметр цилиндра, описанного
<)|||оснгелыю вершин наружной резьбы и впадин внутренней
резьбы.
Внутренний диаметр резьбы d, — общий для
наружной и внутренней резьбы диаметр цилиндра, описанно-
го относительно впадин наружной резьбы и вершин внутренней
резьбы.
Шаг резьбы S — расстояние между параллельными сто-
ронами двух рядом лежащих витков, измеренное вдоль оси.
Угол профиля а — угол между боковыми сторонами
профиля, измеренный в осевой плоскости. Угол профиля для мет-
рических резьб принят равным а = 60°.
Различают половину угла профиля-^ как угол между боко-
вой стороной профиля и перпендикуляром, опущенным из вершин
теоретического треугольника симметричной резьбы на ось резьбы.
Посредством измерения можно установить не только величину
а, но и перекос резьбы. По полному углу а перекос резьбы устано-
вить нельзя.
Высота теоретической остроугольной
резьбы Н — высота остроугольного профиля, полученного при
продолжении боковых сторон профиля до их пересечения.
Высота номинального профиля резьбы h—
рабочая высота профиля, являющаяся наибольшей высотой сопри-
косновения сторон профиля резьбовой пары, измеренная перпен-
дикулярно оси резьбы.
Номинальный профиль резьбы на рис. 1 обведен утолщенной
линией.
Угол подъема резьбы ф — угол, образованный ка-
сательной в точке к винтовой линии, принадлежащей винтовой
поверхности, и плоскостью, перпендикулярной к оси резьбы.
Угол ф равен:
i» = arctg д.
Длина свинчивания I — длина соприкосновения по-
верхностей болта и гайки, измеренная вдоль оси. Для метрических
резьб с крупным шагом нормальной длиной свинчивания является
высота стандартной гайки 0,8—1 d. В зависимости от конструктив-
ных требований высота гайки может быть меньше и больше нор-
мальной.
6
§ 2. РАЗВИТИЕ КРЕПЕЖНЫХ РЕЗЬБ
До середины XIX в. крепежные резьбы выполнялись произ-
вольно разных профилей и размеров. В дальнейшем в связи с раз-
витием экономических связей между различными странами возник-
ла необходимость в проведении унификации крепежных резьб.
Первая попытка для унификации резьбы была предпринята
в Англии Витвортом в 1841 г. Им была предложена резьба с еди-
ным треугольным профилем и углом при вершине 55°, закруглен-
ными вершинами и впадинами, определенным числом шагов на
1 /Иойм осевой длины в зависимости от диаметров. Эта резьба ста-
ла называться резьбой Витворта.
Впоследствии этот профиль для упрощения технологии изго-
товления подвергся некоторым изменениям, и в настоящее время
дюймовый профиль регламентирован в СССР стандартом в виде
треугольного с углом 55° и плоскими срезами у вершин и впадин,
с зазорами во впадинах.
Дюймовую резьбу в отечественной промышленности разрешает-
ся применять только для ремонта старого оборудования, в кото-
ром эта резьба встречается.
Из-за высокой стоимости резьбового инструмента и трудностей
измерения угла 55° резьба Витворта не получила распростране-
ния. В 1860 г. в Америке Селлерсом была предложена другая тре-
угольная резьба с углом при вершине 60°; размеры шагов и диамет-
ров им были заимствованы в основном у резьбы Витворта. В резь-
бе Селлерса по наружному диаметру болта и внутреннему диамет-
ру гайки соответственно были введены плоские срезы, расположен-
ные от вершин теоретического треугольника на расстоянии равном
1/8 и 1/4 теоретической высоты профиля.
Позднее в Европе появились метрические резьбы с углом про-
филя 6(Г, но отличающиеся от резьбы Селлерса метрическим ис-
числением и другим соотношением между параметрами резьбы.
В СССР крепежные резьбы впервые стандартизированы в 1922 г.
Стандартами того времени были узаконены в качестве равноправ-
ных две системы: Витворта и метрические.
В 1937 г. отечественные стандарты на крепежные резьбы были
пересмотрены, в результате чего были утверждены метрические
резьбы.
При унификации метрических резьб особую трудность как в
нашей стране, так и за рубежом составили резьбы малых размеров
диаметром до 1 мм. Специфические эксплуатационные, технологи-
ческие и конструкционные требования резьб малых размеров об-
условили выделение их в самостоятельный размерный ряд и разра-
ботку для них своего профиля и системы допусков на параметры
резьбы.
Метрические резьбы диаметром до 1 мм в нашей стране перво-
начально были стандартизированы в 1946 г.
7
(?r:inji;ipTiruipoH;iiiiii.iii профиль (рис. 2) резьб диаметром до
I имел плоские срезы по наружному и внутреннему диаметрам
как резьбы винта, так и резьбы гайки. Угол между боковыми сто-
ронами профиля а = 5СГ, зазор — был предусмотрен в пределах
Рис. 2. Профиль метрических резьб малых
размеров по ранее действующему ГОСТ
3196—46
высоты основного расчетного профиля за счет увеличения внутрен-
него диаметра резьбы гайки.
При внедрении стандарта на резьбы малых размеров выявилось,
что заниженный внутренний диаметр резьбы винта из-за малого
среза резьбы гайки при затяжке нередко бывает причиной полом-
ки винтов от растяжения-
или скручивания, не дос-
тигнув нужной прочности за-
тяжки.
Переход на угол профи-
ля а = 50“ (с целью увеличе-
ния ширины площадки по
наружному диаметру резьбы
калибрующей части метчика)
не обеспечил ожидаемого уве-
личения стойкости метчи-
ков, как это предполагалось
при утверждении стандарта
на профиль, но уменьшил
прочность резьбовых соеди-
нений. В результате одновре-
менного применения резьб с
углами профиля 50° и 60°
нарушилась унификация
резьб диаметром до 1 мм
и свыше 1 мм, что приве-
ло к росту номенклатуры режущего и мерительного инструментов
на заводах.
Сложившиеся трудности на приборостроительных заводах, вы-
званные невысокой прочностью резьбовых соединений с углом
профиля 50е, привели к тому, что каждый завод самостоятельно
без достаточно обоснованных данных стал изыскивать пути устра-
нения этих трудностей. Это привело к нарушению взаимозаменяе-
мости не только между заводами, но даже по некоторым размерам
резьб в пределах одного завода. Несмотря на то, что стандартом
был предписан угол профиля 50®, некоторые приборостроительные
заводы для резьб малых размеров принимали угол 60°.
За истекший период со времени утверждения отечественных
стандартов на метрические резьбы научные исследования, отече-
ственный производственный опыт позволили глубже изучить во-
просы взаимозаменяемости резьбовых соединений и выработать
новые более оптимальные рекомендации по резьбе, появились более
8
прогрессивные и точные технологические способы изготовления
резьбы. За этот же период совершенствовались конструкции ма-
шин и приборов, повысилось требование к их качеству, возрос
промышленный темп производства.
В конце пятидесятых годов для лучшего удовлетворения требо-
ваниям производства все настоятельней возникала потребность в
дальнейшем улучшении качества метрических резьб. В 1958—
I960 гг. был произведен очередной пересмотр и утверждение новых
государственных стандартов на метрические резьбы.
В основу профиля (см. рис. 1) по новым государственным стан-
дартам (ГОСТ 9150—59 и 9000—59) был положен профиль, пред-
ложенный Международной организацией по стандартизации (JSO).
Это позволило принять единый профиль на метрические резьбы
всех размеров. Новый профиль метрических резьб подробно рас-
сматривается ниже.
§ 3. ПРОФИЛЬ МЕТРИЧЕСКИХ РЕЗЬБ
На рис. 1 утолщенной линией показан номинальный профиль
общий для болта (винта) и гайки, который .определяется углом
профиля 60° и плоскими срезами вершин и впадин резьбы на рас-
стоянии — для болта (винта) и — для гайки от вершин исходного
8 4
треугольника.
Форма впадин резьбы болта (винта) и гайки не регламентирует-
ся и может устанавливаться любой, т. е. плоскосрезанной, плоско-
срезанной с закруглениями по уголкам или закругленной, исходя
из необходимости' обеспечения прочности, а также из условий про-
ектирования резьбообразующего инструмента с наибольшим воз-
можным запасом на износ. Размер — на профиле задан как исход-
6
ный при проектировании новых резьбообразующих инструментов.
Для резьб диаметром свыше 1 мм наименьший радиус закругле-
ния или наименьшая ширина площадки (при плоскосрезанной
впадине) определяются их расположением на расстоянии — ==
8
= 0,108 S от вершины теоретического профиля резьбы; для резьб
диаметром до 1 мм таковые не нормируются.
Зазоры по диаметрам резьбы в стандартах представлены факуль-
тативно.
Профиль метрических резьб МО, 25—МО,9 мм регламентирован
ГОСТ 9000—59. В ГОСТ введены два вида резьб: основные и ре-
монтные.
В основных резьбах наружный диаметр и шаг связаны зависи-
мостью d — 4S. Ремонтные резьбы при том же шаге имеют большие
диаметры, чем основные, и вводятся на случай замены износившей-
ся основной резьбы в процессе ремонта. На чертежах резьбы малых
9
|нг1мг|нц| обошачтотся буквой «М» и диаметром, например: МО,5;
Л\< и г. д. Зги резьбы характеризуются большими углами
н< >/t ьгма.
11ро|)иль метрических резьб диаметром от 1 до 600 мм регламен-
iiipoBiii ГОСТ 9150—59. Метрические резьбы по ГОСТ 9150—59
ра |деляк)гся на резьбы с крупным и мелким шагами. У резьбы
с крупным шагом каждому наружному диаметру соответствует
свой шаг, определяемый зависимостью d 6S1*3.
У резьбы с мелкими шагами одному и тому же наружному ди-
аметру могут соответствовать разные шаги.
Метрические резьбы с мелкими шагами применяют, когда тре-
буется повышенная прочность соединения и при тонкостенных де-
тал ях.
Резьбы с крупными шагами на чертежах обозначаются буквой
«М» и диаметром, например М24, М64, и т. д.
Резьбы с мелкими шагами обозначаются буквой «М», диаметром
и шагом через знак «х», например, М24 X 2; М64 х 2 и т. д.
Глава II
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ МЕТРИЧЕСКИХ РЕЗЬБ
§ 1. СПОСОБЫ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ
• Существует два основных вида изготовления резьбы: реза-
нием (со снятием стружки) и накатыванием или вы-
давливанием (без снятия стружки, путем пластической
деформации поверхностного слоя заготовки). Применяемые спосо-
бы обработки резьбы относятся к тому или другому виду.
Нарезание наружных резьб производится резцами, гребенка-
ми, круглыми плашками, резьбонарезными головками, групповы-
ми фрезами, резцовыми головками («вихревой метод»), шлифоваль-
ными кругами на токарных, револьверных, болторезных, резьбо-
резных, резьбо-шлифовальных и токарных автоматах.
Внутренние резьбы нарезаются резцами, гребенками, метчика-
ми, резьбонарезными головками, фрезами на токарных, револьвер-
ных, сверлильных, гайконарезных, фрезерных станках.
Накатывание и выдавливание резьбы является одним из наи-
более распространенных процессов массового производства, и по
своей производительности (а в ряде случаев и точности) оставляет
позади остальные виды образования резьбы.
Процесс образования резьбы при накатывании сопровождается
большими радиальными усилиями, под действием которых пласти-
чески деформированный поверхностный слой с волокнами, облега-
ющими контур накатываемой резьбы, уплотняется и приобретает
повышенную механическую прочность и твердость.
Наибольшее распространение получили следующие процессы
накатывания: плоскими плашками, круглыми роликами, сегмен-
тами.
Под выдавливанием метрических резьб понимается процесс фор-
мирования стержневым инструментом внутренних резьб, резьбо-
вым отверстием круглой плашки без стружечных отверстий наруж-
ных резьб.
Факторами, ограничивающими применение накатывания и вы-
давливания резьбы, являются механические свойства обрабатывае-
11
мню м.чггршиш, конфигурация и размеры обрабатываемых изделий
и дп/1м<*1р резьбы.
11лклтывапие и выдавливание резьбы осуществляется на дета-
лях из спит и из различных цветных металлов (меди, сплавов алю-
миния); хорошо обрабатываются следующие группы стали: низко-
углеродистая, среднеуглеродистая с повышенным содержанием
углерода, низколегированная, легированная сталь специального
назначения (нержавеющая, жаропрочная и др.), термически обра-
ботанные стали с твердостью не выше 36—39 HRC.
В настоящее время при выборе способов й технологических ре-
жимов изготовления резьбы исходят из получения максимальной
производительности, необходимой точности резьбы, максимально-
го срока службы резьбообразующего инструмента и объема партии
деталей с резьбой.
В табл. 1,а дана оценка способам обработки резьбы по различ-
ным показателям при достижимой точности обработки в производ-
ственных условиях. За единицу производительности принята про-
изводительность при нарезании резьбы резьбонарезной головкой.
Т а блица* 1,а
Оценка способов обработки резьбы
№ по пор. Способ обработки Класс точности Класс чистоты поверхности Произво- дительность
1 Нарезание резьбовым резцом . 2-1 v6 — v8 ДО 2
2 Нарезание резьбы плашкой . . 3 — 2 v5 — v6 0,4
3 Нарезание резьбы головками . 2—1 v6 — v7 1,0
4 Вихревое нарезание резьбы . . 3 — 2 v5— v6 0,25 — 0,5
5 Резьбофрезерован ие групповой фрезой 3—2 v5 — v6 0,2 —0,3
6 Шлифование резьбы 1 и выше v8— v 11 2 — 3
7 Накатывание резьбы 2-1 v8— v 10 3—10
8 с нешлифован- Нарезание ным "Р°Филем . 3-2 v5 — v6 —
9 метчиками с0 шлифованным профилем . . . 2-1 v6— v7 —
При выборе способа и технологических режимов изготовления
резьбовых деталей ответственных соединений, особенно соедине-
ний, работающих при переменных нагрузках, должно учитываться
качество поверхности резьбы. Качество резьбовой поверхности
определяется ее микрогеометрией и физико-механическими свой-
ствами поверхностного слоя. Физико-механические свойства (твер-
дость, микроструктура, химический состав, остаточное напряже-
ние) характеризуют поверхностную прочность, износоустойчи-
вость, коррозионную стойкость резьбовой поверхности. Микрогео-
12
метрия и физико-механические свойства поверхностного слоя резь-
бы оказывают большое влияние на усталостную прочность (табл.
1, б) резьбовых соединений и практически не влияют на статиче-
скую прочность.
Таблица 1, б
Влияние шероховатости поверхности резьбы иа
усталостную прочность резьбовых соединений
Способ образования резьбы Размер резьбы, мм Материал болтов: сталь Чистота поверхно- сти резьбы болтов Среднее напряже- ние цикла, кг/мм* Предельная ам- плитуда цикла напряжений
± кг]мм*
Шлифование . . Нарезание резьбо- нарезными го- 6X1 4ОХНМА 45 V V 10 10 25 15 12,0 8,0 100 100
ловками . . . . Накатывание по- лированными 4ОХНМА 45 V V 7 6 25 15 8,0 7,0 67 87
роликами . . . То же неполиро- ванными ролика- 12X1,5 40ХНМА 45 V V 11 11 25 15 13,5 9,5 100 100
ми 4ОХНМА 45 V V 10 9 25 15 12,5 0,5 93 10
Из табл. 1, б видно, что усталостная прочность резьбовых со-
единений с ухудшением шероховатости поверхности резьбы умень-
шается в большей степени, когда болты изготовлены из стали
40ХНМА, и в меньшей степени, когда они изготовлены из стали
45, что объясняется повышенной чувствительностью к концентра-
ции напряжений легиррванных сталей.
При резьбообразовании неровности рабочих элементов инстру-
мента переносятся на обрабатываемую поверхность, увеличивая
размеры шероховатости. Чистота обработанной поверхности обыч-
но получается на 1—2 класса ниже чистоты поверхностей формиру-
ющих элементов инструмента. При затуплении режущих лезвий
шероховатость обрабатываемой поверхности резко возрастает.
В зависимости от способа и технологических режимов изготов-
ления резьбы физико-механические свойства поверхностного слоя
могут быть одинаковыми или отличными от свойств более глубоко
лежащих слоев металла детали. Например, при нарезании резьбы
структура металла в зоне витков резьбы по характеру близка к ис-
ходной, так как сравнительно малое сечение стружки и малое
усилие резания, наличие острой режущей кромки у инструмента
не вызывают значительной пластической деформации и изменения
13
поверхностного слоя металла. Физико-механические свойства этого
слоя не отличаются от свойств основного металла.
При накатывании резьбы физико-механические свойства по-
верхностного слоя резко отличны от свойств более глубоко лежа-
щего слоя. То же наблюдается при накатывании предварительно
нарезанной или шлифованной резьбы.
При накатывании резьбы под влиянием пластической деформа-
ции поверхностный слой изменяется:
а) образуется наклеп, повышающий твердость и прочность;
б) поверхностные слои металла приобретают волокнистое строение
и уже не перерезаются, как это имеет место при резании, а изогну-
ты по направлению течения металла при накатке; в) происходят
другие изменения, в результате которых повышается усталостная
прочность детали и увеличивается сопротивление поверхностного
слоя разрушению и износу.
На качество поверхностного слоя большое влияние оказывают
режимы обработки и прежде всего скорость резания и подача. Об-
щие данные о режимах при различных способах резьбообразования
приводятся в справочной литературе. Режимы для конкретных
случаев изготовления резьб предварительно проверяются опытным
путем, после чего вносятся в технологический процесс. При выбо-
ре режима обработки следует помнить, что повышенный режим,
соответствующий наибольшей производительности, не всегда бы-
вает равнозначен режиму, обеспечивающему наибольшую проч-
ность резьбовых соединений (табл. 2).
Таблица 2
Влияние режимов накатывания резьбы на усталостную
прочность болтов 12X15 из стали 40ХНМА (по А. И. Якушеву)
№ режимов Параметры режима Предельная ам- плитуда цикла напряжения, ± кг {мм*
число оборотов ролика, обмин удельное дав- ление, кг(мч время накатки, сек
1 55 80 2 7,5
2 78 120 3 13,5
3 78 180 6 17
4 78 180 10 15
Изменение прочности при различных режимах накатывания
объясняется соответствующим изменением качества поверхности.
Большое влияние на чистоту поверхности резьбы и стойкости
инструмента оказывает смазочно-охлаждающая жидкость (различ-
ные эмульсии и масла), которая отводит тепло из зоны формирова-
ния резьбы и облегчает отделение стружки при резании.
На чистоту поверхности резьбовых соединений большое влияние
оказывают также такие технологические факторы, как геометрия
14
резьбового инструмента, обрабатываемый материал и жесткость
системы станок — приспособление — инструмент — деталь.
[ При термообработке детали после изготовления резьбы каче-
\ство поверхности ее ухудшается и происходит обезуглероживание
поверхностного слоя. Поэтому термообработку резьбовых деталей
более целесообразно производить до изготовления резьбы.
Для получения точной по размерам и профилю резьбы большое
^значение имеет точность резьбы самого инструмента и диаметр за-
: готовки; о них подробно сказано в § 4 и 5 данной главы.
§ 2. ИЗГОТОВЛЕНИЕ РЕЗЬБ РЕЗАНИЕМ
А. Наружные резьбы
Резьбовые резцы и гребенки. Резьбовые резцы
и гребенки применяются при нарезании особо точных наружных
резьб, а также находят применение в индивидуальном производст-
ве при отсутствии другого (более производительного) резьбонарез-
ного инструмента.
При нарезании метрических наружных резьб употребляются
резцы следующих типов:
а) стержневые, закрепляемые непосредственно разцедержате-
лем суппорта токарного станка;
б) призматические, обычно закрепляемые в специальных дер-
жавках;
в) круглые (дисковые) — для нарезания как наружной, так и
внутренней резьб; закрепляются в специальных державках.
Резьбовые резцы могут быть однониточными и многониточными,
последние обычно называются гребенками.
Нарезание однониточным резьбовым резцом является весьма
малопроизводительной операцией, потому что для полного нареза-
ния ниток необходимо сделать большое число проходов. Благодаря
наличию нескольких зубцов гребенка не требует столь большого
числа проходов, как однониточный резьбовой резец, и обеспечи-
вает соответственно большую производительность.
Нарезание резьбы резцами производится на токарно-винторез-
ных станках различной конструкции. Согласование подачи резца и
вращение детали при нарезании резьбы на этих станках осуществ-
ляется жесткой кинематической связью вращения шпинделя с
обрабатываемой деталью и ходового винта, служащего для подачи
суппорта, с резцом в продольном направлении (рис. 3).
Необходимая величина перемещения резца за каждый оборот
шпинделя устанавливается, как известно, при помощи коробки
подач станка и набора сменных шестерен.
Для осуществления серии проходов при нарезании резьбы рез-
цами применяют две схемы врезания: в радиальном и продольном
направлении.
15
Для Bpt'4.iiiiHi в радиальном направлении в резании участвуют
одновременно правая и левая режущие кромки и вершины резца.
Эго затрудняет процесс стружкообразования, требует значитель-
ных усилий при резании и вызывает интенсивный износ вершины]
резца. , 1
При врезании вдоль одной из сторон профиля резание осу-]
ществляется только одной гранью и вершиной резца. Это создает,
более благоприятные условия процесса, но в этом случае понижав
ется точность профиля. Вторая схема подачи на глубину применяет-!
ся для черновых проходов или для нарезания резьбы с грубой по-
Рис. 3. Схема нарезания резьбы резцом на
токарно-винторезном станке:
верхностью. Метрическую
резьбу крупного шага ча-
ще нарезают по комбини-
рованной схеме.
Поскольку форма режу-
щей кромки резьбового
резца зависит от формы
профиля резьбы, то необ-
ходимо, чтобы резец был
правильно установлен на
станке. При установке ну-
жно, чтобы ось профиля
резца располагалась пер-
пендикулярно к оси изде-
1 — заготовка; 2— резьбовой резец; 5— поперечный
суппорг; 4 — ходовой винт; 5 — ходовой валик; 6 —
продольный суппорт; 7 — направляющие станины
станка; 3—гитара зубчатых колес; Р—шпиндель
лия, а режущая кромка
относительно изделия за-
нимала вполне определен-
ное положение.
В работе наибольший износ происходит на вершине резца,
работающей в более тяжелых условиях, чем остальные элементы
режущих кромок.
•Неравномерный износ резца приводит к искажению угла профи-
ля нарезаемой резьбы. Поэтому, чтобы работать резцами до полно-
го износа, угол при вершине делают более острым в сравнении с
требуемым на 0,5—1°. Износ резцов определяется допустимой ве-
личиной уменьЩения высоты профиля изделия.
Широко применяются призматические и круглые резьбовые
резцы, допускающие большое число переточек. При применении
этих резцов процесс изготовления резьбы значительно ускоряется,
так как уменьшается число проходов на нарезание.
Круглые плашки. В мелкосерийном производстве, а
также в инструментальных цехах, нарезание круглыми плашками
(рис. 4, а) в один проход довольно распространено при диаметре
резьбы до 20—24 мм.
Круглая плашка имеет заборную h и калибрующие части /а;
основной режущей частью является заборная.
Заборная часть плашки выполняется в виде внутреннего кону-
16
са, распределяющего работу по нарезанию резьбы на несколько
зубьев. Угол 2<р этого конуса берется в пределах 40—60* с меньшим
значением для твердых материалов.
Для увеличения срока службы режущие части делаются с
обеих сторон плашки. Длина калибрующей части /а для нормаль-
ных резьб составляет 4-—4,5 витков.
Новая плашка при нормальных условиях работы должна на-
резать резьбу 2-го класса точности; практически достижимая точ-
ность изготовления резьбы изделия круглой плашкой соответст-
Рис. 4. Круглая плашка:
а — плашка; б — плашкодержатель
вует 3-у классу точности. Такая невысокая точность объясняется
тем, что круглые плашки имеют нешлифованный профиль резьбо-
вой нитки, и, следовательно, неизбежное коробление нитки при
термической обработке у плашек не может быть устранено. В ре-
зультате коробления происходит значительное искажение шага,
среднего диаметра и половины угла профиля резьбы.
Круглые плашки изготовляются в основном двух видов: раз-
резные, или регулируемые по диаметру, и неразрезные. Последние
гораздо надежней и обеспечивают получение более правильной и
чистой резьбы, чем разрезные, так как наличие прореза часто вызы-
вает перекос режущих кромок и порчу резьбы. Разрезные плашки
регулируются по образцовому винту, который должен свободно
ввинчиваться от руки в отрегулированную плашку.
При нарезании резьбы на станках применяют специальные
плашкодержатели (рис. 4, б). Плашкодержатели позволяют плаш-
ке самоустанавливаться пртсигдращения изделия. ,
17
Пл станке круглая плашка на участке первых двух витков во
избежание подреза резьбы подается принудительно.
Величина принудительной подачи меньше шага резьбы.
11рипудитель-ная подача осуществляется вручную — при наре-j
занпи на токарном станке или под действием специального меха-
низма подачи — при нарезании на автомате.
Многошпиндельные автоматы и полуавтоматы обычно имеют
вращение шпинделей только в одну сторону, поэтому при операции'
нарезания резьбы пользуются одновременным вращением детали и
инструмента с различными скоростями. При нарезании число обо-
ротов инструмента устанавливается меньше, чем число оборотов
шли неделя с деталью, причем разность чисел оборотов должна
обеспечить требуемую скорость резания. При свинчивании число
оборотов инструмента автоматически увеличивается, что вызывает
реверсирование шпинделя. Время свинчивания в 3—5 раз меньше»
чем время нарезания.
При работе плашкой после нарезания необходимо произвести
свинчивание ее. В одношпиндельных автоматах оно осущестляет-
ся посредством реверсирования шпинделя. В процессе свинчива-
ния плашкодержатель удерживается от вращения, но может пере-
мещаться в продольном направлении до исходного положения.
У круглых плашек вследствие того, что они имеют незатыло-
ванную резьбовую нитку, происходит полное соприкосновение резь-
бовых профилей на определенных участках. Это затрудняет доступ
смазывающей и охлаждающей жидкости к режущим кромкам и тру-
щимся поверхностям и- создает дополнительный нагрев и износ
плашки. По этим причинам круглые плашки не допускают приме-
нения более высоких скоростей резания, чем 2—4 м/мин, и поэто-
му работают с относительно низкой производительностью. Круг-
лые плашки — малопроизводительный инструмент и не обеспечи-
вают нарезания точной резьбы.
В настоящее время круглые плашки заменяются более произво-
дительными и точными резьбонарезными резьбонакатными голов-
ками.
Резьбонарезные головки. Нарезание наружной
резьбы резьбонарезными головками получило широкое применение
в серийном и массовом производствах. В сравнении с предшествую-
щими инструментами резьбонарезные головки имеют следующие
преимущества:
а) позволяют устранить холостой ход на свинчивание, так как
в конце нарезания резьбовые гребенки расходятся, и головка может
быть быстро отведена назад;
б) обеспечивает точность нарезания резьбы до 2 и 1 класса точ-
ности (это объясняется тем, что резьбовые гребенки головок могут
быть отшлифованы по резьбовой нитке после термической обработ-
ки, а следовательно, резьбовой профиль может быть получен с
высокой степенью точности);
18
в) резьба, как правило, нарезается за один проход;
г) допускает большое число переточек резьбовых гребенок, что
весьма удлиняет срок их работы.
I Резьбонарезные головки, в основном применяются для резьб
М4—М60 мм.
’ В зависимости от конструкции режущего инструмента резьбо-
нарезные головки разделяются на следующие типы:
а) головки с плоскими радиальными гребенками (рис. 5, а);
б) головки с круглыми гребенками (рис. 5, б);
в) головки с тангенциальными гребенками (рис. 5, в).
Рис. 5. Схема работы гребенок резьбонарезных головок
Плоские радиальные гребенки головок 1-го типа чаще изго-
товляют из твердого сплава, реже из инструментальной и быстро-
режущей стали. Гребенки из твердого сплава имеют более высокие
скорости резания, большую производительность, лучшее качество
поверхности резьбы, чем другие.
Из-за большого расхода твердого сплава тангенциальные и
круглые гребенки из твердого сплава вообще не применяются.
Резьбонарезные головки с круглыми гребенками получили наи-
большее распространение, главным образом, потому, что они обеспе-
чивают наибольшую точность нарезаемой резьбы и допускают наи-
большее число переточек гребенок.
Головки с круглыми гребенками применяются на автоматах,
револьверных и сверлильных станках. Для диаметров обрабатывае-
мой резьбы до 42 мм головки выпускаются по ГОСТ 3307—54.
Для работы на револьверных станках применяют невращающие-
ся резьбонарезные головки; при этом вращается изделие, а голов-
ка имеет только поступательное движение.
Для работы на автоматах и полуавтоматах применяют вращаю-
щиеся головки; такие головки раскрываются и закрываются авто-
матически специальной вилкой.
Фрезерование резьбы. Фрезерование метрической
резьбы имеет широкое распространение в машиностроении и в ряде
случаев является наиболее целесообразным видом образования
резьбы.
19
Применение фрезерования особенно необходимо при нарезании
резьбы, примыкающей тесно к галтелям, буртикам, а также резь-
бы, доходящей до дна глухих отверстий, так как в таких случаях
только при помощи фрезерования можно обеспечить полную резь-
бовую нитку вплоть до буртика или до дна отверстия. ,
Фрезерование применяется также при нарезании резьбы на из-
делиях из вязких и твердых сталей, когда нарезание резьбы плашт
Рис. 6. Схема фрезерования резьб:
в — наружной резьбы гребенчатой фрезой; б—внут-
ренней резьбы гребенчатой фрезой
ками или резьбонарезными головками не может обеспечить чисто-
ту поверхности на резьбе или же вызывает быстрое затупление
плашек.
Фрезерование метрических резьб ведется гребенчатыми резьбо-
выми фрезами. Фрезы имеют кольцевую нарезку и изготовляются
с затылованным зубом или нарезают резьбу одновременно на всю
длину изделия.
Длина гребенчатой фрезы берется обычно на 2—3 нитки больше
по сравнению с длиной нарезаемой резьбы; нарезание резьбы произ-
водится за 1,25 оборота нарезаемого изделия, причем, добавочная
1 /4 оборота дается для перекрытия места врезания фрезы.
20
\
\
\ При нарезании резьбы изделие при каждом обороте должна
| продвинуться в осевом направлении на один шаг нарезаемой
г резьбы.
Схема фрезерования резьбы показана на рис. 6. При нарезании
метрической резьбы ось фрезы расположена параллельно оси изде-
лия.
Одним из серьезных недостатков фрезерования резьбы является
неравномерность фрезерования, вследствие чего резание произво-
дится толчками. Это приводит к ухудшению чистоты обрабатывае-
мой поверхности и ускоряет затупление инструмента.
Нарезание резьбы гребенчатыми фрезами производится на резь-
бофрезерных станках.
Разновидностью фрезерования резьбы является вихревое наре-
зание. Сущность вихревого нарезания состоит в нарезании резьбы
при скоростном фрезеровании резцами, оснащенными твердыми
сплавами. Схема вихревого нарезания наружной резьбы представ-
лена на рис. 6, в.
При вихревом нарезании резцы устанавливаются на головки,
которые в свою очередь монтируются на специальные приспособле-
ния. Приспособления можно использовать на ряде станков (в том
числе и на токарных). Во время нарезания резьбы головка вместе
с резцами вращается с большой скоростью, а издёлие медленно
поворачивается и продвигается в осевом направлении.
Шлифование, резьбы. Шлифование резьбы приме-
няется в качестве отделочной обработки точных ответственных
резьб.
В практике машиностроительных заводов наиболее широкое
распространение получили шлифование резьбы в центрах и бес-
центровое шлифование.
Существует три разновидности шлифования резьбы в центрах:
шлифование однопрофильным кругом; шлифование многопрофиль-
ным кругом с продольной подачей; шлифование многопрофильны-
ми широкими кругами.
Бесцентровое шлифование применяется для обработки наруж-
ной резьбы в массовом производстве; производительность этого
процесса весьма высока. Бесцентровое шлифование применяется
для получения резьбы на термически обработанных деталях, а
также при изготовлении резьбовых шпилек из горячекатаных прут-
ков.
Наибольшую точность обеспечивает шлифование однопрофиль-
ным кругом. При изготовлении резьб 1-го класса этот способ обес-
печивает наименьшие погрешности, а именно: а) по шагу не свыше
+ 0,003 мм на длине 25 мм и +0,010 мм на длине до 500 мм\ б) по
среднему диаметру резьбы не более +0,003—0,005 мм и в) на по-
ловине угла профиля резьбы не более ±2,5'—3,5'.
21
Б. Внутренние резьбы
Нарезание внутренней метрической резьбы обычно производят
метчиками или резьбонарезными головками. Метчики особенно
широкое применение получили при нарезании мелких резьб, для
коюрых они являются единственным инструментом.
1. Метчики
По конструкции и применению различаются следующие основ-
ные типы метчиков: машинные, гаечные, калибровочные, ручные.
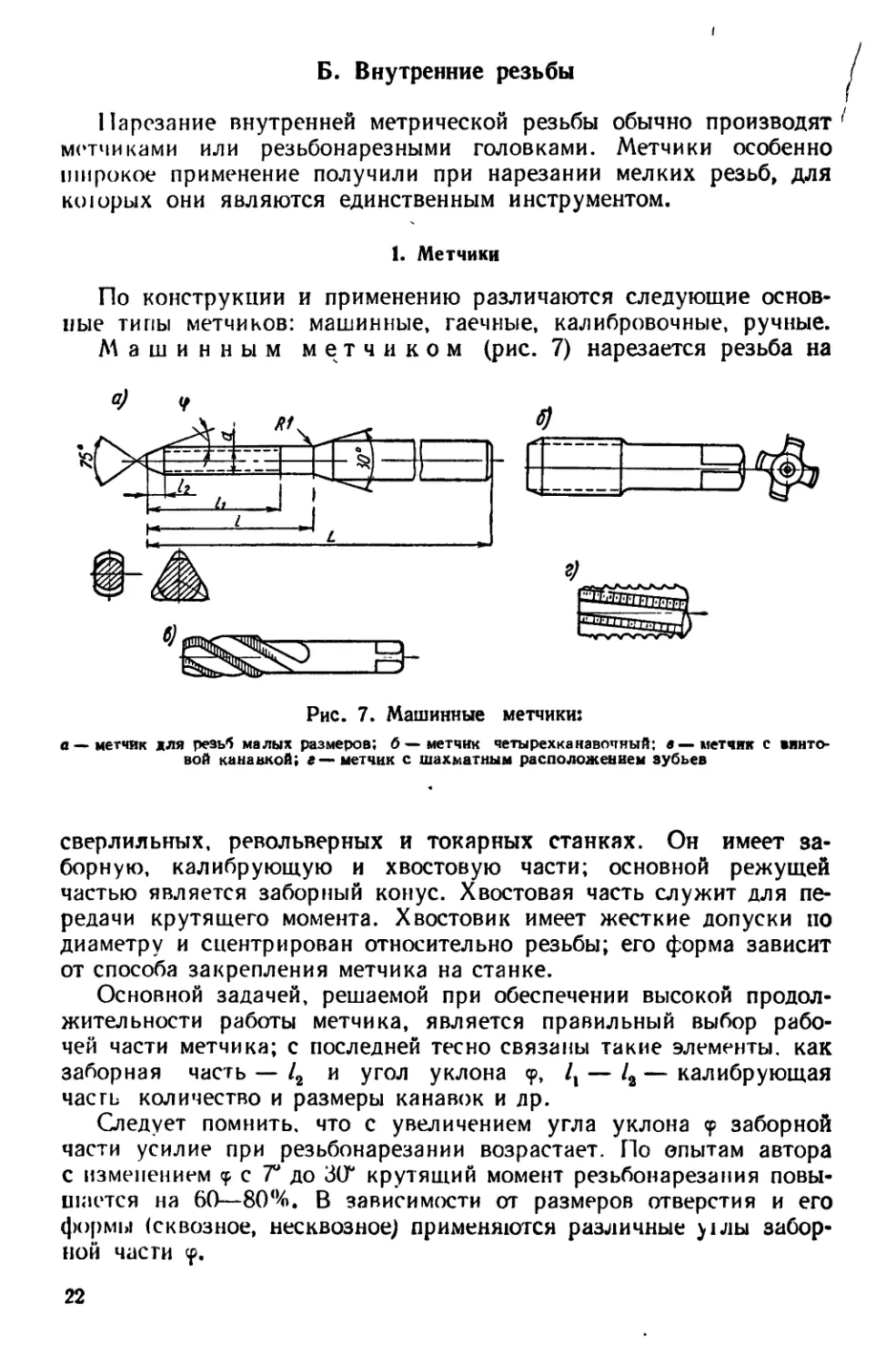
Машинным метчиком (рис. 7) нарезается резьба на
Рис. 7. Машинные метчики:
а—метчик для резьб малых размеров; 6—метчик четырехканавочный; а—метчик с винто-
вой канавкой; г—метчик с шахматным расположением зубьев
сверлильных, револьверных и токарных станках. Он имеет за-
борную, калибрующую и хвостовую части; основной режущей
частью является заборный конус. Хвостовая часть служит для пе-
редачи крутящего момента. Хвостовик имеет жесткие допуски по
диаметру и сцентрирован относительно резьбы; его форма зависит
от способа закрепления метчика на станке.
Основной задачей, решаемой при обеспечении высокой продол-
жительности работы метчика, является правильный выбор рабо-
чей части метчика; с последней тесно связаны такие элементы, как
заборная часть — /2 и угол уклона ср, 1Х — 12— калибрующая
часть количество и размеры канавок и др.
Следует помнить, что с увеличением угла уклона ср заборной
части усилие при резьбонарезании возрастает. По опытам автора
с изменением ср с 7° до 3(Г крутящий момент резьбой а резани я повы-
шается на 60—80%. В зависимости от размеров отверстия и его
формы (сквозное, несквозное) применяются различные >1лы забор-
ной части ср.
22
Машинные метчики, предназначенные для нарезания резьбы
в сквозных отверстиях, изготавливаются с заборной частью
4 = (6 4-7)S;<p = 7° — для резьб диаметром свыше 1 мм*
12 = 38; <р=14° — для резьб диаметром менее 1 мм.
Для метчиков резьб малых размеров угол <р < 14° не применя-
ют; при таких углах метчики не получают надежного направления
в отверстии в момент врезания, что приводит к разбивке отверстия
под резьбу и завышению внутреннего диаметра гайки. При этом
понижается прочность резьбовой части, вызывая частую поломку
метчиков.
^Ддя нарезания резьбы в глухих отверстиях метчики изготовля-
ются с длиной заборной части /2 = 23 и <р = 23°. Эти метчики при-
меняются также для нарезания резьбы в сквозных отверстиях дета-
лей, изготовляемых из материалов невысокой твердости (латунь,
нейзильбер и др.) и имеющих высоту гайки меньше критической.
Увеличение угла ? > 23° приводит к значительному росту усилия
при резьбонарезании и вызывает частую поломку метчиков.
"Число канавок метчика зависит, в основном, от назначения
метчика, его диаметра и свойств обрабатываемого материала.
При большом количестве канавок крутящий момент значитель-
но возрастает вследствие больших сил трения. С этой точки зрения
целесообразно создавать минимальное число канавок, особенно при
нарезании резьбы небольшого диаметра в пластических материа-
лах.
С другой стороны, увеличение числа канавок способствует луч-
шему напоавлению метчика в работе, увеличению числа одновре-
менно работающих зубьев (перьев) и, следовательно, уменьшению
нагрузки на каждый зуб.
В практике для резьб малых размеров до Ml,2 мм применяют
метчики с двумя и тремя канавками в виде плоских граней, распо-
ложенных в продольном направлении под углом к оси метчика,
^^вухканавочными метчиками с плоскими гранями нарезают
резьбу в легких сплавах с пределом прочности на растяжение ав <
<60 (латунь, нейзильбер и др.).
мл2
Трехканавочными метчиками с плоскими гранями нарезают
резьбу в стальных деталях с > 60 при высоте гайки, не
в мм*
превышающей 1,5 d. Недостатками трехгранных метчиков с пло-
скими гранями являются большие отрицательные передние углы;
в результате при резьбонарезании происходит не только резание,
но и выдавливание материала, что увеличивает крутящий
момент.
Для резьб средних и крупных размеров получили широкое
распространение метчики с тремя и четырьмя канавками. При на-
резании резьбы четырехканавочными метчиками отмечаются ча-
стые случаи заедания, изготовление их дорогое, но измерение пара-
23.
метров резьбы у них легче, чем у трехканавочных. Применение
трехканавочных метчиков преследует цель — максимально увели-
чить объем канавок для размещения стружки, а также обеспечить
резание в условиях больших подъемов на зуб с тем, чтобы глубина
резания превышала толщину наклепанного слоя.
Трехгранные метчики с полированными канавками применяют
при нарезании резьбы в труднообрабатываемых материалах, ка-
кими являются высокопрочные стали, титановые сплавы.
Для резьб диаметром свыше 20 мм число канавок может дохо-
дить до 5—6.
При любом количестве канавок следует должное внимание
уделять форме канавок метчика.
Форма канавки метчика должна способствовать лучшему раз-
мещению и отводу стружки в процессе резания, а также исключать
резание во время обратного вывертывания метчика после нареза-
ния резьбы. Кроме того, форма канавки должна препятствовать
налипанию стружки, застреванию и спрессовыванию ее между
витками метчика и отверстия при нарезании резьбы.
Глубина канавки для резьб диаметром до 1 мм непостоянна и
уменьшается равномерно по мере приближения к хвостовику. Глу-
бина канавки для резьб диаметром свыше 1 мм может быть постоян-
ной и переменной в зависимости от условий резьбонарезания.
По направлению вдоль оси канавки у метчиков могут быть пря-
мыми или винтовыми (рис. 7, а; б).
Для отвода стружки в заданном направлении, а также для более
плавного входа и выхода метчика (особенно при прерывистом наре-
зании резьбы, в частности, когда нарезаемое отверстие имеет один
или несколько продольных пазов) целесообразно применять метчи-
ки с винтовым направлением канавок. Угол наклона винтовых ка-
навок выбирается в зависимости от типа и назначения метчика и
доходит до 60°.
Для создания одинаковых углов резания на обеих сторонах
профиля резьбы угол наклона винтовых канавок принимают рав-
ным углу подъема резьбы.
Направление винтовых канавок принимается в зависимости от
характера нарезаемой резьбы. При нарезании резьбы у сквозных
отверстий применяются метчики с левым направлением винтовых
канавок; в этом случае направление схода стружки совпадает с на-
правлением метчика и стружки, следовательно, направлено вперед.
При нарезании резьбы в глухих отверстиях применяют метчи-
ки с правым направлением канавок; в этом случае стружка направ-
лена назад, т. е. к хвостовику.
ГМетчики с прямыми канавками хорошо работают по чугуну,
дюралюминию, среднеуглеродистой конструкционной стали. Если
длина сквозного отверстия больше двух диаметров, на метчиках
с прямыми канавками делается специальная подточка заборной
части. *
24
Метчиками с прямыми канавками при нарезании глухих отвер-
стий можно пользоваться при неглубокой резьбе (до 2d). Приме-
нение таких метчиков для нарезания более глубоких отверстий
вызывает их частые поломки. Если применять метчики с винтовы-
ми канавками, то поломок не наблюдается и стойкость метчиков
возрастает до двух раз.
При нарезании резьбы большой длины применяются усиленные
метчики. Они имеют левые винтовые канавки (при нарезании пра-
вой резьбы), благодаря чему отделяющаяся стружка направляется
вперед. Канавки выбраны полностью только на заборной части мет-
чика, дальше (на калибрующей части) они переходят в узкие кли-
новые прорези. Эти прорези служат лишь для подвода смазывающе-
охлаждающей жидкости, они же обеспечивают возможность изго-
товления метчиков с затылованием перьев на калибрующей части.
Эти метчики работают без поломок и дают высокую производитель-
ность труда. Нарезанная ими резьба имеет высокую точность. Мет-
чики этой конструкции могут применяться при нарезании сквозной
и глухой резьбы.
Для нарезания внутренней резьбы на деталях из вязких мате-
риалов применяют метчики с шахматным расположением зубьев
(см. £ИС. 7).
При нарезании резьбы метчиком с шахматным расположением
зубьев снижается трение, улучшается поступление смазки, облег-
чается стружкообразование и размещение стружки в канавках
метчика. Благодаря этому снижается крутящий момент резьбона-
резания и наблюдается повышение стойкости метчиков.
Подсчет машинного времени при нарезании резьбы машинны-
ми метчиками производится по следующим формулам:
для сквозных отверстий
Т = + 2 • $ I L + lt + 2S ,
1 каш щ • S "Т" n^S ’
для глухих отверстий
Т = I
'маш щ . S “Г Л, • S ’
где L — длина резьбы с полным профилем, мм;
/2 — длина заборной части метчика, мм;
S — шаг резьбы, леи;
гц; Пг — число оборотов прямого и обратного ходов в минуту.
Гаечные метчики бывают следующих видов:
а) с коротким хвостовиком, предназначенные для использова-
ния на токарных и револьверных станках-; обычно работают с вы-
вертыванием обратно после окончания нарезания. Метчики этого
вида стандартизированы для крепежных резьб диаметром от 2 до
33 мм ;
б) с длинным прямым хвостовиком, предназначенные для наре-
25
ЯЛШВ1 резьбы на гайкорезных станках и специальных автоматах
бич вынинчира ши из изделия. Гайки по мере нарезания надеваются
ни хвостовик. После того, как хвостовик полностью заполняется
ганками, метчик снимается со станка и гайки удаляются с хво-
ciовика. Эти метчики изготовляются для резьб диаметром до
52 мм;
в) с изогнутым хвостовиком. Такие метчики устанавливаются на
специальных гайконарезных автоматах для непрерывного нареза-
ния гаек. Гаечные метчики изготовляются со шлифованным про-
филем.
Ручные метчики обычно изготовляются комплектом
из двух или трех штук (в зависимости от размера резьбы и свойств
обрабатываемого материала) и предназначаются для нарезания
как сквозных, так и глухих отверстий.
Применение комплекта метчиков для ручного нарезания резь-
бы объясняется ограниченностью крутящего момента, который
может развить рабочий при ручном нарезании. К тому же сниже-
ние нагрузки на метчик с применением комплекта делает возмож-
ным метчики изготовлять из менее дефицитных инструментальных
сталей и повысить их стойкость в работе.
Комплекты из трех метчиков (чистового, среднего и чернового)
изготовляются для метрической резьбы с крупным шагом
диаметром от 1 до 7 и от 27 до 52 мм, ; а все остальные метчи-
ки изготовляются комплектом из двух штук (чистового и чер-
нового).
Чистовые, средние и черновые метчики отличаются один от
другого величиной заборного конуса, наружным и средним диамет-
ром.
Ручные метчики снабжаются цилиндрическим хвостовиком с
квадратом. Хвостовик вставляется в клупп, с помощью которого
производят нарезание.
В последнее время получили распространение одинарные руч-
ные метчики для нарезания глухих отверстий с винтовой канавкой.
Эти метчики изготовляются из быстрорежущей стали со шлифован-
ным профилем. Угол подъема винтовой канавки колеблется от 30
до 45°.
Калибровочные метчики. Калибровочные метчики
в большинстве случаев употребляются для окончательной обработ-
ки или прочистки крупных резьб. В отношении размеров резьбы
они отличаются от чистовых ручных метчиков тем, что средний
диаметр их изготовляется ближе к наименьшему среднему диамет-
ру на метчики по ГОСТ 7250—54, а наружный диаметр делается по
наибольшему размеру по тому же стандарту.
Кроме того, эти метчики обычно имеют число перьев больше,
чем у машинных метчиков. Длина рабочей части делается не более
20 витков, из них на заборную часть приходится 1—2 витка.
26
Резьба этих метчиков по профилю, как правило, шлифуется, а
заборная часть затылуется. Калибровочные метчики изготовляют-
ся как хвостовыми, так и насадными.
2. Резьбовые головки
При машинном нарезании внутренней резьбы в массовом и
крупносерийном производствах, начиная (примерно) с диаметра
36 мм, применяются раздвижные резьбонарезные головки. Раз-
движные резьбонарезные головки в сравнении с метчиком облада-
ют следующими преимуществами:
а) отсутствием необходимости выворачивать метчик из нарезаемо-
го отверстия, что значительно повышает производительность при
работе такими головками, улучшает чистоту обрабатываемой по-
верхности, устраняет необходимость в устройстве для реверсирова-
ния станка;
б) возможностью точной обработки отдельных плашек метчика
при помощи шлифования по профилю нитки, а также возможностью
более точной их заточки, что обеспечивает высокую точность наре-
заемой резьбы и чистоту обрабатываемой поверхности;
в) возможностью регулировки размера резьбы по среднему диа-
метру в значительных пределах;
г) экономией дефицитной инструментальной стали, так как из
этой стали изготовляются только плашки такой головки.
Такие головки изготовляются для нарезания резьб в широких
пределах от 36 до 300 мм.
Режущими элементами раздвижных резьбонарезных головок
являются резьбовые гребенки. Гребенки, установленные в этих
головках, сменные; каждому диаметру резьб соответствует отдель-
ный комплект гребенок. Раздвижная конструкция гребенок поз-
воляет производить их предварительную настройку с точностью
±1 мм на диаметр. Более точная настройка достигается посредст-
вом пробных проходов. Принципиально устройство рассматривае-
мых головок схоже с устройством резьбонарезных головок, при-
меняемых для наружной резьбы.
3. Резьбонарезные патроны для крепления метчиков
На получение качественной и точной резьбы большое влияние
оказывает конструкция применяемых патронов и способ крепле-
ния в них метчиков.
При нарезании резьб 2-го и 3-го классов точности на револь-
верных и радиально-сверлильных станках в мелкосерийном про-
изводстве приценяются жесткие патроны, представляющие собой
наиболее простую державку для метчика (рис. 78, а). Такие патро-
ны имеют недостаток, заключающийся в том, что при неточном
совпадении оси просверленного отверстия и оси метчика последний
будет работать неравномерно своими режущими кромками, и резь-
ба получится недостаточно, чистая и правильная.
27
Устранение влияния технологически неизбежных перекосов и
неконнентричности, возникающих при установке нарезаемой дета-
ли относительно оси метчика, достигается применением самоуста-
навливающихся патронов (рйс. 8, б).
а — державка; б — самоус тан а вливающийся патрон; в — г — ком*
пенсирующие патроны: / — патрон; 2 — кондукторная плита; 5 —
съемный шпиндель с ведущей резьбой; 4— резьбовая втулка; д —
самовыключающийся патрон
Несоответствие шага резьбы величине подачи шпинделя может
быть устранено применением специальных компенсирующих патро-
нов для метчиков (рис. 8, в).
Обеспечение точности нарезания резьбы на заданную высоту,
регламентированную допуском, осуществляется применением само-
выключающихся патронов и контрольно-защитных устройств к
резьбонарезным станкам (рис. 8, д').
Патроны (рис. 8,6) применяется для нарезания резьб 1-го и
2-го классов точности на вертикально-сверлильных станках.
Патроны (рис. 8, в и г) применяются для нарезания резьб с
различным шагом одновременно в нескольких отверстиях деталей
28
на многошпиндельных нарезных станках. Патрон (рис. 8, в) дает
возможность за счет сжатия пружин компенсировать как опереже-
ние, так и отставание подачи от шага; обеспечивает при нареза-
нии резьбы 2-й и 3-й класс точности.
В патроне (рис. 8, г) метчику сообщается принудительное по-
ступательное движение. Для чего на каждом шпинделе укрепляет-
ся специальная втулка с лекальной резьбой того же шага, что и
нарезаемая данным метчиком? Эта резьбовая втулка ввинчивается
(без зазора) в резьбовое отверстие кондукторной неподвижной пли-
ты. Обе резьбовые направляющие детали делаются стальными за-
каленными со шлифованной резьбой. Такая конструкция обеспе-
чивает точное винтовое движение метчика в соответствии с шагом
нарезаемой резьбы и вследствие этого позволяет получить более
точную резьбу, устраняет частичное срезание первых витков, а
также брак от полного срезания нитки, часто наблюдающийся при
нарезке резьбы в деталях на многошпиндельных станках.
Самовыключающийся от упора патрон (рис. 8, д) работает следую-
щим образом: после того, как прекратится продольная подача
шпинделя станка от действия останова, дальнейшее ввинчивание
метчика в нарезаемое отверстие заставит выдвигаться подвижную
часть патрона до тех пор, пока шпилька 3, жестко связанная с
оправкой 2, не выйдет из зацепления со шпилькой 4 выдвигаемой
части патрона 1. Этот тип патрона, главным образом, применяется
для нарезания резьбы метчиками (и круглыми плашками) на ре-
вольверных станках и автоматах, а также на многошпиндельных
нарезных станках. Патрон не обеспечивает высокой точности наре-
зания резьбы по высоте.
Для нарезания резьб по высоте с высокой точностью применяют
контрольно-защитные устройства.
В некоторых из рассмотренных патронах предусматривается
также возможность компенсации перекосов отверстия относитель-
но оси метчика.
Для предохранения метчиков при перегрузке применяют раз-
личные конструкции самовыключающихся патронов [15; 23], ко-
торые при крутящем моменте выше нормального перестают работать.
§ 3. ИЗГОТОВЛЕНИЕ РЕЗЬБ НАКАТЫВАНИЕМ И ВЫДАВЛИВАНИЕМ
Накатывание наружной резьбы плоскими плашками (рис. 9, а).
При накатывании резьбь! цилиндрическая заготовка прокатывает-
ся между двумя плашками, на поверхности которых имеются вы-
ступы и впадины, соответствующие профилю изготовляемой резь-
бы. Одна из плашек 1, называемая неподвижной, закреплена в
плашкодержателё станины станка. Вторая плашка 3, называемая
подвижной, закреплена в выемке ползуна, совершающего прямо-
линейное возвратно-поступательное движение в направляющих
станины. Когда ползун с подвижной плашкой находится в крайнем
29
заднем положении, заготовка обрабатываемого изделия вталкива-
ется специальным толкателем в пространство между плашками.
При движении ползуна вперед заготовка под действием силы тре-
ния начинает вращаться вокруг своей оси и поступательно пере-
мещаться вдоль плашек. Клинообразные нарезки плашек при
Накатные ролики
е)
Рис. 9. Способы изготовления наружных резьб накатыванием
. и выдавливанием
этом постепенно вдавливаются в тело заготовки, образуя углубле-
ния, а излишек вытесненного металла заполняет впадины нарезок
плашек. Прокатившись по всей поверхности последних, изделие с
окончательной резьбой (при крайнем переднем положении ползу-
на) автоматически выпадает в приемник обработанных деталей.
Способ получил наиболее широкое применение в крупносерийном
и особенно в массовом производстве резьбовых деталей 3-го и 2-го
классов точности с чистотой поверхности V7—Х79 класса на дета-
лях из конструкционных сталей и цветных металлов.
30
Этим способом чаще всего накатываются резьбы диаметром от
1,4 до 30 мм.
Для получения точной резьбы необходимо, чтобы у плашек бы-
ли выдержаны угол наклона, параллельность и профиль прямо-
линейных витков, нанесенных на поверхности плашек.
Основными недостатками процесса накатывания резьбы пло-
скими плашками являются:
а) сложность и продолжительность переналадки станков, что
обусловливает применение этого процесса в массовом производстве;
б) несовершенство инструмента и станка не позволяет накаты-
вать точные резьбы;
в) процесс пригоден только для получения резьбы на сплошных
деталях простой формы из материала с пределом прочности до 60 —
80 кг/мм2.
Накатывание наружной резьбы двумя
роликами с радиальной подачей (рис. 9, б).
Способ свободен от недостатков, присущих процессу накатывания
плоскими плашками, что значительно расширяет область его при-
менения.
Небольшие давления, высокие точность и качество поверхности
резьбовых витков, накатанных роликами, надежность и простота
настройки оборудования позволяют применять этот метод для об-
работки самых ответственных деталей машин и приборов. Способ
основан на принципе принудительного без проскальзывания обка-
тывания заготовки между роликами по цилиндрической поверхно-
сти, диаметр которой равен среднему диаметру резьбы.
Ролики I и 3 вращаются в одном направлении, при этом один
из них совершает поступательное движение подачи. Заготовка 2
устанавливается на опорном ноже 4. При сближении на заданное
межцентровое расстояние ролики, сдавливая заготовку, увлекают
ее во вращение и накатывают на ней резьбу. Резьбонакатные роли-
ки имеют многозаходную резьбу с профилем, соответствующим
профилю впадин накатываемой резьбы и с противоположным на-
правлением подъема ниток. При накатывании метрических резьб
число заходов ролика равно частному отделения средних диамет-
ров резьбы ролика и детали.
При накатывании правых резьб ролики вращаются по направ-
лению вращения часовой стрелки, а при накатывании левых
резьб — против часовой стрелки. При установке профиля каждого
из двух роликов смещены один относительно другого точно на 1/2
шага.
При накатывании роликами с радиальной подачей точность
резьбы выдерживается в допусках 1-го класса и выше. Точность от-
дельных параметров резьбы выполняется в следующих пределах:
средний диаметр 20—25 мк;
шаг резьбы ± 4 мк на длине 25 мм.
Половина угла профиля резьбы ± 15 .
31
Диапазон размеров резьб, накатываемых роликами, весьма
широк и для большинства роликовых резьбонакатных станков на-
ходится в пределах диаметров от 3 до 50 мм. Максимально нака-
тываемый диаметр резьбы на современных станках превышает
120 мм.
Другим способом, расширяющим технологические возможности
накатывания и позволяющим значительно повысить производитель-
ность накатывания является накатывание наружной
резьбы двумя роликами с тангенциальной
и о д а ч е й заготовок на проход между роликами.
Процесс накатывания по этому способу показан на рис. 9, в.
Два резьбонакатных ролика 1 и 2, установленные на требуемом
межосевом расстоянии, вращаются с различной окружной скоро-
стью в одну и ту же сторону. Подача заготовок 3, поступающих из
загрузочного устройства в зазор между роликами, осуществляется
благодаря тому, что комплект состоит из двух роликов разного
диаметра, а при накатывании им сообщается равное число оборо-
тов. Разность окружных скоростей создает усилие проталкивания
заготовок между роликами.
Для того чтобы происходило самозатягивание заготовок, необ-
ходимо соблюдение такого соотношения диаметров накатных роли-
ков и детали, при котором f >tga, где f— коэффициент трения
между роликами и заготовкой, a — угол захвата заготовки роли-
ком.
Для накатывания по описанному способу могут применяться
как стандартные двухроликовые накатные станки, так и специаль-
ные накатные автоматические станки.
Резьба, накатанная роликами рассматриваемого способа, соот-
ветствует 2-му классу точности и 6 4- 7 классам чистоты поверхно-
сти.
В обычных условиях работы с тенгенциальной подачей диаметр
накатываемой резьбы не превышает 10—12 мм.
Производительней» Q накатывания резьбы с тангенциальной
подачей заготовок при применении роликов разных диаметров
(согласно исследованиям В. Г. Дейнеко) определяется по формуле
где п — число оборотов роликов в минуту,
Къ — число заходов резьбы 1-го и 2-го ролика.
Задача повышения производительности, расширение диапазона
диаметров и точности накатывания резьбы решается оснащением
резьбонакатных станков специальными автоматически действую-
щими загрузочными устройствами, обеспечивающими непрерывную
механическую подачу заготовок, заменой цилиндрических винто-
вых роликов на затылованные и повышением технических требова-
ний к технологической системе станок — приспособление — ин-
струмент — деталь. Одна из возможных конструктивных схем
32
автоматического загрузочного устройства к резьбонакатным стан-
кам дана на рис. 9, г, там же показана схема затылованного
ролика:
/ — сепаратор; 2 — накатной ролик неподвижной бабки; 3 —
заготовка; 4 — кулачок; 5 — фиксатор; 6 — штанга; 7 — заты-
лованный накатной ролик, 8 — отсекающий механизм.
Накатывание наружной резьбы затыло-
ванными роликами начинается с М0,3 мм. Затылован-
ный ролик в отличие от винтового ролика по окружности имеет
заборную, калибрующую и сбрасывающие части. Подъем профиля
на заборной части ролика обеспечивает:
а) внедрение витков в заготовку при постоянном межосевом
расстоянии роликов без участия механизма радиальной подачи
станка. Это позволяет значительно упростить кинематическую схе-
му резьбонакатных станков;
б) возможность сделать на окружности ролика по два-три за-
борных и калибрующих участка и, таким образом, получать за
каждый оборот роликов не одну, а две или три детали с
резьбой;
в) более благоприятное профилирование накатываемой резьбы,
что положительно сказывается на повышении точности обработки
и улучшении качества поверхности.
Экономически достижимая точность при накатывании ими мет-
рических резьб составляет 2—1 класс и выше. Для ответственных
и точных резьб соединений чаще всего резьбу накатывают двумя
роликами, преимущественно затылованными, на специальных резь-
бонакатных станках.
К недостаткам описанного способа накатывания резьб, ограни-
чивающим его возможности и область применения, относятся:
а) невозможность накатывания резьб диаметром менее 3 мм, а
также резьб большой длины, что ограничивается шириной накат-
ных роликов;
б) низкая по сравнению с накатыванием плоскими плашками
производительность вследствие ручной подачи заготовок.
Дальнейшее совершенствование и развитие метода накатыва-
ния резьбы роликами пошло по пути устранения этих недостатков
при одновременном изыскании способов повышения точности.
Задача накатывания резьбы, длина которой превышает ширину
роликов, решается различными путями. Более совершенным спосо-
бом обработки данных резьб является накатывание роликами с
кольцевой нарезкой (рис. 9, д).
Задача накатывания резьбы, длина которой превышает ширину
роликов, решается различными путями. Более совершенным спо-
собом обработки длинных резьб является накатывание роликами
с кольцевой нарезкой (рис. 2).
Способ накатывания наружной резьбы
роликами с кольцевой нарезкой основан на
2 Заказ 19J 33
принципе самозатягивания, при котором заготовка 2 получает при
накатывании перемещение вдоль своей оси.
При этом расстояние между осями роликов 1 и 3 сохраняется
постоянным, а заготовка ввинчивается в витки роликов. Оси роли-
ков расположены так, чтобы они перекрещивались под углом, соот-
ветствующим углу подъема накатываемой резьбы. В отличие от
винтовых роликов у роликов с кольцевой нарезкой делаются забор-
ная и калибрующая части. От выбора значения угла заборной ча-
сти роликов зависит правильность формирования профиля накаты-
ваемой резьбы и стойкость роликов.
При накатывании резьбы роликами с кольцевой нарезкой про-
исходит более интенсивное по всей ширине заготовки течение ме-
талла вдоль оси заготовки, чем при накатывании в предшествую-
щем способе. Так, если при накатывании винтовыми роликами
удлинение заготовок диаметром 15 мм составляет 0,2—0,3%, то
при работе роликами с кольцевой нарезкой удлинение достигает
около 1 %. Это определяет необходимость увеличения диаметра заго-
товок по сравнению с установленными для накатывания резьбы
винтовыми роликами.
Режимы накатывания роликами зависят от размера накатывае-
мой резьбы, ее точности и механических свойств материала дета-
лей.
Основными параметрами режима накатывания резьбы ролика-
ми являются:
а) усилие накатывания, кг;
б) радиальная подача ролика, мм;
в) окружная скорость роликов, м/мин;
г) скорость радиальной подачи, мм/сек.
Некоторые из названных параметров приближенно определяют-
ся по следующим формулам:
величина радиальной подачи S:
где f — коэффициент внешнего трения,
Dp — наружный диаметр ролика,
d3 — диаметр заготовки,
Е — модуль упругости металла,
р — удельное давление (р < 180 кг!мм).
Скорость радиальной подачи w:
S
где ор — окружная скорость роликов.
При накатывании болтов ответственных высоконагруженных
соединений vp выбирается в пределах: vp = 25—40 м!мин.
34
При накатывании резьб общего назначения 2-го класса точности
по углеродистым сталям vp = 40—70 м.1мин.
Машинное время без времени подхода и отхода при накатывании
резьбы двумя круглыми роликами равно
Т =_______h 4-1'
маш 2 . Sn.pt кал’
где h — полная величина углубления ролика на один оборот,
пр — число оборотов ролика в минуту,
i — отношение числа заходов ролика к числу заходов резьбы,
Гкал — время калибрования. J
Хотя накатные ролики затылованного типа дороже винтовых
цилиндрических, однако, повышение производительности труда за
счет устранения возвратно-поступательных ходов подвижной баб-
ки с роликом, возможность использования более простых станков
и накатывание резьб малых размеров обусловили большое распро-
странение их за последние годы.
Применение затылованных роликов позволяет повысить произ-
водительность в сравнении с роликами радиальной подачи в 1,5—
2 раза. Скорость вращения затылованных роликов при накатыва-
нии резьбовых деталей ответственных соединений принимается в
пределах 8—12 м!мин.
Способ планетарного накатывания на-
ружных резьб (рис. 9, е). Способ основан на накатывании
резьбы роликом и резьбовым сегментом; его кинематика накатыва-
ния отличается особой простотой. Заготовка 3 захватывается вра-
щающимся резьбовым роликом 2 и прокатывается между ними и
неподвижно закрепленным резьбовым сегментом 1. В ряде случаев
в целях повышения производительности труда и устранения отжа-
тия ролика с противоположной стороны сегмента устанавливается
второй сегмент, и одновременно накатываются две заготовки.
Простота схемы и соответственно конструкции резьбонакатно-
го устройства для планетарного накатывания резьбы позволяет
легко осуществить этот процесс при отсутствии специального обо-
рудования в условиях любого предприятия.
Способ применяется для .малых по диаметру крепежных винтов
с допусками по 3-у классу точности. Недостатками способа являют-
ся трудности изготовления резьбы на сегментах и малая стойкость
ролика.
Выдавливание наружной резьбы
круглой плашкой без стружечных отверстий
Способ широко применяется в приборостроении, особенно в
часовой промышленности. Плашка для выдавливания резьбы не
имеет стружечных отверстий. Резьбовое отверстие плашки имеет
с двух сторон фаски, образующие угол заборного конуса 2<р =
— 120° (рис. 9, ж).
9*
35
При образовании резьбы плашка врезается заборным конусом
в заготовку и, вращаясь на ней, выдавливает резьбу.
Толщина плашки h выбирается равной сумме удвоенной длины
заборного конуса и длины калибрующей части. Калибрующая
часть принята в пределах (2 + 2,5) 3. Калибрующая часть с дли-
ной менее 2S приводит к растяжке шага винтов, с длиной более
3 3 — к скручиванию стержня винта.
Выдавливание внутренней резьбы
Выдавливание состоит в формировании стержневым инструмен-
том внутренней резьбы в предварительно просверленных отвер-
стиях.
Большой интерес представляет выдавливание внутренней резь-
бы по способу обкатки со скольжением профилей. Этот способ на-
катывания был опробован в Харьковском филиале научно-иссле-
довательского института химического машиностроения при полу-
чении резьбы с шагом до 2 мм и диаметром от 14 мм и выше [48].
Накатывание осуществлялось при равенстве угловых скоростей
инструмента и заготовки, оси которых параллельны между собой.
Схема процесса показана на рис. 10 а, б.
Рис. 10. Способы выдавливания внутренних резьб
В процессе работы накатному инструменту, представляющему
собой винт с резьбой того же профиля и шага, который требуется
получать на накатываемой детали, сообщается радиальная или
продольная Зпп; Зпр подача. Заготовка 1 и инструмент 2 вращают-
ся в одну и ту же сторону.
Этот же способ можно применять для выдавливания внутрен-
ней резьбы в невращающихся корпусных деталях. В этом случае
накатный винт должен получать планетарное вращение, т. е.,
наряду с вращением вокруг собственной оси, он должен вращаться
вокруг оси отверстия, в котором производится накатывание резьбы.
Радиальная подача осуществляется путем изменения эксцентрици-
тета вращающегося инструмента.
36
Резьбона катные
головки. В настоящее
время получили довольно
широкое распространение
резьбонакатные головки,
которые в значительной ме-
ре заменяют резьбонарез-
ные головки.
Одна из конструкций
таких головок для накаты-
вания внутренней резьбы с
шагом до 2,5—3 мм пока-
зана на рис. 11, а..
Резьбу резьбонакатны-
ми головками накатывают
роликами 3 с кольцевой
нарезкой, свободно враща-
ющимися на оси 2. Расположе-
ны ролики между собой со сме-
щением по шагу.
Для упрочения поверхност-
ного слоя впадины нарезанной
наружной резьбы применяют
роликовую головку (рис. 11, б).
В головке каждый из трех роли-
ков 1 свободно вращается на
своей оси, в осевом положении
ролики между собой смещены
на одну треть шага. Для ре-
гулирования на размер обкаты-
вания оси 2 роликов сделаны
эксцентричными, а для установ-
ки роликов в нужном осевом
положении предусмотрен набор
точных опорных шайб. Профиль
наружной поверхности роликов
соответствует профилю впадины
обрабатываемой резьбы. Усилие
обкатки устанавливается затяж-
кой пружины 3.
Рис. 11. Резьбонакатные головки:
а — головка для накатывания внутренней
Резьбы* /—опорная шайба; 2—ось; 5 —ролик;
4 — корпус с хвостовиком; б—головка для
обкатки впадины наружной резьбы
§ 4. ДОПУСКИ НА РЕЗЬБУ РЕЗЬБООБРАЗУЮЩЕГО ИНСТРУМЕНТА
Резьба инструмента должна изготовляться точно, так как при
резьбообразовании погрешности ее параметров переносятся на из-
готовляемую резьбу, вызывая дополнительное рассеивание раз-
меров.
37
В настоящее время допуски на резьбу нерегулируемого инстру-
мента (метчики и плашки) и регулируемого инструмента (накат-
ные плашки, резьбовые фрезы и др.) установлены в соответствую-
щих стандартах.
А. Нерегулируемый резьбовой инструмент
Допуски на резьбу метчиков. Допуски на резьбу метчиков стан-
дартизованы ГОСТ 7250—60 для резьб диаметром свыше 1 мм и
ГОСТ 8859—60 для резьб диаметром до 1 мм.
Расположение полей допусков на резьбу метчиков показано
на рис. 12, а, б.
НПоле дописка дописка
гайка метчика
Рис. 12. Схема расположения полей допусков на
резьбу метчиков:
а —на резьбы диаметром до 1 леи; б —на резьбы диаметром
свыше 1 мм
Допуски на резьбу метчиков устанавливаются на диаметры,
угол профиля и шаг.
38
В зависимости от точности параметров резьбы метчики по ГОСТ
7250 —60 изготовляют четырех степеней точности С, Д, Е, Н.
Точность среднего диаметра определяется величиной и располо-
жением поля допуска на этот диаметр. Расположение поля допу-
ска отсчитывается от номинального профиля соединения в направ-
лении, перпендикулярном оси резьбы. Допуск и его расположение
выбирают так, чтобы обеспечить достаточный запас на разбивку
отверстия по среднему диаметру, компенсацию погрешностей шага
и половины угла профиля, износ.
Расположение поля допуска da (нижнее отклонение допуска)
принято равным:
f = 40 S 4- 1 мк — для резьб диаметром до 1 мм,
f = 0,016 KS мк — для резьб диаметром свыше 1 мм-, S — в мм.
Допуски на средний диаметр назначены с учетом изготовления
метчиков различными технологическими методами (резанием, пла-
стической деформацией) — по 9 квалитету ИСО для резьб диамет-
ром до 1 мм и по 7—10 квалитетам степеней Си Н для резьб боль-
ших размеров.
При выборе наименьшего наружного диаметра резьбы метчика
исходят из обеспечения свободного свинчивания гайки с болтом и
резьбовым калибром-пробкой, создания значительного запаса на
износ по этому диаметру и получения наименьшего крутящего мо-
мента при нарезании резьбы, так как с увеличением наружного
диаметра усилие при резьбонарезании возрастает. Последнее об-
стоятельство имеет особо важное значение для метчиков резьб ма-
лых размеров.
Наименьший наружный диаметр резьбы метчика равен
dHaHM = Cn6 + 2/?(1-C0Sl). (1)
где ^аиб— наибольший наружный диаметр резьбы калибра-пробки,
/? — радиус скругления впадины резьбы гайки, найденный
по формуле (28).
Для метчиков резьбы диаметром до 1 мм наименьший наружный
диаметр рассчитан по формуле (1); наибольший наружный диаметр
не регламентируется вследствие малого расстояния плоского среза
от вершины исходного треугольника.
Для метчиков резьб диаметром свыше 1 мм наименьший наруж-
ный диаметр равен сумме диаметра, найденного по формуле (1)
плюс запас на износ. Допуски на изготовление по d для шлифован-
ных метчиков приняты по 9 квалитету и для нешлифованных — по
10 квалитету ИСО.
Нижнее отклонение внутреннего диаметра не регламентируется.
Верхнее отклонение устанавливают так, чтобы внутренний диаметр
не принимал непосредственного участия в резании, а только зачи-
щал заусенцы и выдавленный в процессе резания металл.
39
Предельные отклонения на шаг AS и половину угла профиля
А — располагаются симметрично относительно номинального раз-
мера. Для резьб диаметром свыше 1 мм предельные отклонения
шага AS на любой длине с п витками для метчиков степени Е оп-
ределяют по формуле:
±AS« l,5n/S~ 4- 16/3".
Для метчиков степени Н предельные отклонения расширяют до
40%. Для метчиков степеней С и D отклонения установлены
±0,01 мм на длине 25 мм.
Для резьб диаметром до 1 мм ± AS ss 0,032/S — 0,001;
, а а 36
± А — ~ ——-------мин.
2 у S —0,06
Для резьб больших размеров допуски на метчиков задаются
обратно пропорционально размеру резьбы.
Допуски на резьбу плашек. Проверка парамет-
ров резьбы круглой плашки в призводственных условиях сложна.
Вместо этого размеры резьбы часто устанавливают косвенным пу-
тем, задаваясь размерами маточных метчиков.
При установлении допусков на параметры резьбы маточных мет-
чиков исходят из допусков на болт с резьбой по 2-у классу точ-
ности, так как болты с более точной резьбой круглой плашки прак-
тически получить нельзя.
Допуски на резьбу маточных метчиков нормализованы между-
ведомственной нормалью, разработанной ВНИИ. Предложенная
в нормали схема расположения полей допусков дана на рис. 13.
В нормали допуском регламентированы три диаметра, шаг и
половина угла профиля.
При установлении допуска на диаметры маточного метчика пре-
дусматривают следующее:
1) По среднему диаметру:
а) поле допуска готовой плашки должно находиться внутри
поля допуска нарезаемого болта;
б) поле допуска плашки должно быть смещено от номинально-
го профиля соединения с учетом износа плашки, компенсации оши-
бок s и 4;
2
в) допуск на плашку должен учитывать неточность изготовле-
ния маточного метчика и разбивку da (при нарезании им резьбы
плашки), влияние термической обработки, вызывающее объемное
изменение.
2) По наружному диаметру: принято, что плашка должна иметь
закрытый резьбовой контур, т. е. контур, при котором наимень-
ший наружный диаметр резьбы плашки меньше номинала.
40
Верхнее и нижнее отклонения выбираются с таким расчетом,
чтобы наружный диаметр плашки не участвовал в работе резания;
допустима лишь зачистка заусенцев.
3) По внутреннему диаметру: должен быть обеспечен необходи-
мый зазор между болтом и гайкой, учтен запас на износ витков
Рис. 13. Схема расположения полей допусков на плашку:
а — на резьбу маточного метчика; б — на резьбу самой плашки резьб
диаметром до 1 мм
плашки. Отклонения внутреннего диаметра верхнее и нижнее от-
считывается от номинала этого диаметра и принимаются равными:
верхнее ег = 0,144- S;
нижнее ег = 0,144- S 4- 0,064^5;
допуск Sj на 8Х = — q = 0,064 jZS.
41
__ г» a
Предельные отклонения на о и — располагают симметрично
относительно номинала и задают обычно только на маточный мет-
чик.
Несмотря на метрологические трудности проверки точности
выполнения резьбы круглой плашки, резьба самой плашки также
является предметом нормализации и стандартизации, так как меж-
ду резьбой маточного метчика и плашки из-за погрешностей изго-
товления имеется существенное различие.
В настоящее время пока стандартизована резьба круглых пла-
шек бесстружечных отверстий по ГОСТ 8860—60. Предусмотрен-
ная стандартом схема расположения полей допусков резьбы плаш-
ки приведена на рис. 13, б.
Наименьший наружный диаметр d плашки выбирается равным
номинальному наружному диаметру основной резьбы, при этом
впадина резьбы плашки должна быть выполнена только в виде
плоского среза. При больших значениях d форма впадины может
быть произвольной, но не перекрывающей номинальный профиль
основной резьбы. Наибольший наружный диаметр не регламенти-
руется. Круглые плашки бесстружечных отверстий имеют откры-
тый резьбовой контур и более высокую стойкость в работе (по
сравнению с плашкой с закрытым резьбовым контуром).
Средний диаметр плашки оказывает влияние на величину подъ-
ема резьбы винтов по наружному диаметру. Чем он больше, тем
больше подъем при прочих равных условиях. Наибольший средний
диаметр плашки принят равным наименьшему среднему, диаметру
резьбового калибра-кольца. Допуск на средний диаметр резьбы
плашки назначен по 9 квалитету ИСО [6=40 (0,45 ^3+0,001 ф-и/с].
От размера внутреннего диаметра dlt зависит величина подъе-
ма резьбы винтов; чем меньше диаметр dv тем больше подъем.
Значительное уменьшение dx вызывает заламывание винтов в
плашках и преждевременный выход их из строя. Наибольший
размер внутреннего диаметра резьбы плашки подсчитывается по
формуле: 31наиб — 0,92 dr, наименьший внутренний диаметр не
регламентируется вследствие малого расстояния плоского среза от
вершины исходного треугольника.
Допуски на шаг и половину угла профиля располагаются сим-
метрично относительно номинального размера. Предельные откло-
нения половины угла профиля Д— находятся из уравнения:
2
_л а -- 30
2 /S — 0,002 MUtl'
Поскольку плашка имеет малое количество витков по длине
резьбовой части, предельные отклонения шага ДЗ приняты оди-
наковыми для всех размеров резьб диаметром до 1 мм и равными
±0,01 мм.
42
Б. РЕГУЛИРУЕМЫЙ РЕЗЬБОВОЙ ИНСТРУМЕНТ
Допуски на резьбу регулируемого инструмента (резьбонакат-
ные ролики и плашки, резьбовые фрезы и гребенки) стандартизи-
рованы ГОСТ 9539—60; 2248—60; 1336—62; 2287—61, устанавли-
вающими одинаковый профиль (рис. 14) резьбы на все виды этого
инструмента.
Основными параметрами профиля резьбы регулируемого ин-
струмента являются: половина угла профиля у, шаг S, высота го-
ловки и высота ножки (высоты 1ц и й2 отсчитываются от сред-
ней линии профиля).
Установлено два вида исполнения профиля инструмента.
В централизованном порядке изготовляется инструмент с профи-
5
Исполнение 1 Исполнение 2
Рис. 14. Профиль резьбы на регулируемый инструмент
лем исполнения 1. Инструмент с профилем исполнения 2 изготов-
ляется по требованию потребителя.
Радиус скругления R профиля исполнения 2 выполняется в
пределах от 0,144 S до 0,12 S в зависимости от фактического разме-
ра высоты головки hv Большой радиус — 0,144 S соответствует
случаю, когда 1ц, является номинальным (наименьшим) и в этом
случае он совпадает с радиусом профиля на резьбу болта.
Высота головки профиля резьбы непосредственно влияет на
объем выдавливаемого металла при образовании резьбы способом
накатывания. Поэтому на высоту йх устанавливается жесткий до-
пуск, за выдерживанием которого нужно следить в процессе эк-
сплуатации и не допускать работу сильно износившимся инстру-
ментом.
Наименьшая величина йх принята равной 0,288- S; допуск
на эту высоту рассчитывается по формуле: 0,032j/S; наибольшая
величина Лх соответственно равна 0,288 • S + 0,032y/S.
По размеру 1ц инструмент различают с открытым или закры-
тым резьбовым контуром: у первых — значение й2 больше номи-
нального, у вторых — значение Л2 не превышает номинального.
43
Инструмент с открытым резьбовым контуром применяется для об-
работки резьб, шлифуемых после накатки; если резьба не шлифует-
ся, то обработка ведется роликами с закрытым резьбовым контуром.
Профиль впадины ниже линии А—Б может быть произвольным.
Допуски по среднему диаметру резьбовых роликов и фрез уста-
навливаются по третьему классу точности. Допуски на шаг и поло-
вину угла профиля установлены в стандартах на каждый вид регу-
лируемого резьбового инструмента в отдельности.
Рассмотрим отдельные особенности точности резьбы некоторых
видов регулируемого резьбового инструмента.
Резьбовые фрезы. Резьба фрезы изготовляется двух
степеней точности — Е и Н. Они различаются предельными откло-
нениями по шагу и углу профиля. Отклонения по шагу даются
в пределах ±0,02 ± 0,04 мм, отнесенные к 10 виткам, и ±0,01 ми
на один виток для фрез (с шагом резьбы 0,75—6,0 мм) степени
точности Е и соответственно ±0,03 ± 0, 055 мм и ±0,015 мм для
фрез степени точности Н.
Отклонения по углу профиля у даются в пределах ±35' ± 15'
для фрез степени точности Е и ±60' ± 25' для фрез степени точ-
ности Н. Чистота поверхности профиля фрез степени точности Е
должна быть не ниже 8-го класса точности; степени точности Н —
не ниже класса 7.
Плашки резьбонакатные плоские. К числу
основных точностных требований плоских плашек относятся:
а) отклонения для шага резьбы допускаются не более ±0,03 мм
на длине 25 мм;
б) резьба одной плашки по отношению к резьбе другой в середи-
не плашек должна быть смещена, считая от установочной поверх-
ности на 0,5 S с допускаемым отклонением ±0,02 мм.
Ролики резьбонакатные. Ролики исполнения 1
должны обеспечивать получение на изделии резьбы не ниже 1-го,
а ролики исполнения 2 — не ниже 2-го класса точности. Отклоне-
ния по шагу и половине угла профиля задаются в зависимости от
исполнения профиля и номинала шага. Допуски по среднему диа-
метру роликов устанавливаются по 2—3 классам точности.
§ 5. ВЫБОР ЗАГОТОВОК ПОД РЕЗЬБУ
Правильный выбор диаметра заготовки (отверстия для гайки,
стержня для болтов) под резьбу позволяет исключить брак в про-
цессе производства, получить резьбу на деталях однородную по
точности, геометрии профиля и чистоте и увеличить стойкость
резьбообразующего инструмента.
Диаметр заготовки и допуск на него зависят от точности обра-
батываемой резьбы, размера резьбы, механических свойств и струк-
туры металла заготовки, качества поверхностного слоя.
44
Для определения диаметра заготовок существует ряд формул,
расчет по которым показывает, что ни одна из них не учитывает
всех перечисленных факторов, а поэтому не дает надежных резуль-
татов.
Рассмотрим некоторые рекомендации и формулы, которыми ру-
ководствуются при выборе диаметра отверстия и стержня под
резьбу.
Диаметр отверстия под резьбу. В процессе
нарезания резьбы метчиком материал гайки слегка вдавливается
внутрь, т. е. в направлении к внутреннему диаметру. В результате
сказанного, высота резьбы увеличивается на величину подъема.
Если при выборе отверстия под резьбу не будет учтено указан-
ное явление, то при работе метчика материал гайки будет давить
на внутренний диаметр метчика, что приведет к защеплению
последнего, к срыву резьбы и, возможно, к поломке инстру-
мента.
Во избежание защемления и поломки диаметр отверстия под
резьбу делают обычно несколько большим по сравнению с внутрен-
ним диаметром метчика. Этим самым создается преднамеренно
разность между отверстием под резьбу и внутренним диаметром
метчика, компенсирующая наблюдаемый подъем витка. По величи-
не эта разность должна быть обязательно больше или равна двум
подъемам витка.
Помимо компенсации подъема витка и получения нужных раз-
меров резьбы гайки, диаметр отверстия под резьбу выбирают так-
же с учетом обеспечения высокой продолжительности работы мет*
чика.
Из практики резьбонарезания известно, что метчики резьб ма-
лых и средних размеров вследствие перегрузки и недостаточной
прочности на кручение выходят из строя от преждевременной по-
ломки, не достигнув регламентированной стойкости в работе.
Работами автора установлено, что стойкость метчиков, кроме
общепризнанного критерия, продолжительность его работы при
экономической скорости нарезания можно характеризовать величи-
ной запаса прочности на кручение при конкретных условиях наре-
зания. Запасом прочности и метчика назовем отношение предель-
ной прочности метчика на 'кручение Мв к моменту резьбонареза-
ния Afpe3:
Мв
(2)
С увеличением запаса прочности стойкость метчиков возрастает.
Из формулы видно, что с уменьшением М^3, запас прочности
повышается.
С увеличением диаметра отверстия под резьбу усилие при
резьбонарезании уменьшается и соответственно возрастает величи-
на запаса прочности метчика.
45
Нарезание резьбы в высокопрочных материалах иногда осуще-
ствляют двумя машинными метчиками. Нарезание двумя метчика-
ми снижает производительность труда и точность резьбы. Сниже-
ние точности резьбы объясняется тем, что второй метчик при ма-
шинной нарезке не всегда сопрягается с резьбой, предварительно
нарезанной первым метчиком, и разбивает ее по среднему диамет-
ру, а в ряде случаев срезает витки гайки. Из соображения сниже-
ния себестоимости резьбонарезных работ и повышения точности
изготовления резьбы машинным способом следует стремиться к
обработке внутренних резьб одним машинным метчиком; возмож-
d*2R
Рис. 15. К расчету диаметра отверстия под
резьбу
ность такой обработки определяется запасом прочности метчика,
значение которого тесно связано с диаметром отверстия под резьбу.
Диаметр отверстия под резьбу в зависимости от запаса прочнос-
ти метчика можно рассчитать аналитически, если принять в форму-
ле (2) Мрез (из курса по теории резания металла [12]), равным
^рез = F'P’Ry (3)
где F — суммарная площадь поперечного сечения стружки всех
непосредственно режущих зубчиков заборного конуса
метчика, ми2;
р — удельное давление резания, кг/мм*;
R — радиус метчика, мм;
Площадь F равна (рис. 15)
Из трапеции /, 2, 3, 4
m = n-\-2he tg-£-
46
С учетом значения т
n + (n + 2й,.tg 4)
f=-------'—2--------}-hl^
= nhl-\-h\Ag %.
Перепишем формулу (2) с учетом значения Л4рез по формуле
(3), а значения F — из последнего выражения:
мв
v= —7---------------7---,
Uftj+ft2 * * * * *!- tg-yj P'R
откуда определяем й,:
. ______ft__1 Г / й \81 мв
2tg| У vp-«tg|’
Для резьбы с углом профиля а=60°:
. п । 1 f ( п V I Мв
------1,15"I" |/ ^1.15/ Т"t>.p.Я-0,577 ♦
Воспользовавшись последним выражением, запишим формулу
для диаметра отверстия под резьбу d0IB:
</Отв=^ — 2й„ или
2 1,15"Ь|/ (ыз) "I" vp./?.0,577 ]•
Если принять, что метчики при определенных значениях запаса
прочности должны работать с экономической стойкостью резания,
то формулу можно упростить, представив в ней вычитаемое в функ-
ции только шага. Тогда
^отв-*^ а»3,
где а — коэффициент, зависящий от различных технологических
факторов. Для метрических резьб разных размеров зна-
чение а находится в пределах 0,55—1,1.
Формула (4), кроме своего прямого назначения, дает возмож-
ность решать обратную задачу, т. е., задаваясь конкретными зна-
чениями диаметра отверстия под резьбу, можно рассчитать потреб-
ное количество метчиков для нарезания резьбы.
Диаметр стержня под резьбу. Диаметр стерж-
ня под резьбу выбирают в зависимости от способа изготовления
резьбы: резанием или пластической деформацией.
При нарезании наружной резьбы на изделиях, особенно изго-
товленных из вязких металлов, происходит подъем витков болта.
47
В результате наружный диаметр болта получается несколько боль-
ше диаметра стержня под резьбу приблизительно на величину (0,1—
0,2). Для получения резьбы болта заданной точности диаметр стер-
жня под резьбу нужно занижать на величину подъема витка; в про-"
тивном случае металл поднимающегося витка заполнит всю впади-
ну резьбы инструмента по наружному диаметру, что приведет к
порче поверхности резьбы, нарушению свинчиваемости деталей и
выходу из строя самого инструмента.
Диаметр стержня под резьбу при нарезании приближенно ра-
вен
dCT=d—-(о,14-О,2) •$.
При накатывании резьбы происходит деформация заготовки не
только в радиальном, но и в осевом направлении.
Величина подъема витка в радиальном направлении при нака-
тывании значительно больше, чем при нарезании.
Для определения диаметра стержня при накатывании сущест-
вует рад формул, но все они дают лишь приближенные размеры;
окончательный выбор диаметра производится, как правило, эк-
, спериментально. Величина диаметра стержня примерно соответст-
вует размеру среднего диаметра накатываемой резьбы.
Значительное количество крепежных деталей после накатыва-
ния резьбы подвергается поверхностному металлопокрытию. В
этом случае размер заготовки занижается относительно нормаль-
ного на величину, зависящую от толщины слоя металлопокрытия
с таким расчетом, чтобы окончательные размеры резьбы покрытия
соответствовали заданным на детали. Диаметр стержня d'n с уче-
том покрытия равен
z __2о
и ст—ист — ,
sinT
где d„ — диаметр стержня при отсутствии покрытия;
а — толщина слоя покрытия.
При накатывании резьб допуск на стержень задается меньше
допуска на средний диаметр b и находится в пределах
Стержень под резьбы 1-го класса точности обычно шлифуется.
Глава III
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ МЕТРИЧЕСКИХ РЕЗЬБ
§1 . ОБЩИЕ ПОНЯТИЯ О ТОЧНОСТИ РЕЗЬБОВЫХ ДЕТАЛЕЙ
Понятие точность содержит следующие характеристики дета-
лей:
а) точность размера;
б) точность формы резьбовой части;
в) точность взаимного расположения поверхностей резьбовых
деталей;
г) шероховатость поверхностей резьбовых деталей.
Под точностью изготовления резьбовых деталей пони-
мается степень приближения значений геометрических парамет-
ров готовой детали к значениям этих параметров, заданным в чер-
теже.
Количественным критерием точности является наибольшая ве-
личина отклонений геометрических параметров деталей от их зна-
чений, заданных в чертеже; такие отклонения называют погреш-
ностью обработки.
Точность размера определяет точность выполнения размеров
отдельных поверхностей детали (средний диаметр, шаг, угол про-
филя и проч.). Точность размера, например, среднего, наружного
и внутреннего диаметра метрических резьб, регламентируется до-
пусками.
Точность формы резьбовой части по среднему диаметру опреде-
ляется точностью в поперечном (перпендикулярном оси) сечении
и точностью в продольном (проходящем через ось) сечении. К от-
клонениям формы в поперечном сечении относится овальность,
огранка, в продольном сечении — конусность, изогнутость (после
термической обработки). Высокие требования к точности формы
предъявляются в ответственных соединениях, где погрешность
формы снижает их прочность.
Для правильной работы резьбового соединения поверхности
болта и гайки должны быть строго координированы по отношению
к резьбовой части, т. е. должна быть соблюдена точность взаим-
49
ного расположения поверхностей резьбовых деталей. К погрешно-
стям взаимного расположения поверхностей резьбового соедине-
ния относятся: перекос опорных поверхностей, вызываемый пе-
рекосом оси отверстия или неперпендикулярностью опорных по-
верхностей резьбовых деталей к осям соответствующих резьбовых
частей; эксцентрицитет оси резьбы по отношению к оси гладкой
части стержня или центрирующего пояска болта. Перекос опорных
поверхностей вызывает изгибающие нагрузки в стержне болта и
снижает прочность резьбовых соединений; эксцентрицитет осей
резьбовой и гладкой части нарушает нормальное сопряжение вит-
ков резьбы и тоже снижает прочность соединения. Шероховатость
поверхности представляет собой совокупность повторяющихся не-
ровностей с относительно малыми шагами, образующих рельеф
поверхности детали, получается в результате воздействия инстру-
мента на обработанную поверхность. Шероховатость поверхности и
физико-механические свойства поверхностного слоя резьбы Ока-
зывают большое влияние на усталостную прочность резьбовых
соединений, работающих в условиях циклических нагрузок. Чи-
стота поверхности боковых сторон профиля резьбы имеет большое
значение для точности сопряжения резьбовых пар, их износоустой-
чивости и до некоторой степени косвенно влияет на величину уси-
лий затяжки в резьбовом соединении (см. табл. 1, б; 7).
Рассмотренные характеристики точности обязывают более пол-
но выявлять закономерности возникновения погрешностей по каж-
дой из них в процессе изготовления, подвергать глубокому ана-
лизу образование так называемых первичных погрешностей,
из которых слагается результирующая погрешность, что в конеч-
ном счете позволит повысить точность образования резьб. В настоя-
щей главе преимущественно будет рассмотрена точность размера
геометрических параметров резьбы.
§ 2. ВЗАИМОЗАВИСИМОСТЬ ОТДЕЛЬНЫХ ПАРАМЕТРОВ РЕЗЬБЫ
При изготовлении резьбовых деталей неизбежно появление пог-
решностей по всем основным параметрам резьбы. Рассмотрим по-
грешности основных параметров резьбы (dz; 3; —) и их влияние
&
на свинчиваемость резьбовых сопряжений.
Известно, что отклонения шага 83 складываются из прогрес-
сивных погрешностей шага, пропорциональных длине свинчива-
ния, и местных погрешностей, не зависящих от длины нарезанной
части.
Для свинчивания двух деталей необходимо, чтобы разность в
шаге 8S была компенсирована соответствующей положительной
разностью между средними диаметрами резьбы гайки и болта.
50
При этом безразлично, получится ли разность по среднему диамет-
ру за счет увеличения среднего диаметра резьбы гайки или за счет
уменьшения среднего диаметра резьбы болта.
Диаметральная компенсация погрешностей шага
fs = 8S ctg-J •
Диаметральную компенсацию fs определяют, исходя из наи-
большей погрешности шага между двумя любыми витками в пре-
делах длины свинчивания.
Отклонения половины угла профиля 8 могут быть вызваны
погрешностью полного угла профиля (при равенстве половин угла),
погрешностью в положении профиля относительно оси изделия и
сочетанием обоих этих факторов.
Для свинчивания резьбовой пары необходимо, чтобы разность
половин угла профиля резьбы гайки и болта была компенсирована
соответствующей положительной разностью fa между их средними
диаметрами.
При этом безразлично, получится ли разность по среднему
диаметру резьбы гайки или же за счет уменьшения среднего диамет-
ра болта.
Диаметральная компенсация погрешностей половины угла про-
филя
4 = 0,3654.
Из рассмотрения взаимосвязи между отклонениями среднего
диаметра и отклонениями шага и половины угла профиля сделан
вывод, что можно отказаться от нормирования отклонений шага
и половины угла профиля и ограничиться установлением'' суммар-
ной погрешности и только на средний диаметр. В связи с этим
введено понятие о приведенном среднем диаметре.
Приведенный средний диаметр £>'а наружной резьбы опреде-
ляется по формуле
»/ = ^'+/5+/«- (5)
Для внутренней резьбы приведенный средний диаметр
= (6)
Средний диаметр является основным параметром, определяю-
щим точность и характер сопряжения резьбовой пары, так как
он определяет взаимное положение образующих профиля резьбы
болта и гайки, по которым происходит сопряжение.
51
§ 3. ПОГРЕШНОСТИ И МЕТОДЫ
ОПРЕДЕЛЕНИЯ ТОЧНОСТИ РЕЗЬБОВЫХ ДЕТАЛЕЙ
Общая погрешность изготовления резьбовых деталей является
следствием влияния ряда технологических факторов. Каждый
фактор вызывает образование характерных первичных погрешно-
стей изготовления, к числу которых относятся:
1) погрешности, вызываемые деформациями технологической
системы под влиянием усилий формирования резьбы;
2) погрешности, порождаемые нагревом;
3) погрешности, вызываемые неточностью и механическими
свойствами материала заготовок под резьбу;
4) погрешности, обусловливаемые геометрическими неточностя-
ми технологической системы;
5) погрешности, вызываемые размерным износом резьбообра-
зующего инструмента;
6) погрешности настройки станка;
7) погрешности, вызываемые неточностью изготовления резьбо-
вого инструмента.
Расчет и анализ погрешностей, возникающих при изготовлении
резьбовых деталей на станках, осуществляется в настоящее время
двумя методами: расчетно-аналитическим и ста-
тистическим.
Расчетно-аналитический метод основан на проведении теорети-
ческих и экспериментальных исследований, имеющих целью вы-
явить первичные погрешности и установить функциональную за-
висимость между той или иной погрешностями и факторами, их
порождающими. Суммарная погрешность при расчетно-аналити-
ческом методе определяется в зависимости от характера и взаимо-
действия первичных погрешностей.
При статистическом методе суммарная погрешность определяет-
ся непосредственно (без анализа первичных погрешностей) путем
измерения некоторого числа деталей и обработки результатов из-
мерения с помощью математической статистики.
Расчетно-аналитический метод по сравнению со статистиче-
ским обладает тем неоспоримым преимуществом, что, пользуясь
этим методом, технолог одновременно анализирует технологиче-
ский процесс и видит пути воздействия на него.
В настоящее время мы не располагаем такими зависимостями
и исходными данными, которые позволили бы при реальном проек-
тировании технологических процессов изготовления резьбовых
деталей пользоваться только расчетно-аналитическим методом
оценки точности обработки. Поэтому расчетно-аналитический и
статистический методы не исключают, а дополняют друг друга.
Проанализируем факторы, вызывающие появление наиболее суще-
ственных погрешностей изготовления резьбовых деталей. При-
веденные ниже функциональные зависимости между первичной
52
погрешностью и фактором, ее порождающим, в основном относятся
к наиболее распространенным и изученным способам образования
резьбы: накатыванием, нарезанием метчиком и плашкой.
§ 4. ПОГРЕШНОСТИ ИЗГОТОВЛЕНИЯ,
ВЫЗЫВАЕМЫЕ ДЕФОРМАЦИЯМИ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ
ПОД ВЛИЯНИЕМ УСИЛИЙ ФОРМИРОВАНИЯ РЕЗЬБЫ
Силы, возникающие при формировании резьбы на станках, пере-
даются на упругую технологическую систему станок — приспособ-
ление — инструмент — деталь (сокращенно система СПИД), вы-
зывая ее деформацию. Способность упругой системы оказывать со-
противление действию сил, стремящихся ее деформировать, харак-
теризует ее жесткость /.
Перемещение звеньев упругой системы вызывает изменение
взаимного расположения резьбового инструмента и детали, что
приводит к возникновению погрешностей обработки. Погрешности,
обусловленные упругими деформациями системы СПИД, в ряде
случаев могут составлять свыше 60% от суммарной погрешности
изготовления резьбы по среднему диаметру, причем величина их
пр отношению к допуску на средний диаметр возрастает при наре-
зании точных резьб, где более жесткие допуски на изготовление
оставляют меньше возможностей для компенсации этих погрешно-
стей.
Определение погрешности резьбы при на-
катывании круглыми роликами. При накатыва-
нии резьбы круглыми роликами погрешность среднего диаметра
Д//г в условиях упругой системы станок — ролик — головка
резьбонакатного станка равна
Д
fCHCI зат — ? ^сист ^зат»
где Р — сила радиального давления, возникающая в процессе на-
катывания.
Для метрической резьбы
ds — d>
£ 'Dp 4- dt
а 1/1.
cos2
где as — предел текучести металла в момент накатывания;
Dp — наружный диаметр ролика;
а — ширина вершины и впадины резьбы;
d3—диаметр заготовки;
п — число накатываемых ниток резьбы;
/сист — жесткость станка.
В технологических расчетах иногда пользуются величиной
обратной жесткости; эту величину называют податливостью
53
Дэат — предварительная затяжка (поджим) шпинделей, по-
зволяющая повысить жесткость системы.
Из-за недостаточной жесткости системы станок — ролик — го-
ловка, когда b (где b — допуск на средний диаметр резьбы
детали), накатывание резьбы производят за два прохода — пред-
варительно, окончательно.
Если сила Р постоянна, то погрешность Д//г может быть отне-
сена к числу систематических и исключена соответствующей под-
настройкой станка. Погрешности формы стержня под резьбу в
процессе накатывания вызывают колебание силы радиального
давления в пределах Pmax -j- Рт\п- В результате при накатке по-
грешности формы стержня копируются по среднему диаметру резь-
бы изделия, вызывая тем самым овальность, огранку, конусность;
величина погрешности формы детали определяется из выражения
Работой [21] установлено, что при накатывании роликами ту-
гой резьбы сумма отклонений формы (конусность, овальность) со-
ставляет приблизительно 0,2 Ь.
Рис. 16. Схема усилий при нарезании резьбы машин-
ными метчиками
Определение погрешности резьбы при на-
резании метчиками. Наиболее часто встречающимися
видами погрешностей в условиях упругой системы СПИД при на-
резании резьбы машинными метчиками являются: а) разбивание
резьбы по среднему диаметру, выходящее за пределы допуска наре-
заемого отверстия; б) перекос оси нарезаемой гайки; в) конусность
с характерным подрезанием профиля в начале отверстия. Правиль-
ный анализ этих погрешностей может быть дан только на основе
рассмотрения схемы усилий при нарезании резьбы машинными мет-
чиками (рис. 16, а).
Основную нагрузку на режущие витки метчика создает крутя-
щий момент, зависящий от тангенциальной составляющей сил реза-
ния Рг. Составляющая Рг вызывает крутильные колебания забор-
54
ной части метчика. Угол поворота заборной части <р метчика мож-
но записать уравнением системы с одной степенью свободы, совер-
шающей крутильные колебания:
где / — момент инерции; Wm — податливость метчика; M(f) —
внешний возмущающий момент.
Крутильные колебания заборной части создают подрезание резь-
бы в направлении винтовой линии, способствуют разбивке резьбы
по среднему диаметру.
Радиальная составляющая сила Ру вызывает разбивание резь-
бы по среднему диаметру и перекос оси нарезаемой гайки.
Вследствие несимметричности расположения режущих кромок
и разной их длины по заборной части радиальные силы Ру проти-
волежащих перьев неуравновешаны. В результате возникают изги-
бающие моменты в плоскостях действия радиальных сил, совпада-
ющих с перьями метчика. Действие изгибающих моментов вызы-
вает отжим конца метчика.
Хотя направление суммарных изгибающих моментов изменяет-
ся в некоторых пределах, отжим метчика все же происходит пре-
имущественно в одном направлении от начала и до конца врезания
заборной части. Отжим метчика является одной из причин переко-
са оси резьбы и разбивания ее по среднему диаметру.
Неуравновешенность радиальных сил Ру возрастает в резуль-
тате действия многих других факторов, в том числе из-за переко-
са или нецентричности оси отверстия под резьбу относительно оси
метчика. Перекос оси отверстия при сверлении по данным работы
[13] можно брать из табл. 3.
Угол перекоса р вычислялся по среднему зазору между сверлом
и отверстием кондукторной втулки при длине направления сверла
по втулке равно I — 1,5 -7 2d; сверло принималось выполненным
по В3, а отверстие втулки — по посадке X системы вала.
Таблица 3
d, мм tgp d, мм tgP
от 4 до 5 0,025 свыше 24 до 30 0,0014
свыше 5 до 12 0,0020 » 30 до 40 0,0010
» 12 до 16 0,0018 » 40 0,0008
» 16 до 24 0,0016 »
При сверлении отверстий по разметке можно принять tg8 =
= 0,002.
Определим величину разбивки резьбы по среднему диаметру от
действия неуравновешанной силы ДРу. Отжим конца метчика под
65
влиянием силы ДРу в радиальном направлении можно определить
по формуле
1
где / — жесткость системы метчик — патрон — шпиндельный узел
станка в радиальном направлении; определяется экспери-
ментально. Разбивка внутренней резьбы по среднему диа-
метру при этом будет
Дп d,=2-^-.
«->р **2 /
Принимая во внимание только упругие отжимы метчика, мож-
но получить следующую формулу:
Др dg=2APy >
где L — расстояние от режущих кромок метчика до нижнего конца
шпинделя,
Е — модуль упругости материала метчика,
/ — момент инерции поперечного сечения метчика.
Расхождение величин, подсчитанных по этой формуле, с экспе-
риментальными данными лежит в пределах 20%.
С увеличением твердости материала разбивание резьбы по сред-
нему диаметру уменьшается, а при нарезании более мягких мате-
риалов возрастает.
Осевой составлющей (силе Рх) принадлежит решающая роль в
образовании погрешностей, выражающихся в наиболее распро-
страненном дефекте — подрезании профиля и уводе оси.
Во время работы метчиков по методу самозатягивания резьбы
для обеспечения условий врезания (к метчику) первоначально
прикладывают внешнюю осевую силу Q (рис. 16, б). В момент вре-
зания первого зуба в действие вступает боковая поверхность зад-
ней стороны зуба, служащая опорой первому зубу, благодаря кото-
рой метчик осуществляет самоподачу, а режущие зубья, продол-
жая врезаться в материал, получают винтовое движение. Расчеты
показали, что ввиду малых площадей опорных поверхностей ре-
жущих зубьев удельные давления на них весьма значительны.
Вследствие этого, нормальное резание режущими кромками на-
рушается .Толщина стружки на первых зубьях увеличивается, пре-
вышая расчетную. При больших избыточных нагрузках начинают
резать боковые стороны профиля зуба кромками, не рассчитанными
на резание. Вследствие этого, неизбежны местные и прогрессивные
ошибки шага, разбивка резьбы и прямая конусность по среднему
диаметру, наличие ступенчатости на боковой стороне профиля
(см. рис. 16, б).
56
В конце врезания заборной части и при входе витков калибрую-
щей части опорная поверхность заметно увеличивается, что со-
провождается падением удельных давлений и уменьшением по-
грешностей.
С целью получения качественной резьбы на высоте, равной
длине заборного конуса, нужно уравновесить осевые силы, для
чего необходимо (сообразно изменению величины Рх) ввести из-
менение величины силы Q, т. е. внешняя осевая сила Q должна
следовать за изменением сил, порождаемых самим процессом реза-
ния. Достичь этого можно за счет создания переменной жесткости
резьбонарезного патрона в осевом направлении, например, путем
введения в патрон (рис. 8, в) упругих элементов, закон деформа-
ции которых следовал бы закону изменения силы.
Определим теперь величину увода оси резьбы под влиянием
жесткости шпиндельного узла.
При нарезании резьбы на вертикально-сверлильном станке
упругие отжимы его узлов под действием осевой Рх и радиальной
Ру сил могут способствовать уводу, оси метчика.
Под влиянием осевого Рх и радиального Ру усилия стол стан-
ка, упруго отжимаясь, отклоняется от горизонтального положения;
в то же время ось шпинделя в результате упругих деформаций
шпиндельного узла и станины станка отклонится от вертикали.
Жесткость стола можно определить через отношение осевого
усилия к соответствующему углу а наклона его рабочей поверх-
ности к горизонтальной плоскости:
I
Jet а
Аналогичным образом жесткость шпинделя может быть выра-
жена через отношение того же усилия к углу р отклонения шпин-
деля от вертикали:/
/ш— £ ’
При экспериментальном определении жесткости стола и шпин-
деля осевое усилие измеряется месдозой, а уклоны — при помощи
универсального уровня. Зная жесткость, можно легко найти зна-
чения углов по формулам:
Увод оси нарезаемой резьбы или неперпендикулярность оси
базовой плоскости обрабатываемой заготовки выразится суммой
этих углов:
T = «+f=/>,(J-+A.)
67
§ 5. ПОГРЕШНОСТИ ИЗГОТОВЛЕНИЯ РЕЗЬБ,
ПОРОЖДАЕМЫЕ НАГРЕВОМ
При накатывании и нарезании резьб происходит нагревание
технологической системы СПИД.
Нагрев вызывает температурные деформации в системе, что
оказывает определенное влияние на точность изготовления резьбы.
Наиболее существенным источником нагрева является тепло,
образующееся в зоне формирования резьбы. Рассмотрим темпера-
турные деформации в системе СПИД и их влияние на точность
изготовления резьб от этого источника.
Температурные погрешности при нака-
тывании резьб роликами. При накатывании резьб
механическая энергия, расходуемая на деформирование металла
и на преодоление сил трения, превращается в теплоту, значитель-
ная часть которой поглощается роликами и деталью, меньшая
часть уходит в окружающее пространство. Нагрев роликов увели-
чивает их диаметры и сокращает расстояние между ними. Погреш-
ность среднего диаметра резьбы от уменьшения расстояний меж-
ду средними диаметрами роликов в результате их нагревания в
процессе накатывания на составит:
Дг = ?»ср + Р?ср а д
где а — коэффициент линейного расширения.
Нагрев детали при накатывании зависит от давления, скорости
и подачи инструмента.
Температурные погрешности при нареза-
нии резьб метчиками. В процессе нарезания резьбы
метчиком происходит нагревание заборного конуса. Выделяемого
при этом тепла вполне достаточно, чтобы значительно нагреть рез-
цы заборного конуса и вызвать их удлинение.
Для определения температурных изменений на лезвиях рабо-
чего конуса метчика в процессе нарезания были проведены спе-
циальные исследования при нарезании резьбы гайки в силумине
метчиком из стали ЭУ-12.
Для измерения температуры были использованы термотоки тер-
мопары: метчик—гайка; для регистрации колебаний силы термото-
ков применялся стрелочный «нуль-гальванометр».
Исследования показали, что динамику теплового процесса при
нарезании резьбы можно разбить на три этапа.
В первом этапе при нарезке первых 10—15 гаек процесс идет
весьма интенсивно, причем температура быстро возрастает до оп-
ределенного предела; на втором этапе — возрастание температуры
протекает медленно и в конце работы — третьем этапе, при затуп-
лении метчика температура вновь быстро возрастает. Во втором
58
этапе работы метчика М16 мм в силуминовой гайке температура
на заборном конусе доходила до 100°С.
Погрешность среднего диаметра резьбы гайки от нагрева мет-
чика и удлинения заборного конуса его в процессе нарезания на
f составит
Д ± = 2/аД/°,
т ‘
где I — длина резца.
На ту же погрешность от нагрева уменьшится d2 резьбы болта
при нарезании его круглой плашкой.
С применением соответствующего охлаждения температурные
деформации уменьшаются. Две последние формулы следует рас-
сматривать весьма приближенными.
§ 6. ПОГРЕШНОСТИ,
ВЫЗЫВАЕМЫЕ НЕТОЧНОСТЬЮ И МЕХАНИЧЕСКИМИ СВОЙСТВАМИ
МАТЕРИАЛА ЗАГОТОВОК ПОД РЕЗЬБУ
К числу доминирующих факторов, вызывающих рассеивание
среднего диаметра резьбы, относится точность изготовления заго-
товок под резьбу. Поскольку при накатывании резьбы происходит
пластическое изменение формы заготовки при постоянном объеме,
то погрешность диаметра стержня оказывает прямое воздействие
на точность резьбы по среднему диаметру. При накатывании меж-
ду погрешностями среднего диаметра метрической резьбы и диамет-
ра стержня под резьбу установлена приближенная связь:
Дст d2 = х Д d„.
Значение х зависит от технологических режимов накатывания
и размера резьбы; числовые величины имеются в работах [17; 4].
При нарезании резьбы метчиком увеличение диаметра отверстия
под резьбу уменьшает опорную поверхность между витками метчи-
ка и гайки и повышает удельное давление на этой поверхности.
Возрастание удельного давления может быть весьма значительным
и превзойти предел прочности обрабатываемого материала; оно
приводит к разбиванию резьбы по среднему диаметру. Величина
разбивания тем больше, чем больше удельная нагрузка на виток
в каждый данный момент, и значительно изменяется в зависимости
от твердости обрабатываемого материала.
Связь между точностью диаметра отверстия под резьбу и сред-
ним диаметром может быть также представлена формулой, записан-
ной выше.
На рассеивание размеров da (из-за недостаточной жесткости
резьбонакатного станка) отражается колебание механических
свойств материала заготовки. Из работы [17] следует, что повыше-
ние твердости стали 45 на 5 единиц по HRC увеличивает силы, воз-
никающие при накатывании на 10—12%, и увеличивает отжатие, а
59
следовательно, и средний диаметр резьбы на 1—2% от допуска «6»
на резьбу 2-го класса точности для шагов 0,2—1 мм.
При изготовлении наружных и внутренних резьб (особенно при
накатывании) наблюдаются упругие деформации поверхностного
слоя обрабатываемого металла, что приводит к увеличению средне-
го диаметра резьбы. Увеличение среднего диаметра вследствие
упругого восстановления металла принимается равным
^“48-
Пределы изменения размеров при упругом восстановлении ме-
таллов зависят от технологических режимов.
§ 7. ПОГРЕШНОСТИ,
ОБУСЛОВЛИВАЕМЫЕ ГЕОМЕТРИЧЕСКИМИ НЕТОЧНОСТЯМИ
ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ
Рассматриваемые погрешности происходят от того, что непра-
вильное положение узлов станка, инструмента или геометрические
неточности способа образования резьбы нарушают необходимую
закономерность относительного движения детали и инструмента.
Радиальное биение роликов. Погрешности, вы-
зываемые в результате радиального биения роликов, порождают
систематические погрешности собственно среднего диаметра нака-
тываемой резьбы и вызывают овальность в поперечном сечении.
Овальность накатываемой резьбы может быть в 2 раза больше
суммы величин радиального биения роликов. Независимый пово-
рот каждого шпинделя относительно другого в результате синхрон-
ного их вращения компенсирует максимальную величину биения
одного ролика минимальной или такой же величиной биения дру-
гого ролика и существенно уменьшает овальность.
Радиальное биение роликов и его влияние на точность накаты-
ваемой резьбы практически устраняется при настройке станка.
Погрешности от торцового биения ин-
струмента. Торцовое биение круглой плашки, вызванное
несовпадением направления подачи с осью плашки, приводит к
возникновению радиального биения и вызывает систематические
погрешности среднего диаметра Дт^з, половины угла профиля
Дту и шагаДтЗ;
Ду d^=2t sin р;
AyS=S (1 — cos0);
М - ₽,
где р — угол перекоса оси резьбы плашки с направлением подачи;
t — ширина плашки.
60
Торцевое биение роликов ДТ нарушает сцепление их с заготов-
кой, вызывает радиальное биение и приводит к некоторому искаже-
нию профиля накатываемой резьбы; возникающая при этом по-
грешность среднего диаметра равна
' 4гЛ=-^ = 1.732ЛГ.
Допустимые геометрические погрешности станков проводятся
в нормах точности на их приемку. Для станков, вышедших из ре-
монта нормы, точности принимаются несколько ниже.
§ 8. ПОГРЕШНОСТИ ИЗГОТОВЛЕНИЯ,
ВЫЗЫВАЕМЫЕ РАЗМЕРНЫМ ИЗНОСОМ
РЕЗЬБООБРАЗУЮЩЕГО ИНСТРУМЕНТА
В процессе работы резьбообразующего инструмента наблюдает-
ся изнашивание витков, сопровождаемое характерными их дефор-
мациями. После деформации и износа витков изменяется половина
угла профиля, наружный и средний диаметр резьбы инструмента.
Износ резьбы по собственно среднему диаметру регулируемого ин-
струмента (роликов, фрезы) может быть отнесен к систематическим
погрешностям и компенсирован соответствующим смещением ин-
струмента.
Погрешности половины угла профиля резьбы инструмента, обус-
ловленные деформациями и износом витков во время работы, яв-
ляются положительными, а перенос этих погрешностей на изготов-
ляемую резьбу с учетом упругих деформаций вызывает как поло-
жительные, так и отрицательные погрешности половины угла про-
филя.
При накатывании резьбы упругие деформации обрабатываемого
металла могут частично компенсировать переносимые ошибки с
инструмента на деталь, например, полностью компенсируются
ошибки половины угла профиля резьбы роликов равными 15'—
20'.
§ 9. 'ПОГРЕШНОСТИ
ОТ ГЕОМЕТРИЧЕСКОЙ НЕТОЧНОСТИ СПОСОБА
ОБРАЗОВАНИЯ РЕЗЬБЫ
Поверхность накатываемой детали резьбовыми роликами не
является точным негативным отпечатком поверхности инструмента,
а поверхность резьбового витка не представляет собой правую и
левую архимедову винтовую поверхность с прямолинейным про-
филем в осевом сечении, как должно быть в идеальном случае.
В действительности, боковые поверхности профиля детали, об-
разованные в процессе обката боковыми поверхностями профиля
профилеобразующего инструмента, являются отличными от послед-
61
него. В случае, если исходная поверхность профилеобразующего
инструмента есть архимедова винтовая поверхность, то боковая
поверхность резьбы детали, полученная в процессе накатывания,
представляет собой конволютную поверхность.
Профиль резьбы детали в осевом сечении в этом случае будет
отличен от профиля резьбы, образованного архимедовой винтовой
поверхностью, и будет уже не прямо-
линейным.
Отклонения от прямолинейности уве-
личиваются с уменьшением отношения
диаметра инструмента к диаметру из-,
делия, с увеличением отношения шага
резьбы к диаметру накатываемого изде-
лия и с уменьшением угла профиля. На
рис. 17 приведены графики отклонения
от прямолинейности по высоте профиля
и шагу резьбы S. Из графика следу-
ет, что наибольшие отклонения от пря-
молинейности имеют место при боль-
ших шагах, т. е. при больших значе-
ниях угла подъема резьбы.
Обычно при накатывании метриче-
ских резьб с мелким шагом всех клас-
сов точности и крупных резьб намечен-
ной точности отклонениями от прямо-
линейности пренебрегают.
Рис. 17. Графики отклонения
от прямолинейности Д z по
высоте профиля, в зависи-
мости от половины угла про-
филя и шага S резьбы;
U — текущий параметр про-
филя винтовой поверхности
детали
§ 10. ПОГРЕШНОСТИ НАСТРОЙКИ СТАНКА
Погрешности настройки по пробным
деталям при накатывании резьбы в ра-
диальном направлении непосредственно
создает погрешность среднего диаметра,
определяемая формулой:
_2 I 2
регулТ выб 9
где К — коэффициент, учитывающий отклонение закона распреде-
ления погрешностей измерения и регулирования от нор-
мального закона: К, = 1 <-1,2;
°изм — среднее квадратическое отклонение погрешности измери-
тельного инструмента, использованного при измерении
резьбы;
«регул— среднее квадратическое отклонение погрешности регули-
рования, зависящей от измерительного устройства станка,
62
служащего для определения величины сближения инстру-
мента;
°выб—среднее квадратическое отклонение погрешности, завися-
щей от величины выборки авыб = -^г.
а — среднее квадратическое отклонение, характеризующее
точность данного метода обработки; при накатывании
резьбы зависит от погрешности диаметра заготовки и не-
равномерной твердости металла ее:
0— _ •
Погрешности, связанные с неточностью настройки в связи с ма-
лой выборкой детали, по которой судят о качестве настройки с пог-
решностью измерительного устройства станка и измерительных
инструментов, можно значительно уменьшить путем увеличения
выборки детали и повышения точности изготовления заготовок, а
также применив более точные измерительные устройства.
Погрешности среднего диаметра также значительно сокращают-
ся путем более точной установки инструмента по шагу с помощью
точных калибров.
$ 11. ОПРЕДЕЛЕНИЕ СУММАРНОЙ ПОГРЕШНОСТИ
Суммарная погрешность среднего диаметра является следствием
влияния ряда рассмотренных ранее технологических факторов,
каждый из которых вызывает появление отдельной первичной
погрешности.
Суммарную погрешность или поле рассеивания среднего диамет-
ра можно выразить в общем виде следующей функциональной зави-
симостью:
(п \
ЕД1).
Каждая из составляющих, стоящая в скобках, не зависит друг
от друга и определяется для каждого технологического способа в
отдельности.
Определение суммарной погрешности поясняется структурны-
ми схемами (рис. 18).
Суммарная погрешность среднего диаметра резьбы равна: при
накатывании наружной резьбы
&D2 ~ Act ^2 4" by 4s 4“ Ag^2 +Диэнна4" А н— 4“
4<4-/4
63
Рис. 18. Структурные схемы к определению суммар-
ной погрешности среднего диаметра:
а — при накатывании круглыми роликами: б — при нарезании
круглой плашкой; в—при нарезании метчиком
при нарезании наружной резьбы круглой плашкой
д£а = диза^+ /74Лм+^“+АГ+др+дЛ+АЛ+
(ДкорЯ2п+М*+М*)’
64
где f™-, f™; f“M — погрешности, относящиеся к резьбе маточного
метчика,
Дн—вданном случае погрешность измерения, вно-
симая при контроле калибром (см. гл. V),
Д“м;Др — разбивки резьбы плашки и детали,
\Ор^2~ изменения по приведенному среднему диамет-
ру резьбы плашки после термической обра-
ботки;
при нарезании внутренней резьбы метчиком
^•2=+дг°2+дд+/;+/:+п - Диз д,
где — износ по приведенному среднему диаметру резьбы
метчика;
AHD2' —в данном случае погрешность измерения, вносимая
при контроле калибром (см. гл. V);
fd > fs> % — погрешности, относящиеся к резьбе метчика;
ДрР2' — разбивка по приведенному среднему диаметру резьбы
гайки.
Аналогично может быть найдена суммарная погрешность сред-
него диаметра резьбы, изготовляемой любым другим технологиче-
ским способом.
§ 12. СТАТИСТИЧЕСКИЕ МЕТОДЫ ИССЛЕДОВАНИЯ ТОЧНОСТИ
Простота и несложные вычисления обусловили широкое при-
менение статистического метода для оценки точности изготовления
резьб. Он особенно удобен в тех случаях, когда механизм явлений
не изучен. Статистический метод при исследовании точности резьб
целесообразно применять для практической проверки результатов
и выводов, полученных на основе расчетно-аналитического метода.
Если, используя расчетно-аналитический метод, вскрывают
нарушения точности, объясняют их и воздействуют на процесс
резьбообразования для повышения точности, то с помощью стати-
стического метода для уже изученного процесса по единой методи-
ке и сравнительно просто выявляют установившуюся практическую
точность изготовления резьбы по каждому параметру.
Статистический метод для определения точности изготовления
резьб был использован в работах многих исследователей. Основы-
ваясь на этом методе в сочетании с расчетно-аналитическим, раз-
работан Государственный стандарт ГОСТ 9000—59 на метриче-
ские резьбы малых размеров.
В качестве примера применения статистического метода приво-
дим результаты исследования фактической точности изготовления
• метрических резьб малых размеров. При исследованиях резьба вин-
3 Заказ 192
65
тов изготовлялась круглой плашкой без стружечных отверстий,
резьба гайки нарезалась метчиком.
Погрешности собственно среднего диа-
метра резьбы винтов. Обработанные результаты иссле-
дований фактической точности собственно среднего диаметра резь-
бы винтов с основными характеристиками рассеивания приведены
в табл. 4.
Таблица 4
Сводка обработанных результатов измерения собственно среднего
диаметра резьбы винтов
Размер резьбы, мм Количество измеренных винтов, шт. Среднее квад- ратическое отклонение, °d9MK Среднее значение от номинала, ч Зона фактиче- ского рассеива- ния vja мк
0,45 190 3,3 16 20
0,5 283 4,3 18 25
0,7 262 4,8 25 29
0,9 295 5,4 27 32
Распределение отклонений собственно среднего диаметра при
исследовании их по статистическому методу характеризуется в
основном равномерным возрастанием плотностей вероятностей
(рис. 19).
Показанный на рис. 19 полигон распределения отклонений соб-
ственно среднего диаметра резьбы МО,9 мм близко следует нормаль-
Рис. 19. Фактическая точность изготовления резьб
ному закону распределения. У полигона нача-
ло поля рассеивания расположено ниже номи-
нального значения среднего диаметра, что вы-
зывается компенсацией погрешностей шага и
половины угла профиля.
Для обеспечения плавности перехода от до-
пусков на d2 резьб диаметром до 1 мм к допускам резьб диа-
метром свыше 1 мм (на основе опытных данных табл. 4) значе-
66
ния диаметральной компенсации собственно среднего диаметра
fd с учетом эксплуатационных и технологических требований
приняты равными
fd = a.t = (404-230S)(0,45^+0,001^л<« (7)
Погрешности шага резьбы винтов. Действи-
тельные отклонения шага резьбы винтов ДЗ, полученные на осно-
ве анализа фактической точности, приведены в табл. 5.
Таблица 5
Формула /,= т/ / — 0,2
Размер резь- бы, мм Измерено 3 сч о 1 II н 1 см о 1 1? со Принято
v X з £ » □ ж 2 EJ X X <0 Д 3 мк fs"*
0,35 0,36 280 5,8 10 0,16 0,40 4 5,65 9,8
0,45 0,54 292 6,9 12 0,34 0,58 7 7 12,2
0,5 0,6 330 8,65 15 0,4 0,63 9,5 8,4 14,6
0,6 0,72 225 10 17.5 0,54 0,74 13 10 17,5
0,7 0,84 310 11 19,5 0,64 0,80 15,6 11 19,5
0,8 0,96 396 11,5 20,3 0,76 0,87 17,7 12 22
0,9 1,1 360 12,5 22 0,9 0,95 21 13 23,4
1 1 1 1 | 3,74 87,8 | 1
Формула ® S — 0,05
Таблица 6
Размер резьбы, мм X — 3 мм Измерено X = - S — 0,05 II 1 ю о о 1 со II Принято
° С 5 £ ь « Q. el Э мин /а МК «т мин fa МК
/ S—0,05
0,35 0,075 200 200 6,5 0,025 0,157 1,0 200 6,5
0,45 0,100 292 182 8 0,050 0.224 1,8 182 8
0,5 0,125 330 185 10,4 0,075 0,274 2,85 180 9,8
0,6 0,150 225 180 12 0,100 0,316 3,8 175 11,5
0,7 0,175 310 170 13 0,125 0,353 4,6 170 13
0,8 0,200 396 155 14 0,150 0,386 5,4 165 14,6
0,9 0,225 360 145 15 0,175 0,415 0,2 157 15,5
1 1 0,70 | 25,5
На рис. 19 показан полигон распределения отклонений шага
резьбы МО,9 мм винтов как существенно положительных величин.
32 Заказ 192 б7
Видно, что полигон распределения отклонений шага имеет асим-
метричный характер, поскольку отклонения шага учитывались
Рис. 20. Построение уравнений fs=£tnxn и fa => тха
в логарифмических координатах
независимо от знака; положительные отклонения встречаются ча-
ще, чем отрицательные.
68
Используя опытные данные табл. 5, подберем эмпирическую
формулу для расчета допустимой диаметральной компенсации по-
грешностей шага резьбы.
Вид подходящей эмпирической формулы установим методом
выравнивания.
Опытные точки нанесем на логарифмическую координатную
плоскость x'Ofs' (рис. 20, а). Получение на графике (рис. 20, а)
линии, весьма близкой к прямой, показывает, что искомая фор-
мула имеет вид fs = тхп.
Угол наклона прямой линии к оси х' меньше 45°, следователь-
но, п < 1. Приближенные значения man могут быть найдены
методом избранных точек. Выбираем две точки, наиболее близко
примыкающие к прямой. Координаты их следующие:
х=1,1; fs=22 и Л = 0,6; fs=15.
Если бы эти точки лежали на прямой, то мы имели бы
22 = т. 1,1я,
15 = /77.0,6".
Логарифмируя, получим
1g22 = 1gт -|-nig 1,1,
1g 15 = lg т + n IgO, 6
или
1,342 = lg m + n-0,04,
1,18 = lgm-|-n.T,78.
Решая эти уравнения, находим:
/п = 21 и п = 0,62.
Следовательно, искомая формула в первом приближении будет
fs=21 ./°'62.
Величина показателя степени получилась близкой к показателю
квадратной параболы, поэтому принимаем п = 0,5; х = I — 0.20.
Формула будет более удобной для пользования, если ее напи-
сать в виде
fs = m К/ —0,2.
Но теперь потребуется найти более точное значение коэффи-
циента ту отвечающее п == 0,5; х = I — 0,2.
Для этого воспользуемся методом наименьших квадрагов:
_ Vs, Vli-0,2
т Х(//— 0,2)
В табл. 5 даны значения /lt — 0,2 и fs Vlt — 0,2 для каждого
опыта.
32*
69
мм\ числовые значения
половины
Действительные
угла профиля
отклонения у резьбы
фактической точности,
на основе анализа
Коэффициент т равен
" I (li— 0,29)
Окончательно искомая формула будет
= 24 |/ / — 0,2 мк. (8)
Как показывает практика и исследования (см. гл. IV), величи-
ны отклонения шага, подсчитанные по формуле 8, удовлетворяют
требованиям достижимой точности обработки и прочностным,
предъявляемым к резьбам диаметром до 1
этих отклонений представлены в табл. 5.
Погрешности
резьбы винтов.
винтов Ду, полученные
приведены в табл. 6.
На рис. 19 показан полигон распределения отклонения у резь-
бы МО,9 мм винтов как существенно положительных величин. Вид-
„ а
hjo, что полигон распределения отклонении — имеет асимметрии-
нь1й характер, поскольку отклонения у учитывались независимо
от з'|нака; положительные отклонения встречаются чаще, чем отри-
цательные.
Используя опытные данные табл. 6, подберем эмпирическую
формулу для расчета допустимой диаметральной компенсации
погрешностей половины угла профиля резьбы.
Вид ^подходящей эмпирической формулы установим методом
выравнивания.
Опытные точки нанесем на логарифмическую координатную
плоскос/гь x'Ofa' (рис. 20, б). Получение на графике (рис. 20, б)
линии, (весьма близкой к прямой, показывает, что искомая форму-
ла име/ет вид
/ Л= тхп.
угол наклона прямой линии к оси х' меньше 45°, следователь-
но/ п < 1.
' Приближенные значения тип могут быть найдены методом
избранных точек.
Выбираем две Точки, наиболее близко примыкающие к прямой.
Координаты их следующие: х — 0.125; = 10,4 и х = 0,225;
Д = 15. Если бы точки лежали на прямой, то мы имели бы
15 = т. 0,225я,
70
10,4 = m-0,125я.
Логарифмируя получим 1g 15 = lgtn4-nig0,225,
lg 10,4 = lg/n-|-nig 0,125
или
1,19-Igm-f-nT,352,
1,02 =lgm-j-n*T,094.
Решая эти уравнения, находим
т = 37 и п = 0,60.
Следовательно, искомая формула в первом приближении будет
/в= 37. S0,6.
Величина показателя степени получилась близкой к показате-
лю квадратной параболы, поэтому принимаем
п = 0,5; х = 3—0,05.
Формула будет более удобной для пользования, если ее на-
писать в виде
/а = т KS —0,05.
Но теперь потребуется найти более точное значение коэффи-
циента, отвечающее
п — 0,5, х = S — 0,05.
Для этого воспользуемся методом наименьших квадратов
Е/0; /3, -0.05
т = X(S, —0,05)
В табл. 6 даны значения — 0,05 и fal Vst — 0,05 для каж-
дого опыта.
Коэффициент т равен
S/ Vst - 0,05
т = -1(5,—0,05) ~ 36‘
Окончательно искомая формула будет
/в = 36 kS—0,05 мк. (9)
Как показывает практика и исследования (см. гл. IV), величи-
ны отклонений половины угла профиля, подсчитанные по формуле
9, удовлетворяют требованиям достижимой точности обработки и
прочностным, предъявляемым к резьбам диаметром до 1 мм; число-
вые значения этих отклонений представлены в табл. 6.
Полное поле рассеивания среднего диа-
метра. Из выражений (5,6) видно, что средний диаметр функ-
71
ционально связан с ошибками собственно среднего диаметра, шага
и половины угла профиля резьбы. Эта функциональная связь
практически сказывается лишь при точном нарезании резьбы на
одном станке. При массовом нарезании (в силу наличия большого
числа источников погрешностей) функциональная связь превра-
щается в корреляционную, а действительные значения собственно
среднего диаметра, ша^а и половины угла профиля являются слу-
чайными. С учетом корреляционной связи уравнение полного поля
рассеивания среднего диаметра можно представить в следующем
виде:
V(DJ = /k^v1 {fd) + klsv2 + .kdv(d)ksv(fs) +
+ / 2^kdV kaV (/.) + 2P«,SA:St'(/s) ’ VO
здесь pz—коэффициент корреляции,
D2 — приведенный средний диаметр,
kt — коэффициент относительного рассеивания.
В общем случае применение формул, учитывающих корреля-
ционную зависимость, является нецелесообразным, поскольку при
разных технологических способах образования резьбы и разных
ее размерах эти зависимости изменяются; становится непостоян-
ным коэффициент корреляции, иногда его значения приобретают
малую величину, которой практически можно пренебречь.
Точность среднего диаметра резьбы деталей целесообразно
изучать методами математической статистики с использованием
формул для суммирования погрешностей основных параметров
резьбы как случайных и независимых величин. Тогда последнее
уравнение примет вид
v (D) = / +
Подставив в уравнение расчетные выражения составляющих:
fd\ fs> Ъ получим формулу для определения допуска b на средний
диаметр:
ь = К (az)2 + (24 |/ /-0,2)4- (36 Г S—0.05)2, (Ю)
где первое слагаемое учитывает погрешность собственно среднего
диаметра; второе — шага; третье — половины угла профиля.
Из сопоставления опытных данных табл. 4. 5, 6 нетрудно заме-
тить, что соотношение зон рассеивания удельных составляющих
полного поля рассеивания среднего диаметра несколько колеблет-
ся для разных размеров резьб Во всех случаях наибольшей состав-
ляющей является погрешность собственно среднего диаметра, да-
лее следует диаметральная компенсация погрешностей шага и,
наконец диаметральная компенсация погрешностей половины уг-
ла профиля.
72
Соотношение зон рассеивания погрешностей, составляющих
полное поле рассеивания среднего диаметра, в среднем принимает-
ся
fd- fs- 4=1:0,6:0,4.
Сопоставление погрешностей d2 гайки с погрешностью d2 винта
показало, что их числовые значения близки между собой, а поэтому
формулу 10 можно распространить и для расчета погрешностей
среднего диаметра гайки.
Полигон рассеивания отклонений d2 гайки, как видно из рис.
19, близко следует нормальному закону распределения.
Глава IV
ДОПУСКИ И ПОСАДКИ МЕТРИЧЕСКИХ РЕЗЬБ
Для метрических крепежных резьб применяются скользя-
щие посадки, посадки снатягом и посадки с гаранти-
рованным зазором, причем наиболее распространенны-
ми являются скользящие посадки.
§ 1. СКОЛЬЗЯЩИЕ ПОСАДКИ
Рис. 21. Схема расположения полей до-
пусков метрической резьбы со скользя-
щей посадкой
Схема расположения полей допусков метрической резьбы со
скользящей посадкой показана на рис. 21.
Отклонения диаметров откладываются от номинального профи-
ля в направлении, перпендикулярном к оси резьбы: вниз для бол-
та и вверх для гайки.
На метрические резьбы
со скользящей посадкой раз-
работано две системы допус-
ков, одна — для резьб диа-
метром до 1 мм (ГОСТ
9000—59), другая — для резьб
диаметром свыше 1 мм (ГОСТ
9253—59).
Допуски средне-
го диаметра резь-
б ы. Для сравнения метри-
ческих резьб с крупным ша-
гом по точности допуск на
средний диаметр принято вы-
ражать в резьбовых единицах,
являющихся функциями толь-
ко шага. Опытным путем установлено, что погрешность изготов-
ления крепежных резьб с крупным шагом приблизительно про-
порциональна корню квадратному из шага резьбы. В соот-
ветствии с этим и установлена резьбовая единица допуска:
Р. Е Д = 67 Г S, где S — в мм, а результат — в мк.
74
Для метрических резьб с крупным шагом ГОСТ 9253—59 уста-
новлено три класса точности:
1-й класс: 6 = 0,95 Р. ЕД = 64мк; (11)
2-ой класс: b = 1,5 Р. ЕД = 101 |Л$ мк; (12)
3-й класс: Ь = 2,5 Р. ЕД = 167^5 мк. (13)
Для метрических резьб с мелким шагом (ввиду других соотно-
шений между шагом и диаметром) установлена другая эмпириче-
ская формула резьбовой единицы допуска:
Р.ЕД = 25/d-|-l,5l/S.n + 43 \^Smk,
где п — число витков на длине свинчивания.
Для обычных соотношений мелких метрических резьб и длины
свинчивания в 8 витков значения резьбовой единицы резьб с мел-
ким и крупным шагом примерно одинаковы.
Для метрических резьб с мелким шагом ГОСТ 9253—59 уста-
новлено четыре класса точности: 1, 2, 2а, 3.
Допуск на средний диаметр для резьб с мелким шагом опреде-
ляется по формуле:
Ъ = К (25/d+ l,5.S°’55.n4-43 • S0’55) мк, (14)
где К — коэффициент, равный 0,64 для 1-го класса;
1—для 2-го класса, 1,25 — для 2а класса; 1,7 —для 3-го класса.
Для метрических резьб диаметрами от 0,25 до 0,9 мм ГОСТ
9000—59 установлен один класс точности, имеющий закономерность
изменения допуска по среднему диаметру, отличную от закономер-
ностей, принятых для резьб свыше 1 мм. Введение новой законо-
мерности для резьб малых размеров было вызвано технологически-
ми и прочностными соображениями.
Аналитическая зависимость для определения допусков в на
средний диаметр резьб малых размеров записана формулой 10.
Формула 10 на допуск в представлена как сумма расчетных вы-
ражений 7, 8, 9 предельных погрешностей, составляющих этот
допуск. Такая развернутая форма записи выражения для допуска
в резьб малых размеров оказалась целесообразной по следующим
причинам:
во-первых, теоретически возможно, что весь суммарный допуск
будет использован только одной из составляющих. Следствием
этого, как показывают исследования, явится непостоянство стати-
ческой прочности, так как отклонения параметров d2-S и —
при
одинаковой диаметральной компенсации различно влияют на
прочность соединения (см. § 5 данной главы);
во-вторых, при проектировании резьбового режущего и мери-
тельного инструментов, расчете резьбовых соединений па прочность
и для других практически полезных целей также возникает необхо-
75
димость знать удельную величину каждой из составляющих до-
пуска среднего диаметра.
В принятой зависимости (10) наибольшей составляющей суммар-
ной погрешности среднего диаметра является погрешность собст-
венно среднего диаметра, далее следуют диаметральные компенса-
ции погрешности шага и половины угла профиля.
Допуск на средний диаметр, подсчитанный по формуле 10,
равен допуску, найденному из выражения 12, при резьбе М0,8 мм.
Это обстоятельство легко проверить аналитически, следующим
путем.
Взяв от выражений 10 и 12 производные по переменному неза-
висимому S и рассматривая производные как скорости изменения
рассматриваемых допусков к скорости изменения S, т. е.
dbi _ 101 db _
dS “ V S ’ dS ~
— 23
930 V’S24-1450 УS*4 — 4- 348
_______________________________v $__________________.
j/ | g4 (4/bS -0,2? 4 (6V S - 0.05)2
полагаем, что имеется такое значение S, при котором производные
будут равны между собой. Последнее равенство обращается в тож-
дество при S — 0,200 мм; наличие тождества указывает на то, что
между системой допусков резьб диаметрами до 1 мм и свыше 1 мм
существует преемственность.
Допуски наружного диаметра резьбы бол-
та и внутреннего диаметра резьбы гайки.
Величины допусков наружного диаметра резьбы болта и внутрен-
него диаметра резьбы гайки е определяют наименьшую рабочую
высоту профиля /imin При7 допусках по ГОСТ 90(10—59; 9253—59
отношение рабочей высоты профиля /?min к высоте профиля со-
ставляет:
а) для резьб МО. 25 -= МО, 9 мм — 50%;
h
б) для резьб диаметром свыше 1 мм и с шагом S < 0,8 мм —
= 52—58%;
h
в) для резьб с шагом S > 0,8 мм
= 65 — 80 % по классам точности 1; 2 и 2а;
h
= 58 — 76 % по классам точности 3.
Значения допусков е и с удобно представлять в виде соотноше-
ний Д и В ГОСТах на метрические резьбы приняты сле-
дующие значения указанных соотношений:
76
Для резьб диаметром до 1 мм: — ^23%. На внутренний дна*
2Л
метр гайки в зависимости от механических свойств обрабатыва-
емого материала назначено два ряда допусков, которым соответ-
ствует два значения отношения ~. Для гаек из материала с
пределом прочности на растяжение oR > 70 — £ = 30%, в ос-
мм* 2h
тальных случаях должно быть ^=30%.
Для резьб диаметром свыше 1 мм:
у резьб с шагом S <0,8 мм £^23%; —^26%;
у резьб с шагом S > 0,8 мм
£=9—18% для 1, 2 и 2а классов точности;
£
— = 12— 13 % для 3-го класса точности.
2ft
Отношение ~ уменьшается с увеличением диаметра резьбы
и находится в пределах — «10—20%.
§ 2. ПОСАДКИ С НАТЯГОМ
Допуски с натягом разделяются на плотные и тугие.
Первые применяются в тех случаях, когда резьба должна иметь
возможно меньший зазор и свинчиваться без ключа. На резьбовые
соединения с плотной посадкой разработаны только ведомственные
нормали.
Тугие резьбы применяются главным образом в соединениях
посадочных концов шпилек с корпусом. В этих соединениях тре-
буется настолько туго соединить посадочный коней шпильки с кор-
пусом, чтобы исключить возможность проворачивания шпильки
при затяжке или освобождении гайки, соединенной с другим ее
концом. Для осуществления этого требования в резьбовом соеди-
нении должен быть обеспечен радиальный натяг. На резьбовые
соединения с тугой посадкой разработан проект Государственного
стандарта.
Допуски тугих резьб (по проекту ГОСТа) распространяются на
резьбы стальных шпилек с крупными и мелкими шагами 1—3 мм
для диаметров от 6 до 48 мм, ввертываемых в детали из стали, чу-
гуна. титановых, алюминиевых и магниевых сплавов с натягом по
среднему диаметру (без участия сбега резьбы в креплении шпилек).
Схема расположения полей допусков для тугих резьбовых со-
пряжений показана на рис. 22, откуда видно, что по среднему диа-
77
метру создается гарантированный натяг. Предложено натяг сое-
динения оценивать по натягу, определяемому собственно средним
диаметром сопрягаемых деталей; на шаг и половину угла профиля
устанавливаются самостоятельные допуски.
По наружному и внутреннему диаметрам создается гарантиро-
ванный зазор, заданный соответствующими предельными отклоне-
ниями I— и— отсчитываемыми от номинального профиля. Га-
\ 2 2 /
Рис. 22. Схема расположения полей допусков для тугих резь-
бовых сопряжений
рантированный зазор устраняет заклинивание резьбы при тугом
свинчивании, вызываемое пластическим течением материала по d
и dv
Радиусы закругления впадины профиля резьбы гном и гнаим даны
для резьбообразующего инструмента и непосредственному конт-
ролю не подлежат. Наибольший внутренний диаметр резьбы шпиль-
ки контролируется проходным резьбовым калибром-кольцом или
другим измерительным инструментом, имеющим прямые срезы
профиля по диаметру, равному наименьшему внутреннему диамет-
ру резьбы гнезда Верхнее отклонение наружного диа-
метра гнезда не нормируется.
Проектом стандарта предусмотрена только система отверстия
(основная деталь—гайка). Система отверстия является более техно-
логичной, чем система вала.
Для резьб гнезд и шпилек принято 4 класса точности: 01; 02,
03 и 04.
Гнезда и шпильки классов 01, 02, 04 используются с сортиров-
кой по размерам среднего диаметра на три и две группы.
78
Сортировку на группы проект ГОСТ ориентирует проводить по
собственно среднему диаметру, в средней части длины резьбы гнез-
да или шпильки — калибрами с укороченным профилем. Методи-
ка раздела не указывается и ее можно базировать на селективную
сборку гладких сопряжений.
Назначение классов точности следующее:
Класс 01 предназначен для завинчивания шпилек в гнез-
да деталей из стали и титановых сплавов при длине сопряжения
1—1,25 d; предполагается использовать с сортировкой на три
группы.
Класс 0 2 предназначен для завинчивания шпилек в гнезда
деталей из алюминиевых и магниевых сплавов при длине сопряже-
ния 1,5—2d; должен использоваться с сортировкой на две группы.
Допуск на средний диаметр в этом классе меньше допуска того же
диаметра резьб 1-го класса точности по ГОСТ 9253—59 на 25%.
Классы 03и04 предназначены для завинчивания шпилек
в гнезда чугунных деталей при длине свинчивания 1,25—1,5 d.
Класс 04 имеет допуски на средний диаметр одинаковые с допуска-
ми резьб 1-го класса по ГОСТ 9253—59 и должен использоваться
с сортировкой на 2 группы.
§ 3. ПОСАДКИ С ГАРАНТИРОВАННЫМ ЗАЗОРОМ
Для компенсации температурных деформаций, обеспечения
быстрой и легкой сборки и разборки даже при наличии коррозии,
загрязнения или небольших повреждений, для повышения уста-
лостной прочности, а также, когда резьба имеет антикоррозионные
покрытия, применяют резьбы с гарантированными зазорами по
диаметрам.
Рассмотрим отдельные случаи применения и эксплуатации резьб
с гарантированным зазором.
Резьбы под защитные покрытия. В результате
нанесения защитного покрытия на детали происходит изменение
размеров параметров резьбы. При этом особенно существенно
изменение среднего диаметра. При равномерном наложении покры-
тия на профиль резьбы средний диаметр ее изменится на учетверен-
ную толщину слоя покрытия. Сказанное поясним рис. 23.
Контур / принадлежит непокрытой резьбе болта среднего диа-
метра d2, контур 2 — резьбе с увеличенным средним диаметром
da + 2б?ср в результате нанесения слоя покрытия q. Этот слой,
измеренный перпендикулярно оси резьбы, обозначен qcp:
дср= ^2 = = 2<}'
Общее увеличение среднего диаметра резьбы Qcp в результате
нанесения покрытия составит:
Qcp == ^2 Н” 2?ср d2 = 2<?Ср = Ад,
79
При нанесении покрытия на резьбу гайки средний диаметр ее
уменьшится на эту же величину.
Размеры наружного и внутреннего диаметров при равномер-
ном покрытии резьбы изменяются на величину 2q.
На практике при гальванических покрытиях имеет место и не-
равномерное распределение слоя по профилю резьбы, причем по-
крытие накладывается больше у вершины резьбы, и угол профиля
заостряется.
Обозначим:
q\ Яъ> Я1 — толщина слоя покрытия на сторону: по наружному,
среднему и внутреннему диаметрам соответственно.
Рис. 23. К резьбам с гарантированным зазором:
а—изменение диаметров наружной резьбы при равномерном положении покрытия;
б*" схема расположения полей доп > с ков на резьбу бол га и гайки с гарантированным
зазором
По данным работы [8] дается следующее соотношение перечис-
ленных толщин слоев:
q-q^.q^ 1:2:1.
Существующие методы обеспечения свинчиваемости резьб с за-
щитными покрытиями в основном сводятся к изменению стандарт-
ных размеров резьбы путем смещения полей допусков при механи-
ческой обработке на величину, компенсирующую толщину покры-
тия.
При выборе расположения полей допусков обычно учитывают
технологию изготовления резьбы. При выполнении резьбы регу-
лируемым инструментом (накатка, гребенки и др.) изменение рас-
положения полей допусков обеспечивается лишь наладкой станка
и не требует изготовления специального резьбонарезного инстру-
мента; так как этот способ не вызывает высоких экономических
затрат, то большинство предприятий получение гарантированного
зазора для компенсации толщины покрытия предусматривает за
счет смещения поля допуска болта.
Если резьба нарезается метчиками и плашками нерегулируе-
мыми, то всякое существенное изменение расположения полей до-
80
пусков связано с введением специальных резьбонарезных инстру-
ментов. Последний способ для предприятий является весьма за-
труднительным и применяется сравнительно редко.
Высокотемпературные соединения. В на-
стоящее время широкое распространение получили конструкции,
резьбовые соединения которых работают при высоких температу-
рах (400°С и больше).
Детали болтового соединения, работающего в повышенном тем-
пературном режиме, испытывают дополнительные напряжения из-
за различного влияния температуры на механические свойства
металла. Дополнительное осевое усилие, передающееся на болт
при работе болтового соединения в условиях повышенного тем-
пературного режима, определяется из формулы.
1=п
S а/ ti li — «о Iq
1
где Wl — коэффициент податливости f-го участка в см/кг,
— температурная деформация /-го участка,
1О — длина растягиваемой части болта.
При высоких температурах металлы деталей меняют свои меха-
нические свойства, обладают недостаточной пластичностью, появ-
ляется ползучесть.
При повышенных температурах и под действием дополнитель-
ного осевого усилия и ползучести металла в высокотемпературных
резьбовых соединениях возникают явления: а) релаксации, состоя-
щее в понижении напряжений от затяжки, как результат непре-
рывной деформации ползучести; б) пригара, когда при приложении
нормального усилия соединения не разбираются, а дальнейшее
увеличение усилия вызывает отрыв головки болта или смятие и
срыв резьбы. Пригар резьбовых соединений вызывает необходи-
мость дополнительного изготовления крепежных деталей взамен
негодных.
Одним из средств снижения релаксации напряжений является
повышение упругой податливости витков резьбы за счет зазора по
среднему диаметру.
' Во избежание заедания в резьбовом соединении вследствие
пригара покрывают резьбу специальным составом или между вит-
ками вводят смазку. Для обеспечения свинчиваемости высокотем-
пературного соединения после покрытия и размещения смазки
между сопрягаемыми витками по диаметрам резьбы назначают
гарантированные зазоры.
Величина гарантированного зазора по среднему диаметру со-
гласно опытам, проведенным во Всесоюзном теплотехническом
институте, должна быть численно равна удвоенному значению*
81
поля допуска 2-го класса точности (3 Р. ЕД); согласно опытам,
приведенным в журнале «Din-Mitteilungen», нужен зазор несколь-
ко меньший.
На развинчиваемость высокотемпературных резьбовых соеди-
нений, кроме зазора, влияют многие другие переменные факторы,
среди которых — материалы изделий, вид смазки, величина темпера-
туры и время выдержки при этой температуре.
Резьбы, работающие при высоких температурах, изготовляются
обычно с крупным шагом.
Резьбы, предназначенные для различных
целей. К ним относятся так называемый торговый крепеж,
крепежные детали, расположенные в труднодоступных для осмотра
местах и находящиеся в условиях коррозионной среды, и др.
При изготовлении и транспортировке торгового крепежа могут
появиться небольшие забоины и коррозионные налеты, затрудняю-
щие свинчиваемость.
В практике демонтажа машин и механизмов часты случаи, когда
вследствие сильного корродирования резьбы вывертывание шпилек,
винтов, свинчивание гаек с болтов весьма затруднительно. В ча-
стности это относится к крепежным деталям, расположенным в
труднодоступных для осмотра местах.
Указанные трудности в обоих случаях можно компенсировать
наличием небольшого гарантированного зазора в резьбе.
Гарантированные зазоры способствуют размещению в резьбе
состава для размягчения ржавчины и смазки, что облегчает свин-
чивание соединений.
На резьбы с гарантированным зазором разработан проект Госу-
дарственного стандарта, который охватывает метрические резьбы
с крупными и мелкими шагами для диаметров от 1 до 180 мм.
Схема расположения полей допусков для резьб с гарантирован-
ным зазором показана на рис. 23, откуда видно, что для среднего,
наружного и внутреннего диаметров устанавливаются гарантиро-
ванные отклонения г, верхние — отрицательные для болта, ниж-
ние— положительные для гайки. Значения г определяют гаранти-
рованную толщину слоя покрытия резьбы, толщину слоя смазки
резьбы для высоких температур, повышенную усталостную проч-
ность и др.
Устанавливаются нормы гарантированных отклонений разме-
ров болта и гайки, обозначаемые: для болта — Д (движения);
Л (легкоходовая); Ш (широкоходовая); для гайки — X (ходовая).
Гарантированные отклонения по абсолютной величине для раз-
личных норм примерно равны: гл нормы Л равны величинам допу-
сков на средний диаметр 1-го класса точности ГОСТ 9253—59;
отклонения гл нормы Д составляют половину верхнего отклонения
нормы Л; отклонения гш нормы Ш равны величинам допусков сред-
него диаметра 2-го класса ГОСТ 9253—59; отклонения zx нормы X
равны средним значениям между ?д и гл.
82
Для резьб болта и гайки с крупными шагами введен дополни-
тельный класс точности, обозначаемый 2а; для резьбы болта с
крупными и мелкими шагами введен дополнительный класс, обо-
значаемый За. Дополнительные классы точности 2а и За введены
для возможности выполнения среднего диаметра резьбы норм X,
Д и Ш по допуску, близкому к таковому для 2-го класса точности
ГОСТ 9253—59.
Класс точности 2а для резьб с крупным шагом — промежуточ-
ный между 2 и 3-м; он аналогичен классу 2а для резьб с мелкими
шагами, он не установлен для резьб с крупными шагами.
Класс точности За грубее 3-го; его значения соответствуют сте-
пени К ОСТ 1256.
Нормы гарантированных отклонений среднего диаметра болта
и гайки независимы друг от друга и выбираются в соответствии с
конкретными условиями.
Норме гарантированного отклонения среднего диаметра соот-
ветствуют определенные нормы гарантированных отклонений на-
ружного и внутреннего диаметров болта и гайки; для наружного
и внутреннего диаметров принимаются те же нормы, что и для сред-
него диаметра.
Поле допуска диаметра резьбы болта определяется сочетанием
верхнего отклонения, соответствующего выбранной норме для г, с
нижним отклонением, соответствующим выбранному классу резь-
бы. Аналогично поле допуска диаметра резьбы гайки определяет-
ся сочетанием нижнего отклонения, соответствующего выбранной
норме для г, с верхним отклонением, соответствующим выбранно-
му классу резьбы.
На чертежах допуски на резьбу с гарантированным зазором
обозначаются указанием класса точности и нормы гарантирован-
ного зазора; первая буква нормы показывает норму среднего диа-
метра, вторая — норму наружного диаметра болта или внутренне-
го диаметра гайки. Если для всех диаметров принята одна и та же
норма, то она обозначается одной буквой.
Примеры обозначений:
М8 кл. 2а Д ГОСТ ...; -
М 8 кл. 2/кл. 3 л ГОСТ...
§ 4. ЭКСПЛУАТАЦИОННЫЕ ТРЕБОВАНИЯ МЕТРИЧЕСКИХ РЕЗЬБ
Прочность резьбовых соединений зависит от номинальных раз-
меров геометрических параметров резьбы и точности ее выполне-
ния. Точность изготовления резьбы влияет на прочность резьбо-
вых соединений различно (в зависимости от характера воспринимае-
мой нагрузки). Устанавливать необходимую точность изготовле-
ния резьбовых соединений следует прежде всего, исходя из предъ-
являемых к ним эксплуатационных требований, их функциальиого
назначения. При выборе посадки и класса точности нужно помнить,
83
что применение резьбы повышенной точности сильно осложняет
технологию ее изготовления и сопровождается большим процентом
размерного брака.
К метрическим резьбам, применяемым в современном машино-
строении и приборостроении, предъявляются следующие эксплуа-
тационные требования: статическая прочность, усталостная проч-
ность, самоотвинчивание, тугое соединение.
А. Статическая прочность
d
Рис. 24. К расчету усилия сре-
за витков
При статических нагрузках в зависимости от прочности мате-
риала, из которого изготовляют болты и гайки, и характера разру-
шения резьбовые соединения, применяемые в машиностроении и
приборостроении, можно разделить условно на два типа:
1. Прочность материала болта выше или равна прочности ма-
териала гайки. Высота гайки меньше или равна критической *.
Разрушение соединений этого ти-
па происходит вследствие среза или
смятия витков гайки.
В резьбовых соединениях с оди-
наковыми механическими свойствами
материала обеих деталей сминаются
витки болта и гайки. Смятие проис-
ходит по цилиндрической поверхнос-
ти с некоторым диаметром d.
Чем выше прочность материала
болта, тем больше диаметр цилиндри-
ческой поверхности разрушения
приближается к его наружному диа-
метру. Наконец, когда прочность
материала болта заметно превышает
прочность материала гайки, резьба
разрушается от среза витков гайки.
Срез происходит по цилиндриче-
ской поверхности, диаметр которой
равен наружному диаметру болта.
Диаметр поверхности разрушения можно определить аналити-
чески. Из условия равенства срезывающего усилия для витков бол-
та и гайки будем иметь (рис. 24)
Ро Тв= Р1ТВ,
где тв и тв'— предел прочности на срез материала болта и гайки
соответственно.
* Высота гайки, при которой прочность резьбы на срез или смятие равна
или несколько выше прочности стержня винта на разрыв.
84
Так как 0О S + P,S = S,
то из двух последних равенств находим:
о _ В . о _ ТВ
Ро-----: г-» Pi-------~ •
хв + хв тв + хв
Значения ро и для метрической резьбы, как это следует из
рис. 24, должны лежать в пределах — < |30; рх < —.
я 8
что происходит срез
разрушения
г - г - 8 ’
Если, например, (30 < —, то это означает,
только витков гайки. Диаметр поверхности
dp = dg-|-(2рх — 1) —.
2tg-^-
8 2
G достаточной точностью можно принять
2. Прочность материала болта несколько меньше прочности ма-
териала гайки. В данных резьбовых соединениях даже при высо-
те гайки меньше критической происходит разрыв болта по стерж-
ню.
Сюда относятся также резьбовые детали, имеющие сочетания
материалов соединения 1-го типа, но высоту гайки больше крити-
ческой.
При проектировании ответственных резьбовых соединений обыч-
но создают небольшие превышения прочности гайки на срез или
смятие над прочностью болта на разрыв, т. е. для них соединения
2-го типа являются наиболее распространенными.
Статическая прочность является основным эксплуатационным
требованием, предъявляемым к резьбовым соединениям диаметром
до 1 мм. В результате многолетнего опыта работы приборострои-
тельной промышленности и - проведенных автором исследований
установлено, что при обеспечении необходимой статической проч-
ности резьбовые соединения указанных размеров могут иметь вы-
сокую предварительную затяжку, при которой они обладают
достаточным сопротивлением самоотвинчиванию. Определенность
и ограниченное число прочностных требований послужили основ-
ной предпосылкой к выделению резьб диаметром до 1 мм в само-
стоятельный размерный ряд резьб и разработки для них отдельно-
го стандарта (ГОСТ 9000—59).
Усилия в затянутом резьбовом соедине-
нии. Статическая прочность резьбовых соединений определяется
усилиями от растяжения и кручения.
4 Заказ 192
85
Кручение возникает при затяжке резьбового соединения в ре-
зультате трения в соприкасающихся витках гайки и болта.
Величина момента при кручении зависит от условий смазки,
качества поверхности и ряда других факторов.
От кручения в стержне болта возникают касательные напряже-
ния.
Поскольку затянутый болт находится одновременно под дейст-
вием растяжения и кручения, то стержень его испытывает сложное
сопротивление.
Возникающие напряжения в теле болта, находящегося под за-
тяжкой, можно найти по формуле:
а'= -Я,—нормальное напряжение при растяжении; (15)
nd*
t'= — —касательное напряжение при кручении, (16)
Тб
где Q — осевая сила затяжки;'
М — момент затяжки в резьбе: М = Q—tg (ф + р'), (17)
Л
здесь ф— угол подъема резьбы;
р' — угол трения.
Заметим, что штрих сверху при сит означает, что напряжения
относятся к телу болта, а не к гладкому стержню, где те же напря-
жения обозначаются без штриха.
Напряжения резьбового стержня а' и т' в отличие от напряже-
ний гладкого стержня сит дополнительно учитывают сложное
сечение резьбовой части болта и влияние концентраций напряже-
ний во впадине резьбы. Аналитическая зависимость для расчета
коэффициента концентрации напряжений в резьбе болта и гайки
от параметров резьбы, равно как и расчет площади и момента со-
противления сложного сечения резьбового стержня, пока не уста-
новлены и их приходится учитывать эмпирическим путем.
Условия прочности по первой и третьей теориям прочности
[33, 39] для различных материалов болтов соответственно будут:
а) для болтов из хрупких материалов, в том числе термически
обработанных
°пр = 0,5 с' + 0,5 а ? 4- 4т г — по первой теории прочности;
б) для болтов из пластических материалов
°пР= р^ а»24-4т>8 —по третьей теории прочности,
где апр — приведенное нормальное напряжение, учитывающее
напряжение скручивания.
86
В основу принятого деления материалов болтов на хрупкие и
пластичные положено то, что болты из хрупких материалов разру-
шаются при небольших деформациях в то время, как окончатель-
ное разрушение болтов из пластичных материалов происходит
лишь после значительных изменений форм. Площади диаграмм для
болтов из пластичных материалов значительно больше, чем для
хрупких.
Преобразовав два последних уравнения и умножив все части
ч
полученных равенств на величину получим
а) для болтов из хрупких материалов
<2пр = <20,05 [1 + + 4(^)а] = QClt (18)
где <2пр — приведенное осевое усилие, учитывающее скручивание
и вызывающее разрушение болта;
С, — коэффициент, показывающий, насколько нужно увели-
чить осевую нагрузку на болт, чтобы учесть влияние
скручивания:
Сг= о,5 [1 + /14-4(^2]. (19)
Из формул (15), (16), (17) следует
V = 2tg(<|» + p').£.
о а\
Подставив значение отношения —г в уравнение (19), получим
выражение для в окончательном виде:
С1= 0,5 (1 4- ]/ 1 + 16 pg (ф + p')^jaj; (20)
б) для болтов из пластичных материалов
<?„₽ = Q ]Л + 4(? )2= (21)
где С3 — коэффициент, аналогичный
14-4(^)а=]/ 1 + 16р(ф+р')^]а • (22)
Выражения (18) и (21) показывают, что напряжения от скру-
чивания, учитываемые коэффициентами Сх и С3, снижают несу-
щую способность резьбовых соединений, которую можно повысить
за счет уменьшения коэффициента трения в нарезке и увеличения
внутреннего диаметра резьбы.
Значения коэффициентов Сх и С3 приведены в табл. 7.
Влияние напряжений скручивания
на прочность резьбовых соединений
проверяется опытным путем. На при-
боре конструкции автора были прове-
дены [29] измерения предела проч-
ности затянутого винта на растяже-
ние при различных коэффициентах
трения. В опытных резьбовых парах
винт был изготовлен из стали У7М,
термически обработанной до твердос-
ти 48—50 HRC; гайка из латуни
ЛС63—ЗТ.
Таблица 7
Значения коэффициентов Сх и
Сг в зависимости от коэффи-
циента трения в резьбе
f Ci С3
ОДО 1,16 1,32
0,15 1,25 1,5
0,20 1,32 1,64
0,30 1,55 2,1
0,4 1,76 2,52
Поверхность сопряженных витков испытуемых резьбовых со-
единений в серии опытов А была обильно смазана часовым маслом
МБП-12; в серии опытов Б — чисто промыта бензином. В серии
опытов В для сравнения определялся предел прочности винта
только при растяжении.
В сериях опытов А, Б, В винты имели одинаковые размеры и
технологию их изготовления; при испытании винты доводились
до разрушения. Из табл. 8 видно, что с увеличением коэффициента
трения, предел прочности на растяжение затянутых винтов умень-
шается.
Таблица 8
Влияние коэффициента трения в резьбе на предел прочности
затянутого винта
Предел прочности винтов на растяжение, в кг}мм2 и % к серии опытов В Предел прочности затянутого винта на растяжение Предел прочнос- ти винта на растяжение
серия опытов
А Б В
°в кг 1мм2 и % 139 80 110 64 174 100
Силы, действующие на виток. На боковой по-
верхности витка давление распределено по неизвестному закону.
Равнодействующая сила распределенной нагрузки по витку резь-
бы гайки, выполненного по номинальным размерам, приложена
(приблизительно) в середине витка (рис. 25, а).
Если условно рассматривать виток резьбы гайки как клино-
видную балку, защепленную одной стороной в теле гайки, то глав-
ные напряжения и их направления в такой балке определятся по
нормальным и касательным напряжениям в поперечном направле-
нии.
$9
P(i)
0.34 P
Рис. 25. Усилия, действующие по виткам резьбы:
и — линии влияния изгибающего момента Л<изр и поперечной силы Q витка
резьбы; б — распределение усилий между витками резьбы (по
Биргеру)
Нормальные и касательные напряжения при изгибе равны
а _ ^чзг______________________
max у? & >
т _QSy
max “ Ть ’
где Л4ИЗГ — момент, изгибающий балку;
W — момент сопротивления расчетного сечения балки;
h' — расстояние от основания витка до точки приложения
равнодействующей силы;
t — толщина витка, измеренная в осевом направлении
соединения;
— статический момент отсеченной части сечения;
I — момент инерции всего сечения относительно оси 0;
b — ширина балки.
Для решения вопроса, какое из этих двух напряжений является
наиболее опасным, составим отношение и сравним его С дру-
’max -
гим отношением предельных значений этих напряжений .
В
Сравнение числовых значений обоих отношений, приведенное для
материалов с различными механическими свойствами резьбовых
деталей, показывает, что наиболее опасной нагрузкой в резьбе яв-
ляется поперечная сила. В резьбовых соединениях 1-го типа попе-
речная сила при некотором совместном действии изгибающего мо-
мента вызывает срез или смятие витков гайки.
Пример. Виток резьбы МО,9 мм латунной гайки имеет следующие
размеры сечения:
толщина витка t = 0,200 мм,
ширина витка — 1.
Равнодействующая нагрузка приложена от основания на расстоянии,
равном h' = 0,073 мм. Q \
Величина равнодействующей нагрузки р = Г, /Р=----— |,
I соч /
Нормальное
напряжение при изгибе равно:
0,073 • 6 • 0,866 Л л кг
0>04 =9’4 ММ2-
напряжение от поперечной силы равно:
0,866 • 0,01 1 о г- кг
Ттах — -----------= 12,5----- .
0,0007
расчетным напряжениям равно:
Касательное
Отношение
ттач____
---- по
°тах
^ = 1,35.
ошах
Отношение ----
’в
по
предельным напряжениям равно:
°в
90
Сравнение двух последних отношений полностью подтверждает
ранее сделанный вывод о том, что наиболее опасной нагрузкой в
резьбе является поперечная сила.
Неточность изготовления резьбы вызывает смещение равнодейст-
вующей силы вдоль вылета витка и изменяет прочность соедине-
ния. В последнем можно убедиться, если построить линии влия-
ния* для поперечной силы изгибающего момента витка гайки со-
единений 1-го типа. Для сечения, расположенного по наружному
диаметру болта, поперечная сила Q и изгибающий момент Л4ИЗГ,
вызванные действием силы р = 1 нА расстоянии х от конца, запи-
сываются уравнениями:.
Л/изг = Р(Л —X)COSy.
Q = p- cos у.
Из уравнения видно, что от расположения центра давления си-
лы р >= 1 по длине вылета клиновидной балки зависит величина ор-
динаты этого центра, расположенного на линии влияния изгибаю-
щего момента, и не зависит величина ординаты того же центра, рас-
положенного на линии влияния поперечной силы Q.
С увеличением внутреннего диаметра резьбы гайки центр давле-
ния равнодействующей силы из точки 0 (в этой точке приложена рав-
нодействующая сила витков, выполненных по номинальным раз-
мерам) перейдет в точку С\, расположенную на меньшем расстоянии
до основания витка, и с меньшей ординатой линии влияния Л4ИЗГ.
При изменении внутреннего диаметра плоскость среза витка
остается постоянной, а поэтому и усилие среза не должно изме-
няться значительно. Наблюдаемому при этом некоторому измене-
нию срезывающего усилия дано объяснение в § 5 настоящей главы.
G уменьшением наружного диаметра резьбы болта центр давле-
ния равнодействующей силы из точки О перейдет в точку Оа, рас-
положенную на большем расстоянии от линии поминального на-
ружного диаметра и с большей ординатой этой точки на линии влия-
ния Л1ИЭГ, чем точка О. Хотя величина изгибающего момента при
этом и возрастает, но все Же опасной нагрузкой остается попереч-
ная сила. При изменении наружного диаметра болта сечение витка
в направлении среза переменно и вместе с этим становится сущест-
венно переменным и усилие среза. Чем больше сечение витка в на-
правлении среза, тем больше усилие среза и наоборот.
Распределение нагрузки по виткам резь-
бы. В ряде работ (21; [29]; [47]; [22] доказано, что распределе-
ние нагрузки по виткам резьбы-оказывает влияние на статическую
* График, изображающий закон изменения какого-либо фактора (изги-
бающего момента, поперечной силы и др.) при передвижении по балке си-
лы р = 1, называется линией влияния этого фактора.
91
и усталостную прочность, а сам характер распределения до некс
торой степени зависит от точности обработки сопрягаемых резьб.
Вопрос о распределении нагрузки по виткам гайки был впервые
в 1902 г. решен Жуковским Н. Е. 114]. Жуковский Н. Е. исходил
из независимо работающих витков, которые по свойственной кре-
нежным резьбам малым углам подъема были заменены кольцевыми
выступами, жестко связанными соответственно со стержнем болта
и телом гайки и работающими на сдвиг под действием взаимного
нажатия витков болтовой и гаечной резьбы.
Опубликованные через тридцать лет по этому же вопросу работы
Жаке (1931) и Мадушка (1937) [49 ] не внесли принципиально но-
вого.
Дальнейшим шагом в решении задачи явилось исследование
Биргера И. А. [2], в котором учтены непрерывность витков тра-
пецеидального профиля и податливость их, как клиновидной поло-
сы под боковым равномерно распределенным давлением.
Это позволило с надлежащей точностью и достаточной полнотой
проанализировать влияние различных факторов на закон распре-
деления нагрузки на витки по высоте гайки. По Биргеру И. А. ве-
личина нагрузки, воспринимаемая витком г резьбы, расположен-
ным в произвольном месте болта на длине свинчивания, определяет-
ся по формуле
Р (?) — Р'™- ch тг,
ShmZ
где p(z) — усилие, приходящееся на рассматриваемый виток z;
Р — общая растягивающая нагрузка, действующая на резьбовое
соединение;
т — коэффициент, зависящий от конструкции резьбового со-
единения;
I — длина свинчивания.
Из формулы видно, что нагрузка возрастает к нижним виткам
по закону гиперболического косинуса.
При упругих деформациях количество практически работающих
витков (в случае применения основной метрической резьбы) равно
трем, четырем, как это показано на рис. 25, б.
В работе Куклина В. Б. [22] установлено, что шероховатость
поверхности может вызывать перераспределение нагрузки по вит-
кам. Это даст более плавное изменение нагрузки, воспринимаемой
витками, по сравнению с решением И. А. Биргера.
Исследования по влиянию основных геометрических парамет-
ров резьбы на прочность резьбовых соединений, проведенные
Якушевым А. И. [47 ], показали, что ослабление витков резьбы за
счет создания зазоров по ее диаметрам способствует более равно-
мерному распределению нагрузки по виткам резьб на длине свин-
чивания. Оно разгружает первый и второй витки резьбы болта и
повышает циклическую прочность резьбовых сопряжений.
92
Влияние распределения нагрузки на срезывающее усилие вит-
ков гайки при упругих деформациях поверхности сопряжения вит-
ков учитывается коэффициентом т. При расчете прочности резь-
бовых соединений найденное аналитически значение срезывающе-
го усилия умножается на т.
Коэффициент т зависит главным образом от отношения — и
5
d 5S
приближенно принимается при —<16 равным 139] т =
При высоких удельных давлениях рт на поверхности витков,
когда в резьбе наступают упруго-пластические деформации, рас-
пределение нагрузки по виткам можно подсчитать по фомуле, пред-
ложенной Биргером И. А.:
ihgly + g(l-ly) = ^, (23)
где thg/y — гиперболический тангенс угла;
g — некоторый безразмерный коэффициент;
/у — длина резьбовой части гайки, находящейся в упругой
области деформаций;
I — длина свинчивания;
Q — осевая сила затяжки;
qT— удельная осевая сила, приходящаяся на единицу длины
резьбового стержня винта при пластической деформа-
ции.
Между qr и средним удельным давлением рт на боковой поверх-
ности существует звисимость
О
здесь F — кольцевая площадь витка в нормальном сечении относи-
тельно оси болта;
F = — . ' ^djl,
4
pi — среднее удельное давление, соответствующее началу пласти-
ческих деформаций материала витка в крайних волокнах.
а
Рг = “ат
гт з т
здесь ат — предел текучести.
Для случая, когда все витки резьбы окажутся в области плас-
тических деформаций, выражение (23) можно переписать относи-
тельно Q, приняв в нем /у = 0:
Qj. — Igj,
93
Если подставить в формулу значение q-[ и F, а затем полученное
выражение приравнять к осевой силе затяжки Q, то получим равен-
ство, определяющее условие наступления пластической деформа-
ции в крайних волокнах материала гайки и болта одновременно по
всем виткам:
4 tg2 -у * d2h
- /•
3(1-tg2y)s
При пластической деформации в резьбе усилия по виткам вырав-
ниваются и становятся одинаковыми по всей длине свинчивания.
В некоторых затянутых резьбовых соединениях, имеющих оп-
ределенное сочетание материалов резьбовой пары, явление наступ-
ления пластической деформации охватывает одновременно все вит-
ки и предшествует разрушению соединения от среза или смятия.
В таких случаях при расчете прочности резьбовых соединений на
срез значение коэффициента т, учитывающего распределение на-
грузки по виткам, принимается равным т = 1.
Комплексная допустимая погрешность
в резьбе при статических нагрузках. Для
резьбовых соединений, работающих при статических нагрузках,
важно знать, какие предельные отклонения допускаются на ос-
новные параметры резьбы, при которых соединение обладало бы
нужной статической прочностью. Введем понятие о коэффициен-
те К{, учитывающим относительное изменение срезывающего уси-
лия витков резьбы, имеющей погрешности ее параметров (по срав-
нению с резьбами, выполненными по номинальным размерам).
Коэффициент К4 примем за эксплуатационный показатель, опре-
деляющий комплексную допустимую погрешность в резьбе при ста-
тических нагрузках.
Для установления значения коэффициента К8 обозначим вели-
чину уменьшения усилий среза витков за счет погрешностей основ-
ных параметров резьбы через 8Qcp. Заметим, значение 8Qcp учи-
тывает, кроме непосредственного влияния среза, также некоторое
влияние смятия витков резьбы, имеющее место при разрушении
соединений 1-го типа. Тогда коэффициент К8 запишется:
jc = Qcp — sQcp == j _ 8<?ср
s Qcp QcP ’
где Qcp — срезывающее усилие витков гайки.
Падение статической прочности резьбовых соединений вследст-
вие отклонений размеров резьбы можно частично компенсировать
увеличением высоты гайки, а для учета величины этой компенса-
ции введем коэффициент Kz. Коэффициент Кг показывает превы-
шение срезывающего усилия Q'cp при критической высоте гайки
94
над соответствующим усилием фср при гайке с длиной свинчивания,
удовлетворяющей условию равнопрочного состояния стержня вин-
та на разрыв и витков гайки на срез, и резьбе соединения, выпол-
ненной по номинальным размерам:
Для резьб диаметром менее 1 мм принято Kt — 1,35. Для резьб
больших размеров значение пока не установлено.
С учетом влияния напряжений скручивания, погрешностей раз-
менов резьбы, уменьшающих прочность соединений, равнопрочное
состояние стержня болта, разрыв витков гайки на срез для реаль-
ных резьбовых соединений 1-го типа можно записать равенством.
= (24)
bi
где Qpa3 — усилие разрыва стержня болта.
Полученное равенство является справедливым и потому, что
отклонения в пределах стандартных допусков наружного и сред-
него диаметров резьбы болта не оказывают заметного влияния на
усилие разрыва этих болтов.
Равнопрочное состояние стержня болта на разрыв и витков гай-
ки на срез до последнего времени [2,47 ] определяют как
Qcp= Q
Однако последнее равенство справедливо только для идеали-
зированных соединений, у которых резьба не имеет ошибок, а на
поверхности сопрягаемых витков резьбы отсутствует трение, вы-
зывающее скручивание стержня болта.
Признав целесообразным сохранить преемственность обоих ус-
ловий равнопрочности, а следовательно, приняв в равенстве (24)
Фер = Фраз» ПОЛУЧИМ
Определенный из формулы (25) коэффициент К5 позволяет уста-
новить комплексную допустимую погрешность параметров резьбы
при статических нагрузках соединений 1-го типа.
При разработке Государственного стандарта на систему допус-
ков для резьб МО,25 — МО,9 мм коэффициент Kt принят Ks — 0,59.
В целях обеспечения полной взаимозаменяемости для резьбо-
вых соединений 1-го и 2-го типа система допусков должна быть
единой.
Для резьб других размеров значение коэффициента пока не
установлено.
95
Б. Усталостная прочность
Резьбовые соединения иногда работают при переменных напря-
жениях, многократно изменяющихся во времени. В таких услови-
ях резьбовые детали могут разрушаться при значительно меньших
напряжениях, чем в случае статической нагрузки.
Исследование механизма разрушения при переменных напря-
жениях показало, что разрушение начинается с образования в наи-
более напряженном месте детали микротрещин, которые, постепен-
но развиваясь, все более и более ослабляют деталь и могут привести
к ее разрушению. Это явление разрушения материалов при пере-
менных напряжениях за счет прогрессивно развивающихся мик-
ротрещин носит название разрушения от усталости.
В основном на прочность оказывает влияние величина и знак мак-
симального 8шах и минимального 8fflin напряжений.
Влияние средних напряжений на величину предельной ампли-
туды цикла изучалось в работе [47 ]; исследования показали не-
большое влияние среднего напряжения.
Место усталостного разрушения резьбовых соединений нахо-
дится обычно на впадине между первым и вторым рабочими витка-
ми, болта. При небольших средних напряжениях очаг начального
разрушения несколько перемещается ко второму витку.
В раде опытов установлено, что потеря затяжки в соединении
приводит к усталостному разрушению. Этому способствует появ-
ление дополнительных напряжений ударного характера из-за на-
личия осевого зазора в резьбе.
Закономерности влияния погрешностей резьбы на усталостную
прочность другие, чем при статической. При статических нагруз-
ках наибольшая прочность достигается, когда соединения имеют
профиль, близкий к номинальному.
Однако результаты исследований [47] показали, что этот вы-
вод нельзя распространить на случай усталостной прочности.
В. Самоотвинчивание
Резьбовые соединения метрических резьб обладают свойством
самоторможения, т. е. осевая сила затяжки не вызывает поворот
гайки или болта. Однако неточное изготовление резьбы, недоста-
точная предварительная затяжка при переменных нагрузках Мо-
гут вызвать самоотвинчивание, т. е. отвинчивание болта или гайки.
Для предотвращения самоотвинчивания в резьбовых соедине-
ниях больших размеров применяют разные методы контровки, опи-
санные в курсах «Детали машин» [35]. В резьбовых соединениях
малых размеров (Ml—М8 мм) применять средства контровки, обес-
печивающие легкую сборку, не представляется возможным, и в
этом случае приходится полагаться на прочность соединений; к то-
98
Qcosp
Q
му же для этих соединений самоотвинчивание является очень важ-
ным эксплуатационным требованием.
Влияние точности изготовления резьбы на самоотвинчивание
изучено слабо. В работах [9, 2 ] и других, охватывающих круг из-
вестных автору публикаций, посвященных точности метрических
резьб, вопросы, связанные с влиянием точности резьбы на самоот-
винчивание, глубоко не рассматривались.
Предварительные исследования, проведенные Гоберманом П. Н.
[9J, позволили ему в самом общем виде сделать заключение о том,
что чем грубее класс точ-
ности и шероховатость по-
верхности сопрягаемых
витков, тем раньше насту-
пает самоотвинчивание и
интенсивней оно происхо-
дит. Этот вывод был также
подтвержден на практике в
проводимой автором в тече-
ние ряда лет работе над
резьбами диаметром до
1 мм. Например, после по-
вышения точности изготов-
ления резьбы указанных
размеров рекламации по
самоотвинчиванию винтов
в приборах точной механи- р
ки резко Нис-
Встречающееся теперь са-
моотвинчивание винтов в
приборах при их эксплуатации объясняется лишь случайно про-
никающим браком в производство.
Явлению самоотвинчивания можно дать следующее объяснение.
При переменных нагрузках в нормально затянутом резьбовом
соединении возникают поперечные деформации тела болта и гайки
из-за боковой составляющей силы давления p(z) tg у.
В результате на боковой поверхности витков резьбы появляется
переменная сила Р (рис. 26), расположенная под углом к направле-
нию вращения резьбовых деталей. Сила Р заставляет витки сколь-
зить в направлении действия этой силы в пределах поперечной де-
формации тела болта и гайки IP + U6. Под действием силы Р си-
ла трения R на витке меняет свое направление, уменьшая тем са-
мым момент затяжки в соединении. Это приводит к изменению на-
правления сил, действующих в резьбе, которое нарушает условие
равновесия гайки; резьбовые соединения начинают терять высокую
предварительную затяжку и из нормально затянутого оно становит-
ся слабо затянутым соединением; самоторможение таких соедине-
* "w- 26. Силы, действующие на поверхности
сократилось. витка> в затянутом резьбовом соединении
~ При переменных нагрузках
97
ний определяется силой трения, являющейся проекцией силы R,
где F < R. Из условия равновесия сил, действующих на гайку
при ее отвинчивании, момент отвинчивания равен
м = |<Мё(р'-Ф)-
Чтобы предотвратить самоотвинчивание (по указанной при-
чине), нужно парализовать действие силы Р. Этого добиваются при-
менением резьбовых самоконтрящихся соединений со специальной
резьбой, показанной на рис. 27 (Пат. США № 2788046; 9, 04, 57).
В специальных резьбах, кроме основной резьбы, болт 1 и гайка
снабжены дополнительной резьбой с элементами 2, расположенны-
ми между витками основной резьбы. Высота основной резьбы в
3,5—7 раз больше высоты дополнительной. При затяжке основной
резьбы дополнительная резьба искажается, причем вершины ее вит-
ков получают осевую и радиальную деформацию, оказывая давле-
Рис. 27. Профиль специальной резь-
бы самоконтрящих резьбовых соеди-
нений
Рис. 28. К объяснению явления обка-
тывания:
I— амплитуда колебания; со — угловая ско-
рость вращения болта
ние на боковые поверхности основной резьбы. Деформирующиеся
элементы 2 дополнительной резьбы, законтривают основную резь-
бу, создают натяг, парализуя таким образом действие силы Р.
Другая причина самоотвинчивания связана с перекосом опорных
поверхностей; в результате могут быть кратковременные периоды,
когда гайка или болт оказываются почти свободными от осевых уси-
лий.
По обеим причинам резьбовые соединения, когда они не законт-
рены, доводятся до состояния слабозатянутого. Дальнейшее про-
98
текание самоотвинчивания можно объяснить явлением «обкаты-
вания», которому впервые Иориш Ю. И. [18 ] дал строгое научное
и математическое обоснование.
Рассмотрим сущность самого явления, воспользовавшись рис.
28, где дан сплошной круговой цилиндр 1 (болт), который лежит
во внутренней полости цилиндра 2 (гайки). Если перпендикулярно
оси соединения этих двух деталей создать синусоидальную виб-
рацию, то внутренний цилиндр (гайка) начнет вращаться. При ин-
тенсивной вибрации и сильном начальном толчке возникает режим
обкатывания гайки вокруг болта. Произошедшее откатывание гай-
ки в какой-то момент времени зафиксировано углом <р*. При отсут-
ствии трения в резьбе обкатывание произошло бы не на угол <р£,
а на угол <р0.
Момент, обкатывающий гайку, определяется по формуле:
М = гр То s’11 (?о —
где р <р0 sin (<р0 —<р 0*) — сила трения в резьбе.
Возникновение постоянного момента М при вибрации объясня-
ет самоотвинчивание слабо затянутых гаек.
Скорость перемещения гайки в осевом направлении зависит от
силы трения в резьбе, угла подъема винтовой линии и от угла 0,
образованного направлением вибрации с горизонталью. При 0 =
= 0; у; к; -|it вращение и перемещение гайки прекращается. Боль-
шое значен'ие имеет одна из наименьших разностей по диаметрам
(наружному, среднему, внутреннему) резьбы.
С уменьшением зазора по одному из диаметров интенсивность
вращения и перемещения гайки возрастает. Полное устранение
зазора прекращает вращение.
Описанное явление «обкатывания» предопределяет необходи-
мость введения гарантированных натягов по диаметрам тугих резьб.
Г. Тугое соединение
В тугих соединениях за -счет натяга по среднему диаметру уст-
раняется возможность самоотвинчивания и исключается зазор в со-
пряжении.
В тугом резьбовом соединении необходимо:
а) при наименьшем натяге иметь нужную прочность соединения
(непроворачиваемость шпильки в гнезде), т. е. момент трения, воз-
никающий в тугой резьбе, должен превышать момент затяжки гай-
ки и момент, вызывающий самоотвинчивание;
б) чтобы при наибольшем натяге, возникающем в теле резьбо-
вых деталей, наибольшие напряжения не превышали бы предела
текучести материала и отсутствовало бы скручивание стержня на-
ружной резьбы.
99
Из сказанного ясно, что величина насяга должна быть строго
регламентирована.
Величина натяга может быть найдена расчетным путем при сле-
дующих предпосылках. Предположим, что шпилька представляет
собой цилиндр со средним диаметром da, который с натягом А'
входит в полный цилиндр с диаметром d2 и D (рис. 29).
Если давление на условной цилиндрической поверхности р0, то
из решения задачи о толстостенной трубе будем иметь
da 1 — >1
2
Ро
(26)
где Ег и Vj — модуль упругости и коэффициент Пауссона материала
шпильки, а
Е2; v2 — соответствующие величины для материала болта.
Для типичного случая, ког-
Рис. 29. К определению натяга тугой
резьбы
да внутренняя тугая резьба на-
резана в корпусе, р0 равно:
= д 1
^2 1—I
El ^2
Перейдем к определению кру-
тящего момента. Этот момент
создается за счет сил трения на
боковой поверхности витков.
Крутящий момент
Мф = 4 Wo™
о \ / Л
C°S-
где п — число витков на длине свинчивания;
р. — коэффициент трения.
С учетом значения р0 в равенстве (26) перепишем значение ЛТкр:
Л1кр = 1Д^(/-Л-А_
3 \ / а
С°8-
1
1 —yt
Е>. Et
откуда определяем натяг в резьбе Д по среднему диаметру:
Д
3 М кр cos
рля (da—
Формула проверена экспериментом, а расхождение между рас-
четными и опытными данными не превышало 15%.
Резьбовые соединения с одинаковыми собственно средними диа-
100
метрами деталей могут иметь различные натяги в зависимости от
погрешностей других параметров резьб.
При наличии конусности Де?2кон и овальности Д^гов по средне-
му диаметру шпилек, разных знаков отклонений шагов Д5 и по-
ловин углов профиля Д^- резьбы сопрягаемых деталей натяг в
зависимости от точности da, S и — составит:
2
Д = da-<+/[AS - (- AS)]-Чон+
+/(&» - (- Ml - Чв - [2/S1« -
— СЧон+Чв)]-
Как видно из формулы, натяг по среднему диаметру увеличивает-
ся в зависимости от погрешностей шага и половины угла профиля
и снижается от наличия конусности и овальности.
В работе Захарова С. Н. [16] показано, что погрешности соб-
ственно среднего диаметра, шага и половины угла профиля при соот
ветствующих диаметральных компенсациях не равнозначно влия-
ют на качество тугого резьбового соединения.
На примере резьбы Мб определялось влияние натяга на крутя-
щий момент в двух случаях: в пёрвом — натяг обеспечивался за
счет изменения собственно среднего диаметра, во-втором — натяг
обеспечивался за счет изменения приведенного среднего диаметра.
В обоих случаях натяг был принят Д = 60 мк. Оказалось, что в
первом случае крутящий момент, приходящийся на одну нитку
свинчивания, составляют 6,7 кг-см; во втором случае тот же момент
уже составлял 4,2 км-см, или 62,7% от первого.
§ 5. ВЛИЯНИЕ ТОЧНОСТИ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ
НА ПРОЧНОСТЬ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Выявление влияния точности изготовления резьбы на эксплуа-
тационнные свойства резьбовых соединений в настоящее время из-за
сложности их связи осуществляется экспериментальным путем,
посредством применения разнообразной измерительной аппара-
туры.
Автором сделана попытка обобщить довольно разрозненные ме-
тодики и средства экспериментальных исследований применитель-
но к изучению таких эксплуатационных требований, как статичес-
кая и усталостная прочности. Это должно способствовать лучшему
пониманию изложенной ниже взаимосвязи между точностью из-
готовления и точностью резьбовых соединений, установленной экс-
периментально.
101
А. Средства опытного определения прочности
резьбовых соединений
Основным фактором при проведении экспериментальных ис-
следований прочности резьбовых соединений является стремление
создать условия проведения эксперимента, приближающиеся к
эксплуатационным условиям работы самих соединений.
Наиболее распространенными исследованиями прочности резь-
бовых соединений (в зависимости от точности изготовления резьбы)
являются на статическую прочность, на усталостную прочность,
на самоотвинчивание.
В подготовке эксперимента по определению предела каждой из
перечисленных прочностей важное значение уделяется подбору
образцов, состоящих из болтов и гаек. Конструкция и размеры об-
разцов, применяемых при испытании, весьма разнообразны и опре-
деляются целевым назначением эксперимента.
Из исследуемого материала для каждой серии опытов заготавли-
ваются одинаковые образцы в количестве не менее 5—8 шт.
При проведении одноименных опытов в каждой серии, когда
исследуемые резьбовые соединения должны быть тождественны
друг другу, образцы по разным признакам подбирают подобными
между собой; обязательно соблюдается материаловедческое, тех-
нологическое, метрологическое и геометрическое подобия. Образ-
цы обычно вытачивают из круглых металлических прутков соответ-
ствующих диаметров. Прутки изготовляют из металла одной плав-
ки с наибольшим соответствием по химическому составу, макро- и
микроструктуре, однородности по твердости и другим требованиям,
установленным техническими условиями для данной марки ме-
талла.
Резьба болтов изготовляется на специальных резьбообрабаты-
вающих станках; на токарно-винторезном станке резьбу нарезают
резцом предварительно, заканчивают обработку шлифованием по
профилю на резьбошлифовальном станке.
У резьб малых размеров резьба из-за недопустимости профиля
для шлифования не шлифуется и полную обработку производят на
токарно-винторезном станке резцом с малыми припусками на по-
следних проходах.
Резьба гаек нарезается на станках или вручную комплектом мет-
чиков. Применение комплекта устраняет резбивку резьбы при наре-
зании. Для создания однотипности образцы проходят механичес-
кую обработку при одинаковом режиме работы.
Иногда образцы подвергают термической обработке нормали-
зации или закалке; образцы крупных резьб, у которых профиль
доступен для шлифовки, термическую обработку вводят после пред-
варительного нарезания. Образцы резьб малых размеров закали-
вают после окончательного нарезания резьбы.
102
При исследовании статической прочности резьбовых соедине-
ний определяют статическую прочность на расстояние, на круче-
ние, затянутого соединения.
Для статических испытаний на растяжение применяют разрыв-
Рис. 30. Приспособления, применяемые для закрепления образцов при испыта-
нии резьбовых соединений на прочность:
1 — верхняя штанга; 2— верхняя серьга; 3 — опытная гайка; опытный образец; 5 —
нижняя серьга; 6 — нижняя штанга; 7 — серьга; 8 — опытная гайка; Р — опытный винт;
10 — цанга; 11 — цангодержатель; 12 — затяжной винт; 13 — болт; /4—верхняя штанга?
15 — нижняя штанга; 16 — стакан; 17 — шаровые вкладыши; 18 — шаровые опоры; 19 —
шаблон для установки болтов
ные машины различных конструкций, предельная нагрузка кото-
рых выбирается из частных условий эксперимента.
На рис. 30, а, б показаны приспособления для испытания резь-
бовых соединений на статическую прочность. На рис. 30, а дано
приспособление для резьб малых размеров, на рис. 30,6 — крупных
размеров. На рис. 30, в дано приспособление для определения уста-
лостной прочности.
Для испытания винтов небольших размеров на прочность при
кручении автором разработан специальный прибор, схема которого
приведена на рис. 31.
На стол 1 устанавливается гайка 2 с глухим отверстием, а в пат-
рон 3 — винт 4.
ЮЗ
w
8 6
Рис. 31. Схема прибора для испытания на-
ружных резьб малых размеров на кручение
Вращение стола осуществляется поворотом рукоятки 5 через
зубчатую передачу zp z2, г3, г4 и шпиндель 6, и ведущий винт 7,
который связан со шпинделем и входит в паз направляющей стола.
На стол действует пружина 8, назначение которой — освободить
винт от действия силы тяжести стола и детали.
Крутящий момент, возникающий на винте, измеряется с помощью
узла измерительного устройства. Узел измерительного устройства
состоит из шпинделя, вра-
щающегося на радиальных
подшипниках 12, измери-
тельной пружины 13, мхпх>-
рая через храповик 16
связана одним концом со
шпинделем, а другим — с
корпусом прибора, стрел-
кой 14 и циферблатом 15.
Вращающиеся части из-
мерительного узла выпол-
няются легкими и мало-
инерционными.
Для тех случаев, когда
необходима регистрация
значений наибольшего кру-
тящего момента, введен
храповик 16 и собачка 17.
На шкале 15 стрелка 14
показывает величину кру-
тящего момента.
На описанном приборе
можно определять также
прочность метчиков на •
кручение. С этой целью в
прибор дополнительно введено устройство для принудительной
подачи детали вместе со столом при врезании метчика на 1,5—2
нитки резьбы (так как в этот момент происходит значительное
возрастание осевого усилия с последующим резким падением). Уст-
ройство для осуществления принудительной подачи состоит из
груза 9; рычага 10, действующего до упора 11.
В целом прибор обладает высокой чувствительностью и обеспе-
чивает стабильность показаний. Погрешность показания составля-
ет 2% от измеряемой нагрузки.
Приборы, построенные по схеме (рис. 31), могут быть использо-
ваны для резьб диаметром до 6 мм.
Для определения прочности затянутых резьбовых соединений
небольших размеров автором разработан другой прибор, схема ко-
торого представлена на рис. 32.
На приборе при определении прочности затянутого соединения
104
могут быть одновременно измерены осевая сила, момент трения в
резьбе и момент трения на торце винта как во время затяжки, так
и в момент разрушения.
Прибор смонтирован на основании /. Гайку 2 устанавливают
на планшайбе 3 и закрепляют прижимом 4. Винт 5 свинчивается с
гайкой 2, упираясь головкой во втулку, установленную в подшип-
никах 6. Втулка в месте соединения с головкой винта имеет паз,
в который входит плоскосрезанная с двух сторон головка винта.
Такое соединение втулки и винта устраняет влияние крутящего
Рис. 32. Схема прибора для определения прочности затянутого
соединения
момента по торцу головки на результат измерения крутящего
момента в резьбе.
К шлицу винта 5 подводят тарированную отвертку 7, которой
определяют момент затяжки при завинчивании винта. Тариро-
ванная отвертка состоит из шпинделя 8, двух сквозных рубиновых
камней 9, накладного рубинового камня 10, измерительной пружи-
ны И, корпуса 12 и указателя 13.
Сквозные и накладной рубиновые камни предназначены для
уменьшения трения шпинделя в опорах.
Измерительная пружина 11 одним концом через указатель 13
связана со шпинделем 8, а другим — с корпусом 12 и выбирается
в зависимости от момента затяжки.
При завинчивании винта измерительная пружина закручивает-
ся на угол, зависящий от величины момента затяжки, который в
свою очередь отсчитывается указателем 13 по шкале, нанесенной
на корпусе прибора.
При свинчивании винта с гайкой происходит перемещение пол-
зуна 14 в осевом направлении, показанном на чертеже стрелкой А.
Осевое перемещение ползуна посредством реечной зубчатой пары
с целью увеличения масштаба показаний преобразуется во враща-
тельное движение, причем его положение фиксируется с помощью
указательной стрелки 15 и круговой шкалы 16.
105
Настройка прибора на заданный диапазон измерения осевого
усилия осуществляется посредством пружины 17.
Прибор апробирован для резьб диаметром до 1 мм. Обладает
высокой чувствительностью и обеспечивает стабильность показа-
ний; точность показаний при осевых нагрузках и кручении состав-
ляет 2% от измеряемоей нагрузки.
На основании схемы, представленной на рис. 32, возможно соз-
дание других приборов применительно к резьбам диаметром более
1 мм.
Для испытания резьбовых соединений больших размеров при
совместном действии растягивающих и скручивающих нагрузок
может быть использована машина «МВТУ-Т20» конструкции Треть-
якова Н. П. [43]. Она имеет следующие механические характерис-
тики:
машина гидравлического действия;
максимальная осевая нагрузка — 20 т;
максимальный крутящий момент — 7000 кг. см;
максимальный диаметр гладкого испытуемого образца 15 мм;
максимальный угол поворота стола (для закручивания об-
разца) — 160°;
максимальный ход поршня (для осевой нагрузки) — 100 мм;
точность машины: при осевых нагрузках — 2%, при кру-
чении — 3% от измеряемой нагрузки.
Испытание на усталость при растяжении — сжатии проводится
на резонансных машинах Шенка, гидравлическом пульсаторе Лё-
зенгаузен.
При испытаниях на усталостную прочность особое внимание
уделяется уменьшению дополнительных напряжений изгиба в об-
разцах, для чего в приспособлениях, предназначенных для креп-
ления образцов (см. рис. 30), применяют шаровые вкладыши 5. С
помощью шаровых вкладышей накладываемое напряжение изгиба
на чисто осевое нагружение становится незначительным, обычно
не превышающим 6% от номинальной нагрузки.
Рассмотрим кратко устройство распространенной резонансной
машины Шенка с предельной нагрузкой 6 т (рис. 33). Машина пред-
назначается для испытаний на переменное растяжение — сжатие;
в ней изменение усилий вдоль оси образца 1 с частотой 3000 циклов
в минуту осуществляется с помощью четырех секторов 2, действую-
щих попарно. Вращение дисков, к которым прикреплены секторы,
происходит в направлениях, указанных стрелками. На рис. 33 по-
казаны четыре последовательных положения секторов.
В положении I на правый захват 3 образца действуют правые
секторы, увлекающие его влево, а в положении III — левые, увле-
кающие его вправо. Так как левый захват 4 остается неподвижным,
то в положении I образец 1 сжимается, а в положении III — рас-
тягивается. Положения II и IV — промежуточные.
Секторы могут быть смещены друг относительно друга; в зави-
106
симости от их взаимного расположения пульсирующая сила вдоль
образца может изменяться от наибольшей величины, когда действие
секторов совпадает (см. рис. 33), до наименьшей, когда они дейст-
вуют в противоположных направлениях.
Движение осуществляется электромотором, вращающим с по-
мощью редуктора горизонтальный вал, который, в свою очередь,
приводит в движение четыре вертикальные оси четырех дисков с
секторами 2. Усилие в образце может изменяться от + 3000 до —
3000 кг. Кроме создания переменного продольного усилия, машина
дает возможность накладывать на образец постоянную растягива-
ющую или сжимающую силу до 5000 кг. Для этого надо перемес-
тить захват 4 с помощью штурвала 5.
ФЮ 00 ОХф GG
00 СЮ G>G
Пил / Пол // Пол /// Пол IV
Рис. 33. Схема машины Шенка для испытания
на переменную осевую нагрузку
Гидравлический пульсатор Лёзенгаузена имеет предельную на-
грузку на растяжение — сжатие — 105 т, употребляемая частота
циклических нагрузок при испытании резьбовых соединений обыч-
но не превышает 266 циклов в минуту.
Принципиальная схема устройства пульсатора показана на рис.
34. По расположению образца пульсатор Лёзенгаузена относится
к испытательным машинам вертикального типа. Образец / с помо-
щью зажимных приспособлений одним концом закрепляется в сто-
ле 2, другим концом — в верхней головке 3. Стол 2 смонтирован
на раме пульсатора; головка 3 связана с направляющими 4 и 5 и
вместе с ними может перемещаться, нагружая образец.
Статическая нагрузка на растяжение сообщается образцу по-
средством верхнего плунжера 6 при перемещении последнего вверх
под действием давления жидкости, нагнетаемой насосом.
Статическая нагрузка на сжатие сообщается образцу посредст-
вом нижнего плунжера 7 при перемещении его вниз под действием
давления жидкости, поступаемой из аккумулятора.
107
Циклическая нагрузка на образец создается пульсатором Юс
пульсаторным насосом S, который в системе трубопровода верхнего
плунжера вызывает дополнительное переменное давление, застав-
ляющее плунжер пульсировать.
ггххгп Трубопровод растягивающей нагрузка
== Трубопровод сжимающей нагрузки
— — — Трубопровод к манометру давления
при статических нагрузках
«мм» Трубопровод к манометру давления
Рис. 34. Принципиальная схема гидравлического
пульсатора Лёзенгаузена для испытания на усталостную
прочность
К гидравлической системе пульсатора подключаются маномет-
ры; по их показаниям определяется нагрузка, испытываемая об-
разцом. Частота циклической нагрузки зависит от скорости вра-
щения вала 9 пульсатора.
Испытание образцов как на машинах Шенка, так и на гидравли-
ческом пульсаторе Лёзенгаузена сопровождается построением гра-
фика, по вертикальной оси которого откладывается амплитуда цик-
ла напряжения, при котором производилось испытание каждого
108
образца заготовленной серии, а по горизонтальной — число циклов,
которое образец испытал до разрушения.
В зависимости от количества циклов, выдержанных образцами
при работе до разрушения, путем сопоставления устанавливается
циклическая прочность деталей, исходя из гипотезы о подобии кри-
вых Велера.
При выборе способа испытания следует учитывать, что на вели-
чину предела выносливости материала влияют условия приложе-
ния переменных усилий: частота перемен, т. е. число полных циклов
в единицу времени, перерывы в действии переменных усилий, не-
продолжительные повышения их. При большой частоте перемен
достаточно высоких напряжений температура детали повышается,
и разрушение может произойти при более низком напряжении,
чем при меньшей частоте. Опыты, произведенные многими иссле-
дователями, показали, что для ряда сталей при частотах свыше 5000
циклов в минуту происходит уменьшение предела в выносливости.
Испытания резьбовых соединений на самоотвинчивание произ-
водят на вибростендах промышленного типа, например, вибратор
конструкции СКВ часовой промышленности и др.
Б. Отклонения по диаметрам резьбы
и прочность резьбовых соединений
Статистическая прочность. Проведены большие эксперименталь-
ные работы (2, 3; 29; 47; 50) по изучению степени и закономерности
влияния отклонений диаметров резьбы на статическую прочность
резьбовых соединений 1-го типа. Для обобщения выводов, сделан-
ных по указанным работам, ниже приводятся результаты экспе-
римента по каждой из них.
На графиках рис. 35 показано влияние отклонений наружного
диаметра резьбы болта и внутреннего диаметра резьбы гайки па
усилие среза; отклонение наружного диаметра представлено отно-
с е
шением отклонение внутреннего диаметра — отношением —.
Остальные параметры резьбы имели минимальные отклонения от
номинальных размеров.
Отклонения d и снижают величину рабочей высоты витка /гш1п.
На рис. 35 показано влияние отношения при изменении внут-
реннего диаметра гайки на усиление среза.
Изучено влияние диаметра резьбы при постоянном шаге и отно-
о
шении — на прочность соединения; принятые в опытах отклоне-
2Л
ния диаметров резьбы даны в табл. 9, результаты опыта сведены в
табл. 10. Для оценки результатов изученного влияния в табл. 10
приведены одновременно усилия среза резьб, выполненных с откло-
ню
Усилие среза
Исследобанный
6)
Рис. 35. Влияние точности диаметров резьбы на статическую прочность резьбовых соединений:
в — влияние отклонений наружного и внутреннего диаметров резьбы М, гайка — латунь ЛС 63-ЗТ» ав= 55 кг/мм*, винт —СТ У7А;
«в = 180 кг/мм*; б — влияние отношения наименьшей рабочей высоты витка к номинальной (Ат1?^для резьбы б/8"— 18, / = 13,7льи:
/—материал болта ав“190 кг/мм*, 2 — материал болта ов = 70 кг! мм*'. А — срез витков болта, В — срез витков гайки, С —
обрыв болта; в — влияние отношения наименьшей рабочей высоты витка к номинальной для резьбы М 0,7 мм, гайка — ла-
тунь ЛС 63—ЗГ, а_ — 55 кг; мм2, винт СТ У7А а = 180 кг; мм*.
« в
нениями по диаметрам, и резьб тех же диаметров, изготовленных
по номинальным размерам (без отклонений).
Таблица 9
Размер резьбы, мм Отклонения в резьбе
п mln 0_ Л ’ /о В мк
12X1,5 - 17 67 0,032
24X1,5 69
Таблица 10
Результаты исследований (по Якушеву А. И.)
Материал болта и гайки — сталь 4ОХНМА;
/ в 0,6 d — для резьбы 12х 1,5; 1
/ = 0,8d —для резьбы 24x1,5.
Размер резьбы, мм Усилие среза Примечание
12X1,5 ср, Кг 7716 Резьба выполнена по но- минальным размерам.
Р"ср,^ 6725 Резьба выполнена с от- клонениями по диамет- рам (табл.9)
Р"ср рГ^, 100% * ср . 87
24X1,5 Р'ср, кг 41000 Резьба выполнена по но- минальным размерам
Р"ср, № 28500 Резьба выполнена с от- клонениями по диамет- рам (табл. 9)
Р"ср рГ1-, 100% г ср 70
Исследовалось влияние отклонений среднего диаметра; макси-
мальных отклонений наружного, среднего и внутреннего диамет-
ров, выбранных по 3-у классу точности на прочность резьбовых
111
соединений. Падение статической прочности резьбовых соедине-
ний при наличии максимальных отклонений по трем диаметрам по
3-у классу точности для ряда диаметров резьб составляло более
30%.
Резьба Мб X 1 имела максимальные отклонения по трем диамет-
рам, а резьба М24 X 3 имела максимальное отклонение по dz в
пределах 3-го класса точности; величины принятых отклонений по
этим резьбам даны в табл. 11, результаты исследований метрических
резьб Мб X 1 и М24 X 3 мм — в табл. 12.
Таблица 11
Размер резьбы, мм Отклонения в резьбе
С ~2^»% (болт) h min 0, т-"4 в, мк (гайка)
6X1 27 45 162
24X3 -0 - 1 310
Результаты исследований
Таблица 12
Материал болта и гайки — сталь 40ХНМА, I = 0,6 d
Размер резьбы, JHJM Усилие среза Примечание
6X1 Р'сркг 2010 Резьба выполнена по номи- нальным размерам
^%р, 1375 Резьба выполнена с отклоне- ниями по диаметрам (табл. 2)
100% г ср 69
24X3 Р'ср, кг 24 800 Резьба выполнена по номи- нальным размерам
Р*с₽. кг 21 500 Резьба выполнена с отклоне- ниями по среднему диамет- ру (табл. 2)
Р'ср p^. 87
112
Падение статической прочности резьбовых соединений МО,25 +
МО,9 мм при наличии максимальных отклонений по трем диамет-
рам, нормированных ГОСТ 9000—59, не превышает допустимого,
регламентированного коэффициентом (К» «= 0,59); сказанное
подтвержается данными табл. 14.
Таблица 13
Отклонения в резьбе
серия опытов
Размер резьбы, мм 1 2 3
min в, мк (гайка) с 2/Р% (винт) h min o^ в, мк (гайка) 4,% 2Л йпЧп -у./. в, мк
h
0,7x0,175 0 100 0 23 77 40 0 0 40
0,9X0,175 0 100 0 22 78 50 0 0 50
Таблица 14
Результаты исследований
Материал винта — сталь У 74, твердость HRCe=>48 — 50;
гайка —латунь ЛС63— ЗТ.
Ра амер резьбы, мм Высота гайки / в долях d и срезывающая нагрузка в кг и °/0 к серии 1 Высота гайки в долях d и срезываю- щая нагрузка (прочность витков) в кг для серий
I 2 3
0,7X0,175 1 0,75 0,75 —
^ср кг 24 17 —
% 100 71 —
/ 0,75 0,75 0,75
0,9x0,225 ^ср кг 39,4 26 34
% 100 66 88
113
В серии опытов 2 исследовалось влияние максимальных откло-
нений по трем диаметрам, а в серии опытов 3 — влияние макси-
мального отклонения по среднему диаметру на статическую проч-
ность соединения (табл. 13).
Наружный и средний диаметр. Из графика (рис. 35, а) видно,
что усилие среза витков гайки резьб диаметром до 1 мм изменяется
пропорционально отношению половины действительного отклоне-
ния размеров наружного диаметра резьбы болта — к рабочей вы-
2
соте Л витка. С увеличением отношения — статическая прочность
резьбовых соединений 1-го типа падает. При постоянном отноше-
нии — и для разных размеров резьбовых соединений отмечает-
2/i h
ся одинаковое снижение статической прочности на растяжение.
Снижение прочности витков резьбы при различных отношениях
— Лпяп составляет:
2Л h
20% — при- 100 = 23%
2h
20% — при - 100 = 30%
2Л
55% — при - 100 = 60%
2Л
И Ml 100 = 77%
h
И М 100 = 70%
С
И М100 = 40%.
h
Влияние зазора по наружному диаметру резьбы гайки на ста-
тическую прочность обнаружено не было.
Из-за отсутствия соответствующих исследований распростра-
нение вывода о пропорциональности между усилием среза и отноше-
нием — на резьбы крупных размеров пока преждевременно.
При одинаковом отношении —, одинаковом шаге резьбы, но
2h
разных номинальных d статическая прочность резьбовых соедине-
ний различна (см. табл. 10). Так, при = 17% статическая проч-
ность резьбы М12 X 1,5 снижалась на 13%, а резьбы М24 X 1,5 —
на 30%. Это объясняется тем, что при постоянном шаге резьбы
поперечная деформация болта (особенно гайки) уменьшает площадь
среза витков тем в большей степени, чем больше диаметр резьбы.
Вследствии этих деформаций болт уменьшается в поперечных раз-
мерах на величину U6, а гайка увеличивается в поперечных разме-
рах на величину UT, в результате чего гайка сползает с болта.
Воспользовавшись обычным решением задачи Ляме для толсто-
стенных труб [33 ], поперечную деформацию болта и гайки можно
найти из формул:
114
и6=
r*(l—р-6)
P(2)4fg4»
О Z
ir = r±( (2) A., tg -,
где р.6 и [аг — коэффициенты Пауссона;
R3 — наружный радиус эквивалентной по площади круглой
гайки;
Pz — усилие, воспринимаемое витком.
Если в момент разрушения резьбы, усилие по виткам будет рас-
пределено неравномерно, то деформация тела гайки по высоте будет
также неравномерной.
«Сползание» гайки особенно существенно для тонких гаек и для
гаек из легких металлов.
Снижение статической прочности при максимальных зазорах
по среднему составляет:
при зазоре в резьбе МО,9 мм — равным стандартному допуску по
ГОСТ 9000—59 до 12%;
при зазоре в резьбах Мб—М24 мм — равным допуску по 3 классу
точности — до 13% (см. табл. 12, 14).
Отклонения наружного диаметра болта и среднего диаметра бол-
та и гайки уменьшают площадь сечения витков на поверхности раз-
рушени£(среза или смятия), что при статических нагрузках вызы-
вает уменьшение прочности витков резьбы.
Площадь среза F витков гайки принято определять по формуле:
F = «d/p,
где р — коэффициент уменьшения сечения витков за счет отклоне-
нений диаметров резьбы.
Для резьбы, выполненной с отклонениями по диаметрам, коэф-
фициент р можно найти из рис. 36.
Рис. 36. К определению коэффициента р
115
На рисунке утолщенной линией показан профиль резьбы болта,
у которого средний диаметр равен номинальному; тонкой линией
обозначен профиль резьбы гайки.
Ширина основания витка гайки «бе» при номинальном среднем
диаметре равна бе 2 ав.
Из треугольника абв находим «ав»:
rf ----------------------- ^8 1 а
Подставим значение «ав» в выражение для «бе»:
6e = | + (d-d,)tg|.
Зазор по среднему диаметру резьбы гайки уменьшает ширину
основания витка на величину 2 ед.
В соединении, имеющем зазоры по диаметрам резьбы, ширина
основания витка равна
pS = бе — 2 ед.
Из треугольника егд находим ед:
Перепишем выражение pS с учетом значений бе и ед:
ОС — ® I d—D2 а
₽s-7+ —‘г
откуда
₽S =
d-=r’tgi
£
2
где Da — наибольший средний диаметр резьбы гайки.
Внутренний диаметр. Усилие среза витков гайки
при статических нагрузках изменяется пропорционально отноше-
нию половины действительного отклонения размеров внутренне-
го диаметра резьбы болта к рабочей высоте витка h. С увеличе-
А
нием отношения статическая прочность резьбовых соединений
1-го типа падает (см. рис. 35).
При постоянном отношении %- и для разных размеров
2п h
резьбовых соединений отмечается одинаковое снижение статичес-
кой прочности. Для разных значений отношения — и ^^сниже-
2ft *
ние прочности витков резьбы составляло:
116
6% при - . 100 = 29% и 100 = 71%;
2Л Л
10% при -.100 = 40% и ^-100 = 60%.
2Л Л
При изменении d} резьбы гайки площадь среза витков ее оста-
валось постоянной.
Влияние внутреннего диаметра на статическую прочность пояс-
ним схемой деформации внутренней резьбы, приведенной на рис.
37.
Из курса «Резание металлов» [12 ] известно, что границей рас-
пространения внешне видимых деформаций в срезаемом слое явля-
ется направление ООг. В момент наибольшей деформации, возмож-
ной для обрабатываемого металла, по направлению OOi происхо-
дит скалывание элемента удаляемого металла. Это направление наз-
вали плосг’ -тью скалывания, а угол ф, образованный этой плос-
костью с касательной к поверхности резания, — углом скалывания.
Величина угла скалывания зависит от ряда факторов.
При уменьшении высоты витка гайки величина плоскости ска-
лывания в направлении ОО, уменьшается, что приводит к умень-
шению усилий деформации, а следовательно, к снижению стати-
ческой прочности. Сказанному может быть дано математическое
обоснование. Рассмотрим систему сил, действующую на виток, в
процессе деформации резьбы (рис. 37).
Составим уравнение равновесия нормальных сил к плоскости
скалывания ОО,:
F„ — Feos (ф -|_|) _ sin (<D4- Л) = 0.
Составим уравнение равновесия сил, действующих вдоль плос
кости скалывания ООг\
5 Заказ 192
117
/Гд-!-sin^-f-cos = 0.
Решив совместно два последние уравнения относительно N,
приняв F= y.N, получим:
*
Fs
г. d 4- di h
где Fs= ;
tCp — напряжение среза в плоскости скалывания;
п — высота витка гайки.
Усилие среза Рср— Fc витков резьбы гайки равно
Рс9 = Fc = N(f sin у +cos|
c учетом значений N и Fs примет вид:
TcpK(d+di)/t(fisin +cos-4
Р — р —_________________________v 2_________£2___________
СР С Г / в\ / а\1
21(1 — fa) cos IФ + — \ —(f +fi) sin (ф 4- — H tg Ф
Полученное выражение устанавливает связь между срезываю-
щим усилием витков резьбы гайки и факторами, влияющими на не-
го. Из выражения видно, что величина срезывающего усилия пря-
мо пропорциональна высоте витка Л, т. е. с уменьшением h срезы-
вающее усилие снижается и наоборот.
Таблица 15
Влияние формы и величины радиуса впадины резьбы винтов на
статическую прочность при растяжении и кручении
Материал винта — сталь У7ав, твердость HRC = 48 4- 50;
гайка — латунь ЛС63 — ЗТ| резьба МО,9 мм)
Серия опы- тов Прочность на
растяжение кручение
разрушающая нагрузка Зраз, кв предел проч- ности х Ks °В, 2~ разрушающий момент М. см предел проч- ности <з, К£ ММ'
а 44 176 550 120
б 51 176 690 117
В 55 180 760 120
г 55 180 760 120
Д 58,5 180 850 122
113
Для установления количественной оценки прочности резьбовых
соединений 2-го типа в зависимости от внутреннего диаметра и фор-
мы впадины резьбы болта или винта были проведены специальные
опыты (табл. 15, 16). Винты исследованной резьбы М 0,9 мм имели
следующие впадины:
в серии а — близкой к вершине исходного треугольника,
» б — с радиусом г =
Н
» в — с радиусом г = —,
н
» г — с плоским срезом равным — —,
» д — с радиусом г =
5
Таблица 16
Влияние формы и величины радиуса впадины резьбы болта
на статическую прочность при растяжении
Материал образцов — сталь 40ХНМА; резьба 12x1,5 мм
Серия опытов Разрыв болта по стержню
Фраз* ** кг
Т 9100 133,5
Б, 9250 133,3
К 9300 140,5
Н 9700 137,0
По остальным параметрам резьба была выполнена по размерам,
близким к номинальным.
По данным работы [47 ] болты имейи впадину:
в серии Т — с плоским срезом,
я
» Б, — с радиусом ,
8
TZ Я
» К — с радиусом г = —,
и Н
» Н — с радиусом г = —.
4
Из таблиц видно, что разрушающая нарузка не зависит от формы
впадины резьбы, а зависит только от размеров сечения болта или
винта по внутреннему диаметру. Увеличение разрушающей нагруз-
ки примерно пропорционально росту площади (при растяжении)
и моменту сопротивления (при кручении) рабочего сечения болта
5* 119
или винта, происходящего за счет увеличения внутреннего диамет-
ра его резьбы.
Высота витка. Отклонения в резьбе наружного диаметра
болта и внутреннего диаметра гайки уменьшают высоту сопряже-
ния витков и отношение
h
Из графиков (см. рис. 35, б, в ) видно, что при постоянной пло-
щади среза уменьшение отношения влечет за собой сниже-
h
ние статической прочности.
Разрушающая нагрузка соединений 1-го типа интенсивно па-
дает при 50%. При возрастании относительной высоты витка
h
свыше 454-50% разрушающая нагрузка изменяется слабо.
Полученные результаты опыта объясняются влиянием протя-
женности поверхности скалывания в витке гайки (см. рис. 37).
С уменьшением <45% протяженность поверхности
h
скалывания начинает резко сокращаться, что сопровождается зна-
чительным уменьшением усилия среза.
Для резьбовых соединений 2-го типа влияние отношения
незначительно. Например, при — 21 % статическая прочность
h
соединений 2-го типа не зависит от величины и разрушение
Л -
соединения происходит от разрыва винта по стержню.
Исходя из унификации резьбовых соединений 1-го и 2-го типов,
целесообразно отношение = 50% принять за предельное,
h
меньшее значение его по прочностным соображениям выбирать не
следует.
При выборе предельной величины (отношение ^2 для резьб
h
малых диаметров) нужно принимать также во внимание форму вер-
шин сопрягаемых витков.
При существующих способах изготовления резьб малых диамет-
ров, а также из-за их незначительных размеров вершины витков
винта и гайки практически получаются скругленными. На рис.
35, в радиус скругления вершины витка гайки и радиус скругле-
ния вершины витка винта обозначены через гг и гв.
Когда контакт витков со скругленными вершинами осуществля-
ется прямолинейными участками боковой стороны профиля, то
разрушение резьбы вызывается срезом. Изменение разрушающей
нагрузки при этом незначительно, ее величина в основном опреде-
ляется площадью витков в плоскости среза.
120
В другом случае, когда витки касаются точками, расположен-
ными на скругленных частях вершин, протяженность поверхности
среза резко сокращается, превалирующей причиной разрушения
становится уже не срез, а более неблагоприятное для прочности
резьбы — смятие. Возникающий вместе с тем неблагоприятный
характер сопряжения витков повышает поперечную деформацию
резьбовых деталей.
Сказанное о случае касания витков в точке приводит к резкому
уменьшению разрушающей нагрузки. Интенсивное снижение раз-
рушающей нагрузки резьб малых диаметров со скругленными вер-
шинами наступает со значения st;45%, когда витки соеди-
Л
нения касаются точками сопряжения своих дуг с прямолинейной
боковой стороной профиля. На рис. 35 эта точка касания обозна-
чена буквой р, а изображенный профиль резьбового соединения
с точечным контактом условно может быть принят за исходный
при расчете предельно наименьшей рабочей высоты витка, при ко-
торой начинает наступать резкое снижение разрушающей нагруз-
ки.
Предельная наименьшая высота витка ftmin равна
Amin = Л'+ h", где h' и h" — высота закругленных частей вершин
витков винта и гайки.
Определим слагаемые Л' и h":
/1'=гл. = Н- + \
2 16 1 4
Из треугольника ршп найдем mn и гпр:
тп = Я —+ + = —- с;
\8 2 16 4/ 16 4
/13 гт 3 \ . а
тр == \ — Н---с) tg— .
Н \16 4 ) 5 2
Из треугольника рот найдем от = h":
iff /13 rr 3 \ • n Ct 13Я — 12c x л a
°m “ h = U" --4 c) tg T - —is—tS 2
Окончательно наименьшая высота витка ftmin равна
- Н . С . 13Я—12с. Л a
л»,.=й+т+—
Полная высота витка должна обязательно отвечать неравенству:
/Ui+4^.
где с и е — допуски на наружный и внутренний диаметры соответ-
ственно.
121
— - Резь5а М044мм
Рис. 38. Влияние длины свинчивания на статическую прочность
резьбовых соединений:
а — материал гайки — латунь ЛС-63-ЗТ <*в=55 кгс1мм2, винта — ст. У 7 ав.
ав = 180 kscImm2} б—материал болта и гайки — сталь ав=65 кг]мм2 НВ-212 — 217.
твердость гайки НВ= 198—173; А — срез витков, С — обрыв болта
Полученное выражение для расчета наименьшей высоты витка
особенно важно для резьб малых размеров. Для них высота витка
существенно зависит от допусков на наружный и внутренний диа-
метры.
122
Длина свинчивания. На рис. 38 представлено влия-
ние отклонений по диаметрам резьбы МО,9; МО,7; МО,45 мм на
прочность резьбовых соединений. Кривая 1 показывает изменение
прочности соединения при различных высотах гайки, когда в резь-
бе практически отсутствовали погрешности ее параметров.
Критическая высота гайки в этом случае составляла 0,9 d.
Кривая 2 показывает изменение прочности соединения при раз-
личных высотах гайки, когда отклонения диаметров резьбы были
наибольшие в пределах, предписанных ГОСТ 9000—59; здесь кри-
тическая высота гайки увеличивалась до высоты 1,5 d.
Следовательно, отклонения диаметров резьбы при статической
прочности повышают критическую высоту гайки.
Последний вывод подтверждают также исследования 150] по
определению влияния отношения ^2 на прочность соединения,
ft
Как ввдно из рис. 38, при различных высотах гайки с увеличением
^2 прочность возрастает.
h
По данным работы [47 ], когда резьбовые соединения М6-М24 мм
имели наибольшие отклонения по всем трем диаметрам в пределах
3-го класса точности, увеличение критической высоты гайки было
наибольшим и доходило до 33%.
Влияние отклонений по диаметрам резьбы на прочность резь-
бовых соединений можно компенсировать увеличением высоты гай-
ки.
Усталостная прочность. Экспериментальное исследование это-
го вопроса было проведено Якушевым А. И. Работами Якушева
установлено, что усталостная прочность резьбовых соединений в
большой степени зависит от отклонений среднего, наружного и
внутреннего диаметров резьбы.
При наличии значительных отклонений по этим диаметрам ус-
талостная прочность может увеличиваться, если прочность мате-
риала болта превышает прочность материала гайки.
Когда прочность материала болта выше прочности материала гай-
ки, то увеличение отклонений по среднему диаметру резьбы до мак-
симального по 3-у классу точности повышает усталостную прочность
резьбовых соединений до 30% вследствие увеличения податливос-
ти витков резьбы. При максимальных по 2-му и 3-му классам точнос-
ти отклонениях одновременно по трем диаметрам резьбы усталост-
ная прочность значительно повышается, например, для соедине-
ний с резьбой 12 X 1,5 мм она повышается даже до 71%.
Экспериментально установленному влиянию отклонений диамет-
ров резьбы на усталостную прочность резьбовых соединений дано
следующее объяснение.
Усталостная прочность деталей с надрезами, в том числе и бол-
тов, при прочих равных условиях зависит от величины концентра-
ции напряжений ак.
123
Как видно из формулы (27), уменьшение h уменыпает~концент-
рацию напряжений, что благоприятно для усталостной прочности
резьбовых соединений:
«к= 1+2)/у т.
(27)
ь
где — множитель, зависящий от отношения —,
Ь и t — шаг и глубина выточки соответственно контура с много-
кратными выточками;
Р — радиус кривизны в вершине выточки (рис. 39).
Рис. 39. Контур с многократными выточками,
имеющими нипербалический профиль (пб Ней-
беру)
Возникновение усталостной трещины вызывает касательные
напряжения. Величина касательных напряжений во многом зави-
сит от зазора по внутреннему диаметру резьбы, что видно из схемы
главных напряжений, показанной на рис. 40 а, б.
При достаточно большом зазоре максимальные касательные нап-
ряжения определяются по формуле:
Рис. 40. Главные напряжения во впадине резьбы болта в за-
висимости от зазора по внутреннему диаметру резьбы (по
Якушеву А И.):
а ~ соединение с малым зазором; б — соединение с большим зазором
124
_ gj —О»
шах 2 •
При отсутствии указанного зазора или при малой его величине
болт во впадине резьбы воспринимает дополнительное давление со
стороны вершины витка резьбы гайки, что уменьшает величину
радиального напряжения или меняет его знак: из напряжения рас*
тяжения оно переходит в напряжение сжатия. В этом случае мак-
симальные касательные напряжения значительно возрастают, так
как
_ gt — (— q3) _ С1 + а»
’max - 2 — 2 ’
Увеличение тгаах приводит к более быстрому усталостному разру-
шению болта. Поэтому создание достаточно большого зазора по
внутреннему диаметру за счет резьбы гайки будет увеличивать
усталостную прочность резьбовых соединений.
Усталостная прочность резьбовых соединений зависит также от
характера распределения усилий между витками резьбы: чем это
распределение равномернее, тем выше усталостная прочность.
При максимальной величине зацепления резьбы болта с резьбой
гайки витки резьбы жестко защемлены и имеют малую податливость.
Распределение усилий по виткам резьбы в этом случае будет нерав-
номерное, а усталостная прочность резьбовых соединений — по-
ниженная.
При наличии зазоров по среднему, внутреннему и наружному
диаметрам ослабляется сечение витков резьбы и увеличивается их
податливость, что способствует более равномерному распределению
усилий между ними, и снижает нагрузку на первый и второй рабо-
чие витки резьбы болта. Усталостная прочность таких соединений
значительно повышается. Усталостное разрушение резьбовых сое-
динений, имеющих зазоры по диаметрам резьбы, происходит по
второй и даже третьей впадине.
При переменных нагрузках прочность резьбовых соединений за-
висит от перекоса опорных поверхностей гайки и болта. Положи-
тельное значение больших отклонений диаметров резьбы состоит
также в возможности компенсации этого перекоса, что частично
устраняет вредное их действие при переменных нагрузках.
Для повышения усталостной прочности особенно важно созда-
вать зазор по внутреннему диаметру резьбы за счет уменьшения
высоты профиля резьбы гайки и изготавливать резьбу болта с зак-
ругленной формой впадины. Доказательством последнего служит
приближенная зависимость величины теоретического коэффициен-
та концентрации напряжений от радиуса закругления в нарезке
болта при — = 6, показанная на рис. 41.
125
Рис. 41. Зависимость теоретического коэф-
фициента концентрации напряжений в
резьбовом соединении от радиуса впадины
резьбы болта ( — = 0,6; — =0,8 \
\ s d /
довано значение г = 0,18 4- 0,216 S.
Некоторый подъем кри-
вой при ~ >0,21 объяс-
няется тем, что распреде-
ление нагрузки при боль-
ших — становится более
s
неравномерным из-за мень-
шей податливости витков.
Результаты специаль-
ных исследований по влия-
нию радиуса закругления
на прочность резьбового
соединения представлены
на рис. 42.
На рис. 42 видно, что
при возрастании радиуса
закругления резьбы болта
увеличивается амплитуда
переменных напряжений.
Для ответственных вы-
со кон агр ужен ных
вых соединений
резьбо-
рекомен-
Рис. 42. Зависимость предельной амплитуды цикла
напряжений от формы и величины радиуса впадины
резьбы болта (по Якушеву)
126
В. Угол профиля,
отклонения угла профиля и шага
и прочность резьбовых соединений
Угол профиля метрических резьб долгое время оставался поис-
ковым параметром. Отсутствие всесторонних, в том числе проч-
ностных исследований, связанных с выбором угла профиля, при-
вело в свое время к ошибочному выводу о невозможности распрост-
ранения угла профиля метрических резьб (а = 60°) больших раз-
меров на резьбы малых размеров диаметром до 1 мм.
Для решения вопроса по выбору угла профиля для резьб ма-
лых размеров, исходя из прочностных требований, изучалось влия-
ние угла профиля на статическую прочность резьбовых соедине-
ний 1-го типа.
Установлено, что с увеличением угла профиля в пределах от
40° до 65® статическая прочность резьбовых соединений повышает-
ся вследствие возрастания площади сечения витков в плоскости
среза. Статическая прочность на растяжение для резьб а = 60°
выше, чем для резьбы с а = 50° на 10% (табл. 17).
Увеличение угла профиля свыше а > 65® для резьбы диаметром
до 1 мм вызывает технологические трудности получения наружного
диаметра резьбы винта и при испытании таких соединений наблю-
дается выкрашивание вершин резьбы винта по этому диаметру вслед-
ствие малой прочности вершины, что приводит к снижению стати-
ческой прочности резьбовых соединений. Прочность резьбы с а =
=75° равна прочности с а = 60°.
Таблица 17
Статическая прочность на растяжение
Размер резьбы, мм Углы профиля
40° | 5(У> | 55° | 6(Г | 65° | 75°
статическая прочность в кг и % к прочности при а = 60е
кг ”/□ кг °/о кг °/о кг % кг °/о кг °/о
0,7X0,175 0,9X0,175 20 32,6 84 83 21,6 34,5. 90 88 22,3 38 93 96 24 39,4 100 100 40,5 103 39,6 100
Увеличение угла профиля для резьб рассматриваемых диамет-
ров более чем а > 65° возможно только при увеличении шага.
Если это допустить, то уменьшится сопротивление самоотвинчи-
ванию резьбовых соединений вследствие увеличения угла подъема
винтовой линии; вместе с тем понизится статическая прочность,
так как при установленных в промышленности длинах свинчива-
ния сократится количество витков, находящихся в зацеплении.
Описанные результаты опытов по изучению влияния угла про-
филя на прочность резьбовых соединений дают основание для резьб
127
диаметром до 1 мм рекомендовать в качестве оптимального угол
а=60°. Таким образом, угол профиля а = 60° по прочностным сооб-
ражениям может быть унифицирован для метрических резьб всех
размеров.
В производственных условиях при существующих методах из-
готовления и контроля резьбы диаметром дб 1 мм наблюдается зна-
чительное отклонение угла профиля от номинального значения и
может изменяться с а = 60° до а = 65°. Этим объясняется, что даль-
нейшее увеличение номинального значения угла профиля свыше
а > 60° нецелесообразно, так как оно вызовет снижение прочности
соединения.
Изучалось влияние отклонений половины угла профиля и шага
на прочность резьбовых соединений.
При испытаниях статическая прочность резьбовых соединений
МО,9 мм определялась:
а) у соединений, имеющих положительные отклонения полови-
ны угла профиля резьбы винта с диаметральной компенсацией этих
отклонений fa равному полному допуску на средний диаметр, при-
нятый по ГОСТ 9000—59, т. е. fa = b;
б) у соединений, имеющих положительные отклонения шага
резьбы винта с диаметральной компенсацией этих отклонений fs
равной полному допуску на средний диаметр, принятый по ГОСТ
9000—59, т. е.
в) у соединений, имеющих отклонения среднего диаметра резь-
бы винта, равные полному допуску на средний диаметр, принятый
по ГОСТ 9000—59, т. е. fd = b.
Во всех случаях резьбовые соединения имели длину свинчива-
ния, равную I — 0,75 d = 3S.
Изучение влияния отклонений шага, половины угла профиля
и собственно среднего диаметра на прочность резьбовых соедине-
ний показало, что при одинаковой диаметральной компенсации
погрешностей каждого из названных параметров резьб падение
статической прочности резьбовых соединений при растяжении
различно. Так, если срезывающее усилие резьбовых соедине-
ний, имеющих погрешность только среднего диаметра fd, принять
за 100%, то при погрешности только шага fs срезывающее усилие
уменьшается на 3%, а при погрешности только половины угла про-
филя срезывающее усилие уменьшается на 14%.
Причиной заметного уменьшения срезывающего усилия у сое-
динений с положительными отклонениями половины угла профиля
резьбы винта является то, что первоначальный контакт витка гай-
ки происходит по наиболее удаленным участкам витка относитель-
но его основания. Поэтому, когда контакт витков винта и гайки
начинает осуществляться по цилиндрической поверхности, равной
128
наружному диаметру резьбы винта, область разрушения витка
гайки к этому моменту оказывается охвачена значительной пласти-
ческой зоной и на границе разрушения витков уже произошло сме-
щение материала гайки, облегчающее в дальнейшем процесс про-
текания деформации.
Отклонения шага и половины угла профиля резьбы болта (вин-
та), которые могут встречаться в производстве, при правильно на-
лаженном технологическом процессе резьбонарезания мало влия-
ют на статическую прочность резьбовых соединений. Этот вывод
сделан на результатах, исследований резьб малых и средних раз-
меров [29], [47].
Испытания резьбовых соединений на усталостную прочность
показали, что положительные и отрицательные отклонения поло-
вины угла профиля (в пределах 5°) не снижают усталостной проч-
ности.
За счет уменьшения угла профиля резьбы гайки до 55* при ос-
тавлении угла профиля резьбы болта равным 60° или за счет изме-
нения угла профиля резьбы болта до 65° или 55° при оставлении
угла профиля резьбы гайки равным 60° циклическую прочность
резьбовых соединений можно увеличить до 25%. Такой результат
объясняется увеличением податливости витков при касании по
вершинам профиля.
Погрешность шага порядка = 0,01 4- 0,02 как положи-
тельная, так и отрицательная приводит к снижению усталостной
прочности на 10—20%. Это снижение уменьшается при наличии
достаточного зазора по среднему диаметру.
Наиболее благоприятная для усталостной прочности положи-
тельная разность шага гайки или отрицательная разность шага
болта AS определяется из условия равенства усилий, восприни-
маемых верхним и нижним витками резьбы, что приводит к выра-
жению для AS:
ДЗ = Р_ Г_1__. 1 ]
3 2 [ E1F1 “Г ’
где Р — нагрузка, растягивающая резьбовое соединение;
Е2 — модуль упругости болта и гайки;
Fx; F2 — площадь сечения болта и гайки.
Из формулы видно, что наиболее благоприятная разность ша-
га AS зависит от нагрузки Р, модуля упругости материала и раз-
меров болта и гайки.
Погрешности шага, половины угла профиля и собственно сред-
него диаметра резьбы, имеющие одинаковые диаметральные ком-
пенсации (fd = fs — f<i), в разной степени влияют на усталостную
прочность резьбовых соединений, как и при статической прочности.
Из этих выводов можно заключить, что точность выполнения сред-
него диаметра резьбы должна задаваться расчетной зависимостью,
129
содержащей в явном виде регламентацию погрешностей собствен-
но среднего диаметра, шага и половины угла профиля.
Допуск на средний диаметр, заданный с помощью резьбовой еди-
ницы допуска (67р S), приводит к непостоянству прочности резь-
бовых соединений, так как практически составляющие допуска
могут отклоняться в широких пределах. Сказанное имеет особо
существенное значение для ответственных резьбовых соединений
и резьб диаметром до 1 ми; последние в силу своих малых разме-
ров имеют и без того малую абсолютную прочность.
Для раздельного и производительного контроля собственно
среднего диаметра, шага и половины угла профиля еще не под-
готовлены удобные метрологические средства.
С распространенным на производстве комплексным методом кон-
троля резьбы, основанным на проверке резьбы калибрами, по прос-
тоте и производительности не может соперничать трудоемкий диф-
ференцированный метод, основанный на измерении каждого пара-
метра резьбы в отдельности сложными приборами, поэтому вопрос
раздельного контроля <f2; S и крепежных резьб в производст-
венных условиях в настоящее время пока остается проблемным
Раздельная проверка собственно среднего диаметра, шага и
половины угла профиля резьбы для ответственных соединений и
соединений диаметром до 1 мм производится косвенным путем по-
средством дифференцированного контроля резьбового инструмен-
та по соответствующим параметрам.
§ 6. ПОКАЗАТЕЛИ ПРОЧНОСТИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Проведенные прочностные испытания и выводы о характере раз-
рушения соединений послужили предпосылкой для установления
необходимых показателей для предварительной оценки статичес-
кой прочности резьбовых соединений в зависимости от точности
выполнения резьбы.
С этой целью вводится понятие о коэффициенте Кр, учитываю-
щим относительное уменьшение площади среза витков вследствие
отклонения основных геометрических параметров резьбы:
где 8F — величина, на которую происходит уменьшение площади
среза витка вследствие погрешностей резьбы.
Величину 8F можно определять аналитически, если восполь-
зоваться дифференциальным исчислением.
Известно, что результат действия (сложение, умножение и т. д.)
над числами х; у;...; г обычно записывают функцией F — f(x; у,...;
г). Абсолютные погрешности Ax; At/;...; Аг величин х; у, ...; г
130
вызывают абсолютную погрешность AF величины результата дей-
ствия над приближенными числами х; у;...; г.
Считая абсолютные погрешности Дх; Ду;...; Дг малыми вели-
чинами и пренебрегая в силу этого высшими степенями, принимаем
ДГ=в^Дх + ^Ду+...+ ^ te = dF,
дх ду дг
т. е. примем, что абсолютные погрешности ДА числа F (резуль-
тата действия над приближенными числами) приближенно равны
полному дифференциалу 2-го порядка от F, где аргументами при-
менительно к резьбе являются параметры резьбы, а приращения-
ми — их абсолютные погрешности.
Перейдем от приращения к допускам:
bF = 8х +— by 4-... 4- — 8г.
дх 1 ду а 1 1 дг
Из последнего уравнения в частном случае можно определить
величину, на которую уменьшается площадь среза витков, за счет
погрешностей диаметров резьбы:
bF = — . -b,
dd ' dd2
где с — допуск на наружный диаметр резьбы болта;
Ъ — допуск на средний диаметр резьбы гайки,
к/0,5 -|- к./ - tg - — к/ -2 tg-\ (—с)— — b tg -;
k ~ S 2 S 2/ ' ' S 6 2
(2d a D2 Л \ ndl а
я(0,5+к1 - tg - - к1 - tg -1 (— с) - — b tg -
О л О £• / О &
1 0,5 *dl 4- —— ----tg —
Для резьбы с углом профиля а = 60° отношение — примет вид
F
D2\
Ci /
F 5d - 4Z>2
С учетом значения отношения — коэффициент /G для резьбы
F
с углом профиля а == 60° примет следующее окончательное выра-
жение:
TZ _ 1 _ 2____________
'V-* 54-40,
J31
Сопоставляя коэффициенты Кр и К8 при заданном предельном
значении отношения ^5, получим следующие два показателя,
Л
позволяющие оценивать прочность/резьбовых соединений 1-го ти-
па в зависимости от точности изготовления резьбы:
' Кр
1-й показатель — отношение---< х;
К&
2-й показатель — отношение ^2 < у,
КР
где х — предельная величина отношения —учитывающая
Кг>
влияние внутреннего диаметра резьбы гайки в задан-
ных пределах некоторое влияние механических
h
свойств материала резьбовых деталей при срезе вит-
ков, отклонений шага и половины угла профиля и др.,
у — предельная величина отношения ^2, гарантирующая
h
надежное спепление витков резьбы болта и гайки.
Значения х и у определены для резьб диаметров до 1 мм и при-
няты равными: х = 1,2; у — 40%.
Для установления значений х и у к резьбам больших размеров
требуется проведение дальнейших исследований.
Перепишем 1-й и 2-й показатели применительно к резьбам диа-
метром до 1 мм с учетом числовых значений х; у и
/ ол
19 —-^1с+4в
1-й показатель = 1 —-------------------< 69%;
F 5d — 4Dt
2-й показатель — отношение ^2 > 40%.
h
Прочность резьбовых соединений 2-го типа определяется проч-
ностью болта и оценивается следующими показателями:
1-й показатель — приведенная осевая сила Qnp:
а) для болтов из хрупких материалов
Qnp ’в • 41
б) для болтов из пластичных материалов
Qnp — °В • 4 в3'
2-й показатель — отношение ^2 > 28%.
ft
!3g
Регламентация отношения в соединениях 1-го и 2-го типа
h
гарантирует надежное сцепление витков резьбы винта и гайки,
предупреждает возможность свободного проскальзывания болта в
отверстие гайки без свинчивания, ограничивает влияние этого от-
ношения на прочность соединения.
Практическое значение показателей прочности состоит в том, что,
определив погрешности параметров некоторых размеров резьб,
погрешности параметров остальных размеров резьб могут быть
найдены расчетным путем, если воспользоваться формулами этих
показателей.
Применение показателей сокращает трудоемкость работы по
определению предельных погрешностей резьбы, удовлетворяющих
эксплуатационным и технологическим требованиям.
Надежные показатели прочности, характеризующие усталост-
ную прочность резьбовых соединений в зависимости от точности
изготовления резьбы, пока не установлены. Поэтому с некоторым
приближением при оценке усталостной прочности можно пользо-
ваться показателями статической прочности.
Глава V
КОНТРОЛЬ МЕТРИЧЕСКИХ РЕЗЬБ
По общепринятой терминологии существует два основных ме-
тода контроля резьб: комплексный и дифференцированный [1, 4,6],
каждый из которых подразделяется по способу и средствам изме-
рения на ряд других методов, например, контактный, бесконтак-
тный, прямой, косвенный.
Комплексный метод контроля резьб заключается в выявлении
положения действительного контура относительно предельных
контуров, заданных стандартом, и обеспечении соответствующей по-
садки на всей длине свинчивания резьбовой пары. При комплексном
методе осуществляется контроль резьбы одновременно по всем па-
раметрам [d2'tS', -у), d (гайки), d, (болта) за исключением наружно-
го диаметра болта и внутреннего диаметра гайки.
Дифференцированный метод контроля заключается в контроле
каждого параметра резьбы в отдельности независимо один от дру-
гого. Заключение о годности дается также по каждому параметру
отдельно.
§ 1. КОМПЛЕКСНЫЙ МЕТОД КОНТРОЛЯ
Комплексный метод контроля резьбы основан на применении
резьбовых калибров, проекторных чертежей и используется для кон-
троля резьбовых деталей и частично резьбонарезного инструмента
(метчиков и круглых плашек).
А. Резьбовые калибры
При контроле резьбовых изделий калибрами отсортировываются
те изделия, размеры которых по результатам проверки уладывают-
ся в границы допуска. Изделия, размеры которых не укладываются
в поле допуска, отбраковываются.
134
Назначение и конструкция резьбовых калибров
1~ Резьбовые калибры по своему назначению разделяются на сле-
дующие категории:
1) рабочие калибры, предназначенные для проверки размеров
резьбы в процессе их изготовления;
2) приемные калибры, предназначенные для проверки размеров
резьбы изделий представителями заказчика или контрольными от-
делами заводов;
3) контрольные калибры (или контр калибры), предназначенные
для проверки и установки рабочих калибров.
Для проверки размеров резьбы гаек требуются следующие ра-
бочие калибры:
1) проходная резьбовая пробка;
2) непроходная резьбовая пробка;
3) предельные гладкие пробки для проверки внутреннего диамет-
гайки (ПР и НЕ).
Для проверки размеров резьбы болта требуются следующие ра-
бочие калибры:
1) проходное резьбовое кольцо, или скоба;
2) непроходное резьбовое кольцо, или скоба;
3) предельные гладкие скобы для проверки наружного диаметра
болта (ПР и НЕ).
I Приемные резьбовые калибры специально не изготовляются,
так как приемные непроходные калибры совершенно тождествен-
ны с рабочими непроходными калибрами, а приемные проходные
калибры (П. ПР) получаются путем отбора из числа частично из-
ношенных рабочих проходных калибров, имеющих наименьшие
отклонения по шагу и половине угла профиля.
Размеры рабочих резьбовых калибров-пробок проверяют уни-
версальными измерительными инструментами, поэтому контр ка-
либров для них не делают. Проверка размеров рабочих резьбовых
калибров-колец и скоб универсальными измерительными инстру-
ментами сопряжена с большими трудностями, поэтому для этой це-
ли применяются контркалибры-пробки. Для проверки предель-
ных размеров внутренней резьбы гайки применяется резьбовая пре-
дельная пробка, изображенная на рис. 43, а.
Резьбовая предельная пробка, как и гладкая, состоит из двух
сторон — проходной и непроходной. Проходная сторона резьбо-
вой пробки имеет полный профиль и длину нарезанной части для
выявления прогрессивной ошибки шага гайки принимают приб-
лизительно равной диаметру. Допускается отклонение длины на-
резанной части в ту и другую сторону на 20—25%.
Проходная сторона резьбовой пробки предназначена для ком-
плексной проверки параметров внутренней резьбы.
Единственно ею не проверяется внутренний диаметр. Конт-
роль его осуществляет гладкая предельная пробка.
135
Непроходная сторона резьбовой пробки служит для проверки
только среднего диаметра гайки по наибольшему предельному раз-
меру. Эта сторона пробки не должна ввинчиваться в гайку. На не-
свинчиваемость непроходной резьбовой пробки с гайкой, кроме сред-
него диаметра, могут оказывать влияние ошибки шага резьбы и по-
ловины угла профиля. Для уменьшения влияния ошибок у не-
проходная резьбовая пробка делается с так называемым укорочен-
ным профилем резьбы, получаемым уменьшением высоты витка.
Для уменьшения влияния погрешностей шага длину резьбовой
части пробки сокращают до 2—3,5 витков.
Хотя благодаря укороченному профилю и сокращенной длине
резьбовой части намного снижается влияние ошибок угла и шага,
Рис. 43. Конструкции резьбовых калибров:
а — предельные резьбовые пробки, б — предельные резьбовые кольца, в — ре-
гулируемая резьбовая роликовая скоба: / — корпус; 2 — ролики проходные; 5 —
ролики непроходные
однако отклонение от цилиндричности контролируемого изделия
все еще не выявляется. Поэтому в тех случаях, когда опасаются
некруглости резьбы, применяют вместо непроходного резьбового
калибр а-пробки шкальный прибор с укороченными измерительны-
/ми элементами (ребристые ролики, резьбовая гребенка и др.).
Проверка размеров наружной резьбы осуществляется предель-
ными резьбовыми кольцами — проходным и непроходным.
Проходное резьбовое кольцо имеет полный профиль резьбы и
число витков, равное числу их на высоте гайки. Проходное резь-
бовое кольцо предназначено для комплексной проверки парамет-
ров наружной резьбы. Наружный диаметр резьбы проходным коль-
цом не проверяется. Для этой цели применяется гладкая предель-
ная скоба.
Непроходное резьбовое кольцо служит для проверки только сред-
него диаметра резьбы болта по наименьшему предельному размеру.
Это кольцо, как и проходная пробка, имеет укороченный профиль
резьбы и всего 2—3,5 витка резьбовой части. Непроходное кольцо
по наружному виду отличается от проходного тем, что по окруж-
ности непроходного кольца делается кольцевая выточка. Кроме
136
того, ширина непроходного кольца должна быть меньше ширины
проходного.
На рис. 43, б показана стандартная конструкция регулируемых
колец.
Наряду с кольцами все более широкое распространение полу-
чают резьбовые регулируемые скобы с измерительными губками в
виде гребенок и роликов (рис. 43, в). Преимущество резьбовых скоб
состоит в большом сроке службы, в возможности более точного из-
готовления и измерения самих гребенок и роликов, в возможности из-
мерения изделий в центрах станка и в снижении времени контроля.
Допуски на резьбовые калибры
Допуски на неточность изготовления и износ резьбовых калиб-
ров устанавливаются отдельно для каждого параметра резьбы.
Величины допусков и схемы их расположения регламентируются:
[ ГОСТ 1623—61 —для резьб диаметром от 1 до 200 мм;
УГОСТ 3199—60 — для резьб диаметром до 1 мм;
5ГОСТ 6725—53 — для резьб диаметром от 200 до 600 мм.
~ Для резьбовых калибров по ГОСТам приняты следующие ус-
ловные обозначения:
ПР — рабочий проходной калибр, кольцо или пробка;
НЕ — рабочий непроходной калибр, кольцо или пробка;
П — ПР — приемный проходной калибр, кольцо или пробка;
л У — ПР — контркалибр — пробка для установки (регулиро-
вания) проходных колец;
У — НЕ — контркалибр — пробка для установки (регулиро-
вания) непроходных колец;
— К — П — контркалибр — пробка для перевода частично из-
ношенных рабочих проходных колец в приемные;
-f- К — И — контркалибр — пробка для контроля износа рабо-
чих и приемных проходных колец;
КИ — НЕ — контркалибр — пробка для контроля износа ра-
бочих непроходных колец;
К — ПР — контркалибр — пробка для контроля нерегули-
руемых проходных колец в процессе их изготовления;
К — НЕ — контркалибр—'пробка для контроля нерегули-
руемых непроходных колец в процессе их изготовления.
Допуски на средний диаметр. На рис. 44 а, б, в
показана схема расположения полей допусков на средний диаметр
резьбовых калибров для болта и гайки в различных классах точ-
ности.
Предельные отклонения среднего диаметра резьбы калибров
отсчитываются от предельных размеров резьбы болта и гайки. У
проходных рабочих калибров и контркалибров к ним отклонения
отсчитываются от наибольшего предельного размера резьбы болта
и наименьшего предельного размера резьбы гайки, а у непроходных
137
рабочих калибров и контркалибров к ним — от наименьшего пре-
дельного размера болта и наибольшего предельного размера гайки.
Размер диаметра резьбовых колец или скоб определяется раз-
мером среднего диаметра контрольных (установочных) пробок, к
которым припасовываются кольца и скобы. Поэтому поля допус-
ков колец и скоб показаны на схеме только для ее полноты и для
координирования полей допусков контрольных калибров.
Величины допусков на неточность изготовления рабочих резь-
бовых калибров по среднему диаметру определяются по следующей
эмпирической формуле:
± (4 0,04 d) мк.
Эти допуски принимаются одинаковыми для всех классов точ-
ности проходных и непроходных калибров и изменяются только с
изменением номинальных размеров резьбы.
Допуски на неточность изготовления среднего диаметра кон-
трольных калибров принимаются приблизительно в два раза мень-
шими, чем допуски рабочих калибров.
Как видно из рис. 44, для резьб диаметром от 1 до 200 мм при-
нято две схемы расположения полей допусков в зависимости от
класса точности и полная номенклатура резьбовых калибров.
Для резьб больших диаметров от 200до600мм и малых МО,25—
МО,9 мм для всех классов точности принято по одной упрощенной
схеме расположения полей допусков.
Из системы допусков на калибры резьб диаметром от 200 до
600 мм исключены калибры приемщиков. Это было обусловлено
Классы 2,2а и 3
Класс 1
КИ-НЕ
К-ПР
Калибры для
проверки болта
ДД п-пр пр
Нп ПТф ITITT1 Г]
-----НЭД
-----pbL
-----1-L_j
Qj
Калибры для
проверки гайки
ПР
К-НЕ
НЕ Непрочность изготовления
ГТТТПТ1 Ивнос
I
+
Рис. 44. Схемы расположения полей допу-
а — для резьб диаметром от 1 до 200 ли<; б — для резьб диа
138
относительно небольшой величиной допусков рабочих калибров
против допусков на изделие, большим производственным допус-
ком, в связи с чем нахождение изделий после контроля рабочими
калибрами на границах допусков становится маловероятным, а
следовательно, отпадает необходимость иметь широкую номенкла-
туру калибров, в том числе приемных. Иначе обстоит дело с резь-
бами малых размеров. Из системы допусков на резьбы диаметром
о)
Калибры для продерни
бинтов
К-И
ПР
i
!•
Qi
ПР
У~ПР
Неточность
изготовления
< ШШПШ Нзнос
Калибры для
проверни гаек.
оз
Калибрыдля проверки
болта
К-И
„ПР
ТПГПГП
' Illi III k
___ШШШ
Калибры для
проверки гайки
ПР
4-
limiiiiiii
1111111111
К-ПР
КИ-НЕ
зшш
fi-tiE ——
I
а
ТПТТГГТ1 I
Jlu±iu.iLJ------
I I
нЕ I ~1 Неточность изготовления
птпггп Износ
сков по среднему диаметру резьбовых калибров:
метром до 1 мм; в — для резьб диаметром от 200 до 6Q0 ми
139
до 1 мм в виду значительного соотношения по величине допусков
на калибры с допуском на изделие исключены как приемный, так
и непроходной калибр. При современном состоянии точности изготов-
ления резьб малых размеров точность суммарного среднего диамет-
ра резьбы рабочего калибра составляет свыше 50% от допуска на
приведенный средний диаметр изделия. Вполне понятно, что приме-
нение предельных калибров для резьб этих размеров не может
гарантировать необходимую точность и надежность контроля, и
единственным вариантом при этом остается проверка проходной
стороны резьбы изделия нормальными калибрами; непроходная сто-
рона проверяется по ощущению рукой при покачивании ввернутого
калибра.
В целях повышения надежности контроля нормальным калиб-
ром суммарный средний диаметр годных калибров должен соответ-
ствовать неравенству:
Д<4+ 1,732 AS 4- 0,36 SA у < 0,5 1,732 8S + 0,3658 ,
где 8da — допуск на изготовление калибров по среднему диаметру;
8S и 8 у — допустимые предельные отклонения по шагу и поло-
вине угла профиля резьбы;
AS и Ду — действительные отклонения по шагу и половине угла
профиля резьбы.
Иными словами, действительная точность суммарного средне-
го диаметра d2 годных проходных калибров должна соответство-
вать менее половины возможной точности суммарного d2 тех же
калибров, подсчитанной по предписанным стандартам допускам
на каждый из параметров (d2; S; у), резьбы.
В тех случаях, когдаточность контроля нормальными калибра-
ми не удовлетворяет требованиям производства, прибегают к помо-
щи проекторного чертежа (см. ниже).
Допуски на наружный и внутренний диа-
метр. На рис. 45 показана схема расположения полей допусков
на наружный и внутренний диаметры резьбовых калибров. Как вид-
но из фигуры, отклонения наружного диаметра резьбовых калиб-
ров отсчитываются от наибольшего предельного размера внутрен-
него диаметра резьбы гайки. По технологическим соображениям до-
пуски на неточность изготовления наружного диаметра рабочих
проходных колец или скоб выбираются приблизительно в 1,5 раза
больше допусков по среднему диаметру.
Для рабочих непроходных пробок и колец с укороченным про-
филем допуски на неточность изготовления наружного диаметра
пробок и внутреннего диаметра колец или скоб принимаются по
3-у классу точности гладких цилиндрических изделий. Для конт-
140 -
рольных калибров допуски на наружный диаметр приблизительно
равны допускам рабочих калибров. Допуски на внутренний диаметр
пробок и наружный диаметр колец ГОСТами не нормируются.
Допуски на половину угла профиля. Пог-
решности изготовления, получающиеся в половине угла профиля
резьбы, зависят от величины шага. Чем меньше шаг резьбы, тем
Рис. 45. Схема расположения полей допусков на наружный и
внутренний диаметр резьбовых калибров
больше получаются погрешности в половине угла профиля. Поэ-
тому допуски на неточность изготовления половины угла профиля
резьбы калибров определяются в зависимости от шага резьбы. Для
резьб диаметром свыше 1 мм они подсчитываются по следующей
эмпирической формуле:
8 — = (6 -j~ 8S) мин.
Допуски на шаг резьбы. Величина допусков на шар
резьбы калибров определяется в зависимости от длины нарезанной
141
части калибров. Для резьбы диаметром свыше 1 леи, они подсчиты-
ваются по следующим эмпирическим формулам:
для рабочих калибров 1 и 2-го классов точности и для всех
контркалибров
83= ±(4 4-0,05/) мк,
для рабочих калибров 3-го класса точности
8S = ± (44-0,1/) мк,
где / — длина нарезанной части калибра в мм.
Таким образом, в отличие от допусков на все другие параметры
резьбы калибров допуски на шаг резьбы диаметром от 1 до 200 мм
принимаются различными для различных классов точности.
Допускаемые отклонения по шагу резьбы, устанавливаемые
ГОСТами, относятся как к расстоянию между соседними витками,
так и к расстоянию между любыми витками резьбы калибра.
Размеры наибольшего наружного диаметра рабочей непроход-
ной пробки и наименьшего внутреннего диаметра рабочего непро-
ходного кольца определяются по следующим формулам:
для порбки НЕ
d st; (d24~ £) 4~ Т ^з>
О
для кольца НЕ
dx ~ (d2 b) А3,
о
где Л3 — высота профиля рабочего непроходного калибра бе-
рется из соответствующих стандартов.
Особенности системы допусков
на резьбовые калибры для контроля круглых плашек
Контроль резьбы круглых плашек производится при помощи ком-
плекта калибров, который включает проходную и непроходную
резьбовые пробки и предельную гладкую пробку для проверки
внутреннего диаметра резьбы.
Исполнительные размеры предельной гладкой пробки опреде-
ляются по обычной методике.
Исполнительные размеры проходной и непроходной резьбовой
пробок принимаются в соответствии с размерами плашечных мет-
чиков и соответствующих болтов.
В качестве основы могут быть рекомендованы следующие эмпи-
рические формулы.
Размеры резьбовой проходной пробки.
Номинальный наружный диаметр на 0,03—0,05 мм (в зависимости
от шага резьбы) должен быть меньше наружного диаметра плашеч-
ного метчика.
142
Номинальный средний диаметр должен быть меньше наибольше-
го размера среднего диаметра болта на величину:
65/S — для резьб с шагом до 1 мм;
80— для резьб с шагом 1 мм и более.
Внутренний диаметр должен быть меньше наибольшего внут-
реннего диаметра болта на величину IOOJ/ЗГ
Размеры резьбовой непроходной пробки.
Наружный диаметр должен быть меньше наибольшего наружного
Рис. 46. Построение для определения наи-
большего радиуса R скругления впадины
резьбы болта:
1 — профиль резьбы калибра кольца; 2 — дейст-
вительный профиль резьбы винта
диаметра плашечного метчи-
ка на величину 0,1—0,3 мм
(в зависимости от шага
резьбы).
Средний диаметр должен
быть больше наибольшего
среднего диаметра болта на
величину 0,01—0,02 мм (в за-
висимости от шага резьбы).
Внутренний диаметр дол-
жен быть равен внутреннему
диаметру проходного резьбо-
вого калибра для плашек.
Допуски резьбовых калиб-
ров принимаются по ГОСТ
1623—61.
Свинчивание резь-
бовых деталей с
предельными ка-
либрами. Свинчивание
резьбовых деталей с предель-
ными калибрами гарантирует
свинчиваемость резьбовых де-
талей между собой.
Рассмотрим свинчивание
резьбовых калибров с изде-
лием по каждому из диаметров резьбы.
Свинчивание по наружному и внутрен-
нему диаметрам. Свинчивание калибра с изделием по на-
ружному и внутреннему диаметрам возможно, когда их резьбы не
перекрываются ни на одном из участков профиля.
Впадины резьбы болтов (особенно резьб небольших размеров
и ответственных соединений) в большинстве случаев имеют зак-
ругленную форму. Выведем формулу для определения наибольше-
го радиуса впадины резьбы болта, предельно гарантирующего свин-
чивание соединений по внутреннему диаметру.
Для определения наибольшего радиуса впадины резьбы болта
на рис. 46 приведены соответствующие геометрические построения.
143
В основу построения положены часто встречающиеся на практике
профили резьб кольца и болта.
ДАВЕ — часть принятого профиля резьбы калибра-кольца.
Радиус скругления в вершинах А и В новых калибров достаточно
мал и в процессе эксплуатации кольца изменения его остаются так-
же незначительными.
ОАВО — часть принятого профиля резьбы болта.
Определим наибольший радиус впадины резьбы болта R, исхо-
дя из условия предельного свинчивания калибра-кольца с болтом
по внутреннему диаметру с учетом отклонений размеров среднего
диаметра болта.
Выбираем систему прямоугольных координат хОу и задаемся
точками С (R; О), А (хА; уА)', В (хв; ув). Координаты R—неизвестны.
Составляем уравнение окружности с центром в точке С.
(х —/?)2 + ^ = /?2, или х2 —2х/? + г/2 = 0.
Последнее уравнение для точек А и В примет вид
х’— 2xAR-[-yA=0— для точки А;
хв — 2Хд2?-|-ув = 0 — для точки В.
Составим уравнение углового коэффициента «&» прямой КС
У а +Ув
- 2 , а
Ь =----,------ ctg—.
*а+хв 2
2
Решая совместно три последние уравнения, получим формулу
для определения R (формула записана в неявном виде):
2R ctg-J - V 2xAR—хА - /2x^-4 - (хА + Хз) ctgy=O, (28)
Ada .a - г» a . Дб/2 * a
где *4=-fs,n7; xb = /4Bcost+ts T’
здесь Ada — зазор по среднему диаметру резьбы болта и калибра-
кольца;
АВ — наибольшая ширина площадки резьбы калибр а-кольца
по внутреннему диаметру.
Поскольку зазор по среднему диаметру Ada в резьбовых соеди-
нениях является переменной величиной, поэтому точная регламен-
тация величины радиуса R, зависящего от этого зазора, затрудни-
тельна, так же как и затруднительна регламентация гарантирован-
ного зазора по внутреннему диаметру соединения.
Применив аналогичный расчет к свинчиванию резьбовой ка-
либропробки с гайкой, можно по формуле 28 найти радиус впади-
ны резьбы гайки.
144
Свинчивание по среднему диаметру. Истин-
ное рассеивание размеров среднего диаметра резьбовых деталей,
полученное в результате изготовления, отличается от рассеивания
размеров их после контроля калибрами. Даже контролируя резь-
бу калибрами высокой точности, все же получается не истинное
рассеивание размеров, а величина, более или менее приближаю-
Рис. 47. Кривые распределения размеров:
а — кривые распределения размеров среднего диаметра деталей
и калибров; б — кривые распределения размеров среднего диа-
метра деталей двухсторонне асимметрично выходящие за
границы поля допуска
щаяся к нему. Это различие вызвано неточностью изготовления
самих калибров.
Для решения вопроса свинчивания резьбовых деталей с калиб-
рами примем рассеивание производственных погрешностей изго-
товления среднего диаметра резьбовых деталей и рассеивание до-
145
пустимых ошибок суммарного среднего диаметра* предельных ка-
либров, подчиняющихся закону нормального распределения (рис.
47); зона технологического рассеивания погрешностей деталей (кри-
вая а) характеризуется величинами 8Т и хтп; величина поля допус-
ка деталей — рассеивание допустимых ошибок суммарного диа-
метра проходных калибров — вкп и хкп> тоже для непроходных
калибров — <5КН и хкн (кривые б и в).
В самом общем случае примем также поле допуска деталей мень-
ше зоны технологического рассеивания; середина поля допуска
не совпадает с центром группирования, т. е. при изготовлении де-
талей имеется несимметричный выход отклонений деталей за обе
границы поля допуска.
На рис. 47, а в качестве примера показано типичное расположе-
ние полей рассеивания ошибок средних диаметров проходных и
непроходных резьбовых колец относительно поля допуска болта,
построенное по данным соответствующих Государственных стандар-
тов на метрические резьбы.
Как видно из рисунка, неточность изготовления резьбовых ко-
лец вызывает забраковку части болтов, размеры которых лежат
в допуске, но примыкают к верхней границе допуска (для проход-
ных колец) и к нижней границе (для непроходных колец). С дру-
гой стороны, признаются годными части болтов, имеющие действи-
тельные размеры, выходящие за границу поля допуска. Выход
деталей за границы поля допуска отражается на характере свин-
чивания деталей между собой.
Заштрихованные площади кривых рассеивания означают появ-
ление размеров калибров-колец, гарантирующих приемку болтов,
не выходящих за обе границы допусков.
Вероятность Рк появления предельных калибров в заштрихо-
ванной площади допуска болта находится по теореме сложения ве-
роятностей:
1
°кн
4" ®°кн 1 ( *кн\2
J е“2Ькн/^кн4_0,5.
+*кн
Аналогично определяется вероятность Рдет появления болтов
за границами допуска с обеих сторон: х
* Точность суммарного среднего диаметра резьбы калибра, аналогич-
но приведенному среднему диаметру метрической резьбы, учитывает одновре-
менно погрешности собственно среднего диаметра, шара и половины угла
профиля.
146
де г
1
°т
—Зат 1 / *ТП\а
f е 2 ' т ' dxTn +
“ХТП
1
аТ }^2к
Полная вероятность приемки болтов, выходящих за обе грани-
цы допуска, при совмещении двух событий находится по теореме
умножения вероятностей Рк; Рдет и будет равна функции Ф (?)
Для того чтобы болты при приемке не выходили за границы
поля допуска и полностью свинчивались бы с проходным калибром
и не свинчивались бы с непроходным калибром, необходимо при-
нять:
Ф(г) = 0,0027*.
Выполнить последнее условие не всегда возможно из-за необ-
ходимости расширения производственного допуска, особенно для
высоких классов точности и малых размеров резьб и в этих случаях
-завышают значение функции Ф (z) и вместе с тем частично понижают
уровень свинчивания.
Непосредственное определение функции Ф(г) из выражения (29)
представляет большие трудности. Значительно проще вычисления
по этому выражению проводить, задаваясь конкретными числовы-
ми значениями исходных данных.
Пример. Резьба болта МЗО X 3,5 выполнена по третьему классу точ-
ности ГОСТ 9253-59, по которому допуск на средний диаметр равен Ь=313 мк.
Резьба контролируется предельными резьбовыми калибрами-кольцами.
Основные параметры калибров по ГОСТ 1623—61 имеют следующие предель-
ные отклонения в мк:
♦ Величина 0,0027 в математической статистике принята за величину
вероятности события, которое практически не совершается.
147
проходной калибр
средний диаметр: верхнее — 5;
нижнее — 15;
износ 4- 20;
шаг: ±5.
непроходной калибр
средний диаметр: верхнее 0;
нижнее — 10;
износ 4- 7;
шаг: ±5.
Половина угла профиля 9' Половина угла профиля 9'.
Статистические параметры нормального распределения суммар-
ного среднего диаметра обоих калибров и кривой рассеивания про-
изводственных погрешностей болта, найденные по приведенным
числовым значениям предельных отклонений, сведены в табл. 18
Таблица 18
Значения статистических параметров кривых нормального распределения
°кп *кп °кн хкн °т *тн
9 — 7 6 11 61 152
Подставив данные таблицы в выражение (29), получим числовое
значение Ф(г) • Ф(г) = 0,0085.
По значению функции Ф(г) определяется процент несвинчиваю-
щихся деталей.
Возможно обратное решение задачи, т. е., задаваясь значения-
ми функции Ф(г), можно определить предельные отклонения калиб-
ров.
Б. Свинчиваемость резьбовых деталей
Далеко не все детали принимаются, находящиеся в зонах
(4-Закп; —хкп) и (—хкн; —Зокн)(см. рис. 47, а). Вероятность
признания годными деталей, выходящих за обе границы поля до-
пуска, меньше вероятности соответствующей площади, ограничен-
ной кривой «а» в пределах указанных зон. Объясняется это тем,
что в зонах (—хкп?4-3акп) и (—Зокн; —хкн) действует однов-
ременно закон рассеивания размеров детали и закон рассеивания
ошибок суммарного среднего диаметра каждого из предельных
калибров. Получающееся в действительности рассеивание разме-
ров меньше зоны технологического рассеивания 6ат, но
больше величины допуска в, т. е.
6ат > Д da > 6.
На рис. 47, б координаты границ поля рассеивания действитель-
ных размеров среднего диаметра деталей обозначены через г, и га.
Установим взаимную связь между основными критериями поля
рассеивания действительных размеров da и зоны технологического
148
рассеивания размеров d2. Для этого проведем нормирование кри*
вой а нормального распределения, заключающееся в том, что пло-
щадь ограничения кривой у и осью абсцисс, в соответствии с мате-
матическим определением понятия вероятности, приводится к еди-
1 _______________________________________________________-
нице; здесь у — плотность вероятности, равная у = —= е 2
а]/2я
При использовании кривой нормального распределения с зоной
+3<j значение у с учетом величины маловероятного события, рав-
ной 0,0027, должно рассчитываться по формуле:
г»
1 1 Г 2
у —-----. —е
” 0,9973 o/2x
Плотность вероятности, нормированной кривой нормального
распределения, равна
_ 1_________l_g 2
У Ф(гг) — Ф(г1) ’ a/2S »
где Ф(г) — функция Лапласа.
Определим для рассматриваемого случая дисперсию D*:
+оо
D = J ух* dx
—оо
Перейдем к D' = f (z), для чего в последнее выражение подста-
вим значение у’. Тогда получим
в, г’--
п'—________I_________ 1 а 2 22я,_
/ЯФ(гг)-Ф(21)] J
$ _ £ £
Решим интегралы: I е 2 z2dz и ) е 2 zdz.
*1 • *1
Обозначим:
— £
ze 2 dz = dv\ v=—e 2
* Дисперсия случайной величины кривой (ненормированной) нормального
распределения равна:
D = J x^ydx — х2 или D «я <4 (30)
«—оо
6 Заказ 192
149
Получим:
Zt Zt Z1
+ /2k[0(z2)-0(21)],
С учетом последних решений интегралов перепишем выраже-
ние для
Г2к[Ф(гг)-Ф(г1)]
Уг2к[ф(г^-Ф{г1)]2
Формула значительно упрощается, если ввести замену
=tz, тогда
D = а2 ( 1-----------__________г-±1±______Г_____________________I21
т I ф (г2) — Ф (г,) L Ч> (z2) — ф (Zt) | J *
(31)
Значения tz в зависимости от величины г определены и приво-
дятся в таблицах [38].
Из выражения (31) по формуле (30) определяется значение сред-
него квадратического отклонения поля рассеивания действитель-
ных размеров, а по нему находится величина самого поля:
Д<12 = 63т1Л 1-Vv _[ А._(32)
2 т V Ф (г2) — Ф М L Ф (г2) - ф С?1) J
Это выражение является искомым, так как оно отражает взаим-
ную связь критериев поля рассеивания действительных размеров
d2 и зоны технологического рассеивания размеров d2.
150
Поле рассеивания действительных размеров среднего диаметра
гайки определяется аналогично по той же методике, что и для болта.
У метрических крепежных резьб при проверке их предельными
калибрами, когда > 6, скользящая посадка изменяется на
переходную, при которой возможен некоторый процент несвинчи-
вающихся резьбовых соединений, обладающих натягом. Рассчи-
таем процент резьбовых деталей, обладающих натягом, для чего
снова примем рассеивание размеров болта и гайки, подчиняющихся
закону нормального распределения.
Вероятность получения болтов с размерами в границах d2-|~x2
до d2 будет равна
е
X2
*Б
2<?1
Б dxB.
Аналогично для гайки
г - ,г
Г
*3-----Г
fe 2аг dxv.
Вероятность сочетания болтов с гайками по теоре-
ме умножения вероятностей будет равна
х~ х%
Б *Г
1 р 2а2 р3 9 2
Рв • Рг —----------л— I е Б dXf. I е °г dxr =
Б Г оБ . аг . 2л | Bi Г
xi xi
/ X2 X2 \
1 I Б , Г I
*2 9* I —о 1 о— I
= -аБ;^"2Г J J е °Б °г
Х1 Х1
В последнем выражении, согласно действующим стандартам
на метрические резьбы, можно принять:
оБ = аг = (Ad2— рассчитывается по формуле 25), тогда
а2» 2л
dxK dx. = —U=
ь ' а /2к
dxr х
dxR.
ь
—№
6*
151
Выразим интегральную функцию нормального распределения
через функцию Лапласа; окончательно вероятность РБ.Ргнесвин-
чивающихся деталей будет равна
. Xi—-* л Л—X
( Г* в & \ (
РК.РГ =0,5—1 е~^ dz„ хI 0,5 — 1 e~dzr .
Б Г \ 2*J Б / \ 2х J г /
\ о / \ '' /
Числовые значения функции Лапласа приведены в книге [38].
При значительной величине вероятности РЪ>РГ несвинчиваю-
щихся деталей следует применять резьбы с гарантированным зазо-
ром.
В. П роек торный чертеж
Для контроля метрических резьб диаметром до 0,5 мм комплек-
сным методом в приборостроении, особенно в часовой промышлен-
ности, применяется проектор.
Контроль на проекторе резьбы малых размеров был обусловлен
следующими соображениями:
а) погрешность измерения при контроле винтов до МО,5 ми резь-
бовыми калибрами-кольцами велика и составляет около 50% от
табличного допуска на резьбу изделия по среднему диаметру.
При контроле тех же винтов на проекторе погрешность изме-
рения не превышает 25%. Из сказанного следует, что точность и
надежность контроля резьбы на проекторе в сравнении с калибра-
ми значительно выше, при этом резко сокращается производствен-
ный брак и повышается уровень взаимозаменяемости резьбовых
соединений;
б) резьбы диаметром до 0,5 мм применяются в ответственных
резьбовых соединениях часов, испытывающих воздействие пере-
менных нагрузок. Для этих резьб во избежание самоотвинчивания
винтов важен не только контроль размеров, обеспечивающих свин-
чивание соединений, но и контроль на прямолинейность боковых
сторон профиля, на наличие местных деформаций в нарезке и чис-
тоты поверхности.
Проводить контроль в указанном объеме наиболее удобно на
проекторе;
в) контроль на проекторе позволяет вести проверку предельных
контуров резьбы в отличие от контроля нормальными проходными
калибрами, обеспечивающими лишь одностороннюю пррверку кон-
тура. Проверкой предельных контуров резьбы гарантируется бо-
лее высокая прочность соединений, что важно для малых разме-
ров резьб.
На проекторе резьба проверяется при помощи специальных про
екторных чертежей путем сличения конутра изображения с конту-
ром, нанесенным на чертеж.
152
Чертеж с изображением предельных контуров выполняется точ-
но; он вычерчивается на координатно-разметочной машине и фото-
графируется на стеклянную пластинку.
Для повышения точности контроля проекторный чертеж выпол-
няется с учетом искажения контурного изображения профиля резь-
бы, проектируемого на экран проектора. Величина искажения ока-
зывает существенное влияние на точность измерения и зависит
от диаметра и угла подъема резьбы. При более крупном подъеме
винтовой линии, что имеет место в резьбах малых размеров (угол
подъема доходит до 5°26'), выступающая часть резьбы намного пе-
рекрывает осевое сечение и этим вызывает значительную погреш-
ность измерения. Величина искажения в практике рассчитывается
по графоаналитическому способу, разработанному Соколовским
И. А. 142], сущность расчета состоит в следующем.
Окружности с наружным и внутренним диаметром резьбы делят
на произвольное число п равных участков, а точки деления 0,1,
2, 3 соединяют с центром (рис. 48).
Рис. 48. Определение контурного искажения резьбы графоана-
литическим способом
5
153
Углы, охватывающие дуги 0—1; 0—2; 0—3 — обозначаются
360° о 360° „ 360° с ,
(^ответственно углами ----, 2 —; 3----- и на шаге 3 резьбы
п п п
S S S
откладываются от точки О участки —; 2—; 3 —, ...
п п п
Известно, что всякая точка, расположенная на винтовой поверх-
ности однозаходной резьбы, при повороте последней вокруг оси
перемещается по винтовой линии вдоль оси на величину равную ша-
360°
гу S. Поворот резьбы на угол — перемещает точку вдоль оси на
S п 360° л
— , поворот на угол 2— вызывает вдвое большее смещение
п п
и так далее.
Для определения величины искажения профиля на плоскость,
проходящую через ось резьбы и прямую OS, нужно спроектировать
не меньше двух винтовых линий, образуемых перемещением точек,
принадлежащих крайним участкам профиля (исходные точки О и ОР)
При нахождении проекций винтовых линий строят в большом мас-
штабе боковую сторону профиля резьбы, на ней наносят две край-
ние точки профиля и от каждой в горизонтальном направлении от-
Q С
кладывают отрезки, равные —; 2 —а в вертикальном — соответ-
fl fl
ствующие им отрезки a, Ь, с (от первой исходной точки О') и а, Ь,
с (от второй исходной точки Ov)
Отрезки вычисляются по формулам
П Zi 360° \
а = R (1-----------т,
\ п )
п Zi 360°\
01 = ^1 1 — —
, о/. О360°\
Ь = 11 — 2 — 1 т,
где т — масштаб построения.
Полученные при построении точки 1'; 2'; 3'; 4' и 1/, 2/, 3/,
4/, 5/ соединяют ломаной линией. Касательная к наиболее выс-
тупающим точкам обеих ломаных линий покажет проекцию винто-
вой поверхности профиля на плоскость, проходящую через ось
резьбы и прямую OS.
Проекция винтовой поверхности выходит за пределы боковой сто-
роны профиля ОС, а поэтому профиль резьбы при измерении проек-
ционным способом в направлении, перпендикулярном к оси вин-
та, оказывается искаженным.
Из анализа последних формул и построений, представленных
на рис. 48, видно, что удаление проекций винтовой поверхности от
154
боковой стороны профиля определяется величиной отрезков (а, Ь,
сит. д.), откладываемых по вертикали, чем меньше отрезки, тем
дальше проекция будет удалена.
Так как величина отрезков в свою очередь обратно пропорцио-
нальна радиусу, на котором находится исходная точка (О или Oi),
то становится ясным, почему наименьшее искажение профиля резь-
бы располагается у ее вершин, а наибольшее — у впадин.
Из геометрических построений (рис. 48) следует, что погреш-
ность среднего диаметра М2, вызванная искажением при конт-
роле проекционным способом, равна удвоенному отрезку, разделен-
• . 2/п
ному на масштаб т, т. е. Да2 = —, погрешность половины угла
т
профиля вызванная искажением, вычисляется по тангенсу угла у,
где — половина угла проекции профиля резьбы:
= Да=2('- —
Б 2 АВ \2 2/
§ 2. ДИФФЕРЕНЦИРОВАННЫЙ МЕТОД КОНТРОЛЯ
А. Общие сведения
о дифференцированном методе контроля
Надежные и достаточно точные средства и методы контроля от*
дельных параметров имеются только для наружных резьб, для внут-
ренних резьб подобные средства и методы полностью еще не со-
зданы.
Дифференцированный метод контроля применяется при налад-
ке технологического процесса и контроле метрических резьб диа-
метром свыше 200 мм и тугих (резьбы инструмента).
Рассмотрим контроль метрических резьб по каждому параметру
в отдельности.
Контроль наружного диаметра наруж-
ной резьбы. Измерение наружного диаметра наружной резь-
бы производится с помощою инструментов и приборов для изме-
рения наружных гладких цилиндрических деталей.
Для этой цели могут быть применены штангенциркуль, микро-
метр, рычажно-чувствительная, или индикаторная скоба, инди-
катор, оптиметр, пневматические приборы, электроиндукционные
измерительные головки, емкостные измерительные головки, раз-
личные проекторы и микроскопы.
При измерении наружного диаметра резьбы применяются преи-
мущественно контактные способы измерения гладкими плоскими
измерительными элементами. Процесс измерения не отличается
от процесса измерения гладких цилиндрических деталей. Исклю-
155
чением являются оптические приборы, в которых используется пре-
имущественно бесконтактный способ измерения.
Контроль наружного диаметра наружной резьбы производится
также предельными калибрами-скобами для гладких цилиндричес-
ких деталей.
Контроль внутреннего диаметра внут-
ренней резьбы. Измерение внутреннего диаметра внутрен-
1ей резьбы производится измерительными инструментами и при-
борами, применяемыми для гладких цилиндрических отверстий,
но имеющими или несколько иное конструктивное оформление (на-
пример, микрометрический штихмасс), или специальные приспособ-
ления для измерения внутренних диаметров (индикатор для внут-
ренних измерений или горизонтальный оптиметр).
В качестве контактных элементов для измерения внутреннего
диаметра внутренней резьбы обычно применяют цилиндрическую
поверхность, имеющую радиус, несколько меньший внутреннего
радиуса внутренней резьбы (рис. 49, а). Возможно применение и
Рис. 49. Измерение внутреннего диаметра резьбы:
а — внутренней резьбы; б — наружной резьбы
других форм измерительных наконечников, например, призмати-
ческих, сферических, но они будут менее износоустойчивыми и мо-
гут вызвать значительные погрешности измерения от деформаций
соприкасающихся поверхностей под действием измерительного уси-
лия.
Контроль диаметра внутренней резьбы производится также
калибрами-пробками для гладких цилиндрических отверстий.
Контроль внутреннего диаметра наруж-
ной резьбы. При измерении внутреннего диаметра наружной
резьбы применяются два способа измерений: контактный и бескон-
тактный,
При контактном способе измерения применяются обычные при-
боры для измерения наружных диаметров гладких цилиндрических
деталей, но контактные элементы на них заменяются специальны-
ми наконечниками в виде призмы и конуса (рис. 49, б). Угол при
вершине наконечника должен быть меньше угла профиля резьбы,
а радиус притупления при вершине — меньше радиуса закругле-
ния впадины резьбы.
156
Во избежание погрешности измерения от перекосов измеритель-
ных элементов во впадине резьбы применяют три контактных эле-
мента, обеспечивающие правильную ориентацию оси резьбы.
Контроль наружного диаметра внутрен-
ней резьбы. Наружный диаметр внутренней резьбы измеряет
ся очень редко, так как его размер не оказывает значительного вли-
яния на прочность резьбового соединения.
Измерение наружного диаметра внутренней резьбы производит-
ся при изготовлении круглых плашек, резьбовых колец для выяв-
ления условий свинчивания.
Можно производить измерения наружного диаметра внутрен-
ней резьбы с помощью наконечников конусообразной или сложной
призматической формы с углом при вершине, меньшим угла про-
филя резьбы, и с притуплением при вершине, а радиусом меньшим,
чем радиус впадины резьбы.
Наиболее распространенным является способ измерения слеп-
ков внутренней резьбы по методам, применяемым для измерения
параметров наружной резьбы (наружного диаметра слепка). Из-
готовление слепка резьбы производится заливкой нарезанного от-
верстия измеряемой детали легкоплавким сплавом с малым коэф-
фициентом термического расширения и малым стабильным измене-
нием размеров или запрессовкой специальной амальгамы в измеря-
емую резьбу с последующим вывинчиванием отливки или слепка
из резьбы.
Наивысшая достигаемая при заливке внутренней резьбы или из-
готовлении ее слепков точность измерения линейных размеров па-
раметров резьбы ± 15 мк.
Контроль собственно среднего диамет-
р а. Измерение среднего диаметра производится на микроскопах
с помощью измерительных ножей и без них, проекторах с помощью
микровинтов или стеклянной линейки, методом трех или двух про-
волочек с применением призматических вставок в сочетании с раз-
личными приборами (оптиметром, миниметром и др.).
При измерении среднего диаметра на микроскопах или проек-
торе за действительный размер da принимают среднее арифмети-
ческое из результатов измерения по правым и левым сторонам про-
филя (рис. 50, а). Измерение по левым и правым сторонам профиля
ведется для компенсации ошибки, вызываемой перекосом от резь-
бового изделия относительно направления продольного перемеще-
ния стола прибора.
Метод трех проволочек является одним из наиболее распростра-
ненных и точных методов измерения собственно среднего диаметра
резьбы. Сущность метода трех проволочек заключается в следую-
щем: три одинаковые проволочки закладываются во впадины резь-
бы. Контактным прибором определяют размер М (см. табл. 20, схе-
ма измерения 3), связанный с собственно средним диаметром резьбы
зависимостью
157
d2 = M-d 1 +-L-\+-T^;
\ Sln"2 /
для метрической резьбы: ds = M — 3d + 0,886 -S,
где d — диаметр проволочек;
S — шаг резьбы,
у — половина угла профиля резьбы.
На точность определения среднего диаметра методом трех про-
волочек влияют погрешности: диаметра проволочек, шага и полови-
Рис. 50. Схемы измерения параметров резьбы:
а — измерение среднего диаметра; б —измерение половины угла профиля; в—измере-
ние шага
6)
ны угла профиля резьбы. Для устранения влияния погрешности
угла профиля применяют проволочки так называемого наивыгодней-
шего диаметра (d = -yL- для метрической резьбы), при котором
у 3
проволочки касаются средних точек а и б сторон профиля резьбы.
Размеры проволочек выбираются по ГОСТ 2475—44.
В Англии вместо 3 проволочек применяют 2-е проволочки, точ-
ность измерения при этом несколько увеличивается.
В приборах иногда проволочки заменяют шариками или сфери-
ческими наконечниками, сохраняя при этом принцип метода трех
проволочек.
Измерение среднего диаметра с применением призматических
вставок является самым неточным способом из описанных выше.
На точность измерения этим способом, кроме погрешностей самих
приборов, влияют также следующие погрешности, характерные
для призматических наконечников:
а) неточность половины угла профиля призматических вставок;
б) смещение вершины угла относительно оси изделия;
в) несовпадение осей призматических вставок;
г) удельное измерительное давление, значительно превышаю-
щее удельное давление при применении плоских наконечников.
Измерение половины угла профиля резь-
бы. Измерение половины угла профиля производится на проекто-
/ а ~
ре, микроскопе накладными угломерами (для проверки — резьб
2
диаметром свыше 200 мм).
Для измерения половины угла профиля на проекторе пользуют-
ся теневым угломером, который применяется вместе с оптическим
устройством проектора. Теневой угломер представляет собой про-
зрачную пластинку с нанесенной шкалой. В центре шкалы на оси
закреплен указатель со штрихом или нониусом.
Измерение половины угла профиля на микроскопе обеспечивает
несколько большую точность, чем на проекторе. Чтобы избежать
погрешностей измерения, вызываемых погрешностями базирова-
ния, следует измерять профиль по двум сторонам с двух сторон
резьбы, определяя результат измерения как среднее арифметичес-
кое всех четырех измеренных величин половины угла профиля конт-
ролируемой резьбы (рис. 50, б), т. е.
gl | g2 I g3 I g4
Л — 2 2 2 2
2 “ 4
Точные результаты получаются при измерении половины угла
профиля резьбы на микроскопе резьбовыми ножами для ориенти-
рования визирных рисок измерительного прибора параллельно
образующей профиля. При достаточно высокой чистоте поверхнос-
ти измерение половины угла профиля резьбы ножами может при-1
меняться для резьб 1-го класса точности, калибров и резьбонарез-
ного инструмента.
Для измерения погрешностей изготовления угла профиля для
внутренних резьб диаметром свыше 14 лии можно применять при-
бор для бесконтактных измерений, работающий по принципу све-
тового сечения.
При бесконтактном методе тонкая полоса света, попадающая
на профиль измеряемой резьбы, имеет профиль осевого сечения
резьбы. Спроектированная микроскопом на поверхность витка
резьбы пространственная щель становится видной в окуляре мик-
роскопа в виде тонкой светлой полоски. Измерение на микрос-
копе производится с помощью окулярной сетки. Предельная погреш-
ность бесконтактного метода составляет 2—6'.
Измерение шага резьбы. Измерение шага резьбы
производится на микроскопах с ножами и без ножей, проекторе,
накладными шагомерами (для проверки S резьбы диаметром свы-
ше 200 мм).
При измерении шага на микроскопе колонка микроскопа уста-
навливается с наклоном, соответствующим углу подъема винтовой
линии измеряемой резьбы для достаточно резкого изображения про-
159
филя измеряемой резьбы. Для компенсации ошибки, вызываемой
перекосом оси резьбового изделия, в горизонтальной плоскости,
измерение на микроскопе производится по правым и левым сто-
ронам (рис. 50, в). За действительный размер S принимается сред-
нее арифметическое из четырех измерений.
Погрешность такого измерения зависит от глазомерного визи-
рования по краю профиля рисками окулярной сетки микроскопа
и не превышает 2—4 мк.
У внутренних резьб малого диаметра шаг измеряется преиму-
щественно на слепках или отливках резьбы. Возможно измерение
шага внутренней резьбы на бесконтактном приборе по методу све-
тового сечения. Предельная погрешность метода (по данным ГОИ)
равна погрешности измерительного прибора.
Для инструментального микроскопа она достигается 20 мк.
Б. Контроль метрических резьб диаметром
свыше 200 мм
В тяжелом машиностроении имеют широкое применение точные
метрические резьбы диаметром свыше 200 мм. Для их проверки при-
меняют в основном дифференцированный метод контроля, так как
изготовление и эксплуатация предельных резьбовых калибров боль-
шого диаметра связаны со значительными трудностями [28].
Более низкая по сравнению с проверкой калибрами производи-
тельность дифференцированного метода не имеет особого значе-
ния при контроле крупных резьб, изготовляемых мелкими серия-
ми.
При дифференцированном методе контроля крупных резьб до-
пуски на средний диаметр, заданные стандартом, разбивают на две
части. Верхнюю часть допуска гайки и нижнюю часть поля допус-
ка болта используют как поля допусков собственно среднего диамет-
ра. Оставшиеся части полей допусков болта и гайки используют
для компенсации погрешности шага и половину угла профиля резь-
бы. Обязательной проверке подлежит только собственно средний
диаметр болта и гайки. Шаг и половины угла профиля резьбы конт-
ролируют в выборочном порядке. Точность шага и половины угла
профиля резьбы должна обеспечиваться технологически в пределах,
соответствующих полям допусков, предусмотренных для компен-
сации погрешностей этих параметров резьбы.
Наиболее распространенный вариант проверки отдельных па-
раметров резьб больших размеров представлен в табл. 19. Рассмот-
рим устройства приведенных в табл. 19 шагомера накладного, уг-
ломера накладного, нутромера индикаторного со сферическими
наконечниками конструкций ЦНИИТМАШ (рис. 51).
Накладной шагомер. Накладной шагомер (рис. 51, а)
применяется для контроля шага резьбы калибров, а также наруж-
ной и внутренней резьбы деталей диаметром до 600 мм. Метод из-
160
Таблица 19
Проверка параметров резьб больших .размеров
Контроль параметра Метод измерения Контроль наружной резьбы деталей Пределы измерения, мм Предельная погрешность мк
Средний диаметр ^2 Относитель- ный кон- тактный 1. Микрометр с укорочен- ными вставками (ГОСТ 4380— 48) 2. Установочная мера или калибр-пробка для на- стройки микрометра 200 — 350 (35 — 45)
Относитель- ный кон- тактный 1. Микрометр гладкий с установочной мерой (ГОСТ 6507 — 53) 2. Измерительные прово- лочки (ГОСТ 2475 — 44) 200 — 600 (20 — 30)
Шаг S Относитель- ный кон- тактный 1. Шагомер накладной конструкции ЦНИИТМАШ (см. рис. 59) 2. Кольцевые меры 6-го разряда или 3-го клас- са точности Номиналь- ный диа- метр 200 — 600 Шаг по дли- не до 100 ±10
Половина угла профиля а 2 Относитель- ный кон- тактный 1. Угломер накладной конструкции ЦНИИТМАШ (рис. 59) 2. Угловая плитка 60 200 — 400 Шаг резьбы 2 — 6 ± (3'-6')
Проекцион- ный Микроскоп накладной Цейсс 200 — 400 2 — 6 ± (5'-8')
Наруж- ный диа- метр d Относитель- ный кон- тактный Микрометр гладкий с ус- тановочной мерой 200 — 600 ± (15 — 30)
Контроль внутренней резьбы
Средний диаметр d% Относитель- ный кон- тактный 1. Нутромер индикатор- ный со сферическими наконечниками конст- рукции ЦНИИТМАШ (рис. 59) 2. Специальная устано- вочная мера 200 — 600 ± (40 — 45)
161
Продолжение
Контроль параметра Метод измерения Контроль наружной резьбы деталей Пределы измерения, мм Предельная погрешность мк
Шаг S Относитель- ный кон- тактный 1. Шагомер накладной конструкции ЦНИИТМАШ (рис. 51,а) 2. Концевые меры 6-го разряда или 3-го клас- са точности 200 — 600 Шаг по дли- не до 100 ± 10
Половина угла профиля « 2 Проекцион- ный 1. Специальное приспо- собление для заливки 2. Гипсовый медицин- ский, хромпик 3. Микроскоп универ- сальный или инстру- ментальный 200 — 600 2 — 6 ± 10'
Внутрен- ний диа- метр di Относитель- ный кон- тактный 1. Нутромер индикатор- ный конструкции ЦНИИТМАШ 2. Концевые меры 6-го разряда или 3-го клас- са точности 3. Специальная установоч- ная мера 200 — 600 ± 40
мерения — относительный контактный. Прибор имеет два сфери-
ческих измерительных наконечника — неподвижный, закреплен-
ный в хомутике /, и подзижный, закрепленный на рычаге 2. Ма-
лые перемещения наконечника передаются измерительному стерж-
ню индикатора. Сферические наконечники выбирают из комплек-
та, прилагаемого к прибору. При настройке прибора стрелку ин-
дикатора устанавливают на нуль винтом 3, положение которого в
процессе измерения не меняют.
Шаг резьбы может быть измерен между двумя любыми витками,
отстоящими один от другого на расстоянии от 12 до 100 мм. Хому-
тик 1 с «подвижным» наконечником перемещают при помощи гай-
ки 4 и стопорят винтом 5. Шаг резьбы проверяют по нормали в на-
правлении подъема витка.
Наконечники шагомера вводят во впадины резьбы. Затем шаго-
мер медленно поворачивают вокруг неподвижного наконечника и
определяют наименьшее показание прибора, которое и будет соот-
ветствовать размеру шага резьбы по нормали. При контроле резьб
диаметром от 200 до 600 мм с шагом 6 мм и менее разностью между
осевым шагом и шагом по нормали можно пренебрегать.
Накладной угломер. Угломер накладной (рис. 51, б)
применяется для контроля половин угла профиля резьбы калибров
162
Рис. 51. Устройство приборов, применяемых для измерения резьб
диаметром свыше 200 мм:
а —накладной шагомер; б—накладной угломер; &—индика
торный нутромер
и деталей диаметром от 200 до 600 мм. Метод измерения — относи-
тельный контактный. При измерении прибор устанавливают тре-
мя сферическими опорами / во впадины контролируемой резьбы.
Для правильной установки прибора одну из базовых опор смещают
на 0,7 мм в соответствии со средним углом подъема резьбы. Непа-
раллельность плоскости измерения и оси резьбы может составлять
10', что практически не вносит ошибки в измерение половин угла
профиля.
J63
После установки прибора на проверяемую резьбу, вращая ма-
ховичок 2, устанавливают вершину ножа 3 над впадиной контроли-
руемой резьбы. После этого, вращая винт 4, вводят вершину ножа
3 во впадину резьбы.
Для измерения половин угла профиля резьбы необходимо уста-
новить скос ножа 3 параллельно или вплотную с боковой поверх-
ностью резьбы, вращая попеременно винт 5 и маховичок 2. За прос-
ветом между скосом ножа и профилем резьбы наблюдают в лупу.
Освещается контролируемый участок резьбы зеркалом. Отклоне-
ния угла профиля резьбы определяют по показаниям микрометра
6 с ценой деления 0,001 мм.
Индикаторный нутромер. Нутромер индикатор-
ный предназначается для контроля среднего диаметра внутренней
резьбы деталей диаметром от 209 до 600 мм (рис. 51, в). Метод из-
мерения — относительный контактный. Для измерения резьбы в
этом диапазоне к нутромеру прилагается комплект из шестнадца-
ти смежных вставок и три пары сферических наконечников разных
диаметров. Индикатор часового типа при контроле деталей закреп-
ляет в корпусе прибора /; они могут быть арретированы при вве-
дении наконечников во впадины резьбы посредством рукоятки 2.
Нутромер устанавливают на нуль при помощи блока из плиток.
В. Контроль тугих резьб
Наиболее надежным методом контроля тугой резьбы является
контроль по собственно среднему'диаметру с ограничением сум-
марных отклонений шага и половины угла профиля резьбы. Рабо-
тами Кацнельсон М. Е. [21 ] установлено, что при тугой резьбе
собственно средний диаметр необходимо контролировать у всей пар-
тии изделий ввиду нестабильности характеристик рассеивания па-
раметра, сумму отклонений шага и половины угла профиля сле-
дует контролировать выборочно (при постройке станка), так как
рассеивание указанных параметров стабильно. К средствам и ме-
тодам измерения тугой резьбы предъявляются требования:
а) высокой точности средств и методов измерения;
б) стабильности условий контроля размеров и сортировки на
группы;
в) возможности определения обратной конусности и овальности;
г) сохранение максимальной величины производственного до-
пуска;
д) производительная работа контролера.
Наибольшая достоверность результатов измерения достигается:
для наружных резьб при помощи шкальных измерителей
(рис. 52, а) с тарированным измерительным усилием, так как неста-
бильность измерительного усилия, имеющая место при пользова-
нии жесткими скобами, вызывает значительную деформацию кор-
пуса и приводит к погрешности измерения, превышающей допус-
164
ки группы сортировки. Кроме того, жесткие скобы требуют нали-
чия большой номенклатуры контркалибров, и измерительные эле-
менты скоб интенсивно изнашиваются; для внутренних
резьб — при помощи индикаторных пружинных или жестких
пробок с точными элементами резьбы (рис. 52, б).
Оптимальной формой измерительных наконечников для средств
группировки наружных резьб являются сферические вставки, для
внутренних резьб — пробки с укороченным профилем. Такие
наконечники обеспечивают измерение собственно среднего диамет-
ра резьбы с незначительным влиянием погрешности шага и угла
профиля на результаты измерения.
Погрешность метода измерения вызывает изменение фактичес-
ких натягов в резьбовых тугих соединениях на величину: 5—8%
допуска натяга при использовании шкальных измерителей с нако-
нечниками в виде гребенок или сфер и жестких пробок; 6—10% —
при измерителях с полукольцами и жестких пробках; 10—15% —
при измерителях с роликами и жестких пробках.
Рис. 52. Индикаторные приборы для сортировки тугих резьб по среднему
диаметру:
а — гребенчатая резьбовая скоба ИРС-1> б — индикаторная резьбовая пробка
165
На рис. 52, а представлена гребенчатая скоба ИРС-1, предназ-
наченная для контроля и сортировки по среднему диаметру резь-
бы диаметром от 4 до 30 мм. В корпусе 4 закреплены неподвиж-
ная резьбовая гребенка 1 и подвижная гребенка 3. Базирование
детали осуществляется упором 2. Перемещение подвижной гребен-
ки передается измерителю (индикатору, датчику). Арретирование
измерительного элемента производится нажимом кнопки 6. Пру-
жина 5 создает необходимое измерительное усиление. Настройка
прибора производится по калибру У-ПР. Погрешность измерения
составляет 5,5—7 мк. На приборе вместо гребенок могут быть уста-
новлены сфеоические наконечники.
На рис. 52, б представлена индикаторная резьбовая пробка со
сферическими наконечниками конструкции НИАТ, предназначен-
ная для сортировки резьбы по собственно среднему диаметру.
Одновременно пробка позволяет контролировать конусность и оваль-
ность резьбы.
В корпус 7 закрепляется гайкой 6 малогабаритный индикатор
5. В отверстии смежной полой резьбовой пробки 8 находится ко-
нусная игла 2, соприкасающаяся одним концом с индикатором, дру-
гим — со сферическими вставками 9. Игла 2 отводится в нерабо-
чее положение толкателем 1. Контакт вставок с резьбой детали осу-
ществляется нажимом кнопки 3. При этом игла опускается под дей-
ствием пружины 4 и раздвигает вставки 9. Настройка инструмен-
та производится по кольцу. Предельная погрешность инструмента
5—7,5 мк. Наружный диаметр шпилек, болтов измеряется обыч-
ными универсальными средствами.
Прямолинейность профиля, плавность закругления и величину
радиуса впадины, отклонения шага и половину угла профиля резь-
бы проверяют выборочно при настройке станка преимущественно на
микроскопе.
У внутренней резьбы размер шага и половины угла профиля
из-за сложности измерения непосредственно не котролируется; ог-
раничиваются лишь проверкой этих параметров у метчика.
Г. Контроль резьбы метчиков
Типаж специальных приборов для контроля параметров резьбы
метчиков очень невелик.
Наружный диаметр резьбы метчиков с тремя зубьями измеряет-
ся при помощи трехконтактного резьбомера типа РМ. Для изме-
рения применяют вставки с плоскими контактными поверхностями.
Средний диаметр измеряется при помощи резьбового микромет-
ра и вставок с укороченным профилем и на соответствующих прибо-
рах в сочетании с проволочками по методу трех проволочек.
Для определения величины и равномерности обратной конус-
ности по наружному и внутреннему диаметрам измерение произво-
1Q0
дят в начале и конце калибрующей части, а также в одном-двух
промежуточных сечениях.
КонтрольS и -у производится рассмотренными выше способами.
Для одновременного контроля среднего диаметра и шага на
заводе «Фрезер» применяется специальный прибор конструкции
бюро взаимозаменяемости. Прибор предназначается для контроля
среднего диаметра и шага у метчиков с четным числом зубьев при
наружном диаметре от 11 до 52 мм. Прибор основан на контактном
методе измерения параметров
резьбы (рис. 53).
При измерении метчик опи-
рается снизу на два сменных ша-
ровых наконечника неподвиж-
ного 1 и 2. Наконечник 2 ук-
реплен на конце двуплечего ры-
чага S. Второй конец этого ры-
чага соприкасается с наконеч-
ником микронного миниметра 4.
Таким образом, шаровые нако-
нечники 1 и 2, рычаг 3 и мини-
метр 4 с&разукп систему для из-
Рис. 53. Схема прибора для одно-
временного контроля ds и S резьбы
метчика
мерения отклонений шага.
В качестве верхнего контактного элемента применена обычная про-
волочка 5, на которую опирается наконечник другого микронного
миниметра 6, по которому фиксируется отклонение среднего диаметра.
Прибор снабжен набором специальных призм с упорным языч-
ком 7. Упорный язычок и опорная стенка столика 8 являются бази-
рующими элементами прибора. Прибор имеет погрешности измере-
ния порядка 3—5 мк.
§ 3. МЕХАНИЗАЦИЯ
И АВТОМАТИЗАЦИЯ КОНТРОЛЯ РЕЗЬБЫ
Контроль наружных и внутренних резьб предельными калиб-
рами имеет недостаточную производительность. Так, ' например,
время, затрачиваемое на контроль резьбовыми калибрами-кольца-
ми резьбы болтов, превышает в 10—20 раз время, необходимое для
изготовления этих резьб способом накатывания. Поэтому для резь-
бовых изделий, изготовляемых в больших количествах, очень сущест-
венной является задача повышения производительности контроля
резьб. Решение этой задачи достигается путем механизации и ав-
томатизации процессов контроля; одновременно они способствуют
сокращению брака, повышению объективности контроля, что в свою
очередь улучшает качество продукции.
Конструкции созданных механизированных контрольных прис-
пособлений, и автоматов для проверки резьбы весьма многообраз-
ны и могут быть разделены на две основные Группы.
167
Таблица 20
Классификация способов механизированного и автоматизированного
контроля резбы
Прове- ряемая резьба Способ контроля Схема измерения Метод контроля рбласть применения
Наружная и внутренняя Навинчивание резьбового ка- либра (кольца или пробки) о) 5=^ Комп- лексный/ Контроль- ные приспо- собления
Резьбовые гребенки с ра- диальным пе- ремещением р Диффе- ренциро- Контроль- ные приспо- собления и автоматы
d Li ванный
Наружная Резьбовые гребенки с тангенциаль- ным перемеще- нием ” 1 j ’77/ £ Комп- лексный Контроль- ный автомат
Разрезные полукольца, охватывающие деталь г) Комп- лексный Контроль- ные приспо- собления и автоматы
/Г В
н Ji //
М
Наружная Клиновой контактный ка- либр, надвига- ющийся на де- таль а) _ м Комп- лексный Контроль- ные приспо- собления
ж| |
——
Обкатывание резьбовыми роликами е) II Комп- лексный Контроль- ные приспо- собления и автоматы
' г
fr-1—1——Д
IL
—
168
Продолжение таблицы 20
Прове-
ряемая
резьба
Способ
контроля
Схема измерения
Метод
контроля
Область
применения
Обкатывание
резьбовыми
роликами
Комп-
лексный
Контроль-
ные приспо-
собления и
автоматы
Диф-
ференци-
рованный
Контроль-
ные приспо-
собления и
автоматы
Разрезные
полупробки,
охватываемые
деталью
Комп-
лексный
Контроль-
ные приспо-
собления и
автоматы
К первой группе конструкций следует отнести те, которые рабо-
тают с помощью резьбовых калибров. Процесс навинчивания —
свинчивания калибра в них механизирован.
Ко второй группе относятся те, у которых процесс навинчива-
ния — свинчивания исключается в результате изменения конструк-
ции самого калибра и способа контроля.
Пути создания автоматов и механизированных контрольных
приспособлений контроля резьбы в основном аналогичны.
Трудности создания автоматических устройств для контроля
резьб в отличие от механизированных приспособлений обусловле-
ны, главным образом, сложностью задачи автоматической установ-
ки резьбового изделия в измерительное положение. Так как при
контроле резьбы базой служит сама контролируемая резьба, то
при установке в измерительное положение контролируемое изде-
лие должно иметь возможность самоустанавливаться по резьбе
калибра.
169
В связи с этим особо важное значение в автоматических устрой*
ствах уделяется выбору способа контроля и формы контактирую-
щих с контролируемой резьбой наконечников.
От правильного выбора способа контроля для всех контроль-
ных устройств в значительной степени зависят точность измерения,
надежность конструкции и производительность работы. В табл. 20
дана классификация способов контроля резьбы, которые опроби-
рованы промышленной практикой и нашли широкое применение в
контрольных приспособлениях и автоматах.
В классификационной таблице указаны резьбовые детали, ко-
торые в зависимости от метода (комплексный, дифференцированный)
и требований точности контроля
могут быть проверены тем или
иным способом, и его принципи-
альная схема.
Эти сведения и последующее
подробное рассмотрение каждой
схемы измерения полезны тем, что,
они характеризуют возможность
и область рентабельного примене-
ния каждого способа и могут ока-
зать помощь в правильном выбо-
ре его. Характеристика каждой
схемы измерения разными спосо-
бами дана в табл. 20.
Схема А. Наружная резьба
контролируется навинчиванием-
свинчиванием резьбового калиб-
ра. Процесс навинчивания-свин-
чивания калибра в приспособле-
нии механизирован, посредством
применения ревенсивного устройства (рис. 54). Механизация про-
Прибодные шестерни
Рис. 54. Приводная реверсивная
бабка:
1 — шпиндель; 2, <?, 5 — конические фрик-
ционы; 4 — резьбовой калибр-пробка
цесса в сравнении с ручным его выполнением повышает произво-
дительность в 1,5—2 раза. Схема обеспечивает надежность контро-
ля. Недостатками схемы являются: низкая производительность,
невозможность сортировки по группам, низкая стойкость контроль-
ного инструмента из-за наличия трения скольжения между деталью
и измерительными элементами. Средний расход резьбовых калиб-
ров колеблется от 1 до 3 штук на 1000 проверяемых резьбовых де-
талей.
Схема Б. Изображает контроль наружной резьб с помощью
плоских плашек без прокатывания изделия. Недостаток подобной
схемы состоит в том, что она обеспечивает контроль лишь в одном
осевом сечении; условия контакта мерителя с контактируемой резь-
бой значительно отличаются от условий контакта резьб сопряга-
емых деталей в процессе их эксплуатации. Последнее обстоятель-
ство обуславливает недостаточную объективность контроля. На-
170
шла применение в частности при контроле и сортировке тугих резьб
по среднему диаметру гребенчатыми скобами ИРС-1 (см. рис. 52).
Схема В. По этой схеме резьба проверяется гребенками с прока-
тыванием изделия. Гребенки имеют профиль осевого сечения из-
меряемой резьбы. Приборы, основанные на данной схеме, позволя-
ют проводить измерения и контроль изделия без снятия его со станка.
Недостатком схемы является отсутствие подобия в сопряжении гре-
бенок с деталью сопряжению реальных резьбовых деталей, что сни-
Рис. 55. Автомат контроля и сортировки мелких крепежных резьб
жает качество контроля, ограничение производительности из-за
наличия возвратно-поступательного движения перемещающих час-
тей.
Львовским политехническим институтом разработана конструк-
ция автомата для контроля и-сортировки крепежных винтов малого
диаметра производительностью до 14 тыс. изделий в смену, основан-
ная по этой схеме (рис. 55).
Контролируемые детали загружаются в бункер автомата и, ориен-
тированные ловителем 5, поступают в лоток 4. Очередная деталь
подается толкателем 2, управляемым с попющыо кулачка II, на
исходную позицию, между подвижной 1 и измерительной 3 гребен-
ками.
Контролируемый размер регистрируется электроконтактным
датчиком ЭКГ', в цепь исполнительных элементов включены реле
времени (Р. В), которые отфильтровывают импульсы брака малой
длительности, соответствующие забоинам, заусенцам и другим не-
171
Рис. 56. Автомат контроля резьбы конструкции НИБВ — Станкин.
значительным дефектам. Импульсы нормальной длительности, про-
пущенные реле времени воздействуют на электромагнит, который
вытягивает стопор заслонки Bj и В2, что обеспечивает направление
проконтролированной детали в соответствующий ящик. Кулачок
III возвращает заслонки в исходное положение.
Чтобы гарантировать надежное сопряжение контролируемой
резьбы с резьбой губок, в автомате предусмотрено вспомогатель-
ное устройство, которое при несовпадении ниток резьбы детали и
губок перемещает деталь на полшага вдоль оси резьбы.
Схема Г. Основным преимуществом измерения приведенного
среднего диаметра наружной резьбы по схеме следует считать по-
добие конструкции калибра, состоящего из двух полуколец, со-
пряженной детали-гайке. Это даст возможность приблизить процесс
измерения к условиям свинчивания реальных резьбовых соедине-
ний.
К недостаткам схемы следует отнести: невозможность выявле-
ния погрешности формы, трудность точного измерения резьбовых
полуколец, большое измерительное усилие. Эта схема была исполь-
зована в автомате для контроля резьбы автосвечой IM18XI.5, раз-
работанным Бюро взаимозаменяемости.
Автомат (рис. 56) состоит из магазина, питателя, транспорти-
рующего и измерительного устройств. Корпус запальной свечи
поступает в автомат через магазин 1 и, соскальзывая с направляю-
щей 2, попадает на транспортирующее устройство 3, которое подает
деталь на измерительную позицию.
Контролируемая деталь 5 устанавливается вертикально в по-
ложение измерения между двумя базовыми резьбовыми (неполны-
ми) полукольцами 6, которые одновременно являются измеритель-
ными наконечниками и осуществляют контроль приведенного сред-
него диаметра. Для вхождения резьбы полуколец в резьбу детали
предусмотрен вибратор в виде стандартного электромагнитного
реле. В качестве измерителей применяются ртутные пневматичес-
кие датчики.
Расхождение базовых измерительных полуколец вызывает из-
менение кольцевого зазора между соплом 9 и соответствующим ему
упором 10, что вызывает изменение расхода воздуха. В дополне-
ние к базовым полукольцам измерительная позиция включает са-
мостоятельную пару наконечников в виде шаровых вставок, ко-
торые проходят через полукольца и служат для измерения величин
диаметральной компенсации погрешности шага и половины угла
профиля контролируемой резьбы. О величин*» диаметральной ком-
пенсации судят по степени углубления вставок относительно ба-
зовых полуколец. Измерительные импульсы с обеих шаровых вста-
вок суммируются и затем высчитываются из измерительного им-
пульса, полученного от базовых полуколец.
Получение разности величин измерительных импульсов обес-
печено равнонаправленностыо зазоров. Итоговый импульс подает-
173
ся на датчик 7, контакт которого настраивается по «У—НЕ» и ог-
раничивает величину собственно среднего диаметра резьбы. Наря-
ду с этим дополнительное сопло 11 с упором 12 служит для ограни-
чения наибольшей величины приведенного среднего диаметра с по-
мощью датчика 8, контакт которого настраивается по «У—ПР».
По окончании измерений полукольца расходятся и деталь под
действием собственного веса падает вниз, в поток годных изделий.
При прохождении бракованной детали заслонка 4 перекрывает
поток годных изделий и деталь направляется в поток для брака.
Схема Д. На схеме показан контроль наружной резьбы с по-
мощью клинового контактного калибра. Преимуществом этого
типа схемы является возможность измерения резьбового изделия
Рис. 57. Схема светосигнального прибора для контро-
ля наружной резьбы
в любом сечении по длине, что весьма важно п^и длинных изделиях.
Она также дает возможность измерять приведенный средний диа-
метр без удаления измеряемой детали из центров станка, что час-
то имеет большое значение.
Недостатком схемы является невысокое качество контроля из-
за отсутствия подобия в сопряжении клинового калибра с деталью
сопряжения реальных резьбовых деталей, заклинивание детали в
измерительных губках, невысокая износостойкость.
Схема Е, Ж. Позволяют качественно контролировать средний
диаметр резьбы по окружности на разном количестве витков (в за-
висимости от числа оборотов детали). Применяется также для про-
верки концентричности резьбы с соосным с нею гладким цилиндром,
перпендикулярности резьбы к торцам детали.
При контроле один ролик вращается с большей скоростью,
чем остальные, благодаря чему происходит затягивание контроли-
руемой резьбовой детали и прохождение ее между роликами. Стой-
кость резьбовых роликов в работе в 5—6 раз больше стойкости про-
ходного калибра по схеме А.
Контроль резьбы по схеме Е. Ж. применяется в электросвето-
вых приборах, кинематическая схема одного из которых показана
на рис. 57.
174
Принцип работы этих приборов следующий.
В направляющих корпусах прибора имеются два суппорта / и 2,
которые можно разводить на необходимое для контроля расстоя-
ние.
В подшипниках суппортов помещены шпиндели 3 и 4, на ко-
торых закреплены измерительные резьбовые ролики 5 и 6. Шпин-
дели получают вращательное движение в одном направлении от
электромотора через червячный привод редуктора и ременную пере-
дачу. Оба суппорта отжимаются к центру прибора пружинами 7 и
1
Рис. 58. Прибор для измерения приведенного среднего
диаметра резьбы двумя полу пробками
8, причем пружина левого в 2—3 раза сильнее, чем пружина пра-
вого. Поэтому при контроле все отклонения размеров изделия пе-
редаются правому суппорту. С этим суппортом связан рычаг 9 с
изолированным контактом /0. В корпусе прибора на изолированной
подставке закреплен неподвижный контакт //, соединенный через
сигнальную лампу 12 с трансформатором /3. При контроле прове-
ряемая деталь 14 вводится в соприкосновение с резбовыми ролика-
ми, которые силой трения повертывают ее вокруг оси.
Результаты измерений контролер узнает по действию светосиг-
нальной лампы, которая должна гореть, если размеры детали не вы-
ходят за пределы наибольшего допустимого размера.
Если фактический размер детали превышает наибольший допус-
тимый, то лампа гаснет, так как правый суппорт, а всеете с тем и
контакт рычага отключаются от неподвижного контакта. Проверка
детали осуществляется за 1—2 оборотов роликов. Предельная по-
грешность прибора равна 0,01 мм; производительность — до 1000
деталей в час.
175
Схема 3. Применяется для точного измерения собственно сред-
него диаметра наружных и внутренних резьб. Три проволочки при-
меняются в комбинации с различными приборами (микрометром,
миниметром, оптиметром, длинометром и др.). Процесс контроля по
этой схеме можно автоматизировать.
Для удобства измерения иногда три проволочки заменяются тре-
мя сферическими наконечниками, диаметр которых равен диаметру
наивыгоднейших проволочек; для повышения износоустойчивости
наконечники хромируются. Погрешность измерения по этому спо-
собу 2—4 мк.
Схема И. Схема применяется для сокращения цикла свинчи-
вания-навинчивания резьбовых калибров-пробок с внутренней
резьбой.
В остальном характеристика схемы аналогична характеристике
схемы Г. На этой схеме создана серия оригинальных приборов,
которыми контролируют внутренние резьбы в пределах 2 и 3-го
классов точности.
Одним из примеров конструктивного оформления прибора с дву-
мя измерительными полупробками для контроля приведенного
среднего диаметра является прибор, общий вид которого показан
на рис. 58.
На трубчатой рукоятке 6 укреплен корпус 5, к которому на плос-
ких пружинных шарнирах 4 прикреплена подвижная губка 3 с
укрепленной на ней измерительной полупробкой. Вторая полупроб-
ка 2 закреплена на корпусе 5. Нажимая пальцем на кнопку, опера-
тор сводит полупробки калибра, вводит его в отверстие контроли-
руемой резьбы и, отпустив кнопку, определяет размер резьбы по
шкале иццикаторной головки /.
ЛИТЕРАТУРА
L Апарин Г. А. и Городецкий И. Е. Допуски и технические изме-
рения. Машгиз, 1956.
2. Б и р г е р И. А. Расчет резьбовых соединений. Оборонгиз, 1959.
3. Болтовые соединения. Под ред. д-ра техн, наук Коваленко А. Д. Машгиз,
1949.
4. Басов М. И. Высокопроизводительные способы изготовления резьбы.
Машгиз, 1949.
5. Взаимозаменяемость и технические измерения в машиностроении. Меж-
вузовский сборник № 3, под ред. д-ра техн, наук проф. Тайца Б. А.
6. В о л о д и н Е. И., Снетков А. М. Технический контроль резьбы.
Машгиз, 1950.
7. Г о б е р м а н П. Н. Решение некоторых вопросов взаимозаменяемости
резьб теоретико-вероятностным методом. Взаимозаменяемость и техни-
ческие измерения в машиностроении. Машгиз, 1960.
8. Г о б е р м а н П. Н. Свинчиваемость резьб с защитными покрытиями.
Машгиз, 1954.
9. Г о б е р м а н П. Н. Исследования точности изготовления резьбы кре-
пежных винтов малых размеров. «Взаимозаменяемость и контроль в ма-
шиностроении». Машгиз, 1950.
10. Г о р о д е ц к и й И. Е. Исследование точности изготовления разьбовых
изделий и резьбовых калибров. Выбор допусков и посадок в машино-
строении. Машгиз, 1946.
11. Г у л я е в В. Н. Выбор минимальных зазоров для высокотемпературных
резьбовых соединений. Журнал «Энергомашиностроение», № 3, 1958.
12. Грановский Г. И. и др. Резание металлов. Машгиз, 1954.
13. Д у н а е в П. Ф. Размерные цепи. Машгиз, 1957.
14. Жуковский Н. Е. Распределение давлений на нарезках винта и
гайки. Полное собрание сочинений, т. 8, 1937.
15. Загурский В. И. Прогрессивные способы обработки резьбы. Маш-
гиз, 1960.
16. 3 а х а р о в С. Н. Исследование влияния погрешностей элементов тугой
резьбы на усиление свинчивания и качество резьбового соединения.
Автореферат. М., 1955.
17. Дейнеко В. Г. Новые способы непрерывного накатывания резьб и
других профилей. Машгиз, 1961.
18. И о р и ш Ю. И. Односторонний увод, и вращение стрелок измеритель-
ных приборов, возникающих при вибрации. Журнал «Приборостроение»
№ 4, 1956.
19. К о п а н е в и ч Е. Г. Точность деталей, изготовляемых в металличес-
ких формах. Машгиз, 1958.
20. К о р о т к о в В. П. Суммирование ошибок основных параметров резь-
бы. Журнал «Стандартизация», № 6, 1957.'
21. Кацнельсон М. Е. Измерение тугих резьб. Фил. ' Всесоюзного
института научной и технической информации, М., 1957.
22. К у к л и н В. Б. Уточнение расчетов резьбовых соединений. Журнал
«Вестник машиностроения», 7, 1957.
23. КарцевС. П. Резьбонарезной инструмент. Машгиз, 1959.
24. Л е с о х и н А. Ф. Допуски, посадки и технические измерения. Маш-
гиз, 1959.
25. Л я н д о н Ю. Н. Основы взаимозаменяемости в машиностроении.
Машгиз, 1951.
26/ Максимович Г. Г., Крипякевич Р. И. Автоматизация в ма-
шиностроении. Машгиз, 1955.
27. М а р к о в е ц М. П. Прочность болтов со сбегом резьбы и с проточкой.
Журнал «Вестник машиностроения», № 5, 1961.
177
28 Макаревичи др. Методы и средства измерения метрических резьб
диаметром 200 4- 600 мм. Фил. Всесоюзного института научной и тех-
нической информации. М., 1957.
29. Н и к и ф о р о в А. Д. Исследование параметров и точности метрических
резьб. Диссертация 1959.
30 Нейбер Г Концентрация напряжений, ГГИЗ, 1947.
31 Невельсон М. С. Автоматизация и механизация контроля размеров
в машиностроении, Л., 1957.
32 Поликарпов С. А. Основы взаимозаменяемости и технические из-
мерения, вып II, 1957.
33. П о н о м а р е в С. Д. и др. Основы современных методов расчета на проч-
ность в машиностроении. Машгиз, 1952.
34. Пискорский Г. А.,Рабинович А. Н. Приборы для контроля
цилиндрических резьб. Машгиз, 1960.
35. Решетов Д. Н. Детали машин. Машгиз, 1961.
36. С т а е в К. П. Точность резьбы при изготовлении ее накатыванием.
Взаимозаменяемость и технические измерения в машиностроении. Маш-
гиз, 1960.
37. С и н и ц ы н П. П. Основы взаимозаменяемости и технических измере-
ний. Оборонгиз, 1959.
38. Смирнов Н. В., Дунин-Барковский И. В. Краткий курс
математической статистики для технических приложений. Физматгиз.
1959.
39. Справочник машиностроителя, т. II, III. Машгиз, 1951.
40. Современные направления в области технологии машиностроения. Маш-
гиз, 1957.
41. Справочник по технике линейных измерений. Под ред. проф. П. Лейнве-
бера. Перевод с немецкого. Машгиз, 1959.
42. С о к о л о в с к и й И. А. Режущий инструмент для приборостроения.
Машгиз, 1954.
43. Т р е т ь я к о в И. П. Исследование конструктивных элементов метал-
лорежущего инструмента на прочность. Диссертация, М., 1950.
44. Ш н е й д е р Ю. Г. Холодная бесштамповая обработка точных деталей
давлением. Машгиз, 1960.
45. Энциклопедический справочник машиностроения. Машгиз, т. 7, 1949.
46. Я к у ш е в А. И. Основные взаимозаменяемости и технические изме-
рения. Машгиз, 1959.
47. Якушев А. И. Влияние технологии изготовления и основных па-
раметров резьбы на прочность резьбовых соединений. Оборонгиз, 1956.
48. Технология изготовления металлорежущих инструментов, вып. VI, Маш-
гиз, 1960.
49. М a d u s с к a L., Beanspruchung von Ichraubenverbingen und zweck-
massige Gestaltung der Gewindetrager, Forch. Geb. Ingenierwesens, 1936; B.
7. S. 300.
50. Oxford, Gook, The influence of tapdrill size and length of enga-
gement upon the strength of tapped holes, Trans. ASME, 1955, 77, No. № 6, p. 89.
51. W iega nd H., Haas B. Berechung und Gestaltuftg von Schrau-
benverbindungen, 1940 (Второе издание без изменения)
52. Coo k R; Climont W. The influence of screw forming methods on
the fatigue stength of large Bolts Marine Engineer, Britisch Shipbuilding
Research Association 1960.
53. Collection of articles. publisched by Bultfabriks Axtiebolaget (Sweden)
August, 1957.
54. T а у 1 о г В. 1952. The Strength of large Bolts Subjected to Cyclic loading.
Trans. I. Mar. E., Vol. 64, p. 233.
55. Schmitz H, Grohmann H. Gchraubenbalzen mit Dehnschaft.
DIN — Mitteilungen, 1958. № 11.
ОГЛАВЛЕНИЕ
Предисловие ...................................................... 3
Глава Z. Профиль резьбы и ее параметры............................ 5
§ 1. Основные термины и определения.............................. 5
§ 2. Развитие крепежных резьб.................................... 7
§ 3. Профиль метрических резьб ................................
Глава II. Технология изготовления метрических резьб.............. 11
§ 1. Способы изготовления резьбы................................. 11
§ 2. Изготовление резьбы резанием................................ 15
А. Наружные резьбы ........................................ 15
Б. Внутренние резьбы....................................... 22
§ 1. Метчики .................................................... 22
§ 2. Резьбовые головки........................................... 27
§ 3. Резьбонарезные патроны для крепления метчиков .............. 27
§ 3. Изготовление резьб накатыванием и выдавливанием ........... 29
Выдавливание наружной резьбы круглой плашкой без стру-
жечных отверстий...................................... 35
Выдавливание внутренней резьбы ........................ 36
§ 4. Допуски на резьбу резьбообразующего инструмента............. 37
А. Нерегулируемый резьбовой инструмент.................... 38
Б. Регулируемый резьбовой инструмент ..................... 43
§ 5. Выбор заготовок-под резьбу . ............................... 44
Глава 111^ Точность изготовления метрических резьб............... 49
§ 1. Общие понятия о точности резьбовых деталей ................. 49
§ 2. Взаимозависимость отдельных параметров резьбы............... 50
§ 3. Погрешности и методы определения точности резьбовых деталей 52
§ 4. Погрешности изготовления,, вызываемые деформациями техно-
логической системы под влиянием усилий формирования резьбы . 53
§ 5. Погрешности изготовления резьб, порождаемые нагревом .... 58
§ 6. Погрешности, вызываемые неточностью и механическими свой-
ствами материала заготовок ,под резьбу....................... 59
§ 7. Погрешности, обусловливаемые геометрическими неточностями
технологической системы.......................................... 60
§ 8. Погрешности изготовления, вызываемые размерным износом
резьбообразующего инструмента.................................... 61
§ 9. Погрешности от геометрической неточности способа образования
резьбы........................................................... 61
§ 10. Погрешности надстройки станка ............................. 62
§ И. Определение суммарной погрешности ......................... 63
§ 12. Статистические методы исследования точности ............... 65
179
Глава /V. Допуски и посадки метрических резьб................... 74
§ 1. Скользящие посадки ........................................ 74
§ 2. Посадки с натягом ......................................... 77
§ 3. Посадки с гарантированным зазором ......................... 79
§ 4. Эксплуатационные требования метрических резьб .............. 83 г
А. Статическая прочность • ............................. 84 i
Б. Усталостная прочность •............................... 96 t
В. Самоотвинчивание ................................... 9G
Г. Тугое соединение ...................................... 99
§ 5. Влияние точности изготовления резьбы на прочность резьбовых
соединений.................................................... 101
А. Средства опытного определения прочности резьбовых со-
единений .................................................. 102 >
Б. Отклонения по диаметрам резьбы и прочность резьбовых <
соединений............................................... 109
В. Угол профиля, отклонения угла профиля и шага и проч-
ность резьбовых соединений .............................. 127
§ 6. Показатели прочности резьбовых соединений.........* . . . 130 j
Г лава V, Контроль метрических резьб........................... 134
$ 1. Комплексный метод контроля ............................... 134
А. Резьбовые калибры ...................................’ 134
Назначение и конструкция резьбовых калибров • • • • 135
Допуски на резьбовые калибры ........................ 137
Особенности системы допусков на резьбовые калибры для
контроля круглых плашек .............................. 142 ?
Свинчивание резьбовых деталей с предельными калибрами ‘ 143
Б. Свинчиваемость резьбовых деталей...................... 148
В. Проекторный чертеж...................................* 152
§ 2. Дифференцированный метод контроля......................... 155
А. Общие сведения о дифференцированном методе контроля . 155
Б. Контроль метрических резьб диаметром свыше 200 мм . . 160.
В, Контроль тугих резьб ................................ 164
Г. Контроль резьбы метчиков ............................. 166
§ 3. Механизация и автоматизация контроля резьбы .............. 167