/







































































































































































































































































































































































Автор: Гладков Н.Н.
Теги: рукоделие искусство справочник энциклопедия культура ремесло народные промыслы история ремесла
ISBN: 5-7707-6216-0
Год: 1995



Текст
ББК 37248
Э687
Составитель Н. Гладков
В книге рассказывается о возникновении- и развитии народных художественных промыслов,'дошедших до наших дней из седин глубокой древности,
таких, как скань (филигрань), финифть (эмаль), чернение, гравирование,
чеканка, басма, художественное литье, резьба по дереву, о русских художественных лаках, ювелирном искусстве и о многом-многом другом.
Представлены более сорока видов и направлений народного художественного творчества с технологией выполнения, «секреты» мастеров. Иллюстрирована книга более чем 160 техническими рисунками и образцами творческих
работ.
В наш век машин и автоматики, стандарта и унификации изделия народных мастеров, выполняемые вручную, в большинстве своем из «природных
материалов, приобретают особое значение и привлекательность своей неповторимостыо, творческой индивидуальностью мастера, использованием «секретов» художественных образов, орнаментики, сюжетов, передаваемых из поколения в поколение.
Цель книги - попытка оказать помощь умельцу собственными руками
выполнить оригинальную, красивую, неповторимую вещь, дать основные
технологические разработки, а также сведения о материалах и инструментах.
ІЅВЫ 5_7707_6216_0
© «Бизнес-Информ».
составление, оформление. 1995
С древнейших времен человеку было свойственно стремление к прекрасному. Своими корнями народное искусство
уходит в глубины первобытнообщинного и родового строяі
Уже тогда люди украшали себя ожерельями, браслетами,
кольцами, серьгами и т. п. Позднее появляется искусство
украшения одежды и жилищ. Зачатки искусства носят в
тот период ярко выраженный коллективный характер. Изготовляя орудия труда, оружие, утварь, одежду, человек
стремился придать им красивую, целесообразную форму, украсить их орнаментом, рисунком, то есть делал тем самым обычные утилитарные вещи произведениями искусства.
Зачастую форма изделия, орнамент, рисунок имели кроме
утилитарного еще и магическое, культовое назначение. Эта
синкретичность (от греч. - соединение) - органическая
слитность функций древнего искусства была характерной
чертой древнего искусства славянских племен, неотделимого
от самого их быта. Платье свое они украшают узорами,
поясами с рельефными металлическими накладками, носят
оригинальные ожерелья, серьги, кольца и другие украшения.
Свое жилище, посуду, утварь, орудия быта и труда украшают резным и расписным орнаментом. Многие орнаментальные мотивы, которые до настоящего времени применяются
в изделиях народного искусства, восходят к древнейшим временам, отражают верования наших предков и своим возникновением обязаны обрядам, связанным с культом Солнца и
Земли. Так, например, одним из самых распространенных
мотивов русской народной резьбы по дереву является розетка, которая представляет собой магический символ Солнца.
Уже ко времени образования Киевской Руси ремесла дої
стигли высокого уровня развития. Древняя Русь знала мно
гие виды художественной обработки металла: ковку, литье,
чеканку, басму, гравировку, филигрань, зернь. Высокой степени развития достигло гончарное ремесло. Мастера изготавливали посуду, предметы церковного обихода, изразцы.
Развивалось искусство камнерезов, совершенствовалось искусство мастеров-косторезов. Основными видами женского
художественного творчества были узорное ткачество, вышивка по холсту, золотое шитье (пелены, плащаницы, по3
кровы и т. д. ). С созданием централизованного государства
Москва становится не только политическим, но и культурным центром. Самодержавная власть видела в пышной роскоши одно из средств укрепления своего могущества, активного средства воздействия на умы и души подданных. На великокняжеский, а затем и царский двор со всей Руси
собирают лучших мастеров золотых и серебряных дел, иконописцев, камнерезов, мастеров литейн.ых дел и др.
При Кремлевской Оружейной палате создаются само-
стоятельные мастерские-палаты, в том числе Кузнечная,
Золотая, Серебряная и др.
Вслед за Москвой растут и развиваются крупные торговые города - Новгород, Псков, Ярославль, Тверь, Нижний
Новгород, Архангельск, Кострома, Великий Устюг и другие.
Развитие товарного обмена привело к тому, что во многих
городах и селениях Руси изготовление на продажу предметов быта и роскоши превращается в основное занятие населения. В различных уголках страны на основе народных
ремесел возникают кустарные художественные промыслы.
Создавая изделия на продажу, кустари художественных промыслов оставались тесно связанными с древнейшими традициями народного искусства, продолжали и развивали их.
Изделия по-прежнему сохраняют благородные логические
формы, ясность пропорций, строгость и пластичность силуэта, присущие лучшим образцам народного творчества.
Главная, определяющая черта подлинного народного искусства - коллективный характер, что прежде всего определяется в преемственности многовековых традиций.
Народные мастера на протяжении веков использовали
секреты мастерства, художественные образы, орнаментику, сюжеты, передаваемые из поколения в поколение. Из века в век сохранялись традиции народного художественного
творчества, В то же время, отражая коллективное мировоззрение, произведения народного искусства несут на себе
отпечаток творческой индивидуальности мастера, который, не выходя из рамок традиций, отнюдь не создает копии с уже готового изделия, -а варьирует его. Именно в ваїї риантности произведений народного творчества органичей ски сочетаются и многовековая традиция художественной
деятельности поколений, и неповторимость творческой
личности каждого мастера в отдельности.
В народном искусстве преемственны прежде всего технологические приемы ручного труда, которые позволяют мастеру импровизировать, вносить в традиционные формы
свои творческие варианты, иметь свой почерк, отличный
от работ других мастеров. И если в промышленном произ1
'\
4
водстве художник создает образец, который потом машина
может воспроизвести в огромных количествах, то в художественных промыслах мастер, используя традиционную
форму предмета и традиционные формы декора, работая
вручную, каждый раз вносит в свое изделие изменения, делающие его похожим и в то же время непохожим на аналогичные изделия.
Предметы подлинного народного искусства, выполняемые мастером вручную, именно и ценятся высоко за то,
что они сохранили творческий характер труда народного
мастера, за то, что каждое изделие -- неповторимое произведение искусства.
Сложен и разнообразен окружающий нас мир предметов,
ежедневно, ежечасно появляются всеновые и новые формы,
применяются новые материалы, меняется мода. На этом
фоне предметы народного искусства замечательны своей
самобытной красотой, традиционной формой, своеобразием
узора, яркими, сочными красками, внося в наш быт неповторимый колорит веков.
Цель этой книги - попытка оказать помощь умельцу
попробовать собственные силы в освоении некоторых народных ремесел, попытаться своими руками выполнить
оригинальную, красивую вещь. Книга не научит вас вершинам мастерства, в ней даны лишь основные сведения, необходимые для начала долгого пути совершенства. Остальное
будет зависеть от ваших терпения, вкуса, воображения.
Мы с благодарностью примем ваши замечания, уточнения, дополнения, новые оригинальные технологии для последующих изданий.
РЕЗЬБА ПО ДЕРЕВУ
С древнейших времен деревья, лес были первым и основым прибежищем человека, его жилищем. Перво.бытный наш
редок именно из дерева изготовлял свои первые орудия труда, согревался у огня костра, получал плоды с деревьев.
На всем протяжении эволюции человека дерево всегда бы'ло рядом с ним. Человек всегда ценил нс только доступность
дерева как собственно материала, но и с раннихпор научился
различать и ценить мягкость и пластичность дерева, возможность сравнительно легкого получения выразительных скульптурных форм. Геометрическая резьба, искусство которой заключается в выполнении узора путем комбинирования незатейливых форм - треугольников, овалов, кружков, полос и
т. п. - считается древнейшей.
/г Во времена язычества геометрические узоры, разнообраз/. ное
их сочетание, имели свою символику и магический
/ смысл. С течением времени смысловые значения геометрических символов забывались, но их декоративность, эстетиче\,, ская выразительность продолжали питать фантазию и воображение человека.
.-“Д Из предметов быта, изготавливаемых из дерева, наиболеед
крашаемой была прялка, по которой можно проследить
рактически все виды резьбы. Бельевоидалек, рубель (для
рокатки и отглаживаъшя белья) ішвсе украшалось і*ёб`йёї15ической или рельефной резьбой, а нередко и объемной скульптурой.
Надо отметить, что до ХПІІ века производство узорной
ткани для крестьянской одежды всецело зависело от мастерства и фантазии мастера-резчика, выполнявшего «манеру» доску, с помощью которой набивался рисунок на холст.
Дошедшие до нас манеры Х\/ІІ--ХУІІІ веков - настоящие
шедевры орнаментального резного искусства. Пряничные доски того же периода, на которых вырезаны всевозможные рисунки: звери, птицы, цветы и т. п., в руках талантливт'х народных мастеров становились настоящей узорчатой орнаментальной сказкой.
Повсеместное распространение при создании предметов
крестьянского быта полутшла объемная (скульптурная) резьба.
1
к
/__.<_.,×
/
/
6
Ковш для воды.
ХУІІІ в.
4!
Геометрическая
резьба.
Разделочная доска
с геометрической резьбой.
7
Резались ложки с фигурными ручками, всевозможных
азмеров и конфигураций ковши и чаши. Их края зачастую
украшались резными объемными скульптурами птиц, коней,
резными поясками и т. п. Пластичны и выразительны солонницы, братины, ковши. Российские мастера по дереву занимались внутренней отделкой барских усадеб, церквей, двор-
цов.
До наших времен дошли резные иконостасы, производящие впечатление золотых, но на самом деле они выполнены
из дерева и роскошно украшены рельефной резьбой, покрыты
левкасом и позолочены. Российским мастерам хорошо были
известны и освоены ими модные в Х\/ІІ-ХУІІІ вв. техника
МОЗЗИКИ И ИНКРУСТЗЦИИ.
Традиционная 'русская резьба по дереву - это искусство
живое, развивающееся, связанное со своим временем, его запросами.
Каждый из веков создавал свое, характерное для него искусство резьбы.
ВИДЫ РЕЗЬБЬІ
Существует много видов резьбы по дереву. Мастерство и
традиции резьбы живут многие века и продолжают развиваться и совершенствоваться. Среди многочисленных видов
резьбы выделяются основные:
а) плосковыемчатая (углубленная);
б) рельефная;
›
в) прорезная (ажурная);
, г) скульптурная (объемная).
Ё Плосковыемчатая резьба - разновидность резьбы, у ко-2
торой низкие точки рельефа располагаются ниже уровня об-ї
рабатываемой поверхности, а верхние точки рельефа нахоні
дятся на уровне поверхности. Для плосковыемчатой резьбы
наиболее характерна не очень глубокая прорезка поверхности
в основном геометрического или растительного характера.
Разновидности плосковыемчатой резьбы: *
- геометрическая;
'
- контурная;
- завальная;
- завальная с выбранным фоном.
},
Ё
Геометрическая резьба выполняется в виде выемок двух-,
трех- и четырехгранных, которые И образуют на поверхности эффектный узор из геометрических фигур - окружностей, овалов, треугольников, квадратов, полос и т. п. Из этих
8
не очень сложных прорезок и создаются эффектные по форме
и ритмам узоры, широко применяемые для украшения многих предметов домашнего быта. Геометрический орнамент это целый значительный пласт народной о р н а м е н т и к и , богато и многообразно развившийся во многих регионах нашей страны. Каждая из школ геометрического орнамента внесла в него свои оригинальные черты: то особую
форму розетки, то своеобразную штриховую разде.ш<у поверхности, то неповторимые членения формы изделия особыми
геометрическими фризами-поясками. В то же время этот 'вид
резьбы не очень сложен по выполнению, геометрическая
резьба не требует, как при рельефной резьбе, специальных
знаний теории рисунка, довольно сложного_ набора инструментов. К преимуществам геометрической резьбы можно также отнести небольшую глубину резного рисунка, которая не
нарушает художественную композицию изделия.
Контурная резьба выполняется в виде тонких двугранных
выемок, проходящих по всему контуру рисунка. Контурная
резьба в отличие от геометрической резьбы применяется в основном для передачи флоро-фаунистических изобразительных мотивов: животных, птиц, листьев, цветов и т. п. Рисунок, полученный в технике контурной резьбы, внешне похож
на гравированный рисунок: линии его, как правило, резки, и
лаконичны, с незначительной игрой светотени. Нередко контурная резьба применяется в сочетании С другими видами
резьбы - геометрической, завальной, завальной с выбранным
[' фоном, а нередко и с росписью. Разновидностью контурной
; резьбы является н о г т е в и д н а я резьба - в виде углубленных лунок.
В старые времена ногтевидная резьба довольно широко использовалась в декорировании изделий, особенно городецких
мастеров, где она органично дополняла инкрустацию их мореным дубом. В настоящее время контурную резьбу применяют для выполнения декоративных панно.
Завальная (заоваленная) резьба выполняется в виде двугранных выемок, которые режут несколько глубже, а их грани закругляются (заоваливаются). Но при всех условиях
рельеф изображения находится. в одной плоскости поверхноїсти изделия. Обычно со стороны форм орнамента выемки режутся и заваливаются (заоваливаются) круче, резче, а со
*стороны фона выемки выполняются более отлого. Иногда фон
ъзаоваливают так, что он вообще не имеет плоских поверхностей. В этом случае такой фон называется подушечным, а
сам вид резьбы называется завальным с подушечным фоном.
Фактически по технике исполнения и внешнему виду он мало чем отличается от чисто завальной резьбы. Изделия, вы9
Контурная резьба.
74=ї$мї:'эк,.,,,
-.-“І 1 \
\\ .;.,._
Є
»›
`\
И
'Ь мя-т,_.
\`,.
'ібїц:.'-,;!'4*".її
_дъ_›0ц_Р
ус
ет Ґ ;;ї*
"-~.»- ~:'ї#:'
5,,
с;',_
_
_~ _; °~т
.` -'
~
ЁЪЙФХ
.*\.
1
Д ^~{'2\
, . _`
-
-
д
.›
-
'
г
1/ "І -
,
І
1
.« Щ,
,иїёій"_»г.
#›`,_х›:
.- -
,_
3,14
..у.&.{
4»
,
_
,-›
~
' Ё
ли-ч"
'
ЖМ
1
*га
_
Л
М,
г'.,
_,
,
~
;
;
,
_
`ьд
"лёд
'К
ті. `
,,
'
сд,~-Х1;
З
:'{\_ї,,,
_ '“вЖЕ..
.
~ _ .( Ії
' 1;
Е
ї
,
.;;*;:.} 1
ХІ
~
“›.
\4
_
._р;-диз;
-_
Н34_ 11"
д,,т'«ъ*<€
,
'а
,_,.\
г _
..››
_ _-о-
1.
'*-~1:`.""о.'
~
3
.
›
›~'*
_.`ч
зі
5ь І
:“::'!
_І”
,дп
*к
вы1:';5›; ',&
*рай-$___`:››!І';
`
І
,_.'91›' 1
0
'
д
1 ь '
Ь ДК?-1в7;*$*-*~ъї4,;;і
І.
тггїї
“вт
Блюдо с контурной резьбой.
З
І
І - завальная резьба, 11 - завальная резьба с выбранным фоном
10
полненные в технике завальной резьбы, дают светотень. Они
очень декоративны и эффектны при их отделке полированием. Наибольшее распространение получил этот вид резьбы
при изготовлении небольшого размера изделий: шкатулок,
рамок, чаш, ковшиков и т. п. Завальная резьба с выбранным
фоном выполняется в той же технике, что и обычная завальная. Сами формы орнамента остаются плоскими, а края круто заоваливаются. Фон в этой технике резьбы выбирается на
большую или мелкую глубину, а сам орнамент как бы лежит
а ровной плоскости. Нередко сам фон подвергают дополнидельной обработке - чеканке.
'
При завальной резьбе с выбранным фоном игра светотени
гораздо богаче, чем при обычной завальной резьбе. Применяют этот вид резьбы для украшения небольших предметов и
отделывают полированием.
Рельефная резьба выполняется подрезкой плоского орнамента, оставленного на углубленном фоне, и всевозможных
выемок на плоскостях этого орнамента, их тщательной проработкой. Вследствие этого рельефная резьба практически не
имеет плоской поверхности. Формы задуманного изображения
выявляются рельефом разной высоты. Рельефная резьба подразделяется на два вида:
а) барельефную резьбу - вырезаемый орнамент имеет незначительную высоту, т. е. низкий рельеф;
_
б) горельефную резьбу - вырезаемый орнамент имеет более значительную (чем барельефная) высоту, т. е. более вы-
сокий рельеф.
Горельефная резьба выражена более ярко, имеет более богатую игру светотени. Из-за своей выразительности, декоративности рельефная резьба находила широкое применение в
украшении мебели, дверных полотен, панелей и ты д.
В настоящее время рельефная резьба применяется для украшения мебели, в основном в виде накладных декоративных
элементов, отделки интерьеров общественных зданий. Многие
элементы выполняются многошпиндельными фрезерно-копировальными станками.
__._.._Прорезная резьба - резьба, у которой удален фон. Выполняется этот вид резьбы и в технике плосковыемчатой
резьбы (т. е. с плоским орнаментом), и в технике рельефной
резьбы. Удаление фона производится долотом или пилой. (В
этом случае резьба называется пропильной.) Прорезная резьба с рель_ефным орнаментом носит название а ж у р н о й.
Нередко орнамент с прорезной резьбой наклеивают на осЕнову (накладная или наклейная резьба). Прорезная резьба широко применялась для украшения мебели и интерьера.
11
Ф
(
)
Т
Х
6
уйти
Ё
@
7`
А
б
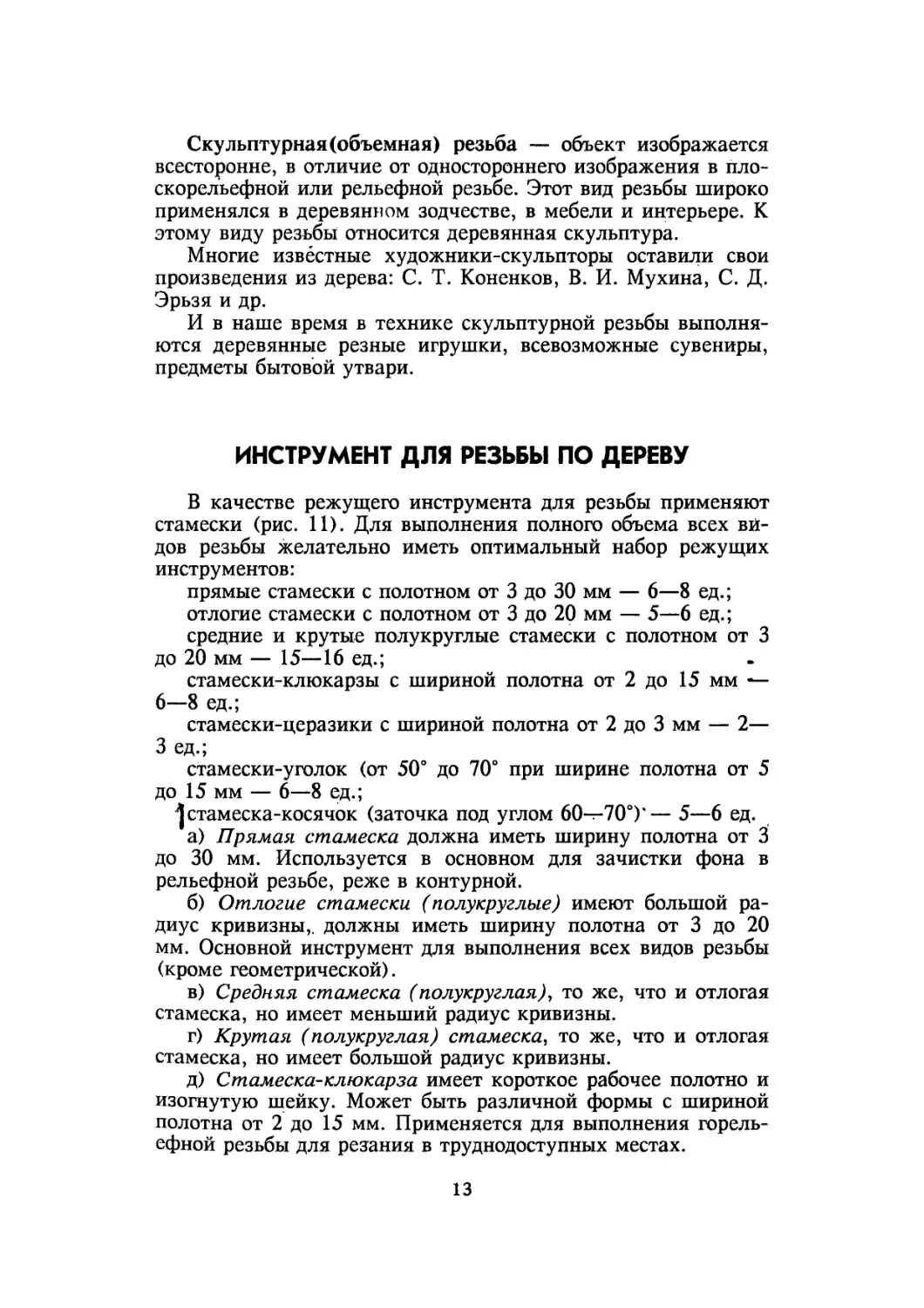
Скульптурная(объемная) резьба -- объект изображается
всесторонне, в отличие от одностороннего изображения в плоскорельефной или рельефной резьбе. Этот вид резьбы широко
применялся в деревянном зодчестве, в мебели и интерьере. К
этому виду резьбы относится деревянная скульптура.
Многие известные художники-скульпторы оставили свои
произведения из дерева: С. Т. Коненков, В. И. Мухина, С. Д.
Эрьзя и др.
И в наше время в технике скульптурной резьбы выполняются деревянные резные игрушки, всевозможные сувениры,
предметы бытовой утвари.
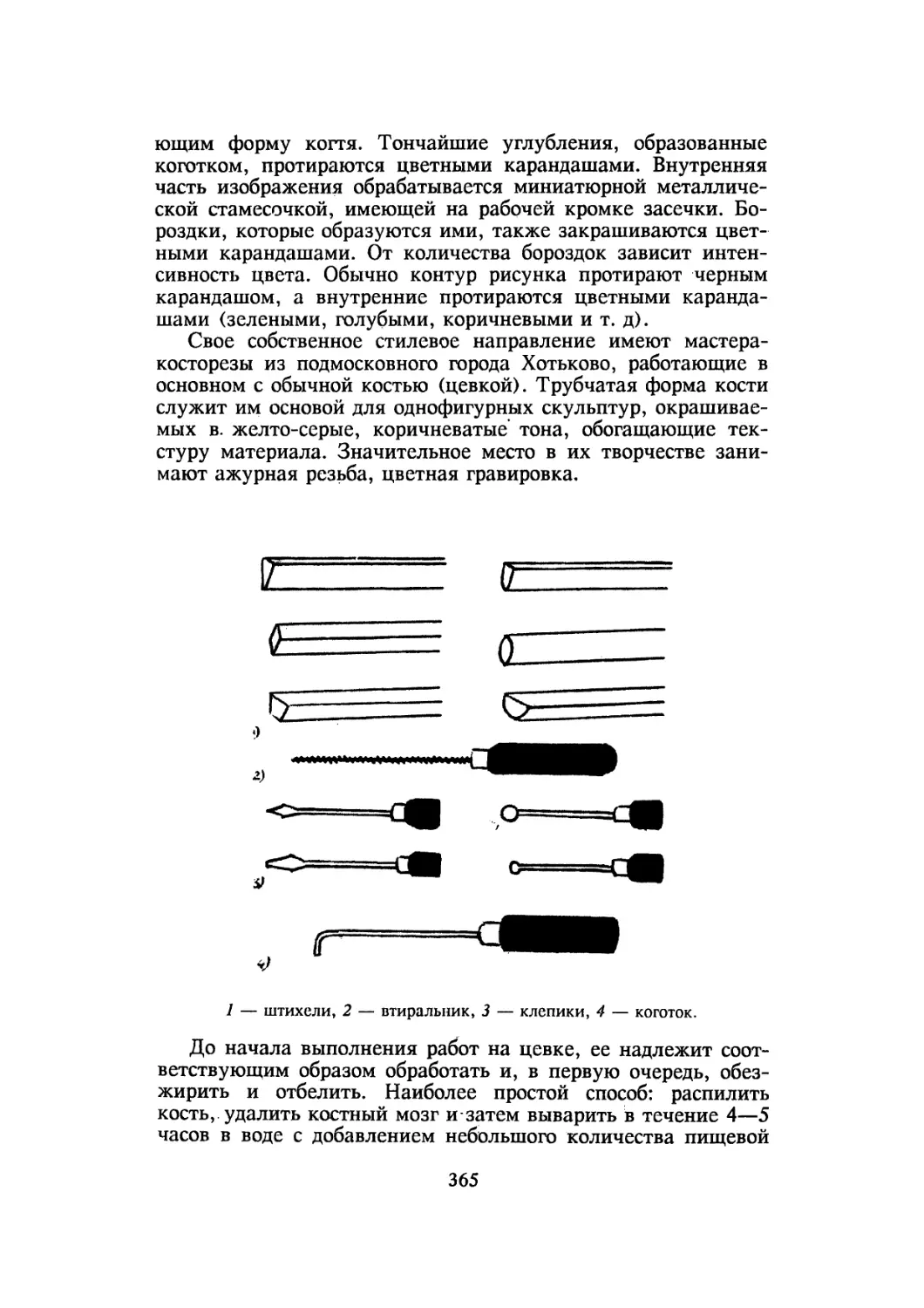
ИНСТРУМЕНТ ДЛЯ РЕЗЬБЬІ ПО ДЕРЕВУ
В качестве режущего инструмента для резьбы применяют
стамески (рис. 11). Для выполнения полного объема всех видов резьбы желательно иметь оптимальный набор режущих
инструментов:
прямые стамески с полотном от З до 30 мм - 6-8 ед.;
отлогие стамески с полотном от 3 до 20 мм - 5-6 ед.;
средние и крутые полукруглые стамески с полотном от З
до 20 мм - 15-16 ед.;
стамески-клюкарзы с шириной полотна от 2 до 15 мм 6-8 ед.;
стамески-церазики с шириной полотна от 2 до З мм - 2З ед.;
стамески-уголок (от 50° до 7О° при ширине полотна от 5
до 15 мм -- 6-8 ед.;
1стамеска-косячок (заточка под углом 60-70°)` - 5-6 ед. _
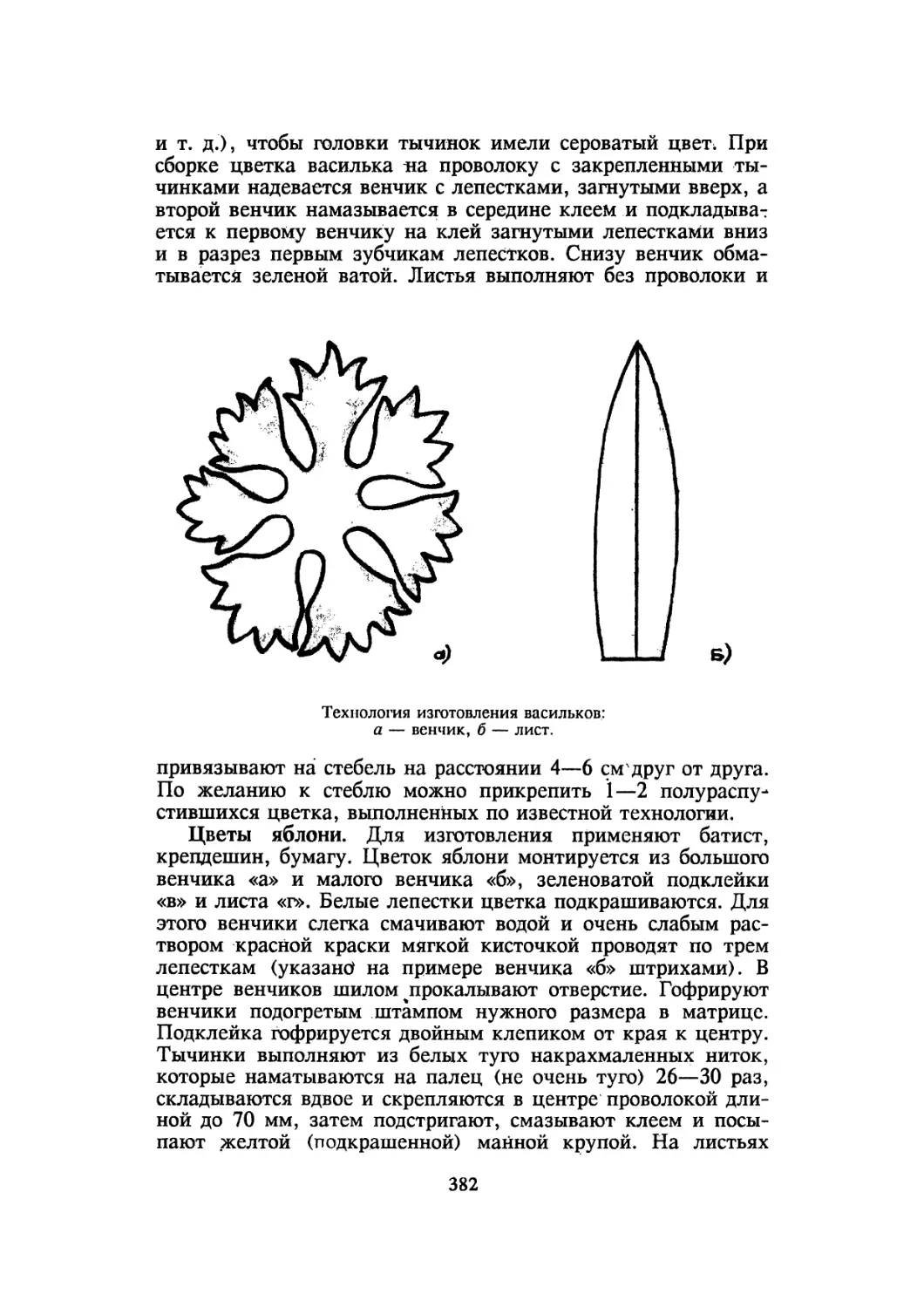
а) Прямая стамеска должна иметь ширину полотна от 3
до 30 мм. Используется в основном для зачистки фона в
рельефной резьбе, реже в контурной.
б) Отлогие стамески (полукруглые) имеют большой ра-
диус кривизны,_ должны иметь ширину полотна от З до 20
мм. Основной инструмент для выполнения всех видов резьбы
(кроме геометрической).
в) Средняя стамеска (полукруглая), то же, что и отлогая
стамеска, но имеет меньший радиус кривизны.
г) Крутая (полукруглая) стамеска, то же, что и отлогая
стамеска, но имеет большой радиус кривизны.
д) Стамеска-клюкарза имеет короткое рабочее полотно и
изогнутую шейку. Может быть различной формы с шириной
полотна от 2 до 15 мм. Применяется для выполнения горель-
ефной резьбы для резания в труднодоступных местах.
13
° І [Ё:.'_>1:;_ї1'>
=І
~ ) її
'М
і Эл
1
\\
.,
_`
_
- -
.
г..мм
= 1 \~ Р -1 Н
'
,,.-- - г
Миниатюрная деревянная
скульптура мастеров села
а - прямая стамеска, б - отлогая
стамеска (полукр.), в - средняя
стамеска (полукр.), г - крупная
стамеска (полукр.), д - стамескаклюкарза. е - стамеска-уголок,
Богородское.
ж _ стамеска-Цгразик, 3 - стамеска-
косячок.
×1
.
А
<
Некоторые элементы геометрической резьбы.
14
<
е) Стамеска-уголок имеет угол 50-70” при ширине полотна от 5 до '15 мм.. Применяется при выборке узких линий. -
канавок.
ж) Стамеска-церазик по своей форме близка к крутым
полукруглым стамескам, но имеет более глубокий профиль.
Применяется для прорезки узких жилок. Ширина режущей
части от 2 до З мм.
з) Стамески-косячки (резаки), как правило, выполняются
из прямых стамесок, заточенных под углом 60--7О°. Основ-
ной инструмент при выполнении геометрической резьбы.
Качество выполняемых работ во многом зависит от качества инструмента, а это напрямую зависит от материала, из
которого изготовлен инструмент. В качестве исходного материала. применяется высококачественная инструментальная
сталь <<У7А›› и «У8А››. При изготовлении инструмента большое значение имеют его правильная закалка, заточка и правка. Новая или затупившаяся стамеска. затачивается до получения ровной плоской фаски под углом около 20°, затем стамеска подтачивается на мелкозернистом бруске и в
заключение нравится на оселке.
МАТЕРИАЛЫ ДЛЯ РЕЗЬБЬІ
Для выполнения резных работ используются различные
Іпороды древесины. Выбор материала зависит от назначения и
їформы изделия, от вида резьбы. Лучший материал для резь;бы - мягкая древесина лиственных пород: липы, ольхи, оси: ны. Эта древесина плотная, однородная, прекрасно поддается
обработке. На 'этой древесине возможно выполнение тончайших работ, не опасаясь скалывания вдоль волокон: Высохшая
древесина этих пород становится прочной и не коробится.
Классический материал для резьбы - липа. Древесина липы
легко и чисто режется, мало подвержена короблению и расЁ трескиванию. Из древесины липы вырезают объемные игрушки и скульптуру, но из-за незначительной твердости липу не
1 используют для изготовления мебели. Однако широко применяют для изготовления посуды, шкатулок, рамок, накладных
элементов.
_
Своеобразна и эффектна текстура ольхи. Она имеет легкий красноватый оттенок. Ольха легко режется,. практически
не подвергается короблению, хорошо воспринимает отделку и
имитируется под ценные породы дерева (красное, черное). Но
надо заметить, что ольха во многих случаях имеет 'косослой и
гниль, и поэтому в основном применяется для изготовления
мелких изделий.
15
Осина имеет белую древесину, и эту белизну изделие из
нее сохраняет много лет. Но надо учитывать, что при резьбе
она часто скалывается. Кроме того, в осине часто встречается
внутренняя гниль. В то же время довольно легкая и прочная
осина отлично обрабатывается и устойчива против гниения.
Именно по этой причине в старину из нее делали дранку для
крыш,_ срубы колодцев, предметы домашнего быта. Серебристо-серая древесина березы гораздо плотнее и прочнее, чем
липа, осина, ольха, поэтому обрабатывать ее несколько сложнее, но зато она наиболее пригодна для резки тонкой резьбы.
Режется береза без сколов одинаково во всех направлениях,
хорошо окрашивается и отделывается. Недостатки березы способность- легко поглощать и отдавать влагу, склонность к
короблению и растрескиванию, что затрудняет ее применение
в крупногабаритных изделиях. Из березы обычно выполняют
детали мебели, накладные резные украшения_и др.
Древесину дуба с давних времен применяли для крупногабаритных декоративных резных работ и изготовления мебели,
украшенной резьбой. Из-за высокой твердости древесины
резьба эта сложна и трудоемка, может происходить скалывание слоев, но в то же время она очень выразительна и эффектна.
Бук по своей твердости близок к дубу, но более однороден
И, СЛЄДОВЗТЄПЬНО, ДЗЄТ МЄНЬШЄ СКОЛОВ, ХОРОШО ОКраШИВ2ІЄТСЯ
водными растворами красителей, хорошо поддается отделке.
Применяется древесина бука, как правило, для малых работ.
Орех - прекрасный материал. Древесина ореха отлично
режется во всех направлениях, редко -скалывается. На орехе
можно выполнять самую тонкую резьбу. Древесина ореха отлично отделывается, особенно полируется. Орех используется
для изготовления мебели. Резка орнамента выполняется непосредственно на изделии или в виде элементов накладной
резьбы;
Древесина карагача тверда, предрасположена к скалыванию, имеет ярко выраженную текстуру и контрастные цветовые переходы. Применяется в основном для больших панно и
произведений станковой скульптуры-.
Самую миниатюрную резьбу можно выполнить из древесины груши, самшита, клена, яблони, платана. Из древесины
хвойных пород рекомендуется выполнять резьбу с крупными
элементами, так как на резьбе с мелкими элементами годичные слои будут зрительно искажать форму рельефа. Для
резьбы применяется древесина сосны, ели, кедра, тисса. Из
древесины сосны с древних времен вырезали украшения для
наличников окон, карнизов, ворот и т. п. Ель режется несколько легче сосны, но у ели гораздо больше твердых суч16
ков. Хорошо режется и обладает довольно богатой текстурой
древесина кедра, применяемая в изготовлении мебели. Древесина тиса однородна, имеет красивый цвет, хорошо режется и
отделывается.
Для выполнения работ применяется высококачественная
древесина, которая не должна иметь косослоя, сучков, трещин, свилеватости, гнили. Разумеется, лучше заготавливать
древесину самому в период, примерно, с октября по январь
(лучшее время), т. е. когда прекращено движение соков в
стволе. Древесина для резьбы должна иметь влажность в пределах 8% (±2%). В противном случае более влажная древесина, хотя и легче режется, но качество поверхности значительно хуже, да и в дальнейшем с течением времени такая
древесина может растрескаться и дать усушку. В то же время
надо помнить, что пересушенная древесина режется гораздо
труднее и на ней гораздо чаще происходят сколы.« Перед
резьбой поверхность надо выровнять циклеванием. Ни в коем
случае не шлифуйте поверхность абразивной шкуркой, так
как зерна абразива попадают в поры древесины и тупят инструмент.
ГЕОМЕТРИЧЕСКАЯ РЕЗЬБА
Суть геометрической резьбы состоит в повторении комбинаций нескольких элементов резьбы. Выполняется геометрическая" резьба ножами-косячками и набором полукруглых
стамесок. Элементов геометрической резьбы можно составить
громадное количество, но все же наибольшее распространение
получили трехгранные выемки (треугольники) всевозможных
размеров, форм, техники резания; четырехгранные выемки
(квадратные, прямоугольные, ромбические и т. д.), скобчатые
порезки-лунки, выполняемые косячками и полукруглыми
стамесками. Наиболее сложными элементами геометрической
резьбы являются трехгранные выемки-лучи, применяемые
для вырезания всевозможных розеток. Комбинация этих основных элементов дает практически неограниченное количество композиций. Предпочтительнее геометрическую резьбу
выполнять на древесине липы. Прежде всего необходимо выполнить разметку будущего изделия. Рекомендуется начать
разметку с нанесения линий, ограничивающих задуманный
орнамент. Линии, параллельные продольным кромкам, наносятся от руки, движением карандаша по направлению к себе.
Линии, которые по вашему замыслу должны быть перпендикулярны продольным линиям, наносятся при помощи столярНОГО УГОЛЬНИКЗ, 3 НЄОбХ0ДИМЫЄ ЛИНИИ
І-ІЬІМ
ЛИНИЯМ
НЗНОСЯТСЯ
ПРИ
ПОМОЩИ
С Р У Н К 8
ИЛИ
м а л к и.После того, как вы нанесете линии, ограничиваю-
щие орнамент, приступайте к разбивке на элементы геометрического узора: квадраты или прямоугольники. Деление
производится при помощи линейки или циркулят Точность и
аккуратность разметки выбранного орнамента -~ основное условие качественного выполнения задуманното орнамента.
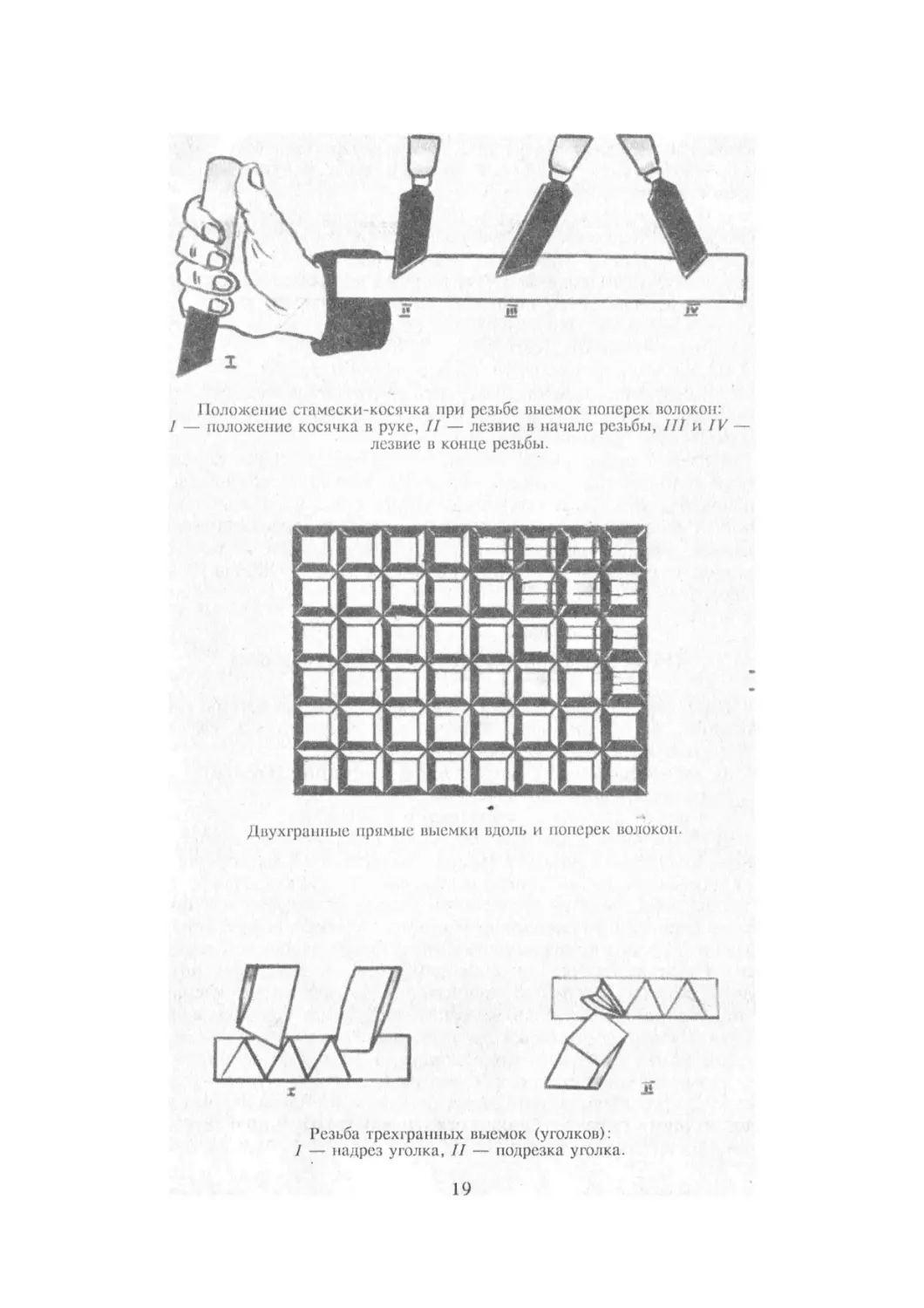
ПРЯМЫЕ ДВУГРАННЬІЕ ВЬІЕМКИ
На поверхность наносится сетка из квадратов со стороной
10, 20 мм (в зависимости от задуманного вами орнамента).
Режутся сначала выемки поперек волокон, а затем вдоль волокон. При резке выемок поперек волокон резьба начинается
с прорезания средней линии. Косячок ставится носком на начало разметки вертикально или с очень незначительным уклоном к себе, чтобы пятка косячка практически" находилась
на одном уровне с поверхностью. Движением к себе режется
линия-на глубину порядка З мм. В конце линии пятку погружают в древесину и, отклонив косячок от себя, заканчивают
линию носком лезвия. Так прорезаются все средние линии,
причем режутся строго по карандашной разметке, вертикально и на одну заданную глубину. При резьбе наклонных сторон выемки косячок держится с нужным наклоном вправо
или влево под 30-40°. Если вы возьмете больший наклон, то
грани выемок получатся расплывчатыми; если же угол будет
меньшим, то грани выемок получатся слишком резкими. Носок косячка ставится на начало первой выемки, отступив от
средней линии примерно на 2 мм. Наклонив косячок, врезают его в древесину и медленно ведут его на себя. Линия должна быть прямой и одинаковой по глубине. Когда до конца
линии останется примерно 10 мм, производят прорезку, отклонив косячок от себя, носком лезвия.
Прорезают сначала все правые грани выемок (наклон косячка вправо), а затем все левые грани выемок (наклон косячка влево). После выполнения этого носком косячка сверху
и снизу подрезается стружка. Учтите, что при правильно выполненной работе стружка от массы отделяется самостоятельно или от дуновения, если же этого не происходит, то повторите операцию в той же последовательности.
При резке выемок вдоль волокон древесины надо учитывать, что косячок может пойти по слою древесины и его надо
постоянно удерживать на прямой линии. Косячок держится и
ведется двумя руками. Ручка косячка находится в правой руке, а левой рукой придерживайте и направляйте его. Средняя
18
М
фчфппппіццц-
М
Положение стамески-косячка при резьбе выемок поперек волокон:
1 ~ ноло›кенис косячка в руке, 11 - лезвие в начале резьбы, 111 и 11/ `
лезвие в конце резьбы.
щщн
щдшд
_ЩДн
"1111І Ш1,ЦіпиЩ1,
ІІІЩЩП
ПЦН!!1 1 1 1Іпнщпі
:
Днухгранные прямые выемки вдоль и поперек волокон.
.«~
ма. ›к~+-за
,_
3«
ё
1
її
Резьба трехгранных выемок (уголков):
1 - надрез уголка, 11 - подрезка уголка.
19
линия выемки режется вертикальным надрезом слева направо; боковые грани - также слева направо с наклоном косячка от себя и к себе.
Для получения прямых и чистых граней выемки они режутся в два приема. Первый раз косячок вводят в древесину
неглубоко. И если прорезка получилась прямой, то можно
второй раз* производить ее на полную заданную глубину. В
случае же, если резец пошел по волокну неровно, то при повторной прорезке поменяйте направление движения резца,
т.е. режьте справа налево.
По окончании прорезки граней выемок произведите подрезку стружки. В случае, если вам необходимо вырезать выемки под углом к волокнам, то направление резки граней
должно быть противоположным.
Вырезку произведите по слою древесины, тогда поверхность граней будет гладкой. Если это не будет соблюдаться,
то поверхность среза получится неудовлетворительной, с заколами и задирами. Также необходимо соблюдать следующее
правило - если выемка орнамента имеет наклон вправо, то
прётвую грань режут по направлению к себе, а левую - от
се я.
ТРЕХГРАННЬІЕ ВЬІЕМКИ [треугольники]
Наиболее распространенный элемент геометрических композиций. По технологии выполнения трехгранные выемки
(треугольники) подразделяются на:
а) равнобедренные с углублением в вершине (уголки);
б) равносторонние с углублением в центре;
в) равнобедренные с углублением у основания.
а) Равнобедренные с углублением в вершине (уголки) после нанесения сетки со стороны, допустим, 10 мм, проводят
наклонные линии »от центра образовавшихся квадратов к уг-
лам. Косячок держат строго вертикально и надрезают стороны от вершины к основанию. Надрезы делаются строго вертикально и на одинаковую (выбранную вами) глубину. Прорез=_
ка ни в коем случае не должна пересекать горизонтальную
черту. Выполнив надрезы, наклоняйте косячок к себе и вдоль
нижней линии (т. е. у основания треугольника) срезайте получившийся равнобедренный треугольник. Причем, у основания
треугольника глубина подрезки должна быть небольшой, т. е.
практически должна быть сведена на нет, а у вершины - .порядка 2 мм. Уголки обычно подрезаются не сразу на заданную глубину, а за несколько последовательных резов, срезая
тонкую стружку.
20
б) равносторонние треугольникитс углублением в центре
выполняются следующим образом. Поверхность разбивается
на квадраты, допустим 10 мм, путем проведения параллельных и перпендикулярных линий, затем квадраты разбиваются
на треугольники. Косячок носком ставится в центр треугольника таким образом, чтобы пятка его была направлена в один
из углов. Косячок держится вертикально и-двыполняется надрез от центра в угол. Таких надрезов в каждом треугольнике
делается три. После этого косячок устанавливается в нижнем
левом.углу треугольника и с наклоном около 60° срезают
нижнюю грань. Причем, надо учитывать, что боковые грани
треугольников, направленные под углом к волокнам древесины, срезаются так, чтобы направление.резания было по слою
древесины, срезаются так, чтобы направление резания было
по слою древесины. Срезать грани желательно за несколько
последовательных приемов. При этом грани должны точно
сходиться по линии вертикального надреза и быть плоскими.
Особенное внимание надо обратить на линии, ограничивающие стороны треугольников на поверхности заготовки, которые должны быть четкими и прямыми.
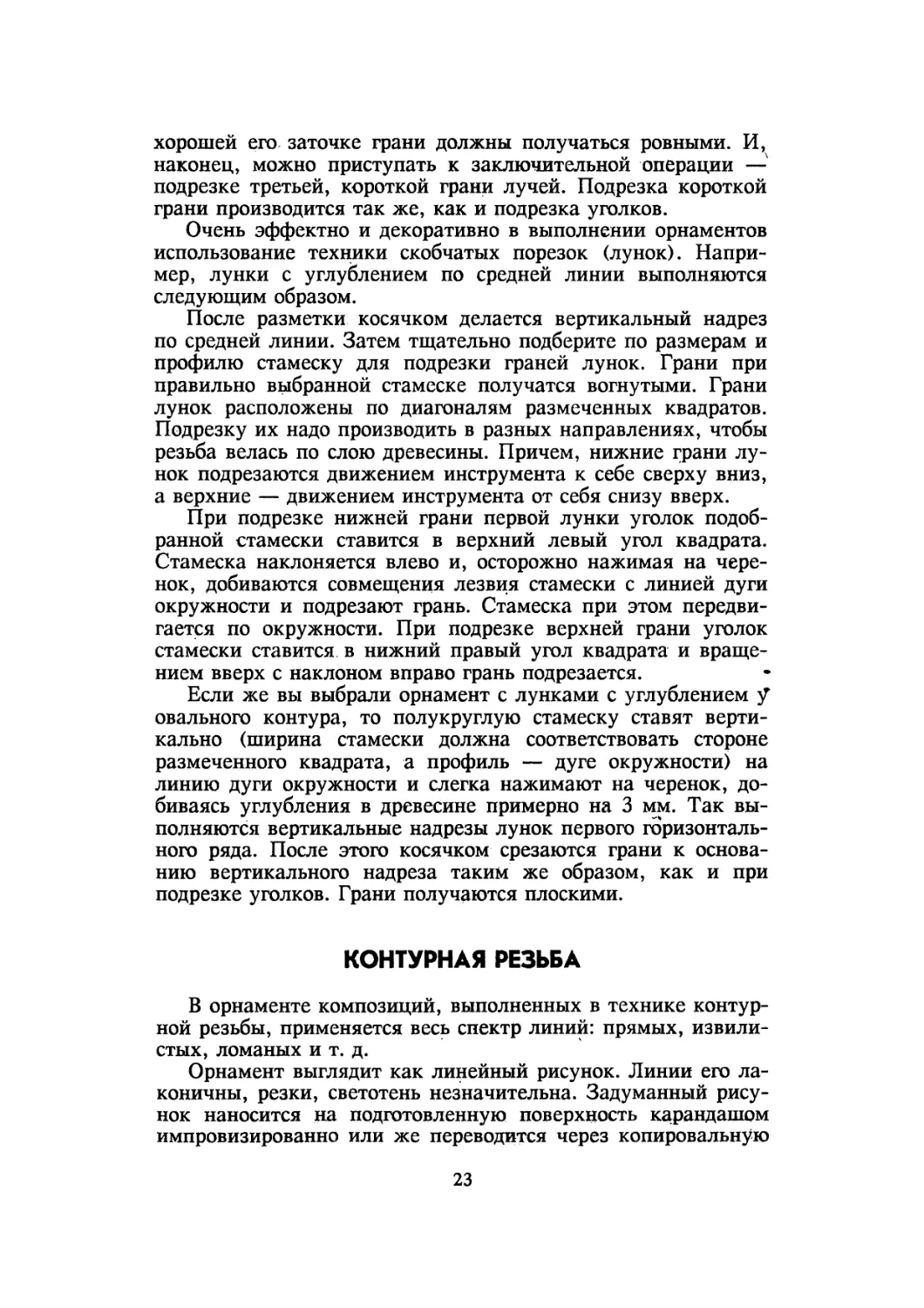
Эффектно и довольно декоративно на поверхности изделия выглядят розетки, Лучи- розетки представляют собой вытянутые трехгранные выемки.
При резке лучей розеток применяются те же приемы, что
и при вырезке трехгранных выемок с углублением в центре.
При выполнении розеток с особой тщательностью выполняется разметка. Сначала размечаются квадраты, из углов проводятся диагонали. Из центра квадрата прочерчиваются две окружности с разницей в радиусах в 5-8 мм (впрочем, это зависит от размера розеток).
Внешняя окружность делится на 16 секторов,,_а внутренняя окружность делится на 32 сектора. Затем концы радиусов
внутренней и внешней окружностей соединяют прямыми линиями.
После выполнения разметки можно приступать непосредственно к резьбе. Начинать следует с вертикальных надрезов.
Носок косячка ставится в точку Б и делаются три вертикальных надреза по линиям БА, БО, БВ. Такие же надрезы выполняются во всех треугольниках. После этого режутся грани
лучей от центра розетки. Косячок двигается в направлении к
себе с наклоном вправо и влево: Косячок держится одной рукой, а вторая поддерживает изделие, по мере необходимости
поворачивая его при вырезании каждого луча розетки.
Надо учитывать, что на некоторых участках подрезка граней будет происходить против слоя древесины, и здесь вы
должны обратить внимание на степень заточки косячка. При
21
\
/̀ичаидви(1,
“7
Ь/
МК
0:,
и
Ё
и
Ё
_
й
3
М
_
_
и
_
а
и
К
2
/
З
\
цшив
и
і
Ь___й_“
Ь/
7
_
:
'
Ъ
Ё
ЁС
Ф
О\Ф/С
Э!
и\
4ЫА
Ь
р_
10%
6 рр
рхюЩ]ЬМ С 1 І Гр( ) рт Щ М ШІ П а
О1 ММ
С
РРШ Ю И
( )
Ъ
ў
)
Т
`____"
б
І3
хорошей его заточке грани должны получаться ровными. И,\
наконец, можно приступать к заключительной 'операции подрезке третьей, короткой грани лучей. Подрезка короткой
грани производится так же, как и подрезка уголков.
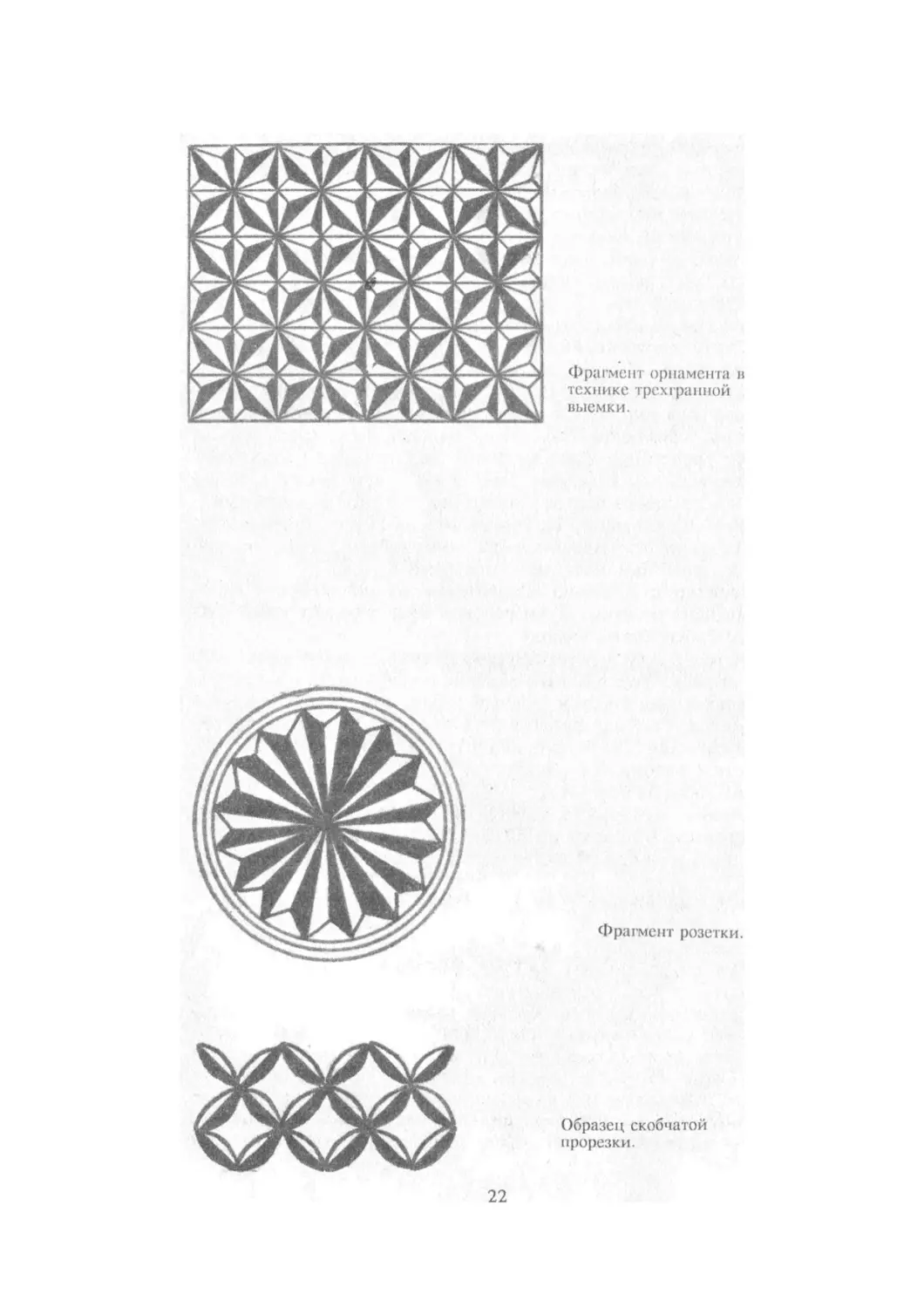
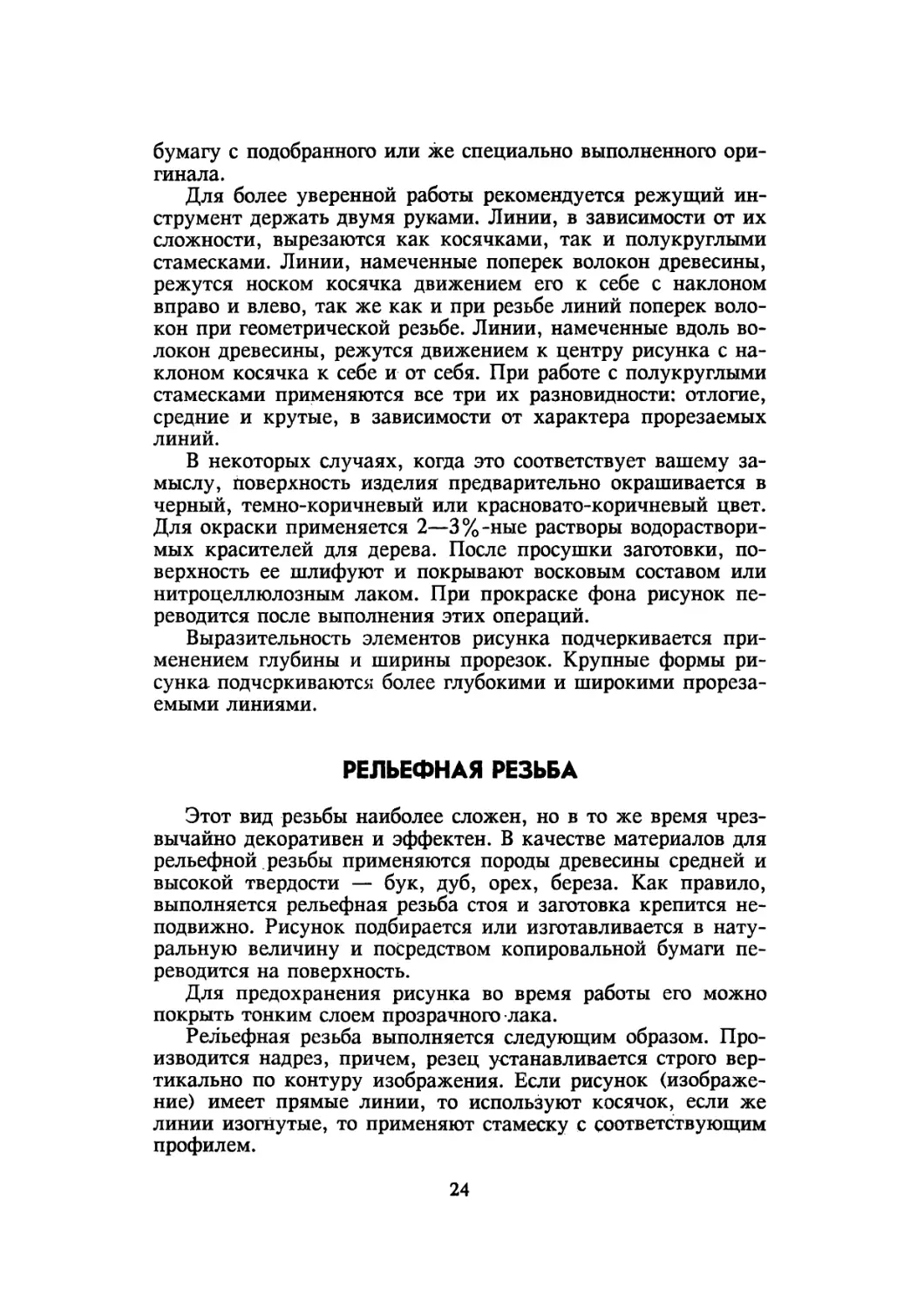
Очень эффектно и декоративно в выполнении орнаментов
использование техники скобчатых порезок (лунок). Например, лунки с углублением по средней линии выполняются
следующим образом.
После разметки косячком делается вертикальный надрез
по средней линии. Затем тщательно подберите по размерам и
профилю стамеску для подрезки граней лунок. Грани при
правильно выбранной стамеске получатся вогнутыми. Грани
лунок расположены по диагоналям размеченных квадратов.
Подрезку их надо производить в разных направлениях, чтобы
резьба велась по слою древесины. Причем, нижние грани лунок подрезаются движением инструмента к себе сверху вниз,
а верхние - движением инструмента от себя снизу вверх.
При подрезке нижней грани первой лунки уголок подобранной стамески ставится в верхний левый угол квадрата.
Стамеска наклоняется влево и, осторожно нажимая на черенок, добиваются совмещения лезвия стамески с линией дуги
окружности и подрезают грань. Стамеска при этом передвигается по окружности. При подрезке верхней грани уголок
стамески ставится. в нижний правый угол квадрата и враще-
нием вверх с наклоном вправо грань подрезается.
-
Если же вы выбрали орнамент с лунками с углублением у
овального контура, то полукруглую стамеску ставят вертикально (ширина стамески должна соответствовать стороне
размеченного квадрата, а профиль - дуге окружности) на
линию дуги окружности и слегка нажимают на черенок, добиваясь углубления в древесине примерно на 3 мм. Так выполняются вертикальные надрезы лунок первого горизонтального ряда. После этого косячком- срезаются грани к основанию вертикального надреза таким" же образом, как и при
подрезке уголков. Грани получаются плоскими.
КОНТУРНАЯ РЕЗЬБА
В орнаменте композиций, выполненных в технике контурной резьбы, применяется весь спектр линий: прямых, извилистых, ломаных и т. д.
Орнамент выглядит как линейный рисунок. Линии его лаконичны, резки, светотень незначительна. Задуманный рисунок наносится на подготовленную поверхность карандашом
импровизированно или же переводится через копировальную
23
бумагу с подобранного или же специально выполненного оригинала.
Для более уверенной работы рекомендуется режущий инструмент держать двумя руками. Линии, в зависимости от их
сложности, вырезаются как косячками, так и полукруглыми
стамесками. Линии, намеченные поперек волокон древесины,
режутся носком косячка движением его к себе с наклоном
вправо и влево, так же как и при резьбе линий поперек волокон при геометрической резьбе. Линии, намеченные вдоль волокон древесины, режутся движением к центру рисунка с наклоном косячка к себе и» от себя. При работе с полукруглыми
стамесками применяются все три их разновидности: отлогие,
средние и крутые, в зависимости от характера прорезаемых
линий.
В некоторых случаях, когда это соответствует вашему замыслу, поверхность изделия предварительно окрашивается в
черный, темно-коричневый или красновато-коричневый цвет.
Для окраски применяется 2-3%-ные растворы водорастворимых красителей для дерева. После просушки заготовки, поверхность ее шлифуют и покрывают восковым составом или
нитроцеллюлозным лаком. При прокраске фона рисунок переводится после выполнения этих операций.
Выразительность элементов рисунка подчеркивается применением глубины и ширины прорезок. Крупные формы рисунка подчеркиваются более глубокими и широкими прорезаемыми линиями.
РЕЛЬЕФНАЯ РЕЗЬБА
Этот вид резьбы наиболее сложен, но в то же время чрезвычайно декоративен и эффектен. В качестве материалов для
рельефной_резьбы применяются породы древесины средней и
высокой твердости - бук, дуб, орех, береза. Как правило,
выполняется рельефная резьба стоя и заготовка крепится неподвижно. Рисунок подбирается или изготавливается в натуральную величину и посредством копировальной бумаги переводится на поверхность.
Для предохранения рисунка во время работы его можно
покрыть тонким слоем прозрачного -лака.
Рельефная резьба выполняется следующим образом. Производится надрез, причем, резец устанавливается строго вертикально по контуру изображения. Если рисунок (изображение) имеет прямые линии, то используют косячок, если же
линии изогнутые, то применяют стамеску С соответствующим
профилем.
24
31
5!
Е
Е
2
Последовательность 'выполнения рельеф
ной резьбы:
І - надрез по контуру, 11 - подрезка
к основанию, ІІІ - выборка фона,
ІУ - закругление, У - зачистка фона
и линии.
А
'Резное панно «Анютины глазки».
Работа скульптора Д. Е. Громова.
25
Подрезка контура выполндцттся стамесками (отлогие, средние, крутые) под углом, равным рримерно 45° к поверхности.
Срез выполняется в сторону надрезанной лгшии. Нужно обратить особое внимание, чтобы глубина подрезки по фону была
одинаковой.
В случае, если в выбранном вами изображении одни элементы находят на друІ'Ие, то надрез и подрезку начинают с
верхних линий на меньшую глубину, а надрез и подрезку
элементов рисунка, лежащих на фоне, - на большую глубину.
Нужно учитывать и следующий фактор, что когда глубина
фона большая, а материал (древесина) твердый, то с одной
прорези глубина надреза и подрезки может быть недостаточной, в этом случае операция и надреза и подрезки производится повторно. Когда выполняется горельефная резьба с
крупным орнаментом, контур вырезается с помощью ударов
киянки. Стамеска нужного профиля устанавливается на линию контура с незначительным наклоном в сторону рисунка,
и постукиванием киянки по стамеске производится подрез
контуров рисунка. Для последующей обработки и зачистки
рельефа желательно резку производить с припуском в 2-З мм.
После вырезки по контуру рисунка подрубают контур под
углом примерно 45°. Необходимо точно рассчитать силу удара киянкой, чтобы вырезать слой древесины на расчетную
глубину.
Выборка фона начинается с наиболее обширных площадей
фона отлогими стамесками.
_
Резка производится в разных направлениях в зависимости
от площади поверхности фона и направления волокон обрабатываемой древесины. Стамеску желательно держать двумя
руками с наклоном к плоскости фона.-Закругление (заоваливание) производится косячком.
Сначала снимается фаска под углом 45°, затем отлогой
стамеской _зачищается контур овала. Подобным же образом
закругляются и все прочие формы рисунка.
При проработке рельефа рисунка зачастую производится
выборка ложкообразных углублений. Это делается при помощи средних или крутых стамесок. Стамеска ниже черенка обхватывается левой рукой, направляя ее движение, а ладонью
правой руки производится нажим на саму стамеску. Лезвие
стамески врезается в поверхность, а затем постепенно выводят его кверху.
Зачистка фона производится с наиболее крупных поверхностей широкими стамесками. Держатся они почти горизонтально.
При прорезке поперек волокон лезвие стамески держится
не параллельно волокнам, а под некоторым углом к ним.
26
В углах рисунка для зачистки также применяется клюкарза. Края фона, зачищаются *движением к центру изделия.
Иногда производится чеканкё фона. Достигаеггся это постукиванием по чекану.
*"
ОТДЕЛКА РЕЗНЬІХ ИЗДЕЛИЙ
Отделка резных изделий осуществляется с целью создания
защитных покрытий, предохраняющих древесину от загрязнения и влаги, а также для придания поверхностям новой цветовой гаммы и глянца. Отделка резных изделий включает в
себя следующие этапы: подготовка к отделке, окраска, нанесение отделочных покрытий.
При подготовке поверхность подвергается шлифовке, удаляются ворс и пыль. Изделия с геометрической и контурной
резьбой (т. е. с преобладающими плоскими поверхностями)
шлифуют при помощи к о л о д о ч к и, обернутой
шкуркой зернистостью 5 или 6 в направлении вдоль волокон.
Завальная резьба шлифуется мешюзернистой шкуркой зернистостью З или 4,. контуры заоваливаются дополнительно.
Рельефная резьба шлифуется мелкозернистой шкуркой
зернистостью З или 4 с предельной осторожностью, с учетом
направления волокон древесины и самого рельефа.
'
После шлифовки жесткой щеткой удаляется пыль. Для удаления ворса поверхность увлажняют 3-4%-ным раствором столярного клея или клея ПВА, протирая ее влажным тампоном
вдоль волокон древесины. Затем в течение 2-3 часов производится сушка и потом удаляется ворс с помощью отработанной
мелкозернистой 1ш<урки движением вдоль волокон.
После удаления ворса поверхность вновь очищается от
пыли. Для изменения цвета древесины применяется кращение водорастворимыми красителями ,для дерева с концентрацией раствора в 1,5-2%. Наносятся красильные растворы
кистью или щеткой. Раствор наносится Е: некоторым избытком для того, чтобы древесина могла свободно впитывать краситель. Через 1-1,5 мин. после избыточного нанесения раствора его убирают, и поверхность протирается тампоном.
Окрашенная поверхность после просушки протирается
мешковиной или отработанной мелкозернистой шкуркой
вдоль волокон.
На изделиях с геометрической резьбой нередко плоскую
поверхность делают светлее заглубленного фона. Для этого с
поверхности сошлифовывается красящий раствор мелкозернистой шкуркой.
27
Для изделий больших--=размеров с глубокой рельефной
резьбой применяют восковую отделку.
Мастика готовится из пчелиного воска или его заменителя - церезина. Воск или церезин марки 67 расплавляют
на водяной бане и к ним добавляют скипидар (растворитель)
в соотношении 1:2 по массе. Щеткой горячая мастика наносится на поверхность, выдерживается до 2 часов и затем протирается до блеска сукном или мягкой щеткой. Примерно через 24 часа операция повторяется.
В старые времена в практике народных промыслов для
придания изделиям цвета старого дерева применялась такая
технология. В емкость с уксусом бросались куски от проволоки или гвозди. Через 5-6 дней раствор разбавлялся водой и
кистью или тампоном наносился на поверхность изделия. Тонировалась древесина также отварами коры дуба, ольхи или
ивы.
Приготавливался отвар следующим образом: в измельченную кору добавляли небольшое количество питьевой соды,
доливали воду и кипятили на слабом огне 10-12 минут.
Древесина, покрытая таким образом, приобретала приятный
коричневатый оттенок. При добавлении в отвар небольшого
количества железного купороса изделия приобретали красивый серый или черный цвет.
Мелкие сувенирные изделия, украшенные геометрической
или контурной резьбой, отделывают нитроцеллюлозным лаком и затем производят полировку нитрополитурой. Для такой отделки применяется нитролак НЦ-218 и нитрополитура
НЦ-314. Наносится лак тампоном тонким слоем вдоль волокон древесины. После высыхания слой лака слегка шлифуется отработанной мелкозернистой шкуркой и наносится вторично лаковое покрытие, Изделие выдерживается 1,5-2 суток и снова шлифуется, очищается от пыли и полируется.
Первое полирование производится смесью нитролака с
нитрополитурой (1:1). Движения тампона при полировке должны быть петлеобразными и до тех пор, пока не появится
равномерный блеск на поверхности изделия.
Изделие выдерживается в течение 24 часов и полируется
повторно только нитрополитурой до получения блеска.
Изделие снова выдерживается не менее 72 часов (на поверхности могут проявиться излишки масла, и она мутнеет).
Затем производится третье полирование нитрополитурой,
разбавленной спиртом до 8-10%-ной концентрации.
Поверхность должна приобрести яркий, высокий блеск.
При полировке необходимо строго соблюдать меры безопасности и применять, защитные средства (пасты для защиты рук,
перчатки и т. д.).
28
на-нъ{
дто
ХОХЛОМСКАЯ И ГОРОДЕЦКАЯ РОСПИСЬ.
РУССКИЕ ХУДОЖЕСТВЕННЬІЕ ЛАКИ
,В нашей стране с древних времен был широко распространен способ художественной обработки дерева в виде росписей;
В глубинах народного декоративного искусства никогда не было резкой границы, которая бы отделяла повсеместно распространенную резьбу от росписи. Резьба с подкраской, органичное сочетание резных и росписных элементов - все это характерный прием в народном творчестве искусства обработки
дерева.
Наиболее древние памятники народной росписи относятся
к так называемым графическим росписям (в основе лежит линейный графический рисунок).
Древний мастер тонкой линией, которая наносилась гусиным пером или заостренной палочкой, рисовал узоры” из
сложного сочетания цветов или трав, изображения птиц, зверей, людей. Контуры изображений прорисовывались, как правило, черной краской, а поверхности внутриконтуров закрашивались красным суриком, желтым кроном, синим кобальтом, зеленой <<ярь-медянкой››, белилами.
Одной из самых эффектных в своей декоративной утонченности были росписи, выполнявшиеся в селах, располагавшихся в устье реки Мезень Архангельской губернии. Прялки,
дуги, короба, лукошки, вальки и многие другие предметы быта расписывались удивительными узорами.
Например, на прялке, окрашенной прямо по дереву в золотисто-коричневый цвет, располагались рядами бегущие олени, кони, плыли лебеди, тянулись вереницы гусей. Их контуры обозначались тончайшими черными штрихами.
С удивительным мастерством передавалось движение животных, его ритм. Мезенские мастера отлично знали и чувствовали животных и птиц, отбирали в их облике основное, самое впечатляющее.
В живописный строй животных и птгщ оргагшчно входят
желтая и оранжевая окраска животных, штриховые орнаменты.
Писались мезенские росписи в основном суриком и сажей,
29
.-.,- _з.~›
на
›.ъ-Ъ
.
.~
*-1
“Ф
_ "*":' Ы
3
'О
,-2
..-
Ъ
тв
Ё*
×.` _
завід *Ё '* ›!'5`~ в -ї=›' -= ,ай
на ?°3`~*ї"323*"
5**
›
'_
фо
.
1
дфп
І
4
З
\
~
*
\ь
тммы
...ОЧ
`\
О
~
*Ч
_ _Ё”
.×»`_$3.г_,_<_д;
_ \:4д'
дв«.е,5ў.
тк... '~
,:
\.'2цЁ 1!,,. «'
Нд
'Ка
до
тя
Мезенская роспись. ХІХ в
~
›-та-газа
(535:
'7
*Ё
*еёт. »;,5**
~›\\?йЁ6фгч`ъё
-_
Фрагмент прялки.
й
' ь, _,›
_
Хохломская роспись.
З0
-пи:
разведенными на смоле листвентёщы, покрывались прочным
слоем олифы.
з.
(Всемирную известность “ўёирбрело родившееся в Заволжье, излучающее солнечный свет, расписанное сочными узорами трав, цветов, лесньтхёаягод искусство х о х л о м
с к о й
р о с п и с и. Названо оно так по имени старинного торгового села Хохлома, куда свозились на продажу
выточенные на токарном станке изделия с неподражаемой,
специфической росписью: блюда, ковши, чаши, братины, _бочонки, поставцы, ложки и многие другие предметы быта. Изделия эти ярко и празднично блистали на солнце. золотом,
киноварью, блестящим черным цветом, придававшими особую декоративность росписи. Искусство хохломской росписи
становится уникальным промыслом благодаря применению
при отделке деревянных предметов техники получения золотого цвета без использования драгоценного металладд
В древние времена среди жителей Хохломы и окрестных
селений, затерявшихся в густых заволжских лесах, спасалось
немало беглецов от гонений за «старую веру». Среди этих
беглецов было немало и иконописцев, и мастеров рукописной
миниатюры.
Заволжская глухомань, благодаря этому, на рубеже
ХУІІ-ХУІІІ вв. становится сокровищницей древнерусского
искусства и это, естественно, не могло не отразиться на развитии местной художественной культуры. Иконописцы и мвстера книжной миниатюры принесли с собой тонкое живописное мастерство, каллиграфию свободного кистевого письма,
рисунки богатого растительного орнамента.|_Замечательное
искусство Хохломы формировалась как удивительнейший
сплав .живописи Древней Руси и местного традиционного
мастерства._;
Заволжские мастера отлично владели токарным ремеслом,
знали и бережно хранили рисунки древнего орнамента, а от
иконописцев и мастеров книжной миниатюры ими была взята
живописная культура, мастерство «тонкой кисти», технология
«золотой» окраски дерева.
(Технология создания изделий с хохломской росписью в современном виде. окончательно сложилась в ХІХ веке;
В чем же заключался секрет удивительной золотой полуды на дереве? Особого секрета, собственно, и не было. Была
природная смекалка, чувство прекрасного и опыт, переданный народным мастерам иконописцами.
В Древней Руси, экономя золото, иконописцы разработали
технологию окраски фона порошком серебра. Закончив роспись, они покрывали серебряный фон лаком, приготовленным
из льняного масла, и ставили икону прогреваться в печь.
31
Под воздействием высоких температур пленка лака приобретала золотистый оттенок, а серебро, просвечивающее
сквозь нее, тоже казалось золотым, отливая глубоким медовым оттенком.
|,Технология выполнения изделий из хохломы в своей основе сохранила многое из того, что было найдено в те далекие
времена.
Самым первым этапом создания хохломских изделий является вытачивание на токарном станке белой деревянной
посуды, так называемого «белья». Вытачивается «белье» из
березы или липы. Выточенные изделия просушивают, затем
грунтуют - покрывают жидким слоем глины, в которую добавляется небольшой процент растительного масла. Загрунтованные изделия (чаши, ковши, ложки, блюда, поставцы и
т. п.) смазывают сырым льняным маслом и хорошо просушивают. Затем изделия покрывают олифой и снова просушивают. Эта операция повторяется З-4 раза. В последний »раз изделие просушивается не до- конца. Слой олифы на этот раз
должен иметь легкий <<отлип››, к которому пристанет порошок
алюминия (раньше применялся порошок олова, а еще раньше
порошок серебра). Порошок тщательно втирается тампоном
до тех. пор, пока изделие не станет гладким, блестящим. Изделие готово к росписи. Роспись ведется масляными красками, упругими, эластичными кисточками из хвоста белки, которые позволяют наносить и тонкие линии, и мазочки, и широкие сочные мазкид
Оригинальный колорит хохломской росписи строится на
сочетании золота с киноварью- и черным цветом. Сочетание
красного и черного цветов с золотым фоном было излюбленным приемом иконописцев Древней Руси. Этот строгий классический колорит мастера Хохломы умело дополняют введением зеленого, коричневого, желтого, оранжевого цветов, сохраняя при этом гармоничную цельность цветовой гаммы, где
общий золотистый фон является доминирующим. Сама роспись выполняется кистью без прорисовки карандашом.
За прошедший век сложились своеобразные стили хохломского орнамента: «травка››, «письмо под листок», «письмо под
фон», «кудрина», стиль, который восходит к старинным видам кистевого письма: верховому и фоновому.
Верховое письмо - это роспись, в основе которой лежит
узор, нанесенный черной и красной красками на золотой фон
изделия.
При фоновом письме красным и черным цветом закрывается золотой фон, оставляя золото незакрашенным в орнаменте.
Орнамент верховой росписи создают леп<ие мазки кисти,
32
сквозь которые мерцает золото фона. Роспись эта носит поэтическое название «травка».
Рисунок «под листок» отличен от «травки» более крупными мазками, образующими формы овальных листочков, ягодок, оставляемых тычком кисти.
Рисунок «под фон» начинается с нанесения контурных мотивов орнамента, фон между ними закрашивается,_.а сами
мотивы потом тонко прорисовываются штрихами. Поверх закрашенного фона кончиком беликовой кисточки выполняются
<<травные приписки» -- ритмичные легкие мазочки вдоль основного стебля: методом тычка «налепливаются» ягоды, цветы. «Золото» здесь проблескивает в силуэтах листьев, в крупных формах цветов, в силуэтах фантастических птиц.
Одной из разновидностей росписи «под фон» является роспись <<кудрина››, в которой формы листьев, цветов, ягод _создаются кистью из круглящихся завитков, по форме своей
напоминающих кудри.
Шосле росписи изделие просушивают и покрывают лаком
(в старые -времена олифой) в несколько слоев (каждый слой
сушится отдельно). Завершающий этап отделки - закалка в
печах при температуре 270-ЗООЬС (в прошлом изделия закаливали в обычных русских печах). Под влиянием высокой
температуры пленка лака желтеет, а просвечивающий сквозь
нее слой алюминиевой полуды отливает золотым блеском.
Изделия, прошедшие все эти технологические операции,
прочны, красивы, оригинальны, легки и не боятся, по выражению хохломских мастеров, «ни жару, ни стуку›ц
Если декоративная уникальность Хохломы заключается в
неразрывной связи орнаментальной культуры с совершенно
оригинальной технологией изготовления изделий, то Городеці
выдвинулся благодаря развитию особого направления в,, рос-7
писи по дереву - росписи сюжетной, создававшейся в прямои и непосредственной связи с местным орнаментальным искусством и изображениями животных и птиц. Искусство городецкой росписи зарождалось в нижегородских деревнях
вблизи Городца, и в процессе своего развития сложилась собственная живописная система, оригинальная как по выбору
тем, так и по приемам"разработки деталей сюжета и элементов орнамента. На дошедших до наших дней образчиках городецких изделий можно увидеть многочисленные жанровые
сцены: всадников, марширующих солдат, выезды карет, народные гуляния и т. п.,
Сначала городецкие изделия украшались инкрустацией и
резьбой, а с середины ХІХ века их окончательно вытеснил
роспись.
Роспись наносилась растительными и клеевыми красками.
2 Энциклопедия умельца
33
Основными цветами в -росписи были: черный, зеленый, желтый, красный, синий. Количество цветов небольшое, но смешанные между собой или же разбеленные, они давали допол:
нительные оттенки: розовый, голубой, оливковыи, вишневыи
и т. д. Яркие и густые цветовые пятна, положенные в два-три
слоя на гладко окрашенных фонах' (преимущественно на желтом), 'создавали праздничный колорит рисунка. Силуэтные
изображения птиц, коней, всадников, а позднее и жанровых
сценок, оживлялись белильными марками -- «оживками»,
прорисовывающими детали, делающиии изображения объемными.
от
До- конца ХІХ века городецкие мастера расписывали свои
изделия клеевыми" и темпёрными красками, а позднее пере-
шли на роспись 'масляными красками. Для работ городецких
мастеров характерно выполнеъше росписи на ярких цветных
фонах, широкая кистевая манера письма, построение композиции по принципу размещения крупных ,красочных пятен.
Сюжетные сцены происходят как бы среди пышного фан-
тастического цветения -- гирлянд роз; ромашек, зеленых стебельков и цветов. Создана оригинальная система изображения цветов, -растений: от цветовых пятен - кружков до завершающих роспись тонких белильньтх и черных разделок и
«оживок››.
'
Жанровые и орнаментальные изображения сливаются в
единое целое. Композиционную законченностъ -и неповторимость придают- росписям «оживки» - мелкие белильные точ-
ки и штрихи, похожие -на жемчужинки в древнерусском
шитье. Пользуются заслуженной любовью и спросом расписанные яркими цветами анилиновых красителей матрешки,
поставцы, грибы-копилки, звазочки и другие предметы быта,
носїтие общее забавное название «тарарушки».
/” и -ародный промысел начался в начале ХХ века в селе
Е
_..
~.до
Полхов-'Майдан Нижнегородской губернии, где получает значителтдное развитие производство токарных росписных изде-
\лий.
` Ассортимент изготавливаемых пріёдметов первоначально
был невелик-: игрушки, коробочки, пеналы, создаваемые на
токарной основе, украшались выжиганием или раскраской;
По мере развития _-промысла складываются его стилистические, особенности. Выжигание заменяется полной росписью
сначала масляными, а затем анилиновыми красками. Основные композиции росписей - цветы, животные, пейзажи. Изделия, после токарной обработки грунтуются три раза крахмалом, сушатся каждый раз не менее 15 часов при температуре
18-20°С. Рисунок наносится пером. В пределах черных контуров рисунка кистью наносится яркая анилиновая краска:
34
"\
ердд,
047*
ой
,Й
,Й
Ъпі
(к (к
,(
Городецкая роспись.
2_
35
алая, желтая, зеленая, фиолетовая, синяя: 5З (ярко-желтая),
2Ж (ярко-красная), С(фиолетовая), Ж(зеленая). Разводят
анилиновые красители в горячей воде при” температуре 708О°С в пропорции 6-8 г красителя на один литр воды. Для
окраски больших плоскостей применяют большие беличьи кисти Ы9 10-16. Для росписи - небольшие кисточки Ы9 2-6 с
хорошо сформированным кончиком, который позволяет производить мазки с ровными краями.
В растительные мотивы органично вплетаются пейзажи,
расписанные яркими, сочными красками.
Предпочтение отдается насыщенным цветам: ярко-красным, ярко-оранжевым, ярко-фиолетовым и т. д.
В полхов-майданской росписи сложилась своя 'система наложения красок. В первую очередь наносится светло-желтый
цвет. Затем следует комбинационное разнообразие. Желтый
цвет, перекрытый ярко-красным или ярко-алым цветом, приобретает особую интенсивность, сочность, декоративность.
Желтый цвет, перекрытый синим, дает яркую зелень. Утвердилосв несколько разновидностей росписей.
Наиболее распространен прием «цветы с наводкой», при
котором рисунок предварительно наводится тушью, а затем в
пределах его контуров заливается красителем. «Цветы без
наводки» или «травка›› выполняются кистью без предварительного нанесения контура рисунка тушью. Упругими, точными мазками наносятся элементы задуманной росписи: листья, стебли, цветы.- Применяется и прием росписи, получивший название «пестрение», когда рисунок создается точными
мазками кисти, черными точками, отводками, спиральками.
Краски этих узоров наносятся приспособлением из плотно
свернутой капроновой ткани.
В полхов-майданской росписи широко применяется роспись «домики››, когда кистью рисуется пейзаж.
Роспись .«под масло» - по фону: зеленому, малиновому,
коричневому, алому рисуются черные ветки, потом все покрывается лаком, просушивается и уже потом «тычками» накладывают разбавленную масляную или нитрокраску светлых
тонов, слегка подкрашенную анилиновыми красителями.
Расписанные изделия сушат, лакируют, снова просушивают и снова лакируют. Лакируют готовые изделия, как правило, масляным лаком «4С››, или ПФ-231, к которому добавляют малое количество растворителя (очищенный скипидар или
уайт-спирит) .
Яркие, сочные краски под блеском лака приобретают еще
большую колоритность и выразительность. Надо отметить,
что в последнее время наряду с анилиновыми красителями
широкое применение получили и масляные краски.
36
'<Полхов-майданская роспись
«Цветы с наводк0й››_
41
*К
ду
в*
Полхов-майданская роспись.
Декоративная тарелка.
37
По цветному фону (черному, фиолетовому, зеленому, коричневому, алому) производится роспись, а после лакировки
«тычком» наносятся «оживки›› белилами. Нередко роспись
производится и в смешанной технике, т. е. используются и
анилиновые красители и масляные краски.
Одно из замечательнейших явлений искусства народных
промыслов - русские художественные лаки. Надо отметить,
что в Европе восточные художественные лаки стали известны
около ХУІ века. В: ХУІІ-ХУІІІ вв. во Франции, Англии,
Италии, Германии ,развивается производство собственных лаковых изделий.
В России искусство лаковой живописи зародилось в ХУІІІ
веке. В конце века в селе Данилково под Москвой (в дальнейшем оно слилось с соседним селом Федоскино) возник
первый в России промысел художественных лаков (с 1798 года), известных под названием Лукутинских лаков (по имени
владельца мастерской П. В. Лукутина). При нем и его сыне
А. П. Лукутине в 30-60 гг. ХІХ века, когда в Западной Европе повсеместно производство лаковых изделий прекратилось, российские лаки получили всемирную известность и
многократной удостаивались почетных дипломов и наград 1-та
выставках.
"
'Лукутинскиелаки выполнялись маслом на лаковых изделиях из папье-маше. Для изготовления папье-маше использовался обычный картон, полоски которого промазывали мучным или крахмальным клейстером, навивали в несколько
слоев (от 8 и более) на специальные болванки по форме будущих коробочек, прессовали и 2-3 дня просушивали. Затем
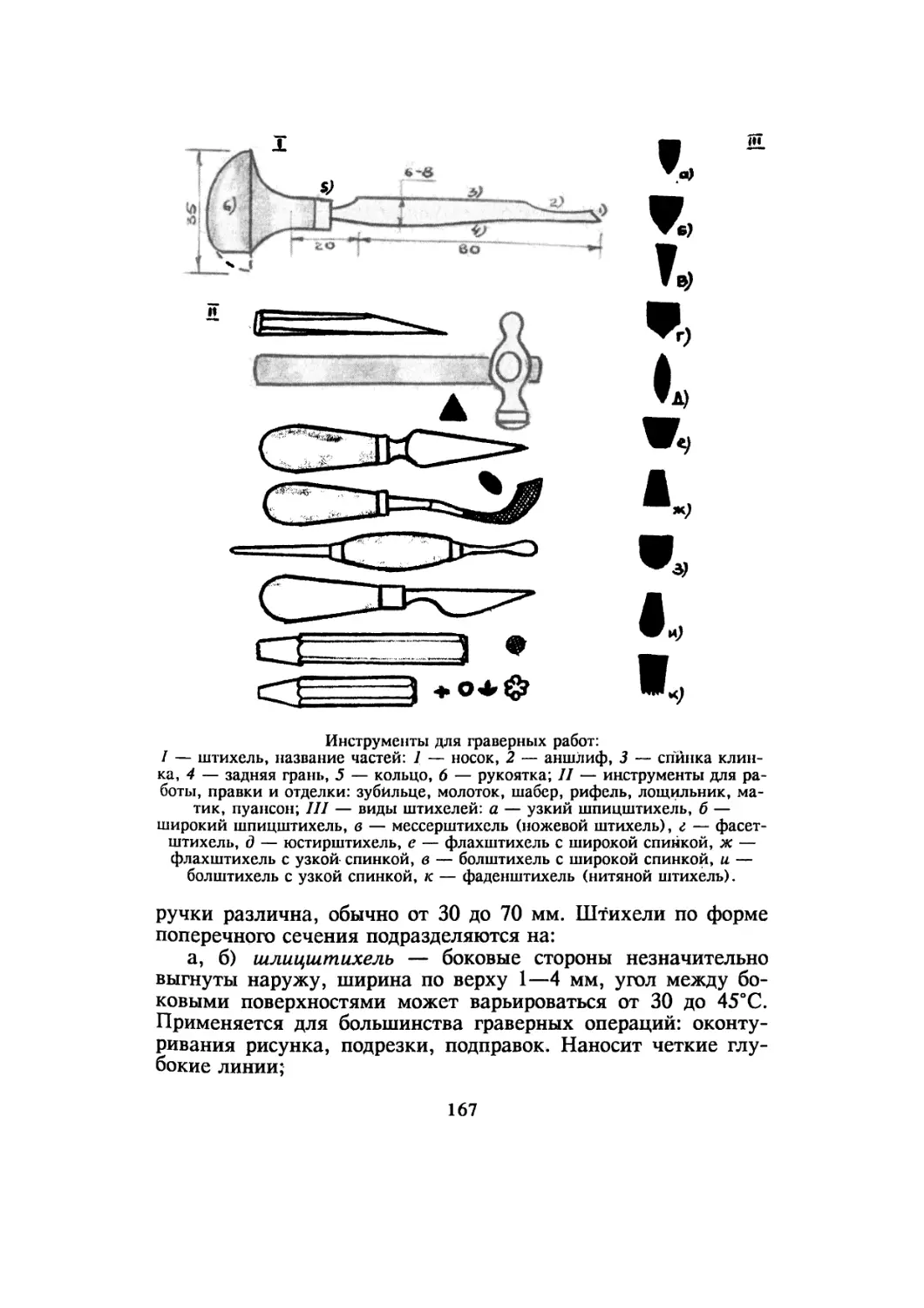
полученные заготовки пропитываются льняным маслом ви в
течение 10-12 суток закаливаются в сушильных шкафах.
После этого полученное папье-маше становится темно-коричневого цвета и приобретает большую прочность. Вырезанные,
по размерам- будущих изделий коробочки грунтуют тремя
слоями _(глина ссажей), каждый слой просушивается и шлифуется и затем покрывается двумя слоями черного лака.
Внутренняя поверхность, как правило, окрашивается киноварью (красная краска), поверх которой наносится два слоя
светлого масляного лака (каждьнїт слой просушивается отдельно). После этого художник наносит -на лицевую поверхность
тончайшую красочную миниатюру. После просушки роспись
покрывается несколькими слоями бесцветного лака (с послойной просушкой) и полируется до зеркального блеска. Кроме!
миниатюрной росписи применяются и другие способы декори-д
рования: «скань» - наборныйй узор из металлических эле-Ё
ментов по сырому лаку, <<цирковка›› - узор гравируется поё
сухому черному лаку до подкладки из тончайшего листа ме-ї
38
талла (серебра, мельхиора, олова). Росписи федоскинской
миниатюры выполняются масляными красками. За годы развития промысла выработались приемы: «письмо по плотному», «письмо по сквозному».
В технике «письмо по плотному» миниатюра пишется маслом по белильному грунту в три-четыре слоя, причем каждый слой рисунка («замалевка››, «перемалевка», «лессировка», «бликовка››) просушивается и покрывается прозрачным
лаком. Эта многослойность придает федоскинской миниатюре
глубину и необычайную насыщенность цвета.
В основном в технике «письмо по плотному» пишутся миниатюрные портреты. В технике «письмо по сквозному›› применяются прозрачные лессировочные (лессировка - тонкие
прозрачные или полупрозрачные слои красок-, наносимые на
просохщий слой масляной живописи для обогащения колори-
та) краски по сусальному золоту, перламутру или алюминиевому порошку. При этой манере исполнения краски как бы
загораются глубоким внутренним блеском. Особенно изуми-
тельные цветовые эффекты дают подкладочные .-пластины из
перламутра, рисунок по которым создает нежнейшие цветовые эффекты, передает всю неуловимую прелесть солнечного
лучика, нежнейшие переливы цвета морской волны, неопре-
деленную грусть окутывающего тумана.
В 20-х годах ХХ века возникли и развились. три новьїх_\\
центра миниатюрной лаковой живо иси на папье-маше в се- '
лах Палех Ивановской области, І*/Ґсггера Владимирской обла-
сти и Холуй Ивановской области. Точная дата возникновения
Палеха неизвестна. Установлено только, что образовался он
задолго до ХУ века. В летописи сохранилась такая запись:
«Село Палех первоначально принадлежало князьям Палец-
ким из рода князей Стародубских. По прекращению рода Палецких в ХУ веке село Палех перешло в казну». “Традиции
иконописи в Палехе своими корнями уходят в ХУІ век. Без-
вестные мастера тщательно выписывали детали обстановки,
окружающие святых и великомучеников. На дошедших до
нашего времени иконах палехского письма изображены причудливые сказочные, дворцы, терема, тщательно выписывалась ,богатая нарядная одежда. Иконы отличались пластичностью запечатленных образов, мягкой органичной красотой орнамента. На основе иконописного промысла в 1923 году в
селе возрождается миниатюрная -живопись на лаковых изделиях из папье-маше. Замечательный народный художник
И. И. Голиков первым использовал для миниатюрной живо-
писи темперные краски (темпера - живопись красками, связывающим веществом которых служит эмульсия - натуральные (цельное яйцо, желток, соки растений) или искусствен`З9
ные (водный раствор клея с -маслом). И в отличие от мастеров федоскинской миниатюры, пишущих масляными красками, палехские мастера пишут темперой, краской, растертой
на яичном желтке. Эта краска разводится водой, поэтому
роспись строится на очень тонких слоях, последовательно наносимых дРУг на друга. Технология палехской миниатюры
сложна и своеобразна. Коробочка из папье-маше грунтуется и
шпаклюется (глина с сажей), после просушки покрывается
лаком - снаружи черным, изнутри красным. Затем заготовка
покрывается светлым лаком в несколько слоев с поочередной
просушкой и подчисткой неровностей. Поверхность, на которую будет наноситься роспись, зачищается порошком пемзы,
чтобы она была не блестящая, а матовая. Каждый мастер сам
готовит себе краски. Берется сырое яйцо, отделяется желток
от белка и желток разводится в_ слабом растворе уксуса
(раньше для этого применялся хлебный квас). Эмульсия выливается в деревянную чашечку, добавляется сухой пигмент
и тщательно растирается. Так же готовится и «творенное золото» - из тончайших листочков благородного металла и
гуммиарабика (вязкая, прозрачная жидкость, выделяемая некоторыми видами акаций. Растворяется. в воде, образуя клейкий раствор). Цировкой (затупленной иглой на деревянном
черенке) с эскиза на изделие переводятся контуры рисунка.
Кистей для рисунка каждый мастер имеет до десятка. Все кисти выполняются из беличьего хвоста и назначение у всех
кистей разное. Одна кисть используется для белильной подготовки, которая выполняется для того, чтобы краски ложились
не на черную, а на белую «подкладку» - она подчеркнет яркость и колорит наносимых красок. Другая кисть предназначена для наложения крупных пятен, третья - более мелких,
четвертая - для писания голов. Детали рисунка прорисовываются тонкой и острой кистью, а самые тонкие, самые острые кисти_ предназначены для росписи золотом и алюминием.
Кстати, эти кисточки никогда не моют. По окончанию работы
на них надевают трубочки от гусиных или утиных перьев,
чтобы не сломались острия с подсохшим золотом или алюминием. Необходимо также иметь подставку в виде скамеечки,
чтобы рука при писании" опиралась на нее и не дрожала.
Каждый мастер имеет также волчий или медвежий зуб ,(в
худшем случае коровий) для полировки золота и алюминия
по росписи. Необходима также лупа для прорисовки мелких
деталей и, конечно же, карандаши, линейки, циркуль, угольник, транспортир - всего не перечислишь.
Белая «подкладка›› (темперные густые белила) накладывается на поверхность только в тех местах, где будет роспись. В
остальных местах черный лак является фоном. Первой ста40
дией письма является <<роскрыш››. Мастер буквально наливом
красок с кисти намечает основные формы изображения. Кра-
ски, стекая, образуют мягкие естественные цветовые переходы. Затем следует «прописка» - конкретизируются формы
рисунка. Тонкой кистьютемной краской очерчивается форма,
складки одежды, детали пейзажа и строений. Светлыми и
темными красками окончательно устанавливаются объемы
фигур и предметов. После этого приступают к «приплескам››,
то есть широким мазкам жидкими красками, определяющими
цветовую гамму. И в конечной стадии производят «бликовку», которая выполняется «творенным золотом››: золотые линии, штрихи, точки, передающие фантастически сказочную
игру солнечных бликов. Рисунок, как правило, обрамляется
золотым орнаментом. Готовая роспись поочередно покрывается шестью слоями светлого масляного лака (с поочередной
просушкой), после чего изделие шлифуется и полируется.
Мстера также являлась старинным центром русского иконописания, с ХУІІІ века славилась искусством «под старинное
письмо», то есть имитацией древних икон. С начала 20-х го-
дов нашего века, как и в Палехе, получил развитие промысел
росписи темперными красками лаковых изделий из папье-маше. Тематика произведений широка: русские сказки, былины,
сюжеты русской классической литературы, орнаментальные
композиции. Характерна моделировка форм и объемов цветом. События, как правило, происходят на фоне среднерусїского ландшафта или на фоне фантастических гор, или на
фоне сказочного архитектурного ансамбля, с особой тщательностью прорабатываются детали - узоры одежды, листья,
цветы:
Холуй - самый молодой из лаковых промыслов. Возник в
1932 году, также на основе иконописных промыслов. В прошлом холуйская иконопись отличалась от палехской и мстер-
ской глубоконародным, почти лубочным выполнением икон,
распространявшихся главным образом в крестьянской среде.
В настоящее время выписываются сюжетные композиции на
фоне пейзажа (современные, фольклорные, исторические, литературные сюжеты).
ні
_
1
«
1
ПРОРЕЗНАЯ БЕРЕСТА
Традиционным видом русского народного декоративного
искусства, связанным с художественной обработкой дерева,
является резьба по бересте. Безусловно, каждому приходилось
встречать в лесу сгнивший березовьпїт пень. Ударишь по нему
ногой - трухой рассыпается древесина, но целой останется
береста.
Человек с давних пор подметил долговечность бересты, ее
замечательную способность- не 'поддаваться гниеъшю.
Бересту подкладьгвали под нижний венец 'рубленой 'избы,
чтобы в нее не проникала сырость. Из бересты плели влагоустойчивую обувь, сооружали (обшивали)` лодки-берестянки,
делали» великолепные туеса, в которых квас и молоко даже в
жару оставались холодными.
Благодаря бересте, до нас дошли редчайшие образцы
древнерусской письменности.
Из бересты выполнялось множество предметов крестьянского быта: лукошки, шкатулки, туеса, ларцы, корзинки и
т. п. Эти изделия украшались ажуром прорезных узоров, тиснением, а нередко и росписью.
Особенности фактурных свойств бересты определяли художественные приемы ее обработки, в основе которых лежит
свободное движение резака по бересте, отчего орнамент при-
обретал мягкие, естественные, пластичные очертания. Орнаменты на бересте поэтичны, проникнуты чувством любви к
народному восприятию растительного и животного мира, совершенны по своему исполнительскому мастерству.
Возникновение промысла прорезной бересты обычно относят к концу ХУІІІ века, особенно славны были такие центры
как Великий Устюг, Вологодские и Архангельские селения.
Береста очень легко обрабатывается, и самыми простыми
инструментами возможно выполнять различные декоративные
работы. Основной инструмент для работы по созданию орнамента в технике прорезной бересты: резак, пробойники (изго-
тавливаются из трубок различных диаметрев и различных
профилей - круги, ромбы, овалы, треугольники, квадраты и
т. п.), чеканы (для нанесения углубленного рельефа, изготав42
і
Ё 'Ёё
на1%
І-
Ж”
її Ґ
Прорезная береста Простои орнамент
1 - резак, 11 - пробоиник круглыи, 111 - чекан
треугольныи
_
,д
*' *-4,
1,
__
,_
ип
___
Ё ~=” ";і2'ч%* 1%.
_
;
*Ч ЁЁЁЁ ~
.-
1;
'
"
__
1*
“"'4аочзо1ч6`
Прорезная береста Волол да
ъ
ливаются из медных; прутков или из древесины твердых пород - груши, самшита, можжевельника и т., п.), шило (для
выполнения пунктирных рисунков или линий, острие слегка
притупливается, чтобы оно не царапало бересту). Заготавливается береста в конце мая или июня. В этот период она легко снимается и имеет красивый золотистый оттенок. Заготав-
ливать бересту допускается только с поваленных деревьев,
снимать ее со здоровых деревьев запрещается. Внутренняя
сторона бересты называется лицевой. С этой лицевой стороны
надо влажной тряпкой осторожно и аккуратно снять остатки
коры. Наружный белый слой надо очистить наждачной бумаго_й.
Свежая береста легко расслаивается, если же она высохла, то ее надо распарить в горячей воде и расслоить при помощи деревянного ножа.
Тонкая береста применяется для выполнения мелких работ, а более толстая -- для более крупных поделок.
Для предотвращения скручивания бересту складируют
пашсами между двумя досками и пригружаіот. Выполняются
работы на гладкой подрезной доске из липы или осины. Береста прикалывается к подрезной доске кнопками, накладывается заранее заготовленный на кальке эскиз рисунка и твердым карандашом передавливаются контуры рисунка на поверхность бересты - след получится достаточно заметным.
При необходимости его можно усилить, обведя карандашом
или шилом. Острым резаком удаляются все промежутки фо-
на, в результате создается легкое берестяное кружево орнамента. Одинаковые и многократно повторяющиеся элементы
узора вырезаются пробойниками. Для усиления декоративности применяют чеканы. Деревянные или металлические чеканы слегка пристукивают киянкой, получая углубленный
рельеф. Декоративная разделка деталей - «расписка» произ-
водится* шилом. Вырезанный орнамент наклеивается на
крышки шкатулок, сосудов, декоративные блюда и т. п. Более темный фон древесиный или 'цветная фолїьга подкладываются под ажур орнамента, «проявляя» упругий ритм растительных форм рисунка, изящество композиции, оригинальность и необычность материала, подчеркивают эмоциональность и непосредственность изделия в~ целом. Склеивается береста столярным клеем и обязательно под гїрессом. В
случае, если она в процессе работы немного" «пожухнет», протрите ее мягкой тряпочкой, смоченной подсолнечным или
льняным маслом.
ИЗДЕЛИЯ ИЗ КАПО-КОРНЯ
На стволах берез высоко над землей или у самого корня
можно увидеть шарообразные древесные наросгы, покрытые коричневатой корой. Это капы - наплывы на стволах, ветвях и
корнях деревьев, возникающие в местах обильного развития побегов и разрастатшя тесносидшцих придаточных и спящих почек.
Далеко не сразу открылась человеку прелесть древесины
березового капа. Вначале кап ценился исключительно за его
прочность. Из капа выдалбливали ковши, половники, братины, чаши. Позже, когда капы начали распиливать на тонкие
пластины и полировать, он приобрел славу великолепного декоративного маідериала.
В начале ХІХ века капо-корень как ценный декоративный
материал начинает использоваться для изготовления шкатулок, -табакерок, отделки мебели в стиле позднего классициз-
ма. Присущие этому стилю четкость и гармоничность пропорций, органичная красота силуэта, обогащенного тонкой профилировкой, стали характерными чертами высокохудожественных изделий из капо-корня.
Возникает промысел, центром которого заслуженно считается город Слободской на реке Вятке (Вятсквя губерния).
Нередко искусно выполненные изделия из капо-корня ценились буквально на вес золота. Часто изделия из капа инкрустировали перламутром, слоновой костью, рыбьим зубом и
т. п. Заготавливают кап весной, после таяния снега. Наресты
капа с предельной- осторожностью срезаются с березовых стволов, а место спила прокрашивается парафином, масляной
краской или известью, чтобы в ствол не нанесли или не попали вредные микробы. Промазывается во избежание растрескивания и пил самого срезанного капа. Кап, который растет на
стволе дерева, называется стволовым капом, а у корня - капо-корнем. Капо-корень нередко достигает довольно больших
размеров - до полутора метров в поперечнике. По форме ка-
пы подразделяются на боковые, растущие сбоку ствола, и
Круговые - опоясывающие ствол. 'Надо отметить, что капы
встречаются не только на березе, но и на дубе, липе, осине,
ели, ольхе, иве, но их текстура не идет ни в какое сравнение
І
45
ї
із.
_
- --ак,
...__
;_,,... ь "
"""
Ё-Р”
;г М”-~її” г;___._
_
~
__,...._
_ ___ __
`
І
ь
_
.-«__
4..1*
Ё
”
а
›~
_?
_
__
..- -_.-..
Ё*
_ *-.Т\-Ь да
%.”*Ч= 11.,
_ руд- _ _.:
т
'Ѕчс
_ `
~
_
“~"
,И-
д
_; _- ' '<(
Я
-;г;-.____
__
ї
"~'*_.,Ёез
»з
Ё*
г ”гіЁ*:>
_
.
_
_
О
- ,_
~
Ь
,_
`
,_'
~
›:.:"
.\
Х-Ч
8
__
5
"АК
^""^"* 'Инь
Д
..'
Стволовый кап березы
×: (два_ ""-'Её =
<
_
1 т радиальньгйразрез,
11 - поперечныи разрез
-.
_
_ на
Мебел ь в технике маркетри. Англия. Х\/ІІІ в
46
_.
с березой, хотя и из них выполняют разные изделия. На дерЄВЬЯХ НЄРЄДКО ВЫРЗСТЗЮТ И ДРУҐИЄ НЗРОСТЫ, ТЗК ГНЗЗЬІВЗЄМЪІЄ
сувели. На березе они вырастают гораздо чаще, чем кап. На
срезе сувель имеет волнистую свилеватую структуру. Отличить кап от сувели несложно. На поверхности капа располагается большое количество «спящих почек» (небольшие полу-
сферические бугорша, из некоторых могут прорастать ветошси это «проснувшиеся» почки). На разрезе рисунок капа - это
многообразное переплетение годичных слоев, сердцевин «спящих» почек в виде концентрических кругов и темно-коричневых точек. Как правило, «спящих» " почек больше бывает у
стволовых капов, и поэтому текстура его красивее, чем у Капо-корня. Рисунок капа никогда не повторяется. Кап пилится
на пластины 'необходимой толщины; обычно стараются кап
распилить так, чтобы плоскость распила” рассекала поперек
максимальное количество *«спящих››-"почекї
`
Красота и ценность изделий из капа вв конечном счете зависит от степени выявления декораїііивных свойствўматериала, его текстуры. Полученные после распиловки пластины за-
паривают в автоклаве, чи естественный краситель, находящийся в самоймассе капа, растворяется в воде и окрашивает
древесину, вьгявляя природные качества капа. При отсутствии автоклава заготовки проваривают на слабом огне в течение 2-З часов или проваривают их в опилках., Мокрые
опилки накладываются на дно емкости слоем 20мм, сверху
кладутся заготовки, затем снова 20-мм. слой опилок и т. д.
Емкость ставится в духовку на 2--З часа. Вследствие пропарки из капа удаляется древесной сок, от неравномерного высыхания которого древесина могла: бы впоследствии потрескаться и покоробиться, и, одновременно, происходит окрашивание
естественными красителями,` содгржавшимися в капе, приоб-
ретая мягкие оттенки - от янтарно-золотого до темно-шоколадного. После пропарки кап сушится в течение нескольких
часов в сушильном шкафу или несколько суток при комнатной температуре. После этих операций кап можно 'подвергать
обработке: резать, точить, клеить и_.т. д.
_
Перед отделкой готового изделия поверхности шлифуются мелкозернистой*наждапной бумагой. После покрытия шел-
лачным лаком и полировки изделия из капа приобретают широчайший спектр оттенковї от светло-золотистого до темно-
коричневого, а на естественной текстуре древевины
выявляются красивейшие узоры. Волнистые линии, концентрические круги, пятна, необычные переходы золотистыхи густых 'коричневых тонов, неуловимость самих переходов делают кап неповторимым по красоте.
47
І
МАРКЕТРИ
[Мозаика по дереву]
В одном из залов усадебного ансамбля Кусково (с 1960 года в черте гор. Москвы), принадлежавшего графам Шереме-
тьевым, стоит небольшой столик. Посетители музея-усадьбы
подолгу задерживаются около него, рассматривая тончайший
рисунок. С удивительной точностью на рисунке изображен
весь дворцовый ансамбль. Присмотревшись к рисунку, можно
обнаружить, что написан он не красками, а 'сложен из бесчис-
ленного множества кусочков разноцветного дерева. Многие
тысячи элементов удивительного набора должен был подобрать талантливый мастер, чтобы выполнить эту работу. До
наших дней дошла легенда, что автор этого ювелирного столика, крепостной Никита Васильев, сразу же после его изготовления ослеп. Этот шедевр краснодеревного искусства был
выполнен в технике маркетри. Маркетри - вид мозаики по
дереву, при котором мозаичный набор выполняется из элементов шпона разных пород древесшты. Элементы мозаики врезают
в шпон, служащий фоном, закрепляют бумагой, смазанной кле-
ем, и вместе с фоном наклеивают на поверхность изделия.
Искусство маркетри возникло в Европе в ХУІІ веке и ста-
ло возможным только после изобретения станков для производства шпона (в конце Х\1І в.).
`
Своего расцвета искусство маркетри достигло в ХУІІІ в.,
его широко применяли для украшения интерьера и мебели.
Появление шпона сделало возможным украшать не только
плоские поверхности, но и криволинейные. Нередко со шпоном из ценных пород деревьев применялись декоративные
элементы из серебра, бронзы, перламутра и т. п._
Уже с ХУІІІ в. техника маркетри была освоена российски-
ми мастерами. Интерес к технике маркетри не ослабел и в
наше время. Она имеет много преимуществ по сравнению с
другими способами мозаики. Шпон декоративный и благодар-
ный материал и в то же время имеет такое немаловажное
преимущество, как относительная дешевизна. Сама техника
маркетри довольно проста и не требует сложного инструмен48
та. Процесс изготовления повторяющихся элементов может
быть механизирован.
Для выполнения маркетри применяются все породы древесины в виде строганого или лущеного шпона. Шпон) - это
тонкие листы древесины, получаемые на лущильных, шпонострогальных или фанеропильных станках. Строганый шпон
получают из древесины лиственных и хвойных пород, астакже из капа всех пород древесины.
'
Породы
древесины,
используемые для изготовления
строганого шпона:
хвойные - лиственница, осина;
_
лиственные мелкорассеянные сосудистые - береза, бук,
граб, груша, ива, липа, ольха, осина, тополь, красное: дерево
(дибету, макоре, моаби, сапели);
крупнорассеянные сосудистые -- красное дерево (аиле,
босе, лимба, африканское махагони (акжу), окуме, сипо, тиама, фамире);
Кольцесосудистые - бархатное дерево, дуб, вяз, ильм,
карагач, каштан, ясень. Текстура лицевой поверхности шпона зависит от породы древесины и направления среза шпона
относительно годичных колец.
по видкм шпон гАзличАют2
7 _
С
Годичные слои
Сердцевидные лучи
«Р» - радиальный Прямые
параллельные Полосы, расположенные
линии. По всей поверхно- не менее, чем на 3/ 4 пло-.
_ сти листа
_
щади
_
Ч
«ПР» - полуради- Прямые
параллельные Наклонные или паралальный
линии,
расположенные- лельные полосы на 1/2
на З/4 площади
площади
«Т» - тангенталь- Контуры нарастания, уг- Продольные или наклонные
ловые или кривые линии ные штрихи или линии
«ТТ›› -__ танген- Замкнутые кривые линии Кривые линии или штритально-торцовый
хи
Из-за особенности строения ряда пород древесины шпон
из ореха, груши, бархатногодерева, красного дерева на виды
не ~подразделяется.'Шпон из сосны -выпускается радиального
и полурадиального видов; шпон из капа выпускается тангентально-торцового вида.
Шпон имеет лицевую (более уплотненную) сторону и обратную (более рыхлую).
49
толщина шпона
1
Диственные породы
Мелкорассеянно-сосудис-
_ , Вид
Р, пг
Толщина, мм
0,4; 0,6; 0,8
Т
0,6; 0,8
_
_ ,
ТЬІЄ
'
Крупнорассеянно-сосуди- Р, ПР
С'1'Ь1Є_
0,6: 0,8
__
_
_ Кольцесосудиатые _
Хвойныеїпороды
Кап _
'Г
_
_ 0,8
_, Р, ПР,"ІҐ _
`
_ _
Р, пв, т
г 9.8; 1.0
й'0,8;1Ю _ _
тт;
с
РАЗМЕРЫ ЛИСТОВ- СТРОГАНОГО ОБРЕЗНОГО .ШП0НА
Сорт
' Лиственные и хвойные породы
-
_Кап
_
_Ширина,
мм
Длина, мм
І_І
1 20
900
ІІІІ#1
60
400:
І_І
200
200
Ь: ›-1
100
200
`
+0А.
Влажность шпона должна быть в *пределах ~8_2
_ Маркируется шпон, например, так: ВЯЗ Р-1-1,0 ГОСТ
2977-82 (т. е. -- порода дерева - (вяз), вид шпона (Р), сорт
(І), толщина листа ('1,0), ГОСТ.
КРАТКАЯ ХАРАКТЕРИСТИКА НЕКО'ҐОРБІХ"ПОРОД ДРЕВЕСИНЫ
1
Порода
(дуб П
Цвет
Текстура”
Особенности
От желтовато-сеТвердый, с трудом
О Резковыраженная,
_
рого до желтоват - крупная
режется, хорошо
бурого
'ї`Гг›у1ча
.<_
_
окрашивается
Розовато-коричне- : Выражена слабо
Твердая,
вая
режется- и окрашивается
_
`
1
; Береза
Беловато-желтая
Слабо выражена
І
50
хорошо
'Отлично окрашивается, имитирует
красное
дерево,
орех
Порода
Цвет
Текстура
Лиственни- Желто-бурый
ца
Ярко
Сосна
Яркие полосы
Светло-желтый
ПОЛОСЫ
Особенности
выражены Хрупкая, при резании может ломаться
С течением времени темнеет
Яркая, со свилева- Очень
твердая,
тостыо
имитирует кость и
черное дерево
Береза ка- Желтовато-белая с Яркая,
пестрая, Твердая, хрупкая,
рельская
розоватым оттен- коричневые изви- отлично отделываком
лины
ется
Светло-желтый
Выражена слабо
Самшит
Очень
твердый",
Акация
Желтоватая
имитирует кость
Тополь
Платан
Махагони
(красное
дерево)
Граб
Орех
От белого до крас- Крупная, с пятнановато-бурого
ми от «спящих»
почек
Красновато-бурый Яркая, крапчатая
Мягкий,
ломкий,
хорошо окрашивается
Твердый, с трудом
режется
Желтовато-розоЯркая, с мелкими Хорошо режется и
вый или краснова- темными черточка- окрашивается
то-бурый
ми
_
Твердый, режется
Белый с сероватым Выражена слабо
с трудом, хорошо
оттенком
окрашивается
Серовато-коричне- Разнообразная, вы- Плотный, хороїно
вый
режется и отделыразительная
вается
Обычно породы с крупной выразительной текстурой применяют для набора крупных планов, а с однробразной, слабовыраженной текстурой применяют для мелких деталей.
Умелое использование законов хроматического контраста
позволит вам подчеркнуть, расширить и обогатить палитру
используемых материалов.
Суть законов в следующем:
Зрительное восприятие цветового объекта зависит от окружения, так как цвета оказывают друг на друга взаимное влияние.
Противолежащие цвета спектра (красный и зеленый, желтый и фиолетовый, синий и оранжевый) очень контрастны.
Если поместить их рядом, они усилят яркость и насыщенность дРУг друга. И, наоборот, при расположении рядом двух
близких по тону цветов (например, оранжевый и желтый, синий и сгше-зеленый) насыщенность обоих цветов уменьпщтся.
51
Ахроматический тон на цветном фоне приобретает цветной оттенок, контрастный этому тону (например, серый цвет
на синем фоне _приобретает оранжевый оттенок, на зеленом
- красноватый).
Древесина серовато-белого граба на оранжевом фоне станет белее, на зеленом фоне приобретет розоватый оттенок, на
фиолетовом - лимонно-желтый. Древесина ореха серо-ко-
ричневого тона на фоне красного дерева приобретает зеленый
оттенок; на светло-желтом - синеватый, а на зеленом- фоне
- красноватый.
Применяя законы хроматического контраста, можно добиться впечатления нужного цвета там, где его: фактически
нет.
В маркетри используют не только естественную окраску
шпона. Нередко возникает необходимость изменить цвет древесины, имитировать одну породу шпона под другую. С этой
целью применяется глубокое крашение шпона. А также для
получения при окрашивании чистых и ярких тонов применяется отбеливание. Лучший декоративный эффект достигается
при отбеливании древесины светлой окраски - ясеня, бука,
березы и т. п. Для отбеливания применяют составы:
щавелевая кислота (5-6%-ный водный раствор). Шпон
погружается в раствор, подогретый до температуры 40--50°С,
и выдерживается в течение 5-10 часов. После обработки по-
верхности нейтрализуется 3%-ным раствором питьевой соды
(нельзя применять, если поверхность будет отделываться _полиэфирным лаком);
перекись водорода (Н2О2) в виде 30%-ного раствора с добавлением для активизации 2%-ного нашатырного спирта.
Шпон погружается в раствор на 30-35 минут, затем выдерживается на воздухе 30 минут, затем промывается теплой водой и просушивается.
Шпон разных пород должен обрабатываться отдельно. От-
беливающие составы ядовиты и при попадании на открытые
участки кожи могут вызвать ожоги, поэтому п.ри отбеливании
защищайте глаза защитными очками, а руки - резиновыми
перчатками.
До окрашивания шпон шлифовальной шкуркой очищается
от загрязнений и жировых пятен. Наибольшее применение
имеют водные растворы красителей, но у них есть и существенный недостаток: поднятие ворса на окрашиваемой поверхности. Концентрация красителей в водном растворе 1-4%.
Для приготовления раствора используют мягкую воду. Жесткую воду смягчают путем кипячения и введения 0,1-0,5%ной кальцинированной соды. Растворяют красители в горячей
воде.
52
Применяются следующие виды красителей:
для имитации красного дерева -- кислотный темно-красный, красновато-коричневый Ы9 3, ЗВ (ТУ-6-14-100-75);
для имитации орехового дерева - светло-коричневые
По 7, 16,, 16В, 163, 17, орехово-коричневый Ы9 12 (ТУ-6-14-
100-75);
темно-коричневый__І×ї9 8Н (ТУ-16-14-154-77);
для окрашивания древесины в черный цвет применяют
водный 0,1-0,2%-ный раствор водорастворимого нигрозина.
Для улучшения окрашивания (прокрашивания) древесины
в раствор вводят 5 % нашатырного спирта 20-25%-ной кон-
центрации.
Протравы - водные растворы солей металлов. При воздействии на -древесину в результате химической реакции со-
лей с дубильными веществами происходит окрашивание древесины. Дуб, каштан, красное дерево и другие породы древесины, богатые дубильными веществами, при обработке
протравами приобретают очень прочную светостойкую. окраску. В качестве протрав используют хромпик калиевый и
хромпик натриевый (ГОСТ 2652-78), дающие коричневую
окраску; железный купорос (ГОСТ 69-81-75) - для окраски
от серого до черного цвета; хлорную медь (ГОСТ 4167-74) и
медный купорос (ГОСТ 19347-84) - для окраски в желтова-
то-коричневые тона. Краситель растворяют в кипяченой или
смягченной кальцинированной содой (0,1-0,5%) воде, подо-
гретой до температуры 60-70°С. После полного растворен-йя
красителя раствор фильтруют через два слоя марли -и охлаждают до комнатной температуры. Наибольший декоративный
эффект получается при окраске протравами древесины под
мореный дуб и серый клен.
Гуминовые красители представляют собой состав веществ
естественного происхождения (уголь, торф и т. д.) с основными красителями, Носят название «Бейц››, «Ореховая морилка». Гуминовые красители окрашивают в чисто коричневый
цвет древесину дуба, ясеня, ореха и т. д. 'Надо учитывать,
что древесина березы и некоторых других пород после окра-
ски имеет невыразительный цвет. В этом случае возможно
применять гумгшовые красители в смеси с кислотными.
Поренбейцы предназначаются для поверхностного тонирования древесины ореха, красного дерева, дуба, ясеня И других
пород. Имеют очень важную особенность -- равномерно окрашивают, не ,поднимая ворса на поверхности., Поренбейц под
маркой _- грунтовка НЦ-0140 (ТУ-6-10-1566--70) выпуска-
ется коричневого, темно-коричневого и красновато-коричневого цветов. Время «сушки после ок~раски_-при 20°С примерно
20 минут.
53
_
1-,з«._ьм›<«~~па~<~.›~,«›.«х
'~
-“*` /"“'*`“
-'”"""""'“
`
Ч
""д'=- ~»~~~~---55.»--.ь›».»,.,..,,...,,,_,..,..,,,_.~...»_,«:_з,.:.,,.з_ ,___
_.
_,_
З
Ф ›
Ґ; 'ИФ <.
'_ .' `
__
›« ,_
~~ '1--г':~
_, 15/,_~;'
*›
"
Ц
ММК
_
цчтдід
_
*
^
51~
5
ч"`г,
_
›_
“~'›
,_ тд
,
"
_ ., _._-. ,.5
“т”*'З:2',,.-«_
"›:**»~~=., ,
,__ ,_.,____%
Е
< --1,,
-'
- - ›"ї_'*`ї!'Б`
'ь>к":г“:'_,_
1%
,_-
_
1* - нож-резак, 11 скалыїель, 111 - двоиной нож-резак, ІУ нож-пилка,
У - ножре3ак_
~
Ч
_,
_
(_
_ »_
из<
-' 11
`.
ыг:'7'2,-.__.._.:..
6
›:±
^
___
-,±;;,;.
_/___
'
-
"Й, _
г `
.'и,.
-
_
“__ ___ _______
:
ез4*<.1
-_
,нзїэ
__; 1 ~
'І
Ё
1,,
~<.-»__
_
/
К
`
'~±
_ Ь _,
*г
'ет
'
9
;_
;___,
-,_ _ -_.<~
.
__ "'<
3,,
_
`:_
-_
Ч '_
,
\<
,\5.Ґ
Ё
'
*›
,_~_,'
,(
'
,фл
"~і
7: ›5'>› И
ъ
__
__
5%_
уе
'а.,. ,. ”'“*'*
`
'ч:-ди,
~ '
»_
«г
` _
›
`
_
Ив
_ _
*
,
'
СО
_
"
__; Ф
Ш
Ш
ОФ
.,;,Ьд_.
_
_
-“_ -»»›<;\д;у«мєь-:-хр-›а,×›.ш›м:«›ш»<×. 1,5, ,тд в -,..~,.-,;_ -к ск., __
<
_
4
__,
~,
_
А
4:. зь ×_
_
энік
5" __.`
~ще›@ы-=4м×›«м,
,Ё
3
2
г?~'
ее/Ё
*`
`
2.. вы
«мдак
~м:.р\›ям.~ы›<~
ё< 1%
._ь
__ Ё
г,
...да
1г^ 2_=
, .%,.±.~, .- 2«д '\€\:т._м. га-, _
~
.,_.і _,.с_. т_,. _.
3:59
вв
. .,,.,,,_,, л-
1?--э-ъ7т. . ~,-_ < › ч ×.:«»:.<«~
9..
_.. _,,;,___:_ ~_
'є
,
~___
”і
1_ ._;_
'-»аникв.т;.-_;гв._їак.т~-=›»_:
»,,›ї».~я
2
ьЁИ.
И=_
2
в
«чье
і
1»'~с,;›~^_,<-;д,4,а›.~<
\._~'.кЁа-ч-ягаз-:.;=«.›<: тн, . ,
Ё
,;
Ш
,›-,Л
;^
\.
*З
Ё!
_
Образцы фигурного набора шпона:
1 - «в конверт», 11 - «в обратный конверт», 111 - «в рост», 11/ - «в круг»,
У - «в елку», І/1 - «в крест», І/11 < «в шашку»
54
Для получения более темных тонов или плавного перехода от светлого к более темному цвету применяется обжиг
древесины. Наиболее применяем способ обжига в горячем песке. Мелкофракционный чистый песок насьптается в металли-
ческий поддон и нагревается. В нагретый песок кладут кусочки шпона и выдерживают до их потемнения. Еслипо вашему
замыслу тон отдельных деталей мозаики должен светлеть постепенно, то эти детали опускаются в песок вертикально, нижние слои песка нагреваются сильнее, и поэтому нижняя
часть шпона потемнеет более интенсивно, чем верхняя. Таким методом получится фон, переходящий от светло-желтого
до темно4бурого. Учтите, что в процессе шлифовки шпон несколько посветлеет.
_
Основными инструментами для выполнения работ по мозаике являются: нож-резак, скальпель, ножи-пилки, циркуль-резак, лобзики. Нож-резак изготавливается из высококачественной стали марок Р9 или Р-13, как правило, используется полотно пилы-ножовки толщиной 1-1,5 мм, шириной
10-15 мм, длина лезвия 15-20 мм, угол скоса 30-<45°.
Обычно имеют несколько ножей-резаков разных размеров.
Ручка ножа должна иметь овальную форму, а на конце плоский косой срез, которым притираются полоски клеевой
ленты при склеивании элементов набора. К хирургическому
скальпелю для удобства в работе приделывается деревянная
ручка.
°
Для предварительного раскроя шпона используют* ножи°пилки, а циркулем-резаком вырезают детали круглой формы.
По мере необходимости используются также лобзики с пилками толщиной 0,3--0,4 мм. Для резания- узких полосок-шта-
ников целесообразно использовать двойной нож-резак, который изготавливается из двух одинарных пластин 9 вклеенным
между ними деревянным бруском.
Большое внимание следует уделить заточке и правке инструмента. Угол заточки ножа-резака должен быть в' пределах
10-15°.
Для заточки ножей-резаков используются плоские круги
из электрокорунда средней твердости. После заточки для
ликвидации заусенцев с лезвия инструмента применяют бруски среднетвердые и твердые.
При правке. бруски смачивают вазелиновым маслом. Заса-
лившиеся и загрязнившиеся бруски промывают в бензине.
После того, как лезвие 'достаточно заострится, его окончательно доводят на мелкозернистом бруске и затем на кожаном ремне, закрепленном на деревянном бруске, с применением пасты ГОИ. Хорошо наточенный нож дает чистый срез
без см-ятия волокон.
55
До начала работы следует разработать рисунок в натуральную величину, затем его переводят на -кальку, которая
используется как рабочий рисунок, а оригинал сохраняется
для контроля набора или на случай повторения этой работы.
На бумагу рисунок переводится без копировальной бумаги: на чистый лист бумаги накладывают лист с рабочим рисунком и твердым карандашом прижимают его. На бумаге остается след от твердого карандаша, в виде небольшого углубления. Затем они прорисовываются мягким карандашом; На
шпон рабочий рисунок переводится с кальки через копировальную бумагу остро заточенным- карандашом или спицей.
При переводе рисунка на шпон или бумагу следует помнить, что набор ведется по лицевой стороне, т. е. на той
стороне, которая будет наклеена, поэтому рисунок, не имеющий абсолютной симметрии, при переводе должен иметь зеркальное (обратное) изображение. Для получения этого кальку с рисунком переворачивают обратной стороной и только
после этого переводят рисунок.
Выполнение мозаичного набора заключается в двух основных операциях: изготовление элементов мозаики и объединение их в общую композицию.
Детали будущей мозаики выполняются следующим образом: узкие полоски-штапики намечаются на листе шпона, накладывается металлическая линейка и режется одинарным
ножом-резаком или двойным ножом-резаком.
В зависимости от замысла рисунка штапики режутся
вдоль, поперек или под углом к волокнам древесины. Прямолинейные геометрические фигуры нарезают из полосок шпона. При резке треугольников, чтобы вершины острых углов
не обламывались, резку надо производить в направлеъши от
вершины угла.
Криволинейные фигуры вырезают ножом-резаком от руки,
при этом надо_правильно выбрать направление резания - резать <<по слою древесины». Нож при этом как бы скользит по
ребрам годичных колец. Резать в этом направлении легко, и
срез получается чистым и гладким. Кольца, круги, овалы
можно вырезать циркулем-резаком. При вырезании кольца
сначала надо прорезать внутреннюю окружность, а затем наружную.
Сложные криволинейные детали режутся ножом от руки.
Если в наборе применяется несколько пород древесины и он
состоит из крупных криволинейных деталей, можно одновременно изготавливать детали-вставки и фон. Это делается выпиливанием. В этом случае листы -шпона наклеивают на бумагу для придания им прочности, затем листы складываются
и закрепляются по углам.
56
На верхний лист шпона наносится контур детали. Далее
просверливается отверстие, пропускается через него пилка
лобзика и начинают выпиливание. Таким образом вьшолняются одновременно деталь-вставка и фон, у которых будет
плотное соединение.
Различают простой набор шпона, когда полосы шпона
имеют параллельное направление волокон, и фигурный набор, при котором полосы -шпона образуют рисунок в виде геометрических фигур.
Для фигурного набора используют породы древесины с яркой, четко выраженной текстурой (хвойные,' дуб, ясень, орех,
карагач и др.).
'
Наиболее часто употребляют следующие виды фигурного
набора: «в конверт», «в обратный конверт», «в рост», «в
круг», «в елку», «в крест», «в шашку». Во всех этих наборах
заложен принцип симметрии и зеркального отражения ,рисунка древесины в смежных делянках шпона.
Для получения большого декоративного эффекта нередко
применяют шпон разных по текстуре и цвету пород.
Очень красивые и эффектные сочетания дают: клен и
орех, груша и палисандр и т. д. Красота фигурного набора
определяется не только правильностью 'подбора текстуры древесины, но и качеством выполнения работ (раскрой шпона,
фугование кромок, ребросклеивание).
Раскрой шпона производится в пачках, которые очень
плотно зажимаются. На верхнем листе выполняется разметка. При отсутствии механизмов раскрой производится вручную ножом-пилкой по прижимной линейке.
Чтобы получить ровные и гладкие кромки, резать следует
медленно .и осторожно, плотно прижимая полотно пилки к
линейке. Если после 'раскроя между приложенными одна к
другой кромками просвет отсутствует, фугование их не обязательно.
При отсутствии кромкофуговальных станков эту операцию
производят ручным фуганком (пачка шпона надежно зажимается в донце или отрубцинами между прокладками).
Ребросклеивание производится бумажной клеевой лентой
(толщина 0,1 мм, 'ширина 20-25 мм), на одной стороне этой
ленты нанесена тонкая пленка глютинового клея. Подготовленные делянки шпона раскладываются и подбираются по
текстуре. Левой рукой придерживаются и плотно поджимаются две соседние делянки, а правой рукой поперек стыка наклеиваются кусочки к.леевой ленты в нескольких местах.
При соединении делянок необходимо строго следить за
тем, чтобы рисунок не сдвинулся. После тщательной проверки клеевая лента проклеивается по всему шву и старательно
57
пргшатьгвается притирочным -молотком с вращающимся рифленым валиком.
С развитием и совершенствованием техники маркетри
получает развитие и искусство орнамента -~ узора, состоящего из ритмически упорядоченных элементов.
Каждая национальная культура, каждая эпоха -выработала
свою систему орнамента.
На Руси национальному орнаменту характерны были как
геометрические и растительные формы, так и изображения
зверей, птиц, изображения человеческих фигур, фантастических животных.
Орнаменты различают: ленточные (прямые или криволинейные орнаментальные полосы, окаймляющие поверхность
предмета), сетчатые (геометрический рисунок заполняет всю
поверхность ,сплошным узором), центрические (орнамент,
вписанный в круг, квадрат, ромб и т. п. и располагающийся,
как правило, в центре украшаемой поверхности).
Геометрический орнамент складывается из прямолинейных и криволинейных фигур. Часто. его выполняют в виде пе-
реплетения многообразных геометрических форм.
При подборе пород древесины для геометрического орнамента следует учитывать, что основную роль играет цвет древесины. _
Для элементов орнамента, особенно криволинейных, не
следует применять породы с яркой и крупной текстурой дре-
весины. Сочетание элементов должно быть построено *на
контрасте их цветов. Для фона следует” подбирать древесину с
выраженной, но некрупной текстурой, для вставок - со слабовыраженной текстурой.
В растительном орнаменте большое внимание должно уделяться подбору материалов, направлению волокон шпона.
Для фона предпочтительнее применять шпон бука, клена;
для растительных. элементов - контрастный шпон ореха,
красного дерева..Листья могут вырезаться из одного элемента
шпона, могут вырезаться из трех или более элементов.
Для выполнения, например, листа, состоящего из трех
элементов, сначала вырезается контур одной половинки листа. Образуется гнездо (отверстие). В это гнездо подбирается
по текстуре вставка из шпона, вырезается и вклеивается. После этого вырезается подобранная по текстуре вторая половинка листа и, в заключение, подбирается и вклеивается черенок. В зависимости от вашего замысла и наличия правильно
подобранного материала, даже при одном и том же рисунке, орнамент может выглядеть совершенно -по-разному. При подборе
шпона у вас может появиться совершеъшо новый вариант исполнения, подсказанный текстурой наличного шпона.
58
/..г;1і</
мя \
Ю
`1~›
'
?
9
ь.
>
7
І.
4”
\
`_
1/-3*
, ,
Л
ег-#1»
›
«
о1
~.-
И/.
._,__,
Цсптричсский орнамент
У
Ё
,_/Ё Ґ* Ёдддї /
/н
с
4*/
Ё
/
~ '
г
а
'
вы
<
Д*
^
'_
1 4
її
_...
,=›.'
_..
__.;4\
?\_
4,
мёд
(_
\\
\
_ І
_
~Іє\\\
Г;-\г д1:'~<Ы
.
тк” кг, ц
:°`\
,,
.
Ж
`.,д__:І
-
'
_,"
9
_
~
_
2
за в _! т * дгі
.- . *~-ёіііё-ь
- _ _
ў/:›,9
_
5
' р-,МК
_,»\:"\
А
_
,, ~
'*
-
` за. 'її
Варианты исполнения растительного орнамента.
59
_
.-
Ё-їр;;\_
*_
*ай
4 ул -Э,
_;_:;_.
,,
<`7 Ц И
О Г ,Ё Чу? Обргї
И /Д_ Ж Ди
,._а___ ___.
_
,
в
У _
`
-9
.
.. 4
`~-›=-››`А/ /
.
А
~-
,
-
. .
,
_
,
..4 .......,..._....1. ......,-
..
›_
,
,Ё
.
__----~ --
' _
_
^
~
-......,..._.........__.__.... ._.._...._
-
›
..
.._..,-..
ян-.-
0."
`
І
М
.,
І __,___Т
41
.,[__,.».
д
1
.
И
4
,
_:'
пища-мен-ь- І?
І
-
-*×^ ›“'×" г Ф.д=~1Ф«**«в\-(,-›~?4ў '3>'5:"×:~'9м`_..
' ` . . /;)~1Ґ_{ІІ'°'?\,і":
_« 1
.
______,, _
~(;.
,1 _
Ц _.,.,, _.
.
.\_
1/ __ Е/ ,Н
/:,}' /'`)9*'*$ї7
<,Г>її;___ё
ъдгдё.
зы: ,. 111.ц
,;;`~ї{ . ~;__,'_<'='~:;<› ,.: :-1 `*
Ю
дг-іььв
,_
,;ї'
1,
*-
1
_\.__
Ё
3̀~_,.
ї
/(цей
. .-
ня 1
~ " ' _._._;^1'_М
де /ад /× 4! ад/гд*=:»' /5 /14
4,
,Ґт 1
Эд
-'
М Ні
І!
дм
- «-_.
\., 1×\Ё\
9,,
9
“;ё'0*г-др~ ,(19
Дшічїсг, <~›~ чсъ
ї Д_ *суті*
~#37
'ї«':<›гхёіорї
“дет,Эн
А
4/
.-«
_
. і*її:г"5її_.' ;ҐҐї“ 1.
І
,
Ф
21 Г ,, .ц*'.,
ь»
1
_
,_
\
.._..__._..._.«-
із*
е
І
А.
1
І
1
т»
`
\
Ц ,(,<›`/'›' “,/И «;/»Й/1 4* . Е
И
_
-тыО«З
:Ё:ї*
- 1стего/'р ,.ё×те<
'Фна
4
\
__
_.-
,Ё
\°
#17*
то ,.
\9\
*Э
_ ±.
___
"
г
н
г
РІ? 5
г
іїїті '**
.
_
.
_
І_~--тдрввг-тегреческийг меандр; Л - арабеска, Ц! -1 древнегреческий, акант,
"
“
ІІ/ - ,русская плетенкаъ
60
`-
^
Самое сложное в технике маркетри вьшолнение рисунка в
сюжетном наборе, то есть выполнение пейзажа, натюрморта,
портрета и т. д.
фМастера-краснодеревщики с ХУІІІ века использовали сюжетную мозаику в создании мебели, стеновых панно.
Выработались два основных способа выполнения сюжетного мозаичного набора-.
При одном способе за основу берется готовый рисунок
(жанровая сцена, пейзаж, натюрморт и т. д;) и подрабатыва-
ется с -учетом возможностей древесины и ее специфики.
При втором способе (здесь 'должно быть очень развито
чувство видения, полет фантазии), ~в самой текстуре древесины находят зародыш определенного сюжета и дополняют и
развивают его вставными элементами. ,В создании сюжетного
набора громадное значение имеют текстура шпона, узор древесины, цветовые сочетания.
У
_ ддд...
'
'Ё
Ґ
× ,
.~ '
,
.
р
_
.
~
д:_3~
3
_
У
др.
1ї`:_\*:«
-
.›.а
,=,= _
,_
›:
_
+
`
зі
_»_›
Ё,
Ё
Ё
*Ч
_:
Ъ,
›,
*__ўҐ
-
_, г
~
›'
У
~
,
>
'
А
,_
5:-
'7;-_==›
-
_ <,_
_ :;,:їг
~: -
<-
~ .,..>.
Пейзажёв технике маркетри.,
К примеру, если вами выбран фон светлого тона, то изве-
стным способом переводится выбранный рисунок, если же по
вашему замыслу фон темный, то рисунок на _кальке подклеивается во избежание его смещения.
61
Когда вырезается гнездо какого-либо элемента, то калька
поджимается к фону .и производится прорезка и бумаги, и
шпона. Затем под образовавшееся гнездо подкладывается
шпон элемента, контур гнезда обводится и вырезается. Вставка вставляется с лицевой стороны в фон и закрепляется клеевой лентой. Затем снова накладывается калька, и операция
повторяется. В случае, если вы выполняете работу большого
размера, то отдельные фрагменты рисунка заготавливаются
вне фона, а затем врезаются в фон.
Учтите, что не допускается вырезать сразу несколько
гнезд - это неизбежно приведет к разрыву шпона фона.
Каждое гнездо следует вырезать только после того, как вставлено и проклеено клеевой лентой предыдущее звено элемента. Не допускайте применения шпона разной толщины. Это
приведет к некачественному приклеиванию элементов к основе и очень затруднит обработку поверхности при отделке.
Прежде чем приступить к наклеиванию выполненной работы, необходимо правильно и аккуратно подготовить основу,
поверхность должна быть ровная и гладкая. Если на поверхности основы есть трещины, вмятины и т. п., их надо заделать шпатлевкой (НЦ-0038, НЦ-007, НЦ-008, ПЭ-0025)... По-
сле того, как вы заделали неровности и шпатлевка. высохла,
прошлифуйте поверхность. Набор мозаики приклеивается к
основе холодным или горячим способом.
При холодном способе применяются поливинилацетатные
клеи (ПВА) или клеи на основе мочевино-формальдегидных
смол (УКС), допустимо применение смеси-ПВА с УКС и
М19-62 в соотношении 7:3 с добавкой 4-6% 10%-ного раствора щавелевой кислоты.
`
Клей ПВА выпускается готовым к употреблению и имеет
очень большую временную жизнеспособность, безвреден и
при высыхании образует бесцветную пленку. Если же вы будете применять клеи на основе смолы УКС или М 19-62, то
необходимо добавить З-5% 10%-ной щавелевой кислоты,
жизнеспособность этого состава 5-10 часов.
Наносится клей жесткой щетиновой кистью; проследите,
чтобы клей был равномерно распределен по всей поверхности. Оптимальная толщина клея 0,08-0,15 мм, расход клея
на 1 м - 180-250 граммов.
После наклеивания на лицевую поверхность наложите
ровную, гладкую, чистую прокладку и равномерно пригрузите ее, срок выдержки при температуре 18-25°С - 4-+5 часов. Затем пригруз снимите и дайте выдержку для окончательного высыхания в течение не менее суток.
При проклейке могут образоваться дефекты, вызванные
несоблюдением режима наклеивания:
-62
а) клей просочился на лицевую поверхность (раствор клея
слишком жидок) - затеки клея отбелить;
б) вырывы отдельных волокон шпона (шпон подклеился к
подкладке) - незначительные вырывы зачистить, для более
глубоких подобрать и врезать новые вставки;
в) локальное отклеивание шпона по краям (плохо наложен слой клея) - приподнять участок шпона, проклеить и
притереть;
'
г) воздушные пузыри (неравномерность наложения слоя
клея, грязная поверхность основы) - воздушный пузырь
смочить горячей водой, сделать надрез вдоль волокон, ввести
с предельной осторожностью клей и притереть. После -при-клеивания. приступают к -подготовке поверхности к отделке. В
первую очередь снимается клеевая лента (смачивается водой)
и зачищается с помощью цикли, просушивается, а. сама 'по-
верхность также выравнивается циклей.
Цикля - это плоская стальная пластина с острым ребром,
на этом ребре при помощи, например, стамески на кромке
проведением *вдоль ребра делается небольшой заусенец на
всем протяжении ребра, которым и снимается тончайшая
стружка. -Наклон цикжш- должен быть очень незначнтелен и
ведется она на себя или- от себя под незначительным углом к
направлению волокон.
Циклевание дает ровную и гладкую поверхность.
\
Затем выполняется шлифовка шкуркой зернистостью 8, и
6. Для удобства шкурка закрепляется на деревянной колодке.
Шлифуют мягко, без сильного нажима. После шлифовки могут образоваться ворсинки, которые удаляются перед лакиро-
ванием следующим образом - производят увлажнение трехили пятипроцентным раствором ПВА и после его высыхания
ворсинки удаляются шлифовкой отработанной __ шкуркой.
Здесь наступает очень интересный момент: если по вашему
замыслу надо доизобразить детали орнамента или рисунка
(складки одежды, прожилки растительности, усилить элементы орнамента), то можно- выполнить гравировку. Она производится маленькой стамесошюй или 'ножом путем неглубоких
прорезей по контуру: рисунка.
Прорези заполняются специальной цветной мастикой. В
качестве черной мастики можно применить расплавленный
вар
состав, состоящий* из клея (столярного или ПВА) с
мелкодисперсным древесным углем, замешанным ~в консистенции густои шпатлевки;
Для приготовления белой мастики готовится- следующий
состав: столярный клей” -- 12 частей, канифоль - 2 части,
олифа - 1 часть, мел _ 10 частей. (Мастику коричневого
цвета вполне заменит разогретый сургуч.
_
1,
'
63
Если по вашему замыслу нужна мастика других цветов,
готовится смесь столярного клея с древесной мукой, подкрашенная цветными пигментами.
Наносится мастика в выполненные углубления с небольшим избытком (при высыхании она может дать усадку). При
попадании мастики на неоконтуренные поверхности ее надо
сразу же счистить, не допуская затвердевания. После того,
как мастика высохла, поверхность снова шлифуется. При
окончательной отделке изделия производится его лакирование. Лак наносится на поверхность тампоном или мягкой
плоской кистью- флейцем.
Вязкость по вискозиметру ВЗ-4 должна быть в_ пределах
50-60. На очищенную от пыли поверхность наносят лак
вдоль волокон в одном направлении так, чтобы каждая последующая полоса перекрывала предыдущую. Учтите, что
если вы лакируете тампоном, то лак заливается внутрь
тампона.
После нанесения первого слоя поверхность сушится в течение не менее 2-х часов, затем поверхность шлифуется
шкуркой зернистостью 4 или 3. По окончании мягкой щеткой
удаляется пыль и наносится второй слой лака и затем сушится не менее 4-х часов и снова поверхность шлифуется, теперь
уже шкуркой зернистостью 2 или 3., В третий раз наносится
слой лака гораздо менее вязкий (30-40) и просушивается не
менее 24 часов.
Для лакирования используются нитроцеллюлозные лаки:
НЦ-218 - глянцевый, светлый, быстросохнущий. Разбавляется растворителем «646›>;
НЦ-222 - глянцевый, получаются светлые, светостойкие
пленки. Разбавляется растворителем «646» и <<РМЛ››;
НЦ-223 - глянцевый, применяется в подогретом до 75°С
состоянии.- Образует твердое шелковистое покрытие без блеска., Разбавляется растворителем «646».
А
Покрытия из этих лаков ,легко растворимы, хорошо облагораживаются и ремонтируются, но пожароопасны.
Иногда поверхности, нанесенные нитролаками, подвергаются облагораживанию, т. е. разравниваниюс помощью растворяющей лак жидкости" <<РМ/ Е» или «НЦ-11З››, можно также применить смесь растворителя «<<646›› с этиловым спиртом
(1:1). До облагораживания лаковое покрытие шлифуется
влажной шкуркой зернистостью З -(смесь уайт-спирита с керосином 1:1).
По окончании шлифовки поверхность протирается мягкой
тканью. Если лакирование выполнялось лаками НЦ-223 или
НЦ-218, то можно поверхность дополнительно отполировать
64
нитрополитурой. Полировку производят в два приема, после
влажного шлифования.
Первое полирование производят нитрополитурой НЦ-314
15 %-ной концентрации, до появления слабого глянца, затем
изделие выдерживается при комнатной температуре не менее
суток. Второе полирование выполняют нитрополитурой, разбавленной до 8-10%-ной концентрации растворителем
«РМЛ», с применением порошка пемзы и вазелинового масла.
Поверхность очень легко припудривают пемзовой пудрой
из марлевого мешочка, легкими мазками наносят вазелиновое масло и полируют до появления полузеркального блеска.
После выдержки при комнатной температуре в течение
суток удаляют масло тампоном, слегка смоченным спиртом
(спирт - вода, 7:3). И первая, и вторая полировки производятся ватно-шерстяным тампоном в~ полотняной или холщевой оболочке плавными круговыми движениями.
Иногда (по вашему замыслу) готовое изделие не лакируется. В этом случае его можно обработать вощением. Для
этого готовится мастика (2 части скипидара и 1 часть воска).
Скипидар медленно вливается в расплавленный воск и тщательно размешивается. Вощение производят остывшей мастикой при помощи тампона. После покрытия поверхности в течение 4-5 часов идет процесс подсушки, после чего изделие
натирается до глубокого блеска суконкой.
3 Энциклопедия Умедьца
_
`
_!
ТОЧЕНИЕ ИЗ ДРЕВЕСИНЬІ
цпЬ\
Археологические данные свидетельствуют о том, что люди
всегда не только ценили доступность дерева как материала
для изготовления необходимых в быту вещей, но и очень рано
научились различать пластичность, мягкость дерева, возможность сравнительно легко вырезать из него сложные и выразительные формы.
Самыми ранними памятниками русского народного творчества, обнаруженными на нашей территории, считаются изделия из дерева, найденные археологами в Горбуновском торфянике Пермской области и Древнем Новгороде. В этих местах сложился особый благоприятный микроклимат: в почве,
пропитанной влагой, без доступа воздуха, хорошо сохранились деревянные изделия. Это позволило нам воочию увидеть
в неприкосновенности будто пришедшие Из другой эпохи изделия старых русских мастеров.
Если Горбуновский торфяник донес до нас отдельные вещи
из дерева, такие как всемирно известный ныне ковшик-уточка, показывающий необычайную одаренность древних мастеров, то Новгород открыл нам целый неизвестный мир - мир
деревянной архитектуры, утвари, той обстановки, тех предметов труда -и быта, среди которых проходила жизнь наших
предков. Братины, чаши, кубки, миски, блюда, ставцы, солонки И многое, многое ДРУГОЄ. Древние токари, несмотря на
то, что работали они на примитивных станках с лучковой передачей, творили чудеса.
Новгородские мастера точили посуду не только с торца, но
и поперек волокон. Этот прием делал посуду прочнее и наиболее полно выявлял удивительные декоративные свойства
древесины. Современные” станки, в" том числе и настольные,
беспредельно раздвинули возможности обработки и точения.
Из ореха, дуба, можжевельника, сосны, красного дерева,
кедра, имеющих большую палитру текстуры, вытачивают декоративные изделия, которые не раскрашивают, а лишь покрывают слоем прозрачного лака.
66
›
В СТЗРИІ-Іу ВЬІТОЧЄННЬІЄ ИЗДЄЛИЯ ДЛЯ ПРОЧІ-ІОСТИ И ПРИДЗНИЯ
бЛЄСК8
ПОКРЫВЗЛИ ЛЬНЯНЫМ
МЗСЛОМ ИЛИ ПРИГОТОВЛЄІ-ІІ-ІОЙ ИЗ
него олифой. Этот древний способ обработки деревянных из-2
дслий был широко распространен по всей Руси.
Природная красота древесины, имеющей интересный текстурный рисунок, - лучшее украшение изделий. Из липы,
осины, березы, ольхи вытачивались изделия, которые затем
раскрашивались красками, украшались резьбой. Из обычного
посудного народного промысла развилось необычайное явление русского искусства - хохлома и городец.
В настоящее время высокохудожественные декоративные
изделия вытачиваются на современных станках. Обрабаты-
вать лучше хорошо высушенную древесину, которая при лакировке не дает ворса. Длинномерные детали точатся на токарном станке с задней бабкой, а изделия малогабаритные -
на станке с трубчатым патроном, в котором заготовка закрепляется только с одной стороны, что позволяет со свободного
торца выбирать полые объемы. Тарелки или чаши большого
диаметра вытачиваются на планшайбе, представляющей со-
бой диск с отверстиями под шурупы, которыми заготовку
прикрепляют к диску, если на планшайбе отсутствуют специальные зажимы.
На токарных станках с ручным управлением обрабатывается древесина несложными резцами. Для предварительной,
обработки заготовки, придания ей цилиндрической формы
применяют полукруглые резцы. Плоские резцы, косяки, применяют для чистого точения внешней поверхности. Такие
резцы несложно изготовить из обычных стамесок или из плоских напильников, сточив с 'них насечку.
Для обработки внутренних поверхностей применяются
резцы с крючковидными лезвиями («крючки››), резцы полукруглой и крючковидной формы выполняются из углеродистой стали. Обычно выполняют несколько резцов разных размеров. Опытные мастера работают резцами, представляющими собой металлическое кольцо, приваренное к прутку.
Токарная обработка с торца наиболее распространена, чем
поперек волокон. Для такой обработки применяются бруски
квадратного сечения. Топором брусок обтесывается и ему
придается цилиндрическая форма. Заготовка- закрепляется в
патроне строго горизонтально. После включения станка рукоЯтку резца держат в правой руке, а левой прижимают рабоЧую часть резца к подручнику. Держат резец под углом 25-
Ь
и
30° к оси вращения заготовки. Легким, плавным прикасанием
лезвия резца снимается стружка. Резец проводится вдоль
3:;
І
Е
Ё\\^
\__
'
/лк
4 1
_
_
; _И”
»Нд
пп
~ _
О
_
4,4-її:
'її
`
,-
1"
1/
'
`
/'І
\_
`\
Последовательность вытачивания вазочки:
І - обработка полукруглым резцом,
11 - вытачивание полости крючкопатым резцом или
кольцом,
111 - чистопая обработка, торцовка.
Р
68
всей длины заготовки до тех пор, пока заготовка не приобретет строго цилиндрическую форму.
При изготовлении полого изделия в первую очередь выта-
чивают полость крючковидными резцами (крючками) или
кольцами. Отработав до необходимых размеров и конфигураций полость, прорабатывают внешние формы изделия.
Плоским резцом выполняют разметку, нанося на поверхность цилиндра риски, ориентируясь по которым плоским
резцом снимают стружку. Вначале вытачивается окончательная форма изделия, а затем дорабатываются детали.
Затем изделие подвергают шлифовке и полировке. Шлифуют обычно мелкозернистой наждачной бумагой 8--6, затем
номерами 4-З. Полируют обычно древесной стружкой или
сухим хвоіцом (продается в аптеках). Еще лучше -полируется
древесина конским волосом.
В старые времена полировку производили также мочалом
или лубом. Готовые изделия- покрываются лаком за 2-3
раза.
Обычно применяются нитроцеллюлозные лаки НЦ-218,
НЦ-222, НЦ-223, НЦ-224, НЦ-243. Если лакировка выпол-
нялась лаками» НЦ-223 или НЦ-218,-то можно дополнительно
отполировать изделие нитрополитурой.
Полировку производят в два приема: после влажного шлифования шкуркой зернистостью 3 (смесь уайт-спирита с керосином 1:1), по окончанию шлифовки поверхность протирается мягкой тканью и просушивается.
Первое полирование производится нитрополитурой НЦ-314
15%-ной концентрации до появления слабого глянца, затем
изделие при комнатной температуре выдерживается не менее
суток.
Второе полирование выполняют более жидкой политурой,
разбавленной до 8-10%-ной концентрации растворителем
«РМЛ» с применением порошка пемзы и вазелинового масла.
Поверхность очень легко припудривают пемзовой пудрой из
трехслойного марлевого мешочка, легкими мазками наносят
незначительное количество вазелинового масла и полируют
до появления 'полузеркального блеска.
После суточной выдержки при комнатной температуре
масло удаляют тампоном, -слегка смоченным спиртом
(спирт-вода, 7:3). И первая и вторая полировки производят-
ся ватно-шерстяным тампоном в полотняной или холщовой
оболочке вручную плавными круговыми движениями..
Если по вашему замыслу изделие не полируется, то его
можно доработать вощением. Для этого готовится мастика (2
69
Вазочка, выполненная на токарной
ОСНОВЕ.
Ё
1
0 '~_7,,.и
_ выполненная
~
_ на токарИгрушка,
ной основе.
'ІІ
гг у_ ~
Щ \чі/ры.
1
-
части скипидара на 1 часть воска). Скипидар медленно вливается в расплавленный воск и тщательно перемешивается.
Вощение производят остывшей мастикой тампоном. В течение
4-5 часов изделие подсушивается, после чего натирается до
глубокого блеска суконкой. Несколько сложнее вытачивание
изделий поперек волокон, но этот прием более эффектен и
декоративен. В качестве материала могут подойти и хорошо
высушенные сосновые доски.
Очень колоритно выглядят изделия, выточенные из клеяных блоков. При подборе материалов можно дать разгуляться
фантазии, например, склеить блоки так, чтобы слои каждого
последующего блока шли поперек слоев предыдущего блока и
т. п. Деревянные токарные формы с давних времен применялись мастерами, изготавливающими игрушки.
Русская матрешка, выполненная-рукой мастера на станке,
стала национальным российским сувениром.
Многообразньге детские игрушки, вьшолненные на токарном станке, чаще всего изображают человека или любимых с
юных лет животных, птиц. ' Безусловно, эти фигурки очень
условны, но именно эта непосредственная условность придает
им своеобразную декоративную выразительность. Прежде чем
взяться за изготовление токарной игрушки, надо детально
разработать эскиз, где необходимо решить и детализировать
все вопросы изготовления. Надо продумать конструкцию всей
игрушки, учитывая возможности токарной обработки, найти
текстурный рисунок росписи.
'
Лучший материал для игрушек - древесина липы, осины,
ольхи, березы, причем, плотная и довольно твердая древесина березы позволяет вытачивать детали очень малой величины. Кроме того, древесина лиственных пород хорошо окрашивается, на них эффектно выглядят и выжигаемыеррнаменты.
Из древесины хвойных пород изготавливают игрушки, как
правило, без последующей раскраски, выявляя и подчеркивая
естественный рисунок древесины.
Перед сборкой готовых элементов игрушки можно подчекнуть отдельные детали подкраской морилкой разной концентрации. Детали соединяются столярным клеем, клеем БФ-2
или латексом. В местах соединения обычно сверлятся отверстия для соединения штырьками. Готовые собранные игрушки, если у вас нет других »замыслов, можно раскрасить. Если
вы расписываете игрушки масляными красками, то поверхность предварительно загрунтуйте (описания грунтовок приведены в предыдущих главах). Или примените более простой
рецепт: в стакане воды разведите одну чайную ложку желатина и 5-6 ложек зубного порошка (желатин можно заменить столярным или рыбным клеем). Грунт нанесите на по71
верхность за 2-3 раза и каждый слой хорошо просушивайте.
Можно игрушки расписывать гуашью с последующим покрытием несколькими (2-З) слоями лака.
На небольшиефигурки лак предпочтительнее наносить не
тампоном или кистью, а применять метод старых игрушечников - «окунку››, т. е. игрушка окунается в емкость с лаком.
При этом способе он покрывает поверхность игрушки ровным
слоем. После высыхания первого слоя операцию повторите.
Мастера знаменитой полхов-майданской игрушки применяют анилиновые красители, но об этом мы с вами говорили
в предыдущих главах.
ОПАЛЕННАЯ ПОВЕРХНОСТЬ
С давних пор человек заметил удивительное свойство дерева: случайно или преднамеренно опаленное огнем оно сохраняется, не подвергается гниению. Это замечательное свойство с успехом применялось в бытовых практических целях
- обжигали нижнюю часть столбов, закапываемьгх в землю,
и они служили, не разрушаясь, многие годы. На обугленном
или закопченном дереве красочно проступала текстура древесины, образуя своеобразный узор, что и было 'использовано
человеком для украшения предметов быта.
Безусловно, темного красивого фона можно добиться, используя разного. рода красители, в частности, морилку или водные растворы красителей, например, для имитации красного дерева - кислотные 'темно-красные, красновато-коричневые Ме 3,
ЗВ (ТУ, 214-100-75), ДЛЯ имитации орехового дерева - светло-коричневые - 17, 16, 16В, 163, 17, орехово-коричневый
1519 12 (ТУ-6-14-100-75), темно-коричневый Ы9 8Н (ТУ-1614-154-77), кислотные коричневый и темно-коричневый (ТУ6-14-100-75) и др. Но технш<а опаленной поверхности имеет
то преимущество, что она сохраняет и передает природную красоту дерева, его идущий из глубины блеск.
°
Старые мастера, украшая свои изделия, коптилилламенем
свечи поверхность расписных подносов" «под черепашку»,
светлые поверхности «под мрамор», «под малахит›› и т. п. Для
этого они дерево или металл покрывали слоем масляной или
клеевой краски - белой, зеленой, светло-коричневой. По наклеенной, еще не высушенной, поверхности они проводили
пламенем свечи, которая оставляла легкую полупрозрачную
полоску.
В зависимости от объема пламени фитиля, наклона поверхности изделия, скорости движения свечи на поверхности
оставался след, различный по ширине и плотности. При необходимости эти следы подправлялись кистью и затем поверхность лакировалась. Копотью можно подчеркнуть, обогатить и
разнообразить текстуру любой древесины, изделие приобретает своеобразный рисунок из поперечных, как бы набегающих
друг на друга полосок, которые легко закрепить лакированием.
73
Опаленное дерево.
Х.
-
1
\
(вт
_:
14 Ж
.
\
\
>,
3
<
_
__
9
с
її"
"-
:›~**БЫ
Э 1
_; '-
._« ї
› ~ъ~›
_ _ - _ _,-х~5×
-5-\,“х,_,,_›_»»_
гїмчедддтд __ ,__,,
Маска в технике опаленного дерева.
_ _
Токарные изделия из дерева приобретают совершенно необычную текстуру, если из обработать целенаправленно трением. Для нанесения на поверхность темных колец берется
нужной конфигурации брусок дерева более твердого, чем обрабатываемое, и прикладывается к вращающемуся изделию.
От трения на нем обугливается в разной степени интенсивности тонкий поверхностный слой красивого темно-коричневого. цвета. (Зависит от продолжительности и степени нажатия бруска). В соответствии с вашим замыслом какую-то
часть поверхности изделия можно подкрасить зеленой, голубой, розовой и др. краской разной цветовой интенсивности;
при обработке трением они дадут чрезвычайно интересные
тона необычайно декоративной цветовой гаммы.
,
Большого художественного совершенства можно добиться,
используя выжигательные аппараты, и в этой связи необходимо напомнить о старинном способе выжигания нагретыми
штампами элементарных фигур: звездочек, треугольников,
ромбов, полосок, розеток. Ими можно выжечь на поверхности
украшаемого изделия очень нарядные декоративные композиции. Как правило, штампы должны быть очень простыми,
сложные~их' формы забьются нагаром, а тонкие черты элементов штампа обуглят края обрабатываемой древесины.
Большие поверхности обрабатываются паяльной лампой.
Особенно эффективен этот вид обжига для древесины с хорошо выраженным рисунком годовых колец (ель, сосна и т. п.).
Поверхность обрабатываемого изделия перед обжигом покрывается слабым раствором (концентрация зависит от вашего замысла) медного купороса, который впитывается в мягкие
слои годовых колец. При обжиге в первую очередь подвергнутся обгару эти мягкие слои, в результате проявится выразительный естественный рисунок со светлыми линиями на
темном фоне. Изделия шлифуются методами, описанными в
предыдущих главах, лакируются бесцветными лаками и, при
необходимости, полируются.
1
ИНКРУСТАЦИЯ МЕТАЛЛОМ
Инкрустация деревянных изделий металлом - довольно
старый вид народного творчества. Еще в прошлом веке он был
достаточно распространен в районах Закарпатья и Дагестана.
И в наши дни изделия, инкрустируемые металлом, в виде бокалов, вазочек, блюдец, кубков, шкатулок, орнаментальных и
сюжетных панно и т. п. пользуются постоянным и устойчивым спросом..
В качестве основы для инкрустации пригодна любая плотная, твердая древесинаггруша, дуб, граб, бук, орех, абрикос,
клен, береза и др. Обязательное условие, чтобы она была хорошо просушена. В противном случае врезные элементы инкрустационного орнамента могут просто выпасть при высыхании древесины. Обратите внимание на то, что внутренние полости вазочек, кубков, бокалов и т. п. вытачиваются после
нанесения инкрустации, во избежание разрушения стенок при
производстве инкрустационных работ.
Поверхность любого вида изделия должна быть заранее
подготовлена, т. е. быть на уровне готовности отделочных работ.
Для выполнения инкрустации требуются инструменты:
резцы прямые, ножи, стамески полукруглые (отлогие, средние, крутые) различной величины, плоскогубцы, кусачки,
слесарный молоток, ножницы для резки металла, тисочки,
напильники, дрель для сверления, медный паяльник, слесарная ножовка и слесарный лобзик, кернер для разметки отвер-
стий на металле.
Для обработки металла применяются ножницы разных
размеров, их выбор зависит от толщины обрабатываемого металла.
Для мелких работ по металлу толщиной 0,2-0,4 мм можно -использовать медицинские ножницы. Более толстый металл толщиной 0,5-1,5*мм режется большими ножницами.
Форма губок ножниц бывает различной. Для прямых резок и
для обрезания металла по краю заготовки служат ножницы с
прямыми губками, правые и левые. Отверстия и кружки вырезают ножницами с изогнутыми губками.
76
С-
і
І
Кругорез.
І
Ф
і
О
шпиц
Й,
ЁФ
Приспособление для резки жилок (штапиков).
,-*-"`-\
гдз/`:гЗ\@
г'а/аа
Сосуд, инкрустированный оловом
77
Для получения сквозных или ажурных деталей из тонкого
металла используют слесарный лобзик, представляющий собой облегченную ножовку с тонкой пилкой. Зубья лобзиковых пилок направлены к ручке, поэтому пилят лобзиком на
себя или сверху вниз, если обрабатываемая пластина закреплена горизонтально. Пилки, предназначенные для резания
металла, различают по номерам, в зависимости от толщины и
ширины полотна, размера зубьев.
При выпиливании пилку в лобзике закрепляют так, чтобы
она была очень хорошо, как струна, натянута, а зубья ее направлены вниз к ручке лобзика. Зажимают пилку сначала в
нижние зажимы (у ручки). Затем, если лобзик не имеет специального натяжного винта, грудью нажимают на ручку и
закрепляют верхний конец. Закрепив пилку в верхнем зажиме, постепенно ослабляют нажим на лобзик. В лобзиках же,
которые снабжены натяжным винтом, после закрепления второго конца пилки натягивают ее окончательно этим винтом
так, чтобы она при касании пальцем издавала тонкий звук.
В тех случаях, когда надо выпиливать внутренний замкнутый контур рисунка, пилку закрепляют в нижнем зажиме
лобзика, свободный ее конец продевают в отверстия, просверленные дрелью в пластине металла внутри этого контура, и
лишь затем закрепляют, как было указано выше, в верхнем
зажиме.
При выпиливании элементов декора из очень тонкого металла, тоньше 1 мм, лучше поместить его между двумя фанерками, скрепив их между собой по углам проволочными
шпильками, и выпиливать все вместе. Выпиленные фанерки
станут шаблоном для последующих работ.
Для вырезания кругов и колец из тонкого металла применяют кругорез. Он представляет собой деревянный брусочекстержень, на концах которого снизу помещены игла, нож и
зажимной винт для него, а сверху две ручки. Держась правой
рукой за ручку иглы, энергично описывают круговые движения по поверхности металла пока нужная деталь не отделится от металлической пластины. Диаметры колец или кругов
регулируются передвижением шила по гнездам стержня кругореза.
При изготовлении инкрустационных деталей надо использовать шаблоны, представляющие собой элементы орнаментальных украшений, благодаря которым можно легко изготовить любое число деталей, необходимых для той или иной
композиции. Изготавливаются шаблоны из твердого материала (желательно из тонкого - З-4 мм - дюралюминия).
Детали для инкрустации могут быть закреплены на поверхности украшаемого предмета или в углублении, которое
78
соответствует форме и толщине детали. В этом случае они
крепятся заподлицо с поверхностью предмета.
Металлические элементы декоративного украшения могут
быть гладкими и рельефными, обработанными гравировкой,
тиснением, чернениеми т. д.
Для изготовления жилок (штапиков) на пластине металла
выполняют разметку и режут их при помощи ножниц или
рейсмуса. Для их изготовления желательно иметь незамысловатое деревянное приспособление, применяющееся в столярных и мозаичных работах. Это приспособление длиной около
350 мм, шириной 220 мм, имеет гладкое углубление, расположенное вдоль доски. Ширина углубления равна 130 мм,
глубина 3 мм, внутренний край углубления параллелен наружному срезу 1-1.
Для изготовления полосок готовят 'куски металла нужной
ширины. Край пластины прикладывается к внутренней стороне 2-2 углубления, а острие рейсмуса 3-З устанавливают
на необходимую ширину полоски, вплотную соединив колодку рейсмуса с наружным краем доски. Точным, сильным движением ведут рейсмус вдоль пластинки. После нескольких
проходов жйлка (штапик) будет отрезана. Операция повторяется. Таким способом можно нарезать любое число одинаковых жилок (штапиков).
При изготовлении кругов, колец, овалов, криволинейныхдеталей и т., д. используют шаблоны или размечают рисунок
на бумаге и переводят его на металлическую пластинку.
Если мелкие элементы декора необходимо обработать в
слесарных тисках, то следует использовать фанерки, между
которыми поместить деталь. Перед выполнением инкрустационного набора на поверхность изделия осторожно наносится
рисунок карандашом или острым инструментом через кальку,
переводную бумагу и т. д.
Накладные инкрустационные элементы с обратной стороны должны быть хорошо зачищены и плотноприлегать к поверхности изделия. Крепят их, в зависимости от замысла и
габаритов, мелкими шурупами, шпильками, клеем. Вставные
детали углубляют заподлицо с поверхностью основы.
Для этого выполняется стамесками нужной конфигурации
гнездо с шириной, равной закладываемой детали, а /глубиной,
равной толщине детали элемента. Перед установкой ту часть
детали, которая прилетает к основе, для лучшего склеивания
необходимо запилить для образования шероховатости и обезжирить бензином. Заготовленное гнездо промазывается клеем, и деталь вставляется на место. Накладывается гладкая
доска (фанера) и пригруживается.
Инкрустационные фигурные элементы, наклеенные на ос79
нову, должны находиться заподлицо с поверхностью изделия.
Наклейку декоративных элементов можно выполнить универсальными клеями БФ, БФ-2, БФ-6, БМ-2, АК-88. После
наклеивания инкрустационных вставок выполняют лицевую
отделку. Прежде всего инкрустационные вставки выравнивают личным напильником. Он кладется горизонтально и осторожно сглаживает выступающие детали. Затем производится
шлифовка мелкозернистой шкуркой.
Шкатулка, инкрустированная металлом.
Хорошие результаты дает шлифовка хвощом. После шлифовки и отделки всей поверхности изделие лакируется. Очень
эффектна и декоративна, особенно для изделий небольшого
размера, инкрустация на основе проволочных заготовок. В
качестве исходного материала применяется проволока из
мельхиора, томпака, латуни, меди, алюминия, которую вальцуют, т. е. расплющивают, прокатывая в вальцах. При отсутствии вальцовочного станка проволоку можно расплющить
молотком на наковальне. Ширина полученной ленты зависит
от диаметра проволоки. Сечение 0,5-І мм даст вам ленту
80
шириной 2-3,5 мм, которая вполне подходит для выполнения задуманного узора.
До начала работ готовится эскиз рисунка и тщательно переводится на украшаемые поверхности карандашом. По контурам рисунка производится надрез резцом или ножом. Глубина надреза зависит от ширины ленты.
Он должен быть достаточно глубоким, чтобы лента при
вколачивании не смялась, и в то же время надежно заподлицо вошла в древесину основания. Для удобства моток ленты
надевают на указательный палец левой руки, конец ленты
вставляют в надрез и вколачивают легкими точными ударами
молоточка.
Обычно внешние контуры рисунка заполняются лентой
большей толщины, чем внутренние. В зависимости от вашего
замысла, линейный рисунок можно дополнить точечным рисунком. Шилом в нужных местах делают наколы, и в них
вколачивают обрезки проволоки, которые могут образовать
любой узор.
После набивки орнамента (сюжета) поверхность опиливают личным илибархатньгм напильником заподлицо и шлифу-
ют мелкозернистой шкуркой или хвощом до устранения и на
дереве, и на металле всех неровностей и царапин. Затем изделие лакируется или покрывается воском по технологии уже
нам известной.
_
В старые времена предметы быта и даже орудия труда украшались инкрустацией из олова. На потемневшем от времени дереве таинственно мерцает потускневший металл, сеткой
покрывая поверхность изделия. И в наше время можно иногда встретить изделие, украшенное в этой технике.
Для выполнения инкрустации оловом нужно использовать
хорошо просушенную древесину твердых пород (дуб, орех,
ясень, береза и т. д). На поверхности изделия вырезаются по
контуру трехгранные углубления шириной и глубиной З-4 мм.
Рисунок орнамента может быть любой, но все его детали
должны свободно соединяться между собой; по соединительным каналам будет проходить расплавленный металл. На изделии ,вырезается узор, корпус плотно обертьгвается самым
обыкновенным картоном и закрепляется проволокой.
Верхний край картона должен на несколько миллиметров
выступать над краем изделия. ,Расплавленное олово заливается в верхний поясок и через соединительные каналы, заполняет всю сетку орнамента. Олово остываёт очень быстро, и края
древесины не успеют обуглиться. Сняв картон, осмотрите орнамент, излишки металла удалите ножом или скальпелем,
зачистите поверхность и выполните отделку по уже известным технологиям.
81
В некоторых случаях поступают следующим образом: берут 4 весовые части олова и 1 весовую часть свинца. Полученный сплав выливают на каменную плиту и охлаждают, а
затем рубят на мельчайшие кусочки, которые и укладывают
в гнезда орнамента. Паяльником прижигают кусочки сплава.
Олово плавится и заполняет гнездо. В тех местах, где сплава
недостаточно или 'получился какой-либо изъян, докладывают
дополнительно кусочки сплава и снова прижигают.
При работе с расплавленным металлом надо соблюдать
особую осторожность и работать с применением защитных
приспособлений.
ФОТОГРАФИЯ
НА ПОВЕРХНОСТИ ДЕРЕВА
Поверхность изделия, на которую вы решили поместить
фотографию, должна быть предварительно подготовлена. Она
должна быть ровной и гладкой, не иметь шероховатостей.
Способы подготовки поверхностей приведены в предыдущих
главах. Прежде чем нанести светочувствительный слой, на
поверхность наносится грунтовочный слой:
Мыло
- 3,5 г
Желатин
- 3,5 - 4 г
Вода
- 200 мл
Желатин прежде всего набухает в воде и затем переносится в ванну с горячей водой, где и растворяется. После полного
растворения желатина в смесь добавляют белое мыло и также
полностью его растворяют. После полного растворения желатина в смесь добавляют белое мыло и так же полностью его
растворяют. После этого в смесь вводится 6-7 г сухих цинковых белил и тщательно размешивается. Смесь процеживается
через марлю, сложенную в 4 слоя, и в* теплом состоянии тампоном втирается в поверхность древесины. Смесь должна покрыть поверхность ровным тонким слоем. Поверхность просушивается. После полного высыхания на поверхность наносится раствор эмульсии:
Хлористый аммоний
- 25 г
Лимонная кислота
- 0,2 г
Вода
- 25 мл
После высыхания эмульсии поверхность покрывается раствором:
Вода
Азотнокислое серебро
- 100 мл- 10'г
83
Все вышеуказанные подготовительные работы надо выполнять в' полной темноте или при очень слабом желтом свете.
Заранее приготовленный светочувствительный раствор заливается в стеклянную (эмалированную) посуду, и в него опускается лицевой поверхностью вниз заготовка. Выдерживать в
таком положении до 2 минут. Фотонегатив прижимается
эмульсией к светочувствительному слою и экспонируется на
солнечном свете. Выдержка при этом определяется зрительно,
так как изображение наглядно видно в процессе экспозиции.
Затем изделие погружается на 5-6 сек. в 3-5%-ный раствор поваренной соли, вынимается, тщательно промывается и
закрепляется в растворе гипосульфита.
Раствор готовится из расчета 250 граммов гипосульфита
на 1 литр воды. После выполнения всех этих операций готовое изделие в течение 10-15 минут промывается в проточной воде и сушится.
'
ДЕКОРАТИВНАЯ НАКЛАДНАЯ РЕЗЬБА
Накладная декоративная рельефная резьба в старые времена широко применялась в~ композициях мебели. Как правило, выполнялась она отдельно и затем пргжлеивалась к поверхности изделия. По своему характеру элементы накладной
резьбы бывают глухие (с фоном) и ажурные (прорезные). Для
элементов накладной резьбы применяется древесина твердых
пород (орех, красное дерево, береза). Как правило, глухой де-
коративный орнамент располагают на заготовке вдоль волокон древесины.
Прежде всего, после нанесения рисунка следует подрезать
контур рисунка. При этом надо учитывать, что верхние линии рисунка должны резаться в первую очередь и на меньшую глубину, а нижние линии рисунка режутся во вторую
очередь и на большую глубину.
.
Надрез обычно начинается с центра рисунка с небольшойглубины и, постепенно усиливаясь, достигает максимально
большой глубины у контурных окончаний. По этому же правилу, постепенно углубляется подрез и 'декоративных листьев,
причем, маленькие листочки, располагающиеся на больших
листьях, декоративные полусферы и т, п. подрезаются в первую очередь и на небольшую глубину. Детали пальметт по
контуру подрезаются на одинаковую глубину, а радиальные
линии с максимальной глубины от контура сходят на нет в
центре.
\
Волюты надо резать по спирали стамесками, в зависимости
от конфигурации задействуются все виды стамесок. Круглые
линии волюты вырезаются тычком, а более плавные -- по
контуру. Подрезку узоров обычно производят средними стамесками под углом 45° в направлении контура рисунка.
Длинные листья рекомендуетсящодрезать отлогой стамеской
или косячком, причем подрез, у наружного контура, как правило, делается с небольшим отвалом, т. е. с. наклоном в сторону рисунка, подрезаются листья отлогой стамеской.
Фон выбирается сначала начерно от краев заготовки в направлении к рисунку. Лезвие. прямой стамески ставится под
незначительным углом к направлению волокон древесины.
85.
Ь/~€`@у
тыї
“_
Ъ\__;Ё
!ютК
Ш”
_! 06%”
____“:
Д“Ш_о краШ ВН Ы й
"Ж
Ё
\_“”
Н
Н Н а ПЛОС К ОСТ И
О р 8 МВ Т
Фон по контуру листьев, лепестков, гирлянд выбирается с
предельной осторожностью маленькими стамесками.
Все элементы рисунка, как правило, заоваливают, причем, нижние несколько круче, а верхние - более отлого.
Фон зачищается от краев заготовки прямой стамеской под
незначительным углом к волокнам древесины. Если это соответствует вашему замыслу, фон или отдельные его части
можно зачеканить.
Более сложной является ажурная резьба. На хорошо простроганную, гладкую доску наклеивается столярным клеем
тонкая бумага, поверх бумаги накладывается заготовка, обрезанная по размерам рисунка.
Предварительно на поверхность заготовки наносится рисунок резьбы._Заготовка обрезается по контуру рисунка, необходимые отверстия прорезаются крутыми стамесками нужного размера. После выполнения контура рисунка его заоваливают и зачищают. После этого начинается очень
ответственная работа - проработка рельефа рисунка.
Работать необходимо внимательно и очень осторожно, во
избежание скола и даже раскола заготовки. По выполнении
резьбы заготовка снимается с бумаги ножом. Если полученный рисунок соответствует вашему замыслу, то его приклеивают на поверхность изделия. Отделка производится по вышеописанным технологиям.
І
НАВЬІКИ ПО ИЗГОТОВЛЕНИЮ
МЕБЕЛИ. МАТЕРИАЛЫ И
ТЕХНОЛОГИЯ ОТДЕЛОЧНЬІХ РАБОТ
КРАТКАЯ ХАРАКТЕРИСТИКА СВОЙСТВ ДРЕВЕСИНЬІ
Основным материалом для изготовления мебели, безусловно, является древесина или фабрикаты на ее основе. Прочность древесины находится в прямой зависимости от ее породы,
влажности. Характеризуется она пределами прочности при
сжатии, изгибе, скалывании, растяжении.
Древесина имеет пороки:
косослой, т. е. косое направление волокон, ведущее к короблению,
свилеватость - неправильность в строении древесины,
когда волокна имеют резко волнистый характер,
сбежливость - довольно резкое уменьшение диаметра
ствола от комля к вершине.
кривизна - один или несколько изгибов в поперечном
разрезе,
Н
хрень, т. е. ненормальное утолщение летнеи древесины годичного слоя со значительным повышением его твердости на
более узкой стороне и смещением сердцевины,
двойная сердцевина - наличие двух и более сердцевин в
одном поперечном сечении ствола,
водослой - приводит к образованию трещин при высыхании,
завиток - местное искривление годовых слоев из-за наличия сучков, проростей, снижает прочность;
засмолок -- у хвойных пород, снижает прочность,
сучки - живые или отмершие основания ветвей, снижают
прочность, затрудняют обработку,
ненормальность окраски - изменение цвета древесины
(бурые, синеватые пятна), гниль,
последствия жизнедеятельности насекомых (жуки-коро-
еды, шашель, домовой могильцик, усачи).
88
Надо знать, что повышение влажности древесины снижает
прочность чуть ли не на половину. Для защиты древесины от
гниения применяются антисептики в виде паст или водных
растворов. В качестве антисептических растворов для защиты
каркаса, обшивки в основном применяются: ББК-З (смесь
борной кислоты и буры), ХМ-144, препарат «Сенеж››, кремнефтористый аммоний. Применяются антисептики в виде
10-15 % -ных водных растворов.
Для выполнения запланированных вами работ применяЮтся доски, бруски и выпускаемые промышленностью столярные плиты (деревянные бруски, облицованные шпоном), плиты ДСП - древесностружечные (спрессованные на клею древесные стружки, облицованные шпоном или пластиком),
фанера (обычно склеена из нескольких слоев березового шпона), пустотелые плиты (рама из бруса, оклеенная с обеих
сторон тонкими листами фанеры или пластика).
ИНСТРУМЕНТ
Для выполнения работ вам потребуются следующие инструменты:
а) разметочиые: складной метр, рулетка, метровая линейка, угольник, рейсмус, шило,
б) вспомогательные: молоток, клещи, плоскогубцы, кусачки, набор 'отверток обычных и крестовых, нож-косяк, на:
бор напильников, точильные камни,
в) инструменты для пиления: лучковая пила, ножовка.
При подборе пилы обратите внимание на форму и размер
зубьев. Пилы с зубьями в виде равнобедренного треугольника
предназначены для пиления поперек волокон древесины, пилы с зубьями в виде острого косонаправленного угла предназначены для пиления вдоль волокон.
Чтобы не иметь набора пил, надо подобрать пилу с зубьями в виде прямого угла. Она предназначена для распиловки в
любом направлении. Обращать надо внимание на размер
зубьев: слишком крупные зубья не дают чистого пропила и
зачастую «рвут» древесину. Предпочтительно подобрать пилу
с прямоугольными зубьями высотой до З мм.
Но выбрать пилу мало, надо еще правильно развести и заточить зубья. Для выполнения этого вам понадобятся плоскогубцы и трехгранньгй напильник с мелкой насечкой.
Разводятся зубья следующим образом: полотно крепится в
тисках с применением деревянных _прокладок и плоскогубцами отводятся верхушки зубьев поочередно в разные стороны.
Верх зуба отводится не больше, чем на половину толщины
89
полотна. В противном случае пилу или будет заклинивать
(при недостаточном разводе зубьев), или пропил будет слишком широк и неровен. Величина развода должна быть одина-
Й
Ф
Й
Развод зубьев пилы:
Ф
І - правильно, 2 - неправильно.
кбва у всех зубьев, в противном случае пилить практически
будут только наиболее отогнутые зубья. Заточка зубьев пилы
также 'выполняется в тисках трехгранным напильником. Если
у вас пила с- зубьями в форме прямоугольного треугольника,
то напильник ставится перпендикулярно полотну и легким
нажимом проводится от себя по кромке зуба. Грань напильника должна совпадать с кромкой зуба. Причем, обратное
движение напильника на себя выполняется приподниманием
напильника, чтобы он не касался кромки зуба пилы. Практически при заточке по кромке одного зуба проводят напильником 2--3 раза,
г) инструменты. для строгания: шерхебель (для первоначального грубого строгания); рубанок (для снятия тонкой,
ровной стружки), зензубель (для отборки четвертей. Отличается от рубанка более узкой колодкой -и формой ножа.
Стружку выбрасывает не вверх, а в бок, в сторону отбираемой четверти, нож зензубеля обычно шириной 20 мм); шпунтубель (для отборки шпунтов - низов - на кромках и пластях детали. Состоит из колодки шириной 20 мм с ножом,
направляющей планки и двух регулирующих винтов. Набор
ножей позволяет отбирать пазы шириной от 3 до 15 мм с ре-
гулируемой глубиной) .
Для нормального строгания большое значение имеет заточка режущей кромки ножа. Для заточки нужны мелкозернистый брусок и оселок. Сначала нож затачивается на бруске, по закрепленному бруску проводят нижней, скошенной
гранью ножа (фаской). Держится нож правой рукой, а левой
нажимают на него при движении на себя. Фаска ножа должна прилегать к камню всей плоскостью, угол наклона должен
быть постоянным. При заточке брусок периодически смачивается водой. Заточка продолжается до тех пор, пока по всей
длине режущей кромки не появится заусенец. Тогда нож перевертывается передней гранью вниз, ложится плашмя на
брусок и прямыми движениями водят по бруску до исчезновения* заусенцев на передней грани и появления нового заусенца на фаске. Тогда нож снова переворачивается, и заусенец
90
снимается уже с фаски. Затем заточенное лезвие ножа правится на оселке, слегка смоченном водой,
д) сверлильные инструменты: коловорот, электродрель
(если есть),
е) долбежныв инструменты: набор долот шириной от 6 до
25 мм,- стамески, киянка.
РАЗМЕТКА ДЕТАЛЕЙ
На разметку надо обращать самое большое внимагше.
Большинство ошибок при изготовлении происходит из-за неправильной разметки. Производится разметка на древесине
карандашом, а -на пластике риски прорезаются шилом. Сначала выполняется разметка на лицевой стороне, а затем в
обязательном порядке она переносится на оборотную сторону.
Разметочные линии на обеих сторонах должны полностью
совпадать. При распиле его правильность надо контролировать по разметке на обеих сторонах.
соєдинвнив двтдлєй
Наиболее простое и надежное соединение отдельных эле=
ментов конструкции - вставные шипы, представляющие собой обточенный деревянный цилиндрик диаметром 8-10 мм,
высотой 30-35 мм. Своими концами шипы вставляются в отверстия, высверленные в соединяемых деталях. Сажаются
шипы на клей. При отсутствии круглых выточенных заготовок для нарезки шипов их можно заготовить самостоятельно.,
Выполняются шипы из брусков древесины твердых пород (береза). 'Бруски распиливаются на необходимые размеры, зажимаются в тисках и для придания правильной цилиндрической
формы обтачиваются напильником. При обработке шипов
обычно пользуются шаблоном (деревянная планка с высверленными отверстиями диаметром под будущие шипы, которые должны входить в контрольное отверстие достаточно
плотно, но не свободно).
склвивміиє. клеи
Склеиванию подвергаются элементы мебели, облицовочные листы фанеры, шпона (о приклеивании шпона будет сказано особо), накладных украшений и т. д. В этом процессе
91
большое значение имеет подготовка поверхностей 'до начала
склеивания.
Во-первых, 'поверхности надо тщательно очистить от грязи, жира, пыли. Желательно поверхности сделать слегка шероховатыми путем” обработки напильником. Сам процесс
склеивания заключается в нанесении на поверхность клея,
сборке элементов набора запрессовки (зажатие склеиваемых
поверхностей струбцинами или наложение достаточного груза), в выдержке определенное время в запрессованном состоянии и выдержке определенное время склеенных элементов
после снятия пресса (пригруза).
При применении белковых клеев (столярного, казеинового) время от 'нанесения клея до запрессовки (пригруза) должно составлять без подогрева не более_10 минут. Наиболее оптималїное давление при запрессовке (пригрузе) - З-5
кг/см . Продолжительность запрессовки для элементов шиповой вязки и щитов около 2 часов, при фанеровании - до 4
часов,
_
Выдержка деталей и элементов после снятия струбцин
(пригруза) - до 1 суток. Наносится клей обычно слоем
0,0б-0,12 мм. К наиболее распространенным клеям относятся: А
Эпоксидные - их основной компонент - вязкая смола
ЭД-20 или ЭД-16 и добавки в видеполиэфиров, каучука, мономеров, наполнителей (минеральных, меташшческих, органических) порошков, отвердителей.
К-153 и КЛН-1 применяются для склеивания стеклопластика, бумажно-слоистого пластика с металлом и древесиной.
К-156 и ЭПЦ-1 - для склеивания древесных материалов
с металлом и пластмассами
К-160 и К-176 - для склеивания стеклопластиков, приклеивания накладок из древесины к пластмассе на лакированную поверхность.
_
БОВ-1 -- для приклеивания декоративных, облицовочных
материалов, стеклопластиков, металлов.
Полиуретановые и полиэфирньіе -- состоят из двух компонентов, при смешивании ,которых происходит реакция
полимеризации и образуется полиуретан.
ВК-5 - образует швы повышенной прочности, тепло- и
морозостойкиеЁ Применяют для склеивания металлов, древе-
сины, пластиков. Склеивание происходит при температуре
18-20°С. Жизнеспособность клея до 5 часов.
ВК-11 - модификация клея ВК-5 перхлорвиониловой смолой_ Склеивание при температуре 18-25°С,._ жнзнеспособность `6-8 часов, склеивание в течение суток.
`
92
Поливинилацетатные клеи:
ГИПК-141 и 1`ИПК-145 - поставляются в готовом виде.
Перед употреблением исходный состав разбавляется водой до
требуемой вязкости. ГИПК-141 применяется для облицовывания поливинилхлоридной пленкой, а ГИПК-145 - для приклеивания декоративного бумажно-слоистого пластика.
Поливинилхлоридные клеи:
ФЭП - применяется для приклеивания деталей из поливинилхлоридных композиций к деревянным материалам, бумажно-слоистому плаетику, винил-пласту, стеклопластику,
стали. Склеивание ведется после нанесения на поверхность и
открытой выдержки в течение 2-3 минут без нагрева.
Латексные клеи - наносятся на обе склеиваемые поверхности. Склеивание осуществляется холодным способом (можно и с подогревом до 80°С). Применяется для облицовывания
щитовых деталей пленками на основе пропитанных бумаг,
поливинилхлоридными пленками, приклеивания шпона.
Резиновые клеи:
Клей-4010 - применяется для склеивания пеноматериалов (губчатая резина, пенополиуретан) между собой и с древесиной, тканями, металлом. Срок хранения 2 месяца.
Клей-4508 - применение то же. Срок хранения 6 месяцев.
Р-ЭЛ-5 - применяется для облицовывания древесных
плит поливинилхлоридными пленками, декоративным бумажно-слоистым пластиком, для склеивания настилочных материалов и приклеивания декоративных деталей.
88 Н и 88 НП - применяется для склеивания резины, пенопластов, тканей между собой и с металлом, древесиной,
стеклом, пластмассами.
Белковые клеи - не токсичны, подразделяются на коллагеновые (мездровый и костный) и казеиновые.
Коллагеновый (столярный клей) - подразделяется на
мездровый и костный. Мездровый клей марок КМЭ, КМВ,
КМ-1, КМ-2, КМ-З. Применяется в виде водных растворов,
нагретых до 60-70°С. Поставляется в твердом виде (плиточный, дробленый, гранулированный), а также в виде клеевого
студня - галерты. Срок хранения сухого клея в упакованном
виде до 12 месяцев, галерты - до 12 суток.
Мездровый клей использует 25-35%-ной концентрации,
костный - 35-40%-ной. Приготавливают клей следующим
образом: кусочки клея кладут в сосуд, заливают незначительным количеством воды (предпочтительно кипяченой), которая лишь слегка должна прикрывать кусочки клея, и выдерживают в течение 10-12 часов. После окончания процесса
набухания клей переносят в клеянку и нагревают в водяной
бане на медленном огне (без добавления воды). Клей, как
93
правило, готовят перед употреблением в дело. Густота клея
имеет первостепенное значение, от этого зависит качество
проклейки. Хорошо, правильно подготовленный клей стекает
ровной, сплошной прозрачной струей, без всяких сгустков;
густой же клей стекает прерывистой струей, со сгустками.
Для повышения качества в раствор костного клея рекомендуется добавить .до четверти весового объема мездрового
клея.
Продолжительность варки клеевой массы с момента установления температуры 60-70°С не более 2-х часов, жизнеспособность клеевого раствора не более З-х часов. Загустевший клеевой раствор допускается разжижать горячей. водой и
весьма тщательно .перемешать.
Казеиновый клей - может готовиться на основе казеина
технического и из готового казеинового клея в порошке. Клей
из технического казеина готовится по следующим рецептурам:
а) технический казеин - 100 частей, вода - 250 частей,
известь-пушонка - 20 частей, едкий натр - ІІ частей;
б) технический казеин - 100 частей, вода - 350 частей,
известь-пушонка - 20 частей, жидкое стекло - 70 частей.
Готовый казеиновый клей в виде порошка разводится водой в пропорции 1:2, 1:2,2. Порошкообразные казеиновые
клеи марок «Экстра» и «ОБ» поступают в продажу. Перед
употреблением казеиновый порошок надо обязательно просеять. Засыпается просеянный порошок в воду с температурой
до 20°С. После засьшки порошок тщательно перемешивается.
Наносится казеиновый клей на обе склеиваемые поверхности.
Перед тем, как раствор клея применять, ему надо дать
время отстояться (примерно 1-1,5 часа), чтобы он принял
вид однородной сметанообразной массы. Расход клея на 1 м
поверхности около 250 г. С
Продолжительность открытой выдержки до 5 минут, продолжительность выдержки под давлением при комнатной температуре от 6 до 8 часов. Временная выдержка склеенных деталей после распрессовки (снятия пригруза) - сутки. Жизнеспособность приготовленного раствора около 4 часов.
ИЗГОТОВЛЕНИЕ РАМКИ
Очень многие конструкции мебели могут быть построены
на применении рамок, которые впоследствии обшиваются -фанерой и т. п. Рамка собирается из деревянных брусков и кроме крайних (контурных) брусков может также, в зависимости
от размеров, иметь промежуточные бруски, так называемые
средники.
`
94
При изготовлении рамки первостепенное значение придается степени эффективности вязки брусков. Наиболее целесообразно применять цельные шипы._ Шипы нарезаются на конус бруска как одно целое, входит он либо в проушину (в углах рамки), либо в специально выдолбленное гнездо (при
постановке средников). Бруски для рамки подбираются с тем
расчетом, чтобы после строгания ширина была равна 35 мм, а
толщина 20 мм, длина их определяется размерами рамки с
припуском 5 мм. После подбора заготовок брусков производится разметка шиповых соединений. Шипы намечаются на
концах поперечных контурных брусков и средников, а гнезда
и проушины намечаются на продольных брусках. Длина шипов, гнезд и проушин должна быть равна ширине присоединяемой заготовки.
Разметка длины предельно проста - заготовки накладываются друг На друга и карандашом проводится контур. С ли-
цевой стороны риски при помощи угольника переносятся на
ті
__-1
ні
11
~~..,_`
› Ё:
.
К -ггг
-як,
,ты .- _.
Ё.
5)
..
Элементы шиповой вязки:
1 - цельный шип, 11 - проушина, 111 - гнездо.
кромки, а в местах нарезки шипов и на тыльную пласть. .Если перенос произведен правильно, то последняя риска должна
точно сомкнуться в первой. Затем производится разметка шипов по толщине, а гнезд,,И проушин - по ширине. Толщина
шипа и соответственно 'ширина проушин и° гнезда должны
равняться трети толщины соединяемых брусков. Разметка выполняется при помощи рейсмуса. Один из его штифтов устанавливается от колодки на таком расстоянии, на каком шип,
гнездо или проушина должны отстоять от лицевой пласти,
другой же штифт рейсмуса устанавливается так, чтобы он-
был дальше первого на толщину шипа. Колодка рейсмуса
прижимается к лицевой пласти бруса и штифтами прореза95
ются риски на одной из его кромок в пределах отмеченной
длины шипов, проушин и гнезд, сначала одним штифтом, а
затем, после разворота колодки, другим штифтом. Точно такая же операция выполняется на второй кромке и на торцах
бруса.
Для нарезки шипов имеются специальные шиповые пилы
с уширенным полотном, при ее отсутствии нарезку можно
выполнить и обычной ножовкой. Брусок с применением прокладок зажимается в тисках вертикально, и шип запиливается с боков (пила ставится не на риску, а рядом с ней с внешней стороны). Дойдя пилой до поперечной риски, брусок вынймают из тисков, кладут на рабочую доску с упором и у
заплечиков отпиливают лишнюю древесину с обеих сторон.
Проушина также запиливается с боков, но в данном случае
пила устанавливается не с внешней стороны риски, а с внутренней, то есть со стороны самой проушины.
После того, как запилены боковые грани на всю глубину,
лишняя древесина из проушины выдалбливается. Долото ставится в вертикальное положение фаской (скошенной гранью)
от себя, рядом с риской, ограничивающей проушину по
длине.
'Т
П,
Ґіїїї
/1
__”
І
-їпчпь-ад
І
\_
,щи-
І
*і.....~Іи
1 5*
_. `
'
5%
І
'
т
Элементы несквозного шипового соединения впотемок:
І - общий вид. ІІ - потемочный шип углового соединения,
111 - потемочный шип на среднике.
Так как долото немного сминает древесину, то оно ставится на 1 мм от риски внутрь проушины. Само долото придерживается левой рукой, а правой киянкой наносятся удары по
долоту. Долото несколько углубится в древесину и сдвинется
96
в сторону риски. После этого долото отодвигается на незначительное расстояние внутрь проушины и, наклонив его от себя
на угол (около 45°С), вновь наносят по нему леп<ий удар киянкой. Отделится первая стружка. После этого долото ставится на первоначальное место у риски в вертикальное положение и снова киянкой наносится удар, долото врежется вглубь
древесины и снова, отставив его от себя, наклоните его (угол
около 45°), и ударом киянки откалываетея следующая стружка, т. е. вы чередуете углубляющие 'удары с ударами скалывания. Эта операция выполняется до тех пор, пока вы не
врубитесь до половины ширины бруска. Затем брусок переворачиваете и продолжаете долбить с. другой стороны до 'тех
пор, пока не будет окончательно выполнена проушина.
Неровности боковых граней подравниваются стамеской, а
при необходимости, и напильником, Долбление гнезда выполняется- теми же приемами, как и долбление проушины. При
наличии коловорота или электродрели процесс можно значительно облегчить. .В пределах размеченного гнезда сверлится
отверстие диаметром, равным ширине- гнезда, сверлятся они
по концам гнезда и в -промежутках на расстоянии 1,5-2 диаметров одно от другого..
По окончании сверловки »стамеской вырубаются перемычки и зачищаются напильником. Несквозные шиповые соединения (шипы не доходят до *передней кромки бруска) выполняются по технологии предыдущих описаний.- '
І
Нужно учесть только:
а) шипы укорачиваются примерно наполовину;
б) так как проушины невозможно запилить полностью ножовкой, то они запиливаются только по диагонали, а оставшаяся половина с предельной осторожностью выдалбливается;
в) гнездо, для средника выдалбливается на 2-3 мм больше
длины шипа, чтобы при склеивании туда мог стечь лишний
клей. Если шип выполняется впотай не только на передней,
но и на боковой кромке, то шип подрезается по ширине со
стороны этой кромки, а вместо проушины выдалбливается
гнездо. Это соединение называется «вязкой впотемок».
ИЗГОТОВЛЕНИЕ ВЬІДВИЖНЬІХ ЯЩИКОВ
Стенки обычно выполняются из-досок, имеющих толщину
10-16 мм, и соединяются на шипах. Ящичная вязка состоит
не из одного, а из нескольких шипов, которые чередуются с
проушинами, т. е. на одной стенке выполняются шипы
(сквозные или полупотайные) ,_ а на второй стенке - проушины. Обычно толщина шипов принимается равной толщине
4 Энциклопедия умельца
97
стенки ящика, то есть 10-16 мм. Чтобы шипы »не выходили
на лицевую поверхность. стенки, шипы делаются полупотайными, в этом случае переднюю стенку делают толще на не-
-»
5
›
г
-4. `\,
`**2їх
к
ВИЦ
Ъ
Чё;
'
І
"т`.'
.
`-/*-»`,/'^»ц. ,` ›7
др;-* 2-«- -›. , `,_ _ ,
Ґ
Элементы ящичной вязки:
1 -- вязка сквозными шинами, Н - вязка полуротайными
шипами.
сколько мм, чем боковые. Шипы делают не прямыми, а косыми, соответствующей формы делают и проушины. Сборка
стенок производится сбоку. Дно `выдвижного ящика, как правило, выполняется из фанеры или ДВП (древесноволокнистой
плиты) толщиной З--4 мм.
Обычно дно делается на несколько мм выше нижней
кромки ящика, для чего в боковых и продольных стенках отбирают канавки - пазы, куда и вставляется днище. Дерево в
промежутках между шипами выдалбливается по той же технологии, как и при изготовлении рамок, то есть двухсторонней подрубкой. После выполнения шиповых соединений отбираются четверти ~в заготовках боковых и передней стенок.
Перед склеиванием обязательно проведите. пробную сборку и
опробуйте ящик в натуре по месту. Если все в порядке, можно сажать элементы ящика на клей.
`
НОЖКИ И ЦОКОЛИ
В качестве опор для некоторых предметов мебели нередко
выполняют сплошной цоколь, представляющий собой коробку
высотой 100-150 мм, выполненную из четырех досок-обвя-
зок. Если цоколь имеет большую длину, он может дополнительно быть укреплен поперечными средниками. Как правило, длина и ширина цоколя выполняются несколько меньших
размеров, чем основной корпус.
98
Обычно корпус цоколя менъїше на 50 мм, с тем, чтобы к
предмету можно было подойти вплотную, не касаясь цоколя
ногами. Обычно толщина досок цоколя равна 18-22 мм, соединяются они в углах на сквозных шипах. При наличии средника или средников крепление их осуществляется также шипами, в обвязке выдалбливаются глухие или сквозные гнезда.
Кроме шиповых соединений нередко также применяются соединительные бруски, вставляемые в углах внутри цоколя на
шурупах. Также посредством. соеди-нительного бруска устанавливается и крепится средник. Присоединяется цоколь к
днищу элементарными круглыми вставными шинами на клее.
Одиночные ъшзкие (высотой до 150 мм) ножки для мебели
прямоугольной формы вырезаются из соответствующих брусков.
Обычно ножки выполняются со скосом в нижней части из
соображения эстетического порядка. К днищу ножки могут
крепиться разными вставными шипами (З-4), пары ножек
соединяются поперечными накладками, а те, в свою очередь
шурупами прикрепляются к днищу.
Поперечные накладки обычно делают из доски толщиной
20-22 мм, шириной до 80" мм, длина ее на 30--40 мм меньше ширины днища. Сами ножки крепятся на соединительной
накладке посредством цельного шипа. (обычно не менее 20х20
мм) на клее.
ТАБУРЕТКА
Высота ножек обычно -450 мм, выполняется из брусков
35хЗ5 мм, с заужением в нижней части до 20х20 мм. Для жест/
0
.
«Ф
~ »н .
_-._`_д5є°
4,,
І
ПП
3%
_,
Табурет. Общий вид.
99
~&Ъд.\ї,,,
"'
кости в верхней части крепятся царгами, а в средней части
- проножками, соединяются несквозными шинами на клею.
Сидения обычно З20хЗ20 мм на вставных шинах, которые
вклеиваются в ножки. Как правило, сидения облицовываются
шпоном или пластиком. Иногда ножки табурета выполняют
не только зауженными книзу, но и с некоторым наклоном по
диагонали. Для этого на торцах ножек делают косые срезы.
дополнительные кгвпєжныв элємвнты
Ідєтдлиі
Нередко шиповые соединения дополнительно укрепляют
крепежными элементами (деталями) в виде уголков или ме-
таллических полосок. Стяжки в виде полос обычно закрепляют под днищем, а уголки устанавяшвают под крышкой. Для
крепежа предпочтительнее использовать алюминий (дюралюминий): полоса толщиной 1-1,5 мм, уголок 20х20 мм. Кре-
пятся они мелкими шурупами, желательно головки шурупа
сделать впотай, т. е. утопить, для чего выполненные отверстия для шурупов раззенковывают (рассверливают) сверлом
диаметром вдвое больше, чем диаметр самого отверстия.
При использовании по той или иной причине крупных
шурупов длиной более 20-25 мм для облегчения ввертыва-
ния предварительно высверливают на нужную глубину отверстие диаметром вполовину меньше диаметра самого шурупа.
дверки
Их навеска - очень ответственная операция, и предварительно надо выполнить пробную сборку, а в случае необходи-
мости - и подгонку дверок.
Сделав предварительную сборку (желательно, чтобы сработанная вами конструкция находилась в горизонтальном положении), накладывают вплотную друг к другу дверки. Надо
удостовериться, что обе дверки лежат без перекоса в одной
плоскости.
Если боковые кромки дверок находятся вровень с наружными поверхностями стенок изделия, то подгонка не требуется, и дверки можно навешивать на место. В случае же, если
дверки выступают за стенки, то нужно произвести дополнительную острожку боковых кромок одной или обоих дверок.
Есша надо обстругать несколько мишшметров, то лучше произвести равномерную острожку боковых кромок обеих дверок.
100
В случае, если дверки- не ложатся вплотную одна к другой
и между ними образуется неровная щель, лучше обстрогать
не боковые кромки, а створки. Навеску дверок желательно
производить на рояльных петлях.
Продаются петли разной длины. Нужный вам размер вы
легко отрежете ножовкой по металлу. В зависимости от вашего замысла, размеров дверок и наличия у вас рояльных петель, навеску можно осуществить цельной петлей (т. е. по
ВСЄЙ ДЛИНЄ), З МОЖНО И СОСТЗВНЬІМИ ІІЄТЛЯМИ, Т. Є. І-ІЄ СОМКІ-Іу-~
тыми вплотную. Для навески дверки надо прикрепить рояльную петлю одной поворотной полосой к дверке, а другой прикрепить к боковой стенке.
В случае, если, по вашему замыслу и выполнению, дверка
накладная, то петля крепится к пласти дверцы, если же дверка вставная, то петля крепится к ее кромке. Петли крепятся
сначала к самим дверкам с внутренней их стороны. Крепить
петлю надо так, чтобы шарнир петли был вровень с боковой
кромкой дверки. Для закрепления петель применяются мелкие шурупы. Точки установки шурупов следует накалывать
шилом на максимальную глубину. Дверки с прикрепленными
петлями накладываются и присоединяются к кромкам боковых стенок таким образом, чтоб шарнир петли совпадал с наружной поверхностью стенки, а отворные кромки дверок примыкали вплотную одна к другой.
Если по какой-либо причине надо изменить положение
уже закрепленной рояльной петли, она снимается, отверстия
шурупов заделываются кусочками древесины, выполняется
новая разметка, накалывается шилом, и шурупами петля закрепляется на новом месте.
шккф под мковиной
”
Из эстетических соображений целесообразно под раковинами мойки и умывальника сделать шкафчики. Для выполнения нужно будет сделать боковые стенки, царги (передние и
задние), дверки. Днищем шкафчика обычно служит пол, а
крышкой, если у вас нет другого замысла, будет сама раковина (умывальник).
Для устройства стенок и дверок целесообразно использовать -готовые облицовочные плиты; а при их отсутствии сделать каркас с наружной облицовкой из пластика. Царги готовятся из брусков или досок толщиной 20-22 мм, шириной
60-80 мм.
Размеры зависят от типа раковины (умывальника) и ее
местоположения над уровнем пола.
101
Царги* дают жесткость конструкции. Передняя царга уста-
навливается вровень с верхом стенок, под свесом раковины, а
вторая устанавливается на уровне пола.
Задние царги устанавливаются также вверху и внизу, их
уровень уточняется по месту. Для крепления царг к стенкам
шкафчика наиболее целесообразно применить алюминиевые
уголки (20 х 20 мм) на шурупах.
В зависимости от месторасположения водопроводных труб,
кронштейнов и т. п. в стенках выполняются вырезы, отверстия по месту.
Задние царги по тем же причинам, после пробной сборки
устанавливаются также по месту. Дверки шкафчика после
пробной сборки подгоняются и устанавливаются последними.
Для того, чтобы дверки не за_валивались, вниз к нижней
передней царге, крепится порожек и на нем закрепляются
упорные пластинки защелок.
В зависимости от вашего замысла и наличия материалов
можно вместо обычного шкафчика сделать _шкаф-столик,
крышка которого обрамляла бы раковину с одной шш с двух
сторон. Крышка посредством шипов закрепляется на стенках.
ВСТРОЕННЬІЙ ШКАФ В НИШАХ КВАРТИРЫ.
Во многих квартирах, особенно старой постройки, имеется
много мест - ниши в стенах, образуемые выступами, практически малоиспользуемые и неудовлетворительные в. эстетическом плане. Целесообразно в этих местах сделать шкаф для
хозяйственных нужд. Например, книжный шкаф и т. д. Стенками шкафа -здесь будут сами стены ниши.
Для навешивания дверок к стенам крепятся опорные вертикальные бруски (крепление целесообразно выполнить шурупами в деревянные пробки). К этим же вертикальным брускам крепятся и горизонтальные опорные планки.
Размеры дверок определяют по месту. При большой их
высоте (более 1400-1500 мм) целесообразно их расчленить
по высоте на две (три) части и выполнить, кроме -основных
дверок еще и антресольные дверки, а, может быть, и нижние
(отделение для обуви).
В местах вертикального членения дверок целесообразно
выполнить юризонтальные планки для упора дверок. Если
ниша имеет значительную ширину, то ов зависимости от этой
ширины можно пойти двумя путями: увеличить число двер-
ных створок, а в местах примыкания к стенкам ниши выполнить ложные (глухие) дверки. Полки, штаНгИ=,для вещания
одежды и т. п. делаются по месту по известной технологии.
102
мздвижныв дверки
В случаях, если створчатые дверки по тем или иным причинам не соответствуют вашему замыслу, ~-можно сделать ,раздвижные дверки. Выполняются они из плит толщиной 15-16
мм, ширина дверок принимается такой, чтобы при закрывании они перекрывали одна другую на 25-30 мм, а высота
раздвижных дверок принимается на '10-12 мм больше высо-
ты проема, в который дверки вставляются.
Раздвижные двери вставляются и перемещаются по на-
,
›.
її " «
Н
_ _* у
;
~;1
,.,..._......,..,.,.,,,..,,,,,,,,..,..,.,
'
мы
Тї И
і
~*1;»м
_тТ,,т_ Ё_5_тщ ,
нс,
....,
І
_
2,.,гы-
,.
аї
.
Ё
%.чё;,;. ',_,
и\-ваше
Зіттщвгё
кд;
-.=-'Ч
днчі
.
_/*"`\
їпдіўк
5,
.е'”,
ЕЕ
#6.
5:».
- :“=-м,_ьі_дї И"за-«.›~.
Ёг*: ,._
Ё/
__ тв»,д. <:_3”
~:=т_«;_-:-гы-жвъїв
'мг
1-(Ґ
-*«-мм.,
3°"ч* е.~., ,._
...(.
іктцдпечвг тдтяч-кг-щ
.~..,,.,....,,.
*ўИї5$ Ь'~¦їЁ
, ,_
“Пї' 7'Ч'\4<Ч 1^УёЧЪЁІі^€З"^:і'2
Элементы раздвижных дверок:
І - верхние направляющие пазы, ІІ - нижние направляю-
щие пазы, ІІІ -- планочные направляющие раздвижных
дверок. 1 - ближняя дверка, 2 - дальняя дверка. 3 - дни-
ще, 4 - крышка. 5 - боковые упорные планки.
правляющим пазам, которые отбираются шпунтубелями в деталях (крышке и днище), расположенных ниже и выше
дверок.
В свою очередь, на самих дверках делаются соответствующие выступы, которые входят в направляющие пазы. Для
этого зензубелем отбираются четверти на нижней и верхней
кромках дверок-. Обычно ширина выступов выполняется на 2
мм меньше ширины пазов для свободы движения дверок. Верхние пазы выполняются глубже нижних. Обычно глубина
нижних пазов 5-6 мм, а верхних 10-12 мм. Соответственно
этим размерам отбираются и четверти” на нижних и верхних
103
кромках дверок. Благодаря этому, сначала вставляют дверку
выступом в верхний паз, а затем, поставив вертикально,.опускают в нижний паз. Первой вставляется дальняя дверка, а
затем ближняя. При необходимости вынуть из направляющих
дверки их сначала приподнимают до выхода из нижнего паза
и затем наклоняют на себя и вынимают из верхнего паза. В
случае затруднения с выборкой пазов пшунтубелем, пазы выполняются из реек, крепящихся ккрышке и днищу шурупами.
ОТДЕЛОЧНЫЕ
РАБОТЫ
ОКРАШИВАНИЕ МАСЛЯНЬІМИ КРАСКАМИ И
ЭМАЛЯМИ
Прежде всего необходимо выполнить заделку поврежденных поверхностей (трещины, царапины, отколы, отверстия и
т. д.). Крупные отверстия -заделываются деревянными пробками на клею, мелкие - кусочками древесины.
Отдельные. поврежденные места вполне допустимо заклеить вырезанными заплатами из кусочков фанеры или шпона,
предварительно выровняв и расчистив углубление под заплату. Мелкие дефекты заделываются смесью древесных опилок
с клеем. Совсем мелкие дефекты устраняются при шпатЛЄВЗНИИ.
После того, как все заделанные места высохли, можно
приступить к зачистке поверхности. Зачистка пройзводится
напильником до выравнивания всей поверхности. Если на ней
осталась старая краска, то ее обязательно надо удалить (соскоблите ножом, осколком стекла). Затем прошлифуйте ее
крупнозернистой шкуркой, если имеется электродрель, то
этот процесс можно значительно облегчить и ускорить, вставив в патрон дрели шлифовальный круг с закрепленной на
нем, среднезернистой шкуркой.
После зачистки поверхности следует нанести грунтовку, которая обеспечит сцепление древесины со шпатлевкой
и краской. В противном случае* краска может просто отслоиться.
Лучше всего в качестве" грунтовки использовать олифу.
Прогрунтованная поверхность должна хорошо высохнуть (не
менее суток), в противном случае на окрашенной поверхности могут появиться трещины. Затем поверхность желательно
прошлифовать среднезернистой шкуркой и в-ыполнить шпат-
левку, которая должна окончательно устранить дефекты,
104
ИМЄЮЩИЄСЯ На ПОВЄРХНОСТИ,
И СОЗДЗТЬ СОВСРШЄННО ГЛЗДКУЮ
основу для нанесения краски. Шпатлевка покупается или готовится самостоятельно. В состав шпатлевки входят олифа и
тонкодисперсный мел в пропорции 1:2,5.
Целесообразно 'в олифу ввести слабый раствор столярного
клея (около 5 % от общей массы шпатлевки). Наносится
шпатлевка шпателем и сушится не менее суток, после чего
шлифуется среднезернистой шкуркой, а затем и мелкозернистой. Чем тщательнее выполнена шлифовка, тем качественнее будет" окрашенная поверхность.
ГРУНТОВКИ ЗАВОДСКОГО ИЗГОТОВЛЕНИЯ
Грунтовки НК, БНК, ПМ-1 используют в основном под от-
делку лаками кислотного отверждения и шттроцеллюлозньтми.
Изготавливаются путем смешивания компонентов (карбамидной
смолы, лака НЦ-2.18, кан:ифоли, растворителя 646 и т. д.).
Грунтовка НК бывает двух видов. Состав І\І9 1 применяет-
ся для подготовки поверхности мелкопористых пород древесины. Состав Ы9 2 применяется для подготовки поверхности
древесностружечных плит (ДСП). Готовится грунтовка, НК в
такой последовательности: в лак добавляют тщательно размешанный раствор канифоли в скипидаре, а затем карбамидную
смолу. Продолжительность ,высыхания при 18-20°С при нанесении тампоном - 20 минут, при пневматическом распылении - 60 минут. Жизнеспособность -24 часа.
Грунтовка БНК представляет собой смесь_ нитролака с карбамидными смолами. В качестве модификаторов используются
канифоль и стеариновая кислота. Грунтовка поставляется в готовом виде или изготавливается на месте потребления. Грунтовка должна`иметь однородный слой желтого цвета. Прй разбавленша ее до рабочей вязкости не должен образовываться осадок.
Время высыхания при температуре 18-20°С - 60 мштут.
Грунтовка ПМ-1 изготавливается на основе дисперсии
ПВА. В качестве модификаторов используют небольшое коли-
чество канифоли и жидкого стекла с добавлением уайт-спирита, ксилола, ОП-10, ОП-10. Вязкость- грунтовки регулируется водой.
'
шпплввки
Шпатлевки представляют собой пастообразную смесь наполнителей, пигментов с растворашт плеъпюобразующих в легколетугшх растворителях, пластифш<аторов и некоторых добавок.
105
Нитроцеллюлозные шпатлевки НЦ (НЦ-0038, НЦ-007,
НЦ-008) - однокомпонентные лакокрасочные материалы.
Представляют собой густые вязкие массы. В густой массе ис-
пользуются для заделки местных дефектов, для сплошного
шпатлевания их разводят до требуемой вязкости растворителями 646 и 647.
Шпатлевки применяют для подготовки под нанесение нитроцеллюлозных эмалей - для непрозрачной отделки мебе-
ли.
Шпатлевки имеют цвета: НЦ-0038 - белый или серый,
НЦ-007 - красно-коричневый, НЦ-008 - защитный.
Продолжительность высыхания при 20°С: 'НЦ-0038 _ З
часа, НЦ-007 ~ 1 час, НЦ-008 - 2,5 часа.
ШЛИФОВАЛЬНЬІЕ ШКУРКИ
Применяют шлифовальные шкурки в виде рулонного или
листового материала на основе специальной бумаги или ткани, на которые наклеены мездровым или синтетическим клеем зерна абразива. На синтетическом клее - шкурки водо-
стойкие (могут работать на смоченной поверхности), на мездровом - не водостойкие. Абразивные зерна для шкурок
производятся из различных материалов.
Каждый» материал имеет определенную маркировку: кремень (81Кр>, карбид кремния черный (55С, 54С, 53С), карбид кремния зеленый (64С, 63С), монокорунд (45А, 44А,
4ЗА), электрокорунд белый (25А, 24А, 23А) и т. д.
Номер зернистости- основных видов шкурок определяется
по размеру абразивных зерен в сотых долях миллиметра.
Если зерна размером 0,06 мм, то шкурка имеет зернистость Не 6, если 0,25 -- то соответственно Ы9 25.
Чем мельче зерно абразива, тем более гладкую поверхность обеспечивает применяемая шкурка. Окончательную доводку поверхности перед полированием производят шкурками
с самыми мелкими абразивными зернами (микронными)
Ы9 М-20 ,и Ы9 М-40. .В зависимости от требования к шероховатости поверхности на определенной стадии обработки древесины или лакокрасочного покрытия для шлифования выбирают шкурки соответствующих номеров зернистости:
шлафование под отделку:
первое - 25-16, второе 12-10, третье - 8-6, четвертое 6-4;
шлифование шпатлевки при местном выравнивании 25-20;
106
шлифование сплошных шпатлевочных покрытий:
первое 15-16, второе 12--10.
шлифование загрунтованных поверхностей - 5-3,
шлифование лаковых и эмалевых покрытий:
первое - 4-3, второе ЗМ-40.
В зависимости от износостойкости шкурки подразделяют
на три класса:
А (максималнная), Б и В.
Бумажную шлифовальную шкурку выпускают двух типов.
Для древесных материалов и лакокрасочных покрытий используют шкурку 1-го типа, с видом рабочего слоя Р (рельефные), первого исполнения, ширина полотна рулонной
шкурки 620-1250 мм.
Шлифовальная шкурка тканевая выпускается трех типов,
из которых для древесных материалов и лакокрасочных покрытий рекомендуются типы 2 и 3. Срок хранения всех шлифовальных шкурок - 12 месяцев.
Шлифовальная паста ВАЗ-1 применяется для шлифования
полиэфирных покрытий мебельных щитов. В качестве абразивного материала используется оксид алюминия (глинозем),
связывающий основы минерального и растительного масел и
растворителей в воде. При шлифовании паста придает покрытию ровную полуматовую поверхность. Паста имеет розовый
цвет. Срок хранения пасты ВАЗ-1 - 6 месяцев.
Для окрашивания применяют цинковые или титановые белила и другие масляные краски светлых тонов, соответствующие вашему представлению о цвете данной мебели. Если
дверки и боковые стенки предмета изготовлены из плит с
имеющейся пластиковой облицовкой, цвет краски должен
быть подобран под этот цвет.
_
В случае, если у вас в" наличии не готовые к употреблению, а густотертые масляные краски, то их надо* развести
олифой в соотношении 1:3. Краска наносится на поверхность
вручную кистями или пистолетом-распылителем.
Для нанесения на поверхность укрывистых красок и грунтовок применяют жесткие кисти из щетины, а для растушов-
ки красок и лаков - мягкие кисти из барсучьего или беличь-
еговолоса.
После нанесения каждого окрасочного слоя, после просушки, поверхность обязательно должна шлифоваться. Нитроэмали НЦ-11, НЦ-259 разбавляются растворителем І×І9 646 или
растворителем РДВ до нужной консистенции. Желательно
после разбавления состав процедить через '2-З слоя марли.
Срок сушки окрасочного покрытия не менее 60 минут. Количество окрасочных слоев от 2-3 до 4-х.
После нанесения первого окрасочного слоя, после просушКи, его надо обязательно отшлифовать мелкозернистой шкур107
кой. Для окраски деревянных поверхностей могут также
применяться алкидные и кремнийорганические эмали. Из
эмалей наиболее подходящи для этих целей пентофталевые
ПФ-560, ПФ-115, ПФ-233. Они наносятся в два слоя. Срок
сушки не менее 24 часов.
При окрашивании пласти желательно соблюдать следующий порядок: краска должна наноситься зигзагообразными
мазками в продольном направлении, а затем в поперечном.
Потом следует растереть ее по всей поверхности и, наконец,
выполнить растушовку, сначала поперек, а затем вдоль пласти.
При перерыве в окраске не забудьте кисть опустить в банку
с водой для ее предохранения от высыхаъшя. Если работы по
окраске прекращаются на довольно длительное время, кисть
следует промыть в расгворителе: скиптщаре, керосине и т. п.
В случае, если по окончании работ обнаружатся крупные
дефекты в виде пузырей, комковатости, морщинистых зате-
ков, эти места следует соскоблить шпателем, зашлифовать и
окрасить заново.
Для облегчения соскабливания красок можно на час-пол-
тора положить на поверхность разъедающую пасту, которую
подтотовьте сами (25%-ный раствор аммиака или нашатыр-
ного спирта и- молотого мела, в соотношении 1:2).
НАКЛЕЙКА ОБШИВОК ИЗ ПЛАСТИКА И ПЛЕНОК
Удобнее отделывать элементы конструкции до сборки, а
не целиком. По габаритам детали вырезаются облицовочный
материал с припуском до 2 мм. Наклеивается пластик на доски, брусья, фанеру, плиты ДСП и ДВП. Приклеивается пластик карбамидными клеями, поливинилацетатной эмульсией.
Отличные результаты дает наклейка синтетическим клеем
БФ-2, _который продается в тюбиках или флаконах, готовым
к употреблению без предварительной подготовки.
Клей наносится на поверхность равномерной пленкой
кистью.
Клей БФ-2 надо наносить на обе склеиваемые поверхности за 2 раза. Первый слой БФ-2 будет служить как бы своеобразной грунтовкой. После нанесения первого слоя его оставляют для открытой пропитки на 5-6 минут `и после этого
наносится второй слой. Затем пластик накладывают на деталь, накрывают сверху бумагой или картоном и запрессовывают в струбцинах или накладывают фанеру и пригружают
грузом (пресс). После выдержки (4 часа) струбци-ны или пригруз- можно снять, но изделие должно окончательно высохнуть в течение суток. Не забудьте промыть кисть ацетоном.
108
Облицовку гладкой поверхности можно произвести и специальной бумагой с печатным рисунком, имитирующим фактуру и цвет кожи, ткани, камня, срезадревесины.
Наиболее распространена бумага с рисунком срезов древесины различных пород, называемым текстурным. Листовой
материал на основе пропитанной бумаги выпускается в виде
однослойных или многослойных листов. В зависимости от
нропиточных составов, режимов пропитки и сушки бумаг
производятся пленки типов А, В, С и Д.
Пленки типа А, В и С применяются для облицовки всех
поверхностей изделия и отделываются.
Пленки типа Д применяются для облицовывания внутренних поверхностей изделий без отделки. Облицовочные материалы на основе бумаг, пропитанных смолами, выпускаются
и в виде рулонов. Они также могут быть однослойными и
многослойными. Рулонные пленки на основе бумаг изготавливают различного вида: без лакового покрытия, с лакированной поверхностью без рисунка пор и с рисунком нор древесины, с повышенной эластичностью и др. Такие пленки
широко используются в мебельной промышленности.
Выпускают пленки следующих типов: РП, РПЛ, РПТ,
РПЭ, РПЛЭ, РПТЭ.
Пленки типа РП не имеют лакокрасочного покрытия,
РПЛ выпускаются с лакокрасочным покрытием, РПТ имеют
тиснение пор древесины.
Пленки типов РПЭ, РПЛЭ и РПТЭ имеют большую эластичность. Поставляется пленка шириной 875, 1000, 1760,
1850 мм. Для облицовывания. кромок промышленность выпускает специальные пленки на бумажной основе в виде полос
и рулонов, однослойных и двуслойных. Ширина их 14--50
мм с градацией через 1 мм. Кромочные материалы изготавливаются следующих марок: МКР-1, МКР-1к, МКР-2 и т. д.
МКР-1 - однослойный рулоъшый кромочный материал,
поверхность отделывается лаками. МКР-1к имеет более высокую стойкость к внешним воздействиям. Применяется в основном для отделки кухонной мебели; МКР-2 - двухслойный рулонный кромочный материал.
Для изготовления кухонной, торговой, медицинской и
другой мебели промышленность выпускает декоративные бумажно-слоистые пластики ДБСП. Изготавливается ДБСП из
пленок на основе пропитанной бумаги, лицевой декоративный слой изготавливают из бумаги фоновой или с печатным
рисунком, а на внутренние слои используют З-5 слоев менее
ценной пропитанной бумаги. Для увеличения стойкости лицевого слоя к истиранию на поверхность некоторых видов
109
* пластика- напрессовывается слой тонкой прозрачной пленки
на основе бумаги <<оверляй››. Выпускают ДБСП однотонным,
различных цветов, с печатным рисунком, имитирующим древесину, камень, ткань, кожу, а также с декоративным тиснением, имитирующим фактуру ткани, морщины, кочки и т. д.
Поверхность пластика бывает глянцевой и: с различной
степенью матовости.
По своему назначению ДБСП делят на конструкционные,
облицовочные и формуемые. К конструкционным относят
пластики толщиной более 1 мм., Они применяются самостоятельно как конструкционный материал. Облицовочные пластики толщиной менее 1 мм применяются для облицовки
плоских поверхностей. Формуемые пластики под действием
теплоты и давления могут изменять свою форму, поэтому
они используются для фасонных деталей.
ДБСП имеют высокие физико-механические свойства, хороши в декоративном отношении, хорошо обрабатываются,
стойки к действию высоких температур, воды и пара, кислот
и щелцчей, а также пищевых и бытовых жидкостей. Легко
очищаются, стоики к ударам и истиранию.
Размеры ДБСП (в мм): толщина - 1; 1,3; 1,6; 2,0; 2,5;
3,0 Ё листах. Длина от 400 до 3000, ширина 400-1600 с градацией через 25 мм.
По характеристике лицевой поверхности различают пластик марок А, Б, В.
Пластик марки А применяют для изделий, требующих повышеннойизносостойкости (горизонтальные поверхности столов).
Марки Б в основном для вертикальных поверхностей.
Для лицевой поверхности пластика применяют условные
обозначения; ,Г - глянцевая, М - матовая, О - однотонная,
Р, Ё с печатным рисунком, З - с защитным слоем. Как нравило, для 'облицовки мебели применяют ДБСП толщиной не
бо1іее' 1,3 мм, так как пластики большей толщины плохо приклёиваются.
,Находят свое 'применение и облицовочные материалы на
основе полимеров. В мебельной промышленности получили
при-менение облицовочные материалы на основе поливинил'хлоридной ,смолы (ПВХ), смеси поливинилхлорида. .и АБС,дластика (ПВХ-АБС). Поливинилфторида (ПВФ) и др.
›Для облицовывания используют полимерные пленки (однослойные,›~~многослойные, ^-нористо-монолитные) и искусст,венные кожи.
У
Выпускаются нлеш<и гладкие, с тиснением, гляьщевые, матовые, одноцветные, с печатным рисугшом текстуры древесины. ВЫпускаются пленки толщиной 0,15-0,23 мм (для кромок 0,3-
0,4 мм), ,шириной 1200-1870 мм (для кромок 14.-45 мм)
110
ОБЛИЦОВКА ПОВЕРХНОСТЕЙ ШПОНОМ
Строганый шпон используется для выполнения лицевых
облицовок. Получают его из сортиментов древесины лиственных и хвойных пород, а также из капа (древесных наростов)
всех пород древесины. Текстура (рисунок) лицевой поверхности шпона зависит от породы древестшы и направления срезов шпона относительно годичных колец древесины. Различают радиальный, п0ЛУРдд'Иальный, тангентальный и танген-
тально-торцовый виды шпона.
виды шпона.
Ви ы л Левой пове хности,
"
' д ДЦ ' ,
р \. '
~ ,
Обозначение
_
І
годичъгые слои
сердцёвидные лучи
_.
~ Прямые
ьпараллелытые,,Полосьі.,-. расположенные 1
«Р» - раднальный линии по всей поверхно- не менее, чем на 3/4 плости листа
щади листа
Прямые
параллельные Наклонные
«ПР» - полуради- линии, расположенные нс
алвный
менее, чем на 3/4 площади листа
«Т» _ тангснталь- Конусы нарастания, углоный
вые или кривые линии
«ТТ» - тангентально-торцовый
или
парал-
лельные полосы, располо- '
женные не менее чем на
,1 / 2 площади листа
Продольные или наклон-1 ные штрихи или линии
Замкнутые кривые линии - Кривые-линии -или штрир
хи
ч
Из-за особенностей строения отдельных пород древесины
шпон из ореха, груши, бархатного дерева, красного дерева на
виды не подразделяется; шпон из сосны производится только
радиального, полурадиального видов: 'шпон из капа (наростов) имеет тангентально-торцовый разрез.
ТОЛЩИНА СТРОГАНОГО ШПОНА
:
_
Древесина
Лиственные породы:
мелкорассеянно-сосудистые (береза, бук, граб,
Вид ШПОНЭ.
"РУ'““› Ща» ””“а›'°“'*х”=
Р, пг, т
осина, тополь, красное
дерево - дибету; 'мако-
,
ТОЛЩИЩЬ ММ
,
ре, моаби, сапели) _
111
0.4; 0.6; 0,8
_
Древесина
крупнорассеянно-сосудистые (красное дерево аиле, босе. лимба, сипо,
фамире, тиама)
кольцесосудистые
Толщина, мм
Р, ПР, Т
0,6; 0,8
Р, ПР, Т
0,8; 1,0
Р, ПР, Т
0,8; 1,0
ТТ
0,4; 0,6; 0,8
(бар-
хатное дерево, дуб, вяз,
карагач, каштан, ясень)
хвойные.породы
кап (наросты) всех поРОЛ
Вид шпона
Изготавливается строганый шпон обрезной (обрезается с
двух сторон по- длине), прирезной (обрезают .с одной стороны
по длине) и необрезной. Маркировка строганого шпона расшифровывается следующим образом: например, дуб Р1-1,3
(шпон из дуба, вид шпона Р (радиальный), сорт 1, *толщина
листа 1,3 мм.
\
Лущеный шпон используют как подслой и как лицевой
слой при облицовывании. Получается лущеный шпон путем
среза по спирали тонкого слоя древесины с вращающегося
чурбака. Изготавливается лущеный шпон из древесины березы, ольхи, бука, дуба, ясеня, липы, осины, лиственницы,
кедра. При лущении получается шпон, имеющий текстуру,
близкую к тангентальной. Декоративные качества лущеного
шпона ниже, чем шпона строганого.
В зависимости от качества древесины и обработки лущеный -шпон лиственных пород выпускают пяти сортов: А, АВ,
В, ВВ, С.
Шпон хвойных пород выпускается четырех сортов: АХ,
АХВ, ВХ, СХ.
Для лицевых слоев облицовок применяют шпон сортов А,
АВ, В, ВВ, С. Поставляется шпон нарезанными ,листами шириной от 150 до 2500 мм, длиной от 800 до 2500 мм, толщина
шпона для лиственных пород от 0,35 до 1,25 мм, для хвойных 'пород от 1,2 до 4,0 мм.
В продажу шпон поступает длиной около 500 мм, шириной до 200 мм, многих пород, чаще всего шпон красного дерева (красновато-коричневый цвет, структура пятнистая),
ореховый (красивая и разнообразная структура, цветовые оттенки от светло-коричневого до темно-коричневого могут изменяться на небольшой площади), дубовый шпон (имеет желто-коричневый цвет), шпон бука (имеет выразительный, бо-
гатый оттенками оранжевый цвет и светлые и темные
черточки, разбросанные по всей поверхности), шпон ясеня
(имеет очень богатую гамму розовато-желтого цветаи неярко
выраженную. волнистую текстуру).
112
НАБОР ШПОНА
В зависимости от вашего замысла, можно выполнить любой набор шпона. Наборы различают как простые, так и фигурные. При простом наборе все полосы шпона (если он составляетсяиз двух и более полос) подбираются одинаковыми
или близкими по текстуре и цвету, имеют продольное направление волокон, текстура располагается симметрично оси
набора. При фигурном наборе из отрезков шпона набираются
всевозможные рисунки: «в рост», «с контрастными полосами»,
«в крест» «в-шапк ›› «в елк ›› и т. .
Д7
7
,»
_
'
'
'
*~
'
/'
її
`››..
Наборы шпона: _
1 - в рост, ІІ -- в рост, 111 - в крест, ІУ - с контрастньь
ми полосами, У - С контрастными полосами, УІ _ в крест,
УП - в шашку, І/ІІ1 - с фризом, ІХ - в конверт.
113
пласти, в обязательном порядке направление волокон шпона
не должно совпадать с направлением волокон” на облицовываемой поверхности (в- противном случае при усыхании древесины наклеенный шпон может трескаться). В зависимости от
вашего замысла и наличия шпона, можно применить поперечный и косой набор. При подборе шпона многое зависит и
от длины имеющихся листов. Если эта длина меньше дхшны
облицовываемой детали, то листы шпона можно располагать
в поперечном направлении, чтобы избежать стыка по длине.
При совсем маленьких размерах шпона можно подобрать рисунок в двух направлениях, по длине и ширине., с применением контрастных полос или фриза, выполняемых из шпона
других пород, или набором кусков шпона В елку под углом
45" к краям детали.
При наборе надо учитывать, что поверхности листов шпо-
на имеют некоторые отлнчия. Лицевая (правая) сторона шпона - это наружная сторона листа, сострагиваемая с чурбана.
Обратная (левая) сторона - противоположная, она более
рыхлая и зачастую имеет микротрещины.
Для лицевой поверхности -облицовок следует использовать
лицевую сторону шпона-. В зависимости от замысла, вида,
размеров и назначения производится разметка, при этом надо
предусмотреть небольшой нрипуск (4-5 мм) для нодгонки
стыков. Режется шпон хорошо заточенным ножом по линейке. Сначала нож проводится с незначительным нажимом, а
затем нажим можно усилить.
Для отрезания обычно достаточно 4--5 проходов ножа.
При ра-зрезании шпона вдоль волокон нельзя вести нож навстречу годичным слоям, это неизбежно приведет к косому
разрыву шпона между слоями. Резать надо только в направлении годичных слоев. Если шпон режется поперек волокон
или под углом, надо предварительно сделать ножницами
встречный надрез длиной 10-15 мм во избежание разрыва
шпона при надавливании ножом.
В случае, если по вашему замыслу надо вырезать шпон по
криволинейной линии, то это лучше всего выпоштить -ножницами. Кромки- шпона можно отфуговать ручным фуганком.
Для этого листы шпона собирают в пачку толщиной 15-20
мм, зажимают в струбцинах.
Качество фугования проверяется -путем нрикладывания
листов друг к другу отфугованными кромками. При отсутствии 'между кромками зазора качество считается хорошим.
Наре-зав все заготовки шпона, надо разложить их поочередно
на каждой оклеиваемой поверхности и проверить правильность~набора и точность стыковки.
Рекомендуется заготовки пронумеровать и ×те же номера
114
поставить на соответствующих листах оклеиваемой поверхности, а там, где детали будут стыковаться, провести стыковочные линии.
НАКЛЕИВАНИЕ ШПОНА
Прежде всего надо тщательно осмотреть облицовываемые
поверхности и устранить все неровности, выбоины, околы и
другие повреждения и дефекты. Желательно поверхность обработать шкуркой.~
Если в качестве основы использованы хвойные пиломатериалы, обязательно проверьте наличие выступления смолы,
ее надо соскоблить ножом и для верности промыть раствором
(водный 25 %-ный раствор ацетона или водный 5-6% -ный
раствор кальцинированной соды).
Обратите внимание, что шпон плохо приклеивается к сучкам, их желательно высверлить и удалить,. а" это место заделать пробками на клею. »Влажность шпона должна быть в
пределах 8-10%, а облицовываемых деталей - 7-9%.
Для выравнивания поверхностей основы можно применить
шпатлевку следующего состава:
а) канифоль ~- 60 частей, цинковые белила - 30 частей,
мука древесная -- 10 частей. Канифоль предварительно нужно расплавить;
°
б) клей карбамидный - 67 частей, мука древесная - 33
части.
Для наклеивания шпона лучше всего применять белковые
клеи - мездровый или костный. Способы его приготовления
приведены в предыдущих главах.
При употреблении приготовленного клея не забудьте его
проверить. Для этого опустите в приготовленную массу деревянную палочку и, перемешав клей, извлеките ее. Если с палочки стекает ровная непрерывная прозрачная струя, это
клей хороший, им,можно пользоваться. Если же вместо непрерывной струйки с палочки стекают отдельные капли, значит клей слишком жидкий и пользоваться им нельзя, так как
шпон просто не нриклеится.
При чрезмерной густоте клей с палочки сползает медленно, сгустками -или же не стекает совсем. Таким клеем тоже
пользоваться нельзя. Он неравномерно ляжет на поверхность.
Для получения клея нужной густоты добавьте твердых частиц клея в первом случае и воды - во втором. Снова разогрейте клей в клеянке до нужного состояния.`
В производственных условиях обычно шпон наклеивается
в специальных гидравлических прессах._,с подогревом. В до115
машних условиях придется применить ручной -способ «впритирку». Суть его в следующем: на подготовленную поверхность жесткой кистью вдоль волокон древесины наносится
тонкий слой клея,- при этом надо проследить, чтобы не образовывались комочки и не было непромазанных мест. После
нанесения клея делается незначительная выдержка в течение
З-4 минут и накладываются листы шпона.
Наложив шпон на основу, надо разгладить его увлажненнои тряпкой, а затем начать притирание, причем притирочный молоток или утюг должны быть подогреты до температуры около 150-200°С, чтобы во время притирания клей, находящийся под шпоном, снова разогревался и набирал
клейкость. Притирать шпон надо вдоль волокон, от середины
к краям.
Очень важно, чтобы во время притирки были выдавлены
излишки клея и оставшийся воздух. Притирка производится
до полного приклеивания листов шпона. Выдавленный излишний клей сразу же снимите увлажненной тряпкой.
Иногда наклейку шпона производят следующим образом:
слой клея наносится на основу и так остается до высыхания.
Примерно через час поверхность клея смачивается увлажненной тряпкой, накладывается шпон и притирается подогретым
утюгом. Шпон приклеивается очень быстро и надежно.
Можно до наклейки небольшие листы шпона собрать в набор нужных размеров. Для этого листы шпона раскладываются согласно подбору лицевой стороной вверх, отфугованные
кромки тщательно стыкуются и скрепляются клеевой лентой.
`Набор' переворачивается и может накладываться на обдшцовываемую поверхность.
И все же в домашних условиях предпочтение обычно отдается наклейке на поверхность отдельных небольших листов
последовательно, один за другИм. В этом случае листы обычно наклеиваются от середины облицовываемой поверхности к
краям. Клей наносится не сразу на всю поверхность, а только
на то место, на которое наклеивается конкретно лист шпона
(помните: мы пронумеровали и очертили набор).
Основная трудность при облицовывании отдельными листами может возникнуть из-за того, что увлажненный шпон
имеет способность не только закручиваться, но и расширяться
поперек волокон. И поэтому, после того как вы притерли
первый лист набора и рядом наклеили следующий лист вдоль
стыка, параллельного волокнам, образуется складка от расширения шпона. Если вновь притереть это место за счет
сдвига всего листа, то после высыхания, когда лист шпона
незначительно сожмется, шов разойдется. Для предотвращения этого последующий лист притирают не вплотную к на116
клеенному ранее, а с незначительной нахлесткой на него.
После того как шпон расширится, нахлестку разрезают, прорезая оба листашпона.
Отрезанные полоски шпона удаляются. Место стыка обоих
листов вновь притирают подогретым утюгом. Для страховки,
чтобы шов при высыхании не разошелся, поверх шва наклеивается клеевая лента, которая впоследствии счищается.
ОТДЕЛКА ОБЛИЦОВАННОЙ ПОВЕРХНОСТИ
Для окончательного подравнивания облицованной поверхности неред шлифованием обычно выполняют циклевание.
Цикля представляет собой тонкую стальную пластинку прямоугольной формы толщиной 1 мм, шириной до 70 мм с загнутым по одну или обе стороны лезвием (заусенцем). Как
делается цикля сказано в предыдущих главах. Применяется
цикля только при подравнивании шпона из древесины твердых пород. Нередко вместо цикли для зачистки поверхности
применяют осколок стекла. После циклевания поверхность
шлифўют. На первом этапе шлифуют среднезернистой шкуркой, а затем мелкозернистой. В конце шлифования надо сделать несколько легких нроходов мелкозернистой шкуркой
вдоль каждого ребра. Это очень важно для того, чтобы ребра
не были очень острыми и чтобы уменьшить возможность отдира приклеенного шпона. Прозрачная отделка не закрывает
цвета и естественного рисунка древесины. Прочная тонкая
прозрачная пленка защищает поверхность древесины от *вредных внешних воздействий, облегчает содержание мебели,
придает поверхностям красивый декоративный вид. Прозрачная отделка имеет несколько видов:
-^
а) с имитацией текстуры дереваболее дорогой породы;
6) не изменяя вида и цвета древесины.
По характеру прозрачная отделка подразделяется на:
а) вощение,
6) лакирование,
в) полировку.
вощенив
Применяется обычно для древесины из пористых пород
(дуб, бук, орех). Вощение заключается в нанесении на поверх-
ность древесины восковых мастик и их растирании. Грунтовка -при вощении не производится, так как восковая мастика
сама хороший порозаполнитель и довольно прочно держится
117
на поверхности. Поверхность древесины перед вощением зачищается, шлифуется и желательно удалить ворс. Восковую
мастику можно приготовить по следующим рецептам:
а) воска - 30 частей, стеарина - 10 частей, мыла - 10
частей, скипидара - 40 частей, канифоли - 10 частей;
б) воска - 25 частей, мыла - 12 частей, охры - 5 частей, раствора ноташа - 18 частей, канифоли - 40 частей;
в) воска - 35 частей, скипидара - 60 частей, канифоли
- 5 частей (скипидар допустимо заменить бензином, что сократит нродолжительность' сушки с 48 до 3 часов).
Стеарин, воск, канифоль расплавляются нагреванием до
80-90°С, в расплавленную смесь вливают, при тщательном
перемешивании, водный раствор ноташа, раствор с мыльной
стружкой. Наносится мастика жесткой кистью, покрытие должно быть однородным, без пропусков. Наносится мастика с
температурой- 20-25°С, слой сушится не. менее суток при
комнатной температуре. После высыхания по-верхность полируют суконкой до равномерного блеска. Надо отметить, что в
начальной стадии суконка идет с большим трудом из-за налипания воска, натираемая поверхность в этой стадии темная
и грязная, но по мере истирания воска и его разравнивания,
поверхность очищается от грязи, становится гладкой и блестящей, хорошо проявляется текстура древесины, мягкий
блеск придает поверхности очень красивый вид.
После полировки поверхность должна хорошенько просохнуть (не. менее суток), и затем она протирается чистой мягкой ветошью. Для закрепления глянца, придания поверхности стойкости поверхность рекомендуется покрыть щелочным
лаком, разведенным щелочной политурой в соотношении 1:1.
ЛАКИРОВАНИЕ
Заключается в получении на обрабатываемой поверхности
блестящей пленки. При лакировании поры древесины закрыты не полностью, и поэтому на поверхности пленки появляются отдельные блестки, что устраняется полированием. До
начала лакирования надо с поверхности ,удалить древесный
ворс и выполнить грунтовку. Чтобы удалить ворс, нужно сначала увлажнить поверхность облицовки тампономуиз куска
ваты, обернутого марлей. Тампон смачивается водои и отжимается. Тампоном проводят вдоль волокон, затем поперек волокон и снова вдоль. Изделие просушивается в течение полутора-двух часов и шлифуется" вдоль волокон сначала среднезернистой, а затем и мелкозернистой; шкуркои до полного
удаления поднявшегося от влаги ворса. Удалив пыль, можно
118
приступить к грунтованию для того, чтобы частично заполнить поры и добиться лучшей связи лака с древесиной. При-
меняются следующие грунтовки;
а) грунт под масляные и спиртовые лаки для крупнопо-
ристых пород древесины: канифоли -- 6 частей, скипидара 15 частей, казеина - 5 частей, воды - 25 частей (в -разогретый до 50°С ,казеиновый клей вливается раствор канифоли в
скипидаре);
б) грунт под масляные лаки: натуральная олифа;
в) грунт под нитролака: целлюлозы - 15 частей, растворителя ІЧ9 646 - 30 частей, касторового масла - 0,5 части
(целлюлозу растворить в растворителе Ы9 646, сюда доба-
вить, тщательно перемешивая, касторовое масло);
г) грунт под шеллачный и спиртовый лаки: борного шеллака - 30 частей, спирта-сырца - 15 частей (шеллак растворить в теплом спирте);
д) грунт под спиртовые и нитролака: олифы - 3 части,
скипидара - 1 часть.
Грунтовка наносится на поверхность ватным тампоном в
марле сначала круговыми движениями, а в заключительный
период - вдоль волокон. Загрунтованная поверхность должна
просохнуть (не менее 48 часов) и затем ее надо тщательно
прошлифовать вдоль волокон мелкозернистой шкуркой, но
шлифовать следует очень осторожно, не допуская протирания
грунтовочного слоя.
Лакирование спиртовыми лаками
По своим свойствам и по удобству -работы вручную спиртовые шеллачные лаки являются лучшими. Пленкообразующим веществом в них является шеллак -- смола, выделяемая
насекомыми, а растворителем - этиловый спирт; Шеллачный
лак дает эластичную пленку с мягким блеском, очень быстро
сохнет (2,5-3 часа). Наносится на подготовленную поверхность тампоном, внутрь. которого заливается лак, вдоль волокон. После нанесения первого слоя лака следует дать поверхности просохнуть (З-4 часа) и затем прошлифовать мелкозернистой шкуркой. Удалить пыль и нанести второй слой
лака, в который добавляется 8-10% спирта для получения
более жидкой консистенции. Снова поверхность просушивается (до 4 часов) и затем шлифуется пемзовым порошком с водой (порошок можно получить, потерев 2 куска пемзы друг о
друга), На влажную льняную ветошь посыпают немного порошка и шлифуют мягкими круговыми движениями. После
удаления пыли поверхность полируется третий раз, конси119
стенция лака такая же, как и при втором лакировании. Затем
шлифуют шкуркой М-40 и деталь сушат в течение 24 часов.
Лакирование масляными лаками
Лак наносится щетинной кистью равномерно по всей поверхности. Поверхность 'сушится не менее 48 часов, затем
шлифуется шкуркой Ы9 З-4 вдоль волокон древесины. После
удаления 'пыли наносится второй слой лака, после сушки поверхность шлифуется аналогично шлифованию спиртовыми
лаками пылью пемзы. После этой шлифовки удаляют пыль и
наносят третий слой, который »наносится и шлифуется так
же, как и второй. После сушки производится располировка
посредством тампона, в который заливается" спирт, а на тампон наносится несколько капель масла. Располировывают
кругообразными движениями до получения зеркальной поверхности, после чего поверхность протирают мягкой ветошью.
Лакирование нитроцеллюлозным лаком
Нитролаки представляют собой раствор нитрата целлюлозы, смол и пластификаторов в смеси с органическими растворителями и разбавителями.
Нитролаки образуют очень стойкую с интенсивным блеском пленку, достаточно водостойкую, более прочную, чем
образуемую спиртовыми лаками. При лакировании нитролаками особое внимание надо обратить. на то, чтобы поверхность была сухой, так как на недостаточно высушенной поверхности нитролаки держатся плохо.
Желательно наносить лаки пистолетом-распылителем равномерным слоем. Рекомендуется наносить каждый слой лака
в направлении,,перпендикулярном ранее наложенному слою.
После , нанесения первого слоя поверхность. просушивают в
течение 1 часа и шлифуют мелкозернистой шкуркой Ы9 5-6.
Смахнув пыль, наносят второй слой лака, третий, четвертый
по той же технологии, что и первый.
Рекомендуется после нанесения четвертого слоя дать более длительный срок для сушки (несколько часов) и отшлифовать шкуркой Ы9 4-3, при этом поверхность можно незначительно увлажнить керосином (бензином). После этого обрабатываемую поверхность надо насухо протереть мягкой
чистой ветошью и располировать тампоном с раствором следующего состава” (этиловый спирт-ректификат и растворитель
Ы9 646, 1:1).
120
Выполняется располировка быстрыми круговыми движениями. Можно получить еще более высокое качество поверхности. Для этого поверхность надо покрыть слоем шеллачной
политуры (5-8%), на тампон нанести несколько капель масла. Обработанная таким образом поверхность должна очень
хорошо просохнуть (не менее суток), затем ес надо обезжирить, протереть чистым этиловым спиртом. Обычно применяются следующие нитроцеллюлозные лаки:
НЦ-218 - глянцевый, наиболее употребляемый лак, самый светлый и быстросохнущий. Разбавляется растворителем
Не 646. Срок сушки 60 мин.
НЦ-218у - улучшенный - срок сушки 45 минут.
НЦ-222 - глянцевый, предназначен для получения
светлых, светостойких пленок. Разбавляется растворителем
Не 646 и РМЛ. Срок сушки - 60 минут.
НЦ-223 - глянцевый", применяют в нагретом до 70-7,5°С
состоянии, образует довольно светлые пленки. Разбавляют
растворителями РМЛ-315 и РЛ-278: Срок сушки - 60 минут.
НЦ-224 - глянцевый, не содержитпластификатора, образует слегка окрашенные пленки. Разбавляют разбавителем
«М». Срок сушки 90 минут.
'
НЦ-243 - матовый, в составе имеет матирующую добавку типа аэросила. Желательно наносить с подогревом до
70°С. Образует твердое шелковистое покрытие без блеска, не
вуалирующее текстуру древесины. Разбавляют растворителем
Ы9 646. Срок сушки - 60 минут. Все покрытия, образован=
ные этими лаками, легко растворимы, хорошо облагораживаются и ремонтируются. Имеют недостатки: пожароопасность
составов, большой выброс летучих веществ в атмосферу..
ПОЛИРОВАНИЕ
`
Полирование представляет собой многократное нанесение
на поверхность древесины 'тончайших слоев политуры, чем
придается обрабатываемой поверхности устойчивый зеркаль-
ный блеск. Наиболее часто для полирования применяется
шеллачная -политура, имеющая эластичную светостойкую
пленку, обладающую высокими полирующими свойствами.
Полировка выпэлняется тампоном из шерстяной ткани,
обернутым в чистую льняную ткань, не оставляющую на поверхности мелких волокон. Шерстяной тампон смачивается
небольшим количеством политуры. Желательно предварительно сделать пробные мазки на контрольной поверхности.
При правильном изготовлении и наполнении тампона контрольный мазок должен быстро исчезнуть, если же тампон на121
и
полнен политурои чрезмерно, ,то мазок получится очень на
еьтщенным и высыхает медленно. Сам процесс полировки состоит из 4-х операций: -грунтовании,. и трех носледовательных
полировок.
кг:
Грунтование выполняется той же _самой политурой, но
10%-ной. Тампон спокойно перемещают по поверхности мелкими круговыми движениями. После грунтовки в течение З5 суток поверхность должна быть очень хорошо просушена
при комнатной температуре. После просушки поверхность
шлифуется шкуркой М-40 (можно применить пемзовый поро-
шок, получаемый путем трения одного куска пемзы о дРУ'
гой).
Порошок посыпают на увлажненную водой поверхность и
растирают куском тонкого сукна. После появления на поверхности ровного матового блеска, ее насухо протирают куском
фланели. Первое н второе полирование выполняется более
жидкой политурой (8%-ной). Тампон перемещают более
энергично, чем при грунтовании, зигзагообразными движениями. -Время высыхания поверхности после первого полирования не менее З-4 суток, после второго полирования - З-5
суток для более полного просыхания нанесенной политуры и
упрочнения пленки.
`
Пошаруемая поверхность должна быть хорошо защищена от
возможного попадаъшя пыли. Третье и окончательное пошрование надо производить еще более интенсивно, тампон перемещают восьмерками в двух перекрестных направлениях, политура применяется еще более жидкая (6%-ная). После выполне-
ния окончательного полирования образуется красивая,
совершенно гладкая поверхность с равномерным зеркальным
глянцем. Окончательно отполированные элементы конструкции должны быть выдержаны в течение 72 часов, и после
этого можно выполнить сборку конструкции.
Промышленность выпускает так называемые разравнивающие полировочные жидкости, предназначенные для облагораживания поверхностей, обладающих термопластичностью,
например, нитроцеллюлозных.
Разравнивающая жидкость марки «РМЕ» предназначена
для разравнивания нитролаков вручную тампонами. Состоит
из Смеси растворителей с добавками ОП-10 и вазелинового
масла.
Распределительная жидкость НЦ-313 представляет собой
раствор коллоксилина, смолы и пластификатора в смеси растворителей. Наносится тампоном при разравнивании нитролаковых покрытий. Нитрополитура НЦ-314 предназначена
для полирования нитроцеллюлозных лаковых покрытий.
Нередко после применения на тампонах капелек вазелина
122
и льняного масла на поверхности остаются
которые после окончательного высыхания/
дней) удаляются этиловьгмнспиртом. При
полировки не только не обезжиривается, но
жирные пленки,
(в- течение З-5
этом пленка=от
и дополнительно
выравнивается. Тампон при обезжиривании перемещают быст-
рыми легкими движениями восьмерками в двух перекрестных
направлениях.
ОТБЕЛИВАНИЕ ПФВЕРХНОСТЕЙ
Отбеливающие составы применяются для осветления и *выравнивания естественного цвета древесины.
Лучший декоративный эффект достигается при отбеливании древесины светлой окраски - березы, бука, ясеня, липы,
осины, тополя и т. д.
При отбеливании древесины используют-пероксид водорода, щавелевую кислоту, едкий натр, аммиачную воду, уксусную кислоту. Все они являются сильнодействующими химическими веществами, вызывающими ожоги, и работать сними следует в соответствии с требованиями безопасности.
СОСТВВЬІ ОТбЄІІИІІНИЯ
а) 20%-ный пероксид водорода - 100 частей, жидкре
стекло 10-50 частей,
б) 20%-ный пероксид водорода - 100 частей, 20%-ная
аммиачная вода - 10 частей,
в) 8-10%-ный раствор щавелевой кислоты (по окончании
отбеливания поверхность надо нейтрализовать 2%-ным раствором буры и промыть водой).
,_
Отбеливающий состав наносится травяной щеткой (до 3-х
раз) и смывается раствором соды. Желательно перед нанесением перекиси водорода шпон или любую другую поверхность смочить теплой водой и после небольшой просушки обработать 10%-ным раствором нашатырного спирта.
Нужно отметить, что некоторые породы древесины при отбеливании могут приобрести самые неожиданные оттенки
цветовой гаммы. К примеру, древесина грецкого ореха в результате отбеливания приобретает розоватые оттенки, что
особенно эффектно при его контрастной естественной структуре.
123
КРАШЕНИЕ ДРЕВЕСИНЬІ
Цвет древесины находится в прямой зависимости от породы дерева, однако, в соответствии с вашими замыслами, цвет
можно изменить специальными красителями.
Органические синтетические красители по принципу действия делятся на прямые (окрашивают непосредственно древесное волокно), кислотные (хорошо окрашивающие лигнин
древесины в присутствии кислот), основные (хорошо окрашивающие древесину, содержащую дубильные вещества).
Прямые красители имеют очень широкую гамму цветов,
но они малосветостойки и в основном имеют довольно тусклые
тона. Кислотные красители светостойки, глубоко прошшают в
древесину. Основные красители имеют яркие тона, но не очень
светостойки, применяются они для глубокого крашетшя.
Приготовление составов красителей заключается в получении прозрачных растворов, без нерастворимых осадков. Наибольшее применение в практике получили водные растворы
красителей. Но водные красители имеют один существенный
недостаток - поднятие ворса на окрашиваемой поверхности.
Для приготовления водного раствора красителей применяют мягкую воду, не содержащую солей железа, магния и т. п.
Жесткую воду следует смягчить путем кипячения или введения 0,1-0,5% кальцинированной соды (или аммиачной воды). Растворяют красители в горячей воде, иногда красители
готовят смешиванием двух~трех видов красителя. В основном
применяются следующиевиды красителя:
для имитации под красное дерево - кислотный темнокрасный, красновато-коричневый Ы9 3, ЗВ,
для имитации под орех - светло-коричневые ІЧ9 7, 16,
16В, 163, 17; орехово-коричневый Ы9 12, темно-коричневый
Ме 8Н,
для окрашивания в черный цвет можно применить водный 0,І-0,2%-ный раствор водорастворимого нигроза в смеси с 5% нашатырного спирта 20%-ной концентрации.
Красители в органических растворителях применяют, как
правило, в виде спиртовых и ацетоновых составов (1-З%ной концентрации). Эти красители имеют высокую светостойкость и очень быстро сохнут, но они очень огнеопасны.
Используются в основном для подкрашивания спиртовых и
нитроцеллюлозных лаков и политур:
- спирторастворимые коричневые Ы9 33 и 34 (под орех),
крас'ный`1\І9гД-2 (под красное дерево),
124
- ацетонорастворимый краситель темно-коричневый и
желтый.
Крашение подразделяетёёў, на поверхностное (прямое),
протравное и проявляемое.
Поверхностное Іпрямоеі крашение
Для крашения применяют гуминовые и синтетические
красители. Гуминовые красители представляют собой смесь
веществ естественного происхождения (из почвы, торфа, угля) с основными красителями. Подобного вида красители
имеют название «Бейц» (порошок), «Ореховая морилка». Они
представляют собой кристаллический порошок, хорошо растворимый в воде.
А
Гуминовые красители можно применять в смеси с кислотами и прямыми синтетическими красителями. Поренбейцы
применяются для поверхностного тонирования, они окрашивают поверхность древесины, не поднимая ворса. Поренбейц
под маркой грунтовка НЦ-0140 выпускается коричневого,
темно-коричневого и красно-коричневого цветов, имеют срок
сушки до 20 минут при 20°С.
Некоторые растворы для поверхностного крашения:
а) «под орех» - ореховая морилка - 20 г на 1 литр воды,
Бейц - 50 г,
6) в черный цвет (тополь, бук, граб) - водорастворимый
нигрозин - 50 г,
в) береза, в вишневый цвет - -кислотный хром желтый
«Н» - 2 г, хром коричневый «К» - 10 г, кислотный хром
черный - 3 г, спирт нашатырный - 10 г на 1 литр раствора,
г) береза, в красновато-коричневый цвет - ореховая моришса - 20 г на 1 литр воды, краситель «Рубин» - 2 грамма,
д) «под мореный дуб» - кассельская бурая краска - 50 г,
поташ - 2 г, дистиллированная вода - 100 г. Этот состав
необходимо кипятить не менее 2 часов, процедить и снова
кипятить до получения густого «сиропа››, затем дать возможность смеси затвердеть и перетереть в порошок. Одну часть
полученного порошка развести в 20 частях теплой воды и кипятить в течение 5 минут. Полученным раствором покрыть
поверхность древесины,
е) вишнево-красный цвет - анилиновая вишневая краска - З г, вода с температурой до 80°С - 150 г,
ж) «нод орех» (для березы и клена) - английская соль 30 мг, марганцовокислый калий - 30 г на 1 литр воды,
з) «под мореный дуб» - поташ 16 г, коричневая сухая
анилиновая краска - 20 г, вода - 500 г. Эта смесь должна
125
прокипятиться в течение 25-30 минут, затем добавить чайную ложку уксуса.
Для приготовления 'красящего раствора в воду, подогретую
до 80°С, всыпается краситель по рецептуре и после тщатель-
ного перемешивания добиваются его полного растворения.
Раствор должен отстояться ~ при использовании синтетических красителей до охлаждения 18-20°С, при использовании
смеси гуминовых и синтетических красителей раствор выдерживается не менее 48 часов. Раствор сливается с целью отде-
ления осадка.
Для равномерной окраски добавляют чайную ложку нашатырного спирта. На обрабатываемую поверхность красящий
раствор наносится кистью, губкой, тампоном. После покрытия красящим раствором всей поверхности ее протирают отжатой губкой (тампоном). Окрашенные поверхности -сушатся при
температуре 18-20°С (комнатной) в течение 1,5-2 часов.
Протравленное Іглубокоеі крашение
Протравы - водные растворы солей металлов. При воздействии на древесину в результате химической реакции солей с дубильными веществами происходит окрашивание поверхностей.
Дуб, красное дерево, каштан и другие породы древесины,
богатые дубильными веществами, при обработке протравами
получают очень прочную светостойкую окраску. При протравливании очень хорошо проявляется текстура древесины.
При этом методе окраски поверхностей древесина сначала
протравливается, а затем окрашивается. В качестве протравы
используются хромпик калиевый, хромпик натриевый, дающие коричневую окраску; железный купорос - окраска от
серого до черного цвета; хлорная медь и медныи купорос для окраски в желтовато-коричневые тона.
Готовится раствор для протравного -окрашивания путем
разведения протрав в воде с температурой 75-80°С. Раствор
следует обязательно профильтровать и охладить до комнатной температуры.
126
Рецептура некоторых растворов протрав
1. Для березы:
кг
из
а) коричневый цвет - 2--4% -ный раствор хромпика (для
краёнения 1-2%-ный раствор хроміа/коричневого <<К››),
коричнево-желтыи цвет -
О-ныи раствор железного
купороса (для крашения 1%-ный раствор хрома коричневого),
в) под орех - 0,2-0,5%-ный раствор коричневый для
травления меха (дця крашения 0,2-0,5 %-ный раствор хро-
мово-кислого калия _
2. Для сосны:
а) коричнево-золотистый --› тантшн (8,5%-ный), (хромпик 3%-ный),
6) под красное дерево -- 0,5--1%-ный раствор коричневый для травления меха (1,5-2%-ный раствор медного купороса).
З. /Для дуба:
а) коричневый - 1-4%-ный хромпик (для крашения 12%-ный раствор хрома коричневого),
6) под красное дерево - 0,5-1%-ный раствор коричневый для травления ме;<а (для крашения 0,7-1%-ный раствор
хромовокислого калия -,
(
в) черный -6-?;0,.ї-9-2%-ный раствор железного .кІуІпороса
для крашения , - - О-ныи раствор хрома желтого « ››.
При крашениибпрётравами ддёеўесину хвойных пород надо
предварительно о ра отать 1- О-наым раствором таннина
или пирогаллола и лишь после этого покрывать протравой..
Проявляемое крашение
Ч
Применяется для пород древесины, бедных дубильными
веществами (береза, сосна, бук и др.)._ В этом случае древесина сначала обрабатывается раствором дубильного вещества
(таннин, пирогалловая кислота, раствор пирокахетина) и
лишь после этого покрывается протравой. Дубильные вещества сами по себе не изменяют окраску древесины, окрашивает
протрава, выполняющая в данном случае роль проявителя.
Насыщение древесины дубильными веществами для большой
интенсивности можно производить не только путем внешнего
покрытия, но и помещая, например, шпон в эмалированную
емкость, куда заливается вода и 'кладутся дубильные вещества. Вода- прогревается и даже кипятится незначительное время, как правило, не более 10 минут.
127
Природные красители древесины
Надо отметить, что применение естественных красителей
не только намного экономичней, но и окрашивает поверхности совсем не хуже искусственных красителей.
Отвар шелухи лука даст вам приятный красно-коричневый цвет, отвар волчьих ягод с поташом - глубокий зеленый
цвет. Волчьи ягоды с глауберовой солью - алый цвет, волчьи
ягоды с питьевой содой - голубой цвет, волчьи ягоды с купоросом '- коричневый, _отвар побегов тополя с дубовой корой
даст приятный зеленоватый цвет, отвар молодых побегов тополя (около 150 г молодых веток на 1 литр воды) даст оранжевый цвет, кора ольхи или вербы - черный цвет, раствор
оболочки ореха грецкого - коричневый, отвар коры яблони - коричневый цвет.
Если взять немного железной стружки, залить ее уксусом
и дать отстояться несколько дней, то при настаивании дубового шпона в этом растворе возможно добиться сине-черного
цвета «под мореный дуб». Если в уксусную кислоту добавить
ржавчину и в этом растворе вымачивать -шпон в течение суток, то поверхность древесины будет глубокого черного цвета.
Перед высыханием листы шпона надо нейтрализовать раствором питьевой соды.
'
Очень эффектный коричневый цвет придают древесине
пары аммиака. Окрашиваемую деталь поместить в эмалированную или стеклянную емкость, поставить туда же баночку
с нашатырным спиртом и плотно закрыть емкость. Через 4-5
часов окраска закончится. Для поверхностей из ясеня, ели
эффектна смесь азотной кислоты Чи воды (1:1). Шпон, опущенный в такой раствор, приобретает красновато-желтый
цвет. Самый обычный кофейный отвар, если добавить в него
немного питьевой соды и положить туда кусочки шпона, даст
эффектные фантастические оттенки. Желательно перед вымачиванием в таком растворе предварительно протравить
шпон в горячем растворе квасцов.
ДЕКОРАТИВНЬІЕ ЭЛЕМЕНТЫ МЕБЕЛИ
Для эффектного декорирования фасадных поверхностей
мебели издавна применялась накладная рельефная резьба,
как правило, выполняемая отдельно от изделия и затем наклеиваемая на его поверхность. Накладная резьба может
быть как глухой, то есть с фоном, так и прорезной, т. е.
128
'.._
1
.
Декоративная вставка для мебели.
ажурной. Для накладной резьбы используется древесина
твердых пород - орех, красное дерево, береза. Процесс 'изготовления накладной резьбы описан в предыдущих главах, и
поэтому здесь мы ограничимся только советом: если вы задумали* сложный рельеф, то предварительно вылепите образец
из пластилина. Очень украшают поверхности орнаменты, выполненные в технике геометрической или контурной резьбы.
Одним из простейших, но очень эффектных декоративных
элементов может быть элементарная накладка из алюминиевого уголка, которая смотрится на фоне белого. или светло-серого пластика, причем уголок отлично прикроет все дефекты
на кромке. Для этих целей применяется равносторонний уголок 20 Х 20 мм, крепится он шурупами с нижней стороны
крышки впотай. Более практичен и декоративен фасонный
алюминиевый профиль П-образный, причем, этим профилем
можно пользоваться как ручкой для открывания ящиков или
дверок. Эффектными украшениями могут быть тонкие узкие
раскладки (плоские штапики) толщиной 4-5 мм, шириной
6-8 мм. Цвет раскладок обычно делается несколько темнее
основного фона. Располагаются раскладки. обычно на 30-40
мм от кромок и образуют замкнутую или криволинейную
рамку. Для их крепления применяют мелкие гвозди с откушенными шляпками. Одним концом гвоздь вбивается с внутренней стороны- в раскладку, а другим забивается в поверхность. Нередко в продаже бывают металлические раскладки
из анодированного' профиля. Для установки таких раскладок
в поверхности отбирается паз, куда и вбивается раскладка.
Способов и методов украшения поверхности множество, и
они -всецело зависят от ваших замыслов, вкуса и фантазии.
5 Энциклопедия умельца
129
НЕКОТОРЫЕ СОВЕТЫ ПО РЕСТАВРАЦИИ
Нередко возникает* необходимость выполнить работы по
исправлению незначительных повреждений:
а) повреждена лакированная поверхность (трещины, царапины и т., п. ): поверхность, снарушенной полировкой следует протереть тампоном смесью льняного масла и спирта
(1:1), затем просушенную поверхность отполировать до блеска мягкой чистой суконкой. При более глубоком повреждении, когда -затронуты слои лакировки, следует поврежденную
поверхность покрыть однотонным лаком, хорошенько просушить и отполировать. При 'использовании шеллачных лаков
желательно полировать пастой ГОИ с* керосином. Или же
смесью льняного масла и спирта. При применении нитролака
лучше использовать для полировки смесь спирта, с растворителем (1:1);_
6) пятна на полированной поверхности: прежде всего
желательно определить происхождение пятна, если это не
удается, то его протирают тампоном с бензином, если пятно
не отчистилось за один раз, после непродолжительного перерыва надо пятно снова протереть тампоном с бензином. ,При
удалении пятна эту поверхность надо протереть суконкой до
блеска. Если в атом месте нарушена "полировка, то ее надо
восстановить смесью спирта (денатурата) с льняным маслом
(1:1) при помощи тампона. После просушки это место тщательно отполировать-»чистой суконкой;
в) пятнана полированной поверхности от горячих предметов (белесо-беловатые пятна) удаляются протиранием
тампоном; со спиртом, затем восстанавливается полировка чистой суконкой. Лучшего качества можно добиться, добавив
незначительное к личество олифы, но после высыхания этот
участок надо обябательно отполировать тампоном со спиртом
и затем чистой суконкой, Белесые пятна можно также удалить смесью воска и парафина(1:1), наложив слой на поверхность пятна, надо покрыть его 2--З слоями промокательной
бумаги и пригладить ее нагретым утюгом. Тампоном, смоченным в спирте, отполировать поврежденную поверхность;
г)` небольшие повреждения на вощеной поверхностиг сначала следует попробовать устранить повреждения полированием простой чистой суконкой, если же это не удастся, то
поврежденную поверхность следует покрыть ,новым слоем во.сковой мастики и отполировать суконкой;
д) значительные повреждения лицевого -слоя: промышленность выпускает специальные смывки, которые удаляют
130
спиртовые, масляные, нитроцеллюлозные и полиэфирные лакокрасочные покрытия.
_
Наиболее эффектны смывки СМ-1 и СМ-2, выпускаемые в
виде эмульсий. Эти смывки малотоксичны и непожароопасны, разрушают покрытие при одноразовом нанесении. Время
выдержки этих смывок на полиэфирных покрытиях - до
двух часов, а на остальных (спиртовые, масляные, нитроцеллюлозные) - 25-30 минут. На полиэфирные покрытия желательно предварительно нанести царапины в виде клеток со
стороной одной клетки 15-20 мм. Наносятся смывкіа равномерным слоем, расход их в среднем 300-500 г на 1 м поверхности.
После нанесения слоя сверху накладывается парафинированная бумага. После выдержки размягченное покрытие 'удаляется шпателем, промывается растворителем-, затем поверхность сушится в течение 1-1,5 часов и шлифуется шкурками
І×І9 6, 5. После удаления пыли можно приступить к накладыванию лакировочных покровов.
1
ИЗДЕЛИЯ ИЗ ПЛЕТЕНОЙ ПРОВОЛОКИ
Художественной обработке 'металла принадлежит исклю-
чительное место в истории декоративного искусства. Металл
обладает удивительнейшими свойствами. Его можно плавить,
лить, волочить, скручивать, чернить, гравировать, придавать ему
различные отгеъжи, делать на нем эмалевые покрытия. Поэтому
металл издавна привлекал человека своими возможностягш.
Археологи, производя раскопки в древнерусских курганах,
часто встречают изделия из проволоки, кольца, перстни, цепочки,. браслеты, кольчуги, подвески, височные кольца и т. д.
В самых старых из найденных изделий древние мастера применяли кованую проволоку, технология изготовления которой
была чрезвычайно сложна и трудоемка. Для того, чтобы изго-
товить самое простое колечко, надб было предварительно отковать близкий к цилиндрическому жгут, отковать проволоку
с правильным диаметром было очень сложно и требовало незаурядного мастерства. С течением времени производство
проволоки рационализировали. Теперь уже в наковальне устраивали тонкий, правильной формы желобок, в него вклады-
вали разогретый жгут металла, сверху накладывали штамп с
желобком соответствующей конфигурации и наносили точные
удары молотком по штампу. Постепенно протаскивая заготовку, получали проволоку более или менее правильной формы.
Революционным событием в технике металлообработки
явилось 'изобретение техники волочения, которое наряду с
ковкой и литьем стало одним 'из основных приемов обработки
металла. Полученная в результате волочения проволока имеет уже правильную форму и ровное сечение по всей длине волочения.
С начала ХІІ века проволока", изготовленная техникой во-
лочения, полностью вытеснила кованую проволоку. Приспособление для волочения представляло собой следующее: в волочиле - специальной металлической плите - сверлились
конические_ отверстия разного диаметра. В отверстие наибольшего диаметра вставлялся заостренный конец заготовки, захватывался с другой стороны волочила клещами, и с усилием
заготовка протаскивалась через калиброванное отверстие,
132
умсньшаясь в диаметре до размеров отверстия. Затем конец
заготовки снова заострялся и на этот раз вставлялся В другое
калиброванное отверстие уже меньшего диаметра, и операция
повторялась. Для получения проволоки нужного диаметра заготовка могла протягиваться (волочиться) последовательно
через несколько отверстий, уменьшающихся в диаметре.
Перед каждым волочением заготовка смазывалась жиром, а для снятия внутрикристаллического напряжения,
перед
каждым волочением заготовка обжигалась на
огне.
В настоящее время, разумеется, нет нужды изготавливать
проволоку таким трудоемким способом. Для изготовления изделий из плетеной проволоки не очень сложных конструкций
требуются самые простые- инструменты: плоскогубцы, кусачки, круглогубцы, набор напильников, ножницы, ножовка,
ручные тиски. Простейшие цепочки собираются из звеньев,
согнутых из проволоки, В качестве материала могут быть использованы самые разнообразные металлы: сталь, мельхиор,
.« *19--\ ,_
Ґ.-'е
5
_ ___.
, д
› `) Ё 3 Ё
,.. .› 5; 3
›
`*›
і В ~'*".:.~=~
.,дё;а,,_д>,
7
,_ , 5, ,_
-1 »Ёж
_ -
`-
1
'
4
Е
\ ,.
«_
`
ь
^>
ў
.,:
`
,
Т 4-;}%2Ё__
э
*іічеїг
= ›Ч~Ё*Ґ;»~ё:_.
,5??ЁЁ51\?-.
,
У
3
1 1 1 2
` ~~ Ч»
' ›'. <
.
`«
×.
,
»
,.4›
,~-
С
1
і "М, на -г д
З
1 'Ё ~ і
С
ЁДҐҐҐҐ
[її
~ ~›:«~›~
1
_
ІІ
-Ю
Ё
дїї.Ж
Формирование на оправках звеньев цепочки:
1 _ круглые звенья, ІІ - продолговатые звенья, Н] _ некоторые
виды цепочек, ІУ - звенья в виде восьмерки.
133
медь, алюминий, томпак, нейзильбер имногие другие, не говоря уже о драгоценных металлах.
В зависимости от вашего замысла применяется проволока
диаметром от 0,4 до _1,5 мм. Звенья формируются на оправках, которые представляют собой металлические стержни необходимого диаметра. Если вы предполагаете формировать
круглые звенья_цепочки, то на торце нужно пропилить паз,
куда будет вставляться конец проволоки. Конец оправки зажимается в тисочках. Вставив конец проволоки в паз, начинайте наматывать ее спиралью, очень плотно прижимая виток к витку. Когда витки проволоки будут намотаны на оправку,
полученная
спираль
распиливается
кромкой
напильника или ножовкой вдоль оси. Намотанная на оправку
проволока распадется на кольца.
Так поступают в том случае, если надо получить одинарные звенья. В случае же, если, по вашему замыслу, вам нужны звенья из 3 витков, то в этом случае с оправки снимается
спираль и раздвигается через каждые два витка, эти витки
последовательно отрезаются кусачками.
Цепочка из одинарных звеньев собирается в такой последовательности: допустим, вами заготовлено сто колец-звеньев. В этом случае пятьдесят звеньев нужно оставить неразомкнутыми, а пятьдесят нужно сомкнуть плоскогубцами так,
чтобы торцы каждого кольца очень плотно примьшали друг к
другу. .После этого каждые два сомкнутых кольца соединяются разомкнутым кольцом. Точно так же собираются и все
другие виды цепочек, за исключением спиральных. Цепочки
из спиральных звеньев ввинчиваются друг в друга. Якорные
цепочки, имеющие продояповатые звенья, формируются на
двух оправках, которые зажимаются в тисочках с таким расчетом, чтобы между ними оставался зазор для просовывания
кончика проволоки. Намотанная на оправку проволока распиливается кромкой трехгранного напильнш<а шш кусаш<ами.
Простая цепочка из таких звеньев формируется в такой
же последовательности, что и из круглых колечек-звеньев.
Продолговатыми звеньями можно сформировать и более
сложную цепочку. Для этого каждое звено надо предварительно согнуть под углом 90°С. Очень декоративны цепочки,
собранные из звеньев, имеющих форму восьмерки. Они так
же формируются на двух цилиндрических оправках, которые
зажимаются в тисках таким образом, чтобы между оправками
было расстояние, равное двум диаметрам проволоки. Просунув один конец в зазор между оправками, проволоку огибают
сначала вокруг одной, а затем, просунув через 3213013, ВОКРУГ
другой оправки. Таким образом, проволока обматывается
вокруг оправок до получения спирали нужной вам длины. Со
134
спирали, предварительно снятой с оправок, звенья отделяются кусачками. Как вариант, цепочку из таких звеньев можно
собрать, соединяя их кольцами, одинарными или двойными.
Очень оригинальной будет конструкция цепочки, если од-
-С-8-1-О-с-2--я-:-›о--±г--е-е--
о
ъ..
ОФ
"
;
\-~^»\
О
9.9
1-
її~<
_
1
М,
""5"о
тру.1_ . .
'чЁЁА*°
_
.
`
,«1
і
,~
ъ мини,
в<~'~*=-. ,Ту-94
"
,_.,
"* ї*І~1$#`ъ'в\ Ъ"'
цдёіщїфог«га
вы
Ы,ем_
,д._~”,.яЗЁв4а,
д,_"Ё!ё: <г:€;'%
'Ж
1
\ъ\› ь\ пь\п
векіевцё
511141104;
»тн~є'ї
о
5'
Р
Ё*=тЁ
гхчеёёдўїхщл *2е2›ц›в1› пьи$
11 '
.
:>"' ~єгп› м\ н›
дївъътьъьъІІЕІІЦІЙ
вдє
д' р "0
а <
.
Образец украшений с элементами из проволоки.
ну часть звена повернуть относительно друГ0й под прямым
углом с помощью плоскогубцев. Из восьмерок собирается эффектная плоская цепочка. Два кольца одной восьмерки последовательно соединяют с двумя кольцами другой. Некоторые мастера восстановили старинные приемы кольчужного
плетения и с большим успехом применяют его для сборки металлических поясов, ожерелий, браслетов, сумочек и т. п.
Правда, собираются они по несколько другой технологии, без сварки
И клеш<и колец, но украшениям и не нужна прочность кольчуг.
Чтобы собрать, к примеру, проволочный поясок с коль-
чужньім плетением, готовится большое количество колечекзвеньев из проволоки. В сборочную доску вбиваются гвозди,
согнутые в виде крючков, по количеству колец-звеньев. Расстояние между крючками равно ширине колец. Предварительно формируется простая якорная цепочка, а затем, про135
пуская по одному кольцу, навешиваются кольца-звенья на
крючки-гвозди. У вас получаются два первых ряда цепочки.
Третий ряд формируется новыми кольцами, сцепляя два
кольца цепочки ,второго ряда. В такой же последовательности
собирается четвертый и все последующие ряды по необходимости. В старину же кольчужных дел мастер затрачивал на
изготовление кольчуги очень много времени Чи труда. Выко-
©@-@
$@
@
9 Сборка элементов кольчужного плетения:
1 - простая цепочка, ІІ - подвешивание цепочки на крюках, 111 - сборка третьего ряда
кольчужного плетения.
ваннаяпроволока нарезалась на небольшие ровные кусочки,
из которых сгибались кольца. Половина колец сваривалась
ковкой наглухо, а другие кольца подвергшшсь очень тонкой и
утомительной обработке. Концы каждого кольца расплющивались и в_ них пробивались маленькие отверстия.
При формировании кольчуги сплошные кольца сцеплялись
с разомкнутыми и концы сводились так, чтобы отверстия их
совпадали. В эти отверстия вставлялась заклепка и расплющивалась. И так соединялись все кольца набора. В настоящее
время изделия из плетеной проволоки собирают в сочетании с
другими декоративными элементами из камней, янтаря, дерева, металлических элементов и т. п. Материал цепочек и элементы из крученой проволоки, и в первую очередь сталь,
можно подвергнуть обработке, придав. им новые декоративные свойства, но об этом в других главах.
ФИЛИГРАНЬ [СКАНЬ]
Само название «филигрань›› происходит от двух латинских
слов: «филюм» - нить, «гранул» - зерно. Древнеславянское
«скань» означало свить, скрутить, ссучить. И латинское и
древнеславянское названия и определяют суть этой эффектной, оригинальной техники.
Особенность технологии этого вида обработки металла скручивание двух проволочек - дает красивую «веревочку››,
которая и использовалась для выполнения 'оригинальных изделий в технике скани. Туго скрученная «веревочка» смотрится особенно эффектно, напоминая ряд плотно уложенных
в узор зернышек.
Дополняется скань и «зернью››, представляющей собой маленькие шарики, которые, будучи собраны в узоры, придают
изделию еще более красивый вид. Изготавливается скань из
чистых металлов: золота, серебра, меди, обладающих хорошей вязкостью, пластичностью. Их сплавы для филигранных
изделий обычно не употребляют по двум причинам: во-первых, они обладают меньшей пластичностью и вязкостью, они
более упруги и жестки и это затрудняет волочение проволоки, ее скручивание и набор. Во-вторых, температура плавления сплавов ниже, чем у чистых металлов, что несколько затрудняет пайку изделий.
Изделия, выполненные в технике скани, как правило,
включают в себя зернь.
_
В старые времена на некоторые очень небольшие изделия
напаивались тысячи зернышек. На колтах (серьгах), выполненных мастерами в древнем Киеве, количество зернинок доходит до пяти тысяч.
Древние мастера практиковали два различных способа набора: напайную филигрань, при которой набор напаивается
на основу, и ажурную, когда проволочные элементы узора и
зернь спаиваются между собой.
Техника сканных изделий все более усложнялась, наиболее часто применялся такой мотив скани: непрерывно вьющийся стебель с ответвлениями в виде спиралей. Стебель выКладывался гладкой плющенной проволокой, а завитки вы137
полнялись из тончайшей скани. Нередко скань красиво оттеняласьпрозрачной эмалью - черневой вязью.
Для техники скани в ХУІ-ХУІІ веках характерно сочета-
ние сканных узоров с разнообразными техниками: чеканкой,
чернью, литьем, с другими материалами - резным камнем,
костью, самоцветами, эмалью.
В_ ХУІІІ веке техника скани получает свое дальнейшее
'
.\.
›"
Ё.
"\
в'
“'* `
`
1%/ -)
па,
и. -~' 1\
<~':ц«'
і ` Ч“е ›~
* Н 7** 2
Р*
'
-
_
,›;.3і«їёЁг'2
лиг Г*
~.
',4гъ-.3.^;$;$,€2:ї"`ъ'›`“Ё°^1т'к-не
Щ “Ф
13.1 ›./4
' «г'У
А-'
. _ .,Зъ;Ь._-_~7_т. 1,*
~3 'Р М"~5'І$~91
'^
\.,_д 7*. /І"
г~:;д _* 1.__.×-Е/1 ду;
'"'*\.ухІ:`
7
до _,
*-2*-і›:гі
_.
91
- ›~-, #21;
_ 3;..у5$
, '*'~12_<Т*
1 її-3
ягуё,;;вс
:.›`,{
1».в›-~Садкэб
"`?“і
Ф'\:т?2' ,
,-,\_ яд.,
,;д~г* ;`;~Х
=>Ёуг›нР.~,{Ѕ:›=едва:3,›=т,Ѕ.е::~›-;и.:›.<~р=>.~.-ъ~ю`5
.»_,_.ё<2>`~,;_г,×.Ф'\~>›-9нд-кд
'.(21.
-.,›,›
`_,
_І
›`
-.,_
__д__
.,`__;.д-,ь.-
°` а-г"
Ґ
,,.*_єФ
8..4;
._-Ё
___$›
_«_'ц.0 .'
2
:
д~<,:__',Ч
_, ?1'4:,$!."/а;.{:т:-АІ'_:
«›,<-.~-»-4.-
ь
':?і5
я.4;=*У~ъд__
кгд_._',,а-._~т3›4д.«,- 1% в
Сї.
~\\)\
$(
›~
____,, . _, ,,5,__іау,,,
'
'Ч
“Чу
'И" "
,*`Ё'Ч: ".
~
" `;,<“
\-І-Ъ.. І
\
,
'ї'до ,:_(`_,
Ё _
,бді
, І-
_.гг
._. _:_
ЅЅХҐЗІ
Те_;
1 гіїёэі
ММ -' «*- -;. я же
~
з› Ш* І. ви..
У
*"›.;.
,
Та*-31;
- '»'
ву.
_(ўэ
`2«Ё 3.
\ 4"
` . `:. 60
П
1
1
'ІІ
`ърх
кд- Ё.<=:,_.і: гид/
Ё
`~ь-її*
Ё<'.~ё1-їїдўтс _" ~
'Ё -'
ЪЁ
'~,~'°,'*г~м* _Ё'];
_ - >
^ . ›({`*(-"дух
'
39 _
(іічіў
д
,` ' ›› - ~`
* - і,*› :"'“›. ` 'С
2
{'}г'
'Ѕ '."
дэ:
'0
×3\*Ъ3 15433 19.-'
'Ґ°І3`_±,;_
Ё<›
^4,,
е-×,э.
,___
`
КэїЁ
_-ь-г4._-~
_і :_`€,:.-(:'
.пдців~ ..`
*~_~_._»,
._д,'_Ґ_,4-.'<<С3
_
А/ -\.,`
.
Ё:
7 І
*_--531 -±:<2їд/'
×".›*'1`:Т:-›'
'7.'к!9› `н
К
пцп›р,;::!-ц4щ
*Т
'[-1-25
>:2521"Ґ?~Ґ:(.Ё
-1эт"
_;<
?Ґ1`-Ц"
)};\=_'.
`\Ё'дднгм.1а›ь1Е`)!'Ґ:1
_:&к?:$,;$\3І
Ю,-'І,м'»й:›`Ъ@^\є,.
Ч.›.._
-1.;._
`\_.
__.'
\
дюі---,ьдіъм.дг-_і.-ьдд 'д`>
...е“*4";=
/Ю
ки;
\~ от
І? .4'9›
"'1
_.; ,.,
_
\_'
'
1да/
У
Ъ
С)
›Е"!»`\
Ы!
~ зи г'~.¦-Ш:
Н?г~`(Гип)
г›\\1'~“~~
.
___` гї
_
_
,
` 312,- 1,- .й
52
.,__. :-_И.-._
, -І
_ =~,ач®я/›:=
-так-±,,'-
_
<_ .0
'-14
44,
,Е-1:7-їч
7."-›
.:1: 1
^\.ў>о`.
:/,)_.:$
"~ цщдітгт
"~. И
- _~ _
т -' _
Ґ.
-9:” (Ґ $`.'¦;'\\' [\
'›" "
"-5 \.
` 1%;' _.'“'5.: 1 "'^'› 'ф'
ъі
д
» '
' , _ _ \`.
.
І_І
34--__
\Д_›
»зі/'Г-ї, ,;`~'^}\'гФ:;\`
да І-1; ¦н._\,:.
712)*«е
ет
ї'.:_.^&С7'.д+
34/ 1 <;;~---_*
..:_5:.<'І\,\\0;,:д, .:,` _
›дна:е
› *\'~\:ў: -'\\2~"*1'{Ъ`
Е,
І
“.\
.'
\,. »І/.<~~=тгє .3Ё_\`, г ^-
«4І_
ъ~'
*оъпё
*;ч1(}'.;~
1, д\ї(}.'.'\2. ' ,~›Ад/0.,
-4540
"Ч\›:ь\`*`
Изделия, выполненные в технике филиграни (скани).
развитие в русских северных городах: Костроме, Соль-Вычегодске, Ярославле, Великом Устюге, а также в Новгороде и
Москве.
_
Видоизменяется сама техника скани. Если раньше скан138
ные узоры напаивали, то в ХУІІІ веке накладывают на изделие в виде ажурной сетки, закрепляя ее в отдельных местах.
Как правило, сканный узор образует растительный орнамент
с множеством тончайших элементов. Часто поверхность элементов заполняется эмалью. Широкое распространение получает зернь, дополнительно украшая пышные узоры.
В ХІХ веке сканные изделия уже в массовых количествах
производятся на фабриках. Технология их производства все
более совершенствуется, процветает рельефная ажурная
скань,_появляется оконная эмаль + заливка ячеек ажурного
набора. На современном производстве филигранные изделия
изготавливаются вручную или при помощи лишь очень не
сложных приспособлений. И в этом заключается специфичность техники скани.
В настоящее время различают ажурную и фоновую (напаянную) скань. Ажурная филигрань - кружевной узор, состоящий из элементов, выполненных из проволоки, спаивается
только между собой, без фона, образуя как бы кружево из
металла, а применяемая зернь напаивается на это кружево.
Ажурная филигрань бывает плоской и объемной. При, плоской скани изделие представляет собой” плоское (двухмерное)
кружево, образованное элементами скани, спаянными между
собой в одной плоскости, например, броши. К объемной филиграни относят такие изделия, как вазы, подстаканники,
кубки, коробочки, шарообразные или конусные серьги, и т. п:
Такие изделия, как правило, изготавливают из отдельных частей, которые затем монтируются в объемную композицию.
Фоновая (напаянная) филигрань отличается от ажурной тем,
что узор напаивается на подготовленный фон из того же металла. Причем, фон может быть сплошным (глухая скань)
или филигранным (ажурным). При ажурной основе рисунок
фона делается более частым и однотипным, чтобы не отвлекать внимания от основного узора. Элементы филиграни имеют сложные, иногда и объемные формы. Материалами для современных изделий являются мягкие, способные вытягиваться в ,тонкую проволоку, металлы, хорошо поддающиеся
пайке, с относительно высокой температурой плавления и
красивым внешним видом - золото, серебро, нейзильбер,
медь. Из них и выполняется заготовка для сканных изделий.
Виды заготовок для элементов сканного узора разнообразны и
мало изменились на протяжении веков.
Г л а д ь - круглая проволока различных диаметров, от
0,2 до 1,3 мм.
'
В е р е в о ч к а - жгутик, скрученный из двух проволочек, сечение проволоки может быть любым и зависит от
вашего замысла. Веревочки больших диаметров применяют
139
для контуров, а малых сечений - для элементов узора. Для
скручивания веревочек берут отожженную проволоку, складывают ее вдвое, и один конец закрепляют на крючке, проволока, скручиваясь, уменьшается в длине. Скрутка должна
быть плотной и не слабой. Веревош<а, которая прокатывается
в плоских валках, называется плоской, Из плоской веревочки
изготавливают основные контуры узора.
Ч) 01.) Ґъё) 6*) Ё) Ч
Ё» Ё) Ёд 6:2* Д)
Ф ,@ *ат
93За
ОО
Элементы скани:
1 - зернь, 2 - колечко, 3 - полуколечко, 4 - огурчик,
5 - грушечка, 6 - зубчик, 7 - развивашечка, 8 .- тройник, _9 - головочка, 10 - стенек, 11 - головка, 12 - завиток, 13 - листочек, 14 -- травка, 15 - розетки, 16 -- лепестки, 17 - жучки.
Шнурок - жгут, скрученный из трех или четырех проволочек, нередко свивается и из двух веревочек.
Плетенка - косичкагочень плотно сплетенная из трех
проволочек. Обычно служит в качестве бокового ободка.
Елочка - эффект елочки создают два ряда рядом лежащих веревочек со спиралью, направленной в разные стороны.
Дорожка круглая - слегка растянутая спираль из круглой
глади маленького диаметра. Для получения дорожки круглой,
тонкую проволоку навивают на стерженек диаметром 0,51 мм. Снятую с ригелька спираль незначительно растягивают, чтобы узор между витками был не более сечения самой
проволоки.
Дорожка смятая - похожа на поваленную спираль,
кольца которой, наваливаясь, частично закрывают дРУг друга. Изготавливается дорожка смятая навиванием проволоки в
виде спирали на стержень диаметром 1-3 мм, сжимается
спираль легким постукиванием текстолитовым молоточком на
правочной плите так, чтобы расхождениечколец в узоре было
одинаковым. Применяется дорожка смятая в качестве оправы
для камней, розеток, для зерни и других элементов скани.
Зигзаг. Применяются зигзагообразные дорожки двух видов: зубчатый и круглый зигзаг (змейка). Обычно зигзаги набираются в одной плоскости в несколько рядов и образуют
красивый ажурный фон. Зубчатую дорожку делают из пло140
ской глади, круглой и плоской веревочки на специальных
зубчатых вальцах с ручным приводом.
Из глубины веков до нас дошли элементы филиграни, из
которых набирается узор. Для их изготовления надо иметь
для удобства в работе специальный пинцет (филигранная
корцанка) и маленькие ювелирные ножницы по металлу.
Колечко - изготавливается из плоской и круглой глади,
плоской и круглой веревочки. Отожженная проволока навивается на стерженек нужного диаметра, пружинку снимают
со стержня, разрезают по витку и концы каждого витка совмещают. Применяют колечки для набора фона как основу
для некоторых элементов (зерни), как составную часть наборных элементов.
Зернь (мелкие шарики) -- дополняют и обогащают рисунок, напоминают жемчужинки в шитье. Готовится зернь следующим образом: чтобы все зерна были одинаковыми по диа-
метру необходимо проволоку нарезать на ровные кусочки.
Для этого тонкую проволочку навивают спиралью на гладкий
стерженек нужного диаметра. Спираль снимается со стержня
и нарезается на колечки.
'
Заготовки (колечки) смешивают с угольным порошком и
нагревают, желательно в муфеле до оплавления. Колечки,
разделенные друг от друга угольным порошком, оплавляются
в точные круглые шарики одинакового размера. При заготовке небольшого количества зерни заготовки можно оплавлять
на листовом асбесте или куске древесного угля. Для получения полузерни (полушаров) заготовки оплавляют, положив
их на листовую слюду. Нижняя часть зерни будет плоской.
Полуколечки - от спирали отрезается полкольца. Создают очень красивый чешуйчатый фон. Могут также входить
как самостоятельные части в другие элементы.
Огурчик .-- складывается из двух одинаковых дуг из плоской или круглой веревочки. "
Грушечка - по форме напоминает каплю. Острый конец
может загибаться в одну из сторон. Изготавливается из плоской и круглой веревочки.
Зубик - уголок, напоминающий контур зуба пилы. Изготавливается из плоской или круглой веревочки.
Развивашечка - зубчик с завитыми (загнутыми) наружу
усиками.
Тройник - трилистник, согнутый пинцетом из плоской
глади плоской или круглой веревочки.
Головочка - плоская накрученная спиралька, один конец
которой образует дугообразный хвостик, а другой - центральное колечко. Количество витков зависит от вашего за141
мысла и характера рисунка. Навивается пинцетом из плоской
или круглой веревочки.
Стенек - как и головочка, имеет с одной стороны дужку,
завитую в спираль, а с другой- конец, образующий колечко, но колечко находится не в центре спиральной головки, а
прижато к дужке.
Завиток - дорожка с концами, завитыми внутрь; используются плоская гладь, плоская и круглая веревочка.
Листочек - плоская спираль, смытая с боков в виде листочка. Из плоской веревочки делают спиральный круг,__ который сжимают _с боков так, чтобы образовались острые концы
листочка. Применяют как самостоятельный элемент или
группируют с несколькими элементами. В случае необходимости листочку придают нужный по замыслу изгиб.
Травка - изготавливают из зубчика с длинными усиками,
концы которых завиваются в одну сторону плоской спиралью.
Обычно делают два-три завитка. Используется плоская гладь,
плоская или круглая веревочка.
Розетка - сферическая вогнутая чашечка из смятой дорожки с зернью внутри. Для изготовления розетки делается
спиральное колечко и выгибают чашечку, куда впаивается зернь.
Лепестки - выполняются из плоской или круглой веревочки, плоской _глади. Вставленные друг в друга и соединенные при основании, лепестки разных размеров создают красивые филигранныс разводы.
Жугяки - образуются колечком из круглой дорожки (спирали) и зерни, находящейся в центре. Спиральное колечко
сгибается пинцетом, зернь должна закрывать значительную
часть спирали.
Для сканных работ используется проволока диаметром от
0,2 до 2 мм. Если проволока не соответствует вашему замыслу, ее можно протянуть через соответствующий фильер (калиброванное отверстие) волочильной доски.
Волочильная доска представляет собой стальную закаленную пластину, в которой просверлены несколько постепенно
уменьшающихся по диаметру отверстий. Волочильные доски
закрепляются в тисках, конец проволоки заостряется напильником и просовывается в отверстие. Захватив заостренный
конец проволоки плоскогубцами, с другой стороны волочильной доски плавно, без рывков, равномерным усилием протягивают проволоку через отверстие. Чтобы затратить меньшее
усилие и получить чистую поверхность проволоки, применяют смазку (воск, масло). Последовательно, переходя от большего отверстия к меньшему, получают проволоку необходимого диаметра. Но надо помнить, -что при волочении проволока быстро нагартовывается, делается жесткой, непрочной. Во
142
избежание этого ее надо. периодически. отжигать, доводя до
красно-темного цвета.
При* нагревании структура металла меняется, и проволока
снова становится мягкой. При отжигании проволоку рекомендуется свертывать в кольцевые-.мотки, следя за тем,_=- чтобы
витки плотно прилегали друг к другу-, а сам подготовленный
моток оплести свободным. концом проволоки. Это делается
для того, чтобы вся проволока в мотке нагревалась равномерно и отдельные ее участки не могли оплавиться. Если проволока очень тонкая, то ее следует намотать на латунный ролик, при этом нагрев будет происходить более равномерно и
опасность распла-вления значительно уменьшится., После каждого отжига проволоку надо отбелить .в слабом 5.-10%-ном
растворе серной кислоты-, промыть и просушить.
В сканном узоре. применяют как гладкую, так и крученую
проволоку. Скручиватьпроволоку довольно _Уд0бно при помощи ручной дрели. Делается это таким образом: вбивается
гвоздь 'в стойкуна удобной для вас высоте., ївторой, согнутый
9 1
Ґї.
'і І 1
*_'\-І"`цҐ`ц
дузуві І
31
1 - виды скручивания проволочек,
11 - гибка проволочек на оправках.
крючком, зажимается в` патроне дрели. Проволока складывается вдвое и_ концы прикручиваются к гвоздю, вбитому в опору, а петля на другом конце закрепляется накрючке патрона
дрели. Слегка натянув проволоку, начинайте скручивать ее:
Следите 'за тем, чтобьг скруткане оборвалась И Не перекрутиг
143
лась. Готовую скрутку отожгите и отбелите в слабом 510% -ном растворе- серной кислоты.
Процесс свивания можно ускорить, применив электродрель, любой станок, имеющий шпиндель. Перед набором
крученную и гладкую проволоку вальцуют, т. е. превращают
в узкую полосу прокатыванием в специальных вальцах. При
отсутствии специальных ювелирных вальцов их можно сделать самостоятельно на базе двух подшипников. Оба подшипника насажива_ются на валы, которые стягиізаются болтами.
Болты с подшипниками вертикально зажимают в тисках.
Слегка ослабив гайки, вставляют проволочки между подшипниками. После их заправки болты снова затягиваются, а проволочки захватываются плоскогубцами и осторожно, равномерно вытягиваются. Гайками регулируется толщина выходящей из-под подшипников полосы. Не забудьте, что при
волочении проволока быстро нагартовывается, делается жесткой и легко рвется. Во избежание этого ее надо отжечь, а затем отбелить в слабом растворе серной кислоты, промыть и
просушить. Перед тем, как приступить к выполнению набора,
необходимо подготовить эскиз в натуральную величину. Процесс набора скани по зскизу состоит из двух основных операцгпїт:
а) выгибание каждого элемента рисунка из соответствующей заготовки;
б) установка этих элементов на соответствующее место и
закрепление их клеем.
Обычно набор ведут на специальной гладкой цинковой
или алюминиевой пластине размером 150 х 200 мм, толщиной 2-3 мм. Сам набор, как правило, ведут корнцагом (специальным филигранным пинцетом, представляющим собой
сложенную вдвое стальную полосу шириной 20-12 мм, толщиной 1-2 мм, длиной от 100 до 150 мм. Подбирается пинцет по вашей руке, концы его коротко заострены и слегка загнуты внутрь). Работают пинцетом, держа его в правой руке,
а свободный конец проволоки придерживают ноггем *указательного пальца левой руки.
Различают четыре метода набора скани:
1) Напайная скань (фоновая). Рисунок с эскиза переводится на заранее подготовленную (отожженную, отбеленную,
промытую и высушенную) заготовку из листового металла
(серебро, медь, нейзильбер), предназначенную для фона. Начинают набор, как правило, с установки основных, наиболее
крупных элементов, выполняемых из толстого шнура или
плоских заготовок, затем устанавливаются вспомогательные
элементы рисунка из более тонких проволочек и в заключение устанавливаются самые тонкие и мелкие детали. Если
вашим замыслом предусмотрена плоская или круглая (шаро144
образная) зернь, то она устанавливается в последнюю очередь.
В старину набор~сканных узоров делали на столярном или
вишневом (камедь) клее. Каждая деталь смазывалась клеем и
устанавливалась в наборе. В настоящее время набор производят следующим образом: укладывают основные элементы рисунка и на них сверху наносят капельку нитролака или клея
БФ, которая, расплываясь, обволакивает проволочку тонким
слоем, быстро сохнет и довольно прочно приклеивает элемент
рисунка к фону. При наборе очень важно проследить, чтобы
все элементы узора ложились на фон ровно, чтобы была обеспечена надежная пайка. Надо добиться, чтобы все детали
плотно прилегали друг к другу,,особенно в местах стыка. При
наборе зерни под каждый шарик, как правило, подкладывается колечко или фон канфарится, т. е. острым чеканом намечается место для каждого шарика. Если зернь, по вашему замыслу, располагается в одну линию, то обычно ее набирают
между параллельными проволочками.
2) Объемная фоновая филигрань: набор ведется на выдавленные объемные формы (цилиндры, шаровые поверхности,
конусы и т. п.). Эскиз рисунка строится с учетом изгиба
форм, а набор производится так же, как и на плоскофоновой
филиграни.
3) Плоская ажурная филигрань: рисунок эскиза перево-
дится на обычную"писчую бумагу, и набор производится на
нее при помощи нитролака. Элементы набора должны очень
плотно прилегать друг к другу, так как при пайке детали рисунка должны прочно спаяться между собой, ведь фона нет. В
противном случае, не очень плотный набор элементов неизбежно приведет к их высыпанию. Бумага не должна быть
слишком толстой, так как при пайке она сгорает неравномерно и может деформировать рисунок.
4) Объемная ажурная филигрань: набор этот очень сложный и производится на специальные шаблоны из малоуглеродистой стали (чаще всего на практике применяют обычное
кровельное железо).
Изготавливаются шаблоны вручную дифовкой (выколоткой) и должны быть цельными, без спаянных швов, так как
при пайке скани швы шаблона могут распаяться. Набор на
шаблоны производится так же, как и при объемной фоновой
филиграни.
В некоторых случаях, когда это-возможно, набор производится на плоскость, 'а затем после пайки из плоской ажурной
филиграни выгибают задуманный объем! Надо сказать, что
хорошо пропаянный, плотный набор довольно легко принима145
ет очень сложные объемные формы, в -том* числеи с двойной
кривизнойд
Например, ажурный филигранный шар можно выполнить
из двух ажурных розеток, из каждой дифуют полушар, а затем два полушара спаивают дрУг с другом. Изгибание производят на специальных матрицах (кожаных, войлочных, деревянных, свшщовых) с помощью пуансонов из тех же материалов.
Пайка - одна из ,самых ответственных операций. Сложное, с/ большим количеством мелких элементов, спаянных
между_ собой, филигранное изделие должно отличаться не
только чистотой исполнения, но и___ надежностью, Надо помнить, что изделие, набранное на столярном клее, перед пайкой надо обязательно обвязать тонкой железной проволочкой,
т. к. при пайке столярньиїт клей при нагревании вспучивается, кипит и загорается. В этот момент отдельные, особенно
мелкие элементы оказываются ничем не скрепленными и могут рассыпаться.
При пайке ажурной филиграни, набранной на бумагу, ее
привязывают к пластине из мягкой листовой_стали толщиной
до 1 мм (чаще всего используют кровельную сталь), поверхность пластины предварительно натирают мелом, чтобы филигрань не припаялась к пласти-не.
При наборе на нитролак и клей БФ обычно обвязку не
применяют, так как они удерживают деталь до момента пайки и сгорают почти мгновенно, не дают изделию рассыпаться.
Для серебряной филиграни и филиграни из не драгоценных
металлов обычно пользуются стандартным серебряным припоем ПСр-72, а также 70%-ным серебряным припоем, в состав которото не входит цинк, а только медь. Изготовить такой припой можно и самостоятельно сплавлением серебра
875-й пробы с медью' (4:1). Применять ювелирные прнпои,
содержащие цинк, нельзя, т. к. при повторных пайках цинк
растворяет тонкие детали узора, а на более толстых элемен»
тах остаются глубокие раковины. Филигранные припои применяются в виде опилок. Для их получения слиток припоя
личным напильником опиливается,'полученные опилки обрабатывают магнитом для извлечения кусочков железа, которые попадают в опилки от напильника. Обработать магнитом
надо обязательно, т. к. кусочки желез_а заплавляются вместе
со сканью и остаются незамеченными до процесса отбеливания, когда оно, реагируя с серной кислотой, образует на скани трудноудаляемый красно-бурый налет. В качестве флюеа
применяют буру. Опилки припоя и прокаленнуто, перетертую
буру в соотношении 1:1 ссыпают: в банку, затем смесь насыпается в рожок, -из которого посылается изделие. Рожок делают из тонкого листа любого металла в виде удлиненной во146
ронки с узким горлышком, через которое высыпается смесь.
Набор желательно привязать к шаблону и смочить водой или
слабым раствором буры (для золота и нейзильбера применяют раствор борной кислоты). Затем его помещают на специальный прибор, но не на асбест, а на металлическую сетку,
которая обеспечит равномерный прогрев набранного рисунка
со всех сторон. Набор посыпают очень тонким слоем припоя
(избыток припоя может залить рисунок) и прогревают пламенем паяльного пистолета. Металлический шаблон предупредит коробление набора. Сгоревшая бумага, наклеенная на
шаблон, находится между шаблоном и сканным набором,
предохраняя его от пригорания к шаблону. Как только набор
достигает температуры плавления припоя, припой «разбежится» по стыкам. Места, где элементы набора не спаялись,
вновь следует посыпать припоем и прогреть. Затем, в случае
необходимости, набор дополняют мелкими элементами (розетки, листочки, полукольца и т. п.) и в последнюю очередь
устанавливают зернь (шарики). Набор посыпается припоем и
вновь прогревается до растекания припоя. Спаянная филигрань отвязывается, от шаблона и отбеливается. После этого
делается тщательный осмотр чистоты паянных соединений и
наличия непропаев. В случае их обнаружения пайку производят повторно. Сканный набор отбеливается в 5-10%-ном
растворе серной кислоты, промывается и сушится. После этого можно приступить к декоративной отделке изделия. Готовится раствор серной печени и туда опускается изделие. Как
только оно потемнеет, его вынимают и промывают водой. По-
сле просушки полируют выступающие части настой ГОИ, нанесенной на кожу или суконку. При гальванической отделке
изделия (серебрение или золочение) обратите внимание на
полное удаление малозаметных стекловидных следов флюса
(буры), так как золото и серебро не осаждаются на те места,
где останется пленка буры. О гальванических способах покрытия будет сказано В других главах.
ЭМАЛЬ [ФИНИФТЬ]
Эмаль - слово латинского происхождения, а финифть греческого, что в переводе означает «блестящий камень».
Тонкое изящное искусство эмали известно с давних времен.
К наиболее ранним изделиям с эмалью на территории
Древней Руси относятся украшения с выемчатой эмалью, которые изготавливались в Приднепровье еще в У веке н. э.
Приднепровские украшения отливались из бронзы по восковой, модели, на которой оттискивался незамысловатый узор.
В те времена эмаль - стекловидная масса дробилась. и перетиралась в порошок, -смешивалась с водой и в консистетщии
густого теста раскладывалась по углублениям изделия, которое затем обжигалось на жаровне, и эмаль, расплавляясь, заполняла ячейки.
Большое распространение 'имели перегородчатые эмали.
После припаивания перегородок в образовавшиеся ячейки
раскладывалась эмаль и производили обжиг, а затем" выступающие перегородки шлифовали заподлицо. Узоры были настолько миниатюрны, что ячейки нередко составляли доли
миллиметра.
В ХІ--ХІІІ веках на Руси распространяются глухие и прозрачные эмали, которые уже имеют богатую цветовую гамму.
К примеру, в изображениях людей мастера для одежд применяли непрозрачные эмали, а для лиц -- сквозные. В изделиях
с большим вкусом использовались свойства прозрачных эмалей и просвечивающего фактурного фона, контрасты цветовых сочетаний.
Нежная, красочная гамма цветов свойственна эмалям
ХУ--ХУІ веков.
Во второй половине Х\/ІІ века искусство эмали по скани
переживает свой наивысший расцвет. Наряду с изделиями из
драгоценных металлов, украшенных самоцветами, выпускается много медных изделий, декорированных эмалью: перстни,
серьги, вилки, чернильницы, чаши и. т. п. В этих бытовых вещах преобладают глухие, непрозрачные эмали.
Центром эмальерного искусства того времени были Новгород и Великий Устюг.
148
Своеобразием отличались усольские эмали, производство
которых развилось в Сольвычегодске, где еще в ХУІ веке си-
бирские купцы и промышленники организовали художественные мастерские. Особенностью усольской эмали была техника
росписи по перегородчатой скани. На белый фон наносилась
красочная прозрачная цветочная роспись - голубые, оранжевые, ярко-желтые, изумрудно-зеленые тона, которые дополнялись штриховкой.
С начала ХУІІІ века центром ювелирного дела и в том
числе искусства эмали становится Петербург. Меняется ха-
рактер живописной эмали. На смену растительным орнаментам приходит изящная портретная миниатюра. Крышки,
вставки изделий. украшаются пейзажами, видами архитектурных сооружений, галантными сценами.
Чаша: серебро, позолота, филигрань, финифть. ХУІ1"в.
С ХУІІІ-ХІХ веков широкую известность как центр живописи по эмали приобретает Ростов Великий (Ярославский).
Среди изделий ростовских мастеров ХХ/'Ш-ХІХ веков
преобладают предметы церковного обихода: крестики, чаши,
дарохранительницы и т. п. Наряду с иконописными трактов-~
ками изображений с преобладающими яркими, чистыми тонами применяется светотеневая манера рисунка, которая более
свойственна станковой живописи. Колорит изображений яркий, многоцветный, с прозрачными акварельными оттенками.
С середины ХІХ века в Ростове Великом появляются светские портретные миниатюры, выполняемые как в многоцветной манере, так и в технике гризайли - живописи в два цвета. Эмаль - это тонкий слой стеклянного сплава, легкоплав149
кого, различных цветов. Эмаль наносится в порошкообразном
состоянии на поверхность изделия и затем сплавляется непосредственно на нем путем нагрева изделия. Кроме великолепных декоративных качеств эмаль обладает отличными защитными свойствами благодаря стойкости против химических реагентов -- кислот, щелочей,. газов и т. п. По химическому
составу это соли кремниевой кислоты (свинцово-силикатное
стекло), окрашенные молекулярными или коллоидными красителями. Некоторые составляющие эмалей - окиси свинца,
натрия, калия _ увеличивают легкоплавкость эмалей, но в
то же время делают эмаль менее стойкой против внешних ус-
ловий, другие - окиси магния, кремния, алюминия - увеличивают прочность эмали и ее тугоплавкость.
По составу цветные эмали могут быть прозрачными и глухими (непрозрачными). Непрозрачность эмалей достигается
введением в шихту окиси олова, трехокиси мышьяка, фосфорной кислоты. Обычно для получения цветных эмалей ±
прозрачных и глухих - готовится основной сплав, а затем к
полученному бесцветному сплаву добавляют нужные красители и вновь всю массу переплавляют.
Эмали в продажу не поступают, но если невдалеке от вас
есть фарфоро-керамические предприятия, то составляющие
можно приобрести там, можно попытаться приготовить составы самим.
Рецептура наиболее простых цветных
эмалей [в граммах]:
белая: 10 г кварцевого песка, 20 г борной кислоты, '80 г
свинцового сурика, 20 г криолита, 4 г окиси цинка, 10 г каолина;
желтая: 10 г кварцевого песка, -20 г борной кислоты, 70 г
свинцового сурика, 0,5 г двухромового калия;
красная: 10 г кварцевого песка, 20 г борной кислоты, 70 г
свинцового сурика, 0,5-2 г окиси кадмия (в зависимости от
насыщенности) ;
'
синяя: 10 г кварцевого песка, 20 г борной кислоты, 70 г
свинцового сурика, 6-12 г окиси кобальта (в зависимости от
насыщенности) ;
зеленая: 10 г кварцевого песка, 20 г борной кислоты, 70 г
свинцового сурика, 1-2 г окиси меди, 0,2 г двухромовокислого калия;
/
`
черная: 4,5 кварцевого- песка, 20 г борной кислоты, 70 г
свинцового сурика, 20 г криолита, 4 г окиси цинка, 10 г каолина.
150
Все компоненты тщательно перемешиваются, засыпаются
в фарфоровый тигель и помещаются в муфельную печь. При
достижении температуры 550-600°'С смесь начинает плавиться. По достижении однородности расплава тигель вынимается из печи, и содержимое выливается в металлический
сосуд с холодной водой. Эмаль затвердевает и растрескивается на мелкие кусочки. Для прозрачных и наиболее легкоплавких эмалей рекомендуется следующий состав: свинца 61,5%, окиси титана - 2,4%, окиси кремния - 21,8%,
окиси бария - 5,5 %, окиси натрия --'8,8%~.
_
Для получения цветных эмалей применяются следующие
красители, добавляемые к основе в разных пропорциях:
Краситель
Окись железа
Получаемый цвет
Красный, желтый, коричневый, серый, черный
Окись марганца
Окись меди
Закись-окись кобальта
Окись хрома
Хромпик,
хлорно-кислый свинец
Окись урана
Окись никеля
Окись олова
Окись олова вместе с
фосфорно-кислой медью
Фиолетовый, коричневый, серый,'черный
Сине-зеленые цвета
Синий всевозможных оттенков, голубой
Зеленый
Розовый-, ярко-красный, коричневый
Желтый, красно-оранжевый
Серый, коричневый
Молочно-белый, заглушающий прозрачность
Бирюзово-лазурный
Этим списком, разумеется, красители не исчерпываются,
их существует очень много.
1,,
'Классифицируются эмали по технологическим и конструктивным особенностям изделий, удерживающих эмаль на
своей поверхности. Эмали подразделяются на выемчатые, перегородчатые, оконные и живописные.
_
Выемчатые эмали - эмали, для которых в изделиях специально выполнялись выемки (углубления), как правило,
граверной техникой, штамповкой и чеканкой.
Выемчатая эмаль - очень древний вид художественной
обработки. Этот вид эмали был известен еще в Древнем
Египте. Большого расцвета выемчатая эмаль достиглав средневековой Виз-антии. Прекрасные образцы выемчатой эмали
донесли до нас захоронения домонгольской Руси. Глубина выемки влияет на эффект прозрачной эмали: чем глубже выемка, тем темнее краска. Обычно дно углубления гладко .зачи151
щают, и оно служит своеобразным рефлектором. Стенки выемки должны быть вертикальными или сужающимися книзу;
расширение выемки в нижней части (как при таушировании)
создает напряжение в” эмали и неизбежно приведет ее к растрескиванию. Для непрозрачных эмалей металлическая основа должна быть шероховатой.
В настоящее время выемчатую эмаль применяют и для изделий, выполненных _в технике чеканки. Сами углубления,
как правило, делаются на глубину 0,3-0,5 мм.
Перегородчатые эмали: - эмали, заполняющие углубления между перегородками, которые выполняются из вальцованной проволоки, или филиграни, припаянными к основанию.
Перегородчатые эмали с листовыми (ленточными) перегородками особого. расцвета достигли в Византии и домонгольской Руси. Технология их сводилась к следующему: на тонком золотом листе матрицей или вручную продалбливалось
углубление, соответствующее контуру рисунка. Это углубление имело плоское дно и вертикальные стенки глубиной 11,5 мм. Затем из тонкого золотого листа толщиной в несколько десятых долей миллиметра нарезались узенькие полоски
(ленточки), из которых и сгибались перегородки, соответствующие контурам рисунка, и при помощи камеди (вишневого клея) наклеивались на дно углубления. После установки
всех. перегородочек они припаивались, при этом применялся
припой, температура плавления которого была выше температуры плавления эмали. Припой в измельченном виде засыпался между перегородками на дно углубления, и изделие нагревалось. При достаточном нагреве клей выгорал, а перегородки припаивались. Затем в каждую ячейку засыпалась
цветная эмаль и после просушки обжигалась. Эта операция
повторялась неоднократно, пока уровень эмали не достигал
уровня фона.
В настоящее время перегородки выполняются из филиграни, или вальцованной проволоки, припаянными к основанию
по контуру рисунка. Высота перегородок и бортиков обычно
одинаковаи равна 0,8-1,0 мм.
Оконные эмали - родиной является Италия, где они появились в Х\/І веке. Представляет собой эмалевую затяжку
сквозных отверстий прозрачными цветными эмалями. Эта
эмаль нередко применяется в ювелирных украшениях (подвески, серьги, кулоны) и украшениях предметов быта (фонари,
бра, лампады и др.).
'_
_ Изделия под оконную эмаль должны иметь вырезанный в
металле просвет или основой служит ажурная филигрань,
просветы в которой заполняются мокрой молотой массой эма152
ли. Затем изделие просушивают и обжигают. Сплавляясь,
эмаль превращается в стекло, вправленное в просветы металлического обрамления. Эти изделия очень эффектны и декоративны, особенно если они смотрятся на просвет. Конфигурация и размеры заготовок могут быть какими угодно. Но
отверстия под оконную эмаль, как правило, не превышают
15 мм, а диаметр круглых отверстий - не более 5 мм. Эмаль
наносится вручную шпателем методом стекания капли, а излишняя вода удаляется тампоном из хлопчатобумажной ткани. Затем изделие фиксируется на специальной подставке из
нихрома или нержавеющей стали и осторожно переносится в
муфель. Обжиг производится за два раза._ Первичный обжиг спекание эмали - производят при температуре 640-680°С.
Главная задача первого спекания - прочное сцепление с
перегородками каркаса. Причем, если заготовка выполнена
из меди (томпака), то ее очищают от окалины капроновой
щеткой. После этого эмаль накладывается второй раз вровень
с перегородками и вторично обжигается при температуре
700-740°С. Эмаль должна полностью оплавиться и приобрести ровную, гладкую поверхность и блеск. Работа по созданию оконной эмали требует очень большого -мастерства.
Живописные эмали - представляют собой миниатюрную
живопись, эмалью на эмалированных изделиях, покрытых
эмалью. Это самый трудоемкий и кропотливый вид эмалирования, требующий не только мастерства, но и больших художественных способностей. Об этом будет рассказано далее.
ПОДГОТОВКА ИЗДЕЛИЯ ПОД НАЛОЖЕНИЕ
ЭМАЛИ
“У
Перед наложением эмали металл очищается от загрязнений, оксидных пленок и т. д. и нередко обжигается (нагарто-
ванные изделия могут получить искажения - покоробиться в
процессе нагрева с эмалью). Его отбеливают в слабом раство-
ре серной кислоты. Если изделие выполнено- из меди, очищенное изделиеподвергается нагреву до появления на поверхности тончайшей пленки окисла, возникающей от соприкос-
новения горячего металла с кислородом. Эта пленка очень
прочно соединена с металлом и очень способствует прочному
соединению эмали с металлом. При наложении эмали на драгоценные металлы производится их «облагораживание››, т. е.
повышение процентного содержания драгоценного металла в
поверхностном слое изделия. Это достигается неоднократным
отжигом и травлением.
153
Металл
'Золото
Золото
Золото
Серебро
Серебро
Серебро
Щюба
958
750
583
925
900
785
Число отжигов и
травлений
2
01-ВКО-ЬІО -- Ф\О1О-7_СІ|О-3
Низкопробные золотые и серебряные сплавы для наложе-
ния эмали непригодны. Большое содержание меди в -серебре
делает невозможным применение красной эмали «золотой рубин» - эмаль чернеет.
НАЛОЖЕНИЕ ЭМАЛИ. ОБЖИГ
Предварительно необходимо подготовить достаточное количество порошка нужных цветов, в соответствии с вашим
замыслом. Фракция порошка должна быть-не более 0,01 мм,
так как крупные частицы затруднительно распределить ровным слоем, но более мелкое дробление тоже не желательно,
потому что после обжига на таких эмалях образуются мутные пятна (особенно на прозрачных эмалях). Желательно,
чтобы фракционность зерен была одинакова; при неодноРОдности зерен мелкие плавятся значительно скорее и успеют
выгореть, пока начнут плавиться более крупные частички
эмали, в результате этого цвет эмали становится тусклым.
Для удаления из набора пылевидных частиц его промывают в воде, при этом крупные частицы осядут на дно, а пылевидные, в виде мути, надо быстро слить. При небольших ко-
личествах потребной эмали ее обычно размалывают в ступах,
которые, как правило, выполняют из прочных материалов агата, яшмы.
Перед нанесением эмали не забудьте еще раз осмотреть
поверхность будущего изделия; места, не покрывающиеся
эмалью, должны быть без дефектов - трещин, забоин, случайных рисок, царапин и т. п.
Размолотую эмаль размешивают водой и в виде кашицы
накладывают кисточкой или металлическим шпателем (тонкий стержень с расплющенным концом). Для разравнивания
слоя эмали изделие осторожно встряхивается. Влагу из кашицы удаляют при помощи фильтровальной бумаги или ватного
тампона, и изделие хорошо просушивается. Если эмаль попала на неположенное место, не подлежащее эмалированию, то
154
ее удаляют. Большое значение имеет коэффициент расширения эмали. Он должен соответствовать коэффициенту расширения металла, в противном случае при остывании эмаль отслаивается от изделия, несмотря на соблюдение технологического процесса. Отслаивается эмаль и в случае, если
коэффициент расширения эмали больше, чем у металла, и в
противоположном случае, если коэффициент расширения
эмали меньше, чем у металла. Если при просушке сырой
эмали в подогретом муфеле или маленькой печке отколется и
отпадет кусочек эмали, сырой эмалью заполнять это место
нельзя, так как на этом месте получатся мутные пятна. На
это место надо наложить сухой эмалевый порошок.
Обжигают эмаль в муфельных печах при температуре нагрева от 600 до 800°С, в зависимости от температуры плавления эмали. Изделие помещается в муфельную печь на подставке. из листового железа с загнутыми вниз с двух сторон
краями. Такая подставка обеспечивает равномерный прогрев
изделий со всех сторон. Перед обжигом эмали подставку
обычно прокаливают и оббивают с нее окалину. Если применяют -пламенные источники теплоты, то надо изолировать изделие от попадания на него копоти, а соприкосновение открытого пламени с эмалью меняет ее цвет.
Разные составы эмалей имеют и разные температуры
плавления, поэтому надо опытным путем проверить температурный диапазон плавления наиболее легкоплавких и тугоплавких эмалей. С этой целью на зкспериментальную плаСТИНУ ИЗ ТОГО ЖЄ МЄТЗЛЛЗ, ЧТО И СЗМО ИЗДЄЛИЄ, НЗКЛЗДЬІВЗЮТ.
все подлежащие испытанию эмали и, просушив их, нагревают. Если диапазон расплава эмалей незначителен, то подбор
эмалей хорош, и эмали накладываются на изделие.
В случае, если легкоплавкие эмали выгорят при температуре плавления тугоплавких эмалей, их или вообще следует
исключить из рисунка, или в первую очередь обжигают тугоплавкие эмали, а затем накладывают легкоплавкие эмали и
вновь обжигают при температуре плавления легкоплавких
эмалей. Обжиг длится до растекания эмали и появления на
ее поверхности зеркального блеска. После этого нагрев прекращают, и изделие постепенно охлаждается.
Если после первого наложения эмали и ее обжига обнаружатся не очень значительные дефекты (обнажения фона, пузыри, трещины и т. п.),, то их исправляют повторным наложением порошка эмали, сушкой и новым обжигом. П.ри укладке перепородчатой эмали со сканными перегородкамиладо
следить за тем, чтобы кашица эмали накладывалась ровным
слоем и не набегала на стенки п.ерегородок. Эмаль не должна
доходить до верхнего предела, так как последующееопилива155
ние эмалей со сканными перегородками недопустимо. Наложение эмалей на изделия с гладковальцованными перегородками отличается от наложения эмалей со сканными перегородками. Эмалевая кашица раскладывается вровень со стенками перегородок. При обжиге эмаль осядет, и эта первая
масса эмали считается грунтовкой. Укладкуе эмалевой кашицы продолжают и обжигают до тех пор, пока в обожженном
состоянии она не заполнит ячейки до высоты перегородочек.
Затем поверхность подравнивается мелокозернистым брусочком и тщательно промывается. Полученную матовую поверхность вновь обжигают до появления блеска.
При отделке изделия отбеливают металлические части
(свободные от эмали), которые в результате обжигапокрываются окалиной. Отбеливание производят слабым раствором
серной кислоты (не более 15 %), более сильную концентрацию серной кислоты брать нельзя, т. к. некоторые эмали, не
очень стойкие _к кислотам, могут потускнеть и потерять
блеск, Вместо серной кислоты допускается использование лимонной или щавелевой кислоты. В давности для отбеливания
эмалей с большим содержанием свинца применяли квас, сироп изклюквы и др.
Свою специфику имеет положение оконных эмалей. Приготовленные для эмалирования отверстия (филигранные или
прорезные) заполняют эмалевой кашицей. Окна заполняют
эмалевой кашицей при помощи шпателя, фильтровальной бу-
магой отсасывают излишнюю влагу. Если пленка эмали прорывается, то операцию покрытия повторяют. Затянув все отверстия ажура эмалевой кашицей и просушив ее, изделие
очень осторожно помещают в муфельную печь и держат там
до тех пор, пока эмаль не начнет растекаться, затягивая отверстия. Изделие извлекают из муфельной печи, да-ют ос-
тыть, отверстия снова заполняют эмалевой кашицей и подвергают обжигу. Такими несколькими обжигами добиваются
полного заполнения отверстий и достаточного слоя оконной
эмали, При обжиге ни в коем случае нельзя допускать перегрева, иначе _;-эмаль прорвется.
ЭМАЛЕВАЯ ЖИВФПИСЬ
Наносится на слой- покровной эмали и представляет собой
тончайшую. миниатюрную живопись эмалевыми красками.
Основой для эмалевой живописи может служить золотая, серебряная или медная пластина, вырезанная по контуру и выгнутая, в случае необходимости, по задуманной» форме. Перед
наложением эмалевого грунта основу отжигают, протравлива156
ют, промывают и сушат. Как правило, грунтом служит белая
эмаль; впрочем, в прошлом знаменитые лиможские эмали
(Франция) выполнялись на темном фоне, чаще черном.
Эмаль обычной кашицей накладывается на поверхность не
только лицевую, но тонким слоем накладывается. и на обратную сторону (контр-эмаль), которая предохранит поверхность
от коробления. Уделив из эмальной кашицы влагу фильтровальной бумагой и просушив ее, изделие помещают в муфельную печь для обжига. При первом обжиге изделие выдерживают в печи до тех пор, пока эмаль не начнет собираться в бугорки и блестеть. Затем изделие вынимается из
печи и второй раз накладывается слой кашицы. Снова, удалив влагу и просушив, изделие повторно помещают в печь и
выдерживают до полного растекания эмали. Затем изделие
вынимают из печи и на остывший грунт накладывают слой
покровной эмали, которая должна обладать чистотой цвета.
После обычной процедуры эмаль обжигают и затем выравнивают, опиливая мокрым брусочком, промывают и вываривают
в растворе поташа и снова обжигают до появления ровного
блеска. После этих операций можно приступить непосредственно к живописи по эмали (финифти). Изображение на
эмалированную поверхность переводят обычно копировальной
иглой через копировальную бумагу на подслой скипидарного
масла. Надо отметить, что живопись по эмали требует незаурядного профессионального мастерства. Ее основные особенї
ности в том, что это, как правило, миниатюрная живопись,
размеры ее небольшие и, кроме того, краски при обжиге изменяют- свой первоначальный цвет. Художнику надо обязательно иметь заранее подготовленный эталон, т. е. палитру с
нанесенными и обожженными красками всех цветов с указанием номера и температуры обжига для каждого цвета. Руководствуясь этими данными, пишут сначала более тугоплавкими красками, и после их обжига- используют легкоплавкие.
Промышленность выпускает краски под номерами в виде
тонкого мелкодисперсного порошка, который состоит из флюса (плавня) и собственного красителя, то есть окисей »того
или иного металла (хрома, кобальта, марганца; железа и т. п.)..
І
Цвет
И
І Т:г::.:г:їЧёа
Черный
1021
750-770
красный
1007, 10, 11, 622, 623
760-345
)Келтый
252, 227, 993
760-7904
Оранжевый
191, 193, 624, 1006
760-790
157
Цвет
Не красок
Температура
Бирюзовый
555,609,808
'750-770
Зеленый
66,550,856,854,857,861
750-815
Голубой
255,268,594,904,906
750-770
Синий
688,689,825
8154835
Фиолетовый
760-790
Серый
65,158
2З,24,39,96
Коричневый
91, 210
760-790
обжига, “С
760-790~
Надо уметь правильно приготовить эмалевые краски. Это
лучше всего выполнять на толстом стекле размером 40 х 40
мм, толщиной до 5 мм с матовой поверхностью. Эмалевые
краски представляют собой легкоплавкие цветные эмали,
тщательно растертые со скипидарнымн маслом и разбавленные
скипидаром. Скипидарное масло готовят самостоятельно.
Обычно скипидар наливают в тарелку и ставят его в теплое
место, чтобы он испарялся, гуютел. Для приготовления краски
небольшое количество сухого порошка пластмассовым шпателем (со стального шпателя в краску может попасть железо)
насыпают на стекло, добавляют немного скипидарного масла
и растирают круговыми движениями до получения однородной массы. Густота краски должна быть такой, чтобы ее капля не растекалась по стеклу. Хорошо приготовленная краска
не растекается на поверхности. Опытные мастера обычно растирают краску на скипидарном масле за 24 часа до работы и
оставляют ее на стекле; скипидар частично испарится и затустеет. В случае, если краска находилась на стекле несколько
дней и засохла, ее надо снова тщательно перетереть с добавлением скипидара. Для рисунка применяют* беличьи и колонковые кисти маленьких размеров (номеров). Длинноволосые
тонкие кисти применяют для проведения тонких линий, а
толстые и короткие кисти применяются для нанесения фона.
Краску в небольшом количестве набирают на кисть, слегка
смоченную скипидаром. Для тонкого рисунка краска должна
быть суше, т. к. при жидкой краске в конце мазка может появиться капля. Для прорисовки пейзажей, облаков и т. п.
краска должна быть жиже. Надо учитывать, что некоторые
краски при обжиге изменяют цвет, не все краски можно смешивать между собой дляполучения оттенков.
Если по вашему замыслу рисунок расписывается порошковым золотом, то его готовят следующим образом: порошок
насыпается на стекло и растирается пластмассовым шпателем
с добавлением скипидарного масла и скипидара.
158
После растирания золоту надо дать время «вылежаться››.
Рисунок золотом наносится так же, как и красками и так же
обжигается. После обжига порошковое золото становится матовым (коричневым), чтобы придать ему блеск, его полируют
агатовым карандашом (полировником):
Обжиг производится в муфельной печи, так как эмалевые
краски рассчитаны на обжиг в окислительной среде с изоляцией от прямого воздействия открытого пламени. Во -время
обжига скипидарное масло выгорает, а флюс, содержащийся в
краске, сплавляется с основой эмали, по которой произведена
живопись. Краски предварительно сушатся при температуре
от 750 до 845°С. Надо помнить, что при сушке образуется
много газообразных продуктов -от. выгорания органических
примесей, поэтому дверцу муфеля нельзя закрывать плотно
(дверцу приоткрывают или держат открытым смотровой гла-
зок), в противном случае краски могут вспучиться и векипеть.
,Роспись живописными эмалями осуществляется в последовательности понижения температур плавления эмалей, т. е.
сначала накладывают краски с более высокой температурой
плавления, обжигают, затем накладывают краски с более
низкой температурой плавления, опять обжигают и т., д. Та-
ким образом, Художественная ,роспись осуществляется посредством многократного обжига эмалей, Охлаждать готовые изделия после обжига можно быстро, так как цвет красок и их
яркость от этого не меняются. В заключение рисунок для
прочности покрывают легкоплавкой прозрачной эмалью фондоном. Наносят фондон И обжигают 2--З раза, он предохранит рисунок и придаст ему блеск.
При обжиге возможны недостатки, вызываемые погрешностями в работе: недожог красочного слоя, что; ведетдк появлению трещин, высыпанию участков живописи и т. п. Пережог
ведет к выгоранию красок ~и изменению. их цвета, слишком
быстрое повышение температуры вмуфельной. печи приведет
к вспучиванию и отслаиванию красок. Если применялись _сы-.
рые подкладки, на поверхность, изделия попадут пары воды,
что приведет к ,получению матовой поверхности вместо. блестящей. В случае загрязнения* эмали медью на белом фоне
появятся зеленые пятна, при попадании" _железной окалины
эмаль 'окрасится в черный цвет. Эмаль покроется трещинами
при различном тепловом расширении металла и эмали, появ-
лении напряжений между ними, неправильно выбранной тол-
щины металла, плохом качестве контрэмали на обратной стороне изделия.
159
ВЕЛИКОУСТЮЖСКАЯ ЭМАЛЬ
Вьшускалась в Великом Устюге на фабрике братьев Попот
вых, открытой в 1781 году. Сущность этой эффектной технологии заключалась в следующем: из тонкого листового металла из мсди или серебра выполнялась основа. Затем с обеих
сторон его покрывали глухой эмалью различных цветов (белой, синей, желтой, зеленой). Эмаль накладывалась и обжигалась несколько раз до получения ровной и гладкой поверхности.
Из тонкой медной или серебряной фольги при помощи
специальных матриц штамповались рельефные узоры и вырезались по их контуру. Полученные элементы накладывались
на эмалированное изделие, которое нагревалось до расплавления эмали, при этом рельефные элементы вплавлялись в слой
эмали. Иногда после этого все, изделие покрывают фондоном
(прозрачной эмалью) и вновь обжигают. Металлические
вставки просвечивают сквозь прозрачную эмаль. Эта техника
восстановлена в наше время.
Накладные элементы штампуются из фольги томпака или
серебра (толщина от 0,18 до 0,2 мм). Предварительно металл
отжигается при температуре 300-400°С в течение 2-3 минут, отбеливается в концентрированной соляной кислоте,
промывается в проточной воде, крацуется капроновыми щетками 3-5%-ным раствором углекислого калия (поташа),
промывается и сушится. Вырубленные детали обезжириваются в 5-10%-ном растворе едкого натра, промываются в горячей, а затем холодной воде и просушиваются.
Изделия покрывают эмалью и обжигают с таким расчетом, чтобы толщина эмалевого слоя в три раза превышала
толщину выплавляемого элемента - накладки. Чистую ровную эмалевую поверхность покрывают небольшим количеством клея БФ-6, разведенного этиловым спиртом (1:13), на
эту поверхность пинцетом переносятся элементы украшения
и приклеиваются. Изделие осторожно устанавливается в муфельной печи и обжигается при температуре 680-720°С в
течение 6-10 минут. После обжига изделие охлаждается на
воздухе, отбеливается в концентрированной серной кислоте,
тщательно промывается и сушится. Наилучшие результаты
по этой технологии дают эмали Ы9 10 (белая), ІЧ9 28 (голубая), Ы9 84 (зеленая), Ме 124 (синяя).
,В настоящее время для неответственных и малохудожественных изделий в некоторых случаях применяется холодная
эмаль. Для ее получения на легком огне расплавляется белый
160
воск, добавляются чистые свинцовые белила. Смесь тщательно размешиваетсястеклянной палочкой. Густота массы должна иметь сметанообразную консистенцию, нельзя допускать
перегрева во избежание пожелтения смеси. Накладывается
эмаль на чистый, слегка подогретый металл. Путем введения
красителей получают холодную эмаль любых цветов.
6 Энциклопедті Ум*-тд”
І
ї
І
ГРАВИРОВАНИЕ
История техники гравировки по металлу насчитывает не
одно тысячелетие. Общеизвестны бронзовые изделия с тончайшей гравировкой, выполненной кавказскими мастерами
еще в первом тысячелетии до нашей эры.
Археологами в курганах вблизи Смоленска и Чернигова
найдены замечательные образчики украшений с чернью и
гравировкой, относящиеся к Х веку. Чернение выполнялось
путем наплавления специальной смеси, состоящей из серебра,
меди, свинца и серы, на поверхность серебряных изделий.
Бархатисто-черный тон черневого узора очень красиво выделяется на серовато-голубой поверхности серебра.
О технике чернения будет сказано более подробно в следующей главе. В Х-ХІІ веках" в изделиях мастеров Киевской Руси
черненная поверхность являлась фоном, контрастно выделяющим узор, причем, после чернения повторно гравировались контуры рисунка и внутреннее узорное заполнеъше изображеъшй.
В ХІІІ веке в изделиях мастеров Владимиро-Суздальской
Руси начинает превалировать внутренний черневой рисунок
над чернью фона, нередко сам фон оставался блестящим, а
гравированный рисунок заполнялся сочной чернью.
Мастера-ювелиры Москвы к ХУІ веку достигли совершенства в искусстве чернения. Для их работ характерен бархатисто-черный цвет черни. Особенно на золотой основе. Чернью
украшались предметы церковного и светского обихода. Изображения наносились свободными тонкими штрихами, напоминающими рисунок пером, а штриховка подчеркивала обьемность изображения.
В ХУІІ веке мотивы гравировки все более усложнялись,
поверхность почти сплошь покрывалась тончайшим узором
растительного орнамента: цветами,. плодами, изображениями
сказочных животных и птиц.
Наряду с чернью изделия украшались чеканкой, -эмалью и
особенно, с середины ХУІІ столетия, драгоценными- камнями.
С начала ХУІІІ века изделия украшаются еще более пышно, появляются скульптурные детали, выполненные литьем,
рельефные чеканные поддоны и т. п.
162
С Х\/ІІ века производством черневых изделий начинает
славиться Великий Устюг, для изделий которого типично изображение жанровых сцен, аллегорических и библейских сюжетов, охоты, архитектурных пейзажей и т. п.
В ХІХ веке широко распространены изделия, украшенные
орнаментом, чаще всего растительным. Старинным центром
высокохудожественной обработки металла является селение
Кубачй в Нагорном Дагестане.
С Х\/ІІІ века кинжалы ли шашки кубачинских мастеров,
богато отделанные гравировкой с чернью и позолотой, получили самое широкое распространение. Знаменитые кубачинские узоры «мархарай» - заросль и «тутта›› - ветвь поражают своей тонкостью, ориггшальностью и мастерством испоштения.
С конца ХІХ века кубачинские мастера в своих изделиях
(оружие, серебряные пряжки, всевозможные накладки, газыри, браслеты, серьги, перстни и проч.) используют штамповку, литье, дорабатывая затем поверхность гравировкой и чеканкой, в изделиях с чернью. нередко сочетались филигрань,
эмаль перегородчатая и эмаль по скани.
'Гравирование заключается в нанесении углубленного изображения на изделия из металла, камня, кости, стекла, дерева и дРУг0го материала. В гравировании различают:
а) плоскостное гравирование (двухмерное), при котором
обрабатывается только поверхность путем нанесения контурных линий и штрихов;
°
б) обронное гравирование (трехмерное) - создание рельефа с выбранными углубленными фонами и объемной (выпуклой) обработкой изобразительных элементов.
ПЛОСКОСТНОЕ ГРАВИРОВАНИЕ
Этот прием получил наиболее широкое распространение в
художественной обработке металлов. К плоскостной гравировке, называемой также «гравировкой по глянцу», относят
гравировку под чернь, которая отличается от обычной только
тем, что выполняется несколько глубже, а затем выбранный
рисунок заполняется чернью.
Перед началом гравирования нужно подготовить поверхность изделия. Если предполагается выполнить рисунок на
глянцевой поверхности, то ее весьма тщательно полируют,
если же поверхность по вашему замыслу должна быть матовой, то ее матируют. Матовость поверхности придают, обработав ее крацовкой (вращающиеся изделия обрабатывают металлической щеткой), пескоструйкой, мелкозернистой шкурКОЙ, порошком пемзы.
6_
163
Для нанесения на поверхность изделия рисунка ее покрывают слоем белой акварельной краски или гуаши и дают поверхности просохнуть. Если после просушки на поверхности
заметны сгустки краски или гуаши, или же имеются непрокрашенные места, то их выравнивают влажным пальцем.
Серебро, гравировка, чернь.
Не очень сложный рисунок обычно выполняется остро отточенным карандашом по поверхности с высохшей краской.
Сложные рисунки выполняются на бумаге в натуральную величину и _переносятся через копировальную бумагу.
В случае, если не имеет значения какое получится изображение - прямое или обратное, его переводят с лицевой
стороны карандашного рисунка. Для этого 'первоначальный
рисунок выполняют на кальке мягким карандашом, затем,
плотно прижав рисунок лицевой стороной к окрашенной и
покрытой тонким слоем воска поверхности изделия, с внешней стороны гладким округлым предметом (например, ручкой
штихеля) проглаживают всю поверхность рисунка.
Для нанесения слоя воска само изделие слегка прогревают
и натирают кусочком воска, который, подтаивая, растекается
по поверхности.
В случае, если образовались подтеки, их снимают, пока
изделие не остыло. При нанесении сложных изображений,
164
при опасении, что рисунок в процессе гравировки может стереться, его покрывают тонким слоем нитролака.
ПРИСПОСОБЛЕНИЯ ДЛЯ ГРАВИРОВАНИЯ
Ручное гравирование - очень сложный и трудоемкий
процесс, требующий от исполнителя большого мастерства и
сосредоточенности. Для удобства гравирования плоская заготовка, а также мелкие ювелирные и галантерейные изделия
предварительно прикрепляются к чистой, гладкой доске, по
размерам превосходящей обрабатываемую заготовку.
Небольшого размера изделия закрепляются на доске разогретым сургучом или канифолью, а плоские, большого размера изделия прикрепляются мелкими гвоздиками по кромкам.
Для фиксирования изделий также применяют: ручные деревянные тисочки, крепежные шайбы, настольные струбцины,
шаровые тиски, граверные подушки (кранцы).
1) 'Крепежные шайбы изготавливаются из вязких пород
дерева. Служат они для закрепления плоских изделий, серег,
кулонов, брошек и т. 'п. Они могут быть плоскими и выпуклыми, длиной 50-80 мм, толщиной 20-25 мм, на их плоскости могут выполняться прорези и углубления. Фиксируются изделия на них при помощи разогретого сургуча.
2) Настольные струбцины изготавливаются из твердый
пород дерева, представляют собой два прямоугольных брусочка, параллельно стягивающихся длинными болтами. Их размеры обычно 120 Х 40 Х 40 мм. При расхождении губок _
до 60 мм.
_ _
И
“ус
1:/
І
Эскиз шаровых тисков.
165
З) Шаровые тиски применяются для закрепления деталей
и изделий и. представляют собой чугунный (реже деревянный) шар с параллельно расходящимися губками в верхнем
полушарии. Диаметр шара различен - от 70 до 90 мм, расхождение губок - 25-30 мм. Опираются шаровые тиски
обычно на граверную кольцевую подушку с отверстием в середине. Маневренность тисков позволяет плавно и быстро_изменить положение изделия по отношению к резцу.
4) Подушка для гравирования (кранц) - представляет со-
бой кожаную или брезентовую круглую подушку, туго набитую песком. Подушка служит опорой для приспособлений,
удерживающих гравируемое изделие и позволяющих плавно
и быстро разворачивать обрабатываемое изделие в нужном
направлении. Из кожи (брезента) вырезают два круга диаметром 200-220, замачивают заготовки в воде и мокрыми
сшивают по окружности на расстоянии 5-6 мм от края. Через незашитое небольшое отверстие (30-50 мм) засыпается
мелкодисперсный речной (морской) песок. Потом отверстие
зашивается,,после высыхания кожа сожмется, и кранц станет
тугим. Кольцевая граверная подушка выполняется так же, но
в центре делается (и затем прошивается) отверстие диаметром 40-50 мм.
5) Штатив с закрепленной луной. Применяется при ис-
полнении гравировки на мелких деталях. Крепится лупа при
помощи шарниров так, чтобы ее можно было установить на
любом нужном уровне и под любым углом к обрабатываемому изделию.
Основной гравировальный инструмент (резец) при плоскостном гравировании - штихель. Длина клинка штихели
100-120 мм, изготавливают его из инструментальных сталсн
У-7, У-8, У-12А, ХВГ, кроме этих сталей в практике гравирования используют рессорные полоски, наружные кольца
шарикоподшипников, выпрямив их, клинки опасных бритв,
плоские напильники.
Непременное требование к штихелю - правильная закалка и заточка. Если штихель не докален, то сминается его режущая кромка; если же перекален, - режущая кромка крошится. Вставляются штихели в рукоятку, имеющую форму
гриба, из древесины твердых пород (березы, бука и т. п.).
Чтобы рукоятка не растрескивалась, на нее надевают стальное или латунное кольцо.
В нижней части, в районе нижней грани клинка, часть ру-
коятки обычно срезают, благодаря чему резец можно держать
под небольшим углом к поверхности обрабатываемого металла, что дает возможность срезать тонкую стружку. Длина
166
,,_...т.
,
5)
31
І
~-41
.
.
,,__
3
›2
*\
З\__;
тд
1!
рф.. __
из Щ
_
9
г
Е
1,
_
_ _.
; __
«йо»
Ч.,
ЕЕ
І,
У»
Ч›
0,
І.,
І`
І
|›----С
ІЬ -Чё
І
і Ф
гы +°И2=*
Инструменты для граверных работ:
І - штихель, название частей: 1 - носок, 2 - аншлиф, 3 - сп`йнка клинка, 4 - задняя грань, 5 - кольцо, 6 - рукоятка; ІІ - инструменты для ра-
боты, правки и отделки: зубильце, молоток, шабер, рифель, лощильник, ма-
тик, пуансон; 111 - виды штихелей: а - узкий шпицштихель, 6 широкий шпицштихель, в - мессерштихсль (ножевой штихель), г - фасет-
штихель, д - юстирштихель, с -- флахштихель с широкой спинкой, ж _
флахштихель с узкой спинкой, в - болштихель с широкой спинкой, и -
болштихель с узкой спинкой, к - фаденштихель (нитяной штихель).
ручки различна, обычно от 30 до 70 мм. Штихели по форме
поперечного сечения подразделяются на:
а, б) шлицштихель -- боковые стороны незначительно
выгнуты наружу, ширина по верху 1-4 мм, угол между боковыми поверхностями может варьироваться от 30 до 45°С.
Применяется для большинства граверных операций: оконтуривания рисунка, подрезки, подправок. Наносит четкие глубокие линии;
167
в) мессерштихель -- ножевой резец, в поперечнике представляет собой остроугольный треугольник. С его помощью
нарезают волосяные линии значительной глубины. Мастерагравировщики на полосе 1 мм ухитряются нарезать до 10 линий. Кромка лезвия, во избежание обламывания, зашлифовывается радиусом 0,1-0,2, угол заострения лезвия зависит от
толщины штихеля - 15-З0°;
г) фасетштнхель - фасетный резец, боковые стенки параллельны, а режущие поверхности под углом 100°. Ширина
спинки 1,5-З мм. Им проводятся линии относительно широкие и незначительной глубины. Фасетштихелем выполняют
узоры и чистовую обработку рисунка;
д) /остирштихель - юстировочный резец. Имеет выгнутые боковые стороны, которые на поперечном сечении образуют острый овал. Применяется для юстировки оправных
царг, для того, чтобы облегчить вставку камня в ювелирное
изделие;
е, ж) флахштихель - плоский резец. Спинка и полотно
параллельны, в зависимости от положения боковых сторон
спинка может быть уже или шире полотна. Ширина полотна
от 0,2 до 5 мм. Применяется для выемки и выравнивания фо-
на, иногда для шабрения поверхности, глянцевой подвески;
и, з) болштихель: полукруглый резец. Имеет полотно уже
или шире спинки, но во всех случаях полукруглое; Ширина
полотна от 0,1 до 5 мм. Применяется для гравировки закругленных линий (желобков), глубоких точек (ямочек), для глу-
бокой (рельефной) гравировки. Радиус закругления зависит
от характера работы, обычно от 0,3 до 5 мм;
к) фаденштихель - нитяной резец, очень похож на пло-
ский резец, на полотне имеет много продольных желобков.
Применяется для оживления рисунка, штриховки и матирования поверхности. Шаг насечки от 0,1 до 0,4 мм.
Штихели различаются не только по конфигурации рабочей части, но и по характеру и углам заточки, а также по их
размерам, т. е. номерам. В случае, если приходится гравировать в углублениях или вогнутых поверхностях, обычно применяются гнутые штихели. Для изготовления штихеля его
нагревают в средней части докрасна и изгибают до необходимой кривизны. При работе штихель держат в правой руке, в
кулаке, таким образом, чтобы рукоятка упиралась в ладонь,
а большой и указательный пальцы поддерживали штихель в
рабочем положении. Работают штихелем только по -прямой
линии справа налево, проталкивая его вперед небольшими
участками.
Если гравируется кривая линия, поворот штихеля допустим лишь в небольших пределах, а все изгибы линий произ168
водит левая рука, которая поворачивает заготовку, закрепленную в шаровых тисках навстречу резцу.
Резцы должны быть хорошо и правильно заточены, чем
мягче металл, тем угол резания должен быть меньше, т. е.
лезвие острее, при резании мягких материалов, например,
древесины, угол равен 45°, а для стали угол делают 60-65°.
Острый штихель довольно легко режет металл и берет стружку 0,1-0,2 мм. Очень важная задача - правильно заточить
штихель. Высота лезвия рабочей части должна быть от 1,5 до
3 мм. Режущую кромку *образует площадь заточки (лобовая
площадка) со стенками и лезвием (основанием) клинка. Лобовая площадка должна образовывать с лезвием клинка угол
не менее 45” (угол заточки). При угле заточки менее 45"
штихель «зароется›› в металл, будет резать его рывками. Обязательное и непременное «правило», чтобы лобовая площадка
штихеля затачивалась плоской (т. е. без закругления и выпуклостей). Для заточки применяются мелкозернистые бруски, увлажненные машинным маслом или керосином. После
выполнения заточки на бруске надо снять заусенцы на глянцевом оселке и отполировать пастой ГОИ на коже.
Для плоскостного гравирования применяют практически
все металлы и многИЄ ДРУГИЄ материалы (мягкие породы кам-
ня, кость, янтарь, пластмассы, древесину и т. п.). Из металлов лучше поддаются гравировке латунь, томпак, пробное серебро, многие стали, бронза, никелевые сплавы, цинк, несколько хуже вести гравировку на платине, чистых золоте и
серебре.
Если по вашему замыслу надо выбрать металл на большой
площади и на значительную глубину, то вместо штихелей
обычно применяют зубильца и сечки. Изделия или деревянная колодка .с изделием закрепляется в тисках. Точными, несильными ударами молотка зубильце продвигают в намеченном направлении. Толщину стружки регулируют наклоном
зубильца к поверхности. Очень значительные участки выбирают сечкой, широким зубильцем, имеющим одностороннюю
заточку. Углубления с ровной поверхностью выбирают зубильцем, имеющим конфигурацию флахштихеля, а углубления с криволинейной поверхностью - зубильцем, имеющим
форму болштихеля. Если необходимо металл выбрать на
большую глубину, то обычно для грубой обработки применя-
ют круглое зубильце, а затем выравнивают плоским зубильцем. Для отделки отгравированных поверхностей применяют
специальные инструменты:
а) шабер - для удаления царапин и чистовой отделки поверхности. Наиболее применяемые шаберы имеют трехгранную и четырехгранную формы. Шаберы можно изготовить и
169
СЗМОСТОЯТЄЛЬНО
ИЗ. СООТВЄТСТВУЮЩИХ
І-ІЗПИЛЬНИКОВ, СТОЧИВ
С
них _-насечку;
6) лощильник - предназначен для полирования отдельных участковповерхности, в основном после обработки шабером. Рабочая часть лощильника должна быть тщательно отполирована. На практике очень эффективные лощильники
делают из »шарикоподшипников, шары которых приваривают
к стальному стержню и насаживают на деревянную рукоятку;
в) пуансоны - предназначены для выбивания простейших
элементов узора в виде лепестков, елочек, завитков и т. п.
Обычно рельефное изображение на рабочей* части вырезается
самостоятельно, перед вырезкой металл отпускают, а по
окончании вырезки вновь закаливают;
г) матики - применяются для окончательной обработки
фоновых поверхностей. Рабочая часть матика опиливается на
конус, на конце которого гравируются пересекающиеся углубленные линии.
К гравированию под глянец предъявляются повышенные
требования. Эффект в этом виде гравировки достигается
контрастным противопоставлением матовой (темной) поверхности блестящим линиям гравировочного рисунка. Выбранная
часть рисунка должна быть равномерно глянцевой и четко
прорезанной. Основные работы выполняются фасетштихелем.
Им одним можно проводить линии разной ширины, но для
подрезки лучше использовать шпицштихели. Все резцы должны быть тщаїельно отполированы. При гравировке под чернение (выгравированный узор предназначается для заливки
чернью) не требуется зеркальный срез, напротив, некоторые
шероховатости будут способствовать лучшему сцеплению металла с чернью. Обычно при гравировке под чернение сначала шпицштихелем оконтуривают, а затем узор углубляют.
Гравируют небольшими штрихами с последующим .выравни-
ванием прорези.
ОБРОННОЕ ГРАВИРОВАНИЕ [ТРЕХМЕРНОЕ1
Штихелями создается рельеф или даже скульптурное изображение. В обронном гравировании различают два вида:~ позитивное (выпуклое) - рисунок рельефа выше фона и негативное (углубленное) - рисунок или рельеф режется
внутрь. Обронное гравирование - значительно более сложный и трудоемкий процесс по сравнению с плоскостным гра-
вированием. Вырубка больших поверхностей производится
зубилами толщиной от 6 до 10 мм и длиной от 120 до 150 мм.
Рабочий- конец отковывают и опиливают по конфигурациям
170
штихелей, отсюда они и носят название: шпицзубило, фляхзубило, болзубило. При обронном гравировании используют
также сечки - плоские зубила разной ширины с заточкой на
одну сторону, чеканы для набивки фактуры и выравнивания
фона, пуансоны (обычно изготавливают из квадратной инструментальной стали до 10 мм, длиной 65-100 мм) .. Перед
началом гравировки поверхность покрывают белой. акварельной краской и от руки или через копировальную бумагу наносят рисунок. Шпицштихелем по контуру рисунок прорезают на глубину фона, а затем выбирают металл на нужную
глубину. На криволинейных участках поверхность выбирают
болштихелем. Углубленный фон после черновой обработки
подравнивается плоскими штихелями и другими подходящими резцами. Затем выпуклые элементы рельефа шлифуют
мелкозернистой наждачной бумагой и полируют пастой ГОИ,
нанесенной на -кожаный ремень. В труднодоступных углубленных местах металл полируется деревянными палочками,
поверхность которых смазана пастой ГОИ. При необходимости фон изделия матируется матиками до получения матовой
зернистой поверхности.
ХИМИЧЕСКОЕ ГРАВИРОВАНИЕ
РИСУНКИ И НЗДПИСИ На МЄТЗЛЛИЧЄСКИХ ПОВЄРХТ-ІОСТЯХ МОЖНО
ВЫПОЛНЯТЬ МЄТОДОМ ХИМГРЗВИРОВЗНИЯ.
ТРАВИЛЬНЬІЕ РАСТВОРЬІ:
Металл
Травильный раствор
Медь
10-12%-ный спиртовой раствор соляной кислоты
Бронза, латунь
`
`
50%-ный раствор азотной кислоты
.
Алюминий, дюралюминий
10-15%-ный раствор едкого натра
Цинк
10-12%-ный спиртовой раствор соляной кислоты
На бронзовой поверхности, например, химгравирование
выполняют по следующей технологии. Изделие полируют,
промывают, просушивают, подогревают до .70°С и поверхность покрывают слоем парафина, который, расплавившись,
должен покрыть ее тонким слоем. На застывший парафин от
руки или через копировальную 'бумагу наносится рисунок,
171
затем иголкой или скальпелем по рисунку удаляется слой парафина. По краям из тою же парафина делают бортик. На
поверхность заливается 50%-ный раствор азотной кислоты,
которая и протравит металл в незащищенных местах, образуя задуманный рисунок или надпись. После протравки на
заданную глубину раствор сливают, а само изделие тщательно промывают в проточной воде. Затем изделие кладется в
воду, нагретую до температуры 80-90°С, и парафин легко
удаляется с поверхности; после этого изделие полируется.
Можно, наоборот, рисунок или надпись сделать рельефным с
заглубленным фоном. Поверхность очищается, промывается
водой и сушится. Затем на поверхность спиртовым лаком наносится надпись или рисунок, сушится. Вокруг поверхности
делается бортик из парафина, после чего наливается травильный раствор. Металл, который защищен лаком, не протрав-
ливается, и рисунок или надпись получается выпуклым. Процесс химгравирования довольно быстр. Так, к примеру, на
алюминии металл толщиной 1 мм протравится в течение 2025 минут. После травления изделие тщательно промывается,
сушится и полируется.
ПРИСПОСОБЛЕНИЯ ДЛЯ ГРАВИРОВАЛЬНЬІХ
РАБОТ
В последнее время для выполнения малохудожественных
гравировальных работ на бытовых предметах применяют ,незатейливое приспособление, основой которого является электродвигатель, обычно от швейной машинки (МШ, МШ-267).
Прибор состоит из основания, выполняемого из толстой фанеры или текстолита размером 200 Х 250 мм, на котором за_ *(.*“~г`›~@\*'-,,;~:›
'тёстдї
`°“*_11 -_
Е! ..
"
гг.
.....
3°
я..
$;'Ё~ї*,^;»Дь».Ё{дїЁ*;~ё›
, а~ *<
55"" /"» ,_
.›*«@ь"›.^<-~`
>~~ ›~* ` 1 3~
ц «_ -ь
~
›«»д,;;,.~23
50
'
Ы:
И
^~.›
же
.(..._;“д
-3*
1-2,
";»*`~,:-"'*'--±1_. ›
5
,а
__
_ У
__ __ ггйі
й
, е
. .__ , _ 2.
...а
1 '__Ё1.мы
< ~
г 2:
19,
ов , :ї~
=
т-~
_
\.
, `
,Щ .*'3~
г,?›.~#^
-'"” Ч,
.. ..,.,,_/"!_)$~4.~н»›'
,Ґ _
Серебро, гравировка, чернь.
крепляется электродвигатель, опорной стойки, гибкого рукава, который обычно берется от бормашины. На конце рукава
закрепляется наконечник с зубоврачебными фрезами (борами). На оси электродвигателя насажен шкив, второй шкив
насажен на оси гибкого рукава бормашины и закреплен на
опорной стойке. Оба шкива соединены между собой пасиком,
при помощи которого вращение вала электродвигателя пере172
дается на ось гибкого рукава бормашины. Этим прибором гра-
вируют незатейливые рисунки и надписи на поверхностях из
латуни, алюминия, меди, пластмасс и т. п. Этот же прибор
А
`
4.$145
ч
. _->"`,,'
Эскиз прибора для гравировки.
довольно широко используется для штриховой росписи фарфоровых изделий алюминием и другими металлами. Для росписи применяют диск из листового алюминия толщиной 0,30,5 мм диаметром до 20 мм. Вращающийся алюминиевый
диск при касании к поверхности фарфора разрушает глазурь,
а в получающуюся шероховатую поверхность втираются микроскопические. частички алюминия, которые практически
остаются блестящими очень длительное время. Черные, несмывающиеся линии и штрихи получаются при применении
диска из титана. Золотистая линия и штрихи получаются при
применении диска из двухкопеечной монеты чеканки до 1936
года. Неплохие гравюры на фанере, покрытой черным лаком,
получают с помощью такого приспособления с применением в
качестве рабочих органов зубоврачебных фрез различной
конфигурации.
Ё
173
1
чвгнвнив
'\
Чернь - один из древнейших способов декорирования художественных изделий из золота, меди и серебра. Заключается в* наложении на поверхность легкоплавкого сплава черного
цвета (чернь). Выполнялось чернение путем наплавления специальной смеси, состоящей из серебра, меди, свинца и серы.
Об истории искусства чернения кратко рассказано в главе о
гравировке.
Практикуется несколько способов приготовления черни1
Наиболее распространен следующий способ: приготавливают
сульфиды серебра, меди и свинца. Для получения сульфида
меди берется 76,2% медной стружки и 23,8% серы; сульфида
серебра - 84,5 % серебряной стружки и 15,5 % серы; сульфида свинца - 83,7% свинцовой стружки и 16,3% серы. Все
эти составы каждый в отдельности в разных тиглях помещают
в муфельную печь и нагревают до температуры 350°С.
После выдержки в течение 150-180 минут тигли вынимают и отливают в слитки. Полученные сульфиды в измельченном виде и будут основой для приготовления черни. В ювелирном деле наиболее часто употребляется следующий состав
черни: сульфида меди - 43,66%, сульфида серебра 11,12%, сульфида свинца - 42,22%. Тщательно смешанные
порошки сульфидов в тигле устанавливаются в муфельную
печь и нагреваются до температуры 650°С.
В процессе плавки в эту смесь добавляется нашатырь -28,5% от общей массы смеси: Расплав тщательно и периодически перемешивается. Затем полученный расплав заливают
в прогретую до температуры 300°С изложницу и в ней выдерживают до охлаждения. Полученный состав измельчают. Рецептура изготовления сплавов для чернения обширна, в приведенной таблице даются некоторые из них в весовых частях:
Составляющие сплава
І
Флюс
серебро
медь
свинец
сера
висмут
бура
4
1
9
5
9
7
48
24
-
2
4
174
й
-
Составляющие сплава
'
серебро
І
І
Флюс
медь
свинец
сера
висмут
бура
9
1
1
3
2
3
30
-
1
-
6
2
5
3
24
-
1
І
Чернь накладывается на изделие с тщательно подготовленной поверхностью, которая должна быть отшлифована и
не иметь малейших случайных рисок и царапин, в которые
могла бы попасть чернь. Іравированный рисунок
без
гляъща для лушпего сцепления состава черни ~с металлом основы.
Глубина рисунка лучше всего в пределах 0,2-0,3 мм,
впрочем, это зависит .в большей. степени от размеров самого
изделия и площади углубления. Края изделия и места пайки,
а также участки поверхности, где не должно быть чернения в
соответствии с вашим замыслом, обмазываются огнеупорной
глиной, размешанной в воде, которая. предохранит места пайки от выгорания припоя, не даст черни расплыться по поверхности. Глину предварительно слегка подсушивают.
В практике применяют два способа наложения черни: сухой и' мокрый. При сухом способе поверхность смачивается
водным раствором поташа, буры ирповаренной соли и на нее
насыпается тонкоизмельченный и просеянный порошок черни. Поверхность просушивается, и. изделие осторожно помещается в муфельную печь, где его обжигают при температуре
350-400°С.
При мокром способе тонкоизмельченный и просеянный
порошок черни разбавляется раствором буры, поташа и поваренной соли до консистенции сметаны. На предварительно
обезжиренную поверхность накладывается эта смесь, при
этом надо следить, чтобы были заполнены все углубления.
Затем фильтровальной бумагой из смеси удаляется влага,
Чернь, которая попала на места, ей не предназначенные, аккуратно убирают, и заготовку просушивают,. изделие помещают в муфельную печь и обжигают при температуре 350400°С до полного расплавления черни.
Один из вариантов мокрого способа чернения состоит в
том, когда тонкопорошковую смесь черни разводят на хлористо-аммониевом растворе. Смесь кисточкой или шпателем наносят Ъа углубления, по возможности, густо и слегка утрамбовывают шпателем. Углубления должны быть заполнены
смесью до краев, при очень тонких рисунках черневой
смесью покрывают всю поверхность. Заготовка слегка подсушивается и затем помещается в муфельную печь для обжига
при температуре 350-400°С. При обжиге чернь размягчает175
ся, расплавляется, заполняет углубления, а в некоторых случаях, и поверхность. При перекаливании частички серы выгорают, и слой черни становится не гладким, а пористым, с
пятнами. Небольшого размера изделие можно расплавить паяльным пистолетом, причем, нагрев производят с обратной
стороны.
В случае, если при обжиге черневой состав неравномерно
заполнил углубления, то его добавляют на недостающие места и обжигают в муфельной печи снова. После оплавления
черневой состав очень прочно соединяется с основным металлом. Поэтому удаление излишков черни, залившей поверхность за пределами рисунка, очень ответственная операция.
Излишки черни удаляются шабрением или опиливанием надфилями. Эта работа выполняется с предельной осторожностью, чтобы не повредить рисунок. .После шлифовки, при необходимости, поверхность полируют. Если это соответствует
вашему замыслу, то фон изделия дополнительно гравируют
или канфарят.
ИСКУССТВО ЧЕКАНКИ
Чеканка - очень обширный раздел искусства художественной обработки металла. В технике чеканки выполняются
самые разнообразные изделия - от рельефных орнаментальных до горельефных и объемно-скульптурных (трехмерных).
Чеканка была известна еще 'в Древнем Египте, Античной
Греции и Риме.
На Руси само слово «чеканка» произошло от слова «чекать›› - чеканить, т. е. стучать по металлу.
Большого совершенства чеканка достигла в домонгольской
Руси и вновь расцвела в русском искусстве ХУ-Х\/ІІ веков.
До нашего времени дошли прекрасные чеканные изделия
Новгородских мастеров ХІ-ХІІ веков культового характера
(оклады икон и т. п.), в которых искусно сочетались черты
Серебряная ендова. Чеканка. Х\/ІІ в.
русского и византийского чекана. Причем, это не только комКозиции орнаментального характера, но и чеканные литые
фигуры.
Прекрасным образцом ,чеканки Х века (частично покрытой
177
чернью) служит серебряная оправа турьего рога, найденная
археологами под Черниговом. При обработке фона древний
мастер нанес чеканом-канфарником несколько- тысяч ударов.
Сам сюжет рисунка изображает охотников с луками, крылатых фантастических зверей. Композиция рисунка поражает
своей экспрессивностью, простотой и ясностью форм.
В ХУ-Х\/ІІ веках техникой чеканки особенно часто украшали братины (шаровидный сосуд для питья на братчиных
пирах «на всю братию››) из меди, серебра и золота. Название
Чеканка.
самих братин: грановитые, ложчатые, чешуйчатые - связаны
с разновидностями чеканного орнамента, состоящего из «чешуек››, «ложек», «яблок» и т. п.
'К началу 'ХУ века широкое распространение и известность
получают работы мастера Лукиа-на (складни)-, которые вы178
полнялись в технике чеканки* с чернью. В этот же период
прославились тверские мастера, выполняющие чеканку по серебряному ажурному литью. Особенно пышного расцвета достигла чеканка в ХУІ веке, в Ярославле она сочеталась с гравировкой, в Нижнем Новгороде чеканка совмещалась .в литыми скульптурными формами.
В 1630 году московский мастер Гавриил Евдокимов выполнил трехмерную скульптуру царевича Димитрия в технике
чеканки.
В ХУІІІ веке центром художественной обработки металла
становится Петербург, куда в 1711 году были переведены и
мастера Московской оружейной палаты. Изделия второй половины ХУІІІ в. вырабатываются в основном в технике- чеканки и- литья в стиле рококо (франц.) - декоративный мотив в виде раковины; стилевое направление особой изящности, декоративности.
В конце ХУІІІ века на смену стилю рококо пришел строгий классицизм, критерием и-зящеєтва и красоты. становятся
ясность и простота, уравновешенность орнаментальных форм.
В узорах, выполняемых невысоким рельефом, появляются
изображения венков, гирлянд, ваз, дубовых и лавровых венков. В чеканных изделиях много места отводится гладкой, отполированной поверхности.
В ХІХ веке искусство чеканки уступает свои позиции
литью и штампу. В ручной'технике в этот период чеканят'
О
предметы религиозного убранства (ризы икон, оклады церковных книг, прочую утварь). Возрождение древнего искусства чеканки началось в 50-е годы нашего века, когда Ираклий Очиаури выполнил на латунном листе замечательный
портрет своего учителя - грузинского скульптора Якоба Николадзе. Непросто и нелегко возрождалась чеканка, но шло
время, крепло творческое мастерство, и с 60-х годов декоративная чеканка получает широкое распространение. В одних
работах преобладают сдержанные. пластические формы с
плавными линиями, строгостью 'ритмаи четкой композицией,
в других - формы сложные, с преобладающими чертами орнаментальной узорчатости, пластическим богатством рельефа.
Вместо золота и серебра сейчас используют медь, латунь-,
алюминий, томпак, мельхиор, жесть, кровельное железо. Но,
благодаря эффектной обработке, изделия воспринимаются то
как старинная -патинированная бронза, то как серебро, то как
золото.
Техника чеканки осталась почти неизменной на протяжении всей истории ее развития. Суть самого процесса чеканки
заключается в обработке металла при помощи специального
стержня-чекана, ставящегося вертикально, по верхнему кон179
цу которого наносят удары молотком. В результате нижний,
рабочий конец (бой) оставляет отпечаток на -металле. Перемещая чекан и ударяя каждый раз по нему молотком, металлу придают задуманную форму, как бы лепят ее. Чеканку
выполняют на листах металла различной толщины - от 0,3
до 1,5 мм, для крупных, монументальных форм применяются
и более толстые листы - медные до 2 мм, а листы из алюми-
т
о
'Щ 0
І
__Б_ _Ъ_ _?
\
роде\
°$.
до
э
Ф
Чеканы:
1 - расходники, 2 -- лощатники, 3 - бобошники, 4 _ пурошники, 5 канфарник, 6 - трубочка, 7 - сапожок, 8 - фигурные.
ния даже до «З мм. Общее требование ко всем применяемым
для чеканки металлам - пластичность, вязкость, способность
изменять форму под воздействием силы. В настоящее время
применяют следующие цветные металлы и сплавы:
180
а) цветные металлы - красная медь и ее сплавы (латунь, томпак). Л-80, Л-90, Л-96. Они имеют высокую пластичность, чеканятся легко, допускают глубокую вытяжку,
хорошо отжигаются. Сплавы на основе никеля (нейзильбер,
мельхиор) очень широко применялись в ХІХ веке для чеканки посуды, имитирующей серебро. Алюминий допускает глубокую вытяжку, чеканится легко и мягко, но с ним надо
очень осторожно обращаться при отжиге;
б) черные металлы - применяют мягкую, малоуглеродистую сталь, предварительно отожженную и протравленную,
так называемые <<декапир›› (от французского - очищать,
удаление химическим или электрическим способом тончайших пленок окислов). Черные металлы более трудны в самом
процессе чеканок, по сравнению с медью или алюминием, но
красивы в отделке. Для некоторых не очень сложных форм
применяют кровельное железо. Хромоникелевая сталь (нержавеющая) - красива, но чеканится с заметными усилиями, в основном применяется для крупных декоративных изделий.
Основными специальными инструментами для чеканки
являются чеканы, представляющие собой металлические
или деревянные стержни длиной от 120 до 180 см. Восьмигранного (реже круглого) сечения. Обычно металлический
стержень несколько утолщен в средней части и в сечении
имеет четырехгранник со снятыми фасками. Такая форма
удобна в работе, легко удерживается в руке, исключает
вибрации инструмента при ударе. Обычно при работе чекан
держат в левой руке тремя пальцами, опираясь безымянным пальцем (мизинец свободен). Локоть остается на весу,
что обеспечивает маневренность руке. Держат чекан не
строго вертикально, а слегка отклоняют назад, чтобы его
рабочая поверхность была косо приподнята. Вследствие
этого при ударе он продвигается вперед. Чеканный.молоток
держат в правой руке, ритмично нанося удары по чекану и
продвигая его. Чеканы в нижней части затачивают по-разному, в зависимости от предназначения инструмента. Основные инструменты:
а) расходники (обводные чеканы) - ими на металле воспроизводят контур рисунка, обводя его по точкам канфарника в
виде четкой сплошной линии. Широкие (большого сечения)
расходники дают более мягкую линию, более острые - наоборот, более четкую шанию. Расходники делают прямыми - для
проведения прямых линий и полукруглыми (с разными радиусами закругления) для выполнения криволинейных линий;
б) канфарника - представляют собой вид иглы с притупленным концом. Служат для перевода рисунка с бумаги на
181
металл и для отделки фона точками: (канфарение). В зависимости от назначения применяют канфарники разных диаметров и степени заостренности;
в) лощатники - имеют квадратную или прямоугольную
форму бойка с плоским или выпуклым боем. Применяются
для лощения, то есть выравнивания плоскостей и ровных поверхностей. Выполняются гладкими или шероховатыми; след,
оставляемый ими на металле, соответственно получается
гладким или матовым, шероховатым;
г) бобошники (обжимные чеканы) - элл-ипсовидной формы, служат для выбивания выпуклого рельефа;
д) пурошники - рабочая часть 'имеет сферическую форму
различного радиуса закругления. Применяются для выколотки (подъема) полукруглых форм при чеканке с обратной стороны, а также для получения сферических углублений при
обработке с лицевой стороны;
е) трубочки - имеют в нижней части вогнутую полусферическую форму. При ударе оставляют шаровидную форму
различныхдиаметров и глубины;
ж) рисунчатые чеканы -~ имеют более или менее плоскшїт
бой, дают рисунчатые отпечатки; решогочки, ямчатость, полооочки, штрихи т. п. Применяются при отделке для обработки фона;
з) специальные чеканы - применяются для узко специальных целей, к примеру «сапожок» - для получения подвнутрений не рельефе. Чекан типа <<веревочка›› - его отпечаток при многократном непрерывном повторении дает изображение витого шнура и т. п.;
и) фигурные чеканы (пуансоны) - имеют различные по
рисунку боевые части, выполненные гравировкой. С их помощью выполняются детали орнамента: розетки, звездочки,
листики, завитки, цветы и т. п. На Руси в-старые времена
мастера нередко применяли пуансоны с изображением глаз,
рук и т. д., что значительно облегчало и ускоряло их работу.
Сечки-чеканы, имеющие острозаточенные плоские или
полукруглые лезвия. Применяются для пресекания фона при
ажурных работах. Изготавливают чеканы, как правило, из
стального прутка, обрабатывают их напильниками, и бою
(рабочей части) придается нужная форма поверхности.
Обычно для их изготовления применяется инструментальная
сталь У-7, У-8. Рабочие концы (бои) чеканов закаливают и
отпускают. Закалку производят путем нагрева до ярко-красного каления (700-800°С), затем охлаждают в воде комнатной температуры. Охлаждение надо выполнить очень быстро, в считанные секунды. После этого пробуют металл напильником с мелкой насечкой: В случае, если напильник
скользит свободно, то чекан закален достаточно хорошо.
182
Для уменьшения хрупкости и устранения внутреннего напряжения, вызванных закаливанием, применяется отпуск.
Для этого закаленный конец чекана прошлифовывается
шкуркой и снова нагревается, но уже до температуры 200300°С (до появления цветов побежалости, т. е. тонких пленок
окислов железа. При температуре нагрева 220°С появляется
светло-желтый цвет, при 300°С - синий). При чеканке твердых металлов сам чекан отпускается до 220°С (желтый цвет),
а при чеканке по мягким металлам - до 30О°С (синий цвет).
После закалки боевые части чеканов обычно полируют
пастой ГОИ. При выколотке крупных глубоких рельефов нередко применяют деревянные чеканы, которые также очень
удобны при выравнивании фона. Деревянные чеканы изготовляют из твердых пород дерева - дуба, бука, граба. Представляют они собой четырехгранные брусочки с обработанной рабочей -частью, близкой к металлическим чеканам - пурошнику, лошатнику, бобошнику. Размеры деревянных чеканов
значительно больше, чем металлических. Бой очень тщательно подравнивается напильником, а затем шлифуется мелкозернистой шкуркой. Обычно поверхность граней деревянных
чеканов защищают и покрывают лаком.
В процессе работы используются также деревянные молотки, изготовленные из тех же пород дерева, что и деревянные
чеканы. Металлические молотки имеют свою специфическую
конфигурацию. С одной стороны головка молотка имеет сферическую форму, а с другой - плоскую квадратную или ок=
руглого очертания. Молотки для чеканки имеют и специальную форму рукояток. Рукоятка слегка плоская, изогнута и
утолщена к концу; она удобна, естественно ложится в ладонь
и не особенно утомляет руку при многочасовой работе.
Для резания тонких листов металла необходимо иметь
ножницы по металлу. Для распиловки более толстых листов
применяется слесарная ножовка. Из измерительных и разметочных инструментов надо иметь стальную линейку, складной метр, рейсмус, стальной циркуль, кронциркуль, металлический или деревянный угольник. Для захвата при отжиге и
отпуске применяются кузнечные клещи. Из подсобных материалов и приспособлений надо заранее подготовить:
а) смолу - применяется для закрепления листового металла, при его обработке. Для приготовления смолы используется битум», в который добавляются наполнители - кирпичный или глиняный порошок, мелкий речной песок, просеянный через мелкое сито. Вязкую и мягкую смолу получают
сплавлением двух частей битума и одной части наполнителя,
а более твердую и жесткую получают сплавлением одной части битума и двух частей наполнителя. Выбор состава смолы
183
зависит от пластических свойств обрабатываемого металла,
его размеров и толщины, высоты задуманного рельефа. Предпочтительнее готовить смолу в отдалении в котле, подвешенном над костром. Во избежание загорания битума, нужно
следить за пламенем, которое должно касаться только дна
котла. Иногда для большей вязкости и мягкости смолы к ней
добавляют 5-10% воска, а для большей прочности и вязкости - канифоль. Расплавленная смола заливается в ящик
нужных размеров с низкими бортами (до 50 мм). Длина и
ширина ящика зависит от размеров пластинки для чеканки.
Плоскогубцами отгибаются уголки заготовки, и она накладывается на расплавленную смолу так, чтобы отогнутые уголки
погрузились в смолу. После остывания смолы можно приступать к работе;
б) мешки из брезента, заполненные мелким песком, применяются при выколотке рельефа. Как правило, это черновая
работа, она не дает окончательных четких контуров и дополнительно прорабатывается на смоле;
в) листовой свинец и листовая резина (в редких случаях
войлок) применяются так же, как и брезентовые мешки с песком для обработки отдельных участков;
г) деревянные доски, стальные плиты применяются для
выравнивания фонов и плоских чеканок;
д) приспособления для насмолки и отжига. Можно использовать паяльные лампы.
По виду чеканка, как и резьба по дереву, может быть
плоскорельефной (чеканное изображение находится в одной
плоскости, с фоном), рельефной (чеканное изображение не
связано с фоном и существует само по себе, т. е. представляет собой объемное скульптурное изображение).
По приемам выполнения чеканку различают: контурную,
плоскорельефную, заоваленную с подобранным фоном, рельефную ажурную (с прорезью) и накладную.
Рисунок (эскиз) будущего изделия выполняется на бумаге
в натуральную величину в линейной (контурной) манере, без
теней, с небольшими полями для приклейки на металлическую поверхность. Для выполнения рисунка на объемных
предметах делают его развертку: полностью для простых
форм, имеющих один радиус кривизны (цилиндр, конус), на
которые бумага накладывается легко, или по частям для шарообразных форм, имеющих несколько радиусов кривизны.
Такие изделия предварительно размечаются и рисунок переводится фрагментально (по частям).
В соответствии с замыслом, размерами и конфигурацией
рисунка из листового металла вырезается лист (бляшка) с~ таким расчетом, чтобы на нем был помещен рисунок и остались
184
свободные кромки шириной 25-40 мм. Кромки нужны для
более прочного удержания 'заготовки на смоле при производстве чеканных работ, особенно при выколке высокого рельефа, расположенного близко к кромкам. Обычно при чеканке
у кромок заготовка отскакивает от смолы и ее приходится
вновь насмаливать. В результате насмолки заготовка (бляшка) обычно прочно фиксируется на поверхности смолы.
Обычные формы (вазы, стаканы, круглые скульптуры и
т. п.) чеканят, наполнив их смолой. Надо следить, чтобы
внутри не образовывались пустоты, так как металл при ударах чекана на пустотах может завалиться и прорваться.
Для объемных чеканок для опоры употребляют специальные «котелки», выдавленные в форме полушара. «Котелок›$
заполняется смолой, и когда она загустеет, покрывают ее
мокрой тряпкой, а сверху накладывают объемное изделие,
которое предполагается чеканить, и слегка вдавливают его в
смолу. Мокрая тряпка не позволяет прилипнуть смоле к заготовке. На смоляной поверхности «котелка›› образуется углубление, соответствующее контурам изделия, где оно прочно
удерживается при производстве чеканных работ, легко снимается, не пачкаясь о смолу. Рисунок на металл обычно перево'ДИТСЯ ДВУМЯ СПОСООЗМИІ ПЄРВЬІЙ _- На ПОВЄРХНОСТЬ МЄТЗЛЛЄІ.
кисточкой (тампоном) наносится слой белой акварельной
краски или гуаши. После просушки краски накладывается
копировальная бумага, которая фиксируется кусочками пла-стилина, и рисунок переводится на поверхность металла, за-'
тем опзакрепляется прозрачным лаком, второй - рисунок с
бумаги переводится на металл при помощи канфарника.
По- контуру рисунка набиваются по металлу углубления
(точки). При этом надо учесть, что излишне глубокое канфарение почти невозможно скрыть в процессе последующей чеканки.
Закончив разметку рисунка будущей композиции, приступают к подбору фона, т. е. тех мест пластины, где по вашему
замыслу должны быть углубленные планы. С этой целью
применяют чекан-лощатник. Лощатник держат с незначительным наклоном и, ударяя молотком, ведут чекан вдоль
внешней стороны контуров с таким расчетом, чтобы он уплотнял металл лишь со своей стороны, с другого края он должен выходить на плоскую поверхность. Постепенно уплотняя
металл, доводят деканку фона до необходимой глубины.
Чеканом-расходником проходят по всем линиям рисунка,
соединяя точки канфарника в одну сплошную линию и углубляя все контуры. Для мелких ювелирных работ применяются острые расходники, которые дают четкие штрихи, а для
крупных чеканок применяются тупые, широкие расходники.
185
'При крупноразмерных формах обводку нередко 'выполняют дажене расходником, а бобощником.
При разметке ,рисунка канфарником и подборке фонапроизошло структурное изменениедьметалла, пластина стала
хрупкой и для восстановления «еегпластичности надо произвести отжиг. Для этого чеканку снимают со смолы, нагревая ее
паяльной лампой. »Отделенная от смолы пластина нагревается
до темно-красного каления. В процессе нагрева металл отжигается и вновь приобретает пластичность и вязкость. Смола с
обратной стороны выгорает, а оставшуюся пыль удаляют, отбеливают и промывают.
Отжиг цветных, черных и драгоценных металлов не представляет особой трудности. Как только смола сгорит и металл
начнет слабо краснеть, нагрев прекращается. Несколько иначе производится отжиг алюминия. Раскристаллизация алюминия начинается уже при 100°С, то есть задолго до появления красного каления, в то же время температура красного
каления и плавления алюминия очень близки, поэтому при
отжиге алюминиевых заготовок они нагреваются незначительно, и о температуре раскристаллизации судят по нехитрому практическому способу. На пластину кладется кусочек
мыла (проводятся полосы мылом), -и когда он начинает чернеть, отжиг закончен. После отжига алюминиевая заготовка
промывается в растворе едкого натра или двууглекислой соды, нагретых до температуры 50-6О°С.
После прокаливания выколотку ведут на оборотной стороне заготовки на мешках с песком или резиновой подложке.
Так как пластину трудно закрепить на подушке, и она подскакивает при нанесении ударов, чеканят лишь общие места
с довольно приблизительным выколачиванием формы и высоты рельефа. Четкость будет получена позднее, при окончательной чеканке на смоле. Отдельные участки рельефа, которые должны быть наиболее четкими (углы, грани и т. д.),
обычно выколачивают на деревянной доске или листовом
свинце. Все участки фона выравнивают и устанавливают лощатниками на стальной или мраморной плите. После того,
как рельеф выколочен, фон выровнен, пластина снова отжигается, отбеливается, промывается и просушивается. Наступает очень ответственная операция окончательной доработки
изделия. Вторичная насмолка производится по той же технологии, что и первая, но теперь вся полость рельефа заполняется расплавленной смолой и только после ее затвердения из-
делие насмаливается на ящик.
Окончательная доработка рельефа заключается в чистовой
обработке всех форм. Объемы больших и средних деталей
окончательно доводят до нужных размеров, чрезмерно высо186
кие, не соответствующие вашему замыслу, осаживают чеканами-лощатниками. При нарушении характера формы их исправляют чеканами-расходниками-, моделируются мелкие детали и наносятся штриховыедлинии.
Большое внимание уделяется фактуре поверхностей, сочетанию гладких, кованых ишероховатых (матовых) поверхностей. При необходимости поверхности прорабатывают рисунчатыми чеканами, придающими отдельным участкам рельефа
решетчатую, ямчатую или любую другую фактуру. При” необходимости подрабатывают расходниками, нередко фон канфарят, придавая ему различную фактуру в виде рассеянных
точек или завивающихся линий. Готовую чеканную пластину
снимают со смолы, прокаливают и просушивают.
Просечку фона производят, не снимая работу со смолы, по
окончании всех работ. Для просечки используют зубила или
сечки,'при резании - ножницы для металла, при выпиливании криволинейных форм - слесарный лобзик. Заусенцы
опиливают надфилями.
Накладные чеканные детали одной 'композиции выколачивают порознь и крепят на единую металлическую основу
(фон) склепыванием или пайкой. При клепке в просверленное отверстие вставляется заклепка или стерженек с головкой
и прижимается тяжелым молотком, выходящий конец заклепки слесарным молотком расплющивают и формуют ее головку.
Надо отметить, что кроме основных процессов и очередности их выполнения, на практике существует громадное разнообразие в приемах и последовательности чеканки. В зависимости от сложности и точности изображения некоторые мастера насмаливают изделие для совершенства обработки до
4-_5 раз.
Чеканка объемных форм более сложна и требуетщбольших
навыков в работе. В начальной стадии чеканки на объемных
формах (канфарение, расходка рисунка) выполняют так же,
как и на плоских изделиях. Куда сложнее дело обстоит с выколоткой рельефа. Обычными чеканами поднять рельеф на
объемной форме не удается, и работа производится при помощи крюков или трещоток, но это очень сложные виды работ,
требующие большого навыка.
После того, как чеканка закончена можно перейти к отделке поверхности. Задача отделки -- предохранить поверхность от окисления и придать ей более приятный декоративный вид. С этой целью поверхность подвергается тщательной
шлифовке и при необходимости полировке. Шлифовку производят мелкозернистой шкуркой. Нередко шкуркой или шлифпорошками поверхности придают чешуйчатый вид. Шкурку
187
1
(тампон) со шлифпорошком придавливают к поверхности
большим пальцем и несколько разтпровораъшваюг на одном месте.
На этом месте получается кружок-,>рядом делают другой и т. д.
Шлифованную и полированную поверхность можно покрыть стойкими химическими соединениями, образующими
на металле пленки, окрашенные в различные цвета. Какими
бы химикатами вы не пользовались, поверхность изделия необходимо обезжирить и отбелить. Жирные пятна с поверхности удаляют тряпкой, смоченной бензином или спиртом, отбеливание производят в 10-15%-ном растворе серной или
соляной кислоты.
Отбеленный металл промывают в чистой проточной воде и
сушат. После этого приступают к патированию. Изделия, не
слишком большие по размерам, погружают в раствор целиком, изделия более крупных размеров смачивают тампоном
или кистью. При этом надо учитывать, что одни пленки держатся на металле слабо, На других пленках появляется белесый налет.
Для закрепления пленки и удаления белесого налета поверхность изделия после сушки протирают олифой или растительным маслом. В некоторых случаях выступающие части
рельефа шлифуются хромовой пастой (тампон при этом смачивают бензином). Выпуклые части высветливаются, и на самых высоких точках обнажается естественный цвет металла.
Причем, протирать чеканку нужно осторожно.
Очень эффектны плавные переходы от более светлых участков к более темным. Обычно промытую и хорошо просушенную чеканку протирают маслом или покрывают прозрачным лаком.
ПАТИРОВАНИЕ МЕДИ
Для получения черного и серого цветов обрабатывают поверхность 'в водном растворе серной печени. Для ее приготовления надо 1 часть порошковой серы тщательно перемешать с
двумя частями поташа и поставить на огонь. После того, как
состав расплавится, потемнеет и начнет спекаться, приобретая темно-бурый цвет, надо дать выдержку на огне около 1.5
минут. Затем составу дают охладиться.
Хранить серную печень надо в стеклянной банке с плотной крышкой. Для патирования раствор готовится следующим образом: порошок серной печени в количестве 20 г на
1 литр воды тщательно перемешивается, вода должна быть
подогретой до 50-60°С. Патина, полученная от раствора серной печени, имеет глубокий черный цвет. Для получения се188
рого цвета в литре подогретой воды надо 'растворить 3 г серной печени и 3 г поваренной тсоли.
Чтобы получить краснодїкоричневый цвет, надо 1 часть
медного купороса, 1 часть-Шслористого цинка растворить в
двух частях подогретой воды. Полученным составом покрывается поверхность изделия, выдерживается в течение 4-5 минут и промывается. После просушки поверхность изделия
протирается маслом.
Для получения черного и коричневого цвета можно приготовить раствор из 1 литра воды и 60 г серноватисто-натриевой соли (гипосульфит - фиксаж для фотобумаги и пленки),
5 г азотной (серной, соляной) кислоты. После введения в раствор кислоты он приобретает молочный цвет. В этот раствор
опускается латунное изделие, выдерживается буквально несколько секунд и вынимается. Если полученный цвет соответствует вашему замыслу, изделие промывается и сушится.
Этот раствор дееспособен очень непродолжительное время
(около 20 минут), затем он становится непригодным.
Для получения оранжево-красного цвета в 1 литре воды
надо растворить 5 г сульфата калия (сернистого калия). Изделие, опущенное в раствор, выдерживается 4-5 минут, затем промывается, сушится и покрывается маслом или лаком.
ПАТИРОВАНИЕ СТАЛИ
Для получения глубокого синего цвета надо в 1 литре подогретой до 95°С воды растворить 150 г гипосульфита (фиксажа для фотобумаги) и 50 г уксусно-кислого свинца. Через 810 минут изделие вынимают и, если цвет удовлетворяет, его
промывают, просушивают и протирают маслом.
Для получения эффекта воронения известно большое количество рецептов. Вот один из них: в литре подогретой до
50-60°С воды последовательно растворяются 15 г хлористого
железа, 30 г железного купороса, 10 г азотнокислой меди.
Изделие опускается в раствор, на нем немедленно появляется
буроватый налет. Изделие вынимается из раствора и обрабатывается щеткой. После этого оно снова опускается в этот же
раствор. На поверхности вновь появляется бурый налет, и
снова изделие вынимается и очищается щеткой. Если раствор
приготовлен правильно и процесс воронения идет нормально,
то этот вторичный бурый налет будет иметь уже коричневатый оттенок.
Для получения густого черно-коричневого цвета процесс
повторяется несколько раз. После получения нужного цвета
изделие промывается, сушится и протирается маслом.
189
Для получения глубокого черно-синего цвета надо в
1 литре подогретой воды растворить 100 г двухромовокислого
калия (хромпика) и выдержать в нем изделие около 20 минут, затем изделие надо просушить при высокой температуре.
Металл приобретет серо-бурый цвет.. Эта -операция повторяется несколько раз до получения глубокого черного цвета с
голубым 'отливом.
ПАТИРОВАНИЕ АЛЮМИНИЯ
Алюминий довольно трудно поддается химической обработке. Существующие способы требуют непростого технологического оборудования, поэтому на практике более часто
применяют другие способы декорирования.
Черный и серый цвета получают -следующим образом: поверхность изделия протирается тампоном, смоченным нату-
ральной олифой (можно применить растительное масло). Лицевой поверхностью изделие помещают над коптящим" пламенем свечки (если изделие больших размеров, то зажигают
несколько свечей). Частицы копоти въедаются в олифу и
очень прочно сцепляются с поверхностью металла. После этого изделие прогревают над горящими углями или в муфельной печи. Пленка олифы и копоти должна хорошо прокалиться, но не допускайте ее перегара. Исчезновение блеска
говорит о начале процесса перегорания пленки. Алюминиевая
поверхность, покрытая слоем. растительного масла, после прокаливания получается золотисто-коричневой или оливковой,
а при покрытии поверхности натуральной олифой - краснокоричневой или черной.
Занимаясь всерьез чеканными работами и ставя перед собой определенные задачи, вы сами найдете наиболее рациональные способы и приемы выполнения высокохудожественной чеканки, которые дадут наибольший эффект.
1
1..
н «г
~*ты 1;
І'-'
БАСМА
В энциклопедическом словаре, изданном в 1987 году, сказано, что «басма - тонкие листы металла, большей частью
серебряные, с тиснеными узорами. Басменное тиснение было
распространено в России в ХІІ-ХУІІ вв.›› Нов древнерусском
искусстве техъшка тиснения (басмы) зарождается еще в домонгольский период.
Относительная быстрота выполнения басмы- по сравнению
с чеканкой, значительная экономия драгоценных металлов
(серебра, золота) выявили преимущество тисненых узоров по
сравнению с трудоемкой чеканкой. Уже ве Х-ХІ веках тиснение применяется для производства рельефных заготовок под
эмаль и чернение.
Техника басмы использовалась для изготовления височных
колец, всевозможных накладок и других украшений. Техника
басмы отличалась простотой и эффектностью, - тонкие мет
І
›
Басма, серебро, ХУІ в.
таллические листы древние мастера- клали на отлитые заранее
бронзовые матрицы с рельефными рисунками, сверху лист
покрывали свинцовой пластиной и наносили точные, корот-
кие удары молотком. Мягкий свинец давил на тонкий лист и
заполнял все углубления рельефа, передавая металлу форму
рисунка, все его особенности.
Широкое распространение получила техника басмы в
ХІУ-ХУ веках.
До наших времен дошли ризы икон, выполненные тиснением суздальскими мастерами в ХІІІ-ХІУ вв.
191
Общая высота рельефа на старинных басмах не превышала 1-2 мм, но к Х\/ІІ веку вшюта рельефа уже достигала на
больших изделиях 5-6 мм. Часто древние мастера сочетали
басму с чеканкой, где басма служила своеобразным фоном
для чеканных узоров.
В старину этот технологический прием носил название
«басмой на чеканное дело», в этой технике сделаны изумительные серебряные оклады икон Донской Богоматери «Одигитрии›› (ХУ век).
Критерием красоты и изящества, ясностью и уравновешенностью орнаментальных форм стал оклад иконы Димитрия Солунского, выполненный в 1586 году, -где изображены
композиции из большого количества фигур, объединенных
орнаментом из пышной растительности и фантастических
цветов. В дальнейшем широкое распространение получают
многофигурные композиции, передающие сцены христианской мифологии. Работы в технике басмы не требуют сложного оборудования. Для тиснения в первую очередь выполняется матрица - басменная доска, представляющая собой не
очень большой высоты металлический рельеф, с округлыми,
плавными формами без острых кромок и резких переходов,
которые могут порвать тонкий металл в- процессе тиснения.
Матрица обычно изготавливается литьем из бронзы (реже
из стали), в практике нередко делают их из цинка. Толщина
медных басменных матриц до 10-12 мм, стальных матриц -8-10 мм. С обратной стороны поверхность должна быть плоской, ровной, чтобы плотно прилегать к основанию, на котором будет выполняться тиснение.
Отливается матрица в литейной форме, изготовленной по
твердой модели, которая вырезается из дерева или гипса. Если вы намерены изготовить модель из гипса, то выполняют ее
в следующей последовательности.
В гипсовке, сделанной из половинки старого резинового
мяча, приготавливают смесь из 9 частей гипса и примерно 7
частей воды, перемешивают до сметанообразной консистенции. Этой смесью заливается формочка, соответствующая
размеру модели рельефа. Как только раствор начнет твердеть, на него известными способами переводится контур задуманного вами рисунка. Затем ножом-косячком, скальпелем
или стамесками прорезают и вырезают рельеф на глубину до
3 мм. После просушки гипса рельеф тщательно отделывается
и покрывается эпоксидным клеем или клеем БФ-2.
По гипсовой модели матрицы отливают из бронзы (цинка). В бытовых условиях это можно сделать следующим образом. В первую очередь выполняют опоку, которую можно
192
сделать из обычной жести, опока представляет собой обычную коробку.
В опоку засыпается формовочная смесь -(9~ частей просеянного речного песка, 1 часть мелкодисперсного глиняного порошка и 0,5 части воды). Формовотптой смесью засыпают опоку.
Матрицу-модель припудривают тальком и вдавливают ее
в формовочную смесь. Затем модель с большой осторожностью. извлекают из опоки. В формовочной смеси остается
контррельеф (обратный рельеф) матрицы. Полученную форму, если у вас есть возможность, заливают бронзой, если же
такой возможности нет, то легче всего сделать матрицу из”
цинка, который очень легко плавится даже в жестяной банке
в пламени костра. После того как вы залили расплавленный
металл в форму и он остынет, матрица вынимается из формы
и осматривается. В случае обнаружения наплывов, раковин
их устраняют, и детали рельефа прорабатываются зубильцами, надфилями, штихелями до нужного качества поверхности.
Чтобы -получить четкие оттискибасмы, надо кроме матрицы изготовить пуансон, который представляет собой обратный рельеф (контррельеф) матрицы.
Пуансон обычно изготавливается из свинца. В случае, если рельеф матрицы неглубок, не превышает 1 мм, то пуансон
выполняют из свинцовой пластинки штамповкой. Свинцовая
пластинка накладывается на поверхность матрицы и равно-мерными, четкими ударами молотка вколачивается в рельеф°
матрицы. В случае же, если рельеф глубже 1 мм, то пуансон
целесообразно отлить. Матрица кладется на гладкую ровную
каменную плиту, вокруг нее делается стенка 'из глины на 4_
5 мм выше поверхности матрицы. Необходимое количество
свинца расплавляется и заливается на матрицу. После осты-вания свинца пуансон отделяется от матрицы оч^ень легко,
так как температура плавления у бронзы 'и цинка гораздо выше, чем у свинца.
Технология тиснения басмы следующая: на матрицу накладывается тонкий лист металла, толщина которого обычно
не превышает 0,2-0,3 мм, предварительно отожженного и
отбеленного (обычно медь или латунь). Сверху накладывается пуансон или прокладка из листового свинца и по ней наносятся точные, короткие удары деревянным молотком.
Свинец, благодаря своей пластичности, вдавливается во
все углубления, точно повторяя рельеф матрицы. Пуансон
снимается и с матрицы берется басма - тонкий -рельеф, повторяющий все формы матрицы. Четкость рисунка басмы более мягкая, более сглаженная, чем у матрицы, что объясняется толщиной листа басмы Бесконечно длинная лента басмы
7 Энциклопедия умельца
193
получится, если, подняв пуансон, полоску заготовки передвинуть и выполнить оттиск на следующем участке, и т. д. В
случае необходимости басма прорабатывается чеканами, гладилками, канфарниками. Отделываются басмы так же, как и
чекаштые изделия.
Перед патированием басму шлифуют, полируют, отбеливают в 10-15%-ном растворе серной (соляной) кислоты,
промывают в проточной воде и просушивают. После наложения патины изделие промывают, просушивают и в случае необходимости полируют пастой ГОИ.
ИСКУССТВО ЖОСТОВА
Возникновение Жостовской росписи связано с именем О.
Ф. Вишнякова, происходившего из деревни Жостово Троицкой волости Московской губернии, организовавшим в 1825 году мастерскую по выпуску лакированных изделий из папьемаше с миниатюрной росписью, аналогичной выпускаемой
Федоскинской фабрикой П. В. Лукутина. Но, наряду с табакерками, шкатулками, очешниками, пудреницами и другими
вещами, мастерская Вишнякова стала выпускать железные
лакированные подносы с цветочной и сюжетной росписью, которые в конце-концов и определили характер Жостовского
промысла.Техника изготовления жостовских подносов была
такой: листы железа разрезались на заготовки нужного размера, из которых выкраивались различной формы подносы: «сибирские» - прямоугольной формы, овальные, круглые;
«крылатки» - с волнистыми краями, «готические» _ со стреловидными краями и т. д. После этого в листах вручную выбивалось рабочее поле подноса (в настоящее время его выдавливают на прессах), и он «бортовался››, т. е. его края загибались в валик. Затем наступала очень ответственная операция
грунтовки. Сначала поднос <<промазывался›› с .обеих сторон замазкой из смеси мела с олифой в два слоя с просушкой и
тщательной шлифовкой каждого слоя. После этого черной густой шпатлевкой, состоящей из смеси каолина, сажи голландской и масла, поверхность покрывают с обеих сторон, сушат
и шлифуют. Затем наносят еще два слоя этой же шпатлевки,
но более жидкой консистенции. Каждый слой после сушки
шлифуется порошком пемзы.
После последней шлифовки и удаления пыли загрунтованный поднос окрашивается черной краской, сушится и лишь
затем покрывается двумя слоями 'черного масляного лака. После каждого лакового покрытия поверхность шлифуется.
Росписи выполняются масляными красками, которые разбавляют льняным маслом со скипидаром. Первая стадия росписи носит название <<замалевки››, вторая - «выправки». В
первой стадии широкой кистью набрасывается силуэт букета.
7..
195
Как правило, мастера расписывают без предварительного ри-
сунка- плотными, немного разбеленными красками.
При выполнении рисунка мастер вращает поднос на колене, подставляя под кисть нужный участок: подноса,
Расписывая силуэты цветов, роз, тюльпанов, маков, хризантем, ромашек ти т. п., он органически, пластично вписывает извивающиеся стебли, веточки .с бутонами. На 'каждом
подносе мастер каждый раз заново решает композиционные
задачи, создавая каждый раз оригинальные произведения.
После «замалевки» роспись сушится, а затем «промазывается» (освежается маслом), и начинается вторая ответственная
стадия росписи _ «выправка››, состоящая из -нескольких. приемов: «тенежка», «прокладка», «бликовка», «чертежка», «посадка семенцов$›, «привязка».
Т.енежку выполняют широкой плоской кистью сочными
мазками полупрозрачными чистыми красками (краплак,
изу-мрудная зелень, берлинская латунь и т. д.). Тенежка усиливает, подчеркивает красочность светлых мест цветов, стеблей, листьев, ~бутонов~~и одновременно затеняет некоторые
формы букета, почти сливая их с черным лаковым фоном.
При «прокладке» применяется вся палитра плотных красок, окончательно оформляя объемы цветов, листьев, стебля.
«Бликовка» подправляет и дополняет игру света на букете.
«Чертежк-а›› завершает основные цветочные формы тонкими линиями, прорисовывающими очертания лепестков на
цветах. Прожилки на листьях, тычинки и пестики в чашечках цветов - задача приема «посадки семенцов››. Завершает
роспись прорисовка зеленой или коричневой краской «трав-
ки›› в просветах между цветами и листьями - привязка.
Черный фон подносов Жостова - классически традиционный, но не единственный. Для фона применяются и другие
цвета: зеленые, синие, красные. Поле подноса покрывается
тонким слоем светлого лака, на который присьшается бронзовый или алюминиевый порошок. После просушки фон окрашивается лессировочными красками (тонкие прозрачные или
полупрозрачные слои красок) нужного цвета. Цветной колер
предопределяет и выбор цветочной композиции.
Кроме многослойного письма применяется и «письмо по
поталям››. В этой технике замалевка производится лаковой
гульфарбой (смесью белой краски с лаком). Затем на слегка
просушенную лаковую роспись накладываются листики потали или насыпается бронзовый или алюминиевый порошок.
Блестящий силуэт букета как бы подцвечивается сочными
мазками тенежки и детально прорисовывается штрихами или
тшниями черной и коричневой красками.
196
Бортики жостовских подносов, как правило, украшаются
орнаментом - «елочкой», «травкой›› и т. п. Орнамент пишется беличьими кистями, лаковой гульфарбой и присыпается
бронзовым порошком.
По- окончанию росписи все покрывается тремя слоями
светлого масляного лака с просушкой и шлифовкой каждого
слоя порошком пемзы суконкой. После очистки от пыли производится полировка мелом тончайшего помола.
КРИСТАЛЛИТ
В старинном русском городе Великий Устюг с давних пор
(ХІІІ в.) мастера делали удивительные ларцы и шкатулки с
хитроумными секретными замками. Некоторые из этих шкатулок при открытии издавали мелодичный -звон. Украшались
шкатулки полосками жести, на которые мастера наводили
тончайшие узоры, напоминавшие морозную вязь на оконных
стеклах. Великоустюжские изделия успешно распродавались
на местных ярмарках, шли на рынки Персии, Турции, Китая.
Технология кристаллита заключается в выявлении кристаллической структуры олова, нанесенного тонким слоем на
поверхность металла. Для получения кристаллита металлическое изделие или его часть надо тщательно пролудить. Современные способы лужения общеизвестны, и поэтому будет
приведена старинная рецептура. В 600 г подогретой до 5060°С воды растворяется 32 г алюминиевых квасцов и 2 г хлористого олова.
Полученный раствор нагревается до кипения и в него опускают изделие, которое предварительно тщательно обезжиривается и промывается в проточной воде. Через некоторое время поверхность изделия покроется тончайшим слоем олова.
Для получения необходимой практики можно вырезать
пластины из обычных крупнообъемных консервных банок, которые в антикоррозийных целях покрываются тонким слоем
олова в заводских условиях. Пластина нужных размеров нагреваетсянад газовой или электрической плитой (использование газовой или керосиновой горелки предпочтительнее, так
как позволит направлять огонь на определенные участки поверхности).
При обжиге надо следить, чтобы олово оплавлялось только
слегка. В точках оплавления олова на мгновение появляется
яркий зеркальный блеск, исчезающий при перемещении от
этой точки источника огня. Если же огонь передержать, то
олово перегорит, и пластина станет непригодной к работе
(признак перегорания олова - появление на поверхности соломенно-желтого оттенка). В то же время надо учитывать,
что если пластина будет нагреваться слишком равномерно, то
198
рисунок получится односторонним и маловыразительным, и
поэтому опытные мастера нагревают изделие с углов и кромок. Главный секрет кристаллита (морозной вязи) и заклю-
чается в правильном и умелом нагреве и оплавлении поверхности пластины. Для этого нужно хорошо изучить возможности источника огня, провести десятки и сотни проб на
кусочках жести, нагревая их на различном расстоянгпт от огня, под разными углами, с различной скоростью перемещения источника огня и т., д. Посленагрева изделия его надо
резко охладить в воде.
После охлаждения нужно проявить кристаллический рисунок в .15%~ном растворе соляной кислоты. Для этого изделие
кладут на дно стеклянной или фарфоровой емкости лицевой
стороной кверху. Тампоном на деревянной палочке осторожно раствор кислоты переносится на пролуженную поверхность
изделия. От взаимодействия кислоты с оловом нажести появляется кристаллический рисунок. Поверхность смачивается
до полного проявления рисунка.
_
На такой поверхности можно получить и, не очень сложные рисунки и надписи. Для этого на поверхность наносится
рисунок (надпись) и покрывается восковой краской. После
того, как краска просохла, поверхность протравливается известным способом 15%-ным раствором соляной кислоты.
Кристаллическая структура олова проявится только на участках, не покрытых восковой краской, которая легко смывается
тампоном, смоченным скипидаром.
'
Восковая краска готовится самостоятельно. В металлическом сосуде на огне растапливают десять частей парафина
(воска), добавляют две 'части скипидара и 'незначительное количество масляной краски. Кристаллический рисунок олова
не очень прочен и поэтому его обычно покрывают прозрачНЬІМ ЛЕІКОМ.
Ш
ТАУШИРОВАНИЕ [НАСЕЧКАІ
Таушировка (насечка) - очень древняя техника художественной обработки металла (дерева, кости, рога), когда в
штрихи гравированного узора забивается тонкая золотая, серебряная или другая проволока, создавая тончайший орнамент из стилизованных растений, причудливых завитков,
изображения фантастических птиц, животных, людей, орнаментированных надписей.
Корни художественной насечки металлом восходят к
крито-микенской культуре (ІІІ-ІІ* тыс. до н. э.), Древнему
Египту.
В Древней Греции выработалось даже целое направление
художественной обработки металла, называемое «хризографией››. Так назывался прием инкрустации бронзовых изделий
золотом и серебром. Многочисленны бронзовые предметы из
раскопок -руин античной Помпеи, засыпанной при извержении Везувия в 79 году нашей эры, украшенные этим же приемом. С ІХ-Х веков украшение золотыми и серебряными
узорами выполняется и на предметах из железа. Своего расцвета техника золотой и серебряной насечки достигает в
ХІІ веке.
От Японии и Китая до гор Кавказа, Византии, Ирана,
стран Западной 'Европы и Древней Руси - такое географическое распространение получает насечка. Художественная выразительность инкрустации достигается не только орнаментированными рисунками, органически связанными с поверхностью украшаемого изделия, но и сочетанием и
противопоставлением естественного цвета одного металла
друтиу-
Особо пышного расцвета достигает техника тауширования
в ХУІ-ХУІІ веках. До наших времен дошли многочисленные
образцы этой замечательной техники" художественной обработки металла.
В наше время насечку применяют некоторые мастера из
аула Кубачи Дахадаевского района Дагестана и города Златоуста- (основан в 1754 году на Урале).
Различается несколько видов таушировки металлических
изделий:
200
а) врезная таушировка, когда рисунок вырезается штихелями или зубильцами;
б) поверхностная или набивная таушировка, в свою очередь подразделяющаяся на ленточную, таушировку волоченой проволокой, листовую с рассечкой и таушировку с последующей наводкой.
Врезная таушировки - суть ее заключается в том, что на
поверхности изделия гравируется углубленный рисунок с подрезкой краев рисунка внутрь для того, чтобы узор (золото,
серебро, другой металл) держался на поверхности прочно.
Обычно глубина рисунка 1-1,5 мм. .
При работе штихелями рисунок вырезается с более чистыми контурами, подготавливаются все фрагментарные элементы будущего узора - буквы, листья, завитки, прожилки и
т. д., вставляются в углубления, сделанные штихелями, и
вбиваются молоточком заподлицо с фоном.
По окончании процесса вбивки, при необходимости, поверхность полируют. Но если для основы взята твердая сталь,
то гравировать рисунок несколько затруднительно, и што выполняют зачастую не штихелями, а зубильцами-сечками. Это
значительно упрощает работу, но вырубленные контуры
обычно недостаточно четки и угловаты. В этом случае обычно
мастера не вбивают инкрустационную нить заподлицо С фоном, а оставляют несколько выше, и тогда инкрустация как
бы немного -натекает и смягчает контуры рисунка.
Поверхностная, набивная таушировка: при выполнении
инкрустации в этой технике углубления не гравируются и не
вырубаются как при врезной таушировке, а инкрустационный
металл - золото, серебро, их сплавы или другой металл набивается непосредственно на поверхность, которая по контурам рисунка предварительно насекается зубильцем.__Выполняется насечка штрихами, канавками, сплошной мелкой сеткой
так, что слегка поднимаются края и образуются мельчайшие
острые заусенцы. Это делается специальными зубильцами
длиной 80-100 мм, которые изготавливают из стальных
квадратов - 3х3 или 4х4 мм. На обработанную поверхность
накладывается инкрустационный металл и набивается молоточком в насечку. Этот прием несколько проще гравировки,
но требует большого мастерства, художественного вкуса и сосредоточенности.
При ленточной таушировкекаждый элемент орнамента
изготавливался из тончайших золотых или серебряных ленточек в сечении 0,2-0,3 мм, которые набивались в насеченную
по контуру рисунка (надписи) поверхность. Ленточная таушировка - самый древний прием насечкой техники.
С конца ХУ века широко распространяется насечка изде201
лий волоченой проволокой, которая обычно укладывалась в
подготовленную поверхность прямо- с мотка проволоки. Применялась очень тонкая проволока диаметром 0,15-0,3 мм,
конец проволочки закреплялся на заусенце и затем она прокладывалась по линиям намеченного рисунка (надписи). В
ряде случаев проволочка прокладывалась в несколько рядов.
В настоящее время таушировку в основном выполняют по ранее" 'сделанным углублениям.
Пра листовой таушировке с рассечкой рисунок вырезается полностью- или фрагментарно из листа металла, но углубления под заготовки Не делаются. Лист рисунка (его фрагменты) накладывается на насеченную: поверхность, и вбивается в заусенцы насечки.
Тауширование с. последующей наводкой заключалось в
том, что с целью маскировки отдельных рядов проволочки
применялась так называемая наводка. Золотой амальгамой
наращивался рельеф рисунка, что придавало ему необычайную декоративность. Амальгама накладывалась по контурам
рисунка, и изделие нагревалось до испарения ртути. Амальгама (от латинского «сплав››) представляет собой сплав ртути с
другим металлом (золотом).
›
Фрагмент булатного щита с золотой насечкой. ХУІ в.
202
По современной технологии амальгама выполняется следующим образом: в графитовом тигле до насыщенного красного цвета накаливают маленькие листочки золота (серебра)
и заливают нагретой до 300° С ртутью (одна часть золота и
девять частей нагретой ртути). Графитовым стержнем массу
тщательно перемешивают и выливают в воду. После остывания излишняя ртуть отжимается из массы через замшу.
Полученная амальгама наносится на обезжиренную поверхность медной проволочной кистью. Изделие нагревают. При
этом амальгама начинает плавиться и блестеть (при необходимости поверхность ее подравнивается мягкой кистью),
ртуть испаряется, поверхность сначала становится матово-белой, а_затем желтеет.
Изделие промывают в проточной воде'и, при необходимости, полируют.
Кроме тауширования серебром, золотом, их сплавами
применяют и обычные цветные металлы (латунь, медь, алюминий, мелъхиор, нейзильбер и др.).
Таушировка заключается в выполнении двух основных
этапов:
'
1) выполнения углублений по контуру выбранного рисунка;
2) заполнения углубления другим металлом.
Углубления выполняются тремя способами:
а) травление кислотами;
5) гравируются резцами;
в) выполняются чеканами или зубильцами.
Инструменты для гравирования рассмотрены в соответствующей главе, а чеканы, зубильца и сечки изготавливаются по такому же принципу из инструментальной стали, старых напильников и т. д. После опиливания и заточки-рабочая
(режущая) часть инструментов закаливается: Угол заточки
инструментов для работы по стали, бронзе примерно 70°, по
меди и латуни - 45°, алюминию - 35°. На поверхность изделия известным способом наносится. рисунок. В зависимости
от конфигурации предлагаемого изделия или его деталей оно
или закрепляется в тисках, или накладывается на массивную
стальную плиту. Заготовки, имеющие цилиндрическую форму, насаживаются на стальной стержень, который, в свою
очередь, закрепляется в тисках. Предположим, вы обрабатываете стальную пластину. Заготовка кладется на плиту, и зубильце устанавливается на контур выбранного вами рисунка.
По бойку зубильца наносят несколько сильных, равномерных
ударов. Глубина проникновения зубильца обычно берется
0,5-0,8 мм (впрочем, это зависит от вашего замысла и применяемых материалов). Затем зубильце передвигается и
203
ЮСБ
іітг ЕЕ:
Ь,Е
.
ь
“Є
/
\
»_
(/
ь
›
4
^
Р
9
~_-""°"""...._;*
І
Насечка:
1 - подготовка канавки зубилом и получение бороздок зубильцем; 2 - подготовка канавок шпицштихелем, флахштихелем и болштихелем, скашивание ка-
навок шпицштихелем; 3 - вырезка канавки,
вкладывание проволоки, ее посадка на место; 4 - последовательность выполнения рельефной насечки че-
канами.
'
'
вновь наносится такое же количество равномерных ударов.
При входе зубильца или чекана в металл образуется не только углубление, но и под действием тела режущего инструмента часть металла приподнимается по краям канавки. Эти
204
приподнятые острые кромки металла носят название гарта
или облоя. Его обычно используют для закрепления вставок.
Но прочность гарта (заусенцев) не слишком велика,'и для гарантии прочности вставных элементов на дне образованных
углублений (канавочек) насекают дополнительные канавки.
Обычно канавка делается с наклоном в правую сторону, а
вторая -- в левую. Вбитый в такое углубление металл очень
прочно сцепляется с изделием. Заполнение углублений, выполненных по контурам рисунка, производится в следующей
последовательности: проволока вколачивается в углубление
легкими ударами молотка с хорошо отшлифованным, а желательно и полированным бойком. Молоток с отполированным
цІ..
А
4
. «чт
'Ф
#2_
Я
2.
И!
60
/ІЙ
.
__/
Ё
і
`в~\\ _* 4:
'од
5
*" І. /ё\
(5
\\ (як
І
"`
_
За)
°
,_
1\
щд, _ 4
:.;;._.1 '.1'«і--~<~ь-
~Ч^ А “ тыл
1д 4
_
ь_ *6
дл
_
_
,
Насечка «заподлицо» листового металла:
1 - вырубка канавки по контуру, 2 - вырубка гнезда, 3 -- насечзаусенцев крепления, 4 - установка (вколачивание) вставки.
бойком не только вобьет проволоку В канавку, но одновременно уплотнит и выгладит металл проволоки.
Для эффективности работы очень важно соблюдение НЄ-
пременного условия: металл для вставок должен быть мягче
инкрустируемого металла. Проволока обычно отжигается на
огне до красного каления. После того как все канавки (углубления) рисунка будут заполнены, все выступающие элементы
точными сильными ударами молотка должны проковаться
так, чтобы все выступающие части стали заподлицо с поверхностью основного металла. Инкрустируют поверхности изде205
лия не только проволокой, но и фигурными вставками из листового металла заподлицо. Для этого из листа металла вырезается задуманная вставка.
Края заготовки немного скашивают, опилив их надфилями. В случае, если вставки выполняются на обьемном изделии, имеющем цилиндрическую форму, то они еще и изгибаются в соответствии с профилем поверхности. Вставка прикладывается к поверхности и обводится стальной чертилкой.
Зубильцем вырубается гнездо глубиной, равной толщине
вставки. Стенки гнезда скашиваются вовнутрь, дно гнезда насекается сечкой для образования острых заусенцев. Фигурная
ВСТЗВКЗ ВСТЗВЛЯЄТСЯ В ГНЄЗДО И ПРОКОВЫВЗЄТСЯ СИЛЬНЫМИ ТОЧ-
ньтми ударами молотка с полированным бойком. Металл вхо-
дит в скосы стенок гнезда, а острые заусенцы вонзаются в
мягкий металл вставки. Поверхность инкрустации отделывается шабрением, шлифовкой и полировкой.
В соответствии с вашим замыслом можно дополнительно
украсить инкрустируемую поверхность гравировкой. Для защиты поверхностей изделий, выполненных из недрагоценных
металлов, их, как правило, патинируют. Чернь являлась
обычно либо фоном, либо обрамляла медальоны чеканного и
таушированного орнамента, а иногда густо покрывала крупный таушированный узор, подчеркивая красоту узорной- наСЄЧКИ.
ЮВЕЛИРНОЕ ИСКУССТВО
[Краткое описание]
Ювелирное искусство - вид декоративно-прикладного искусства: изготовление художественных украшений, предметов
быта и проч. из драгоценных металлов, часто в сочетании с
драгоценными и полудрагоценными камнями; художественные изделия из драгоценных металлов, а также бронзы, меди
и их сплавов, выполняемых с тонким мастерством.
Древнейшие -образцы ювелирного искусства, найденные на
территории бывшего СССР, относятся к ІІІ 'тысячелетию до
нашей эры. Археологи обнаружили их при раскопках кургана
в 1897 году на одной из улиц города Майкопа. Много замечательных украшений найдено в скифских курганах. Это бронзовые и золотые пластинки с изображениями сцен охоты, диких зверей и др. Уникальная коллекция скифских ювелирных
изделий хранится в Эрмитаже.
Открытые археологами в ХІХ веке клады содержали изделия удивительной работы и мастерства. Они были созданы
древними росичами в Киеве, Чернигове, Новгороде, Владимире, Суздали, Рязани. В ХУ-ХУІІ веках крупнейшим художественным центром становится Москва. На территории Кремля
создаются Оружейная, Золотая и Серебряная палаты, куда
призываются лучшие мастера Руси. В 1711 году император
Петр Великий переводит в Петербург лучших мастеров из
кремлевских мастерских. Русское ювелирное искусство ХУІІІ
века развивалось в русле общеевропейских художественных
стилей (барокко, классицизм), оставаясь в то же время глубоко самобытным.
І. ЮВЕЛИРНЫЕ МЕТАЛЛЬІ И ИХ СПЛАВЬІ
1. Цветные металлы (сплавы) - промышленное название
всех металлов и их сплавов, кроме железа и его сплавов.
Цветные металлы подразделяются по сходным свойствам. Например, тугоплавкие (температура плавления выше, чем у
207
железа - 15З9°С) и легкоплавкие (температура плавления
ниже температуры плавления олова - 232°С), легкие металлы (плотность ниже 3,0) и тяжелые металлы (плотность выше, чем у железа - 7,87).
_ а) Медь - химический элемент І группы периодической
таблицы Менделеева, атомный Ме 29, атомная масса 63,546.
Металл красного, в изломе розового цвета, ковкий и мягкий,
хороший проводник тепла и электричества. Уступает только
серебру, плотность 8,94 г/см. Температура плавления- 1084,5°С, химически малоактивен. Из меди легко штамповать, чеканить. Она хорошо прокатывается. Из нее изготавливают очень тонкие листы толщиной даже 0,05 мм. Благодаря своей вязкости, она плотно опиливается напильниками и
надфилями. Чистовой обработке, шлифовке и полировке поддается хорошо, но 'быстро теряет блеск. Отли-вается медь. плохо - даже при высокой температуре чистая медь остается густой и плохо заполняет форму. Расплавленная медь активно
поглощает газы, и отливки из нее обычно получаются пористыми. В сухом воздухе не окисляется. При ее нагреве свыше
180°С, а также под воздействием воды, кислот, щелочей
окисляется. На открытом воздухе быстро покрывается пленкой из окислов меди зеленоватого цвета и сернистых соединений меди черного цвета. Пленки защищают медь от глубинной коррозии.
ЧИСТЗЯ МЄДЬ ПРИМЄНЯЄТСЯ ДЛЯ ШТЗМПОВКИ ОЧЄІ-ІЬ ВЬІСОКИХ И
Ё
сложных рельефов и орнаментов, для которых латунь недостаточно пластична. Проволока из красной меди широко применяется для филигранных работ.
После отжига она становится настолько пластичной и мягкой, что из нее без особого труда выполняются всевозможные
шнуры и любой сложности элементы орнамента. Медная проволока хорошо спаив-ается серебряным припоем, отлично серебрится и золотится. Медь незаменима при выполнении горячих эмалей. Свое название (купрум) получила от острова
Кипр, где ее в широких масштабах добывали древние греки и
римляне.
б) Латунь - медный сплав двухкомпонентный и более, с
основным легирующим элементом - цинком. Имеет красивый золотисто-желтый цвет. Применяется для изготовления
эффектных декоративных изделий, галантерейных и недорогих ювелирных изделий с последующим золочением или серебрением. Хорошо обрабатывается, шлифуется и полируется, хорошо паяется и сваривается. Легко поддается прокатке,
чеканке, штамповке, гальваническим покрытиям. Температура плавления 980-1000°С., Отлива-ется плохо, но есть
специальные марки литейных латуней (ЛА 67-2,5; ЛМЦ
зов
С-58-9-2 и др.), которые имеют хорошие литейньте свойства.
Латунь с содержанием цинка от 4 до 20% (Л-96, Л-90, Л-85)
носит название томпак. Имеет красновато-желтый цвет и
широко применяется для изготовления галантерейных и недорогих ювелирных изделий.
Томпак неплохо обрабатывается, вытягивается в проволоку любого диаметра. На воздухе томпак темнеет и покрывается оксидной пленкой. Несмотря на то, что цинк был открыт
только в ХУІ веке, использовался он уже в античные времена. Получалась латунь путем сплавления меди с цинковой
рудой и называлась «галмеем››; Путем сплава цинка и меди
латунь была получена впервые в Англии в 1781 году.
в) Бронза - известна за несколько тысячелетий до нашей
эры. Представляет собой медный сплав, в котором основным
легирующим элементом может быть любой металл, кроме
цинка. Древние мастера готовили бронзу из 88%-ной меди и
12%-ного олова. В настоящее время для художественного
литья применяются специальные художественные бронзы:
БХ-1 (ЦИНК - 5±8%, олово 4-7%), БХ-2 (цинк 8--13%,
олово 1-5%), БХ-3 (цинк 25-35%, олово 0,5-3%). Цвет
бронзы с увеличением процентного содержания олова изменяется от 'красного - при включении в состав не менее 90%
меди до желтого - при включении в состав не менее 85%
меди, в белый - при 50% содержании меди и в серо-стальной - при включении в состав менее 35% меди. Если в срстав бронзы входит до 3% олова, то она пластична в холодном состоянии. Если же в ней содержится около 5% олова, то
бронза куется только в состоянии красного каления. Температура плавления бронзы 1010-1140°С. По сравнению с латунью бронза обладает более высокой коррозийной стойкостью. Легко растворяется в азотной кислоте и в присутствии
окислителя - в соляной и серной кислотах.`Широко применяется при изготовлении высокохудожественных изделий.
Начиная с Х\7ІІІ' века, широко применяется золочетше бронзы.
г) Мельхиор - назван по имени французских изобретателей этого сплава Майо и Шарье. Медно-никелевый сплав (от
5 до 30%). Обладает высокой стойкостью против коррозии в
воде и на воздухе, хорошо обрабатывается, получил широкое
распространение с ХУІІІ века. 'Мельхиор тверже серебра, хорошо полируется, имеет серовато-белый цвет. В зависимости
от составляющих мельхиор подразделяется:
60% меди, 20% цинка, 20% никеля - применяется для
отливки широкого спектра декоративных предметов (подсвечники, канделябры и т. п.); _
55% меди, 16% цинка, 24% никеля, 3% олова, 2% железа - применяется для изготовления столовых приборов (бельпїт металл);
"
209
50% меди, 20% цинка, 30% никеля -- сплав очень ковок,
отлично полируется;
50% меди, 25% цинка, 25% никеля - очень похож на
серебро, ковок и пластичен.
Температура плавления около 1170°С. В воздушной среде
коррозийно устойчив. Во влажной среде, окисляясь, покрывается зеленоватым налетом. Растворяется в азотной кислоте.
Серная и соляная кислоты в подогретом виде действуют на
мельхиор разъедающе. Хорошо поддается серебрению. В настоящее время в художественной промышленности применяется мельхиор НМ-81(81 % меди, 19% никеля), имеющий хорошую коррозийную стойкость, пластичность и прочность:
хорошо прокатывается, чеканится, полируется, отделывается.
д) Нейзильбер (от немецкого -± «новое серебро››). Сплав
меди, никеля (5-35%) и цинка (13-45%). Обладает очень
высокой коррозийной стойкостью и прочностью, при большом
содержании никеля имеет красивый белый цвет с зеленоватым или синеватым отливом. Хорошо паяется. Температура
плавления 1050°С. Во влажной среде покрывается зеленоватым налетом. Растворяется в азотной кислоте. Серная и соляная кислоты в подогретом видедействуют разъедающе. Имеет
очень широкое распространение как декоративный материал.
Хорошо подвержен серебрению. Широко применяется для изготовления недорогих ювелирных изделий. В настоящее время в художественной промышленности применяется нейзильбер НМЦ-65-20 (65 % меди, 20% цинка, 15% никеля). Хорошо прокатывается, чеканится, полируется, отделывается.
е) Цинк - химический элемент ІІ группы периодической
системы Менделеева. Атомный тёюмер 30. Серебристо-белый
металл, плотность 7.139 г/см . Температура плавления
419,5°С. На воздухе покрывается защитной пленкой оксида.
Сплавы цинка известны с глубокой древности. Еще до нашей
эры изготавливался в Китае, Индии, Древнем Египте,,но чистый цинк был получен только на рубеже ХУ-ХУІ веков.
Как металл для художественных изделий стал применяться с
ХУІІІ века, а художественное цинковое литье - с ХІХ века.
При накаливании на воздухе загорается и горит с ярким ослепительным блеском. Растворяется в соляной, серной, азотной, уксусной кислотах. В щелочах, едком калии и натрии
растворяется с выделением водорода. Плохо обрабатывается
режущими инструментами. При нагревании сильно расширяется, сильнее, чем все другие металлы.
В конце ХІХ века цинковое литье получило очень широкое распространение, выполнялось самое. тонкое ажурное
литье. Один из компонентов некоторых золотых сплавов, золотых и серебряных припоев.
210
ж) Свинец - химический элемент ІУ группы системы
Менделеева. Синевато-серый металл, тяжелый, ковкий, мягкий. Плотность 11,34 г/см , температура плавления 327 ,4°С.
На воздухе покрывается оксидной пленкой, стойкий к химическим воздействиям, легко прокатывается, прессуется, отлично отливается. В сухом воздухе не изменяется. Во влажном воздухе на поверхности образуется пленка окиси, переходящая в гидрат окиси, которая частично растворяется в
воде, растворяется в азотной кислоте. Действию серной и соляной кислот хорошо сопротивляется. Известен с глубокой
древности. Свинец знали и применяли еще в Древнем Египте
и Греции. В средние века широко применялся в различных
областях декоративного искусства и изготовления посуды. В
ХІХ веке применялся для отливки декоративных элементов.
Свинец и его соли - сильные яды, вызывающие явление сатурнизма (хроническое отравление свинцом: онемение, колики, поражение печени и др.). В настоящее время применяется
как составная часть сплавовдля декоративного литья, припоев.
з)Олово - химический элемент ІУ группы системы Менделеева. Серебристо-белый металл, мягкий и пластичный.
Температура плавления 231.91°С. Плотность 7.2. В холодном
состоянии легко прокатывается в самые тонкие листы, но
проволока из олова рвется. В пределах температур от 160 до
200°С становится хрупким. На воздухе не окисляется, в водной среде окисляется очень медленно, имеет отличную коррозийную стойкость из-за появления оксидной пленки, что 'и
используется для приготовления белой -жести (луженой тонко-листовой стали). При сгорании образует белый порошок.
Охлаждение олова ниже 18°С приводит к образованию на поверхности сероватых пятен (оловянной чумы). Легко растворяется в концентрированной соляной и серной кислотах, щелочи; сера, бром, хлор, йод, фтор также оказывают сильное
воздействие. Олово - основа легкоплавких припоев. Человеку олово известно с глубокой древности. В Древнем Египте
использовалось еще в І\/-ІІІ тысячелетии до нашей эры. _В
Древней Руси широко применялось, начиная с ХУІ века. Для
тончайшего художественного литья и отливки многих предметов быта. В ХІХ и даже начале ХХ века использовалось в
ювелирном деле для фтшсации в штифтовых соединениях. В
настоящее время чистое олово употребляется для сплавов с
медью и свинцом (припой), в сплавах с некоторыми легкоплавкими металлами (свинец, висмут, ртуть, сурьма, кадмий). Применяется для мелкого художественного литья. Из
олова изготавливают также двусернистое олово, по цвету похожее на золото, известное как серное золото (сусальное золото), в виде тончайших листов или порошка применяется
211
для отделки под золото деревянных, металлических и гипсовых изделий. Двусернистое золото довольно стойко и длительное время сохраняет блеск.
и) Алюминий -- химический элемент ІІІ группы периоди-
ческой таблицы Менделеева. Серебристо-белый металл, легкий - 2,7 г/см3, пластичный, высокая электропроводность,
температураплавления 660°С. По распространению в. приро-
де занимает 3 место среди элементов и первое место среди
металлов. Имеет хорошую ковкость, хорошо полируется. В
обычных условиях не паяется ни контактной, ни газопламенной пайкой. На воздухе покрывается тонкой и стойкой" оксид-
ной пленкой. В воде разрушается. 'Растворяется в концентрированной серной и соляной кислотах, к азотной кислоте устойчив. Хорошо прокатывается и тянется в проволоку.
Особенно тонкие листы (фольгу) получают прокаткой при
температуре 430°С. Чистый алюминий не имеет достаточно
хороших литейных свойств, но его сплавы ~-- силумин, имеют отличные литейные качества. Металл был открыт в
1727 году, получил широкое распространение уже к середине
ХІХ века. Применяется для изготовления недорогой ювелир-
ной галантереи, его часто анодируют под золото 'и другие
цвета, украшают эмалью.
к) Ртуть - химический элемент ІІ группы периодиче-
ской системы Менделеева. Серебристый жидкий металл, отсюда и латинское название от греческого -- «вода» и «серебро». Плотность 13,5 г/см3, температура плавления 38,86°С,
Температура кипения 356,66°С. Пары ртути при высокой
температуре и при электрическом разряде излучают голубовато-зеленый цвет, богатый ультрафиолетовыми лучами. Химически стоек, имеет высокую отражательную способность.
Металлическая ртуть, ее пары и все соединения очень ядовиты, к примеру, 0,18 г сулемы (хлористое соединение ртути)
смертельно для человека. На воздухе ртуть стойка, но даже
при комнатной температуре выделяет ядовитые пары. На
ртуть не действуют щелочи, разбавленные серная и соляная
кислоты. Легко растворяется в азотной и концентрированной
серной кислотах. Легко вступает в соединения со многими
металлами, образуя сплавы (амальгамы). Ртуть очень хорошо
соединяется с золотом, на чем и основано отделение самородного золота от пустой породы. Широкое распространение
имеет приготовление золотой и серебряной амальгамы, ,кото-
рая применяется для огневого золочения и серебрения.
Азотнокислые и хлористые соединения ртути применяются
в виде водных растворов для подготовки медных изделий
под серебрение.
212
ДРАГОЦЕННЫЕ МЕТАЛЛЬІ. СПЛАВЫ
К драгоценным металлам относятся серебро, золото, пла
тина и пять металлов платиновой группы: палладий, руте-1
ний, родий, осмий и иридий. Раньше все перечисленные меё
таллы назывались «благородными», в отличие от «неблагородных» металлов, к которым относили все цветные и черные
металлы. Как правило, в ювелирном деле используются только три металла: серебро, золото, платина. Остальные металлы, за исключением палладия, в основном применяются в
точном приборостроении, химической аппаратуре, хирургических инструментах.
а) Серебро - химический элемент”І группы периодической таблицы Менделеева. Металл белого цвета, ковкий, пластичный. Плотность 10,5 г/см3. Температура плавления
961,9°С. Имеет наивысшую среди металлов электропроводность, теплопроводность, отражательную способность (отражает 94% световых лучей). Серебро прокатывается в тончайшие листы до 0,00025 мм. Вытягивается в тончайшую проволоку. Тверже золота, но мягче меди. Может резаться ножом.
Устойчив к действию влажной среды, не взаимодействует с
органическими кислотами, щелочами. Устойчив к действию
соляной и плавиковой кислот.
.
Царская водка (смесь концентрированных кислот: азотной
и НЫО3 - 1 часть и соляной НС1 - 3 части, растворяющая
золото, на поверхности серебра образует защитную пленку).
При длительном пребывании на воздухе постепенно темнеет
под воздействием сероводорода. Легко соединяется с серой;
хлор, йод, бром реагируют с серебром даже при комнатной
температуре. Серебро легко растворяется в азотной кислоте и
концентрированной серной кислоте при нагревании. Хорошо
растворяется в цианистых щелочах. Отлично соединяется с
ртутыо, образуя амальгаму.
Серебро известно с глубокой древности, правда, оно несколько моложе золота. До нас дошли серебряные изделия,
выполненные в технике литья еще в І тысячелетии до нашей
эры.
Диапазон применения серебра чрезвычайно высок. В ювелирной промышленности оно применяется для производства
ювелирных изделий, дорогой посуды столовых приборов, сувениров и т. п. Серебро служит материалом для филиграни и
тауширования.
б) Золото т- химический элемент І группы периодической таблицы Менделеева. Благородный металл желтого цве213
та. Плотность 19,32 г/см3, температура плавления 1064,43°С.
Химически очень инертно, на воздухе не изменяется даже
при нагревании. Золото - первый из открытых человеком
металлов. Имеет самую высокую пластичность и ковкость.
Может резаться ножом. Обладает сильным блеском, хорошей
электро- и теплопроводностью. Устойчиво к воздействию воды, не реагирует с кислотами, щелочами, солями, но растворяется в смеси кислот соляной и серной (царская водка),
марганцовой и серной, азотной и серной. Золото легко соединяется с ртутью, образуя амальгаму, вступает в реакцию с
бромом, йодом, хлором. Золотой порошок, получаемый осаждением золота из раствора, имеет цвет от красного до темнофиолетового. Сплавы золота, в зависимости от составляющих, имеют различные оттенки (цветное золото). Золото
имеет очень высокую вязкость, пластичность, ковкость. Благодаря этим качествам, из него возможно получить листочки
фольги толщиной 0,1 мк, вытянуть тончайшую проволоку.
Твердость золота в чистом виде невелика, и оно применяется в виде сплавов с серебром и медью, которые прекрасно
поддаются обработке: шлифуются и полируются. При литье
чистое золото дает большую усадКу, для сплавов усадка несколько меньше.
Само понятие «чистое золото» -- условное. Степень чистоты выражается пробой 999; 999,9 и т. д. Марка золота, например, «Зл 999» означает, что в составе металла 99,9% золота, остальное примеси. В глубокой древности золото применялось для изготовления украшений, оно обожествлялось, что
особенно подчеркивает его совершенно особое положение среди других металлов.
`
У древних греков - Электор или Хелиос - бог Солнца
одновременно был и богом золота, в средневековье «(3» алхимический знак и относился одновременно” и к Солнцу и
к золоту. Страшные, кровавые преступления хранит память
человечества из-за обладания этим металлом. В настоящее
время золото используется в ювелирной промышленности,
для изготовления монет и наградных знаков, зубных протезов, декоративных гальванопокрытий, в электронной промышленности и точном приборостроении.
в) Платина - химический элемент УІІІ группы периодической системы Менделеева, атомный номер 78, атомная масса 105,09. Плотность 21,46 г/см3, температура плавления
1772°С. Серовато-белый блестящий металл. На воздухе не
изменяется даже при сильном нагреве. Отдельные кислоты на
платину не действуют, с трудом растворяется в кипящей
«царской водке» (пять частей соляной кислоты и три части
азотной). По пластичности и ковкости уступает золоту и се214
ребру. Хорошо прокатывается в тончайшие листы (до 0,0025
мм), вытягивается в тончайшую проволоку (диаметром до
0,001 мм).
`
Историческая судьба платины как металла необычна и
своеобразна. Известна платина была несколько тысячелетий
тому назад, но практического применения не находила. Само
название «платина» является уменьшительным от испанского
«серебро» и в переводе означает что-то типа «серебришко». В
Европу платина была привезена в середине ХУІ 'века из Но-
,вого Света, но так как ее не удалось ни расплавить, ни растворить, то этот невзрачный серый металлический порошок
оказался никому ,не нужным., Испанские колонизаторы еще в
середине ХУІІ1 века жаловались в метрополию, что серебряные рудники в, провинции Кито не удается использовать в
полной мере из-за «серебришка», засоряющего драгоценное
серебро.
В 11735 году в Испании был даже издан эдикт короля _о по-
топлении платины по мере ее добычи, т. к. добываемое золото, которое отправлялось в Мадрид, испанские мошенники
ухитрялись сплавлять для утяжеления с платиной. Тонкопрокованный" листочек платины впервые удалось расплавить в
солнечных лучах через полуметровое вогнутое зажигательное
зеркало профессору химии Макэ. В 1819 году россыпи платины были найдены на Урале.
С 1828 по 1839 год Санкт-Петербургский монетный двор
чеканил платиновые монеты номиналом 3,6 и: 12 рублей?
Платина в настоящее время пршиеняется в ювелирном деле из нее изготавливают оправы для бриллиантов и очень д0Рогие изделия, широко применяется платина для производства
точных ,приборов и специальной химической посуды. Для эффектной отделки художественных изделий. «под платину» латунные изделия натирают хлористои платинои, причем покрытие очень прочное. Хлористая платина, растертая_ на скипидаровом масле, применяется для платинирования стекла и
фарфоровых изделий. После их обжига образуется прочный и
красивый металлический платиновый слой.
_г) Палладий - химический элемент УІІІ группы периодической системы Менделеев-а, атомный Ы9 46. Атомная масса
106,42. Назван по планете Паллада. Плотность 12,02 г/см3,
температура плавления 1554°С. По цвету несколько темнее
серебра и светлее платины, открыт в 1803 году._ Растворим в
азотной кислоте и «царской водке». Сероводород, содержащийся в воздухе, на палладий не действует. Палладий от
платины легко отличить действием спиртового раствора йода;
на платину йод не действует, а на палладии оставляет налет
черного цвета. Пластичныйи вязкий металл, хорошо проко215
вывается, прокатывается в тончайшие листы и вытягивается
в очень тонкую проволоку. При нагревании до 860°С окисляется, причем, с увеличением температуры оксид разлагается,
и металл снова светлеет. Палладий используется для ювелирных сплавов, в том числе белого золота. Широко используется в точном приборостроении, электронной и химической
промышленности.
_
д) Рутений - металл платиновой группы. Похож -на платину, но более твердый и хрупкий. Открыт в 1845 году профессором Казанского университета Клаусом и назван в честь
России. Плотность - 12,3; температура плавления 2450°С.
Применяется совместно с платиной в точном приборостроении.
е) Родий -- легкий металл платиновой группы, по цвету
напоминающий алюминий. Плотность 12,44; температура
плавления 1966°С. Твердый и хрупкий. Кислоты и их смеси
не действуют. Имеет очень высокую отражательную способность, до 80%. В ювелирном деле применяется как гальванопокрытие для изделий, в точном приборостроении, при производстве оптических зеркал и рефлекторов.
ж) Иридий - серовато-белый металл, твердый, хрупкий,
по внешнему виду напоминает олово. Открыт в 1803 году.
Плотность 22,42; температура плавления 2454°С. Не реагирует ни «с кислотами, ни со щелочами. Сплав иридия с платиной 1:9 применяется для изготовления специальной химической посуды, в точном приборостроении.
з) Осмий - серовато-белый металл с голубоватым оттенком. Плотность 22,48; температура плавления 2700°С. Наиболее стойкий металл в химическом отношении. Ни одна из
кислот и смесей на осмий не действует. Открыт в 1803 году.
Применяется как составляющее платиновых сплавов для повышения твердости и химической стойкости, в точном приборостроении.
ПРОБА ДРАГОЦЕІ-!НЬІХ МЕТАЛЛОВ.
ПРОБИРНЬІИ НАДЗОР
Драгоценные металлы: золото, серебро, платина, палладий
имеют очень высокую пластичность и вязкость, но небольшую прочность, и поэтому в изделиях они применяются
обычно не в чистом виде, а в виде сплавов с медью или между собой. Металлы, добавляемые в сплав, называются лигатурами._ В качестве лигатур у нас разрешено применять: в сплавах серебра - медь; в сплавах золота - медь, серебро, пла216
тину, палладий; в сплавах платины - медь, серебро, золото
палладий; в сплавах палладия - серебро, золото. В припои
для драгоценных металлов добавляются так же цинк и кадмий. Сплавы драгоценных металлов называются лигатурными, или пробными. Пробой называется весовое содержание
драгоценного металла в единице лигатурного сплава. Проба
сплавов драгоценных металлов, из которых позволяется изготавливать изделия, устанавливается законодательством каждой страны. Большинство стран мира применяют метрическую систему обозначения проб драгоценных металлов. По
метрической системе проба обозначается числом граммов золота, серебра, платины, палладия, содержащихся в 1000 глигатурного веса сплава (чистый металл соответствует 1000).
В дореволюционной России расчет пробы исходил из фунта (96 золотников) и выражался в 96 единицах сплава. С
1926 года введена метрическая система обозначения проб. В
настоящее время у нас действуют следующие пробы:
375, 500, 583, 750, 958
золото
серебро
800, 875, 916
платина
950
р
палладий
зоо, зао*
В Англии, Швейцарии и некоторых других странах дейст-
вует старинная каратная система, по которой металл высшеи
чистоты соответствует 24-й пробе.
\І СРАВНИТЕЛЬНАЯ ТАБЛИЦА ПРОБ РАЗНЫХ СИСТЕМ
А
М
при
_
ЧЄСКЗЯ А
Русская
старая
Карт
НаЯ
1 000
96
24
958
92
956
91,2
23
22,8
916.
88
900
86,4
_
.
Характеристика сплавов
Химически чистое золото, серебро, платина, палладий ^
Высокопробный сплав золота
Сплав для платиновых изделий
Английский золотой монетный сплав
(916,6). Высокопробный сплав для ювелирных изделий из серебра
Международный золотой и серебряный
монетные сплавы. Применялись для
21,6 " чеканки золотой и серебряной монеты
22
(1 руб. и 50 коп.) в России и СССР
875
84
21
РоссииСплав палладия для ювелирных изделий
850
800
Сплав серебра для бытовых изделий в
76,7
19,2
Сплав серебра. Имеет широкое распрост,~
ранение в Европе
217
Продолжение таблицы.
_
_
.
_ _
метр"
ческая
_
750
'500
,
,
375
1333
Рус-
ская
старая _ ,
72
583
56
'
48
36
,
`
-
К. _
“
_
арат
ная
_ ,
_
_
Характеристика сплавов
_,
«Сплав золота, имеющий-мировое распро18
_ странение, дляизютовления дорогостоящих ювелирных изделий
14
Сплав золота, имеющиймировое распространение, для ювелирных изделий _
,_ ,Сплав серебра, применялся для чеканки
'
монет _достоинством 20, 15,' 10,5 коп. в
12
дореволюционной России и СССР- до
1
= 1926 годаї.. Золотой сплав для недорогих
_ _ ювелирных Изделий _ _
Сплав золота, установленный в 1958 го_
9
ду в РСФСР, для дешевых ювелирных
_,.
_
изделий
,_
1
`~_. ~
Сплав золота
Так как добиться _в сплаве идеально- точного содержания
драгоценного металла весьма: затруднительно, то установлен
ремедиум (предельное отклонение от нормы). В сплавах золотосеребряных, золотомедных, золотосеребряномедных ремеди-
ум. установлен в 3 единицы, т. е._ в золоте 583-й пробы содержание- золота должно находиться в диапазоне 580-586 единиц (58,0-58,~6%) Золотые. сплавы с содержанием никеля
имеют ремедиум в 5 единиц. В серебряных сплавах от 800-й
пробы .и выше 'установлен ремедиум ›;в 3 единицы, а ниже
800тй пробы -- 5 единиц.
_
Как уже отмечалось, в дореволюционной России ювелирные изделия клеймились в золотниковой системе. проб, т. ..е.
по количеству золотников в 1 фунте; Один фунт равен 96 золотникам-, что соответствует -409,512~ г. Один золотник равен
.96 долям: и. соответствует 4,266 г; 1 доля соответствует 0,044
грамма.
А По старорусской системе были предусмотрены пробы для
золота: 56, 72, 92, 94. Серебряные изделия в -разное время
имели пробы: 72, 74, 82,, 84, 87,, 88, 89, 90, 91, 94.
Золотниковое клейМ0 _,Указывало на. 'качество сплава. Так,
проба 72 означала, что в 96 частях сплава имеется. 72 -части
золота,
Как уже указывалось, в ряде странпринята каратная система проб из расчета наивысшгй _ 24-й пробы. В этой весо-
вой системе 24 карата соответствуют 233-,855 г, отсюда 1 карат равен `9',744' грамма.
'
Для золота применяются пробы 9, 14, 18, 22 карата, ті е.
218
проба 18 карат означает наличие 18 частей золота на 24 части сплава.
Для обозначения проб серебряных изделий в этих странах
существует очень большое количество фигурных клейм, означающих качество сплава или надпись «серебро» на языке,
принятом в данной конкретной стране для клеймения.
Между метрической и каратной системами существует переводной коэффициент, равный 0,024. Для перевода каратной
пробы в метрическую надо каратную пробу разделить на
0,024, а для перевода метрической системы в каратную метрическую пробу умножить на 0,024.
Например: метрическая 900х0,024=21,6 (каратная)_,
каратная 23:0,024=958 ,З (метрическая).
Аналогично для перевода золотниковых проб в метрические надо применить коэффициент 0,096. Для перевода метрической пробы в золотниковую надо метрическую умножить
на 0,096, а для перевода золотниковой в метрическую нужно
_золотниковую разделить на 0,096.
Например: метрическая 958х0,096=91,968 (золотниковая),
золотниковая 84:0,096=875 (метрическая).
Проба изделия, выполненного из драгоценного металла,
гарантируется специальным государственным клеймом. Содержание драгоценного металла в изделиях определяется и
контролируется специальным учреждением - государств_енной пробирной палатой и удостоверяется пробой, которая ставится в виде специального клейма.
Ставятся пробы на всех готовых изделиях, на слитках и
полуфабрикатах (листы, ленты и т. п.), изготовленных из
драгоценных металлов. Изделия из скани или с эмалью, на
которые практически невозможно поставить клеймо, должны
иметь специальную пломбу круглой формы. Надо отметить,
что пробы драгоценных металлов были известны еще в античные времена.
В Древней Греции проводилось испытание на пробирном
камне еще в ІУ веке до н. э. Пробирный камень представляет
собой кремнистый сланец черного цвета, плотный и твердый,
не поддающийся действию кислот. По пробирному камню
проводят черту золотым или серебряным изделием, и по различному цвету черты, имея опыт, можно примерно определить пробу драгоценного сплава.
Для более точного определения рядом с этой чертой проводят другую черту пробирной иглой, сделанной из драгоценного сплава определенной пробы, по цвету, близкому к исследуемому. Черта делается примерно 15 мм, шириной 2-3
мм. После этого обе черты смачивают специальным пробирным раствором, под воздействием которого их цвет изменит219
В
Ф
,е
5)
Пробирные клейма:
. _
1 - клейма для золотых и платиновых изделий, 2 -- клейма для серебряных изделий, 3 - клейма для изделий из
палладия, 4, 5 - клейма для изделий с эмалью, сканью и
т. п., 6 -- клейма для книжек сусального золота.
ся. Едва цвет обеих черточек одинаков, то одинаково содержание драгоценного металла. В случае, если цвет различен;
то анализ повторяют, проводя новую черту другой пробирной
иглой с большим или меньшим содержанием драгоценного
металла.
На каждой пробирной игле указывается проба. Так как
цвет сплава зависит не только от количества драгоценного
металла, но и от других металлов, входящих в данный сплав,
то пробирных игл той или иной пробы применяется несколько. Так для золота 583-й пробы число игл, различных по цве-
ту, достигает 15 - в зависимости от составляющих. И реактивы, и иглы производятся исключительно органами пробирного контроля.
Пробирные реактивы представляют собой водные растворы
кислот, смеси кислот или растворы солей, с помощью которых опробывают поверхность драгоценного металла. На сплавах, которые имеют состав выше указанной пробы, реактив
не оставляет никакого следа, на сплавах указанной пробы реактив оставляет очень легкую «тень». На тех же сплавах, которые ниже указанной пробы, реактив оставляет «ожог»
(темное пятно), степень насыщенности которого зависит от
разницы в пробах. Наиболее часто применяется реактив
хлорного золота (золотохлористоводородная кислота). Например, для приготовления реактива для 583-й пробы золота надо растворить 37,6 грамма золотохлористоводородной кислоты
в 1000 мм дистиллированной воды. На этот объем будет за-
трачено 18,01 г золота - «чистоты».
Золотохлористоводородную кислоту получают растворени220
ем металлического золота 'в смеси с соляной (4 части, плотностью 1,19) и азотной (плотностью 1,38) кислот. Раствор
выпаривают до начала кристаллизации, полученный остаток
и будет исходным материалом. На золотых сплавах до 585-й
пробы реактивы не действуют; на 583-й пробе оставляют легкую тень, на золоте 500-й пробы реактивы оставляют светлокоричневый оттенок. На 375-й пробе реактив оставляет темный каштановый, осадок. Чем ниже проба золота, тем темнее
и непрозрачнее осадок, который по мере понижения переходит из кащтанового в черный. Для серебра обычно использу-
ют два типа реактивов - азотнокислое серебро и хромпик.
Азотноскислое серебро представляет собой водный раствор соли азотнокислого серебра в разной концентрации. Так, для
пробы серебра 875-й пробы применяют 70 г азотнокислого серебра и 100 мл дистиллированной воды. Хромпик - это вод-
ный раствор соли двухромовокислого калия С _дОбавлением
серной кислоты. (Двухромовокислый ,калий 9,4 г, дистиллированная вода - 100 мм, серная кислота - 6,8 мм). Под
действием хромпика серебро 600-й пробы оставляет буро-
красный осадок. -Интенсивность пятна. возрастает с повышением пробы. На уровне 750-820-й проб бурые оттенки исче-
зают, переходя в оранжевьпїт цвет с~ дальнейшим повышением
пробы краснота возрастает, серебро 875-й пробы дает уже
красный цвет, свыше 900-й пробы цвет переходит в яркокрасный. Проверка драгоценных металлов на пробирном кам;
не дает довольно близкий от истинного показатель, «но он до:
ступен далеко не всем даже специализированным ювелирным
мастерским.
При производстве драгоценных сплавов применяется более
точный способ анализа, так называемый муфельный метод.
Более простой и дешевый, так называемый капельныйспособ
анализа, заключается в том, что поверхность испытываемого
изделия зачищается шабером или надфилем, и на это место
наносят каплю реактива. По истечении 15-20 секунд капля
снимается фильтровальной бумагой, и по реакции металла на
реактив определяется его проба. Этот метод довольно скор, но
менее точен, требует громадного опыта, так как реакцию" испытуемого металла сравнивают -не с эталонными пробирными
иглами., а с собственным ощущением.
СПЛАВЬІ ДРАГОЦЕННЬІХ МЕТАЛЛОВ -а) Сплавы золота:
серебро придает сплаву золота мягкость, ковкость, изме-
няет цвет, понижает температуру плавления. С увеличением
содержания серебра цвет сплава сначала зеленеет (желто-зе221
леный), а при содержании серебра более 30% цвет приобре-
тает желто-белый оттенок и бледнеет по мере увеличения количества серебра. При добавке 65% серебра сплав становится
белым;
`
медь повышает твердость сплава, придает красноватый оттенок, при содержании меди 14,6% сплав становится ярко-
красным. По мере увеличения содержания меди поъптжаются
антикоррозийные свойства сплава;
палладий - повышает температуру плавления, изменяет
цвет. При содержании в сплаве 10% палладия он становится
белого цвета;
никель - изменяет цвет золотого сплава в бледно-'желтый, повышает твердость;
платина - окрашивает сплав в белый цвет. Уже при содержании платины 8,4% повышает температуру плавления;
цинк - резко понижает температуру плавления, придает
зеленоватый оттенок.
Сплавы золота классифицируются по цветовому признаку
на желтые, красные, зеленые, белые, розовые и т. д., в зависимости от оттенков цветов. ГОСТ-6835-80 утверждает 40 зо-
лотых сплавов 18 проб. Для ювелирных изделий применяются славы 5 проб - 985, 750, 585, 583, 375-й.
Золото 985-й пробы состоит из золота, серебра и меди.
Цвет ярко-желтый.
Золото 750-й пробы состоит из золота, а также может состоять из серебра, меди, палладия, никеля, ~цинка. Цвет от
желто-зеленоватого до белого. Могут быть красноватые оттенки.
Золото 585-й пробы (введено в 1989 году и приравнено к
583-й пробе) состоит из золота, а также серебра, меди, никеля, палладия, кадмия, цинка.
Цвет от красного, желтого или зеленого до белого с оттенками. Золото 375-й пробы считается низкопробным. Имеет
приглушенные красноватые тона.
Каждый сплав имеет свою маркировку, по которой можно
определить содержание компонента в сплаве..
Для маркировки предусмотрены буквенные обозначения:
Зл (золото), Ср (серебро), М (медь), Пд (палладий), Пл
(платина), Н (никель), Кд (кадмий), Ц (цинк). Количество
компонентов определяется цифровым шифром. В золотосеребряных, золотомедных, золотосеребряномедных сплавах цифровой шифр ставится в тысячных долях в конце марки. Например, ЗлМНЦ 15-7,5-2,5 -- означает наличие в сплаве:
меди 15%, никеля 7,5, цинка - 2,5, соответственно золота
75%.
222
В марках золотых припоев золото имеет обозначение ПЗл,
а цифровой шифр указывает процентное содержание каждого
компонента. Например:
ПЗл 58,3 Ср11М18Кд10Ц - означает: в сплаве 58,3% золота, серебра 11%, меди 18%, кадмия 10%, цинка 2,7%.
б) Сплавы серебра характеризуются также пробами и маркируются по аналогии с золотом. В серебряно-медных сплавах цифровой шифр указывается в тысячных долях, В дРУгих
сплавах - в процентах. СрМ960. Серебряные припои -«ПСр››, цифровой шифр в процентах ставится после каждого
компонента, кроме последнего. Напр., ПСр80М16Ц означает,
что в припое 80% серебра, 16% меди, 4% цинка. ГОСТом
6836-80 утверждается 18 серебряных сплавов 15 про_б. В ювелирном деле используются сплавы 960, 925, 916, 875, 800 и
750-й пробы (остальное количество - медь).
в) Сплавы платины. Сплавов платины очень много, но в
основном они применяются в технических целях. В ювелирной промышленности используется сплав 950-й пробы (входят также медь и ирридий). Аналогично золотым сплавам
сначала ставится марка, затем цифровой шифр, который означает процентное содержание лигирующего металла. Например, ПлМ-ЗИ-2 означает, что в сплаве 95% платины, 3%
меди, 2% Ирридия.
223
ІІ. ДРАГОЦЕННЬІЕ КАМНИ.
КЛАССИФИКАЦИЯ, СВОЙСТВА
В изготовлении художественных изделий из металла и
особенно ювелирных украшений с древнейших времен используются неметаллические материалы и, в первую очередь,
драгоценные камни и их синтезированные заменители.
Индийский ученый Рао Бохадир пишет, что, судя по археологическим раскопкам, в Индии украшали оружие и предметы быта еще в УІІІ-УП тысячелетии до н. э. Это были нефрит, агат, халцедон, которые можно легко обнаружить.
Изу_мруды известны со ІІ тыс. до н. э. Сапфиры и рубины
Цейлона - с середины І тыс. до н. э., с того же периода известны алмазы Индии. На Синайском полуострове бирюза добывалась за 3 тыс. лет до н. э. Украшение драгоценными
камнями одежды, оружия, сбруи, седел, предметов быта выполнялось не только по законам красоты. Во внимание -принимались многиг другие факторы: одни камни спасали от
врагов, ран, другие «предохраняли» от болезней, «сглаза» и т. п.
Разные народы наделяли дратоцештые камни магической силой.
Великий среднеазиатский ученый-энциклопедист Абу Рейхан Мухаммед ибн Ахмед аль-Бируни (973 -- около 11050)
автор трудов по истории, математике, астрономии, топографии, географии, физики, медицине, геологии, писал: «Если
перед змеей подержать изумруд, то из глаз ее польется вода,
и она ослепнет». Впрочем, великий мудрец отнесся к этому
сообщению очевидцев скептически, сам провел опыты и убедился в полной безвредности изумрудов для змей.
В глубокой древности были составлены списки «камней
дней счастья», «камней месяца рождения» и т. п.., которые
впоследствии были завезены в страны Европы крестоносцами.
Возникли целые национальные списки камней: славянские,
романские, германские, еврейские и т. д. 'Совсем недавно
Международная ассоциация ювелиров провела специальные
исторические исследования и «утвердила» списки. Вот, к примеру, как выглядит список камней-талисманов, «камней месяца рождения:
январь - гранат
июль - рубин
февраль - аметист
август - хризолит
март - аквамарин
сентябрь - сапфир
апрель - алмаз
октябрь - опал
май - пзумруд
ноябрь - топаз
июнь- жемчуг
декабрь - бирюза
*224
Если подходить очень строго, то в минералотии (от латинского «руда» и «учение', наука››) понятие «камень»_не существует. Есть минералы и горные породы.
А
Минералы - это природное тело, приблизительно однородное. по химическому составу и физическим свойствам. Об;
разуются в результате физико-химических процессов в глубинах и на поверхности земли. Горные породы - природные
агрегаты минералов, более или менее постоянного минералогического и химического состава, образующие самостоятельные геологические тела, слагающие земную кору. Образования горных пород могут быть твердыми (гранит, яшма), рыхлыми (песок), уплотненными (песчаник).
_ Ювелирные камни представлены как минералами, так и
горными породами. С, давних пор к ювелирным материалам
относят янтарь, коралл, жемчуг (органического происхождения), а также материалы синтетического происхождения.
Существует наука - геммология (от латинского дешша _
драгоценный камень и греческого Іояоз - слово, учение),
изучающая драгоценне и поделочные камни,'их физические
свойства, особенности химического состава, декоративно-художественные достоинства, технологию обработки, создания
новых синтетических и облагораживания низкосортных природных самоцветов.
“Общая классификация ювелирных и'поделочных камней (по Е. Я. Киевлешсо)
Группа
Ювелир-
Порядок
І
' ные
1»
(дРт`0'
ценные)
камни
ІІ
ІУ
Ювелирно-поделочные
камни
Александрит оранжевый, зеленый и фиолетовый сапфир, благородный черный опал,
благородный жадеит
ІІІ
_
Наименование камней
С
Рубин, изумруд, алмаз, сапфир
синий
І
ІІ
Демантоид, шпинель. благ0родный`белый и
огненный опал, аквамарин, топаз, родолит,
турмалин
Хризолит, циркон; желтый, зеленый и розо-
вый берилл, кунцит, бирюза, аметист, пирон, альмандин, лунныи и солнечнви ка_
мень, хризопраз, цитрин
Лазурит, жадеит, нефрит, малахит, чароит,
янтарь, горный хрусталь (дымчатый и бесцветный)
Агат, амазоний, гематит-кровавик, родонит,
непрозрачные иризирующие полевые шпаты
(беломорит и т. п.), иризирующий обсидиан,
эпидот-гранатовые и везувиановые родингиды (жады)
8 ЭНцИклопедия умельца
225
Продолжение таблицы.
Группа
поделочё
' ные камни
Порядок
Наименование камней
_
Яшма, мраморный оникс, обсидиан, гагат,
окаменелое дерево, лиственит, рисунчатый
кремень, графическим пегматиъўфлюорит,
авантюриновыи кварцит, селении, агальмо,
толит, цветной мрамор- и т. д.
Химические свойства, Драгоценные камни представляют
собой: самые обыкновенные и распространенные в природе вещества, большая часть их относится к -силикатам и окислам,
лишь алмаз представляет собой простое вещество д- кристал-
лический углерод. Драгоценные камни имеют высокую химическую стойкость, нерастворимость (или малую растворимость) в щелочах и кислотах, высокую тугоплавкость. К примеру, корунд плавится при температуре 2050°С, циркон -
3000°С, алмаз -- 3600°С. Химическая стойкость драгоценных
камней - это их долговечность, за исключением камней органического происхождения (жемчуг, перламутр, янтарь, гагат, коралл). Они легко подвергаются воздействтпо кислот, а
также плавятся (янтарь), обугливаются при накаливании.
Плотность имеет большое значение для определения драгоценных камней и особенно для отличия подделок. Самый
легкий из ювелирных камней -_ янтарь (плотность 1,0--1,1),
самый тяжелый - гематит (кровавик), имеющий плотность
4,9-5,3). Плотность остальных ювелирных камней находится
в интервале от 1 до 5 (опал 2,19-2,2; агат - 2,6; аметист
2,65; изумруд 2,67; жемчуг - 2,65--2,75; бирюза _2,6-2,8;
турмалин - 3,32; алмаз 3,5-3,52; топаз 3,5-3,56; алексан3 дрит 3,6-3,8, рубтш 4,08” и т. д.). Единицеи измерения алмаЦІ зов и некоторых других особенно ценных камней (рубин,
_ изумруд, сапфир) является карат (200 мг), остальные камни ; синтетические и поделочные - измеряются в граммах.
Твердость - очень существенное механическое свойство
камня, обеспечивающее долговечность и самого камня и огранки, полировки. Обычно твердость определяется по шкале
Мооса, где за эталон (максимальную единицу) принята твердость алмаза (алмаз - 10, сапфир - 9, рубин -- 9, александрит -- 8,5, топаз - 8, циркон - 7,5, турмалин - 7,25,
аметист -- 7, кварц - 7, жадеит - 6,75, агат - 6,5, халцедон - 9 01 , хризолит - 6,5, Изумруд - 7,75, гранат ~ 6,5,
бирюза 6,0, опал - 5,5-6,5, малахит - 3,5, коралл - 3-4,
жемчуг _ 2,5-3,5, янтарь - 2,5). Твердость камня проверяется царапанием его эталонными карандашами твердости. Эталонньпїт карандаш Ь минерал, вмонтированный в металлическую
ручку с номером соответствующей твердости. Стандартные карандапш твердости предназначены для необработанных камней.
226
ОКРАСКА› ЦВЕТ
Это одно из наиболее существенных свойств камней. Раз-
личаются следующие окраски камней:
_
Идиохроматическая (от греческого - «собственный» и
«цвет››), т. е. постоянный цвет (окраска) камня, свойственная
данному химическому составу минерала. Свойственно для
цветных камней (цветников) и для поделочных камней.
Аллохроматичес-кая7 (от преч. - «чужой», <<иной››), т. е.
изменчивый цвет, зависящии от примесей каких-либо элементов. К/примеру, сапфир - соединение железа и титана,
окрашивают корунд в синий цвет или рубин - корунд (чистая окись алюминия) с примесью окиси хрома, придающая
красный цвет. Аллохроматическая окраска характерна для
прозрачных камней, объединяемых в группу самоцветов.
Камни имеют величайшее множество цветовых оттенков по
тону, интенсивности и т. п.
Некоторые камни изменяют свой цвет в зависимости от
освещения. К примеру, александрит при дневном свете имеет
темно-зеленый цвет, а при искусственном освещении становится малиново-красным. Некоторые камни имеют непостоянную окраску, которая с течением времени изменяется, выцветает (некоторые изумруды, топазы и т. п.).
І
“Распределение драгоценных камней по цвету
Синие
и фиолетовые
Зеленые
Желтые
Бес
Цветные
Красные
Черные и
серые
Изумруд
Янтарь
Алмаз
Рубин
Халцедон
Сапфир
Александрит
Циркон
Топаз
Гранат
Гагат
Лазурит
Гематит
Бирлоза
Аметист
Турмалин
Хризолит
Берилл
Аквамарин
Турмалин
Берилл
Топаз
Сердолик
Ч
Кварц Турмалин
Шпинель
Опал
Коралл
Жемчуг
Орлец
Циркон
Обсидиан
Агат
Гелиотроп
Жадеит
Малахит
По исследованиям замечательного российского геохимика,
минералога академика А. Е. Ферсмана (1883-1945) в приро-
88
227
де наиболее часто встречаются драгоценные "камни зеленого
цвета, затем следуют желтого и зелено-желтого, несколько
реже - бесцветные, красные и красно-бурые, значительно
реже - черные и совсем редко встречаются синие и фиолетоВЫЄ КЗМІ-ІИ.
Оптические свойства камней
а) прозрачность (светопронтщаемость) ~- способность минералов пропускать свет. Камни условно делятся на ІІІ _группы:
прозрачные, просвечивающие и непрозрачные. В прозрачных
камнях блеск усиливается, благодаря полному внутреннему отражению от внутренних поверхностей, сквозь прозрачные камни можно ясно видеть другие предметы. Через просвечивающие
камни видны смутные -очертания других предметов;
6) преломление - отклонение светового луча от своего
первоначального направления при переходе его из воздушной
среды в камень и обратно.
Светопреломление характеризуется показателем преломлеъшя, представляющши собой отношение скорости света в пустоте к скорости света в данной среде. Чем 'больше показатель преломления, тем сильнее блеск камня. Показатеяш преломления
измеряется специалышм прибором - рефрактометром.
Показатели преломления некоторых камней
Камень
Показатель преломления
Камень
Показатель
пре ОМ-
ПоказаКамень
тель
прелом
ления
ЛЄПИЯ
Алмаз
2,46
Цианит
1,73
1,71
Аквамарин
1,581,57
Циркон
`
Гранат
1,97-1,92
Шпинель
1,72
Аметист
1,56-
~
1,90
Турмалин
1,64-
Обсидиан
1,55
1,50
~
1,62
Рубин, сап- 1,77--1,76 Топаз
1,63- , Альмандин
1,62
~
Александ-
1,581,57
Фир
1,7б-1,75
Изумруд
РИТ
1,77
Угол, при котором происходит переход от преломления к
полному внутреннему отражению, называется критическим
углом. Образуется он ме>1<дУ направлением луча света и нормалью' и зависит от показателя преломления. Чем больше по-
казатель преломления, тем меньше- критический угол, при
котором происходит полное внутреннее отражение, тем сильнее блеск камня. К примеру, чарующее сверкание бриллиан228
та обусловлено тем, что при хорошей огранке и высоком показателе преломления - 2,46 критический угол равен всего
24°. Подавляющее количество света, падающего на бриллиант, благодаря полному внутреннему отражению направляется через верхнюю грань, что и вызывает сверкание камня.
Очень важен для оценки камней коэффициент дисперсии
(светорассеивания), представляющий собой разность коэффициентов преломления фиолетовых и красных лучей. Чем
больше их разность, тем интенсивнее и богаче «игра» камня,
т. е. грани камня сверкают всеми цветами радуги. К примеру, у алмаза коэффициент преломления фиолетовых лучей
2,465, коэффициент преломления красных лучей - 2,402.
Разность этих коэффициентов дает показатель дисперсии алмаза, который будет равняться 0,063. У рубина этот показатель, к примеру, 0,019. Опытные ювелиры различают блеск
стеклянный, алмазный, полуметаллический, металлический.
Стеклянным блеском обладают камни с показателем преломления 1,3-1,9; алмазным блеском 1,9-2,6;'полуметалличе=
ским 2,6-3,0, металлическим - свьппе 3,0. Также различают блеск жирный, восковой, шелковистый, перламутровый,
матовый, смолистый.
ФГРАНКА КАМНЕЙ
Любого, кто войдет в минералогический музей и увидит
драгоценные- камни в природном виде, постигнет разочарование. Неправильной формы, с шероховатой, мутной поверхностью, они совсем не похожи на те сверкающие, блещущие огнем камни, которые так восхищают нас в кольцах, серьгах и
других художественных изделиях.
Пожалуй, нет таких камней, за исключением жемчуга,
которые не требовали бы обработки. Впрочем, и жемчуг нередко требует дополнительной обработки, -- с поврежденных
жемчужин очень осторожно снимают дефектные слои. Процесс обработки камней сложен, труден и кроме специальных
знаний требует колоссального опыта и художественного вкуса. Для того, чтобы показать камень в наиболее выигрышном
виде, его подвергают операции -огранки. От типа огранки, ее
точности и тщательности зависит выявление свойств камня.
Для того, чтобы выявить все достоинства драгоценного камня, ему придается сферотщальная форма (кабашон) или правильная многогранная форма. Поверхность камня полируется.
Основные грани камня имеют свои названия. Верхняя гори229
зонтальная/~ грань называется таблицей (или площадкой), а
нижняя малая горизонтальная грань называется колетой.
Если колеты нет, камень в нижней части оканчивается ши-
Т
__.-_..._
чт
у/
-мы
з
5-Изо '
2!-195
90%.: '
5їцът
\
э8°зо'
1
Ёїё
!
аёёа
/і3̀
\і›)<
І
.....
01
_.,.
1%
ПІ
\'-Ч
0)
г)
Ё:--='і'
#1-'ЁІФ
\(Огранка бриллианта:
1 -- вверху углы наклона граней, внизу справа - ход лучей вбриллианте; 100% -- общая ширина камня;
ІІ - ступенчатый тип огранки густо и красиво окрашенных камней: 1 - вид сверху на корону, 2 - вид
сбоку, 3 - вид снизу на павильон.
пом. Вокруг таблицы (площадки) располагаются наклонные
грани, которые носят название короны.
230
Пояс наклонных 'граней вокруг колеты носит название Па-
вильона. Пояс узких вертикальных граней, разделяющих корону и павильон, называется РУНдИстой (ободком).
Существуют два основных типа огранки: бриллиантовая и
ступенчатая. Они являются основой различных »форм и типов огранок. Почти все другие типы огранок - разновид-
ность этих типов.
Огранки всех форм итипов имеют собственные названия.
Форма определяется контуром камня со стороны площадки и имеет название: «круглая», «овал», «груша», «маркиз»,
«изумруд», «квадрат», «багет», «прямоугольник» и др.
В свою очередь, тип огранки определяется формой граней,
их расположением, количеством.
«Кабошоны» представляют собой гладкоотшлифованные
выпуклые камни различного радиуса закругления. «Кабошон»
в ювелирном деле тоже считается огранкой, хотя граней на
нем (кроме основания) нет. Им обрабатываются, как прави»
ло, непрозрачные и просвечивающиеся камни. Кабошон
очень распространенный тип огранки и в *настоящее время
применяется очень широко, имея следующие разновидности:
21) «простой кабошон» _ представляет собой сегмент, в
основном применяется для непрозрачных камней с красивой
поверхностью (бирюза, яшма и др.)`;
б) «двойной кабошон» - чечевицеобразное тело (нередко
имеет грушевидную форму). Как правило, применяется для
изготовления подвесок из опала, звездчатого сапфира и других камней, имеющих переливчатую цветовую гамму;
в) «высокий кабошон» - с большим «высоким» радиусом
закругления. Применяется для полупрозрачных камней (сердолик, хризопраз, халцедон и др);
г) «выпукло-вогнутый кабошон» - с углублением на
нижней поверхности. В основном применяется для прозрачных, густо окрашенных камней (альмандин, гранат и "др.). '
Полупрозрачные камни (сердолик, агат и др.), некоторые
прозрачные камни (изумруд, рубин, сапфир) обрабатываются
таблитчатой огранкой. Этот тип огранки сверху и снизу ог-
раничен широкими плоскостями и на верхней стороне имеется 8, 12 или 16 произвольно симметрично расположенных
граней, а на нижней части таблицы оставляют слабо выпуклый кабошон (иногда гранят 4-6 площадок), иногда, если
камень имеет значительную толщину, то в нижней части выполняют ступенчатое расположение граней.
Наиболее сложная, но эффектная огранка, применяемая
для прозрачных камней, - бриллиантовая. При этой огранке
камень состоит как бы из двух частеи - коронки (верхней
части) и шина - ъшжней части. Коронка ровно в два раза
231
Д 'д
2)
з)
Ё
9
2)
А2Е@.\
.е'.ї,ч.
" 'Й
'«\ 11
11)
\/Формы камней:
1 - Камни круглой формы: 1 - простая бриллиантовая огранка (17 граней), 2 - швейцарская бриллиантовая огранка (33 грани), 3 - полная бриллиантовая огранка (57 граней); ІІ - Камни овальной формы: 1 - «овал» упрощенной бриллиантовой огранки, 2 - «овал» полубриллиантовой огранки,
3 - «овал» полной бриллиантовой огранки (57 граней), 4 - «овал» смешанной огранки.
ниже шипа. На камень наносится 56 граней, располагающих-
ся в строгой последовательности. Ребро, которое отделяет коронку от шипа, называется рундиста.
`
На практике со времени изобретения в ХУ веке бриллиан-
товой огранки выработалось большое количество вариантов.
Они заключаются в том, что число граней может меняться,
но неизменно кратно восьми. Например, «лестничная» форма
имеет 40 граней, а двойной (<<лиссабонский бриллиант››)' имеет 72 грани, «двадцатый век» -- имеет 80 или 88 граней.
Особым типом огранки является «португальская грань» на верхней и нижней части камня наносятся два ряда ромбических и три ряда треугольных граней.
232
При «звездчатой грани» верхняя площадка делается шестиугольной и окружается треугольными фасетками, образующими шестиугольную звезду. При огранке типа «принцесса»таблица имеет квадратную многоугольную, ромбическую или
сердцевидную, в плане, форму. Толщина 1-1,5 мм. Верхняя
часть имеет небольшое число граней, а нижняя нарезана в
форме' зубцов. Грани, которые образуют зубцы, имеют определенный угол, обеспечивающий полное внутреннее отраже-
ние. Огранка «роза» применяется для мелких алмазов, рубинов, гранатов и других прозрачных камней и представляет
собой шаровой сегмент (кабошон), покрытый в несколько ря-
дов треугольными площадками. Существуют и применяются
и многие другие виды огранок - «слезки», «подвески», «бриолеты›› и др.
'
КРАТКОЕ ОПИСАНИЕ НЕКОТОРЫХ КАМНЕЙ
1) Алмаз - минерал, самородный углерод. Встречается в
виде 8- и 12-гранных кристаллов (от греч. - «неодолимый»,
<<несокрушимый››). Обычно бесцветен или окрашен в бледные
оттенки желтого, голубого, зеленого, бурого, серого, розового
цвета, редко имеет черный цвет. Как правило, оттенки цвета_
могут установить только опытные специалисты, которые различают более 1000 сортов ювелирных алмазов по тончайшим
отгенкам цвета, наличию «включений и т. д. Показатель преломления 2,418, плотность 3,51, твердость 10, хрупкий, хи-
мически стоек, кислоты и смеси не действуют, но может быть
окислен в расплавленных калиевой и натриевой селитрах и
соде. Выдерживает температуру до 800°С, Ограненны-й алмаз
называется бриллиантом, измеряется в каратах. Метрический
карат равен 200 мг (0,2 г). Бриллианты подразделяются по
своей массе: на «меле» - до 0,05 карата, мелкие - 0,050,29 карата, средние - 0,30-0,99 карата, крупные - свыше
1,00 карата. Особенно высоко ценятся прозрачные, ярко окрашенные камни: желтые, красные., зеленые, синие, черные.
С древности алмаз считается драгоценным камнем высшего
класса. В Британском музее хранится античная бронзовая
статуэтка с глазами, представляющими два неотшлифованных алмаза (датируется эта статуэтка У веком до н. э.). В
древности и в средние века алмазу приписывали магические
свойства. Алмаз считался могущественным талисманом, дающим его владельцам храбрость, силу, непобедимость. Алмазный порошок считался смертельным ядом.
233
Крупнейшие уникальные -бриллианты ценятся очень доро-
го, им присваиваются собственные имена. Как правило, большинство знаменитых бриллиантов буквально залиты кровью
человеческой. Наиболее -крупный алмаз «Коллиан» был найден в Южной* Африке в 1905 году._ Его вес до огранки был
3106 каратов». Из этого алмаза были сделаны 4 крупных
бриллианта ~и 101 меньших размеров общим -веоом 1*063,5 ка-
-рата. Самый крупный бриллиант получил название «Звезда
Африки». "Он -имеет -каплевидную форму и весит 530,2 карата
(находится в Англии). Самый большой бриллиант массой 279
каратов был изготовлен из алмаза «Вели-кий Могол» (787 каратов). В Алмазном фонде России хранится всемирно известный алмаз «Шах», который был привезен в Петербург в 1.829
году персидским принцем Хосрев-Мирзой в 'дар Н-иколаю І,
чтобы сгладить отношения после убийства в Тегеране русского посла и поэта А. С. Грибоедова. Там же хранится бриллиант «Орлов››.
І
2) Рубин - кристаллический глинозем (окись алюминия),
'окрашенный окисью хрома (от латинского - красный). Цвет
рубина варьируется от светло-розового до. ярко-кроваво-крае
ного. Лучшие рубиновыекамни прозрачны и_ густоокрашены.
У просвечивающих и непрозрачных рубинов наблюдается переливчатость (шелковистость или «эффект кошачьего глаза››).
Некоторые камни имеют _ явление .астеризма (шестилучевой
звезды). Такие камни обладают особой ювелирной ценностью. Показатель преломления рубина 1,76-1,77, плотность
3,97-4,05, твердость 9.
Рубин хрупок и легко скатывается. Химически стоек, кис-
лоты не действуют. Взвешивается в каратах. Известен и ценится. с. древности, считался камнем оживляющим, укрепляющим сердце, возвращал утраченные силы, изгонял тоску.
Большинство самых ,крупных рубинов добыто в Бирме. Очень
крупные рубины редки, и камни в 30-40 каратов считаются
уникальными. 'Самый круштый рубин весом 400 каратов также был найден в_ Бирме. На Руси в, давние времена рубины
НЗЗЫВЗЛИСЬ ЯХОНТЗМИ ЧЄРВОНЧЕІТЫМИ И ЦЄНИЛИСЬ 'ОЧЄНЬ ВЫСО*
ко: В свою очередь это вызывало массовое производство
фальшивых яхонтов из топаза, турмалина, альмандина и
красного стекла.
'
З) Сапфир -- корунд (окись алюминия), цвет синий и голубой, различных оттенков и интенсивности (от греч. - «синий››). Распространено явление астеризма (шестилучевая
звезда). Кроме синих сапфиров бывают желтые, зеленые, розовые, фиолетовые и чисто белые (восточные алмазы). Прозрачность камней -- в очень широком диапазоне. - от прозрачного» до непрозрачного. Лучшие ювелирные сапфиры 234
прозрачные, насыщенного ярко-синего цвета и звездчатые
(астеризм). Показатель преломления 1,765-1,777, 'плотность
3,99-4,00, твердость 9. В настоящее время большинство ювелирных сапфиров подвергается облагораживанию для ослабления, усиления или выравнивания их окраски. После нагре
ва серовато-голубые «шелковистые›› сапфиры становятся ярко-синими,
а
диффузионная
обработка
окрашивает
поверхностные слои камня. Так, диффузия окислов железа
дает синюю окраску, диффузия железа и никеля - красную
и оранжевую, титана -- дает эффект астеризма. Подделками
сапфиров служат синие стекла или не очень ценные драгоценные камни синего цвета (турмалин, цианит, кордиерит).
Один из самых крупных сапфиров мира был найден в
1977 году в Таиланде (10,8Х8,4Х5,1 см). Его масса в необработанном виде была равна 6454,5 карата. По древним поверьям сапфир давал владельцам верность, скромность, целомудрие; охранял от гнева и страха, был символом надежды.
Древнерусское название сапфира «яхонт-синь››.
4) Берилл - минерал, силикат бериллия и алюминия.
Цвет различных зеленых оттенков, зависит от примесей. К
бериллам относятся изумруд и аквамарин, но они выделяются
отдельно.. Все разновидности берилла очень хрупкие, показатель преломления 1,57--1,60, плотность 2,65-2,75, твердость
-- 7,5. Устойчивы к действиям кислот. Обычно прозрачные
образцы берилла огранивают. Просвечивающие камни обра}
батывают в форме кабошона. По цвету различают много разновидностей берилла: «августит›› - темно-синий, «баццит» бледно-голубой, «воробьевит» - розовый, фиолетово-розовый, красный, «гелиодор» - желтый и т. д. Бериллы могут
изменять окраску при нагревании. К примеру, оранжево-желтый гелиодор при нагревании до 400°С может приобрести синий цвет. В настоящее время бериллы облагораживают: желтые и желто-зеленые камни после нагревания в автоклавах и
нейтронного облучения приобретают стойкую зеленую, голубовато-зеленую или голубую окраску.
5) Изумруд - разновидность минерала берилла ярко-зеленого, темно-зеленого, травяно-зеленого прозрачного цвета.
Цвет изумруда обусловлен примесью соединений хрома и ванадия.' Преобладание хрома придает золотисто-зеленые оттенки, ванадия - синевато-зеленые.
Изумруд - один из старинных классических драгоценных
камней '(старинное название смарагд). Показатель преломления 1,57-1,58, плотность 2,67 - 2,78, твердость 7,5, очень
хрупкий. Устойчив к кислотам, кроме плавиковой. Вьщерживает нагревание до 700°С, при дальнейшем повышении температуры начинает терять цвет. Взвешивается в каратах. Са235
мый большой в мире кристалл изумруда был найден в 1974
году в Бразилии (28,2 кг). Сросток кристаллов «ИзуМРУд Коковина››, хранящийся в Минералогическом музее академии
наук России имеет массу 2,226 кг. В Алмазном фонде хранится найденный в 1978 году изумруд «Славный Уральский»
размером 10Х6Х5 см массой 978 г. В древние времена и средневековье изумРУд считался. могущественным талисманом,
целебным для зрения, средством от укуса ядовитых животных.
По арабским поверьям ХІ-ХІІІ вв. человек, владеющий
изумрудом, не видит страшных снов, сам изумруд укрепляет
сердце, устраняет причину горестей, спасает от припадков и
злых духов. Если изумруд оправлен золотом и употребляется
в качестве печатки, то владелец его избавлялся от моровой
язвы (чумы), бессоницы, от любовных чар. .В древней Руси
смарагд был камнем мудрости, надежды, хладнокровия.
'
6) Аквамарин - разновидность минерала берилла красивого голубого, зеленоватого или цвета морской воды (от латин. - «вода» и «море›$). Окраска аквамарина обусловлена
присутствием железа и находится в очень широком диапазоне от почти бесцветных прозрачных кристаллов до интенсивно
сине-зеленых. Под действием солнечного света бледнеет, окраска может быть закреплена нагреванием или облучением.
Последнее время аквамарины получают при облучении И последующем обжиге желтовато-зеленых бериллов. В 'старинных изделиях для усиления окраски иногда под камень подкладывали голубую фольгу. В Оружейной палате Кремля среди прочих замечательных минералов хранится скипетр
короля Польши Станислава длиной 30 см, выточенный из
цельного кристалла прозрачного аквамарина. Наиболее крупные аквамарины добывались в месторождениях Бразилии, известны некоторые образцы массой свыше 110 кг. У нас самый
крупный аквамарин был найден в конце ХУІІІ века, его масса была 82 кг. В старые времена аквамарин широко применялся для изготовления амулетов, улучшающих зрение, охла>кдающих страсти, успокаивающих бури. Аквамарин давал
безопасность владельцу в морских путешествиях, а также
олицетворял собой верную дружбу, красноречие, рассудительность.
7) Александрит - минерал, оксид бериллия и алюминия.
При дневном свете имеет толубовато-зеленый (иногда почти.
голубой) цвет, травяно-зеленый, изумрудно-зеленый; при искусственном освещении красный, малиновый, пурпурно или
фиолетово-красный. Окраска стойкая, обусловлена примесью
хрома и железа. Имеет твердость 8,5. Крупные камни очень
редки, камни в З-5 каратов ценятся очень высоко. В мине236
ралогическом музее. академии наук России хранится друза из
22 кристаллов Уральского александрита массой около 5 кг.
Название дано в ХІХ веке по имени престолонаследника. цесаревича Александра ІІ.
8) Турмалин - минерал, алюмоборосиликат сложного сов
става. Размеры кристалла очень крупные. Цвет разнообразен
и сильно зависит от незначительных колебаний элементов
хромофоров - красная и розоватая окраска вызывается наличием марганца, зеленая - хромом. или- железом, синяя и
черная - железом. Твердость 7,0-7,5. Различные турмалины, в зависимости от окраски, имеют собственные названия:
<<рубеллит›› - розовый цвет или красный, «индиголит» - синий, синевато-черный; «верделит» - зеленый и т. д. Юве-
лирные турмалины встречаются сравнительно редко. Наиболее ценными считаются камни, имеющие красную окраску
различных оттенков. На Руси турмалины применялись для
украшения одежды и окладов и-кон, церковныхсосудов.
9) Шпинель - минерал, оксид магния и алюминия. Цвет
разнообразный - желтый, красный, оранжевый, синий, голубой, фиолетовый, зеленый, черный, бесцветный. Окраска
шпинели вызвана наличием примесей. Наиболее ценные ювелирные камни: «рубиновая шпинель» - кроваво-красная,
«балэ-рубин›› - розово-красная, «га-но-шпинель» -- голубая,
синяя _и т; -д. Отдельные камни имеют значительную массу.
Так, Российскую императорскую корону, выполненную із
1762 году, украшает шпинель массой 398,7 карата.
10) Гранат _ 'группа минералов, силикатов железа, алюминия, кальция, магния, хрома, марганца. Имеет мною разновидностей, отличающихся по цвету и ряду других свойств:
<<альмандин›› - темно-красный, вишневый, розовый, про-
зрачный; <<пироп›› _ кроваво-красный; «гроссуляр» - желтозеленого цвета; «демантоид» - изумрудно-зеленый; «уваровит›› - темно-зеленый, просвечивающий; «меланит» - чер-
ный, непрозрачный. Твердость гранатов 6,5-8. Большинство
гранатов обрабатывается в виде кабошонов или в форме «ро-
зы», иногда для прозрачных кристаллов применяют бриллиантовую грань, а для непрозрачных. кристаллов - форму
таблицы.
11) Гиацинт -- разновидность циркона. Бывает красного,
красно-бурого, оранжевого, розового цветов. Красно-бурьпїт гиа-Х
цинт при прокаливании обесцвечивается или становится голубым или синим. Имеет сильный алмазный блеск. Известен с
древних времен, считался талисманом от моровых болезней,
Удушья и ядов. В средневековой симвошаке обозначал мудрость.
12) Топаз - минерал, силикат алюминия. Встречается в
виде призматических кристаллов, иногда очень крупных.
237
Цвет очень разнообразен: нежно-голубой, синий, синевато-зеленый, желтовато-зеленый, оранжевый, розовый, бледно-фиолетовый, красно-фиолетовый, красный разных оттенков. Окраска, как правило, нежная. Нередко встречается полихромная окраска (многоцветная), то есть в 1 образце заключается
несколько цветов. Сама окраска не очень устойчива и может
выцветать под воздействием прямых солнечных лучей. Топаз
прозрачен, показатель преломления 1,61-1,63. Плотность
3,53-3,56. Твердость 8.. Чувствительность к воздействию серной кислоты. При температуре свыше 400°С может происходить изменение цвета. Самый большой в мире ограненный
бесцветный топаз (22000 каратов) хранится в Смитсоновском
институте в Вашингтоне. Наиболее ценными в ювелирном от-/1
ношении считаются фиолетовые топазы. В 1986 году в Бразилии был найден кристалл бесцветного топаза свыше 5000 кг,
на Волыни найден кристалл топаза «А. Е. Ферсман» небесноголубого цвета, имеющий массу 2110 г. Минерал назван по
имени острова в Красном море. В древности золотистый топаз
считался талисманом, освобождающим от страстей, отгоняющим ненависть и гнев. В средневековой символике означал
благоразумие и добрые дела.
13) Кварц - минерал, оксид кремния. Нередко образует
крупные и красиво окрашенные кристаллы. Химически стоек,
щелочи действуют слабо, в кислотах нерастворим, за исключением плавиковой кислоты. Цвет разнообразен, некоторые
ясно-кристаллические разновидности кварца имеют собственные названия, в зависимости от своей окраски. Кристаллические разновидности, включая основные, прозрачные, полупрозрачные, переливчатые ювелирные камни. Общие свойства камней группы кварца: показатель преломления
1,54-1,55, плотность 2,65, твердость 7. Нагрев свыше 400°С
может вызвать изменение цвета.
а) Горный хрусталь - кристаллы прозрачного бесцветного кварца. С давних пор используется для украшений. Из
горного хрусталя делали шары для магических и ритуальных
целей, зажигательные линзы, при помощи которых" жрецы
зажигали огонь на жертвенниках. Считался средством от болезней сердца, глаз и желудка, избавлял от кошмарных снов.
В античные времена считали, что горный хрусталь- - это затвердевший лед. Имеет самый широкий спектр применения.
Камни высокой прозрачности подвергаются огранке.
6) Аметист -- фиолетовая разновидность прозрачного
или полупрозрачного кварца различной густоты и оттенков.
Окраска вызвана примесью железа, стоек до температуры
300-500°С. Под воздействием прямого солнечного света
иногда бледнеет, при отжиге переходит в желтый, красно-бу238
рый, иногда зеленый цвета. Название от греческого '- «неопьяняющий» (существовало поверие, что аметист предохраняет от пьянства). В Древней Греции и1Риме' из аметиста выре-
зали геммы. В средние века высоко ценился и применялся
для *украшения церковной утвари и одежды священников?
При посвящении в сан кардинала вручался перстень с аметистом, отчего аметист в католических странах 'назывался епископским,___а на Руси - архиерейским. В средние века аме-
тист дарили возлюбленным, он считался верным средством от
веснушек и морщин, отгонял дурные мысли.
«Раух-топаз» (дымчатый кварц) -- цвет окраски от серо-
го до коричневого. Камни прозрачные и полупрозрачные:
При прокаливании до 400°С приобретает золотистые тона.
Известен был человеку уже в каменном веке ` (наконечники
для стрел). В средние века широко применялся для изготовления гемм, печаток, фигурок и т. д. В настоящее время для
его обработки применяются все виды огранок.
«Авантюрин» -` мелко- и тонкозернистый просвечиваю-
щийкварцит с включением чешуек слюды и других минералов. Цвет - белый, розовый, красновато-желтый, красно-бурый, крайне редко зеленый или синий. Включения 'чешуек
слюды придают камням отлив с золотистыми, красными, зеленоватыми искорками. Твердость 6-7, хорошо полируется.
Из авантюрина изготавливали многие предметы быта. Талис-.
маны из авантгорина носили для сохранения хорошего, радо-стного настроения, бодрости духа, ясного разума. Название
произошло от итальянского - «случайно», по случаю открытия похожего стеклянного сплава.
14) Хризолит - минерал, силикат железа и магния. Цвет
зеленый разных оттенков - золотистого, желтого, фисташкового, оливкового, бурого. Яркость и интенсивность 0Краски
определяется соотношением примесей железа и никеля. Название от греческого - «золотой» и «камень». Показатель
преломления 1,65-1,69. Плотность 3,27-3,37, твердость 6,5.
Хрупкий, легко растворяется в горячей соляной кислоте. Тер-
мостоек, выдерживает высокую температуру нагрева., не изменяя- цвета. Используется. с глубокой древности. Знаменитый «монокль›› императора Нерона на самом деле был не
изумрудным, а хризолитовым.- Крупные камни - редкость в
Алмазном фонде России. Здесь хранится уникальный образчик хризолита _в 92,6 карата (52хЗ5Х11 мм).
15) Опал -- минерал; природный твердый гидрогель окси-
да кремния, по составу близок к кварцу. Встречается в виде
плотных масс, заполняющих трещины и пустоты в вулканических породах. Цвет опалов разный, чаще всего белый раз\личных оттенков. Прозрачность варьируется в очень широких
239
пределах - от прозрачного до непрозрачного. Показатель
преломления 1,43-1,46, плотность 1,99-2,25, твердость
5,5--6,5, хрупок. Растворяется в горячем концентрированном
щелочном растворе и в плавиковой кислоте. -Другие кислоты
не действуют. Боится нагрева. Различают несколько разно-
видностей опала:
а) благородный опал - белый, розовый, желтоватый и
черный с красивой игрой цветов. Известен и ценится с давних времен. В Древнем Риме сенатор Нонний предпочел
впасть в немилость, но не отдал императору Антонию опал,
оцененный им в два миллиона сестерций. В 1609 году придворньгй врач императора Рудольфа ІІ Боэций де Боот писал,
что. «в опале есть невероятная смесь цветов и игры света, он
успокаивает нервы, помогает при болезни сердца, действует
при меланхолии, грусти, обмороках, сохраняет от подлых
страстей и раздражений, возвращает остроту зрения и блеск
глазам». Благородные опалы обычно обрабатывают в виде кабошонов;
б) огненный опал - ярко-красный или оранжевый. Оранжевые камни с большей степенью желтизны называют «солнечный» или «золотой» опал;
'
в) Обыкновенный опал* - различных цветов: белый, серый, зеленый, розовый. Просвечивающие и непрозрачные.
Имеют также свои разновидности: молочный, восковой, дре-
весный, фарфоровый и т. п.
16) Бирюза - минерал, водньпїг фосфат меди и алюминия. Кристаллы мелкие. Цвет - небесно-голубой, голубовато-зеленый, серовато-зеленый. Непрозрачна, лучшие ювелирные образцы в тонких слоях просвечивают. Показатель преломления 1,61-1,65, плотность 2,60-2,80,_твердость 5-6.
Растворяется в кислотах. Под влиянием растворителей, жи-
ров, масел, косметики, мыла может позеленеть, стать пятнистой. Не рекомендуется нагревать свыше 200°С. Наиболее ценится плотная голубая бирюза. Известна бирюза еще была в
Древнем Египте. Огромной популярностью пользовалась бирюза в мусульманском мире. Она 'считалась могущественным
талисманом, целебной при болезнях глаз и желудка, противоядием при укусе змей, давала владельцу талисмана успех и
счастье, сохраняла его от нищеты.. Название бирюзы происходит от персидского «победитель». От настоящей бирюзы следует отличать костяную бирюзу (одонтолит), которая представляет собой ископаемые кости и зубы древних животных,
окрашенные фарфоро-кислыми солями железа и меди. Костяная бирюза отличается от настоящей (каменной) меньшим
удельным весом, растворимостью в едких щелочах, меньшей
твердостью. С давних времен более или менее успешно подделывали бирюзу:
240
потерявшую свой цвет настоящую бирюзу подкрашивали
берлинской лазурью или анилиновой краской;
за бирюзу выдавали стеклянную голубую пасту;
то же самое ухитрялись проделывать с костью, окрашенной медью.
Бирюза широко используется в украшениях, обычно обрабатывается кабошоном.
.
17) Халцедон - скрытокристаллическая, тонковолокни-
стая, полупрозрачная или просвечивающая разновидность
кварца. Обычно окрашен в бледные тона серого, серовато-голубого, молочно-белого, молочно-голубого, голубого, серова-
то-зеленого, зеленовато-голубого, желтоватого цветов. Прозрачность ~- от мутного до хорошо лросвечивающих. Показатель преломления 1,53, плотность 2,58-2,64, твердость
6,5-7,0. Имеет пористое строение. Название получил от античного. города в Малой Азии. Считался камнем любви, при-
влекающим* к женщине сердце мужчины. Избавлял от вспышек гнева и приступов меланхолии.
Сердолик - разновидность халцедона, от бледно-оранжевого- до буро-красного ,цвета с переходом тональностей. Прозрачность - от хорошо просвечивающего до слабопросвечивающего. Обычно обрабатывается кабошоном.
Хризопраз - просвечивающий хадцедон голубовато-зеле-
ного, травяно-зеленого, изумрудно-зеленого цветов. Известны
геммы из хризопраза, выполненные в Древнем Риме и Греции. В старые времена хризопраз, вправленный в браслет,
считался талисманом- от дурного глаза, клеветы, зависти.
Предел прозрачности велик - от полупрозрачного до непрозрачного. Обрабатывается кабошоном различной высоты, таб-
лицами.
18) Малахит - минерал,~водный карбонат меди. Встре-І
чается в виде порошковых образований, лучисты"х агрегатов,
состоящих из игольчатых кристаллов, сплошных почковидных масс, иногда очень больших размеров. В 1836 году была
найдена гльгба ма-лахита массой около 480 тонн. Цвет яркозеленый до черно-зеленого, светло-зеленый, голубовато-зеленый, бирюзовый, изумрудно-зеленый. Окраска неравномерная - слоистая. В разрезе создает причудливые формы. Непрозрачен, показатель преломления 1,65-1,90, плотность
3,75-3,95, твердость 3,5-4. Очень хрупкий. В химическом
отношении неустойчив, может разрушиться в горячей воде,
кислоты малахит растворяют.
_
Различают два сорта: радиально-лучистый с шелковистым
блеском темно-изумрудного тона и ленточный струистый, но
преимущественного светлых тонов, легко режется, хорошо
полируется. Малахит известен с глубокой древности.
241
В Древнем Египте из малахита вырезали камни, амулеты
и украшения. До- ХІХ века считался драгоценньпи камнем и
применялся для изготовления всевозможных. украшений.
Считался талисманом, охраняющим детей от болезней и
опасностей, средством от астмы и; ревматизма, изгонял ме-
ланхолию, защищал от холерьг. Используется малахит очень
пшроко -е от вставок, обработанных в технике кабошон, и
таблиц, бус, подвесок до самого широкого спектра всевозможных поделок.
19) Янтарь - окаменелая смола: древних хвойных деревьев третичного периода (около -40-50 млн. лет 'до н. э.).
Встречается в виде кусков неправильной формы. Цвет от
бледно-желтого до красно-коричневого. Специалисты различают более 200 цветов и оттенков-, в том числе голубые, зеле-
ные, белые. Твердость янтаря 2-2,25. Хрупкий, легко обрабатывается и *полируется. Показатель: преломления 1,001,22, твердость 2-2,5. Не реагирует на холодные кислоты, но
на подогретые. реагирует быстро. С течением времени поверхность янтаря окисляется (становится мутной) н-а воздухе,
особенно на солнце. Реагирует на спирты и растворители, в
горячей воде размягчается. Горит на воздухе, леп<о воспламеняется от спички. При температуре 120-175°С размягчается,
а при дальнейшем нагревании - плавится.
В янтаре в' виде включений встречаются остатки цветов,
насекомых. Известен и ценится с древности, о янтаре, упоминал великий Гомер в «Одиссее››. В Риме янтарный кубок
можно было обменять на молодого здорового раба. Наиболее
известным произведением искусства из янтаря был знаменитый янтарный кабинет, изготовленный в 1701-1709 гг. в
Пруссии и подаренный в 1716 г. императору Петру І. Во время Великой Отечественной войны янтарный кабинет был похищен из Екатерининского дворца- Царского Села гитлеровцами, 'следы его затерялись. В 1976 г. были начаты работы по
воссозданию «Кабинета» по сохранившимся фотографиям и
рисункам.
В средние века бьгтовало мнение, что янтарь - могущественный талисман -и целебное средство от зобной болезни (щи-
товидная железа), ангины, лихорадки и многих других болезней. В ХУІІІ-ХІХ вв. в России, Украине и Польше во мно-
гих
богатых
семьях
на
кормилиц
надевали
янтарные
ожерелья для того, чтобы младенец был «здоров и весел».
Из янтаря выполняется множество художественных изде-
лий и ювелирных украшений.
20) Жемчуг - округлые или неправильной формы образования. Некоторые возникают при отложении слоев арагонита
вокруг *какого-либо (в основном инородного) центра в ман242
9
тийной полости морских и пресноводных моллюсков (жемчужниц), имеющих раковины с внутренним перламутровьгм
слоем. Осуществляя защитную реакцию от инородных предметов (песчинки, осколки раковин и т. п.), моллюск обволакивает его своими выделениями. С течением времени (годы)
вокруг инородных тел слой за слоем нарастает плотная оболочка перламутра, представляющая собой углекислый кальций, пропитанный роговым веществом конхиолином.
Слои арагонита образуются игольчатыми кристалликами
этого минерала, расположенными перпендикулярно к поверхности концентрических слоев или параллельными.. им пластинками, обычно во внешних зонах жемчужины. Благодаря
разной ориентировке кристалликов- поверхность слоев приобретает шелковистый, переливчатый, радужный блеск, который соответствует «зрелому›› жемчугу. Жемчуг без блеска
носит название «незрелого».
Считается, что -в природе существует около 30 видов моллюсков, способных образовать жемчуг. Форма образования
жемчуга зависит от места расположения попавшего инородного тела. Если оно 'попало в середину (в мягкие ткани),
жемчужина вырастет правильной формы, но если оно попадет
в ткани мышц, то форма жемчуга будет неправильной.
Жемчужины подразделяются на круглые, продолговатые
(овальные, яйцевидные), каплевидные, полусферические и
неправильной формы (барокко). Жемчуг круглых и округлых
форм называется «скатным» (способен скатываться по слегка
наклонной поверхности), жемчуг плоский и с обозначенньгми
плоскостями (места прирастания к раковине) называется
«блистер-жемчуг››, а жемчуг с полостью на месте прирастания к раковине - «пузырчатый жемчуг». Встречаются и
жемчужины совсем неправильной формы, нароминающие
форму животных, птиц и т. д. Такие жемчужины называются
<<парагонами››. Различается жемчуг по категориям: высшая -- правильной круглой, и овальной формы,
первая - грушевидньге и круглые с небольшими искажениями,
вторая - все остальные неправильной формы.
Размеры природного жемчуга разнообразны - от пылевидных в десятьге доли. миллиметра до 10-15 мм в диаметре.
Жемчужины размером до 1 мм называются жемчужной
пылью, до 2,5 мм - мелким, от 2,5 до 6 мм - средним, свыше 6 мм - крупным, Самая крупная известная жемчужина
весом 85 г (45 мм в окружности) хранится в Лондонском музее. Согласно источникам, существовали и более крупные
жемчужины, но они не сохранились, так как жемчуг от времени «высыхает››, теряет блеск и цвет, «умирает» и постепен243
но разрушается, рассыпаясь в пыль. По цвету жемчуг делится
на белый, желтоватый, розоватый и голубоватый - лучшие
сорта; имеется также "серый, красноватый, желтый. Очень редко встречаются жемчужины черные, голубые, зеленые.
Жемчуг высшей категории - равномерный по окраске: белый, розовый или 'черный (равномерный перламутровый, бархатистый или металлический блеск). Показатель преломления жемчуга 1,-52-1,66, плотность 2,60-2,78, твердость З-4.
Жемчуг хрупкий. Химически -очень нестойкий, растворяется
даже в слабых кислотах. Жемчуг не боится воды, нормального изменения температуры, косметики, жиров, мыла. Но
жемчуг не должен храниться при повышенной -температуре,
большой-влажности, жирной среде и т. п. Длительно находясь
в постоянной среде, жемчуг обезвоживается, теряет блеск и
-«умирает››.-›
Жемчуг с древних пор причислялся к драгоценным камням. На Руси первые упоминания о жемчуге датируются
Х веком. В ХІІІ-ХУІІІ веках жемчуг был излюбленнейшим
камнем для украшения одежды, женских головных уборов,
церковной утвари и т. д. С ХІІІ века .в Китае начали искусственно культивировать-"жемчуг, с конца ХІХ века японцы переняли их приемы и -в широких масштабах стали выращивать
жемчуг в раковинах морских моллюсков, а 'с начала ХХ века
начали культивировать и пресноводный жемчуг. Самая крупная ,морская жемчужина была найдена в 1934 году на Филиппинских островах, размеры ее 24 ,Х 14 см (масса около 6 кг).
Одна из крупнейших жемчужин мира, вставленная в оправу,
имеет массу 2400. гран (120 граммов), овальную форму, размер около ІІХ6 см. Для бус жемчуг сверлят насквозь, для закрепления жемчужин на штифт их сверлят до центра. Масса
природного жемчуга определяется в гранах (0,25 карата)
на Западе, у нас - в каратах, а культивированный жемчуг.- в граммах.
21) Кораллы - наружный скелет современных морских
беспозвоночных животных, состоящий из кальцита или арагонита. Разнообразие форм кораллов чрезвычайно велико, но
в ювелирном деле обычно используются древовидные ветвящиеся образования «благородных кораллов», окрашенные в
розовый, красный, оранжевый, розовато-бурый цвет. Цвет
коралла зависит от наличия органического вещества и примесей. Соединения железа окрашивают коралл в розовый, красный, оранжевый и коричневый цвета; марганца - в серый,
окраска черного коралла обусловлена конхиолином. Отличительная особенность природных кораллов - полосчатость,
т. ,е. ,цвет 'выражен чередованием темных и светлых полос.
Непрозрачен, показатель преломления 1,48~1,65, плотность
244
1
2,6--2,7. Твердость 3-~4. Растворяется в кислотах, чувствителен к высокой температуре. При нагревании теряет блеск,
при длительном нагревании теряет цвет и крошится. В древности кора_ллы считались средством, предотвращающим от беды, болезней, останавливающим кровь.
Кораллы обрабатывают различными формами вставок, типа кабошонов, бус, гемм, всевозможных художественных поделок.
_
'
22) Гагат - черный ископаемый уголь из группы бурых
углей. Плотный, однородный, вязкий, с ярким смолистым
блеском. Твердость 2,5-3,5. Легко обрабатывается, отлично
полируется; Встречается небольшими кусками до 300-400 г
весом. Известен с времен неолита. В античной Греции из гагата делали перстни, браслеты И другие изделия. В Западной
Европе из гагата изготавливали крестики, иконки, четки и т. п.
СИНТЕТИЧЕСКИЕ 1ИСКУССТВЕННЬІЕ1 КАМНИ
Первые опыты по созданию искусственных алмазов были
сделаны еще великим российским ученым М. В. Ломоносовьгм. Но только в 1958 году в США, а затем в Швеции и
Японии были получены первые мелкие кристаллы технических алмазов. У нас синтез алмазов был осуществлен в 196,1
году.
Под синтетичесиими камнями понимают искусственно
получаемые кристаллические и аморфные химические соединения, которые сходны по своему составу и структуре с природными или имеют внешнее сходство. В настоящее время у
нас синтетическим путем производят цветные корунды - рубины, сапфиры, светлый александрит, шпинель ищр.
Для получения синтетических корундов пользуются оксидом алюминия, в зависимости от заданного цвета добавляют
красители: для рубина - оксид хрома, голубого сапфира оксид железа и титана, александрита - оксид ванадия и т. д.
Сам процесс получения искусственных камней заключается в
следующем: подготовленная шихта (порошок) подается через
пламя (более 2000°С) на тугоплавкий стержень, который опускается с определенной скоростью, увеличивая образовавшуюся булю (стержень) синтетического самоцвета.
Синтетические камни имеют высокую прочность, твердость и, выдерживают высокую температуру (до 10001100°С), стойки к кислотам и щелочам, твердость 9, показатель преломления 1,76-1,78, плотность 3,98-3,99).
Фианит - -название по Физическому институту Академии наук. Это модификация оксида циркония и гафния. Фиа245
нит обладает хорошей термо- и химической стойкостью, отличными оптическими показателями. Плотность 5,65-6,0,
твердость 8,5, показатель преломления 2,15-2,25. Бесцветг
ный ограненньнїг фианит - очень удачная имитация бриллианта.
ПОДДЕЛКА ДРАГОЦЕННЬІХ КАМНЕЙ
Фальсификация известна с глубокой древности. Подделывали еще в Древнем Египте, античной Греции и~ Риме, в
средневековой Европе. Ювелир Страсс в конце Х)/ІІІ века
разработал технологию производства имитации драгоценных
камней из стеклянного сплава, которые получили название
«стразы», не всегда использовавшиеся в честных целях. Специалисты все имитации драгоценных камней -делят на два типа: естественные и искусственные.
Естественные имитации заключаются в замене более
драгоценных камней менее ценными, сходными по цвету и
другим внешним признакам. К примеру, бриллианты заменяют белыми сапфирами, цирконами, топазами и некоторыми
другими бесцветными минералами.
Синие сапфиры заменяют цианитами, изумруды - турмалином или демантоидом, бирюзу -- лазуритом и т. д.
«Умельцы» выполняют и «дуплеты». Их составляют из двух
слоев камня. Верхнюю часть (до рундиста) делают из тонкой
пластинки натурального камня, а шип изготавливают из дешевого камня или даже из цветного стекла и подклеивают по
плоскости рундиста. Отличительная черта «дупля» - узкая
красноватая полосочка по рундвисту (место склейки). Другой
способ - прокаливание камней (аметист превращается в золотистый топаз), химические реактивы (фенол и углеводороды) превратят бесцветный халцедон в черный цвет, а анилиновые краски усилят цвет бирюзы. Широко применяется и
имитация др8Г0ценных камней из стеклянных сплавов, в ко-
торые в бесцветное прозрачное стекло добавляют красители и
окись свинца (окись калия или бора).
ИЗГОТОВЛЕНИЕ ЮВЕЛИРНЬІХ ИЗДЕЛИЙ
Ввиду того, что в нашу задачу не входит абсолютно полное пооперационное описание изготовления ювелирных изделий, как-то: плавка одного или нескольких металлов для получения слитков, прокатка и вальцовка для получения заготовок необходимото профиля, волочение для получения
246
проволоки чи трубной заготовки, штамповки для элементов
изделий, термической обработки, , расчетов и разметки элементов, правки и тончайшей нодгонки деталей,. пайки для
получегшя неразъемных соединений с помощью легкоплавких
металлических сплавов (припоев), отбеливание, ош×г1п×тван.ие,~выпиливания для получения ажурного орнамента, сверления, 'шабрения, изготовления элементов и т. д., так как все эти ощтсания
чрезвычагїпго осложгшли бы содержание, и значительно увеашчили
бы 'объем книги. Поэтому в эту главу включены только самые основные понятия и навыки индивидуального испоштения.
КОЛЬЦА
В практике ювелирного искусства сложились понятия многих разновидностей колец - для помолвки, -обручальные,
перстни, имеющие площадку в лицевой части., с одним или
несколькими камнями, кольца-печатки, имеющие площадку
для *нанесения рельефного символа гравировки, закрепления
плоского, камня и т. п. Конструктивно кольца могут быть выполнены из одной детали. Например, обручальные, и из нескольких деталей (элементов), имеющих как конструктивное,
так и декоративно-эстетическое назначение.
К основным элементам многодетальньгх колец относятся:
ДЕ-изц
1"
да
1.,
" ` _"/0
' '=г:2(
а
,
5
Элементы кольца:
1 - шинка, 2- -'каст'(оправа). 3 - рант, 4 накладка, 5- -- верхушка.
'1) «шинка», представляющая собой ободок, отбива-ющий
палец; может быть постоянного сечения или переменного.
Внутренний диаметр ободка (шинки), измеряемый в миллиметрах, дает понятие о размере кольца. (номере);
24.7
2) «каст» -- оправа камня, конфигурация которого зависит всецело от художественного замысла. Существуют два типа кастов, которые различаются принципом держаниякамня +
глухие и крапановые. В глухих кастах камни крепятся завальцованными стенками. В крапановых кастах камни закрепляются отдельными стойками (крапанами), которые или
вырезаются в касте или напаиваются на него. Глухие ,и крапановые касты разнообразны по своим конструктивным особенностям и технике исполнения, что_ зависит от вида украшения, наличия камня, его размеров и огранки;
,
3) «Верхушка» является основной декоративной частью
лицевой поверхности кольца. Верхушки бывают плоские, т. е.
не имеющие общей выпуклости и имеющие общую кривизну
(выпуклости). Наборные верхушки собираются на пайке из
отдельных элементов. Верхушка считается гладкой, если она
изготавливается из проката без кастов (обычно отделывается
гравировкой). или в виде ободка вокруг каста или нескольких
кастов, Толщина проката для гладкой верхушки обычно берется от массы изделия, но не тоньше 0,7'мм. Верхушки также имеют криволинейную поверхность (выпуклость или вог-
нутость). Зачастую изготавливаются сложные верхушки с
большим количеством камней, тогда центральную оправу с
основным камнем обрамляют более мелкие оправы с соответ-
ствующими камнями. Такие верхушки носят название кармазированных и различаются по форме и способу закрепления
камней. Контур: верхушки может быть ровным или лепестковым, когда выделяется каждый камень.
По способу закрепления камней различают: а) корневой
способ, когда камни закрепляют шариками (корнерами);
б) обжимной способ, когда камень удерживается за счет кон-
турного обжима; в) крапановый способ, где высота крапанов
диктуется высотой камней. Расположение крапанов всегда
одинаково, один крапан оставляют посередине внешней дуги
каждого отверстия, два других - по концам дуг.
Ё 4) «Рант» и «накладки» предназначены для соединения
элементов кольца, но несут они не только конструктивную
нагрузку, но и играют заметную декоративную роль в общей
композиции. Тип ранта зависит от размера верхушки, размера самого кольца, высоты шинки и т. д.
Существует непременный закон: чем нежнее в конструкционном плане верхушка, тем прочнее должен быть рант
(подпайка).
Выработались следующие разновидности рантов: плоские
ровные, плоские _изогнутые, вертикальные (низкие царги) ,_
высокие (высокие _царги), дикели (выпуклая подпайка, напо-
24з
`
добие нижней крышки часов, но с вырезом) для ,ухода за
камнем или -камнями. Ранты обычно по своей конфигурации
копируют контур верхушки и по размерам не выходят за
пределы верхушки. Собирают верхушку с рантом пайкой.
Дикель обычно закрывает большую часть обратной стороны
верхушки, если дикель гладкий, то в центре он должен иметь
большой вырез по форме верхушки, если же дикель- ажурный, то центральный вырез меньше, но ажурные вьірезы выбираются с таким расчетом, чтобы обратная сторона камней
была свободна для их промывки. Обычноизготавливается дикель из проката толщиной 0,7-0,9-мм.
'Гладкие кольца. К этому типу относятся самые распространенные кольца - обручальные. Изготовление индивидуальных обручальных колец начинается с нехитрого расчета,
исходными данными для которого являются размер кольца зи
толщина прокатной заготовки. Размер кольца определяетсяї
внутренним диаметром и задается размером кольца
Размеры колец приняты от 15,0 мм до 24 мм с градацией
через каждые 0,5 мм. Толщина изготавливаемых колец варьируется от 0,8 'мм у колец, имеющих плоскую форму, до 3
мм у сегментных колец. Имея заданные размеры и толщину
выбранного типа кольца, длину заготовки вычисляют как
длину окружности, то есть «П[)››, причем диаметр, во избежание погрешностей, берется в среднем между внешним и
внутренним. Отсюда длина заготовки для кольца будет:
1=ПІЭср.=З,14Х1Эср.
`
К примеру, для кольца 20 размера при толщине заготовки
1,6 мм длина заготовки будет:
С°
@РО
Ж
@Т1
'
І
5 ,
-
'
ті* '
› @'
(Ґ ПМ-
4
~
Типы обручальных колец.
249
Средний диаметр - (20+2З,2):2=21,6 мм.
Следовательно, длина заготовки: З,14Х21,6=67,.8 мм.
Для мастеров, постоянно- занятых изготовлением колец,
имеется специальная таблица для,-определения длины заготрвкилз зависимости от ее толщины (от 0,8 мм до З мм с градацией: через каждые 0,1 мм) и размера кольца (от 15,5 мм
до 24 мм с градацией каждые 0,5 мм). При отрезке заготовки
необходимой длины обычно около 1 мм берут в запас на опиловку и выравнивание. Запиливают концы с таким расчетом,
чтобы подготовленные концы находились под прямым углом
к стороне проката, тогда фуга (шов) будет перпендикулярна
продольной оси кольца. Угол запиливания _со стороны продольного 'профиля заготовки при толщине ее до 1,2 мм может
быть прямым, а при большей толщине запиливается под уг-
лом от 15 'до 30° 'к основанию, то есть в сторону загиба.
Чем заготовка толще, а диаметр кольца меньше, тем боль-
ше угол запиливания относительно продольного. профиля заготовки. После этого заготовку сворачивают в кольцо, концы
при этом скручивают (совмещают). Скручивание заготовки
производится в руках круглогубцами или- изгибают на ригеле
ударами текстолитового молоточка. Концы (фуга) должны
очень плотно подходить друг К другу, в противном случае
при пайке припой может разъесть стенки кольца в месте стыковки, могут возникнуть поры и при правке на ршеле шов
лопнет. Плотно подогнанное кольцо офлюсовывают целгшом
или в местах пайки и паяют. Нагрев производят равномерно,
во избежание расходов фуга, априпой нарезается в таком количестве, чтобы он полностью заполнил шов, не растекался
по поверхности кольца.
По __окончании пайки кольцо отбеливается в 10-15%-ном
растворе серной кислоты, тщательно промывается и сушится.
Кольцо до правки в обязательном -порядке следует осмотреть
на предмет обнаружения трещин, непропаянных участков,
пор, и в случае их обнаружения, дефект устраняется. Затем
наступает очень ответственная операция правки. Правится
кольцо на ригеле, который представляет собой конический
стержень, на который насаживают кольцо, и ударами текстолитового молотка по всей поверхности кольца добиваются
плотного прилегания внутренней поверхности к утолщенной
стороне ригеля. Затем кольцо снимается и надевается на ригель другой стороной, и операция повторяется.
После двухсторонней правки оно должно иметь форму окружности и соответствовать заданному размеру. Затем приступают к -опиливанию полукруглым напильником внутренней поверхности для устранения раковин, царапин и т. п. Бо-
ковые стороны обычно опиливают широким трехгранным
250
напильником, а наружная поверхность в случае необходимости также опиливается для тоїго, чтобы на поверхности не оставалось граней, а боковые стороны образовывали ровный по-
ясок окружности. После этого приступают к шабрению, при
этом фаску внутреннего ребра обязательно снимают, в про-
тивном случае оно неприятно будет воздействовать на палец.
После шабрения выполняется полировка. Процесс поли-
ровки описывается в другой главе. Надо отметить, что в настоящее время для массового изготовления обручальных колей применяются полуавтоматические станки, которым Зада-
ются параметры колец. Заготовки в виде соответствующих
шайб подаются в приемное устройство, его производительНОСТЬ СОТНИ КОЛЄЦ В ЧЗС.
Кольца с верхушками
Все виды колец с верхушками имеют шинку. Если у нее
по всей окружности одно и то же сечение, то, независимо от
ее формы, она считается простой. В случае, если сечение
шинки меняется по толщине или ширине, она считается
сложной. Изготовление простых шинок мало чем отличается
дёфтїї
К ~›
1*? *3\±- `?"д`.:* 9”
~-ее
- ~ ;'
Я\:
: »кг '*. _
,.д;1'(_
.›
'І
1›Ё;Ё,Ё› 1*
ті
'“:'1~з<›'*еь
ёўкйўї .>і(
.
55.?
»_
,Ё " 4 :#ч*г.=їС>Ц“« *-~~,
п'
×Х › 5
_ ЫК А 7
,
~^«41,
'
“'1?°'”
1в
въ-413
_
А
М
из <›
ы
А:
`:
за А
ї%Ґ›×':Ёї"' Х зё±*а?'>:Ё "
н*2`ї2::м=-,`=`Ё°<*:›:-
~,,._,~ р«×.Г`*.,
:'<' ї(*'Ё'*,,і~,ь. 3 *1 "
гг ,із ,_
*'\~›" ››;<
.* 8 ;-<;":'~.'г
. ^1*ї%ЁЁЁЁ›% 2:15
`ч~
15 *.Ґ.;Ё'.Ё 1-сї 8" Т
.
І-
'.;,
1
.›*
«
,_;
Ё *
ї
=`
*И :>-››~_г:'
., 1
Ё.,
г . ',_н
_
Ё “_ <.,
мы
_.
1
,
_^
`
Кольцо с наборной верхушкой.
от изготовления обручальных колец вручную. Обычно ширина шинки определяется по образцу и напрямую зависит от
величины камня или верхушки. Длина заготовки шинки рассчитывается по той же формуле, что и длина заготовки обручального кольца, но за вычетом расстояния, которое займет
на шинке каст или верхушка. Для кастов, имеющих круглую
форму, это будет внешний диаметр нижнего основания каста,
а для кастов других форм и верхушки это будет ширина нижнего основания каста или верхушки. Обычно толщина заготовки для шинки напрямую зависит от формы ее сечения и
высоты ранта, к которому она будет припаиваться. Как пра251
вило, для плоских шинок толщина заготовки принимается
0,8-'1,5 мм, а для шинок, имеющих сегментный профиль
(овальных), толщина заготовкипот 1,2 до 2,5 мм.
Заготовка для шин запиливается с концов, сворачивается
в.кольцо, нравится на ригеле и опиливается так же, как и обручальные кольца. Затем после отжига шинку разводят текстолитовьгм молотком на ригеле на расстояние каста. или верхушки. Очень часто применяются шинки с раздвоенными
/
С
«
45,
/_,×
1) Р;
Д»
С \\\
9
/1
\
'
*-._ _ нд ўь
сщжІп:|э$
2
,І
'С
І
до
У
Некоторые виды кованых шинок:
1 - вил сбоку. 2 - вид сверху, 3 - профиль.
концами. Для этого лобзиком посередине разрезают концы
вдоль. Длина разреза зависит от вашего замысла, а концы
разводятся под произвольным углом (непременное условие,
чтобы угол «усов» на обоих концах шинки были одинаков).
Описание изготовления многочисленных видов каст и верхушек не входит в нашу задачу. Поэтому кратко покажем процесс сборки кольца, т. е. сборки касты или верхушки с шинкой.
Для сборки деталей на гладких кастах любой формы с
двух противоположных концов над основанием выпиливают,
обычно надфилем, небольшие плоские площадочки - «всечки». В нижней части всечки выполняется ступенька, удерживающая шинку от соскальзывания. Размеры сечки соответствуют размерам опорной площадки шинки. Концы шинки запиливают с таким расчетом, чтобы опорные площадки ее
были под тем же углом, что и всечки на касте. Шинку вставляют во всечки каста, где она и держится за счет ступенек
всечки, или сразу припаивается.- Также закрепляются и
252
ажурные касты: площадки запиливают на ранте, а шинку
припаивают так, чтобы не загораживать ажурного пояска каста. Для закрепления крапановых кастов рант всекают против
крапанов, а опорные площадкптрзаостряют кверху (К крапану).
Шинка припаивается одновременно и к ранту и кр крана;
новой части. К верхушке с «дикелем›› опорные площадки
_шинки запиливаются по форме дикеля, чтобы обеспечить
плотное прилегание опорной площадки по всей высоте дикеля
и верхушки.
В процессе работы выработалось следующее непременное
условие: нижнее основание каста или верхушки должно находиться на одном уровне с нижним основанием опорной площадки.шинки. Верхний же предел может быть различен. Так,
для глухого гладкого каста шинка может доходить до условного закрепочного пояска, для глухого ажурного каста - до
ажурного пояска, для крапанового -, до середины крапана,
для верхушек может доходить почти до поверхности верхушек. Нередко кольца имеют дополнительные украшения в
виде накладок, которые припаиваются с двух сторон, соединяя шинку с верхней частью канта или верхушки.
Всевозможные по форме накладки (гладкие, ажурные, с
камнями и т. п.) придают декоративность и массивность
кольцу. Выполняются накладки отдельно и припаиваются под
сле правки кольца на ригеле. После окончательной сборки
кольцо вновь правят на ригеле. В случае необходимости нижнее основание каста запиливают по ригелю, то есть выполняют сегментный вырез, который соответствует размеру кольца.
С внутренней стороны каст опиливают заподлицо с шинкой
до тех пор, пока местр пайки станет невидимым.
В кольцах с изогнутым (подогнанным) рантом места спайки заправляют изнутри и только после этого правят на ригеле. После выполнения этих работ кольцо осматривают и опиливают. начисто изнутри и снаружи, обращая особое внимание на заправку припоя в местах пайки (соединений). При
шабрении, как и ,при опиливании, сначала шабрят внутри,
затем шинку снаружи и каст, так же шабером снимают фаски внутри каста (фаски нижнего основания) и внутри кольца.
После *шабрения кольцо полируют.
СЕРЬГИ
Основная декоративная часть серег - касты, верхушки,
выполняемые по той же технологии, что и для колец. Специфическая деталь серег - замковые устройства. Различают
два основных типа замковых устройств: навесные крючки
253
(свободные и с петлями) и пружинные с ювелирными и галантерейными швензами. Наиболее просты в изготовлении и
удобны в эксплуатации навесные крючки. Различаются они
по длине и способности закрываться петлей. Для выполнения
крючков применяют проволочные заготовки диаметром 1,01,2 мм. Длина заготовки обычно бпределяется опытным путем, и средний диаметр загиба крючка примерно равен 8 мм.
І
2)
|
/
ЩІНЁ
Іцьц
Ь)
4)
ж
1І / | 1
; '
=|д, \ 6.)
1
13 г
5)
\
/
5
`
) Ф
Образцы замков серег:
1 - серьги с ювелирным пружинным замком:
1 - пружинный крючок, 2 - флажок, 3 -
штифт, 4 - швенза; 3 - серьги с галантерейным пружинным замком; 5 - стойка, 5 серьги на крючках: а - свободный крючок,
б -- крючок с петельным.фиксатором; 6 -
петля.
254
Изготавливают крючки 'следующим образом: прямую* проволочную заготовку отрезают но-*размеру и впасовывают в касты или верхушки. В кастахї* не уровне ранта высверливают
отверстие по диаметру проволоки, в. него вставляется 'конец
проволоки и припаивается. Вї низких кастах или накладках, к
которым припаивается крючок, обычно надфилем надрезают
желобок, в который и впаивается- конец крючка. К кастам и
верхушкам, имеющим низкий рант, проволочку крючка впасовывают между рантом и верхушкой и затем припаиваютй
Есгш крючок серег свободный, то есть без петли, его загиба-
ют -на круглом стержне диаметром 8 мм. Если серьги задуманы с петельным замком, то для загиба крючка припаивают
замок, состоящий из шарнира и вставленной в него петли.
Шарнире представляет собой отрезок трубки с внутренним
диаметром 0,8 мм, длиной 2,5-3,0 мм, который припаивается (фугой вниз) к ранту или к касту со стороны нижнего ос-
нования с противоположной к крючку стороны.
Петля выполняется из отложенной проволоки и должна
свободно проходить в отверстие шарнира (длиной 1,2--14 мм),
концы петли сводятся под углом и спаиваются. После установки петельного замка крючок загибают и _ подгоняют по
длине, его длина определяется расстоянием откинутой в нижнее положение петли. На крючке с внешней стороны выполняется неглубокая всечка для фиксирования. петли в горизонтальном положении. Более надежны, но, несколько сложнее
пружинные замки. Они состоят из двух основных частей:
пружинного 'крючка и швензы.
Пружинный. крючок изготавливают непосредственно на
серьге и для этого цроволочную заготовку сечением 1,01,2 мм расчетной длины припаивают к 'верхушке или касту
аналогично навесному крючку. Наметив высоту крючка (расстояние от верхушки до колена), которое в зависимости от
конструкции и.. замысла может быть от 2 до 10 мм, его заги-
бают.
В случае, если колено должно быть острым, проволочку
надсекают надфилем и загибают, а надсечку пропаивают. Затем отмечают общую длину крючка; сначала около 10 мм.
Конец крючка незначительно расплющивают с боков и на
нем отмечают чистовую длину крючка (расстояние от колена
до зацепа) - 7,5--8,0 мм. На месте отметки всекают крючок-зацеп.
”
Довольно сложной деталью считается швенза, ее размеры
определяются высотой верхушки вместе с крючком. Вьшолняют швензы из квадрата 2,2-2,5 мм и длиной, равной расчетной. Состоит швенза из двух деталей: хвостовика и клюва,
имеющих штифтовое соединение. Клюв швензы немного
255
утолщен и служит опорой для всей швензы,_ хвостовик же .к
крючку несколько утончается. Угол загиба клюва должен соответствовать, форме каста или верхушки и быть как бы продолжением угла каста или ранта, или соответствовать образцу серьги. Заготовку с загнутым клювом прикладывают к касту или верхушке с противоположной стороны от крючка в
том положении, в каком она будет припаиваться.
В готовом, собранном, виде ,хвостовик швензы должен
быть параллельным основанию каста или ранта. Саму швензу
запиливают лобзиком на клюв и хвостовик под таким углом,
чтобы образовать большие площадки их соприкосновения и
обеспечить свободное переламывание швензы наружу при
штифтовом соединении. Замковое отверстие в хвостовике
швензы выполняют, определив по 'крючку его уровень, затем
саму швензу устанавливают ,на место, застегивают крючком,
и основание клюва припаивают'к касту или ранту верхушки.
После сборки серьги можно приступить в случае необхо-
димости к ее подпилке и шабрению1
Надо отметить, что галантерейные швензы намного проще
по своим конструктивным особенностям. Так, если ювелирная швенза открьтвается-цпереламываясь на границе клюва и
хвостовика, то галантереиная швенза откидывается .целиком,
а в качестве опоры ей служит стойка, одним концом впаянная в каст или рант, а другим концом подвижно заштифованная в прорези клюва швензы.
ь
ні
ЗАКРЕПЛЕНИЕ КАМНЕИ В ИЗДЕЛИЕ
в
В основном применяются три вида закрепления камней в
оправе или гнезде:
Крадшновое - когда камень в оправе или гнезде держи я при~”помощи отдельных стоек (крапанов).
Ё)Глухое - когда камень в оправе держится за счет обжатия пояском по всему периметру.
І
3. Корнеровое - когда камень держится за счет шариков
(корнеров), выделенных из металла штихелем.
Для закрепления камней используются” следующие инструменты:
а) набор штихелей, знакомых нам по гравировочным ,ра-
ботам.
Шпыцштихель предназначен для 'выполнения черновой
разделки при фаден-гризантной закрепке камней и внутреннейбоковой подрезке, а также для впасовки камней при корнеровой закрепке;
болштихель применяется при фаден-гризантной закрегже
256
камней для поднятия металла в пенек, на котором" накатывают корнер;
мессерштихель применяется для подчистки мест между
корнерами и в других труднодоступных местах;
флахштихель применяется для. чистовой подрезки фаден-
гризантной закрепки, обрезки корнеров, чистовой обработки
кастов и разделки всех видов закрепки, для глянцевой под-
резки (ширина лезвия от 0,2 до 4 мм).
б) Набор давчшсов, представляющих собой стержень,
вставленньиїх в грибовидную ручку. _Давчик, предназначенный
для крапановой закрепки, в рабочей части имеет площадку с
желобковым пропилом. Тонкостенные касты зажимают са-
пожковым давчиком с гладкой незакаленной площадкой,
в) ,Ручные деревянные тиски винтовые или клинозажимные.
г) Киттштоки используются как держатели для закрепления в них насмоленных изделий. Представляют собой деревянную цилиндрическую ручку диаметром.З0-4-35 мм, длиной
90±100 мм с торцовой частью, приспособленной для насмолки издешпїт. Покрывается юловкаслоем специальной пасты китта, жестко фиксирующего обрабатываемое изделие в нужном положении. Китт при нагревании размягчается и заполняет все полости изделия и, остывая, твердеет, позтщляя прикладывать к обработке большие усилия. Китт - смесь канифоли с молотым мелом или зубным порошком.
.
д) Обжимные пуансоны (обжимки) используются для обжатия камней круглой формы в глухих кастах. Представляют
собой стальной стержень с коническим углублением внутри.
Угол схождения стенок (конусности) - 45-60°, диаметр углублений - разный, с градацией 0,2, мм.
4,
е) Корнайзены -- стальные стержни (пуансоны) со сферическим углублением в торце. Имеется два типа корнайзенов - один для придания" пеньку, поднятому из металла,
сферической головки (корнера). Это выполняется круговыми
движениями и называется «наворачивать корнер», ан такой
тип корнайзенов - корновертками_. Другой тип применяется
для нанесения гризантной насечки на ребро (фаден), они носят название гризантных корнайзенов. Для выполнения гризанта применяют .и другой инструмент - накатку, которая
представляет собой стержень, на торце которого закреплен
узкий ролик с линейно-ямочной фактурой на рабочем ребре.
При движении накатки на поверхности остается след. В зависимости от ширины зернистого следа накатки подразделяются
по номерам.
9 Энциклопедия умельца
257
Закрепление в крапаны
С внутренней стороны крапанов на одном уровне выполняются сечки, на которые ляжет рундист камня, а концы
крапанов, которые поднимаются над рундистом, загибаются
на коронку камня.
Обычно крапаны всекаются флахштихелем и шпицштихелем. Камень должен садиться в вырезанное гнездо плотно,
без перекосов. Зафиксировав правильное положение камня в
касте, давчиком наваливают верхние концы крапанов на «павильон» камня. При зажиме крапанов сначала зажимают
один, за ним сразу же противоположный загнутому. После
закрепления камня крапаны обрабатывают. Если твердость
камня свыше 7, то крапаны допускается подработать мелким
надфилем. Если меньше, то шабером. При глухой закрепке
предварительно определяют уровень глубины гнезда, выбира-
ют гнездо, подрезая стенки каста шпицштихелем. Сначала
выбирается неглубокий поясок и, убедившись, что он выпол-
нен правильно, гнездо подрезают до диаметра камня.
Во время работы надо неоднократно проверить гнездо, в
противном случае камень будет «болтаться›› в закрепленном
касте. Сажают камень в плотно подогнанное гнездо давлением пальца или ручкой штихеля и затем обжимают.
Камни, имеющие прямоугольные, овальные или иные
формы, обжимают также давчиками, причем, при толстых
стенках пояска начинают обжатие сапожковым давчиком с
насечкой, а -затем подравнивают гладким давчиком. Касты
тонкостенные обжимают сразу гладким давчиком. Со стороны
камня каст орезается на фаден (односторонняя подрезка) до
образования”/ребра, на которое наносится гризантная насечка.
Закрепление в корнерах
Это наиболее сложный вид закрепки. Начинается он с
вделывания камней в заранее подготовленные по размерам
отверстия. Юстировочным штихелем выполняется плотное
вертикальное гнездо для камня с таким расчетом, чтобы рундист камня находился ниже поверхности закрепочной площадки. Если камень имеет правильную круглую форму, то
гнездо можно выбрать сверлом с углом заточкименьше угла
шипа камня. Проверив плотность посадки камня в гнездо,
размечают места- для будущих корнеров. Наметив болштихелем места, приступают к разделке (при вынутом камне).
258
Подрезка металла начинается с гнезда, оставляя участки,
где корнеры будут нетронутыми. После подрезки фацетов в
сторону гнезда камень. садится на место и приступают к посадке корнера, то есть поднимают штихелем из металла пенечек - штрих, которому при помощи корновертки придают
конфигурацию шарика, который и будет выполнять роль крапана, удерживающего камень. После постановки необходимого количества корнеров выполняют фаденовую обработку.
Выравнивают фацеты, подчищаіот корнеры (это делают шти-
хелем не в сторону камня, а от него). После того как рисунок
всей верхушки выведен корноверткой, корнером, придают
глянцевую шарообразную форму, а на ребра срезанного фадена наносится гризантная насечка.
художвстввнндя |>учнА~я ковкд
Искусство ручной ковки - один из древнейших способов
обработки металла. Широкое распространение она получила
уже в ІХ-Х веках. Осуществляется она ударами молотка по
заготовке, которая предварительно или нагревается - горячая ковка, или без нагрева - холодная ковка.
Холодной ковке подвергаются драгоценные металлы и
медь. Она очень широко применялась в Древней Руси златокузнецами, которые выковывали из драгоценных или медных
слитков братины, чаши и другие предметы. Замечательным
примером кузнечного искусства является шлем князя Ярослава
Всеволодовича (ХІІІ век), выкованный из одного куска железа.
В ХІІ-ХІІІ веках зарождается Российское городское кузнечное ремесло.
С” ХУ века возникают кузнечные ремесленные корпорации. Изготавливается большое количество изделий для военных нужд, бытовых, строительства. Кованым изделиям свойственно ясное композиционное решение, при котором основу
изделия составляет один стержень с ответвлениями, игравшими конструктивную и декоративную роль, Связи, кронштейн
выполнялись в виде стеблей, листьев, цветов, фигурок фантастических птиц, животных. Ярким примером удивительного
мастерства российских кузнецов могут служить кованые сечки для бытовых нужд, которые украшали лепестками закрученных, постепенно уменьшающихся спиралей, оканчивающихся фигурками коней. Многочисленные закрученные лепестки не мешают цельности восприятия четкого силуэта сечки.
В этом замечательном изделии, кроме тонкого художественного вкуса проявилось удивительное искусство кузнечной
сварки, которая применена во этом небольшом предмете более,
чем в ста местах.
Кузнечное оборудование и приспособления: горны, мехи,
наковальни различных фасонов, молотки и клещи почти не
претерпели изменений вплоть до ХХ века. На улицах наших
старинных городов, в музеях сохранилось немало изделий
этого искусства. Кованые святцы, подсвечники, каминные решетки, паникадила, двери, перила, кронштейны, балконные
260
чб
Сечка для рубки капусты: железо, ковка. Нач.:1,ХІХ в.
решетки отличаются пластичностью плющенного металла,
неповторимостью линий. изогнутых полос и богатой фактурой
поверхности.
,д
В настоящее время возрождается интерес к художественной -ковке железа». В использовании богатого мастерства кувнецов прошлых веков открываютсябольшие возможности.
.г
261
, 153*
~4('
"
Ц
5* іп
с .››:
«ІІ
\
.
0~_
Ъ
.~г_
_.`
? !'5“ї'Ёт"“=і>
І*
"ї
'.ъ.' `Ф'пп
1'І .
У
_.
І1
_..
, І
\._
О
4ь:
О
П
:І. Ґ~о
Фрагмент решетки. ХУІІІ в.
Как уже указывалось, холодной ковке подвергаются драгоценные металлы: золото, сереброътї медь. При холодной
ковке металл под действием ударов теряет пластичность, уплотняется, наступает явление- «наклепа». Для его предотвращения, для возможности дальнейшей обработки надо произвести отжиг (рекристаллизацию).
Горячая художественная ковка применяется при работе с
малоуглеродистыми сталями (ковочным железом) для производства всевозможных художественных изделий. Для этой
цели пользуются металлами и сплавами, обладающими вязкостью и пластичностью. В основном это углеродистые стали
обыкновенного качества, содержащие малое количество углерода Ст.О (углерода до 0,23), сталь 1 (углерода 0,007-0,12),
Ст.2 (углерода 0.,09-0,15). Ковку производят в нагретом со262
стоянии, когда сталь становится пластичнее и легко поддается деформации. Для каждой марки стали существует интервал температур начала и конца ковки. Так, например, для
стали 1 интервал ковки -- 1300-900°С. Для стали 2 1250-850°С, для стали 3 - 1200-850°С. Нагрев металла,
как правило, производится в кузнечном горне. Для ручной
художественной ковки обычно -применяют горны открытого
типа, позволяющие производить нагрев поковок любой длины, в любом месте поковки.
Современный кузнечный гон представляет собой стол, сва-
ренный из уголка. Уголки располагают ребрами вверх, в об-
її
Не
5)
Ёвнн
››
е
<д
.;:ї';*;, *«3
~ т ,
Её;
1-_~=~› дв зная пжшщвінв
'5$'-7е)
Ч
или-~
Кузнечный горн:
1 - сопло, 2 - огнеупорный кирпич, 3 кодосники, 4 - гор;-шло с углем, 5 -
обьпсновенньпїі киргмч, 6 - вентилятор,
7 -- каркас, 8 -~ воздушная камера,
9 - патрубок, 10 -гвозщховод, 11 - зонт.
разовавшуюся раму кладут толстый железный лист и закрепляют воздушную камеру с соплом. Сверху воздушную камеру
накрывают подовой доской (колосники). 'По обе стороны укладывают огнеупорный и обьжновенный кирпич. Над колосниками образуется углубление - горнило. Воздух в камеру
подается от компрессора (при его отсутствии - от пылесоса).
Над горном закрепляют кожух для вытяжки газа. На колос-
ники насыпают слюй угля, поверх кладут стружки и щенки.
На горящие дрова насыпают еще слой угля и включают при-
нудительное дутье. Уголь рекомендуется сбрызгивать водой,
чтобы сверху образовывалась корочка, 'удерживающая внутри
высокую температуру. Заготовка или ее конец зарывается в
горящие угли. Заготовка периодически поворачивается. Следует также следить за дутьем, чтобы пламя было слегка коптящим, нейтральным. При высоком дутье (большом избытке
263
воздуха) пламя -становится острым, вызывающим местный перегрев металла и оплавление кромок, кроме того, образуются
окислы железа (окалина), ввиду того, что кислород избыточного воздуха вступает в соединение с металлом. Нагрев заготовки надо производить в -короткие сроки во избежание перегрева, то есть чрезмерного роста зерен, которые значительно
ухудшают механические свойства заготовки. Температуру нагретого металла можно определять визуально - по цвету каления.
Цвета каления для стали при слабом дневном освещении
Цвет каления
Темно-красный
Вишнево-красный
и
Светло-красныи
Густо-оранжевый
Температура _
650
К
700
800
Цвет каления
Оранжево-желтыи
Светло-желтый
іезоменно-жет
900
Белый разной яркости
Температура
1000
1 100
1 150
1200
_
,
1400
Заготовку из стали Ст. 1 вынимают из горна и начинают
ковать' при температуре 1З00°С (белое каление) и прекращают ковку при густо-оранжевом цвете (900°С). Лучший интервал для ковки из стали Ст. 2 - от 1250 до 850°С. Для углеродистых сталей, из которых изготавливают инструменты, У-7, У-8, У-9 - от 1150 до 800°С, для У-10, У-12, У-13 - от
1130 до 850°С.
ИНСТРУМЕНТЫ ДЛЯ ХУДОЖЕСТВЕННОЙ КОВКИ
По своему назначению инструменты подразделяются на:
1. Опорные инструменты
Наковальня - основной инструмент, на котором производятся практически все ковочные операции. Наиболее удобны
наковальни с коническим круглым рогом, служащим для загибания поковок по радиусу. Противоположный. конец
(хвост) служит для загибания под прямым углом._ Круглое отверстие на конце служит для .пробивания круглых отверстий,
а _квадратное предназначено для установки всевозможных
приспособлений («нижников››). Верхняя часть наковальни
(наличник) закалена и гладко обработана.
264
Т
5
,11/ _) Ж **"'
“Ё
Н
*ъ
57:за
511
,Р
Ё
Ф
щё,Ф
йбтт
*1
Н
И/
Є Ъ
,ъ
1
, , Ф;
@
ь 4; `
Р'Є_
СїїФ
Ф "фе
Основной инструмент для ручной ковки:
1 - вилка, 2 - круглая конусная оправа, 3 - шперак, 4 - посечка, 5 подбойка, 6 - обжимки, 7 - гладилка, 8 - кувалда поперечная (Остроносая), 9 - кувалда продольная (остроносая), 10 - ручники, 11 - ручник с
шарообразным входником, 12 - полукруглая гладилка, 13 - раскатка,
14 _ пробойник (бородок), 15 - пробойник круглый, 16 - кузнечное зубило для горячей рубки, 17 - зубило для холодной рубки, 18 - рог для правки колец.
Шпераки - маленькие двурогие наковальни массой до 4
кг с разнообразными профилями. Применяются для загибки,
правки и т. п. орнаментальных элементов. Хвостом шпераки
вставляются в квадратные отверстия наковальни.
2. Ударные инструменты
Кувалда (молот) имеет массу от 2 до 16 кг. Предназначена для производства подручных работ. Работают двумя руками. По силе удара различают: легкий удар - локтевой,
средний - плечевой (с плеча) и сильный удар - навесной,
когда кувалда описывает в воздухе полный круг.
265
Ручник (кузнечный молоток) основной инструмент. Им
наносятся удары при мелких поковках и указывается место,
по которомунадо бить кувалдой. Обычно весом от 0,5 до 2
кг. Работают ручником одной рукой, а другой держат в клещах поковку.
`
3. Подкладные инструменты
Зубило и подсечка применяются для рубки металла. В от-
личие от слесарныхимеют отверстия для насаживания ручки.
Подсечка имеет четырехгранный хвост, который вставляется
в отверстие наковальни. Рубка ведется между подсечкой и
зубилом. Можно рубить и одним зубилом. При насечке на
поверхности узоров раскаленную поковку кладут на рабочую
поверхность наковальни и удерживают клещами.
Пробойники (бородки) 'предназначены для пробивки от-
верстий. Бывают круглые, овальные, прямоугольные, квадратные, фигурные (фасонные). Пробойники насаживаются
так же как и зубила.
Обжимки состоят из двух частей - верхней и нижней.
«Верхник›› насаживается на деревянную ручку, «нижник››
хвостом закрепляется в отверстие наковальни. Предназначены для придания заготовке цилиндрической или граненой
формы.
Раскатка используется для раскатки (вытяжки) поковки в
длину. Имеет одну сторону плоскую, другую `- выпуклую.
Подбойки как и обжимки, состоят из верхника и нижни-
ка. Применяются для ускорения протяжки металла и для выделки канавок, желобков, углублений и т. п.
Гладилка предназначена для выглаживания поверхностей. Рабочая поверхность "должна быть хорошо отшлифова-
на. Бывают *плоские и полукруглые;
4. Вспомогательные инструменты [приспособления]
Гвоздильня предназначена для высадки головок различной формы у гвоздей, болтов, заклепок.
Кузнечная фрма - массивная плита с отверстиями и
«ручьями››. Раскаленная поковка накладывается на соответствующий ручей и под ударами кувалды приобретает данные
формы.
Оправки
применяются при гибке завитков, меандров и
др. криволинейных композиций из полос и прутков. Для этого в стальную плиту с отверстиями вставляют штыри и раскаленную поковку - «прут» огибают вокруг них или между
ними.
266
Клещи - инструмент, которым вынимают поковку из жара горна, удерживают иеповорачивают ее в процессе ковки.
Имеют разные формы губок (поперечные, продольные и др.)-,
в зависимости от конфигурации поковок. При работе клещи
нагревают, и губки подгоняют по конфигурации поковки так,
чтобы они по всей длине прилегали к поверхности и-прочно
ее удерживали. Для надежности зажима поковки на рукоятки
насаживается шпандырь (кольцо).
Вилки для закручивания - угольники, циркуль, кронциркуль, нутромер, керн, чертилка, калибр-гребенка (стальная с вырезами по сторонам, каждый вырез делается несколько шире (на 1%), указанного на нем размера, с учетом теп-
лового расширения стали.
ПРИЕМЬІ РУЧНОИ КОВКИ
Осадка и высадка
Применяется осадка с целью уменьшения длины заготовки
за счет увеличения ее поперечного сечения. Заготовка нагревается, ставится на наковальню вертикально и кувалдой
(ручником) осаживается. Затем, если надо получить заготовку небольшой толщины, ее можно осаживать ручником с шарообразным бойком и затем обработать гладилкой. В случае,
Т
.›1~;.'= ›« -
'іятгўїге
112*_е.
2:31.
.=,~.д
'
~.
›
~ :
У.
~:,~›1~:,-.*.›
тв;-1%
у" * ті 1.
И ~ 1 ' `
- му ' `-
'М
ЅЅЁ *Е
-.~*г_
'МУП "т
Ь,--'4-›>
`ї.
:›< `.
,
її. '› 3,. '
*д:›;;;гЁ~
°
зад
1
1
\
И; г: ' ;;ч'
_
г
5,. М Щ., ._
_______,
_
____|
4
_ 1 1 'т ~:
К.,
_!
-с '
`..,д1
__..н
5__,,_р___,,,_,с ,_
1 - этапы осадки, 2 - высадка средней части заготовки и
на конце.
если осадка выполняется не по всей длине заготовки, то она
называется высадкой. Обычно высадка применяется для получения отдельных утолщений на заготовке, при ковке декоративных изделий с переменным сечением (ягоды, плоды, всевозможные утолщения на стебле- и т. п.). После окончания
высадки деталь надо” обязательно подработать обжимками,
267
подбойками и т. п. Так же применяют высадку при изгибании детали под углом для восполнения недостающего металла. Осадка применяется для утолщения детали по всей длине
и перед прошивкой при изготовлении пустотелых деталей
(колец и т. и.). При осадке” длина поковки (или нагретой час-
ти поковки при высадке) не должна превышать диаметр больше, чем в 2,5 раза, во избежание изгибания.
Вытяжка Іпротяжкаі
Применяется для увеличения длины заготовки с уменьшением ее поперечного сечения. Например, если требуется из
толстого куска металла отковать полосу или прут любого сечения, то раскаленная заготовка накладывается на наковальню, и по всей длине наносятся удары узким бойком кувалды.
Поковка поворачивается на 90°, и удары по длине повторяются. Для вытяжки, круглых болванок применяются обжимки,
при этом, заготовка"-не ›~тоэї*ько вытягивается в длину, но и
выглаживается. Расплющивание (уширение) применяется, если нужно получить уширенную площадь, например, получить пластину для ковки элементов растительного орнамента
(листья, плоды, цветы). Обычно расплющивают непосредственно кувалдой, но для быстроты можно применить раскатку
4» "<;.<;
-.
З
.
..
,.~,
1;
.~ «_ в *_
'“'*“'**' « **<в"2:..
ігчг*
їў
гр;
,,,3$;_›у; ,
;г-.-/-ъ"
;*'~.::-ы,.».,..'
<:;`Ё%*$її
_ __
__
_ , _ .?д,
Ё
,
5
3
,,
Ф”
2ї~
_, ,_ ,-
її.4
И/1-гдд_,
.- ЗЫ,
\1"ІД-:.~~“:~Ф.
*г
_,,
_
__ _.
.
_
,
_
.-1--:×'*,*"›-1* ›'зїЅ='-- 1* М- -'~-~*~'1ь.__-'<:=*~-1.
4:.: -1 чя›<›н/г>а '
« ~.,,.,-; ”Г=«".е7* "
2-='›-«д-›
Ё*
мы-х›,
›-
..,,,.,..,_ _..., _
_
. __з
\..,. 1 .- . , с .,..._-~.›.....›._~..а
Приемы вытяжки ручником, клнн<)нь1;шым бойком
ручника, спсци:1.:н.ным мє›ло'п\:<›м.
с плоской или ударной полукруглой частью. Вытяжку производят в оправках любой конфигурации. Заготовка не только
вытягивается в длину, но при этом и -выглаживается. Для
ковки колец, обручей, обечаек и т. п. также применяются «оправки - предварительно выглаженная и прошитая заготовка
продевается на цилиндрическую оправку и ручником произ-
водится ее раздача. Если после вытяжки остались углубления
на поковке, не соответствующие вашему замыслу, топоверхность обрабатывается гладилкой (плоским закаленным и от268
полированным бойком). Ударяя кувалдой, гладилку равномерно перемещают вдоль поверхности до получения нужного
качества.
Рубка
Заготовка нагревается до темно-красного каления, кладется на .наковальню. Установив зубило, сильно бьют по нему
кувалдой. После прорубки заготовки на З/ 4 ее переворачивают и зубилом отрубают оставшуюся часть. Не очень толстые
заготовки лучше рубить вручную при_помощи подсечки, которую устанавливают в отверстие наковальни. На нее кладут
Рубка зубилом на подсечке и наковальне.
заготовку, сверху наставляют зубило, по которому наносят
удары кувалдой. Во избежание повреждения острых закаленных клинков инструмента металл насквозь не прорубают. В
художественной ковке очень часто применяется разрубка
Фрагмент парковой решетки. ХУІІІ в.
(прорубка), когда заготовка только подрубается, и надрубленные пластины металла отгибаются и обрабатываются с
целью превращения пластинки металла и декоративные элементы: завитки, цветы, лепестки и т. п.
Заготовка зажимается в тисках и рассекается “под острым
269
углом в продольной оси. Полученный клинообразный 'шип отгибается и на коническом роге скручивается в виде завитка.
Очень эффективные декоративные детали получаются при
прорубке прямоугольного стержня посредине. Просеченное
отверстие расширяется, а затем поворачивают концы стержня
по обе стороны отверстия на 180” или З60° относительно друг
друга. Получаются очень декоративные крученые шишки.
с
Прошивка
Для получения сквозных отверстий применяются пробойники и›бородки. Для этого нагретую заготовку кладут на наковальню и, поставив бородок, бьют по нему кувалдой. Бородки имеют круглое, овальное, квадратное, прямоугольное
сечение. Обычно заготовку пробивают на 3/ 4 толщины и за-
тем, провернув, пробивают сквозное отверстие. Для увеличения диаметра отверстия в него вбивают оправу нужного диаметра. В узких полоеках вначале пробивают отверстие зубилом, а затем расширяют его, применяя оправки 'нужной
конфигурации.
Гибка и" скручивание
Для придания заготовке изогнутой формы по. нужному
контуру применяется гибка. Для устранения искажения формы в зоне изгиба обычно до гибки производят высадку тех
участков, где по вашему замыслу предполагается гнуть заготовку. При этом надо учитывать, что явление утяжки
(уменьшения сечения) проявляется тем сильнее, чем больше
угол загиба и чем меньше радиус закругления. Устраняетея
утяжка правкой и проглаживанием поверхности. Гибку под
углом обычно производят на ребре наковальни с нагревом и
на небольшом участке заготовки.
В случае слишком большого нагрева площади гибка произойдет по дуге. Нередко прут сгибают, воткнув его конец в
отверстие наковальни до нагретого участка и пригибая к плоскости наковальни. В случае, если прут или полосу надо сотнуть и неоднократно, а также, если места сгибов расположены очень близко друг от друга, то их гнут на шпераке с рогом или при помощи специальных оправок. Гибку по дуге
выполняют на роге наковальни или на соответствующих по
дуге шпераках.
Сложные по конфигурации профили гнут на оправках. Если кривые повторяются неоднократно (рапопорты) ,_ то их
гнут на приспособлениях, представляющих собой плоскость с
270
°
чіэІ
ЁЕ2
22:12:11
.
гт::::ш
2)
І3)
-511:
(0
1 - гибка на ребре и на роге наковальни, 2 - гибка
завитка на роге наковальни, 3 - скручивание стержней, 4 - гибка декоративной шишки.
'
выступающими штырями. Спирали из нетолстых прутков и
полос выгибают в холодном состоянии в тисках, а из более
толстых материалов - на специальных оправках и роге наковальни.
Для изготовления (шишек) сначала сворачивают с двух
сторон спирали, а затем выколачивают их на конической оправке, и основания двух спиральных конусов совмещают. В
старину широко применялся очень красивый способ украшения - скручивание. Стержни толщиной до 20 мм, предвари-
тельно отожженные, скручивали в холодном состоянии. Один
конец стержня зажимался в тисках, а на второй надевалась
металлическая трубка, имевшая соответствующий профиль
внутри. Скручивался стержень воротком, надетым на свободный конец прутка. Вороток представляет собой стальную полосу с отверстием посередине, соответствующим профилю
прутка. Скручивание таких заготовок могут выполнять и два
человека. Закрепив заготовку в клещах, надо вращать ее в
противоположных направлениях. Очень декоративно выглядят свитые в шнуры несколько тонких прутков. При скручивании и свивании заготовка нагревается до желтого, в крайнем случае до ярко-красного цвета. При более низких темпе271
ратурах требуется- приложение больших усилий и не исклю-
чено появление трещин на поверхности.
Отделка Івыглаживаниеі
Применяется для того, чтобы придать поковке законченный вид и выровнять поверхность при помощи гладилок и обжимов. Для отделки внутренних и вогнутых поверхностей
применяют специальные гладилки. -Выглаживают постепенно,
перемещая гладилку и ударяя по ней кувалдой. Нередко от-
делывают лишь отдельные участки поковки, что придает особую оригинальность изделию. Если это соответствует вашему
замыслу, то на поверхности зубилом в холодном состоянии
можно нанести всевозможные насечки, штрихи, различной
сложности узоры, надписи. Производится насечка на плоских
поверхностях, хорошо видимых на готовом изделии.
В случае, если насечку надо выполнить на кольцах или
полых деталях поковки, то их делают на оправках. Специ-
альными подбойниками, или пуансонами выполняют канавки, углубления.
Кузнечная сварка
_В старые времена многие кованые детали соединяли горновой (кузнечной сваркой). Этим способом легко сваривается
мягкая сталь с содержанием углерода 0,15-0,25%. Если в
стали содержание углерода более 0,45%, то она практически
кузнечной сварке не поддается.
Процесс кузнечной сварки состоит из следующих операций: подготовка концов, нагрев, сварка и проковка сваръюго
шва. Концы, в зависимости от толщины поковок, подготавливают разными способами. Тонкие концы после нагрева сваривают встьп<. Толщиной до 10 мм сваривают внахлестку. Кон-
цы нагревают и-скашивают, причем, скошенные поверхности
делаются несколько выпуклыми, чтобы сварка началась в
центре, тогда шлак отожмется к краям. При толщине концов
более 60 тмм сваривают вразруб. То есть концы нагреваются,
осаживаются. Один из них разрубается, 8 другой вытягивается клином. После подготовки концов их нагревают до белого
каления (1300-1350°С), удаляют окалину при помощи флю-
са - мелкого кварцевого песка или бура, который создает
тонкую пленку и предохраняет сталь от дальнейшего окисления. Нагретые концы очищают от шлака стряхиванием или
березовыми прутьями, вплотную укладывают на наковальню
и обрабатывают ручником или кувалдой. Кроме сварки гото272
вые детали соединяют скобами, обоймами, клепками, которые не только обеспечивают высокую прочность, но и сами
по себе являются выразительными декоративными деталями.
Методы патирования будут приведены в других главах.
ХУДОЖЕСТВЕННОЕ ЛИТЬЕ
[Микролитье]
Художественное литье является древнейшим видом обработки металла. Археологические находки в Древнем Египте и
Вавилоне доказывают, что уже за пять тысячелетий до нашей
эры человек умел отливать металл. Шедевры античной грече-
Золотой гребень из кургана Салоха.
Скифия.
ской и римской культуры являются образцами литейного искусства. В Древней Руси художественное литье было освоено
уже в УІ-УІІІ веках. Еще раньше этим искусством овладели жившие на территории нашей страны скифские племена
(УП в. до н. э. г ІІІ век н. э.).
Общеизвестен знаменитый литой золотой гребень из кургана Салоха, представляющий собой ажурную отливку, изо274
бражающую борьбу двух скифов с греческим всадником (хранится в Государственном эрмитаже). Вначале предметы отливались из золота, серебра, легкоплавких бронзовых сплавов.
Историк академик Б. А. Рыбаков в капитальной монографии «Ремесло Древней Руси» дал полную картину развития
Российского литейного производства, описал современную
технологию литья, способы отливки в каменные и глиняные
формы, литье по восковым моделям.
Ремесленники Киева, Новгорода, Владимира, Ростова Ве-
ликого, Москвы и десятков других городов отливали поясные
накладки, браслеты, пряжки, подвески, застежки, рукоятки
в
_
,, її. І
9
Єъ
1/'
_ _
_
`
71
8'<Ь"-
І-
,_.._“,
'г'~','2
,-,їё
І
гЁч.*гг
'Іё'*'ї:1:.,
1!дЧ*/2'<ЬЖ)
-
дп
\э;_'\ ща- . ×
\<`(ї/“\;,:, р
Здь
.
1; э`~<{З Ё
яї*
Х
тв ч
›
1,/
›3`\<1̀-чё"
Ё`(` '.ї1';е=>.:, Р;2,:3±
1"-_____;___.. 4
(
От
но4*)
.ї›Ф,›3У__\'
3-Ж*
г(`-
"""`. '_і
Серебряная литая лампадка.
1492 г.
"Ч
мечей, церковную утварь и многие другие предметы, затейливо украшенные орнаментом. Нередко литейные работы сочетались С другими техниками - филигранью, зернью, чеканкой, эмалью, чернью. Знаменитые литые серебряные
браслеты с черневым узором относятся к лучшим произведениям литейного искусства Древней Руси. Киевские и Владимирские литые браслеты покрывают тончайшие, выделяющиеся на черневом фоне рисунки, изображающие фантастических птиц, львов, барсов, кентавров, а также воинов,
гусляров в обрамлении пышного растительного орнамента.
Первым российским мастером-литейщиком, оставившим нам
свое имя, был Константин, отливший в 1166 году бронзовое
паникадило, найденное при раскопках городища у села Вжище на Брянщине. Удивительнейшими образцами ювелирного
275
художественного литья являются детали книжных окладов серебряные накладки из сложного пышного переплетения
растительного орнамента с изображениями фантастических
животных и птиц.
В первой половине ХУ века начало развиваться искусство
литья из чугуна. Замечательным мастером был Андрей Чохов
(?-1629 г.) - пушечный и колокольный мастер. В 1586 году
он отлил Царь-пушку массой в 40 т.
Высочайшим образцом художественного литья является
огромный <<Царь-колокол››, отлитый из колокольной бронзы
Иваном Фсдоровичем Моториным (ок. 1660-1735 г.) и его
'**~д\цц..
Чугунное литье. Касли.
сыном Михаилом (?-1750) в 1735 году. Вес колокола около
200 т. Особенно интенсивно художественное литье из чугуна
стало развиваться в начале ХУІІІ века в связи с развернувшимся городским строительством и особенно в связи с бур276
ным строительством столицы империи - *Санкт-Петербурга.
Многие тысячи пудов узорных решеток для дворцовых и парковых оград, мостов и набережных ежегодно направлялись с
чугуно-литейных заводов в Петербург и другие города страны. В ХУІІІ в. возник чугунолитейный художественный” промысел в Уральском поселке Касли, получивший всемирную
известность. Для своих моделей каслинские мастера использовали работы известнейших скульпторов. Касли прославился
не только совершенством самих отливок, но и виртуозным
прочеканиванием поверхности скульптур, мельчайших деталей. Декоративный эффект Каслинской пластики строится на
использовании силуэтов, бликов полированного чугуна. В настоящее время существуют различные способы литья, позволяющие отливать изделия самых различных размеров и веса -от нескольких граммов в ювелирной промышленности до
крупных памятников из чугуна и бронзы. Некоторые способы
применительно к индивидуальным возможностям и рассмотрены в этой главе.
Литье в разовые=песчаньіе` формы - древнейший способ,
широко распространенный ив наше время. Суть его в том,
что по модели (оригиналу) из формовочной смеси изготавливаетсялитейная форма, в которую и заливается расплавленный металл.
Для извлечения готовой отливки форма разрушается и,_в
случае необходимости повторной отливки, изготавливается
заново. Основной и важнейший материал литейных форм формовочная смесь, которая составляется из кварцевого песка
и глины. Песок должен быть промыт, отмучен и просеян через сито с ячейками 1-1,5 мм. Глину также отмучивают,
т. е. заливают водой и перемешивают, после отстоя песчинки
и твердые включения опустятся на дно, а органические включения останутся наверху.
Для отливок художественных изделий глины берут от 12
до 25% от общей массы, для более крупных отливок содержание глины максимальное,
мелких - 12-15% от общей
массы. Формовочная смесь должна обладать достаточной пла-
стичностью, во влажном “состоянии -принимать отпечаток модели со всеми самыми сложными мелкими подробностями и
сохранять все конфигурации во время заливки. Пластичность
уменьшается при повышении ,фракции зерен песка и уменьшении содержания в смеси глины. Неоднородный песок разного размера с шероховатой 'поверхностью придает формовочной смеси большую пластичность. В то же время надо учитывать, что чем -больше в. смеси глины и влаги, тем ,хуже
газопроницаемость формовочной смеси.
7277
При заливке формы металлом образуется большое количе-
ство газов от сгорания защитных покрытий стенок формы и
испарения влаги, которые выходят или через стенки формы,
или через слой жидкого металла, и если газопроницаемость
будет неудовлетворительной, то образуются раковины. Надо
учитывать также, что стенки самой формы при заливке металлом подвергаются воздействию больших температур и не
исключено, что слой, соприкасающийся с расплавленным ме-
таллом, может оплавиться и пригореть, образуя корку, портящую поверхность отливаемого изделия. Поэтому при подборе формовочной смеси температура оплавления и спекания
смеси должна быть несколько выше температуры заливаемого
металла.
Огнеупорность формовочной смеси зависит от ее химического состава и величины зерен составляющих. Чем крупнее
зерна смеси, тем они труднее спекаются и оплавляются. Фор-
мовочные смеси готовятся для литья в просушенные формы и
для литья в сырую форму. В «сырые» формы обычно заливается чугун при литье несложных изделий (деталей), литье из
бронзы сложных художественных моделей производят обычно
по просушенным формам. В промышленном производстве
применяют специальные приборы для определения свойств
формовочной смеси, но для индивидуальной работы на практике применяют следующий метод.
Для приготовления формовочной смеси 8,5-9 частей песка смешивают с 1-1,5 части глины и добавляют около 0,5
части воды. Тщательно перемешивают. На практике опти-
мальную влажность определяют так: из приготовленной смеси скатывают шарик и подбрасывают вверх. Если при падении шарик не рассыпался, но и не расплющился, то формовочная смесь приготовлена хорошо. Если шарик рассыпался,
значит в смеси недостаточно влаги, а если расплющился, то в
ней избыток воды (для -корректировки смеси в первом случае
добавляют воды, во втором - необходимое количество смеси).
При отливке следует учитывать и явление усадки (уменьшение объема металла при переходе из жидкого состоягшя в
твердое).
При охлаждении сама отливка сокращается и несколько
отходит- от стенок формы. Отливка всегда меньше модели, по
которой сделана форма. Металлы и сплавы с большой усад-
кой нежелательны. для литья художественных издешай.
278
Литейная усадка некоторых металлов и сплавов
Металл
усадка
(%) земля-
Металл
ной формы
Усадка
(% Эземлянои формы
Олово
0,2-0,3
Цинк
1,1-1,2
Свинец
0,8
Силумин
1 ,1-1,2
Художественная бронза
Алюминий
1,5
1,6
Медь
Нейзильбер
1,8-1,9
2,0-2,1
Зная величину усадки металлов, можно определить, насколько больше следует изготавливать модель, и по этой модели - форму для получения отливки нужного размера. Кроме того, для высокохудожественных изделий учитывается
также припуск на последующую механическую обработку.
Формовочные инструменты довольно незамысловаты. Это
подмодельные доски, совки, сита для просеивания с размером
ячеек 1-1,5 мм (для большого литья), трамбовки для уплот-
нения смеси, металлическая линейка для удаления с поверхности лишней смеси, душники-наколки (длинная стальная
игла для наколки тонких каналов, увеличивающих газопроницаемость), деревянные молотки для расколачивания модели, кисти из льна - служат для смачивания углов и стенок
формы перед извлечением модели для придания ей большей
прочности, заостренные стержни для выемки деревянных- и
гипсовых моделей, щетки для очистки моделей от земли, гладилки для заглаживания повреждения в форме, мешочек для
припыла поверхностей толченым углем или графитом; Благодаря тонкомуслою припыла, нанесенного на модель, к ней не
пристает формовочная смесь, а наличие припыла на поверхности формы способствует чистоте отливок, т. к. он образует
противопригарный слой. Лучшим припылом является очень
мелкий желтый порошок - ликоподий, получаемый из спор
болотного растения - плауна.
Основа для изготовления формы. - модель, выполняемая
в натуральную величину, из гипса, дерева, пластмассы, металла или других материалов.
По конструкции модели для художественного литья, в зависимости от способа приготовления форм и степени сложности отливок, делят на цельные, разъемные, с отьемными частями, со знаками для пустотелых отливок. Цельные модели
выполняют, когда изделия имеют простую -форму, без сложных рельефов и значительных углублений (барельефы, на-
кладки, архитектурные детали и т. д.).
Для более сложных изделий применяются разъемные мо279
дели, отдельные части которых обычно соединяются шинами;
более сложные формы моделей. Для моделей, изготавливаемых из дерева, применяют сосну, ольху, грушу, березу, орех,
яблоню.
Во избежание коробления и растрескивания большие мо-
дели обычно делают не из цельного куска, а из отдельных
частей, склеенных по принципу совпадения слоев.
Деревянные модели красят и покрывают лаком, который
предохраняет модель от разбухания. Кроме этого к лаковой
поверхности. не. прилипает формовочная земля. Очень удобны
модели, выполненные из гипса, покрытого лаком, но гипсовая
модель не дает возможности сделать припуск _на усадку.
Для большей наглядности рассмотрим процесс отливки металлической шкатулки, состоящей из двух частей: корпуса и
крышки. Для возможности нормального извлечения из формы
корпуса и крышки-их боковые стенки выполняются с~ некоторым уклоном. Предварительно на лицевых поверхностях выА
' 21ЁА
гг
“Ч4
_,
К “_”
...пдд
` її-
:
1,
*с
»ад-.».-
4* \"'\
_ с. ~
ат
9
*" 1
1*Оч-с:;`ть'>' "4_`.,_."
*'о»
ў
:_\~а_а_ц›
ь Ё?*3ї;'\4.Ё'”'*
;1.~1;
_.
›\' *
_,
-,_-ў_: И
*г
~-
,,
_
'
___ 1
3. ЅІ _
4.
_ `
,У
1*
/,1
,1743*»
,__
›,|во'
~
»ОС
І(""'~:;*_т
А11,~У~е
_ '-7 9 їч
24.
. - Ч= -ч,;д.к*.*Г,›`*`,,'
е -2'› т_;
!_І “Ё л \,
/1*;3$ї`д›,-АЗ:11~,;іАІ?&'р_~щ~.›;.і'*._\
1
І І І 1 ' , . 4. Д
~
Ф
_»
Ш -.
тег
-_
-_ _~ Ё
\
1 :~~“"
,І-_ __ А3
1..9ььд
"_
`О
'Ф ~ ~ -- «*
г-,\<"#:_<@Ф
7 Ё):
~
~
1--~ (чад 1
.-~"1
,,Ёд:›*;,_{,ггд;*;(7
`
т
»з
, '7
тн.
~
Мгєэіщ
- =
'
_,
_
Ч _
ўеірд {::*":/1,
*"у 9”~-И-/5” Ц
5
* Ё_7`
І/
1
С Пцгїіс
/П
'Шкатулка чугунная. Касли. Вторая половина ХІХ в.
полняются необходимые углубления и рельефы орнаментов и
окрашиваются. На подмодельную доску, представляющую собой гладкий, ровный щит, кладется модель (крышка) рельефом кверху. Рядом с крышкой вплотную прикладывается
прямоугольный деревянный брусочек (питатель), и устанавливается опока (ящик без дна). Поверхность. крышки и питателя припыливается порошком. Накладывается слой *формовочной смеси, уплотняя слои трамбовкой. После того как
опока будет заполнена доверху, металлической линейкой
280
снимается лишняя смесь. Затем на одинаковом расстоянии
душниками накалываются каналы для вывода газов.
Слой формовочной смеси прокалывают с таким расчетом,
что газовые каналы не будут касаться модели на несколько
миллиметров, чтобы металл не смог попасть в каналы. После
выполнения всех этих операций опоку переворачивают. На
конце питателя устанавливается шлакоуловитель со стояком,
а в самой- высокой точке модели помещают выпор. Сверху устанавливают вторую часть разъемной модели так, чтобы
штыри, находящиеся на ней, вошли в глухие отверстия, заранее просверленные в первой детали. Устанавливается сверху
вторая опока и, соединив ее с нижними штырями, покрывают
модель и литниковую систему тонким слоем припыла, заполняют верхнюю опоку формовочной смесью, так же уплотняя
и н-акалывая-~ отверстия для выхода газа. Затем наступает
очень ответственная операция: осторожная выемка из форм
моделей и литниковой системы. Формы внимательно осматриваются; в случае необходимости при обнаружении каких-либо повреждений эти места исправляются. Затем внутренние
поверхности припудриваются порошком; Накладывается одна
форма на другую. Обычно сверху накладывают два бруса и
пригруз, обеспечивающий прочность соединений.
Металл для заливки расплавляется в" тиглях в муфельной
печи. Расплавленный металл должен,иметь высокую жидкотекучесть, т. е. способность расплавленного металла заполнять форму. Для увеличения жидкотекучести заливаемый в
форму металл нагревается 'примерно на 100°С выше точки
его плавления. Так, если температура плавления олова равна
2З2°С, то заливаемый металл должен иметь температуру порядка 350°С. Температура плавления свинца - 327°С, заливаемый металл должен иметь температуру около `45.0°С. Расплавленный в муфельной печи металл заливается в форму
через воронку литника. До своего проникновения в полость
формы металл заполнит шлакоуловитель, где имеющийся
шлак поднимется вверх, а очищенный металл стечет в форму. При соприкосновении с формовочной смесью возникает
газ, который будет выводиться через выпор. При появлении в
выпоре металла залив прекращают на З--4 минуты, а затем
снова доливают и` оставляют остывать.
После полного охлаждения залитого металла опоки разъединяют, и отливку выбивают. Отливку осматривают, обрубают зубилом литниковую систему и при необходимости удаляют наплывы, если они имеются. При наличии 'пригоревшей
формовочной смеси ее удаляют металлической щеткой. 'Поверхность изделия обрабатывают напильником, чеканами. В
случае необходимостишлифуют, полируют и т. д.
28,1
С античных времен известно применение воскового литья.
Суть его заключается в следующем: изготавливается металлическая модель, снабженная литником. При выпуске не
очень больших серий (не крупных) изделий изготавливается
резиновая форма, а при перспективе выпуска более крупных
серий изготавливают разборную металлическую пресс-форму.
Применяя резиновую или металлическую пресс-форму из
специального модельного состава, изготавливают выплавляемые модели. Модельный состав состоит из 95% парафина и
5% полиэтилена,
При использовании резиновых форм или при изготовлении тонкостенных ажурных моделей этот состав плавят при
температуре 80°С и в жидком виде под давлением заполняют
избранные формы.
При использовании металлических пресс-форм модельный
состав используется в пастообразном состоянии. Предварительно формы смазываются касторовым маслом, разведенным
в спирте. Огромную роль играет специальный огнеупорный
состав, состоящий из гидролизованного раствора этилсиликата и маршаллита (тонкоразмолотый кварцевый песок). В за-
висимости от вида изделий около 60-70% составляет маршалллит и 40-30% - раствор этилсиликата. Модельный состав тщательно перемешивают и затем в него погружают
модель, а потом обсыпают плавленным дробленым кварцем
или кварцевым песком и тщательно сушат. 'Сначала 35-40
минут на воздухе при температуре 18-20°С, а затем в течение 30 минут в атмосфере, насыщенной парами аммиака.
Снова 30 минут на воздухе при комнатной температуре до
тех пор, пока не будет удален запах аммиака.
Процесс обсыпки дробленым кварцем или кварцевым песком (после покрытия огнеупорным составом) повторяется четыре-пять раз, т. е. до тех пор, пока стенка огнеупорного покрытия не достигнет необходимой безопасной толщины. После этого форму помещают в стальную опоку и формуют.
Для формовки употребляют сухой кварцевый песок с 1%ной добавкой борной кислоты, которая при прокаливании
формы расплавится и будет служить связывающим веществом. У опоки торцы заделывают тем же песчаным наполнителем с добавкой 15%-ного водного раствора жидкого стекла,
которое после отвердения придает необходимую прочность.
Затем наступает очень ответственная операция выплавки модельного состава, «который производится в предварительно нагретом до 200°С сушильном шкафу. Причем, чаша литника
обращена вниз для стока. После того, как модельный состав
вытечет, опока переносится в муфельную печь, где прокаливается в течение З-5 часов при температуре 850--900°С.
282
Если вы выполняете изделие из золота, то оно перегревается до температуры 1100°С ” (вспомните о жидкотекучести).
После окончания заливки форму надо немедленно начать
вращать со скоростью 150-170 оборотов в минуту в течение
30-60 секунд. За этот период металл отвердеет. Форму снимают со станка и охлаждают в течение З-4 часов. Затем
оболочку изделия кипятят в щелочном растворе, и после его
распада изделие промывают в горячей воде. Готовое изделие
или несколько изделий, если на базе одного общего литника
выполнялось несколько предметов, отрезается от литника,
подвергается отжигу и отбеливанию в 5-10%-ном растворе
азотной кислоты; вновь промывается, сушится, в случае необходимости подчеканивается, гравируется и т. д:
В практике мелкого кустарного производства рельефные
накладки, броши, кулоны, серьги, кольца и другое, отливка
из легких металлов и сплавов (олово, припой) производятся в
резиновые формы, которые изготавливают методом вулканизации сырой резины. Для этого используется 'тщательно обработанная и отполированная модель из металла, дерева, оргстекла, кости. Модель укладывается на дно металлической
гильзы (желательно, имеющей толщину стенок не менее 10
мм) и покрывается кусками сырой резины с пригрузом, поджимаемым. струбциной. Гильза устанавливается на прессе.
Можно использовать прессы, имеющиеся в любой вулканизационной мастерской. После вулканизации получается резиновая масса с оттиснутой на плоскости матрицей. Эта матрица
накрывается резиновой пластиной соответствующего диаметра из толстой резины с просверленным отверстием диаметром
до 6 мм.
Заливочное отверстие имеет конический литник. Вся эта
конструкция поджимается струбцинами для плотности прилегания, готовая форма устанавливается на вращаїощуюся площадку (в кустарном производстве применяют даже проигрыватель, его диск) и заливается расплавленным металлом. При
использовании этого метода не забудьте об отверстиях для
удаления газов.
Надо отметить, что оловянное литье незаслуженно забыто, а ведь на Руси, особенно в Х\/І~Х\/'ІІ веках оно имело
широчайшее распространение. Выполнялось оно "в медных
формах, иногда и в железных. Оловянные высокохудожественные отливки с пышным орнаментом имели толщин стенок 2-5 мм и применялись для украшения предметов буытаи
очень широко для внутреннего убранства церквей (иконы,
киоты и т. д.). Издеяшя из олова декорировались серебрением
и золочением, Отделочные работы литейных художественных
изделий будут описаны в другой главе.
283
АЖУРНАЯ СКУЛЬПТУРА
ХУДОЖЄСТВЄННЫЄ ПРОИЗВЄДЄНИЯ, ВЫПОЛНЄІ-Ц-ІЫЄ ИЗ ПРОВОЛОКИ ООЛЬШОГО ДИЗМЄТРВ КВЗДРЗТЗ, ПОЛОСЬІ, РЄШЄННЫЄ В ТЄХНИКЄ
її "*
5% 'С
г
Е .›`ч` їх
'с
_
її
ї
«_
ЪЁ
'Д
,
//ІІ
-~3
1
~.,.1
.*Ё .,д,.,- _
`
'
`
Скульптура из
проволоки.
'.ъ,
« ,
.
1 -
_ 'І,.^,›ї:|
ї
воивдшпу
Сувенир из проволоки.
сквозного рельефа, обычно украшают парки, общественные
здания. Оригинальность контуров .скульптуры, подчеркнутых
просветами силуэта, органической связью с уходящим пространством, делает ее очень декоративной и эффектной.
Ажурная скульптура не кажется плоской, она органически
объемна. Просветы внутри контура воспринимаются не как
пустое пространство, а как реальность композиционного образа. При выполнении работ в этой технике прежде всего надо
проработать рисунок и затем выполнить шаблоны в натуральную величину. При выполнении работ потребуется основательное зн_ание кузнечного дела: ковка, гнутье, рубка, сварки, другие способы соединения. Поэтому следует повторить
главу о кузнечном искусстве. Ажурные скульптуры выполняются не только в крупных произведениях, но и в небольшого
размера пластических изделиях. Для изготовления скульптуры малых форм применяется медная, стальная или алюминиевая проволока диаметром от 1 до 3- мм. Если это соответствует вашемузамыслу, то можно с успехом применять мягкую
м_онтажную проволоку в разноцветной изоляции или покры284
тую цветной эмалью. Каждый материал отличен по своим
свойствам и декоративным возможностям, требует своих особых, специфических приемов обработки, своей технологии,
своих инструментов. Для работы с проволокой малых диаметров потребуются молоток, киянка, плоскогубцы, кусачки,
круглогубцы, штангенциркуль, тиски, паяльник, Проволока,
особенно медная, довольно легко гнется. Чтобы приступить к
работе, проволоку надо прежде всего выпрямить методом волочения. Проволока зажимается между двумя деревянными
брусками и протягивается один-два раза. Такую проволоку
достаточно протянуть, сильно натягивая вокруг металлического или деревянного стержня. Режется тонкая проволока
кусачками, пассатижами. Проволока большого диаметра рубится зубилом или же подпиливается острой гранью напильника (трехгранного) и затем ломается руками. Загиб прово-
Скульптура из полосы.
285
локи под углом производится в плоскогубцах; более толстая
проволока гнется в тисках. Стальная проволока перед началом работ- отжигается и отбеливается. Согнутую проволоку
можно закалить, нагрев ее на открытом огне и -немедленно
опустив в холодную воду. Обрезки проволоки и детали композиции соединяются гибкой, прокручиванием или пайкой.
Широкое распространение имеет изготовление всевозможных сувениров из отходов проволоки малых диаметров. На
деревянной или фанерной основе рисунок при помощи копи-
ровальной бумаги или иными известными способами переносится на поверхность основы. По контуру рисунка выгибается
выбранная вами проволока (медная, алюминиевая, изолированная, витая из нескольких проволочек и т. д). Обычно диаметр проволочек применяется- в диапазоне 0,8--2 мм, но это
всецело зависит от.вашего замысла. На поверхность" основы
наносится тонкий слой клея ПВА, и при начале схватывания
клея по контуру рисунка на основе выкладываются проволочные элементы рисунка. После просушки, длящейся обычно
2-З часа, поверхность основы и рисунка покрывается бесцветным лаком. Если это будет соответствовать вашему замыслу, детали рисунка покрываются краской и после ее сушки лакируются.
И
1
ИСКУССТВО ПРОСЕЧНОГО ЖЕЛЕЗА,
Искусство просечного железа шло плечо к плечу с развитием кузнечного мастерства. Ковка и ажурная просечка неотделимы друг от друга. «Плоскостное узорочье» органично
вплеталось в белокаменную вязь Киевской и Владимиро-Суз-
дальской Руси тподзорами куполов храмов и крыш, фонарями,
накладками дверного кольца и петель (жиковин), Ажурнїями
просечными полосами оковывали шкатулки, поставцы, сундуки, ларцы.
Особенное развитие просечные изделия получили в Новгородских, Ярославских, Вологодских землях.
'Оригинальны и декоративны были работы Велико-Устюж-
ских мастеров.
В растительных мотивах просечки причудливо переплетались стебли, листья, цветы самых затейливых очертаний. Нередко узор обогащался дополнительными украшениями: чеканкой, узорами, наносимыми сечками или зубилом.
С середины ХІХ века кровельный металл повсеместно рас-
пространился, особегшо в городах. Наряду с плотшшами и резчиками по дереву, мастера просечного металла создавали выразительное убранство построек. Вдоль конька крышди выполнялся
ажурной
просечкой
гребень.
Нередко
в
углах
устанавливали башенки с вырезанными из жести флюгерами.
Особое внимание уделялось силуэту. Рисунок просечки наносился так, чтобы просветы создавали свой дополнительный
узор.
В настоящее время предпринимаются усилия возродить
этот древний вид прикладного искусства. Обычно просечку
делают из кровельного железа, имеющего толщину 0,35-0,8
мм, обладающего высокой пластичностью: легко гнется, просекается, режется.
Для изготовления в этой технике предметов быта можно
“
применить оцинкованное железо, медь, латунь толщинои
до 2 1
мм, алюминий толщиной до З мм. Перед началом раскроя и
просечки заготовку надо отжечь, чтобы снять внутрикристаллическое напряжение и отбелить в 10-15%-ном растворе соляной или серной кислоты. На поверхность 'заготовки нано-
287
Накладки для деревянного сундука. Х\/ІІІ в
Уличный фонарь.
288
сится разработанный рисунок. При довольно сложном орнаменте лучше всего воспользоваться следующим способом: металл обезжирить раствором соды и на поверхность нанести
слой белой или желтой гуаши (акварельной краски). После
того как краска высохнет, через копировальную бумагу перенести разработанный орнамент и закрепить его прозрачным
лаком.
При работе над крупными формами целесообразно применять шаблоны, вырезанные из толстого картона. Обводится
шаблон остро заточенной стальной чертилкой или специальным карандашом - «стеклографом››. Просечка узора ведется
на торце чурбана или на специальной толстой ровной доске..
Мелкие и сложные ажурные орнаменты желательно выполнять на свинцовой плите, на ней же можно производить подчеканку для создания всевозможных дополнительных декоративных деталей. Инструмент для работы довольно нехитрый.
Для просечки листового металла до 1 мм применяют сечки,
своей конфигурацией напоминающие долота. Выполняются
сечки из инструментальной стали, режущая* часть закаливается. Ширина полотна от 4 до 20 мм. Лезвия прямые, полукруглые, желобчатые. Металл* толщиной более 1 мм обычно
просекают зубилами с прямыми или полукруглыми лезвиями.
Большое значение имеет заточка сечек и зубил. Угол заточки
для просечки алюминия обычно берут равным 35°, меди и латуни 45°, кровельной стали - около 60°. После заточки надо
снять заусенцы на оселке ияш пастой ГОИ на ремне. Обычно
просечку выполняют в следующей последовательности: лезвие зубила (сечки) устанавливается на контур рисунка вертикально и по торцу наносят удар молотком. Сила удара должна быть такой, чтобы металл прорезался с первого удара,
затем зубило (сечка) передвигается и устанавливается слегка
наклонно с таким расчетом, чтобы кончик лезвия немного
находил на уже сделанную просечку. Сечки (зубила) с полукруглым лезвием применяются дляпросечки контуров рисунка, имеющих сложную конфигурацию, при их применении
кромки получаются плавными. Желобчатымн сечками удобно
просекать закругления и отверстия. Нередко для работы применяют разного рода пробойники. Как уже указывалось, но
это важно, сложные и мелкие узоры в тонком листовом металле просекать на дереве нежелательно, так как тонкие перемычки могут разорваться, поэтому эту работу обычно выполняют на свинцовой плите, которая с успехом может быть
применена и для дополнительной прочеканки вырезанных
элементов орнамента с тыльной стороны для придания им
рельефности и -большей жесткости. Острые кромки, заусенцы
по окончании работы опиливаются напильниками (надфиля10 Энциклопедия умельца
289
ми). В случае необходимости детали сгибаются и крепятся
клепкой. Готовое изделие шлифуется шкуркой разной зернистости. Для предохранения поверхности от коррозии и в декоративных целях на поверхность наносится защитная пленка. Методы декоративной отделки будут приведены в других
главах.
ФОТОГРАФИЯ НА ОПОВЕРХНОСТИ
МЕТАЛЛА
Поверхность металлической пластины должна быть тщательно отполирована, отшлифована и обезжирена в теплом
мыльном растворе, промыта и высушена. Для этого готовится
специальный раствор, состоящий из 2,5 г двухромовокислого
аммония, предварительно тщательно размельченного в фарфоровой ступке, 30 г очищенного столярного клея, 15 г взбитого яичного белка, 3-4-х капель нашатырного спирта и 100
мл воды. 2,5 г тонко измельченного двухромовокислого аммония растворяют в 50 мл воды. Затем отдельно в 50 мл воды
растворяют взбитый белок и клей. Клей должен быть предварительно очищен. Это выполняется следующим способом.
Столярный клей в количестве 25 г и малярный клей в том же
количестве заливают 50 мл воды и оставляют для набухания.
После этого смесь растворяют в водяной бане и вливают пбловину яйца. Смесь тщательно перемешивают и кипятят не
менее 10 минут. Затем в раствор добавляют не более 0,1
грамма хромовых квасцов, растолченных в порошок, и вновь
смесь тщательно перемешивают. Полученный раствор выливают в цилиндрический сосуд, где он и отстаивается. Через
непродолжительное время белок и все примеси осядут на дно
сосуда. Образуется студенистгш масса, которую извлекают из
сосуда, верхний_и нижний слои срезают и удаляют, а срединную очищенную смесь применяют для приготовления нужного раствора. Раствор двухромовокислого аммония и раствор из
белка и клея смешивают и дают отстояться в течение 12 часов, затем фильтруют 'через 4-5 слоев марли с ватой. Раствор сохраняет свою лееспособность в течение З-х дней. Приготовленный раствор наливают равномерным слоем на подготовленную металлическую поверхность, и пластина ставится
вертикально в затемненном помещении для просушк_и. По
окончании сушки на поверхность пластины накладывают
штриховой негатив, помещают в копировальную рамку и экспонируют на ярком свете. Выдержку, так как она зависит от
многих факторов, определяют- опытным путем. Поэтому чрез|0=о=
вычайно важно для получения профессиональных навыков
вести подробные записи выполнения всех процессов и анализировать их. Экспонированную пластинку опускают в ванночку с водой (18-20°С) и проявляют около 60 секунд. Затем пластина промывается под очень слабой струей воды и
погружается в 1%-ный (водный) раствор анилинового краси-
теля, где и произойдет окрашивание невидимого до того изображения. Цвет анилинового красителя берется в соответствии с замыслом общей композиции. После этого пластину
хорошо промывают в проточной воде и сушат.
_
,І
і
1
МЕТАЛЛОПЛАСТИКА
Техника покрытия поверхности в декоративных целях
тончайшими листами драгоценного металла была освоена еще
в глубокой древности. Во всяком случае, великие древнегреческие скульпторы периода высокой классики -- Фидий (начало У века до н. э. - около 432-431 до н. э. и Поликлет из
Металлопластика.
293
Аргоса, теоретик искусства второй половины У века до н. э.
применяли эту технику для украшения своих великолепных
статуй. Сохранились два фрагмента сочинений Поликлета
«Канон», в котором выводится цифровой закон идеальных
пропорциональных соотношений человеческого тела. Широко
применялся этот художественный прием и мастерами средневековья, но особенного расцвета он достиг в конце ХІХ - начале ХХ века, когда выполнялось громадное количество бытовых предметов в технике металлопластики (рамы, блюдца,
шкатулки, ковши и т. п.). Однако, впоследствии этот один из
древнейших видов художественной обработки металла был
незаслуженно забыт. Внешне художественные произведения,
выполненные в технике металлопластики, очень похожи на
чеканку, но это только поверхностное сходство. На самом деле они очень отличны друг от друга. И не только технологией
исполнения; но и используемым материалом. Так, если для
чеканки применяются тонкие листыметалла от 0,5 мм и выше, то для металлопластики материалом служит фольга или
тонкие листы металла до 0,5 мм. Но основное отличие металлопластики от чеканки заключено в самой технологии. Если
в чеканке форма рельефа образуется за счет механического
воздействия молотка по чекану, то в металлопластике форма
образуется вследствие плавных деформаций, производимых
специальными инструментами. Для выполнения не очень
сложных работ в технике металлопластики необходимы следующие инструменты:
а) контурная стека (линейник) предназначается для выдавливания контура орнамента (рисунка). Для выполнения
тонких линий используется стека с диаметром рабочего конца
1 мм, а для более толстых линий с диаметрами рабочего конца 2-3 мм;
б) несколько давильных стеков разнообразных форм:
плоская узкая стека - для выдавливания узких линий;
плоская “широкая стека - для проглаживания фона;
в) конусная выдавка- для выдавливания узких канавок и
разной конфигурации углублений;
г) шарообразные еыдааки. Имеют на рабочем конце шарики разных диаметров. Предназначены для проведения спиралей, криволинейных линий, выдавливания округлых углублений и т. п.;
д) пуансоны различных конфигураций. В, зависимости от
вашего замысла предназначены для обработки фоновых поверхностей;
е) линолеум размером около 25х40 см;
ж) утолщенное стекло 8-10 мм такого же размера;
з) небольшие мягкие подкладки (фетр, драп).
294
Все инструменты держатся в кулаке правой руки с наклоном к себе около 30°. Ведутся по направлению к себе, при
этом направляются указательным пальцем левой руки, регулируя усилие. Рисунок выполняется в натуральную величину
и переснимается на кальку. Затем через копировальную бумагу бзеркальное изображение рисунка переводится на поверхность металла. Предварительно, до нанесения рисунка, металлическая пластинка отжигается, то есть нагревается до
Стеки для металлопластики.
слабого бурого каления и медленно охлаждается. Причем, ес-.
ли вы работаете с цинковой пластинкой, то отжиг производится один раз, но если используются пластины из меди, латуни, и т. п., отжиг надо производить в процессе работы 2-3
раза. Обычно начинают работу с обводки контура рисунка соответствующим стеком (линейником). Металлическая пластинка накладываются на линолеум и линейником обводятся
все линии рисунка, выдавливая канавку на небольшую глубину. После этого пластинка переворачивается лицевой стороной вверх и той же стекой, отступив на 1 мм, проводят те
же параллельные линии (дубль-контур). Закончив линии
дубль-контура, металлическую пластинку лицевой стороной
накладывают на утолщенное стекло и широкой стекой выравнивают фон вокруг рисунка.
При выполнении сложных композиционных рисунков выдавливание ведется последовательно, начиная с тех деталей
рельефа, которые должны иметь максимальную высоту.
После каждого выдавливания рельефа на линолеуме производится выглаживание фона на стекле. Производят выдавливание не только на основе из линолеума, но и на фетре
или войлоке. Причем, надо учитывать, что линии, выдавленные на войлоке (фетре), несколько шире и рельефнее, чем
295
линии, выдавленные на линолеуме, а линии, выдавленные на
стекле, тоньше линий, выдавленных на линолеуме. Существует прямая зависимость толщины и высоты рельефа от твердости основы.
'
Обычно процесс нанесения рисунка в технике металлопластики заключается в выдавливании. контуров на линолеуме,
углублении определенных элементов рисунка на войлоке
(фетре) и обжимке на стекле с выравниванием фона. Но нередко поступают и несколько по-дРуГ0Му. Сначала тонким
контурным стеком (линейником) наносят штрихи или тонкие
насечки, а затем выдавливают (широким давильником на линолеуме или войлоке (фетре) всю большую форму. Фон, в
зависимости от замысла, остается гладким или обрабатывается пуансоном. Для этого заготовка кладется на линолеум, пуансон держится в левой руке вертикально на расстоянии до
1 мм от поверхности, и легким ударом ладони правой руки
наносится соответствующий рисунок.
Особое внимание при производстве работ надо обратить на
качество инструмента. Рабочая часть должна быть тщательно
отшлифована и отполирована. Выполненный в технике металлопластики рельеф, заполняется раствором гипса, гермопласта и т. п. для предохранения от смятия. К деревянной основе выполненный рисунок крепится клеем или мелкими
гвоздиками.
КРАТКИЕ СВЕДЕНИЯ ПО
ОТДЕЛОЧНЬІМ РАБОТАМ _
МЕТАЛЛИЧЕСКИХ ИЗДЕЛИИ
Плотность - по плотности металлы подразделяются на
легкие и тяжелые. К легким относятся все металлы с плотностью до З, а к тяжелым - все металлы с плотностью от 6 и
выше.
`Плотность металлов
Плотность
Металль1 (сплавы)
Магний
Алюминий
Титан
Цинк
Олово
Железо
Нейзильбер
Латунь
.
Плотность
Металлы (спла в ы)
1 ,74
2,7
4,5
7.14
Бронза
Мельхиор
Медь
Серебро
8,6
7,29
Свинец
11,34
7,87
Ртуть
13,56
8,4
8 ,5
Золото
Платина
19,32
21,5
8,9
8,94
10,5
“Ч
Температура плавления различных. металлов находится в
огромных пределах. К примеру, некоторые легкоплавкие
сплавы плавятся при совершенно незначительной температуре.
Так, например, легкоплавкшїг сплав, предложенный в 1860 г.
английским инженером Вудом (висмут 50%, свинец 25 %,
олово 12,5 %, кадмий 12,5 %), применяемый в противопожар-
ных устройствах, линейных моделях, металлографических
шрифтах, плавится при температуре 68°С, а наиболее тугоплавкий металл (вольфрам) плавится при температуре
З410°С, ртуть же, например, при комнатной температуре находится в жидком состоянии и плавится при температуре минус З9°С. По температуре плавления металлы подразделяются
на легкоплавкие (температура плавления не выше 700°С) и
тугоплавкие (температура плавления свыше 900°С).
297
Температура плавления металлов
Металлы (сплавы)
Темпера- Н
тура плав-
ТемпераМеталлы (сплавы)
тура плавления,°С
ления,°С
Олово
-39
231,9
Н Бронза
Золото
Свинец
327
Цмедь
Цинк
Алюминий
419,4
Мельхиор
658
Железо
Серебро
960,5
Платина
Латунь
900-1045 _ Осмий
1050
Вольфрам
Ртуть
Нейзильбер
1010-1140
1063
1овз
117о
1533-1539
177з,5
2100
з41о
Отжиг. При механическом воздействии в металлах и
сплавах возникают внутренние напряжения,. то есть в одних
частях металла происходит сжатие, а в других растяжение,
изгибы, смятие, и т. п. Вследствие этих деформаций в метал-
лах возникают процессы кристаллического перестройства, то
есть перемещение атомов внутри кристаллов и даже перемещение атомов из одного кристалла в другой. С целью восстановления структуры, уменьшения деформаций в кристаллических решетках, придания устойчивого состояния, однозначного для всех изделий, применяется отжиг, то есть нагрев
изделия до определенной температуры и медленное охлаждение.
Так как скорость движения атомов зависит от температуры, то при нагреве металла ускоряется их движение и облегчается их обратное перемещение из одного кристалла в другой. Из остатков деформированных зерен возникает новая
равномерная структура. Этот процесс носит название раскристаллизации. Температура раскристаллизации приблизительно составляет 1/4 от величины температуры плавления, взятой по абсолютнойшкале, которая имеет градус, равный градусу Цельсия, а за <<нуль›› условно принята точка -- минус 27З°С.
Температура начала раскристаллизации.
Металл
Ё-
Металл
Т%`:::РЁ_
Олово
-80
Медь
' 280
Свинец
-30
Железо
450
Цинк
Алюминий
0
1 00
Никель
530
1
298
Из данной таблицы видно, что легкоплавкие металлы олово, свинец, цинк - при механическом воздействии наклепу не подвергаются. Это объясняется тем, что для их раскристаллизации, достаточно комнатной температуры. Надо учитывать, что приведенные в этой таблице температуры относятся к началу раскристаллизации, и на практике для
ускорения этого процесса температуры нагрева берутся выше.
Увеличение в незначительных пределах температур отжига
оказывает положительное влияние на процесс раскристаллизации (процесс ускоряется, создается равномерная структура,
снимаются внутренние напряжения и т. д.), но при значительном нагреве может произойти перегрев (вызывает рост
зерен и снижение механических свойств. Исправляется механическим воздействием с последующим отжигом) и пережог
(приводит к окислению и оплавлению границ зерен, резкому
падению пластичности и т. д., структура металла не поддается исправлению, и изделие подлежит переплавке).
Отжиг в индивидуальных условиях производится в кузнечном горне или на открытом огне. Изделие постепенно нагревается, а затем так же постепенно охлаждается на открытом воздухе или в сухом песке или золе.
Закалка - нагрев изделия до высокой температуры и затем быстрое охлаждение для придания высокой твердости и
прочности. Но при закалке с повышением твердости сталь
становится более хрупкой.
_`
В зависимости от режима закалки у одной и той же стали
можно получить различные свойства и структуры. На практике изделие равномерно нагревается до температуры 740±
850°С и немедленно охлаждается до температуры 400-450°С.
В качестве охлаждающих сред применяют воду или транс-
форматорное масло. Скорость охлаждения в воде (18-20°С)
достигает 600°С в секунду, а в трансформаторном масле скорость охлаждения около 150°С в секунду. Часто для повыше-
ния закаливающей способности в воду добавляют до 10% со-
ли или серную кислоту (до 12%). Надо отметить, что более
высокий нагрев наравне с чрезмерной скоростью охлаждения
в холодной воде может привести к короблению и деформациям. Для повышения вязкости и уменьшения хрупкости применяется отпуск. Причем, некоторые сплавы после закалки
отпускаются уже при комнатной температуре (естественный
отпуск), но другие сплавы требуют нагрева до определенной
температуры. На практике для определения температуры для
отпуска инструментов пользуются цветами побежалости. Начиная от 220°С, на очищенном от окалины стальном изделии
образуются тонкие пленки окислов железа, придающие изделию различные цвета - от светло-желтого до серого. С повы299
ШЄІ-ІИЄМ ТЄМПЄРЗТУРЫ ОКСИДНЗЯ ПЛЄНКЗ УТОЛЩЗЄТСЯ, И ЦВЄТ ЄЄ
ИЗМЄІ-ІЯЄТСЯ.
Температура нагрева
220
230
240
255
265
Цвета побежалости
Светло-желтый
Желтый
Темно-желтый
Коричневый
Коричнево-красный
Температура на›
грева
285
300
325
330
Цвета побежалости
,
Фиолетовый
Темно-синий
Светло-синий
Серый
,
_
При нагреве стальных изделий происходит их окисление и
обезуглероживание. Окалина на поверхности образуется за
счет окислов железа.
Отбеливание. Это процесс травления окисленного поверхностного слоя и удаления остатков флюса. В процессе отжига
поверхность покрывается оксидами металлов, а при пайке и расплавленным флюсом, с растворенными в нем оксидами.
Для их удаления применяют кислотные растворы (отбелы).
Состав и концентрация их зависят от сплава, который надлежит отбелить.
`
Не рекомендуется для извлечения изделий из ванночки
пользоваться стальными пинцетами. Обычно для отбеливания
в растворе и промывки изделий пользуются сетчатым ковшом
из кислотоупорного пластика, или применяют медные или
титановые пинцеты. Изделия обычно отбеливают в соляном
или серном отбеле. Соляной отбел - это 10-15%-ный раствор соляной кислоты при температуре от 60 до 80°С.
Продолжительность отбеливания до 3 минут, в зависимости от степени окисления и образования остаточного флюса.
Серный отбел - 10-15%-ный раствор серной кислоты при
температуре 60-80°С.
Продолжительность отбеливания до 8 минут. В случае, если нельзя использовать кислотный отбел (изделия с эмалью),
то применяется.10%-ный водный раствор сернокислого калия
при температуре 60°С.
После процесса отбеливания изделия промываются в проточной воде, сушатся. Все отбеливающие растворы" имеют
разъедающие свойства, поэтому необходимо при использовании их применять средства защиты и соблюдать осторожность.
300
МЕХАНИЧЕСКИЕ СПОСОБЫ ОТДЕЛКИ
Крацевание - обработка поверхности с помощью металлических щеток. В основном применяется как подготовительная операция перед химической или гальванической отдел-
кой. Как самостоятельный вид применяется для отделки в основном крупного художественного литья. Крацевание придает
изделию характерную матовую поверхность. Для крацевания
твердых металлов - стали, чугуна применяются щетки из
стальной проволоки диаметром 0,15-0,2 мм, а для мягких
металлов - алюминия, цинка - до 0,1 мм. Производится
крацевание при смачивании изделия 3%-ным раствором поташа, кваса, пива. Нередко крацеванием пользуются при
гальваническом серебрении и волочении для уплотнения
осадка.
,Шабрение - применяется для получения ровных, гладких, чистых поверхностей. Осуществляется шаберами, имеющими острозаточенное лезвие, которым снимается 'тонкая
стружка. Толщина стружки при черновой шабровке 0,050,02 мм, при чистой шабровке 0,02-0,01 мм. Обычно ее про-
изводят попеременно, в двух взаимно-перпендикулярных направлениях, что позволяет получать ровные поверхности без
волнистости.
Шлифование. Задача шлифовки - привести поверхность
В РОВНОЄ И ГЛЕІДКОС СОСТОЯНИЄ, ПРИОЛИЖЗЮЩЄЄСЯ К ЗЄРКЗЛЬНО-
му. С этой целью применяются войлочные круги с” нанесенными абразивными зернами, которые приклеиваются к кругу
столярным клеем. При шлифовании различных металлов на
станках применяют скорости:
а) чугун, сталь, никель - до 30 м/сек.;
_б) серебро, медь, бронза, латунь - до 20 м/сек~;
в) алюминий, олово, цинк - до 15 м/сек.
Чем сложнее профиль обрабатываемого изделия, тем скорость шлифования меньше. Так, например, при шлифовке
тонкого художественного бронзового литья скорость до 12
м/сек. Шлифование вручную также выполняется с помощью
абразивных материалов естественного происхождения: корунда, алмаза и т. д. и искусственных: карборунда, карбида бора
и др.
Абразивы, наклеенные на ткань или бумагу, носят название шлифовальных шкурок (наждачной бумаги). Шлифовка
сначала выполняется крупнозернистой наждачной бумагой, а
затем средней и мелкозернистой. В заключительной стадии
нередко применяется шлифовальная паста.
Полирование. Задача полирования - отделка поверхностей до зеркального состояния, чтобы луч света на поверхно301
сти не рассеивался, как при шлифованной поверхности, а отражался полностью.
Полировка производится как вручную, так и механическим способом.
Отшлифованные поверхности полируются как с помощью
специальных полировальных паст, выпускаемых промышленностью, так_ и при помощи составов, изготавливаемых индивидуально.
При механическом шлифовании обычно вместо 'войлочных кругов применяются хлопчатобумажные крупа, на которые
наносится шлифовальная паста. Как и при шдшфовке, при поли-
роваъши разяшчных металлов применяют различные скорости:
а) чугун, сталь, никель - до 30 м/сек.;
б) серебро, бронза, томпак, медь - до 25 м/сек.;
в) алюминий, олово, цинк - до_20~~м/сек.
Наиболее часто применяется паста ГОИ (Государственный
оптический институт). Паста ГОИ подразделяется на грубую,
среднюю и тонкую. Грубой пастой ГОИ удаляются царапин-
ки, средней полируют до появления ровного блеска, а тонкой
пастой добиваются интенсивного зеркального блеска. Виды
пасты ГОИ можно различить по цвету: грубая паста имеет темно-зеленый цвет, средняя - зеленьпїг, тонкая - светло-зеленый.
Состав паст ГОИ
Компоненты паст
Грубая
Средняя
Тонкая
Окись хрома
81
76
74
Силикагель
Стеарин
Расщепленный жир
Олеиновая кислота
2
10
5
-
2
10
10
-
1 ,8
10
10
2
Сода двууглекислая
-
-
0,2
Керосин
2
2
2
Силикагель - пористая белая масса, двуокись кремния,
применяется в промышленности для очистки различных веществ, имеет хорошую адсорбционную (поглощающую) способность.
На базе окиси хрома можно самостоятельно подготовить
полировальную пасту. Для этого берется обычный парафин
(свечи). При отсутствии окиси хрома его можно получить из
любой краски: художественная масляная, малярная, темпера,
гуашь. Предварительно (для удаления связывающих веществ)
краску нужно пережечь на открытом огне в банке.
302
После выгорания клея и масла в банке останется окись
хрома с примесью золы, остаток перетирают и просеивают.
Стеарин тоже надо соответствующим образом подготовить.
Для этого проделывают следующую операцию: кусок обычного хозяйственного мыла строгают ножом, полученные стружки “заливают на 3/ 4 подогретой водой и выдерживают до на-
бухани-я,_ затем смесь ставят на огонь и периодически перемешивают.
После полного растворения мыла в смесь тоненькой струй-
кой заливают уксусную или соляную кислоту. Когда раствор
станет -белого цвета, кислоту прекращают добавлять и тщательно перемешивают. Раствор 'начинает медленно светлеть,
а на его поверхности будут появляться светло-бурые хлопья
стеарина (жирные кислоты).
После перемешивании хлопья стеарина постепенно покроют слоем всю поверхность сосуда. Стеарин собирается ложкой
и выливается в стеклянную банку с холодной водой. Через
марлевую повязку выливается мутная вода и заливается чистая. Этот процесс повторяется 4-5 раз. При приготовлении
пасты нельзя расплавлять стеарин с парафином в металлической посуде на открытом огне во избежание их загорания.
Рекомендуется для этой цели применить обычную клееварку.
В металлическую емкость опускается банка и закрепляется
так, чтобы стенки ее не касались стенок емкости. Затем в
большую емкость наливается вода и ставится на огонь.
После того, как вода закипит, вт сосуде будет поддерживаться постоянная температура не выше 100°С. Закладывают
3 части стеарина и 2 части парафина и расплавляют их.
После их расплава при постоянном перемешивании в массу засыпают 7 частей окиси хрома и вновь очень тщательно
перемешивают до образования однородной темноз-зеленой
массы, которую и заливают в формочки, имеющие бортики
около 10" мм (в противном случае паста: может получиться
неоднородной. Очень тяжелая окись хрома опустится вниз, а
стеарин и~ парафин вытеснятся на поверхность). После за-
твердения массы ее режут на брусочки и для длительного
хранения заворачивают в алюминиевую фольгу.
Ручное полирование производится с помощью фетра, войлока, сукна, кожи, дерева. Инструментом для ручного полирования служат специальные стальные или гематитовые
(красный железняк, минерал) полировники. Стальные полировники представляют собой стержни с идеально отполированным рабочим концом.
Гематитовые полировники представляют собой деревянные
или пластиковые ручки с вставленным гладкоотшлифованным
гематитом в качестве рабочей поверхности.
303
Форма рабочей части полировников различна и выполня-
ется с таким расчетом, чтобы была возможность достичь любого участка. Применяют и палочки из древесины, имеющей
равномерную, однородную текстуру (бук, липа, осина, береза).
В зависимости от места работы рабочие кромки имеют разнообразные формы: круглые, полукруглые, треугольные и т. п.
Рабочая часть полировальных палочек натирается пастой.
Отличные полировальные палочки получаются из болотного
рогоза. В конце лета, когда цилиндрические початки рогоза
станут темно-коричневыми, их срезают и высушивают, затем
пух удаляют, а из стержня выполняют полировальную палочку.
Для полировки больших поверхностей используют обычно
деревянные колодочки, оклеенные фетром или кожей. В давние времена для полировки металла применялись высушенные травы. Особенно хорошие результаты дает растущий почти повсеместно хвощ.
химичёскив спосовы отделки
Металлы и сплавы имеют довольно однообразную серебристую или слегка голубоватую поверхность. Лишь золото имеет желтый цвет, да медь обладает специфическим красноватым оттенком. Латунь, бронза имеют зеленоватые и желтоватые тона, за сплавы на базе меди близки по цвету к золоту.
При художественной отделке металлических изделий можно
получить очень богатую гамму всевозможных цветов и оттенков. При воздействии определенных химических веществ на
поверхности металлов происходит реакция с образованием
новых химических соединений, прочно соединяющихся с основой металла, придающих поверхности новые цвета. В зависимости от применяемых веществ, образовавшиеся окислы
могут быть очень стойкими и не изменяться даже при нагре*
вании или воздействии не очень концентрированных кислот,
в дРУгИх случаях эти пленки не очень прочны и для закрепления их покрывают бесцветным лаком.
Современная наука разработала огромнейшее количество
методов химической отделки металла, но декорировать издеі
лие надо с учетом~его назначения и материала, из которого
оно изготовлено. Какими бы химикатами не обрабатывался
металл, предварительно надо его очистить, отшлифовать, отполировать, обезжирить и отбелить.
Медь:,.а) красно-коричневый цвет получится при смеше-
нии 1 части медного купороса с одной частью хлористого
цинка, разведенных в двух частях воды. После покрытия по304
верхности изделия (или части поверхности) надо дать выдержку до 10 минут, затем поверхность промыть в проточной_воде и просушить. Желательно после просушки поверхность
протереть маслом;
б) хоричневатые тона разной интенсивности, от светлого
до темного, получаются при покрытии поверхности или ее
части раствором сернистого аммония. 25 г сернистого аммо-
ния разводятся в 1 литре воды. Изделие предварительно надо
слегка нагреть и в таком состоянии погрузить в емкость с
раствором, выдержать в течение нескольких минут. Если изделие крупногабаритное, раствор сернистого аммония можно
нанести на поверхность кистью. Степень интенсивности покрытия зависит от температуры нагрева поверхности: чем она
выше, тем сильнее получится коричневый тон покрытия;
в) черный и серый цвета получатся при обработке раствором серной печени. Для. приготовления серной печени надо 1
часть порошковой серы смешать с двумя частями поташа.
Смесь ставится на огонь и после расплавления начинает спекаться, приобретая темно-бурый цвет. В этом состоянии спекающийся расплав выдерживается в течение 15 минут и затем охлаждается при комнатной температуре. Приготовленная серная печень толчется в фарфоровой чаше в порошок и
хранится в стеклянной банке с плотно подогнанной крышкой.
При составлении раствора серной печени на 1 литр воды берется от 10 до 20 г серной печени (количество зависит от той
тональности, какую вы хотите получить на поверхности). Патина от этого раствора очень прочная и `имеет красивый черньпїг цвет. Для получения легкого серого цвета (под старину)
готовится раствор из 3 г поваренной соли и 3 г серной печени
на 1 литр воды;
`
г) оливковый цвет получится при погружении изделия на
15 минут в подогретый до 70°С раствор из 70 г бертолетовой
соли, 50 г азотно-кислой меди, 100 г хлористого аммония на
1 литр воды.
Латунь - коричневый и черные цвета можно получить
при обработке поверхности изделия азотной кислотой. Работу
надо производить крайне осторожно, с применением всех мер
безопасности, т. к. кислота крайне вредна и выделяет ядовитые газы. Азотную кислоту (лучше концентрированную) ват-
ным тампоном, закрепленным на деревянной палочке, наносят на поверхность или часть поверхности изделия, которое
сначала зеленеет, а затем постепенно чернеет. Происходящая
реакция медленно затухает и прекращается. После ее прекращения изделие надо нагреть, и процесс вновь возобновится.
Несмотря на это, нагрев надо продолжать до испарения кислоты. После этого изделие охлаждается при комнатной тем305
пературе и очень тщательно промывается в проточной воде
(лучше подогретой) и просушивается. В прямой зависимости
от степени нагрева и концентрации кислоты получаются цвета от оливково-зеленого до коричневого, серого, черного. Отделка азотной кислотой очень прочная ил; для того, чтобы подчеркнуть отдельные рельефы изображения рисунка (орнамента), поверхность можно шлифовать и полировать;
б) желтая, оранжевая, малиновая, фиолетовая, синяя
окраска получится, если протравленные в* азотной кислоте и
промытые в проточной воде изделия погрузить в подогретый
до 70°С раствор серноватисто-кислого натрия (гипосульфит
натрия) - 130 г на І литр подогретой воды» и приготовленного отдельно раствора в_ 1 л горячей воды 35 г кристаллического свинцового сахара (азотнокислого свинца). Оба раствора
тщательно перемешиваются. При погружений подготовленного изделия на нем появятся быстро сменяющис ДРУГ друга
цвета: желтый, оранжевый, красный, малиновый, фиолетовый, синий, серый. При получении цвета, соответствующего
вашему замыслу, изделие быстро извлекают из раствора,
промывают в проточной воде и сушат. Поверхность рекомендуется покрыть бесцветным лаком, так как пленка не очень
прочная;
в) оливковый, коричневый, черный цвета получатся, если
обезжиренное изделие поместить в раствор водного аммиака
(нашатырного спирта) и хлорокиси меди (применяется для
опрыскивания растений). В стеклянную посуду с притертой
пробкой насыпают 2 ложки хлорокиси меди и заливают на
2/3 объема водным аммиаком (нашатырным спиртом). Размешав раствор, вы получите взвесь зеленого цвета. Стеклянная
посуда закрывается крышкой и выдерживается до выпадения
на дно осадка, при этом раствор должен окраситься в синезеленый цвет._ В этот раствор и опускают подготовленное изделие. Через 2-З секунды изделие приобретет глубокий черный цвет. Для получения более светлых оттенков в раствор
надо добавить воды. От степени концентрации раствора и будет зависеть цвет патины;
г) оранжево-красный цвет получится, если изделие поместить в раствор сульфата калия (сернистого калия) - 5 г на
1 литр воды. Патирование произойдет через 5-6 минут после
помещения изделия в раствор. После получения цвета нужной интенсивности, изделие промывается проточной водой и
сушится. Желательно поверхность протереть маслом;
ІІ) серый и черный цвета можно получить, намазав поверхность изделия слоем хлористой сурьмы (сурьмяного масла),
который наносится и растирается жесткой щеткой (кистью).
В зависимости от концентрации хлористой сурьмы и продол306
жительности 'воздействия получаются разлиштые оттенки: от
светло-фиолетового до глубокого черного. Отделка выгодно
отличается своей прочностью;
`
е) оливковый и коричневый цвета разной интенсивности
получаются, если изделие погрузить на 15 минут в нагретый
до 70°С раствор медного купороса (50 г- на 1 литр воды) и
марганцовокислого калия (5 г на 1 л воды).
Алюминий. Несмотря на свои 'многочисленные достоинства: пластичность, леп<ость, мягкость, цвет, алюминий с
большим трудом поддается химическому воздействию. Наиболее простой и эффективный способ _ обработка копотью с
керосином. Вся поверхность равномерно покрывается тонким
слоем копоти, для чего лицевой поверхностью вниз изделие
держат над коптящим пламенем керосиновой лампы (горелки), а затем поверхность протирают тампоном, смоченным в
керосине. Стирая копоть с выступающих частей и сохраняя
копоть в углублениях, получают то более светлые, то темные
тона. Другой вариант использования копоти: предварительно
поверхность протирают олифой или любым растительным
маслом и помешают над коптящим 'пламенем лампы (горелки). Частицы копоти очень прочно соединяются с олифой и
поверхностью металла. Поверхность коптят равномерно или
неравномерно путем приближения или удаления поверхности
от коптящего пламени. После этого изделие лицевой поверхностью помещают над горящими углями (в муфельной печўт)
и нагревают, но с большой осторожностью, чтобы образовавшаяся пленка не перегорела.
Темно-серый цвет получится, если поверхность изделия
обработать концентрированным раствором соляной кислоты с
добавлением раствора медного купороса и серной кислоты от З до 5%.
.,
Оливковый или золотисто-коричневый цвет получится,
если поверхность изделия покрыть натуральной олифой и
прокалить.
Коричневый цвет или золотисто-желтый с различными
оттенками получится при прокаливании изделия, предварительно покрытого слоем растительного- масла. Для получения
однотонной окраски изделие надо равномерно вращать над
огнем. После получения заданного оттенка изделие должно
постепенно остыть.
Сталь. Воронение - одно ”из эффективнейших средств декорирования изделий. Применяется несколько способов воро-
нения.
В 1 литре воды надо растворить 15 г хлористого железа,
30 г железного купороса и 10 г азотнокислой меди. Изделие
опускают в емкость с раствором, на поверхности появится бу307
рый налет, который снимают щеткой. После этого изделие
снова.опускают в раствор и снова на его поверхности появляется бурый налет более-темного цвета, который в свою очередь также удаляют щеткой. Для получения глубокого чернокоричневого цвета этот процесс повторяют не менее 5 раз.
Затем изделие промывают в проточной воде, сушат и протирают маслом.
Для получения воронения черного цвета с нежным синеватым оттенком надо изделие опустить и выдерживать в течение 20 минут в растворе 100 г двухромовокислого калия
(хромпика). Затем изделие сушится при температуре до
150°С, металл приобретает -серо-бурый цвет. Эта операция
выполняется 4-5 раз, до получения черного цвета ,с легким
синеватым оттенком. Поверхность протирается маслом. Для
получения очень прочной пленки красивого синеватого цвета
изделие погружают на 3-5 минут в расплавленную натриевую селитру при температуре 310-350°С.
Для получения глубокого темно-синего цвета изделие
выдерживают в растворе 150 г гипосульфита и 50 г уксуснокислого свинца. Раствор желательно нагреть до кипения. После промывки в проточной воде и сушки изделие протирают
маслом.
Глубокий черный цвет приобретет изделие, если его рас-
калить докрасна и опустить в машинное масло.
Черно-коричневая пленка различных оттенков получится,
если изделие после очистки покрывают натуральной олифой
или растительным маслом и прогревают до 300--400°С.
Светло- и темно-серые тона на поверхности получатся,
если изделие обработать слабым раствором азотной кислоты
(1 часть кислоты на 10 частей воды). Различные оттенки от (золотистого до красно-коричневого, фиолетового и синего
можно получить за счет цветов побежалости. Как известно,
при температуре 220°С на поверхности образуется тонкая
пленка окислов железа, придающая поверхности различные
цвета:
Темпера-
тура, ..С
ч
.
Цвета побежалости
І Темпера-
І
тура, вс
Цвета побежалости
22.0
Светло-желтый
' 285
Фиолетовый
230
240
255
Желтый
Тсмно-желтый
Коричневый
300
325
330
Темно-синий
Светло-синий
Серый
265
,
Коричнево-красный
,
308
С повышением температуры или с увеличением времени
пребывания изделия при определенной температуре пленка
утолщается, и цвет меняется. Изделие резко прекращаютнагревать при получении на его поверхности нужного цвета. В
случае, если нагрев производится паяльной лампой (газовой
горелкой) то, регулируя температуру и перемещая пламя на
определенные участки, можно получить очень интересные
цветовые переходы от одного тона к другому. Желательно
поверхность покрыть восковой мастикой (22 части воска и
1 часть скипидара) и натереть суконкой (фетром) до появления мягкого блеска.
Свинец (сплавы - гарт, баббит).
Темно-серый цвет получится, если на поверхность нанести раствор уксусной или лимонной кислоты тампоном. Поверхность смачивается раствором до получения необходимого
по замыслу оттенка. Изделие промывается и сушится.
Цинк:
а) черный цвет получится, если на поверхность нанести
жесткой кистью раствор из двух частей оксида меди, двух частей нитрата меди и 8 частей соляной кислоты, растворенных
в 60 частях воды. Изделие промыть в подогретой проточной
воде и просушить;
б) темно-серый цвет получится, если изделие до получения нужной тональности выдержать в растворе следующего
состава: на 200 г воды растворяется 1 чайная ложка уксуса
или лимонной кислоты и 1 чайная ложка медного купороса.
При получении на поверхности нужной тональности изделие
вынимается, промывается в проточной воде, сушится. Желательно протереть льняным маслом.
Серебро:
а) серые и коричневые тона (под старое серебро) можно
получить при выдержке изделия в растворе. серной печени.
Желательно изделие предварительно подогреть и опустить в
горячий раствор, приготовленный из 10-20 г серной печени
на 1 литр воды. Серная печень приготавливается следующим
образом: берут 1 часть порошка серы и 2 части поташа и подогревают в течение 20-25 минут до сплавления состава в
густую серовато-коричневую массу с резким запахом сероводорода. В процессе сплавления состав надо периодически перемешивать. При приготовлении массы учтите, что на открытом огне сера может воспламениться. После приготовления
однородной массы ее выливают на керамическую или чугунную поверхность и оставляют остывать.. Окаменевшую массу
дробят на кусочки и хранят в стеклянной посуде с притертой
пробкой (серная печень поглощает влагу из воздуха и может
потерять свои свойства). В зависимости от концентрации при309
готовленного раствора и температуры подогретого изделия
получается богатая палитра оттенков: от светло-коричневых
до густо-коричневых и серых. Раствор надо использовать немедленно, чтобы получить хорошие результаты. Свыше 24
часов раствор хранить вообще не следует, т. к. он теряет свои
свойства;
б) зеленовато-серый цвет получится, если изделие погрузить в кипящий раствор, приготовленный из 1 части йодистого калия, растворенного в 1 части воды и залитого в З части
концентрированной соляной кислоты;
в) коричневые тона на поверхности получатся при выдержке изделия в растворе из 2 частей медного купороса, 1 части
нашатырного спирта и 20 частей уксусной кислоты.
Серебрение поверхностей. Готовится раствор из 120 г железосинеродистого калия, 80 г поташа, 7,5 ,г хлористого серебра на 1 литр дистиллированной воды. Хлористое серебро
можно получить самостоятельно. Для этого кусочек серебра
надо опустить в азотную кислоту, после выделения водорода
останется металлическая соль - азотнокислое серебро (ляпис), затем 1 часть азотно-кислого серебра надо растворить в
20 частях воды и медленно влить в раствор поваренной соли,
при этом образуется творожистый осадок хлористого серебра,
который надо отделить фильтрованием и З-4 раза промыть
водой: Изделие выдерживают в растворе до равномерного покрытия серебром поверхности, затем промывают в проточной
воде и полируют. Раствор желательно подогреть до 10О°С.
Чернение. Обычно чернью декорируют изделия из серебра, но не менее эффективно выглядит чернь и на медных
сплавах. Готовится чернь из сульфидов серебра, меди и свинца. Для получения сульфида меди надо взять 76,2% медной
стружки и 23,8% серы. Для получения- сульфида серебра. берут. 84,5 % серебряной стружки и 15,5% серы; для получения
сульфида свинца - 83,7 % свинцовой стружки и 16,3% серы.
Каждый компонент в отдельном тигле помещают в муфельную печь и нагревают до 350°С. Затем смеси выдерживают в течение 2,5-З часов, вынимают и отливают в слитки.
Измельченные сульфиды и являются основой для составления
черни. Составов для приготовления черни довольно много,
вот один из них: берется 46,66% сульфида меди, 11,12%
сульфида серебра, 42,22% сульфида свинца.
Смешанные порошки сульфидов в тигле ставят в печь и
нагревают до температуры 650°С. В ходе плавки в смесь добавляют нашатырь из расчета 28,5 % от общей массы. Расплав надо периодически перемешивать. Расплав выливают в
подогретую до З00°С изложницу и оставляют до полного остывания. Затем сплав измельчают. Как правило, чернь на310
кладывается на поверхность, заранее подготовленную, т.
с
гравированным рисунком. Порошкообразная чернь разбавляется раствором буры, поташа и поваренной соли до сметанообразной консистенции. Эта смесь накладывается на участки,
которые по вашему замыслу подлежат чернению. Предварительно поверхность изделия должна быть тщательно обезжирена. Чернь разравнивают на поверхности для того, чтобы
были заполнены все углубления, и фильтровальной бумагой
(или ватой) выбирают излишнюю влагу. Изделие подсушивают и затем обжигают в муфельной печи при температуре
300-400°С до полного расплавления черни. После этого изделие охлаждается. На нем будут неровности и натеки, поэтому поверхность подвергают механической обработке опиливают или шабрят. После этого поверхность полируют.
ЗОЛОЧЕНИЕ И СЕРЕБРЕНИЕ СУСАЛЬНЬІМ
ЗОЛОТОМ
Как правило, эта техника" применяется в основном для изделий экстерьерного характера и заключается в наклеивании
на поверхность тончайших листочков золота и серебра. Это
очень древнее искусство, и на Руси оно широко применялось
для золочения глав храмов, крестов, шпилей, крыш и т. пг А
также для декорирования предметов и элементов, выполненных из дерева, камня, гипса и т. д. Тончайшие листочки золота и серебра расковывались вручную между специальными
прокладками из «плевки››, приготавливаемой обычно из говяжьих внутренностей, которые позволяли получать очень
гладкие, тончайшие листочки. Сейчас золотые или серебряные слитки раскатываются на вальцах в тонкў`ю ленту толщиной до 5 мкм, потом лента режется на квадратики-заготовки, которые затем расковываются между специальными
синтетическими пленками. Квадратики-заготовки перекладываются пленкой и проковываются под пневматическим молотом толщиной до 0,14 мкм.
`
Промышленность выпускает для продажи «книжечки» сусального золота и серебра, содержащие 60 тончайших листочков размером 6Х12 см, между которыми проложена папиросная бумага. Общая масса «книжечки» обычно в пределах 1,5 г.
Обычно «книжечки» сусального золота лигатурены медью от
930 до 990 пробы или серебром 750 пробы. Металлическая
поверхность изделия тщательно очищается от пыли и окрашивается суриком на масле за два раза (иногда второй слой
наносится золотистой охрой).
311
Производится -золочение на специальный лак «мордан››.
Он готовится индивидуально. Один килограмм отстоявшегося
льняного масла нагревают в металлической посуде, добавляют 65 г свинцового глетта и варят в течение 5 часов до загустения- масла. Смесь охлаждают и разжижают скипидаром до
рабочей консистенции. Хранится лак в закрытой посуде, от
длительного хранения его свойства не ухудшаются. Наносят
лак на подготовленную поверхность тонким слоем и выдерживают 10-12 часов, но с сохранением «отлипа›› (обычно отлип сохраняется до 24 часов). Для применения листочков сусального золота (серебра) нужно заранее приготовить специальную подушечку, представляющую собой фанеру размером
15Х20 см, обитую замшей по двум слоям фланели. Листок
сусального золота вынимается из «книжечки» легким дуновением, от которого он заворачивается на золотарный нож, положенный плоской частью на край золотого листочка. Ножом
листочек переносится на подушку, на которой его разглаживают и, в случае необходимости, разрезают ножом. С подушечки листок берется «лапкой» - широкой кисточкой 'из беличьей шерсти и осторожно кладется на металлическую поверхность, имеющую отлип. Затем листочек разглаживается
колонковой кистью. При применении серебряных листочков
грунтовка выполняется белилами и сажей, а техника нанесения покрытия аналогична золочению. Вместо. -сусального серебра в последнее время применяют его заменитель из сплава
недрагоценных металлов: цинка 8,3%, олова 91%, свинца
0,4%, железа 0,З%. Это покрытие, всвою очередь, защищают бесцветным лаком.
Амальгама (наводка, от латинского «сплав››). Представляет собой сплав ртути с драгоценным металлом и с очень
давних времен применяется для золочения или серебрения
изделий из меди, бронзы и других металлов.
Амальгама готовится следующим образом: в графитовом
тигле до красного цвета накаливают мелко нарезанные листочки чистого золота или серебра (1 часть) и заливают нагретой до З00°С ртутью (9 частей). Смесь тщательно перемешивают графитовым стержнем до полного растворения и получения густой тестообразной массы. Полученная золотая или
серебряная амальгама выливается в воду и после остываьшя
излишняя ртуть* отжимается через замшу. На подготовленную, очищенную и обезжиренную поверхность амальгама наносится медной проволочной кистью. Изделие нагревается на
древесном угле или электронагревательных приборах (огонь
не должен касаться поверхности изделия). При достаточном
нагреве амальгама начнет плавиться и блестеть, в случае не312
обходимости, поверхность ее подравнивают мягкой кистью
или ватным тампоном.
Ртуть довольно быстро начинает испаряться, И поверх-
ность сначала становится матово-белой, а затем желтой. При
появлении равномерного желтого цвета нагрев прекращают, и
изделие охлаждается, а затем его промывают в проточной воде и сушат. При необходимости изделие крацуют и полируют.
Для пргщания поверхности яркого желтого цвета на нее наносят так называемый «открас», состошций из уксусно-кислой
меди - 1 часть, калийной селитры - 1. часть, железного купороса - 1 часть, поваренной соли - 1 часть, хлористого аммония (нашатыря) - 1 часть, разведенных хлебным квасом до
сметанообразной консистенции, и нагревают. Нанесенный «открас›› при нагреве сгорит. После этого изделие вновь промыва-
ют в проточной воде, сушат и при необходимости полируют.
Наводка очень проста, но в настоящее время применяется довольно ред-ко, так дает значительный расход золота на единицу
поверхности по сравнению С другими способами" золочетшя и
вредна для здоровья из-за ядовитости паров ртути.
ГАЛЬВАНИЧЕСКИЕ 'СПОСОБЫ ОТДЕЛКИ
Гальванизацией (гальваностегией) называют процесс покрытия поверхности одного металла другим посредством
осаждения его из водных растворов солей под действием
электрического тока (или без него).
Впервые электрохимический способ был изобретен великим российским физиком и электротехником, создателем
электродвигателя (1834 год), академиком Борис9_м Семеновичем (Мориц Герман) Якоби (1801-1874 гг.) в 1838 году.
В настоящее время гальваническим способом осаждают
любые металлы и сплавы. Получаемые покрытия имеют высокую прочность, декоративность и чрезвычайную экономичность, так как толщина покрытия, как правило, не превышает нескольких микрон.
Принцип электрохимического осаждения металла из водных растворов солей основан на том, что при растворении в
воде соли распадаются на отрицательные и положительные
частицы (ионы). При пропускании через такой раствор постоянного (одного направления) электротока положительно заряженные ионы будут стремиться к отрицательному полюсу,
а отрицательно» заряженные ионы будут стремиться к положительному полюсу.
313
Электрод, который соединен с положительным полюсом,
называется анодом, а электрод, соединенный с отрицательным полюсом, называется катодом. Так как ионы металлов
,
н
130
О
І
|Н+
_,--__
1:*
.._
-~
_
д-_:......_.........._.
~±_
..~...
-_
-н
..._
~-_
..._
-
г
..._
..
._~_
__.,
--_
_.__
.._,
._ _
..._ ..._ "
..._
,__
__.
,__
_...
~..
___
СХЄМЗ ГВЛЬВЗНИЧЄСКОЙ.уСТаН0ВКИІ
К - реостат, А - амперметр, У В0ЛЬТМ6Тр, + - ЗНОД, - --КЗТОД.
заряжаются положительно, то они устремляются к отрицательному »полюсу и осаждаются на изделиях, служащих катодом, то есть в гальванической ванне в качестве анодов используются пластины из того металла, которым предполагается покрыть изделие, а катодами служат сами изделия,
покрываемые этим металлом.
Перед гальванизацией изделие надо подготовить, т. е. добиться совершенно чистой поверхности, что достигается механической и химической обработкой. Цель химической обра-
ботки - удаление с поверхности оксидных пленок посредством травления, остатков флюса (буры) - посредством
отбеливания, жировых пленок - посредством обезжирива-
ния. Для травления применяются концентрированные растворы кислот (соляной, серной, азотной). Составы их многочисленны. Для 'меди и сплавов на базе меди наиболее широко
распространены растворы:
а) 5 частей азотной кислоты, 1 часть серной кислоты и
0,05 части поваренной соли;
6) 1 часть азотной кислоты, 1 часть серной кислоты и 0,1
части поваренной соли.
Приготавливают эти растворы" в следующей последовательности: в азотную кислоту порциями вливается серная
кислота, перемешивается, охлаждается и только.затем добавляется, поваренная соль. Обезжиривание поверхностей производят в следующей последовательности:
а) промывка ацетоном, бензином или дихлорэтаном;
314
б) протирка поверхности щеткой венской известью (тонко
размолотым свежеобожженным из-вестняком);
в) промывка в подогретыхмдо 95-100~°С щелочах в течение 5-10 минут (15-20 г едкогокалия на 1 литр горячей
воды);
г) промывка _в горячей, желательно проточной воде.
В качестве источников постоянного тока применяются генераторы постоянного тока, аккумуляторы, выпрямители (селеновые или купроксные), элементы или батареи. При гальванизации используются ванны, изготовленные из кислотоупорных материалов (стекло, винипласт). Каждому виду
покрытия соответствует свой режим электролиза.
Золочение
Покрывают слоем золота обычно ювелирные изделия из
серебра и недрагоценных металлов. При правильно выбранном режиме покрытия толщиной 2 мкм обеспечивают изделие
плотным, ровным слоем золота.
Твердость покрытия превышает твердость литого золота.
Процесс покрытия золото-медным сплавом 850-й пробы происходит следующим образом. Стальное изделие покрывают
слоем меди толщиной 30-50 мкм. Для золочения применяют
электролит:* хлорное золото 2-3 г, желтая кровяная соль 7,5 г, кальцинированная сода - 7,5 г на 1 литр воды. Плотность тока 0,1-0,2.А/дм2, температура 60-80°С. Аноды -
золото, платина, уголь (сталь). Интенсивность цвета осадка
зависит от плотности тока, которую удобно регулировать
большим или меньшим погружением. анода в электролит. По
окончании процесса золочения изделие промывают .в проточной воде и сушат.
Серебрение
Стальные изделия перед серебрением омедняют на толщину 30-50 мкм. Для серебрения применяется электролит: серебро хлористое 6-8 г, желтая кровяная соль 18 г, кальцинированнря сода 18 г на 1 литр воды. Плотность тока 0,10,3 А/дм , температура 18-25°С. Аноды применяют или из
чистого серебра или угольные. Процесс наращивания обычно
производят 2-3 раза.
315
Мгдрение
Обычно применяется как подслой при последующем никелировании, серебрении, хромировании, золочении, что улучшает сцепление между покрытием и изделием. Производят
меднение в цианистых или кислых электролитах. При меднении в цианистых электролитах применяется следующий состав электролита: цианистая медь 106 г, цианистый калий 90 г,
углекислый натрий 50-80 г на 1 литр воды. Напряжение 36 вольт. Температура раствора 25-30°С. Плотность тока для
меднения цинка - 0,7-0,8 А/дм2, стали 1А/дм2. Аноды
применяются из чистой меди, их толщина от 3 до 10 мм, расстояние между анодом и катодом не меньше 100 мм. Желательно, чтобы поверхность анодов была больше, чем поверхность катодов. Обычно при правильном протекании процесса
омеднение начинается буквально через 30-60 секунд.
При меднении в серно-кислых электролитах применяется
следующий состав электролита: медный купорос 200-250 г,
серная кисяіота 50-70 г, температура 18-22°С. Плотность
тока 2А/дм .
Никелирование
Никелевое покрытие очень прочно на меди и латуни, не
столь прочно на стальной поверхности, поэтому обычно применяется многослойное покрытие, т. е. стальная поверхность
вначале омедняется, а затем полируется и никелируется.
Применяется следующий состав электролита: сернокислый
никель 140 г, сернокислый магний 30 г, сернокислый натрий
50 г, борная кислота 20 г, хлористый натрий 5 г на 1 литр
воды. Температура электролита 20-30°С. Плотность тока
1А/дм2-
Скорость осаждения: 'слой толщиной в 1 мкм - 'за.4-5
минут. Другой состав электролита: сернокислый никель 150 г, хлористый аммоний - 20 г, борная кислота - 25 г на
1 литр воды. Температура электролита 50-60°С. Плотность
тока 3-5А/дм2.
Хромирование
Дает очень красивый холодный серо-голубой цвет. Для декоративных покрытий обычно выполняется хромирование (до
1 мкм) по медно-никелевому подслою: слой меди цианистой
316
толщиной 3 мкм, слой меди кислой 12 мкм, слой никеля
10 мкм. Предварительно перед, хромированием медно-никелевый подслой подвергается тїбйїїровке.
Применяется следующий состав электролита: хромовый
ангидрит - 300-350 г, серная кислота 3-3,5 г на 1 литр воды. Т2емпература хромирования 40°С, плотность тока 15-20
А/дм . Суммарная поверхность катодов должна быть в 2 раза
больше суммарной поверхности анодов.
Латунирование
Применяется следующий состав электролита: цианистая
медь 27 г, цианистый цинк 9 г, цианистый натрий 54 г на
1 литр воды. Температура электролита 20-40°С, плотность
тока 0,1-0,3 А/дм2.
І
ИСКУССТВО ХУДОЖЕСТВЕННОЙ
КЕРАМИКИ
Керамика (от греч. - «гончарное искусство», от термина
<<глина››) - изделия и материалы, полученные спеканием
гл-ин и их смесей с минеральными добавками, а также окислов и других неорганических соединений.
История керамики восходит к периоду неолита (УІІІ-ІІІ
тысячелетие до н. э.). Глина - пластичная осадочная горная
порода, распространена в той или иной степени почти повсеместно.
Самое широкое распространение керамика получила в
Египте, Ассирии, Вавилоне, Греции, Риме. Украшением мно-
гих крупнейших музеев мира являются греческие вазы -- амфоры - сосуды с округлым или вытянутым туловом, двумя
вертикальными ручками и узким горлом, расписанные орнаментами и сценками из мифологии.
Высокохудожественной керамикой славилась и Древняя
Русь, начиная уже с ІХ века. Богатейший материал по истории развитияроссийской керамики ХУІ-ХУІІ веков дали археологические раскопки в Москве и Твери. Найдено большое
количество образцов предметов быта, игрушек, рельефных
изразцов и т. 'п., выполненных в технике красной терракоты
(непокрытых- глазурью) и глазурованных. Найдены замечательные образцы чернолощеной посуды - кувшины, кубышки, миски, чернильницы, фляги и т. п. Изготавливалась эта
посуда по следующей технологии. Вылепленные и хорошо
просушенные изделия перед обжигом лощили (натирали) кусочками полированного дерева, костью или гладким отполированным камнем и после этого обжигали в коптящем пламени. Через некоторое время после начала обжига прекращали
доступ воздуха в топку. Изделия с черной красивой блестящей поверхностью в местах лощения были очень прочны.
С ХУІІІ века широкое распространение получила майолика -- вид керамики 'из цветной обожженной глины с крупнопористым черепком, покрытым глазурью. Это были в основном толстостенные изделия.. покрываемые белой эмалью и
318
Кувшин чернолощеной керамики. Х\/П в.
расписьгваемые окислами -металлов. Для них были характерны мягкие, округлые формы, яркая роспись. Особенно майоЁликой прославилась Гжель (Раменский район Московской обёласти)
Со второй половины Х\/ІІІ века «черные» -- простые и
«муравленные» - поливные гончарные изделия сменяются
майоликой с разноцветной росписью по белой поливе.
Майолика Гжели - чайные и столовые сервизы, блюда,
миски, квасники, кувшины, игрушки и т. п. - пользовалась
необычайной популярностью среди самых широких слоев на-
селения. Гжельская роспись того времени была пышной, красочной -по палитре цветов. Гамма росписи состояла, как пра-
вило,'из 5 цветов: желтого, зеленого, коричневого, вишневого
и` синего по белому фону. Мотивы росписи многообразны -
здесь и сказочные терема и фантастические звери, и птицы,
и причудливые цветовые орнаменты.
С начала ХІХ века Гжельские промыслы перешли на производство полуфаянса с характерной синей подглазурной росписью, наносимой точными, быстрыми мазками кисти на белую обожженную поверхность.
Расцвет производства из полуфаянса приходится на середину ХІХ в. Мастера Гжели нарабатывают виртуозное мас-
терство владения кистью. Отказавшись от сюжетных мотивов
майолики, они перешли на орнаментальную роспись, сложил319
Ё!
° вт
› ^
^
=
×
~*
..`
А
Ґ
1
3 _~
_.. 4
тканиди
,
_
7-
_,Ё: __^,-,дп
:-.'.«г~,
~<_
М; аду
*,;_,і ,“_ ,_,. «›~
%<_!::,;зь
`
®
ДФЁА 1Ч,
де»,
~<;-:›
_:
_,
Ё./здЁ`.,'×
Мтщж
=-› ,=
1
із
5_
Ф
_
› ›`@4“ › _.. ,г я®А\%ї(,ы› _
Ю, д, __Ъ_}_\ гр ,Ё
1“тм-~«<«-=&___Д=×<.,._З›»~~ -д.._
хї
ОЁ
ь
О
О т*~»_
Ё.. >
;_._т_ і
Ё3
в
Ад
1**
р .;
*\~›,
тУ:м$~
1* .. -_ _: Ф; у`› ×›:
О
/н1
яїт
3
›._-твк*~
і`}Ьг_
о ^\
\ “тв
`.,_ __ д-_'_: _
Ё0 О
“Ия
'
які”
У
_ «
Б
»-
\ »
ч ч
3
р,
\,
›×\
. _
`
_? '_ =_
›
"
Е`
,_
й,_, тег*`
`_=
*Ё
__
_,
~
“ани/а
Ё
дэ”
Ё:
Подглазурная роспись кебальтом. Гжель.
ся характерный растительно-геометрический орнамент, состо-
ящий из поясков, гирлянд. Широкое комбинирование листьев, стеблей, цветков, кружков, ромбиков, их расположение в
несколько ярусов создавали неповторимость- гжельского рисунка. Современный фарфор гжельских мастеров продолжает
традиции лучших образцов старой Гжели. Плоские дисковид-
ные кумганы, чайные наборы, кувшины и вазы, бокалы и
кружки украшают подглазурной кистевой росписью кобальтом растительного орнамента, сюжетной росписью сцен из
народной жизни.
Во многих районах России сложились центры, специали-
зирующиеся на производстве глиняной игрушки. Одним из
таких центров является промысел, издавна существующий __в
слободе Дымково (ныне на территории города Кирова).
Дымковские мастера выполняли игрушки из красной глины. Игрушки сушились, обжигались в русской печи, затем
расписывались красками, разведенными на яйце, по мелованному фону, нередко с применением сусального золота для
подчеркивания отдельных деталей.
Спектр игрушек очень обширен: одноглавые и двуглавые
кони, уточки, петушки, медведи, олени, козлы, баранчики и
т. д. Целые фантастические композиции: нянька-медведь,
баюкающий ребенка; медведь-музыкант, играющий на
балалайк_е.
"
320
01.,о
Дымковская игрушка.
Впоследствии в дымковской игрушке начинают преобладать куклы нарядных барынь и кормилиц. Из фигурок составляются жанровые сценки. Дамы и кавалеры на прогулке,
няньки прогуливают детей и т. д.
Для дымковской игрушки характерны праздничность и нарядность ее декоративность подчеркивается белым фоном,
который получали в результате побелки игрушек мелом, разведенным на молоке.
В основе дымковской росписи лежит геометрический орна7
мент из кругов, овалов, квадратов, треугольников, волнистых
и зигзагообразных линий. Цвета росписи яркие, построенные
~4
Ё
"~ы)
43*
'1
ї
›
1
`х)
-
"-31
"."\
С -пса.-А
Каргопольская игрушка.
І І Энциклопедия умельца
321
''чт°
на контрасте цветов: синего и желтого, малинового и зеленого, черного и белого, голубого и розового. Другим, не менее
самобытным центром производства глиняной игрушки был город Каргополь Архангельской области. На промысле лепили
широкий круг игрушек: барынь, оленей, медведей, коней. Лепили игрушки из цельного куска глины, детали лепились отдельно и соединялись с корпусом жидкой глиной и заглаживались швы. Заостренной палочкой мастер делал глаза, рот.
Изделия сушили и затем обжигали в русской печи. Теплоту и
удивительную привлекательность каргопольской игрушке
придавала размашистая роспись с крупным орнаментом чередующихся полос, черточек, точек.
Для керамического производства основнїім сырьем является глина, которая должна иметь определенные свойства ПЛЗСТИЧНОСТЬ И ОГНЄУПОРНОСТЬ.
Ё
Пластичность - способность глин принимать любую нужную форму и сохранять ее после обжига. Подразделяются
глины по этому признаку на: пластичные, непластичные и
среднепластичные. Огнеупорность - способность глин сохра-т
нять приданную форму и не деформироваться при высоких)
температурах. По этому признаку глины подразделяются: наі
огнеупорные (температура деформации выше 1580°С) и лег-1
коплавкие (температура деформации не превышает 1300°С).
Для повышения качества изделий вводят в глину добавки:
кварцевый песок, полевой шпат и другие, которые регулируют пластичность, повышают огнеупорность, оказывают влияние на спекаемость массы, т. е. плотность черепка. Состав
керамической массы лежит в основе классификации видов
художественной керамики. Толстостенные изделия с пористым (неплотным) 'черепком в основном из красных глин называются майоликой. Толстостенные изделия из белых глин
носят название фаянсовых. Изделия, выполненные из белых
глин, имеющие тонкий, спекшийся, просвечивающийся черепок, называются фарфоровыми.
В настоящее время при выполнении художественной керамики применяют два способа приготовления изделий: формовку и литье в формы. Формовка изделий осуществляется
вручную вытягиванием на гончарном станке. При литье в
формы применяется жидкая керамическая масса (шликер).
После формовки 'изделие сушится в естественных условиях
для приобретения достаточной прочности. Чтобы выполнить
оправку, мягкой, влажной губкой затираются швы и приклеиваются накладные детали и элементы: носики, ручки, декор
и т. п. Затем производится сушка. В производственных условиях это осуществляется в камерах-сушилках. В индивидуальных условиях - в муфельной печи (сушильном шкафу).
322
Наши предки выполняли удивительной красоты изделия, высушивая в обычных русских печах. Следующий важный процесс - обжиг. В производственных условиях применяются
печи непрерывного и периодического действия. В печах периодического действия обжиг ведется по замкнутому циклу нагрев, обжиг, охлаждение, выгрузка готовых изделий и новая загрузка. Печи непрерывного действия - тоннельные
(одноканальные и многоканальные), имеют также три зоны:
нагрева, обжига и охлаждения. Загрузка и выгрузка в них ведется в противоположных концах, и процесс обжига перерыва
не имеет. Вследствие обжига керамические изделия приобретают прочность и' твердость.
Обжиг осуществляется дважды - первый утильный и второй политой. Утильный обжиг имеет основную цель - закрепить форму изделия, он ведется при температуре 850-950°С
для майолики и фарфора и при температуре 1200°С для фаянса. По окончанию утильного обжига выполняется декорирование полуфабриката и покрытие его глазурями. После
этой операции производят политой обжиг при температуре
980-1050°С для майолик, при температуре 1200°С для фаянса и при температуре 1300-1400°С для фарфора. Основная
цель политого обжига - закрепление глазури. Глазурь тонкая стекловидная пленка на поверхности изделия, придающая ему водонепроницаемость и украшающая его.
По своему составу и свойствам глазури весьма разнообразны. Наиболее применяемы следующие глазури: прозрачные,
(цветные, эмали глухие (в состав прозрачной глазури вводятся
окиси цинка, олова, других металлов. Эмаль полностью закрывает черепок, наибольшее распространение имеет белая
1эмаль, люстры (глазури с металлическим блеском, получаезмым в результате оседания частиц металла на прверхности).
Подтечные глазури (образуют на поверхности изделия подтеки разной величины и цветов, в зависимости от вводимых
красителей). Кроме глазури широкое применение имеют подглазурные или надглазурные краски. Подглазурные краски
применяются для росписи по утильному черепку, а затем покрываются бесцветной глазурью.
Подглазурная роспись очень прочная, потому что краски
во время политого обжига, сплавляясь с глазурью, образуют
тонкую пленку, предохраняющую их от стирания. Но эта
роспись имеет и существенный недостаток: большинство красок выгорает при температуре чуть выше 1000°С. Наиболее
распространенная подглазурная краска - кобальт, дающая,
после обжига синий цвет__ различной тональности.
Надглазурные краски наносятся поверх глазури после политого обжига и закрепляют дополнительным 'обжигом при
Н*
323
температуре 800-850°С. Надглазурная роспись имеет широкую гамму красок. Нередко на поверхность изделий наносится жидкая керамическая масса «ангоб», приготовляемая из
белых глин и окрашенная во всевозможные цвета. Ангоб наносится перед утильным обжигом очень тонким слоем на
часть или на всю поверхность или же в виде растительного
или геометрического орнамента при помощи кисти. Очень
эффектно применение техники сграффито. Подсохшие изделия частично или полностью покрываются тонким слоем ангоба после начала его схватывания. Стеком или заостренной
палочкой выскабливается рисунок (орнамент), обнажая нижний, темный слой глины. Во время раскопок.археологи часто
находят образцы посуды, украшенные <<текстильным›› орнаментом - отпечатками древних тканей.
Технология индивидуального производства керамических
изделий следующая: основа - глина. По цвету она делится
на два основных вида: красножгущаяся (после обжига становится красной) и беложгущаяся (после обжига становится белой). Перед работой надо обязательно сделать пробы: обжечв
небольшой кусок глины. Надо учитывать, что даже некото
рые горные глины после обжига приобретают белый цвет
Для работы на гончарном круге заготавливается жирная глина без посторонних примесей. Для их удаления глина поме-
ї<<<:<@
`
9
Э
И Ё
4
'\.
и
1)
Ё)
4)
'Є
ы
`~
/
.
ІІ/ /
Ф)
1 - стенки, 2 - проволока с ручками, 3 - шаблоны, 4 --губка, 5 _ кронциркуль, 6 - общий вид электрического гончарного круга.
324
щается в сосуд (ведро), заливается водой и тщательно перемешивается до получения однородной массы. Смесь оставляют на 4-5 часов. За этот период включения камня и песка
осядут на дно, а легкие взвеси всплывают. Глина перекладывается в широкую посуду и выдерживается для. подсушки и
затем весьма тщательно мнется. Лучше слой глины, помещенный в мешок, хорошо проколотить металлической трубкой. Готовность глины. можно определить - взять кусочек
глины и размять. Она должна легко отставать от руки. Готовую глину хранят в полиэтиленовых пакетах, где она длительное время остается готовой для употребления. Для лепки
применяют специальные инструменты: стеки, которые вырезают из твердойпдревесины: яблоня, самшит, береза, груша.
Их пропитывают льняным маслом. Рабочую часть одного из
стеков выполняют из стальной проволоки - им срезается
лишняя глина. В эпоху неолита простейшие керамические сосуды выскребались из цельных кусков глины или их лепили
вручную, наращивая жгутики виток за витком, делая диаметр каждого витка меньшим или большим, в зависимости от
конфигурации сосудов.
Впоследствии революцию в гончарном деле произвел гончарный круг, появившийся на Древнем Востоке ІУ-ІІІ тысячелетии до н. э. В течение тысячелетий гончарных кругов было только два типа: ручной _и ножной, работавших по принципу инерции вращения. Рабочий диск ручного гончарного
круга был значительно массивнее, чем у ножного. Он одновременно служил и маховиком. Гончар левой рукой раскручивал круг, а 'правой формовал изделие, накладывая спиралью заранее подготовленные глиняные жгуты. Ножной гоннарный круг появился несколько позже и› сразу же вытеснил
ручной. Теперь у гончара оєвободились обе руки для формовки, появилась возможность лепить более сложные предметы.
Ножной гончарный круг состоял из деревянной станины, вертикальной оси и двух деревянных дисков. В верхней части
закреплялся диск небольшого диаметра, на котором и формовалось изделие, а в нижней части закреплялся круг значительно большего диаметра (маховик). Центральная ось упиралась в подобие подшипника. Гончар вращал маховик ногой.
В настоящее время применяют электрические гончарные круги. Обычно в индивидуальных условиях в качестве электродвигателя применяют движители от швейных машинок. Формовочный круг с диаметром 30-35 мм выполняют из бронзы
или алюминия, шкив подбирается с таким расчетом, чтобы
он вращался со скоростью 300-350 оборотов в минуту (вращение против часовой стрелки)-.
Перед началом работы не забудьте подготовить банку с
«О
325
г_ё›
Ф
Ф
щ
\
2:.: ; 5 -`
('_ь`
*\
Ёг
д~" Ё.. їд'ь,›
3
.
-5 ' _
›
ызэ
^
*че..д›
(.1
ъ
'
яд І
1
Ё"
га.-С"Е
7:*
ПОСЛЄДОВі1ТЄЛЬІіОСТЬ ЛЄПКИ КУВШИНЗ На ГОНЧЗРНОМ
водой для обрызгивания глины и смачивания рук, мягкую
губку для удаления с дна формируемого сосуда излишка влаги, кронциркуль, проволоку с ручками, набор стеков. Глина
кладется на формовочный круг строго по центру в виде массы, близкой по форме к шару. Глина должна очень хорошо
прилипнуть к центру круга. Обычно с этой целью на поверхность формовочного круга наносятся концентрические окружности. Глина тщательно мнется на вращающемся круге. С
этой целью глину то вытягивают в конус, то снова осаживают. Из хорошо промятой глины удаляются` воздушные пузырьки, и она становится однородной и плотной. Промежуточная форма при изготовлении почти всех сосудов - цилиндр._В середине глиняной массы большим пальцем делается
углубление, которое постепенно расширяется и доводится его
диаметр до задуманных размеров. Остальными пальцами
формуется внешняя стенка цилиндра. Затем вытягивается
сам цилиндр. Цилиндры больших размеров обычно вытягива-
ются двумя руками, одна работает внутри цилиндра, а другая
на внешней стороне боковой поверхности. Руки, между которыми находится стенка цилиндра, перемещают от нижней части (дна) вверх, добиваясь получения тонкой стенки постепенным сближением рук (ладони обращены к поверхности
цилиндра). Чтобы руки хорошо скользили и не рвали глину,
их систематически смачивают водой. Из выполненного цилиндра формуется сосуд задуманной вами формы. В первую
очередь лепится основание. После этого, мягко надавливая
326
пальцами на стенки цилиндра с внутренней стороны, постепенно расширяют цилиндр. Рука внутри цилиндра и рука на
внешней поверхности должны двигаться синхронно. После
лепки тулова кувшина формуют плечо и шейку, но только
надавливают уже с внешней стороны. По мере скопления воды на дне сосуда ее убирают губкой. Готовый сосуд срезается
с круга проволокой с ручками. При выполнении нескольких
одинаковых сосудов применяются шаблоны из дерева или
пластмассы.
Техника декорирования и способы сушки и обжига приведены ранее. Дополним только рекомендацию приготовления
индивидуально глазури. Разогревается на огне бутылочное
стекло и бросаетсяив холодную воду. Стекло немедленно покрывается сетью тончайших трещин и рассыпается. Полученные осколочки перетираются в порошок, их разводят водой с
добавлением клейстера. Поверхность изделия полностью или
частично поливается этим составом, сушится и снова загружается в печь для обжига в заданном температурном режиме
(обычно в течение 2,5-3 часов).
ЛЕПНОЕ ИСКУССТВО
Искусство выполнения из гипса лепных украшений известно с глубокой древности. Художественное наследие Древней
Греции и Древнего Рима поражает своим богатством и многообразием. Шедевры, созданные талантливыми мастерами античного мира, на протяжении столетий продолжают вдохновлять и служить прекрасными образцами культуры человечества.
В России наивысшего расцвета художественная лепка достигла в конце Х)/ІІ - начале ХУІІІ века с началом Петровских реформ, с началом строительства новой столицы государства Российского. Д. Кваренги, Ч. Камерон, И. Старов, А.
Воронихин, А. Захаров, В. Стасов, О. Монферран, К. Росси и
многие другие зодчие оставили потомкам много замечательных произведений, богато украшенных лепным декором, которые старые мастера выполняли с большим вкусом и тонким
пониманием свойств и декоративных особенностей материала.
Популярность гипсового декора объясняется дешевизной и
широким распространением материала, простотой обработки.
Гипсовая лепка легко окрашивалась, легко поддавалась имитации под дорогостоящие и сложно обрабатываемые металл и
камень. Но гораздо чаще в художественной лепнине предпочитали сохранять естественный белый цвет, выразительно
подчеркивавший тончайшие детали рельефа, придавая изделиям естественную воздушность и легкость.
Высокое мастерство художественной лепки заключается в
умении безупречно владеть инструментами, иметь чуткие
пальцы, способность подчинить пластичный материал, превратить его в произведение искусства. Чтобы в совершенстве
овладеть мастерством, необходимо глубоко изучить природу,
ее богатейший мир, дающий широкое разнообразие мотивов
декоративно-художественной лепки, изучить наследие мастеров классического орнамента, в котором ярко выражены высокое качество исполнения лепки из глины и законченностъ модели в гипсе. За тысячелетия развития человека выработалось
несколько основных видов орнамента.
Геометрический орнамент состоит из точек, прямых пере328
крещивающихся линий, зигзагов, кругов, звезд и т. п. Из мира живой природы взял человек элементы растительного и
животного орнамента. Гирлянды ветвей и листьев, цветов и
плодов украшают произведения искусства. Изобразительные
мотивы из фантастических и реальных зверей и птиц или отдельных частей их фигур (конских голов, оленьих рогов) образуют зооморфный орнамент.
Антропоморфный (человекообразный) орнамент составшялся из женских и мужских фигур или полуфигур. Искусное
соединение букв в текстах превращает строку в нарядный орнамент. Тонкие стилизованные надписи украшают, например, среднеазиатские средневековые мечети. Это так называемая вязь или шрифтовый орнамент. Геральдический орнамент связан с изображением государственных и родовых
гербов и отличительных знаков.
Орнамент (от латинского - <<украшение››) - узор, построенный на ритмическом чередовании и сочетании геометрических или изобразительных элементов, он может быть одноцветным и многоцветным, выполнен на поверхности предмета рельефно, выпукло или, наоборот, заглублен. Каждая
эпоха, каждая нация выработала свою систему орнамента.
Для древнеегипетского орнамента обязательны цветы лотоса, папирус. В древнегреческом искусстве одним из основных элементов орнамента был меандр (ломаные под прямым
углом линии), а позже - элементы растительного и животного мира. Переплетения или вязь - любимый*прием древнерусского орнамента. В его кружевную сетку искусно вплетены фигурки людей, силуэты животных и. птиц.
Для производства лепных работ обьтчнпприменяется гипс,
который относится к воздушным вяжущим, и поэтому изделия на его основе, как правило, применяются для внутренней
(защищенной) отделки. Производят гипс из природного гипсового камня путем термической обработки и последующего
измельчения.
Для лепных работ применяют гипсы тонкого помола С
нормальными сроками твердения, белого цвета, без слежавшихся комочков. Начало схватывания гипса - не ранее 6
минут, а конец не позднее, чем через 30 минут с момента его
затворения водой. Для замедления сроков схватывания в гипс
можно вводить специальные добавки. При применении в качестве замедлителя 0,3-2% мездрового клея от массы гипса конец схватывания через 40 минут с момента затворения водой. Наоборот, в случае, если необходимо ускорить схватываниетипса, то обычно затворяют его горячей водой. При твердении раствор гипса увеличивается в объеме до 1%, и это позволяет формовать из него предметы, имеющие очень тонкую
О
О
329
форму рельефа. При своем расширении гипс плотно заполняет форму, быстро и равномерно твердеет, образуя гладкую
поверхность, имеет довольно высокую прочность. К основным
недостаткам гипса относится очень малая водостойкость. Чтобы получить гипсовый раствор нормальной консистенции
обычно на 1 литр воды берется около 1,5 кг гипса, для получения густого раствора - 1,8-2 кг гипса. Для получения
жидкого - 1-1,2 кг гипса. Гипсовый раствор используется
немедленно после его приготовления, т. к. он сохраняет текучесть в течение 2,5-3 минут, а пластичность - в пределах
6-7 минут. Если 'гипсовый раствор схватился, не пытайтесь
разводить его водой и применять для заливки чего-либо, так
как он уже потерял свои вяжущие свойства. Для приготовления раствора гипс насыпают в воду, в противном случае будут образовываться комочки, равномерно по всей поверхности
емкости затворения до тех пор, пока на ней не образуются
островки гипса, не поглощаемые водой. Затем около 30 секунд дают гипсу осесть (за это время из смеси должны удалиться излишки воздуха) и тщательно энергично перемешивают смесь до сметанообразной консистенции, но не переусердствуйте - слишком продолжительное перемешивание
нарушает процессы естественного схватывания раствора, и
это скажется на прочности. Твердеет гипс с выделением теплоты (до 25°С). Полное затвердение гипсового раствора должно происходить через 20 минут после затворения. Это можно
определить опытным путем - при сильном нажатии пальцем
на затвердевшей поверхности не должно оставаться никаких
следов. Для получения хорошей прочности изделие желательно просушить до приобретения постоянной массы при температуре, не превышающей 70°С (при более высокой температуре прочность снижается). Надо отметить, что есть и высокопрочные гипсы - «эстрих-гипс», «ангидритовый цемент» и
другие.
_
Для изготовления моделей будущих изделий нужна глина.
Глины, как известно, землистые горные породы, способные,
взаимодействуя с водой, образовывать пластичную смесь,
способную при высыхании сохранять .прИданную ей форму.
Для лепных работ желательно применять жирную глину, т. е.
глину, которая содержит незначительное количество песка.
Так как жирные глины встречаются довольно редко, то для
лепки применяются тощие глины, очищенные от песка отмучиванием (глина заливается водой, перемешивается, и частицы песка выпадают в осадок). Для изготовления моделей будущего изделия глину надо соответствующим образом приготовить. Глина укладывается в емкость и заливается водой. В
таком состоянии она выдерживается в течение 24 часов. За330
тем надо получить однородную тестообразную массу. Это
лучше сделать посредством глиномялки, а при ее отсутствии
глина помешаетсяв мешок и хорошо проколачивается металлической трубой. Для лепки модели применяется глина, которая легко поддается смятию пальцами и не пристает к ним.
Чтобы глина имела хорошую пластичность и сохраняла свои
свойства длительное время, в нее добавляют олифу (на 1 'кг
глины до 0,5 кг олифы) или касторовое масло (на 1 часть
глины до 0,2 части касторового масла). Хранить глину следует, накрыв мокрой мешковиной.
Инструменты и приспособления для выполнения лепных
работ делаются самостоятельно. Прежде всего надо изготовить мольберт для выполнения моделей легких барельефов.
Мольберт представляет собой треножник с подвижной полочкой, уровень которой фиксируется штифтами. На полочку устанавливается подрамник, на плоскости которого и лепится
барельеф. Подрамник закрепляется на полочке вертикально
или с необходимым уклоном посредством шарнирно укрепленной к треноге гребенчатой накладки по оси подрдмника.
Обязательно понадобится верстак (длина обычно 2 м, ширина
1 м), на крышку верстака помещают подмодельную плиту с
отверстием в центре (диаметр 10-12 мм), которая применяется для центровки вращающихся шаблонов при выполнении
моделей округлых очертаний. В качестве подмодельной плиты лучше использовать мраморную или гранитную плиту, нр
можно применить и вьшолненную самостоятельно на цементном вяжущем. По периметру верстака ндбиваются бортики,
возвышающиеся на 4-5 см. В отверстие вёдгавляется кляп, и
вся поверхность заливается цементным рартвором. Поверхность через 4-5 дней тщательно шлифуется, промывается
водой и просушивается. Затем поверхность шпатлюется, цементное тесто наносится_на поверхность шпателем и втирается узким мраморным бруском в поры. Обычно шпатлюют не
менее 2 раз, добиваясь ровной, гладкой поверхности. После
2-3-дневной выдержки поверхность подмодельной доски снова шлифуется оселком до получения гладкой, 'матовой поверхности.
Лепные детали имеют определенный профиль сечений
(обломы). Различные формы характерных архитектурных обломов были разработаны еще античными мастерами и применяются до настоящего времени. При изготовлении моделей
архитектурных обломов применяют шаблоны, с помощьюкоторых как бы вытягивают из пластичного материала деталь
постоянным сечением. Эта деталь называется тягой. Для
каждой тяги изготавливается свой шаблон из досок и кровельного железа. Лобзиком выпиливается профиль будущей
331
д
ЙЙҐЁ,Й
13,6ўў
_
.;' ..›\ _,
,
'г. _
-, _ _
-_~_ -\.
___›_ :~:-_
_
___ _ «_
,жд-_
_››~ ~ 3
1:2. тя
.-Ёлї
____.€_ Ъ .
_.
__:-;==_:›
1«___
,,,
.›
›. ;.
А :,<._іЁЁ___;__
~'
тдт_:_ - _ їд-Е.
_-_:-1
_
,__ _ -_ _ =.;_:;1_
У.
_
_.:Ґ>'
, "К
.
1
1/-'\~
Ю) ` -_._______
'Й
дїг
`_і.±.;._
Ё3`ї_ 232 _.
Ё.
____.
'
_ _=.
__
2
-__;=
'
/) `
'
'
Ё
\
.
\
І
д
. 1 -_ *
_
~
`2 'ъ",'Ё*Т ^
:ъ›,~
. __,.,_.__д
_
' , /ті;
' _ __"
_,
_
_
О ,;:»'Ё"1Ё` `
---@ .___._Ш_ ,Ш
до
Некоторые типы античных архитектурных профилей и орнаментов:
1 - полочка, 2 - гусек, 3 - пояс, 4 - каблучок, 5 - выкружка,
6 _ скоция, 7 - полувал, 8 - четве тной вал, 9 - волна, 10 акант, 11 - Ё/бы.
тяги, такой же профиль вырезается из кровельного железа,
который прибивается мелкими гвоздиками к профильной доске. С одной стороны профильной доски под прямым углом
прибивается доска с продольным бруском (полозком), а с
другой - короткая рейка с закругленными торцами (салазки). Таким шаблоном вытягиваются прямые тяги. Шаблон
для вытягивания круглых тяг гораздо проще, он состоит из
профильной доски, на одном конце которой просверлено вертикальное отверстие для стального штыря, а К другому концу
крепятся салазки.
_
Изготовление профильной доски следует начать с нанесения профиля облома на пластину кровельного железа (жес332
.
,
_
І
м.Д. 1`\'~:
:`:'
_-%ъ__.ъ-ъ
і
1 - Вытягивание прямой тяги. «А» - шаблон дви-
жется «на лоск››, «Б» -- шаблон движется «на обдир».
11 - Вытягивание круглой тяги. «А» - шаблон вращается «на лоск», «Б» -- шаблон движется «на обдир».
ти), которым оковывается деревянная профильная доска для
получения четкого профиля тяг. Вырезанный металлический
профиль подрабатывается киянкой на плите и при необходимости дорабатывается напильником. Подготовленный металлический профиль накладывается на заготовку для профильной доски (толщиной 20-40 мм (липа, береза, ель). Очерчивается контур. Сняв металлический контур, на расстоянии
1-2 мм от этой линии проводят новый контур для рабочего
пропила. Ножовкой выполняют пропилы до этой контурной
линии и затем скалывают древесину по слоям. Дорабатывается контур стамеской. Со стороны, на которую не будет накла333
дываться металлическая оковка, снимается фаска вдоль всего
профиля под углом до 25° к направлению перемещения шаблона, и оковка прибивается мелкими гвоздиками, отступя 56 см 'от кромки металла на расстоянии 10-15 мм друг от
друга.
Для производства лепных работ инструмент готовится индивидуально. Инструменты для изготовления моделей форм и
изделий подразделяются: на режущие, скребковые и заглаживающие, с большим разнообразием форм и размеров рабочей
части.
Режущие инструменты: ножи, долота, скарпели. Ножи
используют разных размеров. Большим ножом подрезается
гипс крупных или мелких деталей форм (ножи из хорошей
стали, с тонким остроконечным клинком длиной. около 10 см
(малый 7-8 см), шириной 2-3 см. Долота применяются
прямые и полукруглые. Прямыми.долотами с рабочей частью
шириной от 1 до 5 мм, длиной от 5 до 8 см, толщиной около
1 мм обрабатываются плоские поверхности, лезвия у долот
гладкие и с зубчиками. Полукруглые долота применяются
для изготовления сложных декоративных моделей. Скарпель
представляет собой стальной стержень длиной до 30 см с тупым обушком (концом), с одной стороны, и режущим концом
шириной от 1 до 25 мм - С другой. Скарпель держится левой
рукой и по нему наносят удары молотком по обушку. Применяются они для расколотки формы.
К скребковым инструментам относятся: царапки, косарики, клюкарзы, цикли, правильцы, тупилки. Они предназначены для выравнивания и заглаживания всех видов поверхностей; зачистки, высверливания и т. д.
Длина царапок'^обычно до 30 см. Выполняются они прямыми или фасонными, с гладкими или зазубренными лезвиями.
Предназначены для снятия излишка раствора с поверхности
изделия, при реставрационных работах для очистки поверхности от старых слоев краски. Косарики имеют узкие закругленные концы. Предназначены для отделки выпуклых и вогнутых поверхностей.
Клюкарзы имеют прямые, полукруглые, косые или зазубренные концы. Они предназначены для заравнивания поверхностей после обработки.
___,
Стеки имеют гладкие или с зубчиками лезвия и предназначены для зачистки изделий. Выполняются из металла, и из
плотных пород древесины.
Цикли представляют собой стальные пластины длиной до
12-15 см, шириной 5-6 см, толщиной до 1 мм. С одной стороны они остро отточены, с другой имеют зубчики. Предназначены для выравнивания плоских поверхностей.
334
д
ъ
-ъ
ї
1
))
2) °
›
Ґ
_»
___
1:`7°'
С 4
9:1: __:_:`:`^Г.;,×
'
“Ух-›::~#
_ _
` ' *"' 'тиц
т\7~
~\-.ъ^_^ў*;
Ч
___
~›
11.
43
ОЁ
З
.-1
ГС 'гь
Режущий, скребковый и заглаживающий
инструменты:
1 - прямые долота, 2 - полукруглые долота, 3 скарпели, 4 -- царапки, 5 - косарик, 6 - клюкарзы, 7 - стеки, 8 - цикля, 9 - правильце, 10 шовник, 11 -- тупилки.
Правильца представляют собой стальные пластинки скошенные с одной из сторон. Предназначены для выравнивания
не б ольших плоскостей и снятия излишков раствора.
9
335
Тупилки имеют узкую рабочую часть с закругленными и
немного загнутыми концами. Предназначены для нанесения
бороздок с не очень резкими контурами,
Кроме того применяются И другие заглаживающие инструменты: гладилки (дощечки из твердых пород древесины для -шлифовки плоских участков поверхности), шовники - в
виде валиков или утюжков - как шаблоны для заглаживания борозд.
:,і,Ёа_~__,__
3Є,
/Є
2%
/Єда-Ь
о {~~~
. до
а)«
_
ет"-' -3
4)
С
Барельеф «Грифон››.
Изготовление открытой клеевой формы: 1 - подмодельная плита,
2 -- модель барельефа, 3 - деревянная обрешетка, 4 - гипсовая
подмазка, 5 - клеевая масса.
Для выполнения работ потребуются также инструменты
для измерения и разметки: циркули, угольники, линейки и т. д.
Модели тяг изготавливаются следующим способом. На
щите устанавливается шаблон таким образом, чтобы полозок,
прибитый к нему, опирался на ребро направляющей доски.
На грунт, правильце, полозок и шаблон наносится тонкий
336
слой смазки (готовится на водяной бане из двух частей парафина или стеарина и пяти частей керосина; скипидара 70%,
воска - стеарина, парафина - 30%), которая должна иметь
консистенцию вазелина. После этого готовится гипсовый раствор (приблизительно 7 частей воды, 10 частей гипса). В гипсовку наливается вода и, при постоянном перемешивании, засыпается гипс. Незначительно загустевший гипс, находящийся в стадии пластичности, укладывается лопаткой справа от
шаблона невысоким валиком. Затем шаблон ведется вправо
от противоположного края щита.
Профильная доска с фасочной окантовкой древесины примнет и сгладит при своем движении 'массу гипса. Сглаженные
участки приобретают блеск от содержащейся в гипсе влаги
(отсюда - движение «на лоск››). Шаблон возвращается в исходное положение, и в случае, если в отдельных местах гипса, оказалось недостаточно, накладывается новая порция гипса, и шаблон снова проводится вдоль правильца деревянной
частью вперед. В случае, если и после второго прохода шаблоном на тяге останутся незаполненные гипсом выемки, то
они заделываются раствором лопаточкой (стеком), и шаблон
снова протягивается вдоль тяги.
В процессе твердения гипса он увеличивается в объеме (до
1%), после окончания схватывания шаблон передвигается
уже в обратном направлении, т. е. не «в лоск», а «в_ обдир››
(вперед двигается профильная доска стороной, оббитой жретью). При этом протягивании края жести сдирают с поверхности тяги лишний слой гипса (движение «на обдир››). После
этого разводится незначительное количество раствора до консистенции жидкой сметаны, который жестью наносится на
поверхность тяги, и шаблоном, движением «на лоск›› поверхность тяги разглаживается. В такой же последовательности
вытягивается круглая тяга для розетки. Только шаблон с
профильной доской не перемещается вдоль правильца, а вращается вокруг штыря, вбитого в деревянную пробку, находящуюся в середине подмодельной плиты, по заранее разработанному эскизу, представляющему собой узор с повторяющимися элементами (раппорт). Обычно на модели, предназначенной для формовки, вырезается 4-5 (нередко и
меньше) раппортов.
Рисунок с листа бумаги на тягу, как правило, наносится
припорохом. На эскизе контуры рисунка прокалываются
иголкой. Он накладывается на гипсовую -поверхность и припорашивается сажей или синькой посредством марлевого тампона. Полученные точки аккуратно обводятся карандашом.
Затем косариком (медицинским скальпелем) гипс прорезается
на 1-2 мм по контурам орнамента так, чтобы образовалась
337
канавка с клиновидным профилем. Прямыми и округлыми
долотами, в зависимости от характера рельефа, выбираются
углубленные участки и тщательно прорабатываются все детали орнамента. Для доброкачественности прорезки время от
времени поверхность смачивается чистой водой. Модель с вы-
_ ~ъ)
`
_
__
_
Ф/
за
ф
'-3)
8)
2)
__#1
~
,
І›аре;н.сс|› <«/\но;1;м›н››
_ І - подмодельная доска, 2 -_ модель, 3 ± замки,
4 - отверстие для выхода воздуха, 5 - гипсовый кожух, 6 - воронка, 7 - подмазка глиной, 8 - слой
клеевой массы (формопласта).
резанным рельефом сушится в течение 2-3 суток и затем
подшлифовывается мелкозернистой шкуркой для удаления с
поверхности всех царапин. После шлифовки кисточкой снимают пыль, и модель за 2-3 раза пропитывается горячей
олифой. Желательно по истечении суток поверхность покрыть шеллачным лаком или клеем БФ-2.
Для изготовления лепных изделий, предназначенных для
размещения внутри помещений, применяются, как правило,
эластичные формы, например, клеевые (желатинные), которые, благодаря своей эластичности, -позволяют снимать форму с модели любой степени сложности. При правильном ис338
полнении и соответствующем уходе с клеевой формы можно
снять до 75 отливок.
Клеевые формы выполняют открытые для моделей с невысоким рельефом и закрытые с кожухом для' моделей с высоким* рельефом. Открытые формы выполняются следующим
образом: модель закрепляется на плите, устанавливается обрешетка (деревянная или металлическая, для удержания клеевой массы высотой не менее 8-10 мм (зависит от габаритов) самой высокой точки модели. Модель покрывается смазкой и выдерживается в течение 20-25 минут.
Модель
заполняется клеевой массой. После застывания клея обрешетка удаляется, форма снимается и промывается насыщенным
охлажденным раствором квасцов (дубление), но предварительно. лицевая поверхность формыприпорашивается тальком
(в противном случае квасцы не впитаются в жирную поверхность). Форма припорашивается и вторично дубится квасцами.
Клеевая форма довольно нежна и эластична, для жесткости для формы выполняют своеобразный футляр из гипса.
Форму помещают на соответствующую модель и заливают ее
обратную поверхность ровным слоем гипсового раствора толщиной 1,5-2 см. После твердения форма снимается с модели, футляр будет служить хорошей основой для формы. Клей
гіриготавливают следующим образом: клей (желатин) замачивают в холодной чистой воде для набухгїния. Процесс набухания в среднем длится: клея до 24 часов, желатина 20-25 минут. Затем клей (желатин) варят в клееварке в течение 1,5
часа после начала кипения. Очень важно поддерживать определенный температурный режим (не выше 80°С), так как при
более высокой температуре клеевая масса начнет пузыриться
и станет неоднородной.
Клеевая масса должна остыть до температуры 40-45°С.
Для повышения эластичности и прочности Ё клеевую массу
рекомендуется добавлять глицерин (на 1 кг мездрового клея
(желатина) добавляется 500 г глицерина)Использованные формы, пришедшие в негодность, режутся и вновь расплавляются для изготовления новых форм. Но
куда удобнее и- практичнее употреблять для изготовления не
клей или желатин, а формопласт, представляющий собой вид
пластмассы темно-желтой плотной студенистой массы. Температура его размягчения 60°С, температура плавления
140°С, начинает застыватьлри охлаждении до 100-110°С, не
прилипает к поверхностям. При отрицательной температуре
становится хрупкой, но при подогреве восстанавливает свои
свойства. При подогреве имеет неприятный запах.
При плавлении формопласт режут на небольшие кусочки
(2-3 см) и помещают в" алюминиевую посуду (стальные ем339
кости не применять), которая ставится в любую другую емкость, заполненную песком, и эта емкость нагревается. При
этом необходимо следить, чтобы температура не поднималась
выше 140-145°С, т. к. при более высокой температуре формопласт начнет разлагаться, выделяя пары хлористого водорода, и станет непригодным для использования (внешне почернеет).
Расплавленный. формопласт отстаивается несколько минут, чтобы из массы вышел воздух, и заливается в модель.
Форма из формопласта водоустойчива и намного зластичнее
по сравнению с клеевой (желатиновой).
-хд)
Формовка бюста:
1 _ модель, 2 - глиняная обкладка, 3 - гипсовый кожух,
4 - литник.
При правильном использовании и уходе с формопластовой
формы можно снять 350_400 единиц отливок.
В формопластовых формах можно получать отливки из
гипса и цемента. Если форма из формопласта будет изготавливаться на базе гипсовой модели, то ее поверхность надо за
2 раза пропитать горячей олифой с 5% канифоли, чтобы она
заполнила поры гипса (можно промазать клеем БФ-2). В про-
тивном случае при заливке горячего формопласта под влиянием высокой температуры гипс несколько расширится и вытеснит из пор воздух, который останется в формопласте, об340
разуя каверны, Форма заливается формопластом. С модели ее
можно снимать при остывании до температуры 55-60°С.
Формы из формопласта при подготовке к заливке раствором
гипса (цемента) тщательно очищают и промывают чистой
проточной водой.
`
Закрытые формы изготавливают для сложных рельефов,
имеющих элементы различной глубины и высоты (формовка
под кожух). С плоских моделей высокого рельефа форму выполняют следующим образом. Сухую, слегка нагретую модель за 2 раза пропитывают горячей олифой, после выдержки
(2-3 часа) модель покрывают слоем лака. Модель крепится
на подмодельной доске, и затем всю поверхность смазывают
смазкой и покрывают плотной мягкой сырой бумагой. Поверх
бумаги на модель равномернымслоем (около 2 см) укладывают глину кверху на конус (для образования литников).
Основание глиняной обкладки окружают валиком (диа-
метром 1-1,5 см) из глины, который плотно прижат к глиняной обкладке и подмодельной плите. Отступив от валика
на 1,5 см, с четырех сторон модели лопаточкой вымазывают
из гипса марки (замки), благодаря чему снятый с модели кожух можно вновь точно уложить на место.
Поверхность обкладки покрывается смазкой. По периметру модели на расстоянии 3-3,5 см из глины выполняется
бортик, не позволяющий растекаться тіипсу. После этого затворяется густой раствор гипса и накладывается на глин.яную
обкладку равномерно по всей поверхности модели, т. е: выполняется своеобразныйкожух (толщина стенок кожуха находится в прямой зависимости от габаритов модели). Иногда
для увеличенияего прочности, при больших размерах, в гипс
закладывают деревянную арматуру, пеньку.
После твердения гипса кожух снимается и удаляются глина и бумага, изнутри кожух зачищается и в нем выполняется
отверстие (литник) для заливки клея (формопласта).
Вход литника располагают таким образом, чтобы он находился напротив самой высокой части рельефа (на крупногабаритных кожухах выполняются два литника, через_ которые
клей (формопласт) заливается одновременно). Необходимо
также выполнить в зависимости от габаритов, одну или две
отдушины (0,6-0,8 мм) для выхода воздуха из кожуха при
заливке клея (формопласта). Чем 'больше будет выполнено
отдушин, тем чище получится сама форма.
Готовый кожух надо хорошенько просушить (3-4 суток),
т. к. клей, налитый в сырой кожух, будет впитывать из него
В0дУ-_
Просушенный кожух незначительно нагревается и покрывается горячей олифой и шеллачным лаком (клеем БФ-2).
341
После высыхания нанесенного клея подмодельную доску, саму модель и кожух с внутренней стороны покрывают смазкой, во избежание прилипания клея. Кожух с внутренней части оклеивается по смазке газетной бумагой.
В качестве клеящего вещества обычно применяется разведенное на горячей воде взбитое мыло. Наклеенная бумага хорошо емазывается, чтобы она легко снималась с клеевой формы. Кожухом накрывается модель, щели между ним и подмодельной плитой промазываются глиной или гипсом.
В литник вставляется воронка инепрерывной струей заливается-горячий. клей (формопласт) в пространство, образованное поверхностями модели и кожуха. Залив надо выполнять
равномерно, слишком торопиться не следует, т. к. воздух не
успеет выйти в отдушины и на поверхности формы образуются каверны. Но и не слишком медленно: формопласт- застынет
и не полностью займет пространство между моделью и кожухом. Заливается клей до тех пор, пока он не появится в отверстии отдушины (отдушин). После этого воронку заполняют доверху клеем и в пределах получаса прослеживают, не
оседает ли в ней клей. Если осадка происходит, его надо в
воронку долить. После схватывания и остывания клея (формопласта) - примерно через 10-12 часов - формопласт
можно снимать после его остывания до температуры 60°С, воронка с литника убирается и кожух снимается.
Клеевая (формопластовая) форма снимается с модели и
вкладывается в кожух. Закрытая форма обезжиривается и дубится так же, как и открытая форма.
Для формования объемных моделей (бюсты и т. п.) поступают следующим образом: модель крепится к центру подмо-
,І
1
_І
Барельеф. Мастика.
342
дельной доски гипсовым раствором и замазываются все щели.
Бюст обкладывается слоем глины толщиной 20-25 см, устраивают замки и_ заливают кожух толщиной 30-35 мм. Потом
кожух снимается с модели снизу вверх. Выполнив все вышеуказанные операции, заливают форму клеевой массой (формопластом). Когда клей застынет, кожух снимают и клеевую
(формопластовую) форму разрезают по линии профиля бюста
острым лезвием (ножом) на две половины. Все последующие
операции аналогичны процессу формовки плоских моделей
высокого рельефа. При снятии формы с крупных бюстов форму и кожух на модель делают из двух половин, т. е. разъемными, т. к. целый кожух затруднительно снять с крупной модели и донольно трудно точно уложить в него клеевую (формопластовую) форму. На модели бюста ~намечается линия
разреза формы (предпочтительнее размещать ее за ушами, с
тем, чтобы лицо и уши находились в переднем кожухе, а затылок - в заднем). Модель устанавливается и закрепляется
на подмодельной доске, смазывается и покрывается бумагой,
обкладывается глиной толщиной 25-30 мм. По намеченной
линии разреза из глиняных или железных пластин шириной
(40-50 мм) делают стенку. Глиняную обкладку первой половины модели тщательно смазывают и выполняют из гипса кожух толщиной 35-40 мм, в который закладывают проволочную арматуру. После этого стенку, разделяющую модель,
снимают, края кожуха обрезают и прорезают несколько замков. Также заливается гипсом и вторая половина кожуха. _
После твердения кожух снимают, очищают от глины и в
верхней части осторожно делают литник диаметром 30-50
мм, а по бокам - отдушины для выхода воздуха (6-8 мм).
Модель смазывают как и кожух, половинки которого промазывают, добиваясь плотного прилегания кромок половинок
кожуха. Места соединения можно промазать гипсом. После
выполнения всех подготовительных работ через литник заливается клеевая (формопластовая) масса. По окончании твердения клея (формопласта) кожух с предельной осторожностью снимается, клеевая форма разрезается лезвием (острым
ножом) по шву, в месте соединения лицевой .и задней частей
кожуха. После этого форма снимается с модели и укладывается в соответствующие половинки кожуха.
Готовым гипсовым изделиям по желанию и необходимости
можно придать большую твердость и водостойкость. Для этого готовят:
а) 10%-ный раствор медного купороса и в него опускают
изделие. Первый раз на 15 минут, затем сушат в течение 5
минут. И снова окунают второй раз на 10 минут, сушат в течение 5 минут и окунают в третий раз тоже на 10 минут;
343
б) 25%-ный раствор формалина или 10%-ный раствор
алюминиевых квасцов (калиевых) и погружают на 30 минут.
Операция повторяется 2-3 раза;
Ф
в) 5%-ный раствор хлористого кальция и в него погружается изделие на 15 минут, вынимается и сушится в течение 5
минут, после чего изделие погружается в мьшьную воду на
1-2 минуты.
Гипсовые художественные изделия можно декорировать
(окрашивать) с целью имитации под металл, мрамор и т. п.
Для выполнения этого изделие высушивают и пропитывают
горячей олифой. Для придания поверхности гипсового изделия цвеаъа слоновой кости изделие покрывают раствором: на 1
литр горячего молока 30 г белого мыла. Сушат и наносят
грунт из масляного лака, имеющего желтоватый оттенок, сушат в течение суток и затем не очень густо окрашивают желтой масляной краской, после покрытия поверхности краску
стирают мягкой чистой тряпкой.
Для придания гипсовому изделию цвета бронзы на поверхность наносят краску под цвет бронзы, после сушки поверхность покрывается тонким слоем воска, растворенного в скипидаре. Когда воск почти высохнет, на окрашенную деталь
мягкой кисточкой, увлажненной воском, наносится тончайший слой бронзового порошка. После хорошей просушки изделие протирают тряпкой для придания ему блеска бронзы.
Нередко для получения цветного гипса в него вводят минеральные пигменты (охру, мумию, ультрамарин, умбру и
др.). Добавка красителей несколько снижает прочность изделия, что может компенсировать ее последующей проолифкой.
Нередко великолепные архитектурно-художественные памятники, созданные гением российских зодчих и мастеров,
разрушаются, утрачиваются замечательные элементы художественной лепки и резьбы по дереву. Реставрируются они
не только в.гипсе, но и в более прочном лепном мастичном
составе. Мастика готовится следующим образом: в металлическую емкость наливают четыре лгггра воды и засыпают два
килограмма измельченного столярного клея и, постоянно перемешивая, кипятят. 150-170 г нарезанных на мелкие части
газет кладут в другую металлическую емкость и заливают
кипятком. Размокшую бумагу терками превращают в однородную массу и затем отжимают насухо.
В первую емкость, где растворен клей, помещают эту массу и тщательно перемешивают. При постоянном перемешивании постепенно добавляют 500 г плавленного мела и 100 г
канифоли, растворенной в 300 г горячей олифы. Получается
текучая клейкая масса. Это и есть мастика. На подмодельную
доску насыпают мел в количестве, потребном для работы на 1
344
день. Делают посредине углубление, в которое и выливают
теплую клейкую массу. Добавляют небольшое количество
олифы и месят как тесто. Чтобы ма_стика не высохла, ее следует завернуть в сырую тряпку. Оставшуюея в емкости студенистую клейкую массу перед приготовлением мастики разогревают. Изготовление мастичного орнамента производится
следующим образом: клеевую (формопластовую) форму, снятую с модели орнамента, незначительно припорашивают
тальком. Скатав из приготовленного состава мастики валик,
кладут его в форму .и большими пальцами рук вдавливают во
все углубления. Заполнив форму, излишки мастики удаляют_
Затем вдавливают арматуру из тонкой проволоки, и ладонью
окончательно выравнивают заднюю сторону орнамента.
После затвердения мастики форма переворачивается, снимается кожух, и она отделяется от мастичного орнамента.
Надо отметить, что мастичные лепные украшения имеют высокую устойчивость и прочность по сравнению с гипсовым и
даже деревянным орнаментом.
Лепные изделия из мастики по цвету и прочности напоминают кость. Хорошо окрашиваются, их покрывают сусальным
золотомили имитируют под цвет бронзы.
Рекомендуют для мастики и такой состав. Бумажная масса - 10 частей, столярныйклей - 2 части, мел тонкодисперсный - 3 части, мука пшеничная г- 2 части. Бумажная масса подготавливается следующим образом: обычная газетная
бУМаГ8 МЄЛКО НЗРЄЗЗЄТСЯ, СКЛЗДЫВЗЄТСЯ В МЄТЗЛЛИЧЄСКУЮ СМ-,,
кость и заливается кипятком. При. постоянном перемешивании масса выдерживается в горячей среде 4-5 часов, затем
вода сливается, бумажная масса разминается и пропускается
через мясорубку. Полученная масса высушивается и затем
протирается на мелкой хозяйственной терке. Мука замешивается холодной водой до довольно жидкой консистенции и затем заливается горячим раствором столярного клея, тщательно перемешивается. Бумажная масса смешивается с мелом и
заливается клейстером. Масса очень тщательно перемешивается до получения очень крутого теста, которым и заполняется форма.
Очень часто для изготовления архитектурных деталей интерьера применяют папье-маше: гипсовая или деревянная
форма смазывается растительным маслом, чтобы бумага, пропитанная клейстером, не приставала к поверхности. Затем в
форму набивается заранее подготовленная бумага. Вдавливают массу пальцами во все углубления так, чтобы каждый кусок бумаги нахлестывался на предыдущий на несколько сантиметров. Первые два слоя набивают массой из газетной бумаги, причем, первый слой промазывают клейстером только с
345
одной стороны, которой его прикладывают к стенкам формы.
Затем следующие слои набивают массой из оберточной бумаги и прокладывают слой мешковины. Все последующие слои
бумаги и мешковины клейстером промазывают с обеих сторон.
По окончании набивки края бумаги и мешковины, выступающие за форму, приподнимают, смазывают клейстером и
заворачивают внутрь. Форма с набивкой сушится при температуре около 40°С до полной просушки. После этого изделие
вынимается из формы, подрезается с кромок бумага, и затем
лицевая поверхность смазывается жидким клейстером, а после хорошей просушки поверхность шпатлюется. Тесто для
шпатлевки готовят из просеянного мела с незначительным
добавлением разваренной бумаги, жидкого столярного клея и
медного купороса (на 1 литр воды 350 г столярного клея и 50 г
газетной бумаги).
Огрунтовка готовится из теста для шпатлевки (1 кг с добавлением 100 г клейстера и 200 г горячей воды. После шпатлевки, примерно через сутки, поверхность изделия подправляется_и приглаживается.
'
Полученные изделия из папье-маше легки, прочны, хорошо окрашиваются клеевыми, эмалевыми и масляными красками, причем перед окраской поверхность смазывается слабым раствором столярного клея. Хороший результат для изготовления
скульптурных
форм
небольших
габаритов
получается при использовании в качестве заливочного материала эпоксидных смол ЭД-5 и ЭД-6 с аминосодержащими
отвердителями. Смола ЭД-5 низковязкая, прозрачная; ЭД-6 -вязкая, прозрачная. Применяется с добавлением пластификаторов, снижающих хрупкость и повышающих пластичность. В
смолу можно добавить красители для получения нужного
цвета. Обычно применяются масляно-казеиновые краски.
Подходит ли данный краситель, надо обязательно проверить
опытным путем. Анилиновые красители использовать нельзя,
так как они в эпоксидой смоле не растворяются. Рабочий раствор готовится следующим образом: на 10 частей эпоксидной
смолы берут около 1 части отвердителя, тщательно перемепшваюг и заливают в форму. При применении ЭД-6 предваритель-
но вводится около 10% плаешфикатора. Если эпоксидная смола
густая, то перед добавлением отвердителя ее разводят толуолом
до консистенции сметаны. Формы, за исключешлем формопласта,
перед заливкой смазываются.
Для изготовления форм художественной лепки иногда
применяют сиэласт -- резиноподобный пастообразный материал. Выпускается сиэласт с двумя катализаторами: І×І9 1 -
дибутиловодилауринат и тетраэтоксисилан и Ы9 2 - водосо346
держащий полидиметилсилоксан. Сиэласт в смеси с катализаторами вулканизируют при комнатной температуре. Заливают сиэласт с одного края модели медленно для вытеснения
воздуха (в закрытых формах). Формы из сиэласта термостойкие, в них допускается залив масс с температурой плавления
до 200°С.
1
МОЗАИКА
Мозаикой древние наши предки называли картины, посвященные музам. Как вечны музы, так должны были быть вечны и нетленны мозаичные картины. Поэтому их не писали
краской, а набирали из кусочков цветного камня.
История мозаики уходит в глубокую древность. Еще мастера Древнего Востока укладывали узоры из керамических
плиток.
.
В античную эпоху мозаика прошла славный путь от несложных орнаментов до громадных красочных композиций из
кусочков специально сваренного, глушенного" (непрозрачного
стека) - смальты.
Мировую известность получили замечательные мозаики
Рима первых веков нашей эры и средневековой Византии.
Основной элемент римской мозаики - маленький кубик
цветного камня или смальты, так называемый модуль. Чем
меньше модуль, тем тоньше и изящнее получается мозаичное
произведение. Мелкомодульные мозаики используются и в декоративно-прикладном искусстве -- ими облицовываются
шкатулки, ларцы, столешницы и т. д. Но ведущая область
применения мозаики - монументальное искусство...,....
Огромная смальтовая мозаика выложена в алтаре Софийского собора в Киеве. Здесь же, на территории Лавры при археологических раскопках были найдены мастерские стеклодувов с остатками смальты. Они относятся к ХІ-ХІІ векам; 12
мощных крестообразных столбов расчленяют огромное внутреннее пространство Софии Киевской. Под главным куполом в
залитом светом 'пространстве сверкают золотом мозаики синими, голубыми, сиреневыми, зелеными, пурпурныьш переливами, как бы расплывающимися по стенам, словно маревом все
обволакивая кругом своим то затухающим, то вспыхивающши с
новой силой сиянием. Над головой молящихся в центральном
куполе - Христос Вседержитель, в простенках - святые, словно парящие в воздухе, а в центральной абсиде - Богоматерь с
воздетыми к небу руками. Под лучами света, падающими на
ее золотой фон, сверкает и пламенеет каждый кубик смальты. Она производит подлинно неизгладимое впечатление.
348
Большое развитие получило искусство мозаики в Грузии.
Татаро-монгольское нашествие затормозило развитие этого
искусства на Руси. Между тем в Италии, во Флоренции, в
Х)/І веке распространился новый вид мозаичной техники: орнамент или картины набирали из более крупных кусков
цветных мраморов, вырезанных по шаблонам, соответствующим основным линиям рисунка. Такая техника мозаики получила название мраморной или флорентинской. Кроме того,
мозаика может выполняться из больших или малых кусков
цветной поливной керамики - майолики, даже из кирпичей,
одна сторона-которых покрыта цветной глазурью.
Украшение архитектурных сооружений орнаментальной
майоликовой мозаикой особенно распространено на Ближнем
Востоке, в Средней Азии. Много прекрасных величественных
памятников такого искусства в Бухаре, Самарканде, Хорезме, Ургенче и других Среднеазиатских городах. В тех случаях, когда поливными кирпичами или плитками облицовывается стена, купол, то применяется техника так называемого
прямого набора, то есть цветной камень-плитка или смальта
укладывается на стену, куда предварительно нанесен известковый'или цементный раствор.
Возрождение российского мозаичного искусства связано с
именем великого русского ученого-энциклопедиста М. В. Ломоносова, .построившего Усть-Рудицкуїо стеклодельную фабрику. М. В. Ломоносов деятельно занимался технологией изготовления смальты, провел более 4 тысяч опытных плавок
стекла и получил огромный выбор цветов. Широко известны
его мозаичный портрет императора- Петра І, его монументальная картина «Полтавская баталия›› и др. В индивидуальных условиях могут быть известные трудности в приобретении настоящей смальты, но вполне могут быть применимы
другие более доступные материалы. Многое можно использовать для создания эффектной мозаики: камни разных цветов,
кусочки кирпича (красного, белого, серого и т. д), кусочки
облицовочной керамики, метлахской плитки, даже обычной
морской и речной гальки.
Прежде, чем приступить к выполнению мозаики, надо определиться с местом, размерами и характером будущей картины, ведь мозаика не просто набор из цветных кусочков, а
живопись в самом высоком понимании этого слова. В мозаике
должны быть гармония, пластика, колорит - все, что органически присуще живописи на полотне. После того, как вы
окончательно определитесь с местом, сюжетом, материалами,
обязательно надо выполнить эскиз в цвете, а затем и рисунок
в натуральную величину. Тщательно готовится место для будущеймозаики: штукатурку, кирпичную или бетонную стену
349
надо очистить от краски, для лучшего сцепления раствора на
поверхность стены нанести насечку, поверхность очистить от
пыли и увлажнить. Раствор набрасывается штукатурным мастерком и разглаживается. На выровненную поверхность накладывается рисунок и контуры изображения передавливаются. Затем рисунок снимается и на поверхности из заранее подобранных элементов выкладывается задуманный рисунок
мозаики. В случае если задуманная вами картина имеет
большие размеры или вы состав-ляете ее из очень мелких элементов, на что потребуется значительное время, рекомендуется выполнять мозаику по частям: раствор наносится на
часть площади, выкладывается мозаика, а затем переходят к
следующему участку. В течение ближайшей недели, пока
раствор не схватился достаточно прочно, несколько раз в
день мозаику надо увлажнять водой. Для нодгонки элементов
мозаики (разумеется все это делается заранее) используются
специально выполненные инструменты: тальон обычно делают из напильников соответствующего размера. Один конец
тальона остро затачивается. Специальный молоток с острозаточенным концом. Набор тальонов обычно прочно закрепляют на деревянной колоде. Камень или плитку берут клещами
и устанавливают на острые тальоны, производят удар молотком, заостренным концом. Удар должен быть так точен и резок, чтобы заточенные лезвия молотка и тальона совпали.
Заранее подготовленные элементы мозаики укладываются на
рабочем эскизе, чтобы не было задержки при выкладывании
рисунка. Надо отметить, что. выполнять методом «прямого
набора» мелкомодульныедмозаики очень трудоемко, и этот
процесс занимает довольна много времени. Поэтому в настоящее время чаще используется-техника «обратного набора››: на
листе бумаги с нанесенным рисунком намазывается клей и на
этот клей по линиям рисунка 'укладывают смальту лицевой
стороной вниз, листы заливают раствором и после <<схватывания» набор переворачивают, а бумага с лицевой стороны
смывается. Обычно такие мозаичные плиты с законченной
мозаикой или частью композиции выполняют- размером
100Х100 см. Затем плиты монтируют на стене.
СГРАФФИТО
Техника сграффито (в переводе с итальянского - «процарапанный››) - способ декоративной отделки стен, при котором рисунок процарапывается в верхнем слое штукатурки и
›с~:т:т=
їкї\7г›×:-(1
_/,кёъд
\ _
С*<~в_)`Ё*~*- -*Ё_
× \"'$: _тв:
Ч»3:\____*
гатс-%>ї* ›
* аїъйехь
Фрагмент отделки в технике сграффито.
обнажается нижний слой, отличающийся по цвету. На стену
накладывают два или более слоев штукатурки разного цвета.
Например: нижний - коричнево-красный, затем зеленый и
верхний - белый. После просушки штукатурки ее начинают
процарапывать специальными инструментами, а иногда и
полностью снимать в процарапанном контуре. И тогда из-под
351
белого фона выступают силуэтные красные и зеленые изображения. Техника сграффито уходит в глубину веков. Еще этрусские и древне-греческие мастера использовали ее для украшения своей керамики. В средние века сграффито широко
применяли в странах Западной Европы. Известна была эта
техника и на Руси. Из-за четкости и силуэтности рисунка,
отсутствия полутонов и цветовых переходов сграффито чаще
всего используется для орнаментальных композиций.
Мастера керамики нередко употребляют этот термин для
обозначения похожей техники процарапывания рисунка по
слою ангоба, покрывающему поверхность керамического изделия.
Техника мокрого способа сграффито заключается в следующем: разрабатывается эскиз в цвете с четкими, ясными границами каждого цвета. Слой штукатурки состоит из нескольких цветных слоев. Специальными инструментами обнажаются нижележащие слои, выявляя многоцветный рельефный
рисунок. Чем больше нанесено цветных слоев, тем красочнее
и декоративнее сграффито. Раствор для цветных штукатурок
состоит из трех основных частей: связывающего, наполнителя
и пигментов (красителей).
В качестве связывающего обычно применяют гашрную известь, _наполнителем служат речной или -морской кварцевый
песок, мраморная пыль (лучший наполнитель - белый кварцевый песок).
Перед приготовлением раствора песок просеивают и из него удаляют примеси методом отмучивания.
В качестве пигмента применяют любые щелочеустойчивые
сухие красители. Для приготовления, например, раствора белого цвета берется 1 часть гашеной извести и три части мраморной пыли или белого песка.
Красный цвет получится из одной части гашеной извести,
трех частей белого песка и половины части красного пигмента (красителя).
Раствор розового цвета готовят из одной части гашеной
извести, двух с половиной частей мраморной пыли или белого песка и половины части молотого и просеянного красного
кирпича.
Желтый цвет получится при смещении одной части гашеной извести, трех с половиной частей белого песка и двухтрех десятых части охры. Если же в эту смесь добавить окись
хрома, то она приобретает зеленый цвет.
Синий раствор готовится из одной части гашеной извести,
трех частей белого песка и половины части ультрамарина.
Готовится раствор после смешения всех сухих компонентов с
добавлением воды и тщательным перемешиванием до конси352
стенции густого теста. При выполнении сграффито: на -вертикальной кирпичной стене на ее поверхности надо предварительно выполнить насечки глубиной 4-5 мм.
Подготовленная поверхность смачивается водой и наносится предварительный слой грунта из гашеной извести и песка. Поверхность тщательно разравнивается и затирается деревянной теркой. После подсушки поверхности (до 30 минут)
наносится первый -слой цветного раствора (5-7 мм). Поверхность также затирается. Через 15-20- минут наносится второй слой толщиной 4-5 мм, также дается выдержка в 15-20
-
її
Ш
Ш
/
Резцы и скоблилки.
мин. и наносится третий слой (толщиной 4-5 мм). Поверх-
ность тщательно разравнивается и затирается.
На основе задуманного вами рисунка вы должны подготовить трафарет в натуральную величину. На поверхность штукатурки удобнее всего переносить трафарет способом припороха, Т. Є. КОНТУРІ-ІЫЄ ЛИНИИ ПРОКЗЛЫВЗЮТ ШИЛОМ На РЗССТОЯ-
нии около 5 мм друг от друга. Трафарет накладывают на
штукатурку и по нему похлопывают марлевым тампоном сухой краской. При недостаточности этих наколок остро отточенным резцом рисунок наносят полностью.
Прорезать штукатурку рекомендуется только в течение
ближайших 5-6 часов после нанесения последнего цветного
слоя штукатурки, то есть пока она находится во влажном состоянии. Сначала раствор подрезают по контуру резцом, который держат в руке под углом около 60° к поверхности, прорезая на глубину, равную толщине верхнего слоя цветной
штукатурки. После этого выбирают подрезанный раствор
скоблилками, обнажая последующий цветной слой.
Резьбу и подчистку выполняют последовательно, посте12 Энциклопедия умельца
353
пенно *срезая слой цветного раствора, начиная с верхнего
слоя и последовательно переходя к нижележащим. В технике
сграффитно можно выполнить самые сложные и очень декоративные композиции.
сррвски
[Альфрвинм Роспись]
Фреска (от итальянского - «свежий››) - живопись по сухой штукатурке красками, разведенными на воде, одна из
техник стенной росписи, когда ее надо выполнить пока раствор не «схватился» и свободно впитывает краску, буквально
несколько десятков минут. Такой раствор «под фреску» специалисты называют «спелым››. По такому раствору писать надо легко, свободно и при первых признаках, что ход кисти теряет плавность и она начинает <<боронить››, краска не впитывается, а намазывается, - работу надо кончать; краски уже
не закрепятся.
Фресковой росписью работали величайшие мастера мировой живописи - Леонардо да Винчи, Микеланджело, Рафаэль, П. Веронезе, гениальные русские иконописцы Феофан
Грек, Андрей Рублев, Дионисий и др.
Прославленные мастера работахныкак в технике «а фреско›› (т. е. «по сырому››), так и в тех ике «а секко›> (т. е. «по
сухому››). В этом случае роспись велась по высохшей известковой штукатурке, только вторично увлажненной, и краска-
ми, которые заранее смешивались с известью.
В настоящее время в понятие «альфрейные работы» вкладывают много разных приемов декорирования стен, вплоть до
росписи под ценные породы дерева, под камень, нанесение
орнаментов и т. д.
До того, как приступить к работе, надо разработать эскиз
росписи и по нему детальный рисунок, желательно на картоне. Когда. под роспись подготавливают поверхность стены, необходимо удалить с нее побелку (краску) и затереть штукатурку, чтобы она была ровной и гладкой. Подготовленная поверхность грунтуется раствором известкового теста и
10%-ным водным раствором казеинявого клея. Составленный
раствор должен быть жидким (консистенция молока). Этот
раствор наносится на штукатурку не менее 3 раз с подсушкой
каждого слоя. На подготовленную поверхность накладывается
трафарет и припорашивается порошком в марлевом тампоне.
'2*
355
і%`
“_
ії
Всликомученик Авксентий. Фрагмент фрески из Смоленского собора Ново-Девичьего
монастыря. ХУІ в.
Для выполнения росписи обычно используется темпера,
которую лучше всего приготовить на яичном желтке (желток
- 1 часть, масляный лак - 0,25 части, льняное масло -
0,25 части, 1%-ный раствор фенола - 1,5 части). Температура - в зависимости от необходимости. Краска должна быть
консистенции жидкой сметаны.
Впрочем, мастера альфрейной росписи применяют не
только темперу, но и масляные, клеевые и другие краски.
В зависимости от применяемых красок подготавливают соответствующим образом и поверхности стен под роспись. Разнообразие фресковой росписи привело к тому, что многие мастера вырабатывали свои рецепты и технологии штукатурок,
красок, приемов работы. Например, великий Леонардо да
Винчи написал свою знаменитую Санта-Мария делле Грацие
красящим составом собственного изобретения, секрет которого так и не открыт до настоящего времени.
РЕЗЬБА ПО КАМНЮ
Как чудесная сказка, пришедшая из глубины веков, развертывается перед нами белокаменная резьба Владимиро-Суздальской Руси ХІІ. века;
Во всей великой русской поэзии, давшей множество непрев-зойденных шедевров, нет памятников более лирических,
чем церковь Покрова на Нерли (1165 г.) и Дмитриевского собора во Владимире (1194-1197 гг.).
Это такое же совершенство, как классическая дорическая
колонна, как самые высокие достижения архитектуры Древней Греции и Рима. Но не только благородство форм, не
только идеальные пропорции храмов создают подлинную уникальность. Волшебной сказкой расстилается. перед нами белокаменная резьба.
Все, что на Руси было создано удивительнейшего в скани,
эмали, басме, гравировке, деревянной резьбе, нашло свое яркое отражение в декоративных и изобразительных мотивах
этих шедевров Владимирских мастеров резьбы по камню. Растительный орнамент, звери, птицы в самом причудливом
фантастическом изображении - это воистину русская сказка
в камне, иеполненная живого трепетного ритма.
Для художественной резьбы применяется камень очень
многих пород: мрамор, гранит, диорит, песчаник, туф, известняк, алебастр и т. д. Очень легко 'поддаются обработке алебастр и ангидрит. Для обработки камня применяются специ-
альные инструменты, выполненные из инструментальной стали, закаленные. Пунчеты применяются для скалывания
кусков камня крупных размеров, для грубой обработки камня
применяют большой закольник, кирки, шпунт. Ручной закольник, скарпель и тесовик применяются для черновой тески
плоских поверхностей при работе с камнями твердых пород.
Этим же целям _служит и крестовая зубчатая бучарда. Фигур-
ные поверхности обрабатывают цилиндрическими бучардами,
троянками, фигурными скарпелями. Фигурные профили на
мягких породах предпочтительнее вырезать скребками. Контур рисунка или орнамента на поверхность камня наносится
карандашом. Если карандаш на поверхность ложится плохо,
357
_
ть11*›_ .
-›
,,
<:
Ё
19
«-1
Е
Ь
С
С
_""
5
_,
1:
А
из)
0*)
Инструменты для обработки камня:`
1 _ пунчет, 2 _ большой закольник, 3 _ шпунт, 4 _ киура-зубатка для
мягкого камня, 5 _ кирка для мягкого камня, 6 _ кирки для мягкого камня,
7 _ тесовик, 8 _ ручной закольник, 9 _ скарпель, 10 _ скребки, 11 _ ци-
линдрическая бучарда, 12 _ троянка, 13 =- крестовая зубчатая бучарда, 14 _
фигурные скарпели.
то на нее целесообразно наложить слой белой акварельной
краски или гуаши и затем через копировальную бумагу нанести рисунок (орнамент). При повторяющихся элементах лучше сделать трафарет.
Для того, чтобы рельефные элементы рисунка (орнамента) выдерживались в задуманных размерах, выполняют шаблоны и периодически проверяют правильность резьбы. Перед
шлифованием поверхностей ,их обрабатывают бучардой и
скарпелем. Производится шлифовка абразивными брусками,
сначала крупнозернистыми, затем мелкозернистыми. Если
после шлифовки на поверхности остались трещинки, раковины, поры, поверхность обрабатывают мастиками.
В состав мастики входят: канифоль _ 130 г, гипс _ 90 г,
цинковые белила _ 40 г. Если обрабатываемый камень не
358
ж
Резьба по камню.
белого цвета, то вместо цинковых белил берется соответствующий краситель.
Сначаларасплавляется канифоль, затем в расплав добавляются остальные составляющие. Приготовленная мастика
нагретым паяльником вплавляется в хорошо очищенные от
пыли раковинки (трещины), и затем поверхность подшлифовывается заподлицо с поверхностью камня. Перед полировкой
поверхность промывают водой и тщательно протирают чистыми тряпками, затем. посыпают любым полировальным- порошком и полируют войлоком до получения зеркальной поверхности.
'
ХУДОЖЕСТВЕННАЯ ОБРАБОТКА
КАМНЯ
Заглохше е в период татаро-монгольского нашествия русское искусство обработки камня возродилось в ХУ веке.
Особенно большое развитие получает художественная об-1
работка камня в ХУІІІ веке, когда, в связи со строительством
новой столицы России _ Петербурга, возводят ряд архитек-
Ваза из серо-фиолетового
порфибра. Колыванская
фа рика. 1808 г.
турных ансамблей в- его окрестностях. Облицовочные работы и
декор выполняют из камня отечественных месторождеъшй открытьтх в ХУ ІІ_ХУІІІ веках на Урале и в Сибири.
360
,
В первой половине Х)/ІІІ века открыты специальные гранильные фабрики в Петербурге и Екатеринбурге, а во второй
половине ХУІІІ века _ Колыванская фабрика на Алтае.
В этот период получает широкое распространение украшение фасадов и интерьеров дворцов, парковых ансамблей декоративными каменными вазами. Выполнялись они, как правило, в виде греческих амфор или широких чаш в древнеримском стиле. Основную декоративную роль в чашах играл сам
материал _ цветной поделочный камень, обработанный и отполированный. Декор ваз дополнялсябронзовыми скульптурами и накладками. Работа была чрезвычайно трудоемкая,
размеры изделий достигали до 2 метров в высоту и до 2 м в
поперечнике, изготавливались они нередко десятилетиями. В
этот период появляется множество кустарных мастерских, где
из поделочного камня выполняют мелкие изделия: табакерки,
шкатулки, подсвечники.
'
С конца ХІХ века широкое применение в изготовлении
поделок приобретает мягкий камень. Хотя он и уступал твердым породам в прочности и долговечности, но открывал перед
мастерами широкие возможности, благодаря простоте технологии обработки мягкого камня, который пилили обычной поперечной или циркулярной пилой, а изделие вырезали обычными стамесками. Шлифовали изделия из мягкого камня
стеблями хвоща, а полировали гашеной известью и мыльной
пеной.
.
По современной классификации поделочные камни делятся на твердые и мягкие.
К группе твердых камней относятся драгоценные камни, а
также агат (твердость 7), яшма (твердость 6), родонит (твердость до 6,5), нефрит (твердость до 6), лазурит (твердость
5,5). В декоративно-прикладном искусстве наиболее широкое
распространение" получила яшма, имеющая очень богатую палитру расцветок _ красная, черная, коричневая, с белыми
пятнами и полосами, узоры яшмы причудливы и фантастичны. Удивительно красив по своему цвету и рисунку родонит,
вишнево-розового густого или нежного цвета с черными
включениями, по рисунку напомштающими деревья, кусты, ветки.
Широкое распространение в поделочных работах имеют
халцедоны: сердолик, хризопраз, оникс и др. Ярчайшим представителем этой группы является агат, в расцветке которого
сочетаются голубовато-серые, молочно-белые, голубоватые
тона._Тонкие пластинки агата почти прозрачны.
Лазурит _ камень небесно-голубого, лазурного цвета, нередко с россьшью мелких белых включений. Нефрит в основном имеет красивый зеленый цвет, но иногда встречаются и
разновидности черного и белого цвета.
361
Малахит _ камень средней твердости (4), имеет ярко-зеленый цвет, в обработанном виде на нем проявляется причуд-
ливый узор в виде полос и концентрических овалов. Красивые, эффектные поделки выполняют из мягких камней (гипсовый камень, селенит, кальцит и др.).
Мягкий камень чрезвычайно разнообразен по расцветкам
и включениям.
Гипсовый камень _ иногда совершенно белый, иногда золотистого, серого, коричневого, голубоватого, розового, зеленого цветов.
Кальцит _ камень ровного, приятного тона охры, нередко
с лентообразными полосами темно-коричневого цвета.
Красив и декоративен селенит, имеющий золотисто-желтый, иногда с нежным розовым оттенком, цвет. В настоящее
время на предприятиях художественных промыслов используется специальное оборудование: камнерезные, ленточнопильные, сверлильные, шлифовальные, полировальные И другие
станки, но не ушел в небытие и ручной труд мастера-камне-
Скульптура. Гагат.
реза. Предприятия, занятые обработкой камня, изготавливают шкатулки, пепельницы, туалетные принадлежности, настенные и настольные блюда, скульптуры малых форм, подсвечники, перстни, серьги, броши и многое, многое другое.
ХУДОЖЕСТВЕННАЯ ОБРАБОТКА
КОСТИ
Обработка кости своими корнями уходит в седую древность. Археологи нашли на территории нашей страны изделия
из кости, относящиеся к началу нашей эры. Для выполнения
изделий из кости применялись бивни слона, мамонта, клыки
моржа. Бивни слона ввозились на Русь с Востока.
Мамонтовые бивни находили в вечной мерзлоте Сибири,
их длина достигала нередко 4 метров, а вес до 50 кг; моржа
били в северных морях.
Изделия из «рыбьей кости» ценились очень высоко, голландские и ганзейские купцы еще в`Х веке- отмечали высокое
искусство Новгородских мастеров. В 1647 году в Москве была
создана специальная «кумпания» по добыче моржовой кости,
выплачивавшая «великому государю›> специальный налог _
«десятую кость». Однако уже через два года, в 1649 Ігоду,
царь Алексей Михайлович ввел «гогуударственную монополию››_на кость, а в 1651 году повелел организовать в Москве в
Оружейной палате мастерскую по резьбе на кости, где изготавливали чаши, чарки, шкатулки, шахматы, инкрустировали
мебель, оружие и т. д.
Увлекался резьбой по кости император Петр Великий.
Своими руками вырезал из кости несколько табакерок.
Надо отметить, что кроме ценных пород кости издавна
применялась и простая животная кость (цевка). Правда, она
не обладает прекрасными свойствами бивней мамонта и клыков моржа, но народные мастера находят своеобразные художественные приемы ее декорирования. Широко применялся
также рог животных, из которого делали табакерки, заколки,
гребни и т. п. Во второй половине ХУІІІ века возникают центры искусства резьбы по кости в Тобольске, Якутии, на Чукотке. Необычайно экспрессивными выходили из рук мастеров фигурки людей, собак, моржей, вырезались целые сценки
из на одной жизни. Особенно большую известность получает
Холм горский промысел.
Зн менитый российский скульптор Федор Шубин начинал
363
как мастер по резьбе из кости в Архангельске. Техника обработки кости все более совершенствовалась. Она включала уже
в себя токарную наборную работу, объемную, ажурную,
рельефную резьбу, гравировку, инкрустацию цветными кусочками кости, окрашивание кусочков кости~ в разные тона,
ПІЭЄИМУЩЄСТВЄННО В КОРИЧНЄВЬІЄ И ЗЄЛЄІ-ІЫЄ, КОСТЬ ХОРОШО СО-
четалась с другими материалами, и, в первую очередь, с ме-
таллами и деревом. Искусные мастера применяли -не только
ценные виды кости, но успешно находили применение и простой обычной животной кости (цевки), которую они в ряде
случаев окрашивали в яркий зеленый или коричневый цвет.
На фоне окрашенных пластин вырезался орнамент, обычно
из комбинаций кружков разных диаметров, а белые пластины
кости украшали цветной гравировкой растительного орнамента. Нередко крышки табакерок, ларцов украшали вставками,
на которых в технике ажурной или рельефной резьбы изобраЖЗЛИСЬ ЖЗНРОВЫЄ СЦЄНКИ.
Холмогорские мастера проявляли удивительное искусство
и в портретной резьбе.
Характерной особенностью Тобольских мастеров была объемная скульптура (поездка на оленях и собаках, кормление
собак и т,,п.), в которой удивительно передавались легкость и
изящество бега, динамизм движений.
Наиболее древние традиции, восходящие к началу нашей
эры, имеют мастера Чукотки, вырезавшие фигурки животных, служивших амулетами.
Ч
2.
(_.
` іІ
,___
__: _.
Резьба по кости.
С конца ХІХ века мастера-резчики начали использовать
технику гравировки на моржовых клыках.
В технике гравировки изображались морские животные,
охотники и т. п. Гравируют Чукотские мастера резцом, име364
ющим форму когтя. Тончайшие углубления, образованные
коготком, протираются цветными карандашами. Внутренняя
часть изображения обрабатывается миниатюрной металлической стамесочкой, имеющей на рабочей кромке засечки. БоРОЗДКИ, КОТОРЫЄ Обр8ЗуЮТСЯ ИМИ, 'ГЗКЖЄ ЗЗКРЗШИВЗЮТСЯ ЦВЄТ-'
ными карандашами. От количества бороздок зависит интен-
сивность цвета. Обычно контур рисунка протирают -черным
карандашом, а внутренние протираются цветными карандашами (зелеными, голубыми, коричневыми и т. д).
Свое собственное стилевое направление имеют мастеракосторезы из подмосковного города Хотьково, работающие в
основном с обычной костью (цевкой). Трубчатая форма кости
служит им основой для однофигурных скульптур, окрашиваемых в. желто-серые, коричневатые тона, обогащающие текстуру материала. Значительное место в их творчестве занимают ажурная резьба, цветная гравировка.
а:::
Ё-_:--___.:
П
_, ---------Сє)
у
т=-=-_--С.
, г-==--=-<їШ
1 _ штихели, 2 _ втиральник, 3 _ клепики, 4 _ коготок.
До начала выполнения работ на цевке, ее надлежит соответствующим образом обработать и, в первую очередь, обезжирить и отбелить. Наиболее простой способ: распилить
кость,. удалить костный мозг и-затем выварить в течение 4-5
часов в воде с добавлением небольшого количества пищевой
365
соды. Отбелить кость можно, выдержав ее в течение суток в
растворе гидроперита (10 таблеток на 1 литр воды). Из подготовленной, отбеленной кости делаются заготовки нужных
размеров. Пилится кость столярной лучковой пилой, ножовкой, во время пиления поверхность периодически смачивают
мыльной водой. Для резьбы по кости применяются специальные инструменты. Для грубой, предварительной обработки _
косарь (большой тяжелый нож), наборы стамесок и рашпилей. Ажурная резьба выполняется лобзиками, надфилями,
сверлами, втиральниками, клепиками. Выполняется резьба
штихелями по типу гравировальных. Втиральник можно изготовить из стальной спицы, которая отжигается, и надфилем
на ее поверхности делают острые насечки, а затем снова закаливают. Клепики также можно изготовить самостоятельно
из стальных спиц. Затачивают их таким образом, чтобы рабочие части имели острые фаски. Коготком выполняют гравировальные работы. Основная черта ажурной резьбы _ сквозной
фон. Пластины, подготовленные под ажурную резьбу, подравниваются напильником и надфилями, зачищаются мелкозернистой шкуркой. Методом припороха на. поверхность наносится контур рисунка (орнамента). В участках поверхности, предназначенных для вьщиливания, просверливаются
отверстия под пилку лобзика. После выпиливания кромки
подрабатываются надфилями и втиральниками. Штихелями
нужной конфигурации подрабатываеп я рельеф и клепиками
производится окончательная доработка рисунка (орнамента).
Нередко под ажурную резьбу в качестве фона подкладывают
фольгу или ткань. Очень эффектно н декоративно выглядит
ажурная резьба, приклеенная к деревянной основе. Рельефная резьба выполняется в той же технике, что и ажурная.
Фон на нужную глубину выбираюгштихелями и стамесками,
рельефным частям придают округлые формы. В объемной
резьбе композиционная значимость скульптуры зависит от
габаритов и формы кости (цевки). Надо учитывать, что стенки кости относительно тонки и не позволят сделать скульптуру объемной, и поэтому, как правило, скульптурные 'миниатюры из цевки представляют собой высокий рельеф со сквозным фоном, выполненным на цилиндрической поверхности.
Изделия из кости можно окрасить. На практике применяют
очень простой краситель _ крепкий настой _чая придаст поверхностным слоям кости золотистый оттенок, отвар из листьев щавеля дает красно-коричневый цвет; кора черной бузины _ оливково-зеленый, отвар из листьев крапивы _ зеленый, дубовой коры _ коричневый, луковой шелухи _
золотисто-желтый; из цветов зверобоя _ красный. Цевочные
кости имеют в художественной обработке еще одно довольно
366
необычное применение. После специальной обработки их
можно формовать в деревянных или гипсовых формах, имеющих не очень сложный рельеф. Кости (цевки) разрубают на
небольшие кусочки и вываривают 5-6 часов, после этого
кладут на 3_4 дня в холодную воду, в которую добавляют
порциями азотную кислоту. Перед последним днем выдержки
водный состав должен состоять из 2 частей воды и 1 части
азотной кислоты. После 24-часовой выдержки цевки промываются в проточной холодной воде и_ на несколько часов их
кладут в 5_10%-ный раствор соды, затем снова промывают в
холодной проточной воде. После этих операций кости можно
с небольшим усилием прессовать в несложных открытых формах.
ДЕКОРАТИВНЬІЕ ЦВЕТЬІ
Изготовление декоративных цветов известно с древних
времен. Однако установить время возникновения этого искусства не представляется возможным, во всяком случае на Руси
со времен принятия христианства предметы религиозного
культа украшались в том числе и искусно выполненными декоративными искусственными цветами, нередко расшитыми
золотыми и серебряными нитями, бисером. Позднее нарядные
искусственные цветы прочно занимают одно из ведущих мест
в украшениях женского туалета.
Широкое распространение получают декоративные цветы в
оформительских и. ритуальных целях. В зависимости от назначения искусственные цветы выполняют из ткани, бумаги,
бисера (от арабского «бусра» _ стеклярус: мелкие разноцветные стеклянные бусинки с отверстиями, употребляемые главным образом для вышивания).
Для отделки шляпок, платьев, украшений интерьера искусственные цветы могут выполняться из ткани: полотна,
крепдешина,_ батиста, атласа, панбархата и т. ~д.
Ткани, которые мы выбрали для своих цветов, в первую
очередь должны быть накрахмалены. Хлопчатобумажные ткани крахмалятся картофельным крахмалом (столовая ложка
крахмала разводится в небольшом количестве холодной воды
и при непрерывном перемешивании заливается стаканом кипятка). Ткань опускается в посуду с крахмалом, смачивается
и расправляется, просушивается. «Натуральный и искусственный шелк крахмалят желатином. 4 ложки -мелких кусочков
желатина заливают 100 г воды, после его набухания, примерно через час, в смесь вливают 100 г кипятка и тщательно перемешивают. Сухая ткань опускается в емкость с раствором
желатина, отжимается проглаживанием между пальцами и
просушивается. Гладят материал в сухом виде. Панбархат
крахмалится с изнаночной стороны. Тампоном очень осторожно (смачивать не рекомендуется) смазывают изнанку. После
просушки панбархат также проглаживается с изнанки на весу.
Для изготовления декоративных цветов применяют писчую
или папиросную бумагу, нередко и гофрированную цветную
368
бумагу. Цветы с плотными лепестками (ромашки, тюльпаны
и др.), как правило, выполняют из плотной бумаги с подкраской. Цветы, имеющие большое количество лепестков (розы,
гвоздики и др.) делают из тонкой папиросной бумаги. Нередко бумажные листья покрываются слоем парафина. Для этого
листья из плотной зеленой бумаги (нередко с подкраской)
гофрируют, с обратной стороны 'к ним приклеивают срединную жилку _ проволочку, туго обвитую тонкой бумагой
чуть светлее листа, и затем опускают в расплавленный парафин.
Искусственные цветы из бисера делают двумя способами:
в одних случаях на основу из ткани нашивают бусы из бисера, в других _ на проволочку нанизывается бисер и сгибается в форме лепестка. По такому же принципу выполняются и
листья. Детали цветка и листьев собираются, монтируются;
стебелек (проволочка) обматывается шелком. Для придания
лепесткам и листьям натуральной, естественной окраски и
создания полутонов применяют краски: анилиновые, цветную
тушь, фотокраски, акварельные и т. п. Рекомендуется применение анилиновых красителей, т. к. они сохраняют свои цвет
та и оттенки при ярком свете и при искусственном освещении. Разводятся краски теплой водой, одеколоном, спиртом.
Характеризуя те или иные цвета, часто употребляют слова «теплый» и «холодный».
К «теплым» цветам относят: красный: оранжевый, жертый.
К «холодным» цветам относят: голубой, синий, фиолетовый. Свою цветовую окраску живая природа получает от
солнца.
В солнечном спектре насчитывается 7 цветов: красный,
оранжевый, желтый, зеленый, голубой, синий,..фиолетовый.
Если взять краски этих 7 цветов и смешать их, то легко можно убедиться, что некоторые цвета солнечного спектра получаются смешением красок.
Только три цвета _ красный, желтый и синий никакими
смешениями составлены быть не могут и требуют самостоятельных красок, остальные же цвета спектра получаются
смещением этих трех основных красок.
Красная и желтая красїи в смеси дают оранжевую, красная с синей _ фиолетовую.
Смешивая три основные 'краски в разных пропорциях,
можно получить разные оттенки коричневых, серых и других
неярких цветов, вплоть до черного.
Желтая краска, смешанная с синей, дает темно-зеленую
окраску, фиолетовая с красной _ сиреневую, красная с синей _ фиолетовую, голубая, смешанная с желтой, даст ярко13 Энциклопедия умельца
369
зеленый цвет ит т. д. Для получения тонов ипереходов растворы
красок разбавляют водой (или спиртом) до нужного -цвета.
Одним из важнейших материалов в изготовлении декоративных цветов является клей, который. должен быстро сохнуть, не оставляя пятен, быть прочным, не обесцвечивать
краску. Рекомендуются следующие рецептуры клея:
а) на базе творога _ 60 г обезжиренного, отжатого в
марле творога заливают 200 г нашатырного спирта. Тщательно перемешивают и настаивают до 3 часов. Хранится клей в
закрытой посуде в холодном месте;
'б) на базе пшеничной муки - 3 ложки пшеничной муки
разводят в 100_120 г холодной, воды и ставят на огонь.
Смесь постоянно перемешивают до загустения;
в) одну ложку пшеничной муки, одну ложку картофельного крахмала заваривают крутым ктшятком. Добавляют одну
ложечку сахара. Смесь тщательно перемешивают;
г) на базе желатина _ одну столовую ложку желатина
заливают 100 г холодной воды идносле набухания (приб.тшзительно- через 3-4 часа) добавляют две ложки пшеничной муки и ложечку сахарного песка. Смесь доводят до кипения при
постоянном перемешивании.
Пользоваться канцелярским клеем не рекомендуется, т. к.
он обесцвечивает краску. Для стеблей 'и для выполнения прожилок листьев применяется медная мягкая проволочка разных диаметров. Для имитации цветочной пыльцы, наносимой
на тычинки, применяется манная крупа, которая подкрашивается анилиновой краской нужного цвета на спирте или одеколоне. Для изготовления сердцевинной части цветов и бутонов применяется вата, которая тоже подкрашивается в нужный цвет. Тычинки выполняются из обычных ниток белого
или черного цветов. Нитки наматывают на шаблон из картона, снимают; связывают посередине в пучки и края подстригают. Для имитации пыльцы на тычинках концы нитяного
пучка опускают в клей и затем проворачивают в кучке подкрашенной в~ нужный цвет манной крупы. Крепятся тычинки
к стеблю тонкой проволочкой. Тычинки крупных размеров
обычно выполняют не в пучках, а поштучно. Каждая тычинка опускается в расплавленный сургуч или воск. Некоторые
виды`цветов имеют очень большое количество тычинок, образующих как бы сердцевину, которая имитируется подкрашенной ватой, на ее поверхность нанесен клей, обсыпанный манной крупой соответствующего цвета.
Для изготовления декоративных цветов необходимо иметь
набор соответствующих инструментов. В первую очередь необходимы хорошие ножницы с острыми концами. Для завивки лепестков и выполнения выпуклостей на листьях приме370
няют коготки разных размеров, которые вьшолняютиз стальной проволоки диаметром до 3 мм. После изготовления коготков их подвергают закалке. Для гофрирования лепестков и
листьев применяют клепики, представляющие- собой стальной
стержень (диаметром 5-6 мм). с загнутым расплющенным
концом, имеющим одну или несколько бороздок. Клепики
также изготавливают нескольких размеров и закаливают.
Для прокалывания отверстий применяют острое шило.
_
О-=---=~===0
С:___`Т1 <>=-==-Ё--<›
_
2)
Ф Ф о Ф /о
__
О
___
~
в
___?.
9
_
___:
О
___
0
_
йа
Ё
*4
5)
Ы»
1 _ коготки, 2 _ клепики, 3 _ штампы, 4 _ матрица для
штампов; 5 _ пуансон.
Очень ответственной работой является выдавливание выпуклостей лепестков. Это выполняется штампами, представляющими собой конструкцию из шариков, насаженных на
стальной стержень. Обычно шарики берутся из подшипников,
просверливаются на длину радиуса, стержень крепится на
резьбе или припаивается. Штампы можно выполнить и из дерева, имеющего цилиндрическую или коническую форму, а
на концах _ сферическую. Штампы 'выполняются из шари_3_
371
ков разных диаметров. Для штампа целесообразно подготовить деревянную матрицу с углублениями, равными радиусу
соответствующего штампа. Деревянной матрицей обычно
пользуются и для обработки лепестков из тканей. На соответ-ствующее углубление в матрице накладывается несколько заготовок лепестков из накрахмаленной ткани и нагретым
штампом вдавливают заготовки в углубление, благодаря чему
они приобретают вьшуклую форму. Для резания проволоки
применяют кусачки, а для захвата и перемещения деталей
цветка и его сборки _ пинцеты. Необходимо также иметь
пластину технической резины толщиной 25-30 мм, на которой производят гофрирование листьев и лепестков клепиками. Для унификации выполнения заготовок листьев и венчиков целесообразно применять пуансоны.
В хорошо налаженном производстве применяются формы,
состоящие из двух частей, служащие для выдавливания жилок на лепестках и листьях, в нижней части формы гравируется лицевая сторона листка (лепестка), а в верхней части
формы имеется тот же, но вьшуклый рисунок.
Чрезвычайно важная операция в процессе изготовления
декоративных цветов _ окраска их элементов. Лепестки и
листья смачиваются в холодной воде и укладываются на промокательную бумагу. Заранее приготовленная краска разводится с добавлением одеколона (спирта). Для получения бо=
лее светлых тонов краска разбавляется водой. Окраска элементов цветка выполняется по-разному. У некоторых цветков
кисточкой проводят по краям лепестков, и краска сгоняется в
центр, у других же цветков, напротив, _ от центра к краям.
В лепестки роз кисточкой в центральную часть наносится капелька краски (более концентрированной, чем основной фон.
Капелька растекается по увлажненной поверхности, образует
нежные естественные переходы. Когда лепестки окрашены с
одной стороны, их переворачивают на сухие листы бумаги и
окрашивают с другой стороны.
Во время процесса окраски перекладывание элементов
цветков производится пинцетом. Некоторые цветки: маргаритки, белые лилии и др., имеют разные окраски внутри и
снаружи. Для имитации эти лепестки подкрашивают цветным порошком, втираемым ватным тампоном. Если на лепестках цветка надо выполнить полоски, штрихи и т. п., то это
осуществляют по окрашенным сухим лепесткам пером или
кисточкой очень тонким концом.
Проволока, которая применяется для изготовления стеблей и веточек, обвивается тонкой покрашенной бумагой, ватой или нитками. Обвивают проволоку следующим образом:
На ОДИН-ДВЗ МИЛЛИМЄТРЗ ВЫШЄ КОНЦЗ ПРОВОЛОКИ НЗКЛЗДЫВЗЮТ
372
узкую бумажную ленточку и вращают проволочку левой рукой от себя (или к себе). Ленточка спиралью обвивает проволочку. Бумажная полоска навивается под углом 45°.
Ромашки (белые или желтые). Выполняются из шелка,
плотной хлопчатобумажной ткани или бумаги. Выкройка
цветка состоит из 5 элементов: двух кругов «А» и «Б» (даны
в масштабе 1:3), для венчиков цветка и бутона _ двух кругов «в›$ и «г›› для подклеек и листочка «д››.
Круги «а» и «б», выполненные в натуральную величину,
т. е увеличенные в три раза, накладывают на ткань (бумагу),
обводят по контуру остро отточенным карандашом и вырезают. На, венчик крупного цветка вырезают два круга «а», на
венчик мелкого цветка _ два круга” «б», на бутон _ один
/ '_
\
І
10
Ё\
а)
\
дді
›
1
/
/
ўьв
А4
дд
_
:
.
^
_
'-
д
\'
_1
І
~- '
_ '1
-1
ет,
её"\'І/дв
/
Ч
А
1)
Технология изготовления ромашки:
1 _ выкройка деталей в масштабе 1:3: а _ большой венчик, 6*- малый
венчик, в _ малая подклейка, г _ большая подклейка; 2*- вырезка венчиков; 3 _ гофрирование; 4 _ гофрирование листа; 5 _ гофрирование
подклейки; 6 -- сбор цветка; 7 _ приклеивание подклейки.
круг «б». Из зеленой ткани вырезают круги «в» и «г» ие листья «д››. из расчета два круга «в›› на подк.лейку цветков, один
круг «г››` на подклейку бутона и четыре листа ›«д››.
_
Круги «а›› складывают вчетверо, делают надрез посредине
и каждую половину снова [надрезают Получается венчик из
І
373
16 лепестков для крупного цветка. Аналогично вырезаются
венчики для бутона и маленького цветка из кругов «б». Оконечности лепестков закругляются и делаются небольшие вырезки. В центре шилом прокалывается отверстие, и лепестки
гофрируются нужным клепиком от края к середине" венчика.
Для стеблей цветков берется проволока длиной 12-13 см,
диаметром около 1 мм. Сердцевина ромашки выполняется из
подкрашенной в желтое ваты, плотно закрученной проволочкой. Сердцевина подравнивается, подрезается, лицевая поверхность намазывается клеем и посыпается ярко-желтой
манной крупой.
,
Подклейки «в» и «г››, окрашенные -в зеленый цвет, складываются вчетверо и вырезаются мелкие зубчики, в центре
шилом прокалываются отверстия. Для центральной жилки
лепестка отрезается проволочка длиной 12-13 см, диаметром
около 1 мм. Сердцевина ромашки выполняется из подкрашенной в желтое ваты, плотно закрученной проволочкой.
Сердцевина подравнивается, подрезается, лицевая поверхность намазывается клеем и посыпается ярко-желтой манной
крупой.
Подклейки «в» и «г››, окрашенные в зеленый цвет, складываются вчетверо и вырезаются мелкие зубчики, в центре
шилом прокалывается отверстие. Для центральной жилки листка отрезается проволочка длиной 12-13 см и обвивается
полоской из зеленой бумаги (конец намазывается клеем и закрепляется на проволочке). Листья цветка, вырезанные из
окрашенной ткани (бумаги), гофрируют клепиками нужного
размера с лицевой стороны (основная жилка) и затем с изнаночной стороны (отходящие жилки), отступив на 1-2 мм от
основной жилки. Проволочка, обвитая бумагой, обмазывается
клеем и приклеивается посредине отгофрированного листа со
стороны изнанки, а на лицевой поверхности по проволоке
проводится центральная жилка двойным клепиком.
Оставшийся конец проволоки обвивается бумажной лентой и пршсрепляется к стеблю. При сборке ромашки на стебель с сердцевиной надевают первьпїт венчик и приклеивают к
сердцевине. Второй венчик подклеивают так, чтобы лепестки
его находились между лепестками первого венчика. Подклейки, окрашенные. в зеленый цвет, выдавливаются штампиком
нужного размера на матрице, смазываются клеем и надеваются на проволоку. Затем она подклеивается под лепестками.
После этого проволока обвивается полоской, окрашенной в
зеленый цвет, и к ней крепятся листья.
Бутоны выполняются аналогичным, способом, но для изготовления берется один венчик. Его надевают на проволоку,
обжимают рукой вокруг сердцевины, а снизу приклеивают
374
подклейку. После изготовления необходимого количества
цветков, бутонов, листьев можно выполнить букетик. К концу центральной проволоки (стебля) крепится цветок, затем
бутон, снова цветок, один-два листа и т. д. Проволока обматывается зеленой полоской из ткани (бумаги), очень плотно
затягивается и на концах подклеиваетсяў
Сирень. Цвет белый, лиловый, фиолетово-лиловый. На
букетик следует подготовить около 200 цветков, обычно гото-
вят 2/3 большого размера и 1/3 меньшего.
Для изготовления заготовок цветков сирени целесообразно применять соответствующие пуансоны, т. к. вырезать ножницами такое количество мелких заготовок довольно утомительно. В качестве материала для изготовления цветков применяют накрахмаленные хлопчатобумажные ткани (для
разовых случаев _ бумагу), сложенные в 10-12 слоев.
Ткань кладется на торец деревянного бруска, накладывается
пуансон и наносится удар молотком. Гофрирование венчиков
выполняется штампами с шариками соответствующего диаметра. Выгофрированные венчики надеваются на тычинки_из
очень .тонкой проволоки с желтой головкой, выполненной
манной подкрашенной мукой или желтой масляной краской.
Бутоны (нераспустившиеся цветы) выполняются в виде продолговатых зернышек и^ шариков разной величины из ваты,
которая остается белой или подкрашивается в лиловый (фиолетово-лиловый) цвет. Бутоны делаются на проволочке, окунаются в клей и после просушки в верхней части шарика щїи
продолговатого зернышка клепиком вьшолняется надрез в виде креста. На листья с изнаночной стороны наклеивается проволочка и гоф
_ рируется лист по уже известной" технологи и.
Цветы сирени собираются в группы по 7_8 шт., а бутоны _
/_
\
Технология изготовления сирени:
а _ венчик, 6 _ листок.
по 4-5 шт. и 1-связываются нитками. Монтаж веточки сирени
начинается с бутонов. На конец проволоки диаметром 2_2,5
мм, длиной 25_28 см привязывают нитками группу бутонов,
обвивают проволоку зеленой бумагой и закрепляют Нитками
еще 4-5 групп бутонов, располагая их вокруг ветки, После
375
закрепления группы бутонов крепят группы цветов, стебель
под цветами обвивают бумагой коричневого цвета. В последнюю очередь крепят листья по 3_4 шт. Сначала крепят мелкие листья, затем более крупные. На законченную композицию достаточно собрать 3-4 веточки листьев. Затем веточки
с листьями соединяются с цветами, сама ветка обвивается бумагой, окрашенной в коричневый цвет. Если вы выполняли
листья из плотной бумаги, не_забудьте покрыть их слоем парафина.
Роза. В качестве материала применяются шифон, крепдешин, бархат, бумага. Для одного цветка розы выкраиваются
два больших венчика «а» и пять малых венчиков «б››, четыре
подклейки «в» из зеленого шелка и десять листьев «г››. Венчики обычно подкрашивают. Выполняют это следующим образом: вначале венчики увлажняют, затем в срединную часть
каждого лепестка наносится капля красной анилиновой кра-
ски, и мягкой кисточкой сгоняется к краю лепестка, нижний
Ь)
0.)
в)
Ґ)
Технология изготовления розы:
а _ большой венчик, 6 _ малый венчик, в _ подклейка, г _ лист.
376
конец которого подкрашен желтоватой краской. Лепестки
гофрируются на матрице или песчаной подушке нужного размера штампиками с лицевой стороны в середину. Края лепестков завертываются наизнанку коготком. Листья подкрашиваются зеленой краской и в ряде случаев делают светло-коричневатые, расплывчатые, сходящие на нет, пятна.
Гофрируют их обычным способом и подклеивают к ним проволоку, монтируют по три листа на проволоку. Подклейки
также гофрируются. Для выполнения сердцевины пучок желтых тычинок, сделанных уже известным способом, прикрепляют на стебель, разрезают один малый венчик «б››- на четыре лепестка и привязывают их под тычинками друг против
друга, остальные четыре малых венчика «б›› надевают друг за
другом не разрезая. Затем надевают два больших венчика
«а», подклеивают к ним четыре подклейки «в» и выполняют
под цветком подкрашенный в зеленоватый цвет ватный шарик. И стебель, и шарик обвиваются коричневатыми шелковыми нитками. Бутон розы выполняется на проволочке из ваты, окрашенной в цвета окраски розы, на него наклеиваются
три подклейки, под которыми делают шарик из ваты. После
/
\
\
\
,І
'\
О
,__
І
\
\
\
`~
"° ~.
І
в)
-*_',
_
"*
____________
`
'"'-›1~п-ци-1
,
А
Технология изготовления розы:
а _ большой венчик, 6 '_ малый венчик, в -- лист.
этого производится сборка. Сначала прикрепляется бутон,
ниже можно прикрепить два листочка, потом закрепляется
цветок розы и снова 2-3 листочка. Букетик роз можно выполнить И другой конфигурации. На каждый цветок выреза377
ется два больших венчика «а» и два малых венчика «б››. Лепестки (венчика) подкрашивают следующим образом: смачивают водой венчики слабым раствором красной или алой краски, проводят мягкой кисточкой по двум лепесткам рядом,
затем один пропускается, а следующий вновь подкрашивается
слабым красящим раствором. Гофрируют венчики подогретым
штампом в матрице или на резиновой _пласти. Причем, у
большого венчика «а›› один лепесток гофрируют с лицевой
стороны, а друг0й _ с изначальной. У малых венчиков «б››
все лепестки гофрируют с лицевой стороны, а затем соответствующим штампом гофрируют середину, чтобы они завернулись вовнутрь. Для этого типа розы тычинок обычно не делают. На конце мягкого стебелька завязывают узелок, покрывают клеем и обмакивают в желтый порошок _ это и будет
сердцевиной розы. Сначала на стебель надевают малые венчики. «б›› и обжимают сердцевину, потом надевают большие
венчики «а›› н подклеивают их к венчикам «б». Обычно букетик собирают из 4_5 цветков и 3-5 листьев.
Хризантемы. Весьма разнообразны по окрасу, форме, величине. Могут быть белого, розового, желтого, сиреневого,
желтовато-коричневатого цветов. Выполняют хризантемы из
тонкого хлопчатобумажного материала, шелка, бумаги. При
применении тканевых материалов их надо тщательно накрахмалить. Детали цветка хризантемы состоят из лепестков «а»
и лепестков «б», «в», «г››, подклейки «д», окрашенной в зеленый цвет и листьев «е›› и «ж». Для выполнения вырезается 9
лепестков «а», 13 лепестков «б», 14 лепестков «в», 22 лепестка «г», девять подклеек «д», 3 листа «е» и 2 листа «ж››.
Лепестки подкрашиваются. Если хризантема задумана белого цвета, то у нее подкрашиваются только основания лепестков очень слабым раствором желтовато-зеленого цвета.
Хризантемы других цветов- также подкрашиваются, причем в
соответствующий цвет подкрашиваются «лепестки «б››, «в»,
«г», а лепестки «а›› остаются белыми. После подкрашивания,
лепестки просушивают и разрезают по линии пунктира, гофрируют. Причем, лепестки «а›› и «б›› гофрируются с изнанки
от края к центру коготком или одинарным клепиком со значительным нажимом, чтобы лепестки сильно «завились››. Лепестки же «в›› и «г›› гофрируются от края к центру _ один с
изнаночной стороны, а другой - с лицевой. Подклейки «д››,
окрашенные в зеленоватый тон, гофрируются одинарным клепиком от края к центру, причем, одни с изнаночной стороны,
другие же _ с лицевой. Материал для листьев должен быть
очень хорошо накрахмален (если используется ткань), гофрируются они известным способом и к ним крепится проволока.
Сердцевина хризантемы выполняется из ваты (если надо,
378
В)
›
,_
_'
-'#1-ц
ь.-11;
._
ТЄХНОЛОГИЯ ИЗГОТОВЛЄНИЯ ХРИЗЗНТЄМЬІІ
Ц, 6, 6, С -_ ЛЄПЄСТКИ ХРИЗЗНТЄМЫ, д -_ ПОДКЛЄЙКЭ., Є, Ж _ ЛИСТЬЯ
ХРИЗЗНТЄМЫ.
подкрашивается) размером около 30 мм. Вата плотно закручивается проволочкой посредине, а концы загибаются вверх.
Затем. этот ватный комочек выравнивается и подрезается
ножницами и осторожно промазывается клеем. Лепестки «а››
и «б» подклеивают и привязывают под сердцевиной, а лепестки «в» и «г›› только подклеивают, постепенно отдаляя их от
сердцевины. Зеленоватые подклейки крепят у основания
379
цветка. Для выполнения бутона обычно берут 6 лепестков
«а», 8 лепестков «бд›; 8 лепестков «в», 3 подклейки «д›› и 2-3
листа «ж». Сердцевина выполняется- так же, как и сердцеви-
.«--*““"^~'"'“`"'*--~_.______
~/'І
гб/ _
_1
_/_
1
_
\.
-~"\_."`\
×
`\,
\\\`
1%
СВ
1
\
\\\
*
1
-~.,<ь-ь›
_
. .,«_.,__<._ . _ .
1
~ /
_
/Д-,___
//
*_
.
«
_»
(3
`
)
1\«-
/
×,нё
С ®
Ф
ТСХНОЛОГИЯ ИЗГОТОВЛЄНИЯ ГВОЗДИ КИІ
а _ большой кружок для венчиков, б _ малый кружок для венчиков, в ._ лепесток для бутонов, г _ чашечка, д _ подклейка,
Є И Ж * ЛИСТЬЯ.
1 _ вырезка лепестков венчика, 2 _ сбор цветка.
380.
на цветка, но размером значительно меньше. Лепестки «а»
подклеиваются к сердцевине бутона и привязываются ниткой,
лепестки <<б›› и <<в›› и зеленоватую наклейку «д» обычно только подклеиваютди не привязывают. После всех этих операций
бутон слегка обжимают. Монтаж ветки хризантемы выполняется известным способом.
Гвоздика. Для изготовления применяются батист, крепдешин, бумага. Цвета гвоздик самые разнообразные. Цветок состоит из 7 деталей: 2 кругов «а» и <<б›› для изготовления венчиков, лепестка «в›› для изготовления бутона, чашечки «г››,
подклейки «д» и листьев «е» и «ж». Для выполнения веточки
гвоздики вырезаются тю два венчика «а» и «б», четыре лепестка <<в››, по три подклейки «г›› и «д», причем подклейка «г››
склеивается в виде трубочки, а также по 5--6 листьев <<е›› и
<<ж››. Большие кружки для венчиков <<а›› и малые кружки для
венчиков <<б›› складываются вчетверо и надрезаются в середине на длину 25 мм, а каждая половина, в свою очередь, также складывается пополам, каждый лепесток с боков срезается
примерно на 1-2 мм, а на его верхушке делается выемка
(поз. 1). Лепестки «в» складываются только пополам, но с боков также подрезаются на 1-2 мм. Венчик <<а›› гофрируется
двойным или тройным клепиком с изнанки от края к центру,
а лепестки венчика «б›› гофрируются один с изнаночной стороны, а другой С лицевой. Листья гофрируются с изнаночной
стороны одинарным клепиком. Сердцевина гвоздики выполняется из ваты известным способом. Вата обертывается зеленоватой бумагой, в середину которой прикрепляют две туго
накрахмаленные нитки, завить1е в виде усиков. Венчики надевают на проволоку с сердцевиной и привязывают. Под цветком стебель обматывают ватой или надевают трубочку <<г›› и
подкладывают (подклеивают) подкладку «д». Бутон собирается так же, как и сам цветок. Второй бутон выполняют нераскрывшимся. Для последнего головку обертывают краснойбумагой в 2--3 -слоя, обмазывают клеем и посыпают сверху зеленый порошок (размельченный графитовый зеленый
стержень). После просушки бутон надрезают бритвой на 4
части и приклеивают подклейку. Бутоны привязывают. 'Сбор
цветка производится обычным способом.
Василек. Для изготовления васильков применяются батист, крепдешин, бумага. Для выполнения цветка вырезают 2
венчика, 4-5 листочков и 20-22 тычинки. Венчик приведен
на рисунке в масштабе 1:1, лепестки ею гофрируются двойным клепиком от края к середине. Тычинки выполняются из
черных, туго накрахмаленных ниток, которые скрепляются
проволокой, концы тычинок покрываются клеем, а затем
окунаются в любой порошок серого цвета (например, в золу
381
и т. д;), чтобы головки тычинок имели сероватый цвет. При
сборке цветка василька на проволоку с закрепленными тычинками надевается венчик с лепестками, загнутыми вверх, а
второй венчик намазывается в середине клеем и- подкладывается к первому венчику на клей загнутыми лепестками вниз
и в разрез первым зубчикам лепестков. Снизу венчик обма-
тывается зеленой ватой. Листья выполняют без проволоки и
1Ю
яд»
А
О
-,5
к
.
_
_ М ;«~: '
М
ї
<=)
Б)
Технология изготовления васильков;
а - венчик, б - лист.
привязывают на стебель на расстоянии 4-6 <;м`друг от друга.
По желанию к стеблю можно прикрепить 1-2 полураспустившихся цветка, выполненных по известной технологии.
Цветы яблони. Для изготовления применяют батист,
крепдешин, бумагу. Цветок *яблони монтируется из большого
венчика «а» и малого венчика <<б››, зеленоватой подклейки
«в» и листа «г». Белые лепестки цветка подкрашиваются. Для
этого венчики слегка смачивают водой и очень слабым раствором красной краски мягкой кисточкой проводят по трем
лепесткам (указано на примере венчика «б» штрихами). В
центре венчиков шилом `прокалывают отверстие. Гофрируют
венчики подогретым ,штампом нужного размера в матрице.
Подклейка гофрируется двойным клепиком от края к центру.
Тычинки выполняют из белых туго накрахмаленных ниток,
которые намать1ваются на палец (не очень туго) 26-30 раз,
складываются вдвое и скрепляются в центре проволокой длиной до 70 мм, затем подстригают, смазывают клеем и посыпают желтой (подкрашенной) манной крупой. На листьях
382
э
,
я-
ъ
Й.
33
..›:
~~
ч
'
\г /
-
_
*
д
\
Технология изготовления цветов яблони:
а - большой венчик, 6 - малый венчик, в - подклейка.
приклеивают проволочку известным способом, и они гофрйруются одинарным клепиком. Бутоны цветов выполняют из
белой ваты в виде шариков на проволочках длиной до 70 мм
(у бутона верхушка слегка подкрашивается розовой краской).
При сборке цветка венчики надевают на проволоку с тычинками, причем у основания их намазывают клеем, затем под
цветок приклеивают подклейку «г››, окрашенную в зеленый
цвет, отгибая зубчики вниз, и проволоку обвивают зеленой
бумагой. У бутонов зубчики подклейки поднимают вверх и
слегка обжимают вокруг бутона. Ветка цветущей яблони выполняется из 6-7 цветков, 4-5 бутонов и 4-5 листьев, которые располагают пучками. После сборки веточку обвивают
коричневатой бумагой.
Анютины глазки. Для их изготовления применяют шелк,
белый бархат, бумагу. Для изготовления цветка выполняются
лепестки <<а›› и 5<б›>, лист «в». _При подкраске лепестки смачивают в воде с одеколоном или спиртом, раскладывают на бумаге (желательно промокательной) лицевой стороной вверх,
и" мягкой кисточкой краска наносится от края лепестка к основанию. Лепестки окрашивают в один цвет: желтый, лиловый, сиреневый и т. д. После окрашивания на лепестках «б»
383-
А
ей \
-..`
Технология изготовления анютиных глазок:
а, б - лепестки, в - лист.
выполняют три пятна (желтые, черные, лиловые) и по ним
проводят очень тонкие черные или желтые штрихи. Лепестки
гофрируют одинарным клепиком от центра к краю по лицевой стороне, а с изнанки по краям лепестки гофрируют соответствующим штампом на м_атрице. Сердцевину выполняют
из мягкого стебля, конец которого завязывают узелком, намазывают клеем и посыпают порошком желтого цвета.\Лепестки прокалывают, накладывают лепестки «б» на «а» и пропускают через отверстие стебель с сердцевиной. Снизу лепестки подклеивают. На лист накладывается проволочка,
гофрируется одинарным клепиком. На букетик обычно берут
6-7 цветков и 2-3 листка.
В этой главе приведены эскизы деталей 8 цветков (в масштабе или в натуральную величину). Если у вас возникнет
желание расширить ассортимент, то этого можно достичь следующим образом: выбранный вами цветок с большой остот
рожностью разбирают на составляющие (элементы), раскладывают на чистом листе бумаги, накрывают» сверху листом
(желательно промокательной) бумаги и делают пресс. После
выдержки в течение 24-48 часов пресс снимают, и элементы
цветка через промокательную бумагу проглаживают теплым
384
утюгом. Подсушенные элементы, листья данного цветка обводятся карандашом и вырезаются, т. е. вы получаете шаблон
данного цветка.
І
_,
дп
'
д
,
_
1
т
І
СВЕЧИ ДЕКОРАТИВНЬІЕ
Многие столетия свечи являются прекрасным украшением
интерьера. Классическая цилиндрическая (коническая) форма
свечей, вставленных в оригинальные бронзовые канделябры,
создает атмосферу изысканности и уюта. В последнее время
было предложено много новых оригинальных решений композиционного построения декоративных свечей: их выполняют в
виде фигурок животных и птиц, еловых шишек, плодов, домиков, вазочек и т. д. Свечи сташг выполнять многоцветными, с рельефным орнаментом и т. п. Обычно для изготовления
свечей парафино-восковая или стеариново-восковая смесь заливается в формы: металлические, деревянные, гипсовые, резиновые. Эффективно использовать формы из формопласта,
который позволяет изготавливать свечи самых сложных конфигураций. Но есть и другой, ручной способ изготовления декоративных свечей, позволяющий выполнить такие декоративные композиции, которых практически в формах достичь
невозможно. Для этого сначала выполняется стержень. Цилиндрические или конические формы (в зависимости от вашего замысла) лучше всего. изготовить из листовой латуни или
меди. Фитили выполняютїя из распущенных на отдельные
нити фитилей для керосиновых ламп. Суженный конец фор-
мы заканчивается пластиной, по центру которой высверливается отверстие для вставки фитиля. Один конец фитиля завязывается на узел и накручивается на стерженек, опирающийся на края формы. Отверстие, через которое пропущен
фитиль, заделывается гипсом. Сама форма закрепляется вертикально вверх дном. Смесь для изготовления свечи состоит
из одной части воска и трех частей парафина, подкрашивается анилиновыми красителями (можно применить и пищевые
красители). Чтобы придать поверхности свечи нежные тона,
делают следующее. В форму заливается неокрашенный пара-
фин, через небольшой промежуток времени (это лучше всего
определить опытным путем) этот парафин выливается. На
внутренней поверхности формы образуется твердый прозрачный слой толщиной в 1-1,5 мм. После его окончательного
схватывания в форму заливается расплавленная окрашенная
386
масса. Через небольшой 'промежуток времени (снова -опреде-
ляется опытным путем) из формы вновь выливается расплавленный состав, но на поверхности первоначальной корочки
прилипнет небольшой слой подкрашенного состава. Через несколько минут после схватывания второго слоя ..в форму заливается расплавленный состав, подкрашенный другим цветом.
Затем,_ после небольшой выдержкиуон также выливается. Та-
її
« 7
Ё
112», " »ММ
ра
_- ,
_: Ы. ±. ъ~ . ю
,
ч: *
;А
дв
'Е 'Ч "
І .
.«»
що
'*^-чїдп_. .
п
›
_`..1,
даадтдд
^' ›
Ё
/Ё
"“~
тм
^.,
къ
,~.й,,..
І!
тм ~`?*°'~^**"`з
9
,
к;, ,з›*` Ё-5Ж”
1/Ё,:“А:›
,мг
: Ж
----«›м`_
мдд
-:
-
'Щ
//Ё
1;
-~
-~._...-,
їы, Ё
Как
Р,/ў
,_ \,_,. , .›:
Ё,
«_)'
--.____`
,_,/
Декоративная свеча.
ким образом будет достигнут очень эффектный, красивый
цвет поверхности, имеющий нежнейшие переходы цветов с
тончайшими оттенками. Оставшееся пространство зашівается
неподкрашенной смесью. Следующий этап - изготовление
387
украшгющего растительного декора в видецветов, листьев и
т. д. Готовятся ванночки (металл, пластмасса, дерево) с тем,
чтобы перегородки поделили ее на отсеки размером примерно
3Ох32х5 мм. В ванночку заливается расплавленная подкрашенная смесь. Ленка лепестков и листьев должна вьшолняться в очень быстром темпе в тот довольно небольшой промежуток времени, когда парафин почти, но не окончательно отвердел, а в нижней части полоски находится в размягченном
виде; Скальпелем полосочки режутся 'на нужной длины элементы, и пальцами формуются лепестки объемного цветка.
Крепятся цветки, бутоны, листья с помощью жидкого пара*
фина. Поверхность в месте наклейки делается шероховатой
для надежного крепления. Этим же способом поверхность
свечи может быть украшена отдельными деталями или орнаментом из блесток, бисера” и т. п.
ДЕКОРАТИВНОЕ КРУЖЕВОПЛЕТЕНИЕ/
[МАКРАМЕ]
Плетение - одно из древнейших ремесел. Сначала оно
применялось в хозяйственных, функциональных целях, но
позднее плетеные изделия стали применять и в качестве украшений. Сгштается, что плетение зародилось на Востоке и было широко распространено уже в І тыс. до н. э. под названием
макраме.
Макраме - это ручное узелковое плетенье без инструментов. В Западную Европу макраме пришло на рубеже ХІУ в., и
уже в этот период в ряде стран появляется собственное производство. Особенно широкое распространение изящные изделия
(плетения) из шелковых и золотых нитей получили в период
Возрождения (ХУ - нач. ХУІІ века). Во Франции, Италии,
Испании, Голландии ажурные кружевные изделия плелись из
тончайших золотых и серебряных нитей. И лишь -значительно
позднее, когда плетение получило самое широкое распространение среди народных масс и стали применяться более простые материалы, оно получает название макраме (ХУІІІ в.)'.
Время. точного возникновения искусства кружевоплетения на
Руси неизвестно. Первые кружева выполнялись также из золотых и серебряных нитей, кружево из нитей впервые появилось в России в конце ХУП в., это было льняное кружево,
привезенное из стран Западной Европы. К концу же ХУІІІ в.
льняное кружево и. блонды (кружево из тонкого шелка) получают широкое распространение в декоративной отделке не
только предметов одежды богатых людей, но и предметов быта. С этого времени в России, кроме иностранного появляется
и свое собственное нитяное производство кружев. Плетением
кружев из льняных нитей занимаются во многих монастырях
и помещичьих усадьбах. С начала ХІХ в. кружево находит
широкое распространение в декоративной отделке народного
костюма. В первой половине ХІХ в. появляются (специализированные фабрики по производству кружев. Русское народное
кружевогручного плетения - это целый художественный мир.
Богатый ажурный узор получают здесь путем многообразного
389
переплетения. нитей .с помощью коклюшек, представляющих
собой деревянные палочки с выемкой для намотки нитей. На
коклюшках можно было сплести длинную полосу с бесконечно повторяющимися элементами узора. Для изготовления
коклюшечного узора применялись льняные, шелковые, хлопчатобумажные и металлические нити. Плетение кружева на
коклюшках - сложньпїі, трудоемкий процесс, требовавший
внимания и безупречного знания техники получения узоров
из нитей. В ХУІІІ в. сложной многофигурной композицией,
красотой узора и тонким изысканным колоритом среди прочих центров кружевоплетения отличались города Елец,
Мценск, Торжок, Скопин, Вологда, Галич-, Вятка. Во второй
половине ХІХ в., особенно после отмены крепостного права
(1861 г.) в местах традиционного кружевоплетения возника-
ют крупные кружевные промыслы, где трудятся тысячи мастериц. Изделия продавались не только в российских городах,
но и вывозились в страны Западной Европы, Иран, Турцию,
США. В настоящее время декоративное кружевоплетение
(макраме) переживает период возрождения.
Материал и инструменты. В качестве материала для мак:
раме применяется шнур пеньковый, льняной, хлопчатобумажный, джутовый и т. д. Для выполнения мелких поделок
лучше применять льняную нить, лен в смеси с синтетикой,
хлопчатобумажные нити І\І9” «ОО», «О», «10». Для некоторых
работ применяется крученый шелк, шерсть, капроновая нить,
люрексовая нить. Материал должен быть хорошо закрученным, упругим, эластичным, в виде круглых нитей. Основополагающая нити, к которой крепятся все остальные нити, носит название несущей, (иногда вместо несущей нити применяется металлический или деревянный стержень, проволока,
кольцо и т. п.). Нить, которой плетутся узоры, называется
рабочей, а нить на которую напдетают узлы, носит название
узелковой. Для выполнения работ применяются нехитрые
приспособления: подушка для плетения (обычно 40Х40, толщиной 40Х50 мм, из поролона, обшитого плотной тканью
(струбцины - для фиксации отдельных деталей), булавки
(рекомендуется применять булавки с пластмассовыми головками), 'пластмассовые шары разных диаметров, кольца, линейка, ножницы.
Основы плетения. В первую очередь туго натягивается и
фиксируется несущая нить, после этого крепят к ней рабочие
нити посредством узлов прикрепления. Простейшие узлы
прикрепления - закрытый и открытый, которые применяют, когда на. маленькую несущую нить нужно набрать большое количество нитей. При применении более сложного плетения (где важно выдержать одинаковое расстояние между
390
тм
О
а4
Е,ҐЁ
ддїжЗ
;-›-я_.
жк:
І
3.;
“
(тд)
г1?
ы:ц'“
'1`ипы узлов прикрепления:
а - закрытыи узел, 6 - открытый узел, в - двойной закрытый узел (лицевая и изнаночная стороны), г - репсовые узлы.
нитями) рекомендуется применять более сложные репсовый и
двойной закрытый узлы.
Открытый узел выполняется следующим образом: сложенную вдвое нить располагают за несущей нитью, петля опускается перед ней. В образовавшуюся петлю протягиваются
концы. При выполнении закрытого узла сложенную вдвое
нить располагают перед несущей нитью. Петля опускается за
нее и в образовавшуюся под несущей нитью петлю протягивают концы.
Для плетения двойного закрытого узла надо к открытому
узлу прибавить еще по одному витку с обеих сторон. Нити
при этом проносятся снизу вверх за основу, перекидываются
через несущую нить и протягиваются сверху вниз в образовавшуюся петлю.
Регісовый узел наиболее целесообразен, когда надо прикрепить к несущей нити только один конец рабочей нити.
Сначала фиксируется конец нити над нитью несущей, затем
заносится нижний конец нити под несущую нить: Первый виток вокруг несущей нити делается справа от зафиксированной верхней части нити, а второй - слева. В образовавшуюся петлю протягивается нить; и оба витка туго затягиваются;
Получается нить, проходящая между двумя витками. Если
нужно прикрепить и второй конец нити, то верхний ее конец
переносится вправо, образуя над несущей нитью петлю, которая фиксируется булавкой, и снова плетутся два витка, но
теперь уже в зеркальном отражении: сначала слева от верхней нити (рядом с репсовым узлом), а затем справа. Узел туго затягивается. Если это будет соответствовать- вашему замыслу и при условии, что нить достаточно упругая, то допустимо оставить сверху большую петлю в качестве
дополнительного элемента украшения.
391
Плоские узлы являются основными и наиболее применяемыми, ими плетутся плотные шнуры, ажурная тесьма, рельефные элементы и даже полностью некоторые изделия.
о а
“Т
ее
ЬИЗЙ
Ф.,
М
›
ци
д
2)
Типы плоских узлов:
1 - двойной плоский узел, 2 - одинарный плоский узел.
а) Одинарный плоский узел. Плетется из четырех и большего количества нитей. Обязательное условие - число узелковых нитей должно быть четным. Две нити, сложенные
вдвое, прикрепляются к несущей нити любым узлом прикрепления, получаются четыре конца нити. Нити 1 и 4 являются рабочими-нитями, а нити 2 и 3 тую натягиваются и
фиксируются. Нить 1, сложенную под прямым углом, перенот
сят слева направо перед нитями 3 и 2, а нить 4 кладется
сверху на нить 1, поворачивается под прямым углом, проносится за узелковыми нитями 3 и 2 и протягивается в образовавшуюся слева петлю.
б) Двойной плоский узел. Сначала выполняются те же
операции, что и при выполнении одинарного плоского узла.
Затем нить 1 возвращается перед нитями З и 2 налево. Нить
4 накладывается поверх нити 1, пропускается за нитями 2 и
З и протягивается через петлю, образовавшуюся справа, т. е.
практически дважды плетется одинарный плоский узел.
в) Платная полоса из двойных плоских узлов. Выполняется из четырех и более нитей. Непременное условие, чтобы
число узелковых нитей было четным и равным с обеих сторон. Сначала плетется двойной плоский узел, затем вплотную к нему второй, третий и т. д., до получения заданной
392.
длины. Каждый следующий двойной узел начинается с той
стороны, с которой плели первый узел. Рабочие узлы равномерно затягиваются.
г) Витой. шнур. Плетется из 4 и более нитей. Рекомендуется применять нити разной толщины. Меняя соотношение
рабочих и узелковых нитей, получают различные виды витого шнура. Для получения четкого рельефа рекомендуется
следующее соотношение нитей: 2-4-2, т. е. рабочих нитей
по 2 с каждой стороны, а узелковых - 4 нити, или соотношение 3-2-3, т. е. рабочих нитей 3 с каждой стороны, а
узелковых 2. Для плетения круглого шнура с неярко выраженным рельефным узором можно применить соотношение
1-6--1. В зависимости от толщины и упругости нити для
получения полного витка нужно сплести 4-7 односторонних
одинарных плоских узлов. В случае, если вы плетете слева
направо, т. е. вначале проносите левую нить под узелковыми,
то и поворот после полного витка будет слева направо. В результате нить из правой руки переместится в левую; Этой же
нитью надо начинать новый цикл (5-6 узлов), чтобы выполнить следующий виток.
Д) Ажурная тесьма из перекрещенных плоских узлов. Рабочие нити не переплетаются между собой, а перекрещиваются, образующиеся при этом узлы («лепестки››) служат в
качестве композиционного решения. Берется 4 нити. Нити 1-я
и 4-я являются рабочими, 2-я и З-я нити - узелковые. Рабо-
чие нити туго натягиваются и фиксируются. Нить 1, сложенная под углом 90 градусов, переносится слева направоперед
нитями 2 и 3. Правую рабочую нить кладут поперек левой,
заносят за правую узелковую и выводят между узелковыми
вперед под левой рабо.чей. Правую рабочую нить перекладывают снизу вверх на левую рабочую, образуя «пер'екресток››,
заносят за левую узелковую и протягивают в получившуюся
слева петлю между левой узелковой и левой рабочей нитью.
В случае, если нити тонки и не очень эластичны, то рекомендуется плести односторонний «Лепесток». При упругих, хорошо крученных нитях «лепесток» можно плести симметрично
слева и справа. В этом случае образуется довольно ажурный
рисунок.
е) Ажурная тесьма из двойных- плоских узлов с переменной н'итью. Выполняется из 4 нитей. Сначала плетется
обычный двойной плоский узел. Следующие двойные плоские
узлы крепятся на равном расстоянии друг от друга, а начиная
со второго узла меняются функции нитей. После сплетения
первого узла рабочие нити с краев переносят в центр, превращая их в узелковые, .и наоборот, узелковые разносятся по
краям и ими плетется следующий двойной плоский узел. При
393
этом важно следить, чтобы и рабочие, и узелковые нити укорачивались равномерно. Для того, чтобы рассчитать расход
нити, надо две длины готового изделия (нить при этом прикреплении будет сложена пополам) увеличить в З-4 раза, в
зависимости от толщины нити и расстояния между узлами. В
данном случае и рабочая, и узелковая нити расходуются поровну,- укорачиваясь примерно в 3-4 раза.
З
К
ш©@©@Ю°
9 ^:~1Ч±9='г
Варианты плетения «горошины››
ж) «Горошина. Две нити складываются так, чтобы центральные узелковые нити были в 5-6 раз короче крайних
(рабочих) нитей. 'Их прикрепляют простым узлом прикрепления к несущей нити. Проплетая один двойной плоский узел,
прерывают полосу и на расстоянии около 8 мм плетут новую
полосу из 8 двойных плоских узлов. После заплетки узелковые нити проносятся снизу вверх перед полосой и протягиваются между двумя узелковыми нитями в разрыв между пер=
вым узлом и полосой. Образовалась <<горошина›› и за ней
узелковые нити крепко подтягиваются и крепятся двойным
плоским узлом.
394
з) Репсозый (двойной узел). Обычно применяется для выполнения брид (ряд репсовых узлов), расположенных в определенных направлениях - горизонтально, по спирали, по диагонали). Плетется репсовый- узел несколько отлично от плоских узлов: сначала набираются на дополнительную нить 6
нитей,. сложенных вдвое (получится 12 концов). Левые бриды, т. е. идущие слева направо, плетутся левой рукой, правые - правой. Узелковая, направляющая нить бриды должна
быть очень туго натянута в строго задуманном направлении,
в противном- случае задуманный рисунок будет искажен.
Причем, начало каждой бриды, места изменений направления, фиксируется булавками. Если плетется горизонтальная
левая брида от начала и до конца образца, то узелковой
нитью становится кратїптяя левая нить 1, а остальные 11 нитей слева направо поочередно становятся рабочими. Начало
плетения фиксируется булавкой, и правой рукой натягивают
левую крайнюю нить, повернув ее под прямым углом. В то
же время, левой рукой обвивают рабочей нитью 2-ю узелковую нить таким образом, чтобы виток лег слева- от натянутой
рабочей нити, свободньпїт конец рабочей нити опускается за
узелковую нить. Второй виток рабочей нити выполняется
справа от рабочей нити и" ее свободный конец протягивается
через образовавшуюся справа петлю. На узелковой нити образовались два витка с подходящей к ним сверху натянутой
рабочей нитью и уходящей от них вниз свободной рабочей
нитью. Таким же образом поочередно на узелковую нить наплетаются нити с З-й по 12-ю. Затем следующую горизонтальную бриду рекомендуется плести справа налево. В этом
случае направляющей нитью для этой бриды будет та нить,
которая уже была узелковой. Она поворачивается в обратном
направлении, фиксируется и на нее последовательно наплетаются все нити с 12 по 2-ю. Натягиваются нити лёвой рукой,
а узел плетется правой.
и) Узел щеночка. Обычно применяется для оплетения и
вплетения предметов, окантовки и т. д; Плетется «цепочка» 2
нитями. На дополнительной нити - основе закрепляется одна нить, сложенная пополам, левый конец нити фиксируется
левой рукой, правый конец - правой рукой. Правая нить
расположена в правой ладони и фиксируется большим и указательным пальцами в 10-12 мм от дополнительной нити.
Левая нить пропускается вокруг выступающего указательного
пальца правой руки, кладется поверх правой нити, фиксируется вместе с правой нитью большим и указательным пальцами левой руки. Указательным пальцем левой руки подталкивается левая нить под правую и в образовавшуюся петлю
395
протягивается левая нить вверх и влево (правая нить при
этом туго натянута). Этой операцией левая нить оплетает
правую нить. После этого таким же образом левая нить оплетается правой.
г
›
4
»Т 4:*
*Са
Типы узлов «фриволите»:
1 - односторонний узел, 2 -- двух-
сторонний узел.
396
,
к) Односторонний и правосторонний узел _ «фриволи-
те». Этот узел плетется из двух или большею количества
нитей. Применяется при плетении плотной или ажурной
тесьмы. Односторонний узел «фриволите›› бывает лево- и
правосторонним. К дополнительной нити-основе крепится
сложенная вдвое нить. Правая нить натягивается правой рукой, а левую нить накидывают на узелковую и вытягивают
из-под узелковой, в петлю, образованную рабочей нитью.
После этого рабочая нить проносится слева направо под узелковой, поворачивается справа налево над узелковой нитью и
вытягивается в петлю, образованную рабочей нитью. Правосторонний узел «фриволите» плетется так же, как и левосторонний, только меняются функции нитей. Двухсторонний
узел «фриволите» плетется из 4 нитей. Две крайние нити рабочие, а две нити, находящиеся в центре, - узелковые.
Технология плетения двухстороннего узла «фриволите» аналогична технике плетения одностороннего узла «фриволите››.
Разница их лишь в том, что левая и правая рабочие нити последовательно оплетают две узелковые нити левосторонними
и правосторонними узлами.
л) Узел «Жозефина». Нить складывается пополам и прикрепляется к несущей нити любым узлом прикрепления. Левой рукой держат левую нить в стороне от несущей нити.
Под левую нить подводится правая рука ладонью вверх и
ь
Э
.
2)
,
1 - ущзел «Жозефина», 2 - «королевский» узел.
фиксируется левая нить кистью правой руки. Затем ладонь
поворачивается вниз, и на левой нити образуется петля. Правая нить кладется поверх петли и затем производят заплетку
397
по типу штопки «над-под››. Правая нить подводится под левую-ниже петли, поворачивается и проносится над левой выше петли, проносится между левой и правой под верхней час-
тью петли и вытягивается наружу, проносится над правой
нитью и вытягивается из-под петли. --Узел «Жозефина» рекомендуется плести из упругого, хорошо скрученного шнура.
Так называемый «королевский узел» - это тот же самый
узел «Жозефина», единственная разница между ними в способе прикрепления: сложенная вдвое нить прикрепляется не к
несущей нити, а подвешивается на булавке.
м) Простой одинарный фестон. Применяется для получе-
ния кружевного края детали и представляет собой одинарные
петли, закрепленные под несущей нитью. Выполняются простые
одинарные фестоны следующим образом: несущая нить натягивается и закрепляется, над ней на одинаковом расстоянии вкалываются булавки. Чем мельче фестон, тем ближе к несущей
нити должны быть закреплены булавки, и чем тоньше ъшть,
тем ближе друг к другу закрепляются булавки. Нить складывается вдвое и навешивается на закрепленную булавку, свободные концы заправляются под несущую нить. -К несущей нити
левая и правая нити крепятся репсовым узлом.
Узор «Сфера». Берется восемь нитей длиной -до полутора
метров. Нити складываются пополам иприкрепляются к дополнительной нити или жесткой основе. Нити 1, 2, З, ~4, 5, 6,
,›«- ~\:, ,М
__ _
,
“И _:~~× ..\ Ч -1 Щ*-.,
" _,.,›;..,
д- ,г-*")`~.
,,›«\- ›~д,,_\т_
'\
41,,
;>".~*“
із- (Эд '\;':,..«=,$ \4,.и-,ку т ,дат ',..,,
/_61.»
,
М. _;
Ю*
И,
_,
ЁЁї;`:д%`/`_, її»
1
/,./1*”
и
ы:
: и .<«'Ґ ' \›
,М
И
%< › _ ,ў/"
мг? ,гуд 'Ы
\
,
. _.
Ё
в \\
а
в
Ё ыьу
`\`
вы
,
\
__
,
в
1,1
`°~«Ё`~т;/"`×.д<'}
_* її к
_
~
,/*'
,
\
"_.~"""°~:”€
Ё
/7
ь .д
,,.<-г<,,,`
М
_ Ф МЦ ,га Ж І -ь «›\д:~"*~.,`?,,<›<«».›,,~
ща ~:4,,~«
И ››' _» - = ~ . `~/5 \ ›1» ›
›'_ ,_-»«=«.Ё.ёч› \\\*~,\€,›
\'×Чї\:\
Ф
,між
,__.-:,.,«~»
1:
`\\›а\\ *К
1 ›
`\`›{д
*ЁЁЁЦ
_
на/-*я\ї"\Ь*:“, _.,х.,ж
К- ,» ,.
\ 1
“_
...М.~..<^""Ё""›
,.,«›.~ч_.,_ кўщ
я "'“
мы
,
-\_ /._
ЁҐ
,Є
ці
Ы.
-,×Ё«*\`~<;,.>×,
×`×
А К `
“
" Х
,'~, ;>;1;:-'›`\,*'
= 1
жа\К_` “Щ
Ґях,
'\::<,_1" ы)
,\/',_;
›,';\
*\`\_`й` «,_Ы,`Ц
,
' "-. 'И
.-ї». І
., `_.,
»Щ тд
_:
Ж. ~
куь>`:\_(
Сны.
~
/Ґ
\,*=_
'~.`~›_
кд»
“-,`~~,
~д× ьа т
їмь
І
дй
~
Я
ейгр к~х--же із :///ета
* их
(
се*
І _ /
,
`_
_
Ё=ь'_›“і
1 ~"
И
“*
'
их
Х
5111.
,ҐЫ
“Ч"-1І
4),
,/'І
І
-1
»_/,Ё
:,::~;*::,:,,<.*З.~х»:'.:.»*:',»«” 1`:._~--~-;,/ --:ї,.,;;~;}~ гїўїії:
Ё
-1*", Ґ”
.Щ.__,..::~~›
м,
Ёг,,
'_
›`
{\..~›“
`
он
,>>-`і*:,\{
"'
'як̀Е
4%
Плетение узора «Сфера».
7 и 10,~11, 12, 13, 14, 15, 16 будут рабочими,-а нити 8 и 9 узелковыми. Плетение начинают попарно нитями, идущими
от центра к краю, т. е. 7 и 10,6 и 11, 5 и 12, 4 и 13, 3 и 14,
оплетая ими последовательно двойными плоскими узлами
398
узелковые нити 8 и 9. Узлы располагают на равном расстоянии друг от друга. Таким образом будут сплетены пять двой-
ных. плоских узлов. Нижняя половинка узора образуется по-
следовательной оплеткой узелковых нитей следующими парами нитей: 4-13, 5-12, 6-11, 7--10. Таким образом будут
сплетены четыре двойных плоских узїа. Нити 1, 2, 15, 16,
оставшиеся непроплетенными, применяют для связи полученного рисунка с другими узорами (рисунками).
Узор «Раковина». Две нити длиной по- 20 см складывают
и к ним крепят комбинированными узлами прикрепления
шесть нитей длиной по 1 м, предварительно сложив их *пополам. Плетение начинают слева направо. При этом узелковой
нитью всякий раз будет являться каждая последующая левая
крайняя нить. Со второго раза направляющими становятся
последовательно нити 2, З, 4, 5 и т. д., до момента, когда ос-
-. ~1_;
,., __
4
'С
1::
і
1
9
0:): ль га
1
'І
*Этїіі!~,чж!,~.ъг!!ї!±!)!*!€
\'гя,:_;1,9,:9›,!19,*,9=!3!;,!їЩ
"йа“391!;.ї.ь*”.і|/"Ґ
`3э›:і:5~~'д±!×
›
/"
'І
ё!
\
,
А
_
Ч.
1
ҐІлетение узора «Раковина».
танутся всего две нити. Предпоследняя нить становится узелковой, а последняя - рабочей. Если набрано шесть нитей (12
концов), то брид будет одиннадцать. Все узелковые нити находятся справа от плетения. Затем производится оплетение
края «раковины». Фиксируется последний репсовый узел. После этого берут единственную рабочую нить и, превращая ее
В УЗЄЛКОВУЮ, НаПраВЛЯЮТ
ВДОЛЬ ПРЗВОГО КРЗЯ «РЗКОВИІ-ІЫ›>.
ПЄРВОЙ НЗПЛЄТЗЄТСЯ На НЄЄ -ІЗЄПСОВЫМ УЗЛОМ УЗЄЛКОВЗЯ НИТЬ
399
последней бриды. После репсового узла добавляется одно или
два дополнительных колечка, чтобы брида заняла все пространство от 11 до 10 бриды узора. Затем присоединяется отработанная рабочая нить 12 к узелковой, берется узелковая
нить бриды 10 и ее уже обвивают две узелковые нити, сложенные вместе, заполняя все пространство до бриды 9. В дополнение к репсовому узлу выполняются- еще четыре витка.
К двум узелковым нитям присоединяется только что отработанная рабочая нить. Таким образом обвивается весь правый
край до бриды 1. Рабочая нить закрепляется за одиннадцатью
узелковыми нитями, и' все узелковые нити ровно обрезаются.
Узкий конец прикрепляется к левой стороне бриды 1.~
Узор «Зигзаг». Две нити складываются пополам и крепятся к несущей нити. Плетутся слева направо до первого поворота направо четыре бриды. Первая направляющая для бриды
нить 1, она оплетается нитями 2, 3, 4 репсовым узлом. Для
брид второго ряда направляющей становится нить 2, которая
1250
,1
Ё
дп
І1І
\:'іїї
є___,,
ні!ьйїіїїіё
,_._,_-з. . ,_
і!1Щ!!_1
ї'%І
'.!і!і!.1
;-2
?Нд9ц$|',.«я1!±-1"
Ф*-"ч "'
_
І ! "“'
ІІ!
її 11ЁІІ|І=
2;-щ:съ
Ёпігі
-2-і
_.:
^'П-_
Плетение узора «Зигзаг».
оплетается нитями З, 4 и 1. Таким же образом плетутся третий и четвертый ряды. Справа от четвертой бриды крепится
булавка, обводится вокруг нее нитью 4 и начинается плетение справа налево таким же образом. Нить 4 становится на-
правляющей для первой бриды, идущей справа налево. На
этом участке плетения каждая последующая правая нить по400
СЛЄДОВЕІТЄЛЬНО СТВ]-ІОВИТСЯ НЗПРЗВЛЯЮЩЄЙ. В ПРИВЄДЄННОМ ри-
сунке в каждом уступе по четыре бриды. Одинарную полосу
можно соединить с аналогичной полосой, спл-стенной в зеркальном отражении.
Узор «Ракушка››. Нужно шесть нитей длиной 50 см. Их
складывают пополам. К мягкой основе крепится булавка (1),
на нее подвешиваются нити и плетется один двойной плоский
узел (1-10-1). Нити 1 и 12 - узелковые, а нити 2 - 11
являются рабочими. На нить (1) наплетаются последователь-
но репсовыми узлами 2, 3, 4, 5, 6 нити, а на нить 12 напле-
С
(1
/
,неё
×~
1
,
›..
«У ХХ
*Ж
Ч
,
290
из Ж
°3**
х \`;;":>\
И
а.
Х
4*зўї-/”'
2 ,їе
*
, ван
А 4_`
. ,;'
так
_
_.
;~,«
`*'РІСЁЁ
°1~.т_її;/І.
_;
`\,_`
,,_
4 _
-
'- .Ѕ
Ё
Ґ Ё/.,_, "
*ёїг ;:н=:*
7.
›/Е)
І
1%.
~«
'
Плетение узора «Ракушка».
таются нити 11, 10, 9, 8, 7. Нитью 2 оплетаются нити З, 4, 5
и 6, а нитью 3 оплетаются нити 4, 5, 6. Нитью 4 оплетаются
нити 5 и 6. Нитью 5 - нить 6. После этого крайней левой и
крайней правой нитями (6 и 7) плетется один двойной плоский узел. (1-10--1). Когда он затягивается очень туго, то
«ракушка» получается выпуклой.
Плетение фигурки кота. Нужно 14 нитей длиной два метра. Две нити крепятся таким образом, чтобы они слегка провисали. Все остальные нити складываются вдвое и крепятся
комбинированным узлом к этим провисающим нитям. Из
всех нитей плетется сетка из двойных плоских узлов в шах14 Энциклопедия умельца
401
Плетение фигурки кота..
матном порядке на убавление до двух узлов (7, 6, 5, 4, З, 2).
Крайние нити станут направляющими для брид, идущих от
края к центру. Узелковые нити скрепляются репсовым узлом
и делятся на семь групп по четыре нити и заплетаются витые
шнуры в следующей последовательности: крайние шнуры -по семь витков, следующие - по пять витков, а цеъпральные по три витка. Шнуры собираются и оплетаются четырьмя неплетеными центральными нитями. Плетется двойной плоский
узел (2-24-2)". Все нити сразу поочередно подтягиваются,
делятся на семь групп по четыре нити и 'плетутся любые
шнуры, из которых и создается туловище-кота в форме треугольника. Высота треугольника примерно в два раза больше
высоты головы. Нити шнуров треугольника замыкаются бридой. Туловище кота заканчивается двумя-тремя рядами брид
402
и бахромой. С левой или правой стороны на бордюр набира-
ются дополнительные нити для хвоста.
Плетение пояса. Берут тринадцать нитей длинойв две ок-
ружности талии, умноженнойна четыре, и пряжку из пластмассы или металла с центральной перекладиной. Сложенные
Плетение пояса.
пополам нити крепят простыми узлами прикрепления к центральной перекладине пряжки. Бриду плетут слева направо
для закрепления набора. Затем плетут по три диагональные
бриды, делая каждую крайнюю нить направляющей и наплетая направляіощую предыдущей бриды _на -последующую. Их
соединяют непрерывной бридой и плетут по три нижних бриды - <<жучка››. Из двух крайних нитей плетутся цепочки
длиной, необходимой для образования «жучка››. Затем выполняют ромб, заполненный сеткой из двойных плоских узлов
(1--2-1). Следующий ромб заполняется штопочным плетением (4-3-4). По этому принципу плетут такое"количество
элементов, чтобы пояс получился заданной длины. Заканчивается пояс четырьмя-пятью диагональными бридами. Нити
подрезаются и подшиваются к изнаночной части пояса.
Плетение
декоративной
портьеры
(заданный
размер
215Х95 см). Берутся 68 нитей" длиной по 12 метров. Рекомендуется использовать шпагат диаметром около 5. мм. Для плетения отрезается целая нить. Причем две крайние левые и
две крайние правые нити не участвуют в плетении рисунка
портьеры. Их обычно- прикрепляют после выполнения двух
ажурных треугольников, сложив так, чтобы узелковые нити
были чуть дтшннее заданной длины портьеры, а рабоьше штти в восемь раз длиннее узелковых нитей. Проплетая крайние
плоские или витые шнуры, прихватывают ажурный край треугольника, создавая тем самым плотный край ажурного издеші
403
Плетение декоративной портьеры.
лия. Сложенные пополам нити прикрепляются к основанию
(обычно деревянной рейки). Слева и справа .~ отводят в стороны по четыре крайние нити и из оставшихся 128 концов нитей плетут 32 плоских узла (1-2-1). Далее сетку плетут в
шахматном порядке из обыкновенных двойных плоских узлов
или двойных плоских с переменной нитью. Ряды плетутся от
центра к краю, отступая в каждом ряду влево и вправо на
404
один узел. Плетут уступами влево и вправо до тех пор, пока
не образуется ряд из одного узла (это будет тридцать первый
ряд). После этого, вводится дополнительная нить, обычно более толстая, чем нити плетения (в. конце плетения она прячется,'как узелковая, в крайнем шнуре). Закрепляют ее в
центре и плетут диагональные бриды от центра влево и вправо вдоль стороны треугольника, делая эту нить направляющей для брид. Не оплетая последних четырех крайних нитей,
плетут крайние шнуры и наплетают их нити на эту же бриду. Между бридами выполняют любой рисунок с включением,
если это соответствует вашему замыслу, шаров, колец и т. п.,
или же просто плетут бордюр. Низ бордюра заканчивается
2-З бридами. Затем плетут шнуры, чередуя последовательно
ажурные и плотные полосы. На конце обычно выполняют кисти. Для получения пышных кистей к концу каждого шнура
довязывают нужное количество дополнительных нитей.
ПЛЕТЕНИЕ ЦИНОВКИ
Циновка - это плотная плетенка из лыка,, соломы, камыша, осоки, травы и т. .п. Искусство плетения циновок дошло
до наших дней из глубокой древности. Для выполнения циновки надо сделать деревянную раму по размерам проектируемой циновки. На бердо на одинаковом расстоянии друг от
друга сверлятся отверстия диаметром 5+6 мм, обычно расстояние между центрами отверстий 40 мм.
К верхней планке рамы привязывают отрезки хлопчатобумажного шпагата, на тех же расстояниях, что и выполненные
`,так
дп
~"`
._,р«0~чо0оч'-от
\
®
о
~, І
сг ,
її!г
1.ті_ЭІ
---
_ _:
ет
_
+~
Рама для плетения циновок:
1 - рама, 2 - бердо, 3 - шпагат.
отверстия в бердо. Свободный конец каждого отрезка шпагата
продевается в отверстия бердо, шпагат натягивается и привязывается к нижней планке рамы., Узор образуется переплетением шпагатов с прокладыванием между ними стеблей лыка
406
(камыша, осоки .и т. п:).. Стебли перекрывают отсчитываемые
по рисунку группы шпагатов, что образует геометрический
узор (ромбы, зигзаги и т. п.). Перед плетением стебли обычно смачивают. Бердо поднимается в верхней планке рамы. У
нижнеи планки продергивается справа налево между шпагатами стебель _по всей ширине будущей циновки и прижимается к нижней планке рамы бердо. Стебель должен занимать
строго горизонтальное положение. После этого через шпагаты, в соответствии с выбранным вами рисунком, продергивается следующий стебель и т. д.
°
__;
сп-пп
'_|_
-
1
ыдь
_
-
1
~
'
_,
(_:
:1*і""*
СХЄМЗ ПЛЄТСНИЯ ЦИНОВКИ.
Для. получения в циновке наклонной линии рисунка нужно шаг сдвинуть вправо или влево на один или несколько
шпагатов, оставив прежним расчет переплетения их со стеблем. При продергивании третьего стебля сохраняется принцип сдвига шага, как и при прокладке второго стебля. Закончив прокладку каждого стебля, нужно их прижимать бердо к
предыдущим стеблям.
Для получения зигзага стебли продергиваются в обратном
порядке. Когда переплетение будет закончено, с нижней
планки рамы отвязывают по два шпагата, крепко связывают
между собой. Стебли должны быть плотно прижаты друг к
ДРУГУ-
При съеме циновки с верхней планки рамы отвязывают
все шпагаты, снимают бердо и-только после этого шпагаты
связывают попарно. При необходимости стебли подрезаются
(подравниваются) ножом.
Защитная штора из тростника. По типу бамбуковой
(вьетнамской) шторки можно выполнить защитную шторку
407
из тростника. Тростник нарезают в зимний период. Режут же
стебли, которые растут выше уровня воды. Стебли разрезаются на доли по центрам утолщений стебля, выбираются дольки
твердые, жесткие. Обычно из одного стебля выбирают неболее 4-5 долек. Дольки насаживают на леску. В декоративных целях между дольками прокладывают (нанизывают) 'пу-
говицы из цветной пластмассы или специально вырезанных
прокладок из пластмассы., Выполнив набор долек нужной
длины, леску привязывают к основе (деревянная рейка, алюминиевая трубка и т. п.). Основа обычно декорируется за-
плеткой стеблями или шпагатом техникой* макраме.
ИСКУССТВО КНИЖНОГ0 ПЕРЕПЛЕТА
Книга не сразу пришла к тому законченному классическому виду, к которому мы так привыкли.
В давние времена в ряде стран тексты писались на длинных, порой до нескольких метров, полосах папируса и скручивались в свитки. В Лондоне, в Британском музее хранится
уникальный папирус с текстом длиной свыше 40 метров.
В государствах междуречья Тигра и Евфрата тексты писали на глиняных табличках, которые потом обжигали.
В Древнем Риме был изобретен другой вид книги - полиптих, представлявший собой скрепленные ремешками деревянные дощечки-таблицы, покрытые воском, на поверхности
которых выцарапывались буквы. Со ІІ в. до н. э.. в городе
Пергам начали изготавливать «пергамент», ставший материалом для письма. Представлял он собой особо выделанную кожу. А с ХІІІ в. в европейских государствах основным писчим
материалом становится бумага (от итальянского «хлопок››) ~материал преимущественно из растительных волокон.
Впервые бумага была получена во ІІ в. в Китае. Новый
материал для письма позволил создать и новый тип книги кодекс. Книга уже представляет собой сложенные в тетрадь
листы, сшитые в единое целое. Книга вмещает в себя много
информации, удобна для письма и чтения, компактна.
Древнейшая из дошедших до нас российских книг «Остромирово Евангелие» (1056-1057 гг.) - свидетельствует о высочайшем искусстве российских мастеров. С изобретением Кодекса возникает и такая деталь, как переплет. Вначале его делали из дощечек, обтянутых выделанной кожей. Переплеты
книг, выполнявшихся по специальным заказам, изготавливались из золота и серебра, украшались чеканкой, скан-ью,
эмалью, драгоценными камнями. Древние российские переплеты, выполненные в этойтехнике, назывались окладами.
Развивается книгопечатание (первые опыты книгопечатания были предприняты в середине ІІ в. в Китае).
В Европе книгопечатание возникло в 40-х годах ХУ в.
(И. Гутенберг). Первая славянская типография была основана
в 1492 г. в Кракове Ш. Фиолем, в 20-х годах Х\/І в. Ф. Ско409
риной в Вильнюсе основана типография, а первая точно датированная русская печатная книга «Апостол» *напечатана в
1564 г. в Москве И. Федоровым и П. Мстиславцем. Меняется
и переплет книги. Он перестает быть уникальным произведением ювелирного искусства и в основном начинает служить
практическим целям - предохранять книгу от повреждений.
В ХУІІІЬХІХ вв. большинство книг печаталось без переплета; и только владелец книги мог заказать переплет по
своему 'желанию и вкусу, На переплетах того времени наряду
с именем автора и наименованием книги нередко. ставились и
инициалы владельца книги. Появление стандартных типографских переплетов и участие в их создании художника
внесли новые черты в художественныйобраз книги.
В настоящее время распространены два вида переплета:
цельнотканевые и составные. На цельнотканевые переплеты
текст и изображения наносят краской или тиснением, часто
11:
/
,..,_..
_...Ё_,_...-~~;#
®
__
ТТ”
~››----»м
_
».-«._~«..› _.
......±..,..›,..<..-_......,..,.,
___
..._
._ _
_
ы...
Элементы книги:
1 - книжный блок, 2 - суперобложка, 3`- перегшетная крышка, 4 - рубчик, 5 +- каптал, 6 - корешок, 7 - кант, 8 - клапан руперобложки, 9 -
форзац; 10 - фронтиспис, 11 -- титульный лист.
410
употребляют бронзовую фольгу, распространено рельефное
тиснение без краски. На составные переплеты, которые состоят из тканевого корешка и покрытых бумагой сторонок, можно репродуцировать мноюкрасочное изображение.
Однако книги выпускаются не только в переплетах. Малые книги в одну-две тетрадки, брошюры, журналы выходят
в основном в обложках, выполняемых из более плотной,
прочной бумаги, на которой возможна многокрасочная печать. Обложка выполняет те же функции, что и переплет. На
переплеты зачастую надевают суперобложку, которая также
является элементом художественного оформления книги. Возникла суперобложка из простой обертки и вначале носила
чисто предохранительный характер. В настоящее время суперобложка взяла на себя образные задачи переплета и обыч-
но под яркой, оригинальной суперобложкой переплет очень
простой и лаконичный.
Оборотная сторона переплетной
крышки заклеивается сложенным пополам листом бумаш форзацем, который соединяет книжный блок с крышкой переплета. Форзац может быть просто белой или цветной бума-
гой, декоративно-орнаментальным или с сюжетным изображением. Начинается книга титульным листом, который может быть разворотным, занимая вторую и третью страницы, в
некоторых изданиях имеется авантитул, расположенный на
первой странице. На титуле помещаются основные сведения:
название книги, фамилия и инициалы автора(ов), наимено-
вание .издательства, год и место издания. Иногда отдельным
разделам книги предшествует шмуититул, где помещается
название раздела.
Мноше прекрасные книги нуждаются в ремонте. Для этого их следует аккуратно разобрать. Если блок книги выполнен из отдельных тетрадей, постарайтесь при разборке их не
разрушать, не повредить корешковые сгибы листов. Разрезаются нитки, которыми сшиты тетради, или вынимаются проволочные скрепки, со сгибов листов аккуратно удаляются
следы клея (в том числе и слегка подогретой водой). После
просушки откладываются листы, нуждающиеся в ремонте или
очистке. Чернильные пятна смачивают 10%-ной перекисью
водорода. Смоченное место оставляют для высыхания между
двумя листами промокательной бумаги. Пятна на страницах,
оставленные пальцами, _.слегка натирают мылом и затем протирают чистой влажной тряпкой. Мокрый лист также сушит-
ся между двумя листами промокательной бумаги. Свежие
жировые пятна удаляют, проглаживая переплет теплым утюгом через промокательную бумагу. Это делается до тех пор,
пока промокательная бумага полностью не впитает жир.
СТЗРЫЄ
ЖИрОВЫЄ' ПЯТНЗ
ОЧИЩЗЮТ
411
СМЄСЬЮ,
СОСТОЯЩЄЙ
ИЗ
чайной ложки жженой магнезии и нескольких капель бензина. Некоторые пятна быстро сходят, если их натереть мякишем свежего белого хлеба. Если в книге загнуты страницы,
то надо положить сверху и снизу на загнутый край влажную
промокательную бумагу, книгу положить» на ровное место, а
страницу пригрузить. Если страница надорвана, ее подклеивают с помощью прозрачной клеящей ленты-скотча или проклеивают по полям плотной бумагой. При клейке используют резиновый или поливинилацетатный клей, так как конторский силикатный клей оставляет на бумаге пятна,
коробит ее.
Склеенные тетради книжного блока просушиваются под
прессом, собираются в блок и опять кладутся под пресс. После просушки, выровнив тетради книжного блока по корешку
и верхнему обрезу, его зажимают при помощи струбцины и
размечают корешок блока, т. е. наносят на корешок пары па-
А/\
_¦1
1 0
(77 \_ '
/Ё =*
.
(одне
"1<-=Н~ Фев
1*
эс`
4)
1 - сшивка тетрадей в книжный блок (1-10 - отверстия, І-У - тетради).
2 _ книжный блок: 1 - форзац, 2 - передний обрез блока, 3 - нижний
обрез блока, 4 - каптал, 5 - марля, 6 - верхний обрез блока. Ь - длина
книжного блока, В - ширина книжного блока, Н - высота (толщина)
книжного блока.
раллельных линий с расстоянием между ними до 25 мм. Причем для книг высотой до ×20 см достаточно двух пар, а при
большей высоте книги - обычно З-4 пар. После этого берут
сложенную вдвое сшивную нить (желательно крученую хлопчатобумажную) длиной на 15 см больше 'числа тетрадей, умноженного на расстояние между парой параллельных линий
корешка. Нить заправляется так, чтобы на длинном конце
двойной нити находилась петля (середина сложенной вдвое
одинарной нити). Раскрыв на середине первую тетрадь, вводят иглу с нитью снаружи корешка в точку 1, оставив за корешком петлю нити. Выведенную через точку 2 иглу с нитью
продевают в точку 3 второй тетради (ІІ). Иглу с нитью, вы412
пущенную на второй тетради через точку 4 заводят в петлю,
выходящую из прокола 1. После этого нить осторожно натягивается, а игла вводится в точку 5 тетради (ІІІ) и выводится
через точку 6, стежок фиксируется, заведя нить между первой и второй тетрадями под соединяющий их стежок 2-3,
после чего иглу вводят в отверстие 7 тетради (4) и т. д. После того, как закончено шитье первого ряда стежков, идущих
поперек корешка, приступают к шитью тетрадей по следующему ряду разметки и т. д.
Сшитый книжный блок промазывается по корешку клеем
и кладется под пресс до полной просушки. Далее к подготовленному книжному блоку подклеиваются форзацы (сложенный вдвое лист бумаги), без которых нельзя соединить блок с
крышками переплета. Приклеиваются форзацы к первому листу первой и последнему листу последней тетради книжного
блока. Для присоединения форзацев к тетрадям вдоль корешкового сгиба форзаца наносят полосу клея шириной 3-4 мм
и приклеивают к корешковому полю соответствующей тетради так, чтобы сгиб форзаца был вровень с корешковым полем
тетради, или корешковым обрезом блока книги. После того
как форзацы прикреплены, корешки книжных тетрадей надо
оклеить марлей с таким расчетом, чтобы на форзацы со стороны корешка блока заходили края марли по 15-20 мм.
Концы сшивной нити перед подклейкой к форзацам нужно
растрепать. После этого книжный блок высушивают под прессом. Хорошо высушенный блок обрезают остро отточенным
переплетным" ножом. Книжный блок зажимают в струбцину и
обрезают вначале верх блока, затем боковую и нижнюю стороны. Если нужно срезать на незначительную величину (до
2-З мм), то обычно, блок зажимают между двумя ровными
досками и строгают обрез вместе с досками на заданную величину. Заусенцы, если они имеются, зачищаются мелкозернистой наждачной бумагой. После этого книжный блок кладут на ровную поверхность и киянкой скругляют корешок
легкими ударами по крайним тетрадям.
Отделка блока завершается прйклеиванием полосок каптала (ткань, маскирующая концы корешков блока). Длина
каптала должна быть равна ширине корешка книжного блока
по дуге. Для каптала берется ленточка нетолстой ткани подходящего цвета, сложенная пополам.
В сгиб вкладывается жгутик из суровых ниток, и каптал
склеивается, полоски каптала приклеиваются на концы корешков переплета. В качестве самой обложки обычно используется лидерин, бумвинил, текстильный лоскут, реже дерматин, переплетный картон.
413
Ь-4
['_Е*'1 Ф
5*
А,
»
Ф
1 П"
ДА,
;
ї
Э
.
'Ё
@
*
- /_.-~ /»
І
:
її
І.
дп*
›г,
11
Ф
///
/ /
2)
І) - выполнение цельнокрытых переплетных крышек: 1 - картонные сто-
ронки, 2 - .отстав, 3 - покровный материал. 2) _ переплетная крышка:
1 - картонная сторонка, 2 - отстав, 3 - корешок, 4 - рубчик, 5 _ покровный материал.
Измеряются размеры каждого блока (в мм.): «Ь» - высота книги, «В» - ширина от кромки корешка до бокового обреза, «ІЭ» - длина дуги округленного корешка или толщина
блока при прямом корешке. Причем, надо учесть, что для
лучшей сохранности блока края крышек переплета - «канты›› должны выступать за пределы блока на 3 мм. Затем выполняют две картонные сторонки обычнотолщиной 2 мм размером (Ь+6) х В мм, а из плотной бумаги (можно из ватмана) вырезают полоску остова размером (1.+6) х (1Э+2) мм.
После этого на покровном материале раскладывают полученные заготовки, намечают карандашом все элементы переплета и наносят клей на материал. Очень тщательно подкладывают сторонки и отстав. Полоски припуска покровного материала, смазанные клеем, загибают на внутренние стороны
переплетных крышек в такой последовательности: загибают и
клеят боковые клапаны, очень тщательно протирают. После
этого подклеивают верхний и нижний клапаны. Заготовку хорошо просупшвают под прессом. После просушки книжный
блок вклеивают в переплет. Крышку кладут на мягкое основание лицевой стороной вниз и придают отставу закругленную форму, изгибая корешок на ребре крьішки основания.
Затем промазывают клеем на переплете места между отставом и сторонками, наносят клей на прикорешковые части
блока, вкладывают книжный блок в крышки таким образом,
чтобы от корешковой части блока до отстава образовался зазор, равный примерно 1 мм.
Канты выступают за пределы переплета на одинаковую
величину. с обеих сторон. Затем выполняют рубчики, т. е. канавки вдоль отстава с обеих сторон крышки переплета.
414
Для образования рубчиков накладывают обрезки проволо-
чек и загружают. Под воздействием груза выдавливаются
нужных размеров рубчики.
'
Заключительная операция -выполнения переплета: --› подклейка форзаца к крышке переплета. После этого отрестав-
рированная книга сушится.
АППЛИКАЦИЯ СОЛОМКОЙ
Аппликация (от лат. <<прикладывание››) - широкораспространенная техника декоративно-прикладного искусства. В
широком смысле этого слова - разноцветные кусочки бумаги,
кожи, ткани, меха, соломки и т; п. - наклеивают или нашивают на материал дРУГ0г0 цвета или выделки.
Одгш из самых доступных и эффектных видов ашт.ш×п<ации -
обыкновенная соломка.
Естественный цвет стеблей соломы довольно разнообразен:
это желтые, зеленоватые, сиреневые тона. Можно получить
соломку и темно-коричневых тонов: для этого ее выдерживают несколько минут под горячим утюгом или окрашивают
краской-морилкой. Для получения соломки серебристо-белого
цвета ее отбеливают в слабом растворе перекиси водорода
(около 2 часов) или в 5 %-ном растворе питьевой соды (до 4
часов).
В качестве материала применяется обычная ржаная соломка, собранная во время косовицы.
Обычно применяют верхнюю, более тонкую половину
стебля. Отбирают наиболее толстые и крепкие стебли, разрезают на куски в тех местах, где находятся утолщения - коленца.
Чтобы соломка стала мягкой и податливой, ее кладут на
2-3 часа в воду, после чего просушивают между газетными
листами. Просохшая соломка режется вдоль стебля и разглаживается на бумаге горячим утюгом. У вас получится ленточка приятного золотистого цвета. Чем больше лент, тем больше
оттенков вы получите - от светлых до темно-охристых.
Поверхность изделия, которое вы собираетесь инкрустировать - следует предварительно подготовить. Для этого поверхность зачищается сначала крупной, а потом мелкозернистой
шкуркой. Грунтуется крахмальным клейстером, столярным
клеем, нитролаком. На поверхность вручную или через копировальную бумагу наносят выбранный вами рисунок или орнамент (рекомендуется избегать второстепенных деталей).
Оценив достаточность заготовленных соломинок, приступайте
к работе. Острым ножом-резаком из заготовок-соломинок 'вырезают элементы рисунка (орнамента).
'
416
Поверхность изделия слегка промазывается клеем, и заготовки-соломинки укладываются.
Причем, если вы грунтовали нитролаком, то и для на-
1
1
1
ъ
Аппликация соломкой.
клейки применяется нитролак, _если же грунтовали клейстером или столярным клеем, то и наклеивать; следует на столярный клей.
Наклеенные соломинки осторожно приглаживаются сверху
любым гладким цилиндрическим предметом. После выполнения рисунка (орнамента) поверхность покрывается за 2-3
раза бесцветным лаком, который усшшт зологшстый цвет соломки.
417
Создаются соломкой самые различные композиции, как
самые простые, так и очень сложные. -Особенно удачно сочетаются отдельные пятна, сплошь заложенные соломкой, и
тонкие ажурные линии.
1
1
ц
'-
ГРАВЮРА
Гравюра (от франц. глагола «вырезать››) - вид графики,
в котором изображение является печатным оттиском рельефного рисунка, вырезанного или вытравленного на деревянной
или на металлической пластине. С одной выгравированной доски обычно печатается большое количество эстампов (от
франц. <<оттиск››), которые все являются авторским произведением.. Гравюры бывают выпуклые и углубленные.
В. странах Западной. Европы первые гравюры, выполненные
в технике ксилографии (гравюра на дереве) с изображениями
святых, появились на рубеже ХІУ-ХУ вв.
В 14.61 г, была издана первая иллюстрированная гравюрой
книга с наборным шрифтом. Техника гравюры получает очень
быстрое и широкое распространение. И уже в 1493 году издана «Всемирная хроника» Х.. Шеделя, украшеннаяболее чем
двумя тысячами гравюр. В Х\/`І в. возникает репродукционная
гравюра, характерной особенностью которой- становится восї
произведение живописных произведений.
В технике гравюры работает великий голландский живописец Харменс ван Рейн Рембрандт (1606-1669).
Поражает своими графическими «архитектурными фантазиями››, грандиозностью пространственных построений, драматическими светотеневыми контрастами итальянский гравер
Джованни Баттиста Пиранези (1720-1778). Французский
график Жак Калло (1593~1635) в своих офортах «Бедствия
войны» (1632--1633) виртуозно сочетал причудливую фанта-
зию, гротеск с острыми реалистическими наблюдениями. На
русских резцовых гравюрах ХУІІІ в. с большим мастерством
изображаются батальные сюжеты, портреты, аллегорические
изображения.
Самое широкое распространение в государстве Российском
получает лубок - ярко раскрашенный, затейливый по рисунку, служивший украшением крестьянской избы, придававший
немудреному крестьянскому быту некоторую красочность и
поэтику.
В работе над лубками, посвященными Отечественной войне 1812~ г., принимал участие русский живописец, основопо419
ложник бытового жанра в русской живописи А. Г. Венецианов (1780-1847). Через лубочные 'картины крестьянская Рос-
сия впервые познакомилась с бессмертными стихотворениями
А. С. Пушкина, Н. А. Некрасова, баснями И. А. Крылова.
-Материал печатной доски и способ гравирования определяют особенности гравюры.
Печатная доска для выпуклой гравюры готовится следую-
і
Гравюра.
щим образом. На тщательно отполированную поверхность доски из твердой породы (груша, пальма, самшит и др.) карандашом или пером наносится рисунок. После этого нужными
штихелями удаляются места, которые в оттисках должны
быть белыми, оставляя нетронутыми штрихи и пятна.
По завершении работы получается выпуклое изображение,
420
на которое валиком накатывается краска.. Затем накладывают
бумагу и с силой придавливают на специальном станке или с
применением значительных усилий притирают вручную. В
результате на листе бумаги получитс_я оттиск. К выпуклой
гравюре относятся линогравюра и ксилография.
Линогравюра - гравюра на линолеуме. Для приготовления «печатной доски›› поверхность линолеума или пластика
тщательно шлифуется мелкозернистой шкуркой. Инструмент
применяется тот же, что и при гравировке.
В технике линогравюры применяют два основных рабочих
приема: белым штрихом и черным штрихом.
Если вами выбран прием черного штриха, то каждую линию рисунка, заранее нанесенного на поверхность линолеума, обрезают с обеих сторон, а окружающий фон углубляют.
Выпуклыми будут только линии, которые на оттиске будут
черного цвета на белом фоне. При применении техники белого штриха рисунок на поверхности линолеума делается
лишь в общих, основных чертах, а прорабатывается, уточняется непосредственно во время процесса гравирования. Различная степень цветовых оттенков достигается с помощью более густой или более редкой штриховки, _т. е., чем чаще будут нарезаны штрихи, тем светлее будет выглядеть рисунок.
Для печати гравюры можно использовать обычную масляную художественную краску, предварительно удалив из нее
излишки масла. Для этого краска выдавливается на промокательную бумагу и после выдержки в течение 24 часов собирается и_тщательно перемешивается. Наносится краска валиком
типографским или валиком для глянцевания фотографий.
Краска раскатывается на стекле, а затем валиком наносится
на поверхность «печатной доски» осторожно и в небольшом
количестве, чтобы она не попадала в углубления и _не забивала штрихи, которые должны оставаться на эстампе (оттиске)
белыми. Печатать линогравюру можно не только на специальном станке, но и вручную.
На «печатную доску» накладывают лист бумаги, а сверху
кладут другой лист и протирают твердым предметом. Обычно
для лучшего скольжения при протирке поверхность бумаги
натирают воском (парафином). Получив первый оттиск, внесите поправки в рисунок. Бумага для печати выбирается мягкая и нетолстая.
Ксилография (от греч. --срубленное дерево и пишу) гравюра на дереве. Доску продольного распила (лучше из липы) тщательно шлифуют и затем выполняют рисунок карандашом или тушью.
После выполнения рисунка каждая линия и пятно образуются с двух сторон, и выбирается вся поверхность, которая
421
на эстампе (оттиске) должна быть белой. Валиком наносится
краска, которая ляжет только на выпуклые места. Затем накладывается лист бумаги, на него сверху кладется другой* навощенный лист и протирается твердым предметом.
Отпечатанные эстампы (оттиски) называются продольной
гравюрой (от способа изготовления доски) или обрезной гравюрой (от способа гравирования). Для гравюр этого типа характерны линии и пятно, т. к. продольный распил дерева не
позволяет тонировать рисунок тонким штрихом. В этой технике работал великий немецкий живописец и график Альб-
рехт Дюрер (1471-1528), основоположник искусства немецкого Возрождения, в напряженных экспрессивных формах,
фантастических образах воплотивший ожидание всемирно-исторических перемен (серия гравюр «Апокалипсис», 1498).
В ХУІІІ в. английский гравер Томас Бьюик впервые применил доску поперечного распила из твердого дерева, а вместо ножей для гравирования - специальные резцы - штихели, до него употреблявшиеся только для работы по металлу.
Применение твердых пород поперечного распила позволило
наносить на поверхность доски тончайшие штрихи и обогатить черно-белую гамму рисунка. Такая гравюра получилась
торцовой или тональной.
Ксилография нашла громадное применение в книжной
графике. Мировую известность получил замечательный русский живописец В. А. Фаворский (1886-1964), создавший
большое количество блестящих иллюстраций к «Слову о полку Игореве», <<Маленьким трагедиям», «Борису Годунову»,
«Домику в Коломне» А. С. Пушкина и др. книгам.
К углубленной гравюре относится резцовая гравюра (о
ней будет рассказано несколько подробнее позже), офорт,
меццо-тинто, сухая игла, акватинта, лавис, мягкий лак.
Офорт (от франц. «азотная кислота››) _ вид гравюры,
когда рисунок процарапывается гравировальной иглой в слое
кислотоупорного лака, покрывающего металлическую пластину. Процарапанные места протравл-иваются кислотой, а полученные углубления заполняются краской и оттискиваются на
бумаге.
'
Техника выполнения офорта следующая: на отшлифованную металлическую поверхность (медь, сталь, цинк) ровным
тонким слоем наносится лак. После высыхания лака на него
наносится рисунок и процарапывается остро отточенной иглой. После этого металлическая пластина покрывается кислотоупорным лаком с торцов и обратной стороны и погружается
в ванну с кислотой, которая разъест металл в местах, не защищенных кислотоупорным лаком; т. е. все штрихи, сделанные иглой, окажутся заглубленными. Чем дольше будет про422
текать процесс травления, тем глубже будут протравливаться
штрихи и тем четче они будут на эстампе.
После окончания травления пластина промывается в проточной воде и керосином или скипидаром кислотоупорный
лак смывается и в протравленные штрихи набивается краска.
Печатается офорт на увлажненной бумаге. Техника офорта
впервые была применена в Германии еще в начале Х\/І в. В
этой "технике работал Альбрехт Дюрер, великий испанский
живописец - гравер Франсиско Хосе Гойя (1746-1828), серии «Капричос››, 1797-1798, «Бедствия войны», 1810-1820
гг.), Х. Рембрандт, фламандский. живописец Антонис Ван
Дейк (1599-1641). В технике. офорта работали И. И. Шишкин (1832-1898), Т. Г. Шевченко (1814-1861), серия «Живописная Украина», 1844), В. А. Серов (1865-1911).
Меццо-тинто (от итальянск. «средний и окрашенный››) «черная манера», вид углубленной гравюры. Поверхности металлической пластины гранильником придается шероховатость, дающая при печати сплошной черный фон. Участки
пластины, соответствующие светлым местам рисунка, выскабливают, выглаживают, полируют.
Сухая игла. Техника углубленной гравюры на металле,
основанной на процарапывании острием твердой иглы штрихов на поверхности металлической пластины. Технике сухой
иглы характерны сочетание тончайших и сочных черных линий. При сильном нажиме при процарапывании образуются
заусенцы (барбы), которые придают оттиску яркость и сочность, т. к. они задерживают больше краски, которая в этих
местах переходит на эстамп (оттиск).
Акватинта. Метод гравирования, основанный на протравливании кислотой поверхности металлической пластины с наплавленной асфальтовой или канифольной пылью и с изображением, нанесенным с помощью кисти кислотбупорным лаком. Чем дольше длится процесс травления, тем сильнее
получается тональность на эстампе (оттиске). Очень часто
акватинта комбинируется с офортом.
Лавис. Вид углубленной гравюры, в которой изображение
наноситсяна медную доску кистью, смоченной кислотой. Вытравленные углубления заполняются краской для печатания
оттисков,
Мягкий лак. Вид офорта, при котором -изображение рисуется на бумаге, положенной на покрытую жирным лаком металлическую доску. В местах нажима лак пристает к бумаге,
обнажая для травления поверхность металла. В этой технике
получается эффект карандашного рисунка.
Резцовая гравюра. Принцип гравирования заключается в
механическом вырезании штрихов на поверхности металла-с
423
помощью резцов. Сохраняя все характерные особенности глубокой печати, гравюра резцом по металлу отличается высокими Художественными особенностями и достоинствами. Выразительность штриха, четкость линий, лаконизм и строгость неотъемлемая особенность резцовой гравюры. Инструменты
применяют те- же, что и при гравировальных работах. Для
гравирования используют обычно медные пластины толщиной
0,5-2,5 мм, применяются также стальные и цинковые пластины. Медь желательно брать чистую, красную. Чистая, хорошо прокатанная и прокованная пластина меди не ломкая,
лучше подвержена шлифовке. Для того, чтобы металлическую пластину .сделать более плотной, ее планируют на металлической основе сильными точными ударами молотка с
округленным концом, а затем выравнивают молотком с плоским бойком.
Лицевую поверхность пластины зачищают шабером, а затем шлифуют грубым шлифовальным камнем из песчаника,
периодически смачивая шлифкамень водой или маслом. Затем поверхность шлифуют пемзой и древесным углем, смоченным в растворе поваренной соли. После этого поверхность
полируют до получения зеркального блеска, для чего применяют отмученный мел, перетертый с деревянным маслом. Отполированная доска промывается скипидаром или бензином.
При нанесении рисунка на поверхность печатной доски
обычно используют лупу и зеркало. Для того, чтобы избежать обратного изображения, рисунок (эскиз) кладут перед
зеркалом вверх ногами и рисуют с него, смотря в вертикально стоящее зеркало.
Для нанесения рисунка поверхность печатной формы
грунтуют, покрывают лаком и коптят. Твердый грунт готовят
из смеси по одной весовой части асфальта, канифоли, черного вара и воска. Для приготовления грунта асфальт размягчают в ступе, а затем плавят в металлической посуде, добавляя
незначительное количество скипидара, затем добавляют размельченную канифоль, вар и воск. Расплавляют в течение
25-30 минут при тщательном перемешивании. После остывания, но не затвердения, состав формуют в шарики или цилиндры, которые хранят в прохладном месте.
Для того, чтобы закрыть поверхность доски лаком, ее
слегка нагревают на огне. Кусочек лака заворачивают в тонкую (льняную тряпочку), и этим тампоном водят по разогретой поверхности. Лак тонким слоем ложится по разогретой
поверхности. Затем лак надо разровнять тампоном из замши,
набитым ватой. Закончив грунтовку, доску коптят для закрепления грунта и для более четкой видимости наносимых
штрихов, прорезанных резцами или иглой.
424
Коптить доску надо пока лак еще не затвердел. Для этого
готовится небольшой факел из ваты, смоченной в керосине.
Доску поворачивают лицевой поверхностью вниз, факел держат на расстоянии, чтобы копоть равномерно покрывала поверхность.
В соответствии с характером рисунка, он переводится на
поверхность круглой или граненой иглой. Рисунок накладывают на гладкую доску, сверху кладут лист кальки. Тушью
копируют основные контуры рисунка. Затем одну из сторон
кальки натирают мягким графитом, накладывают на печатную форму, прикрепив кальку к пластине кусочком воска, и
переводят, мягко надавливая карандашом или тупой иглой.
На поверхности остается след. Переведенный рисунок иглой
углубляют так, чтобы острие иглы слегка прорезала поверхность металла. После этого грунт тряпкой, смоченной в скипидаре или керосине, смывают, а поверхность очищают древесными опилками, затем пластину еще раз промывают ацетоном. Положив доску на кожаную подушку и поддерживая
ее левой-рукой, приступают непосредственно к гравировке.
Технология гравирования пластины описана в предыдущих главах. Не забывайте, что закругленные линии легче
гравировать резцами квадратного сечения, а прямые - треугольного или ромбического сечения. Овальные и полукруглые
резцы целесообразно применять для углубления штрихов _и
2
'
.
3
`
~
_..
' ,шее
' ,ні
>`
_
_
“ ..с
-ппфі
Работа резцом.
гравирования прямых линий. Для гравирования очень тонких
и паутинных линий применяют очень острые и тонкие иглы,
не оставляющие заусенцев. Во время работы резец держат в
правой руке, берут его всеми пальцами, придерживая ручку
мизинцем, клинок лежит между средним, указательным и
большим пальцами. При гравировке большой палец лежит
крепко на доске, кисть движется и нажимает на ручку. Режут короткими движениями вперед, передвигая после движения резца и большой палец, который служит опорой на пластине и не позволяет резцу сорваться. Резец держат макси425
мально полого по отношению ..к поверхности пластины. Вести
его. следует так, чтобы пальцы слегка скользили на пластине.
При выборке, закругленных линий левой рукой поворачивают
доску навстречу ходу резца. Для, печатания лучше всего применять специальную эстампную бумагу, которая слабо проклеена, активно впитывает влагу, хорошо принимает краску,
имеет шероховатую поверхность. В случае, если нет эстампной бумаги, можно применить другую бумагу, предварительно ее обработав.
Бумагу, которая содержит большое количество клея, рекомендуется залить кипятком и выдержать в таком состоянии в
течение 24 часов. Эстампную бумагу увлажняют губкой за
1,5-2 часа до начала печатания.
Держать бумагу рекомендуется под небольшим прессом.
Для печатания лучше всего употреблять краску для глубокой
печати, которая обладает специальными свойствами: при остывании затвердевает, при разогреве - размягчается, не расплываясь на оттиске, под давлением хорошо переходит из углублений доски на увлажненную бумагу, при высыхании не
утрачивает чистоту тона. Краска на поверхность наносится
тампоном. Слегка подогрев доску, тампоном набирают краску
и с силой. вдавливают в углубления поверхности. Лишнюю
краску с поверхности снимают полоской картона, а затем поверхность протирают накрахмаленной марлей.
Заключительный этап подготовки поверхности: руку натирают' порошком мела и проглаживают поверхность. После
этого чистой тряпкой, смоченной в растворе поваренной соли,
начисто протирают поверхность.
Печатать лучше всего на офортном прессе, но можно
обойтись и без станка. Для этого берут плотный картон и вырезают в нем окно чуть больще пластины. На ровную поверхность лицевой стороной вверх кладутпластину, набитую краской, а сверху накладывают вырезанный картон таким образом, чтобы он надавил на края сырой бумаги и доска
втиснулась бы в прорезь. Сверху увлажненную бумагу покрывают сухой вощеной бумагой и притирают костяной или
деревянной отполированной пластиной. Снятые сырые эстампы (оттиски) просушивают и прикрывают с лицевой стороны
тонкой прокладочной бумагой, укладывают в стопку между
листами сухого картона и пригружают.
Цветные гравюры печатают с нескольких досок, каждая
из которых служит для одной краски.
Не очень сложные цветные гравюры иногда печатают и с
одной пластины, покрывая. ее разными красками.
К гравюре относится и литография (от греч. «камень и
пишу››) - способ плоской печати, при котором печатной
426
формой служит поверхность камня-известняка особой породы, серого, голубоватого или желтоватого цвета.
Изобретена литография была в 1798 г. и сразу же получила очень широкое распространение.
Для литографии характерны широкие, мягкие, бархатистые линии. В технике литографии работали Ф. Гойя, французский живописец и график Эжен Делакруа (1798-1863),
французский график, живописец и скульптор Оноре Домье
(1808-1879) и др.
На тщательно отполированной поверхности известняка
художник -рисует жирной тушью кистью или пером.
После этого поверхность литографского камня очень осторожно слегка протравливается раствором гуммиарабика (от
лат. «камедь и аравийский››) - вязкая прозрачная жидкость,
выделяемая некоторыми видами акаций, растворяется в воде,
образуя клейкий раствор, или раствором азотной кислоты.
Жирные места, т. е. где нанесен рисунок, кислоту не воспринимают. В свою очередь, фоновая поверхность камня после
травления не принимает тех жировых веществ, которые входят в 'состав типографской краски. В процессе печатания оттисков типографская краска пристает только к рисунку.
СОДЕРЖАНИЕ
` РЕЗЬБА ПО ДЕРЕВУ ............................................... ..
1
Виды резьбы ................................................. ..
Инструмент для резьбы по дереву .................... ..
Материалы для резьбы ..« ...... _, ........................ ..
Геометрическая резьба ................................... _.
Прямые дугранные выемки .............................. ..
Трехгранные выемки ....................................... ..
Контурная резьба ........................................... _.
Рельефная резьба ................ ..« ....................... ..
Отделка резных изделий ............ ..............
15
24
'ХОХЛОМСКАЯ И ГОРОДЕЦКАЯ РОСПИСЬ. РУССКИЕ
художественные лАки ...................................... _.
прорєзнАя вврвстА ............................................ ..
іиздєлия из кАпо-корня ..................................... _.
А мАРкЕтри (мозАикА по дереву) .......................... _.
точвнив из древесины ........................................ ..
опАлвннАя поверхность ................................... _.
ИНКРУСТАЦИЯ МЕТАЛЛОМ .................................... ..
1
ФОТОГРАФИЯ НА ПОВЕРХНОСТИ ДЕРЕВА ................. ..
.
1 ДЕКОРАТИВНАЯ НАКЛАДНАЯ РЕЗЬБА ...................... ..
НАВЬІКИ ПО ИЗГОТОВЛЕНИЮ МЕБЕЛИ. МАТЕРИАЛЫ И
ТЕХНОЛОГИЯ ОТДЕЛОЧНЬІХ РАБОТ .......... ............ ..
Инструмент ............. . ._ .................................. ..
Разметка деталей ................ ., ....................... . .
Соединение деталей ...................................... ..
Склеивание. Клеи .......................................... ..
Изготовление рамки ...................................... ..
Изготовление выдвижных ящиков ..................... ..
Ножки и цоколи ............................................ ..
428
91
91
94
Табуретка ....... ..~........ .« ......................... ..
ДОПОЛНИТЄЛЬНЬІЄ КРЄПЄЖНЬІЄ ЭПЄМЄНТЬІ . . . . . . . . ..
Дверки .................................................. . .
Шкаф под раковиной ................................ . .
Встроенный шкаф в нишах квартиры ........... ..
Раздвижные дверки ................................. _ .
ОТДЕЛОЧНЫЕ РАБОТЬІ ................................... ..
ОКРЗЦІИВЗНИЄ МЗСПЯНЬІМИ КРЗСКЗМИ И ЭМЗПЯМИ
Грунтовки заводского изготовления ........
Шлифовальные -шкурки ............................. _.
Наклейка обшивок из пластика и пленок ....... ..
Облицовка поверхностей шпоном ............... _.
Набор шпона .......................................... ..
'Наклеивание шпона .................................. _.
Отделка облицованной поверхности ............ ..
Вощение..., ................................. _, ......... ..
'Лакирование .......................................... . .
Полирование ........... _ .›............................. _ _
Отбеливание поверхностей
Крашение древесины ................................ _.
Декоративные элементы мебели ................ _.
Некоторые советы по реставрации ............. ..
ИЗДЕЛИЯ ИЗ ПЛЕТЕНОЙ ПРОВОЛОКИ
филигРАнь (скАнь) ................. .................. ..
-ЭМАЛЬ (ФИНИФТЬ) ................................. _; .... ..
Подготовка изделия под наложение эмали
Наложение эмали. Обжиг ......................... ..
Эмалевая живопись ................................. ..
Великоустюжская эмаль ........................... ..
ГРАВИРОВАНИЕ ............................................. ..
Плоскостное гравирование ........................ ..
Приспособпениедля гравирования .............. ..
Обронное гравирование (трехмерное) ......... ..
Химическое гравирование ......................... ..
Приспособления для гравировальных работ
ЧЕРНЕНИЕ ..................................................... ..
ИСКУССТВО ЧЕКАНКИ .................................... _.
Патирование меди ................................... . .
Патирование стали ................................... ..
Патирование алюминия ............................ . .
БАСМА ...................................................... . .
426
искусство жостовА ................................. ..
кг›истАллит ............................................... ..
тАуши1=›овАниє (нАсєчкА) .......................... ..
\/ювелирное искусство .............................. ..
і'Овелир`ные металлы и их сплавы ._............. ..
Драгоценные металлы. Сплавы ................. ..
Проба драгоценных металлов.
Пробирный надзор ................................. ..
Сплавы драгоценных металлов ...... . .'.т ......... . .
221
'Драгоценные камни. Классификация, свойства
Окраска, цвет ........................................ . .
Огранка камнеи . .. ................................... ..
Краткое описание некоторых камней . . . . . . . . . . ..
Синтетические (искусственные) камни
Подделка драгоценных камней .................. ..
Изготовление ювелирных изделий .............. ..
Кольца ................................................. . .
Серьги ................................................. . .
Закрепление камней в изделие ................. ..
ХУДОЖЕСТВЕННАЯ РУЧНАЯ КОВКА ........... .. .... ..
227
233
245
246
246
256
260
Инструменты для художественной ковки ..... ..
Приемы ручной ковки ............................. ..
ХУДОЖЕСТВЕННОЕ ЛИТЬЕ .............................. ..
АЖУРНАЯ СКУЛЬПТУРА ................................ ..
ИСКУССТВО ПРОСЕЧНОГО ЖЕЛЕЗА ................ ..
ФОТОГРАФИЯ НА ПОВЕРХНОСТИ МЕТАЛЛА ..... ..
МЕТАЛЛОПЛАСТИКА .................................... . .
КРАТКИЕ СВЕДЕНИЯ ПО ОТДЕЛОЧНЬІМ РАБОТАМ
МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ... . ....................... ..
Механические способы отделки ................ ..
Химические способы отделки ................... ..
Золочение и серебрение сусальным золотом
Гальванические способы отделки ............... ..
\ искусство художественной кыммики ..... _.
\/ лвпнов искусство .................................... ..
мозАикА .............................................. ..
сгмффито ............................................... _.
дзо
2
ФРЕСКИ (АЛЬФРЕЙНАЯ РОСПИСЬ) ..... .......... ..
РЕЗЬБА ПО КАМНЮ ......
....................... ..
ХУДОЖЕСТВЕННАЯ- ОБРАБОТКА КАМНЯ ........ ..
“ХУДОЖЕСТВЕННАЯ ОБРАБОТКА КОСТИ ......... ..
ДЕКОРАТИВНЬІЕ ЦВЕТЫ ................. .. ............. ..
СВЕЧИ ДЕКОРАТИВНЬІЕ ................................. . .
ДЕКОРАТИВНОЕ КРУЖЕВОПЛЕТЕНИЕ (МАКРАМЕ)
ПЛЕТЕНИЕ ЦИНОВКИ ................................... ..
ИСКУССТВО КНИЖНОГО ПЕРЕПЛЕТА ............. _.
АППЛИКАЦИЯ СОЛОМКОЙ .......................... ..
\.ЁгРАвюРА.................................................. _.
СПРАВОЧНОЕ ИЗДАНИЕ
ГЛАДКОВ
Николай Николаевич
(составитель)
ЭНЦИКЛОПЕДИЯ УМЕЛЬЦА
Редактор В. Семенова
Художник Т. Бойченко
Технический редактор В. Кремер
Корректор Л. Чичканенко
Компьютерный набор Р. Ремешевская
Компьютерная верстка В. Бойченко
Подписано к печати 20.09.95 г.
Формат 84 х 108 1/32. Бумага пазетная.
Усл. леч. л. 22.6.
Зак. 161.
Цена договорная.
Отпечатано с готовых диапозитивов, представленных
фирмой «Бизнес-Информ», в издательстве «Таврида»
333700, Симферополь, ул. Генерала Васильева, 44.